
Application of full factorial design and Doehlert matrix for the optimisation of beef tallow...
7
Application of full factorial design and Doehlert matrix for the optimisation of beef tallow methanolysis via homogeneous catalysis Daniel R. Mendonça a , Heloysa M.C. Andrade b,c , Paulo R.B. Guimarães d , Regina F. Vianna a , Simoni M.P. Meneghetti e , Luiz A.M. Pontes d,f , Leonardo S.G. Teixeira b,c, ⁎ a Escola Politécnica, Universidade Federal da Bahia, Av. Aristides Novis 2, 40.210-630, Salvador, Bahia, Brazil b Instituto de Química, Universidade Federal da Bahia, Campus Universitário de Ondina, 40.170-280, Salvador, Bahia, Brazil c INCT de Energia e Ambiente, Universidade Federal da Bahia, 40.170-280, Salvador, Bahia, Brazil d Universidade Salvador–UNIFACS, Departamento de Engenharia e Arquitetura, Av. Cardeal da Silva 132, 40.220-141, Salvador, Bahia, Brazil e Instituto de Química e Biotecnologia, Universidade Federal de Alagoas, Av. Lourival de Melo Mota s/n, Cidade Universitária, 57.072-970, Maceió-AL, Brazil f Instituto Brasileiro de Tecnologia e Regulação – IBTR, Rua Dr. José Peroba 349, 41770-235, Salvador, Bahia, Brazil abstract article info Article history: Received 3 December 2009 Received in revised form 31 August 2010 Accepted 26 September 2010 Available online 29 October 2010 Keywords: Biodiesel Beef tallow Transesterification Full factorial design Doehlert matrix The transesterification of triglycerides by means of alkaline catalysts is the most widely used route for biodiesel production and reaction optimisation by multivariate methods has been used for biodiesel production from different vegetable oils. However, the application of simultaneous optimisation for biodiesel production from beef tallow has received little attention. In an effort to optimize the beef tallow biodiesel production, a combination of the full factorial design and the Doehlert matrix was applied, and the effects of temperature, reaction time, catalyst concentration and alcohol:tallow molar ratio and their reciprocal interactions were assessed. The response variables under study were purity and yield of the final biodiesel product. In the selected condition [alcohol:tallow molar ratio(M)=7.5:1, catalyst:tallow mass ratio(C)=1.5%, reaction time(t) = 20 min and temperature=50 °C], the conversion yield of tallow biodiesel was 88.4% and the purity was 99.4%. The final biodiesel obtained was analysed and showed to have good quality characteristics. © 2010 Elsevier B.V. All rights reserved. 1. Introduction The present need for environment protection and diversification of energy sources has prompted great interest on the production of the latter from biomass, since it may contribute to the mitigation of several problems, such as dependency on energy imports, excess food production, pollution from fossil fuels and the exodus from rural areas [1,2]. Although, at present, biomass is not economically viable when compared to fossil fuels, if public authorities take into account the indirect costs and the above-mentioned advantages, incentives could be created for its use as an energy source. In this context, biodiesel obtained from vegetable oils and animal fat (tallow) has shown to be a natural successor to fossil diesel and an interesting alternative for the diversification of the world's energy matrix [3]. Transesterification, esterification and cracking are some of the technological routes used for the production of biodiesel [4]. In Brazil, the National Regulatory Agency for Oil, Gas and Biofuels–ANP, establishes that, to be used in internal combustion engines, biodiesel must be composed of a mixture of long chain fatty acid alkyl esters obtained from vegetable oils or animal fat [5]. Brazil is the world leader in beef exports and has one of the world's largest cattle population [6]. Therefore, biodiesel production from beef tallow, a by-product of the beef industry, is not only viable, from a raw material supply view point, but also environmentally sound, since most of the beef tallow is, at present, either discarded in rivers or used for soap production, as boiler fuel or as a component of animal food supplements [7,8]. However, the latter has been severely restricted lately as a preventive measure to avoid the transmission of BSE (bovine spongiform encephalopathy), also known as “mad cow disease,” to the cattle population and its human version CJD (Creutzfeldt–Jakob disease), which has led to the replacement of tallow by vegetable oil in the production of food supplements for cattle [9–12]. Thus, biodiesel production has become a prime option for beef tallow usage. The transesterification of triglycerides, methylic or ethylic, using alkaline (sodium or potassium hydroxides or alcoxides) or acid (sulphuric or nitric) catalysts, is the most widely used route for biodiesel production [13]. Multivariate analyses methods may be employed to evaluate the effect of reaction parameters on biodiesel purity and yield, since they are faster and cheaper than univariate methods and allow simultaneous optimisation of several variables [14]. Fuel Processing Technology 92 (2011) 342–348 ⁎ Corresponding author. Instituto de Química, Universidade Federal da Bahia, Campus Universitário de Ondina, 40.170-280, Salvador, Bahia, Brazil. Tel.: +55 71 32836829; fax: +55 71 32355166. E-mail address: [email protected] (L.S.G. Teixeira). 0378-3820/$ – see front matter © 2010 Elsevier B.V. All rights reserved. doi:10.1016/j.fuproc.2010.09.026 Contents lists available at ScienceDirect Fuel Processing Technology journal homepage: www.elsevier.com/locate/fuproc
Transcript of Application of full factorial design and Doehlert matrix for the optimisation of beef tallow...
Fuel Processing Technology 92 (2011) 342–348
Contents lists available at ScienceDirect
Fuel Processing Technology
j ourna l homepage: www.e lsev ie r.com/ locate / fuproc
Application of full factorial design and Doehlert matrix for the optimisation of beeftallow methanolysis via homogeneous catalysis
Daniel R. Mendonça a, Heloysa M.C. Andrade b,c, Paulo R.B. Guimarães d, Regina F. Vianna a,Simoni M.P. Meneghetti e, Luiz A.M. Pontes d,f, Leonardo S.G. Teixeira b,c,⁎a Escola Politécnica, Universidade Federal da Bahia, Av. Aristides Novis 2, 40.210-630, Salvador, Bahia, Brazilb Instituto de Química, Universidade Federal da Bahia, Campus Universitário de Ondina, 40.170-280, Salvador, Bahia, Brazilc INCT de Energia e Ambiente, Universidade Federal da Bahia, 40.170-280, Salvador, Bahia, Brazild Universidade Salvador–UNIFACS, Departamento de Engenharia e Arquitetura, Av. Cardeal da Silva 132, 40.220-141, Salvador, Bahia, Brazile Instituto de Química e Biotecnologia, Universidade Federal de Alagoas, Av. Lourival de Melo Mota s/n, Cidade Universitária, 57.072-970, Maceió-AL, Brazilf Instituto Brasileiro de Tecnologia e Regulação – IBTR, Rua Dr. José Peroba 349, 41770-235, Salvador, Bahia, Brazil
⁎ Corresponding author. Instituto de Química, UnCampus Universitário de Ondina, 40.170-280, Salvado32836829; fax: +55 71 32355166.
E-mail address: [email protected] (L.S.G. Teixeira).
0378-3820/$ – see front matter © 2010 Elsevier B.V. Adoi:10.1016/j.fuproc.2010.09.026
a b s t r a c t
a r t i c l e i n f oArticle history:Received 3 December 2009Received in revised form 31 August 2010Accepted 26 September 2010Available online 29 October 2010
Keywords:BiodieselBeef tallowTransesterificationFull factorial designDoehlert matrix
The transesterification of triglycerides by means of alkaline catalysts is the most widely used route for biodieselproduction and reaction optimisation by multivariate methods has been used for biodiesel production fromdifferent vegetable oils. However, the applicationof simultaneousoptimisation for biodiesel production frombeeftallowhas received little attention. In an effort to optimize the beef tallow biodiesel production, a combination ofthe full factorial design and the Doehlert matrix was applied, and the effects of temperature, reaction time,catalyst concentration and alcohol:tallow molar ratio and their reciprocal interactions were assessed. Theresponse variables under study were purity and yield of the final biodiesel product. In the selected condition[alcohol:tallow molar ratio(M)=7.5:1, catalyst:tallow mass ratio(C)=1.5%, reaction time(t)=20min andtemperature=50 °C], the conversion yield of tallow biodiesel was 88.4% and the purity was 99.4%. The finalbiodiesel obtained was analysed and showed to have good quality characteristics.
iversidade Federal da Bahia,r, Bahia, Brazil. Tel.: +55 71
ll rights reserved.
© 2010 Elsevier B.V. All rights reserved.
1. Introduction
The present need for environment protection and diversification ofenergy sources has prompted great interest on the production of thelatter from biomass, since it may contribute to the mitigation ofseveral problems, such as dependency on energy imports, excess foodproduction, pollution from fossil fuels and the exodus from rural areas[1,2]. Although, at present, biomass is not economically viable whencompared to fossil fuels, if public authorities take into account theindirect costs and the above-mentioned advantages, incentives couldbe created for its use as an energy source. In this context, biodieselobtained from vegetable oils and animal fat (tallow) has shown to be anatural successor to fossil diesel and an interesting alternative for thediversification of the world's energy matrix [3].
Transesterification, esterification and cracking are some of thetechnological routes used for the production of biodiesel [4]. In Brazil,the National Regulatory Agency for Oil, Gas and Biofuels–ANP,establishes that, to be used in internal combustion engines, biodiesel
must be composed of a mixture of long chain fatty acid alkyl estersobtained from vegetable oils or animal fat [5].
Brazil is the world leader in beef exports and has one of the world'slargest cattle population [6]. Therefore, biodiesel production frombeef tallow, a by-product of the beef industry, is not only viable, from arawmaterial supply view point, but also environmentally sound, sincemost of the beef tallow is, at present, either discarded in rivers or usedfor soap production, as boiler fuel or as a component of animal foodsupplements [7,8]. However, the latter has been severely restrictedlately as a preventive measure to avoid the transmission of BSE(bovine spongiform encephalopathy), also known as “mad cowdisease,” to the cattle population and its human version CJD(Creutzfeldt–Jakob disease), which has led to the replacement oftallow by vegetable oil in the production of food supplements forcattle [9–12]. Thus, biodiesel production has become a prime optionfor beef tallow usage.
The transesterification of triglycerides, methylic or ethylic, usingalkaline (sodium or potassium hydroxides or alcoxides) or acid(sulphuric or nitric) catalysts, is the most widely used route forbiodiesel production [13]. Multivariate analyses methods may beemployed to evaluate the effect of reaction parameters on biodieselpurity and yield, since they are faster and cheaper than univariatemethods and allow simultaneous optimisation of several variables[14].

343D.R. Mendonça et al. / Fuel Processing Technology 92 (2011) 342–348
The full factorial design (first-order model) and the Doehlertmatrix (second-order model) are two very well known techniques[15,16]. The latter allows not only the determination of the influenceof several variables on the response but also the response function tobe obtained and optimised. The Doehlert matrix is an optimisationsystem, where, for a process involving two variables (A and B) and oneexperimental response (Y), the model is described by Eq. (1) [17]:
Y = a + bA + cB + dA2 + eB2 + fAB ð1Þ
where a is an independent term, b and c are the coefficients of thelinear terms, d and e are the coefficients of the quadratic terms and f isthe coefficient of the interaction term. The application of the Lagrangecriterion during optimisation using experimental data is used for theidentification of the critical point (maximum, minimum or saddle).
This research work aims at the investigation of the effects oftemperature, reaction time, catalyst concentration and alcohol:tallowmolar ratio on the methylic transesterification of beef tallow forbiodiesel production, using potassium hydroxide as the catalyst. Theresponse variables under study were purity and yield of the finalbiodiesel product. A combination of the full factorial design and theDoehlert matrix was used for the optimisation of the experimentalparameters.
2. Experimental
2.1. Reagents
The beef tallow used in this research work has been kindlysupplied by Frimasa (Simões Filho, Brazil). The anhydrous methanol(99.8%) was obtained from Merck, the potassium hydroxide (85%min.) from Labsynth, the glyceryl trioctanoat (99%) from Sigma andthe n-heptane p.a. (99.8%) from Quimex. All reagents have been usedwithout any prior treatment.
2.2. Beef tallow and biodiesel characterisation
The acid value, moisture and volatile matter, free fatty acids value,unsaponifiable matter, peroxide value, insoluble impurities, saponi-fication value and iodine index of the beef tallow sample weredetermined according to the American Oil Chemists Society standardmethods [18].
The density of the biodiesel samples was determined following theASTM D 4052 rule [19], using a DA-500 digital density meter (KyotoElectronics, Japan). The kinematic viscosity at 40 °C was measured foreach sample by using an HVU 490 automatic viscometer (Herzog,Germany) in accordance with international standard methods (ASTMD 445) [20]. The cold filter plugging point (CFPP) measurements weremade according to ASTM D 6371 [21], using an automatic equipmentmodel AFP-102 (Tanaka Scientific, Japan). Flash point determinationsby a Pensky–Martens closed cup tester were carried out in anautomatic equipment model HFP 360 (Herzog, Germany), inaccordance with ASTM D 93 [22]. The determination of the watercontent was carried out by coulometric Karl Fischer titration, using anautomatic equipment model TritoLine KF (Schott Instruments,Germany), in accordance with ASTM D6304 [23].
2.3. General procedure of beef tallow methanolysis(catalytic experiments)
All reactions were performed in a 2-L LabMax reactor (MettlerToledo), equipped with mechanical agitation (350 rpm), PID temper-ature control, automatic solution dosing and a reflux condenser. Atfirst, a 500-g sample of beef tallow—the amount used in allexperiments—was fed to the reactor. This was then melted at,approximately, 45 °C, followed by adjustment to the reaction
temperature. Simultaneously, a potassium hydroxide alcoholic solu-tion was prepared by dissolving an amount of catalyst in an adequatevolume of methanol. This was then added to the melted beef tallow,allowing the start of the transesterification reaction. After the reactionhad been completed, the final mixture was allowed to rest withoutagitation to allow the separation of the biodiesel and glycerine phases.The latter was then separated and stored. The final beef tallowmethanolysis product was then neutralised with a 5% w/v ammoniumchloride solution andwas thrice washedwithwater for the removal ofimpurities. To eliminate the water remaining after washing, thesample was dried by heating up to 110 °C for half an hour. The waterin the biodiesel was evaporated during the drying process in thereactor. The biodiesel was then weighed and stored in a freezer.
2.4. Analytical procedures
Following neutralisation, washing and drying, the samples wereanalysed in a Varian CP-3800 GC gas chromatograph operating from90 °C up to 380 °C (100 °C/min) and a 1-μL volume sample. Thecapillary column used was a Varian VF-5ht, which was 30 m long,with a 0.25-mm internal diameter and a 0.1-μm-thick film. Temper-ature programming was as follows: initial temperature of 50 °C, keptfor 1 min; heating from 50 °C up to 180 °C at a 15 °C/min rate; heatingfrom 180 °C up to 230 °C at a 7 °C/min rate; heating from 230 °C up to380 °C at a 30 °C/min rate; and kept at 380 °C for 10 min. The gaschromatograph was also equipped with a flame ionisation detector(FID), operating at 380 °C. Ultra pure (99.999%) helium was used ascarrier gas. This chromatographic analysis was based on proceduresdescribed previously [24,25]. The FAMEs (Fatty Acid Methyl Esters)purity (P, %) was measured in the presence of the internal standardglyceryl tricaprylate (tricaprylin) and calculated through Eq. (2):
P %ð Þ = mPl:AS:Fms:APl
:100 ð2Þ
where mPI is the standard internal mass, AS is the sum of the areas ofthe peaks of the esters present in the sample, F is the response factor,API is the area of peak of the internal standard and mS is the sampleweight. The biodiesel yield (Y, %), related to the amount of mixture(triglycerides and FAMEs) that remained inside the reactor after allpurification steps (neutralization, washing and drying)was calculatedthrough Eq. (3):
Y %ð Þ = mr
mt:100 ð3Þ
where mr is the actual mass of biodiesel obtained and mt is thetheoretical biodiesel mass [26,27].
2.5. Optimisation strategy
The optimisation of process conditions for biodiesel productionfrom beef tallow has been undertaken through a combination of thefull factorial design and the Doehlert matrix methods. All beef tallowtransesterification data have been obtained in accordance with thepreviously described experimental procedure. The reaction para-meters under study, defined as factors (k), were the alcohol:tallowmolar ratio (M), the catalyst:tallow mass ratio (C, %), reaction time (t,min) and system temperature (T, °C). The responses evaluatedincluded biodiesel purity (P, %) and yield (Y, %). Processing of theexperimental data has been performed using Statistica® [28].
2.6. Full factorial design
The full factorial design has been used to evaluate the effects of allfour factors (k) on the catalytic methanolysis of beef tallow at two

Table 2Beef tallow characteristics.
Test Results Method
Free fatty acids (FFA) (as oleic acid) 0.5% AOCS Ca 5a–40Moisture and volatile matter 0.01% AOCS Ca 2b–38Saponification value (mg KOH/g sample) 200 AOCS Cd 3-25Unsaponifiable matter 0.5% AOCS Ca 6a–40Insoluble impurities 0.16% AOCS Ca 3a–46Peroxide value 0.10% AOCS Cd 8–53Iodine index (centigrams I2/g sample) 37 AOCS Cd 1–25
Table 3Experiments and results obtained from the full factorial design 24 (nk).
Reaction M C (%) t (min) T (°C) P (%) Y (%)
1 +1 +1 +1 +1 99.2 74.12 +1 −1 +1 +1 97.9 93.63 +1 +1 +1 −1 99.6 88.74 +1 −1 +1 −1 97.9 93.75 +1 +1 −1 +1 99.5 88.26 +1 −1 −1 +1 94.1 94.17 +1 +1 −1 −1 99.6 91.98 +1 −1 −1 −1 90.1 82.89 −1 +1 +1 +1 89.5 61.3
344 D.R. Mendonça et al. / Fuel Processing Technology 92 (2011) 342–348
different levels. The total number of experiments required by thisexperimental planningmethod is given by nk=24 =16. Furthermore,in order to evaluate the experimental error, the central pointmeasurements were repeated four times, raising the total numberof experiments to 20. The factors studied and their respective valueranges are shown in Table 1. The minimum and maximum values foreach of these factors have been chosen in accordance with previouslyreported data [7,29–31]. However, special care has been taken withregard to temperature in order to account for the specific character-istics of beef tallow methanolysis. On the one hand, since beef tallowis solid at room conditions, the minimum temperature needed for theinvestigation of this reaction is 50 °C. On the other hand, since thenormal boiling point of methanol is 62 °C, for safety reasons and inorder to avoid any loss through evaporation, the maximum experi-mental temperature was set at 80 °C.
2.7. Doehlert matrix
The results obtained through the full factorial design have beenevaluated and the factors with stronger influence on the responses(purity and yield) have been investigated in greater detail through theDoehlert matrix method. The number of experiments required by thisexperimental planning method is given by k2+k+C, where k is thenumber of factors investigation and C is the number of central pointrepetitions. The determination of the levels at which each factorwould be studied was based on the experiments undertaken for thefull factorial design. As before, all beef tallow transesterification datahave been obtained in accordance with the previously describedexperimental procedure.
2.8. Lagrange criterion
The Lagrange criterion has been used for the determination of thesecond-order equation critical point. This second-ordermodel has beenobtained from the Doehlert matrix experimental results. The Lagrangecriterion is based on the Hessian (H) of the response y= f(A, B) withrespect to factors A and B, as shown in Eq. (4):
H A;Bð Þ = ∂2Y∂A2
!∂2Y∂B2
!− ∂2Y
∂A∂B
!2
ð4Þ
The critical point (ao, bo) is a maximum point if H(ao, bo)N0 and∂2Y /∂A2 ⋅(ao,bo)b0 and is a minimum point if H(ao, bo)N0 and∂2Y /∂A2 ⋅(ao,bo)N0. A saddle point exists if H(ao, bo)b0. If theresponse surface has a minimum or maximum point, this can becalculated by solving the system of equations given by ∂ /∂A=0and ∂ /∂B=0.
3. Results and discussion
3.1. Beef tallow characterisation
The results obtained for beef tallow characterisation through AOCSstandard methods are shown in Table 2. Among these, two
Table 1Full factorial design 24 (nk) factors levels.
Factors (k) Levels (n)
−1 0 +1
Alcohol:tallow molar ratio, M 3:1 6:1 9:1Catalyst:tallow mass ratio, C (%) 0.5 1.0 1.5Reaction time, t (min) 20 55 90Temperature, T (°C) 50 65 80
parameters should be highlighted: the percentage of free fatty acids(FFA) and moisture content, which were found to be 0.5% and 0.01%,respectively. For biodiesel production, FFA values above 0.5% couldlead to greater saponification, higher catalyst consumption and,therefore, a decrease in reaction conversion and yield [29], whilemoisture content above 0.05% could lead to soap formation throughundesirable side reactions, increasing catalyst consumption whiledecreasing its efficiency [32].
3.2. Full factorial design (linear stage)
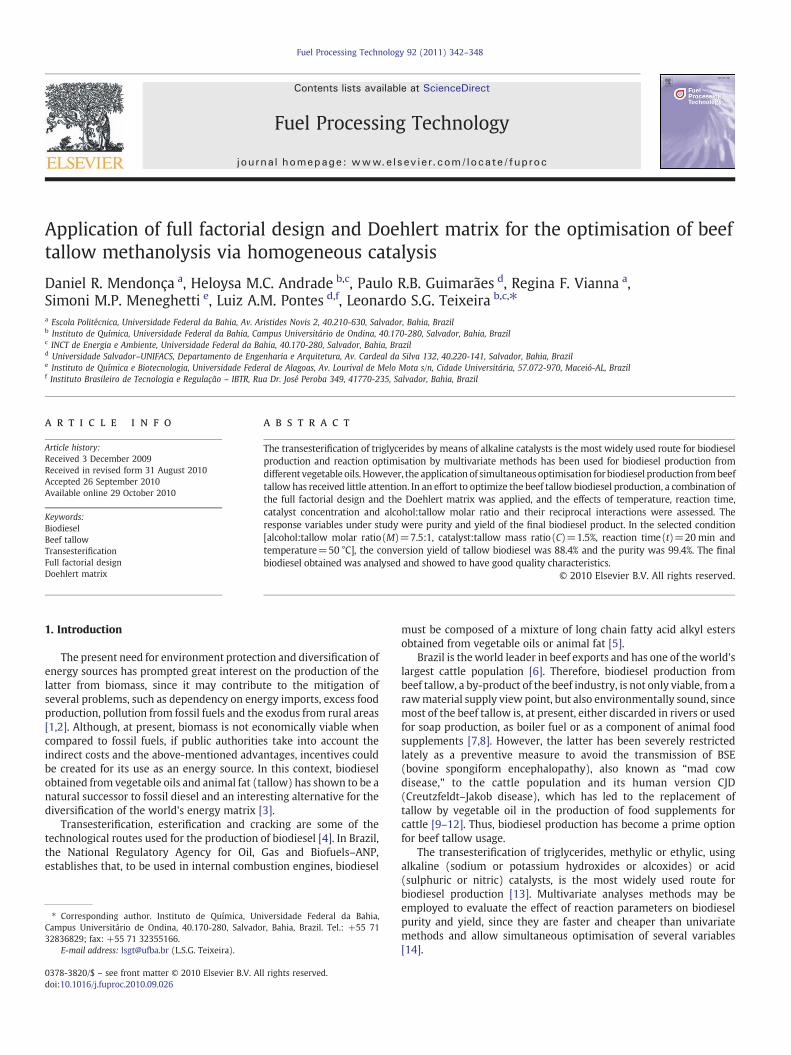
The experimental conditions, biodiesel purity (P, %) and yield (Y, %)obtained for each reaction set by the full factorial design are shown inTable3 (reactions1–16), togetherwith the four central point repetitions(reactions 17–20). These experiments have been performed in arandom sequence. The significance of the effects of each parameterhas been evaluated via variance analysis (ANOVA) using P-valuesignificance levels [17]. ANOVA results have generated the Pareto chartsof interactions and effects. The Pareto charts for the purity and yieldresponses are shown in Figs. 1 and 2, respectively. The length of eachbaris proportional to the absolute value of each estimated effect andinteraction, allowing the comparison of the relative importance of eachparameter on the reaction system under study.
Fig. 1 demonstrates that the parameters with the greatestinfluence on the increase of biodiesel purity are the alcohol:tallowmolar ratio (M), catalyst:tallow mass ratio (C) and reaction time (t).Raising the values of these parameters from the lowest (−1) to thehighest (+1) level leads to an increase on the final biodiesel purity.
10 −1 −1 +1 +1 71.2 64.911 −1 +1 +1 −1 92.3 83.312 −1 −1 +1 −1 89.6 73.613 −1 +1 −1 +1 90.0 68.914 −1 −1 −1 +1 68.9 79.415 −1 +1 −1 −1 87.8 63.816 −1 −1 −1 −1 77.1 87.617 0 0 0 0 98.2 87.618 0 0 0 0 99.3 91.419 0 0 0 0 99.0 91.020 0 0 0 0 99.1 87.3
M=alcohol:tallow molar ratio; C=catalyst:tallow mass ratio; t=reaction time;T=reaction temperature; P=purity; Y=yield.
-0,6
-4,1
4,9
6,1
-10,9
11,9
-12,7
-13,2
-16,8
16,8
17,0
-19,4
34,3
39,2
62,0
p=,05
M.C.t
M.t
C.t.T
M.t.T
t.T
C.T
C.t
T
M.C.T
t
M.T
M.C
Curv.
C
M
Fig. 1. Pareto chart for the full factorial design 24—Purity (P). M=alcohol:tallow molar ratio; C=catalyst:tallow mass ratio; t=reaction time; T=reaction temperature;Curv=curvature; M.C, M.T, C.t, C.T, t.T e M.t: second-order interaction factors; M.C.T, M.t.T, C.t.T, M.C.t: third-order interaction factors.
345D.R. Mendonça et al. / Fuel Processing Technology 92 (2011) 342–348
This means that all these factors (M, C and t) have a positive effect onbiodiesel purity. On the other hand, reaction temperature (T) hasshown to have a negative effect on reaction yield. This means that arise in reaction temperature leads to a decrease on the amount of fattyacid methyl esters (FAMEs) present in the final product. Second- andthird-order interactions have shown to be of statistical significance,except for the M.C.t interaction.
The results for purity (P, %) have been adjusted to a linear model,obtained for the coded values of the levels of each factor, as shown inEq. (5):
P %ð Þ = 90:27 + 6:97M + 4:41C + 1:89t−1:48T−2:18MC−0:47Mt+ 1:91MT−1:43Ct + 1:34CT−1:22tT−1:89MCT + 0:68MtT+ 0:55CtT ð5Þ
0,6
0,8
1,1
1,5
-2,7
-3,0
3,1
-3,4
-3,4
-4,7
-5,7
-5,7
p=,05
M.t.T
M.C
M.t
C.t
t
C.t.T
M.T
M.C.T
C.T
T
C
t.T
Curv.
M.C.t
M
Fig. 2. Pareto chart for the full factorial design 24—Yield (Y). M=alcohol:tallow molaCurv=curvature; M.C, M.T, C.t, C.T, t.T e M.t: second-order interaction factors; M.C.T, M.t.T
Besides parameters effects and interactions, the curvature hasalso been calculated and has shown to be highly significant. Itindicates that, although the linear model has a very high correlationcoefficient (r2=0.9996) for purity, a quadratic model should also beevaluated.
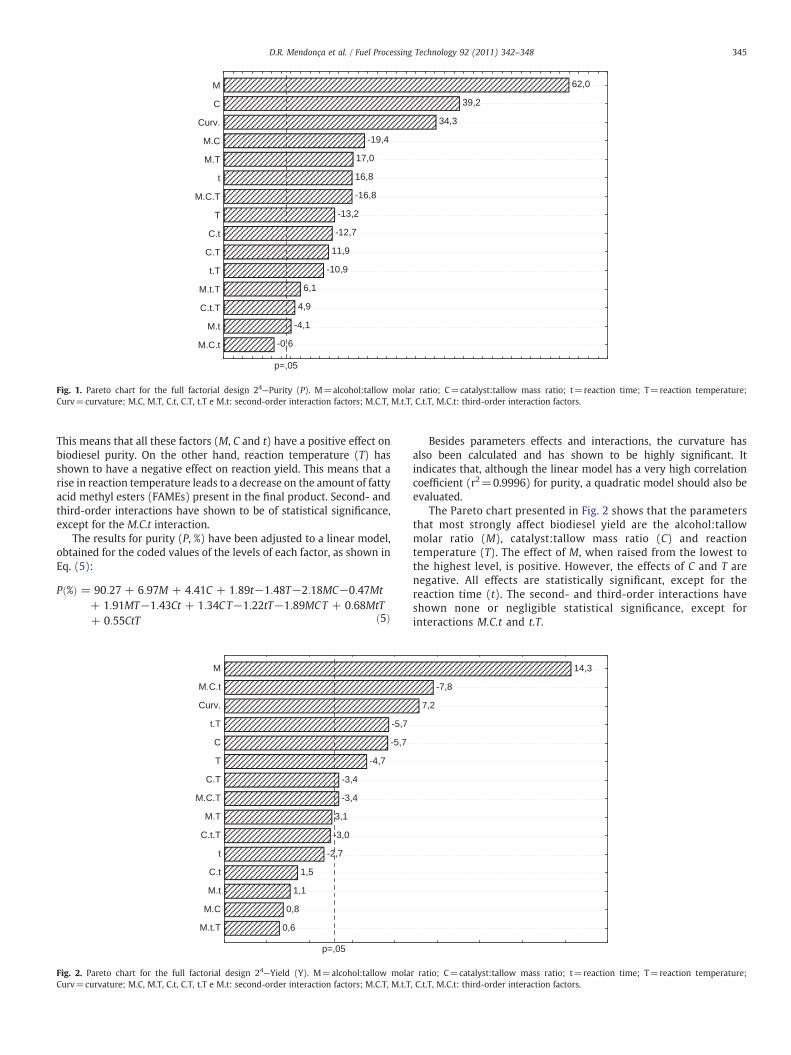
The Pareto chart presented in Fig. 2 shows that the parametersthat most strongly affect biodiesel yield are the alcohol:tallowmolar ratio (M), catalyst:tallow mass ratio (C) and reactiontemperature (T). The effect of M, when raised from the lowest tothe highest level, is positive. However, the effects of C and T arenegative. All effects are statistically significant, except for thereaction time (t). The second- and third-order interactions haveshown none or negligible statistical significance, except forinteractions M.C.t and t.T.
7,2
-7,8
14,3
r ratio; C=catalyst:tallow mass ratio; t=reaction time; T=reaction temperature;, C.t.T, M.C.t: third-order interaction factors.

Fig. 3. Response surface—biodiesel purity as a function of the M=alcohol:tallow molarratio and C=catalyst:tallow mass ratio.
346 D.R. Mendonça et al. / Fuel Processing Technology 92 (2011) 342–348
The results for yield (Y, %) have been adjusted to a linear model,obtained for the coded values of the levels of each factor, as shown inEq. (6):
Y %ð Þ = 80:62 + 7:77M + 3:09C−2:56T−1:84CT−3:12tT−4:26MCt−1:84MCT
ð6Þ
The effect of curvature on yield was significant, as already seen forpurity. In both cases it is the third most significant effect, indicatingthat, although the linear model has a very high correlation coefficient(r2=0.9730) for yield, a quadratic model should also be evaluated.
3.3. Doehlert matrix
As already observed in the full factorial design approach, dueto the effects of curvature on purity and yield it is advisable toevaluate the performance of a second-order model for thecorrelation of the parameters under study with system responses.For that purpose, the alcohol:tallow molar ratio (M) and catalyst:tallow mass ratio (C) have been selected for optimisation, sincethey both have great influence on both responses, purity andyield. The reaction time (t) has been fixed at its lowest level,20 min, since, as seen in Fig. 2, it has very little effect on biodieselpurity. Reaction temperature (T) has also been fixed at its lowestlevel, 50 °C, since, besides being even less significant than thereaction time, the temperature has a negative effect on biodieselpurity. It is worth emphasizing that, for the case of a unique phase(liquid phase), the influence of temperature on process yield mustbe positive. However, the model shows a negative influencebecause some of the experiments were run at 80 °C. At thistemperature, and working with reflux, the methanol concentra-tion on the reaction medium is that corresponding to the liquid-vapour equilibrium concentration and not the one fixed in thedesign. Therefore it is methanol concentration and not temper-ature as the variable affecting process yield.
The planning used to build the Doehlert matrix is presented inTable 4 (reactions 21 to 27), including the three central pointrepetitions (reactions 28−30) to evaluate the experimental error,totalling ten experiments. The general experimental procedureapplied to the beef tallow transesterification reactions was the onepreviously described. From the results of these experiments, quadraticmodels for purity [Eq. (7)] and yield [Eq. (8)] have been obtained,using the coded values for factors M and C:
P %ð Þ = 93:82 + 2:46M−0:20M2 + 4:48C−1:12C2
+ 0:36MC r2 = 0:9902� � ð7Þ
Y %ð Þ = 86:34−3:67M + 0:93M2−3:62C + 4:83C2
+ 1:98MC r2 = 0:9343� � ð8Þ
Table 4Experiments performed to build the Doehlert matrix.
Reaction M C (%) P (%) Y (%)
21 −1 (3:1) 0 (1%) 87.7 99.022 −0.5 (4.5:1) 0.866 (1.5%) 94.6 88.623 +0.5 (7.5:1) 0.866 (1.5%) 99.4 88.424 +1 (9:1) 0 (1%) 98.4 81.225 +0.5 (7.5:1) −0.866 (0.5%) 89.7 91.626 −0.5 (4.5:1) −0.866 (0.5%) 86.3 99.827 0 (6:1) 0 (1%) 93.7 85.728 0 (6:1) 0 (1%) 94.2 88.229 0 (6:1) 0 (1%) 93.3 86.630 0 (6:1) 0 (1%) 94.1 84.9
M=alcohol:tallow molar ratio; C=catalyst:tallow mass ratio; P=purity; Y=yield.
The response surfaces for Eqs. (7) and (8), respectively, with purityand yield as functions of M and C, are presented in Figs. 3 and 4.
The application of the Lagrange criterion to Eq. (7) indicates that thecritical point is a maximum point, with H(ao,bo)=0.77 and ∂2P/∂M2⋅(ao,bo)=–0.40. Its coordinates havebeen calculated through the systemformed by Eqs. (9) and (10):
dPdM
%ð Þ = 2:46−0:4M + 0:36C = 0 ð9Þ
dPdC
%ð Þ = 4:48−0:36M−2:24C = 0 ð10Þ
Thus, according to the quadratic model obtained, the point ofhighest purity is found to be M=9.30 and C=3.49. Since these arecoded values, it is necessary to use Eq. (11) in order to calculate thetrue values of M and C:
Ci =xi−xΔx
� �⋅α ð11Þ
where Ci is the coded value for the i factor level, xi is the trueexperimental value, x is the true experimental value at the centre ofthe domain, Δx is the step of the true value and α is the coded valuelimit of each factor. Thus, the true values for M and C are 34:1 and 3%,respectively. It must be emphasized that the quadratic modelobtained is valid only within the experimental range of this study.
In the caseof yield, the application of the Lagrange criterion to Eq. (8)indicates that the critical point is a minimum point, with H(ao,bo)=
Fig. 4. Response surface—biodiesel yield as a function of the M=alcohol:tallow molarratio and C=catalyst:tallow mass ratio.

347D.R. Mendonça et al. / Fuel Processing Technology 92 (2011) 342–348
14.05 and∂2Y/∂M2⋅(ao,bo)=1.86. Its coordinates havebeen calculatedthrough the system formed by Eqs. (12) and (13):
dYdM
%ð Þ = −3:67 + 1:86M + 1:98C = 0 ð12Þ
dYdC
%ð Þ = −3:62 + 1:98M + 9:66C = 0 ð13Þ
Thus, according to the quadratic model obtained, the point oflowest yield is found to be M=2.01 and C=– 0.04, in coded values,whose true values, calculated through Eq. (11), are 12:1 and 1%,respectively.
A joint evaluation of both responses (purity and yield) has also beenperformed through the Doehlert matrix method. For that purpose,contour lines for purity and yield [Eqs. (7) and (8), respectively] havebeen plotted (superimposed contour plots), as shown in Fig. 5.
In biodiesel production a high FAMEs content (high purity) isdesirable, as well as recovering the largest possible amount of esters(high yield) after the reaction, neutralisation, washing, separation anddrying stages. In Brazil, the quality standards set byResolution#7 issuedby the National Regulatory Agency for Oil, Gas and Biofuels–ANP, statethat the minimum ester content (biodiesel purity) is 96.5% (w/w) [5].Thus, in this research work, this has been used as the objective functionfor the evaluation of the optimum conditions for the production ofbiodiesel from the methanolysis of beef tallow using potassiumhydroxide as the catalyst.
The contour lines plots for purity and yield (Fig. 5) show that theoptimum operating range to achieve biodiesel purity within Brazilianstandards is the grey shaded area above the A–B line. It can also beseen from Fig. 5 that, for the experimental conditions used in thisresearch study, an increase in catalyst concentration (C) leads to anincrease in purity, regardless of the value of the alcohol:tallow molarratio (M). The reverse is also true, i.e., an increase in the alcohol:tallowmolar ratio (M) leads to an increase in purity, regardless of catalystconcentration (C).
In the case of yield the system behaves differently. As shown inFig. 5, for a given value of the alcohol:tallow molar ratio (M), anincrease in catalyst concentration (C) will lead to a decrease in yield,
Fig. 5. Contour plots for biodiesel purity (–) and yield (···
and vice versa. However, at very high values of the alcohol:tallowmolar ratio (M), an increase in catalyst concentration (C) might leadto an increase in yield.
3.4. Beef tallow biodiesel characterisation
The biodiesel obtained through the methanolysis of beef tallow,using alkaline catalysis, under the experimental conditions of reac-tion 23 [alcohol:tallow molar ratio(M)=7.5:1, catalyst:tallow massratio(C)=1.5%, reaction time(t)=20min and temperature=50 °C],has been analysed and its physico-chemical parameters are shown inTable 5. All results are within quality standards, except for density.Therefore, this biodiesel should be blendedwith other kinds of biodieselto improve the characteristics of the blended fuel, as demonstrated in aprevious work [33].
4. Conclusions
The methanolysis of beef tallow using potassium hydroxide atseveral reaction conditions has been studied. The full factorialdesign applied allowed the evaluation of the most importantfactors for biodiesel purity and yield, which are, in decreasingorder, alcohol:tallow molar ratio (M), alcohol:catalyst mass ratio(C) and reaction time (t). It has also shown that an increase intemperature has a negative influence on purity, while for yield,only the alcohol:tallow molar ratio (M) has a significant positiveinfluence. Quadratic models for purity and yield were obtainedthrough the Doehlert matrix, and the contour line plots of theirresponses have been superimposed for a simultaneous evaluationof the operating conditions used. The model has also shown tohave a good predictive performance for both purity and yield. Thefinal biodiesel product obtained showed to have good qualitycharacteristics, except for its density.
Acknowledgements
The authors would like to acknowledge the financial supportreceived from the Conselho Nacional de Desenvolvimento Científico e
). Experimental conditions: t=20 min and T=50 °C.

Table 5Results of the physico-chemical tests performed on beef tallow biodiesel.
Test Result ANP standards [5]
Ester content (%) 99.6 96.5 (min.)Monoglyceride (%) 0.04 reportDiglyceride (%) 0.003 reportTriglyceride (%) 0.001 reportFree glycerin (%) 0.001 0.02 (max.)Total glycerin (%) 0.05 0.25 (max.)Sulphur (mg/kg) b30 50 (max.)Flashpoint (°C) 156 100 (mín.)Viscosity at 40 °C (cSt) 4.9 3.0–6.0Density at 20 °C, kg/m3 830 850–900Copper corrosion,3 h per 50 °C
1 1
Cloud point (°C) 15 19 (max.)Water (mg/kg) 470 500 (max.)Visual appearance Free of undissolved
water, sediment andsuspended matter
Free of undissolvedwater, sediment andsuspended matter
348 D.R. Mendonça et al. / Fuel Processing Technology 92 (2011) 342–348
Tecnológico (CNPq), Financiadora de Estudos e Projetos (FINEP),Petrobras and Fundação de Amparo à Pesquisa do Estado da Bahia(FAPESB).
References
[1] L.S.G. Teixeira, J.C.R. Assis, D.R. Mendonça, I.T.V. Santos, P.R.B. Guimarães, L.A.M.Pontes, J.S.R. Teixeira, Comparison between conventional and ultrasonic prepa-ration of beef tallow biodiesel, Fuel Process. Technol. 90 (2009) 1164–1166.
[2] L.S.G. Teixeira, T.J. Chaves, P.R.B. Guimarães, L.A.M. Pontes, J.S.R. Teixeira, Indirectdetermination of chloride and sulfate ions in ethanol fuel by X-ray fluorescenceafter a precipitation procedure, Anal. Chim. Acta 640 (2009) 29–32.
[3] A. Sonnino, Agricultural biomass production is an energy option for the future,Renewable Energy 5 (1994) 857–865.
[4] S.M.P.Meneghetti,M.R.Meneghetti, C.R.Wolf, E.C. Silva, E.S.L. Gilvan,M.A. Coimbra, J.I.Soletti, S.H.V. Carvalho, Ethanolysis of castor and cottonseed oil: A systematic studyusing classical catalysts, J. Am. Oil Chem. Soc. 83 (2006) 819–822.
[5] BRASIL, ResoluçãoANPn. 07, de19/03/2008. Establishes theminimumspecificationsto be observed for commercialization of biodiesel in whole Brazilian territory.
[6] Foreign Agricultural Service–United States Department of Agriculture http://www.fas.usda.gov/psdonline/psdDownload.aspx. Accessed on December 02, 2009.
[7] M.E. da Cunha, L.C. Krause, M.S.A. Moraes, C.S. Faccini, R.A. Jacques, S.R. Almeida,M.R.A. Rodrigues, E.B. Caramão, Beef tallow biodiesel produced in a pilot scale,Fuel Process. Technol. 90 (2009) 570–575.
[8] J.W. Goodrum, D.P. Geller, T.T. Adams, Rheological characterization of animal fatsand their mixtures with #2 fuel oil, Biomass Bioenergy 24 (2003) 249–256.
[9] R.G. Will, M. Zeidler, G.E. Stewart, M.A. Macleod, J.W. Ironside, S.N. Cousens, J.Mackenzie, K. Estibeiro, A.J.E. Green, R.S.G. Knight, Diagnosis of new variantCreutzfeldt–Jakob disease, Ann. Neurol. 47 (2000) 575–582.
[10] C. Vidal, C. Herzog, A.M. Haeberle, C. Bombarde, M.C. Miquel, J. Carimalo, J.M.Launay, S. Mouillet-Richard, C. Lasmézas, g, D. Dormont, O. Kellermann, Y. Bailly,Early dysfunction of central 5-ht system in a murine model of bovine spongiformencephalopathy, Neuroscience 160 (2009) 731–743.
[11] B.R. Whatley, L. Li, L.S. Chin, The ubiquitin–proteasome system in spongiformdegenerative disorders, Biochim. Biophys. Acta 1782 (2008) 700–712.
[12] R.G. Nelson, M.D. Schrock, Energetic and economic feasibility associated with theproduction, processing, and conversion of beef tallow to a substitute diesel fuel,Biomass Bioenergy 30 (2006) 584–591.
[13] A.G. Souza, H.J. Danta, M.C.D. Silva, I.M.G. Santos, V.J. Fernandes Jr., F.S.M.Sinfrônio, L.S.G. Teixeira, Cs. Novák, Thermal and kinetic evaluation of cotton oilbiodiesel, J. Therm. Anal. Calorim. 90 (2007) 945–949.
[14] D.C. Montgomery, Design and Analysis of Experiments, fourth ed.Wiley, NewYork, 1997.
[15] T. Lundstedt, E. Seifert, L. Abramo, B. Thelin, A. Nystrom, J. Pettersen, R. Bergman,Experimental design and optimization, Chemom. Intell. Lab. Syst. 42 (1998) 3–40.
[16] M.S. Bispo, E.S. da Boa Morte, M.G.A. Korn, L.S.G. Teixeira, M. Korn, A.C.S. Costa,Determination of Pb in river water samples by inductively coupled plasma opticalemission spectrometry after ultrasound-assisted co-precipitation with manga-nese dioxide, Spectrochim. Acta Part B: Atom. Spectrosc. 60 (2005) 653–658.
[17] D.H. Doehlert, Uniform shell designs, Appl. Stat. 19 (1970) 231–239.[18] AOCS, American Oil Chemists Society - Official methods and recommended
practices of the American Oil Chemists Society, fifth ed.AOCS, Champaign, 1998.[19] ASTM D 4052, Standard Test Method for Density and Relative Density of Liquids
by Digital Density Meter, , 2001.[20] ASTM D 445, Kinematic Viscosity of Transparent and Opaque Liquids (and the
Calculation of Dynamic Viscosity), , 2006.[21] ASTM D 6371, Cold Filter Plugging Point of Diesel and Heating Fuels, , 2005.[22] ASTM D 93, Flash Point by Pensky–Martens Closed Cup Tester, , 2007.[23] ASTM D6304, Determination of Water in Petroleum Products, Lubricating Oils,
and Additives by Coulometric Karl Fischer Titration, , 2007.[24] R. Koda, T. Numata, S. Hama, S. Tamalampudi, K. Nakashima, T. Tanaka, C. Ogino,
H. Fukuda, A. Kondo, Ethanolysis of rapeseed oil to produce biodiesel fuelcatalyzed by Fusarium heterosporum lipase-expressing fungus immobilizedwhole-cell biocatalysts, J. Mol. Catal. B Enzym. 66 (2010) 101–104.
[25] K. Ban, M. Kaieda, T. Matsumoto, A. Kondo, H. Fukuda, Whole cell biocatalyst forbiodiesel fuel production utilizing Rhizopus oryzae cells immobilized withinbiomass support particles, Biochem. Eng. J. 8 (2001) 39–43.
[26] G. Vicente, M. Martinez, J. Aracil, Optimisation of integrated biodiesel production:Part I—A study of the biodiesel purity and yield, Bioresour. Technol. 98 (2007)1724–1733.
[27] H. He, T. Wang, S. Zhu, Continuous production of biodiesel fuel from vegetable oilusing supercritical methanol process, Fuel 86 (2007) 442–447.
[28] Statistica for Windows, StatSoft, Inc., 2300 East 14th Street, Tulsa, OK 741014,USA, 1999.
[29] G. Vicente, M. Martinez, J. Aracil, Integrated biodiesel production: A comparison ofdifferent homogeneous catalysts systems, Bioresour. Technol. 92 (2004) 297–305.
[30] L.C. Meher, D.V. Sagar, S.N. Naik, Technical aspects of biodiesel production bytransesterification—A review, Renewable Sustainable Energy Rev. 10 (2006)248–268.
[31] G.T. Jeong, H.S. Yang, D.H. Park, Optimization of transesterification of animal fatester using response surface methodology, Bioresour. Technol. 100 (2009) 25–30.
[32] H.E. Hoydonckx, D.E. de Vos, S.A. Chavan, P.A. Jacobs, Esterification andtransesterification of renewable chemicals, Top. Catal. 27 (2004) 83–96.
[33] L.S.G. Teixeira, M.B. Couto, G.S. Souza, M. Andrade Filho, J.C.R. Assis, P.R.B.Guimarães, L.A.M. Pontes, S.Q. Almeida, J.S.R. Teixeira, Characterization of beeftallow biodiesel and their mixtures with soybean biodiesel and mineral dieselfuel, Biomass Bioenergy 34 (2010) 438–441.




















