Apostila CEQ20081
66
CEQ - Pág. 1 PONTIFÍCIA UNIVERSIDADE CATÓLICA DO RIO GRANDE DO SUL Faculdade de Matemática – Departamento de Estatística CONTROLE ESTATÍSTICO DA QUALIDADE Prof. Hélio Radke Bittencourt Site: www.pucrs.br/famat/helio Email: [email protected] r Conteúdo 0. Revisão 0.1 Revisão de Estatística Descritiva 0.2 Revisão de Estatística Inferencial 1. Introdução a Estatística na Qualidade 1.1 Visão da disciplina e aspectos históricos 1.2 Conceitos de Qualidade 2. As Sete Ferramentas Estatísticas 3. Introdução ao CEP 3.1 Filosofia e Técnica 3.2 Controle Estatístico do Processo 4. Gráficos de Controle 4.1 Gráficos de Controle para Variáveis 4.2 Gráfico de Controle para Atributos 5. Capacidade do Processo 5.1 Conceitos básicos 5.2 Índices de Capacidade de Processo 7. Aceitação por Amostragem 7.1 Planos de amostragem única para atributos 7.2 Planos de amostragem dupla para atributos 7.3 Planos de amostragem múltipla 7.4 Planos de amostragem seqüencial 7.5 Normas Militares de Inspeção (MIL STD 105) 8. Técnicas avançadas de CEP 8.1 Gráfico Cusum 8.2 Gráfico Cusum tabular CONTROLE ESTATÍSTICO DA QUALIDADE Sobre a disciplina: O livro-base será Introdução ao Controle Estatístico da Qualidade” de Douglas Montgomery. Os principais softwares serão o MINITAB e o Excel. No livro citado encontramos as seguintes definições: Qualidade significa adequação ao uso. Qualidade é inversamente proporcional à variabilidade. Um produto de qualidade deve atender as especificações. Melhoria da Qualidade é a redução da variabilidade nos processos e produtos.
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Apostila CEQ20081

CEQ - Pág. 1
PONTIFÍCIA UNIVERSIDADE CATÓLICA DO RIO GRANDE DO SUL Faculdade de Matemática – Departamento de Estatística
CONTROLE ESTATÍSTICO DA QUALIDADE Prof. Hélio Radke Bittencourt Site: www.pucrs.br/famat/helio Email: [email protected]
Conteúdo 0. Revisão 0.1 Revisão de Estatística Descritiva 0.2 Revisão de Estatística Inferencial 1. Introdução a Estatística na Qualidade 1.1 Visão da disciplina e aspectos históricos 1.2 Conceitos de Qualidade 2. As Sete Ferramentas Estatísticas 3. Introdução ao CEP 3.1 Filosofia e Técnica 3.2 Controle Estatístico do Processo 4. Gráficos de Controle 4.1 Gráficos de Controle para Variáveis 4.2 Gráfico de Controle para Atributos 5. Capacidade do Processo 5.1 Conceitos básicos 5.2 Índices de Capacidade de Processo 7. Aceitação por Amostragem 7.1 Planos de amostragem única para atributos 7.2 Planos de amostragem dupla para atributos 7.3 Planos de amostragem múltipla 7.4 Planos de amostragem seqüencial 7.5 Normas Militares de Inspeção (MIL STD 105) 8. Técnicas avançadas de CEP 8.1 Gráfico Cusum 8.2 Gráfico Cusum tabular
CONTROLE ESTATÍSTICO DA QUALIDADE
Sobre a disciplina: O livro-base será Introdução ao Controle Estatístico da Qualidade” de Douglas Montgomery. Os principais softwares serão o MINITAB e o Excel. No livro citado encontramos as seguintes definições: Qualidade significa adequação ao uso. Qualidade é inversamente proporcional à variabilidade. Um produto de qualidade deve atender as especificações. Melhoria da Qualidade é a redução da variabilidade nos processos e produtos.

CEQ - Pág. 2
0. Revisão Nesta disciplina utilizaremos conhecimentos de Estatística Descritiva, Probabilidade, Amostragem e Estatística Inferencial… ou seja faremos uso de quase tudo que foi visto nas cadeiras anteriores. Iniciaremos por uma revisão aplicada a situações que envolvam Engenharia de Produção.
0.1. Revisão de tópicos importantes de Estatística Descritiva Exercício 1 Suponha um automóvel. Vamos listar uma série de variáveis/atributos que estão relacionadas às escolhas do consumidor no momento da compra e classificá-las. Exercício 2 Considere o seguinte exemplo onde a especificação ou valor nominal=250g. Temos três amostras n=5, uma para cada máquina. Pesos em gramas
Máquina A 248,0 249,0 250,0 251,0 252,0
Máquina B 250,0 250,5 249,5 250,0 250,0
Máquina C 245,0 255,0 252,0 250,0 248,0
Se o objetivo é verificar se os produtos produzidos nas três máquinas atendem as especificações, o que podemos fazer? Como determinar qual é a melhor máquina? Exercício 3 Suponha a seguinte seqüência temporal relativa à viscosidade de um óleo
Dia 0 Dia 15 Dia 30 Dia 45 Dia 60 Dia 75 100 99 98 97 80 40
O que podemos dizer da viscosidade em função do tempo?
CEQ - Pág. 3
Exercício 4 Separatrizes (Mediana, Quartis, Percentis). Utilidade e interpretação. Trabalho 1 Realizar uma análise descritiva e gráfica do arquivo fornecido pelo professor. Parte I – Descrever o que aconteceu neste Lote. Qual a melhor máquina A ou B? Parte II – Seqüência temporal. O que está acontecendo com a produção desta empresa? Faça tudo que você conseguir para descrever e resumir da melhor forma possível toda a informação disponível. 0.2 Revisão de tópicos de Probabilidade Exercício 5 Suponha que é conhecido que 3% da produção de uma empresa é defeituosa. Uma amostra aleatória de n=4 itens produzidos por esta empresa revelou x unidades defeituosas. a) Escreva o espaço amostral considerando que cada item pode ser defeituoso (D) ou não-defeituoso (ND). b) Defina X= número de peças defeituosas e construa a função de probabilidade de X. c) Qual modelo descreve o comportamento de X considerando produção constante (infinita)? d) Qual modelo probabilístico descreve o comportamento de X se considerarmos um lote de apenas 35 itens.

CEQ - Pág. 4
Exercício 6 Suponha que o peso das latas enchidas por uma máquina siga uma distribuição Uniforme no Intervalo de 240g até 260g. a) Como fica o modelo que descreve X=peso em gramas? b) Qual o valor esperado e a variância de X. Exercício 7 Suponha que o peso das latas enchidas por uma máquina siga uma distribuição Normal com média de 255g e desvio-padrão de 5g.
a) Grafique o modelo Normal respeitando a relação da média + desvio-padrão.
b) Qual a probabilidade de uma lata pesar entre 250g e 260g? c) Qual a probabilidade de uma lata pesar menos de 260g? d) Qual a probabilidade de uma lata pesar mais de 260g? e) Qual a probabilidade de uma lata pesar menos de 262g?
Exercício 8 Duas máquinas produzem o mesmo tipo de fio. A máquina A gera fios com espessura média de 20mm com desvio-padrão de 1mm. A máquina B gera fio com espessura média de 19mm e desvio-padrão de 1,5mm. Se você verifica que uma peça tem mais de 22mm, é mais provável que ela tenha sido produzida pela máquina A ou pela máquina B?
0.3 Revisão de tópicos de Estatística Inferencial Parâmetros e Estimadores Principais parâmetros e estimadores
Parâmetros Estimadores
Média populacional µ
Média amostral
X Desvio-padrão populacional
σ Desvio-padrão amostral
s Proporção populacional
p ou π Proporção amostral
p

CEQ - Pág. 5
Teorema do limite central Seja x1 , ..., xn , n variáveis aleatórias independentes e identicamente distribuídas com média µ e desvio-padrão σ.
X1 + X2 + ... + Xn = ∑ );(~ 2σµ nnNormalxi
Este resultado pode ser utilizado para comprender o comportamento probabilístico da média
amostral n
x
X
n
i
i∑== 1 . Logo,
=∑=
nNormal
n
x
X
n
i
i σµ;~1
A distribuição t de Student O matemático inglês Gosset fez estudos que colaboraram muito para a área de inferência
estatística. Ele estudou o comportamento probabilístico de X e propôs um nova distribuição, denominada t.
Já sabemos que se X ~ Normal (µ;σ), então σµ−
=X
Z ~ Normal (0;1). Podemos utilizar este
conhecimento para o caso da estatística X :
Se
=∑=
nNormal
n
x
X
n
i
i σµ;~1 , então Z
n
X~
/σ
µ−. O empecilho para utilizar esta
expressão em situações práticas está no desconhecimento de σ. Gosset propôs uma modificação que depende apenas do conhecimento de uma estimativa de σ, criando a distribuição t de Student que depende do tamanho da amostra selecionada (n):
1~/
−
−nt
ns
X µ (tabelada, com média 0)
Exercício 9 Suponha um processo industrial que apresenta tempo médio µ e desvio-padrão σ. Uma amostra de n=81 observações levou a um tempo médio de 124s com um desvio-padrão de 12s. a) Infira sobre µ por meio de um intervalo de confiança 95%. b) Se aumentamos a confiança para 99% de confiança, o que acontece com o intervalo de confiança? c) O que acontece quando n>120?

CEQ - Pág. 6
Exercício 10 Com base na amostra n=121 teste a hipótese de que a média do processo é de, no máximo, 2 minutos. Use 95% de confiança (ou, equivalentemente, 5% de significância) a) Infira sobre µ por meio de um teste de hipóteses bilateral b) Comente sobre os erros que podemos estar cometendo. c) Faça uma curva do Erro Tipo II (β) em função da distância entre µ e µo.
Exercício 11 Suponha que devido a escassez de um determinado produto no mercado você tolere uma taxa de 7,5% de defeitos. Numa amostra de 30 peças extraídas de um população muito grande,a partir de qual quantidade de peças defeituosas você toleraria que a proporção de defeituosas possa ser de 7,5%.
x P(X=x) P(X<=7,5%) x P(X=x) P(X<=7,5%)
0 9,64% 9,64% 16 0,00% 100,00%
1 23,46% 33,10% 17 0,00% 100,00%
2 27,58% 60,68% 18 0,00% 100,00%
3 20,87% 81,55% 19 0,00% 100,00%
4 11,42% 92,97% 20 0,00% 100,00%
5 4,82% 97,79% 21 0,00% 100,00%
6 1,63% 99,42% 22 0,00% 100,00%
7 0,45% 99,87% 23 0,00% 100,00%
8 0,11% 99,97% 24 0,00% 100,00%
9 0,02% 100,00% 25 0,00% 100,00%
10 0,00% 100,00% 26 0,00% 100,00%
11 0,00% 100,00% 27 0,00% 100,00%
12 0,00% 100,00% 28 0,00% 100,00%
13 0,00% 100,00% 29 0,00% 100,00%
14 0,00% 100,00% 30 0,00% 100,00%
15 0,00% 100,00%
a) Realize um teste de hipóteses unilateral utilizando a distribuição Binomial. b) Comente sobre os erros tipo I e II na visão do comprador do lote e do vendedor.
CEQ - Pág. 7
1. Introdução a Estatística na Qualidade
O livro-base será Introdução ao Controle Estatístico da Qualidade” de Douglas Montgomery. Este autor é atualmente professor de Engenharia Industrial da Arizona State University. Ele é Mestre e Doutor em Engenharia pelo Virginia Polytechnic Institut. Tem 12 livros publicados na área de Estatística. 1.1 Visão da disciplina e Aspectos históricos Métodos estatísticos na resolução de problemas para melhorar a qualidade de produtos ou serviços utilizados pela sociedade. Esta disciplina engloba tópicos estudados nas demais disciplinas do curso: Estatística Descritiva e Estatística Inferencial. Há também interface com as disciplinas de Planejamento de Experimentos e Análise Multivariada. Estatística Descritiva Estatística Inferencial CEP Melhoria da Qualidade Amostragem Probabilidade Linha de tempo Antes de 1875... O trabalho era basicamente desempenhado por camponeses e artesãos. Com a revolução industrial houve drástica mudança na maneira de viver das populações dos países que se industrializaram. As cidades atraíram os camponeses e artesãos, e se tornaram cada vez maiores e mais importantes. Principais avanços da maquinofatura durante a chamada Revolução Industrial (Século XVIII):
• Em 1733, John Kay inventa a lançadeira volante, invenção utilizada para tecer e que liberava uma das mãos do operador.
• Em 1740, Benjamin Huntsman (fabricante de relógios inglês) desenvolve um processo mecânico de produzir aço muito superior aos demais (processo crucible).
• Em 1767 James Hargreaves inventa a “spinning jenny”, máquina que permitia a um só artesão fiar 80 fios de uma única vez.
• Em 1768 James Watt inventa a máquina a vapor. • Em 1769 Richard Arkwright inventa a “water frame”, uma máquina movida à água utilizada na indústria têxtil. • Em 1779 Samuel Crompton inventa a “mula giratória”, uma combinação da “water frame” com a “spinning
jenny” com fios finos e resistentes. • Em 1785 Edmond Cartwright inventa o tear mecânico.

CEQ - Pág. 8
Principais Eventos na História do Controle de Qualidade Ano Fato
1875 Taylor introduz os princípios do “gerenciamento científicos” para dividir o trabalho em unidades menores, mais facilmente realizadas.
1900 - 1930 Henry Ford introduz a linha de montagem com maior refinamento dos métodos de trabalho para melhorar a produtividade e a qualidade. Ele desenvolveu conceitos de erro-prova de montagem, auto-inspeção, inspeção durante o processo.
1907 - 1908 AT&T inicia inspeção e o teste sistemático de produtos e materiais. 1908 Gosset (Student) introduz a distribuição t como resultado oriundo de seu trabalho em
controle de qualidade na centenária Cervejaria Guiness. 1920 - 1929 AT&T e Bell formam um Departamento de Qualidade. NA GE (Inglaterra), Dudding usa
métodos estatísticos para controlar a qualidade de lâmpadas. 1922 - 1923 R. A Fisher publica uma série de artigos sobre Planejamento de Experimentos e suas
aplicações à Agricultura. 1924 Shewhart introduz o conceito de gráficos de controle num documento da Bell. 1931 Shewhart publica obra sobre métodos estatísticos para uso na produção de gráficos de
controle. 1932 - 1933 A Indústria têxtil e Química da Alemanha começa a usar experimentos planejados no
desenvolvimento de produtos/processos. 1938 Walter Deming convida Shewhart para apresentar seminaries sobre gráficos de controle na
US Department of Agriculture Graduate School 1940 O US War Department publica um guia para o uso de gráficos de controle. 1940-1943 A Bell desenvolve os precursores dos planos militares por amostragem-padrão. 1942 - 1946 Formam-se na América do Norte mais de 15 sociedades de qualidade e cursos de
treinamento passam a ser mais freqüentes. 1946 - 1949 Deming é convidado a ministrar seminários sobre controle estatístico de qualidade na
indústria japonesa. 1950 Métodos estatísticos de controle de qualidade começam a ser ensinados em todo o Japão.
Ishikawa introduz o diagrama de causa-e-efeito. Anos 50 Surgem textos clássicos: Grant e Duncan (CEQ); Feigenbaun (Qualidade Total); Box e Wilson
(Planejamento de Experimentos orientado à indústria); Juran e Gryna (Manual de Controle da Qualidade); Page (Gráfico de controle da soma cumulativa); Roberts (média móvel exponencialmente ponderada) Lançamento da Revista Technometrics.
1960 Box e Hunter (Experimentos Fatoriais)
Anos 60 Cursos sobre CEQ tornam-se tornam-se presentes em currículos de Engenharia Industrial. Anos 70 Surge a Associação Britânica da Qualidade
Surgem livros sobre Planejamento de Experimentos orientados à indústria.
Anos 80
Métodos de planejamento de experimentos são introduzidos e adotados num grande número de organizações. Nos EUA aparecem os trabalhos do Prof Tagushi. A American Statistical Association estabelece um comitê para “Qualidade e Produtividade”. Surge a revista Quality Engineering EM 1989 começa a iniciativa denominada seis-sigma da Motorola.
Anos 90 Crescem as certificações (ISO9000) Muitos programas de graduação e pós-graduação ministram disciplinas de Controle de Qualidade e técnicas estatísticas visando a melhoria dos processos. A abordagem seis-sigma se espalha para outras indústrias.

CEQ - Pág. 9
1.2 Conceitos de Qualidade O conceito de Qualidade é um tanto subjetivo. A maior parte das pessoas tem uma compreensão conceitual de qualidade como de algo relacionado a uma ou mais características desejáveis que um produto ou serviço deve ter. Garvin (1987) publicou na revista Harvard Business Review uma listagem de OITO componentes ou dimensões da qualidade:
1. Desempenho (o produto realiza a tarefa pretendida?); 2. Confiabilidade (qual a freqüência de falhas do produto?); 3. Durabilidade (quanto tempo o produto durará?) 4. Assistência Técnica (facilidade para consertar o produto) 5. Estética (qual a aparência do produto); 6. Características (o que o produto faz?); 7. Qualidade percebida (qual é a reputação da companhia ou de seu produto?) 8. Conformidade com Especificações (o produto é feito como o projetista pretendia?)
Exercício: Em sua opinião, quais dimensões permitem diferenciar estes produtos: Televisor CCE X Televisor Sony Perfume O Boticário X Perfume Dior Automóvel GM Corsa X Automóvel Renault Clio Parâmetros ou Características da Qualidade Todos os produtos possuem um número de elementos que, em conjunto, descrevem o que o consumidor entende como qualidade. Esses parâmetros geralmente são chamados de características da qualidade, podendo ser subdivididas em :
1. Físicas: comprimento, largura, peso 2. Sensoriais: gosto, aparência, cor 3. Orientação temporal: confiabilidade, durabilidade, praticidade.
Terminologia e algumas siglas Existe um conjunto de termos técnicos em Controle da Qualidade que precisa ser dominado: Atributos: se refere a uma classificação em categorias (variáveis qualitativas ou categóricas). Exemplos: Variáveis: característica expressa de forma numérica respeitando uma métrica (variáveis quantitativas ou métricas). Exemplos:

CEQ - Pág. 10
Especificação: corresponde a fase inicial de um ciclo de Controle de Qualidade. Significa aquilo que é desejado. Os limites (inferiores e superiores de especificação) correspondem aos valores máximos (ou mínimos) permitidos para uma característica da qualidade. Valor-nominal ou Valor-alvo: uma medida que corresponde ao valor desejado para uma característica de qualidade. Tolerância: se refere a faixa de variação admissível para uma dimensão. Produto não-conforme (ou fora do padrão): um produto que não corresponde a uma ou mais especificações. Produto defeituoso: produto que apresenta um ou mais não conformidades sérias o bastante para afetar a utilização do produto.
Métodos Estatísticos para o Controle da Qualidade Estudaremos, basicamente, três áreas principais com o objetivo de melhorar a qualidade de um produto ou serviço:
• Controle Estatístico de Processos (CEP); • Aceitação por amostragem; • Planejamento de Experimentos (em menor grau).
Um gráfico de controle é uma ferramenta do CEP e serve para monitoramento de características importantes envolvidas no processo produtivo. Um experimento planejado pode ser muito útil na descoberta de variáveis que afetam características de qualidade de interesse no processo. Neste tópico existe uma grande gama de delineamentos e técnicas que podem ser utilizados (blocos casualizados, experimentos fracionários, ...). Aceitação por amostragem é definida como a inspeção e a classificação de uma amostra de unidades selecionadas aleatoriamente de um conjunto maior. A decisão se dá, geralmente, em dois pontos: na entrada de matérias-primas ou componentes e na produção final. Personalidades no CEQ De acordo com Montgomery (2004, p.12) muitas pessoas contribuíram n aárea da metodologia estatística para melhoria da qualidade, entretanto, em termos de implementação e filosofia de gerenciamento, se destacam três líderes: • Dr. W. Edwards Deming – Durante a 2a Guerra Mundial (1939-1945) Deming trabalhou para o Departamento de Guerra e para o Bureau do Censo norte-americano. Após a guerra, tornou-se consultor das indústrias japonesas e convenceu a alta direção das mesmas do poder dos métodos estatísticos e da importância da qualidade.A filosofia de Deming pode ser resumida em 14 pontos: 1. Crie uma constância de propósitos para a melhoria dos produtos e serviços. Uma visão
organizacional deve guiar a cultura corporativa e fornecer uma meta para a organização. Tal visão equipa a organização com uma perspectiva de longo prazo. Meça o compromisso do gerenciamento e os marcos de excelência da situação da organização em relação às outras.
2. Adote a nova filosofia. O gerenciamento do ocidente deve despertar para o desafio e assumir um novo papel de liderança. A Revolução na Qualidade é a mesma na economia de

CEQ - Pág. 11
importação como na Revolução Industrial. Ela é concomitante com a globalização da economia.
3. Cesse a dependência da inspeção para alcançar a Qualidade. Introduza modernas ferramentas da qualidade, tais como o controle estatístico de processo, operações evolucionárias, projetos de experimentos e o desdobramento da função Qualidade. A inspeção somente mede um problema, e não permite qualquer correção dele. Freqüentemente se diz que ninguém pode "inspecionar em Qualidade".
4. Minimize o custo total trabalhando com um único fornecedor - acabe com a prática de realizar negócios baseados somente nos preços. Não premie cegamente negócios baseados na baixa oferta. Ao invés disso, minimize o custo global. Mova-se diretamente para um único fornecedor em cada item estabelecendo um relacionamento de longo prazo, baseado na confiança e na verdade. Os programas de certificação de fornecedores e a análise de custo do ciclo de vida possuem um papel preponderante aqui.
5. Melhore constante e continuamente cada processo. Fixar apenas os problemas é não deixá-los mais se distanciar. Melhore constantemente a qualidade e a produtividade; em conseqüência os custos diminuirão com a mesma freqüência. Previna-se dos defefitos e aperfeiçoe os processos. Não apague incêndios - isto não é uma melhora na qualidade, é um gerenciamento pela crise. Melhoria requer mecanismos de realimentação dos clientes e fornecedores.
6. Institua o treinamento na tarefa. O treinamento se aplica a todos os níveis da organizaçao, do mais baixo ao mais alto. Não deixe de observar a possibilidade de que os melhores instrutores podem ser os próprios empregados.
7. Adote e institua a liderança. Liderança emana de conhecimento, perícia e habilidade interpessoais, e não do nível de autoridade. Cada um pode e deve ser um líder. As qualidades da liderança não são mais mistérios distantes e inatos - elas podem ser aprendidas. Os líderes removem as barreiras que impedem as pessoas e as máquinas de atingirem o ótimo.
8. Jogue fora o receio. Os receios avançam com a insegurança da liderança que depende das regras de trabalho, autoridade, punição e de uma cultura corporativa baseada na competição interna - graduando-se sobre uma curva que não tem lugar dentro de um negócio. O receio pode também vir do abuso emocional e físico dos colegas e supervisores O receio apaga a criatividade, a qual é a máquina para a melhoria da qualidade. Esse receio pode ser eliminado por meio da identificação e superação das falhas na comunicação, na cultura e no treinamento. Fatores sistêmicos podem também promover o gerenciamento por receios, tais como avaliação do desempenho, programas de premiação e cotas de trabalho.
9. Quebre as barreiras ente as áreas. Todos devem trabalhar em equipe, trabalhando diretamente para o bem da equipe de trabalho que é conceito imperativo no gerenciamento moderno. Novas estruturas organizacionais podem ser necessárias. Virar a estrutura organizacional de cabeça para baixo é uma experiência espantosa, mas que pode muito bem ser requerida para alcançar a harmonia e a perspectiva apropriada.
10. Elimine slogans, exortações e cartazes para a força de trabalho. Os programas ou campanhas que comandam uma tarefa deixando o trabalhador sem poder para alcançar o objetivo, constituem um gerenciamento por receios.
11. Elimine cotas numéricas para a força de trabalho e objetivos numéricos para o gerenciamento. Elimine o gerenciamento por objetivos ou, mais precisamente, o gerenciamento por números. Substitua as lideranças. Cotas numéricas desconsideram as noções estatísticas, as quais causam impactos em todos os trabalhadores. Nem todos os trabalhadores podem estar acima da média; nem todos podem estar abaixo. A tradicional prática da engenharia industrial é o "gerenciamento por números" e isto é precisamente aquilo a que Deming se refere. Opere com medidas bem trabalhadas num certo estágio do desenvolvimento industrial, uma vez que a sociedade e o trabalho têm se desenvolvido a partir disso. Hoje as cotas de trabalho impõem um limite na qualidade e na produção, em

CEQ - Pág. 12
vez de um objetivo. As variações naturais são ignoradas nesses sistemas, e as preocupações únicas com números tomam precedência sobre todos os outros interesses nos negócios.
12. Remova as barreiras que roubam das pessoas a satisfação no trabalho. Elimine o sistema anual de classificação. Remova as barreiras que roubam do trabalhador as suas horas de satisfação no trabalho. A responsabilidade dos supervisores deve ser alterada em relação ao volume e à linha de produção para a qualidade. Remover as barreiras significa abolir a classificação anual ou por mérito e o gerenciamento por objetivo.
13. Institua um vigoroso programa de educação e auto melhoria para todos. O treinamento fornece uma mudança imediata no comportamento. Os resultados da educação podem não se manifestar imediatamente, mas podem apresentar os seus efeitos a longo prazo. A auto melhoria é uma tarefa de educação e auto desenvolvimento. Isto pode significar o oferecimento de cursos em gerenciamento do tempo, redução do estresse, permissão aos empregados para que exerçam atividades físicas na hora do expediente caso tenham um trabalho sedentário e, para os que executam trabalhos braçais, participação em tarefas de desafios mentais ou em processos educacionais.
14. Coloque todos na companhia para trabalhar acompanhando a transformação. O compromisso da alta gerência é colocar todos na empresa para que trabalhem acompanhando a transfomação. A transformação é trabalho de todos.
• Dr. Joseph Juran – É um dos criadores do controle estatístico da qualidade. Trabalhou
para Shewart na AT&T Bell Laboratories. É co-autor do Quality Control Handbook, uma referência padrão para métodos de controle de qualidade.
• Dr. Armand Feigenbaum – É o pioneiro em introduzir o conceito de controle da
qualidade para toda a empresa. Sua obra Controle da Qualidade Total data de 1951, tendo influenciado ,muitos dos princípios da gerência da qualidade no Japão no início dos anos 50. Muitas companhias usaram o nome Controle da Qualidade Total para descrever seus esforços. De acordo com Montgomery (2004, p.14) o Dr. Feigenbaum se preocupa mais com a estrtutura organizacional e com uma abordagem de sistemas para a melhoria da qualidade, do que com métodos estatísticos.
Padrões e Registro da Qualidade A International Standards Organization – ISO - desenvolveu uma série de padrões internacionalmente utilizados. A ISO é uma organização não governamental presente em cerca de 120 países. Esta organização foi fundada em 1947 em Genebra, e sua função é promover a normalização de produtos e serviços, utilizando determinadas normas, para que a qualidade dos produtos seja sempre melhorada. No Brasil, o órgão que representa a ISO chama-se ABNT (Associação Brasileira de Normas Técnicas) A ISO 9000 é um modelo de padronização. O selo que as empresas recebem se iniciam a partir da ISO 9001 em diante. A série ISO 9000 é um conjunto de normas que formam um modelo de gestão da qualidade para organizações que podem, se desejarem, certificar seus sistemas de gestão através de organismos de certificação. Foi elaborada através de um consenso internacional sobre as práticas que uma empresa pode tomar a fim de atender plenamente os requisitos de qualidade do cliente. A ISO 9000 não fixa metas a serem atingidas pelas empresas a serem certificadas, a própria empresa é quem estabelece as metas a serem atingidas. Grande parte do foco do ISO9000 se concentra na documentação formal do sistema de qualidade. É exatamente esta documentação o ponto mais difícil para uma organização receber a certificação.

CEQ - Pág. 13
Seis Sigma (Montgomery, pg 16) O 6-Sigma consiste na aplicação de métodos estatísticos a processos empresariais, orientada pela meta de eliminar defeitos. A maioria das empresas opera no nível 3-Sigma, o que equivale a um número esperado de 2700 partes por milhão (ppm) de oportunidades de haver defeitos. A Motorola foi a pioneira na década de 80. O conceito consiste em diminuir a variabilidade de forma que os limites de especificação estejam a seis desvios-padrão da média, assim torna-se muito difícil ocorrer um valor fora destes limites, mesmo que a médio do processo de desloque para direita ou esquerda. Tarefa: Utilizando o Excel, encontrar qual a probabilidade de encontrar um valor dentro de µ + kσ. Supondo que a média seja µ:
=+<<− )X(P σµσµ
=+<<−
=+<<−
=+<<−
=+<<−
=+<<−
)X(P
)X(P
)X(P
)X(P
)X(P
σµσµσµσµσµσµσµσµσµσµ
66
55
44
33
22
Supondo que a média seja µ deslocada em +1,5σ:
=+<<− )X(P σµσµ
=+<<−
=+<<−
=+<<−
=+<<−
=+<<−
)X(P
)X(P
)X(P
)X(P
)X(P
σµσµσµσµσµσµσµσµσµσµ
66
55
44
33
22
O 6-Sigma aproveita uma série de métodos comprovados e treina um pequeno grupo de líderes internos, conhecidos como black-belts, até que atinjam alto íivel de proficiência na aplicação de tais técnicas. Com certeza, alguns dos métodos utilizados pelos black-belts são altamente avançados, o que inclui o uso de tecnologia moderna de informática. Contudo, as ferramentas são aplicadas dentro de um modelo simples de melhoria de desempenho conhecido pela sigla DMAIC, ou Define - Measure - Analyze - Improve -Control (Definir - Mensurar - Analisar - Incrementar - Controlar).
CEQ - Pág. 14
2. As Sete Ferramentas Estatísticas De acordo com Montgomery (2004, p. 95), um produto que atende às exigências do cliente deve ser capaz de operar com pequena variabilidade em torno dos valores nominais das características de qualidade do produto. O CEP engloba uma grande quantidade de métodos que auxiliam no cumprimento desta tarefa. As principais ferramentas do CEP são:
1) Histograma ou Ramo-e-folha; 2) Folha de verificação ou Folha de controle; 3) Diagrama de causa-e-efeito; 4) Gráfico de Pareto; 5) Fluxograma; 6) Diagrama de dispersão; 7) Gráfico de controle.
Falaremos brevemente sobre cada uma delas, entretanto o tópico 7 será abordado mais especificamente no capítulo 4. 1) Histograma ou Ramo-e-folha 1.1 Histograma – É um gráico que resume a informação presente em um
conjunto de dados. A natureza do Histograma possibilita-nos ver padrões que, dificilmente seriam vistos na simples tabela de dados.
1.2 Ramo-e-folha – É uma espécie de Histograma, mas com maior quantidade
de informação pois o valor numérico das observações é preservado. TAREFA: Encontrar padrões nos Histogramas do arquivo “Sete Ferramentas.SAV” 2) Folha de Verificação É um formulário de coleta de dados, simplificado, onde o registro e análise de das pode ser realizado de forma simples e rápida. A folha de verificação pode ser utilizada para vários propósitos, mas sua principal característica é tornar fácil a compilação dos dados.

CEQ - Pág. 15
Exemplo 1 – Folha de Verificação de preenchimentos de formulários Tipo de problema Quantidade
Sem nome XXXX 4 Sem assinatura XX 2 Faltando informação XXXXXXXXXXXX 12 Atrasado XX 2 Outros X 1 Total 21 Exemplo 2 – Folha de Verificação por localização Neste tipo de folha de verificação os defeitos são assinalados em um desenho. Por exemplo, os defeitos em uma máquina copiadora ou uma impressora podem ser assinalados em uma folha onde consta a fotografia da máquina. Ao final de um certo período de tempo os resultados são organizados. 3) Diagrama de causa-e-efeito
O diagrama de causa-e-efeito – batizado por Juran como Diagrama de Ishikawa e também conhecido como espinha de peixe ou “arêtes de poisson” – representa graficamente o relacionamento entre algum efeito e todas as causas e subcausas possíveis. O diagrama tem a seguinte forma geral:
Dicas para construir um bom diagrama de causa-e-efeito:
1) Definir uma característica de Qualidade do produto ou serviço; 2) Faze um brainstorming de causas potenciais deste efeito; 3) Identificar as principais categorias relacionadas as causas; 4) Desenhar um diagrama de causa-e-efeito; 5) Associar as causas e subcausas as suas categorias.
TAREFA: Construir um diagrama de causa-e-efeito para um produto ou serviço a sua escolha.

CEQ - Pág. 16
4) Gráfico de Pareto O diagrama de Pareto é um tipo especial de gráfico de colunas onde a freqüência de ocorrência de categorias é listada em ordem decrescente acompanhada de uma barra contendo a freqüência acumulada. Vejamos um exemplo:
Causas do problema
Freqüência (fi)
% (fri)
% Acumulado (Fri)
A 100
B 70
C 60
D 20
E 10
Total 260
TAREFA: Construa um diagrama de Pareto no Excel utilizando estes dados. Interprete. O diagrama de Pareto é uma técnica que separa os poucos problemas vitais dos muitos triviais, indicando quais são aqueles que devem ser prioritariamente solucionados. 5) Fluxograma O fluxograma é uma forma de representação das sequüência de etapas que compõem um processo. Suas partes são: Entradas / Saídas : as entradas são materiais, informações ou ações que iniciam o processo. As saídas são os resultados do processo (produtos, relatórios, serviços). Flecha: indica a direção do fluxo Retângulo: indica os passos que realizam operações no processo Losango: ponto de tomada de decisões;

CEQ - Pág. 17
Círculo: Delay ou espera. Lugar no processo onde a ação é temporariamente suspensa.
Loops: caminhos que indicam se o processo segue ou deve voltar.
Exemplo: Monitoramento Cardíaco
6) Diagrama de dispersão Possibilidade visualizar a relação entre duas variáveis quantitativas. Por exemplo, o número de erros de uma digitadora pode estar relacionado com a quantidade de ruído; o número de vezes que uma máquina tranca por dia poed estar relacionado com a temperatura, etc. Em um gráfico de dispersão padrão, a característica de qualidade deve estar no eixo Y (var dependente) e a possível causa deve estar no eixo X (var independente). Vejamos alguns tipos de relacionamentos:

CEQ - Pág. 18
Tipos de correlação entre variáveis: Correlação direta Correlação inversa Correlação nula
Correlação não-linear Correlação não-linear
(2) Variância não
constante
TAREFA: Construir gráficos de dispersão entre o indicador de qualidade e algumas das características do produto. 7) Gráficos de controle Será abordado mais à frente.

CEQ - Pág. 19
3. Introdução ao CEP 3.1 Filosofia e Técnica No Capítulo 2 vimos que as sete ferramentas estatísticas são uma parte importante do CEP. Entretanto, Montgomery (2004, p. 95) salienta que elas englobam apenas os aspectos técnicos do CEP. Para entender os conceitos que formam a base do CEP temos que, primeiramente, entender a teoria da variabilidade de Shewhart. 3.1.1 Causas aleatórias e atribuíveis da variação da qualidade Montgomery (2004, p. 96) diz que em qualquer processo de produção uma certa quantidade de variabilidade sempre existirá (este é um axioma no CEP). Essa variabilidade natural ou ruído de fundo é o efeito cumulativo de muitas causas pequenas, essencialmente inevitáveis. Diz-se que um processo que opera apenas com as causas aleatórias de variação está sob controle estatístico. Outros tipos de variabilidade podem, ocasionalmente, estar presentes na saída do processo. Geralmente estes tipos de variabilidade se devem a uma das seguintes fontes:
1) __________________________ 2) __________________________
3) __________________________
As variabilidades devidas a estas fontes são, geralmente, muito maiores do que o ruído de fundo e são conhecidas como causas atribuíveis. Um processo que opera na presença de causas atribuíveis está fora de controle. Os processos de produção podem operar longo tempo sob controle, produzindo itens aceitáveis, entretanto, quase que certamente, causas atribuíveis ocorrerão de maneira aparentemente aleatória, resultando em um deslocamento para um estado fora de controle. Exemplo – Deslocamento para o campus da PUCRS Causas não-atribuíveis ou ruído de fundo Causas atribuíveis
CEQ - Pág. 20
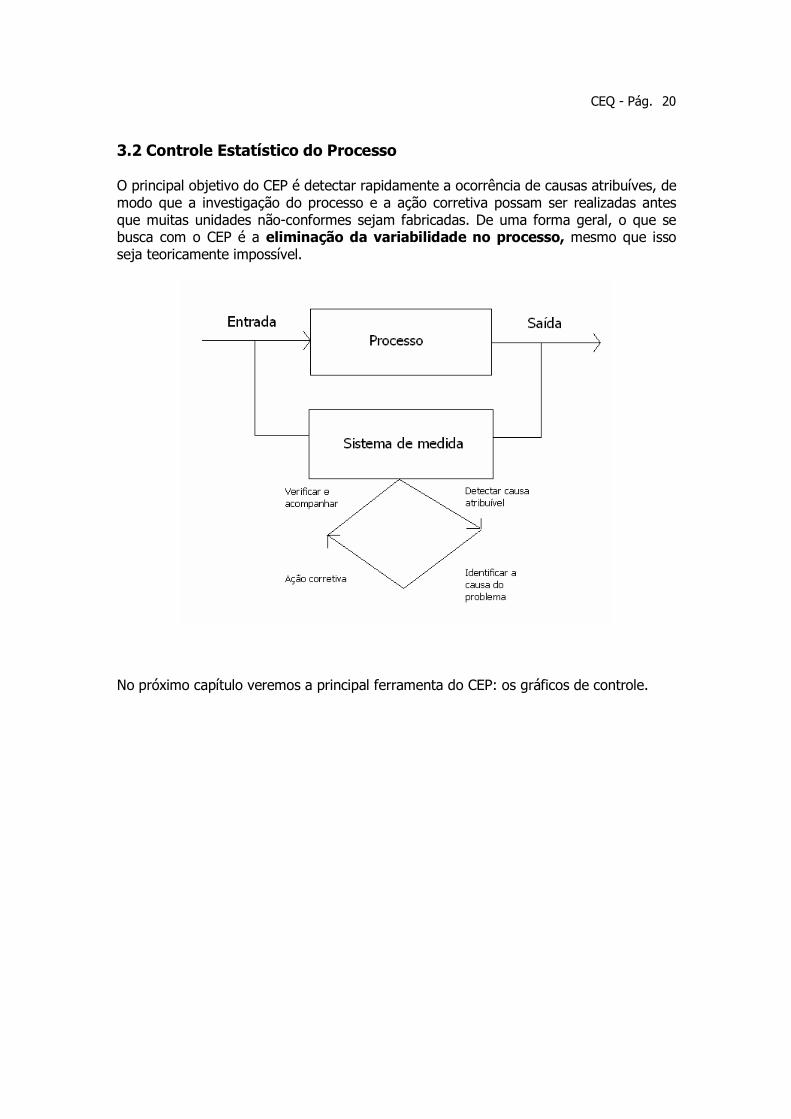
3.2 Controle Estatístico do Processo O principal objetivo do CEP é detectar rapidamente a ocorrência de causas atribuíves, de modo que a investigação do processo e a ação corretiva possam ser realizadas antes que muitas unidades não-conformes sejam fabricadas. De uma forma geral, o que se busca com o CEP é a eliminação da variabilidade no processo, mesmo que isso seja teoricamente impossível.
No próximo capítulo veremos a principal ferramenta do CEP: os gráficos de controle.

CEQ - Pág. 21
4. Gráficos de Controle Neste capítulo veremos duas classes de gráficos de controle, organizados de acordo com o tipo de característica da qualidade que estamos mensurando: temos os gráficos de controle para variáveis e os gráficos de controle para atributos. Gráfico de controle clássico A escolha dos limites de controle Trata-se de uma decisão muito importante que deve ser tomada no planejamento de um gráfico de controle. Ao afastarmos os limites de controle da linha central, diminuímos o risco de erro tipo I, mas aumentamos a probabilidade de erro tipo II. Erro tipo I – Erro tipo II – Tabela dos erros
Realidade Decisão Ho Verdadeira
Ho Falsa
Aceito Ho
Ok
1-α : Confiança
Erro II Dizer que está controlado,
quando não está β
Rejeito Ho
Erro I Dizer que está fora de controle, quando está
controlado α
Ok
1-β : Poder

CEQ - Pág. 22
Exemplo – Característica de Qualidade com Média µ=74 e desvio σ=0,01
≠
=
74
74
µµ
:Ha
:Ho
Encontrar a regra de decisão (Aceitação/Rejeição de Ho) em função do X para n=5. Depois, construir no Excel curvas características de operação (CCO) da probabilidade de ACEITAR Ho quando Ho é falsa em função do n. É verdade que, quando aumentamos os limites diminuímos a probabilidade de erro tipo I, mas aumentamos a probabilidade de erro tipo II?
4.1 – Gráfico de Controle para Variáveis (Montgomery, p. 129) Já vimos que na área de qualidade, uma característica medida numa escala numérica é chamada de variável. Veremos três tipos de gráficos de controle: os gráficos RX − , SX − e o gráfico individual. Ao monitorarmos uma característica de qualidade devemos monitorar tanto a sua média como a sua variabilidade. O controle da média é usualmente feito pelo gráfico de controle para médias, ou gráfico X e a variabilidade do processo pode ser monitorada tanto pelo desvio-padrão s como pela amplitude R. 4.1.1 – Gráfico de controle RX − Quando temos uma seqüência de m amostras aleatórias de tamanho n constante cada, as seguintes estatísticas serão utilizadas para definir as linhas centrais dos gráficos de controle:
=X R O gráfico de RX − se baseia na distribuição amostral de uma estatística conhecida como amplitude relativa. Portanto, primeiramente vamos entender o comportamento probabilístico dela:
WR~
σ onde E(W)=d2

CEQ - Pág. 23
Portanto, como a média de W é d2 podemos utilizar como estimador de σ a seguinte expressão:
2
ˆd
R=σ
O valor de d2 depende do tamanho da amostra. Nós faremos um exemplo no Excel (Distribuição_W.XLS) para entender isso. Os limites do gráfico X para os usuais 3-sigma são:
RAXRnd
XLSC 2
2
3+=+=
XLC =
RAXRnd
XLIC 2
2
3−=−=
A estatística R tem um desvio-padrão Rσ conhecido, e que será estimado por:
Rd
dR
2
3ˆ =σ
Conseqüentemente, os limites de controle ficarão unicamente função das constantes tabeladas e de R :
RDRd
dRRLSC R 4
2
33ˆ3 =+=+= σ
RLC =
RDRd
dRRLIC R 3
2
33ˆ3 =−=−= σ

CEQ - Pág. 24
Exercício – Construir no Excel/Minitab um gráfico RX − no arquivo Montgomery_p133.XLS Amostra xi1 xi2 xi3 xi4 xi5
1 74,030 74,002 74,019 73,992 74,008
2 73,995 73,992 74,001 74,011 74,004
3 73,988 74,024 74,021 74,005 74,002
4 74,002 73,996 73,993 74,015 74,009
5 73,992 74,007 74,015 73,989 74,014
6 74,009 73,994 73,997 73,985 73,993
7 73,995 74,006 73,994 74,000 74,005
8 73,985 74,003 73,993 74,015 73,988
9 74,008 73,995 74,009 74,005 74,004
10 73,998 74,000 73,990 74,007 73,995
11 73,994 73,998 73,994 73,995 73,990
12 74,004 74,000 74,007 74,000 73,996
13 73,983 74,002 73,998 73,997 74,012
14 74,006 73,967 73,994 74,000 73,984
15 74,012 74,014 73,998 73,999 74,007
16 74,000 73,984 74,005 73,998 73,996
17 73,994 74,012 73,986 74,005 74,007
18 74,006 74,010 74,018 74,003 74,000
19 73,984 74,002 74,003 74,005 73,997
20 74,000 74,010 74,013 74,020 74,003
21 73,988 74,001 74,009 74,005 73,996
22 74,004 73,999 73,990 74,006 74,009
23 74,010 73,989 73,990 74,009 74,014
24 74,015 74,008 73,993 74,000 74,010
25 73,982 73,984 73,995 74,017 74,013
Sample
Sample M
ean
252321191715131197531
74,01
74,00
73,99
__X=74,00118
UC L=74,01444
LC L=73,98791
Sample
Sample Range
252321191715131197531
0,048
0,036
0,024
0,012
0,000
_R=0,02300
UC L=0,04863
LC L=0
Xbar-R Chart of xi1; ...; xi5

CEQ - Pág. 25
Exercício – Construir no Excel / Minitab um gráfico RX − no arquivo Nivaldo1.XLS Os dados se referem a 10 amostras com n=5 cada tomadas de hora em hora. O objetivo é saber se o processo está centrado no alvo µ=5,60. Amostra xi1 xi2 xi3 xi4 xi5
1 5,60 5,50 5,58 5,48 5,70
2 5,90 5,58 5,61 5,59 5,44
3 5,52 5,66 5,68 5,59 5,38
4 5,60 5,76 5,55 5,58 5,57
5 5,55 5,68 5,65 5,45 5,68
6 5,39 5,65 5,63 5,57 5,61
7 5,79 5,61 5,59 5,70 5,51
8 5,67 5,59 5,59 5,75 5,48
9 5,51 5,51 5,65 5,55 5,63
10 5,66 5,64 5,61 5,66 5,56
Estimando a capacidade do processo A capacidade de um processo pode ser estimada por meio da comparação entre os limites de controle do intervalo e as especificações. Processos capazes apresentam índices de capacidade superiores a 1:
σ6LICLSC
C p
−=
No caso de estimarmos o valor de σ (situação mais comum), vamos colocar um “chapéu” como indicação:
σLICLSC
C p 6
−=
Para o gráfico RX − o desvio-padrão é estimado por 2
ˆd
R=σ .
No exemplo anterior, qual a capacidade do processo supondo especificações de 74,05 e 73,95?

CEQ - Pág. 26
Construindo gráficos de controle Utilizaremos o arquivo “Aula_11Set.XLS” para construção de gráficos de controle. Será feita uma seleção em sala de aula para eleger os participantes. Identificando padrões em gráficos de controle Nestes gráficos identificaremos alguns padrões que podem ocorrer: Padrão cíclico: Padrão de mistura: Deslocamento da média:
4.1.2 – Gráfico de controle SX − Quando o tamanho da amostra é moderadamente grande n ≥ 10, estimar a variabilidade através da amplitude se torna ineficiente, por isso utilizamos o desvio padrão para cada amostra. Este gráfico também monitora a variabilidade entre os grupos e deve ser utilizado em conjunto com o gráfico s. Sabe-se que s é um estimador viciado para σ, mas este vício pode ser corrigido utilizando-se os valores da constante c4 tabelada. O estimador 4c/S é não viciado para σ. TAREFA: Mostrar que 4c/S é um bom estimador de σ.
Temos os seguintes limites para o gráfico X com os usuais 3-sigma:
Limites Superior de Controle : LSC = =+X
ˆX σ3
Linha Central: LC = x Limites Inferior de Controle : LIC = =−
XˆX σ3

CEQ - Pág. 27
As seguintes fórmulas são mais simples para o cálculo dos limites do gráfico X .
Limites Superior de Controle : LSC = x + A3 s Linha Central: LC = x Limites Inferior de Controle : LIC = x - A3 s Agora vejamos o gráfico para o desvio-padrão S.
Esse gráfico monitora a variabilidade dentro dos subgrupos, devendo ser
utilizado em conjunto com o gráfico X . Para construir o gráfico s é necessário
calcular o desvio-padrão para cada um dos k subgrupos, da seguinte forma:
1
12
−
−=∑
=i
ij
n
in
)Xx(j
s
i
e depois calcular a média dos desvios nos m subgrupos:
m
s
s i
i∑=
O desvio-padrão da estatística s também é função da constante c4. Sabe-se que
ele é igual a 241 c−σ .
TAREFA: Mostrar que 24
4
1 cc
S− é um bom estimador para o desvio-padrão de S.
CEQ - Pág. 28
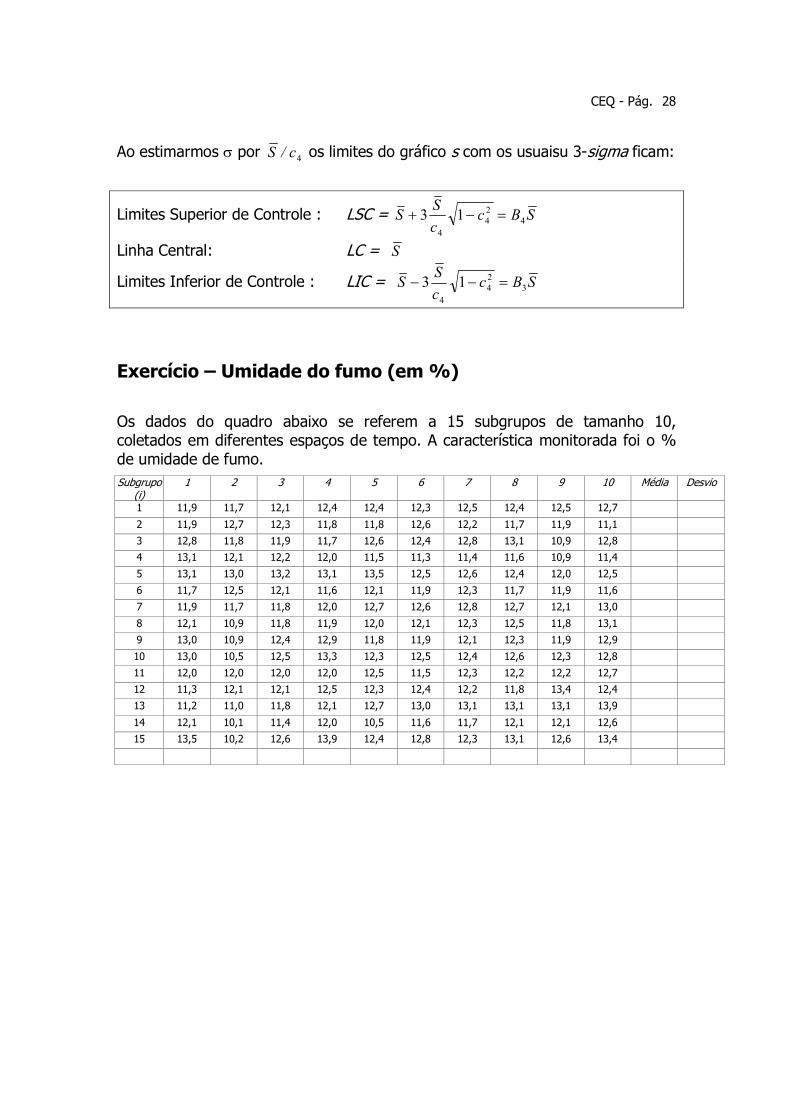
Ao estimarmos σ por 4c/S os limites do gráfico s com os usuaisu 3-sigma ficam:
Limites Superior de Controle : LSC = SBcc
SS 4
24
4
13 =−+
Linha Central: LC = S
Limites Inferior de Controle : LIC = SBcc
SS 3
24
4
13 =−−
Exercício – Umidade do fumo (em %)
Os dados do quadro abaixo se referem a 15 subgrupos de tamanho 10, coletados em diferentes espaços de tempo. A característica monitorada foi o % de umidade de fumo. Subgrupo
(i) 1 2 3 4 5 6 7 8 9 10 Média Desvio
1 11,9 11,7 12,1 12,4 12,4 12,3 12,5 12,4 12,5 12,7
2 11,9 12,7 12,3 11,8 11,8 12,6 12,2 11,7 11,9 11,1
3 12,8 11,8 11,9 11,7 12,6 12,4 12,8 13,1 10,9 12,8
4 13,1 12,1 12,2 12,0 11,5 11,3 11,4 11,6 10,9 11,4
5 13,1 13,0 13,2 13,1 13,5 12,5 12,6 12,4 12,0 12,5
6 11,7 12,5 12,1 11,6 12,1 11,9 12,3 11,7 11,9 11,6
7 11,9 11,7 11,8 12,0 12,7 12,6 12,8 12,7 12,1 13,0
8 12,1 10,9 11,8 11,9 12,0 12,1 12,3 12,5 11,8 13,1
9 13,0 10,9 12,4 12,9 11,8 11,9 12,1 12,3 11,9 12,9
10 13,0 10,5 12,5 13,3 12,3 12,5 12,4 12,6 12,3 12,8
11 12,0 12,0 12,0 12,0 12,5 11,5 12,3 12,2 12,2 12,7
12 11,3 12,1 12,1 12,5 12,3 12,4 12,2 11,8 13,4 12,4
13 11,2 11,0 11,8 12,1 12,7 13,0 13,1 13,1 13,1 13,9
14 12,1 10,1 11,4 12,0 10,5 11,6 11,7 12,1 12,1 12,6
15 13,5 10,2 12,6 13,9 12,4 12,8 12,3 13,1 12,6 13,4

CEQ - Pág. 29
0Subgroup 5 10 15
11,5
11,7
11,9
12,1
12,3
12,5
12,7
12,9
Sample Mean
1
Mean=12,22
UCL=12,79
LCL=11,64
0,0
0,5
1,0
Sample StDev
1
S=0,5907
UCL=1,014
LCL=0,1676
Xbar/S Chart for C1-C10
TEST 1. One point more than 3,00 sigmas from center line.

CEQ - Pág. 30
Exercício – Diâmetro de peças (cm) - I
Os dados do quadro abaixo se referem a 25 subgrupos de tamanho 8, coletados em diferentes espaços de tempo. A característica monitorada foi o diâmetro (cm).
Amostra Medidas Média Desvio
1 20,728 20,608 20,969 20,853 20,126 20,830 20,070 20,330
2 20,332 20,380 20,386 20,128 20,465 20,812 20,652 20,247
3 20,359 20,856 20,872 20,973 20,156 20,361 20,842 20,531
4 20,383 20,429 20,302 20,326 20,804 20,321 20,817 20,131
5 20,040 20,244 20,147 20,621 20,789 20,465 20,146 20,154
6 20,516 20,361 20,239 20,453 20,216 20,468 20,910 20,456
7 20,536 20,205 20,579 20,349 20,205 20,716 20,429 20,601
8 20,138 20,127 20,347 20,272 20,164 20,141 20,383 20,407
9 20,956 20,295 20,116 20,950 20,617 20,861 20,146 20,337
10 20,415 20,108 20,151 20,610 20,210 20,530 20,668 20,929
11 20,513 20,492 20,280 20,830 20,595 20,272 20,597 20,594
12 20,774 20,587 20,212 20,392 20,015 20,879 20,967 20,681
13 20,691 20,876 20,205 20,935 20,276 20,346 20,458 20,099
14 20,729 20,100 20,178 20,619 20,511 20,210 20,940 20,712
15 20,339 20,852 20,704 20,342 20,023 20,855 20,104 20,413
16 20,399 20,488 20,359 20,746 20,199 20,418 20,166 20,104
17 20,930 20,215 20,630 20,882 20,705 20,791 20,206 20,653
18 20,656 20,931 20,767 20,479 20,625 20,309 20,842 20,850
19 20,797 20,911 20,447 20,131 20,482 20,645 20,535 20,680
20 20,723 20,608 20,247 20,756 20,263 20,982 20,221 20,382
21 20,532 20,795 20,577 20,158 20,987 20,040 20,433 20,478
22 20,586 20,450 20,516 20,668 20,371 20,760 20,463 20,978
23 20,318 20,917 20,075 20,156 20,093 20,312 20,796 20,542
24 20,294 20,918 20,669 20,636 20,801 20,305 20,515 20,707
25 20,914 20,896 20,775 20,880 20,083 20,725 20,789 20,756

CEQ - Pág. 31
Exercício – Diâmetro de peças (cm) - II
Os dados do quadro abaixo se referem a 25 subgrupos de tamanho 8, coletados em diferentes espaços de tempo. A característica monitorada foi o diâmetro (cm).
Amostra Medidas Média Desvio
1 21,500 20,209 20,525 20,851 20,961 20,447 20,612 19,407
2 20,880 21,500 20,300 20,021 20,880 20,759 20,421 18,639
3 20,369 20,088 21,500 20,861 20,950 20,278 20,677 20,229
4 20,027 20,488 20,655 21,500 20,239 20,681 20,750 19,172
5 20,506 20,752 20,899 20,492 21,500 20,765 20,954 16,740
6 20,752 20,894 20,738 20,954 20,845 21,500 20,567 17,366
7 20,545 20,061 20,813 20,133 20,354 20,214 21,500 20,004
8 20,603 20,545 20,898 20,110 20,798 20,430 20,980 17,612
9 20,462 20,865 20,172 20,183 20,622 20,948 21,500 19,528
10 20,782 20,365 20,051 20,384 20,074 21,500 20,135 20,333
11 20,973 20,281 20,115 20,496 21,500 20,798 20,672 19,341
12 20,236 20,704 20,410 21,500 20,106 20,317 20,486 20,745
13 20,486 20,681 21,500 20,845 20,437 20,893 20,542 18,504
14 20,465 21,500 20,640 20,589 20,504 20,311 20,551 19,440
15 21,500 20,312 20,037 20,499 20,739 20,862 20,863 18,820
16 20,318 21,500 20,878 20,201 20,780 20,044 20,036 19,123
17 20,661 20,850 21,500 20,285 20,207 20,739 20,857 19,917
18 20,158 20,842 20,135 21,500 20,628 20,250 20,136 21,807
19 20,296 20,950 20,165 20,733 21,500 20,253 20,944 19,791
20 20,196 20,740 20,770 20,738 20,662 21,500 20,703 18,875
21 20,321 20,958 20,953 20,407 20,587 20,030 21,500 19,244
22 20,941 20,940 20,212 20,750 20,383 20,876 20,500 20,190
23 20,825 20,777 20,825 20,546 20,889 20,434 21,500 17,412
24 20,278 20,180 20,780 20,912 20,472 21,500 20,777 19,949
25 20,383 20,848 20,245 20,068 21,500 20,835 20,613 21,324

CEQ - Pág. 32
4.1.3 – Gráfico de Shewhart para medidas individuais Em algumas situações práticas torna-se inviável coletar mais do que uma observação para compor uma amostra, ou seja, trabalha-se com uma amostra composta por uma única observação (n=1), tornando impossível a construção dos gráficos SX − ou RX − . Exemplos de algumas situações onde isto ocorre:
• Taxa de produção muito lenta, sendo inconveniente acumular mais de uma observação para amostra.
• Medidas repetidas do processo só diferem devido a erros nos instrumentos de medição. Isso ocorre em muitos processos químicos.
• Em situações onde a variabilidade do processo varia muito pouco em longos intervalos de tempo.
Para construção do gráficos individual recorreremos a mesma forma de estimar o desvio-padrão já utilizada no gráfico RX − .
2
ˆd
R=σ
A amplitude R é estimada a partir do cálculo da média da amplitude móvel (MR) obtida em m-1 amostras. Vejamos:
1−−= iii xxMR para i=2,3,..., m
1−= ∑
m
MRRM
i
Limites de controle para a média:
2
3d
RMXLSC +=
XLC =
2
3d
RMXLIC −=
Limites de controle para a Amplitude:
RMBLSC 4= RMLC = RMBLIC 3=

CEQ - Pág. 33
Exemplo – Viscosidade da tinta base para aviões (Montgomery, p. 155)
i xi MRi
1 33,75 2 33,05 3 34,00 4 33,81 5 33,46 6 34,02 7 33,68 8 33,27 9 33,49 10 33,20 11 33,62 12 33,00 13 33,54 14 33,12 15 33,84 X = RM =

CEQ - Pág. 34
4.2 – Gráfico de Controle para Atributos (Montgomery, p. 177) Atributos são características de qualidade que não podem ser representadas numericamente. Cada item inspecionado é verificado e classificado em categorias. Geralmente, a terminação conforme/não-conforme ou defeituoso/ não-defeituoso é utilizada nestes casos: Produto não-conforme (ou fora do padrão): um produto que não corresponde a uma ou mais especificações. Produto defeituoso: produto que apresenta um ou mais não conformidades sérias o bastante para afetar a utilização do produto. 4.2.1 – Gráfico p para a proporção de não-conformes A fração de não-conformes é definida como a soma de todas as peças não-conformes encontradas dividida pelo total de peças investigadas. Supondo que todos m subgrupos tenham o mesmo tamanho n :
n
Dp i
i =ˆ onde ni ,...,2,1=
A média das proporções encontradas é dada por (para grupos com iguais ni):
mn
D
m
p
p i
i
i
i ∑∑==
ˆ
ˆ
Sabe-se que o número de peças defeituosas numa amostra de n elementos segue uma distribuição Binomial (n ; p) onde p é a verdadeira proporção de peças defeituosas na produção. A Binomial pode ser aproximada satisfatoriamente pela Normal. Para n>30, a distribuição de p pode ser aproximada pela distribuição Normal
(p;( )
n
pp −1).
Exercício – Extraindo amostras aleatórias numa grande linha de produção TAREFA: Criar uma população com 10mil dados onde 500 são defeituosos e
estudar o comportamento do estimador n
Dp i
i =ˆ em 100 amostras de tamanho
n=30, 60 e 120.
CEQ - Pág. 35
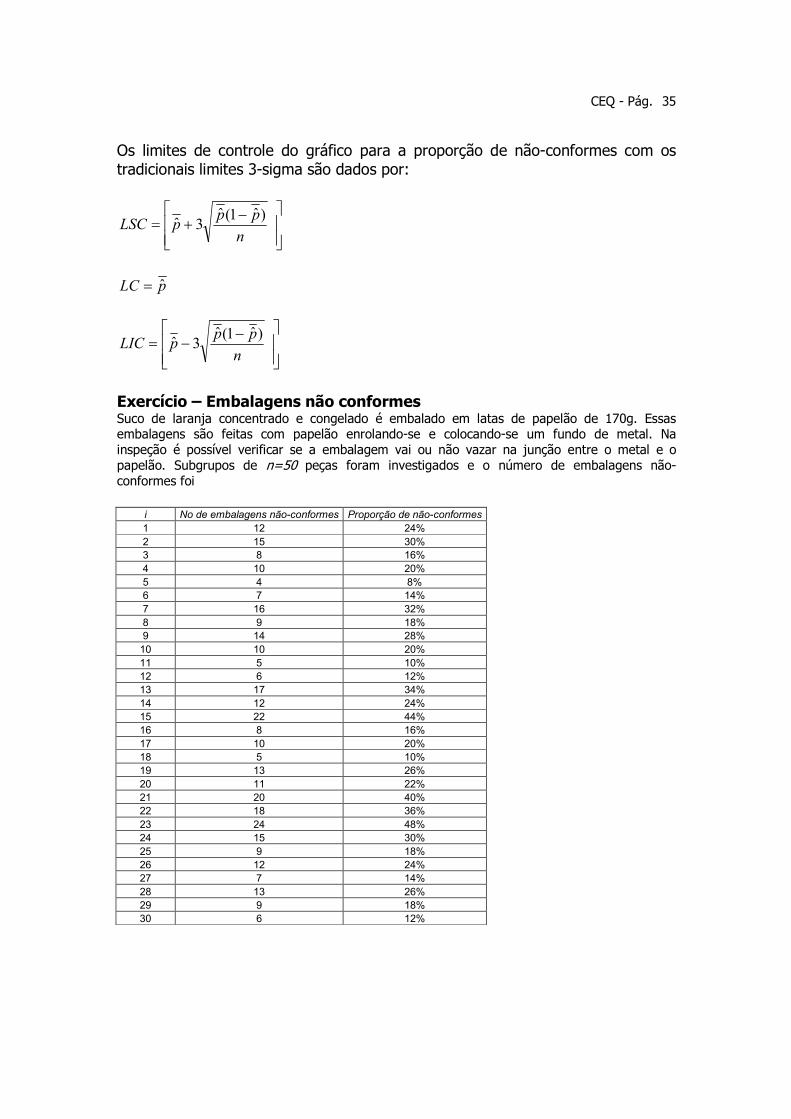
Os limites de controle do gráfico para a proporção de não-conformes com os tradicionais limites 3-sigma são dados por:
−+=
n
pppLSC
)ˆ1(ˆ3ˆ
pLC ˆ=
−−=
n
pppLIC
)ˆ1(ˆ3ˆ
Exercício – Embalagens não conformes Suco de laranja concentrado e congelado é embalado em latas de papelão de 170g. Essas embalagens são feitas com papelão enrolando-se e colocando-se um fundo de metal. Na inspeção é possível verificar se a embalagem vai ou não vazar na junção entre o metal e o papelão. Subgrupos de n=50 peças foram investigados e o número de embalagens não-conformes foi
i No de embalagens não-conformes Proporção de não-conformes
1 12 24%
2 15 30%
3 8 16%
4 10 20%
5 4 8%
6 7 14%
7 16 32%
8 9 18%
9 14 28%
10 10 20%
11 5 10%
12 6 12%
13 17 34%
14 12 24%
15 22 44%
16 8 16%
17 10 20%
18 5 10%
19 13 26%
20 11 22%
21 20 40%
22 18 36%
23 24 48%
24 15 30%
25 9 18%
26 12 24%
27 7 14%
28 13 26%
29 9 18%
30 6 12%

CEQ - Pág. 36
Exercício – Embalagens não conformes (após regulagem) Os dados a seguir foram obtidos após a regulagem da máquina.
i No de embalagens não-conformes Proporção de não-conformes
31 9 18%
32 6 12%
33 12 24%
34 5 10%
35 6 12%
36 4 8%
37 6 12%
38 3 6%
39 7 14%
40 6 12%
41 2 4%
42 4 8%
43 3 6%
44 6 12%
45 5 10%
46 4 8%
47 8 16%
48 5 10%
49 6 12%
50 7 14%
51 5 10%
52 6 12%
53 3 6%
54 5 10%
Sobre o tamanho da amostra Quando realizamos uma inspeção por amostragem temos que escolher o tamanho da amostra n para inferirmos sobre a proporção de unidades não-conformes p. Se p é muito pequeno devemos escolher um n suficientemente grande para termos uma alta probabilidade de encontrar ao menos uma unidade não conforme na amostra. Em caso contrário, podemos concluir que os limites de controle são tais que uma única unidade não-conforme na amostra já acusa uma condição de processo fora de controle.
−±=
n
)p(pp%,ICp
137399
−±=−
n
)p(pzp)%(ICp
11
2
αα
CEQ - Pág. 37
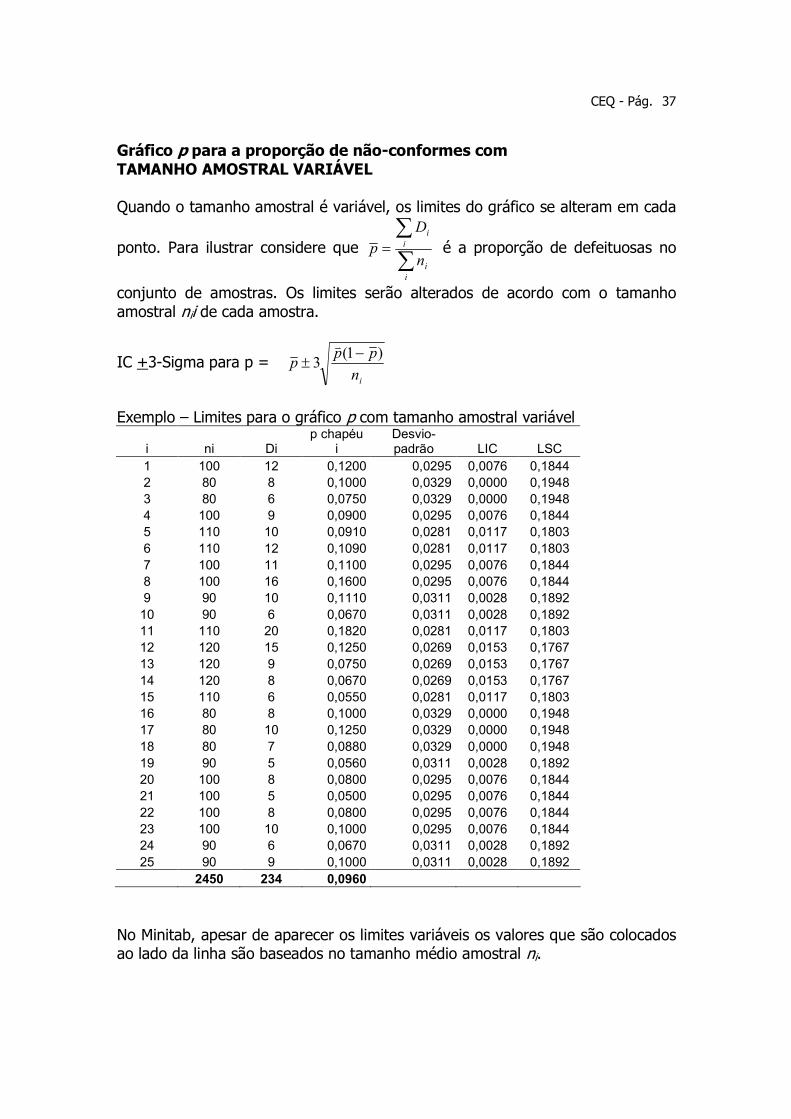
Gráfico p para a proporção de não-conformes com TAMANHO AMOSTRAL VARIÁVEL Quando o tamanho amostral é variável, os limites do gráfico se alteram em cada
ponto. Para ilustrar considere que ∑
∑=
i
i
i
i
n
D
p é a proporção de defeituosas no
conjunto de amostras. Os limites serão alterados de acordo com o tamanho amostral nii de cada amostra.
IC +3-Sigma para p = in
ppp
)1(3
−±
v
Exemplo – Limites para o gráfico p com tamanho amostral variável
i ni Di p chapéu
i Desvio-padrão LIC LSC
1 100 12 0,1200 0,0295 0,0076 0,1844
2 80 8 0,1000 0,0329 0,0000 0,1948
3 80 6 0,0750 0,0329 0,0000 0,1948
4 100 9 0,0900 0,0295 0,0076 0,1844
5 110 10 0,0910 0,0281 0,0117 0,1803
6 110 12 0,1090 0,0281 0,0117 0,1803
7 100 11 0,1100 0,0295 0,0076 0,1844
8 100 16 0,1600 0,0295 0,0076 0,1844
9 90 10 0,1110 0,0311 0,0028 0,1892
10 90 6 0,0670 0,0311 0,0028 0,1892
11 110 20 0,1820 0,0281 0,0117 0,1803
12 120 15 0,1250 0,0269 0,0153 0,1767
13 120 9 0,0750 0,0269 0,0153 0,1767
14 120 8 0,0670 0,0269 0,0153 0,1767
15 110 6 0,0550 0,0281 0,0117 0,1803
16 80 8 0,1000 0,0329 0,0000 0,1948
17 80 10 0,1250 0,0329 0,0000 0,1948
18 80 7 0,0880 0,0329 0,0000 0,1948
19 90 5 0,0560 0,0311 0,0028 0,1892
20 100 8 0,0800 0,0295 0,0076 0,1844
21 100 5 0,0500 0,0295 0,0076 0,1844
22 100 8 0,0800 0,0295 0,0076 0,1844
23 100 10 0,1000 0,0295 0,0076 0,1844
24 90 6 0,0670 0,0311 0,0028 0,1892
25 90 9 0,1000 0,0311 0,0028 0,1892
2450 234 0,0960
No Minitab, apesar de aparecer os limites variáveis os valores que são colocados ao lado da linha são baseados no tamanho médio amostral ni.

CEQ - Pág. 38
Sample
Proportion
252321191715131197531
0,20
0,15
0,10
0,05
0,00
_P=0,0955
UCL=0,1885
LCL=0,0026
1
P Chart of C2
Tests performed with unequal sample sizes
4.2.1 – Gráfico de Controle Padronizado Uma forma de evitar limites de controle variável é padronizando cada uma das estimativas da proporção ip da seguinte forma:
i
i
i
n
pp
ppZ
)1(
ˆ
−
−= ~ Normal-padrão (Média = 0; Desvio=1)
Considerando limites de 3-sigma, 99,73% dos escores Zi devem ficar dentro dos limites +3 para indicar um processo sob controle. Desta forma, os limites de controle ficam em -3 e +3 com a linha central sendo o “zero”.

CEQ - Pág. 39
4.2.2 – Gráfico de Controle np O gráfico de controle np pode ser construído diretamente a partir do gráfico p. A única diferença é que os limites de confiança são multiplicados pelo tamanho n. Façamos um exemplo: Tabela – Número de não-conformidades em 100 peças de placas de circuito impresso
Amostra No de não conformes p^
1 21 21,0% 2 24 24,0% 3 16 16,0% 4 12 12,0% 5 15 15,0% 6 5 5,0% 7 28 28,0% 8 20 20,0% 9 31 31,0% 10 25 25,0% 11 20 20,0% 12 24 24,0% 13 16 16,0% 14 19 19,0% 15 10 10,0% 16 17 17,0% 17 13 13,0% 18 22 22,0% 19 18 18,0% 20 39 39,0% 21 30 30,0% 22 24 24,0% 23 16 16,0% 24 19 19,0% 25 17 17,0% 26 15 15,0%
=p 19,85%
−+=
n
pppLSC
)ˆ1(ˆ3ˆ =
pLC ˆ=
−−=
n
pppLIC
)ˆ1(ˆ3ˆ =
PARA ENCONTRAR OS LIMITES DO GRÁFICO np É SÓ MULTIPLICAR OS LIMITES POR n.

CEQ - Pág. 40
Figura – Gráfico np
20100
40
30
20
10
0
Sample Number
Sample Count
NP Chart for C1
1
1
NP=19,85
UCL=31,81
LCL=7,881
4.2.3 – Gráfico de Controle c (baseado na distribuição de Poisson)
Suponha que defeitos ou não conformidades ocorram em lotes de produtos (ou amostras com n constante) segundo uma distribuição de Poisson. A probabilidade de encontrarmos x defeituosas numa amostra de n unidades será dada por:
!)(
x
exXP
xλλ−== x=0, 1, 2, 3 ....
Na área de qualidade, o lambda λ é substituído por c (c>0):
!)(
x
cexXP
xc−
== x=0, 1, 2, 3 .... E(X)=c Var(X)=c
O parâmetro c será estimado diretamente pela média de unidades defeituosas (ou não-conformes), denotada por .c Atenção: este procedimento só tem sentido para amostras de tamanho constante.
ccLSC 3+= cLC = ccLIC 3−=

CEQ - Pág. 41
Construir um gráfico c para os dados da página 39.
20100
40
30
20
10
0
Sample Number
Sample Count
C Chart for C1
1
1
C=19,85
UCL=33,22
LCL=6,484
No livro do Montgomery (pg 194), o primeiro ponto fora dos limites é justificado por
erro de inspeção (inspetor novo) e o segundo ponto é justificado por defeito na máquina
de solda. Quando as causas especiais são detectadas parece razoável excluir tais pontos
e refazer os limites de controle.
Após fazer isso, adicione os pontos abaixo e refaça um gráfico de controle com as 46
amostras.
Tabela – Pontos adicionais para o exemplo do circuito impresso Amostra No de não conformes p^
27 16 16,0% 28 18 18,0% 29 12 12,0% 30 15 15,0% 31 24 24,0% 32 21 21,0% 33 28 28,0% 34 20 20,0% 35 25 25,0% 36 19 19,0% 37 18 18,0% 38 21 21,0% 39 16 16,0% 40 22 22,0% 41 19 19,0% 42 12 12,0% 43 14 14,0% 44 9 9,0% 45 16 16,0% 46 21 21,0%

CEQ - Pág. 42
4.2.4– Gráfico de Controle u (baseado na distribuição de Poisson) Este gráfico é utilizado para monitorar o número de não conformidades por unidade de inspeção. Se considerarmos x = número de não-conformidades por unidade de inspeção, então u=número médio de não conformidades por unidade será dado por:
n
xu =
Exemplo – Não conformidades em computadores pessoais (Montgomery, pg 198)
i ni xi número de NC por
unidade ui = média de NC por
unidade
1 5 10 2,0
2 5 12 2,4
3 5 8 1,6
4 5 14 2,8
5 5 10 2,0
6 5 16 3,2
7 5 11 2,2
8 5 7 1,4
9 5 10 2,0
10 5 15 3,0
11 5 9 1,8
12 5 5 1,0
13 5 7 1,4
14 5 11 2,2
15 5 12 2,4
16 5 6 1,2
17 5 8 1,6
18 5 10 2,0
19 5 7 1,4
20 5 5 1,0
nXi
uoum
uu ==∑ onde m é o número de amostras
n
uuLSC 3+=
uLC =
n
uuLIC 3−=

CEQ - Pág. 43
20100
4
3
2
1
0
Sample Number
Sample Count
U Chart for C1
U=1,93
UCL=3,794
LCL=0,06613
Exemplo – Não conformidades em automóveis
i ni xi número de NC por
unidade ui = média de NC por
unidade
1 8 12 1,5
2 8 16 2,0
3 8 5 0,6
4 8 6 0,8
5 8 5 0,6
6 8 8 1,0
7 8 6 0,8
8 8 7 0,9
9 8 21 2,6
10 8 9 1,1
11 8 10 1,3
12 8 12 1,5
13 8 8 1,0
14 8 9 1,1
15 8 11 1,4
16 8 12 1,5
17 8 9 1,1
18 8 8 1,0
19 8 5 0,6
20 8 6 0,8

CEQ - Pág. 44
5. Capacidade do Processo 5.1 Conceitos básicos Capacidade do processo se refere à variabilidade inerente a um processo comparada às especificações ou exigências para o produto. A capacidade do processo diz respeito a sua uniformidade. É comum utilizar como medida da capacidade do processo a dispersão 6-sigma (+3σ) ) na distribuição da característica de qualidade do produto. Além dos índices de capacidade, três técnicas são fundamentais na análise de capacidade do processo: histograma ou gráfico de probabilidade, gráficos de controle e experimentos planejados. Histograma – Ferramenta para visualização da capacidade de processos

CEQ - Pág. 45
O Gráfico de probabilidade acumulada pode mostrar qual a distribuição mais apropriada para modelagem do processo. Vejamos alguns gráficos de probabilidade acumulada:
350250150
99
95
90
80706050403020
10
5
1
Data
Percent 0,923AD*
Goodness of Fit
Normal Probability Plot for C1ML Estimates - 95% CI
Mean
StDev
263,06
33,3769
ML Estimates
0 1000 2000
1030
506070
80
90
95
97
98
99
Data
Percent AD* 35,33
Goodness of Fit
Exponential Probability Plot for C1ML Estimates - 95% CI
Mean 263,060
ML Estimates

CEQ - Pág. 46
5.2 – Alguns Índices de capacidade do processo A forma mais simples de expressar a capacidade do processo é utilizando o seguinte indicador, que compara os limites das especificações com o comprimento dos limites de controle.
σ6ˆ LIELSE
C p
−=
O índice Cp admite uma interpretação prática útil:
100ˆ1×
pC informa a porcentagem da faixa de especificação utilizada pelo processo.
Existem casos em que não teremos limites superiores e inferiores de especificação, mas apenas um deles. Nesses casos:
σµ
ˆ3
ˆˆ −=
LSEC ps (para o caso de especificação superior)
σµ
ˆ3
ˆˆ LIEC pi
−= (para o caso de especificação inferior)
O famoso índice Cpk é simplesmente o mínimo entre estes dois indicadores.
)ˆ;ˆ( pipspk CCmínC =
A magnitude o Cpk em relação ao Cp é uma medida direta do quão fora do centro o processo está operando. Exemplo – Resistência de garrafas Arquivo GARRAFAS.MTB (Minitab) STAT > Quality Tools > Capability Analysis > Normal Obs.: Para estimar o desvio-padrão overall diretamente pelo SIGMA desligar a opção Use unbiasing constants dentro do botão Estimate.
Caso 1: Especificações entre 160 e 360 Caso 2: Especificações entre 220 e 420 Caso 3 – Especificações entre 50 e 500

CEQ - Pág. 47
Colocando o estimador s no lugar de σ obtemos os seguintes resultados: Caso 1: Especificações entre 160 e 360 Índice Valor
pC
psC
piC
pkC
Caso 2: Especificações entre 220 e 420 Índice Valor
pC
psC
piC
pkC
Caso 3: Especificações entre 50 e 500 Índice Valor
pC
psC
piC
pkC
Caso 1 Caso 2 Caso 3
0 50 100 150 200 250 300 350 400 450 500 550 0 50 100 150 200 250 300 350 400 450 500 550 0 50 100 150 200 250 300 350 400 450 500 550
De uma maneira geral, se pkCpC ˆˆ = o processo está centrado;
Se pkCpC ˆˆ > o processo está descentrado.

CEQ - Pág. 48
IMPORTANTE!!!
Os Índices P e C do MINITAB
360330300270240210180
LSL USLProcess Data
Sample N 100StDev (Within) 31,9149StDev (O v erall) 33,545
LSL 160Target *USL 360Sample Mean 263,06
Potential (Within) C apability
C C pk 1,04
O verall C apability
Pp 0,99PPL 1,02PPU 0,96Ppk
C p
0,96C pm *
1,04C PL 1,08C PU 1,01C pk 1,01
Observ ed PerformancePPM < LSL 0,00PPM > USL 0,00PPM Total 0,00
Exp. Within PerformancePPM < LSL 620,66PPM > USL 1192,93PPM Total 1813,59
Exp. O v erall PerformancePPM < LSL 1062,12PPM > USL 1927,15PPM Total 2989,27
WithinOverall
Process Capability of C1
Obs.: Para estimar o desvio-padrão overall diretamente pelo SIGMA desligar a opção Use unbiasing constants dentro do botão Estimate.
No Minitab, os índices Cp (Potential - Within) são calculados através da estimativa 2/ dRM para o desvio-padrão. Os índices Pp (Overall ) são obtidos diretamente com a estimativa do desvio-padrão amostral. TAREFA: Na planilha GARRAFAS.MTW encontre a estimativa do desvio-padrão via amplitude móvel. Relembrando:
1−−= iii xxMR para i=2,3,..., m
1−= ∑
m
MRRM
i

CEQ - Pág. 49
Exercício – Resistência das garrafas (mas com subgrupos)
i x1 x2 x3 x4 x5 Xi Ri
1 265 205 263 307 220
2 268 260 234 299 215
3 197 286 274 243 231
4 267 281 265 214 318
5 346 317 242 258 276
6 300 208 187 164 271
7 280 242 260 321 228
8 250 299 258 267 293
9 265 254 281 294 223
10 260 308 235 283 277
11 200 235 246 328 296
12 276 264 269 235 290
13 221 176 248 263 231
14 334 280 265 272 283
15 265 262 271 245 301
16 280 274 253 287 258
17 261 248 260 274 337
18 250 278 254 274 275
19 278 250 265 270 298
20 257 210 280 269 251
Para os subgrupos acima, estimar o desvio-padrão por 2/ dR e encontrar os índices de capacidade. Especificações entre 160 e 360
Para os subgrupos acima, estimar o desvio-padrão por 2/ dR e encontrar os índices de capacidade. Especificações entre 160 e 360

CEQ - Pág. 50
No exercício anterior (GARRAFAS.XLS), refaça os cálculos dos índices mas agora com especificações entre 220 e 300.
σ6ˆ LIELSE
C p
−=
σµ
ˆ3
ˆˆ −=
LSEC ps
σµ
ˆ3
ˆˆ LIEC pi
−=
Intervalo de Confiança para o Índice de Capacidade Cp
O valor de Cp encontrado não passa de uma estimativa pontual ( pC ), portanto ela está sujeita a
flutuações. É possível estabelecer intervalos de confiança para os índices Cp e Cpk. O primeiro é baseado na distribuição Qui-quadrado e o segundo na distribuição Normal-padrão (Z). Intervalo de confiança para o índice Cp
−−=− −−−
1ˆ;
1ˆ)%1( C
21;2/
21;2/1
pn
pCn
pCICnn αα χχ
α
Intervalo de confiança para o índice Cpk
−++
−+−=−
)1(2
1ˆ9
11ˆ;
)1(2
1ˆ9
11ˆ)%1( C
22
22
pknCn
ZCnCn
ZCIC
pk
pk
pk
pk ααα
Tarefa No arquivo INTERVALO CONFIANCA.XLS verificar se, realmente, as fórmulas funcionam por meio de simulação. Especificações entre 220 e 280.
CEQ - Pág. 51
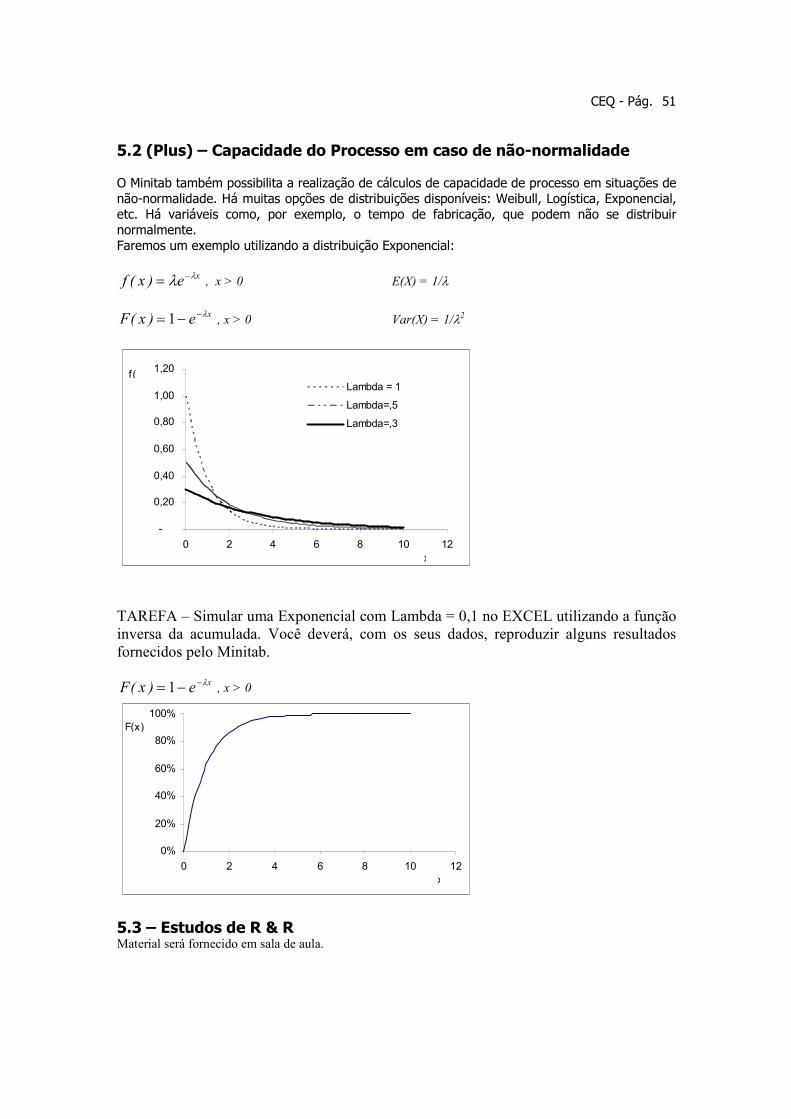
5.2 (Plus) – Capacidade do Processo em caso de não-normalidade O Minitab também possibilita a realização de cálculos de capacidade de processo em situações de não-normalidade. Há muitas opções de distribuições disponíveis: Weibull, Logística, Exponencial, etc. Há variáveis como, por exemplo, o tempo de fabricação, que podem não se distribuir normalmente. Faremos um exemplo utilizando a distribuição Exponencial:
xe)x(f λλ −= , x > 0 E(X) = 1/λ
xe)x(F λ−−= 1 , x > 0 Var(X) = 1/λ2
-
0,20
0,40
0,60
0,80
1,00
1,20
0 2 4 6 8 10 12
Lambda = 1
Lambda=,5
Lambda=,3
f(
x
TAREFA – Simular uma Exponencial com Lambda = 0,1 no EXCEL utilizando a função inversa da acumulada. Você deverá, com os seus dados, reproduzir alguns resultados fornecidos pelo Minitab.
xe)x(F λ−−= 1 , x > 0
0%
20%
40%
60%
80%
100%
0 2 4 6 8 10 12
F(x)
x
5.3 – Estudos de R & R Material será fornecido em sala de aula.

CEQ - Pág. 52
6. Amostragem por Aceitação Neste capítulo trabalharemos em situações onde é necessária a tomada de decisão com base em dados coletados por amostragem. Uma aplicação típica da amostragem de aceitação é a seguinte: uma campanha recebe um carregamento de um produto de um vendedor (componente ou matéria-prima usado na produção). Toma-se uma amostra de um lote e inspecionam-se algumas características de qualidade nas unidades amostradas. A partir da amostra deve-se decidir se o lote será aceito ou rejeitado. Há várias maneiras de classificar os planos de amostragem de aceitação. A primeira classificação importante é entre atributos (var. qualitativas) e variáveis (características quantitativas). A segunda refere-se ao procedimento de amostragem propriamente dito: 1) Plano de amostragem única – estabelece-se a sentença para o lote a partir de uma amostra de n unidades extraídas dele.
2) Planos de amostragem dupla – mais complicado, pois a decisão será uma das três: aceitar o lote, rejeitar o lote ou coletar uma segunda amostra.
3) Plano de amostragem múltipla – é uma extensão da amostragem dupla onde são necessárias mais do que duas amostras para se tomar a decisão.
4) Amostragem seqüencial as unidades são selecionadas do lote uma de cada vez e em seguida uma decisão é tomada (aceita o lote, rejeita ou segue o processo de amostragem).
Montgomery faz considerações sobre a formação dos lotes (população a ser investigada). Ele afirma que: 1) lotes devem ser homogêneos; 2) Lotes maiores são preferíveis a lotes menores. 6.1 Planos de amostragem única para atributos No plano de amostragem única para atributos o pesquisador conta com uma regra de aceitação. Suponha um lote N=10.000, do qual é extraída uma amostra aleatória de n=100 unidades. A regra de decisão é a seguinte: se o número de peças não conformes c exceder 2 unidades, o lote é REJEITADO. Assim, a probabilidade de aceitação pode ser calculada pela distribuição Binomial (ou pela Hipergeométrica).
∑=
−−−
=≤2
0
)1()!(!
!)2(
x
xnx ppxnx
nXP
Podemos construir a CCO (curva característica de operação) para este plano de amostragem única como função de p (a verdadeira proporção de peças defeituosas no lote).

CEQ - Pág. 53
Figura – CCO para amostra de n=100 unidades do lote com c=2 P(Aceitação)
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 0,02 0,04 0,06 0,08 0,1 0,12 0,14
n=100
c=2
p
TAREFA – Criar no EXCEL uma CCO que permita verificarmos o efeito do n e do c sobre os resultados. A CCO ideal é quase sempre inatingível na prática, por esta razão é necessária a fixação de um nível de qualidade aceitável (NQA) e o estabelecimento de um percentual aceitável de defeituosos no lote. Suponha que o NQA seja de 1%, portanto queremos aceitar lotes com 1% ou menos de peças defeituosas. Nesse caso, qual o efeito de c sobre a probabilidade de aceitação de um lote?

CEQ - Pág. 54
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1
c=3
P(Aceitar)
c=2
c=1
c=0
n=100
No caso de c=0 corremos o risco de rejeitar A MAIORIA dos lotes mesmo que eles atendam a minha restrição de, no máximo, 1% de defeituosas. Fixando-se o NQA e a proporção aceitável de defeituosos no lote podemos construir um plano amostral. Considere )( α−1 a probabilidade de aceitar um lote com fração de defeituosos p1 e que a probabilidade de aceitação de lotes com fração p2 de defeituosos seja β. Exemplo – Montgomery pg 439 Suponha que você queira
a) )( α−1 =95% de probabilidade de aceitar um lote com 1% de defeituosas;
b) β=10% de probabilidade de aceitar um lote com 6% de defeituosas. Vamos tentar construir um gráfico simples que permite descobrirmos qual o n que respeita as duas restrições.
CEQ - Pág. 55
6.2 Planos de amostragem dupla para atributos Um plano de amostragem dupla, sob certas circunstâncias exige uma segunda amostra, antes da sentença do lote ser definida. Montgomery utiliza a seguinte notação: n1 = tamanho da primeira amostra c1 = número máximo de defeituosas para aceitação da primeira amostra n2 = tamanho da segunda amostra c2 = número máximo de defeituosas para aceitação de ambas amostras d1 = número de defeituosas na 1a amostra d2 = número de defeituosas na 2a amostra Exemplo – n1=30 ; c1 = 1 ; n2=60 ; c2=3 Vamos construir em aula o esquema para aceitação / rejeição do lote. Quando um lote é aceito ou rejeitado na primeira amostra, o custo de inspeção é menor. É possível também rejeitar um lote sem a inspeção completa da segunda amostra quando a quota c2 for atingida. A curva característica de operação CCO para este caso é mais complexa: P(Aceitação) = P(Aceitação 1a amostra) + P(Aceitação 2a amostra) P(Aceitação 1a amostra) � d1 ~ Binomial (30 ; p) P(Aceitação 2a amostra) � d2 ~ Binomial (60 ; p) P(d1≤ 1) = Para extrairmos a segunda amostra e aceitarmos o lote é necessário que 1 < d1 ≤ c2. Quando d1 ≤ 1 a decisão é tomada diretamente na primeira amostra. Para d1=2 ou d1=3 deve-se coletar a segunda amostra. P(d1=2 ∩ d2 ≤1) = P(d1=3 ∩ d2 = 0) =

CEQ - Pág. 56
O tamanho amostral médio na Amostragem dupla pode ser calculado a partir da probabilidade de que seja necessário coletar uma segunda amostra. Seja PI = probabilidade da decisão ser tomada na primeira amostra
amostra) 1a na P(Rejeitaramostra) 1a naAceitar ( += PP I
)necessáriaser amostra 2a(1 PP I =− Logo, o tamanho amostral médio (TAM) na amostragem dupla é dado por:
)1)(( 211II PnnPnTAM −++=
6.3 Planos de amostragem múltipla Este plano é uma extensão do plano de amostragem dupla. Considere o seguinte exemplo: Estágio Tamanho amostral
acumulado Número de aceitação
Número de rejeição
1 20 0 3 2 40 1 4 3 60 3 5 4 80 5 7 5 100 8 9
Montgomery (p. 446) Esse plano consiste em seguir o seguinte diagrama de árvore:
Pergunta: É possível calcular o tamanho amostral médio (TAM) para este caso?

CEQ - Pág. 57
6.4 Planos de amostragem seqüencial Na Amostragem seqüencial uma seqüência extrações é realizada de forma que o número de amostras é totalmente determinado pelos resultados do processo de amostragem. O processo pode continuar até que todo o lote seja inspecionado (censo), mas, na prática, o processo é terminado depois que o tamanho amostral seja igual a três vezes o tamanho amostral que seria realizado em um caso de amostragem única. Caso o tamanho amostral em cada estágio seja igual a UM, o procedimento é chamado de amostragem seqüencial item-a-item. Tal esquema foi proposto por Wald (1947) e consiste em representar graficamente as regiões de aceitação e rejeição no plano por meio de retas.
Reta de aceitação: snh +− 1
Reta de rejeição: snh +2
)1(
)1(log
21
12
pp
ppk
−−
= k
p
p
s
−−
= 2
1
1
1log
kh
−
=βα1
log
1 k
h
−
=αβ1
log
2
Exemplo – Montgomery (p. 447) Suponha que você queira
c) )( α−1 =95% de probabilidade de aceitar um lote com 1% de defeituosas (p1);
d) β=10% de probabilidade de aceitar um lote com 6% de defeituosas (p2).

CEQ - Pág. 58
-2
-1
0
1
2
3
4
5
0 20 40 60 80 100
Reta Rejeição
Reta Aceitação
Número de defeituosas
n
É possível calcular o tamanho amostral médio (TAM) para a Amostragem Seqüencial, mas o procedimento é bastante trabalhoso.
C
B)P(
C
APTAM aa −+
= 1 onde
21
2
hh
hPa +
= αβ−
=1
logA αβ−
=1
logB
−−
−+
=
1
2
1
2
1
11
p
plog)s(
p
plogsC

CEQ - Pág. 59
6.5 Padrão Militar 105E (MIL STD 105E) Trata-se de um conjunto de procedimentos de amostragem padrão desenvolvidos durante a 2ª guerra. MIL STD 105E é um sistema de amostragem de aceitação que continua sendo utilizado atualmente. A 1ª versão (105A) foi liberada em 1950 e a atual data de 1989 (105E). Procedimento
1. Escolha o NQA (nível de qualidade aceitável). 2. Escolha o nível de inspeção. 3. Determine o tamanho do lote. 4. Achei o código alfabético do tamanho amostral apropriado na Tabela 14-4. 5. Determine o tipo apropriado do plano de amostragem a ser usado (única, dupla
ou mútipla). 6. Entre na tabela apropriada para achar o tipo de plano a ser usado. 7. Determine os planos de inspeção normal e reduzida correspondentes a serem
usados quando necessários. O NQA é, geralmente, especificado em contrato. Com relação aos níveis de inspeção: a três níveis gerais (I, II e III) e quatro níveis especiais (S1, S2, S3 e S4) que usam tamanhos amostrais muito pequenos e devem ser empregados em casos onde grandes riscos de amostragem podem ser tolerados. O nível geral II é o normalmente empregado. Os procedimentos de inspeção podem variar de acordo com resultados anteriores. Vejamos o esquema:
Exemplo – Lote N=2000; NQA=0,65% Amostragem única, inspeção normal (geral II).
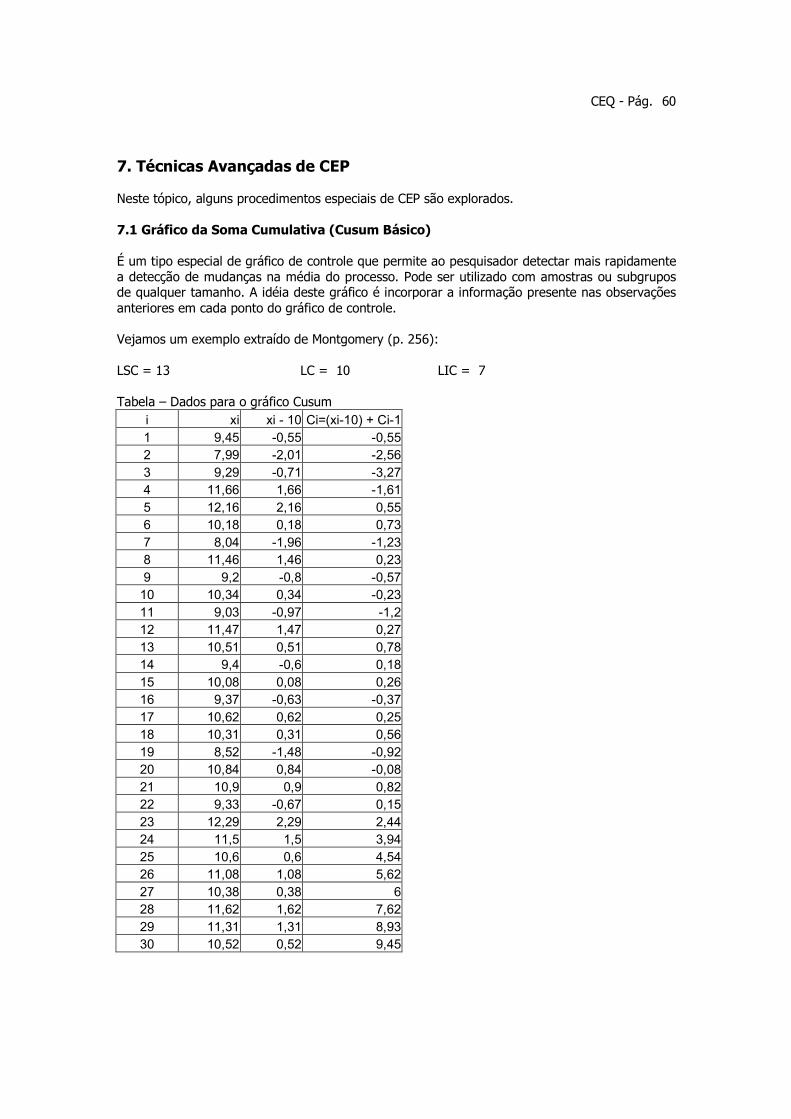
CEQ - Pág. 60
7. Técnicas Avançadas de CEP Neste tópico, alguns procedimentos especiais de CEP são explorados. 7.1 Gráfico da Soma Cumulativa (Cusum Básico) É um tipo especial de gráfico de controle que permite ao pesquisador detectar mais rapidamente a detecção de mudanças na média do processo. Pode ser utilizado com amostras ou subgrupos de qualquer tamanho. A idéia deste gráfico é incorporar a informação presente nas observações anteriores em cada ponto do gráfico de controle. Vejamos um exemplo extraído de Montgomery (p. 256): LSC = 13 LC = 10 LIC = 7 Tabela – Dados para o gráfico Cusum
i xi xi - 10 Ci=(xi-10) + Ci-1
1 9,45 -0,55 -0,55
2 7,99 -2,01 -2,56
3 9,29 -0,71 -3,27
4 11,66 1,66 -1,61
5 12,16 2,16 0,55
6 10,18 0,18 0,73
7 8,04 -1,96 -1,23
8 11,46 1,46 0,23
9 9,2 -0,8 -0,57
10 10,34 0,34 -0,23
11 9,03 -0,97 -1,2
12 11,47 1,47 0,27
13 10,51 0,51 0,78
14 9,4 -0,6 0,18
15 10,08 0,08 0,26
16 9,37 -0,63 -0,37
17 10,62 0,62 0,25
18 10,31 0,31 0,56
19 8,52 -1,48 -0,92
20 10,84 0,84 -0,08
21 10,9 0,9 0,82
22 9,33 -0,67 0,15
23 12,29 2,29 2,44
24 11,5 1,5 3,94
25 10,6 0,6 4,54
26 11,08 1,08 5,62
27 10,38 0,38 6
28 11,62 1,62 7,62
29 11,31 1,31 8,93
30 10,52 0,52 9,45

CEQ - Pág. 61
7.2 Gráfico Cusum tabular O gráfico Cusum básico não apresenta limites de controle, o que dificulta sua utilização do ponto de vista prático. O gráfico Cusum tabular pode ser construído para monitorar a média de um processo, tanto para observações individuais como para subgrupos com n>1. Vejamos um exemplo com observações individuais:
( ) ]CKx;[máxC iii
+−
+ ++−= 100 µ
( ) ]CxK;[máxC iii
−−
− +−−= 100 µ
onde K é um valor de tolerância ou folga a ser adicionado (ou subtraído) em 0µ .
a b
i xi xi – 10,5 +iC +N 9,5-xi
−iC −N
1 9,45
2 7,99
3 9,29
4 11,66
5 12,16
6 10,18
7 8,04
8 11,46
9 9,2
10 10,34
11 9,03
12 11,47
13 10,51
14 9,4
15 10,08
16 9,37
17 10,62
18 10,31
19 8,52
20 10,84
21 10,9
22 9,33
23 12,29
24 11,5
25 10,6
26 11,08
27 10,38
28 11,62
29 11,31
30 10,52

CEQ - Pág. 62
Cusum feito no Excel e no Minitab (simplesmente implementa-se as fórmulas abaixo no EXCEL).
( ) ]CKx;[máxC iii
+−
+ ++−= 100 µ
( ) ]CxK;[máxC iii
−−
− +−−= 100 µ
i xi Ci+ Ci- Ci- * (-1)
1 9,45 0 0,05 -0,05
2 7,99 0 1,56 -1,56
3 9,29 0 1,77 -1,77
4 11,66 1,16 0 0
5 12,16 2,82 0 0
6 10,18 2,5 0 0
7 8,04 0,04 1,46 -1,46
8 11,46 1 0 0
9 9,2 0 0,3 -0,3
10 10,34 0 0 0
11 9,03 0 0,47 -0,47
12 11,47 0,97 0 0
13 10,51 0,98 0 0
14 9,4 0 0,1 -0,1
15 10,08 0 0 0
16 9,37 0 0,13 -0,13
17 10,62 0,12 0 0
18 10,31 0 0 0
19 8,52 0 0,98 -0,98
20 10,84 0,34 0 0
21 10,9 0,74 0 0
22 9,33 0 0,17 -0,17
23 12,29 1,79 0 0
24 11,5 2,79 0 0
25 10,6 2,89 0 0
26 11,08 3,47 0 0
27 10,38 3,35 0 0
28 11,62 4,47 0 0
29 11,31 5,28 0 0
30 10,52 5,3 0 0
-6
-4
-2
0
2
4
6
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Ci+
Ci- * (-1)
Sample
Cumulative Sum
28252219161310741
5,0
2,5
0,0
-2,5
-5,0
0
UCL=4,54
LCL=-4,54
CUSUM Chart of C1
O padrão é utilizar K=0,5 e H=4 ou 5.

CEQ - Pág. 63
TABELA Z Tabela: Probabilidades acumuladas associadas aos valores críticos (z) da distribuição normal reduzida z 0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
0,0 0,5000 0,5040 0,5080 0,5120 0,5160 0,5199 0,5239 0,5279 0,5319 0,5359
0,1 0,5398 0,5438 0,5478 0,5517 0,5557 0,5596 0,5636 0,5675 0,5714 0,5753
0,2 0,5793 0,5832 0,5871 0,5910 0,5948 0,5987 0,6026 0,6064 0,6103 0,6141
0,3 0,6179 0,6217 0,6255 0,6293 0,6331 0,6368 0,6406 0,6443 0,6480 0,6517
0,4 0,6554 0,6591 0,6628 0,6664 0,6700 0,6736 0,6772 0,6808 0,6844 0,6879
0,5 0,6915 0,6950 0,6985 0,7019 0,7054 0,7088 0,7123 0,7157 0,7190 0,7224
0,6 0,7257 0,7291 0,7324 0,7357 0,7389 0,7422 0,7454 0,7486 0,7517 0,7549
0,7 0,7580 0,7611 0,7642 0,7673 0,7704 0,7734 0,7764 0,7794 0,7823 0,7852
0,8 0,7881 0,7910 0,7939 0,7967 0,7995 0,8023 0,8051 0,8078 0,8106 0,8133
0,9 0,8159 0,8186 0,8212 0,8238 0,8264 0,8289 0,8315 0,8340 0,8365 0,8389
1,0 0,8413 0,8438 0,8461 0,8485 0,8508 0,8531 0,8554 0,8577 0,8599 0,8621
1,1 0,8643 0,8665 0,8686 0,8708 0,8729 0,8749 0,8770 0,8790 0,8810 0,8830
1,2 0,8849 0,8869 0,8888 0,8907 0,8925 0,8944 0,8962 0,8980 0,8997 0,9015
1,3 0,9032 0,9049 0,9066 0,9082 0,9099 0,9115 0,9131 0,9147 0,9162 0,9177
1,4 0,9192 0,9207 0,9222 0,9236 0,9251 0,9265 0,9279 0,9292 0,9306 0,9319
1,5 0,9332 0,9345 0,9357 0,9370 0,9382 0,9394 0,9406 0,9418 0,9429 0,9441
1,6 0,9452 0,9463 0,9474 0,9484 0,9495 0,9505 0,9515 0,9525 0,9535 0,9545
1,7 0,9554 0,9564 0,9573 0,9582 0,9591 0,9599 0,9608 0,9616 0,9625 0,9633
1,8 0,9641 0,9649 0,9656 0,9664 0,9671 0,9678 0,9686 0,9693 0,9699 0,9706
1,9 0,9713 0,9719 0,9726 0,9732 0,9738 0,9744 0,9750 0,9756 0,9761 0,9767
2,0 0,9772 0,9778 0,9783 0,9788 0,9793 0,9798 0,9803 0,9808 0,9812 0,9817
2,1 0,9821 0,9826 0,9830 0,9834 0,9838 0,9842 0,9846 0,9850 0,9854 0,9857
2,2 0,9861 0,9864 0,9868 0,9871 0,9875 0,9878 0,9881 0,9884 0,9887 0,9890
2,3 0,9893 0,9896 0,9898 0,9901 0,9904 0,9906 0,9909 0,9911 0,9913 0,9916
2,4 0,9918 0,9920 0,9922 0,9925 0,9927 0,9929 0,9931 0,9932 0,9934 0,9936
2,5 0,9938 0,9940 0,9941 0,9943 0,9945 0,9946 0,9948 0,9949 0,9951 0,9952
2,6 0,9953 0,9955 0,9956 0,9957 0,9959 0,9960 0,9961 0,9962 0,9963 0,9964
2,7 0,9965 0,9966 0,9967 0,9968 0,9969 0,9970 0,9971 0,9972 0,9973 0,9974
2,8 0,9974 0,9975 0,9976 0,9977 0,9977 0,9978 0,9979 0,9979 0,9980 0,9981
2,9 0,9981 0,9982 0,9982 0,9983 0,9984 0,9984 0,9985 0,9985 0,9986 0,9986
3,0 0,9987 0,9987 0,9987 0,9988 0,9988 0,9989 0,9989 0,9989 0,9990 0,9990
3,1 0,9990 0,9991 0,9991 0,9991 0,9992 0,9992 0,9992 0,9992 0,9993 0,9993
3,2 0,9993 0,9993 0,9994 0,9994 0,9994 0,9994 0,9994 0,9995 0,9995 0,9995
3,3 0,9995 0,9995 0,9995 0,9996 0,9996 0,9996 0,9996 0,9996 0,9996 0,9997
3,4 0,9997 0,9997 0,9997 0,9997 0,9997 0,9997 0,9997 0,9997 0,9997 0,9998
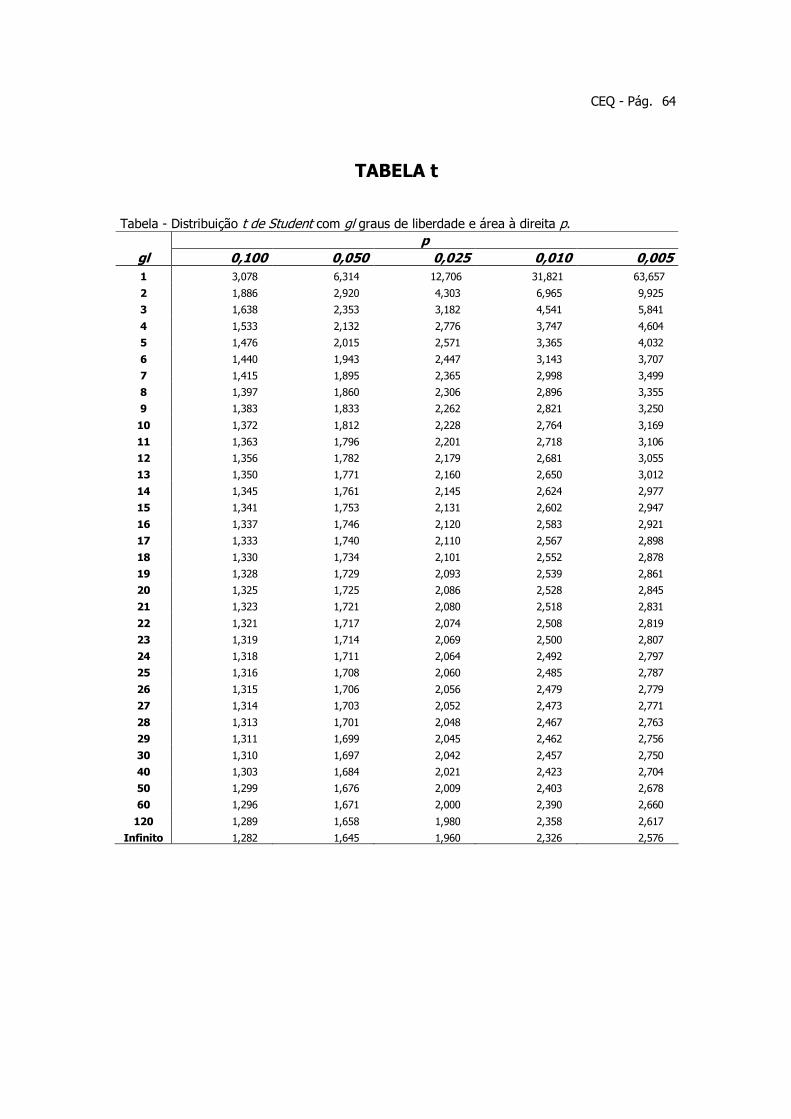
CEQ - Pág. 64
TABELA t
Tabela - Distribuição t de Student com gl graus de liberdade e área à direita p.
p gl 0,100 0,050 0,025 0,010 0,005 1 3,078 6,314 12,706 31,821 63,657
2 1,886 2,920 4,303 6,965 9,925
3 1,638 2,353 3,182 4,541 5,841
4 1,533 2,132 2,776 3,747 4,604
5 1,476 2,015 2,571 3,365 4,032
6 1,440 1,943 2,447 3,143 3,707
7 1,415 1,895 2,365 2,998 3,499
8 1,397 1,860 2,306 2,896 3,355
9 1,383 1,833 2,262 2,821 3,250
10 1,372 1,812 2,228 2,764 3,169
11 1,363 1,796 2,201 2,718 3,106
12 1,356 1,782 2,179 2,681 3,055
13 1,350 1,771 2,160 2,650 3,012
14 1,345 1,761 2,145 2,624 2,977
15 1,341 1,753 2,131 2,602 2,947
16 1,337 1,746 2,120 2,583 2,921
17 1,333 1,740 2,110 2,567 2,898
18 1,330 1,734 2,101 2,552 2,878
19 1,328 1,729 2,093 2,539 2,861
20 1,325 1,725 2,086 2,528 2,845
21 1,323 1,721 2,080 2,518 2,831
22 1,321 1,717 2,074 2,508 2,819
23 1,319 1,714 2,069 2,500 2,807
24 1,318 1,711 2,064 2,492 2,797
25 1,316 1,708 2,060 2,485 2,787
26 1,315 1,706 2,056 2,479 2,779
27 1,314 1,703 2,052 2,473 2,771
28 1,313 1,701 2,048 2,467 2,763
29 1,311 1,699 2,045 2,462 2,756
30 1,310 1,697 2,042 2,457 2,750
40 1,303 1,684 2,021 2,423 2,704
50 1,299 1,676 2,009 2,403 2,678
60 1,296 1,671 2,000 2,390 2,660
120 1,289 1,658 1,980 2,358 2,617
Infinito 1,282 1,645 1,960 2,326 2,576

CEQ - Pág. 65
TABELA QUI-QUADRADO
p gl 0,995 0,990 0,975 0,950 0,500 0,050 0,025 0,010 0,005 1 0,000 0,000 0,001 0,004 0,455 3,841 5,024 6,635 7,879 2 0,010 0,020 0,051 0,103 1,386 5,991 7,378 9,210 10,597 3 0,072 0,115 0,216 0,352 2,366 7,815 9,348 11,345 12,838 4 0,207 0,297 0,484 0,711 3,357 9,488 11,143 13,277 14,860 5 0,412 0,554 0,831 1,145 4,351 11,070 12,833 15,086 16,750 6 0,676 0,872 1,237 1,635 5,348 12,592 14,449 16,812 18,548 7 0,989 1,239 1,690 2,167 6,346 14,067 16,013 18,475 20,278 8 1,344 1,646 2,180 2,733 7,344 15,507 17,535 20,090 21,955 9 1,735 2,088 2,700 3,325 8,343 16,919 19,023 21,666 23,589 10 2,156 2,558 3,247 3,940 9,342 18,307 20,483 23,209 25,188 11 2,603 3,053 3,816 4,575 10,341 19,675 21,920 24,725 26,757 12 3,074 3,571 4,404 5,226 11,340 21,026 23,337 26,217 28,300 13 3,565 4,107 5,009 5,892 12,340 22,362 24,736 27,688 29,819 14 4,075 4,660 5,629 6,571 13,339 23,685 26,119 29,141 31,319 15 4,601 5,229 6,262 7,261 14,339 24,996 27,488 30,578 32,801 16 5,142 5,812 6,908 7,962 15,338 26,296 28,845 32,000 34,267 17 5,697 6,408 7,564 8,672 16,338 27,587 30,191 33,409 35,718 18 6,265 7,015 8,231 9,390 17,338 28,869 31,526 34,805 37,156 19 6,844 7,633 8,907 10,117 18,338 30,144 32,852 36,191 38,582 20 7,434 8,260 9,591 10,851 19,337 31,410 34,170 37,566 39,997 30 13,787 14,953 16,791 18,493 29,336 43,773 46,979 50,892 53,672 40 20,707 22,164 24,433 26,509 39,335 55,758 59,342 63,691 66,766 50 27,991 29,707 32,357 34,764 49,335 67,505 71,420 76,154 79,490 60 35,534 37,485 40,482 43,188 59,335 79,082 83,298 88,379 91,952 70 43,275 45,442 48,758 51,739 69,334 90,531 95,023 100,425 104,215 80 51,172 53,540 57,153 60,391 79,334 101,879 106,629 112,329 116,321 90 59,196 61,754 65,647 69,126 89,334 113,145 118,136 124,116 128,299 100 67,328 70,065 74,222 77,929 99,334 124,342 129,561 135,807 140,169
Valores de 2, pglχ .

CEQ - Pág. 66
Fatores para Construção de Gráficos de Controle para Variáveis