
Çelik dökümlerin daha temiz üretilmesi için Seramik köpük ...
Upload
independentCategory
view
0download
0
ANKARA ÜNİVERSİTESİ SİYASAL BİLGİLER FAKÜLTESİ YAYINLARI N O : 473
100. DOĞUM YILINDA ATATÜRK'E ARMAĞAN DİZİSİ: 14
ÜRETİM PLANLAMASINDA DOĞRUSAL PROGRAMLAMA ve
DEMİR ÇELİK ENDÜSTRİSİNDE BİR UYGULAMA
Dr. Nazif GÜRDOĞAN
ANKARA 1981

L

ANKARA ÜNİVERSİTESİ SİYASAL BİLGİLER FAKÜLTESİ YAYINLARI N O : 473
ÜRETİM PLANLAMASINDA DOĞRUSAL PROGRAMLAMA ve
DEMİR ÇELİK ENDÜSTRİSİNDE BİR UYGULAMA
Dr. Nazif GÜRDOĞAN
ANKARA
1 9 8 1
A N K A R A Ü N İ V E R S İ T E S İ B A S I M E V İ - A N K A R A . 1 9 8 1
İ Ç İ N D E K İ L E R
Sayfa
GİRİŞ 11
BÖLÜM: I
SANAYİ İŞLETMELERİNDE ÜRETİM PLANLAMASI, DOĞRUSAL PROGRAMLAMA VE İŞLETMELERDE UYGULANMASI.
KISIM: I
I. SANAYİ İŞLETMELERİNDE ÜRETİM PLANLAMASI 15
1. Sanayi İşletmelerinde Üretim İşlemi 15 2. Sanayi İşletmelerinde Üretim Planlamasının Yeri ve önemi 15 3. Sanayi İşletmelerinde Planlama Çeşitleri 17
KISIM: II
II. ÜRETİM PLANLAMASINDA MATEMATİKSEL YÖNTEMLER
1. Üretim Planlama Probleminin Ana Unsurları 19 2. Üretim Plânlamasında Problemin Belirlenmesi 24 3. Üretim Plânlamasında Problemin Matematiksel ifadesi 25 4. Üretim Plânlamasında Matematiksel Yöntemler 27
KISIM: III
III. GENEL DOĞRUSAL PROGRAMLAMA MODELİ
1. Doğrusal Programlamanın Tanımı 29 2. Genel Bir Doğrusal Programlama Modelinin Unsurları 29 3. Genel Bir Doğrusal Programlama Modelinin Matematiksel İfadesi 31 4. Doğrusal Programlama Modelinde Varsayımlar 33 5. Doğrusal Programlama Modelinin Çözüm Yollan 34
5.1 . Grafikle Çözüm 35 5.2. Simpleks Çözüm 37 5 .2 .1 . Simpleks Çözüm Tekniğinin Tanımı 37 5.2.2. Simpleks Çözümde izlenecek Sıra 38 5.3. Simplekste Sınırsız Çözüm 41 5.4. Simpleks Çözümde Bozulma Durumu 43
6. Doğrusal Programlamada ikilik Problemi 43
3
Sayfa KISIM: IV
IV. DOĞRUSAL PROGRAMLAMA TEKNİĞİNİN SANAYİ İŞLETMELERİNDE UYGULANMASI
1. Doğrusal Programlama Modellerinin Uygulama Alanları 46 1 . 1 . Üretim Planlamasmdaki Uygulamalar 48 1.2. Karışım Problemlerindeki Uygulamalar 50
BÖLÜM: II
DOĞRUSAL PROGRAMLAMA TEKNİĞİNİN DEMÎR ÇELlK İŞLETMELERİ KARABÜK KONTlNÜ HADDEHANESİNDE UYGULANMASI
KISIM: V
V. ARAŞTIRMANIN AMACI, UYGULAMAYA KONU OLAN TESİSİN VE KONTlNÜ HADDEHANENİN TANITILMASI
1. Karabük Demir Çelik Tesislerinin Kuruluşu 55 2. Karabük Entegre Demir Çelik Tesisinde Genel Iş Akışı ve Ana işletmeler 56 3. Araştırmanın Amacı 58 4. Kontinü Haddehanenin Tanıtılması 59
4 .1 . Kontinü Haddehanenin Tanımı 59 4.2. Kontinü Haddehanenin Kuruluşu 59 4.3. Kontinü Haddehanede Yerleşme Durumu 59 4.4. Kontinü Haddehande Üretilen Ürünler 61
5. Kontinü Haddehanede Iş Akım Şeması 61 6. Iş Akımmdaki işlemlerin Ana Üretim Ünitelerine Ayrılması 63 7. Ana Üretim Ünitelerinde Bulunan Makina ve Teçhizatın özellikleri 65
7.1 . Tavlama Ünitesi 65 7.2. Haddeleme Ünitesi 66 7.3. Soğutma Ünitesi 67 7.4. Kesme Ünitesi 67 7.5. Doğrultma Ünitesi 67
KISIM: VI
VI. SINIRLAYICI DENKLEMLERİN KATSAYILARININ BULUNMASI
1. Haddehanede Her Ürüne Göre Üretim Kapasitesinin Bulunması 68 1 . 1 . Geçmiş Yıllarda Yapılan Üretim 69 1.2. Her Ürünün Saatte Ortalama Üretiminin Bulunması 69
2. Üretimde Ortaya Çıkan Malzeme Kayıpları 78 3. Ana Üretim Ünitelerinde, Ürünlere Göre Kayıplarda Gözönüne Alınarak Her
Ürün için Saatteki Miktarlarının Hesaplanması 79 3.1 . Tavlama Ünitesi 86 3.2. Haddeleme Ünitesi 86 3.3. Kesme; Soğutma ve Doğrultma Üniteleri 86
4. Her Ürüne Göre Bulunan Üretim Değerlerinin Ana Üretim Ünitelerinde Doğu-ğurabileceği Darboğazların incelenmesi 89
4
Sayfa KISIM: VII
VII. SINIRLAYICI DENKLEMLERİN İKÎNCÎ YANINI OLUŞTURAN YILLIK ÇALIŞMA SÜRESİNİN VE AMAÇ FONKSİYONUNUN KATSAYILARININ BULUNMASI
X. Yıllık Çalışma Saatleri 95 2. Ortalama Yıllık Net Haddeleme Saati 97 3. Amaç Fonksiyonunun Katsayılarının Bulunması 97
3 .1 . Ürünlerin Satış Fiyatları 99 3.2. Ürünlerin Maliyetleri 100 3.3. Kâra Katkı Değerlerinin Hesaplanması
KISIM: VIII
VIII. SATIŞ SINIRLAMALARI OLMIYAN MODEL I'İN KURULMASI
1. Model I'de Kullanılna Değişkenler 104 2. Sınırlayıcı Denklemler 105
2.1 . Yıllık Çalışma Saati Yönünden 105 2.2. Ana Üretim İşlemleri Yönünden 105
3. Model I'in Kurulması 105 3.1 . Amaç Fonksiyonu 105 3.2. Sınırlayıcı Şartlar 105 3.3. Negatif Olmama Şartı 107
4. Model I'in Çözümü 108 5. Model I'in Verdiği Çözümün İncelenmesi ve 1973 Yılıyla Karşılaştırılması . . . 110
KISIM IX
IX. YILLIK NET ÜRETİMİN ARTIRILMASI AMACIYLA ÇALIŞMA SAATLE-RİNİN ANALİZİ
1. Sorunun Ortaya Konulması 112 2. Programlanmış ve Zorunlu Duruşlar 113
2.1 . Tatil 114 2.2. Yemek Paydosu 114 2.3. Tav Duruşu 114 2.4. Gaz ve Elektrik Kesilmesi 114 2.5. Günlük Bakımlar 114 2.6. Yıllık Bakım 115 2.7. Ebat Değiştirmeleri 115
3. Arızalardan Dolayı Duruşlar 116 3.1 . İşletme Arızaları 116 3.2. Mekanik ve Elektrik Arızaları 120
4. Yeni Durumda Yıllık Çalışma Süresi 120
KISIM: X
X. NET HADDELEME SAATİNİN ARTIRILMASININ MODEL EI'E ETKİSİ VE MODEL I'İN SONUÇLARININ DEĞERLENDİRİLMESİ
1. Net Haddeleme Saatinin Artırılmasının Model I'e Etkisi 121 2. Yeni Durumda Model I'de Optimal Çözüm 121 3. Model I'in Sonuçlarının Değerlendirilmesi 122
5
Sayfa KISIM: XI
XI. SATIŞ SINIRLAMALARI OLAN MODEL II'NİN KURULMASI VE ÇÖZÜMÜ
1. Model Il'niıı Hazırlanma Zorunluluğu 124 2. Satış Sınırlaruıın Bulunması 124 3. Her Ürünün K. Haddenin Geçmiş Yıllardaki Üretimindeki Ortalama Payı . . . 125 4. Uzun Hadde Ürünlerine Olan Toplam Talep ve Her Ürünün Satış Sınırları . . . 125 5. Satış Sınırlamaları Olan Model Il'nin Kurulması 130
5 .1 . Amaç Fonksiyonu 131 5.2. Ana Üretim İşlemleri Yönünden Sınırlayıcı Denklemler 131 5.3. Pazar Yönünden Sınırlayıcı Denklemler 132 5.4. Negatif Olmama Şartı 132
6. Model Il'nin Çözümü 132 7. Net Haddeleme Saatinin Artırılmasının Model H'ye Etkisi 136 8. Model Il'nin Verdiği Sonuçların Değerlendirilmesi 138
KISIM: XII
XII. MODELDEKİ DEĞİŞMELERİN SONUCA ETKİSİ VE GENEL DEĞERLEN-
DİRME 1. Doğrusal Programlama Modelindeki Değişmeler 139
2. Değişmelerin Sonuca Etkisi 110
SONUÇ 143
YARARLANILAN KAYNAKLAR 146
6

T A B L O L A R
Sayfa
1. 1. Devrelere Göre Satış Tahminleri 20 I. 2. Minimum İkinci Vardiyada Muhtemel Üretim Planı 22 I. 3. Devre Sonu Stoklarını Minimuma indirmeyi amıçlıyan Üretim Planı 23 I. 4. Simpleks İlk Çözüm Tablosu 40 X. 5. İkinci Simpleks Tablosu 42
II. 1. K. Haddehane Ürünlere Göre 1970 Yılı Üretimi 70 II. 2. K. Haddehane Ürünlere Göre 1971 Yılı Üretimi 71 II. 3. K. Haddehane Ürünlere Göre 1972 Yılı Üretimi 72 II. 4. K. Haddehane Ürünlere Göre 1973 Yılı Üretimi 73 II. 5. 1970 ve 1971 Yılı için Saat Başına Her Ürünün Net Üretimi 74 II. 6. 1972 ve 1973 Yılı için Saat Başına Her Ürünün Net Üretimi 75 II. 7. Saatte Ortalama Her Üründen Net Üretim Miktarı 77 II. 8. Ortalama Faydalanılan Kapasiteyle Kuruluş Kapasitesinin Karşılaştırılması . . . 78 II. 9. 1970 Yılında Fırına Yüklenen Kütükteki Kayıpların Oranı 80 II. 10. 1971 Yılında Fırına Yüklenen Kütükte Kayıpların Oranı 81 II. 11. 1972 Yılında Firma Yüklenen Kütükte Kayıpların Oranı 82 II. 12. 1973 Yılında Fırına Yüklenen Kütükte Kayıpların Oranı 83 II. 13. 1970 ve 1971 Yılında Kayıpların Dağılımı ve Malzeme verimi 84 II. 14. 1972 ve 1973 Yılında Kayıpların Dağılımı ve Malzeme Verimi 85 II. 15. Her Ürün için Dört Yılın Verimi ve Kayıplarının Ortalaması, Üretimde Toplam
Kayıplar 86 II. 16. Ortalama Net Üretim İçin, Fırına Yüklenmesi Gerekli Malzeme 87 II. 17. Ortalama Net Üretim için, Haddeleme Ünitesinde Olması Gerekli Malzeme . . . . 87 II. 18. Ortalama Net Üretim için, Soğutma, Kesme ve Doğrultma Ünitelerinde Olması
Gerekli Malzeme 88 II. 19. Her Ürün İçin Ana Üretim Ünitelerinin Üretim Değerleri 89 II. 20. Kesme Ünitesinin Ürünlere Göre Kapasitesi 92 II. 21. Düzeltilmesi Yapılacak Standart Boydaki Köşebent Sayısı 93 II. 22. Tezgahların Doğrultma Kapasitesi 94 II. 23. K. Haddehanede Yıllara Göre Çalışma Saatleri 96 II. 24. Duruşların Yıllara Göre Aldığı Değerler ve Dört Yılın Ortalaması 98 II. 25. Ürünlerin 1973 Yılı Satış Fiyatları 99 II. 26. Ürünlerin Maliyetleri 100 II. 27. Enerji Masraflarının Ürünlere Dağıtımı 101 II. 28. Her Ürünün Maliyetinde Sabit ve Değişken Masraflar 102
7

Sayfa II. 29. 1973 Yılı Fiyatlarına Göre Amaç Fonksiyonunun Katsayıları, Sabit ve Değişken
Masraflar 103 II. 30. Ana Üretim Ünitelerine Göre Her Ürünün Saatteki Üretim Miktarları 106 II. 31. Satış Sınırlamaları Olmıyan Model I 109 II. 32. Model I ve 1973 Yılı Kârlarının Karşılaştırılması 111 II. 33. Ortalama Olarak Yıllık Duruşlar ve Net Haddeleme Saati 113 II. 34. Ortalama Günlük Üretim ve Kâr 113 II. 35. Yıllara Göre Aylık Ebat Değiştirmeleri 116 II. 36. örnek Alınan Günlerde Arızalar ve Duruşlar 118 II. 37. Örnekleme Sonucu Arızaların Günlük Dağılımı 119 II. 38. Yeni Durumda Günlük îşletme Arızaları 119 II. 39. Duruşların Analizinin Sonucu, Yeniyle Eski Durumun Karşılaştırılması 120 II. 40. Model I'de Haddeleme Saati Arttığında Kâr 123 II. 41. Yıllara Göre Her Ürünün K. Haddehane Üretimdeki Ortalama Payı 126 II. 42. 1974-1977 Yılları îçin Değişik Kuruluşlarca Yapılan Talep Tahminleri 128 II. 43. Kontinü Haddehane Ürünlerinin Geçmiş Yıllardaki Tüketimdeki Payı 129 II. 44. Her Ürünün Satılabileceği Üst Sınır 130 II. 45. Satış Sınırları Olan Model II 133 II. 46. 1973 Model I ve II nin Kârlarının Karşılaştırılması 135 II. 47. Model II. nin 232 ve 284 Gün Net Haddeleme îçin Verdiği Optimal Programların
Karşılaştırılması 137 II. 48. Ürünlerin Birbirlerine Göre Nisbi Üretim Miktarları 141
Ş E K İ L L E R
1. 1. Satışların Grafik Olarak Gösterilmesi 20 I. 2. Direk İşçilik Maliyetlerinin Grafik Olarak Gösterilmesi 21 I. 3. Grafik Çözüm 36
II. 1. Tesiste Genel İş Akımı ve Ana İşletmeler 56
8
ÖNSÖZ
Bu çalışmanın amacı, işletmelerde verimliliğin artırılmasında Doğrusal Programlamadan yararlanılmasına ilişkin bir örnek vermek-tir. Bunun için Doğrusal Programlamanın kuramsal yanı üzerinde özel-likle durulmamıştır. Araştırma 1975 yılının ilk aylarında tamamlandığın-dan, maliyetler ve satış fiyatları bugün büyük ölçüde değişmiştir. Bu nunla birlikte amaç fonksiyonunun katsayıları ve pazar sınırları yeni verilerle düzeltilerek, geliştirilen modellere her zaman işlerlik kazan-dırmak mümkündür. Endüstrileşme sürecinde sürükleyici bir sektör olan demir çelik üretiminde verimliliğin artırılmasına yardımcı ola-bilirse, çalışma amacına ulaşmış olacaktır.
Çalışmanın doktora tezi olarak hazırlanmasında yardımlarını gör-düğüm Prof. Dr. C. Ferman, Prof. Dr. Y. Koç-Yalkın, Prof. Dr. L. Çakıcı, Prof. Dr. N. Uman, Prof. Dr. Ö. Akmut'a teşekkür ederim. Araş-tırmanın ortaya çıkmasında, Erzurum İşletme Fakültesi, Siyasal Bilgiler Fakültesi, Sanayi ve Teknoloji Bakanlığı ve Karabük Demir ve Çelik İşletmelerinden isimlerini tek tek sıralayamadığım çok sayıda kişiden ilgi ve yardım gördüm, kendilerine teşekkür borçluyum. Kontinü Haddehaneye ilişkin verileri sağlıyan Nurettin Sönmez'i ve Bilgisayar işlemlerinin yapılmasında katkısı olan Göksel Övül'ü anmadan geçemi-yeceğim. Bölümdeki arkadaşlarım Dr. Hüldan Dereli ve Dr. Tamer Müftüoğlu'nun yakın ilgi ve desteklerini de belirtmeliyim. Yine de giderilemiyen eksiklikler bana aittir
Nazif Gürdoğan
9

GİRİŞ
İşletmelerin ana sorunlarından biri, üretimin artırılması ve kıt kay-nakların işletme amacına uygun olarak en verimli bir biçimde kullanıl-masının sağlanmasıdır. Bunun için, özellikle İkinci Dünya Savaşından sonra, matematiksel teknikler geliştirilmiştir. Bu teknikler arasında doğrusal programlama önemli bir yer tutmaktadır. Çünkü değişik alan-larda bir çok işletme sorununa başarıyla uygulanmış ve yararlı sonuç-lar alınmıştır.
Bu çalışmanın amacı, doğrusal programlama tekniğinin üretim plan-laması aracı olarak, kullanılmasının sağladığı yararlar:, Demir Çelik İşletmeleri Karabük Kontinü Haddehanesinde yapılan bir uygulamayla ortaya koymaktır.
Çalışma iki bölümden oluşmaktadır. Birinci bölümde; sanayi iş-letmelerinde üretim planlaması, üretim planlamasında matematiksel yöntemler, genel doğrusal programlama modeli ve doğrusal programla-ma tekniğinin sanayi işletmelerinde uygulama alanları ele alınmıştır.
İkinci bölümde; doğrusal programlama tekniğinin Karabük Demir Çelik İşletmeleri Kontinü Haddehanesinde yapılan uygulama verilmiştir.
Kontinü haddehanede 13 değişik ürün beş ana üretim ünitesinden geçerek üretilmektedir. Aylak kapasiteyi minimuma indirerek, mevcut şartlar altında, kârı maksimize edecek yıllık üretim planını bulmak için ürünlerin satış sınırları olan ve olmıyan iki doğrusal programlama modeli hazırlanmıştır. Modeller D.S.l. nin Bilgi İşlem Merkezinde çözülmüştür.
Model I ve II nin verdiği üretim değerleri 1973 yılıyla karşılaştı-rılarak varılan sonuçların tutarlılığı tartışılmıştır. Ayrıca yıllık net had-deleme saatinin artırılmasının yollan araştırılmış, bunun her iki modelde, toplam üretim ve kâra etkisi incelenmiştir.
Son kısımda, modaldeki değişmelerin optimal çözüme etkileri araş-tırılmış, genel bir değerlendirmeyle, sonuç ve uygulamanın başarıya ulaş-ması için işletmece alınması gerekli tedbirler sıralanmıştır.
11


BÖLÜM: I
SANAYİ İŞLETMELERİNDE ÜRETİM PLANLAMASI DOĞRU-RUSAL PROGRAMLAMA VE İŞLETMELERDE UYGULANMASI

KISIM I
I. SANAYİ İŞLETMELERİNDE ÜRETİM PLANLAMASI
1. SANAYİ İŞLETMELERİNDE ÜRETİM İŞLEMİ
İşletmelerin ana sorunlarından biri; üretilen mal ve hizmetlerin artırılması ve kıt olan kaynakların en Verimli bir biçimde birleşiminin sağlanmasıdır. Ekonomi biliminde her türlü fayda yaratmaya, başka bir deyişle, faydalı mal Ve hizmetler ortaya koymaya, "üretim" adı verilir1. Faydalı mal ve hizmet üretimi gerçekte üreticiyle tüketici ara-sındaki tüm faaliyetleri kapsar. Yalnızca mal üretimiyle sınırlandırıla-maz. Ancak genellikle üretim, hizmetten daha çok fizik ünitelerin te-mini ve birleştirilmesiyle ilgilidir2. Bu itibarla üretim bir gurup girdiyi, belirli bir çıktıya çevirme işlemi ya da yöntemidir3. Özellikle sanayi işletmelerinde, hammadde ya da ara malların biçim ve yapılarının değiş-tirilmesini ifade eder. Sözgelimi, karayolları taşıtlarının üretiminde, motor, piston, krank milinin üretimi ve biıleştirilmesi; ingotlardan, değişik boyutlarda yuvarlak ve profil çekilmesi; hem petrolden ayır-mayla benzin, gaz, motorin elde edilmesi, değişik hammaddelerin belirli yöntemlerle karıştırılmasıyla plastik maddelerin üretilmesi gibi. Bu itibarla işletmenin büyüklüğü ve üretim konusu ne olursa okun temel faaliyetlerinden biri üretim işlemidir.
2. SANAYİ İŞLETMELERİNDE ÜRETİM PLANLAMASININ ÖNEMİ AMACI YE KAPSAMI
Sanayi işletmeleri oldukça dinamik bir ortamda çalışmalarını sür-dürürler. Bu yüzden ileriye dönük çalışmalarının önceden tasarlanması,
1 Mehmet Oluç, İşletme Oragnizasyonu ve Yönetimi, 1. cilt. İstanbul, 1969 s. 3. 2 Ray Wild, Management and Production, London, Pelican Books, 1972, s. 7. 3 Martin K. Starr, Production Management Systems and Synthesis. Englewood
Cliff», N.J., Prentice Hail, Inc., 1964, s. 3.
15
seçeneklerin bulunması, belirlenmesi, beklenen sonuçların neler olabi-leceğinin önceden tahmin edilmesi zorunludur. Bunun için geçmişteki çalışmaların verilerinin incelenmesi, mevcut durumun tespiti ve geleceğe dönük projeksiyonların yapılması gerekmektedir. Üretim planlaması, işletmenin kaynakları ve bunların gelecekte istenen nitelik ve nicelikte ürünlerin üretimi için dağıtılması konusunda karar alma işlemidir4. Alman kararlar kuşkusuz işletmede satın alma, pazarlama, kontrol ve finansman gibi bütün işletme fonksiyonlarıyla yakından ilgilidir. An-cak gelecek hakkında alınacak karar sonuca bir yaklaşımdır. Bu yüzden tahmin gerektirir5. Bu itibarla ilerde ortaya çıkacak olayları önceden kesinlikle tespit etmek güçtür. Sonuca ulaşmak için çeşitli analizler yapılır, modeller kurulur ve amaca uygunluğu tartışılır. Planlarla elde edilen sonuçların amaca uygunluğu ve bunun gerçekleştirilmesi, işletme yönetiminin t<;mcl konuları arasındadır. Uygunluk hem planlarda hem de işletme faaliyetlerinde yapılacak değişikliklerle sağlanabilir. Ancak tam bir uygunluğa ulaşmak herzaman söz konusu değildir.
Karar almada, tahmin metodlarından yararlanmada esas; geçmiş-te tespit edilen olayların belirli bir eğilim içinde bazı sapmalarla birlik-te gelecekte tekrarlanacağıdır6. Bu itibarla belirsizliğin alt limite indiril-mesi ve hazırlanacak planların objektif metod ve kriterlere dayalı ol-ması zorunlu olmaktadır. Kuşkusuz göz önünde tutulması gereken, geçmişteki verilerin analizinin temel amaç değil, geleceği görmede araç olarak kullanılmasıdır. Bu suretle gelecekte faaliyetlerin sınırları amaca uygun bir biçimde tayin edilebilir.
Üretim plânlamasından amaç; işletmede kaynakların en uygun bir biçimde kullanılması, kayıpların asgariye inidirilmesi ve üretimde istenen düzeye kalite yönünden de ulaşmadır. Bu yüzden özellikle çok sayıda standart bir ürünün üretiminde, plânlama çok önemli bir yer tutar. Çünkü tutarh bir plânlamayla işletmenin aşağıda sıralanan te-mel sorunları netlik kazanacaktır7.
a. Stoklar, gelecek 6 aydan 12 aya kadar talepte ortaya çıkacak dalgalanmaları karşılamak için hangi sınıra kadar kullanılmalıdır?
4 Magee, Boodınan, Pıoduction Planning and Inventory Control, New York, Mc Graw-Hill Inc., 1967, s. 163.
5 Albert Battersby, Sales Forecasving, Pelican Bcoks, 1970, s. 3. 6 J. Freund, F. William, Modern Business Statistics. Englewood Ciiffs, N.J., Prentice
Hail Inc., 1966, s. 283. 7 Ehvood Buffa, Production-Inventory Systems: Planning and Control, Illinois, Richard
D. Irwin, Inc., 1970, s. 111-112.
16
b. Neden talepteki dalgalanmalar, dalgalanma yönünde kolayca değişebilen bir işgücüyle karşılanmıyor ?
c. Niçin uygun sayıda sabit işgücü tutup, üretim seviyesine göre fazla, ya da az çabştırmıyoruz ?
d. Ya da talep dalgalanmalarıyla uğraşmayı ahcı firmalara bıra-kıp neden uygun oranda sabit işgücü tutmuyoruz ?
e. Bütün talep dalgalanmalarını karşılamalı mıyız? Talepteki dalgalanmaları karşılamak için stoklar kullanıkrsa; si-
gorta ,taşıma gibi stok masrafları ve stok için bağlanan sermaye arta-caktır. Kısa sürelerdeki talep dalgalanmalarını karşılamak için de mi-nimum ya da maksimum stok seviyesinin tespit edilmesi gerekmektedir. Kuşkusuz minimum stok seviyesini tespit ederken ani bir talepte elde bulundurmamanın yükliyeceği zararı da gözönünde bulundurmak, tutarlı bir karar almak için zorunludur.
İş gücünün sayısmdaki değişmeler, yeni işçiler için eğitim, işe alın-mada yapılması gerekli ödemeler gibi ilave masraflar ortaya çıkarır. Üretim seviyesi düşünce işçilerin çıkarılması ise daha değişik sorunlar doğurur. Eğer iş gücü ihtiyacı çok yüksek oıursa, bazı haııerde vardiye sayısını artırmakla çözüm bulunabilir. Bununla beraber üretim seviye-sinin değişmesiyle ortaya çıkan maliyetleri tespit etmek ve etkilerini çok özel bir üretim konusu olmazsa hesaba katmak hayli karışık ve güçtür. Üretim planlaması yapılırken, bunlar gözden uzak tutulma-ması ve çözümü gerekli sorunlardır.
Üretim konusuna göre bu politikalardan biri ya da bir kaçının bir-leştirilmesi amaca ulaşmayı sağhyabilir. Ancak yukarıda değinildiği gibi her politikanın uygulanması ilave bir masrafı gerektirir. Yöneticiye düşen görev, gerekli analizleri yaparak konusuna en uygun düşen poli-tikayı minimum maliyette gerçekleştirmek olacaktır,.
Genellikle üretim plânlaması ve yönetimi; tahminler, planlama ve kontrol olmak üzere üç safhada gerçekleşir8.
3. SANAYİ İŞLETMELERİNDE ÜRETİM PLANLAMA ÇE-ŞİTLERİ
Üretim planlamasının konuları arasında; üretim ve stok düzeyinin tespiti, minimum maliyetle üretimdeki işlemlerin sıralanması ve siste-min kurulması, hammaddenin üretimi aksatmıyacak şekilde temini,
8 Üretim planlaması safhaları ayrıntılı olarak ele alınmıyacaktır. Geniş bilgi için bakınız: Buffaa, A.g.e., g. 26-45. Magee, a.g.e., s. 105-133, s. 162-198.
17

yeni tezgahların alınması, ilave binaların devreye girmesi gibi sorunlar olabilir. Ancak bunların herbiri için gerekli süre aynı değildir. Bu yüz-den planlama işleminin yapısı, yani kullanılan teknikler, çalışan perso-nelin sayısı, planın ayrıntılı olma derecesi, kısmen planlama ufkuna ya da planın yapıldığı sürenin genişliğine bağlıdır9.
Üretim planları amaçlarına göre bir kaç aydan başlar bir yıl ya da daha fazla bir süreyi kapsıyabilirler. Genellikle planlar sürelerine göre gruplandırılırlar10.
3.1. Kısa Dönemdeki Planlar
Bunlar üretimde uygulanacak işlem planları ve programlarıdır. Günlük, haftalık ya da aylık olarak hazırlanırlar. Ürünün üniteler ara-sında nasıl bir yol ızliyeceğini, tezgahların nasıl yükleneceğini, ara ürün, hammadde, üretim ve stok seviyelerinin kont rolleriyle ilgili kararları kapsarlar.
3.2. Orta Dönemdeki Planlar.
Bu tür planlar genellikle bir üretim devresini kapsarlar. Minimum maliyette, kapasiteden maksimum yararlanmayı sağlıyacak planlardır. Çalışma konusu bu tip bir planın kapsamına girmektedir.
3.3. Uzun Dönemdeki Planlar
Bu tip planlar çoğu kez birden fazla yıl için sözkonusuduılar.
Binaların inşaatı, sermaye mallarının satın alınması ve üretim ko-nusuyla ilgili araştırma geliştirme gibi alanlarda yapılan planlardır.
Üretim planı uygun zamanda ve minimum toplam maliyetle is-tenen kalite ve miktarda gerekli üretimi sağlamalıdır11. Bu yüzden planlar tahminlerle çok yakından ilgilidir. Planların ayrıntıları, ham-madde üreticilerinin, alıcıların davranışlarına, üretimdeki işlemler ve kontrol sistemine göre değişir.
9 J. William Gavetl, Production and Operations Management, New York Harcourt Brace and World, Inc., 1968, s. 449.
10 Bakınız: Magee, a.g.e., e. 133. G.W. Plossl, O.W. "Wight, Production and Inventory Control Principles and Techiques,
Englewood Cliffs N.J., Prentice Hail Inc., 1967, s. 15. Buffa, a.g.e., s. 121. Adnan Gülerman, Yığın Üretimi Planlaması ve Stok.Kontrolü Metodlannın Bir Madeni
Eşya Üreten Firmaya Uygulanmaması, Ankara, 1971, s. 38-47. Alpaslan Peker, Yönetim Muhasebesi II, İstanbul, 1974, s. 30-34. 11 John E. Biegel, Production Control, Englewood Cliffs, N.J. Prentice Hail, 1971, s. 153.
18
II. ÜRETİM PLÂNLAMASINDA MATEMATİKSEL YÖNTEMLER
1. ÜRETİM PLÂNLAMA PROBLEMİNİN ANA UNSURLARI
Bir işletmenin düzenli bir çalışma ortamı sağlıyabilmesi ve ama-cına ulaşabilmesi için öncelikle üretim plan ve programlarını hazırlamak zorundadır. Üretimdeki fizik sınırlamalar; makinaların düzenlenmesi, işlem sıraları ve iç ünitelerdeki darboğazlardan doğar. Sorun bu kısıt-layıcı şartlar altında minimum maliyetle maksimum üretim düzeyine ulaşmaktır.
Üretim plânlama metodolojisi ve matematiksel modellerin üretim plânlamasına uygulanması ilk defa İkinci Dünya Savaşı ve onu takip eden yıllarda olmuştur.
Üretim plânları ileriye dönük çalışmalar olduğu için öncelikle satış tahminlerine dayanır. Satış tahminleri umulan üretim hacmini verir. Ayrıca talepteki mevsimlik dalgalanmalar dolayısiyle stokların mini-mum düzeyde tutulabilmesi için satışların detaylı olarak bilinmesi ge-rekir12.
Üretim planlarının hazırlanmasında matematiksel bir modelin kurulması ve aşamaları bir örnek üzerinde aşağıdaki gibi sıralanabi-l ir1 3 .
Bir üretim dönemi genellikle bir yıl alınır. Kolaylık olması için üretim dönemini 2 aylık devrelere ayıralım. Devrelere göre, satış tah-minleri bir haddehane için aışağıdaki tabloda görüldüğü gibi olsun.
12 Magee, a.g.e., s. 136 13 Üretim Planlamasında Problemin ortaya konması ve çözümlerin aranmasında benzer
örnekler için bakınız: Buffa, a.g.e., s. 113-117. Magee, a.g.e., s. 137-147 Magee, Boodman, a.g.e., s. 167-172. „
19
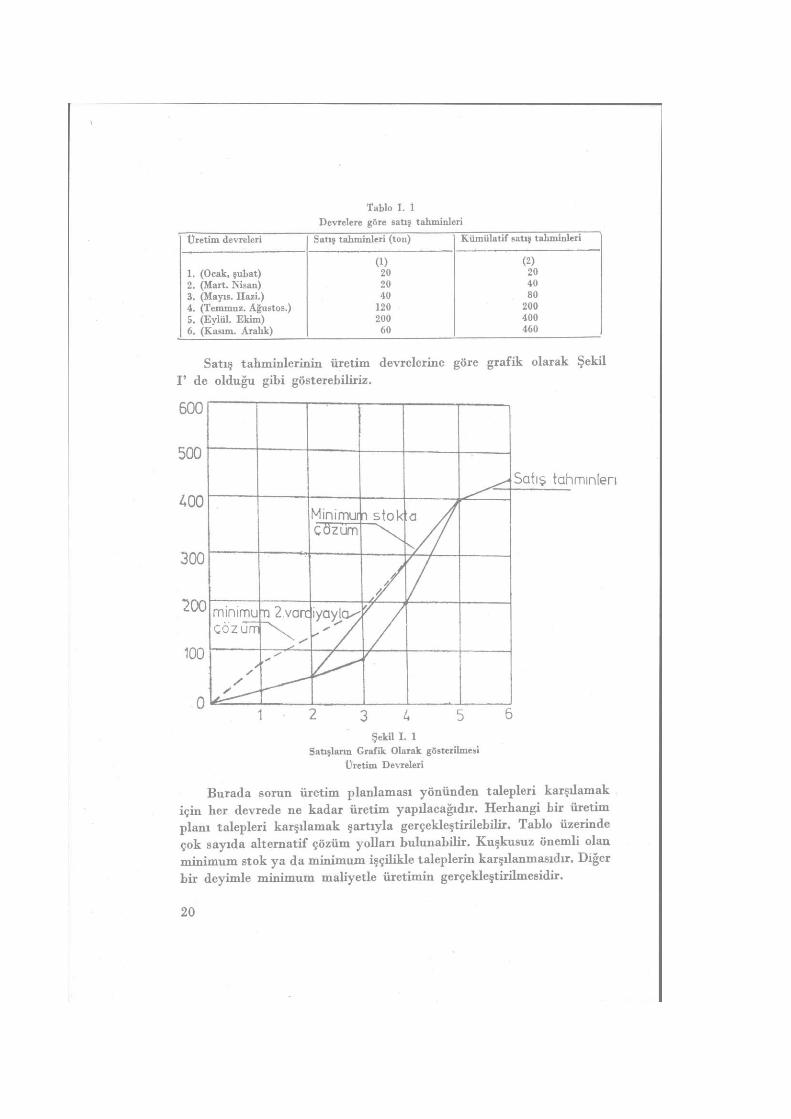
Tablo I. 1 Devrelere göre satış tahminleri
Üretim devreleri Satış tahminleri (ton) Kümülatif satış tahminleri
(1) (2) 1. (Ocak, şubat) 20 20 2. (Mart. Nisan) 20 40 3. (Mayıs. Hazi.) 40 80 4. (Temmuz. Ağustos.) 120 200 5. (Eylül. Ekim) 200 400 6. (Kasım. Aralık) 60 460
Satış tahminlerinin üretim devrelerine göre grafik olarak Şekil I' de olduğu gibi gösterebiliriz.
Şekil I. 1 Satışların Grafik Olarak gösterilmesi
Üretim Devreleri
Burada sorun üretim planlaması yönünden talepleri karşılamak için her devrede ne kadar üretim yapılacağıdır. Herhangi bir üretim planı talepleri karşılamak şartıyla gerçekleştirilebilir. Tablo üzerinde çok sayıda alternatif çözüm yolları bulunabilir. Kuşkusuz önemli olan minimum stok ya da minimum işçilikle taleplerin karşılanmasıdır. Diğer bir deyimle minimum maliyetle üretimin gerçekleştirilmesidir.
20
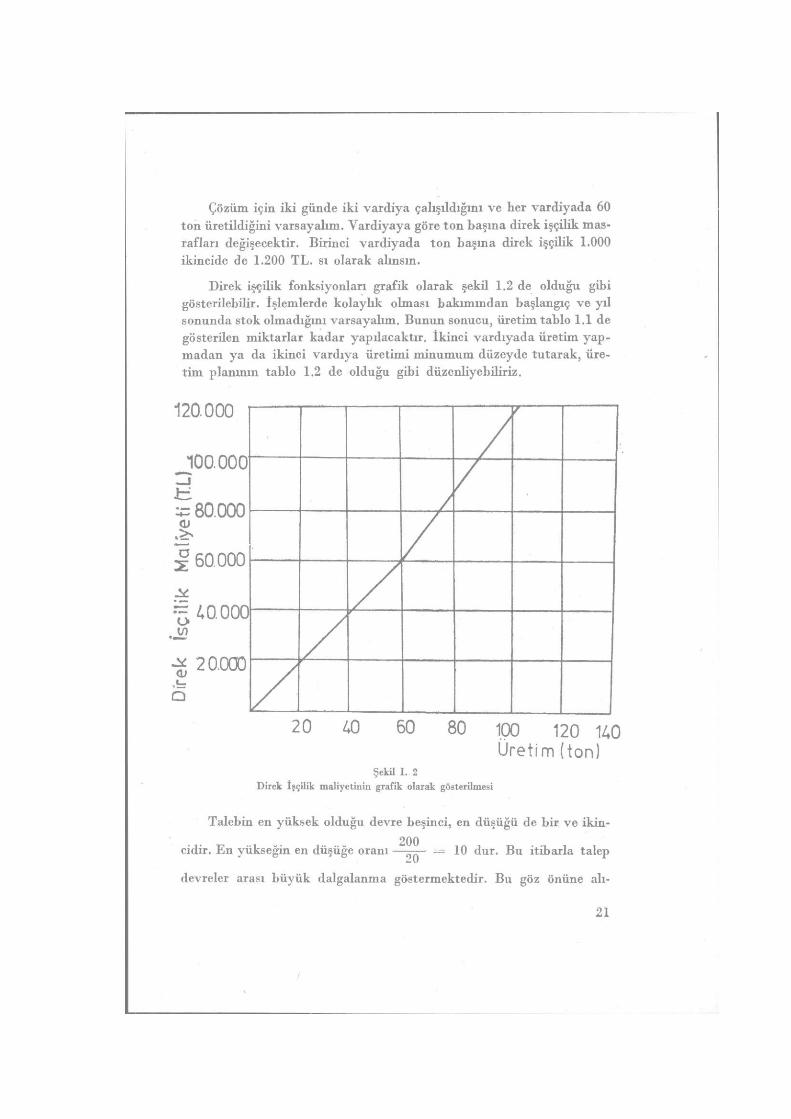
Çözüm için iki günde iki vardiya çalışıldığını ve her vardiyada 60 ton üretildiğini varsayalım. Vardiyaya göre ton başına direk işçilik mas-rafları değişecektir. Birinci vardiyada ton başına direk işçilik 1.000 ikincide de 1.200 TL. sı olarak alınsın.
Direk işçilik fonksiyonları grafik olarak şekil 1.2 de olduğu gibi gösterilebilir. İşlemlerde kolayhk olması bakımından başlangıç ve yıl sonunda stok olmadığını varsayalım. Bunun sonucu, üretim tablo 1.1 de gösterilen miktarlar kadar yapılacaktır. İkinci vardiyada üretim yap-madan ya da ikinci vardiya üretimi minumum düzeyde tutarak, üre-tim planının tablo 1.2 de olduğu gibi düzenliyebiliriz.
Üretim (ton) Şekil I. 2
Direk İşçilik maliyetinin grafik olarak gösterilmesi
Talebin en yüksek olduğu devre beşinci, en düşüğü de bir ve ikin-
cidir. En yükseğin en düşüğe oraııı = 10 dur. Bu itibarla talep
devreler arası büyük dalgalanma göstermektedir. Bu göz önüne alı-
21

Tablo: I. 2 Minimum İkinci Vardiyada Muhtemel Üretim Planı
r( satış tah-
R i Kümülatif satış
x i x i U ( Devre sonu Üretim
r( satış tah-
R i Kümülatif satış Üretim Kümülatif
U ( Devre sonu
devreleri minleri (ton) tahminleri planı (ton)
üretim pla-nı (ton)
stokları (ton)
(1) ( 2 ) ( 3 ) ( 4 ) ( 5 ) 1 20 20 60 60 40 2 20 40 60 120 80 3 40 80 60 180 100 4 120 200 100 280 80 5 200 400 120 400 0 6 60 460 60 460 0
ııarak ilk üç devre kapasite tek verdiya olarak değerlendirilmiştir. Dör-düncüde 40 ton 5 cide de 60 ton ikinci vardiyada üretilmiştir. 6 cıda tek vardiya üretim yapılmıştır. Çünkü amaç açıkça görüldüğü gibi ikinci vardiya üretimi minimum tutmaktır.
U sütunundaki rakamlar her devre sonu kalan stokları göstermek-tedir.
Birinci ve ikinci vardiya toplam üretim maliyeti:
360 x 1000 + 100 x 1200 = 480.000 TL. dır
Bu üretim planında amaç minimum ikinci vardiyayla üretimi ger-çekleştirmekse uygundur. Ancak planda ihmal edilmemesi gereken di-ğer bir unsur, devre sonları stok seviyesidir. Stok masraflarının etkisini gösterebilmek için ton başına stok masrafı 300 TL. varsayarak, toplam maliyetin ne kadar arttığını bulalım.
Ortalama bir maliyat bulabilmek için her devrenin ortalama stok değerini devre başlangıcı ve sonu stoklarının ortalamasını alalım. Buna göre:
0 -4 - 40 1 ci devre ortalama stoku — s == 20 ton
2. " " " == ^ — = 6 0 "
5 cü » » " = 8 0 + 1 0 0 = 90 "
4 cü » » » = 1 0 0 + 8 0 = 90 "
22

6 cı " " " = = O ton olacaktır. u
Toplam stok masrafları = 300 x (20 + 60 + 90 + 90 + 40) = 90.000 TL. dır. Üretim ve stok masraflarının toplamı: 480.000 + + 90.000 = 570.000 TL. dır.
Devre sonu stoklarını minimum yapmayı aıııaçlıyan ikinci bir üretim plânı geliştirelim.
Tablo: I. 3 Stokları minimum yapmayı amaçlıyan üretim Plam
Üretim devreleri
r( Satış tah-minleri (ton)
3 . kümülatif satış tahminleri (ton)
X i . Üretim planı (ton)
. X < Kümülatif üretim (ton)
^ U i
Devre sonu stokları
O) (2) (3) (4) (5) 1 20 20 20 20 0 2 20 40 20 40 0 3 40 80 120 160 80 i 120 200 120 280 80 5 200 400 120 400 0 6 60 460 60 460 0
İkinci üretim plânı tabloda görülmektedir. Belirtildiği gibi amaç devre sonu stoklarını minimuma indirmektir. Bu yüzden birinci ve ikin-ci devrede sadece talep edilen miktar kadar üretilmiştir. Üçüncü üre-tim devresinde 80 dördüncüde de 80 ton stok kalmaktadır. Bu stoklar talebin maksim.im olduğu 5 ci devrenin üretimini karşılamak için zo-runludur. Altıncı devre için stok söz konusu değildir.
Üretim maliyeti: 1000 x 280 + 1200 x 180 = 496.000 Birinci plânda olduğu gibi ortalama stok değerleri bulunursa yükle-
diği maliyet = 300 (0 + 0 +40 +80 +40 + 0 ) = 300 x 160 = 48.000 TL. sı olacaktır. İkinci üretim plânının toplam üretim ve stok masraf-ları = 496.000 + 48.000 = 544.000 TL. sı olmaktadır.
İkinci üretim plânı birinciyes göre 26.000 TL. daha ucuza çıkmaktadır. Ortaya konulmak istenen minimum üretim ve stok masrafıyla, en uygun üretim planının gerçekleşmesidir. Amaç her zaman minimum stok bulundurma olmıyabilir. İlerde uygulama bölümünde görüleceği gibi, üretim talebin altında olduğunda sorun üretimin artırılması olacaktır. Bunun içm aylık kapasitenin minimuma indirilmesi ve kâra katkısı düşük olan ürünlerin üretim programından
23
çıkarılması gerekir. Üretim plânlamasında ortaya çıkan sorunlar işlet-menin üretim konusu ve pazar durumuna göre değişir.
Bu örnekle problem ortaya konulmuş olmaktadır. Yapılması ge-reken problemin matematiksel olarak ifadesi ve çözülmesidir.
2. ÜRETİM PLÂNLAMASINDA PROBLEMİN BELİRLEN-MESİ
Matematiğin özellikle işletme konularında uygulanması İkinci Dünya Savaşı sıralarında başlamıştır. İkinci Dünya Savaşı çok sayıda bilim adamını matematiksel araçları yönetim ve üretim problemlerinde, kullanmada ilk defa karşı karşıya getirmiştir14. Bu suretle,; yönetimde ve karar almada matematiksel yaklaşımda, büyük önem taşıyan geliş-melere yol açılmıştır.
Bugün birçok karışık ve zaman alıcı problemıer matematiksel programlamayla kolayca çözülebilir15. Matematiğin bir araç olarak kullanılabilmesi için onun bir dil olduğu anlaşılmalıdır. Bir işletme problemine uygulamada ilk adım konunun matematik diline çevrilme-sidir16.
Bi^ sistem onun faaliyetleriyle ilgili bir amaç fonksiyonuna sahip-tir. Çok genel bir biçimde bu amaç fonksiyonu bütün sistemle ilgili önem-li değişkenleri ve aynı zamanda çevresinin özelliklerini ve değişkenlerini de kapsar17. Bu yüzden modelin kurulmasında amaç fonksiyonu belirli sınırlamalar ve şartlar altında kantitatif olarak belirlenmelidir. İşlet-mede karar alma problemine matematiksel olarak yaklaşım bir çok değişik safhaları gerektirir18. Bunlar çoğu kez şöyle sıralanabilir:
14 H.A. Simon, "The New Science of Management", Management Decision Making, Der: Lawrence A. Welsch, Richard M. Cyert, Pcnguin Books, 1970, s. 21-22.
15 Alexander Henderson, Robert Schlaifer, "Matematical Programming: Better Infor-mation for Better Decision Making", New Decision-Making Tools for Managers, Der: Edvvard C. Bursk, John F. Chapman, The Mentor Books, 1963, s. 33.
16 Melvin Anshen, V.d., "Matematics for Production Scheduling" Der: Bursk, Chap-man, a.g.e., s. 350.
17 J.A. Alcalay, E.S. Buffa, "A Proposal for a General Model of a Production System", Management of Production, Der: M. K. Starr, Pcnguin Books, 1970, s. 305.
18 Bir işletme probleminin ortaya konulması ve çözümünde izlenecek yolda daha geniş bilgi için bakınız:
t. İlhami Karayalçın, Harekat Araştırması Dersleri, istanbul 1968, s. 17-37. C. West Chirchman, Russell L. Ackoff, E. Leonard Amoff, Introduction to Operation
Research, New York, John Wile> 1958, s. 69-136 R.L. Ackoff, M. W. Sasieni, Fundamentals of Operations Research, New York, John Wiley, 1968, s. 23-94.
24

a) Yönetici öncelikle bir amacın belirli bir baza göre maksimizas-yonu ya da minimizasyonu üzerinde karar vermelidir. Buna göre prob-lem belirlenir ve düzenlenir.
b) Sorunu, gerçeğe en yakın bir biçimde yansıtacak modelin kurul-ması.
c) Modelin ııygun teknikle çözümü.
d) Alınan sonucun işletme için tutarlığının denenmesi.
e) Uygulamaya geçiş.
Bir işletmede gerek üretim planlamasında gerekse diğer konu-
larda karar alma işlemi çoğu kez bu safhalardan geçerek sonuçlanır.
3. ÜRETİM PLÂNLAMASINDA PROBLEMİN MATEMATİK-SEL İFADESİ
Daha önce verilen problemi matematik olarak formüle etmede amaç; minimum stok ve üretim masraflarıyla optimal üretim plânının bulunmasıdır. Bunun için öncelikle kapasite sınırları belirlenmelidir. Bunu aşağıdaki şekilde yazabiliriz:
X i < C 1 = 1 , 2, 3, , n (1)
C toplam kapasiteyi gösteriyor. Bu problemde bir vardiyada 60 tondur.
Xj = Kümülatif üretimi aşağıdaki bağıntılarla gösterebiliriz. X x = x t Birinci devredeki üretim. x 2 = Xı + x 2 İkinci devredeki üretim
X3 = Xi + x 2 + x3 Üçüncü devredeki üretim
x„ = X! + X2 + X, + + xn (2)
Bir dönem için kümülatif üretim (2) bağıntısıyla belirlenmiş ol-maktadır.
Rj kümülatif talepleri göstersin. Rakamlı örnekte başlangıçta stok olmadığını varsaydık. Genel durumu verebilmek için başlangıç stoku U„ olsun. Buna göre;
U e + X. > R; (3) olacaktır.
Uj — U0 -f X. - R; i = 1, 2, 3 n (4)

Uj lıer üretim devresinin sonundaki kümülatif üretim ve talepler-le ilgili stok miktarını verecektir. Başlangıç ve devre sonundaki stok-ları sıfır kabul edince,
U 0 = 0 (5) IJ„ = 0 (6)
olacaktır.
Kapasite sınırlarının belirlenmesinden sonra, ikinci sorun üretim masraflarının matematiksel ifadesidir. Şekil I. 2 de üretim masrafları, üretilen birimin fonksiyonu olarak görülmektedir.
işçilik masrafları = f (x) (7)
Bu doğrusal bir ilişkiyi göstermektedir. Her devrede toplam işçilik maliyeti: Z p f ( X l ) + f(x2) + +f (x n ) ( 8 )
olacaktır.
Stok masraflarını bulmak için ortalama stok seviyesi hesaplanmalı dır. Her devrede stok seviyeleri şöyle bulunabilir:
U 0 + U , ilk devredeki
İkinci "
nci devre için
şöyle yazılabilir:
U 0 + U ı , U ,
2 1
sadeleştirilirse
U„
2
U, + U2
2
Un -ı + U n
olacaktır.
U,
dir. Bu yüzden devre için toplam olarak
U n - l + U n 1 Ö
+ U u. + U n - l + u „
(9)
olacaktır.
Her ünite ve devre için stok masrafları p olursa
Z, = ~ P (U0 + U,) + ~ P (U, + u 2 ) + . . . .
P ( U n - i + U J ( 10)
olacaktır.
+ ~2~
26
Yukarıdaki formülde P yi bir an düşünmezsek şekil I. 1 de kümü-latif üretim eğrisiyle talep eğrisi arasında kalan taralı alanı elde ederiz. Stok masraflarının minimize edilmesi demek aslında üretim eğrisiyle talep eğrisi arasında kalan alanın minimuma indirilmesi demektir. Şe-kil I. 1 de açıkça görüldüğü gibi minimum ikinci vardiya çözümünde stok masrafları, min stokla üretim plânlamasından daha yüksektir.
Toplam ya da birleştirilmiş üretim ve stok masrafları:
Z = Z p + Z 1 = İ f ( x , ) + - 1 P £ ( U i + U ^ ) ( 1 1 ) ı - ı l ı=l
Soruıı bu toplam üretim masraflarının belirli kapasite ve sınırlayıcı şartlar altında minimize edilmesidir. Bu maliyet fonksiyonu doğrusal olmadığında, doğrusal programlama tekniğine uygun değildir. Ancak dönüştürülebilir. Yapılması gereken maliyet fonksiyonunun doğrusal olarak ifade edilmesidir.
4. ÜRETİM PLANLAMASINDA MATEMATİKSEL YÖNTEM-LER
Matematik modellerin işletme sorunlarına uygulanmasında ilk ge-lişmeler özellikle ikinci dünya harbinden sonra olmuştur. Matematik olarak optimum çözüm olanağım veren bir çok model geliştirilmiştir. Çünkü bunlar hemen hemen her sahaya başarıya uygulanabilmektedirler.
Optimizasyon problemlerinin matematiksel analizi için model kurmada fonksiyonel ve sağduyuya dayalı (logistic, heuristic) olmak üzere iki türlü yaklaşım söz konusudur.19.
Fonksiyonel yaklaşımda problemdeki amaç belirli şartlar ve sınır-lar altında fonksiyonlar ve eşitsizliklerle ifade edilebilmelidir. Aksi hal-de matematik analiz söz konusu değildir. Çünkü doğrusal ve doğrusal olmıyan programlama tamamen birer matematik tekniktirler20.
Optimizasyon teknikleri arasında doğrusal programlamanın önemli bir yeri ve önemi vardır. Bu teknik üzerinde ilk defa ekonomistler uğ-raşmışlardır. Sınırlı kaynakların rekabete dayanan bir ekonomide en iyi bir biçimde nasıl dağıtılabileceğini matematik olarak ifadeye çalış-mışlardır. Bu çalışmalara büyük katkıda bulunan W. Leontief, düşün-celerini Amerikan Ekonomisinin Yapısı adlı kitabında açıklamıştır21.
19 J.E. Mulligan, "Basic Optimization Techııiques-A Brief Survey", Programnüng for Optimal Decisions, Der: P.G. Moore, S.D. Hodges, Penguin Books, 1970.
Buffa, a.g.e., s. 148. 20 William J. Baumol, Economic Theory and Operations Analysis, Englewood Cliffs,
N.J., 1972, s. 64. 21 Balanız-; W. Leontief,The Structure of American Economy, Harvard University Press,
1941.
27

Optimizasyon tekniklerinin üretim problemlerine uygulanması üzerine ilk çalışmalar L.V. Kattorovich tarafından yapılmıştır. Konto-rovich 1939 da "Üretim planlaması ve organizasyonunda matematik metodlar", 1942 de "kütlelerin nakli ve 1949 da M.K. Gavurin'le yazdığı "Malzeme nakli problemlerinde matematik yöntemlerin uygulanması" adlı makalelerle; atölyede tezgahların yüklenmesi, üretimde malzeme nakli gibi işletmelerde büyük önemi olan sorunların çözülmesinde ma-tematiksel yolların geliştirilmesinde önemli katkılarda bulunan çalış-malar yapmıştır22. Ancak yapılan çalışmalar yeterince duyurulamadığı için daha sonraki gelişmelere yardımcı olamamıştır.
Doğrusal programlama teorisi ve uygulamasında gelişme, Dantzing-in Simpleks çözüm tekniğini bulmasından sonra olmuştur. Dantaing'in 1947 de hava kuvvetlerinin planlaması projesinde yaptığı çalışma ilk uygulama örneklerinden biridir. Bu çalışmada amaçlanan belirli hedef-lere varabilmek için, çeşitli faktörlerin nasıl birleştirilebileceği doğrusal bir modelle ifadeye çalışılmıştır23.
Dantzig'in yaptığı bir çalışma doğrusal programlama modelinin endüstri sorunlarına uygulanmasının yolunu açmıştır. Bunu değişik sektörlerdeki uygulamalar izlemiştir. Memul yapısında bileşenlerin ora-nının tayini, ürün kombinasyonun bulunması gibi verimliliği artırıcı ilginç modeller geliştirilmiştir. Burada, çözümde önemli bir yer tutan bilgi sayarların rolünü unutmamak gerekir.
Endüstrideki özellikle üretim planlamasındaki uygulamalarla ilgili çalışmalar ilerde verilecektir.
Endüstride karşılaşılan bazı problemlerin matematik olarak for-müle edilmesi bazan güçtür. Çoğu kez matematik formülasyon olsa bile karışıklığı ya da uzun hesaplamalar yüzünden çözülemez24. Böyle durumlarda sağduyuya dayanan metodlar uygulanmaktadır. Bun-lar, işletmede çok düzenli gözlem sonucu elde edilmiş deneylere, sağduyu-ya dayanan ve sınama yanılma yoluyla elde edilen tekniklerdir. Bun-lardan simiilasyon (benzetme) modelleri geniş uygulama alanı bulmuştur.
Yapılan uygulamada genel doğrusal programlama modeli uygulan-dığından diğer modeller üzerinde durulmayacaktır.
22 Bakınız: G.B. Danlzig, Linear Programming and Extentions, Princton University Press, 1963, s. 12-31.
Erden Öney, Doğrusal Programlama ve Türk Ekonomisine Uygulama Denemesi, Sevinç Matbaası Ankara, 1971, s. 14-16.
23 Bakınız. G.B. Dantzig, "Maximization of a Linear Function of Variables ?ubject to Linear Inequalities". Activity Analysis of Production and Allocation, Dev: T.C. Koopmans, New York, John Wiley, 1951.
24 Ray Wild, a.g.e., s. 130.
28

KISIM III
I. GENEL DOĞRUSAL PROGRAMLAMA MODELİ
1. DOĞRUSAL PROGRAMLAMANIN TANIMI
Genel doğrusal programlama problemi, verilmiş (r) değişkenli doğru-sal eşitlikler ya da eşitsizliklerin, bir kısım değişkenlerin doğrusal fonk-siyonu olan sınır şartlarını aşmadan, maksimize ya da minimize eden pozitif değerlerin bulunmasıdır25. Bu, işletme açısından, malzeme, iş-gücü, makina gibi faktörlerin bazı sınırlayıcı şartlar altında amaca ula-şacak biçimde kullanılmasını sağlıyan teknik olarak alınabilir. Bu iti-barla doğrusal programlama işletmede kapasitenin ya da kıt kaynak-ların değişik kullanım biçimlerinin en uygun olanını tayin işlemi ola-rak da tanımlanabilir.
2. GENEL BİR DOĞRUSAL PROGRAMLAMA PROBLEMİNİN UNSURLARI.
Genel olarak bütün doğrusal programlama problemlerinde üç ana unsur vardır26 .
a. Amaç
Doğrusal programlama modellerinden beklenen sonucun alınabil-mesi için amacın açık olarak bilinmesi ve kantitatif olarak ifade edil-
25 G. Hadlay, Liııear Programmiııg, Reading, Massachusetts Addison-Wesley, Inc., 1972, s. 4.
26 Genel tir doğrusal programlama problemindekı unsurlar ve formulasyonu için bakınız: A. Ching, Fundemantal Mathods of Mathematical Economics, New York, Mc Graw-Hill, 1967, s. 585-588.
Earl O. Heady, Wilfred Candler, Linear Programming Methods, Iowa State Universitv Press, 1958, s. 2-4.
Ahmet Kılıçbay. Ekonometri, istanbul, Sermet Matbaası, 1965. s. 323-328. Bülent, Kobu, işletme Matematişi II, istanbul, I. Üniversitesi Matbaası, 1941, s. 307-310.
29

mesi gereklidir. Bu itibarla birden fazla değişkenin doğrusal fonksiyo-nu alan bir amaç denklemi vardır.
Amaç; üretim ve stok maliyetlerinin minimuma indirilmesi, işlet-medeki fiziki imkanlarla maksim ım kârı verecek üretim yapısının tes-piti gibi incelenen probleme göre değişir.
Doğrusal amaç fonksiyonu Z, değişkenler,
Xj , Xj , Xj, ...., Xn \e sabit katsayılar,
Cı, Cı, Cı,...., Cn ile gösterilirse amaç denklemi:
Z = C ı X i + C 2 X 2 + C 3 X 3 + . . . . + C n X n (12)
şeklinde ifade edilir. Amaç Z yi maksimum ya da minimum yapacak Xj, X], Xı...., Xn değerlerinin bulunmasıdır.
b. Doğrusal Sınırlayıcı Şartlar ve Alternatif Üretim Yolları
Doğrusal programlamanın uygulanabilmesi için amaca ulaşmada alternatif yolların bulunması gerekir. Söz gelimi haddehanede tek bir ürün üretildiği zaman kârı maksimum yapmak için diğer bir ürünün üre-tilmesi söz konusu olmazsa programlamaya gerek yoktur. Yalnızca iş etüdü ya da başka bir teknikle üretim artırılmaya çalışılır. Bu durumda kapasite kullanımının artırılması söz konusu olur. Ancak hangi üründen ne kadar üretmeliyiz ki, karımız maksimum olsun diye bir sorun yoktur.
Amaç fonksiyonunun belirli bir değerde maximum ya da minimum olabilmesi için X t , X2 , X n değişken değerlerini kısıtlayıcı şart-ların olması gerekir. Aksi halde doğrusal amaç fonksiyonu -f- oo da maksimum ya da minimum olur ki, bu işletme açısından bir anlamı taşımaz. Çünkü Xı , X 2 , X 3 X n değişkenlerini sonsuza kadar artır-ma imkanı yoktur. Aslında bunlar firmanın ürettiği ürünleri ifade et-mektedirler.
Bu yüzden üretim: a. Her ünitenin kapasite limitleriyle,
b. Her ürünün üretilebilmesi için gerekli minimum değerle, c. Nitelik ve nicelik yönünden talep tahminleriyle, d. Dağıtım imkanlarıyla, e. Enerji smırlamalarıyla, f. Hammadde teminindeki kısıtlamalarla,
karşı karşıyadı27.
27 Churchman, Aekoff, Arnoff, a.g.e., s. 279-280.
30

İşletmenin elindeki kaynakların miktarını b İ 5 b2 , b3..., bn şeklinde gösterebiliriz. Üretim tekniği ya da ürünlerin alternatif üretim yollarını da (13) ııolu matıiksdeki a^ katsayıları vermektedir.
Matrikste a n birinci üründen bir birim üretmek için birinci kay-nak bj den gerekli miktarı, a l 2 ikinci üründen bir birim için gerekli bı kaynağından gerekli miktarı ve a ı n de n ci üründen bir birim üretmek için gerekli olan birinci kaynağın miktarını vermektedir. Buna göre aşağıdaki matriks kaynakların sınırlarını ve her ürün için kaynak-lardan ya da kapasiteden gerekli miktarı vermektedir. a ı ı X j + a 1 2 X 2 + -f a u Xj + a l n Xn < b t
a2i + a 2 2 X 2 4- + a X j Xj + a l n X n <b 2
(13)
a i i X ı + a 1 2 X 2 + + a f j Xj + a i n Xn < bj
aml X 1 + a m 2 X 2 + + a m J Xj + amn X n ^ b n
Burada m tane eşitsizlik ya da n değişkenli denklem sistemi vardır28.
n >, < , = m olabilir, i = 1, 2, 3, .... m
j = 1, 2, 3, ..., n e kadar değerler alabilirler. Eşitsizliklerin birinci tarafı birer doğrusal fonksiyondurlar. Her fonksiyon sabitten = , >, ve < ola-bilir.
c. Değişkenlerin Negatif Olmama Şartı
Doğrusal programla problemindeki faaliyetler işletme için söz ko-nusu olduğundan X İ 5 X 2 , X3 . . . , X n değişkenlerinin negatif değerler olmasının bir anlamı yoktur. Çünkü ürünlerin sayısı ve miktarı ya da ürünü meydana getiren elementler daima pozitif değerler alırlar. Bu yüz-den doğrusal programlama pronblemlerindeki değişkenlerin daima po-zitif değerler alması gereklidir. Matematik olarak:
Xj , X2 , X3 , , X n > 0 (14) yazılır.
3. GENEL BİR DOĞRUSAL PROGRAMLAMA MODELİNİN MATEMATİKSEL İFADESİ
Genel bir doğrusal programlama probleminin unsurlarını kısa ve uzun bir şekilde aşağıdaki şekilde yazabiliriz.
28 Hadley, a.g.e., s. 4.
31
a. Amaç Fonksiyonu:
Z = S X,C, i=l
Z = X 1 C 1 + X 2 C 2 + X 3 C 3 + + X n C n . (15)
b. Sınırlayıcı Denklemler:
a n X, < bj
1 = 1,2, 3, ...., m
j = 1, 2, 3, ...., n
a u X j -f a 1 2 X 2 + .... + ajj X} + .... + a l n Xn < b j
a2l X 1 + a22 X 2 + •••• + a2j X j + + a2n X n ^
a i i x ı + a i2 X 2 + .... + a,, X, + + ajn X m n < b, (16)
a m l X 1 + a m l X 2 + •••• + a m j X j + — + amn X n ^ b . n
c. Negatif Olmama Şartı:
x j > 0
j = 1, 2, 3, ...., n
xu X2 , X3 , X n ^ 0 (17)
Aynı problemi matriks notasyonuyla da ifade edebiliriz.
a. Amaç Fonksiyonu:
CX (18)
b. Sınırlayıcı Şartlar:
A X < b (19)
c. Pozitiflik şartı:
X > 0 (20)
Bunları açık olarak yazarsak; amaç fonksiyonunda:
C — (Cj C2, C3...., Cn)
Bir sıra, X = (X l 5 X 2 , X3 , Xn) bir sütun vektörünü, A = (a^) bir katsayı matriksini, b = (b j, b2 , b3,..., b m ) bir sütun, Oda n dan boyut-lu bir boş sütun vektörüdür. Vektörler şeklinde de şöyle gösrterebiliriz.
32

a. . [Cı, C2, C3,..., C n ]
X,
x;
x„
Z max (ya da min) (21)
a l l a 1 2 a 1 3 . . . . a l n a 2 1 a 2 2 a 2 3 . . . . a 2 n
b. a i l a i 2 a i 3 . . . . a i n
- aml am2 amn • • • • amn
Xi - ~ 0 " X 2 0
0 c. x3
> • (23)
_ X n _ _ 0 _
- xx - " bı "
x2 b 2
> X3
= b 3
• < •
_Xn _ _ k _
(22)
4. DOĞRUSAL PROGRAMLAMA MODELİNDEKİ VARSAYIM-LAR
Doğrusal programlama modelinden tutarlı sonuçların alınması bazı varsayımlara bağlıdır. Bu varsayımlar gerçekleşmedikçe programlama amaca uygun sonuç sermez. Bu varsayımları beş gurupta toplıyabiliriz. Bunlar, doğrusallık, pozitif olma, sınırlılık, bölünebilirlik ve amaç fon-fonksiyonunun doğrusal olmasıdır29.
a. Doğrusallık ya da Oranlılık Varsayımı. Doğrusallık varsayımı işletmenin inputlarıyla outputları arasında
doğrusal bir ilişkinin bulunduğunu gösterir. Yani output ya da üretim
29 Bakınız: Dantzig, a.g.e., s. 32-33. Hady, Candler, a.g.e., s. 17, 18. Robert O. Ferguson, Leuren, F. Sargent, Linear Programming Fundamentals and Aplica-
tions, New York, Mc Graw-Hill Inc. 1958, s. 8-9. Churchman, Ackoff, Arnoff, a.g.e., s, 280-281. Thomas H, Naylor, Eugene T. Byrne, Linear Programming Methods and Cases, Belmont,
Wadsworth Publishing, Co., 1963, s. 9. Hadley, a.g.e., s. 5-6. H.M. Wagner, Principles of Operation Research With Aplications to Managerail Decisi-
ons, Englewood Cliffs, N.J. Prentice Hail. Inc. 1969, s. 38-39.
33
seviyesi artırılmca, üretime giren inputlarmda aynı oranda artması artması gerekir30.
Bu varsayım inputlar ve outputlar arasındaki ilişkilerin (16) da ifade edildiği gibi doğrusal eşitlik ya da eşitsizlikler halinde olması gerektiğini gösterir.
b. Pozitif Olma ya da Negatif Olmama Varsayımı.
Doğrusal programlama probleminde faaliyetlerle ilgili değişkenlerin negatif değer almasının işletmede bir anlamı olmadığından, üretim dü-zeyinin sıfır ya da sıfırdan büyük değerler olması şartıdır. Bu şart ger-çek ve gevşek (slack) değişkenler içinde söz konusudur.
c. Sınırlılık Varsayımı.
Üretimde kullanılan kaynaklar sonsuz değildir. Sınırlılık varsayımı aslında üretim miktarının sınırlı olduğunu ve üretime giren faktörlerle ya da inputlarla kısıtlandığını ifade etmektedir.
d. Toplanabilirlik Varsayımı
Bu varsayım değişik üretim faaliyetlerine kaynak olan üretim fak-törlerinin toplamının her bir işlem için ayrı ayrı kullanılan faktörlerin toplamına eşit olduğunu gösterir.
e. Amaç Fonksiyonunun Doğrusal Olması Varsayımı
Bir işletmede doğrusal programlamanın uygulanabilmesi için amacın açık bir şekilde matematik olarak ifade edilmesi gerekir. Amaç fonksi-yonun doğrusal olabilmesi için (15) deki denklemde X, (X X 2 , X3 . . . Xn ) değişkenlerinin birinci dereceden ve Cj (Cı, C2, C3, .... Cn) katsayı-larının sabit olması gerekir.
5. GENEL BİR DOĞRUSAL PROGRAMLAMA MODELİNİN ÇÖZÜM YOLLARI
Bir doğrusal probleminde, Xi (i = 1, 2,... n) değişkenlerinin (16) şeklindeki sınır şartlarını sağlıyan değerleri veren setine çözüm denirdi. Genel bir doğrusal programlama problemi için değişik çözüm teknikleri geliştirilmeye çalışılmıştır. Ancak temel olarak iki yoldan çözülebilir. Bunlar; grafik v e simpleks çözüm tenkiğidir.
30 Dantzing a.g.e., s. 32. 31 Bakınız: Tuncer Bulutay, Doğrusal Programlama, Ankara Üniversitesi Basımevi,
1965, s. 92.
34

5.1. Grafik Çözüm Doğrusal programlama probleminin iki ve üç değişkenli olanlarını
grafikle geometrik olarak çözmek mümkündür. Ancak üç değişkenlinin grafikle çözümü biraz daha güçtür. Çünkü her sınıılayıcı şart uzayda bir düzlem meydana getirir. Uygun çözüm alanı bu düzlemlerin meydana getirdiği çok yüzlü bir şekildir (polyhedran). Amaç fonksiyonu da .bir düzlemdir. Optimal çözüm X İ 5 X2 , X 3 kombinasyonlarından maksimum kâr veren ııokta olacaktır.32 Optimal çözüm her noktanın verdiği kâr ayrı ayrı hesaplanarak bulunur.
İki değişkenli grafik çözüm kısaca verilecektir. Çünkü doğrusal programlamanın geometrik olarak açıklanması, bazı tanımlamakrın yapılması yönünden önemlidir33. Doğrusal programlamayla çözülebile-cek bir problemi aşağıdaki şekilde ortaya koyabiliriz34. Bir işletme Xj ve X 2 olmak üzere iki ürünü, iki işlemde tamamlamaktadır. in kâra katkısı Cj ve X2 ninki de C2 dir. Birinci işlem ünitesinin kapasitesi b j ikincininki de b 2 dir. Teknik üretim katsayıları a n , a ] 2 a 2 j ve a 2 2 dir.
Buna göre: a. Amaç fonksiyonu:
Z = 1 Cj Xj = C] Xj + C, X2 (24) j=n
b. Sınırlayıcı şartlar: 2 S a i j X j < b j
a ı ı X! -f- a 1 2 X, < b j (25)
a 2 1 X t + a 2 2 X, < b 2
32 Üç değişkenli grafik çözüme rakamlı örnek için bakınız: W.J. Fabrycky, Paul E. Torgersen, Operations Economy, Industrial Applications of Ope-
rations Research, Englewood Cliffs. N.J. Prentice-Hall Inc., 1966. s. 400-403. 33 Bakınız: Hadley, a.g.e., s. 8. 34 Genel fiir doğrusal programlama probleminin grafikle çözümüne rakamlı örnek için
bakınız: Hadley ,a.g.e., s. 8-10
Elwood S. Buffa, Modern Production Management, New York, John Wiley, Inc., 1965, s. 692-697
Kenneth E. Boulding, W. Ailen Spivey, Linear Programming and Theory of Firm, New York, The Macmillan Company, 1960, s. 61-63.
Kobu, a.g.e., cilt: II, s. 322-326. Lâtif Çakıcı "Doğrusal Programlamanın İşletme Problemlerine Uygulanışı Üzerine Bir
Deneme" istanbul işletme Fakültesi Dergisi, Cilt, 3, Sayı: 1, s. 456-482. Fazıl Gülçür, işletmelerde Faaliyet Araştırmaları, istanbul I.T.t.A. Yayını, 1966, s. 312-317.
3. Pozitiflik şartı: Xj > 0 j = 1, 2.
Xj , X 2 > 0 (26) olacaktır.
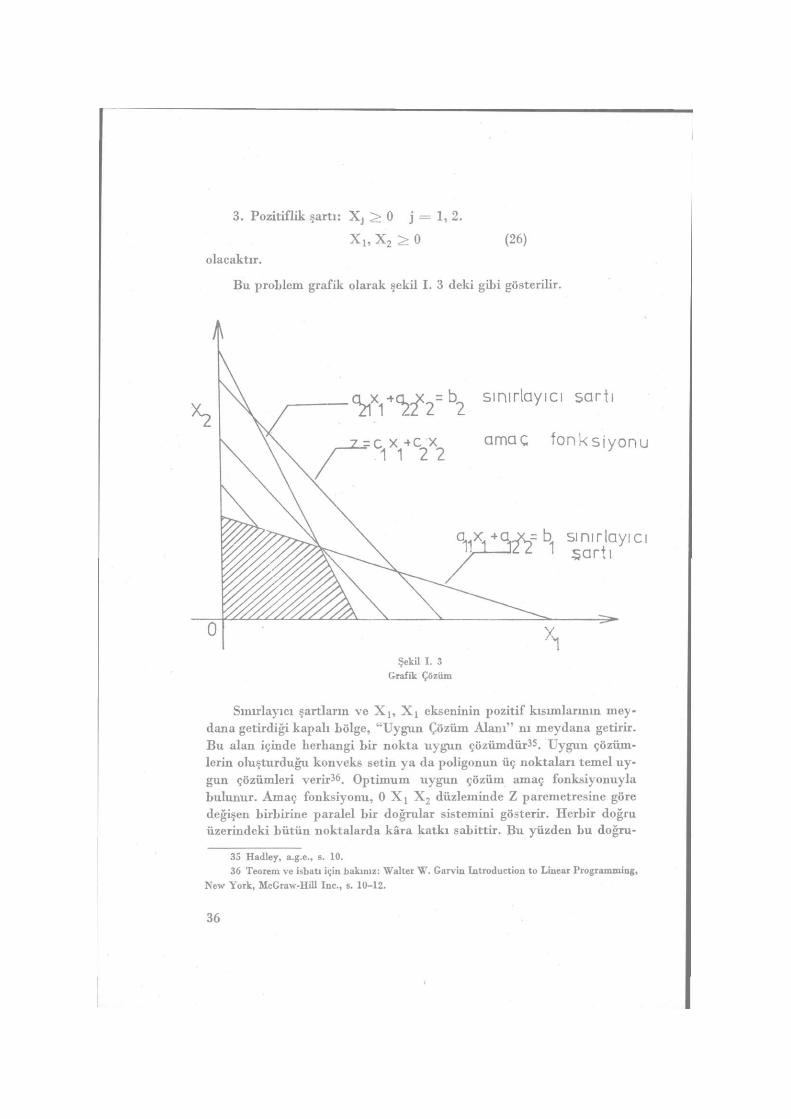
Bu problem grafik olarak şekil I. 3 deki gibi gösterilir.
Grafik Çözüm
Sınırlayıcı şartların ve X İ 5 X j ekseninin pozitif kısımlarının mey-dana getirdiği kapalı bölge, "Uygun Çözüm Alanı" nı meydana getirir. Bu alan içinde herhangi bir nokta uygun çözümdür35. Uygun çözüm-lerin oluşturduğu konveks setin ya da poligonun üç noktaları temel uy-gun çözümleri verir36 . Optimum uygun çözüm amaç fonksiyonuyla bulunur. Amaç fonksiyonu, 0 X j X 2 düzleminde Z paremetresine göre değişen birbirine paralel bir doğrular sistemini gösterir. Herbir doğru üzerindeki bütün noktalarda kâra katkı sabittir. Bu yüzden bu doğru-
35 Hadley, a.g.e., s. 10. 36 Teorem ve isbatı için bakınız: Walter W. Garvin Introduction to Linear Programming,
New York, McGraw-HiU Inc., s. 10-12.
36
ı

lar sistemine eş kâr doğruları denir. Uygun çözümlerden yalnız Liri için kâra katkı maksimumdur. Grafikten görüleceği gibi bu nokta uygun çözüm alanının köşelerinden biridir. Eş kâr doğrularının, orjinden uzak-laşma doğrultusunda kaydırılırken, çözüm alanından en son ayrıldığı (A) noktası ve o noktadaki doğru kâra maksimum katkıyı verir37 .
Doğrusal programlama modellerinde her zaman uygun çözüm bu-lunmayabilir. Sözgelimi sınırlayıcı şartların oluşturduğu doğruların eğimleri eşitse, iki doğrunun ortak çözüm noktası bulunmayacaktır. Bu yüzden de sınır şartları yerine gelmiyecelttir. Bazan ortak çözüm noktası negatif alanda ya da sonsuz çözüm olabilir. Buna benzer özel haller konu dışı bırakılmıştır.
5.2. Simpleks Çözüm Tekniği
Doğrusal programlama problemlerinde değişken sayısı üçü aştığı zaman grafikle çözüm imkânsızlaşır. Çünkü değişken sayısı arttıkça uygun çözüm alanının oluşturduğu şeklin köşeleri hızla artar. Optimal uygun çözüme ulaşmak için her köşenin tek tek incelenmesi ve amaç fonksiyonunu maksimum ya da minimum yapıp yapmadığının araştırıl-ması gerekir. Söz gelimi 6 değişkenli ve 3 sınır şartı olan bir problem-de
8 sınır sayısı 4 olursa bu rakam 70'e yükselir. Buna ilâveten yalnızca temel uygun çözümlerin incelenmesi sınırsız bir çözüm olup olmadığını vermez38. Bu yüzden grafik ya da problemi oluşturan eşitsizliklerin ortak çözümlerinin bulunup smama-yanılma yöntemiyle incelenerek cebirsel çözümün uygulanması imkânsızlaşır. İlk adımda doğrusal prog-ramla problemlerinde çözüm veren metod yoktur. Ancak en çok uygu-lanan metod iterasyonla oprtimali bulan simpleks çözüm tekniğidir.
5.2.1. Simpleks Çözüm Tekniğinin Tanımı
Doğrusal programlama problemlerinin çözümünün düzenli bir bi-çimde araştırılmasında uygulanan simpleks tekniğinin üzerinde ilk ça-lışan ve esaslarını geliştiren G.B. Dantzig'tir. Daha sonra Charnes, Cooper ve diğerleri özellikle endüstriye uygulamada öncü çalışmalar yapmışlardır. Yöntem cebirsel iterastyona dayanır.
Simpleks yöntemi uygun çözüm alanın üç noktalarından birinden başlayıp adım adım optimal uygun çözümü veren noktanın aranması
37 Bakınız: Hadley, a.g.e., s, 11. 38 a.k. s. 77
= 20 I tane uygun temel çözüm vardır. Değişken sayısı
37

işlemidir39. Bu yüzden "optimal çözüm uygun çözüm alanın köşelerin-den biridir", teoremi yöntemin esasını oluşturur. Yöntem lıangi nok-tanın optimal çözüm olduğunu, incelemeye başlama noktası olan orginden sonra hangi noktanın geleceğini, amaç fonksiyonunun de-ğerini değiştirerek verir.
Simpleks metodunun teorik temelleri matriks ve vektörlerle açık-lanır. Ancak bu birçok teoremin ispatını gerektirdiği için üzerinde du-rulmayacaktır40. Kısaca çözümde izlenen yol belirtilecektir.
5.2.2. Simpleks Çözümde izlenecek Sıra Simpleks çözüm tekniği bir iterasyon işlemi olduğundan, optimal
çözüme safha safha yaklaşılır. Bu aşamaları şöyle sıralayabiliriz41: 1. Doğrusal programlama modeline uygun bir biçimde problemin
ortaya konması. 2. Gevşek (slack) değişkenlerle eşitsizliklerin eşitlik haline dönüş-
türülebilreek bir temel uygun çözmün bulunması. 3. Bir temel uygun çözüm için ilk simpleks tablosunun kurulması. 4. Eğer çözüm optimal değilse hangi değişkenin çözüme gireceği-
nin tespit edilmesi. 5. Hangi değişkenin çözümden çıkarılacağının bulunması. 6. Çözümde yapılan değişiklikleri aksettiren yeni simpleks tablo-
sunun kurulması. 7. Optimal çözümü buluncaya kadar 4 ve 6 daki işlemlerin tekrar
edilmesi. Bu safhaları daha önce grafik çözümde verilen örnekte tekrarlı-
yarak görelim42:
39 a.k. s. 19. 40 Simpleks Metodunun Teorik Temelleri için Lakınız: Dantzig, a.g.e., s. 94-111, 120-123. Hadley, a.g.e., s. 71-104. Spivey, a.g.e., s. 113-125. Bulutay, a.g.e., s. 105-113. 41 Naylor, Byrne, a.g.e., s. 47—18. 42 Doğrusal Programlama probleminin sipleks çözüm tekniği ile ilgili sayısal çözüm
örnekleri için bakınız: Hadley, a.g.e., s. 134-144. R. Dorfman, P. Samuelson, R. Solow, Linear Programming and Economic Analysis, Ne w
York, McGraw-Hill Inc., 1958, s. 85-92. Buffa M. Production Management, a.g.e., s. 704-713 Mükerrem Hiç, Girdi-Çıklı Analizi ve Doğrusal Programlamaya Giriş, İstanbul 1971, s.
80-97. Kobu, a.g.e., Cilt II, s. 350-363.
38
1. Doğrusal programlama Modeline Uygun Olarak Problemin Ortaya Konuşu:
Genel doğrusal programlama modelinin unsurları ve ortaya konuşu daha önce belirtilmişti. İki değişkenli ve sınır şartlı bir problemde;
a. Amaç fonksiyonu:
Z = C, X t + C2 X 2 (27)
b. Sınırlayıcı şartlar:
a n X , + a 1 2 X 2 < b 1 (28)
a 2 1 X 1 + a 2 2 X 2 ^ k ,
c. Pozitiflik şartı: (29)
Xl > 0 X 2 > 0 olacaktır.
2. Eşitsizliklerin Eşitlik Haline Dönüştürülmesi.
Simpleks çözüm yönteminde problem ortaya konduktan sonra ilk adım sınırlayıcı şartların oluşturdukları eşitsizliklerin önce eşitlik haline döndürülmesidir. Bunun için maksimizasyonda birer gevşek de-ğişken ilâve edilir.
a. Amaç fonksiyonu:
Z = C ! X , + C 2 X 2 + C 3 X 3 + C 4 X 4 (30)
b. Sınırlayıcı şartlar:
a l l X j + a 2 1 X 2 + X 3 = bj (31)
a12 X 1 + a22 X 2 + X 4 = b 2
c. Pozitiflik şartı: X 1 > o X 2 > 0 X3 > 0 X 4 > 0 (32)
olacaktır.
Gevşek değişkenlerin amaç. fonksiyonundaki kara katkı katsayı-ları yani C3 ve C4 sıfırdırlar. Bu değişkenler esas değişkenler gibi çö-züme girerler. Ancak bu değişkenler üretimde kullanılmayan kapasiteyi gösterirler.
3. Bir Temel Uygun Çözüm İçin İlk Simpleks Tablosunun Kurul-ması.
39

Uygun çözüm alanının üç noktaları uygun temel çözümleri verirler. Bu yüzden ilk çözüm olarak orjin noktası alınır, yani hiç bir şeyin üre-tilmediği durum.
Değişkenler ve sabit kâra katkı değerleri tabloya aşağıdaki biçim-de yerleştirilir.
Tablo: I. 4 Simpleks İlk Çözüm Tablosu
1 2 3 4 5 6 7 Amaç sırası
temeldeki vektörler
Temel v. kat sayıları
Sabitler sütunu
c , c 3 = o c 4 = o Değişken sırası temeldeki vektörler
Temel v. kat sayıları
Sabitler sütunu
X , X 2 X, X, Anahtar sıra
0 x 3 b, an a ı S 1 0
0 h a 2 ı a22 0 1
ZJ 0 Z, = 0 Z 2 = 0 z 3 = 0 Z4 = 0
Zj-Cj 0 - c , - C 2 0 0 indeks sırası
Amaç Değişkenler sütunu Anahtar sütun sütunu
Değişkenlerin ve sabitlerin tabloya nasıl yerleştirildiği görülmek-tedir.
İlk çözümde indeks satırların hesaplanmasında temel, birim ve sabit -lerdeki katsayılar amaç sütundakilerle çarpılır ve toplanır. Zj deki satırındaki değerler bulunur. Toplamlar amaç satırının değerlerinden çıkarılır ve indeks satırının rakamları bulunur. Böylece bir temel çözüm için ilk simpleks tablosu kurulmuş olur.
4. Çözüm Optimal Değilse Hangi Değişkenin Çözümden Çıkarı-lacağının Bulunması.
Çözümün optimal olması için Zj - Cj > 0 olmalıdır. Bu şart gerçek-leşmiyorsa değer cebrik olarak minimum olan vektör temele girer. Buna anahtar sütunda denir.
5. Hangi Değişkenin Çözümden Çıkarılacağının Bulunması
Bunun için ^ ; oranlarından küçük olan üretimde ortaya X 1 x 2
darboğaz çıkmaması için seçilir. Bu sıraya anahtar sıra denir. Çözüm-den çıkarılır, yerine anahtar sütundaki değişken girer.
40
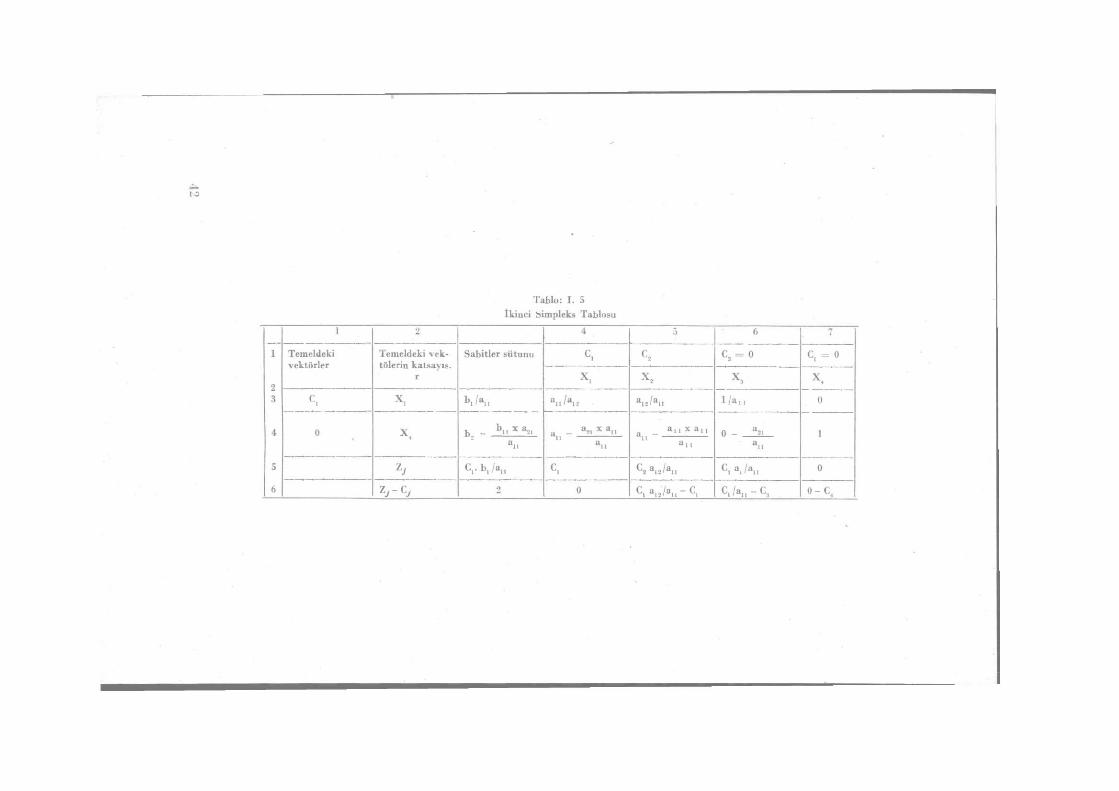
6. Yapılan Değişiklikleri Yansıtan İkinci Tablonun Hazırlanması
Anahtar sırayla, sütunun kesiştiği yerdeki ortak katsayı anahtar değerdir. Tablo I. 3 de belirtilmiştir.
İkinci tabloda ana sıra, anahtar sıra ve sütun yardımıyla bulunur. Bulunan ana sıra birinci tablodaki anahtar sıranın yerini alacaktır. Bu birinci tablodaki anahatar sıranın katsayıların anahtar değere bölün-mesiyle elde edilir. Değişken sütunundaki katsayıların her iterasyonda yer değiştirmesi gerekir.
Anahtar sütundaki ve amaç sırasındaki katsayı, değişkenler sütu-nuna girecektir. Buraya kadar olan değişiklikleri ikinci tabloda göste-relim.
İkinci tabloda (T alıl o I. 4) ilk değişiklikler gösterildikten sonra diğerlerinin nasıl bulunduğu gösterilmiştir.
7. Zj-Cj değerlerinin hepsinin sıfırdan büyük değerler alıncaya, yani optimal çözüme ulaşıncaya kadar 4,5 ve 6 numaralı işlemlere de-vam edilir.
Üçüncü sütundaki (Tablo I. 4) değer maksimum kârı veren ürün-lerin üretim miktarlarını, 5 nci sıra toplam kâra katkıyı verecektir. Bilgi sakarlarla doğrusal programlama modelleri kolaylıkla çözülebilmekte-dir. Uygulamada hazırlanan modellerin çözümünde bilgisayar kullanıl-dığından simpleks çözüm tekniğinin elle çözüm işlemine ilişkin rakamlı örnek v erilmemiştir.
5.3. Simpleks Tekniğinde Sınırsız Çözüm
Doğrusal programlama modellerini çözerken sınırsız çözüm olup olmadığını sipmleks çözüm tekniğinin ortaya koyduğunu daha önce belirtilmiştir.
Sınırsız çözüm durumu simpleks tablosunda temele girecek aj vek-töründe bütün y t j < 0 (i = 1, 2, ... m) olmasında ortaya çıkar43 . Bu yüzden temelden çıkarılacak vektör
y i l = > Y22 = — > Yij = a l 1 a 2 1 a m l
değerlerine göre belirlenirken yy değerlerinin sıfırdan büyük olduğu düşünülmüştür. Eğer bu değerlerin hepsi sıfırdan küçükse sınırsız çö-
43 Rakamlı örnek için bakınız, Hadley, a.g.c., s. 95. Bulutay, a.g.e., s. 130-132.
41
Tablo: I. 5 İkinci Simpleks Tablosu
l 2 4 5 6 7 1 Temeldeki
vektörler Temeldeki vek-tölerin katsayıs.
r
Sabitler sütunu c. c2 C, = 0 c, = o 2
Temeldeki vektörler
Temeldeki vek-tölerin katsayıs.
r X, X 2 X
4 3 C , /»İl ail/a,2 aiî/au l|«n 0
4 0 X l, _ buxa2, „ _ a2, *a,l _ ania„ n - a2i 1 a ı ı »11 a ı ı a u
1
5 C.-b./a,, c, C2 ai2/ail C . a > . , 0
6 Zj-CJ 2 0 C, a,2/au ~ c, C, /an - c3 o-c4
züm elde edilir. Sınırsız çözüm uygun bir çözümdür. Ancak genellikle temel uygun çözüm değildir44. -
5.4. Simpleks Çözümde Bozulma Durumu
Simpleks çözüm tekniği uygulanırken optimal çözümde temelde yer alan değişkenlerden en az birinin yani pozitif değerdeki değişken-lerin sayısının X, < m olmasında ortaya çıkar.
Bozulma lıali simpleks tablosunda temelden çıkacak vektörü se-çerken tek bir minimum değerin bulunması halinde söz konuSu olur. Böyle bir durumda temelden çıkacak vektörü seçerken Charnes ve di-ğerleri tarafından bazı kurallar geliştirilmiştir45. Bunun için simpleks tablosunda bozulmaya yol açan durum ortaya çıktığında; Xjj /Xik oran-larını bulmak gerekir. X i k tabloda temele girecek a k vektörünün i sıra-sındaki katsayıları, Xjj de aynı sıradaki diğer katsayılardır. Önce Xj \ /-X i k yı bulmakla bozulma giderilmezse, Xjj /X ik oranları sırayla bulu-narak bozulma ortadan kalkıncaya kadar devam edilir.
Bozulma hali bazan bir dalgalanma durumuna yol açtığından op-timal optimal çözüme ulaşılamaz ve tekrarlamalar olabilir. Önlemek için yukarıda verilen kuralı uygulamak gerekmektedir.
Bozulma hali epeyce rastlanılan bir durum olmakla beraber, pratikte güçlük çıkartmaz46.
6. Doğıusal Programlamada İkilik Problemi
Birçok problemlerde olduğu gibi değişkenler arasındaki ilişkiler amaca göre değişik olarak ifade edilebilirler. Bu durum doğrusal prog-ramlama içinde söz konusudur. Her doğrusal programlamanın bir iki-lisi vardır47. Söz gelimi kârın maksimum yapılması aynı zamanda ma-liyetlerin minimum olmasıyla ilgilidir. Bazan bir problemin çözümü diğerini de çözer veya aydınlatır48. Bu problemlerden ilkine primal de-nir. Genellikle maksimizasyon problemi primal ya da esas olarak alınır.
Genel bir doğrusal programlama modelinin ikilik problemi bir mini-mizasyondur. Bu yüzden her iki problem aynı bilgilere dayanılarak formüle edilir.
44 Hadley, a.g.e., s. 93-94. 45 Bakınız; A. Charnes, W.W. Cooper, A. Henderson, An Introduction to Linear Program-
ming, New York, John Wiley Inc., 19o3, s. 23-24 Rakamlı örnek için bakınız: Bulutay, a.g.e., s. 132-142.
46 Bulutay, a.g.e., s. 142. 47 Dantzig, a.g.e., s. 310. 48 İ. İlhami Karayalçın, a.g.e., s. 62.
43

îlk problemdeki amaç fonksiyonun katsayıları Cı (Cj, C2 ... Cn) ikincide sınırlayıcı şartlar olur. Buna karşılık ilk problemdeki sınır şart-ları ikincide amaç fonksiyonunun sabitleri yerine geçer. Primaldeki A matriksi dualde yani ikincide dönüşümü olan A' olarak yer alır. Eşit-sizlikler ilk ve ikinci problemde birbirinin tersidir. İkinci problemde ilkinin sınır şartı kadar değişken ve değişken sayısı kadarda sınır şartı vardır. Buna gijre doğrusal programlama modelinin ikilisini formüle etmek basitleşmektedir49.
iki sınır şartlı ve değişkenli problemin primal ve duali aşağıda şe-kilde ortaya koyabiliriz.
İlk problem.
a. Amaç fonksiyonu:
Z max = Cj X[ -)- C2
b. Sınırlayıcı şartlar:
a l l X 1 + a.""l X 2 ^ I>1
a 2 1 X 1 + a 2 2 X 2 < 1>2
c. X, > 0, X 2 > 0
ikinci problem.
a. Amaç fonksiyonu:
Zmin = Vx Cı + V2 C2
b. Sınırlayıcı şartlar:
a ı ı v ı + a2i v 2 ^ C, a ı ı Vı + a 2 2 V2 > C2
c. V[ > 0 V, > 0
49 Daha geniş bilgi için bakınız: A. Charnes, W.W. Cooper, Management Models and Industrial Applications of Linear Programming, Volum I, New York: John Wiley Inc. 1961, s. 179-191.
Sven Don0, Linear Programming in Industry Theory and Aplications, Springer-Verlag, 1963, s. 90-92
Dantzig, a.g.e., s. 241-253. Hadley, a.g.e., s. 221-263.
• Hiç, a.g.e., s. 68-77. Bulutay, a.g.e., s. 143-153.
44
Primal ya da ikili problemlerden biri için optimum çözüm varsa diğeri içinde vardır. Her iki problemin değerleri birbirine eşittir50.
Görüldüğü gibi bir doğrusal programlama probleminin dualini ifa-de etmekte zorluk çıkmamaktadır. Çünkü her ikisi de aynı bilgiye da-yanmaktadır. Bu itibarla birbirlerini tamamlayıcıdırlar.
Dualdeki Vx ve V2 1er üretim kapasitelerinin maliyetlerinin yerini tutmaktadır. Böylece Cj ve C2 kapasitelerine sahip olmakla kaybedilen kâr en az olacaktır. Diğer yandan da bunların her ürün için toplam kâra katkısı Cj, C2 kadar olsun ki bu kapasite şartları altında üretim yapar-sak dualde bulacağımız kâr primalde bulduğumuza eşit olsun. Bu su-retle işletme sınırlı inputlarıyla, kapasitesini, kârını maksimum kılacak biçimde plânlamış olmaktadır.
Buraya kadar üretim plânlamasını işletme için önemi, esasları ve genel doğrusal programlama probleminin yapısı ve çözümü üzerinde duruldu. Kuşkusuz doğrusal programlama çok geniş kapsamlı bir tek-niktir ve özel halleri olan ulaştırma, tayin gibi modeller ele alınmamıştır. Ancak genel bir doğrusal programlama modelinin endüstride üretim plânlaması problemlerine uygulanmasında gerekli bilgileri vermekle yetinilmiştir.
/
50 Teoremlerin isbatı ve daha geniş bilgi için bakınız: Hadley, a.g.e., s. 228-223.
Saul Gass, Linear Programming Methods and Applications New York, MeGraw Hill C 1964, s. 46.
Hiç, a.g.e., s. 75-76.
45
KISIM IV
IV. DOĞRUSAL PROGRAMLAMA TEKNİĞİNİN SANAYİ İŞLET-MELERİNDE UYGULANMASI
1. DOĞRUSAL PROGRAMLAMA MODELLERİNİN UYGU-LAMA ALANLARI
Doğrusal programlama bir çok mümkün çözümler arasından en uygun olanı seçmede kullanılan bir gurup matematik teknik olarak tanımlanır51. Uygulamada karşılaşılan problemlerin birçoğu bu tip olduğundan doğrusal programlama, işletmelerde değişik alanlara ba-şarıyla uygulanmıştır. Buna ilâve olarak ekonomi tarım ve mühendislik gibi değişik bilimlerde yapılmış çok sayıda uygulama çalışmaları var-dır52 . Bilgisayarların modellerin çözümünde kullanılması uygulama çalışmalarını hızlandırmıştır. Bu yüzden doğrusal programlama h^m plânlama hem de günlük programlama meselelerinde başarıyla kullanıl-mıştır ve gelecekteki tatbik sahasının daha da genişliyeceğine şüphe yoktur53. Geçen bir kaç yılda bu uygulamalar hızla geliştirilmiş ve sayı-ları artmıştır. Doğrusal programlama uygulamasında önem endüstri uygulamalarına geçmiştir54. Çünkü doğrusal programlama işlemtelerde
51 R.W. Metzger, R. Schwarzbek, "Linear Programming Application to cupola charging", the journal of Industrial Engineering Vol. 12, No: 2, 1961. s. 87.
52 Tarım kesimindeki uygulamalar; bir bölge ya da çiftliğin tarımsal planlamasıyla ilgi-lidir. Böyle bir uygulama için bakınız:
ibrahim Aksöz, Linear Programlama Metodunun Nebraska'da Bir Bölgeye Tatbiki Er-zurum, 1971.
Ekonomide Genellikle doğrusal programlama kalkınma planlarının hazırlanmasında, en-düstrilerarası analizlerde uygulanır. Bu konuda bir örnek, için bakınız: Öney, a.g.e.,
Doğrusal programlamanın değişik alanlardaki uygulamaları için bakınız: Gass, a.g.e., s. 209-213. Muhasebe konusunda yapılan uygulamalar için: G. Boer, An Anotated Bibliography of
Applications of Linear Programming to Accounting Problems, Lubbock, Tesas Techological College, 1961,
53 J.W. Gavett, "Doğrusal Programlamaya Giriş" ,Çev: Ö. Yağız, Modern işletmecilik Seçme Yazılar, Ankara 1966, s. 130.
54 Gass, a.g.e., s. 180
46
yöneticilere değişik biçimlerde yararlı ve yardımcı olmaktadır55. Önce işletmedeki üretim ve işlemler hakkında önceden bilgi vermektedir. İkincisi, endüstriyel sistemlerin yapısını matematik olarak araştırmaya, modeller kurmaya zorlamaktadır. Üçüncüsü de işletmede verimliliğin artması için yöneticiler elinde önemli bir araç olmaktadır.
Doğrusal programlama tekniğiyle endüstride karşılaşılan boirçok problem kolaylıkla çczülebilmekledir. Ancak dikkat edilmesi gereken nokta, bu problemlerin matematiksel ifadesinde, doğrusal programlama-nın gerçek sorunu tam olarak vansıtmıyabileceğidir. Çoğu kez modeller bazı varsayımlar altında yapılan bir yaklaşımdır. Bununla beraber mo-deller işletme \e yönetim için oldukça yararlı sonuçlar vermektedir. As-lında mühendislik gibi uygulamalı bilimlerde de gerçek sorunu kesin bir şekilde ifade eden modeller oldukça azdır. Önemli olan modelin tutarlı bilgiler temin etmeye yeterli doğrulukta olmasıdır.
Doğrusal programlama modellerinin uygulamaları göstermiştirki temelde bir kaç ana model vardır. Diğer uygulamalar bu ana modellerin kombinezonu ya da değişik konularda uygulanmalarıdır. Uygulamaları değişik şekillerde gurııplandırma yapılmaktaysa da 5 6 temel olarak en-düstridekiler üç guruba ayrılabilir.
a. Değişik üretim konularında üretim v<s stok plânlama uygu-lamaları.
b. Petrol ve diğer sanayi sektörlerinde optimal karışımın tayinin-deki uygulamalar.
c. Doğrusal programlama modelinin özel biı hali olan ulaştırma modelinin uygulamaları57. Ancak bunlar üzerinde durulmayacaktır.
55 G.B. Dantzig, "Linear Programming and Its Progeny" Applications of Mathematical Programming Techiques, Der: E.M.M. Beale, New York, American Elsevier Publishing Inc, 1970, s. 10.
56 Uygulama biçimleri için bakınız: Hadley, a.g.e., 429-463 Magee, a.g.e., s. 153. Fergusoıı, Sargenl, a.g.e., s. 10-11 Dan0, a.g.e., s. 33-64. Gass, a.g.e., s. 157-180 Henderson, Schlaifer, a.g.m. s. 36-37. A. Charnen, Cooper, "Management Models and Industrial Applications of Linear
Programming", Maııagerial Economics, Edited G.P.E. Clarkson, Pcnguin Books, 1968, Kobu, a.g.e., s. 382-384. 57 Ulaştırma modeli belirli bir ürünün değişik yerlerdeki üretim merkezlerinden farklı
bölgelerdeki tüketim yerlerine taşınmasında ortaya çıkan ulaştırma masraflarının minimize
47
1.1. ÜRETİM PLANLAMASINDAKİ UYGULAMALAR
Doğrusal programlama tekniği, üretim planlamasında mevsimlik talep dalgalanmalarını karşılamak ve buna bağlı olarak üretim ve stok masraflarını minimum düzeyde tutma yolunda bir çok değişik modeller geliştirilerek uygulanmıştır.
Doğrusal programlama tekniğinin üretim planlama problemlerinde uygulanabilmesi için gelecekteki satışlar, fiyatlar, hammadde imkan-larının analizi başka yöntemlerle yapılmalıdır58. Bu yüzden uygula-malarda, üretim tahminleri bilinmelice maliyet fonksiyonları doğrusal olarak ifade edilebilmelidir. Ancak genellikle ne üretim tahminleri ke-sinlikle bilinebilir, ne de üretimde maliyet fonksiyonları doğrusaldır. Bu itibarla üretim tahminlerine hata payları ilave edilerek en tutarlı tahmin yapılmaya çalışılır. Üretimde de maliyet ilişkileri doğrusal ka-bul edilir.
Doğrusal programlama kısa ve u-un dönem planlama için yararlı bilgi sağlar ve yol gösterici olur. Çünkü alternatif pazaı politikları değer-lendirilir. Pazarda daha çok önem verilmesi gereken ürünler belirle-nir» .
Doğrusal programlamanın üretim planlamasında uygulanmasının ilk çalışmasını atölye tipi üretimde M.E. Salveson yampıştır60.
Talepteki değişmeler, üretimin planlamasında, kapasitenin kullanıl-masında ve işgücünün ayarlanmasında; yöneticiler için oldukça güç sorunlar doğururlar. Değişmeler; fazla çalışma saatleri ekliyerek düzen-leme, işgücünde uyarlama yapma, ürüa stoklarının seviyesinde değişik-
edilmesinde uygulanır. Çeşitli taşıma sorunlarına başarıyla uygulanmıştır. Yapılan uygulama çalışmaları için bakınız:
G.B. Dantzig D.R. Fulkerson, "Minimizing the Number of Tankers to Meet a Fixed Sche-dule", Naval Research Logic Çuarterly, Vol. s. 217-222, 1954.
M.M. Flood, "Aplication of Transportation Theory to Scheduling a Military Tanker Flect", Operations Research Vol. 2. s. 150-162, 1954.
Nuri Uman, Ulaştırma Modeli ve Petrol Ofisinde Bir Uygulama Denemesi, Ankara S.B.F. Yayını 1974.
Özer Serper, Doğrusal Ulaştırma Programlaması (İdeal Çözüm ve Uygulama) Bursa Î.T.Î.A. Yayını 1974.
58 N. Williams, Linear and Non-Linear Programming in Industry London, Sir Isaac Pitman Ltd., 1967, s. 96.
59 P.G. Burten, D.T. Liddy, Planning Control and "Production, the Textile" Journal of Australie, June, 1967, s. 18.
60 Bakınız. M.E. Salveson, "A Computational Technique for the Fabrication Scheduling Problem" Management Sciences Research Project Uni. ıf California, 1953.
48

lik ve taleplerin miktarında ayarlamayla ya da bunlardan bir kaçının birleştirilmesiyle karşılanmak zorundadır61.
Bu düzenlemelerin her biri üretim planlamasında minimum mali-yetle karar almada çok etkili olabilecek yükler getirir. Bu itibarla belirli bir ürünün toplam maliyetleri minimize ederek, gelecekteki taleplerin karşılayabilecek bir biçimde programlanması oldukça önemlidir62. Bura-da sorun belirli bir ürünün normal mesai dışı saatleri de kapsıyan ve maliyetleri de göz önünde tutarak, optimal üretim planının bulunmasıdır. Bu konuda doğrusal programlama tekniği temellerinden hareketle mo-deller geliştirmede çok sayıda araştırmacı uğraşmış ve değişik modeller geliştirilmiştir63.
Çok miktarda, birden fazla ürün üreten işletmelerde sık karşılaşı-lan üretim plânlama sonunlarından biri, belirli pazar şartları altında, kapasiteden en yüksek oranda yararlanarak, maksimum kârı veren üre-tim yapısının bulunmasıdır. Böyle bir sorunun çözümü ancak doğrusal programlamayla mümkündür.
Bu tip sorunlar hemen hemen her işletme için söz konusu olduğun-dan, çok sayıda uygulama yapılmış ve büyük tasarruflar sağlanmıştır.
Kontrplak üretiminde yapılan bir çalışma; ürün sayısını 58 den 17 ye indirerek aynı kârın sağlandığını göstermiştir. Yapılan üretim pla-nıyla kâr da iki misline çıkmıştır64.
Tekstil endüstrisinde, çok sayıda ürün aynı üretim ünitelerinden ge-çerek elde edilir. Bu yüzden, hangi ürünlerden ne kadar üretileceğinin
61 Anshen, v.d., a.g.m. s. 349. 62 S.M. Johnson, "Sequential Pruduction Planning Över Time at Minimum Cost", Mana-
gement Science, Vol. 3, 1957, s. 43o. 63 Ayrıntılı bilgi için bakınız: F. Modigliani, F. Hohn "Production Planning Över Time
and the Nature of the Expectation and Planning Horizon", Econometrica, Vol. 23, 1955, s. 46-66.
K.J. Arrow, S. Karlin, "Studies in Production över Time at Minimum Cost" Technical Report No. 29, Dept. of Economic Stanford Uni. Stanford California, 1955.
E.H. Bowman, "Production Scheduling by the Transportation Method of Linear Prog-ramming", Operations Research Vol. 4, No. 1, February 1956, s. 100-103.
F. Hanssman, S.W. Hess, " A Linear Programming Approach to Production and Emplo-yement Scheduling", Management Technology, Jan. 1960.
Robert E. McGarrah, Production and Logistics Management Text and Cases, New Vork; John Wiley 1963, s. 124-129.
W.H. Taubert "Search Decision-Rule for the Aggregate Scheduling Problem" Manage-ment Science, February, 1968, s. 6-18.
64 Bakınız. K.D. Ramsing "Application of Linear Programming to Plywood Industry, Forest Produet Journal, Yol. 18, 1966.
49
bulunması, kapasitenin kullanımı ve maksimum kârın sağlanması yönün-den büyük önem taşır. Bunun için özellikle tekstil sanayisinde diğerlerin-den çok sayıda bu tür doğrusal programlama uygulamaları yapılmış-t ı r 6 5 . Çünlc ü böyle bir çalışma sonucu tezgahların iş yükü üretilecek ürünler ve miktarı açıklık kazanmaktadır.
1.2. KARIŞIM PROBLEMLERİ
Genel olarak karışım problemlerinde bir ya da daha fazla ürünü elde etmek için çok sayıda ara ürün karıştırılır. Çoğu kez hammadde-ler açısından ürünün kalitesini ve miktarını etkileyen sınırlayıcı şartlar vardır. Buna ilaveten son ürünün elde edilmesinde değişik şartlara bağlı hammaddeler çok sayıda değişik biçimde v e miktarda karıştırıl abilirler. Bu yüzden karışım probleminin verilen bir amaç fonksiyonunu opti-mize edecek bir biçimde düzenlenmesi gerekir. Bu genellikle belirli sı-nır ve şartları sağlıyan bir maliyet minimizasyomıdur.
Karışım problemlerine örnek yalnızca petrol endüstrisi değüdir. Yem, gıda, demir-çelik metallurji gibi sanayi kollarında da karışım prob-lemleriyle karşılaşılır.
Doğrusal programlama değişik oranlarda doğrusal değişen karışım-ların, karışım işlemleri için uygun bir vapı gösterir. Bu. hiç bir zaman karışımın bütün fiziki miktarlarının doğrusal değiştiği anlamına gel-mez. Bu yüzden doğrusal programlama doğrusal olmıyan durumlarda uygulandığında yalnızca yaklaşık bir sonuç verir. Bir çok durumlarda
65 Ayrıntılı bilgi için bakınız: Kurt Eisemann, W.M. Young, "Study of a Textile Mili With The Aid of Linear Program-
ming" Management Technologs, Monograplı No. 1, 1960. P.I). Poddar "Optimum ProduCt-Mix in a Cotton Yarn Mili: An Apploication of Linear
Programming Technique", The Indian Textile Journal May 1967. J.H. Green K. Chatto, C.R. Hicks, C.B. Cox, "Linear Programming in the Packing Industrj"
The Journal of Industrial Engineering, Vol, 10 No. 5, 1, 1959.
Aydın Aydınoğlu, Üretim Plânlamasında Modern Metodlar ve Bir Örnek, (Basılmamış tez, Î.T.Ü.), İstanbul, 1973.
Musa Şenel, Doğrusal Programlama Metodu ile Üretim Planlaması ve Bir Tekstil İşlet-mesinde Uygulama, Ankara, E.l.T.l.A. Yayını 1974.
Cemal özgüven, Doğrusal Programlama ve Kars Süt Tozu Fabrikasında Uygulama, (Ba-sılmamış doktora tezi, S.B.F.), 1974.
E. Yülek, S. Çayköylü, "Pamuk ipliği imalinde Doğrusal Programlama Tekniği" Ankara, Mühendis ve Makina Cilt 18 Sayı 205, Şubat 1974, s. 37-42.
Cihan G. Dağlı, "Çeşitli Üretim Yapan Teşekküllerde En Uygun Mamul Karışımı Seçimi" Ankara, Mühendis ve Makine, Cilt 18 Sayı 206, Mart 1974 s. 114-116.
50

doğrusallık kabulu karşım işlemlerinin incelenmesinde, çok yararlı ve yeterli sonuçlar almayı sağlar66 .
Doğrusal programlamanın ilk tutarlı ve yararlı uygulaması petrol rafinerilerinin programlamasında olmuştur67. Yakın zamanlarda bir çok petrol şirketi bu konuda geniş çalışmalar yapmıştır.
Rafineri işlemleri ham petrolün havada damıtılmasıyle başlar. Bu damıtma sonucu çok sayıda ara ü r ü n l e r ortaya çıkar. Diğer ürünler aynı hammadde ya da ara ürünlerin değişik oranlarda karıştırılmasın-dan elde edilir. Bu yüzden rafineri işlemlerinin optimizasyonu oldukça karışıktır. Charnes, Cooper ve Mellon bu konuda öncü çalışmalar yap-mışlardır. Bunları diğer çalışmalar izlemiştir68.
Demir Çelik endüstrisi ve madencilik için değişik çalışmalar yapıl-mıştır69. Demir çelik endüstrisinde üretim planlamasında ve yüksek
fırınlara hammaddelerin yüklenmesiyle ilgili bir doğrusal programlama modelini T. Fabian geliştirmiştir70. Ayrıca değişik demir cevherlerinin değerlendirilmesinde ve düşük kaliteli cevherlerin peletlenmesinde doğ-rusal programlamadan yararlanılmıştır71.
Dökümhanelerde kupol ya da endüksiyon ocağına malzeme yük-lenmesinde değişik kombinezonlar söz konusudur. Minimum maliyette,
66 Hadley, a.g.e., s. 459.
67 Dantzig, a.g.m. s. 10.
68 Bakınız: A. Charnes, W.W. Cooper, B. Mellon, "Blending Avıation Gasolines, A Study in Programming Interdepandent Activities in an Integrated Oil Company", Econometrica, Yol. 20, No. 2, 1952.
Gifford Symoııds, Linear Programming: The Solution of Refinery Problems, New York, Esso Standart Oil Company, 1955.
A, S. Manne, Scheduling of Petroleum Refinery Operations, Cambridge Harvard Univer-Bİty Press, 1956.
69 Demir Çelik endüstrisindeki matematik programlama çalışmaları için bakınız: S.L. Cook "Aplications in The Steel Industry" Progress in Operations Research, Yol. II, Edited, D.B. Hertz, R.T. Eddison New York, John Wiley, Inc. 1964. s. 248-260.
70 Bakınız: T. Fabian "A Linear Programming Model of Integrated Iron and steel pro-duction "Management Science Vol. 4 No. 4, July 1958, p. 415-449.
71 Bakınız: T. Fabian "Process Analysia of the Iron and Steel Industry; A Model", Detroit meeting of the Econometric Society, Decembıe, 1954.
T. Fabian, "Process Analysis of Certain Steel Industry Operations" West Coast Regıonal Meetings of the Econometric Society 1954.
51
istenen kalitede alaşımlı döküm elde etmek için, doğrusal programla-madan yararlanılarak, değişik çalışmalar yapılmıştır72.
Doğrusal programlamayla çözülebilen karışım problemlerinden biri de beslenme sorunlarının plânlanmasıdır.Bu tip problemlerde de ilginç uygulamalar yapılmıştır73.
Doğrusal programlama tekniği başta üretim plânlama problemleri olmak üzere endüstride ve diğer sahalarda oldukça geniş bir uygulama alanına sahiptir. Çok değişik sorunlara uygulanmış ve büyük tasarruf-lar sağlanmıştır.
Her modelde olduğu gibi doğrusal programlama modelleri de bazı varsayımlardan hareket edilerek düzenlenmektedir. Kuşkusuz sonuç-ların geçerliliği modelin hazırlanmasında gerekli bilgilerin tutarldığına bağlıdır. Yarılan sonuçlar mutlak ve değişmez veriler değildir. Verilerin toplandığı dönemle uygulanacağı dönemin farklı olması ya da istenen doğrulukta bilgi bulunamaması gibi nedenlerle kesin sonuçlara varıla mıyabilinir. Ancak soruna yaklaşımın nasıl yapılacağı belirlendiği için yeni verilerle gerçek durumu tespit etmek herzaman mümkündür.
Uygulama çalışmalarının işletme için en önemli yanı herşeyden önce mevcut durumu gözler önüne sermesidir. Ayrıca, üretim, pazar-lama ve satınalma gibi işletme politikalarının yönlendirilmesinde, yöne-tici elinde güçlü bir araç olmasıdır.
72 Bakınız: Metzger, Schwartzbek a.g.m. e. 87-93 E.P.D. Garmo, "Applying a Modern Industrial Engineering Technique to Two Old Foudnry
Proplems", Programming for Optimal Decisions, Der: P.G. Moore, S.D. Hodges, Penguin Books 1970 s. 44-54.
73 Bakınız: K.H. Maddy, R.B. Grainger, W.A. Dudley, F. Fuchal, "The Applications of Linear Programming to Feed Formulation"; Feedstuffs, April 1963.
R.L. Gue, J.C. Liggett, "Mathematıcal Programming Models for Hospital Menu Planning" Journal of Industrial Engineering. Vol. 17. 1966, s. 395-400.
Kâğıt endüstrisindeki kırpıntı kaybını minimuma indirme çalışmasından da bu arada söz edilebilir. Bakınız: A.E. Paull. J.R. Walter, "The Trim Problem An Application of Linear Programming to the Manufacture of Newsprint Paper" Econometrica, Vol. 23. 1955.
52

BÖLÜM II
DOĞRUSAL PROGRAMLAMA TEKNİĞİNİN DEMİR ÇELİK İŞ-LETMELERİ KARABÜK KONTİNÜ HADDEHANESİNDE UY-
GULANMASI
•

BÖLÜM: II
DOĞRUSAL PROGRAMLAMA TEKNİĞİNİN DEMİR ÇELİK İŞ-LETMELERİ KARABÜK KONTİNÜ HADDEHANESİNDE UY-
GULANMASI
KISIM: V
Y. ARAŞTIRMANIN AMACI UYGULAMAYA KONU OLAN TESİSİN YE KONTİNÜ HADDEHANENİN TANITILMASI
1. KARABÜK DEMİR ÇELİK TESİSLERİNİN KURULUŞU
Teorik temelleri öz olarak açıklanan doğrusal programlama mode-linin Karabük Demir Çelik İşletmelerinin kontinü haddehanesinde uy-gulamasına başlamadan önce adı geçen kurumun kısaca tanıtılması problemin ortaya konulmasını kolaylaştırma yönünden yararlı olacak-tır.
Karabük Demir Çelik İşletmeleri, başlangıçta Sümerbank'a bağlı olarak 1937 yılında kurulmaya başlanmıştır. İlk üniteler olarak: kuvvet santralı, birinci kok fabrikası, yüksek fırınlar ve boru fabrikası 1939 yılında işletmeye açılmıştır. Bunları; 1940 da çelikhane ve haddehane, 1941 de saç haddesi, 1944 de sülfürik asit ve süperfosfat fabrikası, 1952 de İkinci kok fabrikası ,1953 de sinter tesisi, 1954 de savurma boru fab-rikaları, 1959 da tav çukurları ve 34'lük blok haddesi, 1960 da 28'lik düo hadde, 1962 de kırma eleme tesisi, üçüncü kok fabrikası ve yüksek fı-rın, 1964 de düo profil haddesi, 1965 kontinü haddehane, 1966 da İkinci makina ve çelik konstrüksiyon atölyesi, 1967 de pik çelik ve metal dö-kümhanesi izlemiştir74. Böylece ekonomimizde önemli bir yeri olan Karabük entegre demir çelik tesisleri bugünkü durumuna gelmiştir.
74 Bakınız; Cumhuriyetin 50. yılında Türkiye Demir Çelik İşletmeleri, Ankara 1973, s. 17.
55

Karabük tesisleri 13 /5 /1955 tarih ve 6559 sayılı kanunla Divriğini de bünyesine alarak Türkiye Demir Çelik İşletmeleri genel müdürlüğü olarak müstakil iktisadi devlet teşekkülü olmuştur75.
2. Karabük Entegre Demir Çelik Tesisinde Genel İş Akımı ve Ana
İşletmeler
Karabük Demir çelik işletmeleri entegre bir kuruluştur. Yani cev-herden nihai ürün elde etmek için gerekli bütün üretim ünitelerine sahiptir. Demir ve çelik üretiminin ilk hammaddeleri demir cevheri, kireç taşı ve maden kömürüdür. Ancak maden kömürü ve demir cevheri yüksek fırına verilmeden önce ara işlemlere tabi tutulmaktadırlar. Te-sisteki ana işletmeler Şekil II. 1 de görülmektedir.
TESİSTE GENEL, İS AKIM ve ANA İŞLETMELER
I M.komürül Kok fabrikası
Çelıkhane Haddehane Çelıkhane Haddehane [Değı'$ik hadde
Kireç tası
|D Cevheri
V'uksek fırın
Kırma ele-me ve sinter tes is i
R k ve Ce.lik parça dokumu
»Külce pik ve dokun parça
Şekil II. 1 Tesiste Genel İş Akımı ve Ana İşletmeler
2.1 Kok Fabrikaları
Üretimde kok fabrikası önemli bir üniteyi oluşturur. Kok fabri-kasının ana işlevi maden kömürünü yüksek fırında kullanılacak kok haline getirmektir. Kok kömürünün başka kullanım yerleri olduğundan,
75 Uğurol Barlas, Karabük Demir ve Çelik İşletmeleri, Karabük Özer Matbaası, 1971, s. 7.
56
Karabükteki fabrikalarının kapasitesi yılda 1.011.100 ton kok üretecek şekilde geniş tutulmuştur. Bu ünitenin diğer önemli bir ürünü de kok gazıdır. Üretim esnasında tav fırın ve çukurlarında, çelik ocaklarında ve diğer gerekli yerlerde yakıt olarak kullanılmaktadır. Ayrıca kok gazı-nın soğutulması ve temizlenmesi esnasında belli başlıları benzol, naf-talin, amonyum sülfat, katran ve fenol olmak üzere yan ürünler de elde edilmektedir.
2.2. Kırına Eleme ve Sinter Ünitesi
Bu ünite yüksek fırına yüklenecek demir cevherini bazı ön işlemlere tutarak, verimini artırmaktadır.
Karabük işletmelerinin demir cevherinin önemli bir kısmı Divri-ği'den karşılanmaktadır. Cevherde kükürt oranı artınca doğrudan doğ-ruya yüksek fırına yüklenmesi büyük oranda kireç ve kok kaybına se-beb olduğundan verimin düşmesine yol açmaktadır. Bu itibarla üretimi azaltan kükürdü ortadan kaldırmak için cevher, sinter tesislerinde saf-laştırma işlemine tabi tutulmaktadır.
2.3. Yüksek Fırınlar
Yüksek fırınlar; cevher içinde demir oksit halindeki toprak ve di-ğer yabancı maddelerle karışık halde bulanan demiri indirgeyerek ham demir üretmektedirler, indirgeme kok kömürünün yardımıyla gerçek-leşmektedir.
Karabük tesislerinde üç tane yüksek fırın bulunmaktadır. Bunlar-dan ikisi yılda 150.000 ton diğeri ise 300.000 ton ham demir üretmekte-dir.
Yüksek fırından, sıvı ham demir cüruf ve yüksek fırın gazı elde edil-mektedir. Curuf çimento üretiminde, gaz da gerekli yerlerde yakıt ola-rak kullanılan iki yan üründür. Ana ürün, sıvı ham demir potalara alı-narak ya çelikhaneye ya da pik ve diğer tip dökümler için dökümhaneye gönderilmektedir.
2.4. Çelikhane
Karabük demir çelik tesislerinde üretimin üçüncü safhasını çelik üretim üniteleri oluşturmaktadır. Çelik ham demir içinde bulunan kar-bon, silis, fosfor ve kükürt gibi elementlerin istenilen ölçüde ve oranda giderilmesi için gerekli alaşım maddelerinin ilâve edilmesiyle, Siemens-Martin ocaklarında üretilmektedir.
57
Çelikhanede 6 tane 100.000 ton /yıl kapasiteli Siemens-Martin oca-ğı vardır. Burada üretilen ingotlar haddehanelerin hammaddesi olmak-tadır.
2.5. Haddehaneler
Haddehaneler entegre demir çelik tesislerinin son ünitesidirler; Haddehanelerde çelik ünitesinden alınan ingotlar çok değişik kullanım yerleri için istenen boyut ve biçimlerde şekillendirilirler.
Karabük'teki haddehaneler altı guruba ayrılabilirler. Bunlar: 34'lük blok, 28' düo profil, 28 düo kütük, 28 lik trio 16-12'lik hadde-ler ve kontinü haddehanedir.
İlk yatırımlara paralel olarak ilk önce 28'lik trio, 12' ve 16'lik had-deler 1940 yılında işletmeye açılmıştır. 1941 de bunlara saç haddesi ilâve edilmiştir. 600 ton/yıl ingot işleme kapasitesi olan 34 ve 28'lik blok haddeleri 1959 yılında üretime geçmiştir. Ülkemizin hızla artan inşaat demirleri ihtiyacını karşılamak amacıyla 1965 yılında kontinü haddehane deneme üretimine başlamıştır.
Çelikhane ve dökümhanede kalıplanan 4 ton ağırlığındaki ingot-lar önce 34'lik blok haddesinde, 1.5 tonluk ingotlar ise 28'lik trio had-dede değişik boyutlarda haddelenmektedir. Blok haddelerinden elde edilen 120x120 mm ve daha büyük kesitli hadde ürünleri ihtiyaca göre çeşitli hadde gurubunda, değişik şekillerde son ürün kütük ve saç haddesi için platina haline getirilmektedir. Kontini ve saç haddesi kütük ya da platinaları son üıün haline gelecek biçimde haddelemek tedir.
3. ARAŞTIRMANIN AMACI
Bu çalışma doğrusal programlama tekniğiyle endüstri problem-lerinin çözümüne bir örnek olması amacıyla, Karabükteki haddehaneler arasında kapasite ve teknolojisiyle önemli bir yer tutan kontinü had-dehanede yapılmıştır.
Her işletmenin temel sorunlarından ölçüde biri; elindeki üretim ve pazar şartları altında, kapasiteden maksimum yararlanarak kârı maksimi-ze eden üretim plânının hazırlanmasıdır. Bu tür problemlerde doğrusal programlama tekniği büyük önem taşır. Çünkü bu teknikle daha önce sağduyuya dayanarak çözümlenmeye çalışılan bir çok soruna kanti-tatif olarak eğilmek mümkün olmaktadır.
58

Kontinü haddehane üretimin planlanması, kâra etkisi ve aylak ka-pasitesinin azaltılması yönünden oldukça önemlidir. Çünkü işletmede 13 tip değişik ürün üretilmekte ve her birinin saatteki üretim değeri birin-den diğerine % 100 e yakın bir değişme göstermektedir. Ayrıca her ürü-nün satışı ve sağladığı kâr da değişmektedir. Bu durumda hangi üründen yılda ne kadar üretilmeli ki, kapasite kullanımı ve kâr maksimum olsun problemini çözmek için doğrusal programlamadan yararlanmak zorunlu olmaktadır. Bu itibarla bu çalışmada kontinü haddehanenin üretiminin orta dönemde planlanması için doğrusal programlama tekniği uygulan-mıştır.
Uygulamada önce kontinü haddehanede yerleşme düzeni, iş akımı, ana üretim üniteleri, ürünlere göre üretim, üretim esnasındaki kayıplar, maliyetler ve satış tahminleri sırasıyla incelenmiş, toplanan bilgilerle doğrusal programlama modelleri kurulmuştur.
4. KONTİNÜ HADDEHANENİN TANITILMASI.
4.1. Kontinü Haddehanenin Tanımı.
Bir haddehanede en az iki tezgah arka arkaya çalışıyorsa buna kontinü haddeleme denir76. Kontinü haddeleme işlemi için en az iki tezgah birbirlerine bağlı olarak çalışmalıdır. Belirli bir zaman aralığın-da, her tezgahtan geçen malzeme miktarı üretim hattı boyunca sabit-tir77 . Tamamen kontinü bir haddehanede şekil verme aynı anda bütün hadde tezgahlarında yapılır. Karabük'teki haddehanede 25 tezgah bir-birlerine bağlı olarak çalışmaktadır. Kapasitesi ve teknolojisiyle Kara-bük demir çelik tesislerinin olduğu kadar Türkiye'nin de en önemli uzun hadde ürünü üreten işletmesidir.
4.2. Kontinü Haddehanenin Kurulması Kontinü haddehane yabancı bir firma tarafından kurulmuştur.
Söz konusu firmayla kuruluş anlaşması 1957 de yapılmıştır. Tesis işlet-meye 1965 yılında açılmıştır. Kontinü haddehane 37.000 m2 lik bir alanı kaplamaktadır. Sabit yatırımı: 99.016.277 TL. sı dış, 140.300.000 TL. sı da iç olmak üzere toplam 239.316.277 TL. sına çıkmıştır.
4.3. Kontinü Haddehane Yerleşme Durumu. Kontinü haddehanenin ana ve yardımcı üniteleri 4 geniş hole ya-
yılmıştır.
76 Zygmunt Wusatowsky, Fuııdementals of Rolling. Loudoıı Pergamon Press, 1969, s. 610. 77 Elements of Rolliııg Practise, The United Steel Companies Ltd. London, 1963, s. 9.
59
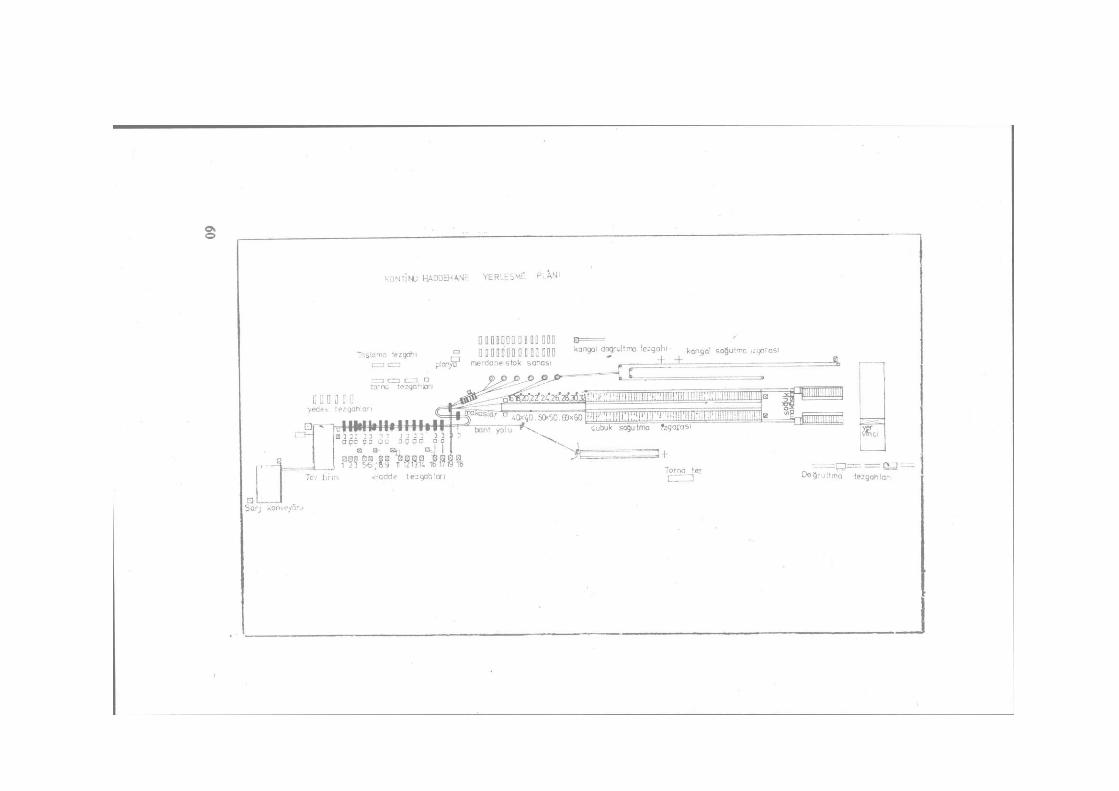
KONTİNU HADDEHANE YERLEŞME PLAN!
D ODBDOO D1 OD 0GD îas iamo tezgch, = D11DBöÖD B1100 D00
ı—ı czn planya merdane s tok sahas ı
kangal doğrultma tezgahı • kangal soğutma ızgarası + +
a cr] • • torna tezgahları
Tav fırını
y o o o o yede*. tezgahlan
Qı
-Hadde t e z g a h l a r ı D o ğ r u l t m a t e z g a h l a n
Ş a r j konve/öru
Birinci hol, ana girdi olan kütük stokunun yapıldığı, açık hir saha-dır. Taşıma işlemlerinde kullanılmak üzere 30 x 450 m. boyutlarında 10 ar tonluk iki tane köprülü vinç bulunmaktadır.
İkinci holde elektrik kumanda bölümü, elektrik motorları, boru bandı kısmı ve iki tane doğrultma tezgahı bulunmaktadır. İç taşıma işlemleri için biri 20 diğeri 8 tonluk 2 vinç vardır. Btı hol 30 x 430 m. boyutlarindadır.
Üçüncü hol 28 x 370 m. boyutlarındadır. Hadde tezgahları, soğut-ma ızgarası ve makaslar yerleştirilmiştir.
Dördüncü holde, tornalar, yatak hazırlama, yollukhane, tel kangal sancıları ve 8 er tonluk iki köprülü vinç bulunmaktadır. Boyutları 28 x 330 m. dir.
Kontinü haddenin yerleşme planı şematik olarak gösterilmiştir. İşletmede makina ve teçhizat üretime göre, yani kontinü haddehane özelliklerine uygun, aynı anda çalışabilecek biçimde düzenlenmiştir.
4.4. Kontinü Haddehanede Üretilen Ürünler
Kontinü haddehanede ana olarak, üç tip üretim yapılmaktadır. Bun-lar değişik ölçüde yuvarlaklar, köşebentler ve boru bantlarıdır. Ancak boru bandı ünitesi çalışmamaktadır. İlk işlemler ortak olduğundan boru bandı ünitesinin devreden çıkarılması yuvarlak üretimine ağırlık veril-mesine yol açmış ve kapasiteyi bu yönde artırmıştır.
Kontinü haddehanede genellikle 10 değişik çapta yuvarlak inşaat demirleri üretilmektedir. Bunlar 8. 10. 12, 14, 16, 18, 20, 22, 24 ve 26 mm. çaplarındadır. Köşenebtler ise 40 x 40, 50 x 50 ve 60 x 60 olmak üzere üç değişik boyuttadırlar. Ölçülerine göre kontinü haddehanede toplam olarak 13 değişik hadde ürünü üretilmektedir.
5. KONTlNÜ HADDEHANEDE İŞ AKIM ŞEMASI
Kontinü haddehanede üretim süreklidir, işletme bir bütün olarak aynı anda özellikle hadde tezgahları birbirine bağlı olarak çalışır.
Üretimde iş akışının çıkarılması her ürün için gerekli işlemlerin be-lirlenmesi yönünden zorunludur. Ayrıca kapasitenin tayini, dolayısiyle ürünlerin üretimi için gerekli zaman, makina ve teçhizat bu işlemlere dayalı olarak bulunacaktır. Bu aynı zamanda darboğazları da ortaya çıkaracaktır.
61
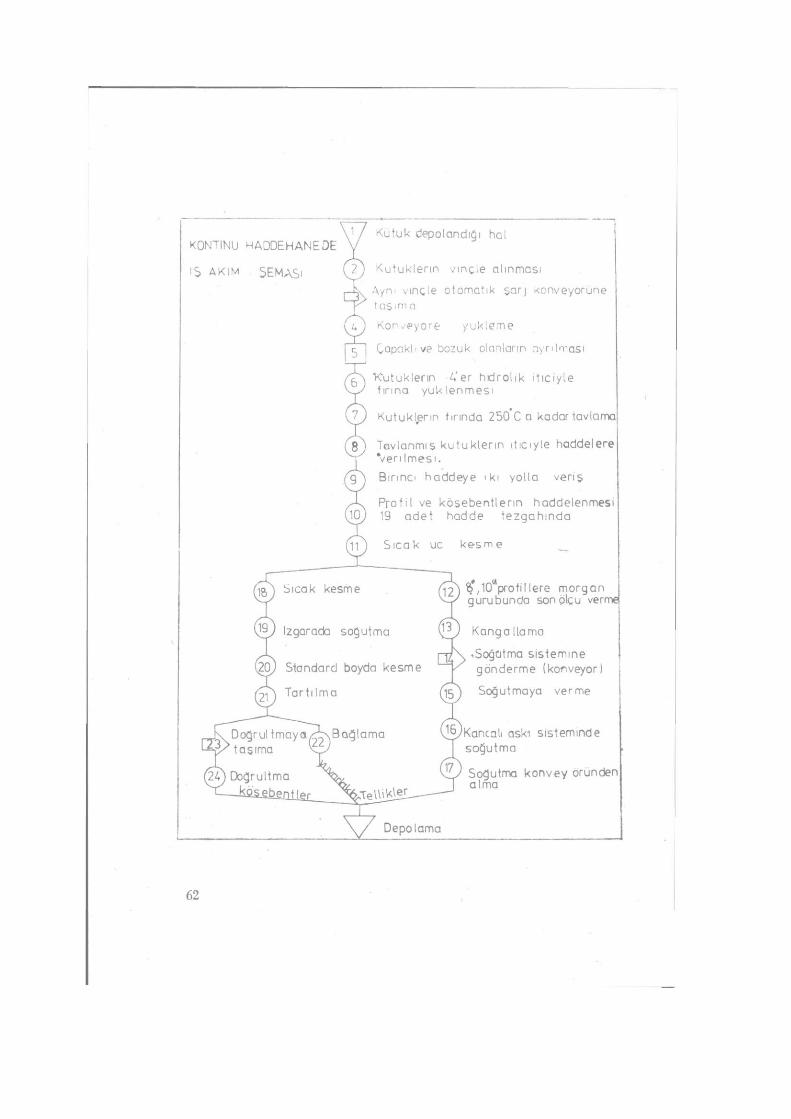
bıçak kesme
Izgarada soğutma
.20) Standard boyda kesme
Ta r t 11 m a
DoÇrul tmaya/gN Bağlama tasıma w
24) Doğrultma " " L - J ^ s e b e n i i
KONTINU HADDEHANEDE
IS AKIM SEMASI
J / Kütük depolandığı hal
2 J Kütüklerin vinçle alınması
Aynı vinçle otomatik sar] konveyorüne tasıma
( T ) K o n v e y o r e y ü k l e m e
c Capakl 've bozuk olanların ayr ı lması
Kütüklerin A'er hidrolik i t iciyle fırına yüklenmesi
7 ) Kütüklerin fırında 250 C a kadar tavlama
Tavlanmıs kutuklerın iticiyle haddelere I 'veri lmesi.
ı^g^ Bınncı haddeye ı kı yolla veriş
A . Profil ve köşebentlerin haddelenmesi (10) 19 adet hadde tezgahında
m ) Sıcak uc kesme __
Depolama
^ 2 ) & ,10 profillere morgan gurubunda sonplcu verme
Kanga İlama
*Soğcıtma sistemine gönderme (korıveyor)
15") Soğutmaya verme
^Kanca l ı askı sisteminde soğutma
Soğutma konvey öründen alma
62
Ürünler iş akım şemasında görüldüğü gibi üç ana guruba ayrıla-bilir. Bunlar, köşebentler, 12-26 arası yuvarlaklar ve 8-10 luk tellik yu-varlaklar.
Başlangıçtan 11 nolu işleme kadar olan kısmı, bütün ürünler için ortaktır. Bu yüzden lıangi üründen ne kadar üretilmesi gerektiği kararı, kapasite kullanımı ve kâr maksimizasyonu yönünden büyük önem taşır. Çünkü aynı anda birden fazla ürün üretilememektedir.
Üretimde 12-17 arası işlemler yalnızca 8 0 ve 10 0 luk tellikler için söz konusudur. Bu iki ürün dışında alternatif kullanılma durumları yoktur.
İş akımındaki 18-21 arası işlemler köşebentler ve yuvarlaklar için ortaktır. Sistem bütün olarak çalıştığından hadde tezgahlarına bağlı-dırlar, darboğaz ortaya çıkarmazlar.
Köşebentler için olaıı 24 nolu doğrultma ve 22 nolu yuvarlakların bağlanma işlemi sistemden bağımsızdırlar. Üretimde tıkanıklık ortaya çıkarmazlar ya da doğacak bir darboğazı kısa zamanda gidermek müm-kündür.
6. İŞ AKIMINDAKİ İŞLEMLERİN ANA ÜRETİM ÜNİTE-LERİNE AYRILMASI
Üretim kapasitesini belirtmek için iş akımındaki işlemlerin gurup-landırılması zorunludur. Aslında 24 işlemin herbiri sınırlayıcı değildir. Söz gelimi tavlamada esas işlem fırında yapılmaktadır. Diğer işlemler fırına bağlıdır. Onların işlem sürelerinin azaltılması hiç bir şey değiş-tirmeyecektir. Bu yüzden üretimdeki darboğaz işlemler bulunarak bir guruplandırma yapılmıştır. Bu aynı zamanda modeldeki kapasite sınır-lamalarını da azaltacağından uygulama ve bilgi toplama kolaylığı da getirmektedir. Bu noktadan hareketle işlemler ana üretim üniteleri şe-masında görüldüğü gibi beş ana üretim ünitesine ayrılmıştır. Ana üre-tim ünitelerindeki makinaların özellikleri ayrıca verilecektir.
İş akım şemasında 1-7 arası işlemlerde darboğaz fırındır. Bu yüz-den 7 işlem Tavalanıa Ünitesi adı altında toplanmıştır. Bu ünitedeki üretim kapasitesi fırınla belirlenmektedir.
Haddeleme yani malzemenin istenen ölçüye indirilmesi, 8-12 iş-lemleri kapsıyan safhada olmaktadır. Burada önemli işlem tezgahlar-daki haddelemedir. Hadde tezgahları aynı anda beraber çalıştıkları için
63
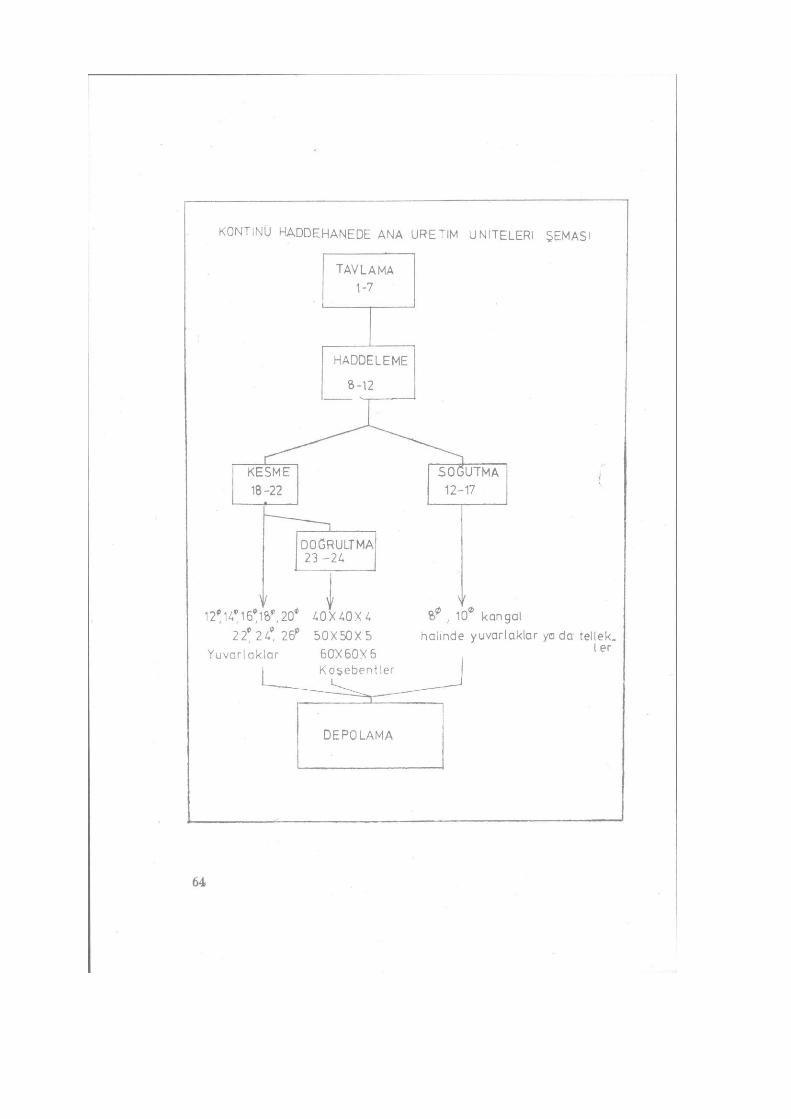
KONTİNÜ HADDEHANEDE ANA ÜRETİM ÜNİTELERİ ŞEMASI
64

tek bir işlem gibi kabul edilmişlerdir. Tezgah sayısı ürüne göre değiş-mektedir. Bu işlem gurubuna da haddeleme ünitesi denilmiştir. Bu üni-tede kapasite hadde tezgahlarıyla belirlenmektedir*
Tellikler (8 0 , 10 0) için olan 12-17 arası işlemler soğutma ünitesi altında toplanmışlardır. Burada tezgahlardan istenen ölçüde çıkan tel-ler kangal halinde sarılmakta ve soğutulmaktadır. Kapasite çengelli soğutma konveyörüyle sınırlanmaktadır. Kesme ünitesi olan 18-22 deki işlemlerde esas ızgarada soğutulan köşebentlerin ve büyük yuvar-lakların istenen boyda kesilmeleridir. Kapasite makaslarla belirlenmek-tedir.
Doğrultma soğutma esnasında eğilen köşebentler için söz konusu-sudur. Bu ünite sistemden bağımsızdır. Kapasite iki doğrultma tezga-hıyla sınırlanmaktadır.
7. ANA ÜRETİM ÜNİTELERİNDE BULUNAN MAKİNA YE TEÇHİZATIN ÖZELLİKLERİ
7.1. Tavlama Ünitesi
Tavlama ünitesinde depodan alınan kütük iş akış şemasında görü-len işlemlerden geçerek tav fırınında 1250 °C ye kadar tavlanır. Bu üni-tede en önemli işlem kütüğün tavlanmasıdır. Tavlama kapasitesi fırına bağlıdır. Diğer işlemler için vinç konveyör ve iticiler tavlamaya bağlı olarak ayarlanabilirler. Tav fırını tavlama ünitesinin olduğu kadar, had-dehanenin de önemli bir bölümüdür.
Fırın 22 x 9,5 m. boyutlarında ve üç bölmelidir. Optimum tavlama kapasitesi 80 ton /h dır. Hadde makinalarının yüküne göre gerektiğinde 90 ton/h kadar çıkabilmektedir. Fırında kütüklerin yerleştirildiği yü-zey 7° eğimli ve ısıtma her bölme altına yerleştirilen 9, toplam 27 tane yakıcıyla sağlanmaktadır.
Isıtmada kalorifik değeri 2500 Kal/N m3 olan yüksek fırın ve kok gazı karışımı kullanılmaktadır.
Fırında yapılan işlem, kütüğün istenen formu alabilmesi için tav-lamadır. Tavlama süresi fırına yüklenecek kütüğün boyutlarına göre değişir. Ancak kontinü haddehanede tek tip 78 x 78 x 9000 mm. kütük kullanıldığından tavlama süresi her kütük için hemen hemen sabittir.
Tavlama süresine göre tufal kayıpları artar ya da azalabilir, gere-ğinden fazla tavlama kayıpların artmasına ve malzemenin kalitesinin
65

düşmesine yol açar. Az tavlama hadde tezgahlarının merdanelerinin za-manından önce aşınmasına, elektrik motorlarının zorlanmasına ve hadde kırılmalarına sebep olur. Bu itibarla tavlama süresi ve derecesi üretimde oldukça etkilidir. Tavlama derecesi ortalama 1250 °C olarak alınmak-tadır.
7.2. Haddeleme Ünitesi
Hadde tezgahları üretimde önemli bir yer tutarlar. Çünkü üretim-de ana işlem olan kütüğün istenen boyutlara indirilmesi bu tezgahlar-da yapılır.
Haddehanede 12-26 çaplı yuvarlak demirler için 19; 8, 10 mm. lik tellikler içinde bunlara ilave 6 tezgahtan oluşan Morgan hadde gurubuy-la birlikte 25 tezgah vardır.
Haddehane yerleşme şemasında hadde tezgahlarının sıralanışında açıkça görüldüğü gibi haddehanede tezgahlar birbirine bağlı olarak aynı anda çalışırlar. Son tezgahta ürün istenen ölçüye indirilip ızgarada soğutulurken diğer uç ilk tezgahta ya da tavlama fırınında olabilir. Bu yüzden haddeleme işlemi bütün tezgahlarda devam eder. Ancak 25 tezgahın hepsi kullanılmaz. Çekilecek yuvarlağın çapına göre tezgah sayısı değişir. Çap küçüldükçe tezgah sayısı artmaktadır.
Hadde tezgahlarını üç guruba ayırmak mümkündür.
1. Hazırlık Haddeleri
Fırını izleyen tezgahlardır. 470 mm. merdane çaplı 3 yatay, 550 mm. merdane çaplı iki dikey ve 400 mm. merdane çaplı 2 yatay hadde olmak üzere 6 tezgahtan oluşmaktadır.
2. İkmal Haddeleri
Bunlar 11 tezgahtan oluşmaktadır ve hazırlık haddelerini izlemek-tedirler. 380 mm. merdane çaplı 10 yatay ve 550 mm. merdane çaplı 3 dikey hadde tezgahı vardır. Ancak dikey haddeler boru bandı ünitesi için gerekli olduklarından, yuvarlak ve köşebent üretiminde kullanıl-mamaktadırlar.
3. Morgan Gurubu
Bu gurup 6 tezgahtan meydana gelmektedir. Hadde tezgahlarının sıralanmasında son guruptur. Yalnızca 8 0 ve 10 0 luk tel çekiminde kullanılmaktadırlar.
66

Hadde tezgahlarından 8 0, 10 0 luk tel üretiminde 21 i, 10 0 , 12 0, 14 0 lük de 15 i, 16 0 , 18 0 lik de 13 ü, 22 0 , 24 0 , 26 0 lıkda 11 i ve köşebentlerde de 12 si kullanılmaktadır.
7.3. Soğutma Ünitesi
Soğutma 8 0 ve 10 0 mm. tellik yuvarlaklar için söz konusudur. Çengelli konveyörde yapılmaktadır. Konveyor Morgan gurubuna bağlı kangal sancılardan sonra gelmektedir. Kangal sancılar 4 ü 250 kg. /kan-gal, 2 si 400 kg/kangal kapasiteli olmak üzere 6 tanedir. Son ikisi 10 ve 14 mm. lik yuvarlaklar kangal haline getirilirken kullanılmaktadır. Kan-gal sancılar hadde tezgahlarına bağlı olarak çalıştıklarından kapasi-teyi sınırlamaları söz konusu değildir. Bu yüzden ayrı bir ünite olarak düşünülmemişlerdir.
Çengel konveyorde kangal asmak için 256 askı vardır. Her çengel arası 1.70 m. dir. Buna göre konveyörün boyu aralık sayısı ve uzunlu-ğunun çarpımı (255 x 1.70) olan 433.5 m. dir. Konveyörün hızı 0.03 ile 0,16 m/sn. arasında değişmektedir.
7.4. Kesme Ünitesi
Kesme işlemi 8 0 ve 10 0 luk ürünlerin dışındakiler için gereklidir. Ürünler ızgarada soğutulduktan sonra makaslarda istenen boyda kesil-mektedir. İşlem soğutma ızgarasının sonuna yerleştirilen 250 şer tonluk iki makasta yapılmaktadır. Her makasın kesme alanı 5.200 mm2 dir.
7.5. Doğrultma Ünitesi
Doğrultma işlemi yalnızca köşebentler için söz konusudur. Köşe-bentler soğuma esnasında düzgünlüklerini kaybetmektedirler. Düzeltil-meleri doğrultma tezgahlarıyla yapılmaktadır.
Doğrultma tezgahının hızı malzemeye göre ayarlanabilir. Hız dakikada 75 ile 150 m. arasında değişmektedir. Her tezgahtaki 7 tane doğrultma şaftından dört tanesi sabittir. Üstteki üçü düşey esksen boyu hareket etmekte ve ayarlanmaları mümkün olmaktadır.
67
KISIM: VI
VI. SINIRLAYICI DENKLEMLERİN KATSAYILARININ BULUNMASI
1. HADDEHANEDE HER ÜRÜNE GÖRE ÜRETİM KAPA-SİTESİNİN BULUNMASI
t rünlere göre kapasiteyi bulmak için ana üretim ünitelerinde bir zaman birimi cinsinden üretim miktarlarının ve üretim esnasındaki ka-yıpların bilinmesi gerekir.
Çoğu kez bu bilgiler direk olarak bulunamaz. Bu yüzden uygulamada bu bilgilerin toplanması ve analizi çalışmanın en güç fakat en yararlı yanını oluşturur. Ulaşılan sonuçlar bu bilgilere dayalı olacaktır. Sağla-nan bu bilgiler kapasitenin kullanımında ürünlere göre olan değişiklik-leri, üretimdeki zaman ve malzeme kayıplarını da ortaya çıkaracağın-dan yönetimin elinde, ileriye dönük kararlarda ana kaynak olacaktır.
Haddehane daha önce belirtildiği gibi beş ana üretim ünitesine ay-rılmıştır. İlk iki ünite olan tavlama ve haddeleme bütün ürünler için ortaktır, özellikle hadde tezgahları üretimin çekirdeğini oluşturmakta-dırlar. Kapasite hadde tezgahlarıyla belirlenmektedir. Diğer üniteler bunlara bağlı olarak düzenlenmiştir.
Hadde tezgahlarının üretim kapasitesi üç etkene bağlı olarak değiş-mektedir78.
1. Çekilen profilin kesit alanı (Fj) 2. Ortalama efektif merdane çapı (Dw) 3. Haddelerin dönme hızı (n)
İlk etken sabittir. Daha doğrusu geçmiş deneyler sonucu ve teorik olarak bir ürüne ait her tezgahta verilecek paso miktarı, dolayısiyla
78 Geniş bilgi için bakınız: Wusatowsky, a.g.e., s. 610-615.
68

kesit alanı için ulaşılmış sabit değerler vardır. Merdane çapları bir süre kullanıldıktan sonra aşınırlar. Ancak aşınma miktarı bilindiği için, be-lirli bir üretim süresince sabit alınır. Haddelerin dönme hızını ayarla-mak mümkündür. Bu tezgahların aynı anda çalışması için önemli bir faktördür. Çünkü iki tezgah beraber çalışıyorsa birinci tezgahtan çıkış ve ikinci tezgaha giriş hızları eşit olmalıdır. Yani haddelenecek ürünün her tezgahtan geçişteki kesit alanı, F İ 5 F2 , . . . . F n ve her tezgahtaki merda-nenin çevre hızı V r J , Vr2,..., V r n çarpımları, Fı V r J == F 2 V r 2 = Fn V rn
— sabit olmalıdır. Bu kural kontinü haddehanelerin çalışma düzeninin temelini oluşturur. Üretimde kayıplara yol açan tezgahlar arası itme ve irkilmeleri önlemek, düzenli bir akış sağlamak için tezgahların ayarlan-malarına dikkat edilmelidir.
Kontinü haddehanelerde haddeleme hızı; haddenin tipine, hadde-lenen malzemeye, haddeleme işlemine bağlı olarak büyük oranlarda de-ğişir79. Bu yüzden kapasitesinin hesaplanmasında yanılmamak için tam üretim yapılan dört yılın gerçekleşmiş üretim rakamlarının orta-lamasından hareket edilmiştir. Kapasite hesaplanmasında bu değerler esas alınmıştır.
1.1. Geçmiş Yıllarda Yapılan Üretim
Haddehane tam işletmeye ve belirli sayıda ürün üretimine 1970 de başlamıştır. Bu yüzden 1970, 1971, 1972 ve 1973 yıllarının üretim değer-leri kapasitenin hesaplanmasında esas olarak alınmıştır. Ortalama üre-tim miktarları bu rakamlara dayalı olarak bulunmuştur.
Yıllık faaliyet raporlarından alınan, ürünlere göre üretim değerleri Tablo II. 1, II. 2. II. 3 ve II. 4 de görülmektedir.
Tablolarda, her ürün için fırına yüklenen kütük, net üretim, bozuk, kırpıntı, tufal ve diğer kayıplar verilmiştir. Yine işletme kayıtlarından, net haddeleme saatleri olarak yani değişik sebeblerden dolayı duruşların dışında net haddeleme yapılan süre alınmıştır. Bunlara dayalı olarak or-talama saatte her ürün için net üretim miktarları hesaplanmıştır.
1.2. Her Ürünün Saatteki Ortalama Üretiminin Bulunması
Yıllık üretimin net haddeleme saatına bölünmesiyle saatteki net üretim değerleri her ürün için ton olarak tablo II.5 ve II. 6 da görüldüğü gibi 4 yıl için ayrı ayrı bulunmuştur.
79 A.I. Tselikov, V.V. Smirnov. Rolling Mills, London, Pergamon Press, Ltd., 1965, s. 19.
69
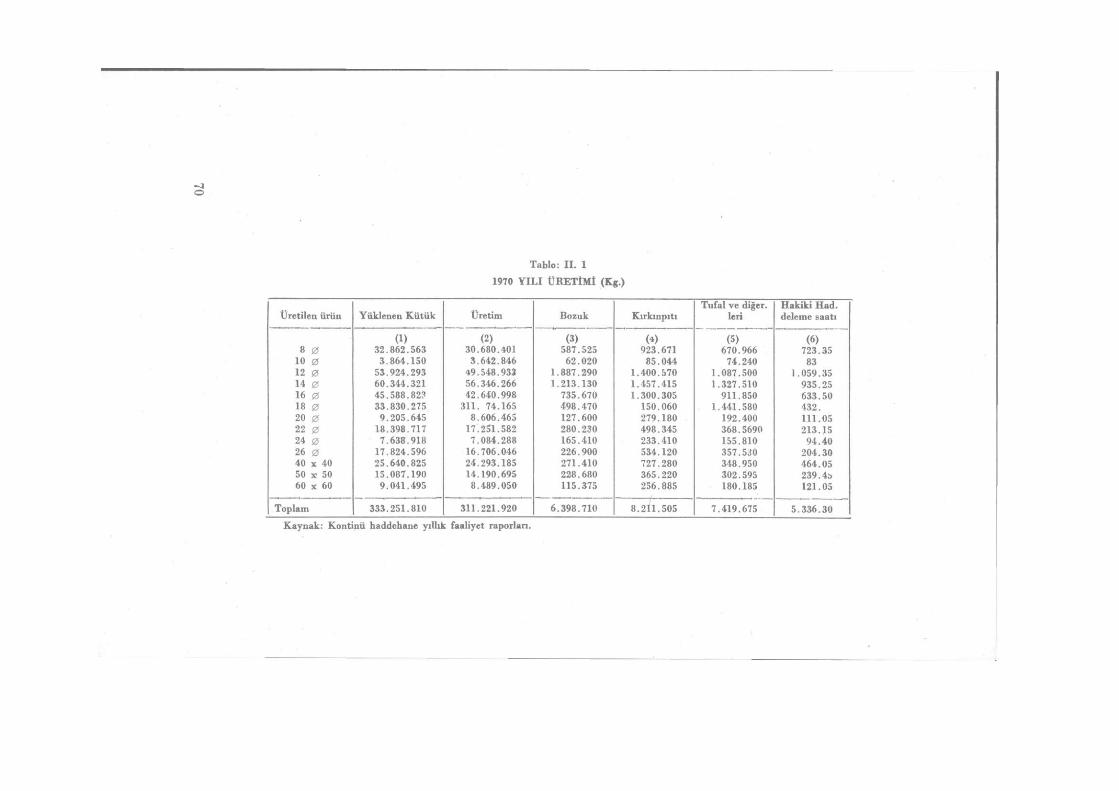
Tablo: I I . 1 1970 Y IL I ÜRETÎMt (Kg.)
Üretilen ürün Yüklenen Kütük Üretim Bozuk Kırkınpıtı Tııfal ve diğer,
leri Hakiki Had. deleme saati
(1) (2) (3) (*) (5) (6) 8 0 32.862.563 30.680.401 587 525 923.671 670.966 723.35
10 0 3.864.150 S.642.846 62 020 85.044 74.240 83 12 0 53.924.293 49.548.933 1.887 290 1.400.570 1 087.500 1.059.35 14 0 60.344.321 56.346.266 1.213 130 1.457.415 1 327.510 935.25 16 0 45.588.82? 42.640.998 735 670 1.300.305 911.850 633.50 18 0 33.830.275 311. 74.165 498 470 150.060 1 441.580 432. 20 0 9.205.645 8.606.465 127 600 279.180 192.400 111.05 22 0 18.398.717 17.251.582 280 230 498.345 368.5690 213.15 24 0 7.638.918 7.084.288 165 410 233.410 155.810 94.40 26 0 17.824.596 16.706.046 226 900 534.120 357.530 204.30 40 x 40 25.640.825 24.293.185 271 410 727.280 348.950 464.05 50 x 50 15.087.190 14.190.695 228 680 365.220 302.595 239.4b 60 x 60 9.041.495 8.489.050 115 375 256.885 180.185 121.05
Toplam 333.251.810 311.221.920 6.398 710 8.211.505 7 419.675 5.336.30
Kaynak: Kontinü haddehane yıllık faaliyet raporları.
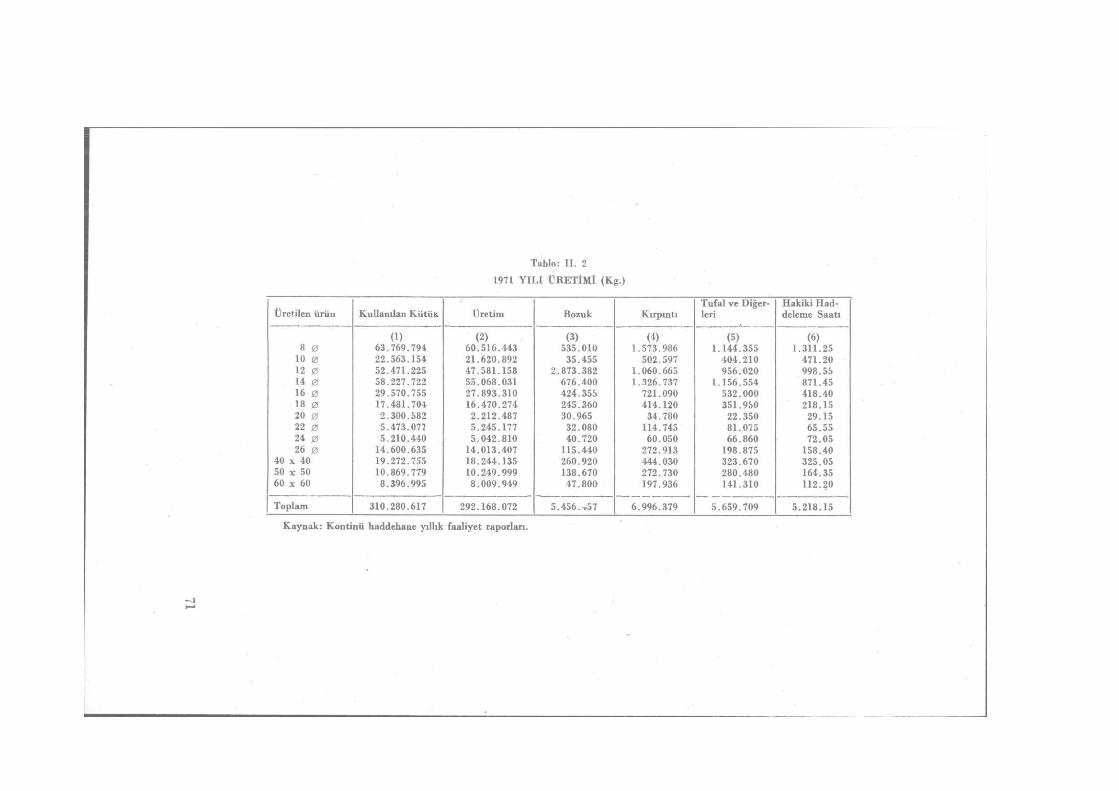
Tablo: II. 2
1971 YILI ÜRETİMİ (Kg.)
Üretilen ürün
8 0 10 0 12 0 14 0 16 0 18 0 20 0 22 0 24 0 26 0
n 40 50 x 50 60 x 60
40
Toplam
Kullanılan KütüK
(D 63.769.794 22.563.154 52.471.225 58.227.722 29.570.755 17.481.704 2.300.582 5.473.077 5.210.440
14.600.635 19.272.755 10.869.779 8.396.995
310.280.617
Üretim
(2) 60.516.443 21.620.892 47.581.158 55.068.031 27.893.310 16.470.274 2.212.487 5.245.177 5.042.810
14.013.407 18.244.135 10.249.999 8.009.949
292.168.072
Bozuk
(3) 535.010 35.455
.873.382 676.400 424.355 245.360 30.965 32.080 40.720
115.440 260.920 138.670 47.800
5.456.,57
Kırpıntı Tufal ve Diğer-leri
Hakiki Had-deleme Saati
(4) (5) (6) 1 573.986 l 144.355 1 311.25
502.597 404.210 471.20 1 060.665 956.020 998.55 1 326.737 1 156.554 871.45
721.090 532.000 418.40 414.120 351.950 218.15 34.780 22.350 29.15
114.745 81.075 65.55 60.050 66.860 72.05
272.913 198.875 158.40 444.030 323.670 325.05 272.730 280.480 164.35 197.936 141.310 112.20
6 996.379 5.659.709 5 218.15
Kaynak: Kontinü haddehane yıllık faaliyet raporları.

Tablo: II. 3
1972 YILI ÜRETİMİ (Kg.)
Tufal ve Hakiki Had-Üretilen ürün Yüklenen Kütük Üretim Bozuk Kırpıntı Diğerleri deleme saati
(D (2) (3) (4) (5) (6) 8 0 62.339 245 59.389.626 583.418 1 618 806 747.395 1 321.45
10 0 14.514 941 13.912.360 34.492 393.334 174.755 324.25
12 0 62.307 628 56.315.163 3.918.295 1 232 025 842.145 1 257.45
14 0 89.900 244 85.107.018 1.501.860 1 962 930 1.328.436 1 499.20 16 0 10.841 429 9.730.828 187.000 813 091 110.510 179.55 18 0 9.486 650 9.150.870 139.480 101 925 94.375 126.25 20 0 7.667 121 7.361.111 72.160 159 205 74.645 99.05 22 0 8.415 604 8.034.734 132.000 119 675 79.195 106.10 24 0 4.112 690 3.934.610 58.080 80 335 39.665 47.50 26 0 7.258 652 6.983.632 63.200 140 180 66.640 88.15
40 x 40 13.568 610 12.896.260 190.960 232 350 247.040 258.55 50 x 50 10.949 640 10.^67.485 244.200 195 060 142.895 175.40 60 x 60 3.522 560 3.255.640 69.960 126 585 70.375 52.15
Toplam 304.885 014 286.489.337 7.200.105 7 175 501 4.020.071 5 537.45
Kaynak: Kontinü haddehane yıllık faaliyet raporları.

Tablo: II. 4
1973 YILI ÜRETİMİ (Kg.)
Üretilen ürün Yüklenen Kütük (ton)
Üretim Bozuk Kırpıntı Tuff.l ve Diğerleri
Hakiki Had-deleme Saati
(1) (2) (3) (4) (5) (6 8 0 71.383.258 66.814.813 412.750 2.740.765 1.414.930 1.550
10 0 18.581.583 17.478.194 7.440 731.134 364.815 378 12 0 71.729.097 63.778.917 4.184.850 2.349.890 1.415.440 1.332. 14 0 65.866.552 61.063.4^7 1 .21i .070 2.301.220 1.286.805 1.004.4 16 0 47.003.627 43.507.252 822.400 1.7S4.390 939.58a 670.1 18 0 28.734.958 36.705.148 465.560 994.825 569.425 368.2 20 0 D.367.094 4.978.714 78.200 204.815 105.365 61.5 20 0 2.067.303 1.939.808 16.720 70.855 39.920 23.50 24 0 2.951.329 2.767.074 18.480 108.230 57.545 33.55 26 0 İ.704.458 3.455.373 60.280 116.495 72.310 45.55 40 x 40 288.137 269.137 - 13.888 5.775 1 7.05 50 * 50 2.628.850 2.429.778 53.2*0 94.237 51.595 45.30 60 x 60 7.233.240 6.661.147 185.280 262.218 144.595 112.30
Toplam 327.540.149 301.830.812 7.518.270 11.722.962 6.468.105 5.635.40
Kaynak: Kontinü haddehane yıllık faaliyet raporları.

Tablo: II. 5
Yıllara Göre Saat Başına Her Ürünün Net Üretimi (ton)
1970 1971 Ürünler Ürünler Üretim N.H.S. saatlik Üretim N.H.S. saatlik üretim
(ton) (s) üretim T/S (t) (s) T/S
(D (2) (3) = (1/2) (1) (2) (3) =( '/ , ) 8 0 30.680.401 723.35 42.392 60.516.443 1.391.45 43.481
10 0 3.642.846 83.0- 43.889 21.620.892 4.71.20 4a.875 12 0 49. 48.933 1.059.35 46.761 47.581.158 998.55 47.633 14 0 56.346.266 835.25 60.237 55.068.031 871.45 63.169 16 0 42.640.998 633.50 64.237 27.893.310 418.40 66.625 18 0 31.741.165 432.- 73.474 16.470.274 218.15 75.465 20 0 8.606.465 111.05 77.535 2.212.487 29.15 75.640 22 0 17.251.582 213.lo 80.899 5.245.177 65.55 79.592 24 0 7.084.288 90.25 78.368 5.042.810 64.55 77.617 26 0 16.706.046 204.30 81.692 14.013.407 158.40 88.323 40 x 40 24.293.185 464.05 52.256 18.244.135 325.05 56.135 50 x 60 14.190.695 239.45 59.189 10.249.999 .164 60 x 60 8.489.050 121.05 70.157 8.009.949 112.20 71.307

Tablo: II. 6
Yıllara Göre Saat Başına Her Ürünün Net Üretimi (ton)
1972 1973
Ürünler Üretim N.H.S. saatlik üretim Üretim H.N.S. saatlik üretim (ton) (s) (s) (ton) (s) T/S
(1) (2) (3) = (1/2) (1) (2) (3) = (1/2) 8 0 59.389.626 1 405.30 42.261 66.814.813 1550.30 43.092
10 0 13.912.360 324.25 42.883 17.478.194 378.55 46.128 12 0 56.315.163 1 257.45 44.774 63.778.917 1332.10 47.879 14 0 85.107.018 1 499.20 56.763 61.065.457 1004.45 60.777 16 0 9.730.828 179.55 54.090 43.507.252 670.15 64.911 18 0 9.150.770 126.25 72.384 26.705.148 368.25 72.485 20 0 • 7.361.111 99.05 74.354 4.978.714 61.55 80.431 22 0 8.084.734 106.10 76.156 1.939.808 23.50 81.848 24 0 3.934.610 47.50 82.382 2.767.67ı 33.55 81.624 26 0 6.983.632 88.15 79.134 3.455.373 44.55 76.957 40 x 40 12.896.260 258..... 49.811 269.137 7.05 38.448 50 x 50 10.367.485 175.40 59.020 2.429.778 45.30 53.401 60 x 60 3.255.640 52.15 62.308 6.641.147 112.30 59.032

Tablo II. 7 de dört yılın her ürün için ortalama saatteki üretim miktarları hesaplanmıştır. Saatte ton olarak ortalama net üretim rakam-ları yuvarlatılırsa aşağıdaki gibi olmaktadır.
Ürünler Saatteki üretim (ton)
8 0 42.8
10 0 44.6
12 0 46.8
14 0 60.2 16 0 62.5
18 0 73.5
20 0 77.0
22 0 79.6
24 0 80.0 26 0 81.5
40 x 40 49.2 50 x 50 58.5 60 x 60 65.7
Haddehanede saatlik net üretimi en düşük olan 8 0 lik dır. Çünkü 8 0 lik üretiminde 21 hadde tezgahı çalışmakta ve 78 x 78 x 900 mm. lik kütük son çapı 8 mm oluncaya kadar haddeleme devam etmektedir. Saatte üretimi en yüksek olan 26 0 lıktır. Nedeni de ölçü olarak en bü-yük olmasındandır. 78 x 78 x 900 lük kütüğün 26 0 mm ye indirilmesi için haddelenmesi kuşkusuz daha az zaman alacaktır, dolayısıyle saat-teki üretim de artacaktır. Diğer ürünlerin üretim miktarı bu iki alt ve üst değer arasında çaplarına göre dağılmaktadır.
Ortalama saatte kullanılan, yani gerçekleştirilen kapasiteyle kuru-luş kapasitesinin saatte ürünlere göre ton olarak üretim değerleri Tablo II. 8 de karşılaştırılmıştır.
Tablonun incelenmesinde görüldüğü gibi 24 0 lük de kuruluş ka-pasitesine tam ulaşıldığı görülmektedir. 8 0 lik, 26 lık ve köşebentlerde kuruluş değerlerinin üstüne çıkılmakta, 10 0, 12 0 ve 14 0 lüklerde de altına düşülmektedir. En çok artış % 26.9 la 60 x 60 köşebente, en çok düşüşte % 36.8 le 12 0 lik yuvarlaktadır.
Uygulamada, kapasitenin değişik etkenlere bağlı olması ve bun-ların kontrol altına alınmaları duruma göre güçleştiğinden, ulaşılan kapasite kullanım değerleri oldukça başarılı kabul edilmelidir.
76

Tablo: II. 7
Saatte Ortalama Her Üründen Net Üretim Miktarı
Yıllara Göre Saatlik Üretim ve Dört Yılın Ortalaması (ton /h)
1970 1971 1972 1971 Ortalama saatteki net üretim
(D (2) (3) (4) (5)=(l)+(2)+(3)+(4) ( 6 ) = (5/4) 8 0 42.392 43.481 42.261 43.092 171.226 42.80
10 0 43.889 15.875 42.883 46.128 178.775 44.60 12 0 46.761 47.633 44.774 47.879 187.047 46.76 14 0 60.237 63.169 56.763 60.777 240.946 60.24 16 0 64.237 66.625 54.090 64.911 249.863 62.47 18 0 73.474 75.465 72.384 72.485 293.808 73.45 20 0 77.53» 75.640 74.354 80.431 .07.960 76.99 22 0 80.899 79.592 76.156 81.848 318.495 79.62 24 0 78.368 77.617 82.382 81.624 319.991 79.98 26 0 81.692 88.323 79.134 76.957 326.106 81.53 40 x 40 52.356 56.135 49.811 38.448 196.750 49.19 50 x 50 59.189 62.272 59.020 53.401 233.882 58.47 60 x 60 70.157 71.307 62.308 59.032 262.804 65.70

Tablo: II. 8 Ortalama Faydalanılan Kapasiteyle Kuruluş Kapasitesinin Karşılaştırılması
Ürünler Ortalama Ula-şılan Kap. (Ton /h)
Kuruluş Kap. (Ton /h)
Fark % Artış
8 0 42.8 33 + 9.80 + 22.9
10 0 44.6 50 — 5.40 — 12.1
12 0 46.8 64 — 17.20 — 36.8
14 0 60.2 70 — 9.80 — 16.3
16 0 62.5 70 — 7.50 — 12.0
18 0 73.5 70 + 3.50 + 4.8
20 0 77.0 74 + 3.00 + 3.9
22 0 79.6 80 — 0.40 — 0.5
24 0 80.0 80 0.00 0.0
26 0 81.5 80 + 1.50 + 1-8 40 x 40 49.2 35 + 4.20 + 8.5 50 x 50 58.5 40 + 18.50 + 31.6 60 x 60 65.7 48 + 17.70 + 26.9
2. ÜRETİMDE ORTAYA ÇIKAN MALZEME KAYIPLARI
Üretim esnasında değişik ünitelerde ortaya çıkan kayıpların ana-lizi ve değerlendirilmesi anlamlı sonuçlara varma bakımından zorun-ludur. Kayıplar iki şekilde etkin olacaklardır.
Birincisi ana üretim ünitelerinin net üretim kapasitelerinin bulun-masını sağlıyarak modelde sınırlayıcı denklemlerin katsayılarının tu-tarlılıklarını artıracaklardır. İkincisi de amaç fonksiyonunun katsayı-larının bulunmasında, değişken masraflar arasında büyük bir yer tutan hammaddenin değerinin hesaplanmasında göz önünde tutularak, ger-çeğe yakın olmasını sağlıyacaklardır. Bu yüzden üretimde her ürün için ortaya çıkan kayıplar incelenmiştir.
Üretim sürecinde ortaya çıkan malzeme kayıpları; hurda, kırpıntı, tufal ve diğerleri olmak üzere üç ana gurupta toplanabilirler.
Hurda kayıplarının tamamı hadde tezgahlarında meydana gelmek-tedir. Yolluklarda, kasalarda, curuf ve tavlanmalardan doğan azrıalar nedeniyle ortaya çıkan bozuk kısımlardır. Bunların en büyük etkisi üre-timi durdurmalarıdır. Bozuk kısımlar hurda olarak çelikhaneye verile-bileceği gibi özel haddehanelere de satılabilmektedir.
Kırpıntı kayıpları, hadde tezgahları ve kesme ünitesindeki makas-larda meydana gelmektedir. İşletme deneyleri kırpıntı kayıplarının % 80 nin kesme ünitesinde geri kalanının da hadde tezgahlarında ortaya çık-tığını göstermektedir. Hadde tezgahlarındaki kırpıntı yolluklara girişi kolaylaştırmak için 12. ci tezgahın sonuna yerleştirilen makasla kütüğün şişen uç kısmını kesmekten doğmaktadır.
78
Tufal kayıpları kütüklerin fırında tavlanmasıyla ortaya çıkmakta-dırlar. Ancak yine işletme deneylerine göre; fırında % 10 u geri kalan % 90 nı da hadde tezgahlarında ortaya çıkmaktadır.
Kontinü haddehanenin geçmiş yıllardaki üretim faaliyetlerini ve-ren raporlardan (Tablo II. 1, II. 2, II. 3, II.4) her yıl ve ürün için kayıp-ların dağılımı Tablo II. 9, II. 10, II. 11 ve II. 12 de verilmiştir.
Tablolarda kayıplar yüklenen malzemenin oranı olarak 1970, 1971, 1972 ve 1973 yılları için hesaplanmıştır. Her yıl ve ürün için malzeme yönünden verimler de bulunmuştur.
Tablo II. 13, ve II. 14 de kayıpların yıllara ve ürünlere göre dağı-lımı görülmektedir.
Her ürün için tablo II. 13, II. 14 den yararlanılarak dört yılın or-tama verim ve kayıpları tablo II. 15 de hesaplanmışlardır.
Ürünlerin malzeme yönünden verimleri % 90.46 ile % 95 arasında değişmektedir. Üretimde en az malzeme kaybı 10 0 lukta, en çok da 12 0 likte ortaya çıkmaktadır.
1 2 2 2 . 1 Malzeme kaybı yönünden ortalama verim ———-—- = %94
1 o olmaktadır.
Kayıplar % 5.00 ile % 9.54 arasında değişmektedir.
78 9 Ürünlerdeki kayıpların ortalaması - — — = %6 olmaktadır.
X o
Araştırmanın yapıldığı yer gibi, benzer kontinü hafif profil hadde-hanelerinde, malzeme yönünden verim % 93 kayıplar ise % 7 olarak verilmektedir80.
Bu değerlerle kontinü haddehane kayıpları karşılaştırılırca, malze-me verimi yönünden durum oldukça iyi görülmektedir.
3. Ana Üretim Ünitelerinde Ürünlere Göre Kayıplarda Gözönüne Alınarak Her Ürün îçiıı Saatteki Üretim Miktarlarının Hesaplanması.
Her ürünün net üretim değerleri bulunmuştur. Kayıpların değeri ve ana üretim ünitelerine göre dağılımları bilindiğinden her ünite için üretim değerleri hesaplanacaktır. Bunlar sınırlayıcı denklemlerin katsayılarını vereceklerdir.
80 P. Poluklin, İN. Fedosav, A. Korolyov, Y. Matveyer, Rolling Mili Practice, Mo§kow, Peaee Publishere, 1966, s. 292, Tablo. 19.
79

Tablo: II. 9
Yüklenen Kütükte Kayıpların Oram
1970
Verim tufal ve Ürünler Yüklenen Kütük Üretim (%) Bozuk % Kırpıntı % diğerleri %
8 0 d) (2) (3)=(2/l) (4) (5)=(4/l) (6) (7)=(6/l) (8) (9>=(8/I)
8 0 52.862.563 30.680.401 93.36 587.525 1.78 923.671 2.81 670.966 2.04 10 0 3.864.153 3.642.846 94.27 62.020 1.60 85.044 2.20 74.240 1.92 12 0 53.924.293 49.548.933 91.88 1.887.290 3.49 1.400.570 2.59 1.087.500 2.01
14 0 60.344.321 56.346.266 93.37 1.213.130 2.01 1.457.415 2.41 1.237.510 2.05 16 0 45.588.823 42.640.998 93.53 735.670 1.61 .1.300.305 2.85 911.855 2.00 18 0 33.830.275 31.741.165 93.82 497.470 1.47 15.060 0.44 1.441.580 4.26 20 0 9.205.0645 8.606.465 93.49 127.600 1.38 297.180 3.22 192.400 2.06 22 0 18.393.717 17.251.582 93.79 280.230 1.52 489.345 2.70 368.560 2.00 24 0 7.638.918 7.084.288 92.73 165.410 2.16 233.410 3.05 155.810 2.04 26 0 17.824.596 16.706.046 93.72 226.900 1.27 534.120 2.99 357.530 2.00 4 0 x 4 0 25.640.825 24.293.185 94.74 271.410 1.05 727.280 2.83 348.950 1.36 50 x 50 15.087.190 14.190.695 94.05 228.680 1.51 365.220 2.42 302.595 1.99 6 0 x 6 0 9.041.495 8.489.050 93.88 115.375 1.27 258.885 2.86 180.185 1.99

Tablo: II. 10
Yüklenen Kütükte Kayıpların Oram
1971
Ürünler Yüklenen Üretim Verim Bozuk % Kırpıntı % tufal ve % (%)
% diğerleri
8 0 (1) (2) (3) = (2/1) (4) (5)=(4/1) (6) (7)=(6/l) (8) (9) = (8/1) 8 0 63.769.794 60.516.443 94.89 535.010 0.83 1.573.986 2.46 1.144.355 1.68
10 0 22.563.154 21.620.892 95.82 35.455 1.57 502.597 2.22 404.210 1.79 12 0 52.471.22b 47.581.158 90.68 2.873.382 5.47 1.060.665 2.02 954.020 1.82 14 0 58.227.722 55.068.031 94.57 676.400 1 .16 1.326.737 2.27 1.156.555 1.98 16 0 29.570.755 27.893.310 94.32 424.455 1.43 721.090 2.43 532.000 1.79 1 8 0 17.481.704 16.470.274 94.22 245.360 1.40 414.120 2.36 351.950 2.01 20 0 2.300.582 2.212.487 96.17 30.965 1.35 34.780 1.51 22.850 1.00 22 0 5.473.077 5.245.177 95.83 32.080 0.58 114.745 2.09 81.045 1.48 24 0 5.210.440 5.042.810 96.78 40.720 0.78 60.050 1.15 66.860 1.28 26 0 14.600.63D 14.013.407 95.97 115.440 0.79 272.913 1.86 198.875 1.36 40 x 40 19.272.755 18.244.13b 94.66 260.920 1.35 444.030 2.31 323.670 1.67 50 x 50 10.869.779 10.249.999 94.29 138.570 1.27 272.730 2.50 280.480 2.57 6 0 x 6 0 8.396.995 8.009.949 95.39 47.800 0.56 197.936 2.35 141.310 1.68
CO
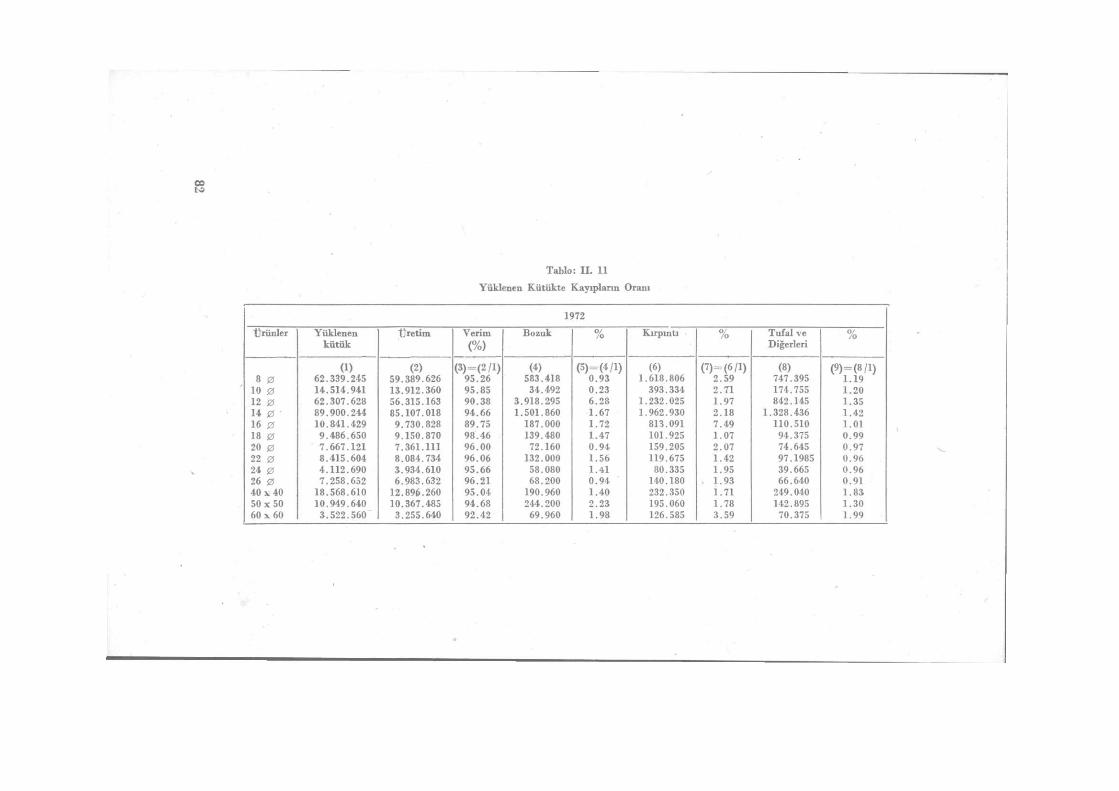
Tablo: II. 11
Yüklenen Kütükte Kayıpların Oranı
1972
Ürünler Yüklenen Üretim Verim Bozuk % Kırpıntı % Tufal ve % kütük (%) Diğerleri
d ) (2) (3)=(2/l) (4) (5)=(4/1) (6) (7)=(6/1) (8) (9)=(8/l)
8 0 62.339.245 59.389.626 95.26 583.418 0.93 1.618.806 2.59 747.395 1.19 10 0 14.514.941 13.912.360 95.85 34.492 0.23 393.334 2.71 174.755 1.20 12 0 62.307.628 56.315.163 90.38 3.918.295 6.28 1.232.025 1.97 842.145 1.35 14 0 " 89.900.244 85.107.018 94.66 1.501.860 1.67 1.962.930 2.18 1.328.436 1.42 16 0 10.841.429 9.730.828 89.75 187.000 1.72 813.091 7.49 110.510 1.01 18 0 9.486.650 9.150.870 98.46 139.480 1.47 101.925 1.07 94.375 0.99 20 0 7.667.121 7.361.111 96.00 72.160 0.94 159.205 2.07 74.645 0.97 22 0 8.415.604 8.084.734 96.06 132.000 1.56 119.675 1.42 97.1985 0.96 24 0 4.112.690 3.934.610 95.66 58.080 1.41 80.335 1.95 39.665 0.96 26 0 7.258.652 6.983.632 96.21 68.200 0.94 140.180 , 1.93 66.640 0.91 4 0 x 4 0 18.568.610 12.896.260 95.04 190.960 1.40 232.350 1.71 249.040 1.83 5 0 x 5 0 10.949.640 10.367.485 94.68 244.200 2.23 195.060 1.78 142.895 1.30 6 0 x 6 0 3.522.560 3.255.640 92.42 69.960 1.98 126.585 3.59 70.375 1.99
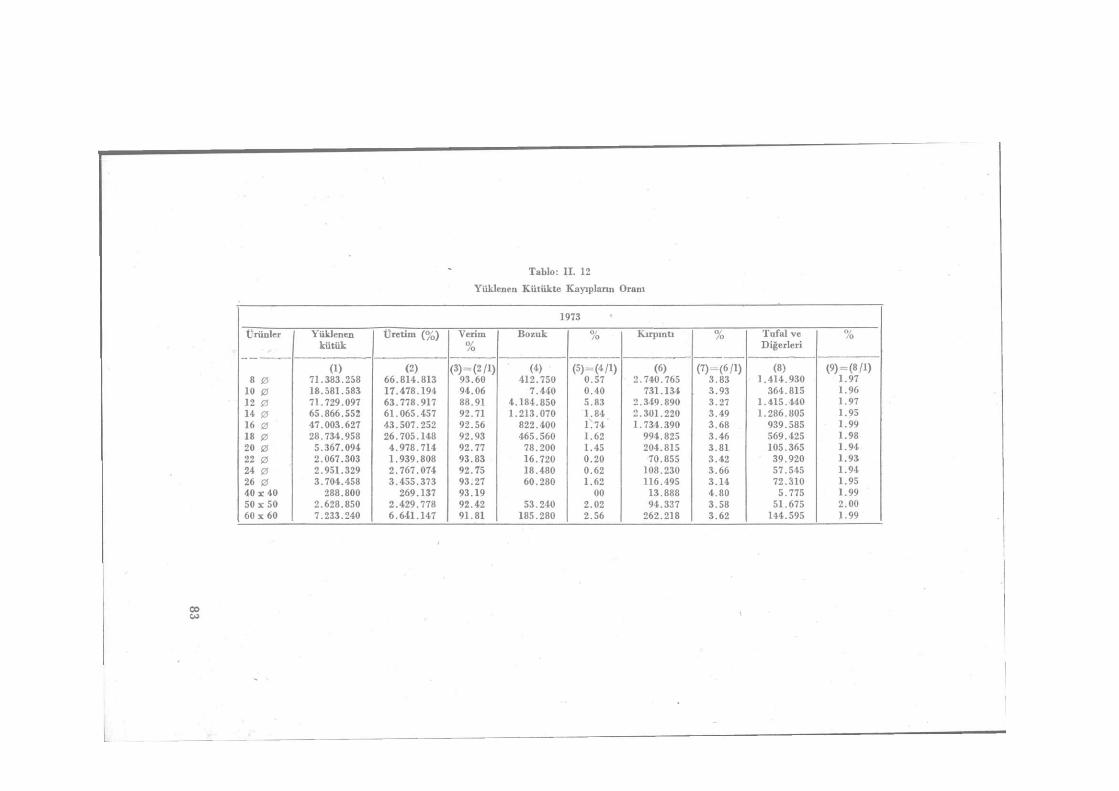
Tablo: II. 12
Yüklenen Kütükte Kayıpların Oranı
1973
Ürünler Yüklenen Üretim (%) Verim Bozuk % Kırpıntı % Tufal ve % kütük
Üretim (%)
% Diğerleri
(D (2) (3)=(2/1) W (5)=(4/l) (6) (7)=(6/1) (8) (9) = (8/1)
8 0 71.383.258 66.814.813 93.60 412.750 0.57 2.740.765 3.83 1.414.930 1.97 10 0 18.581.583 17.478.194 94.06 7.440 0.40 731.134 3.93 364.815 1.96 12 0 71.729.097 63.778.917 88.91 4.184.850 5.83 2.349.890 3.27 1.415.440 1.97
14 0 65.866.552 61.065.457 92.71 1.213.070 1.84 2.301.220 3.49 1.286.805 1.95 16 0 47.003.627 43.507.252 92.56 822.400 1^74 1.734.390 3.68 939.585 1.99
18 0 28.734.958 26.705.148 92.93 465.560 1.62 994.825 3.46 569.425 1.98 20 0 5.367.094 4.978.714 92.77 78.200 1.45 204.815 3.81 105.365 1.94
22 0 2.067.303 1.939.808 93.83 16.720 0.20 70.855 3.42 39.920 1.93
24 0 2.951.329 2.767.074 92.75 18.480 0.62 108.230 3.66 57.545 1.94 26 0 3.704.458 3.455.373 93.27 60.280 1.62 116.495 3.14 72.310 1.95 40 r 40 288.800 269.137 93.19 00 13.888 4.80 5.775 1.99 5 0 x 5 0 2.628.850 2.429.778 92.42 53.240 2.02 94.337 3.58 51.675 2.00 60 x 60 7.233.240 6.641.147 91.81 185.280 2.56 262.218 3.62 144.595 1.99
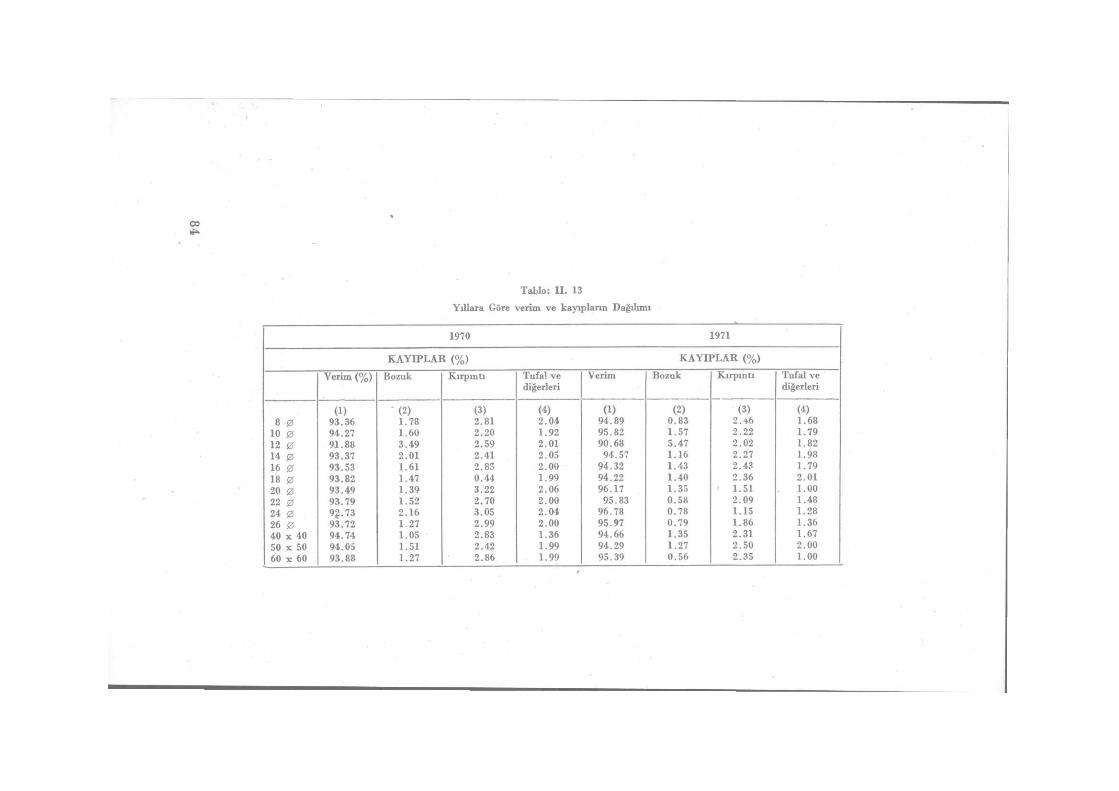
oa «S*.
Tablo: II. 13
Yıllara Göre verim ve kayıpların Dağılımı
1970 1971
KAYIPLAR (%) KAYIPLAR (%)
Verim (%) Bozuk Kırpıntı Tufal ve Verim Bozuk Kırpıntı Tufal ve Verim (%) diğerleri diğerleri
d ) ' (2) (3) (4) (1) (2) (3) (4) 8 0 93.36 1.78 2.81 2.04 94.89 0.83 2.46 1.68
10 0 94.27 1.60 2.20 1.92 95.82 1.57 2.22 1.79 12 0 91.88 3.49 2.59 2.01 90.68 5.47 2.02 1.82 14 0 93.37 2.01 2.41 2.05 94.57 1.16 2.27 1.98 16 0 93.53 1.61 2.85 2.00 94.32 1.43 2.43 1.79 18 0 93.82 1.47 0.44 1.99 94.22 1.40 2.36 2.01 20 0 93.49 1.39 3.22 2.06 96.17 1.35 r 1.51 1.00 22 0 93.79 1.52 2.70 2.00 95.83 0.58 2.09 1.48 24 0 9?. 73 2.16 3.05 2.04 96.78 0.78 1.15 1.28 26 0 93.72 1.27 2.99 2.00 95.97 0.79 1.86 1.36 40 x 40 94.74 1.05 2.83 1.36 94.66 1.35 2.31 1.67 50 x 50 94.05 1.51 2.42 1.99 94.29 1.27 2.50 2.00 60 x 60 93.88 1.27 2.86 1.99 95.39 0.56 2.35 1.00
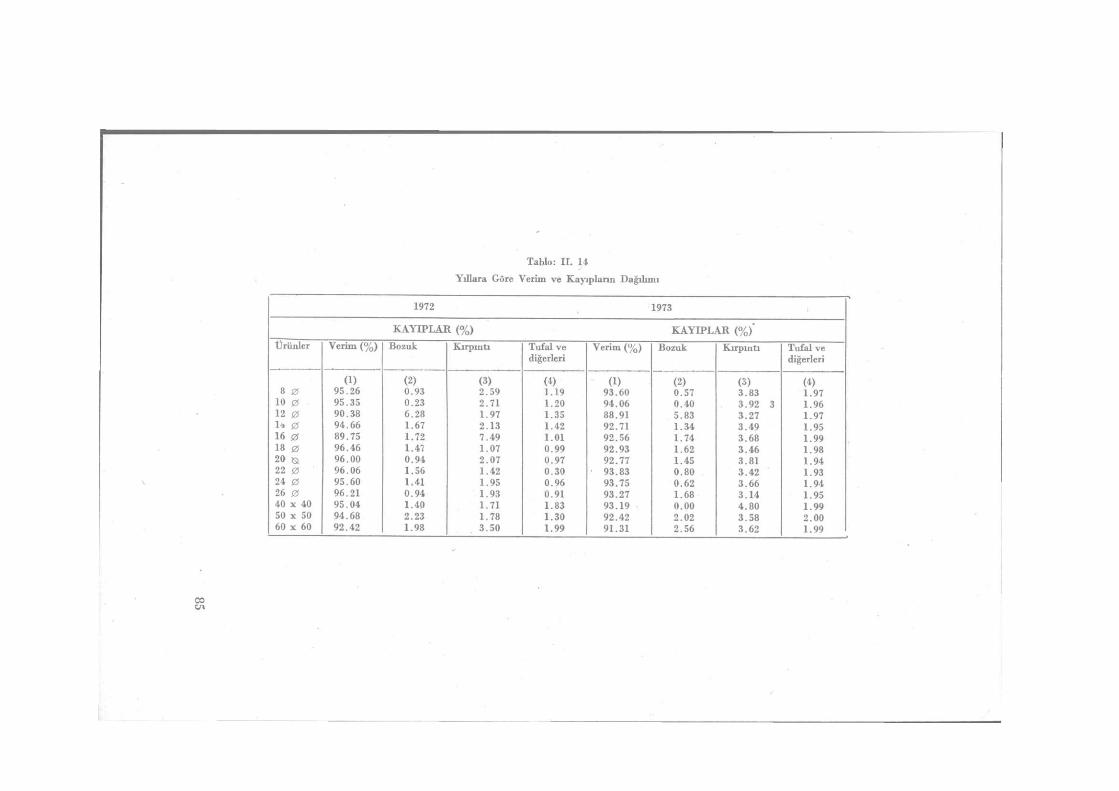
Tablo: II. 14
Yıllara Göre Verim ve Kayıpların Dağılımı
1972 1973
KAYIPLAR (%) KAYIPLAR (%)"
Ürünler Verim (%) Bozuk Kırpıntı Tufal ve Verim (%) Bozuk Kırpıntı Tufal ve diğerleri diğerleri
(1) (2) (3) (4) (D (2) (3) (4) 8 0 95.26 0.93 2.59 1.19 93.60 0.57 3.83 1.97
10 0 95.35 0.23 2.71 1.20 94.06 0.40 3.92 3 1.96 12 0 90.38 6.28 1.97 1.35 88.91 5.83 3.27 1.97 1* 0 94.66 1.67 2.13 1.42 92.71 1.34 3.49 1.95 16 0 89.75 1.72 7.49 1.01 92.56 1.74 3.68 1.99 18 0 96.46 1.47 1.07 0.99 92.93 1.62 3.46 1.98 20 s 96.00 0.94 2.07 0.97 92.77 1.45 3.81 1.94 22 0 96.06 1.56 1.42 0.30 93.83 0.80 3.42 1.93 24 0 95.60 1.41 1.95 0.96 93.75 0.62 3.66 1.94 26 0 96.21 0.94 1.93 0.91 93.27 1.68 3.14 1.95 40 x 40 95.04 1.40 1.71 1.83 93.19 0.00 4.80 1.99 50 x 50 94.68 2.23 1.78 1.30 92.42 2.02 3.58 2.00 60 x 60 92.42 1.98 3.50 1.99 91.31 2.56 3.62 1.99

Tablo: II. 15 Her Ürün îçin Dört Yılın Verimi ve Kayıplarının Ortalaması, ve Üretimde Toplam Kayıplar
Ürünler
Ürünlerin verim ve kayıplarının ortalaması Toplam
kayıplar (%) Ürünler Verim (%) Hurda (%) kirpi. (%) tufal yan. (%)
Toplam
kayıplar (%)
(1) (2) (3) (4) (5) 8 0 94.27 1.01 2.92 1.72 5.73
10 0 95.00 0.95 2.76 1.78 5.00 12 0 90.46 5.22 2.46 1.78 9.54 14 0x 93.82 1.67 2.58 1.85 6.18 16 0 92.54 . 1.62 4.11 1.69 7.46 18 0 94.35 1.49 1.83 1.74 5.65 2Q 0 94.59 1.28 2.65 1.24 5.41 22 0 94.87 1.11 1.40 1.42 5.13 24 0 94.73 1.24 2.56 1.56 5.27 26 0 94.79 1.15 2.48 1.55 5.21
40 x 40 94.41 0.95 2.91 1.71 5.59 50 x 50 93.86 1.64 2.57 1.82 6.14 60 x 60 93.37 1.59 3.10 1.74 6.63
3.1. Tavlama Ünitesi
Tavlama ünitesinde esas işlem fırında yapılmaktadır. Tavlama ünitesinin kapasitesi fırınla belirlenmektedir. Her ürün için saattte yüklenmesi gereken kütük miktarı tavlama ünitesinin sınırlayıcı denk-leminin katsayılarını verecektir.
Fırına yüklenmesi gereken kütük, her ürünün net üretim mikta-rına tüm kayıpların ilavesiyle bulunacaktır. Bunun için her ürünün % 100 ortalama verime bölünerek, ton başına fırına verilmesi gerekli kütüğü veren sayı bulunmuştur. Tablo II. 16 da görüldüğü gibi bu katsayı ortalama net üretimle çarpılarak her ürün için fırına yüklen-mesi gereken miktarlar saatte ton olarak hesaplanmıştır.
3.2. Haddeleme Ünitesi
Fırında kütükler tavlanırken tufal ve yanma kayıpları meydana gelmektedir. Ancak tufal kayıplarının işletme istatistiklerine göre % 10 nu fırında diğer kısmı hadde tezgahlarında ortaya çıkmaktadır. Bu yüz-den hadde tezgahlarında her ürün için üretim miktarı bulunurken tablo II. 17 de görüldüğü gibi her ürünün toplam tufal kayıpları bulunarak, bunun % 10 nu fırına yüklenen miktardan düşülmüş ve hadde tezgah-larına gelen miktarlar bulunmuştur. Hesaplamalar yapılırken rakam-lar yuvarlatılmıştır.
6.3.3. Kesme, Soğutma ve Doğrultma Üniteleri Kesme işlemi 8 0 ve 10 0 luk tellik yuvarlakların dışındaki ürünler
için sözkonusudur. Makaslar da daha önce belirtildiği gibi kırpıntı ka-
86

Tablo: XI. 16 Ortalama Net Üretim îçin Fırına Yüklenmesi Gerekli Malzeme
Ürünler Orta. verim Ortlama Üre. Bir Ton üretim Fırına yüklenecek
(%) (ton /h) için gerekli lkü- kütük (ton /h) (%) (ton /h) tük katsayısı
100 (1) (2) (3) =
(D (4) = (2) x (3)
8 0 94.27 42.8 1.061 45.4 10 0 95.00 44.6 1.052 46.9 12 0 90.46 64.8 1.104 51.7 14 0 93.82 60.2 1.066 64.2 16 0 92.54 62.5 1.081 67.6 18 0 94.35 73.5 1.059 77.8 20 0 94.59 77.0 1.057 81 .4 22 0 94.87 79.6 1.053 83.8 24 0 94.73 80.0 1.055 84.4 26 0 94.79 81.5 1.054 85.9 40 x 40 94.41 49.2 1.059 52.1 50 x 50 93.86 58.5 1.053 61 .6 60 x 60 93.37 65.7 1.070 70.3
Tablo: II. 17
Ortalama Net Üretim îçin Haddeleme Ünitesinde Olması Gerekli Malzeme
Ürünler Fırına Ortalama tufal tufal kayıp- Haddeye Ge-Yük. Mal. Tufal kayıpları kayıp- larının %10 çen Kütük
(ton/h) <%) ları (kg) (ton /h)
(D (2) (3) = (1) x (2) (4) = 0.10 x (3) ( 5 ) = ( l ) - ( 4 ) 8 0 45.4 1.72 780.9 78.1 45.3
10 0 46.9 1.78 83. .8 83.5 46.8 12 0 51.7 1.78 923.3 92.3 51.6 14 0 64.2 1.85 1187.7 118.8 64.1 16 0 67.6 1.69 1142.5 114.2 67.5 18 0 77.8 1.74 1353.7 135.4 77.7 20 0 81.4 1.24 1009.4 100.9 81.3 22 0 83.8 1.42 1189.9 119.0 83.7 24 0 84.4 1.56 1316.6 131.7 84.3 26 0 85.9 1.55 1331.4 133.1 85.8
40 x 40 52.1 1 .71 891.0 89.1 52.0 50 x 50 61.6 1.82 1121.1 112.1 61.5 60 x 60 70.3 1.74 1223.2 122.3 70.2
yıplarının % 80 ni meydana gelmektedir. Ancak 12 0 den 26 0 yuvar-lağa kadar olan ürünlere kesme ünitesinde son işlem olmaktadır. Köşe-bentler için durum değişiktir. Tablo II. 18 de görüldüğü gibi kırpıntı kayıplarının % 80 alınarak, üretim değerlerine ilave edilmiştir. Bu su-suretle köşebenetler için makaslarda olması gereken değerler bulunmuş-tur.
Doğrultma ünitesine yalnızca köşebentler gitmektedir. Kayıp söz konusu değildir. Dolayısiyla bu üniteye gelen miktarlar net üretim de-ğerleridir.
87
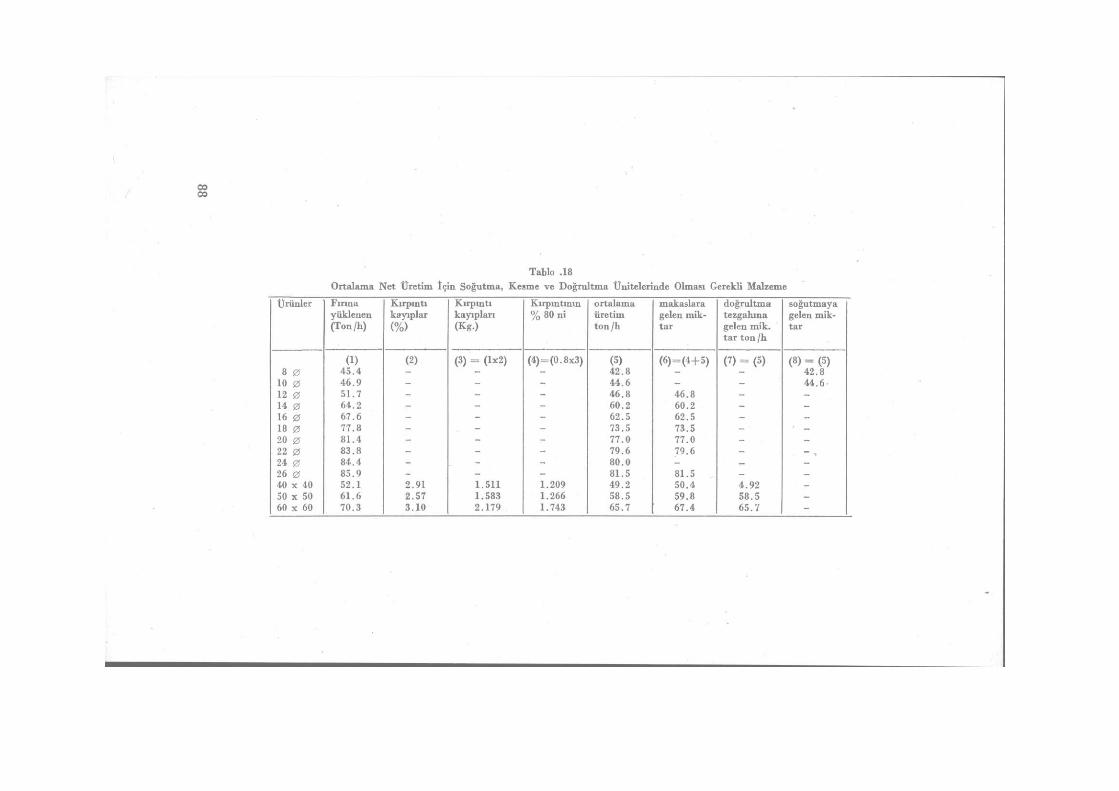
Tablo .18 Ortalama Net Üretim için Soğutma, Kesme ve Doğrultma Ünitelerinde Olması Gerekli Malzeme
Ürünler Fırına Kırpıntı Kırpıntı Kırpıntının ortalama makaslara doğrultma soğutmaya yüklenen kayıplar kayıpları % 80 ni üretim gelen mik- tezgahına gelen mik-(Ton/h) (%> (Kg.) ton/h tar gelen mik.
tar ton /h tar
(1) (2) (3) = (1x2) (4)=(0.8x3) (5) (6)=(4+5) (?) = (5) (8) = (5) 8 0 45.4 - - - 42.8 -
(?) = (5) 42.8
10 0 46.9 - - - 44.6 - - 44.6 12 0 51.7 - - - 46.8 46.8 - -
14 0 64.2 - - - 60.2 60.2 - -
16 0 67.6 - - - 62.5 62.5 - -
18 0 77.8 - - - 73.5 73.5 - - -
20 0 81.4 - - - 77.0 77.0 - -
22 0 83.8 - - - 79.6 79.6 -
24 0 84.4 - - - 80.0 - — -
26 0 85.9 - - - 81.5 81.5 - -
40 x 40 52.1 2.91 1.511 1.209 49.2 50.4 4.92 _ 50 x 50 61.6 2.57 1.583 1.266 58.5 59.8 58.5 -
60 x 60 70.3 3.10 2.179 1.743 65.7 67.4 65.7 -
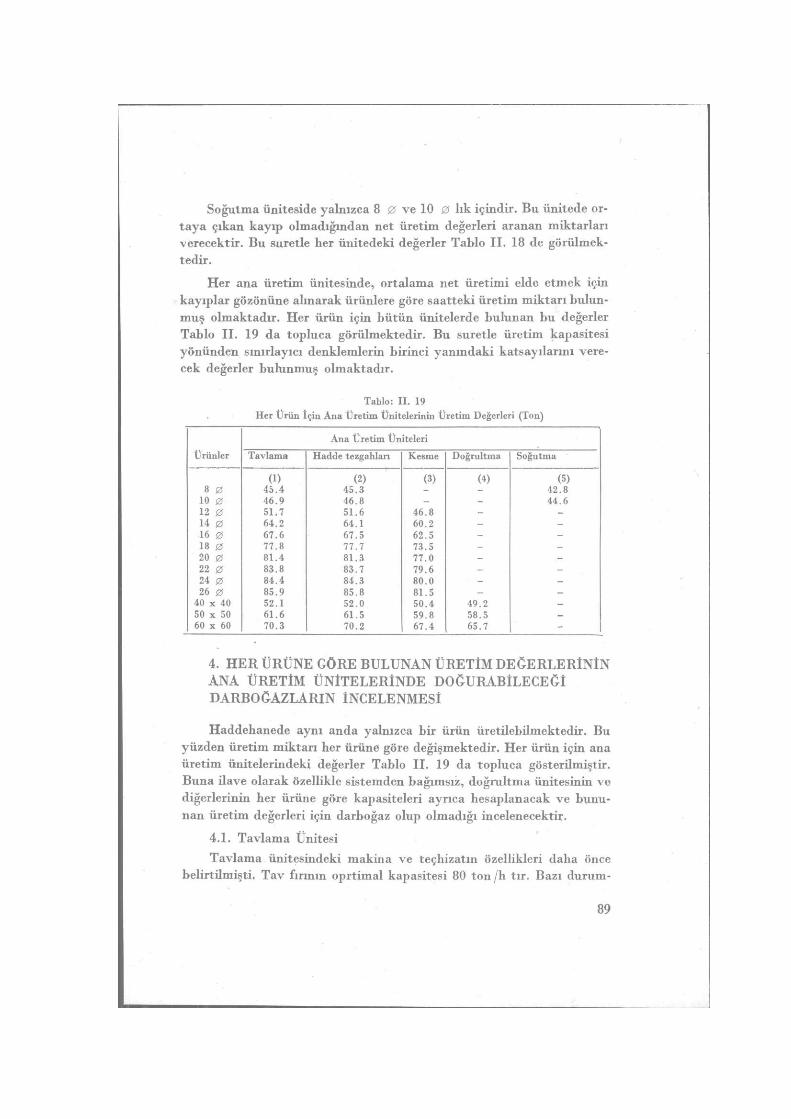
Soğutma üniteside yalnızca 8 0 ve 10 0 lık içindir. Bu ünitede or-taya çıkan kayıp olmadığından net üretim değerleri aranan miktarları verecektir. Bu suretle her ünitedeki değerler Tablo II. 18 de görülmek-tedir.
Her ana üretim ünitesinde, ortalama net üretimi elde etmek için kayıplar gözönüne alınarak ürünlere göre saatteki üretim miktarı bulun-muş olmaktadır. Her ürün için bütün ünitelerde bulunan bu değerler Tablo II. 19 da topluca görülmektedir. Bu suretle üretim kapasitesi yönünden sınırlayıcı denklemlerin birinci yanındaki katsayılarını vere-cek değerler bulunmuş olmaktadır.
Tablo: II. 19 Her Ürün İçin Ana Üretim Ünitelerinin Üretim Değerleri (Ton)
Ürünler
Ana Üretim Üniteleri
Ürünler Tavlama Hadde tezgahlan Kesme Doğrultma Soğutma
(1) (2) (3) (4) (5) 8 0 45.4 45.3 - - 42.8
10 0 46.9 46.8 - - 44.6 12 0 51.7 51.6 46.8 - -
14 0 64.2 64.1 60.2 - -
16 0 67.6 67.5 62.5 - -
18 0 77.8 77.7 73.5 - -
20 0 81.4 81.3 77.0 - -
22 0 83.8 83.7 79.6 - -
24 0 84.4 84.3 80.0 - -
26 0 85.9 85.8 81.5 - -
40 x 40 52.1 52.0 50.4 49.2 -
50 x 50 61.6 61.5 59.8 58.5 -
60 x 60 70.3 70.2 67.4 65.7 -
4. HER ÜRÜNE GÖRE BULUNAN ÜRETİM DEĞERLERİNİN ANA ÜRETİM ÜNİTELERİNDE DOĞURABİLECEĞİ DARBOĞAZLARIN İNCELENMESİ
Haddehanede aynı anda yalnızca bir ürün üretilebilmektedir. Bu yüzden üretim miktarı her ürüne göre değişmektedir. Her ürün için ana üretim ünitelerindeki değerler Tablo II. 19 da topluca gösterilmiştir. Buna ilave olarak özellikle sistemden bağımsız, doğrultma ünitesinin ve diğerlerinin her ürüne göre kapasiteleri ayrıca hesaplanacak ve bunu-nan üretim değerleri için darboğaz olup olmadığı incelenecektir.
4.1. Tavlama Ünitesi Tavlama ünitesindeki makina ve teçhizatın özellikleri daha önce
belirtilmişti. Tav fırının oprtimal kapasitesi 80 ton /h tır. Bazı durum-
89

larda 90 ton /h kadar çıkabilmektedir, saatte en çok üretilebilen 26 0 lık yuvarlağın üretimi için fırına 85.9 ton yüklenmesi gerekmektedir. (Tablo II. 6) Bunun dışında 24 0, 22 0 ve 20 0 lik yuvarlak üretim-lerinde de optimal kapasite aşılmaktadır. Ancak 26 0, 24 0 ve 22 0 lik gibi ürünlerin üretim miktarlarının düşük olması ayrıca fırının 90 ton /h kapasiteye kadar çalışabilmesi üretimde darboğaz ortaya çıkar-mayacaktır.
4.2. Haddeleme Ünitesi Haddeleme ünitesi için darboğaz söz konusu değildir. Zaten üre-
timde kapasiteyi belirliyen ünitedir. Hadde tezgalıarıyla ilgili bilgi v e yerleştirme düzeni haddehanenin tanıtılması bölümünde ayrıntılı olarak verilmiştir.
4.3. Soğutma Ünitesi Bu ünitedeki soğutma yalnızca 8 0 ve 10 0 luk ürünler için söz
konusudur. Soğutma 0.03, 0.16 m/sn. arasında değişen bir hızla çalışan çengelli konveyörle yapılmaktadır.
. •• , - r ı- r , , , ° - 0 3 + 0 . 1 6
Konveyorun uzunluğu 4c5a.5 m. dır. Ortalama hızı z
= 0.10 m /sn = 6 m/dak. dır. Buna göre konveyör 433.5 = 72.2 dakikada bir tur yapmaktadır. Bir kangalın soğuma
72.2 60 süresi —^— = 0.28 dakikadır. Saatte 250. 53.6 tona
256 O.Zo
kadar soğutma yapabilecek büyüklüktedir. Bu yüzden konveyörün kapasitesi darboğaz meydana getirmiyecektir.
7.4. Kesme Ünitesi Kesme işlemi soğutma ızgaralarının sonuna yerleştirilmiş 250 şer
tonluk iki makasla yapılmaktadır. Makasların altına yerleştirilecek yu-varlak demirlerin kesme alanı 5200 mm2 aşmaması gerekmektedir. Bu-na göre her üründen bir anda ne kadar kesilebileceği aşağıda hesaplan-mıştır.
5200 5200 , 12 0 İlkten = = ——,— = 46 adet
r 2 62
14 " = - 33 »
90
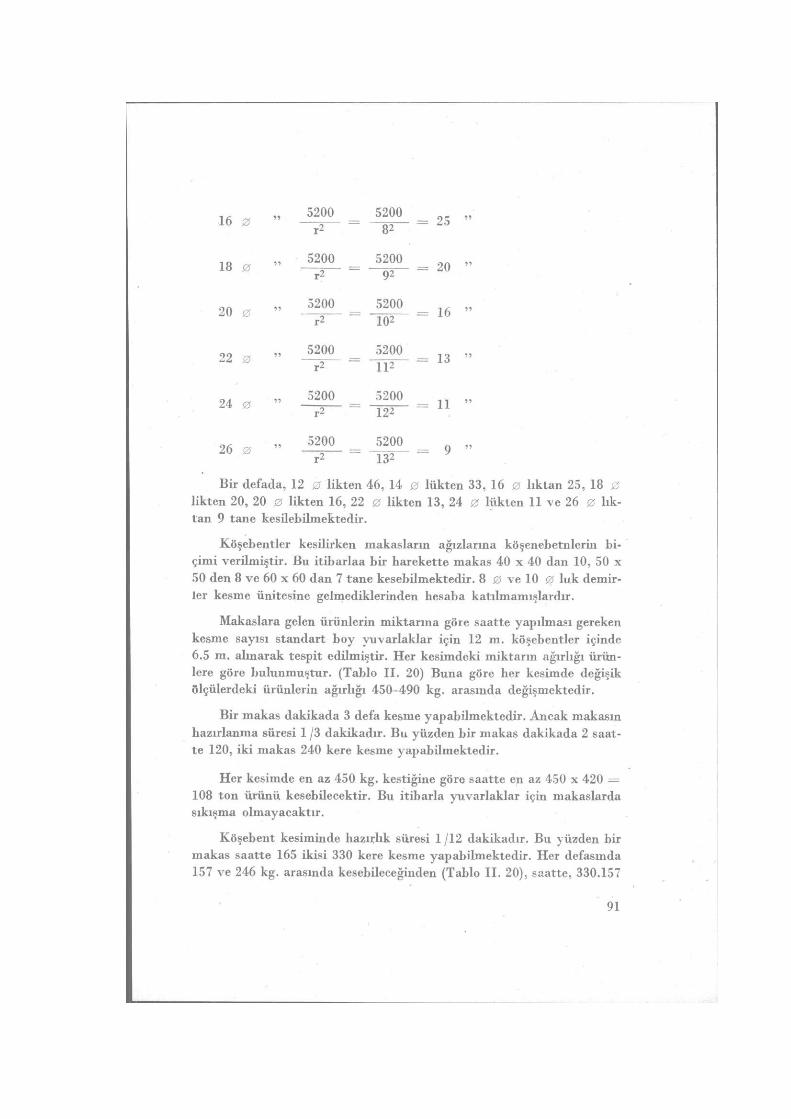
16 0 " J f - - = 25 "
1 8 0 " == ^ 2 0 "
20 0 " = İ g 0 - = 16 » r 2 1 0 z
22 0 " - Ş » = = 1 3 „
24 0 " J ? 2 L = J ™ » 11 » r 2 122
2 6 0 » J Ş L = = 9 "
r z 132
Bir defada, 12 0 likten 46, 14 0 lükten 33, 16 0 lıktan 25, 18 0 likten 20, 20 0 likten 16, 22 0 likten 13, 24 0 lükten 11 ve 26 0 lık-tan 9 tane kesilebilmektedir.
Köşebentler kesilirken makasların ağızlarına köşenebetnlerin bi-çimi verilmiştir. Bu itibarlaa bir harekette makas 40 x 40 dan 10, 50 x 50 den 8 ve 60 x 60 dan 7 tane kesebilmektedir. 8 0 ve 10 0 luk demir-ler kesme ünitesine gelmediklerinden hesaba katılmamışlardır.
Makaslara gelen ürünlerin miktarına göre saatte yapılması gereken kesme sayısı standart boy yuvarlaklar için 12 m. köşebentler içinde 6.5 m. alınarak tespit edilmiştir. Her kesimdeki miktarın ağırlığı ürün-lere göre bulunmuştur. (Tablo II. 20) Buna göre her kesimde değişik ölçülerdeki ürünlerin ağırlığı 450-490 kg. arasında değişmektedir.
Bir makas dakikada 3 defa kesme yapabilmektedir. Ancak makasın hazırlanma süresi 1 /3 dakikadır. Bu yüzden bir makas dakikada 2 saat-te 120, iki makas 240 kere kesme yapabilmektedir.
Her kesimde en az 450 kg. kestiğine göre saatte en az 450 x 420 = 108 ton ürünü kesebilecektir. Bu itibarla yuvarlaklar için makaslarda sıkışma olmayacaktır.
Köşebent kesiminde hazırlık süresi 1 /12 dakikadır. Bu yüzden bir makas saatte 165 ikisi 330 kere kesme yapabilmektedir. Her defasında 157 ve 246 kg. arasında kesebileceğinden (Tablo II. 20), saatte, 330.157
91
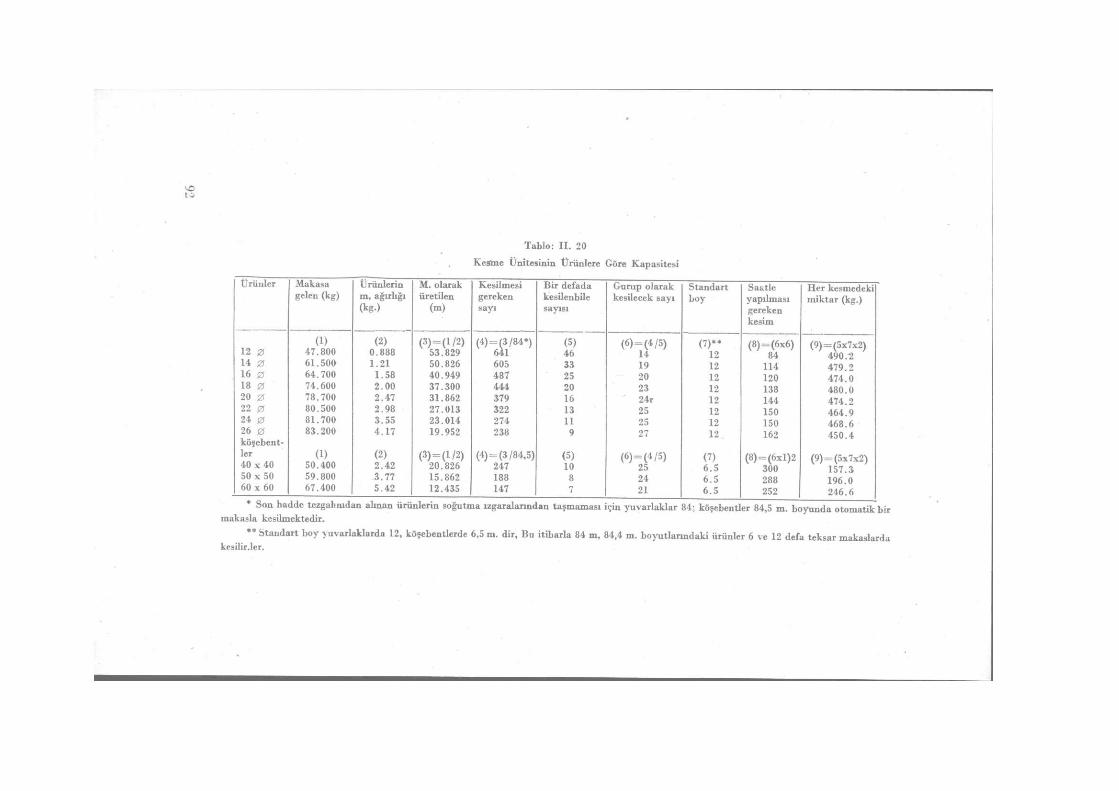
Tablo: II. 20
Kesine Ünitesinin Ürünlere Göre Kapasitesi
Ürünler Makasa gelen (kg)
Ürünlerin m, ağırlığı (kg-)
M. olarak üretilen
(m)
Kesilmesi gereken sayı
Bir defada kesilenbile sayısı
Gurup olarak kesilecek sayı
12 0 (D (2) (3) = (1/2) (4)=(3/84*) (5) (6)=(4/5)
12 0 47.800 0.888 53.829 641 46 14 14 0 61.500 1.21 50.826 605 33 19 16 0 64.700 1.58 40.949 487 25 20 18 0 74.600 2.00 37.300 444 20 23 20 0 78.700 2.47 31.862 379 16 24r 22 0 80.500 2.98 27.013 322 13 25 24 0 81.700 3.55 23.014 274 11 25 26 0 83.200 4.17 19.952 238 9 27 köşebent-
27
ler (1) (2) (3) = (l/2) (4) = (3/84,5) (S) (6) = (4/5) 40 x 40 50.400 2.42 20.826 247 10 25 5 0 x 5 0 59.800 -3.77 15.862 188 8 24 60 x 60 67.400 5.42 12.435 147 7 21
Standart Saatle Her kesmedeki boy yapılması miktar (kg.)
gereken kesim
(7 )*• (8)=(6x6) (9) = (5x7x2) 12 84 490 ."2 12 114 479.2 12 120 474.0 12 138 480.0 12 144 474.2 12 150 464.9 12 150 468.6 12. 162 450.4
(7) (8)=(6xl)2 (9)=(5x7x2) 6.5 300 157.3 6.5 288 196.0 6.5 252 246.6
; köşebentler 84,5 m. boyunda otomatik bir * Son hadde tezgahnıdan alınan ürünlerin soğutma ızgaralarından taşmaması için yuvarlaklar ! makasla kesilmektedir.
" Standart boy yuvarlaklarda 12, köşebentlerde 6,5 m. dir, Bu itibarla 84 m, 84,4 m. boyutlarındaki ürünler 6 ve 12 defa teksar makaslarda kesilir.ler.
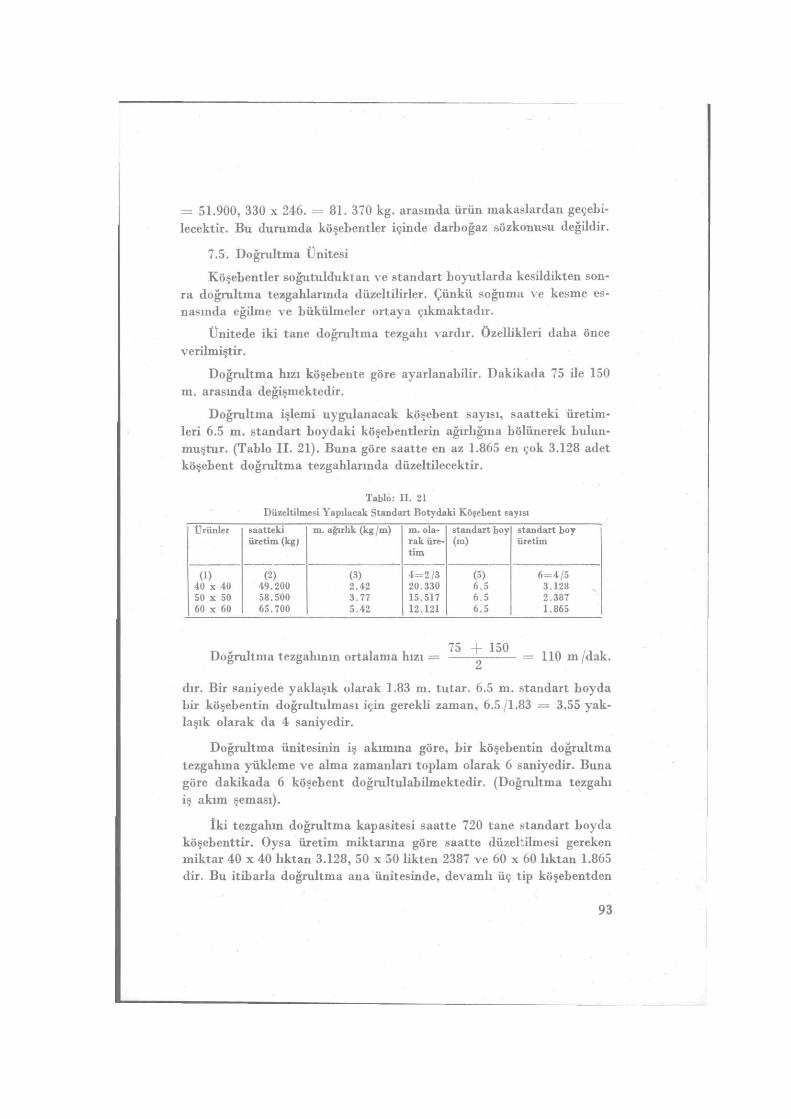
= 51.900, 330 x 246. = 81. 370 kg. arasında ürün makaslardan geçebi-lecektir. Bu durumda köşebentler içinde darboğaz sözkonusu değildir.
7.5. Doğrultma Ünitesi
Köşebentler soğutulduktan ve standart boyutlarda kesildikten son-ra doğrultma tezgahlarında düzeltilirler. Çünkü soğuma ve kesme es-nasında eğilme ve bükülmeler ortaya çıkmaktadır.
Ünitede iki tane doğrultma tezgahı vardır. Özellikleri daha önce verilmiştir.
Doğrultma hızı köşebente göre ayarlanabilir. Dakikada 75 ile 150 m. arasında değişmektedir.
Doğrultma işlemi uygulanacak köşebent sayısı, saatteki üretim-leri 6.5 m. standart boydaki köşebentlerin ağırlığına bölünerek bulun-muştur. (Tablo II. 21). Buna göre saatte en az 1.865 en çok 3.128 adet köşebent doğrultma tezgahlarında düzeltilecektir.
Tablo: II. 21 Düzeltilmesi Yapılacak Standart Botydaki Köşebent sayısı
Ürünler saatteki üretim (kg)
m. ağırlık (kg /m) m. ola-rak üre-tim
standart boy (m)
standart boy üretim
d) (2) (3) 4=2/3 (5) 6=4/5 40 x 40 49.200 2.42 20.330 6.5 3.128 50 x 50 58.500 3.77 15.517 6.5 2.387 60 x 60 65.700 5.42 12.121 6.5 1.865
Doğrultma tezgahının ortalama hızı = = = 110 m /dak. Li
dır. Bir saniyede yaklaşık olarak 1.83 m. tutar. 6.5 m. standart boyda bir köşebentin doğrultulması için gerekli zaman, 6.5 /1.83 — 3.55 yak-laşık olarak da 4 saniyedir.
Doğrultma ünitesinin iş akımına göre, bir köşebentin doğrultma tezgahına yükleme ve alma zamanları toplam olarak 6 saniyedir. Buna göre dakikada 6 köşebent doğrultulabilmektedir. (Doğrultma tezgahı iş akım şeması).
iki tezgahın doğrultma kapasitesi saatte 720 tane standart boyda köşebenttir. Oysa üretim miktarına göre saatte düzeltilmesi gereken miktar 40 x 40 lıktan 3.128, 50 x 50 likten 2387 ve 60 x 60 lıktan 1.865 dir. Bu itibarla doğrultma ana ünitesinde, devamlı üç tip köşebentden
93
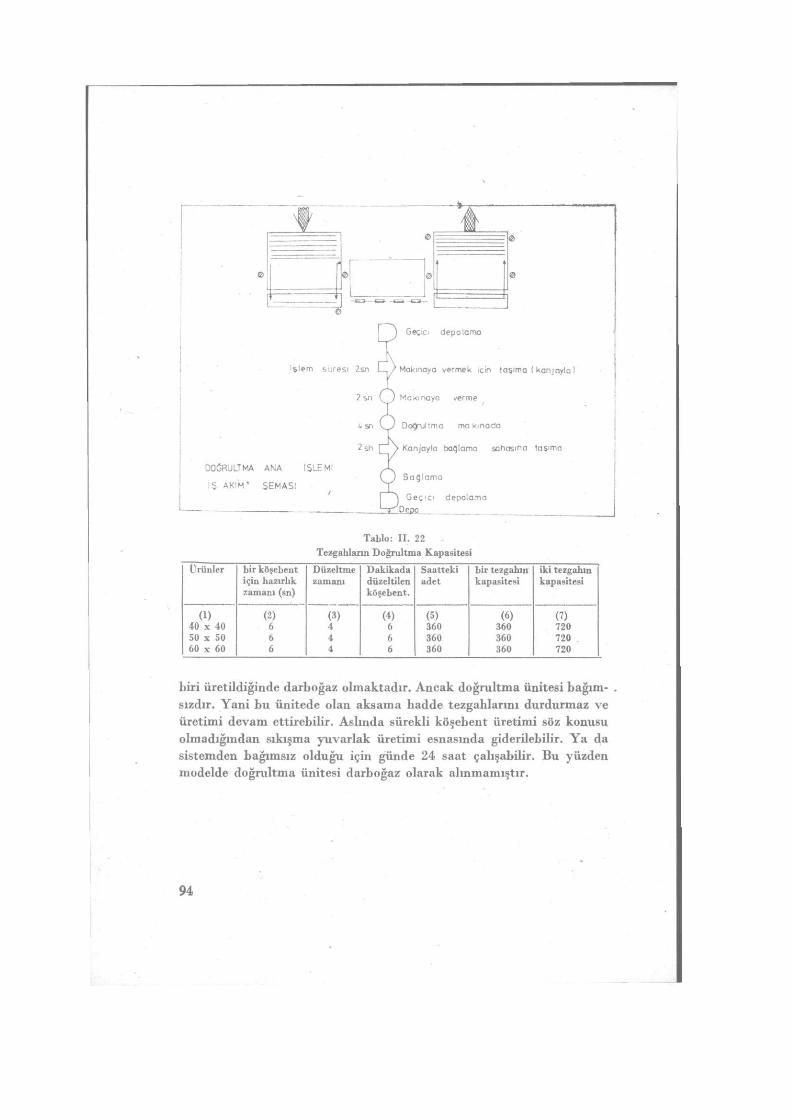
Geçici depolama
iş lem suresi 2sn
2 sn
DOĞRULTMA ANA İŞLEMİ
İŞ AKIM' SEMASI
' Makınaya vermek için tasıma ( kanjayla )
Makınaya verme
Doğrultma ma kınada
• Kanjayla bağlama sahasına tasıma
Bağ lama
Geç ic i depolama ''Depo
Tablo: II. 22 Tezgahların Doğrultma Kapasitesi
Ürünler bir köşebent için hazırhk zamanı (sn)
Düzeltme zamanı
Dakikada düzeltilen köşebent.
Saatteki adet
bir tezgahın kapasitesi
iki tezgahın kapasitesi
(1) (2) ( 3 ) ( 4 ) ( 5 ) (6) ( 7 ) 40 x 40 6 4 6 360 360 720 50 x 50 6 4 6 360 360 720 60 x 60 6 4 6 360 360 720
Liri üretildiğinde darboğaz olmaktadır. Ancak doğrultma ünitesi bağım-sızdır. Yani bu ünitede olan aksama hadde tezgahlarını durdurmaz ve üretimi devam ettirebilir. Aslında sürekli köşebent üretimi söz konusu olmadığından sıkışma yuvarlak üretimi esnasında giderilebilir. Ya da sistemden bağımsız olduğu için günde 24 saat çalışabilir. Bu yüzden modelde doğrultma ünitesi darboğaz olarak alınmamıştır.
94

KISIM VII
VII. SINIRLAYICI DENKLEMLERİN İKİNCİ YANINI OLUŞTU-RAN YILLIK ÇALIŞMA SÜRESİNİN VE AMAÇ FONKSİYONUNU
KATSAYILARININ BULUNMASI
1\ YILLIK ÇALIŞMA SAATLERİ
Modelde sınırlayıcı denklemlerin ikinci yanındaki değerleri ana üretim ünitelerinin yıllık çalışma süreleri oluşturacaktır. Bu itibarla bu kısımda yıllık çalışma durumu incelenmiştir.
Kontinü haddehanede doğrultma dışındaki üniteler birbirine bağlı olarak çalışmaktadırlar. Bu yüzden haddehanede iş akışı sürekli üretim tipi özelliği gösterir. Fırının soğutulması ya da ısıtılması uzun zaman aldığından üretim, programlanmış duruşların ve arızaların dışında dur-madan devam eder.
Kuruluş proiesinde haddehanenin yılda 300 gün çalışabileceği belirtilmiştir. Gipromez Enstitüsünün81 verdiği rakamlara göre benzer haddehaneler yılda 312 gün çalışabilmektedirler. Ancak henüz duruş nedenleri üzerinde araştırma yapıp gidermek için uğraşmadan ve mevcut durumda çalışılabilen günleri tespit etmeden bu değerlerden bi-rini almak hatalı olur. Tutarlı bir sonuca ulaşmak için haddehanenin geçmiş yıllardaki çalışma saatleri incelenerek, yılda ortalama çalışma günü bulunmuştur.
Yıllık mümkün çalışma ssaatı, 365 x 24 = 8760 dır. Ancak prog-ramlanmış duruşlar ve arızalar yüzünden bir yıllık çalışma saati olduk-ça düşük olmaktadır.
Geçmiş dört yıldaki net haddeleme saati ve duruşlar Tablo II. 23 de görülmektedir. Toplam duruşlar mümkün çalışma saatinin, 1970 de % 39 nu, 1971 ve 1972 de % 35 ni, 1973 de de % 36 m almaktadırlar.
81 Bakınız, a.k, s. 291. Tablo: 18.
95
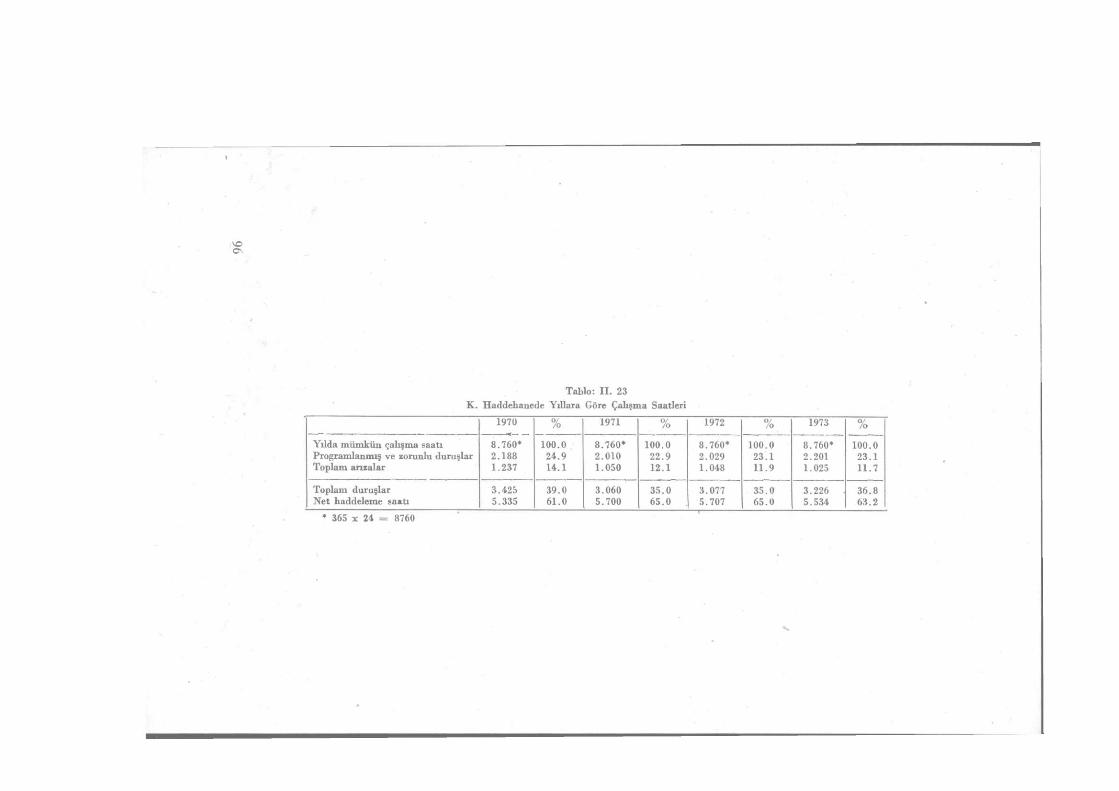
Tablo: II. 23 K. Haddehanede Yıllara Göre Çalışma Saatleri
1970 /o 1971 /o 1972 o/ /o 1973 /o
Yılda mümkün çalışma saati Programlanmış ve zorunlu duruşlar Toplam arızalar
8.760* 2.188 1.237
100.0 24.9 14.1
8.760* 2.010 1.050
100.0 22.9 12.1
8.760* 2.029 1.048
100.0 23.1 11.9
8.760* 2.201 1.025
100.0 23.1 11.7
Toplam duruşlar Net haddeleme saati
3.425 5.335
39.0 61.0
3.060 5.700
35.0 65.0
3.077 5.707
35.0 65.0
3.226 5.534
36.8 63.2
* 365 x 24 = 8760

Ortalama zaman kaybı % 36.4 olmaktadır ki, oldukça yüksektir. Kon-tinü haddehane yılın 1 /3 den fazla kısmında değişik nedenler yüzünden üretim yapamamaktadır.
2. ORTALAMA YILLIK NET HADDELEME SAATİ
Ortalama yıllık net haddeleme saatini bulmak için 1970, 1971, 1972 ve 1973 yılında ortaya çıkan arızalar ve programlanmış duruş-ların dağılımı bulunmuştur. ^ Tablo II. 24) Bu değerlerden hareketle döıt yılın ortalaması alınarak yıllık net haddeleme saati hesaplanmış-tır.
Kontinü haddehane yılda ortalama olarak 5.563 saat çalışabilmek-tedir. (Tablo II. 24). Böylece yılda mümkün çalışma saati 8760 m ancak % 63.6 sında üretim yapılmaktadır. Bunu güne çevirirsek yılda 5563: 24 = 232 gün tutmaktadır. Mevcut durumda zaman yönünden ya da başka bir deyişle kapasite kullanımı açısından verim % 63.6 dır. Böy-lece sınırlayıcı denklemlerin ikinci yanını oluşturan yıllık net haddele-me saati 5.568 <232 x 24) saat olmaktadır.
Öncelikle mevcut işletme şartları gözönünde tutulduğundan duruş-ların analizi ve önlenmesi için gerekli tedbirler daha sonra verilecektir. Çalışma saatlarınm artırılmasıyla üretim ve kârda ortaya çıkacak de-ğişmeler, 1973 yılıyla karşılaştırılarak incelenecektir.
3. AMAÇ FONKSİYONUNUN KATSAYILARININ BULUNMASI
Doğrusal programlama uygulamasının tutarlılığı büyük oranda ürünlerin maliyetleriyle ilgili bilgilere bağlıdır. Bunların doğruluğu ora-nında varılan sonuçlar anlamlı olacaktır.
Amaç fonksiyonunun katsayıları olarak doğrudan doğruya ürün-lerin birim kârlarının alınması doğrusal programlamanın temel var-sayımlarından doğrusallığa ters düşer. Çünkü üretim miktarı arttıkça üretim masraflarının da aynı oranda yükselmesi gerekir. Bunun için üretim maliyetine giren, genel yönetim ve amortisman gibi sabit mas-rafların ayrılması gerekir. Yalnızca direk işçilik, hammaddeler, enerji, su gibi değişken masraflar satış fiyatlarından çıkarılarak kâra katkı değerleri bulunur. Bu yüzden amaç fonksiyonunun katsayılarının bu-lunması için öncelikle ürünlerin satış fiyatlarının bilinmesi gerekmek-tedir.
97
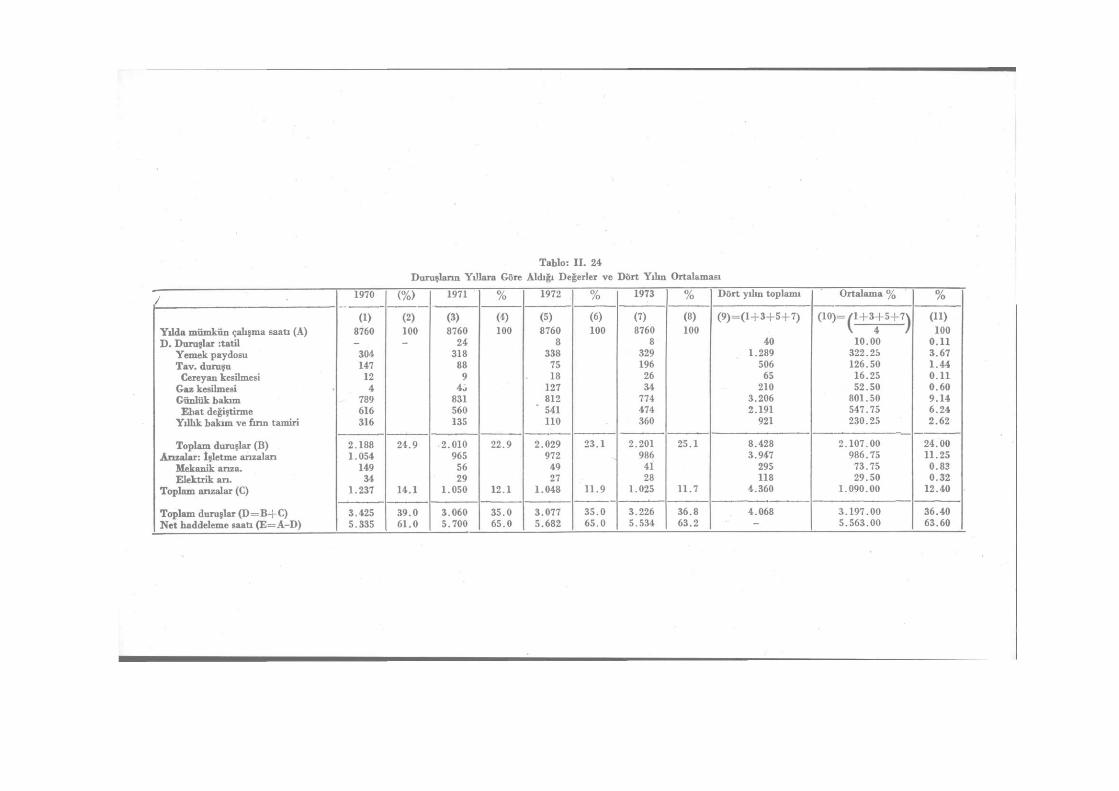
Tablo: II. 24 Duruşların Yıllara Göre Aldığı Değerler ve Dört Yılın Ortalaması
/ 1970 (%) 1971 % 1972 % 1973 % Dört yılın toplamı Ortalama % % ( D (2) ( 3 ) ( 4 ) ( 5 ) (6) ( 7 ) (8) (9 )=( l+3+5+7) (10)=/"l+3+5+7^ ( 1 1 )
Yılda mümkün çahşma saati (A) 8760 100 8760 100 8760 100 8760 100 V 4 / 100
D. Duruşlar : tat il - - 24 8 8 40 1 0 . 0 0 0 . 1 1
Yemek paydosu 304 318 338 329 1.289 322.25 3.67 Tav. duruşu 147 88 75 196 506 126.50 1.44
Cereyan kesilmesi 12 9 18 26 65 16.25 0 . 1 1
Gaz kesilmesi 4 4„ 127 34 210 52.50 0.60 Günlük bakım 789 831 812 774 3.206 801.50 9.14 Ebat değiştirme 616 560 541 474 2.191 547.75 6.24
Yıllık bakım ve fırın tamiri 316 135 110 360 921 230.25 2.62
Toplam duruşlar (B) 2.188 24.9 2.010 22.9 2.029 23.1 2.201 25.1 8.428 2.107.00 24.00 Arızalar: işletme arızalan 1.054 965 972 986 3.947 986.75 11.25
Mekanik anza. 149 56 49 41 295 73.75 0.83 Elektrik an. 34 29 27 28 118 29.50 0.32
Toplam arızalar (C) 1.237 14.1 1.050 12.1 1.048 11.9 1.025 11.7 4.360 1.090.00 12.40
Toplam duruşlar (D=B+C) 3.425 39.0 3.060 35.0 3.077 35.0 3.226 36.8 4.068 3.197.00 36.40 Net haddeleme saati (E=A-D) 5.335 61.0 5.700 65.0 5.682 65.0 5.534 63.2 — 5.563.00 63.60

3.1. Ürünlerin Satış Fiyatları
Karabük demir çelik işletmeleri entegre bir tesis olduğu için çok sayıda ürün üretmektedir. Bu yüzden merkezi bir fiyat politikası iuy-gulanmaktadır.
îşlel melerin üniteleri tarafından imal ve istihsal olunan her nevi mamul, yarı mamullerle bunların yan ürünleri hurda ve döküntülerinin satış fiyatlarının tespiti veya fiyatlarının değiştirilmesi hususunda tek-lifler gerekçesiyle satış müdürlüğünce hazırlanarak yönetim kurulunun onayına sunulur82. Onaydan sonra fiyatlar kesinleşmektedir. Bu itibarla fiyatlar üzerinde değişiklik yapmak kısa zamanda gerçekleşememektedir. Amaç fonksiyonunun katsayılarını bulurken, 1973 yılının satış fiyatları alınmıştır. Bu değerlerin alınması hemen uygulanır sonuç vermeyebilir. Ancak maliyet değerleri 1973 yılının verilerine göre hesaplandığından tutarlığı sağlamak için 1974 yılı satış fiyatları alınmamıştır. Aslında maliyetler 1974 yılına uyacak biçimde satış fivatlaıına paralel olarak artırılsa bile 1975 yılı için hemen uygulanabilir olmayacaktır. Amaç uygulamada yöntemi ve modeli ortaya koymak olduğundan, amaç fonksiyonu katsayıları değiştirilerek yeni durumlara uygun hale her-zaman getirilebilir.
Amaç fonksiyonunun katsayılarının hesaplanmasında esas alınan satış fiyatları ürünlere göre tablo II. 25 deki gibidir.
Tablo: II. 25
Ürünlerin 1973 yılı Satış Fiyatları
Ürünler Satış Fiyatı (TL.)
8 0 2910
10 0 2680 12 0 2830
14 0 2820 16 0 2810 18 0 2810 20 0 2810 22 0 2810 24 0 2840 26 0 2840
40 x 40 2960 50 x 50 2940 60 x 60 2930
82 Türkiye Demir ve Çelik İşletmeleri Genel Müdürlüğü, Satış Usul ve Şekillerine Dair Yönetmelik. Karabük, D.Ç.l. Genel Müdürlüğü, 1971 s. 11 Madde 21.
99

3.2. Ürünlerin Maliyetleri
Kontinü haddehanede ürünlerin maliyetlerine ilişkin yetkililerden alınan değerler Tablo II. 26 da görülmektedir. Ancak burada hammadde ve direk işçilik dışındaki değişken masraflar ayrıca verilmemiştir. Su, elektrik, yüksek fırın ve kok gazına ait değişken masraflar sabit olan-larla birlikte verilmiştir.
Tablo: II. 26
Ürünlerin Maliyetleri (Ton/TL.)
Ürünler Hammadde Direk işçilik Diğer masraflar sınai maliyet
(1) (2) (3) (4) = (1) + (2) + (3)
8 0 1.852 37 248 2.137 10 0 1.843 29 204 2.076
12 0 1.924 30 216 2.170
14 0 1.847 22 172 2.041
16 0 1.914 23 165 2.102 18 0 1.747 24 147 1.918
20 0 1.784 15 126 1.925 22 0 1.774 15 125 1.914
24 0 1.786 15 127 1.928
26 0 1.725 16 133 1.874 40 x 40 2.066 59 294 2.416
0 x 50 1.975 39 246 2.260 60 x 60 1.997 42 253 2.292
Doğrusal programlamanın doğrusallık varsayımının gerçekleşmesi için; diğer masraflar olarak verilen tutardan enerji masraflarının ayrıl-ması gerekmektedir. Bunun için elektrik, gaz, su gibi toplam enerji masrafları her ürüne; yıllık çalışma günü ve üretimde kullanılan tezgah sayısına göre dağıtılmıştır.
Dağıtımda her ürünün üretimindeki tezgah sayısı çalışma günüyle çarpılarak toplamdaki oranlarını veren katsayılar hesaplanmıştır. ^Tablo II. 27, sütun 4). Yıllık toplam enerji masrafı olan 11.723.425 TL. bu katsayılarla çarpılarak her ürün için toplam enerji masrafları bulun-muştur. Her ürüne düşen enerji masraflarıda yıllık üretim miktarına bölünerek bulunmuştur. (Tablo II. 27)
3.3. Kâra Katkı Değerlerinin Hesaplanması
Her ürünün maliyetindeki değişken ve sabit masraflar Tablo II. 28 de görüldüğü gibidir. Buna göre amaç fonksiyonunun katsayıları sınai maliyetten sabit masrafları kalanı da satış fiyatlarından çıkarıla-rak bulunur.
100
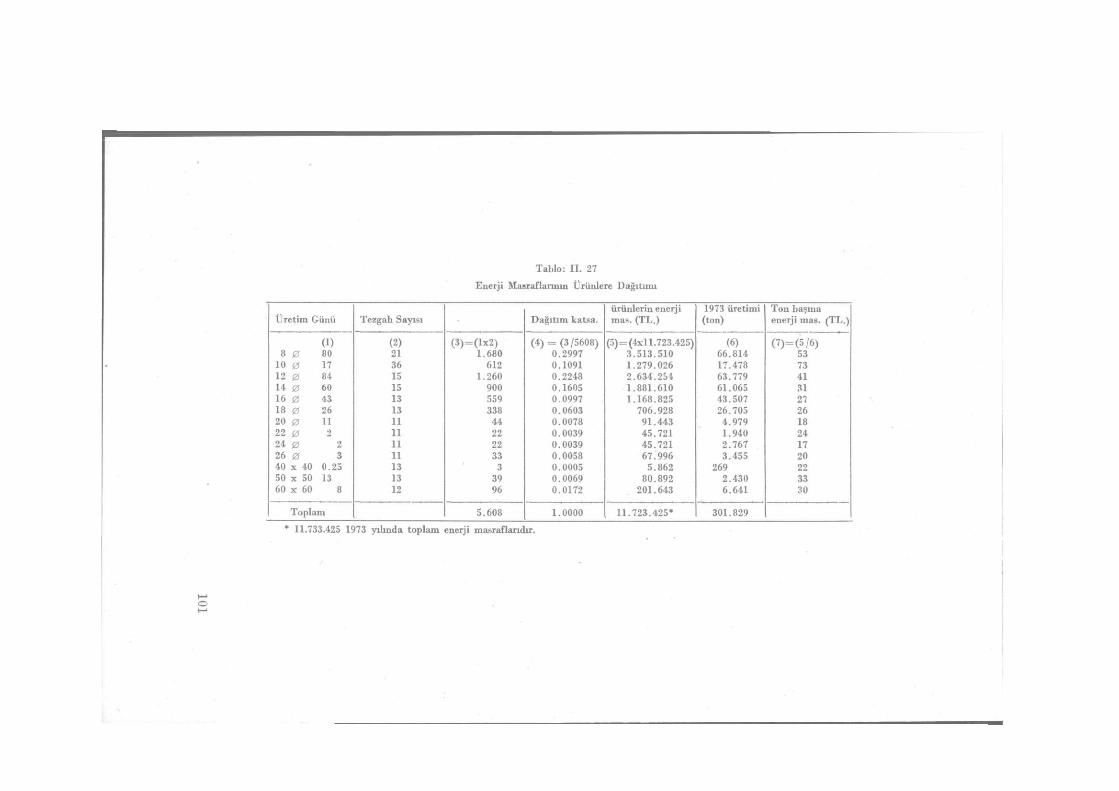
Tablo: II. 27
Enerji Masraflarının Ürünlere Dağıtımı
Üretim Günü Tezgah Sayısı Dağıtım katsa. ürünlerin enerji mas. (TL.)
1973 üretimi (ton)
Ton başına enerji mas. (TL.)
d) (2) (3)=(lx2) (4) = (3/5608) (5)=(4x11.723.425) (6) (7)=(5/6) 8 0 80 21 1.680 0.2997 3.513.510 66.814 53
10 0 17 36 612 0.1091 1.279.026 17.478 73 12 0 84 15 1.260 0.2248 2.634.254 63.779 41 14 0 60 15 900 0.1605 1.881.610 61.065 31 16 0 43 13 559 0.0997 1.168.825 43.507 27 18 0 26 13 338 0.0603 706.928 26.705 26 20 0 11 11 44 0.0078 91.443 4.979 18 22 0 2 11 22 0.0039 45.721 1.940 24 24 0 2 11 22 0.0039 45.721 2.767 17 26 0 3 11 33 0.0058 67.996 3.455 20 40 x 40 0.25 13 3 0.0005 5.862 269 22 50 x 50 13 13 39 0.0069 80.892 2.430 33 60 X 60 8 12 96 0.0172 201.643 6.641 30
Toplam 5.608 1.0000 11.723.425* 301.829
* 11.733.425 1973 yılında toplam enerji masraflarıdır.

Tablo: II. 28
Her Ürünün Maliyetindeki Sabit ve Değişken Masraflar (TL)
Ürünler hammadde direk işçilik enerji sabit mas. Sınai maliyet
(1) (2) (3) (4) (5) = (l)+(2)+(3)+(4) 8 0 1.852 37 53 195 2.137
10 0 1.843 29 73 131 2.076 12 0 1.924 SO 41 175 2.170 14 0 1.847 22 31 141 2.041 16 0 1.914 23 27 138 2.102 18 0 1.747 24 26 121 1.918 20 0 1.784 15 18 108 1.925 22 0 1.774 15 24 101 1.914 24 0 1.786 15 17 110 1.928 26 0 1.725 16 20 113 1.874
40 x 40 2.063 59 22 272 2.416 50 x 50 1.975 39 33 213 2.260 60 x 60 1.997 42 30 223 2.292
Amaç fonksiyonunun katsayıları yani her ürünün kâra katkı de-ğerleri (Tablo II. 29) da hesaplanmıştır. Ürünler içinde kâra katkısı en yüksek olan 26 0 lık en düşük olanda 40 x 40 köşebenttir.
102
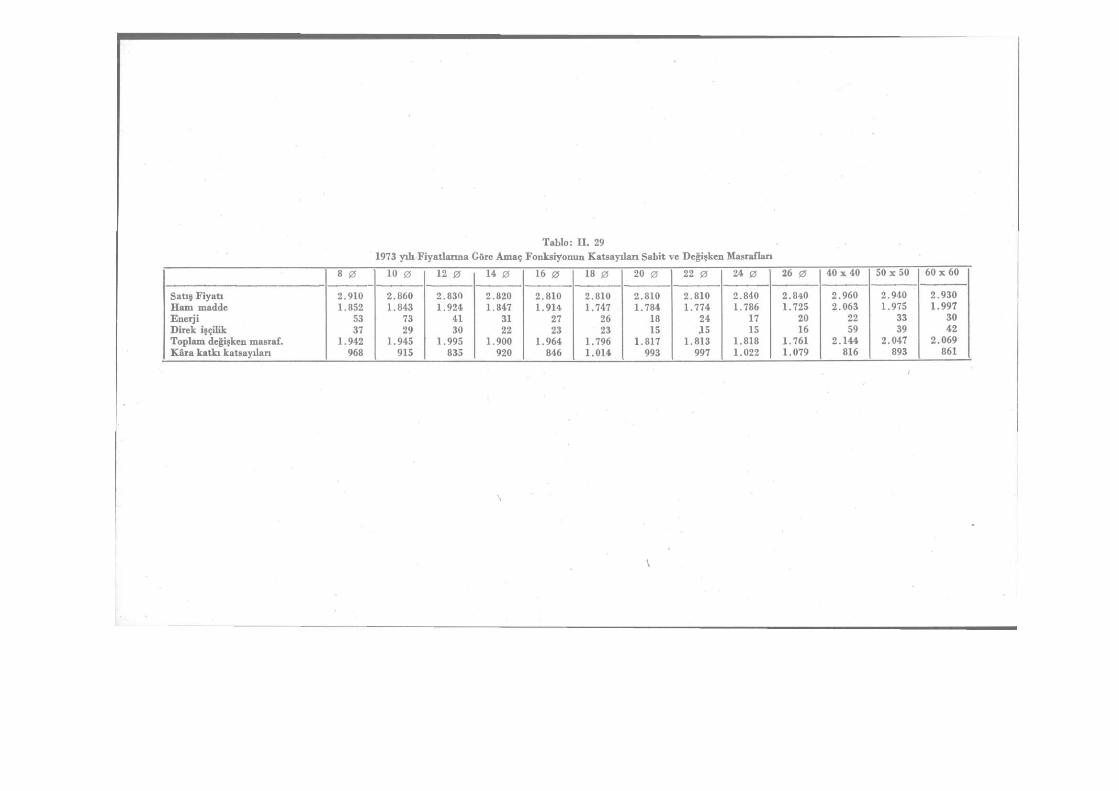
Tablo: II. 29 1973 yılı Fiyatlarına Göre Amaç Fonksiyonun Katsayıları Sabit ve Değişken Masrafları
8 0 10 0 12 0 14 0 16 0 18 0 20 0 22 0 24 0 26 0 4 0 x 4 0 5 0 x 5 0 60 x 60
Satış Fiyatı 2.910 2.860 2.830 2.820 2.810 2.810 2.810 2.810 2.840 2.840 2.960 2.940 2.930 Ham madde 1.852 1.843 1.924 1.847 1.914 1.747 1.784 1.774 1.786 1.725 2.063 1.975 1.997 Enerji 53 73 41 31 27 26 18 24 17 20 22 33 30 Direk işçilik 37 29 30 22 23 23 15 J5 15 16 59 39 42 Toplam değişken masraf. 1.942 1.945 1.995 1.900 1.964 1.796 1.817 1.813 1.818 1.761 2.144 2.047 2.069 Kâra katkı katsayıları 968 915 835 920 846 1.014 993 997 1.022 1.079 816 893 861
I
KISIM: VIII
VIII. SATIŞ SINIRI AMALARI OLMAYAN MODEL I'İN KURULMASI
1. MODEL I. DE KULLANILAN DEĞİŞKENLER
Pazar sınırlamaları olmıyaıı doğrusal programlama modelinin ku-rulması için gerekli bilgiler toplanmış bulunmaktadır. Bunlar genel doğ-rusal programlama modeline uygun bir biçimde formüle edilecektir.
Modelde kullanılan değişkenler kontinü haddehanede üretilen 13 tip ürünü göstermektedirler.
X l 5 8 0 l i k t e l l i k y u v a r l a k t a n y ı l d a t o n o l a r a k ü r e t i l e n m i k t a r .
X2 , 10 0 l u k 55 99 99 99 99 59 55
X3, 1 2 0 l i k İ n ş a a t d e m i r i n d e n 99 99 95 99 55
X4 , 14 0 l ü k 99 95 99 55 55 99 55
X5 , 16 0 l ı k 99 55 99 55 99 99 99
X6 , 18 0 l ı k 99 55 99 99 99 99 99
X7 , 20 0 l i k 99 55 99 95 55 99 99
X 8 , 22 0 l i k 99 55 99 , 55 55 99 99
X 9 , 24 0 l ü k 99 95 99 55 99 99 99
Xıo» 26 0 l ı k 59 55 99 99 55 99 55
x n , 40x40 l ı k k ö ş e b e n t t e n 99 55 55 99 59
Xj2' 50x50 lik 55 55 99 55 55 95 55
Xiî, 60x60 lık 95 99 99 55 55 55 " d ı r
X 1 4 , X 1 5 , X 1 6 , X 1 7 , X l g sınırlayıcı eşitsizlikleri eşitlik haline dö-nüştürmek için ilave edilen gevşek değişkenlerdir. Beş ana üretim ünitesinde kullanılmıyan kapasiteyi göstermektedirler.
104

2. SINIRLAYICI DENKLEMLER
2.1. Yıllık Çalışma Saati Yönünden.
Yıllık çalışma saati sınırlayıcı denklemlerin ikinci yanını oluştu-racaktır. Haddehanenin yılda maksimum çalışabileceği sınırı verecek-tir. Daha önce belirtildiği gibi haddehane yılda net olarak 232 gün yani 5.568 saat çalışabilmektedir. Bu yüzden doğrultma ünitesinin dışındaki üniteler yılda en çok 5.568 saat net üretimde bulunabileceklerdir. Doğ-rultma ünitesi ise sistemden bağımsız olduğu için yılda 7.200 (300 x 24) saata kadar çalışabilecektir.
2.2. Ana Üretim İşlemleri Yönünden
Üretimde işlemler beş ana üniteye ayrılmışlardır. Bunlar, tavlama, haddeleme, kesme, soğutma, ve doğrultma üniteleridir. Her ürünün bu ünitelerdeki kayıpları da gözönüne alınarak saatte ton olarak üre-timleri (Tablo II. 30) sınırlayıcı denklemlerin katsayılarını meydana getireceklerdir.
Amaç fonksiyonunun katsayıları da bilindiğine ve ürünlerin satış kısıtlamaları olmadığı varsayıldığına göre, model ortaya çıkmış olmak-tadır.
3. MODEL I'ÎN KURULMASI
3.1. Amaç Fonksiyonu.
Amaç ürünlerin kâra katkısını belirli sınır ve şartlar altında mak-simum kılmaktadır.
13
Zmax = S . X; Cj 1=1
Burada X ; ürünleri Cj de herbirinin kâra katkısını göstermektedir. Açık yazılırsa aşağıdaki şekli alacaktır.
Z m a x = 968 Xi + 915 X 2 + 835 X 3 + 920 X 4 + 846 X 5
+ 1.014 X 6 + 993 X 7 + 997 X g + 1.022 X 9 + 1.079 X 1 0 + 816 X u
+ 893 X 1 2 + 861 X 1 3 .
3.2. Sınırlayıcı şartlar
Sınırlayıcı denklemler beş ana üretim ünitesi için olacaktır.
105
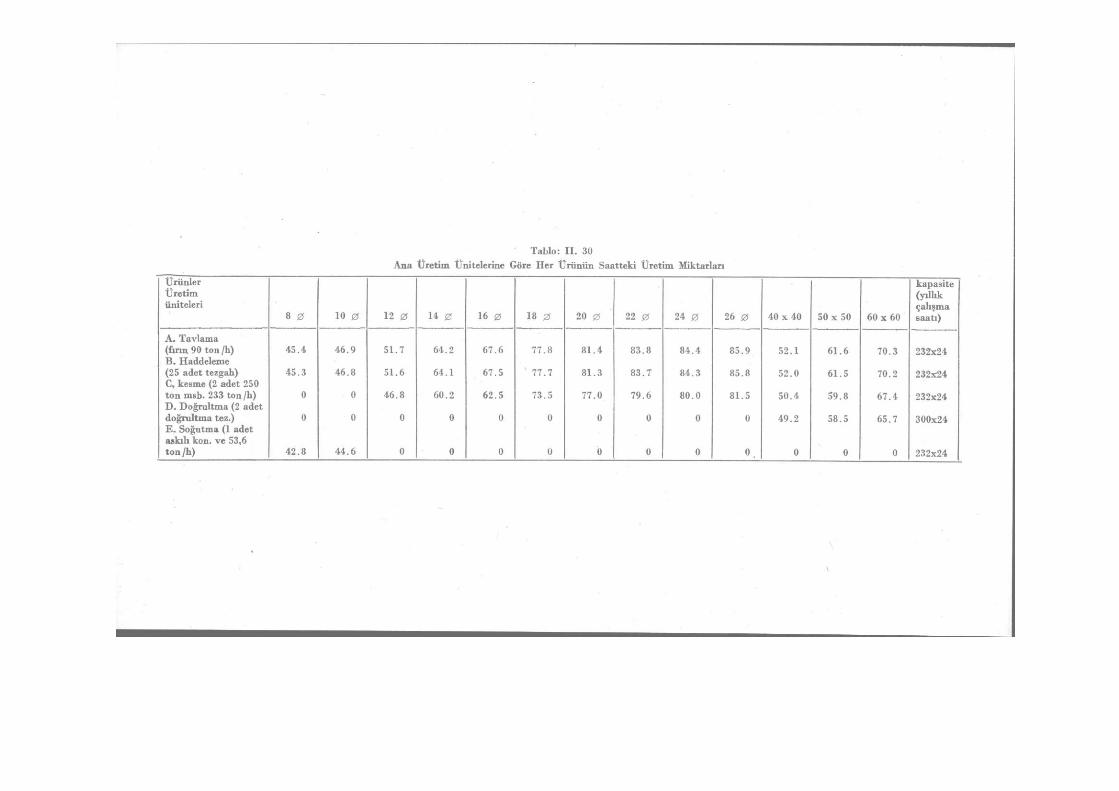
Tablo: II. 30 Ana Üretim Ünitelerine Göre Her Ürünün Saatteki Üretim Miktarları
Ürünler Üretim üniteleri
8 0 10 0 12 0 14 0 16 0 18 0 20 0 22 0 24 0 26 0 4 0 x 4 0 50 x 50 6 0 x 6 0
kapasite (yıllık çalışma saati)
A. Tavlama (fırın 90 ton /h) 45.4 46.9 51 7 64 2 67.6 77 8 81.4 83.8 84.4 85.9 52.1 61.6 70.3 232x24 B. Haddeleme (25 adet tezgah) 45.3 46.8 51 6 64 1 67.5 77 7 81.3 83.T 84.3 85.8 52.0 61.5 70.2 232x:24 C, kesme (2 adet 250 ton msb. 233 ton/h) 0 0 46 8 60 2 62.5 73 5 77.0 79.6 80.0 81.5 50.4 59.8 67.4 232x24 D. Doğrultma (2 adet doğrultma tez.) 0 0 0 0 0 0 0 0 0 0 49.2 58.5 65.7 300x24 E. Soğutma (1 adet askılı kon. ve 53,6 ton/h) 42.8 44.6 0 0 0 0 0 0 0 0 , 0 0 0 232x24
•

Tavlama Ünitesinin Sınırlayıcı Denklemi.
X ! + Xı + x 3 + x 4 + x 5 + • x 6
45.4 + 46.9 + 51.7 + 64.2 + 67.6 + • 77.8
x 7 + x 8 + x 9 + x 1 0 + X u + Xl2 81 .4 + 83.8 + 84.4 + 85.9 + 52.1 + 61 .6
X i 3
+
< 5 . 5 6 8 (232 x 24)
Haddeleme Ünitesinin Sınırlayıcı Denklemi.
X j + x 2 + x 3 + x 4 + x 5 + x 6
45.3 + 46.8 + 51 .6 + 64.1 + 67.5 + 77.7
X 7 + x 8 + x 9 + X ı o + x u + X l 2 81 .3 + 83.7 + 84.3 + 85.8 + 52.0 + 61.5
+ +
X 1 3 ^ < 5.568 (232 x 24)
Kesme Ünitesinin Sınırlayıcı Denklemi
x 3 + X 4 + x 5 + • x 6 + X 7
46.8 + 60.2 + 62.5 + • 73.5 + 77.0
x 9 + Xıo + x „ + X]2 + X « 80.0 + 81.5 + 50.4 + 59.8 + 67.4
^ 79.6 ^
< 5.568 (232 x24)
Doğrultma Ünitesinin Sınırlayıcı Denklemi
i r r + ^ r r + - 5 ' 5 6 8 <232 x 2 4 > Soğutma Ünitesinin Sınırlayıcı Denklemi
+ ^ 7 3 0 0 ( 3 0 ° x 24>
3.3. Negatif Olmama Şartı
Xj , X 2 , X j , X 4 , X 5 , X 6 , X 7 , X 8 , X 9 , X 1 0 , x n , X l 2 , x 1 3 > , o Sınırlayıcı eşitsizlikleri eşitlik haline dönüşütrmek için ilave edi-
len X î 4 , X 1 5 , X j 6 , X 1 6 ve X 1 8 gevşek değişkenlerle birlikte mo-del Tablo II. 31 de topluca gösterilmiştir.Tabloda sınırlayıcı denklem-lerin katsayıları ondalık olarak yazılmıştır.
107

4. MODEL I'ÎN ÇÖZÜMÜ
Doğrusal programlama modeli simpleks çözüm tekniği uygulanarak elle ya da bügisayarla çözülebilir. Modeldeki değişken sayısı ve sınır-layıcı denklemler arttıkça elle çözüm imkansızlaşır.
Kurulan Model I. de (Tablo II. 31) 5 sınırlayıcı denklem ve 18 de-ğişken vardır. 5 x 18 lik bir matriks elde edilmiştir. Bu itibarla çözümde bilgisayar kullanılmıştır. Aslında doğrusal programlama modellerinin endüstride kullanılmasını bilgisayarlar büyük ölçüde artırmıştır. Çünkü endüstride karşılaşılan problemlerin çoğunu elle çözmek mümkün de-ğildir.
Önemli olan kapasite, pazar ve üretimle olan ilişkilerin bütün özel-likleriyle modele işlenmiş olmasıdır. Bilgisayar kullanılma zorunluluğu bir yönden çözümü yani uygulamayı kolaylaştırmaktadır.
Doğrusal programlama problemleri için belirli bilgisayar program-ları geliştirilmiştir. Matriks değerlerinin kartlara işlenmesi ve maki-naya verilmesiyle sonuçlar yazılı olarak alınır. Çözümde Devlet Su iş-lerinin, IBM 360-30 model makinası kullanılmıştır.
Çözüm tablosu her üründen toplam kârı maksimum yapmak içni ne kadar üretilmesi gerektiğini göstermektedir.
Model I'in verdiği çözümde ürünlerin üretim miktarları aşağıdaki gibi olmaktadır.
X , ( 8 0) = 12.397 ton.
X 2 (10 0) = 0 X 3 (12 0) = 0 X 4 (14 0) = 0 X 5 (16 0) = 0
X 6 (18 0) = 0 X 7 (20 0) = 0 X g (22 0) = 0 X 9 (24 0) = 0 X 1 0 (26 0) = 456.393 ton X u (40 x40) 0 X 1 2 (50 x 50) - 0 X B (60 x 60) = 0
108
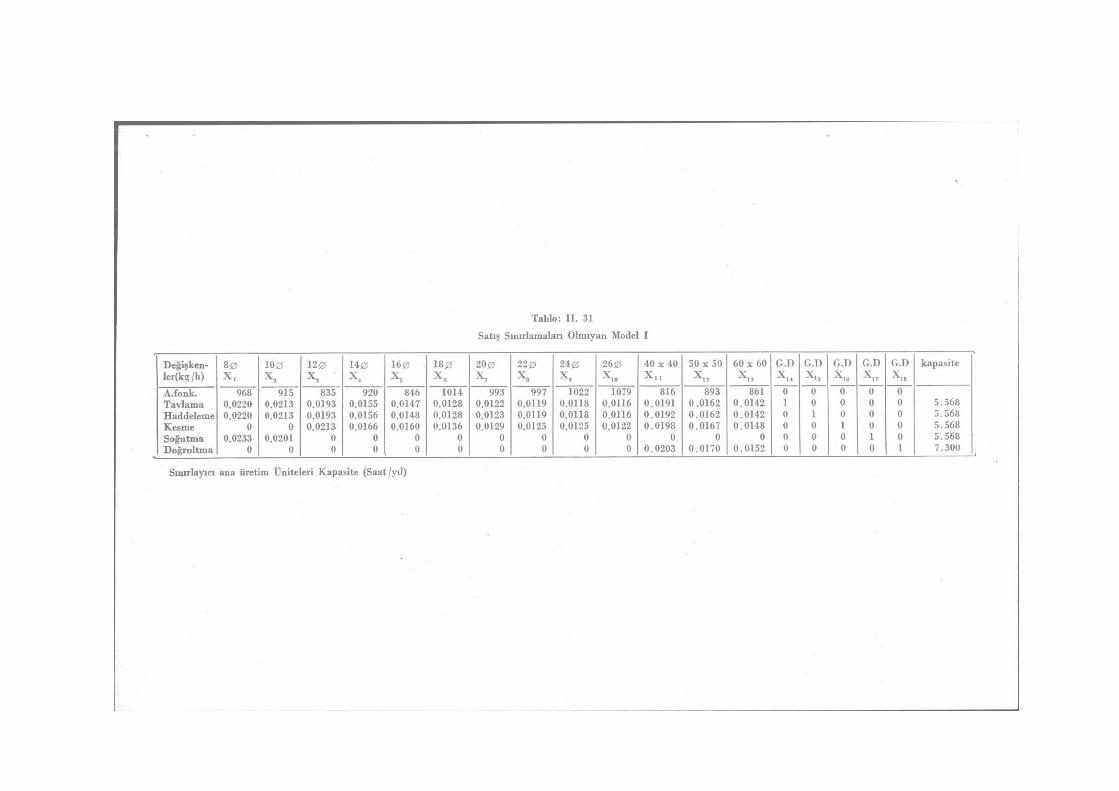
Tablo: II. 31
Satış Sınırlamaları Olmıyan Model I
Değişken- 8 0 1 0 0 1 2 0 1 4 0 1 6 0 1 8 0 200 220 2 4 0 2 6 0 4 0 x 4 0 50 x 50 60 x 60 G.D G.D G.D G.D G.D kapasite ler(kg/h) X, X 2 X, X, x 5 x 6 x 7 x 8 x 9 x , 0 x „ x I 2 X 1 3 * » x . 5 X l s X„
A.fonk. 968 915 835 920 846 1014 993 997 1022 1079 816 893 861 0 0 0 0 0 Tavlama 0.0220 0.0213 0.0193 0.0155 0.0147 0.0128 0.0122 0.0119 0.0118 0.0116 0.0191 0.0162 0.0142 1 0 0 0 0 5.568 Haddeleme 0.0220 0.0213 0.0193 0.0156 0.0148 0.0128 0.0123 0.0119 0.0118 0.0116 0.0192 0.0162 0.0142 0 1 0 0 0 5.568 Kesme 0 0 0.0213 0.0166 0.0160 0.0136 0.0129 0.0125 0.0125 0.0122 0.0198 0.0167 0.0148 0 0 1 0 0 5.568 Soğutma 0.0233 0.0201 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 5.568 Doğrultma 0 0 0 0 0 0 0 0 0 0 0.0203 0.0170 0.0152 0 0 0 0 1 7.300
Sınırlayıcı ana üretim Üniteleri Kapasite (Saat/yıl)
5. MODEL I. İN VERDİĞİ ÇÖZÜMÜN İNCELENMESİ VE 1973 YILIYLA KARŞILAŞTIRILMASI
Model I'irı verdiği optimal üretim programına göre tavlama, kes-me ve haddeleme ünitelerinde aylâk kapasite yoktur. Her üç ünite yıl-da 5.568 saat çalışmaktadır. Soğutma ünitesi 12.397 tonluk 8 0 lik için 296.6 saat çalışmaktadır. Doğrultma ünitesi yalnızca köşebentler için gerekli olduğundan ve onlarda üretilmediği için tamamen boştur.
Üretim programının % 97 sini, saatlik üretimi en yüksek olan 26 0 lık oluşturduğundan, toplam üretim 301.829 (1973 yılı toplam üretimi) tondan 468.790 tona yükselmektedir.
Optimal programda amaç fonksiyonun değeri:
12.397 x 968 = 12.000.296 456.393 x 1.079 = 492.448.047 Toplam 504.448.347 TL. olmaktadır.
Amaç fonksiyonunun değeri hesaplanırken yalnızca değişken masraflar gözönüne alındığından, kârı hesaplarken sabit masraflar dü-şülmelidir.
Toplam kâra katkı değerinden sabit masraflar düşüldüğünde Mo-del I in verdiği üretim yapısında kâr 450.002.126 TL. olmaktadır. (Tab-lo II. 32). Aynı birim kârlarıyla 1973 yılı üretimini toplam kârı 227. 583.971 TL. dır. Buna göre programlama sonucu 1973 yılı karının % 97.8 i kadar yani 222.155 TL. daha fazla kâr sağlanmaktadır.
Varılan bu sonucun tutarlı olmadığı ileride tartışılacaktır. Burada haddehane açısından önemli olan diğer bir nokta yıllık çalışma saat-larının yükseltilmesidir. Diğer ülkelerde benzer kuruluşlar yılda net haddeleme günü olarak 300'ün üzerine çıkabilmektedirler. Yılda 232 gün çalışabilen bir haddehane için 300 gün erişilmesi oldukça yüksek bir değerdir. Ancak çalışmayı önliyen duruşlar analiz edilerek, bazı pratik tedbirlerin alınmasıyla artırılan her çalışma saati üretimi önemli oranda artıracaktır. Bu yüzden çalışmayı önliyen duruşlar tek tek in-celenerek üretimi artırma yolları araştırılmıştır. Yıllık net haddeleme saatinin artmasınyla optimal üretim planının aldığı durum incelenmiş-miştir.
110
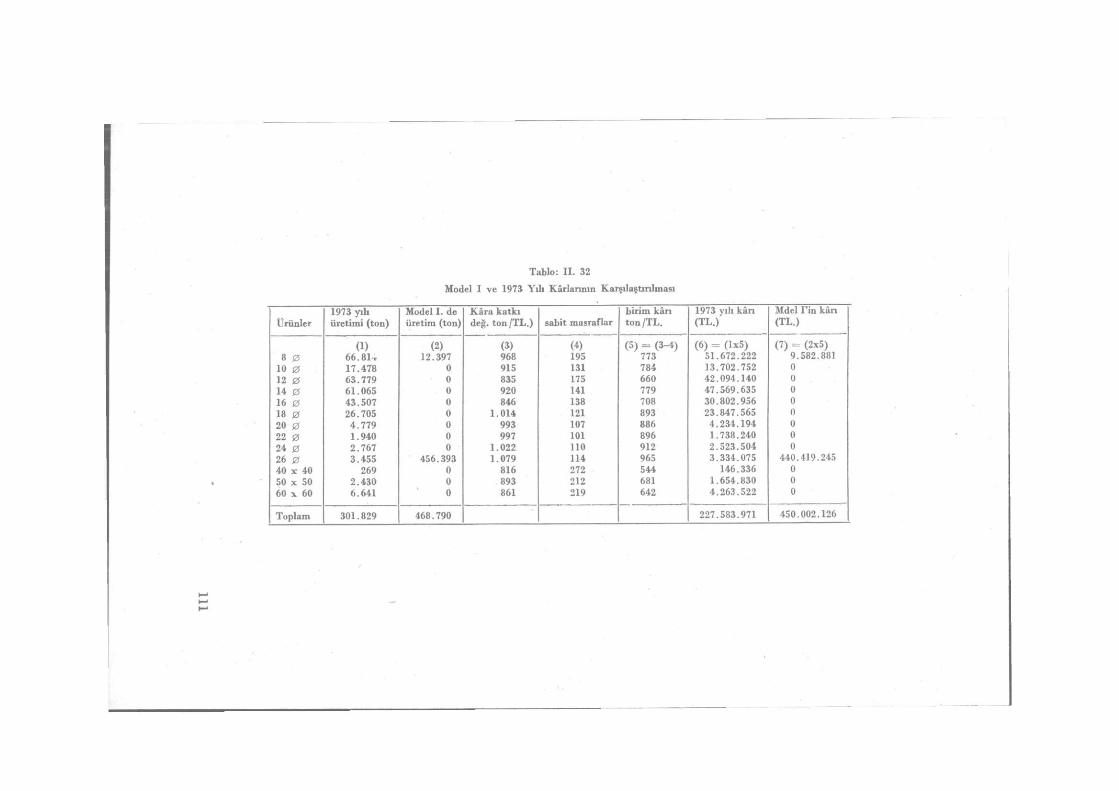
Tablo: II. 32
Model I ve 1973 Yılı Kârlarının Karşılaştırılması
Ürünler 1973 yılı üretimi (ton)
Model I. de üretim (ton)
Kâra katkı değ. ton/TL.) sabit masraflar
birim kân ton 1 TL.
1973 yılı kân (TL.)
Mdel I'in kârı (TL.)
( 1 ) (2) ( 3 ) (4) (5) = (3-4) (6) = (1x5) (7) = (2x5) 8 0 66.81-, 12.397 968 195 773 51.672.222 9.582.881
10 0 17.478 0 915 131 784 13.702.752 0 12 0 63.779 0 835 175 660 42.094.140 0 14 0 61.065 0 920 141 779 47.569.635 0 16 0 43.507 0 846 138 708 30.802.956 0 18 0 26.705 0 1.014 121 893 23.847.565 0 20 0 4.779 0 993 107 886 4.234.194 0 22 0 1.940 0 997 101 896 1.738.240 0 24 0 2.767 0 1.022 110 912 2.523.504 0 26 0 3.455 456.393 1.079 114 965 3.334.075 440.419.245 40 x 40 269 0 816 272 544 146.336 0 50 x 50 2.430 0 893 212 681 1.654.830 0 60 x 60 6.641 0 861 219 642 4.263.522 0
Toplam 301.829 468.790 227.583.971 450.002.126
KISIM: IX
IX. YILLIK NET ÜRETİMİN ARTIRILMASI A.MACIYLA ÇALIŞ-MA SAATLERİNİN ANALİZİ
1. SORUNUN ORTAYA KONULMASI
İşletmelerde üretimi, dolayısiyla kârı artırmanın önemli araçların-dan biri de kapasite kullanım oranını yükseltmektir. Yani aylâk kapasi-teye engel olmaktır.
Kontinü haddehanede faydalanılan kapasite ya da kapasite kul-
lanım derecesi %64 ( ———) olmaktadır. Bu mümkün çalışma gunu 365
değer diğer ülkelerdeki haddehanelerin yılda 300 günü aşkın çalıştığı gözönüne alınırsa oldukça düşüktür.
Dört yılın ortalaması olarak yıllık çakşma saatlerinin dökümü tab-lo II. 33 de verilmiştir. Programlanmış duruşlar ve zorunlu beklemeler mümkün çalışma saatinin % 24 nü, arızalardan dolayı beklemeler ise % 11.4 nü oluşturmakta ve bunlar yılda 133 gün tutmaktadır.
Haddehane bir gün fazla çabşırsa ürüne göre üretim değişeceğinden, ortalama üretim 1517 ton artacaktır. Ton başına ortalama kâr 778.7 TL. sı olmaktadır. (Tablo II. 34) Buna göre ortalama günlük kazanç:
1.517 X 778.8 = 1.181.288 TL. sı olmaktadır.
Haddehane bir gün fazla çalışırsa, kârı büyük ölçüde arttığı gibi, talebin altındaki üretimi artırmakla, önemli bir boşluğu da doldura-caktır. Bu yüzden, duruşlara yol açan bütün etkenler ayrı ayrı incele-nerek, önleme yolları araştırılmış ve yıllık çalışma gününün ne kadar artırılabileceği bulunmuştur.
112
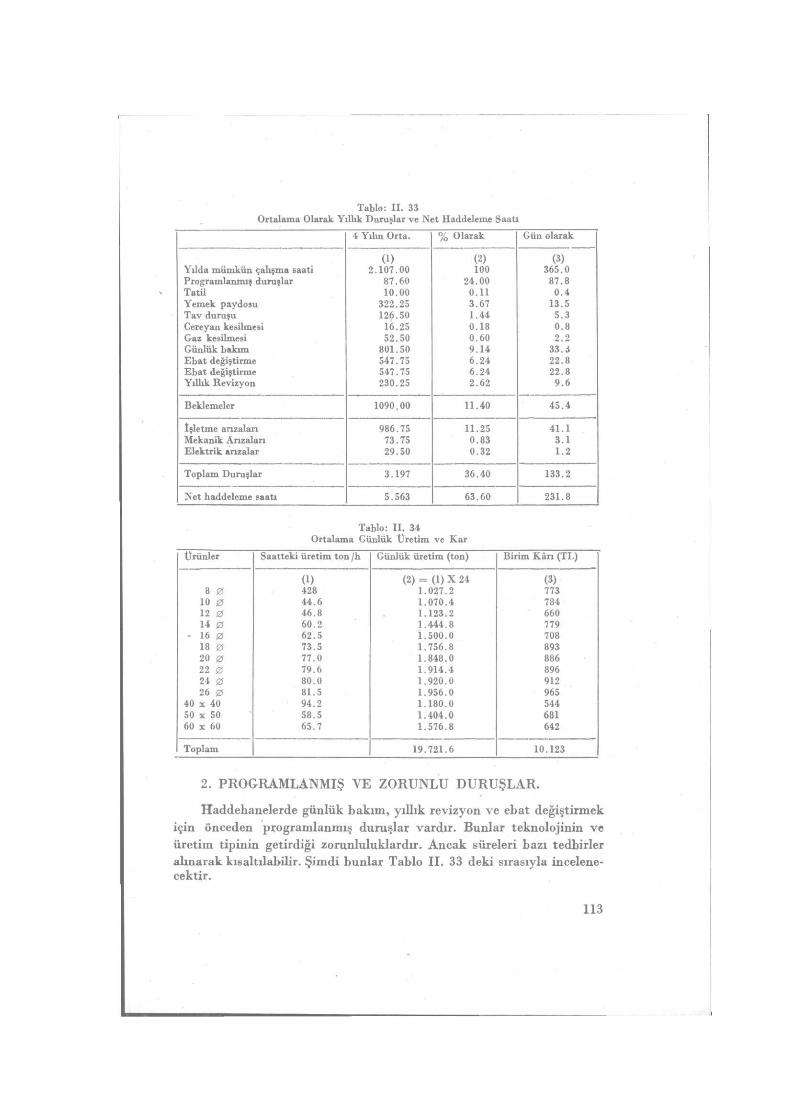
Tablo: II. 33 Ortalama Olarak Yıllık Duruşlar ve Net Haddeleme Saati
4 Yılın Orta. % Olarak Gün olarak
(D (2) (3) Yılda mümkün çalışma saati 2.107.00 100 365.0 Programlanmış duruşlar 87.60 24.00 87.8 Tatil 10.00 0.11 0.4 Yemek paydosu 322.25 3.67 13.5 Tav duruşu 126.50 1.44 5.3 Cereyan kesilmesi 16.25 0.18 0.8 Gaz kesilmesi 52.50 0.60 2.2 Günlük bakım 801.50 9.14 33.3 Ebat değiştirme 547.75 6.24 22.8 Ebat değiştirme 547.75 6.24 22.8 Yılhk Revizyon 230.25 2.62 9.6
Beklemeler 1090.00 11.40 45.4
işletme arızaları 986.75 11.25 41.1 Mekanik Anzalan 73.75 0.83 3.1 Elektrik arızalar 29.50 0.32 1.2
Toplam Duruşlar 3.197 36.40 133.2
Net haddeleme saati 5.563 63.60 231.8
Tablo: II. 34 Ortalama Günlük Üretim ve Kar
Ürünler Saatteki üretim ton /h Günlük üretim (ton) Birim Kân (TL)
d ) (2) = (1) X 24 (3) 8 0 428 1.027.2 773
10 0 44.6 1.070.4 784
12 0 46.8 1.123.2 660
14 0 60.2 1.444.8 779
- 16 0 62.5 1.500.0 708
18 0 73.5 1.756.8 893
20 0 77.0 1.848.0 886 22 0 79.6 1.914.4 896
24 0 80.0 1.920.0 912 26 0 81.5 1.956.0 965
40 x 40 94.2 1.180.0 544 50 x 50 58.5 1.404.0 681 60 x 60 65.7 1.576.8 642
Toplam 19.721.6 10.123
2. PROGRAMLANMIŞ YE ZORUNLU DURUŞLAR.
Haddehanelerde günlük bakım, yıllık revizyon ve ebat değiştirmek için önceden programlanmış duruşlar vardır. Bunlar teknolojinin ve üretim tipinin getirdiği zorunluluklardır. Ancak süreleri bazı tedbirler alınarak kısaltılabilir. Şimdi bunlar Tablo II. 33 deki sırasıyla incelene-cektir.
113
2.1. Tatil
Tatil yılda ortalama 10 saat olmaktadır. Genellikle bayram günleri için 1 ya da en çok 3 vardiya verilmektedir .Az olduğu için dikkate alın-mıyabilir.
2.2. Yemek Paydosu
Yemek paydosu için yılda ortalama 322 saat yaklaşık olarak 13.4 gün haddehane çalışmamaktadır. Ancak yemek paydosu her vardiya başı yarım saat olmak üzere günde 1.5 saat toplu sözleşme gereğidir. Bu yüzden değiştirilmesi ya da kaldırılması toplu sözleşmeyle mümkün-dür. Bu yüzden olduğu gibi alınmıştır.
2.3. Tav Duruşu
Tav duruşu fırının ısıtılmasını sağlıyan, yüksek fırın ve kok gazının kalori değerlerinin düşmesiyle ortaya çıkmaktadır. Bu yüzden kontrolü haddehane içinden söz konusu değildir.
2.4. Gaz ve Elektrik Kesilmesi
Elektrik ve gaz kesilmeleri üretimi, yılda ortalama sırasıyla 16 ve 53 saat aksatmaktadırlar. Her ikisi içinde haddehanece alınacak bir tedbir yoktur.
2.5. Günlük Bakımlar
Günlük bakımlar yılda üretimi 802 saat aksatarak işletme arıza-larından sonra gelmektedirler. Yılda 33.4 gün üretim kaybına yol açı-yorlar. Bu yüzden günlük bakımlar detaylı olarak incelenmiştir.
Günlük bakımlarda genellikle paso ayarı ve merdane değişiklikleri yapılmaktadır. Ayrıca hadde tezgahları kontrol edilip yağlanıyor, elekt-rik şebekesi gözden geçiriliyor, fırında biriken curuflar fırın soğutul-madan temizleniyor.
Yıllık bakım dışında haddehane hergün çalışmaktadır. Yıllık re-802
vizyon 6 gün alınırsa; = 2.23 saat, günlük bakım için had-uOD—o
dehane durmaktadır. Oysa diğer ülkelerde benzer haddehaneler için yılda standart olarak 12 gün yani 288 saat günlük bakım için durmaktadır-
114

lar8 3 . Bu ise bir günde yaklaşık 50 dakika tutmaktadır. Bugünkü çalışma şartları altında günlük bakımları bir saate indirmek oldukça güçtür. Ancak bakımlarda yapılan işlerle ilgili bir iş etüdü yapılıp, bakım ekip-leri düzenlenirse bu değer 1.25 saate düşürülebilir. Haddehanenin bir gün çalışmasıyla ortalama 1.181.288 TL. kâr ettiği gözönüne alınırsa konunun önemi ortaya çıkar. Yeni durumda günlük bakım, yılda 18 gün yani 432 saat tutacaktır.
2.6. Yıllık Bakım
Yıllık bakım ortalama 211 saat tutmaktadır. Geçen yıllarda 110 ile 360 saat arasında değişmiştir. Bazı yıllar düşük olmasının nedeni her yıl makina ve teçhizatın inceden inceye kontrol edilmemesindendir. Çüınkü günlük bakımlarda, ve ebat değiştirmelerde hadde tezgahlarının bakımı kısmen yapılmaktadır. Ancak tav fırını günlük bakımlarda ya da ebat değiştirmelerde soğutulmadığı için iç düzeninin yenilenmesi yapılamamaktadır. Bu yüzden yıllık bakımlarda dar boğaz fırındır.
Karabük'te günlük bakımlar düzene sokulursa yıllık bakımlar da hemen hemen sadece fırın kontrol edileceğinden, yılda 6 gün alınabilir. Böylece yıllık bakım için harcanana zaman 211 saatten 144'e düşmekte ve 67 saatlik bir tasarruf sağlanmaktadır.
2.7. Ebat Değiştirmeleri
Kontinü haddehanede üretimde bir üründen diğer ürüne geçerken, tezgahlarda paso ayarlamaları için zorunlu olarak işletme durmak-tadır. Ortalama yılda 36 defa (Tablo II. 35)* ebat değişikliği yapılmak-tadır. Buna göre her ebat değiştirmede 547.75 /36 = 15.20 saat zaman kaybolmaktadır.
83 Bakınız, a.k. s. 291.Yazarlar değişik haddehanelerin işletmesinde ortaya çıkan bir çok teknik olanları incelemektedirler.
Haddehanelerin çalışmalarına ilişkin çalışma bakım zamanları, kayıplar, enerji sarfiyatı gibi konularda uygulamadan standart değerler veriyorlar. Değişik haddehanelerin çalışma saat-leri ve duruşlarına pit değerler 291 inci sayfada 18 nolu tabloda verilmiştir. Tabloda benzer bir hafif profil haddehanesi için yıllık revizyona, 4, bacımlara 12, vardiya değişmeleri hadde ayarla-ma gibi işlere de 12 gün yeterli görülmektedir. Böylece işletme yılda 312 gün net haddeleme ya-pabilmektedir.
* Yılda ortalama ebat değişikliği bulunurken sadece son iki yıl alınmıştır. Neden de daha önceki iki yılda üretim programında lamalar ve son yıllarda üretilmiyen,diğer yuvarlak ve köşe-bentlerinde olmasıdır. Bu ise daha çok sayıda ebat değişikliğine yol açıyor. Daha tutarlı bir so-nuç elde etmek için son iki yıldaki ebat değişmelerinin ortalaması alınmıştır.
115
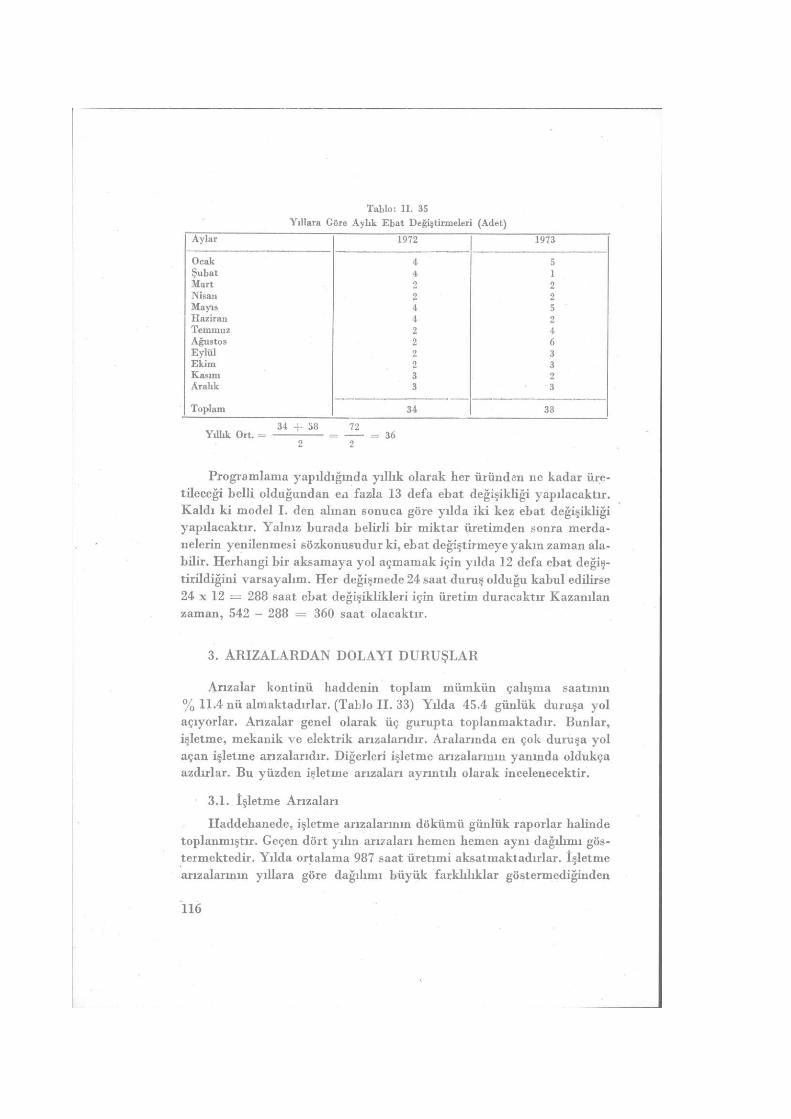
Tablo: II. 35 Yıllara Göre Aylık Ebat Değiştirmeleri (Adet)
Aylar 1972 1973
Ocak 4 5 Şubat 4 1 Mart 2 2 Nisan 2 2 Mayıs 4 5 Haziran 4 2 Temmuz 2 4 Ağustos 2 6 Eylül 2 3 Ekim 2 3 Kasım 3 2 Aralık 3 3
Toplam 34 38
Yıllık Ort. 34 + 38 72
2 36
Programlama yapıldığında yıllık olarak her üründsn ne kadar üre-tileceği belli olduğundan en fazla 13 defa ebat değişikliği yapılacaktır. Kaldı ki model I. den alınan sonuca göre yılda iki kez ebat değişikliği yapılacaktır. Yalnız burada belirli bir miktar üretimden sonra merda-nelerin yenilenmesi sözkoııusudur ki, ebat değiştirmeye yakın zaman ala-bilir. Herhangi bir aksamaya yol açmamak için yılda 12 defa ebat değiş-tirildiğini varsayalım. Her değişmede 24 saat duruş olduğu kabul edilirse 24 x 12 = 288 saat ebat değişiklikleri için üretim duracaktır Kazanılan zaman, 542 - 288 = 360 saat olacaktır.
3. ARIZALARDAN DOLAYI DURUŞLAR
Arızalar kontinü haddenin toplam mümkün çalışına saatinin % 11.4 nü almaktadırlar. (Tablo II. 33) Yılda 45.4 günlük duruşa yol açıyorlar. Arızalar genel olarak üç gurupta toplanmaktadır. Bunlar, işletme, mekanik ve elektrik arızalarıdır. Aralarında en çok duruşa yol açan işletme arızalarıdır. Diğerleri işletme arızalarının yanında oldukça azdırlar. Bu yüzden işletme arızaları ayrıntılı olarak incelenecektir.
3.1. İşletme Arızaları
Haddehanede, işletme arızalarının dökümü günlük raporlar halinde toplanmıştır. Geçen dört yılın arızaları hemen hemen aynı dağılımı gös-termektedir. Yılda ortalama 987 saat üretimi aksatmaktadırlar. İşletme arızalarının yıllara göre dağılımı büyük farklılıklar göstermediğinden
116
ve ayrıca 1973 yılında işletme daha da düzenli çalıştığından yalnızca bu yılın işletme arızaları incelenmiştir.
Arızaların günlük dağılımları bulunurken aşağıdaki şekilde gurup-landırılmışlardır.
1. Çapak arızaları
1.1. Hadde yolluklarının çapaklarla dolması,
1.2. Çıkış kasasının çapakla dolması,
1.3. Yolluğa kütüğün girmeyerek düğümlenmesi,
1.4. Tezgahta parça kalması.
1.5. Çıkışta yığılma olması.
2. Kasa arızaları.
3. Yolluk arızaları
4. Izgarada ürün karışması
5. Fırında kütük karışması.
6. Fırında itici değiştirme,
7. Hadde tezgahlarında parça kalması.
8. Yükleme beklemesi.
9. Günlük bakım eksikliğinden doğan arızaları ve bakım.
1973 yılı için 1 /10 lıık bir örneklemeyle 36 günde meydana gelen arıza tipleri ve sebeb oldukları duruşların süresi incelenmiştir, örnek-lemeye giren günlerdeki arızaların dağılımı tablo II. 36 da görülmek-tedir.
Bütün yıl günlük olarak ortaya çıkan işletme arızaları hakkında bir karara varmak için bunların ortalaması alınmıştır. Ortalama günlük dağılım Tablo II. 37 de görüldüğü gibi olmaktadır.
Arızalar arasında günlük bakımlar, (Tablo II. 37) günde 2.25 saatlik yer tutuyor. Oysa günlük bakımlar için 1.25 saatlik programlanmış sü-re ayrılmıştır. Bu itibarla günlük bakımlar arızalar arasında düşünül-memelidir. Çünkü onlar önceden programlanmış durumlarda yapıl-maktadır. O zaman günlük arızalar 4.42-2.15 = 2.27 saat gibi bir süre duruşa sebeb olmaktadırlar.
Çapak arızaları günde 1 saat 20 dakikadır. Çapak arızaları özellikle kütük fırına verilmeden önce ciddi bir kontroldan geçirilmediği için
117

Tablo: II. 36
örneklemeye Giren Günlerde Arıza ve Duruşlar (Dakika)
GÜNLER Arızalar 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
1. Çapak 165 120 240 40 30 60 10 105 80 135 90 60 30 55 60 25 95 100 2. Kasa 25 40 15 - - - 10 45 40 25 15 Ş 15 10 20 15 - 25 3. Yolluk 40 - 75 20 45 60 - - 25 20 35 25 125 45 35 20 25 50 4. Izgara kal. - 20 - - - - - - - - - - - - - - - -
5. Fırında ka. 6. İtici değ. - - - - - 10 - 10 - - - • - - - - - 10 -
7. Haddede P.K. 20 8. Yükleme bek. - - - - - - - - 10 - - - - 10 - - -
9. Günlük bakım 30 20 55 25 30 180 205 150 150 15S 165 225 75 180 165 150 200 18-
19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
1. Çapak 30 25 70 95 50 15 30 50 75 40 55 20 25 90 25 _ 15 2. Kasa 95 35 30 35 10 - - 45 - 45 10 15 10 - 45 30 40 45 3. Yolluk 35 10 65 35 50 85 25 15 130 60 - 20 55 - 75 55 40 10 4. Izgara ka. 15 - - 10 10 - - - - - - - - - 10 - - -
5. Fırında kd. - - - 10 - 25 - - - - - - 10 - - - _ -
6. îtici değ. - - - - 20 - - - - - - - - - - - - -
7. Haddede P.K. 8. Say. bek. - - - - - - - - - - - - - - - 10 - 10 9. Günlük bak. 75 195 190 180 240 135 135 85 180 195 150 210 265 - - 150 - 135
Kaynak: Kontinü haddehane günlük faalieyt raporları.
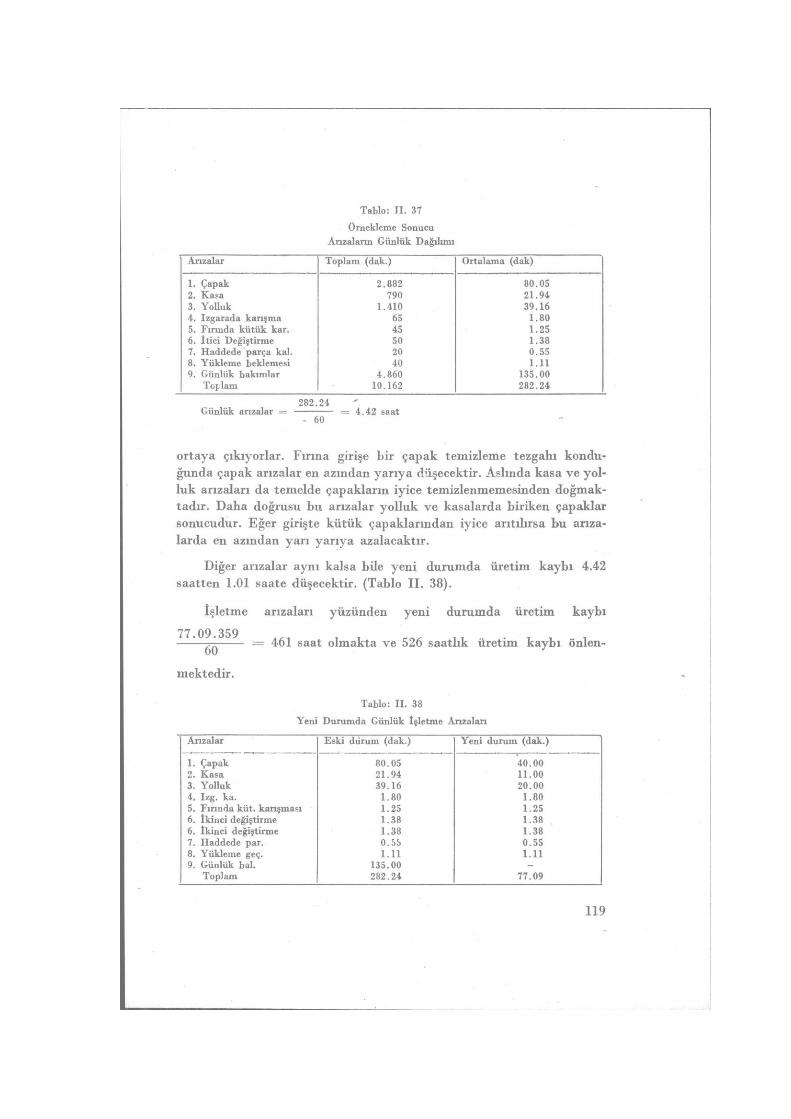
Tablo: II. 37
örnekleme Sonucu Arızaların Günlük Dağıkmı
Arızalar Toplam (dak.) Ortalama (dak)
1. Çapak 2.882 80.05 2. Kasa 790 21.94 3. Yolluk 1.410 39.16 4. Izgarada karışma 65 1.80 5. Fırında kütük kar. 45 1.25 6. itici Değiştirme 50 1.38 7. Haddede parça kal. 20 0.55 8. Yükleme beklemesi 40 1 .11 9. Günlük bakımlar 4.860 135.00
Toplam 10.162 282.24
282.24 Günlük arızalar = = 4.42 saat
- 60
ortaya çıkıyorlar. Fırına girişe bir çapak temizleme tezgahı kondu-ğunda çapak arızalar en azından yarıya düşecektir. Aslında kasa ve yol-luk arızaları da temelde çapakların iyice temizlenmemesinden doğmak-tadır. Daha doğrusu bu arızalar yolluk ve kasalarda biriken çapaklar sonucudur. Eğer girişte kütük çapaklarından iyice arıtılırsa bu arıza-larda en azından yarı yarıya azalacaktır.
Diğer arızalar aynı kalsa bile yeni durumda üretim kaybı 4.42 saatten 1.01 saate düşecektir. (Tablo II. 38).
işletme arızaları yüzünden yeni durumda üretim kaybı
7 7 0 9 3 5 9
—— = 461 saat olmakta ve 526 saatlik üretim kaybı önlen-
mektedir. Tablo: II. 38
Yeni Durumda Günlük işletme Arızaları
Arızalar Eski durum (dak.) Yeni durum (dak.)
1. Çapak 80.05 40.00 2. Kasa 21.94 11.00 3. Yolluk 39.16 20.00 4. Izg. ka. 1.80 1.80 5. Fırında küt. karışması 1.25 1.25 6. İkinci değiştirme 1.38 1.38 6. İkinci değiştirme 1.38 1.38 7. Haddede par. 0.55 0.55 8. Yükleme geç. 1 .11 1.11 9. Günlük bal. 135.00 -
Toplam 282.24 77.09
119
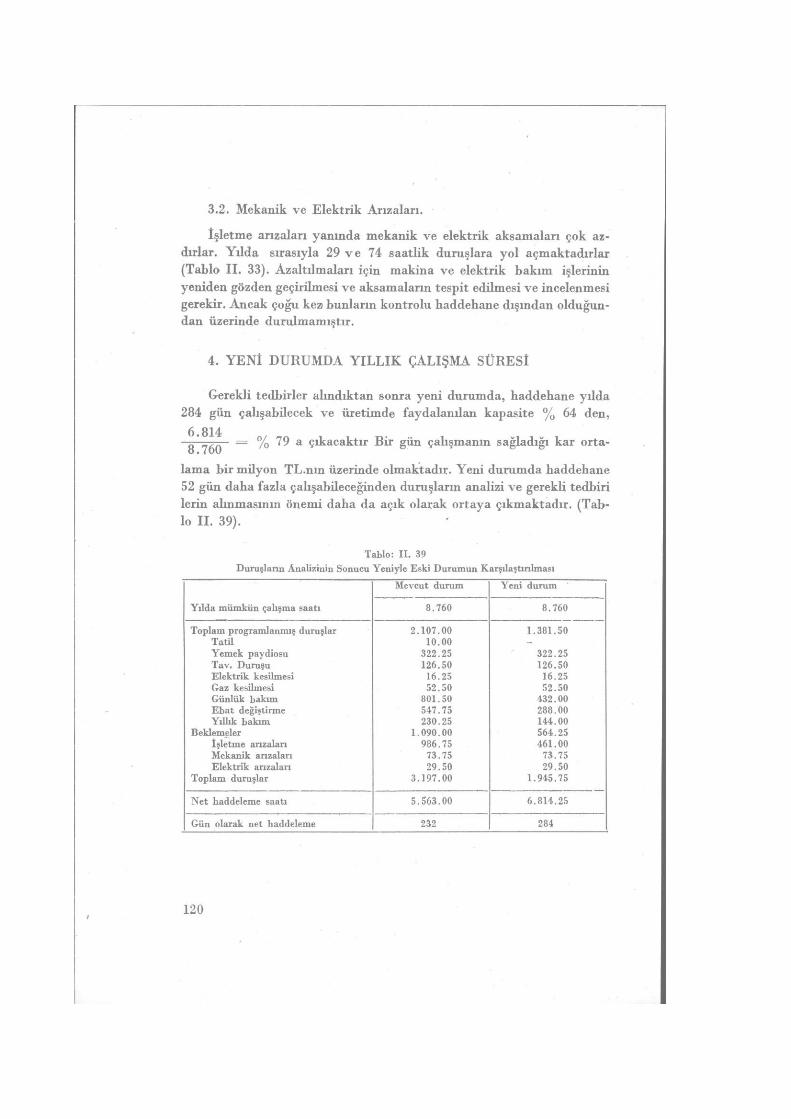
3.2. Mekanik ve Elektrik Arızaları.
İşletme arızaları yanında mekanik ve elektrik aksamaları çok az-dırlar. Yılda sırasıyla 29 ve 74 saatlik duruşlara yol açmaktadırlar (Tablo II. 33). Azaltılmaları için makina ve elektrik bakım işlerinin yeniden gözden geçirilmesi ve aksamaların tespit edilmesi ve incelenmesi gerekir. Ancak çoğu kez bunların kontrolü haddehane dışından olduğun-dan üzerinde durulmamıştır.
4. YENİ DURUMDA YILLIK ÇALIŞMA SÜRESİ
Gerekli tedbirler alındıktan sonra yeni durumda, haddehane yılda 284 gün çalışabilecek ve üretimde faydalanılan kapasite % 64 den, 6.814
= % 79 a çıkacaktır Bir gün çalışmanın sağladığı kar orta-lama bir milyon TL.nın üzerinde olmaktadır. Yeni durumda haddehane 52 gün daha fazla çalışabileceğinden duruşların analizi ve gerekli tedbiri lerin alınmasının önemi daha da açık olarak ortaya çıkmaktadır. (Tab-lo II. 39).
Tablo: II. 39 Duruşların Analizinin Sonucu Yeniyle Eski Durumun Karşılaştırılması
Yılda mümkün çalışma saati
Mevcut durum Yeni durum
Yılda mümkün çalışma saati 8.760 8.760
Toplam programlanmış duruşlar 2.107.00 1.381.50 Tatil 10.00 -
Yemek paydiosu 322.25 322.25 Tav. Duruşu 126.50 126.50 Elektrik kesilmesi 16.25 16.25 Gaz kesilmesi 52.50 52.50 Günlük bakım 801.50 432.00 Ebat değiştirme 547.75 288.00 Yılhk bakım 230.25 144.00
Beklemeler 1.090.00 564.25 işletme arızaları 986.75 461.00 Mekanik arızaları 73.75 73.75 Elektrik arızalan 29.50 29.50
Toplam duruşlar 3.197.00 1.945.75
Net haddeleme saati 5.563.00 6.814.25
Gün olarak net haddeleme 232 284
120

KISIM: X
X. NET HADDELEME SAATİNİN ARTIRILMASININ MODELI'E ETKİSİ YE MODEL I'ÎN VERDİĞİ SONUÇLARININ
DEĞERLENDİRİLMESİ
1. NET HADDELEME SAATİNİN ARTIRILMASININ MODELI'E ETKlSl
Model I'deki amaç fonksiyonu ve sınırlayıcı denklemlerin katsayı-larının net haddeleme saatinin artırılmasıyla değişmeyeceğini varsayar-sak, yeni durumda üretim yapısı değişmiyecektir. Aslında bu varsayım gerçeğe aykırı değildir. Her ürünün sınırlayıcı denklemlerdeki katsayı-ları hesaplanırken son dört yılın gerçekleşmiş değerlerinin ortalaması alınmıştır. Bir dönem için alman ya da teorik olarak hesaplanan değerler yanıltıcı olabilir. Çünkü hadde tezgahları birbirine bağlı olarak çalıştığın-dan merdanelerin dönüş hızları her tezgahtan aynı miktarda ürün geçecek şekilde ayarlanır. Bu yüzden kontinü haddehanelerde bir üründen di-ğerine geçiş oldukça karşık ve ayarlanması güçtür ki, bu da onların
en büyük zorluğudur84. Bu yüzden ortalama olarak alınan değerler gerçeği en iyi yansıtan rakamlar olmaktadırlar.
Amaç fonksiyonunun ve sınırlayıcı denklemlerin katsayıları değiş-mediğinden, üretim, kapasite sınır değerlerinin artığı oran kadar arta-caktır.
2. YENİ DURUMDA MODEL I. DE OPTİMAL ÇÖZÜM
Model I'in verdiği optimal çözümde X t (80) — 12.397, X 1 3 (26 0) = 456.393 ton üretilmekteydi.
84 Tselikov, Smirncv, a.g.e., s. 15. _
121
Yeni durumda yıllık çalışma saati 5568 den 6816 (284x24) ya çık-maktadır. Dolayısıyla modelde başka değişiklik olmadığı için üretim
4 4 1 1 oranında artaeaktır. 5.568
Yeni durumdaki üretim değerleri
X, ( 8 0 ) = 12.397 X 4 4 S - = 1 5 • 1 7 5 t o n ' D • D O o
X 1 3 (26 0) = 456.393X ( .68 r1<60 • = 588.658 ton 5.568
olmaktadır.
Yeni durumda kâr üretim miktarına bağlı olarak tablo II. 40 da görüldüğü gibi artmaktadır.
Net haddeleme günü 232 den 284 de çıkarıldığında model I'in ver-diği toplam kâr 502.030.928 TL. den 550.864.195 TL. a çıkacaktır. Yani 48.833.267 TL. daha fazla kâr sağlanmış olacaktır.
Aynı şekilde yıllık net haddeleme saati 300 güne çıkarılarak bir karşılaştırma daha yapılabilir. Ancak haddehanenin mevcut işletme şartlarından 284 güne çıkabilmesi ilk amaç olduğundan 300 güne çıkma şimdilik oldukça zordur. Bu yüzden anlamsız olduğu için 300 gün için üretim ve kâr hesaplanmamıştır. Unutulmaması gereken nokta üretim bir gün artırılırsa kârın bir milyonun üzerinde artacağıdır.
3. MODEL I'ÎN SONUÇLARININ DEĞERLENDİRİLMESİ
Model I'in verdiği optimal programda yalnız 26 0 lik ve az mik-tarda da 8 0 lik bulunmaktadır. Diğer ürünler üretilmemektedir. Ancak kontinü haddehane şimdilik ülkenin en modern hafif profil tesisidir. Bu kamu kuruluşu olarak ülke taleplerini karşılamak zorundadır. Bu yüz-den de satış müdürlüğü;
a. Bir evelki yıldan edinilen tecrübeyle yeni yıla ait piyasa etüd-leri ve müşteri taleplerinin göz önünde tutarak aranan ve sürümü güç-lük göstermiyen ürünle, belirli alıcılara satılması belirlenen ürünlerin üçer aylık devreler halinde ve miktarlarını belirtmek suretiyle ilgili üni-teyle işbirliği yaparak talebe göre üretim programını,
122

Tablo: II. 40
Model I de Haddeleme Saati Arttığında Karın Durumu
Ürünler Model I de optimal çö-
Ton başına kar (tl)
model I yıl sonu kar (tl)
çalışma günü 284 güne çı-karıldığında
Yeni durumda yıl sonu karı (tl)
X , ( 8 0 ) X , (26 0 ) Toplam
(1) 12.397
456.393 468.790
(2) 773 965
(3) = 1 x (2) 9.582.881
493.448.047 502.030.928
(4) 15.175
558.688 573.868
(5) = (2x4) 11.730.275
539.133.920 550.864.195
b. önceki yıldan devreden stok durumunu gösterir, listeleri, hazır-lıyarak, ilgili şubelerle işbirliği içinde her ürünün 3 er aylık devreler halinde üretim planlarını hazırlar85, denilmektedir.
Bu sistem özellikle haddehaneler için çalışmamaktadır. Çünkü hadde ürünlerine olan talep, inşaat tekniğindeki gelişmeler, şehirleşme hızı ve nüfus artışı gibi etkenlere paralel olarak hızla artmaktadır. Bu-nun içinde üretim daima talebin altında kalmaktadır. Bu alıcı taleple-rinin gününde karşılanmasını önlemekte en az 6 ay beklemelere yol açmaktadır. Bazı hallerde inşaat demirleri birbirinin yerine ikame edi-lebildiğinden talepler değiştirilmekte, karmaşık bir ve durum ortaya çıkmaktadır. Taleplerin karşılanması amacıyla 13 ürün değişik zaman-larda sık sık programa alınmaktadır.
Geçmiş yıllardaki satışlar incelenirse en çok 8 0 , 120 14 0 ve 16 0 lık ürünlerin satıldığı görülmektedir. Model I'in verdiği optimal prog-ramda, 456.393 ton 26 0 lık üretimi öngörülüyor. Oysa geçmiş yıllarda 26 0 lık en fazla 17.000 ton üretilmiştir. Bu durumda satış probleminin çıkacağı gibi diğer ürünlere olan talebin baskısı da olacaktır. Bu yüzden model I'in verdiği sonuçlar kârı maksimum yapmakta ise de satış im-kanları yönünden uygun değildir. Bunun için geçmiş yıllardaki satışlar incelenerek pazar sınırlarının ilavesiyle yeni model hazırlanmıştır.
85 D.Ç. İşletmeleri Genel Müdürlüğü Satış Yönetmeliği, a.g.e. s. 10.
123
KISIM: XI
XI. SATIŞ SINIRLARI OLAN MODEL II'NİN KURULMASI VE ÇÖZÜMÜ
1. MODEL II'NİN HAZIRLANMA ZORUNLUĞU
Birinci modele ürünlerin yalnızca kapasite ve üretim ilişkileri iş-lenmiştir. Her üründen ne kadar üretilirse üretilsin satılabileceği var-sayımıyla modele pazar yönünden kısıtlayıcı değerler ilave edilmemiş-tir. Ancak model I. in verdiği optimal çözümde sadece iki ürünün özel-likle 26 0 lik yuvarlak demirin üretimin % 97 sini tutması, pazar sınır-lamaları olan, ikinci bir modelin kurulmasını zorunlu kılmıştır. Çünkü 26 0 lık üretimi geçmiş yıllarda üretiminde ancak % 3 lük bir yer tut-maktadır. Bu yüzden modele ürünlerin maksimum satılabileceği sınır-ların konması zorunlu hale gelmiştir.
2. SATIŞ SINIRLARININ BULUNMASI
Üretim miktarına ilişkin sınırların bulunması için mutlaka güve-nilir satış tahminleri olmalıdır. Bunlar her ürün için yapılmış pazar araştırmalarına dayanmalıdır. Ayrıca bulunan değerler geçmiş yıllar-daki tahminler ve satış değerleriyle karşılaştırılıp tutarlı hale getiril-melidir. Çünkü satış kısıtlamaları optimal programı kesinlikle bağla-maktadırlar. Yanlış tahminler stokların artmasına yol açabileceği gibi çok kârlı olan ürünlerin programa girmesini de önler. Ancak kontinü haddehanenin ürünleri için ayrı ayrı talep tahmini yapmak oldukça güç ve çok uzun zaman alabdir.
Üretim talebin altında olduğundan işletmede bu tür bir çalışma-ya gidilmemiştir. Üretim programı aylık olarak alıcıların taleplerine ve karşılanmıyan siparişlere bağlı olarak düzenlenmektedir.
124
D.P.T. ve diğer kamu kuruluşları yaptıkları tahminlerde demir çelik ürünlerini guruplandırarak toplam talebi bulmuşlardır. Bu yüzden her ürünün maksimum satış sınırını bulmak hayli güçleşmektedir. Bu şartlar altında en tutarlı yaklaşım geçmiş yıllardaki satışları incelemek olacaktır. Her ürünün geçmiş yıllardaki üretimde ortalama payından hareketle toplam talepteki miktarları bulunmuştur.
3. HER ÜRÜNÜN K. HADDEHANENİN GEÇMİŞ YILLAR-DAKİ ÜRETİMİNDEKİ ORTALAMA PAYI
Daha önce belirtildiği gibi haddehanede üretim planlaması için tutarlı bir çalışma yapılmamıştır. Bu yüzden geçmiş yıllardaki satış-lardan hareket edilmiştir. Her ürünün üretimdeki ortalama payı sınırlı üretim altında olsa da talebi yansıttığı kabul edilmiştir.
1970, 1971, 1972 ve 1973 yıllarına ait satışlar, her ürünün toplam-daki payı ve dört yılın ortalaması bulunmuştur. (Tablo 11.41)
Bulunan ortalama değerlerde en çok satılan % 22 payla 14 0 lük yuvarlak demir olmaktadır. Bunu sırayla 8 0, 12 0 , 16 0, 18 0, 10 0 , 40 x 40, 22 0 26 0 50 x 50, 20 0 ve 60 x 60 olmak üzere diğer ürünler izlemektedir. Geçmiş yıllarda en çok 14 0 lük talep edilmiş ve satılmış-tır. Nedende inşaatlarda 14 0 lüğün 12 0 , 16 0 lık gibi ürünler yerine de kullanılabilmesidir.
Bulunan üretim paylarının gelecek yıllardaki talep içindeki yer-lerinin sabit kaldığı varsayılarak satış üst sınırları bulunacaktır.
4. UZUN HADDE ÜRÜNLERİNE OLAN TOPLAM TALEP VE HER ÜRÜNÜN SATIŞ SINIRLARI
Değişik ikame edilebilir ürünlerdeki gelişmeye karşılık, çeliğin en-düstrinin en önemli girdisi olması, demir-çelik sektörüyle sanayileşme arasındaki ilişki önemini sürdürmektedir. İkinci Beş Yıllık Kalkınma Planı döneminde demir çelik sanayiine önemli yatırımlar yapılmış ol-masına rağmen, talebin yurt içi üretim imkanlarıyla karşılanması söz konusu değildir. İthalata bağlılık devam etmiş ve uzun yıllar çelik ih-tiyaçları, genel ihtal imkanlarıyla sınırlandırılmıştır86.
86 Ay yıldız Müh. ve Muş. Bürosu, Türkiye Demir Çelik Sektörü Ört» Vadeli Üretim Planlaması ile Tedbir ve Tavsiyeler Cilt I, Ankara, 1969, s. 12.
125
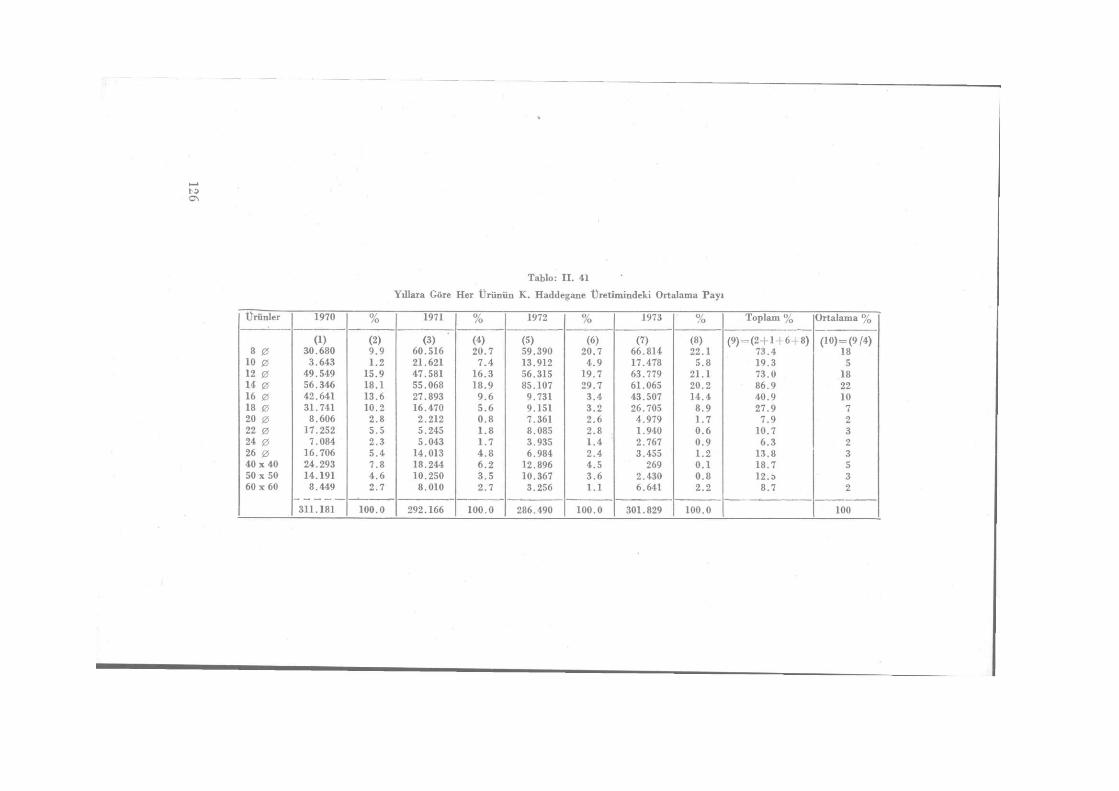
Tablo: II. 41
Yıllara Göre Her Ürünün K. Haddegane Üretimindeki Ortalama Payı
Ürünler 1970 % 1971 /o 1972 % 1973 % Toplam % Ortalama %
d ) (2) (3) (4) (5) (6) (V (8) (9) = ( 2 + l + 6 + 8 ) (10)=(9/4)
8 0 30.680 9.9 60.516 20 7 59.390 20.7 66.814 22.1 73.4 18 10 0 3.643 1.2 21.621 7 4 13.912 4.9 17.478 5.8 19.3 5 12 0 49.549 15.9 47.581 16 3 56.315 19.7 63.779 21.1 73.0 18 14 0 56.346 18.1 55.068 18 9 85.107 29.7 61.065 20.2 86.9 22 16 0 42.641 13.6 27.893 9 6 9.731 3.4 43.507 14.4 40.9 10 18 0 31.741 10.2 16.470 5 6 9.151 3.2 26.705 8.9 27.9 7 20 0 8.606 2.8 2.212 0 8 7.361 2.6 4.979 1 . 7 7.9 2 22 0 17.252 5.5 5.245 1 8 8.085 2.8 1.940 0.6 10.7 3 24 0 7.084 2.3 5.043 1 7 3.935 1.4 2.767 0.9 6.3 2 26 0 16.706 5.4 14.013 4 8 6.984 2.4 3.455 1.2 13.8 3 4 0 x 4 0 24.293 7.8 18.244 6 2 12.896 4.5 269 0.1 18.7 5 50 x 50 14.191 4.6 10.250 3 5 10.367 3.6 2.430 0.8 12. S 3 6 0 x 6 0 8.449 2.7 8.010 2 7 3.256 1 .1 6.641 2.2 8.7 2
311.181 100.0 292.166 100 0 286.490 100.0 301.829 100.0 100

Diğer yandan uzun hadde ürünlerine olan talep ise genellikle in-şaat sektöründeki plan hedeflerini aşan gelişmeye paralellik göstermiş bu ürünlerde her iki plânın hedefleri aşılmıştır. Konut tipi inşaat ta-talebinin gelişmesine paralel olarak çubuklara olan talep, profillere oran-la daha hızlı artmıştır. Bu yüzden demir-çelik talebinin karşılanmasında-sürekli olarak ithalat gerekmiştir87.
Demir-çelik ürünlerinin tüketimi, ülkede ekonominin genel sevi-yesi, endüstriyel üretimin toplam ekonomi içindeki yeri, inşaat, ulaş-tırma gibi sektörlerde kullanılan malzemeyle ilişkilidir. Bu itibarla de-mir çelik ürünleri talebi araştırılırken, değişik tahmin metodlarıyla tüketimin bazı ekonomik büyüklüklerle ilişkilerinin incelenmesi yanın-da, nüfus milli gelir gibi genel ekonomik göstergelere de bakmak gere-kir88 . Ancak konuyu dağıtmamak için talep tahminlerinin detayına inilmeden, D.P.T. ve Ayyıldız Müh. Müs. Bürosunun uzun hadde ürün-leri talebi için verdikleri değerler alınacaktır.
Kontinü haddehane üretimin geçen yıldaki ortalama tüketimdeki payı % 35 olmaktadır. (Tablo II. 43) Yani Karabük kontinü haddeha-nesi, geçmiş yıllardaki yuvarlaklar ve köşebent tüketiminin sırasıyla % 32 siyle % 3 nü karşılamıştır. Bu pazar payının değişmediğini var-sayarsak, K. haddehane 1974 yılı talebinin de % 35 ni karşılayacaktır. Böylece 1974 yılındaki talebin % 35 toplam satılabilinecek maksimum üretimi verecektir.
D.P.T. ve Ayyıldız Müh. Müş. Bürosunun 1974-1977 yıllarına ait, yuvarlaklar ve hafif profiller için yaptıkları tahminler Tablo II. 42 de görülmektedir.
Daha önce de belirtildiği gibi uzun hadde ürünlerine olan talep özel-likle inşaat yatırımlarına paralel olarak hızla artmaktadır. Bunun için, talebin önümüzdeki yıllarda artacağı açıkça görülmektedir. Bu yüzden talep tahminlerinden her ürün için satılabilecek maksimum miktarı bu-lacağımızdan, bir yanılgıya yol açmamak bakımından talep artışında
87 Üçüncü Beş Yıllık Kalkınma Planı, s. 462.
88 Demir Çelik ürünleri talep tahmir metodları ve uygulanmasıyla ilgili geniş bilgi için değişik kuruluşlarca detaylı çalışmalar yapılmıştır. Bakınız T. Candır, A. Candır, Türkiye Demir Çelik Talep Tahminleri, D.P.T. Ankara 1966, s. 24-65.
B. Erdem, T. Şener, Türkiye Demir Çelik Sanayii ve II. Demir Çelik Tesislerinin Kurulu} Yeri Etüdü, D.Y.B. Ankara 1968 s. 144-208.
Ayyıldız Müh. Müs. Bürosu, a.g.e., s. 12-39.

Tablo: II. 42
1974-1977 Yıllan için Değişik Kuruluşlarca Yapılan Talep Tahminleri (Ton)
1974 1975 1976 1977
D.P.T. Avyıldız D.P.T. Ayyıldız D.P.T. Ayyıldız D.P.T. Ayyıldız (1) (2) (3) (4) (5) (6) (7) (8)
Yuvarlaklar 835.000 1.050.000 916.832 1.179.700 1.021.000 1.332.400 1.137.000 1.501.300
Hafif Profiller 255.000 344.600 299.200 388.200 353.200 442.300 417.000 503.70 Toplam 1.070.000 1.394.800 1116.032 1.567.900 1.374.200 1.774.700 1.554.000 2.005.000
Kaynak: D.P.T. Plan ve Programlan Ayyıldız Müh. Müs. Bürosunun adıgeçen araştırması.
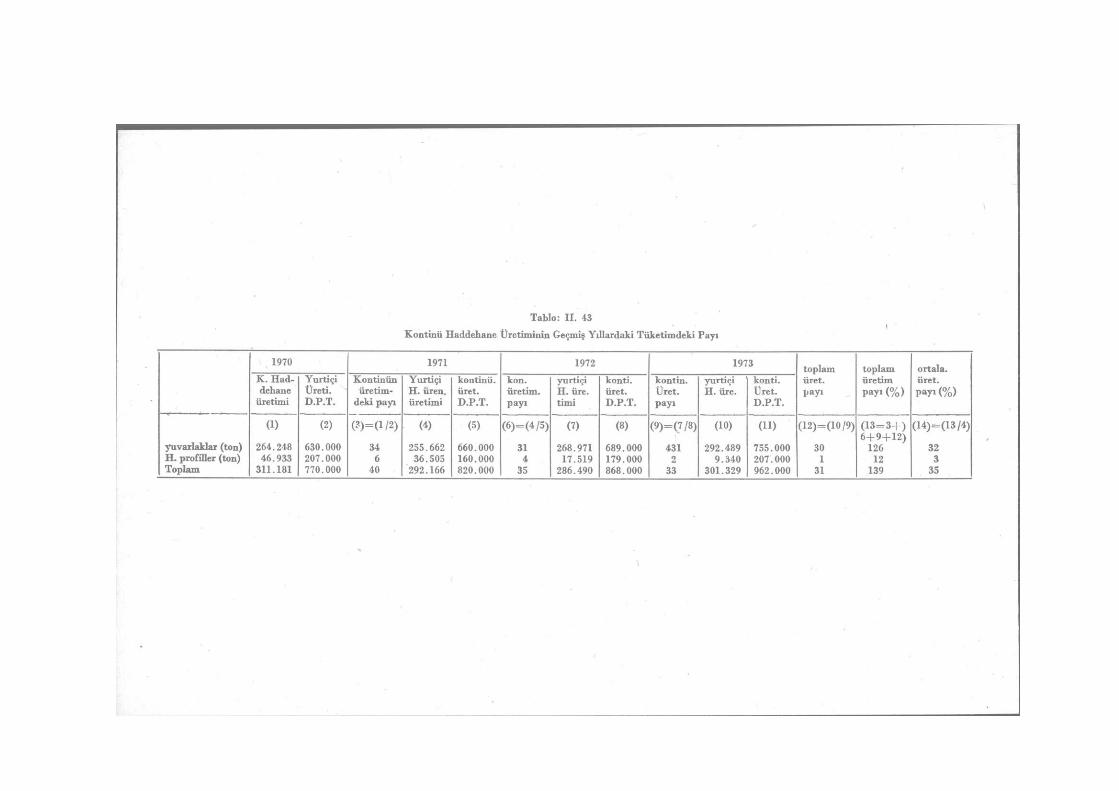
Tablo: II. 43
Kontinü Haddehane Üretiminin Geçmiş Yıllardaki Tüketimdeki Payı
1970 1971 1972 1973 toplam üret. payı
toplam üretim payı (%)
ortala, üret.
payı (%) K. Had-dehane
üretimi
Yurtiçi Üre ti. D.P.T.
Kontinün üretim-
deki payı
Yurtiçi H. üren. üretimi
kontinü. üret. D.P.T.
kon. üretim. payı
yurtiçi H. üre. timi
konti. üret. D.P.T.
kontin. Üret. payı
yurtiçi H. üre.
konti. Üret. D.P.T.
toplam üret. payı
toplam üretim payı (%)
ortala, üret.
payı (%)
yuvarlaklar (ton) H. profiller (ton) Toplam
(1)
264.248 46.933
311.181
(2)
630.000 207.000 770.000
( ? ) = ( ! / 2 )
34 6
40
(4)
255.662 36.505
292.166
(5)
660.000 160.000 820.000
(6)=(4/5)
31 4
35
(?)
268.971 17.519
286.490
(8)
689.000 179.000 868.000
(9)=(7/8)
431 2
33
(10)
292.489 9.340
301.329
(11)
755.000 207.000 962.000
(12)=(10/9)
30 1
31
( 13=3+) 6+9+12)
126 12
139
(14)=(13/4)
32 3
35

daha iyimser olan Ayyıldızın rakamları esas alınmıştır89. Buna göre haddehanenin toplam maksimum üretimi, 1.394.800 x 0.35 = 488.180 ton olacaktır.
Toplam maksimum yıllık satış 488.180 ton olmaktadır. Bunun içindeki her ürünün ortalama payı daha önce bulunmuştur. Buna göre her ürünün satılabileceği üst sınır tablo II. 44 de görüldüğü gibi ola-caktır. Bu sretle model II nin kurulması için gerekli satış sınırları bu-lunmuş olmaktadır.
Tablo II. 44 Her Ürünün Satılabileceği Üst Sınır
Ürünler Üretimdeki payları(%) Toplam üretim (ton) Satış sınırları (ton)
(1) (2) ( 3 ) (4) = ( 2 X 3 ) 8 0 18 488.180 87.872
10 0 5 »» 24.409 i£3 o
12 0 18 *» 87.872 M A
14 0 22 107.400 16 0 10 »» 48.818
S 18 0 7 »» 34.173
ja 20 0 2 9.764 M es
22 0 3 14.645 T-3 24 0 2 »» 9.764 > S 26 0 3 14.645
i » 40 x 40 5 1» 24.409 50 x 50 3 14.645 60 x 60 2 9.764
100 488.180
5. SATIŞ SINIRLAMALARI OLAN MODEL II NİN KURUL-MASI
Pazar sınırları olan Model II nin formüle edilmesi için gerekli bil-giler toplanmıştır. Bunları genel doğrusal programlama modeline uygun bir biçimde formüle edilecektir.
Model II de kullanılan değişkenler, amaç fonksiyonu ve sınırlayıcı denklemler Model I de olduğu gibidir. Veriler değişmediği için aynen kalacaklardır.
89 Türkiye'de demir çelik ürünlerine olan talepler için daha önce belirtilen çalışmaların yanında, Koppers firması Ereğli Demir Çelik fabrikalarının genişletilmesi ve John Miles and Partners Üçüncü Demir Çelik tesisleri için hazırladıkları etüdlerde değişik değerler vermişlerdir. Ancak Ayyıldızın tahminleri son gelişmelerle en gerçekçi rakamlar olmaktadır. Geniş bilgi için bakınız. Atilla Candır, "Türkiye Demir Çelik Sanayiinin Genel Sorunları", Bolkal Erdem, "De-mir Çelik işletmelerinde Kapasite Seçimi ve Uygulama", Demir Çelik Endüstrisi Semineri, An-kara M.P.M. yayını 1970, s. 12. s. 277.
130

5.1. Amaç Fonksiyonu.
Z m a x = 2 XİCİ = 968 X! + 915 X 2 + 835 X 3 + 920 X 4 + ı=ı
846 X 5 + 1,014 X 6 + 993 X 7 + 997 X 8 + 1.022 X 9 + 1,079 X 1 0 + 816 X n + 893 X 1 2 + 861 X 1 3
5.2. Ana Üretim İşlemleri Yönünden Sınırlayıcı Denklemler
Tavlama Ünitesinin Sınırlayıcı Denklemi. V V .
+ +
Xı + X 2 + X3 + x4 + X5 + x6 45.4 + 46.9 + 51.7 + 64.2 + 67.6 + 77.8
x7 + X8 + X 9 + x ı o + x u + X, 2
81.4 + 83.8 + 84.4 + 85.9 + 52.1 + 61.6
7 0 u 3 < 5.568 (232 x 24)
Haddeleme Ünitesinin Sınırlayıcı Denklemi
x t + X 2 + x3 + x4 + x5 + x6 45.3 + 46.8 + 51.6 + 64.1 + 67.5 + 77.7
X 7 + x8 + X 9 + X ı 0 + x n + x1 2 81.3 + 83.7 + 84.3 + 85.8 + 52.0 + 61.5
+ +
^ 5.568 (232x24)
Kesme Ünitesinin Sınırlayıcı Denklemi
X3 ı x4 x5 x6 x7 x8 46.8 " r 60.2 ^ 62.5 ^ 73.5 ^ 77.0 ^ 79.6 ~r
X 9 X 1 0 X ' H X 1 2 X 1 3 <- ^ rrfio /232x241 80.0 81.5 50.4 59.8 67.4 ~ 5 0
Doğrultma Ünitesinin Sınırlayıcı Denklemi
W + " f e r + " f e " S " « O (300x24)
Soğutma ünitesinin Sınırlayıcı Denklemi
W + i * 5 - 5 6 8 ( 2 3 2 x 2 4 )
131

5.3 Pazar Yönünden Sınırlayıcı Denklemler.
Xı 87.872 X2 24.409 x 3 87.872 x 4 < 107.400 X5 48.818 X6 34.173 X7 < 9.764 X8 14.645 x 9 9.764 Xıo 14.645 X„ < 24.409 X12 14.645 Xl3 9.764 5.4. Negatif Olmama Şartı
Xj, X2 , X3 , X 4 , X„ X 6 , X7 , X 8 , X 9 , X 1 0 , X u , X 1 2 , X 1 3 ^ O
Yeni modelde 18 tane eşitsizlik vardır. Bunların eşitlik haline dö-nüştürülmesi için, X 1 4 , X 1 5 , X 1 6 , X 1 7 , X 1 8 , X 1 9 , X 2 0 , X 2 1 , X 2 2 , X 2 3 , X 2 4 , X 2 5 , X 2 6 , X 2 7 , X 2 8 , X 2 9 , X 3 0 , ve X 3 1 hepsi sıfır ya da daha büyük olmak üzere 18 tane gevşek değişken ilave edilmelidir. Böylece eşitsiz-likler eşitliğe dönüşür ve tablo II. 45 deki matriks elde edilir.
6. MODEL II NlN ÇÖZÜMÜ
Model II de sınırlayıcı denklem ve değişken sayısı Model I're göre daha da artmıştır. Çünkü 13 tane ürünlerin satışı yönünden sınırlayıcı ilave edilmiştir. Buna göre 18 x 31 lik bir matriks elde edilmektedir ki (Tablo II. 45) elle çözüm mümkün değildir.
Çözümde yine D.S.l. nin IBM 360-30 model bilgisayarı kullanıl-mıştır. Çözüm tablosundan alınan değerler aşağıdaki şekilde olmak-tadır.
X t (80) = 80.585 ton X 2 (10 0 ) = 0 " X 3 (12 0 ) = 0 "
132
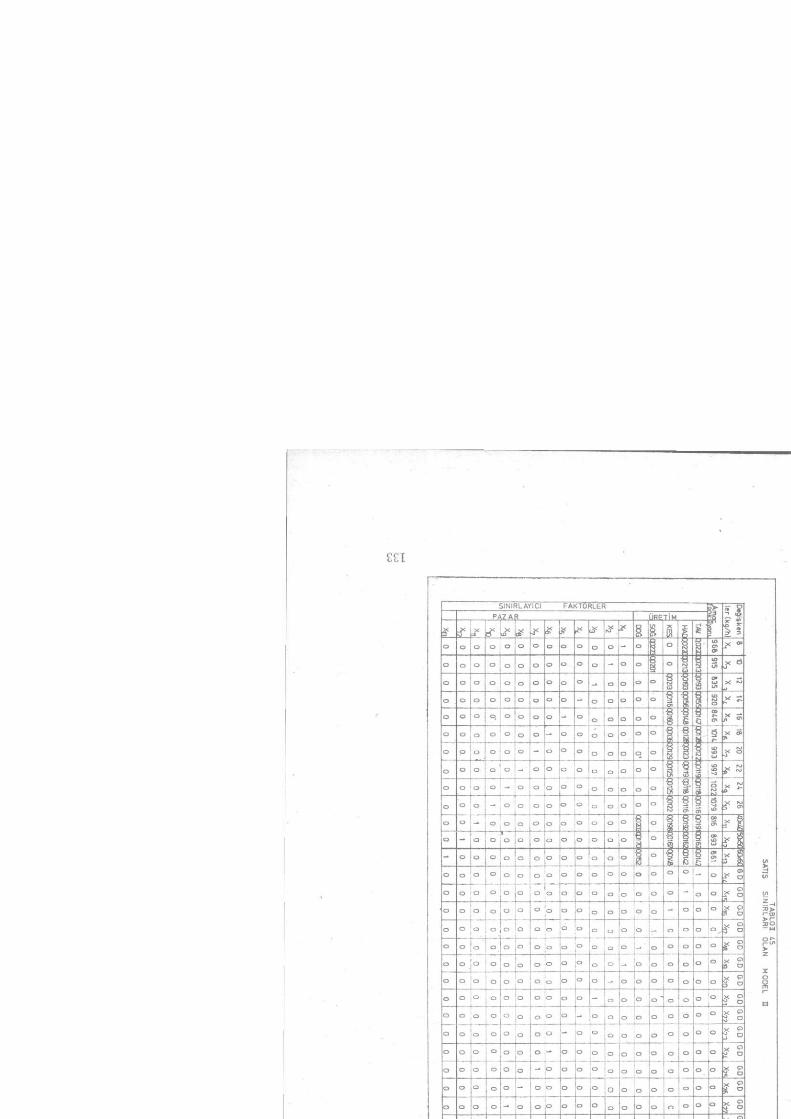
SCI

x 4 (14 0 ) = 107.400
X 5 ( I 6 0 ) = 48.818
X6 (18 0 ) = 34.173
x 7 (20 0 ) = 9.764
X8 (22 0 ) = 14.645
x 9 (24 0 ) = 9.764
Xıo (26 0 ) = 14.645
X u (40x40) = 0
X l 2 (50x50) = 14.645
X 1 3 (60x60) = 9.764
Model II. niıı çözümüyle varılan optimal üretim planı uygulandı-ğında, tavlama, haddeleme ana üretim ünitelerinin kapasitesi tamamen yani yılda 5.568 saat kullanılmaktadır. Bu ünitelerde aylak kapasite sözkonusu değildir. Kesme 3939, soğutma 1878 ve doğrultma 397 saat çalışmaktadır. Aslında bunların tam kapasite çalışmaması üretimin özelliği gereğidir. Çünkü aynı anda yalnızca biri çalışabüir.
Pazar sınırları olan modelde 13 üründen 10'nu optimal programda yer almaktadır. En çok 14'lük üretilmektedir. Onu sırasıyla, 8 0 , 16 0 , 18 0 , 26 0 lık, 50 x 50 köşebent, 24 0 , 20 0, lik ve 60 x 60 köşebent izlemektedir.
Optimal programın verdiği amaç fonksiyonunun toplam değeri 324.328.342 TL. olmaktadır. Kâr bulunurken bu değerden sabit mas-raflar düşülmelidir. Buna göre 1973, Model I ve Model H'nin verdiği toplam kârlar ayrı ayrı hesaplanarak Tablo II. 46'da gösterilmiştir.
Model Il'nin verdiği toplam kâr değeri 272.088.188 TL. sı 1973 yılından 44.504.217 TL. fazla ve model I'den 177.913.938 TL. daha az olmaktadır.
Model Il'nin verdiği kâr, pazar durumu gözönüne alındığında daha anlamlı olmaktadır. Aynı zamanda ülke ihtiyaçları karşılanmaktadır, işletmenin durumunda herhangi bir değişiklik yapmadan aynı işletme şartları altında Model II 1973 yılma göre 44.504.217 TL. daha fazla kâr sağlamaktadır. Hiç bir ilave masrafa girmeden sağlanan gelir oldukça önemli bir değerdedir.
134
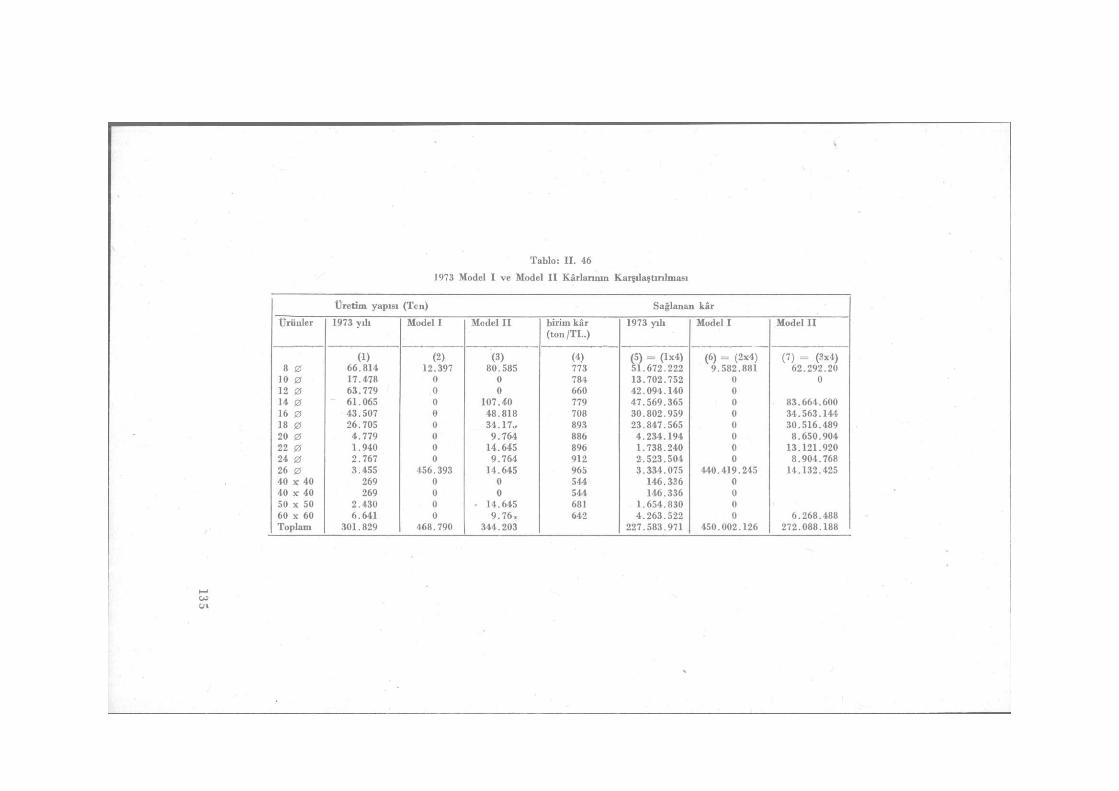
Tablo: IX. 46
1973 Model I ve Model II Kârlarının Karşılaştırılması
Üretim yapısı (Ten) Sağlanan kâr
Ürünler 1973 yılı Model I Model II birim kâr 1973 yılı Model I Model II (ton/TL.)
(1) (2) (3) (4) (5) = (1x4) (6) = (2x4) (7) = (3x4) 8 0 66.814 12.397 80.585 773 51.672.222 9.582.881 62.292.20
10 0 17.478 0 0 784 13.702.752 0 0 12 0 63.779 0 0 660 42.094.140 0 14 0 61.065 0 107.40 779 47.569.365 0 83.664.600 16 0 43.507 0 48.818 708 30.802.959 0 34.563.144 18 0 26.705 0 34.17^ 893 23.847.565 0 30.516.489 20 0 4.779 0 9.764 886 4.234.194 0 8.650.904 22 0 1.940 0 14.645 896 1.738.240 0 13.121.920 24 0 2.767 0 9.764 912 2.523.504 0 8.904.768 26 0 3.455 456.393 14.645 965 3.334.075 440.419.245 14.132.425 40 x 40 269 0 0 544 146.336 0 40 x 40 269 0 0 544 146.336 0 50 x 50 2.430 0 - 14.645 681 1.654.830 0 60 x 60 6.641 0 9.76* 642 4.263.522 0 6.268.488 Toplam 301.829 468.790 344.203 227.583.971 450.002.126 272.088.188

7. NET HADDELEME SAATİNİN ARTIRILMASININ MODEL II'YE ETKtSl
Net haddeleme saatinin artırılmasıyla, amaç fonksiyonu ve sınır-layıcı denklemlerin katsayılarının değişmiyeceğini varsayarak optimal üretim programı bulunmuştur.
Net haddeleme saati mevcut durumda 5.568 dir. Daha önce duruş-ların nedenleri incelenerek bunun 5.816 saata çıkabileceği hesaplanmış-tır. Buna göre optimal programda yer alan ürünler ve miktarları için bilgisayardan alınan değerler aşağıdaki şekilde olmaktadır.
X ! (80) = 87.872 Ton
X 2 ( 1 0 0 ) = 0 99
X 3 (12 0) = 56.066 99
x 4 (14 0) = 104.700 99
X 5 (16 0) = 48.818 99
X 6 ( 1 8 0 ) ----- 34.173 99
X 7 (20 0) = 9.764 99
X 8 (22 0) = 14.645 99
X 9 (24 0) = 9.764 99
X ı o (26 0) = 14.645 99
X n (40x40) = 0 99
X l 2 (50x50) = 14.645 99
X 1 3 (60x60) = 9.764 99
İki ayrı hadeleme saati için Model Il'nin verdiği optimal çözümler tablo II. 47 de görülmektedir.
Haddehane net 284 gün çalışırsa optimal üretim programına 12 0 lik ürün de girmektedir. Böylece haddehane üretim programında olan 13 üründen 11 ni üretmektedir. Üretilmiyen 10 0 luk ve 40 x 40 köşebent yerine diğer ürünler kolaylıkla kullanılabildiği için pazar yönünden bir sorun çıkmıyacaktır.
Haddehane 52 gün daha fazla haddeleme yaparsa; toplam üretim 60.653 ton ve kâr da 42.636.411 TL. artmaktadır.
136
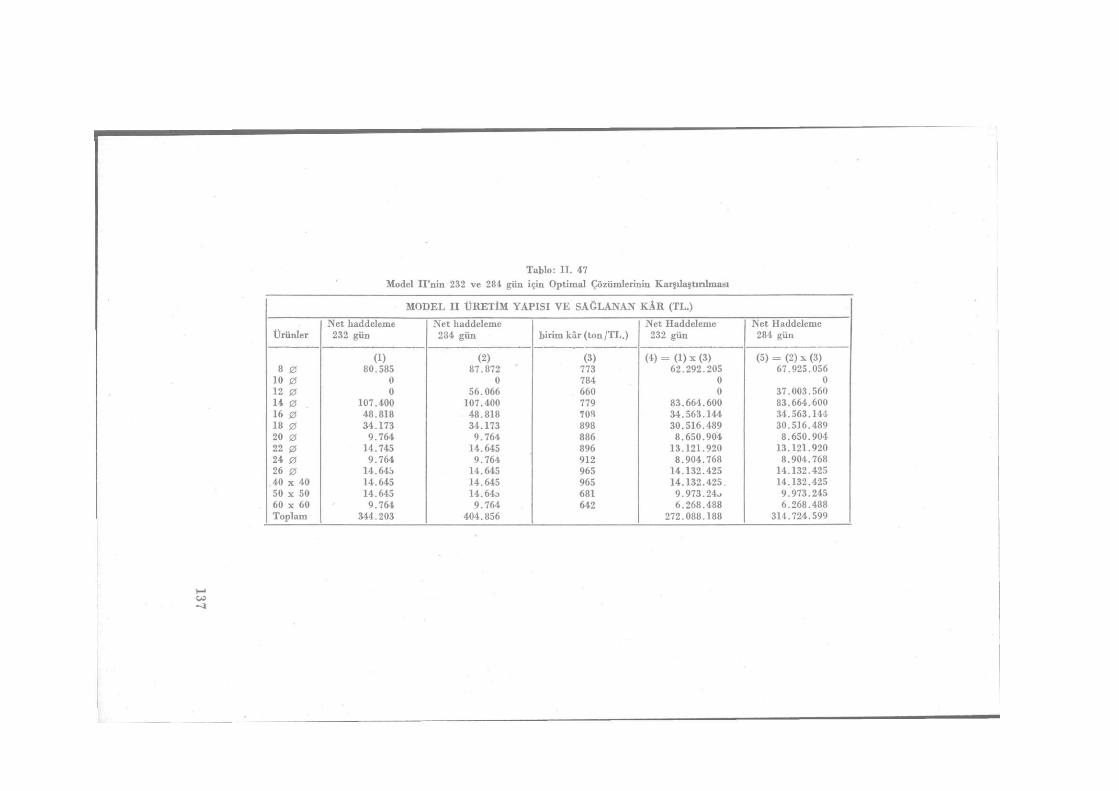
Tablo: II. 47 Model Il'nin 232 ve 284 güıı için Optimal Çözümlerinin Karşılaştırılması
MODEL II ÜRETİM YAPISI VE SAĞLANAN KÂR (TL.)
Net haddeleme Net haddeleme Net Haddeleme Net Haddeleme Ürünler 232 gün 284 gün birim kâr (ton /TL.) 232 gün 284 gün
(1) (2) (3) (4) = (1) x (3) ( 5 ) = ( 2 ) x ( 3 ) 8 0 80.585 87.872 773 62.292.205 67.925.056
10 0 0 0 784 0 0 12 0 0 56.066 660 0 37.003.560 14 0 107.400 107.400 779 83.664.600 83.664.600 16 0 48.818 48.818 703 34.563.144 34.563.144 18 0 34.173 34.173 898 30.516.489 30.516.489 20 0 9.764 9.764 886 8.650.904 8.650.904 22 0 14.745 14.645 896 13.121.920 13.121.920 24 0 9.764 9.764 912 8.904.768 8.904.768 26 0 14.645 14.645 965 14.132.425 14.132.425 40 x 40 14.645 14.645 965 14.132.425. 14.132.425 50 x 50 14.645 14.64D 681 9.973.24J 9.973.245 60 x 60 9.764 9.764 642 6.268.488 6.268.488 Toplam 344.203 404.856 272.088.188 314.724.599

8. MODEL II'NİN SONUÇLARININ DEĞERLENDİRİLMESİ
Model II'nin çözümü Model I'e göre daha anlamlıdır. 1973 yılı Üretim programında olan 13 üründen 10 nu optimal çözümde yer almak-tadır. Böylece haddehane hem ülke ihtiyaçlarını karşılamakta hem de 1973 yılına göre toplam üretim 42.370 ton ve kârda 44.504.27 TL. sı artmaktadır. Mevcut işletme şartlarında hiçbir değişiklik yapmadan toplam üretim % 20 ve kar % 19.5 artmaktadır ki, bunlar işletme için oldukça büyük değerlerdir. Ayrıca net haddeleme saati artırılınca bu değerler iki misline çıkmaktadır. Bu suretle haddehanenin üretimi 1973 yılına göre hemen hemen % 45 oranında artmaktadır. Böylece Demir Çelik İşletmelerine olduğu kadar ülke ekonomisine de büyük katkıda bulunulmaktadır.
138

KISIM: XII
MODELDEKİ DEĞİŞMELERİN SONUCA ETKİSİ VE GENEL DEĞERLENDİRME
1. DOĞRUSAL PROGRAMLAMA MODELİNDEKİ DEĞİŞME-LER.
Birçok endüstri probleminde yalnızca optimal çözüm değil, bunun yanında modeldeki katsayıların, yani satış fiyatlarının, kapasite ve pazar sınırlarının değişmelerine karşı optimal çözümün geçerliliğini ko-ruyu]) korumadığının bilinmesi gerekir. Bu yüzden değişikliklere karşı duyarlılık analizi yapılır.
Duyarlılık analizi, parametrelerdeki hatalar ya da gerçekleşebilir değişikliklerin, modelin sonuçlarına etkilerini araştırma çalışmasıdır90.
Doğrusal programlama uygulamalarında bazaıı bilgi eksikliği ya da yanlışlığı yüzünden sonuçda sapmalar olabilir. Çünkü programın verdiği optimal çözüm toplanan bilgilere bağlıdır. Bunda modelin etkisi yoktur. Bir doğrusal programlama modelindeki değişiklikler beş kısma ayrılır91.
1. Sınırlayıcı denklemlerin sağ yanındaki (bj) değerlerde değiş-meler.
2. Amaç fonksiyonunun katsayılarındaki (Cj) değişmeler.
3. Sınırlayıcı denklemlerin teknik katsayılarındaki (a^j değişmeler.
4. Yeni değişkenler ilâvesiyle değişmeler.
5. Yeni sınırlayıcılar ilâvesiyle değişmeler.
90 A. Rapport, "Sensivity Analysis in Decision Making" Management Decision Making, a.g.e., s. 317.
91 Garvin, a.g.e., s. 49.
139

Bu değişikliklerin optimal çözüm üzerindeki etkileri, yeni lıir model hazırlamadan ya da birçok değişiklik yapmadan ortaya konula-bilir.
2. Değişmelerin Sonuca Etkisi Model I ve Il'de sınırlayıcı denklemlerin ikinci yanları, yani yıllık
çalışma saatlerinin artmasıyla optimal programdaki değişmeler gös-terilmiştir, Her iki model içinde 232 ve 284 gün çalışmaya göre optimal program bulunmuş ve karşılaştırılmıştır. (Tablo II. 46, 47) Net hadde-leme 52 gün artırıldığında üretim 60.000 tonun kârda 40.000 TL. sının üzerinde artmaktadır. Bu yüzden, bu yönde yapılacak en küçük çalışma, işletmeye büyük katkılarda bulunacaktır.
Pazar yönünden sınırlayıcı değerler talep tahminlerine dayalı ola-rak bulunmuştur. Toplam satışlar ya da ürünlerin tek tek satışı tutarlı olarak tahmin edilmiyebüir. Satış sınırlarının değişmesinin kârı ne yön-de etkileyeceği pazarlama politikasının belirlenmesi yönünden yararlı olacaktır.
Satış sınırları konmadığında optimal üretim programının %97 sini 26 0 lık yuvarlak demir oluşturmaktadır. Bunun nedeni kâra katkı değerinin yüksekliği kadar saatlik üretim miktarının de en yüksek ol-masındandır. Tablo II. 48 de görüldüğü gibi 1 ton 26 0 lık üretirken, aynı zamanda 8 0 likten 0,53. 10 0 luktan 0.55, 12 0 likten 0.57, 14 0 lükten 0.74, 16 0 lıktan 0.77, 18 0 likten 0.90, 20 0 likten 0.94 22.0 lik-ten 0.98, 24 0 lükten 0.98, 40 x 40 lık köşebentten 0.60 50 x 50 likten 0.72 ve 60 x 60 lıktan 0.81 ton üretilebilmektedir. Bu yüzden diğer ürün-lerin, satışlarının gerilemesi ve 26 lık, onu takiben 24 0 , 22 0 20 0 ve 18 0 lik ürünlerin satışlarının artması kârı artırrıcı yönde etkileyecek-tir.
Kâra katkı değerlerinin de etkisiyle bunu bügısayarm verdiği gevşek değişkenlerin gölge fiyatlarında da görmek mümkündür92. Üretilmemesiyle, başka bir deyişle satış sınırının yükseltilmemesiyle en çok zarar olunan ürün 26 0 lıktır. Bunu sırasıyla 24 0 , 22 0 , 20 0 , 60 x 60 köşebent ve 18 0 lik ürünler izlemektedir. Bu yüzden bu ürün-lerin satışlarını ne kadar artırabüirsek kârımız da o ölçüde artacaktır93. Böylece pazarlama politikası yönünden hangi ürünlere ağırlık verilmesi gerektiği açıklık kazanmış olmaktadır.
92 Doğrusal Programlama modellerinde bilgisayarlar ve programlan hakkında genel kurallar için bakınız, Nylor, Byrne, a.g.e., s. 201-124.
93 Bu konuda daha ayrıntılı bilgi, özellikle kapasitedeki değişmelerin toplam kâr üzerin-deki etkisi yönünde, rakamlı örnek için bakınız. Ferguson. Sargent a.g e., s. 176-205.
140
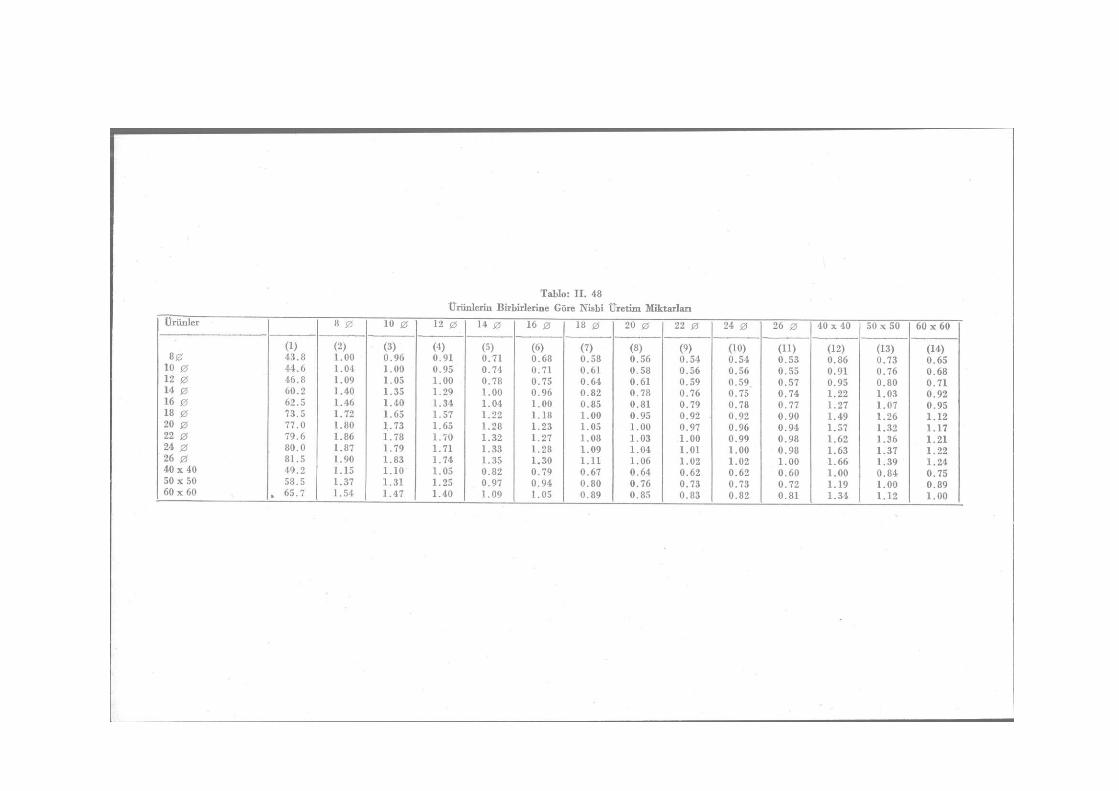
Tablo: II. 48 Ürünlerin Birbirlerine Göre Nisbi Üretim Miktarları
Ürünler 8 0 10 0 12 0 14 0 16 0 18 0 20 0 22 0 24 0 26 0 40 x 40 50 x 50 60 x 60
8 0 (1) (2) (3) (4) (5) (6) (V (8) (9) (10) (11) (12) (13) (14)
8 0 43.8 1.00 0.96 0.91 0.71 0.68 0.58 0.56 0.54 0.54 0.53 0.86 0.73 0.65 10 0 44.6 1.04 1.00 0.95 0.74 0.71 0.61 0.58 0.56 0.56 0.55 0.91 0.76 0.68 12 0 46.8 1.09 1.05 1 . 0 0 0.78 0.75 0.64 0.61 0.59 0.59 0.57 0.95 0.80 0.71 14 0 60.2 1.40 1.35 1.29 1 . 0 0 0.96 0.82 0.78 0.76 0.75 0.74 1.22 1.03 0.92 16 0 62.5 1.46 1.40 1.34 1.04 1 . 0 0 0.85 0.81 0.79 0.78 0.77 1.27 1.07 0.95 18 0 73.5 1.72 1.65 1.57 1.22 1 .18 1 . 0 0 0.95 0.92 0.92 0.90 1.49 1.26 1 .12 20 0 77.0 1.80 1.73 1.65 1.28 1.23 1.05 1 . 0 0 0.97 0.96 0.94 1.57 1.32 1 .17 22 0 79.6 1.86 1.78 1.70 1.32 1.27 1.08 1.03 1 . 0 0 0.99 0.98 1.62 1.36 1.21 24 0 80.0 1.87 1.79 1.71 1.33 1.28 1.09 1.04 1 . 0 1 1 . 0 0 0.98 1.63 1.37 1.22 26 0 81.5 1.90 1.83 1.74 1.35 1.30 1 . 1 1 1.06 1.02 1.02 1 . 0 0 1.66 1.39 1.24 40 x 40 49.2 1.15 1 . 1 0 1.05 0.82 0.79 0.67 0.64 0.62 0.62 0.60 1 . 0 0 0.84 0.75 50 x 50 58.5 1.37 1.31 1.25 0.97 0.94 0.80 0.76 0.73 0.73 0.72 1.19 1 . 0 0 0.89 6 0 x 6 0 . 65.7 1.54 1.47 1.40 1.09 1.05 0.89 0.85 0.83 0.82 0.81 1.34 1.12 1 . 0 0

Amaç fonksiyonundaki katsayıların değişmesi maliyetlere -ve satış fiyatlarına bağlıdır. Ancak satış fiyatları hükümet politikasıyla düzen-lendiği için kısa zamanda değişmeleri söz konusu değildir. Ayrıca mali-yetlerin sağlıklı hesaplanması çok güçtür. İşletmede bütün ünitelerin maliyetleri toptan hesaplanmaktadır. Bu yüzden özellikle genel idare ve enerji masraflarının dağıtımında tam uygunluk sağlanması oldukça zordur. Bu itibarla olabilecek değişikliklerin üzerinde durulmamıştır. Çünkü bu şartlar altında yapılan yaklaşım gerçek durumu karar \ erecek kadar yansıtmaktadır, değişik değerlerin denenmesi anlamsızdır.
Sınırlayıcı denklemlerin katsayılarındaki değişmeler teknolojik gelişmeye bağlıdır. Bazan bu yüzden bunlara teknik katsayılar da denir. Teknik katsayıların önemli oranda değişmeleri büyük yatırımlar sonu-cudur. Ayrıca üretimde kullanılan teknoloji Türkiye için hayli ileridir. Kısa zamanda değişmesi söz konusu değildir. Bu yüzden teknik katsayı-lardaki değişmelerin optimal çözüm üzerindeki etkileri üzerinde durul-mamıştır.
Son iki değişiklik en azından birkaç yıl düzenli bir çalışmayı ger-çekleştirecek ve sonuçlarını görmeden söz konusu değildir.
Sonuç olarak Model II uygulama için en anlamlı ve tutarlı bir çö-züm getirmektedir. Model II uygulandığında işletme mevcut şartlar altında, toplam üretimi 60.653 ton ve kârı da 44.504.217 TL. sı artıra-caktır. Ayrıca üretimin dolayısiyle kârın artırılmasında iki değişiklik çok etkin olacaktır. Bunlar:
a. Kapasite kullanım oranının artırılması, yani yılda net hadde-leme saatinin yükseltilmesi,
b. Büyük çaplı yuvarlakların satış miktarlarının artırılmasıdır.
Net haddeleme saati büyütüldükçe ve saatteki üretim miktarları yüksek olan ürünlerin satışı artırıldıkça, toplam kâr yükselecektir.
142

SONUÇ
Değişik ikame ürünlerindeki gelişmelere rağmen demir çelik ürün-leri sanayinin en önemli girdisini oluşturmaktadır. Bu yüzden, demir çelik sektörü sanayileşme sürecinde önemli bir yer tutar. Bu alanda yapılacak yeni yatırımlar yanında, kurulu tesislerin verimliliğini artırıcı çalışmaların yapılması ekonomimiz için bir zorunluluktur.
Karabük entegre demir çelik tesisleri halen ülkemizin uzun hadde ürünleri üreten en modern haddehanesine sahiptir. Uzun hadde ürün-lerine olan talep özellikle inşaat sektöründeki gelişmelere paralel olarak hızla artmaktadır. Bu yüzden, üretim devamlı talebin altında kalmak-tadır. Üretimi artırıcı yönde olan her çalışma ithalatı azaltacak, ihti-yaçların karşılanmasını sağlıyacak ve ülke ekonomisine katkıda bulu-nacaktır.
Bu çalışmada Karabük entegre demir çelik tesisinde önemli bir ünite olan kontinü hafif profil haddehanesinin üretim planlanmasında doğrusal programlama tekniği uygulanarak; aylak kapasiteyi minimu-muma indiren, toplam kârı maksimum yapan programlar bulunmuş ve ne ölçüde tasarruf sağlanabileceği hesaplanmıştır.
Doğrusal programlama tekniğinin uygulanmasından elde edilen sonuçları aşağıdaki şekilde sıralayabiliriz:
1. Kontinü haddehanede üretim planlaması için düzenli bir çalış-ma yapılmamaktadır. Alıcıların talepleri ve karşılanmayan siparişlere dayanılarak aylık plânlarla yetinilmektedir. Ancak aylık plânlar ayda ortalama üç defa üretimde ebat değişikliğine yol açmaktadır. Ayrıca yıllık talep önceden tahmin edilmediği için bir ürünün üretim planına alınma sayısı 4 ile 22 arasında değişmektedir. Kontinü haddehanenin işletme özelliği olarak, her değişiklik büyük kayıplara yol açmaktadır. Bu yüzden, önce, halen üretilmekte olan 13 değişik hadde ürünü için yıllık bir üretim planı bulmak amacıyla satış sınırları olmıyan Model I
143
hazırlanmış ve çözülmüştür. Bulunan optimal üretim planında, 1973 yılına göre % 97.8 oranında fazla kâr sağlanmaktadır. Ancak optimal çözümde yıllık üretimin % 97 sini 26 0 lık ürün oluştur-duğundan, pazar yönünden sakıncalı görülmüş ve satış sınırları olan Model II hazırlanmıştır.
Pazar sınırları olan Model II de, gelecek yıllarda kontinü haddehanenin geçmiş yıllardaki ortalama uzun hadde ürünlerindeki pazar payının sabit kaldığı varsayımına dayandırılmıştır. Her ürünün üst satış sınırı, haddehanenin geçmiş toplam üretimdeki ortalama pa-yından hareketle bulunmuştur. Model Il'nin verdiği optimal çözümde 10 ürün yer almaktadır. 1973 yılma göre aynı şartlar altında toplam üretim 42.374 ton ve kâr da 44.504.217 TL. daha fazla olmaktadır. Bu-lunan bu program işletme açısından daha anlamlı ve uygulanabilir bir sonuç vermektedir.
2. Kontinü haddehanede kullanılmayan kapasite mümkün çalış-ma zamanının % 36 sını almaktadır ki oldukça yüksektir. Buna göre haddehane yılda ancak 232 gün net haddeleme yapabilmektedir. Diğer ülkelerde benzer tesislerin 300-312 gün arasında çalıştıkları düşünülür-se aksaklıkların giderümesi için gerekli tedbirlerin alınması zorunlu hale gelmektedir. Bu yüzden üretimi aksatan duruşlar incelenmiş ve kısa dönemdeki tedbirlerle yıllık çalışma gününün 232 den 284 güne çıkabileceği hesaplanmıştır. Yeni durumda her iki modelin verdiği de-ğerlerden, üretim 60.000 tonun, kârda 40.000.000 TL. nın üzerinde art-maktadır. Bu itibarla net haddeleme gününü artırıcı her çalışma, işlet-meye olduğu kadar ülke ekonomisine de büyük katkılarda bulunacaktır.
3. Toplanan verüer, özellikle kâra katkı katsayıları ve satış sınır-larının hesaplanması bazı varsayımlar altında yapılmıştır. Bu yüzden verilerin kesinlikle doğru olduğunu savunmak güçtür. Ancak her iki modelin verdiği optimum programlardan açıkça görüldüğü gibi, 26 0 , 24 0 ve 22 0 lik ürünlerin satışı arttıkça hem toplam üretim hem de kâr artmaktadır. Bu yüzden Model II de küçük ölçülü ürünlerin satış-larındaki gerilemeler büyük ebatlı ürünler lehine değerlendirilmelidir. Buradan pazarlama politikasının belirlenmesi ve yönlendirilmesi bakımından ağırlık verilmesi gereken bir sonuca ulaşılmaktadır. Ayrıca bu, ürünlerin satış fiyatlarının tespitinde gözönünde tutluması gere-ken önemli bir noktadır. Çünkü, büyük ebatlı ürünlerin satışlarını artırma aynı zamanda toplam kârı yükseltme olacaktır.
4. Önerilen Üretim Planı belirli şart ve sınırlar altında, kapasiteyi en uygun biçimde değerlendirerek kârı maksimize etmesi yanında,
144

yönetimin gelecekteki kararlarında tutarlı olmasını sağlıyacak bilgi ver-mekte ve yol göstermektedir.
Doğrusal programlama tekniğinin kolaylıkla uygulanması ve sağ-lıyacağı tasarrufların gerçekleşebilmesi için aşağıdaki çalışmaların ya-pılması yararlı olacaktır.
1. Önerilen optimal üretim plânı bir yıllık olarak bulunmuştur. Geçmiş yıllardaki aylık satışlar, talepler ve stok değerleri bulunamadığı için; hangi ürünün hangi ayda üretilmesi gerektiği araştırılmamıştır. Bu yüzden işletme geçmiş yıllardaki satışları, talepleri ve stokları sis-temli bir şekilde tutarak; her ürünün aylık talebindeki dalgalanmaların hesaplanmasını sağlamalıdır. Böylece alıcıların aylarca beklenmesinin önüne geçilebilir.
2. Üretimle satış bölümleri arasında daha sıkı bir işbirliği kurul-malıdır. Tüm işletme içinde sağlıklı bilgi akımını sağlıyacak bir düzen-lemeye gidilmelidir.
3. İşletme arızalarının ve programlanmış duruşların azaltılması için, haddehane, elektrik ve makina bakım ekipleri arasında işbirliği sağlanarak yapılan işlerle ilgili iş etüdü yapılmalı ve üretimdeki kayıp-lar önlenmelidir.
4. Ebat değiştirme yılda ortalama 36 dan 10'a indirmekle üretimde ortaya çıkacak kayıplar büyük ölçüde önlenmektedir. Ancak yapılması zorunlu işler yeniden incelenerek, diğer ülkelerin standartlarına eriş-meye çalışılmalıdır.
5. İşletmede bulunan bilgi işlem merkezinden istatistiksel analiz-lerde kullanılacak verilerin toplanması ve değerlendirilmesi için yarar-lanılmalıdır.
6. Yönetim muhasebesi, endüstri mühendisliği, istatistik ve kon-jonktür müdürlükleri kantitatif işletme teknikleri kullanmak için ge-rekli bilgileri sağlıyacak ve uygulayacak biçimde güçlendirilmelidir.
7. Modern işletme tekniklerini uygulayabilecek kadro yönünden endüstri mühendisliği müdürlüğü genişletilmelidir.
8. Üniversiteler ve diğer kurumlarla işbirliği sağlanarak karşılıklı bilgi alışverişi için ortam hazırlanmalalıdır.
Bu tedbirler alındığında, kontinü haddehane ve diğer üniteler mo-dern karar alma tekniklerini değişik sorunlarına başarıyala uygulayabilir ve büyük tasarruflar sağlıyabilirler.
145

YARARLANILAN KAYNAKLAR
KİTAPLAR
Ackoff, R.L. ve Sasieni M., Fundamentals of Operations Research New York, John Wiley and Sons, Inc., 1968.
Aksöz, İbrahim. Linear Programlama Metodunun Nebraska'da Bir Bölgeye Tatbiki, Erzurum, 1971.
Aydıncıoğlu, Aydın, Üretim Planlamasında Modern Metodlar ve Bir Örnek, (Basılmamış Tez. İ.T.Ü.), İstanbul 1973.
Ay\ ıldız Müh. Miis. Bürosu. Türkiye Dtmir Çelik Sektörü Orta Vadeli Üretim Planlarnası İle Tedbir ve Tavsiyeler, Cilt I. Ankara, 1969.
Barlas, Uğurol, Karabük Demir Çelik İşletmeleri, Karabük 1971.
Baumol, W.J., Economic Theory and Operations Analysis, Eııglewood Clıffs, N.J., Pıenlice Hail Inc., 1962.
Battersby A., Sales Forecasting, Pelican Books 1970.
Biegel, J.E., Production Control, Enclewood Cliffs, N.J., Prentice-Hall, Inc., 1971.
Boulding K.E. and Spivey W.A., Linear Programming and The Theory of the Firm, New York, The Macmillan Co., 1960.
Boer G., An Anotated Bibliography of Application of Linear Programming to Accounting Problems, Lubbock, Texas Technological College, 1961.
Buffa E.S., Modern Producton Management, New York, John Wiley, and Sons, Inc., 1965.
, Production-Inventory Systems: Planning and Control, Illinois, Richard D. Irwin Inc., 1970.
Bulutay. T. Doğrusal Programlamaya Giriş, Ankara 1965.
146

Candır T. Candır A., Türkiye Demir Çelik Talep Tahminleri (Teksir) Ankara, D.P.T., 1966.
Charnes A., Cooper W.W. ve Henderson A.. An Intıoduction to Linear Programming, New York, Jolın Wiley and Sons, Inc., 1953.
• , ve Cooper W.W.. Management Models and Industrial Appli-cations of Linear Programming Vol I, New York, John Wiley and Sons. Inc, 1964. '
Ching A.. Fundamental Methods of Mathematical Economics, New York, McGraw-Hill Book Co., 1967.
Clıurchman C.W.. Ackoff R.L.. and Arnoff E.L.. Iııtroduction to Opera-tions Research, New York, John Wilcy and Sons Inc., 1957.
Dan0 S., Linear Programming in Industry, Theory and Applications Vien, Springer, Veılag, 1963.
Dantzig G.B.. Linear Programming and Exteıısions, Princeton, N.J., Princeton University Press, 1963.
Dorfraan R.. Samuelson P.A. and Solow R.M., Linear Programming and Economic Analysis, Ne w York, McGraw-Hill Book Co., 1958.
Erdem. B. Şener. T.. Türkiye Demir Çelik Sanayii ve III. Demir Çelik Tesislerinin Kuruluş Yeri Etiidü, (teksir), Ankara D.Y.B. 1968.
Fabrycky W.J. Ve Torgersen P.E. Operations Economy, Industrial Appli-cations of Operation Research, Englewood Cliffs, N.J. Prentice Hail Inc., 1966.
Ferguson R.O. ve Sargent L.P.. Linear Programming and Applications, New York, McGraw-Hıll Book, 1958.
Freund J. ve William F.. Modern Business Statistics, E'.ıglewood Cliffs, N.J., Prentice-Gall Inc., 1966.
Garvin W.W.. Introduction to Linear Programming, New York, Mc Graw-Hill Book Co., Inc.,' 1960.
Gass S.I. Linear Programming, Methods and Applications, New York, Mc Graw-Hill Book Co., 1964.
Gavett J.W. Production and Operations Management, New York Har-court, Brace Inc., 1968.
Gülçiir F. İşletmelerde Faaliyet Araştırmaları, Programlama Organizas-yon ve Karar Metodları, İstanbul 1966.
147
Gülerman. A., Yığın Üretimi Planlaması Programlaması ve Stok Kont-rolü Metodlarıııın Bir Madeni Eşya Üreten Firmaya Uygulanması, Ankara, 1971.
Hadley. G. Linear Programming, Reading, Massachusetts, Addison Wesley Publishing Co., 1963.
Heady E.D. and Candler W. Linear Programming Methods, Ames, Iowa, The Iowa State University Press, 1963.
Hiç. M. Girdi Çıktı Analizi ve Doğrusal Programlamaya Giriş, İstanbul 1968.
Karayalçm î., Hareket Araştırması Dersleri İstanbul, 1958.
Kılıçbay A. Ekonometri, İstanbul 1968.
Kobu. B. İşletme Matematiği II, İstanbul 1971.
Leontief. W. The Structure of American Economy, 1919-1931, New York, Oxford University Press, 1951.
Manne A.S., Scheduling of Petroleum Refinery Operations, Cambridge, Harvard University Press, 1956.
Magee J . Production Planning and Inventory Control, Ne\v York, Mc Graw Gill Book Co., 1958.
— , Boodman. D.M. Production Planning and Inventory Control Mc Graw-Hill Book Co., 1967.
Mc Garrah R.E. Production and Logistics Management: Text and Cases. New York. John Wiley 1963.
Nylor T.H. and Byrne E.T. Linear Programming. Methods and Cases, California, Wadsworth Publishing Co., 1963.
Oluç M., İşletme Organizasyonu ve Yönetimi, C. I. İstanbul 1963.
Ön ey E., Doğrusal Programlama ve Türk Ekonomisine Uygulama De-nemesi, Ankara. 1971.
Özgüven C., Doğrusal Programlama ve Kars Süt Fabrikasında Uygulama, (Basılmamış tez, S.B.F.) 1974.
Peker. A. Yönetim Muhasebesi, II. İstanbul 1974.
Plossl G.W. Wight O.W. Production and Inventory Control- Principles and Techniques, Englewood Cliffs, N.J., Prentice Hail, Inc., 1967.
Poluhin P. Fedosov Korolyov A. Matunı T. Rolling Mili Practice, Moskow, Peace Publishers, 1966.
118

Serper Ö., Doğrusal Ulaştırma Programlaması, Bursa 1974.
Starr M. Production Management Systems and Synthesis, Engehvood Cliffs N j . Prentice Hail Inc., 1904.
Spivey W.A. Linear Programming, An Introduction, Ne w York, The Macmillan Co., 1963.
Synoııds G., Linear Programming: The Solution of Refinery Problems, New York, Esso Standart. Oil Companv, 1955.
Şeııel Musa. Doğrusal Programlama Metodu ile Üretim Planlaması ve Bir Tekstil İşletmesinde Uygulama, Ankara 1974.
The United Steel Companies Ltd., Elements of Rolling Practice, Lan-don, 1963.
Tselikov A.L. Smirnov V.V. Rolling Mills, London, Pergamon Press, Ltd. 1965.
Uman. N. Ulaştırma Modeli ve Petrol Ofisinde Uygulama Denemesi, Ankara, 1974.
Vazsonyi. A. Scientific Programming in Business and Industry, New York, John Wiley, and Sons, Inc., 1958.
Wagner. F.H. Principles of Operations Research with Applications to Managerial Decisions, Englewood Cliffs, N.J., Prentice-Hall Inc., 1969.
Wild R. Management and Production, Pelican Books, 1972.
Williams N., Linear and Non-Linear Programming in Industry, London, Sir Isaac Pitman and Sons Ltd., 1967.
Wusatosky, Z., Fundementals of Rolling, London Pergamon Press Ltd., 1969.
MAKALELER
Arrow K.J. Karlin S., "Studies in Production Över Time at Minimum Cost" Techical Report No. 29 Dept. of Economics, Stanford Uni. California, 1955.
Anshen M. "Mathematics for Production Scheduling", New Decision Making Tools for Managers, Der: E.C. Bursk, S.F. Chapman The Meııtor Books, 1963.
149
Alcalay A.J. and Buffa E.S., "yi Proposal for a General Model of a Pro-duction System" Management of Production, Der: M.K. Starr
Penguin Books, 1970.
Burton P.G., Liddy D.T., "Planning Control and Production", The Textile Journal of Australia, June 1967.
Bowman, E. H., "Production Schedulling by the Transportation Method of Linear Programming", Journal, of Operations Research Society of America, Yol., 12, 1964.
Candır A., "Türkiye Demir Çelik Sanayiinin Genel Sorunları" Demir Çelik ve Metallurji Endüstrisi Semineri, Ankara, M.P.M. 1970.
Cook, S.L. "Applications in the Steel Irıdustry" Progress in Opetations Research, Yol, II., Der: D.B. Hertz and R.T. Eddison, New York John Wiley and Sons, 1964.
Charııes A. and Cooper W.W., "Management Models and Industrial Applications of Linear Programming", Managerial Economics, Der: G.P.E. Clarkson, Penguin Books, 1968.
, Mellon B., "Blending Avistioıı Casolines Oil Company", Econo-metrica, Vol. 20 No. 2 1952.
Çakıcı, L. "Doğrusal Programlamanın İşletme Problemleri Uygulanışı Üzerine Bir Deneme", İstanbul İşletme Fakültesi Dergisi Cilt 3. sayı. 1.
Dağlı C.H., "Çeşitli Üretim Yapan Teşekküllerde En Uygun Mamul Karışım Seçimi" Mühendis ve Makina, Cilt 18, sayı 206, 1974.
Dantzi" G.B. "Maximization of a Linear Function of Vaıiables Subiect to Liaear Inequalities", Activity Analysis of Production and Allo-cation, Der: T.C. Koopmans, New York, John Wiley and Sons 1951.
, "Linear Programming and its Pıogeny", Applications of Mathe-malical Programming Techiques, Der: E.M.L. Beale, New York, American Elsevier Publishuing Company Inc., 1970.
, Fulkerson, D.R., "Minimizing the Number of Tankers to Meat a Fixed Schedule" Naval Research Logist. Ouart., Vol. 1 No. 3 Sep-lember 1954.
Eisemaıın K., and Young W.M., "Study of a Textile Mili With the and aid of Linear Programming", Management Technology, Jan. 1960.
150

Erdem B., "Demir Çelik Endüstrisinde Kapasite Seçimi ve Uygulama"' M.P.M. Demir Çelik ve Metallurji, Endüstrisi Semineri, Ankara, 1970.
Flood M.M., "Application of Transportation Tlıeory to Scheduling a Military Tanker Fleet" Operation Research, Yol. 2, 1954.
Fabian T., UA Linear Programming Model of Dıtegrated Iroıı and Steel Production" Management Science Vol. 4 No. 4 July 1958.
, "Process Aııalysis of the Iron and Steel Industry a Model", Detroit Meeting of the Econometric. Society December 1954.
, "Process, Analysis of Certain Steel Industry Operations", 4 West Coast Regional Me&etings of Econometric Society 1954.
Gavett, J.W., "Doğrusal Programlamaya Giriş" (Çev. Ömer Yağız) Modern İşletmecilik Seçme Yazılar, Ankara 1966.
Germo E.P., uApplying a Modem Industrial Engineering Techinque to Ttvo Old Faundry Problems", Programming for Optimal Decisions Der: I.G. Moore S.D. Hodges, Penguin Books, 1970.
Greene J.H. Chatto K., Hicks C.R. and Cox C.B., "Linear Programming in the Packing Industry", The Journal of Industrial Engineering, Vol. x No. 5, September-October, 1959.
Gue R.L., Liggett, J.C. "Mathematical Programming Models for Hospital Menu Planning" Journal of Industrial Engineering Vol. 17, 1966.
Handerson A. and Schlafier , "Mathematical Programming. Better Infor-mation for Better Decision Making" New Decision-Making Tools for Managers, Der: E.C. Bursk, J.F. Chapman, Mentor Books, 1963.
Hansman F., Hess W. "A Linear Programming Approach to Production and Employment Scheduling", Management Technology, Feb. 1960.
Johnson S.M. "Sequerıtial Production Planning Ovtr Time at Minimum Cost", Management Science Vol. 3 No. 4, 1957.
Maddy K.H. Grainger R.B. Dudley W.A. and Fuchal F., uThe Applica-tions of Linear Programming to feed Formulations", Feedstuffs, Aprıl 1963.
Metzger R.W., Sclıwerzbek R. UA Linear Programming Application to Cupola Charging the Journal of Industrial Engineering, " Vol. XII, Marc-April 1961.
151
Mulligan J.E. " Basic Optimization Teclınicqaes-A Brief Survey" Prog-ramming for Optimal Decisions, Der: P.G. Moore D. Hodges Penguin Books 1970.
Modıgliani F., Hohn F., "Production Planning Över Time and The Na-ture of the Expectation and Planning". Horizon Econometrica, Vol. 23. 1955.
•
Paul A.E.. Walter J.R., "T/ıe Trim Problem. An Application-to the Ma-nufacture of Newsprint Paper" Econometrica, Vol. 23, 1955.
Fedder P.H. Optimum Product-Mix in o Cotton Yarn Mili: An Appli-cation of Linear Programming Technıque" The Indian Textile Journal, May 1967.
Rappaport A., uSensivity Analysis in Decision Making" Management Decision Making, Der: L.A. Welsch, R.M. Cyert, Penguin Books. 1970.
Ramsing K.D. "Application of Linear Programming to Plyıvood Industry," Forest Product Journal vol. 18, 1966.
Salveson M.E.,11A Computational Technique for the Fabrication Scheduling Problem" Management Sciences Research Prcject, Uni. of Califor-nia, 1953.
Simon H.A. " The New Science of Management" Management Decision Making, Der: L.A. Welsch, R.M. Cyert, Penguin Books, 1970.
Tanbert W.H., "Searclı Decision - Rule for the Aggregate Sscheduling Problems" Management Science, February, 1968.
Yiilek E. Çayköylü S., "Pamuk İpliği İmalinde Doğrusal Programlama Tekniği" Ankara Mühendis ve Makina, Cilt 18 sayı 205. Şubtt. 1974.
DİĞERLERİ
Devlet Planlama Teşkilatı. Üçüncü Beş Yıllık Kalkınma Planı.
Cumhuriyetin 50. yılında Türkiye Demir Çelik İşletmeleri 1973.
Satış Usul ve Şekillerine Dair Yönetmelik, Türkiye Demir Çelik İşlet-meleri Genel Müdürlüğü, 1971.
152


Fiyatı : 100 TL.
Copyright © 2022 FDOKUMEN








![PROSTEEL 2008 Sergi Mekanları Düzenlemesl [EXPO Merkezi] Çelik Yapı Tasarımı Öğrenci Yarışması 1. Teşvik Ödülü](https://static.fdokumen.com/doc/165x107/6336198bcd4bf2402c0b5bdc/prosteel-2008-sergi-mekanlari-duezenlemesl-expo-merkezi-celik-yapi-tasarimi.jpg)





!["1Q29 (11QS) y 5Q11 (5QS). Nuevos fragmentos del Sérek de Qumrán", MEAH 53 (2005) 473-508. [ISSN: 1696-585X]](https://static.fdokumen.com/doc/165x107/631d43c693f371de1901d997/1q29-11qs-y-5q11-5qs-nuevos-fragmentos-del-serek-de-qumran-meah-53-2005.jpg)




