
analisis pengendalian kualitas dengan metode six sigma ...
10
1 ANALISIS PENGENDALIAN KUALITAS DENGAN METODE SIX SIGMA (STUDI KASUS PT HONDA LOCK INDONESIA) IMAM AIS MAHENDRA 1 , NASRUN BALDAH, S.E., M.M. 2 Prodi Manajemen, Universitas Pelita Bangsa E-mail : [email protected] 1 ; [email protected] 2 ABSTRAK Persaingan bisnis yang semakin kompetitif, membuat semua pihak dalam industri harus meningkatkan kualitas produknya. PT. Honda Lock Indonesia merupakan sebuah perusahaan yang memproduksi, menjual, sekaligus mendistribusikan perlengkapan otomotif, baik untuk mobil maupun sepeda motor. Bagian TGSW line menjadi Fokus Penelitian penulis dengan tingkat kecacatan tertinggi pada bulan Januari yaitu sebesar 0,46 dan tingkat kecacatan terendah pada bulan September yaitu sebesar 0,13. Beberapa jenis produk cacat yang terjadi dalam proses produksi adalah lembek, kotor, gelembung, gompal, luber. Six sigma merupakan metode pendekatan untuk dapat membantu mengendalikan kualitas produksi. Pada penalitian ini bagaimana pengendalian kualitas pada line TGSW dengan menggunakan metode six sigma untuk tipe T4N-Case Group dalam konsep DMAIC, dan bagaimana mengetahui faktor – faktor apa saja yang menyebabkan terjadinya produk cacat pada tipe T4N-Case Group. Kualitas merupakan suatu cara meningkatkan performansi secra terus menerus pada level operasi atau proses, dari setiap area fungsional dari suatu organisasi, dengan menggunakan sumber daya yang tersedia dan modal yang ada. Six sigma merupakan pendekatan menyeluruh untuk menyelesaikan masalah dan peningkatan proses melalui tahap DMAIC (Define, Measure, Analyze, Improve, Control). Dari tahap measure dengan DPMO fokus penelitian cacat. Kemudian pada tahap Analyze menggunakan Fishbone Diagram dan Diagram Pareto, dan pada tahap Control menggunakan Control Chart. Penelitian ini dilakukan untuk mengetahui tingkat sigma dari proses produksi yang ada saat ini, jenis cacat yang menjadi prioritas untuk ditangani, serta penyebab terjadinya cacat. Berdasarkan perhitungan, line TGSW berada pada tingkat sigma 4,32 dengan kemungkinan kerusakan sebasar 3401 untuk sejuta produksi (DPMO). Kata kunci : Pengendalian Kualitas, Six Sigma, DMAIC. 1. PENDAHULUAN Persaingan bisnis yang kompetitif menuntut para pelaku bisnis untuk dapat menjaga dan memperhatiakn penuh terhadap kualitas produk yang dihasilkan. Perhatian pada kualitas memberikan dampak positif kepada bisnis melalui dua cara yaitu dampak terhadap biaya-biaya produksi dan dampak terhadap pendapatan (Gaspersz, 2005 dalam Sirine dan Kurnuawati, 2017). Proses produksi dikatakan baik apabila proses tersebut menghasilkan produk yang memenuhi standar yang telah ditetapkan. Namun pada kenyataannya dalam proses produksi masih sering terjadi berbagai adanya koreksi ini, diharapkan perusahaan mampu meminimalkan kerugian baik yang dilihat dari sisi kuantitas, kualitas, ataupun waktu. Perindustrian yang semakin maju membuat persaingan antar perusahaan semakin ketat. Perusahaan berlomba-lomba memberi performansi terbaiknya untuk menarik minat konsumen untuk membeli. Salah satu bentuk performansi yang baik adalah kualitas produk yang baik. Pada umumnya konsumen akan berasumsi semakin tinggi harga suatu produk, maka kualitas produk tersebut semakin baik. Akan tetapi bila ternyata produk yang dibeli memiliki kualitas yang buruk, maka konsumen akan kecewa dan ada kemungkinan untuk tidak melakukan pembelian kembali pada produk yang sama. Dengan demikian perusahaan perlu melakukan perbaikan kualitas secara berkelanjutan (Fransiscus et al, 2014). Pengendalian kualitas dengan menggunakan metode six sigma sering diterapkan oleh berbagai perusahaan dalam
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of analisis pengendalian kualitas dengan metode six sigma ...
1
ANALISIS PENGENDALIAN KUALITAS DENGAN METODE
SIX SIGMA (STUDI KASUS PT HONDA LOCK INDONESIA)
IMAM AIS MAHENDRA1, NASRUN BALDAH, S.E., M.M.
2
Prodi Manajemen, Universitas Pelita Bangsa
E-mail : [email protected]; [email protected]
ABSTRAK
Persaingan bisnis yang semakin kompetitif, membuat semua pihak dalam industri harus
meningkatkan kualitas produknya. PT. Honda Lock Indonesia merupakan sebuah perusahaan yang
memproduksi, menjual, sekaligus mendistribusikan perlengkapan otomotif, baik untuk mobil
maupun sepeda motor. Bagian TGSW line menjadi Fokus Penelitian penulis dengan tingkat
kecacatan tertinggi pada bulan Januari yaitu sebesar 0,46 dan tingkat kecacatan terendah pada
bulan September yaitu sebesar 0,13. Beberapa jenis produk cacat yang terjadi dalam proses
produksi adalah lembek, kotor, gelembung, gompal, luber. Six sigma merupakan metode
pendekatan untuk dapat membantu mengendalikan kualitas produksi. Pada penalitian ini
bagaimana pengendalian kualitas pada line TGSW dengan menggunakan metode six sigma untuk
tipe T4N-Case Group dalam konsep DMAIC, dan bagaimana mengetahui faktor – faktor apa saja
yang menyebabkan terjadinya produk cacat pada tipe T4N-Case Group. Kualitas merupakan suatu
cara meningkatkan performansi secra terus menerus pada level operasi atau proses, dari setiap area
fungsional dari suatu organisasi, dengan menggunakan sumber daya yang tersedia dan modal yang
ada. Six sigma merupakan pendekatan menyeluruh untuk menyelesaikan masalah dan peningkatan
proses melalui tahap DMAIC (Define, Measure, Analyze, Improve, Control). Dari tahap measure
dengan DPMO fokus penelitian cacat. Kemudian pada tahap Analyze menggunakan Fishbone
Diagram dan Diagram Pareto, dan pada tahap Control menggunakan Control Chart. Penelitian ini
dilakukan untuk mengetahui tingkat sigma dari proses produksi yang ada saat ini, jenis cacat yang
menjadi prioritas untuk ditangani, serta penyebab terjadinya cacat. Berdasarkan perhitungan, line
TGSW berada pada tingkat sigma 4,32 dengan kemungkinan kerusakan sebasar 3401 untuk sejuta
produksi (DPMO).
Kata kunci : Pengendalian Kualitas, Six Sigma, DMAIC.
1. PENDAHULUAN
Persaingan bisnis yang kompetitif
menuntut para pelaku bisnis untuk dapat
menjaga dan memperhatiakn penuh
terhadap kualitas produk yang dihasilkan.
Perhatian pada kualitas memberikan
dampak positif kepada bisnis melalui dua
cara yaitu dampak terhadap biaya-biaya
produksi dan dampak terhadap pendapatan
(Gaspersz, 2005 dalam Sirine dan
Kurnuawati, 2017). Proses produksi
dikatakan baik apabila proses tersebut
menghasilkan produk yang memenuhi
standar yang telah ditetapkan. Namun pada
kenyataannya dalam proses produksi masih
sering terjadi berbagai adanya koreksi ini,
diharapkan perusahaan mampu
meminimalkan kerugian baik yang dilihat
dari sisi kuantitas, kualitas, ataupun waktu.
Perindustrian yang semakin maju
membuat persaingan antar perusahaan
semakin ketat. Perusahaan berlomba-lomba
memberi performansi terbaiknya untuk
menarik minat konsumen untuk membeli.
Salah satu bentuk performansi yang baik
adalah kualitas produk yang baik. Pada
umumnya konsumen akan berasumsi semakin
tinggi harga suatu produk, maka kualitas
produk tersebut semakin baik. Akan tetapi
bila ternyata produk yang dibeli memiliki
kualitas yang buruk, maka konsumen akan
kecewa dan ada kemungkinan untuk tidak
melakukan pembelian kembali pada produk
yang sama. Dengan demikian perusahaan
perlu melakukan perbaikan kualitas secara
berkelanjutan (Fransiscus et al, 2014).
Pengendalian kualitas dengan
menggunakan metode six sigma sering
diterapkan oleh berbagai perusahaan dalam

pengendalian kualitas produk. Produk cacat
dapat dikurangi apabila perusahaan mampu
mengurangi jumlah cacat yang terjadi pada
produk. Dengan menurunnya jumlah cacat
diharapkan jumlah produk cacat juga
menurun. Dengan demikian dapat digunakan
metode six sigma DMAIC yang bertujuan
meminimasi cacat dan memaksimasi nilai
tambah dari suatu produk (Gygi et al, 2005
dalam Fransiscus et al, 2014).
Six sigma juga dinilai dapat
mengurangi variasi proses sekaligus cacat
pada produk atau jasa yang berada di luar
spesifikasi dengan menggunakan metode
statistika dan problem solving tools secara
intensif (Yuri dan Nurcahyo, 2013 dalam
Fransiscus et al, 2014). Metode Six Sigma
dapat juga dipandang sebagai pengendalian
proses produksi yang menerapkan konsep
DMAIC (Define, Measure, Action, Improve,
dan Control) dalam peningkatan kualitas
(Gaspersz, 2005).
PT Honda Lock Indonesia merupakan
sebuah perusahaan yang memproduksi,
menjual, dan mendistribusikan perlengkapan
otomotif, baik untuk mobil maupun sepeda
motor. PT Honda Lock Indonesia
memproduksi dan menjual pembukan bagasi
(Tail Gat ), kaca spion (Door Mirror), gagang
pintu luar mobil (Out Handle ), serta sensor
roda dua dan roda empat dengan unit kontrol
ABS yang bisa mendeteksi apakah roda
benar-benar terkunci.
Selain itu, perusahaan ini juga
memproduksi set kunci yang sekaligus
menjadi produksi utama perusahaan dan
digunakan pada semua jenis kendaraan milik
Honda di seluruh dunia yang di pasarkan di
dalam negeri dan di luar negeri.
Penengendalian kualitas yang dilakukan PT
Honda Lock Indonesia belum baik yang
terbukti dengan ditemukannya produk-produk
cacat.
2. TINJAUAN PUSTAKA
Kualitas memiliki arti atau definisi
yang sangat luas sehingga definisi dari
kualitas memiliki banyak kriteria dan sangat
bergantung pada konteksnya, definisi yang
diberikan oleh berbagai ahli serta dari sudut
pandang produsen sebagai pihak yang
menciptakan kualitas. Pengertian kualitas
menurut pendapat dari beberapa ahli yaitu
menurut Gasperz (2005) dalam Hariastuti
(2013), kualitas merupakan suatu cara
meningkatkan performansi secra terus
menerus pada level operasi atau proses, dari
setiap area fungsional dari suatu organisasi,
dengan menggunakan sumber daya yang
tersedia dan modal yang ada. Berdasarkan
Juran (1962) dalam Ekoanindiyo (2014)
kualitas adalah kesesuaian dengan tujuan atau
manfaatnya.
Menurut Crosby (1979) dalam
Ekoanindiyo (2014) kualitas adalah
kesesuaian dengan kebutuhan yang meliputi
availability, delivery, reability,
maintainability, dan cost effectiveness.
Menurut Deming (1982) dalam Ekoanindiyo
(2014) kualitas harus bertujuan memenuhi
kebutuhan pelanggan sekarang dan di masa
mendatang. Menurut Feigenbaum (1991)
dalam Ekoanindiyo (2014), kualitas
merupakan keseluruhan karakteristik produk
dan jasa yang meliputi marketing,
engineering, manufacture, dan maintenance,
dalam mana produk dan jasa tersebut dalam
pemakaiannya akan sesuai dengan kebutuhan
dan harapan pelanggan.
Menurut Buffa (1999) dalam Sirine
dan Kurniawati (2017) pengendalian adalah
suatu kegiatan pengendalian dilaksanakan
dengan cara memonitor keluaran (output),
membandingkan dengan standart-standart,
menafsirkan perbedaan- perbedaan dan
mengambil tindakan untuk meyesuaikan
kembali proses-proses itu sehingga
sama/sesuai dengan standar. Menurut
Schroeder (2011) dalam Wulandari dan
Bernik (2016), pengendalian kualitas adalah
kegiatan yang dilakukan untuk menjaga
konsistensi kualitas produk dan jasa yang
dihasilkan agar sesuai dengan tuntutan
kebutuhan pasar.
Menurut Harsanto (2013) dalam
Wulandari dan Bernik (2016), pengendalian
kualitas merupakan suatu kegiatan yang
dilakukan oleh perusahaan untuk menjaga
agar produk yang dihasilkan tetap sesuai
dengan spesifikasi yang telah ditentukan.
3. METODE PENELITIAN
Penelitian ini termasuk deskriptif
dengan pendekatan kualitatif yaitu suatu
penulisan yang menggambarkan keadaan
yang sebenarnya tentang objek yang diteliti,
menurut keadaan yang sebenarnya pada saat
penelitian langsung. Metode deskriptif adalah
3
suatu metode dalam meneliti status kelompok
manusia, suatu objek, suatu set kondisi, suatu
system pemikiran, ataupun suatu kelas
peristiwa pada masa sekarang (Moh. Nazir,
2012).
Metode Six Sigma yang mencari
sumber masalah utama dengan pendekatan
DMAIC (Define-Measure-Analysis-Improve-
Control) PT Honda Lock Indonesia pada line
TGSW dapat mengidentifikasi unsur-unsur
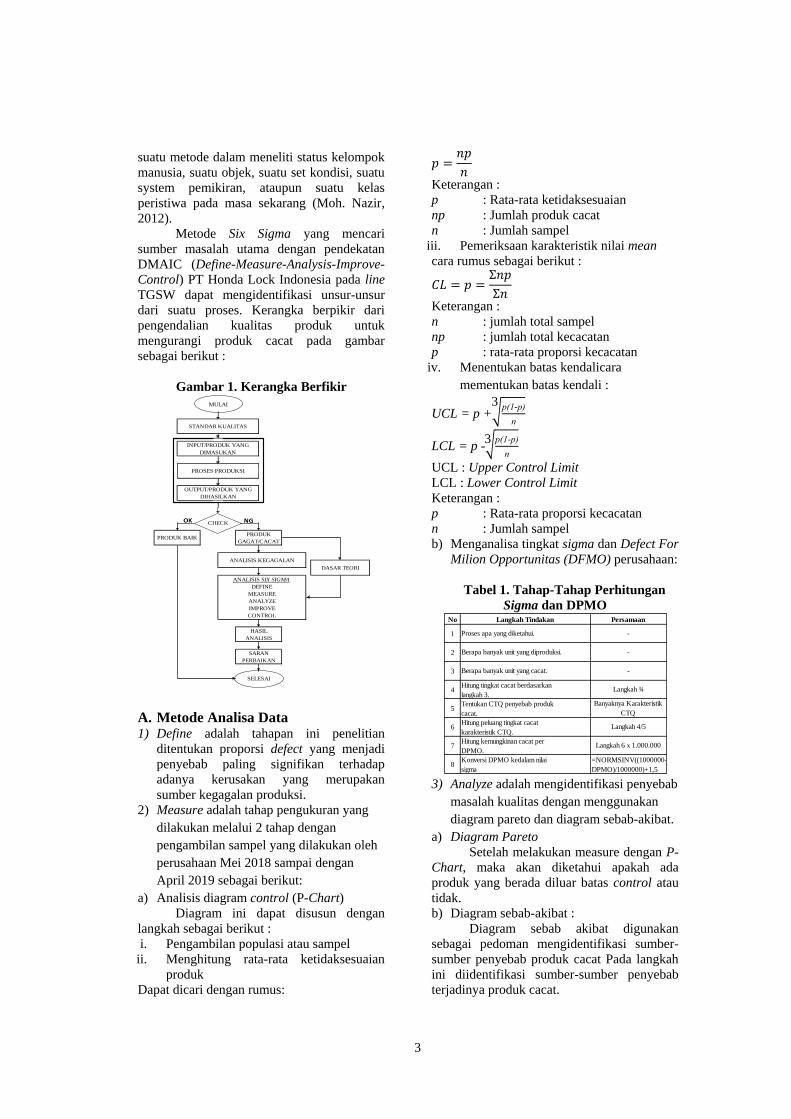
dari suatu proses. Kerangka berpikir dari
pengendalian kualitas produk untuk
mengurangi produk cacat pada gambar
sebagai berikut :
Gambar 1. Kerangka Berfikir
A. Metode Analisa Data 1) Define adalah tahapan ini penelitian
ditentukan proporsi defect yang menjadi
penyebab paling signifikan terhadap
adanya kerusakan yang merupakan
sumber kegagalan produksi.
2) Measure adalah tahap pengukuran yang
dilakukan melalui 2 tahap dengan
pengambilan sampel yang dilakukan oleh
perusahaan Mei 2018 sampai dengan
April 2019 sebagai berikut:
a) Analisis diagram control (P-Chart)
Diagram ini dapat disusun dengan
langkah sebagai berikut :
i. Pengambilan populasi atau sampel
ii. Menghitung rata-rata ketidaksesuaian
produk
Dapat dicari dengan rumus:
Keterangan :
p : Rata-rata ketidaksesuaian
np : Jumlah produk cacat
n : Jumlah sampel
iii. Pemeriksaan karakteristik nilai mean
cara rumus sebagai berikut :
Keterangan :
n : jumlah total sampel
np : jumlah total kecacatan
p : rata-rata proporsi kecacatan
iv. Menentukan batas kendalicara
mementukan batas kendali :
UCL = p +√ -
LCL = p -√ -
UCL : Upper Control Limit
LCL : Lower Control Limit
Keterangan :
p : Rata-rata proporsi kecacatan
n : Jumlah sampel
b) Menganalisa tingkat sigma dan Defect For
Milion Opportunitas (DFMO) perusahaan:
Tabel 1. Tahap-Tahap Perhitungan
Sigma dan DPMO
3) Analyze adalah mengidentifikasi penyebab
masalah kualitas dengan menggunakan
diagram pareto dan diagram sebab-akibat.
a) Diagram Pareto
Setelah melakukan measure dengan P-
Chart, maka akan diketahui apakah ada
produk yang berada diluar batas control atau
tidak.
b) Diagram sebab-akibat :
Diagram sebab akibat digunakan
sebagai pedoman mengidentifikasi sumber-
sumber penyebab produk cacat Pada langkah
ini diidentifikasi sumber-sumber penyebab
terjadinya produk cacat.
SELESAI
CHECK
SARAN
PERBAIKAN
ANALISIS KEGAGALAN
ANALISIS SIX SIGMA
DEFINE
MEASURE
ANALYZE
IMPROVE
CONTROL
HASIL
ANALISIS
DASAR TEORI
MULAI
STANDAR KUALITAS
PRODUK BAIK
OUTPUT/PRODUK YANG
DIHASILKAN
PROSES PRODUKSI
PRODUK
GAGAT/CACAT
INPUT/PRODUK YANG
DIMASUKAN
OK NG
No
1
2
3
4
5
6
7
8
Banyaknya Karakteristik
CTQ
Langkah 4/5
Langkah 6 x 1.000.000
Hitung peluang tingkat cacat
karakteristik CTQ.
Hitung kemungkinan cacat per
DPMO.
Langkah Tindakan
Proses apa yang diketahui.
Berapa banyak unit yang diproduksi.
Berapa banyak unit yang cacat.
Hitung tingkat cacat berdasarkan
langkah 3.
Tentukan CTQ penyebab produk
cacat.
Persamaan
Konversi DPMO kedalam nilai
sigma
=NORMSINV((1000000-
DPMO)/1000000)+1,5
-
-
-
Langkah ¾
3
3

4) Improve merupakan tahap peningkatan
kualitas Six Sigma harus melakukan
pengukuran dilihat dari peluang,
kerusakan, proses kapabilitas saat ini,
rekomendasi ulasan perbaikan,
menganalisa kemudian tindakan perbaikan
dilakukan.
5. Control merupakan tahap peningkatan
kualitas dengan memastikan level baru
kinerja dalam kondisi standar terjaga nilai-
nilai peningkatannya yang kemudian
didokumentasikan dan disebar luas yang
berguna sebagai langkah perbaikan untuk
kinerja proses berikutnya.
4. HASIL DAN PEMBAHASAN
A. Define
Berdasarkan hasil observasi untuk
mengurangi atau menekan produk rata-rata
cacat dari 0,25% menjadi 0%. Terbukti
dengan adanya total produk cacat tertinggi
sebesar 0.46% dan terendah 0.13%
berdasarkan persentase terendah sebenarnya
PT. Honda Lock Indonesia seksi 4R line
TGSW dapat menekan produk cacat hingga
0%.
Berdasarkan permasalahan yang ada
terdapat produk cacat yang disebabkan oleh
gelembung dengan total kecacatan sebanyak
836 pcs, kotor sebanyak 518 pcs, luber
dengan total kecacatan sebanyak 430 pcs,
lembek dengan total kecacatan sebanyak 186
pcs, dan gompal dengan total kecacatan
sebanyak 136 pcs periode Mei 2018 sampai
April 2019.
B. Measure
Measure merupakan tahap pengukuran
yang dibagi menjadi dua tahap yaitu tahap
analisis diagram control dan tahap
pengukuran tingkat Sigma dan Defect Per
Million Opportunities (DPMO).
1) Tahap Analisis Diagram Kontrol (P-
Chart)
Jumlah T4N-Case Group yang
dihasilkan selama bulan Mei 2018 sampai
dengan April 2019 untuk T4N-Case Group
adalah sebesar 838519 pcs, dan diketemukan
produk cacat diduga produk cacat yang
berasal dari dua penyebab utama kecacatan
adalah 2106 pcs yaitu penjumlahan
banyaknya cacat produk gelembung, kotor,
luber, lembek, dan gompal. Dari data tersebut
dihitung sebagai berikut :
a) Menghitung rata-rata ketidaksesuaian
(mean).
Dihitung rata-rata ketidaksesuaian (P),
yaitu jumlah produk cacat akhir (np) dibagi
jumlah sampel (n). Rata-rata ketidaksesuaian
bulan Mei 2018 sampai April 2019 adalah :
Rumus :
CL : p = Σ
Σ
b) Menghitung kerusakan setiap periode
berdasarkan jenis cacat produk.
Rumus :
p = np
p
c) Menghitung batas kendali atas atau Upper
Control Limit (UCL)
Rumus :
UCL = p +√ -
d) Menghitung batas kendali bawah atau
Lower Control Limit (LCL)
Rumus :
UCL = p -√ -
Dari perhitungan yang telah dilakukan
diatas dapat disajikan dalam tabel perhitungan
batas kendali serta grafik batas kendali
sebagai berikut untuk masing-masing cacat
produk :
Tabel 2. Perhitungan Batas Kendali
Gelembung
Gambar 2. Grafik Peta Kendali
Gelembung
NO PERIODEJUMLAH
PRODUKSI
JUMLAH
CACATP CL UCL LCL
1 Mei 2018 65667 78 0,00119 0,00100 0,01160 -0,00960
2 Juni 2018 81364 68 0,00084 0,00100 0,01160 -0,00960
3 Juli 2018 44148 57 0,00129 0,00100 0,01160 -0,00960
4 Agustus 2018 81252 41 0,00050 0,00100 0,01160 -0,00960
5 September 2018 82516 38 0,00046 0,00100 0,01160 -0,00960
6 Oktober 2018 84534 48 0,00057 0,00100 0,01160 -0,00960
7 November 2018 71293 28 0,00039 0,00100 0,01160 -0,00960
8 Desember 2018 52291 17 0,00033 0,00100 0,01160 -0,00960
9 Januari 2019 55272 98 0,00177 0,00100 0,01160 -0,00960
10 Februari 2019 69103 121 0,00175 0,00100 0,01160 -0,00960
11 Maret 2019 66682 130 0,00195 0,00100 0,01160 -0,00960
12 April 2019 84397 112 0,00133 0,00100 0,01160 -0,00960
838519 836TOTAL
-0,01500
-0,01000
-0,00500
0,00000
0,00500
0,01000
0,01500
Mei
2018
Jun
i 2
01
8
Juli
2018
Agust
us
2018
Sep
tem
ber
2018
Okto
ber
2018
Novem
ber
2018
Des
ember
2018
Januar
i 2019
Feb
ruar
i 2
019
Mar
et 2
019
Apri
l 2
019
5
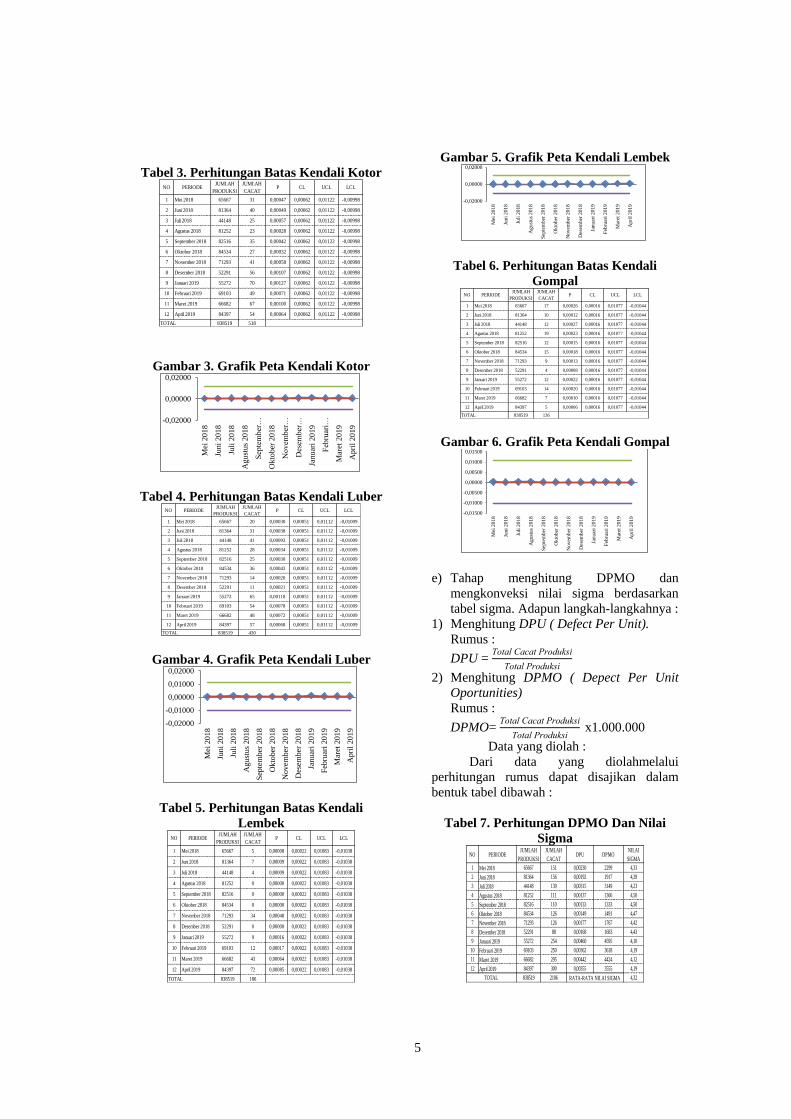
Tabel 3. Perhitungan Batas Kendali Kotor
Gambar 3. Grafik Peta Kendali Kotor
Tabel 4. Perhitungan Batas Kendali Luber
Gambar 4. Grafik Peta Kendali Luber
Tabel 5. Perhitungan Batas Kendali
Lembek
Gambar 5. Grafik Peta Kendali Lembek
Tabel 6. Perhitungan Batas Kendali
Gompal
Gambar 6. Grafik Peta Kendali Gompal
e) Tahap menghitung DPMO dan
mengkonveksi nilai sigma berdasarkan
tabel sigma. Adapun langkah-langkahnya :
1) Menghitung DPU ( Defect Per Unit).
Rumus :
DPU =
2) Menghitung DPMO ( Depect Per Unit
Oportunities)
Rumus :
DPMO=
x1.000.000
Data yang diolah :
Dari data yang diolahmelalui
perhitungan rumus dapat disajikan dalam
bentuk tabel dibawah :
Tabel 7. Perhitungan DPMO Dan Nilai
Sigma
NO PERIODEJUMLAH
PRODUKSI
JUMLAH
CACATP CL UCL LCL
1 Mei 2018 65667 31 0,00047 0,00062 0,01122 -0,00998
2 Juni 2018 81364 40 0,00049 0,00062 0,01122 -0,00998
3 Juli 2018 44148 25 0,00057 0,00062 0,01122 -0,00998
4 Agustus 2018 81252 23 0,00028 0,00062 0,01122 -0,00998
5 September 2018 82516 35 0,00042 0,00062 0,01122 -0,00998
6 Oktober 2018 84534 27 0,00032 0,00062 0,01122 -0,00998
7 November 2018 71293 41 0,00058 0,00062 0,01122 -0,00998
8 Desember 2018 52291 56 0,00107 0,00062 0,01122 -0,00998
9 Januari 2019 55272 70 0,00127 0,00062 0,01122 -0,00998
10 Februari 2019 69103 49 0,00071 0,00062 0,01122 -0,00998
11 Maret 2019 66682 67 0,00100 0,00062 0,01122 -0,00998
12 April 2019 84397 54 0,00064 0,00062 0,01122 -0,00998
838519 518TOTAL
-0,02000
0,00000
0,02000
Mei
2018
Jun
i 2
01
8
Juli
2018
Agust
us
2018
September…
Okto
ber
2018
Novem
ber…
Desem
ber…
Januar
i 2019
Februari…
Mar
et 2
019
Apri
l 2019
NO PERIODEJUMLAH
PRODUKSI
JUMLAH
CACATP CL UCL LCL
1 Mei 2018 65667 20 0,00030 0,00051 0,01112 -0,01009
2 Juni 2018 81364 31 0,00038 0,00051 0,01112 -0,01009
3 Juli 2018 44148 41 0,00093 0,00051 0,01112 -0,01009
4 Agustus 2018 81252 28 0,00034 0,00051 0,01112 -0,01009
5 September 2018 82516 25 0,00030 0,00051 0,01112 -0,01009
6 Oktober 2018 84534 36 0,00043 0,00051 0,01112 -0,01009
7 November 2018 71293 14 0,00020 0,00051 0,01112 -0,01009
8 Desember 2018 52291 11 0,00021 0,00051 0,01112 -0,01009
9 Januari 2019 55272 65 0,00118 0,00051 0,01112 -0,01009
10 Februari 2019 69103 54 0,00078 0,00051 0,01112 -0,01009
11 Maret 2019 66682 48 0,00072 0,00051 0,01112 -0,01009
12 April 2019 84397 57 0,00068 0,00051 0,01112 -0,01009
838519 430TOTAL
-0,02000
-0,01000
0,00000
0,01000
0,02000
Mei
2018
Jun
i 2
01
8
Juli
2018
Agust
us
2018
Sep
tem
ber
2018
Okto
ber
2018
Novem
ber
2018
Des
ember
2018
Januar
i 2019
Feb
ruar
i 2019
Mar
et 2
019
Apri
l 2019
NO PERIODEJUMLAH
PRODUKSI
JUMLAH
CACATP CL UCL LCL
1 Mei 2018 65667 5 0,00008 0,00022 0,01083 -0,01038
2 Juni 2018 81364 7 0,00009 0,00022 0,01083 -0,01038
3 Juli 2018 44148 4 0,00009 0,00022 0,01083 -0,01038
4 Agustus 2018 81252 0 0,00000 0,00022 0,01083 -0,01038
5 September 2018 82516 0 0,00000 0,00022 0,01083 -0,01038
6 Oktober 2018 84534 0 0,00000 0,00022 0,01083 -0,01038
7 November 2018 71293 34 0,00048 0,00022 0,01083 -0,01038
8 Desember 2018 52291 0 0,00000 0,00022 0,01083 -0,01038
9 Januari 2019 55272 9 0,00016 0,00022 0,01083 -0,01038
10 Februari 2019 69103 12 0,00017 0,00022 0,01083 -0,01038
11 Maret 2019 66682 43 0,00064 0,00022 0,01083 -0,01038
12 April 2019 84397 72 0,00085 0,00022 0,01083 -0,01038
838519 186TOTAL
-0,02000
0,00000
0,02000
Mei
20
18
Jun
i 201
8
Juli
20
18
Ag
ust
us
2018
Sep
tem
ber
201
8
Ok
tob
er 2
018
No
vem
ber
20
18
Des
ember
20
18
Januar
i 20
19
Feb
ruar
i 2
019
Mar
et 2
01
9
Ap
ril
2019
NO PERIODEJUMLAH
PRODUKSI
JUMLAH
CACATP CL UCL LCL
1 Mei 2018 65667 17 0,00026 0,00016 0,01077 -0,01044
2 Juni 2018 81364 10 0,00012 0,00016 0,01077 -0,01044
3 Juli 2018 44148 12 0,00027 0,00016 0,01077 -0,01044
4 Agustus 2018 81252 19 0,00023 0,00016 0,01077 -0,01044
5 September 2018 82516 12 0,00015 0,00016 0,01077 -0,01044
6 Oktober 2018 84534 15 0,00018 0,00016 0,01077 -0,01044
7 November 2018 71293 9 0,00013 0,00016 0,01077 -0,01044
8 Desember 2018 52291 4 0,00008 0,00016 0,01077 -0,01044
9 Januari 2019 55272 12 0,00022 0,00016 0,01077 -0,01044
10 Februari 2019 69103 14 0,00020 0,00016 0,01077 -0,01044
11 Maret 2019 66682 7 0,00010 0,00016 0,01077 -0,01044
12 April 2019 84397 5 0,00006 0,00016 0,01077 -0,01044
838519 136TOTAL
-0,01500
-0,01000
-0,00500
0,00000
0,00500
0,01000
0,01500
Mei
20
18
Jun
i 201
8
Juli
20
18
Ag
ust
us
2018
Sep
tem
ber
201
8
Ok
tob
er 2
018
No
vem
ber
20
18
Des
ember
20
18
Januar
i 20
19
Feb
ruar
i 2
019
Mar
et 2
01
9
Ap
ril
2019
NO PERIODEJUMLAH
PRODUKSI
JUMLAH
CACATDPU DPMO
NILAI
SIGMA
1 Mei 2018 65667 151 0,00230 2299 4,33
2 Juni 2018 81364 156 0,00192 1917 4,39
3 Juli 2018 44148 139 0,00315 3149 4,23
4 Agustus 2018 81252 111 0,00137 1366 4,50
5 September 2018 82516 110 0,00133 1333 4,50
6 Oktober 2018 84534 126 0,00149 1491 4,47
7 November 2018 71293 126 0,00177 1767 4,42
8 Desember 2018 52291 88 0,00168 1683 4,43
9 Januari 2019 55272 254 0,00460 4595 4,10
10 Februari 2019 69103 250 0,00362 3618 4,19
11 Maret 2019 66682 295 0,00442 4424 4,12
12 April 2019 84397 300 0,00355 3555 4,19
838519 2106 4,32TOTAL RATA-RATA NILAI SIGMA
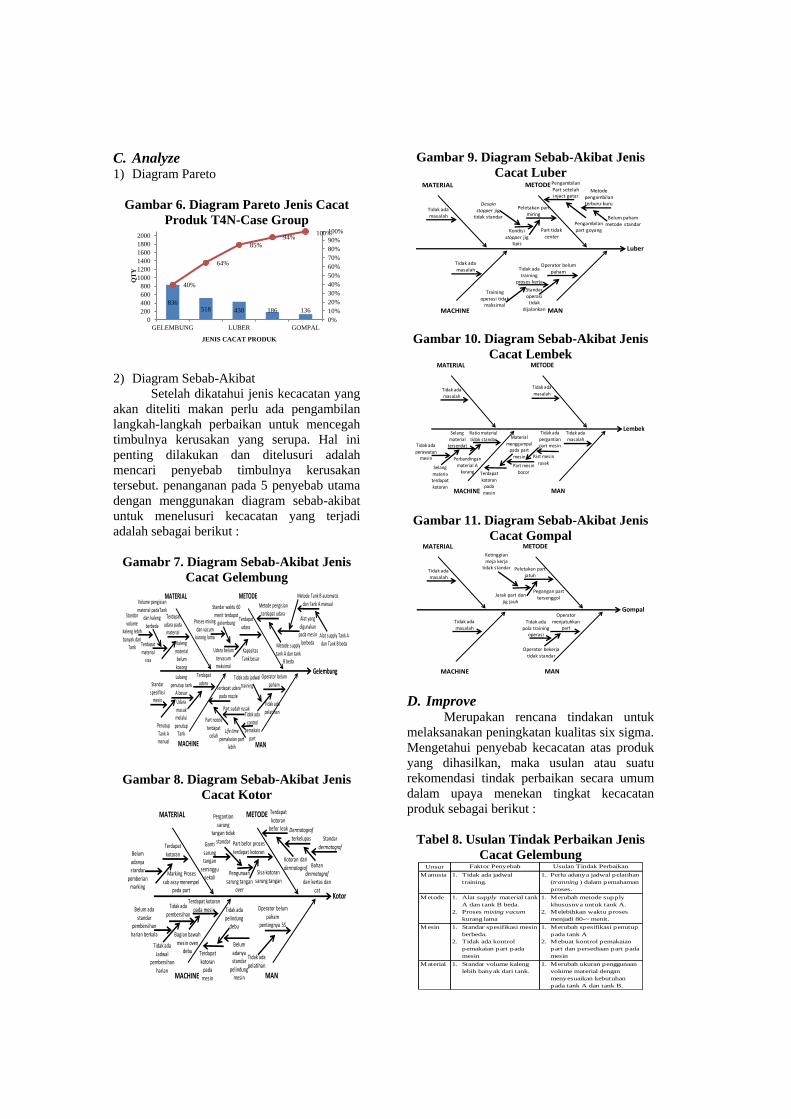
C. Analyze 1) Diagram Pareto
Gambar 6. Diagram Pareto Jenis Cacat
Produk T4N-Case Group
2) Diagram Sebab-Akibat
Setelah dikatahui jenis kecacatan yang
akan diteliti makan perlu ada pengambilan
langkah-langkah perbaikan untuk mencegah
timbulnya kerusakan yang serupa. Hal ini
penting dilakukan dan ditelusuri adalah
mencari penyebab timbulnya kerusakan
tersebut. penanganan pada 5 penyebab utama
dengan menggunakan diagram sebab-akibat
untuk menelusuri kecacatan yang terjadi
adalah sebagai berikut :
Gamabr 7. Diagram Sebab-Akibat Jenis
Cacat Gelembung
Gambar 8. Diagram Sebab-Akibat Jenis
Cacat Kotor
Gambar 9. Diagram Sebab-Akibat Jenis
Cacat Luber
Gambar 10. Diagram Sebab-Akibat Jenis
Cacat Lembek
Gambar 11. Diagram Sebab-Akibat Jenis
Cacat Gompal
D. Improve Merupakan rencana tindakan untuk
melaksanakan peningkatan kualitas six sigma.
Mengetahui penyebab kecacatan atas produk
yang dihasilkan, maka usulan atau suatu
rekomendasi tindak perbaikan secara umum
dalam upaya menekan tingkat kecacatan
produk sebagai berikut :
Tabel 8. Usulan Tindak Perbaikan Jenis
Cacat Gelembung
836 518 430 186 136
40%
64%
85%
94% 100%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
200
400
600
800
1000
1200
1400
1600
1800
2000
GELEMBUNG LUBER GOMPAL
QT
Y
JENIS CACAT PRODUK
MATERIAL
MACHINE
METODE
MAN
Gelembung
Terdapat udara
Kaleng material belum
kosong
Proses mixing dan vacum
kurang lama
Standar waktu 60 menit terdapat
gelembung
Part sudah rusak
Operator belum paham
Tidak ada pelatihan
Terdapat udara
pada nozzle Udara masuk melalui penutup
Tank
Metode supply tank A dan tank
B beda
Alat yang digunakan
pada mesin
berbeda Terdapat
material sisa
Tidak ada control
pemakain
part
Part nozzle terdapat
celah
Metode pengisian terdapat udara
Volume pengisian
material padaTank dan kaleng
berbeda
Penutup Tank A manual
Life time pemakaian part
lebih
Metode Tank B automatis
dan Tank A manual
Standar spesifiksi
mesin
Standar
volume kaleng lebih
banyak dari Tank Udara belum
tervacum maksimal
Kapasitas Tank besar
Alat supply Tank A
dan Tank B beda
Tidak ada jadwal training
Terdapat
udara Lubang
penutup tank A besar
Terdapat
udara pada material
MATERIAL
MACHINE
METODE
MAN
Kotor
Terdapat kotoran
Marking Proses
sub assy menempel pada part
Part befor proses terdapat kotoran
Sisa kotoran
sarung tangan
Terdapat kotoran pada mesin Operator belum
paham pentingnya 5S
Tidak ada
pelatihan
Tidak ada pelindung
debu
Belum adanya standar
pelindung mesin
Bagian bawah
mesin oven debu
Tidak ada pembersihan
Belum adanya standar
pemberian marking
Pengunaan
sarung tangan over
Pergantian sarung
tangan tidak
standar
Kotoran dari dermatograf
Dermatograf
terkelupas Ganti
sarung tangan
seminggu sekali
Terdapat kotoran
befor leak
Standar
dermatograf
Bahan dermatograf
dari kertas dan
cat
Tidak ada
Jadwal pembersihan
harian
Belum ada
standar pembersihan
harian berkala
Terdapat kotoran
pada mesin
MATERIAL
MACHINE
METODE
MAN
Luber
Tidak ada masalah
Peletakan part miring
Part tidak center
Operator belum paham
Standar
operasi tidak
dijalankan
Kondisi stopper jig
tipis
Desain stopper jig
tidak standar
Pengambilan
part goyang
Metode pengambilan terburu-buru
Pengambilan
Part setelah inject getar
Belum paham metode standar
Tidak ada masalah
Training operasi tidak
maksimal
Tidak ada
training proses kerja
MATERIAL
MACHINE
METODE
MAN
Lembek
Tidak ada masalah
Ratio material tidak standar Material
menggumpal pada part
mesin
Part mesin
bocor
Perbandingan
material A kurang
Selangmaterial
tersendat
Selang
materia terdapat kotoran
Tidak ada
perawatan mesin
Terdapat kotoran
pada mesin
Tidak ada masalah
Tidak ada masalah
Part mesin
rusak
Tidak ada pergantianpart mesin
MATERIAL
MACHINE
METODE
MAN
Gompal
Tidak ada masalah
Peletakan part jatuh
Pegangan part tersenggol
Jarak part dan jig jauh
Ketinggian
meja kerja tidak standar
Tidak ada
masalah
Operator
menjatuhkan part
Operator bekerja
tidak standar
Tidak ada pola training
operasi
Unsur
Manusia 1. Tidak ada jadwal
training.
1. Perlu adanya jadwal pelatihan
(tranning ) dalam pemahaman
proses.
1. Alat supply material tank
A dan tank B beda.
1. Merubah metode supply
khususnya untuk tank A.
2. Proses mixing vacum
kurang lama
2. Melebihkan waktu proses
menjadi 80-~ menit.
1. Standar spesifikasi mesin
berbeda.
1. Merubah spesifikasi penutup
pada tank A
2. Tidak ada kontrol
pemakaian part pada
mesin
2. Mebuat kontrol pemakaian
part dan persediaan part pada
mesin
Material 1. Standar volume kaleng
lebih banyak dari tank.
1. Merubah ukuran penggunaan
volume material dengan
menyesuaikan kebutuhan
pada tank A dan tank B.
Faktor Penyebab Usulan Tindak Perbaikan
Metode
Mesin
7
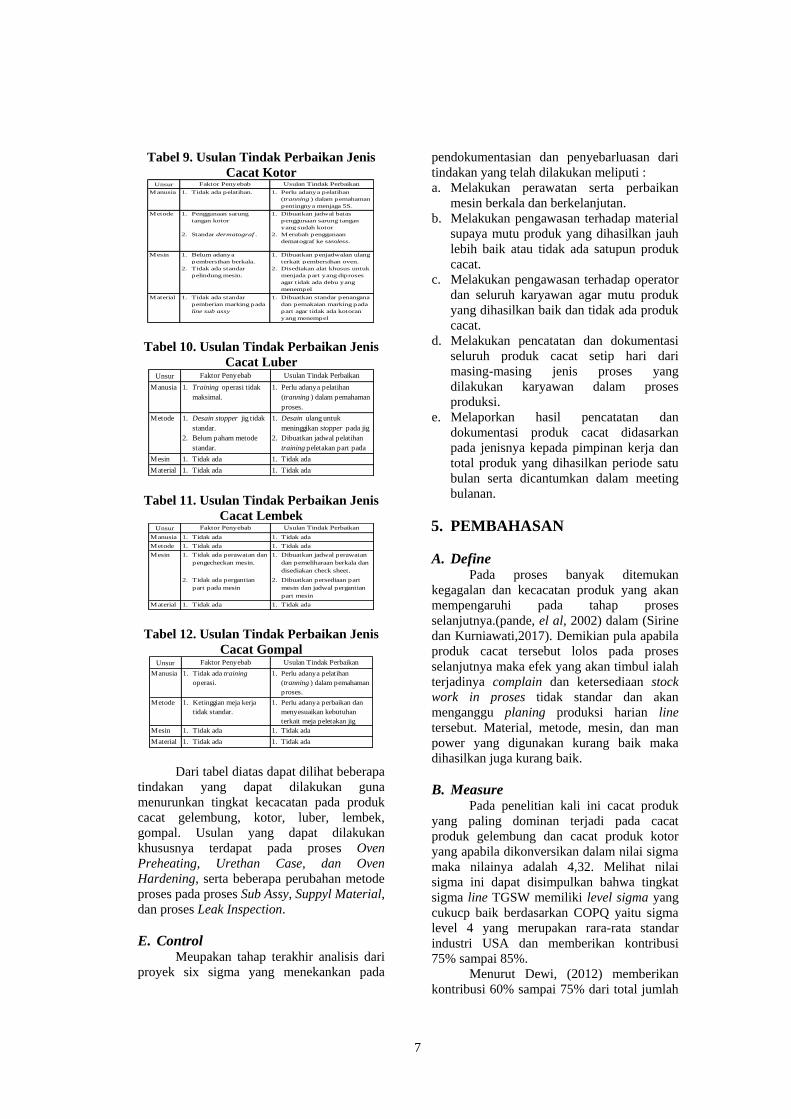
Tabel 9. Usulan Tindak Perbaikan Jenis
Cacat Kotor
Tabel 10. Usulan Tindak Perbaikan Jenis
Cacat Luber
Tabel 11. Usulan Tindak Perbaikan Jenis
Cacat Lembek
Tabel 12. Usulan Tindak Perbaikan Jenis
Cacat Gompal
Dari tabel diatas dapat dilihat beberapa
tindakan yang dapat dilakukan guna
menurunkan tingkat kecacatan pada produk
cacat gelembung, kotor, luber, lembek,
gompal. Usulan yang dapat dilakukan
khususnya terdapat pada proses Oven
Preheating, Urethan Case, dan Oven
Hardening, serta beberapa perubahan metode
proses pada proses Sub Assy, Suppyl Material,
dan proses Leak Inspection.
E. Control Meupakan tahap terakhir analisis dari
proyek six sigma yang menekankan pada
pendokumentasian dan penyebarluasan dari
tindakan yang telah dilakukan meliputi :
a. Melakukan perawatan serta perbaikan
mesin berkala dan berkelanjutan.
b. Melakukan pengawasan terhadap material
supaya mutu produk yang dihasilkan jauh
lebih baik atau tidak ada satupun produk
cacat.
c. Melakukan pengawasan terhadap operator
dan seluruh karyawan agar mutu produk
yang dihasilkan baik dan tidak ada produk
cacat.
d. Melakukan pencatatan dan dokumentasi
seluruh produk cacat setip hari dari
masing-masing jenis proses yang
dilakukan karyawan dalam proses
produksi.
e. Melaporkan hasil pencatatan dan
dokumentasi produk cacat didasarkan
pada jenisnya kepada pimpinan kerja dan
total produk yang dihasilkan periode satu
bulan serta dicantumkan dalam meeting
bulanan.
5. PEMBAHASAN
A. Define Pada proses banyak ditemukan
kegagalan dan kecacatan produk yang akan
mempengaruhi pada tahap proses
selanjutnya.(pande, el al, 2002) dalam (Sirine
dan Kurniawati,2017). Demikian pula apabila
produk cacat tersebut lolos pada proses
selanjutnya maka efek yang akan timbul ialah
terjadinya complain dan ketersediaan stock
work in proses tidak standar dan akan
menganggu planing produksi harian line
tersebut. Material, metode, mesin, dan man
power yang digunakan kurang baik maka
dihasilkan juga kurang baik.
B. Measure Pada penelitian kali ini cacat produk
yang paling dominan terjadi pada cacat
produk gelembung dan cacat produk kotor
yang apabila dikonversikan dalam nilai sigma
maka nilainya adalah 4,32. Melihat nilai
sigma ini dapat disimpulkan bahwa tingkat
sigma line TGSW memiliki level sigma yang
cukucp baik berdasarkan COPQ yaitu sigma
level 4 yang merupakan rara-rata standar
industri USA dan memberikan kontribusi
75% sampai 85%.
Menurut Dewi, (2012) memberikan
kontribusi 60% sampai 75% dari total jumlah
Unsur
Manusia 1. Tidak ada pelatihan. 1. Perlu adanya pelatihan
(tranning ) dalam pemahaman
pentingnya menjaga 5S.
1. Penggunaan sarung
tangan kotor
1. Dibuatkan jadwal batas
penggunaan sarung tangan
yang sudah kotor
2. Standar dermatograf . 2. Merubah penggunaan
dematograf ke stenless.
1. Belum adanya
pembersihan berkala.
1. Dibuatkan penjadwalan ulang
terkait pembersihan oven.
2. Tidak ada standar
pelindung mesin.
2. Disediakan alat khusus untuk
menjada part yang diproses
agar tidak ada debu yang
menempel
Material 1. Tidak ada standar
pemberian marking pada
line sub assy
1. Dibuatkan standar penangana
dan pemakaian marking pada
part agar tidak ada kotoran
yang menempel
Metode
Mesin
Faktor Penyebab Usulan Tindak Perbaikan
Unsur
Manusia 1. Training operasi tidak
maksimal.
1. Perlu adanya pelatihan
(tranning ) dalam pemahaman
proses.
1. Desain stopper jig tidak
standar.
1. Desain ulang untuk
meninggikan stopper pada jig
2. Belum paham metode
standar.
2. Dibuatkan jadwal pelatihan
training peletakan part pada
jigMesin 1. Tidak ada 1. Tidak ada
Material 1. Tidak ada 1. Tidak ada
Faktor Penyebab Usulan Tindak Perbaikan
Metode
Unsur
Manusia 1. Tidak ada 1. Tidak ada
Metode 1. Tidak ada 1. Tidak ada
1. Tidak ada perawatan dan
pengecheckan mesin.
1. Dibuatkan jadwal perawatan
dan pemeliharaan berkala dan
disediakan check sheet.
2. Tidak ada pergantian
part pada mesin
2. Dibuatkan persediaan part
mesin dan jadwal pergantian
part mesin
Material 1. Tidak ada 1. Tidak ada
Mesin
Faktor Penyebab Usulan Tindak Perbaikan
Unsur
Manusia 1. Tidak ada training
operasi.
1. Perlu adanya pelatihan
(tranning ) dalam pemahaman
proses.
Metode 1. Ketinggian meja kerja
tidak standar.
1. Perlu adanya perbaikan dan
menyesuaikan kebutuhan
terkait meja peletakan jig
Mesin 1. Tidak ada 1. Tidak ada
Material 1. Tidak ada 1. Tidak ada
Faktor Penyebab Usulan Tindak Perbaikan

cacat dan yang dikualifikasikan sebagai
COPQ yang sehingga harus segera dilakukan
tindakan perbaikan yang merupakan level
sigma 3.
C. Analyze
Pada penelitian kali ini hasil analisis
untuk mencari penyebab munculnya cacat
produk gelembung dan kotor di karenakan
faktor man, machine, material, method.
Menurut Haryono, et al, (2017) berdasarkan
identifikasi yang dilakukan, faktor-faktor
yang mempengaruhi dan menjadi penyebab
kerusakan produk terdapat 5 faktor yaitu
pekerja atau karyawan (people), bahan baku
(material), mesin (machine), metode
(method) dan lingkungan (environment).
1) Cacat gelembung mempunyai faktor
penybab dari Man (manusia), material
(bahan baku), machine (mesin), dan
methode (metode).
2) Cacat kotor terdapat faktor penyebab yang
berasal dari man (manusia), material
(bahan baku), machine (mesin), dan
methode (metode).
3) Cacat luber terdapat faktor penyebab dari
man (manusia), dan methode (metode).
4) Cacat Lembek terdapat faktor penyebab
dari man (manusia), dan machine
(mesin).
5) Cacat Gompal terdapat faktor penyebab
dari man (manusia), dan methode
(metode).
D. Improve Pada tahap ini dilakukan perbaikan
akar masalah yang telah ditemukan dan
dijelaskan pada tahap analyze. Usulan
perbaikan yang telah diusulkan dibahas secara
lebih detail pada tahap keempat ini. Untuk
penelitian yang telah dilakukan pada line
TGSW terdapat beberapa usulan perbaikan
guna menurunkan cacat produk gelembung,
kotor, luber, lembek, dan gompal.
1) Cacat gelembung
Pada jenis cacat ini solusi
improvement yang dapat dilakukan adalah
faktor manusia perlu adanya pelatihan
pemahaman dalam menjalankan proses
produksi. Perubahan metode pada proses
supply material untuk tank A diubah menjadi
pola automatis dan merubah metode waktu
proses mixing dan vacum menjadi lebih dari
80 menit untuk setiap proses.
Material yang digunakan pada mesin
urethan case menyesuaikan kebutuhan
volume yang akan dipakani, sehingga tidak
ada sisa material yang tercampur dengan
udara. Material sisa berpotensi mengandung
udara yang jika dipakai potensi cacat
gelembung dapat terjadi.
2) Cacat kotor
Pada jenis cacat ini solusi
improvement yang dapat dilakukan adalah
melakukan pelatihan pemahaman pada
operator tetang pentingnya menjaga
kebersihan area meja kerja (5S) agar tidak ada
kotoran yan masuk pada area T4N-Case
Comp. Metode penggunan sarung tangan
yang sebelumnaya memiliki kelebihan waktu
pemakaian harus dibuatkan jadwal pergantian
yang tidak over time dan merubah metode
check kekeringan pada proses leak inspection
menggunakan alat yang terbuat dari besi atau
stenless .
Pada mesin oven preheating
dibuatkan jadwal pembersihan yang lebih
maksimal agar kotoran yang tiap waktu
bertambah tidak menempel pada part. Kaizen
terhadap mesin inject urethan perlu dilakukan
untuk menghindari kotoran atau debu yang
masuk dari kondisi ruangan yang terbuka.
Faktor material harus diperhatikan khususnya
part yang terpapar oleh marking proses
sebelum oven preheating hal ini dapat
dilakukan dengan memberikan standar
pemberian marking pada proses sub assy.
3) Cacat luber
Pada jenis cacat ini solusi
improvement yang dapat dilakukan adalah
faktor manusia atau operator yang belum
paham terhadap pola produksi maka perlu
adanya pemahaman dan training lapangan.
Cacat luber terjadi karena part terletak miring
pada jig hal ini terjadi karena operator tidak
memperhatikan kondisi ketinggian stopper
part pada peletakan jig. Metode pelatihan
pola proses produksi perlu dijalankan dan
diberikan arahan agar tidak melakukan
keabnormalan pada saat melakukan dan
menjalakan mesin.
4) Cacat lembek
Pada jenis cacat ini solusi
improvement yang dapat dilakukan adalah
faktor yang sangat berhubungan adalah
mesin. Perawatan pada mesin perlu
dilakuakan untuk memastikan mesin stabil

9
atau tidak dibuatkan check sheet untuk
memastikan tidak ada keabnormalan pada
mesin untuk setiap kali pemakaian. Selain
dari faktor mesin tidak ada pengaruh terhadap
cacat produk lembek, hal itu terjadi karena
bagian cacat ini adalah akibat tidak
seimbangnya ratio campuran antara material
A dan material B.
5) Cacat gompal
Pada jenis cacat ini solusi
improvement yang dapat dilakukan adalah
perbaikan pada faktor manusia dan metode
karena kedua faktor ini menjadi penyebab
munculnya cacat produk gompal. Pola
produksi yang belum sepenuhnya operator
mengerti dan penggunaan metode proses
produksi yang terburu-buru mengharuskan
adanya perbaikan dengan mengadakan
training pemahaman part dan penggunaan
metode pada part yang akan dipakai untuk
proses produksi dan melakukan pergantian
meja peletakan jig dengan menyesuaikan
ketinggian standar pada meja dan operator
agar sesuai standar.
E. Control Hasil bulan Juni 2019 menunjukan
penurunan cacat produk gelembung dan kotor
sebesar 60 % pada cacat gelembung dan 70 %
pada cacat kotor rata-rata penurunan
kecacatan berada pada niali 65 %. Dalam
jurnal Manesi (2014), yang berjudul Aplikasi
Metode Six Sigma (DMAIC) Untuk
Meningkatkan Kualitas Produk Alat Music
Sasando. Pada tahap control adanya
penurunan kecacatan sebesar 30%, maka
DPMO dan nilai sigma mengalami
peningkatan menjadi 9,744.89 dengan sigma
sebesar 3.84. Sedangkan dengan penurunan
kecacatan yang lebih besar lagi yaitu sebesar
50% maka nilai sigmanya pun meningkat lagi
menjadi 3.94 dengan DPMO sebesar
6,911.53, peningkatan nilai sigma ini
mengindikasikan bahwa perusahaan telah
melaksanakan tindakan perbaikan yang telah
diusulkan sebelumnya sehingga kinerjanya
membaik dan jumlah produk cacat menurun.
Jika dilakukan perbaikan, maka kerugian
diperkirakan akan menurun sebesar 30% dan
50% dan keuntungan akan meningkat.
6. KESIMPULAN
A. Kesimpulan Berdasarkan data produksi yang
diperoleh dari Line TGSW diketahui jumlah
produksi dari bulan Mei 2018 sampai bulan
April 2019 adalah sebesar 838519 eksemplar
dengan jumlah produk cacat yang terjadi
dalam produksi sebesar 2106 eksemplar yang
merupakan jumlah total cacat produk yang
diolah dengan konsep DMAIC didapat bahwa
line TGSW berada pada tingkat sigma 4,32
dengan kemungkinan kerusakan sebasar 3401
pcs untuk sejuta kesempatan produksi
(DPMO).
Penyebab utama terjadinya cacat
produk disebabkan dari faktor manusia,
mesin, metode, material. Oleh karena itu,
perlu adanya usaha - usaha untuk mengatasi
terjadinya cacat produk yang disebabkan oleh
faktor tersebut, hal-hal yang dapat dilakukan
guna memurunkan cacat produk.
B. Saran 1) Perusahaan perlu menggunakan metode
six sigma untuk dapat mengetahui jenis
kerusakan yang sering terjadi dan faktor-
faktor yang menjadi penyebabnya.
2) Perusahaan perlu segera melakukan
tindakan pencegahan untuk mengurangi
terjadinya produk cacat. Hal ini tentunya
menjadi sebuah kerugian yang sangat
besar apabila tidak ditangani sebab
semakin banyak produk yang gagal dalam
proses produksi tentunya mengakibatkan
pembengkakan biaya produksi.
3) Prioritas perbaikan yang perlu dilakukan
oleh semua seksi yang ada dalam
perusahaan untuk menekan atau
mengurangi jumlah produk cacat yang
terjadi dalam produksi, hal dapat
dilakukan dengan mengurutkan persentase
penyabab kecacatan tertinggi dilain
rencana perusahaan harus mencari
penyebab dan tindak penanganan untuk
target jenis cacat lainnya sehingga tidak
ada pembengkakan biaya.
4) Improvement yang dapat dilakukan pada
cacat gelembung pelatihan pemahaman
dalam menjalankan proses produksi,
perubahan metode pada proses supply
material untuk tank A diubah menjadi
pola automatis, merubah metode waktu
proses mixing dan vacum menjadi lebih
dari 80 menit untuk setiap proses.
5) Improvement yang dapat dilakukan cacat
kotor adalah melakukan pelatihan
pemahaman pada operator tetang
pentingnya menjaga kebersihan area meja
kerja (5S), metode penggunan sarung
tangan yang sebelumnaya memiliki
kelebihan waktu pemakaian harus
dibuatkan jadwal pergantian yang tidak
over time dan merubah metode check
kekeringan pada proses leak inspection
menggunakan alat yang terbuat dari besi
atau stenless.
6) Improvement yang dapat dilakukan pada
cacat produk luber perlu adanya
pemahaman dan training lapangan,
merubah kondisi ketinggian stopper part
pada peletakan jig.
7) Improvement yang dapat dilakukan pada
cacat lembek adalah perawatan pada
mesin perlu dilakuakan untuk memastikan
mesin stabil atau tidak dibuatkan check
sheet untuk memastikan tidak ada
keabnormalan pada mesin untuk setiap
kali pemakaian.
8) Improvement yang dapat dilakukan pada
cacat gompal adalah perbaikan
mengadakan training pemahaman part dan
penggunaan metode pada part yang akan
dipakai untuk proses produksi, dan
melakukan pergantian meja peletakan jig
sesuai standar.
DAFTAR PUSTAKA
Bintarti, S., (2015). Metodologi Penelitian.
Bogor: Mitra Wacana Media.
Dewi., (2012). Minimasi Defect Produk
Dengan Konsep Six Sigma, terbitan
Jurnal Teknik Industri.
Fransiscus., (2014). Implementasi Metode Six
Sigma DMAIC untuk Mengurangi
Paint Bucket Cacat di PT X.
Gunawan., (2014). Usulan Perbaikan Kualitas
Produk Milk Cup Untuk Mengurangi
Jumlah Cacat Menggunakan Metode
Six Sigma.
Haryono, D., (2018). Analisis Pengendalian
Kualitas Produksi Dengan Metode Six-
Sigma Pada Idusri Air Minum
PT.Aseran Tirta Posidonia.
Haryono, D., 2017. Pengendalian Kualitas
Produksi Dengan Model Grafik
Kontrol P Pada PT. Asera Tirta
Posidonia
Laricha., (2013). Usulan Perbaikan Kualitas
Dengan Penerapan Metode Six Sigma
Dan FMEA (Failure Mode And Effect
Analysis) Pada Proses Produksi Roller
Conveyor MBC Di PT XYZ.
Manesi., (2014). Aplikasi Metode Six Sigma
(DMAIC) Untuk Meningkatkan
Kualitas Produk Alat Music Sasando.
Ningsih, MS., Mada, E., (2018). Metode Six
Sigma untuk Mengendalikan Kualitas
Produk Surat Kabar di PT X.
Rimantho., (2017). Penerapan Metode Six
Sigma Pada Pengendalian Kualitas Air
Baku Pada Produksi Makanan.
Sirine., (2017). Pengendalian Kualitas
Menggunakan Metode Six Sigma
(Studi Kasus pada PT Diras Concept
Sukoharjo).
Wulandari., (2016). Penerapan Metode
Pengendalian Kualitas Six Sigma Pada
Heyjacker Company.
Yuvita, E., (2017). Analisis Pengendalian
Kualitas Produk Dengan Metode Six
Sigma Pada PT.Mahakam Media
Grafika Di Balikpapan.




















