
ALTA TASA DE PRODUCCIÓN DE ACIDO LÁCTICO POR LACTOBACILLUS RHAMNOSUS EN UN BIORRECTOR DE DOS...
21
ALTA TASA DE PRODUCCIÓN DE ACIDO LÁCTICO POR LACTOBACILLUS RHAMNOSUS EN UN BIORRECTOR DE DOS ETAPAS DE LA MEMBRANA CELULAR DE RECICLAJE. Resumen Es importante para producir ácido láctico L (+) al costo más bajo posible para que el ácido láctico se convertierta en un material monómero candidato para el prometedor ácido poliláctico biodegradable. En un esfuerzo para desarrollar un biorreactor de alta velocidad que proporciona una alta productividad, junto con una alta concentración de ácido láctico, el rendimiento de la membrana celular de reciclaje biorreactor (MCRB) se investigó mediante estudios experimentales y optimización de la simulación. Debido al gran aumento de la densidad celular, la alta productividad de ácido láctico, se obtuvo 21,6 g L-1 h-1 en el reactor. La concentración de ácido láctico, sin embargo, podría no ser incrementada hasta 83 g / L. Cuando un reactor adicional continuo de tanque agitado (CSTR) se une al lado de la MCRB una concentración de ácido láctico mayor de 87 g / L fue producido en un gasto significativo de la productividad. Cuando los dos MCRBs se conectaron en serie, 92 g / L de ácido láctico se podría producir con una productividad de 57 g L-1 h-1, la productividad más alta entre los informes de L (+)-ácido láctico que obtuvo la concentración de ácido láctico superior a 85 g / L de usando sustrato glucosa. Además, la investigación de la cinética de la fermentación del ácido láctico como resultado un modelo de éxito que representa las características de la fermentación del ácido láctico por Lactobacillus rhamnosus. El modelo se encontró que era aplicable a la mayoría de los datos existentes con MCRBs y estaba en buen acuerdo con el modelo de producto-inhibición de Levenspiel, y la ecuación Luedeking-Piret para la cinética de formación de producto parecía ser eficaz en la representación de la cinética de fermentación. Hubo una diferencia distintiva en el potencial de producción de células (células de parámetros relacionados con la densidad en la ecuación Luedeking-Piret) como el ácido láctico aumenta la concentración de más de 55 g / L, y este hallazgo condujo a una estimación más precisa del rendimiento del biorreactor. Introducción La eficiencia de la membrana celular-de reciclaje biorreactor (MCRB) se demostró con éxito en un número de estudios anteriores de la alta productividad volumétrica de ácido láctica. Con gran aumento de la densidad de los biocatalizadores, es decir, las células microbianas, la productividad volumétrica de ácido láctico podría ir hasta 160 g L-1 h-1 como se informa en el estudio de Ohleyer et al. (1985), que es más de 20 veces mayor que la de los procesos por lotes y quimiostatos convencionales. Sin embargo, la alta productividad no es el único requisito para la viabilidad económica del proceso. Timmer y Kromkamp (1994) encontraron que el proceso podría ser influenciado principalmente por la capacidad de producción y la concentración del producto, y en menor medida por la productividad volumétrica cuando la capacidad anual de la producción de ácido láctico se elevó hasta un máximo de 4.540 toneladas métricas. En caso de que la concentración de ácido láctico es significativamente baja, el coste de la energía para la eliminación de agua en el proceso aguas abajo compensa los beneficios de la mayor productividad.
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of ALTA TASA DE PRODUCCIÓN DE ACIDO LÁCTICO POR LACTOBACILLUS RHAMNOSUS EN UN BIORRECTOR DE DOS...

ALTA TASA DE PRODUCCIÓN DE ACIDO LÁCTICO POR LACTOBACILLUS
RHAMNOSUS EN UN BIORRECTOR DE DOS ETAPAS DE LA MEMBRANA
CELULAR DE RECICLAJE.
Resumen
Es importante para producir ácido láctico L (+) al costo más bajo posible para que el ácido
láctico se convertierta en un material monómero candidato para el prometedor ácido
poliláctico biodegradable. En un esfuerzo para desarrollar un biorreactor de alta velocidad
que proporciona una alta productividad, junto con una alta concentración de ácido láctico,
el rendimiento de la membrana celular de reciclaje biorreactor (MCRB) se investigó
mediante estudios experimentales y optimización de la simulación.
Debido al gran aumento de la densidad celular, la alta productividad de ácido láctico, se
obtuvo 21,6 g L-1 h-1 en el reactor. La concentración de ácido láctico, sin embargo, podría
no ser incrementada hasta 83 g / L. Cuando un reactor adicional continuo de tanque agitado
(CSTR) se une al lado de la MCRB una concentración de ácido láctico mayor de 87 g / L
fue producido en un gasto significativo de la productividad.
Cuando los dos MCRBs se conectaron en serie, 92 g / L de ácido láctico se podría producir
con una productividad de 57 g L-1 h-1, la productividad más alta entre los informes de L
(+)-ácido láctico que obtuvo la concentración de ácido láctico superior a 85 g / L de usando
sustrato glucosa. Además, la investigación de la cinética de la fermentación del ácido
láctico como resultado un modelo de éxito que representa las características de la
fermentación del ácido láctico por Lactobacillus rhamnosus.
El modelo se encontró que era aplicable a la mayoría de los datos existentes con MCRBs y
estaba en buen acuerdo con el modelo de producto-inhibición de Levenspiel, y la ecuación
Luedeking-Piret para la cinética de formación de producto parecía ser eficaz en la
representación de la cinética de fermentación. Hubo una diferencia distintiva en el potencial
de producción de células (células de parámetros relacionados con la densidad en la
ecuación Luedeking-Piret) como el ácido láctico aumenta la concentración de más de 55 g /
L, y este hallazgo condujo a una estimación más precisa del rendimiento del biorreactor.
Introducción
La eficiencia de la membrana celular-de reciclaje biorreactor (MCRB) se demostró con
éxito en un número de estudios anteriores de la alta productividad volumétrica de ácido
láctica. Con gran aumento de la densidad de los biocatalizadores, es decir, las células
microbianas, la productividad volumétrica de ácido láctico podría ir hasta 160 g L-1 h-1
como se informa en el estudio de Ohleyer et al. (1985), que es más de 20 veces mayor que
la de los procesos por lotes y quimiostatos convencionales.
Sin embargo, la alta productividad no es el único requisito para la viabilidad económica del
proceso. Timmer y Kromkamp (1994) encontraron que el proceso podría ser influenciado
principalmente por la capacidad de producción y la concentración del producto, y en menor
medida por la productividad volumétrica cuando la capacidad anual de la producción de
ácido láctico se elevó hasta un máximo de 4.540 toneladas métricas. En caso de que la
concentración de ácido láctico es significativamente baja, el coste de la energía para la
eliminación de agua en el proceso aguas abajo compensa los beneficios de la mayor
productividad.

Desde este punto, MCRB tiene un problema importante que debe abordarse: Las
concentraciones de ácido láctico son significativamente bajos en comparación con los
procesos por lotes, donde la concentración de ácido láctico por encima de 120 g / L es
fácilmente alcanzable. A excepción de un informe que muestra 117 g / L D(-)-ácido láctico
con una productividad volumétrica de 84 g L-1 h-1 (Mehaia y Cheryan, 1987), todas las
demás operaciones MCRB dio lugar a concentraciones de ácido láctico de menos de 90 g /
L y, por otra parte, la mayoría de ellos tenían concentraciones inferiores a 60 g / L
(Cheryan, 1998; Litchfield, 1996;. Ohleyer et al, 1985). Los microorganismos no pueden
crecer por encima de un cierto rango de concentración de ácido láctico y los MCRBs se
ejecuten bajo de manera continua con sangrado continuo de las células para evitar la
pérdida de fluidez que se produce cuando la concentración de células va demasiado alto.
Por lo tanto, para mejorar la ventaja económica del proceso MCRB, se requieren métodos
que aumentan la concentración de ácido láctico junto con la densidad de células alta.
Algunos autores, que consideran este problema persistente de la concentración baja de
productos, realizaron estudios para obtener la concentración de ácido láctico mayor en
MCRB. Xavier et al. (1995) informaron una concentración de ácido láctico de 90 g / L con
una productividad de 36 g L-1 h-1, mientras que Tejayadi y Cheryan (1995) lograron 89 g /
L y 22 g L-1 h-1 de ácido láctico concentation y la productividad, respectivamente.
Un enfoque típico para superar el problema mencionado anteriormente, una concentración
baja del producto debido a la inhibición del producto severa, es el uso de un reactor de flujo
de pistón, que puede ser aproximada por varios receptores de tanque agitado continuo
(CSTR) en serie (de Gooijer et al, 1996;. Keller y Gerhardt, 1975; Luedeking y Piret,
1959b; Levenspiel, 1984). Las ventajas de los CSTR en serie contra un único CSTR
especialmente en la producción de ácido láctico fueron reveladas por otros en dos y tres
CSTR de la etapa (Aeschlimann et al, 1990;.. Bruno-Ba'rcena et al, 1999;. Mulligan et al,
1991): aumento de la productividad y la concentración de ácido láctico a través de la
separación en parte el crecimiento celular y las fases de producción de ácido láctico;
aumento de rendimiento de ácido láctico a expensas de la formación de la biomasa en una
etapa posterior; alta pureza del isómero de ácido láctico, L (+)-ácido láctico a través de
aumento de la población de células frescas; y el uso de un nutriente costoso, extracto de
levadura reducida.
En un esfuerzo para combinar la ventaja de tanto el biorreactor configuraciones –MCRB y
multi-etapas biorreactor- Kulozik y col. (1992) investigaron el rendimiento de un reactor de
cascada de siete etapas-con reciclado celular. Las células en el flujo de salida del último
reactor se concentraron cinco veces por un microfiltro y se reciclan de nuevo al primer
reactor. En comparación con un MCRB de una sola etapa, el reactor de cascada mostró 4
veces mayor productividad, 28 g L-1 h-1, con la utilización completa de 100 g / L de
lactosa, en el que se mantuvieron las concentraciones de células en 20 g / L y las
concentraciones de ácido láctico eran alrededor de 72 g / L.
En este estudio, el rendimiento de una nueva configuración de biorreactor, dos MCRBs en
serie, se investigó el objetivo de la más alta productividad volumétrica jamás obtenida,
junto con la concentración de ácido láctico lo más alto posible. Por otra parte, se llevó a
cabo un estudio de simulación para estimar el límite de potencia de MCRB con un modelo
cinético no estructurado, que está validado por los resultados del experimento.

Materiales y métodos
Microorganismo y condiciones de cultivo
Lactobacillus rhamnosus (ATCC 10863), un homofermentativo obligatoria anaeróbica
productora de L(+)-ácido láctico, se obtuvo de American Type Culture Collection
(Rockville, MD). Cultivos madre de Un mL se almacenaron a -76 ° C en lactobacilos
medio MRS (Difco, Detroit, MI) con 25% (v / v) de glicerol. Precultivos se prepararon
mediante la transferencia de un cultivo madre a 200 ml de medio MRS y se incubaron a 42
° C durante 12 h y se transfieren al cultivo principal. La temperatura de cultivo fue 42 ° C y
el pH del cultivo se controló a 6,0 con agua amoniacal (ca. 8 N). Para las operaciones McrB
el medio basal tenía los siguientes componentes por litro: 0,2 g Na3-Citrato 2H2O, 1,0 g de
KH2PO4, 0,2 g de MgSO4 7H2O, 0,03 g MnSO4 H2O, 0,03 g FeSO4 7H2O, y 0,015 ml
de ácido sulfúrico. Las concentraciones de glucosa y extracto de levadura se describen en la
sección Resultados.
Todos los componentes de los medios se esterilizaron a calor juntos a 121 ° C durante 100
min a excepción de extracto de levadura que se esterilizó por separado durante 15 min. El
volumen de cultivo se indica en los resultados incluye el volumen de caldo en la corriente
de reciclo.
Métodos analíticos
El crecimiento celular se midió mediante un espectrofotómetro (Pharmacia Ultrospec 3000,
Cambridge, Reino Unido) a una longitud de onda de 620 nm. Concentración de células en
seco se calcula a partir de la densidad óptica (DO620) con un factor de correlación lineal
(uno OD62040.32 g de peso celular seco por litro). Las concentraciones de ácido láctico y
la glucosa se determinaron mediante una cromatografía líquida de alto rendimiento (HPLC)
equipado con un detector de índice de refracción (Hitachi L-6000, Tokio, Japón). Una
columna de HPLC (87H Aminex, Bio-Rad, Richmond, CA) fue usado con 0,005 M de
ácido sulfúrico como la fase móvil a una velocidad de elución de 0,6 ml / min mientras que
la temperatura de la columna se mantuvo a 50 ° C. Los estándares de concentración de 1,0
M de ácido láctico (Fluka, Buchs, Suiza) y 10 g / L de glucosa (Sigma, St. Louis, MO) se
utilizaron para el análisis por HPLC.
Biorreactor de membrana celular reciclada (MCBR)
En los experimentos de un MCRB de una sola etapa, se empleó un reactor de vidrio con
camisa de agua de 400 ml, que estaba equipado con una unidad de filtración de fibra hueca
UFP-100-H-4X2TCA (100 K de NMWC, 0.065 m2 de superficie de filtración; Un / G
Technology Corporation, MA). Una bomba peristáltica, 07090-40 (Cole-Parmer, IL) fue
utilizado para hacer circular el caldo de cultivo a través de la unidad de membrana con un
caudal de aprox. 100 ml / min. Para las dos operaciones de la etapa, dos MCRBs idénticas
fueron conectados en serie. Cada MCRB consistía en un reactor de 1 L de vidrio unida con
una placa y bastidor de la unidad de filtración, Pellicon 2 BIOMAX 100V (100 K de
NMWC, 0,1 m2 de superficie de filtración, Millipore, Bedford, MA), y una bomba de
diafragma, P-07090-40 (Cole-Parmer) para el reciclado celular con un caudal de aprox. 600
ml / min. El MCRB se esterilizó con 50% (v / v) de etanol y se lavó a fondo con agua
estéril antes de la inoculación.

En funcionamiento, un medio fresco se alimentó continuamente en el reactor mientras
permeado del filtro se bombea simultáneamente. Para evitar que la densidad celular para
que no pasen de un cierto límite, lo que provoca la pérdida de funcionalidad de filtro,
pequeñas cantidades de caldo de cultivo se extrajeron continuamente del reactor (flujo de
purga). En la operación de dos etapas, se alimenta el flujo de sangrar y permeado de la
primera reactor junto a la segunda.
Métodos numéricos
La regresión de mínimos cuadrados se utilizó para estimar los parámetros de la cinética de
fermentación. La integración numérica para encontrar valores en estado estacionario y
optimización multivariable obligados a encontrar las variables de operación óptimos se
realizaron con la ayuda de un paquete de software, Matlab 5.0 (The Mathworks, Inc.,
EE.UU.). Las limitaciones utilizadas en la optimización fueron la densidad celular máxima
(Xm) y la concentración de glucosa restante máximo (S).
MODELAMIENTO
Balance general de masa en un MCRB
Un diagrama esquemático de un sistema de biorreactor de células de reciclaje se muestra en
la Figura 1.
Las ecuaciones de velocidad para las concentraciones de células (X), el producto (P), y
sustrato (S) pueden ser construidos como:
( ) (1)
( ) (2)
( ) (3)

Donde θ se calcula incorporando una constante de titulación, γ, que depende de la
composición y la concentración de la solución de base en un supuesto de que la caída del
pH en el reactor se ve afectado solamente por la formación de ácido láctico:
(4)
O
(5)
Y, γ se pudo determinar por experimento. En este trabajo, se utilizó 8 N agua amoniacal
para el control de pH y g resultó ser 8,4 × 10-4 (litros de agua amoniacal consumida) por
(ácido gram-láctico producido).
Cinética de crecimiento celular
Para tener en cuenta la inhibición por el ácido láctico sobre el crecimiento celular, se utilizó
el modelo de la Levenspiel con la ecuación de Monod (Levenspiel, 1980):
(
)
(6)
Donde el valor KS de la cepa para la glucosa se da previamente como 0,3 g de glucosa / L
por Wang et al. (1995). La potencia tóxica (c), la tasa máxima de crecimiento específico
( ), y la mayor concentración de ácido láctico en donde podría ocurrir el crecimiento
celular (Pm) se calcula a partir de un conjunto de cultivos continuos con 180 g / L de
glucosa y 15 g / L de levadura extraer tal como se presenta en la Figura 2a. En el
experimento, ya que la concentración de glucosa se mantuvo a un nivel suficientemente
alto, por encima de 87 g / L, la cinética de Monod plazo podría ser descuidado en el cálculo
según lo revelado anteriormente por Keller y Gerhardt (1975) y Levenspiel (1980).

Figura 2. Estimación de los parámetros del modelo en el crecimiento celular y la cinética de
formación de ácido láctico a partir de un conjunto de cultivos quimiostato con corriente de
alimentación que contiene 180 g / L de glucosa y 15 g / L de extracto de levadura. En una
parcela, las constantes, , Pm, y c en la ecuación (6) se obtuvieron por regresión de
mínimos cuadrados de la concentración de ácido láctico (línea continua). En parcela B, la
correlación de la tasa de producción de ácido láctico específico y la tasa de crecimiento
específico, la ecuación (7), se obtuvo. Las pendientes de las dos líneas rectas en el diagrama
b se aproximan como 6.6 g / g, mientras que las dos intercepciones fueron 0,1 y 0,38 g.g-1
h-1, respectivamente.
Formación de ácido láctico
Para la tasa de formación de producto, la ecuación Luedeking-Piret, lo que explica el uso de
la tasa de crecimiento y la concentración de las células, se empleó aquí (Luedeking y Piret,
1959a)
(7)
(8)

Donde el parámetro del producto formado asociado al crecimiento (a), y la densidad celular
relacionados con los parámetros (b) se puede encontrar en el experimento anterior (ver fig.
2b). La correlación lineal entre la tasa de crecimiento específico, μ, y la tasa de producción
específica, v, mostró dos líneas rectas paralelas. Las pendientes de las líneas eran igual a
6,6 g / g, mientras que las interceptaciones son 0,38 y 0,1 g.g-1 h-1 en el rango de
concentración de ácido láctico de bajo y alto, respectivamente. De esta figura, a fue
determinada por la pendiente y b se puede aproximar como una función de dos niveles de
concentración de ácido láctico:
(
) (9)
El consumo de glucosa
La tasa de consumo de glucosa por el crecimiento celular y la producción de ácido láctico
fue simplemente establecida como:
(10)
Dónde ambos coeficientes de rendimiento se establecen como constantes 1,0 g/g.
Todos los valores de los parámetros utilizados en este modelado se comparan en la Tabla I
con los de otras investigaciones y fueron significativamente diferentes en los valores de
Pm, Yx/s y Yp/s. La concentración máxima de ácido láctico en que se puede producir el
crecimiento celular (Pm) tuvo el valor más alto de 114 g/L entre los valores reportados,
todos por debajo de 81 g/L. Esto puede explicarse por la naturaleza de los modelos
cinéticos sencillos: los valores son significativos no en las condiciones extremas, pero si en
el rango de interés. Por encima de la concentración de ácido láctico de 77,7 g/L la
corrección del modelo no puede ser garantizada. El límite realista de la concentración de
ácido láctico se puede obtener en el biorreactor continuo se discutirá más adelante.
Las diferencias significativas en los coeficientes de rendimiento, Yx/s y Yp/s, se deben a
que no se basan en el consumo total de glucosa, sino en las cantidades de consumo celular y
el ácido láctico, por separado.
Además, en contraste con los datos de los otros, el valor de b se expresó como una función
dependiendo de la concentración de ácido láctico.
Entre los factores que afectan el modelo cinético y sus parámetros, la concentración de
extracto de levadura no debe pasarse por alto, ya que el uso de extracto de levadura se
conoce generalmente como esencial para una alta productividad de ácido láctico debido a la
naturaleza exigente de bacterias de ácido láctico. Esto sin duda es un factor crítico que da
los diferentes resultados dentro de cada estudio que se enumeran en la tabla, en la que se
utilizaron diferentes concentraciones de extracto de levadura de 4 g/L a 30 g/L.

Desde un punto de vista económico, sin embargo, el uso de extracto de levadura debe
reducirse al mínimo en el proceso de ácido láctico, ya que supone un coste alto problema-
medios de comunicación. Nosotros, los autores informaron una posibilidad de sustitución
de extracto de levadura en el medio de cultivo con una fuente de nutrientes renovable.
Nosotros, los autores informamos una posibilidad de sustitución de extracto de levadura en
el medio de cultivo con una fuente de nutrientes renovable, hidrolizado de soja con la
administración de suplementos de vitaminas mínima (Kwon et al., 2000). Sin embargo, las
preocupaciones sobre efecto nutricional no están dentro del alcance de este estudio.
Un perfil de lotes de fermentación con 148 g/L de glucosa y 15 g/L de extracto de levadura
obtenida en un experimento preliminar se comparó con el resultado de la simulación en la
figura 3. La concentración celular inicial en la simulación se ajustó para acomodar el
período de retraso, que muestra que desarrollaron el modelo y los parámetros se
establecieron con éxito.
Resultados.
Tabla I. Parámetros del modelo en comparación con otros "para la fermentación del ácido
láctico

Figura 3. Comparación de modelo de simulación con el resultado de lote de cultivo con
extracto de 15 g/L de levadura y 148 g/L de glucosa. Las líneas representan la simulación
de resultados, y los puntos son los datos experimentales.
Experimento preliminar Con MCRB.
Los resultados de las dos corridas por MCRB con 180 g/L de glucosa y extracto de
levadura 15 g/L se muestran en la Figura 4, en la que los volúmenes de trabajo se ajustaron
a 260 ml. En el experimento I, se obtuvo una productividad de 35,5 g , y 33 g
en el experimento II. Con la reducción en la concentración de células B en el
experimento II se mantuvo mucho más alto que el experimento I, pero la concentración de
ácido láctico no podía ser aumentada de manera significativa, como se indica en la figura.
Las concentraciones de ácido láctico en los dos experimentos fueron casi los mismos, 51
g/L. Se reconoció que el estudio de simulación es necesario para facilitar el procedimiento
y tener condiciones óptimas de operación para cada actuación de destino.
En la Figura 5, otro resultado de la fermentación con 105 g/L de glucosa se muestra, que
fue operado a los valores óptimos cerca de D y B desde el estudio de simulación, para tener
un ácido láctico 90 g/L junto con una productividad más alta. Si bien la célula y la
concentración de glucosa restante se mantuvieron alrededor de 120 g/L y 4 g/L,
respectivamente, de ácido láctico 83 g/L se podría producir con una productividad de 21,6 g
.

Figura 4, carreras continuas de una sola etapa MCRB: ácido láctico; glucosa, y célula seca.
Los símbolos abiertos representan los datos de la operación con los valores de D y B, 0,69
h-1 y 0,079, respectivamente (Experimento I), mientras que los símbolos cerrados son con
0,66 h-1 y 0.042 de D y B, respectivamente (el experimento II).
Figura 5. MCRB operación para encontrar la posible concentración de ácido láctico con una
alta productividad con valores óptimos cerca de D (= 0,26 ) y B (= 0,033) en el período
indicado con una flecha.
El aumento de la concentración de ácido láctico superior a 83 g/L con un solo MCRB no se
logró por cualquier intento en este estudio. Cuando un CSTR de mayor volumen se adjunta
al lado de la MCRB, el aumento de la conversión obtenida es de 180 g/L de glucosa y
extracto de 15 g/L de levadura (Fig. 6).
La concentración de ácido láctico de 87 g/L, se obtuvo con una productividad de 7 g L-1 h-
1. Los volúmenes de cultivo de la MCRB y CSTR eran 200 ml y 1,8 L, respectivamente, y
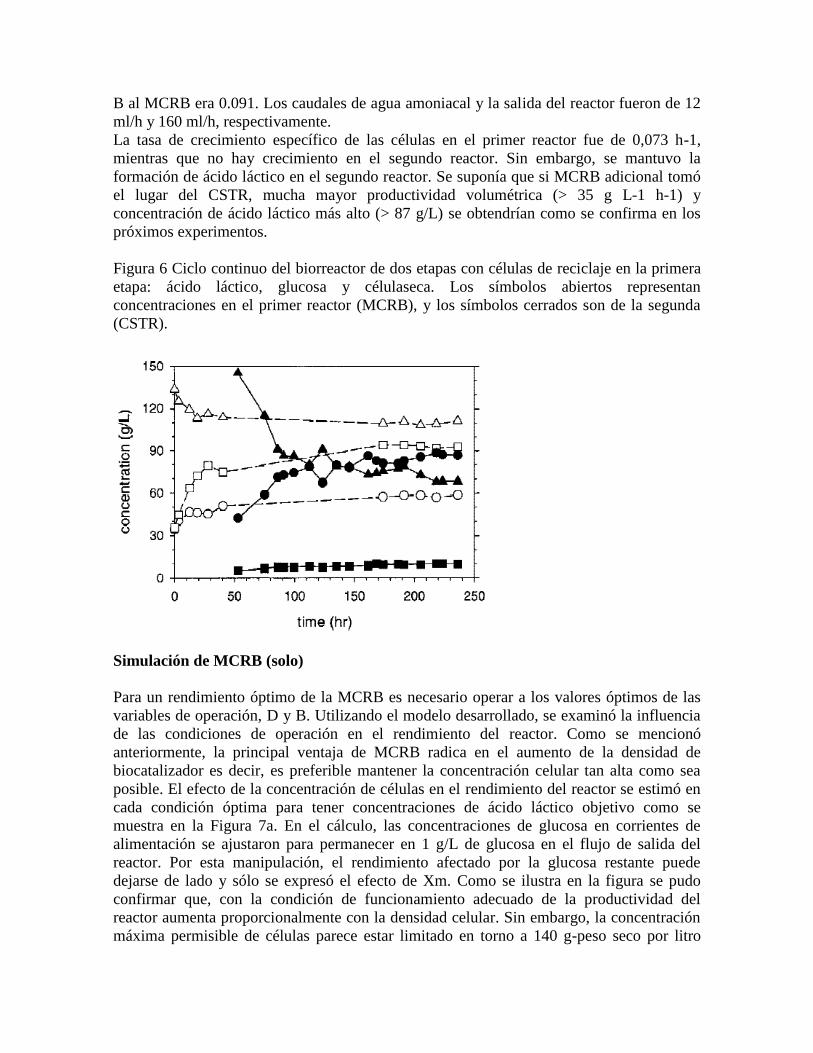
B al MCRB era 0.091. Los caudales de agua amoniacal y la salida del reactor fueron de 12
ml/h y 160 ml/h, respectivamente.
La tasa de crecimiento específico de las células en el primer reactor fue de 0,073 h-1,
mientras que no hay crecimiento en el segundo reactor. Sin embargo, se mantuvo la
formación de ácido láctico en el segundo reactor. Se suponía que si MCRB adicional tomó
el lugar del CSTR, mucha mayor productividad volumétrica (> 35 g L-1 h-1) y
concentración de ácido láctico más alto (> 87 g/L) se obtendrían como se confirma en los
próximos experimentos.
Figura 6 Ciclo continuo del biorreactor de dos etapas con células de reciclaje en la primera
etapa: ácido láctico, glucosa y célulaseca. Los símbolos abiertos representan
concentraciones en el primer reactor (MCRB), y los símbolos cerrados son de la segunda
(CSTR).
Simulación de MCRB (solo)
Para un rendimiento óptimo de la MCRB es necesario operar a los valores óptimos de las
variables de operación, D y B. Utilizando el modelo desarrollado, se examinó la influencia
de las condiciones de operación en el rendimiento del reactor. Como se mencionó
anteriormente, la principal ventaja de MCRB radica en el aumento de la densidad de
biocatalizador es decir, es preferible mantener la concentración celular tan alta como sea
posible. El efecto de la concentración de células en el rendimiento del reactor se estimó en
cada condición óptima para tener concentraciones de ácido láctico objetivo como se
muestra en la Figura 7a. En el cálculo, las concentraciones de glucosa en corrientes de
alimentación se ajustaron para permanecer en 1 g/L de glucosa en el flujo de salida del
reactor. Por esta manipulación, el rendimiento afectado por la glucosa restante puede
dejarse de lado y sólo se expresó el efecto de Xm. Como se ilustra en la figura se pudo
confirmar que, con la condición de funcionamiento adecuado de la productividad del
reactor aumenta proporcionalmente con la densidad celular. Sin embargo, la concentración
máxima permisible de células parece estar limitado en torno a 140 g-peso seco por litro

porque la mayoría de las células microbianas consisten de aproximadamente 80% de agua.
Por encima de esta concentración el funcionamiento estable del reactor no era posible con
el aparato empleado en este estudio.
Figura 7. Trazas de una muestra del efecto de Xm sobre el desempeño de MCRB en las
condiciones operativas óptimas para la máxima productividad. Las concentraciones de
glucosa en la corriente de alimentación se ajustaron para tener un nivel de glucosa restante
de 1 g / L a las condiciones óptimas. Parcela B muestra el efecto de la glucosa restante en el
rendimiento de MCRB en Xm de 140 g / L. Las concentraciones de glucosa en la corriente
de alimentación se ajustaron para tener cada concentración restante de glucosa de 0,5, 1,0,
1,5, 2,0, 2,5, y 5,0 g / L. La flecha indica el aumento de la concentración de la glucosa
restante.
Figura 8. Optimización Simulación de MCRB solo con la restricción de Xm (140 g / l) en
comparación con los datos experimentales de los demás. Las concentraciones de glucosa en
la corriente de alimentación se ajustaron para tener la concentracion de glucosa restante de
1,0 g / L. Las líneas son resultado de la simulación con tres tipos de parámetro b en la
ecuación (7): línea continua, b es la ecuación (9); línea discontinua, b= 0,1 g g-1 h-1; la
línea de puntos, b= 0,38 g g-1 h-1, y los puntos son datos de otros experimentos. En la
grafica B, los datos utilizados en la trama un fueron modificados para comparar a la misma
concentración de células (140 g / L), por ejemplo, si un valor de la productividad en una
parcela se obtuvo a 100 celular g / L, que se multiplicó por 1.4 (140/100) en la parcela b.

De este resultado todas las siguientes simulaciones se llevaron a cabo con la restricción
física de Xm (<140 g/L). También es un requisito para tener la concentración de glucosa en
la salida del reactor (S) tan bajo como sea posible porque la glucosa restante significa una
pérdida en la fuente de carbono y, además, glucosa obstaculiza la eficiencia del proceso de
purificación posterior. Sin embargo, el agotamiento de la glucosa restringe el rendimiento
del reactor como se puede apreciar en la ecuación (6). El efecto de la glucosa restante se
comparó en la Figura 7b. Como restante de glucosa disminuye cerca de KS (40,3 g / L), el
rendimiento del reactor disminuye rápidamente, pero esta tendencia disminuyó
aparentemente cuando aumenta la concentración de ácido láctico o cuando la glucosa
restante era mayor que 1,0 g / L.
Validación del Modelo
Los resultados de los estudios de simulación actuales y los experimentos se presentan en la
Figura 8 junto con los informes anteriores que tratan con un MCRB de una sola etapa en
diversas condiciones de funcionamiento. Parece que el modelo muestra estimaciones razonables de un rendimiento óptimo del reactor junto con una concentración deseada de ácido láctico. La mayoría de los informes anteriores tenían una menor productividad que la optimización de resultados de la simulación (los puntos de datos son parte inferior de línea continua en. Fig. 8a).

También esto fracaso teniendo concentraciones de ácido láctico por encima de 60 g / L y esto se puede explicar con la caída abrupta de la óptima productividad cuando el aumento de la concentración de ácido láctico es más de 55 g / L. Si las concentraciones de células en los informes podrían ser aumentadas a 140 g / L, los rendimientos aumentarían como se muestra en la Figura 8b. Aproximadamente la mitad de los datos reportados por Ohleyer y col (1985). Mostraron mayores productividades que la simulación; esto es debido a una mayor concentración del extracto de levadura extracto utilizado y también, los datos fueron tomados cuando la concentración de glucosa estaba por encima de 7 g/L. Es de destacar que sólo había cuatro resultados que obtuvieron la concentración de ácido láctico por encima de 85 g / L con mayores productividades que la simulación, que podrían ser más o menos justificada de la diferencia en las cepas empleadas (L. bulgaricus: (triangulo negro), y Mehaia Cheryan, 1987; J, Tejayadi y Cheryan, 1995) , los datos fueron tomados antes del estado continuo (90 h Tiempo de operación:, ( triangulo contrario blanco)Xavier et al., 1995). En la Figura 9a los perfiles óptimos de D y B se muestran. La curva de la disminución en la figura b muestra una productividad óptima obtenible con las variables de operación en un solo MCRB. Como el rendimiento de varias etapas CSTR puede ser calculado a partir de la figura recíproca de la productividad frente a (vs) Concentración de producto. Para la producción de ácido láctico 90 g/L, las estimaciones de rendimiento de dos etapas y tres etapas de MCRB etapa se representan en lafigura B y C. Mientras que la máxima productividad en un solo MCRB fue de 21,9 g L-1 h-1; 2,04 veces (44,7 g L-1 h-1) y 2,76 veces (60,4 g L-1 h-1) productividades más elevadas se estimaron en el de dos etapas y de tres etapas MCRB, respectivamente. Simulación de dos etapas en un biorreactor con MCRB
En la figura 10, hay tres tipos diferentes de dos etapas biorreactor con reciclaje celular:
tipo A (dos MCRBs conectados en serie); tipo B (el primer reactor es MCRB y
posteriormente un CSTR ), y el tipo C (de reciclaje celular de la segunda MCRB a la
primera CSTR) fueron investigados con una pequeñas modificaciones en las ecuaciones de
balance de masa que aparecen en la sección de modelado.
En el tipo A, si los volúmenes de cultivo de dos reactores cambian, D y B en cada reactor
deben ajustarse para tener un rendimiento óptimo, por otra parte, los volúmenes afectan
directamente el rendimiento (Fig. 9). El efecto de la relación de volumen de la
productividad y la concentración de producto pueden ser aproximadas con el método
gráfico. Sin embargo, el cambio óptimo de D y B no pueden estimarse. Para ver los
cambios de operación de variables numéricas se llevó a cabo una simulación. ¿Cuándo un
medio se alimentó con glucosa 110g/L, la óptima relación de volumen, Rv (volumen del
segundo reactor dividido por el total de volumen), fue de 0.82, como se muestra en la
Figura 11, significa que el segundo reactor debe ser 4.6 veces más grande que el primer
reactor. Este resultado es similar a la del método gráfico (0.82 = 1.65/2.01).

En la investigación del tipo B, se encontró que, para la productividad óptima del reactor
(22,4 g L-1 h-1), la proporción del segundo reactor es el volumen total debe ser reducida a
cero (Rv = 0), lo que implica que el tipo B tiene su máxima productividad igual que MCRB
solo (simulación de resultado no se muestra). En el tipo C, una nueva variable de
operación, R, se introdujo para representar el flujo de reciclaje del segundo reactor al
primer reactor con rango de ( gama) 1> R ≥ 0 como el flujo de reciclaje no puede exceder
el flujo de entrada (R <1.0) de el segundo reactor, y si el flujo de reciclaje es cero, la
configuración se convierte en CSTR sujeta con MCRB, en el que no existe flujo de reciclaje
en el CSTR. La productividad del reactor aumentó a su máximo cuando Rv aumentó a 0.76,
después de eso, una disminución de la productividad apareció. La productividad máxima,
29.0 g L-1 h-1, fue mayor que la de un solo MCRB, 22.4 g L-1 h-1 (el resultado de la
simulación no se muestra).
En resumen, el tipo A y C resultaron ser útiles para la obtención de mayor productividad
que solo MCRB, mientras que el tipo B es de ninguna utilidad en el aspecto de la
productividad volumétrica.

Figura 9: Figura 9. Condiciones de
operación para el funcionamiento
óptimo de un solo MCRB y
la estimación de rendimiento de
dos y tres etapas MCRB ,
configuraciones con 105 g / L de
glucosa en el flujo de alimentación
y 140 g / l de Xm .
En trazar unas
condiciones, B y D están operando
y S es restante de la glucosa.
muestra que de dos etapas MCRB
da 2,04 veces mayor productividad
= 4.11/2.01), y muestra que
en tres etapas MCRB da 2,76 veces
mayor la productividad (=
4.11/1.49) que la de un solo MCRB.

Experimento de dos etapas MCRB (Tipo A)
El alto rendimiento de tipo A se confirmó a través de un experimento como se muestra en
la Figura 12. En experimentos preliminares la concentración requerida de extracto de
levadura podría reducirse a 13 g/L (datos no mostrados). Con 110 g/L de glucosa y 13 g/L
de extracto de levadura, se utilizaron dos MCRBs conectados en serie para el
experimento. Cuando la concentración de ácido láctico en el reactor en el flujo de salida
alcanzó 50 g/L, después de aproximadamente 20 horas de la operación puesta en marcha
(no mostrado en la figura), la dilución global tasa se fijó a 0.62 h-1 con las mismas
relaciones de purga para ambos los reactores (= 0.053). Como resultado, las
concentraciones de células se mantuvieron alrededor de 100 g/L y 120 g/L en el primero y
segundo reactor, respectivamente, y 92 g/L de ácido láctico fue producido con una
productividad de 57 g L-1 h-1. Durante la fermentación la concentración de glucosa en la
Figura 10. Tipos de dos etapas MCRB investigados
en este estudio.
Tipo A consta de dos MCRBs conectados en serie.
Tipo B, CSTR se encuentra junto a la MCRB.
En el tipo C, MCRB se adjunta al lado de un CSTR.

corriente de alimentación fue reducida de 105 g/L para tener una concentración de
glucosa restante 3 g/L.
Figura 11 borrosa
DISCUSIÓN
Para aumentar el rendimiento del biorreactor para la producción de ácido láctico, un
sistema de fermentación de ácido láctico continuo junto con la técnica de separación de
células de la membrana (MCRB) que se ha estudiado.
Por gran aumento de la densidad celular en el volumen de la productividad volumétrica
del reactor se podría aumentar más de 10 veces más que el lote convencional y en la
fermentación continúa. Sin embargo, la concentración de ácido láctico producido, un
factor importante para la viabilidad económica, no se podría aumentar más del 95 g/L
más allá del cual el crecimiento celular es inhibido casi completamente. En los
experimentos preliminares con solo MCRB, con bajas concentraciones de ácido láctico
acerca de 51 g/L se obtuvieron incluso cuando se mantuvo la densidad celular mayor que
90 g/L (Fig. 4). Cuando un CSTR con un volumen 9 veces más grande que el MCRB se
adjunta, con la intención que durante un tiempo de reacción más largo para las células en
la MCRB el ácido láctico de flujo de salida, 87 g/L se podría obtener con un gran sacrificio
en la productividad (fig. 6). Se concluyó que a mayor concentración de ácido láctico con
alta productividad podría ser obtenible si el segundo reactor, CSTR, había sido sustituido
por otro MCRB, que compone dos etapas en el biorreactor con células de reciclaje en las
dos etapas. Con los dos MCRBs en serie, 92 g/L de ácido láctico se obtuvieron con alta
productividad de 57 g L-1 h-1 (Fig. 12)
Figura 12. Dos etapas MCRB operando con
110 g/L de glucosa y 13 g /L extracto de
levadura en la corriente de alimentación. Los
símbolos abiertos representan los datos de la
primera MCRB mientras que los símbolos
cerrados son los datos de la segunda. (cb,cn ),
acido láctico; (tb, tn); glucosa (cub, cun),
celula seca. La tasa global de dilución se
mantuvo en 0.62 h-1 y la cantidad de cultivos
de la primera y la segunda MCRBs fueron 500
y 600 mL, respectivamente (Rv= 0.55). La
concentración de glucosa en la alimentación
media se redujo a 105 g/L en 35 h como se
indica.
pila seca

Esto fue demasiado laborioso para encontrar el rendimiento óptimo en cada tipo de la
configuración de los reactores por medio de experimentos. Por lo tanto, los efectos de las
variables de operación, incluyendo la tasa de dilución, (bleed ratio), y la relación de
volumen en el rendimiento del reactor fueron investigados por un estudio de simulación.
Como la producción de ácido láctico está estrictamente relacionada con el crecimiento
celular, el modelo Luedeking- Piret adoptó a una expresión de formación de producto.
Para la cinética de crecimiento celular, entre el modelo cinético previamente reportado,
Levenspiel modelo inhibición encontrado es el de mejor ajuste en los datos chemostat
convencionales (fig. 2a). Durante el procedimiento de la estimación de parámetros en el
modelo de Luedeking Piret por método gráfico en la Figura 2b, se observó una peculiar
propiedad en el parámetro relacionado con la densidad celular (b), que se ha utilizado
como constante. Se encontró que ser una constante de dos niveles, junto con la
concentración de ácido láctico: en el gama (rango) de baja concentración de ácido láctico
b tenía un valor más alto de 0.38 g/g; y b fue de 0.1 g/g en la gama (el rango) de alta
concentración de ácido láctico. Esto se puede explicar desde la producción de ácido
láctico específico en el tipo de las células en reposo, lo que disminuye con el aumento de
la concentración de ácido láctico, es decir con el crecimiento celular bajo. La producción
de la específica de ATP (adenosin trifosfato) puede calcularse directamente a partir de la
producción del tipo específico, debido a que la formación de ácido láctico es
estrechamente correlacionada con la producción de ATP (un mol de ATP por mol de ácido
láctico producido): la celula especifia de ATP genera una tasa( o tipo) (milimoles de ATP
por gramo de células por hora) es V multiplicado por 1000/90 (Nielsen y Villadsen, 1994).
Luego, el valor de dos niveles de b se aproxima como función continua de la concentración
de ácido láctico, la ecuación (9). Por este análisis, el cambio drástico en el rendimiento del
biorreactor continúo para la producción de ácido láctico en alta concentración se observo
en este estudio y otros que podrían ser explicado. Para tener una concentración de ácido
láctico cruzando los rangos crítico (55 g/ L) las condiciones de operación, D y B, se
debieron ajustar bruscamente como se muestra en la Figura 9a. La estimación del
rendimiento individual MCRB utilizando el modelo desarrollado se comparó con los datos
experimentales en la figura 8, que muestra una buena concordancia. En una operación
con MCRB con valores óptimos cercanos de D y B, referidos desde la simulación para la
condición óptima de funcionamiento, una alta concentración de ácido láctico, 83 g/L, con
22 g L-1 h-1 la productividad podría ser obtenida (Fig. 5).
En la Tabla II las más altas productividades obtenidas en los cuatro tipos de biorreactores
con configuración MCRB son enumeradas y comparadas con los resultados
experimentales. Sólo una simulación se llevó a cabo en este estudio para el tipo C.

Los experimentos configurados en dos etapas dio una concentración de ácido láctico
mayor que la concentración sola de MCRB que podría obtenerse, lo que implica que la
configuración de múltiples etapas es útil no sólo para la productividad, sino también para
la conversión. Esto puede ser motivado por la adición continua de células frescas del
primer reactor al segundo. Las células frescas son más activas que esas en el segundo
reactor y contribuyen al aumento de conversión en cierta medida. Este asunto no fue
considerado en el modelo desarrollado en este estudio.
En conclusión, un enfoque sistemático con MCRBs con operación de múltiples etapas
puede llevarse a cabo para predecir resultados óptimos de producción de ácido láctico,
que experimentalmente demostró que dos etapas de MCRBs puede producir ácido láctico
en alta concentración con gran aumento de la productividad volumétrica (tipo A).
NOMENCLATURA
a= constante asociada a crecimiento celular en la ecuación Luedeking-Piret (g / g).
B = bleed ratio.
b= constante asociada a la concentración de celular en la ecuación Luedeking-
Piret (g g-1 h-1).
c = constante de poder toxico en la inhibición de producto del modelo Levenspiel .
Cv = conversión de sustrato (g-glucosa utilizada / g de glucosa-alimentados,%).

D= tasa de dilución (h-1)
F= caudal (L/h)
i = subíndice de entrada.
K= subíndice denota reactor k
Ks= constante de saturación en la ecuación de Monod (g / L)
P= producto, ácido láctico concentración (g/L)
Pm = concentración máxima de ácido láctico por encima del cual el crecimiento
celular es completamente inhibido ( g/L)
Pr= productividad volumétrica de ácido láctico (g L-1 h-1)
R= relación de reciclado
rp, rs, rx = tasa de producto, sustrato, y generación de células, respectivamente
(g L-1 h-1).
R= Relación de reciclado de flujo desde el segundo reactor al primero.
Rv = proporción de volumen del segundo reactor al reactor total
S= sustrato, glucosa, concentración (g / L)
V= volumen de reactor (L)
X= concentración de células (g de peso seco de células / L)
Xm= operación máxima de concentración de células en MCRB (g / L)
Y p/s = rendimiento de células sobre la base del consumo de sustrato (g-seco de
células / g de glucosa)
Y x/s = rendimiento de producto sobre la base del consumo de sustrato (g-láctico
ácido / g de glucosa)
Símbolos griegos.
γ= constante de titulación para el control del pH en el reactor (8,4 × 10-4 L-amoníaco
Agua / g de ácido láctico
µ= tasa de crecimiento específico de células (h-1)
µm = tasa máxima de crecimiento específico de células(h-1)
ν= tasa de producción específica de célula [-g de ácido láctico (g-seca de células)exp -1 h-1]
Ѳ= relación del flujo base de la solución (amoniaco) a la salida del reactor




















