A4 -Controlul sistemelor industriale II A5 -Tehnologii industriale
253
i Cuprins A - Activităti de predăre A1 - Sisteme industriale moderne. Tehnologii educaţionale Sisteme industriale moderne. Evoluția în dezvoltarea tehnologică. Platforme mecatronice educaţionale (hardware). Instrumente software pentru dezvoltarea aplicaţiilor industriale. A2 - Sisteme de acţionare pentru aplicații industriale Studiu comparativ între sistemele electrice – hidraulice - pneumatice. Structura circuitelor hidraulice și pneumatice. A3 - Controlul sistemelor industriale I Sisteme de control industriale de tip PLC. Structură, limbaje standardizate. Limbajul industrial LDR (Ladder Diagram). Operanzi. Operatori. Instrucțiuni. A4 - Controlul sistemelor industriale II Proiectarea Logică Structurată. Metoda Biților Secvenţiali. Metoda Grafcet. A5 - Tehnologii industriale Tehnologii industriale de dezvoltare a aplicațiilor. Medii de simulare şi dezvoltare a aplicațiilor industriale. Dezvoltarea (simularea) aplicațiilor industriale. Platforme educaţionale: Mechlab, MPS şi alte platforme educaţionale.
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of A4 -Controlul sistemelor industriale II A5 -Tehnologii industriale

i
Cuprins
A - Activită t i de predăre
A1 - Sisteme industriale moderne. Tehnologii educaţionale Sisteme industriale moderne. Evoluția în dezvoltarea tehnologică. Platforme mecatronice educaţionale (hardware). Instrumente software pentru dezvoltarea aplicaţiilor industriale.
A2 - Sisteme de acţionare pentru aplicații industriale Studiu comparativ între sistemele electrice – hidraulice - pneumatice. Structura circuitelor hidraulice și pneumatice.
A3 - Controlul sistemelor industriale I Sisteme de control industriale de tip PLC. Structură, limbaje standardizate. Limbajul industrial LDR (Ladder Diagram). Operanzi. Operatori. Instrucțiuni.
A4 - Controlul sistemelor industriale II Proiectarea Logică Structurată. Metoda Biților Secvenţiali. Metoda Grafcet.
A5 - Tehnologii industriale Tehnologii industriale de dezvoltare a aplicațiilor. Medii de simulare şi dezvoltare a aplicațiilor industriale. Dezvoltarea (simularea) aplicațiilor industriale. Platforme educaţionale: Mechlab, MPS şi alte platforme educaţionale.

ii
B – Aplicăt ii Industriăle
B1 - Platforme mecatronice în educație şi formare Platforme mecatronice educaționale (hardware). Instrumente software pentru dezvoltarea aplicațiilor industriale. Dezvoltarea circuitelor de acţionare hidraulice şi pneumatice. Circuite de acţionare specifice: simulare utilizând FluidSIM-H şi FluidSIM-P. Implementarea reală a circuitelor utilizând echipamentele transparente. Aplicații demonstrative.
B2 - Sisteme de acționare pentru aplicații industriale Sisteme electropneumatice. Sisteme electrohidraulice. Sisteme electrice. Servosisteme. Circuite specifice de control a vitezei/forţei. Proiectarea asistată a circuitelor servohidraulice şi servopneumatice (FluidSIM). Implementarea reală a circuitelor pe standurile experimentale.
B3 - Controlul sistemelor industriale I Aplicații elementare de programare a sistemelor modulare de producție. Medii de dezvoltare a aplicaţiilor. Limbaje de programare. Proiectarea aplicaţiilor. Limbajul Ladder Diagram - operanzi (SBO,MBO), operatori, instrucţiuni. Controlul mişcării in sistemele electropneumatice. Diagrame funcționale. Temporizatore (TP, TON, TOFF). Numărătoare.
B4 - Controlul sistemelor industriale II Proiectarea Logică Structurată . Dezvoltarea aplicațiilor industriale (aplicații pe PLC-uri).
B5 - Tehnologii industriale Tehnologii industriale de dezvoltare a aplicațiilor. Simularea aplicaţiilor industriale. Dezvoltarea de aplicaţii industriale pe platforme mecatronice. Controlul parametrilor mişcării în servosisteme pneumatice, hidraulice, electrice. Utilizarea controlerelor de tip PLC în programarea aplicaţiilor. Aplicaţii demonstrative.

iii
Bibliogrăfie Orgănizăreă ăctivită t ilor
Zile/Activități A – Activități de predare B – Aplicații Industriale
Ziua 1 A1 B1
Ziua 2 A2 B2
Ziua 3 A3 B3
Ziua 4 A4 B4
Ziua 5 A5 B5
Ziua 6 Evaluare

iv

A1 - Pag 1
Sisteme Industriale Moderne
Tehnologii Educaționale
1. Sisteme industriale moderne. Evoluția în dezvoltarea tehnologică 2. Platforme mecatronice educaționale 3. Instrumente software pentru dezvoltarea aplicațiilor industriale
Sisteme industriale moderne. Evoluția în dezvoltarea tehnologică
Evoluția omenirii a fost însoțită de o dezvoltare lentă a uneltelor, dispozitivelor și sistemelor create
și realizate de om, începând din paleolitic si până în secolul 18, când odată cu inventarea mașinii cu abur (James Watt – 1788), care a marcat începutul revoluției industriale, sistemele tehnice au cunoscut o evoluție rapidă. Mașina cu abur s-a constituit într-una dintre primele borne ale procesului de înlocuire a muncii fizice, prestate de oameni și animale, cu lucrul mecanic efectuat de mașini. Câteva repere importante de-a lungul acestui drum:
1775 - prima mașină orizontală de găurit și alezat țevile de tun (englezul John Wilkinson); 1784 – ciocanul mecanic cu abur; 1795 – presa cu transmisie hidraulică; 1797 – primul strung cu cărucior și păpușă mobilă, acționate de un ax elicoidal; vaporul cu aburi (începutul secolului 19); locomotiva cu aburi (mijlocul secolului 19).
Pe parcursul secolului al 19-lea apar și se dezvoltă motoarele cu ardere internă, ca rezultat al
preocupării unor inventatori de geniu de a realiza mijloace de transport rutiere:
1807 – brevet pentru un motor cu un cilindru vertical, cu funcționare cu gaz și cu aprindere cu ajutorul unei scântei electrice;
1872 – invenția motorului cu benzină și supape laterale – motorul Otto; 1887 – motorul Daimler, cu ardere internă, cu doi cilindri în V, la care aprinderea combustibilului
avea loc la fiecare rotație a arborelui (capacitatea cilindrica de 1,5 l; puterea de 7,5 CP).
A1
1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 2
Caracteristica esențială a sistemelor tehnice de până în jurul anilor 1900 este aceea că acestea erau pur mecanice. Mecanica „pura” a permis realizarea unor adevărate bijuterii tehnice, cum ar fi precursorul genial al calculatorului electronic, reprezentat de mașina de calcul a lui Charles Babbage, sau mașina de scris mecanică; s-au pus însa în evidență și limitele acestor sisteme.
Germenii unei ere noi apar odată cu dezvoltarea motoarelor electrice – motorul de curent continuu
în 1870 și cel de curent alternativ în 1889, care au permis, realizarea, la începutul secolului 20, a unor sisteme mecanice cu acționare electrică (pompe, mașini unelte etc.). Electrotehnica a permis și saltul la realizarea unor sisteme mecanice cu control automat, bazate pe relee electrice, regulatoare PI, amplificatoare electrice, având ca exponenți avioanele, mașinile-unelte, turbinele cu aburi, automobilele.
Perioada de după cel de-al doilea război mondial este caracterizată prin realizări științifice și
străpungeri tehnologice remarcabile: primul calculator electronic numeric în 1945, tranzistorul cu germaniu în 1948, cel cu siliciu în 1952, tiristorul în 1958, primul circuit integrat în 1959, laserul etc.
În 1953 la Massachussets Institute of Technology (M.I.T.) s-a realizat și s-au făcut demonstrații cu o
mașină de frezat cu comandă numerică. Ca început al mașinilor unelte cu comandă numerică poate fi considerata utilizarea benzii perforate în războiul de țesut automat (de către Jaquard) și în pianola mecanică cu program. Un rol important în perfecționarea acestor mașini l-a avut utilizarea calculatorului în locul benzii perforate, ajungându-se la comanda numerică, cu ajutorul calculatorului, a mașinilor unelte.
La începutul anilor 1960 sunt realizați și primii roboți industriali. Fabricarea și utilizarea roboților a
fost facilitată de rezolvarea anterioară a unor probleme tehnice, indispensabile pentru funcționarea roboților:
problema manipulării pieselor la distanță, cu ajutorul mecanismelor articulate, denumite
telemanipulatoare; o dezvoltarea telemanipulatoarelor a fost impusă de necesitatea manipulării materialelor
radioactive, extrem de nocive pentru organismele vii, în procesul utilizării energiei nucleare. Astfel că:
1947 - a fost construit primul telemanipulator cu servo-acționare electrică, în care operatorul uman nu controla forța de prindere;
1948 - a fost introdusă legătura inversă (feed-back), realizându-se astfel telemanipulatorul cu „buclă închisă”.
fabricarea manipulatoarelor cu operator uman a implicat rezolvarea unor probleme esențiale pentru proiectarea și realizarea unui robot:
o modelarea cu ajutorul mecanismelor a mișcărilor brațului și antebrațului omului (mecanisme de poziționare);
o modelarea cu ajutorul mecanismelor a mișcărilor de orientare specifice încheieturii mâinii omului (mecanisme de orientare);
o modelarea mișcărilor degetelor mâinii, specifice operațiilor de prindere.
problema automatizării mașinilor unelte prin intermediul comenzii numerice a permis stăpânirea comenzii incrementale a mișcărilor și a poziționării de mare precizie, prin dezvoltarea de servo-motoare, servo-comenzi și senzori de poziție/deplasare;
problema automatizării calculelor și a controlului cu ajutorul calculatoarelor electronice. Iată câteva repere semnificative în evoluția roboticii:

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 3
1961 – instalarea primului robot industrial – UNIMATE la General Motors. Și în următoarele decenii industria automobilului a fost forța motrice pentru producția roboților industriali. Astfel, în 2002, în Germania erau 120 de roboti la fiecare 10.000 de angajați, dar în industria automobilului proporția era de 1 robot la 10 muncitori productivi.
1963 – Cercetătorii de la Rancho Los Amigos Hospital din California au construit „Rancho Arm” pentru sprijinirea persoanelor handicapate. Avea 6 articulații, dispunea de gradele de mobilitate ale mâinii umane și a deschis drumul spre construirea roboților antropomorfi.
studentul în construcția de mașini, Victor Scheinman, a realizat la Stanford Artificial Intelligence
Laboratory, robotul Stanford pentru microchirurgie. Avea 6 grade de mobilitate și era primul robot conceput pentru comanda cu calculatorul. A fost precursorul unor roboti industriali remarcabili, ca PUMA (Programmable Universal Manipulator for Assembly), robotul cu cel mai mare succes de piață până în prezent.
1979 – Robotul mobil Stanford Cart a reușit prima parcurgere a unei incinte mobilate cu scaune. Se
baza pe o cameră video, montată pe o sanie, și își stabilea drumul pe bază de grafuri și algoritmi de căutare. Primele mașini mobile reprezentative au fost însa „broaștele țestoase” Elsie și Elmer ale englezului Grey Elmer, în 1950, capabile să identifice o priză electrică și să-și încarce bateriile.
1973 – La Universitatea Waseda din Tokyo a fost realizat primul robot umanoid în mărime naturală
– Wabot-1. Japonezii sunt cei mai fervenți susținători ai dezvoltării unor roboți cu aspect umanoid, care să fie acceptați mai ușor ca „parteneri” în servicii, munci casnice, ajutorarea persoanelor handicapate. Exemple semnificative: roboții P3 (Honda) și Asimo (Advanced Step in Innovative Mobility). Acesta din urma, realizat în 2001, are o înălțime de 1,20 m, o greutate de 43 kg, iar prin modificarea centrului său de greutate se poate deplasa și în curbe.
doi roboți umanoizi renumiți de la M.I.T. – Kismet („Soarta”), are buze de cauciuc, urechi rozalii,
care arată ca două șervețele împăturite, ochi mari, în care sunt montate camere miniaturale și poate vedea, auzi și vorbi cu ajutorul unui sintetizator; Cog (Cognition = Cunoaștere), este constituit dintr-un trunchi de robot, care poate prinde obiecte și le poate aduce în dreptul celor doi ochi, materializați prin două camere video.
Câteva dintre realizările din domeniul roboticii par a fi desprinse din science-fiction și ele nu ar fi
fost posibile fără dezvoltarea spectaculoasă a tehnicii de calcul și, în special, a microelectronicii, care este un pilon de bază al sistemelor. În finalul acestui paragraf se vor puncta câteva dintre principalele etape ale dezvoltării tehnicii de calcul.
Prelucrarea automată a informațiilor a fost revoluționată de apariția și dezvoltarea calculatoarelor
electronice numerice. Prima generație a fost realizata cu tuburi electronice, primul calculator din această generație fiind ENIAC (Electronical Numerical Integrator and Calculator), construit între 1942-1946 la Universitatea Pennsylvania.
A urmat generația a doua, cu tranzistoare, între anii 1950-1960, pentru ca nașterea
microelectronicii să genereze salturi revoluționare, marcate de următoarele etape semnificative:
1959 - anul de naștere a microelectronicii; primul circuit integrat (TEXAS INSTRUMENTS); 1971 - producerea primului microprocesor de 4 biți - INTEL-4004; 1974 - apariția microprocesoarelor de 8 biți - INTEL-8080;

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 4
1978 – producerea primului microcontroler; 1981 - primul calculator personal IBM PC-XT; 1985 - lansarea sistemelor software AUTOCAD, dBASE III, IV și a unor noi limbaje de programare de
nivel înalt: PASCAL, C; 1986 - limbaje de programare destinate rezolvării problemelor de inteligență artificială: LISP,
PROLOG; procesare în limbaj natural; 1987- explozie tehnologică în arhitectura hardware → lansarea calculatoarelor echipate cu hard-
disk-uri.
Alte etape importante parcurse din 1987 și până în prezent:
mărirea continuă a capacității de stocare a discurilor hard; dezvoltarea tehnicilor de procesare în paralel; introducerea discurilor optice read/write; utilizarea de microprocesoare din ce în ce mai performante; dezvoltarea unor noi sisteme de operare, cu performante superioare; mărirea capacității memoriei interne; creșterea vitezei de prelucrare; extinderea posibilităților de lucru în mod grafic etc.
Succinta prezentare a evoluției sistemelor tehnice, de la sisteme pur mecanice la sisteme
mecatronice, sintetizată și în figura 1.3, permite evidențierea câtorva concluzii:
I. integrarea electronicii și a tehnicii de calcul a condus la simplificarea substanțială a componentelor mecanice și la sisteme mai ieftine;
II. părți mecanice au fost înlocuite cu componente electronice, mai ieftine, mai fiabile și mai ușor de
întreținut, întrucât pot facilita auto-diagnoza;
III. aceste sisteme sunt mai precise, întrucât precizia nu se bazează pe rigiditatea și stabilitatea mecanică, ci pe sisteme electronice de măsurare și reglare;
IV. simplificarea construcției mecanice a fost facilitată și de comanda descentralizată, cu ajutorul
microcalculatoarelor, a acționărilor electrice, ca, de exemplu, la mașini de scris, mașini de cusut, manipulatoare cu mai multe cuple;
V. în perspectiva unor construcții mai ușoare, s-au realizat sisteme relativ elastice, cu o amortizare
mecanică redusă, dar la care o comandă cu reacție adecvată, bazată pe electronică, senzori și actuatori adecvați, asigură o amortizare electronică. Exemple: roboți elastici, transmisii de putere elastice, macarale uriașe, sisteme hidraulice, conducte și construcții în spațiul cosmic;
VI. introducerea unor sisteme de reglare pentru poziție, viteză, forță etc. permite nu numai menținerea
în limite rezonabile de precizie a mărimilor programate, dar și obținerea unei comportări quasi-liniare, chiar daca sistemul mecanic comandat este neliniar.

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 5
Tabel 1. Evoluția tehnologică
Sisteme pur mecanice Până în 1900
1788 – mașina cu abur; 1872 – motorul Otto; 1887 – motorul Daimler; mașina de calcul a lui Babbagge; mașina de scris mecanică.
Sisteme mecanice cu acționare electrică
1920 Mașini unelte; Pompe.
Sisteme mecanice cu control automat Anii 1930 Avioane, Automobile, Turbine cu abur, Mașina de scris electrică.
Sisteme mecanice cu: control electronic analogic; control secvențial; control numeric.
Începând cu anii 1950 pâna la mijlocul anilor 1980
Lifturi cu control automat; Mașini unelte cu comandă numerică; Roboți industriali; Periferice de calculator.
Sisteme mecatronice integrare mecanică & electronică &
tehnică de calcul Sinergie; software-ul determină funcțiile; noi instrumente de proiectare.
De la mijlocul anilor 1980
Roboți mobili; Linii flexibile; Controlul electronic al automobilului (ABS, ESP); Unități CD-ROM.
1870 – motorul de c.c. 1889 – motorul de c.a.
Relee electrice Amplificatoare Regulatoare
1948, 1952 - tranzistorul 1955 - tiristorul 1959 – circuitul integrat 1971 - microprocesorul
1878 - microcontrolerul 1981 – PC-ul magistrale de proces noi senzori și actuatori integrarea componentelor

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 6
Clasificarea sistemelor mecatronice
La sfârşitul anilor 1970, Societatea Japoneză pentru promovarea industriei de maşini (JSPMI) a clasificat produsele mecatronice în patru categorii:
1. Clasa I Primele produse mecanice cu electronică încorporată în scopul îmbunătăţirii funcţionalităţii. Exemple sugestive: maşini unelte controlate numeric şi maşini de prelucrare cu viteză variabila.
2. Clasa II Sisteme mecanice tradiţionale cu electronică semnificativă încorporată. Interfețele
externe cu utilizatorul rămân nemodificate. Exemple sugestive: maşina de bărbierit automată şi sistemele de fabricare automate.
3. Clasa III Sistemele care menţin funcţionalitatea sistemelor mecanice tradiţionale, dar
mecanismele interioare sunt înlocuite cu cele electronice. Exemplu sugestiv: ceasul digital.
4. Clasa IV Produse ce înglobează tehnologii mecanice şi electronice prin integrare sinergetică. Exemple sugestive: fotocopiatoare, uscătoare inteligente, roboţi de bucătărie şi cuptoare automate. Performanțele produselor electromecanice atinse în cadrul fiecărei clase, sunt strâns legate de
progresul tehnologic din domeniile de control al sistemelor, microcontrolerelor și a puterii de calcul. Startul produsele aferente clasei a I-a a fost dat de tehnologia servo, electronica de putere și teoria
de control a sistemelor. Produsele aferente clasei a II-a au prins viață odată cu apariția primelor calculatoare, dispozitivelor
de memorie și posibilitatea de realizare a circuitelor de comandă.
Produsele clasei a III-a încep să surprindă conceptul de integrare într-un mod tot mai vizibil, sistemele mecanice fiind tot mai mult înlocuite cu microprocesoare și circuite integrate.
Produsele clasei a IV-a au marcat începutul adevăratelor sisteme mecatronice, prin integrarea sistemelor electronice cu cele mecanice. A început după 1970 când Intel Corporation a lansat pe piață microprocesoarele, dispozitive electronice care puteau integra sistemele mecanice cu cele electronice. Practic tot ceea ce numim produs de înalta tehnicitate este produs mecatronic. Automobilul modern, roboţii, tehnica de calcul, tehnica de telecomunicaţii, aparatura biomedicală, sistemele de transport inteligent, aparatura de cercetare, aparatura electrocasnică, aparatura cine-foto şi audio-video, maşinile agricole moderne etc., sunt exemple reprezentative de produse mecatronice.
Ca și concluzie finală, este evident că orice definiție a mecatronicii am alege, mecatronica modernă
implică procesarea informației ca și ax central. Încorporarea microcontrolerelor pentru modularea puterii mecanice și adaptarea sistemului la
diferite puncte de funcționare sunt esența mecatronicii moderne și produselor inteligente.

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 7
Sisteme mecatronice reprezentative
Mecatronica atrage din ce în ce mai mult atenția. Termenul este tot mai des folosit într-o gamă tot mai largă de produse și aplicații inginerești.
Termenul de mecatronică se referă la îmbinarea sinergetică dintre ingineria de precizie, controlul
electronic și gândirea integratoare în procesul de proiectare al produselor și proceselor de fabricație. Este un subiect cu caracter interdisciplinar ce se bazează pe discipline de bază inginerești dar în același timp include discipline neasociate în mod direct cu disciplinele de bază.
Conceptul de bază în această definiție este ideea de abordare a sistemului ca întreg. Acest lucru
implică proiectarea și optimizarea sistemului ca un întreg și nu ca o secvență incrementală de pași. Totuși, nu orice produs realizat prin intermediul conceptului mai sus amintit face subiectul unui produs mecatronic.
În cadrul proiectării produselor mecatronice este esențială munca în echipă. Specialiști din domeniul
mecanic, electric, control și știința calculatoarelor trebuie să coopereze în cadrul unei echipe în toate fazele de proiectare pentru a converge la o soluție integrată.
De la gramofon la CD Player
Gramofonul este unul dintre primele dispozitive de redare a sunetelor. Ca medii de stocare se foloseau discurile de vinil. Discurile de vinil erau clasificate în funcție de viteza lor de redare, viteza maximă fiind de 78RPM (rotații/minut). La fel ca și în prezent, se punea problema menținerii vitezei de redare la o valoare constantă. La vremea respectivă soluția a constat în utilizarea unor platane greoaie a căror inerție dictau practic viteza de redare, în concluzie nu exista nici o informație (feedback) din partea gramofonului cu privire la turația reală de redare. Performanțele aparatului erau dictate de măiestria și priceperea fabricantului platanelor. Pickup-ul a reprezentat următorul pas pe scara evoluţiei gramofonului. Versiunea modernă a acestuia (Fig. 1.1), denumit generic și Vinil Player evidențiază puternic conceptul de integrare a componentei electronice, mecanice și cel mai important a celei informaționale. Acesta utilizează un senzor de turație și un platan mult mai ușor. În acest caz conceptul de feedback este clar evidențiat, turația este măsurată continuu de către senzor, transmisă mai departe către un microcontroler, care are rolul de a modula puterea actuatorului pentru a menține turația în parametrii impuși. Însă adevăratul produs mecatronic l-a reprezentat așa numitul CD Player. CD Player-ul este un produs mecatronic de înaltă tehnicitate unde capul de citire standard al gramofonului a fost înlocuit cu un cap de citire laser. Viteza de redare a CD-ului nu este una constantă ci variază între 300 și 500 RPM scăzând odată cu creșterea diametrului pistei citite. Informația citită este procesată digital, sub formă de biți și octeți, este memorată într-o zonă memorie tampon și procesată ulterior de către un convertor digital/analogic (DAC). Acest procedeu elimină toate fluctuațiile de viteză. Aceste performanțe nu ar fi putut fi atinse niciodată cu un sistem pur mecanic, chiar dacă am avea la dispoziție un sistem foarte bun de control al turației. În cazul de față, menținerea turației CD-ului la parametrii foarte stricți nu este obligatorie, ci trebuie doar să prevină umplerea sau golirea zonei de memorie tampon. Fluxul informației în cadrul CD Player-ului se poate observa în Fig. 1.2.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 8
Fig.1.1. Dezvoltarea tehnologică a gramofonului
Fig.1.2. Fluxul informațional în cadrul unui CD Player
Flexibilitatea introdusă prin combinarea mecanicii de precizie și a electronicii în partea de control, a permis dezvoltarea CD-ROM Player-elor , acestea din urmă rulând la viteze de peste 30 ori mai mari decât CD Player-ele originale. Un nou mod de gândire a fost necesar pentru a da naștere unei astfel de soluții.
În momentul de față tehnologia Blu-Ray reprezintă vârful în domeniul stocării informației pe suport optic. Tehnologia permite stocarea a maximum 50 GB de informație pe un disc, însă tehnologia viitoare va aparține Discurilor Holografice. Acestea vor putea stoca până la 3.9 TB de informație. Dispozitivul de citire va avea două capuri laser de citire, un laser roșu și unul verde. Informația va fi citită și prelucrată de cele două capuri laser și convertită în final într-o formă utilizabilă.
Oscilator
La vechile gramofoane turația de redare era dictată de
inerția platanului.
Versiunea modernă a gramofonului utilizează un senzor de turație în
combinație cu un platan foarte ușor.
Adevăratul produs mecatronic l-a reprezentat “CD Player-ul”. Discul
este citit la viteze variabile în funcție de diametrul pistei de citire.

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 9
Automobilul modern
Un alt exemplu sugestiv îl reprezintă automobilul modern (Fig. 1.3). Până în anii 1960 radio-ul a fost singura componentă electronică semnificativă din componența automobilului. Toate celelalte funcții erau pur mecanice sau electrice, ca sistemul de reîncărcare a bateriei și sistemul de pornire al motorului. Nu existau sisteme inteligente de protecție cu excepția barelor de protecție și structura de rezistență a caroseriei.
Centura de siguranță a fost introdusă de-abia la începutul anilor 1960 cu scopul de a îmbunătății condițiile de siguranță ale pasagerilor și era acționată complet mecanic. Toate sistemele auxiliare ale motorului erau controlate de către șofer și/sau alte sisteme mecanice. De exemplu, înainte de apariția senzorilor și microcontrolerelor, generarea scânteii la bujii era realizată prin intermediul unui distribuitor mecanic. Variabila controlată era timpul de generare a scânteii. Această metodă nu era optimă din punct de vedere al eficienței carburantului și arderii. Prin modelarea matematică a procesului de aprindere, a reieșit că pentru a crește eficiența arderii, există un moment optim de generarea a scânteii. Acest moment depinde de încărcarea mașinii, de viteză și alți parametrii măsurabili.
Sistemul de aprindere electronic a fost unul dintre primele sisteme mecatronice introduse în
automobile la sfârșitul anilor 1970. Sistemul de aprindere electronic este constituit din: senzor pentru determinarea poziției arborelui cotit, axului cu came, debitul aerului, poziția și viteza pedalei de accelerație și un microcontroler dedicat pentru determinarea timpului optim de generare a scânteii. Implementarea timpurie a acestui sistem avea în componență doar un senzor cu efect Hall pentru determinarea poziției rotorului din cadrul distribuitorului. Ulterior, distribuitorul a fost eliminat complet, iar scânteia a fost controlată direct utilizând un microcontroler.
Sistemul de antiblocare a roților la frânare (ABS) a fost introdus tot la sfârșitul anilor 1970. Sistemul ABS sesizează blocarea unei roți și modulează presiunea hidraulică în așa fel încât alunecarea să fie minimă (menținerea tracțiunii la frânare).
Sistemul de control al tracțiunii (TCS) a fost introdus în automobile la mijlocul anilor 1990. Sistemul
TCS sesizează alunecare roților în momentul accelerației și modulează puterea roții care alunecă (menținerea tracțiunii la accelerație). Acest proces asigură șoferul că automobilul accelerează la puterea maximă indiferent de condițiile de drum.
Sistemul de control dinamic al automobilului (VDC) a fost introdus spre sfârșitul anilor 1990. VDC
funcționează similar cu TSC, cu mențiunea că s-a adăugat un senzor pentru determinarea unghiului de rotație după axa Z și un accelerometru pentru deplasarea laterală a mașinii. Intenția șoferului este determinată de poziția volanului în timpul mersului și apoi comparată cu direcția actuală de mers. TCS este activat pentru controlul vitezei mașinii și pentru minimizarea diferenței dintre poziția volanului și direcția de mers a mașinii. În unele cazuri, ABS-ul este utilizat pentru a încetinii mașina cu scopul obținerii controlului dorit.
În automobilele moderne din ziua de astăzi sunt utilizate microcontrolere de 8, 16 și 32 biți pentru
implementarea diverselor sisteme de control. Microcontrolerul are în structura lui internă memorie EEPROM/EPROM, intrări/ieșiri digitale și analogice, convertoare A/D, PWM, temporizatoare, numărătoare, întreruperi și în unele cazuri modul de procesare digitală a semnalelor. Microcontrolerele pe 32 de biți sunt utilizate pentru managementul motorului, controlul transmisiei și airbag-uri; cele pe 16 biți sunt utilizate pentru ABS, TCS, VDC, sistemul de aer condiționat, și instrumentele de bord; iar cele pe 8 biți sunt utilizate pentru scaune, controlul oglinzilor retrovizoare și sistemul de deschidere al geamurilor. Există între 30 și 60

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 10
de microcontrolere într-o mașină modernă. Acest număr va crește tot mai mult în următorii ani, iar acest lucru evidențiază necesitatea mecatronicii în industria constructoare de mașini.
Viitoarele sisteme mecatronice destinate industriei de fabricație a mașinilor ar putea include: autoparcare în lateral, înlocuirea unor sisteme hidraulice cu sisteme servo electromecanice, asistare la parcarea cu spatele. Deoarece numărul automobilelor este în continuă creștere, standarde stricte cu referire la emisia de noxe sunt impuse de la an la an. Noile produsele mecatronice vor contribuii esențial în viitor pe această componentă.
Fig.1.3. Automobilul modern
Mașina de spălat modernă
Încă din cele mai vechi timpuri oamenii și-au spălat hainele prin cufundarea acestora în apa râurilor
și lovirea acestora de pietre. Primele dispozitive inventate pentru spălarea hainelor au fost grătarele de lemn. În 1858, americanul Hamilton Smith a patentat mașina de spălat rotativă. Deși avea o formă care semăna cu mașina de spălat modernă, invenția lui Smith era încă acționată manual. Prima mașină de spălat acționată electric a fost inventată în Statele Unite în 1908, modelul Thor fiind brevetat de către Alva Fisher și introdus pe piață de compania Hurley Machine Company of Chicago. În Europa, producția mașinilor de spălat automate nu a început decât la începutul anilor 50 (Fig. 1.4).
Mașina de spălat modernă este un adevărat produs mecatronic. Înglobează un sistem senzorial
extrem de robust și performant monitorizat de un microcontroler care modulează energia mecanică, cea termică și acțiunea chimică de curățare a rufelor. Mașina de spălat a viitorului ar putea fi cea bazată pe tehnologia Xeros1. În 2008, Universitatea din Leeds a dezvoltat un model de mașină de spălat care folosește doar 280 ml de apă la un ciclu de spălare. Aceasta din urmă ar putea revoluția felul în care funcționează mașinile de spălat economisind cantități uriașe de apă și energie.
1 http://www.xerosltd.com/

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 11
Model anii 1860
Model anii 1900 Model anii 1950
Prezent
Fig.1.4. Dezvoltarea tehnologică a mașinii de spălat

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 12
Platforme mecatronice educaționale
Educaţia mecatronică Mecatronica s-a născut în mediul industrial, termenul a fost brevetat de către concernul japonez
Yaskawa Electric. Strădaniile la nivel academic, pentru a asigura pregătirea specialiştilor în acord cu cerinţele noii tehnologii au condus la conturarea principiilor mecatronice în educaţie.
Aceste principii vizează: dezvoltarea gândirii sistemice; formarea deprinderilor de a lucra în echipă.
Educaţia mecatronică asigură flexibilitate în acţiune şi gândire, trăsături definitorii ale specialistului
în economia de piaţă. ’’Networking’’ este cuvânt cheie în educaţia mecatronică. Reţeaua este structura care stimulează integrarea şi facilitează controlul.
Oferind soluţii eficiente pentru promovarea interdisciplinarităţii, mecatronica a devenit suportul
demersurilor pentru stimularea iniţiativei şi a creativităţii. Laboratoarele transdisciplinare de mecatronică constituie baza pentru materializarea principiilor: “învăţare prin practică”, “ învăţare prin cercetare”.
Abordările în acest sens sunt esenţiale pentru mutarea accentului de pe latura de informare pe cea
de formare, pe toate treptele procesului educaţional. Educaţia mecatronică asigură dezvoltarea gândirii moderne, care, este: globală, probabilistă, modelatoare, operatoare, pluridisciplinară şi prospectivă.
Conţinutul termenului s-a îmbogăţit continuu, ca urmare firească a evoluţiei în dezvoltarea
tehnologică. Foarte curând mecatronica a devenit filosofie. Pentru practica inginerească, filosofia mecatronică a marcat saltul de la ingineria tradiţională, secvenţială, la ingineria simultană sau concurentă.
În ultimii ani mecatronica este definită simplu: ştiinţa maşinilor inteligente. Mai recent, demersurile
pentru promovarea conceptului de integrare în educaţie şi cercetare, aduc în atenţie problema mecatronicii ca: mediu educaţional pentru integrare, respectiv, mediu de proiectare şi fabricare integrată, pe fundalul căruia s-a dezvoltat conceptul de proiectare pentru control.
În literatura de specialitate au devenit consacrate extinderi în alte domenii precum: hidronică,
pneutronică, termotronică, autotronică, agromecatronică (agricultură de precizie) etc. Evoluţia în dezvoltarea tehnologică înseamnă: micromecatronică, nanomecatronică şi biomecatronică. Tendinţa generală este de “intelectualizare a maşinilor şi sistemelor”.
2

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 13
Platforme educaţionale
Sistemele mecatronice folosesc pentru realizarea funcţiei impuse energia electrică, hidraulică, pneumatică sau alte surse neconvenţionale. Toate aceste forme de exploatare energetică îşi găsesc locul într-o gamă largă de aplicaţii moderne, pornind de la sistemele industriale, medicale şi până la tehnica militară şi aerospaţială.Funcţie de specificul aplicaţiei, pot fi în consecinţă exploatate avantajele fiecărui sistem de tranfer energetic: precizia şi eleganţa în acţionare a sistemelor electrice, simplitatea constructivă şi silenţiozitatea sistemelor pneumatice, densitatea de forţă şi precizia sistemelor hidraulice, în general orice avantaj pe care o anumită transformare energetică îl poate constitui pentru o anumită aplicaţie.
Actuatorii fluidici spre deosebire de actuatorii electrici au marele avantaj al generării simple a mişcării liniare. Acest avantaj coroborat cu densitatea mare de forţă explică utilizarea pe scară largă a sistemelor de acţionare hidraulică. Proprietatea intrinsecă a acestor sisteme – simbolic descrisă prin sintagma „muşchi de fier şi tendoane de oţel” – este îmbogăţită cu noţiunea de precizie (1 µm) datorită fuziunii cu electronica.
Tehnicile de control modern au permis asocierea noţiunii de precizie şi cu sistemele pneumatice,
astăzi fiind raportate precizii sub 10 µm pentru aceste sisteme. Aşadar, în pofida multiplelor neliniarităţi ce caracterizează sistemele fluidice, tehnicile de control modern, favorizate de utilizarea electronicii digitale, fac posibilă exploatarea acestor sisteme în aplicaţii ce necesită precizii deosebite.
Proiectarea mecatronică a sistemelor şi produselor impune dezvoltarea unor cicluri de modelare, identificare, simulare, sinteză, analiză, optimizare, testare, astfel încât produsul final să integreze intim, la nivel hardware şi software, contribuţiile tuturor componentelor. Acest mod de abordare a proiectării stimulează efectul de sinergie prin corelarea tuturor resurselor şi transformărilor, în scopul aceleiaşi funcţiuni. Condiţiile de laborator limitează integrarea componentelor la nivelul software: sistemul cu componentele sale este dat, optimizarea funcţionării acestuia poate fi realizată doar prin intermediul strategiei de control, prin utilizarea şi procesarea optimală a informaţiei din sistem. Astfel, se pune problema achiziţionării informaţiei cu privire la valoarea parametrilor de stare ai sistemului şi apoi a dezvoltării strategiilor de control optimale, adaptive, în baza acestor informaţii.
Sistemele mecatronice modulare reproduc la scara redusă diverse funcţii existente în procesele
industriale. Prin interconectarea diverselor module se configurează sisteme şi procese complexe. Staţiile de lucru permit: reconfigurări în conformitate cu diverse aplicaţii, dezvoltarea diverselor strategii de control, dezvoltarea conceptelor de control în sistemele integrate, conducerea electronică a sistemelor (PLC şi PC), optimizarea funcţională a proceselor, implementarea tehnicilor de comunicaţie standardizate, dezvoltarea tehnicilor de depistare si remediere a disfuncţiunilor. Sunt acoperite următoarele domenii tehnologice: sisteme mecatronice, sisteme de acţionare (electrice, pneumatice, hidraulice), modelarea si simularea proceselor mecatronice, programarea PLC-urilor, tehnici de control a mişcării/forţei, programarea roboţilor, tehnici de manipulare, tehnologii de asamblare, sensorică, tehnici de măsurare şi monitorizare a parametrilor proceselor, comunicaţia standardizată.
Informaţia cu privire la valoarea unor mărimi din sistem este indispensabilă, atât la nivelul de bază
al tehnicilor de control implementate, cât şi la nivelul de management a funcţionalităţii sistemelor mecatronice. Utilizarea practică a acesteia implică achiziţionarea ei prin intermediul senzorilor, respectiv prelucrarea semnalelor electrice.
Standurile permit studiul independent al unor grupe de senzori specifici sistemelor mecatronice, respectiv achiziţia şi prelucrarea semnalelor prin intermediul uneltelor Matlab/Simulink/Signal processing. Standurile includ: senzori analogici inductivi, capacitivi, optici, ultrasonici, mărci tensometrice, senzori de presiune piezoelectrici, potenţiometre liniare, senzori numerici temposonici, encodere etc.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 14
Fig.2.1. Staţii de producţie modulare: Distribuţie, Testare, Procesare, Manipulare, Asamblare, Sortare. Tehnologia de control: PLCs (SIMATIC S7-313C, Festo FEC Standard), EasyPort, PC. Software: Siemens Step 7,
COSIMIR®Robotics, COSIMIR®PLC, FluidSIM®P, Mechatronics Assistant.
Fig.2.2. Sisteme mecatronice pentru studiul şi dezvoltarea algoritmilor de control a mişcării: motoare de c.a
şi pas cu pas, motoare pneumatice, transmisie mecanică prin curea dinţată, senzori numerici incrementali de tipul encoderelor, controlere digitale în tehnologie PLC sau dSPACE, medii de dezvoltare Matlab/Simulink,
dSpace, Step 7, Festo FST. Conceptele mecatronice aplicate în educaţie şi cercetare permit dezvoltarea de aplicaţii care
integrează diverse tehnologii indiferent de natura energetică a transformărilor (Fig. 2.1 şi 2.2).
Sistemele industriale comportă anumite particularităţi legate de arhitectura acestora, de limbajele specifice folosite, de standardul de comunicaţie utilizat, de accesul limitat la resursele sistemului. În multe situaţii, legile de mişcare nu pot fi introduse analitic, ci doar prin intermediul unui mediu pus la dispozitie de producător şi în limitele permise de acesta. O asemenea situaţie corespunde cazului analizat în continuare (Fig. 2.3).
PLC
FST 101
gripper,
magazie, brat
oscilant
panou de
comanda
Fig.2.3. Sistem servopneumatic pick & place

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 15
În cazul acestei aplicaţii legile de mişcare după cele două axe sunt controlate de SPC200. Celelalte elemente ale sistemului sunt controlate de FST101, utilizând limbaje industriale specifice PLC-urilor: statement list (STL), ladder diagram (LDR). Funcţionarea sistemului, în configuraţia dată, presupune sincronizarea funcţionării celor două PLC-uri, întrucât ambele contribuie la executarea unei anumite sarcini, respectiv utilizarea a două limbaje industriale pentru implementarea unei sarcini: cod G pentru legile de mişcare, statement list pentru încadrarea acestor legi în contextul unei aplicaţii.
Legile de mişcare obţinute prin planificarea mişcării, chiar într-un cadru limitat (industrial) de accesare a resurselor sistemelor, conduc la atenuarea şocurilor în funcţionarea acestora, la îmbunătăţirea funcţionalităţii.
Proiectarea şi optimizarea funcţională a sistemelor mecatronice implică proceduri de modelare, identificare, sinteză, analiză şi testare a produselor. Tehnica digitală permite implementarea de algoritmi de control care conferă flexibilitate, adaptabilitate şi precizii sporite sistemelor. Optimizarea funcţională a servosistemelor hidraulice implică construirea modelului matematic, analiza fenomenelor fizice asociate: curgerea turbulentă prin diafragme, frecarea în motoarele liniare, compresibilitatea fluidului de acţionare, mişcarea sertarului sub acţiunea electromagnetului proporţional. Determinarea constantelor modelului matematic, simularea numerică a procesului, identificarea experimentală a procesului, analiza şi testarea modelului sunt etape preliminare proiectării strategiilor de control. Platformele de control dSPACE permit achiziţionarea datelor din sistem, prelucrarea şi vizualizarea parametrilor de stare, respectiv controlul servosistemului prin diverse strategii, simple sau complexe. În Fig. 2.4 se detaliază standul şi strategia de control pentru servosistemul considerat.
Sistemul de dezvoltare dSPACE face parte dintr-o platformă de modelare, simulare şi control a sistemelor mecatronice dezvoltată în cadrul proiectului CEEX, CONMEC. Alte abordări în domeniul cercetării vizează tehnici de proiectare a sistemelor mecatronice în care părţi ale sistemului sunt reale, altele sunt virtuale astfel încât procedurile de testare şi validare a rezultatelor să poată fi derulate chiar în absenţa unor componente ale sistemului vizat. Alte direcţii de cercetare au ca obiectiv optimizarea proceselor de urmărire a traiectoriilor şi eliminarea şocurilor, reducerea zgomotului în sistemele mecatronice, optimizarea parametrilor mişcării prin prelucrarea optimală a parametrilor de stare, optimizarea tehnicilor de control a impedanţei mecanice. Platformele mecatronice constituie o bază ideală pentru instruire, educaţie şi cercetare mecatronică, pentru susţinerea procesului de reconversie şi orientare profesională în acord cu meseriile şi cerinţele UE.
Signa
l 1
Signal Builder
Signal
Generator
Saturation
Manual
Switchu
e3u3
K3
u
e2u2
K2
u
e1u1
K1
1
s
Integrator
-
K-Gain
3
du/dt
Derivative
DACDS1104 DAC_C1 ADC C7ADC C6ADC C5
ref
U=-k*x
K = matricea
de control
optimal
x2x1 xp
SERVOSISTEM HIDRAULIC
GENERARE
REFERINTA
CONTROLER
OPTIMAL
CONVERSIE
DATEdSPACE
DS1104
x1 x2 xpu
Fig.2.4. Optimizarea funcţională a servosistemelor hidraulice

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 16
Concepte utilizate în dezvoltarea aplicațiilor Metode de dezvoltare precum Prototiparea Controlului (Control Prototyping), Software In the Loop
(SIL), Hardware In the Loop (HIL) sunt tot mai des utilizate în industrie în procesul de proiectare şi cercetare (în special în industria auto), ele permiţând dezvoltarea fazelor proiectării într-un mediu integrat, respectiv implementarea şi testarea rapidă a algoritmilor de control. Aceste metode implică o funcţionare în timp real a platformelor de proiectare, indiferent de configuraţia sistemului/procesului, atâta vreme cât se înteracţionează cu sisteme reale. Echipamentele din dotarea autolaboratorului – platforma dSpace DS1104 – permit implementarea acestor metode moderne. O succintă detaliere a acestor tehnici de dezvoltare, simulare şi testare în timp real este realizată în Fig. 2.5.
Fig.2.5. Metode de dezvoltare a aplicațiilor
Prototiparea Controlului (Control Prototyping): procesul este real şi este controlat de un sistem de
control simulat prin utilizarea unui alt hardware decât cel ce va fi utilizat în final. Hardware-In-the-Loop (HIL): procesul este simulat şi controlat pe baza unei strategii de control
implementată pe un hardware specific (cel care va fi utilizat în controlul sistemului). Software in the loop: procesul este simulat şi este executat în timp real împreună cu algoritmul de
control, care este de asemenea simulat. Tehnicile de dezvoltare amintite mai sus comportă utilizarea unor componente hardware şi
software dedicate, care să permită rularea în timp real a aplicaţiilor. Câteva din elementele ce pot fi utilizate în arhitectura unui sistem de simulare-testare utilizând resursele acestei platforme de cercetare sunt detaliate în cele ce urmează:
Componente hardware: module procesor, module intrare/ieşire ce acoperă cerinţele HIL
(generatoare de semnal bazate pe algoritmi şi forme de undă, module de măsurare etc.), simulatoare ale bus-urilor de comunicaţie, elemente de condiţionare de semnal, incluzând adaptoare de tensiune, simularea defectelor electrice, simulatoare de sarcină (electrică, mecanică etc.)
Componente software: software de implementare (pentru implementarea şi execuţia în timp real a modelului), software pentru stabilirea şi monitorizarea comunicaţiei pe bus; modele virtuale ale sistemelor sau componentelor acestora, software pentru managementul experimentelor, software pentru testare, pentru programarea grafică şi administrarea automată a testelor.
Componente opţionale: animaţie real-time 3D, integrarea şi sincronizarea unor module adiţionale, precum cele pentru diagnosticare şi calibrare.
Simulare in timp real
Proces real
Controler simulatProces simulat
Controler simulatProces simulat
Controler real
CP
(Control Prototyping)SIL
(Software-In-the-Loop)
HIL
(Hardware-In-the-Loop)

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 17
Compatibilitatea dintre dSpace şi Matlab-Simulink generează un mediu de dezvoltare extrem de puternic, graniţa dintre abordarea virtuală şi cea reală aproape dispărând. În configuraţia unei asemenea platforme de dezvoltare/simulare/testare pot fi introduse atât componente reale cât şi modele virtuale, funcţie de obiectivul vizat. Astfel sunt posibile următorele abordări: testarea unei funcţii noi pe un sistem existent fără a pune în pericol sistemul, testarea fiecărei componente din sistem prin conectarea la sistemul virtual, testarea comportamentului sistemului la apariţia unor defecţiuni, testarea unor noi strategii de control care optimizează funcţionarea sistemului.
Instrumente software pentru dezvoltarea aplicațiilor industriale
Din punct de vedere educațional, respectiv din punct de vedere al tehnicilor de cercetare, se identifică trei abordări privind studiul sistemelor:
studiul pe sistem real (proces real, controler real; toate componentele sistemului sunt reale, Fig.
3.1); studiul pe sistem simulat (proces simulat, controler simulat; toate componentele sistemului sunt
simulate - concept SIL, Fig. 3.2); studiul pe sistem parțial real - parțial simulat (hibrid - concept HIL, Fig. 3.3).
Fig. 3.1. Studiul pe sistem industrial real (proces real, controler real)
3

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 18
Fig. 3.2. Studiul pe sistem industrial simulat (proces simulat, controler simulat) - concept SIL
a) Controler simulat – Proces real
b) Controler real – Proces simulat
Fig. 3.3. Studiul pe sistem parțial real - parțial simulat (hibrid) (concept HIL)
Tehnologia SIEMENS-FESTO (Siemens Simatic STEP7 - Cosimir PLC - FluidSim H/P) permite următoarele abordări:
proces simulat în Cosimir PLC – controler simulat în Siemens S7-PLCSIM (SIL) proces simulat în Cosimir PLC – controler real prin interfața EasyPort (HIL) proces simulat în Cosimir PLC – controler simulat în FluidSim H/P (SIL)
proces simulat în FluidSim H/P – controler simulat în Siemens S7-PLCSIM (SIL) proces simulat în FluidSim H/P – controler real prin interfața EasyPort (HIL) proces simulat în FluidSim H/P – controler simulat în FluidSim H/P (HIL)
proces real prin interfața EasyPort – controler simulat în Siemens S7-PLCSIM (HIL) proces real prin interfața EasyPort – controler simulat în FluidSim H/P (HIL)
Legăturile de date care favorizează comunicarea între cele trei medii sunt asigurate prin intermediul
unui server OPC. Comunicarea dintre medii se face simplu, selectând tipul de simulare dorit, după cum se poate observa în Fig. 3.4.

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 19
Fig. 3.4. Tipuri de conectare a sistemului parțial real - parțial simulat prin intermediul server-ului OPC Cosimir PLC este un simulator grafic 3D care pune la dispoziția utilizatorului diferite replici ale unor sisteme de producție industriale (Fig. 3.5). Toate aceste aplicații software pot fi conduse prin intermediul unui PLC extern sau a unui PLC simulat, fiind permisă simularea defecțiunilor (defecțiuni ale senzorilor, cabluri întrerupte sau alte avarii), testarea diverselor strategii de control, monitorizarea parametrilor etc. Utilizatorul se familiarizează astfel cu modul de operare și structura unui sistem industrial, programează funcționarea sistemului utilizând tehnologii și limbaje reale specifice mediului industrial, fără riscul de a deteriora instalația (se aduce procesul în laborator în formă simulată).
Fig 3.5. Mediul Cosimir PLC

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 20
S7-PLCSIM este simulatorul integrat al mediului de dezvoltare Simatic STEP 7 (Fig. 3.6). Funcțiile simulatorului:
testarea programelor de control fără a fi necesară conectarea la un PLC real. Vizualizarea și modificarea variabilelor programului (temporizatoare, numărătoare, etc.), Rularea pas cu pas a algoritmului de control.
Fig 3.6. Interfață S7-PLCSIM FluidSIM H/P este un software pentru crearea, simularea și studiul circuitelor electropneumatice, electrohidraulice și digitale (Fig. 3.7). Programul dispune de fotografii, animații și explicații ale principiului de funcționare pentru toate componentele hidraulice și pneumatice uzuale. Acest lucru il face extrem de bun pentru persoanele autodidacte. Oferă de asemenea o întreagă gamă de posibilități de comunicare cu alte programe prin intermediul interfețelor standardizate DDE și OPC. Cu ajutorul interfeței EasyPort D16 se poate asigura legătura cu procesul real.
Fig 3.7. Aplicația FluidSIM

A1 – Sisteme industriale moderne. Tehnologii educaționale
A1 - Pag 21
Interfața EasyPort D16 (16 intrări/16 ieșiri) asigură legătura dintre PLC-ul extern și PC/proces simulat, convertește semnalele logice externe și comunică cu PC-ul prin intermediul unui protocol de comunicație RS-232 (Fig. 3.8). Intrările și ieșirile interfeței sunt izolate optic prin intermediul unor optocuploare.
Fig.3.8. Interfața hardware EasyPort
Aplicația EzOPC (server-ul OPC) asigură legăturile bidirecționale de date dintre cele trei medii SIEMENS-FESTO (Fig. 3.9). Termenul OPC provine din “Open Connectivity via Open Standards” și este o interfață standardizată în mediul industrial ce asigură transferul de informație dintre aplicațiile de tip Windows și echipamentele industriale. Server-ul OPC permite sarcini cum ar fi vizualizarea, măsurarea sau achiziția de date să fie efectuată indiferent de echipamentele implicate. Astfel că, OPC este un standard ce nu este legat strict de o anumită aplicație.
Fig.3.9. Aplicația EzOPC

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A1 - Pag 22

A2 - Pag 1
Sisteme de acționare
pentru aplicații industriale 1. Studiu comparativ între sistemele electrice–hidraulice-pneumatice 2. Structura circuitelor hidraulice și pneumatice
Studiu comparativ între sistemele electrice-hidraulice-pneumatice
Orice proces industrial necesită manipularea unor obiecte sau exercitarea unor forțe asupra lor.
Acest lucru este realizat uzual prin conversia energiei electrice, hidraulice sau pneumatice în lucru mecanic. În majoritatea cazurilor, sistemele de poziționare sunt controlate cu ajutorul motoarelor de curent continuu
sau a celor de inducție de curent alternativ. Mișcarea de rotație se obține simplu, fiind starea normală de
funcționare a unui motor electric, iar cea de translație prin utilizarea unor mecanisme de conversie:
transmisii prin șurub, prin curele etc. Pentru obținerea unei simple forțe sau a unei deplasări scurte se pot
utiliza solenoizii (există o limită pentru forța ce poate fi obținută cu aceste dispozitive). Echipamentele
conduse cu ajutorul lichidelor se numesc sisteme hidraulice (din grecescul hydra = apă și aulos = conductă;
descriere ce implică utilizarea apei ca și fluid deși în practică se utilizează uzual uleiuri). Echipamentele
conduse cu ajutorul aerului se numesc sisteme pneumatice (din grecescul pneumn = suflare, vânt). Cel mai
utilizat gaz în sistemele pneumatice este aerul, ocazional azot (exemplu - roțile de avion).
Fiecare tip de sistem are avantajele și dezavantajele lui și pentru îndeplinirea aceleași sarcini
industriale se pot utiliza sisteme din cele trei categorii mai sus amintite. Inginerul trebuie să analizeze
situația și să aleagă soluția constructivă cea mai favorabilă care se pretează pentru sarcina de realizat. De
exemplu, principalele avantaje și dezavantaje ale sistemelor pneumatice sau hidraulice sunt strâns legate de
caracteristica fluidului ce le acționează: compresibilitatea ridicată a aerului și “incompresibilitatea” uleiului.
Compresibilitatea aerului face extrem de dificil controlul proporțional al sistemelor pneumatice, în
industrie fiind utilizate în majoritatea cazurilor pentru sarcini de poziționare de tip ON/OFF sau cu mai multe
poziționări intermediare. În ultimii ani au apărut și soluții pentru controlul proporțional al sistemelor
A2
1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A2 - Pag 2
pneumatice, însă trebuie avute în vedere costurile. Totodată: sunt rapide, robuste, simple și ușor de
întreținut, curate. Incompresibilitatea uleiului permite realizarea unui control proporțional bun în cazul
sistemelor hidraulice, însă pot apărea scurgeri de ulei. Un sistem pneumatic industrial lucrează uzual la o
presiune de 8 bar pe când unul hidraulic la o presiune de 150-300 bar (densitate mare de forță). Comparând
un motor electric cu unul hidraulic d.p.d.v. al densității de forță, primul dezvoltă o presiune de maxim 15
bar, pe când cel de-al doilea 600 bar. Această diferență face ca raportul maselor celor doua motoare sa fie
de 14:1, raportul gabaritelor de 26:1, momentul de inerție masic de 72:1 (cu implicații mari în timpul de
accelerare sau de răspuns la o excitație treapta, adică performanţa dinamică a motorului). Un al doilea mare
avantaj este acela al realizării mult mai simple a mișcării liniare, la viteză mică, atât de deficitară în
acționarea electrică.
Avantajele si dezavantajele celor trei tipuri de sisteme vor fi exemplificate în cele ce urmează prin
analiza unui sistem de ridicare a unei sarcini pe o distanță de 500 mm utilizând acționare electrică,
hidraulică și pneumatică. Astfel de procese sunt uzuale în industrie. Exemplul se va concluziona cu un tabel
în care se vor prezenta principalele caracteristici ale celor trei sisteme de acționare.
Sistem de acționare electric
În cadrul unui sistem de acționare electric avem trei soluții uzuale de acționare: solenoid, motorul
de curent continuu sau motorul de inducție de curent alternativ. Solenoidul produce o mișcare liniară, dar
cursa este limitată la o distanță de aproximativ 100 mm. Motoarele de curent continuu și cele de curent
alternativ au nevoie de un mecanism de conversie a mișcării lor naturale de rotație într-una de translație.
Acest lucru nu reprezintă o problemă; există soluții comerciale care includ atât motorul cât și mecanismul
de conversie. Alegerea motorului depinde în general de viteza dorită în cadrul aplicației. Un motor de curent
continuu echipat cu un tahometru și acționat de un circuit de putere cu tiristoare permite un control în
viteză foarte bun, dar necesită mentenanță repetată a periilor și comutatorului. Motorul de inducție de
curent alternativ nu necesită mentenanță, dar sunt dispozitive de acționare cu viteză fixă impusă constructiv
de numărul de poli și frecvența tensiunii de alimentare. Viteza poate fi modificată cu un convertizor de
frecvență dar trebuie avut în vedere supraîncălzirea motorului, dat fiind faptul că multe dintre aceste
motoare sunt răcite de un ventilator intern prins pe rotorul motorului (blocarea la suprasarcină).
Vom presupune că o viteză constantă de avans și retragere este suficientă pentru aplicația noastră,
prin urmare alegerea logică va fi un motor de inducție de curent alternativ împreună cu un mecanism șurub-
piuliță. Motoarele electrice nu pot rămâne blocate la capăt de cursă, asta ar însemna absorbția unui curent
extrem de mare și în final distrugerea lor (există totuşi motoare speciale de curent continuu care cu un
control foarte bun în curent și un sistem de răcire adecvat pot fi blocate la capăt de cursă), de aceea se vor
utiliza senzori pentru semnalizarea capătului de cursă pentru oprirea motorului din funcționare.
Astfel că sistemul nostru va arăta precum cel din Fig. 1.1, fiind alcătuit dintr-un mecanism șurub-
piuliță (cric) acționat de un motor de inducție de curent alternativ, doi senzori pentru semnalizarea
capătului de cursă și un dispozitiv de protecție a motorului în caz de suprasarcină.

A2 – Sisteme de acționare pentru aplicații industriale
A2 - Pag 3
Fig.1.1. Sistem de acționare electric
3Φ ~ 415V
Avans
Retragere
Siguranță suprasarcină
Motor
Avans
Retragere
Retragere
Avans
Avans
Retragere
Siguranță suprasarcină
Motor electric
W
SC1
SC2
SC1
Senzor capăt de cursă avans
Senzor capăt de cursă retragere
Cric – mecansim șurub-piulită
M

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A2 - Pag 4
Sistem de acționare hidraulic
O soluție de acționare prin intermediul lichidelor este prezentată în Fig. 1.2. Actuatorul liniar
hidraulic este prezentat schematic în Fig. 1.2.a și este format dintr-o parte mobilă, pistonul, care e conectat
direct la axul de ieșire și o parte fixă, carcasa. Dacă fluidul este pompat în camera A, pistonul va avansa, iar
axul va fi extins; dacă fluidul este pompat în camera B, pistonul se va retrage, iar axul va fi retras. Bineînțeles
că trebuie gândită o soluție pentru recuperarea fluidului din camera vecină. Forța maximă generată depinde
de presiunea fluidului și de aria secțiunii pistonului. De exemplu, o presiune de 150 bar permite ridicarea a
150 kg pe cm2 arie a pistonului, deci o sarcină de 2000 kg poate fi ridicată cu un piston de diametru 4.2cm.
Sistemul de acționare hidraulic pentru îndeplinirea sarcinii este prezentat în Fig. 1.2.b. Sistemul are nevoie
de un lichid pentru a funcționa, rețeaua de furtunuri trebuie să fie închisă, să transfere fluidul de la tanc
până la una din camerele pistonului și să returneze fluidul din camera vecină înapoi la tanc. Fluidul este
pompat în sistem de o pompă ce asigură fluxul lichidului la o presiune necesară de 150 bar. Astfel de
pompe, denumite și pompe de debit, nu pot opera cu o sarcină care crește la infinit, deoarece ele debitează
un volum constant de fluid la fiecare rotație a pompei. Pentru o sarcină care crește la valori periculoase,
presiunea din sistem trebuie limitată pentru a evita spargerea furtunurilor sau deteriorarea pompei. Acest
lucru se realizează prin utilizarea unei supape limitatoare de presiune care deversează lichidul pompat
înapoi la tanc în cazul atingerii unei presiuni maximale în sistem.
Mișcarea cilindrului este controlată de un distribuitor 4/3 (4 conexiuni / 3 poziții de funcționare). Pentru
extinderea pistonului, camera A este conectată la linia de presiune, iar camera B la tanc. Pentru retragerea
pistonului se inversează procesul anterior. În poziția de centru a distribuitorului, fluidul rămâne blocat în
cilindru (acesta păstrându-și poziția) și furtunurile rămân blocate (tot lichidul pompat se reîntoarce la tanc
datorită regulatorului de presiune).
Câteva lucruri de menționat:
viteza pistonului poate fi controlată foarte simplu prin controlul volumului de debit către piston;
controlul foarte precis la viteze mici este principalul avantaj al sistemelor hidraulice;
capetele de cursă sunt determinate de cursa pistonului, deci nu este necesar un sistem de protecție în
caz de suprasarcină;
pompa de debit trebuie acționată de o sursă de energie externă, în majoritatea cazurilor de un motor de
inducție de curent alternativ, care necesită un circuit de pornire și un circuit de protecție la
suprasarcină;
fluidele din instalație trebuie să fie foarte curate, deci prezența unui filtru este obligatorie pentru a
îndepărta impuritățile înainte ca acesta să treacă din tanc în pompă;
ca ultimă observație, de remarcat faptul că scurgerile de fluid sunt neplăcute și de nedorit, o defecțiune
majoră în instalație putând fi catastrofală.
La prima vedere sistemul hidraulic din Fig. 1.2b pare mai complicat decât sistemul electric prezentat
anterior, dar de menționat faptul că toate componentele încadrate în chenarul cu linie întreruptă sunt
uzuale pentru diverse procese industriale și nu numai pentru cel studiat în acest exemplu.

A2 – Sisteme de acționare pentru aplicații industriale
A2 - Pag 5
Fig.1.2. Sistem de acționare hidraulic
Filtru
Motor electric
Supapa limitatoare
Fluid în exces
Avans OFF
Retragere
A
B
Cilindru
Distribuitor
Deversarea fluidului la tanc
Componente uzuale multor
sisteme hidraulice
W
Pompă
Camera A
Camera B
Avans
Retragere
W
a)
b)

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A2 - Pag 6
Sistem pneumatic
În Fig. 1.3 sunt prezentate componentele unui sistem de acționare pneumatic. Acutatorul este un
cilindru cu piston unde forța maximă este dată de presiunea aerului și de aria secțiunii pistonului. Presiunile
de lucru în sistemele pneumatice sunt mult mai joase decât în cele hidraulice; 10 bar permite ridicarea a 10
kg pe cm2 arie a pistonului, deci un piston cu diametru de 16 cm poate ridica sarcina de 2000 Kg specificată
în cazul sistemului hidraulic. Sistemele pneumatice necesită actuatori mult mai mari pentru a ridica aceeași
masa în comparație cu sistemele hidraulice. Distribuitorul cilindrului este asemănător cu cel hidraulic.
Diferența dintre cele două sisteme este dată de fluidul de lucru (aer). Aerul este tras din atmosferă prin
intermediul unui filtru și adus la presiunea necesară prin intermediul unui compresor (alimentat printr-un
motor de inducție de curent alternativ). Temperatura aerului crește considerabil în procesul de compresare,
de aceea înainte ca aerul să poată fi utilizat acesta trebuie răcit, iar acest lucru implică apariția procesului de
condensare. Compresorul trebuie să fie urmat de un sistem de răcire și tratare a aerului. Sistemul de tratare
al aerului este urmat de un acumulator. Sistemele hidraulice utilizează o supapă de presiune pentru a
deversa fluidul excedentar înapoi la tanc, în cazul sistemelor pneumatice un comutator din cadrul
compresorului pornește motorul compresorului când presiunea scade și îl oprește când presiunea atinge
nivelul dorit. Impresia generală este aceea de complexitate, dar componentele încadrate în chenar cu linie
întreruptă sunt uzuale în majoritatea sistemelor pneumatice. Majoritatea interprinderilor produc aer
comprimat într-o stație centrală și îl distribuie printr-o rețea circulară în toate zonele unde este nevoie,
precum se distribuie electricitatea, apa sau gazul.
Fig.1.3. Sistem de acționare pneumatic
Aer Filtru
3Φ ~ 415V
PSI
Motor electric
Compresor Comutator de presiune PSI
Sistem de răcire și tratare
a aerului Acumulator
OFF Avans Retragere
Distribuitor
Evacuare
W
B
A
Deschis la atingerea presiunii dorite în
sistem
Componente uzuale multor sisteme
pneumatice

A2 – Sisteme de acționare pentru aplicații industriale
A2 - Pag 7
Tabel 1. Studiu comparativ între cele trei sisteme de acționare
Sistem Electric Sistem Hidraulic Sistem Pneumatic
Sursă de energie Uzual din surse exterioare
Motoare electrice sau diesel
Motoare electrice sau diesel
Stocarea energiei Limitată (baterii) Limitată (acumulatori) Bună (acumulatori)
Sistemul de distribuție Excelent, cu pierderi minime
Limitat, facilitate locală Bun
Costul energiei Scăzut Mediu Scump
Actuatori rotativi Motoare de curent continuu (control bun) și
alternativ (ieftine).
Viteze mici. Control bun. Pot fi blocate.
Viteze variate. Control deficitar al vitezei.
Actuatori liniari Deplasări mici cu ajutorul solenzoizilor sau mari prin mecanisme de
conversie.
Cilindri. Densitate de forţă mare.
Cilindri. Forțe medii.
Controlul forței Posibil cu solenoizi și motoare de curent
continuu. Complicat din prisma necesității unui
sistem de răcire.
Control bun pentru forțe foarte mari.
Control bun pentru forțe medii.
Densitate de forță mică mare medie
Siguranță Aproximativ egală pentru toate
Randament bun foarte scăzut foarte scăzut
Oferta de componente ieftin scump Relativ scump
De notat Pericol de șocuri
electrice.
Scurgeri nedorite. Murdărie. Risc de
incendiu. Zgomot

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A2 - Pag 8
Structura circuitelor hidraulice și pneumatice
Structura sistemelor pneumatice
Sistemele pneumatice sunt instalații de putere ce utilizează aerul comprimat ca și agent de lucru
pentru transmiterea energiei mecanice (Fig 2.1). Compresorul convertește energia mecanică în energie
potențială a aerului comprimat. Această transformare facilitează transmiterea și controlul puterii. Înainte de
utilizare, aerul trebuie să fie filtrat, dezumidificat și amestecat cu vapori de lubrifiant. Aerul comprimat este
stocat în acumulatori și transmis prin conducte sau furtune flexibile. Puterea pneumatică este controlată
prin valve de presiune, valve de debit și/sau valve distribuitoare (sau mai simplu: distribuitoare). La final,
energie pneumatică este reconvertită în energie mecanică prin intermediul motoarelor sau a cilindrilor
pneumatici.
Motor cu ardere internă, motor
electricCompresor
h
ṁ
Transmisie, stocare și
control
h
ṁ
Motor circular sau cilindru pneumatic
Sarcină
T
ω
T
ω
F
v
Energie termică sau electrică
Lucru mecanic
Energie mecanică
Energie mecanică
Energie pneumatică
Fig.2.1. Schema bloc a sistemelor pneumatice
Sisteme hidrodinamice
Sistemele hidraulice transmit puterea mecanică prin majorarea energiei lichidelor hidraulice. Există
două tipuri de astfel de sisteme: hidrodinamice și hidrostatice. Sistemele hidrodinamice (numite și sisteme
hidrocinetice) transmit puterea mecanică prin intermediul energiei cinetice a fluidului hidraulic. În general,
aceste sisteme includ o pompă rotodinamică, o turbină și câteva elemente adiționale de control.
2

A2 – Sisteme de acționare pentru aplicații industriale
A2 - Pag 9
Aplicațiile sistemelor hidrodinamice sunt limitate la mișcări circulare și înlocuiesc transmisiile clasice
datorită unui raport putere/greutate superior și al unui nivel mai ridicat de controlabilitate. În cadrul
sistemelor hidrodinamice se deosebesc 2 tipuri de echipamente: cuplajulul și reductorul hidraulic.
Cuplajul hidraulic (Fig. 2.2) este practic un ambreiaj pe bază de fluid hidraulic. Pompa 2, acționată
prin intermediul arborelui de intrare *1+, antrenează fluidul cu viteză foarte mare spre paletele turbinei 3,
căreia îi transferă o mare parte din energia sa cinetică. Turbina antrenează în mișcare arborele de ieșire 4
care dezvoltă o putere foarte apropiată de cea de intrare. Fluidul hidraulic este recirculat permanent.
Reductorul hidraulic (Fig. 2.3) este un cuplaj cu un element suplimentar: statorul 5, care constă într-
o serie de palete atașate la carcasă. Se utilizează atunci când se impun rapoarte de transmitere diferite de
unitate, în condițiile unui randament acceptabil.
3-Turbină
4-Arbore de ieșire
2-Pompă
1-Arbore de intrare
1-Arbore de intrare 4-Arbore
de ieșire
3-Turbină
2-Pompă
5-Stator
Fig.2.2. Cuplajul hidraulic Fig.2.3. Reductorul hidraulic
Structura sistemelor hidrostatice
Sistemele hidrostatice transmit și controlează puterea variind presiunea fluidului hidraulic. Aceste
sisteme sunt utilizate în industrie, echipamente mobile, aeronautică și altele. Acestea poartă denumirea de
sisteme hidraulice de putere. În Fig. 2.4 este evidențiat principiul de funcționare și componența acestora.
Motor cu ardere internă, motor
electric sau turbină cu gaze
PompăP
Q
Transmisie și control
P
Q
Motor circular sau cilindru
hidraulicSarcină
T
ω
T
ω
F
v
Energie termică, electrică sau
termodinamicăLucru mecanic
Energie mecanică
Energie mecanică
Energie hidraulică
Fig.2.4. Schema bloc a sistemelor hidraulice
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A2 - Pag 10
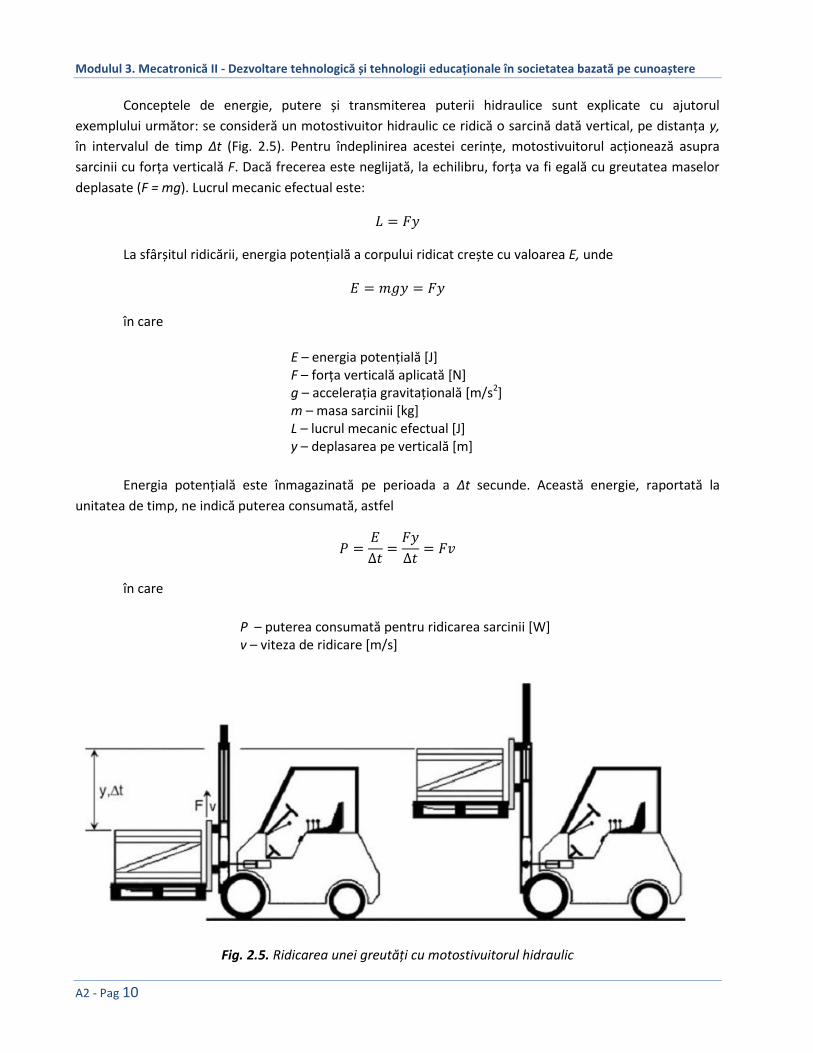
Conceptele de energie, putere și transmiterea puterii hidraulice sunt explicate cu ajutorul
exemplului următor: se consideră un motostivuitor hidraulic ce ridică o sarcină dată vertical, pe distanța y,
în intervalul de timp Δt (Fig. 2.5). Pentru îndeplinirea acestei cerințe, motostivuitorul acționează asupra
sarcinii cu forța verticală F. Dacă frecerea este neglijată, la echilibru, forța va fi egală cu greutatea maselor
deplasate (F = mg). Lucrul mecanic efectual este:
La sfârșitul ridicării, energia potențială a corpului ridicat crește cu valoarea E, unde
în care
Energia potențială este înmagazinată pe perioada a Δt secunde. Această energie, raportată la
unitatea de timp, ne indică puterea consumată, astfel
în care
Fig. 2.5. Ridicarea unei greutăți cu motostivuitorul hidraulic
P – puterea consumată pentru ridicarea sarcinii *W+ v – viteza de ridicare [m/s]
E – energia potențială *J+ F – forța verticală aplicată *N+ g – accelerația gravitațională *m/s2] m – masa sarcinii [kg] L – lucrul mecanic efectual [J] y – deplasarea pe verticală *m+

A2 – Sisteme de acționare pentru aplicații industriale
A2 - Pag 11
Sarcina este ridicată prin intermediul unui cilindru hidraulic cu tijă unilaterală, simplă acțiune (se
extinde sub acțiunea forțelor de presiune și revine sub acțiunea greutății sarcinii). Cilindrul (Fig. 2.6)
acționează asupra sarcinii cu forța F și se deplasează cu viteza v.
Uleiul hidraulic aflat la presiunea p este livrat cilindrului cu o valoare Q a debitului volumetric (m3/s).
Neglijând frecarea dintre piston și camașă cilindrului, forța de presiune dezvoltată se deduce din relația:
Pe perioada Δt, pistonul este dislocat vertical pe distanța y. Volumul uleiului ce a pătruns în incintă
este V=Apy. Prin urmare, debitul poate fi exprimat:
Puterea furnizată de cilindru se determină cu relația:
în care
Fig. 2.6. Ridicarea pe verticală prin intermediul unui cilindru hidraulic
Puterea consumată pentru ridicarea sarcinii este egală cu puterea hidraulică dezvoltată de cilindru
datorită ipotezelor prin care s-au neglijat frecările și alte pierderi de energie.
Ap – aria pistonului [W] v – viteza de ridicare [m/s] Q – debitul volumic [m3/s] V – volumul descris de piston [m/s]

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A2 - Pag 12
Componentele de bază ale unui sistem hidraulic
În Fig. 2.7 sunt prezentate comparativ schema cu secțiuni funcționale și simbolizarea standard ale
unui sistem hidraulic simplu.
Din punct de vedere funcțional, sistemul este alcătuit din:
1. Un motor electric antrenează în mișcare pompa cu roți dințate, care convertește energia mecanică
în energie hidraulică
2. Uleiul hidraulic este condus prin țevi și furtunuri către diferite supape prin intermediul cărora i se
controlează curgerea. Instalația prezentată conține o supapă limitatoare de presiune, o supapă
distribuitoare și un drosel variabil cu supapă de reținere
3. Energia hidraulică este convertită din nou în energie mecanică la nivelul cilindrului hidraulic. În
practică, se utilizează și motoare hidraulice pentru conversia energiei hidraulice în energie mecanică
de rotație.
Cilindru hidraulic
Drosel variabil cu supapă de reținere
Distribuitor 4/3
Supapă limitatoare de
presiune
Pompă
Filtru
Rezervor
Fig.2.7. Circuitul hidraulic: secțiune și simbolizare

A3 - Pag 1
Controlul Sistemelor Industriale I
1. Sisteme de control industriale de tip PLC - structură, limbaje standardizate 2. Limbajul industrial LDR (Ladder Diagram) - operanzi, operatori, instrucțiuni
Sisteme de control industriale de tip PLC
Elementul central în cadrul unui sistem mecatronic îl constituie sistemul de control electronic
care conduce, reglează şi optimizează procesul. Aceste funcţii sunt asigurate de o structură fizică dedicată de tip controler, care poate fi realizat cu circuite logice integrate, microprocesoare, microcontrolere, automate programabile (PLC) sau se poate identifica chiar cu un calculator personal (PC). În cazul controlului aplicaţiilor industriale, cea mai largă utilizare o au sistemele de control electronic de tip PLC (Programmable Logic Controller - Controler Logic Programabil/Automat Programabil), care, pe baza unor programe elaborate de utilizator, comandă şi reglează aplicaţia, vizualizează starea procesului, semnalizează anumite defecţiuni, comunică între ele sau cu alte structuri de control prin reţele standardizate.
În cadrul abordării curente se urmăreşte tratarea problematicii privind programarea aplicaţiilor industriale conduse prin intermediul PLC-urilor.
Scurt istoric. La sfârsitul anilor ’60 Compania General Motors (prin Divizia Hydramatic -1968) a elaborat specificaţia de proiectare pentru un calculator industrial care urma să înlocuiască controlul pe bază de relee din industria de maşini. Noul sistem de control trebuia să îndeplinească următoarele cerinţe: să ofere o modalitate simplă de programare a aplicaţiilor; să poată fi utilizat în mediile industriale (variaţii de temperatură, tensiuni de alimentare variabile); modificările de program să nu presupună modificări structurale; să aibă dimensiuni reduse, siguranţă în funcţionare, robusteţe; costurile de întreţinere să fie reduse.
Două companii independente au răspuns cerinţelor General Motors: Bedford Associates (astăzi Modicon) şi Allen Bradley. Primele asemenea sisteme erau alcătuite dintr-o unitate centrală (central processor) conectată la exterior (proces) prin 4 module de câmp: intrări şi ieşiri de curent continuu şi de curent alternativ. Proiectate ca înlocuitoare ale releelor, limbajul de programare conceput a fost inspirat din diagramele aplicaţiilor conduse prin relee, adresat electricienilor şi ca atare numit: Ladder Diagram (diagrame scară). Numele dat acestor sisteme a fost initial Programable Controllers, cu abrevierea PC. Odată cu apariţia minisistemelor de calcul de tip Personal Computer (PC) şi datorită dezvoltării fulminate a acestora, pentru a evita confuziile între cele două abrevieri s-a procedat la referirea acestor sisteme de control industrial, prin acronimul PLC (Programmable Logic Controller), marcă înregistrată Allen Bradley
A3
1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 2
pentru această gamă de produse. La noi se utilizează formularea Automat programabil pentru această gama de produse.
Iniţial, sarcina acestor controlere a fost să identifice starea logică a unor semnale de intrare şi, funcţie de valoarea de adevăr a unei expresii logice (construite pe baza semnalelor de intrare), să comute ieşirile corespunzătoare.
Treptat, capacitatea de procesare s-a dezvoltat prin asimilarea funcţiilor temporizatoarelor, numărătoarelor, executarea operaţiilor matematice, procesarea semnalelor analogice (măsurarea forţelor, deplasărilor). Evoluţia tehnologiei a extins prelucrarea semnalelor binare, la semnalele analogice, devenind posibilă implementarea controlului în buclă închisă.
Aşadar, evoluţia în timp PLC-urilor a făcut posibilă procesarea semnalelor analogice, vizualizarea proceselor, comunicarea prin reţele standardizate (CAN, PROFIBUS), accesarea aplicatiilor de la distanţă etc. Acest nivel de prelucrare a informaţiei nu se mai regăseşte în denumirea controlerului (Controler Logic Programabil) însă denumirea se păstrează în continuare: PLC.
PLC-uri – Definiție, Limbaje standardizate, Structură, Funcționare
Termenul de PLC este definit prin IEC-1131: ,, Un sistem electronic (digital) de operare, proiectat pentru utilizarea în mediul industrial, ce foloseşte o memorie programabilă pentru stocarea internă a instrucţiunilor necesare implementării unor funcţii specifice (logice, secvenţiale, temporizare, contorizare, calcul matematic), pentru a controla prin intrările şi ieşirile digitale şi analogice diferite tipuri de maşini sau procese”.
Aşadar, un PLC este un computer proiectat pentru funcţii de control.
Majoritatea PLC-urilor (Fig. 1.1b) permit montarea adiţională a unor module prin care se lărgeşte setul (numărul) de semnale procesate sau care îmbogăţesc gama funcţiunilor: module de intrare/ieşire digitale şi/sau analogice, module de poziţionare, module de comunicaţie etc.
Fig.1.1. PLC-uri : a) structură monobloc; b) structură modulară.
a) b)

A3 – Controlul Sistemelor Industriale I
A3 - Pag 3
Din punct de vedere funcţional, în structura unui PLC se disting trei componente cu roluri bine
definite (Fig. 1.2): modulele de intrare – preiau semnalele din sistemul controlat prin intermediul senzorilor şi le
convertesc în semnale logice pentru a putea fi prelucrate de CPU; unitatea centrală de prelucrare(CPU) – procesează semnalele primite pe baza instrucţiunilor unui
program, ia decizii şi emite semnale numerice pe modulele de ieşire în conformitate cu strategia de control;
modulele de ieşire – convertesc semnale de la CPU în semnale de comandă în scopul acţionării diferitelor echipamente prin intermediul actuatorilor.
Programarea aplicaţiilor se realizează în general pe un sistem de calcul auxiliar (PC) care
comunică cu PLC-ul printr-un port serial. Producătorii controlerelor industriale asigură mediile software de dezvoltare şi implementare a aplicaţiilor: STEP 7, FST, CX Programmer, RS Logix etc. Aceste medii permit dezvoltarea aplicaţiilor în diverse limbaje de programare, mai mult sau mai puţin populare: Ladder diagram, Statement list, Structured text, Sequential function chart etc. Unele PLC-uri sunt prevăzute suplimentar şi cu dispozitive dedicate de programare şi diagnosticare (console de programare).
În funcţionarea PLC-urilor se disting ca elemente specifice pentru aceste tipuri de structuri: procesarea ciclică şi imaginea de proces. Procesarea ciclică presupune parcurgerea programului ,,linie cu linie” şi, după prelucrarea ultimei instrucţiuni, reluarea prelucrării de la început (Fig.1.3). Rularea ciclică a programului va continua până la comanda de oprire.
Imaginea de proces este o zonă a memoriei în care este înregistrată configuraţia intrărilor la începutul ciclului şi în care se actualizează configuraţia ieşirilor pe parcursul rulării unui ciclu.
Tabela de imagine a intrarilor
Tabela de imagine a iesirilor
Program PLC
INTRARI
IESIRI
CPUUNITATEA CENTRALA DE
PRELUCRARE
MODULE
DE
INTRARE
MODULE
DE IESIRE
Fig.1.2. Structura unui PLC
Fig.1.3. Modul de funcţionare al unui PLC

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 4
Aceste mod de funcţionare presupune: înainte de procesarea primei linii, starea (valoarea) intrărilor va fi înregistrată într-o tabelă
imagine a intrărilor; conţinutul imaginii de proces a intrărilor nu se va modifica pe toată durata unui ciclu chiar dacă
unele intrări se modifică; pe parcursul unui ciclu programul va accesa această memorie pentru citirea intrărilor; pe măsură ce rulează programul, în tabela imagine a ieşirilor se înregistrează starea (valoarea)
ieşirilor; la sfârşitul ciclului configuraţia ieşirilor se va modifica în acord cu valorile furnizate de memoria
imagine de proces; un nou ciclu va presupune o nouă înregistrare a stării intrărilor în memoria imagine şi un nou
proces de actualizare a ieşirilor cu execuţie la sfârşitul ciclului.
Structura hardware a unui PLC Structura hardware de principiu a unui PLC este prezentată în Fig. 1.4. În continuare se detaliază trei elemente importante ale acestora: unitatea centrală de procesare, memoria şi interfeţele de intrare/ieşire.
PLC-ul este un echipament electronic de automatizare care poate conduce un proces numai după efectuarea legăturilor cu senzorii şi cu elementele de execuţie (actuatori), urmată de înscrierea programului de lucru în memoria automatului. Legătura dintre PLC şi procesul condus se asigură prin intermediul interfeţelor de intrare/ieşire (module de intrare/ieşire). Fiecare senzor trebuie conectat la o interfaţă de intrare a automatului şi fiecare actuator trebuie conectat la o interfeţă de ieşire a automatului.
Programul de lucru al PLC-ului se scrie într-un limbaj de programare adecvat, cu ajutorul unui dispozitiv de programare (ex. PC). Programul se stochează în memoria automatului şi execuţia programului este controlată de procesorul unităţii centrale. Faptul că memoria automatului poate fi ştearsă şi apoi încărcată cu un nou program ori de câte ori se doreşte, sau că programul din memorie poate fi modificat după dorinţă, oferă PLC-ului flexibilitate în utilizare.
PLC-ul este conceput totodată pentru funcţionarea în mediu industrial: este insensibil la perturbaţii electromagnetice, poate funcţiona într-un domeniu larg de temperatură şi de umiditate, este compatibil direct cu procesul prin utilizarea unor semnale la tensiuni industriale etc.
Fig.1.4. Schema bloc a PLC-ului

A3 – Controlul Sistemelor Industriale I
A3 - Pag 5
Unitatea centrală. Reprezintă "creierul" automatului programabil şi are rolul de a pune în legătură interfaţa de intrare, memoria de date şi interfaţa de ieşire, pe baza programului descărcat de utilizator în memoria program. Unitatea centrală interpretează instrucţiunile din memoria program, pe baza cărora efectuează evaluări logice, calcule aritmetice, prelucrări numerice ale variabilelor de intrare şi furnizează un rezultat memoriei de date sau interfeţei de ieşire.
Memoria. Memoria PLC-urilor este alcătuită din circuite electronice integrate care sunt capabile să înregistreze informaţii sub formă binară (0 logic sau 1 logic). Informaţia elementară este bit-ul, denumire care provine de la "binary digit" din limba engleză. Memoria joacă un rol important în funcţionarea PLC-ului deoarece reprezintă locul în care se înscrie programul de lucru al aplicaţiei sub forma unei liste de instrucţiuni. Procesorul citeşte din memorie instrucţiunile programului şi le execută. Memoria PLC-ului este organizată în: memoria de date şi memoria program.
Memoria program păstrează programul realizat şi încărcat de utilizator prin intermediul calculatorului sau al consolei de programare. Memoria program este nevolatilă, de tipul flash sau EEPROM.
Memoria de date sau memoria de lucru, reprezintă zona volatilă a memoriei automatului programabil. Aici sunt stocate rezultatele ale operaţiilor efectuate de unitatea centrală sau valori introduse de operator de la un terminal extern (consolă de programare, terminal programabil) şi care sunt apoi prelucrate de către unitatea centrală.
Această zonă de memorie poate fi asimilată memoriei RAM de la calculatoarele personale (PC-
uri). Majoritatea automatelor programabile sunt prevăzute cu baterie pentru a păstra conţinutul unor zone din memoria de date şi după pierderea tensiunii de alimentare.
Din punctul de vedere a modului de stocare a informaţiei înscrise în memorie se deosebesc două
tipuri principale de memorii: memorii care pot fi şterse (volatile); memorii care nu pot fi şterse (nevolatile). Ambele tipuri de memorii se utilizează în PLC-uri.
Module (interfeţe) de intrare/ieşire. Comunicarea unui PLC cu aplicaţia se realizează prin intermediul canalelor de intrare şi ieşire (intrări, ieşiri). Intrările şi ieşirile unui PLC sunt necesare pentru monitorizarea şi controlul procesului şi pot să fie de două tipuri: logice sau continue. Intrările vin de la senzori care convertesc mărimile fizice în semnale electrice. Ieşirile spre elementele de acţionare permit PLC-urilor să genereze o anumită acţiune în proces.
Ansamblul modulelor electronice de intrare amplasate între bornele de intrare ale automatului
şi magistrala internă constituie interfaţa de intrare. Interfaţa de intrare este prevăzută cu un anumit număr de canale de intrări logice sau analogice. Fiecărei intrari i se alocă o adresă.
Modulele electronice amplasate între magistrala internă şi bornele de ieşire ale automatului constituie interfaţa de ieşire. Modulele de ieşire sunt adesea construite pe bază de relee, dar deasemenea pot să includă, tranzistoare pentru ieşirile de curent continuu sau triace pentru ieşirile de AC. Interfaţa de ieşire este prevăzută cu un anumit număr de canale de ieşiri logice sau analogice. Fiecărei ieşiri i se aloca câte o adresă.
În PLC-urile monobloc intrările şi ieşirile sunt integrate în aceeaşi unitate. Pentru PLC-urile modulare intrările sunt achiziţionate prin module sau carduri. În Fig. 1.5 se arată cum se face conectarea a două intrări la un modul (card) de intrare. Ambele contacte (un buton de apăsare şi contactul unui releu termic) sunt conectate de o sursa de curent alternativ. Când contactele sunt închise, se alimentează intrările. Dacă tensiunea de intrare pe o intrare este mai mare de o anumită valoare, se va activa intrarea respectivă (trece în 1 logic).

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 6
Aici neutrul pentru alimentarea de la reţea este nulul sau tensiunea de referinţă. Toate
tensiunile sunt măsurate relativ la el. Dacă există o a doua alimentare, trebuie să legăm nulurile împreună. Adesea nulul comun şi masa pot fi confundate. Nulul este o referinţă, care se întrebuinţează pentru 0V iar masa este folosită pentru prevenirea şocurilor si distrugerea echipamentelor. Masa este conectată la pământ prin sistemul electric al unei clădiri (pământarea). Din păcate mulţi ingineri şi fabricanţi amestecă aceste legături. Adesea masa si nulul sunt etichetate greşit.
În general circuitele de intrare/ieşire izolează unitatea centrală de aparatura externă prin intermediul optocuploarelor (Fig. 1.6). Alte componente de circuit se folosesc pentru protecţie la supracreşteri sau a inversării polarităţii.
Fig.1.5. Modul de intrare (este utilizată notarea Allen Bradley pentru PLC-uri: I: 013 indică faptul că modul de
intrare e montat în rack-ul 01, slotul 3; 01 şi 03 indică adresele intrărilor)
Fig.1.6. Circuite de intrare

A3 – Controlul Sistemelor Industriale I
A3 - Pag 7
Fig.1.7. Circuite de ieșire
Fig.1.8. Conectarea unui modul de ieşire (24 Vdc). Considerăm că alimentăm circuitul extern cu 24V DC. Când ieşirea 07 este activată curentul va trece prin 07 la COM, astfel închizând circuitul şi făcând lampa sa se aprindă. Ieşirea 03 a releului este conectată în mod asemănător. Când ieşirea 03 este activată curentul va străbate bobina releului şi motorul se va alimenta cu 120V AC.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 8
La fel ca și modulele de intrare, modulele de ieşire rareori alimentează. Sunt construite pe bază de relee, tranzistoare sau triace. Releele sunt capabile sa comute între ieşirile AC şi DC, dar sunt mai lente (comutarea se face în jur de 10ms), costă mai mult şi se uzează mai rapid. Tranzistoarele sunt limitate pentru ieşirile DC, triacele sunt limitate pentru ieşirile AC, timpii de reacţie fiind sub 1MS.
Ieşirile de la PLC-uri trebuie să furnizeze tensiunile de acţionare necesare. Câteva asemenea circuite sunt detaliate în Fig. 1.7. Alte componente sunt folosite pentru protecţie împotriva curentului excesiv sau a inversării polarităţii.
Fig.1.9. Conectarea unui modul de ieşire (24 Vdc). Considerăm că alimentăm modulul (cardul) cu 24V DC. Când ieşirea 07 este activată curentul va trece prin 07 la COM, astfel închizând circuitul şi făcând lampa sa se aprindă. Când ieşirea 03 este activată curentul va străbate bobina releului şi motorul se va alimenta cu 120V AC.

A3 – Controlul Sistemelor Industriale I
A3 - Pag 9
Limbajul industrial Ladder Diagram
Introducere
Ladder Diagram este un limbaj de programare grafic. În cea mai simplă formă a sa, un program LDR este asemănător cu imaginea unei diagrame de circuit electric de tip american. Aceasta este similară cu diagrama de circuit electric Germană (standard DIN) dar se citeşte de la stânga la dreapta.
Elementele principale din LDR sunt contactele (contacts) şi spirele (coils), în diferite forme şi care au diferite semnificaţii. Ele sunt legate într-o secvenţă logică cu ajutorul uror trasee grafice numite rungs şi branches care sunt similare cu conductoarele de legătură din circuitele electrice.
Subiectele dezvoltate în acest capitol sunt: operanzi, structura programelor LDR, operaţii de bază în LDR, temporizatoare, numărătoare, module de programare.
Operanzi
Operanzii LDR sunt identificatori ai resurselor sistemului: intrări, ieşiri, timere, numărătoare, etc. În cadrul unui program, utilizarea acestor operanzi este singurul mod de accesare a resurselor pe care le reprezintă. În funcţie de dimensiunea lor există doua tipuri de operanzi:
operanzi de un singur bit; operanzi de mai mulţi biti - 8, 16 sau 32 de biţi.
Memorarea valorilor operanzilor în cazul căderii tensiunii de alimentare a automatului se numeşte retenţie. Deoarece majoritatea operanzilor se găsesc în memoria RAM, în cazul unei căderi de tensiune conţinutul memoriei se pierde. Memoria este ‘volatilă’.
Retenţia este posibilă dacă automatul are în componenţă o baterie de siguranţă. În cazul ieşirilor, acestea nu trebuie să memoreze starea dinainte de căderea de tensiune, pentru a nu pune în pericol instalaţia la revenirea tensiunii. Deci ieşirile sunt întotdeauna localizate într-o memorie volatilă.
Se poate întâmpla să existe o cădere de tensiune şi bateria de siguranţă să fie descărcată. Pentru prevederea acestui defect se impune ca programele să aibă secţiuni în care să se iniţializeze toţi operanzii importanţi pentru funcţionarea sigură a instalaţiei.
Structura unui program LDR
Un program LDR este constituit din ramuri principale (rungs). Fiecare ramură principală are minim un contact. De asemenea fiecare ramură principală conţine cel puţin o spiră (coil). Adiţional, ramuri paralele (branches) pot fi inserate rezultând astfel contacte în paralel. Ramurile paralele pot fi conectate la orice nod al ramurii principale cu condiţia ca ele să nu se suprapună. Mai multe spire pot fi configurate în paralel dar ele trebuie să aibă toate o intrare de comandă comună. Altfel se folosesc mai multe ramuri principale.
2

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 10
Din ce este constituită o ramură principală? Un program LDR conţine: ramuri principale, ramuri paralele, secţiuni de ramură, contacte
normal deschise şi normal închise, casete de instrucţiuni şi spire. Aceşti termeni se explică mai jos cu ajutorul Fig. 2.1.
O casetă de instrucţiuni poate fi folosită pentru a înlocui un contact sau o spiră dar de obicei se foloseşte pentru funcţii care sunt imposibil de reprezentat grafic în LDR (de exemplu operaţia aritmetică de adunare a două numere).
Ramurile prezentate în Fig. 2.1 conţin numai operaţii şi de aceea reprezintă doar o legătură
logică între elemente binare. Fiecare operaţie (adică fiecare contact, spiră sau casetă de instrucţiuni) necesită cel puţin un operand. Dacă operandul lipseşte, atunci programul are erori care vor fi evidenţiate la compilare. Operandul se scrie deasupra elementului grafic (contact/spiră/casetă). Introducerea operandului se realizează prin editarea câmpului respectiv. În cazul casetelor de instrucţiuini, este un lucru obişnuit ca acestea să necesite mai mult de un singur operand.
Parte condiţională şi parte executivă O ramură principală (rung) poate fi împărţită într-o parte condiţională şi o parte executivă, Fig
2.2. În partea condiţională se evaluează la adevărat sau fals (1 sau 0) o funcţie logică definită de utilizator cu ajutorul contactelor şi/sau al casetelor de comparaţii logice. Spira reprezintă partea executivă, iar acţiunile descrise de conţinutul ei se declanşează atunci când partea condiţională a fost evaluată ca adevărată, “1 logic”.
Contact, normal deschis
Casetă de instrucțiuni
Ramură principală Spiră
Secțiune care poate conține un contact
Ramuri paralele
Spire paralele
Contact, normal închis
Fig.2.1. Elemente grafice de program LDR

A3 – Controlul Sistemelor Industriale I
A3 - Pag 11
Funcţionarea unei ramuri principale este identică cu cea a unui circuit electric de comandă. Sarcina electrică (releul) este reprezentată de partea executivă a ramurii LDR. Partea condiţională este analoagă contactelor electrice serie sau paralel.
Logica de procesare a unui program LDR Programele LDR sunt executate în ordine, ramură după ramură şi ciclic, după terminarea tuturor
ramurilor se reîncepe execuţia de la prima ramură. Programul se execută atâta timp cât nu există o comandă expresă de oprire. Ramurile principale (rungs) sunt numerotate în mod automat de către mediul de programare. Din acest motiv există o secvenţă clară de procesare a mai multor ramuri principale. Înainte de încărcarea programului LDR în AP, programul este translatat în cod maşină cu ajutorul unui program special numit compilator. Instrucţiunile cuprinse în ramuri sunt translatate consecutiv, conform numerotării şi a ordinii apariţiei în program. Chiar şi în cadrul unei singure ramuri principale, compilatorul va respecta secvenţa programată de utilizator. De exemplu, o a doua spiră în paralel va apărea în programul cod maşină ca fiind executată după prima spiră.
În cazul automatelor programabile multi-procesor, cea de-a doua spiră va fi comutată după prima, cu o întârziere de câteva microsecunde. Automate programabile cu un singur procesor folosesc, în general, metoda imaginii de proces1 pentru actualizarea intrărilor şi iesirilor. La acestea, actualizarea ieşirilor fizice are loc independent de secvenţa de program concepută de utilizator, la sfârşitul fiecărui ciclu al programului. Când se porneşte automatul (cu întrerupătorul RUN/STOP sau prin alimentare cu tensiune) instrucţiunile se execută de la prima linie de program.
Această logică secvenţială este exploatată particular, atunci când se folosesc operanzii binari speciali (ex.: FI, numit bit de initializare, initialization flag – mediul FST). FI are valoarea 1 logic pentru primul ciclu al programului. Începând cu al doilea ciclu şi până la oprirea automatului, operandul FI va avea valoarea “0 logic”. Cu ajutorul operandului FI este posibilă aducerea oricărui operand în starea iniţială dorită la începutul programului.
În Fig. 2.3, setarea în “1 logic” a ieşirii O0.1 se face doar pentru primul ciclu al programului. Setarea în “1 logic” a ieşirii O0.2 se face începând de la al doilea ciclu al programului şi până la oprirea acestuia deoarece negaţia lui FI are valoarea “0 logic” în primul ciclu iar în rest are valoarea “1 logic”.
1 Se detaliază mai târziu în acest capitol.
Partea condiţională Partea de execuţie
Fig.2.2. Partea condiţională şi partea de execuţie a unei ramuri principale
Fig.2.3. Utilizarea operandului binar special, FI (initialization flag)

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 12
Modul de actualizare al intrărilor/ieşirilor
Acelaşi program LDR poate fi rulat pe mai multe tipuri de automate programabile. Procesarea internă a programelor LDR este diferită funcţie de modul de actualizare de către AP a semnalelor de intrare/ieşire. Astfel, automatele programabile cu un singur procesor, de obicei, folosesc un tampon de memorie numit imagine de proces (process image). Funcţionarea AP-urilor cu memorie de imagine de proces este următoarea:
înainte de intrarea în ciclul unui program, în această memorie se încarcă valoarea semnalelor fizice de intrare;
pe parcursul rulării unui ciclu, valorile intrărilor sau ieşirilor folosite în program sunt cele din memoria imagini de proces (chiar dacă pe parcursul ciclului unele intrări se pot schimba). Imaginea de proces este actualizată cu comenzi de setare sau resetare a ieşirilor;
la terminarea ciclului, ieşirile fizice sunt actualizate corespunzător valorilor din imaginea de proces. După aceasta ciclul se repetă.
Observaţii
Memoria cu imaginea de proces se actualizată şi în cazul în care, în acelaşi program se sare la o ramură principală anterioară celei curente (cu instrucţiune de salt).
Dacă proiectul are mai multe programe LDR, imaginea de proces este actualizată înainte de execuţia primei ramuri principale a fiecărui program.
În Fig. 2.4 se poate observa schematic modul rulare a unui program LDR pentru un automat care utilizează memorie cu imagine de proces, a), şi pentru un automat fără imagine de proces, b).
Automatele programabile multiprocesor nu utilizează memorie pentru imaginea de proces. Starea intrărilor fizice este citită imediat cum apar în partea condiţională a ramurilor. Semnalele de ieşire sunt de asemenea actualizate imediat ce instrucţiunile din partea executivă sunt executate, ieşirile fizice fiind comutate înainte de terminarea ciclului. Ce înseamnă acest lucru în practică se poate observa cu ajutorul programului din Fig. 2.5. Acest program poate fi rulat pe orice tip de automat programabil (cu un singur procesor sau cu mai multe procesoare). Programul nu are o utilitate practică deoarece ieşirea O0.1 este pur şi simplu comutată în 1 şi în 0 logic de mai multe ori pentru aceeaşi condiţie îndeplinită, dacă intrarea I0.1 este activată.
Actualizarea
Imaginii de Proces
Ramura principală
nr. 1
Ramura principală
nr. 3
Ramura principală
nr. 2
Ramura principală
nr. 4
Ramura principală
nr. 1
Ramura principală
nr. 3
Ramura principală
nr. 2
Ramura principală
nr. 4
a) b)
Fig.2.4. Procesare cu imagine de proces, a) şi fără, b).

A3 – Controlul Sistemelor Industriale I
A3 - Pag 13
În acest caz, pentru un automat care utilizează imaginea de proces, ieşirea O0.1 nu va fi
comutată de mai multe ori (din 1 în 0 logic sau invers). La terminarea unui ciclu al programului, ieşirea O0.1 va fi dezactivată dacă I0.1 este “0 logic” sau va fi activată dacă intrarea I0.1 este “1 logic”, deoarece aceasta este ultimul lucru care se intâmplă în comandă, înainte de actualizarea imaginii de proces.
Pe de altă parte, un automat care accesează întrările şi ieşirile în mod direct (automatele multi-procesor) va comuta ieşirea O0.1 din “1 logic” în “0 logic” şi invers de mai multe ori, pe măsură ce se execută fiecare instrucţiune. Aceste comutări se pot vedea cu un osciloscop.
Operaţii de bază în programe LDR
Analog setului de instrucţiuni din limbajul STL, în LDR există simboluri grafice ce au funcţii bine determinate. Operaţiile executate de aceste funcţii se detaliază în acest paragraf. Pentru structurarea informaţiei, operaţiile LDR se vor împărţii în mai multe categorii.
Operaţii logice Funcţia logică ŞI pentru doi operanzi binari, I0.1 şi I0.2, este reprezentată în Fig. 2.6.
Fig.2.6
Operaţia logică SAU pentru doi operanzi binari, I0.1 şi O0.2, este prezentată în Fig. 2.7.
Fig.2.7
Negaţia unui operand binar se poate face în partea condiţionată, Fig. 2.8, sau în cea de execuţie, Fig. 2.9. În primul caz Execuţia are loc dacă intrarea I0.1 este dezactivată. În al doilea caz ieşirea O0.1 este activată când Condiţie este neindeplinită (0 logic).
Fig.2.8
Fig.2.9
Fig.2.5. Program LDR exemplu pentru înţelegerea lucrului cu memoria de imagine de proces

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 14
Funcţia logică de identitate este una din operaţiile de bază în LDR. Foloseşte o intrare şi o ieşire, la fel ca funcţia NU logic, dar valoarea de adevăr a intrări se transmite la ieşire, figura 2.10.
Fig.2.10
Funcţia logică SAU EXCLUSIV este o condiţie des utilizată în practică. LDR nu are un simbol grafic
special pentru această funcţie. Funcţia se realizează printr-o succesiune serie-paralel de contacte. În figura 11 este prezentată operaţia SAU EXCLUSIV între doi operanzi: I0.1 şi I0.2. Instrucţiunea din partea de Execuţie se procesează dacă numai una din cele două intrări este activată.
Fig.2.11
Se pot realiza operaţii SAU EXCLUSIV cu mai mult de două variabile. În figura 2.12 se prezintă
ramura de program LDR în care se evaluează trei operanzi binari cu o funcţie SAU EXCLUSIV.
Fig.2.12
Operaţia NOP Operaţia specială NOP este o operaţie care nu face nimic. Toate limbajele de programare trebuie
să aibă o operaţie nulă. În LDR, operaţia NOP este utilizată ca operator ataşat unui contact. În acest caz contactul va fi totdeauna activat (1 logic) iar instrucţiunile din partea de execuţie se vor executa la fiecare ciclu de program, Fig.2.13.
Fig.2.13
Dacă operatorul NOP este utilizat într-o ramură, aceasta înseamnă că pentru acea ramură este
dezactivat mecanismul de recunoaştere a frontului de semnal (tranziţia din 0 în 1). De asemenea, acea ramură este activă permanent. În Fig. 2.14 se dă un exemplu de utilizare a funcţiei NOP la comanda de incrementare a unui numărător. Numărătorul va contoriza fiecare ciclu al programului. Dacă se asociază acest numărător cu un temporizator şi se măsoară timpul în care se execută, de exemplu 10000 cicluri, se poate estima timpul de ciclu al unui program.
Fig.2.14

A3 – Controlul Sistemelor Industriale I
A3 - Pag 15
Operaţia de memorare (latching) Această operaţie seamănă cu metoda tradiţională de automenţinere la utilizarea releelor de
către electricieni. Este o memorie de 1 bit. În automatele programabile, memoria de un bit se realizează cu comenzile SET şi RESET. Oricum, realizarea acestei memorii cu ajutorul contactelor se practică des în programele LDR.
Simbolul logic pentru memoria de 1 bit este cel al unui circuit bistabil, Fig. 2.15.
Un circuit bistabil are două intrări, S (set) şi R (reset) şi o singură ieşire, A. Un semnal ‘1 logic’ în
intrarea S (set) provoacă activarea ieşirii A. După ce A a fost activat, el va rămâne în această stare indiferent de valoarea logică a intrării S. Trecerea ieşirii A în starea ‘0 logic’ se face prin activarea intrării R (reset). După dezactivarea lui A nu mai contează dacă R îşi schimbă starea. Dacă semnalele R şi S sunt ambele ‘0 logic’ ieşirea A îşi va menţine starea anterioară. Se diferenţiază două tipuri de circuite bistabile, corespunzător comportării dorite a ieşirii A în cazul în care semnalele R şi S sunt ‘1 logic’ în acelaşi timp:
cu resetare dominantă, oricare ar fi starea intrării S (0 sau 1 logic), activarea semnalului R va
provoca obligatoriu trecerea ieşirii A în starea 0 logic; cu setare dominantă, oricare ar fi starea intrării R (0 sau 1 logic), activarea semnalului S va
provoca obligatoriu trecerea ieşirii A în starea 1 logic.
Pentru programarea unui circuit bistabil în LDR este nevoie de utilizarea a trei operanzi binari cu condiţia ca operandul echivalent semnalului A să poată fi modificat (flag de memorie sau ieşire). Fig. 2.16. reprezintă un circuit bistabil cu resetare dominantă dată de operandul I1.2 şi setare dată de operandul I1.1. Semnalul analog ieşirii bistabilului este flagul F3.1.
Fig.2.16
Circuitul bistabil cu setarea dominantă este descrisă de Fig. 2.17. Setarea se face de către
intrarea I1.1 indiferent de valoarea ieşirii I1.2. Resetarea se face cu semnalul I1.2 dar numai atunci când intrarea I1.1 este “0 logic”.
Fig. 2.17
1 0
1
S
R
A 1 1
1
S
R
A
Fig.2.15. Schema logică al unui circuit bistabil (memorie de 1 bit): a) cu resetare dominantă; b) cu setare dominantă.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 16
Operaţii cu spire (coils) Atunci când spirele sunt ‘energizate’ se face diferenţă între comenzile care nu se păstrează şi
comenzile care se păstrează.
Comenzi care nu se păstrează Pentru o comandă care nu se păstrează, starea logică a condiţiei se transferă direct la spiră. În
spiră se reflectă fiecare schimbare a stării logice a condiţiei. În Fig. 2.18 se dă comanda de activare a ieşirii O1.1 atunci când intrarea I1.1 este activată. În momentul în care intrarea I1.1 devine “0 logic” ieşirea O1.1 va fi dezactivată (“0 logic”), Fig. 2.19.
Fig.2.18
În cazul acestui tip de comandă există şi varianta de comandă negată, Fig. 2.20, la care semnalul de ieşire O1.1 este activat dacă intrarea I1.1 este “0 logic” şi este dezactivat dacă intrarea I1.1 are starea “1 logic”, conform diagramei din Fig. 2.21.
Fig.2.20
timp
I1.1 - Condiţie
O1.1 - Execuţie
1 logic
0 logic
timp
I1.1 - Condiţie
O1.1 - Execuţie
1 logic
0 logic
Fig.2.21. Activarea şi dezactivarea ieşirii O1.1 funcţie de semnalul de intrare I1.1, în cazul unei comenzi negate care nu se păstrează
Fig.2.19. Activarea şi dezactivarea ieşirii O1.1 funcţie de semnalul de intrare I1.1, în cazul unei comenzi care nu se păstrează

A3 – Controlul Sistemelor Industriale I
A3 - Pag 17
Comenzi care se păstrează
În acest caz comenzile sunt executate precis dacă (şi numai dacă) ramura are starea “1 logic”,
adică condiţia ramurii este îndeplinită. Dacă condiţia trece din starea “1 logic” în starea “0 logic”, comanda executată de spiră nu se va anula. Există două tipuri de comenzi care se păstrează: SET şi RESET.
Ele sunt comenzi opuse în sensul că se anulează una pe cealaltă dacă se aplică aceluiaşi operand.
În Fig. 2.22 se poate vizualiza tipul de spiră Set. Ieşirea O1.1 este activată când intrarea I1.1 devine pentru prima oară “1 logic”, Fig. 2.24.a.
Schimbări ulterioare ale intrării I1.1 nu mai influenţează ieşirea O1.1. Dacă ieşirea O1.1 a fost
dezactivată din altă parte a programului, la execuţia următoare a acestei ramuri ieşirea O1.1 poate fi activată din nou, dacă intrarea I1.1 este “1 logic”.
Tipul de spiră Reset este prezentat în Fig. 2.23. Acesta are efect invers, aşa cum se vede din
diagrama 2.24.b.
Fig.2.22
Fig.2.24
a) b)
O comandă care nu se păstrează poate fi realizată cu două comenzi care se păstrează: SET şi
RESET, după cum se observă în Fig. 2.25. Efectul este cel din diagrama 2.26 şi este identic cu cel al unei comenzi care nu se păstrează (cea din Fig. 2.18).
Fig.2.25
timp
I1.1 - Condiţie
O1.1 - Execuţie
1 logic
0 logic
timp
I1.1 - Condiţie
O1.1 - Execuţie
1 logic
0 logic
Fig.2.24. Activarea ieşirii O1.1 funcţie de semnalul de intrare I1.1, în cazul unei comenzi care se păstrează: a) comandă SET; b) comandă RESET

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 18
Operaţia de salt Comanda de salt apare în partea executivă a unei ramuri. Ea oferă posibilitatea de scurtare a
timpului de ciclu al unui program prin saltul peste instrucţiunile din program inutile la un moment dat, în decursul aplicaţiei. La următorul ciclu, instrucţiunile peste care s-a efectuat saltul pot fi executate, dacă starea sistemului automatizat o impune.
O comandă de salt se inserează în partea executivă a unei ramuri şi conţine o etichetă (label) care reprezintă destinaţia saltului, adică punctul din program de unde se execută următoarea instrucţiune.
Eticheta reprezintă un şir oarecare de maxim 9 caractere alfanumerice, date de utilizator, şi care trebuie să înceapă cu o literă. Nu se face diferenţă între litere mari şi litere mici. Pentru a stabili destinaţia unui salt, eticheta trebuie inserată în ramura de interes, la începutul părţii condiţionale.
Dacă există o comandă de salt la o etichetă anume, de exemplu ‘motor3’, şi eticheta nu apare undeva în program, la începutul părţii condiţionale al unei ramuri, atunci se va semnala o eroare de sintaxă la compilarea programului.
O comandă de salt în LDR arată ca în Fig. 2.27. Ea reprezintă un salt condiţionat, care se execută numai dacă partea condiţională a ramurii este adevărată.
Fig.2.27
Un salt necondiţionat se realizează cu ajutorul operandului NOP, ca în Fig. 2.28.
Fig.2.28
timp
I1.1 - Condiţie
I1.1 negat - Condiţie
1 logic
0 logic
O1.1 - Execuţie
Fig.2.26. Activarea şi dezactivarea ieşirii O1.1 funcţie de semnalul de intrare I1.1, în cazul a două comenzi opuse care se păstrează. Semnalul O1.1 este identic cu cel din fig. 2.18

A3 – Controlul Sistemelor Industriale I
A3 - Pag 19
Observaţie
O comandă de salt nu înlocuieşte o spiră (coil). Trebuie să existe cel puţin o spiră în fiecare ramură. Dacă se doreşte doar un salt ca rezultat al unei condiţii, trebuie utilizat un flag (care nu este util în program) ca operand pentru spiră.
Inserarea etichetei în partea condiţională a unei ramuri se face ca în Fig. 2.29. Eticheta este ‘motor3’ şi a fost folosită mai sus la comanda de salt.
Fig.2.29
Observaţie
Utilizarea unei etichete în partea condiţională a unei ramuri nu înlocuieşte un contact. Trebuie să existe cel puţin un contact în partea condiţională a fiecărei ramuri.
Operaţia LOAD TO
LOAD TO este o operaţie utilizată cu operanzi muti-bit (16 biţi). Instrucţiunea LOAD încarcă în acumulatorul MBA conţinutul unui operand multi-bit. Din MBA se poate copia acel conţinut în orice operand multi-bit (mai puţin la intrări) cu ajutorul instrucţiunii TO.
Caseta grafică LDR prezentată în figura 30 realizează automat cele două instrucţiuni. Ea copiază valoarea constantă 12 în memorie, la adresa FW5. Aceeaşi comandă se poate executa şi cu o casetă aritmetică/logică.
Fig.2.30
Operaţii aritmetice Casetele pentru operaţii aritmetice fac parte din setul de casete pentru operaţii binare multi-bit.
Ele apar întotdeauna în partea executivă a unei ramuri. Casetele aritmetice acoperă cele patru operaţii de bază: adunarea, scăderea, înmulţirea şi împărţirea. În Fig. 2.31 se dă câte un exemplu de utilizare a celor patru operaţii de bază. Operanzii se introduc unul sub altul. În ultimul operand, al treilea, se încarcă rezultatul operaţiei aritmetice.
Aceleaşi operaţii se mai pot efectua şi cu o casetă aritmetică/logică.
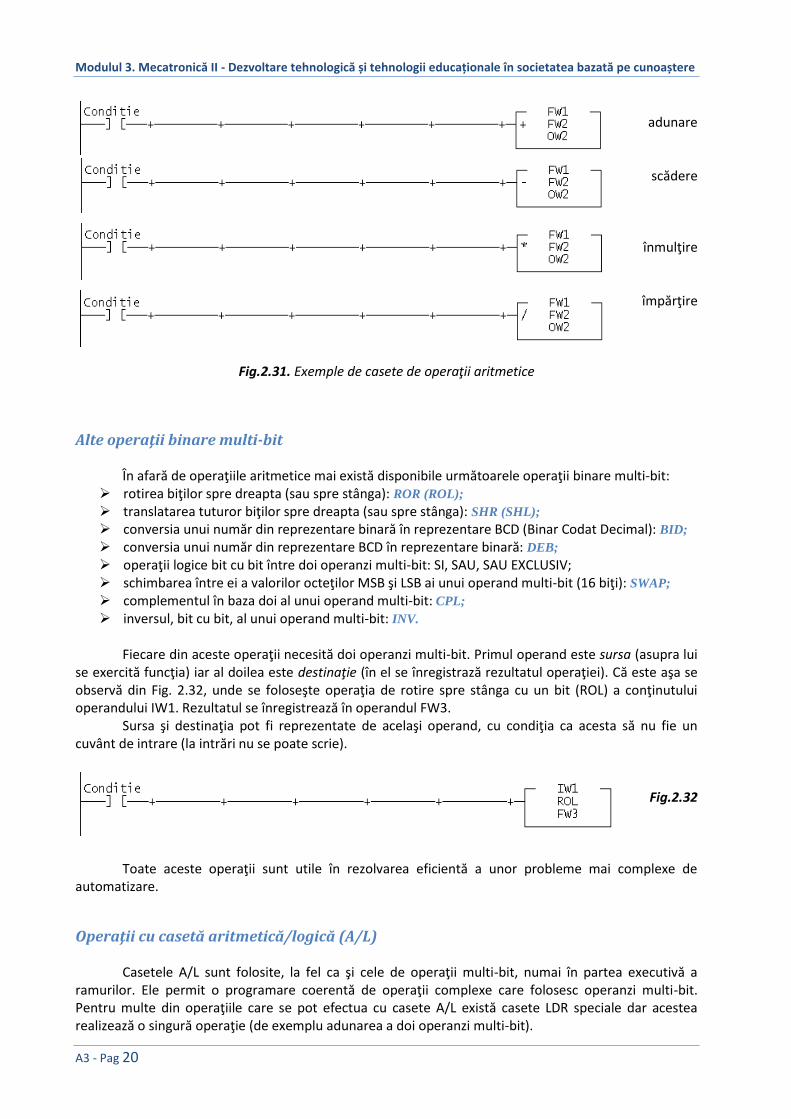
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 20
adunare
scădere
înmulţire
împărţire
Alte operaţii binare multi-bit În afară de operaţiile aritmetice mai există disponibile următoarele operaţii binare multi-bit:
rotirea biţilor spre dreapta (sau spre stânga): ROR (ROL); translatarea tuturor biţilor spre dreapta (sau spre stânga): SHR (SHL); conversia unui număr din reprezentare binară în reprezentare BCD (Binar Codat Decimal): BID; conversia unui număr din reprezentare BCD în reprezentare binară: DEB; operaţii logice bit cu bit între doi operanzi multi-bit: SI, SAU, SAU EXCLUSIV; schimbarea între ei a valorilor octeţilor MSB şi LSB ai unui operand multi-bit (16 biţi): SWAP; complementul în baza doi al unui operand multi-bit: CPL; inversul, bit cu bit, al unui operand multi-bit: INV.
Fiecare din aceste operaţii necesită doi operanzi multi-bit. Primul operand este sursa (asupra lui
se exercită funcţia) iar al doilea este destinaţie (în el se înregistrază rezultatul operaţiei). Că este aşa se observă din Fig. 2.32, unde se foloseşte operaţia de rotire spre stânga cu un bit (ROL) a conţinutului operandului IW1. Rezultatul se înregistrează în operandul FW3.
Sursa şi destinaţia pot fi reprezentate de acelaşi operand, cu condiţia ca acesta să nu fie un cuvânt de intrare (la intrări nu se poate scrie).
Fig.2.32
Toate aceste operaţii sunt utile în rezolvarea eficientă a unor probleme mai complexe de
automatizare.
Operaţii cu casetă aritmetică/logică (A/L) Casetele A/L sunt folosite, la fel ca şi cele de operaţii multi-bit, numai în partea executivă a
ramurilor. Ele permit o programare coerentă de operaţii complexe care folosesc operanzi multi-bit. Pentru multe din operaţiile care se pot efectua cu casete A/L există casete LDR speciale dar acestea realizează o singură operaţie (de exemplu adunarea a doi operanzi multi-bit).
Fig.2.31. Exemple de casete de operaţii aritmetice

A3 – Controlul Sistemelor Industriale I
A3 - Pag 21
Operaţii de incrementare şi decrementare Se folosesc în partea executivă iar forma grafică de reprezentate LDR este o spiră (coil). Operaţia
de incrementare modifică valoarea unui operand multi-bit cu + 1.
Operaţia de decrementare modifică valoarea unui operand multi-bit cu 1. Se folosesc de obicei pentru actualizarea numărătoarelor dar se pot aplica oricărui operand multi-bit cu excepţia intrărilor. Fig. 2.33 prezintă operaţia de incrementare a operandului FW5.
Fig.2.33
Comanda de incrementare se execută doar când starea logică a părţii condiţionale trece din “0 logic” în “1 logic”, adică numai pe frontul crescător al semnalului ‘Condiţie’. Fig. 2.34 arată modificările operandului FW5 la un semnal oarecare al părţii condiţionale. Se consideră că la început valoarea din FW5 este 0.
Operaţii de comparaţie multi-bit Permit comparaţii cu rezultat logic (adevărat sau fals) între operanzi multi-bit. Sunt operaţii de
bază pentru orice tip de automat programabil. Comparatorii multi-bit permit evaluarea relaţiei dintre doi operanzi (valori pe 16 biţi), evaluarea numărătoarelor, comparaţii între un operand şi o valoare constantă, etc.
Există 6 tipuri de comparaţie între doi operanzi multi-bit :
egal (=); mai mare(>); mai mare sau egal (>=); mai mic (<); mai mic sau egal (<=); diferit (<>);
Comparaţiile multi-bit sunt reprezentate cu casete (box) şi se folosesc în partea condiţională a
unei ramuri LDR. În casetă trebuiesc specificaţi doi operanzi. Valoarea lor este comparată conform tipului de casetă (=, >, >=, <, <=, <>) iar valoarea de adevăr se transmite mai departe în partea condiţională a ramurii.
timp
Condiţie
Valoare FW5
1 logic
0 logic
1 2
3
Fig.2.34. Incrementare

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 22
Fig. 2.35 prezintă comparaţia de egalitate între intrarea OW1 şi registrul R2. Dacă valorile lor sunt egale atunci se va procesa comanda descrisă de ‘Execuţie’.
Fig.2.35
Un exemplu mai complex este dat în Fig. 2.36. Dacă toate cele trei comparaţii sunt adevărate, se
procesează comanda ‘Execuţie’.
Fig.2.36
Observaţie
Cu aceste casete se poate înlocui funcţia NOP. De exemplu, relaţia 1 > 0 este întotdeauna adevărată, putându-se folosi în locul contactului cu operandul NOP.
Utilizarea temporizatoarelor în limbajul LDR
Automatele programabile moderne au încorporate funcţii specializate pentru lucrul cu temporizatoare. Numărul de module de temporizare care se pot folosi în acelaşi timp diferă de la un automat programabil la altul. Pentru FEC acestea sunt în număr de 256, numerotate de la 0 la 255.
Tehnologie Temporizatoarele sunt construite pe baza numărătoarelor, singura diferenţă fiind că acestea
numără impulsuri de ceas de ordinul milisecundelor. Baza de timp a ceasului intern (durata între două împulsuri) este o caracteristică a fiecărui tip de AP. La unele automate ea poate fi aleasă de utilizator din mai multe opţiuni, de exemplu: 10 ms, 100 ms sau 1 s. Pentru automatele FESTO, baza de timp este de 10 milisecunde (0,01 secunde).
Când se programează un temporizator, se încarcă un număr într-un operand de 16 biţi numit Timer Preselect (TP). Acest număr se decrementează la fiecare impuls de ceas. Când numărul ajunge la zero, timpul programat a expirat. Această tehnică de măsurare a timpului lucrează foarte eficient şi este larg utilizată în construcţia ceasurilor cu cuarţ. Un numărător numără impulsuri electrice de la un cristal de cuarţ. Tehnica este cunoscută ca măsurare digitală a timpului.
Eroare de măsură Măsurarea digitală a timpului implică o eroare sistematică de măsură. Eroarea poate fi de maxim
o unitate a bazei de timp. Ea apare datorită faptului că ceasul intern funcţionează independent de programul utilizatorului. Semnalul ceasului este folosit de temporizator dar pornirea ceasului se face înainte de rularea primului program. Din această cauză pot apare situaţii ca cea prezentată în Fig. 2.37, în care se explică apariţia unei erori de aproape o bază de timp.

A3 – Controlul Sistemelor Industriale I
A3 - Pag 23
Totuşi există şi un avantaj al acestei tehnici, şi anume, toate temporizatoarele folosesc acelaşi
semnal de ceas şi deci aceeaşi bază de timp.
Limite de temporizare Cel mai mic timp care poate fi măsurat este de 2 pulsuri de ceas. Eroarea maximă la această
temporizare poate fi de 50%. O temporizare de 1 puls ar putea provoca o eroare de 100% şi de aceea nu este permisă la unele automate programabile.
Cea mai mare temporizare care se poate obţine cu un singur temporizator depinde de mărimea în octeţi a operandului în care se încarcă numărul de impulsuri ce trebuie numărate. Pentru un operand de 16 biţi (2 octeţi), numărul maxim reprezentat în baza doi este 65535. La o bază de timp de 0.01s aceasta înseamnă 655 de secunde, adică aproximativ 10 minute.
Temporizări mai mari se pot realiza utilizând tehnica în cascadă. Pentru aceasta se folosesc împreună un numărător şi un temporizator. În acest caz temporizarea maximă este de 65535 x 655 secunde adică aproximativ 496 zile.
Componentele unui temporizator
Un temporizator este o structură de date care lucrează ca un tot unitar. Această structură trebuie să conţină minim trei operanzi. Referindu-ne la timerul ‘n’, aceştia sunt:
Tn – Timer Status – este un operand de un bit (SBO) care reprezintă starea timer-ului. Acest operand poate fi interogat în orice moment pentru valoarea sa logică. De asemenea el poate fi activat şi dezactivat cu operaţiile SET respectiv RESET;
TPn – Timer Preselect – este un operand multibit (MBO) de un word (16 biţi) care reprezintă valoarea setată de utilizator în unităţi de intervale de timp. Activarea sau dezactivarea
Semnal de ceas
Semnal de ieşire
al temporizatorului
Bază de timp
de 1 secundă
Decrementare
cu 1 unitate
Timp
Timpul măsurat efectiv: 2s < t < 3s
Timpul dorit pt. temporizare: 3s
Comanda de start
a temporizării
Utilizarea în program
a semnalului de sfârşit
de temporizare.
Fig.2.37. Pornirea temporizatorului T1, setat pentru 3 baze de timp, şi momentul dezactivării acestuia funcţie de semnalul de ceas. Temporizatorul se decrementează la fiecare trecere din “1 logic” în “0 logic” a semnalului de ceas.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 24
temporizatorului Tn nu are influenţă asupra operandului TPn. Setarea unei valori în TPn se face explicit cu o instrucţiune de încărcare;
TWn – Timer Word – este un operand multibit (MBO) de un word (16 biţi) care reprezintă valoarea curentă a timer-ului. Acest operand nu conţine un număr stabil. La activarea temporizatorului valoarea TPn se încarcă automat în TWn. Acest număr va fi apoi decrementat (tot automat) la fiecare impuls de ceas. Când TWn ajunge la zero timpul a expirat. Într-un program, temporizatoarele trebuie să fie pornite şi interogate:
Pornirea unui temporizator în limbajul LDR se face cu ajutorul unei casete speciale, în partea executivă a unei ramuri;
Interogarea unui temporizator în limbajul LDR se face cu un contact obişnuit în care operandul este bitul de stare al temporizatorului, în partea condiţională a unei ramuri. Pentru toate tipurile de temporizatoare prezentate în continuare, caseta de pornire este
activată la trecerea din ‘0 logic’ în ‘1 logic’ a semnalului din partea condiţională a ramurii în care aceasta s-a introdus.

A3 – Controlul Sistemelor Industriale I
A3 - Pag 25
Tipuri de temporizatoare
Există trei tipuri de temporizatoare, analog celor utilizate în industria electrotehnică ca relee de temporizare:
Temporizatorul simplu T; Temporizatorul cu întârziere la aclanșare TON; Temporizatorul cu întârziere la declanșare TOFF.
Temporizatorul simplu, T
Se activează la trecerea din “0 logic” în “1 logic” a semnalului din partea condiţională a ramurii. Odată iniţiat, temporizatorul măsoară durata de timp prestabilită iar când aceasta a expirat temporizatorul se dezactivează. Dacă pe parcursul temporizării în partea condiţională apare un nou front crescător (din “0 logic” în “1 logic”) temporizatorul este reiniţiat.
Funcţionarea acestui tip de temporizator se poate observa şi din Fig. 2.38.
Temporizatorul T măsoară intervalul de timp prestabilit atât timp cât în partea condiţională nu apare un nou front crescător. Bitul de stare T este ‘1 logic’ în timpul măsurării iar după expirarea timpului devine ‘0 logic’.
Starea părţii condiţionale
Bitul de stare al temporizatorului, T
1
0
1
0 t
Condiţia este
îndeplinită (frontul
crescător).
Temporizatorul este
activat (T = 1) şi în
acest moment TP se
încarcă în TW. După
încărcare TW va fi
decrementat la
fiecare impuls de
ceas.
Aici condiţia este
îndeplinită din nou.
Temporizatorul
rămâne activ (T = 1)
dar este reiniţializat
(TP este reîncărcat în
TW). Timpul este
măsurat de la
început.
După ultimul front
crescător al
condiţiei aceasta nu
s-a mai dezactivat.
Timpul măsurat a
expirat (TW = 0) şi
temporizatorul s-a
auto-dezactivat. De
aici el va rămâne
inactiv (T = 0).
Din acest punct
temporizatorul
este gata pentru
o nouă
temporizare.
Fig.2.38. Funcţionarea temporizatorului de tip T

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 26
Temporizator cu întârziere la anclanşare, TON
Se activează la trecerea din ‘0 logic’ în ‘1 logic’ a semnalului din partea condiţională iar după expirarea timpului, bitul de stare TON devine ‘1 logic’. Rămâne ‘1 logic’ până la trecerea dezactivarea semnalului din partea condiţională. Dacă timpul (∆t) nu a expirat iar partea condiţională se dezactivează (Condiţie = 0 logic) atunci temporizatorul este reiniţializat iar bitul de stare TON rămâne în aceeaşi stare (0 logic). Fig. 2.39 exemplifică toate combinaţiile între semnalul din partea condiţională şi starea temporizatorului de tip TON.
Starea părţii condiţionale
1
0
1
0 t
Condiţia este
îndeplinită (frontul
crescător).
Temporizatorul este
activat (TON = 0) şi în
acest moment TP se
încarcă în TW. După
încărcare TW va fi
decrementat la fiecare
impuls de ceas.
Aici condiţia este
îndeplinită din nou.
Temporizatorul
rămâne activ
(TON = 0) dar este
reiniţializat (TP este
reîncărcat în TW).
Timpul este măsurat
de la început.
După ultimul front
crescător al
condiţiei aceasta nu
s-a mai dezactivat.
Timpul măsurat a
expirat (TW = 0) şi
temporizatorul s-a
auto-dezactivat. De
aici el va rămâne
inactiv (TON = 1).
Din acest punct
temporizatorul
este gata pentru
o nouă
temporizare.
Bitul de stare al temporizatorului, TON
Temporizatorul TON măsoară intervalul de timp prestabilit atât timp cât partea condiţională este activă (1 logic). Bitul de stare TON este ‘0 logic’ în timpul măsurării iar după expirarea timpului devine (1 logic).
Temporizator cu întârziere la declanşare, TOFF Se activează la trecerea semnalului din partea condiţională din ‘0 logic’ în ‘1 logic’(TOFF = 1
logic). La dezactivarea semnalului din partea condiţională (front descrescător) temporizatorul începe să măsoare durata de timp prestabilită. În acest timp bitul de stare TOFF rămâne ‘1 logic’. După expirarea timpului TOFF devine ‘0 logic’. Dacă timpul nu a expirat dar partea condiţională se activează (Condiţie = 1 logic) atunci temporizatorul se va reiniţializa iar bitul TOFF va rămâne setat (1 logic). Fig. 2.40 exemplifică toate combinaţiile între semnalul din partea condiţională şi starea temporizatorului de tip TOFF.
Fig.2.39. Funcţionarea temporizatorului de tip TON
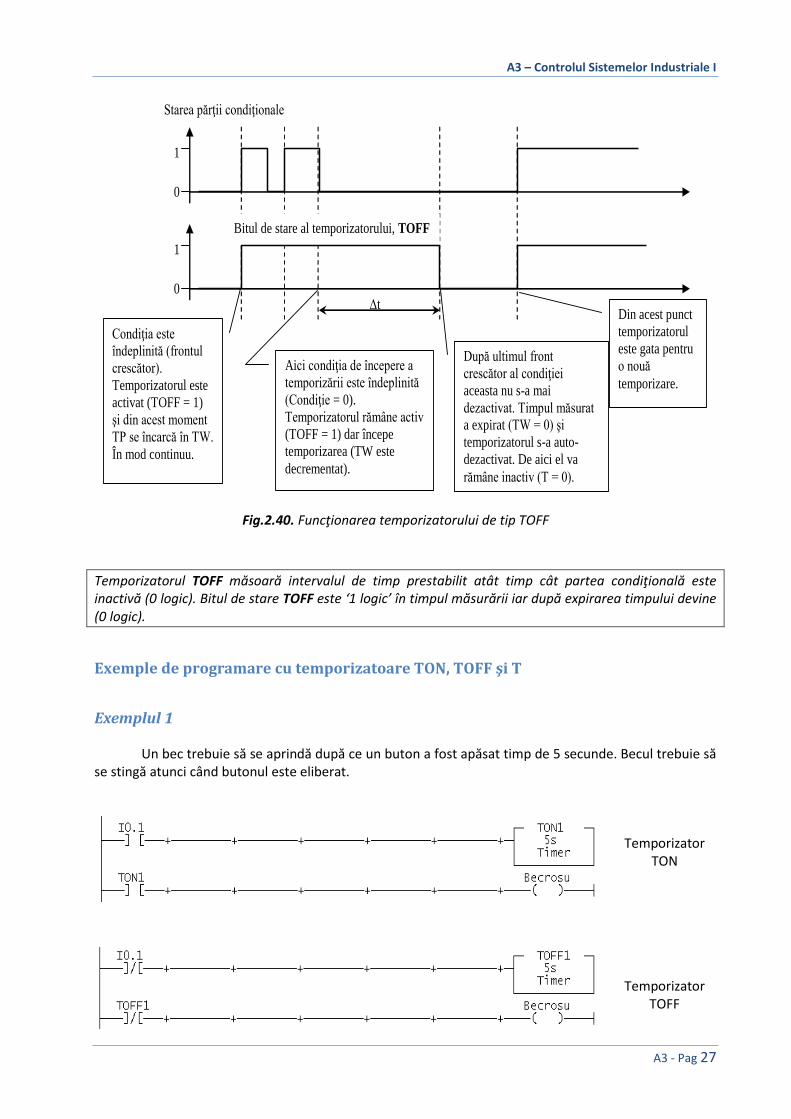
A3 – Controlul Sistemelor Industriale I
A3 - Pag 27
Starea părţii condiţionale
1
0
1
0 t
Condiţia este
îndeplinită (frontul
crescător).
Temporizatorul este
activat (TOFF = 1)
şi din acest moment
TP se încarcă în TW.
În mod continuu.
Aici condiţia de începere a
temporizării este îndeplinită
(Condiţie = 0).
Temporizatorul rămâne activ
(TOFF = 1) dar începe
temporizarea (TW este
decrementat).
După ultimul front
crescător al condiţiei
aceasta nu s-a mai
dezactivat. Timpul măsurat
a expirat (TW = 0) şi
temporizatorul s-a auto-
dezactivat. De aici el va
rămâne inactiv (T = 0).
Din acest punct
temporizatorul
este gata pentru
o nouă
temporizare.
Bitul de stare al temporizatorului, TOFF
Temporizatorul TOFF măsoară intervalul de timp prestabilit atât timp cât partea condiţională este inactivă (0 logic). Bitul de stare TOFF este ‘1 logic’ în timpul măsurării iar după expirarea timpului devine (0 logic).
Exemple de programare cu temporizatoare TON, TOFF şi T
Exemplul 1 Un bec trebuie să se aprindă după ce un buton a fost apăsat timp de 5 secunde. Becul trebuie să
se stingă atunci când butonul este eliberat.
Temporizator TON
Temporizator TOFF
Fig.2.40. Funcţionarea temporizatorului de tip TOFF

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 28
Temporizator T
Exemplul 2 Un bec trebuie să se aprindă atunci când un buton este apăsat. După eliberarea butonului becul
trebuie să mai rămână aprins 5 secunde.
Temporizator TON
Temporizator TOFF
Temporizator T
Exemplul 3 Un bec trebuie să se aprindă şi să se stingă la intervale de 1 secundă atâta timp cât este apăsat
un buton.
Temporizator TON
Temporizator TOFF
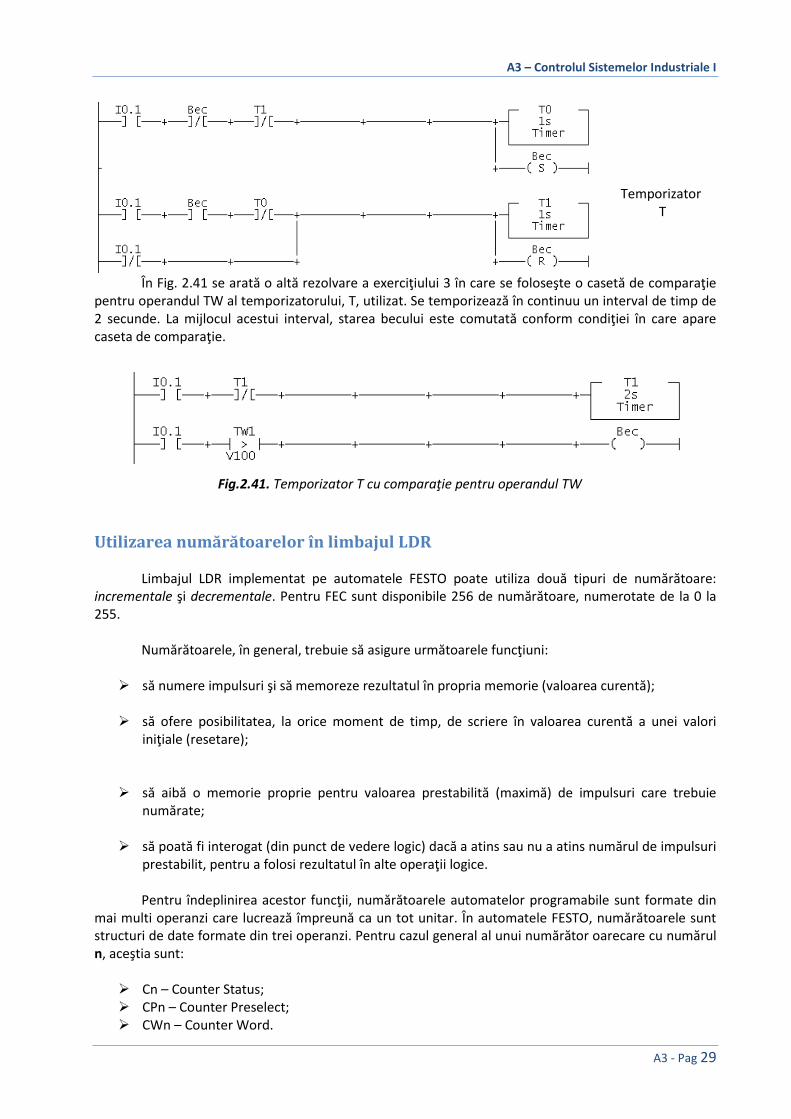
A3 – Controlul Sistemelor Industriale I
A3 - Pag 29
Temporizator T
În Fig. 2.41 se arată o altă rezolvare a exerciţiului 3 în care se foloseşte o casetă de comparaţie pentru operandul TW al temporizatorului, T, utilizat. Se temporizează în continuu un interval de timp de 2 secunde. La mijlocul acestui interval, starea becului este comutată conform condiţiei în care apare caseta de comparaţie.
Utilizarea numărătoarelor în limbajul LDR
Limbajul LDR implementat pe automatele FESTO poate utiliza două tipuri de numărătoare: incrementale şi decrementale. Pentru FEC sunt disponibile 256 de numărătoare, numerotate de la 0 la 255.
Numărătoarele, în general, trebuie să asigure următoarele funcţiuni:
să numere impulsuri şi să memoreze rezultatul în propria memorie (valoarea curentă);
să ofere posibilitatea, la orice moment de timp, de scriere în valoarea curentă a unei valori iniţiale (resetare);
să aibă o memorie proprie pentru valoarea prestabilită (maximă) de impulsuri care trebuie numărate;
să poată fi interogat (din punct de vedere logic) dacă a atins sau nu a atins numărul de impulsuri prestabilit, pentru a folosi rezultatul în alte operaţii logice.
Pentru îndeplinirea acestor funcţii, numărătoarele automatelor programabile sunt formate din
mai multi operanzi care lucrează împreună ca un tot unitar. În automatele FESTO, numărătoarele sunt structuri de date formate din trei operanzi. Pentru cazul general al unui numărător oarecare cu numărul n, aceştia sunt:
Cn – Counter Status; CPn – Counter Preselect; CWn – Counter Word.
Fig.2.41. Temporizator T cu comparaţie pentru operandul TW

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 30
Cn – Counter Status – este un operand de un bit (SBO) în care se memorează starea numărătorului. Operandul Cn poate fi interogat în orice parte condiţională a programului.
CPn – Counter Preselect – este un operand multibit (MBO) de un cuvânt în care se încarcă valoarea setată (prestabilită) de utilizator. Acest operand rămâne neschimbat în timpul numărării. Schimbarea valorii CPn se efectuează o singură dată, la iniţializare. Operandul CPn poate fi iniţializat cu o valoare constantă sau cu valoarea conţinută în orice alt operand multibit (IWn, FWn, etc.). În cazul valorilor constante, limitele de variaţie ale acestora pot fi:
V0 … V65535, întreg zecimal de 16 biţi, fără semn;
V 32268 … V32267, întreg zecimal de 16 biţi, cu semn; V$0000…V$FFFF, întreg reprezentat în baza 16 (hexazecimal).
CWn – Counter Word – este un operand multibit (MBO) de un cuvânt în care se găseşte valoarea curentă a numărătorului.
Utilizarea numărătoarelor Înainte de utilizarea unui numărător acesta trebuie iniţializat. În LDR, iniţializarea se face cu o
casetă specială în care se introduc doi operanzi: adresa numărătorului şi valoarea prestabilită, Fig. 2.42.
Fig.2.42. Caseta de iniţializare a unui numărător
Activarea numărătoarelor se face cu o comandă SET, de spiră, Fig. 2.43. Pentru numărătoare incrementale, la activare se încarcă valoarea 0 în CWn. Această operaţie se efectuează automat la activarea numărătorului.
Fig.2.43. Comanda de activarea unui numărător
De fiecare dată când se activează un numărător, de exemplu numărătorul 2, se efectuează următoarele acţiuni:
Valoarea operandului Counter Word, CW2, este încărcată cu valoarea 0 (pentru numărătoare
incrementale); Bitul Couter Status, C2, este setat la 1 logic.
Dacă numărătorul C2 este deja activ şi se reactivează atunci numărătorul este repornit’ prin încărcarea valorii 0 în CW2.
Numărătorul activat îşi menţinea valoarea (C2 = “1 logic”) până la apariţia uneia din situaţiile de mai jos:
numărătorul se resetează cu o comandă explicită, Fig. 2.44; după incrementări succesive ale operandului CW2, acesta devine egal cu valoarea setată: CW2 =
CP2; după decrementări succesive ale operandului CW2, acesta devine 0.

A3 – Controlul Sistemelor Industriale I
A3 - Pag 31
După apariţia oricăreia din situaţiile de mai sus numărătorul se dezactivează (Cn=0 logic).
Fig.2.44. Comanda de dezactivare a unui numărător
Activarea unui numărător decremental se face cu comanda LOAD TO în care valoarea prestabilită se încarcă în operandul CW al numărătorului. După această operaţie bitul de stare al numărătorului decremental este setat automat în '1 logic', Fig. 2.45.
Fig.2.45. Activarea unui numărător decremental. Iniţializarea se face cu numărul constant 25. Numărarea este o operaţie care se realizează în partea executivă a unei ramuri şi pentru care se folosesc spirele speciale INC şi DEC. Când se utilizează spira INC numărătorul este incrementat (+ 1), fig. 46.
Pentru DEC numărătorul este decrementat ( 1).
Fig.2.46. Comanda de incrementare a unui numărător
IMPORTANT! Ceea ce se numără este frontul crescător al semnalului condiţional (schimbarea din 0 în 1 logic) şi nu
semnalul continuu.
Interogarea unui numărător în partea condiţională a unei ramuri se face simplu, cu ajutorul unui contact al cărui operand este bitul de stare al numărătorului, fig. 2.47.
Fig.2.47.a. Interogarea unui numărător pentru 1 logic (numărător activat)
Fig.2.47.b. Interogarea unui numărător pentru 0 logic (numărător dezactivat)
Exemple de utilizare a numărătoarelor
Exemplul 1 După ce un numărătorul C0 numără 10 semnale la intrarea I0.3, trebuie să se aprindă un bec.
Numărătorul poate fi activat cu un buton la intrarea I0.1. În figura 48 este prezentat programul pentru un numărător incremental. Pentru un numărător decremental se foloseşte metoda prezentată în figura 2.49.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A3 - Pag 32
Fig.2.48. Program LDR pentru numărător incremental
Prima ramură iniţializează numărătorul, imediat după pornirea programului. Aceasta este necesar, altfel becul s-ar aprinde de la prima rulare a programului.
Fig.2.49. Program LDR pentru numărător decremental
Exemplul 2 Într-o parcare de maşini există doar 10 locuri. La intrarea în parcare există un semnalizator optic
cu două becuri: unul verde şi unul roşu. Becul verde trebuie să rămână aprins atâta timp cât în parcare mai sunt locuri libere. Becul roşu se aprinde când parcarea este plină. Cele două becuri nu pot fi aprinse în acelaşi timp. Programul pentru acest exerciţiu este prezentat în figura 50, senzorul de la intrarea în parcare este conectat la intrarea I0.5 iar cel pentru ieşire la intrarea I0.6.
Fig.2.50. Program LDR pentru semnalizare în trafic că o parcare are sau nu are locurilor libere

A4 - Pag 1
Controlul Sistemelor Industriale II
1. Proiectarea Logică Structurată 2. Metoda Biților Secvențiali 3. Metoda Grafcet
Proiectarea Logică Structurată
Tradiţional, proiectarea unei aplicaţii utilizând LDR presupune o fază preliminară de analiză a
procesului/sistemului de controlat iar apoi scrierea programului/codului într-un anumit mediu care să permită implementarea reţelelor/diagramelor Ladder. Acest mod de abordare – scrierea codului fără o fază de proiectare structurată – conduce obligatoriu la o etapă costisitoare/îndelungată de remediere a disfuncţiunilor. În mod paradoxal, timpul alocat realizării unei aplicaţii printr-o proiectare structurată, corectă, temeinică este mai scurt decât timpul alocat printr-o proiectare superficială. O comparaţie sugestivă este realizată în Tabelul 1.
Tabel 1. Analiză comparativă
Fazele procesului de proiectare
Caz 1:Analiză superficială
Caz 2: Proiectare structurată
Timp alocat fazei de proiectare 10% 40% Timp alocat scrierii programului/codului 30% 10% Timp alocat remedierii disfuncţiunilor şi testelor 50% 10% Timp alocat scrierii documentatiei 10% 10% Timp total alocat conceperii aplicaţiei T1* T2=0.7 T1 * toate evaluările procentuale sunt raportate la timpul T1
În general procesele industriale sunt secvenţiale, adică funcţionarea/desfăşurarea lor poate fi descrisă prin intermediul unor faze/stări care se succed funcţie de anumite condiţii sau comenzi. Metodele utilizate pentru proiectarea logică structurată a funcţiilor/strategiei de control sunt diverse iar aplicabilitatea lor este determinată de complexitatea sistemului controlat. Cele mai populare tehnici de proiectare secvenţială, în ordinea complexităţii proceselor ce pot fi soluţionate, sunt: Metoda biţilor
A4
1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 2
secvenţiali (procese simple), Diagramele de flux, Diagramele de stare, Reţele Petri, Diagramele functionale secvenţiale (procese complexe).
Metoda Biților Secvențiali
Metoda se aplică în general proceselor secvenţiale simple cu faze şi condiţii funcţionale foarte
clare. Principial metoda se bazează pe asignarea unor “biţi” de memorie fiecărei faze/stări importante a procesului, respectiv pe lansarea în execuţie a fiecărei faze prin activarea bitului de memorie corespunzător. Trecerea de la o fază la alta este determinată de satisfacerea condiţiilor funcţionale ale procesului.
Etapele de lucru în aplicarea metodei de proiectare sunt:
Înţelegerea procesului – se studiază şi se analizează amănunţit sistemul sau procesul controlat; Identificarea fazelor procesului – se identifică clar etapele/fazele de funcţionare ale procesului
(două faze succesive sunt separate printr-o condiţie de trecere); Identificarea condiţiilor funcţionale – se identifică clar condiţiile necesare lansării în execuţie a
fiecărei faze a procesului (ex: condiţiile de trecere de la o fază la alta) ; Asignarea biţilor secvenţiali – fiecărei faze i se asociază un bit (o unitate de memorie); Scrierea programului – utilizând diagramele Ladder se implementează fazele procesului,
respectiv modul (funcţiile) de trecere de la o fază la alta în ordinea împusă de process; Verificarea, testarea programului – se rulează/testează aplicaţia în toate situaţiile de
funcţionare prevăzute în tema de proiectare. Se implementează măsuri suplimentare de securitate a aplicaţiei (dacă este cazul).
Descrierea Metodei În cazul proceselor foarte clare (simple) în care fazele procesului sunt iniţiate prin intermediul
condiţiilor funcţionale, respectiv condiiţiile de lansare a fazelor sunt toate diferite între ele, structura algoritmului/diagramei de control este exemplificată conceptual în figura următoare:
Partea condiţională Partea executivă
-----------Conditii Iniţializare-------------------- Iniţializare
-----------Conditie 1---------------------------------Faza 1
-----------Conditie 2---------------------------------Faza 2
-----------Conditie N--------------------------------Faza N
2
Iniţierea
procesului
Execuţia
fazelor
procesului

A4 – Controlul Sistemelor Industriale II
A4 - Pag 3
Fig.2.1. Structura aplicaţiilor simple
Dacă condiţiile funcţionale se suprapun atunci apare necesitatea condiţionării suplimentare a fazelor procesului. Diagrama anterioară se modifică conform Fig. 2.2.
Partea Condiţională Partea Executivă Bit Initializare (condiţie) -----------| |---------------------------------------------|------( S ) Step Init |------( R ) Step 0,1,2…(N-1) Step Init
---------- | |-------Conditie S Reset-----------------|------( S ) Step 0
|------( R ) Step Init
Step 0
---------- | |-------Conditie F Reset-----------------|------( S ) Step N
|------( R ) Step 0 Step N
-----------| |-------------Condiţie 1------------------|------( S ) Step 1
|------( R ) Step N Step 1
-----------| |-------------Condiţie 2------------------|------( S ) Step 2
|------( R ) Step 1 Step 2
-----------| |-------------Condiţie 3------------------|------( S ) Step 3
|------( R ) Step 2 . . Step (N-1)
-----------| |-------------Condiţie N------------------|------( S ) Step N
|------( R ) Step (N-1) Step 0
-----------| |---------------------------------------------- Faza Reset
Step 1
-----------| |---------------------------------------------- Faza 1
Step 2
-----------| |---------------------------------------------- Faza 2
Step 3
-----------| |---------------------------------------------- Faza 3
.
. Step N
-----------| |---------------------------------------------- Faza N
Fig.2.2. Structura aplicaţiilor dezvoltate prin MBS
Ex
exu
ţia
Fa
zelo
r P
roce
sulu
i C
om
uta
rea
sec
ven
ţia
lă a
Faze
lor
Pro
cesu
lui
Iniţ
iali
zare
Pro
ces

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 4
Interpretarea diagramei
Condiţiile logice corespunzătoare părţii Condiţionale (funcţii logice) sunt evaluate şi în funcţie de valoarea de adevăr a rezultatului operaţiei logice se execută sau nu acţiunile/funcţiile conţinute de partea executivă a diagramelor. Numai dacă rezultatul operaţiei logice este 1 (logic) se execută acţiunea corespunzătore din partea executivă a diagramei.
Condiţia Iniţializare se asigură prin utilizarea biţilor speciali de memorie puşi la dispoziţie în majoritatea mediilor de dezvoltare a aplicaţiilor Ladder.(ex: pt. PLC-urile Festo/Beck bitul FI este 1 logic la prima scanare iar apoi devine 0 logic).
In etapa de iniţializare a procesului (zona I) se execută operaţii de resetare a memoriei utilizate, se încarcă anumite constante predefinite în regiştri sau unităţi de memorie (iniţiere temporizatoare, numărătoare ...), se execută eventual functii de resetare a maşinii/procesului în scopul readucerii sistemului în poziţia de start. Condiţie S Reset = Condiţie de start a procesului de reset; Condiţie F Reset= Condiţie finală, de identificare a rezultatelor operaţiei de reset.
Ordinea derulării fazelor procesului este stabilită/generată prin intermediul zonei II a diagramei ,,Comutarea Secvenţială Fazelor Procesului”. Această zonă (prin intermediul acestei succesiuni set, reset a bitilor Step 1,..., Step N) asigură activarea secvenţială a funcţiilor faza 1, faza 2,.., faza N. Conţinutul fazelor este dezvoltat în acelaşi limbaj (sau altul) sub forma subprogramelor, procedurilor sau funcţiilor.
Executarea fazelor se realizează în zona III prin intermediul biţilor de memorie asociaţi Step1, Step 2,…, Step N: Condiţia 1 determină lansarea/acţionarea fazei 1, condiţia 2 determină lansarea în execuţie a fazei 2,.., condiţia N determină lansarea în execuţie a fazei N.
În plus faţă de elmentele structurale incluse de fig. 2, pot să existe şi alte condiţii suplimentare(speciale) care să trateze anumite erori sau care să introducă anumite proceduri/moduri speciale de funcţionare a masinii (procesului). In această situaţie trebuie resetaţi biţii STEP 1,…, STEP N, pentru a nu intra maşina/procesul în două moduri paralele de funţionare (pentru a nu apărea conflicte).
Observații
Orice aplicaţie trebuie să fie prevăzută cu un buton/intreruptor de urgentă (butonul roşu/EMERGENCY) care să permită decuplarea fizică a părţii de forţă atunci când situaţia o cere. Adică tot ceea ce poate deteriora instalaţia (motor/echipament) trebuie să poată fi oprit/decuplat prin intermediul unui singur buton. Asta nu exclude şi tratarea prin software a erorilor.
Toate condiţiile şi funcţiile/fazele incadrate într-un dreptunghi trebuie dezvoltate pentru fiecare aplicaţie în parte de programator:
Condiţiile reprezintă datele/informaţia de la senzorii procesului care permit/impun trecerea la faza următore din proces (pot fi comenzi sau date din process furnizate sub forma funcţiilor logice). O condiţie este evaluată intotdeauna ca fiind sau adevărată sau falsă (0 logic sau 1 logic);
Fazele reprezintă acţiunile care sunt determinate de o anumită condiţie în proces: poate semnifica pornirea unui motor, lansarea unui proces de temporizare,.., lansarea unei subrutine simple sau complexe.

A4 – Controlul Sistemelor Industriale II
A4 - Pag 5
Această metodă poate fi aplicată extrem de uşor dacă procesul a fost divizat iniţial în faze sau etape secvenţiale de funcţionare care sunt lansate/activate de anumite condiţii logice. Acest lucru înseamnă construirea anticipată a unor diagrame de funcţionare sau altfel spus construirea programului plecând de la diagrama de functionare asociată procesului/maşinii.
Exemplu de diagramă funcţională sau diagramă de funcţionare (ciclogramă): descrie un proces în care la apăsarea butonului Start se lansează în mişcare 3 motoare liniare conform diagramei din Fig. 2.3.
M1
M2
M3
1
0
1
0
1
0
0 1 2 3 4 5 6 7=0
BStart
T1
(s11,s21,s31)
s12
s21
s22
s31 s31
s32 s32s21
s31
s11
em11
em12
AR1
1
0
0
AR1
1
0
0
em21
em22
AR
0 1 em3
T2
Fig.2.3. Diagramă funcţională
M1, M2, M3 - motoare liniare pneumatice (cilindri); em11,.., em3 – electromagnetii de comandă ai distribuitoarelor pneumatice; A, R – starea motorului (mişcare de avans/retragere) corespunzătoare unor
comenzi pe electromagneţi; s11,.., s32 – senzori magnetici pentru sesizarea poziţiei pistonului motorului; T1, T2 – temporizatoare; Bstart – buton START; Bstop – buton STOP (nu e prins in diagramă, opreşte aplicaţia).
Interpretare
La apăsarea butonului START (Bstart=1) şi dacă senzorii s11, s21, s31 furnizează 1 logic (condiţia 0) *adică dacă toate motoarele au pistoanele retrase (operaţie realizată în faza de iniţiere a procesului)+ atunci motorul M1 intră în mişcare de avans (faza 0). Când M1 a atins senzorul s12, iar s21=1, s31=1 (condiţia 1) atunci se declansează faza 1: M1 se opreste, M2 intră în mişcare de avans. Condiţia 2 (S12=1, s22=1 şi s31=1) opreşte M2 şi lansează M3 (adică faza 2).
Mai departe se detaliază succint:
Condiţia 3 (s12=1, s22=1, s32=1) determină lansarea/activarea fazei 3 (temporizare T2 pe motor M3, [T2=1]);
Condiţia 4 (terminarea procesului de temporizare *T2=0+ şi s12=1, s22=1, s32=1) lansează faza 4 (retragerea motorului M3);
Condiţia 5 (S12=1, s22=1 şi s31=1) lansează faza 5 (lansare temporizare T1 pentruM2)

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 6
Condiţia 6 (terminarea procesului de temporizare *T1=0+ şi S12=1, s22=1 , s31=1) lansează faza 6 (retragere M1 şi M2):
Condiţia 7 (s11=1, s21=1, s31=1 ) e echivalentă cu Conditia 0 astfel că o nouă apăsare a butonului Bstart conduce la un nou ciclu funcţional.
Se observă clar că într-o diagramă funcţională liniile verticale reprezintă conditiile de trecere de
la o fază la alta într-un proces. Fazele se dezvoltă prin intermediul funcţiilor sau subprogramelor în baza resurselor pe care le pune la dispoziţie fiecare mediu de dezvoltare.
Aceste detalieri se referă la faza de proiectare structurată a aplicaţiilor LDR printr-o metodă
simplă (metoda biţilor secvenţiali) ce poate rezolva aplicaţii de complexitate medie şi chiar ridicată. Acest tip de abordare presupune detalierea procesului în faze/etape şi condiţii sub forma diagramelor funcţionale sau o detaliere conceptuală (în mintea programatorului). Aplicată strict (metodic) în acestă formă se asigură rezultatele scontate fără utilizarea intensă a intelectului, respectiv se asigură o formă clară de prezentare a fazelor proceselor/aplicaţiilor astfel încât orice modificare sau depanare să poată fi făcută cu usurinţă. Experienţa conduce la simplificarea, interferenţa sau unificarea celor trei componente structurale ale unei aplicaţii: iniţializare, comutare secvenţială a fazelor, lansare faze.
Metoda Grafcet
Introducere
Denumirea prescurtată GRAFCET provine de la "Graphe de Commande Etape-Transition” din limba franceză şi este un mod de reprezentare şi de analiză a fluxului proceselor industriale. GRAFCET prezintă mai multe avantaje în raport cu celelalte tehnici de reprezentare:
este independent de tehnologia in care se implementează logica (algoritmul) secvenţial (cablată, programată);
caietul de sarcini se reprezintă clar şi precis; permite evoluţia simultană (paralelă) a mai multor secvenţe de stări; permite efectuarea selecţiei de secvenţe de stări; un număr mare de variabile de intrare ale automatului secvential nu ridică dificultăţi în
reprezentarea evoluţiei automatului. În reprezentarea evoluţiei proceselor, GRAFCET-uI se bazează pe noţiunile de etapă şi de
tranziţie. Un automat secvenţial evoluează parcurgând o succesiune de etape, evoluţia de la o etapă la alta realizându-se printr-o tranziţie care se produce atunci când o condiţie logică asociată acesteia (receptivitate) este indeplinită. Etapelor le corespund una sau mai multe acţiuni.
Aşadar, în GRAFCET, o aplicaţie secvenţială se reprezintă cu ajutorul ,,etapelor" cărora le corespund ,,acţiuni", legate între ele prin ,,tranziţii" cărora le corespund “receptivităţi" (Fig. 3.1).
3
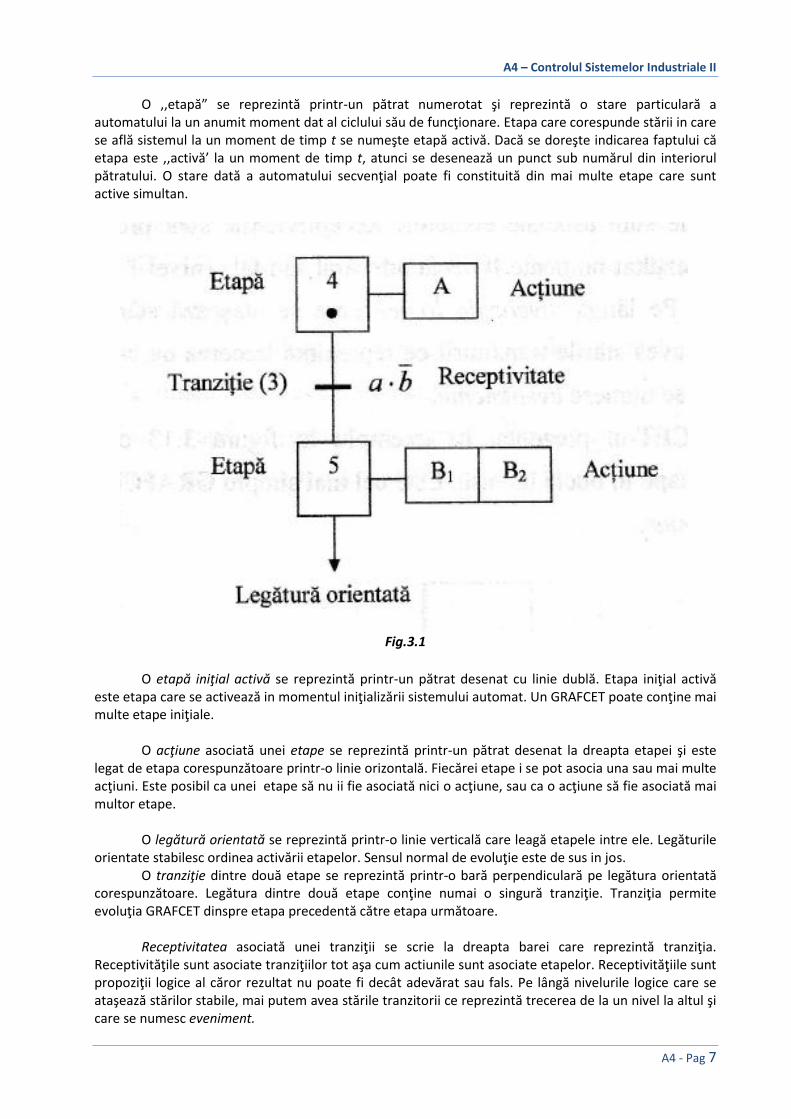
A4 – Controlul Sistemelor Industriale II
A4 - Pag 7
O ,,etapă” se reprezintă printr-un pătrat numerotat şi reprezintă o stare particulară a automatului la un anumit moment dat al ciclului său de funcţionare. Etapa care corespunde stării in care se află sistemul la un moment de timp t se numeşte etapă activă. Dacă se doreşte indicarea faptului că etapa este ,,activă’ la un moment de timp t, atunci se desenează un punct sub numărul din interiorul pătratului. O stare dată a automatului secvenţial poate fi constituită din mai multe etape care sunt active simultan.
Fig.3.1
O etapă iniţial activă se reprezintă printr-un pătrat desenat cu linie dublă. Etapa iniţial activă
este etapa care se activează in momentul iniţializării sistemului automat. Un GRAFCET poate conţine mai multe etape iniţiale.
O acţiune asociată unei etape se reprezintă printr-un pătrat desenat la dreapta etapei şi este legat de etapa corespunzătoare printr-o linie orizontală. Fiecărei etape i se pot asocia una sau mai multe acţiuni. Este posibil ca unei etape să nu ii fie asociată nici o acţiune, sau ca o acţiune să fie asociată mai multor etape.
O legătură orientată se reprezintă printr-o linie verticală care leagă etapele intre ele. Legăturile orientate stabilesc ordinea activării etapelor. Sensul normal de evoluţie este de sus in jos.
O tranziţie dintre două etape se reprezintă printr-o bară perpendiculară pe legătura orientată corespunzătoare. Legătura dintre două etape conţine numai o singură tranziţie. Tranziţia permite evoluţia GRAFCET dinspre etapa precedentă către etapa următoare.
Receptivitatea asociată unei tranziţii se scrie la dreapta barei care reprezintă tranziţia. Receptivităţile sunt asociate tranziţiilor tot aşa cum actiunile sunt asociate etapelor. Receptivităţiile sunt propoziţii logice al căror rezultat nu poate fi decât adevărat sau fals. Pe lângă nivelurile logice care se ataşează stărilor stabile, mai putem avea stările tranzitorii ce reprezintă trecerea de la un nivel la altul şi care se numesc eveniment.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 8
GRAFCET-uI prezentat ca exemplu in Fig. 3.2 conţine numai o secvenţă de etape in buclă inchisă. Este cel mai simplu GRAFCET şi se numeşte GRAFCET liniar.
Fig.3.2
În continuare se vor examina situatiile mai complicate ce apar la GRAFCET, cum ar fi evoluţia
secvenţelor paralele şi efectuarea selectiei secvenţelor.
Secvenţe paralele Evoluţiile paralele care sunt frecvente la automatele secvenţiale, impun apariţia in GRAFCET a
secvenţelor paralele sau a secvenţelor simultane (Fig. 3.3). Secventele paralele evoluează independent unele de celelalte până atunci când toate etapele finale ale secventelor paralele devin active simultan (ceea ce se produce de obicei după o aşteptare reciprocă). Apoi evoluţia GRAFCET-ului poate continua pe o secventă unică prin declanşarea simultană a unei aceleiaşi tranziţii.

A4 – Controlul Sistemelor Industriale II
A4 - Pag 9
Fig.3.3
Începutul şi sfârşitul secvenţelor paralele din GRAFCET se reprezintă cu ajutorul a două linii
paralele. Dacă etapa 1 este activă şi receptivitatea a devine adevărată, atunci etapele 2 şi 3 vor fi activate simultan iar etapa 1 se dezactivează. Atunci când receptivitatea b devine adevărată, etapa 4 a secvenţei din dreapta se activează şi se dezactivează etapa 3 . Etapele 2 şi 4 sunt active simultan după o aşteptare de către etapa 2 a activării etapei 4. La momentul când receptivitatea c devine adevirată etapa 5 se activează şi se dezactivează etapele 2 şi 4.
Observație Mai multe secvenţe paralele incep şi se termină totdeauna cu o receptivitate unică.
Receptivitatea unică care finalizează secvenţele paralele poate fi intetpretată ca fiind produsul logic al receptivităţilor individuale de la sfirşitul secvenţelor paralele.
Selectarea secvenţelor Atunci când evoluţia într-un GRAFCET, pornind de la o etapă, poate fi efectuată alegând intre
mai multe secvenţe care debutează prin tranziţii ale căror receptivităţi sunt exclusive, se spune că avem de-a face cu o selectare a secvenţelor.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 10
Fig.3.4 Fig.3.5
Spre exemplu (Fig. 3.4), atunci când etapa 1 este activă, GRAFCET-uI va evolua pe secvenţa din
partea stângă a GRAFCET-ului dacă receptivitatea a este indeplinită (etapele 2I, 22, etc.), va evolua pe secvenţa din centru dacă receptivitatea b este indeplinită sau pe cea din dreapta, daca este indeplinita receptivitatea c. De asemenea este posibilă o selectare a secvenţelor prin care va evolua un grafcet pornind din mai multe etape. În grafcet-ul prezentat ca exemplu in Fig. 3.5 dacă etapele 1 şi 2 devin active simultan sistemul va evolua prin etapa 3 dacă a este adevlrată sau va evolua prin etapa 4 dacă b este adevărată.
Pentru ca mai multe secvenţe dintr-un GRAFCET să aibă asigurată exclusivitatea evoluţiilor este necesar să ne asigurăm că toate receptivităţiile asociate tranziţiilor prin care debutează secvenţele nu pot fi indeplinite in acelaşi timp. Caracterul exclusiv al evoluţiei secvenţelor se poate obţine pe două căi: datorită incompatibilităţii fizice a diferitelor elemente componente ale sistemului automat existente in timpul evoluţiei (contacte separate, parametri diferiţi, etc.) care nu pot indeplini tranziţiile simultan sau datorită unei incompatibilităţi logice obţinute prin modul de scriere a expresiilor receptivităţilor.
Exemplu
dacă a=0, b=0, nici o tranziţie nu este declanşată; dacă a=1, b=0 atunci sistemul evoluează in etapa 2 care se activează şi se dezactivează etapa 1 ; dacă a=0, b=1, atunci sistemul evoluează in etapa 3 care se activează şi se dezactivează etapa 1
; dacă a=1, b=1 sistemul evoluează in etapa 2 care se activează şi se dezactivează etapa 1 .
Se constată că etapa 2 devine prioritară in evolutia GRAFCET-ului in cazul in care cele două
variabile logice a şi b devin 1 logic simultan. Selectarea secvenţelor prezintă două cazuri particulare care apar frecvent in descrierea evoluţiei sistemelor logice secvenţiale:
Saltul peste etape permite neefectuarea unui anumit număr de etape dintr-o secvenţă. În
exemplul prezentat in Fig. 3.7, sistemul secvenţial evoluează din etapa 1 direct in etapa 4 dacă receptivitatea a b este indeplinită (a b=1) şi evoluează normal din etapa 1 către etapa 2 dacă a=0, b=1 (a b=0, Na b = 1).
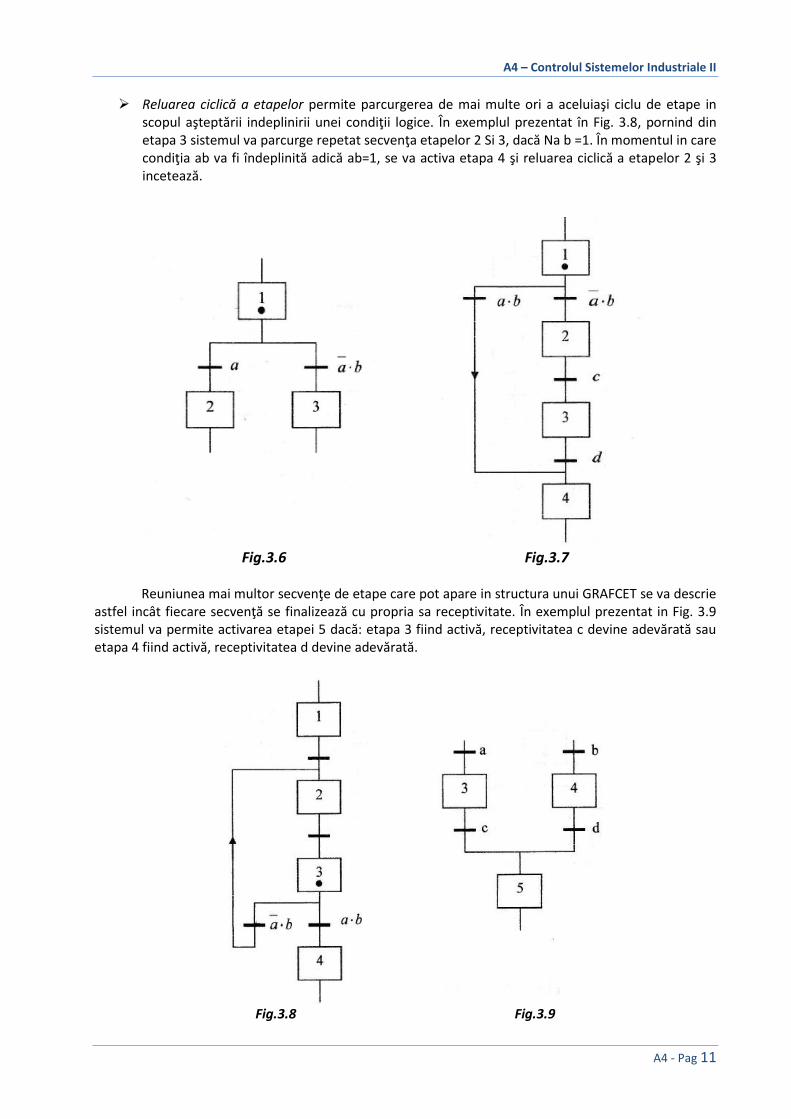
A4 – Controlul Sistemelor Industriale II
A4 - Pag 11
Reluarea ciclică a etapelor permite parcurgerea de mai multe ori a aceluiaşi ciclu de etape in scopul aşteptării indeplinirii unei condiţii logice. În exemplul prezentat în Fig. 3.8, pornind din etapa 3 sistemul va parcurge repetat secvenţa etapelor 2 Si 3, dacă Na b =1. În momentul in care condiţia ab va fi îndeplinită adică ab=1, se va activa etapa 4 şi reluarea ciclică a etapelor 2 şi 3 incetează.
Fig.3.6 Fig.3.7
Reuniunea mai multor secvenţe de etape care pot apare in structura unui GRAFCET se va descrie
astfel incât fiecare secvenţă se finalizează cu propria sa receptivitate. În exemplul prezentat in Fig. 3.9 sistemul va permite activarea etapei 5 dacă: etapa 3 fiind activă, receptivitatea c devine adevărată sau etapa 4 fiind activă, receptivitatea d devine adevărată.
Fig.3.8 Fig.3.9

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 12
Reguli de evoluţie
Constituirea corectă a unui GRAFCET impune aplicarea unor reguli fundamentale care se prezintă în continuare.
Regulă de sintaxă: alternanţa etapă-tranziţie Alternanţa etapelor şi tranziţiilor trebuie să fie respectată în orice secvenţă din oricare GRAFCET;
două etape nu se vor lega niciodată direct una după cealaltă şi, de asemenea, două tranziţii nu vor urma niciodată una după cealaltă fără ca între ele să existe cel puţin o etapă.
Reguli de evoluţie
Regula 1. Situaţia inițială O situaţie iniţială se caracterizează prin aceea că la demararea funcţionării automate (la
iniţializare) un anumit număr de etape sunt active. Etapa sau etapele iniţial active se reprezintă cu ajutorul unui pătrat cu chenar dublu. Ieşirile asociate acestor stări reprezintă acţiunile iniţiale ale sistemului automat.
Regula 2. Declanşarea unei tranziţii. Tranziţia dintre etape este validată atunci când toate etapele de intrare (precedente din
amonte) sunt active. Tranziţia va fi declanşată (se va produce) dacă este validată şi dacă receptivitatea asociată tranziţiei are valoarea 1 logic (este adevărată). Declanşarea tranziţiei devine imediată şi obligatorie.
Regula 3. Evoluţiile etapelor active.
Declanşarea unei tranziţii conduce la activarea tuturor etapelor imediat următoare şi la dezactivarea tuturor etapelor precedente.
Exemplu de aplicare a regulilor 2 şi 3
În Fig. 3.10 tranziţia este nevalidată (etapa2 este inactivă). În Fig. 3.11 tranziţia este validată (etapele1 şi 2 sunt active).
Fig.3.10

A4 – Controlul Sistemelor Industriale II
A4 - Pag 13
Fig.3.11
Fig.3.12 Fig.3.13
În Fig.3.12 tranziția este declanşabilă, etapele 1 şi 2 sunt active şi receptivitatea ataşată tranziţiei
este adevărată. În Fig. 3.13 tranziția este declanşată (etapa 3 a devenit activă şi etapele 1 şi 2 au devenit inactive).
Regula 4. Evoluţii simultane Mai multe tranziţii declanşabile simultan vor fi declanşate simultan. Această regulă este utilă
mai ales in situaţiile când se doreşte descompunerea unui GRAFCET in mai multe sub-GRAFCET-uri independente.
Acţiuni particulare
În cadrul analizei acţiunilor asociate unei etape se face distincţia dintre durata cât este activă o etapă şi durata cât este activă acţiunea asociată etapei respective. Se foloseşte notaţia Xi pentru etapa din GRAFCET care reprezintă starea i, conform exemplului următor: X3 = 1 dacă etapa 3 este activă şi ̅3 =1 sau X3 = 0 dacă etapa 3 este inactivă.
Acţiune continuă
Acţiunea particulară cea mai simplă este acţiunea continuă care se produce atât timp cât etapa căreia îi este asociată rămâne activă. Spre exemplu (Fig. 3.14), acţiunea asociată etapei 3 se produce exact atât timp cât etapa 3 este activă.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 14
Fig.3.14
Dacă o acţiune trebuie să se menţină pe durata mai multor etape, atuncl acţiunea trebuie
repetată in GRAFCET pentru toate aceste etape. Spre exemplu (Fig. 3.15), acţiunea A se menţine pe toată durata cât etapele 3 şi 4 sunt active.
Fig. 3.15
Acţiune condiţionată
O acţiune condiţionată este o acţiune continuă a cărei execuţie depinde de indeplinirea unei condiţii logice U. Condiţia se notează in GRAFCET cu ajutorul unei linii groase verticale, desenată in partea superioare a pătratului care reprezintă acţiunea. În exemplul din Fig. 3.16 acţiunea B se execută pe durata cât etapa 2 este activă, dar numai atât timp cât condiţia U este realizată: acţiunea B = X2 U
Fig.3.16
Acţiunile condiţionate sunt utilizate de regulă pentru a impune condiţii de securitate in funcţionarea sistemelor de conducere automată. Spre exemplu, un ascensor urcă sau coboară numai dacă uşile sunt inchise.

A4 – Controlul Sistemelor Industriale II
A4 - Pag 15
Acţiune temporizată
Acţiunea temporizată este o acţiune condiţionată la care condiţia logică este reprezentată de variabila timp. Notaţia utilizată în GRAFCET este t/i/q sec.,unde t este timpul, i este numărul etapei in care se declanşează temporizarea şi q reprezintă durata temporizării in secunde. În exemplul din Fig. 3.17, etapei 3 din GRAFCET îi sunt asociate două acţiuni temporizate A şi B. Acţiunea A se execută după expirarea timpului de 2 secunde de la activarea etapei 1, pe durata cât etapa 3 este activă. Acţiunea B se execută dacă nu a expirat timpul de 5 secunde de la activarea etapei 1, pe durata cât etapa 3 este activă.
Fig.3.17
Acţiunea de declanşare a unei temporizări
Printre acţiunile asociate unei etape din GRAFCET se numără şi acţiunea de declanşare a unei temporizări care se reprezintă cu ajutorul notaţiei T = q sec. in interiorul pătratului care este rezevat acestei acţiuni (Fig. 3.18).
Fig.3.18
Receptivităţi particulare
Receptivitatea a sociată unei tranziţii poate lua forme particulare care sunt intâlnite frecvent in alcătuirea unui GRAFCET: receptivitatea funcţie de timp şi receptivitatea care acţionează în impuls.
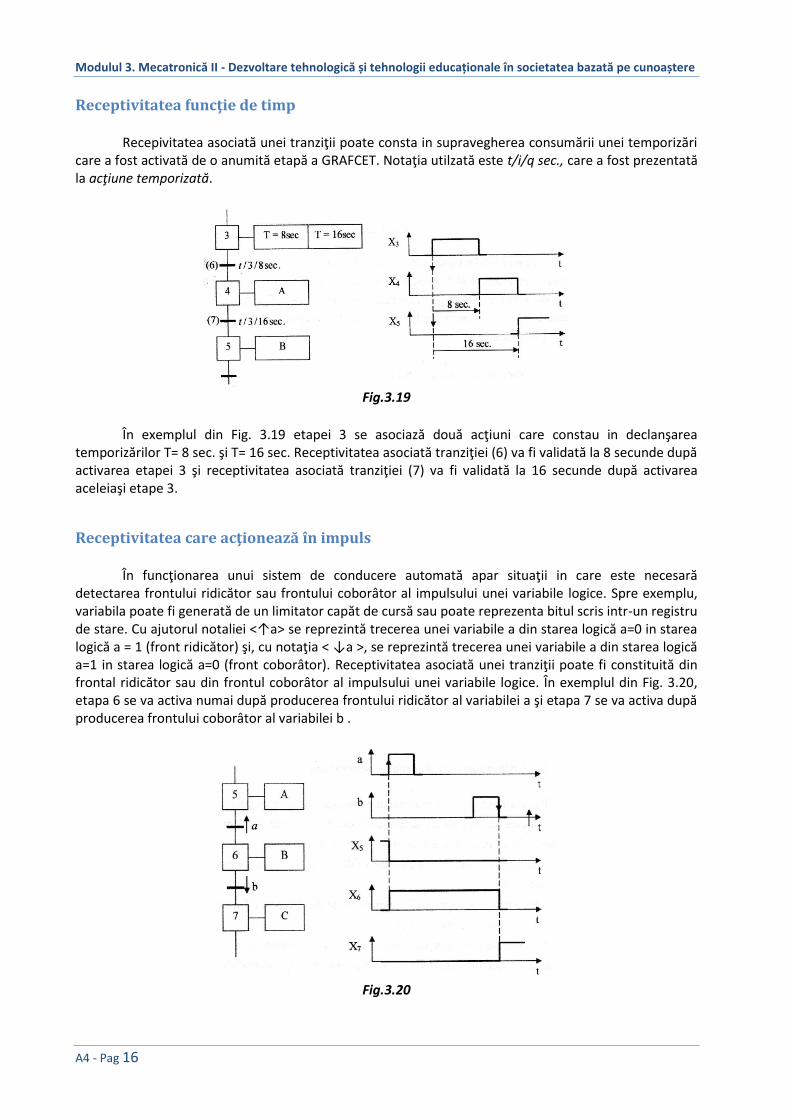
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 16
Receptivitatea funcţie de timp
Recepivitatea asociată unei tranziţii poate consta in supravegherea consumării unei temporizări care a fost activată de o anumită etapă a GRAFCET. Notaţia utilzată este t/i/q sec., care a fost prezentată la acţiune temporizată.
Fig.3.19
În exemplul din Fig. 3.19 etapei 3 se asociază două acţiuni care constau in declanşarea
temporizărilor T= 8 sec. şi T= 16 sec. Receptivitatea asociată tranziţiei (6) va fi validată la 8 secunde după activarea etapei 3 şi receptivitatea asociată tranziţiei (7) va fi validată la 16 secunde după activarea aceleiaşi etape 3.
Receptivitatea care acţionează în impuls
În funcţionarea unui sistem de conducere automată apar situaţii in care este necesară detectarea frontului ridicător sau frontului coborâtor al impulsului unei variabile logice. Spre exemplu, variabila poate fi generată de un limitator capăt de cursă sau poate reprezenta bitul scris intr-un registru de stare. Cu ajutorul notaliei <↑a> se reprezintă trecerea unei variabile a din starea logică a=0 in starea logică a = 1 (front ridicător) şi, cu notaţia < ↓a >, se reprezintă trecerea unei variabile a din starea logică a=1 in starea logică a=0 (front coborâtor). Receptivitatea asociată unei tranziţii poate fi constituită din frontal ridicător sau din frontul coborâtor al impulsului unei variabile logice. În exemplul din Fig. 3.20, etapa 6 se va activa numai după producerea frontului ridicător al variabilei a şi etapa 7 se va activa după producerea frontului coborâtor al variabilei b .
Fig.3.20

A4 – Controlul Sistemelor Industriale II
A4 - Pag 17
Detectarea apariţiei frontului ridicător al unei variabile logice a se face verificănd mai întâi că variabila este absentă (a = 0) şi apoi verificând că variabila devine prezentă (a = 1). Cele două secveţe din Fig. 3.21 sunt echivalente. Tranziţia intre etapele 2 şi 3 controlează absenţa variabilei a prin receptivitatea ̅ şi tranziţia dintre etapele 3 şi 4 controlează prezenţa variabilei a prin receptivitatea a.
Fig.3.21
Sincronizarea şi cuplarea secvenţelor
În aplicaţii apare adesea necesitatea ca derularea unei secvenţe de condiţii logice să depindă de derularea unei alte secvenţe. Cele două secvenţe vor trebui sincronizate şi acest lucru se poate obţine prin: conceperea judicioasă a structurii GRAFCET-ului care descrie evoluţia automată; intervenţia in receptivităţile unei secvenţe din GRAFCET a stărilor active ale altei secvenţe din grafcet.
În continuare se prezintă câteva exemple referitoare la simultaneitatea, aşteptarea sau
interdicţia evenimentelor care pot apare in automatizări.
Simultaneitatea evenimenetelor
Să presupunem că pentru două secvenţe S1 şi S2 ale aceluiaşi GRAFCET se doreşte asigurarea activării simultane a două etape, 5 şi 8 spre exemplu, conform Fig. 3.22 stânga. Rezultatul dorit se poate obţine făcând să intervină in receptivitatea tranzţiei (1) starea activă X7 a etapei 7 şi in receptivitatea tranziţiei (2) starea activă X4 a etapei 4. Un rezultat echivalent poate fi obţinut folosind structura GRAFCET din Fig. 3.22 dreapta, unde tranziţia (3) se validează direct cu ajutorul celor două etape 4 şi 7.
Fig.3.22

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 18
Aşteptarea evenimentelor
Dacă se doreşte ca o secvenţă S2 să fie executată numai după executarea unei alte secvenţe S1, atunci se poate opta pentru o structură cum este cea din Fig. 3.23.a. Independent de condiţiile care îi sunt proprii (reprezentate aici prin etapa 5), secventa S2 va fi autorizată să pornească numai după ce etapa 4 (care depinde de execuţia secvenţei S1) va fi activată.
a) b)
Fig.3.23
Blocarea producerii evenimentelor
În cazul când anumite acţiuni ale unei secvenţe S1 sunt interzise a se produce dacă alte acţiuni ale unei secvenţe S2 au loc, se poate face astfel incât declanşarea tranziţiilor secvenţei S1 să depindă de stările active corespunzătoare secvenţei S2. Spre exemplu (Fig.3.23.b), receptivitateoa a ̅6 ̅7 asociată tranziţiei (1) din secvenţa S1 blochează producerea acţiunii A atunci când acţiunile B şi C au loc.
Conversia GRAFCETLDR
În reprezentările GRAFCET una din caracteristicile importante este aceea că într-o aplicaţie, la un moment dat, este activă doar una sau mai multe etape funcţionale (stări), şi nicidecum toate etapele. Acest detaliu aduce simplificări importante în modul de concepere a aplicaţiilor, în sensul că programatorul se poate concentra doar asupra detaliilor etapelor active, fără a mai fi nevoit să se raporteze în permanenţă la toate etapele procesului. Adică, dacă programarea PLC-urilor, în modul intrinsec, este proprie proceselor paralele (datorită procesării ciclice şi imaginii de proces), prin diverse tehnici, programarea poate fi transformată în una secvenţială, pe etape/paşi succesivi. Aceste tehnici de transformare a abordării paralele în una serială (secvenţială) urmăresc prin diverse strategii activarea la un moment dat doar a stărilor (etapelor) dorite. Una din tehnicile care permit activarea, la un moment dat, doar a etapelor dorite este inspirată din acţionarea circuitelor cu relee. Astfel o etapă poate fi activată şi automenţinută la fel ca şi bobina unui releu. Dacă se includ în acestă logică şi regulile de evoluţie GRAFCET (vezi Curs 6) atunci etapele/stările procesului vor fi activate în baza unor ecuatii logice între biţii de stare asociaţi etapelor şi tranziţiilor (receptivităţiilor). În continuarea se detaliază ecuaţiile logice de activare a stărilor/etapelor, corespunzătoare diverselor situaţii elementare.

A4 – Controlul Sistemelor Industriale II
A4 - Pag 19
Fig.3.24. Diagramă GRAFCET. Succesiune simplă de stări.
Succesiunea simplă
Activarea/dezactivarea unei stări într-o diagramă Grafcet este guvernată, pentru o succesiune oarecare de stări (figura 5.23), de următoarea ecuaţie: (*) Si = Si-1*Ti+Si* ̅i+1 unde, condiţia de activare este Si-1*Ti , respectiv, condiţia de automenţinere: Si* ̅i+1
Condiţia de activare: starea (Si) se activează dacă condiţia de activare este realizată, adică dacă sunt active starea precedentă (Si-1) şi condiţia de tranziţie (Ti).
Condiţia de automenţinere: Starea (Si ) se automenţine dacă nu este activă starea următoare (Si+1). În consecintă, în baza ecuaţiei logice, când starea următoare (Si+1) se va activa, starea curentă (Si) se va dezactiva întotdeauna.
Transpunerea în Ladder a ecuaţie Grafcet (*): Fig. 3.25.
Fig. 3.25. Diagrama LDR asociată ecuaţiei logice (*). Starea Si va fi activă atât timp cât funcţia logică
asociată părţii condiţionale a diagramei va avea valoarea 1 logic.
Divergenţa SAU
Procesele secvenţiale includ şi ramificaţii mai complexe de tipul divergenţelor SAU: atunci când procesul aflat într-o stare Si, poate evolua într-o stare Sj sau Sk, după cum este activă condiţia Tj sau Tk.
Pentru a evita situaţia în care stările Sj şi Sk ar putea fi activate simultan, ecuaţiile Grafcet trebuie completate cu o condiţie de excludere reciprocă pentru cele două condiţii de tranziţie: condiţia Tj va fi validată numai dacă nu este realizată condiţia Tk, iar condiţia Tk va fi validată doar dacă nu este realizată condiţia Tj.
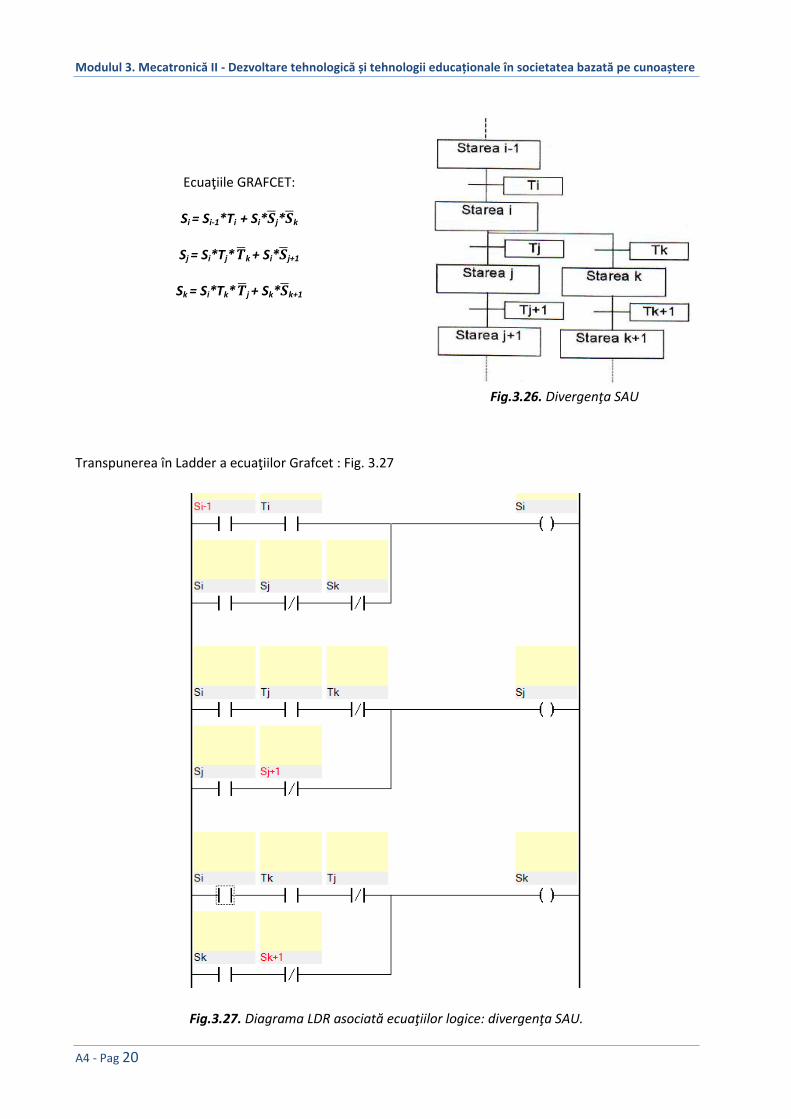
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 20
Ecuaţiile GRAFCET:
Si = Si-1*Ti + Si* ̅j* ̅k
Sj = Si*Tj* ̅k + Si* ̅j+1
Sk = Si*Tk* ̅j + Sk* ̅k+1
Transpunerea în Ladder a ecuaţiilor Grafcet : Fig. 3.27
Fig.3.27. Diagrama LDR asociată ecuaţiilor logice: divergenţa SAU.
Fig.3.26. Divergenţa SAU

A4 – Controlul Sistemelor Industriale II
A4 - Pag 21
Divergenţa SI
Divergenţa SI implică evoluţia procesului din starea curentă Si, simultan în stările Sj şi Sk (două sau mai multe). Starea Si se va menţine până se vor activa simultan stările Sj şi Sk. Activa celor din urmă conduce obligatoriu la dezactivarea celei precedente Si.
Ecuaţiile GRAFCET:
Si = Si-1*Ti + Si* ̅j + Si* ̅k
Sj = Si*Ti+1 + Sj* ̅j+1
Sk = Si*Ti+1 + Sk* ̅k+1
Transpunerea în Ladder a ecuaţiilor Grafcet: Fig. 3.29
Fig.3.29. Diagrama LDR asociată ecuaţiilor logice: divergenţa ȘI
Fig.3.28. Divergenţa ȘI

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A4 - Pag 22
Convergenţa SAU
Procesul poate trece în starea Si din oricare din stările Sj sau Sk prin activarea condiţiei corespunzătoare stării active, Tk+1 pentru starea Sk sau Tj+1 pentru starea Sj .
Ecuaţia GRAFCET:
Si = Sj*Tj+1 + Sk*Tk+1 + Si* ̅i+1
Sj = Sj-1*Tj + Sj* ̅i
Sk = Sk-1*Tk + Sk* ̅i
Convergenţa ȘI
Procesul poate trece în starea Si cu condiţia ca stările Sj , Sk şi condiţiile Tj+1 , Tk+1 să fie satisfăcute simultan. Activarea stării Si, conduce la dezactivarea stărilor anterioare.
Ecuaţiile GRAFCET:
Si = Sj*Tj+1*Sk*Tk+1 + Si* ̅i+1
Sj = Sj-1*Tj + Sj* ̅i
Sk = Sk-1*Tk + Sk* ̅i
Fig.3.30. Convergenţa SAU
Fig.3.31. Convergenţa ȘI

A5 - Pag 1
Tehnologii Industriale
1. Tehnologia Siemens. Generalități 2. Mediul de dezvoltare STEP7 3. Proiectarea unui sistem de control secvențial
Tehnologia Siemens. Generalități
SIEMENS este un concern cu un bogat portofoliu de produse şi servicii în următoarele domenii: tehnologia informaţiei şi comunicaţii, tehnică medicală, energie, transporturi, automatizări şi acţionări.
Criteriul hotărâtor în alegerea soluțiilor SIEMENS în conducerea proceselor automate este stabilitatea şi robusteţea sistemelor, fără însă a neglija aspecte precum: uşurinţa în operare, monitorizarea şi înregistrarea erorilor, diagnosticarea eventualelor defecte precum şi un service rapid. Proiectarea unui sistem de automatizare implică alegerea de componente fizice și logice consacrate în mediul industrial, și configurarea lor conform cerințelor aplicației vizate.
Soluţiile software şi hardware furnizate de SIEMENS asigură următoarele:
Achiziţionează şi monitorizează permanent starea parametrilor procesului pentru a furniza repede și sigur informațiile ce stau la baza luării deciziilor.
Minimizează costurile de producţie optimizând consumurile energetice şi de materie prima. Asigură uşurinţa în exploatarea echipamentelor de monitorizare şi control prin proiectarea
unor interfeţe de operare prietenoase şi flexibile în conformitate cu cerinţele clientului.
1. Sistemul de automatizare SIMATIC S7
Sistemul de automatizare SIMATIC este reprezentat de componente modulare care sunt astfel proiectate încât să poată fi utilizate metode unitare de configurare, înregistrare şi transmitere a datelor.
PLC-urile din familia SIMATIC (S7) reprezintă baza sistemului de automatizare. Cele 3 tipuri aflate pe piaţă sunt:
A5
1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 2
S7-200 un automat de mici dimensiuni folosit în automatizarea unor procese de complexitate redusă;
S7-300 este un automat pentru automatizări de complexitate medie; S7-400 reprezintă soluţia pentru automatizări complexe.
Celelalte componente din soluţia SIMATIC pentru automatizări (module auxiliare) extind funcționalitatea unității centrale, rezultând o consolă dedicată aplicației avute în vedere.
Limbajul acestui concept de automatizare este STEP 7, care este utilizat pentru configurarea componentelor SIMATIC, atribuirea de parametri şi, nu în ultimul rând, programarea automatelor. Unealta software centrală este reprezentată de SIMATIC Manager care păstrează toate datele unui proiect de automatizare într-un director cu o structură ierarhizată.
Principalele activităţi realizate de STEP 7 sunt:
configurarea hardware-ului – ceea ce reprezintă aranjarea modulelor, atribuirea de adrese, precum şi setarea proprietăţilor acestora;
configurarea parametrilor de comunicare precum şi a proprietăţilor acesteia; scrierea de programe utilizator pentru PLC într-unul dintre cele 4 limbaje: Ladder Diagram (LAD),
Function Block Diagram (FBD), Statement List (STL) sau S7-GRAPH, precum şi testarea online a acestora pe automat.
2.1. Unităţi Centrale SIMATIC
La ora actuală se folosesc 3 familii de unităţi centrale de procesare (CPU) pentru automatizări SIMATIC:
2.1.1. Familia S7-200:
limbaj de programare STEP 7 Micro;
folosit pentru automatizări de complexitate redusă;
extinderea funcționalității cu ajutorul modulelor dedicate;
există posibilitatea conectării mai multor unităţi centrale împreună (până la 31);
există posibilitatea conectării cu alte automate din familia SIMATIC.
Figura 2.1. Exemplu de CPU din familia S7-200

A5 – Tehnologii Industriale
A5 - Pag 3
2.1.2. Familia S7-300:
automatizări de complexitate medie;
aceleaşi caracteristici ca la S7-200 şi în plus posibilitate de instalare a unei surse suplimentare pe
şina centrală;
prevăzut cu module pentru operare în condiţii ostile (temperaturi foarte ridicate sau scăzute, un
nivel ridicat de vibraţii, rezistenţă la şocuri).
Sloturile sunt numerotate:
1- pentru sursă (chiar dacă lipseşte), 2- pentru unitatea centrală, 3- modul de comunicare, 4- module de I/O (până la slotul 11 inclusiv).
2.1.3. Familia S7-400:
se pretează proceselor complexe supuse automatizării; îmbunătăţeşte performanţele staţiilor din familia 300, dând o mai mare capacitate de procesare
a informaţiei; posibilitatea de conectare a două unităţi centrale la aceeaşi sursă;
Figura 2.2. Exemplu de CPU din familia S7-300
Figura 2.3. Exemplu de CPU din familia S7-400

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 4
capacitate de multiprocesare.
Componentele din gama SIMATIC S7-300/400 permit anexarea unui sistem redundant de automatizare, astfel că o staţie poate prelua controlul procesului în cazul în care staţia master funcționează defectuos. În timpul acestei perioade, toate semnalele din proces sunt “îngheţate”.
Pe lângă şina de montare, unitatea centrală de procesare şi modulele de I/O, un sistem complet S7 presupune și prezența unui panou operator prin intermediul căruia factorul uman poate interacţiona cu sistemul de automatizare.
2.2. Configuraţia hardware a sistemului de automatizare S7-300
PS (Power Supply) – Sursă suplimentară de tensiune CPU (Central Processing Unit) – Unitatea principală de comandă (PLC) IM (Interface Module) – Modulul de interfațare asigură conectarea automatului industrial la
magistrala de date SM (Signal Modules)
o DI (Digital Inputs Modules) – Module de intrări digitale: 24VDC sau 120/230VAC o DO (Digital Outputs Modules) – Module de ieșiri digitale: relee 24VDC o AI (Analog Inputs Modules) – Module de intrări analogice: intrări în tensiune, curent,
rezistență variabilă sau termocuplu o AO (Analog Outputs Modules) – Module de ieșiri analogice: surse de tensiune/curent
FM (Function Modules) – Module cu funcții speciale CP (Communication Processors) – Module pentru interfațarea sistemului de automatizare prin
intermediul diferitelor standarde de comunicație
(Opțional) -Numărătoare -Sisteme de poziționare -Controler în buclă închisă
(Opțional) -Point-to-Point -PROFIBUS -Ethernet Industrial
S7-300™
Figura 2.4. Modulele sistemului S7-300

A5 – Tehnologii Industriale
A5 - Pag 5
Atenție! Ordinea de amplasare a modulelor pe șina de montare prezentată în figura de mai inainte este obligatorie și este utilizată și în configurarea hardware din cadrul proiectelor
Mediul de dezvoltare STEP 7
Pentru lansarea în execuția a mediului de dezvoltare STEP 7 (SIMATIC Manager) se alege una din următoarele 2 variante:
Lansați aplicația direct de pe Desktop prin intermediul icoanei:
Urmați calea: Start All Programs Siemens Automation SIMATIC SIMATIC Manager
2
Figura 2.5. Pictograma SIMATIC Manager
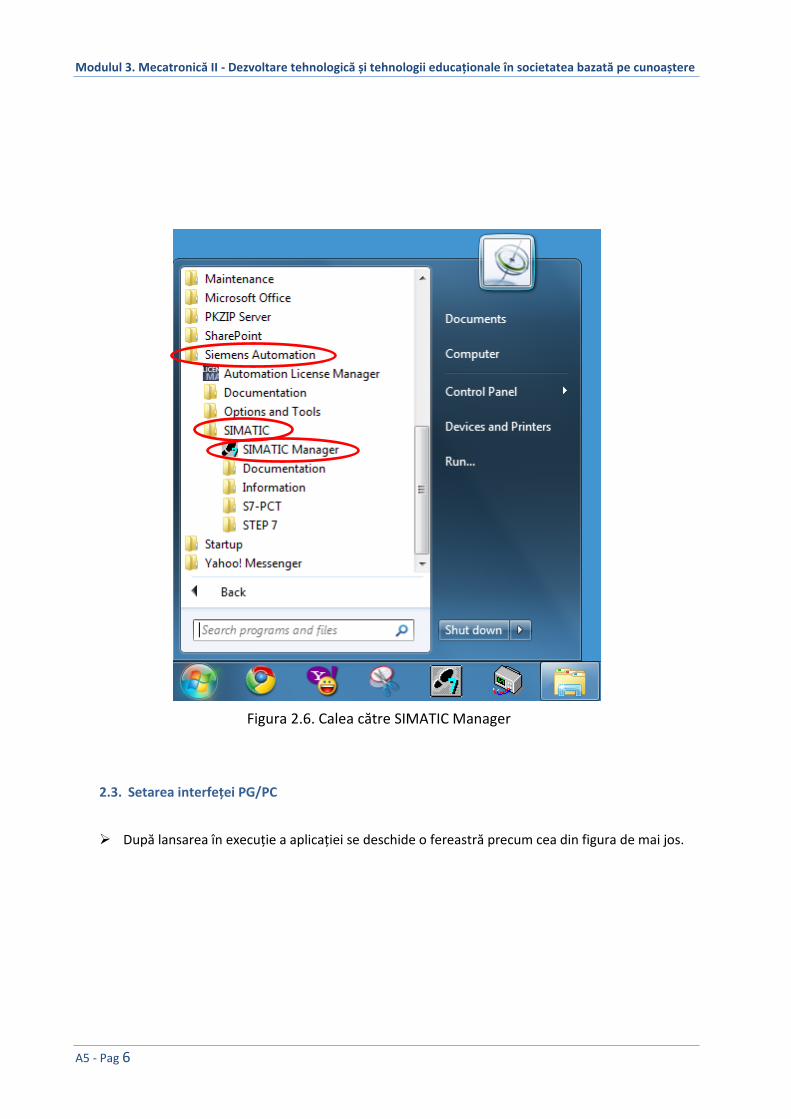
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 6
2.3. Setarea interfeței PG/PC
După lansarea în execuție a aplicației se deschide o fereastră precum cea din figura de mai jos.
Figura 2.6. Calea către SIMATIC Manager
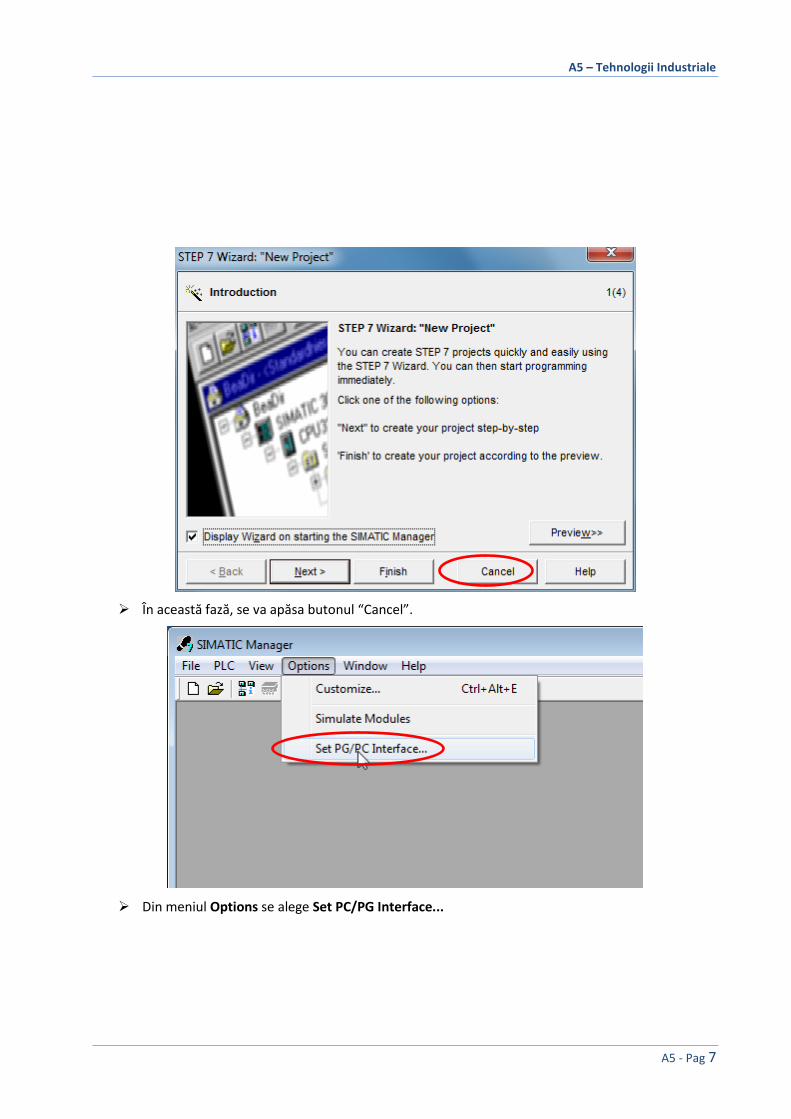
A5 – Tehnologii Industriale
A5 - Pag 7
În această fază, se va apăsa butonul “Cancel”.
Din meniul Options se alege Set PC/PG Interface...

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 8
Se alege butonul Select...
Se alege PC Adapter după care se apasă butonul Install

A5 – Tehnologii Industriale
A5 - Pag 9
După confirmarea instalării se alege Close.
Se derulează în listă și se alege PC Adapter (MPI) după care se apasă butonul Properties...
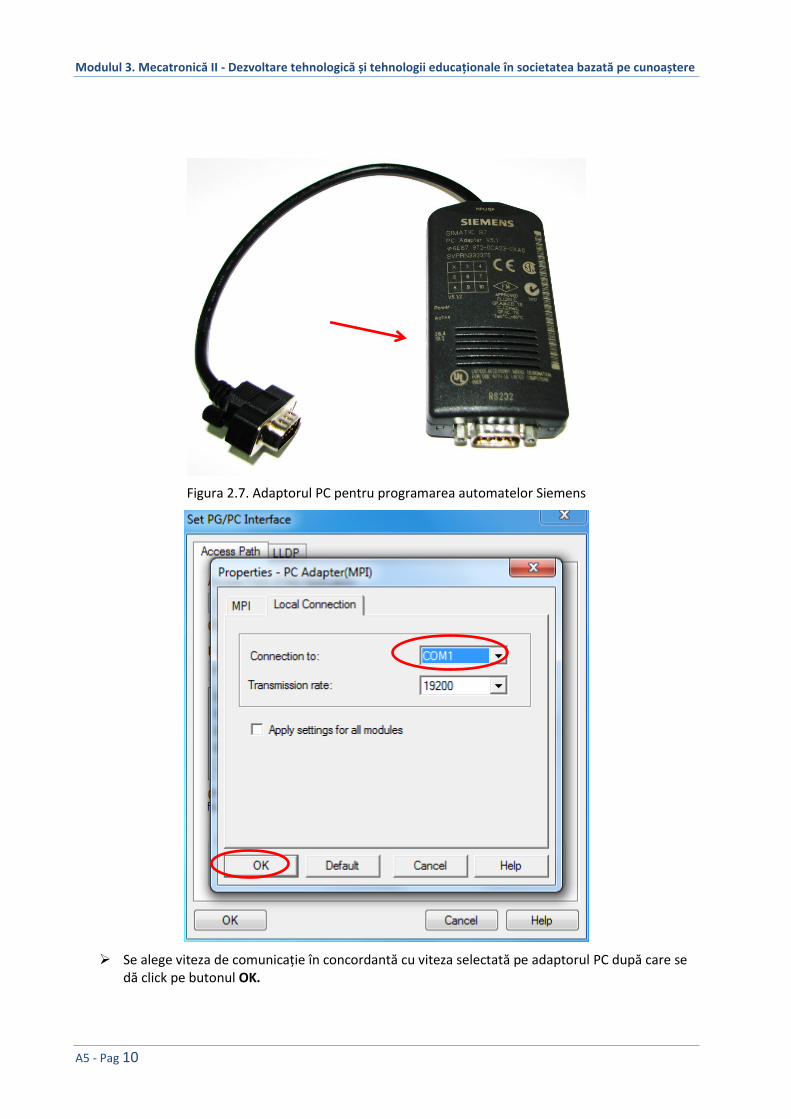
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 10
Figura 2.7. Adaptorul PC pentru programarea automatelor Siemens
Se alege viteza de comunicație în concordantă cu viteza selectată pe adaptorul PC după care se dă click pe butonul OK.
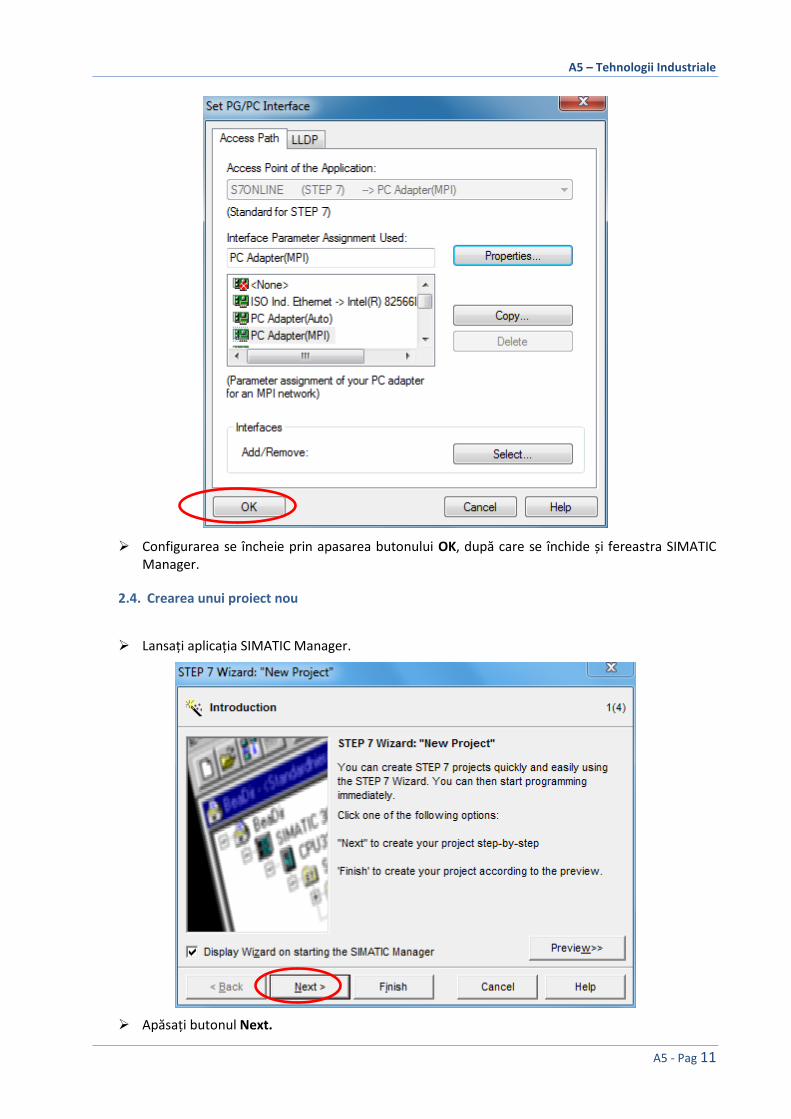
A5 – Tehnologii Industriale
A5 - Pag 11
Configurarea se încheie prin apasarea butonului OK, după care se închide și fereastra SIMATIC Manager.
2.4. Crearea unui proiect nou
Lansați aplicația SIMATIC Manager.
Apăsați butonul Next.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 12
Figura 2.8. Exemplu de automate din gama S7-300
Selectați din listă tipul automatului (indicativul ce apare în colțul stânga sus al unității centrale de calcul), după care apăsați Next.

A5 – Tehnologii Industriale
A5 - Pag 13
Se bifează LAD (simbolizând alegerea limbajului de programare prin diagrame Ladder pentru funcția ciclică OB1), urmat de apăsarea butonului Next.
Se introduce numele proiectului și se finalizează configurarea proiectului apăsând butonul Finish.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 14
2.5. Configurarea hardware a proiectelor SIMATIC Manager
Alegerea unității centrale furnizează doar informații generale despre proiectul avut în vedere și, ca atare, este necesară o explicitare completă a soluției de automatizare.
Pentru aceasta:
Din meniul SIMATIC 300 Station se deschide editorul pentru componența hardware a proiectului (cu dublu click).
Figura 2.9. Simbolizarea seriei și a versiunii pe automatele S7-300

A5 – Tehnologii Industriale
A5 - Pag 15
Se selectează unitatea centrală și se compară seria și versiunea cu cele reale. Dacă această configurare automată nu corespunde, se trece la configurarea manuală a
modulelor:

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 16
o Se selectează unitatea centrală și se apasă tasta Delete de la tastatură, după care se confirmă apasând butonul Yes.
o La următoarea atenționare se răspunde No, pentru a nu pierde eventualele programe implementate anterior.

A5 – Tehnologii Industriale
A5 - Pag 17
o Unitatea centrală utilizată la elaborarea prezentului proiect pentru suport de curs este CPU 313C, model 313-5BF03-0AB0, versiunea de firmware v2.0. După identificarea ei în lista unităților SIMATIC 300 disponibile, se marchează și se execută dublu-click. Observație: se poate vedea că a fost introdusă pe poziția 2 a șinei de montare virtuală, locul fiind conform cu poziția din figura 4 (subcapitolul “Configuraţia hardware a sistemului de automatizare S7-300”).

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 18
o La efectuarea unui click dreapta la nivelul intrărilor/ieșirilor digitale, apare meniul din figura de mai sus, unde se selectează Object Properties ...

A5 – Tehnologii Industriale
A5 - Pag 19
o SIMATIC Manager va deschide fereastra din figura de mai sus. Selectați eticheta Addresses din partea de sus a ferestrei. System default este bifat implicit. O zonă de memorie de 2 Bytes este alocată intrărilor începând cu adresa 124 pâna la 126, iar pentru ieșiri o zonă de 1 Bytes începând cu adresa 124 până la 125.
o Se recomandă ca acestea să fie definite de utilizator, mai ales în cazul aplicațiilor mai complexe când se adaugă module suplimentare.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 20
o Pentru a modifca aceste setări implicite debifați System default și introduceți adresa de start 0 (zero) atât la intrări cât și la ieșiri. Se confirmă modificările efectuate cu butonul OK

A5 – Tehnologii Industriale
A5 - Pag 21
o Pe următoarele poziții se pot introduce eventuale module specifice configurației hardware alegându-le după seriile unice de identificare (în ordinea prezentată în subcapitolul “Configuraţia hardware a sistemului de automatizare S7-300”).

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 22
o La final, se salvează configurația implementată efectuând un click pe pictograma Save, după care se închide editorul.
2.6. Lista de simboluri
Intrările, ieșirile, temporizatoarele, numărătoarele și/sau funcțiile bloc utilizate în construirea aplicațiilor pot fi apelate utilizând adresele lor absolute sau li se pot asocia denumiri simbolice, mai sugestive.
2.6.1. Adresarea absolută
Adresarea absolută presupune accesarea resurselor direct prin adresa lor (cum ar fi I 0.0 pentru intrări sau Q 0.0 pentru ieșiri). În acest caz, nu este necesară definirea unei liste de simboluri, dar programul este greu de citit.
În figura ce urmează se poate vedea un exemplu de programare ce utilizează adresarea absolută.
2.6.2. Adresarea simbolică
Adresarea simbolică permite utilizarea unor denumiri sugestive pentru resursele sistemului de automatizare. Un exemplu de programare simbolică se poate observa în figura următoare.
I 0.0 Q 0.0

A5 – Tehnologii Industriale
A5 - Pag 23
Legătura între adresa absolută și simbolul asociat se face prin intermediul listei de simboluri. Definirea elementelor acesteia se face după cum urmează:
Din meniul S7 Program se deschide editorul listei de simboluri executând dublu click pe icoana Symbols.
Lungimea denumirii simbolurilor este limitată la 24 de caractere, iar observațiile introduse în câmpul Comments pot fi șiruri de maxim 80 caractere.
Câmpul Address se completează cu adresa absolută (exemple: M 0.0, M 0.1 – biți de memorie; MB 1, MB 2 – octeți de memorie; MW 10, MW 12 – cuvinte de memorie; I 0.0, I 1.0 – intrări; Q 0.0, Q 1.0 – ieșiri; T 1, T2 – temporizatoare; C 1, C 2 – numărătoare ș.a.) a resursei vizate, iar câmpul Data type va reține tipul datei (este completat automat de mediul de dezvoltare).
Câmpul Status va conține unul din însemnele următoare numai dacă:
o „ X “ – definirea simbolului este incompletă sau o „ = “ – denumirea simbolului sau adresa absolută asociată acestuia se regăsesc și în definirea
altor simboluri.
B_Start L_LampaQ1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 24
Pentru exemplificare adăugăm simbolul B_Start cu adresa absolută I 1.0 ce corespunde intrării digitale la care este conectat butonul Start de pe panoul de comandă.
Se introduce și simbolul unei ieșiri (lampa Q1) pentru configurarea unei aplicații demonstrative. Se salvează lista de simboluri dând click pe pictograma Save, după care se închide editorul.
Se poate reveni ori de câte ori este nevoie pentru modificarea sau completarea listei de simboluri urmând pașii indicați anterior.

A5 – Tehnologii Industriale
A5 - Pag 25
2.7. Programarea unei aplicații
Din meniul Blocks se deschide (cu dublu click) blocul OB1 (programul cu execuție ciclică).
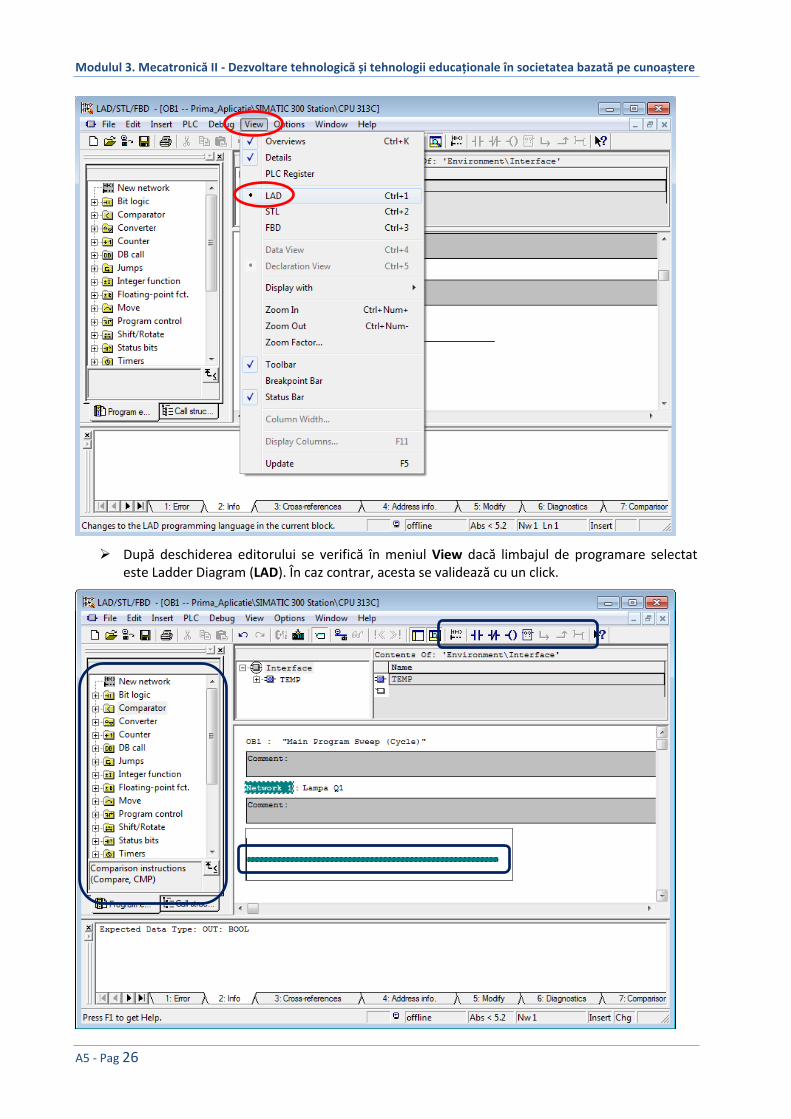
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 26
După deschiderea editorului se verifică în meniul View dacă limbajul de programare selectat este Ladder Diagram (LAD). În caz contrar, acesta se validează cu un click.

A5 – Tehnologii Industriale
A5 - Pag 27
În acest moment mediul este pregătit pentru implementarea programului aplicației vizate. Implicit există o singură ramură principală pe care se vor introduce elemente decizionale și de execuție. Componenta decizională poate include și funcții bloc dedicate unor operații logice predefinite, dar și blocuri ale căror funcționalitate este definită de utilizator.
Introducem un contact normal deschis prin intermediul pictogramei aferente după care se dă click pe notația ??.? pentru a introduce denumirea intrării asociate. Se poate folosi atât adresarea absolută cât și cea simbolică.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 28
După introducerea primelor caractere, mediul de dezvoltare sugerează simboluri din lista celor predefinite de utilizator.

A5 – Tehnologii Industriale
A5 - Pag 29
După selectarea zonei ramurii unde se dorește introducerea unui nou element decizional și/sau de execuție, se introduce o bobină de execuție prin intermediul pictogramei aferente.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 30
Se asociază elementului de execuție introdus anterior cu ieșirea L_LampăQ1.

A5 – Tehnologii Industriale
A5 - Pag 31
Prima aplicație prin care Lampa Q1 este aprinsă cât timp butonul Start este apăsat poate fi salvată și încărcată în memoria automatului programabil. Acestea se realizează prin selectarea pictogramelor aferente.
În cazul în care în memoria automatului există o aplicați anterioară, aceasta se va rescrie cu cea nouă prin confirmare cu butonul Yes.
După ce mediul de dezvoltare confirmă incheierea procesului, funcționarea aplicației poate fi testată pe stand.
2.8. Forțarea intrărilor/ieșirilor
SIMATIC Manager permite utilizatorului să forțeze intrările și ieșirile automatului având ca scop urmatoarele:
diferențierea dintre erorile de tip software și hardware ;
monitorizarea variabilelor alocate în lista de simboluri;
depanarea programelor;
Există două metode prin care se poate realiza acest lucru și vor fi exemplificate în cele ce urmează.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 32
2.8.1. Forțarea intrărilor/ieșirilor utilizând HW Config
Fereastra HW Config (configurare hardware) se deschide dând dublu ckick pe icoana Hardware.

A5 – Tehnologii Industriale
A5 - Pag 33
Pentru accesarea ferestri de forțare a unui modul de intrări/ieșiri, se dă click dreapta și din meniul pe modulul dorit și se selectează din meniul contextual Monitor/Modify.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 34
Apare fereastra de forțare a intrărilor/ieșirilor modulului . În fereastră veți regăsii adresele
alocate și denumirea intrării/ieșirii conform listei de simboluri. Pentru trecerea SIMATIC
Manager în modul online, bifați căsuța Monitor.

A5 – Tehnologii Industriale
A5 - Pag 35
SIMATIC Manager va afișa mesajul RUNNING și va trece în modul online afișând continuu starea logică a intrărilor și ieșirilor:
o 1 logic este simbolizat printr-un pătrățel gri cu un dreptunghi verde în interior;
o 0 logic este simbolizat printr-un pătrățel gri.
Coloana Status value va afișa starea curentă a ieșirii, iar prin modificarea coloanei Modify value se poate forța starea unei ieșiri. Pentru aceasta, se introduce starea logică dorită în câmpul Modify value și se apasă butonul cu același nume.
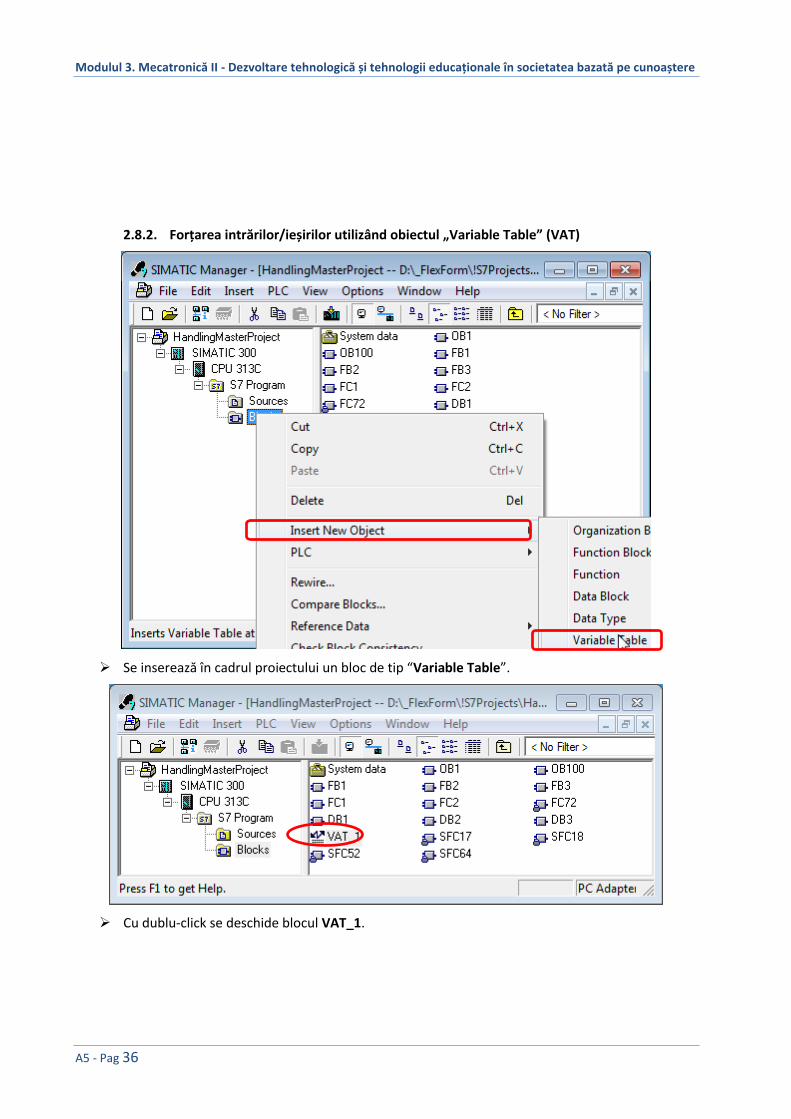
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 36
2.8.2. Forțarea intrărilor/ieșirilor utilizând obiectul „Variable Table” (VAT)
Se inserează în cadrul proiectului un bloc de tip “Variable Table”.
Cu dublu-click se deschide blocul VAT_1.

A5 – Tehnologii Industriale
A5 - Pag 37
Selectați prima linie și alegeți Insert Range of Variables...
Puteți alege să introduceți o singură variabilă sau un interval (prima adresă și numărul de biți).

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 38
Pentru a monitoriza variabilele, automatul trebuie trecut în modul online, iar acest lucru este relizat prin intermediul butonului Monitor Variables.
Coloana Status value va afișa starea curentă a ieșirii, iar prin modificarea coloanei Modify value se poate forța starea unei ieșiri. Pentru aceasta, se introduce starea logică dorită în câmpul Modify value și se apasă pictograma cu același nume.

A5 – Tehnologii Industriale
A5 - Pag 39
Proiectarea unui sistem de control secvențial
2.9. Cerința
Se dorește programarea unui sistem secvențial de sortare automată.
4.2. Standul demonstrativ
Elementele componente sunt:
Cilindru pneumatic orizontal, cu sensori pentru poziția de alimentare cu piese și pentru pozițiile șinelor de evacuare a pieselor sortate,
Cilindru pneumatic verticat, cu senzori pentru poziții retras sau extins, Dispozitiv de prindere, Senzor de prezență piesă în zona de alimentare, Senzor de culoare, Butoane “Start” și “Reset” cu lămpi
Poziționarea relativă a elementelor se poate observa în figura ce urmează.
Figura 4.1. Stația de sortare
3

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 40
4.3. Starea inițială
Starea inițială a stației de lucru este definită după cum urmează:
Cilindrul orizontal este poziționat deasupra zonei de alimentare; Cilindrul vertical este retras; Dispozitivul de prindere este închis și nu reține piesă.
4.4. Structurarea aplicației
Înainte de programarea efectivă, se recomandă direcționarea atenției către o etapă conceptuală în care aplicația să fie discretizată în pași (faze tehnologice) și tranziții (condiții de trecere de la o fază la alta). Pentru aplicații simple această etapă poate fi dezvoltată mental, dar, pentru aplicații complexe și pentru ușurarea programării, se impune conceperea unei diagrame de flux.
Pentru aplicația de sortare, diagrama de flux propusă este prezentată în paginile următoare:

A5 – Tehnologii Industriale
A5 - Pag 41
1 Start
Aprinde lampă “Reset” 2
Buton “Reset” apăsat
Aducere stație în poziție inițială
Stația se află în poziția inițială
3
4
P15 Așteaptă buton “Start”
Aprinde lampă “Start”
Așteaptă
5
6
Piesă disponibilă în zona de alimentare
7
Stația se află în poziția inițială
Dispozitivul de prindere se deschide
Senzor ”cilindru vertical extins” activ
Stație neresetată
Dispozitivul de prindere se închide
Așteaptă 500ms
Așteaptă 3s
Cilindrul vertical avansează
8

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 42
Cilindrul orizontal avansează
9 Cilindrul vertical se retrage
Senzor ”cilindru vertical retras” activ și piesa are culoarea neagră
Senzor ”cilindru vertical retras” activ și piesa este colorată
10 11
Senzor ”cilindru orizontal poziționat intermediar” activ
Senzor ”cilindru orizontal capăt de cursă” activ
Cilindrul orizontal avansează
12 Cilindrul vertical avansează
Senzor ”cilindru vertical extins” activ
13 Deschidere dispozitiv de prindere
Așteaptă 500ms
Retragere cilindru vertical 14
Senzor ”cilindru vertical retras” activ
15 Retragere cilindru orizontal
Senzor ”cilindru orizontal poziție alimentare activ” activ
P5

A5 – Tehnologii Industriale
A5 - Pag 43
4.5. Dezvoltarea aplicației sub mediul SIMATIC Manager
4.5.1. Crearea proiectului “Sortare”
Pentru început, se crează un proiect nou cu denumirea “Sortare” și se definește automatul utilizat așa cum s-au arătat în subcapitolele “Crearea unui proiect nou” și “Configurarea hardware a proiectelor SIMATIC Manager”.
4.5.2. Crearea listei de simboluri
Se definește lista de simboluri așa cum s-a arătat în subcapitolul “Lista de simboluri”. Pentru aplicația considerată, lista este cea de mai jos:
4.5.3. Crearea funcției bloc S7-GRAPH și programarea secvenței
Pentru crearea unei funcții definite de utilizator și programarea secvenței se face după cum urmează:

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 44
Se marchează submeniul Blocks al aplicației care conține un bloc OB1 gol.
Se alege Insert S7 Block Function Block.
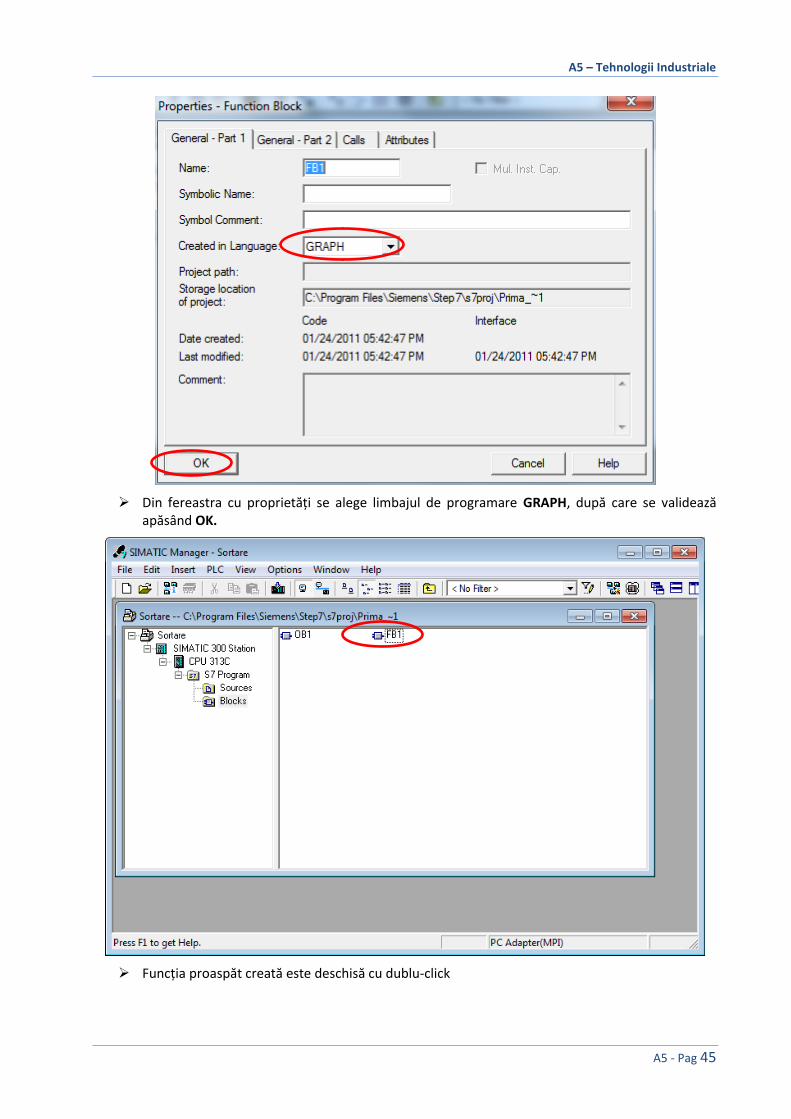
A5 – Tehnologii Industriale
A5 - Pag 45
Din fereastra cu proprietăți se alege limbajul de programare GRAPH, după care se validează apăsând OK.
Funcția proaspăt creată este deschisă cu dublu-click

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 46
Se deschide editorul pentru programarea structurată. Din diagrama de flux reiese că procesul demarează cu o divergență “SAU” pentru validarea conformității poziției actuale a standului cu poziția descrisă anterior. Pentru introducerea ramurii paralele, se selectează pasul după care se dorește introducerea divergenței (Pasul S1 în cazul de față), după care se execută un click pe pictograma “Deschidere ramură alternativă”

A5 – Tehnologii Industriale
A5 - Pag 47
Se selectează tranziția după care se dorește introducerea pasului 2, după care se execută un click pe pictograma “Adăugare Pas + Tranziție”. La fel se va introduce și pasul 3.
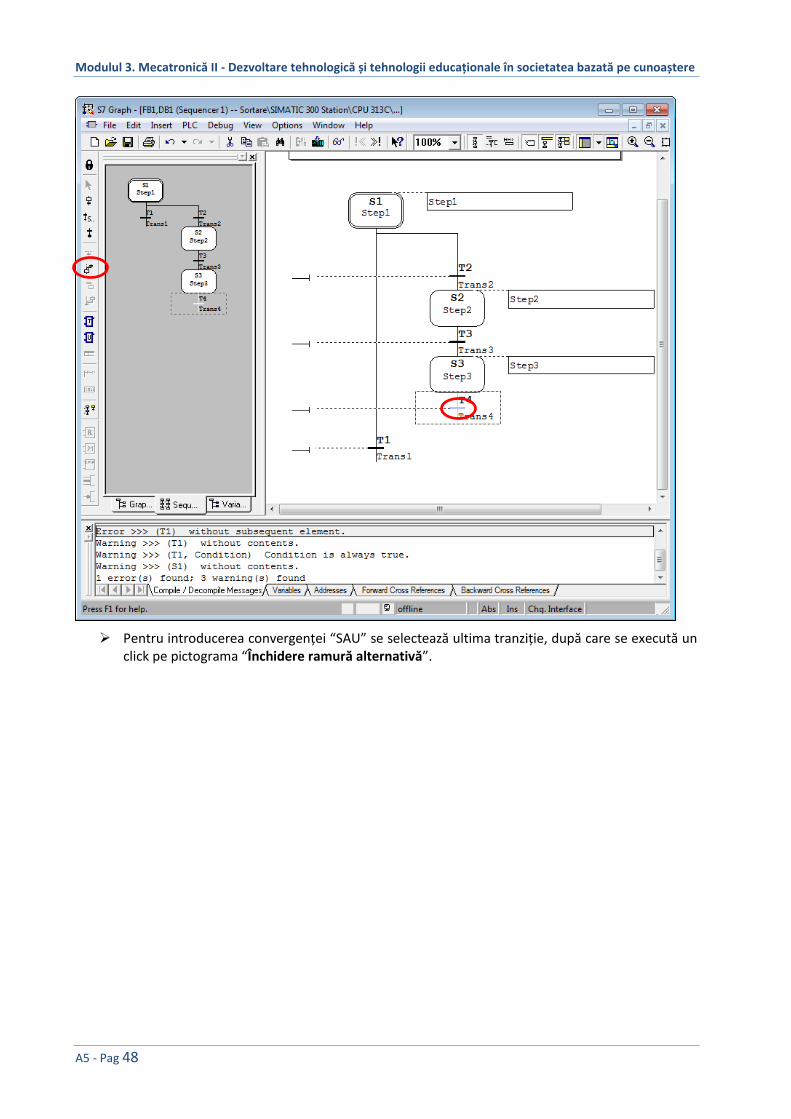
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 48
Pentru introducerea convergenței “SAU” se selectează ultima tranziție, după care se execută un click pe pictograma “Închidere ramură alternativă”.

A5 – Tehnologii Industriale
A5 - Pag 49
Editorul solicită alegerea tranziției după care să se închidă ramura paralelă. Se confirmă poziția cu un click.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 50
Pentru introducerea pasului 4 se selectează nodul de închidere a ramificației, după care se execută un click pe pictograma “Adăugare Pas + Tranziție”

A5 – Tehnologii Industriale
A5 - Pag 51
Utilizând informațiile prezentate, se introduce secvența aferentă diagramei de flux până la pasul 15 inclusiv. Se poate observa că pasul 15 este urmat de salt pe pasul 5. Pentru implementarea acestuia se selectează tranziția după îndeplinirea căreia se efectuează saltul, după care se execută click pe pictograma “Salt”. Secventa programată se poate urmări și în fereastra “Secvență”
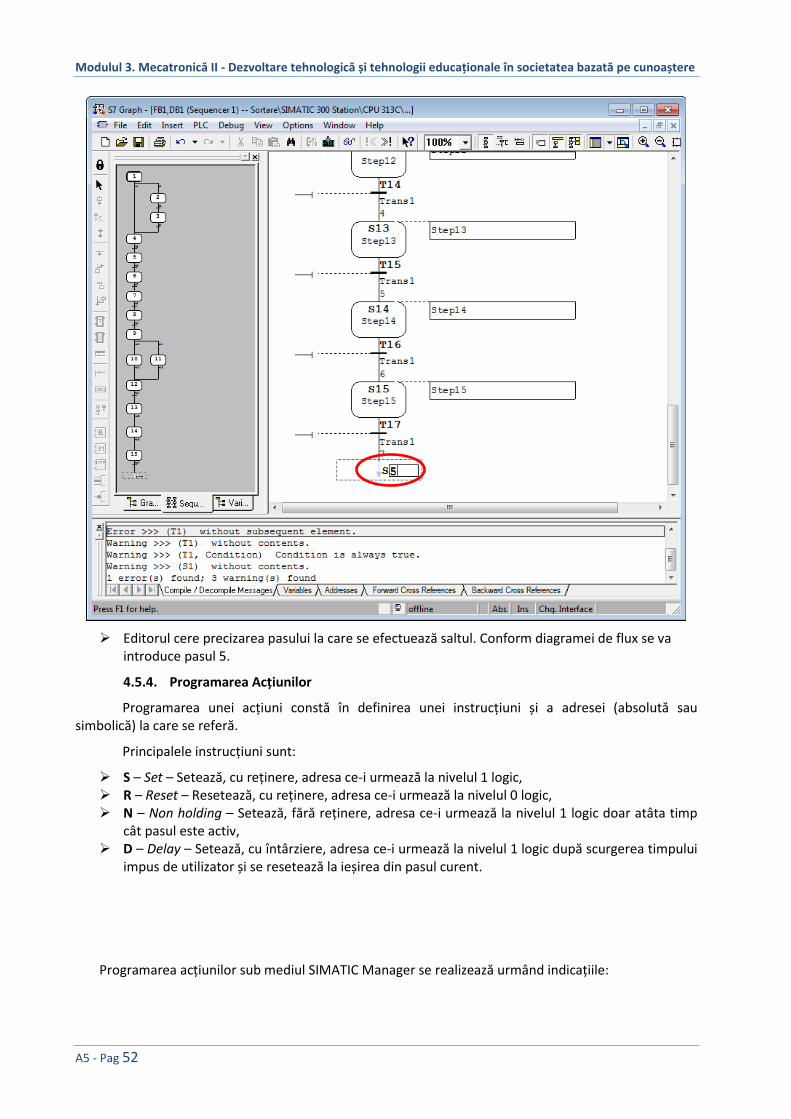
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 52
Editorul cere precizarea pasului la care se efectuează saltul. Conform diagramei de flux se va introduce pasul 5.
4.5.4. Programarea Acțiunilor
Programarea unei acțiuni constă în definirea unei instrucțiuni și a adresei (absolută sau simbolică) la care se referă.
Principalele instrucțiuni sunt:
S – Set – Setează, cu reținere, adresa ce-i urmează la nivelul 1 logic, R – Reset – Resetează, cu reținere, adresa ce-i urmează la nivelul 0 logic, N – Non holding – Setează, fără reținere, adresa ce-i urmează la nivelul 1 logic doar atâta timp
cât pasul este activ, D – Delay – Setează, cu întârziere, adresa ce-i urmează la nivelul 1 logic după scurgerea timpului
impus de utilizator și se resetează la ieșirea din pasul curent.
Programarea acțiunilor sub mediul SIMATIC Manager se realizează urmând indicațiile:

A5 – Tehnologii Industriale
A5 - Pag 53
Se selectează pasul în care se dorește introducerea unei acțiuni, după care se execută un click pe pictograma “Introducere acțiune”.
În primul câmp se introduce indicativul instrucțiunii, iar în al doilea câmp se introduce adresa absolută sau simbolică la care se referă instrucțiunea.
Pe baza celor arătate, se vor introduce acțiunile din imaginile de mai jos, corespunzătoare pașilor fluxului:

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 54
4.5.5. Programarea tranzițiilor
Tranzițiile se programează cu ajutorul instrucțiunilor logice “Contact normal deschis”, ”Contact normal închis” și ”Comparator”, pe baza rezultatului unei operații logice între o combinație de astfel de elemente.
Pentru a utiliza parametrii ai sistemului (cum ar fi timpul de când s-a intrat într-un anumit pas) se utilizează instrucțiunea “Comparator” așa cum se arată mai jos inlocuind “Numărul_Pasului.T” cu numărul pasului avut în vedere (exemplu “Step6.T”).
Programarea tranzițiilor sub mediul SIMATIC Manager se realizează urmând indicațiile:

A5 – Tehnologii Industriale
A5 - Pag 55
Se selectează zona în care se dorește introducerea instrucțiunii, după care se execută un click pe una din instrucțiunile logice.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 56
pentru implementarea condițiilor compuse se alege zona în care se dorește introducerea unei noi insctrucțiuni, după care se execută click pe pictograma instrucțiunii dorite.
Pe baza celor arătate, se vor introduce tranzițiile din imaginile de mai jos, corespunzătoare condițiilor de trecere în diagrama de flux:

A5 – Tehnologii Industriale
A5 - Pag 57

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 58
În final, aplicația dezvoltată în scopul exemplificării detaliilor specifice programării secvențiale este prezentată în paginile următoare:

A5 – Tehnologii Industriale
A5 - Pag 59

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 60

A5 – Tehnologii Industriale
A5 - Pag 61

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 62
Secvența implementată se salvează și se inchide editorul.
4.5.6. Includerea funcției bloc programată secvențial în programul principal
Funcția cu derulare ciclică, în care se implementează programul principal care va apela funcția definită de utilizator, este OB1.
Pașii pentru realizarea acestei sarcini sunt:

A5 – Tehnologii Industriale
A5 - Pag 63
Din meniul Blocks, se deschide, cu dublu click, funcția OB1. Se poate observa că mediul de dezvoltare a introdus automat o serie de alte funcții. Acestea
specifică modul în care va fi rulată aplicația dezvoltată de utilizator în funcție de performanțele automatului (FC72 și SFC64) sau organizează, sub forma unei baze de date, parametrii ce țin de dinamica funcției bloc (DB1 pentru parametrii funcției FB1)

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 64
După deschiderea editorului, se selectează prima ramură, se indentifică, în fereastra din stânga, meniul FB Blocks și se efectuează dublu click pe funcția bloc FB1 pentru introducerea ei.

A5 – Tehnologii Industriale
A5 - Pag 65
Se efectuează un click în zona simbolurilor ??? și se completează cu baza de date (DB1) aferentă funcției FB1, iar intrarea corespunzătoare intrării INIT_SQ se completează cu M0.0 (se precizează numărul pasului de la care se începe rularea secvenței programate). După ce aplicația va fi încărcată în memoria automatului, se trece în modul de funcționare ONLINE, unde M0.0 trebuie setat cu valoarea 1.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 66
Se salvează modificările făcute și se închide editorul.

A5 – Tehnologii Industriale
A5 - Pag 67
Se selectează meniul Blocks și doar apoi să execută click pe pictograma Download. Aceasta deoarece toate blocurile trebuie rescrise în memoria automatului.
Se alege All pentru a confirma suprascrierea tuturor blocurilor.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
A5 - Pag 68

B1 - Pag 1
Platforme mecatronice în educație și formare
1. Dezvoltarea aplicațiilor utilizând conceptul HIL 2. Dezvoltarea aplicațiilor utilizând conceptul SIL
B1
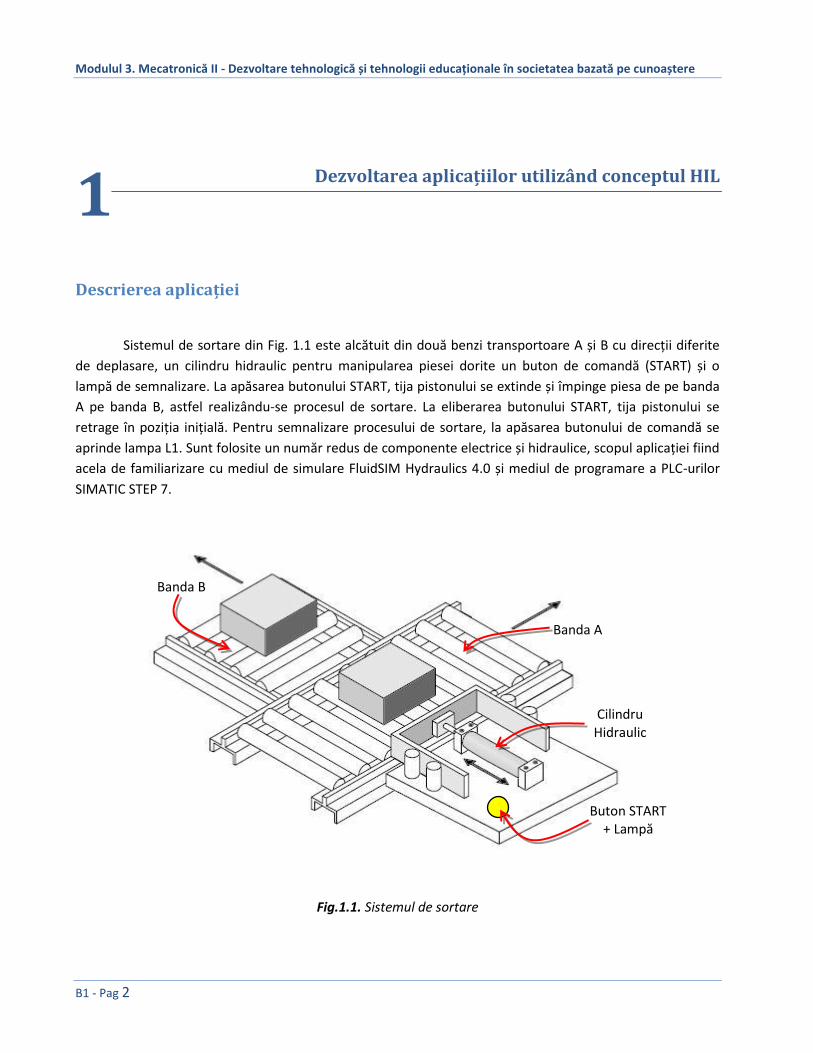
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B1 - Pag 2
Dezvoltarea aplicațiilor utilizând conceptul HIL
Descrierea aplicației
Sistemul de sortare din Fig. 1.1 este alcătuit din două benzi transportoare A și B cu direcții diferite
de deplasare, un cilindru hidraulic pentru manipularea piesei dorite un buton de comandă (START) și o
lampă de semnalizare. La apăsarea butonului START, tija pistonului se extinde și împinge piesa de pe banda
A pe banda B, astfel realizându-se procesul de sortare. La eliberarea butonului START, tija pistonului se
retrage în poziția inițială. Pentru semnalizare procesului de sortare, la apăsarea butonului de comandă se
aprinde lampa L1. Sunt folosite un număr redus de componente electrice și hidraulice, scopul aplicației fiind
acela de familiarizare cu mediul de simulare FluidSIM Hydraulics 4.0 și mediul de programare a PLC-urilor
SIMATIC STEP 7.
Fig.1.1. Sistemul de sortare
1
Banda A
Banda B
Cilindru Hidraulic
Buton START + Lampă

B1 – Platforme mecatronice în educație și formare
B1 - Pag 3
Modelarea și simularea sistemului de sortare
Pentru modelarea și simularea aplicației se va utiliza tehnologia SIEMENS-FESTO, respectiv mediile
Simatic STEP7 și FluidSim H. Procesul va fi simulat în FluidSim H iar controlerul va fi unul real și va comunica
prin interfața EasyPort cu procesul. O astfel de abordare (HIL – hardware in the loop Fig. 1.2) este extrem de
utilă în studiul și proiectarea sistemelor, permițând aducerea procesului industrial în laborator.
Fig.1.2. Conceptul HIL (hardware in the loop)
Ieșiri controler
Semnale de intrare în proces
EasyPort D16
Controler real
Modelul procesului simulat
Comunicare RS-232
Semnale de ieșire din proces
Modelul procesului simulat
Comunicare RS-232
Intrări controler

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B1 - Pag 4
Modelarea procesului în FluidSim H
În Fig. 1.3 este prezentat modelul procesului realizat în FluidSim H. S-au folosit următoarele notații:
A1 – actuator hidraulic cu dublă acționare
E1 – electromagnetul distribuitorului ce acționează cilindrul hidraulic
B1 – Butonul START
L1 – Lampă de semnalizare
Modelul este alcătuit din circuitul hidraulic, circuitul electric și blocurile de intrări/ieșiri destinate
transferului de informație dintre procesul simulat și controlerul real. Butonul START este legat la portul 0 al
blocul FluidSIM Out, iar electromagnetul și lampa la porturile 0 și 1 la blocul FluidSIM In. Comunicarea dintre
proces și controler se realizează prin intermediul driverului EzOPC, pus la dispoziție utilizatorilor de firma
FESTO. Astfel că:
1. Poziția inițială a sistemului este cea din Fig. 1.3.a.
2. La apăsarea butonului START, pistonul cilindrului A1 va avansa, iar lampa L1 va semnaliza
această acțiune.
3. La eliberarea butonului START, pistonul cilindrului A1 se retrage în poziția inițială, iar lampa L1
nu mai semnalizează.
Tranziția butonului START din 0 logic în 1 logic (24V) este interpretată de PLC ca și intrare și în
consecință activează ieșirile 0 și 1 după cum se poate observa în Fig. 1.3.b.
a) b)
Fig.1.3. Circuitul hidraulic + Circuitul de comandă

B1 – Platforme mecatronice în educație și formare
B1 - Pag 5
Programarea controlerului utilizând Simatic STEP 7
Programarea PLC-ului se va face prin intermediul mediului Simatic STEP7. Programul este unul
simplu, având o singură ramură Ladder după cum se poate vedea în Fig. 1.5. S-a creeat și o listă de simboluri
(Fig. 1.4) pentru a facilita o mai bună înțelegere a programului.
Funcționarea programului e una simplă. La apăsarea butonului START din modelul procesului
(Fig.X.b), PLC-ul sesizează modificarea adresei B_Start și în consecință acționează (24V) electromagnetul
distribuitorului E1 și lampa de semnalizare L_Start. Cele două semnale de ieșire sunt transmise către model
având ca efect avansul cilindrului cu piston (Fig.X.b). La eliberarea butonului START cilindrul se va retrage și
lampa nu va mai semnaliza (Fig.X.a).
Fig.1.4. Listă de simboluri
Fig.1.5. Diagrama Ladder

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B1 - Pag 6
Dezvoltarea aplicațiilor utilizând conceptul SIL
Se deschide programul COSIMIR PLC și din meniul File→Open se alege modelul stației de procesare
dorit (Fig. 2.1). Pentru aceeași stație există două fișiere, dintre care unul conține în denumire și abrevierea (OPC). Acesta din urmă este conceput spre a fi controlat de către un PLC real. Modelul ce nu conține în denumire abrevierea (OPC) simulează și automatul industrial.
Fig.2.1. Încarcarea modulelor în mediul COSIMIR PLC
Simularea procesului este demarată alegând Execute→Start. Stația devine interactivă, utilizatorul având posibilitatea folosirii butoanelor și pieselor. Starea intrărilor și ieșirilor este afișată în timp real.
Fig.2.2. Start simulare
2

B1 – Platforme mecatronice în educație și formare
B1 - Pag 7
Pe aceeași stație se poate încărca un alt program decât cel implicit. Pentru a realiza acest lucru, din meniul File→Open se alege calea aplicației dezvoltate de utilizator (Fig. 2.3). Se alege fișierul de tip *.S7P și se deschide.
Fig.2.3. Selectarea aplicației dezvoltate de utilizator
Dacă sunt mai multe programe în acel proiect, se alege pe cel dorit și se încarca automat in PLC-ul virtual (Fig. 2.4).
Fig.2.4. Alegerea noului program

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B1 - Pag 8
Ca și controler extern, dar tot virtual, putem folosi unealta software S7-PLCSIM pentru a genera un PLC simulat. Pentru aceasta (Fig. 2.5), din meniul Options al mediului SIMATIC Manager, se alege Simulate Module.
Fig.2.5. Crearea unui PLC simulat
Fig.2.6. Fereastra S7-PLCSIM
Încărcarea unei aplicații în automatul virtual generat cu S7-PLCSIM (Fig. 2.6) se face din meniul PLC→Download.

B1 – Platforme mecatronice în educație și formare
B1 - Pag 9
Comunicarea dintre cele două elemente, automatul virtual din S7-PLCSIM și modulul simulat de mediul COSIMIR PLC, se face prin programul EzOPC, care se configureză conform schemei (Fig. 2.7 – 2.9):
Fig.2.7. Configurarea procesului și a controlerului
Fig.2.8. Configurarea modulelor I/O

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B1 - Pag 10
Fig.2.9. Mediul S7-PLCSIM după conectarea la procesul virtual

B2 - Pag 1
Sisteme de acționare pentru aplicații industriale
1. Circuite convenționale de acționare hidraulică
Circuite convenționale de acționare hidraulică
Să se implementeze in Fluid SIM-H circuitele de acţionare hidraulică şi să se identifice rolul fiecărui
element din structura acestora.
a
1
b
2
c
4 3
3
B2
1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B2 - Pag 2
Varianta d se recomandă atunci când pe poziţia mediană a distribuitorului 5 se doreşte ca pistonul
să se mişte liber, adică să aibă o poziţie flotantă, sub acţiunea unor forţe exterioare.
Viteza de avans a tijei poate fi uneori mărită fără a mări debitul pompei, prin recircularea lichidului
de lucru din camera mică spre camera mare, cu un distribuitor 6 cu patru poziţii (varianta e) care, nefiind
uzual, se înlocuieşte de obicei cu două distribuitoare cu două poziţii sau cu supapele de sens 8, pilotate
corespunzător prin distribuitorul 7 (varianta f).
F
65
F
7
8
e fd
Pentru alimentarea comună a unui multiplu de cilindri se poate folosi una din variantele următoare
astfel: în varianta g cilindrii pot fi alimentaţi pe rând sau individual, acţionarea unui distribuitor făcând
imposibilă comanda celui care urmează.
g
Varianta h permite comanda simultană a motoarelor în anumite condiţii.

B2 – Sisteme de acționare pentru aplicații industriale
B2 - Pag 3
h
Varianta i permite comanda simultană sau succesivă: primul cilindru este alimentat de la pompă, iar
următorii de la cilindrul anterior (deplasarea cilindrilor este sincronă, dar cu viteze diferite, funcţie de
valorile diametrelor pistoanelor şi tijelor). Presiunea la pompă este egală cu suma presiunilor din cilindrii
acționaţi în serie.
i

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B2 - Pag 4

B3 - Pag 1
Controlul Sistemelor Industriale I
1. Exercițiul 1 – Funcția YES (DA) 2. Exercițiul 2 – Funcția NOT (NEGAT) 3. Exercițiul 3 – Funcția AND (ȘI) 4. Exercițiul 4 – Funcția OR (SAU) 5. Exercițiul 5 – Funcții compuse (ȘI/SAU/NEGAT) 6. Exercițiul 6 – Sistem de control logic cu ramificație 7. Exercițiul 7 – Setare/Resetare Ieșire
Aplicații elementare de programare a sistemelor industriale. Dezvoltarea aplicațiilor industriale. Teme/noțiuni/problematica tratată: Controlul mişcării in sistemele electropneumatice. Diagrame funcționale. Temporizatore (TP, TON, TOFF). Numărătoare. Medii de dezvoltare a aplicaţiilor. Limbaje de programare. Limbajul Ladder Diagram - operanzi (SBO,MBO), operatori, instrucţiuni. Proiectarea aplicaţiilor.
Subcapitolul include o colecţie de aplicaţii elementare inspirate din mediul industrial. Aplicaţiile, așa cum sunt definite, nu sunt legate neapărat de o anumită structură hardware, ele putând fi implementate atât pe staţiile modulare de producţie, cât şi pe alte sisteme similare sau chiar utilizând medii de simulare (Fluid-SIM, Cosimir-PLC). Gama de aplicaţii propusă include utilizarea temporizatoarelor, numărătoarelor sau a altor funcţii elementare. Implementarea pe PLC-urile reale implică utilizarea mediilor industriale de dezvoltare a aplicaţiilor, respectiv cunoaşterea acestora. Aici se tratează modul de implementare a aplicaţiilor industriale pe tehnologia Siemens Step 7, respectiv tehnicile de proiectare structurată: Metoda biţilor secvenţiali şi Grafcet. Sunt oferite soluții pentru rezolvarea problemelor propuse.
B3

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 2
Exercițiul 1 – Funcția YES (DA)
Descrierea problemei
Apăsarea butonului (S1) are ca efect aprinderea lămpii (H1). Lampa va ilumina atâta timp cât
butonul este apăsat.
analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.
1

B3 – Controlul Sistemelor Industriale I
B3 - Pag 3
Soluția exercițiului 1
Schema electrică a circuitului
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton S1
Ieșire0_0 *Ieșire] BOOL Lampă H1
Diagrama Ladder
I
O PLC
24V
0V
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
0.0 0.1 0.2 0.3
24V 0V
0V
S1
H1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 4
Exercițiul 2 – Funcția NOT (NEGAT)
Descrierea problemei
Un fir subțire este întins în spatele unei ferestre, ce se rupe în eventualitatea unei intrări prin
efracție. Un circuit închis este intrerupt, fapt ce are ca și rezultat declanșarea unei alarme.
analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.
2

B3 – Controlul Sistemelor Industriale I
B3 - Pag 5
Soluția exercițiului 2
Schema electrică a circuitului
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Senzor S1
Ieșire0_0 *Ieșire] BOOL Sirena H1
Diagrama Ladder
I
O PLC
24V
0V
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
0.0 0.1 0.2 0.3
24V
0V
0V
S1
H1
Intrare0_0 Ieșire0_0

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 6
Exercițiul 3 – Funcția AND (ȘI)
Descrierea problemei
Presa pneumatică (1.0) are voie să avanseze doar dacă un buton este apăsat și un grilaj de protecție
acoperă zona de prelucrare. Dacă una din aceste condiții nu este îndeplinită, presa se va retrage imediat.
Grilajul de protecție este monitorizat de un senzor de proximitate B1. Presa avansează sau se retrage prin intermediul unei valve electromagnetice cu arc (Y1).
analizați schema electro-pneumatică a sistemului din figură. analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.
3

B3 – Controlul Sistemelor Industriale I
B3 - Pag 7
Soluția exercițiului 3
Schema electro-pneumatică a sistemului
Schema electrică a sistemului
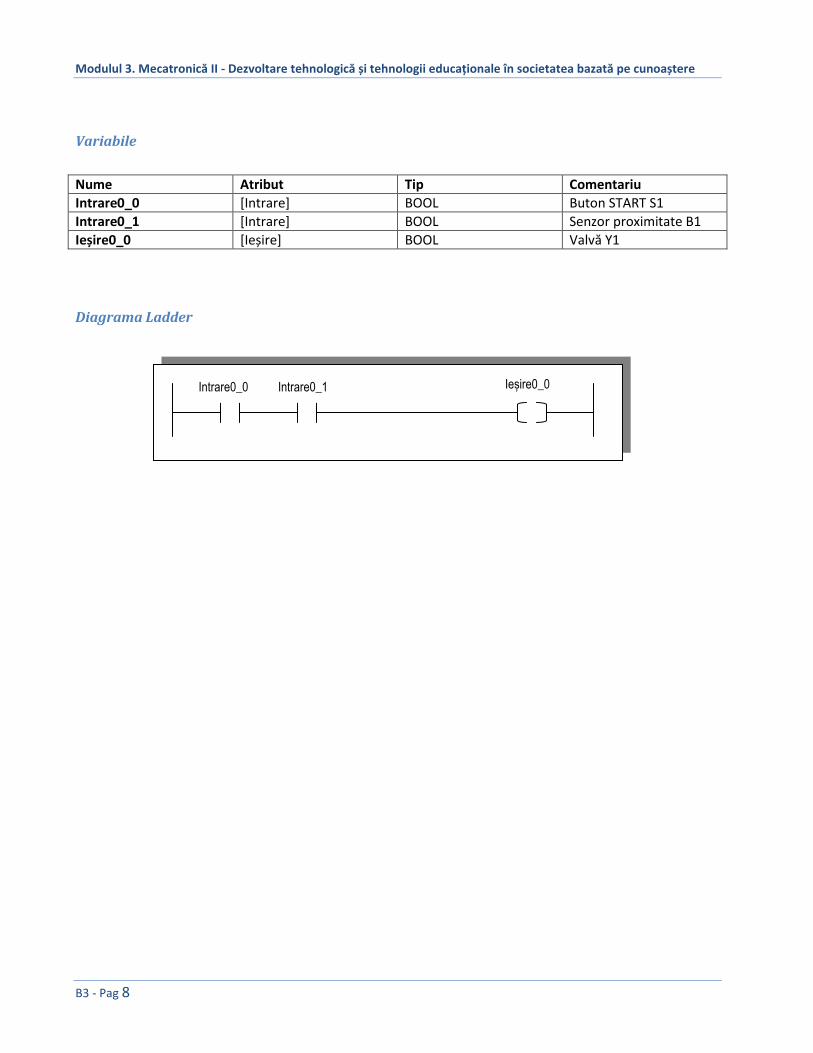
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 8
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton START S1
Intrare0_1 [Intrare] BOOL Senzor proximitate B1
Ieșire0_0 *Ieșire+ BOOL Valvă Y1
Diagrama Ladder
Intrare0_0 Intrare0_1 Ieșire0_0
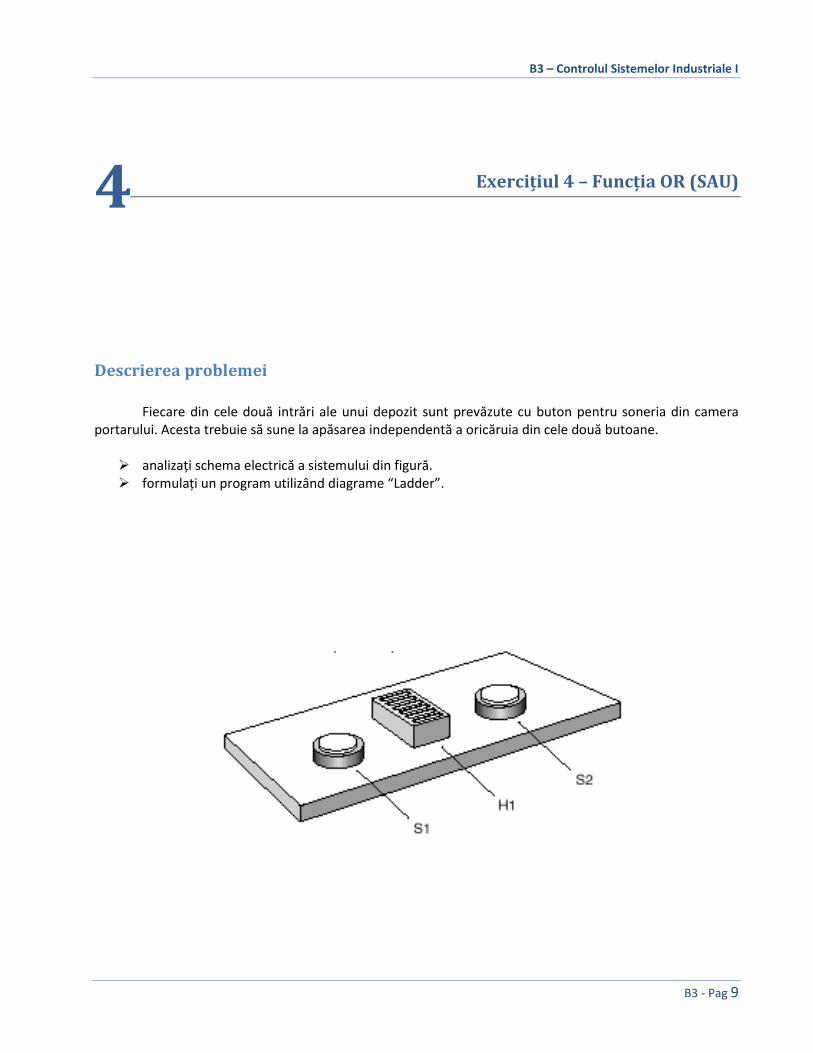
B3 – Controlul Sistemelor Industriale I
B3 - Pag 9
Exercițiul 4 – Funcția OR (SAU)
Descrierea problemei
Fiecare din cele două intrări ale unui depozit sunt prevăzute cu buton pentru soneria din camera
portarului. Acesta trebuie să sune la apăsarea independentă a oricăruia din cele două butoane.
analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.
4

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 10
Soluția exercițiului 4
Schema electrică a circuitului
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton S1
Intrare0_1 [Intrare] BOOL Buton S2
Ieșire0_0 *Ieșire] BOOL Soneria H1
Diagrama Ladder
LD Input0_1
OR Input0_2
ST Outuput0
Intrare0_0 Ieșire0_0
Intrare0_1

B3 – Controlul Sistemelor Industriale I
B3 - Pag 11
Exercițiul 5 – Funcții compuse ȘI/SAU/NEGAT
Descrierea problemei
Un dispozitiv de ștanțare poate opera din trei zone de lucru diferite. Pe orice canal am introduce
piesa de lucru, aceasta intră în contact cu doi din trei senzori de proximitate B1, B2 și B3. Acest lucru are ca efect extinderea cilindrului 1.0 prin intermediul valvei electromagnetice (Y1) și imprimarea unui traseu în piesa de lucru.
Ciclul de ștanțare este declanșat doar dacă semnalele a doi senzori sunt identice. Din motive de siguranță, cilindrul nu trebuie să avanseze dacă toți senzorii sunt în contact cu piesa.
analizați schema electro-pneumatică a sistemului din figură. analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.
5
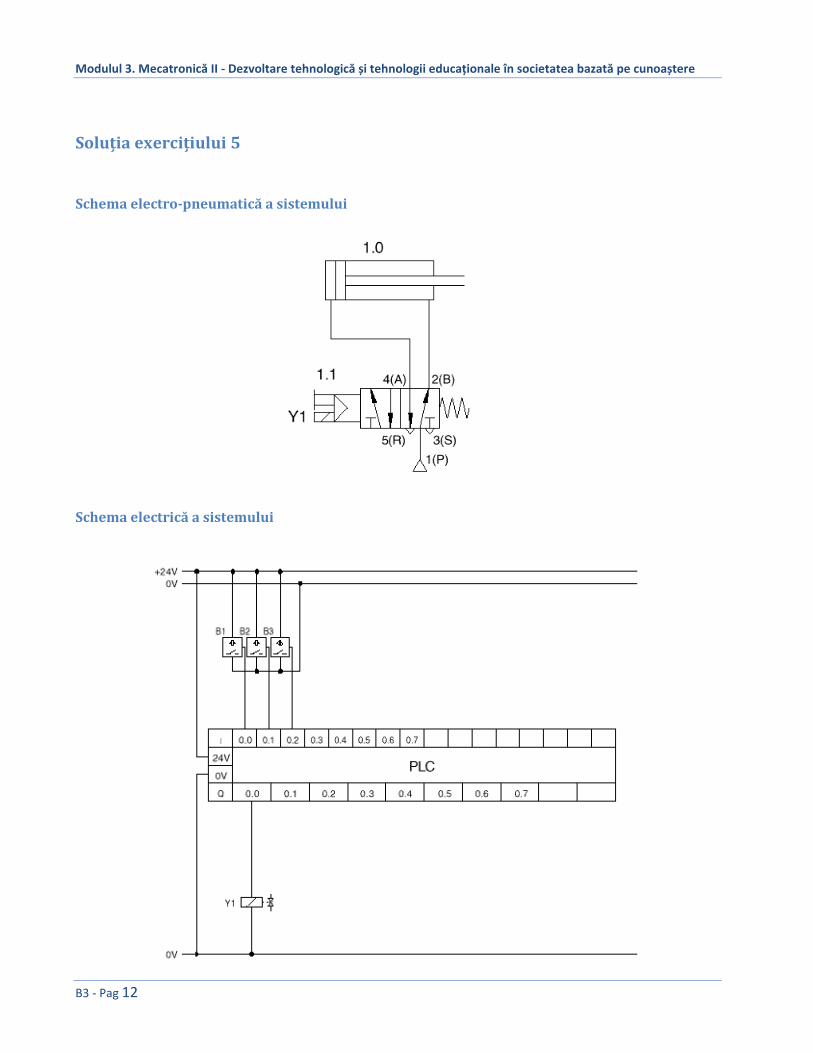
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 12
Soluția exercițiului 5
Schema electro-pneumatică a sistemului
Schema electrică a sistemului

B3 – Controlul Sistemelor Industriale I
B3 - Pag 13
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Senzor proximitate B1
Intrare0_1 [Intrare] BOOL Senzor proximitate B2
Intrare0_2 [Intrare] BOOL Senzor proximitate B3
Ieșire0_0 *Ieșire] BOOL Valvă Y1
Diagrama Ladder
Intrare0_0
Intrare0_0
Intrare0_0
Intrare0_1 Intrare0_2
Intrare0_1
Intrare0_1 Intrare0_2
Intrare0_2
Ieșire0_0

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 14
Exercițiul 6 – Sistem de control logic cu ramificație
Descrierea problemei
Dozarea compușilor unui amestec se realizează cu ajutorul instalației din figura următoare. Aceasta
este prevăzută cu butonul S1 și cu selectorului S2. Pentru deversarea unui compus se alege mai întâi silozul A sau B cu ajutorul selectorului S2 după care se apasă butonul S1.
analizați schema electro-pneumatică a sistemului din figură. analizați schema electrică a sistemului din figură.
formulați un program utilizând diagrame “Ladder”.
6
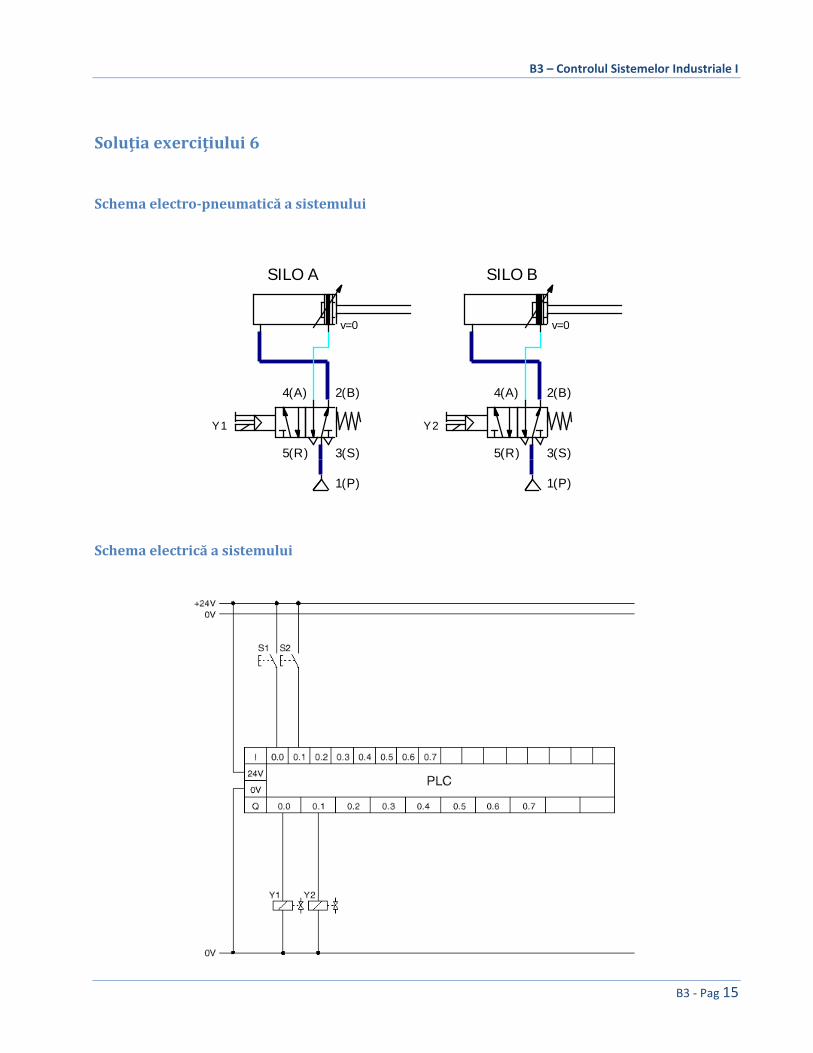
B3 – Controlul Sistemelor Industriale I
B3 - Pag 15
Soluția exercițiului 6
Schema electro-pneumatică a sistemului
Schema electrică a sistemului
v=0
4(A) 2(B)
3(S)5(R)
1(P)
Y1
v=0
4(A) 2(B)
3(S)5(R)
1(P)
Y2
SILO A SILO B
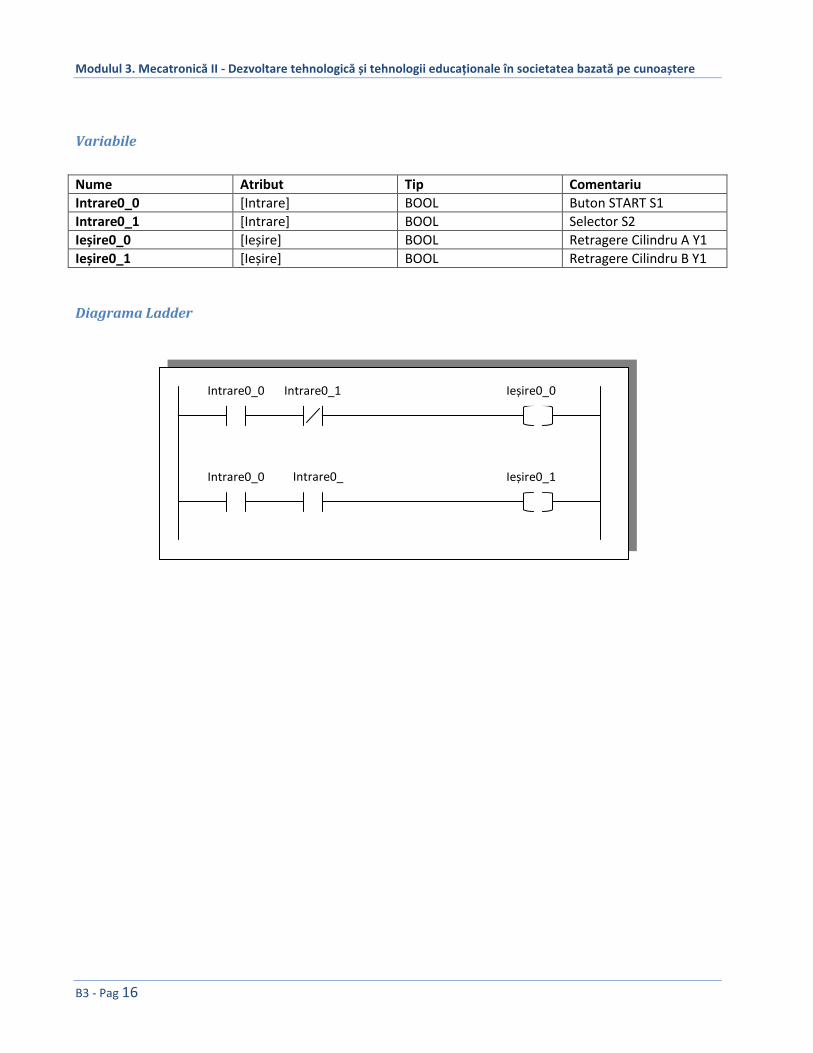
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 16
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton START S1
Intrare0_1 [Intrare] BOOL Selector S2
Ieșire0_0 *Ieșire] BOOL Retragere Cilindru A Y1
Ieșire0_1 *Ieșire] BOOL Retragere Cilindru B Y1
Diagrama Ladder
Intrare0_0
Intrare0_0 Intrare0_
1
Intrare0_1 Ieșire0_0
Ieșire0_1

B3 – Controlul Sistemelor Industriale I
B3 - Pag 17
Setare/Resetare Ieșire
Informații necesare
Circuitele de memorare sunt elemente de bază în operațiile unui PLC și își găsesc aplicabilitate în
situațiile în care un semnal de intrare este stocat permanent în ieșire. Exemple tipice cu circuite de memorare sunt situațiile în care o anumită ieșire trebuie setată sau resetată permanent. Blocurile standard pentru realizarea acestor funcții sunt blocurile SR și RS.
Blocul SR, bistabil cu setare dominantă
Blocul de tip SR conține un bistabil cu setare dominantă.
Comportamentul acestui bloc este următorul:
un semnal 1 logic în intrarea S1 setează bistabilul, ieșirea Q1 devine 1 logic. un semnal 1 logic în intrarea R resetează bistabilul, ieșirea Q1 devine 0 logic, însă doar dacă simultan
se aplică un 0 logic în intrarea S1. un semnal 1 logic aplicat în ambele intrări S1 și R setează bistabilul, ieșirea Q1 devine 1 logic.
Descrierea problemei
Burghiul unei mașini de găurit este monitorizat de către un senzor (B1). Dacă burghiul se strică din diverse motive de prelucrare, senzorul transmite PLC-ului informția pentru oprirea mașinii de găurit. Un element de avertizare sonoră (sirenă) (H1) are rolul de a semnaliza auditiv această defecțiune, iar oprirea lui se poate realiza doar prin itermediul butonului S1.
analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.
7

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 18
Soluția exercițiului 7
Schema electrică a sistemului
Variabile
Nume Atribut Tip Comentarii
Intrare0_0 [Intrare] BOOL Buton S1
Intrare0_1 [Intrare] BOOL Senzor B1
Ieșire0_1 [Ieșire] BOOL Buzzer H1

B3 – Controlul Sistemelor Industriale I
B3 - Pag 19
Diagrama Ladder
Ieșire0_0 Intrare0_1
S
Intrare0_0 Ieșire0_0
R

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B3 - Pag 20

B4 - Pag 1
Controlul Sistemelor Industriale II
1. Exercițiul 1 – Transferul unei piese 2. Exercițiul 2 – Acționarea unui cilindru 3. Exercițiul 3 – Lipirea a două semifabricate 4. Exercițiul 4 – Dispozitiv de ștanțare 5. Exercițiul 5 – Dispozitiv de prindere 6. Exercițiul 6 – Dispozitiv de îndoire cu numărător 7. Exercițiul 7 – Dispozitiv de ridicat pachete
Aplicații elementare de programare a sistemelor industriale. Dezvoltarea aplicațiilor industriale. Teme/noțiuni/problematica tratată: Controlul mişcării in sistemele electropneumatice. Diagrame funcționale. Temporizatore (TP, TON, TOFF). Numărătoare. Medii de dezvoltare a aplicaţiilor. Limbaje de programare. Limbajul Ladder Diagram - operanzi (SBO,MBO), operatori, instrucţiuni. Proiectarea aplicaţiilor.
Subcapitolul include o colecţie de aplicaţii elementare inspirate din mediul industrial. Aplicaţiile, așa cum sunt definite, nu sunt legate neapărat de o anumită structură hardware, ele putând fi implementate atât pe staţiile modulare de producţie, cât şi pe alte sisteme similare sau chiar utilizând medii de simulare (Fluid-SIM, Cosimir-PLC). Gama de aplicaţii propusă include utilizarea temporizatoarelor, numărătoarelor sau a altor funcţii elementare. Implementarea pe PLC-urile reale implică utilizarea mediilor industriale de dezvoltare a aplicaţiilor, respectiv cunoaşterea acestora. Aici se tratează modul de implementare a aplicaţiilor industriale pe tehnologia Siemens Step 7, respectiv tehnicile de proiectare structurată: Metoda biţilor secvenţiali şi Grafcet. Sunt oferite soluții pentru rezolvarea problemelor propuse.
B4

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 2
Exercițiul 1 – Transferul unei piese
Descrierea problemei
Folosind un cilindru pneumatic cu dublă acțiune, să se mute o piesă de pe o bandă transportoare pe
alta. Operația va fi executată la apăsarea unui buton. Retragerea trebuie să fie automată.
analizați schema electro-pneumatică a sistemului din figură. analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.
1

B4 – Controlul Sistemelor Industriale II
B4 - Pag 3
Soluția exercițiului 1
Schema electro-pneumatică a sistemului
Schema electrică a sistemului
4(A) 2(B)
3(S)5(R)
1(P)
Y1 Y2
Y2
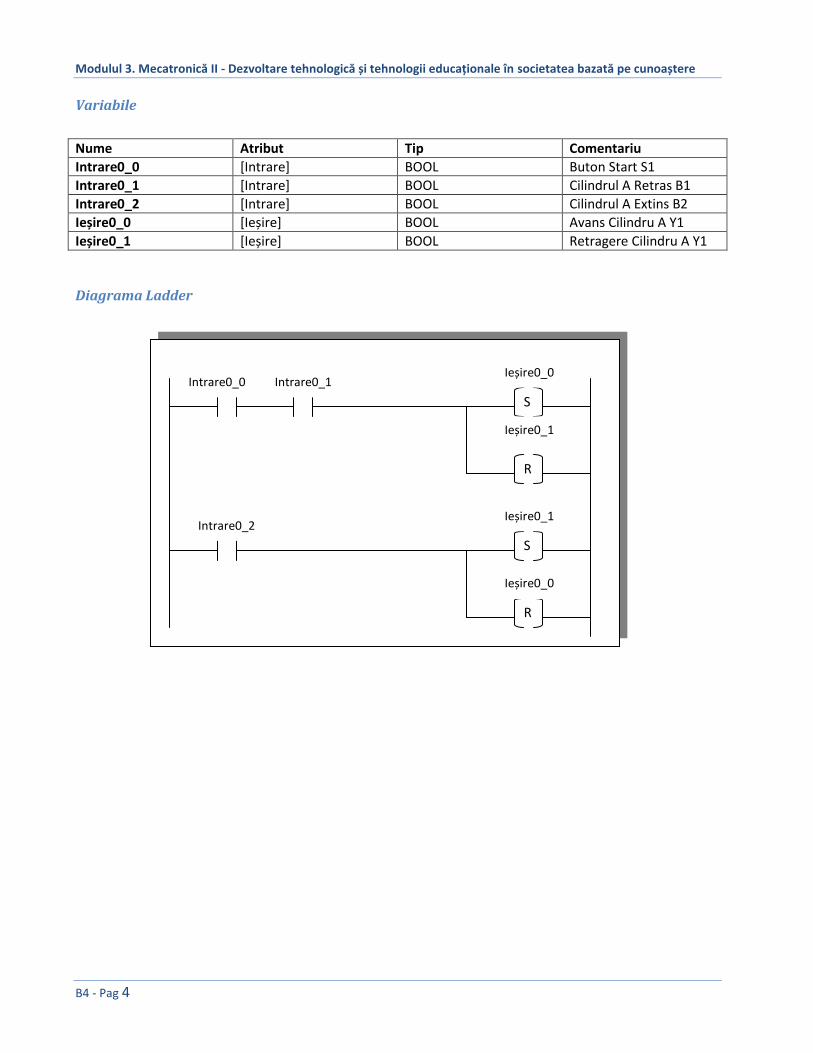
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 4
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton Start S1
Intrare0_1 [Intrare] BOOL Cilindrul A Retras B1
Intrare0_2 [Intrare] BOOL Cilindrul A Extins B2
Ieșire0_0 [Ieșire] BOOL Avans Cilindru A Y1
Ieșire0_1 [Ieșire] BOOL Retragere Cilindru A Y1
Diagrama Ladder
Intrare0_0
S
S
Intrare0_1
Intrare0_2
Ieșire0_0
Ieșire0_1
Ieșire0_1
Ieșire0_0
R
R

B4 – Controlul Sistemelor Industriale II
B4 - Pag 5
Exercițiul 2 – Acționarea unui cilindru
Fronturile semnalelor digitale
Informații necesare
Aplicațiile bazate pe PLC-uri necesită frecvent detectarea și evaluarea punctelor în care semnalele
logice trec din 1 în 0 sau din 0 în 1 logic. Aceste schimbări poartă denumirea fronturi.
Fronturile crescătoare reprezintă trecerea semnalului din 0 în 1 logic. Fronturile descrescătoare reprezintă trecerea semnalului din 1 în 0 logic.
Funcția bloc R_TRIG pentru detecția frontului crescător
Această funție standard este utilizată pentru detecția frontului crescător.
Dacă în intrarea CLK are loc o schimbare de front din 0 în 1 logic, ieșirea Q devine 1 logic pe tot parcursul unui ciclu de program.
2
Front crescător Front descrescător

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 6
Funcția bloc F_TRIG pentru detecția frontului descrescător
Această funție standard este utilizată pentru detecția frontului descrescător.
Dacă în intrarea CLK are loc o schimbare de front din 1 în 0 logic, ieșirea Q devine 1 logic pe tot parcursul unui ciclu de program.
Descrierea problemei
Un cilindru este acționat cu o valvă electromagnetică cu arc (Y1). Doi senzori de proximitate
semnalizează cele două poziții ale cilindrului, extins (B2) și retras (B1). Butonul (S1) este utilizat pentru acționarea cilindrului din poziția de retras în poziția de extins. Cilindrul trebuie să avanseze o singură dată la apăsarea butonului. Pentru a genera o nouă mișcare, butonul trebuie eliberat și apăsat din nou.
analizați schema electro-pneumatică a sistemului din figură. analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.

B4 – Controlul Sistemelor Industriale II
B4 - Pag 7
Soluția exercițiului 2
Schema electro-pneumatică a sistemului
Schema electrică a sistemului

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 8
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton START S1
Intrare0_1 [Intrare] BOOL Cilindru retras B1
Intrare0_2 [Intrare] BOOL Cilindru extins B2
Flag1 [Intern] BOOL Bit de stare 1
Ieșire0_0 [Ieșire] BOOL Valvă Y1
Nume Funcție sau Funcție Bloc Comentariu
R_TRIG_1 R_TRIG Front crescător 1
Diagrama Ladder
Intrare0_0
S
Intrare0_1 Ieșire0_0
Ieșire0_0
R
R_TRIG_1
R_TRIG

B4 – Controlul Sistemelor Industriale II
B4 - Pag 9
Exercițiul 3 – Lipirea a două semifabricate
Temporizatorul de tip puls
Informații necesare
Un număr mare de aplicații specifice controlului automat al proceselor implică programarea unor acțiuni cu o anumită amplasare temporală relativă față de momentul îndeplinirii unei condiții sau unele față de altele. Standardul IEC61131-3 definește mai multe tipuri de blocuri de temporizare în funcție de răspunsul lor în timp.
Funcția bloc TP, temporizator de tip puls
Răspunsul funcției bloc TP:
Funcția de temporizare este pornită printr-un semnal aplicat intrării IN. După pornirea temporizatorului, ieșirea Q este setată la nivelul 1 Logic și va rămâne așa pe o
perioadă de timp egală cu cea dată la intrarea PT. Valoarea curentă a temporizatorului (timpul scurs de la momentul pornirii acestuia) este disponibilă
utilizatorului la ieșirea ET. Temporizatorul poate fi repornit doar după ce sesiunea precedentă s-a încheiat.
3

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 10
Descrierea problemei
Două semifabricate trebuie lipite împreună cu ajutorul unui cilindru pneumatic. Pentru aceasta,
suprafețele de lipit trebuie presate cu o forță predefinită aplicată timp de 5secunde. Cilindrul este acționat prin intermediul distribuitorului Y1. După scurgerea celor 5secunde, pistonul trebuie să revină automat în poziția inițială. Tot acest proces este demarat la apăsarea butonului S1.
analizați schema circuitului electro-pneumatic a sistemului din figură. analizați schema circuitului electric a sistemului din figură. formulați un program utilizând diagrame „Ladder”.
Soluția exercițiului 3

B4 – Controlul Sistemelor Industriale II
B4 - Pag 11
Schema electro-pneumatică a sistemului
Schema electrică a sistemului
Variabile

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 12
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton START S1
Intrare0_1 [Intrare] BOOL Cilindrul 1.0 Retras B1
Ieșire0_0 [Ieșire] BOOL Bobina Cilindrului Y1
Diagrama Ladder
TP Intrare0_0 Intrare0_1
PT
Q
Ieșire0_0
ET T#5s
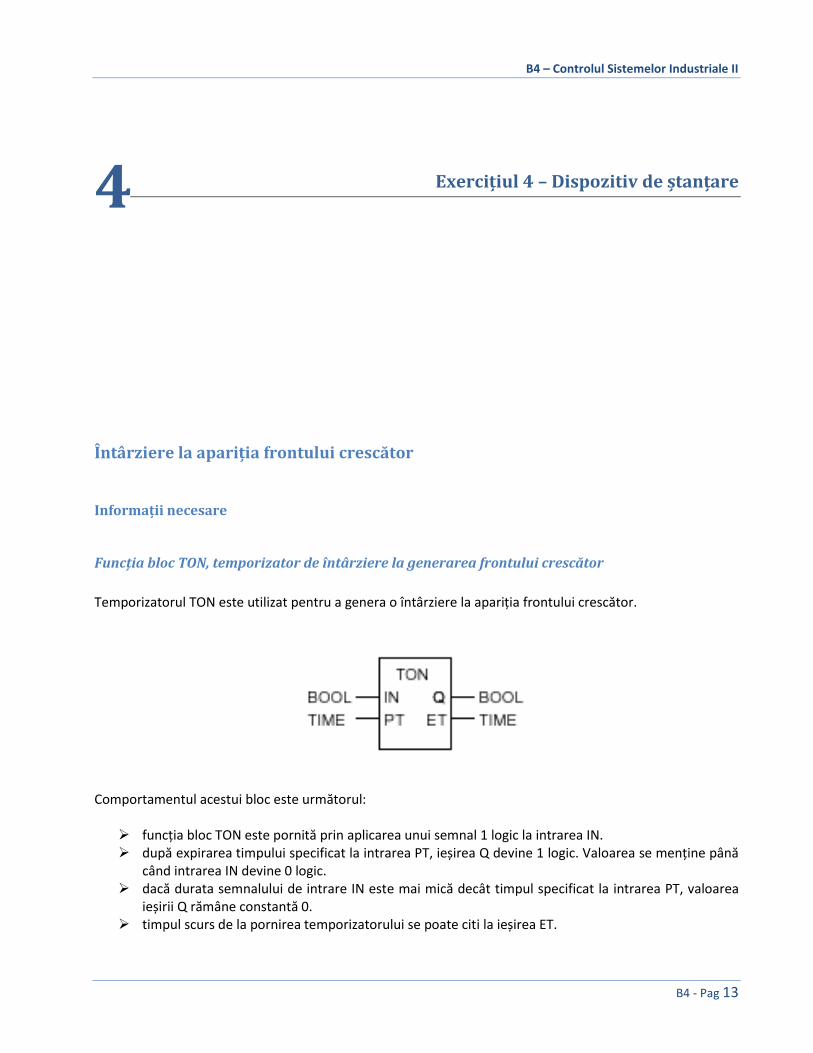
B4 – Controlul Sistemelor Industriale II
B4 - Pag 13
Exercițiul 4 – Dispozitiv de ștanțare
Întârziere la apariția frontului crescător
Informații necesare
Funcția bloc TON, temporizator de întârziere la generarea frontului crescător
Temporizatorul TON este utilizat pentru a genera o întârziere la apariția frontului crescător.
Comportamentul acestui bloc este următorul:
funcția bloc TON este pornită prin aplicarea unui semnal 1 logic la intrarea IN. după expirarea timpului specificat la intrarea PT, ieșirea Q devine 1 logic. Valoarea se menține până
când intrarea IN devine 0 logic. dacă durata semnalului de intrare IN este mai mică decât timpul specificat la intrarea PT, valoarea
ieșirii Q rămâne constantă 0. timpul scurs de la pornirea temporizatorului se poate citi la ieșirea ET.
4

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 14
Descrierea problemei
O piesă de lucru trebuie ștanțată la activarea butonului de START (S1). Pentru a ne asigura ca
procesul de ștanțare nu se declanșează necorespunzător, procesul de ștanțare se va declanșa la trei secunde după ce piesa de prelucrat se află în poziția de ștanțare. În tot acest timp, butonul de START trebuie să fie apăsat. Poziția cilindrului 1.0 este stabilită prin intermediul senzorilor de proximitate B1 (retras) și B2 (extins). Cilindrul este controlat de o valvă electromagnetică cu arc (Y1).
analizați schema electro-pneumatică a sistemului din figură. Analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame “Ladder”.

B4 – Controlul Sistemelor Industriale II
B4 - Pag 15
Soluția exercițiului 4
Schema electro-pneumatică a sistemului
Schema electrică a sistemului

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 16
Variabile
Nume Atribut Tip Comentarii
Intrare0_0 [Intrare] BOOL Buton START S1
Intrare0_1 [Intrare] BOOL Cilindru retras B1
Intrare0_2 [Intrare] BOOL Cilindru retras B2
Ieșire0_0 [Ieșire] BOOL Valva Y1
Diagrama Ladder
TON
IN
PT
Q
Ieșire0_0
ET T#3s
S
Intrare0_2 Ieșire0_0
R
TON_1

B4 – Controlul Sistemelor Industriale II
B4 - Pag 17
Exercițiul 5 – Dispozitiv de prindere
Întârziere la apariția frontului descrescător
Informații necesare
Funcția bloc TOF, temporizator de întârziere la generarea frontului descrescător
Răspunsul funcției bloc TOF:
blocul TOF este activat prin aplicarea unui semnal 1Logic la intrarea IN, moment în care ieșirea Q primește valoarea 1.
după ce semnalul aplicat intrării IN își schimbă valoarea în 0 logic, ieșirea Q mai rămâne setată la nivelul 1 logic pentru o perioadă de timp egală cu cea specificată la intrarea PT înainte de a returna 0 logic.
5

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 18
Descrierea problemei
Un semifabricat este prins de cilindrul 1.0 după apăsarea butonului S1. Cilindrul avansează pentru a permite cilindrului 2.0 să ștanțeze semifabricatul. Acestuia trebuie să i se permit un timp de 3secunde pentru a se răci înainte de a trece mai departe.
analizați schema circuitului electro-pneumatic pentru sistemul din figură. analizați schema circuitului electric pentru sistemul din figură. formulați un program utilizând diagrame „Ladder”.

B4 – Controlul Sistemelor Industriale II
B4 - Pag 19
Soluția exercițiului 5
Schema electro-pneumatică a sistemului
Schema electrică a sistemului
B1 B2

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 20
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton Start S1
Intrare0_1 [Intrare] BOOL Cilindrul 1.0 Retras B1
Intrare0_2 [Intrare] BOOL Cilindrul 1.0 Extins B2
Intrare0_3 [Intrare] BOOL Cilindrul 2.0 Retras B3
Intrare0_4 [Intrare] BOOL Cilindrul 2.0 Extins B4
Ieșire0_0 [Ieșire] BOOL Bobina Cilindrului 1.0 Y1
Ieșire0_1 [Ieșire] BOOL Avans Cilindru 2.0 Y2
Ieșire0_2 [Ieșire] BOOL Retragere Cilindru 2.0 Y3
Diagrama Ladder
TOF Intrare0_0 Intrare0_1
IN
PT
Q
Ieșire0_0
ET T#3s
Intrare0_2 Ieșire0_1
S
Intrare0_3
Intrare0_3
Intrare0_4 Ieșire0_1
R
Ieșire0_2
S
Intrare0_3 Ieșire0_2
R
TOF_1
R_TRIG_1
R_TRIG
CLK Q

B4 – Controlul Sistemelor Industriale II
B4 - Pag 21
Exercițiul 6 – Dispozitiv de îndoire cu numărător
Numărătoare
Informații necesare
Funcția bloc CTU, numărător incremental
Funcția bloc CTU realizează funcția de numărare crescătoare. Interfața este definită prin intermadiul
a trei parametrii de intrare și a doi parametrii de ieșire.
Funcționarea acestui bloc este următoarea:
un semnal 1 logic aplicat intrării de reset R aduce la 0 valoarea curentă a evenimentelor numărate, valoare ce este disponibilă la ieșirea CV a funcției bloc CTU.
valoarea CV a evenimentelor numărate este incremendată cu 1 la detectarea fiecărui front crescător al semnalului aplicat intrării CU.
un semnal 1 logic este generat la ieșirea Q de îndată ce valoare curentă a evenimentelor numărate este egală cu sau depășește valoarea impusă de programator prin intermediul intrării PV.
6
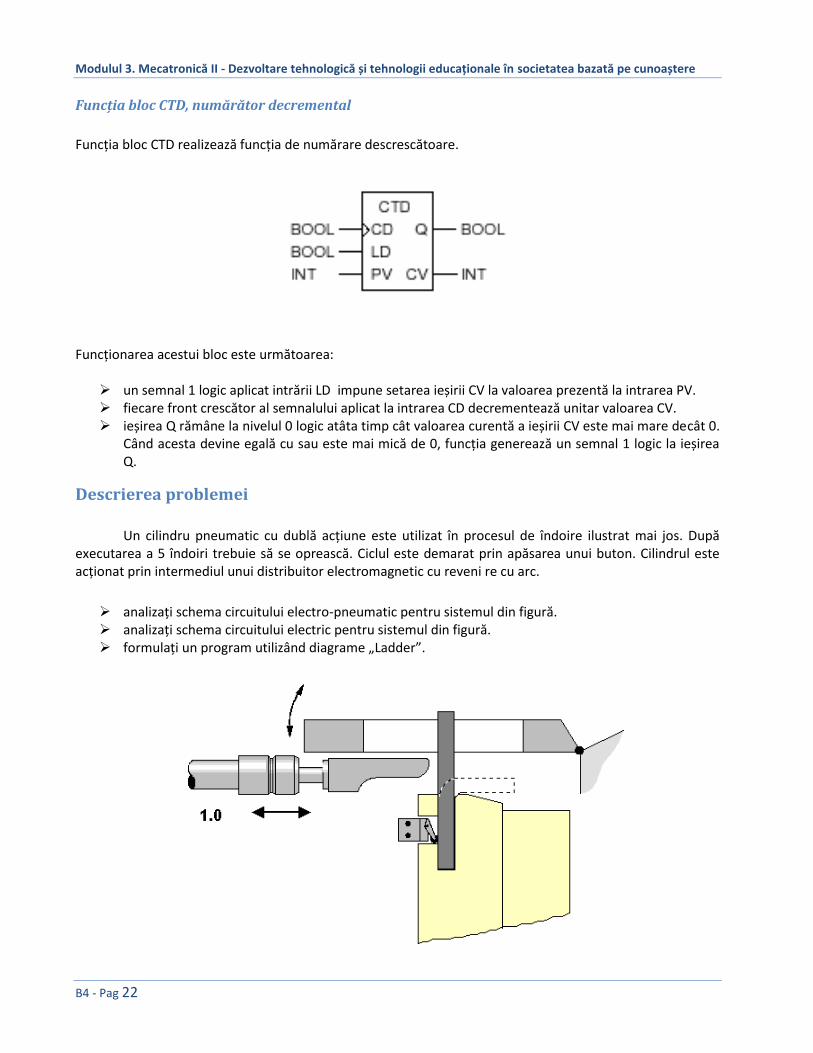
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 22
Funcția bloc CTD, numărător decremental
Funcția bloc CTD realizează funcția de numărare descrescătoare.
Funcționarea acestui bloc este următoarea:
un semnal 1 logic aplicat intrării LD impune setarea ieșirii CV la valoarea prezentă la intrarea PV. fiecare front crescător al semnalului aplicat la intrarea CD decrementează unitar valoarea CV. ieșirea Q rămâne la nivelul 0 logic atâta timp cât valoarea curentă a ieșirii CV este mai mare decât 0.
Când acesta devine egală cu sau este mai mică de 0, funcția generează un semnal 1 logic la ieșirea Q.
Descrierea problemei
Un cilindru pneumatic cu dublă acțiune este utilizat în procesul de îndoire ilustrat mai jos. După
executarea a 5 îndoiri trebuie să se oprească. Ciclul este demarat prin apăsarea unui buton. Cilindrul este acționat prin intermediul unui distribuitor electromagnetic cu reveni re cu arc.
analizați schema circuitului electro-pneumatic pentru sistemul din figură. analizați schema circuitului electric pentru sistemul din figură. formulați un program utilizând diagrame „Ladder”.

B4 – Controlul Sistemelor Industriale II
B4 - Pag 23
Soluția exercițiului 6
Schema electro-pneumatică a sistemului
Schema electrică a sistemului
B2 B1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 24
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Buton Start S1
Intrare0_1 [Intrare] BOOL Cilindrul 1.0 retras B1
Intrare0_2 [Intrare] BOOL Cilindrul 1.0 extins B1
Flag1 [Intern] BOOL Bit de stare 1
Flag2 [Intern] BOOL Bit de stare 2
Ieșire0_0 *Ieșire+ BOOL Avans cilindru 1.0 Y1
Nume Funcția bloc Comentariu
CTU_1 CTU Numărător incremental 1
R_TRIG_1 R_TRIG Detectare front crescător 1
R_TRIG_2 R_TRIG Detectare front crescător 2
RS_1 RS Bistabil RS 1
RS_2 RS Bistabil RS 2
Diagrama Ladde
Intrare0_2 Ieșire0_0
CTU Intrare0_2
CU
PV
Q
Flag2
CV Flag2
Intrare0_1 Flag1
Intrare0_0 Flag1
Flag1 5
RESET
S
S
R
CTU_1
R_TRIG_1
Q
R_TRIG_2
R_TRIG

B4 – Controlul Sistemelor Industriale II
B4 - Pag 25
Exercițiul 7 – Dispozitiv de ridicat pachete
Secvență liniară
Informații necesare
Sisteme de control secvențiale
Sistemele de control secvențiale descriu procese care se succedă relativ unele față de altele în etape
delimitate clar. Aceste etape ale unui proces vor fi numite în continuare pași.
Tranziția de la un pas la următorul este dependentă de starea unor parametrii intrinseci și/sau
extrinseci. Există cazuri în care procesul este ramificat în diverse sub-procese (se dorește declanșarea unor acțiuni diferite) în funcție de starea curentă a parametrilor.
Programarea unui sistem de control secvențial trebuie să aibă în vedere trei elemente de bază:
Acțiuni de executat:
Pași
Evenimente interogative:
Tranziții(Condiții de trecere la pasul următor)
Stabilirea căilor de continuare a procesului:
Ramificări
· Setarea și resetarea ieșirilor· Setarea și resetarea memoriilor· Setarea și resetarea
temporizatoarelor și a numărătoarelor
· Interogarea intrărilor și a memoriilor
· Interogarea temporizatoarelor· Interogarea numărătoarelor
· Alegerea unei căi· Desfășurarea de acțiuni în
paralel
7

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 26
Diagrama unui proces secvențial
Exemplu de divergență și convergență “ȘI” dublă
1
Acțiuni aferente pasului 2
2 Inițializări
3 Acțiuni aferente pasului 3
1
2
Condițiile de tranziție
2
4 Acțiuni aferente pasului 4
Condițiile de tranziție
3
Condițiile de tranziție
4
Condițiile de tranziție
1
2
3
101
1
2
3
B_Start
Proces1
Sfârșit Proces 1
Așteaptă proces 2
Condiție de continuare
1
Proces2
Sfârșit Proces 2
101
Inițializări
Așteaptă proces 1
102

B4 – Controlul Sistemelor Industriale II
B4 - Pag 27
Descrierea problemei
O bandă transportoare cu role este monitorizată de un senzor de proximitate B1 pentru stabilirea
prezenței unui pachet, caz în care acesta este ridicat de cilindrul 1A și transferat pe o altă bandă transportoare prin intermediul cilindrului 2A. Cilindrii sunt acționați prin intermediul celor 2 distribuitoare cu bobină (notate Y1 și Y2) și revenire cu arc. Cei 2 cilindrii sunt prevăzuți cu senzori de capăt de cursă (notați B2 până la B5).
analizați schema electro-pneumatică a sistemului din figură. analizați schema electrică a sistemului din figură. formulați un program utilizând diagrame „Ladder”.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 28
Soluția exercițiului 7
Schema electro-pneumatică a sistemului
Schema electrică a sistemului

B4 – Controlul Sistemelor Industriale II
B4 - Pag 29
Variabile
Nume Atribut Tip Comentariu
Intrare0_0 [Intrare] BOOL Senzor de proximitate B1
Intrare0_1 [Intrare] BOOL Cilindrul 1A retras B2
Intrare0_2 [Intrare] BOOL Cilindrul 1A extins B3
Intrare0_3 [Intrare] BOOL Cilindrul 2A retras B4
Intrare0_4 [Intrare] BOOL Cilindrul 2A extins B5
Ieșire0_0 [Ieșire] BOOL Avans cilindru 1A Y1
Ieșire0_1 [Ieșire] BOOL Avans cilindru 2A Y2
Flag1 [Intern] BOOL Bit de stare 1
Flag2 [Intern] BOOL Bit de stare 2
Flag3 [Intern] BOOL Bit de stare 3
Flag4 [Intern] BOOL Bit de stare 4
Flag5 [Intern] BOOL Bit de stare 5

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 30
Diagrama secvențială a procesului
S001
Intrare0_0
R Ieșire0_0
S002 S Ieșire0_0
R Ieșire0_1
Intrare0_2
S003 S Ieșire0_1
Intrare0_4
S004 R Ieșire0_0
Intrare0_1
S005 R Ieșire0_1
Intrare0_3

B4 – Controlul Sistemelor Industriale II
B4 - Pag 31
Diagrama Ladder
Intrare0_0 Flag5 Flag1
Flag1
Intrare0_2 Flag1 Flag2
Flag2
Intrare0_4 Flag2 Flag3
Flag3
Intrare0_3 Flag3 Flag4Intr
are0_0
Flag4Ieșir
e0_0
Intrare0_1 Flag4 Flag5IN
Flag1Intrar
e0_2
Flag3CLK Ieșire0_0Q
Flag2TP_1 Flag4Intr
are0_0
Ieșire0_1In
trare0_1
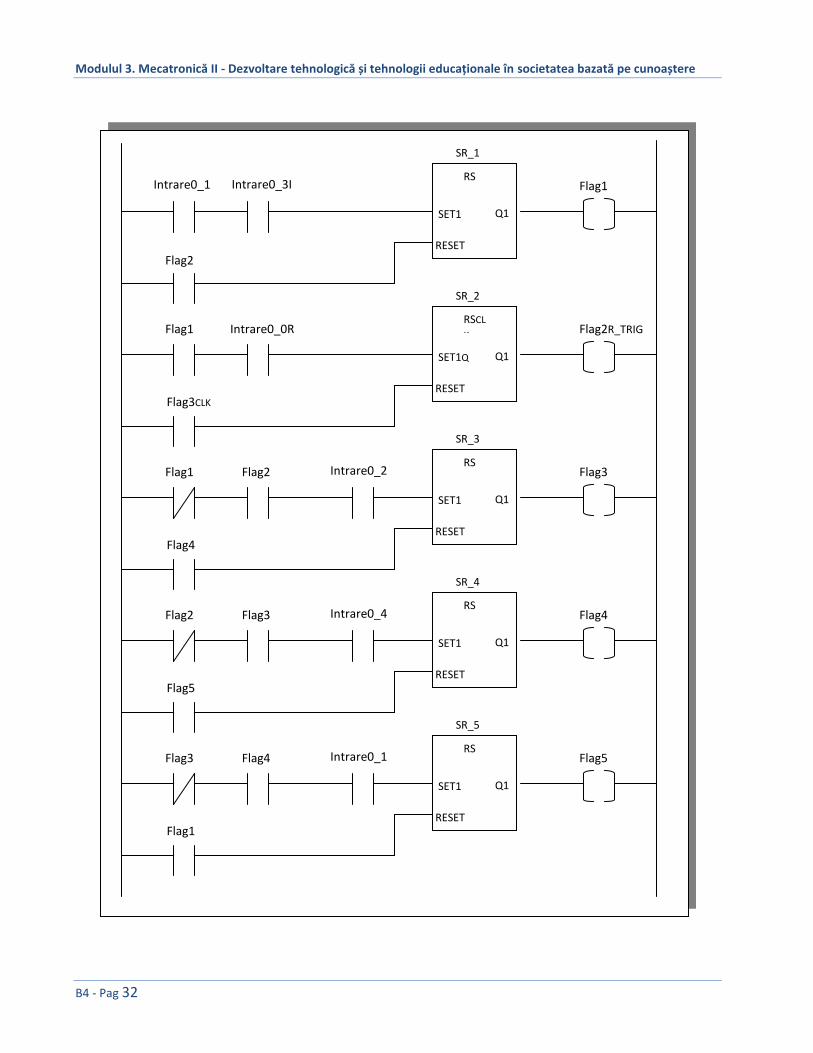
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 32
Intrare0_1 Intrare0_3I
eșire0_0
Flag1
Flag2
RS
SET1
Flag2 RESET
Q1
SR_1
Flag1 Intrare0_0R Flag2R_TRIG
Flag3CLK
RSCL
K
SET1Q
RESET
Q1
SR_2
Flag1 Flag2 Flag3
Flag4
RS
SET1
RESET
Q1
SR_3
Intrare0_2
Flag2 Flag3 Flag4
Flag5
RS
SET1
RESET
Q1
SR_4
Intrare0_4
Flag3 Flag4 Flag5
Flag1
RS
SET1
RESET
Q1
SR_5
Intrare0_1

B4 – Controlul Sistemelor Industriale II
B4 - Pag 33
Flag2 Ieșire0_0
Flag4
RS
SET1
RESET
Q1
SR_6
Flag3 Ieșire0_1
Flag5
RS
SET1
RESET
Q1
SR_7

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B4 - Pag 34

B5 - Pag 1
Tehnologii Industriale
1. Aplicația 1 – Magazie gravitațională 2. Aplicația 2 – Bandă transportoare 3. Aplicația 3 – Sistem de sortare 4. Aplicația 4 – Dispozitiv de asamblare
Aplicația 1 – Magazie gravitațională
Definirea temei
Piesele dintr-o magazie gravitaţională (Fig. 1.1) trebuie transferate la staţia de procesare. Ele sunt împinse afară din magazie de cilindrul pneumatic 1A și transportate la stația de procesare de cilindrul 2A. Ciclul de funcţionare este prezentat în Fig. 1.2. Starea magaziei este monitorizată de un senzor. Poziția de retragere a celor doi cilindri se realizează cu senzorii inductivi 1B1 și 2B2. Reluarea ciclului de face la apăsarea butonului START.
Fig.1.1. Stația de alimentare Fig.1.2. Diagrama de funcţionare
B5
1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 2
Diagrama de funcţionare La apăsarea butonului START, programul pornește, urmărind următorii pași: Pasul 1 – Motor 1A avans → piesa este scoasă afară din magazie. Pasul 2 – Motor 2A avans → piesa este trimisă către stația de procesare. Pasul 3 – Motor 1A retragere Pasul 4 – Motor 2A retragere Pentru a relua ciclul este necesar apăsarea din nou a butonului START.
Se cere:
1. Circuitul de acţionare pentru procesul descris anterior; 2. Diagrama LDR de control al mişcării. 3. Simularea şi testarea sistemului proiectat
Sistemul de acționare
- Se propune circuitul din Fig. 1.3 compus din doi cilindri cu dublă acțiune și două distribuitoare 5/2).
Fig.1.3. Schema pneumatică de acţionare
- Testarea circuitului de acţionare propus: se realizează în mediul FluidSIM-Pneumatics

B5 – Tehnologii Industriale
B5 - Pag 3
Diagrama LDR de control al mişcării
- Scrierea listei de alocare: fiecărui operand absolut (resurse) i se va asocia un operand simbolic. Lista
operanzilor (alocare) este descrisă in Fig. 1.4.
Fig.1.4. Lista de alocare
- Implementarea diagramei LDR

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 4
Fig.1.5. Implementare LDR
În mediul Simatic - Step 7 se implementează diagrama din Fig. 1.5.
Testarea aplicaţiei
Configuraţie: PLC real – sistem simulat (Fig. 1.6) permite controlul unui proces simulat prin intermediul unui PLC real Resurse hardware: 1. Interfeță EasyPort - modul de intrări/ieșiri – realizează comunicarea dintre PLC și aplicatia virtuală 2. PLC (se impune posibilitatea de conectare la interfata EasyPort prin conectori Centronix) 3.PC – sistem de calcul necesar pentru implementarea aplicaţiilor software: FluidSIM-Pneumatics Resurse software: 1. Driver EzOPC: compatibilizează mediul de dezvoltare a aplicatiilor cu controlerul extern. 2. FluidSIM-Pneumatics Etape configurare: 1. Se conectează PC-ul (cu COSIMIR PLC/ Fluid SIM) cu PLC-ul extern prin interfața EasyPort.
- Cablul serial RS232 face legătura între portul serial PC și portul serial de la interfața EasyPort. - Conectorul cu semnale I/O pentru proces se conectează la PORT 1 al interfeței. - Conectorul cu semnale I/O pentru control se conectează la PORT 2 al interfeței.
2. Se alimentează EasyPort-ul. 3. Se configurează porturile EasyPort (EzOPC).

B5 – Tehnologii Industriale
B5 - Pag 5
Fig.1.6. Modelul conexiunii
Fig. 7. Configurarea modulelor I/O

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 6
5. Se încarcă programul în PLC. 6. Se pornește simularea: Execute→Start. 7. Se porneste PLC-ul (RUN) 8. Testare aplicaţie (Fig. 1.8) Prin intermediul soluţiei propuse aplicaţia poate fi testată pentru diverse situaţii de lucru (Fig. 1.8).
Fig.1.8. Simularea/testarea aplicaţiei în FluidSIM-Pneumatics
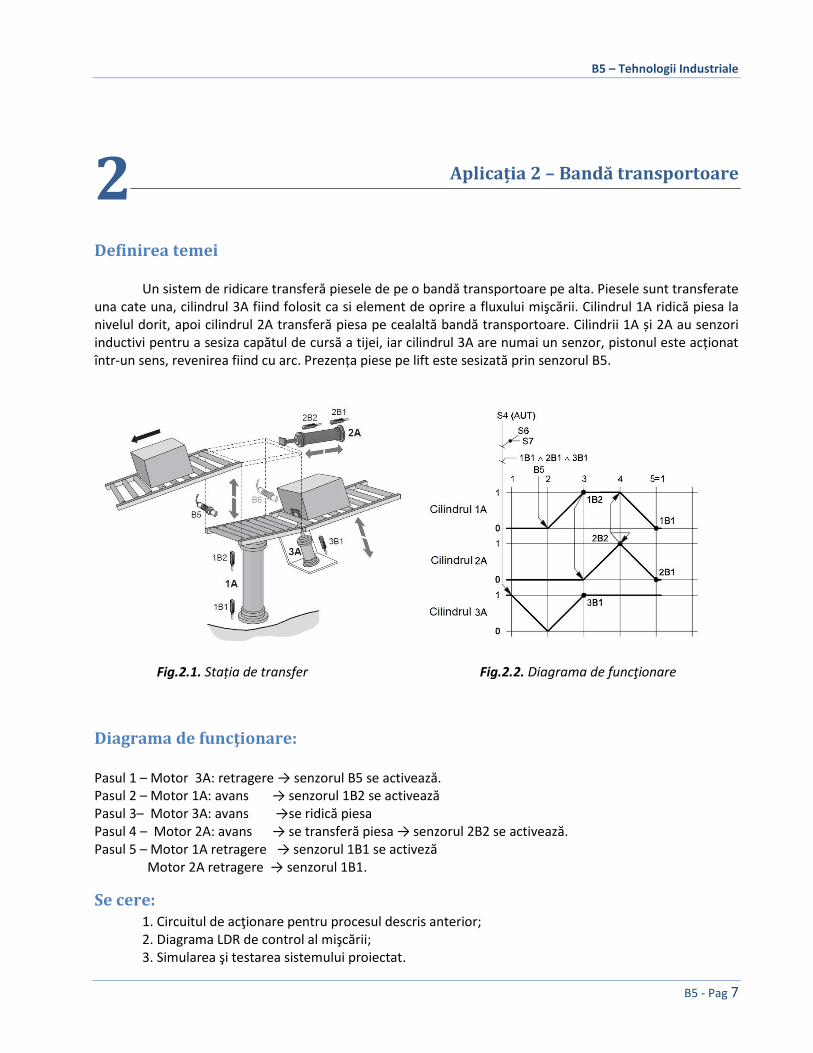
B5 – Tehnologii Industriale
B5 - Pag 7
Aplicația 2 – Bandă transportoare
Definirea temei
Un sistem de ridicare transferă piesele de pe o bandă transportoare pe alta. Piesele sunt transferate una cate una, cilindrul 3A fiind folosit ca si element de oprire a fluxului mişcării. Cilindrul 1A ridică piesa la nivelul dorit, apoi cilindrul 2A transferă piesa pe cealaltă bandă transportoare. Cilindrii 1A și 2A au senzori inductivi pentru a sesiza capătul de cursă a tijei, iar cilindrul 3A are numai un senzor, pistonul este acționat într-un sens, revenirea fiind cu arc. Prezența piese pe lift este sesizată prin senzorul B5.
Fig.2.1. Stația de transfer Fig.2.2. Diagrama de funcţionare
Diagrama de funcţionare: Pasul 1 – Motor 3A: retragere → senzorul B5 se activează. Pasul 2 – Motor 1A: avans → senzorul 1B2 se activează Pasul 3– Motor 3A: avans →se ridică piesa Pasul 4 – Motor 2A: avans → se transferă piesa → senzorul 2B2 se activează. Pasul 5 – Motor 1A retragere → senzorul 1B1 se activeză Motor 2A retragere → senzorul 1B1.
Se cere: 1. Circuitul de acţionare pentru procesul descris anterior; 2. Diagrama LDR de control al mişcării; 3. Simularea şi testarea sistemului proiectat.
2

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 8
Sistemul de acţionare
- Se propune circuitul din Fig. 2.3 compus din trei cilindri, două distribuitoare 5/3 și unul 3/2.
Fig.2.3. Schema de acţionare pneumatică
- Testarea circuitului de acţionare propus: se realizează în mediul FluidSIM-Pneumatics
Diagrama LDR de control al mişcării
- Scrierea listei de alocare: fiecărui operand absolut (resurse) i se va asocia un operand simbolic. Lista operanzilor (alocare) este descrisă in Fig. 2.4.
Fig.2.4. Lista de alocare

B5 – Tehnologii Industriale
B5 - Pag 9
Fig.2.5. Structura aplicaţiei de control
- Implementarea diagramei LDR
Fig.2.6. Blocul OB1

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 10
Fig.2.7. Blocul OB100

B5 – Tehnologii Industriale
B5 - Pag 11
Fig.2.8. Blocul FB1
Fig.2.9. Blocul FC1
Simularea şi testarea sistemului proiectat
Configuraţie stand testare: PLC real – sistem simulat -permite controlul unui proces simulat prin intermediul unui PLC real Resurse hardware: 1. Interfeță EasyPort - modul de intrări/ieșiri – realizează comunicarea dintre PLC și aplicatia virtuală 2. PLC (se impune posibilitatea de conectare la interfata EasyPort prin conectori Centronix) 3.PC – sistem de calcul necesar pentru implementarea aplicaţiilor software: FluidSIM-Pneumatics

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 12
Resurse software: 1. Driver EzOPC: compatibilizează mediul de dezvoltare a aplicatiilor cu controlerul extern. 2. FluidSIM-Pneumatics Implementarea soluţiei necesită etape indentice cu cele ale Aplicaţiei 1.
Prin intermediul soluţiei propuse aplicaţia poate fi testată pentru diverse situaţii de lucru.
Aplicația 3 – Sistem de sortare
Descrierea aplicației
Sistemul de manipulare și transport din Fig. 3.1 este alcătuit din două benzi transportoare A și B cu
aceeași direcție de deplasare, doi cilindrii hidraulici cu dublă acțiune 1A și 2A pentru manipularea piesei și
un buton de comandă (START). Piesa manipulată se de plasează pe banda A până la platforma controlată de
cilindrul 1A. Piesa este ridicată și împinsă de cilindrul 2A pe banda B, după care iși continua deplasarea, iar
cei doi cilindri se retrag în poziția inițială.
Fig.3.1. Sistem de manipulare și sortare
3

B5 – Tehnologii Industriale
B5 - Pag 13
Modelarea și simularea sistemului de sortare
Pentru modelarea și simularea aplicației se va utiliza tehnologia SIEMENS-FESTO, respectiv mediile
Simatic STEP7 și FluidSim H. Procesul va fi simulat în FluidSim H iar controlerul va fi unul real și va comunica
prin interfața EasyPort cu procesul. O astfel de abordare (HIL – hardware in the loop) este extrem de utilă în
studiul și proiectarea sistemelor, permițând aducerea procesului industrial în laborator. Conceptul HIL este
exemplificat în documentul cu aplicații B1.
Modelarea procesului în FluidSim H
În Fig. 3.2 este prezentat modelul procesului realizat în FluidSim H. S-au folosit următoarele notații:
A1 – actuator hidraulic cu dublă acționare (ridicarea pieselor)
A2 – actuator hidraulic cu dublă acționare (transferul pieselor)
S1.1 – senzor capăt de cursă pentru actuatorul A1 (retras)
S1.2 - senzor capăt de cursă pentru actuatorul A1 (avansat)
S2.1 – senzor capăt de cursă pentru actuatorul A2 (retras)
S2.2 - senzor capăt de cursă pentru actuatorul A2 (avansat)
D1 – distribuitor actuator A1
D2 – distribuitor actuator A2
E1, E2 – electromagneții distribuitorului ce acționează actuatorul A1
E3, E4 – electromagneții distribuitorului ce acționează actuatorul A2
B1 – Butonul START
Modelul este alcătuit din circuitul hidraulic, circuitul electric și blocurile de intrări/ieșiri destinate
transferului de informație dintre procesul simulat și controlerul real. Butonul START este legat la portul 0 al
blocul FluidSIM Out iar semnalele senzorilor S1.1-S2.2 la porturile 1-4. Electromagneții E1-E4 ai
distribuitoarelor sunt conectați la porturile 0-4 ale blocul FluidSIM In. Comunicarea dintre proces și
controler se realizează prin intermediul driverului EzOPC, pus la dispoziție utilizatorilor de firma FESTO.
Astfel că:
1. Poziția inițială a sistemului este cea din Fig. 3.2.a.
2. La apăsarea butonului START (B1) pistonul actuatorului A1 va avansa.
3. La capătul cursei de avans a pistonului actuatorului A1 senzorul S1.2 va fi activ, iar pistonul
actuatorului A2 va primii comanda de avans (Fig. 3.2.b).
4. La capătul cursei de avans a pistonului actuatorului A2 senzorul S2.2 va fi activ, iar pistonul
actuatorului A2 va primii comandă de retragere în poziția inițială (Fig. 3.2.c).
5. La capătul cursei de retragere a pistonului actuatorului A2 senzorul S2.1 va fi activ, iar pistonul
actuatorului A1 va primii comandă de retragere (Fig. 3.2.d).
6. Sistemul se află în poziția initială.

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 14
a) b)
c) d)
Fig.3.2. Modelul procesului realizat în FluidSim H
Programarea controlerului utilizând Simatic STEP 7
Programarea PLC-ului se va face prin intermediul mediului Simatic STEP7. Programul a fost realizat
utilizând diagrame Ladder. În figurile de mai jos se poate observa structura acestui program împreună cu
lista de simboluri aferentă.

B5 – Tehnologii Industriale
B5 - Pag 15

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 16

B5 – Tehnologii Industriale
B5 - Pag 17
Aplicația 4 – Dispozitiv de asamblare
Descierea aplicației
Dispozitivul de asamblare din Fig. 4.1 este folosit pentru presarea unei piese de plastic într-o piesă
de metal și securizarea ei cu un șurub. Pentru presarea piesei de plastic este folosit un actuator hidraulic de
mare presiune A1 cu dublă acționare, iar pentru inserarea șurubului un motor hidraulic M2 rotativ. La
apăsarea butonului START, actuatorul A1 presează piesa de plastic în piesa metalică. La atingerea presiunii
de 30bar în camera actuatorului A1, actuatorul A2 este activat. La apăsarea butonului STOP actuatorul A2 se
oprește și actuatorul A1 se retrage în poziția inițială.
Fig.4.1. Dispozitiv de asamblare
4

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 18
Modelarea și simularea sistemului de sortare
Pentru modelarea și simularea aplicației se va utiliza tehnologia SIEMENS-FESTO, respectiv mediile
Simatic STEP7 și FluidSim H. Procesul va fi simulat în FluidSim H iar controlerul va fi unul real și va comunica
prin interfața EasyPort cu procesul. O astfel de abordare (HIL – hardware in the loop ) este extrem de utilă în
studiul și proiectarea sistemelor, permițând aducerea procesului industrial în laborator. Conceptul HIL este
exemplificat în documentul cu aplicații B1.
Modelarea procesului în FluidSim H
În Fig. 4.2 este prezentat modelul procesului realizat în FluidSim H. S-au folosit următoarele notații:
A1 – actuator hidraulic liniar cu dublă acționare
M2 – actuator hidraulic rotativ
PS – senzor de presiune
D1 – distribuitor 4/3
D2 – distribuitor 4/2
S1 - senzor capăt de cursă pentru actuatorul A1 (retras)
S2 - senzor capăt de cursă pentru actuatorul A1 (avansat)
E1, E2 – electromagneții distribuitorului D1
E3 – electromagnetul distribuitorului D2
B1 – Butonul START
B2 – butonul STOP
Modelul este alcătuit din circuitul hidraulic, circuitul electric și blocurile de intrări/ieșiri destinate
transferului de informație dintre procesul simulat și controlerul real. Butonul START și STOP este legat la
portul 0, respectiv 1 al blocul FluidSIM Out iar semnalele senzorilor S1 și PS la porturile 2, respectiv 5.
Electromagneții E1-E3 ai distribuitoarelor sunt conectați la porturile 0-2 ale blocul FluidSIM In. Comunicarea
dintre proces și controler se realizează prin intermediul driverului EzOPC, pus la dispoziție utilizatorilor de
firma FESTO. Astfel că:
1. Poziția inițială a sistemului este cea din Fig. 4.2.a.
2. La apăsarea butonului START, pistonul actuatorului A1 avansează.
3. Când presiunea ajunge la 3 MPa, se activează electromagnetul E3, iar motorul rotativ M2
execută procesul de fixare a celor două componente.
4. La apăsarea butonului STOP, motorul M2 se oprește.
5. Când motorul M2 este oprit și senorul S1 nu este activ (actuatorul A1 avansat), se activează
electromagnetul E2 (A1 se retrage).
6. Sistemul se află în poziția inițială.

B5 – Tehnologii Industriale
B5 - Pag 19
a)
b)
Fig.4.2. Modelul procesului realizat în FluidSim H

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 20
Programarea controlerului utilizând Simatic STEP 7
Programarea PLC-ului se va face prin intermediul mediului Simatic STEP7. Programul a fost realizat
utilizând diagrame Ladder. În figurile de mai jos se poate observa structura acestui program împreună cu
lista de simboluri aferentă. Programul este structurat în două blocuri organizaționale OB1 și OB100, un bloc
funcție FB și un bloc funcție FC.Blocul OB1 conține două ramuri, o ramură de inițializare și a una pentru
activarea funcției FB1. Funcția poate rula doar daca inițializarea s-a efectuat cu succes.
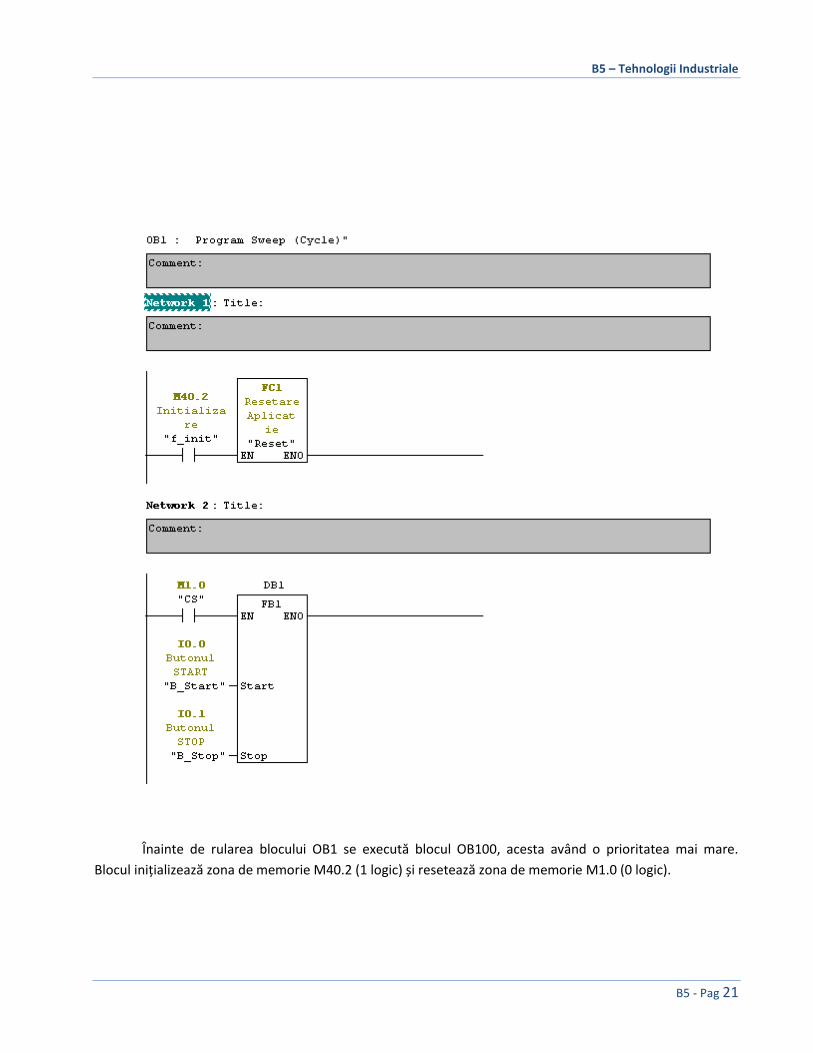
B5 – Tehnologii Industriale
B5 - Pag 21
Înainte de rularea blocului OB1 se execută blocul OB100, acesta având o prioritatea mai mare.
Blocul inițializează zona de memorie M40.2 (1 logic) și resetează zona de memorie M1.0 (0 logic).

Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 22
Funcția FC1 conține o ramură ce resetează flag-ul de inițializare (0 logic) și setează zona de memorie
M1.0 (1 logic).

B5 – Tehnologii Industriale
B5 - Pag 23
Funcția bloc FB1 conține programul principal al aplicației. Dacă butonul START este apăsat și
senzorul S1 este activ (actuatorul A1 este retras), electromagnetul E1 va fi activat (1 logic) și E2 dezactivat (0
logic).
Când presiunea ajunge la 3MPa, se activează senzorul de presiune PS setat pe bitul de intrare I0.5.
Bitul de ieşire Q0.2 va lua valoare ‘‘1’’ logic (începe mişcarea de rotaţie a motorului M2). De asemenea S1
nu trebuie să fie activ.
La apăsarea butonului STOP bitul de ieşire Q0.0 va lua valoarea ‘‘0’’ logic, iar bitul de ieşire Q0.1 va
lua valoarea ‘’1’’ logic (pistonul actuatorului A1 se va retrage, senzorul de presiune PS nu va mai fi activ, iar
motorul rotativ M2 se va opri).
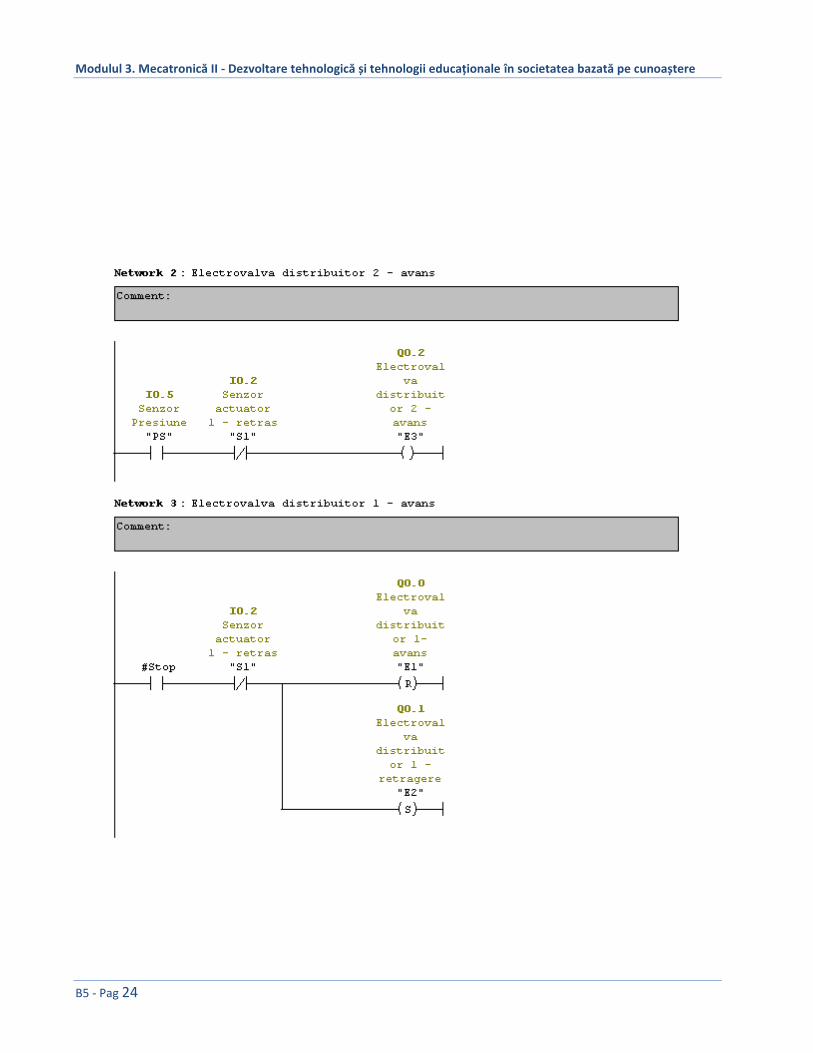
Modulul 3. Mecatronică II - Dezvoltare tehnologică și tehnologii educaționale în societatea bazată pe cunoaștere
B5 - Pag 24

Bibliografie
1. Andrew, Parr – Hydraulics and Pneumatics, Second Edition, Butterworth-Heinemann, 1999, ISBN 9780750644198, 244 pag.
2. Bliesener, R., Ebel, F., Löffler, C., Plagemann, B., Regber, H., Terzi, E., Winter, A., Programmable Logic Controllers , TP301, FESTO;
3. Conde, R., Statement List Programming, FESTO, 1997; 4. Dumitriu, A. - Mecatronică, volumul 1, Editura Universităţii „Ttransilvania” din Braşov, 2006, ISBN
973-635-429-6, 320 pag. 5. Gerhard Schmidt - GRAFCET, Festo Didactic GmbH & Co. KG, 73770 Denkendorf, Germany, 2007,
Internet: www.festo-didactic.com 6. H., Berger – Automating with STEP 7 in STL and SCL: SIMATIC S7-300/400 Programmable
Controllers, 1st edition , Wiley-VCH, 2009, 3895783412, 544 pag. 7. Hugh., J., Automating Manufacturing Systems with PLCs, 2008. 8. IEC 60848 9. Mătieş V., Bălan R., Hancu O., Gliga A., Hidronica-Aplicaţii, Editura Todesco, 2003. 10. M., Rabie – Fluid Power Engineering, 1st edition, McGraw-Hill Professional, 2009, ISBN 0071622462,
448 pag. 11. Parr, E., A., Programmable Controllers - An engineers guide, Newnes (Elsevier) , 2003. 12. Popescu, D., Automate programabile - Construcţie, funcţionare şi aplicaţii, Ed. Matrix, Bucureşti,
2005; 13. Programmable Logic Controller, Fundamentals and Applications of Programmable Logic Controllers,
Exercises and Solutions, FESTO. 14. Robert, H., Bishop – The Mechatronics Handbook, Second Edition – 2 Volume Set, CRC Press, 2007,
ISBN 9780849392573, 1416 pag. 15. S7-GRAPH V5.3 for S7-300/400 Programming Sequential Control Systems