A STUDY OF CELLULOSIC BIOMASS SIZE REDUCTION
183
A STUDY OF CELLULOSIC BIOMASS SIZE REDUCTION by LADAN JAFARI NAIMI B. Sc., Sharif University of Technology, 1992 M.A.Sc., The University of British Columbia, 2008 A THESIS SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY in THE FACULTY OF GRADUATE AND POSTDOCTORAL STUDIES (Chemical & Biological Engineering) THE UNIVERSITY OF BRITISH COLUMBIA (Vancouver) February 2016 © Ladan Jafari Naimi, 2016
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of A STUDY OF CELLULOSIC BIOMASS SIZE REDUCTION
A STUDY OF CELLULOSIC BIOMASS SIZE REDUCTION
by
LADAN JAFARI NAIMI
B. Sc., Sharif University of Technology, 1992
M.A.Sc., The University of British Columbia, 2008
A THESIS SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
DOCTOR OF PHILOSOPHY
in
THE FACULTY OF GRADUATE AND POSTDOCTORAL STUDIES
(Chemical & Biological Engineering)
THE UNIVERSITY OF BRITISH COLUMBIA (Vancouver)
February 2016
© Ladan Jafari Naimi, 2016

ii
Abstract
Size reduction is an essential operation for preparing biomass for the production of pellets,
biofuels and bioproducts. Size reduction ranks second in terms of energy consumption after
drying in a pelleting operation. The major challenge in sizing and operating a grinder is the
difficulty in predicting the performance of a grinder and the quality of product due to the
variability in structure and composition of the biomass. As a result, grinders are often over-
designed to handle a wide range of biomass species, leading to disproportionate equipment size
and operating costs. This research investigated factors influencing the power requirement for
grinding biomass and developed mechanistic model equations to predict energy input to a
grinder to achieve a targeted particle size. Two softwood species and three hardwood species
were ground in a knife mill and/or a hammer mill. The experimental data consisted of power
inputs, mass flow rates, and particle size reduction ratios. The well-known mechanistic model
equations: Rittinger, Kick, and Bond, which relate energy input to particle size reduction, were
evaluated and the Rittinger equation was found to give the best prediction of the experimental
data. Douglas-fir consumed the least specific energy of grinding, 132-178 kJ kg-1, followed by
aspen, 197-232 kJ kg-1, pine, 201-263 kJ kg-1, and poplar, 252-297 kJ kg-1. Specific surface area
(m2 kg-1) created was largest for aspen and smallest for Douglas-fir. Correspondingly, Douglas-
fir consumed the least specific energy and aspen, with the largest specific surface area created,
required the highest specific energy. These data suggest that the specific energy has a direct
relation with the total surface area created as a result of size reduction, as captured by the
Rittinger equation. Ground Douglas-fir and willow were also pelletized in a single pelletization
unit. The combined grinding/densification energy input decreased with increasing particle size.
The properties most significantly affecting the grinding energy consumption based on the
comparison of the Rittinger’s constant, kR, were lignin content, particle density, and fibre length.
Woody biomass of a higher lignin content, lower particle density, and longer fibre length
requires more energy input to be ground to a targeted size.

iii
Preface
Preparation of the dissertation, literature review, experimental design and set-up, data
collection and analysis, and the interpretation of the results in this thesis have been performed by
Ladan Jafari Naimi under the supervision of Professors Shahab Sokhansanj, Xiaotao Bi, and Jim
Lim.
The manuscripts included in this dissertation are listed below. For the manuscripts with co-
authors, the contributions of Ladan Jafari Naimi have been described.
1. Results of the impact of wood properties on size reduction energy consumption were
presented in two presentations at the ASABE International Meeting held in Dallas, Texas
from July 29 to August 1, 2012, and at the ASABE International Meeting held in Kansas
City, Missouri from July 21-24, 2013. A manuscript on the influence of branch wood on
Rittinger’s constant was submitted and accepted for publication in the Journal of
Transactions of the ASABE. The experimental design, experiments, data collection, and
analysis were performed by Ladan Jafari Naimi under supervision of Professors Shahab
Sokhansanj, Xiaotao Bi, and Jim Lim.
2. The study on wood species vs. energy consumption for size reduction and pelletization is
from collaboration with Marius Woehler. Marius Woehler, a Master of Engineering
student at Rottenburg University, Germany spent 6 months of his training in Vancouver.
Marius conducted his assigned research under direct supervision of Ladan Jafari Naimi.
A manuscript is prepared and is under internal review. Ladan initiated the experimental
design, directed the experiments and performed analysis of the data under supervision of
Professors Shahab Sokhansanj, Xiaotao Bi, and Jim Lim.
3. A part of the results of development of relationship between energy consumption and
size reduction was published as: Naimi, L.J., S. Sokhansanj, X. Bi, C.J. Lim, A.R.
Womac, A. K. Lau, and S. Melin. 2013. Development of size reduction equations for
calculating energy input for grinding lignocellulosic particles. Applied Engineering in
Agriculture. 29(1): 93-100.
4. The part of Chapter 4 on modeling of grinding pine wood was the result of collaboration
with the student trainee Flavien Collard. Flavien was a Master student at INSA Lyon

iv
France. Flavien spent six months of his studies under direct supervision of Ladan Jafari
Naimi. A paper was presented at the Canadian Society of Chemical Engineers (CSChE,
2012) in Vancouver. A manuscript has been published in the Journal Biomass
Conversion and Biorefinery, available online January 2016. The experimental design,
experiments, data collection and analysis were performed under supervision of
Professors Shahab Sokhansanj, Xiaotao Bi, and Jim Lim.
5. The results of studying grinding characteristics of ten biomass samples collected from
fields are included in Appendix C. A paper was presented at the ASABE International
Meeting held in Kansas City, Missouri from July 21-24, 2013. A manuscript is in
preparation and will be submitted to a journal. The experimental design, experiments,
data collection and analysis were performed under supervision of Professors Shahab
Sokhansanj, Xiaotao Bi, and Jim Lim.
v
Table of Contents
Abstract ........................................................................................................................................... ii!
Preface ............................................................................................................................................ iii!
Table of Contents ............................................................................................................................ v!
List of Tables ................................................................................................................................. ix!
List of Figures ............................................................................................................................... xii!
Nomenclature ............................................................................................................................. xviii!
Acknowledgments ........................................................................................................................ xxi!
Chapter 1! Introduction ................................................................................................................. 1!
1.1! Background .................................................................................................................. 1!
1.2! Thesis hypothesis and objectives ................................................................................. 3!
1.3! Experimental ................................................................................................................ 4!
1.4! Scope and organization of the thesis ............................................................................ 5!
Chapter 2! Literature Review ........................................................................................................ 7!
2.1! Sensitivity of biomass conversion processes to particle size ....................................... 7!
2.2! Size reduction equipment ............................................................................................. 8!
2.2.1! Hammer mills ........................................................................................................ 9!
2.2.2! Tub grinders ........................................................................................................ 10!
2.2.3! Knife mills .......................................................................................................... 11!
2.2.4! Disk and drum chippers ...................................................................................... 11!
2.2.5! A prototype Crumbler™ machine to produce crumbles® .................................. 12!
2.3! Characterization of ground particle size .................................................................... 12!
2.4! Woody biomass sources ............................................................................................. 13!
2.5! Wood structure ........................................................................................................... 14!
2.6! Molecular structure and composition ......................................................................... 17!
2.7! Mechanical properties ................................................................................................ 20!
2.8! Modeling of energy/power input ............................................................................... 21!
2.8.1! Rittinger Theory .................................................................................................. 21!
vi
2.8.2! Kick’s Theory ..................................................................................................... 22!
2.8.3! Bond Theory ....................................................................................................... 22!
2.8.4! Empirical equations ............................................................................................ 23!
2.9! Biomass pelletization ................................................................................................. 25!
2.9.1! Energy input to make pellets ............................................................................... 26!
2.10! Concluding remarks ................................................................................................... 28!
Chapter 3! Experiments ............................................................................................................... 30!
3.1! Equipment .................................................................................................................. 31!
3.1.1! Knife mill ............................................................................................................ 31!
3.1.2! Hammer mill ....................................................................................................... 32!
3.1.3! Feeders ................................................................................................................ 32!
3.1.4! Tyler sieves ......................................................................................................... 33!
3.1.5! Gilson sieves ....................................................................................................... 33!
3.1.6! Data logging system ............................................................................................ 33!
3.1.7! Single pellet press ............................................................................................... 34!
3.2! Size reduction method ................................................................................................ 35!
3.2.1! Size reduction with knife mill ............................................................................. 35!
3.2.2! Size reduction with hammer mill ........................................................................ 37!
3.2.3! Power measurement ............................................................................................ 38!
3.3! Biomass properties ..................................................................................................... 39!
3.3.1! Particle density and solid density of wood pieces .............................................. 39!
3.3.2! Bulk density and tapped density of ground particles .......................................... 39!
3.3.3! Angle of repose ................................................................................................... 40!
3.3.4! Particle surface area ............................................................................................ 40!
3.4! Biomass composition ................................................................................................. 41!
3.4.1! Moisture content ................................................................................................. 41!
3.4.2! Ash content ......................................................................................................... 42!
3.4.3! Chemical composition ........................................................................................ 42!
3.5! Wood microstructure ................................................................................................. 42!
3.5.1! SilviScan analysis ............................................................................................... 42!
3.5.2! Fibre quality ........................................................................................................ 43!

vii
3.6! Pelletization ................................................................................................................ 44!
3.6.1! Pellet density ....................................................................................................... 45!
3.7! Statistical analysis ...................................................................................................... 45!
3.8! Concluding remarks ................................................................................................... 45!
Chapter 4! Energy Input for Size Reduction ............................................................................... 47!
4.1! Input power measurement .......................................................................................... 48!
4.2! Energy input for size reduction .................................................................................. 49!
4.2.1! Experiment 1: Branches of Douglas-fir, pine, aspen, and poplar ....................... 49!
4.2.2! Experiment 2: Wood chips of Douglas-fir and willow ....................................... 50!
4.3! Experiment 3: Wood chips of pine ............................................................................ 52!
4.4! Estimating parameters for size reduction equations .................................................. 57!
4.4.1! Experiment 1: Branches of Douglas-fir, pine, poplar, and aspen ....................... 58!
4.4.2! Experiment 2: Wood chips of Douglas-fir and willow ....................................... 58!
4.4.3! Experiment 3: Wood chips of pine ..................................................................... 60!
4.4.4! Application of Rittinger equation to published grinding data ............................ 64!
4.5! Concluding remarks ................................................................................................... 65!
Chapter 5! Integrated Size Reduction and Pelletization .............................................................. 67!
5.1! Pelletization ................................................................................................................ 67!
5.2! Total energy input for combined grinding and pelletization ..................................... 70!
5.3! Concluding remarks ................................................................................................... 74!
Chapter 6! Effect of Wood Properties on the Energy Consumption of Size Reduction ............. 75!
6.1! Physical characteristics of raw wood samples ........................................................... 75!
6.2! Wood density before grinding ................................................................................... 77!
6.3! Microstructure of wood samples ................................................................................ 79!
6.4! Composition of wood samples ................................................................................... 81!
6.5! Size reduction of wood samples ................................................................................ 83!
6.6! Properties of ground particles .................................................................................... 86!
6.7! Correlation of Rittinger constant with biomass particles properties .......................... 92!
6.7.1! Single parameter regression analysis .................................................................. 93!
6.7.2! Multi-variable regression analysis ...................................................................... 94!
6.8! Discussion .................................................................................................................. 96!

viii
6.9! Conclusions .............................................................................................................. 101!
Chapter 7! Conclusions and Future Work ................................................................................. 102!
7.1! Summary of conclusions .......................................................................................... 102!
7.2! Proposed future work ............................................................................................... 103!
References ................................................................................................................................... 106!
Appendices .................................................................................................................................. 118!
Appendix A ImageJ Software Procedure to Use and Preliminary Tests .......................... 119!
Appendix B The Impact of Data Collection Rate ............................................................. 122!
Appendix C Results of Size Reduction ............................................................................. 126!
Appendix D Grinding Herbaceous Biomass ..................................................................... 128!
Appendix E Chemical Composition of Wood .................................................................. 147!
Appendix F SilviScan Analysis Results ........................................................................... 149!
ix
List of Tables
Table 2.1 Biomass distribution of a 400 mm diameter at breast height (DBH) of a Douglas-fir
tree (Briggs, 1994) ........................................................................................................................ 14!
Table 2.2 Composition (%) of softwood, hardwood, and bark ..................................................... 18!
Table 2.3 Summary of the previous studies on single pellet density of laboratory, semi industrial,
and single pellet presses. ............................................................................................................... 29!
Table 3.1 Summary of materials and grinders used to evaluate the generalized grinding equations30!
Table 4.1 An example of mean, standard deviation, maximum, minimum, and coefficient of
variation of power input (W) to grinder working empty .............................................................. 48!
Table 4.2 Summary of the results of ranges of energy consumptions of grinding four species by
knife mill (Experiment 1). Ranges of total energies while grinding, total energy deducting the
empty grinding, total mass, and feeding rate are listed. ................................................................ 50!
Table 4.3 Initial in-feed and ground geometric mean diameter (dgw) of particles ground in knife
mill and range of total (with empty working) energy (power) input (Experiment 2). Data in this
table were fitted to the Rittinger, Kick, and Bond equations. ....................................................... 52!
Table 4.4 Summary data of grinding pine in the hammer mill. Empty power (parasitic power) for
hammer mill= 435.5 W; Average flow rate=4.2 g s-1 (ranged from 4 to 5 g s-1) .......................... 54!
Table 4.5 Geometric mean diameter of PWC as received and ground particles from specified
screen size. .................................................................................................................................... 56!
Table 4.6 Results of fitting data to the generalized Rittinger, Kick, and Bond equations
(equations 4.1, 4.2, and 4.3) for grinding Douglas-fir, pine, aspen, and poplar using knife mill. 58!
Table 4.7 Constants and coefficients of determination for three grinding equations fitted to data
from knife mill. The second line for each species is for a line passed through origin (intercept
K2=0) ............................................................................................................................................. 60!
Table 4.8 Slopes and coefficients of determinations for fitting Equations 4.1, 4.2, and 4.3 to data
of grinding PWC by hammer mill on different screen sizes. Rittinger equation has a good fit for
feed from all sizes. Rittinger and Bond constants decrease as the feed particle size decreased.
Kick’s constant increases as the feed particle size decreased. ...................................................... 62!

x
Table 4.9 Slopes and coefficients of determination of the three grinding equations: Kick,
Rittinger, and Bond for grinding pine by hammer mill. Equations used in this table are in the
form of equations 2.7, 2.8 and 2.9. ............................................................................................... 62!
Table 5.1 Physical characteristics of pellets made from ground willow on the single pellet
device. ........................................................................................................................................... 68!
Table 5.2 Specific energy of pelletization for Douglas-fir (ground in knife mill) with 8-10% MC
and pellet die temperature of 80°C. Specific energy of pelletization increased as the screen size
in the grinder increased. ................................................................................................................ 70!
Table 5.3 Pellet density for three species ground in knife mill with three screen sizes. The
densities presented are the individual pellet densities determined by dividing mass by volume of
each pellet. .................................................................................................................................... 72!
Table 5.4 Pelletization energy of Douglas-fir mixed with different percentages of willow. ........ 73!
Table 6.1 Average and variations of moisture content, stem diameter, and bark content of
samples used in the experiments. .................................................................................................. 76!
Table 6.2 Particle and solid densities and estimated porosity of quarter-disk particles prior to
being ground in knife mill ............................................................................................................. 79!
Table 6.3 Density and microstructure of quarter-disk samples measured using SilviScan and
Fiber Quality Analyzer ................................................................................................................. 80!
Table 6.4 Chemical composition of feedstock species tested in this study .................................. 82!
Table 6.5 Specific energy consumption of grinding manually prepared pieces of Douglas-fir,
pine, aspen, and poplar by knife mill. Screen sizes of 2, 4, and 6 mm were used. Mean, SD, and
CV of the specific energy of size reduction are listed. ................................................................. 84!
Table 6.6 Summary of data for feeding quarter-disk pieces into the knife mill. The screen size
for these tests was 2 mm. .............................................................................................................. 85!
Table 6.7 Fraction of ground particles less than 0.6 mm. The data were extracted from
cumulative size distribution of ground particles from a knife mill with 2, 4, and 6 mm screen
sizes. .............................................................................................................................................. 89!
Table 6.8 Bulk density, tapped density, and porosity of the ground particles. The particles passed
through 2 mm screen in the knife mill. ......................................................................................... 90!
Table 6.9 Summary of kR, density and chemical properties of wood species ............................... 92!
xi
Table 6.10 Summary of kR, average density from SilviScan and fibre trait of the wood species . 92!
Table 6.11 Correlation matrix of nine wood properties measured in this research. ..................... 93!
Table 6.12 Regression coefficient and statistical information for multivariable regression of kR
with PD, FL, LC, and CC as independent variable. ...................................................................... 96!
Table B.1 Data acquisition rate, average recorded voltage, and the corresponding percentage
errors for knife mill when grinding willow wood chips. ............................................................ 125!
Table B.2 Parasitic power of hammer mill. ................................................................................ 125!
Table C.1 Data collected during grinding of Douglas-fir, pine, aspen, and poplar by knife mill
using 2 mm screen. ..................................................................................................................... 127!
Table D.1 Examples of standard deviations, maximums, minimums, and coefficients of
variations of power consumption (W) of continuous grinding of herbaceous biomass. ............ 141!
Table D.2 Summary of specific power (kWh t-1) required for grinding herbaceous biomass by
hammer mill on five screen sizes. ............................................................................................... 143!
Table D.3 Constants a and b of Equation D.1 for the data of the herbaceous biomass. The
equation fits fairly well to the data. ............................................................................................ 144!
Table D.4 Bulk density of hammer milled ground samples of ten herbaceous biomass ground on
four screen sizes by hammer mill. In most cases loose and tapped bulk density increased as the
screen size decreased. This trend did not happen for a few biomass when the screen size
decreased from 6.4 to 3.2 mm. Reorientation of the particles due to tapping caused tapped bulk
density to be higher than loose bulk density. .............................................................................. 145!
Table D.5 Slopes and coefficients of determinations for fitting Equations 4.9, 4.10, and 4.2 to the
data of grinding herbaceous biomass by hammer mill on different screen sizes. LP is replaced by
screen size inside the grinder. Rittinger equation has a good fit for feed from all sizes. ........... 146!
Table E.1 Chemical composition of four wood samples given as percentage oven-dry, extractive-
free wood meal. ........................................................................................................................... 148!
Table F.1 Density and MFA of tested woody feedstock using SilviScan method. .................... 150!

xii
List of Figures
Figure 1.1 Operations and equipment involved in preparing biomass from herbaceous biomass
(bales). The grey coloured boxes are equipment or processes that directly reduce feedstock
size. ................................................................................................................................................. 2!
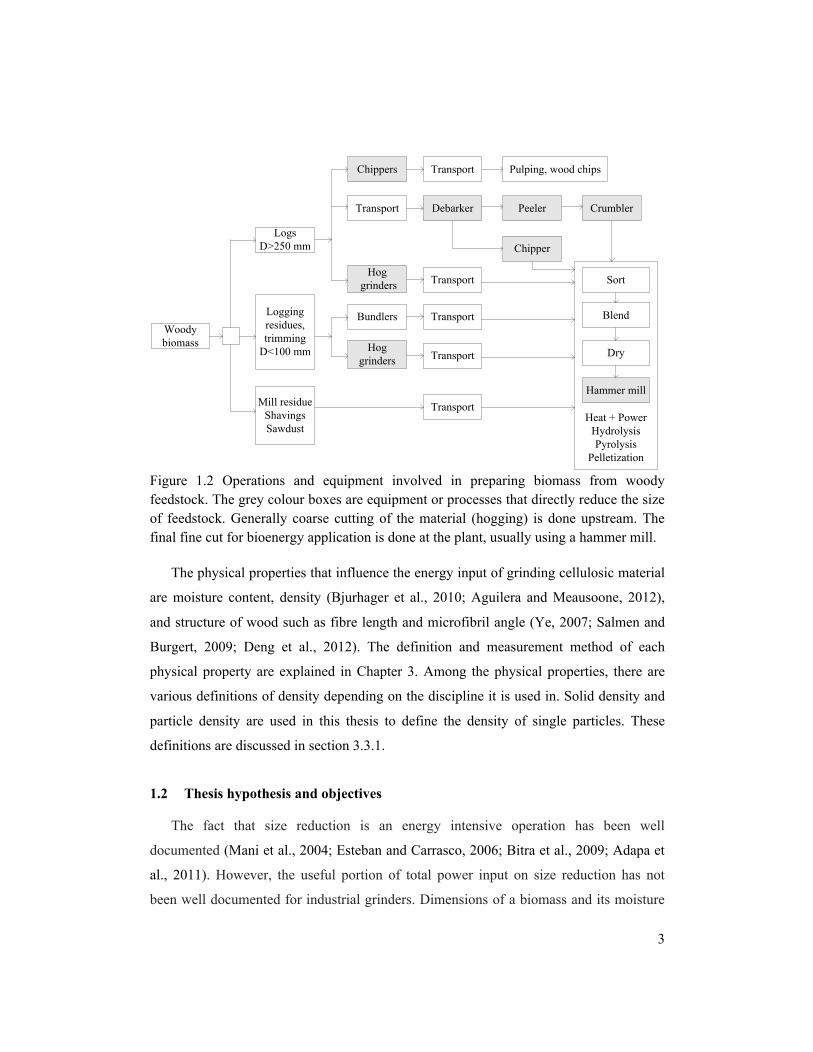
Figure 1.2 Operations and equipment involved in preparing biomass from woody feedstock.
The grey colour boxes are equipment or processes that directly reduce the size of feedstock.
Generally coarse cutting of the material (hogging) is done upstream. The final fine cut for
bioenergy application is done at the plant, usually using a hammer mill. ...................................... 3!
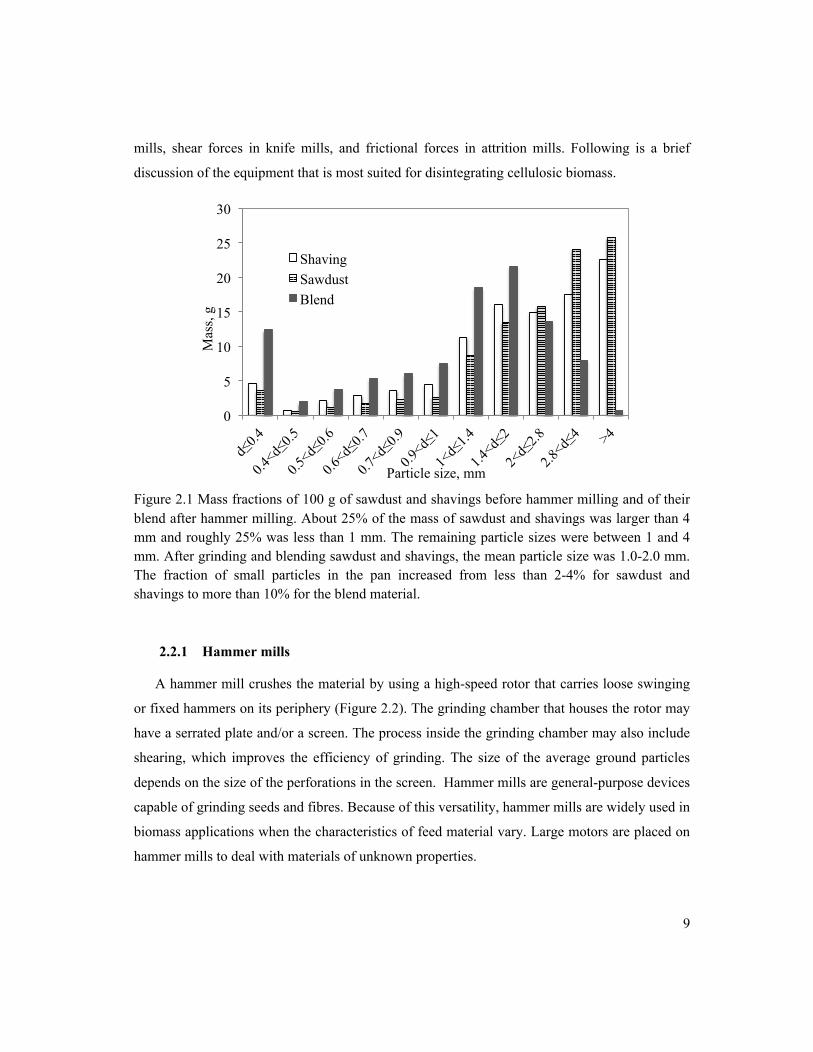
Figure 2.1 Mass fractions of 100 g of sawdust and shavings before hammer milling and of their
blend after hammer milling. About 25% of the mass of sawdust and shavings was larger than 4
mm and roughly 25% was less than 1 mm. The remaining particle sizes were between 1 and 4
mm. After grinding and blending sawdust and shavings, the mean particle size was 1.0-2.0
mm. The fraction of small particles in the pan increased from less than 2-4% for sawdust and
shavings to more than 10% for the blend material. ........................................................................ 9!
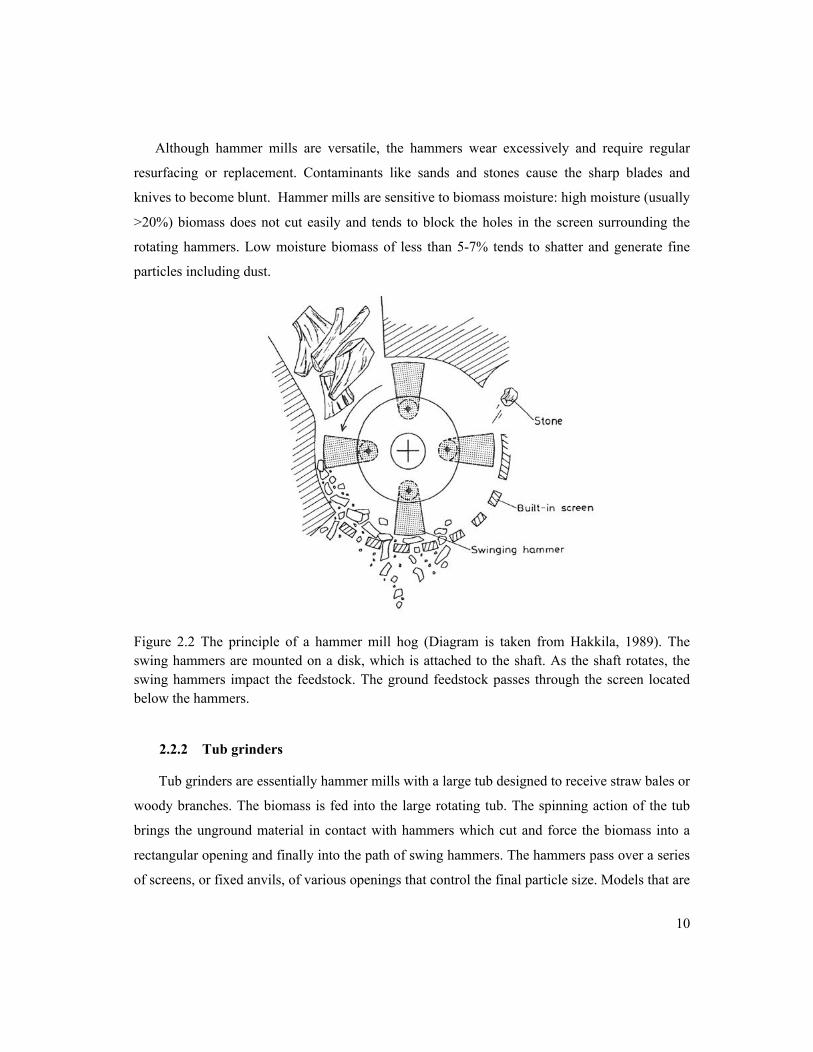
Figure 2.2 The principle of a hammer mill hog (Diagram is taken from Hakkila, 1989). The
swing hammers are mounted on a disk, which is attached to the shaft. As the shaft rotates, the
swing hammers impact the feedstock. The ground feedstock passes through the screen located
below the hammers. ...................................................................................................................... 10!
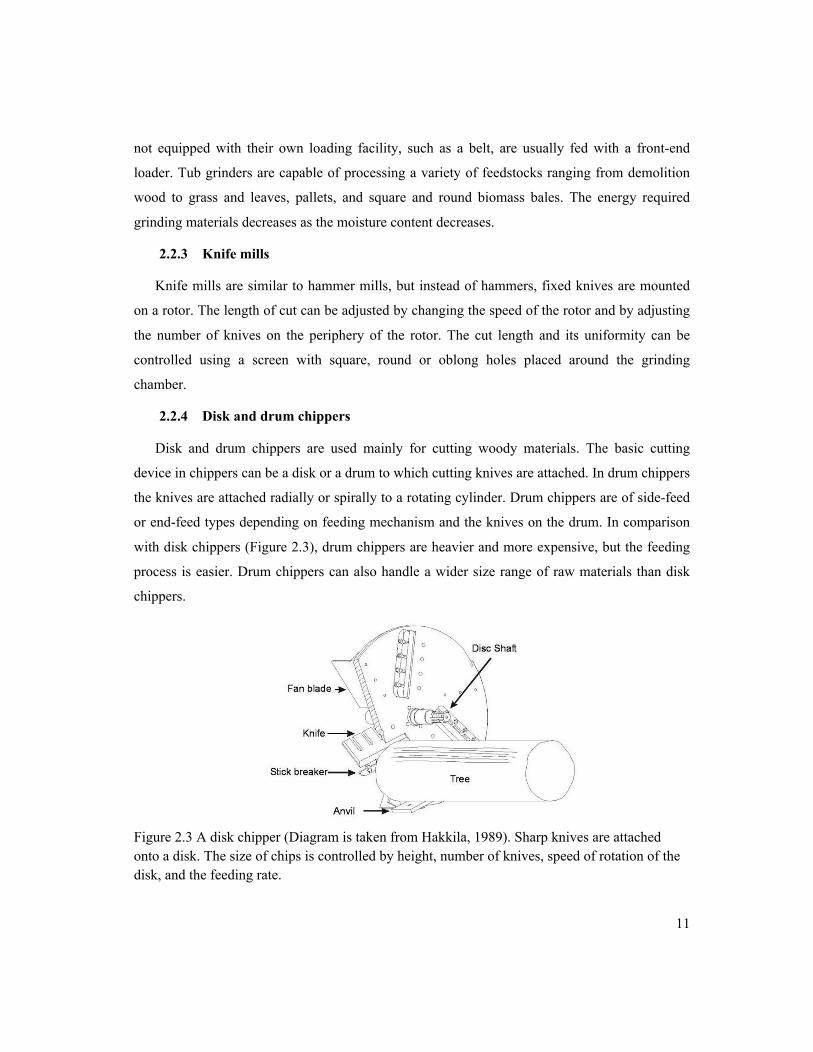
Figure 2.3 A disk chipper (Diagram is taken from Hakkila, 1989). Sharp knives are attached
onto a disk. The size of chips is controlled by height, number of knives, speed of rotation of
the disk, and the feeding rate. ....................................................................................................... 11!
Figure 2.4 (a) Macrostructure of a softwood stem (Taken from Biermann, 1996). (b)
Transverse and longitudinal section of a hardwood (European beech), scanning electron
micrograph. (c) Transverse section of softwood (Scots pine) scanning electron micrograph
(Taken from Hofstetter et al., 2005). ............................................................................................ 15!
Figure 2.5 Physical properties of wood vary from the centre of the stem (pith) to the outside of
the stem (bark), depending on the age of the wood and the distribution of mature wood and
juvenile wood zones. The proportion of juvenile wood to mature wood increases from the base
of the wood stem to its top (Adapted from Green et al., 1999). ................................................... 17!

xiii
Figure 2.6 (a) Schematic definition of microfibril angle (MFA) in relation to a single cell. (b)
Stress-strain curves of wood samples with small and MFAs (Adapted from Salmen and
Burgurt, 2009). .............................................................................................................................. 18!
Figure 2.7 Pellet press mill. (a) Picture shows wood pellets compacted in pellet mill are
extruded from the die hole. (b) The diagram shows the internal roller arrangement that presses
the ground biomass through die holes. (Murray, 2014). ............................................................... 26!
Figure 3.1 (a) Inside the knife mill (Retsch grinder SM100). Three cutting blades are attached
to the rotor. There are four cutting strips attached to the periphery of the grinding chamber. A
curved perforated screen covering 120 degrees of the bottom portion of the housing is installed
below the grinding chamber to control the size of ground particles. (b) A number of these
screens are shown in the picture (Naimi, 2008). ........................................................................... 31!
Figure 3.2 (a) Glen Mill hammer mill. Twelve swing hammers are placed along a shaft in order
to have hammers every 90 degrees. The mill uses a removable perforated screen that extends
180 degrees around the lower section of the housing. (b) A number of these screens are shown
in the picture. ................................................................................................................................ 32!
Figure 3.3 Sieving system used to fractionate biomass samples. (a) RoTap sieve shaker holds
two stacks of five round sieves plus pan. The sieve motion was rotational with a tapping. (b)
Gilson sieve shaker holds five rectangular screens. The sieve motion was vertical shake. The
screen holes for both sieving systems were wire mesh. ................................................................ 34!
Figure 3.4 (a) A universal testing machine provides the compression force at a constant rate.
(b) The piston-cylinder assembly is used to form pellets. ............................................................ 35!
Figure 3.5 Branches of four species of wood as they were received in the lab. The leaves were
removed. The branches were cut in length for debarking, drying, and storage. ........................... 36!
Figure 3.6 (a) Wood samples were manually debarked, dried in 50oC air, and cut to lengths
ranging from 30 mm to 110 mm. (b) The samples were cut crosswise to quarter disks using a
band saw. ....................................................................................................................................... 37!
Figure 3.7 Hammer mill screen sizes (mm) used for grinding pine wood chips (PWC). Initially,
PWC was ground in hammer mill with screen sizes 25.4, 12.7, 10, 6.25, or 3.13 mm screens.
The ground particles were labelled with the screen size they were ground with. The five
labelled ground particles were then ground using all screen sizes smaller. For example the
particles labelled 10 were ground in the hammer mill with 6.25 and 3.13 mm screen sizes. ....... 38!

xiv
Figure 3.8 Device for measuring angle of repose (Geldart et al., 2006). The device consisted of
four main parts: a vibrator, a vibrating chute, a funnel, and a measuring baseboard. Particles
are loaded on the vibrating chute and pour down into the funnel. Particles form a semi-cone on
the measuring baseboard. Height and radius of the semi-cone can be read on the measuring
baseboard. ..................................................................................................................................... 41!
Figure 4.1 Block diagrams of experiments conducted to analyze the applicability of size
reduction equations to woody biomass ......................................................................................... 47!
Figure 4.2 Sample plot of power input to the knife mill with 6 mm screen running empty (No-
load) and grinding willow and Douglas-fir. All three curves have an initial perturbation
because of the sudden pull of electricity for the motor to start working. The curve for no-load
working defines a base line for the power needed for the knife mill working empty. The feed
wood chips had a variable size. ..................................................................................................... 49!
Figure 4.3 Size distribution of hammer-milled wood chips of willow and Douglas-fir on Gilson
sieve shaker and pine wood chips as-received (PWC). The screen size inside hammer mill is 25
mm. The ground wood chips are prepared for feeding to the knife mill and hammer mill. ......... 51!
Figure 4.4 A comparison between geometric mean diameter of the ground particles and the
mean length and mean width of ground particles of pine calculated by image analysis. Three
replicates of measurements are represented for each screen size. This figure shows that the
geometric mean diameter of the particles is very close to the width of the particles. .................. 57!
Figure 4.5 Specific energy vs. Kick’s size reduction parameters for grinding (a) Douglas-fir
and (b) willow. The lines for each species are one allowed having an intercept and one not
having an intercept. The regression coefficients R2 were low when the lines are forced through
origin ............................................................................................................................................. 59!
Figure 4.6 Specific energy of size reduction vs 1/LP. Data labelled with pine wood chips
represent the wood chips as received. Data labelled with 25.4, 12.7, and 10 mm represent pine
wood chips pre-ground with 25.4, 12.7, and 10 mm screens installed in the hammer mill. ........ 63!
Figure 4.7 Specific energy of size reduction vs LP-0.5. Data labelled with Pine wood chips
represent the wood chips as received. Data labelled with 25.4, 12.7, and 10 mm represent pine
wood chips pre-ground with 25.4, 12.7, and 10 mm screens installed in the hammer mill. ........ 63!

xv
Figure 4.8 Specific energy of size reduction vs ln (LP). Data labelled with Pine wood chips
represent the wood chips as received. Data labelled with 25.4, 12.7, and 10 mm represent pine
wood chips pre-ground with 25.4, 12.7, and 10 mm screens installed in the hammer mill. ........ 64!
Figure 4.9 Specific energy of size reduction vs LP-1-LF
-1. Data labelled with PWC represent the
wood chips as received. Data labelled with 25.4, 12.7,10.0, and 6.3 mm represent pine wood
chips pre-ground with 25.4, 12.7, 10, 6.3 mm screens installed in the hammer mill. .................. 64!
Figure 4.10 Specific energy vs. Rittinger’s size reduction ratio for the data from this study, and
those extracted from Mani et al. (2004), Bitra et al. (2009), and Adapa et al. (2011). The slopes
of the lines related to Douglas-fir, oat straw, switch grass and canola straw are similar and
highest among the slopes. The slopes were lower for willow, barley straw and wheat straw.
Corn stover had the lowest slope among all. ................................................................................ 65!
Figure 5.1 The plot of force vs displacement of single pellet of ground particles of Douglas-fir
and willow. Particles were ground in the knife mill with 6, 4, and 2 mm screens. The
maximum force was 5000 N, maintained for 30 s. ....................................................................... 69!
Figure 5.2 Specific energy consumption of size reduction and pelletization for willow and
Douglas-fir. Single pelletization was performed under a maximum force of 5000 N. ................. 71!
Figure 5.3 Integrated specific energy for size reduction and pelletization of Douglas-fir and
willow. .......................................................................................................................................... 71!
Figure 5.4 Density of pellets made from blends of willow and Douglas-fir. The population
means are not significantly different (ANOVA, p=0.05) among the percentages of willow in
the blend. ....................................................................................................................................... 73!
Figure 6.1 Bark fractions as a function of branch stem diameter. Aspen had the largest fraction
of bark followed by poplar and pine. Bark content decreases with increasing diameter of the
branch. ........................................................................................................................................... 77!
Figure 6.2 Effect of feeding rate on the specific energy of size reduction with a knife mill on a
2 mm screen. ................................................................................................................................. 86!
Figure 6.3 Cumulative size distribution of ground particles of the four biomass species of
Douglas-fir, pine, aspen, and poplar. The size distributions on 2, 4, and 6 mm screens are
shown in graphs (a), (b), and (c), respectively. The graph shows that the difference between
cumulative size distribution curves increases as the screen size decreases. The top graph shows
that the cumulative size distribution curves of aspen and poplar are fairly close and they are

xvi
located between the size distributions of softwoods with pine at the bottom and Douglas-fir at
the top. ........................................................................................................................................... 89!
Figure 6.4 Correlation of Rittinger constant with wood properties. The largest positive
correlation is with porosity of solid pieces and the largest negative correlation is with wood
density. .......................................................................................................................................... 94!
Figure A.1 (a) A test circle image with known dimension designed for understanding how
ImageJ software works. (b) The image of one particle wood chips with known dimension. (c)
The inverted image of the wood chips particle from image (b). ................................................. 120!
Figure A.2 A sample scanned image (a) of wood chips with known particle size and its
corresponding (b) inverted image used in ImageJ software. ...................................................... 120!
Figure A.3 A sample scanned image (a) of ground particles form 25.4 mm screen and its
corresponding inverted image (b) used in ImageJ software. ...................................................... 121!
Figure A.4 A piece of wood chips. The dimensions that are measured by ImageJ are shown on
the picture. ................................................................................................................................... 121!
Figure D.5 Herbaceous biomass collected from field. The ruler beside the pieces is for
estimating the size of pieces as received. The pictures also show the composition of samples. 133!
Figure D.6 Power consumption of grinding chipped willow in the hammer mill with 6.4 mm
(0.25 in) screen. The large variability of the data (SD=233) comparing to the variability of
power consumption working empty (SD=32) is due to variable size of input wood chips and
variable wood properties. ............................................................................................................ 138!
Figure D.7 Power consumption of grinding sorghum seeds in the hammer mill with 6.4 mm
(0.25 in) screen. The small variability of the data (SD=34) comparing to the variability of
power consumption working empty (SD=32) is due to uniform particle size and uniform
properties of sorghum seeds. ....................................................................................................... 138!
Figure D.8 Average energy input to grind herbaceous biomass. Four sizes of the screens 3.2
mm (1/8 in), 6.4 mm (1/4 in), 12.7 mm (1/2 in), and 25.4 mm (1 in) were used in the hammer
mill. Willow, corn stover, and bagasse have the highest energy input at 3.2 mm screen size. .. 139!
Figure D.9 Particle size distribution for straw and branches after grinding using the 6.4 mm
(1/4”) screen in the hammer mill. ............................................................................................... 139!
Figure D.10 Particle size distribution for seeds and olive residue after grinding using the 6.4
mm (1/4”) screen in the hammer mill. ........................................................................................ 140!

xvii
Figure D.11 Loose bulk density of bagasse, wheat straw, canola straw, sunflower seed husks,
corn stover and miscanthus ground at different screen sizes inside the hammer mill. Equation
D.1 is fitted and the trend of bulk density of each biomass are shown. ...................................... 140!
Figure F.12 Density profile for a Douglas-fir sample. ................................................................ 151!
Figure F.13 Density profile for a Douglas-fir sample. ................................................................ 151!
Figure F.14 Density profile for a Douglas-fir sample. ................................................................ 152!
Figure F.15 Density profile for a Douglas-fir sample. ................................................................ 152!
Figure F.16 Density profile for a Douglas-fir sample. ................................................................ 153!
Figure F.17 Density profile for a Douglas-fir sample. ................................................................ 153!
Figure F.18 Density profile for a pine sample. ........................................................................... 154!
Figure F.19 Density profile for a pine sample. ........................................................................... 154!
Figure F.20 Density profile for a pine sample. ........................................................................... 155!
Figure F.21 Density profile for a pine sample. ........................................................................... 155!
Figure F.22 Density profile for a pine sample. ........................................................................... 156!
Figure F.23 Density profile for a pine sample. ........................................................................... 156!
Figure F.24 Density profile for an aspen sample. ....................................................................... 157!
Figure F.25 Density profile for an aspen sample. ....................................................................... 157!
Figure F.26 Density profile for an aspen sample. ....................................................................... 158!
Figure F.27 Density profile for an aspen sample. ....................................................................... 158!
Figure F.28 Density profile for an aspen sample. ....................................................................... 159!
Figure F.29 Density profile for an aspen sample. ....................................................................... 159!
Figure F.30 Density profile for a poplar sample. ........................................................................ 160!
Figure F.31 Density profile for a poplar sample. ........................................................................ 160!
Figure F.32 Density profile for a poplar sample. ........................................................................ 161!
Figure F.33 Density profile for a poplar sample. ........................................................................ 161!
Figure F.34 Density profile for a poplar sample. ........................................................................ 162!
Figure F.35 Density profile for a poplar sample. ........................................................................ 162!

xviii
Nomenclature
Acronym
Avg Average
CC Cellulose Content
CV Coefficient of Variation
db dry basis
DBH Diameter at Breast Height, cm
EPS Events Per Second
FQA
FL
LC
Fibre Quality Analyzer
Fibre Length
Lignin Content
Max Maximum
MC Moisture Content
MFA Microfibril Angle
Min
PD
Minimum
Particle Density
PWC Pine Wood Chips
rpm Revolution per minute
SD Standard Deviation
Sol Soluble
W Mass fraction
wt Weight
wb wet basis
Symbols
a Constant;
A A variable representative
b Constant;
B A variable representative
d Particle size, mm
C Intercepts in Equations 4.1, 4.2, and 4.3

xix
dgw Geometric mean diameter of particles by mass, mm
E Specific energy, J g-1
F Feeding rate, g s-1
I Electric current, A
k Constant
K Constant
L Characteristic particle size equal to dgw, mm
m Constant
n Number of screens in Equations 2.1, 2.2, 2.3, and 2.4
n Constant
N Revolution per minute, rpm
Ns Number of stems
P Power consumption, W
R
R2
Electric resistance, Ω
Coefficient of determination
s Standard deviation, mm
S Screen size, mm
Slog Geometric standard deviation of log-normal distribution by mass, log mm
Sgw Geometric standard deviation of particle diameter by mass
Mean size, mm
V Electric potential difference, V
Greek letters
λ Shape factor
ϕ Porosity, dimensionless
ρbulk Bulk density, kg m-3
ρsolid
ρtapped
ρ
Solid density, kg m-3
Tapped density, kg m-3
Particle density, kg m-3
σ Scale factor
x

xx
Subscripts
B Bond
E Empty
F
g
Feed particles
Ground
i Sieve number
K Kick
P Product particles
R
sp
Rittinger
Solid pieces
0 Initial
1 Final

xxi
Acknowledgments
I have been privileged to work with wonderful people throughout the course of this study.
First of all, I would like to sincerely acknowledge my advisor Professor Shahab Sokhansanj,
for his invaluable guidance and generous support throughout my graduate studies. I wish to
thank my co-advisors Professor Xiaotao Bi and Professor Jim Lim for all their stimulating and
insightful discussions and comments. This thesis would have not been completed without their
guidance.
I am very grateful to Professor Peter Englezos and Professor Ezra Kwok for all their
support. I especially thank Professor Anthony Lau for his dedication and kind support. I am
honoured to have Professor James Fridley, Professor Farrokh Sassani, and Professor John
Grace as my examining committee. Their valuable questions and comments inspired me to
envision my future research.
I appreciate summer student assistant, Mohammad Emami’s help during the course of this
research. I thank Marius Woehler, Sebastian Fucks, and Flavien Collard for their
collaborations. Special thank to Dr Zahra Tooyserkani and Dr Fahimeh Yazdanpanah for their
friendship. I would like to thank all my friends and colleagues in Biomass and Bioenergy
Research Group at UBC, particularly Ehsan Oveisi, Bahman Ghiasi, and Maryam Tajilrou. I
also thank the staff of the Department of Chemical and Biological Engineering for their help.
I appreciate the financial support of the Natural Science and Engineering Research Council
of Canada (NSERC) Discovery Grant.
I feel very lucky to have a family that shares my enthusiasm to academic pursuits. I am
extremely grateful of my parents for all the love and encouragement. I sincerely thank my
husband who has been understanding and supportive of my studies. Finally to my daughters
Mahtab and Mahsa, who bring joy and happiness in my life every day.

1
Chapter 1 Introduction
1.1 Background
The increasing demands for energy and the negative impacts of fossil fuels on the
environment are shifting the focus of energy providers to alternative energy sources
including energy from biomass. Biomass comes from biological materials that can
reproduce in a short time and thus is considered renewable. Conversion processes,
whether they are simply converting biomass to heat and power or more complex gaseous
or liquid fuels, require high-quality and cost-competitive feedstocks. Simple combustion
may utilize a wide variety of feedstocks, with a wide range of moisture contents (MC),
mixtures of species, bark and wood, and a wide range of sizes. A complex chemical
conversion process requires feedstocks of strict specifications especially in particle size.
Size reduction is one of the most energy intensive and expensive operations in
transforming raw biomass to feedstock for biofuel production. Particle size and shape
have significant impact on the effectiveness of conversion processes, yet the
fundamentals of size reduction; specifically those applied to fibrous biomass, have not
been well understood or documented. Equipment operators use their experiences for
management and control of size reduction operations. Equipment designers do not have
adequate functional models/equations to guide them in the design or selection of the most
efficient grinding equipment.
Woody biomass collected from the field can be in several forms, depending on the
nature of the plant material. Logs and logging residues consists of branches, leaves, and
other anatomical parts of the plant. Sawdust, shavings, and leftovers from wood
processing operations are also available for bioenergy applications. Short rotation woody
biomass like willows and poplars can be harvested in chip form. The raw biomass
feedstock of varying size and format must then be processed to a desirable size for
handling and processing.
Figures 1.1 and 1.2 show the operations and equipment involved in preparing biomass
from herbaceous biomass (bales) and from woody biomass, respectively. The grey
coloured boxes are equipment or processes for directly reducing the size of feedstock. In
general, more than one step of size reduction is involved. First, a coarse grinding reduces

2
the material size to 25 mm size range. Depending upon the requirement of downstream
conversion process, the coarse ground biomass is further reduced in size to 1-3 mm for
pelletization and other conversion applications.
Baled biomass
Pelletization, d ~ 1 – 2 mm, moisture < 10%
Dryer
Pulping, d > 20 mm, any moistureRotary knives approx. size
20 mm
Hydrolysis – fermentation, d ~ 2 mm, any moisture
Hammer mill
Stationary knives size~ 150 mm
Undersize
Pyrolysis
Thermochemical, d ~ 0.1-0.2 mm, moisture <15%
Compact Pulp for paperSizer
Biochemical Bioethanol
Hammer millPellets
Figure 1.1 Operations and equipment involved in preparing biomass from herbaceous biomass (bales). The grey coloured boxes are equipment or processes that directly reduce feedstock size.
3
Woody biomass
Heat + PowerHydrolysisPyrolysis
Pelletization
LogsD>250 mm
Logging residues,trimming
D<100 mm
Chippers
Transport
Pulping, wood chips
Mill residueShavingsSawdust
Transport
Transport
Transport
Transport
Transport
Debarker
Chipper
Peeler Crumbler
Hog grinders
Bundlers
Hog grinders
Sort
Blend
Dry
Hammer mill
Figure 1.2 Operations and equipment involved in preparing biomass from woody feedstock. The grey colour boxes are equipment or processes that directly reduce the size of feedstock. Generally coarse cutting of the material (hogging) is done upstream. The final fine cut for bioenergy application is done at the plant, usually using a hammer mill.
The physical properties that influence the energy input of grinding cellulosic material
are moisture content, density (Bjurhager et al., 2010; Aguilera and Meausoone, 2012),
and structure of wood such as fibre length and microfibril angle (Ye, 2007; Salmen and
Burgert, 2009; Deng et al., 2012). The definition and measurement method of each
physical property are explained in Chapter 3. Among the physical properties, there are
various definitions of density depending on the discipline it is used in. Solid density and
particle density are used in this thesis to define the density of single particles. These
definitions are discussed in section 3.3.1.
1.2 Thesis hypothesis and objectives
The fact that size reduction is an energy intensive operation has been well
documented (Mani et al., 2004; Esteban and Carrasco, 2006; Bitra et al., 2009; Adapa et
al., 2011). However, the useful portion of total power input on size reduction has not
been well documented for industrial grinders. Dimensions of a biomass and its moisture

4
content can be measured and somewhat used for predicting the performance of a size
reduction operation. However, inherent structural properties like toughness or hardness of
a cellulosic biomass are not easily quantifiable or adjustable. As a result, size reduction
equipment is often designed to grind feedstock with unpredictable physical properties.
There have been limited attempts to develop correlations between energy
consumption and size reduction for cellulosic materials for a given biomass species, but
no report on the effect of biomass properties on size reduction performance. The lack of
knowledge on the influence of physical properties on size reduction is the main reason
that design and operation of size reduction processes have remained empirical, heavily
relying on the past experience gained by trial-and-error. Only highly skilled and
experienced operators are able to adjust the size reduction equipment to accommodate the
grinding of biomass of different properties. However an experienced operator’s
knowledge is limited to a few locally grown biomass species and specific size reduction
equipment. The knowledge is also qualitative in nature and not transferable from one
biomass species to another, from one grinder type to another grinder type, or from one
operator to the next.
The overall objective of this study is to establish a mechanistically-based
mathematical relation between energy consumption and the degree of size reduction for
cellulosic biomass materials of different properties so as to guide the design and optimum
operation of biomass grinders. The thesis is based on a hypothesis that biomass size
reduction follows fracturing mechanism(s) previously proposed for mineral materials.
Therefore, those established energy input vs. size reduction relationships can be applied
to grinding of cellulosic biomass. To test the hypothesis, extensive controlled grinding
tests have been carried out using two laboratory scale grinders: a knife mill grinder and a
hammer mill grinder. In addition to power input, selected physical characteristics and
compositional make-up of biomass samples are measured to elucidate the influence of
biomass properties on the performance of energy input vs. size reduction ratio
formulations.
1.3 Experimental
The experiments are designed mainly to develop experimental data with which to test
the applicability of the three fundamental size reduction equations, Rittinger, Kick, and

5
Bond, to cellulosic biomass. Among many candidate feedstock species, pine and
Douglas-fir are abundant and constitute the most common species found in British
Columbia. Samples of aspen and hybrid poplar are also included in the testing program to
expand the scope of experimental data and to examine the applicability of size reduction
equations to hardwood species. The starting form of the biomass is as pieces cut from tree
branches. The idea here is to test pieces of wood that might represent left-overs from
logging operations. The main independent variables in these tests are species of wood,
size of in-feed particles, and size of output particles. The dependent variable is power
input. Feeding rate is generally kept constant for a consistent grinder operation. Both
moisture content and feeding rate are carefully controlled. Particle sizes were those
typically used for pelleting. A number of herbaceous biomass material like wheat straw,
corn stover, switchgrass, miscanthus, bagasse, canola straw, sunflower seeds husks,
sorghum, and willows are tested as well. The experimental data for these crops are placed
in Appendix D for future analysis and reference.
1.4 Scope and organization of the thesis
This thesis is organized in seven chapters. Chapter 1 outlines the background of the
proposed research subject of biomass size reduction as a major operation in preparing
feedstock for downstream processing. Chapter 1 presents the formulation of the thesis
hypothesis and research objectives. Chapter 2 presents a critical review of relevant
literature on size reduction and a general introduction of pertinent properties of woody
and herbaceous biomass. The chapter briefly describes the mechanistic models developed
previously for predicting energy consumption of size reduction of mineral materials and
empirical correlations for biomass materials. The need for further research to evaluate the
applicability of the mechanistic models to biomass feedstock is discussed. Chapter 3
describes the biomass materials used in the experiments. This chapter provides details of
experimental equipment and methods used to measure mass flow rates and energy input
for grinding tests. Chapter 4 presents the systematic evaluation of the three mechanistic
grinding model equations using measured experimental data, including a discussion on
sources of uncertainty in the experimental data. Chapter 5 discusses the relations between
particle size and energy input for the combined size reduction and pelletization process,
in order to optimize the energy consumption of the whole pelletization process. Chapter 6

6
presents experimental data on biomass physical and compositional characteristics before
and after grinding, and the first attempt to develop a correlation to capture the effect of
biomass properties on the size reduction. Chapter 7 presents the overall conclusions and
recommends future research.

7
Chapter 2 Literature Review
Cellulosic biomass varies in size (dimensions) at the time of its harvest/collection. Like any
other solid feedstock, the size of raw biomass must be adjusted to fit to a specific conversion
process. This chapter first reviews the literature to identify the desired particle sizes suitable for
different conversion processes. The chapter briefly outlines the principal operations of size
reduction equipment and statistical models used to characterize the mean and the distribution of
ground particles. The structure of cellulosic biomass affects the power input and size
characteristics of a feedstock (ground particles as a feedstock for conversion processes); and to
this end, the chapter discusses relevant mechanical properties of woody biomass, including the
microstructure of wood. Finally, the chapter outlines available models to represent the
relationship between power consumption and size reduction ratios.
2.1 Sensitivity of biomass conversion processes to particle size
The desirable particle sizes for hydrolysis and subsequent fermentation are around 2 mm
(Van Draanen and Mello, 1997; Petersson et al., 2007; Wei et al., 2009). According to Smook
(1992), the ideal chip size for pulping is 4-5 mm thick and about 20 mm long in the grain
direction. In general, chips 10-30 mm in length and 3-6 mm in thickness are acceptable.
Bridgwater et al. (1999) reported that the maximum particle size for a circulating fluidized bed
gasifier is 6 mm. Bridgwater et al. (1999) also reported that particles less than 2 mm are suitable
for fast pyrolysis in a fluidized bed and entrained flow reactors. For slow pyrolysis, such as
torrefaction and charcoal making, where heat treatment is slow, the size of particles can be as
large as 50 mm. For efficient combustion, the content of very fine particles (smaller than 100
µm) should be higher than 10% by weight in order to achieve a short ignition time (Esteban and
Carrasco, 2006).
Particle size affects both the pressure drop across gasifiers and the required power to draw
air and gas through the gasifiers. Large pressure drops will lead to a reduction of the gas load in
downdraft gasifiers, resulting in a low bed temperature and high tar formation. Excessively large
size feedstocks give rise to reduced fuel reactivity, causing start-up problems and poor gas

8
quality. Acceptable fuel sizes depend on the design of the gasifiers. In general, fixed/moving bed
wood gasifiers work well using wood chips of 10 x 5 x 5 mm in size (Chandrakant, 1997).
Nexterra for example, requires particle sizes less than 75 mm for the optimum operation of its
updraft gasifier and specifies that the mass of particles with sizes less than 6 mm should not be
more than 25% of the total mass of the biofuel feedstock when fed into the gasifier (Nexterra,
2012).
In general, burners fuelled by biomass powders require particle sizes below 1 mm (Anderl et
al., 1999; Freeman et al., 2000; Kastberg and Nilsson, 2002), while particle sizes of coal in
pulverized coal burners are below 0.1 mm (Siegle et al., 1996; Freeman et al., 2000). Biomass
particles with sizes below 1.0 mm (Kastberg and Nilsson, 2002) have a residence time similar to
pulverized coal, and this is the reason for considering finely ground biomass as a pulverized
feedstock. Badger (2002) specified a particle size for biomass combustion boilers between 6 and
60 mm.
Sawdust and shavings are two traditional sources of raw material used in the pellet
manufacturing industry. Pellet plants use a screen size of less than 6 mm in a hammer mill to
produce small particles for making pellets with a target size range of 1-3 mm (Berkholtz 2013,
personal communication). The graph in Figure 2.1 shows the mass of remaining material on
each sieve size for three samples collected from an industrial wood pellet mill in British
Columbia. The sample labelled as blend in the graph is ground biomass fed to the pelletizing
press. About 25% of the mass of sawdust and shavings were larger than 4 mm and roughly 25%
were less than 1 mm. The remaining particle sizes were between 1 and 4 mm. After grinding and
blending sawdust and shavings, the mean particle size was 1.0-1.4 mm. The fraction of small
particles in the pan increased from less than 2-4% for sawdust and shavings to more than 10%
for the blend material.
2.2 Size reduction equipment
Size reduction equipment is available in a variety of configurations. Various types of
equipment use shear, compression, impact, or a combination of these forces to deconstruct the
material. Compressive forces are applied in crushers, impact forces in hammer mills and ball
9
mills, shear forces in knife mills, and frictional forces in attrition mills. Following is a brief
discussion of the equipment that is most suited for disintegrating cellulosic biomass.
Figure 2.1 Mass fractions of 100 g of sawdust and shavings before hammer milling and of their blend after hammer milling. About 25% of the mass of sawdust and shavings was larger than 4 mm and roughly 25% was less than 1 mm. The remaining particle sizes were between 1 and 4 mm. After grinding and blending sawdust and shavings, the mean particle size was 1.0-2.0 mm. The fraction of small particles in the pan increased from less than 2-4% for sawdust and shavings to more than 10% for the blend material.
2.2.1 Hammer mills
A hammer mill crushes the material by using a high-speed rotor that carries loose swinging
or fixed hammers on its periphery (Figure 2.2). The grinding chamber that houses the rotor may
have a serrated plate and/or a screen. The process inside the grinding chamber may also include
shearing, which improves the efficiency of grinding. The size of the average ground particles
depends on the size of the perforations in the screen. Hammer mills are general-purpose devices
capable of grinding seeds and fibres. Because of this versatility, hammer mills are widely used in
biomass applications when the characteristics of feed material vary. Large motors are placed on
hammer mills to deal with materials of unknown properties.
0
5
10
15
20
25
30 M
ass,
g
Particle size, mm
Shaving Sawdust Blend
10
Although hammer mills are versatile, the hammers wear excessively and require regular
resurfacing or replacement. Contaminants like sands and stones cause the sharp blades and
knives to become blunt. Hammer mills are sensitive to biomass moisture: high moisture (usually
>20%) biomass does not cut easily and tends to block the holes in the screen surrounding the
rotating hammers. Low moisture biomass of less than 5-7% tends to shatter and generate fine
particles including dust.
Figure 2.2 The principle of a hammer mill hog (Diagram is taken from Hakkila, 1989). The swing hammers are mounted on a disk, which is attached to the shaft. As the shaft rotates, the swing hammers impact the feedstock. The ground feedstock passes through the screen located below the hammers.
2.2.2 Tub grinders
Tub grinders are essentially hammer mills with a large tub designed to receive straw bales or
woody branches. The biomass is fed into the large rotating tub. The spinning action of the tub
brings the unground material in contact with hammers which cut and force the biomass into a
rectangular opening and finally into the path of swing hammers. The hammers pass over a series
of screens, or fixed anvils, of various openings that control the final particle size. Models that are
11
not equipped with their own loading facility, such as a belt, are usually fed with a front-end
loader. Tub grinders are capable of processing a variety of feedstocks ranging from demolition
wood to grass and leaves, pallets, and square and round biomass bales. The energy required
grinding materials decreases as the moisture content decreases.
2.2.3 Knife mills
Knife mills are similar to hammer mills, but instead of hammers, fixed knives are mounted
on a rotor. The length of cut can be adjusted by changing the speed of the rotor and by adjusting
the number of knives on the periphery of the rotor. The cut length and its uniformity can be
controlled using a screen with square, round or oblong holes placed around the grinding
chamber.
2.2.4 Disk and drum chippers
Disk and drum chippers are used mainly for cutting woody materials. The basic cutting
device in chippers can be a disk or a drum to which cutting knives are attached. In drum chippers
the knives are attached radially or spirally to a rotating cylinder. Drum chippers are of side-feed
or end-feed types depending on feeding mechanism and the knives on the drum. In comparison
with disk chippers (Figure 2.3), drum chippers are heavier and more expensive, but the feeding
process is easier. Drum chippers can also handle a wider size range of raw materials than disk
chippers.
Figure 2.3 A disk chipper (Diagram is taken from Hakkila, 1989). Sharp knives are attached onto a disk. The size of chips is controlled by height, number of knives, speed of rotation of the disk, and the feeding rate.

12
2.2.5 A prototype Crumbler™ machine to produce crumbles®
Dooley et al. (2013) explains the development of a new woody biomass size reduction
machine, Crumbler™ to produces crumbles®. This unit consists of a rotary set of rolls to
produce veneer from round logs. The veneer is then sheared into 2.5–4.2 mm particles prior to
drying. The production data shows that crumbler consumed less than 20% of the energy required
for achieving similar particle size with hammer mills, while producing a more uniform particle
shape and size.
2.3 Characterization of ground particle size
The mean particle size and the particle size distribution are important properties of the bulk
biomass. The mean size and size distribution indicate the effectiveness of the grinding system
and packing (Pasikatan et al., 1999; Ramakrishnan, 2000). The simplest description of size
characteristics of a group of particles is their mass mean size,
2.1
where, is the mean size, Wi is the mass fraction on sieve i, and xi is the opening dimension of
the ith screen. Standard deviation, s, defines the variation of the measured dimension,
2.2
Equations 2.1 and 2.2 assume that the measured dimensions for many samples (n) are distributed
symmetrically with a mean and a spread s. This assumption may not hold true for ground
biomass and, therefore, knowing how particles are distributed over the range of measured
particle dimensions, from the smallest to the largest size, is instructive.
ASAE Standards S319.3 and S424.1—ASAE standards S319.3 and S424.1 (ASABE,
2007) recommend a logarithmic method for determining and expressing particle size for ground
biomass. Standard S319.3 is recommended for animal feed particles, which are primarily
∑
∑=
=
=n
1ii
n
1iii
W
xWx
x
∑
−∑=
=
=n
1ii
2n
1ii
W
)xx(Ws
i
x

13
spherical or cubical, whereas Standard S424.1 is recommended for chopped forage. Standard
S319.3 defines geometric mean diameter or median size of particles by:
2.3
where dgw is the geometric mean diameter of particles by mass (dgw is in mm), Wi is the mass of
particles on ith sieve (sieves are numbered from large to small with the top sieve denoted with
number 1), N is the number of sieves plus pan, xi is nominal sieve opening size (mm), and log is
base 10 logarithm.
The geometric standard deviation of log-normal distribution by mass is defined by:
2.4
ANSI/ASAE S319.3 defines the geometric standard deviation of particle diameter by mass
Sgw (mm) as,
2.5
2.4 Woody biomass sources
Woody biomass comes from a wide range of sources including sawdust and shavings, whole
logs, debarked logs, mixed logging residues such as pieces of stems and branches, leaves,
municipal waste diversion materials, and sometimes roots. The diversity of biomass feedstock
and the diversity of forces required to break up a piece of woody biomass imply that size
reduction is a complex process. Harvesting whole trees will result in wood chips mixed with
bark and foliage, which have a weak market. It is assumed that a stem less than 10 cm (4 in) is
not made into lumber and can be used for biomass (Briggs, 1994).
Table 2.1 lists the mass fraction of an oven-dry Douglas-fir tree of 400 mm diameter at breast
height (DBH) harvested from Pacific Northwest. Out of the mass of 1145 kg (100%) for the
dgw = log−1
Wi log xi( )i=1
n
∑
Wii=1
n
∑
#
$
%%%%
&
'
((((
Slog =Wi (log xi − logdgw )
2
i=1
n
∑
Wii=1
n
∑
#
$
%%%%
&
'
((((
1/2
])(log[log21 1
log1
log1 −−− −≈ SSdS gwgw

14
entire tree, 828 kg (72.3%) is the bole or stem, 197 kg (17.2%) is the stump and 120 kg (10.5%)
is the stem and foliage. In terms of utilization of the tree, roughly 274 kg (27%) is sawn into
lumber, 295 kg (26%) is chipped for pulping, 219 kg (19%) is used for energy processes, and
357 kg (31%) remains in forest. The following sections review the characteristics of stem and
branches size reduction, excluding leaves, seeds, fruits, cones and fractions of wood like bark.
Table 2.1 Biomass distribution of a 400 mm diameter at breast height (DBH) of a Douglas-fir tree (Briggs, 1994) Oven dry weight, kg Percent Above ground: Crown:
Foliage 32 2.8 Live branches with bark 62 6.0 Dead branches with bark 19 1.7
Total 120 10.5 Stem or bole:
Wood 719 62.8 Bark 109 9.5
Total 828 72.3 Total above ground 948 82.8 Below ground:
Roots and stump 197 17.2 Total tree 1,145 100.0
2.5 Wood structure
Wood is a fibrous material that consists of a group of plant cells in which the wall of each cell
is made of a fibre-reinforced polymer (Kettunen, 2006). Under loading, the mechanical
properties of wood are dependent on the behaviour of the fibre-reinforced polymers that form
the edges of the cell walls (Gibson and Ashby, 1988, Brown et al., 1949). Wood properties result
from a combination of macroscopic morphology (distribution of different types of wood tissue),
anatomy (types of cells and their proportion), and chemical composition (Barnett and
Jeronimidis, 2003). The overall behaviour of wood strongly depends on its orthotropic material
properties (different properties in each orthogonal direction) and their distribution in space. The
heterogeneous microstructure of wood causes different properties in different directions. Hence,
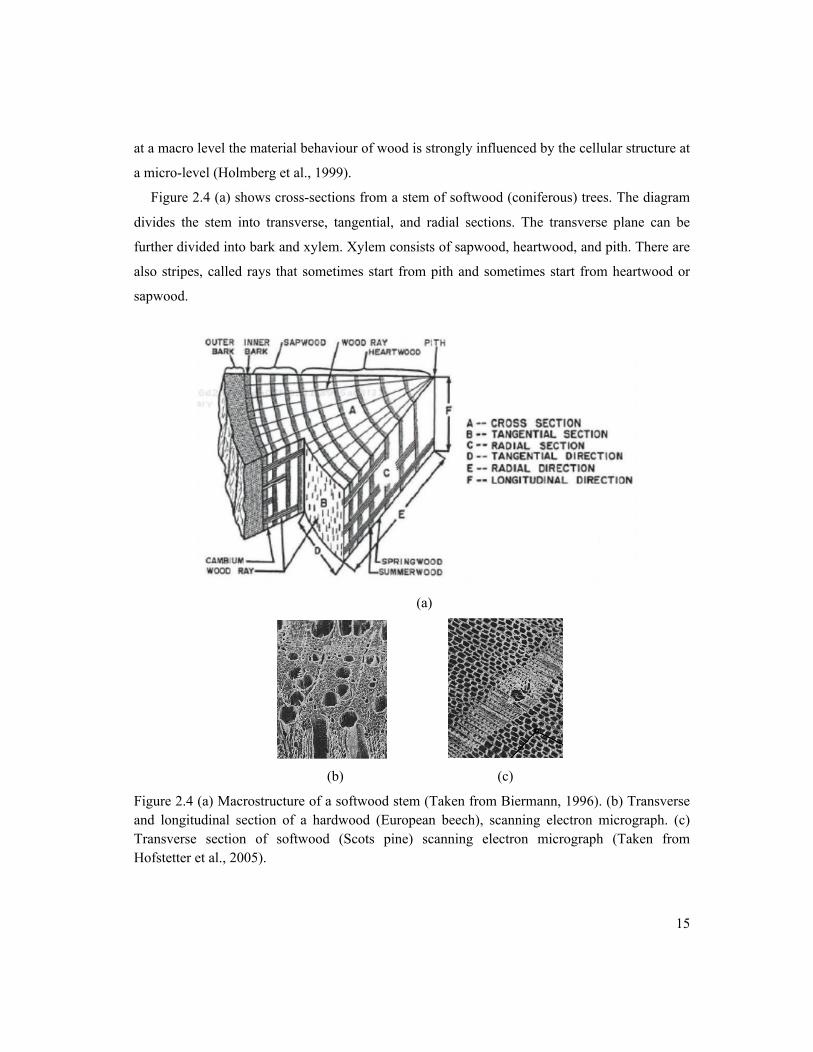
15
at a macro level the material behaviour of wood is strongly influenced by the cellular structure at
a micro-level (Holmberg et al., 1999).
Figure 2.4 (a) shows cross-sections from a stem of softwood (coniferous) trees. The diagram
divides the stem into transverse, tangential, and radial sections. The transverse plane can be
further divided into bark and xylem. Xylem consists of sapwood, heartwood, and pith. There are
also stripes, called rays that sometimes start from pith and sometimes start from heartwood or
sapwood.
(a)
(b) (c)
Figure 2.4 (a) Macrostructure of a softwood stem (Taken from Biermann, 1996). (b) Transverse and longitudinal section of a hardwood (European beech), scanning electron micrograph. (c) Transverse section of softwood (Scots pine) scanning electron micrograph (Taken from Hofstetter et al., 2005).
K. Hofstetter et al. / European Journal of Mechanics A/Solids 24 (2005) 1030–1053 1033
Fig. 2. Hierarchical organization of wood: (a) Cross-section of a log (Ponderosa pine) (+); (b) Transverse and longitudinal section througha hardwood (European beech), Scanning electron micrograph (SEM) (o); (c) Transverse section through a softwood (Scots pine), Scanningelectron micrograph (SEM) (o); (d) Section through the cell wall, showing the cell wall layers, Transmission electron micrograph (TEM) (o);(e) Fibrillar structure of the S2 wall, Rapid freeze deep etching (RFDE) micrograph (x); (f) Chemical structure of cellulose chain (o); (g) Chem-ical structure of basic unit of lignin-polysaccharide complex (o); (+) . . . from (WHB, 1999), permission for reproduction requested from ForestProduct Society; (o) . . . from (Fengel and Wegener, 2003), permission for reproduction requested from Kessel Verlag; (x) . . . from (Hafren etal., 1999), permission for reproduction requested from Oxford University Press.
K. Hofstetter et al. / European Journal of Mechanics A/Solids 24 (2005) 1030–1053 1033
Fig. 2. Hierarchical organization of wood: (a) Cross-section of a log (Ponderosa pine) (+); (b) Transverse and longitudinal section througha hardwood (European beech), Scanning electron micrograph (SEM) (o); (c) Transverse section through a softwood (Scots pine), Scanningelectron micrograph (SEM) (o); (d) Section through the cell wall, showing the cell wall layers, Transmission electron micrograph (TEM) (o);(e) Fibrillar structure of the S2 wall, Rapid freeze deep etching (RFDE) micrograph (x); (f) Chemical structure of cellulose chain (o); (g) Chem-ical structure of basic unit of lignin-polysaccharide complex (o); (+) . . . from (WHB, 1999), permission for reproduction requested from ForestProduct Society; (o) . . . from (Fengel and Wegener, 2003), permission for reproduction requested from Kessel Verlag; (x) . . . from (Hafren etal., 1999), permission for reproduction requested from Oxford University Press.

16
Figures 2.4 (b) and (c) show the transverse section of softwood and hardwood under a
scanning microscope. Wood cells are like tubes having lengths of 2-10 mm (Hofstetter et al.,
2005). Cell diameters are normally 20-40 µm but in hardwoods a special type of cells called
vessels have a diameter of up to 500 µm. The vessels are shown in the transverse and
longitudinal section of hardwood in Figure 2.4 (b). Late wood and early wood cells are shown in
the transverse plane of softwood (Figure 2.4 (c)).
Softwood and hardwood have different ultra-structures in microstructure views (under an
optical microscope). Softwood cellular structure includes tracheid, parenchyma, and rays. A
tracheid consists of a single elongated cell. Softwoods consist of up to 95% tracheid cells, which
conduct water and sustain the tree mechanically. Hardwood cellular structure includes vessels,
fibres, parenchyma, and rays. In hardwoods and softwoods each specialized cell performs a
specific task (Lichtenegger et al., 1999). The term fibre length refers to the tracheid length in
softwoods and the fibre length in hardwoods. Fibre length and fibre coarseness (defined as the
weight of 1 m of fibre) have a major impact on the mechanical properties of wood (Young,
1994; Biermann, 1996).
Various parts of a tree have different structures depending upon the type and age of the tree.
The rings closest to the pith are called juvenile wood. The structure and mechanical properties of
juvenile wood is varying, changing from year two to year 20. In contrast, mature wood has a
relatively uniform structure and exhibits a stable physical behaviour. Juvenile wood cells are
shorter than those of mature wood. Figure 2.5 shows a gradual increase in the strength of a cell
from pith towards bark. In contrast, microfibril angle and moisture decrease from pith towards
bark. Mansfield et al. (2009) developed a statistical method to estimate the transition age from
juvenile to mature wood of lodgepole pine, using fibre traits like fibre length and MFA. They
found that fibre length showed a transition after 18+5 years whereas; the analysis of MFA
(discussed in the next section) indicated a transition after 15+7 years.
Wood also has characteristics that are related to wood species, health condition, stressed or
crooked wood, and stem wood or branch wood. Reaction wood represents the condition of the
wood as a response to leaning or crooked stems and branches. Reaction wood is divided into
tension wood and compression wood. Tension wood is formed on the upper sides of branches
and the upper, usually concave, side of leaning or crooked stems of hardwoods. Tension wood is
characterized anatomically by the lack of cell wall lignification and often by the presence of a
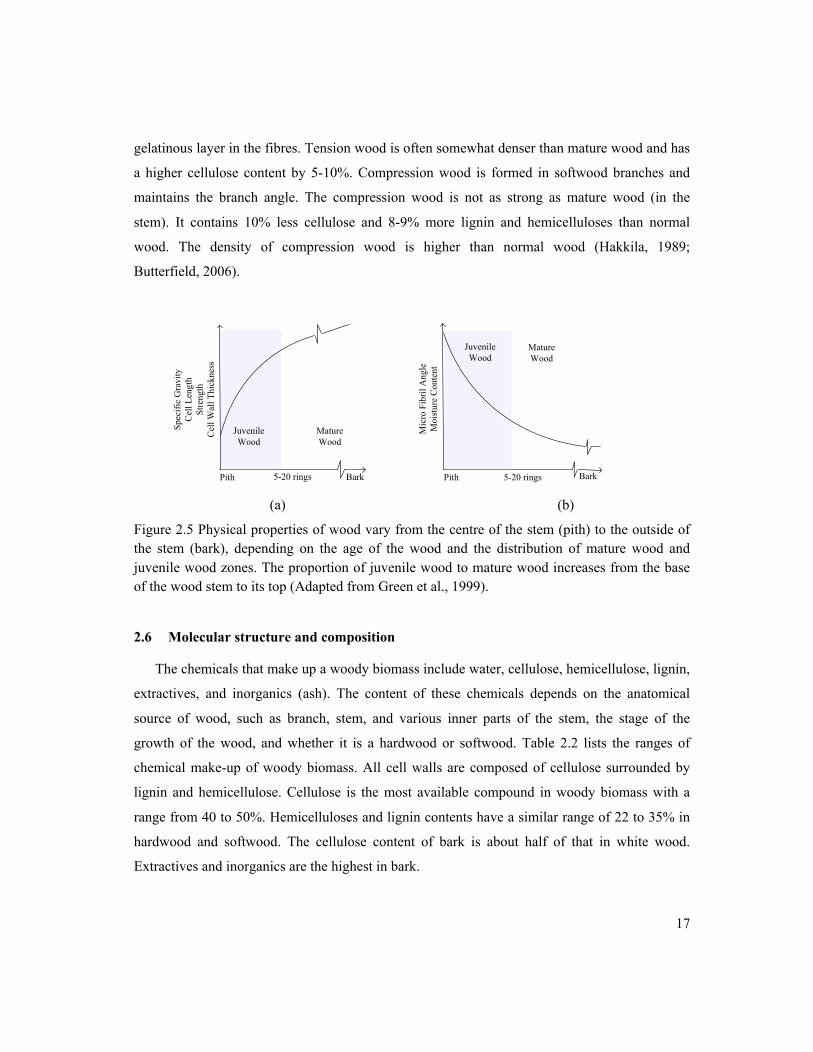
17
gelatinous layer in the fibres. Tension wood is often somewhat denser than mature wood and has
a higher cellulose content by 5-10%. Compression wood is formed in softwood branches and
maintains the branch angle. The compression wood is not as strong as mature wood (in the
stem). It contains 10% less cellulose and 8-9% more lignin and hemicelluloses than normal
wood. The density of compression wood is higher than normal wood (Hakkila, 1989;
Butterfield, 2006).
Juvenile Wood
Juvenile Wood
Mature Wood
Mature Wood
Mic
ro F
ibril
Ang
leM
oist
ure
Con
tent
Spec
ific
Gra
vity
Cel
l Len
gth
Stre
ngth
Cel
l Wal
l Thi
ckne
ss
Pith 5-20 rings BarkPith 5-20 rings Bark (a) (b)
Figure 2.5 Physical properties of wood vary from the centre of the stem (pith) to the outside of the stem (bark), depending on the age of the wood and the distribution of mature wood and juvenile wood zones. The proportion of juvenile wood to mature wood increases from the base of the wood stem to its top (Adapted from Green et al., 1999).
2.6 Molecular structure and composition
The chemicals that make up a woody biomass include water, cellulose, hemicellulose, lignin,
extractives, and inorganics (ash). The content of these chemicals depends on the anatomical
source of wood, such as branch, stem, and various inner parts of the stem, the stage of the
growth of the wood, and whether it is a hardwood or softwood. Table 2.2 lists the ranges of
chemical make-up of woody biomass. All cell walls are composed of cellulose surrounded by
lignin and hemicellulose. Cellulose is the most available compound in woody biomass with a
range from 40 to 50%. Hemicelluloses and lignin contents have a similar range of 22 to 35% in
hardwood and softwood. The cellulose content of bark is about half of that in white wood.
Extractives and inorganics are the highest in bark.
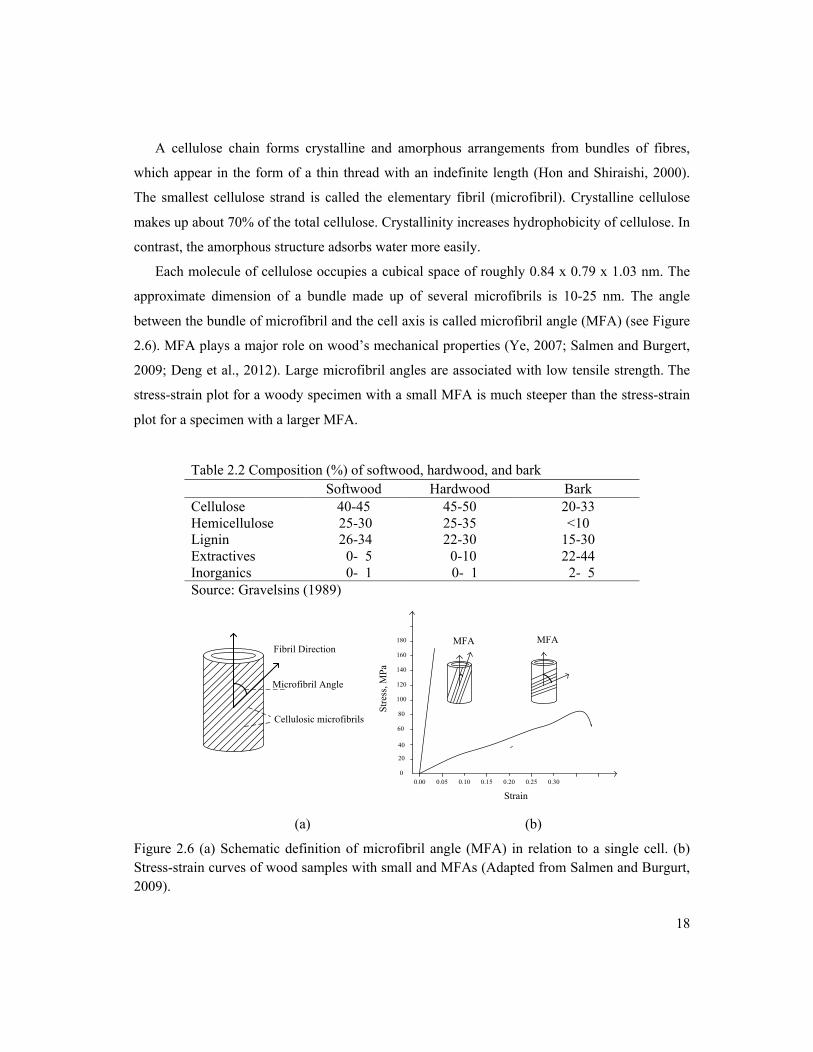
18
A cellulose chain forms crystalline and amorphous arrangements from bundles of fibres,
which appear in the form of a thin thread with an indefinite length (Hon and Shiraishi, 2000).
The smallest cellulose strand is called the elementary fibril (microfibril). Crystalline cellulose
makes up about 70% of the total cellulose. Crystallinity increases hydrophobicity of cellulose. In
contrast, the amorphous structure adsorbs water more easily.
Each molecule of cellulose occupies a cubical space of roughly 0.84 x 0.79 x 1.03 nm. The
approximate dimension of a bundle made up of several microfibrils is 10-25 nm. The angle
between the bundle of microfibril and the cell axis is called microfibril angle (MFA) (see Figure
2.6). MFA plays a major role on wood’s mechanical properties (Ye, 2007; Salmen and Burgert,
2009; Deng et al., 2012). Large microfibril angles are associated with low tensile strength. The
stress-strain plot for a woody specimen with a small MFA is much steeper than the stress-strain
plot for a specimen with a larger MFA.
Table 2.2 Composition (%) of softwood, hardwood, and bark Softwood Hardwood Bark
Cellulose 40-45 45-50 20-33 Hemicellulose 25-30 25-35 <10 Lignin 26-34 22-30 15-30 Extractives 0- 5 0-10 22-44 Inorganics 0- 1 0- 1 2- 5 Source: Gravelsins (1989)
Fibril Direction
Microfibril Angle
Cellulosic microfibrils
20
MFA MFA
40
60
80
100
120
140
160
180
Stre
ss, M
Pa
00.00 0.05 0.10 0.15 0.20 0.25 0.30
Strain (a) (b)
Figure 2.6 (a) Schematic definition of microfibril angle (MFA) in relation to a single cell. (b) Stress-strain curves of wood samples with small and MFAs (Adapted from Salmen and Burgurt, 2009).

19
Hemicelluloses are low molecular weight branched polysaccharides consisting of monomers
like xylose, mannose, glucose, galactose, arabinose, galacturonic acid, and 4-O-
methylglucutronic acid (Kettunen, 2006). Mannose (6 carbon sugar) is the most common sugar
monomer in softwood; xylose (5 carbon sugar) is more prevalent in hardwood. Hemicelluloses
have a larger fraction of amorphous structure than crystalline structure. Hemicelluloses also have
a lower degree of polymerization (DP=50-300) than celluloses (Kollmann and Cote, 1968;
Pettersen, 1984; Kettunen, 2006). Hemicelluloses help strengthen the cell wall through their
interaction with cellulose and lignin (Scheller and Ulvskov, 2010). Zhang et al. (2013) removed
hemicelluloses from a substrate of wood using successive treatments with NaOH and observed a
decreasing trend in the tensile strength of the wood fibres.
Lignin is a three-dimensional molecule composed of phenylpropane units, and is a
completely amorphous material. Lignin acts as glue between macrofibrils as well as between cell
walls, protects the cellulose and hemicelluloses from the detrimental influence of water (Pandey,
1999; Kettunen, 2006) and contributes to the mechanical strength of trees (Novaes et al., 2010).
Gindl and Teischinger (2002) showed that cell wall compression strength increases with the
increase in lignin content, and this relationship is strong in developing wood but weak in mature
wood.
Other components that are not considered as part of the structural backbone of wood are
proteins, starch, and pectins. Additionally, a series of low molecular substances can be extracted
from a cellulosic biomass that constitute up to 10% of the mass of the wood. These extractives
include phenolic compounds, terpenes, fatty acids and alcohols (Gravelsins, 1989). These
compounds, in the form of oils and resins, often interfere with size reduction. Inorganic elements
such as calcium, potassium, magnesium, and other elements make up the ash content of biomass.
The oxides of these salts, such as silicates, dull knives and sharp edges within the grinding
equipment.
The ash content of biomass is an important factor when the biomass is used as fuel for
combustion. Low ash biomass is preferred (Obernberger and Thek, 2010; Baxter et al., 2012) for
residential pellets because when such low ash pellets are used the ash box of wood stoves
require a less frequent emptying. High ash content also increases the possibility of slag and
deposit formation in combustion chambers and heat exchanger surfaces, and high ash content

20
fuels generate greater particulate matter emissions during combustion. The ash content level of
pellets determines the grade of the resulting wood pellets according to EN 14961-2 (2011),
which lists the ash content <0.7% for EN-Plus A1, ash content <1.5% for EN-Plus A2, and <3%
for EN-Plus B grades.
2.7 Mechanical properties
Density, MFA (microfibril angle) and chemical constituents are basic properties of the cell
wall that affects its mechanical strength. Aguilera and Meausoone (2012) listed density,
moisture content, fibre direction, and resin pockets as factors affecting the cutting energy of a
piece of wood. Mansfield et al. (2007) showed a strong dependency of modulus of elasticity on
density, moisture content, and MFA for western hemlock. Bjurhager et al. (2010) observed that
the stiffness of wood decreased due to a decrease in density. The changes in tensile properties of
wood are minor in the axial direction.
The most important mechanical properties that affect grinding performance are those
properties associated with the shear and fracture of the tissue. Because wood is orthotropic —i.e.
its properties are unique in three perpendicular directions— at least 12 constants are used to
describe the elastic properties of a wood specimen (Allen, 1988). Plastic properties are related
to conditions under which stretched or pressed wood does not regain its original shape or size.
The mechanical properties of wood are strongly linked to the orientation of its fibres, the angle
between the fibre orientation and the applied compression or tensile stress (Nielsen et al., 2009).
During plant development the long cells (tracheid) make enzymes that produce lignin, which
imparts rigidity to cell walls. The collenchyma cell, in contrast, makes enzymes that produce
pectins, which impart plastic properties to the cell wall (Raven et al., 2013).
Maiti et al. (1984) studied the mechanical properties of cellular solids such as wood, as a
function of density. Relative density, which is defined as the density of wood species divided by
the density of its cell wall material, is the most important feature of a cellular solid (Gibson and
Ashby, 1988). They concluded that the mechanical properties of a cellular solid are related to the
mechanics of buckling, bending, plastic collapse and brittle fracture of its cell walls. They also
showed that when wood was compressed, it showed a stress-strain curve with three parts: a
linear elastic part, a long plateau, and a regime of final densification.

21
According to Smith et al. (2003) fractures in wood are due to stresses before, during, and/or
after harvesting and processing. These stresses create cracks ranging from micro to macro scales.
Smith et al. (2003) believed that cracks or defects appear in all pieces of wood no matter how
clear they are. Cracks will eventually appear when magnification increases. Cracks grow in
length and create new surface areas by penetrating inside the particles (Recho, 2012). Menacho
(1985) described the size reduction of ores as a combination of fracture and abrasion. During
fracture a piece of ore breaks into smaller pieces of a wide distribution of sizes, whereas during
abrasion fine particles are broken from the surface with a narrow distribution of very small sizes.
These mechanisms of size reduction are the basis of models proposed to describe size reduction
in the following section.
2.8 Modeling of energy/power input
A size reduction operation subjects a solid material to an array of mechanical forces. The
resulting interactions can be shear, impact, compression, tension, flexural (twist), and friction, or
any combination that causes biomass to disintegrate. A number of well-regarded publications
and engineering practice handbooks (Earle and Earle, 1983, Perry et al., 1997) suggest Equation
2.6 as a general relationship for relating energy input to particle size reduction ratio:
2.6
In Equation 2.6, dE is the differential energy input in J g-1, L is a characteristic particle size,
K is the scale factor, and n is a constant whose value depends on the mode of particle
disintegration. The following paragraphs describe the three main theories that have been used to
assign a value to the constant n.
2.8.1 Rittinger Theory
The Rittinger theory was introduced in 1867 (Bond, 1952, 1961). This theory hypothesizes
that the work done for grinding and crushing is directly proportional to the new surface area
created. The theory assumes that the energy input is completely consumed for the creation of the
new surface area of the ground particles. According to Rittinger theory, n=2. Integration of
Equation 2.6 then yields:
ndLdE KL
= −

22
2.7
In Equation 2.7, Lp and LF are the representative size of product particles and feed particles in
mm, respectively. KR (J mm g-1) is the Rittinger constant. Tests performed by Austin and
Klimple (1964) showed that Rittinger’s assumptions are too simplified (Earle and Earle, 1983).
The fraction of energy consumed for the creation of new surface areas varies depending on
grinder configuration and operating conditions.
2.8.2 Kick’s Theory
Kick’s theory was introduced in 1885 (Bond, 1961). Kick assumed that the energy required
to reduce particles of the initial dimension LF, was directly proportional to the ratio dL/L. dL is
the change in a size (dimension) and n = 1. Integration of Equation 2.6 then yields:
2.8
KK (J g-1) is Kick’s constant; LP and LF are average product particle size and feed particle
sizes, respectively. The Kick theory assumes that compression or tension forces cause the
particle breakage (Bond, 1952).
2.8.3 Bond Theory
Bond (1952, 1961) introduced a third theory for which energy input was assumed to be
proportional to the new crack tip length produced in particles (cracks first appear on the surface
then penetrate into the volume). For Bond’s theory n=1.5 and the integration of Equation 2.6
yields:
2.9
For Equation 2.9, LP and LF are in mm. KB (J mm0.5 g-1) is the energy required to reduce the
unit mass of the solid material from an infinitely large particle down to a particle size of 100 µm
(Earle and Earle, 1983). In Bond’s equation, LF and LP refer to the screen size of the sieve
through which 80% of the particles pass.
E = KR1LP
−1LF
"
#$
%
&'
E = KK lnLFLP
E = KB1LP0.5 −
1LF0.5
"
#$
%
&'

23
Thomas and Filippov (1999) recommended Kick’s equation for particles with L > 50 mm,
Bond’s equation for particles of 50 mm >L> 0.05 mm and Rittinger’s equation for particles with
L< 0.05 mm. L is the size of particles after grinder.
2.8.4 Empirical equations
Mani et al. (2004) studied the energy consumption required to grind corn stover, switchgrass,
and wheat straw in a hammer mill with screen sizes of 3.2, 1.6, and 0.8 mm. The initial MC of
the test material was adjusted to 8% and 12% (wb). They fitted a straight line and a second order
polynomial to the data,
2.10
2.11
E is the specific energy (kWh t-1) and S is the hammer mill screen size (mm). The straight line
(Equation 2.10) fits the experimental data for 8% MC (wb) samples while the second order
Equation 2.11 fit the data for 12% MC samples.
Bitra et al. (2009) measured the energy consumption for grinding switchgrass, wheat straw,
and corn stover using a hammer mill equipped with a 3.2 mm screen. They distinguished
between the total and specific energy, with the difference being the parasitic energy for no-load
operation. The geometric mean diameter prior to grinding was 8.3, 7.1, and 5.3 mm for
switchgrass, wheat straw, and corn stover, respectively. Biomass was fed into the hammer mill
continuously with a feeding rate of 41.7 g s-1. Bitra et al. (2009) proposed the following equation
to fit their data,
; K=f(N) 2.12
where E is the specific energy (MJ Mg-1) consumption of the hammer mill. Δdgw is a unit size
reduction (mm) defined as the difference in geometric mean “diameter” caused by size
reduction. K is a function of the speed of rotation of the rotor, N (rpm).
Adapa et al. (2011) studied the grinding performance of barley straw, canola straw, oat
straw, and wheat straw. They prepared the chopped samples using a bale chopper. The chopped
biomass was ground in the first hammer mill with a 30 mm screen and the second hammer mill
with 6.4, 3.2, and 1.6 mm screen. They proposed the following equation,
E = k1 + k2S
E = k1 + k2S + k3S2
E = KΔdgw

24
2.13
where E is the specific energy (kWh t-1), S is the hammer mill screen size (mm), k1 and k2 are
constants. k2 is reported to have a range from 0.69 for oat straw (which is close to the Bond
theory) to 1.12 for canola straw (which is close to the Rittinger theory). It should be noted that
screen size is the independent variable in Equation 2.13 whereas in the three mechanistic
models, size reduction ratio is used as the independent variable.
Miao et al. (2011) experimented with a number of biomass species, biomass moisture
content, mill screen sizes, and particle geometric lengths. The biomass species included three-
year-old miscanthus, switchgrass, energy cane, and willow tree trunks harvested from 30-year-
old trees. The grinder was a knife mill (Retsch SK100, Retsch Inc., Newtown, Pa.) equipped
with screens ranging from 1 to 10 mm. They developed an equation describing the relationship
between energy input and a particle size parameter:
E = aSb 2.14
where E is defined as the specific comminution energy (J g-1), S is either the size of the opening
of the grinder screens (mm), or geometric mean diameter (mm). The constants a and b are
regression constants with b ranging from -1.10 to -1.33 when S is the opening of the grinder
screen (which is close to Rittinger theory). The coefficient of determination ranged from 0.96 to
0.99 among crops, size of screens, and moisture levels (15% and air dried 7%).
Dooley et al. (2011) described the fundamentals of failure for wood materials in order to
develop a mathematical model on crushing forces exerted by a round roller acting onto a round
log. Their hypothesis was that crushing or roller-splitting is a low-energy process to reduce the
thickness of round logs. Modes of failure during crushing suggest that a mathematical model
could be developed to estimate required crushing forces and energy for round logs. Their
(Dooley et al., 2011) crushing system was a roller pressing onto a log. They used an analogy
with a rotating wheel on soft soil to analyze the forces and compute the compression forces and
rolling resistance. The model was experimentally validated for a 400 mm roller crushing a 200
mm log.
Stokes et al. (1987) found that the power requirement for a chipper increases with an increase
in the diameter at breast height of the tree and number of stems fed to the chipper,
21kE k S−=

25
SN*DBH126.0DBH875.045.1P ++= 2.15
where P is power (kW), DBH is the stem diameter at breast height (cm), and NS is the number
of stems fed to the chipper (at once). Equation 2.15 is fitted to their data with a coefficient of
determination (R2) of 0.7.
The limited published literature shows that, to date, equations developed to predict energy
input to grind cellulosic biomass are simple, but entirely empirical. Little evidence is available to
show that the grinding of biomass has been studied from the perspective of fundamental
machine-plant interactions. The three grinding equations of Rittinger, Kick, and Bond have
built-in fundamental mechanisms, but the value of constant K for each of the three equations
depends on experimental data.
Temmerman et al. (2013) studied grinding wood chips of two softwoods (pine and spruce)
and two hardwoods (oak and beech) with five levels of moisture contents using a hammer mill.
They used the median size of particles as the representative mean size of particles and recorded
the grinding energy consumption. Their results showed that the Rittinger equation was the best
fitted equation to the data of size and specific energy consumption among the three equations of
Rittinger, Kick, and Bond.
2.9 Biomass pelletization
Wood pellet production in North America started in the mid-1970s, and later spread to
Europe and other parts of the world (Vinterback, 2004). Pelletization increases the bulk density
of biomass. Thek and Obernberger (2004) reported that the bulk density of sawdust increased
from 120 kg m-3 (db) to 610 kg m-3 (wb) when pelletized. The bulk density of wood pellets
produced in Canada routinely exceeds 750 kg m-3 (Tumuluru et al., 2010). The particle density
of individual pellets ranges from 1030-1300 kg m-3. Though denser pellets reduce the cost of
transport and storage, the increased density may increase the burn time during combustion
(Obernberger and Thek, 2004) or the breakup time during pellet hydrolysis (Tooyserkani et al.,
2012).
Recent years have seen a reduction in housing markets in North America. Meanwhile, the
capacity of wood pellet plants has been increasing. As a result, the source of raw material for
making pellets has been shifting from sawdust to logging and hog type residues. Unlike sawdust
and shavings, hogged residues contain considerable bark and other impurities. The physical and

26
chemical quality of pellets from a blend of high bark sources of material are different from those
of pellets made from sawdust in a sawmill, especially from feedstock with high ash content
(Bakker and Elbersen, 2005; Naimi et al., 2009; Stahl and Berghel, 2011).
Figure 2.7 shows the mechanism of forming pellets in a press mill. Ground biomass enters
the internal section of a rotating wheel with circular channels built into the ring. Then, two or
three rotating rollers press the material against the holes. The wood particles flow into the hole
and are compacted due to friction between wood particles and the die wall. A slug of pellet exits
the die hole and breaks away due to centrifugal forces. The diameter of the die hole determines
the diameter of the pellet. Most pellets made in Canada and the US are 6.3 mm (~1/4”) in
diameter and the pellet length varies from 6 mm to more than 24 mm (~1 inch). The woody
feedstock enters the die ring housing at a bulk density of around 160-200 kg m-3. The pellet
density is around 1200 kg m-3, a density ratio of roughly 8 to 1. The friction between the die wall
and pellet particles heats up the die to temperatures in the range of 80-120oC.
(a) (b)
Figure 2.7 Pellet press mill. (a) Picture shows wood pellets compacted in pellet mill are extruded from the die hole. (b) The diagram shows the internal roller arrangement that presses the ground biomass through die holes. (Murray, 2014).
2.9.1 Energy input to make pellets
Nilsson et al. (2011) concluded that willow (Salix viminalis) pellets had durability, bulk
density and calorific values similar to sawdust pellets and the energy use in manufacturing
pellets was not higher for willow compared to sawdust. This finding is important as it shows that
changing the raw material from sawdust to willow (a short rotation tree) does not affect the

27
pellet characteristics and pelletization energy consumption. Stelte et al. (2011) studied the
pelletization characteristics of beech (hardwood) and spruce (softwood), with particle sizes,
between 1 to 3 mm and a MC of 10%. They used a single pellet press to produce pellets of 7.8
mm in diameter. The process was performed stepwise; the biomass was loaded portion by
portion in an amount of less than 0.25 g each time into the die, the compression rate was 2 mm s-
1, the maximum pressure was 200 MPa, and the hold time was 5 s. The biomass was loaded until
the pellet reached a length of 16 mm. Two die temperatures of 20oC and 100oC were tested. The
results showed that pellets made with a higher temperature had a higher mechanical strength. At
a temperature of 100°C, the pellets produced from beech needed a higher force to break in
comparison to pellets made from spruce. Kaliyan and Morey (2009) recommended that a
hammer mill screen size of 2.4-3.2 mm is suitable for the production of pellets with high
durability.
Table 2.3 summarizes the results of previous studies on individual pellet densities from
laboratory, semi industrial, and single pellet presses. The individual pellet density from the
single pellet press ranges from 0.8 to 1.5 g cm-3 (800 to 1500 kg m-3), while the pellet density
ranges from 0.6-1.38 g cm-3 (600 to 1380 kg m-3) for agricultural biomass. The wide range in
density for individual pellets is due to varying compressive forces, the rate of compression, die
temperature, and particle sizes that recur during industrial pelletization.
2.9.2 Measuring energy input to make pellets
Pelletization consists of packing ground biomass particles into a small channel. At high
pressures, the particles interlock and bond together to form a solid pellet. Mani et al. (2006),
Tooyserkani et al. (2012) and Lam et al. (2014) used a single pellet unit to measure the force
required to make wood pellets. A known mass of ground biomass is placed in the cylinder and
the force and position (displacement) of the piston are recorded as the piston compacts the
ground material. The area under the force-displacement curve gives the energy used to make the
single pellet. This integration can be done numerically if the force displacement data is
available.

28
2.10 Concluding remarks
The reviewed literature revealed that the topic of size reduction of biomass has not yet been well
researched. Mechanical size reduction is a complex combination of many types of mechanical
forces involving different material failure modes. The macro and microstructures of wood vary
with tree species, tree age, whether the wood is from stems or branches, moisture, and ash
content. Age is the primary factor in determining the strength of wood. It is not difficult for one
to determine the age of the tree based on the history of the stand. However factors such as
moisture content and density are more significant when predicting the strength of wood. The age
is not an indication of density and moisture content, which are dependent on the growth
conditions.
No relationships between the microstructure properties of wood and energy input for size
reduction have been published. The interaction of a size reduction operation with the material
properties of wood will have far reaching effects on predicting the scale and power input of the
size reduction equipment.
The equations developed to estimate power input for creating a given size reduction ratio are
all empirical and, thus, specific to a specific type of biomass and a specific type of grinder. The
three popular mechanistic equations of Rittinger, Kick and Bond have been used in the chemical
(mineral) industry. No literature was found on evaluating the applicability of these three
equations to fibrous lingo-cellulosic materials. These equations have been developed based on
observed and/or proposed cracking mechanisms of size reduction and, thus, have a potential to
be generalized for grinding of all biomass materials. The equations for estimating power input
for pelletization are empirical and semi-empirical, with constants being extracted from
regression of experimental data.

29
Table 2.3 Summary of the previous studies on single pellet density of laboratory, semi industrial, and single pellet presses.
Researchers Feedstock materials Approach – Test parameters Effects – Results Mani et al. (2006) Wheat straw, barley straw, corn
stover, and switchgrass Grinding screen: 3.2, 1.6, and 0.8 mm MC: 12 and 15% wb Compressive force: 1000, 2000, 3000, 4000, and 4400 N
Density of pellets: maximum for corn stover 1399 kg m-3 and minimum for barley straw 887.34 kg m-3
Rhen et al. (2007)
Norway spruce Stem wood, branch wood and bark had a MC range from 6.9, 8, and 10 wt%, respectively.
Grinding screen: 2 mm The pellet press was a small 50 kg h-1 laboratory press.
Density of pellets: From stem wood (no bark) 1500 kg m-3 From branches 940 kg m-3 From bark 1000 kg m-3 From saw dust similar to stem wood
Bergstrom et al. (2008)
Scot pine sawdust MC: 8.7%
Hammer milled Three narrow size distributions: fine, middle, and coarse prepared plus the original mixed particles as reference, The pellet press was 300 kg h-1 semi-industrial scale; Die preheat temperature: 90 °C;
MC of pellets were 5.8%, Pellet density was maximum for coarse particles, and minimum for middle particles.
Shaw et al. (2009) Poplar and wheat straw Grinding screen: 0.8 and 3.2 mm MC: 9 and 15% The single pellet press was used for pellet production. Force: 4000 N
Maximum pellet density was 1428 kg m-3for 9% MC. Ground on 0.8 mm screen. Minimum density was 1353.08 kg m-3 for 15% MC ground on 3.2 mm screen.
Carone et al. (2011)
Olive tree pruning residue. Grinding screen: 1, 2, and 4 mm; MC: 5, 10, 15, and 20 % wb; A single pellet press unit; Temperature: 60, 90, 120, and 150 °C; Load: 2000, 3000, 4000, and 5000 N.
Density of pellets increased when temperature increased and MC decreased. Particle size and load had minor impact on the pellet density

30
Chapter 3 Experiments
The goal of this research is to develop a mathematical equation for estimating the power
input required for size reduction of cellulosic biomass. To this end, the applicability of three size
reduction equations that are well known in the mineral industry are tested and analyzed for a
number of cellulosic biomass. The analysis requires a good understanding of biomass properties
and their interaction with size reduction equipment.
A series of laboratory grinding tests were planned. The experiments consisted of five
biomass samples, two softwoods (Douglas-fir, Pseudotsuga menziesii, and pine, Pinus contorta)
and three hardwoods (aspen, Populus tremuloides, hybrid poplar which is referred to as poplar
throughout this thesis, and willow). Two grinder types were used to grind the biomass samples: a
knife mill and a hammer mill. The remaining equipment was sieving devices for biomass
fractionation and particle size analysis.
Power input increases as the size of ground particles decreases. It is not clear whether particle
size has any major effect on pelletization. In this research we aimed at measuring the total power
input to a grinding operation followed by a pelletization operation. A single pellet press was used
to make wood pellets from pure and blends of several particle sizes of both softwood and
hardwood. The physical characteristics of raw feedstock and ground materials, as well as
compositional make-up of the material were measured. Table 3.1 summarizes the biomass types,
equipment, and instruments used for the experiments. Chapter 3 explains the details of material,
equipment and instrumentation.
Table 3.1 Summary of materials and grinders used to evaluate the generalized grinding equations Materials Douglas-fir, pine, aspen, poplar, willow Grinding equipment Knife mill, hammer mill Instruments Image processing Fractionation Gilson, Tyler mesh sieves

31
3.1 Equipment
Test equipment consisted of two types of grinders, sieving devices, imaging equipment for
particle size analysis, power transducers, and a data acquisition system. The size reduction
devices used were a knife mill and a hammer mill. Both grinders were of laboratory size located
in the laboratory in Chemical & Biological Engineering Department, University of British
Columbia. The following sections describe equipment and calibrations.
3.1.1 Knife mill
The knife mill was a Retsch mill Model SM100 (Retsch Inc. Newtown, PA) equipped with a
125 mm diameter rotor rotating at 1430 rpm. The cutting action was achieved with three blades
on the rotor and four stationary cutting strips embedded in the periphery of the housing (Figure
3.1 (a)). The internal volume within the mill was approximately 0.0012 m3 (1200 cm3). A
removable perforated screen covered 120 degrees around the lower section of the rotor housing.
Screens with circular perforations are available in the following sizes: 0.25, 0.5, 0.75, 1, 1.5, and
2 mm. Screens with square perforations are available in the following sizes: 2, 4, 6, 8, 10, and
20 mm where size is the side of the square (Figure 3.1 (b)).
(a) (b) Figure 3.1 (a) Inside the knife mill (Retsch grinder SM100). Three cutting blades are attached to the rotor. There are four cutting strips attached to the periphery of the grinding chamber. A curved perforated screen covering 120 degrees of the bottom portion of the housing is installed below the grinding chamber to control the size of ground particles. (b) A number of these screens are shown in the picture (Naimi, 2008).

32
3.1.2 Hammer mill
The hammer mill was a Model 10H MBL Glen mill (GlenMills Inc., Clifton, NJ) (Figure 3.2
(a)) equipped with swing hammers. The rotor is powered by a three phase induction motor
(Model C14ST34FB28D, Leeson Electric) at a speed of 3490 r/min. The rated nameplate power
was 3 hp (2.2 kW). Hammers (12 in total) were placed along a shaft in order to have a hammer at
every 90 degrees. The mill used a removable perforated screen that extended 180 degrees around
the lower section of the housing. Screens with circular perforation of 32, 25.4, 12.7, 10, 6.25,
3.13, 1.56, and 0.78 mm were available to be used in the hammer mill (Figure 3.2 (b)).
(a) (b) Figure 3.2 (a) Glen Mill hammer mill. Twelve swing hammers are placed along a shaft in order to have hammers every 90 degrees. The mill uses a removable perforated screen that extends 180 degrees around the lower section of the housing. (b) A number of these screens are shown in the picture.
3.1.3 Feeders
Each of the grinders was equipped with a vibratory feeder. The vibratory feeder for the
Retsch knife mill was ERIEZ model-15A (Eriez Manufacturing Co., Erie, PA) with a narrow flat
feeder trough, 406 mm long and 51 mm wide. The full load power input to the feeder was 15 W,
115 V, 60 Hz, single phase. The feeder speed was controlled by varying the applied voltage. The
voltage control could be set from 0 to 100%. Maximum vibration when set to 100% was 1000
cycles/s (1 kHz). The vibratory feeder used with hammer mill was also ERIEZ model-15A (Eriez
Manufacturing Co., Erie, PA). The feeder tray was 500 mm long and 110 mm wide. A circular
hopper with a short downspout was used to pour the material into the vibratory tray.
33
3.1.4 Tyler sieves
A sieve shaker (RX-94 model Ro-Tap)(W.S. Tyler Canada, St. Catherine, Ontario) and a set
of ten sieves plus pan were used for determining the particle size distribution (Figure 3.3 (a)).
The Tyler sieving system identifies sieves by number of openings per inch (mesh number). The
sieves are most commonly identified by an arbitrary number, which does not necessarily
represents the number of openings per inch. These sieves also are identified by their opening size
in millimeters or micron.
The sieve motion was rotational with a tapping caused by a hammer. The shaker oscillated
278 cycles per minute with 150 taps per minute. Tray diameter was 200 mm. The sieves were
made of woven wire with openings ranging from 8 millimetres down to 37 micrometers. The
electronic scale used for weighing the samples could weigh a sample up to a maximum of 1000 g
with a precision of 0.01 g.
3.1.5 Gilson sieves
A sieve shaker (Gilson Testing Screen, Model TS-1, Gilson Company, Inc., Lewis Center,
Ohio) was used to measure the size distribution of wood chips and coarsely ground material
(Figure 3.3 (b)). Similar to Tyler sieves, Gilson sieves holes are wire meshed and square shaped.
The motion in Gilson sieve shaker is vertical. Screens with 4, 2, and 1 mm plus pan were used in
the sieve shaker.
3.1.6 Data logging system
The data logging system for the knife mill consisted of three main components: a wattmeter
model PCI-118E (Ohio Semitronics Inc., Hilliard, Ohio), a data acquisition card CIO-DAS08
(Techmatron Instruments Inc., Mississauga, ON), and a desktop computer. Specifications for
wattmeter input were 0-2500 W, 0-25 A, and 0-150 V. The output of the wattmeter ranged
between 4 and 20 mA corresponding to the minimum and maximum power drawn. The current
output was connected to a 250 Ω resistance. The voltage of the resistance was recorded by the
data acquisition card and the readings were read and saved in a computer file. Data acquisition
could be performed with rates ranging from 1 to 100 data per second.

34
(a)
(b)
Figure 3.3 Sieving system used to fractionate biomass samples. (a) RoTap sieve shaker holds two stacks of five round sieves plus pan. The sieve motion was rotational with a tapping. (b) Gilson sieve shaker holds five rectangular screens. The sieve motion was vertical shake. The screen holes for both sieving systems were wire mesh.
The data logging system for the hammer mill consisted of a three-phase transducer to
transform alternate current and voltage into DC signals. A data acquisition card (PCI DAS-08)
received the instantaneous power consumption in W. Labview 8.2 software (National
Instruments, Austin, Texas, USA) and a desktop computer acquired, stored and displayed the
values. A delay knob on the front panel of the Labview screen controlled the data acquisition
rate. The delay knob could be set at 500, 1000, 1500, or 2000 ms, which meant that the data were
recorded at a rate of 2 Hz, 1 Hz, 0.67 Hz, or 0.5 Hz, respectively.
3.1.7 Single pellet press
Figure 3.4 shows the single pellet press device. It consisted of three parts: a universal testing
machine (MTI-10K, Measurement Technology Inc., Roswell, GA), a pellet press, and a desktop
computer. The single pellet press die system was designed and fabricated in Biomass and
Bioenergy Research Group at UBC. The universal testing machine provided the compressive
force at a constant speed. The upper section of the single pellet press was attached to the base
and the entire device centered under the crosshead of the universal testing machine. The die was
a 200 mm long steel cylinder with an inner diameter of 6.3 mm. A steel rod 150 mm long with

35
6.3 mm diameter compressed the ground biomass in the die. Software connected to the universal
testing machine controlled the force and the rate of force application. Force vs. displacement was
recorded.
(a)
(b)
Figure 3.4 (a) A universal testing machine provides the compression force at a constant rate. (b) The piston-cylinder assembly is used to form pellets.
3.2 Size reduction method
3.2.1 Size reduction with knife mill
Aspen, and poplar samples were in the form of branches. Pine and Douglas-fir samples were
both in chip form and branches (Figure 3.5). Willow samples were in chip form as received. All
branches were debarked by hand using a manual debarker. The debarked branch and the bark
were weighed separately. Bark content percentage (weight by weight percent) was calculated for
each branch. The debarked samples were dried in the oven at 50°C until the sample’s moisture
decreased to 8-10% wb. The debarked dried branches were cut perpendicular to grain direction
to pieces of 3.5 mm thickness using a band saw. Each piece was cut to quarter pieces. Figure 3.6
shows: (a) the debarked branches; and (b) quarter disk pieces.
To feed the quarter disk pieces to the knife mill, three 500 g lots were prepared. Each piece
was fed to the vibratory feeder manually in a way that always there were pieces lined up on the
tray when one piece was falling down into the knife mill.

36
To feed the wood chips to the knife mill, three 500 g lots were prepared. Each 500 g lot was
divided into five 100 g batches. Each 100 g batch was gradually fed to the vibratory feeder
manually through a funnel over 1 min until all five batches were exhausted. Each run took 5 min
to complete.
Douglas-fir Pine
Aspen Poplar
Figure 3.5 Branches of four species of wood as they were received in the lab. The leaves were removed. The branches were cut in length for debarking, drying, and storage.
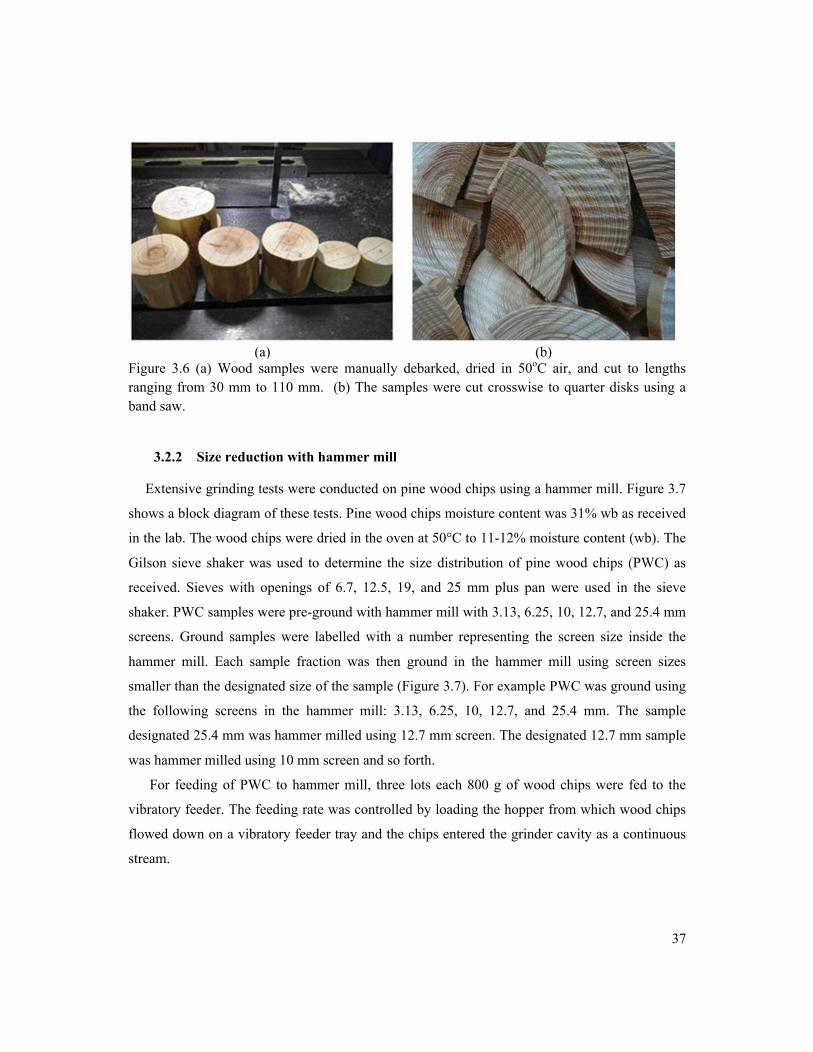
37
(a) (b)
Figure 3.6 (a) Wood samples were manually debarked, dried in 50oC air, and cut to lengths ranging from 30 mm to 110 mm. (b) The samples were cut crosswise to quarter disks using a band saw.
3.2.2 Size reduction with hammer mill
Extensive grinding tests were conducted on pine wood chips using a hammer mill. Figure 3.7
shows a block diagram of these tests. Pine wood chips moisture content was 31% wb as received
in the lab. The wood chips were dried in the oven at 50°C to 11-12% moisture content (wb). The
Gilson sieve shaker was used to determine the size distribution of pine wood chips (PWC) as
received. Sieves with openings of 6.7, 12.5, 19, and 25 mm plus pan were used in the sieve
shaker. PWC samples were pre-ground with hammer mill with 3.13, 6.25, 10, 12.7, and 25.4 mm
screens. Ground samples were labelled with a number representing the screen size inside the
hammer mill. Each sample fraction was then ground in the hammer mill using screen sizes
smaller than the designated size of the sample (Figure 3.7). For example PWC was ground using
the following screens in the hammer mill: 3.13, 6.25, 10, 12.7, and 25.4 mm. The sample
designated 25.4 mm was hammer milled using 12.7 mm screen. The designated 12.7 mm sample
was hammer milled using 10 mm screen and so forth.
For feeding of PWC to hammer mill, three lots each 800 g of wood chips were fed to the
vibratory feeder. The feeding rate was controlled by loading the hopper from which wood chips
flowed down on a vibratory feeder tray and the chips entered the grinder cavity as a continuous
stream.

38
3.2.3 Power measurement
Power consumption for each test run was recorded. The grinder’s power consumption was
calculated by deducting parasitic power input (power while running empty) from total recorded
power. Specific energy consumption was calculated by dividing power input by feeding rate. The
method of measuring power is outlined in Appendix B and in Naimi et al. (2013).
The measured power is used to calculate the specific energy, E, J g-1, for size reduction:
E = P − PEF 3.1
In Equation 3.1, PE, is parasitic power input to the grinder (power consumption of grinder
working empty), J s-1, P is total power consumption of grinding material, J s-1, and F is feeding
rate, g s-1.
Figure 3.7 Hammer mill screen sizes (mm) used for grinding pine wood chips (PWC). Initially, PWC was ground in hammer mill with screen sizes 25.4, 12.7, 10, 6.25, or 3.13 mm screens. The ground particles were labelled with the screen size they were ground with. The five labelled ground particles were then ground using all screen sizes smaller. For example the particles labelled 10 were ground in the hammer mill with 6.25 and 3.13 mm screen sizes.
Pine Wood Chips (PWC)
25.4
12.7
10
6.25
3.13
12.7
10
6.25
3.13
10
6.25
3.13
6.25
3.13
3.13

39
3.3 Biomass properties
3.3.1 Particle density and solid density of wood pieces
Multiple wood density definitions are used in wood science reference books (basic density,
true density, solid density, apparent density, bulk density, to list a few). The term ‘particle
density’ in this thesis refers to the density of a piece of wood calculated from the ratio of mass
over volume of a single piece of wood. In this thesis, height and diameter of each cylindrical
piece was measured using a calliper and the volume of the piece was calculated. Mass of the
particle was measured on a balance. According to Kollmann and Cote (1968), this density is
called physics density where mass and volume are measured at the same moisture content.
To determine solid density of wood pieces, volume of the pieces was measured in a
pycnometer (Quantachrome Instrument, Boynton Beach, FL). A pycnometer employs
Archimedes’ principle of gas displacement. Depending upon the applied gas pressure, the
displacing gas penetrates into the pore spaces of the material to measure the volume of the solid
fraction of material. The unit then gives a measure of the solid fraction of material. The density
is the ratio of mass of the wood to solid volume (as measured in pycnometer). The uncertainty in
solid density is associated with the fact that there would be pores to which the selected gas will
not be able to penetrate into. It should be noted that the solid density would be inherently less
than the term “wood substance density” which is estimated to be at 1500 kg m-3 (Kollmann &
Cote, 1968; Hakkila, 1989; Kettunen, 2006). Porosity of solid pieces is defined as the fraction of
void space in the material,
ϕ sp =1−ρ p
ρs 3.2
In Equation 3.2, ϕsp is porosity of solid pieces (dimensionless), ρp is the particle density (kg
m-3), and ρs is the solid density (kg m-3).
3.3.2 Bulk density and tapped density of ground particles
To determine bulk density, a container with a diameter of 77 mm and a height of 135 mm
was used. The particles were poured into the container until the container was full. The excess
particles on the top of the container were removed by a straight edge. The weight of the
container and particles was recorded on a balance. The weight of empty container was deducted

40
from total weight. Bulk density was calculated using the weight of ground particles divided by
the volume of container.
To determine tapped density, the filled container was tapped down from the height of 50 mm.
Each time the empty volume that was created due to tapping was filled with particles. The
tapping and filling sequence was repeated until there was no empty volume generated due to
tapping. The weight of container was recorded. The tapped density was calculated. Hausner ratio
is defined as the ratio of tapped density over bulk density. The ratio is a measure of the internal
friction condition of moving powder (Grey and Beddow, 1969). A Hausner ratio greater than
1.25 indicates high internal angle of friction and thus a poor flowability for the powder.
To determine solid density of ground particles, a procedure similar to that described in
Section 3.3.1 was used (Lam et al., 2008). The mass of ground sample in the pycnometer cell
was 4-5 grams. Porosity is defined as the fraction of void space in the ground particles,
ϕg=1− ρbulk
ρsolid 3.3
In Equation 3.3, ϕg is porosity (dimensionless), ρbulk is bulk density (kg m-3), and ρsolid is the
solid density (kg m-3).
3.3.3 Angle of repose
Angle of repose is the angle between the side of a pile of material and the horizontal base.
The present research used a device (Figure 3.8) attributed to Geldart et al. (2006) to create a pile
of ground biomass. A sample mass of 100 g of powder was weighed and put in a beaker. The
powder was poured on a vibrating sloped chute that guided the flow to a funnel. Once filled, the
contents of the funnel were released to pour on a graduated board to form a semi-cone. The
height and radius of the semi-cone was read on the unit’s vertical and horizontal scales.
3.3.4 Particle surface area
A scanner and a computer were used to capture images of the particles. Dimensions of the
projected surface area are used to calculate the external surface area of the particles. The external
surface area of the particles is referred to as particle surface area throughout this thesis. ImageJ
software (Rasband, 2004) was used to analyze the images (Appendix A). A representative
sample of approximately 50 g of ground particles was chosen. The particles were spread on an
A4 size transparent sheet on a scanner surface. Prior to scanning, the individual particles were

41
arranged so that they were not touching one another. The particles were arranged manually in
either vertical or horizontal directions using tweezers. The transparent sheet was covered with
black cardboard. The images of the samples were taken by a CanonScan 4400F high-resolution
scanner (Canon, Lake Success, NY) at 300 DPI resolutions. The resulting images were analyzed
by ImageJ software. The particles’ length and width were measured and stored in an Excel file.
The shape of the particles was assumed to be rectangular prism. The thickness of particles was
assumed to be equal to its smaller dimension. Total surface area was calculated by adding the
surface areas of all particles in a sample. Specific surface area was calculated by dividing total
surface area by total mass of sample (m2 kg-1).
Figure 3.8 Device for measuring angle of repose (Geldart et al., 2006). The device consisted of four main parts: a vibrator, a vibrating chute, a funnel, and a measuring baseboard. Particles are loaded on the vibrating chute and pour down into the funnel. Particles form a semi-cone on the measuring baseboard. Height and radius of the semi-cone can be read on the measuring baseboard.
3.4 Biomass composition
3.4.1 Moisture content
Moisture content of the wood was determined gravimetrically using a convection-drying oven
following the ASAE Standard S352.1 (ASAE Standard, 2012). The method consists of placing
pre-weighed sample in the oven. The temperature was set at 103±2ºC for 24 h. The dried sample
was weighed. The moisture content was calculated based on the weight loss of the sample.
Geldart, Abdullah, Hassanpour, Nwoke & Wouters: Characterisation of Powder Flowability
105
Fig. 1 Measurement of static and dynamic angle of repose.
In method I powder is poured into the funnel which is held at a fixed height above the flat base whereas in method II the funnel is filled with the test powder which is then raised gradually to allow the sample to flow out. Both these methods require that the powder should be able to flow through the small funnel, and cohesive powders may not do so. Moreover, the powders do not become aerated as they often do in production processes, unlike methods III and IV in which some ambient gas is entrained during the test. In none of these methods is it easy to measure the angle accurately. Methods III and IV require equipment that must be mounted on a shaft passing through a low friction bearing so that it can be tilted gradually until slipping oc-curs and the angle measured. The shaft and bearing often needs to be dismantled for thorough cleaning between tests, an inconvenience that slows down the testing pro-cedure.
By working closely with a large UK chemical company, Professor Geldart and his research students at the univer-sity of Bradford developed a piece of equipment in which the powder is made to flow so that it forms a semi-cone whose height and average radius are easy to measure and from which the dynamic AOR can be readily calculated or read from a table. The equipment has passed through several stages of development and comparison of ex-perimental values of AOR with practical experience on operating a large soda ash plant has confirmed it as a reliable device that is robust and easy to use even for co-hesive powders using quite small samples of powder. A picture of the Mark 4 (most recent version) of the tester is shown in Fig. 2. A representative sample of the powder to be tested (100 grams is the preferred mass) is weighed out +/- 1 g and put into a metal beaker. If the powder appears to be free-flowing, the 100 g sample is poured slowly and gently on to the upper converging chute, taking about 20 sec for the entire sample. If the powder shows signs of cohesiveness or reluctance to flow, the vibratory motor is switched on so that the powder flows down the upper chute, into the metal hopper and onto the lower sloping chute that directs the powder against the vertical wall. The powder should not be allowed to accumulate in the hopper, espe-
cially if it exhibits some cohesiveness. The semi-cone formed should have a well-defined, sharp apex, but some-times, if the pouring has been done too quickly, a distinct semi-cone may not be formed, because the apex may be ‘ragged’ making an accurate reading of the height of the semi-cone impossible, in which case that test should be repeated with the pouring done more slowly.
vibrating chute
funnel
chute
baseboard
backplate
vibrator
Fig. 2 Mark 4 Powder Research Ltd. AOR tester.
Another commonly used simple method for characteris-ing powders that are cohesive or semi-cohesive should be mentioned, the Hausner Ratio (Grey & Beddow, 1969) in which the tapped and aerated bulk densities are measured and the former is divided by the latter. It turns out that there is a good correlation between AOR and HR as shown later.
3. Materials Used Two types of powders have been used in some of our
recent work: spherical and porous Fluid Cracking Catalyst (FCC) (Fig. 3), and angular and non-porous aluminum oxide trihydrate (Fig. 4) used as a Fire Retardant Filler (FRF). Graded powder mixtures were tested for both powders. In order to form a series of powder samples having different mean particle sizes, small amounts of cohesive fine 7-micron particles were added in increments to a coarser 79-micron FCC and 63-micron FRF which were used as base materials to form mixtures having mass
Geldart, Abdullah, Hassanpour, Nwoke & Wouters: Characterisation of Powder Flowability
105
Fig. 1 Measurement of static and dynamic angle of repose.
In method I powder is poured into the funnel which is held at a fixed height above the flat base whereas in method II the funnel is filled with the test powder which is then raised gradually to allow the sample to flow out. Both these methods require that the powder should be able to flow through the small funnel, and cohesive powders may not do so. Moreover, the powders do not become aerated as they often do in production processes, unlike methods III and IV in which some ambient gas is entrained during the test. In none of these methods is it easy to measure the angle accurately. Methods III and IV require equipment that must be mounted on a shaft passing through a low friction bearing so that it can be tilted gradually until slipping oc-curs and the angle measured. The shaft and bearing often needs to be dismantled for thorough cleaning between tests, an inconvenience that slows down the testing pro-cedure.
By working closely with a large UK chemical company, Professor Geldart and his research students at the univer-sity of Bradford developed a piece of equipment in which the powder is made to flow so that it forms a semi-cone whose height and average radius are easy to measure and from which the dynamic AOR can be readily calculated or read from a table. The equipment has passed through several stages of development and comparison of ex-perimental values of AOR with practical experience on operating a large soda ash plant has confirmed it as a reliable device that is robust and easy to use even for co-hesive powders using quite small samples of powder. A picture of the Mark 4 (most recent version) of the tester is shown in Fig. 2. A representative sample of the powder to be tested (100 grams is the preferred mass) is weighed out +/- 1 g and put into a metal beaker. If the powder appears to be free-flowing, the 100 g sample is poured slowly and gently on to the upper converging chute, taking about 20 sec for the entire sample. If the powder shows signs of cohesiveness or reluctance to flow, the vibratory motor is switched on so that the powder flows down the upper chute, into the metal hopper and onto the lower sloping chute that directs the powder against the vertical wall. The powder should not be allowed to accumulate in the hopper, espe-
cially if it exhibits some cohesiveness. The semi-cone formed should have a well-defined, sharp apex, but some-times, if the pouring has been done too quickly, a distinct semi-cone may not be formed, because the apex may be ‘ragged’ making an accurate reading of the height of the semi-cone impossible, in which case that test should be repeated with the pouring done more slowly.
vibrating chute
funnel
chute
baseboard
backplate
vibrator
Fig. 2 Mark 4 Powder Research Ltd. AOR tester.
Another commonly used simple method for characteris-ing powders that are cohesive or semi-cohesive should be mentioned, the Hausner Ratio (Grey & Beddow, 1969) in which the tapped and aerated bulk densities are measured and the former is divided by the latter. It turns out that there is a good correlation between AOR and HR as shown later.
3. Materials Used Two types of powders have been used in some of our
recent work: spherical and porous Fluid Cracking Catalyst (FCC) (Fig. 3), and angular and non-porous aluminum oxide trihydrate (Fig. 4) used as a Fire Retardant Filler (FRF). Graded powder mixtures were tested for both powders. In order to form a series of powder samples having different mean particle sizes, small amounts of cohesive fine 7-micron particles were added in increments to a coarser 79-micron FCC and 63-micron FRF which were used as base materials to form mixtures having mass
42
3.4.2 Ash content
A representative sample of ground particles was dried 24 h in Precision Thelco oven (Mandel
Scientific Company Inc., Guelph, ON). Ash content was measured with a programmable oven
based on an oven setting procedure listed in NREL Standard NREL/TP-510-42622 (Sluiter et al.,
2008a). The oven temperature is set to 575°C. It is held at 575°C for 3 hours and then lowered to
105°C. Ash content measurements were repeated for each sample at least three times.
3.4.3 Chemical composition
A representative sample of 100 g was chosen from each species of wood. The sample was
ground using a Wiley mill (Thomas Model 4 Wiley Mill, Swedesboro, NJ) equipped with a 2
mm screen. Three replicates of 2 to 4 g of air-dried sample were weighed. The acetone-soluble
non-volatile material in the sample was removed by extraction using NREL (Sluiter et al.,
2008b) and TAPPI T 280 pm-99 (TAPPI, 1999). The extracted substrates were used for chemical
analysis. Acid insoluble residue was evaluated based on ASTM E1721-01 (2009). Chemical
analysis of the wood was performed based on Sluiter et al. (2011) and ASTM standard E1758-01
(2007).
3.5 Wood microstructure
SilviScan tests and Fibre Quality Analysis tests were performed at the PFInnovations
ValueTree Laboratory located on the campus of UBC in Vancouver. A FPInnovation technician
conducted the tests. The technician provided the text describing test procedures. It is assumed the
ValueTree program uses accepted and established procedures for evaluating the properties of
biomass samples.
3.5.1 SilviScan analysis
SilviScan comprises of a group of instruments used to measure the characteristics of wood
(Lawrence and Woo, 2005). The system was first developed by Evans et al. (1995) to investigate
differences among species and to identify genetic parameters (Evans et. al., 2000). SilviScan
combines three techniques: X-ray densitometry, X-ray diffraction, and image analysis (Chen and
Evans, 2010). Image analysis of fibre cross-sections is performed by X-ray absorption and X-ray
diffraction (Lundqvist et al., 2007). A cell scanner with a video microscope is used for collecting
43
information on the numbers and sizes of fibres and vessels, as well as orientations of annual
rings. X-ray absorption images provide information about wood density. X-ray diffraction
images provide information about the orientations of microfibrils in the wood matrix. MFA
measurement requires fibres to be perpendicular to the X-ray beam. In this system the sample
rotates around the beam direction and the diffraction pattern is recorded. As a result there is no
need for adjusting the orientation of the sample.
Jayawickrama (2001) and Lindstrom et al. (2004) studied the suitability of wood for sawn
products in relation to stiffness using SilviScan. SilviScan was also used to prove that properties
like wood density, MFA, fibre angle, and their variations within stems may have crucial role on
drying (Ball et al., 2005).
Pieces of 80 to 100 mm thickness were cut from the branches with a band saw. These pieces
were delivered to the SilviScan laboratory. The technical staff who conducted experiments
executed the following procedure. The pieces were cut to smaller sizes of 1 to 1.8 cm (10 to 18
mm) longitudinally and 1 to 1.8 cm (10 to 18 mm) tangentially. The cut pieces were pre-soaked
in water overnight. The soaked pieces of softwood were extracted with acetone; soaked pieces of
hardwood were dehydrated by alcohol. The extraction was continued for at least 6 hours in order
to remove extractives. The extracted pieces were cut in 2 mm thickness using a twin blade saw.
The cut pieces were polished and mounted on wooden sample holders using glue. The pieces
were exposed to X-ray for every 500 µm intervals and with a 30 s exposure time. Diffraction
patterns were recorded on a rotating copper anode. The output of this SilviScan analysis
provided data on local density and MFA from pith to bark.
3.5.2 Fibre quality
Fibre quality analysis consists of determining fibre length and fibre coarseness. For these
tests, biomass samples were shredded. A band saw was used to cut a piece of wood
approximately 15 mm thick, 15 mm wide, and 60-70 mm long. The pieces were oven dried. The
weights of oven-dried pieces were recorded. The dried pieces were placed in test tubes filled
with deionized water. The tubes were covered with aluminum foil and placed in a hot bath at
120°C. The tubes were boiled for 4 h or until the pieces sunk to the bottom of the tubes. The
water was let to cool down to 70oC.

44
Water was removed from tubes making sure that no solid material was lost. Maceration
consisted of removing extractives and pulping of wood. Maceration solution consisted of a 1:1
ratio of Glacial acetic acid and 35% hydrogen peroxide technical grade. The solution was added
to the tubes and covered with aluminum foil. The tubes were placed in a 70˚C bath for 48 h. The
tubes were checked occasionally to make sure that the pulping process was in progress. After 48
hours the chemicals were removed from the tubes. The fibres were washed with deionized water
2-3 times to make sure that the chemicals were completely removed.
The solid fraction was removed from the tube and poured into a tin blending-cup. Three-
quarter of the cup was filled with deionized water and samples were mixed for three minutes at a
slow to moderate speed until the fibres were completely separated. The mixture was poured on a
150-mesh screen, and then washed with deionized water by squeezing the hose and spraying the
pulp to remove any debris. The process of washing was repeated several times.
The water was squeezed out of the sample by a small screen vacuum. The pulp samples were
placed in aluminium weighing dishes to dry at room temperature for 1-2 days. The dried weight
was recorded. A sample of 30 mg for softwood or 15 mg for hardwood was weighed. A volume
of 5-10 ml of water was added to the pulp and let to soak for 4 h. The mixture was then diluted
by adding water to make 4 L in volume. The solution was mixed to reach to equal consistency.
Three samples of 600 ml of the mixed solution were separated and weighed. The FQA fibre
frequency of 20-40 EPS (Events Per Second) was used for hardwoods and 10-20 EPS for
softwoods (Woo, 2012). FQA software reports the length weighted fibre length and fibre
coarseness of the samples and their standard deviations. Length weighted average fibre length is
calculated as the sum of individual fibre lengths squared divided by the sum of the individual
fibre lengths. Fibre coarseness is a measure of milligrams of fibre per meter of fibre length.
3.6 Pelletization
Pelletization was carried in the single pellet press connected to the universal testing machine
as shown in Figure 3.4. The die of the single pellet unit was rinsed with acetone to remove any
possible contaminant (Woehler, 2011). The entire upper section consisting of the plate and the
piston was removed. The die temperature was set to 80°C by adjusting the current through the
electrical heater wrapped around the die. A metal piece that fitted underneath the die hole
blocked the bottom of the die. The die was filled with approximately 0.7 g of ground material.

45
The upper section of the pellet press was attached to the base of the upper plate and the entire
device centered under the crosshead of the universal testing machine. The crosshead moved
downward with a velocity of 10 mm min-1. The loading of the particles was stopped when the
maximum force of 5000 N was achieved. The force was held for 30 s. The load (force) vs.
displacement was recorded for the pelletization system working empty. The test with the die
filled with the sample was identical to the test with empty die. The test was repeated three times
on three sub lots from each batch. The formed pellet was placed in a sealed glass bottle for
further analysis.
3.6.1 Pellet density
The length and diameter of individual pellets were measured by calliper. The volume was
calculated by considering an individual pellet as a perfect cylinder. The weight of the individual
pellet was measured on a balance (ACCULAB Balance, Precision Weighing Balances, Bradford,
MA) with 0.001 g precision. The density of the individual pellets was calculated by dividing
measured mass over calculated volume.
3.7 Statistical analysis
Analysis of variance (ANOVA) and Tukey’s post-hoc test were performed (OriginLab,
Northampton, MA) for statistical analysis of the data. First an ANOVA test was performed to
show whether groups in the sample differed (p=0.05). If the results showed that there was a
significant difference among the groups, Tukey’s post-hoc test was performed to identify which
groups in the sample differ significantly.
3.8 Concluding remarks
This chapter described grinding and pelletization testing equipment and procedures. The
formats of raw feedstock prior to size reduction consisted of tree branches and wood chips. The
grinders were a knife mill and a hammer mill. The fractionation of particles was conducted either
on a Gilson or Tyler mesh sieves. Gilson was used on large particles; Tyler was used on small
particles. In all tests, attempts were made to feed the grinders as uniformly as possible. The
powers input to the grinders were measured using a Wattmeter. Physical and compositional

46
properties as well as microstructure of materials were measured. For most parts of this
experiment, the equipment and measuring instruments functioned property. However due to the
number of samples and grinding tests, there was not adequate time to conduct a complete
combination of materials and equipment test runs. An expert technician familiar with the
equipment at the FPInnovations laboratories performed SilviScan tests. The author of this thesis
did not have an opportunity to check equipment calibrations or the accuracy of measurements.
Chapters 4, 5, and 6 will present the experimental data and discuss the development of size
reduction equations.
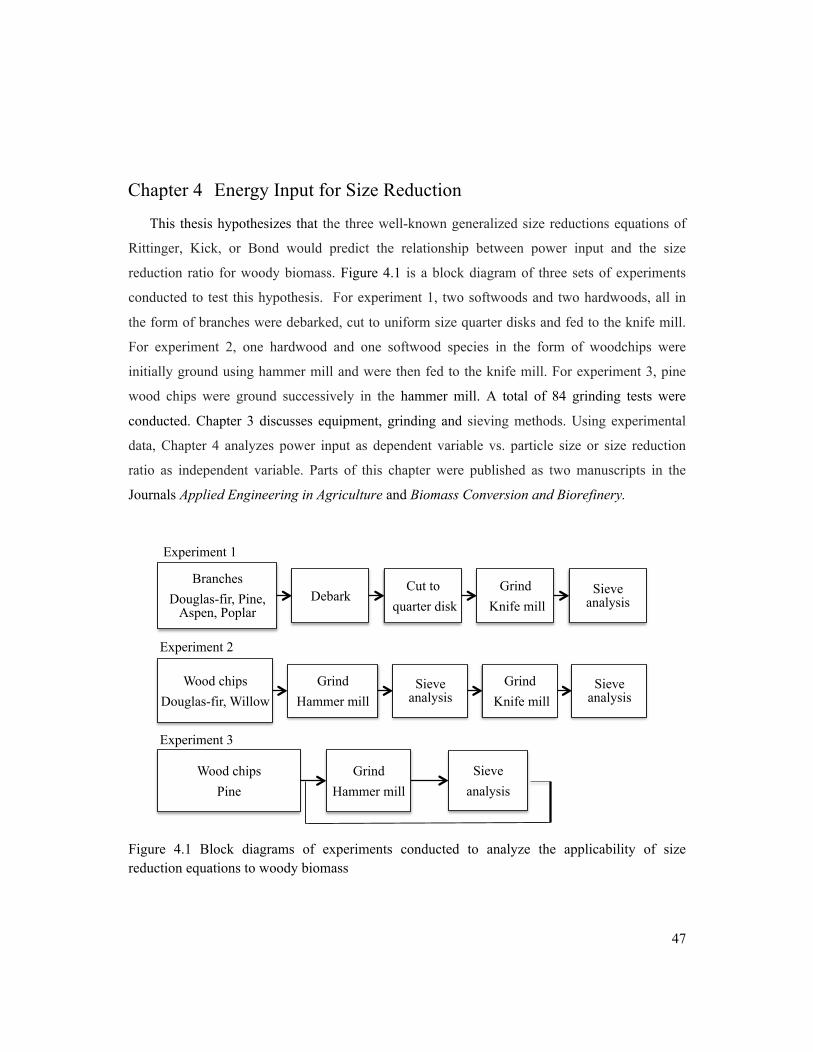
47
Chapter 4 Energy Input for Size Reduction
This thesis hypothesizes that the three well-known generalized size reductions equations of
Rittinger, Kick, or Bond would predict the relationship between power input and the size
reduction ratio for woody biomass. Figure 4.1 is a block diagram of three sets of experiments
conducted to test this hypothesis. For experiment 1, two softwoods and two hardwoods, all in
the form of branches were debarked, cut to uniform size quarter disks and fed to the knife mill.
For experiment 2, one hardwood and one softwood species in the form of woodchips were
initially ground using hammer mill and were then fed to the knife mill. For experiment 3, pine
wood chips were ground successively in the hammer mill. A total of 84 grinding tests were
conducted. Chapter 3 discusses equipment, grinding and sieving methods. Using experimental
data, Chapter 4 analyzes power input as dependent variable vs. particle size or size reduction
ratio as independent variable. Parts of this chapter were published as two manuscripts in the
Journals Applied Engineering in Agriculture and Biomass Conversion and Biorefinery.
Figure 4.1 Block diagrams of experiments conducted to analyze the applicability of size reduction equations to woody biomass
!!! Experiment 1
Experiment 2
Experiment 3
!!!!!!!!!!
!
Branches Douglas-fir, Pine,
Aspen, Poplar Debark
Cut to quarter disk
Grind Knife mill
Sieve analysis
Wood chips Douglas-fir, Willow
Grind Hammer mill
Sieve analysis
Grind Knife mill
Sieve analysis
Wood chips Pine
Grind Hammer mill
Sieve analysis

48
4.1 Input power measurement
Knife mill and hammer mill were equipped with a wattmeter to measure instantaneous power
input. The output was connected to a computer to record the data.
Figure 4.2 is a sample plot of power input to the knife mill with 6 mm screen running with
load (Douglas-fir and willow samples) and without load (empty run). Figure 4.2 plots the
recorded instantaneous power input when grinding willow and Douglas-fir (1.7 g s-1 feeding
rate). An initial perturbation was due to the sudden current draw when the motor was turned on.
Variations in the signal during grinding run are because of variations in feeding rate due to
variations in the feed particle size. These variations were significant when feeding quarter disk
pieces to the knife mill. Several tests were performed to determine whether a higher data
acquisition frequency than 1 Hz would have captured more details on measured signal and thus
an increased accuracy in recorded power. Table 4.1 lists the parasitic (no load) power recorded
for the four different data acquisition rates from 0.5 to 2 Hz. The recorded power increased from
an average of a mean of 385 to 393 W with an increased data acquisition rate of 0.5 to 2 Hz.
Standard deviations were constant at 32 W. It was deemed that data acquisition at a rate of 1 Hz
did not introduce a larger error than if the rate had been at 0.5 Hz. Nevertheless a larger
frequency rate is recommended for future measurements.
Table 4.1 An example of mean, standard deviation, maximum, minimum, and coefficient of variation of power input (W) to grinder working empty Data acquisition rate,
Hz Power, W
Mean S.D Max Min C.V 2.0 393 32 453 337 0.08
1.0 390 32 442 337 0.08
0.7 389 32 442 337 0.08
0.5 385 32 436 337 0.08

49
Figure 4.2 Sample plot of power input to the knife mill with 6 mm screen running empty (No-load) and grinding willow and Douglas-fir. All three curves have an initial perturbation because of the sudden pull of electricity for the motor to start working. The curve for no-load working defines a base line for the power needed for the knife mill working empty. The feed wood chips had a variable size.
4.2 Energy input for size reduction
4.2.1 Experiment 1: Branches of Douglas-fir, pine, aspen, and poplar
For these experiments as outlined in Figure 4.1, branches of Douglas-fir, pine, aspen, and
poplar were debarked, dried and cut to quarter disks. The disks were weighed and fed one by one
to the knife mill over a grinding cycle of 5 to 10 minutes. Meanwhile, the power input to the mill
was recorded. Table C.1 in Appendix C lists 14 grinding data sets from these runs including
moisture content, mass and number of pieces fed to the grinder, feeding time, and energy input.
Table 4.2 summarizes the data from Table C.1 showing the ranges of power and energy input to
the knife mill for each of the tested species. The energy input data show that a considerable
portion of the recorded power input was to power the grinder in no-load operation. The net
energy input ranged from a minimum of 66 kJ to grind Douglas-fir to a maximum of 149 kJ to
grind poplar. There were also considerable variations among the recorded energy both within
species and between species. Perhaps a portion of this variability can be attributed to non-
uniform feeding, variation in size of quarter disks, and variation in internal structure of the wood.
Data on energy input per unit mass shows that poplar and pine used the most energy, whereas
450
550
650
750
0 100 200 300
Pow
er, W
Time, s
Empty working Douglas-fir Willow

50
Douglas-fir used the least. Aspen used the least energy per unit area when energy was divided by
the total surface area of ground particles.
4.2.2 Experiment 2: Wood chips of Douglas-fir and willow
In this set of grinding tests, Douglas-fir and willow wood chips were ground first in the
hammer mill before being fed into the knife mill. Figure 4.3 is a plot of mass fraction of ground
particles of Douglas-fir and willow prepared from crushing wood chips in the hammer mill
equipped with a 25.4 mm screen. The hammer milled Douglas-fir particles, with a pan mass
fraction of 31%, were smaller than the hammer milled willow particles with a pan mass of 22%.
The fraction of large particles retained on 4-mm screen was 6% for Douglas-fir but 18% for
willow. The geometric mean diameter was 1.73 mm for Douglas-fir and 2.23 mm for willow
particles.
Table 4.2 Summary of the results of ranges of energy consumptions of grinding four species by knife mill (Experiment 1). Ranges of total energies while grinding, total energy deducting the empty grinding, total mass, and feeding rate are listed.
Species
Douglas-fir
Pine Aspen Poplar
Average measured power, W 693-1052 854-1046 854-968 841-851 Total mass, g 501- 505 500- 501 501-504 500-502 Total time, s 299- 699 388- 706 565-621 610-673 Calculated energy including knife mill empty energy, kJ
226- 459[a] 339- 481 415-431 466-509
Net calculated energy (after deducting knife mill empty energy), kJ
66 - 89 101- 132 99-117 126-149
Feeding rate, g s-1 Range[1] 1.1-4.0 1.8-3.0 1.1-3.1 1.1-1.3 SD 1.5 0.7 0.5 0.3 CV 0.52 0.31 0.53 0.28 Energy input per unit mass, J g-1
Range[2] 132-178 201-263 197-232 253-297 SD 20 33 20 23 CV 0.13 0.15 0.09 0.08
Energy input per unit area, kJ m-2
5,793 5,640 3,453 7,239
[a]Range of three to five tests. [1]At p=0.05 level, the population means are not significantly different. [2]At p=0.05 level, the population means are significantly different.

51
Figure 4.3 Size distribution of hammer-milled wood chips of willow and Douglas-fir on Gilson sieve shaker and pine wood chips as-received (PWC). The screen size inside hammer mill is 25 mm. The ground wood chips are prepared for feeding to the knife mill and hammer mill.
The size of screen was important for the uninterrupted operation of the knife mill. Douglas-
fir did not flow through 2 mm screen when feeding rate exceeded 2 g s-1. Similarly, willow did
not flow easily through 1 mm screen. In order to maintain a constant feeding rate for both
species on screens of 2, 4, and 6 mm, the feeding rate was maintained at 1.7 g s-1 in all
experiments.
Table 4.3 lists the result of power input for grinding Douglas-fir and willow (Experiment 2).
The knife mill was fitted with three sizes of screens: 2, 4, and 6 mm. The average particle size of
the feed material was 2.2-2.4 mm for willow and 1.7-2.4 mm for Douglas-fir. The average size
of material exiting the grinding ranged from 0.5 mm for 2 mm screen to 1.41 mm for the 6 mm
screen. The average ground particle size for Douglas-fir ranged from 0.54 to 1.30 mm when the
feeding rate was kept constant at 1.7 g s-1. Table 4.3 lists the size reduction ratios achieved. The
parasitic (no-load) power averaged 510 W, while the power recorded for the loaded grinder
ranged from 540 to 760 W, increased with increasing size reduction ratio. The power input
increased with decreasing screen size. For the same input particle size (2.38 mm), grinding
willow required an average power input of 600 to 650 W, whereas grinding Douglas-fir required
an average power input of 560 to 570 W. A parasitic power of 510 W was deducted to give the
net power consumption for grinding.
0 5
10 15 20 25 30 35 40
d≤1 1<d≤2 2<d≤4 4<d≤12.5 d>12.5
Mas
s per
cent
, %
Sieve opening, mm
Douglas-fir Willow Pine

52
Table 4.3 Initial in-feed and ground geometric mean diameter (dgw) of particles ground in knife mill and range of total (with empty working) energy (power) input (Experiment 2). Data in this table were fitted to the Rittinger, Kick, and Bond equations.
Species In-feed size, dgw, mm
Grinder screen size,
mm
Ground size, dgw, mm
Size reduction ratio[a]
Range of average power input, W[b]
Willow 2.2 2 0.50 4.5 730-760 2.2 4 0.80 2.8 690-700 2.2 6 1.41 1.6 630-680[1] 2.4 6 1.20 2.0 600-650 Douglas-fir 1.7 2 0.54 3.2 660-670
1.7 6 1.13 1.5 540-570[1] 2.4 6 1.30 1.8 560-570
[a]Size reduction ratio is the ratio of in-feed size over ground size. [b]Includes parasitic energy input of 510 W (SD = 4.5) [1] At p=0.05 level, the population means are significantly different. ANOVA test applied on the data with similar in-feed and feeding rate.
The average geometric mean diameter of ground particles from the 2.4 mm in-feed was
larger for Douglas-fir (1.3 mm) than that of willow (1.2 mm). This observation is not consistent
with products from the hammer mill in which mean size for willow particles was slightly higher
than Douglas-fir. This result showed that the mechanisms of grinding—shear (knife mill) and
impact (hammer mill)—interact with wood species and create different size distributions of
ground particles.
4.3 Experiment 3: Wood chips of pine
Figure 4.1 in this chapter and Figure 3.7 in Chapter 3 show the third series of tests when the
grinding of pine wood chips were conducted successively using the hammer mill. Briefly, pine
wood chips (PWC) were collected from Fibreco’s terminal in North Vancouver. The wood chips
were fractionated using the Gilson sieve shaker and 5 screens from 3.13 mm to 25.4 mm.
Initially, PWC was ground in hammer mill with screen sizes 25.4, 12.7, 10, 6.25, or 3.13 mm
screens. The ground particles were labelled with the screen size they were ground with. The five
labelled ground particles were then ground using all screen sizes smaller. For example the
particles labelled 10 were ground in the hammer mill with 6.25 and 3.13 mm screen sizes.

53
Table 4.4 lists mean, standard deviation, and coefficient of variation of the data collected on
power consumption of each trial of grinding pine with hammer mill. Each trial repeated three
times. Grinding PWC on 3.1 mm screen has the maximum power consumption. Three trials of
grinding PWC on 3.1 mm screen have the highest coefficient of variations, representing the
greatest spreading in the data collected. Energy for grinding PWC on 3.1 mm screen is between
48-51 kWh t-1. Gil et al. (2004) ground pine wood chips by hammer mill with a 5 mm screen and
reported an energy consumption of 33 kWh t-1, which is similar to the result of this study where
grinding PWC on 6.3 mm screen consumed 39-41 kWh t-1.
Table 4.4 also lists the recorded mean specific energy input. The specific energy is calculated
without energy of empty working of the grinder. The specific energy increased as the screen size
inside the grinder decreased. The in-feed ranged from PWC to particles labelled as the 6.3 mm
screen. Grinding PWC particles had the lowest mean specific energy input when 25.4 mm screen
size was used. The specific energy increased from 5.2 J g-1 to 90.4 J g-1 when the screen size
decreased from 25.4 mm to 3.1 mm. The specific energy for grinding PWC using 25.4 mm
screen had a high standard deviation of 1.1 and a low mean of 5.2 J g-1. It results in the highest
coefficient of variation of 0.21. Coefficient of variations varies between 0.03 and 0.21 for the
grinding tests.
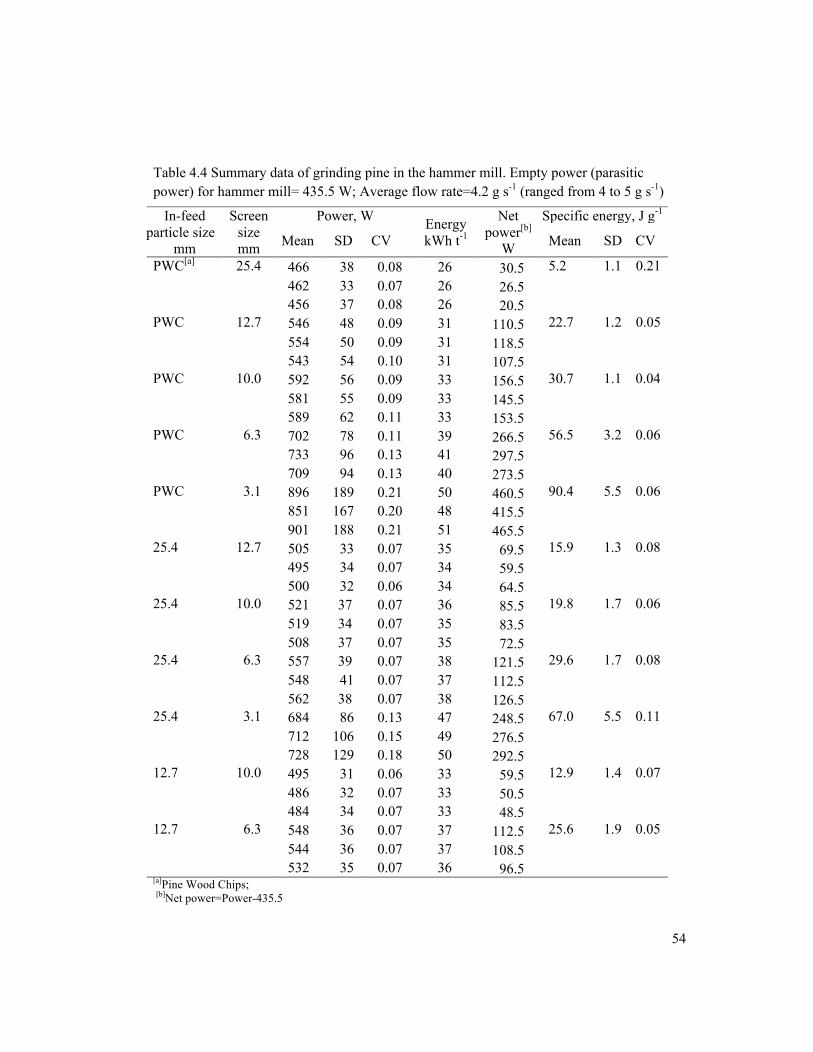
54
Table 4.4 Summary data of grinding pine in the hammer mill. Empty power (parasitic power) for hammer mill= 435.5 W; Average flow rate=4.2 g s-1 (ranged from 4 to 5 g s-1)
In-feed particle size
mm
Screen size mm
Power, W Energy kWh t-1
Net power[b]
W
Specific energy, J g-1
Mean SD CV Mean SD CV
PWC[a] 25.4 466 38 0.08 26 30.5 5.2 1.1 0.21 462 33 0.07 26 26.5
456 37 0.08 26 20.5 PWC 12.7 546 48 0.09 31 110.5 22.7 1.2 0.05 554 50 0.09 31 118.5 543 54 0.10 31 107.5 PWC 10.0 592 56 0.09 33 156.5 30.7 1.1 0.04 581 55 0.09 33 145.5 589 62 0.11 33 153.5 PWC 6.3 702 78 0.11 39 266.5 56.5 3.2 0.06 733 96 0.13 41 297.5 709 94 0.13 40 273.5 PWC 3.1 896 189 0.21 50 460.5 90.4 5.5 0.06 851 167 0.20 48 415.5 901 188 0.21 51 465.5 25.4 12.7 505 33 0.07 35 69.5 15.9 1.3 0.08 495 34 0.07 34 59.5 500 32 0.06 34 64.5 25.4 10.0 521 37 0.07 36 85.5 19.8 1.7 0.06 519 34 0.07 35 83.5 508 37 0.07 35 72.5 25.4 6.3 557 39 0.07 38 121.5 29.6 1.7 0.08 548 41 0.07 37 112.5 562 38 0.07 38 126.5 25.4 3.1 684 86 0.13 47 248.5 67.0 5.5 0.11 712 106 0.15 49 276.5 728 129 0.18 50 292.5 12.7 10.0 495 31 0.06 33 59.5 12.9 1.4 0.07 486 32 0.07 33 50.5 484 34 0.07 33 48.5 12.7 6.3 548 36 0.07 37 112.5 25.6 1.9 0.05 544 36 0.07 37 108.5 532 35 0.07 36 96.5 [a]Pine Wood Chips; [b]Net power=Power-435.5
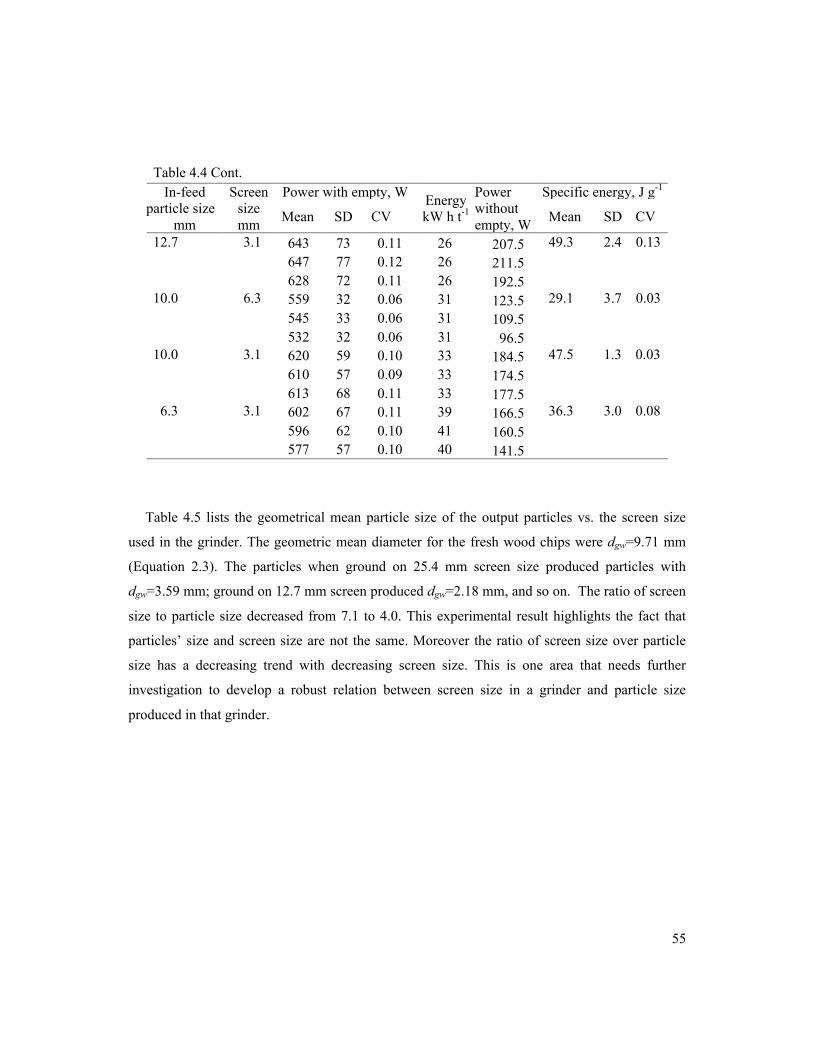
55
Table 4.4 Cont. In-feed
particle size mm
Screen size mm
Power with empty, W Energy kW h t-1
Power without empty, W
Specific energy, J g-1
Mean SD CV Mean SD CV
12.7 3.1 643 73 0.11 26 207.5 49.3 2.4 0.13 647 77 0.12 26 211.5
628 72 0.11 26 192.5 10.0 6.3 559 32 0.06 31 123.5 29.1 3.7 0.03 545 33 0.06 31 109.5 532 32 0.06 31 96.5 10.0 3.1 620 59 0.10 33 184.5 47.5 1.3 0.03 610 57 0.09 33 174.5 613 68 0.11 33 177.5 6.3 3.1 602 67 0.11 39 166.5 36.3 3.0 0.08 596 62 0.10 41 160.5 577 57 0.10 40 141.5
Table 4.5 lists the geometrical mean particle size of the output particles vs. the screen size
used in the grinder. The geometric mean diameter for the fresh wood chips were dgw=9.71 mm
(Equation 2.3). The particles when ground on 25.4 mm screen size produced particles with
dgw=3.59 mm; ground on 12.7 mm screen produced dgw=2.18 mm, and so on. The ratio of screen
size to particle size decreased from 7.1 to 4.0. This experimental result highlights the fact that
particles’ size and screen size are not the same. Moreover the ratio of screen size over particle
size has a decreasing trend with decreasing screen size. This is one area that needs further
investigation to develop a robust relation between screen size in a grinder and particle size
produced in that grinder.

56
Table 4.5 Geometric mean diameter of PWC as received and ground particles from specified screen size.
Screen size, mm Geometric mean diameter of particles, dgw mm
Ratio of screen size over diameter
PWC[a] 9.71 - 25.4 3.59 7.1 12.7 2.18 5.8
10.0 1.83 5.5 6.3 1.12 5.6 3.1 0.77 4.0
[a]Pine Wood Chips
The mean particle sizes of ground particles measured by image analysis were compared with
geometric mean diameter of particles. Figure 4.4 shows the average of three replicates of
measured mean length and mean width of ground particles from image analysis. The mean
geometric diameter of particles is also plotted on the graph. The geometric mean diameter of
particles dgw measured from sieving analysis is very close to the mean width of particles
measured from imaging. This is an evidence that the geometric mean diameter of the particles
which is calculated based on the results from sieving the particles is very close to the width of
the particles. This is expected as the particles pass the screen holes by their width not their
length.
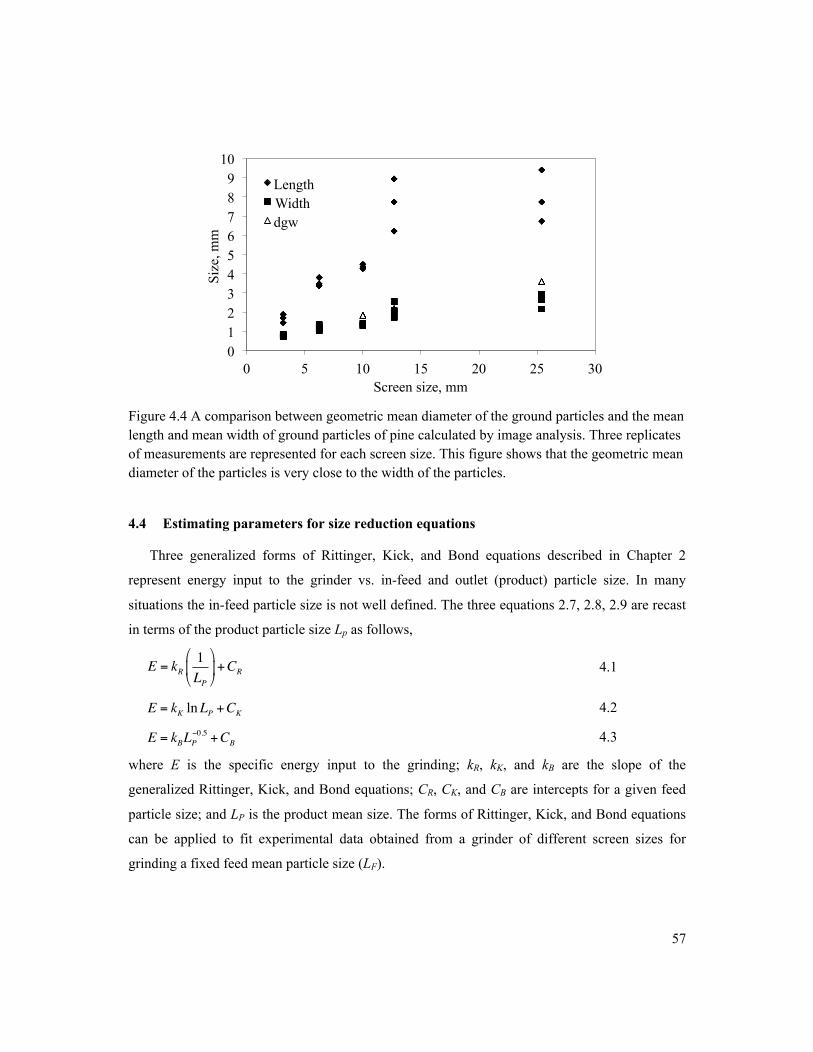
57
Figure 4.4 A comparison between geometric mean diameter of the ground particles and the mean length and mean width of ground particles of pine calculated by image analysis. Three replicates of measurements are represented for each screen size. This figure shows that the geometric mean diameter of the particles is very close to the width of the particles.
4.4 Estimating parameters for size reduction equations
Three generalized forms of Rittinger, Kick, and Bond equations described in Chapter 2
represent energy input to the grinder vs. in-feed and outlet (product) particle size. In many
situations the in-feed particle size is not well defined. The three equations 2.7, 2.8, 2.9 are recast
in terms of the product particle size Lp as follows,
4.1
4.2
4.3
where E is the specific energy input to the grinding; kR, kK, and kB are the slope of the
generalized Rittinger, Kick, and Bond equations; CR, CK, and CB are intercepts for a given feed
particle size; and LP is the product mean size. The forms of Rittinger, Kick, and Bond equations
can be applied to fit experimental data obtained from a grinder of different screen sizes for
grinding a fixed feed mean particle size (LF).
0 1 2 3 4 5 6 7 8 9
10
0 5 10 15 20 25 30
Size
, mm
Screen size, mm
Length Width dgw
E = kR1LP
!
"#
$
%&+CR
E = kK lnLP +CK
E = kBLP−0.5 +CB

58
4.4.1 Experiment 1: Branches of Douglas-fir, pine, poplar, and aspen
Table 4.6 lists the Rittinger constants, kR; the intercepts, CR; and regression coefficient, R2.
kR, ranged between 203 and 398 J mm g-1 with the maximum for pine and minimum for Douglas-
fir. The intercept, CR, ranged from -309 to -141 J g-1. The regression coefficient, R2, ranged from
0.93 to 0.96 indicating good linearity between E and kR. For aspen and poplar, the values for kR
were 299 and 277 J mm g-1 and for pine and Douglas-fir, the values were 398, and 203 J mm g-1.
The regression coefficients for other equations are also in the range of 0.93-0.97 indicating that
all three equations—Rittinger, Kick, and Bond—described the measured specific energy input
well.
Table 4.6 Results of fitting data to the generalized Rittinger, Kick, and Bond equations (equations 4.1, 4.2, and 4.3) for grinding Douglas-fir, pine, aspen, and poplar using knife mill.
Species Douglas-fir Pine Aspen Poplar
kR, J mm g-1 203 (16) 398 (38) 299 (19) 277 (30) CR -141 (19) -309 (41) -249 (24) -150 (36) R2 0.93 0.94 0.96 0.94 kK, J (ln mm)-1g-1 -239 (19) -443 (42) -376 (26) -342 (34) CK 65 (5) 95 (8) 47 (7) 131 (9) R2 0.95 0.94 0.96 0.94 kB, J mm0.5 g-1 441 (34) 841 (80) 674 (44) 597 (64) CB -378 (37) -749 (82) -625 (49) -462 (69) R2 0.95 0.94 0.97 0.93 1Numbers in parenthesis are standard errors.
4.4.2 Experiment 2: Wood chips of Douglas-fir and willow
Figure 4.5 (a) and (b) show two plots of the net specific energy input (parasitic energy input
is deducted) E vs. ln(LF LP-1) for the Kick’s equation applied to the size reduction data for
Douglas-fir and willow, respectively. LF and Lp represent the geometrical mean particle size of
in-feed particles and ground particles after the grinder, respectively. Plots of specific energy E
versus Rittinger and Bond parameters had a similar trend, indicating an increase in energy per
unit mass (specific energy) with increase in size reduction ratio.
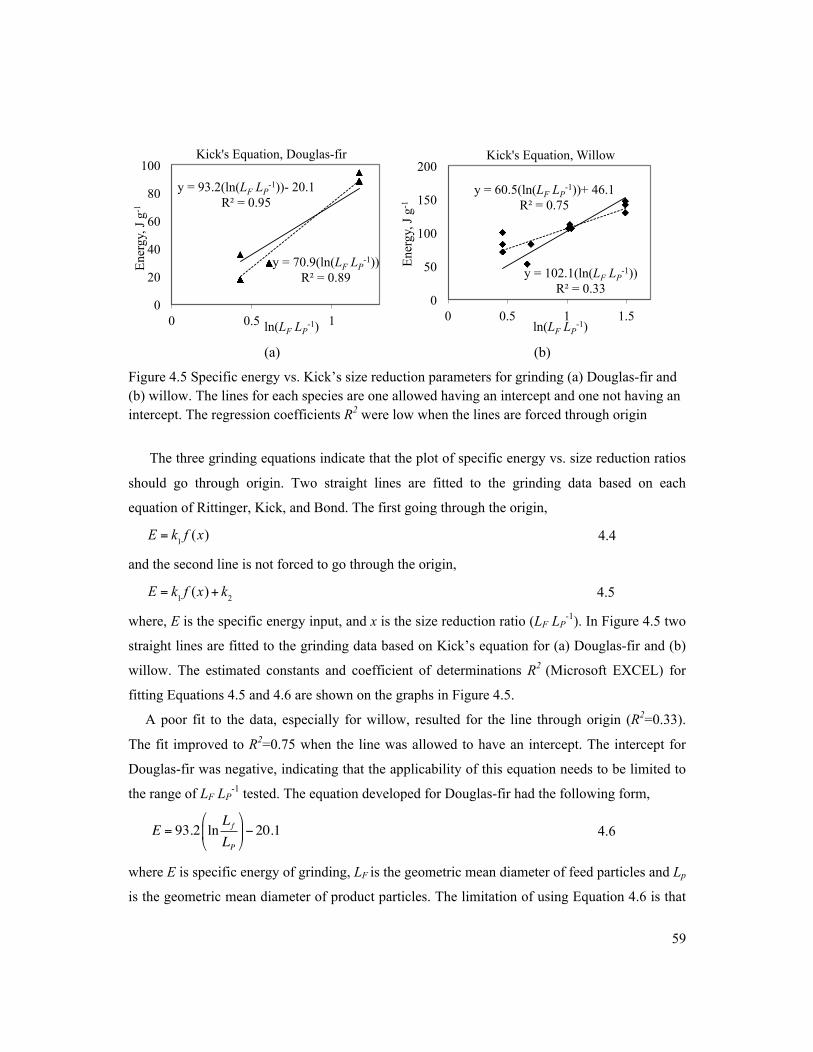
59
(a) (b)
Figure 4.5 Specific energy vs. Kick’s size reduction parameters for grinding (a) Douglas-fir and (b) willow. The lines for each species are one allowed having an intercept and one not having an intercept. The regression coefficients R2 were low when the lines are forced through origin
The three grinding equations indicate that the plot of specific energy vs. size reduction ratios
should go through origin. Two straight lines are fitted to the grinding data based on each
equation of Rittinger, Kick, and Bond. The first going through the origin,
4.4
and the second line is not forced to go through the origin,
4.5
where, E is the specific energy input, and x is the size reduction ratio (LF LP-1). In Figure 4.5 two
straight lines are fitted to the grinding data based on Kick’s equation for (a) Douglas-fir and (b)
willow. The estimated constants and coefficient of determinations R2 (Microsoft EXCEL) for
fitting Equations 4.5 and 4.6 are shown on the graphs in Figure 4.5.
A poor fit to the data, especially for willow, resulted for the line through origin (R2=0.33).
The fit improved to R2=0.75 when the line was allowed to have an intercept. The intercept for
Douglas-fir was negative, indicating that the applicability of this equation needs to be limited to
the range of LF LP-1 tested. The equation developed for Douglas-fir had the following form,
4.6
where E is specific energy of grinding, LF is the geometric mean diameter of feed particles and Lp
is the geometric mean diameter of product particles. The limitation of using Equation 4.6 is that
y = 70.9(ln(LF LP-1))
R² = 0.89
y = 93.2(ln(LF LP-1))- 20.1
R² = 0.95
0
20
40
60
80
100
0 0.5 1
Ener
gy, J
g-1
ln(LF LP-1)
Kick's Equation, Douglas-fir
y = 102.1(ln(LF LP-1))
R² = 0.33
y = 60.5(ln(LF LP-1))+ 46.1
R² = 0.75
0
50
100
150
200
0 0.5 1 1.5
Ener
gy, J
g-1
ln(LF LP-1)
Kick's Equation, Willow
E = k1 f (x)
E = k1 f (x)+ k2
E = 93.2 lnLf
LP
!
"#
$
%&− 20.1

60
grinding ratio (LF LP-1) should be more than 1.24 (i.e. 24% size reduction) in order to ensure that
the specific energy input calculation does not produce a negative number.
Table 4.7 shows the fit of the grinding equations to the data from Experiment 2 in which
hammer milled particles were fed to the knife mill. The values of coefficient of determination for
fitting a straight line through the intercept for Rittinger and Bond were small, with the intercepts
near zero. Only the Rittinger equation gave a positive intercept for Douglas-fir. Comparing R2
values, Rittinger’s equation had a better fit to the data than other two equations. The last two
rows in Table 4.7 represent grinding data when the combined data from willow and Douglas-fir
are used for the fitting. The R2 values were much smaller for the combined data than for the
individual species data.
Table 4.7 Constants and coefficients of determination for three grinding equations fitted to data from knife mill. The second line for each species is for a line passed through origin (intercept K2=0)
Kick Rittinger Bond Ln (LF/ LP) 1/LP-1/LF 1/LP
0.5-1/LF0.5
K1 K2 R2 K1 K2 R2 K1 K2 R2 Willow
60.5 (11.9)1
46.1 (12.1)
0.75 48.9 (8.5)
64.2 (8.0)
0.79 110.6 (20.0)
56.2 (9.5)
0.78
102.1 (19.4)
0.0 0.33 106.4 (12.4)
0.0 0.71 214.9 (19.3)
0.0 0.75
Douglas-fir
93.2 (8.5)
-20.1 (7.0)
0.95 67.2 (5.3)
3.9 (3.8)
0.97 159.0 (12.0)
-6.1 (4.9)
0.97
70.9 (4.8)
0.0 0.89 71.1 (3.0)
0.0 0.97 145.9 (6.0)
0.0 0.96
Composite of two species
83.4 (14.3)
8.9 (13.4)
0.66 60.5 (12.5)
35.7 (11.1)
0.57 143.7 (25.1)
24.2 (11.7)
0.62
92.0 (5.7)
0.0 0.65 93.6 (8.4)
0.0 0.33 191.2 (12.8)
0.0 0.53
1Numbers in parenthesis are standard errors.
4.4.3 Experiment 3: Wood chips of pine
Figures 4.6, 4.7 and 4.8 show the fitted lines to the data of specific energy vs product sizes
defined in Rittinger, Kick and Bond equations in the form of Equations 4.1, 4.2, and 4.3,

61
respectively. Each fitted line represents a specific feed particle size. The aim was to measure the
sensitivity of the slope of energy equations to feed particle size.
Table 4.8 lists the regression coefficients for three equations with hammer mill. The
regression coefficients ranged from 0.92-0.99 for Rittinger equation to 0.88-0.99 for the Bond
equation and 0.84-0.96 for Kick Equation. The Rittinger equation had the best fit. Table 4.8 also
lists the constants of Rittinger, Kick, and Bond to the grinding data. Rittinger constants, kR,
ranged 44.6-58.6 J mm g-1 for feed particle sizes of 10, 12.7, and 25.4 mm. This is a close range
as contrasted with the constant value of unground fresh wood chips at 81.45 J mm g-1. The slopes
are different for different feed particle sizes. It shows that feed particle size affects the slope of
the equations.
Table 4.9 lists the slopes and coefficient of determination for the three grinding equations
Rittinger, Kick and Bond for grinding pine with the hammer mill. The equations used were in the
form of Equations 2.7, 2.8, and 2.9. The fitted lines passed through the origin. The Rittinger
equation with a coefficient of determination of 0.91 is the best fitted equation among the three.
The results of fitting the lines having intercepts show a similar coefficient of determination as the
lines passing through the origin. Figure 4.9 shows the fitted line to the data of specific energy vs
LP-1-LF
-1. Data collected from different feed particle sizes are labelled with different markers.
The applicability of these models to grinding woody and herbaceous biomass as they are
collected from field was further explored in a separate project. The results are summarized in
Appendix D. In general the preliminary results showed that the relationship between energy
consumption and the size of ground particles was best fitted by Rittinger equation.

62
Table 4.8 Slopes and coefficients of determinations for fitting Equations 4.1, 4.2, and 4.3 to data of grinding PWC by hammer mill on different screen sizes. Rittinger equation has a good fit for feed from all sizes. Rittinger and Bond constants decrease as the feed particle size decreased. Kick’s constant increases as the feed particle size decreased.
Feed particle
size Rittinger Equation Bond Equation Kick Equation
kR J mm g-1
CR R2 kB
J mm0.5 g-1 CB R2 kK
J (ln mm)-1 g-1 CK R2
PWC[a] 81.5
(2.1)1 -15.6 (1.7)
0.99 138 (4.5)
-69.9 (3.8)
0.99 -54.4 (3.2)
68.4 (2.4)
0.96
25.4 mm 58.6 (5.5)
-13.8 (4.8)
0.92 105 (12.0)
-58.6 (10.7)
0.88 -45.5 (6.2)
47.1 (3.2)
0.84
12.7 mm 48.4 (3.0)
-15.0 (2.9)
0.97 90.2 (7.4)
-55.7 (7.0)
0.96 -41.1 (4.3)
35.5 (1.7)
0.93
10 mm 44.6 (5.4)
-10.6 (6.1)
0.94 93.1 (11.3)
-58.7 (11.9)
0.94 -48.4 (5.9)
34.6 (1.2)
0.94
[a]Pine Wood Chips 1Numbers in parenthesis are standard errors.
Table 4.9 Slopes and coefficients of determination of the three grinding equations: Kick, Rittinger, and Bond for grinding pine by hammer mill. Equations used in this table are in the form of equations 2.7, 2.8 and 2.9.
Kick’s Equation Rittinger’s Equation Bond’s Equation
KK, J g-1 R2 KR, J mm g-1 R2 KB, J mm0.5 g-1 R2
30.5 (1.9) 1 0.46 67.3 (1.6) 0.91 99.3 (3.4) 0.82 K1 K2 R2 K1 K2 R2 K1 K2 R2 24.0 (3.6)
9.7 (4.6)
0.51 65.9 (3.1)
1.0 (1.9)
0.91 99.1 (7.2)
0.08 (2.97)
0.82
1Numbers in parenthesis are standard errors.
p
fLL
lnfp L1
L1− 5.0
f5.0p L
1L1
−
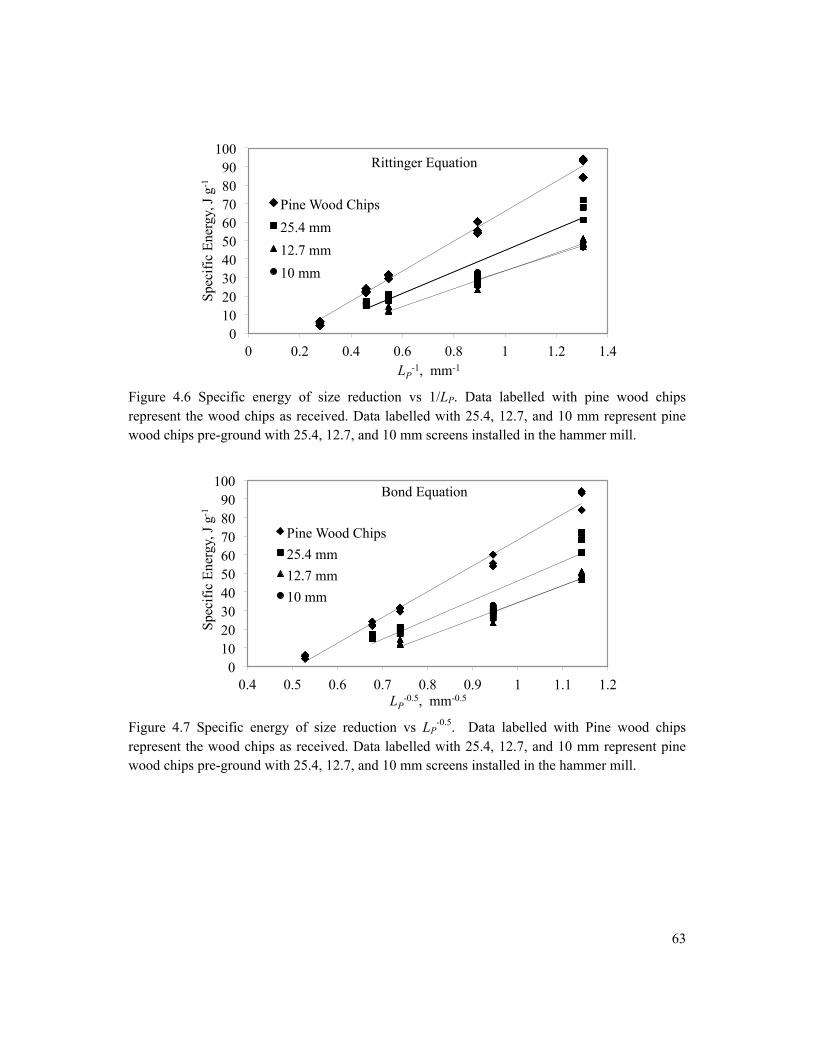
63
Figure 4.6 Specific energy of size reduction vs 1/LP. Data labelled with pine wood chips represent the wood chips as received. Data labelled with 25.4, 12.7, and 10 mm represent pine wood chips pre-ground with 25.4, 12.7, and 10 mm screens installed in the hammer mill.
Figure 4.7 Specific energy of size reduction vs LP
-0.5. Data labelled with Pine wood chips represent the wood chips as received. Data labelled with 25.4, 12.7, and 10 mm represent pine wood chips pre-ground with 25.4, 12.7, and 10 mm screens installed in the hammer mill.
0 10 20 30 40 50 60 70 80 90
100
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Spec
ific
Ener
gy, J
g-1
LP-1, mm-1
Rittinger Equation
Pine Wood Chips 25.4 mm 12.7 mm 10 mm
0 10 20 30 40 50 60 70 80 90
100
0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2
Spec
ific
Ener
gy, J
g-1
LP-0.5, mm-0.5
Bond Equation
Pine Wood Chips 25.4 mm 12.7 mm 10 mm

64
Figure 4.8 Specific energy of size reduction vs ln (LP). Data labelled with Pine wood chips represent the wood chips as received. Data labelled with 25.4, 12.7, and 10 mm represent pine wood chips pre-ground with 25.4, 12.7, and 10 mm screens installed in the hammer mill.
Figure 4.9 Specific energy of size reduction vs LP
-1-LF-1. Data labelled with PWC represent the
wood chips as received. Data labelled with 25.4, 12.7,10.0, and 6.3 mm represent pine wood chips pre-ground with 25.4, 12.7, 10, 6.3 mm screens installed in the hammer mill.
4.4.4 Application of Rittinger equation to published grinding data
Figure 4.10 plots specific energy versus Rittinger’s parameters for the data from this study,
and those extracted from Mani et al. (2004) for corn stover, wheat straw, switchgrass and barley
straw, from Bitra et al. (2009) for switchgrass, corn stover and wheat straw, and from Adapa et
0 10 20 30 40 50 60 70 80 90
100
-0.5 0 0.5 1 1.5
Spec
ific
Ener
gy, J
g-1
ln (LP), ln(mm)
Kick Equation
Pine Wood Chips 25.4 mm 12.7 mm 10 mm
y = 67.3x R² = 0.9
0
20
40
60
80
100
0 0.2 0.4 0.6 0.8 1 1.2
Spec
ific
Ener
gy, J
g-1
LP-1-LF
-1, mm-1
Feed particle size: PWC Feed particle size: 25.4 mm Feed particle size: 12.7 mm Feed praticle size: 10.0 mm Feed particle size: 6.3 mm
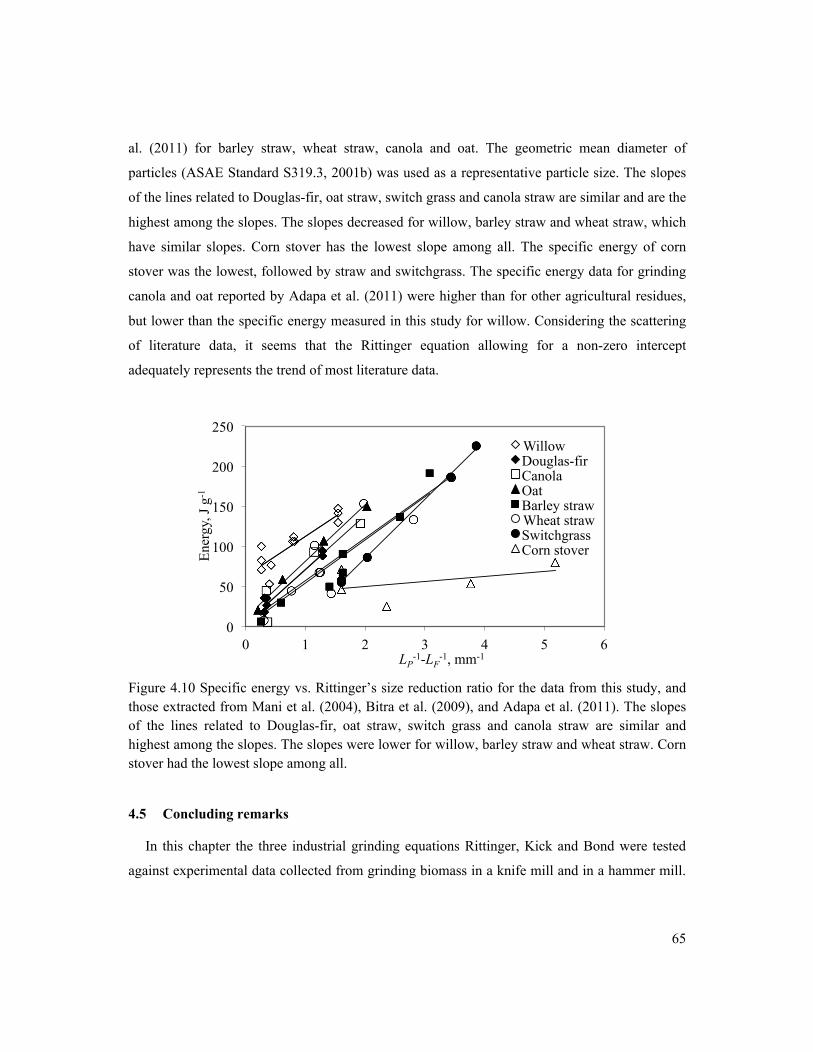
65
al. (2011) for barley straw, wheat straw, canola and oat. The geometric mean diameter of
particles (ASAE Standard S319.3, 2001b) was used as a representative particle size. The slopes
of the lines related to Douglas-fir, oat straw, switch grass and canola straw are similar and are the
highest among the slopes. The slopes decreased for willow, barley straw and wheat straw, which
have similar slopes. Corn stover has the lowest slope among all. The specific energy of corn
stover was the lowest, followed by straw and switchgrass. The specific energy data for grinding
canola and oat reported by Adapa et al. (2011) were higher than for other agricultural residues,
but lower than the specific energy measured in this study for willow. Considering the scattering
of literature data, it seems that the Rittinger equation allowing for a non-zero intercept
adequately represents the trend of most literature data.
Figure 4.10 Specific energy vs. Rittinger’s size reduction ratio for the data from this study, and those extracted from Mani et al. (2004), Bitra et al. (2009), and Adapa et al. (2011). The slopes of the lines related to Douglas-fir, oat straw, switch grass and canola straw are similar and highest among the slopes. The slopes were lower for willow, barley straw and wheat straw. Corn stover had the lowest slope among all.
4.5 Concluding remarks
In this chapter the three industrial grinding equations Rittinger, Kick and Bond were tested
against experimental data collected from grinding biomass in a knife mill and in a hammer mill.
0
50
100
150
200
250
0 1 2 3 4 5 6
Ener
gy, J
g-1
LP-1-LF
-1, mm-1
Willow Douglas-fir Canola Oat Barley straw Wheat straw Switchgrass Corn stover

66
The results of grinding the prepared quarter disk shaped pieces from branches of Douglas-fir,
pine, polar and aspen showed that all three equations fit the data quite well.
A second set of experiments was conducted to measure the specific energy for grinding wood
chips of willow and Douglas-fir in a two stage grinding process, namely hammer mill followed
by knife mill. The result of fitting the three equations to the experimental data showed that none
of the original equations fit the data well when these equations were forced through the origin
(0,0). When the equations were allowed to take slope and intercept, their performance in
predicting specific energy from particle size reductions improved substantially. Among the three,
the Rittinger equation had the best fit to the experimental data. Its good fit confirms the
hypothesis that grinding of fibrous biomass is likely dominated by the creation of new surface
areas (n=2 in Equation 2.6).
A final set of experiments was conducted to successively reduce the size of biomass
particles. Commercial pine pulp wood chips were size reduced in a hammer mill. The results
showed that Rittinger’s equation had the best-fit among the three equations (Rittinger, Kick, and
Bond). The successive tests revealed that the geometric mean diameter of particles was 4 to 7
times less than the screen size in the grinder. The measured length and thickness (diameter,
width) of particles using image analysis showed that the geometric mean diameter determined
from sieving analysis is close to the thickness of the particle.

67
Chapter 5 Integrated Size Reduction and Pelletization
Size reduction is an integral part of pelletization. Wood chips are dried to a low moisture
(~10%) and ground to a particle size of ~ 1 mm in order to produce durable pellets. Chapter 4
presented experimental data showing that grinding energy input increases as particles become
smaller. The size of particles has an effect on the density of pellets. This chapter presents data on
energy input for densification of Douglas-fir and willow for a number of particles sizes. The test
also includes pelletization of blends of Douglas-fir and willow to improve pellet density.
The results of previous studies on the impact of particle size on pellet density are summarized
in Table 2.3. Most of the studies used a single pellet press machine for producing pellets. Those
studies did not reveal a major impact of particle size on pellet density within the range of particle
sizes studied (Mani et al., 2006; Rhen et al., 2007; Shaw et al., 2009; Carone et al., 2011). The
only study performed on a semi-industrial scale unit prepared three categories of particle sizes by
sieving (Bergstrom et al., 2008). Although their results showed that pellet density was the
highest for coarse particles, they eliminated the presence of fine particles by sieving, which
might not represent what happens in the industrial operation where fines are present in the feed.
None of these studies looked at the effect of particle size on the energy consumption for size
reduction and pelletization.
5.1 Pelletization
Pelletization consists of three main operations drying, size reduction, and densification. Pellet
industries grind biomass on screens less than 6 mm perforations in order to prepare the material
for pelletization. The effect of particle size on pelletization energy is not well documented. As
shown in Chapter 4, ground particle size is inversely proportional to the energy consumption in
grinding. Particle size affects energy consumption for pelletization, though a clear relation has
not been shown experimentally or in the published literature. There is a debate over whether if
particle size is smaller, pellet density is higher and therefore the pellet durability improves. It is
thus important to investigate the impact of particle size on the overall energy consumption over
the two steps of size reduction and pelletization in order to identify an optimal or suitable
particle size. The aim in this chapter is to investigate the change of integrated energy
consumption for size reduction and pelletization and pellet density as the particle size decreases.
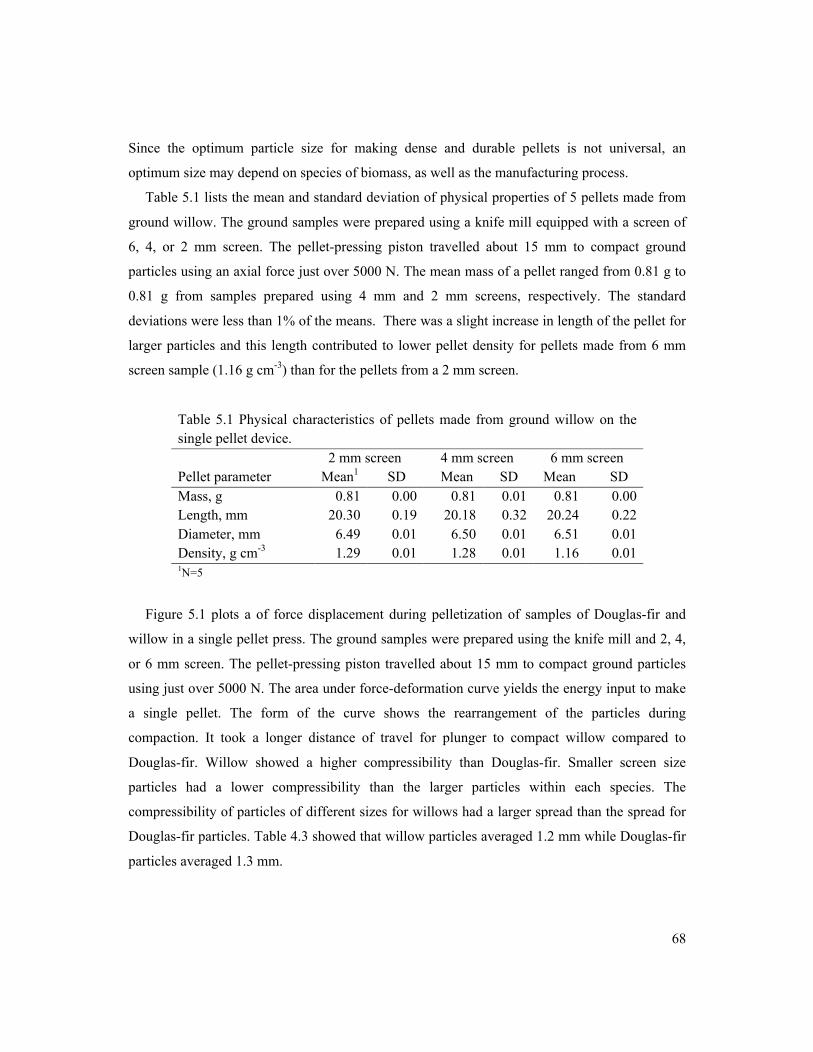
68
Since the optimum particle size for making dense and durable pellets is not universal, an
optimum size may depend on species of biomass, as well as the manufacturing process.
Table 5.1 lists the mean and standard deviation of physical properties of 5 pellets made from
ground willow. The ground samples were prepared using a knife mill equipped with a screen of
6, 4, or 2 mm screen. The pellet-pressing piston travelled about 15 mm to compact ground
particles using an axial force just over 5000 N. The mean mass of a pellet ranged from 0.81 g to
0.81 g from samples prepared using 4 mm and 2 mm screens, respectively. The standard
deviations were less than 1% of the means. There was a slight increase in length of the pellet for
larger particles and this length contributed to lower pellet density for pellets made from 6 mm
screen sample (1.16 g cm-3) than for the pellets from a 2 mm screen.
Table 5.1 Physical characteristics of pellets made from ground willow on the single pellet device.
Pellet parameter 2 mm screen 4 mm screen 6 mm screen Mean1 SD Mean SD Mean SD
Mass, g 0.81 0.00 0.81 0.01 0.81 0.00 Length, mm 20.30 0.19 20.18 0.32 20.24 0.22 Diameter, mm 6.49 0.01 6.50 0.01 6.51 0.01 Density, g cm-3 1.29 0.01 1.28 0.01 1.16 0.01 1N=5
Figure 5.1 plots a of force displacement during pelletization of samples of Douglas-fir and
willow in a single pellet press. The ground samples were prepared using the knife mill and 2, 4,
or 6 mm screen. The pellet-pressing piston travelled about 15 mm to compact ground particles
using just over 5000 N. The area under force-deformation curve yields the energy input to make
a single pellet. The form of the curve shows the rearrangement of the particles during
compaction. It took a longer distance of travel for plunger to compact willow compared to
Douglas-fir. Willow showed a higher compressibility than Douglas-fir. Smaller screen size
particles had a lower compressibility than the larger particles within each species. The
compressibility of particles of different sizes for willows had a larger spread than the spread for
Douglas-fir particles. Table 4.3 showed that willow particles averaged 1.2 mm while Douglas-fir
particles averaged 1.3 mm.

69
Figure 5.1 The plot of force vs displacement of single pellet of ground particles of Douglas-fir and willow. Particles were ground in the knife mill with 6, 4, and 2 mm screens. The maximum force was 5000 N, maintained for 30 s.
Table 5.2 lists the energy input for pelletization of Douglas-fir for three particles sizes from
knife mill (screen size of knife mill). Three to five pellets were made from each particle size.
Energy input for each pellet was calculated from integrating the area under the force-deformation
curve (Figure 5.1). Figure 5.1 shows the force-displacement curves of pellets made of willow
and Douglas-fir particles ground on 2, 4, and 6 mm screens. A longer gradual increase in force
vs displacement indicates that biomass particles are more flexible. These kinds of particles are
expected to have a larger spring back after the compression cycle. Figure 5.1 shows that willow
particles are more flexible than Douglas-fir particles. As expected the larger size particles show a
larger flexibility than the smaller particles.
The energy input recorded per pellet decreased slightly for making pellets from ground
particles of 2 mm screen vs making pellets from ground particles of 4 mm screen. The energy
input increased from 25 J to around 31 J per pellet. The variation in energy input per gram of
pellets was similar to the variation of energy input per pellet. The energy input per gram ranged
from 36.2 J g-1 to 45.0 J g-1. Statistical analysis of the data of specific energy of pelletization
showed that at the p=0.05 level, the population means are significantly different. Table 5.2 lists
the result of Tukey’s post-hoc paired test to show the means that are significantly different. The
Tukey test showed that the pelletization energy for pressing ground sample for 4 mm particles
0
1000
2000
3000
4000
5000
6000
0 10 20 30 40 50
Forc
e, N
Displacement, mm Willow 6 mm Willow 4 mm Willow 2 mm Douglas-fir 6 mm Douglas-fir 2 mm Douglas-fir 4 mm

70
(grinder screen size) did not differ much from the energy input to make pellets from 2 mm
screens. But the input energy to pelletize 6 mm was different from the 2 and 4 mm screens.
Table 5.2 Specific energy of pelletization for Douglas-fir (ground in knife mill) with 8-10% MC and pellet die temperature of 80°C. Specific energy of pelletization increased as the screen size in the grinder increased. Screen size,
mm Sample
no. Energy, J/Pellet
Pellet mass, g
Specific Energy of pelletization, J g-1[1]
2 1 26.19 0.704 37.18 2 26.30 0.703 37.44 3 25.81 0.701 36.81
4 1 25.41 0.702 36.22 2 25.86 0.701 36.88 3 25.88 0.702 36.89*
6 1 28.05 0.703 39.87 2 31.37 0.701 44.77 3 31.65 0.704 44.97♦+
[1] At p=0.05 level, the population means are significantly different. * Tukey’s post-hoc test indicates no difference compared to 2 mm screen size. ♦ Tukey’s post-hoc test indicates difference compared to 2 mm screen size. + Tukey’s post-hoc test indicates difference compared to 4 mm screen size.
5.2 Total energy input for combined grinding and pelletization
Figure 5.2 shows the specific energy consumption of grinding and pelletization for willow
and Douglas-fir. Specific energy for grinding varied from 71 J g-1 to 148 J g-1 for willow and 27
J g-1 to 135 J g-1 for Douglas-fir as the screen size increased from 2 to 4 mm. Figure 5.3 also
shows the energy consumption of the pelletization of ground willow and Douglas-fir with 2, 4
and 6 mm screen sizes. The specific energy of pelletization increased as the screen size
increased. As shown in Table 5.2 and Figure 5.2, specific energy consumption for pelletization
ranged from 39 to 46 J g-1 for willow 37 to 43 J g-1 for Douglas-fir, and a minimum specific
energy consumption of pelletization occurred at 4 mm screen for the two species studied. Figure
5.2 shows that energy consumption for size reduction is more (ranges from 27-148 J g-1) than the
energy consumption for pelletization (ranges from 37- 44 J g-1).

71
Figure 5.2 Specific energy consumption of size reduction and pelletization for willow and Douglas-fir. Single pelletization was performed under a maximum force of 5000 N.
Figure 5.3 shows the integrated specific energy consumption of pelletization and size
reduction of Douglas-fir and willow. The data show that as the screen size increased the
integrated energy consumption of grinding and pelletization decreased. The results also show
that the integrated energy consumption of size reduction and pelletization is lower for Douglas-
fir than for willow.
Figure 5.3 Integrated specific energy for size reduction and pelletization of Douglas-fir and willow.
0 20 40 60 80
100 120 140
1 2 3 4 5 6 7
Spec
ific
ener
gy, J
g-1
Screen size, mm Pelletization-Douglas-fir Pelletization-Willow Size reduction-Douglas-fir Size reduction-Willow
50
70
90
110
130
150
170
190
1 2 3 4 5 6
Size
redu
ctio
n an
d pe
lletiz
atio
n en
ergy
, J g
-1
Screen size, mm
Douglas-fir
Willow

72
Table 5.3 lists the density of individual pellets of Douglas-fir and willow. The table also
shows the influence of grinding screen size on pellet density. Douglas-fir pellets have lower
density than willow pellets across the screen sizes; however, the density of pellets for the two
species changed slightly as the screen size increased. ANOVA analysis on the pellet density of
each species for different screens was performed. The results showed that the population means
of pellet density is significantly different for Douglas-fir and willow pellets. Previous studies
showed that at similar process temperature and moisture content, as the screen size inside the
hammer mill increased, the individual pellet density decreased (Samson and Duxbury, 2000;
Jannasch et al., 2001; Mani et al., 2006; Shaw et al., 2009).
Table 5.3 Pellet density for three species ground in knife mill with three screen sizes. The densities presented are the individual pellet densities determined by dividing mass by volume of each pellet.
Species Screen size, mm Pellet density, g cm-3
Douglas-fir 2 1.31(0.01) 4 1.35(0.03) ∞ 6 1.27(0.01)[1]*∞◊
Willow 2 1.29(0.01) 4 1.28(0.01) ∞ 6 1.16(0.01) [2]*∞◊
[1]n=3; [2] n=5 *At p=0.05 level, the population means are significantly different. ∞ Tukey’s post-hoc test indicates no difference compared to 2 mm screen size. ◊ Tukey’s post-hoc test indicates difference compared to 4 mm screen size.
Table 5.4 shows the specific energy consumption (J g-1) of pellets made from various
mixtures of Douglas-fir and willow. As the percentage of willow content increased, the energy
consumption of pelletization decreased. The energy consumption dropped from 49 J g-1 for
pellets made from Douglas-fir to 44 J g-1 for pellets made from willow. The results from
ANOVA analysis shows that at p=0.05 level, the population means of specific energy
consumption of pelletization change as the percentage of willow increases in the mixture of
Douglas-fir and willow.

73
Table 5.4 Pelletization energy of Douglas-fir mixed with different percentages of willow.
Percentage of willow mixed with Douglas-fir
Pelletization energy, J g-1[1] *
0 48.6(2.1) 25 47.8(2.5) ∞ 50 45.1(2.0)+*◊
75 44.1(1.9) +♦^# 100 44.2(2.3) +♦^ [1] n=10 ; *At p=0.05 level, the population means are significantly different. + Tukey’s post-hoc test indicates difference compared to 0% willow. ∞ Tukey’s post-hoc test indicates no difference compared to 0% of willow. ♦ Tukey’s post-hoc test indicates difference compared to 25% willow. ◊ Tukey’s post-hoc test indicates no difference compared to 25% willow. ^ Tukey’s post-hoc test indicates no difference compared to 50% willow. # Tukey’s post-hoc test indicates no difference compared to 100% willow.
Figure 5.4 shows the density of pellets made from a mixture of willow and Douglas-fir. The
mean of individual pellet densities did not vary substantially (1.12 to 1.13 g cm-3) as the
percentage of willow increased from 0 to 100 percent in the mixture of Douglas-fir and willow.
The result of ANOVA analysis showed that population means do not differ significantly. The
pellet densities measured in previous studies are listed in Table 2.3, these spread over a range of
0.94-1.5 g cm-3.
Figure 5.4 Density of pellets made from blends of willow and Douglas-fir. The population means are not significantly different (ANOVA, p=0.05) among the percentages of willow in the blend.
1.08
1.09
1.10
1.11
1.12
1.13
1.14
1.15
1.16
0 20 40 60 80 100
Pelle
t den
sity
, g c
m-3
Willow, %

74
5.3 Concluding remarks
The impact of particle size on combined energy consumption of size reduction and
pelletization was investigated. The results show that as the particle size increases, the energy
consumption of size reduction decreased, but the energy consumption of pelletization increased.
The combined energy consumption of size reduction and pelletization decreased as the particle
size increased, suggesting that too fine particles should not be used in pelletization in order to
reduce overall electrical energy consumption in the pellet plant provided that the pelleting
machine can handle coarse particles. Screens with 2, 4, and 6 mm opening are used in this study.
Future study should therefore be focused on testing pelletization of particles prepared using
grinder screen sizes above 6 mm to identify the maximum acceptable particle size for
pelletization without sacrificing pellet quality. In commercial pellet mills, pellets flow into the
die hole as the roller press inside die ring presses the material. Too large particles tend not to
flow easily in the die hole.
To the knowledge of the author, there was no study available on pelletization characteristics
of a mixture of hardwood and softwood. The test results showed that mixing fractions of
Douglas-fir white wood with willow increased the energy consumption of pelletization.
However, the pellet density did not change as the percentage of willow increased.

75
Chapter 6 Effect of Wood Properties on the Energy Consumption of
Size Reduction
The data presented in Chapter 4 show that the energy consumption for grinding is strongly
related to the size reduction ratio according to the Rittinger’s equation, for each specific biomass
species. The energy consumption input was also found to vary significantly between different
biomass species. This chapter attempts to examine the potential relationship between size
reduction and the physical and compositional properties of both raw biomass samples and
ground samples. The chapter begins by presenting measured properties of the branches of
Douglas-fir, pine, aspen, and poplar, as received. The bulk properties of ground samples, and the
size distribution of ground samples, are discussed, and possible correlations between grinder
performance (i.e. specific energy consumption and size distribution) and measured physical,
chemical, and mechanical properties are then explored. A part of this chapter was prepared as a
manuscript, submitted, and accepted for publication in the Journal of Transactions of the ASABE.
6.1 Physical characteristics of raw wood samples
Chapter 3 described the detailed equipment and procedures for sample preparation. Briefly,
the branches of Douglas-fir, pine, aspen, and poplar were collected from forests or from tree
plantations in Western Canada. The branches were saw-cut to lengths ranging from 200 to 400
mm. The diameter of cut stems ranged from 35 to 112 mm. Figure 3.5 show the branch stem
samples prior to grinding. The stems that were initially at 30-60% moisture content were dried
to about 10% moisture content in a 50oC oven. The diameter and mass of each stem was
measured before drying and the bark was peeled off using a manual bark peeler. The mass and
the thickness of the removed bark were then measured and recorded.
Table 6.1 lists averages, standard deviation, and coefficients of variations of moisture
content, diameter of stems, bark thickness, and mass percent of bark. Bark thickness and bark
mass percent of Douglas-fir branches are not reported because the branches of Douglas-fir were
collected from under the trees and were fairly dry. It is not thus possible to properly peel off the
barks and measure bark thickness and bark mass fraction for Douglas-fir branch stems. It is
noted that the moisture content of stems is higher than 50%, which is usually the accepted
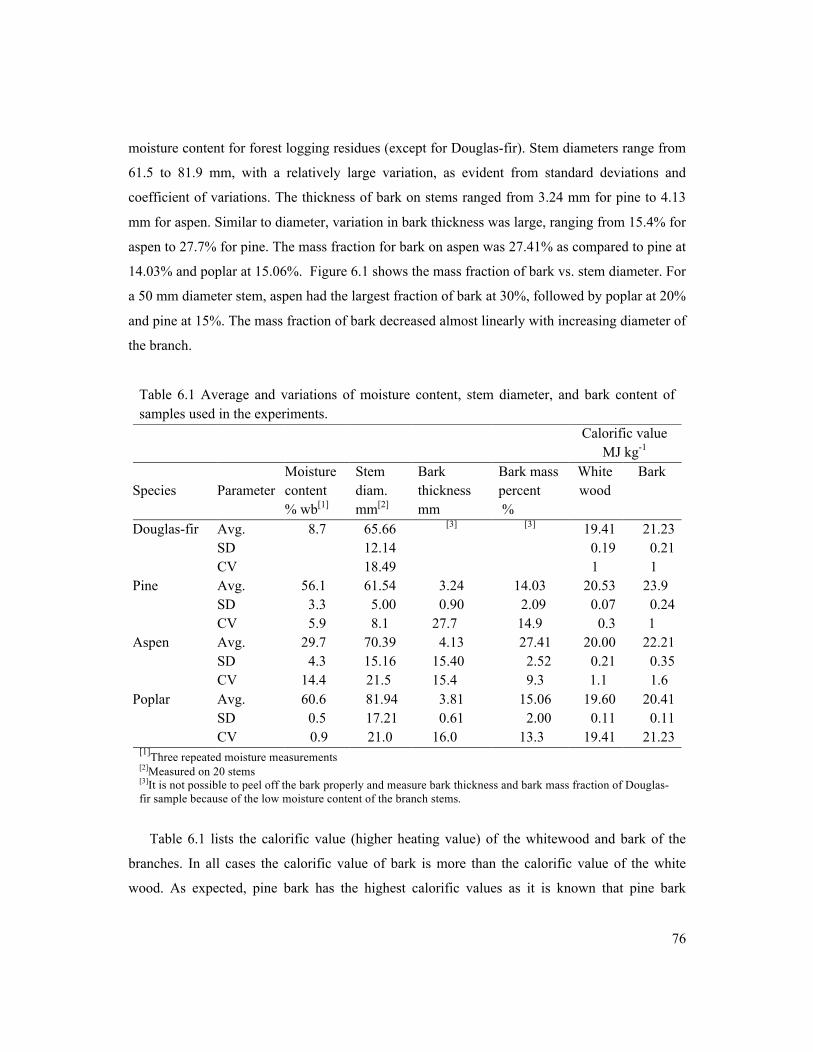
76
moisture content for forest logging residues (except for Douglas-fir). Stem diameters range from
61.5 to 81.9 mm, with a relatively large variation, as evident from standard deviations and
coefficient of variations. The thickness of bark on stems ranged from 3.24 mm for pine to 4.13
mm for aspen. Similar to diameter, variation in bark thickness was large, ranging from 15.4% for
aspen to 27.7% for pine. The mass fraction for bark on aspen was 27.41% as compared to pine at
14.03% and poplar at 15.06%. Figure 6.1 shows the mass fraction of bark vs. stem diameter. For
a 50 mm diameter stem, aspen had the largest fraction of bark at 30%, followed by poplar at 20%
and pine at 15%. The mass fraction of bark decreased almost linearly with increasing diameter of
the branch.
Table 6.1 Average and variations of moisture content, stem diameter, and bark content of samples used in the experiments. Calorific value
MJ kg-1
Species Parameter Moisture content % wb[1]
Stem diam. mm[2]
Bark thickness mm
Bark mass percent %
White wood
Bark
Douglas-fir Avg. 8.7 65.66 [3] [3] 19.41 21.23 SD 12.14 0.19 0.21 CV 18.49 1 1 Pine Avg. 56.1 61.54 3.24 14.03 20.53 23.9
SD 3.3 5.00 0.90 2.09 0.07 0.24
CV 5.9 8.1 27.7 14.9 0.3 1
Aspen Avg. 29.7 70.39 4.13 27.41 20.00 22.21
SD 4.3 15.16 15.40 2.52 0.21 0.35
CV 14.4 21.5 15.4 9.3 1.1 1.6
Poplar Avg. 60.6 81.94 3.81 15.06 19.60 20.41
SD 0.5 17.21 0.61 2.00 0.11 0.11
CV 0.9 21.0 16.0 13.3 19.41 21.23
[1]Three repeated moisture measurements [2]Measured on 20 stems [3]It is not possible to peel off the bark properly and measure bark thickness and bark mass fraction of Douglas-fir sample because of the low moisture content of the branch stems.
Table 6.1 lists the calorific value (higher heating value) of the whitewood and bark of the
branches. In all cases the calorific value of bark is more than the calorific value of the white
wood. As expected, pine bark has the highest calorific values as it is known that pine bark

77
contains extractives (e.g. turpentine) that have high heating values (Moya and Tenorio, 2013).
The heating values of the whitewoods of these species are quite similar, except for that of pine,
which is slightly higher than the other three species.
The bark mass percentages of whole trees of Douglas-fir, pine, and aspen grown in British
Columbia were measured by Standish et al. (1985). The bark content of pine and aspen were 7
and 18%, respectively. This trend is consistent with the results from this study, which found bark
contents of 14 and 27.7% for pine and aspen, respectively. It should be noted that branch wood
was tested in this study, whereas Standish et al. (1985) measured the bark content of a whole
tree. Branch wood is expected to have a higher fraction of bark because of its smaller diameter
compared to tree trunks.
Figure 6.1 Bark fractions as a function of branch stem diameter. Aspen had the largest fraction of bark followed by poplar and pine. Bark content decreases with increasing diameter of the branch.
6.2 Wood density before grinding
Each debarked stem was first dried to about 10% moisture content in a 50oC oven. Then the
stems were sliced into 35 mm disks. The volume Vp of each individual disk was calculated from
the diameter and thickness of these pieces. The mass of each disk m was measured using an
electronic balance accurate to 0.01 g. Particle density of the disk, ρp was estimated from the ratio
of mass of a disk divided by its volume,
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
40 60 80 100 120
Bar
k fr
actio
n, w
/w
Diameter, mm
Pine
Aspen
Poplar

78
6.1
The solid density of a quarter-disk ρs was calculated by replacing Vp in equation 6.1 with the
volume Vs measured using a gas comparison pycnometer (Quantachrome Instrument, Boynton
Beach, FL). The pycnometer measured and recorded the solid volume of a quarter-disk placed in
a nitrogen gas pressurized cell. The ratio of a piece’s particle density (PD) over solid density was
a measure of the porosity ϕ of a cut piece.
Table 6.2 lists the average and standard deviation of PD and the solid density of samples. The
average PD (Equation 6.1) ranged from 474 kg m-3 for poplar to 708 kg m-3 for Douglas-fir.
Standard deviations between samples tested were high as shown with CV. There was a high PD
variation within Douglas-fir and pine specimens with the CV ranging from 0.12 to 0.15; there
was a low PD variation for aspen and poplar, where the CV ranged 0.04-0.07. It seems that
variations for solid density values were less than variations for values for PD. Volumes measured
by the pycnometer must have been more consistent than volumes calculated from disk
dimensions. Softwoods, Douglas-fir and pine, were denser than hardwoods, aspen or poplar. This
difference in density is evident from the porosity values of 38.4-56% for Douglas-fir and pine
and 47.1-61.6% for aspen and poplar. The result of the ANOVA test (p=0.05) on samples’ PD
showed that the population means were significantly different. Simpson and TenWolde (1999)
reported a CV of 10%, best describing the variability of density within the U.S. wood species.
The pycnometer was used to obtain the volume, which was then used to calculate the solid
density of pieces. Porosity of pieces was calculated using Equation 3.2. Pine and poplar had the
highest solid density of 1242 and 1234 kg m-3, respectively. The solid density of Douglas-fir and
aspen was lower at 1150 and 905 kg m-3, respectively. The CV of solid density ranged from 0.06
to 0.13, which was lower than the CV of particle density—which was between 0.04 and 0.15.
Later on, it will be shown (Table 6.6) that the values for the solid density of ground wood
particles were higher than those in Table 6.2. The results of the ANOVA test (p=0.05) on
samples’ solid densities show that the population means differ significantly.
pp V
m=ρ

79
Table 6.2 Particle and solid densities and estimated porosity of quarter-disk particles prior to being ground in knife mill
Species Parameter Particle density (PD)
kg m-3
Solid density kg m-3
Porosity of solid pieces
% Douglas-fir Avg[1] 708 1150 38 SD[a] 108 129[b] CV, % 15 11 Pine Avg 547 1242 56 SD 68 79[d] CV, % 12 6 Aspen Mean 479 905 47 SD 18 121[b] CV, % 4 13 Poplar Mean 474 1234 62 SD 35 70[c] CV, % 7 6 [a]n=6 ; [b]n=5 ; [c]n=4 ; [d]n=3 [1]At p=0.05 level, the population means are significantly different.
6.3 Microstructure of wood samples
A SilviScan instrument at the FPInnovations Laboratory, located on the campus of the
University of British Columbia, was used to analyze the microstructure of the samples (Evans et
al., 1995). This instrument scans across a cut (sawed) section of a wood sample. The output
consists of values of local density and microfibril angle (MFA). Appendix F shows the density
profiles for six samples of each of the four species of Douglas-fir, pine, aspen and poplar. Table
F.1 lists the results of maximum, minimum, Avg, and SD of the density profile for all of the six
samples from the four species. The prominent frequencies of the density profiles are also located
and summarized in Appendix F. The average density of wood samples using SilviScan (Table
6.3) is in agreement with the density calculated from measured mass and volume (Table 6.2). It
appears that the SilviScan density includes the airspace within the wood. Douglas-fir has the
highest density at 716 kg m-3, followed by pine at 550 kg m-3, aspen at 482 kg m-3 and poplar at
473 kg m-3. The density of wood is directly related to its modulus of elasticity (Evans and Ilic,
2001).
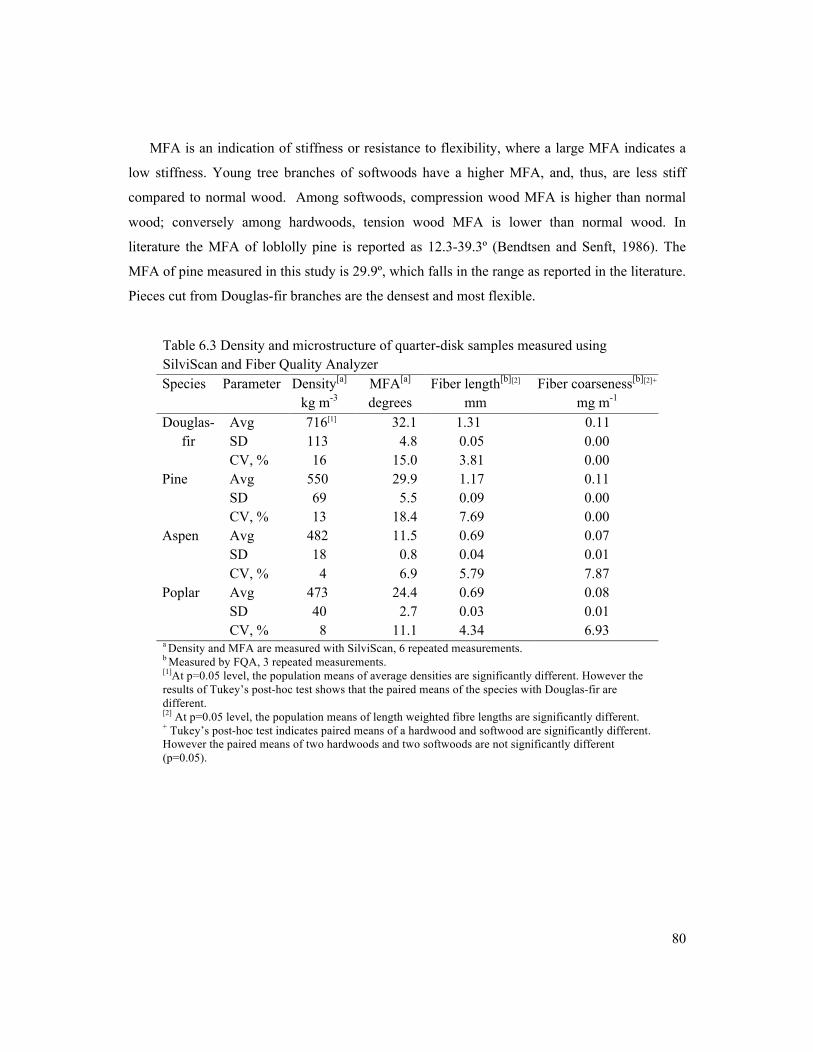
80
MFA is an indication of stiffness or resistance to flexibility, where a large MFA indicates a
low stiffness. Young tree branches of softwoods have a higher MFA, and, thus, are less stiff
compared to normal wood. Among softwoods, compression wood MFA is higher than normal
wood; conversely among hardwoods, tension wood MFA is lower than normal wood. In
literature the MFA of loblolly pine is reported as 12.3-39.3º (Bendtsen and Senft, 1986). The
MFA of pine measured in this study is 29.9º, which falls in the range as reported in the literature.
Pieces cut from Douglas-fir branches are the densest and most flexible.
Table 6.3 Density and microstructure of quarter-disk samples measured using SilviScan and Fiber Quality Analyzer Species Parameter Density[a]
kg m-3 MFA[a] degrees
Fiber length[b][2]
mm Fiber coarseness[b][2]+
mg m-1 Douglas-
fir Avg 716[1] 32.1 1.31 0.11 SD 113 4.8 0.05 0.00
CV, % 16 15.0 3.81 0.00
Pine Avg 550 29.9 1.17 0.11
SD 69 5.5 0.09 0.00
CV, % 13 18.4 7.69 0.00
Aspen Avg 482 11.5 0.69 0.07
SD 18 0.8 0.04 0.01
CV, % 4 6.9 5.79 7.87
Poplar Avg 473 24.4 0.69 0.08
SD 40 2.7 0.03 0.01
CV, % 8 11.1 4.34 6.93
a Density and MFA are measured with SilviScan, 6 repeated measurements. b Measured by FQA, 3 repeated measurements. [1]At p=0.05 level, the population means of average densities are significantly different. However the results of Tukey’s post-hoc test shows that the paired means of the species with Douglas-fir are different. [2] At p=0.05 level, the population means of length weighted fibre lengths are significantly different. + Tukey’s post-hoc test indicates paired means of a hardwood and softwood are significantly different. However the paired means of two hardwoods and two softwoods are not significantly different (p=0.05).
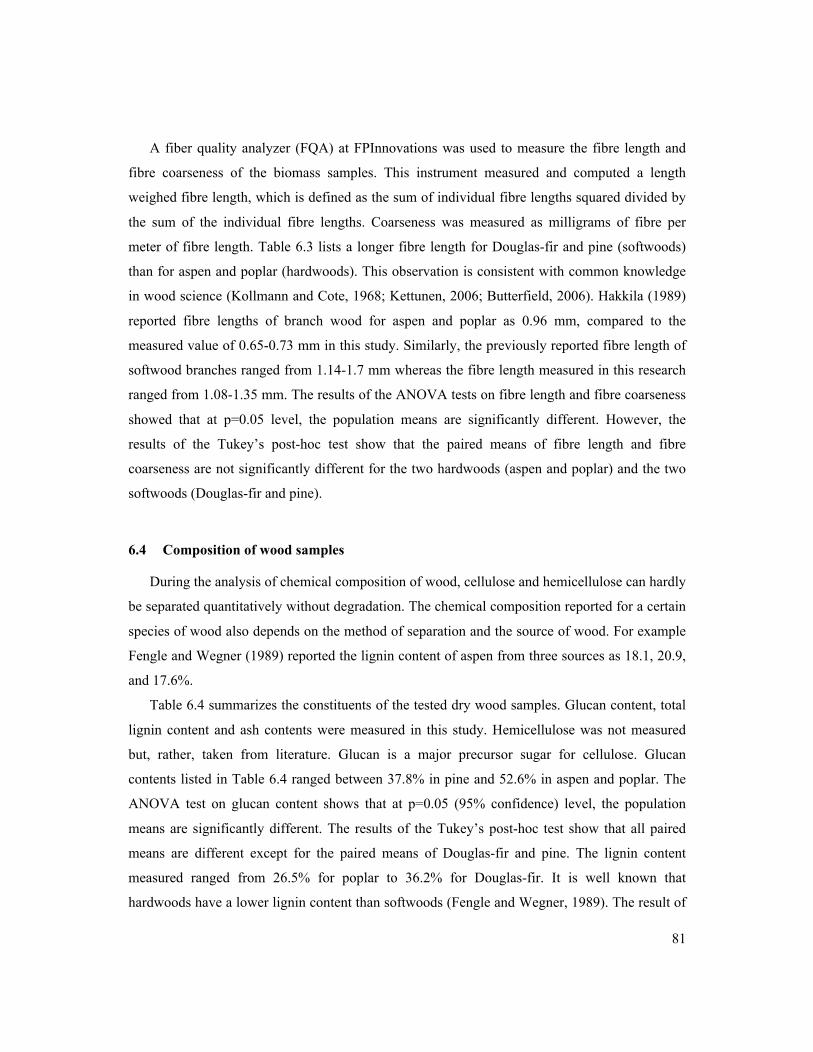
81
A fiber quality analyzer (FQA) at FPInnovations was used to measure the fibre length and
fibre coarseness of the biomass samples. This instrument measured and computed a length
weighed fibre length, which is defined as the sum of individual fibre lengths squared divided by
the sum of the individual fibre lengths. Coarseness was measured as milligrams of fibre per
meter of fibre length. Table 6.3 lists a longer fibre length for Douglas-fir and pine (softwoods)
than for aspen and poplar (hardwoods). This observation is consistent with common knowledge
in wood science (Kollmann and Cote, 1968; Kettunen, 2006; Butterfield, 2006). Hakkila (1989)
reported fibre lengths of branch wood for aspen and poplar as 0.96 mm, compared to the
measured value of 0.65-0.73 mm in this study. Similarly, the previously reported fibre length of
softwood branches ranged from 1.14-1.7 mm whereas the fibre length measured in this research
ranged from 1.08-1.35 mm. The results of the ANOVA tests on fibre length and fibre coarseness
showed that at p=0.05 level, the population means are significantly different. However, the
results of the Tukey’s post-hoc test show that the paired means of fibre length and fibre
coarseness are not significantly different for the two hardwoods (aspen and poplar) and the two
softwoods (Douglas-fir and pine).
6.4 Composition of wood samples
During the analysis of chemical composition of wood, cellulose and hemicellulose can hardly
be separated quantitatively without degradation. The chemical composition reported for a certain
species of wood also depends on the method of separation and the source of wood. For example
Fengle and Wegner (1989) reported the lignin content of aspen from three sources as 18.1, 20.9,
and 17.6%.
Table 6.4 summarizes the constituents of the tested dry wood samples. Glucan content, total
lignin content and ash contents were measured in this study. Hemicellulose was not measured
but, rather, taken from literature. Glucan is a major precursor sugar for cellulose. Glucan
contents listed in Table 6.4 ranged between 37.8% in pine and 52.6% in aspen and poplar. The
ANOVA test on glucan content shows that at p=0.05 (95% confidence) level, the population
means are significantly different. The results of the Tukey’s post-hoc test show that all paired
means are different except for the paired means of Douglas-fir and pine. The lignin content
measured ranged from 26.5% for poplar to 36.2% for Douglas-fir. It is well known that
hardwoods have a lower lignin content than softwoods (Fengle and Wegner, 1989). The result of
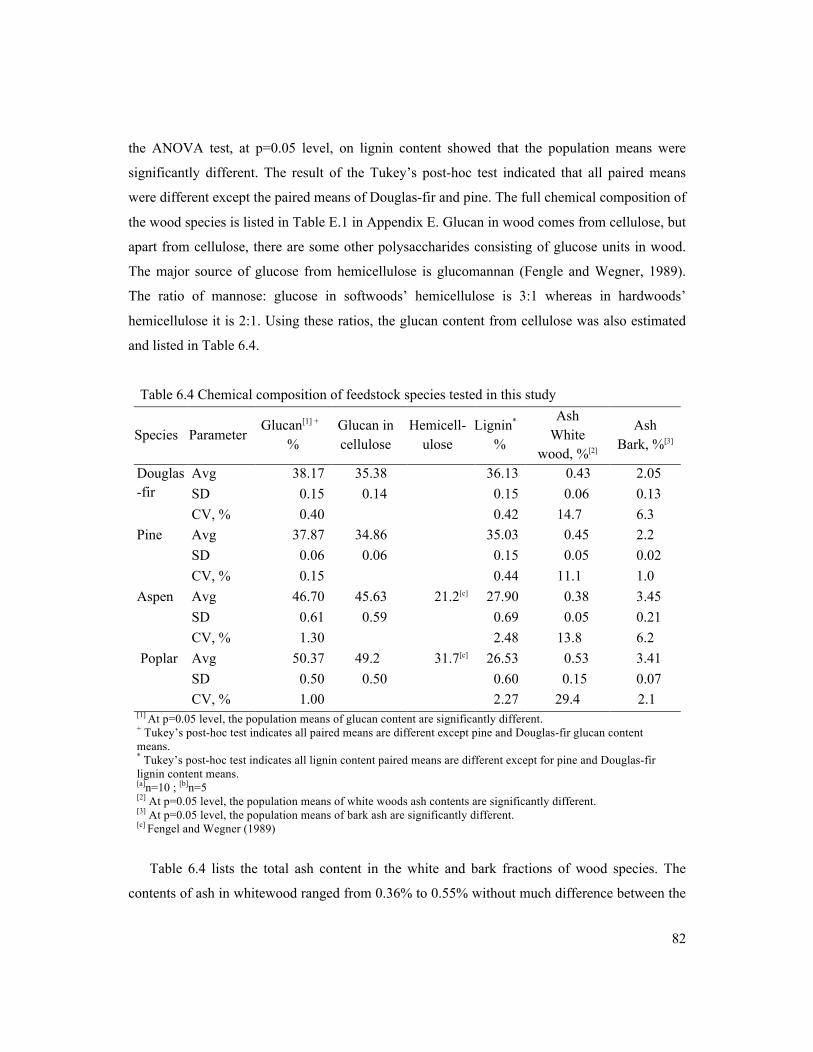
82
the ANOVA test, at p=0.05 level, on lignin content showed that the population means were
significantly different. The result of the Tukey’s post-hoc test indicated that all paired means
were different except the paired means of Douglas-fir and pine. The full chemical composition of
the wood species is listed in Table E.1 in Appendix E. Glucan in wood comes from cellulose, but
apart from cellulose, there are some other polysaccharides consisting of glucose units in wood.
The major source of glucose from hemicellulose is glucomannan (Fengle and Wegner, 1989).
The ratio of mannose: glucose in softwoods’ hemicellulose is 3:1 whereas in hardwoods’
hemicellulose it is 2:1. Using these ratios, the glucan content from cellulose was also estimated
and listed in Table 6.4.
Table 6.4 Chemical composition of feedstock species tested in this study
Species Parameter Glucan[1] +
% Glucan in cellulose
Hemicell-ulose
Lignin* %
Ash White
wood, %[2]
Ash Bark, %[3]
Douglas-fir
Avg 38.17 35.38 36.13 0.43 2.05 SD 0.15 0.14 0.15 0.06 0.13 CV, % 0.40 0.42 14.7 6.3
Pine Avg 37.87 34.86 35.03 0.45 2.2 SD 0.06 0.06 0.15 0.05 0.02 CV, % 0.15 0.44 11.1 1.0
Aspen Avg 46.70 45.63 21.2[c] 27.90 0.38 3.45 SD 0.61 0.59 0.69 0.05 0.21 CV, % 1.30 2.48 13.8 6.2
Poplar Avg 50.37 49.2 31.7[c] 26.53 0.53 3.41 SD 0.50 0.50 0.60 0.15 0.07 CV, % 1.00 2.27 29.4 2.1
[1] At p=0.05 level, the population means of glucan content are significantly different. + Tukey’s post-hoc test indicates all paired means are different except pine and Douglas-fir glucan content means. * Tukey’s post-hoc test indicates all lignin content paired means are different except for pine and Douglas-fir lignin content means. [a]n=10 ; [b]n=5 [2] At p=0.05 level, the population means of white woods ash contents are significantly different. [3] At p=0.05 level, the population means of bark ash are significantly different. [c] Fengel and Wegner (1989)
Table 6.4 lists the total ash content in the white and bark fractions of wood species. The
contents of ash in whitewood ranged from 0.36% to 0.55% without much difference between the

83
species. The ash content of the bark was 3.41-3.43% in aspen and poplar compared to 2.05-
2.21% in Douglas-fir and pine. The results of the ANOVA test on the ash content of whitewood
and bark, at p=0.05 level, showed that the population means were significantly different.
6.5 Size reduction of wood samples
The quarter-disk pieces were fed uniformly into the knife mill equipped with 2, 4, or 6 mm
screens. Table C.1 in Appendix C lists the detailed measured data for grinding the four species in
the grinder with a 2 mm screen. In total, 14 grinding runs, using more than 7 kg of sample (2261
pieces of quarter-disk pieces, Figure 3.2), were completed for grinding on a 2 mm screen. A test
run consisted of about ~500 g sample with the number of pieces ranging from 86 to 239
depending upon the size and mass of each piece. It took 125 to 476 seconds to feed the wood
into the grinder, while the cutter rotor operated 299 to 706 seconds to complete a grinding run.
The average feeding rate was calculated from dividing the total feed by the grinding time and
was expressed in g s-1. During the operation, the power input (W) of the mill was recorded for
each second using a wattmeter. Prior to a test run, the power input to the grinder was recorded
for a minimum of 600 seconds. The difference between power input with load and power input
without load was calculated as the net power input over each grinding run.
Table 6.5 lists the results of specific energy and the geometric mean diameter of ground
particles from 2, 4, and 6 mm screens. The average of the specific energies of three to four trials
and the standard deviation of the trials are listed. Both the specific energy and its standard
deviation decreased as the screen size increased. The coefficients of variation of the tests are also
listed, which decreased as the screen size increased. Douglas-fir (a softwood) and poplar (a
hardwood) have the lowest and highest specific energy consumptions of grinding, respectively.
However, pine (a softwood) has a higher specific energy of grinding compared to aspen, which is
a hardwood. These results suggest that there is no clear-cut difference in energy consumption
between grinding hardwood and grinding softwood.

84
Table 6.5 Specific energy consumption of grinding manually prepared pieces of Douglas-fir, pine, aspen, and poplar by knife mill. Screen sizes of 2, 4, and 6 mm were used. Mean, SD, and CV of the specific energy of size reduction are listed.
Species Screen size
mm Specific energy, J g-1 Geometric size of
particles, dgw, mm Mean SD CV Douglas-fir 2[1] x 156 20 0.1 0.68
4[1] + 56 4 0.1 1.05 6[1]* 42 2 0.0 1.09
Pine 2 226 33 0.2 0.74 4 71 3 0.0 1.10 6 31 3 0.1 1.11
Aspen 2 209 20 0.1 0.65 4 103 11 0.1 0.85 6 52 7 0.1 1.00
Poplar 2 276 23 0.1 0.65 4 153 8 0.1 1.00 6 87 3 0.0 1.08
[1] At p=0.05 level, the population means of specific energies of grinding using the screen size are significantly different. xTukey’s post-hoc test indicates all paired means are different except the specific energy of grinding means of pine and aspen, and poplar and aspen on a 2 mm screen. + Tukey’s post-hoc test indicates all paired means are different except the specific energy of grinding means of pine and Douglas-fir on a 4 mm screen. *Tukey’s post-hoc test indicates all paired means are different except the specific energy of grinding means of aspen and Douglas-fir on a 6 mm screen.
Table 6.6 summarizes detailed results for the grinding test operation using a 2 mm size
screen. The average mass of the quarter-disk pieces was 2.6-2.7 g, except for Douglas-fir, which
had heavier pieces, averaging 4.1 g. Feeding rate was controlled by feeder tray vibration which
was set to 20% of full scale. The mass of the samples prepared for each grinding trial was 500 g.
The pieces size was controlled by two factors: choosing branch stems with diameters of 50 to
100 mm and cutting the quarter-disc shaped pieces with a thickness of 3 to 4 mm (Figure 3.6
(b)). The pieces were aligned on the feeder tray to make sure that they were continuously falling
into the grinder. Diameter and density of each piece affected the feeding rate, making it vary for
different species. Pine and aspen took the least amount of time, 1.28 to 1.43 s, for a piece to be
fed into the grinder. Poplar took 2.41 s/piece to be fed to the grinder because its branches had
larger diameters compared to the branches from other species (Table 6.1). In terms of feeding
rates, poplar showed the lowest feeding rate at 0.77 g s-1 compared to Douglas-fir at 1.1 g s-1.
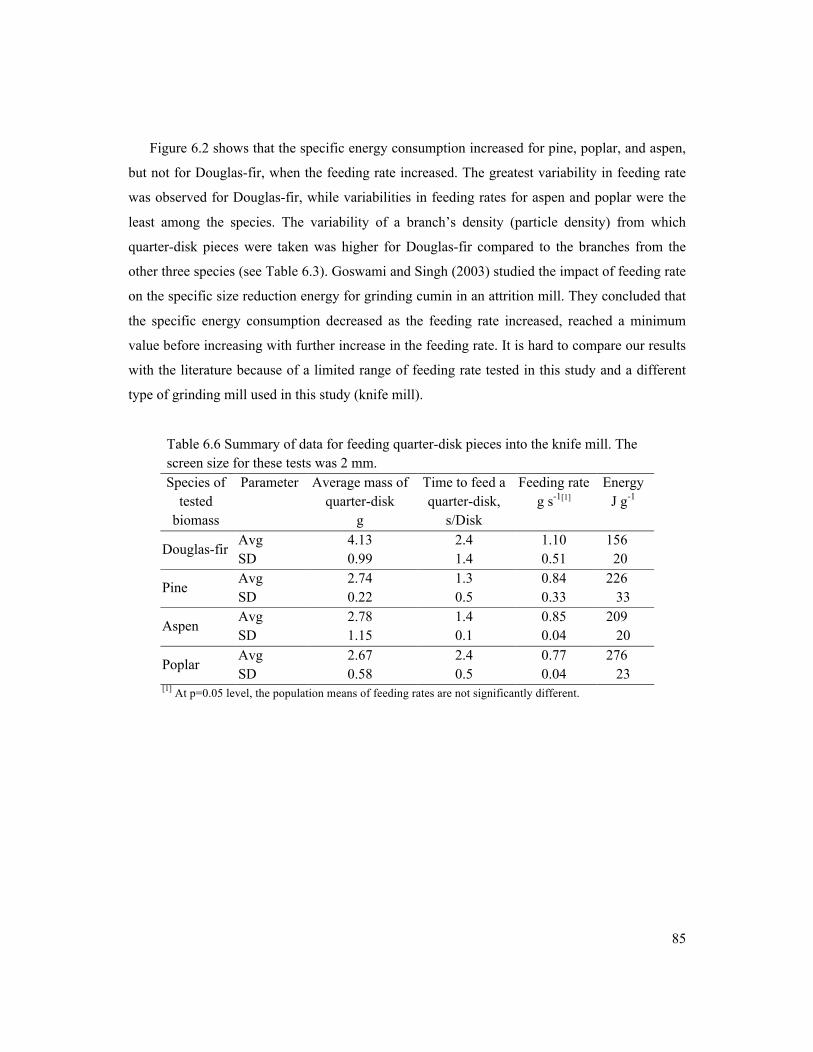
85
Figure 6.2 shows that the specific energy consumption increased for pine, poplar, and aspen,
but not for Douglas-fir, when the feeding rate increased. The greatest variability in feeding rate
was observed for Douglas-fir, while variabilities in feeding rates for aspen and poplar were the
least among the species. The variability of a branch’s density (particle density) from which
quarter-disk pieces were taken was higher for Douglas-fir compared to the branches from the
other three species (see Table 6.3). Goswami and Singh (2003) studied the impact of feeding rate
on the specific size reduction energy for grinding cumin in an attrition mill. They concluded that
the specific energy consumption decreased as the feeding rate increased, reached a minimum
value before increasing with further increase in the feeding rate. It is hard to compare our results
with the literature because of a limited range of feeding rate tested in this study and a different
type of grinding mill used in this study (knife mill).
Table 6.6 Summary of data for feeding quarter-disk pieces into the knife mill. The screen size for these tests was 2 mm. Species of
tested biomass
Parameter Average mass of quarter-disk
g
Time to feed a quarter-disk,
s/Disk
Feeding rate g s-1[1]
Energy J g-1
Douglas-fir Avg 4.13 2.4 1.10 156 SD 0.99 1.4 0.51 20
Pine Avg 2.74 1.3 0.84 226 SD 0.22 0.5 0.33 33
Aspen Avg 2.78 1.4 0.85 209 SD 1.15 0.1 0.04 20
Poplar Avg 2.67 2.4 0.77 276 SD 0.58 0.5 0.04 23
[1] At p=0.05 level, the population means of feeding rates are not significantly different.
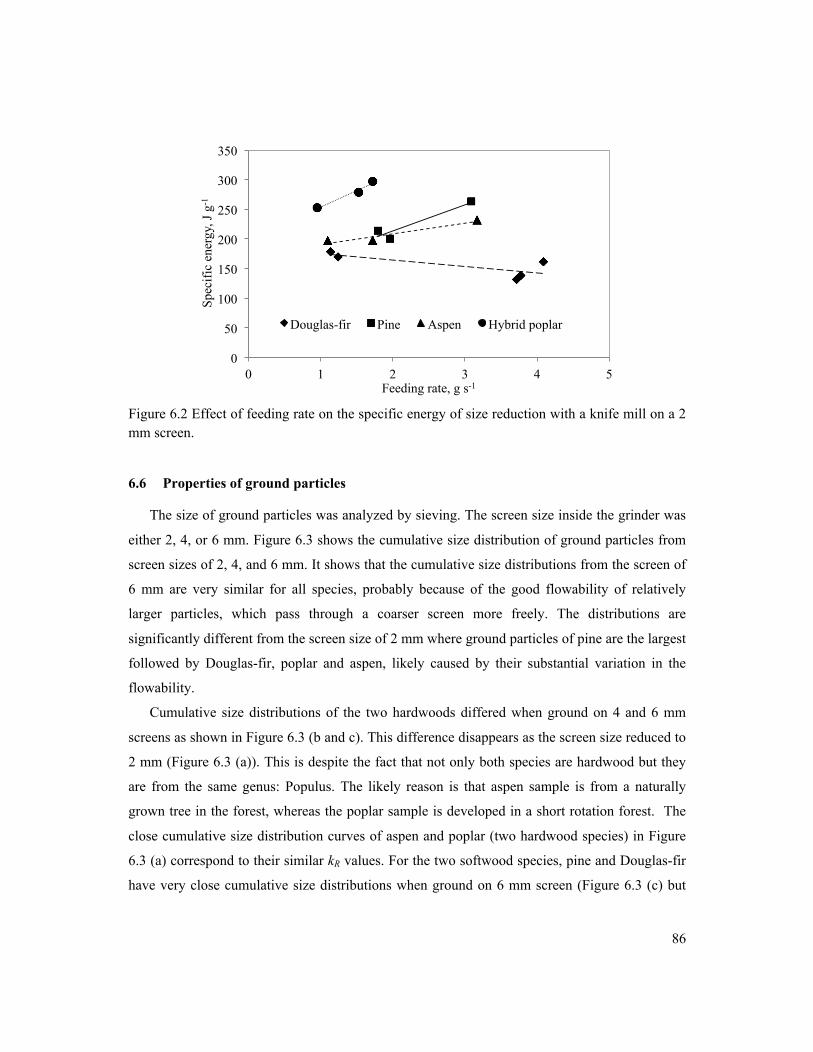
86
Figure 6.2 Effect of feeding rate on the specific energy of size reduction with a knife mill on a 2 mm screen.
6.6 Properties of ground particles
The size of ground particles was analyzed by sieving. The screen size inside the grinder was
either 2, 4, or 6 mm. Figure 6.3 shows the cumulative size distribution of ground particles from
screen sizes of 2, 4, and 6 mm. It shows that the cumulative size distributions from the screen of
6 mm are very similar for all species, probably because of the good flowability of relatively
larger particles, which pass through a coarser screen more freely. The distributions are
significantly different from the screen size of 2 mm where ground particles of pine are the largest
followed by Douglas-fir, poplar and aspen, likely caused by their substantial variation in the
flowability.
Cumulative size distributions of the two hardwoods differed when ground on 4 and 6 mm
screens as shown in Figure 6.3 (b and c). This difference disappears as the screen size reduced to
2 mm (Figure 6.3 (a)). This is despite the fact that not only both species are hardwood but they
are from the same genus: Populus. The likely reason is that aspen sample is from a naturally
grown tree in the forest, whereas the poplar sample is developed in a short rotation forest. The
close cumulative size distribution curves of aspen and poplar (two hardwood species) in Figure
6.3 (a) correspond to their similar kR values. For the two softwood species, pine and Douglas-fir
have very close cumulative size distributions when ground on 6 mm screen (Figure 6.3 (c) but
0
50
100
150
200
250
300
350
0 1 2 3 4 5
Spec
ific
ener
gy, J
g-1
Feeding rate, g s-1
Douglas-fir Pine Aspen Hybrid poplar

87
their cumulative size distribution curves become significantly different as the screen size
decreases to 2 mm (Figure 6.3 (a)). In general, the higher the kR value the coarser ground
particles are expected from grinding operation. The softwoods have significantly different kR
values, and are expected to have different size distribution of ground particles. One possible
reason is the presence of resin canal complexes in pine wood structure.
Similar trend was reported by Repellin et al. (2010). They ground spruce (a softwood) and
beech (a hardwood) by a knife mill with a 8 mm screen. They showed the same percentage of
ground particles below 2 mm sieve for both species in the coarse grinding. The size of the feed
wood chips was not reported in their paper. In the further fine ground in an ultra centrifugal mill
equipped with 500 µm grid, the particles collected between 2 mm and 4 mm sieve from the
coarse grinding were used as the feed. The results showed that 90% (vol%) of ground spruce
particles were under 500 µm, while 90% (vol%) of beech particles were under 620 µm, showing
a noticeable difference.

88
(a)
(b)!
!(c)
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8
Cum
ulat
ive
wei
ght f
ract
ion
Sieve opening, mm
Knife mill screen 2 mm
Douglas-fir Pine Aspen Poplar
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
1
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Cum
ulat
ive
wei
ght f
ract
ion
Sieve opening, mm
Knife mill screen 4 mm
Douglas-fir Pine Aspen Poplar
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
1
0 0.5 1 1.5 2
Cum
ulat
ive
wei
ght f
ract
ion
Sieve opening, mm
Knife mill screen 6 mm Douglas-fir
Pine
Aspen
Poplar

89
Figure 6.3 Cumulative size distribution of ground particles of the four biomass species of Douglas-fir, pine, aspen, and poplar. The size distributions on 2, 4, and 6 mm screens are shown in graphs (a), (b), and (c), respectively. The graph shows that the difference between cumulative size distribution curves increases as the screen size decreases. The top graph shows that the cumulative size distribution curves of aspen and poplar are fairly close and they are located between the size distributions of softwoods with pine at the bottom and Douglas-fir at the top.
Table 6.7 lists the fraction of particles less than 0.6 mm with data extracted from the
cumulative size distribution curve (Figure 6.3). The species are arranged from top to bottom
based on their particle size: pine having the largest particles at the top, followed by Douglas-fir,
poplar, and aspen. Table 6.7 shows that pine and Douglas-fir (the two softwoods) have a similar
fraction of ground particles below 0.6 mm sieve size when ground on a 6 mm screen. However,
this fraction is very different when the two softwoods are ground on 2 mm screen. This shows
that pine and Douglas-fir behave similarly on big screens but they behave differently when the
screen size is decreased to 2 mm. Table 6.7 shows the fraction of ground particles below 0.6 mm
sieve size are different for poplar and aspen (the two hardwoods) when ground on a 6 mm
screen. This difference disappeared when the two hardwoods were ground on a 2 mm screen.
This demonstrates that the softwoods and hardwoods show different performances depending on
the screen size.
Table 6.7 Fraction of ground particles less than 0.6 mm. The data were extracted from cumulative size distribution of ground particles from a knife mill with 2, 4, and 6 mm screen sizes.
Species Knife mill screen size, mm
2 4 6 Pine 0.38 0.27 0.16 Douglas-fir 0.57 0.34 0.16 Poplar 0.66 0.35 0.17 Aspen 0.67 0.57 0.22
Particle surface area was measured by a scanner and by a publicly available software
(Rasband, 2004). The procedure is explained in Appendix A. Table 6.8 lists the results of the
specific surface area of particles produced with a 2 mm screen. The mass of each sample was all
within 45 g to 50 g with an average of 47 g. The specific surface area (surface area over mass)

90
for ground particles was calculated as 41.4 mm2 g-1 with SD of 16.0 and CV of 38%. These large
variations were due to the differences in the surface area of the particles, although their mass did
not change very much. The results of the ANOVA (p=0.05) test showed that population means
of specific areas of the four species were different.
Table 6.8 Bulk density, tapped density, and porosity of the ground particles. The particles passed through 2 mm screen in the knife mill.
Species Parameter Specific surface
area mm2 g-1
Loose density kg m-3
Tapped density kg m-3
Hausner ratio
Solid density of
ground particles kg m-3
Porosity of ground particles (fraction)
Angle of repose
(degrees)
Douglas-fir Avg 26.93 343 396 1.16 1408 0.76 37.1 SD[a] 9.07 3 3 30 0.7 CV, % 34 1.9
Pine Avg 40.13 285 331 1.16 1350 0.79 39.6 SD 4.25 3 3 46 0.6 CV, % 11 1.4
Aspen Avg 60.57 245 294 1.20 1335 0.82 42.4 SD 17.95 2 1 68 1.4 CV, % 30 3.2
Poplar Avg 38.20 175 213 1.22 1461 0.88 41.8 SD 7.36 1 1 12 0.6 CV, % 19 1.3
[a]3 runs for each species
Table 6.8 lists the loose bulk density, tapped density, Hausner ratio, solid density, porosity,
and angle of repose of particles ground in the knife mill with a 2 mm screen. The ground
particles were less than 0.841 mm (Figure 6.3). Douglas-fir particles had the largest loose bulk
density of 343 kg m-3. Poplar had the least loose bulk density at 175 kg m-3. The increased bulk
density due to tapping was in the range of 15 to 22%. The Hausner ratio, which is a measure of
the friction condition of moving powders (Grey and Beddow, 1969), of ground poplar was larger
than ground Douglas-fir, indicating that poplar has a poorer flowability. This may indicate that
poplar particles were interlocked to give a lower flowability. The angle of repose, another
measure of the flowability of powders which defines the cohesiveness of a bulk of ground
particles (Geldart et al., 2006), shows a consistent trend as the Hausner ratio, higher for the two

91
hardwood species than the two softwood species. As speculated before, the poor flowability of
hardwood species may cause particles to stay a longer time in the grinder with a screen installed,
leading to an increase in fine fraction of ground particles. This proposed mechanism seems to be
supported by the fine fraction data in Table 6.7 where the fine fraction less then 0.6 mm is
generally higher for the hardwood samples than for the softwood samples for the operation with
installed screens of different sizes. Lower bulk density may also result in a lower rate of pellet
formation.
Table 6.8 also lists the angle of repose of the ground particles. A smaller angle of repose for
Douglas-fir is an indication of low specific energy input for grinding (J g-1) because the particles
with a small angle of repose flow easily and leave the grinding chamber as soon as they are
created and have passed through the screen holes. By comparison, the low flowability of poplar
particles, which have the highest angle of repose provides an explanation for the highest specific
energy consumption of grinding in J g-1. The lower flowability caused the particles to remain in
the grinding chamber longer and, thus, consumed more energy over a longer residence time and
generated more fine particles.
Volumes of ground particles were also measured by a pycnometer to calculate the solid
density. The porosity (void space in ground particles) of the bulk ground particles was calculated
using Equation 3.3. The trend of porosity was similar to the trend of the Hausner ratio. Porosity
values range from 0.76 for Douglas-fir to 0.88 for poplar. An increase in porosity indicates that
the material is fluffy and difficult to flow.
As shown in this section, the grinding performance of a knife mill is strongly correlated with
the properties of the wood species. Even for a grinder with a fixed screen installed, different
specific energy consumption and ground particle size and size distribution could result when
grinding different biomass species of the same particle size and feeding rate, because of the
difference in the wood properties. For example, sticky particles may stay longer inside the
grinder chamber, increasing the grinding energy consumption for creating more fine ground
particles. To investigate the effect of wood properties on the grinder performance, the Rittinger
coefficient kR, which is independent of the particle size changes through the grinder, will be
correlated with measured biomass properties in this study.

92
6.7 Correlation of Rittinger constant with biomass particles properties
kR is a constant which is developed based on specific energy consumption over size reduction
ratio of feed and product particles through the grinder. Therefore, it is a parameter representative
of energy consumption, but independent of feed and product particles sizes, and it can be used to
quantify the influence of biomass properties on the grinding performance. Tables 6.9 and 6.10
summarize the measured properties of the four wood species, and their kR values.
It is seen that the only substantial differences between the two hardwoods are in the pieces
solid density, MFA, and the fibre coarseness, lower for the aspen sample. Since the kR values and
ground particle size distributions are almost the same for aspen and poplar, it seems to suggest
that pieces solid density, MFA, and fibre coarseness are not important in determining the
grinding energy consumption, at least for the hardwoods.
kR is quite different for the two softwoods. Examining the properties of the two samples, it is
apparent that both the particle density and density determined from SilviScan (Table 6.3)
consistently show a lower value for pine than Douglas-fir. The fact that Douglas-fir has a lower
kR value and a higher particle density suggests that it is easier to grind softwood of higher
particle density.
Table 6.9 Summary of kR, density and chemical properties of wood species
Species kR Particle density
(PD) Pieces solid
density Porosity
Lignin content
Cellulose glucan
J mm g-1 kg m-3 kg m-3 % % % Douglas-fir 203 708 1151 38 36 35 Pine 398 547 1243 56 35 35 Aspen 299 479 905 47 28 46 Poplar 277 474 1234 62 27 49
Table 6.10 Summary of kR, average density from SilviScan and fibre trait of the wood species
Species kR Density MFA Length weighted
fibre length Fibre coarseness
J mm g-1 kg m-3 degrees mm mg m-1 Douglas-fir 202 716 32 1.3 0.11 Pine 398 550 30 1.2 0.11 Aspen 299 482 12 0.7 0.07 Poplar 277 473 24 0.7 0.08

93
6.7.1 Single parameter regression analysis
The nine properties of woody samples listed in Tables 6.9 and 6.10 are highly
interdependent. Table 6.11 lists the correlation matrix for the nine properties. The correlations
range from 0 to +1. A value close to +1 indicates strong positive correlation. A smaller value
near 0 indicates a poor correlation. Some of the correlations can be easily explained like those
related to density and porosity. The relationship between fiber length and MFA is less obvious.
Table 6.11 lists the strongest correlation between particle density measured manually and the
particle density measured using SilviScan method. Among physical features, MFA has a strong
correlation with density and fiber length, but a weak correlation with porosity. Most of the
measured properties using SilviScan have positive correlation with lignin, but negative
correlation with cellulose content (glucan).
Table 6.11 Correlation matrix of nine wood properties measured in this research. Property Particle
density Solid
density Porosity Lignin content
Cellulose glucan
Density (SilviScan) MFA Fibre
length Fibre
coarseness Particle density 1.00
Solid density 0.21 1.00
Porosity -0.76 0.47 1.00 Lignin
content 0.85 0.37 -0.52 1.00
Cellulose glucan -0.79 -0.32 0.50 -0.99 1.00
Density (SilviScan) 1.00 0.20 -0.77 0.85 -0.79 1.00
MFA 0.71 0.83 -0.09 0.79 -0.73 0.70 1.00 Fibre length 0.87 0.43 -0.50 1.00 -0.98 0.87 0.84 1.00
Fibre coarseness 0.78 0.63 -0.29 0.96 -0.93 0.78 0.93 0.97 1.00
Figure 6.4 shows the correlation of Rittinger’s constant with the nine measured properties of
the wood samples. The strongest positive correlation was with porosity, solid density, and fiber
coarseness. On the negative side, the strongest correlation was between kR and particle density
and density from silviscan. The relationship between kR and particle density can be explained
with a second order polynomial with a high degree of coefficient of determination (R2=0.99):

94
kR = −0.01ρ2 +13.9ρ −3594.9 6.2
Particle density, ρ, is in kg m-3 and kR is in J mm g-1. More data on density vs. power input is
needed to develop a more robust relation. The validity of Equation 6.2 is limited to the range of
particle density measured in this research.
Figure 6.4 Correlation of Rittinger constant with wood properties. The largest positive correlation is with porosity of solid pieces and the largest negative correlation is with wood density.
6.7.2 Multi-variable regression analysis
The two softwood species have kR values either higher or lower than the two hardwood
species. The mean particle sizes of softwood are generally coarser than hardwood, as shown in
Figure 6.3. We may speculate that it is generally harder to grind softwood than the hardwood, i.e.
kR should be higher for softwood. Examining those properties of softwood and hardwood, which
are similar in hardwood (because those properties which are different within the two hardwood
species are unlikely to affect the grinding in view of the similar performance of the two
hardwood species) but different in softwood, 5 properties are identified as having potentially
created the difference in grinding operation: particle density, lignin content, cellulose content,
length weighted fibre length and fibre coarseness. However, because only 4 species of wood
-0.6
-0.4
-0.2
0
0.2
0.4
0.6
Porosity Solid density
Fibre coarseness
Lignin content
Fibre length
MFA Cellulose glucan
Density (SilviScan)
Particle density
Cor
rela
tion
Coe
ffici
ent w
ith k
R

95
were tested in this study, it is not possible to conduct a multivariable analysis involving more
than two independent variables (5 variables are identified in Tables 6.9 and 6.10). Considering
the literature review, the four variables of particle density (PD), fibre length (FL), glucan in
cellulose, which is considered as a representative of cellulose content, (CC), and lignin content
(LC) are analyzed pair-wise to identify the most important properties that affect kR.
A multivariable regression is developed for kR and any two of the four variables as
independent variables using Origin software (OriginLab, Northampton, MA). The following
equation represents this relationship:
kR = a.Am.Bn
6.3
where kR is the Rittinger constant (J mm g-1). A and B represent two of the selected four
independent variables. a, m, and n are constants. Table 6.12 lists the regression coefficients and
their statistical standard errors. The highest R2 values for PD and CC, and PD and LC as
independent variables suggest that PD, CC, and LC have the most significant effects on kR. It
should also be noted that cellulose content and lignin content are inter-related because a higher
lignin content generally corresponds to a lower cellulose content. In view of the uncertainty in
cellulose content (represented by glucan) measurement in this study, it is more appropriate to
state that particle density (PD), lignin content (LC), and fibre length (FL) are the three most
important biomass properties influencing the biomass grinding performance, which will be
discussed in the next section.

96
Table 6.12 Regression coefficient and statistical information for multivariable regression of kR with PD, FL, LC, and CC as independent variable.
Constants Value Standard error Equation R2 A=PD B=FL
ln(a) 26.1 3.9 kR = 2.2×10
11PD−3.2FL1.5 0.96 m -3.2 0.6 n 1.5 0.3
A=PD B=CC
ln(a) 29.5 1.5 kR = 6.5×10
12PD−2.5CC −2.2
1.00 m -2.5 0.2 n -2.2 0.2
A=PD B=LC
ln(a) 14.4 0.4 kR =1.8×10
6PD−3.0LC3 1.00 m -3.0 0.1
n 3.0 0.1 A=FL B=CC
ln(a) 25.1 15.7 kR = 7.9×10
10FL−2.7CC−5.3 0.61 m -5.3 4.3 n -2.7 2.2
A=FL B= LC
ln(a) 24.4 9.3 kR = 3.9×10
10LC−5.1FL−2.4 0.80 m -2.4 2.5 n -5.1 1.2
A=CC B= LC
ln(a) 99.0 15.7 kR = 9.9×10
42CC −12.4LC −13.8
0.97 m -12.4 2.1 n -13.8 2.3
6.8 Discussion
Wood species: One noticeable difference between the softwood and hardwood is their
density profile in the scale of 2-4 mm (Hofstetter et al., 2004). The second noticeable difference
is the presence of vessels in the structure of hardwoods in the scale of 20-500 µm. Figure 2.4 (b)
and (c) shows the difference between the scanning electron micrograph of the transverse sections
of softwoods and hardwoods. Vessel elements in hardwoods create pores inside the wood
structure, whereas there is no vessel element in softwoods. When a crack happens in hardwoods,
there is a high chance that the crack ends up in a pore and creates a small particle. The
probability of this failure in softwood is smaller and therefore softwood particles are larger than
hardwood particles. Comparison of the scale of the two phenomena shows that the latter is more
dominant when smaller screens are installed in the grinder.
Structurally, leaning tree branches are classified as reaction wood, which forms when wood
is under stress and develops differently in softwoods and hardwoods. In hardwoods, reaction

97
wood is developed as tension wood on the upper side of the branch. It has a higher density and
tensile strength compared to the normal wood. In softwoods, reaction wood is developed as
compression wood on the lower side of the branch. Compression wood also has a higher density
than normal wood (Hakkila, 1989; Kettunen, 2006). Although it is higher in density but it has a
lower tensile strength, modulus of elasticity and impact strength than normal wood (Butterfield
and Meylan, 1980).
Nati et al. (2010) studied grinding of branches and logs of poplar and pine using a drum
chipper. They installed two screens of medium and large sizes on the chipper. The overall results
showed that branch wood had less accept particles and more fines and oversize particles
compared to logs, which was undesirable. Their results showed that chipping poplar and pine on
the same screen consumed the same level of specific energy but created smaller ground particles
for pine compared to poplar.
Many studies have reported the change of specific energy consumptions with species of
wood. Repelline et al. (2010) reported a specific energy of 750 kWh t-1 for grinding spruce (a
softwood), which is lower than energy input for grinding beech (a hardwood) at 850 kWh t-1.
They used a laboratory size ultra centrifugal Retsch mill equipped with a 500 µm screen that is
why a high input power was recorded in their experiments. Esteban and Carrasco (2006) reported
that the specific energies for grinding poplar (hardwood) and pine (softwood) chips by a hammer
mill were 82.6 and 119.1 kWh o.d t-1, respectively. However, their studies did not report the
distribution of ground particle sizes on all screens used, and thus their findings cannot be directly
compared with the current study on the grinding performance based on kR.
Recently, Temmerman et al. (2013) studied grinding wood chips of two softwoods (pine and
spruce) and two hardwoods (oak and beech) with five levels of moisture contents using hammer
mill (1.1 kW). They pre-ground wood chips using an industrial hammer mill. The ground wood
chips were then screened using a 16 mm diameter round mesh screen to eliminate the fraction of
wood chips larger than 16 mm. They used the median size of particles as the representative mean
size of particles and recorded the grinding energy consumption. Their results confirmed that the
Rittinger equation was the best fitted equation to the data of size and specific energy
consumption among the three equations of Rittinger, Kick, and Bond. KR was reported to be in
the range of 55.5-126.3 W h mm kg (od)-1 (199.8-454.7 J mm g (db)-1) for pine with MC of 9-
13.5%. The estimated KR is in dry basis and is higher than 67.3 J mm g (wb)-1 obtained in this

98
study for pine with a MC of 11-12% (see Figure 4.9). This difference may be due to the smaller
hammer mill or in the definition of the mean size of particles in this thesis. Temmerman et al.
(2013) showed that as the MC increased the KR increased and the estimated KR is smaller for
softwoods than hardwoods. Our results show that kR is smaller for Douglas-fir (softwood) than
hardwoods, but pine had the highest kR among all the four species tested. This might be because
the wood samples we studied are branch wood, as well as the specific properties of the two
softwood species. For example, looking at the structure of pine and Douglas-fir, resin canal
complexes are often visible on the transverse section in pine but they are much smaller in
Douglas-fir (Wiedenhoeft and Miller, 2005).
Particle Density (PD): Simpson and TenWolde (1999) reported the specific gravity of
Douglas-fir, pine, and aspen as 0.51, 0.43, and 0.40, respectively, where the basic density (the
oven dry mass divided by the green volume) is used for calculating the specific gravity. The
particle densities in this thesis follow the same order as the specific gravities from Simpson and
TenWolde’s. The solid densities of the ground wood particles shown in Table 6.8 are higher than
those reported in Table 6.2. The difference may be due to the method of measuring pore volumes
and estimating density. Nitrogen gas at a pressure of 103 kPa (15 psi) was used to penetrate the
open pores of the piece in the pycnometer to measure solid density. This pressure was probably
not adequate for nitrogen gas to penetrate into all the enclosed pores within the internal wood
structure.
As listed in Tables 6.2 and 6.3, the particle density (PD) and average density from
microstructure analysis are similar. A negative exponent predicts that as the PD increases kR will
decrease leading to a larger drop in specific energy consumption. This seems to be contradictory
to what have reported by other researchers (e.g. Hakkila, 1989) that higher energy is required to
grind wood with a higher basic density. Hakkila (1989) referred to two previous studies by Arola
et al. (1983) and Papworth and Erickson (1966) who ground tree trunks of green softwoods and
hardwoods with an average MC of 38% using a disk chipper. Arola et al. (1983) reported that
wood species with specific gravities of 0.36, 0.39, 0.39, 0.51, 0.53, and 0.54 required a low
specific power input of 0.64, 0.77, 0.88, 1.10, 0.82, and 1.18 kW h t-1, respectively. The first
noticeable difference is the low power input. Arola et al. (1983) did not use a screen in their disk
chipper. The generated particles immediately leave the chipper, whereas in the grinder with a
screen the particles stay in the grinder chamber until the particles become small enough to pass

99
through the screen. The smaller the screen size the longer is the residence time of the particles
inside the grinding chamber. Secondly, they did not report the chip size and whether there is a
variation in the ground chip sizes among the different samples. Similar to what we found in this
work, Twaddle (1997) reported that the length to thickness ratio for chips made from the same
chipper were 3.4, 2.7, 3.6, and 3.6 for loblolly pine, Southern red oak, sweetgum and shagbark
hickory, respectively. Dubois et al. (1992) showed that with similar log diameter and grinder
mechanism, hickory, sweetgum, and oak gave 79%, 90%, and 92.5% acceptable size chips,
respectively. Therefore, the result from Arola et al. (1983) could not be directly compared with
our finding, which is based on kR rather than the specific energy consumption, unless the feed
and output particle sizes were maintained the same for different samples in their study, which
was unlikely based on our experience and other previous studies.
The effect of particle density can also be explained by examining the density profiles of
softwoods and hardwoods from SilviScan analysis (Figures F.1 and F.13). Figure F.1 shows the
density profile of Douglas-fir from pith to bark where sharp changes of density are observed.
Marchal et al. (2009) explained a similar process for peeling softwoods. They observed that for
heterogeneous woods such as softwoods, as they called it, the density profile tends to reduce the
veneer thickness. In softwoods, the wood around the touching knife tip is crushed, then torn
through the area with low density that reduces the ground piece thickness. As a result although
softwoods have a higher density they are ground much faster, pass the screens earlier and
consume less energy. Table F.1 lists the frequencies in density profiles in softwoods and
hardwoods. The frequencies are in the range of 0.6-0.8 cycle mm-1 for softwoods and 0.1 cycle
mm-1 for hardwoods, reflecting the heterogeneity of softwoods. The results show that the wood
density profile could be an important factor to be considered in understanding the impact of
particle density on kR instead of only the average density.
Chemical composition: It has been well documented in the literature that lignin and
cellulose are the constituents in providing the strength of wood (Kollmann and Cote, 1968;
Gindl, 2002). Horvath et al. (2010) showed that as the lignin content decreased, the modulus of
elasticity and compression strength parallel to the grain decreased in genetically modified aspen
species. Kollmann and Cote (1968) showed that as the lignin content increases the quality factor,
which is defined as the ratio of crushing strength over specific gravity, increases. One can thus
expect an increase of kR for grinding wood of high lignin content, consistent with what we found

100
from regression in Table 6.11. Such trend also seems to be supported by the reported moisture
effect on grinding operation. Temmerman et al. (2013) showed that kR increased as the moisture
content of wood increased. This can be attributed to the increased binding forces and stickiness
of moist particles (softened lignin), which require more energy to crush them. In the
densification operation, which is opposite to grinding operation, higher biomass lignin content
can create a strong bond for making strong pellets, and the presence of certain moisture content
helps improving the lignin bonding.
de Borst et al. (2012) studied the mechanical properties of ten hardwood species and showed
that at similar MFA the indentation modulus increases as the cellulose content increases. There is
also a wide range of studies on the impact of cellulose content on wood strength (Kollmann and
Cote, 1968; Keckes et al., 2003; Kettunen, 2006; Deng et al., 2012). Because of the uncertainty
in the measured cellulose (glucan in this study), we will only focus on the effect of lignin in this
section.
Fibre length (FL): The fibre length of softwood measured in this research ranged between
1.08-1.35 mm, which is approximately in the range of fibre length reported in the literature. The
fibre length of loblolly pine was reported as 1.57-4.03 mm with CV (Coefficient of Variation) of
5.5-19.1% (Bendtsen and Senft, 1986) and the fibre length of pine measured in this study is in
the range of 1.08-1.25 mm. This difference may be because the samples studied in the literature
were from wood stems, whereas the samples in this study were from branch woods. The fibre
length of poplar was reported to be between 0.9-1.1 mm from 10 clones with a standard
deviation of 0.02-0.3 mm (Koubaa et al., 1997), while the fibre length of poplar in this study was
measured as 0.66-0.71 mm. This difference might be due to the tree genus, age, location, and/or
soil conditions. The results of multivariable regression show that the fibre length has a major
impact on kR whereas fibre coarseness does not show a major impact on kR (Table 6.12). Our
regression predicts that as the fibre length increases kR increases. As the dominant grinding
mechanism of knife mill is shear, it can be explained that as the fibre length increases more
cutting steps are needed to reach a specific length of particles of a dimension similar to the fibre
length (mm) in fine grinding. Aspen and poplar have a similar fibre length of 0.7 mm and similar
kR, Douglas-fir and pine also have a similar fibre length but the they have quite a different kR,
because of the difference in particle density. Further studies are needed to elucidate the impact of
fibre length on kR.

101
MFA- There is no specific relationship between kR and MFA. MFA influences the fracture
properties of cell walls (Donaldson, 2008), and previous studies on the impact of MFA on wood
strength (Shupe et al., 1996; Lichtenegger et al., 1999; Gindl and Schoberal, 2004; Fratzl, 2003;
Via et al., 2009) show that wood with low MFA is stiffer than wood with high MFA. Douglas-fir
with the highest MFA has the lowest kR whereas pine with the second highest MFA has the
highest kR. The results show that combinations of MFA and other properties of wood might have
impact on kR. The relationship presented in Equation 6.3 is used to analyse the relationship
between PD and MFA as independent variables and kR:
kR = 2.9×1012PD−1.2MFA0.21 6.4
The R2 is 0.38. Further studies needed to understand the impact of MFA on kR.
6.9 Conclusions
The present study investigated the effects of wood properties on kR, the Rittinger equation
constant. Wood branches were chosen from softwoods and hardwoods. The branches were
debarked to reduce the variability of the samples’ properties.
Chemical composition, microstructural characteristics, fibre qualities, and mechanical
properties of the samples were measured. The four species were ground in a laboratory knife
mill. The energy consumption of grinding was measured. kR was calculated based on the results
of specific energy consumption and particle size ratio for each species. Multivariable regressions
were performed to identify the wood properties with the highest impact on kR. The results
showed that particle density, lignin content and fibre length have the most significant impacts on
kR. The ground hardwood particles were smaller than ground softwood particles using the same
screen size inside the grinder. A large variability in energy consumption and wood properties
was observed even in the branch wood of one species. This variability causes an uncertainty on
the selection of optimum grinding mechanism and screen size.

102
Chapter 7 Conclusions and Future Work
7.1 Summary of conclusions
This research studied grinding performance of wood branches in laboratory-grinders. The
experimental data was used to evaluate the applicability of a set of mechanistic size reduction
equations for the grinding of lignocellulose biomass. Douglas-fir and willow wood chips, and
Douglas-fir, pine, aspen, and poplar wood chips from tree branches were ground in a knife mill.
Pine wood chips were ground in a hammer mill. Input and output particle sizes and the level of
electrical energy used to grind the material were acquired electronically and recorded. Specific
grinding energy (J g-1) was correlated with input and output mean sizes according to three
popular model equations: Rittinger, Kick, and Bond. The results of the first set of tests on
grinding Douglas-fir and willow wood chips showed that all three equations fitted to the
experimental data linearly but the best-fitted lines did not go through the origin, i.e., the fitted
lines had a slope and intercept. The Rittinger equation had the best fit, followed by the Bond
equation and the Kick equation. Grinding pine with a hammer mill was performed for a wide
range of input and output particle sizes. The results showed that the Rittinger equation had the
best fit.
The Rittinger equation also showed the best fit to the data of grinding wood chips from
branches of Douglas-fir, pine, aspen and poplar. kR, the Rittnger equation constant was obtained
based on fitting the specific energy consumption over the size reduction ratio of the feed and
ground particles. Therefore, it is a unique character representing the energy performance of a
grinder, independent of feed and product particles sizes. Chemical composition, microstructural
characteristics and mechanical properties were measured for Douglas-fir, pine, aspen, and poplar
branch samples used in this study. The correlation between wood properties and kR showed that
particle density has the highest correlation with kR. Multivariable regression of the kR against any
two of measured wood properties was conducted and three wood properties: particle density,
lignin content, and fibre length, were identified as having the most significant influence on kR.
The ground hardwood particles were generally smaller in size than ground softwood particles
and correspondingly more energy was consumed for grinding hardwood than for grinding
softwood in a grinder with a given screen installed. A large variability in energy consumption

103
and wood properties was observed even for the branch wood of one species. This variability
causes uncertainty on the selection of optimum grinding mechanism and screen size.
The impact of particle size on integrated energy consumption of size reduction and
pelletization was investigated. The results showed that as the particle size increased, the energy
consumption for size reduction decreased, but the energy consumption for pelletization
increased. The integrated energy consumption of size reduction and pelletization decreased as
the particle size increased, suggesting that too fine particles should not be used in pelletization in
order to reduce overall electrical energy consumption in the pellet plant, provided that the
pelleting machine can handle coarse particles.
7.2 Proposed future work
Grinding Douglas-fir, willow, pine, aspen, and poplar with a knife mill and pine with a
hammer mill is studied in this research. It is recommended to extend the number of species, part
of the tree (stem wood or branch wood with or without bark), and grinder mechanisms to further
examine and validate the applicability of the proposed model equation. Especially it is important
to note the stage of wood maturity to understand the age effect on energy input. Comparing the
results from grinding pine with a hammer mill with grinding Douglas-fir and willow with a knife
mill reveals that the accuracy of fitted model parameters can be improved by extending the range
of feed particle sizes. It should be noted that some preliminary tests need to be performed to
identify the optimum feeding rate for a specific biomass and grinder for designing the
experiments. The proposed future study can be classified into three categories:
Small laboratory grinders with clean, clear, pieces of stem wood: As shown in Chapter 6,
the wood properties studied vary from species to species and even within one species. In order to
understand the impact of each property on kR, small pieces with uniform and known properties
from one species should be prepared and then ground in a small grinder. The energy
consumption of grinding is then monitored and compared for all pieces. The same procedure can
be repeated for pieces from different species. Using grinders with different mechanisms of
grinding such as hammer mills (impact grinding) and knife mills (shear grinding) will help to
understand the impact of grinding mechanism on the energy consumption of grinding and
characteristics of ground particles.
In this study the focus was on the impact of wood properties on energy consumption of
biomass size reduction so in Equation 2.6 n was considered as a constant. Therefore, Equations

104
2.7, 2.8, and 2.9 were followed as each of them is based on a physical hypothesis and is well
established in size reduction of mineral and pharmaceutical particles. It is recommended to
estimate the optimum value of n using experimental size reduction tests for each species. The
impact of biomass properties on n then can be investigated.
Semi-industrial grinders with specific parts of a tree: The next step of study is to choose
one species of tree as a reference. One whole tree should be chosen from the species and then
fractionated into its parts such as stems, branches, bark, and leaves. The big fractions like stem
and branches should be subdivided into sub fractions. Extensive property measurements and
grinding energy consumption measurements should be carried out on each fraction. The
applicability of the Rittinger equation should be tested on the collected data. kR can be calculated
for each fraction and, if for the same species, compared to the results of this study. The data from
these measurements will show the variability in properties and grinding energy consumption of
the fractions of a tree. The data also can be used as a reference for comparing other trees from
the same species and trees from other species.
Industrial grinders working in the field: Both grinders used in this study are equipped with
screens. The modelling should be extended to grinders that do not have screens like chippers to
examine the applicability of the model equation for such grinders. Woody biomass such as stems
with bark can also be studied in either semi industrial or industrial grinders.
Integrated size reduction and pelletization: The optimum particle size corresponding to the
minimum integrated energy consumption of grinding and pelletization is determined using knife
mill and a single pellet press. The particle size should be extended to a wider range. The result of
such a study can identify the particle size that corresponds to the minimum energy consumption
for grinding and pelletization. However, the pellet density and durability should be included in
determining the optimum particle size. Only pellet density is measured in this study as few
pellets were made in each particle size category. The future work should use an industrial scale
grinder and industrial pellet mill to identify the optimum particle size. The bulk of the pellets
produced from such experiments can be used to measure other pellet properties such as pellet
strength, pellet breakability (important for handling), particles surface area after pellet grinding
(important when using pellets as raw material for bioethanol production), and pellets
combustibility (important when pellets are used for thermal conversions). An optimum particle
size then can be chosen, not only based on minimum energy consumption, but also considering

105
the optimum pellet property depending on the final conversion process. In summary the future
study requires to answer the following questions:
1. The range of applicability of Rittinger equation. Is the Rittinger equation valid for
predicting the energy consumption of grinding based on particle size ratio for a wide
range of feed and product particle sizes, grinders with different mechanisms (with or
without screen), and different species?
2. What is the optimum particle size for the combined process of size reduction and
pelletization that would result in minimum energy consumption and improved pellet
quality with respect to efficient transportation and final conversion process?
3. How the wood properties of pieces of clean stem wood from different species affect kR
when ground in small laboratory grinders? Using clear pieces of stem wood could
eliminate the impact of variable wood properties in branch wood.
4. How particle size is characterized for a size reduction operation? Is it length, width,
aspect ratio, or a combination of a number of physical properties?

106
References
Adapa, P., Tabil, L. & Schoenau, G. (2011). Grinding performance and physical properties of
non-treated and steam exploded barley, canola, oat and wheat straw. Biomass and Bioenergy,
35, 549-561. http://dx.doi:10.1016/j.biombioe.2010.10.004
Aguilera, A. & Meausoone, P.J. (2012). Cutting energy on wood and wood products machining.
In J. P. Davim (Ed.), Wood and Wood Products. (pp. 57-86). Nova Science Publishers, Inc.
New York.
Allen, L.H. (1988). Pitch control during the production of aspen kraft pulp. Pulp and Paper
Canada. 89(10), 87-91.
Anderl, H., Mory, A. & Zotter, T. (1999). Gasification of biomass and co-combustion of the gas
in a pulverized-coal burner. Proceeding of the 15th International Conference on Fluidized
Bed Combustion. Savannah, Georgia. May 16-19, 1999. ASME.
Arola, R.A., Winsauer, S.A., Radcliffe, R.C., & Smith, M.R. (1983). Chunkwood production: A
new concept. Forest Products Research Society. 33(7/8), 43-51.
ASAE Standards. (2007a). S424.1 –Method of determining and expressing particle size of
chopped forage materials by screening. 576-578. St. Joseph, MI.:ASAE.
ASAE Standards. (2007b). S319.3 – Method of determining and expressing fineness of feed
materials by sieving. 573-576. St. Joseph, MI.: ASAE.
ASAE Standards. (1989). S352.1: Moisture measurement - Grain and seeds. St. Joseph, Mich.:
ASABE.
ASTM Standard. (2009). E1721-01. Standard test method for determination of acid-insoluble
residue in biomass. ASTM International. West Conshohocken, PA. ASTM.
ASTM Standard. (2007). E1758-01. Standard test method for determination of carbohydrates in
biomass by high performance liquid chromatography. ASTM International. West
Conshohocken, PA. ASTM.
Austin, L. G. & Klimple, R. R. (1964). The theory of grinding. Industrial and Engineering
Chemistry. 56(11), 19-29.
107
Badger, P.C. (2002). Processing cost analysis for biomass feedstocks. Reprot No. ORNL/TM-
2002/199. U.S. Department of Energy. Office of Energy Efficiency and Renewable Energy.
Biomass Program.
Bakker, R.R., & Elbersen, H.W. (2005). Managing ash content and Quality in herbaceous
biomass: An analysis from plant to product. Online report. Unpublished Lecture. Accessed
on: September 2012.
Ball, R.D., McConchie, M.S., & Cown, D.J. (2005). Evidence for associations between
SilviScan-measured wood properties and intra ring checking in a study of twenty-nine 6-yea-
old Pinusradiata. Canadian Journal of Forest Research. 35, 1156-1172.
Barnett, J.R., & Jeronimidis, G. (2003). Wood Quality and its Biological Basics. Blackwell
Publishing. CRC Press LLC, Canada.
Baxter, X.C., Darvell, L.I., Jones, J.M., Barraclough, T., Yates, N.E., & Shield, I. (2012). Study
of Miscanthus x giganteusash composition-Variation with agronomy and assessment method.
Fuel. 95, 50-62.
Bendtsen, B.A. & Senft, J. (1986). Mechanical and anatomical properties in individual growth
rings of plantation-grown eastern cottonwood and loblolly pine. Wood and Fiber Science.
18(1), 23-38.
Bergstrom, D., Israelsson, S., Ohman, M., Dahlqvist, S., Gref, R., Boman, C., & Wasterlund, I.
(2008). Effects of raw material particle size distribution on the characteristics of Scots pine
sawdust fuel pellets. Fuel Processing Technology. 89(12), 1324-1329.
Biermann, C.J. (1996). Handbook of Pulping and Papermaking. 2nd Edition. Academic Press.
San Diego. California.
Bitra, V. S. P., Womac, A.R., Chevanan, N., Miu, P.I., Igathinathane, C., Sokhansanj, S., &
Smith, D. R. (2009). Direct mechanical energy measures of hammer mill comminution of
switchgrass, wheat straw, and corn stover and analysis of their particle size distributions.
Powder Technology. 193, 32-45.
Bjurhager, I., Olsson, A., Zhang, B., Gerger, L. Kumar, M., Berglund, L.A., Burgert, I.,
Sundberg, B. & Salmen, L. (2010). Ultrastructure and Mechanical Properties of Populus
Wood with Reduced Lignin Content Caused by Transgenic Down-Regulation of Cinnamate
4-Hydroxylase. Biomacromolecules, 11, 2359-2365.
Bond, F.C. (1952). The third theory of comminution. Mining Engineering. 484-494.

108
Bond, F.C. (1961). Crushing and grinding Calculations Part I. British Chemical Engineering.
6(6), 378-385.
Bridgwater, A.V., Meier, D. & Radlein, D. (1999). An overview of fast pyrolysis of biomass.
Organic Geochemistry. 30, 1479-1493.
Briggs, D.G. (1994). Forest Products Measurements and Conversion Factors: With special
Emphasis on the U.S. Pacific Northwest. Retrieved from
http://www.ruraltech.org/projects/conversions/briggs_conversions/briggs_book.asp.
September 2014.
Brown, H.P., Panshin, A.J. & Forsaith, C.C. (1949). Textbook of Wood Technology. 1st Ed.
McGraw-Hill Book Company, INC. Toronto, Canada.
Butterfield, B. G. & Meylan, B. A. (1980). Three-dimensional structure of wood. An
Ultrastructural Approach. Chapman and Hall. New York. USA.
Butterfield, B., (2006). The Structure of Wood: Form and Function. Primary Wood Processing
Principles and Practice. 2nd Ed. Edited by: J.C.F. Walker. Springer. Dordrecht. The
Netherlands.
Chandrakant, T. (1997). Biomass gasification. Technology and Utilization. ARTES Institute,
University of Flensburg, Flensburg, Germany. Retrieved from
http://members.tripod.com/~cturare/bio.htm. January 2008.
Carone, M.T., Pantaleo, A., & Pellerano, A. (2011). Influence of process parameters and biomass
characteristics on the durability of pellets from the pruning residues of Oleaeuropaea L.
Biomass and Bioenergy. 35, 402-410.
Chen, F.F., & Evans, R. (2010). Automated measurement of vessel properties in birch and poplar
wood. Holzforschung. 64(3), 369–374.
de Borst, K., Bader, T.K., & Wikete, C. (2012). Microstructure-stiffness relationships of ten
European and tropical hardwood species. Journal of Structural Biology. 177, 532-542.
Deng, Q., Li, S. & Chen, Y. (2012). Mechanical properties and failure mechanism of wood cell
wall layers. Computational Materials Science. 62, 221-226.
Devasahayam, S.R. (2013). Signals and Systems in Biomedical Engineering. 2nd Ed. Springer.
NewYork.

109
Dooley, J. H., Lanning, C. J. & Lanning, D. N. (2011). Modeling energy consumption for
crushing of roundwood as a first stage of feedstock preparation. ASABE Paper 111085.
ASABE Annual International Meeting, Louisville, Kentucky August 7 – 10, 2011.
Dooley, J. H., Lanning, D. N., & Lanning, C. J. (2013). Woody biomass size reduction with
selective material orientation. Future science. Retrieved from
http://www.forestconcepts.com/media/Pubs/Pub.Dooley.2013.WoodyBiomassSizeReductio
n.pdf. February 2014.
Dubois M.R., Watson, W.F. & Stokes, B.J. (1992). Utilization of Southern hardwood logs for
chips by species and size. Tappi Pulping Conference Proceedings.
Earle, R.L., & Earle, M.D. (1983). Unit Operations in Food Processing. NZIFST(Inc). Retrieved
from http://www.nzifst.org.nz/unitoperations/index.htm. January 2008.
Esteban, L.S. & Carrasco, J.E. (2006). Evaluation of different strategies for pulverization of
forest biomasses. Powder Technology. 166, 139-151.
EN 14961 (2011). Solid biofuels – Fuel Specification and classes, Part 2-General requirements.
CEN (European Committee for Standardization).
Evans, R., Gartside, G., & Downes, G. (1995). Present and prospective use of SilviScan for
wood microstructure analysis. Appita ’95. 91-96.
Evans, R., Stringer, S., & Kibblewhite, R.P. (2000). Variation of microfibril angle, density and
fibre orientation in twenty-nine Eucalyptus nitens trees. Appita Journal. 53(5): 450-457.
Evans, J., & Ilic, J. (2001). Rapid prediction of wood stiffness from microfibril angle and
density. Forest Products Journal. 51(3), 53-57.
Fengel, D., & Wegener, G. (1989). Wood Chemistry, Ultrastructure, Reactions. Walter de
Gruyter & Co. Berlin.
Fratzl, P. (2003). Cellulose and collagen: from fibres to tissues. Current opinion in colloid and
interface science. 8(1), 32-39.
Freeman, M.C., O’Dowd, W.J., Brown, T.D., Hargis, R.A., James, R.A., Plasynski, S.I.,
Walbert, G.F., Lowe, A.F., & Battista, J.J. (2000). Pilot-scale air toxics R&D assessment of
creosote-treated and PCP-treated wood cofiring for pulverized coal utility boiler applications.
Biomass and Bioenergy.19, 447-456.

110
Geldart, D., Abdullah, E.C., Hassanpour, A., Nwoke, L.C., & Wouters, I. (2006).
Characterization of powder flowability using measurement of angle of repose. China
Particuology. 4(3-4), 104-107.
Gibson, L. J., & Ashby, M. F. (1988). Cellular Solids. Structures and properties.
Pergamon Press, New York.
Gil, M., Gonzalez, A., & Gil, A. (2004). Evaluation of milling energy requirements of biomass
residues in a semi-industrial pilot plant for co-firing. Retrieved from
http://www.bioscale.es/wp-content/uploads/downloads/2014/04/Evaluation-of-milling-
energy-requirements-of-biomass-residues-for-cofiring.pdf. March 2014.
Gindl, W., (2002). Comparing mechanical properties of normal and compression wood in
Norway spruce: The role of lignin in compression parallel to the grain. Holzforschung. 56(4),
395-401.
Gindl, W., & Teischinger, A. (2002). Axial compression strength of Norway spruce related to
structural variability and lignin content. Composites: Part A. 33(12), 1623-1628.
Gindl, W., & Schoberl, T. (2004). The significance of the elastic modulus of wood cell walls
obtained from nanoindentation measurements. Composites: Part A. 35, 1345-1349.
Goswami, T.K., & Singh, M. (2003). Role of feed rate and temperature in attrition grinding of
cumin. Journal of Food Engineering. 59, 285-290.
Gravelsins, R.J. (1998). Studies of grinding of wood and bark-wood mixtures with the Szego
mill. (Doctoral dissertation). Retrieved from
https://tspace.library.utoronto.ca/bitstream/1807/12007/1/NQ33903.pdf. November 2008.
Green, D.W., Winandy, J.E., & Kretschmann, D.E. (1999). Mechanical Properties of Wood.
Forest Products Laboratory. Wood handbook-Wood as an engineering material. Gen. Tech.
Rep. FPL-GTR-113. Madison, WI: U.S. Department of Agriculture, Forest Service.
Grey, R.O., & Beddow, J.K. (1968-69). On the Hausner Ratio and its relationship to some
properties of metal powder. Powder Technology. 2(6), 323-326.
Hakkila, P. (1989). Utilization of Residual Forest Biomass. Heidelberg, Berlin: Springer-Verlag.
Hofstetter, K., Hellmich, C., & Eberhardsteiner, J. (2005). Development and experimental
validation of a continuum micromechanics model for the elasticity of wood. European
Journal of Mechanics A/Solids. 24, 1030-1053.

111
Holmberg, S., Persson, K., & Petersson, H. (1999). Nonlinear mechanical behaviour and analysis
of wood and fibre materials. Computers and Structures. 72(4-5), 459-480.
Hon, D.N.S., & Shiraishi, N. (2000). Wood and Cellulosic Chemistry. 2nd Edition. CRC Press.
NewYork. NY. USA.
Horvath, L., Ilona, P., Peralta, P., Kasal, B., & Li, L. (2010). Mechanical properties of
genetically engineered young aspen with modified lignin content and/or structure. Wood and
Fiber Science. 42(3), 310-317.
Jannasch, R., Quan, Y., & Samson, R. (2001). A process and energy analysis of pelletizing
switchgrass. Retrieved from
http://www.reap-canada.com/online_library/feedstock_biomass/11%20A%20Process.pdf.
November 2008.
Jayawickrama, K.J.S. (2001). Breeding radiate pine for wood stiffness: review and analysis.
Australian Forestry. 64(1), 51-56
Kaliyan, N. & Morey, V. (2009). Factors affecting strength and durability of densified biomass
products. Biomass and Bioenergy.33, 337-359.
Kastberg, S., & Nilsson, C. (2002). Combustion Oprimization Study of Biomass Powder. SLU
Keckes, J., Burgert, I., Fruhmann, K., Muller, M., Kolln, K., Hamilton, M., Burghammer, M.,
Roth, S. V., Stanzl-Tschegg, S., & Fratzl, P. (2003). Cell-wall recovery after irreversible
deformation of wood. Nature Materials. 2, 810-814.
Kettunen, P.O., (2006). Wood, Structure and Properties. Trans Tech Publications Ltd., Zuerich,
Switzerland.
Kollmann, F.F.P., & Cote, W.A. (1968). Principles of Wood Science and Technology. Springer-
Verlag New York. Berlin. Heidelberg.
Koubaa, A., Hernandez, R.E., Beaudoin, M. & Poliquin, J. (1997). Interclonal, intraclonal, and
within-tree variation in fiber length of poplar hybrid clones. Wood and Fiber Science. 30(1),
40-47.
Lam, P. Y., Lam, P.S., Sokhansanj, S., Bi, X., Lim, C.J., & Melin, S. (2014). Effects of
pelletization conditions on breaking strength and dimensional stability of Douglas fir Pellet.
Fuel. 117(Part B), 1085-1092.

112
Lam, P.S., Sokhansanj, S., Bi, X., Lim, C.J., Naimi, L.J., Hoque, M., Mani, S., Womac, A.R.,
Ye, X.P., & Narayan, S. (2008). Bulk density of wet and dry wheat straw and switchgrass
particles. Applied Engineering in Agriculture. 24(3), 351-358.
Lawrence, V., & Woo, K. (2005). Silviscan: An Instrument for Measuring Wood Quality.
Paprican Special Report: PSR 550. Paprican. Vancouver, BC.
Lichtenegger, H., Reiterer, A., Stanzl-Tschegg, S.E., & Fratzl, P. (1999). Variation of cellulose
microfibril angles in softwoods and hardwoods—A possible strategy of mechanical
optimization. Journal of Structural Biology. 128, 257-269.
Lindstrom, H., Harris, P., & Sorensson, C.T. (2004). Stiffness and wood variation of 3-year old
Pinus radiate clones. Wood Science Technology. 38, 579-597.
Lundqvist, S., Hansson, A., & Olsson, R. (2007). SilviScan measurements on Maritime pine.
French samples cut perpendicular to the fibres. STFI-Packforsk report no.: 326. Retrieved
from http://www.innventia.com/Documents/Rapporter/STFI-
Packforsk%20report%20326.pdf. August 2013.
Marchal, R., Mothe, F., Denaud, L. E., Thibaut, B., & Bleron, L. (2009). Cutting forces in wood
machining-Basics and applications in industrial processes. A review. Holzforshung. 63, 157-
167.
Maiti, S. K., Gibson, L. J., & Ashby, M. F. (1984). Deformation and energy absorption diagrams
for cellular solids. Acta Metallurgica. 32(11), 1963-1975.
Mani, S, Tabil, L.G., & Sokhansanj, S. (2004). Grinding performance and physical properties of
wheat and barley straws, corn stover, and switchgrass. Biomass and Bioenergy.27, 339-352.
Mani, S, Tabil, L.G., & Sokhansanj, S. (2006). Effects of compressive force, particle size, and
moisture content on mechanical properties of biomass pellets from grasses. Biomass and
Bioenergy. 30, 648-654.
Mansfield, S.D., Iliadis, L. & Avramidis, P. (2007). Neural network prediction of bending
strength and stiffness in western hemlock (Tsuga heterophylla Raf.). Holzforschung. 61(6),
449-456.
Mansfield, S.D., Parish, R., Di Lucca, C.M., Goudie, J., Kang, K.Y. & Ott, P. (2009). Revisiting
the transition between juvenile and mature wood: a comparison of fibre length, microfibril
angle and relative wood density in lodgepole pine. Holzforschung. 63, 449-456.
113
Menacho, J.M. (1986). Some solutions for the kinetics of combined fracture and abrasion
breakage. Powder Technology. 49, 87-96.
Miao, Z., Grift, T. E., Hansen, A. C. & Ting, K. C. (2011). Energy requirement for comminution
of biomass in relation to particle physical properties. Industrial Crops and Products 33(2),
504-513.
Moya, R., & Tenorio, C. (2013). Fuelwood characteristics and its relation with extractives and
chemical properties of ten fast-growth species in Costa Rica. Biomass and Bioenergy. 56: 14-
21.
Murray, G. (2014). Status update: Canadian Wood pellet Industry. Presentation to natural
Resources Canada. Retrieved from: http://www.pellet.org/ December 2014.
Naimi, L.J. (2008). Experiments and modeling of size reduction of switchgrass in a laboratory
rotary knife mill. MASc dissertation. Vancouver, Canada: The University of British
Columbia, Chemical and Biological Engineering.
Naimi, L.J., Oveisi, E., Sokhansanj, S., Sowlati, T., Lau, A. K., Bi, X., Lim, C. J., Melin, S.,
Igathinathane, C., Skea, D., Day, K., MacDonald, J., Sauder, T., & Womac, A. (2009). The
performance (quality) of size reduction of woody biomass. ASAE Paper No. 097957. St.
Joseph, Mich.: ASAE.
Naimi, L.J., Sokhansanj, S., Bi, X., Lim, C.J., Womac, A.R., Lau, A.K., & Melin, S. (2013).
Development of Size Reduction Equations for calculating Energy Input for Grinding
Lignocellulosic Particles. Applied Engineering in Agriculture. 29(1), 93-100.
Nati, C., Spinelli, R., & Fabbri, P. (2010). Wood chips size distribution in relation to blade wear
and screen use. Biomass and Bioenergy. 34, 583-587.
Nexterra. (2012). UBC biomass fuel specification for i.c. engine systems. Nexterra Corp.
Vancouver, Canada.
Nielsen, N.P.K., Holm, J.K. & Felby, C. (2009). Effect of fiber orientation on compression and
frictional properties of sawdust particles in fuel pellet production. Energy & Fuels. 23, 3211-
3216.
Nilsson, D., Bernesson, S. & Hansson, P. (2011). Pellet production form agricultural raw
materials-A systems study. Biomass and Bioenergy. 35, 679-689.

114
Novaes, E., Kirst, M., Chiang, V., Winter-Sederoff, H., & Sederoff, R. (2010). Lignin and
Biomass: A negative correlation for wood formation and lignin content in trees. Future
Perspectives in Plant Biology. 154, 555-561.
Obernberger, I., & Teck, G. (2004). Physical characterization and chemical composition of
densified biomass fuels with regard to their combustion behaviour. Biomass and Bioenergy
27, 653-669.
Obernberger, I., & Thek, G. (2010). The Pellet Hanndbook. The Production and Thermal
Utilisation of Pellets. Earthscan Ltd, London, UK.
Papworth, R.L. & Erickson, J.R. (1966). Power Requirements for Producing Wood Chips. Forest
Products Journal. 16(10), 31-36.
Pandey, K. K., (1999). A study of chemical structure of soft and hardwood and wood polymers
by FTIR spectroscopy. Journal of Applied Polymer Science. 71: 1969-1975.
Pasikatan, M.C., Steele, J.L., Milliken, G.A., Spillman, C.K. & Haque, E. (1999). Particle size
distribution and sieving characteristics of first-break ground wheat. ASABE paper MC99-
129. St. Joseph, Mich.: ASABE.
Perry, R.H. & Green, D.W., (1997). Perry's Chemical Engineers' Handbook (7th Edition)
McGraw-hill.
Pettersen, R.G. (1984). The chemical composition of wood. In Rowell, R.M. (Ed.), The
chemical composition of wood. Retrieved from
www.fpl.fs.us/documnts/pdf1984/pette84a.pdf. June 2009.
Petersson, A., Thomsen, M.H., Hauggaard-Nielsen, H., & Thomsen, A.B. (2007). Potential
bioethanol and biogas production using lignocellulosic biomass form winter rye, oilseed rape
and fababean. Biomass and Bioenergy. 31(11-12), 812-819.
Ramakrishnan, K.N., (2000). Modified Rosin Rammler equation for describing particle size
distribution of milled powders. Journal of Materials Science Letters.19, 1903-1906.
Rasband, W. (2004). ImageJ. (Version V1.45) [Computer software]. Retrieved from
http://rsbweb.nih.gov/ij/index.html. June 2012.
Raven, P., Johnson, G., Mason, K., Losos, J., & Singer, S. (2013). Biology. McGraw-Hill.
London.
Recho, N. (2012). Fracture Mechanics and Crack Growth. Wiley & Sons, Inc., London, England.

115
Repellin, V., Govin, A., Rolland, M., & Guyonnet, R. (2010). Energy requirement for fine
grinding of torrefied wood. Biomass and Bioenergy. 34, 923-930.
Rhen, C., Ohman, M., Gref, R., & Wasterlund, I. (2007). Effect of raw material composition in
woody biomass pellets on combustion characteristics. Biomass and Bioenergy. 31(1): 66-72.
Salmen, L., & Burgert, I. (2009). Cell wall features with regard to mechanical performance. A
review. Holzforschung. 63, 121-129.
Samson R. & Duxbury, P. (2000). Assessment of pelletized biofuels. Retrieved from
http://www.reap
canada.com/online_library/feedstock_biomass/15%20Assessment%20of.PDF. May 2009.
Scheller, H.V., & Ulvskov, P. (2010). Hemicelluloses. Annual Reviews. 61: 263-289.
Shaw, M.D., Karunakaran, C. & Tabil, L.G. (2009). Physicochemical characteristics of densified
untreated and steam exploded poplar wood and wheat straw grinds. Biosystems Engineering.
103, 198-207.
Shupe, T.F., Choong, E.T. & Gibson, M.D. (1996). Variation in cell dimensions and fibril angle
for two fertilized even-aged loblolly pine plantations. Wood and Fiber Science. 28(2), 268-
275.
Siegle, V., Schweitzer, B., Splethoff, H., & Hein, K.R.G. (1996). Preparation and co-combustion
of cereals with hard coal in a 500 kW pulverized-fuel test unit. Proceedings of the 9th
European Bioenergy Conference, Vol. II, Elsevier Oxford, UK, 1027-1032.
Simpson, W., & TenWolde, A. (1999). Physical Properties and Moisture Relations of Wood.
Forest Products Laboratory. Wood handbook-Wood as an engineering material. Gen. Tech.
Rep. FPL-GTR-113. Madison, WI: U.S. Department of Agriculture, Forest Service.
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J. & Temleton, D. (2008a). Determination
of Ash in Biomass. Technical Report. NREL/TP-510-42622. Retrieved from www.nrel.gov.
January 2012.
Sluiter, B., Ruiz, R., Scarlata, C., Sluiter, J. & Temleton, D. (2008b). Determination of
Extractives in Biomass. Technical Report. NREL/TP-510-42619. Retrieved from
www.nrel.gov. January 2012.
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Temleton, D., & Crocker, D. (2011).
Determination of Structural Carbohydrate and Lignin in Biomass. Technical Report.
NREL/TP-510-42618. Retrieved from www.nrel.gov. January 2012.

116
Smith, I., Landis, E. & Gong, M. (2003). Fracture and Fatigue in Wood. John Wiley & Sons
Ltd. Chichester, England.
Smook, G.A. (1992). Handbook for Pulp and Paper Technologists. Vancouver, BC: Angus
Wilde Publication.
Stahl, M., & Berghel, J. (2011). Energy efficient pilot-scale production of wood fuel pellets
made from a raw material mix including sawdust and rapeseed cake. Biomass and Bioenergy.
35, 4849-4854.
Standish, J.T., Manning, G.H. & Demaerschalk, J.P. (1985). Development of biomass equations
for British Columbia tree species. Canadian Forestry Service. Information Report BC-X-264
Pacific Research Centre.
Stelte, W., Holm, J.K., Sanadi, A.R., Barsberg, S., Ahrenfeldt, J., & Henriksen, U.B. (2011). A
study of bonding and failure mechanisms in fuel pellets from different biomass resources.
Biomass and Bioenergy. 35(2), 910-918.
Stokes, B.J., Watson, W.F., & Sirois, D.L. (1987). Factors affecting power requirements for
chipping whole trees. Paper No. 87-6012. American Society of Agricultural Engineers
Summer Meeting, Baltimore, Maryland, June 28-July 1, 1987.
TAPPI Standard. T 280 pm-99. (1999). Acetone Extractives of Wood and Pulp, Test Method.
Technical Association of the Pulp and Paper Industry.Process and Product Quality.
Temmerman, M., Jensen, P. D., & Hebert, J. (2013). Von Rittinger theory adapted to wood chip
and pellet milling, in laboratory scale hammermill. Biomass and Bioenergy. 56, 70-81.
Thek, G., and I. Obernberger. 2004. Wood pellet production costs under Austrian and in
comparison to Swedish framework conditions. Biomass and Bioenergy.27, 671-673.
Thomas, A., & Filippov, L.O. (1999). Fractures, fractals and breakage energy of mineral
particles. International Journal of Mineral Processing. 57(4), 285-301.
Tooyserkani, Z., Sokhansanj, S., Bi, X., Lim, C.J., Saddler, J., Lau, A.K., Melin, S., Lam, P., &
Kumar, L. (2012). Effect of steam treatment on pellet strength and the energy input in
pelleting of softwood particles. Transactions of ASABE. 55(6), 2265-2272
Tumuluru, J. S., Wright, C. T., Kenny, K. L., & Hess, J. R. (2010). A review on biomass
densification technologies for energy application. Retrieved from
www.inl.gov/technicalpublications/documents/4886679.pdf. March 2011.
Twaddle, A., (1997). The influence of species chip length, and ring orientation on chip thickness.
117
Tappi Journal. 80(6), 123-131.
Van Dranen, A., & Mello, S. (1997). Production of ethanol from biomass. U.S. Patent No.
5677154.
Via, B.K., So, C.L., Shupe, T.F., Groom, L.H., & Wikaira, J. (2009). Mechanical response of
longleaf pine to variation in microfibril angle, chemistry associated wavelengths, density,
and radial position. Composites: Part A. 40(1), 60-66.
Vinterback, J., (2004). Pellets 2002: the first world conference on pellets. Biomass and
Bioenergy.27, 513-520.
Wei, L., Pordesimo, L.O., Igathinathane, C., & Batchelor, W.D. (2009). Process engineering
evaluation of ethanol production from wood through bioprocessing and chemical catalysis.
Bimass and Bioenergy. 2009. 33, 255-266.
Wiedenhoeft, A. C. & Miller, R.B. (2005). Structure and Function of Wood. In R.M Rowell
(Ed.), The chemical composition of wood. Retrieved from
www.fpl.fs.us/documnts/pdf1984/pette84a.pdf. February 2014.
Woehler, M. (2011). Investigation of pretreatment and pelletization of Douglas-fir and SRC
willow. Master Thesis. University of Applied Forest Sciences. Rottenburg. Germany.
Woo, K. (2012). FQA Preparation Procedure. FPInnovation Resource Evaluation. Personal
Communication.
Ye, C. (2007). Spectroscopic transmission ellipsometry enables quick measurement of pulp fiber.
Sensing and Measurement. Retrieved from spie.org. December, 2013.
Young, R. A., (1994). Comparison of the properties of chemical cellulose pulps. Cellulose. 1,
107-130.
Zhang, S., Wang, C., Fei, B., Yu, Y., Cheng, H., & Tiang. G. (2013). Mechanical function of
lignin and hemicelluloses in wood cell wall revealed with microtension of single fibre.
BioResources. 8(2), 2376-2385.

118
Appendices
119
Appendix A ImageJ Software Procedure to Use and Preliminary Tests
ImageJ software (Rasband, 2004) was used to measure the surface area of ground particles.
The software measured the width and length of particles. The projected surface area is
calculated. An assumption was made that the width of each particle is equal to its height. The
total surface area of each particle was calculated following this assumption.
Procedure
Procedure of using scanned image and ImageJ software to measure the particle size:
1) Clean as much as possible the scanner’s screen and the transparent sheet in order
to avoid any interfering particles in sample;
2) Draw a line of 30 mm on a sheet of paper that will be used as a scale for the
measures;
3) Take a representative sample of the particles and spread them on the transparent
sheet. Don’t forget to put your scale on a corner of the transparent sheet;
4) Align the particles on the vertical or horizontal axis of the scanner with a sharp
tool;
5) Scan the particles with the scanner (grey scale);
6) Open ImageJ;
7) Open the image that you want to analyse;
8) Set the scale: Select the straight line cursor. Draw a line over the scale’s line with
the same dimension. Set a scale. Enter the known distance (30 mm in that case) and the
unit (mm).
9) Invert the black and white of the image;
10) Analyse Particles: choose the limits of size and circularity that you want to
measure (you can let the default settings run).
11) Save the file Results as an Excel Sheet;
12) Process the results to obtain the length and width of particles with Excel: Max
(width; length) will give the length and Min (width; length) will give the width of
particles;
Preliminary tests

120
Preliminary tests were designed to understand how to work with ImageJ software. The first
image (Figure A.1 (a)) was a circle with known dimension. It was scanned and analyzed to make
sure the procedure of using the software. The tests continued with one piece of wood chips with
known sizes (Figure A.1 (b)). Figure A.1 (c) shows the invert of the image of one wood chip of
Figure A.1 (b). In both Figures of A.1 (b) and A.1 (c) a piece of paper is shown beside the wood
chips with a known size line. The line size is used for calibrating the size in ImageJ.
(a) (b) (c)
Figure A.1 (a) A test circle image with known dimension designed for understanding how ImageJ software works. (b) The image of one particle wood chips with known dimension. (c) The inverted image of the wood chips particle from image (b).
Figure A.2 (a) shows the image of wood chips with different known sizes. The picture was
inverted, analyzed for threshold, and filtered to create the final image shown in Figure A.2 (b).
The final image then analyzed for the size of particles.
(a) (b)
Figure A.2 A sample scanned image (a) of wood chips with known particle size and its corresponding (b) inverted image used in ImageJ software.

121
Figure A.3 (a) shows the image of particles ground with screen size 25.4 mm. It shows how
the particles are aligned either in vertical or horizontal direction. Figure A.3 (b) shows the
filtered image analyzed by ImageJ software. Figure A.4 shows the length and width of one wood
chips that are measured by the ImageJ software.
(a) (b) Figure A.3 A sample scanned image (a) of ground particles form 25.4 mm screen and its corresponding inverted image (b) used in ImageJ software.
Figure A.4 A piece of wood chips. The dimensions that are measured by ImageJ are shown on the picture.
122
Appendix B The Impact of Data Collection Rate
B.1 No-load energy of knife mill
Data acquisition system reads the voltage output of the knife mill. Figure B.1 shows a sample
plot of instantaneous voltage versus time for duration of 6 min with no-load (no mass in the
grinder). Voltage change is converted to current by:
B.1
where, I is current (A), V is electric potential difference (V), and R is resistance (Ω). The range in
current I was 4-20 mA, which corresponds to 0-2.5 kW power of the knife mill. Each point
(voltage) that was read by the data acquisition system was converted to its corresponding power
point, kW. Figure B.2 is the conversion of the same plot as Figure B.1 to power versus time. The
signal had an initial perturbation but quickly became steady. The average of the data at steady-
state was reported as the power input of the grinder. The mean power input for no-load operation
of the knife mill varied little with a value at about 510 W (SD = 5 W). CV for the parasitic power
was 0.009.
The sampling theorem states that if a signal containing maximum frequency of fmax is
sampled at a rate of f which is bigger than twice of fmax then all the information in the continuous
time signal will be retained in the sample signal (Devasahayam, 2013). Data collection of no-
load was repeated with the rates of 100, 50, 25, 12, 6, 3, and 1 Hz, and the average of voltage
was recorded. Fast Fourier transform of the data showed the frequencies were in the range of
0.03 to 0.1 Hz.
An analysis was conducted to determine the effects the rate of data collection may have on
recorded power input to the grinder when grinding wood. Grinding of willow was repeated and
the data acquisition was performed with a rate of 100 Hz. Average voltage input was calculated
during several continuous runs. The data-reading rate was reduced to 50, 25, and 1 Hz and the
average voltage was recorded. Table B.1 summarizes the average values of voltage
corresponding to each data sampling rate and its error in comparison with the reading rate of 1
Hz. The average voltage shows that data recording at 1 Hz or above is adequate for capturing the
average power consumption.
RVI =
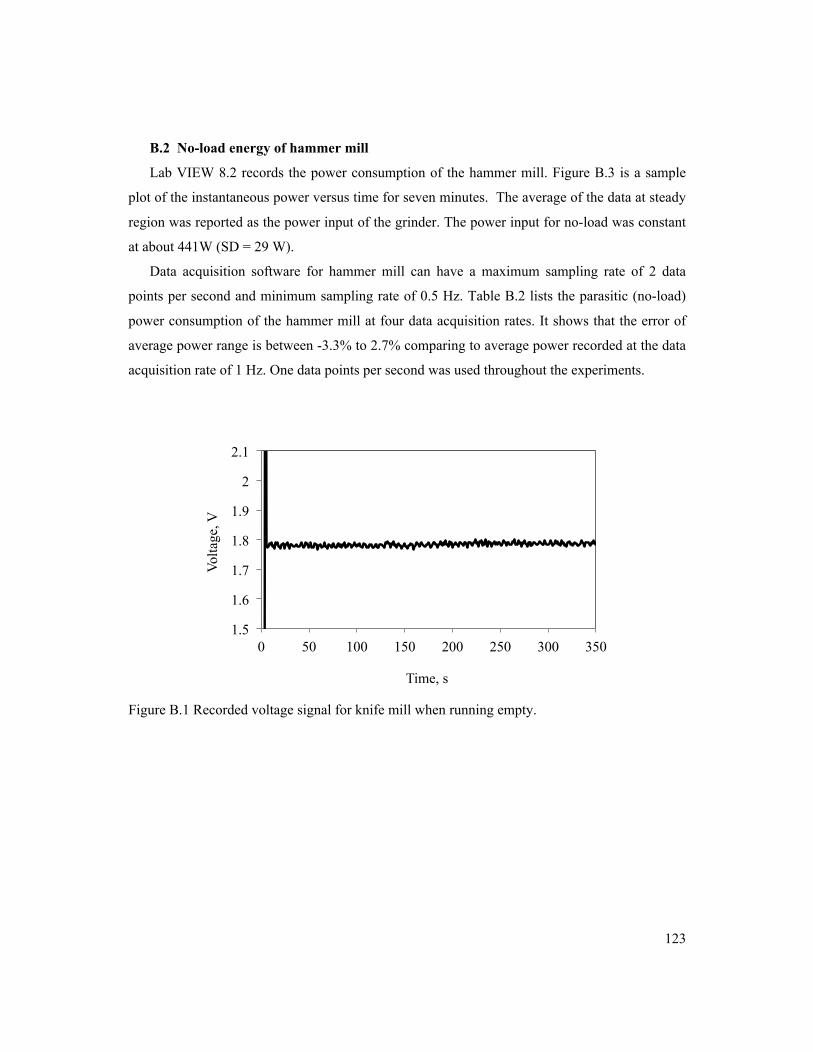
123
B.2 No-load energy of hammer mill
Lab VIEW 8.2 records the power consumption of the hammer mill. Figure B.3 is a sample
plot of the instantaneous power versus time for seven minutes. The average of the data at steady
region was reported as the power input of the grinder. The power input for no-load was constant
at about 441W (SD = 29 W).
Data acquisition software for hammer mill can have a maximum sampling rate of 2 data
points per second and minimum sampling rate of 0.5 Hz. Table B.2 lists the parasitic (no-load)
power consumption of the hammer mill at four data acquisition rates. It shows that the error of
average power range is between -3.3% to 2.7% comparing to average power recorded at the data
acquisition rate of 1 Hz. One data points per second was used throughout the experiments.
Figure B.1 Recorded voltage signal for knife mill when running empty.
1.5
1.6
1.7
1.8
1.9
2
2.1
0 50 100 150 200 250 300 350
Volta
ge, V
Time, s

124
Figure B.2 Power input vs. time for knife mill when running empty. The signal has a sudden pick which is due to the sudden pull of power to start up the grinder. The signal continues with a uniform wave pattern.
Figure B.3 Power input vs time for hammer mill when running empty. The signal has a sudden pick, which is due to the sudden pull of power to start up the grinder. The signal continues with a uniform wave pattern, which has an average of 442 W.
400
450
500
550
600
0 50 100 150 200 250 300 350
Pow
er, W
Time, s
300
350
400
450
500
550
600
0 50 100 150 200 250 300 350 400 450
Pow
er, W
Time, s
Average: 442 W

125
Table B.1 Data acquisition rate, average recorded voltage, and the corresponding percentage errors for knife mill when grinding willow wood chips. Data acquisition rate, Hz Avg voltage, V % Error
100 1.9866 0.0151 50 1.9867 0.0101 25 1.9872 -0.0151 12 1.9870 -0.0050 6 1.9874 -0.0252 3 1.9878 -0.0453 1 1.9869 -0.0000
Table B.2 Parasitic power of hammer mill. Data acquisition rate,
Hz Avg power,
W % Error SD
2.0 441 + 2.3 29 1.0 436 0.0 30 0.7 437 - 3.3 26 0.5 440 + 2.7 29

126
Appendix C Results of Size Reduction
Table C.3 lists the raw data collected during grinding of the four wood species: Douglas-
fir, pine, aspen, and poplar by knife mill on 2 mm screen. Moisture contents of the samples
were between 8.5-10%. The mass of material fed to the grinder was almost constant at 500-
505 g. Feeder vibration was kept at 25%. The vibration of 25% was the minimum vibration at
which the quarter disk shape pieces from all species move smoothly on the feeder tray. The
aim was to provide a uniform flow of materials to the grinder. The number of quarter shape
pieces in each charge of the feed to the grinder is listed in Table C.3. The number of quarter
shape pieces depends on the density of the wood and the branch radius the pieces are cut
from. The pieces were lined up on the feeder tray and fell inside the grinder one by one. The
feeding time was varied for the 500 g total feed for each run. The feeding time was depended
on the density of the particles although the total mass was kept constant. The total energy
consumption and the time of grinding are listed in Table C.3.
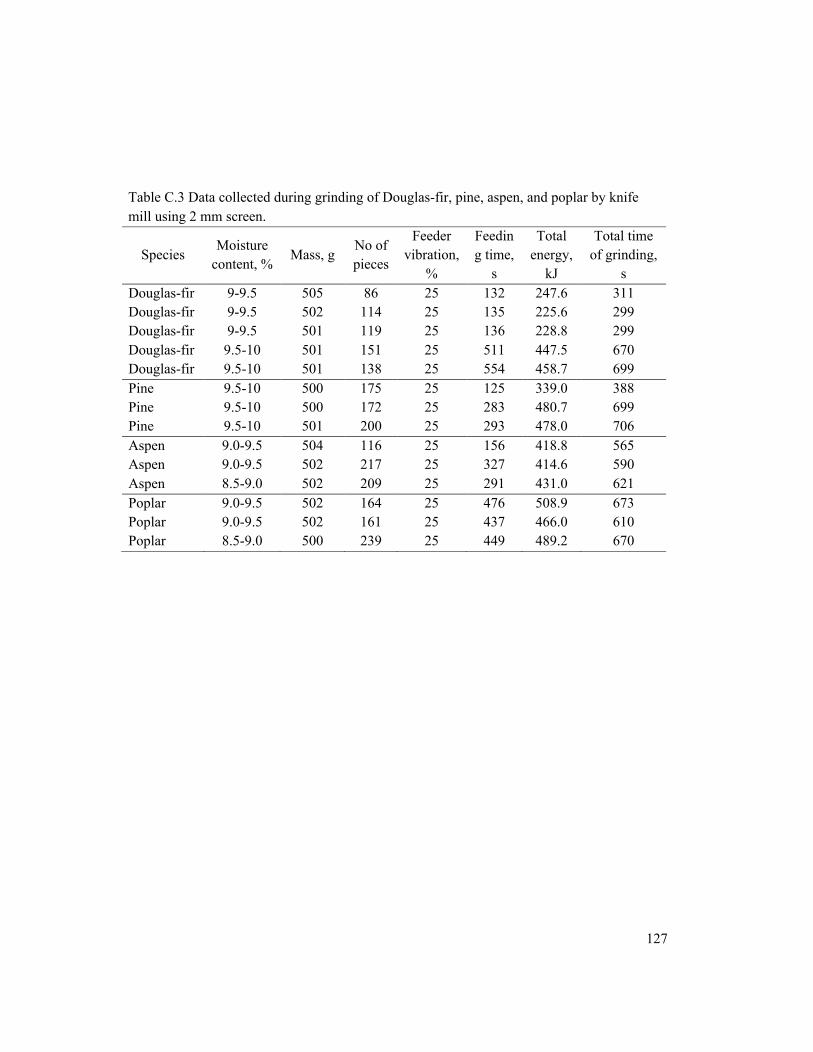
127
Table C.3 Data collected during grinding of Douglas-fir, pine, aspen, and poplar by knife mill using 2 mm screen.
Species Moisture
content, % Mass, g
No of pieces
Feeder vibration,
%
Feeding time,
s
Total energy,
kJ
Total time of grinding,
s Douglas-fir 9-9.5 505 86 25 132 247.6 311 Douglas-fir 9-9.5 502 114 25 135 225.6 299 Douglas-fir 9-9.5 501 119 25 136 228.8 299 Douglas-fir 9.5-10 501 151 25 511 447.5 670 Douglas-fir 9.5-10 501 138 25 554 458.7 699 Pine 9.5-10 500 175 25 125 339.0 388 Pine 9.5-10 500 172 25 283 480.7 699 Pine 9.5-10 501 200 25 293 478.0 706 Aspen 9.0-9.5 504 116 25 156 418.8 565 Aspen 9.0-9.5 502 217 25 327 414.6 590 Aspen 8.5-9.0 502 209 25 291 431.0 621 Poplar 9.0-9.5 502 164 25 476 508.9 673 Poplar 9.0-9.5 502 161 25 437 466.0 610 Poplar 8.5-9.0 500 239 25 449 489.2 670

128
Appendix D Grinding Herbaceous Biomass
Seven samples: wheat straw, switchgrass, sunflower seed husks, sorghum seeds,
miscanthus, olive residue, corn stover were received from Ottawa on September 26, 2012.
Two samples: canola straw and willow were received from Alberta on October 8, 2012.
Bagasse sample was received on January 9, 2012. Upon receiving the samples, they were
labelled from 1 to 9. The information that was provided on each species was recorded. In
addition, further observations on the nature of each sample were noted. Figure D.5 shows the
samples as-received.
Herbaceous biomass samples were either dried or moisturized to a controlled moisture
content of 10-11% wb. Canola straw, willow, and corn stover samples consisted of big pieces.
Since these big pieces could not be fed to the hammer mill directly, they were first shredded
in a Model 80, Crary Bear Cat Chipper/Shredder, West Fargo, ND with screen size of 38.1
mm.
A representative sample of 2 kg was prepared. The sample was divided into ten portions
of 200 g each. The portions were fed into the grinder in a way to maintain a consistent input
of material. It was tried to feed the prepared ten portions in 2 minutes. The grinding was
repeated on three replicates for each species. The feeding rate was adjusted depending on the
material characteristics or screen size inside the hammer mill to maintain a continuous
grinding.
Power consumption for grinding each species by hammer mill was recorded. Specific
power consumption of grinding was calculated as power consumption of grinding minus
parasitic power input. The range of power input with a 6.4 mm screen was recorded. Willow
branches were hardest to grind. Wheat straw, canola straw, bagasse, and miscanthus required
similar levels of energy input. Small particles like sorghum seed, olive residue, and sunflower
seed husk required the least energy input. There were flow issues with some samples such as
corn stover, which produced strings of fibre that did not flow easily. Specific energy
consumption of grinding was calculated by dividing specific power input by feeding rate.
Specific energy consumption of grinding was the energy for grinding one kilogram of
biomass.

129
The results of grinding ten herbaceous biomass samples are summarized in Table D.4.
Table D.4 lists the average, standard deviation, maximum, minimum, and coefficient of
variation of the power consumptions of grinding tests. The standard deviation or the
variability of power consumption increased as the screen size decreased for all feedstock.
Figure D.6 shows the power consumption of grinding chipped willow on 6.4 mm screen.
The figure shows the power consumption increased when the feeding starts. The power
consumption reached a constant region when the grinder chamber was filled with material
and the feeding rate was equal to production rate. Power consumption decreased when the
feeding rate stopped. The decrease continued until the grinder chamber was emptied of the
material. The variability of power consumption was high in the constant region (SD=233).
Figure D.7 shows the power consumption of grinding sorghum seeds. The figure shows that
there was a small variability in power consumption during continuous grinding (SD=34)
compared to the variability of power consumption of hammer mill working empty (SD=32).
Figure D.8 represents the average energy inputs measured using screens of 3.2, 6.4, 12.7,
and 25.4 mm. As expected, energy input increased with decreasing screen size. Screens of
12.7 mm and 25.4 mm were not used for sorghum seeds and olive residue, whose particles
were smaller than the opening sizes of these screens. The other eight herbaceous biomass
were passed through all the four screens. The largest energy input for the 3.2 mm (1/8”)
screen was for grinding corn stover followed by bagasse and willow. Willow consumed the
largest amount of energy to pass through 6.4 mm (1/4”) screen. Figure D.8 highlights the fact
that a wide range of power input is required to meet the differences in grindability of the
biomass species tested.
Figure D.9 shows the size distributions for straw and branches after grinding using the 6.4
mm (1/4”) screen in the hammer mill. The vertical axis is the percent fraction remaining on
the sieve size. Corn stover had the largest fraction of small particles in the pan. Most particles
were collected in the 0.85 mm sieve. Ground willow had the largest size particles remaining
on the top 2 mm sieve.
Figure D.10 shows the particle size distribution for seeds and olive residue after grinding
using the 6.4 mm (1/4”) screen in the hammer mill. The vertical axis is the percent fraction
remaining on the sieve. Olive residue had the largest fraction of small particles in the pan.
130
Most particles were in 0.85-1.4 mm range. Ground olive residue had the largest size particles
remaining on the top 2 mm screen.
Table D.7 lists the results of loose bulk density, tapped bulk density, percent of density
increase due to tapping, and Hausner ratio of ground materials. Loose density and tapped
density increased as the screen size increased in all biomass except sunflower seed husk.
There was a small amount of sunflower seeds mixed with the sunflower seed husk sample.
The sunflower seeds had a chance to be ground when the screen size was 3.2 mm. The ground
sunflower seeds released oil and made the surface of the particles sticky which prevented the
particles from moving freely and caused the decrease in loose and tapped density when the
screen size decreased from 6.4 to 3.2 mm. The Hausner ratio less than 1.25 means the ground
particles are easy to flow. Among the ground particles, only olive residue has a Hausner ratio
of 1.12 (less than 1.25).
Figure D.11 shows the loose bulk densities of the ground materials based on the grinder
screen sizes. The ground sunflower seed husks sample has the highest loose bulk density.
Ground wheat straw has the lowest bulk density. Loose bulk density decreased for all ground
feedstocks as the screen sizes increased. Equation D.1 (Lam et al., 2008) is used to fit the
data.
ρbulk = ax−b D.2
where a and b are constants, x is the screen size, and ρbulk is the bulk density. Table D.3 lists
the constants of a and b for the biomass tested.
Herbaceous biomass has significant size and form variation. A method needs to be
identified to give a size factor to a collected feedstock. This size factor can then be used as the
initial size to test the applicability of Rittinger’s equation on grinding feedstock collected
from field.
An analysis was conducted to evaluate the validity of Rittinger’s, Kick’s and Bond’s
equations on the results of grinding ten herbaceous biomass. Two assumptions were made to
simplify the analysis:
1. The feed particle size (LF) is large. It makes LF-1 in Rittinger equation and LF
-0.5 in
Bond equation small number that can be ignored. Equation:

131
2.7
is modified to:
D.3
and Equation:
2.9
is modified to:
D.4
Kick equation in the form of Equation 4.2 is used for fitting the data.
2. The size of the screen installed in the grinder is used as the final particles size (LP) to
simplify the analysis.
Equations D.2, D.3 and 4.2 are fitted to the data of specific energy consumption and its
corresponding screen size. The results of fitting are summarized in Table D.8. The
coefficients of determination show that overall Rittinger equation fits well to the data. There
are a few exceptions such as corn stover whose data have a higher coefficient of
determination when fitted to Bond equation. Also willow and switchgrass have higher
coefficients of determinations when Kick equation is used.
The biomass can be divided into three categories based on its kR value. The first category
is willow, which is a woody biomass, and has the highest kR, which is equal to 378 J mm g-1.
The kR value for the second category has a range of 66-267 J mm g-1. It includes corn stover,
bagasse, wheat straw, miscanthus, switchgrass, canola straw, and sunflower seed husks.
The third category is olive residue and sorghum seeds which have the lowest kR ranged
between 18-56 J mm g-1. Olive residue is a biomass, which already went through a
physical/mechanical process. Sorghum seed has the structure of agricultural seeds.
The statistical analysis of the instantaneous power consumption signals for grinding
herbaceous biomass collected from field as-it-is shows that the standard deviation (Table D.4)
E = KR1LP
−1LF
"
#$
%
&'
E = KR1LP
!
"#
$
%&
E = KB1LP0.5 −
1LF0.5
"
#$
%
&'
E = KB1LP0.5
!
"#
$
%&

132
of the signal increases as the kR increases. The first biomass category has a low standard
deviation such as sorghum seeds and olive residue (low kR). The second biomass category has
a medium standard deviation such as corn stover, bagasse, wheat straw, miscanthus,
switchgrass, canola straw, and sunflower seed husks (medium kR). The third biomass category
has the highest standard deviation such as willow (high kR). Standard deviation of power
consumption increased as the screen size installed inside the grinder decreased.
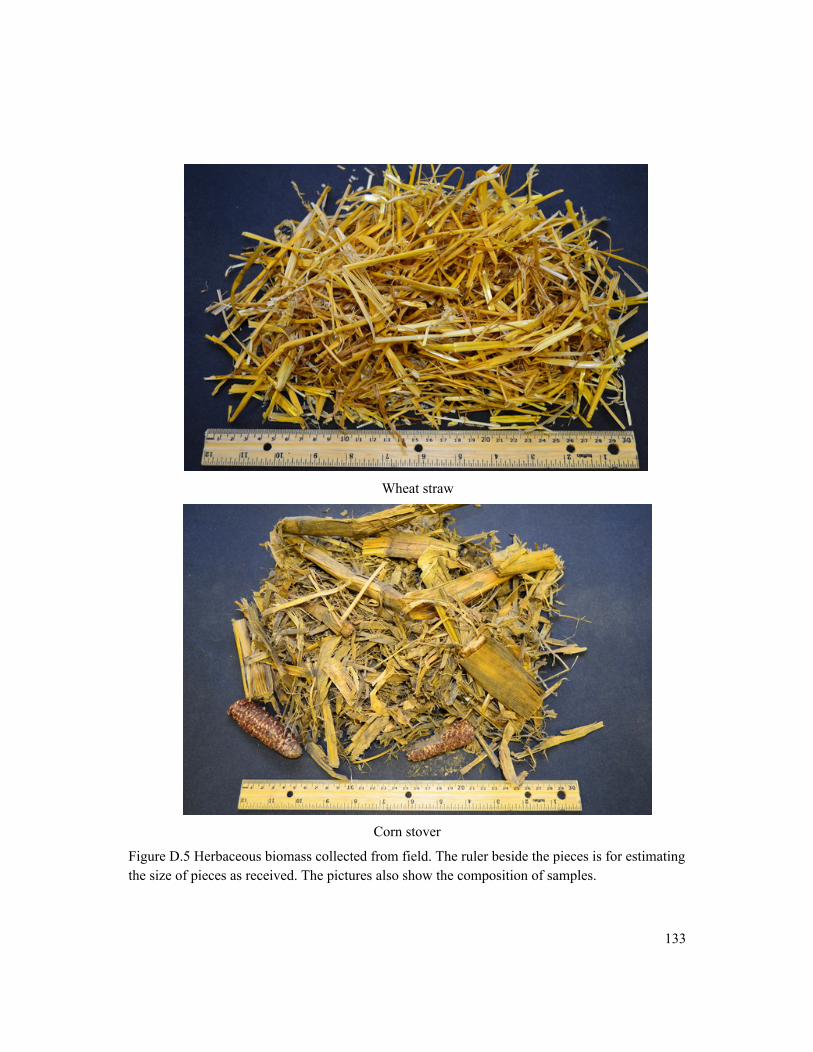
133
Wheat straw
Corn stover
Figure D.5 Herbaceous biomass collected from field. The ruler beside the pieces is for estimating the size of pieces as received. The pictures also show the composition of samples.

134
Switch grass
Sunflower seed husk
Figure D.1 Cont.

135
Sorghum seeds
Olive residue
Figure D.1 Cont.

136
Miscanthus
Canola straw
Figure D.1 Cont.
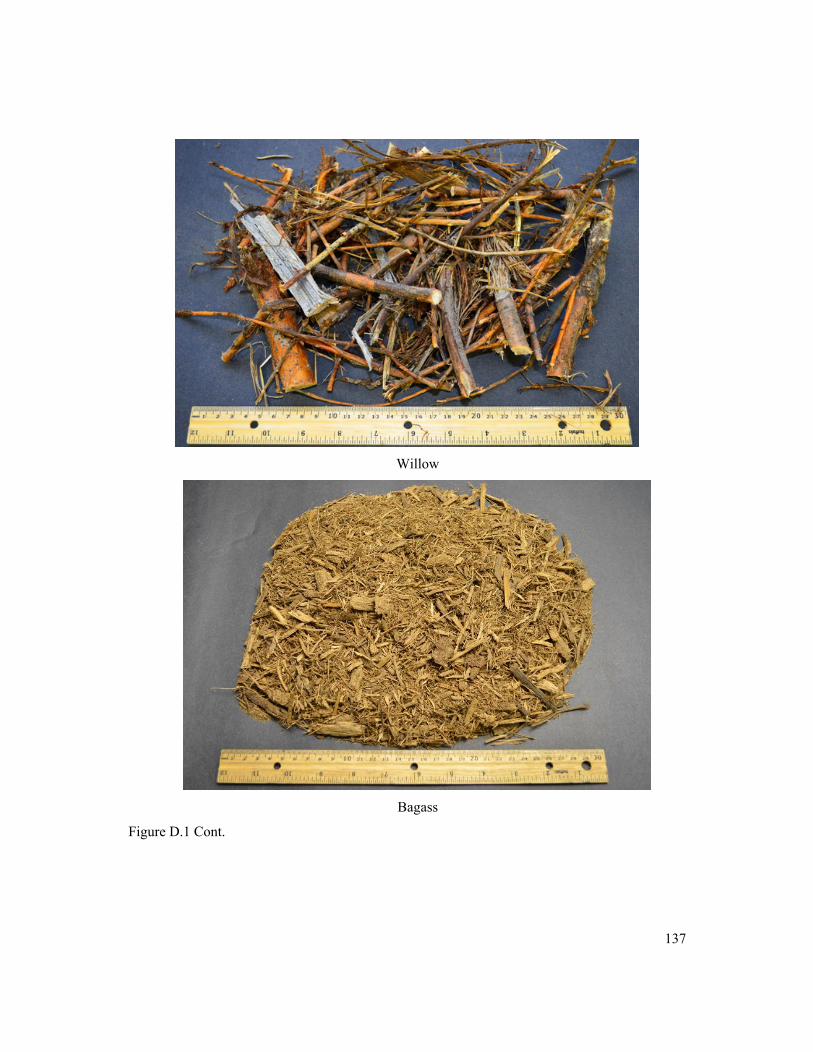
137
Willow
Bagass
Figure D.1 Cont.

138
Figure D.6 Power consumption of grinding chipped willow in the hammer mill with 6.4 mm (0.25 in) screen. The large variability of the data (SD=233) comparing to the variability of power consumption working empty (SD=32) is due to variable size of input wood chips and variable wood properties.
Figure D.7 Power consumption of grinding sorghum seeds in the hammer mill with 6.4 mm (0.25 in) screen. The small variability of the data (SD=34) comparing to the variability of power consumption working empty (SD=32) is due to uniform particle size and uniform properties of sorghum seeds.
0
500
1000
1500
2000
25 75 125 175 225
Pow
er, W
Time, s
0
200
400
600
800
1000
0 20 40 60 80 100 120 140 160
Pow
er, W
Time, s
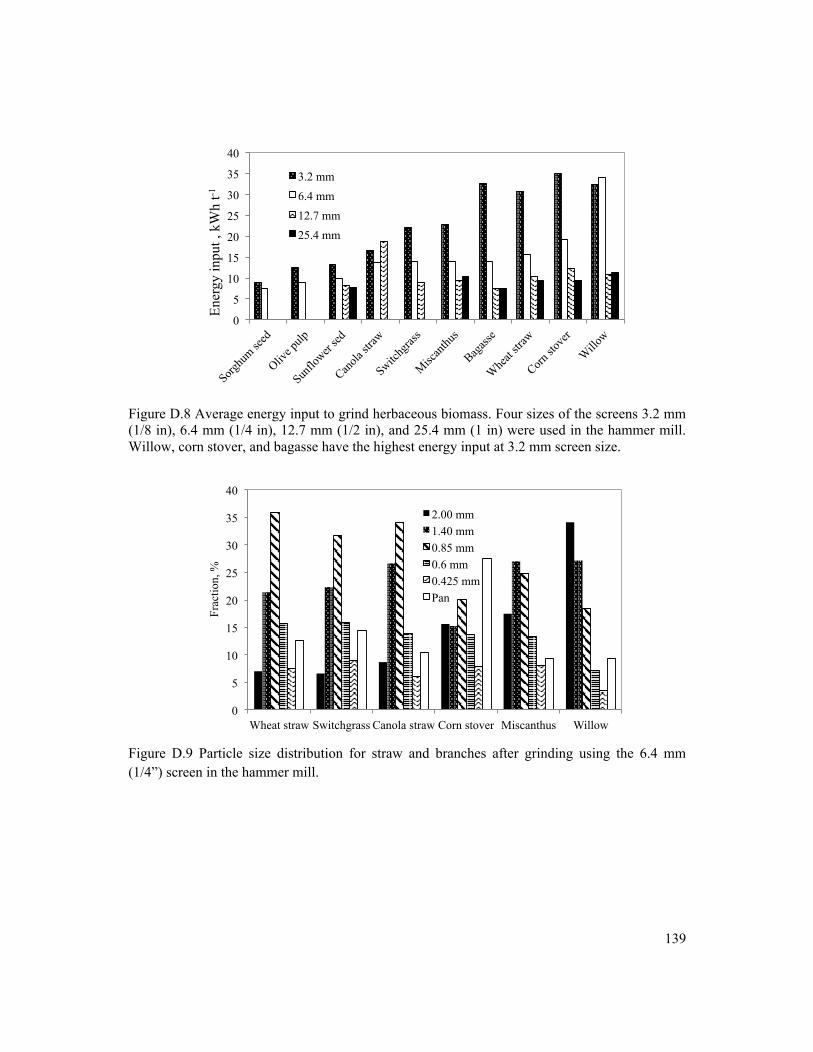
139
Figure D.8 Average energy input to grind herbaceous biomass. Four sizes of the screens 3.2 mm (1/8 in), 6.4 mm (1/4 in), 12.7 mm (1/2 in), and 25.4 mm (1 in) were used in the hammer mill. Willow, corn stover, and bagasse have the highest energy input at 3.2 mm screen size.
Figure D.9 Particle size distribution for straw and branches after grinding using the 6.4 mm (1/4”) screen in the hammer mill.
0
5
10
15
20
25
30
35
40
Ener
gy in
put ,
kW
h t-1
3.2 mm 6.4 mm 12.7 mm 25.4 mm
0
5
10
15
20
25
30
35
40
Wheat straw Switchgrass Canola straw Corn stover Miscanthus Willow
Frac
tion,
%
2.00 mm 1.40 mm 0.85 mm 0.6 mm 0.425 mm Pan

140
Figure D.10 Particle size distribution for seeds and olive residue after grinding using the 6.4 mm (1/4”) screen in the hammer mill.
Figure D.11 Loose bulk density of bagasse, wheat straw, canola straw, sunflower seed husks, corn stover and miscanthus ground at different screen sizes inside the hammer mill. Equation D.1 is fitted and the trend of bulk density of each biomass are shown.
0
5
10
15
20
25
30
35
40
Sunflower seed Olive residue Sorghum seed
Frac
tion,
%
2.00 mm 1.40 mm 0.85 mm 0.6 mm 0.425 mm Pan
0 20 40 60 80
100 120 140 160 180 200
0 5 10 15 20 25 30
Loos
e bu
lk d
ensi
ty, k
g m
-3
Grinder screen size, mm Bagasse Sunflower seed husks
Wheat Straw Corn Stover
Canola Straw Miscanthus
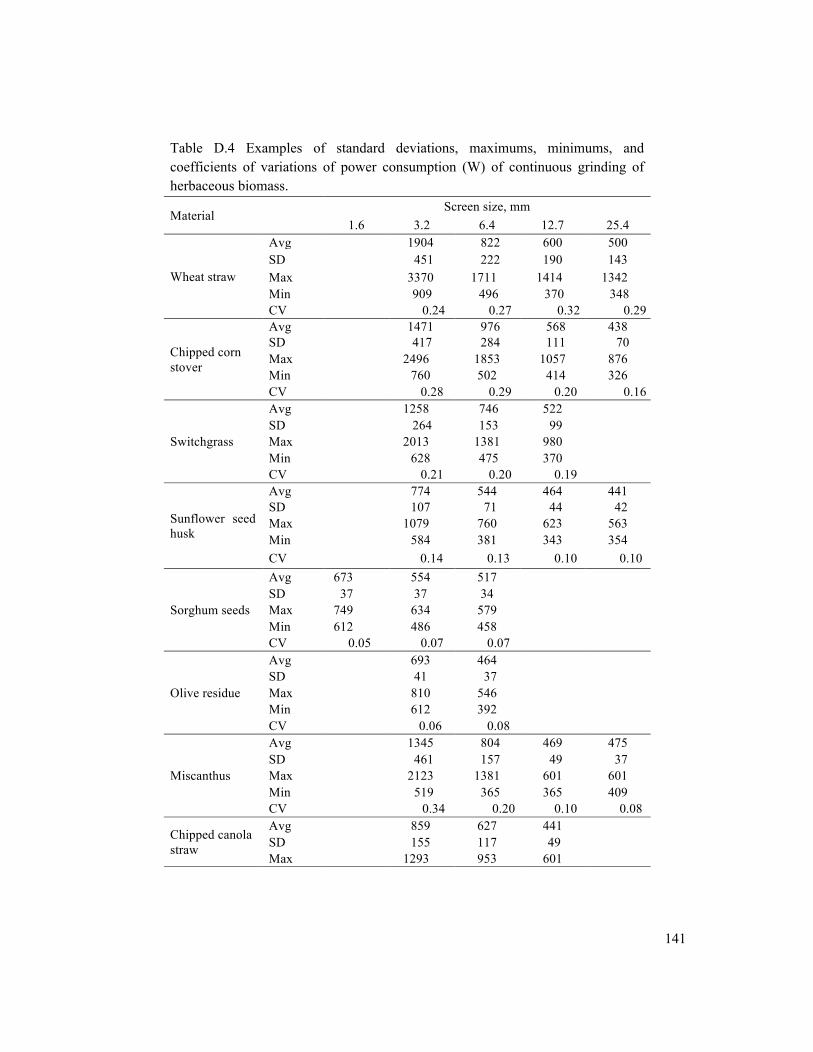
141
Table D.4 Examples of standard deviations, maximums, minimums, and coefficients of variations of power consumption (W) of continuous grinding of herbaceous biomass.
Material Screen size, mm 1.6 3.2 6.4 12.7 25.4
Wheat straw
Avg 1904 822 600 500 SD 451 222 190 143 Max 3370 1711 1414 1342 Min 909 496 370 348 CV 0.24 0.27 0.32 0.29
Chipped corn stover
Avg 1471 976 568 438 SD 417 284 111 70 Max 2496 1853 1057 876 Min 760 502 414 326 CV 0.28 0.29 0.20 0.16
Switchgrass
Avg 1258 746 522 SD 264 153 99 Max 2013 1381 980 Min 628 475 370 CV 0.21 0.20 0.19
Sunflower seed husk
Avg 774 544 464 441 SD 107 71 44 42 Max 1079 760 623 563 Min 584 381 343 354 CV 0.14 0.13 0.10 0.10
Sorghum seeds
Avg 673 554 517 SD 37 37 34 Max 749 634 579 Min 612 486 458 CV 0.05 0.07 0.07
Olive residue
Avg 693 464 SD 41 37 Max 810 546 Min 612 392 CV 0.06 0.08
Miscanthus
Avg 1345 804 469 475 SD 461 157 49 37 Max 2123 1381 601 601 Min 519 365 365 409 CV 0.34 0.20 0.10 0.08
Chipped canola straw
Avg 859 627 441 SD 155 117 49 Max 1293 953 601

142
Table D.1 Cont.
Material Screen size, mm 1.6 3.2 6.4 12.7 25.4
Chipped canola straw
Min 584 453 343 CV 0.18 0.19 0.11
Chipped willow
Mean 1537 1050 548 433 SD 522 233 142 67 Max 2853 1826 1310 799 Min 612 574 310 310 CV 0.34 0.22 0.26 0.16
Bagasse
Mean 1764 646 443 417 SD 675 113 46 38 Max 4660 991 634 590 Min 1255 464 343 337 CV 0.38 0.17 0.10 0.10

143
Table D.5 Summary of specific power (kWh t-1) required for grinding herbaceous biomass by hammer mill on five screen sizes.
Material MC Screen size, mm
1.6 3.2 6.4 12.7 25.4
Wheat straw 11 26.4 14.9 10.5 9.3 11 32.6 17.0 10.5 11 33.4 14.8 10.1
Corn stover 10 18.2 10 17.4 11 35.0 21.9 12.3 9.5
Switchgrass 11 21.3 12.4 8.9 11 9.0
Sunflower seed husk
10 13.8 9.3 7.9 7.5 10 12.2 9.5 8.0 7.6 10 13.4 9.4 7.9 7.5
Sorghum seeds 5 10.9 9.0 8.6 5 11.1 6.6
Olive residue 10 11.7 9.0 10 13.2
Miscanthus 11 23.5 13.9 10.9 9.9 11 22.4 15.1 8.2 11.3 11 22.4 12.9 9.0 9.6
Canola straw 11 16.7 12.0 18.7 11 11.3
Willow 11 32.3 32.5 10.7 11.2 11 21.2
Bagasse 10 34.2 11.2 7.2 7.4 10 32.1 12.8 7.7 7.0 10 31.5 18.0 7.6 7.7

144
Table D.6 Constants a and b of Equation D.1 for the data of the herbaceous biomass. The equation fits fairly well to the data. Material a b R2 Bagasse 110.9 0.1 0.72 Canola straw 153.8 0.3 0.97 Corn stover 112.6 0.1 1 Miscanthus 153.9 0.2 0.74 Sunflower seed husk 200.1 0.1 0.63 Wheat straw 156.9 0.5 0.96 (113.8)[1] (0.39) (0.98)
[1]Lam et al. (2008) tested the equation on clean stems that were cut to exact lengths of wheat straw. The constants provided in parenthesis are extracted from his study.

145
Table D.7 Bulk density of hammer milled ground samples of ten herbaceous biomass ground on four screen sizes by hammer mill. In most cases loose and tapped bulk density increased as the screen size decreased. This trend did not happen for a few biomass when the screen size decreased from 6.4 to 3.2 mm. Reorientation of the particles due to tapping caused tapped bulk density to be higher than loose bulk density.
Material Screen size, mm
Loose bulk density, kg m-3
Tapped bulk density, kg m-3
Density increase due to
tapping, %
Hausner ratio
Wheat straw
25.4 29.8 51.4 73 1.70 12.7 39.9 65.6 65 1.60 6.4 68.6 102.5 49 1.50 3.2 81.1 120.6 49 1.50
Corn stover
25.4 70.5 95.0 35 1.35 12.7 76.8 98.5 28 1.28 6.4 98.0 137.1 40 1.40 3.2 95.3 130.5 37 1.40
Switchgrass 6.4 97.6 148.1 52 1.52
Sunflower seed husk
25.4 160.5 206.7 29 1.29 12.7 159.4 227.9 43 1.43 6.4 236.7 303.8 28 1.28 3.2 189.4 277.8 47 1.47
Sorghum seed 6.4 649.7 811.6 25 1.25 Olive residue 6.4 611.8 686.8 12 1.12
Miscanthus 12.7 95.6 134.1 40 1.40 6.4 121.5 162.9 34 1.34 3.2 121.1 170.7 41 1.40
Canola straw
25.4 61.5 90.5 47 1.47 12.7 69.8 101.6 46 1.46 6.4 95.1 140.6 48 1.48 3.2 107.9 150.2 39 1.39
Willow 6.4 131.7 212.9 62 1.62

146
Table D.8 Slopes and coefficients of determinations for fitting Equations 4.9, 4.10, and 4.2 to the data of grinding herbaceous biomass by hammer mill on different screen sizes. LP is replaced by screen size inside the grinder. Rittinger equation has a good fit for feed from all sizes.
Biomass
Rittinger Equation
Bond Equation Kick Equation
kR J mm g-1
R2 kB
J mm0.5 g-1 R2 kK
J (ln mm)-1 g-1 CK R2
Willow 378 0.44 378 0.43 -51 166 0.61 Corn stover 267 0.94 112 0.95 -40 121 0.86 Bagasse 246 0.84 246 0.84 -45 125 0.80 Wheat straw 240 0.88 108 0.59 -42 120 0.80 Miscanthus 164 0.91 164 0.91 -27 80 0.86 Switchgrass 154 0.95 108 0.59 -33 87 0.96 Canola straw 96 0.97 96 0.97 -19 52 0.96 Sun flower seed husks 66 0.96 29 0.68 -10 30 0.85 Olive residue 56 0.86 56 0.86 -20 41 1 Sorghum seeds 18 0.92 13 0.78 -6 14 0.86

147
Appendix E Chemical Composition of Wood
Table E.1 lists the result of chemical composition of wood samples. The chemical
components are given as percentages oven-dry, extractive-free wood meal. Lignin, acid insoluble
and acid soluble content were determined in triplicate with a modified standard method (Sluiter
et al., 2011).
Table E.1 provides the data for the chemical composition, as percentages of oven-dry,
extractive-free wood meal, of the samples evaluated. The mass balance is as expected for the
combined methodologies employed. The mass balance for the aspen sample is somewhat lower
than was obtained for the other samples. This result suggests that the inclusion of extractives,
which would comprise between 2 - 4% (Allen, 1988, Davis et al., 1995) and uronic acids (~5%)
(Isenberg, 1981), would close the mass balance for this aspen sample.

148
Table E.9 Chemical composition of four wood samples given as percentage oven-dry, extractive-free wood meal.
Species Sample
no. Glucan
% Xylan
% Galactan
% Arabinan
% Mannan
% Insol. Lignin
% Sol. Lignin
%
Douglas-fir
1 38.8 7.5 8.0 2.0 8.5 32.1 4.5 2 38.3 7.5 8.0 1.9 8.4 32.4 4.2 3 39.2 7.7 8.1 2.0 8.6 32.5 4.4
Pine 1 37.8 8.6 7.3 2.3 8.9 30.3 4.7 2 38.2 8.6 7.4 2.3 9.1 30.7 4.9 3 38.1 8.7 7.3 2.3 9.1 30.4 4.6
Aspen 1 42.8 20.1 0.8 0.7 1.9 20.1 5.9 2 42.9 20.0 0.8 0.7 1.9 20.7 5.5 3 45.1 20.7 0.8 0.7 2.1 20.8 4.9
Poplar 1 52.6 20.4 0.7 0.5 2.5 20.8 5.9 2 51.1 20.2 0.7 0.4 2.3 21.6 6.1 3 50.1 19.7 0.6 0.4 2.3 20.3 6.2

149
Appendix F SilviScan Analysis Results
Density profiles of samples of wood species from pith to bark are depicted in Figures F.1
to F.24. Three branches of the four species are randomly picked. Samples are identified by
their species followed by branch number, and sample number. Prominent frequency of the
density profile is located by Fast Fourier Transform using OriginPro (OriginLab,
Northampton, MA). Avg and SD and prominent frequency are listed in each graph.
Table F.10 lists the results of maximum, minimum, average, and standard deviation of the
density profile for all the six samples from the four species. The prominent frequency of each
density profile is located by Fast Fourier Transform using Origin software (OriginLab,
Northampton, MA). The dominant frequencies are listed in Table F.10. Table F.10 also lists
the maximum, minimum and average MFA of the samples. Douglas-fir has the highest
dominant frequency followed by pine. Aspen and poplar have the lowest dominant
frequencies.
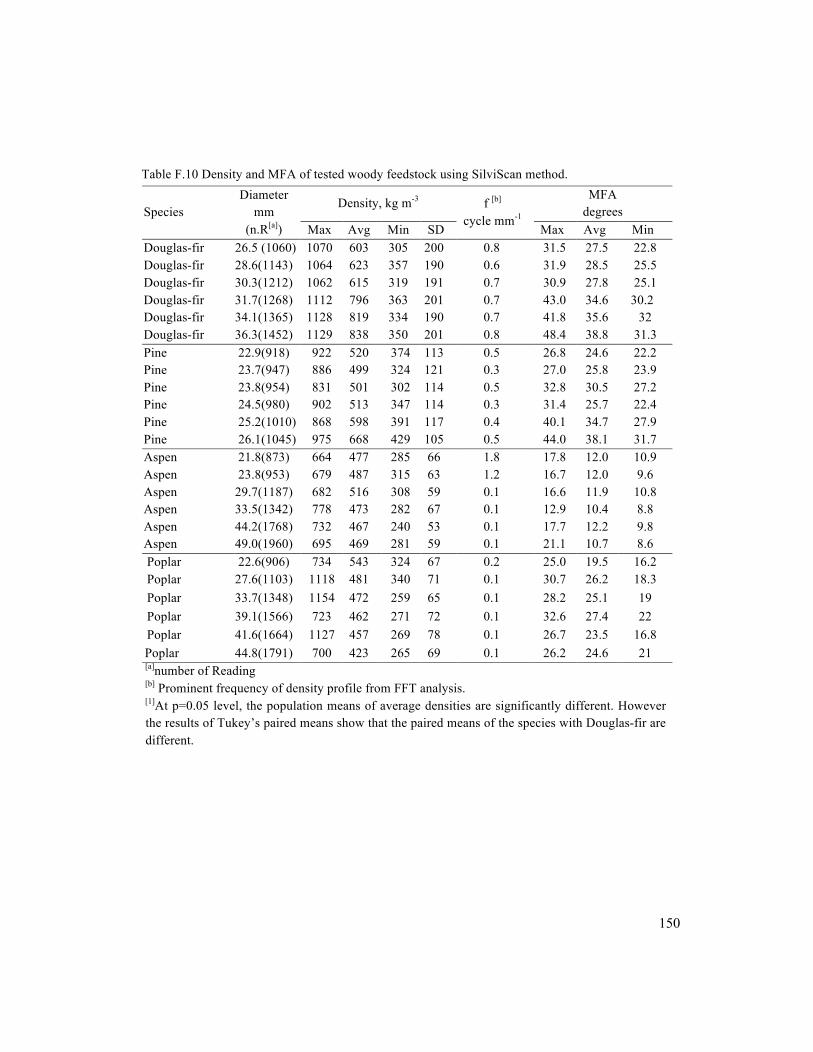
150
Table F.10 Density and MFA of tested woody feedstock using SilviScan method.
Species Diameter
mm (n.R[a])
Density, kg m-3 f [b]
cycle mm-1
MFA degrees
Max Avg Min SD Max Avg Min Douglas-fir 26.5 (1060) 1070 603 305 200 0.8 31.5 27.5 22.8 Douglas-fir 28.6(1143) 1064 623 357 190 0.6 31.9 28.5 25.5 Douglas-fir 30.3(1212) 1062 615 319 191 0.7 30.9 27.8 25.1 Douglas-fir 31.7(1268) 1112 796 363 201 0.7 43.0 34.6 30.2 Douglas-fir 34.1(1365) 1128 819 334 190 0.7 41.8 35.6 32 Douglas-fir 36.3(1452) 1129 838 350 201 0.8 48.4 38.8 31.3 Pine 22.9(918) 922 520 374 113 0.5 26.8 24.6 22.2 Pine 23.7(947) 886 499 324 121 0.3 27.0 25.8 23.9 Pine 23.8(954) 831 501 302 114 0.5 32.8 30.5 27.2 Pine 24.5(980) 902 513 347 114 0.3 31.4 25.7 22.4 Pine 25.2(1010) 868 598 391 117 0.4 40.1 34.7 27.9 Pine 26.1(1045) 975 668 429 105 0.5 44.0 38.1 31.7 Aspen 21.8(873) 664 477 285 66 1.8 17.8 12.0 10.9 Aspen 23.8(953) 679 487 315 63 1.2 16.7 12.0 9.6 Aspen 29.7(1187) 682 516 308 59 0.1 16.6 11.9 10.8 Aspen 33.5(1342) 778 473 282 67 0.1 12.9 10.4 8.8 Aspen 44.2(1768) 732 467 240 53 0.1 17.7 12.2 9.8 Aspen 49.0(1960) 695 469 281 59 0.1 21.1 10.7 8.6 Poplar 22.6(906) 734 543 324 67 0.2 25.0 19.5 16.2 Poplar 27.6(1103) 1118 481 340 71 0.1 30.7 26.2 18.3 Poplar 33.7(1348) 1154 472 259 65 0.1 28.2 25.1 19 Poplar 39.1(1566) 723 462 271 72 0.1 32.6 27.4 22 Poplar 41.6(1664) 1127 457 269 78 0.1 26.7 23.5 16.8 Poplar 44.8(1791) 700 423 265 69 0.1 26.2 24.6 21 [a]number of Reading [b] Prominent frequency of density profile from FFT analysis. [1]At p=0.05 level, the population means of average densities are significantly different. However the results of Tukey’s paired means show that the paired means of the species with Douglas-fir are different.

151
Figure F.12 Density profile for a Douglas-fir sample.
Figure F.13 Density profile for a Douglas-fir sample.
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30 35
Den
sity
, kg
m-3
Distance from pith, mm
Douglas-fir 1-1 Avg=838 kg m-3 SD=201 kg m-3 f= 0.8 cycle mm-1
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30
Den
sity
, kg
m-3
Distance from pith, mm
Douglas-fir 1-2 Avg=623 kg m-3 SD=190 kg m-3 f= 0.6 cycle mm-1
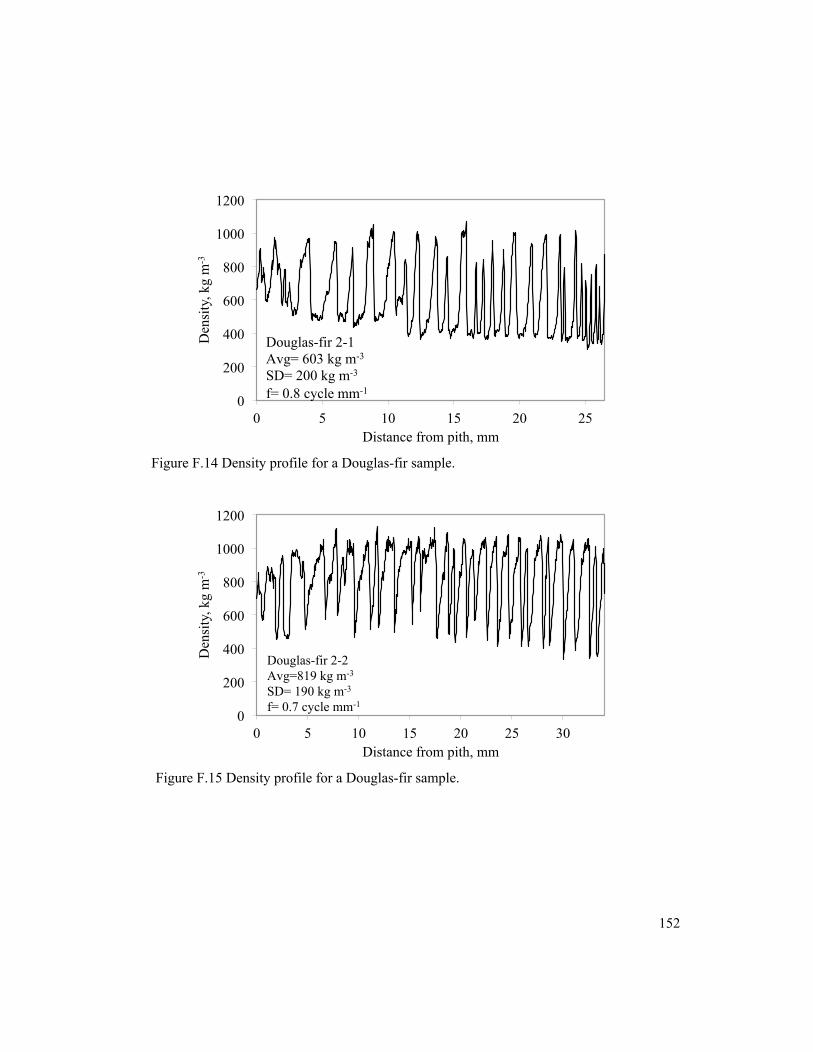
152
Figure F.14 Density profile for a Douglas-fir sample.
Figure F.15 Density profile for a Douglas-fir sample.
0
200
400
600
800
1000
1200
0 5 10 15 20 25
Den
sity
, kg
m-3
Distance from pith, mm
Douglas-fir 2-1 Avg= 603 kg m-3
SD= 200 kg m-3
f= 0.8 cycle mm-1
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30
Den
sity
, kg
m-3
Distance from pith, mm
Douglas-fir 2-2 Avg=819 kg m-3 SD= 190 kg m-3 f= 0.7 cycle mm-1
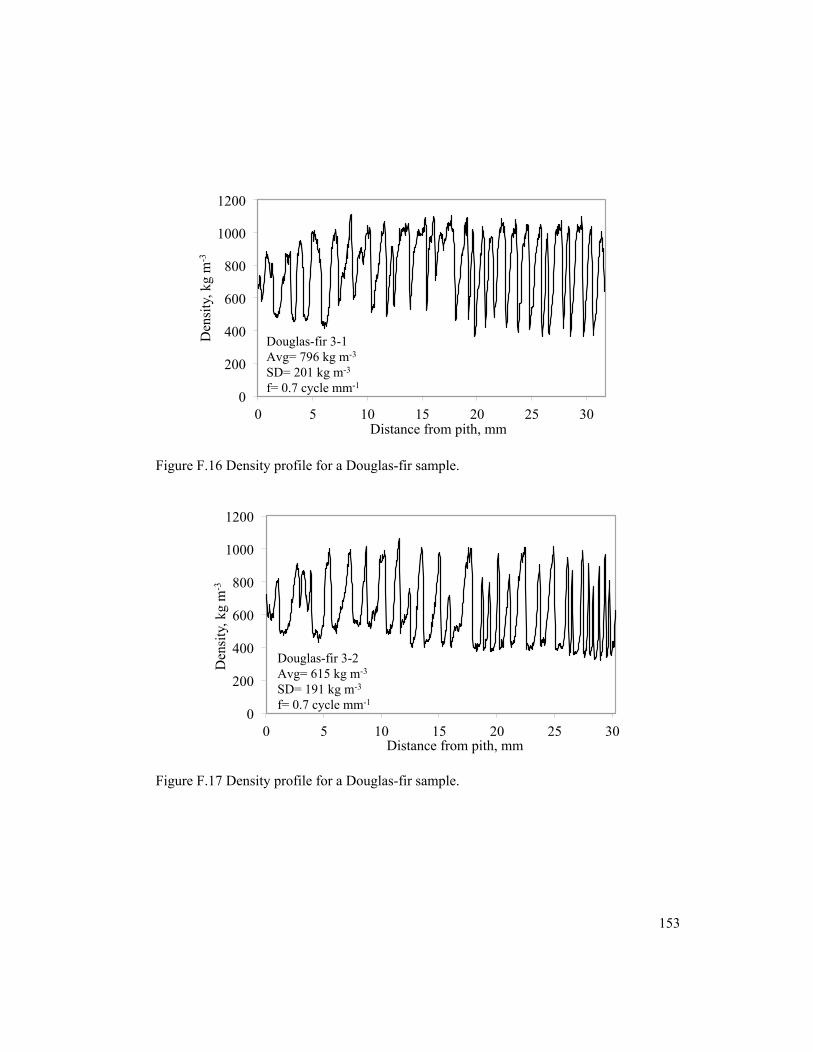
153
Figure F.16 Density profile for a Douglas-fir sample.
Figure F.17 Density profile for a Douglas-fir sample.
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30
Den
sity
, kg
m-3
Distance from pith, mm
Douglas-fir 3-1 Avg= 796 kg m-3
SD= 201 kg m-3 f= 0.7 cycle mm-1
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30
Den
sity
, kg
m-3
Distance from pith, mm
Douglas-fir 3-2 Avg= 615 kg m-3
SD= 191 kg m-3 f= 0.7 cycle mm-1

154
Figure F.18 Density profile for a pine sample.
Figure F.19 Density profile for a pine sample.
0
200
400
600
800
1000
1200
0 5 10 15 20 25
Den
sity
, kg
m-3
Distance from pith, mm
Pine 1-1 Avg= 598 kg m-3
SD = 117 kg m-3
f= 0.4 cycle mm-1
0
200
400
600
800
1000
1200
0 5 10 15 20
Den
sity
, kg
m-3
Distance from pith, mm
Pine 1-2 Avg= 499 kg m-3 SD= 121 kg m-3
f= 0.3 cycle mm-1
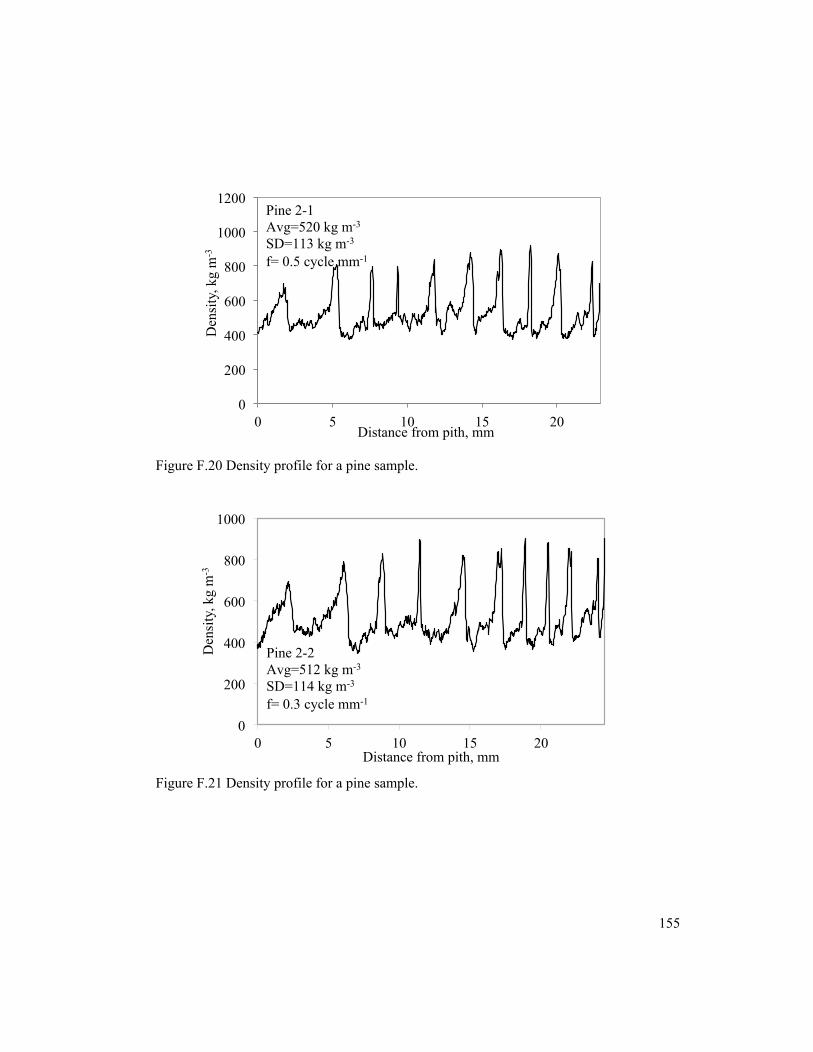
155
Figure F.20 Density profile for a pine sample.
Figure F.21 Density profile for a pine sample.
0
200
400
600
800
1000
1200
0 5 10 15 20
Den
sity
, kg
m-3
Distance from pith, mm
Pine 2-1 Avg=520 kg m-3
SD=113 kg m-3
f= 0.5 cycle mm-1
!
0
200
400
600
800
1000
0 5 10 15 20
Den
sity
, kg
m-3
Distance from pith, mm
Pine 2-2 Avg=512 kg m-3
SD=114 kg m-3
f= 0.3 cycle mm-1

156
Figure F.22 Density profile for a pine sample.
Figure F.23 Density profile for a pine sample.
0
200
400
600
800
1000
1200
0 5 10 15 20 25
Den
sity
, kg
m-3
Distance from pith, mm
Pine 3-1 Avg=668 kg m-3
SD=105 kg m-3
f= 0.5 cycle mm-1
0 100 200 300 400 500 600 700 800 900
0 5 10 15 20
Den
sity
, kg
m-3
Distance form pith, mm
Pine 3-2 Avg= 501 kg m-3
SD=114 kg m-3
f= 0.5 cycle mm-1
!
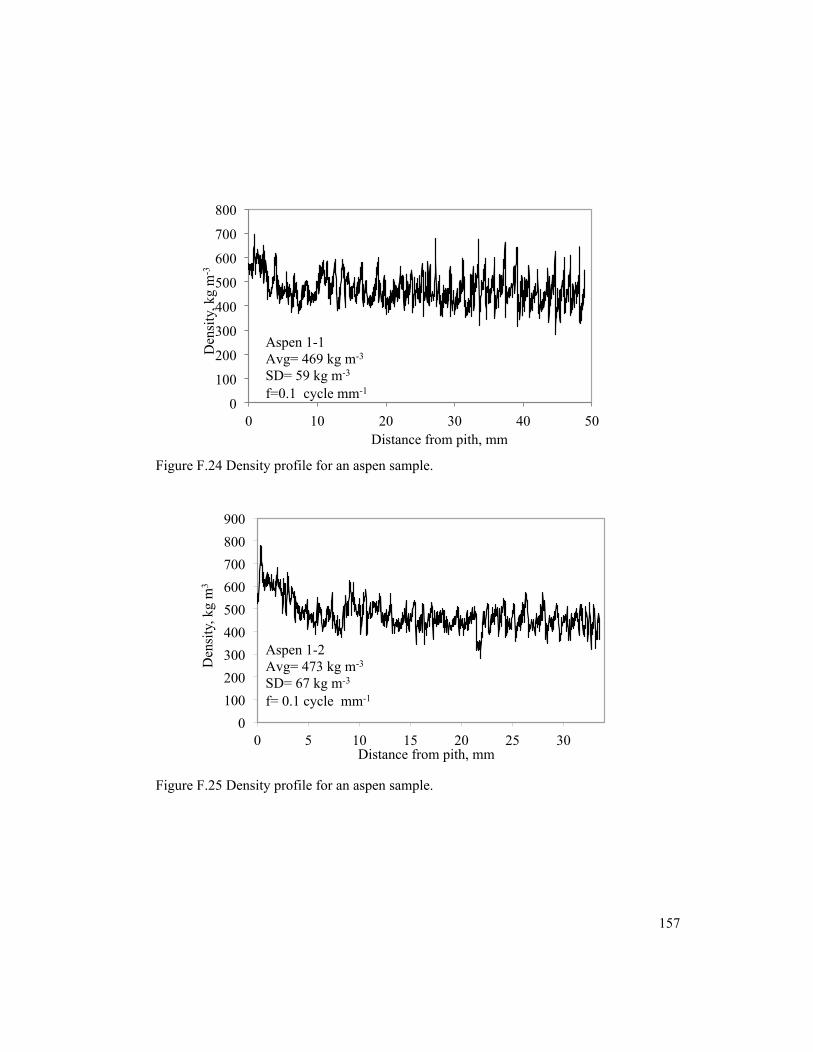
157
Figure F.24 Density profile for an aspen sample.
Figure F.25 Density profile for an aspen sample.
0
100
200
300
400
500
600
700
800
0 10 20 30 40 50
Den
sity
, kg
m-3
Distance from pith, mm
Aspen 1-1 Avg= 469 kg m-3
SD= 59 kg m-3 f=0.1 cycle mm-1
0 100 200 300 400 500 600 700 800 900
0 5 10 15 20 25 30
Den
sity
, kg
m3
Distance from pith, mm
Aspen 1-2 Avg= 473 kg m-3
SD= 67 kg m-3 f= 0.1 cycle mm-1
!

158
Figure F.26 Density profile for an aspen sample.
Figure F.27 Density profile for an aspen sample.
0
100
200
300
400
500
600
700
800
0 10 20 30 40
Den
stiy
, kg
m-3
Distance from pith, mm
Aspen 2-1 Avg= 467 kg m-3
SD= 53 kg m-3 f=0.1 cycle mm-1 !
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25
Den
sity
, kg
m-3
Distance from pith, mm
Aspen 2-2 Avg= 516 kg m-3
SD= 59 kg m-3 f= 0.1 cycle mm-1 !!

159
Figure F.28 Density profile for an aspen sample.
Figure F.29 Density profile for an aspen sample.
0
100
200
300
400
500
600
700
800
0 5 10 15 20
Den
sity
, kg
m-3
Distance from pith, mm
Aspen 3-1 Avg= 487 kg m-3
SD= 63 kg m-3 f= 1.2 cycle mm-1 !
0
100
200
300
400
500
600
700
0 5 10 15 20
Den
sity
, kg
m-3
Distance from pith, mm
Aspen 3-2 Avg= 477 kg m-3
SD= 66 kg m-3 f= 1.8 cycle mm-1 !!

160
Figure F.30 Density profile for a poplar sample.
Figure F.31 Density profile for a poplar sample.
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25 30 35 40
Den
sity
, kg
m-3
Distance from pith , mm
Poplar 1-1 Avg= 423 kg m-3 SD= 69 kg m-3 f= 0.1 cycle mm-1
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30 35 40
Den
sity
, kg
m-3
Distance from pith, mm
Poplar 1-2 Avg= 457 kg m-3 SD= 78 kg m-3 f= 0.1 cycle mm-1 !

161
!
Figure F.32 Density profile for a poplar sample.
Figure F.33 Density profile for a poplar sample.
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30
Den
sity
, kg
m-3
Distance from pith, mm
Poplar 2-1 Avg= 472 kg m-3 SD= 65 kg m-3
f= 0.1cycle mm-1
0
100
200
300
400
500
600
700
800
0 5 10 15 20 25 30 35
Den
sity
, kg
m3
Distance from pith, mm
Poplar 2-2 Avg= 462 kg m-3 SD= 72 kg m-3
f= 0.1 cycle mm-1

162
Figure F.34 Density profile for a poplar sample.
Figure F.35 Density profile for a poplar sample.
0
200
400
600
800
1000
1200
0 5 10 15 20 25
Den
sity
, kg
m 3
Distance from pith, mm
Poplar 3-1 Avg= 481 kg m-3 SD= 71 kg m-3
f= 0.1 cycle mm-1
0
100
200
300
400
500
600
700
800
0 5 10 15 20
Den
sity
, kg
m-3
Distance form pith, mm
Poplar 3-2 Avg= 543 kg m-3 SD= 67 kg m-3
f= 0.2 cycle mm-1