A Scientific Approach to Cleanroom HVAC design - HPCi Media
33
A Scientific Approach to Cleanroom HVAC design Nigel D Lenegan Energy & Carbon Reduction Solutions
-
Upload
khangminh22 -
Category
Documents
-
view
7 -
download
0
Transcript of A Scientific Approach to Cleanroom HVAC design - HPCi Media
A Scientific Approach to Cleanroom HVAC design
Nigel D Lenegan Energy & Carbon Reduction Solutions

CONTENTS
• A bit about me • Cleanroom? • Discussions and topics for another day. • Focus for today • GMP Regulations, Standards and Guides • Some old lemons and untruths • What is a classified cleanroom? • Traditional approach and ac/hr • An alternative (scientific approach) • Don’t panic! • Take-aways • Questions
• 48 years old, married with an 11 year old daughter.
• Started in the HVAC industry as a 16 year old apprentice
• Over 30 years in the cleanroom sector >25 of them specific to Pharma
• Designed and successfully qualified many Pharma facilities £2M-£200M
• 2003 - Chartered Engineer and 1st class (Hons) Engineering degree
• 2006 - Co-founder & past Global Chair of the ISPE Sustainable Facilities COP
• 2009 to date - ISPE HVAC SME & Tutor (Europe)
• Member of the ISO14644 Cleanroom standards technical committee
• UK Expert for ISO 14644-16:2017 Cleanroom Energy Management
• Author and co-author of cleanroom technical papers and CCN Technical Adviser (Pharma)
• Expert witness for Pharmaceutical facilities litigation
• Spent over 10 years influencing change in the Pharma sector
• Self-confessed workaholic – what can I say, I love the Pharma industry and love my job.3
A bit about me!

4
Cleanroom???

A scientific approach to Cleanroom design is directly applicable to Pharmaceutical GMP classified cleanrooms which rely on dilution (turbulent mixing) and where airborne *at-rest and operation particle limits are to be met.
These are typically associated with Sterile Dosage forms which are either terminally sterilised or manufactured aseptically and comply with International Regulatory requirements including EU Annex 1 (Grade B-C) and FDA CFR21, 210 and 211 (ISO 7-8).
This approach can also be applied to EU Grade D areas however, this classification has no defined airborne cleanliness limits during operation, but there are airborne viable limits which cannot be ignored.
Although the approach is still valid for other types of cleanroom - topics for another day include;
• Barrier technology (oRAB, cRAB, Isolators etc)
• Displacement (UDAF) - EU Grade A / FDA Class 100 / ISO 5 Non-sterile facilities (Tablets, API, Liquids and Creams, Soft gels etc)
• Cross-contamination and bio-security
• Other cleanroom sectors; Micro-electronics, High-Tech Manufacturing etc.
5
Discussions and topics for another day.
6
Focus for today…
Pharmaceutical GMP compliant, classified Cleanrooms which rely on dilution (turbulent mixing) and where airborne *at-rest and operation particle limits are to be met.
*Only EU GMP cited regulations have “at-rest”, FDA are only
“operational”
7
GMP?
8
Pharma GMP regulations, standards & guidance Sterile Manufacture
Japan
9
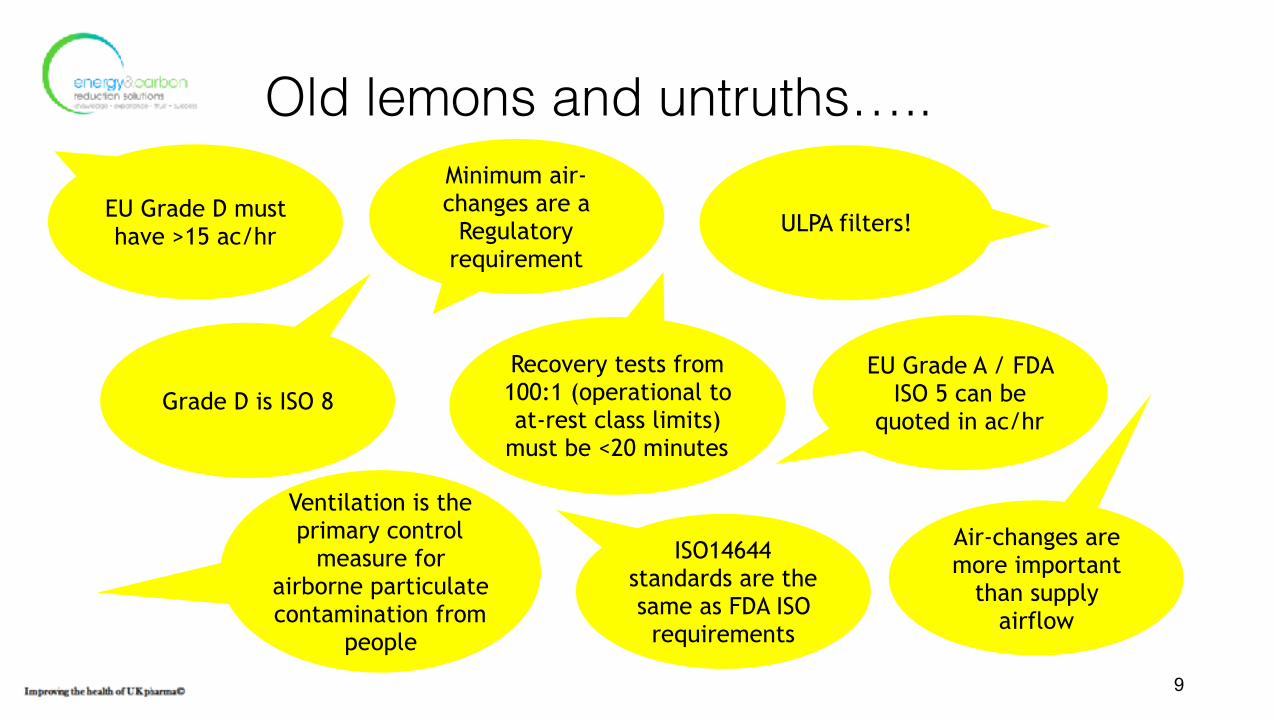
Old lemons and untruths…..
EU Grade D must have >15 ac/hr
Minimum air-changes are a
Regulatory requirement
ULPA filters!
Grade D is ISO 8
Recovery tests from 100:1 (operational to at-rest class limits)
must be <20 minutes
Ventilation is the primary control
measure for airborne particulate contamination from
people
EU Grade A / FDA ISO 5 can be
quoted in ac/hr
ISO14644 standards are the same as FDA ISO
requirements
Air-changes are more important
than supply airflow
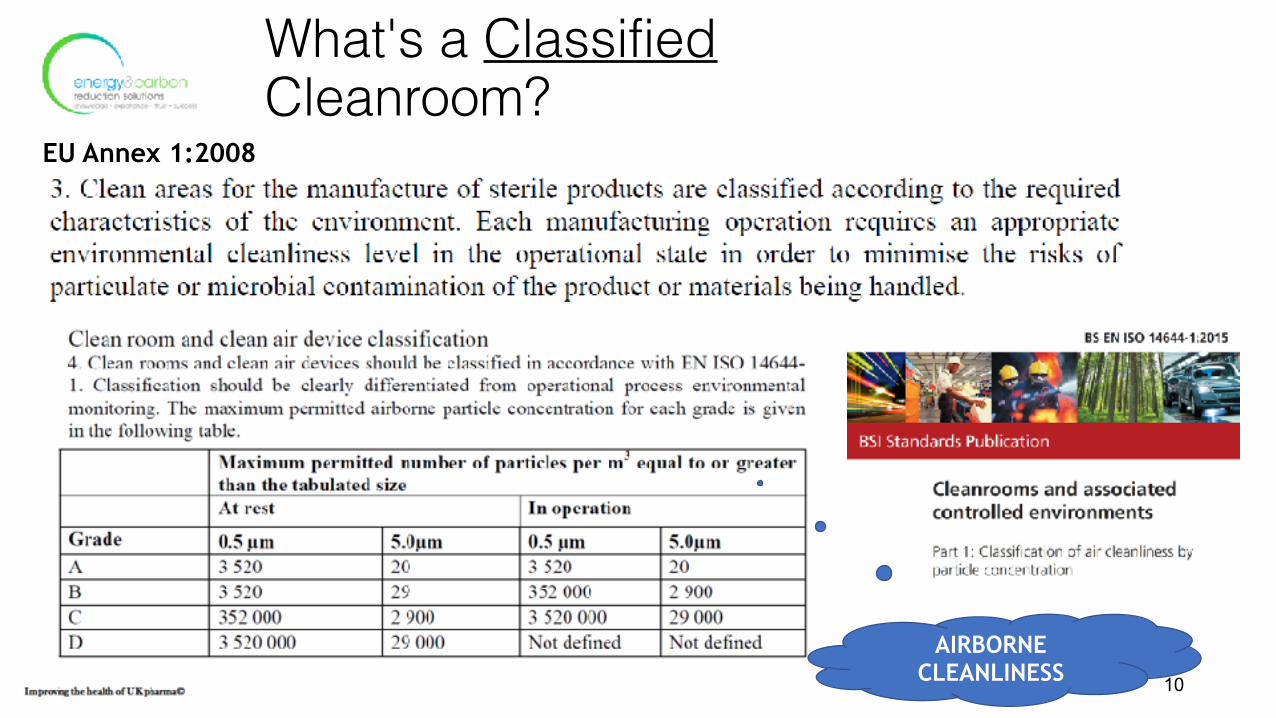
EU Annex 1:2008
10
What's a Classified Cleanroom?
AIRBORNE CLEANLINESS
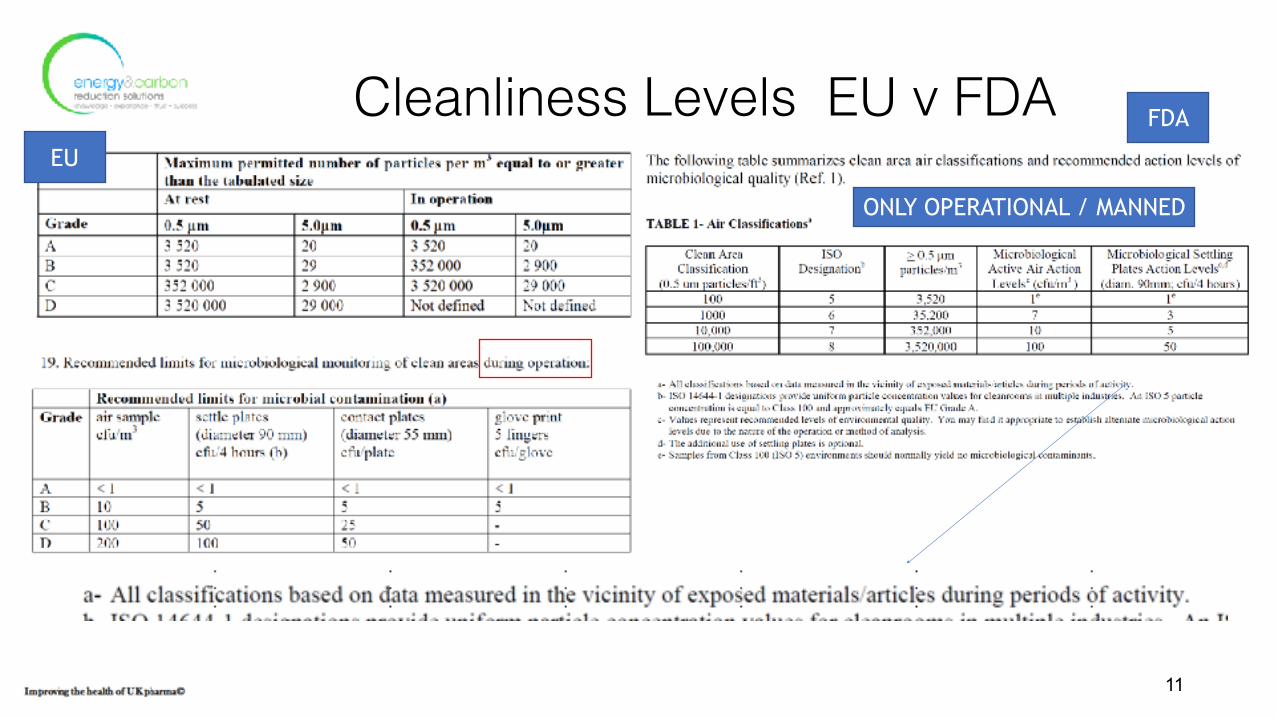
11
Cleanliness Levels EU v FDA
ONLY OPERATIONAL / MANNED
EU
FDA
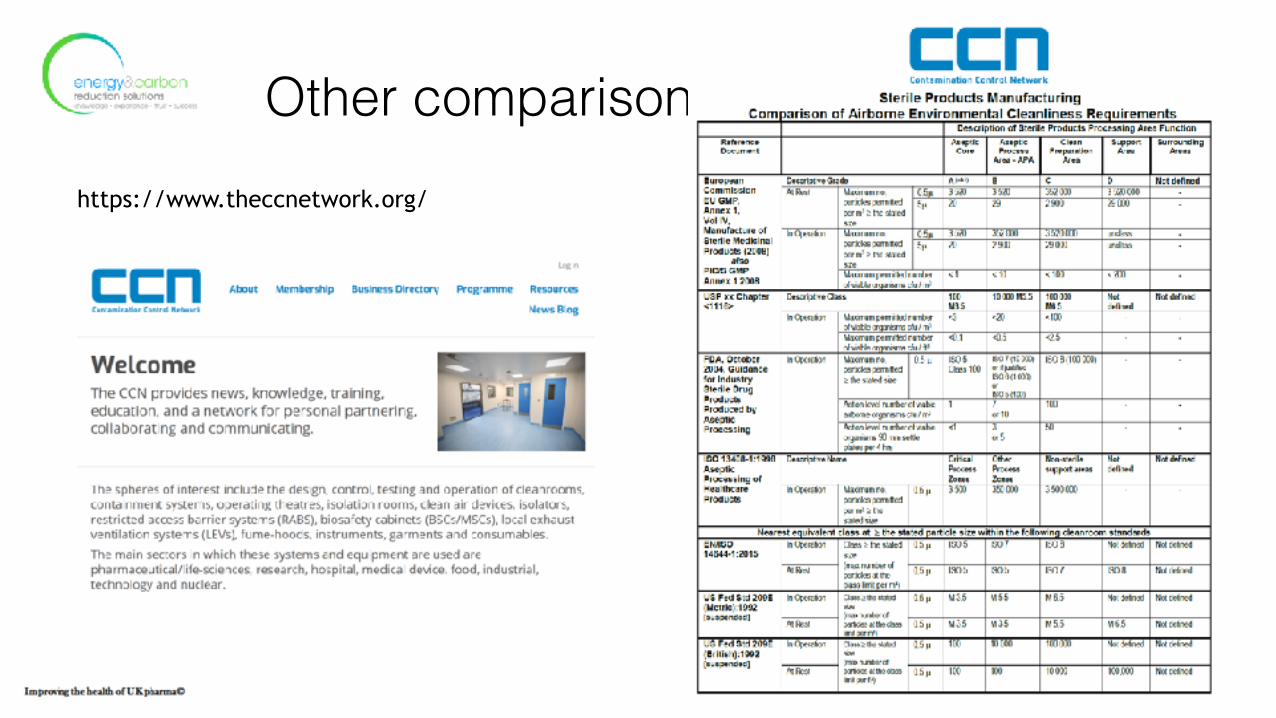
12
Other comparisonshttps://www.theccnetwork.org/
13
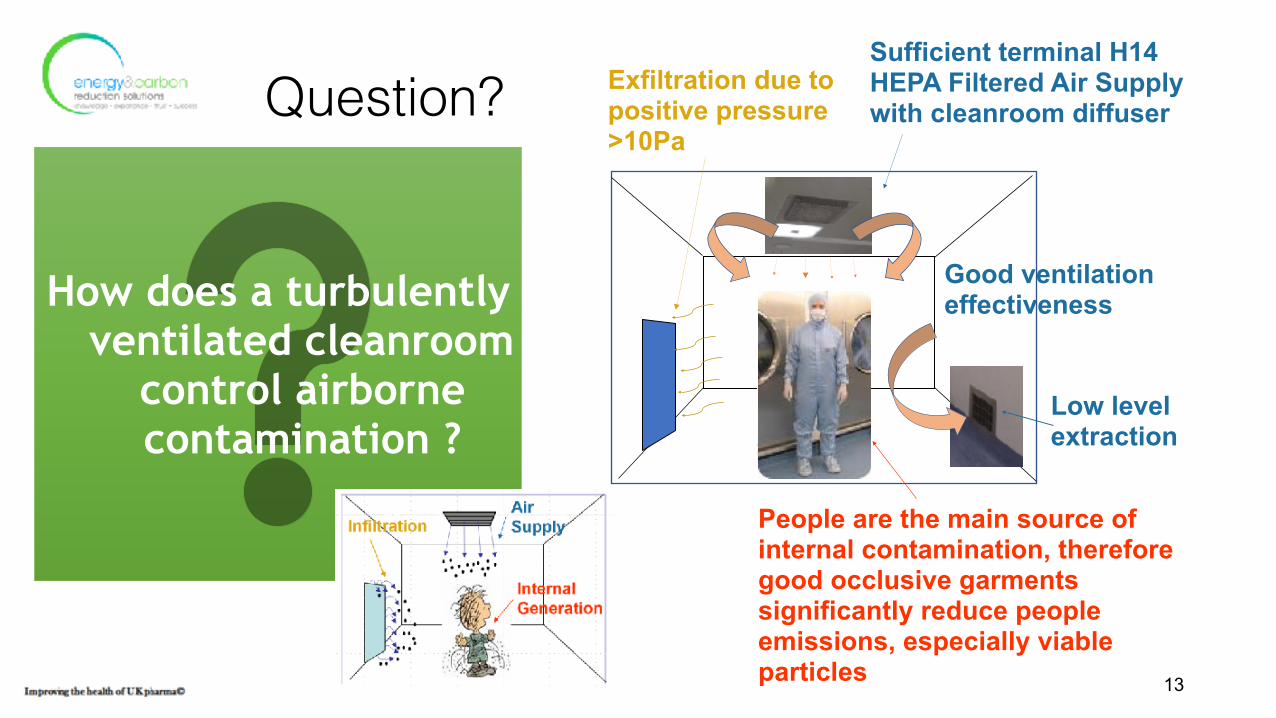
Question?
How does a turbulently ventilated cleanroom
control airborne contamination ?
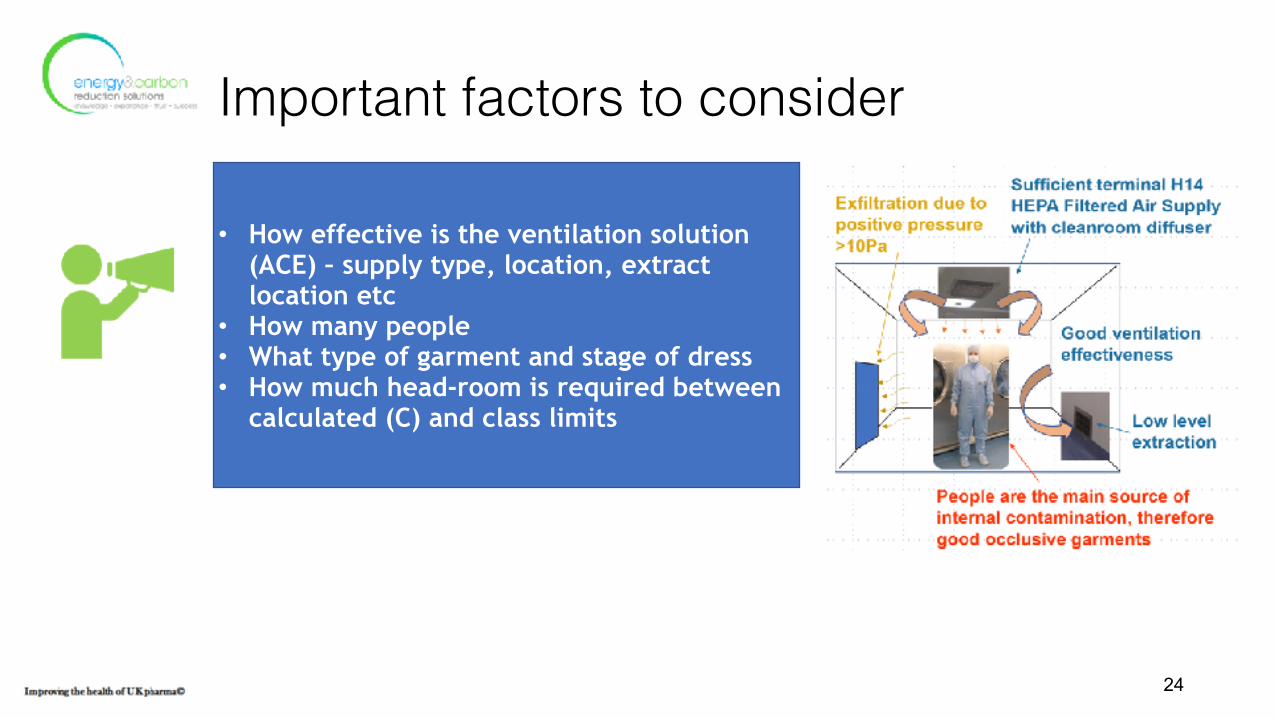
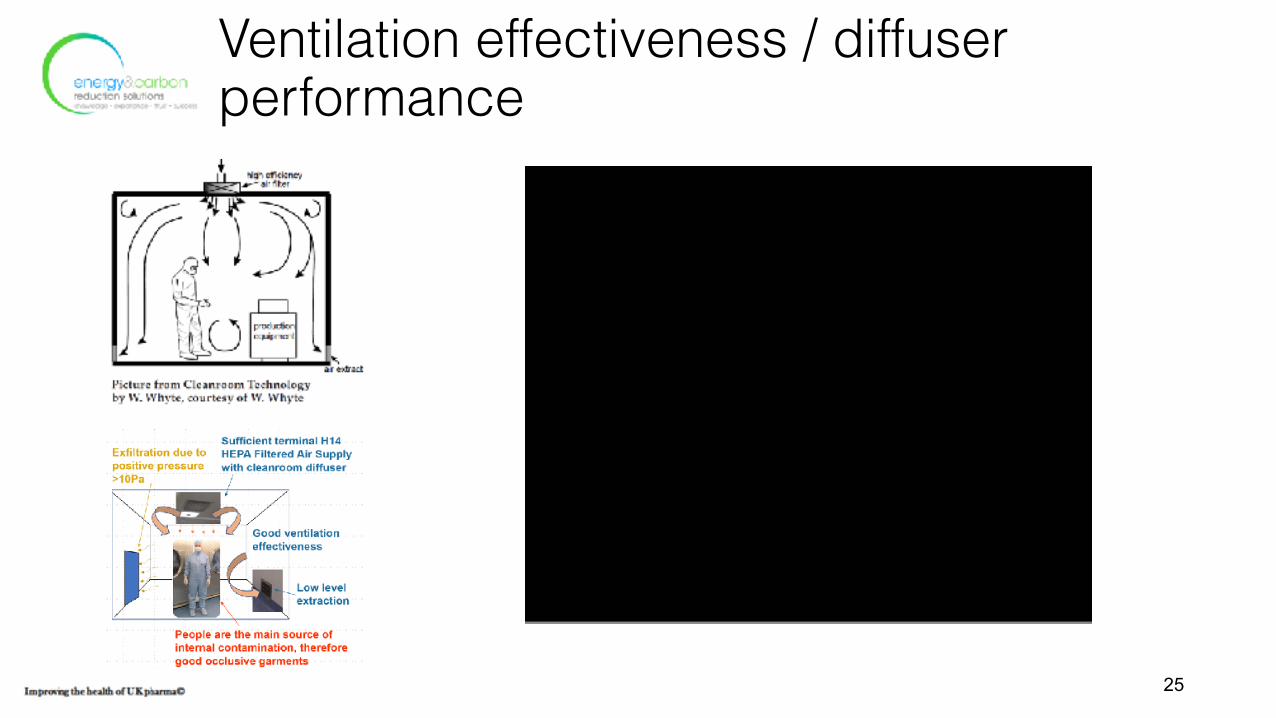
Sufficient terminal H14 HEPA Filtered Air Supply with cleanroom diffuser
Exfiltration due to positive pressure >10Pa
People are the main source of internal contamination, therefore good occlusive garments significantly reduce people emissions, especially viable particles
Low level extraction
Good ventilation effectiveness
• Control of people emissions – good garments are the primary control measure
• Positive pressure to ensure external contamination is excluded • well-sealed and cleanable cleanroom envelope to minimise uncontrolled
leak paths • Correctly positioned, integral terminal H14 HEPA filters and housings to
supply particle free (no particles ≥0.5µm) air to the room • Good ventilation effectiveness to ensure clean supply air is providing good
dilution and removal of contamination • Cleanroom supply diffusers to effectively distribute clean air into the room • Low level extraction to help flushing away contamination • A HVAC system to supply and extract sufficient contamination free airflow
to dilute and remove residual contamination from the room
14
Cleanroom airborne contamination control
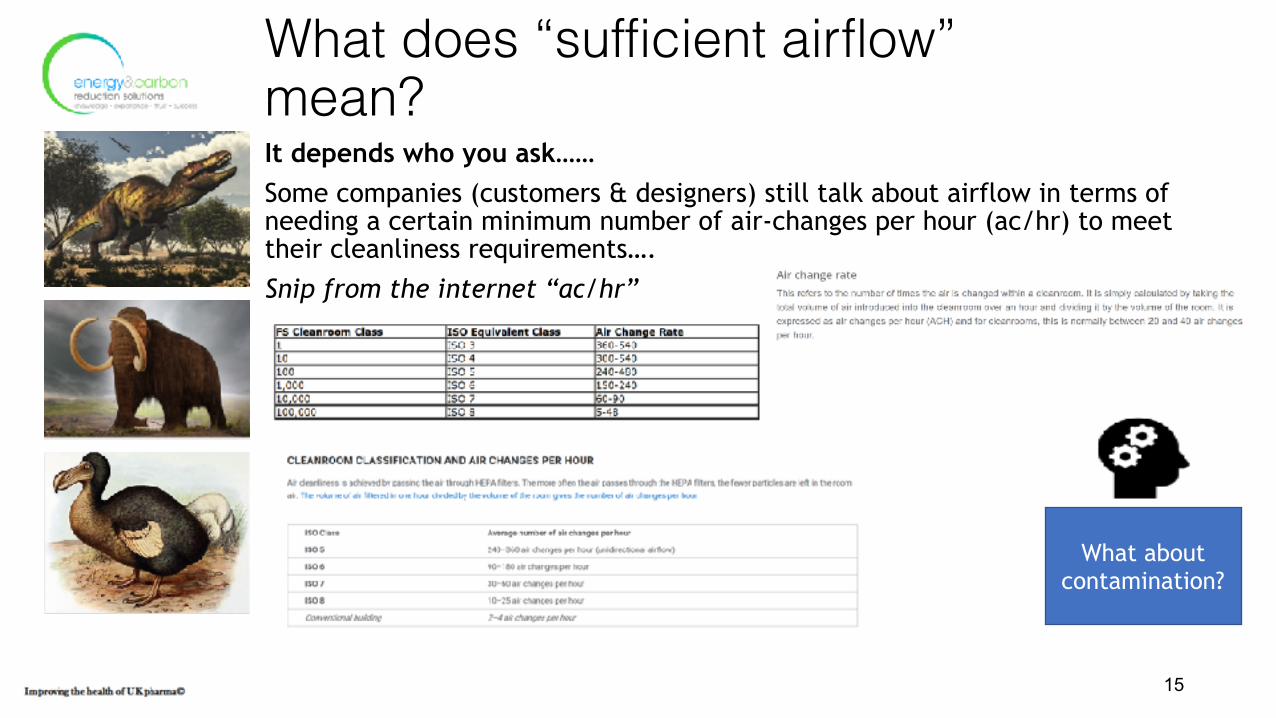
It depends who you ask…… Some companies (customers & designers) still talk about airflow in terms of needing a certain minimum number of air-changes per hour (ac/hr) to meet their cleanliness requirements…. Snip from the internet “ac/hr”
15
What does “sufficient airflow” mean?
What about contamination?
16
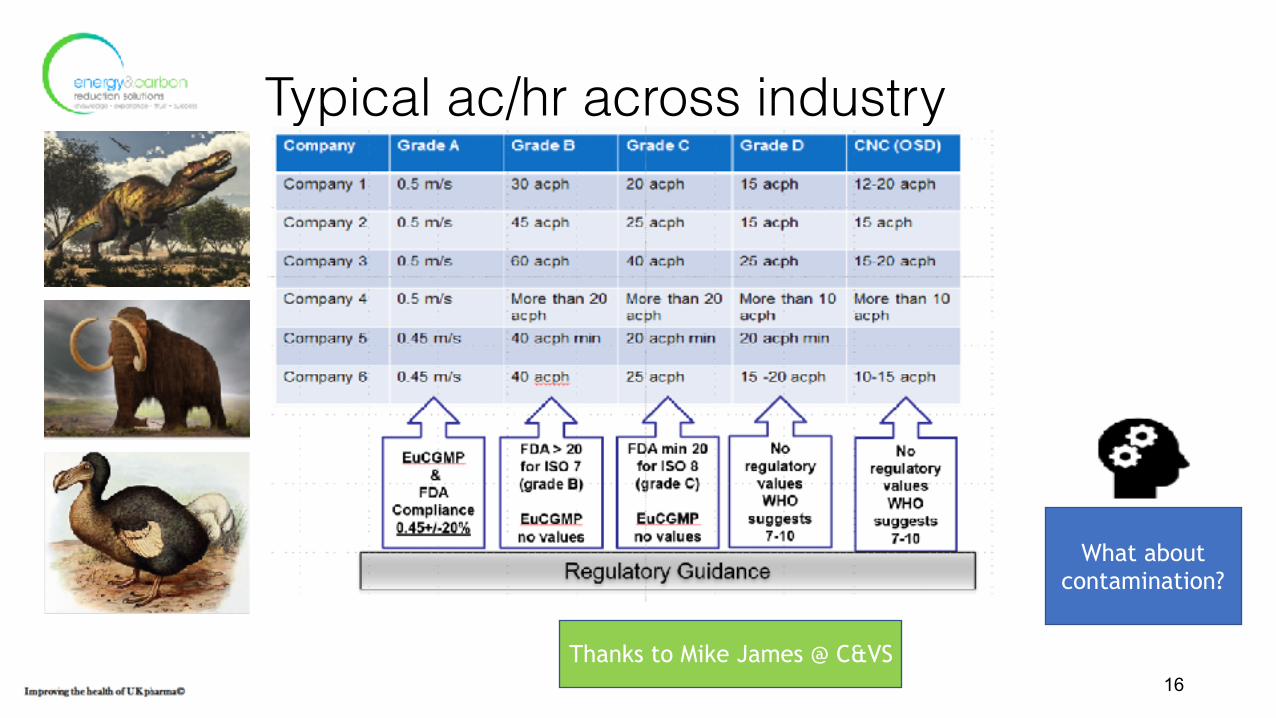
Typical ac/hr across industry
What about contamination?
Thanks to Mike James @ C&VS
• Unpredictable cleanliness levels
• Cleanrooms which are much cleaner than they are required to be
• Possibly less clean operationally than required
• Facilities which are much larger than necessary (AHU / Ducts etc)
• Facilities which are more costly to build than necessary
• High HVAC energy use
• Greater emissions
• Greater impact on the environment
• Less sustainable
• Sub-optimised
17
Air-change rate as a basis for design leads to..
18
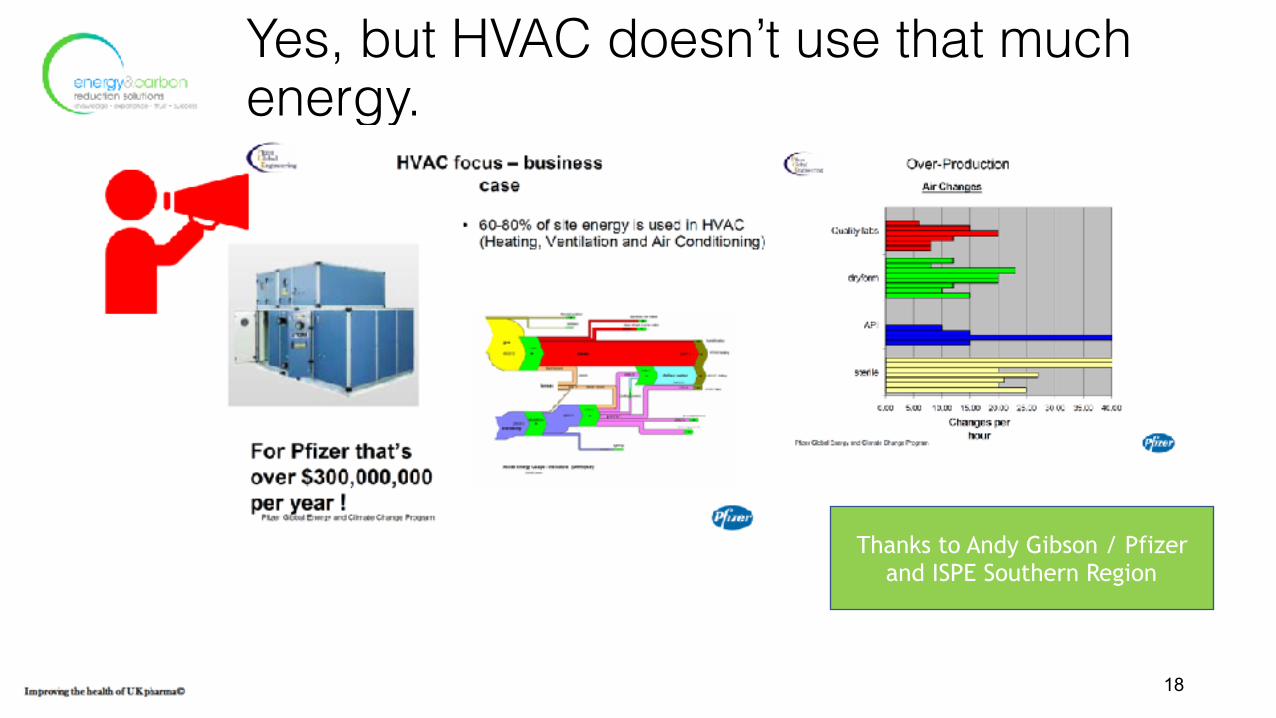
Yes, but HVAC doesn’t use that much energy.
Thanks to Andy Gibson / Pfizer and ISPE Southern Region
19
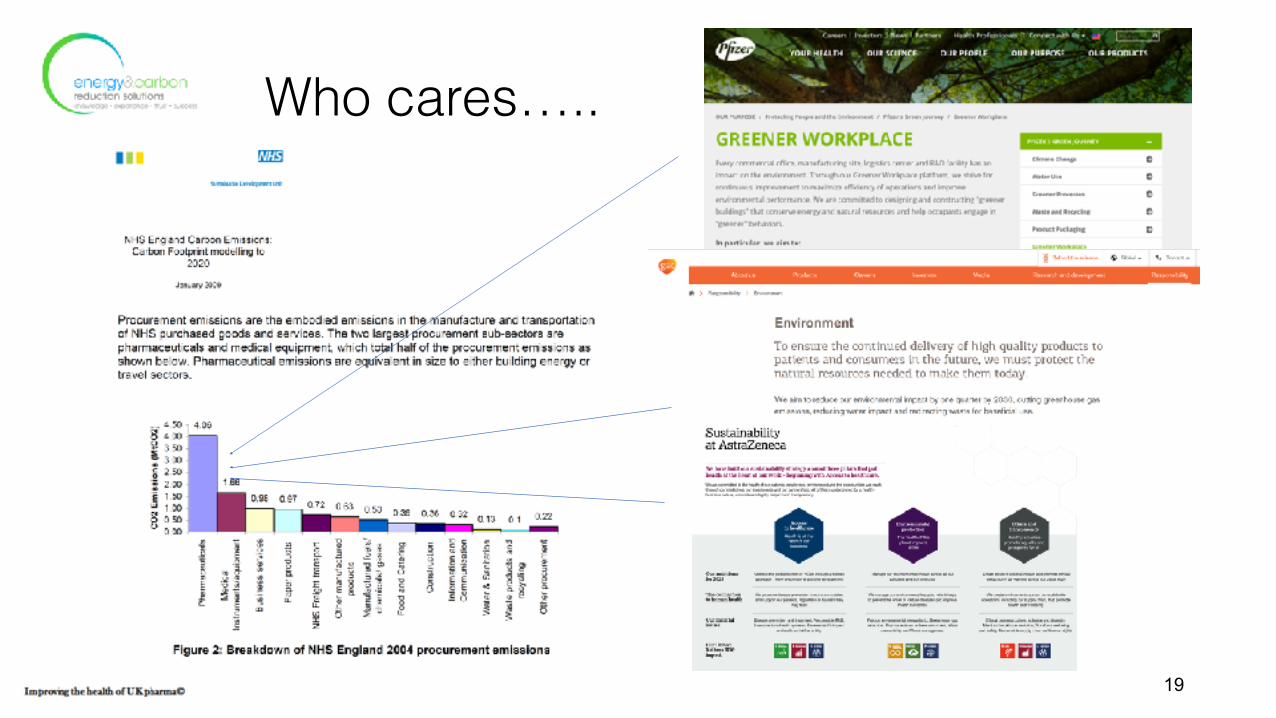
Who cares…..
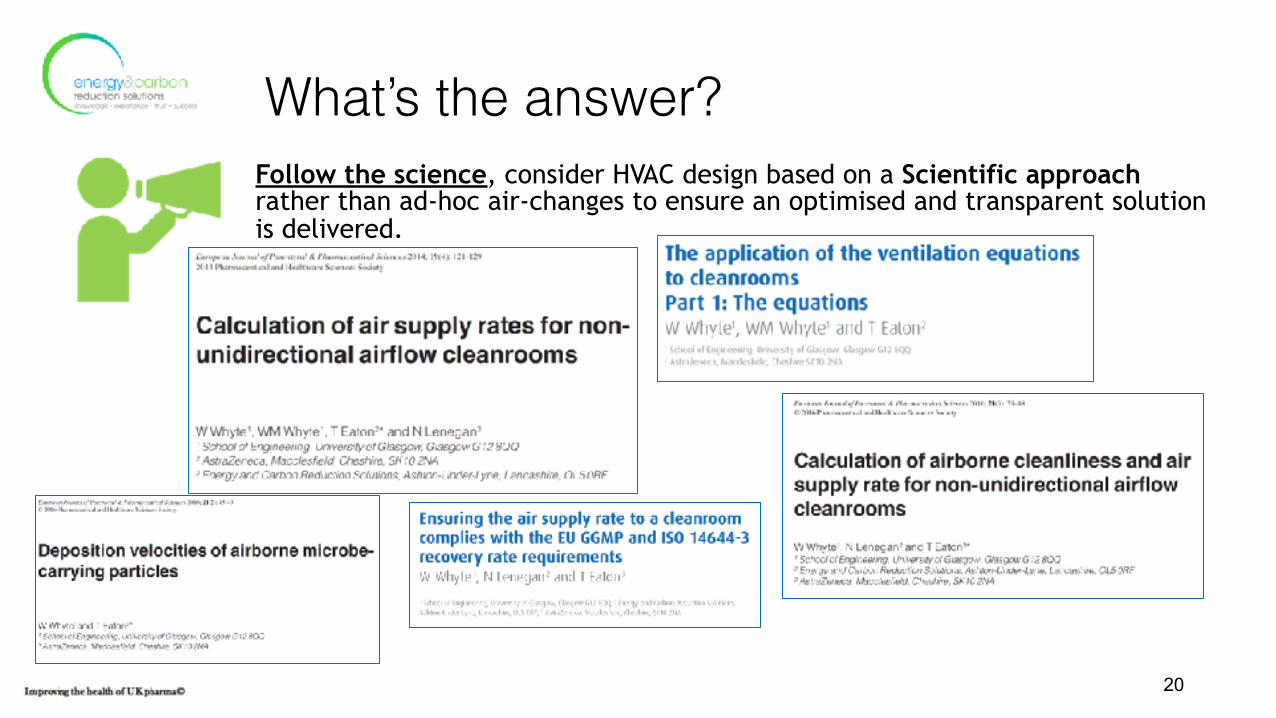
Follow the science, consider HVAC design based on a Scientific approach rather than ad-hoc air-changes to ensure an optimised and transparent solution is delivered.
20
What’s the answer?
21
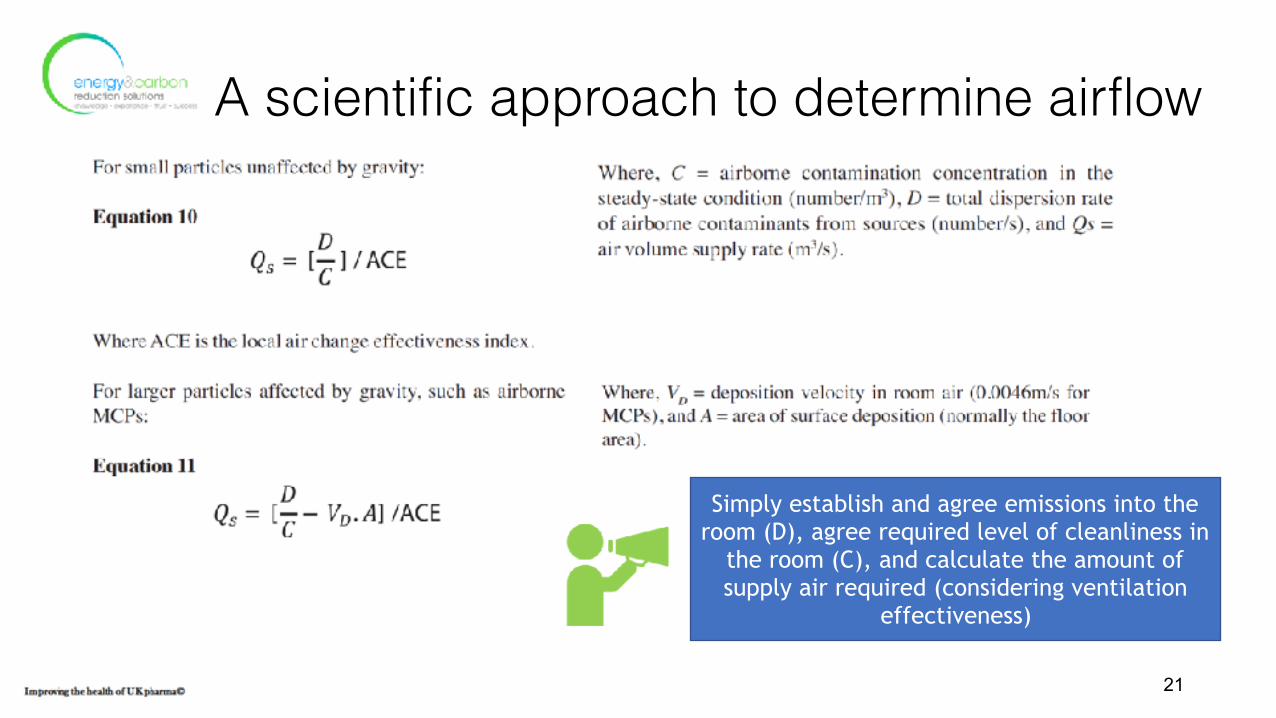
A scientific approach to determine airflow
Simply establish and agree emissions into the room (D), agree required level of cleanliness in
the room (C), and calculate the amount of supply air required (considering ventilation
effectiveness)

22
Grade C Room – Operational / typical garments
Simple example, using ACE as 1 and no allowance for deposition of MCP - (C) EU Grade C / FDA ISO 8 = Limits are 3,520,000 @ 0.5 / 29,000 @ 5 and 100 MCP - (D) Emissions into the space, 2 x people (typical coveralls) @ 0.5 = 2 x 17,000 = 34,000 @ 5 = 2 x 600 = 1200 @ MCP = 2 x 3 = 6 - (ACE) – take as 1 for time being Qs @ 0.5µm = (17,000 / 3,520,000)/1 = 0.005m3/s Qs @ 5µm = (1200 / 29,000)/1 = 0.04m3/s Qs @ MCP = (6 / 100)/1 = 0.06m3/s - Worst case particle size = MCP @ 0.06m3/s
If room was 5 x 5 x 3 = 75m3 then ac/hr would be 3 ac/hr If room was 5 x 10 x 3 = 150m3 then ac/hr would be 1.5 ac/hr
FDA 2004, suggests that ISO 8 (Grade C) should have a minimum of 20 ac/hr.
Perfect mixing!!
23
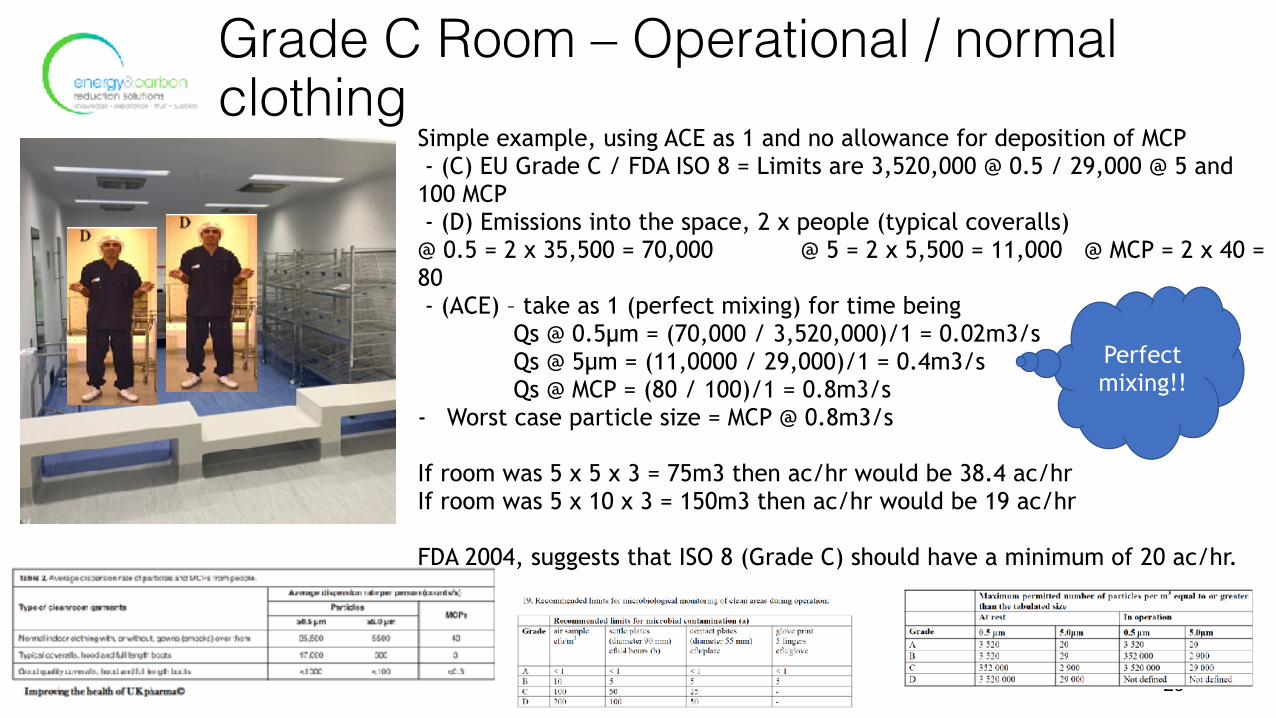
Grade C Room – Operational / normal clothing
Simple example, using ACE as 1 and no allowance for deposition of MCP - (C) EU Grade C / FDA ISO 8 = Limits are 3,520,000 @ 0.5 / 29,000 @ 5 and 100 MCP - (D) Emissions into the space, 2 x people (typical coveralls) @ 0.5 = 2 x 35,500 = 70,000 @ 5 = 2 x 5,500 = 11,000 @ MCP = 2 x 40 = 80 - (ACE) – take as 1 (perfect mixing) for time being Qs @ 0.5µm = (70,000 / 3,520,000)/1 = 0.02m3/s Qs @ 5µm = (11,0000 / 29,000)/1 = 0.4m3/s Qs @ MCP = (80 / 100)/1 = 0.8m3/s - Worst case particle size = MCP @ 0.8m3/s
If room was 5 x 5 x 3 = 75m3 then ac/hr would be 38.4 ac/hr If room was 5 x 10 x 3 = 150m3 then ac/hr would be 19 ac/hr
FDA 2004, suggests that ISO 8 (Grade C) should have a minimum of 20 ac/hr.
Perfect mixing!!
24
Important factors to consider
• How effective is the ventilation solution (ACE) – supply type, location, extract location etc
• How many people • What type of garment and stage of dress • How much head-room is required between
calculated (C) and class limits
25
Ventilation effectiveness / diffuser performance

26
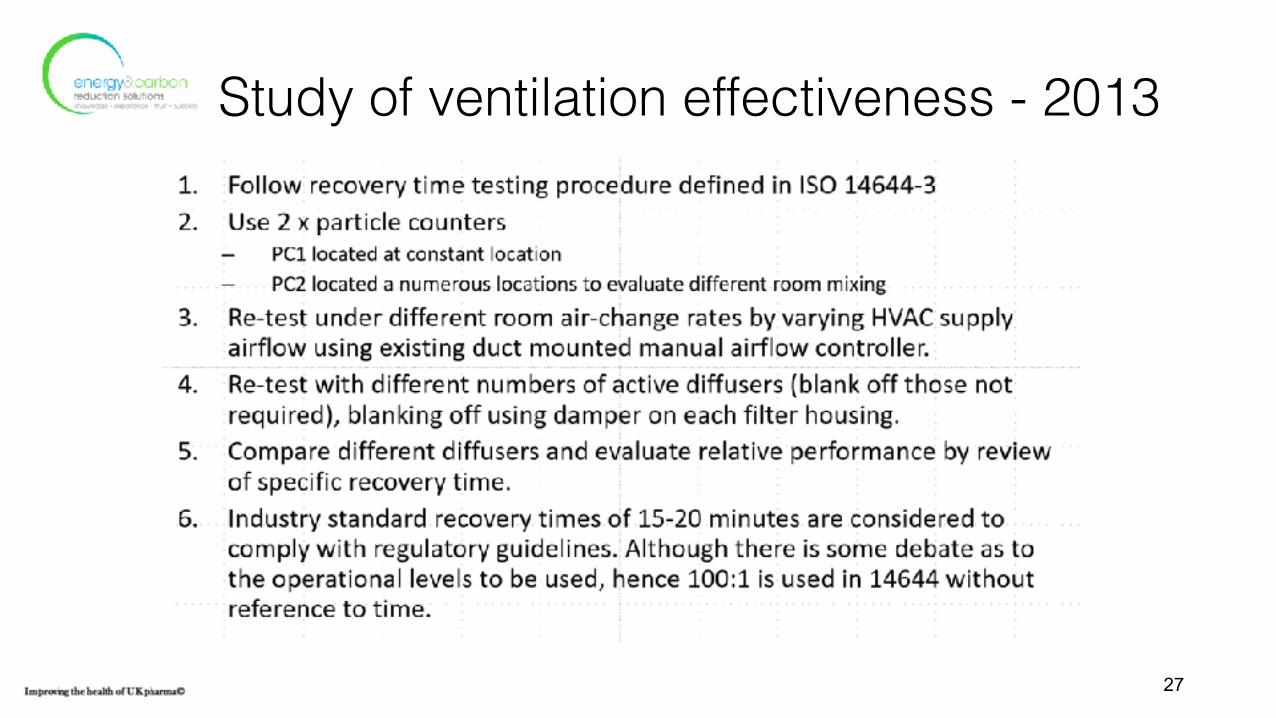
Study of ventilation effectiveness - 2013
27
Study of ventilation effectiveness - 2013
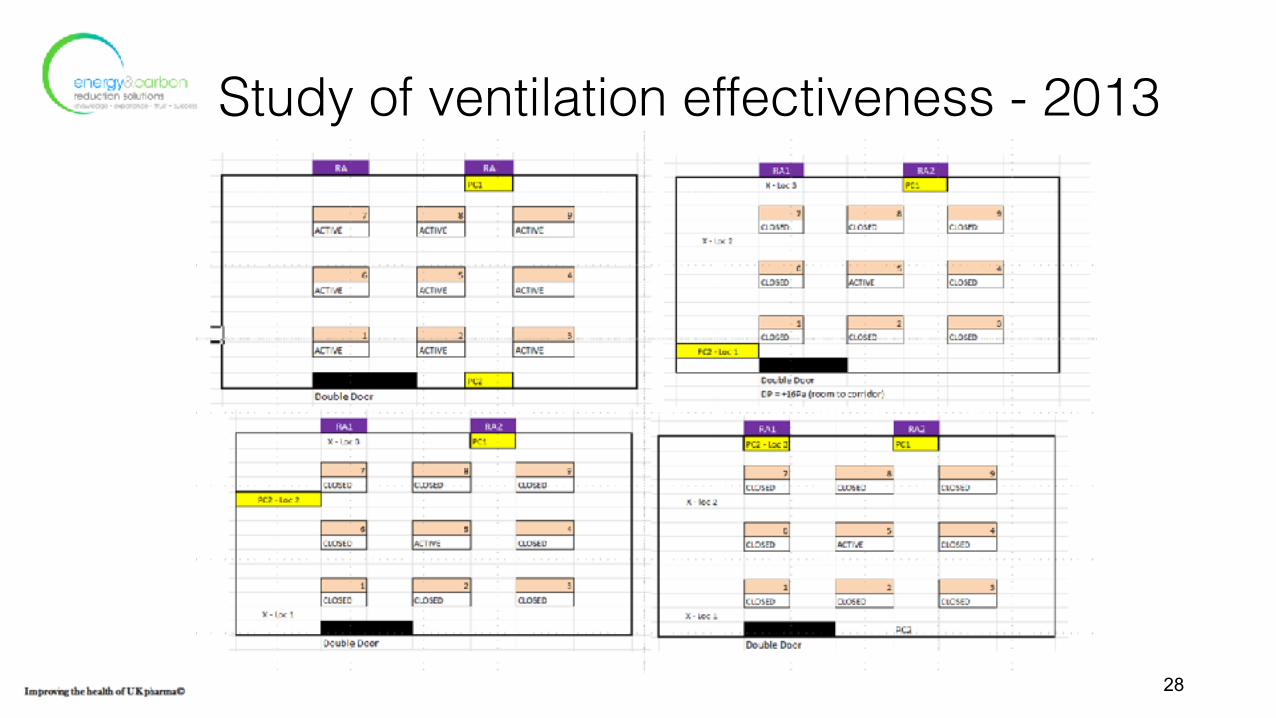
28
Study of ventilation effectiveness - 2013
29
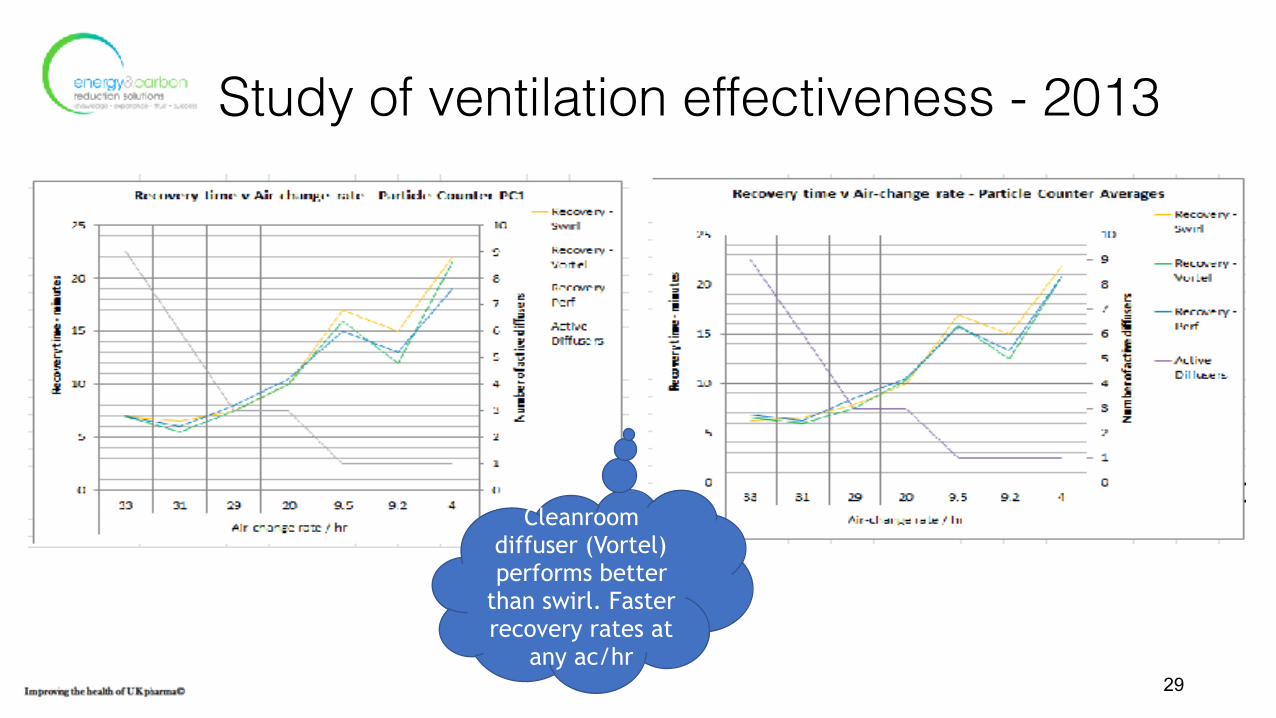
Study of ventilation effectiveness - 2013
Cleanroom diffuser (Vortel) performs better
than swirl. Faster recovery rates at
any ac/hr
30
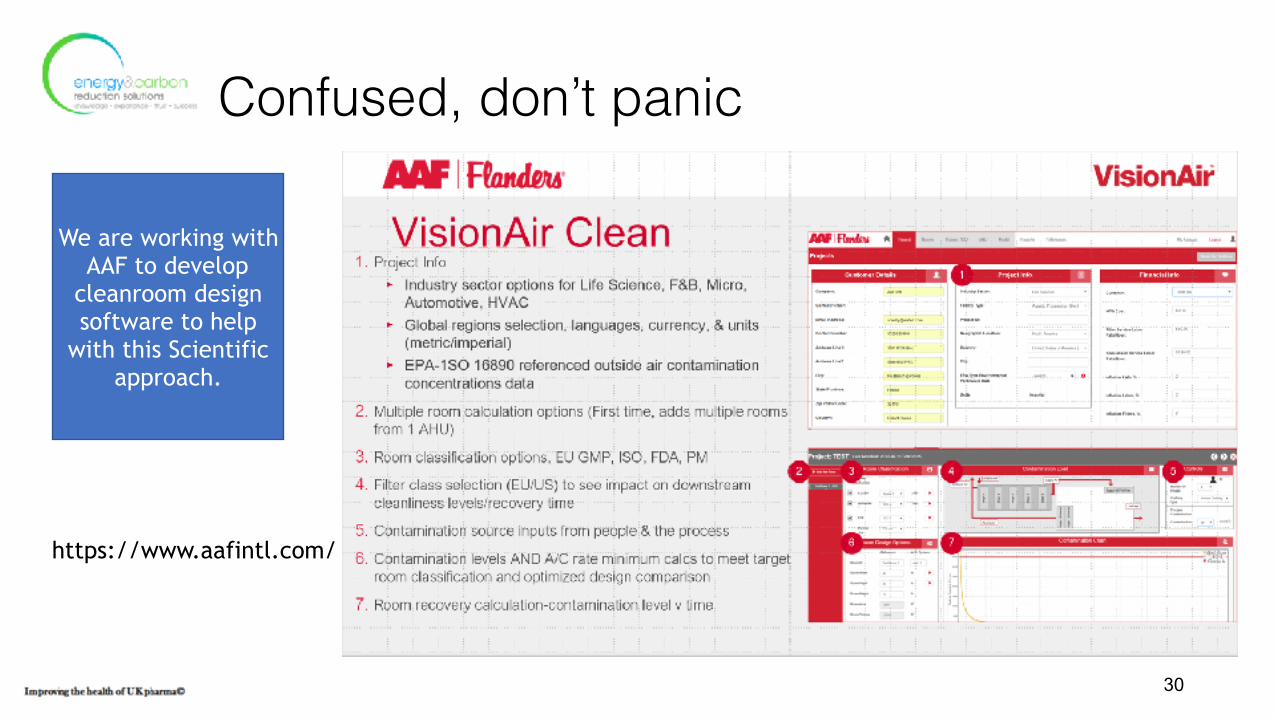
Confused, don’t panic
We are working with AAF to develop
cleanroom design software to help
with this Scientific approach.
https://www.aafintl.com/
31
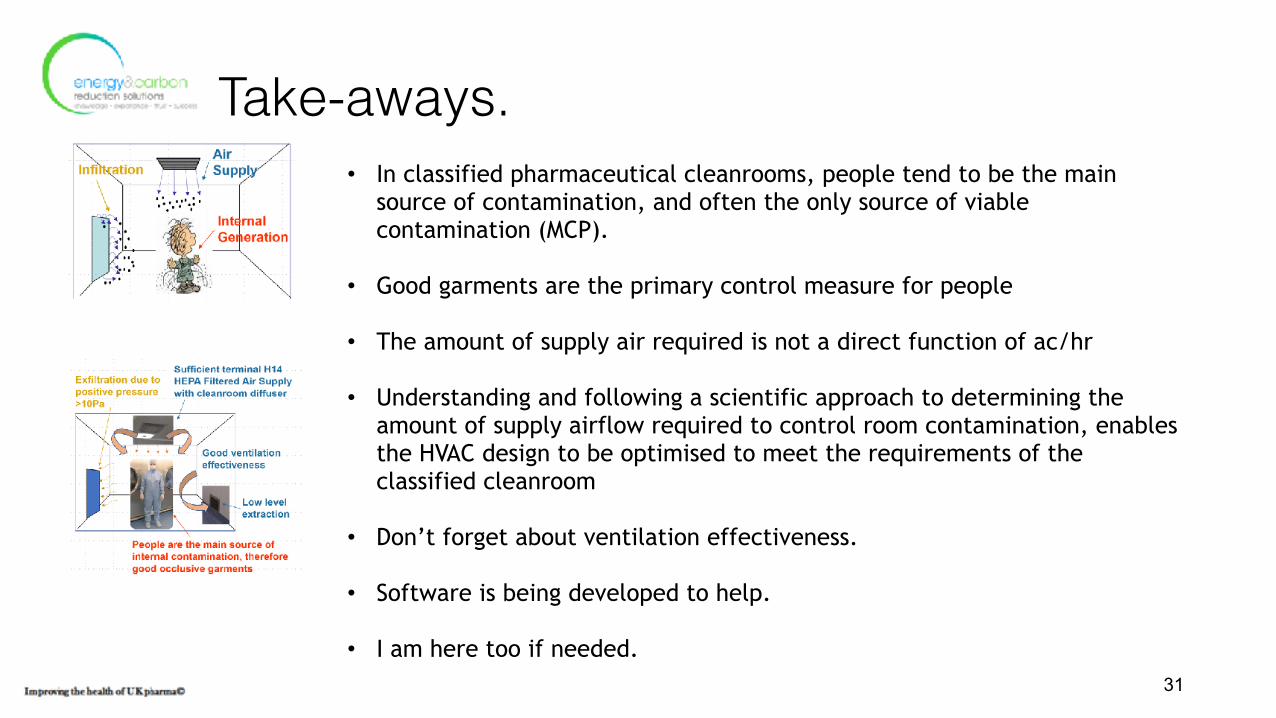
Take-aways.• In classified pharmaceutical cleanrooms, people tend to be the main
source of contamination, and often the only source of viable contamination (MCP).
• Good garments are the primary control measure for people
• The amount of supply air required is not a direct function of ac/hr
• Understanding and following a scientific approach to determining the amount of supply airflow required to control room contamination, enables the HVAC design to be optimised to meet the requirements of the classified cleanroom
• Don’t forget about ventilation effectiveness.
• Software is being developed to help.
• I am here too if needed.

Any questions?

CONTACT INFORMATION•Nigel D Lenegan •Energy & Carbon Reduction Solutions Ltd •[email protected]