the case of dairy farming and business in the addis ababa milk ...

A Report
On
THE RESEARCH OF U.S. MILK AND DAIRY-RELATED LAWS, REGULATIONS, STANDARDS , SUPERVISION AND MANAGEMENT
JIANGNAN UNIVERSITY CHINA
Submitted By Md Ramim Tanver Rahman (坦弗坦弗坦弗坦弗) MSc in Food Science & Technology email: [email protected]
2
ACKNOWLEDGEMENTSACKNOWLEDGEMENTSACKNOWLEDGEMENTSACKNOWLEDGEMENTS
The author would like to express the deepest sense of gratitude; all sorts of praises to the Almighty Allah, the omnipotent, omnipresent and omniscient, Whose blessing have enabled the author to complete this report.
It is the author’s proud privilege to acknowledge his sincere and deepest sense of gratitude to the most respected teacher Dr. Qian H. , Professor, Jiangnan University, Wuxi, Jiangsu, China for his untiring efforts, inspiration, encouragement, affectionate feelings and invaluable guidance throughout the course of this study.
The author feels proud to express his sincere appreciation and gratitude to the library of Jiangnan University, China.
Profound thanks and indebtedness are also due to Xia Xiafeng, seniors, coursemates of Jianagnan University, China for their valuable sympathetic co-operation and inspirations throughout the course of this study.
Last but not the least the author would like to express heartiest thanks to all of his well wishers.
The Author
Oct, 2013
3
ABSTRACT
Milk and other dairy products are among the safest, highest quality foods in the U.S. as a result of government and industry regulatory and quality control programs. Vigilance at every stage of dairy production, processing, and distribution contributes to dairy’s safety record. Consumers also play an important role in maintaining the quality of milk and other dairy products. The U.S. Food and Drug Administration (FDA) has primary responsibility for the safety of milk sold in interstate commerce. Among its many activities, this government agency oversees the federal Grade A Pasteurized Milk Ordinance (PMO), which is the primary safeguard for the nation’s milk supply. The dairy industry, including farmers and dairy processors, not only adheres to government regulations regarding milk production and processing, but also adopts many voluntary practices to protect dairy foods. Ensuring milk’s quality and safety requires proper attention to conditions on the farm to retail outlets. On the farm, dairy farmers provide each animal with safe, comfortable housing, nutritious feed, regular veterinary care, and sanitary milking procedures. At the dairy processing
plant, every load of incoming milk is tested for quality and milk is pasteurized to assure its microbiological safety. Dairy processors take measures (e.g., refrigerated storage, sanitary procedures) to prevent post-pasteurization contamination of milk and other dairy products. Retailers and consumers maintain the safety and quality of milk and other dairy foods by keeping these foods at proper temperatures and by following recommended handling practices. Dairy foods are regularly monitored from farm to retail outlets to ensure compliance with government food safety regulations. Consumers can be assured that the dairy industry, along with the U.S. government, continually places the utmost importance on the quality and safety of milk and other dairy products, making them among the safest, highest quality foods in the U.S. If sometimes problem is found, US government’s food product recalling system is very hard and effective.

4
CONTENTS
TITLE PAGE
Acknowledgements 2 Abstract 3
Introduction 5 1.1 Dairy Products 5
1.2 DAiry production systems 8
1.3 Grazing versus Intensive Dairy Production Systems 10 1.4 Feeding and Feed Storage
11
1.5 Milking parlors
14
1.6 Diseases
18
1.7 Common manure handling systems 18 Quality standards for milk
20
LAws, Regulations, Standards
22
From farm to refrigerator 47 US Dairy Research
50
Food Safety Modernization Act (FSMA) 56 Conclusion
61
References
62

5
Introduction
Dairy production is an important part of American agriculture. Milk and other dairy products remain a staple in the diets of most Americans. In 2000, there were about 90,000 dairy farms in the United States. During the 1980s and 1990s, dairy production markedly shifted from the Midwest and Great Lakes regions to the West.
Modern dairy production is diverse with systems ranging from cows housed indoors year-round to cows maintained on pasture nearly year-round. Expansion to larger herd sizes has allowed producers to increase the efficiency of production and capitalize on economies of scale, but it has resulted in environmental challenges with larger numbers of cattle and more manure concentrated in smaller areas.
1.1 Dairy Products
A trip to the grocery store's dairy case shows the variety of products resulting from the milk. Fluid milk is available in several varieties - Skim Milk (0% fat), 1%, 2%,
Fluid Milk ,Cheese Butter ,Yogurt ,Ice Cream ,Powdered Milk ,Whey Powder Butter Powder, Cosmetics, Skim Milk Powder /Non-fat Dry Milk , Lactose etc

6
and Whole (approximately 3.5%). Raw milk is separated into skim milk and cream, and then re-blended to a standard fat content for each product. Because
cows' milk averages more than 3.5% fat, the extra cream is used to make other liquid products like whipping cream, half and half, and eggnog or it is manufactured into butter or ice cream. Fluid milk in the U.S. is pasteurized (milk is pasteurized by rapidly heating it to 72 - 75 °C for 15 to 20 seconds, and then quickly cooling) to kill potentially harmful bacteria. Fluid milk is also homogenized (fat droplets are dispersed so they do not float to the top) and is fortified with vitamins A and D, which along with the absorbable calcium naturally in milk are needed for strong healthy bones and teeth. Over the most recent two decades, fluid milk consumption per capita has declined, and sales of low-fat milk have increased relative to whole milk. Recent innovative marketing of convenient single servings of milk and introduction of a wide variety of milk flavors have increased sales of individual servings.
Following the increased health consciousness of U.S. consumers in the late 1980s and 1990s, there was a period of decreased sales of butter, which is made bychurning the cream portion of milk. However, sales have increased recently, as have sales of other high-fat products, such as premium ice cream and full-fat cheese. Cheese, which is made primarily from the protein (casein) portion of milk, also contains butterfat and currently accounts for a large percentage of dairy product demand and consumption. Per capita consumption of cheese consistently increases from year to year in the U.S. and is largely driven by demand for fast food and pizza. While demand for buttermilk (the portion of cream remaining after

7
butter is churned out) and whey (the portion of milk remaining after cheese curd is removed) are negligible, the dried-powdered forms of these products are used as additives in the baking, candy, sport-drink, and animal feed industries. Whey powder also forms the basis for many brands of calf milk-replacers.
Health conscious consumers have also begun to purchase more yogurt relative to ice cream, and numerous low fat frozen deserts are available in grocery stores. Furthermore, milk is used directly in baked goods, candy and other ready to eat foods, like sauces and salad dressings.
In many states, the sales of meat from cull cows and bull calves that are raised asveal or dairy steers account for a significant portion of total beef production. Mostcull cows, because they are older and produce less tender cuts of meat, are utilized for production of ground beef. Dairy veal and dairy steers are sold in similar markets and under identical USDA grading systems to more traditional beef breed steers. Byproducts of dairy beef production include leather, fertilizer, cosmetics, glue, and pharmaceuticals.

8
1.2 Dairy Production Systems
In the U.S., milk comes from breeds of cattle genetically selected for milk production. At one time in the U.S., cattle were selected simultaneously for beef and milk production. This is still the case in many parts of the world. The common dairy breeds in the U.S. today have been selected almost exclusively for milk production for many generations.
Black and white Holstein cows make up over 90% of the U.S. dairy herd. Some Holsteins are red and white, but, aside from color, indistinguishable from black and white Holsteins. The U.S. Holstein is well known around the world for her ability to produce large volumes of milk, butterfat and protein. She is a very profitable cow for farmers when large amounts of feed with high levels of grain are available. The U.S. Holstein is relatively new to North America, with the first imports of registered Holsteins arriving in the 1880s. However, the breed has dominated production in the U.S. since the end of World War II, and advances in artificial insemination have increased her popularity in breeding programs around the world largely owing to her advantage in production over all other breeds.
[Source: USDA - Arc]

9
The Jersey is the second most popular cow in the U.S. and makes up about 7% of the U.S. dairy herd. She is known for her smaller size (1000 lbs. for a mature Jersey cow versus 1500 lbs. for a mature Holstein cow), higher percentages of fat and protein in her milk, early maturity, and efficiency of milk production. Payment by milk processors to dairy producers based on the content of butterfat and protein in milk has increased the popularity of the Jersey, especially in markets where milk is manufactured into cheese. Other dairy breeds make up only around 2% of the dairy cattle population. These include :
• Ayrshires - moderately large cows that are red and white to mahogany and white and are known for producing milk that is quite rich in butterfat and for the conformation of their udders;
• Brown Swiss - large brown cattle that are known for their docile manner, high milk protein to milk fat ratio, sound feet and legs, and purported resistance to heat stress in hot and humid regions;
• Guernseys - red and white to mostly red and are somewhat larger than Jerseys and are known for the yellow color of the butterfat in their milk, which is rich in Beta-Carotene; and
• Milking Shorthorns - a rugged breed of cattle that are red and white to mostly red, mostly white, or roan (speckled) and are known for milk that is well suited for cheese production and for their grazing ability.
A few other dairy breeds have become popular more recently. Dutch Belted, Danish Jersey, Normandy, Montbeliarde, Danish Red,British Friesian, and Norwegian Red have gained notoriety for their purported superiority under grazing management (pastureproduction systems). Many of these breeds have been developed in countries where grazing is widely practiced. Nevertheless, many U.S. dairy producers have good success grazing Holsteins and other traditional U.S. breeds of dairy cattle.
Until recently, very little crossbreeding was practiced in the U.S. Crossbreeding, which refers to mating cows to bulls of a different breed, is gaining in popularity for several reasons. Much of the genetic improvement in Holsteins has been for milk production alone, while other breeds have been selected for other traits like

10
fertility, moderate size, disease resistance, and strength. Thus, crossbreeding allows the breeds to compliment each other's strengths. There is also some level of hybrid vigor expected in the progeny; that is, first generation crosses may be better than the average of the parents.
1.3 Grazing versus Intensive Dairy Production Systems
Fig. Open field
In the United States, most milk is produced by cows raised in intensive production systems. These include tie stall barns, free stall barns, and open lots. The more intensively managed systems feed cows rations that are relatively high in concentrates and stored forages. Other cows are raised in pasture-based systems, which are the primary production system in several dairy producing countries in the world, such as New Zealand. Pasture-based systems often strive to optimize rather than maximize milk production while paying careful attention to controlling input costs. Some producers use a combination of the two systems, which is appealing in that it reduces costs, but still allows the feeding of concentrate to improve milk production levels.

11
Fig. Tie stall barns Fig. Free Stall Barns
Fig.Open lot
1.4 Feeding and Feed Storage
Total Mixed Rations for Cows (Midwest Rations)
• Corn silage • Alfalfa/grass silage • Alfalfa hay • Corn • Soybean meal
12
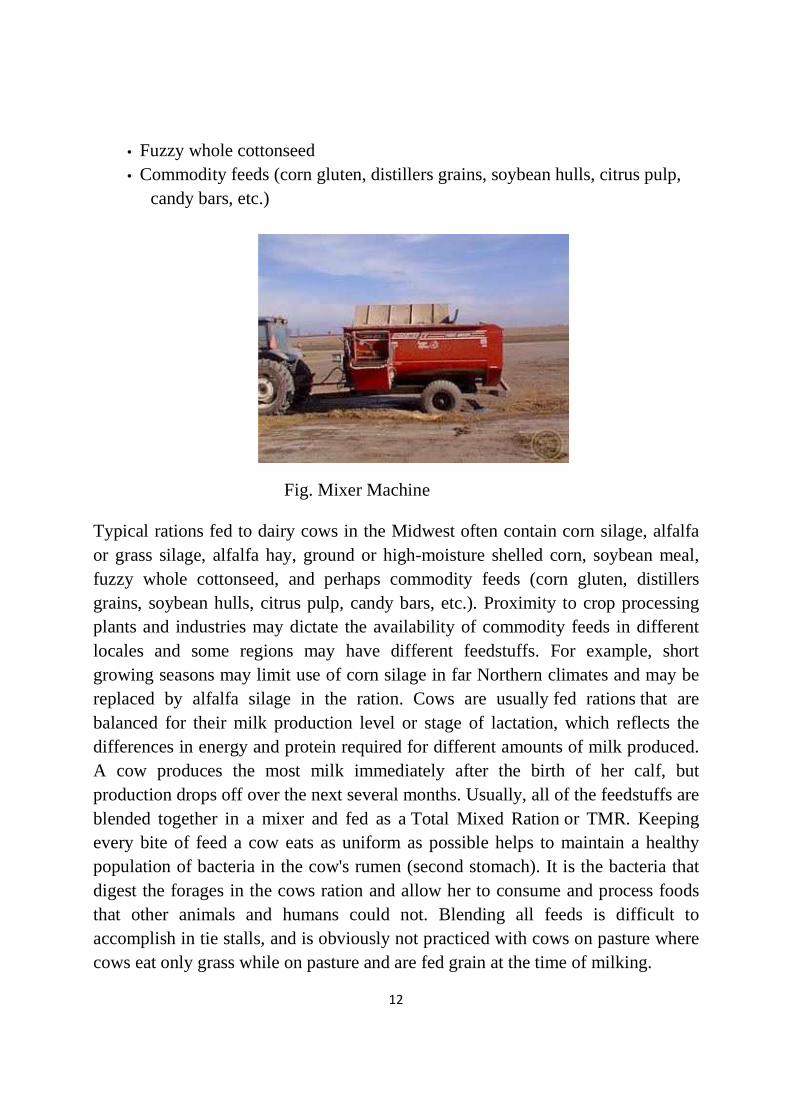
• Fuzzy whole cottonseed • Commodity feeds (corn gluten, distillers grains, soybean hulls, citrus pulp,
candy bars, etc.)
Fig. Mixer Machine
Typical rations fed to dairy cows in the Midwest often contain corn silage, alfalfa or grass silage, alfalfa hay, ground or high-moisture shelled corn, soybean meal, fuzzy whole cottonseed, and perhaps commodity feeds (corn gluten, distillers grains, soybean hulls, citrus pulp, candy bars, etc.). Proximity to crop processing plants and industries may dictate the availability of commodity feeds in different locales and some regions may have different feedstuffs. For example, short growing seasons may limit use of corn silage in far Northern climates and may be replaced by alfalfa silage in the ration. Cows are usually fed rations that are balanced for their milk production level or stage of lactation, which reflects the differences in energy and protein required for different amounts of milk produced. A cow produces the most milk immediately after the birth of her calf, but production drops off over the next several months. Usually, all of the feedstuffs are blended together in a mixer and fed as a Total Mixed Ration or TMR. Keeping every bite of feed a cow eats as uniform as possible helps to maintain a healthy population of bacteria in the cow's rumen (second stomach). It is the bacteria that digest the forages in the cows ration and allow her to consume and process foods that other animals and humans could not. Blending all feeds is difficult to accomplish in tie stalls, and is obviously not practiced with cows on pasture where cows eat only grass while on pasture and are fed grain at the time of milking.

13
Fig. Upright Concrete Stave Silos Fig. Feed Al
Feed storage and feeding systems account for a considerable number of buildings and structures on dairy farms. Dry hay may be stored in a hay loft, or second story, in the barn, in separate hay barns or stacked outside and covered with plastic. For many years, the primary storage structure for silage was an upright silo. Concrete stave silosand oxygen limiting silos, of which Harvestore™ is a familiar brand name, were popular storage structures for chopped and ensiled (fermented) corn, alfalfa, and grass. This method of storage was successful and cows readily ate well-fermented crops. However, the physical removal of silage from such storage was relatively slow and increasing herd sizes dictated more labor-efficient storage methods, such as silage bags and bunker silos, and silage stacks. These methods also preserve silage well, provided that the silage is adequately packed to eliminate oxygen that can hinder the fermentation process. Fermentation lowers the pH of the stored feed and preserves its feed value.
Commodity feeds are added to silage or hay to provide a complete and balanced ration. Commodity feeds are usually stored in a commodity barn that has several bays, one for each commodity. Commodity sheds are usually constructed to allow delivery of one semi-trailer of the commodity in each bay. Cows are usually fed at feed bunks in an outside lot, in a drive through feed alley in the barn, or at a drive-by feed alley, for cows housed in open lots.
14
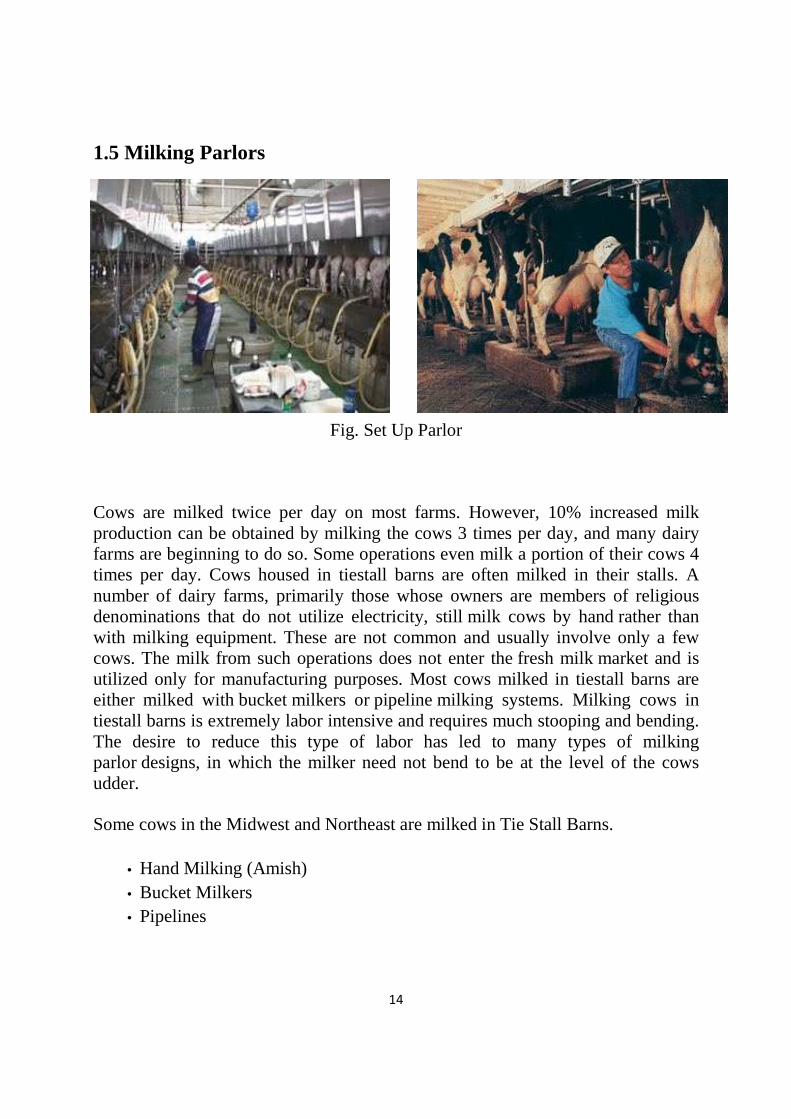
1.5 Milking Parlors
Fig. Set Up Parlor
Cows are milked twice per day on most farms. However, 10% increased milk production can be obtained by milking the cows 3 times per day, and many dairy farms are beginning to do so. Some operations even milk a portion of their cows 4 times per day. Cows housed in tiestall barns are often milked in their stalls. A number of dairy farms, primarily those whose owners are members of religious denominations that do not utilize electricity, still milk cows by hand rather than with milking equipment. These are not common and usually involve only a few cows. The milk from such operations does not enter the fresh milk market and is utilized only for manufacturing purposes. Most cows milked in tiestall barns are either milked with bucket milkers or pipeline milking systems. Milking cows in tiestall barns is extremely labor intensive and requires much stooping and bending. The desire to reduce this type of labor has led to many types of milking parlor designs, in which the milker need not bend to be at the level of the cows udder.
Some cows in the Midwest and Northeast are milked in Tie Stall Barns.
• Hand Milking (Amish) • Bucket Milkers • Pipelines

15
Fig. Walk Through Parlor
Walk-through or step-up parlors are often installed or retrofitted into existing tiestall barns as a cost effective way of alleviating the demands of the milking chore. In these parlors cows enter from the rear, step up onto an elevated platform for milking, and then exit forward through a headgate. Walk through parlors are inexpensive, but labor demands are still relatively high.
Fig. Herringbone Parlor
One of the most popular types of parlors is the herringbone, so named because the cows enter and stand next to each other, but face away from the operator's pit at an angle. Milkers attach the milking clusters to the teats from the side of the cow, and to have better visual contact with the cow's udder while she is being milked. It is usually easier to keep the milker positioned properly beneath the cow's udder.

16
Fig. Parallel parlors
Parallel parlors are similar to the herringbone parlors except that cows stand perpendicular to the operator pit and the cows are milked from the rear, between the cow's hind legs. Advantages are that the cows stand closer together so the worker has to walk less between cows that are being milked. Disadvantages are that the cow's tail is often in the way and it may be a long reach for some milkers to reach the cow's front teats.
Fig. Rotary parlors
Rotary parlors are gaining in popularity. Some older styles of rotary parlors were not very efficient or dependable. New ones, however, have proven to be a viable alternative for large dairy farms. With the rotary parlor, the platform on which the cows stand moves around, while the cleaners and milkers stand in one location. Milking cows is still a demanding task, however, because the cows come by so

17
quickly that each task must be performed in about 10 to 12 seconds with no break between cows.
No matter what kind of parlor is used, there are some key components of milking procedures that are followed in each. Namely, the cow's teats must be thoroughly cleaned and dried, the milking equipment must be working properly and attached properly, and the teats must be disinfected with an approved teat dip (Pre and Post-milking - Substance that kills bacteria and helps to seal the teat end to prevent entry of bacteria into the udder between milkings. May contain emollients to improve teat end condition for use in cold, winter conditions)following milking. This is to prevent possible spread of mastitis from cow to cow. Similarly, the milk must be handled properly after it leaves the cow. It must be cooled to under 45 degrees Fahrenheit within 2 hours of milking. Plate coolers are often more efficient at cooling milk than bulk tanks and are used on most farms. Bulk tanks manufactured after January 1, 2000 must be equipped with a recording thermometer so that the temperature history of the milk can be monitored. A sample of milk from each bulk tank accompanies the milk truck to the receiving plant. The milk undergoes a battery of tests to assure that it is safe and of high quality before it is accepted for processing. Dairy producers must meet specific requirements for bacteria counts and somatic cells (The combination of the leukocytes (white blood cells) from blood and the epithelial cells from the secretory tissue of the udder which indicate the presence of infection or injury in the animal) in milk; and they are paid a premium for high quality milk. No added water or antibiotic (A metabolic product of one microorganism or a chemical that in low concentrations is detrimental to activities of specific other microorganisms. Examples include penicillin, tetracycline, and streptomycin. Not effective against viruses. A drug that kills microorganisms that cause mastitis or other infectious disease) residues are allowed, under penalty of losing one's permit to sell milks.

18
1.6 Diseases
1.7 Common Manure Handling Systems
Cows differ considerably in the amount of manure they produce. Jerseys, for example, produce only 60% as much manure as Holsteins. With respect to many environmental rules, especially state regulations, however, no consideration is made for breed or body size. Composition of typical dairy manure is known Consideration must be given to the kind(s) of bedding used and the milking system , both of which contribute to the amount of manure produced on a dairy farm.
Recently, there has been much interest expressed in developing technology to utilize methane produced by anaerobic digestion of manure . As cost of the technology declines and pressure to manage manure and control odors on larger farm units increases, this technology will become more common. On some very large farms, these systems are used to generate electricity and hot water for the farm. Some are able to to sell electricity back into the grid through their local cooperatives. Cost of this technology remains too expensive for all but the largest producers at this time. Furthermore, anaerobic digestion should be viewed as a value-added process, but not as a solution to nutrient management difficulties,

19
since nitrogen, phosphorus, and potassium remain in the effluent following digestion. Advantages appear to be in reduced energy costs, potentially reduced odors, and a more stable manure slurry.
Fig. Flash System Fig. Storage Container
Fig . Effluent drips down for collection Fig. Bio Gass plan

20
Quality standards for milk
The methods of determining Grade A milk quality are well-established and outlined in the Grade A Pasteurized Milk Ordinance. These grades are typically related to a measurement known as the somatic cell count (SCC) and the bacteria plate count. Generally a lower somatic cell count indicates better animal health, while the bacteria plate count indicates improved equipment sanitation.
Somatic cells originate only from inside the animal's udder, while bacteria are usually from external contamination, such as insufficient cleaning of the milk transport equipment or insufficient external cleansing of the cow’s udder and teats prior to milking. Milking equipment can also be accidentally knocked or kicked off an animal onto the floor, and contaminants on the barn floor can be sucked into the milk line by the system vacuum. A filter sock or filter disk in the pipeline prevents large particulate contaminants from entering the milk bulk tank, but cannot remove bacterial contamination once it has occurred.
For example as defined by the state of Indiana’s administrative code, Grade A milk shall meet the following standards:
• The bacterial estimate classification shall be "acceptable". • The bacteria count using the standard plate count, direct microscopic count,
or plate loop count methods shall be not more than one million (1,000,000) bacteria per milliliter.
• The somatic cell count shall be not more than one million (1,000,000) cells per milliliter.
• The milk shall not contain drug residues.
Milk not meeting these standards shall be designated as undergrade. Undergrade milk may not be sold for human consumption or processing into products for human consumption.
As established, these measurements are taken daily from the milk bulk tank and not from individual cows. This is because testing of individual animals at each milking would be expensive, but it also means that milk from a sick cow is diluted and averaged down by the healthy animals. Greater bulk tanks at very great commercial farms are accommodating of more sick animals in the herd, without the sick animals affecting the overall milk quality rating.

21
As discussed in the paper Guidelines for Using the DHI Somatic Cell Count Program
• The results of many studies suggest that cows with SCC of less than 200,000 are not likely to be infected with major mastitis pathogens, but cows with SCC above 300,000 are probably infected (Smith, 1996).
• Herds with bulk tank SCC above 200,000 will have varying degrees of subclinical mastitis present. Data from the National Mastitis Council (1987) show that 6% of the [udder] quarters in a herd could be expected to be infected in a herd with a bulk tank SCC of 200,000.
• At 500,000 SCC, 16% of the quarters may be infected with a 6% reduction in milk production compared to a SCC of 200,000.
Bacteria in milk can come from sources other than the animal. Over time the milking pipeline and equipment can become coated with residues such as milkstone which are not removed by standard detergents and require periodic flushing of equipment with high strength corrosives. Automatic washing equipment for the bulk tank may not effectively clean all interior surfaces, and does not clean the exterior of the bulk tank at all.
Some buyers award producers for having the lowest SCC but this does not also lead to an increased payment for the milk quality, so there is no incentive to strive for anything more than meeting the basic grade A SCC rating.

22
Laws, Regulations, Standards
Milk and other dairy products are among the safest, highest quality foods in the U.S. as a result of government and industry regulatory and quality control programs. Vigilance at every stage of dairy production, processing, and distribution contributes to dairy’s safety record. Consumers also play an important role in maintaining the quality of milk and other dairy products. The U.S. Food and Drug Administration (FDA) has primary responsibility for the safety of milk sold in interstate commerce. Among its many activities, this government agency oversees the federal Grade A Pasteurized Milk Ordinance (PMO), which is the primary safeguard for the nation’s milk supply. The dairy industry, including farmers and dairy processors, not only adheres to government regulations regarding milk production and processing, but also adopts many voluntary practices
to protect dairy foods. Ensuring milk’s quality and safety requires proper attention to conditions on the farm to retail outlets. On the farm, dairy farmers provide each animal with safe, comfortable housing, nutritious feed, regular veterinary care, and sanitary milking procedures. At the dairy processing plant, every load of incoming milk is tested for quality and milk is pasteurized to assure its microbiological safety. Dairy processors take measures (e.g., refrigerated storage, sanitary procedures) to prevent post-pasteurization contamination of milk and other dairy products. Retailers and consumers maintain the safety and quality of milk and other dairy foods by keeping these foods at proper temperatures and by following recommended handling practices. Dairy foods are regularly monitored from farm to retail outlets to ensure compliance with government food safety regulations. Consumers can be assured that the dairy industry, along with the U.S. government, continually places the utmost importance on the quality and safety of milk and other dairy products, making them among the safest, highest quality foods in the U.S.
The Pasteurized Milk Ordinance (PMO) , Good Manufacturing Practices, and Hazard Analysis Critical Control Points are important controls used by the dairy industry to help provide consumers with a safe milk supply. The PMO is one of the most effective instruments for protecting the quality of Grade A milk . The PMO provides a set of requirements for milk and dairy product safety, milk hauling,

23
sanitation, equipment, and labeling. The extensive requirements cover milk from production at the farm to shipment from the processing facility to retail outlets . More than 95% of all the milk produced in the U.S. conforms to Grade A requirements as defined in the PMO . All Grade A raw milk for pasteurization and all Grade A pasteurized milk and milk products must be produced, processed, and pasteurized to conform with specific quality standards, and with sanitation requirements . The National Conference on Interstate Milk Shippers, along with participants from federal, state, and local regulatory agencies, industry, and academia, help to establish standards and regulations related to the PMO . Good Manufacturing Practices (GMP), a code of behavior established by the dairy industry and FDA, is an indispensable part of protecting milk’s quality. The practices relate to methods and control procedures used in dairy plants for the processing, packaging, and storage of milk and milk products. Examples of GMP followed in dairy processing plants include cleaning and sanitizing food-contact surfaces, good air quality, appropriate employee hygiene, and proper maintenance of equipment. GMP helps to protect milk from post-pasteurization contamination. Hazard Analysis Critical Control Points (HACCP), a voluntary, structured, and scientific approach to ensure food safety, is being adopted by the dairy industry Unlike traditional GMP in which procedures are carried out independently from one another, HACCP is a system of overall process control that identifies potential hazards (e.g., harmful microorganisms or their toxins) or critical situations (e.g., post-processing contamination) before they occur and outlines appropriate controls at each step to minimize these hazards.
SECTION 2. ADULTERATED OR MISBRANDED MILK OR MILK PRODUCTS
No person shall, within or its jurisdiction, produce, provide, sell, offer, or expose for sale or have in possession with intent to sell any milk or milk product, which is adulterated or misbranded. Provided, that in an emergency, the sale of pasteurized milk and milk products, which do not fully meet the requirements of this Ordinance, may be authorized by the Regulatory Agency. Any adulterated or misbranded milk or milk products may be impounded by the Regulatory Agency and disposed of in accordance with applicable laws or regulations.
24
ADMINISTRATIVE PROCEDURES :
This Section of the Ordinance shall be used in impounding the milk or milk products of, or preferring charges against, persons who adulterate or misbrand their milk or milk products; or label them with any grade designation not authorized by the Regulatory Agency under the terms of this Ordinance; or who sell or deliver ungraded milk or milk products, except as may be permitted under this Section in an emergency. An emergency is defined as a general and acute shortage in the milk shed, not simply one distributor's shortage.
SECTION 3. PERMITS
It shall be unlawful for any person who does not possess a permit from the Regulatory Agency of the manufacture, bring into, send into or receive into or its jurisdiction, for sale, or to sell, or offer for sale therein or to have in storage any milk or milk products, defined in this Ordinance. Provided, that grocery stores, restaurants, soda fountains and similar establishments where milk or milk products are served or sold at retail, but not processed may be exempt from the requirements of this Section. Provided further, that brokers, agents, and distributors representing, buying from, and/or selling condensed and dry milk products from or to a milk plant having a valid permit are not required to have a permit.
ADMINISTRATIVE PROCEDURES :
-Issuance of permits -Suspension of permit -Hearings: -Reinstatement of permits
SECTION 4. LABELING

25
All bottles, containers and packages containing milk or milk products defined in Section 1 of this Ordinance shall be labeled in accordance with the applicable requirements of the FFD & CA, the Nutrition Labeling and Education Act (NLEA) of 1990, and regulations developed there under, the CFR, and in addition, shall comply with applicable requirements of this Section as follows: All bottles, containers and packages containing milk or milk products, except milk tank trucks, storage tanks and cans of raw milk from individual dairy farms, shall be conspicuously marked with:
1. The identity of the milk plant where pasteurized, ultra-pasteurized, aseptically processed, condensed and/or dried.
2. The words "keep refrigerated after opening" in the case of aseptically processed milk and milk products.
3. The common name of the hooved mammal producing the milk shall precede the name of the milk or milk product when the product is or is made from other than cattle's milk. As an example, "Goat", "Sheep", "Water Buffalo", or "Other Hooved Mammal" milk or milk products respectively.
4. The words "Grade "A"" on the exterior surface. Acceptable locations shall include the principal display panel, the secondary or informational panel, or the cap/cover.
5. The word "reconstituted" or "recombined" if the product is made by reconstitution or recombination.
6. In the case of condensed or dry milk products the following shall also apply:
a. The identity of the Regulatory Agency issuing such permit; and if distributed by another party, the name and address of the distributor shall be shown by a statement, such as "Distributed by".
b. A code or lot number identifying the contents with a specific date, run, or batch of the product, and the quantity of the contents of the container. All vehicles and milk tank trucks containing milk or milk products shall be legibly marked with the name and address of the milk plant or hauler in possession of the contents. Milk

26
tank trucks transporting raw, heat-treated or pasteurized milk and milk products to a milk plant from another milk plant, receiving station or transfer station are required to be marked with the name and address of the milk plant or hauler and shall be sealed; in addition, for each such shipment, a shipping statement shall be prepared containing at least the following information:
1. Shipper’s name, address and permit number. Each milk tank truck load of milk shall include the IMS Bulk Tank Unit (BTU) identification number(s) or the IMS Listed Milk Plant Number, for farm groups listed with a milk plant, on the farm weight ticket or manifest;
2. Permit identification of the hauler, if not an employee of the shipper;
3. Point of origin of shipment;
4. Milk tank truck identification number;
5. Name of product;
6. Weight of product;
7. Temperature of product when loaded;
8. Date of shipment;
9. Name of supervising Regulatory Agency at the point of origin of shipment;
10. Whether the contents are raw, pasteurized, or in the case of cream, lowfat or skim milk, whether it has been heat-treated;
11. Seal number on inlet, outlet, wash connections and vents; and
12. Grade of product.
All cans of raw milk from individual dairy farms shall be identified by the name or number of the individual milk producer. Each milk tank truck containing milk shall be accompanied by documentation, weigh ticket or manifest, which shall include

27
the IMS BTU Identification Number(s) or the IMS Listed Milk Plant Number, for farm groups listed with a milk plant.
ADMINISTRATIVE PROCEDURES
The purpose of this Section is to require labeling that will permit easy identification of the milk and milk product and its origin. It is required that the milk or milk product be designated by its common or usual name.
-Labeling of emergency supplies
-Identity labeling
-Misleading labels
SECTION 5. INSPECTION OF DAIRY FARMS AND MILK PLANTS
Each dairy farm, milk plant, receiving station, transfer station, milk tank truck cleaning facility whose milk or milk products are intended for consumption within
time or it's jurisdiction, and each bulk milk hauler/sampler who collects samples
of raw milk for pasteurization, for bacterial, chemical or temperature standards and hauls milk from a dairy farm to a milk plant, receiving station or transfer station and each milk tank truck and its appurtenances shall be inspected/audited by the Regulatory Agency prior to the issuance of a permit. Following the issuance of a permit, the Regulatory Agency shall:
1. Inspect each milk tank truck and its appurtenances used by a bulk milk hauler/sampler who collects samples of raw milk for pasteurization for bacterial, chemical or temperature standards and hauls milk from a dairy farm to a milk plant, receiving station or transfer station, at least once every twelve (12) months.
28
2. Inspect each bulk milk hauler/sampler's, dairy plant sampler's and industry plant sampler's pickup and sampling procedures at least once every twenty-four (24) months.
3. Inspect each milk plant and receiving station at least once every three (3) months, except that, for those milk plants and receiving stations that have HACCP Systems, which are regulated under the NCIMS HACCP Program, regulatory audits shall replace the regulatory inspections described in this Section. The requirements and minimum frequencies for these regulatory audits are specified in Appendix K.
4. Inspect each milk tank truck cleaning facility and transfer station at least once every six (6) months, except that, for those transfer stations that have HACCP Systems, which are regulated under the NCIMS HACCP Program, regulatory audits shall replace the regulatory inspections described in this Section. The requirements and minimum frequencies for these regulatory audits are specified in Appendix K.
5. Inspect each dairy farm at least once every six (6) months.6 Should the violation of any requirement set forth in Section 7, or in the case of a bulk milk hauler/sampler, industry plant sampler or milk tank truck also Section 6 and Appendix B, be found to exist on an inspection/audit, a second inspection/audit shall be required after the time deemed necessary to remedy the violation, but not before three (3) days. This second inspection/audit shall be used to determine compliance with the requirements of Section 7 or in 18 the case of a bulk milk hauler/sampler, industry plant sampler or milk tank truck also Section 6 and Appendix B. Any violation of the same requirement of Section 7, or in the case of a bulk milk hauler/sampler or milk tank truck also Section 6 and Appendix B, on such second inspection/audit, shall call for permit suspension in accordance with Section 3 and/or court action or in the case of an industry plant sampler, shall cease the collection of official regulatory samples until successfully re-trained and re-evaluated by the Regulatory Agency.
ADMINISTRATIVE PROCEDURES
- Inspection frequency

29
- Enforcement procedures
- Enforcement procedures - aseptic processing milk plants
- Certified industry inspection
- Purpose of Certification
- Designation of Individuals to Be Certified
- Decording of Qualification Data
- Field Procedure
- Criteria for Certification: In order to be certified, an industry inspector shall agree with the Regulatory Agency eighty percent (80%) of the time on individual Items of sanitation and shall further agree to comply with the administrative procedures established by the Regulatory Agency for the program of dairy farm and/or milk tank truck supervision. The Regulatory Agency should allow sufficient time to discuss the findings with the applicant.
- Duration of Certification:
- Duration of Certification:
- Reports and Records
- Revocation of Certification
- Inspection/audit reports
SECTION 6. THE EXAMINATION OF MILK AND MILK PRODUCTS
It shall be the responsibility of the bulk milk hauler/sampler to collect a representative sample of milk from each farm bulk tank or from a properly installed and operated in-line-sampler, that is approved for use by the Regulatory Agency and FDA to collect representative samples, prior to transferring milk from

30
a farm bulk tank, truck or other container. All samples shall be collected and delivered to a milk plant, receiving station, transfer station or other location approved by the Regulatory Agency.
It shall be the responsibility of the industry plant sampler to collect a representative sample of milk from each milk tank truck or from a properly installed and operated aseptic sampler, which is approved for use by the Regulatory Agency and FDA to collect representative samples, prior to transferring milk from a milk tank truck.
Samples of milk and milk products shall be taken while in the possession of the producer, milk plant or distributor at any time prior to delivery to the store or consumer. Samples of milk and milk products from dairy retail stores, food service establishments, grocery stores and other places where milk and milk products are sold shall be examined periodically as determined by the Regulatory Agency and the results of such examination shall be used to determine compliance with Sections 2, 4 and 10. Proprietors of such establishments shall furnish the Regulatory Agency, upon request, with the names of all distributors from whom milk or milk products are obtained. Required bacterial counts, somatic cell counts and cooling temperature checks shall be performed on raw milk for pasteurization. In addition, drug tests on each producer's milk shall be conducted at least four (4) times during any consecutive six (6) months.
All pasteurized (including Aseptically Processed and Ultra-Pasteurized) milk and milk products required sampling and testing to be done only when there are test methods available that are validated by FDA and accepted by the NCIMS, otherwise there would be no requirement for sampling. Required bacterial counts, coliform counts, drug tests, phosphatase and cooling temperature determinations shall be performed on Grade "A" pasteurized milk and milk products defined in this Ordinance only when there are validated and accepted test methodology.
The determination of a problem is to be based upon:
1. Sample survey results;

31
2. USDA tissue residue data from cull and veal dairy animals;
3. Animal drug disappearance and sales data;
4. State feed back; and
5. Other relevant information.
Assays of milk and milk products as defined in this Ordinance, to which vitamin(s) A and/or D have been added, shall be made at least annually in a laboratory, which has been accredited by FDA and which is acceptable to the Regulatory Agency, using test methods acceptable to FDA or other official methodologies, which gives statistically equivalent results to the FDA methods. Vitamin testing laboratories are accredited if they have one (1) or more certified analysts and meet the quality control requirements of the program established by FDA. Laboratory accreditation and analyst certification parameters are specified in the Evaluation of Milk Laboratories (EML) manual. In addition, all facilities fortifying milk or milk products with vitamins must keep volume control records. These volume control records must cross reference the form and amount of vitamin D, vitamin A and/or vitamins A and D used with the amount of products produced and indicate a percent of expected use, plus or minus.
ADMINISTRATIVE PROCEDURES
- Enforcement procedures
- Laboratory techniques
- Sampling procedures
SECTION 7. STANDARDS FOR GRADE "A" MILK AND MILK PRODUCTS
All Grade “A” raw milk or milk products for pasteurization, ultra-pasteurization, or aseptic processing and all Grade "A" pasteurized, ultra-pasteurized or aseptically

32
processed milk and milk products, shall be produced, processed, manufactured and pasteurized, ultra-pasteurized, or aseptically processed to conform to the following chemical, physical, bacteriological and temperature standards and the sanitation requirements of this Section.
Table 1. Chemical, Physical, Bacteriological, and Temperature Standards GRADE “A” RAW MILK AND MILK PRODUCTS FOR PASTEURIZATION, ULTRA- PASTEURIZATION OR ASEPTIC PROCESSING
Temperature Cooled to 10ºC (50ºF) or less within four (4) hours or less, of the commencement of the first milking, and to 7°C (45ºF) or less within two (2) hours after the completion of milking. Provided, that the blend temperature after the first milking and subsequent milkings does not exceed 10ºC (50ºF). NOTE: Milk sample submitted for testing cooled and maintained at 0ºC (32ºF) to 4.4ºC (40ºF), where sample temperature is >4.4ºC (40ºF), but ≤7.0ºC (45oF) and less than three (3) hours after collection has not increased in temperature.
Bacterial Limits Individual producer milk not to exceed 100,000 per mL prior to commingling with other producer milk. Not to exceed 300,000 per mL as commingled milk prior to pasteurization. NOTE: Tested in conjunction with the drug

33
residue/inhibitory substance test
Drugs No positive results on drug residue detection methods as referenced in Section 6 - Laboratory Techniques.
Somatic Cell Count Individual producer milk not to exceed 750,000 per mL.
GRADE “A” PASTEURIZED MILK AND MILK PRODUCTS AND BULK SHIPPED HEAT- TREATED MILK PRODUCTS
Temperature. Cooled to 7ºC (45ºF) or less and maintained thereat. NOTE: Milk sample submitted for testing cooled and maintained at 0ºC (32ºF) to 4.4ºC (40ºF), where sample temperature is >4.4ºC (40ºF), but ≤7.0ºC (45oF) and less than three (3) hours after collection has not increased in temperature.
Bacterial Limits Not to exceed 20,000 per mL, or gm.*** NOTE: Tested in conjunction with the drug residue/inhibitory substance test.
Coliform Not to exceed 10 per mL. Provided, that in the case of bulk milk transport tank shipments, shall not exceed 100 per mL. NOTE: Tested in conjunction with the drug residue/inhibitory substance test.
Phosphatase Less than 350 milliunits/L for fluid products and other milk

34
products by approved electronic phosphatase procedures.
Drugs No positive results on drug residue detection methods as referenced in Section 6 - Laboratory Techniques which have been found to be acceptable for use with pasteurized and heat- treated milk and milk products.
GRADE "A" PASTEURIZED CONCENTRATED (CONDENSED) MILK AND MILK PRODUCTS
Temperature Cooled to 7oC (45oF) or less and maintained thereat unless drying is commenced immediately after condensing.
Coliform Not to exceed 10 per gram. Provided, that in the case of bulk milk transport tank shipments shall not exceed 100 per gram.
GRADE “A” ULTRA- PASTEURIZED MILK AND MILK PRODUCTS
Temperature. Cooled to 7ºC (45ºF) or less and maintained thereat
Bacterial Limits Not to exceed 20,000 per mL, or gm
Coliform Not to exceed 10 per mL. Provided, that in the case of bulk milk transport tank shipments, shall not exceed 100 per mL
Phosphatase Phosphatase testing of Ultra-Pasteurized milks is not required.
Drugs There are no validated and accepted drug residue tests for

35
Ultra-Pasteurized Milk and Milk Products
GRADE "A" NONFAT DRY MILK
Butterfat Moisture Titratable Acidity Solubility Index… Bacterial Estimate… Coliform… Scorched Particles disc B
No More Than: 1.25% 4.00% 0.15% 1.25mL. 30,000 per gram 10 per gram 15.0 per gram
GRADE "A" WHEY FOR CONDENSING AND/OR DRYING
Temperature Maintained at a temperature of 45oF (7oC) or less, or 57oC (135oF) or greater, except for acid-type whey with a titratable acidity of 0.40% or above, or a pH of 4.6 or below.
GRADE "A" PASTEURIZED CONDENSED WHEY AND WHEY PRODUCTS
Temperature Cooled to 10oC (50oF) or less during crystallization, within 72 hours of condensing
Coliform Limit Not to exceed 10 per gram.
GRADE "A" DRY WHEY, GRADE "A" DRY WHEY PRODUCTS, GRADE "A" DRY BUTTERMILK, AND GRADE "A" DRY BUTTERMILK PRODUCTS
Coliform Limit Not to exceed 10 per gram.
** Not applicable to acidified or cultured products, eggnog and flavored (non-chocolate) milk and milk products.

36
*** Results of the analysis of dairy products which are weighed in order to be analyzed will be reported in # per gm. (Refer to the current edition of the SMEDP.)
**** Not applicable to bulk shipped heat-treated milk products.
***** Not applicable to bulk shipped heat-treated milk products; UP products that have been thermally processed at or above 1380C (2800F) for at least two (2) seconds to produce a product which has an extended shelf life (ESL) under refrigerated conditions; and condensed products.
****** 21 CFR 113.3(e)(1) contains the definition of “COMMERCIAL STERILITY
STANDARDS FOR GRADE “A” RAW MILK FOR PASTEURIZATION, ULTRA-PASTEURIZATION OR ASEPTIC PROCESSING
ITEM 1r. ABNORMAL MILK
Lactating animals which show evidence of the secretion of milk with abnormalities in one (1) or more quarters, based upon bacteriological, chemical or physical examination, shall be milked last or with separate equipment and the milk shall be discarded. Lactating animals producing contaminated milk, that is, lactating animals which have been treated with, have consumed chemical, medicinal or radioactive agents, which are capable of being secreted in the milk and which, in the judgment of the Regulatory Agency, may be deleterious to human health, shall be milked last or with separate equipment and the milk disposed of as the Regulatory Agency may direct.
ITEM 2r. MILKING BARN, STABLE OR PARLOR - CONSTRUCTION
A milking barn, stable or parlor shall be provided on all dairy farms in which the milking herd shall be housed during milking time operations. (For applicability to AMIs, refer to Appendix Q.) The areas used for milking purposes shall: 1. Have
37
floors constructed of concrete or equally impervious materials. Provided, convalescent (maternity) pens located in milking areas of stanchion-type barns may be used when they comply with the guidelines specified in Appendix C., III. 2. Have walls and ceilings, which are smooth, painted or finished in an approved manner; in good repair; and ceiling dust-tight. 3. Have separate stalls or pens for horses, calves and bulls, and not be overcrowded. 4. Be provided with natural and/or artificial light, well distributed, for day and/or night milking. 5. Provide sufficient air space and air circulation to prevent condensation and excessive odors.
ITEM 3r. MILKING BARN, STABLE OR PARLOR - CLEANLINESS
The interior shall be kept clean. Floors, walls, ceilings, windows, pipelines and equipment shall be free of filth and/or litter and shall be clean. Swine and fowl shall be kept out of the milking area. Feed shall be stored in a manner that will not increase the dust content of the air or interfere with the cleaning of the floor. (For applicability to AMIs, refer to Appendix Q.) Surcingles, or belly straps, milk stools and antikickers shall be kept clean and stored above the floor.
ITEM 4r. COWYARD
The cowyard shall be graded and drained and shall have no standing pools of water or accumulations of organic wastes. Provided, that in loafing or lactating animal-housing areas, lactating animal droppings and soiled bedding shall be removed, or clean bedding added, at sufficiently frequent intervals to prevent the soiling of the lactating animal's udder and flanks. Cooling ponds shall be allowed provided they are constructed and maintained in a manner that does not result in the visible soiling of flanks, udders, bellies and tails of lactating animals exiting the pond. Waste feed shall not be allowed to accumulate. Manure packs shall be properly drained and shall provide a reasonably firm footing. Swine shall be kept out of the cowyard.

38
ITEM 5r. MILKHOUSE - CONSTRUCTION AND FACILITIES
ITEM 6r. MILKHOUSE - CLEANLINESS
The floors, walls, ceilings, windows, tables, shelves, cabinets, wash vats, non-product-contact surfaces of milk containers, utensils and equipment and other milkhouse equipment shall be clean. Only articles directly related to milkhouse activities shall be permitted in the milkhouse. The milkhouse shall be free of trash, animals and fowl.
ITEM 7r. TOILET
Every dairy farm shall be provided with one (1) or more toilets; conveniently located; properly constructed; operated; and maintained in a sanitary manner. The waste shall be inaccessible to insects and shall not pollute the soil surface or contaminate any water supply.
ITEM 8r. WATER SUPPLY
Water for milkhouse and milking operations shall be from a supply properly located, protected and operated and shall be easily accessible, adequate and of a safe, sanitary quality.
ITEM 9r. UTENSILS AND EQUIPMENT - CONSTRUCTION
All multi-use containers, utensils and equipment used in the handling, storage or transportation of milk shall be made of smooth, nonabsorbent, corrosion-resistant, non-toxic materials, and shall be so constructed as to be easily cleaned. All containers, utensils and equipment shall be in good repair. Multiple-use woven

39
material shall not be used for straining milk. All single-service articles shall have been manufactured, packaged, transported and handled in a sanitary manner and shall comply with the applicable requirements of Item 11p of this Section. Articles intended for single-service use shall not be reused. Farm holding/cooling tanks, welded sanitary piping and transportation tanks shall comply with the applicable requirements of Items 10p and 11p of this Section.
ITEM 10r. UTENSILS AND EQUIPMENT - CLEANING
The product-contact surfaces of all multi-use containers, equipment and utensils used in the handling, storage or transportation of milk shall be cleaned after each usage.
ITEM 11r. UTENSILS AND EQUIPMENT - SANITIZATION
The product-contact surfaces of all multi-use containers, equipment and utensils used in the handling, storage or transportation of milk shall be sanitized before each usage.
ITEM 12r. UTENSILS AND EQUIPMENT - STORAGE
All containers, utensils and equipment used in the handling, storage or transportation of milk, unless stored in sanitizing solutions, shall be stored to assure complete drainage and shall be protected from contamination prior to use. Provided, that pipeline milking equipment such as milker claws, inflations, weigh jars, meters, milk hoses, milk receivers, tubular coolers, plate coolers and milk pumps which are designed for CIP cleaning and other equipment, as accepted by FDA, which meets these criteria, may be stored in the milking barn or parlor, provided this equipment is designed, installed and operated to protect the product and solution-contact surfaces from contamination at all times.

40
ITEM 13r. MILKING - FLANKS, UDDERS AND TEATS
Milking shall be done in the milking barn, stable or parlor. The flanks, udders, bellies and tails of all milking lactating animals shall be free from visible dirt. All brushing shall be completed prior to milking. The udders and teats of all milking lactating animals shall be clean and dry 48 before milking. Teats shall be treated with a sanitizing solution just prior to the time of milking and shall be dry before milking. Wet hand milking is prohibited.
ITEM 14r. PROTECTION FROM CONTAMINATION
Milking and milkhouse operations, equipment and facilities shall be located and conducted to prevent any contamination of milk, containers, utensils and equipment. No milk shall be strained, poured, transferred or stored unless it is properly protected from contamination. After sanitization, all containers, utensils and equipment shall be handled in such a manner as to prevent contamination of any product-contact surface. 49 Vehicles used to transport milk from the dairy farm to the milk plant, receiving station or transfer station shall be constructed and operated to protect their contents from sun, freezing and contamination. Such vehicles shall be kept clean, inside and out, and no substance capable of contaminating the milk shall be transported with the milk.
ITEM 15r. DRUG AND CHEMICAL CONTROL
Cleaners and sanitizers shall be stored in properly identified, dedicated end-use containers. Animal drugs and drug administration equipment shall be stored in such a way that milk, milking equipment, wash vats and hand sinks are not subject

41
to contamination. Animal drugs shall be properly labeled and segregated, lactating from non-lactating. Unapproved drugs shall not be used.
ITEM 16r. PERSONNEL - HANDWASHING FACILITIES
Adequate handwashing facilities shall be provided, including a lavatory fixture with hot and cold, or warm running water, soap or detergent and individual sanitary towels, convenient to the milkhouse, milking barn, stable, parlor and flush toilet.
ITEM 17r. PERSONNEL - CLEANLINESS
Hands shall be washed clean and dried with an individual sanitary towel immediately before milking, before performing any milkhouse function and immediately after the interruption of any of these activities. Milkers and bulk milk hauler/samplers shall wear clean outer garments while milking or handling milk, milk containers, utensils, or equipment.
ITEM 18r. RAW MILK COOLING
Raw milk for pasteurization shall be cooled to 10ºC (50ºF) or less within four (4) hours or less, of the commencement of the first milking, and to 7ºC (45ºF) or less, within two (2) hours after the completion of milking. Provided, that the blend temperature after the first milking and subsequent milkings does not exceed 10ºC (50ºF).
ITEM 19r. INSECT AND RODENT CONTROL

42
Effective measures shall be taken to prevent the contamination of milk, containers, utensils and equipment by insects and rodents and by chemicals used to control such vermin. Milkhouses shall be free of insects and rodents. Surroundings shall be kept neat, clean and free of conditions, which might harbor or be conducive to the breeding of insects and rodents. Feed shall be stored in such a manner that it will not attract birds, rodents or insects.
Every iteam has a # Public Health Reason and # Administrative Procedure
SECTION 8. ANIMAL HEALTH
1. All milk for pasteurization shall be from herds in Areas which have a Modified Accredited Advanced Tuberculosis (TB) status or higher as determined by the USDA. Provided, that in an Area which fails to maintain such status, any herd shall have been accredited by said Department as tuberculosis free, or shall have passed an annual tuberculosis test, or the Area shall have established a tuberculosis testing protocol for livestock that assures tuberculosis protection and surveillance of the dairy industry within the Area and that it is approved by FDA, USDA and the Regulatory Agency
2. All milk for pasteurization shall be from herds under a brucellosis eradication program, which meets one (1) of the following conditions: a. Located in a Certified Brucellosis-Free Area as defined by USDA and enrolled in the testing program for such areas; or b. Meet USDA requirements for an individually certified herd; or c. Participating in a milk ring testing program at least two (2) times per year at approximately one hundred eighty (180) day intervals and all herds with positive milk ring results shall have the entire herd blood tested within thirty (30) days from the date of the laboratory ring tests; or d. Have an individual blood agglutination test annually with an allowable maximum grace period not exceeding two (2) months.
3. Goat, sheep, water buffalo, or any other hooved mammal milk for pasteurization, ultra- pasteurization or aseptic processing, defined under this Ordinance, shall be from a herd or flock that: a. Has passed an annual whole herd
43
or flock brucellosis test as recommended by the State Veterinarian or USDA Area Veterinarian in Charge (AVIC); or b. Has passed an initial whole herd brucellosis test, followed only by testing replacement animals or any animals entering the milking group or sold as dairy animals; or c. Has passed an annual random blood-testing program sufficient to provide a confidence level of 99% with a P value of 0.05. Any herd or flock with one (1) or more confirmed positive animals shall go to 100% testing until the whole herd tests show no positive animals are found; or d. Has passed a USDA approved bulk milk test, at USDA recommended frequency, with an implementation date based on the availability of the test; or e. Is determined to be free of brucellosis as provided by the development and implementation of a State administered brucellosis-free herd certification program involving a documented surveillance program, which includes records supporting the tests required in this Section, and an official annual written certification from the State Veterinarian documenting their brucellosis-free status. The surveillance program shall be documented and the official annual written State brucellosis-free certification shall be retained on file with the State Regulatory Agency. This official annual written State brucellosis-free certification shall include a current list of Grade “A” non-cattle dairy herds and/or flocks (goats, sheep, water buffalo, etc.) that are covered within the documented surveillance program and contained within the official annual written State brucellosis-free certification.
SECTION 9. MILK AND MILK PRODUCTS WHICH MAY BE SOLD
From and after twelve (12) months from the date on which this Ordinance is adopted, only Grade “A” pasteurized, ultra-pasteurized, or aseptically processed milk and milk products shall be sold to the final consumer, to restaurants, soda fountains, grocery stores or similar establishments. Provided, only Grade "A" milk and milk products shall be sold to milk plants for use in the commercial preparation of Grade "A' milk and milk products. Provided further, that in an emergency, the sale of pasteurized milk and milk products, which have not been graded, or the grade of which is unknown, may be authorized by the Regulatory Agency, in which case, such milk and milk products shall be labeled "ungraded

44
SECTION 10. TRANSFERRING; DELIVERY CONTAINERS; AND COOLING
Except as permitted in this Section, no milk producer, bulk milk hauler/sampler or distributor shall transfer milk or milk products from one (1) container or milk tank truck to another on the street, in any vehicle, store or in any place except a milk plant, receiving station, transfer station or milkhouse especially used for that purpose. The dipping or ladling of milk or fluid milk products is prohibited. It shall be unlawful to sell or offer for sale any pasteurized milk or milk products that have not been maintained at the temperature set forth in Section 7 of this Ordinance. If containers of pasteurized milk or milk products are stored in ice, the storage container shall be properly drained.
SECTION 11. MILK AND MILK PRODUCTS FROM POINTS BEYOND THE LIMITS OF ROUTINE INSPECTION
Milk and milk products, from points beyond the limits of routine inspection of the it or its jurisdiction, shall be sold in…, 1 or its jurisdiction provided they are produced and pasteurized, ultra-pasteurized, aseptically processed, concentrated (condensed) or dried under regulations which are substantially equivalent to this Ordinance and have been awarded acceptable Milk Sanitation Compliance and Enforcement Ratings or have been awarded a satisfactory HACCP listing, under the NCIMS HACCP Program as specified in Appendix K. of this Ordinance, or are from a country that PHS/FDA has determined, after conferring with NCIMS, to have in place a public health regulatory program and government oversight of that program that have an equivalent effect on the safety of regulated milk and/or milk products.
SECTION 12. PLANS FOR CONSTRUCTION AND RECONSTRUCTION
Properly prepared plans for all milkhouses, milking barns, stables and parlors, milk tank truck cleaning facilities, milk plants, receiving stations and transfer stations regulated under this Ordinance, which are hereafter constructed, reconstructed or extensively altered shall be submitted to the Regulatory Agency for written approval before work is begun.

45
SECTION 13. PERSONNEL HEALTH
No persons affected with any disease capable of being transmitted to others through the contamination of food shall work at a milk plant in any capacity which brings them into direct contact with pasteurized milk or milk products or which brings them into direct contact with associated pasteurized or aseptically processed milk or milk product-contact surfaces. In the case of milk plants, receiving stations, or transfer stations that have HACCP Systems, which are regulated under the NCIMS HACCP Program, the HACCP System shall address the public health concerns described in this Section in a manner that provides protection equivalent to the requirements in this Section.
SECTION 14. PROCEDURE WHEN INFECTION OR HIGH RISK OF INFECTION IS DISCOVERED
When a person who may have handled pasteurized or aseptically processed milk or milk products or pasteurized or aseptically processed milk or milk product-contact surfaces meets one (1) or more of the conditions specified in the ADMINISTRATIVE PROCEDURES of Section 13, the Milk Regulatory Agency is authorized to require any or all of the measures.
SECTION 15. ENFORCEMENT
This Ordinance shall be enforced by the Regulatory Agency in accordance with the Grade “A” PMO, with ADMINISTRATIVE PROCEDURES, current edition. A certified copy16 of which shall be on file at the appropriate Regulatory Agency's office. Where the mandatory compliance with provisions of the Appendixes is specified, such provisions shall be deemed a requirement of this Ordinance.

46
SECTION 16. PENALTY
Any person who shall violate any of the provisions of this Ordinance shall be guilty of a misdemeanor and upon conviction thereof shall be punished by a fine of not more than $ ... and/or such persons may be enjoined from continuing such violation(s). Each day upon which such a violation(s) occurs shall constitute a separate violation.
SECTION 17. REPEAL AND DATE OF EFFECT
All ordinances and parts of ordinances in conflict with this Ordinance shall be repealed twelve (12) months after the adoption of this Ordinance, at which time this Ordinance shall be in full force and effect, as provided by law.
SECTION 18. SEPARABILITY CLAUSE
Should any Section, paragraph, sentence, clause or phrase of this Ordinance be declared unconstitutional or invalid for any reason, the remainder of this Ordinance shall not be affected thereby.

47
FROM FARM TO REFRIGERATOR Ensuring milk’s quality and safety requires proper attention to conditions at every step in the process, from the farm to the consumer. On the farm To produce an abundant, safe supply of high quality milk, dairy cows must be healthy . Dairy farmers make sure each animal receives safe, comfortable housing by providing specialized bedding and personal resting spaces. Dairy cows are fed high-quality diets containing protein, vitamins, and minerals several times a day. Also, dairy cows are vaccinated to ensure good herd health and prevent disease. Dairy farmers meet regularly with veterinarians and animal nutritionists to discuss overall health management and disease prevention. In addition, farmers milk their cows by milking equipment up to three times each day, which reduces stress on the udder. After milking, milk is cooled within two hours to at least 45° F and maintained at no higher than this temperature until processing at the dairy plant. Milk goes directly from the udder to an insulated bulk tank from where it is transported to the processing plant. Government officials regularly inspect dairy farms to assure compliance with strict sanitation regulations and monitor transportation practices from the farm to the processing plant.
At the dairy processing plant.
Prior to unloading raw milk at the dairy plant, dairy cooperatives and processors test all incoming milk for a variety of safety and quality parameters. If safety standards are not met, the tanker load of milk is discarded and the farm identified as the source of this milk must bear the cost of the entire tank load of milk. State and regulatory agencies monitor the dairy processor’s surveillance activities by making unannounced on-site inspections to collect milk samples and review

48
industry reports . Recent data indicate that less than one tanker of milk in1000 tested did not meet safety standards . This tank load of milk was rejected and disposed of in a manner removing it from the human andbanimal food chain. Raw milk is pasteurized or heated in properly designed and operated equipment according to specific time and temperature requirements to ensure milk safety . To extend their shelf life, some dairy products are ultrapasteurized, or are heated at ultrahigh temperatures and packaged in aseptic containers . Pasteurized milk and milk products are routinely tested for proper pasteurization and other indices of product safety and quality. Pasteurization is required by law for all Grade A fluid milk and milk products moved in interstate commerce for retail sale . The FDA currently requires pasteurization for all fresh or soft-ripened cheeses, but allows use of raw milk for hard cheeses such as Cheddar that are aged for at least 60 days. Regulatory agencies recognize this length of aging of cheese to be as effective as pasteurization for protecting cheese’s safety. Over the past century, pasteurization has proven to be consistently effective in ensuring the safety of milk and other dairy products. After pasteurization, the product is cooled quickly and held at 38 to 40° F until packaged and sold. Packaging operations are inspected and monitored, and packaged dairy products are subject to random testing for safety and quality. To prevent post-pasteurization contamination, dairy processors rely on refrigerated storage and safe processing and handling procedures. Dairy industry and government officials regularly inspect dairy processing plants to assure compliance with strict sanitation requirements. Also, the dairy industry is adopting HACCP as an additional tool to ensure the safety of dairy products .
At retail outlets and consumer handling. Dairy case temperatures are carefully monitored at retail outlets such as grocery stores, and products are testedto confirm safety and quality. Likewise, public health officials regularly inspect foodservice facilities to ensure that strict government sanitation, food storage, and food handling requirements are being followed and that the dairy products offered are safe. Consumers can help maintain the quality of milk by taking the following steps:

49
• They examine containers for leaks and other damage when purchasing dairy products.
• They check the “sell-by” or “use by” dates on product containers. The “sell by” date refers to how long the grocery store can keep the product for sale in the dairy case. When properly cared for, milk generally stays fresh for 2 to 3 days after this date. The “use by” date indicates how long the product maintains its quality at home.
• They pick up milk and other perishable dairy foods immediately prior to checking out of the store, especially in hot weather.
• They take dairy products home from the store immediately after purchasing and store at a refrigerated temperature of 40° F or below (without freezing).

50
US Dairy Research
Dairy Research Institute
Dairy Research Institute is a 501(c)(3) non-profit organization affiliated with the Innovation Center for U.S. Dairy® and was created to strengthen the dairy industry’s access to and investment in the technical research required to drive innovation and demand for dairy products and ingredients, globally. The Institute works with and through industry, academic, government and commercial partners to drive pre-competitive research in nutrition, products and sustainability on behalf of the Innovation Center and the National Dairy Council®. It is funded by the dairy checkoff program and other sponsors.
Mission :
To increase demand for dairy products and ingredients globally, by working with and through industry, academic, government and commercial partners to drive pre-competitive, technical research in nutrition, products and sustainability.
Vision :
The Dairy Research Institute will be the catalyst for an expanded research investment that drives accelerated innovation and global demand for dairy products and ingredients. It will be a world leader in the discovery, interpretation and dissemination of research that contributes to the health and well-being of consumers, our communities, the planet, and the industry.
CALIFORNIA DAIRY FOODS RESEARCH CENTER

51
The California Dairy Foods Research Center is a comprehensive effort to bring the full capabilities of the Dairy Products Technology Center (DPTC) at California Polytechnic State University at San Luis Obispo and programs at the University
of California, Davis, to support the dairy industry from farm to table. Working with the California Dairy Research Foundation (CDRF), whose purpose is to promote research and development activities that benefit dairy producers and processors in the consumer marketplace, the scientists, technologists and other experts at the two universities continue to work with industry to provide innovative solutions that support the nation’s dairy industry and the global marketplace. The California Dairy Foods Research Center conducts applied and strategic dairy research and development in the areas of product technology and utilization, ingredient technology and utilization, products for health enhancement, food quality and food safety. Its applications and outreach programs facilitate innovative uses of dairy foods and ingredients by the food industry. Facilities at DPTC are state of the art, equipped with advanced and routine analytical equipment, dairy foods pilot plants and a commercially licensed dairy processing facility. The DPTC serves as the focal point to draw upon expertise and resources from throughout Cal Poly and other collaborating institutions in the packaging, engineering, business, chemistry, microbiology and other disciplines. Adjacent to the DPTC is the university dairy farm where fresh milk is available for research and development activities. CDRF supports the Foods for Health Institute (FFHI) at the University of California, Davis, which explores the concept that the components of milk represent the product of evolutionary pressure to deliver complete nutrition and health in the most efficient and effective way possible to growing mammals. Research from many campus laboratories across the College of Agriculture and Environmental Sciences, School of Medicine, School of Veterinary Medicine,College of Liberal Arts and Sciences and many institutes focuses on describing the health benefits of specific high-value milk components for commercial application. Commercial application will be facilitated by the Milk Processing Laboratory, which is part of the Robert Mondavi Institute of Wine and Food Sciences. MID WEST DAIRY FOODS RESEARCH CENTER
52
The Midwest Dairy Foods Research Center has resources within the University of Minnesota (St. Paul), South Dakota State University (Brookings) and Iowa State University (Ames). The dairy center was formed to conduct research and provide support needed to increase the viability of the United States dairy industry and ensure its future competitiveness. The center offers expertise in dairy foods research for both traditional dairy products and dairy products used as an ingredient. NORTHEAST DAIRY FOODS RESEARCH CENTER The Northeast Dairy Foods Research Center located at Cornell University, Ithaca, N.Y., was formed to conduct fluid milk and dairy ingredient research, provide applications and technical support for the improvements in milk powder quality and help establish the next generation of dairy ingredients. The Northeast Dairy Foods Research Center also provides new learning opportunities for the industry with short-course training in dairy food safety and Hazard Analysis and Critical Control Points (HACCP) and dairy processing with a particular focus on fluid milk processing, cheese making and artisan dairy production. SOUTHEAST DAIRY FOODS RESEARCH CENTER The Southeast Dairy Foods Research Center, with facilities and support at North Carolina State University (Raleigh) and Mississippi State University (Starkville), has been operating since 1988 and actively participates in national research planning and execution on behalf of the dairy industry and other entities. The center’s researchers work nationally on cutting-edge information and technologies, educate future professionals for the dairy industries, and help food processors address applications challenges and develop new products and processes using dairy products and ingredients. The center also hosts a Food Rheology Laboratory, Nutrition Technical Services Laboratory and a Sensory Applications Laboratory, conducting analytical, qualitative and affective sensory tests and flavor chemistry analyses tailored to meet specific needs of the foodindustry. WESTERN DAIRYCENTER

53
The Western Dairy Center’s primary location is Utah State University in Logan, with additional resources available at other universities in the Intermountain West. The faculty has extensiveexpertise in dairy processing/production, microbiology, chemistry and sensory analysis. An integral part of the center is a newly established Dairy Technology Innovation Laboratory group of researchers dedicated to providing innovative solutions to challenges and opportunities facing today’s dairy processing industry. WISCONSIN CENTER FOR DAIRY RESEARCH The Wisconsin Center for Dairy Research (CDR) is located within a licensed, operating dairy plant on the University of Wisconsin-Madison campus and is one of the premier dairy research centers in the world. Building on Wisconsin’s tradition as the “Dairy State,” the center explores functional, flavor and physical properties of cheese/cheese products and other milk components used as ingredients and as finished products. CDR researches cheese making and dairy protein processing/separation procedures, use of dairy ingredients in foods, and technologies for product safety and quality. More than 30 researchers and scientists are involved in conducting basic and applied dairy research. Collectively, the CDR staff has over 250 years of food industry experience, which creates a unique mix of academic and industry perspectives to help address any challenges facing the dairy industry.The facilities (including a pilot plant) and equipment are extensive, allowing the center to not only create new products, uses and processes, but also to meet the unique needs of the food industry. Annually, the CDR provides specialized training and short courses to over 1,400 industry personnel.
NATIONAL DAIRY COUNCIL
America’s dairy farmers created National Dairy Council® (NDC) nearly 100 years ago because of to their commitment to nutrition education and research-based communications. Since 1915, NDC has been dedicated to sharing science-based

54
expertise on the nutrition and health benefits of dairy foods and collaborating with health and wellness professionals to help improve health and wellness across the country. This includes addressing hunger and helping ensure every American has access to nutrient-rich foods.NDC educates health professionals, the media, public health and other thought leaders about the need for Americans, especially children, to consume three servings of low-fat and fat-free dairy products each day as recommended by the 2010 Dietary Guidelines for Americans. NDC also has taken the lead on children’s health and wellness through school-based programs such as Fuel Up to Play 60. FUTP 60 is active in more than 73,000 U.S. schools and encourages children to consume nutrient-rich foods, including dairy, and achieve at least 60 minutes of physical activity every day.
INNOVATION CENTER FOR U.S. DAIRY
The Innovation Center for U.S. Dairy ® was established by dairy farmers as a way to unite the entire dairy industry on common goals. Farmers work with processors, manufacturers and others in a “pre-competitive” environment to address barriers and opportunities that can improve innovation and sales of dairy products. More than 1,000 individuals representing 300-plus companies invest an average of 60,000 hours annually working on Innovation Center tasks forces and other committees. The Innovation Center established six priority areas with a corresponding task force that focus on: food safety, health and wellness, research and insights, globalization, sustainability and consumer confidence.
DAIRY RESEARCH INSTITUTE
America’s dairy farmers founded the Dairy Research Institute® (DRI) in 2010 as a way of working with and through industry partners on research-based projects that deliver new opportunities in product and ingredient use, sustainability and nutrition/health positioning that will increase dairy sales.

55
US DAIRY EXPORT COUNCIL
The U.S. Dairy Export Council (USDEC) – established by dairy farmers – unites all segments of the industry to build global sales of U.S. dairy products. USDEC programs help more than 100 member organizations (cooperatives, processors and trading companies) take advantage of positive global trends in dairy demand and supply. The U.S. is the world’s No. 3 cheese supplier and the industry is positioned to gain more global market share through USDEC's global relationships and product-driving programs.
THE INSTITUTE FOR DAIRY INGREDIENT PROCESSING
The Institute for Dairy Ingredient Processing, a component of the new Davis Dairy Plant at South Dakota State University (SDSU), provides dairy ingredient manufacturers with an efficient and valuable way to research, develop and test new dairy-based ingredients and processes. The Institute offers these opportunities by conducting responsive and comprehensive scale-up trials in a timely fashion with technical experts available to assist.

56
FOOD SAFETY MODERNIZATION ACT (FSMA)
A fter much anticipation and delay, on January 4, 2013, the Food and Drug Administration (FDA) released two proposed regulations under the Food Safety Modernization Act (FSMA) that will have a significant impact on food growers and producers:
1) Current Good Manufacturing Practice (CGMP) and Hazard Analysis and Risk-Based Preventive Controls for Human Food; and
2) Standards for the Growing, Harvesting, Packing and Holding of Produce for Human Consumption. The new rules are part of FDA’s overarching efforts to shift food safety focus from reactive to preventive. FDA met with farmers, industry, consumer groups, the international community, and other key stakeholders to develop new regulations that are practical and not “one-size-fits all.”
CGMP & Hazard Analysis & Risk-Based Preventive Controls
FDA’s proposals would add a new set of regulations implementing the Hazard Analysis and Risk-Based Preventive Controls provision of the FSMA. The new rules focus on preventing problems that can cause foodborne illness through two changes: Revisions to the existing CGMP and the addition of preventive controls.
Revisions to the CGMPs.
The proposed rule would update or delete certain requirements in the existing CGMPs and generally “modernize” the language of the CGMPs. It would clarify that existing CGMP provisions requiring protection against contamination of food

57
also require protection against cross-contact of food by allergens. Provisions directed to preventing contamination of food and food contact substances would also include preventing contamination of food packaging materials. Certain other CGMP provisions would be deleted, including provisions recommending temperatures for maintaining refrigerated, frozen, or hot foods. In addition, FDA is requesting comment on whether it should mandate training for food production facility employees and supervisors.
Preventive Controls.
The proposed rule would require facilities of a certain size to develop formal, written food safety plans to prevent and correct food safety issues. Specifically, a facility would be required to evaluate “known or reasonably foreseeable” hazards; identify and implement preventive controls to address these hazards; monitor performance of the preventive controls; establish corrective action procedures when needed; and verify that the preventive controls are adequate to control the hazards identified. The preventive controls would include, as appropriate, process controls, allergen controls, sanitation controls, and a written recall plan. In all respects, FDA intends each facility’s food safety plan to be tailored to fit the facility and the risks associated with the facility’s food.
Food facilities are also required to document actions taken under the food safety plan, and those documents must be made promptly available to the FDA upon oral or written request (such as during an inspection), and to reanalyze the plan at least every three years. In addition, food facilities are required to appoint a “qualified individual” to prepare and oversee the food safety plan. The proposed preventive controls align with Hazard Analysis and Critical Control Points (HACCP) systems, but the new rule differs in that preventive controls may be required at points other than at critical control points and critical limits would not be required for all preventive controls.
The tentative proposed rule does not include requirements that companies engage in either environmental monitoring or finished product testing. However, FDA continues to seek comments on these provisions, and FDA recently indicated such provisions would be in the final rule.

58
The tentative proposed rule does not include requirements that companies engage in either environmental monitoring or finished product testing.
In general, with some exceptions, the preventive control provisions would apply to facilities that manufacture, process, pack, or hold human food and are required to register with the FDA under Section 415 of the Federal Food, Drug and Cosmetic Act. Activities within the definition of “farm” would not be subject to the proposed preventive controls. The proposed rules provide exemptions for certain facilities and for certain activities. For example, very small facilities or activities subject to and in compliance with existing HACCP regulations for seafood and juice are exempt from the requirements for preventive controls. In addition, the FDA is proposing modified preventive control requirements in certain circumstances, such as modified requirements for warehouses solely engaged in the storage of packaged food that is not exposed to the environment. Modified requirements would also apply to “qualified facilities” (a very small business or one with three-year average annual sales of less than $500,000, with more than half of sales going directly to consumers or to restaurants/retail food establishments in the same state or within 275 miles).
Recognizing that smaller businesses may need more time to comply with the requirements, compliance dates would be phased in based on business size. “Very small businesses” that are not exempt would have three years to comply after publication of the final rule, “small businesses” would have two years to comply, and all other businesses would have one year to comply after publication of the final rule. To help the industry, particularly small and mid-sized businesses, comply with the new requirements, the FDA helped establish a Food Safety Preventive Controls Alliance to develop a core training curriculum and to disseminate information on hazards and controls.
Standards for the Growing, Harvesting, Packing and Holding of Produce
FDA’s second set of proposed rules would establish minimum safety standards for the production and harvesting of fruits and vegetables on farms. The FDA’s proposal builds upon prior produce safety activities by the FDA and the produce industry to establish standards and best practices, such as the Leafy Greens Marketing Agreements in California and Arizona and the Model Code for Produce

59
Safety. In developing the rules, FDA considered both the commodity and the practices associated with growing, harvesting, packing and holding the produce as well as how produce will be used and consumed after it leaves the farm. The resulting rules are designed to allow growers flexibility in their approach to on-farm food safety, with the ability to implement food safety practices appropriate to the scale of production and type of agricultural practices used.
The rules focus on agricultural practices and propose new standards in working, training, and health and hygiene; agricultural water; biological soil amendments; animals in growing areas; equipment, tools, and buildings; and specific standards for sprouts. They cover most fruits and vegetables while they are in their raw or natural state, including herbs and tree nuts, but exempt certain categories that create less risk. They do not apply to 1) produce rarely consumed raw, such as artichokes, asparagus, or potatoes; 2) produce for personal or on-farm consumption; 3) produce that is not a Raw Agricultural Commodity; and 4) produce intended for commercial processing with a “kill step” that will adequately reduce microorganisms of public health concern. Unlike preventive controls, the new produce safety rules will require minimal recordkeeping. Growers would be required to document that certain of the standards are being met, but the rule would not require duplication of records already kept for other purposes.
The proposed rules provide that farms may establish alternatives to certain requirements related to water and biological soil amendments if the alternative is scientifically established to provide the same amount of protection as the requirement in the proposed rule without increasing food safety risks. In addition, states or foreign countries may request a variance from some or all of the rules if required by local growing conditions, provided the same level of public health is assured.
Certain farms would be subject to modified requirements. For example, farms and farm “mixed-type facilities” with average annual sales under $25,000 would not be covered under the new rules. These farms, however, will continue to be covered under the adulteration provisions and other applicable provisions of the Federal Food, Drug and Cosmetic Act. Farm mixed-type facilities (farms that are also engaged in activities outside the definition of “farm” that require food facility

60
registration), may be subject to both the proposed produce safety rules and the preventive controls rules, such as an establishment that both grows and processes fresh-cut produce.
Similar to the proposed preventive controls, FDA proposes staggered compliance dates depending on the size of the farm. “Very small farms” would have four years from the effective date to comply, “small farms” would have three years to comply, and other covered farms would have two years to comply. In all cases, the time period for compliance would be extended for some water requirements.
Timeline for Implementation and Compliance
The effective date for both proposed rules is 60 days after the final rules are published in the Federal Registry. FDA continues to seek comments on the proposed rules through May 16, 2013. According to FDA, it will be at least a year before the final rules are published. Until then, food growers, manufacturers and distributors will have time to develop plans, policies, and procedures to conform to the new rules. FDA recognizes that partnership with the food industry is essential to the success of the proposed rules and will continue to provide technical assistance and outreach through public meetings, presentations, listening sessions, and guidance documents.

61
Conclusion
The most important requirement for a high quality of dairy product is that the product must be safe, that is, free of pathogenic bacteria and antibiotics, be nutritious and have a good flavor. To obtain the highest quality of dairy products, it is critical to start with the highest quality of raw milk possible. The production raw milk on the farm and the manufacturing of milk products, such as fluid milk, powdered milk, cheese, ice cream and yogurt, in the processing facilities are subject to the Pasteurized Milk Ordinance (PMO) whis is followed by US dairy. In addition to the PMO, all milk (raw milk to finished products) undergoes inspection, sampling, laboratory testing, and conforming to quality standards to ensure it is pure and wholesome for human consumption. On dairy farms, a Standard Operating Procedure (SOP) of dairy management, personal hygiene, milking procedure, and milk storage is done in place. Lactating animal are also healthy. Staff that milk carry out good sanitation practices at all times. A routine procedure from pre-dipping to post-dipping teats are performed at each milking. And milk is cooled in a storage tank to 45°F or lower within two hours. Prior to processing, all raw milk is subjected to testing for chemical composition, antibiotic residues, bacterial quality and somatic cell count through hard monitoring of federal government. Almost all milk products undergo pasteurization by law, with the exception of aged cheeses. To complete a sound quality assurance program, good post-pasteurization practices is carried out from packaging, storage, product delivery and handling in the store.
62
Although they have a good commend and monitoring in dairy, sometime they have to recall dairy products for unexpected fault.
REFERENCES
American Society of Agricultural Engineers. 1994. Dairy Systems for the 21st Century. Proceedings of the 3rd International Dairy Housing Conference. St. Joseph, MI
American Dairy Science Association. 1992. Large Dairy Herd Management. Management Services, ADSA, Champaign, IL
Business Wire. (2011). Research and Markets: The US Milk and Dairy Products Market Outlook to 2016‐ Introduction. Retrieved 30 July 2011,
http://www.businesswire.com/news/home/20110531006633/en/Research‐Ma
rkets‐Milk ‐Dairy‐Products‐Market‐Outlook
Daniel A. et. al., United States AgriculturalSystems: An Overview of U.S. Dairy Policy, Published in Encyclopedia of dairy science, copyright 2002
Innovation Centre for US Dairy, , October 2009 , The Impact of Globalization on the U.S. Dairy Industry: Threats, Opportunities, and Implications
Richard Stillman, Don Blayney, James Miller and Terry Crawford,THE U.S. DAIRY INDUSTRY, Pp: 53-85
Marija Klopcic, Abele Kuipers, Jean-François Hocquette, Consumer attitudes to foodvquality products, Wageningen Academic Publisher

63
Steve Zeng, Quality Assurance from Milking to Processing, E (Kika) de la Garza American Institute for Goat Research Langston University ,Langston, OK 73050
Midwest Plan Service. MWPS-7. 2000. Dairy Freestall Housing and Equipment 7th Ed. Iowa State University, Ames
Schmidt, G. H., L. D. VanVleck, and M. F. Hutjens. 1988. Principles of Dairy Science, 2nd ED. Prentice-Hall Inc. Englewood Cliffs, NJ
http://www.adsa.org/ (American Dairy Science Association )
http://www.nmpf.org/ ( National Milk Producer Federation)
http://www.usdairy.com (Innovation Center for U.S. Dairy)
http://www.usdec.org ( US Dairy Export Council )
http://www.dairyinfo.com (Dairy Management Inc.)
http://www.dairyfarmingtoday.org/ (Dairy Farming Today)
http://www.bclaws.ca/EPLibraries/bclaws_new/document/ID/freeside/info
http://www.foodsafety.gov/
Copyright © 2022 FDOKUMEN