A look into the future of data acquisition
12
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of A look into the future of data acquisition


better meet next-generation propulsion-testing requirements. This article prtrvides perspectives un some of tlie challengos ~
A-1 A-2 8-1
and opportunities for impruving higkquality, low-cost R-7 ~ ~~~ ~ .. data-acquisition support. (The opinions expressed are solely those of the authors and do not reflect official NASA policy.)
Propulsion testingisamninsteyof theUSplan tucxtundits rcnch into space. Testing of develupmental systcms is critical to continuing advances and improvcmcnts; production sys- tems testing provides quality assurance for flight uperations. Fig. 1 shows the fundamental support elements. A racket engine is mountcd to provide access to facility gascs, control, and data acquisition.
Response time is the major difference betwecn thc two test- ing missions. Production test systems, once designed and im- plemented, can bc used repeatedly. For cxamplc, many of the flight test systems used at Kennedy Space Center (KSC) for the Syace Shuttlc were in use for ovei 20 years unlil a recent redc- sign. In contrast, developmcntal test systems must be regularly redesigned and re-deployed based on thc changing needs of each test article. Rapid response to changing tcst requirements places a premium on thc ability to quickly design and implc- ment test support systems that provide facilitics support (c.g.,
nstimatcs of aniiual design cyclcs at SSC are shown in Ta- ble l. A design cycle is defined to be n rcconliguration needed to support a new tcst article 111. Example tasks and activities assaciatcd with supporting a tcst article include infrestructurc upgrades; facility-TA interfaces design; transducer selcclion, installation, and configuration; and test facility opcratim
The total number of design cycles suggcsts opportunities for cost savings if appropriate technologies can bc found to simplify any of the recurring installation, maintcnancc, and operational tasks.
Effective pltuuing requires periodic assessment. Thc interploy uf external factors, internal nccds, and overarching isiucs, such as
tcchnology dcvelupment, must bc factorcd into the forecasting process. This article focuscs on two broad areas that can play a r d c in improving data acquisition scrvicc's at the test stand:
LOX) and a full spcctrum of n,e'lSIIIPmcnt cnpebil
II Sensor dcvclupment ,, Uata-acquisition tcchnology
Acquisition It Control I
Facility Interface to TA (LOX, LH2, etc.)
3 3 3 3 4
Annual Total. 26-30
~~~~~~~~~ ~e~~~~ ~~~~b~~~~~ ~ ~ v ~ ~ ~ o ~ ~ ~ ~ ~ ~ ~ ~ ~ for Test ~ t ~ n ~ ~ Advauccs in sensor technologies arc cncauraghg dcvclopment of ncw test methods spanning the rangc from prcssure-tempera- turc (PT) measurements in cryogenic fluids to radiometry for plume diagnostics. liccont dcvelopments include spectroscopy in thc plume fur diagnosing test-articlc wcar, radiomctry to es- tablish test-stand damage potential, detailing and treatment of specific noise intcrfcmncc, and acoustical diagnostics using mi- crophonc arrays. A ~ u s s under development includc multi/ hyperspcctr.il mcasurements, long-wavelength spectroscopy, carbmparticulate (soot) impact on optical tcchniqnes, intrusive plasma sensing for model vprificatim, improved cryogenic mea- surement, and radiancc imaging. Fig. 2 suggests an approach to RF measurements on an cxhaust plume.
The obiective of each of thcsc arcas is to intcgrate new sen- sor technology with enhanced data-acquisition and commu- nication tcchnolugies, enabling improved data throughput and test stand utilization. Though a test facility is primarily a user of sensors rather than a buildcr of sensors, the unique combinations of extreme temperaturcs, prcssurcs, abra- sive/reactivc cnvirnnmcnts, and light tolerances necessitatc a closc relationship between the tcst facility and scnsur vendors. Unique rcquirements need significant dcvclopment without the prospect uf a large customer base. This provides a role fur univcrsity involvement, where thc marc speculative research issues can bc rcsalacd through experimentation and analysis. Detailing all tlie efforts in thc listcd areas is beyond the scope of this articlc; one reprcsentativecasesttidyrvill beexamincd.
Sensor Case Study: Cryogenic Fluid Quality Pressure~temperaturf (I'T) measurements on cryogenic fluids are undertaken for a variety of masons. Frequently, cryogenic temperature and pressures arc spccificd at test-article inlets for a range of flow rates. These parameters are critical (red- line) quantities. Deviation nutsidc a specified range is cause for early termination of the test. Extended operation of the test article outsidc the specified regime may result in damage to the test erlicle due to cavitation, vibration, thermal stress, etc.
I There are material limitations on the sensor construction [Z] AS wcll as tcst-rcquirementalld technical limitations on the phys- ical paramcters measured. All these factors put hcavy cow straints on the scnsor dosign, rcsultuig in relatively high costs for
cgfJ, 1 . Three f ixtur lng of tile test article with access to facility resources; (b) cmt io l for sequencing: and ic) data acquisition.
systems a re needed to
24 IEEF instrumentation & Measurement Magazine December 1999

Fiff, 2, Broadband signal collector and detector on calibratioii stand.
techniques that are likely to bc almost onc of a kind. The devel- opment of new approaches to inskumentation may relax these constraints, allowing for more cffective monitoring oi the c r y - gcnicfluids delivered to a test articlc,as wellas improvemcnts in the lugislical and cconomic pcrformancc of a test stand.
Scnsor development can be broken into a series of tasks: i: a ) Determination of thc informaticin nccded. P b) Determination nf the physical paramctew that effec-
tively convey thal information r c) Dctcrmination of the most effective means cif measur-
ing those parameters. B d) Implementation of themeasurcmentstratcgyinn man-
ner compalible with thc m c a s r ~ ~ n c n t cnvimnment. Steps ”a” and “b” are issues far thc tcst-stand <ipc.ratiir and
the test~articleowncl’.Thc testopcl.atordctrrminus”c”incon- sultntion with thc scnsor manuhclurer. For example, ex-
trcmcly precisc RTD temperalure sensors are preferred over thermocouplcs. The sensor manufacturer then executes ”d,” deciding onmaterials and techniqucs of constructiuncampat- ible with the test-stand specifications.
Par many tests, it is important to deliver pure-liquid cryogenic material to the inlet of the test article. Physi- cal-parameter test specificatims of pressurc and tempera- ture are in part designed to guarantee that cryogcnic fluid vapor quality is zero. In thc cryogcnic casc study that fol- lows, vapor qiiality was chosen as an example of desired in- formation. This assumption is madc to avoid dclving too deeply into matters o f cngine design and to allow this arti- clc to concentrate on test-stand issues. Since this is work in
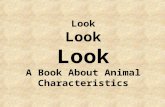
Thevapor quality ofa cryogenic fluid dclivercd ton tcst articlcis to be monitored. The intention is ta maintain an opcrating point to the lclt of the vapor dome in a cryogenic fluid. A ctimmtrn ap- plication is the dclivcry of liquid oxygen (LOX) undev pressure at a high flow rate. LOX exhibit.; a classic vapor dome 131 struc- 111rc una tcmpcratiire~entl.opydiagrain similar to Fig. 3. Istithcr- mal lines are horisontal; lincs of constant cntropy arc vcrtical.
LOX is typically delivered at sufficient pressure to remain to the left of the vapor domc when operaling bclow the critical point. Tempcraturc and pressure regimes are maintained to test-article specification, in part to guarantuc the delivery of low~vapor-contcnt LOX to thc inlet of the tcst article. Pressure and temperalute mcasurcmcnts are made tu asccrtain that 1111- der flow conditions, the teni~~eralure-cntl.opy operating point remains to the left of thc vapor dome. Unfortunatcly, isu- thcrms and isobars coincide within thc vapor dome. Thcrc- fore, pressure is a poor measure of entropy within the dome.
To the left and right of thc dome, the isobars change slopc abruptly to a high angle with respect to the isotherms. This meaiis that independcnt mcasurement of tempcraturc and pressurc cffcctivcly locates the opereling point on the temper- attire-entropy diagram providcd that point is outsidc of the vapor dumc. Inside tlie dome, tlie isotherms and isohars are co-lincar, indicating ineffcctivcncss at determining location on the entropy axis.
At the lcft boundary of the vapor domc, the isobars UII- dergo an abrupt transition in slope through a narrow region. Thc lines of constant quality arc nearly parallel to the isobars i n the area jus1 lult of this region. The isobars for a systcm op- erating just to the left of the vapor doina are very tightly packed and nearly vertical. I n this region, prcssurc is a scnsi- tive mcaxire of entropy along an istithcrm. Unfortunately, this also means that small variations i n tempurnturc may carry the systcm completely through the vapor dome, requiring tight tolerances on the tempcraturc scnsm
A pussiblc solution for this problem rcquircs anticipating the systcm transition into the vapor domc via numerical-analysis techniques applied tu lhc IT mcasurcmcnt. However, ils ulilily is limitcd by Ihe extreme stiffness of the analysis as Ilw system approaches the region of slope discontinuity in the isobar.
Another sppnxch to this problem is to use lempereture and specific density as thc physical parameters. In thc gns rc- giun to thc right of the vapor dome, curves of constant specific density rise in a manner similar to the isobars. This is also truc to thc left of the vapor dome. Measurcmcnts based on specific density-in theory-should bc just as effective as pressure for
Lias Vapor Dome
Isobar Solid
Entropy
Triple “Point“ Line
Constant Entropy
Critical Point , 1 I
~ p‘‘’’’tfl Isotherm
progress, category “c‘’ is only partially xldrcsscd.
LOX Quality Sensor e
December 1999 IEEE Instrumentation & Measurement Maoazine 25

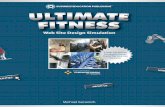
Fig. 4. Variation in dielectric constant of LOX versus density
establishing thc operating point outside thc vapor dome. In- side the vapor dome, curves of constant specific density cut across the domc at angles intermediate betwcen the curves of cmslant quality factor and thc horizontal isobars. Therefore, it should be possible to deterniinc the operating point inside the vapor domc. Further, the skipc changes in the constant spc- cific-density curves are much gentler than far the isobars, so some potcntial exists to cxploil irumerical-analysis predic- tions for time-varying opcrating points.
Determining the must effective means of measuring specific density (stcp ”c”) raises another set of issucs. There are various measurement techniques, which produce outputs proportional to the specific density of an arbitrary fluid. Using LOX for the specific examplc, we surveyed tcchniques, emphasizing CUT- rent technology. Ultrasonic and capacitance devices seem the most appropriate. Both have the ability to measure spccific density through the variation in acoustical phase velocity (ul-
trasonic) or thruugh variations in dielectric constants (capaci- tive). Of the two, elcctromagnetics-bascd techniques were chosen for further revicw due to firc hazard issues.
High-pressure 1,OX insidc mctal pipes is a potential COLI- flagration waiting for an ignilion sourcc [4J. Techniqucs for determining specific dcnsity based on ultrasound run the risk of crcating cavitation bubbles in thc LOX. Ideally, thc acoustic ficld wuuld be controlled to avoid any sufficiently ncgative pressures and power densities. Unfurhmately, tlrc onsel of cavitation is difficult to prcdict, particularly in high-flaw fields, with their attendant reduction in local pressure [5]. Cavitation bubblcs in a pure mcdium have bccn demon- strated to incrcase energy density by upwards of 12 orders of magnitude. Thcrcfore, ultrasound having low power densi- ties does not guarantee that the bubble will remain bclow igni- lion activation energy.
Blcctromagnetic (EM) tcchniques also must use power bc- low critical ignition levcls. These may arisc via arcing or joulr heating. Portunatcly, these effccts usually requirc intcnsities orders of magnilude higher than those normally associatcd with diclectric measuremcnts. This leaves a margin of safety. EM fields below joule-heating thresholds do not initiate cavi- tation, so cavitation-induced ignition is not an issuc. tlow- ever, for safety’s sake, any EM oscillator should be dcsigned
with maximum power output to hc well bclow ignition threshold Icvels.
Effcclive implemcntntion of a n EM tcchniquc tu measure thc dielcctsic of LOX, will rcqiiire a simplc-preferably linear-rela- tionship behnrccn specific density and dielechic constant. A re- view of the NISTl2 databasc for LOX is shnwn in Fig. 4.
Thcliole in thedata around thecentral density regionis the location uf the vapor dome. The low-dcnsity data are for thc gas phase and thc high-density data arc for the liquid phase. As can hc seen, Ihe r4ationship is linear, even exhibiting the same shpc and intercept on opposite sides of thc vapor dome. Inside the dome the issues are more complex, but irrelevant to ”rcdline” applications. The linear, reproducible values of di- eleclric constant clearly indicatc the onset of the vapor dome with linear, rather than sul?-linear scnsitivity factors-more than adcquate to dctcrmine a ”redlinc” shutdown condition.
Jnside thc vapor dome, thc situation is more complex, but relevant only if a vapor-quality meter is rcquirccl-a condition not necessary for “rcdline” applications. Although cnnstaiit specific-density curves inside the vapor dome of Fig. 3 cross the isobars at significant angles, they are not vertical. The spe- cific density and physical cntrapy (i.e., distribution) of the in- termingled phascs dcterinines thc prccise relationship with the total entropy. As a result, it impacts the relationship be- tween specific density and dielectric constant. This produces hysteresis in thc data gap indicatcd in Fig. 4. The indcpendent variable fur the family of c~irvrs is physical entropy. Trcat- mcnt of this issuc is complex, but plausible.
A survcy of vendors indicates that sevcral misting com- mercial devices could be modified tv produce an intrusive sensor head fur ”redline” applications. Unfortunatcly, sensors that penetrate into a higli-rate, cryogenic flow-field may yro- ducc cavitation and dctmation in the case of high flow LOX, and may fail catastrophically due to resonant vortcx shed- ding. Sincc the overall objective is to develop ncw sensor tech- nologies, possible nun-intrusive scnsurs needed further investigation. In addition, prcliminary experimental work us- ing LN2 instead of LOX indicated a potential tcchnical path fur both “redlinc” and vapor-quality meter applications.
i ~ r ~ ~ ~ ~ ~~~~~~~~~ Ti Test stands can be electric.illy noisy. Most convcntional mea- surcment techniqucs rely on measuring either voltage or CUT-
rent. Voltages or currcnts proportional to a mcasurand arc produced by scnsors that arc connected-often by long inter- connccts-to signal-conditiuning amplifiers.
As one approach for reducing noisc, NASA has examincd optical sensing methods, which are bascd on measuring dis- placement within an oplical pith. This reduces all mcasure- ments to an optical determination uf cavity length. The low losscs associated with fiber optics allow instrumentation tobe remotely located from measurement sites. Use of compact op- tical componenls, or possibly integratcd optics, provides rapid signal proccssing at moderatc cost. A further advantage is the potential of optical tcchniques to mitigatc clectromag- netic noise effects at thc sensing sites.
26 IEEE lnsfrumentation & Measurement Maoazine Decembsr 1999

Optical sensing methods also provide a convenient way to provide cmnpensation for secondary cffects. For example, a pressure sensor might also be aflected by changes in Icmpcra- ture. Uy placing a compensating sensor i n tlie same tempera- Lure field (but not in the prcssurc fiold), the signals of thc two scnsors can be simultaneously processed by tlie optical signal pmcessingsystem, providing a compensated measurement of the pressure.
Whitc-light intcrfcromctry providcs a simple optical-sig- nal-processing system that is rugged, relatively immune to
clcctromagnctic disturbances, and can provide a standardized platform for signal processing from differen1 sensors. Dis- placement is transiiuccd using a Pabry-Perot cavity.
A further advantage of thc whitc-light intcrfcromctcr is thc use of a uniform optical-signal platform, which helps stan- dardizc data-acquisition tcchniqucs and could potentially re- duce costs. As i n most situations, cost reduction is a driving considcmtion.
Background White-light interferometers hnvc found f a v a i n industry as a combined robust signal sensor and signal processor [6], [7]. In interferometers, all mcasurcmcnts arc. rcduccd to scnsing the change of a mechanical cavity due to a measurand. Sincc tcm- perattire, prrssnte, and many athcc paramctcrs of intercst can be rcduccd to cavity-dimension changes through careful sen- sor design, a uniform method of sensing these parameters can bc achieved. One of thc popular interferometcr stmctLiies is a Fnbry-l'crot intcrfcnmctcr.
Observations of the transmission or reflection spectrum from the cavity when i t is illuminaled by white light can be used to sense the cavity length. l'he optical resolving puwer uf a Fabry-Perot system is givenby
where I< is the reflection coefficient of the faces of the interfcr- ometer, T is the transmission of thc intcrfcramctcr systcm, and tlie fractional pith length in Lhe inlerleromeler is
where h is the wavelenglh ut the wave, and d is Lhe physical path Icngth. Thc Bellcvillc patent [XI, describes the optimum rcflcction cocfficicnt to be 0.3. A lower value gives too liltle discrimination, whereas a larger value pmses loo little light, which decreases the signal-to-noise ratio.
The transmission oienergy throng11 the intcrferonicter will sclcct wavclcngths of light, which satisfy ( I ) and (2). Thus, the cavity length d will allow modulating thc lruqucncy spcctrum of the incidcnt whitc light. Thc rcflccted wavc will appear modulatcd with a quasi-sinusoid, with a depth of modulation less than 100%. l h e rcflcctcd (or transmittcd) signal is uniquc for each cavity, allowing absolutc mcasurcment of cavity
Icngth. Thc so~irce of the white light is either an incandcsccnt lamp ur B whitc LED.
The Fabry-Perot interfcromctcr is followed by a Fizcau in- terfcrurnctcr, whose wedge-shaped diclcctric coating is used to perform cross-correlation of the reflected sensor signal with Llie transfer function of the Fizeau intcrfcromcter. Readout of the correlation function is performed via a charge-cou- plcd-dcvicc (CCD) away.
The Optical Instrument as a Sensor Platform Tlw basic Fabry-Perot interferometcr scnsor is made of a cav- ityfurmcdbyagapina fibevnpticcable. lhccndofthefiberis minimally reflecling. Losscs associatcd with a simple cleavage u l thc fibcr eliminate the need for trcnting thc remaining fiber as a cavity Fig. 5 shows a schematic of the sensor. Thc trans- mission and reflcction characteristics of such a cavity tend to be sharp. Fig. 6 shows the effect of path length on transmis- sion. A typical sensor configuration is shown in Fig. 7.
White-light sources need to have a relalivcly flat spcctrum over the range 600.1 000 um. In any casc, the sensitivity of tlie silictrn dctcctors rcstricts useful signals to this wavelength rangc. With a cavity length of 9-24 pm, tlie detected optical signal will havc a number of maxima and minima over tha 600-1000 nni bandwidth, Since thc cavity length is greater than the coherence length nf the light source, the integrated in- tensity docs not change with variations in cavity length.
One type ul commcrcially available white LEU sourcu cm- ploys a phosphor excited by a blue LEI). A typical spectrum is shown in Fig. 8. Sincc the white-light spectrum will support
Fiber Optic Cable
' 4 e c t i n g Coatings
Fig. 5. Schematic diagram of fiber~optic cavity.
0.21 " " " " ' 1 0 10 20 30 40 50 60 70 80 90 100
Percent of Wavelength Path Difference
F;& 6. Transmission through a Fabry-Perot cavity
December 1999 IEEE Instrumentation & Measurement Magazine 27

White Light Source I
100 90 GO - 7 0 ~
2 G O - - 6 5 0 - 5 4 0 - ~ 5 30.-
I O - - 0
d P o - ~
rjo0.1000 nm
External Probe
To Fizeau Housing
- '-
~~
--
Interferometer
?if,. 7. Baric instmentation configuratioii. 7 I
3000
2500
73 2000
2 1500-
.- I - 0 c
5 1000-
500
rjo0.1000 nm
External Probe
To Fizeau Housing
-
o~!a, ' ' ' ' ' ' ' '
Wavelength (nm)
E,ig 8. Spectrum of blue LED with phosphor coating
Spectrum Seen at Fizeau Interferometer # , .
"4 5 6 7 G 9 10
Wavelength of Source IO-'
1 . 7 ~ ~ . !J, Simulation of the spectrum reflected from a Fabry-Perot cavity
Cell Position
/ j , .I, UJ, S~mulalion of the cross-correlation fuiictioii used tu deteriniiie cavity
lellqth.
multiplc interference pcaks, the spectrum from the Fabry-l'crot cavity has the form shown in Fig. 9.
The spechum shown in Fig. 9 is inhoduccd at thc focal point of a lens, thercby illuminating the Fircau interferometer with thc Fouricr transform of the returned spectrum. The incidcnt-mvdu- latcd signal is multiplied by tlie transfer function of the Fizeau iitcrferometer at each point along the interferometer. A collimata preceding tlw Fizeau interferomctcr is necessary to spread the signal cnergy over the surface of the interferomctcr. C,eiierally,acyliitdricallens isused,'I'he resultingh.ingepalterns are a n indication vf the cavity condition through tlie cross-cvrre- lation function. The cro.wciwrclntion function, which is used to measure the cavity length, is shown in Fig. 10.
The fringcs can be detected using a CCD array [91. Ann- log-to-digital conversiou of thc CCU array output allows fur- ther digital signal processing of the signal. CCD arrays with 2048 pixcls have been appliod in practice. Finding thc centroid 01 the array illuminativn function allows eslimeling thc CCII-
troid to within one-ciglitli of a pixel. This cffcclivcly increases tho spatial resohition of the instrument by n factor of eight.
Tight mamifacfuring tolerances allow rcfcrcucr cavitics munulacturcd at different limes to operate withdifferent opti- cal pmcessing circuits in a repeatable and prcdiclable manncr. Typical cavity dimensions can be hald to within 4 nm during manufacturing. A complete fibcr-optic based sensor system is shown in Pig. 11.
~~~~~~~~~~ ~ ~ . ~ , ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ? ~ ~~~~~~~~~~~ anrd ~~~~~~~,~~~
IM 0 I3 i.iW i a3 y 'i 3f Test F3acl.i 1 ~ ~ f ~ ? ~ ~
Thc primary function carried out at SSC is the testing of CII-
gines. A test stand m u s l be transiorincd tu comply with the mcchenicul and clcctrical requirements dcfined by the cus- tomcr for every test articlc (cngine). SSC enginccriug provides facility access to gases (N2, LN2, LOX, LH2, etc.) at spccilied pressurcs and flow rates, and provides data-acquisitivn sup- port for nieamrcmcnts from thc tcst arlicle and the facilities. During R test, data is collccted from sensors mounted in the test facility and thc tcst arlicle.
Test Stand E-3 has the most flexible data acquisition envi- ronmcnt to support fast turnaround developmcnt. On this stand, sensors can be sampled at a rdte of approximately 100 sainplcs/s/channel using the slrrw dala-acquisition system (DAQ) and up to '100,000 samplcs/s split among thc channels connectcd tu the fast DAY. For example, thc high-speed DAY ~ansupport2U channclsatasaniplingratcof 5,UUU samplcs/s.
A varicty of sensor types arc fuund in each test stand. For cxarxplc, Test Stand E-? irsnally has the following configura-
2 thcrmocouples, 32 prcssure sensors, four flow sensors, and 16 strain gauges. Ensuring the integrity of lhese sensnrs has Lwo components: semiannual calibration and mi-site checks and cross checks in prepmation for II tcst. Uccause test stands rcmain idle for 80's or 90% of the time, it is ulten morc of a challenge to monitor sunsurs snd systcnis to ensure integrily during thc idlc pcriuds than during a lest.
The fulure of t a t facilities at SCC suggcsts a steady migm- tion toward advanced, flexiblc tcst stands to ilccommvdale a
28 IEEE Instrumentation & Measurement Magazine December 1999

variety of test articlas for public and private cnlities. This evo-
lutioii of a test will stand. involve Increased increased cumplcxity complexity implies in all the the use subsystems of more
~eiisors (more wiring, installation, setup, calibration, and maintenance), along with a push for faster Lurnaround timcs to increase thc number of tests per ycar.
This section focuses on examining ncw technologies and
cost analysis to justify the suggested improvements
Three Components Improving the flexibility and respoiisivencss of tlie data-ac- quisition component of tcst stand uperation is composed of
lcments: preparation, maintenance, and operations. 3 Prcparation. Preparing for a test incluiics mounting of
sensors, nn-site cross checks aniong sensors, on-sitc cnli-
bration and configuration nf scnsors, installing new sen- SOPS and cablcs as per the test article, Lest of the data-acquisition hardwarc and softwarc, atid tusl of he data display and analysis software. All of thcsc tasks arc done maiittally.
Sensors cithcr Temaiii installcd in the test stand (if thc ncxl test is less than six months away), 01' arc rcmwed for calibra- tion. Cross checks among scnsors are donc whcn preparing for a test to detect any unusual (suspect) behaviirrs. This is labnr in- tensive; many scnsurs do not go through this procedurc. Con- figuretiunisalsolabr,rintcnsi\,e, lakingnnc tu two weeks f o r m engineer to configure and validate thc inslrument databnsc.
I' Maintenance. The primdry maintenance task is that of removing sensors and scnding them fnr calibration ev- ery six months. Removal and rcinslellation of a scnsur is time consuming. A technician may inslall and conncct one or two sensors a day. Not all scnsnrs actually need calibration every six months, and some may bcncfit from more frequent calibration. It would be ideal to send scii- sors to calibration only whcn necded.
li Operation. The complete data-acquisition system is oper- aled during a tcst. The data that arc collected are fonnat- ted and analyzed according tu customer requircments.
Pathways to Improvement There are many approaches to achieving improvements in test stand data acquisition. Any mcthods that make installation, maintenance, and/or operation more cfficicnt are candidatcs. Thc grcatesl impact of thcsc approaches would bc the reduc- tion in timc ncuded to manage thc sensor assets through an "intelligeiit~sensor" appruach.
If scnsors had lhe ability to auto-configure and auto-culi- brute, the personnel costa assuciated with thcse xlivities could
whlte ~ i ~ h ~ source
6==r;7 Coupler Cavity Main Instrument External Probe
Housing
Inteiferometer Readout
layer and comrnunicalion protocol. Steady modernization a t SSC has impravcd many of the dela-acquisition systems; how- ever, there arc still adiiitioiial benefils that could be realized by mnuing toward an intelligent scnsnr apprrrach.
Improving Hardware: The USCA One of the most sigiiilicant improvements attainable is associ- ated with scnsnr signal conditioning and thc management of senbor assets. Currcnt signal-ctinditioning front ends can zcro offsets, prtividc cxcilation voltages, and haw digitally pro- grammable gains, saniplc rales, and filter cutoffs. However, new systcms ace capable of nearly continuous calibration, not only of the zoru dvifl, but also of thc gain settings, linearity, and excitation voltages. Similarly, managing SCLISOL' databases usually requires maiiiial ciitry nf data to capture a wide range nf infnrniation. Sensors that arc compliant with tlie IEEE 1451.2 standard for smart transducers [ I O ] support local stor- age of setisor pnramet which provides for automatic up- dates of sensor databases.
One such system was dcvclopcd at the Kennedy Spice Center [Ill and has bccn pun off commercially [12]. Fig. 'I2 shows thc block diagram of an cight-channcl Uniucrsai Sigmzl Coirditioniitg Amplifier (USCA) unit. The USCA takes full ad- vantage of higIi-pe?fonnancc USP chips and analog subsys- tems to implement high-performance data acquisition
Some of thc fcnturcs of the USCA include: a A hut-swappablc, plug-and-play eight-channel board
p> Self-configuration from the Transducer Electronic Data Sheet (TEDS), programmable gains, filters, excitation lcvcls, and sampling rate
0 Dual-channel arcldtecturc with continuous self-calibra- tion and test, zero drift, calibration with voltage stan- dards, tcmperature compensation
i Digital lincariration up to eighth mdcr i Digital filtering !<' Uridgc completion board for each channel :' Electrical isolation i ' 16hit sigma-delta analog-tu-digital conversion !: Simultaneous, ph.m-matched sampling across all chaw
Various sipial conditiancrs in use at SSC tcst stands have ncls from 1 semples/s to 48 ks.imples/s
be substantially reduced. In addition, if sensors wcrc sclf-moni- toring, additional system reliability and rubuslness could be achieved. Acoininonscnsorbus interconnect systcmis implied by an intelligent sctisor architcclure. This could standardize tlic senax-to-control-room interconnect using a common physical
somc of the USCA fealures. Howcvcr, there are a number of im- purlant feahres that arc lacking, including continuous self-cali- brntim and tesl using a dual-channel scheme, and distributed pmgrammiiig of tlie scnsnr cnnfiguration parainctcrs. Currently, signal-condilionin~ configilratinn must be done using a data-
December 1999 IEEE Insfrumenfation & Measurement Magazine 29

base hosted ~,nacentralctmtr~)lr~~omcomputer. Whileit cmbod- ics thc principlc of ccntrel management of setisor assets, i t still requires that all paramctcrs he manually cntcrcd and managcd. This constitutcs o s ign ihn l pursonnel cost.
In contrast, in a USCh architertucc, cadi scnscx has a TEUS unit that stores completc transduccr charactcristics in non-vol- ntilc mcmury. The TEDS contains a micrucomputer will1 suf i - cientmrmoryrestiurces tostore256 bytesofdat,idescribing thc operational requirements of tlie transducer. The TBDS commii- nicates seriallywitli B USCA amplificr channcl that intcrrogatcs the TEDS to determine how to configure gain, excitation, filter- ing, lincarimtion, c k .
TEDS information is uploadcd dircctly to thc USCA pso- cessor, eliminating the need to manually maintain thc ccntral database. With the added benefit of continuous calibration, morc accuratc and rcliablc rcsults arc abtaincd. Thc TEUS unit associated with each sensor supporls sulumatic cunligurntion of associated signal conditioners. These two features can sig- nificantly reduce sensor installatinn and maintcnancc time, and improvc reliability and accuracy.
A complete USCA systeni consists of a distributed array of USCA signal conditioners and sensors with their TfiDS, that are all managed by a central Unix-based computer system. Two communication protocol speeds are used: slow for cow
troland fast for data. No othw commcrcial products WCIP idcntificd lo havu all
thc clcmcnts found in tlw USCA. Howcvcr, it can bc cxpcctcd that further dcvclopments in miucd-signal application-spc- cific ICs (ASICs) will make it possible to build systems similar to tlie USCA, hut that are lower cost, smaller, and consume less power [13].
Improving Software: Autonomous Agents Hcalth monitoring is one area where software could directly impact the cost/benefit of a data-acquisition systcm. The oh- jective is to have a monitoring system that continuously detcr- mines if a scnso~ is oppcrating appropriatcly within the context of t l ie monitored process. This can provide thc framcwork for dctermining out-of-calibration, drift, lastpawcr, or othcrfault conditions. It can also scrvc to liclp predict future failure.
Thcrc arc other potcntial benefits of such a moiutoring sys- tem. False alarms with their attendant uinecessary maintcnancc and shutdowns could be reduced. nnhanced system integrity could he achieved, combined with faster aiid more effective di- agnostics wlien problems arise. Finally, systcm dcrumcntation would bc improved, which improves quality control.
'There are lwu primary approaches to thc dcvelopment of hcalth monitoring systems: Baycsian statistics applied to net- works of components, and qualitativc modeling methods. Both appronchcs involve sensor fusion, since relationships among values of sensors .ire cross checked. NASA has used the statistical approach to dcvclop
rcal-timc sensor validation mcthods for propulsion systems [14] and autoiioinous flight control ['15]. Thc Lcwis licscarch Ccntcr collaborated with industry on these exploratory pro- jects. Qualitative intideling has been used to dcvclop an aid fur rocket systems diagnostics 1161, 1171.
i: Stntisticni nppmuch The basic Bayesian approach is tcrmcd "analytical redundancy."It is based on a crosscheckof an- alytical rclationships among sensors and incorporates a voting scheme to determine if a sensor is operating prop- erly. The strength of the method is that it can bc dmc in real-time. One drawback is that the method requires em- pirical relationships tu be inkred from previous tests (ex-
USCA 5208 Block Diagram
Channel 7 and 8 (Same as Ch 1 and 2)
r,
Fig. '72. Block diagram of the USCA.
30 IEEE Instrumentation & Measurement Magazine December 1999

- Sensor Knowledge Domain
Analytical Tools Spec. Sheet
Statistical Toois Qualitative interpretation
4 Output
Output of Complete Information to User
(Qualitative and Quantitative)
Measurand Knowledge Domain Envisionments (Qualitative)
Constant Input wINoise, Spike, Step Change, Drift, etc.
4 Qualitative Interpretation
Interpretation - '
3 U t I - I I input Update Specifications Add or Modify New Envisionments
Sensor Update Qualitative Definitions Add or Modify Sensor Knowledge Domain
- r
4 Raw Database 1 I
Reconciliation of Envisionment and Actual Behavior Qualitative
Identification
I - Envisioned Measurand
Learning I I Maintenance
Fi!?. 13. Block diagram of a HAS model,
perimental equations), or access to very good theoretical models (theoretical equations). It dctccls analytical incon-
A corresponding value set for this constraint might bc
sistencies among paramctcrs measured by the collrction of scnsors in a systcm. Anothcr patcntinl pitfall is that ap- parent inconsistcncies in sensor behavior may actiially bc due to problems with the monitored process, and not nec- cssarily imply scnmr failurc. Qualitativc modcling. Thc qualitative modcling pvoccss
involves two steps. First, qualitative relationships from the physical principles governing the process need to be extracted. Then, thcsc rclationships arc cvalunted to dc- termine goodnessof fit for the enlire process. Qualitative relationships constitutc a qunlitativc model compased of a set of symbolic equations. A complete theory has been developcd for qualitative modeling 118). Qualitative models allow analysis of a system by discrete compo- nents at an intuitivc Icvcl. It can help pinpoint the Lrou- bling component for further iii-depth analysis.
As an example of a qualitative relationship, consider the COLI-
shaint for conservation of mass flow in a comparlment given by
j o w l + j o w 2 = floru3. (3)
December 1999
(fiowlL high, flaw2- nom, flow3_bigh). (4)
The rclationship cxprcsscd in (4) specifies that when flow1 and flow2 arc at their "high" and "nominal" landmarks, re- spectively, then according to (3), flow3 should be at its "high" landmark. This method can be seen to combine both analytic completeness, and mnvcys a strong intuitivc mise of systcm bchaviar.
B Highly autoiioiiious sensors. Other refinements have been developed 1'191, [20l. The "highly autonomous sensor" (HAS) method focuses on the qualitative inter- pretation of bchnriors associated with a sensor and its measurand. It concentrrltcs on individual sensors and dues not includc scnsm fusion schcmes. However, it is generic and allows instantiation of any sensor (new or existing) as a HAS with only a small amount of sen- sor-/measurand-speciiic data. HAS mod& are in- spired by thc intuitivc approach of people who monitor signals from scnsors.
The mudcl cxtracts qunlitntivc bchaviors from the raw data. For example, behaviors may bc dcscribcd as: constant with
IEEE Instrumenlation & Measurement Magazine 31

noisc, spike, high noise, ramp, drift, sinusoid, step changc, dis- lurbance, flat, etc. Once thcsc behaviors are idcntiiicd, they are analyzed to detect unusual conditions. A spike that occurs faster than the lime constant uf the associatcd sensor would bc assuci- atcd with an electrical disturbance. h cvent that wcurred at a rate faster than the measurand time constant, but slower than thc sensor time constant, could indicate a disturbance in the mcasurand. If a person louched a thcrmistor monitoring thc temperature of a room, it wauld exhibit a disturbancc behavior. A sketch of the ITAS model is shown in Fig. 13.
The main components of the HAS model include a sensor databasr, a measurand database, a inodulc ta extract qoalita- tive behaviors, and modulcs for sensor maintcnnncc and learning. Learning is an attractive fcature of the model, sincc it can becomc a self-evolving modcl.
The tliree software methods described for monitoring and diagnosing sensors and processes are powcriul and can be used simultanconsly. Statistical methods are bcst for real-time monitoring, whereas the Lwo qualitative methods generally rc- quire morc processing time. Howcvcr, with increasing proccss- ing speeds, evcn thc qualitative methods may be used in a near real-time mode. An approach that should creatc tlw most capa- ble monitoring system would involve combining the basic qualitative modcl with HAS models, as suggcstod by Fig. 14.
Budget Assessment No modifications lo the data-acquisitioi~systems at SSC can nc- cur without a supporting cost-bcncfit analysis. I’roposnls to em hance liardwarc or soilware in support ut test stand data acquisition must he justificd based on the cost-swings Lhat rudd he achieved. It is difficult to develop exact cost figures tn support the lwo main thrusts of hardware and software en- hanccmcnts. However, in gciicral terms, system modifications should reduce the effort spent in maintcnancc, calibration, and configuration, and decreasc the uverall uncertainty in the sys- tcin and the number of shutdowns and failcd ta ts . This, in turn, can save tcst articles, labor, fucl, and enhance safety.
Representativc SSC taskllabor estimates:
0 0 Process Bus
jProcessII
Selection . . ~ ....... . ~ .~ ~.~ ...... ............... ~ . . . . ~ . ~ .
Highly Autonomous Sensors
{. i ii. 1 4 Combined iiualitative and HAS models to achieve improved health
monitoring.
D A technician can install one instrument, solcnuid, or mo- tor valve per day.
tion valve in two days.
valves, or motor valves in two days.
database in two weeks.
5 A technician can install and checkout one variable posi-
B, An cngineer can validate four instruments, solenoid
D An cngineer can configure and validate an inslrument
B Calibration of a sensor avcragcs $425. Total costs are then detcrmincd based UTI the labor rate
charged by thc SSC contractor performing tlic work. The po- tential for cost savings would be found by comparing timc-saving eslimates that could be achieved using a ncw ap- proach, offsct by the capital invcstmcnt required.
Using USCA or similar systems will makc it vcry simple to conncct scnsnrs and will automatc testing and configuring the elcctronics. However, clearly, thc greatest benefit will be a rc- duction of the time needcd to configure and validate instru- ment databases. This task would be done automatically using thc THDS units and could imply a saving of 1.5 weeks of an en- gineer’s time.
Time savings for on-site checks of sensor electronics can alsn be significant because large numbers of sensors are in- volvcd. Addiiional cnst savings could also accrue i f calibra- tion cycles could be extended through health mtmitoring. Savings of $61,75(1 could bc realised if 150 sensors out of 200 did noLneed to bccalihratcd every sixmonths. In fact, thc total savings would bc h i g h when the costs of uninstalling and installing sensors are included.
These figures represent only a portion of labor and calihva- tion savings, which is still U small portion of thc total amnunt that could he savcd with e health monitoring syitcm. Another way to quantify the bciicfits of such a system is by looking at historical data of disruptions causcd by lack of a monitoring system. For cxarnplc, a test that had to be rcpcatcd duc tu lack of confidence in a sensor is cxpcnsive (labor, fuel, etc.). So are shutdowns or delays that rcsult from the inability to quickly di- agnose problems. Worse yct are preventable accidents that cause destruction of facility components and that greatly in- crease operating costs. Finally, a monitoring systcm can reducc hazardous conditions for operators, thereby preventing injury.
KSC Cost Savings with USCA Another way of predicting potential cost savings is to com- paw related experiunces at similar facilitios. Thc Kennedy Space Center recently completed the design and implementa- tion of data-acquisition upgrades to thc shuttle launch control systcm Table 2 summarizes projections oi annual savings for the original systcm and fur Ihe USCA upgradc 1211.
The advantages of thc USCA arcliitecturc with associated TEDS tags is obvious. Projected pcrsoniicl cost savings rangc from25’X to 100%. In thecase of saftw.lrccunfiguretioiiof ccn- tral databases, the TEDS tags totally eliminaicmanual entryoi transducer data and subsequent replacement or other mainte- iiancc upgrades.
32 /FEE lnslrumentalion & Measuremen1 Magazine December 1999

er . r e ~ ~ ~ i ~ ~ l ~ ~ ~ ~ ? § ~ ~ . I P ~ O ~ ~ ~ ~ ~ ~
There are a number of other suppmting technologies that caii be expected to deliver data-acquisition cost savings and pcr- formance enhancements.
Semiconductors Advances in semiconductor tcchnologies have not slowed. The availability of better components (functional density, speed, power consumption) fosters the development of improved sys- tems. Currcnt fabrication feature sizes are below 200 nm. This has a numbcr of implications for data acquisition. Memory is largc and cheap; for example, low-cost 128-Mbit mcmory chips are available. In processor technologies, it is easy to find B wide variety of low-cost, high-performance microcomputers and digital signal processors.
Ficld-pmglammable gate arrays (H’GAs) are available that contain one million gates. This allows complex systems and sub- systems to be implemented on a single chip without expensive mask gcncration costs. Mixed-signal technologies offering analog and digital functions combined onto one chip arc also prevalent.
Each of these advances is useful alone; however, the real ben- efits occur when they are combined. Cullectively, they offer thc
audio-visual consumer cbctronic devices such as digital camcorders, digital VCRs, and digital television.
IIcwlctt l’ackard (Agilent) has rcccntly added an IEEE 1394 interface for 1’C to VXlbus communicalion [24], which replaces
havebeen actively investigated for husting data acquisition 1251. interface sche,nes, Doth UsB.2 a,,d pircWire
opportunity to broadly distributc data-acquisition fruictions.
Communication Communication is one of the major botllenecks in any com- puting architecturc, particularly external communication with peripherals such as data-acquisition systems. Similarly, camputer-to~computer communication is also nccdcd to link major functions such as data-acquisition systems and control systems. Alternatc interconnect methods can impact installa- tion, meintenencc, noisc susceptibility, etc.
Copper is used extensively in current data-acquisition practice to move signals bctwccn sensors and signal-condi- tioning amplifiers, as well as between computers. Fiber has becn cmployed to communicate between concentrators lo- cated in the control room and on thc test stand where signal conditioning and data conversion arc performed.
b Etkemct. Ethernet (IEEE 802.N) or fiber optics are used extensively for computfr-to-computer communication Dcvelopment continues to extend Ethernet 100 Mh/s rates to Gigabit Ethernet. Ethernet-based data-acquisi- tion systems are available [22]. This supports the movc toward distributcd data acquisition that utilizes Ether- net as the interconnect bctwccn a data-acquisition front-end and whatever control computers are required.
i Serin! buses. Low-cost, plug-and-play techniques such as universal serial bus (USB) have achievcd rapid market ac- ceptance. A proposed upgrade to USB-2 [23] offers band- width uf over 200 Mh/s. FireWire (IEEE 1394) is an oldcr, high-speed serial bus standard, but continues to gain ap- plications. USk! 2.0 and 1394 primarily differ in terms of application focus. USB 2.0 will support the full range of popular PC peripherals, whilc 1394 targets connections to
8 LlSH 2.11. Compaq, I Icwlctt-Packard, Intel, l.ucent, Microsoft, NEC, and Philips ‘miounced the proposed up- grade in February 1999. USB 2.0 will move the current 1.1 specification from 12 Mbps to bchveen 120-240 Mhps. USB 2.0 is expectcd tabc both fonvard and backward campatiblc with USB 1.1. USB 2.0 is expected to spur development of higher-perfurmarc peripherals to bring ncw applications to the PC such as digital multimcdia integration.
Power-scniitive applications such as natcbook computers will benefit from USB 2.0 power-management mechanisms. This is cxpccted to allow USB to find usc wen in demanding low-power systems.
b Wiwless cu,iirriiinicuti~,,i. Wireless communication is one of the fastest growing tcchnologies. Wireless offers the patcntial for simplc installation of transducer systems by eliminating thc necd to cable signal intcrcunnccts. But, bccnusc pawcr must still be siipplicd to a scnsor, it is unlikely to be the method oichoicc for rouline dale-ac- quisition applications. On the other hand, wirclcss tcch- niqucs can provide rl simple mcnns to instmment measurements that are removed from the t a t stand cn- vironment, such as recent far-field acoustic measure- ments performcd far the 250k hybrid motor test at SSC.
Conclusions Advances in a number of datti-acquisition teclmulagics pramisc improvements in measurement system pcrfurmance, and the potential for rcduccd costs. New sensor approaches can bc used to improve acquisition of spccific measurands, such as LOX quality. Dcvelopingnovel sensor proce at lhe same t h o , improve the accuracy of aneesurcmcnts.
December 1999 IEEE Instrumentation & Measurement Magazine 33

White-light inlerferomctry offers a new signal processing method, which provides specific physical measurements while minimizing the electromagnetic interfcrcnce problems cncouii- tered with multiplc instrumentation points. Furthermore, it provides a uniform method of instmmcntation, which has the potential for reduced costs.
Steady modcmization at SSC has improvcd much of the data-acquisition system hfraslruchn’c; however, significant cost savings could be realized if novel sensor tags (TEDS) and assuci- ated signal conditioning amplifiers (USCAs) are employed. Other technology developmen6 can be expected to continue to lowcr system costs, increase performance, and braaden system options such as available communication protocols.
The authors thank Dr. William St. Cyr and their other NASA colleagues; your willingness to share information, support in- quiry, and provide access to test stands and laboratory fecili- ties is deeply appreciated. Thanks also to Drs. Armond Joyce, Eddie 13iIdreth and Jim Miller for conducting a superb ASDB Summer Faculty Fellowship program.
Fernando Fi,peroa received his BS in mechanical engineering from the University of Hartford, CT. He receivcd his MS and Ph.D. in mcchenical engincering from l’ennsylvania Statc Uni- versity He jaincd the Uepartmcnt of Mechanical Engineering at Tulane University, New Orleans hi ‘1988, where he is currently an associate professor. I Ie also spent two years (19Y5-IY97) as as- sociate chair of Instrumentation and Control at the University of New Brunswick, Canada. His areas of interest includc method- ologies to embcd intelligence in setisor models, instrumentatim and scmors, ultrasonic sensing, robotics, and controls. Sfeven T. Crf ,n , Member IEEE, received his USEE from Mcm- phis State University, and MS and Ph.D. in Electrical Engi- nccring from the Universily of Illinois. He jaincd Memphis State University in 1982, and is currently at1 associatc profes- sor at the University of Memphis. His rescarch is focused on the application of interferometry, spcctruscopy, and imaging to various instrumentatim and sensing applications. Louis E. Rocmer, Senior Member, IEEE received his BS in phys- ics, MSEE, and l’h.l>. from thc University of Delaware. From 1960 to 1Y63, he was with Sperry Gyroscopc Company, Crcal Neck,NY,involvedin the ilcsignofradarsystcms. Heservedat The University of Akron from lY6WL989, retiring as professor of Elcctrical Engineering. From 19X9 to the present, hc has served at Louisiana Tech University in academic and adminis- trative posts. Currently, he teachcs communications, field the- ory, and digital systems, and pursues researchin related areas.
fohn L. Schinaizel, Membcr IEEE, received Ius BSFM, MSEE, and 1’h.h.u. from Kansas State University. He is currently chair of the electrical and computer engincering p r o p m at Rowan Univcr- sity, Glassboro, NI. His intcrcsts include instrumentation and product development-particularly for biomedical and aero- space applications. He is active in the development of multidisciplinary laboratory-bascd instruction.
[I] R. IIokmd, E, pers CO-. randy h o L d ~ . i w j , . q v , [W) f&2685. [2] J.(:. Weisend 11, H~ndbiiok oJCr!yo,Trnic Engineering, Philadelphia:
[3] K.6. Timmcrhuus and T.M. Flynn Cryo,ye~Ic Procrss Engineeriy, Taylor and hncis, 1998.
New York Plenum Press, 1989. [ill M.G. Zabetakis, S@Iy will< Cryogmic Fisids, New York: Plcnurn
151 T.R. Young, Cmilolim, London McCrawHill, 1989.
[6] C. Delislc and M. Uruchu, “Nouvclle Methodc de Mcsure de la Visibilite de la Modulation Spectrale pour de Grmdes Diffcrcnccs de mar cl^," Conndian I . of Vhysics, v d 50, pp. 1493-8,1Y72.
[7] A. Koch and R. Ulrich, “Fiber~uplic displacement sensor with 0.02 micrometer resohilion by white-light intcrferometry,” Sensors and
Acliiofon, vol. A, no. 25-27, pp. 201-207,1991.
for Mensuring il I’llysical Pnrametcr,” US Patent 5,202,939. April 13, 1993. Assigned to Fisu, Inc.
Press, 1967.
[U] C . Bcilcville and 6. Duphin, “Fabry-Perot Optical Sensing Dcvice
191 Eastman Kiidak Company, “KLI-5001U/E, 5000 Element Lincar
[lo] IDEE Standard 1451.2, ”A smart trsnsdriccr interlace for sensors CCD Imager,” March 10,1997.
and actuators,” July 25, 1997.
[I11 U. Bcckcr, J. Cecil, C. Ilulbcrg, and 1’. Medclius, “The universal signal conditioning nmnplihcr,” Proc. I X , vol. 30, pp. 626-33.1994,
[ IZ] C. Fitzsininions, I.-? Corp., pers. comm., Tclcinctry &
Instriimcntiiticln Division, 15378 Avenue of Sciencc, San Diego, CA ~ 1 2 8 . (suo) 351-8483,
1131 T. Cummins, et. al. “An lBEE 1451 standard transducer interlace chip,” 199R ISSCC, 17.3.
[14] R.L. Uickford, T.W. Bickford, C.M. Meycr, and J.P. Zukrajsck, ”Real-lime scnsoc velidalian far propulsion systcms,” AIAA-98-5184.
[I51 R.I.. Rickford, ‘YW. Bickhrd, and V.A. Cduuri, ”Real-time sensur validation for autonomws flight control,” published by
AIAA, with permissiun. [ 161 W. Maul, C. Meycr, A. Iankovsky, and C. Fuiton, “Qualitative
mudcl-bascd diagnostics for rocket systems,” NASA Tech. Memo 106234, AIA A-93-1779.
[ 171 M. Binder, W. Maul, C. Meyer, md A. Suvic, “Rocket enghe diagnuslics using qualitative modcling tecln“qws,” AIAA-Y2-3164
11 U] 1. I’earl, Pmlmbrlelic R m m i q i t? Irifelii,y~cnf Sysfctm: Nchmrks of Pl~ausi6Ic I,$ere~ce, San Fr.mcisco: Mmgm Ka~hnmin Publishers, Inc., 1988
1191 R. Kuipcrr, “Qiditalivc simulation,” Arfficiol inleiiigoicc, vol. 29, pp. 289.338, 1986.
[20] F. t’igucrua and A. Mahiijm, “Cm model of an autonomous s~n~tir,”Mect~olro, i ics, vol. 4, nu. 3, pp. 295-315, IY94.
1211 E. C:ladncy, “Reducing inaintenance cusls un thc shuttle pmgmni,’’ I.-? Cilrporetiun, M1.468, July 1Y97.
1221 J.W. McGrcgor a n d E.C. Bamuth, ”Ethernet dala acquisition: An iiidcpenilrnt evaluti~w” Evaiiiation Ergr. , Jan. 1999.
[23] Universal Scrial Bus 2.0: www.usb.org. [24] Hcwlctt-Packnrd, IC-VXlbus IEEU-1394 intcrlacc:
www.lip.com/infu/fircwil.e4. [25] J. Despositu, “USU and Pircwivc muscle in un FCI-based data
acquisitim,” Elwironic Design, vol. 47, no. 13, June 1999, pp. 65~70.
34 IEEE Insfrumentation & Measurement Magazine December 1999