
3.Buku Informasi Penyiapan Produksi Campuran Aspal Panas ...
72
BUKU INFORMASI MODUL PELATIHAN BERBASIS KOMPETENSI SEKTOR KONSTRUKSI SUB SEKTOR MEKANIKAL EDISI 2012 PELAKSANA PRODUKSI CAMPURAN ASPAL PANAS PENYIAPAN PRODUKSI CAMPURAN ASPAL PANAS NO. KODE : FKK.PS.02.001.02 - I
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of 3.Buku Informasi Penyiapan Produksi Campuran Aspal Panas ...

BUKU INFORMASI
MODUL PELATIHAN BERBASIS KOMPETENSI SEKTOR KONSTRUKSI SUB SEKTOR
MEKANIKAL
EDISI 2012
PELAKSANA PRODUKSI CAMPURAN ASPAL PANAS PENYIAPAN PRODUKSI CAMPURAN ASPAL PANAS
NO. KODE : FKK.PS.02.001.02 - I
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 1 dari 67
DAFTAR ISI Daftar Isi .................................................................................................................................... 1 BAB I PENDAHULUAN ........................................................................................................ 2
1.1. Konsep Dasar Pelatihan Berbasis Kompetensi (PBK) ...................................... 2 1.2. Penjelasan Materi Pelatihan ............................................................................. 2 1.3. Penerapan Materi Pelatihan ............................................................................. 3 1.4. Pengakuan Kompetensi Terkini ....................................................................... 3 1.5. Pengertian-pengertian / Istilah .......................................................................... 4
BAB II STANDAR KOMPETENSI ........................................................................................... 6
2.1. Peta Paket Pelatihan ....................................................................................... 6 2.2. Pengertian Standar Kompetensi ....................................................................... 6 2.3. Unit Kompetensi yang Dipelajari ...................................................................... 6
BAB III STRATEGI DAN METODE PELATIHAN ...................................................................... 11
3.1. Strategi Pelatihan ............................................................................................ 11 3.2. Metode Pelatihan ............................................................................................ 11 3.3. Rancangan Pembelajaran Materi Pelatihan...................................................... 12
BAB IV PENYIAPAN PRODUKSI CAMPURAN ASPAL PANAS .............................................. 30
4.1. Umum ............................................................................................................. 30 4.2. Identifikasi Permintaan Produksi ...................................................................... 31 4.3. Kesiapan Sumber Daya Produksi ..................................................................... 39 4.4. Pembuatan Jadwal Produksi ........................................................................... 57
BAB V SUMBER- SUMBER YANG DIPERLUKAN UNTUK PENCAPAIAN
KOMPETENSI ............................................................................................................ 65 5.1. Sumber Daya Manusia .................................................................................... 65 5.2. Sumber-sumber Kepustakaan (Buku Informasi) ............................................... 65 5.3. Peralatan/Mesin dan Bahan ............................................................................ 67
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 2 dari 67
BAB I
PENDAHULUAN 1.1. Konsep Dasar Pelatihan Berbasis Kompetensi (PB K)
1.1.1. Pelatihan berbasis kompetensi. Pelatihan berbasis kompetensi adalah pelatihan kerja yang menitikberatkan pada penguasaan kemampuan kerja yang mencakup pengetahuan, keterampilan dan sikap kerja yang sesuai dengan standar kompetensi yang ditetapkan dan persyaratan di tempat kerja.
1.1.2. Kompeten ditempat kerja. Jika seseorang kompeten dalam pekerjaan tertentu, maka yang bersangkutan memiliki seluruh keterampilan, pengetahuan dan sikap kerja yang perlu untuk ditampilkan secara efektif di tempat kerja, sesuai dengan standar yang telah ditetapkan.
1.2. Penjelasan Materi Pelatihan
1.2.1. Desain Materi Pelatihan Materi Pelatihan ini didesain untuk dapat dijadikan panduan pelaksanaan pelatihan berbasis kompetensi yang lebih menekankan kepada peran aktif peserta pelatihan dalam meningkatkan seluruh aspek kemampuan yang mencakup pengetahuan, sikap dan keterampilan peserta pelatihan Materi Pelatihan ini didesain untuk dapat digunakan pada Pelatihan Klasikal dan Pelatihan Individual / mandiri. 1) Pelatihan klasikal adalah pelatihan yang disampaiakan oleh seorang instruktur. 2) Pelatihan individual / mandiri adalah pelatihan yang dilaksanakan oleh peserta
dengan menambahkan unsur-unsur / sumber-sumber yang diperlukan dengan bantuan dari pelatih.
1.2.2. Isi Materi Pelatihan
1) Buku Informasi Buku informasi ini adalah sumber pelatihan untuk pelatih maupun peserta pelatihan.
2) Buku Kerja Buku kerja ini harus digunakan oleh peserta pelatihan untuk mencatat setiap pertanyaan dan kegiatan praktik, baik dalam Pelatihan Klasikal maupun Pelatihan Individual / mandiri. Buku ini diberikan kepada peserta pelatihan dan berisi: a. Kegiatan-kegiatan yang akan membantu peserta pelatihan untuk
mempelajari dan memahami informasi. b. Kegiatan pemeriksaan yang digunakan untuk memonitor pencapaian
keterampilan peserta pelatihan.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 3 dari 67
c. Kegiatan penilaian untuk menilai kemampuan peserta pelatihan dalam melaksanakan praktik kerja.
3) Buku Penilaian Buku penilaian ini digunakan oleh pelatih untuk menilai jawaban dan tanggapan peserta pelatihan pada Buku Kerja dan berisi : a. Kegiatan-kegiatan yang dilakukan oleh peserta pelatihan sebagai
pernyataan keterampilan. b. Metode-metode yang disarankan dalam proses penilaian keterampilan
peserta pelatihan. c. Sumber-sumber yang digunakan oleh peserta pelatihan untuk mencapai
keterampilan. d. Semua jawaban pada setiap pertanyaan yang diisikan pada Buku Kerja. e. Petunjuk bagi pelatih untuk menilai setiap kegiatan praktik. f. Catatan pencapaian keterampilan peserta pelatihan.
1.3. Penerapan Materi Pelatihan
1) Pada pelatihan klasikal, kewajiban instruktur ad alah: a. Menyediakan Buku Informasi yang dapat digunakan peserta pelatihan
sebagai sumber pelatihan. b. Menyediakan salinan Buku Kerja kepada setiap peserta pelatihan. c. Menggunakan Buku Informasi sebagai sumber utama dalam
penyelenggaraan pelatihan. d. Memastikan setiap peserta pelatihan memberikan jawaban / tanggapan dan
menuliskan hasil tugas praktiknya pada Buku Kerja.
2) Pada Pelatihan individual / mandiri, kewajiban p eserta pelatihan adalah: a. Menggunakan Buku Informasi sebagai sumber utama pelatihan. b. Menyelesaikan setiap kegiatan yang terdapat pada Buku Kerja. c. Memberikan jawaban pada Buku Kerja. d. Mengisikan hasil tugas praktik pada Buku Kerja. e. Memiliki tanggapan-tanggapan dan hasil penilaian oleh pelatih.
1.4. Pengakuan Kompetensi Terkini
1.3.1. Pengakuan Kompetensi Terkini ( Recognition of Current Competency-RCC) Jika seseorang telah memiliki pengetahuan dan keterampilan yang diperlukan untuk elemen unit kompetensi tertentu, maka yang bersangkutan dapat mengajukan pengakuan kompetensi terkini, yang berarti tidak akan dipersyaratkan untuk mengikuti pelatihan.
1.3.2. Persyaratan Seseorang mungkin sudah memiliki pengetahuan, keterampilan dan sikap kerja, karena telah: 1) Bekerja dalam suatu pekerjaan yang memerlukan suatu pengetahuan,
keterampilan dan sikap kerja yang sama atau 2) Berpartisipasi dalam pelatihan yang mempelajari kompetensi yang sama atau

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 4 dari 67
3) Mempunyai pengalaman lainnya yang mengajarkan pengetahuan dan keterampilan yang sama.
1.5. Pengertian-Pengertian / Istilah
1.5.1 Profesi Profesi adalah suatu bidang pekerjaan yang menuntut sikap, pengetahuan serta keterampilan/keahlian kerja tertentu yang diperoleh dari proses pendidikan, pelatihan serta pengalaman kerja atau penguasaan sekumpulan kompetensi tertentu yang dituntut oleh suatu pekerjaan/jabatan.
1.5.2 Standarisasi Standardisasi adalah proses merumuskan, menetapkan serta menerapkan suatu standar tertentu.
1.5.3 Penilaian / Uji Kompetensi Penilaian atau Uji Kompetensi adalah proses pengumpulan bukti melalui perencanaan, pelaksanaan dan peninjauan ulang (review) penilaian serta keputusan mengenai apakah kompetensi sudah tercapai dengan membandingkan bukti-bukti yang dikumpulkan terhadap standar yang dipersyaratkan.
1.5.4 Pelatihan Pelatihan adalah proses pembelajaran yang dilaksanakan untuk mencapai suatu kompetensi tertentu dimana materi, metode dan fasilitas pelatihan serta lingkungan belajar yang ada terfokus kepada pencapaian unjuk kerja pada kompetensi yang dipelajari.
1.5.5 Kompetensi Kompetensi adalah kemampuan seseorang yang dapat terobservasi mencakup aspek pengetahuan, keterampilan dan sikap kerja dalam menyelesaikan suatu pekerjaan atau sesuai dengan standar unjuk kerja yang ditetapkan.
1.5.6 Kerangka Kualifikasi Nasional Indonesia (KKNI ) KKNI adalah kerangka penjenjangan kualifikasi kompetensi yang dapat menyandingkan, menyetarakan dan mengintegrasikan antara bidang pendidikan dan bidang pelatihan kerja serta pengalaman kerja dalam rangka pemberian pengakuan kompetensi kerja sesuai dengan struktur pekerjaan di berbagai sektor.
1.5.7 Standar Kompetensi Standar kompetensi adalah rumusan tentang kemampuan yang harus dimiliki seseorang untuk melakukan suatu tugas atau pekerjaan yang didasari atas pengetahuan, keterampilan dan sikap kerja sesuai dengan unjuk kerja yang dipersyaratkan.
1.5.8 Standar Kompetensi Kerja Nasional Indonesia ( SKKNI) SKKNI adalah rumusan kemampuan kerja yang mencakup aspek pengetahuan, keterampilan dan sikap kerja yang relevan dengan pelaksanaan tugas dan syarat jabatan yang ditetapkan sesuai dengan ketentuan peraturan perundang-undangan yang berlaku.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 5 dari 67
1.5.9 Sertifikat Kompetensi Adalah pengakuan tertulis atas penguasaan suatu kompetensi tertentu kepada seseorang yang dinyatakan kompeten yang diberikan oleh Lembaga Sertifikasi Profesi.
1.5.10 Sertifikasi Kompetensi Adalah proses penerbitan sertifikat kompetensi yang dilakukan secara sistematis dan obyektif melalui uji kompetensi yang mengacu kepada standar kompetensi nasional dan/ atau internasional.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 6 dari 67
BAB II
STANDAR KOMPETENSI 2.1. Peta Paket Pelatihan
Materi Pelatihan ini merupakan bagian dari Paket Pelatihan Jabatan Kerja Pelaksana Produksi Campuran Aspal Panas yaitu sebagai representasi dari Unit Kompetensi Menyiapkan Produksi Campuran Aspal Panas - Kode Unit FKK.PS.02.001.02, sehingga untuk kualifikasi jabatan kerja tersebut diperlukan pemahaman dan kemampuan mengaplikasikan dari materi pelatihan lainnya, yaitu: • Komunikasi dan Kerjasama di Tempat Kerja; • Penerapan Keselamatan dan Kesehatan Kerja dan Lingkungan (K3-L); • Pengaturan pelaksana produksi; • Kegiatan akhir produksi; • Pembinaan kompetensi kelompok kerja.
2.2. Pengertian Standar Kompetensi
2.2.1. Unit Kompetensi Unit kompetensi adalah bentuk pernyataan terhadap tugas / pekerjaan yang akan dilakukan dan merupakan bagian dari keseluruhan unit komptensi yang terdapat pada standar kompetensi kerja dalam suatu jabatan kerja tertentu.
2.2.2. Unit kompetensi yang akan dipelajari Salah satu unit kompetensi yang akan dipelajari dalam paket pelatihan ini adalah “Menyiapkan Produksi Campuran Aspal Panas”.
2.2.3. Durasi / waktu pelatihan Pada sistem pelatihan berbasis kompetensi, fokusnya ada pada pencapaian kompetensi, bukan pada lamanya waktu. Peserta yang berbeda mungkin membutuhkan waktu yang berbeda pula untuk menjadi kompeten dalam melakukan tugas tertentu.
2.2.4. Kesempatan untuk menjadi kompeten Jika peserta latih belum mencapai kompetensi pada usaha/kesempatan pertama, Pelatih akan mengatur rencana pelatihan dengan peserta latih yang bersangkutan. Rencana ini akan memberikan kesempatan kembali kepada peserta untuk meningkatkan level kompetensi sesuai dengan level yang diperlukan. Jumlah maksimum usaha/kesempatan yang disarankan adalah 3 (tiga) kali.
2.3 Unit Kompetensi Kerja Yang dipelajari Dalam sistem pelatihan, Standar Kompetensi diharapkan menjadi panduan bagi peserta pelatihan atau siswa untuk dapat : • mengidentifikasikan apa yang harus dikerjakan peserta pelatihan. • mengidentifikasikan apa yang telah dikerjakan peserta pelatihan. • memeriksa kemajuan peserta pelatihan.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 7 dari 67
• menyakinkan bahwa semua elemen (sub-kompetensi) dan kriteria unjuk kerja telah dimasukkan dalam pelatihan dan penilaian.
2.3.1 Kemampuan Awal Peserta pelatihan harus telah memiliki pengetahuan awal Penyiapan produksi campuran aspal panas.
2.3.2 Judul Unit : Menyiapkan Produksi Campuran As pal Panas
2.3.3 Kode Unit : FKK.PS.02.001.02
2.3.4 Deskripsi Unit Unit ini berhubungan dengan pengetahuan, keterampilan dan sikap kerja yang diperlukan untuk menyiapkan produksi campuran aspal panas.
2.3.5 Elemen Kompetensi dan Kriteria Unjuk Kerja
Elemen Kompetensi Kriteria Unjuk Kerja ( Performance Criteria ) 1. Melakukan identifikasi
permintaan produksi
1.1 Konfirmasi permintaan produksi dilakukan kepada atasan langsung.
1.2 Klarifikasi jenis produk dilakukan kepada Quality control.
1.3 Sumber daya yang dibutuhkan untuk memenuhi permintaan produksi disiapkan berdasarkan hasil konfirmasi dan klarifikasi.
2. Memeriksa kesiapan sumber daya produksi
1.1 Kesiapan personil anggota kelompok kerja produksi diperiksa sesuai dengan penugasannya.
1.2 Kesiapan peralatan produksi diperiksa yang meliputi kondisi dan kesiapan genset, mesin pencampur aspal dan wheel loader.
1.3 Kesiapan material produksi dan bahan bakar diperiksa untuk memenuhi kebutuhan produksi.
1.4 Kesiapan kelengkapan K3 dan Lingkungan diperiksa kembali sebelum pelaksanaan produksi.
1.5 Kesiapan alat angkut dikoordinasikan dengan bagian peralatan.
3. Membuat jadwal produksi
1.1 Jenis dan kuantitas produksi diidentifikasi. 1.2 Rencana produksi disusun berdasarkan kapasitas
mesin pencampur aspal yang ada. 1.3 Urutan waktu sesuai jenis produksi campuran aspal
panas disiapkan untuk pedoman dalam memproduksi campuran aspal panas.
1.4 Shift personil produksi diatur sesuai dengan jadwal produksi yang telah dibuat.
2.3.6 Batasan Variabel
a. Kontek Variabel 1). Unit kompetensi ini diterapkan dalam kelompok kerja atau individual untuk
menyelesaikan pekerjaan menyiapkan produksi campuran aspal panas.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 8 dari 67
2). Unit kompetensi ini diterapkan di tempat kerja dengan dukungan ketersediaan permintaan produksi, kelompok kerja produksi dan sumber daya produksi.
3). Unit kompetensi ini diterapkan dalam kondisi lingkungan yang mendukung.
b. Perlengkapan yang diperlukan 1) Alat:
a. Peralatan produksi (mesin pencampur aspal); b. Peralatan penunjang produksi (wheel loader dan dump truck ); c. Alat Pelindung Diri (APD); d. Alat Pengaman Kerja (APK); e. Rambu-rambu pencegahan pencemaran lingkungan.
2) Bahan: a. Material produksi. b. Surat permintaan produksi dari instansi intern/ekstern; c. Formulir job mix formula; d. Daftar personil kelompok produksi campuran aspal panas;
c. Tugas-tugas yang harus dilakukan : 1). Melakukan identifikasi permintaan produksi; 2). Memeriksa kesiapan sumber daya produksi; 3). Membuat jadwal produksi.
d. Peraturan-peraturan yang diperlukan
1). Undang-undang tentang Keselamatan Kerja dan peraturan lainnya terkait dengan keselamatan kerja;
2). Undang-undang tentang Ketentuan-ketentuan Pokok Pengelolaan Lingkungan Hidup dan peraturan lainnya terkait dengan pencegahan pencemaran lingkungan;
3). Pedoman Pemeliharaan dan Pengoperasian (Operation and Maintenance Manual) Mesin Pencampur Aspal;
4). Manual Pemeriksaan Unit Pencampur Aspal Panas (Asphalt Mixing Plant) yang dikeluarkan oleh Direktorat Jenderal Bina Marga–Departemen Pekerjaan Umum.
2.3.7 Panduan Penilaian
a. Penjelasan Pengujian 1) Prosedur penilaian
Kompetensi yang tercakup dalam unit kompetensi ini harus diujikan secara konsisten pada seluruh elemen kompetensi dan dilaksanakan pada situasi pekerjaan yang sebenarnya di tempat kerja atau secara simulasi dengan kondisi seperti tempat kerja dengan menggunakan metode uji yang tepat untuk mengungkap pengetahuan, keterampilan dan sikap kerja sesuai dengan tuntutan standar.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 9 dari 67
2) Tempat Lokasi kerja atau tempat pelatihan (training ground) yang memenuhi syarat.
3) Penguasaan unit kompetensi sebelumnya :
• FKK.PS.01.001.02 : Melakukan komunikasi dan kerjasama di tempat kerja.
• FKK.PS.01.002.02 : Menerapkan ketentuan keselamatan dan kesehatan kerja dan lingkungan di tempat kerja.
4) Keterkaitan dengan kompetensi lain:
• FKK.PS.02.002.02 : Mengatur pelaksanaan produksi campuran aspal panas.
• FKK.PS.02.003.02 : Melakukan kegiatan akhir produksi harian. • FKK.PS.02.004.02 : Melakukan Pembinaan kompetensi kelompok kerja
produksi campuran aspal panas.
b. Kondisi Pengujian 1). Kondisi penilaian merupakan aspek dalam penilaian yang sangat
berpengaruh atas tercapainya kompetensi tersebut yang terkait dengan kegiatan melakukan identifikasi permintaan produksi, memeriksa kesiapan sumber daya produksi, dan menyiapkan jadwal produksi, yang digunakan untuk menyiapkan produksi campuran aspal panas, yang merupakan bagian dari pekerjaan memroduksi campuran aspal panas.
2). Penilaian dapat dilakukan dengan cara : lisan, tertulis, demonstrasi / praktek;
3). Penilaian dapat dilaksanakan secara simulasi di tempat pelatihan (training ground) dan atau di tempat kerja.
c. Pengetahuan yang diperlukan: 1). Keselamatan dan Kesehatan Kerja dan Lingkungan (K3-L); 2). Standar Mutu Campuran Aspal Panas; 3). Jenis dan spesifikasi campuran aspal panas; 4). Pengetahuan material produksi; 5). Sistem pelaporan.
d. Keterampilan yang dibutuhkan : 1). Melakukan komunikasi dengan benar di tempat kerja; 2). Menerapkan ketentuan keselamatan dan kesehatan kerja dan lingkungan di
tempat kerja; 3). Melakukan identifikasi permintaan produksi dengan melakukan klarifikasi
jenis campuran aspal panas yang akan diproduksi kepada Quality control; 4). Memeriksa kesiapan sumber daya produksi sebelum pelaksanan produksi
dilakukan; 5). Membuat jadwal produksi sesuai dengan kapasitas produksi mesin
pencampur aspal dan jenis produksi yang diminta.
e. Aspek Kritis 1) Kecermatan dalam melakukan identifikasi permintan produksi;

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 10 dari 67
2) Ketelitian dalam melakukan pemeriksaan kesiapan sumberdaya produksi; 3) Ketelitian dalam membuat jadwal produksi;
2.3.8 Kompetensi Kunci
No Kompetensi Kunci Tingkat 1. Mengumpulkan, menganalisis dan mengorganisasikan
informasi 2
2. Mengkomunikasikan informasi dan ide-ide 2 3. Merencanakan dan mengorganisasikan kegiatan 2 4. Bekerjasama dengan orang lain dan kelompok 2
5. Menggunakan gagasan secara matematis dan teknis 2 6. Memecahkan masalah 2 7. Menggunakan teknologi 1
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 11 dari 67
BAB III
STRATEGI DAN METODE PELATIHAN 3.1. Strategi Pelatihan
Belajar dalam suatu sistem pelatihan berbasis kompetensi berbeda dengan pelatihan klasikal yang diajarkan di kelas oleh pelatih. Pada sistem ini peserta pelatihan akan bertanggung jawab terhadap proses belajar secara mandiri, artinya bahwa peserta pelatihan perlu merencanakan kegiatan/proses belajar dengan Pelatih dan kemudian melaksanakannya dengan tekun sesuai dengan rencana yang telah dibuat.
3.1.1 Persiapan / perencanaan a. Membaca bahan/materi yang telah diidentifikasi dalam setiap tahap belajar
dengan tujuan mendapatkan tinjauan umum mengenai isi proses belajar yang harus diikuti.
b. Membuat catatan terhadap apa yang telah dibaca. c. Memikirkan bagaimana pengetahuan baru yang diperoleh berhubungan dengan
pengetahuan dan pengalaman yang telah dimiliki. d. Merencanakan aplikasi praktik pengetahuan dan keterampilan.
3.1.2 Permulaan dari proses pembelajaran a. Mencoba mengerjakan seluruh pertanyaan dan tugas praktik yang terdapat
pada tahap belajar. b. Mereview dan meninjau materi belajar agar dapat menggabungkan
pengetahuan yang telah dimiliki.
3.1.3 Pengamatan terhadap tugas praktik a. Mengamati keterampilan praktik yang didemonstrasikan oleh pelatih atau orang
yang telah berpengalaman lainnya. b. Mengajukan pertanyaan kepada pelatih tentang kesulitan yang ditemukan
selama pengamatan.
3.1.4 Implementasi a. Menerapkan pelatihan kerja yang aman. b. Mengamati indikator kemajuan yang telah dicapai melalui kegiatan praktik. c. Mempraktikkan keterampilan baru yang telah diperoleh.
3.1.5 Penilaian Melaksanakan tugas terkait penilaian untuk penyelesaian belajar peserta pelatihan
3.2. Metode Pelatihan
Terdapat tiga prinsip metode belajar yang dapat digunakan. Dalam beberapa kasus, kombinasi metode belajar mungkin dapat digunakan.
3.2.1 Belajar secara mandiri Belajar secara mandiri membolehkan peserta pelatihan untuk belajar secara individual, sesuai dengan kecepatan belajarnya masing-masing. Meskipun proses
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 12 dari 67
belajar dilaksanakan secara bebas, peserta pelatihan disarankan untuk menemui pelatih setiap saat untuk mengkonfirmasikan kemajuan dan mengatasi kesulitan belajar.
3.2.2 Belajar Berkelompok Belajar berkelompok memungkinkan peserta pelatihan untuk datang bersama secara teratur dan berpartisipasi dalam sesi belajar berkelompok. Walaupun proses belajar memiliki prinsip sesuai dengan kecepatan belajar masing-masing, sesi kelompok memberikan interaksi antar peserta, pelatih dan pakar/ahli dari tempat kerja.
3.2.3 Belajar terstruktur Belajar terstruktur meliputi sesi pertemuan kelas secara formal yang dilaksanakan oleh pelatih atau ahli lainnya. Sesi belajar ini umumnya mencakup topik tertentu.
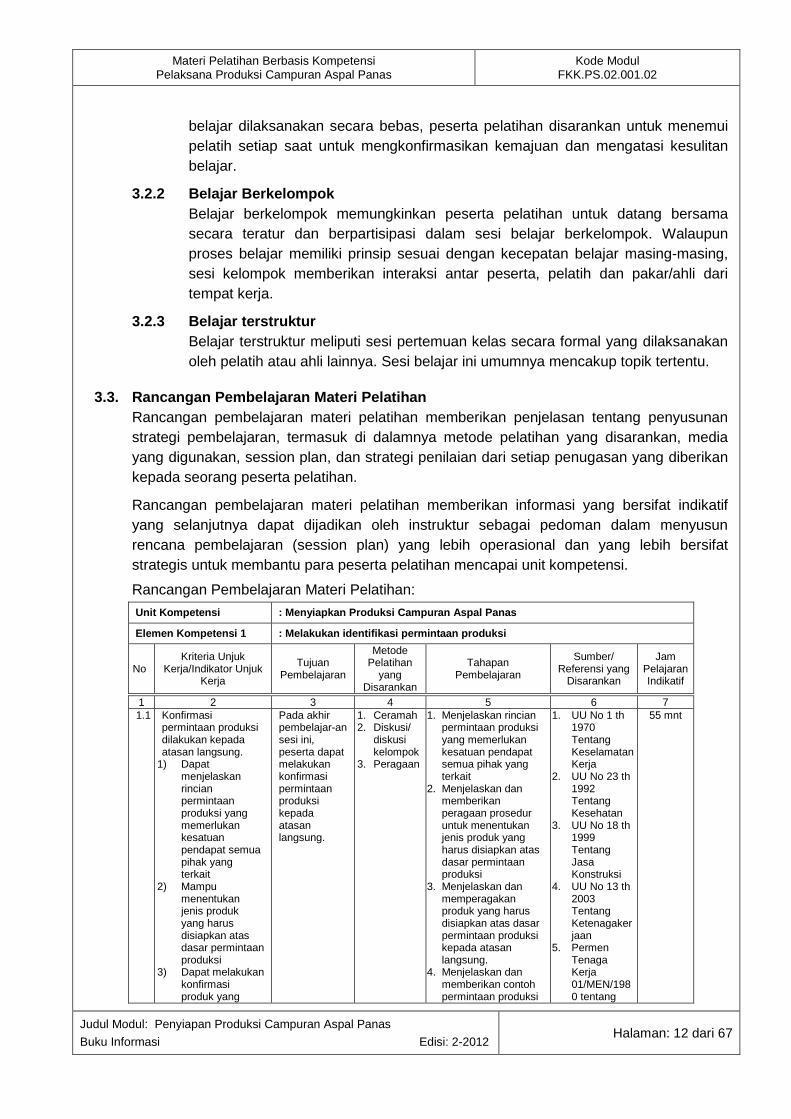
3.3. Rancangan Pembelajaran Materi Pelatihan Rancangan pembelajaran materi pelatihan memberikan penjelasan tentang penyusunan strategi pembelajaran, termasuk di dalamnya metode pelatihan yang disarankan, media yang digunakan, session plan, dan strategi penilaian dari setiap penugasan yang diberikan kepada seorang peserta pelatihan.
Rancangan pembelajaran materi pelatihan memberikan informasi yang bersifat indikatif yang selanjutnya dapat dijadikan oleh instruktur sebagai pedoman dalam menyusun rencana pembelajaran (session plan) yang lebih operasional dan yang lebih bersifat strategis untuk membantu para peserta pelatihan mencapai unit kompetensi.
Rancangan Pembelajaran Materi Pelatihan:
Unit Kompetensi : Menyiapkan Produksi Campuran Aspa l Panas
Elemen Kompetensi 1 : Melakukan identifikasi permin taan produksi
No Kriteria Unjuk
Kerja/Indikator Unjuk Kerja
Tujuan Pembelajaran
Metode Pelatihan
yang Disarankan
Tahapan Pembelajaran
Sumber/ Referensi yang
Disarankan
Jam Pelajaran Indikatif
1 2 3 4 5 6 7 1.1 Konfirmasi
permintaan produksi dilakukan kepada atasan langsung.
1) Dapat menjelaskan rincian permintaan produksi yang memerlukan kesatuan pendapat semua pihak yang terkait
2) Mampu menentukan jenis produk yang harus disiapkan atas dasar permintaan produksi
3) Dapat melakukan konfirmasi produk yang
Pada akhir pembelajar-an sesi ini, peserta dapat melakukan konfirmasi permintaan produksi kepada atasan langsung.
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan rincian permintaan produksi yang memerlukan kesatuan pendapat semua pihak yang terkait
2. Menjelaskan dan memberikan peragaan prosedur untuk menentukan jenis produk yang harus disiapkan atas dasar permintaan produksi
3. Menjelaskan dan memperagakan produk yang harus disiapkan atas dasar permintaan produksi kepada atasan langsung.
4. Menjelaskan dan memberikan contoh permintaan produksi
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang
55 mnt

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 13 dari 67
1 2 3 4 5 6 7 harus disiapkan atas dasar permintaan produksi kepada atasan langsung.
4) Mampu mengin-terpretasikan permintaan produksi ke dalam surat perintah produksi kepada operator pencampur aspal.
ke dalam surat perintah produksi kepada operator pencampur aspal.
5. Pelaksanaan peragaan:
- Menentukan jenis produk yang harus disiapkan atas dasar permintaan produksi
- Menginterpretasikan permintaan produksi ke dalam surat perintah produksi kepada operator pencampur aspal.
Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara
7 mnt**

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 14 dari 67
1 2 3 4 5 6 7 pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
1.2 Klarifikasi jenis
produk dilakukan kepada quality control. 1) Dapat
menjelaskan jenis produk yang diminta untuk diinterpre-tasikan ke dalam kualitas produksi.
2) Mampu melakukan klarifikasi jenis produk kepada quality control berdasarkan permintaan produksi.
3) Mampu menyiapkan job mix formula yang telah dibuat oleh quality control sesuai dengan permintaan produksi.
Pada akhir pembelajar-an sesi ini, peserta dapat melakukan klarifikasi jenis produk kepada quality control.
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan jenis produk yang diminta untuk diinterpre-tasikan ke dalam kualitas produksi
2. Menjelaskan dan memberikan contoh jenis produk kepada quality control berdasar-kan permintaan produksi.
3. Menjelaskan dan memberikan langkah untuk menyiapkan job mix formula yang telah dibuat oleh quality control sesuai dengan permintaan produksi.
4. Pelaksanaan
peragaan - melakukan
klarifikasi jenis produk kepada quality control berdasarkan permintaan produksi.
- menyiapkan job mix formula yang telah dibuat oleh quality control
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts
80 mnt
8 mnt**

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 15 dari 67
1 2 3 4 5 6 7 Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
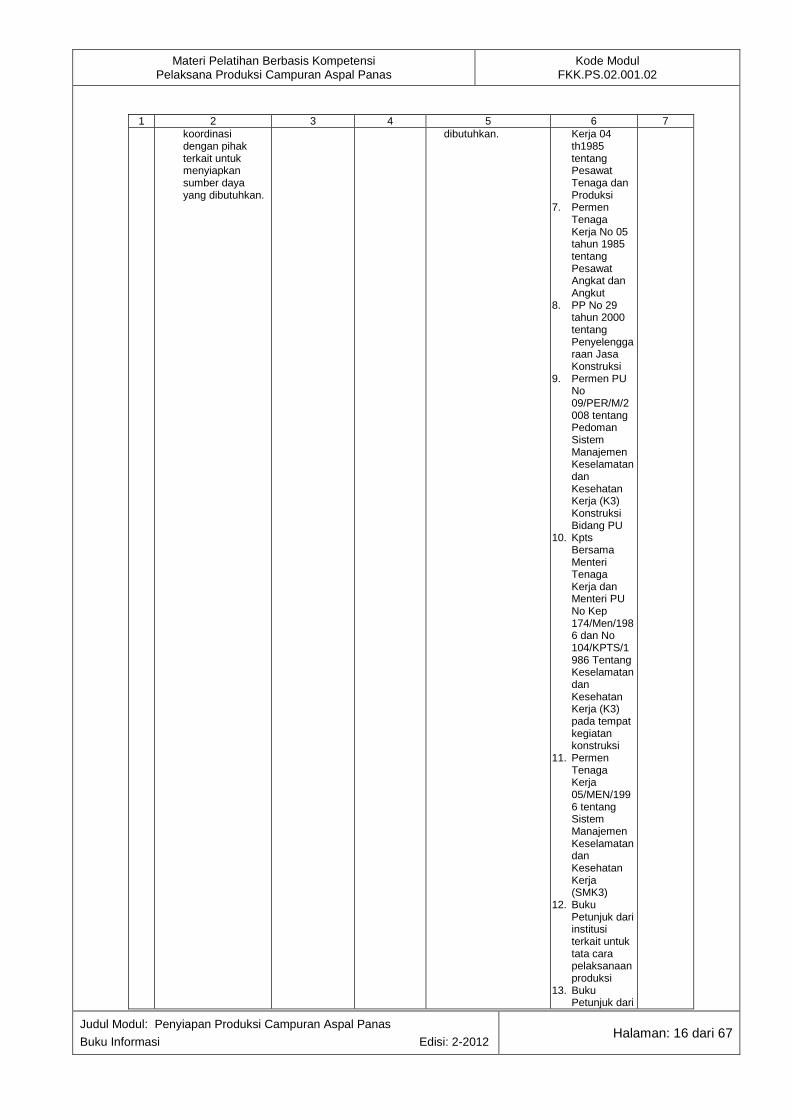
1.3 Sumber daya yang
dibutuhkan untuk memenuhi permintaan produksi disiapkan berdasar-kan hasil konfir-masi dan klarifikasi. 1) Dapat
menjelaskan sumber daya produksi yang dibutuhkan dalam memproduksi jenis dan kualitas produksi sesuai dengan permintaan produksi.
2) Dapat mengidentifikasi kebutuhan sumber daya untuk memenuhi permintaan produksi
3) Mampu melakukan
Pada akhir pembelajar-an sesi ini, peserta dapat menyiapkan sumber daya yang dibutuhkan untuk memenuhi permintaan produksi berdasar-kan hasil konfir-masi dan klarifikasi.
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan sumber daya produksi yang dibutuhkan dalam memproduksi jenis dan kualitas produksi sesuai dengan permintaan produksi.
2. Menjelaskan cara untuk mengidentifikasi kebutuhan sumber daya untuk memenuhi permintaan produksi
3. Menjelaskan dan memberikan langkah untuk melakukan koordinasi dengan pihak terkait untuk menyiapkan sumber daya yang dibutuhkan.
4. Peragaan: - Cara melakukan
koordinasi dengan pihak terkait untuk menyiapkan sumber daya yang
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga
50 mnt
10 mnt**
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 16 dari 67
1 2 3 4 5 6 7 koordinasi dengan pihak terkait untuk menyiapkan sumber daya yang dibutuhkan.
dibutuhkan. Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 17 dari 67
1 2 3 4 5 6 7 institusi terkait untuk pembuatan jadwal produksi
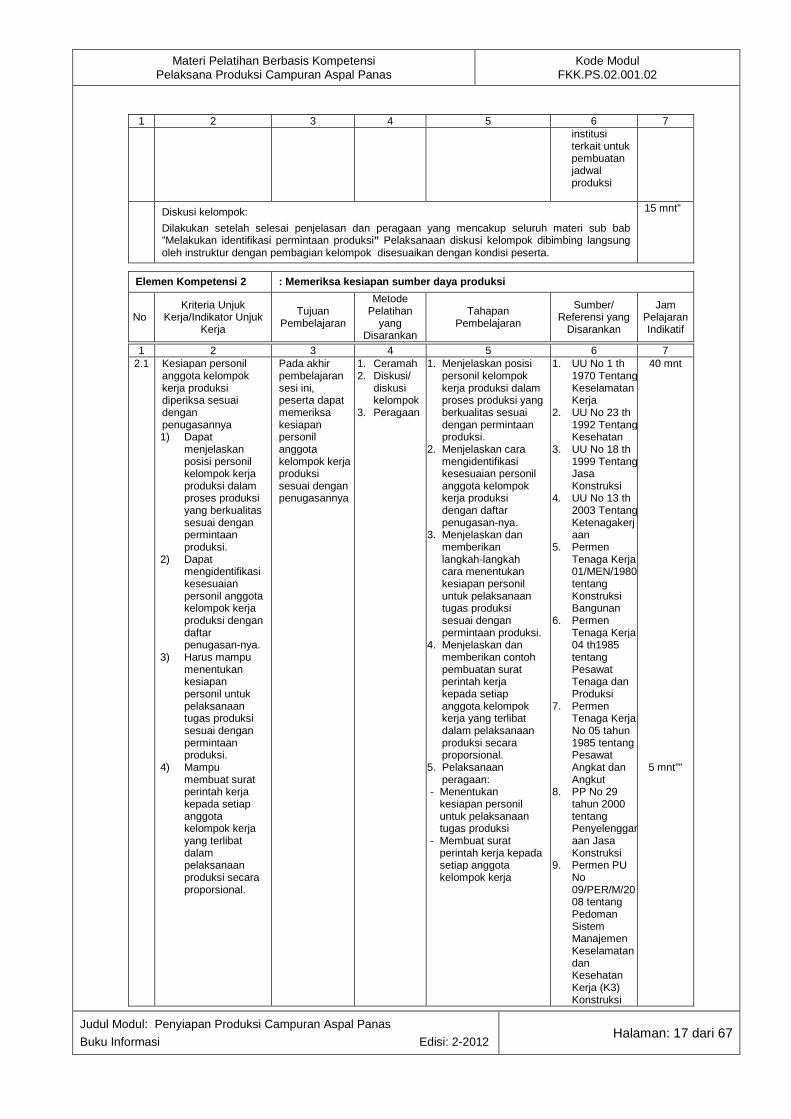
Diskusi kelompok:
Dilakukan setelah selesai penjelasan dan peragaan yang mencakup seluruh materi sub bab ”Melakukan identifikasi permintaan produksi” Pelaksanaan diskusi kelompok dibimbing langsung oleh instruktur dengan pembagian kelompok disesuaikan dengan kondisi peserta.
15 mnt”
Elemen Kompetensi 2 : Memeriksa kesiapan sumber day a produksi
No Kriteria Unjuk
Kerja/Indikator Unjuk Kerja
Tujuan Pembelajaran
Metode Pelatihan
yang Disarankan
Tahapan Pembelajaran
Sumber/ Referensi yang
Disarankan
Jam Pelajaran Indikatif
1 2 3 4 5 6 7 2.1 Kesiapan personil
anggota kelompok kerja produksi diperiksa sesuai dengan penugasannya 1) Dapat
menjelaskan posisi personil kelompok kerja produksi dalam proses produksi yang berkualitas sesuai dengan permintaan produksi.
2) Dapat mengidentifikasi kesesuaian personil anggota kelompok kerja produksi dengan daftar penugasan-nya.
3) Harus mampu menentukan kesiapan personil untuk pelaksanaan tugas produksi sesuai dengan permintaan produksi.
4) Mampu membuat surat perintah kerja kepada setiap anggota kelompok kerja yang terlibat dalam pelaksanaan produksi secara proporsional.
Pada akhir pembelajaran sesi ini, peserta dapat memeriksa kesiapan personil anggota kelompok kerja produksi sesuai dengan penugasannya
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan posisi personil kelompok kerja produksi dalam proses produksi yang berkualitas sesuai dengan permintaan produksi.
2. Menjelaskan cara mengidentifikasi kesesuaian personil anggota kelompok kerja produksi dengan daftar penugasan-nya.
3. Menjelaskan dan memberikan langkah-langkah cara menentukan kesiapan personil untuk pelaksanaan tugas produksi sesuai dengan permintaan produksi.
4. Menjelaskan dan memberikan contoh pembuatan surat perintah kerja kepada setiap anggota kelompok kerja yang terlibat dalam pelaksanaan produksi secara proporsional.
5. Pelaksanaan peragaan:
- Menentukan kesiapan personil untuk pelaksanaan tugas produksi
- Membuat surat perintah kerja kepada setiap anggota kelompok kerja
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi
40 mnt
5 mnt””
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 18 dari 67
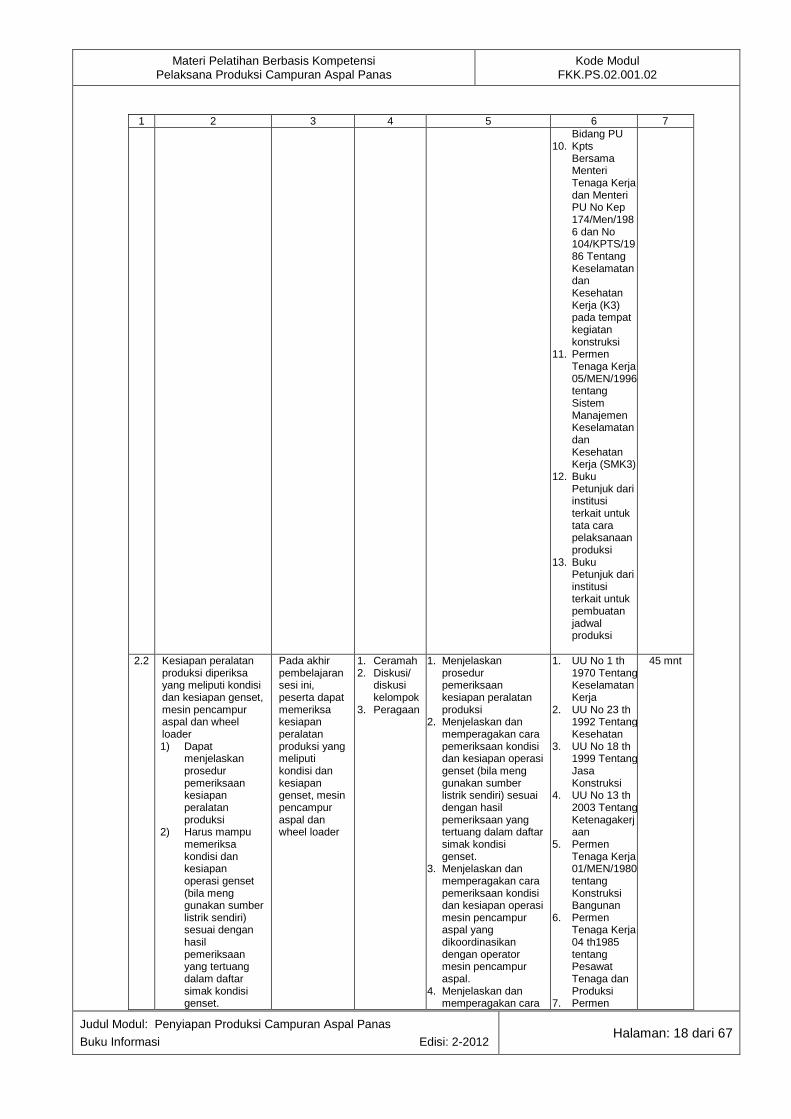
1 2 3 4 5 6 7 Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
2.2 Kesiapan peralatan
produksi diperiksa yang meliputi kondisi dan kesiapan genset, mesin pencampur aspal dan wheel loader 1) Dapat
menjelaskan prosedur pemeriksaan kesiapan peralatan produksi
2) Harus mampu memeriksa kondisi dan kesiapan operasi genset (bila meng gunakan sumber listrik sendiri) sesuai dengan hasil pemeriksaan yang tertuang dalam daftar simak kondisi genset.
Pada akhir pembelajaran sesi ini, peserta dapat memeriksa kesiapan peralatan produksi yang meliputi kondisi dan kesiapan genset, mesin pencampur aspal dan wheel loader
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan prosedur pemeriksaan kesiapan peralatan produksi
2. Menjelaskan dan memperagakan cara pemeriksaan kondisi dan kesiapan operasi genset (bila meng gunakan sumber listrik sendiri) sesuai dengan hasil pemeriksaan yang tertuang dalam daftar simak kondisi genset.
3. Menjelaskan dan memperagakan cara pemeriksaan kondisi dan kesiapan operasi mesin pencampur aspal yang dikoordinasikan dengan operator mesin pencampur aspal.
4. Menjelaskan dan memperagakan cara
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen
45 mnt
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 19 dari 67
1 2 3 4 5 6 7 3) Harus mampu
memeriksa kondisi dan kesiapan operasi mesin pencampur aspal yang dikoordinasikan dengan operator mesin pencampur aspal.
4) Harus mampu memeriksa kondisi dan kesiapan operasi wheel loader yang dikoordinasi-kan dengan operator wheel loader
pemeriksaan kondisi dan kesiapan operasi wheel loader yang dikoordinasi-kan dengan operator wheel loade
5. Pelaksanaan peragaan:
- Memeriksa kondisi dan kesiapan operasi genset (bila meng gunakan sumber listrik sendiri)
- Memeriksa kondisi dan kesiapan operasi mesin pencampur aspal yang dikoordinasikan dengan operator mesin pencampur aspal.
- Memeriksa kondisi dan kesiapan operasi wheel loader yang dikoordinasi-kan dengan operator wheel loader
Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
15 mnt**
2.3 Kesiapan material produksi dan bahan bakar diperiksa untuk memenuhi kebutuhan produksi. 1) Dapat
Pada akhir pembelajaran sesi ini, peserta dapat memeriksa kesiapan
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan prosedur pemeriksaan material produksi yang diperlukan untuk memenuhi
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang
30 mnt

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 20 dari 67
1 2 3 4 5 6 7 menjelaskan prosedur pemeriksaan material produksi yang diperlukan untuk memenuhi kebutuhan produksi
2) Harus mampu memeriksa kesiapan material produksi (agregat, filler dan aspal) untuk memenuhi kebutuhan produksi.
3) Mampu memeriksa kesiapan bahan bakar untuk kebutuhan operasional mesin pencampur aspal.
material produksi dan bahan bakar untuk memenuhi kebutuhan produksi.
kebutuhan produksi 2. Menjelaskan dan
memperagakan cara pemeriksaan kesiapan material produksi (agregat, filler dan aspal) untuk memenuhi kebutuhan produksi.
3. Menjelaskan dan memperagakan cara pemeriksaan kesiapan bahan bakar untuk kebutuhan operasional mesin pencampur aspal.
4. Pelaksanaan peragaan:
- Memeriksa memeriksa kesiapan material produksi (agregat, filler dan aspal) untuk memenuhi kebutuhan produksi.
- Memeriksa kesiapan bahan bakar untuk kebutuhan operasional mesin pencampur aspal
Kesehatan 3. UU No 18 th
1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan
15 mnt**

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 21 dari 67
1 2 3 4 5 6 7 dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
2.4 Kesiapan
kelengkapan K3 dan Lingkungan diperiksa kembali sebelum pelaksanaan produksi.
1) Dapat menjelaskan prosedur pemeriksaan perlengkap an K3 dan lingkungan
2) Harus mampu memeriksa kembali kesiapan Alat Pelindung Diri (APD) sesuai prosedur sebelum pelaksanaan produksi.
3) Harus mampu memeriksa kembali Alat Pengaman Kerja (APK) yang telah tersedia sebelum pelaksanaan produksi.
4) Harus mampu memeriksa kembali kondisi lingkungan kerja sebelum pelaksanaan operasi
Pada akhir pembelajaran sesi ini, peserta dapat memeriksa kembali kesiapan kelengkapan K3 dan Lingkungan sebelum pelaksanaan produksi.
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan prosedur pemeriksaan perlengkap an K3 dan lingkungan
2. Menjelaskan dan memperagakan cara pemeriksaan kembali kesiapan Alat Pelindung Diri (APD) sesuai prosedur sebelum pelaksanaan produksi.
3. Menjelaskan dan memperagakan cara pemeriksaan kembali Alat Pengaman Kerja (APK) yang telah tersedia sebelum pelaksanaan produksi.
4. Menjelaskan dan memperagakan cara pemeriksaan kembali kondisi lingkungan kerja sebelum pelaksanaan operasi
5. Pelaksanaan peragaan:
- Memeriksa kembali kesiapan Alat Pelindung Diri (APD) sesuai prosedur sebelum pelaksanaan produksi.
- Memeriksa kembali Alat Pengaman Kerja (APK) yang telah tersedia sebelum pelaksanaan produksi.
- Memeriksa kembali kondisi lingkungan kerja sebelum pelaksanaan operasi
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
35 mnt
15 mnt**

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 22 dari 67
1 2 3 4 5 6 7 10. Kpts
Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
2.5 Kesiapan alat angkut
dikoordinasikan dengan bagian peralatan
1) Dapat menjelaskan kesiapan alat angkut yang dibutuhkan yang dikoordinasi-kan dengan bagian peralatan
2) Harus mampu menentukan jenis dan jumlah alat angkut yang dibutuhkan untuk mengangkut produksi campuran aspal panas.
3) Mampu mengkoordi-nasikan penyiapan alat angkut campuran aspal panas dengan bagian peralatan
4) Dapat
Pada akhir pembelajaran sesi ini, peserta dapat mengoordinasikan kesiapan alat angkut dengan bagian peralatan
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan kesiapan alat angkut yang dibutuhkan yang dikoordinasi-kan dengan bagian peralatan
2. Menjelaskan dan memperagakan cara menentukan jenis dan jumlah alat angkut yang dibutuhkan untuk mengangkut produksi campuran aspal panas.
3. Menjelaskan memberikan contoh cara mengkoordinasikan penyiapan alat angkut campuran aspal panas dengan bagian peralatan
4. Pelaksanaan peragaan:
- Menentukan jenis dan jumlah alat angkut yang dibutuhkan untuk mengangkut
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja
40 mnt
15 mnt**

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 23 dari 67
1 2 3 4 5 6 7 mengidenti-fikasi jenis dan kuantitas produksi yang harus mendapat prioritas pelaksanaannya.
produksi campuran aspal panas.
- Mengkoordinasikan penyiapan alat angkut campuran aspal panas dengan bagian peralatan
No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
Diskusi kelompok:
Dilakukan setelah selesai penjelasan dan peragaan yang mencakup seluruh materi sub bab “memeriksa kesiapan sumber daya produksi”. Pelaksanaan diskusi kelompok dibimbing langsung oleh instruktur dengan pembagian kelompok disesuaikan dengan kondisi peserta.
15 mnt*

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 24 dari 67
Elemen Kompetensi 3 : Membuat jadwal produksi
No Kriteria Unjuk
Kerja/Indikator Unjuk Kerja
Tujuan Pembelajaran
Metode Pelatihan
yang Disarankan
Tahapan Pembelajaran
Sumber/ Referensi yang
Disarankan
Jam Pelajaran Indikatif
1 2 3 4 5 6 7 3.1 Jenis dan kuantitas
produksi diidentifikasi.
1) Dapat menjelaskan jenis, kualitas dan kuantitas produksi yang harus dipenuhi dalam satu hari (waktu yang ditentukan).
2) Dapat mengindentifikasi semua jenis dan kualitas produksi yang harus dikerjakan pada hari yang sama.
3) Dapat mengidenti-fikasi kualitas produksi yang harus dkerjakan.
4) Dapat mengidenti-fikasi jenis dan kuantitas produksi yang harus mendapat prioritas pelaksanaan-nya.
Pada akhir pembelajaran sesi ini, peserta dapat mengidentifikasi Jenis dan kuantitas produksi
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan jenis, kualitas dan kuantitas produksi yang harus dipenuhi dalam satu hari (waktu yang ditentukan).
2. Menjelaskan cara untuk mengindentifikasi semua jenis dan kualitas produksi yang harus dikerjakan pada hari yang sama.
3. Menjelaskan cara untuk mengindentifikasi kualitas produksi yang harus dkerjakan.
4. Menjelaskan cara untuk mengindentifikasi jenis dan kuantitas produksi yang harus mendapat prioritas pelaksanaan-nya.
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan
55 mnt

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 25 dari 67
1 2 3 4 5 6 7 dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
3.2 Rencana produksi
disusun berdasarkan kapasitas mesin pencampur aspal yang ada.
1) Dapat menjelaskan hubungan rencana produksi dengan kapasitas produksi mesin pencampur aspal.
2) Dapat mengidentifikasi kapasitas mesin pencampur aspal yang dipergunakan
3) Mampu menentukan rencana produksi (harian atau bulanan) untuk melayani permintaan produksi berdasarkan kapasitas produksi mesin pencampur aspal.
Pada akhir pembelajaran sesi ini, peserta dapat menyusun rencana produksi berdasarkan kapasitas mesin pencampur aspal yang ada.
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan hubungan rencana produksi dengan kapasitas produksi mesin pencampur aspal.
2. Menjelaskan cara untuk mengidentifikasi kapasitas mesin pencampur aspal yang dipergunakan
3. Menjelaskan memberikan contoh rencana produksi (harian atau bulanan) untuk melayani permintaan produksi berdasarkan kapasitas produksi mesin pencampur aspal.
4. Peragaan: - Cara menentukan
rencana produksi (harian atau bulanan) untuk melayani permintaan produksi berdasarkan kapasitas produksi mesin pencampur aspal.
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
65 mnt
17 mnt**
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 26 dari 67
1 2 3 4 5 6 7 9. Permen PU
No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
3.3 Urutan waktu sesuai
jenis produksi campuran aspal panas disiapkan untuk pedoman dalam memproduksi campuran aspal panas. 1) Dapat
menjelaskan posisi penyiapan jadwal produksi terkait dengan pelaksanaan produksi
2) Dapat mengidentifikasi
Pada akhir pembelajaran sesi ini, peserta dapat menyiapkan urutan waktu sesuai jenis produksi campuran aspal panas untuk pedoman dalam memproduksi campuran aspal panas.
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan posisi penyiapan jadwal produksi terkait dengan pelaksanaan produksi
2. Menjelaskan cara untuk mengidentifikasi urutan waktu produksi sesuai jenis campuran aspal panas yang harus dikerjakan.
3. Menjelaskan cara untuk menentukan prioritas produksi yang harus
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja
45 mnt
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 27 dari 67
1 2 3 4 5 6 7 urutan waktu produksi sesuai jenis campuran aspal panas yang harus dikerjakan.
3) Dapat menentukan prioritas produksi yang harus dikerjakan
4) Mampu membuat jadwal produksi harian berdasarkan prioritas produksi dan urutan produksi yang telah tersusun.
5) Mampu membuat jadwal bulanan atau sesuai dengan permintaan produksi yang berkelanjutan.
dikerjakan 4. Menjelaskan dan
memberikan langkah pembuatan jadwal produksi harian berdasarkan prioritas produksi dan urutan produksi yang telah tersusun.
5. Menjelaskan dan memberikan langkah pembuatan jadwal bulanan atau sesuai dengan permintaan produksi yang berkelanjutan.
6. Peragaan: - Membuat jadwal
produksi harian berdasarkan prioritas produksi dan urutan produksi yang telah tersusun.
- Membuat jadwal bulanan atau sesuai dengan permintaan produksi yang berkelanjutan
01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku
18 mnt**

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 28 dari 67
1 2 3 4 5 6 7 Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
3.4 Shift personil
produksi diatur sesuai dengan jadwal produksi yang telah dibuat. 1) Dapat
mengidentifikasi jadwal penugasan shift kelompok produksi sesuai dengan jadwal produksi yang telah dibuat
2) Dapat menentukan kelompok kerja produksi sesuai dengan kebutuhan produksi berdasarkan jadwal yang telah dibuat.
3) Dapat mengatur penugasan shift personil/ kelompok kerja produksi sesuai dengan jadwal produksi
Pada akhir pembelajaran sesi ini, peserta dapat mengatur shift personil produksi sesuai dengan jadwal produksi yang telah dibuat.
1. Ceramah 2. Diskusi/
diskusi kelompok
3. Peragaan
1. Menjelaskan cara mengidentifikasi jadwal penugasan shift kelompok produksi sesuai dengan jadwal produksi yang telah dibuat
2. Menjelaskan cara menentukan kelompok kerja produksi sesuai dengan kebutuhan produksi berdasarkan jadwal yang telah dibuat.
3. Menjelaskan cara mengatur penugasan shift personil/ kelompok kerja produksi sesuai dengan jadwal produksi
1. UU No 1 th 1970 Tentang Keselamatan Kerja
2. UU No 23 th 1992 Tentang Kesehatan
3. UU No 18 th 1999 Tentang Jasa Konstruksi
4. UU No 13 th 2003 Tentang Ketenagakerjaan
5. Permen Tenaga Kerja 01/MEN/1980 tentang Konstruksi Bangunan
6. Permen Tenaga Kerja 04 th1985 tentang Pesawat Tenaga dan Produksi
7. Permen Tenaga Kerja No 05 tahun 1985 tentang Pesawat Angkat dan Angkut
8. PP No 29 tahun 2000 tentang Penyelenggaraan Jasa Konstruksi
9. Permen PU No 09/PER/M/2008 tentang Pedoman Sistem Manajemen Keselamatan dan Kesehatan Kerja (K3) Konstruksi Bidang PU
10. Kpts Bersama Menteri Tenaga Kerja dan Menteri PU No Kep 174/Men/1986 dan No 104/KPTS/1986 Tentang Keselamatan
55 mnt
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 29 dari 67
1 2 3 4 5 6 7 dan Kesehatan Kerja (K3) pada tempat kegiatan konstruksi
11. Permen Tenaga Kerja 05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3)
12. Buku Petunjuk dari institusi terkait untuk tata cara pelaksanaan produksi
13. Buku Petunjuk dari institusi terkait untuk pembuatan jadwal produksi
Diskusi kelompok:
Dilakukan setelah selesai penjelasan dan peragaan yang mencakup seluruh materi sub bab ’’membuat jadwal produksi’’. Pelaksanaan diskusi kelompok dibimbing langsung oleh instruktur dengan pembagian kelompok disesuaikan dengan kondisi peserta.
15 mnt**
Instruktur yang diusulkan untuk Materi Pelatihan “Menyiapkan Produksi Campuran Aspal Panas” Instruktur Teori: ………………………………………………………………………………………… Instruktur Praktek: ………………………………………………………………………………………
Catatan : 1. Jam pelajaran indikatif dalam menit 2. *) Pelaksanaan diskusi kelompok dilaksanakan pada akhir penyajian setiap elemen
kompetensi. **) Pelaksanaan peragaan langsung pada penyajian setiap KUK. ***) Pelaksanaan praktik dilakukan pada akhir penyajian setiap elemen kompetensi, atau
pada akhir penyajian seluruh elemen kompetensi, tergantung pada metoda yang diterapkan.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 30 dari 67
BAB IV
PENYIAPAN PRODUKSI CAMPURAN ASPAL PANAS
4.1 Umum
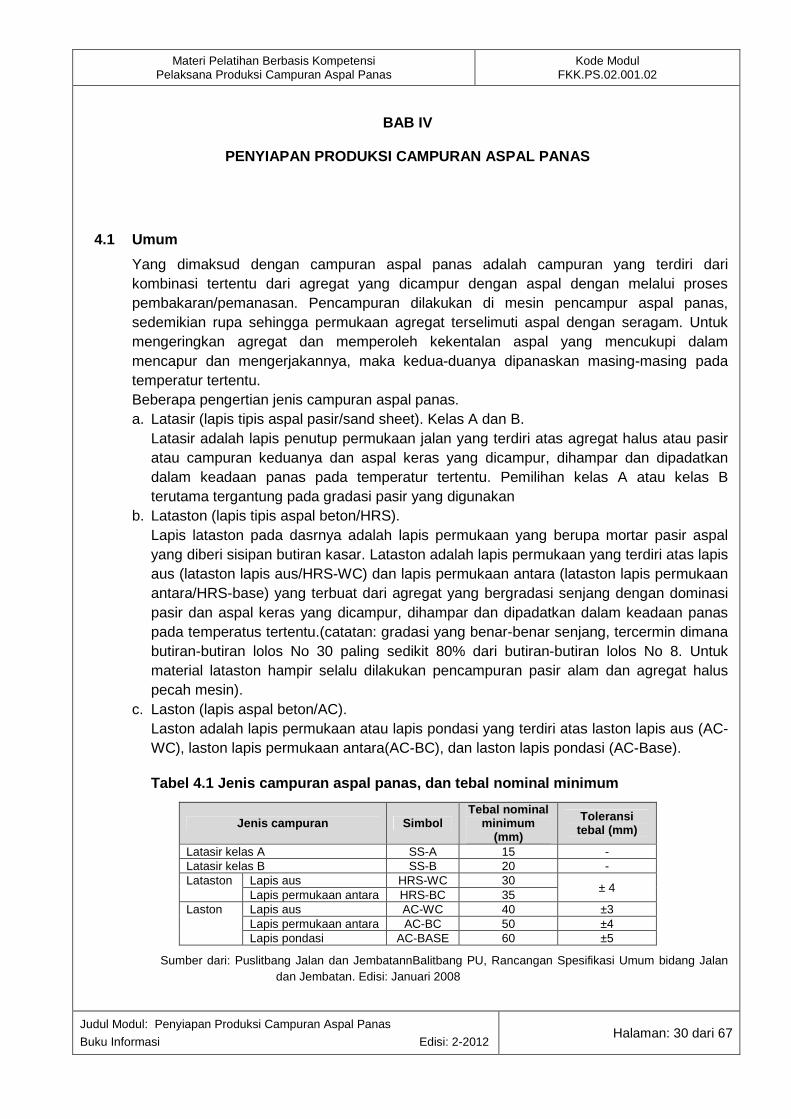
Yang dimaksud dengan campuran aspal panas adalah campuran yang terdiri dari kombinasi tertentu dari agregat yang dicampur dengan aspal dengan melalui proses pembakaran/pemanasan. Pencampuran dilakukan di mesin pencampur aspal panas, sedemikian rupa sehingga permukaan agregat terselimuti aspal dengan seragam. Untuk mengeringkan agregat dan memperoleh kekentalan aspal yang mencukupi dalam mencapur dan mengerjakannya, maka kedua-duanya dipanaskan masing-masing pada temperatur tertentu. Beberapa pengertian jenis campuran aspal panas. a. Latasir (lapis tipis aspal pasir/sand sheet). Kelas A dan B.
Latasir adalah lapis penutup permukaan jalan yang terdiri atas agregat halus atau pasir atau campuran keduanya dan aspal keras yang dicampur, dihampar dan dipadatkan dalam keadaan panas pada temperatur tertentu. Pemilihan kelas A atau kelas B terutama tergantung pada gradasi pasir yang digunakan
b. Lataston (lapis tipis aspal beton/HRS). Lapis lataston pada dasrnya adalah lapis permukaan yang berupa mortar pasir aspal yang diberi sisipan butiran kasar. Lataston adalah lapis permukaan yang terdiri atas lapis aus (lataston lapis aus/HRS-WC) dan lapis permukaan antara (lataston lapis permukaan antara/HRS-base) yang terbuat dari agregat yang bergradasi senjang dengan dominasi pasir dan aspal keras yang dicampur, dihampar dan dipadatkan dalam keadaan panas pada temperatus tertentu.(catatan: gradasi yang benar-benar senjang, tercermin dimana butiran-butiran lolos No 30 paling sedikit 80% dari butiran-butiran lolos No 8. Untuk material lataston hampir selalu dilakukan pencampuran pasir alam dan agregat halus pecah mesin).
c. Laston (lapis aspal beton/AC). Laston adalah lapis permukaan atau lapis pondasi yang terdiri atas laston lapis aus (AC-WC), laston lapis permukaan antara(AC-BC), dan laston lapis pondasi (AC-Base).
Tabel 4.1 Jenis campuran aspal panas, dan tebal nom inal minimum
Jenis campuran Simbol Tebal nominal
minimum (mm)
Toleransi tebal (mm)
Latasir kelas A SS-A 15 - Latasir kelas B SS-B 20 - Lataston Lapis aus HRS-WC 30
± 4 Lapis permukaan antara HRS-BC 35
Laston Lapis aus AC-WC 40 ±3 Lapis permukaan antara AC-BC 50 ±4 Lapis pondasi AC-BASE 60 ±5
Sumber dari: Puslitbang Jalan dan JembatannBalitbang PU, Rancangan Spesifikasi Umum bidang Jalan dan Jembatan. Edisi: Januari 2008

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 31 dari 67
4.2 Identifikasi permintaan produksi. 4.2.1 Permintaan produksi.
Pelaksana produksi campuran aspal panas harus selalu memperhatikan permintaan produksi. Karena setiap bagian dari struktur di lapangan mempunyai beberapa kriteria yang berlain-lainan, dengan demikian job-mix-formula juga berlain-lainan pula. Seperti kita ketahui bahwa agregat akan membentuk 90 sampai 95 % dari total campuran beton aspal. Untuk itu pelaksana mesin pencampur aspal panas harus dapat menguraikan rincian permintaan produksi yang sudah disepakati dengan semua pihak yang terkait, dengan cara memilah-milah sesuai dengan kebutuhan petugas yang terkait dari mesin pencampur aspal. Petugas terkait diantaranya : 1) Operator mesin pencampur aspal panas dapat segera mempersiapkan
pemeriksaan kesiapan mesin pencampur aspal. 2) Operator wheel loader bersama mekanik terkait dapat segera mempersiapkan
pemeriksaan kesiapan wheel loader. 3) Operator genset dapat segera mempersiapkan pemeriksaan kesiapan mesin
generator. 4) Juru cold bin dapat segera mempersiapkan pemeriksaan kesiapan bahan
sesuai dengan jenis, ukuran, dan waktu ketersediaannya. 5) Juru ketel dapat segera mempersiapkan pemeriksaan kesiapan aspal sesuai
dengan jenisnya dan waktu ketersediaannya.
a. Rincian permintaan produksi. Pada awalnya pelaksana mendapat perintah untuk memproduksi adalah dari atasan langsung, termasuk job mix formula. Untuk memerinci permintaan produksi pelaksana produksi membagi dalam : 1) Institusi yang memesan. 2) Jenis pesanan dari masing-masing institusi. 3) Prioritas institusi pemesan dan jenis pesanan. Kemudian pelaksana mesin pencampur aspal panas harus dapat menguraikan rincian permintaan produksi yang sudah disepakati dengan semua pihak yang terkait, dengan cara memilah-milah sesuai dengan kebutuhan petugas yang terkait dari mesin pencampur aspal. Petugas terkait diantaranya : 1) Operator mesin pencampur aspal panas dapat segera mempersiapkan
pemeriksaan kesiapan mesin pencampur aspal. 2) Operator genset dapat segera mempersiapkan pemeriksaan kesiapan
mesin generator. 3) Operator pengisi bahan dapat segera mempersiapkan pemeriksaan
kesiapan bahan sesuai dengan jenis, ukuran, dan waktu ketersediaannya. 4) Operator wheel loader bersama mekanik terkait dapat segera
mempersiapkan pemeriksaan kesiapan wheel loader. Dari job mix formula, pelaksana produksi, dengan melalui rapat koordinasi dengan atasan langsung, menentukan urutan dan jenis produksi campuran aspal panas yang akan dilaksananakan. Sudah barang tentu untuk menentukan urutan dan jenis campuran aspal panas perlu memperhitungkan efisiensi dari biaya produksi mesin pencampur aspal panas. Seperti kita ketahui bahwa untuk

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 32 dari 67
merubah jenis produk perlu waktu, sehingga pertimbangan ini harus ditentukan dalam rapat koordinasi.
b. Penentuan jenis produk. Setelah menerima berkas pesanan dari atasan langsung, dan kemudian memerinci permintaan produksi, pelaksana wajib segera memberikan order/perintah tertulis dan berkoordinasi dengan para operator, diantaranya : 1) operator mesin pencampur aspal. 2) operator wheel loader. 3) operator genset. 4) Juru cold bin. 5) Juru ketel.
Dalam berkoordinasi tersebut pelaksana menguraikan terhadap jenis produk pesanan dari masing-masing pemesan dan proritasnya. Dari job mix formula, pelaksana harus dapat menguraikan menjadi kebutuhan waktu pelaksanaan aktual, kebutuhan bahan, kebutuhan tenaga manusia, kebutuhan wheel loader, kebutuhan bahan bakar, kebutuhan dump truck . Dengan demikian pelaksana harus memerinci terhadap : 1) kebutuhan volume agregat kasar dan agregat halus dengan jadwal
kedatangannya. 2) kebutuhan volume dan jenis aspal dengan jadwal kedatangannya. 3) kebutuhan volume dan jenis bahan bakar dengan jadwal kedatangannya. 4) kebutuhan volume dan jenis filler dengan jadwal kedatangannya. 5) Kebutuhan jumlah dan kapasitas wheel loader dengan jadwal
kedatangannya. 6) Kebutuhan jumlah dan kapasitas dump truck dengan jadwal
kedatangannya. 7) Kebutuhan bahan bakar minyak dengan jadwal kedatangannya. 8) Kebutuhan sumber daya manusia dan jadwal kedatangannya.
Dari kebutuhan bahan-bahan produksi dan jadwal kedatangannya yang sudah dibahas, pelaksana produksi membuat laporan hasil rapat ke atasan langsung dan tembusan kepada : 1) Bagian peralatan. 2) Bagian logistik. 3) Bagian administrasi dan keuangan.
Langkah-langkah yang harus ditempuh pelaksana produksi diantaranya : 1) Mengikuti rapat koordinasi dengan atasan langsung. Dari rapat koordinasi
ini pelaksana produksi mendapat kesepakatan tentang jenis produk dan urutan produksi.
2) Dengan dasar job mix formula dan jenis produk yang akan diproduksi, pelaksana produksi menjabarkan menjadi kebutuhan bahan produksi dan jadwal pelaksanaannya.
3) Membuat surat perintah kepada para operator dengan ditembuskan keatasan langsung dan unit lain yang terkait.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 33 dari 67
c. Penentuan konfirmasi produk. Dari tindakan pelaksana yang telah memerinci seperti dalam butir a) dan b) diatas, akan menghasilkan beberapa butir-butir laporan secara ringkas, berupa kebutuhan alat, kebutuhan bahan, kebutuhan tenaga manusia, dan jadwal. Dari data uraian diatas pelaksana memberikan langkah-langkah konfirmasi produk yang harus disiapkan kepada atasan langsung, sedemikian rupa sehingga atasan langsung dapat membuat langkah-langkah kebijakan dalam perusahaan untuk perencanaan manajemen perusahaan terkait. Pelaksana memberikan langkah-langkah konfirmasi produk atas dasar permintaan produksi kepada atasan langsung, dengan menguraikan : 1) Kebutuhan bahan, alat, dan jenis, termasuk penjadwalannya. 2) Kebutuhan sumber daya manusia, termasuk penjadwalannya, dengan
langkah-langkah sebagai berikut : � Memilah dan mengompail permintaan produksi berdasar institusi
pemesan. � Mempelajari rancangan campuran (job mix formula). � Meterjemahkan data-data nilai tonase dan nilai job mix formula dari
masing-masing institusi pemesan menjadi data-data : a. kebutuhan agregat kasar. b. kebutuhan agregat halus. c. kebutuhan filler. d. kebutuhan aspal. e. kebutuhan additive f. kebutuhan dump truck. g. kebutuhan wheel loader. h. kebutuhan tenaga.
� Membuat matriks kebutuhan bahan dalam periode tanggal tertentu terhadap institusi pemesan; dan dibuat kumulatif kebutuhan bahannya.
� Membuat jadwal pelaksanaan dan pengangkutannya. � Membuat data-data tersebut diatas untuk lampiran surat yang ditujukan
kepada atasan langsung, operator, dan sebagai arsip. � Menjelaskan dan sekaligus menyerahkan kepada atasan langsung data-
data yang dibuat seperti tersebut diatas. � Meminta tanda terima. � Mengarsipkan semua surat dengan lampiran data tersebut berdasar
setiap institusi pemesan produksi campuran aspal panas.
d. Interpretasi permintaan produksi kepada operator pencampur aspal. Demikian juga dari data uraian diatas pelaksana memberikan langkah-langkah konfirmasi produk yang harus disiapkan kepada operator pencampur aspal. Data ini lebih detail, dan harus disajikan dalam bentuk formulir yang mudah di cerna oleh operator pencampur aspal. Sehubungan dengan permintaan produksi tersebut, pelaksana mesin pencampur aspal panas akan menterjemahkan kedalam surat perintah produksi kepada operator pencampur aspal, yang harus tertera : 1) Jenis produk. 2) Pemeriksaan kesiapan mesin secara periodik.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 34 dari 67
3) Jenis dan ukuran agregat dan filler. 4) Jenis dan tipe aspal. 5) Temperatur dari aspal . 6) Additive yang perlu disiapkan.
Pelaksana mesin pencampur aspal panas dalam membuat langkah-langkah permintaan produksi kedalam surat perintah produksi kepada operator pencampur aspal kepada operator harus meliputi meliputi beberapa langkah : � Memberikan jenis produk. � Data job mix formula dilampirkan pada surat perintah produksi kepada
operator pencampur aspal. � Data-data :
a. kebutuhan agregat kasar. b. kebutuhan agregat halus. c. kebutuhan filler. d. kebutuhan aspal. e. kebutuhan additive f. kebutuhan dump truck. g. kebutuhan wheel loader. h. kebutuhan tenaga. dilampirkan pada surat perintah produksi kepada operator pencampur aspal.
� Jadwal pelaksanaan dilampirkan pada surat perintah produksi kepada operator pencampur aspal.
� Meminta tanda terima. � Mengarsipkan semua surat dengan lampiran data tersebut berdasar setiap
institusi pemesan produksi campuran aspal panas.
4.2.2 Jenis produk
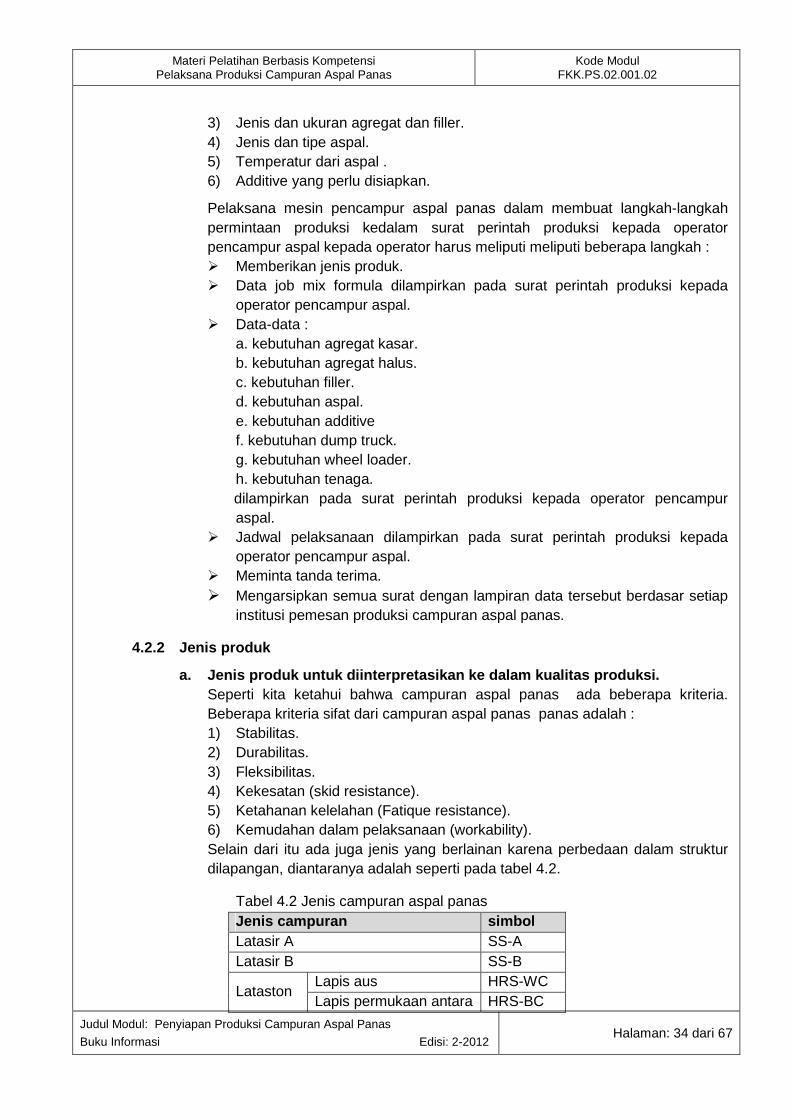
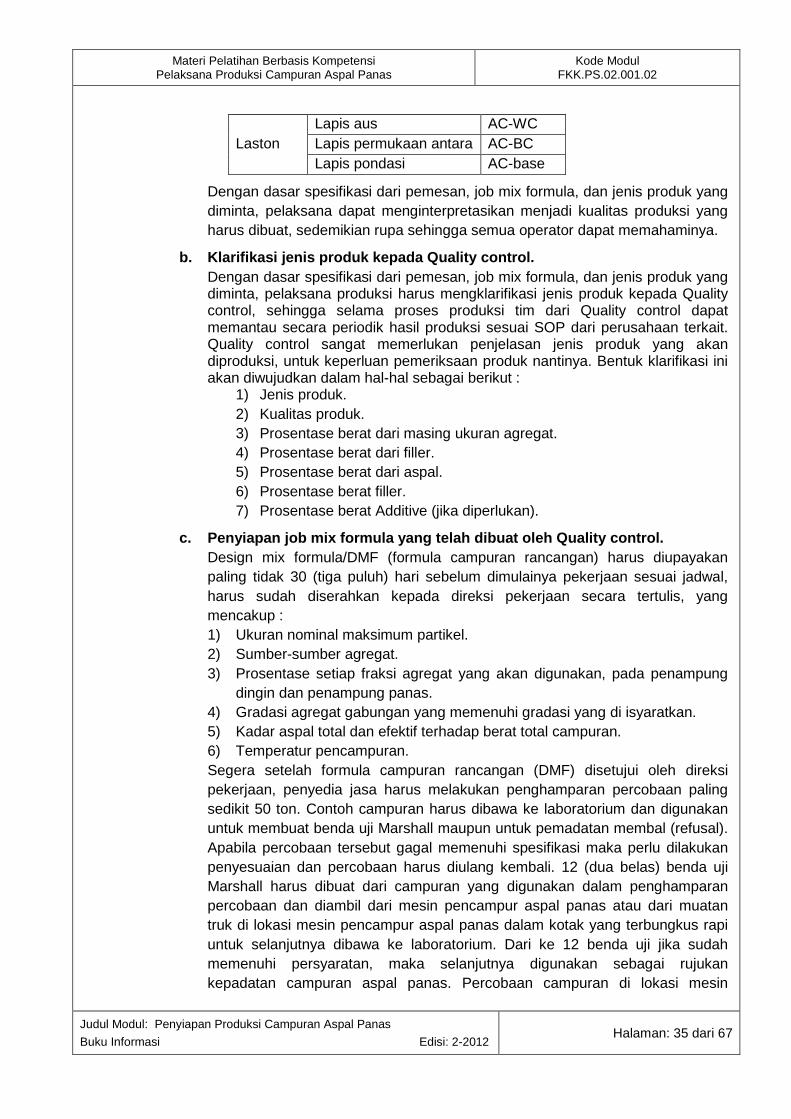
a. Jenis produk untuk diinterpretasikan ke dalam ku alitas produksi. Seperti kita ketahui bahwa campuran aspal panas ada beberapa kriteria. Beberapa kriteria sifat dari campuran aspal panas panas adalah : 1) Stabilitas. 2) Durabilitas. 3) Fleksibilitas. 4) Kekesatan (skid resistance). 5) Ketahanan kelelahan (Fatique resistance). 6) Kemudahan dalam pelaksanaan (workability). Selain dari itu ada juga jenis yang berlainan karena perbedaan dalam struktur dilapangan, diantaranya adalah seperti pada tabel 4.2.
Tabel 4.2 Jenis campuran aspal panas Jenis campuran simbol Latasir A SS-A Latasir B SS-B
Lataston Lapis aus HRS-WC Lapis permukaan antara HRS-BC
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 35 dari 67
Laston Lapis aus AC-WC Lapis permukaan antara AC-BC Lapis pondasi AC-base
Dengan dasar spesifikasi dari pemesan, job mix formula, dan jenis produk yang diminta, pelaksana dapat menginterpretasikan menjadi kualitas produksi yang harus dibuat, sedemikian rupa sehingga semua operator dapat memahaminya.
b. Klarifikasi jenis produk kepada Quality control. Dengan dasar spesifikasi dari pemesan, job mix formula, dan jenis produk yang diminta, pelaksana produksi harus mengklarifikasi jenis produk kepada Quality control, sehingga selama proses produksi tim dari Quality control dapat memantau secara periodik hasil produksi sesuai SOP dari perusahaan terkait. Quality control sangat memerlukan penjelasan jenis produk yang akan diproduksi, untuk keperluan pemeriksaan produk nantinya. Bentuk klarifikasi ini akan diwujudkan dalam hal-hal sebagai berikut :
1) Jenis produk. 2) Kualitas produk. 3) Prosentase berat dari masing ukuran agregat. 4) Prosentase berat dari filler. 5) Prosentase berat dari aspal. 6) Prosentase berat filler. 7) Prosentase berat Additive (jika diperlukan).
c. Penyiapan job mix formula yang telah dibuat oleh Quality control. Design mix formula/DMF (formula campuran rancangan) harus diupayakan paling tidak 30 (tiga puluh) hari sebelum dimulainya pekerjaan sesuai jadwal, harus sudah diserahkan kepada direksi pekerjaan secara tertulis, yang mencakup : 1) Ukuran nominal maksimum partikel. 2) Sumber-sumber agregat. 3) Prosentase setiap fraksi agregat yang akan digunakan, pada penampung
dingin dan penampung panas. 4) Gradasi agregat gabungan yang memenuhi gradasi yang di isyaratkan. 5) Kadar aspal total dan efektif terhadap berat total campuran. 6) Temperatur pencampuran. Segera setelah formula campuran rancangan (DMF) disetujui oleh direksi pekerjaan, penyedia jasa harus melakukan penghamparan percobaan paling sedikit 50 ton. Contoh campuran harus dibawa ke laboratorium dan digunakan untuk membuat benda uji Marshall maupun untuk pemadatan membal (refusal). Apabila percobaan tersebut gagal memenuhi spesifikasi maka perlu dilakukan penyesuaian dan percobaan harus diulang kembali. 12 (dua belas) benda uji Marshall harus dibuat dari campuran yang digunakan dalam penghamparan percobaan dan diambil dari mesin pencampur aspal panas atau dari muatan truk di lokasi mesin pencampur aspal panas dalam kotak yang terbungkus rapi untuk selanjutnya dibawa ke laboratorium. Dari ke 12 benda uji jika sudah memenuhi persyaratan, maka selanjutnya digunakan sebagai rujukan kepadatan campuran aspal panas. Percobaan campuran di lokasi mesin
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 36 dari 67
pencampur aspal panas dan percobaan pelaksanaan yang sudah memenuhi persyaratan disetujui sebagai job mix formula. Segera setelah pelaksana produksi menerima job mix formula dari tim Quality control, diarsipkan di dalam file sesuai masing-masing pemesan. Penyimpanan dalam harus dimasukkan didalam map yang sudah tertentu nomor dan pengkodean sesuai peraturan perusahaan yang berlaku. Rumusan campuran kerja tersebut harus menunjukkan hal-hal sebagai berikut : 1) Nilai pasti persentase berat agregat yang lolos pada setiap saringan yang
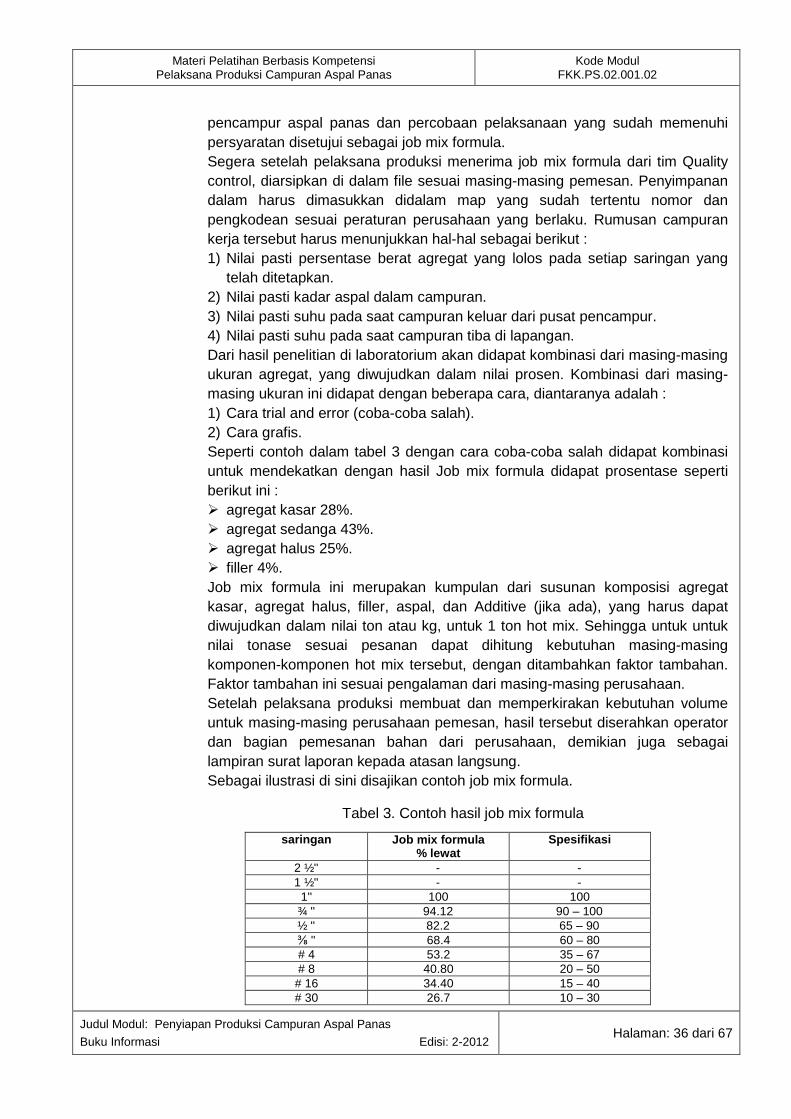
telah ditetapkan. 2) Nilai pasti kadar aspal dalam campuran. 3) Nilai pasti suhu pada saat campuran keluar dari pusat pencampur. 4) Nilai pasti suhu pada saat campuran tiba di lapangan. Dari hasil penelitian di laboratorium akan didapat kombinasi dari masing-masing ukuran agregat, yang diwujudkan dalam nilai prosen. Kombinasi dari masing-masing ukuran ini didapat dengan beberapa cara, diantaranya adalah : 1) Cara trial and error (coba-coba salah). 2) Cara grafis. Seperti contoh dalam tabel 3 dengan cara coba-coba salah didapat kombinasi untuk mendekatkan dengan hasil Job mix formula didapat prosentase seperti berikut ini : � agregat kasar 28%. � agregat sedanga 43%. � agregat halus 25%. � filler 4%. Job mix formula ini merupakan kumpulan dari susunan komposisi agregat kasar, agregat halus, filler, aspal, dan Additive (jika ada), yang harus dapat diwujudkan dalam nilai ton atau kg, untuk 1 ton hot mix. Sehingga untuk untuk nilai tonase sesuai pesanan dapat dihitung kebutuhan masing-masing komponen-komponen hot mix tersebut, dengan ditambahkan faktor tambahan. Faktor tambahan ini sesuai pengalaman dari masing-masing perusahaan. Setelah pelaksana produksi membuat dan memperkirakan kebutuhan volume untuk masing-masing perusahaan pemesan, hasil tersebut diserahkan operator dan bagian pemesanan bahan dari perusahaan, demikian juga sebagai lampiran surat laporan kepada atasan langsung. Sebagai ilustrasi di sini disajikan contoh job mix formula.
Tabel 3. Contoh hasil job mix formula
saringan Job mix formula % lewat
Spesifikasi
2 ½'' - - 1 ½'' - -
1'' 100 100 ¾ '' 94.12 90 – 100 ½ '' 82.2 65 – 90 ⅜ '' 68.4 60 – 80 # 4 53.2 35 – 67 # 8 40.80 20 – 50
# 16 34.40 15 – 40 # 30 26.7 10 – 30

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 37 dari 67
saringan Job mix formula % lewat
Spesifikasi
# 50 17.89 3 – 20 # 100 8.50 2 - 10 # 200 4.39 2 - 5
Tabel 4. LAPORAN HARIAN PELAKSANA PRODUKSI ASPAL PANAS
ASPAL JENIS SUMBER KENDARAAN PENGANGKUT
TANGGAL PENERIMAAN JUMLAH
Agregat 2
½''
1 ½
''
1''
¾ ''
½ ''
⅜ ''
# 4
# 8
# 16
# 30
# 50
# 10
0
# 20
0
Agregat kasar 100 79 36.4 10.3 2.3 1.1 0.4 0.3 0.2 0.2 0.1
Agregat sedang 100 84.8 55.5 31.9 19.7 13.3 8.0 4.5 3.0
Agregat halus 100 98.2 91.3 87.0 67.7 42.9 12.9 2.1
Filler 100 93.2 83.7 70.3
Kombinasi
gradasi
Kasar 28% Sedang 43% Halus 25% Filler 4%
100 91.9 82.2 68.4 53,1 40.9 34.3 26.7 20.3 10.0 4.7
Job mix formula 100 94.12 82.2 68.4 53.2 40.8 34.4 26.7 17.89 8.50 4.39
4.2.3 Sumber daya produksi
a. Sumber daya produksi yang dibutuhkan dalam mempr oduksi sesuai dengan permintaan produksi. Pelaksana akan menguraikan sumber daya produksi yang dibutuhkan dengan dasar jenis permintaan dari perusahaan pemesan, job mix formula, dan spesifikasi teknik. Uraian sumber daya produksi yang dibutuhkan dalam memproduksi jenis dan kualitas produksi sesuai dengan permintaan produksi, meliputi : 1) Matrix kebutuhan bahan terhadap jadwal waktu yang diperlukan. 2) Matrix kebutuhan alat terhadap jadwal waktu yang diperlukan. 3) Matrix kebutuhan genset terhadap jadwal waktu yang diperlukan. 4) Matrix kebutuhan tenaga terhadap jadwal waktu yang diperlukan.
b. Identifikasi kebutuhan sumber daya sesuai dengan permintaan produksi. Jenis kebutuhan sumberdaya untuk konsumsi pelaksana produksi adalah : a) Bahan untuk produksi, termasuk agregat, aspal, filler, bahan bakar minyak,
Additive. b) Peralatan, termasuk dump truck , wheel loader. c) Genset (mesin pembangkit listrik). d) Pemeliharaan periodik mesin pencampur aspal. e) Mekanik mesin dan listrik. f) Tenaga operator. g) Tenaga pembantu operator. h) Pekerja. Untuk kebutuhan bahan seperti yang diuraikan pada bab 4.2.2 c) kecuali bahan bakar minyak dan Additive. Kebutuhan bahan bakar minyak dapat dilihat pada
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 38 dari 67
buku petunjuk mesin pencampur aspal, karena setiap merk dan negeri pembuatnya mesin pencampur aspal panas akan berbeda-beda kebutuhan bahan bakar minyaknya. Untuk Additive harus sesuai dengan buku petunjuk dari pabrik Additive yang bersangkutan.
Kebutuhan peralatan harus disesuaikan dengan kapasitas alat-alat, volume produksi per satuan waktu, waktu siklus, kondisi jalan untuk transportasi termasuk kondisi lalu lintas, sedemikian sehingga salah satu jenis alat dari komposisi alat-alat tidak ada yang mengalami idle (tidak beroperasi). Keberadaan genset merupakan peralatan pendukung jika sudah ada utilitas tenaga listrik dari PLN sudah ada. Tetapi tetap harus disediakan untuk kesiapan operasional produksi.
Pemeliharaan periodik, disini termasuk penyiapan suku cadang yang dapat diperkirakan dengan mengacu pada buku panduan dari pabrik yang bersangkutan; karena ada suku cadang yang harus diganti dan dipersiapkan suku cadangnya sesuai dengan jumlah jam kerja operasionalnya. Pemeliharaan merupakan kegiatan yang sangat penting untuk keberlanjutan operasional mesin terkait.
Kebutuhan sumber daya manusia tergantung jumlah kegiatan per satuan waktu, atau dapat dikatakan tergantung jumlah pesanan. Sehingga perlu ada tenaga yang tetap, dan untuk melayani pesanan campuran aspal panas yang banyak, bagian-bagian pekerjaan tertentu dapat dikerjasamakan dengan pihak lain yang kompeten untuk menanganinya. Bagian-bagian pekerjaan tertentu yang dimaksud disini misalnya perbaikan bagian-bagian mesin tertentu, dan sebagainya.
c. Koordinasi dengan pihak terkait untuk menyiapkan sumber daya yang dibutuhkan. Langkah-langkah yang diperlukan untuk mengoordinir dengan pihak terkait untuk menyiapkan sumber daya yang dibutuhkan, meliputi : 1) Membuat rincian semua item/bagian dari sumber daya yang dibutuhkan. 2) Membuat ringkasan secara matrix antara sumber daya yang dibutuhkan
terhadap jadwal waktu yang diperlukan. 3) Membuat jadwal kebutuhan sumber daya yang dibutuhkan. 4) Membuat surat undangan rapat koordinasi kepada pihak terkait yang sudah
ditentukan agenda dan waktunya. Dalam notulen rapat ini harus sudah ditentukan : a) Kegiatan yang harus dilaksanakan untuk masing-masing peserta. b) Nama personal atau institusi yang bertanggung jawab. c) Tanggal mulai kegiatan. d) Tanggal selesai kegiatan. e) Penyiapan sumber daya dari masing-masing personal atau institusi
yang bertanggung jawab. 5) Membuat check list untuk kontrol secara periodik. 6) Kontrol secrara periodik langsung di tempat untuk meyakinkan kondisi yang
sebenarnya terjadi.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 39 dari 67
7) Menyerahkan check list kepada perorangan/institusi terkait untuk dapat diisi secara periodik.
8) Memberikan alternative penyelesaian atau memutuskan apa yang harus dikerjakan.
9) Memplotkan hasil yang aktual pada grafik/diagram rencana. 10) Melaporkan hasil yang aktual kepada atasan langsung secara periodik.
Semua kontrol dibuat secara periodik agar jika terjadi kelainan dari rencana, dapat segera diputuskan cara penyelesaiannya. Untuk hasil produksi minimal setiap hari, atau jika ada kejadian yang sangat significant.
4.3 Kesiapan sumber daya produksi
4.3.1 Personil kelompok kerja produksi a. Posisi personil kelompok kerja produksi.
Pelaksana produksi campuran aspal panas panas harus memerinci kebutuhan semua jenis sumber daya dengan dasar volume, seperti yang sudah diuraikan diatas di dalam butir 4.2.3. Perincian tersebut adalah untuk semua institusi pemesan dan jadwal penyelesaiannya. Dengan dasar itu pelaksana produksi menata personil yang diperlukan untuk operasional. Pelaksana produksi harus menentukan posisi personil, jika perlu dengan dibuat perputaran atau rotasi diantara personil, berdasakan : 1) Keahlian yang dimiliki. 2) Kemampuan masing-masing personil. 3) Etos kerja. 4) Volume pekerjaan atau jumlah pesanan atau permintaan produksi. Kegiatan ini dilakukan dengan tujuan agar mendapatkan kualitas produksi yang sesuai permintaan, dan penyelesaian sesuai waktu yang diperlukan. Dalam kondisi kegiatan mesin pencampur aspal panas harus slow down (diperlambat), posisi personil dapat diadakan perubahan atau ditata ulang. Pelaksana produksi harus mempunyai catatan rekaman semua personil, sehingga dapat membuat personil pada bidang tertentu untuk dikategorikan sebagai grade atau kualitas tertentu.
b. Identifikasi kesesuaian personil. Setiap personil yang direncanakan untuk menangani bagian-bagian pekerjaan tertentu, harus yang sudah bersertifikat. Pelaksana produksi aspal panas harus mengompail sertifikat keahlian dari semua personil di lingkungan mesin pencampur aspal. Dengan demikian setiap menghadapi pesanan dengan volume yang besar dapat segera menata komposisi personil sesuai dengan keahliannya. Selain itu untuk menata personil juga masih harus memperhitungkan tingkat kemampuan dari personil pada bidang keahlian yang sama.
c. Penentuan kesiapan personil. Setelah pelaksana produksi menerima surat pesanan dari semua institusi pemesan, pelaksana produksi segera menyiapkan kebutuhan bahan, alat, tenaga, dan membuat jadwal waktu. Mengambil arsip sertifikat keahlian, dan

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 40 dari 67
memplotkan personil terkait, kedalam bagian pekerjaan sesuai keahliannya. Dari hasil ini dibuat matrix antara nama personil terhadap bagian pekerjaannya dan juga ditentukan pula jadwalnya. Kemudian perlu dibuat absen harian yang harus ditanda tangani 3 kali, waktu masuk, istirahat siang dan waktu pulang. Untuk meyakinkan kesiapan personil perlu ada rapat koordinasi yang harus ditentukan tanggal, jam, dan agendanya. Perlu dibuat notulen rapat, sehingga tertera kesanggupan, kemampuan, dan kesiapan dari masing-masing personil. Dari hasil tersebut pelaksana produksi kemungkinan akan menentukan ulang untuk memposisikan masing-masing personil.
Langkah-langkah kesiapan personil untuk pelaksanaan tugas produksi sesuai dengan permintaan produksi, dapat diuraikan sebagai berikut : 1) Membuat daftar kebutuhan sumber daya produksi, yang harus dipisahkan
antara bahan, alat dan tenaga. 2) Membuat jadwal :
a) Jadwal kebutuhan bahan. b) Jadwal kebutuhan alat. c) Jadwal kebutuhan tenaga.
3) Menyeleksi personil berdasarkan sertifikat keahlian yang dimilikinya. 4) Menentukan kebutuhan personil sesuai keahliannya. 5) Menentukan grade kemampuannya dari personil yang mempunyai keahlian
yang sama. 6) Dibuat matrix antara nama personil terhadap bagian pekerjaannya dan juga
ditentukan pula jadwalnya. 7) Membuat daftar absen. 8) Rapat koordinasi. 9) Memosisikan ulang dari personil sesuai dari hasil rapat koordinasi.
d. Pembuatan surat perintah kerja. Dengan selesainya kegiatan seperti di butir c) diatas yang diakhiri dengan rapat koordinasi dan kemudian memosisikan ulang dari personil sesuai dari hasil rapat koordinasi, dapat dibuat surat perintah kerja yang harus lengkap tertera : 1) Posisi jabatan. 2) Bidang pekerjaan. 3) Jam kerja. 4) Jadwal Shift/regu. Dalam rapat koordinasi semua personil harus meyakinkan kepada pelaksana produksi mengenai kesanggupan, kemampuan, dan kesiapan dari masing-masing personil; sehingga pelaksana produksi dalam membuat surat perintah kerja tidak akan berubah-ubah. Mekanisme dalam pembuatan surat perintah kerja diuraikan dalam langkah-langkah sebagai berikut : 1) Merekap hasil rapat koordinasi. 2) Memosisikan ulang dari personil sesuai dari hasil rapat koordinasi. Karena
kemungkinan ada personil yang berhalangan. 3) Mengatur Shift/regu.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 41 dari 67
4) Membuat konsep surat perintah kerja yang ditembuskan ke pejabat-pejabat yang terkait dan yang berkepentingan.
5) Mengarsipkan surat perintah kerja.
4.3.2 Peralatan produksi
a. Penjelasan prosedur pemeriksaan kesiapan peralat an produksi. Dalam menguraikan prosedur pemeriksaan kesiapan peralatan produksi dan langkah-langkah prosedur pemeriksaan kesiapan peralatan produksi diuraikan seperti dibawah ini. Tetapi secara umum mempunyai prosedur sebagai berikut : 1) Memeriksa daftar simak kondisi alat yang telah dibuat oleh masing-masing
operator peralatan produksi. 2) Memeriksa secara fisik untuk data yang masih kurang meyakinkan. 3) Mengkonsultasikan hasil pemeriksaan dengan operator yang bersangkutan
untuk kesiapan peralatann yang dimaksud. Selanjutnya secara terperinci dapat diuraikan seperti dibawah ini, (diambil dari: Departemen Pekerjaan Umum Direktorat Jenderal Bina Marga, Manual Konstruksi dan Bangunan, Pemeriksaan peralatan unit pencampur aspal (Asphalt Mixing Plant) No : 001/BM/2007 Pemeriksaan secara umum perlu terlebih dahulu dilakukan sebelum peralatan pencampur aspal itu beroperasi. Hal-hal yang perlu dilakukan dalam pemeriksaan adalah sebagai berikut :

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 42 dari 67
1. Dapat mengerti tata cara pemeriksaan dan pengujian. 2. Alat testing dan peralatan produksi harus dalam kondisi yang baik. 3. Periksa semua komponen dari peralatan pencampur aspal. Pastikan semua
kerusakan sudah diperbaiki sebelum peralatan beroperasi. 4. Periksa ketelitian semua skala timbangan secara periodik. Cek skala dan
setel menuju angka nol setiap akan memulai pekerjaan. 5. Periksa kondisi stokpile. Agregat harus dalam keadaan terpisah satu
dengan yang lainnya. 6. Periksa secara teratur temperatur agregat dan cek kelembabannya
(moisture content). 7. Periksa secara visual kemungkinan adanya asap hitam dari gas buang; dan
wama agregat yang dikeringkan. Jika tidak normal berarti ada ketidak beresan dalam pembakaran pada sistem pemanas.
8. Periksa secara teratur temperatur aspal. 9. Periksa penyetelan skala untuk timbangan. Apakah operator sudah
melaksanakan pengamatan sensitivitas secara teratur terhadap berat secara benar.
10. Periksa ayakan, bins, dan kemungkinan terdapat lubang yang terlalu banyak. Pemeriksaan ini harus dilakukan secara harian.
11. Periksa takaran (batch) atau timbangan agar waktu pencampuran sesuai dengan waktu yang telah ditentukan.
12. Periksa secara visual kemungkinan adanya campuran yang tersisa, untuk mengecek adanya campuran yang tidak homogen atau tidak sempurna.
13. Periksa temperatur campuran secara teratur.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 43 dari 67
14. Periksa bak truk sebelum dilakukan pemuatan, periksa kemungkinan adanya oli atau minyak yang akan mempengaruhi campuran aspal panas yang dimuat.
15. Periksa kemampuan kerja dan keseragaman campuran yang dimuat kedalam bak truk.
16. Ambil contoh atau sample dari campuran untuk dikirim ke laboratorium yang telah mendapat akreditasi.
17. Periksa apakah timbangan sudah dikalibrasi.
b. Pemeriksaan kondisi dan kesiapan operasi genset (bila menggunakan sumber listrik sendiri). 1) Periksa kondisi dan fungsi kerja dan generator. 2) Periksa kapasitas (KVA), bahan bakar, sistem kabel, dan jumlah generator. 3) Periksa hal-hal lain yang diperlukan. Lakukan pemeriksaan dan
pemeliharaan sesuai buku petunjuk yang dikeluarkan oleh pabrik pembuat.
c. Pemeriksaan kondisi dan kesiapan operasi mesin p encampur aspal panas. Dalam menguraikan prosedur pemeriksaan kondisi dan kesiapan operasi mesin pencampur aspal panas ini harus dikoordinasikan dengan operator mesin pencampur aspal. Langkah-langkah prosedur pemeriksaan kondisi dan kesiapan operasi mesin pencampur aspal panas dapat diuraikan seperti dibawah ini, (diambil dari: Departemen Pekerjaan Umum Direktotar Jenderal Bina Marga, Manual Konstruksi dan Bangunan, Pemeriksaan peralatan unit pencampur aspal (Asphalt Mixing Plant) No : 001/BM/2007 1) Periksa baut dan mur apakah terpasang kencang atau tidak, khusus baut
untuk motor, poros, peralatan pengalih tenaga, dan sistem vibrasi harus dikencangkan betul-betul.
2) Periksa arah putaran motor. Identifikasi arah perputaran motor pada poros sesuai spesifikasi.
3) Periksa pelumasan-pelumasan apakah terlaksana dengan baik. a) Periksa setiap poros apakah terlumas dengan baik. b) Identifikasi kondisi pelumasan untuk tempat engkol kompressor
perseneling motor reduksi dan sekat peralatan vibrasi. c) Pelumasan untuk poros pintu, gemuki poros pintu pengaduk, poros
pintu wadah penimbang agregat. d) Identifikasi pelumasan untuk peminyak dari pipa udara apakah
terlaksana baik. 4) Periksa tegangan rantai penggulung dan ban-V (V-belt). 5) Periksa tegangan rantai wadah elevator. 6) Periksa penunjuk skala penimbang apakah menunjukkan titik nol. 7) Periksa wadah penimbangan aspal dan sistem penyemprotan aspal apakah
berjalan baik dan dipanaskan kembali. 8) Periksa setiap pintu apakah tertutup baik.
a) Silinder penimbang agregat apakah dalam posisi out (pintu tertutup). b) Silinder penyalur agregat apakah pada posisi in (pintu terbuka).
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 44 dari 67
c) Silinder katup penimbangan aspal apakah pada posisi in (pintu terbuka).
d) Silinder pengumpan ulir isian apakah pada posisi in (posisi terbuka). e) Silinder pembuangan isian apakah pada posisi in (pintu terbuka). f) Silinder pengaduk apakah pada posisi out (pintu tertutup).
9) Periksa dekompresi dan pengukuran tekanan apakah sedang menunjukkan 5,5 s/d 6,5 Kg/cm2 dan apakah pembukaan atau penutupan dan setiap pintu dikerjakan dengan baik.
10) Periksa rasio pengadukan yang ditentukan. 11) Periksa pemasokan agregat apakah betul-betul siap. 12) Periksa pemasokan isian apakah betulbetul siap. 13) Periksa apakah aspal bersirkulasi dengan baik. 14) Periksa pengapian dan pembakar apakah sudah siap.
Bin Dingin. 1) Lakukan pemeriksaan terhadap kondisi semua bin. Cek apakah banyak
terjadi kerusakan atau berlubang-lubang. 2) Periksa kondisi lapisan pemisah antara bin apakah terjadi bercelah atau
sobek. 3) Periksa kondisi dan fungsi kerja dari sistem pengeluaran, bukaan pemasok
(feeder gate), dan open gate. 4) Lakukan pemeriksaan terhadap ban pengangkut apakah terjadi sobek, dan
jalannya tidak lancar; apakah lebar pengangkut, kecepatan ban pengangkut, dan kapasitas ban pengangkut sudah sesuai spesifikasi.
5) Periksa lebar loader terhadap mulut bin. 6) Lakukan pemeriksaan lainnya secara menyeluruh. Lihat tata cara
pemeriksaan dan pemeliharaan yang dikeluarkan oleh pabrik pembuatnya.
Drum Pengering. 1) Lakukan pemeriksaan kemiringan serta fungsi dan drum pengering, dengan
sudut inklinasi kurang Iebih 3 ½. 2) Periksa dimensi drum pengering : panjang (m) dan diameter (m); apakah
kecepatan putaran sudah sesuai dengan spesifikasi yang ditentukan. 3) Periksa kondisi dari ring penggerak (ring gear) pada drum pengering, rollroll
penggerak termasuk mounting block, roda sproket, rantai roller, gigi pinion, trunnion roller bearing. Jika sudah rusak, perbaiki atau ganti.
4) Periksa kebersihan bagian dalam dan drum pengering. 5) Periksa letak atau tempat semburan api apakah terdapat di depan atau di
belakang, serta kondisi burner nozzle, turbo blower, burner box, burner cone, katup pengontrol tekanan, pompa minyak, strainer dan thermometer.
6) Periksa kondisi dan fungsi penyemprotan bahan bakar (tekanan berkisar antara 2 sampai dengan 2,3 kg/cm2).
7) Periksa kondisi dan fungsi sistem pengaturan udara serta tempat semburan api.
8) Periksa kondisi atau tingkat kerusakan dan fungsi dan pintu pemasukan (charging chute) dan pintu pengeluaran (discharging chute). Cek thermostat dan thermometer apakah masih berfungsi dengan baik.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 45 dari 67
9) Untuk tipe drum mix, harus diperiksa kondisi penyemprot aspal. 10) Periksa kondisi motor-motor yang ada pada sistem pengering, apakah ada
bunyi yang tidak normal atau kebocoran oli. 11) Periksa fungsi kerja pemasukan agregat dari elevator dingin dan volume
material yang masuk apakah terjadi kebocoran material. 12) Periksa fungsi kerja pengeluaran agregat dari elevator panas dan volume
material apakah terjadi kebocoran material. 13) Periksa kondisi serta susunan "flight cup" apakah sudah sesuai dengan
desain atau persyaratan spesifikasi. 14) Apakah komponen-komponen pada pengering sudah dikalibrasi. 15) Periksa hal-hal lain yang diperlukan. Lakukan pemeriksaan dan
pemeliharaan sesuai buku petunjuk yang dikeluarkan oleh pabrik pembuat.
Pengumpul Debu. 1. Periksa kondisi dan fungsi kerja dari pengumpul debu tipe cyclone
(mechanical collector) bagian atas dan bawah, tipe filter kain, dan wet scrubber.
2. Periksa kondisi dan fungsi kerja dan dumper gate atau weight dumper. 3. Periksa kondisi dan fungsi kerja dan fan. 4. Periksa kondisi dan fungsi kerja dan bantalan (bearing). 5. Periksa kondisi dan fungsi kerja dari V-belt. 6. Periksa kondisi dan fungsi kerja dan corong (duct) pada pengumpul debu,
apakah terjadi penyumbatan. 7. Periksa hal-hal lain yang diperlukan. Lakukan pemeriksaan dan
pemeliharaan sesuai buku petunjuk yang dikeluarkan oleh pabrik pembuat.
Penyaring dan Sistem Bin Panas 1. Periksa kondisi dan fugsi kerja dan hot elevator termasuk casing, bukaan
atas (upper chute), tutup elevator. 2. Periksa kondisi dan fungsi kerja dari wheel, bantalan, roda sproket, rantai
roller, motor roda gigi, dan pin-pin penghubung. 3. Periksa kondisi dan fungsi kerja serta kebersihan dan penyaring getar,
wirenet. 4. Periksa kemampuan muat penyaring dibandingkan dengan
kemampuan material yang lolos, ukuran saringan (cm), kapasitas saringan (t/jam).
5. Periksa kondisi dek dari penyaring, jika rusak dan robek maka diganti. 6. Periksa kondisi dan fungsi kerja dari penggetar, jika terdapat bunyi aneh
periksa bantalannya dan tutup bantalan. 7. Periksa kondisi dan fungsi kerja dan motor penggerak, v-belt, dan tutup
belt, tutup seal debu, dan pegas ellips. 8. Periksa kondisi, keausan, dan fungsi kerja dari semua hopper bin panas
yang terbuat dari pelat baja, bukaannya, pipa pengeluaran agregat yang berlebih, dan pipa pengeluaran material yang oversize.
9. Periksa hal-hal lain yang diperlukan. 10. Lakukan pemeriksaan dan pemeliharaan sesuai buku petunjuk yang
dikeluarkan oleh pabrik pembuat.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 46 dari 67
Sistem Timbangan. 1. Periksa kondisi dan fungsi kerja dari timbangan agregat,
sertasensitivitasnya, apakah sudah dikalibrasi. 2. Periksa kondisi dan fungsi kerja dari timbangan filler, serta sensitivitasnya,
apakah sudah dikalibrasi. 3. Periksa kondisi dan fungsi kerja dari timbangan aspal, serta sensitivitasnya,
apakah sudah dikalibrasi. 4. Periksa kondisi dan fungsi kerja dari hook-bolt, pisau (knife-edge), karet
peredam (absorbing rubber), metal penggantung (hanging metal), penunjuk skala (dial-indicator), dush pot, hopper dan bukaan atau pintu pada timbangan.
5. Periksa kondisi dan fungsi kerja dari pada timbangan aspal dan hopper pembuangan, katup tiga arah (three way valve), pompa, v-belt, dan pipa pembuangan.
6. Periksa hal-hal lain yang diperlukan. Lakukan pemeriksaan dan pemeliharaan sesuai buku petunjuk yang dikeluarkan oleh pabrik pembuat.
Sistem Pemasok Filler (Filler Feeder System). 1. Periksa kondisi dan fungsi kerja dari filler elevator. 2. Periksa kondisi dan fungsi kerja dari bin penampung filler (filler storage bin)
serta tidak ada kebocoran. 3. Periksa kondisi dan fungsi kerja dari pemasokan filler (filler feeder) dan
screw feeder. 4. Periksa hal-hal lain yang diperlukan. 5. Lakukan pemeriksaan dan pemeliharaan sesuai buku petunjuk yang
dikeluarkan oleh pabrik pembuat.
Sistem Pemasokan Aspal dan Unit Penyemprotan. 1. Periksa kondisi, fungsi kerja, dan kapasitas dari pompa aspal (transfer
pump). 2. Periksa kondisi dan fungsi kerja dari pompa penyemprot aspal (spray
pump). 3. Periksa kondisi dan fungsi kerja tangki aspal dan pemanasnya. 4. Periksa kondisi dan fungsi kerja semua thermometer, apakah sudah
dikalibrasi. 5. Periksa kerataan distribusi aspal ke seluruh pugmil. 6. Periksa hal-hal lain yang diperlukan. Lakukan pemeriksaan dan
pemeliharaan sesuai buku petunjuk yang dikeluarkan oleh pabrik pembuat.
Unit Pencampur ( Mixer Unit). 1. Periksa kondisi, fungsi kerja, dan kapasitas dan unit pencampur. 2. Periksa kondisi, fungsi kerja dari pedal pugmill dan liner, jarak pedal pugmill
ke dinding (cm), dan kemampuan untuk membuka pugmill. 3. Periksa kondisi dan fungsi kerja dan poros pugmill (kelurusannya,
keausan), gigi, roda sproket, rantai roller, motor roda gigi, seal, bantalan, dan pintu bukaannya.
4. Periksa apakah homogenitas campuran dan suhunya baik waktu ditumpahkan dari pugmill.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 47 dari 67
5. Periksa hal-hal lain yang diperlukan. Lakukan pemeriksaan dan pemeliharaan sesuai buku petunjuk yang dikeluarkan oleh pabrik pembuat.
Sistem Kontrol Operasi ( Operation Control System). 1. Periksa kondisi, fungsi kerja dan rang sistem kontrol, distribution board, dan
panel pengontrol . 2. Periksa kondisi dan fungsi dari sistem kontrol seperti kompressor, silinder
udara (air cylinder), filter udara, pelumas, dan sistem kontrol baik sistem pneumatic maupun elektrik.
3. Periksa hal-hal lain yang diperlukan. Lakukan pemeriksaan dan pemeliharaan sesuai buku petunjuk yang dikeluarkan oleh pabrik pembuat.
d. Pemeriksaan kondisi dan kesiapan operasi wheel loader Dalam pemeriksaan kondisi dan kesiapan operasi wheel loader harus dikoordinasikan dengan operator wheel loader, karena operator wheel loader adalah pemakai langsung. Langkah-langkah prosedur pemeriksaan kondisi dan kesiapan operasi wheel loader dapat diuraikan sebagai berikut : 1) Walk around inspection. 2) Pemeriksaan :
Level pelumas engine. Level minyak hidrolik. Level minyak transmisi. Level minyak rem. Level Level air pendingin engine. Level cairan batere. Indikator filter udara. Kekencangan V-belt Kondisi ban.
3) Pengujian : Backup alarm. Sistim rem. Lampu kerja dan pengaman.
4) Pemberian gemuk / greasing : Backhoe boom, stick, bucket, swing dan cylinder bearing. Loader bucket, cylinder dan linkage bearings. Stabilizer dan cylinder bearings. Swing frame dan cylinder bearing.
4.3.3 Material produksi
a. Prosedur pemeriksaan material produksi. Untuk memenuhi kebutuhan produksi sesuai dengan jadwal yang sudah dirancang, pelaksanan produksi perlu melakukan pemeriksaan material produksi. Material untuk produksi ini perlu diperiksa masalah mutu/jenis, dan
� Selama dalam proses pemeriksaan harus menggunakan APD (Alat Pelindung Diri) dan APK (Alat Pengaman Kerja)
� Selama dalam proses pemeriksaan tidak dibenarkan merokok

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 48 dari 67
volume. Sedangkan materialnya sendiri yang utama adalah agregat, filler dan aspal, walaupun material pendukung sendiri juga perlu untuk pemeriksaannya, misalnya bahan bakar minyak, spare parts, pelumas dan lain-lain. Untuk agregat ada tiga jenis gradasi yang dipakai dalam campuran aspal panas, yaitu : � Gradasi seragam (uniform graded). � Gradasi rapat (dense graded). � Gradasi senjang (gap graded). Pemeriksaan volume, dan mutu dibahas seperti dibawah ini : 1) Volume.
Untuk pemeriksaan volume, seperti sudah dibahas terdahulu, bahwa pelaksana setelah menerima job mix formula, harus sudah bisa membuat kebutuhan bahan dari masing-masing material. Kemudian diurai sesuai kebutuhan waktu pemesan, sehingga dapat menjadi material schedule. Atau dapat dikatakan jadwal pendatangan material dapat ditentukan. Tetapi perlu diingat bahwa jadwal pendatangan material perlu diberi faktor keamanan waktu, agar jika sampai ada masalah dari supplier/pemasok bahan, masih dapat diatasi penyelesaiannya. Untuk itu material setiap fraksi agregat paling tidak harus sudah ada dalam bentuk stok material untuk kebutuhan satu bulan, dan selanjutnya tumpukan persediaan harus dipertahankan paling sedikit untuk kebutuhan satu bulan berikutnya.
2) Mutu. a) Pada awalnya pelaksana produksi sebelum memesan material, harus
meyakini terlebih dahulu dengan melihat kondisi ditempat langsung. Apakah betul perusahaan supplier/pemasok sanggup memasok sesuai jadwal yang ditentukan.
b) Untuk material tertentu pelaksana produksi perlu meyakini apakah material dari pemasok sudah di test di laboratorium yang sudah terakreditasi.
c) Pelaksana produksi harus minta copy hasil test laboratorium seperti dimaksud pada butir b) diatas, selain untuk meyakini mutu, juga untuk lampiran surat-surat yang ditembuskan ke atasan langsung dan pemesan campuran aspal panas. 1. Agregat secara umum.
a. Crew dari laboratorium mesin pencampur aspal panas harus sudah memperhitungkan penyerapan aspal oleh agregat.
b. Penyerapan air oleh agregat maksimum 3%. c. Berat jenis (bulk specific grafity) dari agregat kasar dan halus
minimal 2,5 dan perbedaannya tidak boleh lebih dari 0,2. d. Fraksi-fraksi agregat kasar, agregat halus pecah mesin, dan pasir
harus ditumpuk terpisah.
2. Agregat kasar. a. Fraksi agregat kasar untuk rancangan adalah yang tertahan
saringan No. 8 (2,36 mm) dan harus bersih, keras, awet, dan harus bebas dari lempung atau bahan yang tidak dikehendaki lainnya dan memenuhi ketentuan seperti dalam tabel 4.1.
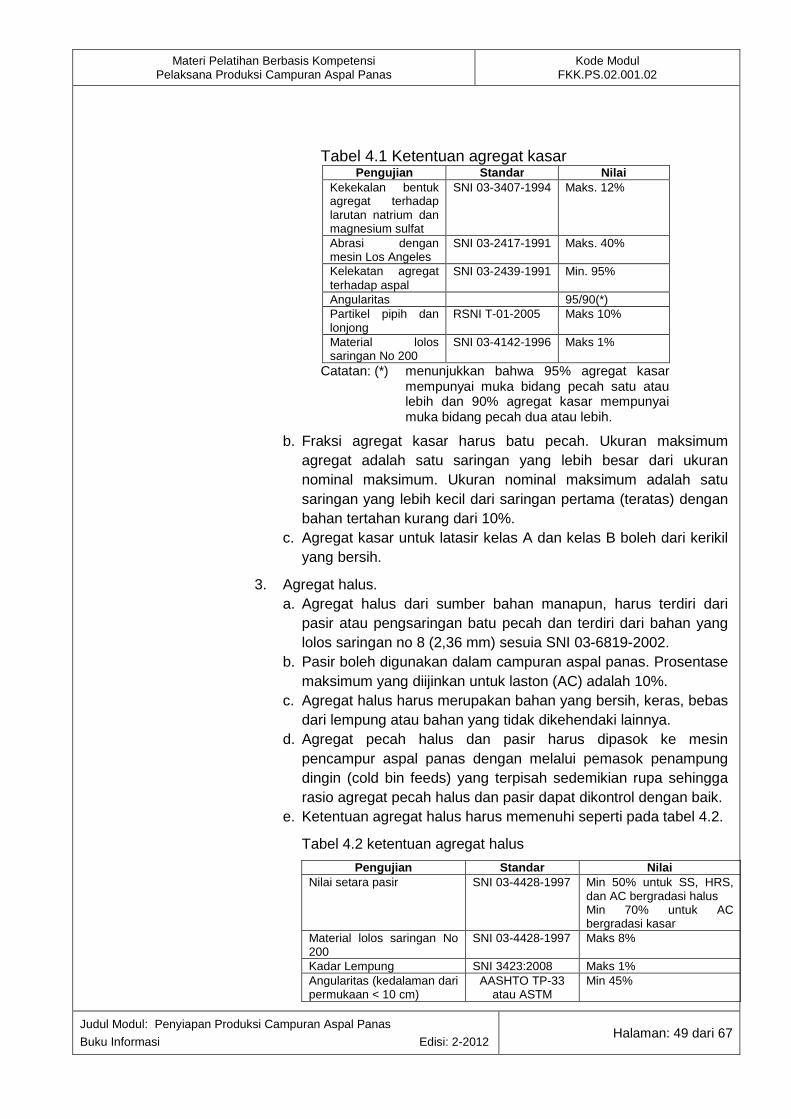
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 49 dari 67
Tabel 4.1 Ketentuan agregat kasar Pengujian Standar Nilai
Kekekalan bentuk agregat terhadap larutan natrium dan magnesium sulfat
SNI 03-3407-1994 Maks. 12%
Abrasi dengan mesin Los Angeles
SNI 03-2417-1991 Maks. 40%
Kelekatan agregat terhadap aspal
SNI 03-2439-1991 Min. 95%
Angularitas 95/90(*) Partikel pipih dan lonjong
RSNI T-01-2005 Maks 10%
Material lolos saringan No 200
SNI 03-4142-1996 Maks 1%
Catatan: (*) menunjukkan bahwa 95% agregat kasar mempunyai muka bidang pecah satu atau lebih dan 90% agregat kasar mempunyai muka bidang pecah dua atau lebih.
b. Fraksi agregat kasar harus batu pecah. Ukuran maksimum agregat adalah satu saringan yang lebih besar dari ukuran nominal maksimum. Ukuran nominal maksimum adalah satu saringan yang lebih kecil dari saringan pertama (teratas) dengan bahan tertahan kurang dari 10%.
c. Agregat kasar untuk latasir kelas A dan kelas B boleh dari kerikil yang bersih.
3. Agregat halus. a. Agregat halus dari sumber bahan manapun, harus terdiri dari
pasir atau pengsaringan batu pecah dan terdiri dari bahan yang lolos saringan no 8 (2,36 mm) sesuia SNI 03-6819-2002.
b. Pasir boleh digunakan dalam campuran aspal panas. Prosentase maksimum yang diijinkan untuk laston (AC) adalah 10%.
c. Agregat halus harus merupakan bahan yang bersih, keras, bebas dari lempung atau bahan yang tidak dikehendaki lainnya.
d. Agregat pecah halus dan pasir harus dipasok ke mesin pencampur aspal panas dengan melalui pemasok penampung dingin (cold bin feeds) yang terpisah sedemikian rupa sehingga rasio agregat pecah halus dan pasir dapat dikontrol dengan baik.
e. Ketentuan agregat halus harus memenuhi seperti pada tabel 4.2.
Tabel 4.2 ketentuan agregat halus
Pengujian Standar Nilai Nilai setara pasir SNI 03-4428-1997 Min 50% untuk SS, HRS,
dan AC bergradasi halus Min 70% untuk AC bergradasi kasar
Material lolos saringan No 200
SNI 03-4428-1997 Maks 8%
Kadar Lempung SNI 3423:2008 Maks 1% Angularitas (kedalaman dari permukaan < 10 cm)
AASHTO TP-33 atau ASTM
Min 45%
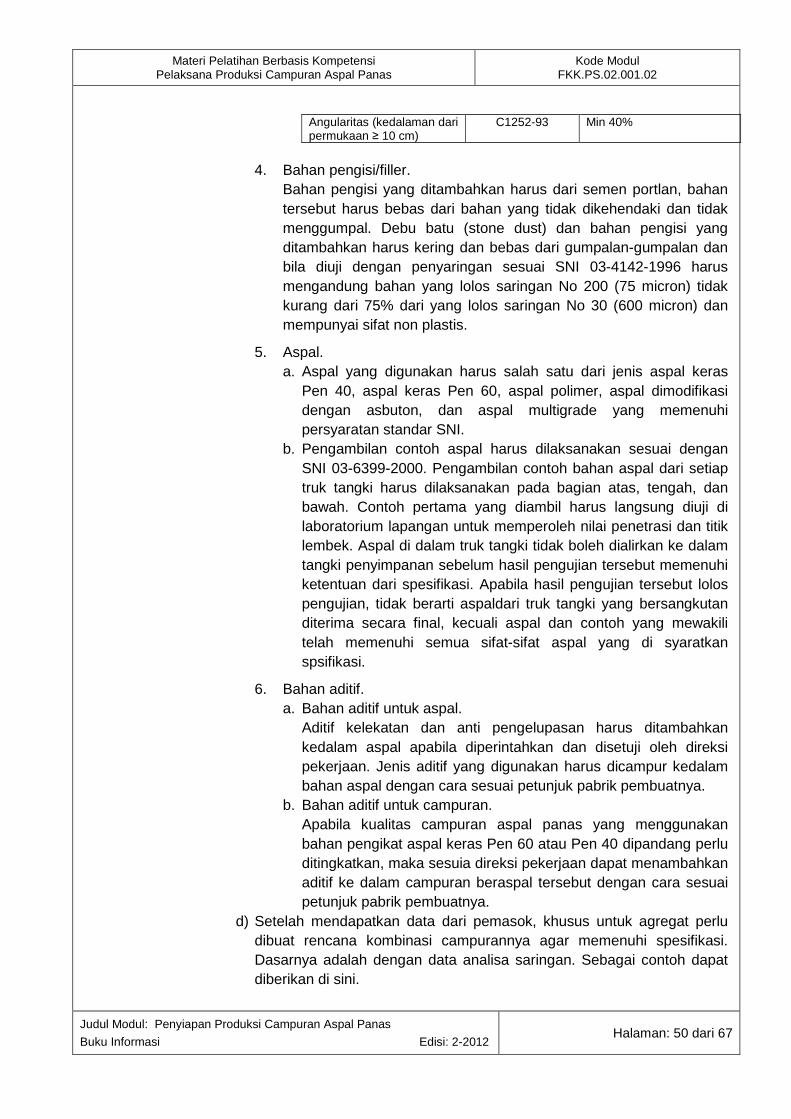
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 50 dari 67
Angularitas (kedalaman dari permukaan ≥ 10 cm)
C1252-93 Min 40%
4. Bahan pengisi/filler.
Bahan pengisi yang ditambahkan harus dari semen portlan, bahan tersebut harus bebas dari bahan yang tidak dikehendaki dan tidak menggumpal. Debu batu (stone dust) dan bahan pengisi yang ditambahkan harus kering dan bebas dari gumpalan-gumpalan dan bila diuji dengan penyaringan sesuai SNI 03-4142-1996 harus mengandung bahan yang lolos saringan No 200 (75 micron) tidak kurang dari 75% dari yang lolos saringan No 30 (600 micron) dan mempunyai sifat non plastis.
5. Aspal. a. Aspal yang digunakan harus salah satu dari jenis aspal keras
Pen 40, aspal keras Pen 60, aspal polimer, aspal dimodifikasi dengan asbuton, dan aspal multigrade yang memenuhi persyaratan standar SNI.
b. Pengambilan contoh aspal harus dilaksanakan sesuai dengan SNI 03-6399-2000. Pengambilan contoh bahan aspal dari setiap truk tangki harus dilaksanakan pada bagian atas, tengah, dan bawah. Contoh pertama yang diambil harus langsung diuji di laboratorium lapangan untuk memperoleh nilai penetrasi dan titik lembek. Aspal di dalam truk tangki tidak boleh dialirkan ke dalam tangki penyimpanan sebelum hasil pengujian tersebut memenuhi ketentuan dari spesifikasi. Apabila hasil pengujian tersebut lolos pengujian, tidak berarti aspaldari truk tangki yang bersangkutan diterima secara final, kecuali aspal dan contoh yang mewakili telah memenuhi semua sifat-sifat aspal yang di syaratkan spsifikasi.
6. Bahan aditif. a. Bahan aditif untuk aspal.
Aditif kelekatan dan anti pengelupasan harus ditambahkan kedalam aspal apabila diperintahkan dan disetuji oleh direksi pekerjaan. Jenis aditif yang digunakan harus dicampur kedalam bahan aspal dengan cara sesuai petunjuk pabrik pembuatnya.
b. Bahan aditif untuk campuran. Apabila kualitas campuran aspal panas yang menggunakan bahan pengikat aspal keras Pen 60 atau Pen 40 dipandang perlu ditingkatkan, maka sesuia direksi pekerjaan dapat menambahkan aditif ke dalam campuran beraspal tersebut dengan cara sesuai petunjuk pabrik pembuatnya.
d) Setelah mendapatkan data dari pemasok, khusus untuk agregat perlu dibuat rencana kombinasi campurannya agar memenuhi spesifikasi. Dasarnya adalah dengan data analisa saringan. Sebagai contoh dapat diberikan di sini.
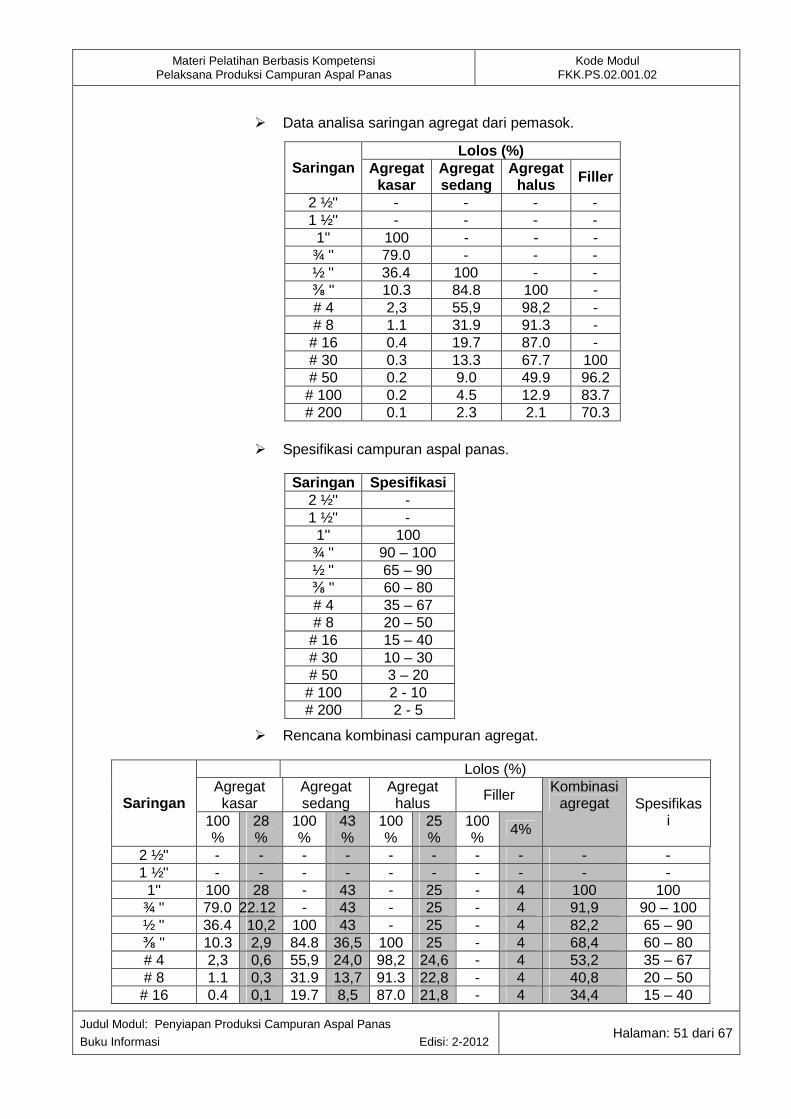
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 51 dari 67
� Data analisa saringan agregat dari pemasok.
Saringan Lolos (%)
Agregat kasar
Agregat sedang
Agregat halus Filler
2 ½'' - - - - 1 ½'' - - - - 1'' 100 - - - ¾ '' 79.0 - - - ½ '' 36.4 100 - - ⅜ '' 10.3 84.8 100 - # 4 2,3 55,9 98,2 - # 8 1.1 31.9 91.3 -
# 16 0.4 19.7 87.0 - # 30 0.3 13.3 67.7 100 # 50 0.2 9.0 49.9 96.2 # 100 0.2 4.5 12.9 83.7 # 200 0.1 2.3 2.1 70.3
� Spesifikasi campuran aspal panas.
Saringan Spesifikasi 2 ½'' - 1 ½'' - 1'' 100 ¾ '' 90 – 100 ½ '' 65 – 90 ⅜ '' 60 – 80 # 4 35 – 67 # 8 20 – 50
# 16 15 – 40 # 30 10 – 30 # 50 3 – 20 # 100 2 - 10 # 200 2 - 5
� Rencana kombinasi campuran agregat.
Saringan
Lolos (%) Agregat kasar
Agregat sedang
Agregat halus Filler Kombinasi
agregat Spesifikasi 100
% 28%
100%
43%
100%
25%
100% 4%
2 ½'' - - - - - - - - - - 1 ½'' - - - - - - - - - - 1'' 100 28 - 43 - 25 - 4 100 100
¾ '' 79.0 22.12 - 43 - 25 - 4 91,9 90 – 100 ½ '' 36.4 10,2 100 43 - 25 - 4 82,2 65 – 90 ⅜ '' 10.3 2,9 84.8 36,5 100 25 - 4 68,4 60 – 80 # 4 2,3 0,6 55,9 24,0 98,2 24,6 - 4 53,2 35 – 67 # 8 1.1 0,3 31.9 13,7 91.3 22,8 - 4 40,8 20 – 50 # 16 0.4 0,1 19.7 8,5 87.0 21,8 - 4 34,4 15 – 40
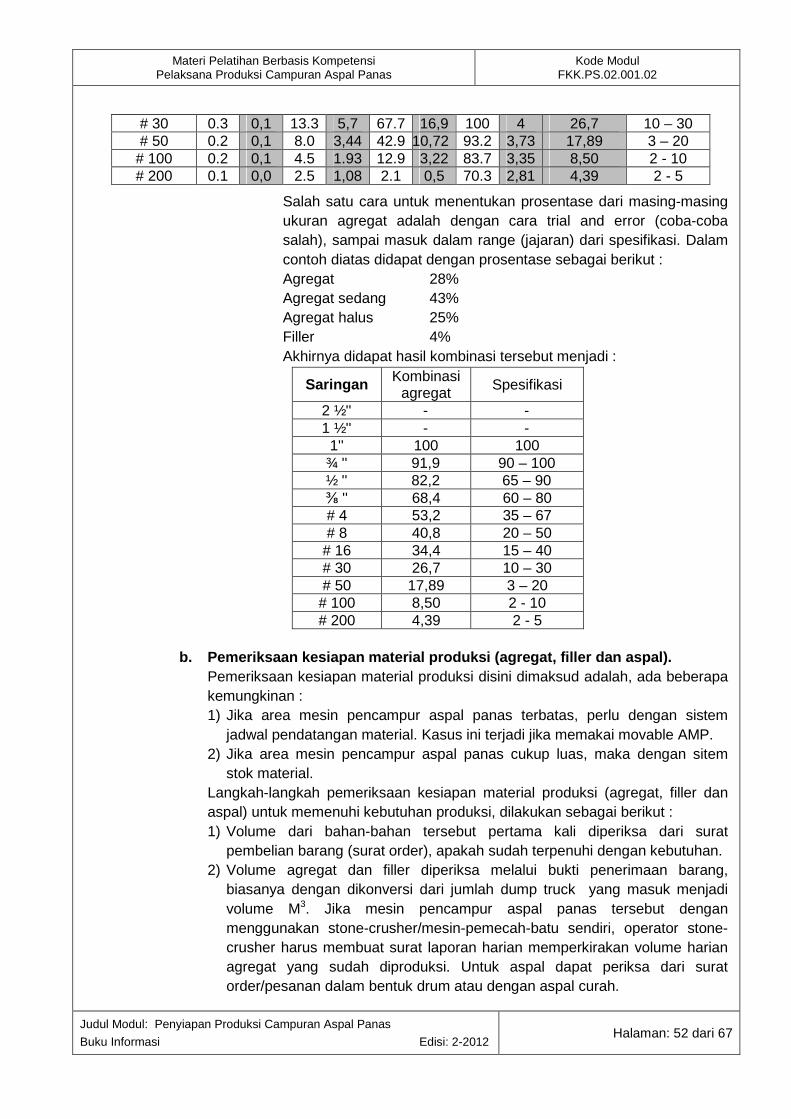
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 52 dari 67
Salah satu cara untuk menentukan prosentase dari masing-masing ukuran agregat adalah dengan cara trial and error (coba-coba salah), sampai masuk dalam range (jajaran) dari spesifikasi. Dalam contoh diatas didapat dengan prosentase sebagai berikut : Agregat 28% Agregat sedang 43% Agregat halus 25% Filler 4% Akhirnya didapat hasil kombinasi tersebut menjadi :
Saringan Kombinasi agregat Spesifikasi
2 ½'' - - 1 ½'' - - 1'' 100 100 ¾ '' 91,9 90 – 100 ½ '' 82,2 65 – 90 ⅜ '' 68,4 60 – 80 # 4 53,2 35 – 67 # 8 40,8 20 – 50
# 16 34,4 15 – 40 # 30 26,7 10 – 30 # 50 17,89 3 – 20 # 100 8,50 2 - 10 # 200 4,39 2 - 5
b. Pemeriksaan kesiapan material produksi ( agregat, filler dan aspal).
Pemeriksaan kesiapan material produksi disini dimaksud adalah, ada beberapa kemungkinan : 1) Jika area mesin pencampur aspal panas terbatas, perlu dengan sistem
jadwal pendatangan material. Kasus ini terjadi jika memakai movable AMP. 2) Jika area mesin pencampur aspal panas cukup luas, maka dengan sitem
stok material. Langkah-langkah pemeriksaan kesiapan material produksi (agregat, filler dan aspal) untuk memenuhi kebutuhan produksi, dilakukan sebagai berikut : 1) Volume dari bahan-bahan tersebut pertama kali diperiksa dari surat
pembelian barang (surat order), apakah sudah terpenuhi dengan kebutuhan. 2) Volume agregat dan filler diperiksa melalui bukti penerimaan barang,
biasanya dengan dikonversi dari jumlah dump truck yang masuk menjadi volume M3. Jika mesin pencampur aspal panas tersebut dengan menggunakan stone-crusher/mesin-pemecah-batu sendiri, operator stone-crusher harus membuat surat laporan harian memperkirakan volume harian agregat yang sudah diproduksi. Untuk aspal dapat periksa dari surat order/pesanan dalam bentuk drum atau dengan aspal curah.
# 30 0.3 0,1 13.3 5,7 67.7 16,9 100 4 26,7 10 – 30 # 50 0.2 0,1 8.0 3,44 42.9 10,72 93.2 3,73 17,89 3 – 20
# 100 0.2 0,1 4.5 1.93 12.9 3,22 83.7 3,35 8,50 2 - 10 # 200 0.1 0,0 2.5 1,08 2.1 0,5 70.3 2,81 4,39 2 - 5

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 53 dari 67
3) Kemudian diperiksa secara fisik dilapangan. Untuk aspal pemeriksaannya dengan jumlah drum atau jika dengan menggunakan aspal curah dapat diketahui dari volume setiap truk pengangkut aspal curah. Sedangkan untuk agregat pemeriksaan fisik dilapangan dengan memperkirakan kebenaran dari laporan tertulis secara kumulative dari operator stone-crusher.
4) Pemeriksaan cara penimbunan agregat. Cara membuat stock pile sangat mempengauhi gradasi agregat. Segregasi dari agregat dapat terjadi sewaktu proses penimbunan dan pemindahan agregat. Kadang-kadang juga sewaktu pemindahan agregat terjadi proses kontaminasi dengan tanah. Hal ini sering terjadi karena operator wheel loader kurang menyadari. Untuk itu perlu pengetahuan khusus bagi operator wheel loader. Untuk menghindari segregasi dan kontaminasi agregat tersebut perlu beberapa upaya, diantaranya adalah : a. Mengurangi pemindahan agregat, jika diperlukan pemindahan agregat
maka dapat dilakukan jika kadar air agregat mendekati kadar optimum. b. Menghindari tumpukan yang terlalu tinggi. c. Memberi muatan pada alat angkut setinggi pintu belakang saja dan tidak
terlalu tinggi.
Stock piles
Timbunan yang mengerucut terlalu tinggi sehingga butiran agregat besar akan meluncur kebawah setiap ditambah tumpukan, sehingga akan terjadi segregasi.
Model timbunan yang rendah untuk mengurangi terjadinya segregasi.
Model timbunan semacam ini butiran agregat yang besar masih akan meluncur kebawah pada sisi yang curam sehingga pada sisi tersebut akan terjadi segregasi.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 54 dari 67
c. Pemeriksaan kesiapan bahan bakar untuk kebutuhan operasional mesin pencampur aspal. Dalam prosedur pemeriksaan kesiapan bahan bakar untuk kebutuhan operasional mesin pencampur aspal, pelaksana memeriksa order/pemesanan. Dengan langkah-langkah sebagai berikut : 1) Melihat order dibagian terkait/bagian logistik. 2) Memeriksa jumlah/volume dalam surat pesanan. 3) Secara fisik diperiksa tangki penampung bahan bakar dilapangan apakah
volume sudah ada kewajaran untuk kebutuhan operasional mesin pencampur aspal.
4.3.4 Pemeriksaan kelengkapan K3 dan lingkungan.
Tangga yang memadai dan aman untuk naik ke landasan (plat form) alat pencampur dan landasan berpagar yang digunakan sebagai jalan antar unit perlengkapan harus dipasang. Untuk mencapai puncak bak truk, perlengkapan untuk landasan atau perangkat lain yang sesuai harus disediakan sehingga direksi pekerjaan dapat mengambil benda uji. Untuk memudahkan pelaksanaan kalibrasi timbangan, pengambilan benda uji dan lain-lainnya, maka suatu sistem pengangkat atau katrol harus disediakan untuk menaikkan peralatan dari tanah ke landasan (plat form) atau sebaliknya. Semua roda gigi, roda beralur (pulley), rantai, rantai gigi dan bagian bergerak lainnyayang berbahaya harus seluruhnya dipagar dan dilindungi. Lorong yang cukup lebar dan tidak terhalang harus disediakan di sekitar tempat pengisian muatan truk. Tempat ini harus selalu dijaga agar bebas dari benda yang jatuh dari landasan (plat form) alat pencampur. Pelaksana mesin pencampur aspal panas mempunyai kewenangan untuk memeriksa perlengkapan K3 dan lingkungan, karena pelaksana mesin pencampur aspal, harus : 1) Bertanggung jawab untuk memastikan penerapan sistem manajemen K3-L di
tempat kerjanya dan memastikan bahwa seluruh resiko yang ada di areanya telah terdentifikasi, terdokumentasi, dan terkendali.
2) Memastikan bahwa program K3-L di area kerjanya telah dijalankan dengan baik.
3) Membina dan memastikan bahwa semua tenaga kerja di lingkungannya termasuk pihak ketiga telah memahami dan mematuhi semua ketentuan K3-L.
a. Prosedur pemeriksaan perlengkapan K3 dan lingkun gan. Prosedur pemeriksaan perlengkapan K3-L : 1) Memeriksa keseluruhan lokasi mesin pencampur aspal panas yang
mempunyai potensi dampak kurang baik terhadap lingkungan hidup. 2) Memeriksa dan sekaligus memberikan penyuluhan kepada seluruh tenaga
produksi dibawah tanggung jawabnya, kewajiban untuk melakukan upaya pengendalian dampak lingkungan hidup.
3) Memeriksa pembuangan limbah yang harus tersedia di kawasan mesin pencampur aspal.
4) Memeriksa dan sekaligus memberikan penyuluhan kepada seluruh tenaga produksi dibawah tanggung jawabnya, kewajiban untuk melakukan upaya
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 55 dari 67
keselamatan dan kesehatan kerja dilingkungannya baik untuk diri sendiri maupun untuk orang lain.
5) Memeriksa perlengkapan K3 dan sekaligus memberikan penyuluhan kepada seluruh tenaga produksi dibawah tanggung jawabnya, kewajiban untuk memakai dan menerapkan perlengkapan K3.
b. Pemeriksaan kembali kesiapan Alat Pelindung Diri (APD). Sebelum pelaksanaan produksi, pelaksana mesin pencampur aspal panas wajib untuk memeriksa alat pelindung diri (APD). Semua peralatan pelindung diri harus diletakkan ditempat yang sudah ditentukan, untuk masing-masing jenis alat pelindung diri. Langkah-langkah pemeriksaan kesiapan Alat Pelindung Diri : 1) Memberikan penyuluhan kepada seluruh tenaga produksi dibawah tanggung
jawabnya, kewajiban untuk memakai alat pelindung diri. 2) Minta informasi kondisi dan kesiapan alat pelindung diri dari masing-masing
bagian dari petugas di dibawah tanggung jawabnya. 3) Alat pelindung diri yang sudah tidak layak harus diganti. 4) Memeriksa setiap petugas yang melaksanakan tugasnya harus memakai
sesuai dengan alat pelindung diri terkait dengan tugasnya.
c. Pemeriksaan kembali Alat Pengaman Kerja (APK). Sebelum pelaksanaan produksi, pelaksana mesin pencampur aspal panas wajib untuk memeriksa alat pengaman kerja (APK) diseluruh area mesin pencampur aspal. Semua alat pengaman kerja harus diletakkan ditempat yang sudah ditentukan, untuk masing-masing jenis alat pengaman kerja. Langkah-langkah pemeriksaan kesiapan Alat Pengaman Kerja : 1) Memberikan penyuluhan kepada seluruh tenaga produksi dibawah tanggung
jawabnya, kewajiban untuk memeriksa kembali alat pengaman kerja diseluruh area mesin pencampur aspal panas sebelum pelaksanaan produksi.
2) Minta informasi kondisi dan kesiapan alat pengaman kerja dari masing-masing bagian dari petugas di dibawah tanggung jawabnya.
3) Alat pengaman kerja yang sudah tidak layak atau rusak harus dilaporkan untuk diusulkan diganti.
4) Memeriksa kembali setiap petugas yang melaksanakan tugasnya harus menerapkan semua alat pengaman kerja di tempat kerjanya sesuai peraturan yang berlaku sebelum pelaksanaan produksi.
d. Pemeriksaan kembali kondisi lingkungan kerja. Sebelum pelaksanaan produksi, pelaksana mesin pencampur aspal panas wajib untuk memeriksa kembali kondisi lingkungan kerja diseluruh area mesin pencampur aspal. Semua kondisi lingkungan kerja yang mempunyai potensi dampak lingkungann yang kurang baik segera dilaporkan keatasan langsung atau jika memungkinkan segera diatasi penyelesaiannya. Langkah-langkah pemeriksaan kembali kondisi lingkungan kerja : 1) Memberikan penyuluhan kepada seluruh tenaga produksi dibawah tanggung
jawabnya, kewajiban untuk memeriksa kembali kondisi lingkungan kerja yang mempunyai potensi dampak lingkungann yang kurang baik sebelum pelaksanaan produksi.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 56 dari 67
2) Memeriksa kembali kondisi diseluruh lingkungan kerja jika menemukan kondisi lingkungan kerja yang mempunyai potensi dampak lingkungann yang kurang baik sebelum pelaksanaan produksi, untuk segera dilaporkan keatasan langsung atau jika memungkinkan segera diatasi penyelesaiannya.
3) Kondisi lingkungan kerja yang jelas mempunyai potensi dampak yang kurang baik harus segera diatasi, atau jika penyelesaiannya sudah di luar tanggung jawab pelaksana produksi, pelaksana produksi harus lapor ke atasan langsung.
4.3.5 Penyiapan alat angkut.
a. Kesiapan alat angkut yang dibutuhkan. Alat angkut untuk mengangkut campuran aspal panas harus mempunyai bak terbuat dari logam yang rapat, bersih, dan rata, yang telah disemprot dengan sedikit air sabun, atau minyak solar setipis mungkin, untuk mencegah melekatnya campuran aspal panas pada bak truk. Setiap genangan bahan yang disemprotkan pada lantai dan dinding bak truk harus dibuang dengan cara memosisikan bak truk miring, sebelum aspal campuran panas dituang kedalam bak truk. Tiap alat angkut harus disiapkan terpal/kanvas atau bahan lain yang cocok, untuk mempertahankan temperatur campuran aspal panas. Alat angkut yang dapat menyebabkan segregasi pada bahan campuran aspal panas akibat sistem pegas atau faktor penunjang lainnya, kondisinya harus diperbaiki terlebih dahulu seblum dipakai dalam pelaksanaan. Jumlah alat angkut harus dihitung sedemikian rupa sehingga peralatan penghampar dapat beroperasi tanpa berhenti. Sebelum pelaksanaan produksi, pelaksana produksi campuran aspal panas panas harus membuat metode penyiapan alat angkut yang dibutuhkan yang dikoordinasikan dengan bagian peralatan. Peralatan angkut yang diperlukan pada mesin pencampur aspal panas adalah sejenis dump truck . Metode perhitungan jumlah alat angkut ini adalah berdasar pada : � Kecepatan pengiriman campuran aspal panas panas ke lapangan harus tidak
boleh melebihi dari kapasitas mesin pencampur aspal. � Alat angkut tidak boleh idle (nganggur). Sedangkan untuk menghitung jumlah alat angkut yang dibutuhkan adalah tergantung dari : 1) Kecepatan produksi dari mesin pencampur aspal. 2) Kapasitas alat angkut. 3) Cycle time dari alat angkut, sedangkan Cycle time tergantung dari :
a) Kondisi jalan untuk angkutan. b) Kondisi lalu lintas. c) Kemahiran pengemudi.
4) Kondisi manajemen dari perusahaan yang terkait.
Pelaksana produksi berkoordinasi dengan bagian peralatan, untuk menjamin mengontrol alat angkut siap beroperasi.
b. Penentuan jenis dan jumlah alat angkut. Untuk menentukan jumlah alat angkut, harus meperhitungkan semua kapasitas dari alat-alat yang beroperasi, sedemikian rupa sehingga jangan sampai mesin

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 57 dari 67
asphalt finisher berhenti operasi karena menunggu campuran aspal panas yang dibawa oleh alat angkut. Atau sebaliknya jangan sampai alat angkut menjadi idle/nganggur. Sebelum pelaksanaan produksi, pelaksana produksi campuran aspal panas harus menentukan jenis dan jumlah alat angkut yang dibutuhkan untuk mengangkut produksi campuran aspal panas. Pelaksana produksi berkoordinasi dengan bagian peralatan untuk mendapatkan informasi kapasitas alat angkut yang akan beroperasi, dan kondisi alat angkut tersebut. Jenis alat angkut adalah berupa dump truk, dimana bagian dalam baknya harus dari pelat besi yang rata, tidak terdapat lekukan-lekukan. Langkah-langkah untuk menentukan jenis dan jumlah alat angkut campuran aspal panas adalah : 1) Berkoordinasi dengan bagian peralatan untuk memberikan informasi jenis dan
kapasitas alat angkut yang akan beroperasi. 2) Menghitung jumlah alat angkut yang akan di perlukan,yang harus
memperhitungkan : a) Cycle time/waktu siklus (yang tergantung juga dari kondisi jalan angkutan
dan jarak angkut). b) Kecepatan pelaksanaan penggelaran atau kapasitas dari asphalt finisher di
lapangan. c) Kapasitas alat angkut. d) Etos kerja, ketrampilan, dan kemahiran para petugas.
3) Membuat jadwal kebutuhan alat angkut. 4) Dalam kondisi tertentu sebelum pelaksanaan produksi, pelaksana produksi
campuran aspal panas harus membuat koordinasi dengan bagian peralatan untuk menentukan Shift pengemudi dan alat angkut.
c. Koordinasi penyiapan alat angkut campuran aspal panas. Sebelum pelaksanaan produksi, pelaksana produksi campuran aspal panas harus berkoordinasi dengan bagian peralatan untuk menyiapkan alat angkut campuran aspal panas. Alat angkut harus dalam keadaan siap pakai dan sudah siap di dalam area mesin pencampur aspal panas lengkap dengan peralatannya. Langkah-langkah prosedur penyiapan alat angkut campuran aspal panas yang harus dikoordinasikan dengan bagian peralatan. 1) Memeriksa kondisi fisik alat angkut dan kebersihannya. 2) Jumlah alat angkut yang sudah ditentukan dalam perhitungan. 3) Memeriksa peralatan dan alat perlengkapan (terpal, dongkrak, kunci ban, segi
tiga pengaman, ban cadangan, sabuk pengaman). 4) Alat semprot dan cairan untuk bak truk di lokasi mesin pencampur aspal
panas.
4.4 Pembuatan Jadwal Produksi
4.4.1 Jenis, kualitas dan kuantitas produksi. a. Jenis, kualitas dan kuantitas produksi.
Pesanan campuran aspal panas panas ada beberapa jenis dan kualitas. Jenis campuran aspal panas panas adalah : 1) Latasir A (SS-A). 2) Latasir B (SS-B).
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 58 dari 67
3) Lataston : a) Lapis aus (HRS-WC). b) Lapis permukaan antara (HRS-BC).
4) Laston : a) Lapis aus (AC-WC). b) Lapis permukaan antara (AC-BC). c) Lapis pondasi (AC-base).
Dari beberapa jenis campuran aspal panas panas tersebut di identifikasi karena mempunyai beberapa kualitas tergantung job mix formula. Demikian juga jumlah pesanan diidentifikasi. Kemudian dari jenis, kulitas dan kuantitas dirangkum untuk keperluan pendataan administrasi dan keperluan perhitungan selanjutnya. Data kuantitas dapat untuk menentukan jumlah alat angkut, jumlah komponen material produksi, dan penjadwalan.
b. Identifikasi semua jenis dan kualitas produksi. Setelah pelaksana produksi menerima beberapa surat-surat pesanan, jenis dan kualitas produksi yang harus dikerjakan pada hari yang sama, diidentifikasi. Hasil identifikasi merupakan rangkuman jenis, kualitas, dan prioritas yang harus diproduksi.
c. Identifikasi kualitas produksi yang harus dikerj akan. Setelah pelaksana produksi menerima hasil dari tim laboratorium, dari semua pesanan diidentifikasi sesuai kualitasnya. Hasil identifikasi berupa rangkuman kualitas dari semua pesanan yang diserahkan juga ke operator mesin pencampur aspal panas untuk dasar produksi. Kualitas produksi yang harus dibuat dilihat dari : 1) Material produksinya (kualitas agregat, kualitas filler, kualitas aspal). 2) Analisa saringan. 3) Kondisi mesin pencampur aspal panas.
d. Identifikasi jenis dan kuantitas produksi yang h arus mendapat prioritas pelaksanaannya. Dari semua pesanan diidentifikasi jenis dan kuantitasnya, dan ditentukan urutan prioritasnya untuk dibuatkan jadwal. Jadwal tersebut nantinya harus diserahkan kepada operator mesin pencampur aspal. Untuk efisiensi dalam operasional mesin pencampur aspal panas, pesanan yang banyak dan dengan jenis tertentu perlu mendapat prioritas dalam pelaksanaannya. Karena penggantian screen/saringan memerlukan waktu beberapa jam. Dengan demikian hal ini akan mempengaruhi cara menentukan jadwal. Untuk pesanan dengan jenis yang berlain-lainan dan dengan jumlah yang masing-masing jenis sedikit, tidak menutup kemungkinan dapat diserahkan mesin pencampur aspal panas yang lain.
4.4.2 Penyusunan rencana produksi
a. Penjelasan hubungan rencana produksi dengan kapa sitas produksi mesin pencampur aspal. Dengan berkoordinasi dengan bagian peralatan, pelaksana produksi harus mengetahui kapasitas produksi mesin pencampur aspal. Dengan mengetahui

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 59 dari 67
kapasitas produksi mesin pencampur aspal, dapat untuk merencanakan produksi baik harian maupun bulanan. Demikian juga dapat untuk merencanakan pembuatan jadwal pelaksanaan produksi. TetapI kecepatan permintaan dilapangan tidak bisa melebihi kapasitas produksi mesin pencampur aspal. Perhitungan kapasitas produksi mesin pencampur aspal dapat dilihat pada butir c) bab ini dibawah. Dalam penyusunan rencana produksi, pelaksana produksi, selain harus mengetahui kapasitas produksi mesin pencampur aspal, juga harus mengetahui kapasitas produksi wheel loader, dan kapasitas dump truck . Untuk mengetahui kapasitas wheel loader dan alat angkut dump truck dapat diuraikan seperti dibawah ini :
Wheel loader. Kecepatan wheel loader bervariasi tergantung dengan type dari negara pabrik pembuatnya. Kecepatan sesuai gigi versnelling berkisar antara 7 KM/jam sampai 40 KM/jam. Jika diambil rata-ratanya sewaktu operasi, kecepatan wheel loader dengan muatan adalah 5 KM/Jam maju maupun mundur, sedangkan kecepatan tanpa muatan maju maupun mundur untuk jarak sampai dengan 30 M adalah 10 KM/Jam, dan kecepatan tanpa muatan maju maupun mundur untuk jarak lebih dari 30 M adalah 14 KM/Jam. Kecepatan tersebut diatas adalah dengan kondisi tanah dasar yang datar, tetapi jika kondisi lapangan yang kurang menguntungkan, perlu dikalikan dengan faktor sesuai kondisinya dan diperkirakan dilapangan sesuai percobaan dan pengalaman. Untuk waktu yang tetap (fixed time) yaitu waktu untuk mengganti gigi versnelling, berganti arah, dan mengambil muatan, diasumsikan 0,35 menit. Untuk mendapatkan produksi perjam effective dari wheel loader adalah, (volume material teronggok (heap volume) dalam sebuah bucket) x (jumlah trip perjam). Dari perhitungan rumus tersebut dengan memperhitungkan segala pengaruh-pengaruhnya dapat dibuat sebuah gambar grafik yang menunjukkan produksi perjam (dalam 1 jam kerja effective wheel loader adalah 45 menit), dengan berbagai macam jarak pengangkutan dan berbagai macam volume ukuran bucket. Karena kecepatan tanpa muatan maju maupun mundur untuk jarak sampai dengan 30 M adalah 10 KM/Jam, dan kecepatan tanpa muatan maju maupun mundur untuk jarak lebih dari 30 M adalah 14 KM/Jam, maka dalam garafik, terdapat beda penyelesaian pada jarak < 30 M dan > 30 M. Dari grafik tersebut dapat untuk dengan segera mendapatkan perkiraan produksi dari wheel loader, dengan ketentuan-ketentuan yang telah disebutkan diatas, yaitu kondisi tanah dasar, waktu effective operasioanal dalam 1 jam operasi, dan prosentasi pengisian bucket.
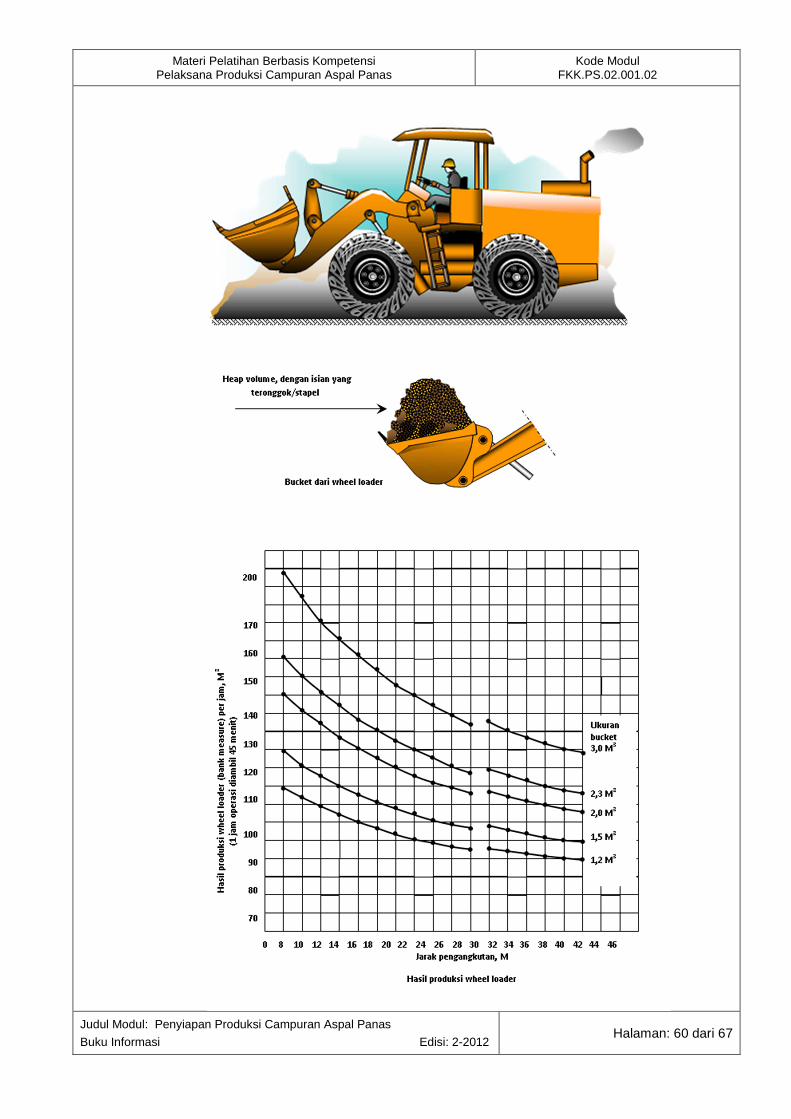
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 60 dari 67
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 61 dari 67
Dump truck. Produk dari dump truck tergantung dari, 1) Kapasitas muatan dari bak dump truck 2) Cycle time, yeng tergantung dari,
a) Jarak angkut b) Kondisi jalan c) Kondisi alat angkut
3) Kondisi manajemen perusahaan 4) Kecepatan asphalt finisher untuk menggelar campuran aspal panas. Untuk mendapatkan produksi perjam effective dari sebuah dump truck adalah, (volume material dalam sebuah bak dump truck ) x (jumlah trip perjam). Jarak dari mesin pencampur aspal sampai ke lokasi pekerjaan biasanya jauh dan misalkan memerlukan lebih dari 1 jam. Jika perjalanan 1 cycle perlu waktu 1,5 jam, berarti jumlah trip per jam adalah 0,66.
b. Identifikasi kapasitas mesin pencampur aspal pan as yang dipergunakan. Pelaksana produksi dengan berkoordinasi dengan bagian peralatan, dapat menentukan kapasitas mesin pencampur aspal. Mengetahui kapasitas mesin pencampur aspal, seperti juga sudah diuraikan di bab terdahulu, sangat penting. Karena sebagai data yang dapat berguna untuk merencanakan jadwal, merencanakan kebutuhan alat angkut, dan rencana pelaksanaan.
c. Penentuan rencana produksi (harian atau bulanan) untuk melayani permintaan produksi. Setelah pelaksana produksi menerima surat-surat permintaan dari atasan langsung, harus segera dirangkum, untuk menentukan rencana produksi, baik harian maupun bulanan. Langkah-langkah untuk menentukan rencana produksi (harian atau bulanan) : 1) Menerima dan mempelajari surat-surat pesanan yang diterima atasan
langsung. 2) Berkoordinasi dengan bagian peralatan untuk menentukan kapasitas
produksi dari mesin pencampur aspal. 3) Membuat rangkuman berdasar jenis dan kualitas. 4) Membuat rangkuman prioritas yang akan diproduksi. Kapasitas produksi dari mesin pencampur aspal panas tergantung dari :
1) Kondisi dari mesin pencampur aspal panas 2) Volume pekerjaan
Biasanya semakin besar dari mesin pencampur aspal akan semakin efisien, dan mudah untuk mendapatkan akurasi dari job mix formula, tetapi akan semakin besar pula biaya operasionalnya. Kapasitas mesin pencampur aspal biasanya harus mempunyai kapasitas lebih besar 30% diatas volume pekerjaan. Cara untuk menghitung kapasitas mesin pencampur aspal panas adalah sebagai berikut :
C = AxHxd
TxPxt
dimana:

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 62 dari 67
C = kapasitas mesin pencampur aspal yang diperlukan(ton/h) A = luas area yang harus di lapis (m2) H = jumlah tebal dari permukaan dan binder course (m) d = berat jenis dari campuran (t/m3) T = jadual periode pelapisan (hari) P = jumlah hari kerja per bulan (hari/30 hari) t = jam kerja per hari (jam/hari)
contoh untuk menghitung kapasitas mesin pencampur aspal panas yang diperlukan, misalkan A = 100000 m2; H = 0,05 m; d = 2,3 t/m3; T= 90 hari; P = 20 hari/30 hari; t = 6 jam/hari ;
C = �� ��
����� =
��������,����,�
�����/���� = 32 ton/jam
Dengan mengetahui kapasitas produksi mesin pencampur aspal, pelaksana produksi dapat merencanakan produksi harian dan jadwal produksi harian.
4.4.3 Pembuatan jadwal produksi harian dan bulanan.
a. Penjelasan posisi penyiapan jadwal produksi terk ait dengan pelaksanaan produksi. Seperti yang sudah dibahas pada bab-bab terdahulu, bahwa produksi mesin pencampur aspal panas per satuan waktu mempunyai keterbatasan sesuia dengan yang disebut oleh pabrik pembuatnya. Tetapi untuk mesin yang sudah lama perlu diberi faktor sehingga produksi menjadi lebih kecil sedikit, karena kondisi mesin yang sudah lama. Faktor ini ditentukan oleh pelaksana produksi campuran aspal panas panas sesuai pengalaman. Jadi penyiapan termasuk merangkum jadwal, yang mungkin terdiri dari berjenis-jenis campuran aspal panas , berjenis-jenis kualitas campuran aspal panas , dan prioritas pelaksanaan produksinya, perlu dikaitkan dalam pengaturan jadwal untuk pelaksanaan produksinya.
b. Identifikasi urutan waktu produksi sesuai jenis campuran aspal panas Seperti kita ketahui untuk memproduksi campuran aspal panas panas dengan jenis tertentu pada mesin pencampur aspal panas, untuk merubah jenis campuran aspal panas tersebut tidak mudah dan tidak efisien. Jadi jenis yang sedang diproduksi harus diselesaikan terlebih dahulu. Dengan demikian perlu diidentifikasi terlebih dahulu jenis campuran aspal panas, dengan memperhatikan juga prioritas waktu pelaksanaannya. Jenis campuran aspal panas tertentu yang sama dari pesanan-pesanan, dengan volume yang besar dibanding dengan jenis pesanan lain, maka jenis yang dimaksud akan mendapat urutan produksi yang menerus. Sehingga pesanan dengan jenis lain yang volumenya kecil panataan jadwalnya disendirikan.
c. Penentuan prioritas produksi yang harus dikerjak an. Seperti telah dibahas pada bab terdahulu, bahwa mesin pencampur aspal panas tidak mudah dan tidak efisien untuk selalu merubah produksi untuk jenis yang lain. Dengan demikian perlu pengaturan untuk penentuan prioritas produksi yang harus dikerjakan. Pesanan harus diproduksi sesuai dengan urutan pesanannya, kecuali ada hal yang khusus, misalnya dibantu dengan lain
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 63 dari 67
mesin pencampur aspal panas lain. Sebagai contoh perusahaan menerima pesanan (pertama) untuk sepenggal jalan dengan jenis ATB, LASTON dan HRS, dan juga ada pesanan lain (kedua) dengan jenis yang sama. Maka sedapat mungkin untuk efisiensi mesin pencampur aspal panas akan memproduksi satu jenis yang sama terlebih dahulu, kemudian jenis yang lain. Tetapi harus dikaitkan dengan waktu kebutuhan pemesan dan prioritas pemesanan. Jika tidak mungkin maka perlu dirubah cara produksinya dengan bekerja 3 Shift atau jika mungkin dibantu dengan mesin pencampur aspal panas yang lain.
d. Pembuatan jadwal produksi harian berdasarkan pri oritas produksi dan urutan produksi yang telah tersusun. Produksi harian biasanya untuk melayani jenis campuran aspal panas dengan volume yang kecil. Tetapi harus tetap sesuai urutan pesanan. Untuk perusahaan yang mempunyai beberapa mesin pencampur aspal panas, dapat diatur jadwalnya yang disesuaikan dan dikaitkan dengan lokasi mesin pencampur aspal panas yang lain. Disini tampak bahwa untuk produksi harian yang melayani campuran aspal panas dengan volume sedikit tetapi dengan pesanan yang banyak, memiliki beberapa mesin pencampur aspal panas lebih dapat mengatasi masalah pengaturan jadwal. Hal ini karena untuk merubah.
e. Pembuatan jadwal bulanan atau sesuai dengan perm intaan produksi yang berkelanjutan. Produksi dengan jadwal bulanan biasanya untuk pesanan dengan volume yang besar atau untuk proyek yang besar. Disini untuk efisiensi dapat lebih mempertahankan memproduksi/menyelesaikan satu jenis campuran aspal panas. Tetapi dengan berkembangnya pertambahan pesanan, maka dengan merubah metode kerja dengan cara bekerja 3 Shift dan dengan menyerahkan pesanan ke mesin pencampur aspal panas yang lain, hal ini dapat mengatasi produksi untuk pesanan yang meningkat dan jenis campuran aspal panas yang berlain-lainan.
4.4.4 Penugasan kelompok kerja produksi.
a. Identifikasi jadwal penugasan Shift kelompok produksi sesuai dengan jadwal produksi yang telah dibuat. Dari pembahasan bab-bab terdahulu, untuk mengatasi jadwal yang sangat padat dan melebihi kapasitas produksi, dapat diatasi dengan menyerahkan ke mesin pencampur aspal panas yang lain atau dengan memperpanjang jadwal kerja mesin pencampur aspal panas. Dalam kondisi yang terpaksa mesin pencampur aspal harus bekerja 24 jam. Dengan demikian tenaga manusia dapat diatur menjadi 3 Shift dengan masing-masing Shift bekerja 8 jam. Untuk idealnya adalah masing-masing Shift 6 atau 7 jam, sehingga mesin pencampur aspal panas masih mempunyai kesempatan istirahat.
b. Penentuan kelompok kerja produksi sesuai dengan kebutuhan produksi. Untuk menentukan kelompok kerja produksi sesuai dengan kebutuhan produksi berdasarkan jadwal yang telah dibuat, kita perlu memperhitungkan kapasitas produksi dari mesin pencampur aspal panas terhadap volume kebutuhan

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 64 dari 67
pesanan. Dari sini kita dapat menghitung berapa jam mesin pencampur aspal panas harus bekerja per hari. Misalkan mesin pencampur aspal panas harus bekerja 21 jam, maka cukup dengan menggunakan 3 Shift masing-masing Shift 7 jam.
c. Pengaturan penugasan Shift personil/ kelompok kerja produksi sesuai dengan jadwal produksi. Dalam cara pengaturan penugasan Shift personil/ kelompok kerja produksi, perlu ada beberapa hal yaitu : 1) Sebelum operasi nama-nama dari masing-masing penanggung jawab bagian
pekerjaan harus sudah ditentukan. 2) Dibuat matrix nama petugas, bagian pekerjaan yang menjadi tanggung
jawabnya, dan Shiftnya, untuk diserahkan kepada masing-masing petugas. 3) Harus disediakan waktu untuk saling memberikan informasi tertulis secara
estafet, dari Shift yang satu ke Shift berikutnya berupa : a) Masalah kemampuan produksi. b) Maslah komponen-komponen bahan produksi. c) Kondisi alat angkut. d) Kondisi mesin pencampur aspal panas.
4) Tidak boleh ada perpindahan tanggung jawap pekerjaan dari Shift yang bekerja ke Shift berikutnya.
5) Semua hasil laporan selama satu hari harus tertulis dan harus di kompile. 6) Untuk pekerjaan yang memerlukan waktu yang relative lama, pengaturan
Shift harus dirotasi, sehingga tidak ada Shift yang mengalami waktu Shift yang selalu sama.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 65 dari 67
BAB V
SUMBER-SUMBER YANG DIPERLUKAN UNTUK PENCAPAIAN KOMPETENSI
5.1. Sumber Daya Manusia
5.1.1. Pelatih Pelatih/instruktur dipilih karena dia telah berpengalaman. Peran pelatih adalah untuk : 1) Membantu peserta untuk merencanakan proses belajar. 2) Membimbing peserta melalui tugas-tugas pelatihan yang dijelaskan dalam
tahap belajar. 3) Membantu peserta untuk memahami konsep dan praktik baru dan untuk
menjawab pertanyaan peserta mengenai proses belajar. 4) Membantu peserta untuk menentukan dan mengakses sumber tambahan lain
yang diperlukan untuk belajar. 5) Mengorganisir kegiatan belajar kelompok jika diperlukan. 6) Merencanakan seorang ahli dari tempat kerja untuk membantu jika diperlukan.
5.1.2. Penilai Penilai melaksanakan program pelatihan terstruktur untuk penilaian di tempat kerja. Penilai akan : 1) Melaksanakan penilaian apabila peserta telah siap dan merencanakan proses
belajar dan penilaian selanjutnya dengan peserta. 2) Menjelaskan kepada peserta mengenai bagian yang perlu untuk diperbaiki dan
merundingkan rencana pelatihan selanjutnya dengan peserta. 3) Mencatat pencapaian / perolehan peserta.
5.1.3. Teman kerja / sesama peserta pelatihan Teman kerja /sesama peserta pelatihan juga merupakan sumber dukungan dan bantuan. Peserta juga dapat mendiskusikan proses belajar dengan mereka. Pendekatan ini akan menjadi suatu yang berharga dalam membangun semangat tim dalam lingkungan belajar/kerja dan dapat meningkatkan pengalaman belajar peserta.
5.2. Sumber-sumber Kepustakaan ( Buku Informasi )
5.2.1 Sumber pustaka penunjang pelatihan
Pengertian sumber-sumber adalah material yang menjadi pendukung proses pembelajaran ketika peserta pelatihan sedang menggunakan materi pelatihan ini. Sumber-sumber tersebut dapat meliputi : • Buku referensi (text book)/ buku manual servis • Lembar kerja • Diagram-diagram, gambar • Contoh tugas kerja • Rekaman dalam bentuk kaset, video, film dan lain-lain.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 66 dari 67
Ada beberapa sumber yang disebutkan dalam pedoman belajar ini untuk membantu peserta pelatihan mencapai unjuk kerja yang tercakup pada suatu unit kompetensi. Prinsip-prinsip dalam pelatihan Berbasis Kompetensi mendorong kefleksibilitasan dari penggunaan sumber-sumber yang terbaik dalam suatu unit kompetensi tertentu, dengan mengijinkan peserta untuk menggunakan sumber-sumber alternatif lain yang lebih baik atau jika ternyata sumber-sumber yang direkomendasikan dalam pedoman belajar ini tidak tersedia/tidak ada.
5.2.2 Sumber-sumber Bacaan yang Dapat Digunakan 1. Rancangan Spesifikasi Umum Bidang Jalan Dan Jembatan, Puslitbang Jalan
Dan Jembatan 2. Petunjuk Pemeriksaan Peralatan Pencampur Aspal (Asphalt Mixing Plant) No.
032/T/BM1996 Maret 1996, Departemen Pekerjaan Umum Direktorat Jenderal Bina Marga.
3. Departemen Pekerjaan Umum Direktorat Jenderal Bina Marga, Manual Konstruksi dan Bangunan, Pemeriksaan peralatan unit pencampur aspal (Asphalt Mixing Plant) No : 001/BM/2007
4. Ir. H. Agus Iqbal Manu. MEng. MBA. MMF. MIHT, Pengoperasian AMP (Asphalt Mixing Plant) Pada Pekerjaan Konstruksi Jalan Raya.
5. Amien Sajekti, Metode Kerja Bangunan Sipil. 6. Asphalt Plant Manual, Asphalt Institute Manual Series 3 7. Hot Mix Asphalt Production and Testing – Construction Inspector’s Training
Manual, Washington State – Department of Transportation 8. Asphalt Plant Service and Technical Manual, Niigita 9. SNI 03-1968-1990 : Metode Pengujian tentang analisis saringan agregat
halus dan kasar 10. SNI 03-2417-1991 : Metode Pengujian keausan agregat dengan mesin
abrasi Los Angeles 11. SNI 06-2432-1991 : Metode Pengujian daktilitas bahan-bahan aspal 12. SNI 06-2433-1991 : Metode Pengujian titik nyala dan titik bakar dengan
alat cleveland open cup 13. SNI 06-2434-1991 : Metode Pengujian titik lembek aspal dab ter 14. SNI 03-2439-1991 : Metode Pengujian kelekatan agrgat terhadap aspal 15. SNI 06-2441-1991 : Metode Pengujian berat jenis aspal padat 16. SNI 03-3407-1994 : Metode Pengujian sifat kekekalanbentuk batu
terhadap larutan natrium sulfat dan magnesium sulafat 17. SNI 03-3640-1994 : Metode Pengujian kadar aspal dengan cara
ekstraksi menggunakan alat soklet 18. SNI 03-6399-2000 : Tata cara pengambilan contoh aspal 19. SNI 03-6757-2002 : Metode Pengujian berat jenis nyata campuran
beraspal padat menggunakan benda uji kering permukaan jenuh 20. SNI 03-6819-2002 : Spesifikasi agregat halus untuk campuran beraspal 21. RSNI M-01-2003 : Metode Pengujian campuran beraspal panas dengan alat
Marshall 22. RSNI T-01-2005 : Cara uji butiran agregat kasar bebentuk pipih, lonjong atau
pipih dan lonjong
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 67 dari 67
5.3. Peralatan/Mesin dan Bahan
5.3.1 Peralatan/Mesin yang digunakan a. Alat pengukur suhu b. Alat pengaman kerja (APK) c. Alat pemadam api ringan (APAR) d. Alat pelindung diri (APD) e. Mesin genset f. Mesin pencampur aspal panas g. Dump truck (truk jungkit) h. Wheel loader i. Rambu-rambu operasi dan K3 j. Standard tools.
5.3.2 Bahan yang dibutuhkan a. Agregat sesuai gradasi yang dibutuhkan b. Filler c. Aspal d. Additive (jika diperlukan) e. Buku pedoman pemeliharaan dan pengoperasian mesin pencampur aspal; f. Standard Operating Prosedure (SOP); g. Surat Perintah Kerja; h. Form Laporan; i. Bahan bakar; j. Bahan pelumas.

Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 68 dari 67
LEMBAR PERUBAHAN
No. Bab/Subbab Tertulis/Semula Usul Perubahan Nama Pengusul
Pejabat yang Menyetujui
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 69 dari 67
Data Penulis Nama : Amien Sajekti Jabatan : Tenaga Ahli Perusahaan : PT Terasis Erojaya KSO PT Virama Karya Alamat Pribadi : Jl. Demak 37/C-162 Jaka Permai Bekasi Barat Telepon : 021.8841404 / HP 081310539130 Alamat Perusahaan : Jl Hang Tuah Raya No. 26 Kebayoran Baru 12120 Jakarta Selatan Telepon : Pendidikan : 1. Fakultas Teknik Jurusan Sipil Universitas Diponegoro 1969 2. Pasca Sarjana Jalan Raya ITB – Departemen PU 1977
Pengalaman Kerja : 1. Pengalaman Kerja di BUMN PT Nindya Karya.
a) 01/10/1969 Staf Teknik Kantor PN Nindya Karya Cabang Semarang. b) 01/01/1970 Koordinator Proyek-proyek di daerah Kabupaten Banyumas. c) 25/06/1970 Staf Perencanaan PN Nindya Karya Cabang Irian Jaya. d) 01/09/1970 Kepala PN Nindya Karya Perwakilan Sorong, Irian Jaya.
• Merangkap Project Manager of Sorong Port Harbour (Pelabuhan Struktur Beton di Sorong)
• Merangkap Project Manager Pembangunan Gedung Bank Exim Sorong.
• Merangkap Kepala Proyek Komplek Sekolahan Perikanan Sorong. • Merangkap Kepala Proyek Gedung Kantor Keuangan Negara di
Sorong. • Merangkap Kepala Proyek pembuatan Jembatan Bailey Bridge di
Sorong • Merangkap Kepala Proyek pembuatan Pemecah Gelombang Dan
Penahan Pantai di Sorong • Merangkap Kepala Proyek beberapa proyek-proyek bangunan gedung
di Sorong. e) 07/04/1977 Melanjutkan Studi Pasca Sarjana Jalan Raya ITB – PUTL. f) 01/10/1978 Kepala Proyek Jembatan Callender Hamilton di Pamanukan. g) 24/10/1978 Superintendant Proyek Jalan Raya Aceh Barat ( Sidikalang – Krueng Luas ). h) 02/01/1980 Deputy General Superintendant Proyek Dam Beton Sampean Baru,
Bondowoso, Jawa Timur. i) 01/11/1984 Kepala Proyek Bangunan Gedung Laboratorium PT Krakatau Steel, Cilegon. j) 01/03/1986 Kepala Proyek Bangunan Gedung Work Shop Bandara Sukarno-Hatta -
Cengkareng. k) 22/08/1988 Sebagai Tenaga Ahli Membantu Pembangunan Dam Beton Sidorejo, Jawa
Tengah. l) 01/12/1988 Deputy Project Manager Proyek Pemasangan Pipa Beton φ 2,50 M Air Baku
PAM , Kalimalang – Pulogadung, Jakarta. m) 01/02/1990 Deputy Project Manager, Elevated Track Line Project ( Proyek Jalan Layang
Kereta Api ), dari jalan Juanda – Stasion Gambir dan dari jalan Gondangdia – jalan Cilacap Cikini, di Jakarta.
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 70 dari 67
n) 01/09/1991 Kepala Bagian Pengendalian dan Operasi PT Nindya Karya Cabang I, Jakarta.
- Merangkap Kepala Proyek Jalan, Kebon Jeruk, Jakarta - 1992 o) 01/02/1994 Kepala Bagian Penelitian dan Pengembangan Teknologi dan Manajemen
Kantor Pusat PT Nindya Karya. p) 01/11/1994 Kepala Bagian Pembinaan Personil Biro Personalian & Umum Kantor Pusat
PT Nindya Karya. q) 01/09/1995 Kepala Biro Sumber Daya Manusia & Umum Kantor Pusat PT Nindya Karya. r) 01/01/2001 Pensiun normal
2. Pengalaman Pekerjaan di Perguruan Tinggi (jabatan akademik dosen LektorKepala): a) Dosen di Universitas Krisnadwipayana tahun 1992 – sekarang.
• Konstruksi Bangunan • Konstruksi Kayu I • Konstruksi Kayu II • Bahan Bangunan Beton dan Baja • Instalasi Bangunan • Utilitas dan Pemeliharaan Bangunan • Statika I
b) Ketua Tim Pembuatan Portfolio, Evaluasi Diri dan Pengisian Borang-Borang S1 Program Studi Teknik Sipil Universitas Krisnadwipayana tahun 2008/2009
c) Kepala Laboratorium Teknik Sipil Universitas Krisnadwipayana 2000 – 2004
d) Direktur Lembaga Teknologi Fakultas Teknik Universitas Krisnadwipayana 2001 - 2009
e) Sekretaris Jurusan Sipil di Universitas Krisnadwipayana tahun 2004 – 2008.
f) Ketua Jurusan Sipil di Universitas Krisnadwipayana tahun 2008 – sekarang
g) Dosen di Sekolah Tinggi Teknologi Sapta Taruna tahun 1997 – sekarang. • Konstruksi Bangunan I • Konstruksi Bangunan II • Pemeliharaan Bangunan Gedung • Manajemen Konstruksi Gedung. • Instalasi Bangunan. • Konstruksi Kayu I • Konstruksi Kayu II • Metode Pelaksanaan Konstruksi
h) Pembuatan Portfolio dan Evaluasi Diri S1 Program Studi Teknik Sipil Sekolah Tinggi Teknologi Sapta Taruna Tahun 2008/2009.
i) Dosen di Universitas Mpu Tantular tahun 2000 – sekarang • Konstruksi Kayu I • Konstruksi Kayu II • Metode Pelaksanaan Konstruksi
Materi Pelatihan Berbasis Kompetensi Pelaksana Produksi Campuran Aspal Panas
Kode Modul FKK.PS.02.001.02
Judul Modul: Penyiapan Produksi Campuran Aspal Panas
Buku Informasi Edisi: 2-2012 Halaman: 71 dari 67
• Perancangan Gedung Bertingkat • Statika 1 • Statika II • Kimia Bahan Konstruksi • Mekanika Bahan
j) Dosen di STTPLN 2009 – 2011 • Mekanika Teknik I • Mekanika Teknik II
3. Pendidikan / Kursus / Pelatihan / Penataran : a) Pendidikan dan Latihan Manajemen Keuangan Konstruksi – Institut Pembinaan
Manajemen Multima tahun 1992 b) Pendidikan dan Latihan Pengambilan Keputusan – Institut Pembinaan Manajemen
Multima tahun 1992 c) Pendidikan dan Latihan Instruktur –Institut Pembinaan Manajemen Multima tahun
1993 d) Pendidikan dan Latihan Project Control Concept and Job Control System – Univ.
Tarumanegara tahun 1994 e) Pendidikan dan Pelatihan Manajemen SDM – Institut Pengembangan Manajemen
Indonesia tahun 1995 f) Pelatihan Keinstrukturan Bidang Jasa Konstruksi (Training of Trainer Course) –
PUSLATJAKONS Departemen Pekerjaan Umum tahun 1999 g) Penataran Dosen PTS Dalam Rangka Peningkatan Mutu Tenaga Bidang Teknik Sipil
Kopertis Wilayah I – XII Angkatan I (Khusus Struktur Kayu) – Direktorat Perguruan Tinggi Swasta tahun 1999
4. Penulisan buku a) Metode Kerja Bangunan Sipil - Penerbit di Graha Ilmu Yogyakarta b) Kayu - proses penerbitan, di Graha Ilmu c) Tata Laksana Bangunan Dam - untuk pelatihan karyawan PT Nindya Karya
(Pesero) d) Konstruksi Bangunan I - untuk pengajaran e) Konstruksi Bangunan II - untuk pengajaran f) Bahan Beton - untuk pengajaran g) Manajemen Konstruksi - untuk pengajaran h) Instalasi Bangunan - untuk pengajaran i) Mekanika Rekayasa I - untuk pengajaran j) Mekanika Rekayasa II - untuk pengajaran k) Pemeliharaan Bangunan - untuk pengajaran l) Struktur Kayu I - untuk pengajaran m) Struktur Kayu II - untuk pengajaran n) Modul Pekerjaan Kayu - untuk Pelatihan Karyawan Perumnas o) Modul Pekerjaan Konstr Bangunan - untuk Pelatihan Karyawan Perumnas p) Modul Anggaran Biaya - untuk Pelatihan Karyawan KBN




















