32 FIŞA TEHNOLOGICĂ – PRELUCRARE
10
32 FIŞA TEHNOLOGICĂ – PRELUCRARE Societatea comercială Secţia Atelierul Produs Uşă de exterior Cod 01.00.00 Subansamblu Toc Cod 01.01.00 Reper Traversă superioară toc Cod 01.01.02 Data Numele Semnătura Întocmit 14.01.2011 Ioana MOISE Verificat dr.ing. FOTIN Precizări : Schiţa reperului Scara 1:10 - materialul din care se execută (specie, grosime, calitate) Ch.stejar, g = 70 mm, clasa A .................................................. Codul tehnologiei - se asamblează cu reperul Montant toc 01.01.01 _________________________ - se finisează independent sau în ansamblu În ansamblu .................................................. OPERAŢIA TEHNOLOGICĂ UTILAJ REGIM DE LUCRU SCULA TEHNOLOGIA DE CONTROL Dimensiuni după prelucrare [mm] Nr. crt. Denumirea Adaos de prel. [mm] L B g Denumire simbol u m/min n rot/min Denumire caracteristici Cod verificator Cod dispozitiv tehnologic Execuţie C.T.C. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 1. Retezare - secţionare 1300 70 P.A.H. 16 3000 - pânză circulară - - 2. Spintecare 1300 106 70 C.T.A.M. 6 3000 - pânză circulară - - 3. Prelucrare pe 4 feţe (cu profil şi execuţie falţ) 5 1300 101 65 I.P.4 15 6000 - arbori de rindeluit - capete de frezat V 1 - 01.01.02-03 V 2 - 01.01.02-03 - 4. Retezare la cotă 20 1280 101 65 F.C.D 16 3000 - pânză circulară V- 01.01.02-04 D-01.01.02- 04 5. Frezare scobitură la capete - 1280 101 65 M.N.F. 22 9000 - freză cilindrică V 1 - 01.01.02-05 V 2 - 01.01.02-05 D-01.01.02- 05
-
Upload
independent -
Category
Documents
-
view
6 -
download
0
Transcript of 32 FIŞA TEHNOLOGICĂ – PRELUCRARE

32
FIŞA TEHNOLOGICĂ – PRELUCRARESocietatea comercială Secţia AtelierulProdus Uşă de exterior Cod 01.00.00 Subansamblu Toc Cod 01.01.00 Reper Traversă superioară toc Cod 01.01.02
Data Numele SemnăturaÎntocmit 14.01.2011 Ioana MOISEVerificat dr.ing. FOTIN
Precizări :
Schiţa reperului
Scara 1:10 - materialul din care se execută (specie, grosime, calitate)
Ch.stejar, g = 70 mm, clasa A..................................................
Codul tehnologiei
- se asamblează cu reperul Montant toc 01.01.01_________________________
- se finisează independent sau în ansamblu
În ansamblu..................................................
OPERAŢIA TEHNOLOGICĂ UTILAJ REGIM DE LUCRU SCULA TEHNOLOGIA DE CONTROL
Dimensiuni după prelucrare [mm]
Nr. crt.
Denumirea Adaos de prel. [mm] L B g
Denumire simbol
u m/min
nrot/min
Denumire caracteristici
Cod verificator
Cod dispozitiv tehnologic Execuţie C.T.C.
0 1 2 3 4 5 6 7 8 9 10 11 12 13 141. Retezare -
secţionare1300 70 P.A.H. 16 3000 - pânză circulară
- -
2. Spintecare 1300 106 70 C.T.A.M. 6 3000 - pânză circulară - -
3. Prelucrare pe 4 feţe (cu profil şi execuţie falţ)
5 1300 101 65 I.P.4 15 6000 - arbori de rindeluit- capete de frezat
V1-01.01.02-03
V2-01.01.02-03
-
4. Retezare la cotă 20 1280 101 65 F.C.D 16 3000 - pânză circulară V-01.01.02-04
D-01.01.02-04
5. Frezare scobitură la capete
- 1280 101 65 M.N.F. 22 9000 - freză cilindrică V1-01.01.02-05
V2-01.01.02-05
D-01.01.02-05
33
6. Şlefuire 0,5 1280 100 64 M.S.B.L. 20 1500 - bandă abrazivă - -

34
FIŞA TEHNOLOGICĂ – PRELUCRARESocietatea comercială Secţia AtelierulProdus Uşă de exerior Cod 01.00.00 Subansamblu Supralumină Cod 01.02.00Reper Montant supralumină Cod 01.02.01
Data Numele SemnăturaÎntocmit 14.01.2011 Ioana MOISEVerificat dr.ing. FOTIN
Precizări :
Schiţa reperului
Scara 1:10
- materialul din care se execută (specie, grosime, calitate)
Ch.stejar, g = 50 mm, clasa A.................................................
Codul tehnologiei
- se asamblează cu reperul Traversă supralumină 01.02.02_________________________
- se finisează independent sau în ansamblu
În ansamblu..................................................
OPERAŢIA TEHNOLOGICĂ UTILAJ REGIM DE LUCRU SCULA TEHNOLOGIA DE CONTROL
Dimensiuni după prelucrare [mm]
Nr. crt.
Denumirea Adaos de prel. [mm] L B g
Denumire simbol
u m/min
nrot/min
Denumire caracteristici
Cod verificator
Cod dispozitiv tehnologic Execuţie C.T.C.
0 1 2 3 4 5 6 7 8 9 10 11 12 13 141. Retezare -
secţionare524 50 P.A.H. 16 3000 - pânză circulară
- -
2. Spintecare 524 59 50 C.T.A.M. 6 3000 - pânză circulară - -3. Rindeluire la
grosime2 524 59 48 M.R.G. 15 6000 - ciţit rindeluire V-
01.02.01-03-
4. Prelucrare pe 4 feţe (cu profile şi execuţie falţ)
6 524 53 42 I.P.4 15 6000 - arbori de rindeluit- capete de frezat
V1-01.02.01-04
V2-01.02.01-04
-
5. Retezare la cotă 20 504 53 43 F.C.D. 16 3000 - pânză circulară V-01.02.01-05
D-01.02.01-05

35
6. Prelucrare profil la capete
4 500 53 43 M.N.F. 22 9000 - freză profilată V1-01.02.01-06
V2-01.02.01-06
D-01.02.01-06
7. Prelucrare crestăturiă transv. la capete
- 500 53 43 M.N.F. 22 9000 - freză disc V-01.02.01-07
D-01.02.01-07
8. Frezare scobitură la capete
- 500 53 43 M.N.F. 22 9000 - freză cilindrică V1-01.02.01-08
V2-01.02.01-08
-
9. Şlefuire 0,5 500 52 42 M.S.B.O. 15 1500 - bandă abrazivă- -

36
FIŞA TEHNOLOGICĂ – PRELUCRARESocietatea comercială Secţia AtelierulProdus Uşă de exterior Cod 01.00.00 Subansamblu Supralumină Cod 01.02.00Reper Nervură orizontală Cod 01.02.11
Data Numele SemnăturaÎntocmit 14.01.2011 Ioana MOISEVerificat dr.ing. FOTIN
Precizări :
Schiţa reperului
Scara 1:2 - materialul din care se execută (specie, grosime, calitate)
Ch.stejar, g = 25 mm, clasa A.................................................
Codul tehnologiei
- se asamblează cu reperul Nervură verticală 01.02.10_________________________
- se finisează independent sau în ansamblu
În ansamblu..................................................
OPERAŢIA TEHNOLOGICĂ UTILAJ REGIM DE LUCRU SCULA TEHNOLOGIA DE CONTROL
Dimensiuni după prelucrare [mm]
Nr. crt.
Denumirea Adaos de prel. [mm] L B g
Denumire simbol
u m/min
n rot/min
Denumire caracteristici
Cod verificator
Cod dispozitiv tehnologic Execuţie C.T.C.
0 1 2 3 4 5 6 7 8 9 10 11 12 13 141. Retezare –
secţionare140 25 P.A.H. 16 3000 - pânză circulară
- -
2. Spintecare 140 44 25 C.T.A.M. 6 3000 - pânză circulară - -
3. Prelucrare pe 4 feţe (cu profile)
5 140 39 20 I.P.4 15 6000 - arbori de rindeluit- capete de frezat
V1-01.02.11-03
V2-01.02.11-03
-
4. Retezare la cotă 20 120 39 20 F.C.D. 16 3000 - pânză circulară V-01.02.11-04
-
5. Retezare colţuri la unghi de 45˚
- 120 39 20 Circular de retezat la unghi
16 3000 - pânză circularăV-
01.02.11-05-

37
6. Frezare falţ profilat la capete
- 120 39 20 M.N.F. 22 9000 - freză profilată V1-01.02.11-06
V2-01.02.11-06
D-01.02.11-06
7. Şlefuire 0,5 120 38 19 M.S.B.O. 15 1500 - bandă abrazivă - -
38
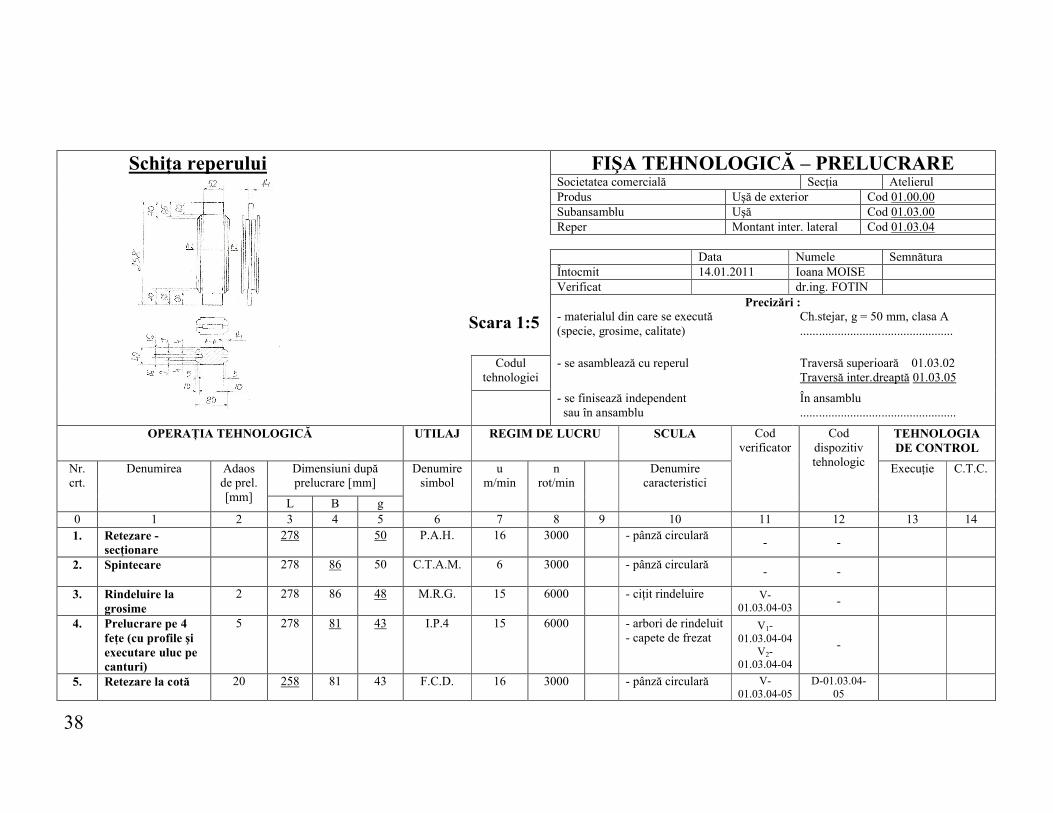
FIŞA TEHNOLOGICĂ – PRELUCRARESocietatea comercială Secţia AtelierulProdus Uşă de exterior Cod 01.00.00 Subansamblu Uşă Cod 01.03.00Reper Montant inter. lateral Cod 01.03.04
Data Numele SemnăturaÎntocmit 14.01.2011 Ioana MOISEVerificat dr.ing. FOTIN
Precizări :
Schiţa reperului
Scara 1:5 - materialul din care se execută (specie, grosime, calitate)
Ch.stejar, g = 50 mm, clasa A.................................................
Codul tehnologiei
- se asamblează cu reperul Traversă superioară 01.03.02Traversă inter.dreaptă 01.03.05
- se finisează independent sau în ansamblu
În ansamblu..................................................
OPERAŢIA TEHNOLOGICĂ UTILAJ REGIM DE LUCRU SCULA TEHNOLOGIA DE CONTROL
Dimensiuni după prelucrare [mm]
Nr. crt.
Denumirea Adaos de prel. [mm] L B g
Denumire simbol
u m/min
nrot/min
Denumire caracteristici
Cod verificator
Cod dispozitiv tehnologic Execuţie C.T.C.
0 1 2 3 4 5 6 7 8 9 10 11 12 13 141. Retezare -
secţionare278 50 P.A.H. 16 3000 - pânză circulară
- -
2. Spintecare 278 86 50 C.T.A.M. 6 3000 - pânză circulară- -
3. Rindeluire la grosime
2 278 86 48 M.R.G. 15 6000 - ciţit rindeluire V-01.03.04-03
-
4. Prelucrare pe 4 feţe (cu profile şi executare uluc pe canturi)
5 278 81 43 I.P.4 15 6000 - arbori de rindeluit- capete de frezat
V1-01.03.04-04
V2-01.03.04-04
-
5. Retezare la cotă 20 258 81 43 F.C.D. 16 3000 - pânză circulară V-01.03.04-05
D-01.03.04-05

39
6. Cepuire la capete - 258 81 43 Maşina de cepuit
- freză cilindrică- -
7. Frezare scobitură profilată
- 258 81 43 M.N.F. 22 9000 - freză profilată V1-01.03.04-07
V2-01.03.04-07
D-01.03.04-07
8. Retezare colţuri la unghi de 45˚
- 258 81 43 Circular de retezat la unghi
16 3000 - pânză circulară V-01.03.04-08 -
9. Şlefuire 0,5 258 80 42 M.S.B.O. 15 1500 - bandă abrazivă - -

40
FIŞA TEHNOLOGICĂ – PRELUCRARESocietatea comercială Secţia AtelierulProdus Uşă de exterior Cod 01.00.00 Subansamblu Uşă Cod 01.03.00Reper Tăblie supeioară uşă Cod 01.03.09
Data Numele SemnăturaÎntocmit 14.01.2011 Ioana MOISEVerificat dr.ing. FOTIN
Precizări :
Schiţa reperului
Scara 1:5 - materialul din care se execută (specie, grosime, calitate)
Ch.stejar, g = 32 mm, clasa A.................................................
Codul tehnologiei
- se asamblează cu reperul Montant uşă 01.03.01Traversă superioară 01.03.02Montant inter. lateral 01.03.04Traversă inter.dreaptă 01.03.05
- se finisează independent sau în ansamblu
În ansamblu..................................................
OPERAŢIA TEHNOLOGICĂ UTILAJ REGIM DE LUCRU SCULA TEHNOLOGIA DE CONTROL
Dimensiuni după prelucrare [mm]
Nr. crt.
Denumirea Adaos de prel. [mm] L B g
Denumire simbol
u m/min
n rot/min
Denumire caracteristici
Cod verificator
Cod dispozitiv tehnologic Execuţie C.T.C.
0 1 2 3 4 5 6 7 8 9 10 11 12 13 141. Retezare -
secţionare234 32 P.A.H. 16 3000 - pânză circulară
- -
2. Spintecare 234 77 32 C.T.A.M. 6 3000 - pânză circulară - -
3. Prelucrare pe 4 feţe
5 234 72 27 I.P.4 15 6000 - arbori de rindeluit V1-01.03.09-03
V2-01.03.09-03
-
4. Retezare la cotă 20 214 72 27 F.C.D. 16 3000 - pânză circulară V-01.03.09-04
D-01.03.09-04

41
5. Asamblare panou din elem. masive
- 214 218 27 Manual - - --
6. Condiţionare 214 218 27 Presă - - -- -
7. Îndreptare panou din elem. masive
2 214 216 25 M.I. 15 6000 - cuţit rindeluire V-01.03.09-06
-
8. Rindeluire panou din elem. masive
2 214 214 23 M.R.G. 6 3000 - cuţit rindeluire V-01.03.09-07 -
9. Formatizare panou
10 204 204 23 C.D.R 16 3000 - pânză circulară V-01.03.09-09
-
10. Frezare profil - 204 204 23 M.N.F. 22 9000 - freză profilată V1-01.03.09-10
V2-01.03.09-10
D-01.03.09-10
11. Şlefuire 0,5 204 204 22 M.S.B.O. 15 1500 - bandă abrazivă- -