2. Índice, Prácticas y Bibliografía.
110
ÍNDICE Introducción Práctica 1 Seguridad Industrial Práctica 2 Observación al microscopio Práctica 3 Prueba de chispa Práctica 4 Identificación de materiales Práctica 5 Ensayo de Tensión Práctica 6 Ensayo de compresión Práctica 7 Ensayo de dureza Práctica 8 Ensayo de flexión Práctica 9 Ensayo de impacto Práctica 10 Ensayo de torsión Práctica 11 Templado superficial a la flama Práctica 12 Ensayo de Jominy Práctica 13 Visita a empresa
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of 2. Índice, Prácticas y Bibliografía.

ÍNDICE
Introducción
Práctica 1 Seguridad Industrial
Práctica 2 Observación al microscopio
Práctica 3 Prueba de chispa
Práctica 4 Identificación de materiales
Práctica 5 Ensayo de Tensión
Práctica 6 Ensayo de compresión
Práctica 7 Ensayo de dureza
Práctica 8 Ensayo de flexión
Práctica 9 Ensayo de impacto
Práctica 10 Ensayo de torsión
Práctica 11 Templado superficial a la flama
Práctica 12 Ensayo de Jominy
Práctica 13 Visita a empresa

INTRODUCCIÓN
El laboratorio de Ingeniería de materiales es un componente
importante para el análisis de las diferentes condiciones que
pueden experimentar los materiales utilizados en la
ingeniería, por medio de las prácticas que se presentan en
este manual, el alumno obtendrá los conocimientos básicos
podrá visualizar las consecuencias de someter materiales
sujetos a flexión como en el caso de vigas y a compresión,
como es en el caso de columnas de madera, entre otras.
El presente manual se escribió con el fin de apoya el proceso
de enseñanza aprendizaje de la signatura de Ingeniería de
materiales a través de la realización de prácticas en el
laboratorio. Tiene incluidas trece prácticas relacionadas con
los temas presentados en el programa de la asignatura. Se
espera que el alumno pueda experimentar con diferentes tipos
de materiales que se utilizan en la ingeniería y que los
relaciones con los conceptos fundamentales presentados en
clase.
En cada práctica se ha incluido un objetivo general seguido
de un fundamento teórico, que se espera sea suficiente para
la realización de las prácticas. También se incluye un
procedimiento donde se indican las instrucciones generales
para la realización de las mismas, así como indicaciones para

el reporte que el alumno deberá realizar, aunque también es
importante señalar, que este podrá ser modificado a criterio
del maestro.
PRÁCTICA 1.
SEGURIDAD INDUSTRIAL
OBJETIVO:
Comprender la importancia de la seguridad industrial en las
estaciones de trabajo del laboratorio LV1200 por medio de la
implementación de diversas hojas de verificación de normas
oficiales mexicanas para hacer una detección de los riesgos
potenciales que ponen en peligro a las personas o a las
máquinas.
PREGUNTAS DETONANTES:
1. ¿Por qué es importante la seguridad en la industria?

2. ¿Qué es un accidente de trabajo?
3. Escribe el nombre de tres instituciones que velan
por la seguridad de los trabajadores en la industria.
FUNDAMENTO TEÓRICO
Los principales riesgos en la industria están vinculados a
los accidentes, que pueden tener un importante impacto
ambiental y perjudicar a regiones enteras, aún más allá del
lugar en donde ocurre el siniestro.
La seguridad industrial es un área multidisciplinaria que se
encarga de minimizar los riesgos en la industria. Parte del
supuesto de que toda actividad industrial tiene peligros
inherentes que necesitan de una correcta gestión. La
seguridad en la industria se ocupa de dar lineamientos
generales para el manejo de riesgos, es la encargada del
estudio de normas y métodos tendientes a garantizar una
producción que contemple el mínimo de riesgos tanto del
factor humano como en los elementos (equipo, herramientas,
edificaciones, etc.).
La seguridad es un conjunto de normas que están para ser
respetadas con el propósito primordial de evitar accidentes,
y con ello beneficiar el buen trabajo afuera y adentro de
ese contexto de industria y una gran seguridad.

Por lo general para evaluar los riesgos de la seguridad
industrial se siguen normas ya aprobadas y revisadas
continuamente para que no caigan en la obsolescencia.
La seguridad industrial requiere por lo tanto de la
protección de los trabajadores (con las vestimentas
necesarias por ejemplo), y su monitoreo médico, la
implementación de controles técnicos y la formación vinculada
al control de riesgos
Figura 1. Equipo básico de seguridad
MATERIAL Y EQUIPO:
Cinta métrica
Check List basados en las Normas Oficiales Mexicanas
proporcionados en los ejercicios.
PROCEDIMIENTO:

Mediante observaciones del laboratorio de Ingeniería
Industrial, hacer el llenado de los formatos según se indica
en cada uno de los ejercicios propuestos
RESULTADOS QUE SE ESPERAN:
Dados los ejercicios los estudiantes evaluarán el
cumplimiento de las Normas según se indican.
Ejercicio 1.
En esta actividad se verificará si cumplen las instalaciones
de nuestro laboratorio con algunos puntos que marca la norma
oficial mexicana NOM-002-STPS-2000, “Condiciones de
seguridad-Prevención, protección y combate de incendios en
los centros de trabajo”.
Empleando la siguiente tabla, evalúe contestando como X el
tipo de cumplimiento.
Salidas Normales de emergencia CumpleParcia
l
No
cumpl
eLa distancia a recorrer desde el
punto más alejado del interior de una
edificación, a un área de salida, es
de 0 a 40 metros.Las puertas de las salidas normales
de la ruta de evacuación y de

emergencia se abren en el sentido de
la salida.Las puertas cuentan con un mecanismo
que las cierra y otro que permite
abrirlas desde adentro mediante una
operación simple de empuje.Están libres de obstáculos, candados,
picaportes o de cerraduras con
seguros puestos, durante las horas
laborales.
Extintores CumpleParcia
l
No
cumpl
eEstán colocados en lugares visibles
de fácil acceso y libres de
obstáculosLa distancia desde cualquier lugar
ocupado en el laboratorio es menor de
15 metros.La altura del piso a la base del
extintor es de 10 cm a 1.50 m.Están colocados en sitios donde la
temperatura no exceda de 50° C y no
sea menor de -5° C.Están protegidos de la intemperie

Están en posición para ser usados
rápidamente.El acceso y señalamiento del extintor
está libre, sin obstrucciones.Las instrucciones de operación sobre
la placa del extintor sean legibles.Los sellos de inviolabilidad estén en
buenas condiciones.Las válvulas, las mangueras y las
boquillas de descarga estén en buen
estado.Los extintores reciben mantenimiento
con un plazo
máximo de un año.
Requisitos para las áreas, locales y edificios, de acuerdo a
su grado de riesgo de incendio.
Determinación del grado de riesgo de incendio
ConceptoGrado de RiesgoBajo Medio Alto
Altura de la edificación, en
metrosHasta 25
No
aplica
Mayor de
25

Número total de personas que
ocupan el local, incluyendo
trabajadores y visitantes
Menor a
15
Entre 15
y 250
Mayor de
250
Superficie construida en M2Menor de
500
Entre
500 y
2000
Mayor de
2000
Inventario de gases
inflamables, en litros (en
fase liquida)
Menor de
500
Entre
500 y
3000
Mayor de
3000
Inventario de líquidos
combustibles, en litrosMenor de
500
Entre
500 y
2000
Mayor de
2000
Inventario de sólidos
combustibles, (a excepción del
mobiliario de oficina) en Kg
Menor de
1000
Entre
1000 y
5000
Mayor de
5000
Inventario de materiales
pirofóricos y explosivosNo tiene
No
aplica
Cualquie
r
cantidad
Ejercicio 2
En esta actividad se verificará si cumplen las instalaciones
de nuestro laboratorio con algunos puntos que marcan las
normas oficiales mexicanas NOM-004-STPS-1999 “Sistemas de
Protección y Dispositivos de Seguridad en la Maquinaria y
Equipo que se utilice en los centros de Trabajo” y NOM-017-
STPS-2008,

“Sistemas de Protección y Dispositivos de Seguridad en la
Maquinaria y Equipo que se utilice en los centros de
Trabajo”.
Empleando la siguiente tabla, evalue contestando como X el
tipo de cumplimiento.
Salidas Normales de emergencia CumpleParcia
l
No
cumpl
e Al momento de operar una maquina se
puede proporcionar una protección
total al trabajador.A la maquinaria se le realizan los
ajustes necesarios en el punto de
operación.La protección que se proporciona al
trabajador permite el movimiento
libre.Existe restricción de acceso a la
zona de riesgo a los trabajadores no
autorizadosLa protección que se brinda al
operador de la maquinaria evita que
interfieran con la operación de la
maquinaria y equipo.La protección que se proporciona al
operador de la maquinaria permite la

visibilidad necesaria para efectuar
la operación. Existen dispositivos para evitar
accidentes integrados a la maquinaria
y al equipo.Existen equipos de protección para la
cabeza como: Cascos y cofias.Existen equipos de protección para la
cara y ojos como: anteojos de
protección, pantallas faciales,
caretas de soldador, gafas para
soldadura autógena.Existen equipos de protección para
oídos como: Tapones auditivos y
conchas acústicas.Existen equipos de protección para el
aparto respiratorio como: Respirador
contra gases y vapores, respiradores
desechables, cubrebocas.Existen equipos de protección para
extremidades superiores como: guantes
para uso eléctrico, guantes contra
altas temperaturas, mangas de gamuzaExisten equipos de protección para el
tronco como: mandil contra altas
temperaturas, overol, bata.

Existen equipos de protección para
las extremidades
inferiores como: Calzado contra altas
temperaturas, polainas.Se le proporciona mantenimiento al
equipo de protección.
Ejercicio 3.
En esta actividad se verificará si cumplen las instalaciones
de nuestro laboratorio con algunos puntos que marca la norma
oficial mexicana NOM-026-STPS-1998 “Colores y Señales de
Seguridad e Higiene, e Identificación de Riesgos por fluidos
conducidos en tuberías”
Hacer una lista de todos los señalamientos dentro del
edificio donde se lleva a cabo la práctica y las áreas
comunes verificando primeramente que cumplan con los colores
de seguridad y las formas geométricas establecidas.
Figura
Color de
seguridad y
contraste
Indicaciones CumpleParci
al

Colores de seguridad. Los colores de seguridad, su
significado y ejemplos de aplicación se establecen en la
tabla 1 de la presente Norma.

Tabla 1. Colores de seguridad, su significado e indicaciones
y precisiones
Color de
seguridadsignificado Indicaciones y precisiones
Rojo
Paro Alto y dispositivos de
desconexión para
emergencias.
ProhibiciónSeñalamientos para prohibir
acciones específicas.ROMaterial, equipo
y sistemas para
combate de
incendios
Identificación y
localización.
Amarillo
Advertencia de
peligro
Atención, precaución,
verificación.
Identificación de fluidos
peligrosos.
Delimitación de
áreas
Límites de áreas
restringidas o de usos
específicos.Advertencia de
peligro por
radiaciones
ionizantes
Señalamiento para indicar
la presencia de material
radiactivo.
Verde Condición segura Identificación de tuberías
que conducen fluidos de

bajo riesgo. Señalamientos
para indicar salidas de
emergencia, rutas de
evacuación, zonas de
seguridad y primeros
auxilios, lugares de
reunión, regaderas de
emergencia, lavaojos, entre
otros.
Azul ObligaciónSeñalamientos para realizar
acciones específicas.
Colores Contrastantes.
Cuando se utilice un color contrastante para mejorar la
percepción de los colores de seguridad, la selección del
primero debe ser de acuerdo a lo establecido en la tabla 2.
El color de seguridad debe cubrir al menos 50 % del área
total de la señal, excepto para las señales de prohibición.
TABLA 2 Selección de los colores contrastantes.
Color de Seguridad Color Contrastante
ROJOBLANCO
AMARILLONEGRO
MAGENTA*

AMARILLO
VERDEBLANCO
AZULBLANCO
Las formas geométricas de las señales de seguridad e higiene
y su significado asociado se establecen en la tabla 3.
TABLA 3. Formas geométricas para señales de seguridad e
higiene y su significadoSIGNIFICAD
O
FORMA
GEOMÉTRICA
DESCRIPCIÓN DE FORMA
GEOMÉTRICAUTILIZACIÓN
Prohibici
ón
Círculo con banda
circular y banda
diametral oblicua a
45° con la
horizontal,
dispuesta de la
parte superior
izquierda a la
inferior derecha.
Prohibición de
una acción
susceptible de
provocar un
riesgo
Obligació
n Circulo Azul
Descripción de
una
acción
obligatoria
Precaució
n
Triángulo
Equilátero. La base
deberá ser paralela
a la horizontal
(amarillo con el
borde negro).
Advierte de un
peligro
Informaci
ón
Cuadrado o
rectángulo. La base
medirá entre una a
una y media veces
la altura y deberá
ser paralela a la
horizontal (rojos y
verdes)
Proporciona
información para
casos de
emergencia
PROPUESTA PARA EL REPORTE DEL ALUMNO:
1.- Consultar las normas referidas y con la información
recabada en los ejercicios escribir un comentario general del

cumplimiento de las normas según su aplicación en los
laboratorios de Ingeniería Industria, l en cuanto al:
Ejercicio 1
Ejercicio 2
Ejercicio 3

PRÁCTICA 2.
OBSERVACIÓN MICROSCÓPICA DE MATERIALES METÁLICOS
OBJETIVO:
Visualizar de manera clara el grano y el límite de grano en
los diferentes materiales metálicos por medio del microscopio
metalúrgico.
PREGUNTAS DETONANTES:
1.-¿Qué es un microscopio?
2.-Escribe al menos tres tipos de microscopios que existen.
3.-¿Qué es la potencia de un microscopio?
4.-¿Cómo se calcula la potencia de un microscopio?
FUNDAMENTO TEÓRICO
La metalografía estudia, mediante el microscopio, las
características de la estructura de un metal o aleación. El
microscopio es, sin ningún género de dudas, el instrumento
más valioso de que dispone el metalurgista, no solo desde el
punto de vista científico de investigación en el laboratorio,
sino también en la práctica industrial, donde puede prestar

relevantes servicios. Mediante él, puede determinarse el
tamaño de grano y el tamaño, forma y distribución de las
diversas fases e inclusiones, características todas
íntimamente relacionadas con las propiedades mecánicas de los
metales. El examen de la microestructura de los metales
permite conocer los tratamientos térmicos y mecánicos a que
ha sido sometido un determinado material, y prever su
probable comportamiento en unas determinadas condiciones.
El éxito del análisis microscópico depende en gran parte,
como la experiencia ha confirmado, del cuidado que se haya
tomado en la preparación de la muestra. Tanto es así que el
microscopio más perfecto y valioso no dará a conocer la
estructura de una muestra, si ésta no ha sido preparada
convenientemente. En teoría, la marcha a seguir en la
preparación de una muestra es relativamente sencilla, pero,
en la realidad, constituye una técnica que se adquiere
solamente tras una práctica constante. Lo que se pretende con
la preparación de la muestra es conseguir una superficie
especular, perfectamente plana y exenta de toda raya por
insignificante que sea. Las operaciones que es necesario
efectuar para preparar correctamente una muestra
metalográfica son: a) Obtención de la muestra, b) Desbaste,
c) Montaje en baquelita, d) Pulido intermedio y e) Pulido
fino (afino).

MATERIAL Y EQUIPO:
a) Hojas de lija series 100, 200, 300, 400 y 600, alcohol y
algodón
b) Pulidora de platos
c) Probetas:
- Dos muestras de acero (1010, 1018, 1045)
- Dos muestras de fundiciones ferrosas
- Dos muestras de fundiciones no ferrosas(Al, Sn, Pb,
Cu, Latón, Bronce)
d) Reactivos de ataque:
- 1) 2 ml ácido nítrico y 100 ml de alcohol (para
acero)
- 2) 10 ml de amoníaco, 5 ml de agua oxigenada y 85 ml
de agua (para Cu)
- 3) 80 ml de acido acético glacial y 20 ml de agua
oxigenada 30% (para Pb)
- 4) 5 ml de ácido nítrico y 95 ml de alcohol (para Sn)
- 5) 0.5 ml de ácido fluorhídrico y 99.5 ml de agua
(para Al)
e) Microscopio metalúrgico provisto de oculares 10x, 40x y
100x ; figuras a) y b)

a)
PROCEDIMIENTO:
1.- Por equipo, tomar una muestra de material y sujetarla de
tal manera que facilite su pulido intermedio y final. Apoyar
la cara elegida sobre la superficie de papel de lija de la
serie 100. Frotarla sobre éste arrastrándola
longitudinalmente en un solo sentido, ejerciendo una presión
suficiente como para eliminar las marcas originales, cuidando
de conservar la cara desbastada perfectamente plana. Lavar la

probeta en un chorro de agua corriente, secarla sin tocar la
cara pulida, enjuagar ésta con alcohol y secarla con algodón.
2.- Repetir en el papel de la serie 200 siguiendo la
operación de pulido ya descrita, con la probeta girada 900
respecto de la dirección anteriormente usada. Lavar y secar
como se dijo en la primera etapa. Las pasadas sobre el papel
deberán seguirse hasta la desaparición completa de las rayas
dejadas por el papel anterior.
3.- Como ya se mencionó, se debe iniciar el pulido sobre la
hoja de lija con el abrasivo más áspero. Enseguida la muestra
se pule sobre una serie de hojas de esmeril o lija con
abrasivos más finos, sucesivamente. El primer papel es
generalmente de la serie 100, luego 200, 300, 400, y
finalmente 600.
4.- El tiempo utilizado y el éxito del pulido fino dependen
en mucho del cuidado puesto durante los pasos de pulido
previo, la última aproximación a una superficie plana libre
de ralladuras se obtiene mediante una rueda giratoria húmeda
(pulidora de plato) cubierta con un paño especial cargado con
partículas abrasivas cuidadosamente seleccionadas en su
tamaño.
5.- Después, se continúa con el ataque químico cuyo
propósito es hacer visibles las características estructurales
del metal o aleación. El proceso debe ser tal que queden
claramente diferenciadas las partes de la microestructura.
Esto se logra mediante un reactivo apropiado que somete a la
superficie pulida a una acción química. En las aleaciones
compuestas de dos o más fases, los componentes se revelan
durante la acción química, al atacar preferencialmente el
reactivo, a uno o más de estos constituyentes, debido a la
diferencia en composición química de las fases (figura c).
En aleaciones diferentes de una sola fase o metales puros,
se obtiene contraste y las fronteras de grano se hacen
visibles debido a las diferencias en la rapidez
a que los diversos granos son atacados por el reactivo
(figura d). Esta diferencia en la rapidez de ataque está
asociada principalmente con el ángulo que guardan las
diferentes secciones de grano con el plano de la superficie
pulida. Debido al ataque químico por el reactivo de ataque,
las
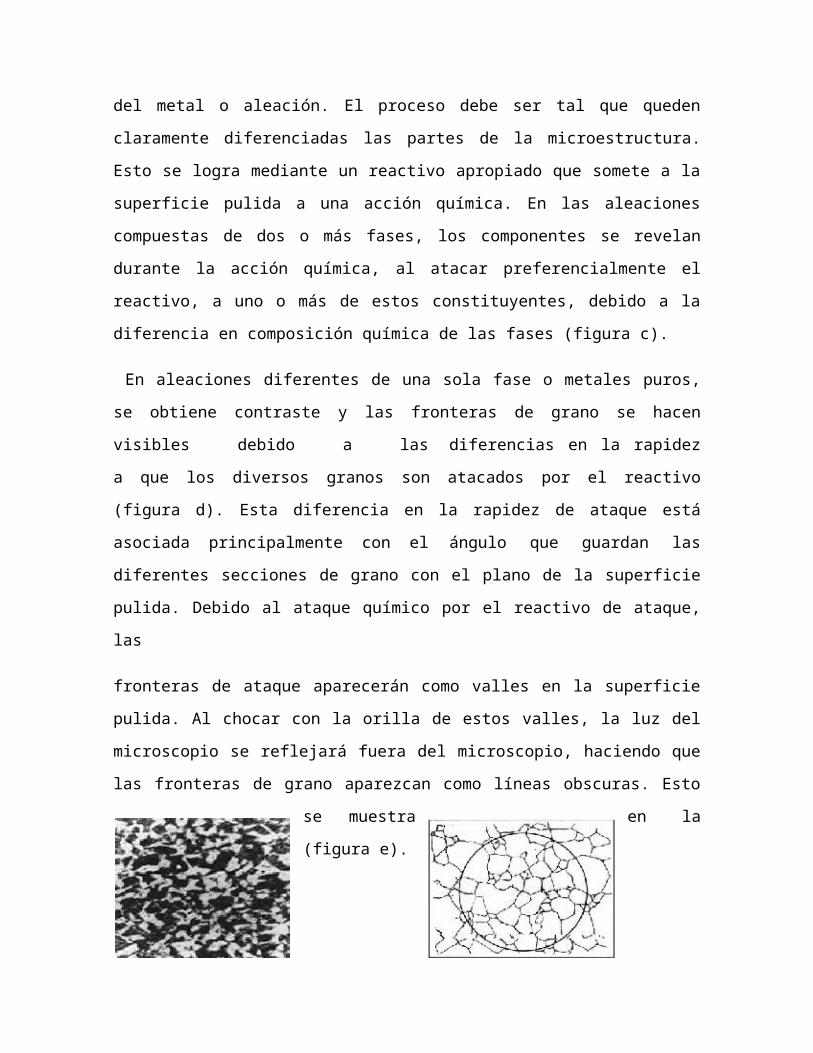
fronteras de ataque aparecerán como valles en la superficie
pulida. Al chocar con la orilla de estos valles, la luz del
microscopio se reflejará fuera del microscopio, haciendo que
las fronteras de grano aparezcan como líneas obscuras. Esto
se muestra en la
(figura e).

a)
b)
c) d)
RESULTADOS QUE SE ESPERAN:
Cada equipo dibujara a continuación una de las imágenes
observadas.
Vista Observaciones

PROPUESTA PARA EL REPORTE DEL ALUMNO:
Los alumnos dibujarán los esquemas en el pizarrón y al
terminar la sesión todos los equipos tendrán los resultados
de todas las observaciones y resolverán el cuestionario que
se les presenta al final de los formatos para esquemas.
CUESTIONARIO:
1. ¿Por qué debe lavarse la probeta al pasar de un papel de
lija a otro?
2. ¿Por qué conviene rotar la probeta 900 al pasar de un
papel de lija a otro?
3. ¿Por qué después del ataque químico se ven los límites de
los granos?
4. ¿Todos los granos en una imagen observada en microscopio
son iguales?

5. Los metales puros presentan una estructura monofásica.
¿En qué casos se observan granos columnares y en qué casos
granos poliédricos?
PRÁCTICA 3.
PRUEBA DE CHISPA
OBJETIVO
El alumno identificará y clasificará mediante la chispa los
materiales utilizados en ingeniería para así diseñar y
fabricar piezas metálicas.
PREGUNTAS DETONANTES
- ¿Todos los materiales hacen chispa cuando se someten a
colisión?
- ¿Por qué unos hacen más chispa que otros?
- ¿Qué impacto tiene la intensidad y el color de la chispa
en el material?
FUNDAMENTO TEÓRICO

Según establece Leyensetter (2006), con esta prueba, se puede
deducir por el color y la forma de las chispas producidas por
un acero al ser esmerilado, la clase y composición de ese
material. Aún cuando por la prueba de chispa no pueden
obtenerse datos exactos sobre la composición del acero si se
podrá utilizar como una referencia para la identificación de
materiales así como también su tratamiento térmico.
La determinación del tipo de acero y la adscripción a un
determinado grupo de acero se facilita notablemente si al
mismo tiempo, o poco después se esmerila una barra de
comparación cuya composición sea exactamente conocida, ver
tabla 1.
Tabla 1. Tabla de colores para la prueba de chispa.

Fuente: Böhler Soldaduras (2011).
La prueba de chispa puede ser un método confiable para
clasificar los metales ferrosos, ya que una composición
específica produce una chispa con características
especificas.
Cuando un metal es puesto contra piedra de esmeril, pequeños
fragmentos se desprenden con dicha fricción, los cuales se
vuelven incandescentes. La diferencia en el patrón de la
corriente de la chispa puede identificar los metales, ver
tabla 2:

Tabla 2. Características de la chispa generada por
esmerilado.
Fuente: Böhler Soldaduras (2011).
En la tabla anterior se puede observar que el acero que
genera una chispa más intensa es el acero al carbón y el que
presenta menor intensidad es el carburo de tungsteno.
MATERIAL Y EQUIPO
Acero 1010, 1018, 1060, 4140
Acero niquelado
Acero inoxidable
Bronce
Cobre
Hierro colado blanco
Hierro maleable
Hierro forjado
Latón

Aluminio
Esmeril de pedestal
Pinzas
Guantes
Gafas de protección
Piezas mecánicas
- Tuercas
- Tornillos
- Arandelas
Lápices de colores
PROCEDIMIENTO
1. El instructor entregará a cada equipo diversos
materiales y piezas mecánicas que clasificará por su
color superficial.
2. Los alumnos identificarán y clasificarán los materiales
ferrosos y no ferrosas escribiendo sus nombres en la
tabla 3 anexa.
3. El instructor entregará a los alumnos materiales muestra
como patrón, plenamente identificados en la superficie
del material.

4. Mediante la comparación de la chispa identificará y
clasificará los materiales con los materiales muestra
patrón y dibujará un esquema de la chispa con los
colores producidos, utilizando la tabla 4 anexa.
5. Mediante la comparación de la chispa con los materiales
identificados utilizados como patrón, identificará y
clasificará el material que conforman las piezas
mecánicas de acuerdo a las tablas mostradas
enteriormente, utilizando la tabla 5 anexa.
Tabla 3. Identificación de materiales ferrosos y no
ferrosos.
Materiales Ferrosos Materiales No Ferrosos

Tabla 4. Intensidad de la chispa de los materiales.
Material Esquema de la chispa

Tabla 5. Identificación del material de acuerdo a la
tabla 1.
Piezas Mecánica Material que lo conforma
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO
1. Identificar los materiales otorgados por el maestro
mediante la prueba de la chispa.
2. Distinguir las diferentes intensidades de chispa que
generan los materiales en función de su naturaleza.
3. Contestar las siguientes preguntas:
a. Que pieza fue la que generó mayor chispa
b. De que material está hecha de acuerdo a las tablas
c. Cuál es la relación del contenido de carbono en la
generación de chispa
PROPUESTA PARA REPORTE DEL ALUMNO
1. Completar las tablas 3, 4 y 5 de identificación de
materiales

2. Complementar el fundamento teórico presentado en esta
práctica con lo expuesto por al menos 2 autores
diferentes y presentar la bibliografía.
3. Elaborar en una tabla un procedimiento ilustrado con
fotografías de la práctica realizada explicando a
detalle las actividades realizadas en cada paso,
según se indica a continuación:
Procedimiento ilustrado para la prueba de chispa
Actividades Descripción IlustraciónPaso 1. El
instructor
entregará a cada
equipo diversos
materiales y
piezas mecánicas
que clasificará
por su color
superficial.
Las probetas que
se utilizaron en
este ensayo
fueron…
4. Contestar las preguntas del cuestionario.
5. Redactar las conclusiones respecto a los resultados
en cada tipo de material
PRÁCTICA 4.
IDENTIFICACIÓN DE MATERIALES
OBJETIVO
Identificar los diferentes tipos de materiales que se
utilizan en ingeniería para la fabricación de un
electrodoméstico con el fin de clasificarlos y entender sus
propiedades y aplicación dentro de un producto terminado.
PREGUNTAS DETONANTES
¿Cuáles son los tipos de materiales que existen?
¿Cuál es el material de ingeniería que más se utiliza?
¿Cuál es la diferencia entre los diferentes tipos de aceros?
¿Será posible la fabricación de un automóvil de Aluminio?

FUNDAMENTO TEÓRICO
Es indudable la importancia de los materiales en la historia
de la humanidad, asimismo, la relación que existe entre las
diferentes civilizaciones hegemónicas del pasado; tanto que
los materiales más utilizados dieron el nombre a las más
importantes etapas históricas como la Edad de Piedra, la Edad
del Cobre, la Edad del Bronce y la Edad del Hierro.
Han existido varias clasificaciones respecto a los
materiales, por ejemplo la primera la definieron los griegos
dividiéndolos en cuatro elementos principales: Tierra, Agua,
Aire y Fuego; Otra clasificación más detallada surgió más
tarde con la invención de la tabla periódica dividiéndolos
por elementos químicos.
Hoy día, enfocados en la parte de manufactura, los materiales
se pueden dividir en cinco grupos principales:
1. Metales.
2. Polímeros.
3. Cerámicos.
4. Semiconductores.
5. Compuestos.
Los Metales son sustancias inorgánicas que están formadas por
uno o más elementos metálicos y pueden contener también
algunos elementos no metálicos. Ejemplos de elementos
metálicos son: hierro, cobre, aluminio, níquel y titanio.

Elementos no metálicos que pueden estar contenidos en los
materiales metálicos son: carbono, nitrógeno y oxígeno. Los
metales tienen una estructura cristalina en la que los átomos
están dispuestos de una manera ordenada. Los metales son en
general buenos conductores térmicos y eléctricos. Muchos
metales tienen relativamente alta resistencia mecánica y son
dúctiles a temperatura ambiente, y algunos tienen elevada
resistencia incluso a altas temperaturas. (Smith, 1998)
La palabra Polímero literalmente significa “muchas piezas”.
Puede considerarse que un material sólido polimérico está
formado por muchas partes químicamente enlazadas como
unidades enlazadas entre sí para formar un sólido. Los
polímeros más importantes para la industria son los plásticos
y los elastómeros. Los plásticos son un gran y variado grupo
de materiales sintéticos que se procesan mediante el moldeado
de la forma. Los elastómeros o cauchos pueden deformarse
grandemente de forma elástica cuando se les aplica una fuerza
y pueden volver a su forma original (o casi) cuando se
elimina la fuerza. (Smith, 1998)
Los materiales Cerámicos desempeñan un destacado papel en una
amplia diversidad de tecnologías relacionadas con la
electrónica, el magnetismo, la óptica y la energía. Muchos
materiales cerámicos avanzados realizan una función muy
importante al aportar aislamiento térmico y propiedades en
altas temperaturas. Las aplicaciones de los materiales
cerámicos comprenden desde tarjetas de crédito, carcasas para

chips de silicio, losas para transbordadores espaciales,
imagen médica, fibras ópticas que habilitan la comunicación y
vidrios seguros y eficientes en energía. Los materiales
cerámicos tradicionales desempeñan una función importante
como refractarios para el procesamiento de metales y para
aplicaciones de consumo. (Askeland, 2006)
Los Semiconductores son aquellos materiales cuyas
conductividades eléctricas están comprendidas entre las de
los metales, muy conductores, y las de los aislantes, muy
poco conductores. Pueden dividirse en intrínsecos y
extrínsecos. Los semiconductores intrínsecos son
semiconductores puros cuya conductividad eléctrica viene
determinada por sus propiedades conductoras inherentes, como
ejemplo tenemos el silicio y el germanio.
Los semiconductores extrínsecos son soluciones sólidas
sustitucionales muy diluidas, en las que los átomos de las
impurezas, soluto, poseen características de valencia
diferentes de las del disolvente que constituye la red
atómica. (Smith, 1998)
La idea principal del desarrollo de los materiales compuestos
es combinar las propiedades de materiales distintos. Se
forman a partir de dos o más materiales y se obtienen
propiedades que no posee un solo material. El concreto, la
madera terciada y los plásticos reforzados con fibras de
vidrio son ejemplos de materiales compuestos. Estos últimos

se fabrican dispersando fibras de vidrio en una matriz de
polímero.
Las fibras de vidrio hacen más rígido al polímero sin
aumentar su densidad. Con materiales compuestos se pueden
obtener materiales ligeros, resistentes, dúctiles,
resistentes a altas temperaturas, o también se pueden
fabricar herramientas de corte duras, pero resistentes al
choque, que se romperían de no alear esos materiales.
MATERIAL Y EQUIPO
- Electrodoméstico descompuesto: Planchas, cafeteras,
tostador, etc.
- Herramienta: Desarmador de paleta, desarmador de cruz,
llaves Allen, llaves torx, martillo, pinzas mecánicas,
navaja tipo cuter, desarmadores de precisión y pinzas de
punta.
PROCEDIMIENTO
1. Desensamblar el electrodoméstico para visualizar de
manera clara los diferentes tipos de componentes que
posee y diferenciar los materiales de que están
fabricados.
2. Elaborar un inventario de partes.

3. Elaborar esquemas.
4. En base al conocimiento de materiales, hacer una
distinción de los diferentes tipos de materiales de los
que están hechos los sub ensambles del electrodoméstico,
seleccionándolos e identificándolos por grupos.
(metales, polímeros, cerámicos, semiconductores y
compuestos).
5. Comentar en equipo las observaciones realizadas de
manera individual.
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO
1. Completar la Tabla 1 con los tipos de materiales de los
que están hechos los sub ensambles del electrodoméstico.
Tabla 1. Análisis de los materiales que componen un
electrodoméstico.

Nombre de la
pieza
Material Aplicación Propiedades
PROPUESTA PARA REPORTE DEL ALUMNO
1. Realizar la conclusión.

2. Realizar por lo menos 2 sugerencias en cuanto a los
tipos de materiales utilizados para mejorar el
electrodoméstico en cuanto a utilización, seguridad,
costo, eficiencia, etc.
PRÁCTICA 5.
ENSAYO DE TENSIÓN
OBJETIVO
Construir la gráfica esfuerzo-deformación para el acero A-242
(Alambrón), a partir de una prueba de tensión y determinar
las principales propiedades mecánicas.
PREGUNTAS DETONANTES
¿Qué otros nombres recibe el ensayo de Tensión?
¿Qué conocimiento es posible obtener en un ensayo de Tensión?
¿Qué tipo de materiales, productos o estructuras, requieren
este tipo de ensayos?
¿Qué variables podemos observar en una gráfica de Esfuerzo-
Deformación?
FUNDAMENTO TEÓRICO

De acuerdo con Groover (2007), el ensayo de tensión llamado
también ensayo de tracción de un material, consiste en
someter a una probeta normalizada realizada con dicho
material, a un esfuerzo axial de tensión creciente hasta que
se produce su ruptura.
Este ensayo mide la resistencia de un material a una fuerza
estática aplicada lentamente. Las velocidades de deformación
en un ensayo de tensión suelen ser muy pequeñas. En la figura
1, se muestra un equipo normalmente usado para el ensayo de
Tensión:
Figura 1. Equipo para el Ensayo de Tensión.
En un ensayo de tensión pueden determinarse diversas
características de los

materiales elásticos, los cuáles se describen a continuación:
Límite de proporcionalidad: valor de la tensión por debajo de
la cual el alargamiento es proporcional a la carga aplicada.
Límite elástico (límite elástico convencional o práctico):
valor de la tensión a la que se produce un alargamiento
prefijado de antemano (0,2%, 0,1%, etc.) en función del
extensómetro empleado
Límite elástico aparente ó límite de fluencia: valor de la
tensión que soporta la probeta en el momento de producirse el
fenómeno de la cedencia o fluencia. Este fenómeno tiene lugar
en la zona de transición entre las deformaciones elásticas y
plásticas y se caracteriza por un rápido incremento de la
deformación sin aumento apreciable de la carga aplicada.
Esfuerzo de ruptura o resistencia a la tensión: esfuerzo
máximo resistido por la probeta dividida por el área de la
sección transversal inicial de la probeta.
Módulo de elasticidad o Módulo de Young, corresponde a la
pendiente de la curva σ- ε, en la región elástica, su
planteamiento se basa en la ley de Hooke.

Coeficiente de Poisson, que cuantifica la razón entre el
alargamiento longitudinal y el acortamiento de las longitudes
transversales a la dirección de la fuerza.
Alargamiento de ruptura: incremento de longitud que ha
sufrido la probeta. Se mide entre dos puntos cuya posición
está normalizada y se expresa en tanto por ciento.
Estricción: es la reducción de la sección que se produce en
la zona de la ruptura.
A continuación, en la Figura 2, se muestra una probeta antes
y después del ensayo de tensión:
Figura 2. Probeta Antes y después del ensayo de Tensión.

A partir del ensayo de tensión, es posible obtener las
siguientes gráficas:
MATERIAL Y EQUIPO
- Prensa universal
- Soporte para micrómetro
- Dispositivo para ensayo de tensión
- Regla graduada
- Juego de mordazas
- 7.30 cm de acero A-242 (alambrón)
- Micrómetro con divisiones de 0.01 mm
PROCEDIMIENTO
1. Tomar una probeta de acero tipo A-242 (Alambrón) de
diámetro ¼” y longitud de 30 cm.

2. Marcar la longitud de ensaye en la probeta,
correspondiente al tercio medio de la misma.
3. Instalar la probeta sobre el dispositivo de fijación,
cuidando de que quede perfectamente fija para evitar
deslizamientos.
4. Colocar el micrómetro sobre la prensa para medir
deformaciones verificando que su lectura inicial marque
ceros.
5. Elegir 2 alumnos del grupo para que den las lecturas,
uno del micrómetro y otro del display de la máquina
universal, se les pedirá que los datos los den primero
de 10 en 10 una vuelta de la aguja, luego de 50 en 50, 3
vueltas y posteriormente de 100 en 100 hasta terminar la
prueba; y el resto del grupo hará las anotaciones en la
tabla 1 A.
6. Encender la máquina universal y el tablero electrónico
de control.
7. Definir el rango de carga máxima. <Max Range Set>(Carga
Máxima)<Enter>
8. Escoger el sistema de unidades que se empleará en la
prueba. <Metric/English>
9. Escoger el sistema de unidades que se empleará en la
prueba. En este caso se escogerá <HI-1>.
10. Definir la fecha y hora en que se va a realizar el
ensaye. <Date>(MMDDYY)<Enter>
11. Definir la velocidad de carga en lb/seg (kN/seg).
En este caso elija 5 lb/seg (20kN/seg).
12. Registrar las dimensiones de la probeta a ensayar.
<CylinderSize>(Diámetro)x(Longitud)<Enter>: .25”x 8”
<Enter>
13. Aplicar carga gradualmente.
14. Registrar las cargas correspondientes a los
intervalos de las deformaciones indicadas en el paso 15,
hasta que se logre la total deformación y ruptura de la
probeta.
15. Realizar los cálculos utilizando las ecuaciones
propuestas en la teoría y obtener los datos que se
indican en la tabla 1A
16. Graficar los puntos obtenidos en la tabla 1A y
obtener la curva esfuerzo-deformación como se indica en
la Gráfica 1A.
17. A partir del diagrama esfuerzo-deformación, obtener
las propiedades mecánicas que se mencionan en el
objetivo de la práctica.
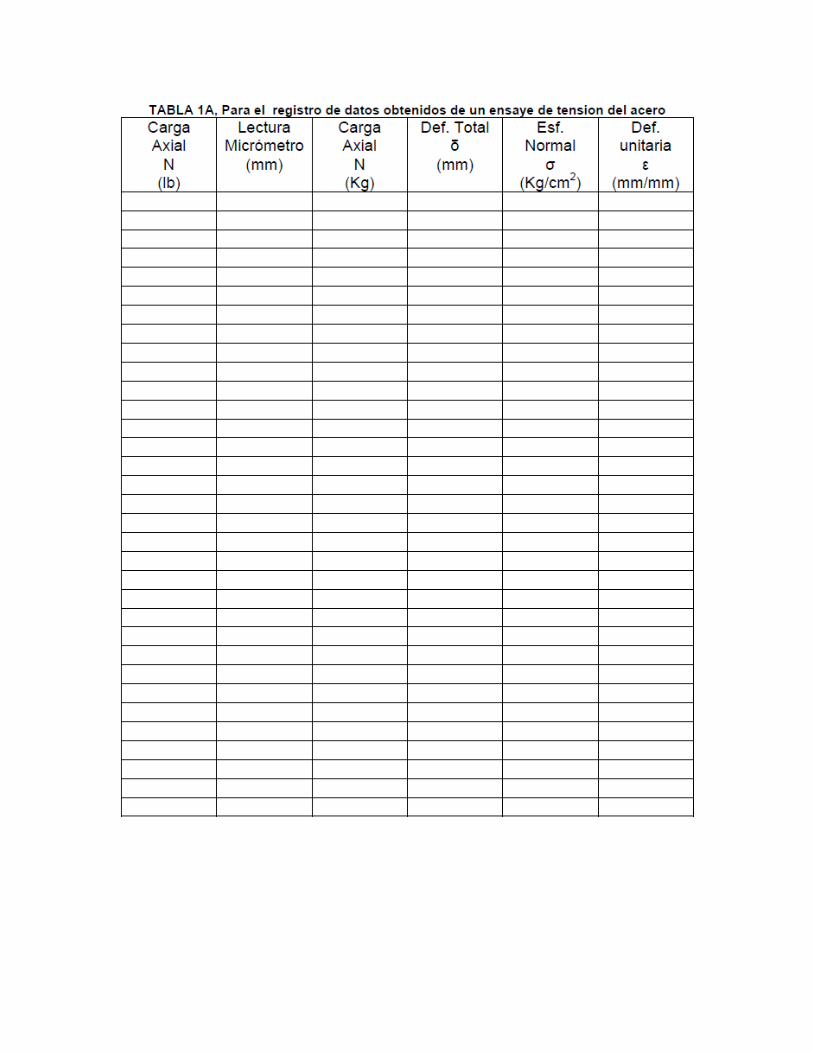
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO
1. Llenar la tabla 1ª, mediante los cálculos con las
siguientes fórmulas:

Cálculos:

2. Elaborar la gráfica de Esfuerzo-Deformación


3. Contestar las siguientes preguntas:
a. Define resistencia a la tensión de un material
b. Define resistencia a la fluencia de un material
c. ¿Cuál es la diferencia entre esfuerzo ingenieril
y esfuerzo real en un ensayo de tensión?
d. Enuncia la Ley de Hooke
e. Explica qué es el módulo de Young.
f. El ensayo de tensión no es apropiado para
materiales duros y frágiles como los cerámicos,
¿qué ensayo se usa comúnmente para determinar
las propiedades de resistencia de tales
materiales?
PROPUESTA PARA REPORTE DEL ALUMNO
3. Presentar por escrito cálculos de ensayo de Tensión.
4. Presentar por escrito tabla 1ª completada.
5. Presentar gráfica de Esfuerzo-deformación elaborada a
mano o en Excel.
6. Contestar las preguntas del cuestionario
7. Incluir conclusiones sobre la práctica y su aprendizaje
en el reporte

PRÁCTICA 6.
ENSAYO DE COMPRESIÓN
OBJETIVO
Determinar la resistencia a compresión de distintos tipos de
maderas y asociar esta propiedad con la densidad y humedad
natural.
PREGUNTAS DETONANTES
¿Qué es la resiliencia?
¿Para qué puede ser útil conocer esta magnitud en los
materiales?
Menciona algunas aplicaciones que conozcas
FUNDAMENTO TEÓRICO

De acuerdo con Kalpakjian y Schmid (2008) y Leyensetter
(2006), muchas operaciones en la manufactura, particularmente
procesos como la forja, el laminado y la extrusión, se llevan
a cabo sujetando la pieza de trabajo a fuerzas de compresión.
El ensayo de compresión permite determinar el comportamiento
de materiales, tales como cerámicos y polímeros, que por su
naturaleza, es difícil cuantificar su respuesta ante las
cargas de tensión.
La probeta, en forma de prisma regular es sometida a cargas
axiales graduales de compresión, donde para las cargas
aplicadas, se registra la resistencia máxima de la probeta. A
continuación, en la figura 1, se muestra una representación
gráfica de los esfuerzos que se realizan en el ensayo de
compresión:

Donde:
δ = Esfuerzo Normal Máximo (Resistencia última)
P = Carga axial (externa) máxima aplicada
N = Fuerza Normal (interna) en la sección transversal de
estudio.
A = Área de la sección transversal
MATERIAL Y EQUIPO
- Probetas de madera (Caoba, cedro, pino)
- Vernier.
- Prensa universal electrónica (Cap 30 ton)
PROCEDIMIENTO
1. Escoger una probeta de cada tipo de madera a estudiar. En
este caso: Caoba, cedro y pino.
2. Determinar las dimensiones de la sección transversal de
cada probeta (Base y
Peralte, usando el vernier para obtener una precisión del
orden de 0.1 mm.
3. Determinar el área de la sección transversal A= b* h, para
sección cuadrada o
A= *r2, para secciones circulares

4. Colocar la probeta en la prensa universal, cuidando que
quede bien centrada.
5. Inicializar la prensa universal para el ensaye de
compresión.
6. Aplicar gradualmente la carga y registrar la carga axial
máxima que resiste cada probeta tanto en estado seco como en
estado húmedo.
7. Determinar el esfuerzo máximo de compresión
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO
4. Registrar los resultados en la siguiente tabla:
Tipo de MaderaCondiciones de
humedadδ (Kg/cm2)
Peso
específico
(Kg/m3)
CaobaSecaHúmeda
CedroSecaHúmeda
PinoSecaHúmeda
5. Graficar para cada tipo de madera la relación entre
su peso volumétrico vs su resistencia a compresión,
tanto para condiciones de humedad seca y húmeda.
Identificar la tendencia de acuerdo al ejemplo:

6. Tomar fotografías al patrón de fractura del material
y realizar una tabla comparativa de cada una.
7. Contestar el siguiente cuestionario:
a. ¿Qué material exhibe la mayor resistencia?
b. Para un mismo material, ¿Cómo afecta la
presencia de humedad en su comportamiento mecánico?
c. ¿Qué relación guarda el peso específico del
material, con su resistencia mecánica?
d. ¿Cómo es el patrón de fractura de los materiales
ensayados?
e. Investigar cual es la composición típica de la
madera.
f. Mencionar como afectaría en el ensayo de
compresión, la orientación de las vetas de la

madera, con respecto a la dirección de aplicación
de las cargas
PROPUESTA PARA REPORTE DEL ALUMNO
8. Presentar por escrito la tabla con los esfuerzos máximos
vistos en las muestra de madera.
9. Presentar la gráfica Esfuerzo-Peso especifico
10. Elaborar un procedimiento ilustrado de acuerdo a
las actividades descritas en cada paso.
11. Contestar el cuestionario.
12. Elaborar su conclusión a partir de la práctica
realizada.

PRÁCTICA 7.
ENSAYO DE DUREZA
OBJETIVO
Determinar la dureza de distintos materiales metálicos y no
metálicos utilizando el durómetro basado en la prueba de
dureza Rockwell C (HRC) con el fin de que el alumno pueda
clasificar los materiales de acuerdo a su grado de dureza.
PREGUNTAS DETONANTES
¿Qué es la Dureza del material?
¿Cómo podremos medir la dureza a material?

¿Sólo puede ser medida la dureza de los metales?
FUNDAMENTO TEÓRICO
El ensayo de dureza mide la resistencia de la superficie de
un material a la penetración de un objeto duro. Dureza es un
término que no se define con precisión. Dependiendo del
contexto, puede representar resistencia al rayado o
penetración y una medida cualitativa de la resistencia del
material. Se han inventado varios ensayos de dureza, pero los
que se usan con más frecuencia son el ensayo Rockwell y el
Brinell. (Askeland, 2006)
A continuación se presentan la mayoría ensayos más utilizados
para determinar la dureza de los materiales divididos por
categorías:
1. Ensayos para determinar la dureza al rayado:
Dureza Mohs
Dureza Lima
Dureza Martens
Dureza Turner
2. Ensayos para determinar la penetración:
Dureza Brinell
Dureza Rockwell
Dureza Vickers
Dureza Knoop

Dureza Poldi
Dureza Herziana
Dureza Monotrón
3. Ensayos para determinar la Dureza Elástica:
Dureza Shore
Método Dinámico
El ensayo de dureza Rockwell, usa una bola de acero de
pequeño diámetro, para materiales blandos, y un cono
indentador o penetrador de diamante para materiales más
duros.
El material del penetrador, que es usualmente una bola,
pirámide o cono, está hecho de un material mucho más duro que
el material bajo el ensayo. El acero endurecido, el carburo
de tungsteno y el diamante son los materiales comúnmente
utilizados como penetradores. (Smith, 1998)
El ensayo de dureza Rockwell mide de forma automática la
profundidad de penetración del indentador utilizando un
dispositivo que se denomina Lente Objetivo la cual se
convierte en un número o grado de dureza en la escala
Rockwell (HR por sus siglas en inglés).
Se usan algunas variaciones del ensayo Rockwell, por ejemplo,
para aceros duros, se usa el ensayo Rockwell C (HRC) que es
el que se va a utilizar en la práctica, mientras que para el
Aluminio se podría seleccionar uno como el Rockwell F (HRF)
como se puede apreciar en la tabla 1:

Tabla 1. Clasificación de las ensayos de dureza tipo Rockwell
(HR)
Símbolo
de la
escala
Tipo de
Indentador
Carga
(kg)
Aplicaciones
A Diamante 60 Aceros tratados y sin
tratar. Materiales muy
duros. Chapas duras y
delgadas.B Esfera de
1/16 pulgada
100 Aceros recocidos y
normalizados. LatónC Diamante 150 Aceros tratados
térmicamente. Aceros de
alta resistencia.D Diamante 100 Aceros cementados. Aceros
de Alta resistenciaE Esfera de
1/8 pulgada
101 Metales blandos y
antifricción.F Esfera de
1/16 pulgada
60 Bronce recocido.
Aluminio. Materiales
suaves
MATERIAL Y EQUIPO

- Probador de dureza Rockwell C que incluya: Indentador,
Lente Objetivo, 2 Baterías AA y tablas de conversión.
- Probetas de materiales 1010, 1045, 4140, 1018, 1045,
Acero Inoxidable, Aluminio, Bronce, Cobre y Latón.
PROCEDIMIENTO
6. Seleccionar un material de los que se solicitaron,
escoger o preparar una superficie limpia y uniforme.
7. Colocar el indentador en la superficie y aplicar la
precarga hasta que se libere el mecanismo de disparo
como se muestra en la figura 1.
Figura 1. Utilización del indentador.
8. Con la ayuda del lente objetivo se mide el diámetro de
la impresión producida comparándola con la escala ocular
graduada obteniendo de manera directa el valor de la
dureza como se muestra en la figura 2.

Figura 2. Lectura de dureza utilizando el Lente Objetivo
9. Registrar el valor de la dureza.
10. Repetir el procedimiento para el resto de los
materiales.
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO
2. Una vez obtenidos los valores de dureza en grados
Rockwell C (HRC), registrar los valores en la tabla 2.
3. Pasar los valores obtenidos a las escalas Vickers (HV) y
Brinell (HB) utilizando las tablas de conversión que se
incluyen en el probador de dureza. Registrar valores en
la tabla 2.
Tabla 2. Valores obtenidos
Material HRC HV HB

PROPUESTA PARA REPORTE DEL ALUMNO
13. Realizar la conclusión.
14. Investigar si los valores de dureza Rockwell C
obtenidos, coinciden con los valores reales del
material.
15. Realizar manualmente la conversión de HRC a HV y HB
para ver si coincide con las tablas de conversión del
probador de dureza.
PRÁCTICA 8.

ENSAYO DE FLEXIÓN
OBJETIVO
Determinar la resistencia a flexión de distintos tipos de
materiales.
PREGUNTAS DETONANTES
Comparte brevemente, ¿qué tipo de piezas en la vida diaria se
someten de manera frecuente a flexión?
¿Qué efecto tienen estas cargas sobre las piezas?
¿Qué se entiende del término “Momento flector”?
FUNDAMENTO TEÓRICO
De acuerdo con Kalpakjian y Schmid (2008) y Leyensetter
(2006), el ensayo de flexión se realiza principalmente en
aquellos materiales que al estar formando parte de un
producto, serán sometidos a cargas que producirán momentos
flexionantes, ya sea estáticos o dinámicos, como por ejemplo:
Vigas formando parte de estructuras de techos o puentes, el
chasis de un automóvil y cualquier otro componente de
maquinaria que brinde rigidez al conjunto. En la figura 1, se
muestra un esquema típico de una pieza sometida a flexión:

Figura 1. Esquema típico de pieza sometida a flexión.
Para poder practicarlo se deberá disponer de probetas con
forma de viga, las cuales pueden ser de sección cilíndrica,
cuadrada o rectangular.
El ensayo consistente en someter las probetas, apoyadas
libremente por los extremos, a una carga aplicada en el
centro o dos iguales aplicadas a la misma distancia de los
apoyos.
Los apoyos son generalmente un par de rodillos con una
separación “L” entre ambos; donde: L ≈ 20d, siendo “d” el
diámetro de la probeta.
Conforme se aplica la carga sobre la probeta, esta
experimenta una deformación que se manifiesta como pandeo, el
eje neutro de la viga se desplaza una distancia conocida como
deflexión. Deben registrarse tanto las cargas aplicadas como
los cambios en la deflexión debidos a esas cargas. Una vez
hecho esto, se calculan los momentos flexionantes y se
determinan los esfuerzos.

Las deflexiones se registran con la ayuda de galgas
extensiométricas, o micrómetros.
Donde el esfuerzo máximo soportado por la probeta es:
El momento flexionante puede calcularse mediante la siguiente
expresión:

El valor del módulo de elasticidad se calcula mediante la
siguiente expresión:
Con los datos recopilados, se puede obtener un diagrama (σ -
δ) que tiene cierta semejanza con el diagrama Esfuerzo -
deformación, del ensayo de tracción; donde manifesta también
una región elástica y otra plástica.

MATERIAL Y EQUIPO
- Probetas de madera (Caoba, cedro, pino)
- Vernier.
- Prensa universal electrónica (Cap 30 ton)
PROCEDIMIENTO
1. Escoger una probeta de cada tipo de madera a estudiar. En
este caso: Caoba, cedro y pino.
2. Determinar su peso específico
3. Determinar las dimensiones de la sección transversal de
cada probeta (Base y
Altura, usando el vernier para obtener una precisión del
orden de 0.1 mm.
4. Determinar el momento de inercia de la sección
5. Colocar la probeta en la prensa universal, cuidando que
quede bien centrada.
6. Inicializar la prensa universal para el ensayo.
7. Aplicar gradualmente la carga y registrar la carga axial
máxima que resiste cada probeta.
8. Completar la tabla de resultados

RESULTADOS QUE SE ESPERAN CON EL DESARROLLO
8. Registrar los resultados en la tabla 1:
Carga
(Kgf)
Deflexión
(mm)
M. flector
(Nm)
Esfuerzo
Máximo
(Pa)
Módulo de
elasticidad
(Pa)

9. Elaborar una gráfica de esfuerzo contra deflexión
para cada tipo de madera
10. Contestar el siguiente cuestionario:
a. ¿Qué material exhibe la mayor resistencia?
b. ¿Qué material exhibe la mayor deflexión?
c. ¿Qué relación guarda el peso específico del
material, con su resistencia mecánica a la
flexión?
d. ¿Cómo es el patrón de fractura de los materiales
ensayados?
e. ¿Cómo afecta el momento de inercia?
PROPUESTA PARA REPORTE DEL ALUMNO
16. Presentar por escrito la tabla 1.
17. Presentar la gráfica Esfuerzo contra deflexión para
cada tipo de madera.
18. Elaborar un procedimiento ilustrado de acuerdo a
las actividades descritas en cada paso.
19. Contestar el cuestionario.

20. Elaborar su conclusión a partir de la práctica
realizada.
REFERENCIAS BIBLIOGRÁFICAS
Kalpakjian Serope y Schmid Steven (2008). Manufactura,Ingeniería y Tecnología quinta edición. PEARSON EDUCACIÓN,México. ISBN: 978-970-26-1026-7.
PRÁCTICA 9.
ENSAYO DE IMPACTO
OBJETIVO
Determinar la resiliencia de un material mediante el ensayo
de impacto.
PREGUNTAS DETONANTES
¿Qué es la resiliencia?
¿Para qué puede ser útil conocer esta magnitud en los
materiales?
Menciona algunas aplicaciones que conozcas
FUNDAMENTO TEÓRICO
De acuerdo con Kalpakjian y Schmid (2008), en muchas
operaciones de manufactura, así como durante la vida de
servicio de los componentes, los materiales están sujetos a
cargas por impacto (o cargas dinámicas), por ejemplo, en
operaciones de formado de metal de alta velocidad como la
forja de caída libre. Un ensayo de impacto típico, consiste
en colocar un espécimen con muesca en un probador de impacto
y romperlo con un péndulo en oscilación.
El ensayo de impacto (Charpy) permite calcular cuanta energía
logra disipar una probeta al ser golpeada por un péndulo en
caída libre. Esta prueba no proporciona un medio para
estudiar la respuesta de materiales a cargas de alta
velocidad. Es posible que el resultado obtenido no difiera
mucho si las cargas se aplican lentamente, tal como ocurre en
la barra de tensión. La prueba de impacto de barra con muesca
proporciona un método rápido de aplicar la carga y medir la
tenacidad de dicha barra, es decir, la capacidad de absorber
energía. Cabe mencionar también los resultados de la prueba
dependen también del tratamiento térmico en las propiedades
del acero.
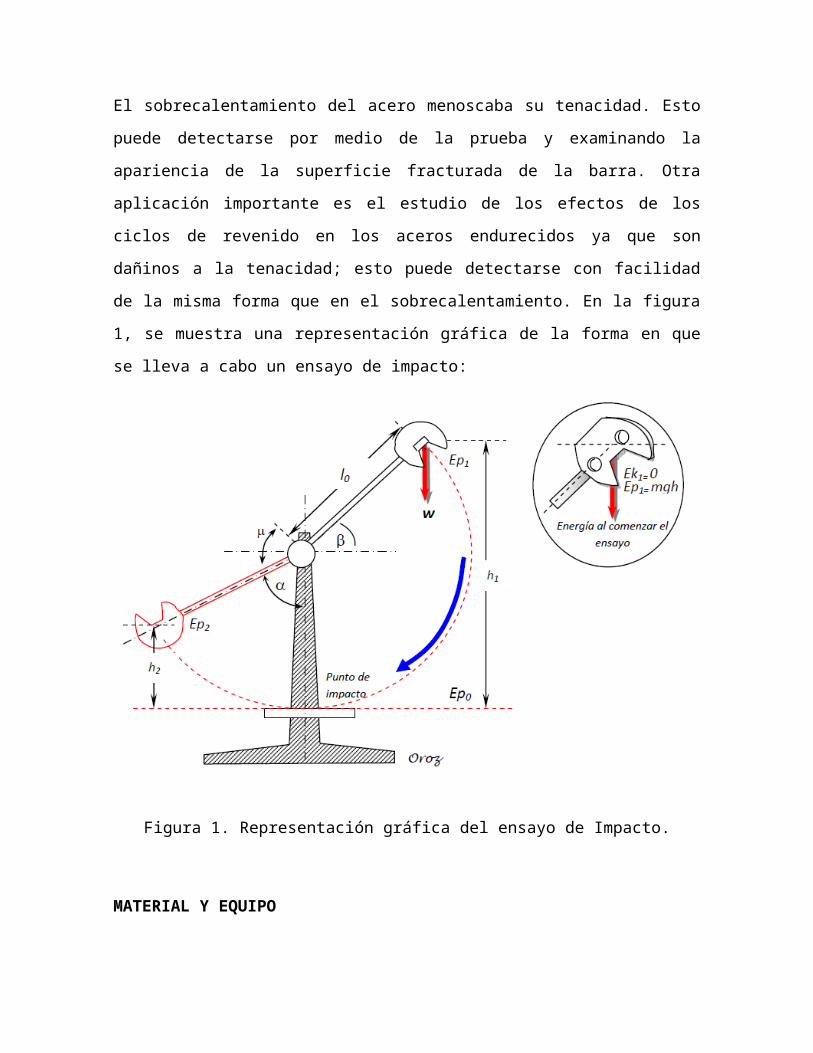
El sobrecalentamiento del acero menoscaba su tenacidad. Esto
puede detectarse por medio de la prueba y examinando la
apariencia de la superficie fracturada de la barra. Otra
aplicación importante es el estudio de los efectos de los
ciclos de revenido en los aceros endurecidos ya que son
dañinos a la tenacidad; esto puede detectarse con facilidad
de la misma forma que en el sobrecalentamiento. En la figura
1, se muestra una representación gráfica de la forma en que
se lleva a cabo un ensayo de impacto:
Figura 1. Representación gráfica del ensayo de Impacto.
MATERIAL Y EQUIPO

- Máquina de impacto Charpy
- Cinta métrica.
- Transportador.
- Probetas de aluminio
PROCEDIMIENTO
1. Preparar las probetas para la prueba tal y como seilustra en la figura 1:
Figura 1. Forma de las muescas en una prueba de Impacto
2. Montar una probeta en la máquina de impacto tal y como
indique el instructor, cuidando que el péndulo golpee atrás
de la muesca.
3. Registrar los valores que indique el instructor antes de
liberar el péndulo.

4. Liberar el péndulo para que la energía potencial se
convierta en energía cinética y golpee la probeta.
5. Registrar los valores obtenidos.
6. Calcular la energía absorbida mediante las siguientes
expresiones.
a) Para α < 90°
Sustituyendo las ecuaciones anteriores:
b) Para α > 90°
Sustituyendo las ecuaciones anteriores:
7. Comparar el resultado con la lectura de la carátula
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO
11. Encontrar la energía absorbida en cada una de las
probetas.
12. Identificar qué material es el que absorbe mayor
energía.

PROPUESTA PARA REPORTE DEL ALUMNO
21. Presentar por escrito cálculos de ensayo de impacto
22. Elaborar un procedimiento ilustrado de acuerdo a
las actividades descritas en cada paso.
23. Investigar otras utilidades que tiene la prueba de
impacto
24. Incluir conclusiones sobre la práctica y su
aprendizaje en el reporte
PRÁCTICA 10.
ENSAYO DE TORCIÓN
OBJETIVO

Construir la gráfica de esfuerzo cortante-deformación para un
material metálico, a partir de una prueba de torsión y
determinar su módulo de rigidez.
PREGUNTAS DETONANTES
De acuerdo a tu experiencia y conocimiento, comparte que tipo
de piezas conoces que están expuestas a esfuerzos de torsión.
En plenaria, describe su comportamiento.
FUNDAMENTO TEÓRICO
Una pieza de trabajo se puede someter no solo a tensión y a
compresión, sino también a deformaciones cortantes, como el
troquelado de agujeros en láminas metálicas y en el corte de
metales. El método de prueba que suele utilizarse para
determinar las propiedades de los materiales a corte es el
ensayo de torsión. Obtener una distribución uniforme del
esfuerzo y la deformación a lo largo de la sección
transversal requiere que esta prueba se realice en un
espécimen tubular (Kalpakjian, 2008).
Por otro lado, un ensayo de torsión es un ensayo destructivo
que consiste básicamente en someter a una probeta de
dimensiones y condiciones de fabricación normalizados, a una
carga a torsión progresiva, hasta lograr su colapso o falla.

La diferencia fundamental que se observa en este ensayo,
entre el comportamiento de un material dúctil y uno frágil,
es que mientras que el primero experimenta una deformación
angular plástica, previa al colapso, el segundo no se deforma
prácticamente (Marín, 2008).
Otra particularidad es que mientras el material dúctil suele
colapsar en planos ortogonales al eje longitudinal, el
material frágil lo hace según planos a 45°, como se ilustra
en la figura 1:
Colapso dematerialesdúctiles a
Colapso dematerialesdúctiles a

Figura 1. Comparación entre el colapso de un material frágil
y un material dúctil expuestos a torsión.
Aunque las probetas son generalmente cilíndricas, no existen
normas ni para probetas ni para los ensayos que regulen la
ejecución de los mismos. La ASTM solo lista una
especificación de prueba de torsión: ASTM E-558 (Standard
Method for Torsion Testing of Wire, Vol 03.01), la cual da el
procedimiento para probar productos de alambre redondos.
Muchas máquinas para pruebas de torsión están disponibles. La
figura 2 muestra un ejemplo de tal máquina. Especímenes de
varias formas pueden ser probados con estas máquinas, ello
incluye formas geométricas sólidas o huecas. La figura 2
muestra cuatro especímenes después de la prueba de torsión.
La prueba de torsión es también realizada a altas
temperaturas para determinar la forjabilidad de metales.
Figura 2. Máquina de Ensayo de Torsión.

MATERIAL Y EQUIPO
1. Probetas de aluminio, cobre o latón (Barra redonda sólida
o hueca)
2. Vernier
3. Maquina de torsión INSTRON 55MT
PROCEDIMIENTO
1.- Escoger una probeta de cada tipo de material a
estudiar. En este caso aluminio, cobre o latón.
2.- Investigar su peso específico.
3.- Determinar las dimensiones de la sección transversal
de cada probeta usando el vernier para obtener una
precisión del orden de 0.1 mm.
4.- Colocar la probeta en la máquina de torsión,
cuidando que quede bien centrada.
5.- Inicializar la máquina de torsión para el ensayo
6.- Aplicar gradualmente la carga y registrar el par de
torsión máximo que resiste cada probeta.
7.- Completar la tabla de resultados.
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO

4. Registrar la gráfica esfuerzo-deflexión para cada tipo
de probeta y material.
5. Contestar las siguientes preguntas:
a. ¿Qué probeta exhibe la mayor resistencia a la
torsión?
b. ¿Qué probeta exhibe la mayor deformación angular?
c. ¿Qué relación guarda el peso específico del
material, con su resistencia mecánica a la torsión?
d. ¿Cómo es el patrón de fractura de las probetas
ensayadas?
e. ¿Cómo afecta el momento polar de inercia?
PROPUESTA PARA REPORTE DEL ALUMNO
6. Complementar el fundamento teórico presentado en esta
práctica con lo expuesto por al menos 2 autores
diferentes y presentar la bibliografía.
7. Elaborar en una tabla un procedimiento ilustrado con
fotografías de la práctica realizada explicando a
detalle las actividades realizadas en cada paso,
según se indica a continuación:
Procedimiento ilustrado para el ensayo de Torsión
Actividades Descripción Ilustración

Paso 1. Escoger una
probeta de cada
tipo de material a
estudiar
Las probetas que se
utilizaron en este
ensayo fueron
aluminio, cobre y
latón
8. Entregar por escrito la gráfica esfuerzo-deflexión
para cada tipo de probeta y material.
9. Contestar las preguntas del cuestionario.
10. Redactar las conclusiones respecto a los resultados
en cada tipo de material
PRÁCTICA 11.
TEMPLADO SUPERFICIAL A LA FLAMA.

OBJETIVO
Determinar el endurecimiento adquirido al llevar a cabo el
templado superficial a la flama, con diferentes medios de
enfriamiento.
PREGUNTAS DETONANTES
¿Qué es un tratamiento térmico?
¿Cuál es el objetivo de los tratamientos térmicos?
¿Puedes mencionar alguno de los diferentes tipos de
tratamientos que existen?
Describe alguna pieza que conozcas que haya requerido de
tratamiento térmico
FUNDAMENTO TEÓRICO
Utilizando las técnicas adecuadas, cualquier tipo de material
puede ser mecanizado, para esto es necesario tener en cuenta
la importancia del estudio de los materiales la importancia
del estudio de los materiales, pues las características de
estos son decisivas para su utilización. La elección de un
tipo determinado de material determinará tanto su aptitud

para el desarrollo de la labor encomendada como la facilidad
o dificultad de su proceso de fabricación.
Además del material elegido, se debe tener en cuenta el
tratamiento térmico o superficial al cual a sido sometido.
Los tratamientos térmicos o superficiales son procesos a los
que se somete el material para modificar sus características
de dureza, fragilidad y tenacidad, etc.
Al igual que la elección del material, la del tratamiento
térmico implica que la pieza cumpla o no su cometido, según
las especificaciones solicitadas. Este parámetro es tan
importante, en cuanto al resultado final, que los materiales
suelen definirse de forma directa en función de su
comportamiento ante un tratamiento térmico determinado
(Comesaña 2004).
En la actualidad, existe una gran variedad de tratamientos
térmicos y superficiales diseñados para todo tipo de
aplicaciones concretas. De hecho, continuamente surgen nuevos
procesos que mejoran mediante su aplicación sobre los
diferentes materiales, la vida útil de los elementos
fabricados y de las máquinas industriales.
A continuación, en la figura 1, se muestran algunos de los
tratamientos térmicos más usados comúnmente, de acuerdo a
(Comesaña 2004):

Figura 1. Tipos de tratamiento térmico
Templado superficial a la flama o temple
En este proceso, el calentamiento es producido por la
combustión de gases de alta potencia calorífica como el
acetileno, gas natural o propano. El control de la
profundidad de la capa austenizada se realiza por medio del
flujo de gas combustible y el tiempo de permanencia de cada
punto. Pero la potencia calorífica está limitada, pues la
temperatura de la llama puede inducir sobrecalentamientos
superficiales.
La ventaja principal del proceso de calentamiento por llama
sobre el de inducción es que exige menor inversión, pero

tiene algunos inconvenientes que dependen de las condiciones
de aplicación de la llama, como son riesgos de obtener
defectos y dificultad de control (Ferrer, 2005)
MATERIAL Y EQUIPO
- Equipo oxiacetilénico (soplete).
- Acero (tres trozos).
- Equipo de medición de dureza Rockwell “C”.
- Pinzas.
- Recipiente con agua.
- Cronómetro.
PROCEDIMIENTO
1. Preparar una probeta de acero de 2” de largo por ¼”
de diámetro (sus dimensiones deben permitir la
manipulación con pinzas).
2. Medir la dureza inicial con el durómetro y anotarlo
en su cuaderno.
3. Encender el soplete, regulándolo hasta tener una
flama como se ilustra en la figura (consultar al
técnico del laboratorio).

4. Utilizar un cronómetro para medir con precisión el
tiempo de calentamiento de las piezas.
5. Calentar la pieza de acero durante dos minutos.
6. Retirar la pieza cuidadosamente del lugar donde se
aplicó calor, utilizando unas pinzas.
7. Llevar la pieza hasta el lugar donde se ubica el
medio de enfriamiento.
8. Colocarla en un recipiente con agua para que su
enfriamiento sea rápido (el recipiente no debe ser de
plástico).
9. Repetir el calentamiento con la siguiente probeta,
pero en esta ocasión enfriar en salmuera.
10. Repetir el calentamiento con la siguiente probeta,
pero en esta ocasión enfriar en aceite.
11. Con el durómetro, determinar la dureza que adquirió
cada una de las piezas.
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO

Se espera que se realice una comparación entre la dureza
antes del templado y después del templado, para lo cual
deberá usar la siguiente tabla:
Material Dureza Inicial Dureza final
Contestar las siguientes preguntas:
1. ¿Cuál de las tres piezas presentó un porcentaje mayor de
incremento en su dureza?
2. ¿Cuál de las tres piezas se puso al rojo vivo en menos
tiempo?
3. ¿Por qué se calienta la pieza con oxiacetileno y no con
gas?
PROPUESTA PARA REPORTE DEL ALUMNO
11. Elaborar una tabla comparativa de los diferentes
tipos de tratamiento térmico, presentados en la
figura 1.
12. Elaborar en una tabla un procedimiento ilustrado
con fotografías de la práctica realizada explicando a
detalle las actividades realizadas en cada paso,
según se indica a continuación:
Procedimiento ilustrado para el templado superficial a la
flama
Actividades Descripción IlustraciónPaso 1. Preparar
una probeta de
acero de 2” de
largo por ¼” de
diámetro (sus
dimensiones deben
permitir la
manipulación con
pinzas).
Las probetas que se
utilizaron en este
ensayo fueron...
Paso 2. …
13. Entregar por escrito la gráfica comparativa de la
dureza inicial contra la dureza final de cada
material, según se muestra:

1 2 305101520253035404550
DurezaInicial
14. Contestar las preguntas del cuestionario.
15. Redactar las conclusiones respecto a los resultados
en cada tipo de material
PRÁCTICA 12.

ENSAYO DE JOMINY
OBJETIVO
Determinar la profundidad de temple en un acero y elaborar la
curva de templabilidad correspondiente.
PREGUNTAS DETONANTES
¿Qué es la prueba de Jominy?
¿A que se le llama templabilidad?
¿Por qué es necesario realizar pruebas en condiciones
estandarizadas?
FUNDAMENTO TEÓRICO
De acuerdo con Kalpakjian y Schmid (2008), en la prueba
Jominy, desarrollada por Walter E. Jominy (1893-1976), se
austenitiza una barra de prueba redonda de 100 milímetros (4
pulgadas de largo), fabricada a una aleación en particular,
esto es, se calienta a la temperatura apropiada para que
formen 100% de austenita. Posteriormente es enfriada
directamente en un extremo utilizando una corriente de agua a
24°C (75°F).

La velocidad de enfriamiento varía por lo tanto a todo lo
largo de la barra, siendo más elevada la velocidad en el
extremo inferior que está en contacto directo con el agua. La
dureza a lo largo de la barra se mide entonces a varias
distancias del extremo templado y se traza según se observa
en la figura 1 y 2:
Figura 1. Prueba de templado diferencial y velocidad de
enfriamiento.

Figura 2. Curvas de capacidad de endurecimiento para cinco
aceros diferentes, tal y como se obtuvieron de una prueba de
templado diferencial.
Tal y como se espera del análisis de efectos de la velocidad
de enfriamiento, la dureza se reduce al alejarse del extremo
enfriado de la barra. Mientras más grande sea la profundidad
a la cual penetre la dureza, mayor será la templabilidad o
capacidad de endurecimiento de la aleación. Cada composición
de una aleación tiene una banda particular de templabilidad.
Nótese que la dureza del extremo enfriado se incrementa con
un contenido creciente de carbono, observe también que los
aceros 1040, 4140 y 4340; tienen el mismo contenido de

carbono (0.40%), por lo que tienen la misma dureza (57 HRC)
en el extremo templado.
Cabe mencionar que las curvas de templabilidad son necesarias
para predecir la dureza de piezas tratadas térmicamente,
tales como engranes, levas y otros componentes como una
función de su composición.
MATERIAL Y EQUIPO
- Probetas Jominy de acero (1018, 1045, 1060, 4140R) AISI
de 4” de longitud y 1” de diámetro
- Horno eléctrico
- Guantes de asbesto
- Protector facial
- Mandil
- Pinzas
PROCEDIMIENTO
12. Preparar una probeta cilíndrica de acero, de 4” de
longitud y 1” de diámetro.
13. Calentar la probeta a temperatura de 60°C por
encima de la temperatura de austenización del acero,
que es entre 750°C y 850°C y mantenerla durante 30
minutos a dicha temperatura.

14. Se extrae la probeta rodeando un tercio de su
longitud en la parte media, con fibra de vidrio y uno
de sus extremos se enfría con chorro de agua a 25°C a
una distancia de la salida del grifo de 12.5 mm
(procurar que el agua solo está en contacto con el
extremo).
15. Se crea una superficie plana a lo largo de la
barra, esmerilando muy levemente la superficie (con
paso de esmerilado menores a 0.013mm), para eliminar
la capa carburizada que pudiera haberse formado.
16. Se hacen 10 mediciones de dureza en puntos
distanciados entre si 1/16”de pulgada a cada tramo
con diferente enfriamiento, desde el extremo enfriado
por el agua.
17. Trazar una gráfica que relacione la disminución de
la dureza con la variación de la distancia a lo largo
de la probeta, para los distintos aceros, ver figura
3.

Figura 3. Pasos para la prueba de Jominy.
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO
Se espera que se realice una gráfica que relacione la dureza
HRC con la velocidad de enfriamiento, para cada tipo de
material, para lo cual utilizará el siguiente formato:


Contestar las siguientes preguntas:
4. ¿Para qué sirve la prueba de Jominy?
5. Explica con tus palabras qué es templabilidad.
6. De acuerdo a la práctica realizada, menciona qué
aspectos se deben considerar para que la prueba sea
exitosa.
PROPUESTA PARA REPORTE DEL ALUMNO
16. Presentar las gráficas de templabilidad de cada
material ensayado.

17. Elaborar en una tabla un procedimiento ilustrado
con fotografías de la práctica realizada explicando a
detalle las actividades realizadas en cada paso,
según se indica a continuación:
Procedimiento ilustrado para la prueba de Jominy
Actividades Descripción IlustraciónPaso 1. Preparar
una probeta
cilíndrica de
acero, de 4” de
longitud y 1” de
diámetro.
Las probetas que
se utilizaron en
este ensayo
fueron...
Paso 2. …
18. Contestar las preguntas del cuestionario.
19. Redactar las conclusiones respecto a los resultados
en cada tipo de material
PRÁCTICA 13.
VISITA A EMPRESA

OBJETIVO
Conocer los materiales utilizados en el proceso de
manufactura de una empresa de la región.
FUNDAMENTO TEÓRICO
No aplica.
MATERIAL Y EQUIPO
En esta práctica, el equipo necesario será el que se indique
por la empresa, normalmente, equipo de seguridad para
transitar por las líneas de delimitación.
PROCEDIMIENTO
En base a las instrucciones del guía, seguir las indicaciones
realizadas al inicio del recorrido y guardar una actitud de
respeto.
RESULTADOS QUE SE ESPERAN CON EL DESARROLLO

- Identificar las materiales utilizados en el proceso de
fabricación.
- Conocer los equipos de prueba, inspección o medición que
tiene la empresa.
- Identificar el impacto de los materiales utilizados en
el producto final.
PROPUESTA PARA REPORTE DEL ALUMNO
20. Realizar una lista de materiales, en base a lo que
utiliza la empresa en el proceso.
21. Describir los equipos de prueba, inspección o
medición utilizados en el proceso. Realizar una
investigación de equipos similares y presentar sus
características.
22. Realizar un diagrama de flujo del proceso general
de fabricación, de acuerdo a lo que se mostró en la
visita guiada.

BIBLIOGRAFÍA
- Askeland Donald R. (2006). , CIENCIA E INGENIERIA DE LOS
MATERIALES. Edición 4. Editorial: THOMSON EDITORES
- Böhler Soldaduras (2011). Guía de identificación de
metales. Consultado el 3 de Diciembre de 2012 en:
http://www.bsmex.com.mx/utp-welding/pdf/guia_iden_metale
s.pdf
- Comesaña Costas Pablo, (2004). Procesos de fabricación:
procesos de mecanización, tratamiento, montajes,
verificación de piezas y elección de herramientas 1era
edición. Ideas propias editorial. Consultado el 29 de

Noviembre de 2012 en: http://books.google.com.mx/books?
id=mApWjFrnPYoC&pg=PA5&dq=tipos+de+TRATAMIENTOS+T
%C3%89RMICOS&hl=es&sa=X&ei=WAe4UOz9LI_RqAGp3YGIDw&ved=0C
DcQ6AEwAQ
- Ferrer Giménez Carlos y Amigó Borras Vicente, (2005).
Tecnología de materiales. Editorial de la UPV. ISBN: 84-
8705-363-X. consultado el 29 de Noviembre de 2012 en:
http://books.google.com.mx/books?
id=BbUkBVIsRUkC&pg=PA401&dq=templado+a+la+flama&hl=es&sa
=X&ei=ZBK4ULi1BoOYrAHKk4HADQ&ved=0CC8Q6AEwAQ#v=onepage&q
=templado%20a%20la%20flama&f=false
- Groover, Mikell (2007). Fundamentos de Manufactura
Moderna. McGrawHill Interamericana. 3era edición. ISBN:
978-970-10-6240-1.
- Kalpakjian Serope y Schmid Steven (2008). Manufactura,Ingeniería y Tecnología quinta edición. PEARSONEDUCACIÓN, México. ISBN: 978-970-26-1026-7.
- Leyensetter, A. (2006). Tecnología de los oficios
metalúrgicos. Consultado el 3 de Diciembre de 2012 en:
http://books.google.com.mx/books?id=YeLfJ0K-
4bAC&pg=PA174&dq=prueba+de+chispa&hl=es&sa=X&ei=Mzu9UIKL
LarM2AWzoIHYAg&ved=0CC8Q6AEwAA#v=onepage&q=prueba%20de
%20chispa&f=false

- Marín García, Juan M., (2008). Apuntes de diseño de
máquinas 2da edición. Editorial club universitario.
ISBN: 978-84-8454-761-7
- NOM-004-STPS-1999. Consultada el 1 de Noviembre de 2012
en
http://planproteccioncivil.tabasco.gob.mx/pdf/marco_juri
dico/Nom-002%20INCENDIOS.pdf
- NOM-017-STPS-2008. Consultada el 1 de Noviembre de 2012
en
http://salud.chiapas.gob.mx/doc/biblioteca_virtual/norma
s/NOM-017-STPS-2008.pdf
- NOM-026-STPS-2008. Consultada el 1 de Noviembre de 2012
en
http://salud.chiapas.gob.mx/doc/biblioteca_virtual/norma
s/NOM-026-STPS-2008.pdf
- SMITH William F., (1998) Fundamentos de la ciencia e
ingeniería de Materiales, Tercera Edición, Editorial Mc
Graw Hill.