004sti_may_june_web.pdf - Steel Times International
30
STEEL TIMES INTERNATIONAL – May/June 2012 – Vol.36 No.4 May/June 2012 – Vol.36 No.4 – www.steeltimesint.com NEWS ANALYSIS & TESTING RUSSIA CONFERENCE REPORTS
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of 004sti_may_june_web.pdf - Steel Times International
STEEL TIMES IN
TERN
ATIO
NA
L – May/Ju
ne 2012 – Vol.36 N
o.4
May/June 2012 – Vol.36 No.4 – www.steeltimesint.com
NEWS ANALYSIS & TESTING RUSSIA CONFERENCE REPORTS
STI may june COVER_Layout 1 5/16/12 11:20 AM Page 1
Rolling – Page 29
NewsNews – Consumption growth to slow in 2012 2
Statistics & Events – March global steel production up 1.8% 8
USA Update – American steel industry taking manufacturing out of recession 10
Latin America Update – The value of Brazil’s steel industry to the economy by boosting demand for other industries 12
China Update – Chinese steel companies focus on logistics to improve profits 14
USA Steel – American Iron and Steel Institute calls for further Government intervention 16
Analysis & testingMonitoring the lifeblood of your steel operation 17
Fast and advanced inspection of rolls/New in-line profile gauge for long product mills 18
Concentration measurement made easy 20
New laser triangulation thickness gauge/Combined hardness tester 22
Transport marketThe demands of the automotive market in USA 23
Ruukki provides HSS for conveying ore/Bloodhound – TWI bonding in 1000mph ‘car’ 26
OthersDesign for integration of roll grinding shop 29
MMK completes structure for high value added steels 34
Severstal: The Russian company breaks new ground in liquidity management 36
AISTech 2012 – An event bolstered by an improving US economy 37
The basics of iron and steel-making – Part 2 Producing iron and steel 45
History: Astley Green – The last surviving monument of Lancashire coal 48
Steel Times International – May/June 2012 – 1
Contents
ISSN 0143-7798
May/June 2012Vol.36/No.4
Front cover imagecourtesy of Tenova
EDITORIAL
EditorTim Smith PhD, CEng, MIMTel: +44 (0) 1737 [email protected]
Deputy EditorGreg MorrisTel:+44 (0) 1737 855132
Production EditorAnnie Baker
SALESInternational Sales ManagerPaul [email protected]: +44 (0) 1737 855116
Area Sales ManagerAnne [email protected]: +44 (0) 1737 855139
Sales DirectorKen [email protected]: +44 (0) 1737 855117
Marketing ExecutiveAnnie O’[email protected]: +44 (0) 1737 855012
Advertisement ProductionMartin [email protected]
SUBSCRIPTIONElizabeth BarfordTel +44 (0) 1737 855028Fax +44 (0) 1737 855033/034Email [email protected]
Steel Times International is published eight
times a year and is available on subscription.
Annual subscription: UK £155.00
Other countries: £222.00 (US$342) (€269)
2 years subscription: UK £279.00
Other countries: £399.60 (US$615.60) (€484.20)
Single copy (inc postage): £35.00
Email: [email protected]
Published by:
Quartz Business Media Ltd,
Quartz House, 20 Clarendon Road,
Redhill, Surrey, RH1 1QX, England.
Tel: +44 (0)1737 855000
Fax: +44 (0)1737 855033/855034
www.steeltimesint.com
Steel Times International (USPS No: 020-958) is published
monthly except Feb, May, July, Dec by Quartz Business
Media Ltd and distributed in the US by DSW, 75 Aberdeen
Road, Emigsville, PA 17318-0437. Periodicals postage paid
at Emigsville, PA. POSTMASTER send address changes to
Steel Times International c/o PO Box 437, Emigsville, PA
17318-0437.
Printed in England by: Pensord, Tram Road, Pontlanfraith,
Blackwood, Gwent NP12 2YA, UK
©Quartz Business Media Ltd 2012
www.steeltimesint.com
Analysis & testing – Page 17 Transport market – Page 23
Know your steel – Page 45
may june contents_Contents_STI_Mar10 5/18/12 8:25 AM Page 3

2 – May/June 2012 – Steel Times International
News in Brief World News www.steeltimesint.com
VISIT: www.steeltimesint.comTo see a full list of news and features.
www.steeltimesint.com
Indian gas callThe Minister for Steel has called onthe New National Steel Policy toensure sufficient supplies of naturalgas to gas based DRI producers.Supplies have been restricted in thepast by the Ministry of Petroleum &Natural Gas.India is the world leader in the pro-duction of DRI, producing 23.25Mtin FY 2010-11 of which 6.19Mt wasfrom gas-based plants operated byEssar Steel in Gujarat, IspatIndustries in Maharashtra andWelspun Maxsteel also located inMaharashtra.The remaining 17.0Mt of DRI wasproduced in coal fired rotary kilns ofwhich around 80 companies operat-ed in 2010-11.
BHP merges stainless unitBHP Billiton is to consolidate itsstainless steel materials and alumini-um divisions into a single businessunit of larger scale, ready to benefitfrom future growth in emergingeconomies.BHP said the new aluminium andnickel customer sector group, toinclude all its current nickel and alu-minium assets, would be based inPerth, Australia, under the leader-ship of Glenn Kellow, currently presi-dent of stainless steel materials.Together, BHP’s stainless steel mate-rials and aluminium units made anunderlying operating loss of $66Mat the half-year to the end ofDecember, compared to BHP’sunderlying operating profit of$15.7bn.
Manufacturing boostThe UK manufacturing sector isshowing signs of bouncing backfrom the fragile conditions seen atthe end of 2011 and start of 2012,and sentiment has improved for thefirst time in a year, UK’s CBI reports.
China’s coke output to slowChina’s coking industry is likely tosee slower growth at the rate ofoutput and sales in 2012 on theslowing worldwide economy andslack demand from the steel indus-try, says the China Coking IndustryAssociation. The association forecasts thatChina’s apparent consumption ofcrude steel may exceed 700Mt in2012 with a growth of 4% year-on-year, compared to the 6.4% growthin 2011. The domestic demand for coke isexpected to rise 3% y-o-y to 440-450Mt in 2012.
Euroferforecast
Consumption growthto slow in 2012
Guineaproject
Rio Tinto and Chinalco’s sub-sidiary, Chalco, have completedthe formation of their joint venture(JV) to develop and operate theSimandou iron ore project inGuinea, following the completionof all Chinese regulatoryapprovals.
As a result, a consortium led byChalco has made a payment ofUS$1.35bn, in line with an agree-ment reached with Rio Tinto inMarch 2010.
Rio Tinto and the Chalco con-sortium now hold a 53% and 47%interest respectively in the JVwhich translates into a 50.35% and44.65% interest in the Simandouproject.
The remaining 5% is held by theInternational FinanceCorporation, part of the WorldBank. The Government of Guinearetains its options for participationin the project and is expected totake up its first share in the nearfuture.
Eurofer’s Q2-2012 economic andsteel market sees recessionarypressures in the EU gradually eas-ing from Q2 onwards.
However, the strength and tim-ing of an economic turnaroundremains surrounded by uncertain-ties and risks. Most of them stemfrom internal problems and struc-tural imbalances in the EU.
Eurofer director-generalGordon Moffat said: “The recenttrend in the indicators is consistentwith a stabilisation in economicfundamentals after months ofweakening; this could pave the wayfor a cautious recovery later in theyear. Owing to solid order back-logs and support from the weakereuro on export markets, activityacross EU’s manufacturing sectorhas been holding up well.”
Activity in the steel using sectorsis seen falling by less than 1% in2012.
Shanghai Baosteel Group Corpmay consider moving its produc-tion base out of the city inresponse to environmental con-cerns about its operation.
Xu Lejiang, chairman ofBaosteel, said local officials hadonce treated his company as if itwere some kind of a ‘fortune cook-ie’, but that it has recently becomea piece of ‘smelly tofu’ in theireyes.
Xu said the government and cit-izens have become eager to protectthe environment in recent years, achange that has put greater pres-sures on corporations.
Baosteel has built several manu-facturing bases in China and isexpected to expand productioncapacity in the future.
The company plans to invest inits subsidiary Xinjiang Bayi Iron &Steel Co Ltd to boost its annualproduction capacity to 15Mt and
its sales revenue to RMB70bn ayear by 2015.
In addition, Baosteel is prepar-ing to produce iron and steel inZhanjiang, Guangdong province.The plan is awaiting approval fromcentral government.
Experts said Baosteel will beable to expand in the steel businessby seeking development opportu-nities outside Shanghai.
The 12th Five-Year Plan (2011-15) for the steel industry, whichwas issued by the Ministry ofIndustry and InformationTechnology, calls for moving steelmanufacturing bases out of urbanareas.
The plan says several steel man-ufacturing bases, includingMasteel (Hefei) Iron and Steel Co,a subsidiary of Maanshan Iron &Steel Co Ltd in Anhui province,might be moved out of urbanareas.
Baosteel considering
relocating from Shanghai
Global and Chinese steel con-sumption growth will slow in 2012,hit by weaker economic growth intop consumer China and uncer-tainties about the debt crisis in theeuro zone, the World SteelAssociation said.
Global steel consumption willgrow by 3.6% to 1.422bnt in 2012and by 4.5% to 1.486bnt in 2013,down from 5.6% growth last year,the World Steel Association(worldsteel) forecast.
“Our key negative is uncertaintyover the euro zone,” said EdwinBasson, the association directorgeneral.
Worldsteel expects EU apparentsteel consumption to contract by1.2% this year to 150.9Mt as thesovereign debt problems continueto act as a major drag on econom-ic activities in the area.
In 2013 it forecasts 3.3% steeluse growth in the area, whichwould push consumption up to155.8Mt, or only 79% of the 2007level. An economic growth slow-down in China is also going tohave a negative impact on steelconsumption, according to theindustry body, which expects steeluse in China to grow by 4% in both2012 and 2013 to 648.8Mt and674.8Mt respectively. According tothis forecast, in 2013, Chineseconsumption will be 61% higher
than in 2007.“China has approached the top
inflection point, when growthstarts to slow down. After a longperiod of strong (steel consump-tion) growth of around 10% nowwe forecast 4% growth,” Bassonadded.
In the US apparent steel con-sumption is forecast to grow by5.7% in 2012 and by 5.6% in 2013,when it should reach a level of99.5Mt, or 92% of the 2007 level.
“The US seems to be on the wayto recovery: they have got thefinancial sector under control andthe housing market is starting torecover; this will stimulate con-sumption growth,” Basson said.
Worldsteel forecasts India’s con-sumption to grow by 6.9% in 2012to 72.5Mt and by a further 9.4% in2013, on the back of urbanisationand infrastructure investment.
Steel use is expected to contractin Japan by 0.6% this year and by2.2% the next, despite reconstruc-tion efforts after the March 2011earthquake as currency apprecia-tion will likely continue to have anegative impact on the country’seconomy and industrial sectors.
The Middle East and NorthAfrica will see steel consumptionrebound by 5.7% this year after a2% drop last year on the back ofpolitical turmoil.
STI may june news_Layout 1 5/16/12 3:09 PM Page 1

Steel Times International – May/June 2012 – 3
News in BriefWorld Newswww.steeltimesint.com
VISIT: www.steeltimesint.comTo see a full list of news and features.
Siemens acquisitionSiemens MT has acquired the USengineering company FCE, head-quartered in Huntingdon Valley,Pennsylvania, USA.Founded in 2003, FCE provides coresales, engineering, equipment sup-ply and project management expert-ise in strip and plate heat treatingfurnaces.FCE will become the global centre ofcompetence for reheating furnaceswithin Siemens Metals Technologies.The company will continue to oper-ate from its Pennsylvania locationwith around 20 employees who willbe all integrated into the Siemensbusiness structure.
Indian ore exports to fallIndia’s share of global iron oreexports is expected to fall from 10%in 2010 to 5% in 2012 and amountto 35-40Mt.This is largely due to the increase intax on exported ore to 30%imposed at the end of 2011 andalso rail transport rates which are4.6 times higher for ore to beexported than that for domestic use.Exports in the FY 2012/13 areexpected to hit a low of 40Mt, adrop of 35% over the previous FYyear which reached 60Mt, this itselfbeing a decline of 40% from the100Mt exported in FY 2010/11.
BAT conclusions for Iron & Steel The EU has published its decisionestablishing the best available tech-niques (BAT) conclusions underDirective 2010/75/EU on industrialemissions for iron and steel produc-tion.The BAT conclusions are legallybinding for the permits of new andexisting installations. In addition,Best Available Techniques AssociatedEmission Levels (BATAELs) specificallyfor iron and steel process gases willbe established in the BAT referencedocument for large combustionplants (LCPs) by 2015.Commission decision: http://eur-lex.europa.euSource: Eurofer Contact: [email protected]
Baosteel output falls 5.2% Baoshan Iron and Steel (Baosteel),China’s largest listed steel producer,is expected to produce 25.25Mt ofcrude steel in 2012, down 5.2%year on year from the 26.64Mt in2011, said Ma Guoqiang, generalmanager of Baosteel, blaming thesale of its stainless and special steeldivions to parent company BaosteelGroup for the decline.
www.steeltimesint.com
Arcelor forecastshigher profits in Q2
Redcarrestart
Jindal buys Apolloiron ore stakeIndia’s Jindal Steel & Power hasacquired a 9.25% stake inAustralian iron ore miner ApolloMinerals for US$1M.
Apollo said the acquisition ofthe stake by JSPL was an ‘initialinvestment’ and that the Indiansteelmaker was expected to makea significant investment in thecompany.
Apollo has no mine to speak ofbut boasts two promising explo-ration plays, one in the Pilbara andone in South Australia.
Jindal’s spend will add to $1.6Mraised by Apollo earlier this year in
a share placement.Apollo spokesman Dominic
Tisdell said the funds would bespent drilling the CommonwealthHill project in South Australia. Justnorth of Tarcoola, that prospectappears well located, with nearbyrailways linking Darwin toAdelaide and Adelaide to Perth.
Jindal is reported to be alsoscouting a coal acquisition inAustralia.
It already owns coal tenementsin Queensland and a quarter ofASX-listed miner RocklandsRichfield.
ArcelorMittal forecast higher prof-it in the second quarter after sur-prisingly strong earnings in the firstthree months of the year.
The Luxembourg-based compa-ny said demand grew in NorthAmerica in the automotive, con-struction and diggers and whitegoods sectors.
“Europe remains the biggestchallenge and during the firstquarter we announced the extend-ed idling of a number of facilitiesinline with our strategy of meetingdemand from our more competi-tive sites,” Chief ExecutiveLakshmi Mittal said.
“Although impacted by seasonalfactors in the first quarter, ourmining business remains a key areafor growth and we are targeting afurther increase in production in2012,” he continued.
The group said the improve-ment would come while shippingabout the same amount of steel asin the first quarter. It did not saywhether the gain would come fromhigher prices, lower costs or both.
ArcelorMittal repeated its fore-cast that core profit for the first sixmonths would be higher than thatof the second half of 2011, when itwas $4.1bn.
Iron ore platformAn iron ore trading platform madeits China debut as the world'slargest buyer of the commoditysought to enhance its price-settinginfluence.
Trading volume is expected toreach approximately 100Mt by theend of this year. This will accountfor about 14% of China’s annualiron ore imports, said Xu Xu,chairman of the China Chamber ofCommerce of Metals, Minerals &Chemicals Importers & Exporters.
The platform will not only helpensure supplies for China but willalso benefit global ore trading, SuBo, vice-minister of industry andinformation technology, said.
Nearly all ore sold to China isbased on spot prices, with theindustry evolving over the past twoyears after four decades of pre-setannual contracts.
China has argued that it should
have a greater say in pricing.The platform helps it wrest con-
trol from miners such as Vale, RioTinto and BHP Billiton.
Top international mining con-glomerates, along with majorChinese steel producers includingBaosteel, Hebei Steel and WuhanSteel, have all signed up as mem-bers of the electronic platformoperated by China BeijingInternational Mining Exchange.
The exchange said the platformwill offer contracts settled in USdollars and yuan. Cargoes that canbe traded include those sitting atbonded warehouses, being trans-ported at sea or stacked in domes-tic ports as well as futures, ore thathas yet to be mined.
The exchange has said banksand financial firms would not beallowed to participate in a bid tostem speculation.
UK’s largest blast furnace was reliton 15 April 2012 after 26 monthsof being idled.
Thailand’s largest steel company,Sahaviriya Steel Industries (SSI)purchased the former Corus fur-nace from India’s Tata Steel inMarch 2011 for $469M.
Tata Steel mothballed the fur-nace and steel shop with the loss of1600 jobs in February 2010.
It followed the withdrawal ofcustom for its output from its maincustomer. The customer, a consor-tium consisting of Italy’sMarcegaglia, South Korea’sDongkuk Steel Mill Co,Luxembourg-based Ternium andSwiss- Italian steelmaker DufercoParticipations Holding walkingaway from a long-term deal.
The deal was to take deliveriesof 80% of the steel slab producedat the Teesside complex, but theypulled out following the fall indemand in 2009 during the world-wide financial crisis which becameevident in Q4 2008.
Eventually, Tata Steel wereawarded $130M as settlementfrom the violators of the 10-yearcontract.
The assets covered by the sale toSSI include the Redcar BlastFurnace, the Redcar and SouthBank coke ovens, TCP’s powergeneration facilities and sinterplant, and the Lackenby steelmak-ing and casting facilities.
The deal also includes Tata Steeland SSI entering into a joint ven-ture to operate Redcar Wharf(TCP’s bulk terminal), giving TataSteel the flexibility to use Teessideto serve its other steelmaking oper-ations, while also meeting SSI’srequirements on Teesside.
The reopening of the 3.6Mt/yfurnaces has created 1700 jobs onthe site and has cost around £2M.Initially, output is planned for over8000t/day increasing this to10 000t/d by the end of 2012.
The iron will be converted intosteel at the Lackenby steelshopand cast as slab for export to SSIThailand where it will be rolled tocoil. Value added steels will also beproduced some of which will beoffered for sale on the merchantmarket.
The relighting of the blast fur-nace, Europe’s second largest, wascarried out by 11-year-old WillsWaterfield. His father, GeoffWaterfield, who died in Augustaged 43, was the union leader wholed the Save Our Steel campaignwhich helped give the site a futureand generated employment.
STI may june news_Layout 1 5/16/12 3:09 PM Page 2

World News www.steeltimesint.com
4 – May/June 2012 – Steel Times International www.steeltimesint.com
Taiwan in
Vietnam deal China Steel Corp, Taiwan’s largeststeelmaker, has signed a co-opera-tion agreement with China’sWuhan Steel and Iron Group tosecure its upstream supply inVietnam.
The deal will help China Steelsecure stable sources of upstreammaterial supply to compete in theASEAN market, while enablingWuhan Steel and Iron Group tostabilise market conditions.
The Chinese steelmaker has alsogained approval to invest in build-ing a new steel mill near the borderbetween Vietnam and China.
The project, designed to con-struct an integrated steel mill withannual output of 10Mt.
It will produce steel sheet main-ly for automobiles, will help theinvestor to further compete againstits rivals, including BaosteekGroup and Formosa PlasticGroup, in the Southeast Asianmarket.
On another front, China Steelhas decided to focus its businessdevelopment on the midstreamsegment for cold rolled steels. It isto build a NT$30bn ($1.44M)plant in Vietnam, which is sched-uled to be online with an annualoutput of 1.2Mt/y in 2013.
Rio Tinto confident butwarns on future costsRio Tinto is more confident aboutthe health of the global economythan it was six months ago, accord-ing to chairman Jan Du Plessis.
At its annual general meeting,Mr Du Plessis praised theEuropean Central Bank for it'sefforts to keep Europe's troublesin check over recent months.
But he also made pointed refer-ence to recent election results inGreece and France, which saw vot-ers reject austerity policies.
“Recent events have shown thatthe situation is clearly not resolvedand the potential for contagioncontinues to linger,” he said.
He added that the outlook forChina may not be as bullish asrecent years, but was still good andwould outperform the global out-look. Rio warned that rising costsare the key challenge it faces butthat would not deter it fromexpanding its iron ore operationsin Australia.
“Increasing costs are an indus-try-wide problem, particularly inhotspots like Queensland, and Iam determined to be on the frontfoot in tackling this challenge,” RioTinto chief executive TomAlbanese said.
The comments follow an unusu-ally vocal campaign mounted byMr Albanese highlighting soaringcosts in Australia that have madecoal projects hard to justify, whiletouting the superior profitability ofits iron ore operations.
Rio Tinto, the world’s second-largest miner of iron ore afterBrazil’s Vale, currently runs itsAustralian iron ore mines at a rateof 230Mt/y and has put in placework to take output to 283Mt/y.
“Everything is now in place forthe expansion to 283Mt andpotentially to 353Mt,” MrAlbanese said.
That decision has yet to go theboard.
VSP ironore rightsVisakhaptnam Steel Plant (VSP)–operated by state owned RashtriyaIspat Nigam Ltd, is to be allocatedore mining rights in AndhraPradesh, according to the state’sChief Minister.
Indian group VSP has lacked itsown mining concessions and hencehas to buy ore on the open marketwhich is costing it some INR5000/tmore than its domestic competi-tors with captive ore supplies.
VSP currently has an ironmak-ing capacity of around 3.4Mt fromtwo 12m hearth blast furnaces butis in the progress of nearly dou-bling output to 6.3Mt/y by the endof the year.
Tata Steel has commissionedQualter Hall to build an upgradedreplacement Skip Car Winch forPort Talbot steelworks.
Qualter Hall is to supply areplacement 2 x 1250kW Skip CarWinch, designed for both singleand double motor operation, forthe 2012 re-build and upgrade ofthe No 4 Blast Furnace.
Its function is to hoist fully-laden skips to load the furnace.This is to be the largest Skip CarWinch in the UK, so defined
because it will carry the heaviestloads at the fastest speeds. Theexisting Skip Car Winch to bereplaced, was supplied new byNeedham Brothers, now a QualterHall Company, in 1992 and willhave been in service for 20 years atthe time of this year’s re-build.
The work is taking place over a10 month period and will includethe design, manufacture, testing,site installation and commission-ing, along with the dismantling andremoval of existing equipment.
Port Talbot skip carwinch upgrade
Kobe hitby costsConsolidated segment sales forKobe Steel’s steel business in fiscal2011 were flat year on year, atUS$10.69bn.
Ordinary income declined38.4bn yen, to a loss ofUS$182.8M. Although sales priceswent up, ordinary income waslargely affected by the rise in rawmaterial prices.
The Steel Business produced7.16Mt crude steel in FY2011down -5.8% on FY2010.
Sales reached 6.01Mt (6.38Mt2010) and 26.2% of output wasexported (on a value basis) (27.1%in 2010). The average of domesticand export selling price was 88600yen/t ($1109/t) up 6.5% onFY2010.
The sales volume of steel prod-ucts decreased in FY2011 in com-parison to the previous year due tothe Great East Japan Earthquake,flooding in Thailand, the sluggishoverseas market, the high value ofthe yen, and other factors.Through negotiations with its cus-tomers, Kobe Steel was able toincrease the prices of steel prod-ucts year on year, to reflect higherraw material prices.
Sales of steel castings and forg-ings decreased year on year, due tolower sales prices to the shipbuild-ing industry.
On the other hand, sales of tita-nium products went up year onyear, owing to rising demand ininfrastructure projects from devel-oping countries.
http://www.steeltimesint.com/news/view/kobe-steel-fy-2011-hit-by-raw-material-costs/
GerdauinvestsGerdau is to invest $21.6M into itsMonroe, USA plant, bringing thetotal investment there to nearly$150M over the past two years.
Gerdau Special Steel NorthAmerica said the move willincrease the plant’s straighteningand quality-inspection capabilities.
The company, a subsidiary ofBrazilian steel manufacturerGerdau, is based near Jackson,Mich.
The improvements in Monroe,first announced in 2010, includenew equipment and infrastructure.All together, they’re expected toincrease the plant’s productioncapacity to 800kst/y by the secondhalf of 2013.
Work continues on the firststage of upgrades, and is expectedto be completed this summer.
In Monroe, Gerdau primarilymakes steel bars for the automo-tive industry. It also provides com-ponents for agricultural and heavyindustrial machinery.
STI may june news_Layout 1 5/16/12 3:09 PM Page 3

UK group Bronx Engineering is tosupply a Precision Leveller for highstrength materials.
It has taken an order from aWest Midlands, UK steel processerfor a 17 roll Precision Leveller toprocess high strength materials tobe used in automotive and struc-tural applications.
The new machine will replace anexisting machine in a press feedline and will improve the flatnessquality of metal strip allowing fur-ther laser profiling and formingoperations to perform to a higherstandard of accuracy demanded bythe automotive sector. Bronx engi-neers will oversee the installation
and commissioning of the machineonce it is delivered to site, ensuringa quick re-start to full productionfollowing a brief summer shut-down period to carry out theinstallation.
Over the past 60 years, Bronxhas supplied more than 500Precision Levelling machinesworldwide to improve strip flat-ness.
Strip received directly from therolling mill can have inherentshape defects as a result of rollingwhich need to be removed beforefurther cutting and forming opera-tions are performed to therequired accuracy. This machineincludes the latest Bronx Auto Pre-set System ensuring results areachieved consistently.
During the past 10 years, Bronxhas refined its technology to meetthe needs of today’s markets andhas focussed on the specialrequirements of the automotivesteel industry making Bronx theideal partner for projects in thisfield worldwide.
In 2010, Bronx won the BlackCountry Chamber of CommerceAward for Export for business suc-cess in countries such as India,Russia and South Africa.
Bronx will work with local com-panies MI Engineering, BESControls and VolkobindEngineering for the supply of themachine.
6 – May/June 2012 – Steel Times International
World News www.steeltimesint.com
VISIT: www.steeltimesint.comTo see a full list of news and features.
www.steeltimesint.com
DumpingprobeChina’s Ministry of Commerce(MOC) said the European Union(EU) and Japan have been dump-ing certain high-performancestainless steel seamless tubes ontothe Chinese market.
Investigations showed thedumping has ‘substantiallyharmed’ Chinese producers, andimporters of those products willhave to pay anti-dumping depositsto China’s customs authorities.
China launched anti-dumpingprobes into certain high-perform-ance stainless steel seamless tubesmade in the EU and Japan inSeptember last year. The depositswill be charged in accordance withthe dumping margins of differentproducers, at rates ranging from9.7% to 39.2% of the customsvalue of the imported goods.Source China MetalsE-mail:[email protected]
OneSteel namechange to ArriumOneSteel has revealed its newname will be Arrium Ltd as thecompany seeks to shift its publicimage away from the strugglingsteel sector.
The new name was launched ata function in Melbourne featuringthe company’s chief executiveGeoff Plummer.
Mr Plummer said the nameOneSteel had served the companywell over the years, but hadbecome an impediment to attract-ing investors – particularly thosefrom overseas – in recent times.
He said the entire rebrandingprocess would cost the companyless than one million dollars.Shareholders will have the chanceto vote on the name change at anextraordinary general meeting inMay. The new name had been
under consideration for severalmonths, and was designed to bet-ter reflect OneSteel’s exposure toiron ore and mining services.
Last year OneSteel spent morethan $300M acquiring the iron oreassets of WPG Resources, and thecompany hopes to be exporting upto 11Mt of iron ore within a year.
Iron ore is a key ingredient insteel making, but in recent times ithas been more profitable for com-panies such as OneSteel to exportthe commodity rather than turn itinto steel.
As recently as 2007, 92% of thecompany’s assets were classed asAustralasian steel. According tothe company’s most recent half-year report, that category now rep-resents 47% of the company'sassets.
PT Krakatau Steel, Indonesia’slargest steelmaker is to go aheadwith the building of a blast furnacethis year at a cost of $601Mdespite total profits falling 3.6% toRp 1.02tr (US$111.18M) andoperating profits crashing 65% toRp358bn on rising costs of inputs.
Presently Krakatau Steel pro-duces DRI using natural gas. Thenew blast furnace will have acapacity of 1.2Mt/y and is plannedfor completion in 2014.
Chinese state ownedMetallurgical Group Corp (MCC)have been awarded the contract tobuild the furnace. Iron productioncapacity will then total 1.74Mt andsteelmaking capacity to 2.1Mt overthe present 1.8Mt.
Krakatau Steel produces hotrolled coil and plans to expand thecapacity of its mill to 3.4Mt by2014 from the current 2.4Mt.
Siemens has won an order toreplace the existing DC maindrives of the finishing mill atAperam’s stainless steel plant inChatelet, Belgium with more pow-erful AC systems.
The drives will be modernised inseven stages during scheduledannual maintenance stoppages,completion is expected by the endof 2019. The first conversion workis planned for mid-2013.
Siemens will supply the motors,converters and transformers andwill handle installation supervision,commissioning and training.
All seven stands will beequipped with identical compact12MW machines which will beused for the first time.
Aperam has six production sitesin Europe and Brazil with a capac-ity of 2.5Mt/y of flat stainless steelproducts. Its main European stain-less steel plants are located inChâtelet and Genk, Belgium, andGueugnon and Isbergues, France.
AperamreplacesDC drives
Danieli
grows scrap
processingDanieli & C Officine Meccanichehas bought scrap processing equip-ment firm Akros Henschel.
Akros Henschel is involved inhydraulic scrap shears, balers, pre-shredders and vertical grinders andhas delivered more than 450 largescrap processing machines world-wide.
The deal will see Danieli takecontrol of primary manufacturingfacilities in Chambéry, France andKassel, Germany. Both of thesewill work alongside existingDanieli facilities in Italy, Thailand,China and India. The on-goingbusiness will adopt the nameDanieli Henschel.
Danieli is one of the world’slargest integrated engineering andmanufacturing groups with rev-enues of more than €3bn.
Emanuele Brusini, ExecutiveVice President said: “By addinglarge hydraulic scrap shears andbalers we see tremendous opportu-nity for further vertical integrationof scrap preparation, handling andcontinuous charging processeswithin electric arc furnace (EAF)melt shops.”
Daniel Damart will adopt a rolein Danieli’s management team.
Krakatau blast furnace
Bronx UK PrecisionLeveller order
STI may june news_Layout 1 5/16/12 3:09 PM Page 4

Events Diary
www.steeltimesint.com
www.steeltimesint.com News and Statistics
For full listing of monthly statistics by country visit www.worldsteel.org/?action=stats&type=steel&period=latest
Alacero: Consumptionto rise to 63Mt in 2012
VISIT: www.steeltimesint.comTo see a full listing of industryevents click on ‘events diary’
JUNE 2012
10-12 Arab Steel Summit 2012Beiruit, Lebanon www.arabsteel.info
10-13 Scanmet IVLuleå, Swedenhttp://www.scanmet.info/
18-20 27th Steel SuccessStrategiesNew York, USAwww.worldsteeldynamics.com
19-21 International Metal &Metallurgy ExhibitionGuangzhou, Chinahttp://www.julang.com.cn/english/Exhibition.asp
25-27 18th Iron Ore SymposiumAmsterdam, The Netherlandshttp://www.metalbulletin.com/EventDetails/0/4740/18th-International-Iron-Ore-Symposium.html
26-28 Expo Steel - 23rd BrazilianconferenceSao Paulo, Brazilhttp://www.acobrasil.org.br/congres-so2012/eng/programa.php
28 European Steel DaySquare Centre BrusselsContact [email protected]
AUGUST 201222-24 The 9th China (Beijing)International Metallurgy IndustryExpo 2012China National Convention Center,Beijing, China http://www.bcime.com/en/
SEPTEMBER 20123-4 Steel Tech Seminar 2012Kolkata India Organised by Steel Tech& Steel Times Internationalhttp://www.steeltechexpo.com/
5-7 10th China InternationalCoking Technology and CokeMarket CongressBeijing, Chinawww.coke-china.com
19-22 Korean International Steel& Non-Ferrous Metals IndustriesExpo 2012 (KISNON)Kintex Expo Centre, Goyang, S Koreawww.kisnon.com
22-24 China (Chongqing)International Metallurgy IndustryExpo 2012Chongqing International Convention& Exhibition Center, Chinawww.dccybj.com
Steel consumption in LatinAmerica is expected to reach 63Mtin 2012, up 6.8% from 59Mt in2011, according to data releasedby Brazil’s Steel Institute (ABM).
The data report, published inconjunction with the LatinAmerican Association of Steel(Alacero), also forecast a further6.4% rise in consumption in 2013,to 67Mt.
The increase is ‘driven by highlevels of activity in the sectors
which use steel as a raw material,as well as infrastructure investmentplans and construction in mostcountries’ in Latin America, RaulGutierrez Muguerza, president ofAlacero, said
“However, we must show cau-tion in relation to the external con-text, given the risk of a worseningof the Euro sovereign debt crisisand/or a major deceleration inChina, which could result in lowergrowth in the region,” he added.
March global steelproduction up 1.8%World crude steel production forthe 62 countries reporting to theWorld Steel Association (world-steel) was 132Mt in March 2012,an increase of 1.8% compared toMarch 2011.
Production for the first quarterof 2012 was 377Mt, 1.1% higherthan the first quarter of 2011.
In the first three months of2012, Asia produced 241.7Mt ofcrude steel, an increase of 1.5%over Q1 2011, EU countries pro-duced 43.9Mt, down -3.9% andNorth American production was31.2 Mt, 6.7% higher than the firstthree months of 2011.
The USA produced 7.8Mt ofcrude steel in March 2012, up5.4% on March 2011.
China’s crude steel productionfor March 2012 was 61.6Mt, anincrease of 3.9% compared toMarch 2011.
Elsewhere in Asia, Japan pro-duced 9.3Mt of crude steel inMarch 2012, up 2.3% compared tothe same month last year and
South Korea’s production was 6.0Mt, an increase of 3.2%.
Within the EU, Germany pro-duced 3.9Mt of crude steel inMarch, a decrease of -3.1% onMarch 2011. Italy produced2.7Mt, up 4.5%, France produced1.5Mt, an increase of 3.8% andSpain’s crude steel production was1.3Mt, down -19.5% compared tothe same month in 2011.
In contrast, Turkey’s crude steelproduction for March 2012 was3.1Mt, an increase of 14.5% com-pared to March 2011.
Brazil’s crude steel productionfor March 2012 was 3.1Mt, 2.2%higher than March 2011.
The world crude steel capacityutilisation ratio of the 62 countriesin March 2012 increased to 81.1%,1.6% higher than February 2012.Compared to March 2011, theutilisation ratio in March 2012decreased by -1.2%.
For a full listing of output visithttp://www.worldsteel.org/statis-tics/crude-steel-production.html
Airfloat wins award
UK Steel –AnnualReviewCrude steel production in UK fellto 9.5Mt in 2011 of which 6.9Mtwas via the BOS route and 2.5Mtby the EAF.
Output fell 2% compared with2010 and was down 5.9% com-pared with the poor year of 2009due to the idling of the Teessideplant in 2010.
Apparent demand for steel alsoslowed in the first three quarters2011 from 2.6Mt in Q1 to 2.4Mtin Q3. Imports averaged 54% ofdemand during these three quar-ters.
UK mills home deliveries fell0.7% in 2011 despite direct deliver-ies to customers being up 2.5%, butdeliveries to stockholders fell 3.7%.Imports increased 9.9% andexports fell 3.1% compared with2010 largely due to a 20% fall in theexport of semis offset by a 1% risein the export of finished products.
The 2011 Annual Review ofUK’s steel industry is now avail-able from UK Steel as a downloadat http://www.eef.org.uk/NR/rdon-lyres/8ADC4CFB-BF8E-4A0B-9B14-550BADA6CD46/20613/UKSteelAnnualReview2011.pdf orhard copy on [email protected]
Largestmelt unit
bly, disassembly and transport ofbackup chocks used in the manu-facture of rolled steel.
The machine uses air bearingtechnology to float 30 000lb(13.6t) bearing housings on a thinfilm of compressed air.
The Airfloat transporter is a fab-ricated steel structure, constructedof heavy-walled structural tubeand laser-cut steel plate. It isdesigned for operation with plantair systems on approximately 300SCFM of air at 80psi.
The Steel ManufacturersAssociation (SMA) has namedAirfloat the recipient of its 2012Recognition in Innovation Award.
Last year, the company designedand built a machine for the assem-
8 – May/June 2012 – Steel Times International
Tenova achieved the first heat ofthe biggest Melting Unit ever builtin China for MCC Beris JiangsuHeavey Industry Corporation -Feida Group: a highly innovativeMedium and Heavy Plate Casting-rolling Production Line.
The benefits offered by the tech-nology provided, which combinesTenova EAF and Consteel withother forefront technologies inChina from Beris, permit unprece-dented flexibility in operations andproduction capacity together withemission reduction.
The plant is located in Jiangsuprovince, an industrial area nearShanghai which is home to China’smost advanced production facili-ties.
It is equipped with aConsteel system and a250t/h EAF feeding a con-tinuous casting unit for slabproduction.
STI may june news_Layout 1 5/16/12 3:09 PM Page 5

10 – May/june 2012 – Steel Times International
USA Update
FOR every person directly employed in steel,seven other jobs are created in supporting theindustry and supplying services to its employ-ees. This is the underlying message conveyed ina recent report by Timothy J Considine, profes-sor of energy economics at the University ofWyoming. The report calculates that the USsteel industry supported over one million jobsin the country in 2011. Deriving a ‘multiplier’effect of x7, the steel industry’s direct employ-ment of 150 700 people contributed, directly orindirectly, to supporting more than 1 022 009jobs nationwide.
Considine’s report further says that thenation’s steel industry has been crucial in lead-ing manufacturing’s post-recession resurgenceprimarily because it is highly interrelated withmany other sectors of the economy.
In his report, Considine points out that thesignificant economic impact of the industry isbased on the fact that steel is the most prevalentmaterial in the economy, and the steel industrypurchases a wide variety of inputs from otherindustries that create a favourable ripple effect.
“This is one reason why so many countriesaround the world welcome investments thatestablish steel mills, because they stimulateindustrial supply chains,” he said.
Election year issues Meanwhile, the steel industry is highlighting itspriorities in an election year when politicianstend to be ‘more sensitive’ to the needs of theindustry. The industry sees its most importantpriorities as lower corporate tax rates, sounderenergy policy, better infrastructure, less burden-some regulations and fair trade.
US Steel’s chairman and CEO John P Surmasaid that enacting measures to address theseconcerns would strengthen an industry that isleading the nation out of the recession. Hemade these comments during a conference callby the American Iron and Steel Institute, anindustry group which Surma also heads. Hiscomments were also endorsed by the AISI pres-ident and CEO Thomas Gibson who disclosedthat the AISI was urging Congress to approve along-term transportation bill that is beingdescribed as “crucially important” for theindustry. A temporary measure was passedrecently that extends highway funding for 90days, though questions concerning limits onspending and funding of the project remainedunresolved.
American steel industry takingmanufacturing out of recession
www.steeltimesint.com
*STI New York correspondent
Gibson has been calling for a long-term solu-tion with consistent funding to enable states toplan large construction projects that wouldaddress the country’s infrastructure problemsand also bolster economic growth.
The aim of exerting such pressure is tostrengthen construction which, in turn, will bol-ster steel consumption. Surma also pointed outthat the condition of the nation’s infrastructurewas deteriorating and its improvement shouldbe given a “high priority”.
According to Gibson, the industry would pre-fer the “longest, most-robustly funded” billwhich Congress can produce.
Construction plays a crucial role to reviveand sustain the steel industry’s growth.Strengthening the construction sector wouldalso benefit the steel industry particularly at atime when most US steel manufacturers,according to analysts, will report lower first-quarter earnings and see little improvementuntil the construction industry rebounds.Analysts say that while demand for steel haspicked up in the auto industry and somemachinery sectors, the construction sector,which is the steel industry’s biggest market, hasbeen lagging behind.
But some say that the outlook for the secondquarter is much better because constructionusually picks up when the weather is warm andbetter suited for building.
Steel prices rose in the early part of the firstquarter but continued to remain below theyear-earlier period. A ton of hot-rolled coil wasrecently selling in some parts of the country for$685 which was nearly 22% lower than the$875 a year ago.
The industry is, meanwhile, closely monitor-ing steel imports and the practices of US trad-ing partners. Finished steel imports in 2011jumped 22% over the previous year, with SouthKorea, China and Japan being the three largestsources in 2011. Imports further surged 30% inthe first three months of 2012 over the year-ear-lier period, with South Korea, Turkey and Japanbeing the top three nations supplying.
Surma reinforced the industry’s resolve tohave “strict enforcement of our trade laws”.The AISI has urged Congress to take actionagainst what it describes as ‘unfair trade prac-tices’ by China and any other source nation that“artificially undervalues its currency”. Although‘currency manipulation’ has been a widely usedterm to suggest that China is getting an unfair
The US steel industry is playing a pivotal role in leading the US economy out of the longest post-World War II recession which hashad a severe impact on the country’s employment situation. By Manik Mehta, New York
trade advantage, it is not easy to exactly pin-point how China ‘manipulates’ the value of itscurrency.
India calls on WTOMeanwhile, steel traders are closely watchingthe trade dispute case initiated by India chal-lenging US duties on certain India-made steelproducts, the World Trade Organisation recent-ly confirmed. Without divulging details, theWTO said that India had called for ‘consulta-tions’ with the United States – a term that sug-gests the first stage of a formal trade dispute –over US countervailing duties which are, ineffect, punitive high import tariffs imposed tosafeguard against suspected use of subsidies togain unfair trade advantage.
India reacted angrily when the USDepartment of Commerce imposed a so-calledpreliminary import duty of close to 286% onspiral welded carbon steel pipes from India tooffset government subsidies. A final decision onduty rates is expected by August.
A group of US companies including AlliedTube and Conduit, JMC Steel Group,Wheatland Tube and United States Steel Corphad filed a petition with the government in2011 for import relief. An Indian steel companyexecutive, insisting on remaining anonymousbecause he was only giving his personal views,told Steel Times International that the US hadpossibly imposed the countervailing dutybecause some of the iron ore used for the man-ufacture of pipes originated from the state-owned ore-mining company NMDC which alsosupplies steel manufacturing companies such asTata Steel Ltd, Jindal Steel & Power Ltd andthe Essar Group. The US feels that NMDC,being a state-owned company, is selling the ironore at very low prices and, in effect, subsidisingprivate-sector companies.
The Indian government has countered thatargument by saying that iron ore prices in Indiawere decided by the domestic market. India’ssteel industry is growing at a rapid pace and,according to the US, the Indian government isresorting to this and other measures to improvesupply and lower prices of inputs. The US hasforwarded to the WTO a list of 50 Indian gov-ernment measures which, in its view, constitut-ed unfair subsidies that had not been notifiedas prescribed under WTO regulations, andthreatened it would impose duties on them ifIndia did not notify them promptly. �
In the April USA Update the AIIS was incor-rectly referred to in paragraph 6 as the‘American Institute of Iron and Steel’. Thisshould have been the ‘American Institute forInternational Steel’ which primarily represents
CORRECTION steel importers and some exporters but not steelproducers.
The American Iron & Steel Institute (AISI)represents steel producers in USA.
In the context of the article, AIIS wish topoint out that the issue regarding imports fromChina is not one of ‘cheap’ steel from China
which is a high cost producer but the issue ofimports of subsidised steel.
Regarding the ‘Buy America’ (para 8) theseare long standing provisions enacted manydecades ago and are consistent with WTO regu-lations which allow US tax-payer financed proj-ects to require the use of US manufactured steel.
USA_Layout 1 5/16/12 2:26 PM Page 1

The USA experienceIn March 2012, the American Iron and SteelAssociation (AISI) published a study entitled‘Economic Impacts of the American SteelIndustry’, written by Prof Timothy J Considine,University of Wyoming. According to thisreport, in 2010 the US steel industry directlycontributed $17.5bn of added value, $40bn ofindirect value via supply chain spending, andinduced another $35.8bn as households spentthe income generated from these activities.Thus, the net contribution to the US economyby the steel industry was $93.4bn. The econom-ic multiplier was 5.3.
In addition, the steel industry directlyemployed over 139 000 workers, supportedanother 361 000 workers indirectly through thesupply chain, and induced spending by house-holds generated another 443 000 jobs in othersectors of the economy. In total, the steel indus-try supported 943 000 jobs in the US economyduring 2010. In summary, for every job directlycreated in the steel industry another 5.8 jobsare generated elsewhere in the USA.
Brazilian experienceThe Brazilian Steel Institute (IABr) hasreleased a comprehensive study on the coun-try’s steel sector last December. The study wasundertaken by the Getúlio Vargas Foundation(FGV), a leading think-thank. One of the chap-ters was dedicated to the analysis of links.
According to FGV’s report, the steel indus-try’s backward linkage index in 2010 was 1.10,above the average value of 1.00 and also abovethe median of 1.01, placing the steel industry in24th place (among 56 sectors) in this regard.For the forward linkage index, the figures were:steel industry (1.69), average (1.00) and medi-an (0.72), putting the steel in 10th position inthis particular ranking.
By itself, the steel industry is an importantproductive activity. Both for meeting domesticdemand and providing exports, the sector’s netsales reached $47.3bn in 2010. Its value addedcontent was equivalent to $15.3bn in the sameyear, or roughly 0.7% of Brazil’s GDP. The dis-tribution of the value added was headed bytaxes on production (53.5%) followed by labourincome (24.5%) and surplus/remuneration of
12 – May/June 2012 – Steel Times International
LA Update
The value of Brazil’s steel industry to the economy
by boosting demand for other industries
THE steel industry has been receiving consider-able attention from policy makers – in particu-lar in the initial stages of industrialisation – dueto its high inter-industry linkages. This is thereason why many governments have fosteredthe steel industry within their territories, some-times via the establishment of State-OwnedEnterprises.
It may be argued that there is a general per-ception that, as a consequence of the reductionof industrial activities as a proportion of GDPin many industrialised countries (a process gen-erally denominated as de-industrialisation), therelevance of the links derived between the steelindustry and other industries has also declined.However, new evidence has demonstrated thatthis assumption is incorrect. Indeed, steelindustry has maintained its prominent role interms of economic linkages.
Some conceptsInter-industry links have been studied since thelate-1950s with the purpose of identifying keyindustries that are central for economic devel-opment. This literature is highly influenced byAlbert Hirschman’s seminal book ‘Strategy ofEconomic Development’(1), published in 1958.According to him, the linkage concept is gener-alised to the observation that on-going activitiesinduce agents to take up new activities.
He identifies ‘Backward’ linkage effectswhich are related to the provision of input for agiven business and ‘Forward’ linkage effectswhich refer to the use of output in some newsectors.
Furthermore, if there is an increase in finaldemand for a particular product, it is assumedthat there will be an increase in the output ofthat product, as producers react to meet thegrowing consumption; this is termed as a ‘directeffect’. As these producers raise their output,there will also be an escalation in demand ontheir suppliers and so on down the supplychain; this is the indirect effect.
As an outcome of the direct and indirecteffects the level of household income through-out the economy will grow as a result of moreemployment. A proportion of this increasedincome will be re-spent on finished goods andservices: this is the ‘induced effect’.
*Professor in Economics, Federal University of Uberlândia, Brazil. Email [email protected]
Variable Direct impact Indirect and Total impact Multiplier Participationinduced impact in the country
Table 1 Impact of Brazilian steel industry on wealth generation
Sales ($bn) 47,316 139,297 186,613 3.94 4.8%
Value added ($bn) 15,290 68,149 83,439 5.46 4.0%
Labour income ($bn) 3,757 21,997 25,754 6.86 2.9%
Taxes on production ($bn) 8,171 12,524 20,695 2.53 6.8%
Surplus and capital income ($bn) 3,363 33,629 36,992 11.0 4.2%
Employment (k) 138 3,113 3,251 23.57 2.8%
www.steeltimesint.com
A recent report on the importance of the steel industry to the Brazilian economy put its value at US$83.4bn in 2010 – 4% of GDP– in terms of direct, indirect and induced contributions to the economy and it accounts for 3.25M jobs representing 2.8% of thetotal labour force when downstream industries are taken into account. The ‘multiplication’ factor in terms of jobs created is amassive 23.57 compared with 5.8 for the USA. By Germano Mendes de Paula*
capital (21.9%). The mass of workers directlyemployed in the sector was also substantial:138 000 employees.
When the indirect and induced impacts arealso taken into account the importance of steelindustry is enhanced substantially (Table 1).The total impact on GDP achieved $83.44bn in2010, representing a 5.56 multiplier – very closeto that of the USA. This translates into 4.0% ofGDP.
As it can be also seen in Table 1, the multi-plier for labour income was 6.86, while thisindex for taxes and surplus were, respectively,2.53 and 11.0. More importantly, the sectoremployed 138 000 people in 2010, but its indi-rect and induced impact achieved more than 3million jobs. As a consequence, the employ-ment multiplier was 23.57, due to the steelindustry’s impact into sectors of high labourintensity. This multiplier is considerable higherthan that in the USA. One possible explana-tion is the lower average wage in Brazil, com-pared with the USA. The steel industry inBrazil, through its total impact, is responsiblefor the generation of 2.8% of the country’semployment.
Hypothetically, if the Brazilian steel industryceased to exist, not only would domestic steelno longer be produced, but as employees of themills would no longer have an income theycould no longer consume products and servic-es. Moreover, goods and services required bythe steel industry would no longer be needed.Therefore, the hypothetical ‘disappearance’ ofthe steel industry would result not only in a ter-mination of steel production, but also a partialending of production of goods and services in47 other sectors that are influenced, indirectly,by steel production. In this scenario, therewould be a ‘loss’ equivalent to 3.25 million jobsand $83.4bn of value added revenue, as indi-cated in the ‘Total Impact’ column of Table 1.
Summing up, the FGV’s report demonstratesthat the steel industry in Brazil has an impor-tant impact on business (economic multiplier),but an even greater impact on the labour mar-ket (employment multiplier). Maybe, this situa-tion is similar in other emerging countries, high-lighting the strategic role that continued to beplayed by the steel industry.
1 New Haven, Conn. Yale University Press ISBN 0-300-00559-8
LA_Layout 1 5/16/12 11:35 AM Page 1

CHINA Update
Chinese steel companies focus on logisticsto improve profits
MOST large and medium sized steel compa-nies in China have launched projects to directlysupply steel to customers and this trend showsno sign of slowing. Based on the preconditionof having the processing and storage capacity,there are already over 2000 such ‘service cen-tres’ owned by the steel mills.
As domestic steel mills expand into this area,they connect the chain of steel sales directly tothe steelmaker thus expanding the industrialchain, increase the direct feed of their output tocustomers and dramatically reduce costs for thewhole steel industry.
This trend is already established in manyother countries such as the USA, Japan, andEurope where mills have long taken ownershipof the distribution network and this has alwaysbeen considered the long term direction ofdevelopment in China.
The entry of steel mills into such downstreamoperations is inevitably causing some conflictwith existing traders as in recent years inde-pendent traders have increasingly provided pro-cessing as well as distribution, as well as otherservices for downstream steel customers.
Boom in steel logistic zonesThe Jiangsu Shagang Group has invested over4bn yuan (US$635M) to build up itsZhangjiagang Meilong Steel Logistics Zonesince the beginning of 2011 to March 2012 andit plans to put a further 5bn yuan ($794M) intothis project this year. Shagang has been trying topush the Meilong Logistics Zone to be the flag-ship for steel logistics, the large scale of theproject enabling lower handling cost, a greaterrange of available processing on offer and ahigh degree of modernisation.
Hebei Iron & Steel Group has also decidedto make an investment of 6.8bn yuan or morethan $1bn in the construction of a comprehen-sive logistics zone in the Caofeidian economicdevelopment zone located in Hebei provinceon China’s east coast some 200km southeast ofBeijing and about 80km from the city ofTangshan. This project is designed to have anannual freight handling capacity of 30Mt of ore,5.8Mt of finished steel products and 4.2Mt ofrelated materials for steel production. This proj-ect also includes a multi-functional logisticszone to be equipped with comprehensive ware-housing for other materials required by the steelindustry, and the processing and distribution offinished steel products. Trading will be by elec-tronic dealing on the spot market.
In addition to the Shagang Group and HebeiIron & Steel setting up such logistic centres,other companies embarking on similar projectsinclude Shougang, Shansteel Group, Jiugang,
*STI correspondent in China
www.steeltimesint.com14 – May/June 2012 – Steel Times International
As a result of the declining profits from primary steel production China’s steel mills are increasingly establishing logistics centres todirectly process and distribute steel to customers’ requirements. Some of these logistic centres have also embarked on the supplyof raw materials to the mills and even steel trading thereby challenging the established independent traders in this field.By Shi Lili*
Laigang, Guangsteel, Chuanwei Group,Kunsteel Holding, Xinxing Cast Tube, and oth-ers who are also about to set up such steel logis-tics zones in various regions of China. ShagangGroup’s project at the Zhangjiagang MeilongLogistics zone is receiving the greatest invest-ment among all these projects. Most large andmedium sized state owned steel companiessuch as Baosteel and Wugang also started con-structing similar logistics zones last year to servethe automobile, household appliances and shipbuilding industries.
China Minmetal has also disclosed plans toset up an ‘E-Union of China Steel Logistics,’for a digital ‘Wal-Mart’ type of distribution ofsteel products. This trading platform will startwith 12 companies engaged in steel trading,steel logistics zone managing companies andsoftware companies.
Long term trendIn the present situation of slim profit margins inprimary steel production most steel mills areentering or considering reducing costs in theproduction chain by moving into direct cus-tomer sales and taking care of processing bulksteel to customers’ individual needs and quan-tities, thus adding value and profit to the fin-ished product. This is a common point found inmost steel logistics projects. Based on statisticsfrom the China Iron & Steel Association, theprofit achieved for primary steel production bylarge and medium sized steel companies inFebruary this year reached 548M yuan ($87M),down 106.62% compared with the same monthlast year.
Investing in steel logistics projects provide analternative to the steel industry’s primary func-tion of producing steel in bulk and so provides ameans of generating more profit. Additionalprofits arise from commercial trading, ware-house storage, processing such as cut-to-lengthand slitting, transport of raw materials, distribu-
tion of finished steel products, financial services(mortgage, commodities pledge, etc), rent fromwarehouses, spot e-commerce, exchange trad-ing, etc.
Some of these projects were established toperform processing and distribution while oth-ers are set up to foster raw materials purchasingand supply for primary steel production.
China’s domestic steel mills are grasping thesemarket changes, and the blind expansion of pro-duction capacity could be replaced in this way.
The set-up of such steel logistics zones couldhelp open up the sales channel of steel compa-
nies and reduce the repeated dealing costs of theestablished logistics chain. Warehousing, trans-port, and processing of raw materials in suchzones can reduce the cost of purchasing rawmaterials and their transport for steel companies.
This expansion of the industrial supply chainwill bring about positive effects. Based on sta-tistics from China’s Iron & Steel Association,36.1% of steel products from the top 80Chinese steel mills were distributed via directsupply while the remaining was distributedthrough retail outlets and traders.
Independent steel trading companies are stillpresently the major sales channel for steel mills.Thus it is expected that China’s steel companieswill increase their focus on direct sales ratherthan production, improve their distributionmechanisms, extend their industrial chain andfoster the processing of steel products.
Major changes in China’s tradersBecause of the present slim profit marginsexperienced by most of China’s steel millsdomestic steel trading companies are also strug-gling to avoid losses. Many steel traders withstrong capital backing are moving towards pro-viding processing and distribution services totheir steel consumers.
Such services offered by steel trading compa-nies are very similar to those of the logisticszones being set up by steel mills. But steel millscan themselves be large steel buyers of semi-products or raw materials and this is good forsteel trading companies.
But steel trading companies located in theselogistics zones have to pay rent for their prem-ises while steel mills do not. The relationshipbetween both parties is becoming increasinglyintense as steel mills enter into logistics andincrease the rate of direct supply to customers.
While the steel industries’ processing anddistribution projects have little impact on thespot market of steel trading they are increasing-ly competitive with those networks alreadyestablished by steel traders, and steel mills havethe advantage of capital and influence.
It will take time to change the divisionbetween production and distribution, but, ifachieved, this process will change the logisticsof the whole steel industry.
The sensitive relationship between steel millsand steel traders will not alter in a short period,but some steel traders in China are also lookingelsewhere for profits, for example, speculatingon the increase in the value of land.
They are thus stepping into risky industriessuch as real estate and financial loans whichpushes up the capital and credit risks of steellogistics. �
‘36.1% of steel products from the top 80 Chinese steel mills were distributed via directsupply while the remaining was distributed through retail outlets and traders’.
‘Many steel traders with strong capital backing are moving towards providing processingand distribution services to their steel consumers’.
China_Layout 1 5/16/12 11:36 AM Page 1

16 – May/June 2012 – Steel Times International
USA steel
THE American Iron and Steel Institute has amission to influence public policy and educateand shape public opinion in support of a strong,sustainable US and North American steelindustry committed to manufacturing productsthat meet society’s needs.
It is comprised of 26 member companies,including integrated and electric furnace steel-makers, and 130 associate and affiliate mem-bers who are suppliers to customers of the steelindustry. AISI's member companies representapproximately 80% of both US and NorthAmerican steel capacity.
In mid April, the organisation held a PressConference to address various matters ofimportance to steel producers in NorthAmerica.
John P Surma, chairman and CEO of UnitedStates Steel Corp, Pittsburgh and also the cur-rent chairman of AISI said that while the USsteel industry is clearly in recovery mode, it isstill facing certain significant challenges to itsinternational competitiveness, including bur-densome tax rates, uncertain energy costs, inad-equate investments in infrastructure, increasingregulatory burdens and foreign unfair tradepractices.
“These issues are not new, but the urgencyfor us to address them is very, very immediate,”he stressed.
Steel drives recoveryAs highlighted by a recent report written byProf Timothy J Considine, an economist withthe University of Wyoming, the steel industry amajor factor in the recent rebound of the USmanufacturing sector, which, according to
Thomas J Gibson, AISI’s president and CEO,has consistently grown since 2010 and contin-ues to drive the economy out of the recession.Nevertheless, he says there is an urgent need toaddress key policy issues to help continue theresurgence of the steel industry. The report insummary or full is addressed in more detail inthe USA and Latin American Updates in theMay/June issue of Steel Times International andis available as a download in summary or full asa link from the AISI Home page www.steel.org/
Shale gas vital to development“As an energy intensive industry our competi-tiveness will increase in direct relationship toour ability to capitalize on our nation’s abun-dant and affordable energy supply.
The discovery and development of NorthAmerica’s shale (gas) resources has the poten-tial to be the most remarkable source of eco-nomic growth and prosperity that we will see inour lifetimes,” Surma says, adding that a secondpositive dimension of shale gas resource devel-opment for the steel industry is that steel pipeand tubular products that US steelmakers pro-duce are integral to the exploration, productionand transmission of natural gas and oil.
“By developing our natural gas and oil
reserves, our nation can lessen its dependenceon foreign oil, create thousands of jobs and spureconomic growth,” Gibson says. “However, onethe biggest threats in developing our nation’sdomestic energy sources is overly burdensomeand misguided federal regulations.”
Canada - USA pipelineRegarding the controversial Keystone XLpipeline extension project – a 1897km(1179mile) pipeline from Hardisty, Alberta inCanada to carry crude oil derived from tarsands to Steele City, Nebraska, USA for
onwards transmission to refineries in Illinoisand on the Gulf Coast at Houston and PortArthur, Texas, Surma says the AISI supports theentire pipeline, although it is not particularlyhappy that TransCanada did not buy more USsourced material for that project.“(Nevertheless) the ancillary construction asso-ciated with the project should it be completedwill be good for the steel industry.”
Transport infrastructureAISI is also calling for the US Congress to pass anew, robust, long term surface transportation billas opposed to continually extending the old onethree months or so at a time. “We must makerebuilding our crumbling transportation infra-structure system a top national priority,” Surmasays, adding that doing so is essential to doingbusiness efficiently and for the US to maintainits dominant role in the global economy.
Just before Congress went on recess in lateMarch it passed its ninth 90-day extension ofthe surface transportation bill, which will guar-antee funding for the nation’s bridges, highwaysand roads until June 30.
The US House of Representatives in mid-April passed what would be a tenth 90-dayextension, taking the bill to the end ofSeptember, although that bill is not expected topass the Senate because of factors relating tothe Keystone XL pipeline which is beingopposed by some environmental groups.
Gibson says these extension of the bill willnot provide the boost that the US economy,
and the steel industry, needs. “We need a long-term bill with level funding so that the statescan plan the bigger construction projects thatcan produce the valuable jobs and generate thedemand for steel, concrete and other materials.
“Our preference would be the longest, mostrobustly funded bill that this Congress can pro-duce,” Surma says, which would be the Houseleadership’s five-year, $260bn surface trans-
portation authorization bill, which, if passed,would include energy and natural resource pro-visions to open up on-shore and offshore bansfor oil and gas drilling leases.
Gibson lauded the Senate for doing its joband passing a two year, $109bn reauthorizationbill in mid-March. Now, he says the House,which has not passed a bill yet, must act andpass a bill that could be conferenced with theSenate measure.
The question, however, lies in how to pay forsuch a bill given all the concerns of the bur-geoning US deficit. “Transportation is a core
function of government and it costs somethingto fund,” Gibson says, however, he observesthat the traditional way to do that, the highwayfund, which is funded by a tax on gasoline, isfalling short, partly because vehicles are becom-ing more fuel efficient and Americans arechanging their driving behavior. He called onthe government to be more creative in finding afunding solution, including possibly more pub-lic/private partnerships.
Call for Fair Trade Surma added that the AISI is supporting amore effective US trade policy to combat for-eign, unfair trading practices, including China’s“protectionist policy that gives Chinese exportsan artificial advantage over American goods byundervaluing its currency by as much as 30%.”
Gibson notes that the steel industry celebrat-ed a big victory on the trade front in earlyMarch when President Obama signed legisla-tion overturning an erroneous federal Court ofAppeals ruling on the application of counter-vailing duty laws against subsidized products,including steel, from China and other non-mar-ket economies.
“I think that is proof that when Congress isfaced with time critical problem they can act ina bipartisan manner to solve it.”
While he called that “a significant victory,”Gibson says there are still other areas that needto be addressed to make sure the US steelindustry is competing on a level playing field.“It is critical that the Obama administrationand Congress continue to pressure foreign gov-ernments, such as China, that continue to arti-ficially undervalue their currency. We cannotgive a free pass to countries that flagrantly dis-regard their WTO commitments,” he adds.
Summing up the AISI’s priorities for 2012,Surma states, “A strong manufacturing sectorcreates significant benefits for our society,including good paying jobs, investment inresearch and development, critical materials forour national defense and high value exports.We must address each of these issues if we wantour nation’s manufacturing sector to continueto thrive and drive the economic recovery.”�
www.steeltimesint.com
American Iron and Steel Institute calls forfurther Government intervention
‘US steel industry is clearly in recovery mode’John P Surma, chairman & CEO USS Corp
‘…….America’s shale gas has the potential to be the most remarkable source of economicgrowth and prosperity that we will see in our lifetimes……’
John P Surma, chairman & CEO USS Corp
‘President Obama signed legislation overturning an erroneous federal Court of Appeals ruling on the application of countervailing duty laws against subsidized products…’
Gibson President & CEO AISI
AISI myra_Layout 1 5/17/12 3:33 PM Page 1

of rolls
18 – May/June 2012 – Steel Times International
Analysis & testing
www.steeltimesint.com
THE production efficiency of both hot andcold mills in the steel and non-ferrous indus-tries is heavily dependent on the surface andsub surface integrity of the mill rolls, making afast and advanced roll inspection system essen-tial in roll grinding workshops.
Sheffield based Sarclad responded by pio-neering the first generation of its Rollscan sys-tems in the early 1980’s and has since sold over550 units worldwide. Working closely with itscustomers, Sarclad has been proactive in devel-oping Rollscan to meet changes in roll shopworking practices, advances in roll technologyand metallurgy, as well as enhanced thresholdsof permissible roll defects.
At the same time, Sarclad has incorporatedadvances in computer technology providing anenhanced operating experience whilst offeringimproved defect detection to meet the highdemands of modern mills. The advances inRollscan have resulted in a significantly lowerrequirement for manual NDT specialists. Inaddition, Rollscan offers the benefit of beingable to be networked for retrieval of inspectiondata from remote locations such as the operatorpulpit or office PC. It can also present data in aformat for integration with and manipulation bya Roll Shop Management System.
Rollscan has the option for combining botheddy current surface inspection and ultrasonicsubsurface inspection as individual units or as acombined system, with part control by thegrinder CNC.
Eddy current inspectionThe eddy current surface inspection system is anon contact process which detects any cracksbreaking through to the roll surface and ‘bruis-
es’ resulting from changes in surface hardnessor material structure of the roll. It can beapplied while simultaneously grinding the rolland has two versions of supply, one, a twoprobe system for slower inspection normallyassociated with the slower grinding speeds usedwhen grinding cold mill rolls, and the second isan eight probe system, normally associated withthe faster grinding speeds used for hot millrolls.
Ultrasonic inspectionBoth of the eddy current options can be com-bined with a non-contact sub-surface ultrasonicinspection, used for detecting internal defectssuch as non-metallic inclusions, porosity andbond interface separation. A flow of water isused as the contact media during ultrasonicinspection and this mode of operation cannotbe performed while simultaneously grinding.
Typically, the results from a roll’s pre-grindinginspection scan are used to determine whetherit is serviceable, or should be withdrawn for fur-ther inspection or scrapping. For rolls beingpassed for regrinding the Rollscan operatorinterface displays defects and shows them beingremoved in real time with each grinding pass.This allows the operator to grind with knowl-edge returning the roll to the mill with mini-mum stock removal and the assurance that theroll is fit for operation.
The effectiveness of Sarclad’s Rollscan canbe demonstrated by the experience of a steelproducer in the USA who before purchasingtwo units had 29 roll spalls in one year. A sub-sequent reduction to just two roll spalls in ayear resulted in the rapid acquisition of a fur-ther unit.
The Sarclad Rollscan system contributes toimproved roll life and significant decreases of inservice roll failures. This results in increased pro-duction, improved product quality and a rapidpay back from the resulting financial savings.
Contact
Adrian Leek, Head of Sales and Marketing
Tel +44 (0) 1142 939300
[email protected] www.sarclad.com
UK - Head Office, Sarclad Ltd,
Advanced Manufacturing Park, Whittle Way,
Rotherham S60 5BL, UK
A roll inspection system, which can be mounted on the roll grinding machine, offersthe option of combined eddy current and ultrasonic inspection, has resulted in areduction of in-service roll spalls from 29 in a year to just two.
Rollscan in operation showing dual measur-ing head traversing parallel to the axis ofthe rotating roll while grinding proceeds
Fast and advanced inspection of rolls
A NEW addition has been made to ZumbachElectronic’s profile gauges for steel and metalprofiles. The gauge is based on triangulation bycamera vision, often also called the ‘light cut’principle.
Four lasers ‘mark’ the contour of the productwhile four matrix cameras each capture a largenumber of pixels of the laser beam projected onthe product contour.
Highly developed software combines thefour pictures to the true, orthogonal section ofthe profile. All critical dimensions, angels andradii can be programmed together with theirtolerances.
Operators and supervisors can not only mon-itor the true profile as a 1:1 section online, butalso see irregular faults such as seems, concaveor convex shapes etc.
All rounds as well as all standard profiles suchas H, I, U and L beams and hexagons, squares,flats and any special shape can be measured.
This Profilemaster® delivers highly accurateand stable readings by applying a proprietaryprinciple of analysis – instability being a problemassociated with such laser gauges in the past.
New in-line profile gauge for long product millsHigh reliability in operation is also guaran-
teed thanks to a sophisticated, multi stage pro-tection and purging/cooling system.
Another key advantage is the trouble-freemaintenance with quick and easy access to allmaintenance points.
Contact
Zumbach Electronic AG, PO Box, CH-2552 Orpund, Switzerland
Tel +41 (0)32 356 04 00
e-mail [email protected]
www.zumbach.com
Measuring field:300 x 300mm, 4 viewsNo of lasers and cameras:4Max. product temperature:1200°CRepeatability > 0.004mm to 0.02mm depending on case
The Profilemaster SPS 300-S4 laser unit canmeasure complex product profiles in-linewith the mill
Key Data
zumbach starclad_Layout 1 5/16/12 11:41 AM Page 1
20 – May/June 2012 – Steel Times International
Analysis & testing
www.steeltimesint.com
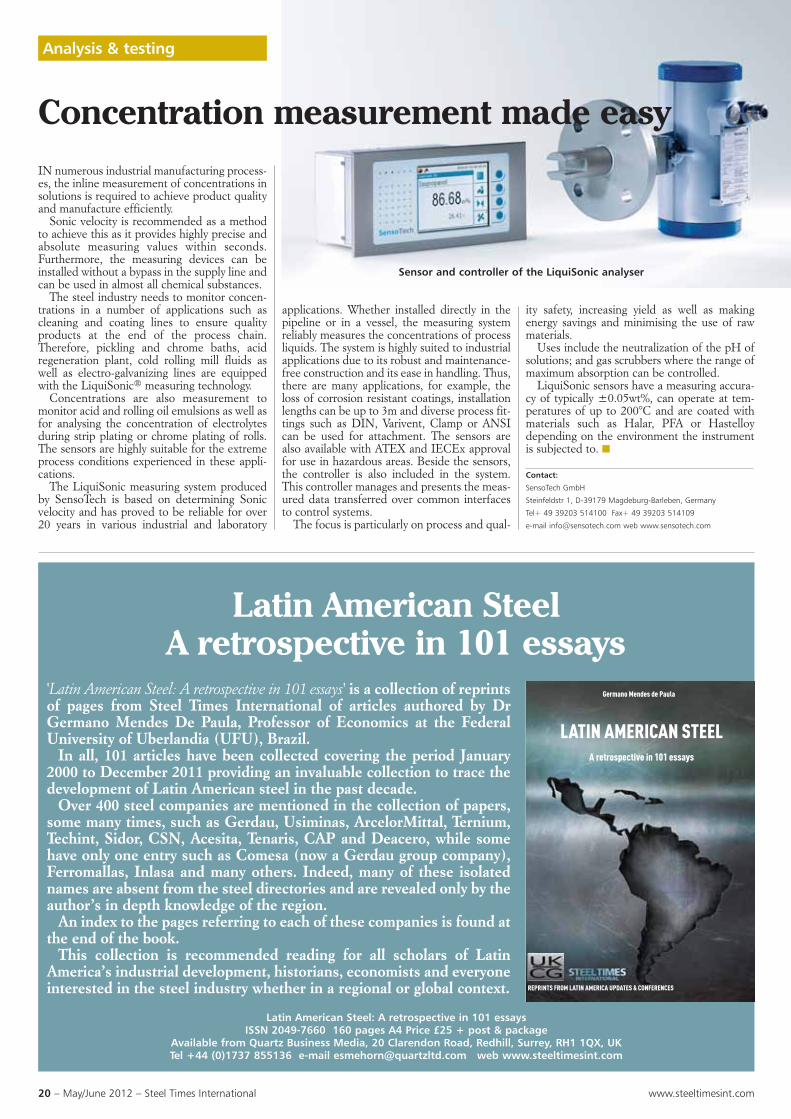
IN numerous industrial manufacturing process-es, the inline measurement of concentrations insolutions is required to achieve product qualityand manufacture efficiently.
Sonic velocity is recommended as a methodto achieve this as it provides highly precise andabsolute measuring values within seconds.Furthermore, the measuring devices can beinstalled without a bypass in the supply line andcan be used in almost all chemical substances.
The steel industry needs to monitor concen-trations in a number of applications such ascleaning and coating lines to ensure qualityproducts at the end of the process chain.Therefore, pickling and chrome baths, acidregeneration plant, cold rolling mill fluids aswell as electro-galvanizing lines are equippedwith the LiquiSonic® measuring technology.
Concentrations are also measurement tomonitor acid and rolling oil emulsions as well asfor analysing the concentration of electrolytesduring strip plating or chrome plating of rolls.The sensors are highly suitable for the extremeprocess conditions experienced in these appli-cations.
The LiquiSonic measuring system producedby SensoTech is based on determining Sonicvelocity and has proved to be reliable for over20 years in various industrial and laboratory
Concentration measurement made easy
Latin American SteelA retrospective in 101 essays
Sensor and controller of the LiquiSonic analyser
applications. Whether installed directly in thepipeline or in a vessel, the measuring systemreliably measures the concentrations of processliquids. The system is highly suited to industrialapplications due to its robust and maintenance-free construction and its ease in handling. Thus,there are many applications, for example, theloss of corrosion resistant coatings, installationlengths can be up to 3m and diverse process fit-tings such as DIN, Varivent, Clamp or ANSIcan be used for attachment. The sensors arealso available with ATEX and IECEx approvalfor use in hazardous areas. Beside the sensors,the controller is also included in the system.This controller manages and presents the meas-ured data transferred over common interfacesto control systems.
The focus is particularly on process and qual-
ity safety, increasing yield as well as makingenergy savings and minimising the use of rawmaterials.
Uses include the neutralization of the pH ofsolutions; and gas scrubbers where the range ofmaximum absorption can be controlled.
LiquiSonic sensors have a measuring accura-cy of typically ±0.05wt%, can operate at tem-peratures of up to 200°C and are coated withmaterials such as Halar, PFA or Hastelloydepending on the environment the instrumentis subjected to.
Contact:
SensoTech GmbH
Steinfeldstr 1, D-39179 Magdeburg-Barleben, Germany
Tel+ 49 39203 514100 Fax+ 49 39203 514109
e-mail [email protected] web www.sensotech.com
'Latin American Steel: A retrospective in 101 essays' is a collection of reprintsof pages from Steel Times International of articles authored by DrGermano Mendes De Paula, Professor of Economics at the FederalUniversity of Uberlandia (UFU), Brazil.
In all, 101 articles have been collected covering the period January2000 to December 2011 providing an invaluable collection to trace thedevelopment of Latin American steel in the past decade.
Over 400 steel companies are mentioned in the collection of papers,some many times, such as Gerdau, Usiminas, ArcelorMittal, Ternium,Techint, Sidor, CSN, Acesita, Tenaris, CAP and Deacero, while somehave only one entry such as Comesa (now a Gerdau group company),Ferromallas, Inlasa and many others. Indeed, many of these isolatednames are absent from the steel directories and are revealed only by theauthor’s in depth knowledge of the region.
An index to the pages referring to each of these companies is found atthe end of the book.
This collection is recommended reading for all scholars of LatinAmerica’s industrial development, historians, economists and everyoneinterested in the steel industry whether in a regional or global context.
Germano Mendes de Paula
A retrospective in 101 essays
REPRINTS FROM LATIN AMERICA UPDATES & CONFERENCES
LATIN AMERICAN STEEL
Latin American Steel: A retrospective in 101 essays ISSN 2049-7660 160 pages A4 Price £25 + post & package
Available from Quartz Business Media, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, UKTel +44 (0)1737 855136 e-mail [email protected] web www.steeltimesint.com
senso_Layout 1 5/16/12 12:33 PM Page 1

Analysis & testing
MEASURING strip thickness by laser trian-gulation has the major advantages of notbeing affected by the composition of thestrip and also eliminates the precautions andlicensing costs of using isotope or X-Raybased systems. Measuring to an accuracy ofbetter than ±10μm, it is less accurate thanproperly calibrated radiation systems, but issufficiently sensitive for use on downstreamprocessing lines for quality assurance andfor such tasks as setting up head to tail weld-ing parameters for continuous strip process-ing lines.
The Laser TX optical thickness gauge isThermo Fisher Scientific’s latest addition toits established line of online, non-contactthickness measurement and coating weightgauges. The new laser-based gauge reducescosts by eliminating radiation compliancerequirements while ensuring alloy insensitiv-ity for flat-sheet process line applications inthe steel and aluminium industries. Thecompany presented the Laser TX atAISTech 2012 in Atlanta May 7-10, 2012, aswell as at Metals + Metallurgy China 2012in Beijing May 9-12, 2012.
Christopher Burnett, technical productmanager for Thermo Scientific flat sheetgauging metals applications said “The LaserTX optical thickness gauge combines premi-um Class II laser technology with estab-lished Thermo Fisher expertise and productreliability. Through our long-time relation-ships with steel and aluminium mill processline customers, we identified very specificrequirements to reduce process line costswhile enabling them to measure metal thick-ness regardless of chemical composition.The new Laser TX meets these needs whiledelivering accurate online, non-contactthickness measurements for a wide varietyof sheet processing applications.”
The new Laser TX uses laser triangulationmeasurement to provide alloy insensitivity,and the sensors automatically adjust tobackground lighting conditions. The flexible
mill interface is compatible with a widerange of mill computers and communica-tion protocols, and the device features logi-cal operator screens that allow process engi-neers and OEM project planners to view allrelevant data on one screen.
Thermo Fisher successfully supports awide range of flat sheet processing applica-tions with its comprehensive thickness andcoating weight gauge solutions. Theseonline, non-contact solutions deliverrobust, precise and repeatable measure-ments for increased uptime, higher qualityand minimal raw material waste.
Contact
e-mail [email protected]
web www.thermoscientific.com
New laser triangulationthickness gauge
The Laser TX optical thickness gaugemounted on a C frame is suitable fordownstream process lines
Key Measurement ParametersThickness Range 1-15mmThickness Noise ±3μmThickness Accuracy <±10μmThickness Reproducibility ±5μmMeasuring gap 100mm*Laser spot diam 1mmMill interface Ethernet*
*Standard – other options on application
Thickness data 2-sigma values proven off-line
THE Wilson Hardness Tukon™ 3100 is anewly developed single indenter Vickers-Knoop hardness tester specifically designedto maximize efficiency, accuracy and usabil-ity. Its advanced microscope quality optics,collision control, high speed stage, and itsversatile, user-friendly software packageprovide a major step forward in the field offully automated routine and R&D hardnesstesting in compliance with all related ASTMand ISO standards.
Core features include a motorised testhead, automated x-y-stage and advancedimage analysis system. The Tukon 3100 isvery robust and suitable for use in both lab-oratory and clean production environmentfor industrial quality control as well as in thedevelopment of products and materials.
Its proprietary collision protection systemfor the indenter and the objective lenseshelps to avoid any accidental operator dam-
Combined hardness testerage. Maximum specimen heights are125mm, 170mm or 210mm, depending onthe selected option. Test loads range from50g to 10kg, supporting a wide range ofapplications.
Contact
Hanneke Maas-Litjens, Marketing Communications, ITW Test
& Measurement GmbH, Boschstr. 10, D-73734 Esslingen,
Germany
e-mail [email protected]
22 – May/June 2012 – Steel Times International
tx_Layout 1 5/17/12 4:10 PM Page 1

Transport market
www.steeltimesint.com
WHILE still not back to pre-recession levels,North American automotive production hasseen a very impressive increase, bringing thesteel market – as well as that of some competi-tive materials – up as well. Given the accelerat-ed auto sales in the past few months, there isoptimism that the future will continue to bebright.
While US steel producers and distributorsare seeing competition from lighter weightmaterials, especially aluminium, given addedimpetus with rising gasoline prices and new,increasingly more stringent, federal fuel effi-ciency standards, they are confident that,through a combination of increased use of highstrength and advanced high strength steels andnew production technologies, steel will contin-ue to hold onto much of its automotive marketshare.
“Steel products have kept pace with OEMdemands for decades, and should continue todo so”, says Ronald Krupitzer, vice president ofautomotive applications for the Washington-based American Iron and Steel Institute (AISI).
“Automotive is the market that has led theUS steel market out of the recession and it con-tinues to enjoy a faster rate of recovery thanmany other steel markets,” he declares, addingthat it appears as if this will continue in theforeseeable future if current domestic automo-tive sales and production trends continue.
“US auto demand has been pretty spectacu-lar during the last few months,” says GeorgeMagliano, senior economist for IHSAutomotive, New York. He notes that while theautomotive market had been seeing steadyincreases at a greater rate than the generaleconomy for the past few years – ever since
‘Cash for Clunkers’ seemed to jumpstart themarket – this year started on a particularly pos-itive note.
While it will still be a while before the autoindustry sees US sales of 18 million light vehi-cles and North American production reaching16 million to 17 million units a year (the peak in2005), “The industry is much further aheadthan we thought it would be at this time,” saysMark Cornelius, president of business researchcompany, Morgan & Co., West Olive, Mich.
The most recent production peak had been 15million vehicles in 2007, according toChristopher Plummer, managing director ofMetal Strategies Inc, West Chester, Pa, who pre-dicts that level could be matched or exceedednext year and that by 2015 North American autooutput could exceed 16 million light vehicles.
North American auto output actuallyreached a 15 million annualised rate duringFebruary, which was an astounding 22%improvement year on year, “But a big chunk ofthat is pent up demand,” Magliano (IHSAutomotive) says, noting that during the eco-nomic downturn many people held off buyingcars and now the average vehicle on the road is10-11 years old. “Because of that it is cheaperto buy a new car than keep the one they have.”
In addition, Cornelius observes that the NewDomestic auto manufacturers have been crank-ing up their production output to make up forthe volumes that they had lost a year ago due tothe after effects of the Japanese earthquakesand tsunami. Also, according to Keith Laurin,director of automotive sales for ThyssenKruppUSA LLC, Calvert, Ala, a combination ofincreased consumer confidence and greateravailability of credit has also helped. The
The US automotive market has recovered from the recession more rapidly than firstforecast offering steelmakers a growing market provided they can supply steel gradeswhich can meet the lightweighting requirements demanded by increasingly frugalfuel consumption targets. In this article, Myra Pinkham canvases the opinions of anumber of US players in the automotive, steel and aluminium industries. By Myra Pinkham*
The demands of the automotive market in USA
*STI correspondent in USA
ArcelorMittal’s S-in motion programme offers a 19% reduction in vehicle weightSource: ArcelorMittal
Thomson Reuters/ University of Michigan con-sumer sentiment index rose again in March forthe seventh consecutive month reaching 76.2points, its highest level since February 2011.
Demise of light trucksSteel and other auto materials, however, mightnot be seeing as much of a benefit as thesenumbers would seem to indicate, saysPlummer, given recent changes in product mix.The light truck share of total North Americanautomotive production was down to 56% yearto date through February compared with 58.4%for the full year 2011. “It isn’t a huge change,but it implies that it is beginning to decline.”
These percentages, however, are somewhatdeceptive, given that, according to Cornelius,crossover utility vehicles are selling like ‘gang-busters’ and while they are on a car body ratherthan a truck frame, they are still classified astrucks.
Fuel price impact“We have found that changes in the percent oftrucks versus passenger cars tends to be a directfunction of gasoline prices,” Krupitzer says. “Itis déjà vu all over again with gasoline prices upwhere they had been 10 years ago,” Laurinquips. Currently, according to the Lundbergsurvey, US gasoline prices are averaging justunder $4 a US gallon (3.78 litres or 0.83 Impgal) with prices as high as $4.50 in certainregions of the country, such as Chicago. Andgiven political unrest in the Middle East,including threats by Iran that they will block oildeliveries from the Strait of Homuz, there isfear that prices could rise to $5-$6 per gallonover the summer.
“I’m not sure that we have reached thethreshold where gasoline prices will make muchof an impact. I don’t see that being a significantfactor at $4 gasoline, but it could be when itgets closer to $5 a gallon,” Laurin maintains.
High gasoline prices will continue to be a factof life, maintains Bernard Swiecki, assistantdirector of the Automotive CommunitiesPartnership at the Center for AutomotiveResearch (CARS), Ann Arbor, Mich. “Imagineif Europe was humming right now and buying alot of gasoline in competition with us. Priceswould be higher still,” he says.
CAFE RegulationsAlso pushing the shift to more energy efficientvehicles is increasingly stringent federal corpo-rate average fuel efficiency (CAFE), require-ments for both passenger cars and light trucks.Plummer observes that CAFE standards forpassenger cars jumped to 29.5 miles per US gal-lon (12.54km/l) this year from 27 mpg(11.47km/l) in 2008 and low-end projectionscall for further improvements, possibly twicethat of the 2008 level by 2025 (Table 1).
Electric & hybridsBecause of this automakers are looking at waysto make their vehicles lighter, and that pushcould be accelerated should ‘green’ cars such ashybrids and electric vehicles, which at this pointtend to be mainly fleet vehicles or novelties forthose consumers who can afford the price pre-mium, become more popular. This is becausethe batteries and additional motors in thesevehicles add to their weight. Robert Dicianni,marketing manager for ArcelorMittal USA says
Steel Times International – May/June 2012 – 23
auto myra_Layout 1 5/17/12 8:48 AM Page 1

24 – May/June 2012 – Steel Times International
Transport market
joint development and promotion efforts,including the Ultralight Steel Auto Body pro-grammes, the Auto Steel Partnership and theAutomotive Partnership Canada, as well asindividual steel company developments such asby ArcelorMittal and ThyssenKrupp, sees a verydifferent scenario. “I believe that steel will con-tinue to do quite well,” Plummer says.
“Steel remains and will continue to be thelow cost, low emission lightweight materialsolution for automobiles. This will not change,”John Ferriola, president and chief executiveofficer of Nucor Corp, Charlotte, NC, believes.“In addition steel, particularly steel producedthrough the minimill process, is much moreenvironmentally friendly than alternative mate-rials in their production phase and as automo-biles increase their fuel economy, the materialproduction phase of a vehicle becomes moreimportant in the total lifecycle assessment of acar.” He estimates that by 2025 the productionphase of a vehicle will have more impact on theenvironment than the use phase of the vehicle.
“We have done studies that show that autocompanies can use advanced high strengthsteels without a significant cost penalty, and, inmany cases, there is a cost benefit, Diciannisays, as while high strength steels are moreexpensive than mild steels on a per ton basis,less tonnage is required.
Laurin agrees, noting that there has also beenmore activity on certain new automotive manu-facturing technologies such as tailor rolledblanks and hot stamping which bodes well forsteel. “Steel will prove itself,” he says, through acombinations of the steels used and changes inhow automakers design vehicles with thosesteels.
He notes that ThyssenKrupp has contributedto this through some of its own developmentwork, as have some of its competitors. Thisincludes ArcelorMittal, which, according toBlake Zuidema, director of its automotiveproduct applications division, introduced its ‘S-
in motion’ latest concepts for lightweight auto-motive steel applications to USA last year. Thisincludes the use of ‘next generation’ advancedhigh strength steel automotive solutions. The S-in motion portfolio comprises a range of over60 innovative Press-Hardened Steel (PHS) andAdvanced High Strength Steel (AHSS) solu-tions that can be implemented in vehicles today,delivering benefits to both car makers and con-sumers in terms of weight, safety and efficiency.
Zuidema says these solutions result in a 19%weight reduction compared with the 2008 C-segment baseline vehicle used as a comparison.Also, according to the company’s life cycleanalysis, it delivers a 13.5% fall in carbon diox-ide equivalent emissions during the vehicle usephase with another 15% reduction able to beobtained during production.
“Nucor is always developing new products tomeet the growing needs of our automotive cus-tomers,” Ferriola says, adding that a few ofthese recently developed products include‘NuPhase’, a multiphase advanced highstrength steel and ‘Grade 100’, an ultra-highstrength steel grade.
The need for steel suppliers to continue toupgrade their capabilities – and for processorsand parts makers to do the same thing – impliesinvesting in new equipment, especially giventhat the new market will reduce the number ofavailable suppliers. Dicianni says that not allsteelmakers can currently make the moreadvanced high strength steels and make themwell. “Companies that are lagging behind todaywill try to catch up over the next several yearsand companies who are leading today will workto maintain their lead and to try to move intoeven more exotic steel grades.”
Krupitzer says that, as a result, just about everyNorth American steelmaker serving the automo-tive market is either adding new lines or upgrad-ing existing ones, bringing on new high strengthsteel, annealing and galvanizing capacity.
Ferriola says that Nucor has invested over$1bn in the last three years with an emphasis onthe growing automotive industry. “We have vac-uum degassers at two mills, we are investingalmost $300M in special bar quality growth andare investing over $100M to expand our sheetwidth to 72 inches (1829mm) and also toincrease our product breadth at our Berkeley,SC, sheet mill.”
In January, Severstal North America hot com-missioned a 500k ston/y hot dipped galvanizedand hot dipped galvanneal line in Dearborn,Mich, to produce sheet of sufficient quality foruse on external panels. Among other products,this will process high strength and advancedhigh strength steels for the automotive market.Some of the capacity from that line will also beused by other high end markets, including theappliance and furniture industries.
Also much of the galvanizing capacity of thenew ThyssenKrupp Steel USA facility, which iscontinuing to ramp up, is aimed at supplyingthe automotive market, particularly the newdomestic facilities in the US south. US Steelreportedly is restarting another galvanized linein Hamilton, Ontario, in May.
automotive forecasters are not calling for thesevehicles to account for any significant marketshare of the light vehicle market – possibly aslow at 2-3% through 2020, unless gasolineprices do increase significantly. “$4 per gallongasoline isn’t enough to make this market growfaster”. he believes.
This is not to say that there has not been, andwill not be, any improvement at all but it is froma very low base. Cornelius notes that US elec-tric vehicle sales were up 4.2% in 2011 andcould rise 26% this year given all the new offer-ings in the past year. That, however, would onlybring sales up to about 29 200 vehicles in 2012.
Laurin concedes that that shrinking vehiclesizes would equate to a lower tonnage of steeland other auto materials, “But as the vehiclesize goes down, the performance requirementsgo up, which is a plus for steel,” he maintains.
Material competitionKrupitzer (AISI) concedes that the push formore fuel-efficient auto designs will open upopportunities for aluminium, magnesium, car-bon fibre and plastics suppliers. However, he isoptimistic that the steel market share couldlargely be maintained through the use of a com-bination of new steel alloys such as highstrength and advanced high strength steels andnew manufacturing technologies that allowthem to be used judiciously where they areneeded. “Automakers are looking at how muchweight savings they could get using steel, as it isa cost effective solution,” he says, but they arelooking at other materials as well, trying to getas much mass reduction as possible.
While the effect might not be felt immediate-ly, Dick Schultz, managing director of DuckerWorldwide, Troy, Mich, says that an “unprece-dented” increase in aluminium content in theaverage North American passenger car by the2025 step-up in CAFE requirements will cutinto steel – particularly mild steel – use. He saysthat while the percentage of high strength andadvanced steels will grow, the overall steel con-tent will decline from 58% to 46% between nowand 2025. Meanwhile the aluminium contentwill go from 9% to 16% of the total, growingfrom 343lbs (156kg) per vehicle to 550lbs(250kg), mostly for sheet and extrusions for thebody structure and closures. Traditionally alu-minium has been almost exclusively used incastings, “But the time has come for that tochange,” Schultz says, adding that all told theaverage passenger car will be about 400lbs(182kg) lighter in 2025 than it is now.
Meanwhile, the North American steel indus-try, which has been involved in both several
www.steeltimesint.com
Table 1 Called forCAFE regulations onfuel consumption ofUS automobiles
Year US mpg Imp mpg km/lit
2008 27.0 32.4 11.47
2012 29.5 35.4 12.54
2017 38.0 45.6 16.15
2020 40.0 48.0 17.00
2025 46.0 55.2 19.55
Alt 2025 54.5 65.4 23.17
Continuous hot dip galvanised strip atThyssenKrupp Steel USA Source: ThyssenKrupp Steel
ThyssenKrupp Steel USA is aiming to supplythe automotive market, particularly the newdomestic facilities in the US south (Hot strip mill at ThyssenKrupp Steel USA –Source TKS)
auto myra_Layout 1 5/17/12 8:48 AM Page 2

Transport market
Similar moves are being madeby aluminium producers. Forexample, Alcoa Inc hasannounced a $300M investmentin its Davenport, Iowa, facilityand Novelis Inc has invested$200M in its Oswego, NY, facility.
Overall, 2012 is expected to bea good year for both the automo-tive industry and its steel suppli-ers. “We aren’t at the unprece-
dented levels in 2005 of 17 mil-lion vehicles, but 14 million is avery sustainable and positive levelof sales and production for theautomotive industry,” Ferriolasays.
Laurin agrees, stating, “Mostautomakers are making profits atthese lower numbers and arebringing everyone else up withthem for the ride.”
www.steeltimesint.com
CO2eq emissions arising from ArcelorMittal’s S-inmotion programme are esti-mated to be 13.5% lower inthe vehicle in use phase and15% lower in the productionphase Source: ArcelorMittal
What Aluminium has to offer
Dick Schultz, managing director ofDucker Worldwide, Troy, Michsays: “Traditionally 80% of alu-minium in automobiles has beenin castings, but the time has comefor more aluminium sheet andextrusions,”. While aluminium isalready the leading material inpower train and wheel applica-tions, the latest Ducker survey,released last September, indicatesthat it is quickly gaining marketshare in hoods, trunks, doors andbumpers. Body, bumper and clo-sure content grew by 58% from2009 to 2012, with 30% of allhoods in 2012 vehicles being alu-minium, saving a total of about100 million lbs (45.3k metrictonnes) of vehicle weight acrossthe entire fleet. As automakers consume more alu-minium, it could result in a tight-ening of supply of automotivegrade aluminium sheet and extru-sions, Ducker’s Schultz says. Use of aluminium should doubleby 2025, says, Doug Richman, vicepresident of engineering and tech-nology for Kaiser Aluminum Corp,Foothill Ranch, Calif, noting thatthe automotive body in white –the body of the car not includingclosure panels – which accountsfor 20 to 25% of the vehicleweight, is the next frontier. “Weexpect to add over 2bn lb (907kt)
of aluminium use in the automo-tive sector by 2025,” he says. “We don’t necessarily look atadvanced high strength steels ascompetition,” Kaiser’s Richmanstates. “The vehicle of the future isnot going to be a monolithic vehi-cle. The body in white will havealuminium, steel, magnesium andother materials in it as well.” “The steel industry has done asuperb job with what they cando,” he admits. “But the autoindustry needs to go beyond justusing advanced high strengthsteels to meet their needs toachieve better fuel efficiency.” Also these goals cannot be totallymet by substitution to aluminiumand other lightweight materials,he agrees. “While weight reduc-tion could deliver about a two tothree mile per gallon improve-ment, the new fuel efficiency forfleets needs to be at least 22mpg(US) better than it is today. Therest needs to come from newtechnologies, with the largestbeing increased engine efficien-cies,” he says.“It will take the best materials, thebest designs, the best everythingfor automakers to meet their fuelefficiency goals,” he concludes.“Also the OEMs need to imple-ment all of these new technolo-gies in a timely fashion.”
Steel Times International – May/June – 25
ww
w.L
AP- L
ASE
R.c
om
[PROFILES]
MEASURING INSTEAD OF SCRAP MELTING
[THICKNESS] [DIAMETER]
[STRAIGHTNESS]
auto myra_Layout 1 5/17/12 8:48 AM Page 3

Transport market
26 – May/June 2012 – Steel Times International www.steeltimesint.com
CAMBRIDGE based technology engineeringcompany TWI is working with the BloodhoundSuperSonic Car design team to provide expert-ise in adhesive bonding. TWI’s role is to identi-fy and test the perfect materials joining tech-nique for the lower chassis structure of the car
Bloodhound – TWI bonding in 1000mph ‘car’designed to inspire the next generation of scien-tist, engineers and mathematicians and set anew World Land Speed Record.
TWI is undertaking a 12-week study, whichhas identified suitable adhesives and surfacepreparation techniques for bonding togetheraluminium and steel parts of the chassis struc-ture. The project team is currently testing anadhesive/rivet combination. The bonding sys-tem (adhesive/surface preparation/curingapproach) has been developed out of the needsof the car design specifications where a struc-tural adhesive bond has to be achieved andmaintained over a range of temperatures up to150°C and the high vibration loads which willbe seen within the chassis. Additionally, theadhesive bond has to retain its strength charac-teristics for the duration of the challenge andthis can only be achieved with any level of con-fidence if the correct surface preparationprocesses are applied from the outset.
Final construction of the chassis and thebody of Bloodhound SSC will be undertaken
by Hampson Aerospace, and TWI will providesupport and training to the Hampson engineer-ing team.
The build of the car is planned for December2012 and trials for the record attempt will beginin 2013 on Hakskeen Pan in South Africa.
Bloodhound SSC will be powered by aEurofighter Typhoon jet engine and a Falconhybrid rocket with a pump driven by aCosworth Formula 1 engine. The car will be12.8 metres long, weigh 6.5 tonnes empty (7.5tonnes fully fuelled) and will accelerate fromrest to 1000mph and back to rest again in 100seconds, covering 10 miles across the SouthAfrican desert. The current World Land SpeedRecord is 763mph.
Bloodhound SSC is also a significant educa-tional initiative to showcase engineering andscience, which is currently involving 4900schools, 44 universities and 260 further educa-tional colleges. www.bloodhoundssc.com andhttp://www.bloodhoundssc.com/education.cfm
Artist’s impression of theBloodhound super-sonic car
Ruukki provides HSS for conveying ore
The first new mine in Europe for many years is being built at Pajala, in northern Sweden. Ruukki is delivering steel for this andother mines in the region both to transport ore by rail and to build underground mining equipment.
MINING activities in northern Sweden began inKiruna more than a century ago when it wasalready known that the ore deposits extendedunder the area of settlement. In those days, theycould never have envisaged how much more effi-cient mining would become or that demand foriron ore would grow towards that now demand-ed in the 21st century.
The town of Kiruna is now being relocatedaway from the ore deposit. Parts of the town cen-tre are gradually being moved to the slopes of theLuossavaara mountain, some of the formerbuildings are being demolished and others arebeing moved in one piece. This transformationover the next 30 years will affect about 10% ofthe settlement.
There is mining fever also elsewhere in thenorth of Sweden. Old mines are being re-openedapace and new ones are being planned. The newiron ore mine at Pajala, about 120km to the eastof Kiruna, near the Finnish border, is beingdeveloped by Northland Resources. The samecompany is also examining the possibility ofopening a mine in Hannukainen, in Kolari on theFinnish side of the border.
LKAB (Luossavaara-Kiiruna Aktiebolag)began mining at the top of the Kiirunavaaramountain 100 years ago and to date has reacheda depth of 1045m below the level of the originalpeak. Of the world’s largest iron ore producers,only LKAB mines underground. Work in thetunnels is automated and remotely controlled.The deeper down the mine extends, the betterthe quality of the ore has proved to be. A newmine level is currently being developed at adepth of 1300m. The challenge is not so much
mining the ore, but transporting it.The 500km railway (the Malmbana) which
transports the 76000t of ore mined each dayfrom Kiruna to either the harbour of Narvik inNorway or that of Luleå in northern Sweden, isindispensible. As many as 10-12 ore trains a daymake the journey between Svappavaara andNarvik on the shore of the Narvik or OfotenFjord. From Narvik, the ore continues its jour-ney out into the world.
Similarly, there are at least five ore trains a daybetween Luleå and Svappavaara. A total of 1012wagons of iron ore a day are transportedthroughout the year. When operations start up atthe Pajala mine in 2013, the iron ore traffic toNarvik will grow further.
The locomotives that pull the trains are elec-tric, picking up power from overhead cables. Buttraffic on the track is largely self sufficient interms of energy thanks to a feedback systemwhich allows the train to feed power to the over-head cables while descending a gradient. Theroute first goes uphill over the mountains andthen descends at which time the train is able touse its motors to generate power which is fedback into the overhead cable to be used for thereturn uphill journey. The need for rail and infra-structure solutions will increase when ore fromthe Kaunisvaara mine is transported to Narvik.
Heavy transport naturally wears out the wag-ons and tracks. Rolling stock must be built ofhigh-strength steel than can withstand blows,wear and very cold winter conditions. At thesame time, the idea is to increase transportcapacity while decreasing fuel consumption.
Mines offer an excellent chance for Ruukki to
show what it can do in terms of producing veryhigh-strength, wear-resistant steels. In addition,Ruukki is able to weld complex, prefabricatedcomponents that can be quickly assembled toproduce wagons or mining equipment.
Bogoljub Hrnjez, business manager atRuukki, considers that the mining industry hasentered a new era. “Mineral supplies are limitedand mining activities call for increasingly com-plex solutions to enable the exploitation of orein places that are more difficult to access.” Hecontinues, “At the same time, the cost basis inthe mining industry has changed permanently. Itis more important than ever to eliminate expen-sive disruptions to production and to ensurethat machinery and equipment are reliable.Ruukki Raex steels meet current needs toenable uninterrupted mining activities at mini-mum cost,”
In autumn 2011, Hrnjez arranged training inthe mining sector for Ruukki’s global partnersand some of the courses were held at a depth ofone kilometre underground.
Mining conditions must be taken intoaccount in product design, such as in the cabinsfor mining machines.
“Mine tunnels can be cramped and miningmachines and cabins must fit into them.Whether it’s a question of open cast mining orunderground tunnels, cabins must be able towithstand toppling over or rocks falling onthem. This is why Raex is a good choice for theframe structures of cabins,” explains JuhoKoskinen, Vice President, Cabin Business, atRuukki. www.ruukki.com/
The use of Ruukki Optim 550 high strength steel in vehicles reduces weight through thinner sections
bloodhound ruukki_Layout 1 5/17/12 4:23 PM Page 1

Rolling
www.steeltimesint.com
The traditional approach of a mill estab-lishing a roll grinding shop was to mixmachines from various suppliers but thisleads to inefficiencies as often equipmentlacks compatibility. Pomini thus intro-duced the concept of an integrated rollshop, first planning the layout using adynamic approach to take into accountinteractions between machines and thendesigning or modifying its own machinesto exactly match the capacities andrestrictions required by the customer.By D Quaglia*, F Auteri**, G Boselli*& P Gaboardi*
Design for integration of roll grinding shop
*Pomini Tenova [email protected], **Pomini, Inc (USA) [email protected]
THE 90s were a crucial time for the develop-ment of roll shops both in layout and supplyphilosophy. At that time roll shops were oftendesigned by the steelmakers who purchased theindividual items of equipment from varioussuppliers and then tried to integrate each in thebest possible way. Often this integration wasnot perfect or, at least, proved to be difficult,due to the fact that strict co-ordination betweenseveral suppliers was necessary and this was notalways achieved.
Pomini saw the need of steel manufacturersfor a better solution from this point of view, andin those years decided to move from the designand manufacture of roll grinding machinesalone, to the design and manufacture of all themain components needed in a roll shop, alongwith their integration. This step required con-siderable effort in the early years, but led togreat satisfaction, and enabled Pomini to reachthe status of a leader in this field. Pomini iscapable of designing, manufacturing and com-missioning all the machines required in rollshops and fully integrating them in a ‘turn key’philosophy.
Complete roll shopThe core of the Pomini complete roll shop is theroll grinder. To maximise the productivity ofgrinders, Pomini also designs and manufacturesan Automatic Loader System. Its purpose is tocreate a ‘cell’ inside the roll shop which cangrind the rolls and also decide the grinding pri-orities without the supervision of an operator.The ultimate task of this cell is efficient produc-tion of rolls with a constant level of quality,allowing operators more time for other activi-ties in the roll shop. The Automatic LoadingSystem is basically a CNC controlled crane(Automatic Loader) with a gantry or semi-gantry layout and two or three controlled axesaccording to customer’s needs. This runs onrails in a dedicated ‘automatic area’, most ofwhich is dedicated to rolls storage (Fig 1). Theoperators ‘fill’ the storage area with rolls to beground and from this point onward, all the rollhandling and grinding operations are per-formed automatically. The Automatic Loaderembodies Siemens CNC technology for all themovements (positioning of bridge, trolley andlifting tong), with a PLC board that is fully inte-
grated in the numerical control system, whichmanages all the transducers. This arrangementachieves the same level of performance as thatof a machine tool in terms of precision, accura-cy and diagnostics. The roll is lifted or loweredby means of a special tong fitted to the loader’shoist. The tong can be provided with a broadrange of accessories and features to handle anykind of roll with or without chocks. There is thepossibility to adjust the distance between thegrippers and to have two chock tilters which areable to rotate the roll chocks by 90° while onthe loader. This operation is sometimesrequired before the grinding phase in caseswhere the shape of the chocks, if left on, inter-fere with the grinding process.
Another important machine in a roll shop isthe chocking-dechocking machine. Pomini haslong term experience in designing suchmachines, where the goal is to safely performthe extraction and the insertion of chocks fromand onto the rolls. The machines can be dedi-cated to handle work rolls, back-up rolls orboth in a single machine for cold and hot rollingmills and heavy plate mills. The chocking-dechocking machine for work rolls usually con-sists of several stations side by side which sup-port the rolls when they are lowered from themain crane. The number of stations is decidedby the production requirements of the cus-tomer, after an accurate analysis by Pomini’sengineers.
Two extractor carriages traverse along thestands, one on the drive side and the other onthe operator side. Each carriage is providedwith a top car, which can move perpendicularlyto its direction of travel in order to approachthe chock, grab it, and extract or inserts it. Dueto the less frequent need for maintenance ofthe back-up roll chocks compared with workroll chocks, the chock extractor machine forback-up rolls usually requires only a single cen-tral station. This central unit comprises foursupport rollers onto which the back-up roll isloaded by the main crane. Two extractor car-riages on rails, one on the drive side and one onthe operator side, are capable of clamping ontothe chocks to perform the chocking ordechocking operation. Pomini has also
designed a ‘combi’ machine able to extract andinsert chocks on both the work rolls and theback-up rolls. Its layout is similar to a machinededicated to work rolls, except that the last sta-tion is designed to support a larger back-up roll(Fig 2).
These machines are designed to be fully inte-grated in the roll shop; therefore all functionsare controlled through a Siemens PLC of thesame family as the ones for the grinders andloaders. These can all communicate with theRoll Shop Management System (RSMS) andthe WinLoader software. These two elementswork together to schedule and keep track ofroll movements in the roll shop, keeping updat-ed information regarding the roll inventory, andproviding useful statistics to help roll shop man-agers make better decisions[1][2]. The advan-tages of the risk analysis and design review, per-formed during the design phase, significantlyimprove the safety and ergonomics of the oper-ation. For example, the chocking-dechockingmachine is controlled by hand-held radio con-trollers to give the operators more freedom ofmovement and safety.
The chock tilter is a useful auxiliary machinein the maintenance of chocks. This devicerotates the chock by 90º to a horizontal positionwhich is necessary when extracting its bearings.
Fig 1 Automatic loader at ThyssenKrupp’sroll shop in Calvert, Alabama
Fig 2 Chocking-dechocking machine for work rolls and back-up rolls
Steel Times International – May/June 2012 – 29
tenova_Layout 1 5/17/12 4:30 PM Page 1
30 – May/June 2012 – Steel Times International
Rolling
equipment as well as their location in the shopso as to optimise logistics.
The process to obtain an efficient roll shopinvolves several aspects. Experience and know-how are required from the very first phases of aproject: the technical preliminary discussion.During this stage, decisions of major impor-tance are taken regarding the layout of theplant, often with little information and few cer-tain points. The success of a plant depends onthe decisions made at this preliminary stage. Asa consequence, an experienced guide, whohelps the customer to choose between severalscenarios for the best production results, isrequired from the beginning. Pomini, with itsexperience and know-how, is able to assess theoptimum number of grinders and auxiliaries toachieve the production targets in the best way,even if the data are not all available. These twofeatures are not easily found in an individualsupplier, and this is the first advantage ofchoosing a single partner for the whole project.
Too often, even today, the philosophy adopt-ed to design the layout of the roll shop is a ‘sta-tic’ approach. This means that the variouspieces of information are analysed separatelywithout considering the mutual influences ofmachines on each other during operations. Thisapproach is certainly useful, but has limitations.Firstly, it is not possible to rigorously monitorthe consequences of a particular choice overtime: for example assessing the effect, aftersome months or even years of running of theroll shop, of decisions such as installing agrinder in one location rather than another.Moreover, it is difficult to take into account thevariability in mill and roll shop performances,which is always present but requires a high levelof experience and knowledge to be synthesizedin a useful way. In recent years, Pomini decidedto move from the static approach to a dynamicone, thanks to innovative roll shop simulationsoftware[3] (RSS), developed by its engineerstogether with one of the best technical universi-
ties in Europe, the Politecnico di Milano. Thesimulator software is able to point the layoutdesigners to the best solution among the sever-al preliminary layouts being considered, using a‘dynamic’ approach. The roll shop machines aredivided into three groups: grinders, trans-porters and auxiliaries. The first group consistsof all the grinding machines, the secondincludes all the roll handling devices such asautomatic loader systems, transfer cars andmain cranes with lifting tackles, the third iscomposed of the machines required for mainte-nance: chocking dechocking machines, chocktilters and so on. The software associates eachitem belonging to the three groups with a data-base of management rules, defining their influ-ence on the possible roll shop performances.Pomini’s programmers introduced some vari-ability in the code, to increase the level of real-ism of the simulation: for example, the rate ofarrival of rolls in the roll shop, which varies andis often characterised by batch changes due tocampaigns; the quality of rolls, which some-times in real life have defects so large that theyneed a further grinding operation; the processtime on both grinders and auxiliaries, takinginto account the utilisation time of machinessuch as the main cranes and lifting devices. Thesimulator requires a preliminary configurationto be first analysed: the number of each type ofmachines needed in each group is initiallyassessed using the static approach and then thesimulation is run, resulting within a few minuteswith the desired number of years of the rollshop functioning. With this software tool, sever-al layout configurations can be easily tested,and the best among the candidates can there-fore be chosen (Fig 4).
A good example of the usefulness of this toolis the design of the layout of the ATI ALC RollShop project in USA, in 2010. This roll shop wascomplicated due to the lack of available spacefor the number of rolls and equipment that hadto be installed. In these conditions, optimisation
Thanks to this machine, the operator can avoidthe dangerous operation of tilting the chockimproperly using the main crane, so improvingsafety in the roll shop. The safety criteria thatinspired the design of this machine includes asystem of safety fences and interlocked gates,designed with a poka-yoke philosophy(Japanese for fool-proof) which protects theoperator from the danger of falling into thefoundation pit during the operation.
A grinder dedicated to the shear blades of thecrop cutters in rolling mills is a new and rele-vant product in the Pomini portfolio. Suchshear blade grinders are capable of resurfacingstraight blades weighing up to 600kg and up to5.5m long.
The machine consists of an electro-weldedsteel bed with a magnetic table on which theblade is positioned and kept fixed by magneticclamping forces (Fig 3). A carriage with a grind-ing wheel traverses along the bed using an axismotor and linear roller guides to provide thenecessary accuracy and stiffness. The blade isresurfaced to the strict tolerances required bythe mill designers. All the movements are CNCcontrolled, to allow precision and repeatability.
Along with these products, Pomini is able tosupply, with its own design, other auxiliariessuch as a washing machine for chocks and bear-ings for work rolls, the cleaning and preservingtanks for the maintenance of Morgoil bearings;a cleaning cabin to wash the roll before grind-ing; a cooling station to lower the temperatureof the roll when it arrives direct from the mill;and the roll transfer car to transport the rollsfrom and to the mill. Moreover Pomini suppliesthe racks for the roll storage and also suppliesthe jib cranes.
Layout of roll shopThe feature that most characterizes Pomini’sapproach to roll shop design is that, from theearliest drafting phase, the greatest attention isput into the integration of all the pieces of
Fig 3 Pomini’s new shear blade grinder Fig 4 Dynamic roll shop simulation
Fig 5 Initial proposal for ‘common sense’ layout of a congested rollshop resulting in blocked cranes
Fig 6 Layout of same roll shop after dynamic consideration oflogistics
Initialidea
Fill in the input data
Run thesimulation
Analyse output statistics
Modify someinput parameters
Compare different solutions
Decide the bestconfiguration
eg: 400 days in3 minutes
BUR & rougher WR transfer car
BUR & rougher WRmaintenance area
(grinders)
Finishing WRtransfer cars
BUR and rougher WR mainte-nance area (chocking dechocking
machine)
Mill side
Roll shop side
North
Automatic area for finishing WR
Mai
n cr
ane
2
Mai
n cr
ane
1
BUR & rougher WR transfer car
Finishing WRtransfer cars
Mill side
Roll shop side
North
Mai
n cr
ane
2
Mai
n cr
ane
1
BUR & rougher WRmaintenance area
(grinders)
Automatic area for finishing WR
www.steeltimesint.com
tenova_Layout 1 5/17/12 4:30 PM Page 2

Rolling
ments evident from the past experience of thecustomer or the precise demands of theprocess. At this stage, the variety and flexibilityof the solutions that Pomini can suggest is anadvantage for the customer. This flexibility isthe result of an attitude that is open to newchallenges and to continuous improvement, butit would not be possible without a deep know-how and full knowledge of the design and thetechnologies required for the machines. Thesefactors constitute a great help in the criticaldecisions even at the initial stage of technicaldiscussion or at the very first meeting with thecustomer.
An example of flexibility combined withexpertise is the Automatic Loading System forthe ThyssenKrupp Compass project, in Calvert,Alabama. In the roll shop of the cold rollingmill, the customer had asked for a loading sys-tem without a dedicated ‘automatic area’, so asto have complete access for the operators,transfer cars and forklifts in the zone. Thisrequest required Pomini’s engineers to com-pletely redesign the goal, mission and philoso-phy of the Automatic Loading System. In thestandard system, the loader operates in its owndedicated area, which is separated from the restof the shop by interlocked fences. The pairs ofwork rolls to be ground enter this area alongwith the main crane, the automatic loader sep-arates the pairs of rolls and automatically loadsthe grinders according to a specified optimisedmission. No operator is allowed to be present inthe automatic area when the roll loader is run-ning and any access has to be ‘booked’ bymeans of a special procedure with consequentstop in loader operations for safety reasons. Tomeet the ThyssenKrupp’s requirements theidea of an ‘automatic area’ was converted into anew concept, the ‘semi-automatic area’. Thefences with interlocked gates were removedand it was possible for operators to remain inthe surroundings of the loader during opera-tion. Pomini’s safety engineers installed radardevices to stop the loader if some obstacle(object or person) was too close to the workingzone. The loader was designed with a differentphilosophy: its mission was conceptually splitinto several steps, and each step needed thepermission of a dedicated operator (‘supervi-sor’) to commence (normally the supervisor justgives permission at the start of each mission).Once permission is given, the loader automati-cally handles the roll without any need for inputby the supervisor. To improve their control andview, a pulpit was installed on-board the lowerhead beam of the loader, from where the super-visor can monitor every operation in completesafety.
The consequences of this change in the phi-losophy of the machine also influences thedesign from the mechanical and structuralpoint of view. The requirement of a ‘semi auto-matic area’, crossable by operators and vehiclessuch as forklifts, required that the bottom railsof the loader had to be installed at the samelevel as the floor, in such a way to have asmooth surface, without gaps or steps. Thestandard Pomini layout of semi-gantry loadersuses guide rollers on the bottom head beam tomaintain good alignment of the crane along itstravel, as well as contending with the forces dueto the bridge skewing. However, the presenceof such guide rollers would have required awide housing for the bottom rails in the con-crete, preventing the passage of forklifts.Therefore, the engineers decided to install theguide rollers on the top head beam and toinstall a hinged connection between the girdersand the leg beams of the loader, thus changingthe static structural scheme of the loader to analternative one. In fact, the installation of theguide rollers on the top head beam, while keep-ing a rigid joint on the leg beams and a lateralconstraint produced by the bottom wheelswhich have two edge flanges around the cir-cumference, would have introduced a staticallyindeterminate scheme in the structure of theloader. This would be a disadvantage from thepoint of view of stress during the loader’s oper-ation, in particular with any imperfect align-ment of the rails or with deformation caused bytemperature fluctuations. From these consider-ations, the most efficient scheme was to placethe guide rollers on the top head beam, togeth-er with a hinge joint between the legs andbeams, and add flanges to the bottom wheels.This led to a lighter design for the leg structureand in this configuration was not subjected tobending moments. Although this solution is awell known scheme in the engineering ofcranes, it testifies to the multi-disciplinaryknow-how and flexibility of Pomeni’s engineer-ing department which was able to assess sever-al configurations for the machine, choosing thebest one right from the start of the project.
Pomini’s design philosophy helps obtain a setof machines which are perfectly integrated witheach other and with the rolling mill. A greatexample of integrated design is once again theThyssenKrupp Compass Project, in Alabama.The automatic loaders installed in the roll shopfor the cold rolling mill rolls are working insemi-automatically mode as previouslydescribed. These had two specific missions; onebeing to assembly and disassembly the roll pairsof the Tandem Cold Mill (TCM) in their cas-settes, transport each single roll with chocks tothe chocking/dechocking machine, then trans-port the roll to the grinder. The total mission iscompleted once each step is also performed inthe reverse direction. The second mission wassimilar, but was dedicated to the Skin Pass Mill(SPM) and the intermediate rolls of this mill(ISPM). The rolls were taken on their racks,transported to the chocking dechockingmachine, and then subsequently to thegrinders. In order to manage all these types ofrolls, with and without chocks, a special tongwith four grippers was designed for the auto-matic loader (Fig 7). It has the capability ofhandling rolls by the shoulders and by the ends,according to the particular configuration, toperform safe lifting even from the cassettesdesigned by the customer, which were very nar-row and offered only limited space during lift-ing. The two central grippers lift the
of the layout was not only desirable, but essen-tial to obtain the required performance. The ini-tial idea was to place the automatic area and therelated roll grinders as close as possible to thetransfer cars for the finishing work rolls (Fig 5).This choice appeared optimal, since the finish-ing work rolls have to be ground eight timesmore often than the rougher work rolls and theback-up rolls. In such a situation the grinder forthe back-up rolls was proposed to be installed atthe south side of the roll shop, while the main-tenance area for the back-up rolls was at thenorth side. The automatic area for the work rollswas to be placed between these two locations.In practice, the limited room in the roll shopprevented keeping the two areas dedicated tothe back-up rolls (the roll grinder area andmaintenance area) next to each other and thelocation of the automatic area very close to thetransfer cars. As a result, while, during the nor-mal rate of supply of finishing rolls, the flow wasextremely smooth, but it became very inefficientwhen the rougher work rolls and the back-uprolls had to be ground at the same time as thefinishing work rolls. In fact, the first main crane,which was dedicated to the finishing work rollsbecause of its lower load capacity, would havebeen continuously blocked by the second maincrane, which was the only one capable of han-dling the heavier back-up rolls and rougherwork rolls as these had to be transported fromthe area at the south end of the roll shop to theone in the north. Pomini proposed an alterna-tive solution (Fig 6). By shifting the automaticarea towards the north side, it was possible toconcentrate all the machines dedicated to theback-up and rougher work rolls at the southside, thus eliminating the inconvenience of hav-ing the two main cranes blocking each other.The disadvantage of this solution was theincreased distance of the automatic area fromthe work roll transfer cars. However, with theaid of the roll shop simulator, Pomini demon-strated that, on a long-term basis, it was worthadopting this alternative layout, since the craneswere managed in a better way and did not causequeues during the contemporary batch changes.This example shows how the RSS is a usefultool, and how it enables logistic designers toovercome the limits of thinking according to‘common sense’ to achieve the best possibleperformances even in the most complicatedcases.
Design of machinesAfter defining the machines required, the nextstep is to have a precise idea of the layout of allthe machines to be installed. Each roll shop is aparticular case, with peculiar needs and require-
Fig 7 Multipurposelifting tong of theautomatic loaders atTKS Alabama
www.steeltimesint.com Steel Times International – May/June 2012 – 31
tenova_Layout 1 5/17/12 4:31 PM Page 3
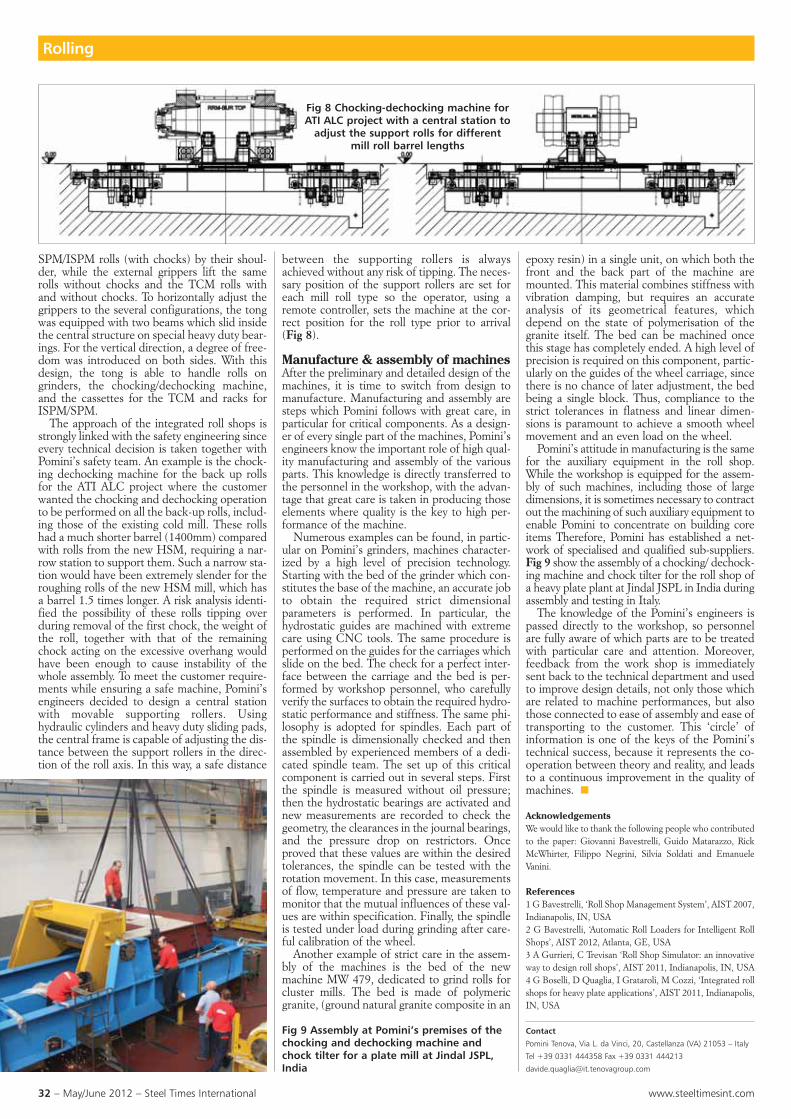
32 – May/June 2012 – Steel Times International
Rolling
between the supporting rollers is alwaysachieved without any risk of tipping. The neces-sary position of the support rollers are set foreach mill roll type so the operator, using aremote controller, sets the machine at the cor-rect position for the roll type prior to arrival(Fig 8).
Manufacture & assembly of machinesAfter the preliminary and detailed design of themachines, it is time to switch from design tomanufacture. Manufacturing and assembly aresteps which Pomini follows with great care, inparticular for critical components. As a design-er of every single part of the machines, Pomini’sengineers know the important role of high qual-ity manufacturing and assembly of the variousparts. This knowledge is directly transferred tothe personnel in the workshop, with the advan-tage that great care is taken in producing thoseelements where quality is the key to high per-formance of the machine.
Numerous examples can be found, in partic-ular on Pomini’s grinders, machines character-ized by a high level of precision technology.Starting with the bed of the grinder which con-stitutes the base of the machine, an accurate jobto obtain the required strict dimensionalparameters is performed. In particular, thehydrostatic guides are machined with extremecare using CNC tools. The same procedure isperformed on the guides for the carriages whichslide on the bed. The check for a perfect inter-face between the carriage and the bed is per-formed by workshop personnel, who carefullyverify the surfaces to obtain the required hydro-static performance and stiffness. The same phi-losophy is adopted for spindles. Each part ofthe spindle is dimensionally checked and thenassembled by experienced members of a dedi-cated spindle team. The set up of this criticalcomponent is carried out in several steps. Firstthe spindle is measured without oil pressure;then the hydrostatic bearings are activated andnew measurements are recorded to check thegeometry, the clearances in the journal bearings,and the pressure drop on restrictors. Onceproved that these values are within the desiredtolerances, the spindle can be tested with therotation movement. In this case, measurementsof flow, temperature and pressure are taken tomonitor that the mutual influences of these val-ues are within specification. Finally, the spindleis tested under load during grinding after care-ful calibration of the wheel.
Another example of strict care in the assem-bly of the machines is the bed of the newmachine MW 479, dedicated to grind rolls forcluster mills. The bed is made of polymericgranite, (ground natural granite composite in an
epoxy resin) in a single unit, on which both thefront and the back part of the machine aremounted. This material combines stiffness withvibration damping, but requires an accurateanalysis of its geometrical features, whichdepend on the state of polymerisation of thegranite itself. The bed can be machined oncethis stage has completely ended. A high level ofprecision is required on this component, partic-ularly on the guides of the wheel carriage, sincethere is no chance of later adjustment, the bedbeing a single block. Thus, compliance to thestrict tolerances in flatness and linear dimen-sions is paramount to achieve a smooth wheelmovement and an even load on the wheel.
Pomini’s attitude in manufacturing is the samefor the auxiliary equipment in the roll shop.While the workshop is equipped for the assem-bly of such machines, including those of largedimensions, it is sometimes necessary to contractout the machining of such auxiliary equipment toenable Pomini to concentrate on building coreitems Therefore, Pomini has established a net-work of specialised and qualified sub-suppliers.Fig 9 show the assembly of a chocking/ dechock-ing machine and chock tilter for the roll shop ofa heavy plate plant at Jindal JSPL in India duringassembly and testing in Italy.
The knowledge of the Pomini’s engineers ispassed directly to the workshop, so personnelare fully aware of which parts are to be treatedwith particular care and attention. Moreover,feedback from the work shop is immediatelysent back to the technical department and usedto improve design details, not only those whichare related to machine performances, but alsothose connected to ease of assembly and ease oftransporting to the customer. This ‘circle’ ofinformation is one of the keys of the Pomini’stechnical success, because it represents the co-operation between theory and reality, and leadsto a continuous improvement in the quality ofmachines.
Acknowledgements
We would like to thank the following people who contributedto the paper: Giovanni Bavestrelli, Guido Matarazzo, RickMcWhirter, Filippo Negrini, Silvia Soldati and EmanueleVanini.
References
1 G Bavestrelli, ‘Roll Shop Management System’, AIST 2007,Indianapolis, IN, USA 2 G Bavestrelli, ‘Automatic Roll Loaders for Intelligent RollShops’, AIST 2012, Atlanta, GE, USA 3 A Gurrieri, C Trevisan ‘Roll Shop Simulator: an innovativeway to design roll shops’, AIST 2011, Indianapolis, IN, USA4 G Boselli, D Quaglia, I Grataroli, M Cozzi, ‘Integrated rollshops for heavy plate applications’, AIST 2011, Indianapolis,IN, USA
Contact
Pomini Tenova, Via L. da Vinci, 20, Castellanza (VA) 21053 – Italy
Tel +39 0331 444358 Fax +39 0331 444213
SPM/ISPM rolls (with chocks) by their shoul-der, while the external grippers lift the samerolls without chocks and the TCM rolls withand without chocks. To horizontally adjust thegrippers to the several configurations, the tongwas equipped with two beams which slid insidethe central structure on special heavy duty bear-ings. For the vertical direction, a degree of free-dom was introduced on both sides. With thisdesign, the tong is able to handle rolls ongrinders, the chocking/dechocking machine,and the cassettes for the TCM and racks forISPM/SPM.
The approach of the integrated roll shops isstrongly linked with the safety engineering sinceevery technical decision is taken together withPomini’s safety team. An example is the chock-ing dechocking machine for the back up rollsfor the ATI ALC project where the customerwanted the chocking and dechocking operationto be performed on all the back-up rolls, includ-ing those of the existing cold mill. These rollshad a much shorter barrel (1400mm) comparedwith rolls from the new HSM, requiring a nar-row station to support them. Such a narrow sta-tion would have been extremely slender for theroughing rolls of the new HSM mill, which hasa barrel 1.5 times longer. A risk analysis identi-fied the possibility of these rolls tipping overduring removal of the first chock, the weight ofthe roll, together with that of the remainingchock acting on the excessive overhang wouldhave been enough to cause instability of thewhole assembly. To meet the customer require-ments while ensuring a safe machine, Pomini’sengineers decided to design a central stationwith movable supporting rollers. Usinghydraulic cylinders and heavy duty sliding pads,the central frame is capable of adjusting the dis-tance between the support rollers in the direc-tion of the roll axis. In this way, a safe distance
Fig 9 Assembly at Pomini’s premises of thechocking and dechocking machine andchock tilter for a plate mill at Jindal JSPL,India
Fig 8 Chocking-dechocking machine forATI ALC project with a central station to
adjust the support rolls for differentmill roll barrel lengths
www.steeltimesint.com
tenova_Layout 1 5/17/12 4:31 PM Page 4

36 – May/June 2012 – Steel Times International
Russia
www.steeltimesint.com
Growth on a global scale brings with it an increased urgency to create value from cash and working capital through greater efficiencies,and shore up liquidity and the balance sheet. Russian-based Severstal believes innovation holds the key to success in this respect.
Severstal: The russian company breaks newground in liquidity management
A strategic ambition Severstal is one of the world’s leading vertical-ly-integrated steel and mining companies withassets in Russia, the US and Europe. The com-pany has grown rapidly from its core steel oper-ation to become an international conglomeratewith a focus on steel and related mining opera-tions, which generated revenues ofUS$13.57bn in 2010.
Following this growth and expansion,Severstal recognised the need to centralise itsliquidity in two phases; initially for assets with-in Russia and later for international assets.Undoubtedly, with rating agencies and equityanalysts focused on companies with stronger
liquidity as the key driver of performance, opti-mising visibility and control of cash has becomeincreasingly important.
At the same time, the scarcity of credit meansthat cash is a vital internal source of funds –maximizing it is therefore crucial. Certainlycompanies such as Severstal need global visibil-ity of cash balances and real-time balance sheetmanagement. They also need a complete, end-to-end process, from collections to investments,to increase the velocity of cash flow and theability to net surpluses and deficits acrossregions.
Indeed, in Severstal’s case, the key desire wasto optimise and control its cash and workingcapital (given its multiple subsidiaries), improvevisibility across accounts with multiple banks,and lower its banking costs. Given that cashmanagement regulations can be more challeng-ing in emerging markets, the goal was to bringall countries within a global cash structure.
The company also wanted to ensure smoothworkflow and seamless IT system integrationacross the enterprise and an efficient invest-ment policy. Manual intervention and diverseprocesses in different regions often inhibitstraight-through processing, resulting in longerprocessing cycles, increased settlement risk,and higher operating costs.
As a result, many companies are seeking tore-engineer their key financial processes todrive operational excellence through automa-tion and centralisation.
At a basic level, this involves standardisationof processes and a reduction in manual process-es. More ambitious centralisation measuresinclude expanding the scope of shared servicecentres and rationalising banking relationships4.
Liquidity management solutionsSeverstal awarded its domestic cash manage-ment mandate to Citi and another bank (toensure competitiveness) to facilitate the restruc-turing of its treasury operations. The companychose Citi’s Global Transaction Services teamdue to its technological expertise and a willing-ness to meet Severstal’s credit requirements. Inpartnership with the bank, Severstal implement-ed a zero balancing structure across 14 domes-tic Severstal subsidiaries. This liquidity solutionis the first in Russia to outsource an automatedpooling structure across multiple entities, for acompany of such scale. In addition to liquiditymanagement, Citi’s solution for Severstal
includes ‘SpeedCollect’ for orderly receivablesreconciliation.
Enhancing the order-to-cash and purchase-to-pay cycles with financial supply chain solu-tions such as these, releases substantial trappedinternal liquidity for steel companies. One sig-nificant consideration for companies must be toadopt integrated solutions for each step of thefinancial supply chain. They need to ensure, notonly that they protect themselves, but that valueis created at every point for the company and itscounterparties in their supply chain.
Additionally, as a result of a credit situation
that remains tougher than before the financialcrisis, inefficiency is now too costly to tolerateand there is a recognition that extracting liquid-ity from working capital can potentially free upbillions of dollars, while integrated working cap-ital solutions have direct, significant, and bene-ficial impacts on companies’ balance sheets.
Continuing expansionSeverstal’s liquidity solution is now in place. Byconcentrating its cash across multiple sub-sidiaries, Severstal has greatly reduced its work-ing capital requirements and debt.
In the current market, steel corporates facean increased level of urgency to create valuefrom cash and working capital through greaterefficiencies, and shore up liquidity and the bal-ance sheet.
Certainly, it is vital that steel corporatesready-themselves – by restructuring their ineffi-cient and expensive cash management andtreasury infrastructures – for opportunities ingrowth markets or risk losing market share tomore prepared and ambitious competitors.
For more details of Citi Bank’s services visit:https://www.citibank.com/transactionservices/home/contact.jsp
THE shift in economic power from west to eastis changing the landscape for emerging marketcompanies, allowing them to play an increasing-ly assertive role in the global steel industry.Emerging markets are now at the heart of glob-al trade flows and worldwide economic growth,and their importance is expected to grow giventhe challenging conditions in many OECDcountries. Indeed, recent research1 shows thatby 2030, emerging markets will represent 70%of the world’s US$180 trillion GDP comparedto 52% of US$73 trillion in 20102.
Naturally, this changing landscape providessteel companies as a whole with huge opportu-nities to satisfy the increasing appetite for com-modities and raw materials in emergingeconomies, which continue with efforts to mod-ernise and improve their infrastructure. Indeed,latest figures show that global steel demand isset to increase by 5.4% this year compared to2011, according to the World SteelAssociation3.
Yet, while emerging markets such as Russiaand China present companies in the steel indus-try with new sourcing and sales opportunities,they are not only important as new consumermarkets. Companies headquartered there thatwere historically domestic in focus are respond-ing to the increased competitive pressure byexpanding rapidly to become significant partici-pants in the global economy. Certainly, with thechanging landscape, much of the growth comesfrom local companies in emerging marketsexpanding into international markets.
These growth opportunities are not withoutbarriers however. As emerging market compa-nies continue to expand on a global stage, theyare increasingly aware of the need to re-tooland establish robust treasury infrastructure tosupport their renewed growth strategies.Restructuring around high-margin businessesand expansion into new-growth markets createnew and more complex risks and problems –especially with regards to inefficiencies due todecentralised cash management and treasuryinfrastructures, out-dated IT systems and theinherent trading risks in emerging markets.
Financial toolsAs the case of Severstal highlights, companiesneed not face these barriers alone – globalbanks also have an important role to play inproviding treasurers of steel companies withtechniques and solutions that will allow themto make the most of the opportunities this newworld offers. Most of all, steel companies look-ing to expand into new markets need a bankthat can effectively offer the expertise, tools,and techniques to achieve greater visibility andcontrol over cash, manage risk, and drive work-ing capital efficiently.
1 Citi Investment Research & Analysis’s Global Growth Generators report published in February. 2 Connecting Global Clients for Growth Casebook.
3 http://articles.economictimes.indiatimes.com/2012-02-20/news/31079638_1_steel-demand-steel-consumption-world-steel-association 4 Energy, Power, Chemical, Metals and Mining casebook
‘………by 2030, emerging markets will represent 70% of the world’s US$180tr GDPcompared to 52% of US$73tr in 2010’.
‘Emerging markets are now at the heart of global trade flows and worldwide economic growth ………’
‘…….scarcity of credit means that cash is a vital internal source of funds…..’
russia severstal_Layout 1 5/16/12 12:43 PM Page 1

Conference report
www.steeltimesint.com
ATLANTA made a distinct contrast to the morefrequent locations of Pittsburgh and Cleveland,not least because the temperature climbed to30°C during the day with heavy rain showerswhich, while cooling the air for a while, addedto the already high humidity.
In fact, the weather in the mid west succeed-ed in hampering proceedings by disrupting airtraffic forcing the guest speaker for theBrimacombe Memorial Lecture, Dr Alan WCramb, Snr VP academic affairs, IllinoisInstitute of Technology, to make a virtualappearance via a somewhat temperamentalvideo link. His topic was ‘Steel Research –Then, Now & Tomorrow’ which, after tracingthe history of iron & steel from evidence of theuse of meteoritic iron in BC2900 and the man-ufacture of iron by the Hittites aroundBC1460, he jumped to the 19 century researchfathers and from there traced developmentsright up to the present. The Materials Paradigmhas changed, he pointed out adding to theinterrelationship of Structure, Properties,Performance and Process, that of Society (oreco-Processing) reflecting the need to reducewaste, energy and pollution (Table 1).
He briefly reviewed some of the technologies,some proven and others still being developed, tomeet this new paradigm, such as the EuropeanULCOS programme aimed at halving steel’scarbon footprint. He referred to potentially dis-ruptive technologies such as carbonless smelt-ing, methods to produce low volumes of iron atreduced costs, composites with steel and how, ifthe ability to be able to pump iron was available– as is the case for aluminium –the process routewould no longer rely on gravity and innovativechanges would be possible.
Future research, he said, needs globalalliances as was the case with the Ultra LightSteel Auto Body (ULSAB) project, which hasproposed the use of a much higher proportionof high strength and ultra high strength steelsand also new but proven technologies such aslaser beam welding, hydroforming and tailoredblanks made up of different types and thicknessof steels joined by laser welding. Some of thesetechnologies have now been adopted by manycar manufacturers.
Dr Cramb concluded by calling for closer jointresearch between industry and academia withthe aim of finding radical process innovation.
The second lecture of the day was theInternational Alliance lecture in which AISTinvite a prominent non US person to deliver alecture on practices in their region.
This year it was the turn of India to be thefocus and a presentation was made by G KBasak, Executive Secretary of the Joint Plant
Committee (JPC), a department of the SteelMinistry of the Government of India.
After describing the growth of the modernsteel industry in India which started with thesetting up of Tata Steel in 1907 as a privateenterprise, he traced the present boom in theexpansion of Indian steel to deregulation in1991 which opened up the industry to privateinvestment. Now, 77% of all steel is made inprivately owned mills. Despite this success, hesaid there were no immediate plans for the gov-ernment to completely divest itself of the SteelAuthority of India (SAIL) but the governmenthad reduced its stake in these businesses. Therewas some evidence that the time was not rightto privatise SAIL as the attempt to privatiseVisakhapatnam Steel Plant, a 3Mt/y Stateowned steelmaker spun off to Rashtriya IspatNigam Ltd, in a bid to divest the State share,has so far failed to attract private biddersdespite being well advanced with an investmentto double capacity by the end of 2012.
Mr Basak pointed out the leading role Indiahas in DRI production, over half of which is madewith coal in rotary kilns, the product then beingfed to induction furnaces which has the limitation
that no refining can be performed in such vessels.Obtaining land to set up greenfield mills
remains a problem and has led to the post-ponement or cancellation of several projectswhich may have otherwise attracted foreigninvestment.
Major infrastructural improvements wereplanned for the new five-year plan which start-ed in April 2012. Urbanisation was also increas-ing which presently leads to a rural populationconsuming just 5kg/y of steel per person com-pared to an average of 58kg for India over all.
Growth of steelmaking capacity during thecurrent plan is to reach 149Mt for crude steel,115Mt for finished steel and domestic demandto reach 113Mt. 95% of this growth would be inbrownfield sites and just 5% in greenfield loca-tions.
Referring briefly to the topic of the closure ofillegal iron ore mines in Karnataka State result-ing in a shortage of ore to domestic suppliers,he said the affair would soon be resolved.
The meeting then adjourned for the openingof the exhibition which was second only toPittsburgh in the number of exhibitors whichreached 435. 5000 delegates had registered to
By far the largest US conference and show, AISTech, organisedby the Association for Iron & Steel Technology, held its annualevent for the first time in Atlanta, Georgia. The well attendedevent, despite not being in a traditional steelmaking State,reflected the growing confidence expressed by the US steelindustry. Much attention was focussed on ITMk3 as an alternative ironmaking process.
Industry Primary energy Primary energy Total combustion Energy Emissionsuse (trBtu) use (GWh) emissions MtCO2eq (%) (%)
Table 1 Energy and Carbon footptint in USA for various industries (2006 data)
All Manufacturing 21972 6437.0 1260 100 100
Chemicals 4519 1324.0 275 21 22
Petroleum Refining 3546 1038.9 244 16 19
Forestry 3553 1041.0 138 16 11
Food & Beverage 1935 566.9 117 9 10
Steel Industry* 2468 723.1 119 11 9
Transport 904 264.8 53 4 4
Aluminium 603 176.6 36 3 3
Glass 466 136.5 26 2 2
Source: www1.eere.energy.gov/industry/rd/footprints.html
*Steel includes fabrication & foundry. Iron & Steel alone used 1481trBtu (433.9GWh) and emits 62.3Mt CO2eq
AISTech 2012 – An event bolstered by animproving US economy
Fig 1 Mesabi Nuggetproject ITMk3 rotaryhearth furnace
Steel Times International – May/June 2012 – 37
AISTECH_Layout 1 5/17/12 4:41 PM Page 1

Conference report
moving away from energy, what are the forecastsfor the automotive and construction industry.Indeed, in an innovation in this 10th Town HallMeeting a video question was presented to thepanel on their commitment to the automotiveindustry by none other than William Clay FordJr, Executive Chairman Ford Motor Co.
Two other video questions were later formu-lated, and a live web cast took place during thesession with an invitation to viewers to e-mail inquestions. However, of the 60 received fromthe audience or by e-mail only a handful wereplaced to the panel due to time constraints.
Other topics discussed were Health & Safetyin which all the steel representatives said wastop on their agenda; what advice would yougive to the US government on creating a manu-facturing economy; globalisation and the unfairsubsidising of production by currency manipu-lation and finally, how to recruit and retain asuitable workforce – one surprising opinion of atop executives was to pay better wages, while allagreed to get into schools and universities toimprove the image of the industry as a high techbusiness.
AIST do much towards the latter and duringthe event held a ‘Materials Camp’ in which highschool students attended to carry out simpleexperiments on materials topics.
Technical presentationsWith 405 presentations it is only possible to dojustice to a few and those that appeared to offerfundamentally new technologies will bereviewed.
One of the most interesting was a progressreport on the Mesabi Nugget project operatedby Steel Dynamics Inc – a paper unfortunatelynot included in the CD of Proceedings.Presented by Jeff Hansen, Plant ManagerMesabi Nugget, he first described the long startup period (5-years) of the rotary hearth furnaceof SDI’s sister company, Iron Dynamics whichwas commissioned in 1999 but has worked onlyintermittently since that date. Designed to pro-duce 240kst/y of DRI which is then melted in asubmerged arc furnace, output normally doesnot exceed 100kst/y. However, it treats millreverts rather than ore which limits availabilityof raw materials. Possibly this prelude was a wayof preparing the audience for the delays in get-ting the Mesabi Nugget project producing at itsdesign rate of 500kt/y. The Mesabi Nuggetplant uses Kobe Steel’s ITMk3 technology andso far is the only commercial plant of this typein operation and several proposed projectsawait the developments at SDI.
The plant uses a blend of ore, 50% coal byvolume, flux and binder which is pellatised in adrum, then dried on an oscillating grid in an
attend with a choice of 405 technical presenta-tions from 43 countries in 18 parallel sessions.
Day 2 opened with the annual President’sBreakfast at which a number of awards are pre-sented, chief among which is ‘Steelmaker of theYear’. This year the award was presented toAndré B Gerdau Johannpeter, CEO Gerdau,the Brazilian long products steelmaker withsteelmaking presence in 14 countries includingUSA.
Retiring AIST President, R Joseph Stratman(Exec VP Nucor) addressed the meeting sayingit was important for USA to leverage its positionon natural resources as it has ore, coal and nowlow cost gas. It should be left to the industry tocreate jobs and ensure fair trade practices withminimal interference from the government.
Membership of AIST was over 14 000 indi-vidual members at the end of 2011, an increaseof 11% y-o-y. There are 21 Chapters supportingmembers including five overseas. He praisedthe Chapters for recruiting new members inparticular the Indian Chapter which increasedmembership from 97 to 272 in 2011. B MMukhopadhyay, Adviser to Essar EngineeringServices received the Outstanding ChapterAward for this feat. He also announced thatthere was progress in forming a new Chapter inItaly. There was also an agreement with theAssociação Brasileira de Metalurgia, Materiais eMineração (ABM) for AIST members to joinABM at a reduced rate.
AIST has launched a Process Benchmark(APB) for member companies to compare theirperformance against their peers and also a digi-tal library available to members and collegesand has published the 11th edition of ‘TheMaking, Shaping and Treating of Steel’ in threevolumes covering Ironmaking, Steelmaking andrefining and Casting.
www.steeltimesint.com
Fig 2 Nuggets of iron produced by meltingDRI pellets in the RHF
Fig 03 Overview of SDI’s Mesabi Nuggetplant at Hoyt Lakes, northern Minnesota,USA
Georgia World Congress Centre
In concluding, Mr Stratman thanked the sup-port of the AIST executive committee duringhis term of membership. Kent D Peaslee,Steelmaking Chair Missouri University ofScience & Technology, takes over thePresidency for the next 12 months.
The William T Hogan Lecture in memory ofFr Hogan of Fordham University was presentedby Joseph Alvarado, president & CEO ofCommercial Metals Company of Texas. Hechose an optimistic topic ‘The Light at the endof the Tunnel’.
CMC, he said, started in 1915 as a metalsrecycler and now has 200 recycling plants acrossthe country and also started up a micromill inArizona in 2009 which has a capacity of 300kt/yof rebar with the aim to supply the local market.The plant, he said, was built in just 18 monthson a ‘greenfield’ (desert) site. By linking thecaster direct to the mill yield is 100%. Thelongest sequence cast to date has produced 6miles of billet.
He reviewed the growth of the steel industrysince 1944 looking at its highs and lows of pro-duction. “We had just suffered the worst reces-sion since the 1930s, but, at least for USA,there was now evidence of recovery” he said.The National Inquiries Index (ABI) was show-ing the first improvement since 2009. Financialmarkets were also improving reaching 13256points recently the first time over 13 000 sincethe recession, although it was still short of thepre-recession peak of 14 093 of October 2007.GDP, he said, is a lagging indicator but thisshowed 3% growth in 2010 due to the govern-ment stimulation packages. Three million jobshad been created – but this must be seen in thecontext of nine million lost in the recession.Housing starts were still well down on the 2.2million in 2006 with 700k forecast for 2012, butthis was an increase of 26% over 2011. Othermarkets were recovering more rapidly withautomotive in particular rebounding quickerthan expected.
On steel production in USA, he acknowl-edged a shift away from western producers toAsia pointing out that 60 years ago USA was theworld’s largest producer of steel but it had fall-en to third place by 2011 when it produced85.4Mt and was forecast to fall to 5th place by2025 with an estimated output of 109.9Mt.
The attraction on the third day was the ‘TownHall Meeting’ in which a panel of five steelexecutives and one banker were questioned byJon Delano, Money & Politics Editor of TV sta-tion KDKA, Pittsburgh.
Topics covered included the impact ofexploiting the many shale gas Plays within theUS which has seen the price of natural gas fall tothe unprecedented level of $2.0/MBtu com-pared with $10-14 in most other steelmakingcountries. Also, how this abundant supply of gasimpacts on raw material strategy, for example,Nucor’s decision to build DRI units at its newsite in Louisiana rather than blast furnaces asoriginally announced. Another topic was howthe energy market drives capital spending and,
AISTECH_Layout 1 5/17/12 4:41 PM Page 2

Conference report
Yakov Gordon of Hatch presented the paper‘Selection of Ironmaking Technology forExisting Specific Conditions of European Partof Russian Federation’. A fixed methodologydeveloped by Hatch was used for selection ofthe most suitable ironmaking technology forspecific site conditions to produce the bestproduct, best raw materials, best ironmakingtechnology and the best location of the iron-making facility to supply scrap substitutes forthe Client’s needs for an annual production of2.6Mt at one site and 1.6Mt at another. Theyconclude:– ITmk3 is a winning technology for the
client’s needs, capable of producing a good quality product from the available raw mate-rials.
– The position of ITmk3 as a preferred tech-nology will become even stronger with a bet-ter understanding of the nugget selling price.
– The RHF Smelter combination is a second technology that could be recommended to the client.
– Gas based HYL and Midrex technology could not be recommended mainly because of the poor raw material quality and as a result, the low IRR.
– 2.6Mt/y capacity of the plant with the best location and raw materials improves the IRRto 20.3% for ITmk3 and 18.5% for RHF Smelter. For 1.6Mt/y capacity, the IRRs are 19.7% and 15.6%, respectively.
– The amount of scrap released from the client’s steelmaking facilities is estimated as 1.13Mt/y for the case using the ITmk3 process.
A risk assessment of various other ironmakingtechnologies concluded that:– Russia’s Romelt is eliminated due to its
unproven track record for industrial purpos-es and potential scaling difficulties. Also technology has a middle pay-back period ranking.
– HIsmelt has advanced and has reached demonstration stage but is shutdown at pres-ent and it is still unproven for industrial use.After five years of operation, the plant was not able to demonstrate better than 80% of the nameplate capacity. It may also prove dif-ficult to control and will require a high level of process automation. Also it has a poor pay-back period.
– The Tecnored process is still in Pilot Plant stage and a demonstration plant only recent-ly started operation. Because of this the Tecnored process cannot be considered for industrial use before a demonstration plant has proven successful. (Not presented in thepaper was the fact that the process is now owned by Vale who see the technology as a means of adding value to their ore mining activities and are not prepared to commer-cialise the process.
– Finex is excluded for further study for a com-bination of poor payback as well as technicalrisks as Posco has released limited informa-tion on operational experience and raw mate-rials. The installation of Finex requires high Capex and long pay-back. The fluidization nature of the process is a complex operationand sensitive to iron ore properties.
– Natural gas based Midrex and HYL are eliminated for their 2.6Mt/y capacity limitations at all six locations considered and 1.6Mt/y capacity at the mine site due to the limitationof natural gas supply.
– Midrex and Tenova HYL, fusing coal gas areeliminated for poor payback related to high capital cost for installation of a coal gasifier, comparatively high amount of oxygen neededfor the coal gasification process and also lim-ited industrial application.
– Corex is eliminated based on high capital cost and long payback period.
– Fluidized bed processes Finmet, Circored, Circofer etc were not considered because ofhigh capital costs and/or inefficient perform-ance demonstrated in industrial conditions: high specific fuel rate, significant downtime for maintenance and repairs, small single unitcapacity. These processes also are very sensi-tive to properties of iron ore at high metalli-sation.
– Production of HBI in metallisation processeswith indirect heating, such as FineSmelt andMatmor were not considered because of lim-ited single unit capacity, lack of experience even at demonstration plant stage, extremelyhigh coal rates, possible problems with accre-tion formation at high metallisation degrees,reduced carbon content in DRI/HBI and potential problems with transportation and combustion of un-cleaned coal volatiles.With the exception of the ITMk3 process,
papers on alternative ironmaking were disap-
oven heated by the waste heat from the rotaryhearth furnace. The pellets are charged to therotating hearth (Fig 1), where they pass belowburners which heat them to a sufficiently hightemperature to reduce the ore to DRI whichthen melts but is then cooled sufficiently rapid-ly to produce a nugget of iron of similar dimen-sions to the original ore pellet (Fig 2). Anyattached slag is removed by vibrating andscreening the discharge. The plant, owned 81%by SDI and 19% by Kobe Steel, started opera-tions in January 2010 and produced just 75kstof iron in that year due to various equipmentoutages. This improved to 156kst in 2011 andso far in 2012 a monthly production record wasset in March. One of the most serious problemshas been damage to the hearth refractoriesbecause of the aggressive nature of FeO formedas an interim stage of reduction to iron, but anew hearth material was installed earlier thisyear which has proved resistant to FeO.
The composition of the iron produced is C2.5 – 3.0%, Si 0.9%, S <0.1% and the degree ofmetallisation 97% which is superior to DRI.The size range of the nuggets is 80% 6-16mm.The melting characteristics in the EAF haveproved similar to other iron units.
A good supply of ore concentrate has not yetbeen established despite SDI having purchased2000 acres of land on the Mesabi Range tomine taconite ore as it is still awaiting permits torestart mining despite the area having been pre-viously mined.
The capital cost of the project was $325M, ofwhich $100M was for environmental measures,it took two years to construct and required overone million man-hours (Fig 3).
Despite a drain on SDI’s balance sheet dueto the delays in reaching design capacity, MrHansen has confidence that SDI will continuewith the project pointing out that in just 15years the company has grown from a single steelmill operation to become the 5th largest pro-ducer of C steels in the country with 80 facili-ties across the USA, operating five electric arcfurnaces and is a Fortune 500 listed companyemploying some 6500 people.
Anticipating the success of the ITMk3process Hatch Ltd presented a paper,‘Combining New Coke and IronmakingTechnologies to Reduce the Carbon Footprintin the Production of Steel’ which envisages thecoupling of heat recovery cokemaking withITmk3 ironmaking and EAF steelmaking toexploit synergies between these three processesand to use this to reduce the carbon footprintto produce hot rolled coil. The coke would besold as a merchant product and power generat-ed from the heat recovered from the non-by-product recovery coke oven and ITMk3 ironnugget process (See Steel Times InternationalVol 36 No1Jan 2012 p26).
A second Hatch paper also came out in sup-port of ITMk3 for use by a client in Russia.
www.steeltimesint.com
435 companies exhibited at the event
Steel Times International – May/June 2012 – 39
AISTECH_Layout 1 5/17/12 4:41 PM Page 3

40 – May/June 2012 – Steel Times International
Conference report
only 25% by weight of the input timber and thiswould have to be increased to at least 47% oth-erwise emissions from collecting and transport-ing the timber waste would exceed thosereduced by using charcoal.
The paper calculates that at 25% pyrolysisyield 17.9Mt of wood litter would be requiredto meet Canada’s present ironmaking produc-tion, this would be pellatised prior to pyrolisisto form 3.8Mt pellet char (containing 87.3%C)sufficient to meet Canada’s present output of7.8Mt/y of blast furnace metal. At 47% pyrolisisyield, only 9.8Mt of biomass would be requireda year.
Initially, the charcoal could replace up to 25%of the coke needs of the BF by injection, buteventually it would be hoped that new tech-nologies or mini-blast furnaces could use 100%charcoal.
Another paper by Midrex, under the catego-ry, Alternative Ironmaking, the production ofSyngas from coal to supply a gas suitable for aDRI shaft furnace rich in H2 and CO but stillcontaining 3% or so of CH4 necessary for effi-cient reduction.
Such a gas does not require a steam reformeras required when using natural gas, althoughthis does have the disadvantage that the CO2 inthe recirculated top gas is not removed as in areformer where it is converted to more CO.This paper was presented by G Metius of
Midrex which are currently supplying a 1.8Mt/yDRI module to Jindal Steel & Power at Angulin Orissa, India which will use Lurgi coal gasifi-cation technology.
One of the most popular papers in terms of‘standing room only’ was that presented by DrIng Hans Bodo Lüngen, Steel Institute VDEh,Germany on Measures to Increase Efficiencyand to Reduce CO2 Emissions in Iron andSteelmaking in Germany and Europe.
EU27 crude steel production was 177.4Mt in2011, or 11.6% of the world total. In the EU 27the share of oxygen steelmaking has remainedat 56-58% over the past 30 years. Electric arcfurnaces have completely replaced the obsoleteopen hearth furnaces.
Huge efforts are undertaken to reduce CO2emissions with the ULCOS programme aimingto halve emissions through new technologies, asconventional plants are already operating at theminimum possible level of CO2 emissions.
Uncertainties for steelmaking in Europeremain because the draft of the EuropeanCommission for the CO2 emission trading peri-od from 2013 onwards has set benchmark val-ues for coke oven plants, sinter plants and blastfurnaces below the minimum achievable level.This increases the danger for carbon leakagewith steelmaking migrating to regions with lessstringent emission regulations.
The Proceedings are available on CDRomfrom the Association for Iron & SteelTechnology, 186 Thorn Hill Road, Warrendale,PA 15086-7528 USA
Tel +1 724 814 3000 Fax +1 724 814 3001e-mail [email protected] web www.aist.org/
pointing this year with no advances reported onprevious years.
Dr Paulo Santos Assis, of Morro do Cruzeiro,School of Mines Brazil ably assisted by under-graduate student Carolina Avilva Martini,spoke on the potential in Brazil to ferment cat-tle dung to produce methane which couldeither be used for blast furnace injection orreformed to H2 + CO for DRI production.Despite calculating that 7.19x108 m3/day of biogas could be produced, this paper showed noadvances on that presented in 2010 and failedto address the fundamental question of how thedung is to be collected efficiently from themajority of the cattle herd which are not con-fined in buildings. Also the danger of fugitiveemissions of methane to the atmosphere whichare 20 times more potent as a greenhouse gasthan CO2 was not considered.
Likewise, a paper on the use of forestry litterleft after felling trees by K Ng ofCanmetEnergy was similar to that presented in2010 and again failed to address the problem ofphosphorus which is concentrated in the barkand branches of trees – a factor seen as detri-mental to the quality of iron and recognised byour forefathers since the dawn of charcoal blastfurnaces in the 13th century – all be it withoutthe knowledge that P was the cause. The paperdid recognise that efficiency of pyrolysis to car-bonise the timber is presently too low, yielding
www.steeltimesint.com
Diary DateAISTech 2013 6-9 May 2013 David Lawrence Convention Centre,
Pittsburgh Pa.
AISTECH_Layout 1 5/17/12 4:41 PM Page 4
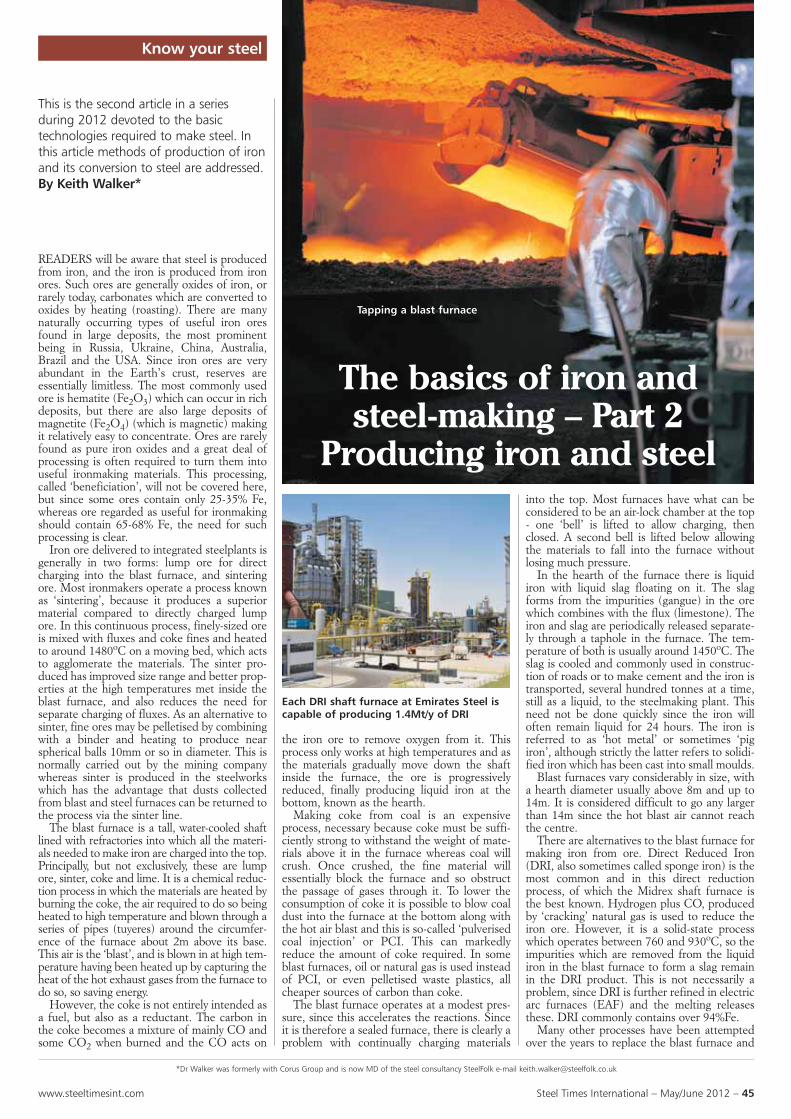
Know your steel
READERS will be aware that steel is producedfrom iron, and the iron is produced from ironores. Such ores are generally oxides of iron, orrarely today, carbonates which are converted tooxides by heating (roasting). There are manynaturally occurring types of useful iron oresfound in large deposits, the most prominentbeing in Russia, Ukraine, China, Australia,Brazil and the USA. Since iron ores are veryabundant in the Earth’s crust, reserves areessentially limitless. The most commonly usedore is hematite (Fe2O3) which can occur in richdeposits, but there are also large deposits ofmagnetite (Fe2O4) (which is magnetic) makingit relatively easy to concentrate. Ores are rarelyfound as pure iron oxides and a great deal ofprocessing is often required to turn them intouseful ironmaking materials. This processing,called ‘beneficiation’, will not be covered here,but since some ores contain only 25-35% Fe,whereas ore regarded as useful for ironmakingshould contain 65-68% Fe, the need for suchprocessing is clear.
Iron ore delivered to integrated steelplants isgenerally in two forms: lump ore for directcharging into the blast furnace, and sinteringore. Most ironmakers operate a process knownas ‘sintering’, because it produces a superiormaterial compared to directly charged lumpore. In this continuous process, finely-sized oreis mixed with fluxes and coke fines and heatedto around 1480ºC on a moving bed, which actsto agglomerate the materials. The sinter pro-duced has improved size range and better prop-erties at the high temperatures met inside theblast furnace, and also reduces the need forseparate charging of fluxes. As an alternative tosinter, fine ores may be pelletised by combiningwith a binder and heating to produce nearspherical balls 10mm or so in diameter. This isnormally carried out by the mining companywhereas sinter is produced in the steelworkswhich has the advantage that dusts collectedfrom blast and steel furnaces can be returned tothe process via the sinter line.
The blast furnace is a tall, water-cooled shaftlined with refractories into which all the materi-als needed to make iron are charged into the top.Principally, but not exclusively, these are lumpore, sinter, coke and lime. It is a chemical reduc-tion process in which the materials are heated byburning the coke, the air required to do so beingheated to high temperature and blown through aseries of pipes (tuyeres) around the circumfer-ence of the furnace about 2m above its base.This air is the ‘blast’, and is blown in at high tem-perature having been heated up by capturing theheat of the hot exhaust gases from the furnace todo so, so saving energy.
However, the coke is not entirely intended asa fuel, but also as a reductant. The carbon inthe coke becomes a mixture of mainly CO andsome CO2 when burned and the CO acts on
the iron ore to remove oxygen from it. Thisprocess only works at high temperatures and asthe materials gradually move down the shaftinside the furnace, the ore is progressivelyreduced, finally producing liquid iron at thebottom, known as the hearth.
Making coke from coal is an expensiveprocess, necessary because coke must be suffi-ciently strong to withstand the weight of mate-rials above it in the furnace whereas coal willcrush. Once crushed, the fine material willessentially block the furnace and so obstructthe passage of gases through it. To lower theconsumption of coke it is possible to blow coaldust into the furnace at the bottom along withthe hot air blast and this is so-called ‘pulverisedcoal injection’ or PCI. This can markedlyreduce the amount of coke required. In someblast furnaces, oil or natural gas is used insteadof PCI, or even pelletised waste plastics, allcheaper sources of carbon than coke.
The blast furnace operates at a modest pres-sure, since this accelerates the reactions. Sinceit is therefore a sealed furnace, there is clearly aproblem with continually charging materials
into the top. Most furnaces have what can beconsidered to be an air-lock chamber at the top- one ‘bell’ is lifted to allow charging, thenclosed. A second bell is lifted below allowingthe materials to fall into the furnace withoutlosing much pressure.
In the hearth of the furnace there is liquidiron with liquid slag floating on it. The slagforms from the impurities (gangue) in the orewhich combines with the flux (limestone). Theiron and slag are periodically released separate-ly through a taphole in the furnace. The tem-perature of both is usually around 1450ºC. Theslag is cooled and commonly used in construc-tion of roads or to make cement and the iron istransported, several hundred tonnes at a time,still as a liquid, to the steelmaking plant. Thisneed not be done quickly since the iron willoften remain liquid for 24 hours. The iron isreferred to as ‘hot metal’ or sometimes ‘pigiron’, although strictly the latter refers to solidi-fied iron which has been cast into small moulds.
Blast furnaces vary considerably in size, witha hearth diameter usually above 8m and up to14m. It is considered difficult to go any largerthan 14m since the hot blast air cannot reachthe centre.
There are alternatives to the blast furnace formaking iron from ore. Direct Reduced Iron(DRI, also sometimes called sponge iron) is themost common and in this direct reductionprocess, of which the Midrex shaft furnace isthe best known. Hydrogen plus CO, producedby ‘cracking’ natural gas is used to reduce theiron ore. However, it is a solid-state processwhich operates between 760 and 930ºC, so theimpurities which are removed from the liquidiron in the blast furnace to form a slag remainin the DRI product. This is not necessarily aproblem, since DRI is further refined in electricarc furnaces (EAF) and the melting releasesthese. DRI commonly contains over 94%Fe.
Many other processes have been attemptedover the years to replace the blast furnace and
www.steeltimesint.com
*Dr Walker was formerly with Corus Group and is now MD of the steel consultancy SteelFolk e-mail [email protected]
The basics of iron and steel-making – Part 2
Producing iron and steel
This is the second article in a series during 2012 devoted to the basictechnologies required to make steel. Inthis article methods of production of ironand its conversion to steel are addressed.By Keith Walker*
Tapping a blast furnace
Each DRI shaft furnace at Emirates Steel iscapable of producing 1.4Mt/y of DRI
Steel Times International – May/June 2012 – 45
know your steel_Layout 1 5/17/12 8:59 AM Page 1

46 – May/June 2012 – Steel Times International
Know your steel
also reacts with impurities in the iron and actsas a reservoir to contain them separate from thesteel being made.
The oxygen starts to remove the carbonquickly, forming CO and CO2 which generatesa large amount of heat. This is the only sourceof heating in most BOFs – there is no externalheating needed. Indeed, scrap or iron ore mayhave to be added to cool the reaction. Carbonis removed in around 20 minutes from 4.5% toaround 0.06% and the temperature commonlyreaches 1680ºC before tapping.
This is very much higher than the iron charg-ing temperature (and of course the scrap hasmelted), but a higher temperature is necessarybecause the melting point of steel increases asits carbon content is lowered.
It is common for the BOF to feature bottombubbling with gas such as argon or nitrogenthrough special bricks in the base, but not alldo. This agitates the steel and speeds up chem-ical reactions.
Less common are BOFs in which the oxygenis blown through the bottom of the furnace,rather than using a lance, and the familiarBessemer converter (which did this but used airrather than oxygen) is obsolete now.
Today, most BOF plants collect the largeamounts of CO generated and this gas is usedto re-heat the steel in the furnaces in the rollingmills later on.
Electric Arc FurnaceBefore moving on to tapping the steel from theBOF, it is sensible to return to the EAF. Thisprocess is considerably older than the BOF, thelatter only becoming possible following thedevelopment of the production of tonnage oxy-gen in the 1950s. Originally, electric arc steel-making melted scrap (and some pig iron) but asnoted above, DRI is now commonly used aswell. This is less so in industrial nations wherescrap is plentiful and it makes economic senseto recycle it, but technically DRI is relativelyfree from residual elements (eg copper) whilstscrap commonly contains a significant amount.Therefore, EAF steelmakers may use it toreduce residuals to low levels for special steels.
Whilst there are some variants as usual, themost common EAF has three carbon electrodesbetween which an intense arc is struck. Thisheats the materials inside the furnace and melts
them. It is now common for the EAF to also uselarge amounts of oxygen to accelerate theprocess by providing additional heating, some-times by also injecting a fuel. This is suppliedusually through several lances to evenly distrib-ute the heating.
It is worth noting that most plants operate a‘hot heel’ practice in which some molten steel isretained in the furnace at the end of tapping,which speeds up the next heat.
In recent years, due to advances in electricalengineering, it has become economical to builddirect current (DC) furnaces of the samecapacity as the EAF. In these furnaces there is asingle electrode at the top of the furnace andusing special conducting refractories in the bot-tom allows a second electrode to be usedbeneath them. There are some advantages tothe power supply grid with this set up, but thesteelmaking is the same as for the EAF.
The choice of process (EAF or blast fur-nace/BOF) tends to be related to the availabil-ity of iron ore. It is worth noting that nearly allsteel scrap is recycled but there is insufficient tomeet world demand without using iron ore tomake additional steel. In countries where his-torically poor grade local ores were used (likethe UK), the coastal sites which can readilyimport high grade ore are the ones which havesurvived. The exception is Sheffield, with nolocal ore, and where EAF has always been thechoice. The use of direct reduction processeshas tended to be pioneered in regions with nocoal but ample supplies of natural gas.
The exception is India, which is presently theworld’s largest producer of DRI, where overhalf the DRI is made in coal fired rotary kilns.
Once the steel is made by either process, fur-ther processing is similar. The refined liquidsteel is tapped from the furnace into a ladle forfurther (secondary) processing and then casting.
Basically, the steel at this stage is pure iron,from which the desired grade or quality of steelcan be made. There are thousands of differentchemical specifications for steel products andalthough the rolling processes can be used tohelp to achieve the required mechanical proper-ties, such as strength, the manipulation ofchemical composition remains the key tool forthe metallurgist.
This will be the topic of the next article in thisseries.
attempts made to make steel direct from theore. The few that have survived are the Corexprocess which produces molten iron using gas-sified coal and lump ore or pellet, Finex whichis similar to Corex but treats ore fines througha cascade of fluidised chambers and ITMk3which uses a rotary hearth to produce a noduleof molten iron which then freezes, the chargebeing pelletised ore fines combined with coaldust.
Oxygen steelmakingTo return to the liquid iron tapped from theblast furnace, this is most usually made intosteel using a basic oxygen furnace (BOF), alsoknown as a converter. This is because a verylarge amount of oxygen is required to refine theiron, since it is saturated with carbon at around4.5% and most of this needs to be removed.Why the BOF is good for this will be seen later.
It is very common to remove sulphur fromthe iron before charging it to the BOF, since itsadequate removal in the BOF presents techni-cal difficulties.
The iron is treated with materials which havea high affinity for sulphur (eg magnesium andcalcium) whilst still liquid. Some plants can alsoremove phosphorus from the iron, but this isless common and justified in only special cir-cumstances. The sulphur usually comes fromthe coke and the phosphorus from the ore.
As well as the liquid iron (at around 1350ºC),steel scrap is also recycled in the BOF – com-monly, around 15 - 20% of the total charge isscrap. Both are charged into the mouth of theBOF as it is tilted downwards to allow filling. Itis then turned upright and resembles quiteclosely a belly pot of far greater volume than isrequired to contain the iron and scrap.
A steel, water cooled lance is lowered intothe BOF but remains above the surface of themolten metal. Pure oxygen is blown onto thesurface of the metal at supersonic speed and areaction between it and the iron begins.
It is now that a lot of splashing is desirable,which is why the volume of the BOF is muchlarger than might be expected. Iron usuallyretains some silicon as an impurity and this isremoved first by the oxygen to form a silica slag.For this reason, lime is added to the BOF toneutralise the silica which would otherwiseattack the refractory lining. The slag formed
www.steeltimesint.com
Right: An electric arc furnace melts its charge byarcing between the three graphite electrodes(centre). Flue gas and dust is carried away inthe large water cooled pipe to the left
Charging a BOF converter with liquid iron
know your steel_Layout 1 5/17/12 8:59 AM Page 2
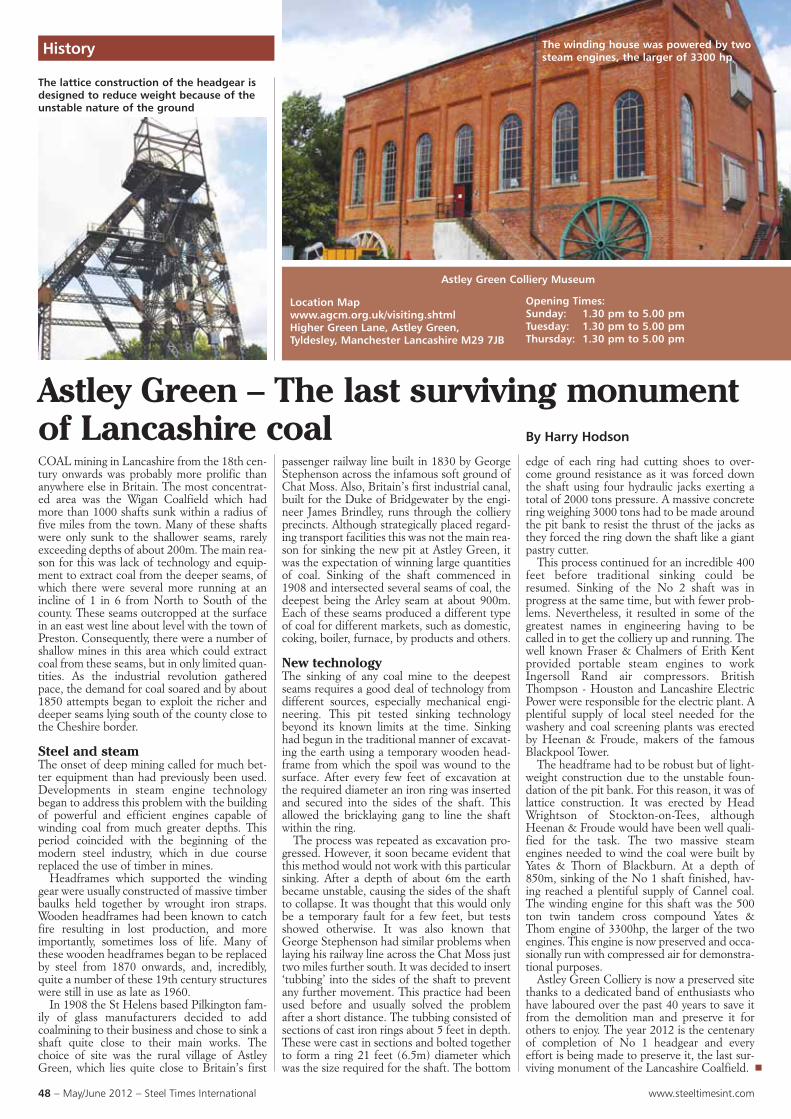
History
48 – May/June 2012 – Steel Times International
COAL mining in Lancashire from the 18th cen-tury onwards was probably more prolific thananywhere else in Britain. The most concentrat-ed area was the Wigan Coalfield which hadmore than 1000 shafts sunk within a radius offive miles from the town. Many of these shaftswere only sunk to the shallower seams, rarelyexceeding depths of about 200m. The main rea-son for this was lack of technology and equip-ment to extract coal from the deeper seams, ofwhich there were several more running at anincline of 1 in 6 from North to South of thecounty. These seams outcropped at the surfacein an east west line about level with the town ofPreston. Consequently, there were a number ofshallow mines in this area which could extractcoal from these seams, but in only limited quan-tities. As the industrial revolution gatheredpace, the demand for coal soared and by about1850 attempts began to exploit the richer anddeeper seams lying south of the county close tothe Cheshire border.
Steel and steamThe onset of deep mining called for much bet-ter equipment than had previously been used.Developments in steam engine technologybegan to address this problem with the buildingof powerful and efficient engines capable ofwinding coal from much greater depths. Thisperiod coincided with the beginning of themodern steel industry, which in due coursereplaced the use of timber in mines.
Headframes which supported the windinggear were usually constructed of massive timberbaulks held together by wrought iron straps.Wooden headframes had been known to catchfire resulting in lost production, and moreimportantly, sometimes loss of life. Many ofthese wooden headframes began to be replacedby steel from 1870 onwards, and, incredibly,quite a number of these 19th century structureswere still in use as late as 1960.
In 1908 the St Helens based Pilkington fam-ily of glass manufacturers decided to addcoalmining to their business and chose to sink ashaft quite close to their main works. Thechoice of site was the rural village of AstleyGreen, which lies quite close to Britain’s first
passenger railway line built in 1830 by GeorgeStephenson across the infamous soft ground ofChat Moss. Also, Britain’s first industrial canal,built for the Duke of Bridgewater by the engi-neer James Brindley, runs through the collieryprecincts. Although strategically placed regard-ing transport facilities this was not the main rea-son for sinking the new pit at Astley Green, itwas the expectation of winning large quantitiesof coal. Sinking of the shaft commenced in1908 and intersected several seams of coal, thedeepest being the Arley seam at about 900m.Each of these seams produced a different typeof coal for different markets, such as domestic,coking, boiler, furnace, by products and others.
New technologyThe sinking of any coal mine to the deepestseams requires a good deal of technology fromdifferent sources, especially mechanical engi-neering. This pit tested sinking technologybeyond its known limits at the time. Sinkinghad begun in the traditional manner of excavat-ing the earth using a temporary wooden head-frame from which the spoil was wound to thesurface. After every few feet of excavation atthe required diameter an iron ring was insertedand secured into the sides of the shaft. Thisallowed the bricklaying gang to line the shaftwithin the ring.
The process was repeated as excavation pro-gressed. However, it soon became evident thatthis method would not work with this particularsinking. After a depth of about 6m the earthbecame unstable, causing the sides of the shaftto collapse. It was thought that this would onlybe a temporary fault for a few feet, but testsshowed otherwise. It was also known thatGeorge Stephenson had similar problems whenlaying his railway line across the Chat Moss justtwo miles further south. It was decided to insert‘tubbing’ into the sides of the shaft to preventany further movement. This practice had beenused before and usually solved the problemafter a short distance. The tubbing consisted ofsections of cast iron rings about 5 feet in depth.These were cast in sections and bolted togetherto form a ring 21 feet (6.5m) diameter whichwas the size required for the shaft. The bottom
edge of each ring had cutting shoes to over-come ground resistance as it was forced downthe shaft using four hydraulic jacks exerting atotal of 2000 tons pressure. A massive concretering weighing 3000 tons had to be made aroundthe pit bank to resist the thrust of the jacks asthey forced the ring down the shaft like a giantpastry cutter.
This process continued for an incredible 400feet before traditional sinking could beresumed. Sinking of the No 2 shaft was inprogress at the same time, but with fewer prob-lems. Nevertheless, it resulted in some of thegreatest names in engineering having to becalled in to get the colliery up and running. Thewell known Fraser & Chalmers of Erith Kentprovided portable steam engines to workIngersoll Rand air compressors. BritishThompson - Houston and Lancashire ElectricPower were responsible for the electric plant. Aplentiful supply of local steel needed for thewashery and coal screening plants was erectedby Heenan & Froude, makers of the famousBlackpool Tower.
The headframe had to be robust but of light-weight construction due to the unstable foun-dation of the pit bank. For this reason, it was oflattice construction. It was erected by HeadWrightson of Stockton-on-Tees, althoughHeenan & Froude would have been well quali-fied for the task. The two massive steamengines needed to wind the coal were built byYates & Thorn of Blackburn. At a depth of850m, sinking of the No 1 shaft finished, hav-ing reached a plentiful supply of Cannel coal.The winding engine for this shaft was the 500ton twin tandem cross compound Yates &Thom engine of 3300hp, the larger of the twoengines. This engine is now preserved and occa-sionally run with compressed air for demonstra-tional purposes.
Astley Green Colliery is now a preserved sitethanks to a dedicated band of enthusiasts whohave laboured over the past 40 years to save itfrom the demolition man and preserve it forothers to enjoy. The year 2012 is the centenaryof completion of No 1 headgear and everyeffort is being made to preserve it, the last sur-viving monument of the Lancashire Coalfield.
By Harry Hodson
www.steeltimesint.com
�
Astley Green – The last surviving monument of Lancashire coal
The winding house was powered by twosteam engines, the larger of 3300 hp
The lattice construction of the headgear isdesigned to reduce weight because of theunstable nature of the ground
Location Mapwww.agcm.org.uk/visiting.shtmlHigher Green Lane, Astley Green, Tyldesley, Manchester Lancashire M29 7JB
Opening Times: Sunday: 1.30 pm to 5.00 pm Tuesday: 1.30 pm to 5.00 pm Thursday: 1.30 pm to 5.00 pm
Astley Green Colliery Museum
HISTORY 2_Layout 1 5/16/12 2:57 PM Page 1