점성물질 처리 국소배기장치의 효율제고 방안 연구 2003. 12. 31 ...
198
보건분야 보고서 - 연구원 2004-13-94 점성물질 처리 국소배기장치의 점성물질 처리 국소배기장치의 점성물질 처리 국소배기장치의 점성물질 처리 국소배기장치의 효율제고 방안 연구 효율제고 방안 연구 효율제고 방안 연구 효율제고 방안 연구 2003. 12. 31 2003. 12. 31 2003. 12. 31 2003. 12. 31 산업안전보건연구원 산업안전보건연구원 산업안전보건연구원 산업안전보건연구원 산업보건위생연구실 산업보건위생연구실 산업보건위생연구실 산업보건위생연구실
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of 점성물질 처리 국소배기장치의 효율제고 방안 연구 2003. 12. 31 ...
보건분야 보고서-
연구원 2004-13-94
점성물질 처리 국소배기장치의점성물질 처리 국소배기장치의점성물질 처리 국소배기장치의점성물질 처리 국소배기장치의
효율제고 방안 연구효율제고 방안 연구효율제고 방안 연구효율제고 방안 연구
2003. 12. 312003. 12. 312003. 12. 312003. 12. 31
산업안전보건연구원산업안전보건연구원산업안전보건연구원산업안전보건연구원
산업보건위생연구실산업보건위생연구실산업보건위생연구실산업보건위생연구실
제 출 문제 출 문제 출 문제 출 문
한국산업안전공단이사장한국산업안전공단이사장한국산업안전공단이사장한국산업안전공단이사장
산업안전보건연구원장산업안전보건연구원장산업안전보건연구원장산업안전보건연구원장 귀하귀하귀하귀하
본 보고서를 년도 공단 연구사업계획에 따라 수행한 점2003 “
성물질 처리 국소배기장치의 효율제고 방안 연구 의 최종보”
고서로 제출합니다.
년 월 일2003 12 31
주관연구기관 산업안전보건연구원주관연구기관 산업안전보건연구원주관연구기관 산업안전보건연구원주관연구기관 산업안전보건연구원::::
산업보건위생연구실산업보건위생연구실산업보건위생연구실산업보건위생연구실
총괄연구책임자 백은규 선임연구원: ( )
공동연구기관 창 원 대 학 교공동연구기관 창 원 대 학 교공동연구기관 창 원 대 학 교공동연구기관 창 원 대 학 교::::
환 경 공 학 과환 경 공 학 과환 경 공 학 과환 경 공 학 과
연구책임자 김태형 부교수 공학박사: ( , )
요 약 문
과 제 명 점성물질 처리 국소배기장치의 효율제고 방안 연구1. :
연구기간2. : 2003. 1. 1 2003. 12. 31~
연구목적 및 필요성3.
산업체에서 많이 사용하는 물질 중에는 점성의 유독성 물질이 있
으며 이중 대표적 물질인 는 발암성을 나타내면서 산업환기시DOP
스템의 성능을 저하시켜 여러 가지 문제를 일으킨다 따라서 해당.
공정 근로자 건강보호를 위해서는 취급실태와 환기시스템 효율성
을 파악한 후 이에 적합한 환기시스템 모델을 개발할 필요가 있다.
연구방법 및 내용4.
대표적 점성물질인 에 대한 유통현황과 사용실태를 파악한 후DOP
사업장의 환기시스템 관리실태를 평가하고 최적의 산업환기시스템을
개발하였다 구체적인 연구내용은 다음과 같다. .
첫째 관련 문헌 조사와 자료검색 생산업체 조사로 국내외, , DOP
유통현황 및 취급실태 파악DOP
둘째 환기시스템 성능을 평가하고 발생 유해물질과의 관련성 고찰,
셋째 사업장 실태조사 결과를 바탕으로 전산유체역학 컴퓨터, (CFD)
시뮬레이션 및 실험을 통해 해당공정에 최적인 산업환기시스템
모델 개발
넷째 해당사업장의 환기시스템 관리방안 제시,
연구결과5. :
실태조사 결과< >
가 년 이후 국내 의 총 생산량과 소비량은 매년 증가 추세를. ‘97 DOP
보이고 있다 또한 취급공정에 설치한 환기장치는. DOP 설치한지 3
년 이내의 철저한 관리가 성능유지 및 수명연장에 중요함을 알 수 있다.
나. 총분진 농도는 공정보다는 카렌더 공정에서 높게 나타났으며 그PVC
중에서도 혼합작업이 높게 나타났다 농도는 카렌더 공정이. DOP PVC
공정보다 높게 나타났으며 후드 부위에서의 제어력은 고온작업 카렌더(
및 사출공정 이 상온작업 혼합 배합 보다 낮게 나타났다PVC ) ( , ) .
다 제어속도와 유해물질 간의 정확한 기인성을 밝히기에는 제한이 있었지.
만 취급 공정에 설치된 산업환기시스템의 제어성능을 저하시키는DOP
데에는 고온에서 증발된 가 주원인이고 그밖에 분진이 복합 작용DOP
한 것으로 판단된다.
<최적의 국소배기장치 개발>
라 새로이 개발한 다단 슬롯형 이중 캐노피형 후드 는 후드 내부면에. 「 」
서 보온성이 높아 액적이 형성되지 않고 일부 형성된다 하여도 이중
캐노피형 후드의 안쪽으로 흘러내려 응축된 액적이 제품에 떨어DOP
지지 않으므로서 불량품 발생을 예방하고 제어력을 향상시킬 수 있다.
마. 닥트는 한곳으로 경사지게 하여 후드를 통과한 증기가 고형화DOP
되기 이전에 드레인 밸브로 배출시키는 구조로 설계하므로서 닥트내
퇴적에 의한 막힘과 의 외부 누출을 방지할 수 있다DOP .
바 취급공정에 최적의 공기정화장치로 개발한 원심력 탈리 여과집. DOP 「
진장치 는 원심력을 이용하여 필터에 흡착된 를 탈리시킬 수 있DOP」
는 구조이며 내부의 필터로는 수입산 유리섬유 필터에 필터95% Air
를 바깥쪽으로 두른 형태가 가장 우수한 성능을 나타냈다.
활용계획6.
환경호르몬 물질에 대한 산업환기관리 정책자료를 제공하고 DOP
취급사업장의 사업주와 근로자의 안전보건의식을 고취시키며 저비용
고효율의 환기시스템 모델을 보급하는데 활용하고자 함
중심어7.
점성물질 환경호르몬 카렌더 공DOP(Dioctylphthalate), , , (Calender)
정 사출공정, PVC , 다단 슬롯형 이중 캐노피형 후드 원심력 탈리 여과집,
진장치

제 부 취급사업< 1 . DOP 장 실태조사>
- i -
차 례
제 장 서론제 장 서론제 장 서론제 장 서론1 .1 .1 .1 . ········································································································································································································································································································································································································ 1111
연구배경 및 필1. 요성 ························································································· 1
연구목적2. ············································································································· 4
제 장 점성물질 취급공정 개요제 장 점성물질 취급공정 개요제 장 점성물질 취급공정 개요제 장 점성물질 취급공정 개요2 .2 .2 .2 . ················································································································································································································································ 5555
점성물질 의 유해성1. DOP ················································································ 5
취급 공정 및 작업방2. DOP 법 ········································································ 8
가 필름 제조업. ································································································· 8
나 가공업. PVC ······························································································· 12
제 장 연구대상 및 방법제 장 연구대상 및 방법제 장 연구대상 및 방법제 장 연구대상 및 방법3 .3 .3 .3 . ························································································································································································································································································ 15151515
대상1. ··················································································································· 15
방법2. ··················································································································· 17
가 유통량 조사. DOP ···················································································· 17
나 산업환기시스템 실태 조사. ····································································· 17
다 총분진 농도 측정. ····················································································· 18
라 농도 측정. DOP ························································································ 19
제 장 결과 및 고찰제 장 결과 및 고찰제 장 결과 및 고찰제 장 결과 및 고찰4 .4 .4 .4 . ···························································································································································································································································································································· 21212121
유통 현황1. DOP ······························································································ 21
산업환기시스템 운영 실태2. ··········································································· 26
분진 농도3. ········································································································· 34
농도4. DOP ········································································································ 37
산업환기 성능과 유해물질 농도5. ································································· 42
제 장 결론제 장 결론제 장 결론제 장 결론5 .5 .5 .5 . ···························································································································································································································································································································································································· 45454545
제 장 산업환기시스템 관리방안제 장 산업환기시스템 관리방안제 장 산업환기시스템 관리방안제 장 산업환기시스템 관리방안6 .6 .6 .6 . ································································································································································································································ 48484848
- ii -
표 차 례
표 허용기준2-1 DOP .............................................................................................7〈 〉
표 조사대상 사업장 현황3-1 .............................................................................15〈 〉
표 관련 조사항목3-2 DOP .................................................................................17〈 〉
표 가스크로마토그래피 분석조건3-3 .............................................................20〈 〉
표 국내 생산량과 수출량4-1 DOP ...................................................................22〈 〉
표 국내 사용중인 량4-2 DOP .............................................................................22〈 〉
표 생산업체 개소 의 납품현황4-3 DOP (5 ) ........................................................25〈 〉
표 후드 설치현황4-4 ............................................................................................26〈 〉
표 취급공정에 설치된 후드의 배기성능4-5 DOP ........................................29〈 〉
표 설치기간에 따른 배기성능4-6 .....................................................................31〈 〉
표 취급공정별 총분진 발생량4-7 DOP ...........................................................36〈 〉
표 취급공정의 공기중 농도 제외4-8 DOP (ND ) ...............................................38〈 〉
표 취급공정의 공기중 농도 포함4-9 DOP (ND ) ...............................................40〈 〉
표 총분진 농도와 배기성능4-10 , DOP ..........................................................42〈 〉

- iii -
그림 차례
그림 의 구조식2-1 DOP .........................................................................................6〈 〉
그림 필름 제조공정의 원료 계량 작업2-2 .......................................................9〈 〉
그림 필름 제조공정의 혼합작업2-3 .................................................................10〈 〉
그림 필름 제조공정의 카렌더작업2-4 .............................................................11〈 〉
그림 사출원료 제조업의 배합작업2-5 PVC ...................................................13〈 〉
그림 사출원료 제조업의 사출작업2-6 PVC ...................................................13〈 〉
그림 성형작업2-7 PVC ........................................................................................14〈 〉
그림 각 후드 종류별 기류 측정위치3-1 () ...................................................18〈 〉
그림 연도별 생산량과 소비량 추세4-1 DOP ...............................................23〈 〉
그림 생산업체 개소 의 납품업체 분포도4-2 DOP (5 ) ......................................25〈 〉
그림 액 누출 방지를 위해 변형한 후드4-3 DOP ...........................................27〈 〉
그림 카렌더공정 후드를 변형한 모습4-4 .......................................................28〈 〉
그림 닥트 외부로 유출된4-5 DOP ...................................................................30〈 〉
그림 닥트 내부에 고여진 액4-6 DOP ...............................................................30〈 〉
그림 냉각 프리필터기 모습4-7 ..........................................................................33〈 〉
그림 전기집진기 전극 내에 점착된4-8 DOP .................................................33〈 〉
그림 취급 작업별 총분진 발생현황4-9 DOP .................................................36〈 〉
그림 에 대한 크로마토그램4-10 DOP GC .......................................................37〈 〉
그림 측정농도의 대수분포 제외4-11 DOP (ND ) ...............................................39〈 〉
그림 측정농도의 대수분포 포함4-12 DOP (ND ) ...............................................40〈 〉
그림 취급공정의 농도분포4-13 DOP ...............................................................41〈 〉
- iv -
그림 후드부위 자체검사 흐름도6-1 .................................................................52〈 〉
그림 닥트부위 자체검사 흐름도6-2 .................................................................53〈 〉
그림 공기정화장치 자체검사 흐름도6-3 .........................................................54〈 〉
그림 송풍기 및 모터부위 자체검사 흐름도6-4 .............................................55〈 〉
- 1 -
서 론서 론서 론서 론....ⅠⅠⅠⅠ
연구배경 및 필요성연구배경 및 필요성연구배경 및 필요성연구배경 및 필요성1.1.1.1.
사회가 발전되어 감에 따라 근로자가 사용하는 물질과 취급하는 물질은
보다 다양하고 복잡한 형태를 보이며 이로 인한 환경오염 및 그 유해성 또
한 증가되고 있다 이러한 유해물질을 취급하거나 다루는 공정의 근로자를.
보호하기 위한 가장 손쉬운 방법중의 하나가 산업환기시스템을 설치하는 것
이다 환기 시스템은 설치단계부터 작업조건에 가장 적합하도록 여러 가지.
조건을 고려하여 공학적으로 설계하여야 하고 설치 후에도 적정한 성능을
발휘하고 유지하도록 자체검사 등을 실시하도록 규정화 되어있다 그러나.
국내 업체 중 적정한 성능이 유지되도록 사후관리를 철저히 실시하는 곳은
많지 않다 더구나 환기시스템이 설계 단계부터 근로자와 환기시스템에 영.
향을 미칠 수 있는 요인을 간과하거나 무시한 체로 설치되었다면 해당 작업
근로자의 건강이 우선적으로 위협받게 될 것이다 비록 적은 양이라 하여도.
독성이 매우 높거나 저독성이라 하여도 장기간의 폭로시 인체에 심각한 영
향을 주는 물질이 있을 수 있으며 또한 환기시스템의 성능을 급격히 저하시
킴으로서 결국에는 열악한 작업환경을 초래하여 건강장해를 유발하는 물질
을 들 수 있다.
최근 사회적으로 관심을 끌고있는 환경호르몬 물질이 그 중 하나인데 사
회적으로 광범위하게 사용되면서 점성까지 지닌 물질이라면 결코 처리하기
가 쉽지 않다 환경호르몬 물질은 내분비계에 정상적인 기능을 방해하는 물.
질로 생태계에 교란을 일으키거나 인간에 있어 성장장애 생식기능 장애 기, ,

- 2 -
형 암을 유발하는데 생식계통의 영향으로 본인 뿐 아니라 그 후손에게까지,
영향이 미칠 수 있기에 문제가 심각하다고 할 수 있다 이러한 문제 해결을.
위해 세계 각국에서는 환경호르몬에 대한 연구를 시작하거나 진행중인 상태
이지만 그 용도가 농약 플라스틱 가소제 첨가제 기타 화학약품 등 취급분, , , ,
야가 매우 광범위하고 다양하여 어떠한 제한을 두거나 새로운 대체품을 개
발하기에는 현재로선 불가능해 보인다 환경호르몬은 년 미국에서 내분. 1970
비계 교란물질 연구로 시작되었으며 년 미국 환경청 에서 생식장1996 (EPA)
애 유발물질 종에 대한 규정과 함께 이들 물질을 평가하기 위한 각종 개74
발 기법이 연구과제로 선정되기 시작하였다 현재 미국에서는 종의 물. 15,000
질에 대한 생체영향 조사가 진행중이다 일본에서는 년 과기청 환경청. 1988 , ,
후생성 노동성 통산성에서 공동으로 환경호르몬 물질에 대한 종합연구가, ,
시작되었으며 년 노동성에서 내분비계 장애물질 종에 대한 실태조사1998 143
를 실시하였다 국내 환경부에서는 유해화학물질관리법으로 보건복지부에서. ,
는 식품위생법으로 관리하고 있으며 노동부에서는 산업안전보건법 내에 허
용농도 설정 유해물질로 관리하고 있다 년 환경부에서 지정한 내분비. 1999
계 장애물질 종에 대해 환경부 식약청 농진청 해양부 노동부 합동으로67 , , , ,
연구사업을 지정하였다 노동부에서는 이들 물질을 취급하는 사업장에 대해.
단계적으로 기초조사와 함께 관리지침 관리지표 평가방법 등을 개발해 나, ,
갈 계획이다.
이러한 환경호르몬 물질을 취급하는 사업장의 근로자를 보호할 수 있는
대책으로 적합한 환기시스템을 설치하고 그 성능을 유지하는 방안이 가장
현실적이라고 할 수 있지만 대상 유해물질이 점성을 지니고 있어 처리가 그
다지 쉽지 않다 점성이란 접촉되는 물질로부터 분리되기까지의 응력을 말.
하는데 뉴 톤 유체인 경우 주로 온도와 압력의 영향을 받는다 보통 점도- .
로 세기를 나타내며 밀도에 대한 점도를 동점도(viscosity) (dynamic
- 3 -
라 한다 단위로 로 표기하는데 이러한 점성viscosity) . SI Pascal second(Pas)
물질은 환기시스템 내에 점착 응축 응결되어 관경의 굵기를 변경시키고 마, ,
찰력을 증대시키는가 하면 공기정화장치에 있어서는 포집 효율을 저하시키
는 원인이 된다.
본 연구에서는 세계적인 관심사가 되고있는 환경호르몬 내분비계 교란물(
질 물질중 산업체에서 많이 사용되는 유해물질 이면서도 점성을 갖고 있어)
효과적인 제거에 어려움이 있는 가소제 를 대상으로DOP(Dioctylphthalate)
하였다 와 같은 점성물질을 취급하는 공정의 주요 유해 인자는. DOP DOP
외에도 분진이나 중금속 등을 들 수 있으며 이중 환기시스템에 가장 큰 영
향을 미치는 인자는 무엇보다도 라 할 수 있다 를 주로 취급하는DOP . DOP
업종은 필름 시트나 장식용 필름 등 제조업이나 플라스틱 사출원료를 만들( )
거나 성형품을 제조하는 플라스틱 가공업으로 고온의 카렌더 공정이나 사출
공정으로부터 증발된 는 근로자의 호흡기로 흡입되어 건강장해를 일으DOP
키고 환기시스템의 각 부위에서 응축되어 심각한 성능저하를 일으킨다 또.
한 응축된 액은 생산품에 떨어져 불량의 원인이 되며 취급 사업장에서DOP
는 나름대로 각종 아이디어를 내어 불량을 막고 있으나 이는 생산성 향상을
위한 목적이 주이고 근로자를 위한 조치는 아니어서 보다 근본적인 대책이
요구되고 있다.
본 연구에서는 점성물질 를 취급하는 공정을 대상으로 취급실DOP DOP
태를 파악하였으며 동시에 높은 효율을 유지하면서 설치비용이 저렴한 환기
시스템 모델을 개발하여 제시하였다 다시 말해 연구결과가 산업현장에 손.
쉽게 접목되도록 실용성을 강조하였다는데 그 의의를 두고자 하며 보다 안
전하고 쾌적한 산업현장을 이루고 생산성이 향상되는데 기여하기 바란다.
- 4 -
연구목적연구목적연구목적연구목적2.2.2.2.
본 연구의 목적은 사업장에서 사용하는 유해성 점성물질 중 인체 내분비
계에 이상을 일으키고 그 취급량 또한 많은 가소제 에 대한 전반적 유DOP
통 취급 실태를 조사하고 동시에 환기시스템에 미치는 성능저하에 대한 개,
선방안을 도모하므로서 유해 물질로부터 근로자의 건강을 보호하는데 그 목
적을 두고 있다 이러한 목적을 달성하기 위한 세부 연구목적을 보면 다음.
과 같다.
첫째 물질의 국내외 유통현황을 조사하여 많이 사용하는 업종 규모, DOP ,
및 그 추세를 알아본다.
둘째 산업환기시스템 설치 및 관리 제어성능 등 를 취급하는 사업장, , DOP
의 환기시스템 운영실태를 파악한다.
셋째 를 취급하는 공정의 세부 유해인자를 조사하고 작업환경중의, DOP
농도와 산업환기시스템 성능과의 관련성을 고찰한다.
- 5 -
점성물질 취급공정 개요점성물질 취급공정 개요점성물질 취급공정 개요점성물질 취급공정 개요....ⅡⅡⅡⅡ
점성물질 의 유해성점성물질 의 유해성점성물질 의 유해성점성물질 의 유해성1. DOP1. DOP1. DOP1. DOP
는 의 약자이며 다른 명칭으로DOP Dioctyl phthalate DEAP(Diethylhexyl
로도 불리워 진다 무색 또는 엷은phthalate), Bis(2-ethlyhexyl) Phthalate .
황색의 유상 점성액체로 글리세린이나 글리콜 또는 약간의 아민류를( )
제외하고는 대부분의 유기용제에 잘 용해된다 분자량 비중 상온. 390, 0.98,
에서 휘발성이 약한 상태의 물질로 비점은 에서 이상384 (5 mmHg 220 )℃ ℃
를 나타낸다 근로자를 보호하는 측면에서 보면 상온에서 휘발성이 약하다.
는 것은 유리한 점도 있으나 산업환기시스템에 부착한 상태에서는 성능을
쉽게 저하시키고 또한 개선을 어렵게 만들 수 있는 요인이기도 하다 실제.
로 를 취급하는 사업장에서는 필름 제조하는 카렌더 공정이나 플라스DOP
틱 사출공정에서는 같은 이상의 고온이 요구되는 곳이 많고 또한 유180℃
기용제 분진과 같이 다양한 형태의 유해물질과 복합적으로 작용하여 보다,
쉽게 증발 비산될 수 있다는 점을 간과해서는 안될 것이다, .
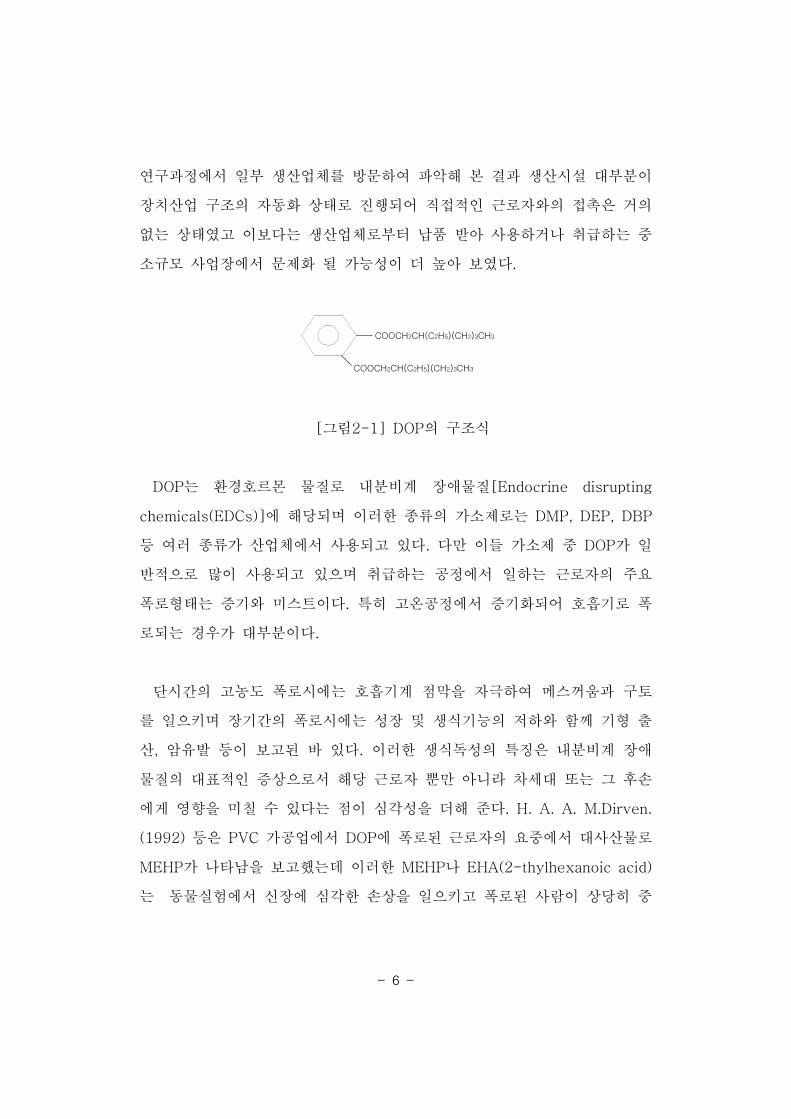
의 구조는 그림 에서 처럼 프탈산에 탄소 개를 가진 사슬 개가DOP [ 2-1] 8 2
붙어있는 형태인데 이러한 구조가 다른 물질과의 결합시 유연성을 증가시키
는 특성을 보인다 이것이 비닐이나 장판 플라스틱 등의 가소제로 많. PVC ,
이 사용되는 이유가 된다 그밖에 잉크 절연체 등에도 많이 사용된다 생산. , .
은 옥탄올과 무수프탈산과의 에스테르화 반응으로 제조되며 국내에는 총 6
개 업체에서 생산되고 있는데 대부분 대기업 군에 속하는 업체들이다 본.
- 6 -
연구과정에서 일부 생산업체를 방문하여 파악해 본 결과 생산시설 대부분이
장치산업 구조의 자동화 상태로 진행되어 직접적인 근로자와의 접촉은 거의
없는 상태였고 이보다는 생산업체로부터 납품 받아 사용하거나 취급하는 중
소규모 사업장에서 문제화 될 가능성이 더 높아 보였다.
COOCH2CH(C2H5)(CH2)3CH3
COOCH2CH(C2H5)(CH2)3CH3
그림 의 구조식[ 2-1] DOP
는 환경호르몬 물질로 내분비계 장애물질DOP [Endocrine disrupting
에 해당되며 이러한 종류의 가소제로는chemicals(EDCs)] DMP, DEP, DBP
등 여러 종류가 산업체에서 사용되고 있다 다만 이들 가소제 중 가 일. DOP
반적으로 많이 사용되고 있으며 취급하는 공정에서 일하는 근로자의 주요
폭로형태는 증기와 미스트이다 특히 고온공정에서 증기화되어 호흡기로 폭.
로되는 경우가 대부분이다.
단시간의 고농도 폭로시에는 호흡기계 점막을 자극하여 메스꺼움과 구토
를 일으키며 장기간의 폭로시에는 성장 및 생식기능의 저하와 함께 기형 출
산 암유발 등이 보고된 바 있다 이러한 생식독성의 특징은 내분비계 장애, .
물질의 대표적인 증상으로서 해당 근로자 뿐만 아니라 차세대 또는 그 후손
에게 영향을 미칠 수 있다는 점이 심각성을 더해 준다. H. A. A. M.Dirven.
등은 가공업에서 에 폭로된 근로자의 요중에서 대사산물로(1992) PVC DOP
가 나타남을 보고했는데 이러한 나MEHP MEHP EHA(2-thylhexanoic acid)
는 동물실험에서 신장에 심각한 손상을 일으키고 폭로된 사람이 상당히 중

- 7 -
한 폐질환을 지닌 미숙아를 출산하였다고 한다 이는 에 손상을 주어. DNA
돌연변이 를 일으키는 원인 물질이 되고 있음을 알 수 있다(mutation) .
미국산업위생전문가협의회(American Conference of Govenmental
에서는 에 대하여 모든 인체 노출경로Industrial Hygienists, ACGIH) DOP
에 대해 낮은 독성을 갖는다고 분류하고 있고 국립산업안전보건연구원
에서는 허(National Institute for Occupational Safety and Health, NIOSH)
용기준을 정하지 않고 있다 미국산업안전보건청. (Occupational Safety and
과 우리나라 그밖에 여러 나라에서는Health Administration, OSHA) DOP
허용기준을 로 정하여 관리하고 있다5 mg/ .㎥
표 허용기준< 2-1> DOP
구 분허용기준DOP (mg/ )㎥
OSHAa ACGIHb 노동부
TWA시간 기준(8 ) 5 5 5
STEL분 기준(15 ) 10
aOSHA : Occupational Safety and Health Administration,
산업안전보건청b ACGIH : American Conference of Govenmental Industrial
미국산업위생전문가협의회Hygienists,
- 8 -
취급공정 및 작업방법취급공정 및 작업방법취급공정 및 작업방법취급공정 및 작업방법2. DOP2. DOP2. DOP2. DOP
를 취급하는 공정은 만들고자 하는 제품의 종류에 따라 다양한 공정DOP
을 나타내기 때문에 모두를 열거한다는 것은 거의 불가능하다 다만 가소제로.
많이 사용되다 보니 가소제로 많이 사용하는 필름 제조업종과 가공업을PVC
중심으로 하였다 이중에서도 고온의 가공기기를 가동하여 의 폭로가 많. DOP
을 것으로 예상되는 필름 제조업의 카렌다 공정과 사출공정을 주요 대PVC
상으로 하였다.
가 필름 제조업가 필름 제조업가 필름 제조업가 필름 제조업....
장판이나 비닐과 같은 필름이나 시트류를 제조하는 업종에서는PVC
를 포함한 원료를 혼합 배합 연육한 후 고온의 카렌더기 를DOP , , (Calender)
통과시켜 연육 혼련 시킨후 필름형태의 제품으로 생산한다 이를 공정 순으, .
로 표기하면 원료계량 혼합 카렌더 재단 포장 출하 의( ) ( ) ( ) ( ) ( / )→ → → →
과정을 거친다.
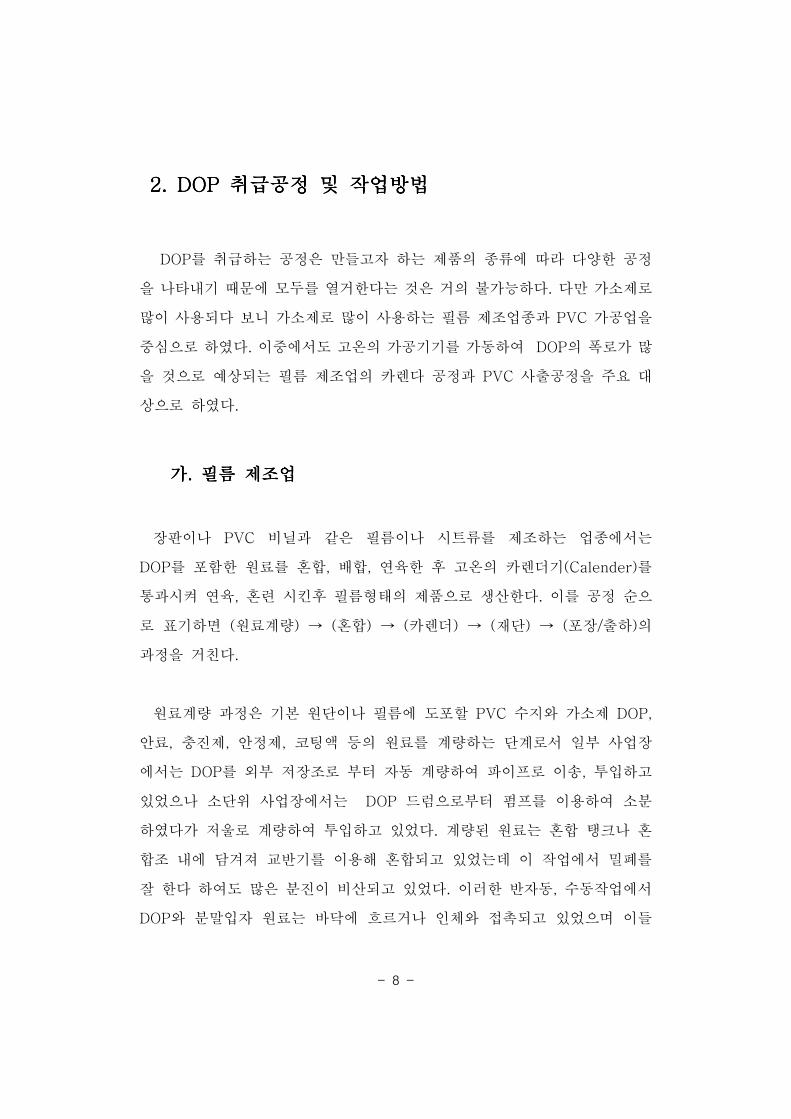
원료계량 과정은 기본 원단이나 필름에 도포할 수지와 가소제PVC DOP,
안료 충진제 안정제 코팅액 등의 원료를 계량하는 단계로서 일부 사업장, , ,
에서는 를 외부 저장조로 부터 자동 계량하여 파이프로 이송 투입하고DOP ,
있었으나 소단위 사업장에서는 드럼으로부터 펌프를 이용하여 소분DOP
하였다가 저울로 계량하여 투입하고 있었다 계량된 원료는 혼합 탱크나 혼.
합조 내에 담겨져 교반기를 이용해 혼합되고 있었는데 이 작업에서 밀폐를
잘 한다 하여도 많은 분진이 비산되고 있었다 이러한 반자동 수동작업에서. ,
와 분말입자 원료는 바닥에 흐르거나 인체와 접촉되고 있었으며 이들DOP
- 9 -
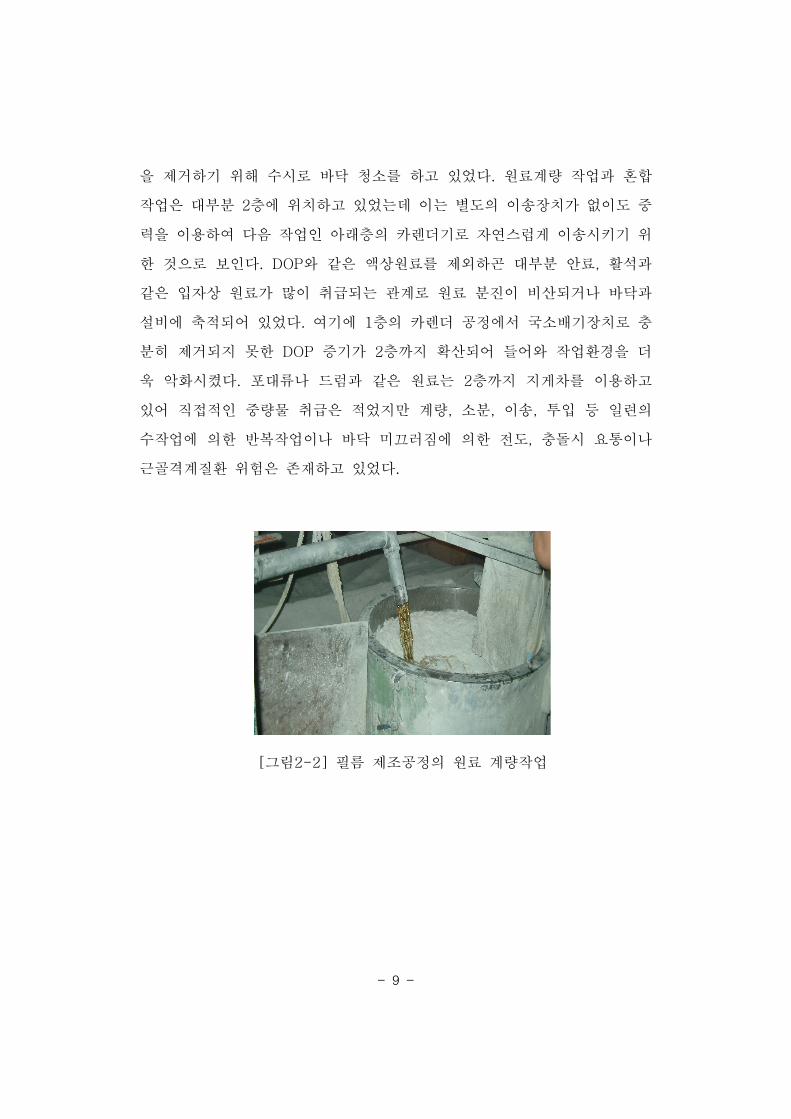
을 제거하기 위해 수시로 바닥 청소를 하고 있었다 원료계량 작업과 혼합.
작업은 대부분 층에 위치하고 있었는데 이는 별도의 이송장치가 없이도 중2
력을 이용하여 다음 작업인 아래층의 카렌더기로 자연스럽게 이송시키기 위
한 것으로 보인다 와 같은 액상원료를 제외하곤 대부분 안료 활석과. DOP ,
같은 입자상 원료가 많이 취급되는 관계로 원료 분진이 비산되거나 바닥과
설비에 축적되어 있었다 여기에 층의 카렌더 공정에서 국소배기장치로 충. 1
분히 제거되지 못한 증기가 층까지 확산되어 들어와 작업환경을 더DOP 2
욱 악화시켰다 포대류나 드럼과 같은 원료는 층까지 지게차를 이용하고. 2
있어 직접적인 중량물 취급은 적었지만 계량 소분 이송 투입 등 일련의, , ,
수작업에 의한 반복작업이나 바닥 미끄러짐에 의한 전도 충돌시 요통이나,
근골격계질환 위험은 존재하고 있었다.
그림 필름 제조공정의 원료 계량작업[ 2-2]
- 10 -
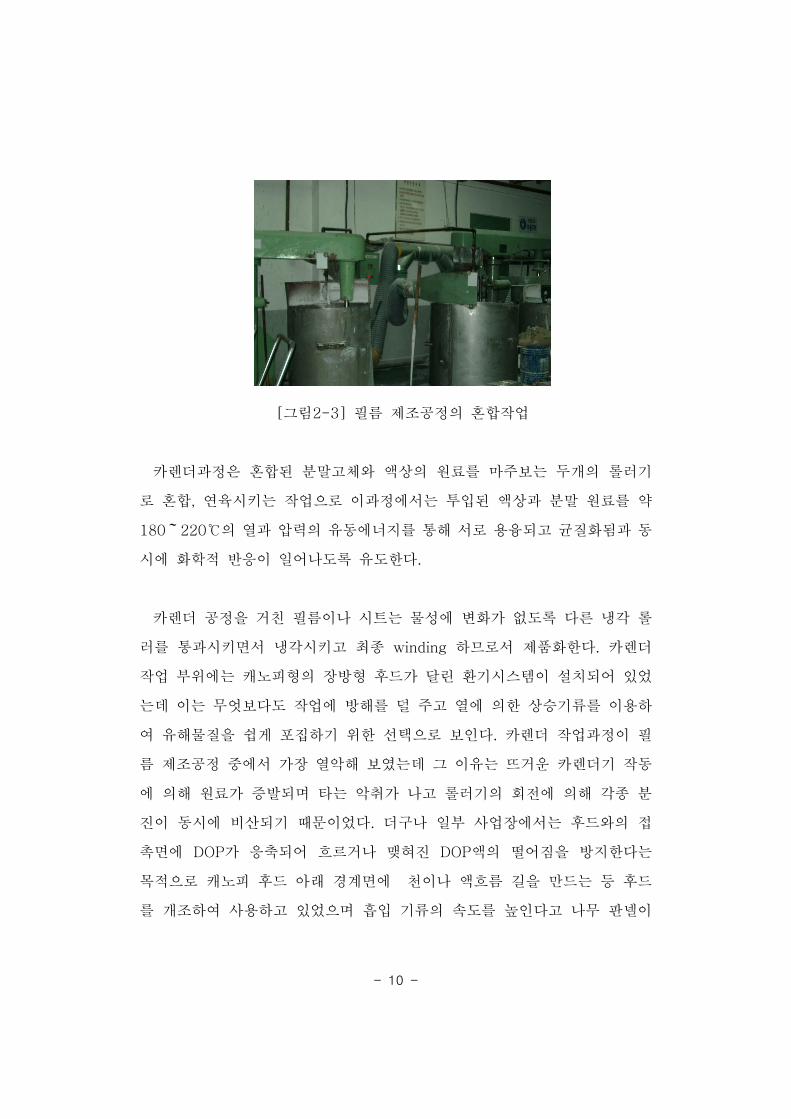
그림 필름 제조공정의 혼합작업[ 2-3]
카렌더과정은 혼합된 분말고체와 액상의 원료를 마주보는 두개의 롤러기
로 혼합 연육시키는 작업으로 이과정에서는 투입된 액상과 분말 원료를 약,
의 열과 압력의 유동에너지를 통해 서로 용융되고 균질화됨과 동180 220~ ℃
시에 화학적 반응이 일어나도록 유도한다.
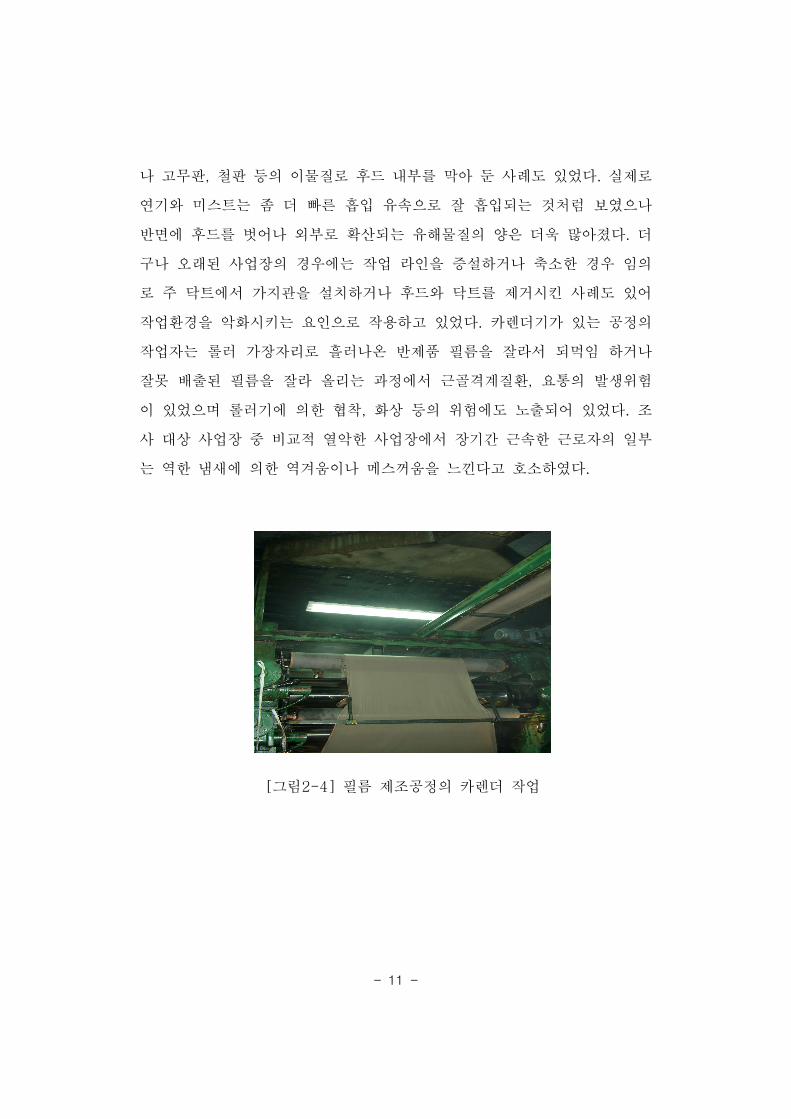
카렌더 공정을 거친 필름이나 시트는 물성에 변화가 없도록 다른 냉각 롤
러를 통과시키면서 냉각시키고 최종 하므로서 제품화한다 카렌더winding .
작업 부위에는 캐노피형의 장방형 후드가 달린 환기시스템이 설치되어 있었
는데 이는 무엇보다도 작업에 방해를 덜 주고 열에 의한 상승기류를 이용하
여 유해물질을 쉽게 포집하기 위한 선택으로 보인다 카렌더 작업과정이 필.
름 제조공정 중에서 가장 열악해 보였는데 그 이유는 뜨거운 카렌더기 작동
에 의해 원료가 증발되며 타는 악취가 나고 롤러기의 회전에 의해 각종 분
진이 동시에 비산되기 때문이었다 더구나 일부 사업장에서는 후드와의 접.
촉면에 가 응축되어 흐르거나 맺혀진 액의 떨어짐을 방지한다는DOP DOP
목적으로 캐노피 후드 아래 경계면에 천이나 액흐름 길을 만드는 등 후드
를 개조하여 사용하고 있었으며 흡입 기류의 속도를 높인다고 나무 판넬이
- 11 -
나 고무판 철판 등의 이물질로 후드 내부를 막아 둔 사례도 있었다 실제로, .
연기와 미스트는 좀 더 빠른 흡입 유속으로 잘 흡입되는 것처럼 보였으나
반면에 후드를 벗어나 외부로 확산되는 유해물질의 양은 더욱 많아졌다 더.
구나 오래된 사업장의 경우에는 작업 라인을 증설하거나 축소한 경우 임의
로 주 닥트에서 가지관을 설치하거나 후드와 닥트를 제거시킨 사례도 있어
작업환경을 악화시키는 요인으로 작용하고 있었다 카렌더기가 있는 공정의.
작업자는 롤러 가장자리로 흘러나온 반제품 필름을 잘라서 되먹임 하거나
잘못 배출된 필름을 잘라 올리는 과정에서 근골격계질환 요통의 발생위험,
이 있었으며 롤러기에 의한 협착 화상 등의 위험에도 노출되어 있었다 조, .
사 대상 사업장 중 비교적 열악한 사업장에서 장기간 근속한 근로자의 일부
는 역한 냄새에 의한 역겨움이나 메스꺼움을 느낀다고 호소하였다.
그림 필름 제조공정의 카렌더 작업[ 2-4]
- 12 -
나 가공업나 가공업나 가공업나 가공업. PVC. PVC. PVC. PVC
가공업은 크게 두가지 형태로 나누어진다 하나는 일정한 형태의 성PVC .
형품을 사출하기 위한 원료를 제조하기 위한 사출원료 제조업이며 다PVC
른 하나는 이렇게 하여 만들어진 원료를 사출기에 투입하여 원하는PVC
모양의 제품을 만드는 사출 성형 업종이다PVC / .
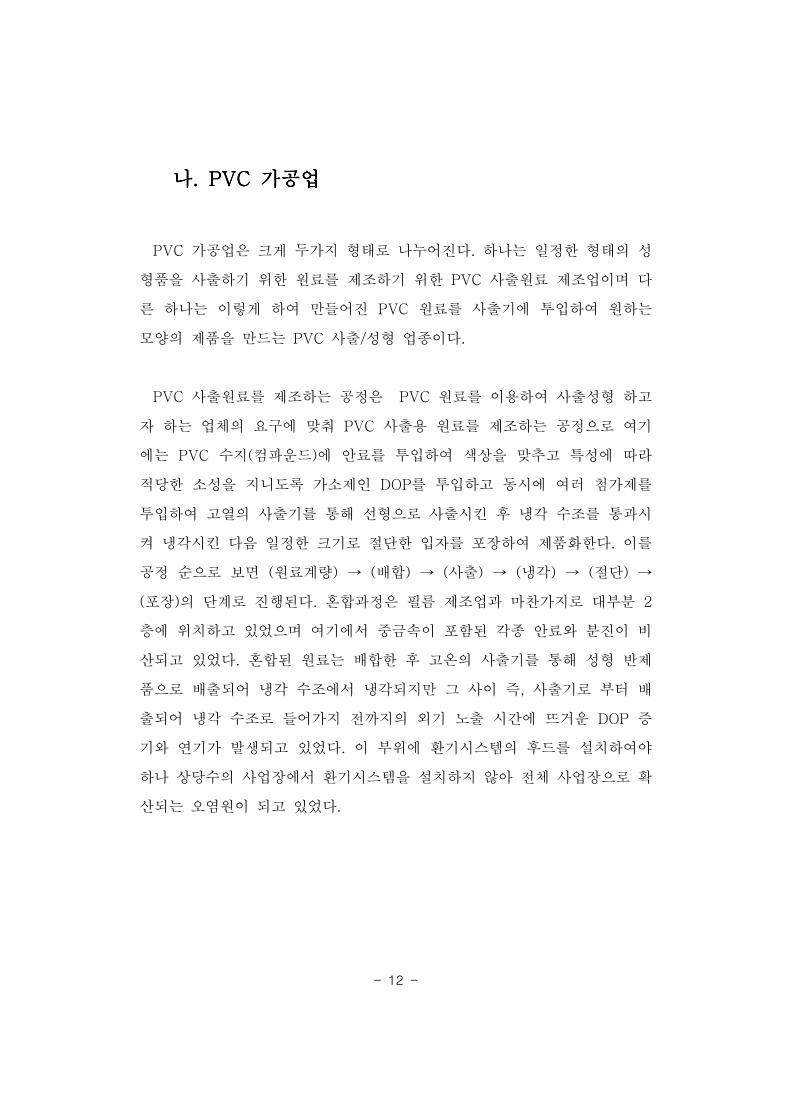
사출원료를 제조하는 공정은 원료를 이용하여 사출성형 하고PVC PVC
자 하는 업체의 요구에 맞춰 사출용 원료를 제조하는 공정으로 여기PVC
에는 수지 컴파운드 에 안료를 투입하여 색상을 맞추고 특성에 따라PVC ( )
적당한 소성을 지니도록 가소제인 를 투입하고 동시에 여러 첨가제를DOP
투입하여 고열의 사출기를 통해 선형으로 사출시킨 후 냉각 수조를 통과시
켜 냉각시킨 다음 일정한 크기로 절단한 입자를 포장하여 제품화한다 이를.
공정 순으로 보면 원료계량 배합 사출 냉각 절단( ) ( ) ( ) ( ) ( )→ → → → →
포장 의 단계로 진행된다 혼합과정은 필름 제조업과 마찬가지로 대부분( ) . 2
층에 위치하고 있었으며 여기에서 중금속이 포함된 각종 안료와 분진이 비
산되고 있었다 혼합된 원료는 배합한 후 고온의 사출기를 통해 성형 반제.
품으로 배출되어 냉각 수조에서 냉각되지만 그 사이 즉 사출기로 부터 배,
출되어 냉각 수조로 들어가지 전까지의 외기 노출 시간에 뜨거운 증DOP
기와 연기가 발생되고 있었다 이 부위에 환기시스템의 후드를 설치하여야.
하나 상당수의 사업장에서 환기시스템을 설치하지 않아 전체 사업장으로 확
산되는 오염원이 되고 있었다.

- 13 -
그림 사출원료 제조업의 배합작업[ 2-5] PVC
그림 사출원료 제조업의 사출작업[ 2-6] PVC
- 14 -
사출 성형 공정은 앞서 설명한 사출원료를 들여와 사출기에 투PVC / PVC
입하여 일정한 형태의 성형제품을 만드는 작업으로서 사출원료 제조PVC
공정에서 처럼 직접 를 취급하지는 않았지만 가 포함된 원DOP DOP PVC
료를 고온의 사출기를 통해 성형한다는 점에서 의 증기의 노출이 우려DOP
되었다 성형품이 배출되는 마지막 고온의 사출이 우려되었지만 사출. PVC
원료 제조공정처럼 원액과 미세 분말 원료를 직접 다루지 않는다는DOP
점에서 보다 덜 열악해 보였다.
그림 성형작업[ 2-7] PVC
그밖에 벽지를 생산하는 업종에서도 를 사용하고 있었으나 제조 공정DOP
상 자동으로 계량된 후 밀폐된 혼합과정과 밀폐된 건조로를 거치는 일련의
과정이 자동화 되어있고 대부분의 증기가 시스템 내의 배기구를 통DOP
해 배출되는 구조로 되어있어 실제 근로자에게 미치는 영향은 적을 것으로
보였다.
- 15 -
연구대상 및 방법연구대상 및 방법연구대상 및 방법연구대상 및 방법....ⅢⅢⅢⅢ
대상대상대상대상1.1.1.1.
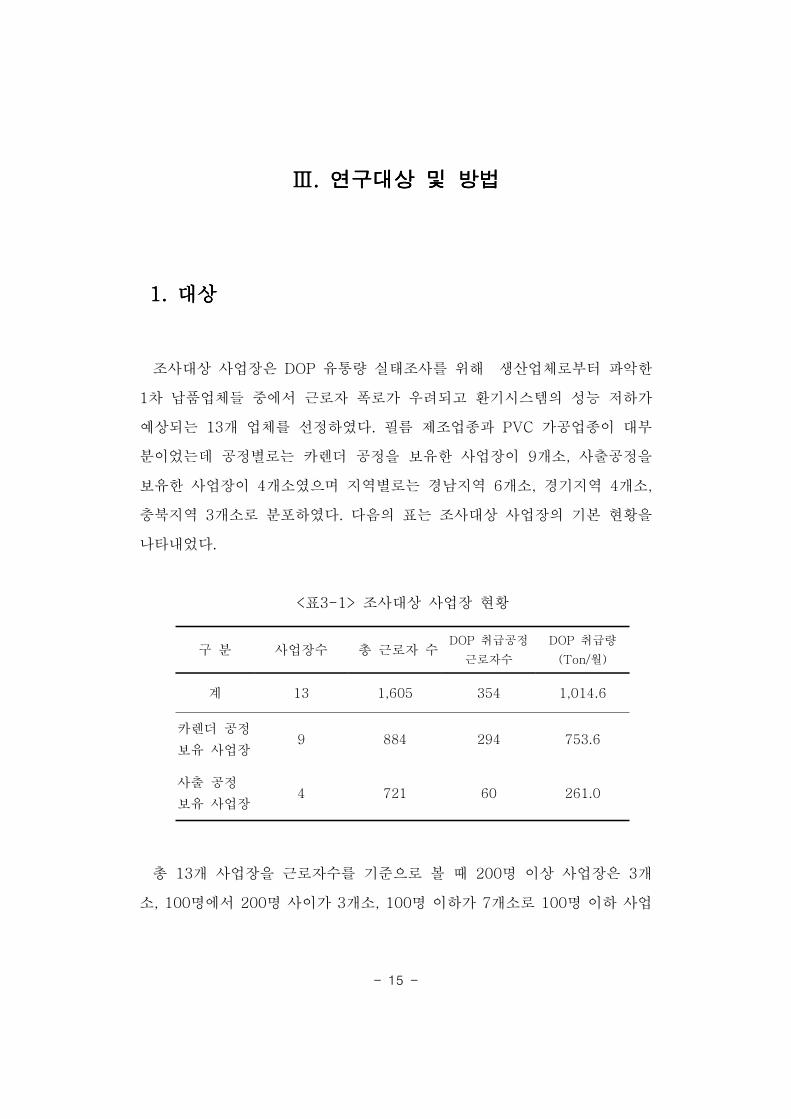
조사대상 사업장은 유통량 실태조사를 위해 생산업체로부터 파악한DOP
차 납품업체들 중에서 근로자 폭로가 우려되고 환기시스템의 성능 저하가1
예상되는 개 업체를 선정하였다 필름 제조업종과 가공업종이 대부13 . PVC
분이었는데 공정별로는 카렌더 공정을 보유한 사업장이 개소 사출공정을9 ,
보유한 사업장이 개소였으며 지역별로는 경남지역 개소 경기지역 개소4 6 , 4 ,
충북지역 개소로 분포하였다 다음의 표는 조사대상 사업장의 기본 현황을3 .
나타내었다.
표 조사대상 사업장 현황< 3-1>
구 분 사업장수 총 근로자 수취급공정DOP
근로자수
취급량DOP
월(Ton/ )
계 13 1,605 354 1,014.6
카렌더 공정
보유 사업장9 884 294 753.6
사출 공정
보유 사업장4 721 60 261.0
총 개 사업장을 근로자수를 기준으로 볼 때 명 이상 사업장은 개13 200 3
소 명에서 명 사이가 개소 명 이하가 개소로 명 이하 사업, 100 200 3 , 100 7 100
- 16 -
장이 많았는데 이는 를 생산하는 업체가 대부분 대기업인 반면 이를DOP
납품 받아 사용하는 업체는 중소규모 업체가 많았던 데에 원인이 있는 듯
하다.
공정의 하루 평균 가동시간을 보면 카렌더 공정이 시간 사출 공DOP 11.6 ,
정이 시간을 나타냈다 그러나 여기에는 근로자를 교대나 교대제로 운13 . 2 3
영하는 사업장의 가동시간이 포함되어 있으므로 실제 근로자가 근로하는 하
루 평균시간은 카렌더 공정이 시간 사출 공정이 시간 정도를 나타냈다9.7 , 9 .
즉 하루 시간 근무를 기준으로 보면 시간 정도 잔업을 하는 것으로 생8 1 2~
각된다 근무시간은 경제상황 사업장별 경영실태 계절적 요인 노조나 근로. , , ,
자의 요구 등에 따라 다양하고 변수도 많았으나 작업환경측정시나 분진 또
는 농도의 허용기준을 설정하는 데에 참고가 되도록 미리 파악해 두DOP
었다.
- 17 -
방법방법방법방법2.2.2.2.
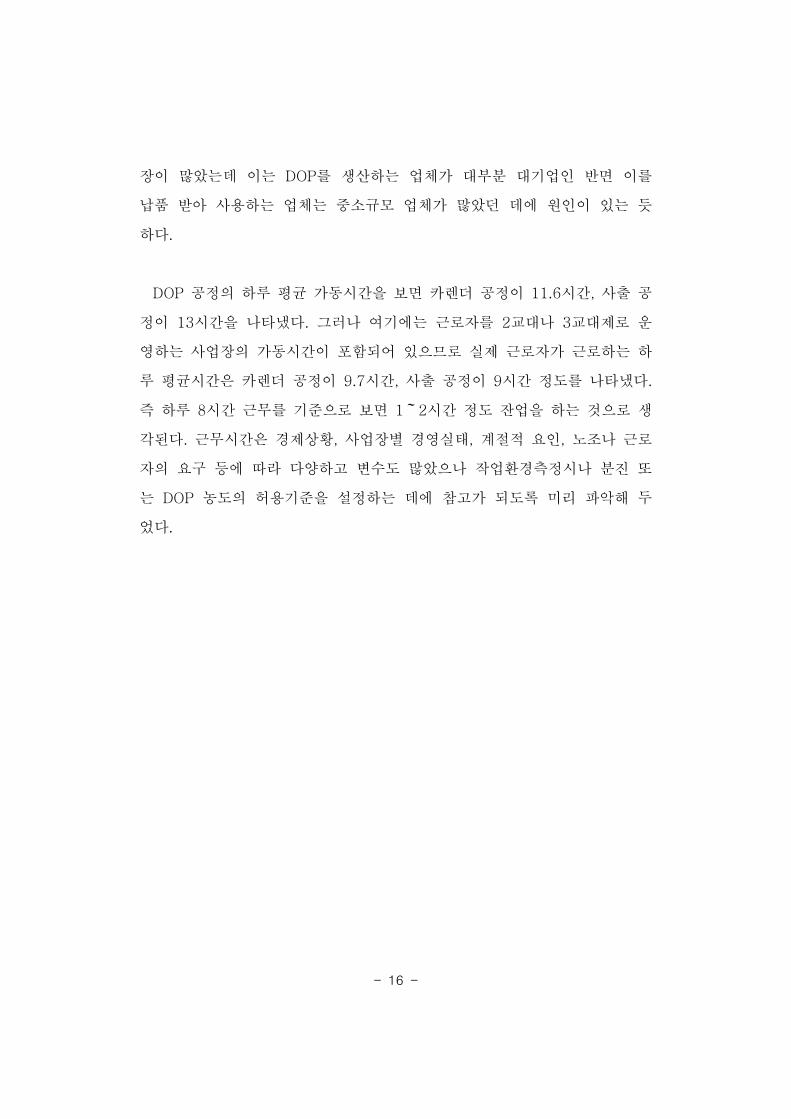
가 유통량 조사가 유통량 조사가 유통량 조사가 유통량 조사. DOP. DOP. DOP. DOP
에 대한 전체적인 생산량과 내수 및 수출량의 규모는 관련문헌과 검DOP
색 자료를 통하여 어느 정도 파악할 수 있었으나 업체별 생산량 규모와 생
산된 가 어떠한 업종에 어느 정도로 유통되고 있는지를 파악하기 위하DOP
여 국내 개 제조업체에 다음의 사항이 포함된 조사표를 송부하여 조6 DOP
사하였다.
표 관련 조사항목< 3-2> DOP
생산 현황 년 기준DOP (2002 ) 유통 현황DOP
생산량o
국내업체 납품량o
수출량o
납품량o
업종 및 생산품o
납품업체 규모o
나 산업환기시스템 실태조사나 산업환기시스템 실태조사나 산업환기시스템 실태조사나 산업환기시스템 실태조사....
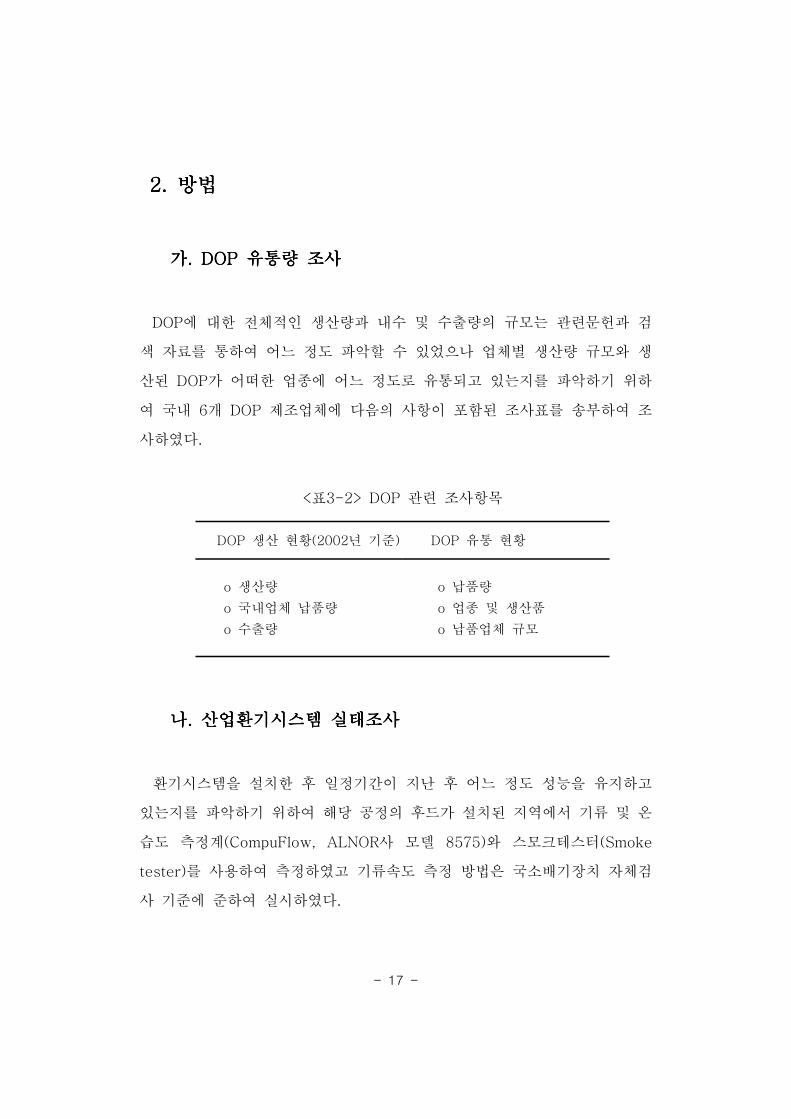
환기시스템을 설치한 후 일정기간이 지난 후 어느 정도 성능을 유지하고
있는지를 파악하기 위하여 해당 공정의 후드가 설치된 지역에서 기류 및 온
습도 측정계 사 모델 와 스모크테스터(CompuFlow, ALNOR 8575) (Smoke
를 사용하여 측정하였고 기류속도 측정 방법은 국소배기장치 자체검tester)
사 기준에 준하여 실시하였다.
- 18 -
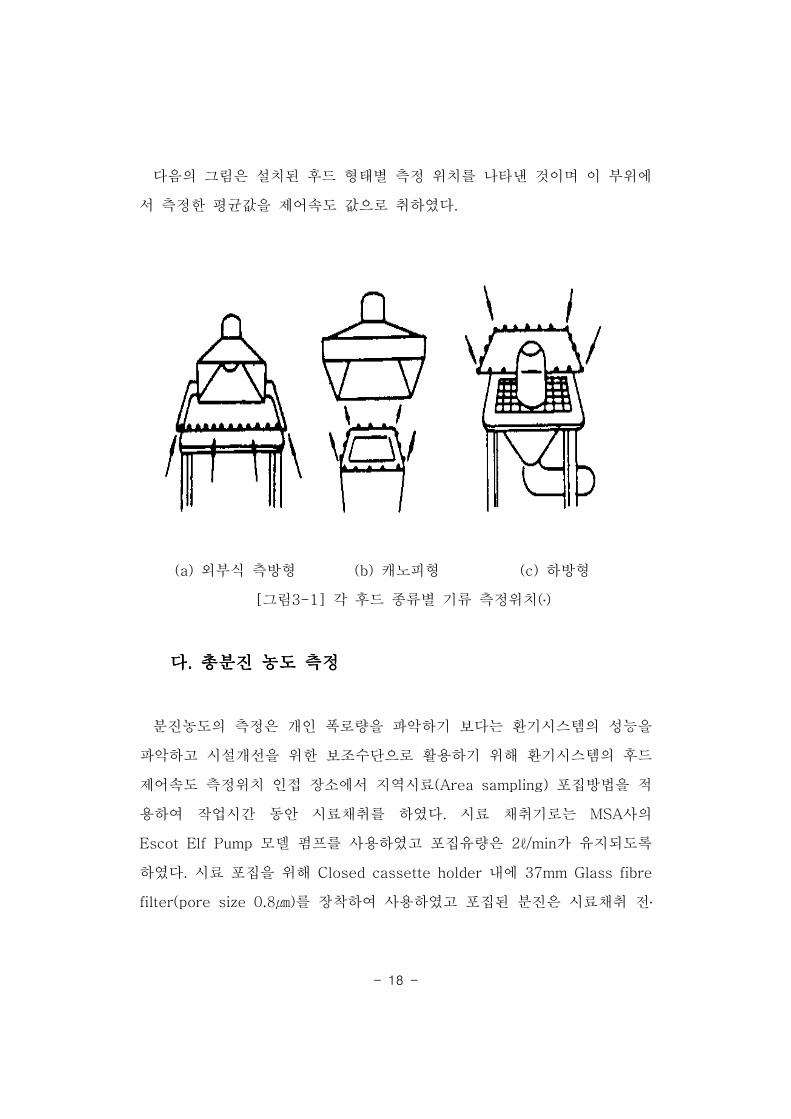
다음의 그림은 설치된 후드 형태별 측정 위치를 나타낸 것이며 이 부위에
서 측정한 평균값을 제어속도 값으로 취하였다.
외부식 측방형 캐노피형 하방형(a) (b) (c)
그림 각 후드 종류별 기류 측정위치[ 3-1] ( )
다 총분진 농도 측정다 총분진 농도 측정다 총분진 농도 측정다 총분진 농도 측정....
분진농도의 측정은 개인 폭로량을 파악하기 보다는 환기시스템의 성능을
파악하고 시설개선을 위한 보조수단으로 활용하기 위해 환기시스템의 후드
제어속도 측정위치 인접 장소에서 지역시료 포집방법을 적(Area sampling)
용하여 작업시간 동안 시료채취를 하였다 시료 채취기로는 사의. MSA
모델 펌프를 사용하였고 포집유량은 가 유지되도록Escot Elf Pump 2 /minℓ
하였다 시료 포집을 위해 내에. Closed cassette holder 37mm Glass fibre
를 장착하여 사용하였고 포집된 분진은 시료채취 전filter(pore size 0.8 )㎛
- 19 -
후 필터의 무게를 칭량저울(Satorious R 200D, 10-5 까지 분석가능 을 사용g )
하여 회 이상 칭량한 후 의 농도로 환산하였다 또한 사업장의 작업3 / .㎎ ㎥
시간이 불균일 하므로 허용농도를 보정하여 이에 따라 별도로 평가하였다.
라 농도 측정라 농도 측정라 농도 측정라 농도 측정. DOP. DOP. DOP. DOP
분진과 마찬가지로 환기시스템의 성능을 파악하기 위한 보조수단으로
농도를 측정하였으며 측정과 분석방법은 의 시험공정법DOP NIOSH
을 기준으로 일부 수정하(NIOSH Manual of Analytical Methods; NMAM)
여 사용하였다 분진과 를 한 필터에 같이 포집 하였으며 포집 후 바로. DOP
냉장보관 하였다 포집된 시료는 용액 용 에 용. DOP CS (99.9%, HPLC ) 2₂ ㎖
해시켜 시간 방치시켰으며 표준물질로는 시1 DOP Junsei chemical Co. Ltd
약을 사용하였다 분석 결과 나타난 피크 면적을 동일한 농도로 제조된. GC
표준용액의 피크면적과 비교하여 회수율을 구하였으며 평균 회수율은 102%
였다 시료도 동일한 방법으로 탈착시켰다 시료의 분석을 위해. . Gas
로chromatography - flame ionizing detector; GC-FID(HP series 5890)Ⅱ
분석하였다 본 연구에 적용한 의 분석조건은 다음의 표와 같다. GC-FID .

- 20 -
표 가스크로마토그래피 분석 조건< 3-3>
항 목 조 건
모델명
시료 주입량
Split ratio
칼럼
운반가스 및 유속
온도
검출기
HP Series 5890Ⅱ
0.1 ㎕
50 : 1
HP-5, 30m x 0.32mm x 0.25㎛
헬륨, 2.0 /min㎖
주입구 온도 검출기 온도: 290 , : 300℃ ℃
오븐 온도 : 250℃
불꽃이온화검출기(FID)
- 21 -
결과 및 고찰결과 및 고찰결과 및 고찰결과 및 고찰....ⅣⅣⅣⅣ
유통 현황유통 현황유통 현황유통 현황1. DOP1. DOP1. DOP1. DOP
의 국내외 유통현황을 알기 위하여 관련 기관의 자료 검색을 통해DOP
수집한 자료를 분석하여 의 국가적 수출입 현황과 추세를 파악할 수DOP
있었다 국내 유통현황과 그 사용처 등을 알기 위해서 개 생산업체로. 6 DOP
부터 차 납품업체를 파악하여야 하나 거래상의 비밀과 경쟁사와의 관계를1
고려하여 노출을 꺼리고 있었다 개 제조사가 협조에 응하여 전국적인 국. 5
내 유통현황과 취급 실태를 파악하기에는 다소 미흡한 점이 있었다.
년 기준으로 국내 총 생산량은 톤으로 매년 소폭으로 증2001 DOP 422,700
가 추세를 보이고 있다 이중 수출량은 년 이래로 평균 정도이며. 1997 49%
주요 수출국으로는 일본 중국 인디아 케냐 베트남 말레이시아 필리핀 등, , , , , ,
으로 일본을 제외하면 대부분 동남아시아나 아프리카 지역 등 산업기반이
아직 취약한 개발도상국에 비중을 두고 있음을 알 수 있다 일본의 경우 우.
리나라로부터 수입량이 많은 것은 일본내의 사용량이 많고 지리적으DOP
로 인접해 있으며 인건비를 포함한 생산 단가를 절약 할 수 있다는 점이 작
용한 것으로 보인다.
- 22 -
표 국내 생산량과 수출량 단위 천톤< 4-1> DOP ( : )
구 분 년1997 년1998 년1999 년2000 년2001
국내 생산량 310.0 327.3 394.2 411.5 422.7
국외 수출량
수출비중( ,%)
137.7
(44.4)
191.8
(58.6)
184.2
(46.7)
195.3
(47.5)
204.9
(48.5)
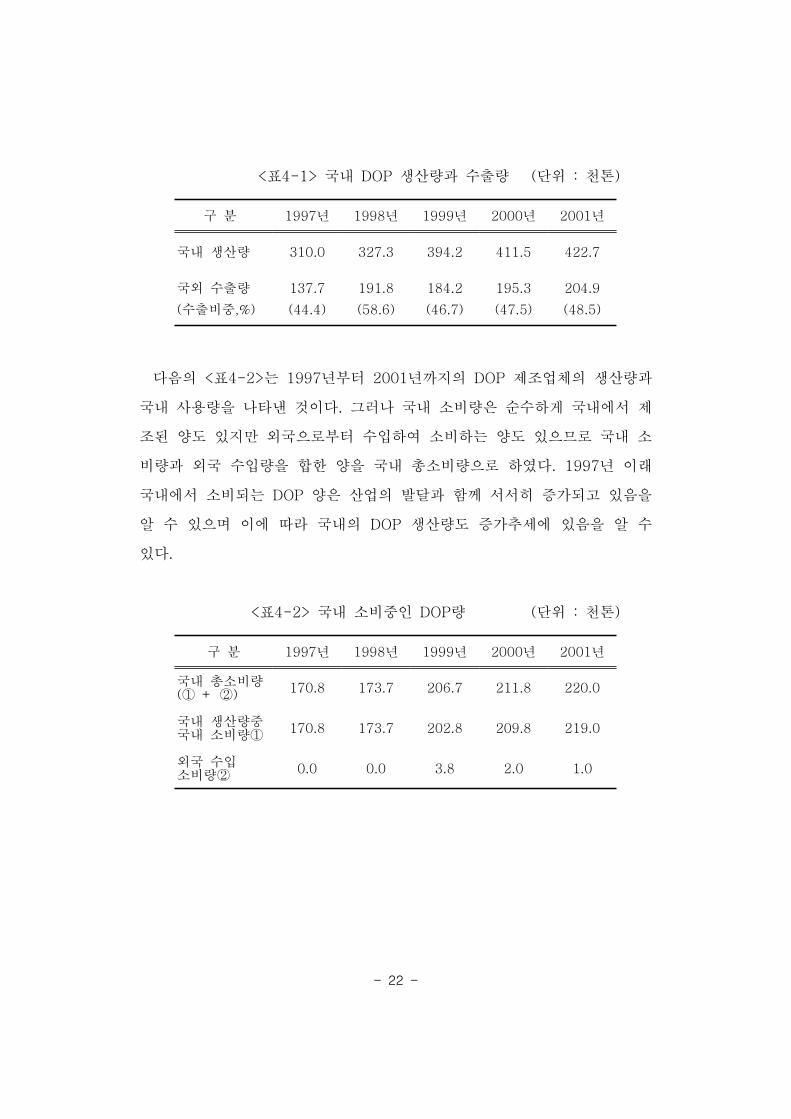
다음의 표 는 년부터 년까지의 제조업체의 생산량과< 4-2> 1997 2001 DOP
국내 사용량을 나타낸 것이다 그러나 국내 소비량은 순수하게 국내에서 제.
조된 양도 있지만 외국으로부터 수입하여 소비하는 양도 있으므로 국내 소
비량과 외국 수입량을 합한 양을 국내 총소비량으로 하였다 년 이래. 1997
국내에서 소비되는 양은 산업의 발달과 함께 서서히 증가되고 있음을DOP
알 수 있으며 이에 따라 국내의 생산량도 증가추세에 있음을 알 수DOP
있다.
표 국내 소비중인 량 단위 천톤< 4-2> DOP ( : )
구 분 년1997 년1998 년1999 년2000 년2001
국내 총소비량( + )① ②
170.8 173.7 206.7 211.8 220.0
국내 생산량중국내 소비량①
170.8 173.7 202.8 209.8 219.0
외국 수입소비량② 0.0 0.0 3.8 2.0 1.0

- 23 -
Year
1996 1997 1998 1999 2000 2001 2002
x 1,000 Ton
0
100
200
300
400
500
productive capacity
the mount of consumption
그림 연도별 생산량과 소비량 추세[ 4-1] DOP
국내 제조업 개소에 대해 실시한 년 유통현황 조사표에 의하면DOP 5 2002
총 생산량 톤 중 수출이 톤이고 내수가 톤으로 국내270,130 102,507 157,383
소비업체에 대한 공급비율이 를 나타냈다 생산량이 수출과 내수를 합58.3% .
한 양과 일치하지 않는 것은 이월된 재고량과 비축량이 있기 때문이었다.
년 말을 기준으로 한 납품업체 현황을 보면 연간 톤 이상의 대2002 1,000
단위 양을 소비하거나 취급하는 업체는 개소로 약 톤 이었는데 이18 72,395
는 개 업체에서 생산하여 국내에 내수용으로 공급하는 톤의 에5 157,383 46%
해당되었다 이처럼 대단위 소비 업체는 주로 카렌더 공정을 보유하고 필름. ,
시트류를 생산하는 대기업이 많았는데 건축용 바닥 장식 제품을 생산하는데
주로 사용하고 있었다 또한 를 반제품으로 다른 제품을 만들거나 재고. DOP
로 확보하는 차원에서 대기업간 거래가 빈번히 이루어지고 있었다 그밖에.
대리점으로도 많이 공급되었는데 이는 규모가 큰 대리점을 통해 차 소비업2
- 24 -
체에 공급하기 위한 것으로 보인다.
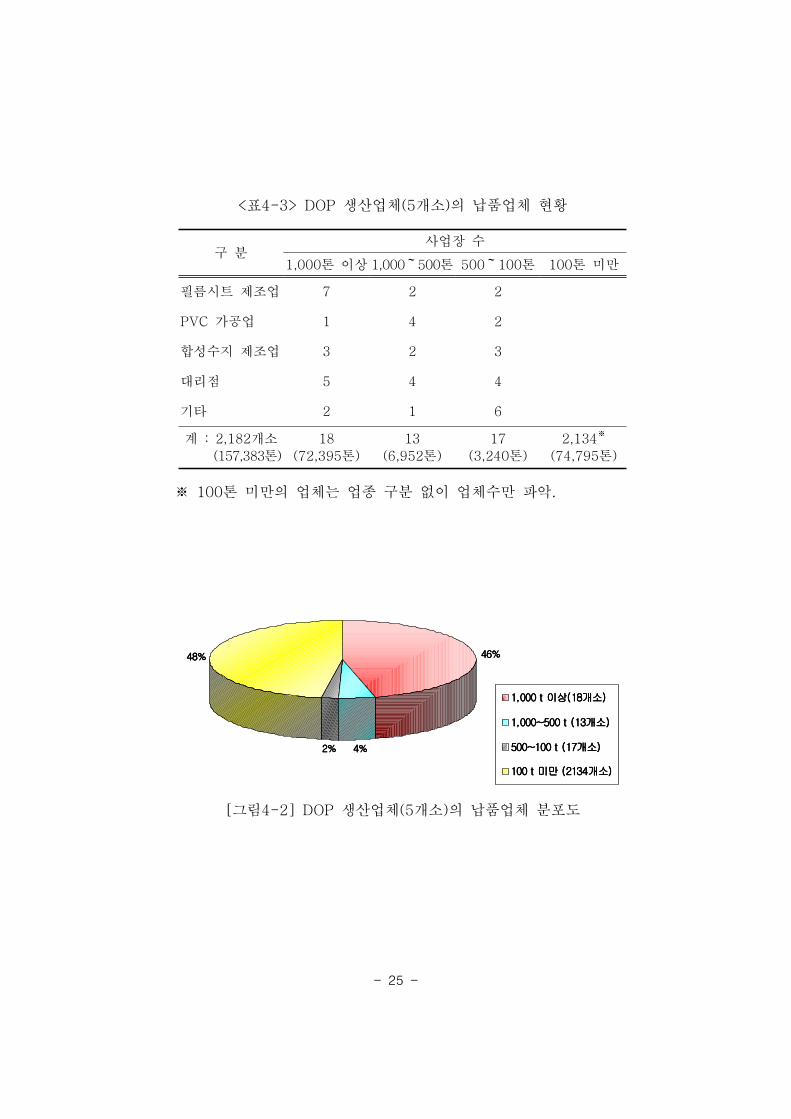
톤에서 톤 사이를 소비하는 업체는 가공업과 중소규모 대리500 1000 PVC
점이 많았는데 사출원료 제조시의 가소제로 많이 사용되고 있다 그밖PVC .
에 연간 톤 미만을 사용하는 소규모 업체로 갈수록 업종이 다양해짐에500
따라 를 주로 사용하는 업종간의 특성을 구분하기가 힘들어졌고 톤DOP 100
미만의 사용업체는 조사상의 한계로 세부파악이 곤란하여 전체적인 차 공1
급 업체수 정도만 파악하였다 표 그림 참조. (< 4-3>, [ 4-2] )
- 25 -
표 생산업체 개소 의 납품업체 현황< 4-3> DOP (5 )
구 분사업장 수
톤 이상1,000 톤1,000 500~ 톤500 100~ 톤 미만100
필름시트 제조업 7 2 2
가공업PVC 1 4 2
합성수지 제조업 3 2 3
대리점 5 4 4
기타 2 1 6
계 개소: 2,182
톤(157,383 )
18
톤(72,395 )
13
톤(6,952 )
17
톤(3,240 )
2,134※
톤(74,795 )
톤 미만의 업체는 업종 구분 없이 업체수만 파악100 .※
46%46%46%46%
4%4%4%4%2%2%2%2%
48%48%48%48%
1,000 t 이상(18개소)1,000 t 이상(18개소)1,000 t 이상(18개소)1,000 t 이상(18개소)
1,000~500 t (13개소)1,000~500 t (13개소)1,000~500 t (13개소)1,000~500 t (13개소)
500~100 t (17개소)500~100 t (17개소)500~100 t (17개소)500~100 t (17개소)
100 t 미만 (2134개소)100 t 미만 (2134개소)100 t 미만 (2134개소)100 t 미만 (2134개소)
그림 생산업체 개소 의 납품업체 분포도[ 4-2] DOP (5 )
- 26 -
산업환기시스템 운영 실태산업환기시스템 운영 실태산업환기시스템 운영 실태산업환기시스템 운영 실태2.2.2.2.
를 취급하는 조사대상 사업장 개소 중 환기시스템을 갖춘 곳은 총DOP 13
개 사업장이었으며 설치하지 않은 개 사업장은 가공업 중 사11 2 PVC PVC
출 성형업이었다 환기시스템을 갖춘 개 사업장을 대상으로 한 후드 설치/ . 11
현황을 다음의 표에 나타내었다.
표 후드 설치현황< 4-4>
공 정 작 업후드 설치 현황 갯수( )
설치율(%)대상 설치 갯수
계 74 64 86.5
카렌더
소 계 48 44 91.7
혼 합 14 13 93.0
카렌더 34 31 91.0
PVC
가공
소 계 26 20 77.0
배 합 8 5 63.0
사 출 18 15 94.0
총 곳의 설치대상 중 설치한 곳은 곳으로 를 보였다 카렌더 공74 64 86.5% .
정을 보유한 사업장의 평균 설치율은 를 보였지만 가공업종의91.7% PVC
설치율은 로 비교적 낮게 나타났다 특히 배합 작업 부위에 설치율이77.0% .
로 낮았는데 이는 작업이 간헐적으로 이루어지고 원료의 이동성이 크63.0%
다는 이유로 사업주나 근로자가 설치하는데 어려움을 나타내었고 또한 유해
성이 낮다는 잘못된 인식이 주요 원인이었던 것으로 보인다.

- 27 -
후드를 설치한 경우에도 증기가 응축된 후 떨어져 불량품이 발생되DOP
는 것을 방지하기 위하여 캐노피형 후드의 아래부위에 액 받침대를 설DOP
치하고 여기에 석면천이나 헝겊을 넣어 흡수시킴으로서 낙하를 방지하는 방
법을 쓰거나 후드 내부를 천이나 판넬 나무 고무 철재 등의 재질 로 가운( , , )
데를 막는 등의 변형사례가 많았다 이렇게 한 결과 생긴 슬롯트 틈새로 증.
기와 연기가 빠르게 흡입되는 현상을 보고 근로자 들은 효과가 좋아진 것으
로 생각하고 있었으며 일부에서는 저하된 제어속도를 높이기 위해 후드 내
에 소형팬을 설치한 곳도 있었다 이처럼 변칙적인 후드 개조는 전체적인.
성능 저하 뿐 아니라 화재 발생의 위험 요인이 되고 있었다 불량품을 막기.
위해 나름대로 원래의 설계물을 변형한 경우는 이해가 되었으나 이로 인해
전체적인 성능이 저하되고 근로자의 건강이 손상 될 수 있음을 인지 못한
경우가 많다는 것은 환기시스템에 대한 개선방안과 함께 근로자 들의 의식
향상이 시급함을 알 수 있다.
그림 액 누출 방지를 위해 변형한 후드[ 4-3] DOP
- 28 -
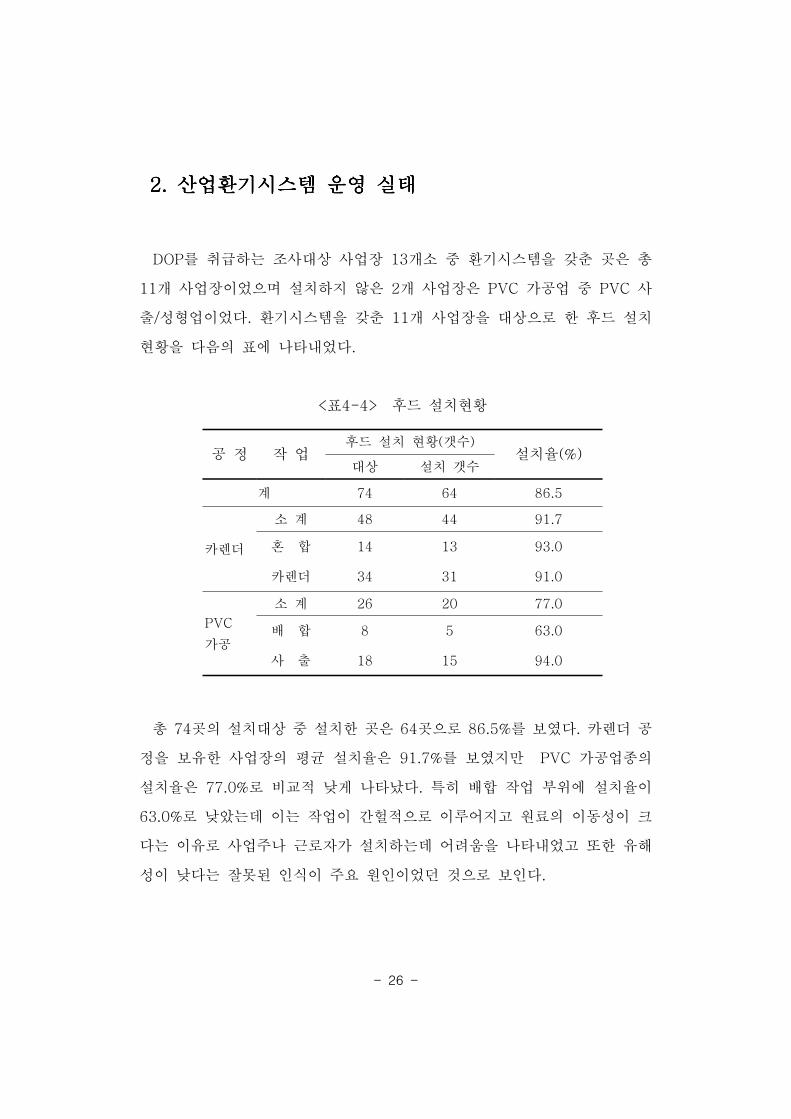
그림 카렌더공정 후드를 변형한 모습[ 4-4]
고온 공정인 카렌더 작업이나 가공 사출작업의 경우에는 모두 캐노PVC
피형의 후드를 갖춘 국소배기장치로 설계되어 있었는데 이는 작업성이 우수
하고 고온의 증기와 분진을 제거하기 위한 선택으로 생각된다 그러나 카렌.
더 공정의 혼합작업이나 가공공정의 배합작업에서는 국소배기장치의PVC
후드가 아닌 전체환기 개념의 대형 환풍기를 작업부위에 근접하여 설치한
경우도 있었다.
를 취급하는 해당공정에 설치한 국소배기장치의 성능을 확인하기 위DOP
하여 측정 부위를 공정별 작업과정 별로 각각 분리하였다 측정부위는 유해, .
물질인 분진과 가 발생되는 가장 바깥쪽 영역 즉 국소배기장치 후드DOP ,
부위로부터 제어능력이 미치는 가장 먼 경계영역의 길이를 균등 분할하여
회 정도 측정하여 평균값을 사용하였다 이것은 후드에 흡입될 수 있는6 9 .~
영역 바로 인접 지역에서 포집한 농도이므로 설치한 국소배기장치의 제어력
이 미치지 못한 경계지역으로부터 배출되어 확산되고 있는 유해물질 분진( ,
농도를 파악하기 위함이었다DOP) .
- 29 -
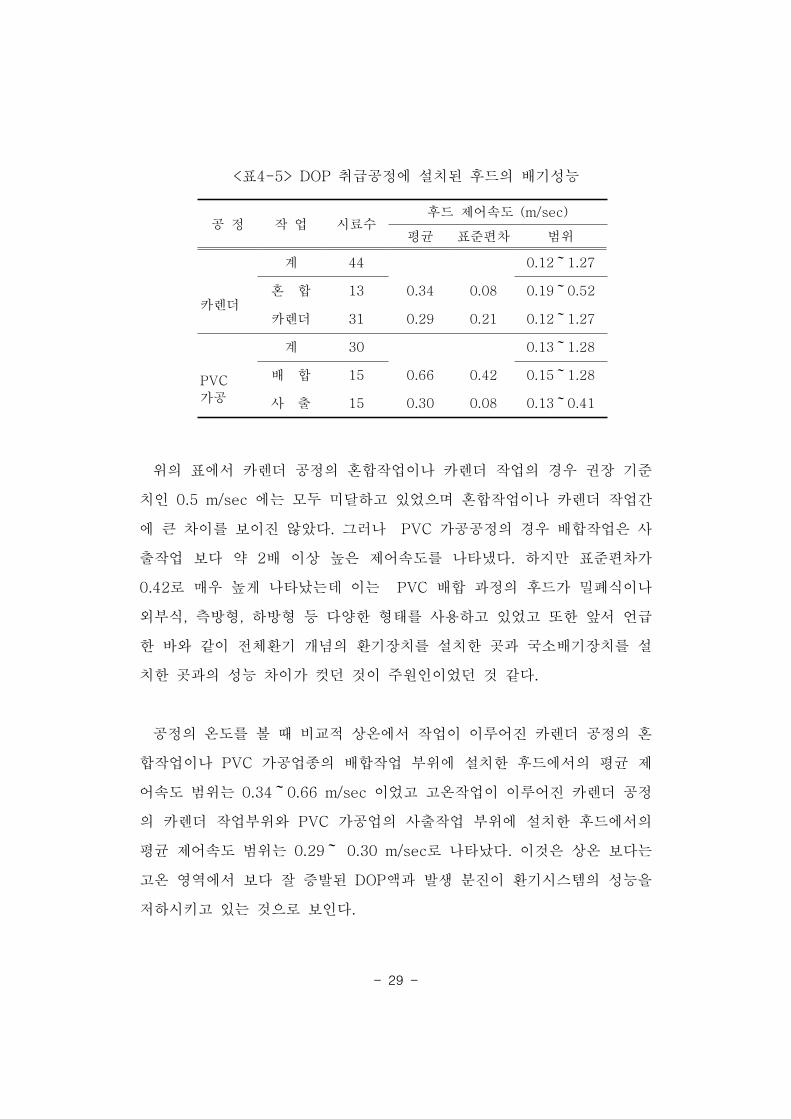
표 취급공정에 설치된 후드의 배기성능< 4-5> DOP
공 정 작 업 시료수후드 제어속도 (m/sec)
평균 표준편차 범위
계 44 0.12 1.27~
카렌더혼 합 13 0.34 0.08 0.19 0.52~
카렌더 31 0.29 0.21 0.12 1.27~
계 30 0.13 1.28~
PVC
가공
배 합 15 0.66 0.42 0.15 1.28~
사 출 15 0.30 0.08 0.13 0.41~
위의 표에서 카렌더 공정의 혼합작업이나 카렌더 작업의 경우 권장 기준
치인 에는 모두 미달하고 있었으며 혼합작업이나 카렌더 작업간0.5 m/sec
에 큰 차이를 보이진 않았다 그러나 가공공정의 경우 배합작업은 사. PVC
출작업 보다 약 배 이상 높은 제어속도를 나타냈다 하지만 표준편차가2 .
로 매우 높게 나타났는데 이는 배합 과정의 후드가 밀폐식이나0.42 PVC
외부식 측방형 하방형 등 다양한 형태를 사용하고 있었고 또한 앞서 언급, ,
한 바와 같이 전체환기 개념의 환기장치를 설치한 곳과 국소배기장치를 설
치한 곳과의 성능 차이가 컷던 것이 주원인이었던 것 같다.
공정의 온도를 볼 때 비교적 상온에서 작업이 이루어진 카렌더 공정의 혼
합작업이나 가공업종의 배합작업 부위에 설치한 후드에서의 평균 제PVC
어속도 범위는 이었고 고온작업이 이루어진 카렌더 공정0.34 0.66 m/sec~
의 카렌더 작업부위와 가공업의 사출작업 부위에 설치한 후드에서의PVC
평균 제어속도 범위는 로 나타났다 이것은 상온 보다는0.29 0.30 m/sec .~
고온 영역에서 보다 잘 증발된 액과 발생 분진이 환기시스템의 성능을DOP
저하시키고 있는 것으로 보인다.

- 30 -
닥트에 있어 오래된 사업장의 경우는 대부분 신설이나 증설 축소 등의,
공정변화가 있어 가지관이 신설 축소된 경우를 많이 볼 수 있었다 하지만, .
카렌더와 같은 고온공정에 설치한 닥트는 후드를 통해 흡입된 뜨거운 DOP
증기가 상온의 닥트관과 접촉되면서 응축되어 닥트 내외부 벽면을 타고 흘
러내리는 경우가 많이 목격되었다 이러한 액은 닥트내 낮은 부위나 굴. DOP
곡 부위에 고여있어 닥트내 흡입기류 흐름을 방해하는 원인이 되고 있었다.
그림 닥트 외부로 유출된[ 4-5] DOP
그림 닥트 내부에 고여진 액[ 4-6] DOP

- 31 -
이처럼 후드부위의 임의 변형과 생산공정의 증설이나 작업라인의 변경에
의한 닥트관의 임의 변경 그리고 점성물질인 가 산업환기시스템 성능DOP
저하의 주요 원인이 되고 있었다.
다음의 표 은 환기시스템을 설치한 이후의 기간과 환기시스템 배기< 4-6>
성능과의 관계를 나타낸 것이다 여기서 가공 공정은 국소배기장치를. PVC
미설치한 곳이 많았기에 분석에서 제외하였다.
표 설치기간에 따른 배기성능< 4-6>
공 정 기 간 시료수후드부위 제어속도(m/sec)
산술평균 표준편차 범 위
카렌더
년 미만3 16 0.48 0.24 0.19 1.27~
년 미만3 5~ 19 0.25 0.08 0.13 0.43~
년 이상5 17 0.26 0.07 0.12 0.38~
환기시스템을 설치한지 년 미만의 경우 제어속도의 평균치가3 0.48 m/sec
로 기준치에 근접하고 있었다 설치한지 얼마 되지 않은 사업장은 기준치인.
이상의 양호한 제어속도를 보이는 곳이 많았으나 일부 사업장에0.50 m/sec
서는 설치한지 년도 안된 시스템을 근로자가 임의로 후드를 개조하거나 막3
는 등의 사례가 있었다 이로 보아 년 이내의 환기시스템인 경우 임의로. 3
변경 개조를 하지 않고 관리만 잘 해준다면 로 인한 영향을 줄일 수, DOP
있는 기간임을 알 수 있다 즉 사업주나 관리자가 환기시스템에 관심을 갖.
고 관리에 철저를 기해 준다면 기준치 보다도 양호한 상태를 유지할 수 있
으며 적어도 기준치 정도의 성능을 유지하는 기간도 연장할 수 있을 것으로
생각된다.
- 32 -
설치한지 년 이상 되는 곳의 환기시스템 성능은 년 이상 노후된 환기시3 5
스템의 성능과 큰 차이를 보이지 않았다 그나마 기준치에 미달하는 제어속.
도 도 신뢰성이 낮아 보였는데 그 이유는 후드내부에서의 제어속0.25 m/sec
도가 오히려 측정 부위보다도 더 낮게 나타나는 경우가 많았기 때문이다.
측정부위가 후드 내부 보다 더 높은 제어속도를 보인 것은 롤러가 근접하여
회전하면서 회전기류가 측정기에 영향을 미칠 수 있었고 또한 고열 작업인
관계로 주위에 선풍기를 가동하거나 창문을 개방하는 경우가 많아 순수 제
어속도라기 보다는 외부 환경의 영향을 많이 받은 수치로 보인다 아마도.
실제로는 이보다 더 낮아 거의 제어속도가 없거나 외부 방해기류로 인해 후
드 바깥으로 확산되는 경우가 많았을 것으로 생각해 볼 수 있다.
이상의 결과를 보면 카렌더 공정에 설치한 현재의 산업환기시스템으로
를 제거하는 효과는 설치한지 년 이내의 시스템에서나 기대할 수 있DOP 3
으며 여기에 유지 보수 등 관리에 철저를 기한다면 어느 정도 성능 연장도,
기대할 수 있을 것이다 하지만 년 이상된 환기시스템으로 성능 저하가 심. 3
하다면 보수 수리로 성능 향상을 기대할 수 있을 것인지 아니면 신규로 설,
치할 지를 신중히 검토해야 할 것으로 보인다.
다음은 환기시스템 중 후드와 닥트 이후의 장치에 대한 실태이다 대표적.
인 설치 오류가 공기정화기와 송풍기의 위치가 바뀌어진 상태를 들 수 있었
는데 이럴 경우 송풍기 및 송풍기나 정화기 사이의 닥트 부위에 액으DOP
로 오염된 상태가 매우 심각하였다 송풍기의 날개와 내부로 액이 점착. DOP
되어 송풍기 수명을 낮추거나 합선 화재의 위험도 있었으며 외부로 흘러내,
린 액은 회전벨트에 묻어 겉돌거나 미끄러지는 현상으로 동력전달이DOP
제대로 되지 못하였다 송풍기와 공기정화기의 위치가 올바르게 설치된 사.
업장에서도 로 인한 송풍기와 정화기능 성능저하를 다소나마 막기 위DOP

- 33 -
해 프리필터를 설치한 곳이 많았다 보다 경제력이 있는 사업장의 경우에는.
공기정화기 앞부분에 냉각기를 두어 응축된 액을 사전에 분리하여DOP
제거하거나 아니면 를 제거하기 위한 별도의 공기정화장치를 개발하여DOP
사용하기도 하는 등 많은 자구 노력을 하고 있었다 그림 참조( 4-7, 4-8 ).
프리필터를 설치하지 않은 사업장의 공기정화기는 로 인해 오염상태DOP
가 심하였는데 여과식 필터인 경우 짧은 시간에 필터 공극에 액이 충DOP
진되어 그 효과가 떨어졌으며 전기집진기인 경우에는 전극에 액이DOP
점착되어 분리제거 성능을 단축시켰다 따라서 수시로 필터를 교체해 주거.
나 필터와 전극을 세척하는데 많은 비용이 소요되고 또한 이분야만 주기적
으로 청소하고 관리하기 위해 전담인력을 두고있었다 결국 를 취급하. DOP
는 공정에서 높은 제거효율과 성능을 유지하면서도 저비용이 소요되는 산업
환기시스템을 개발하여 보급하는 방안이 시급함을 알 수 있었다.
그림 냉각 프리필터기 모습 그림 전기집진기 전극 내에[ 4-7] [ 4-8]
점착된 DOP
- 34 -
분진 농도분진 농도분진 농도분진 농도3.3.3.3.
카렌더 공정이나 가공공정의 혼합 및 배합하는 작업에서는 각종 원PVC
료와 함께 도 투입된다 일부 자동화된 사업장에서는 사전에 계량된 액DOP .
상 및 분말 원자재가 자동으로 계산되어 밀폐된 혼합조 내로 자동 투입되는
경우도 있었지만 대부분의 사업장에서는 인력에 의한 작업이 주를 이루었
다 다만 카렌더 공정이 연속적인 공정으로 인해 지속적인 계량 및 혼합작.
업이 많았던 반면 가공공정의 배합과정에서는 작업할 만큼의 양을 미PVC
리 계량하여 혼합조 내로 투입하는 경우가 많아 카렌더 공정보다 간헐적으
로 작업이 이루어지고 있었다.
표 에서 볼 수 있듯이 전체 총분진 노출농도의 기하평균은< 4-7> 0.68 /㎎
기하 표준편차 로 기준치인 실제 각 사업장별로( 3.21 / ) 10.00 / (㎥ ㎎ ㎥ ㎎ ㎥
기준치를 보정하면 평균 약 정도임 보다는 낮게 나타났다7.35 / ) .㎎ ㎥
업종별로는 카렌더 공정이 로 가공공정 보다0.7 / PVC 0.63 /㎎ ㎥ ㎎ ㎥
높게 나타났다 공정을 작업별로 구분해서 살펴볼 때 고온영역인 카렌더 공.
정의 카렌더 작업이나 가공업의 사출작업에서의 분진 발생량은 각각PVC
로 큰 차이를 보이지 않았지만 상온상태의 작업인 카0.59 / , 0.55 / ,㎎ ㎥ ㎎ ㎥
렌더 공정 혼합작업 부위에서의 농도는 로 가공공정의 배1.11 / PVC㎎ ㎥
합작업 에서 보다 거의 두배 정도 높게 나타났다0.70 / .㎎ ㎥
카렌더 공정의 혼합작업 부위에서 이렇게 높은 농도를 보인다는 것은 환
기시스템을 통하여 적절히 분진이 제거되지 못하고 있음을 나타내며 이렇게
많은 분진은 고온의 카렌더 작업부위에서 확산되어 들어온 증기와 결DOP

- 35 -
합되어 분진포집을 주로 하는 환기시스템 내에 각종 악영향을 미치므로서
성능저하를 심화시켰을 것이라고 예상할 수 있다 그러나 보다 정확한 고찰.
은 이후의 농도 결과와 관련시켜 고찰해 보기로 한다DOP .
분진 농도를 높은 농도 순으로 나열해 보면 카렌더공정 혼합작업 PVC〉
사출 공정의 배합작업 카렌더 작업 사출 작업 순이었다PVC .〉 〉

- 36 -
표 취급 공정별 총분진 발생량< 4-7> DOP
공 정 작 업 시료수(N)
총분진 ( / )㎎ ㎥
기하평균(GM
a)기하표준편차(GSD
b)최대값(Max)
계 49 0.68 3.21 13.31
카 렌 더
소계 36 0.70 3.02 4.82
혼 합 10 1.11 2.69 5.11
카렌더 26 0.59 3.04 4.82
가공PVC
소계 13 0.63 3.91 13.31
배 합 7 0.70 3.59 9.07
사 출 6 0.55 4.80 13.31
aGS : Geometric Standard
b GSD : Geometric Standard Deviation
Mean(G
M)
Calender
Mixing
Calender
works
PVC Mixin
g
PVC injec
tion
Tota
l D
ust C
oncentu
ration(m
g/m
3 )
0.0
0.2
0.4
0.6
0.8
1.0
1.2
그림 취급작업별 총분진 발생현황[ 4-9] DOP
- 37 -
농도농도농도농도4. DOP4. DOP4. DOP4. DOP
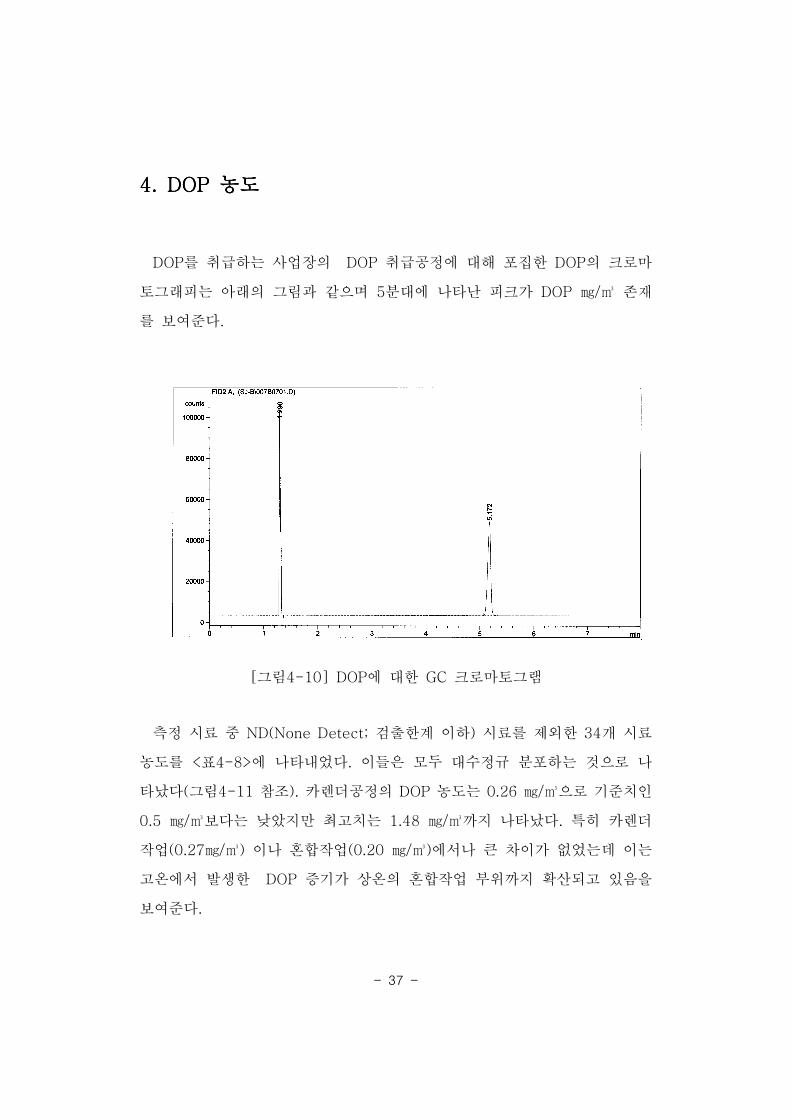
를 취급하는 사업장의 취급공정에 대해 포집한 의 크로마DOP DOP DOP
토그래피는 아래의 그림과 같으며 분대에 나타난 피크가 존재5 DOP /㎎ ㎥
를 보여준다.
그림 에 대한 크로마토그램[ 4-10] DOP GC
측정 시료 중 검출한계 이하 시료를 제외한 개 시료ND(None Detect; ) 34
농도를 표 에 나타내었다 이들은 모두 대수정규 분포하는 것으로 나< 4-8> .
타났다 그림 참조 카렌더공정의 농도는 으로 기준치인( 4-11 ). DOP 0.26 /㎎ ㎥
보다는 낮았지만 최고치는 까지 나타났다 특히 카렌더0.5 / 1.48 / .㎎ ㎥ ㎎ ㎥
작업 이나 혼합작업 에서나 큰 차이가 없었는데 이는(0.27 / ) (0.20 / )㎎ ㎥ ㎎ ㎥
고온에서 발생한 증기가 상온의 혼합작업 부위까지 확산되고 있음을DOP
보여준다.
- 38 -
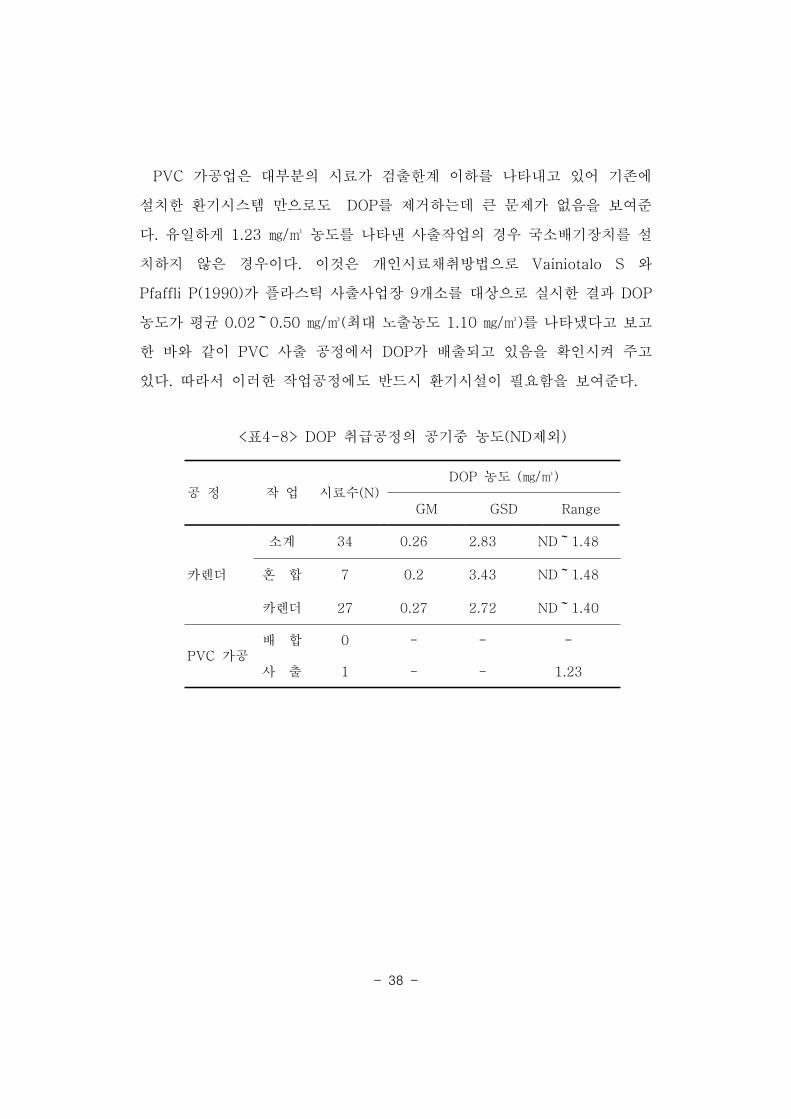
가공업은 대부분의 시료가 검출한계 이하를 나타내고 있어 기존에PVC
설치한 환기시스템 만으로도 를 제거하는데 큰 문제가 없음을 보여준DOP
다 유일하게 농도를 나타낸 사출작업의 경우 국소배기장치를 설. 1.23 /㎎ ㎥
치하지 않은 경우이다 이것은 개인시료채취방법으로 와. Vainiotalo S
가 플라스틱 사출사업장 개소를 대상으로 실시한 결과Pfaffli P(1990) 9 DOP
농도가 평균 최대 노출농도 를 나타냈다고 보고0.02 0.50 / ( 1.10 / )~ ㎎ ㎥ ㎎ ㎥
한 바와 같이 사출 공정에서 가 배출되고 있음을 확인시켜 주고PVC DOP
있다 따라서 이러한 작업공정에도 반드시 환기시설이 필요함을 보여준다. .
표 취급공정의 공기중 농도 제외< 4-8> DOP (ND )
공 정 작 업 시료수(N)농도DOP ( / )㎎ ㎥
GM GSD Range
카렌더
소계 34 0.26 2.83 ND 1.48~
혼 합 7 0.2 3.43 ND 1.48~
카렌더 27 0.27 2.72 ND 1.40~
가공PVC배 합 0 - - -
사 출 1 - - 1.23
- 39 -
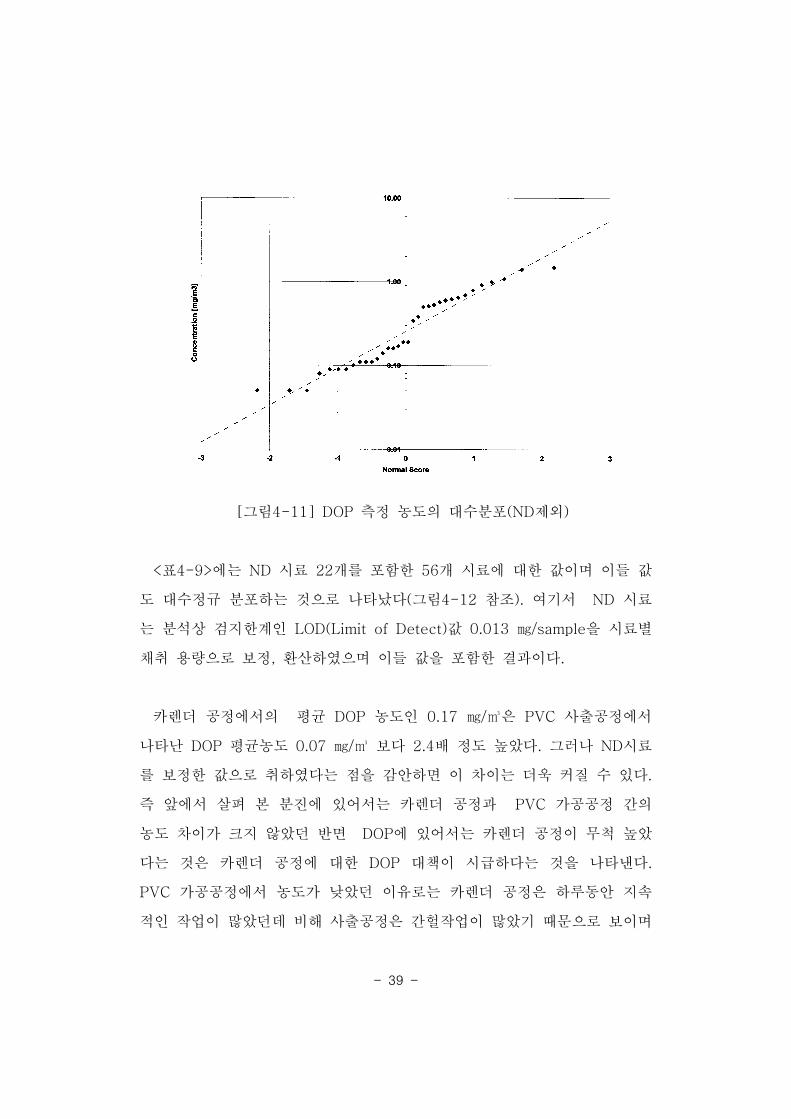
그림 측정 농도의 대수분포 제외[ 4-11] DOP (ND )
표 에는 시료 개를 포함한 개 시료에 대한 값이며 이들 값< 4-9> ND 22 56
도 대수정규 분포하는 것으로 나타났다 그림 참조 여기서 시료( 4-12 ). ND
는 분석상 검지한계인 값 을 시료별LOD(Limit of Detect) 0.013 /sample㎎
채취 용량으로 보정 환산하였으며 이들 값을 포함한 결과이다, .
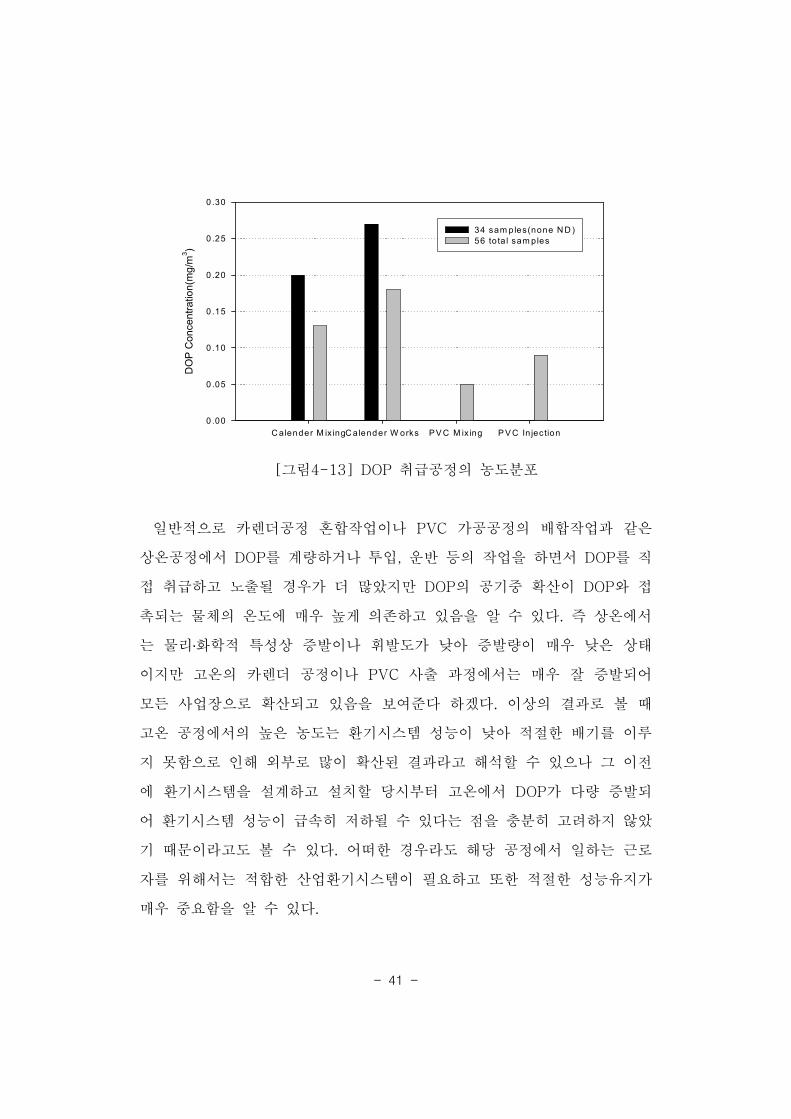
카렌더 공정에서의 평균 농도인 은 사출공정에서DOP 0.17 / PVC㎎ ㎥
나타난 평균농도 보다 배 정도 높았다 그러나 시료DOP 0.07 / 2.4 . ND㎎ ㎥
를 보정한 값으로 취하였다는 점을 감안하면 이 차이는 더욱 커질 수 있다.
즉 앞에서 살펴 본 분진에 있어서는 카렌더 공정과 가공공정 간의PVC
농도 차이가 크지 않았던 반면 에 있어서는 카렌더 공정이 무척 높았DOP
다는 것은 카렌더 공정에 대한 대책이 시급하다는 것을 나타낸다DOP .
가공공정에서 농도가 낮았던 이유로는 카렌더 공정은 하루동안 지속PVC
적인 작업이 많았던데 비해 사출공정은 간헐작업이 많았기 때문으로 보이며

- 40 -
적절한 환기시스템만 설치되어 있다면 주위로의 확산이 크지 않음을 알 수
있다 그림 은 시료를 포함한 경우와 미포함 경우 모두를 나타낸 것. [ 4-13] ND
이다.
표 취급공정의 공기중 농도 포함< 4-9> DOP (ND )
공 정 작 업 시료수(N)DOP ( / )㎎ ㎥
GM GSD Range
계 56 0.13 3.57 0.02 1.48~
카 렌 더
소 계 42 0.17 3.65 0.02 1.48~
혼 합 9 0.13 3.86 0.02 1.48~
카렌더 33 0.18 3.63 0.02 1.40~
가공PVC
소 계 14 0.07 2.53 0.03 1.23~
배 합 8 0.05 1.52 0.03 0.09~
사 출 6 0.09 3.88 0.03 1.23~
그림 측정 농도의 대수분포 포함[ 4-12] DOP (ND )
- 41 -
Calender M ix ingCalender W orks PVC M ix ing PVC In jec tion
DOP Concentration(m
g/m
3)
0 .00
0 .05
0 .10
0 .15
0 .20
0 .25
0 .30
34 sam ples(none ND )
56 to ta l samples
그림 취급공정의 농도분포[ 4-13] DOP
일반적으로 카렌더공정 혼합작업이나 가공공정의 배합작업과 같은PVC
상온공정에서 를 계량하거나 투입 운반 등의 작업을 하면서 를 직DOP , DOP
접 취급하고 노출될 경우가 더 많았지만 의 공기중 확산이 와 접DOP DOP
촉되는 물체의 온도에 매우 높게 의존하고 있음을 알 수 있다 즉 상온에서.
는 물리화학적 특성상 증발이나 휘발도가 낮아 증발량이 매우 낮은 상태
이지만 고온의 카렌더 공정이나 사출 과정에서는 매우 잘 증발되어PVC
모든 사업장으로 확산되고 있음을 보여준다 하겠다 이상의 결과로 볼 때.
고온 공정에서의 높은 농도는 환기시스템 성능이 낮아 적절한 배기를 이루
지 못함으로 인해 외부로 많이 확산된 결과라고 해석할 수 있으나 그 이전
에 환기시스템을 설계하고 설치할 당시부터 고온에서 가 다량 증발되DOP
어 환기시스템 성능이 급속히 저하될 수 있다는 점을 충분히 고려하지 않았
기 때문이라고도 볼 수 있다 어떠한 경우라도 해당 공정에서 일하는 근로.
자를 위해서는 적합한 산업환기시스템이 필요하고 또한 적절한 성능유지가
매우 중요함을 알 수 있다.
- 42 -
산업환기 성능과 유해물질 농도산업환기 성능과 유해물질 농도산업환기 성능과 유해물질 농도산업환기 성능과 유해물질 농도5.5.5.5.
취급공정 부위에 설치한 환기시스템의 성능과 유해물질인 분진DOP ,
농도와의 상호 관련성 여부를 알아보았다 이를 위해 환기시스템상의DOP .
후드가 설치된 부분에서의 분진과 농도를 측정하였고 이과정에서DOP
농도가 낮아 대부분의 시료가 처리된 가공업은 비교대상에DOP ND PVC
서 제외시켰다 이러한 조건에 해당되는 시료는 카렌더 공정 중에서 혼합작.
업 부위의 시료 개 카렌더 작업부위의 시료가 개 였으며 기하평균값을7 , 19
취하여 비교 분석하였다 다음의 표는 배기성능과 각 작업별로 측정한 분진. ,
농도를 나타낸 것이다DOP .
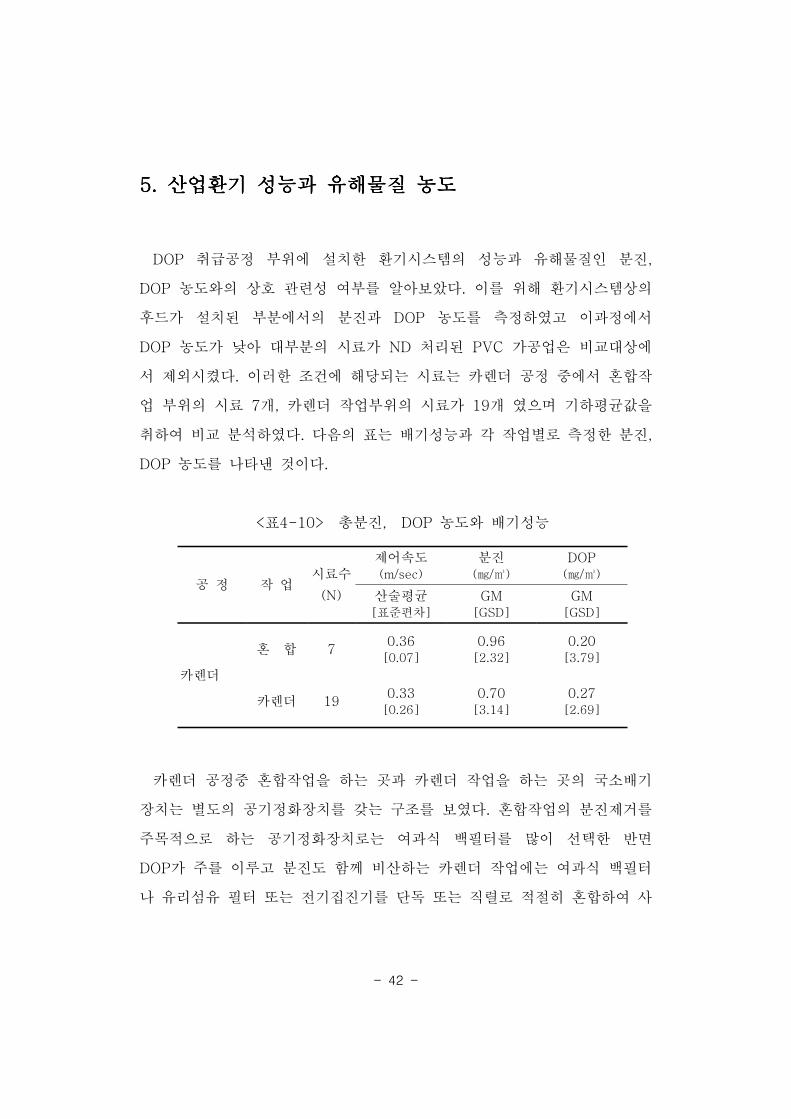
표 총분진 농도와 배기성능< 4-10> , DOP
공 정 작 업시료수
(N)
제어속도(m/sec)
분진( / )㎎ ㎥
DOP( / )㎎ ㎥
산술평균표준편차[ ]
GM[GSD]
GM[GSD]
카렌더
혼 합 70.36[0.07]
0.96[2.32]
0.20[3.79]
카렌더 190.33[0.26]
0.70[3.14]
0.27[2.69]
카렌더 공정중 혼합작업을 하는 곳과 카렌더 작업을 하는 곳의 국소배기
장치는 별도의 공기정화장치를 갖는 구조를 보였다 혼합작업의 분진제거를.
주목적으로 하는 공기정화장치로는 여과식 백필터를 많이 선택한 반면
가 주를 이루고 분진도 함께 비산하는 카렌더 작업에는 여과식 백필터DOP
나 유리섬유 필터 또는 전기집진기를 단독 또는 직렬로 적절히 혼합하여 사
- 43 -
용하고 있었다 카렌더 공정에 설치한 분진 제거용 환기시스템이나. DOP
제거용 환기시스템 모두 그 설치시기에 있어서는 큰 차이를 보이지 않았음
에도 불구하고 카렌더 작업에서의 제어속도 평균 가 혼합작업에( 0.33 m/sec)
서의 제어속도 보다 다소 낮게 나타났다(0.36 m/sec) .
카렌더 작업에서 발생되는 분진농도는 평균 으로 혼합작업0.7 / 0.96㎎ ㎥
보다 낮았지만 카렌더 작업에서 발생하는 분진량도 비교적 높게 나타/㎎ ㎥
났다 농도는 카렌더 작업이 평균 로 혼합작업 보. DOP 0.27 / 0.2 /㎎ ㎥ ㎎ ㎥
다는 높았지만 가 확산된 혼합작업 역시 결코 낮은 농도는 아니었다DOP .
높은 농도 작업부위 고온의 카렌더 작업부위 에서 상대적으로 더욱DOP ( )
낮은 제어속도를 나타낸다는 점에서 가 환기시스템의 성능을 약화시키DOP
는 주원이 될 것이라는 것을 예측할 수 있었고 분진농도 또한 상대적으로
낮기는 했으나 결코 낮은 수치가 아니라는 점을 고려해볼 때 분진도 성능을
저하시키는데 복합적으로 작용했을 것으로 사료된다.
그러나 앞에서 살펴본 바와 같이 고온의 카렌더공정 작업부위에서 주로
발생된 증기가 국소배기장치에 의해 적절히 제거되지 못하고 혼합작DOP
업 부위까지 확산되어 상온의 혼합작업 부위에서도 가 적지 않은 농도DOP
로 나타나고 있었고 발생되는 분진농도 또한 상온의 혼합작업 뿐만 아니라,
고온의 카렌더 작업에서도 상대적으로 적지 않았다는 점은 유해인자 상호간
의 간섭이 심하여 변별력이 낮다는 것을 의미하여 따라서 분석 및 고찰에
한계가 있고 해석상 주의를 요하는 부분이기도 하다.
이처럼 단순히 한가지 인자만을 고려한 환기시스템 설계도 문제가 될 수
있지만 이미 환기시스템이 설치된 상황에서는 분진이 주로 발생되는 혼합작
- 44 -
업 부위와 가 주로 발생되는 카렌더 공정을 분리격리시키고 최대한DOP
밀폐시켜 유해인자의 간섭을 막도록 하는 것이 각각의 환기시스템 성능 저
하를 지연시킬 수 있는 한가지 방법이 될 것으로 보인다.
- 45 -
결 론결 론결 론결 론....ⅤⅤⅤⅤ
본 연구를 통하여 점성물질인 를 취급하는 사업장에서의 실태조사 결DOP
과 얻은 결론은 다음과 같다.
유통현황 자료검색 및 국내 생산업체 개소 조사를 통해 얻은DOP (5 )■
결론은 다음과 같다.
첫째 년 말을 기준으로 할 때 국내 총 생산량은 톤이며, 2001 DOP 422,700
국내 소비량은 톤으로 약 에 달하며 년 이후 소비량과 생산220,000 52% 1997
량 모두 증가추세를 보이고 있다.
둘째 생산업체로부터 톤 이상을 납품 받아 대규모로 소비하는, DOP 1,000
업종은 카렌더공정을 보유한 시트류 제조업종과 대규모 대리점이 많았고,
톤에서 톤 사이의 소비는 사출 업종과 중소규모의 대리점이1,000 500 PVC
많았다.
를 취급하는 사업장으로 환기시스템을 설치한 개 사업장에 대DOP 11■
한 실태조사 결과 얻은 결론은 다음과 같다.
첫째 후드를 설치해야 할 대상 개소 중 적절하게 설치한 곳은 개소, 74 64
로 였으며 카렌더 공정 평균 이 가공업종 보다86.5% ( 91.7%) PVC (77.0%)
높게 나타났다 상온공정 혼합 배합 에서의 평균 제어속도. ( , ) 0.34 0.66 m/sec~
보다 고온공정 카렌더 사출 에서의 평균 제어속도가( , PVC ) 0.29 0.30 m/sec~
- 46 -
로 낮게 나타났으며 이것은 고온에서 증발된 와 발생 분진이 환기시스DOP
템의 성능을 저하시켰기 때문으로 보인다.
둘째 설치한지 년 이내의 국소배기장치 평균 제어속도는 로, 3 0.48 m/sec
기준치인 에 근접하고 있으나 년 이상된 경우는 정0.50 m/sec 3 0.26 m/sec
도로 기준치에 많이 미달하고 있었다 따라서 설치한지 년 이내의 환기시. 3
스템에 대한 철저한 관리가 적절한 성능을 유지하고 연장시키는데 매우 중
요함을 알 수 있다.
셋째 후드부위에서 포집한 총분진 농도는 기하평균 으로 기준, 0.68 / ( )㎎ ㎥
치 보다 낮으며 카렌더 공정 이 가공업10.0 / (0.70 / ) PVC (0.63 /㎎ ㎥ ㎎ ㎥ ㎎
보다 다소 높게 나타났다 카렌더 공정 중에서도 혼합작업 이) . (1.11 / )㎥ ㎎ ㎥
카렌더 작업 보다 약 배 정도 높게 나타났다(0.59 / ) 2 .㎎ ㎥
넷째 후드부위에서 포집한 측정시료 중 를 제외한 개 시료 분, DOP ND 34
석 결과 가공업의 농도는 대부분 로 낮게 나타났으며 카렌다 공정PVC ND
에서는 최고 까지 나타났다 기준치 특히 카렌더 작업1.48 / ( 5.0 / ).㎎ ㎥ ㎎ ㎥
이나 혼합작업 에서나 큰 차이가 없었는데 이는 고온(0.27 / ) (0.20 / )㎎ ㎥ ㎎ ㎥
작업에서 발생한 증기가 상온의 혼합작업 부위까지 확산되고 있음을DOP
보여주고 있다.
다섯째 환기시스템의 성능과 유해물질과의 관련성을 카렌더 공정에 대해,
알아본 결과 제어속도는 카렌더 작업부위가 평균 로 혼합작업0.33 m/sec
부위 보다 다소 낮았다 분진에 있어서는 카렌더 작업이 평균0.36 m/sec .
으로 혼합작업 보다 낮았지만 농도에서는 카렌더0.7 / (0.96 / ) DOP㎎ ㎥ ㎎ ㎥
작업이 평균 으로 혼합작업 보다 높은 것으로 보아 가 환기0.27 / DOP㎎ ㎥
- 47 -
시스템 성능 저하의 주원인이고 여기에 분진이 복합 작용하여 악화시킨 것
으로 사료된다.
이상으로 점성물질 취급 사업장의 실태를 종합해 볼 때 유해성 점성물질
을 취급하는 사업장의 사업주와 근로자 의식 향상이 필요하며 환기시스템
설계시 유해인자가 실제 작업공정에서 어떠한 거동을 할 것인지에 대한 심
도있는 고찰이 필요할 것으로 보인다 이미 유해인자 제거를 위한 환기시스.
템이 설치되어 있다면 다른 유해인자가 간섭하여 성능저하를 가속화하는 것
을 방지하기 위하여 격리 밀폐 등 적절한 조치가 필요하며 또한 점성물질,
제거에 적합한 새로운 산업환기시스템 개발이 시급함을 알 수 있다.
- 48 -
산업환기시스템 관리방안산업환기시스템 관리방안산업환기시스템 관리방안산업환기시스템 관리방안....ⅥⅥⅥⅥ
본 연구에서는 점성물질을 취급하는 사업장의 환기시스템에 대한 실DOP
태파악을 중심으로 조사하였으며 이를 토대로 개략적인 환기시스템 관리 방
안을 제시하면 다음과 같다.
■ 고온공정 카렌더 작업이나 사출 작업고온공정 카렌더 작업이나 사출 작업고온공정 카렌더 작업이나 사출 작업고온공정 카렌더 작업이나 사출 작업( PVC )( PVC )( PVC )( PVC )
카렌더 작업이나 사출작업과 같이 를 취급하는 고온공정에 설PVC DOP
치한지 얼마 안된 환기시스템이라면 가급적 최초에 설계된 시스템 형태를
임의로 변형하거나 손상시키지 않도록 한다 환기시스템을 설치하지 않았을.
시는 신규로 설치할 것인지 여부를 환기시스템 중 국소배기장치 만 설치되,
어 있어서 충분한 유해물질 제거효과를 볼 수 없을 시는 부분적인 보수를
하거나 전체환기장치 등을 추가로 증설할 것인지 아니면 신규로 국소배기장
치를 설치할 것인지를 결정한다 국소배기장치 설치 방안이 불가능하거나.
시간적으로 제한을 받을 시는 전체 환기팬을 점검하거나 보수하여 전체환기
가 원활히 이루어지도록 한다 천장의 환기구가 있다면 이를 적극 활용하고.
주위의 창문도 적절히 이용한다.
불량을 막고 생산성을 높인다는 목적으로 원래의 후드형태를 변경하거나
이 물질로 막는 행위는 환기시스템의 성능을 더욱 저하시켜 결국 보다 열악
한 환경을 초래할 수 있음을 인식하고 관리자는 이에 대한 해당근로자 교육
과 관리에 철저를 기한다.

- 49 -
닥트의 경우 증발된 증기가 차가운 닥트 벽면과 접촉되어 응축된 후DOP
낙하 누출되거나 분진과 복합적으로 작용하여 닥트 내 굴곡부위나 낮은 지,
역에 퇴적 또는 응고되어 닥트 관경의 축소 막힘 변형의 원인이 되므로 후, ,
드와 닥트의 연결부위에 프리필터를 장착시키거나 이것이 곤란하다면 닥트
관을 일정한 방향으로 경사지게 하여 한 곳으로 모이게 한 후 드래인 밸브
로 배출 또는 수동으로 제거하는 방안도 고려해 본다.
공기정화장치나 송풍기의 설치는 송풍기가 반드시 공기정화기의 뒤편에
위치하도록 한다 공기정화장치는 정기적인 검사와 청소를 통해 그 성능을.
유지하는 것이 중요하다 특히 흡입된 분진 헝겊 비닐 미세입자 등. ( , , PVC )
이 프리필터에서 걸러지고 전기집진기에서 그 보다 더 미세한 입자 전기적(
성질을 띠는 입자 들 가 걸러지도록 설계되어 있으나 실제로 를 취급하) DOP
는 사업장에서는 점성을 지닌 증기나 액상 그리고 분진이 동시에 흡DOP
입되는 경우 차적인 프리필터에서 공극이 막히는 경우가 많았고 여기를 통1
과한 인자 들도 차적인 전기 집진기에 도달하여 방전극과 집진극 정류판2 ,
등에 점착되어 제거 효과를 급속히 저하시키고 있었으므로 이 부분의 관리
에 철저를 기해야 한다 참고로 전기식 제진장치의 검사부위를 보면 다음과.
같다.
방전극 집진극판 정류판 및 탈진장치와 그 부속장치- , ,
애자 및 애자실의 파손 부식상태와 단선 유무- ,
기타 안전장치와 제어반의 전압 전류상태 등- ,
송풍기는 내측의 임펠라에 분진과 가 점착되어 있지 않은지를 세심히DOP
살피고 회전 밸트류에도 가 점착되어 미끄러짐 현상이나 진동이 발생DOP
되지 않는지 수시로 점검한다.
- 50 -
■ 저온공정 카렌더 공정의 혼합작업이나 배합작업저온공정 카렌더 공정의 혼합작업이나 배합작업저온공정 카렌더 공정의 혼합작업이나 배합작업저온공정 카렌더 공정의 혼합작업이나 배합작업( PVC )( PVC )( PVC )( PVC )
를 취급하는 공정이기는 하나 상온상태에서 는 발생량이 높다고DOP DOP
할 수 없다 하지만 고온공정에서 발생된 증기는 저온공정 부위까지. DOP
확산되어 들어오고 있으며 더구나 저온공정인 혼합작업 지역이나 배합지역
은 공정 편의상 층과 같은 높은 지역에 설치한 곳이 대부분이므로 뜨거워2
진 증기가 유입되기 더욱 쉬운 조건이 형성된다 분진 제거를 주목적을 설.
치된 환기시스템은 이곳까지 확산되어 들어온 증기로 인해 심각한 성DOP
능저하를 가져오고 증기와 결합한 분진은 적절히 배출되지 못하여 결DOP
국 인체에 손상을 줄 위험이 증가된다 따라서 이러한 환기시스템의 성능.
저하를 막기 위해 고온의 카렌더 및 사출 작업과는 격리시키고 밀폐하는 방
안을 검토한다.
저온공정에서의 작업은 포대 원료의 이송과 투입과정에서 많은 분진이 환
기시스템으로 제거되지 못하고 비산되거나 바닥에 퇴적되어 있다 다시 재비
산 되는 과정을 반복하고 있다. 따라서 폭로가 심한 작업부위에 국소배기
장치의 후드를 설치하되 밀폐식으로 하거나 작업성 저하 등의 이유로 설치
가 불가능하다면 포위식 후드로 설치하도록 한다 그밖에 설치된 국소배기.
장치는 산업안전보건법에 따라 자체검사를 실시하도록 한다.
배합이나 혼합작업은 이동성이 매우 크므로 국소배기장치로 제거하지 못
할 경우를 대비하여 전체환기장치를 추가로 설치하는 것이 바람직하다 산.
업보건기준에 관한 규칙 제 조에 따르면 자연환기를 위해서는 작업장 바닥13
면적의 정도의 개구면을 창문과 같은 위치로 설치하도록 규정하고 있1/20
다.
- 51 -
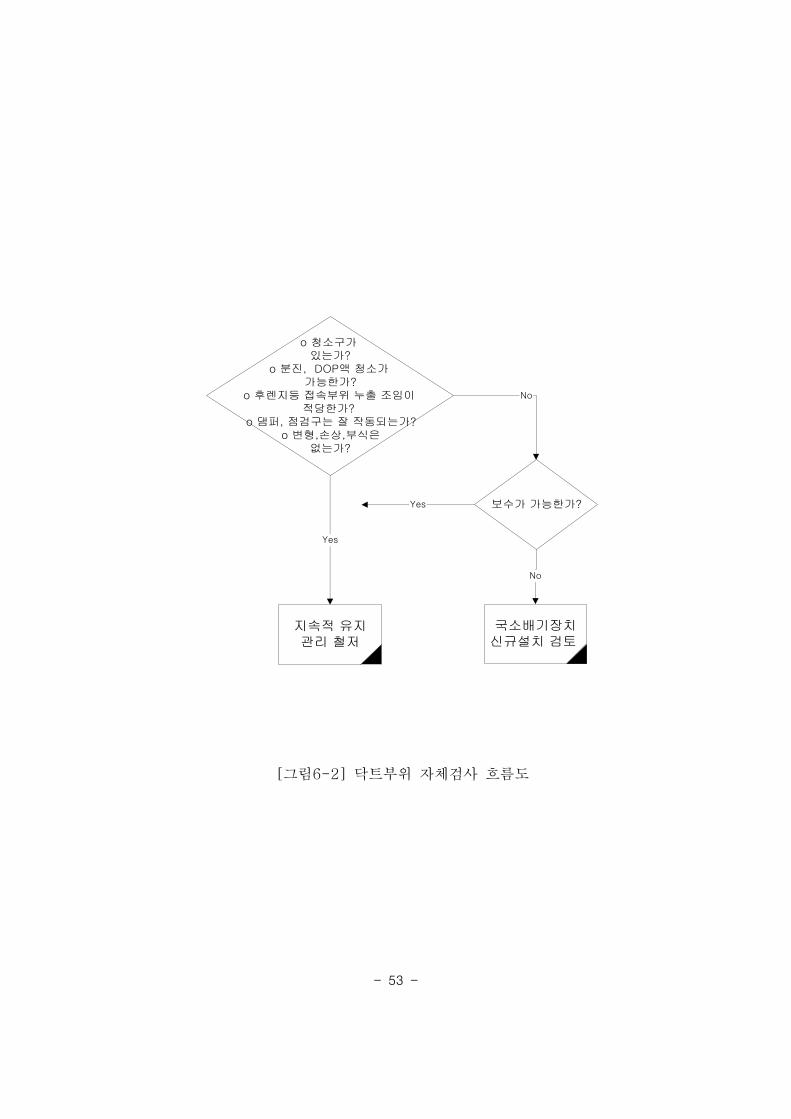
사이클론 정화장치는 흡입구와 집진부위에 와 분진의 혼합물이 퇴적DOP
되거나 점착되어 막히거나 관경이 줄어들지 않았는지 확인하고 여과식 정,
화장치 백필터 는 분진과 액의 혼합물이 여과재의 공극을 막거나 탈( ) DOP
락이 어렵게 되어있지 않은지 세밀히 살피도록 한다 다음은 여과식 집진장.
치와 원심력식 제진장치의 검사항목을 나타내었다.
여과식 집진장치o
여과재의 막힘 파손 열화 유무- , ,
볼트 너트 밴드 패킹 등의 설치상태- , ,
탈진장치의 마모 부식 파손 변형 진동 유무- , , , ,
압축공기 분사기기의 상태 등-
원심력식 제진장치 사이클론o ( )
연기 분진 등이 배출부로 흡입되는지의 여부- ,
교접부분의 마모 이물질 축적 등의 검사 등- ,
다음의 그림은 환기시스템의 후드 닥트 공기정화기 송풍기 별 검사항목, , ,
을 흐름도로 나타낸 것이다.
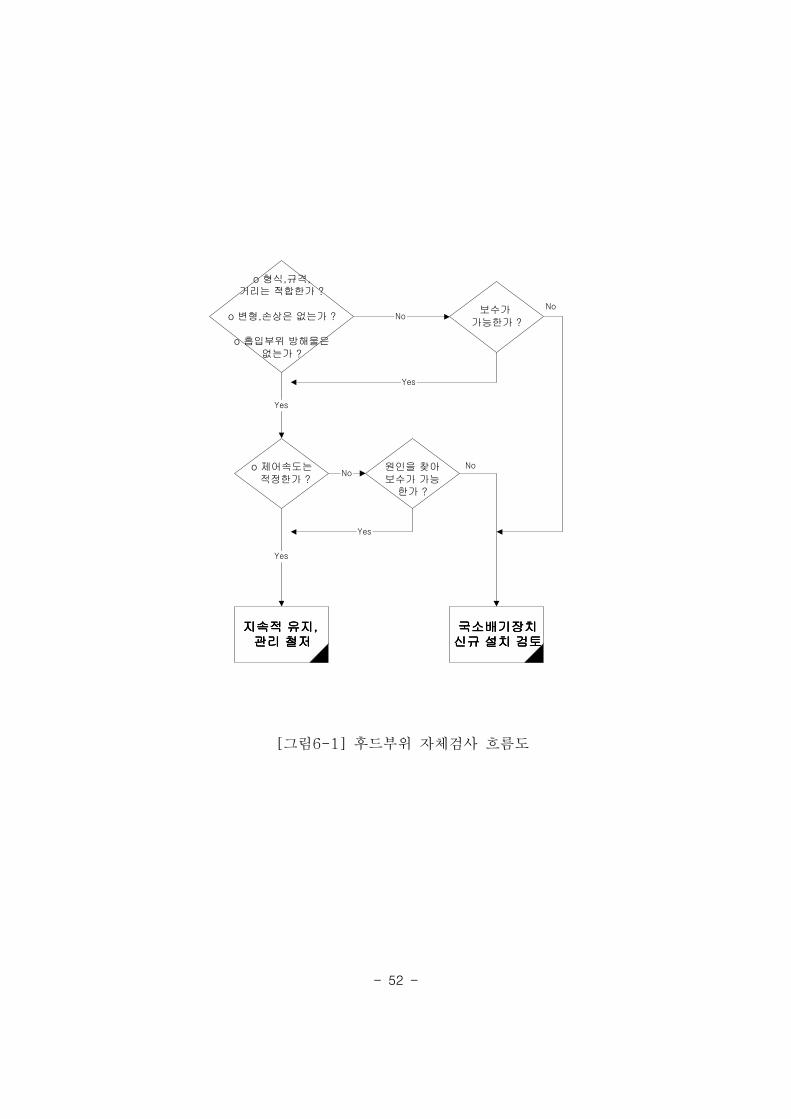
- 52 -
o 형식,규격,거리는 적합한가 ?
o 변형,손상은 없는가 ?
o 흡입부위 방해물은없는가 ?
o 제어속도는 적정한가 ?
보수가 가능한가 ?
지속적 유지, 지속적 유지, 지속적 유지, 지속적 유지, 관리 철저관리 철저관리 철저관리 철저
국소배기장치국소배기장치국소배기장치국소배기장치신규 설치 검토신규 설치 검토신규 설치 검토신규 설치 검토
Yes
원인을 찾아보수가 가능
한가 ?
No
Yes
No
Yes
No
No
Yes
그림 후드부위 자체검사 흐름도[ 6-1]
- 53 -
o 청소구가 있는가?
o 분진, DOP액 청소가 가능한가?
o 후렌지등 접속부위 누출 조임이 적당한가?
o 댐퍼, 점검구는 잘 작동되는가?o 변형,손상,부식은
없는가?
보수가 가능한가?
지속적 유지관리 철저
국소배기장치신규설치 검토
Yes
No
No
Yes
그림 닥트부위 자체검사 흐름도[ 6-2]
- 54 -
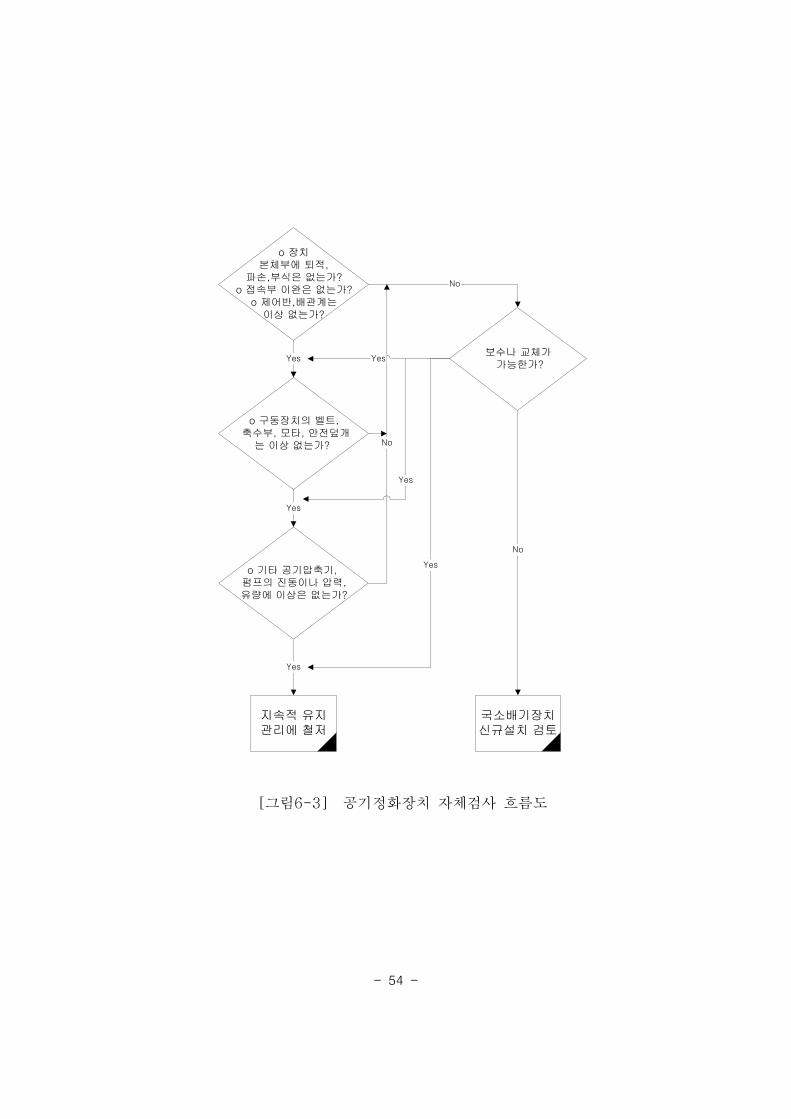
o 장치 본체부에 퇴적,
파손,부식은 없는가?o 접속부 이완은 없는가?
o 제어반,배관계는 이상 없는가?
o 구동장치의 벨트, 축수부, 모타, 안전덮개
는 이상 없는가?
o 기타 공기압축기, 펌프의 진동이나 압력,유량에 이상은 없는가?
보수나 교체가 가능한가?
지속적 유지관리에 철저
국소배기장치신규설치 검토
Yes
Yes
Yes
No
No
Yes
Yes
No
Yes
그림 공기정화장치 자체검사 흐름도[ 6-3]

- 55 -
o 케이싱 내외부에 파손,손상,부식,분진퇴적은 없는가?
o 벨트의 손상,미끄러짐,진동은 없는가?
o 회전방향,회전수는 정상인가?
o 축수부와 모터의 회전상태 이상음 발생,표면온도는 정상인가?
보수가 가능한가?
지속적 유지,관리 철저
국소배기장치신규설치 검토
Yes
Yes
Yes
No
Yes
No
Yes
Yes
No
No
그림 송풍기 및 모터부위 자체검사 흐름도[ 6-4]
- 56 -
참고문헌참고문헌참고문헌참고문헌
노동부 화학물질 및 물리적 인자의 노출기준 고시 제 호1. . (2002). ( 2002-8 ).
백남원2. . (1995). 산업위생학개론산업위생학개론산업위생학개론산업위생학개론 신광출판사,
통계청 생산품별 생산출하수출량3. . (2003). , http://www.customs.go.kr
한국산업안전공단 산업안전보건연구원 내분비계 장애물질 취급4. . (2000).
사업장 실태조사.
한국산업안전공단 산업안전보건연구원 내분비계 장애물질에 대한5. . (2003).
근로자 노출실태조사 보고서.
6. American Conference of Governmental Industrial Hygienists(ACGIH).
(2000). Threshold Limit Values for Chemical Substances and Physical
Agents and Biological Exposure Indices.
7. American Conference of Governmental Industrial Hygienists(ACGIH).
(2001). Industrial Ventilation a Manual of Recommended PracticeIndustrial Ventilation a Manual of Recommended PracticeIndustrial Ventilation a Manual of Recommended PracticeIndustrial Ventilation a Manual of Recommended Practice.
24th Edition.
8. Center for Occupational and Environmental Health(COEH). (2001).
Applyed Industrial Ventilation. August, 1-3.
9. Burg RV, Toxicology update. (1988). J Appl Toxicol 8. pp. 75-78.
- 57 -
10. EPA. (1997). Special report on environmental endocrine disruption :
An effects assessment and analysis. Risk assessment form/ U.S. EPA,
Washing DC.
11. Gary M Liss, MD, Phollip W Albro, PhD, Richard W Hartle, MSPH,
William T Stringer, MS. (1985)). Urine phthalate determinations as
index of occupational exposure to phthalic anhydride and
di(2-ethylhexy)phthalate. Scand j work environ health. 11. pp. 381-387.
12. H. A. A. M. Dirven, P. H. H. van den Broek, A. M. M. Arends, H.
H. Norkamp, A. J. G. M. de Lepper, P. Th. Henderson, and F. J.
Jngeneelen. (1993). Metalbolites of the platicizer
di(2-ethylhexyl)phthalate in urine samples of worker in
polyvinylchloride processing industries. International archives of
occupational environmantal health. 64. pp. 549-590.
13. http://www.osha-slc.gov/sltc/organic/org104/org104.html
14. http://vsds.x-y.net/cgi-bin/ez2kmem/
15. Howard Goodfellow Esko Taht. (2001). Industrial VentilationIndustrial VentilationIndustrial VentilationIndustrial Ventilation
Design Guidebook.Design Guidebook.Design Guidebook.Design Guidebook.
16. JLB Groot de, Gegevents betreffende produktie. (1987). Consumptie en
afval van weekgemaakt PVC in nederland. TNO rapport. 182/87.
- 58 -
17. JORN NIELSEN, BENGT AKESSON, STAFFAN SKERFVING.
(1985). Phthalate Ester Exposure - Air levels and Health of Workers
Processing Polyvinylchloride. Am. Ind. Hyg. Assoc. J. pp. 643-647.
18. L. E. Milkov, M. V. Aldyreva, T. B. Popova, K. A. Lopukhova, Yu.
L. Makarenko, L. M. Malyer, T. K. Shakhova. (1973). Health status of
Workers Exposed to Phthalate Plasticizers in the Manfacture of
Artificial Leather and Films Based on PVC Resins. Environmental
health perspectives. January. pp. 175-178.
19. Material Safety Data Sheet. Di(2-ethylhexyl) Phthalate.
20. National Institute for Occupational Safety and Health(1992), NIOSH
Manual of Analytical Methods(NMAM), Method 5020. 4th Edition.
21. R. Runeson D Norback H. Stattin.(2002). Symptoms and sense of
coherence - a follow-up study of personal from workplace buildings
with indoor air problems. International archives of occupational
environmantal health. 76. pp. 29-38.
22. Sinikka Vainiotalo and Pirkko Pfaffli. (1990). Air Impurities in PVC
Plastics Processing Industry. Ann. occup. Hyg. 34. No. 6. pp. 586-590.
23. Vainotalo S, Pfaffli P. (1990). Air impurities in the PVC plastic
processing industry. Annals of occuptional hygine. 34(6). pp. 585-590.

- 59 -
AbstractsAbstractsAbstractsAbstracts
The Study on Efficiency Improvement of Local ExhaustThe Study on Efficiency Improvement of Local ExhaustThe Study on Efficiency Improvement of Local ExhaustThe Study on Efficiency Improvement of Local Exhaust
Ventilation System for Control of Sticky MaterialsVentilation System for Control of Sticky MaterialsVentilation System for Control of Sticky MaterialsVentilation System for Control of Sticky Materials
[ 1st : The Effect of Sticky Materials on LEVS][ 1st : The Effect of Sticky Materials on LEVS][ 1st : The Effect of Sticky Materials on LEVS][ 1st : The Effect of Sticky Materials on LEVS]
In viscous materials process DOP(Dioctylphthalate) classified as a
possible human carcinogen is used widely as plasticizer. We studied the
uptake and control program of DOP because little is known about
occupational exposure and control method to the plasticizer DOP.
In 2001 approximately 422,700 tons of DOP were produced and 220,000
tons(52%) were used in korea. The major processes using DOP are the
film process with calender works and PVC injection process.
Hygenic conditions and capacity of local exhaust ventillation
system(LEVS) for contaminant in the 13 companys to deal with DOP
were surveyed by measuring the air concentration and the control
velocity at hood areas of LEVS.
Near the pollutive source all samples were collected according to
method 5020 of NIOSH Manual of Analytical Methods(NMAM) and other
practical methods. After keeping in cold storage immediately they were
analyzed by Gas-Chromatograph.
The installing percentage of LEVS on areas treating DOP was shown
91.7% in film process and 77.0% in PVC process respectively. The
control velocity of LEVS was 0.34 0.66 m/sec in normal temperature~
process(mixing works of film and PVC process) and 0.29 0.30 m/sec in~
high temperature process(the calender works of film process and
injection works of PVC process). The control velocity of LEVS installed
in 3 years was shown 0.48 m/sec (recommended limit = 0.5 m/sec) but
after 3 years it was shown more less then recommended limit.
In calender process the air concentration of DOP was shown the

- 60 -
geometric mean(GD) 0.26 / (range = ND 1.48 / ) which was㎎ ㎥ ~ ㎎ ㎥
much higher than those of other PVC processing works. Major
dust-generating works were mixing works of calender process(GM = 0.7
/ ) and PVC process(GM = 0.63 / ).㎎ ㎥ ㎎ ㎥
In conclusion the drop in efficiency of LEVS was caused by
evaporating DOP mainly and generating dust, so we knew that it was
necessary to isolate dust work-region from DOP work-region
independently. In addition the advanced LEVS model should be developed
immediately and installed early for workers in harmful viscous-materials
process.
제 부 최적의 국소배< 2 . 기장치 개발>

- i -
차 례
제 장 서론제 장 서론제 장 서론제 장 서론1 .1 .1 .1 . ···························································································································································································································································································································································································· 61616161
연구배경 및 필요성1. ························································································· 61
연구 목적2. ··········································································································· 63
가 발생 작업장 실태 조사. DOP ·································································· 63
나 효율적인 국소배기를 위한 환기 시스템 개발. ····································· 64
연구흐름도3. ········································································································· 64
제 장 현장 실태조사제 장 현장 실태조사제 장 현장 실태조사제 장 현장 실태조사2 .2 .2 .2 . ···················································································································································································································································································································· 66666666
대상1. ··················································································································· 66
방법2. ····················································································································· 67
결과3. ····················································································································· 69
가 후드 부분. ····································································································· 71
나 덕트 부분. ····································································································· 85
다 공기정화기 부분 문제점. ··········································································· 86
라 송풍기 부분 문제점. ··················································································· 92
개선방안4. ············································································································· 94
가 후드 부분. ····································································································· 94
나 덕트 부분. ····································································································· 95
다 공기정화기 부분. ························································································· 96
라 송풍기 부분. ································································································· 96
제 장 후드 부분 개선방안제 장 후드 부분 개선방안제 장 후드 부분 개선방안제 장 후드 부분 개선방안3 .3 .3 .3 . ········································································································································································································································································ 97979797
후드 개선을 위한 연구진행 방법1. ································································· 97
캐노피 후드 액 응축 원인2. DOP ···································································· 98
가 후드 테이퍼에서 응축되는 경우. ····························································· 98
나 덕트 입구에서 응축되는 경우. ································································· 99
다단슬롯형 이중 캐노피 후드 설계3. ························································· 101
에 의한 효율 평가4. CFD ················································································· 103
가 방법. CFD ··································································································· 103
나 보온성 및 기류흐름 평가. ······································································· 104

- ii -
다 설계인자 평가. ··························································································· 112
실험에 의한 효율 평가5. ················································································· 116
가 기류 흐름 평가. ························································································· 117
나 액적 흐름 평가. ························································································· 121
다단슬롯형 이중 캐노피 후드 설치 방법6. ················································· 124
제 장 덕트라인 개선방안제 장 덕트라인 개선방안제 장 덕트라인 개선방안제 장 덕트라인 개선방안4 .4 .4 .4 . ········································································································································································································································································ 126126126126
덕트라인의 문제점1. ························································································· 126
가 액 퇴적. DOP ······························································································ 126
나 청소 불가능. ······························································································· 126
개선방안2. ··········································································································· 127
제 장 공기정화기 부분 개선방안제 장 공기정화기 부분 개선방안제 장 공기정화기 부분 개선방안제 장 공기정화기 부분 개선방안5 .5 .5 .5 . ············································································································································································································ 130130130130
원심력 탈리 여과집진기 개요1. ····································································· 130
가 원심력 탈리 여과집진기의 원리. ··························································· 130
나 원심력 공기정화장치의 장점. ································································· 131
필터 선정을 위한 예비 실험2. ······································································· 134
가 예비실험 방법. ··························································································· 134
나 예비 실험 결과. ························································································· 138
다 원심력 탈리 여과집진장치에 적합한 필터 선정. ······························· 140
연구방법3. ··········································································································· 141
가 필터 효율 실험. ························································································· 141
나 탈수 및 내구성 시험. ··············································································· 149
실험 결과 및 고찰4. ························································································· 156
가 필터 선정 결과. ························································································· 156
나 원심력 탈리 여과집진장치의 제작. ······················································· 169
원심력 탈리 여과집진기 효율 평가 결과5. ················································· 171
제 장 결론제 장 결론제 장 결론제 장 결론6 .6 .6 .6 . ···················································································································································································································································································································································································· 173173173173
현장 실태조사 결과1. ······················································································· 173
점성물질 처리 국소배기장치 제작2. ····························································· 174
원심력 탈리 여과집진장치 운전조건3. ························································· 176
- iii -
표 차 례
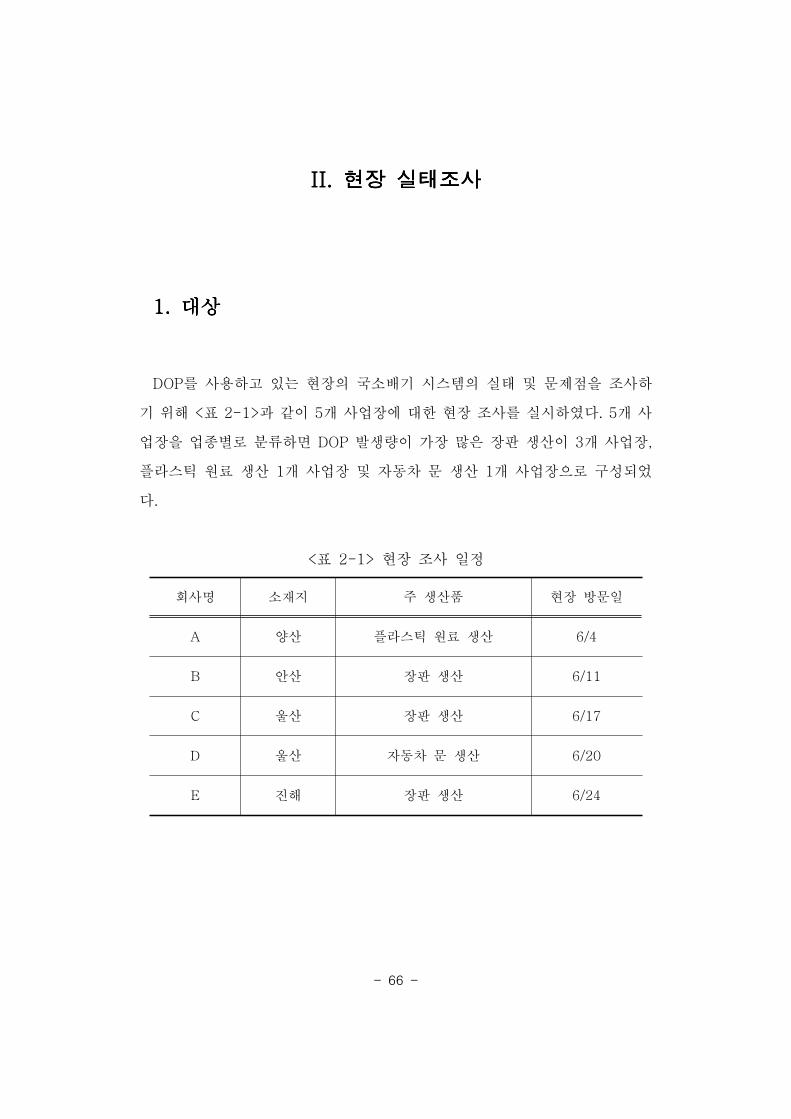
표 현장 조사 일정< 2-1> ······················································································· 66
표 카렌다 공정에서 발생된 국소배기 시스템 문제점< 2-2> ························· 70
표 후드 표면 액 응축 원인< 2-3> DOP ······························································· 75
표 계절별 증기의 특성< 2-4> DOP ······································································· 91
표 규조토 투입의 장단점< 2-5> ··········································································· 92
표 송풍기 유량 측정 결과< 2-6> ········································································· 93
표< 3-1> 캐노피 후드 형태에 따른 배기 효율 예측을 위한 시뮬레이션 조건· 107
표 예비 실험결과< 5-1> ······················································································· 139
표 예비실험을 통해 선정된 필터 종류< 5-2> ················································· 140
표 측정 위치에 따른 농도 측정 결과< 5-3> (mg/m3) ···································· 146
표 오리피스 차압에 따른 필터 통과 유속 범위< 5-4> ································· 148
표 필터 효율 테스트 방법< 5-5> ······································································· 149
표 탈수 실험 방법< 5-6> ····················································································· 151
표 내구성 실험 방법< 5-7> ················································································· 152
표 제거 효율< 5-8> DOP Mist ············································································ 158
표 액 탈수량< 5-9> DOP (g/m2) ··········································································· 162
표 내구성 시험 결과< 5-10> ··············································································· 167
표 현장 실태조사 결과< 6-1> ············································································· 174
표 점성물질 처리용 국소배기장치 각 시스템 특징< 6-2> ··························· 175
표 원심력 탈리 여과집진장치 운전조건< 6-3> ··············································· 176
- iv -
그림 차례
그림 연구흐름도< 1-1> ························································································· 65
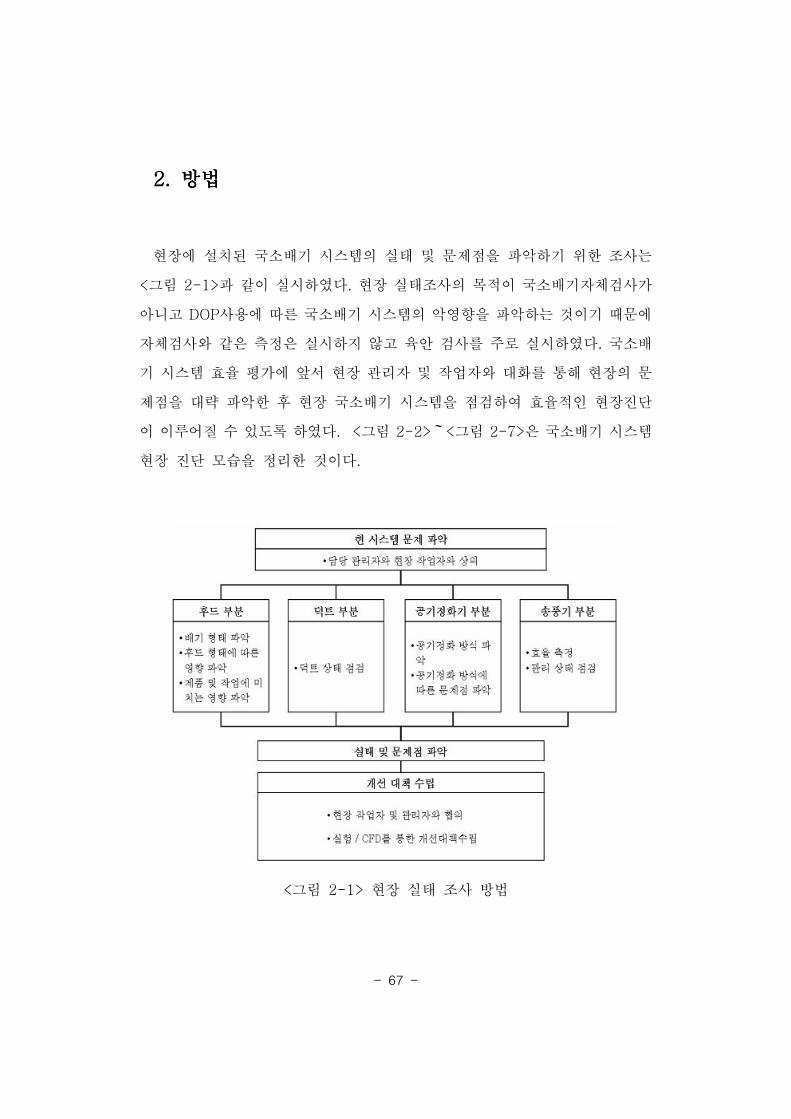
그림 현장 실태 조사 방법< 2-1> ········································································· 67
그림 작업공정 파악< 2-2> ··················································································· 68
그림 발생특성 파악< 2-3> ····················································································· 68
그림 기류 및 재원< 2-4> ······················································································· 68
그림 유량 측정< 2-5> ··························································································· 68
그림 덕트라인 파악< 2-6> ····················································································· 68
그림 송풍기 측정< 2-7> ························································································· 68
그림 카렌다 공정 증기 발생 모식도< 2-8> DOP ··············································· 71
그림 카렌다 공정 전경< 2-9> ··············································································· 72
그림 일반적인 캐노피 후드< 2-10> ································································· 72
그림 비닐 커튼을 설치한 캐노피 후드< 2-11> ················································· 72
그림 후드 표면에 응축되어 흘러내린 액< 2-12> DOP ····································· 73
그림< 2-13> 배기유량에 따른 후드 내부 기류 흐름 및 증기 응축 유무DOP ···· 76
그림 장비 재가동시 발생하는 액의 흘러내림< 2-14> DOP ····························· 77
그림 후드 표면과 증기 온도차에 의한 증기 응축< 2-15> DOP DOP ············ 78
그림 후드와 덕트의 연결부에서 발생하는 액의 응축< 2-16> DOP ··············· 78
그림 후드 테이퍼 각 에 따른 액의 흘러내림< 2-17> ( ) DOPΘ ·························· 79
그림 액받이 설치된 후드< 2-18> ········································································· 80
그림 이중 캐노피 후드 개략도< 2-19> ······························································· 81
그림 이중 캐노피 후드 모습< 2-20> ··································································· 82
그림 상부 배기구 모습< 2-21> ············································································· 82
그림 하부 배기구 모습 형< 2-22> (slot ) ······························································· 82
그림 다단 슬롯형 캐노피 후드< 2-23> ······························································· 83
- v -
그림 다단 슬롯형 캐노피 후드< 2-24> ······························································· 84
그림 후드내부에 설치된 그릴 모습< 2-25> ······················································· 84
그림 덕트 외부로 유출된 액< 2-26> DOP ··························································· 85
그림 덕트 내부에 액 퇴적< 2-27> DOP ······························································· 86
그림 전기집진기의 단점< 2-28> ··········································································· 87
그림 오염된 집진극과 전처리 필터< 2-29> ······················································· 87
그림 백필터의 제진 특성< 2-30> ········································································· 88
그림 현장에 설치된 제어용 필터< 2-31> DOP ················································· 89
그림 백필터 전단에 설치된 열교환기< 2-32> ··················································· 90
그림 규조토를 이용한 액 제거 방법< 2-33> DOP ············································· 92
그림 송풍기 주변에 퇴적된 액< 2-34> DOP ······················································· 93
그림 국소배기 시스템 문제점 및 개선방안< 2-35> ········································· 94
그림 점착성 물질 후드 구상도< 2-36> ······························································· 95
그림 덕트를 경사지게 설치< 2-37> ····································································· 95
그림 송풍기 성능 향상 방안< 2-38> ··································································· 96
그림 후드 개선을 위한 연구진행 방법< 3-1> ··················································· 97
그림 테이퍼 각에 따른 액의 흘러내림< 3-2> DOP ··········································· 99
그림 덕트 내부에서 증기의 응축현상< 3-3> DOP ··········································· 100
그림 현장에서 적용되고 있는 후드 형태 및 문제점< 3-4> ························· 102
그림 다단슬롯형 이중 캐노피 후드< 3-5> ······················································· 102
그림 시뮬레이션을 위한 모델 규격< 3-6> ······················································· 105
그림 시뮬레이션을 위한 제어체적< 3-7> ························································· 107
그림 캐노피 후드 형태별 온도분포 예측결과< 3-8> ····································· 109
그림 캐노피 후드 형태별 유속분포 예측결과< 3-9> ····································· 111
그림 시뮬레이션을 위한 제어체적< 3-10> ······················································· 113
그림 후드 형태별 캐노피 후드 압력분포 예측결과< 3-11> ························· 114
- vi -
그림 실험에 이용된 후드 치수 및 실제 모형< 3-12> ··································· 116
그림 연기 발생기< 3-13> ····················································································· 117
그림 실험 장치 모습< 3-14> ··············································································· 118
그림 각 후드별 기류 흐름 비교< 3-15> ··························································· 120
그림 일반캐노피후드 표면의 액적 형성 모습< 3-16> ··································· 122
그림 다단 슬롯형 이중 캐노피 후드 표면의 액적 형성 모습< 3-17> ······· 123
그림 공간적인 상황에 따른 설치 방법< 3-18> ··············································· 124
그림 후드 내부 루버 설치 조건< 3-19> ··························································· 125
그림 다단 슬롯형 이중 캐노피 후드< 3-20> ··················································· 125
그림 증기의 퇴적과정< 4-1> DOP ····································································· 126
그림 개선안에 따른 덕트 설치 형태< 4-2> ····················································· 127
그림 경화된 에칭액에 의해 막힌 필터< 4-3> ················································· 128
그림 에칭공장에 설치된 에칭액 배출구< 4-4> ··············································· 129
그림 원심력 탈리 여과집진장치의 원리< 5-1> ··············································· 132
그림 필터 재생에 의한 교체주기 증가< 5-2> ················································· 133
그림 예비 실험 장치< 5-3> ················································································· 135
그림 전처리용 필터 선정 실험 장치 개괄도< 5-4> ······································· 136
그림 필터 선정 실험 장치 개괄도< 5-5> Main ··············································· 137
그림 후처리용 필터 선정 실험 장치 개괄도< 5-6> ······································· 138
그림 예비실험 결과 선정된 필터< 5-7> ························································· 139
그림 원심력 탈리 여과집진장치 개발을 위한 연구방법< 5-8> ··················· 141
그림 필터 효율 테스트 장치 계략도< 5-9> ····················································· 142
그림 필터 효율 테스트 장치< 5-10> ································································· 142
그림 발생부< 5-11> DOP ··················································································· 143
그림 발생 모습< 5-12> DOP ··············································································· 143
그림 필터 측정 시스템< 5-13> ASHRAE ························································· 144
- vii -
그림 측정 가능성을 확인하기 위한 필터의 직렬 연결< 5-14> Mist PVC 145
그림 중량법 등속 흡인을 위한 도구< 5-15> / ················································ 146
그림 필터면에서의 측정위치< 5-16> ································································· 147
그림 오리피스에 따른 측정유속범위< 5-17> ··················································· 148
그림 탈수 시험 및 내구성 시험 장치 계략도< 5-18> ··································· 150
그림< 5-19> SEM (Scanning Electron Microscope, S-3000H, HITACHI) ···· 153
그림< 5-20> Tensile Strength Tester, DTU-900MH A (Daekyung Tech) ···· 154
그림< 5-21> Air Permeability Tester, Textest FX 3300, Textest. AG ··········· 155
그림 필터별 제어 효율< 5-22> Mist ·································································· 159
그림 필터별 필터 통과 유속에 따른 압력손실< 5-23> ································· 160
그림 회전수에 따른 액의 탈수량< 5-24> DOP ················································· 162
그림 필터 사진 국산 수입산< 5-25> (a, b, c , d, e, f ) ·································· 164
그림 인장강도 및 신율 테스트 결과< 5-26> ··················································· 168
그림 통기도 테스트 결과< 5-27> ······································································· 168
그림 원심력 공기 정화 장치 계략도< 5-28> ··················································· 170
그림 제작 완료된 원심력 공기정화 장치< 5-29> ··········································· 170
그림 점성물질 처리를 위한 국소배기시스템 전체모습< 6-1> ····················· 175

- 61 -
I.I.I.I. 서 론서 론서 론서 론
1.1.1.1. 연구배경 및연구배경 및연구배경 및연구배경 및 필요성필요성필요성필요성
산업현장에서 발생되는 유해물질을 배기시키기 위해 다양한 형태의 국소배
기 시스템이 설치된다 국소배기 시스템은 기본적으로 후드 덕트 공기정화기. - - -
송풍기 굴뚝으로 이루어져 있는데- ,(15) 후드는 적은 유량으로 효율적인 오염물
질 포집을 해야 하고 덕트는 압력손실을 최소화하고 덕트 내부에 오염물질 침,
강 없이 오염된 공기를 이송해야 한다 공기정화기는 대기환경기준을 만족할.
수 있을 정도의 효율을 유지하고 굴뚝은 배기 된 공기가 재유입 되지 않고 대,
기 중으로 원활하게 확산되도록 해야 한다 마지막으로 송풍기는 후드에서 필.
요한 배기 유량을 굴뚝까지 보낼 수 있도록 유량과 정압을 확보할 수 있어야
한다. (1, 17, 19) 국소배기 시스템은 이 다섯 가지 구성 인자 모두가 충분한 성능
을 유지해야만 효율적으로 운전이 되고 작업환경을 개선하고자 하는 목적을,
달성할 수 있다.
산업환기 시스템 설치 및 운용에 있어 가장 어려움을 겪는 부분 중의 하나가
분진과 점도가 높은 오일을 다량 함유한 가스를 배기시키는 것이다 분진과 오.
일을 함유한 공기를 배기시킬 경우 후드에서는 분진과 오일이 따로 유입되지
만 덕트를 통해 이송되는 과정에서 분진이 오일을 흡수하여 무게가 무거워지,
면서 덕트 내에 침강하게 된다 이러한 현상이 지속될 경우 덕트 막힘 문제가.
발생되고 결과적으로 국소배기 시스템의 효율이 급격하게 저하되게 된다 또, .
분진과 오일이 동시에 유입되는 경우에는 공기정화장치를 선정에도 많은 어려
움이 있다 분진을 제어하기 위해 여과집진기 를 설치할 경우 필터. (bag filter) ,

- 62 -
표면에 형성된 오일과 분진 층의 탈진이 원활하게 이루어지지 않아 필터 눈막
힘 현상이 발생된다 필터 눈막힘 현상은 공기정화장치의 압력손실. (pressure
을 과도하게 증가시킴과 동시에 송풍기 정압증가로 이어져 송풍량이 감drop)
소하는 문제를 일으킨다.
전기집진기 는 오일미스트 뿐만 아니라 분(Electro static precipitation) (mist)
진을 포집하는 효율도 뛰어나기 때문에 오일미스트와 분진이 동시에 발생되는
공정에 많이 적응되는 공기정화방식이다 하지만 오일의 점성이 높은 경우에.
는 방전극에 부착된 오일과 분진이 집진극의 고전압에 의해 타면서 탈진이 되
지 않는 문제가 발생한다 집진극 표면에 오일과 분진이 부착되면서 집진효율.
이 크게 저하되고 전기집진기에서 포집되지 못한 오일과 분진이 송풍기로 직,
접 유입된다 송풍기 날개에 유입된 분진이 퇴적되면서 송풍기 효율 저하를. ,
일으키게 된다.
마지막으로 세정식 공기정화장치 는 점도가 높은 오일을 함유(wet scrubber)
한 분진 제거능력은 문제가 없지만 오일성분 때문에 유수분리가 어려운 단점
이 있다 점도가 높은 오일과 분진이 동시에 발생되는 대표적인 공정으로는.
수지를 이용해서 제품을 만드는 카렌다 공정이나 압출 성형 공정 등을PVC
들 수 있다 필름이나 시트레자 또는 전선 등을 만들기 위해 카렌다 가공. PVC
이나 압출 성형을 할 때 수지의 딱딱한 성질을 완화시켜 제품의 가공성PVC
을 원활하게 하면서 완성된 제품의 사용성을 향상시킬 목적으로 가소제가 투,
입된다 가소제의 성분은 일반적으로 유기에스테르가 사용되는데 프탈산계열. ,
의 가 가장 널리 사용되는 것으로 알려져 있다DOP(DiOctyl Phthalate) .(10)
가소제로 사용되는 는 오일성 액체 로 온도가 높을 때는 증DOP (Oily Liquid)
기상태로 있다가 온도가 내려가면서 액체상태로 변하고 저온에서는 점성이 높,
은 액체 상태로 변하는 특성이 있다.(2) 제조 공정 중 사용량이 많은PVC DOP
카렌다 공정이나 압출성형 공정에서는 점도가 높은 증기의 다량 발생으로DOP
국소배기 시스템 효율이 저하된 경우가 대부분이다 국소배기 시스템 효율저.
- 63 -
하를 방지하기 위해 많은 노력과 비용을 투자하고 있지만 아직 실질적인 개선
방안을 찾지 못하고 있는 실정이다.
증기는 국소배기 시스템에 심각한 피해를 줄뿐만 아니라 인체에도 피DOP
해를 줄 수 있는 것으로 알려져 있다 는 무색 무취의 점성을 가진 자극성. DOP ,
물질로 장기간 노출시 피부염이나 호흡기 장애를 가져올 수 있으며 장기간 섭,
취시에는 암을 유발 할 수도 있고 최근에는 환경호르몬으로 작용한다는 보고,
가 되고 있어 주의가 요망된다 현재 우리나라의 산업안전보건법과 미국 산업.
안전보건청인 에서는 발암성에 대해 규정하지 않고 있지만 국제 발암성OSHA ,
연구소 및 에서 동물실험 결과 발암성 물질로 규정하고 있기 때(IARC) ACGIH
문에(3) 증기에 작업자가 노출되는 것을 최소화하기 위한 효율적인 환기DOP
방안 수립연구가 반드시 필요한 실정이다.
2.2.2.2. 연구 목적연구 목적연구 목적연구 목적
본 연구에서는 여러 가지 점착성 물질 중에서 프탈산계의 대표적인 가소제
로서 레자 인조가죽 시트 필름 전선 성형품 도료 등에 광범위하게 이( ), , PVC , , ,
용되는 를 취급하는 공정의 국소배기 시스템상의 문제DOP(DiOctyl Phthalate)
점을 파악한 후 국소배기 시스템의 효율을 향상시킬 수 있는 방안을 제시하고,
자 한다 본 연구의 세부적인 목적은 다음과 같다. .
가가가가.... 발생 작업장 실태 조사발생 작업장 실태 조사발생 작업장 실태 조사발생 작업장 실태 조사DOPDOPDOPDOP
발생 작업장의 현장 조사를 통해 국소배기 시스템의 문제점(1) DOP
파악
현장에서 적용되고 있는 각종 환기 시스템의 장단점 평가(2)
- 64 -
나나나나.... 효율적인 국소배기를 위한 환기 시스템 개발효율적인 국소배기를 위한 환기 시스템 개발효율적인 국소배기를 위한 환기 시스템 개발효율적인 국소배기를 위한 환기 시스템 개발
(1) 후드 부분 :
후드 표면에 응축된 액이 제품에 떨어져 불량을 일으키는 문DOP
제를 해결하기 위한 새로운 형태의 점성물질 배기 후드 설계
(2) 덕트 부분 :
덕트 내에 액과 분진이 침강 또는 퇴적되는 것을 방지하기DOP
위한 덕트 설치 방안 수립
(3) 공기 정화기 부분 :
점성물질에 의한 전기집진기 효율 저하 및 백필터 막힘 문제를 해
결할 수 있는 새로운 방법의 공기 정화기 개발
3.3.3.3. 연구흐름도연구흐름도연구흐름도연구흐름도
본 연구수행을 위해 현장 실태 조사를 위한 현장방문 및 실측을 하였고 효,
율적인 개선방안 수립을 위해 실험과 를CFD(Computational Fluid Dynamic)
실시하였다 연구흐름도는 그림 과 같다. < 1-1> .

- 65 -
그림 연구흐름도< 1-1>
- 66 -
II.II.II.II. 현장 실태조사현장 실태조사현장 실태조사현장 실태조사
1.1.1.1. 대상대상대상대상
를 사용하고 있는 현장의 국소배기 시스템의 실태 및 문제점을 조사하DOP
기 위해 표 과 같이 개 사업장에 대한 현장 조사를 실시하였다 개 사< 2-1> 5 . 5
업장을 업종별로 분류하면 발생량이 가장 많은 장판 생산이 개 사업장DOP 3 ,
플라스틱 원료 생산 개 사업장 및 자동차 문 생산 개 사업장으로 구성되었1 1
다.
표 현장 조사 일정< 2-1>
회사명 소재지 주 생산품 현장 방문일
A 양산 플라스틱 원료 생산 6/4
B 안산 장판 생산 6/11
C 울산 장판 생산 6/17
D 울산 자동차 문 생산 6/20
E 진해 장판 생산 6/24
- 67 -
2.2.2.2. 방법방법방법방법
현장에 설치된 국소배기 시스템의 실태 및 문제점을 파악하기 위한 조사는
그림 과 같이 실시하였다 현장 실태조사의 목적이 국소배기자체검사가< 2-1> .
아니고 사용에 따른 국소배기 시스템의 악영향을 파악하는 것이기 때문에DOP
자체검사와 같은 측정은 실시하지 않고 육안 검사를 주로 실시하였다 국소배.
기 시스템 효율 평가에 앞서 현장 관리자 및 작업자와 대화를 통해 현장의 문
제점을 대략 파악한 후 현장 국소배기 시스템을 점검하여 효율적인 현장진단
이 이루어질 수 있도록 하였다 그림 그림 은 국소배기 시스템. < 2-2> < 2-7>~
현장 진단 모습을 정리한 것이다.
그림 현장 실태 조사 방법< 2-1>
- 68 -
그림 작업공정 파악 그림 발생특성 파악< 2-2> < 2-3>
그림 기류 및 제원 측정 그림 유량 측정< 2-4> < 2-5>
그림 덕트라인 파악 그림 송풍기 측정< 2-6> < 2-7>

- 69 -
3.3.3.3. 결과결과결과결과
개 사업장에 대한 현장 조사 결과 사용량이 많은 장판 사업장의 카렌5 , DOP
다 공정에서 에 의한 국소배기 시스템 효율저하 문제가 가장 심각한 것으DOP
로 조사되었다 반면 칩 및 자동차 문 제작 사업장은 사용량 및 발. , PVC DOP
생량이 적어 에 의한 국소배기 시스템 효율 저하 문제는 없었다DOP .
카렌다 공정은 혼합된 수지를 정도로 가열된 고온의 롤 사이를PVC 160℃
통과시켜 필름이나 시트레저 등을 만드는 공정으로 수지의 가소제로 사, PVC
용된 증기가 다량 발생되었다DOP .
초기 고온에서 발생된 증기의 점성은 높지 않지만 덕트를 통해 이동되DOP ,
면서 온도 저하로 점도가 높아져 덕트 및 공기정화장치에 많은 문제를 일으키
게 된다 표 는 실태 조사 사업장 중 발생이 가장 많은 카렌다 공정. < 2-2> DOP
에서 발생된 국소배기 시스템의 문제점을 요약하여 정리한 것이다.

- 70 -
표 카렌다 공정에서 발생된 국소배기 시스템 문제점< 2-2>
구분 문 제 점
후드 후드에 응축된 액이 제품에 떨어져 불량 발생- DOP
덕트
덕트 내부에 액과 분진이 응축 퇴적되어 덕트 막힘 문제- DOP ㆍ
발생
덕트 틈을 통해 액이 누출됨- DOP
공기정화기
전기 집진기•
방전극과 집진극에 와 분진이 퇴적되어 집진 효율이 크게- DOP
저하됨
집진 효율 저하로 집진기를 통과한 액에 송풍기 날개에 퇴- DOP
적되어 송풍기 효율 저하 유발
백필터•
액과 분진이 필터 표면에 퇴적된 후 탈리되지 않아 필터 눈- DOP
막힘 현상 발생
필터 눈막힘에 의한 송풍기 정압 증가로 배기유량이 급격하게-
감소함
필터 교체주기 감소로 비용과다 소요-
송풍기
송풍기 효율 저하 대부분 이하( 50% )•
덕트 및 공기정화기 막힘에 의한 정압 증가-
공기정화기를 통과한 액과 분진이 송풍기 날개에 퇴적되어- DOP
시스템 효율이 급격하게 감소됨
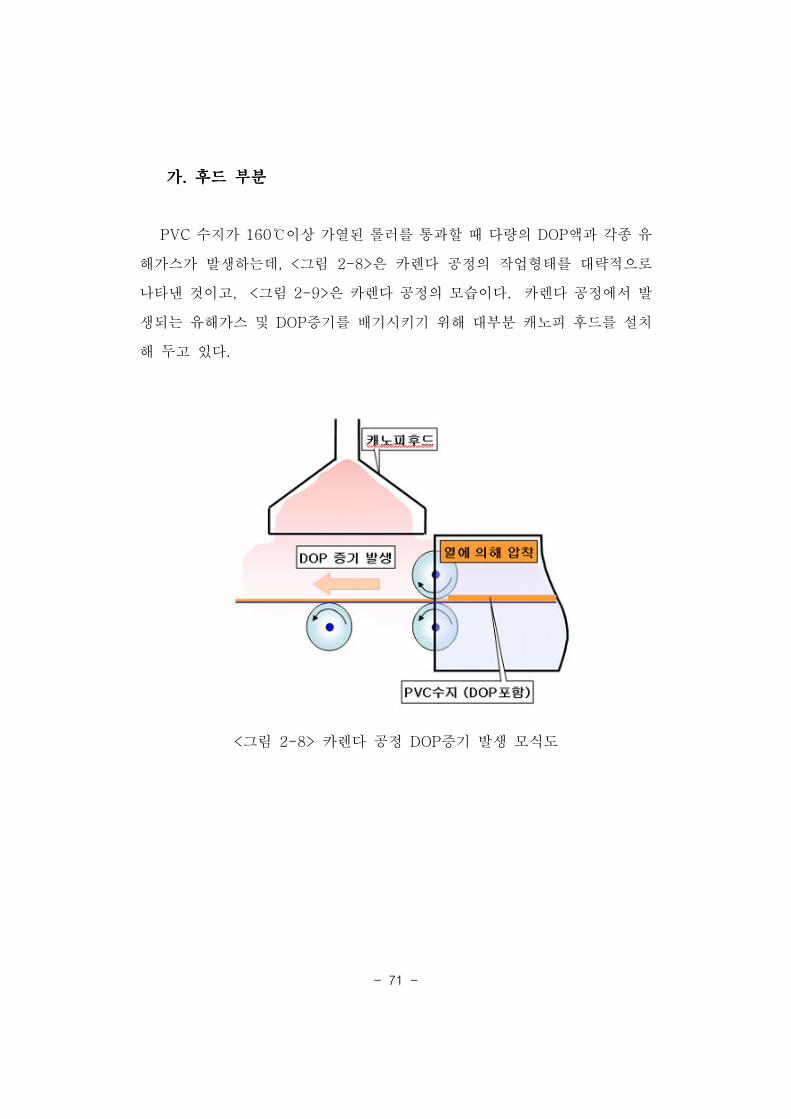
- 71 -
가가가가.... 후드 부분후드 부분후드 부분후드 부분
수지가 이상 가열된 롤러를 통과할 때 다량의 액과 각종 유PVC 160 DOP℃
해가스가 발생하는데 그림 은 카렌다 공정의 작업형태를 대략적으로, < 2-8>
나타낸 것이고 그림 은 카렌다 공정의 모습이다 카렌다 공정에서 발, < 2-9> .
생되는 유해가스 및 증기를 배기시키기 위해 대부분 캐노피 후드를 설치DOP
해 두고 있다.
그림 카렌다 공정 증기 발생 모식도< 2-8> DOP

- 72 -
그림 카렌다 공정 전경< 2-9>
그림 은 일반적으로 설치된 캐노피 후드의 모습이고 그림 은< 2-10> , < 2-11>
오염물질 제어 효율을 높이기 위해 비닐 커튼을 이용하여 부스형으로 캐노피
후드를 개조한 모습이다.
그림 일반적인 캐노피 후드< 2-10> 그림< 2-11> 비닐 커튼을 설치한 캐노피 후드
현장 조사 결과 카렌다 공정에 설치된 송풍기의 배기 효율이 정도로 낮50%
기 때문에 후드 배기유량이 절대적으로 부족한 것으로 조사되었다 이러한 이.
유 때문에 그림 과 같이 카렌다 공정 주변은 롤러에서 발생된 액< 2-10> DOP
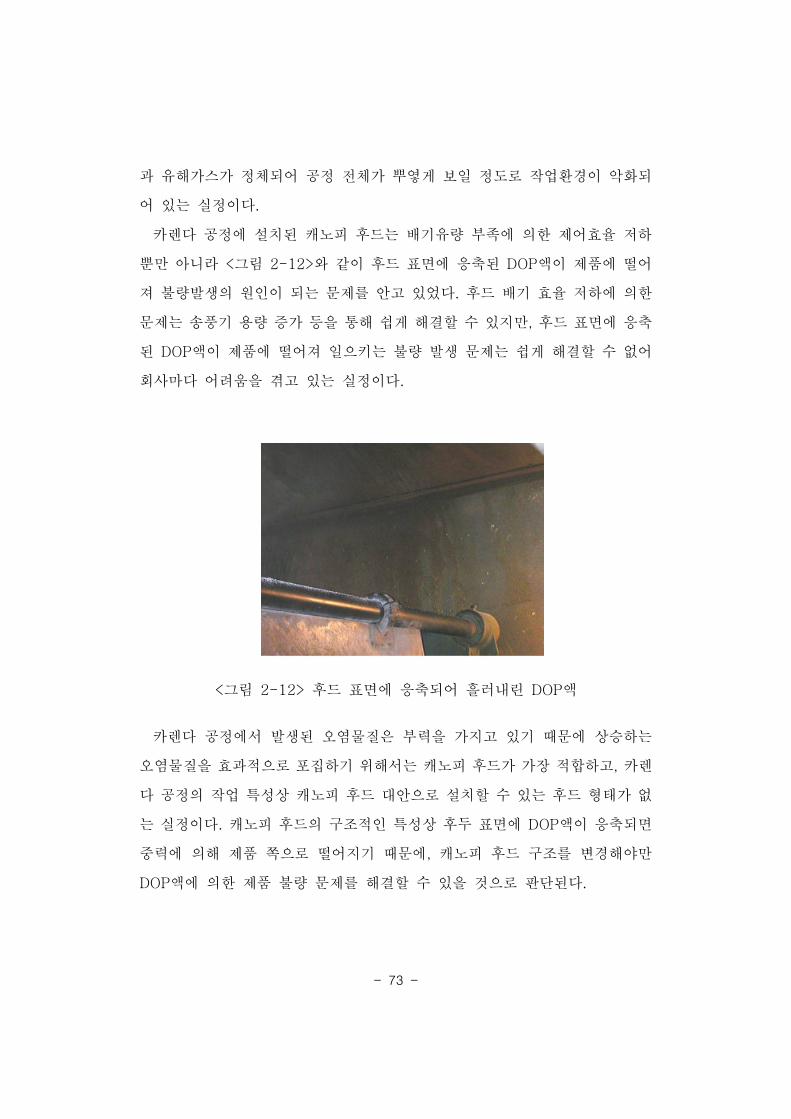
- 73 -
과 유해가스가 정체되어 공정 전체가 뿌옇게 보일 정도로 작업환경이 악화되
어 있는 실정이다.
카렌다 공정에 설치된 캐노피 후드는 배기유량 부족에 의한 제어효율 저하
뿐만 아니라 그림 와 같이 후드 표면에 응축된 액이 제품에 떨어< 2-12> DOP
져 불량발생의 원인이 되는 문제를 안고 있었다 후드 배기 효율 저하에 의한.
문제는 송풍기 용량 증가 등을 통해 쉽게 해결할 수 있지만 후드 표면에 응축,
된 액이 제품에 떨어져 일으키는 불량 발생 문제는 쉽게 해결할 수 없어DOP
회사마다 어려움을 겪고 있는 실정이다.
그림 후드 표면에 응축되어 흘러내린 액< 2-12> DOP
카렌다 공정에서 발생된 오염물질은 부력을 가지고 있기 때문에 상승하는
오염물질을 효과적으로 포집하기 위해서는 캐노피 후드가 가장 적합하고 카렌,
다 공정의 작업 특성상 캐노피 후드 대안으로 설치할 수 있는 후드 형태가 없
는 실정이다 캐노피 후드의 구조적인 특성상 후두 표면에 액이 응축되면. DOP
중력에 의해 제품 쪽으로 떨어지기 때문에 캐노피 후드 구조를 변경해야만,
액에 의한 제품 불량 문제를 해결할 수 있을 것으로 판단된다DOP .

- 74 -
(1) 후드 표면 액 응축의 원인DOP
캐노피 후드 표면에 응축된 액이 제품에 떨어져 불량을 일으키기 때문DOP
에 후드 표면에 액 응축이 제품 불량의 근본적인 원인이라고 할 수 있다, DOP .
현장 실태 조사 결과 다양한 원인에 의해 후드 표면에 액이 응축되는 것DOP
을 알 수 있었다 표 은 현장 실태 조사 결과 나타난 후드 표면의. < 2-3> DOP
액 응축의 원인을 정리한 것이다.
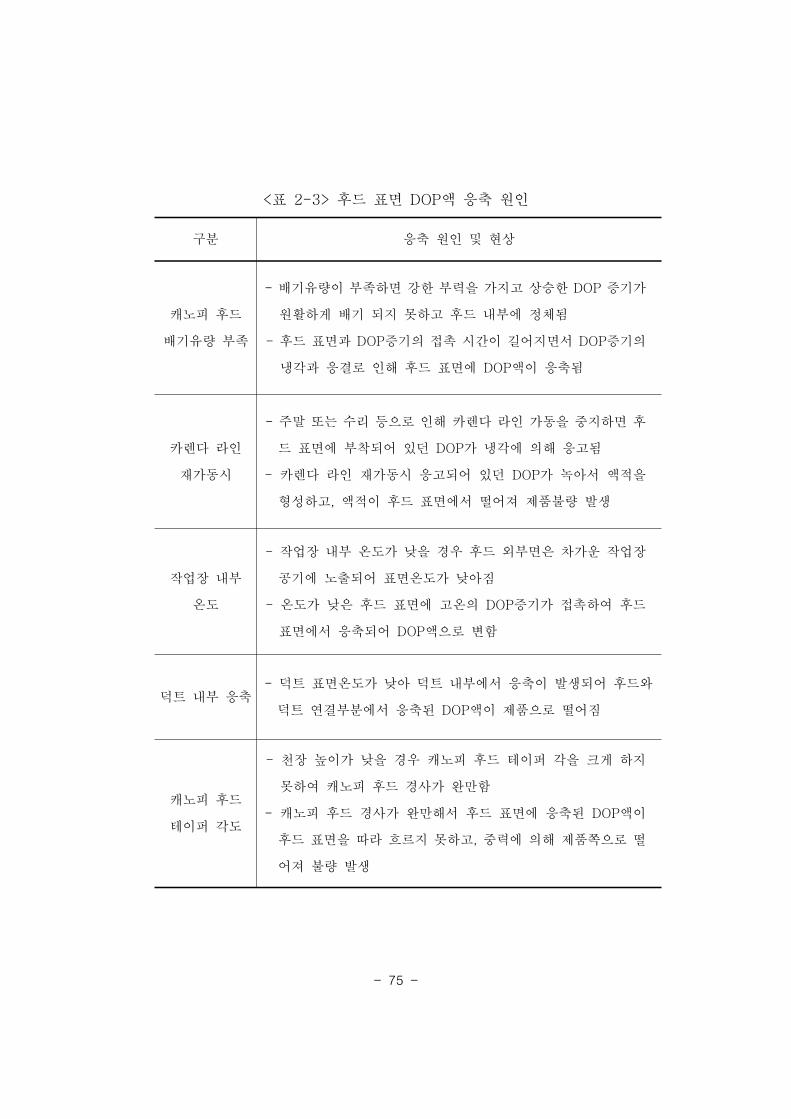
- 75 -
표 후드 표면 액 응축 원인< 2-3> DOP
구분 응축 원인 및 현상
캐노피 후드
배기유량 부족
배기유량이 부족하면 강한 부력을 가지고 상승한 증기가- DOP
원활하게 배기 되지 못하고 후드 내부에 정체됨
후드 표면과 증기의 접촉 시간이 길어지면서 증기의- DOP DOP
냉각과 응결로 인해 후드 표면에 액이 응축됨DOP
카렌다 라인
재가동시
주말 또는 수리 등으로 인해 카렌다 라인 가동을 중지하면 후-
드 표면에 부착되어 있던 가 냉각에 의해 응고됨DOP
카렌다 라인 재가동시 응고되어 있던 가 녹아서 액적을- DOP
형성하고 액적이 후드 표면에서 떨어져 제품불량 발생,
작업장 내부
온도
작업장 내부 온도가 낮을 경우 후드 외부면은 차가운 작업장-
공기에 노출되어 표면온도가 낮아짐
온도가 낮은 후드 표면에 고온의 증기가 접촉하여 후드- DOP
표면에서 응축되어 액으로 변함DOP
덕트 내부 응축덕트 표면온도가 낮아 덕트 내부에서 응축이 발생되어 후드와-
덕트 연결부분에서 응축된 액이 제품으로 떨어짐DOP
캐노피 후드
테이퍼 각도
천장 높이가 낮을 경우 캐노피 후드 테이퍼 각을 크게 하지-
못하여 캐노피 후드 경사가 완만함
캐노피 후드 경사가 완만해서 후드 표면에 응축된 액이- DOP
후드 표면을 따라 흐르지 못하고 중력에 의해 제품쪽으로 떨,
어져 불량 발생
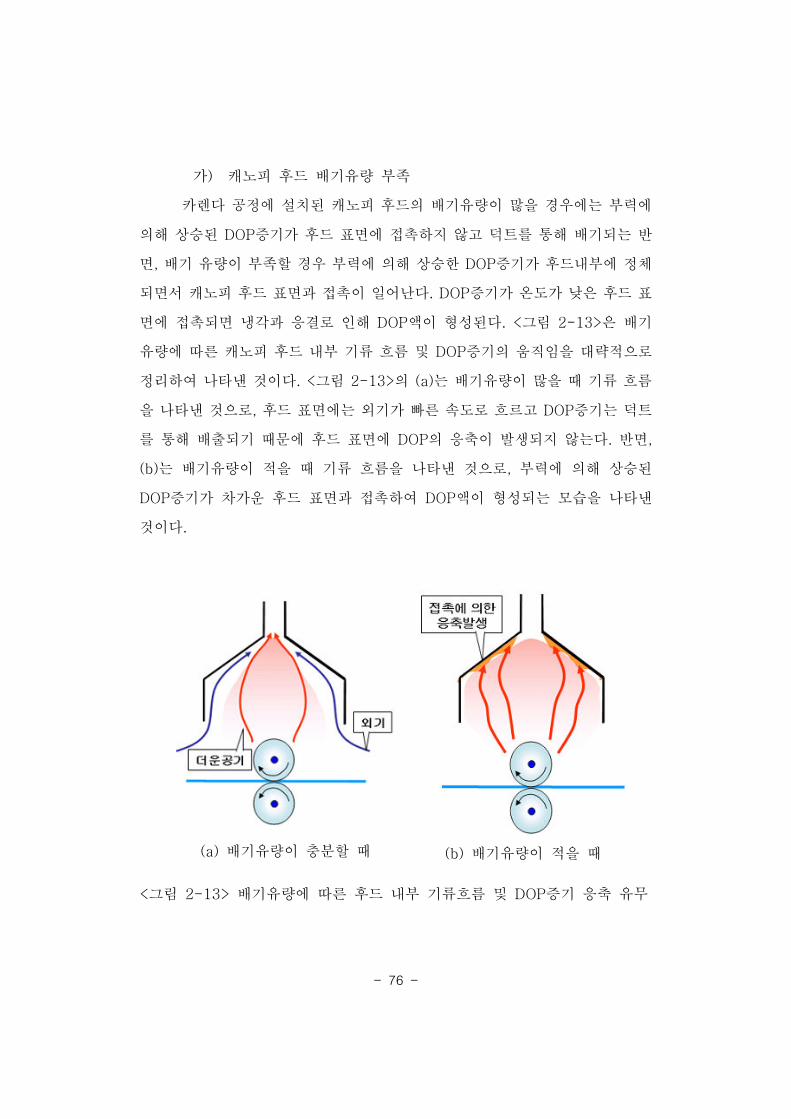
- 76 -
가) 캐노피 후드 배기유량 부족
카렌다 공정에 설치된 캐노피 후드의 배기유량이 많을 경우에는 부력에
의해 상승된 증기가 후드 표면에 접촉하지 않고 덕트를 통해 배기되는 반DOP
면 배기 유량이 부족할 경우 부력에 의해 상승한 증기가 후드내부에 정체, DOP
되면서 캐노피 후드 표면과 접촉이 일어난다 증기가 온도가 낮은 후드 표. DOP
면에 접촉되면 냉각과 응결로 인해 액이 형성된다 그림 은 배기DOP . < 2-13>
유량에 따른 캐노피 후드 내부 기류 흐름 및 증기의 움직임을 대략적으로DOP
정리하여 나타낸 것이다 그림 의 는 배기유량이 많을 때 기류 흐름. < 2-13> (a)
을 나타낸 것으로 후드 표면에는 외기가 빠른 속도로 흐르고 증기는 덕트, DOP
를 통해 배출되기 때문에 후드 표면에 의 응축이 발생되지 않는다 반면DOP . ,
는 배기유량이 적을 때 기류 흐름을 나타낸 것으로 부력에 의해 상승된(b) ,
증기가 차가운 후드 표면과 접촉하여 액이 형성되는 모습을 나타낸DOP DOP
것이다.
배기유량이 충분할 때(a) 배기유량이 적을 때(b)
그림 배기유량에 따른 후드 내부 기류흐름 및 증기 응축 유무< 2-13> DOP
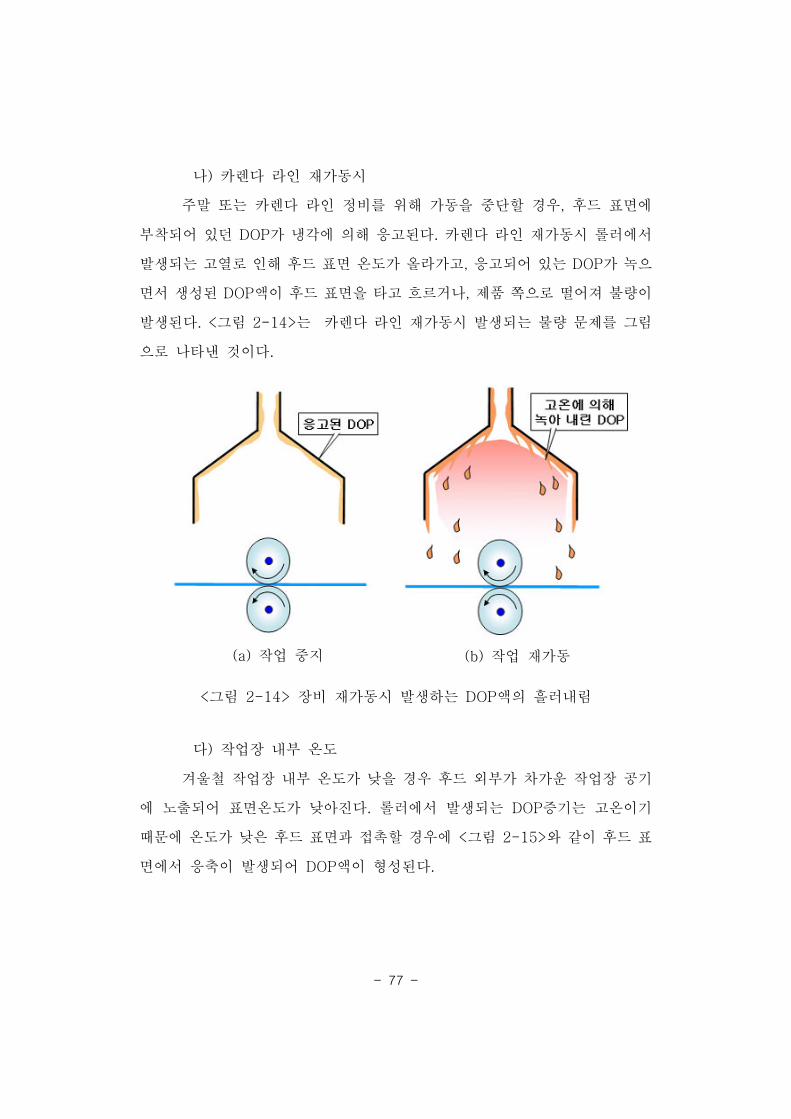
- 77 -
나) 카렌다 라인 재가동시
주말 또는 카렌다 라인 정비를 위해 가동을 중단할 경우 후드 표면에,
부착되어 있던 가 냉각에 의해 응고된다 카렌다 라인 재가동시 롤러에서DOP .
발생되는 고열로 인해 후드 표면 온도가 올라가고 응고되어 있는 가 녹으, DOP
면서 생성된 액이 후드 표면을 타고 흐르거나 제품 쪽으로 떨어져 불량이DOP ,
발생된다 그림 는 카렌다 라인 재가동시 발생되는 불량 문제를 그림. < 2-14>
으로 나타낸 것이다.
작업 중지(a) 작업 재가동(b)
그림 장비 재가동시 발생하는 액의 흘러내림< 2-14> DOP
다) 작업장 내부 온도
겨울철 작업장 내부 온도가 낮을 경우 후드 외부가 차가운 작업장 공기
에 노출되어 표면온도가 낮아진다 롤러에서 발생되는 증기는 고온이기. DOP
때문에 온도가 낮은 후드 표면과 접촉할 경우에 그림 와 같이 후드 표< 2-15>
면에서 응축이 발생되어 액이 형성된다DOP .

- 78 -
그림 후드 표면과 증기 온도차에 의한 증기 응축< 2-15> DOP DOP
라) 덕트 내부 응축
덕트라인의 온도가 후드보다 낮기 때문에 고온의 증기가 덕트 내부DOP
에서 응축된다 그림 과 같이 덕트라인이 수직방향으로 설치되어 있는. < 2-16>
경우에 응축된 액이 덕트를 따라 흘러 내려 제품으로 떨어짐으로써 불량DOP
을 발생시킨다.
그림 후드와 덕트의 연결부에서 발생하는 액의 응축< 2-16> DOP
마) 캐노피 후드 테이퍼 각도
천장이 낮을 경우 공간 부족으로 인해 캐노피 후드 테이퍼 각도를 크게

- 79 -
하지 못해 캐노피 후드 경사가 완만하게 설치된다 이에 따라 응축된 액이. DOP
후드 표면을 타고 흘러내리지 못하고 중력에 의해 제품으로 떨어져서 불량이
발생한다 그림 은 후드 테이퍼 각에 따른 액 흘러내림을 나타낸. < 2-17> DOP
것으로 는 후드 테이퍼 각 이 클 경우 테이퍼 경사각을 따라 액이(a) ( ) DOPθ
흘러내리기 때문에 큰 문제가 없다 하지만 는 후드 테이퍼 각이 작을 경우. (b)
액이 테이퍼 경사를 따라 흐르지 못하고 중력에 의해 아래로 떨어져 제품DOP
불량을 발생하게 된다.
테이퍼 각이 클 경우(a) 테이퍼 각이 작을 경우(b)
그림 후드 테이퍼 각 에 따른 액의 흘러내림< 2-17> ( ) DOPΘ
(2) 제품불량 방지를 위한 대처 방법
후드에서 응축된 액이 제품으로 떨어져 불량을 일으키는 문제를 해결하DOP
기 위해 각 회사에서는 나름대로의 대책을 수립하여 국소배기 시스템을 운용
하고 있었다 그 중 효율이 우수한 방법을 소개하면 다음과 같다. .
가) 액받이 설치덕트에서 응축된 액이 제품으로 바로 떨어지DOP
는 것을 방지하기 위해 후드와 덕트 연결부에서 액받이를 설치하고 액받이,
에 모인 액은 연결된 파이프를 통해 후드 끝부분으로 배출된다 후드DOP .
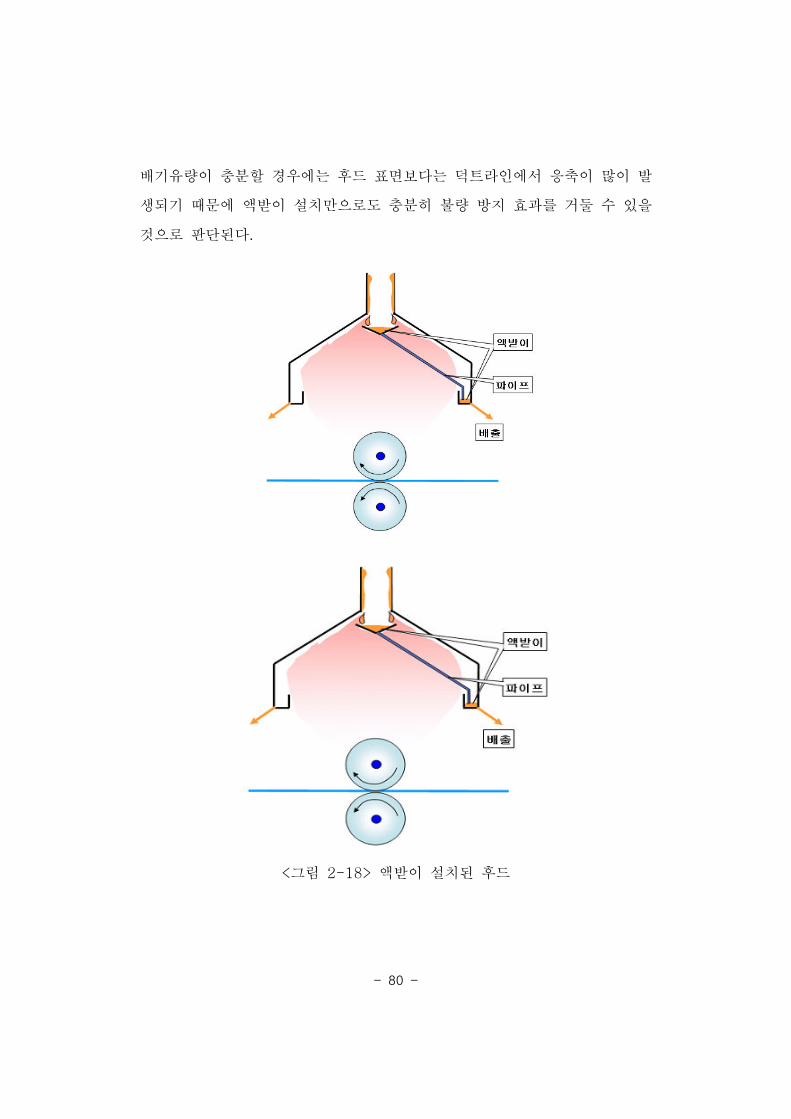
- 80 -
배기유량이 충분할 경우에는 후드 표면보다는 덕트라인에서 응축이 많이 발
생되기 때문에 액받이 설치만으로도 충분히 불량 방지 효과를 거둘 수 있을
것으로 판단된다.
그림 액받이 설치된 후드< 2-18>
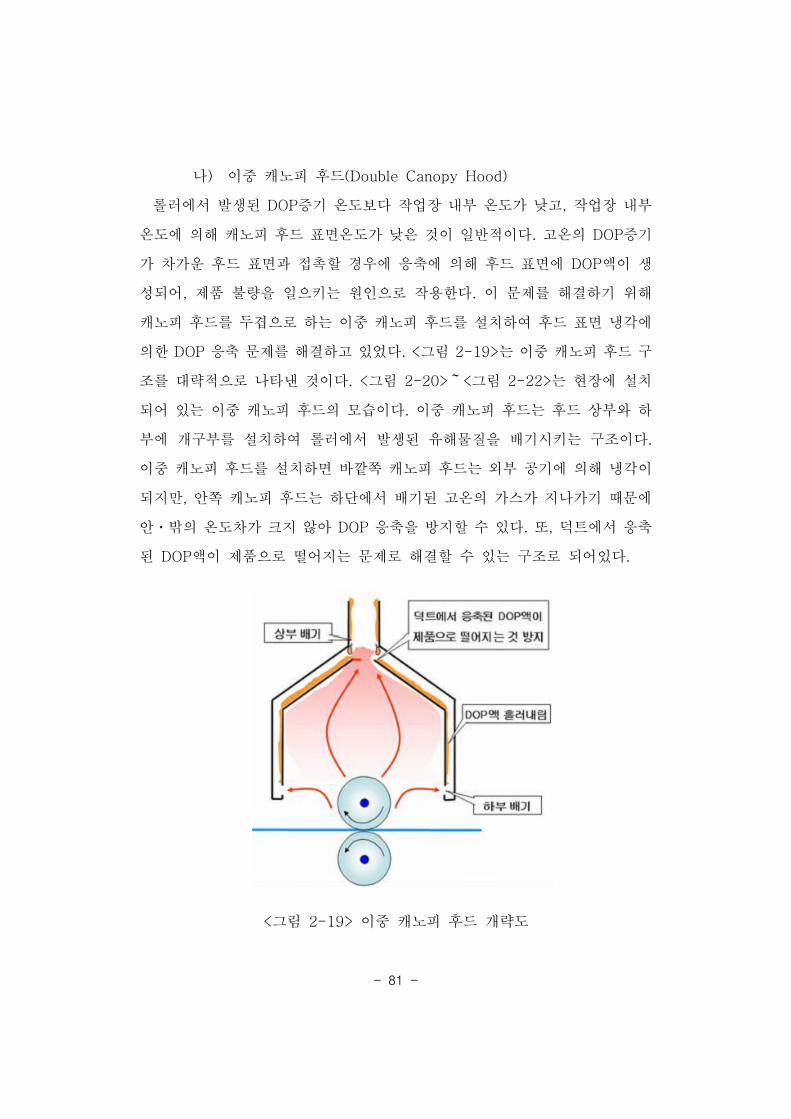
- 81 -
나) 이중 캐노피 후드(Double Canopy Hood)
롤러에서 발생된 증기 온도보다 작업장 내부 온도가 낮고 작업장 내부DOP ,
온도에 의해 캐노피 후드 표면온도가 낮은 것이 일반적이다 고온의 증기. DOP
가 차가운 후드 표면과 접촉할 경우에 응축에 의해 후드 표면에 액이 생DOP
성되어 제품 불량을 일으키는 원인으로 작용한다 이 문제를 해결하기 위해, .
캐노피 후드를 두겹으로 하는 이중 캐노피 후드를 설치하여 후드 표면 냉각에
의한 응축 문제를 해결하고 있었다 그림 는 이중 캐노피 후드 구DOP . < 2-19>
조를 대략적으로 나타낸 것이다 그림 그림 는 현장에 설치. < 2-20> < 2-22>~
되어 있는 이중 캐노피 후드의 모습이다 이중 캐노피 후드는 후드 상부와 하.
부에 개구부를 설치하여 롤러에서 발생된 유해물질을 배기시키는 구조이다.
이중 캐노피 후드를 설치하면 바깥쪽 캐노피 후드는 외부 공기에 의해 냉각이
되지만 안쪽 캐노피 후드는 하단에서 배기된 고온의 가스가 지나가기 때문에,
안 밖의 온도차가 크지 않아 응축을 방지할 수 있다 또 덕트에서 응축DOP . ,ㆍ
된 액이 제품으로 떨어지는 문제로 해결할 수 있는 구조로 되어있다DOP .
그림 이중 캐노피 후드 개략도< 2-19>
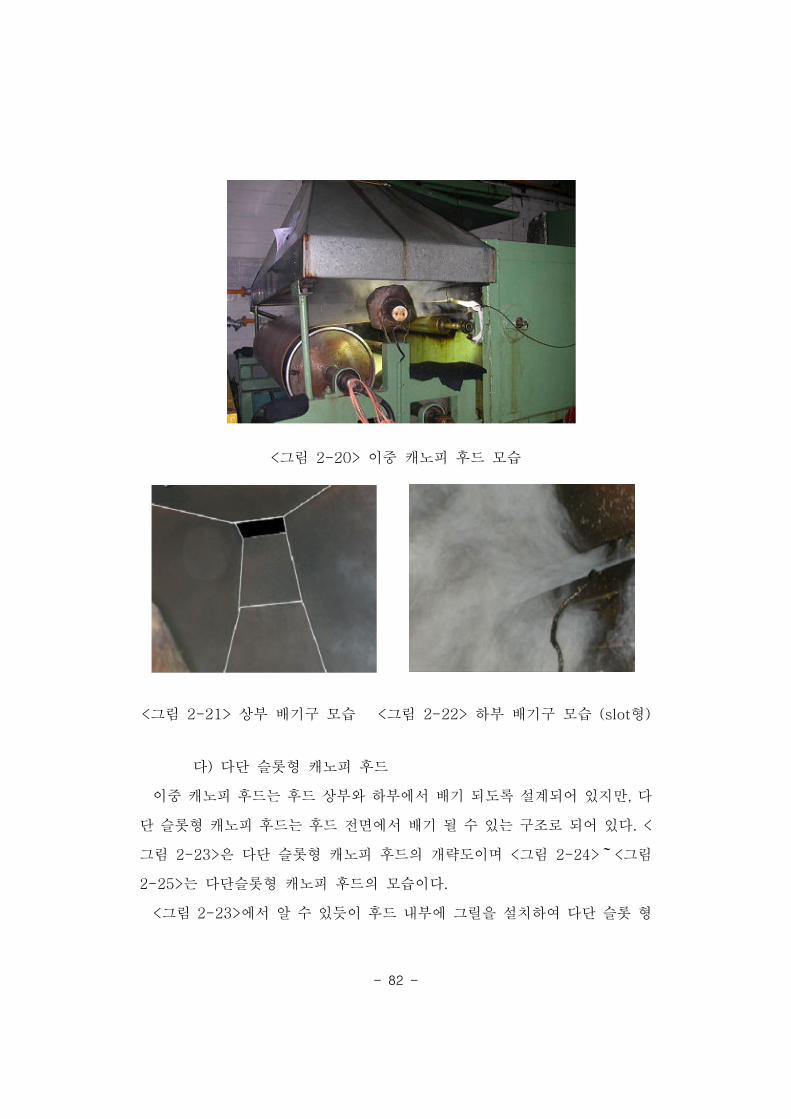
- 82 -
그림 이중 캐노피 후드 모습< 2-20>
그림 상부 배기구 모습 그림 하부 배기구 모습 형< 2-21> < 2-22> (slot )
다) 다단 슬롯형 캐노피 후드
이중 캐노피 후드는 후드 상부와 하부에서 배기 되도록 설계되어 있지만 다,
단 슬롯형 캐노피 후드는 후드 전면에서 배기 될 수 있는 구조로 되어 있다. <
그림 은 다단 슬롯형 캐노피 후드의 개략도이며 그림 그림2-23> < 2-24> <~
는 다단슬롯형 캐노피 후드의 모습이다2-25> .
그림 에서 알 수 있듯이 후드 내부에 그릴을 설치하여 다단 슬롯 형< 2-23>

- 83 -
태로 후드를 설치하여 보온성뿐만 아니라 유해가스 배기 효율도 높일 수 있도
록 설계된 후드이다 또 덕트나 후드 벽에 응축된 액이 그릴을 따라 흘러. , DOP
내리도록 설계되어 있어 액에 의한 제품 불량 발생 문제를 해결할 수 있DOP
도록 되어 있다.
그림 다단 슬롯형 캐노피 후드< 2-23>
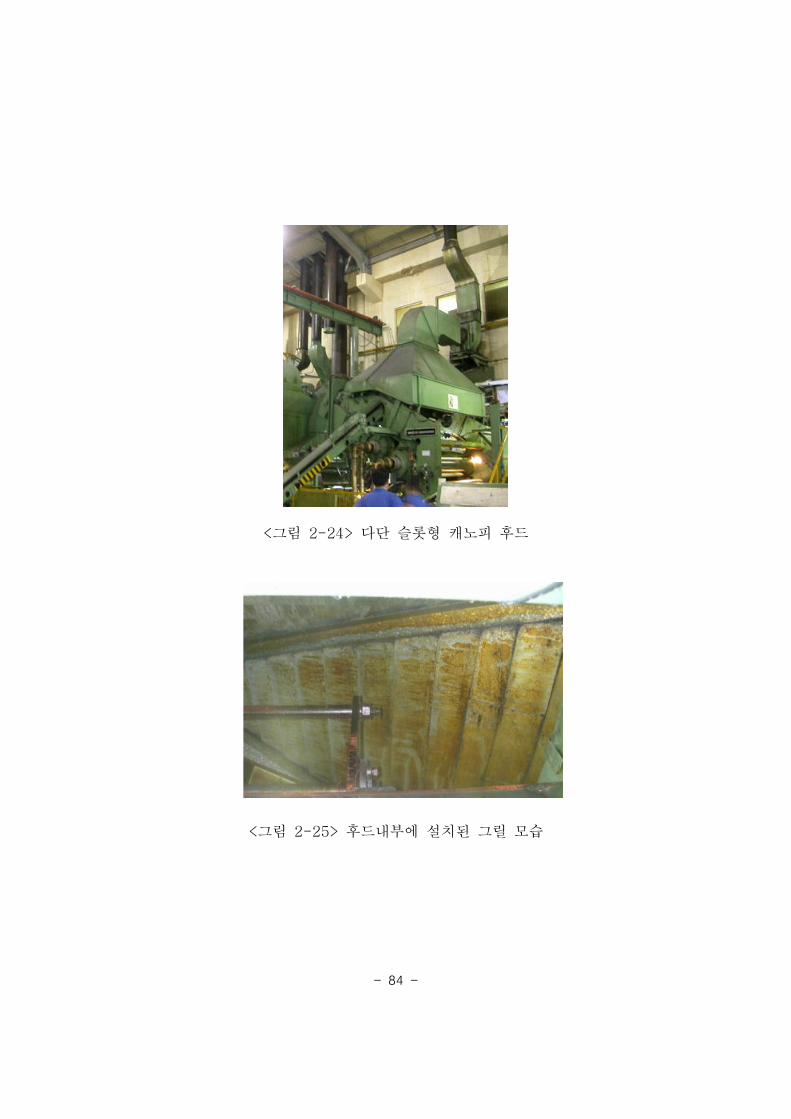
- 84 -
그림 다단 슬롯형 캐노피 후드< 2-24>
그림 후드내부에 설치된 그릴 모습< 2-25>
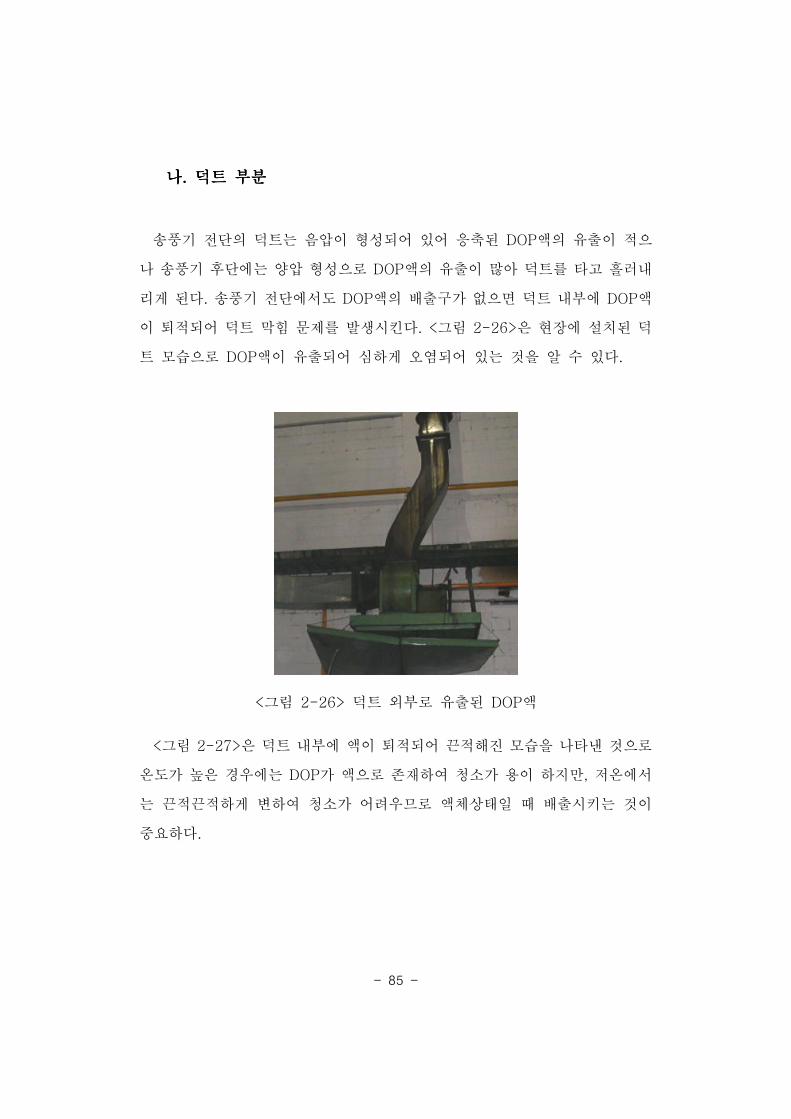
- 85 -
나나나나.... 덕트 부분덕트 부분덕트 부분덕트 부분
송풍기 전단의 덕트는 음압이 형성되어 있어 응축된 액의 유출이 적으DOP
나 송풍기 후단에는 양압 형성으로 액의 유출이 많아 덕트를 타고 흘러내DOP
리게 된다 송풍기 전단에서도 액의 배출구가 없으면 덕트 내부에 액. DOP DOP
이 퇴적되어 덕트 막힘 문제를 발생시킨다 그림 은 현장에 설치된 덕. < 2-26>
트 모습으로 액이 유출되어 심하게 오염되어 있는 것을 알 수 있다DOP .
그림 덕트 외부로 유출된 액< 2-26> DOP
그림 은 덕트 내부에 액이 퇴적되어 끈적해진 모습을 나타낸 것으로< 2-27>
온도가 높은 경우에는 가 액으로 존재하여 청소가 용이 하지만 저온에서DOP ,
는 끈적끈적하게 변하여 청소가 어려우므로 액체상태일 때 배출시키는 것이
중요하다.

- 86 -
그림 덕트 내부에 액 퇴적< 2-27> DOP
다다다다.... 공기정화기 부분 문제점공기정화기 부분 문제점공기정화기 부분 문제점공기정화기 부분 문제점
증기가 후드와 덕트를 통과하면서 공기중의 분진과 혼합되어 반죽형태DOP
를 이루게 되고 이 함진가스가 여과집진기나 활성탄 흡착탑 표면에 부착될 경,
우 눈막힘 현상이 발생된다 집진기에 눈막힘 현상이 발생되면 시스(plugging) .
템 압력손실이 크게 증가되어 송풍기 배기유량이 줄어드는 문제가 발생하여
국소배기 시스템 전체에 영향을 미치게 된다.
(1) 전기집진기
전기집진기의 경우 와 같은 점착성 물질이 발생되는 곳에 사용하게 되DOP
면 집진극이 및 각종 분진에 의해 오염되어 집진율이 현저히 떨어지게DOP
된다 이를 피하기 위하여 최소 주 회의 주기적인 청소가 필요한데 주 회 정. 1 , 1
도의 잦은 청소로 인력낭비 및 교체비용이 과다 소비로 기업 부담을 가중시킬
수 있다 그림 은 전기집진기의 단점을 나타낸 것이고 그림 는. < 2-28> , < 2-29>
에 의해 오염된 전기집진기의 집진극과 전처리 필터를 나타낸 것이다DOP .

- 87 -
그림 전기집진기의 단점< 2-28>
집진극 모습(a) 전처리 필터(b)
그림 오염된 집진극과 전처리 필터< 2-29>
(2) 여과집진기
여과집진기로 분진만 여과할 경우 탈진시 분진이 쉽게 제거되어 계속적인
여과가 가능하지만 기름성분이 함유된 입자가 필터 표면에 부착되면 탈진이,

- 88 -
되지 않아 필터 눈막힘 현상이 발생하여 압력 손실이 증가하고 송풍량도 감소
하게 된다 그림 은 액적과 분진이 혼합된 경우 탈진이 잘 되지 않은. < 2-30>
백필터의 특징을 그림으로 설명한 것이다.
그림 백필터의 제진 특성< 2-30>
여과집진기에서 와 같은 점착성 물질 제거에 주로 사용되는 필터는 캔DOP
들 필터와 유리 섬유 필터가 있다 캔들 필터의 경우 제거 효율은 좋지만. DOP
통과 유속이 정도로 느려 공기정화기의 부피가 커지고 필터 교체시0.06m/s
많은 비용이 소요되며 필터 재생이 되지 않는다는 단점을 가지고 있다 유리, .
섬유 필터는 비용이 저렴하여 많이 사용되지만 두께가 얇아 함수력이 떨어져,
수명이 매우 짧은 단점이 있어 설치 후 바로 효율이 떨어지는 문제가 발생한
다.
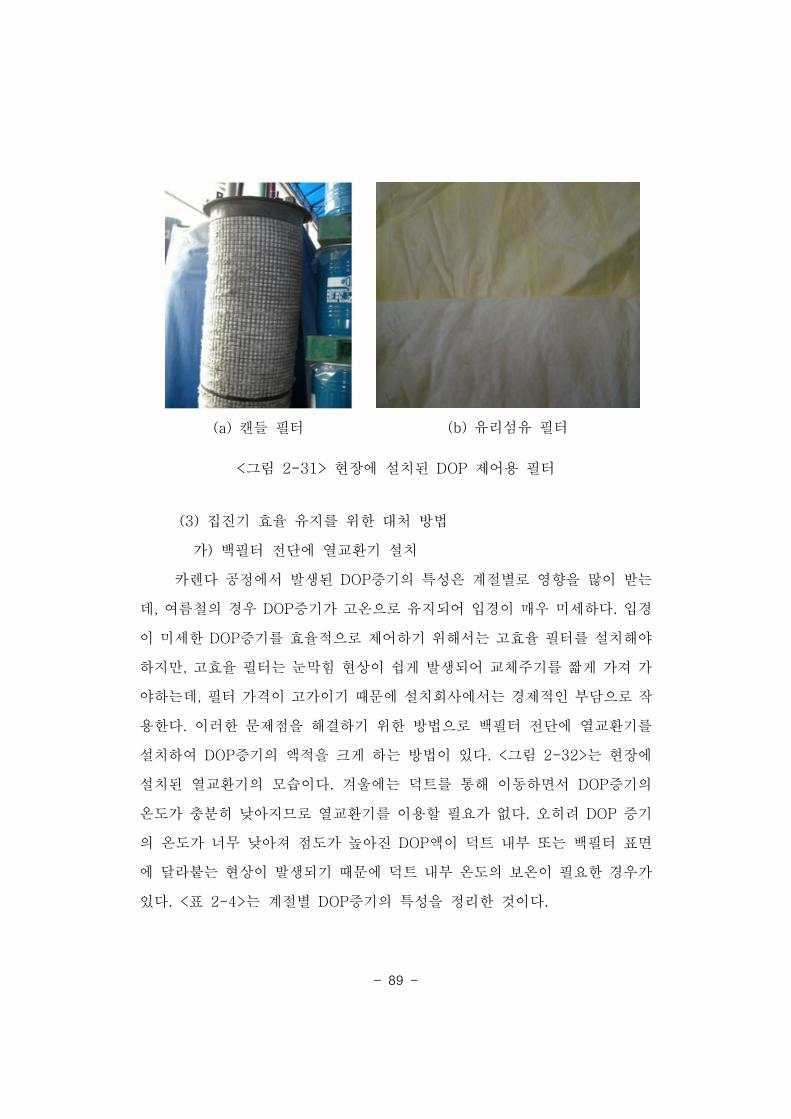
- 89 -
캔들 필터(a) 유리섬유 필터(b)
그림 현장에 설치된 제어용 필터< 2-31> DOP
(3) 집진기 효율 유지를 위한 대처 방법
가) 백필터 전단에 열교환기 설치
카렌다 공정에서 발생된 증기의 특성은 계절별로 영향을 많이 받는DOP
데 여름철의 경우 증기가 고온으로 유지되어 입경이 매우 미세하다 입경, DOP .
이 미세한 증기를 효율적으로 제어하기 위해서는 고효율 필터를 설치해야DOP
하지만 고효율 필터는 눈막힘 현상이 쉽게 발생되어 교체주기를 짧게 가져 가,
야하는데 필터 가격이 고가이기 때문에 설치회사에서는 경제적인 부담으로 작,
용한다 이러한 문제점을 해결하기 위한 방법으로 백필터 전단에 열교환기를.
설치하여 증기의 액적을 크게 하는 방법이 있다 그림 는 현장에DOP . < 2-32>
설치된 열교환기의 모습이다 겨울에는 덕트를 통해 이동하면서 증기의. DOP
온도가 충분히 낮아지므로 열교환기를 이용할 필요가 없다 오히려 증기. DOP
의 온도가 너무 낮아져 점도가 높아진 액이 덕트 내부 또는 백필터 표면DOP
에 달라붙는 현상이 발생되기 때문에 덕트 내부 온도의 보온이 필요한 경우가
있다 표 는 계절별 증기의 특성을 정리한 것이다. < 2-4> DOP .
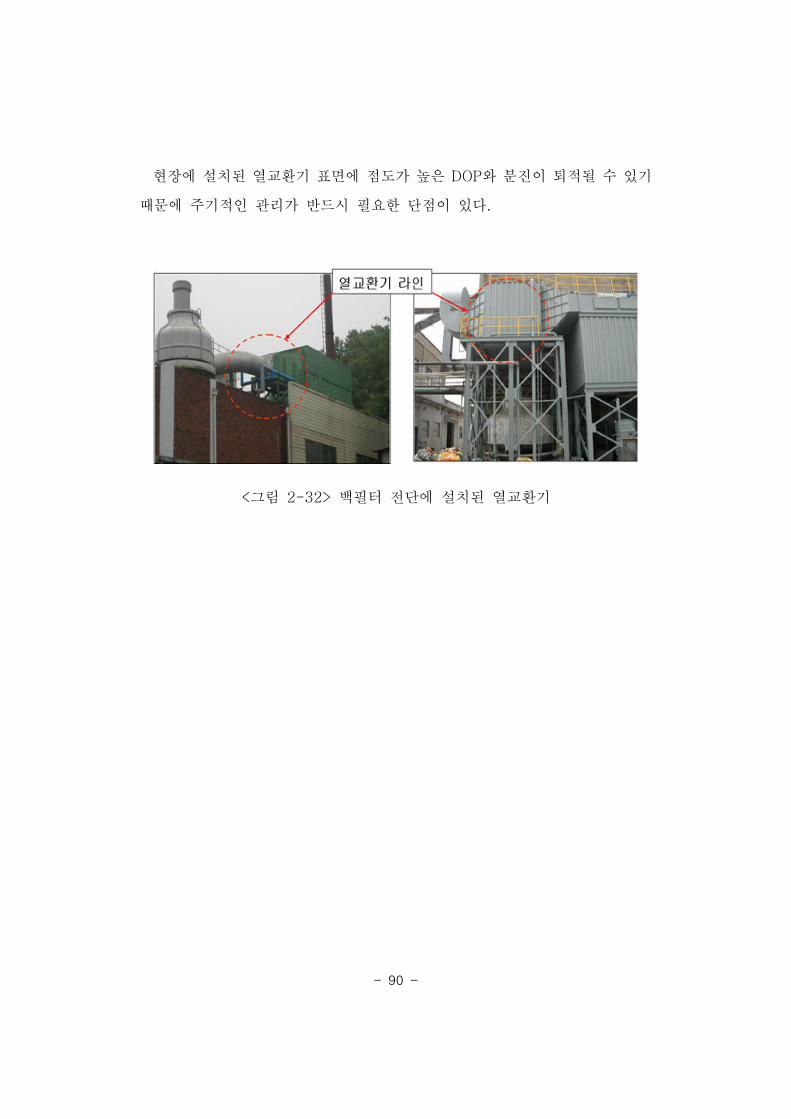
- 90 -
현장에 설치된 열교환기 표면에 점도가 높은 와 분진이 퇴적될 수 있기DOP
때문에 주기적인 관리가 반드시 필요한 단점이 있다.
그림 백필터 전단에 설치된 열교환기< 2-32>
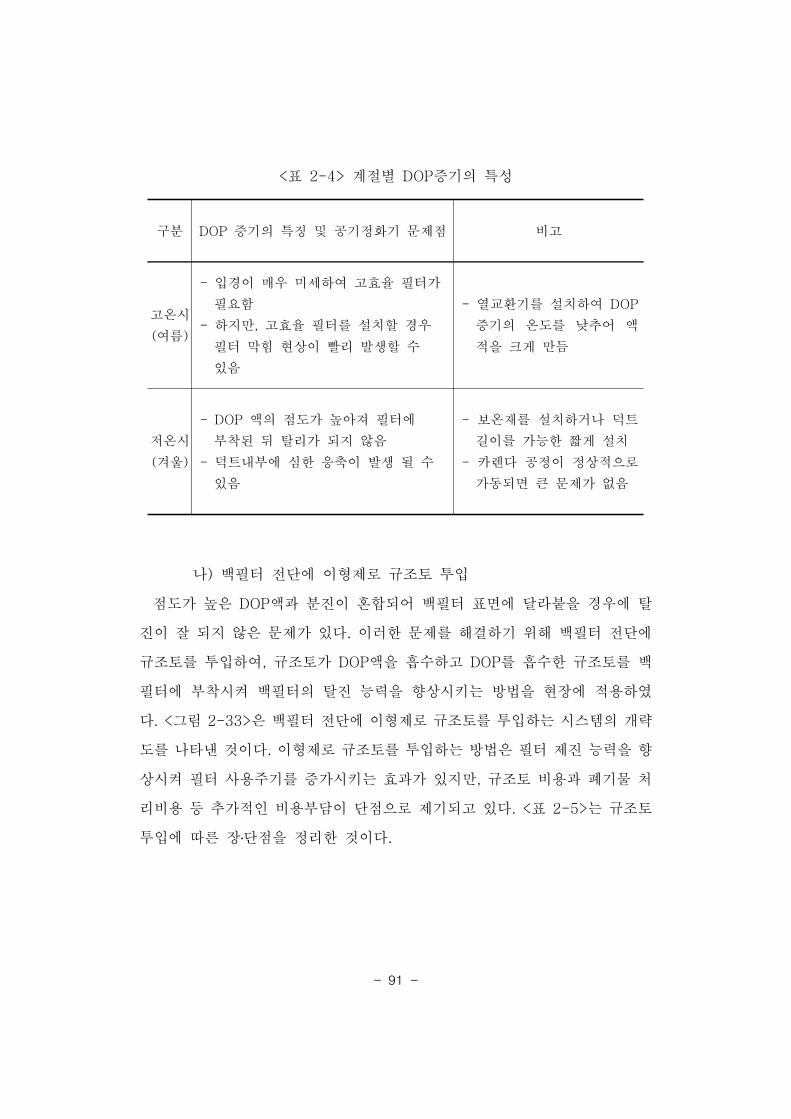
- 91 -
표 계절별 증기의 특성< 2-4> DOP
구분 증기의 특징 및 공기정화기 문제점DOP 비고
고온시
여름( )
입경이 매우 미세하여 고효율 필터가-
필요함
하지만 고효율 필터를 설치할 경우- ,
필터 막힘 현상이 빨리 발생할 수
있음
열교환기를 설치하여- DOP
증기의 온도를 낮추어 액
적을 크게 만듬
저온시
겨울( )
액의 점도가 높아져 필터에- DOP
부착된 뒤 탈리가 되지 않음
덕트내부에 심한 응축이 발생 될 수-
있음
보온재를 설치하거나 덕트-
길이를 가능한 짧게 설치
카렌다 공정이 정상적으로-
가동되면 큰 문제가 없음
나) 백필터 전단에 이형제로 규조토 투입
점도가 높은 액과 분진이 혼합되어 백필터 표면에 달라붙을 경우에 탈DOP
진이 잘 되지 않은 문제가 있다 이러한 문제를 해결하기 위해 백필터 전단에.
규조토를 투입하여 규조토가 액을 흡수하고 를 흡수한 규조토를 백, DOP DOP
필터에 부착시켜 백필터의 탈진 능력을 향상시키는 방법을 현장에 적용하였
다 그림 은 백필터 전단에 이형제로 규조토를 투입하는 시스템의 개략. < 2-33>
도를 나타낸 것이다 이형제로 규조토를 투입하는 방법은 필터 제진 능력을 향.
상시켜 필터 사용주기를 증가시키는 효과가 있지만 규조토 비용과 폐기물 처,
리비용 등 추가적인 비용부담이 단점으로 제기되고 있다 표 는 규조토. < 2-5>
투입에 따른 장단점을 정리한 것이다.
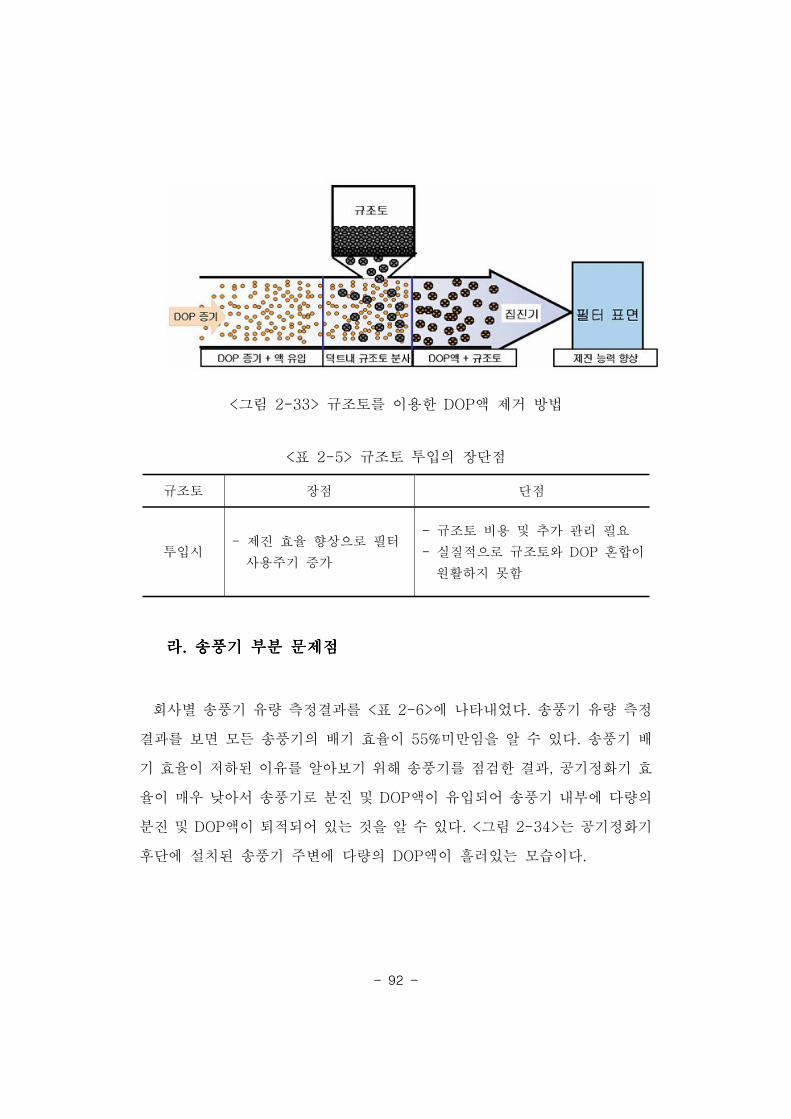
- 92 -
그림 규조토를 이용한 액 제거 방법< 2-33> DOP
표 규조토 투입의 장단점< 2-5>
규조토 장점 단점
투입시제진 효율 향상으로 필터-
사용주기 증가
규조토 비용 및 추가 관리 필요-
실질적으로 규조토와 혼합이- DOP
원활하지 못함
라라라라.... 송풍기 부분 문제점송풍기 부분 문제점송풍기 부분 문제점송풍기 부분 문제점
회사별 송풍기 유량 측정결과를 표 에 나타내었다 송풍기 유량 측정< 2-6> .
결과를 보면 모든 송풍기의 배기 효율이 미만임을 알 수 있다 송풍기 배55% .
기 효율이 저하된 이유를 알아보기 위해 송풍기를 점검한 결과 공기정화기 효,
율이 매우 낮아서 송풍기로 분진 및 액이 유입되어 송풍기 내부에 다량의DOP
분진 및 액이 퇴적되어 있는 것을 알 수 있다 그림 는 공기정화기DOP . < 2-34>
후단에 설치된 송풍기 주변에 다량의 액이 흘러있는 모습이다DOP .

- 93 -
표 송풍기 유량 측정 결과< 2-6>
현장정격유량
(CMM)
측정유량
(CMM)
효율
(%)
A111 63 54.6
111 60 54.0
C1800 476 26.5
600 206 34.3
E 1400 479 37.9
그림 송풍기 주변에 퇴적된 액< 2-34> DOP

- 94 -
4.4.4.4. 개선방안개선방안개선방안개선방안
현장 실태조사 결과 나타난 문제점을 해결하기 위해 후드 덕트 공기정화, ,
기에 대한 개선방안을 수립하였다 그림 는 현상실태 조사결과 나타난. < 2-35>
각 부분별 문제점 및 개선방안을 정리한 것이다.
그림 국소배기 시스템 문제점 및 개선방안< 2-35>
가가가가.... 후드 부분후드 부분후드 부분후드 부분
현장에서 효율적으로 사용되고 있는 이중캐노피 후드와 다단슬롯형 캐노피
후드의 장점을 적절하게 조합하여 액 응축 방지 및 배기 효율이 높은 후DOP
드를 개발한다.

- 95 -
그림 점착성 물질 후드 구상도< 2-36>
나나나나.... 덕트 부분덕트 부분덕트 부분덕트 부분
고온에서 액상으로 유지될 때 덕트라인에서 액을 배출시킬 수 있도록DOP
덕트라인을 그림 과 같이 경사지게 설치한다< 2-37> .
그림 덕트를 경사지게 설치< 2-37>

- 96 -
다다다다.... 공기정화기 부분공기정화기 부분공기정화기 부분공기정화기 부분
점성이 높은 액의 탈진 효율을 높이고 눈막힘 없이 장기간 필터를 사용DOP
할 수 있도록 원심력을 이용한 탈진 능력을 가진 여과집진기를 개발한다.
라라라라.... 송풍기 부분송풍기 부분송풍기 부분송풍기 부분
송풍기 전단에 설치된 공기정화장치의 효율이 불량하여 송풍기 배기 효율
이 저하됨에 따라 송풍기 문제점을 해결하기 위해 고효율 저차압의 공기정화/
장치를 개발한다.
그림 송풍기 성능 향상 방안< 2-38>

- 97 -
III.III.III.III. 후드 부분 개선방안후드 부분 개선방안후드 부분 개선방안후드 부분 개선방안
1.1.1.1. 후드 개선을 위한 연구진행 방법후드 개선을 위한 연구진행 방법후드 개선을 위한 연구진행 방법후드 개선을 위한 연구진행 방법
다단슬롯형 이중 캐노피 후드 개발( )
그림 후드 개선을 위한 연구진행 방법< 3-1>
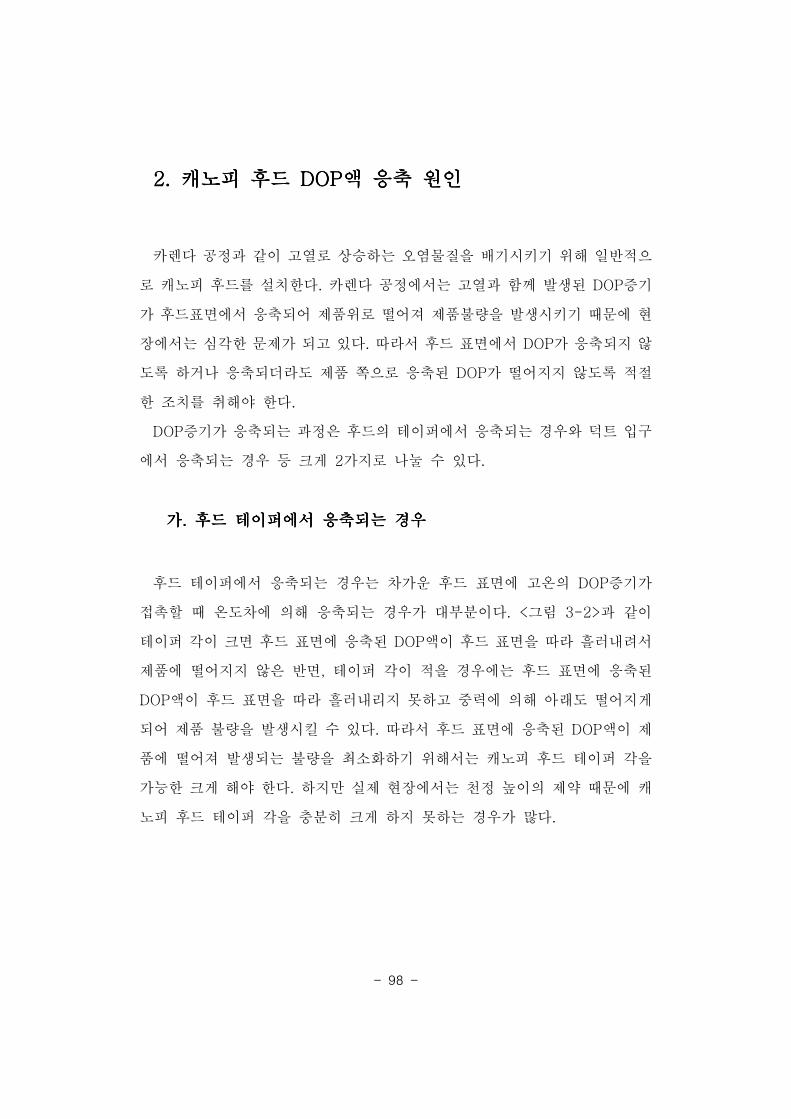
- 98 -
2.2.2.2. 캐노피 후드 액 응축 원인캐노피 후드 액 응축 원인캐노피 후드 액 응축 원인캐노피 후드 액 응축 원인DOPDOPDOPDOP
카렌다 공정과 같이 고열로 상승하는 오염물질을 배기시키기 위해 일반적으
로 캐노피 후드를 설치한다 카렌다 공정에서는 고열과 함께 발생된 증기. DOP
가 후드표면에서 응축되어 제품위로 떨어져 제품불량을 발생시키기 때문에 현
장에서는 심각한 문제가 되고 있다 따라서 후드 표면에서 가 응축되지 않. DOP
도록 하거나 응축되더라도 제품 쪽으로 응축된 가 떨어지지 않도록 적절DOP
한 조치를 취해야 한다.
증기가 응축되는 과정은 후드의 테이퍼에서 응축되는 경우와 덕트 입구DOP
에서 응축되는 경우 등 크게 가지로 나눌 수 있다2 .
가가가가.... 후드 테이퍼에서 응축되는 경우후드 테이퍼에서 응축되는 경우후드 테이퍼에서 응축되는 경우후드 테이퍼에서 응축되는 경우
후드 테이퍼에서 응축되는 경우는 차가운 후드 표면에 고온의 증기가DOP
접촉할 때 온도차에 의해 응축되는 경우가 대부분이다 그림 과 같이. < 3-2>
테이퍼 각이 크면 후드 표면에 응축된 액이 후드 표면을 따라 흘러내려서DOP
제품에 떨어지지 않은 반면 테이퍼 각이 적을 경우에는 후드 표면에 응축된,
액이 후드 표면을 따라 흘러내리지 못하고 중력에 의해 아래도 떨어지게DOP
되어 제품 불량을 발생시킬 수 있다 따라서 후드 표면에 응축된 액이 제. DOP
품에 떨어져 발생되는 불량을 최소화하기 위해서는 캐노피 후드 테이퍼 각을
가능한 크게 해야 한다 하지만 실제 현장에서는 천정 높이의 제약 때문에 캐.
노피 후드 테이퍼 각을 충분히 크게 하지 못하는 경우가 많다.
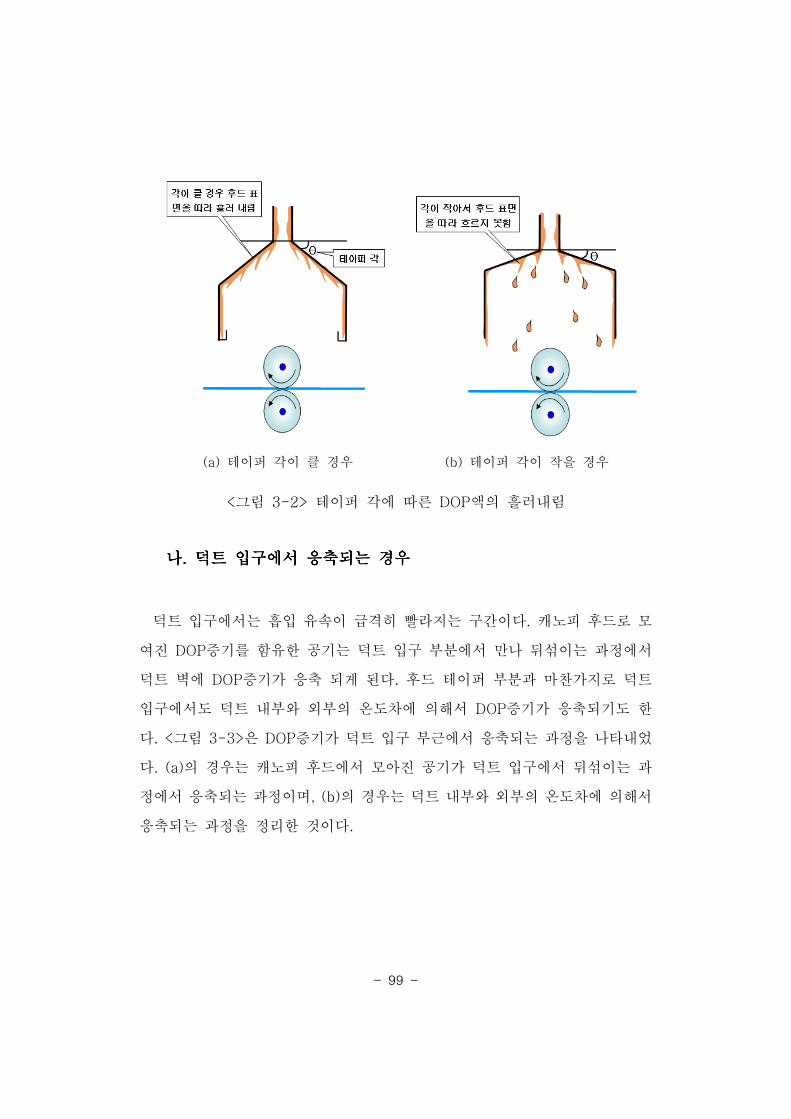
- 99 -
테이퍼 각이 클 경우(a) 테이퍼 각이 작을 경우(b)
그림 테이퍼 각에 따른 액의 흘러내림< 3-2> DOP
나나나나.... 덕트 입구에서 응축되는 경우덕트 입구에서 응축되는 경우덕트 입구에서 응축되는 경우덕트 입구에서 응축되는 경우
덕트 입구에서는 흡입 유속이 급격히 빨라지는 구간이다 캐노피 후드로 모.
여진 증기를 함유한 공기는 덕트 입구 부분에서 만나 뒤섞이는 과정에서DOP
덕트 벽에 증기가 응축 되게 된다 후드 테이퍼 부분과 마찬가지로 덕트DOP .
입구에서도 덕트 내부와 외부의 온도차에 의해서 증기가 응축되기도 한DOP
다 그림 은 증기가 덕트 입구 부근에서 응축되는 과정을 나타내었. < 3-3> DOP
다 의 경우는 캐노피 후드에서 모아진 공기가 덕트 입구에서 뒤섞이는 과. (a)
정에서 응축되는 과정이며 의 경우는 덕트 내부와 외부의 온도차에 의해서, (b)
응축되는 과정을 정리한 것이다.

- 100 -
차가운 외기와 접촉에 의한 응축(a)
차가운 덕트 표면에서 응축(b)
그림 덕트 내부에서 증기의 응축현상< 3-3> DOP
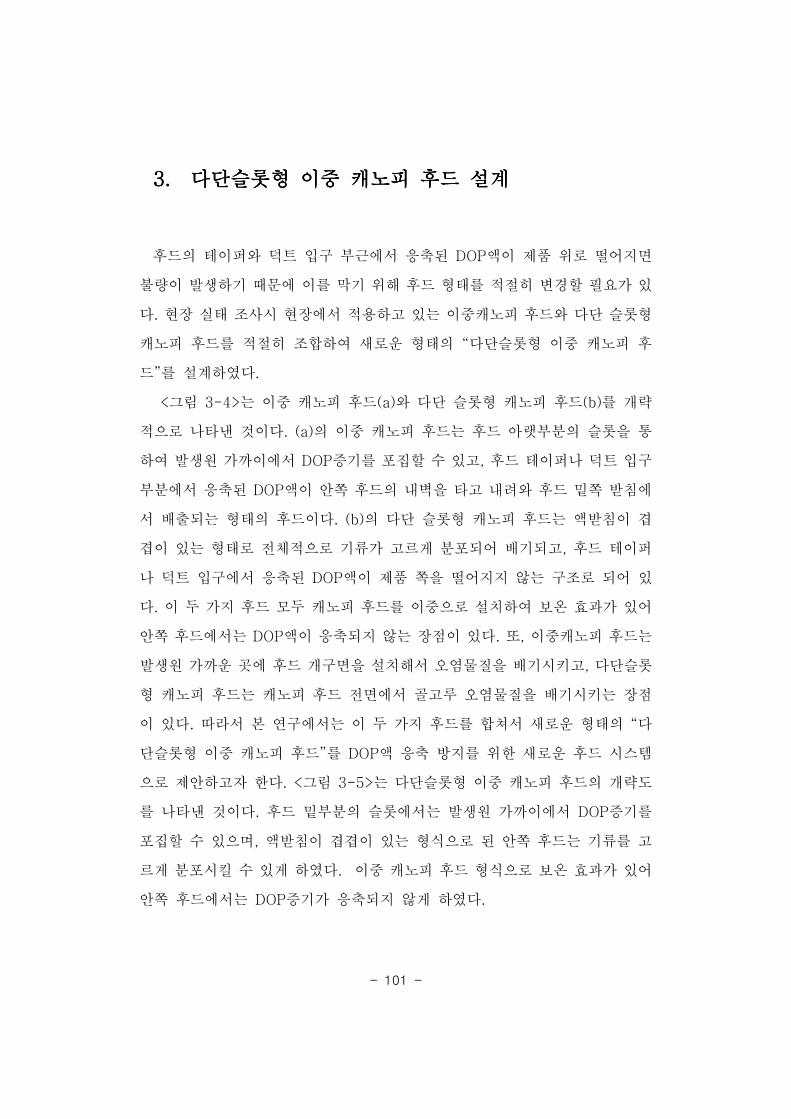
- 101 -
3.3.3.3. 다단슬롯형 이중 캐노피 후드 설계다단슬롯형 이중 캐노피 후드 설계다단슬롯형 이중 캐노피 후드 설계다단슬롯형 이중 캐노피 후드 설계
후드의 테이퍼와 덕트 입구 부근에서 응축된 액이 제품 위로 떨어지면DOP
불량이 발생하기 때문에 이를 막기 위해 후드 형태를 적절히 변경할 필요가 있
다 현장 실태 조사시 현장에서 적용하고 있는 이중캐노피 후드와 다단 슬롯형.
캐노피 후드를 적절히 조합하여 새로운 형태의 다단슬롯형 이중 캐노피 후“
드 를 설계하였다” .
그림 는 이중 캐노피 후드 와 다단 슬롯형 캐노피 후드 를 개략< 3-4> (a) (b)
적으로 나타낸 것이다 의 이중 캐노피 후드는 후드 아랫부분의 슬롯을 통. (a)
하여 발생원 가까이에서 증기를 포집할 수 있고 후드 테이퍼나 덕트 입구DOP ,
부분에서 응축된 액이 안쪽 후드의 내벽을 타고 내려와 후드 밑쪽 받침에DOP
서 배출되는 형태의 후드이다 의 다단 슬롯형 캐노피 후드는 액받침이 겹. (b)
겹이 있는 형태로 전체적으로 기류가 고르게 분포되어 배기되고 후드 테이퍼,
나 덕트 입구에서 응축된 액이 제품 쪽을 떨어지지 않는 구조로 되어 있DOP
다 이 두 가지 후드 모두 캐노피 후드를 이중으로 설치하여 보온 효과가 있어.
안쪽 후드에서는 액이 응축되지 않는 장점이 있다 또 이중캐노피 후드는DOP . ,
발생원 가까운 곳에 후드 개구면을 설치해서 오염물질을 배기시키고 다단슬롯,
형 캐노피 후드는 캐노피 후드 전면에서 골고루 오염물질을 배기시키는 장점
이 있다 따라서 본 연구에서는 이 두 가지 후드를 합쳐서 새로운 형태의 다. “
단슬롯형 이중 캐노피 후드 를 액 응축 방지를 위한 새로운 후드 시스템” DOP
으로 제안하고자 한다 그림 는 다단슬롯형 이중 캐노피 후드의 개략도. < 3-5>
를 나타낸 것이다 후드 밑부분의 슬롯에서는 발생원 가까이에서 증기를. DOP
포집할 수 있으며 액받침이 겹겹이 있는 형식으로 된 안쪽 후드는 기류를 고,
르게 분포시킬 수 있게 하였다 이중 캐노피 후드 형식으로 보온 효과가 있어.
안쪽 후드에서는 증기가 응축되지 않게 하였다DOP .
- 102 -
이중 캐노피 후드(a) 다단 슬롯형 캐노피 후드(b)
그림 현장에서 적용되고 있는 후드 형태 및 문제점< 3-4>
그림 다단슬롯형 이중 캐노피 후드< 3-5>
- 103 -
4.4.4.4. 에 의한 효율 평가에 의한 효율 평가에 의한 효율 평가에 의한 효율 평가CFDCFDCFDCFD
일반형 캐노피 후드와 다단슬롯형 이중 캐노피 후드의 보온성 기류흐름 및,
설계인자를 평가하기 위해 전산유체역학(CFD: Computational Fluid
을 이용하여 예측을 실시하였다Dynamics) .
가가가가.... 방법방법방법방법CFDCFDCFDCFD
(1) 지배방정식 및 난류 모델
다단슬롯형 이중 캐노피 후드의 보온성 및 기류흐름 예측과 설계인자를 평
가하기 위해 공기 유동에 관한 연속방정식 운동량 방정식 난류 운동에너지, ,
및 난류 소멸방정식과 에너지 방정식을 풀었다.
산업환기에 있어 유동은 대부분 난류이기 때문에 매우 불규칙하고 비정상, 3
차원 거동을 하므로 층류와 달리 유동에 관계된 방정식을 풀어서 난류 유동과
관련된 유동 현상을 정확하게 예측하거나 설명하기는 어렵다 따라서 고레이.
놀즈수 유동에서 발생되는 난류의 물리량 수송방정식인 방정Navier -Stokes
식을 직접 풀 수는 없기 때문에 실험과 물리적인 해석을 통해 방정식을 보완해
야 한다 난류 방정식은 기존 연구에서 기류 예측에 있어 정확도가 입증된 표.
준 k- (Standardε k 모델을 사용하였다- ) .ε
(2) 시뮬레이션 방법
본 연구에서는 상용 소프트웨어인 을 사용하였고 이산화AIRPAK(Ver. 2.1) ,
방법으로 유한 체적법 을 사용하였다 유한 체적법은(Finite-volume method) .
적분 후에 이산화하기 때문에 항상 그 미소 영역내의 운동량 등의 출입을 고려
하게 되어 보존 법칙을 확실하게 만족시키는 이산식을 얻을 수 있는 장점이 있

- 104 -
다 모든 수치 해석은 상류 차분 도식 을 이용하. (Upwind differencing scheme)
여 수행하였다 중심 차분 도식 은 대류항이 클. (Central differencing scheme)
경우 불합리한 해를 가져오게 되고 반복 계산을 하게 되는 경우에는 해가 발산
하는 원인이 된다 이에 반해 상류 차분 도식은 대류항에 대해 인공적인 확산.
을 새롭게 부가시킨 수치확산 을 도입한 것으로 안정된(Numerical diffusion)
해를 구할 수 있다.
그리고 압력장을 구하기 위해 연속 방정식과 운동량 방정식을 조합시키는,
방법으로 알고리SIMPLE(Semi-Implicit Method Pressure-Linked Equations)
즘을 사용하였다 아울러 수렴성을 좋게 하기 위해 하향 이완법. , (Under
을 사용하였다 대수방정식의 반복해를 얻는 과정에서 반복과 반-relaxation) .
복 사이에 종속변수값의 변화를 느리게 하거나 빠르게 하는 것이 필요한 경우
가 있다 변수들의 변화를 느리게 할 경우를 하향 이완이라 한다 이 방법은 비. .
선형성이 강한 문제를 반복 계산에 의하여 푸는 경우 발산을 막기 위하여 종종
사용된다 시뮬레이션에 필요한 기본 방정식이 비선형이므로 반복에 의한 해.
의 수렴이 필요하다 반복 계산시 종속변수들의 수렴정도를 점검하기 위하여.
잉여치 값을 체크하면서 잉여치가(Residual : R), R 10-3 이하에 도달하면 수렴
된 것으로 간주하였다.
R= ∑all domain
|∑a nb+b-a p p|
나나나나.... 보온성 및 기류흐름 평가보온성 및 기류흐름 평가보온성 및 기류흐름 평가보온성 및 기류흐름 평가
다단슬롯형 이중 캐노피 후드와 일반 캐노피 후드의 온도 및 기류 분포를 컴
퓨터 시뮬레이션을 통해 예측하였고 후드 표면온도를 예측하여 다단슬롯형 이
중 캐노피 후드의 보온성과 액 응축 방지 효과를 검토해 보았다DOP .
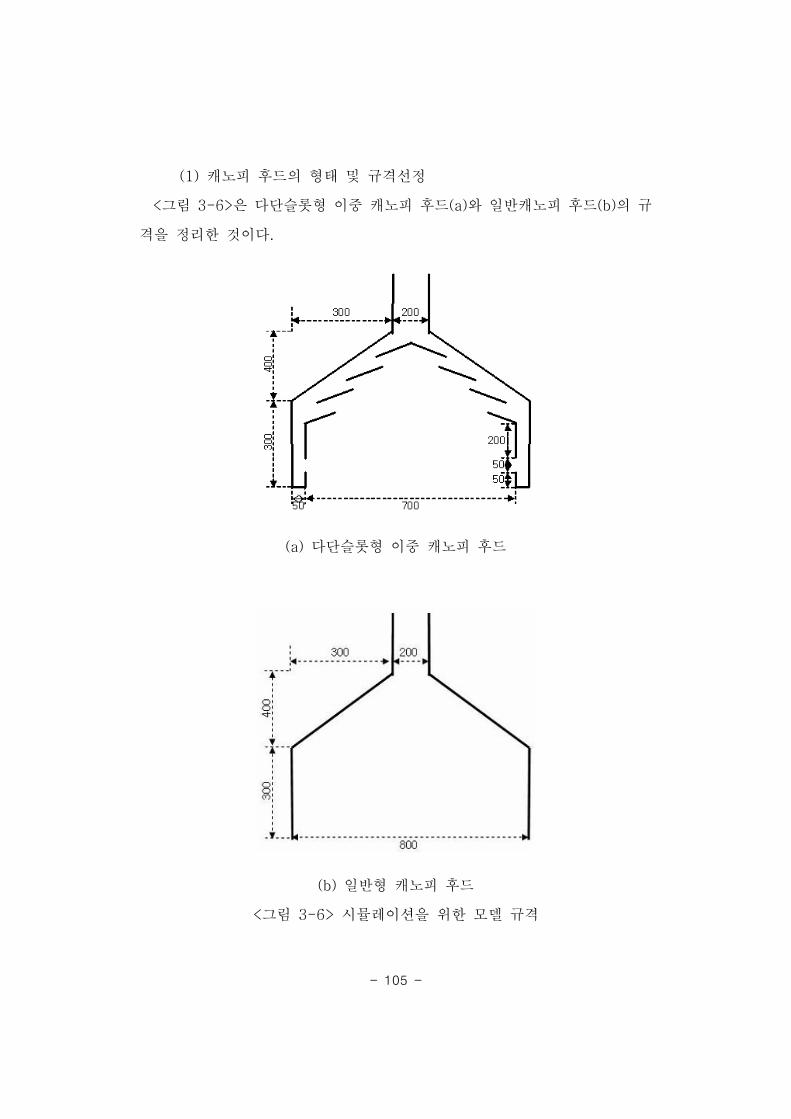
- 105 -
(1) 캐노피 후드의 형태 및 규격선정
그림 은 다단슬롯형 이중 캐노피 후드 와 일반캐노피 후드 의 규< 3-6> (a) (b)
격을 정리한 것이다.
다단슬롯형 이중 캐노피 후드(a)
일반형 캐노피 후드(b)
그림 시뮬레이션을 위한 모델 규격< 3-6>
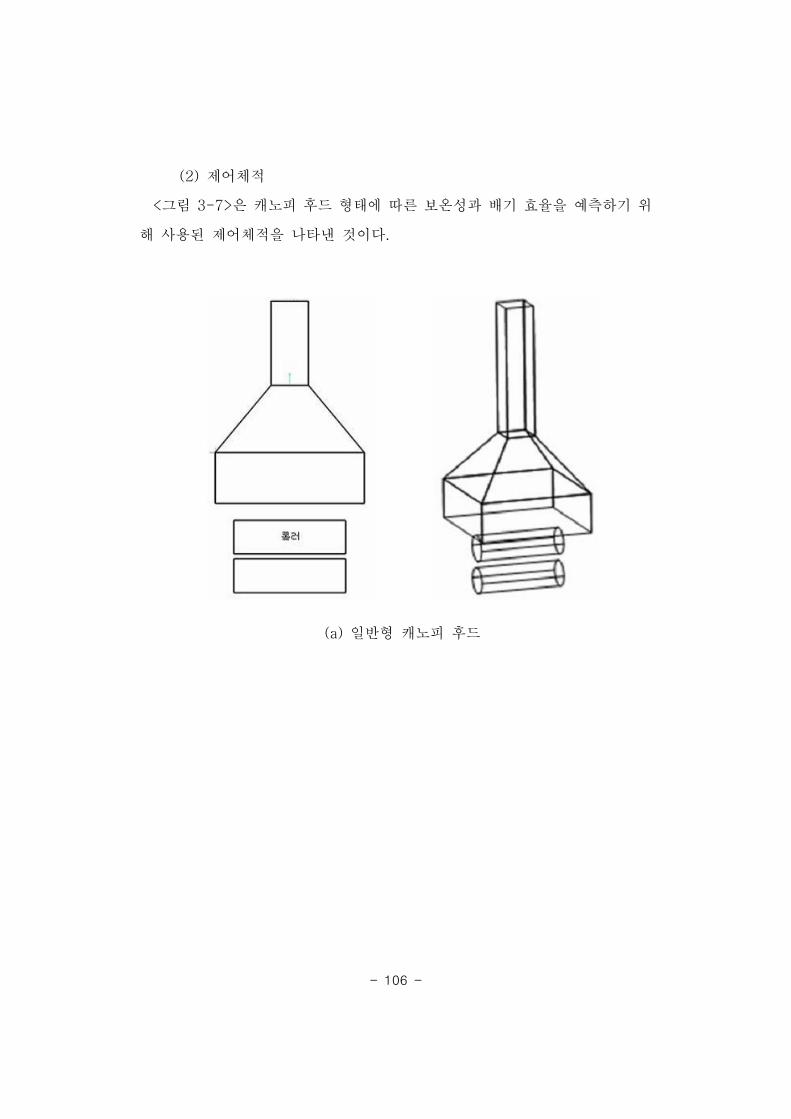
- 106 -
(2) 제어체적
그림 은 캐노피 후드 형태에 따른 보온성과 배기 효율을 예측하기 위< 3-7>
해 사용된 제어체적을 나타낸 것이다.
일반형 캐노피 후드(a)
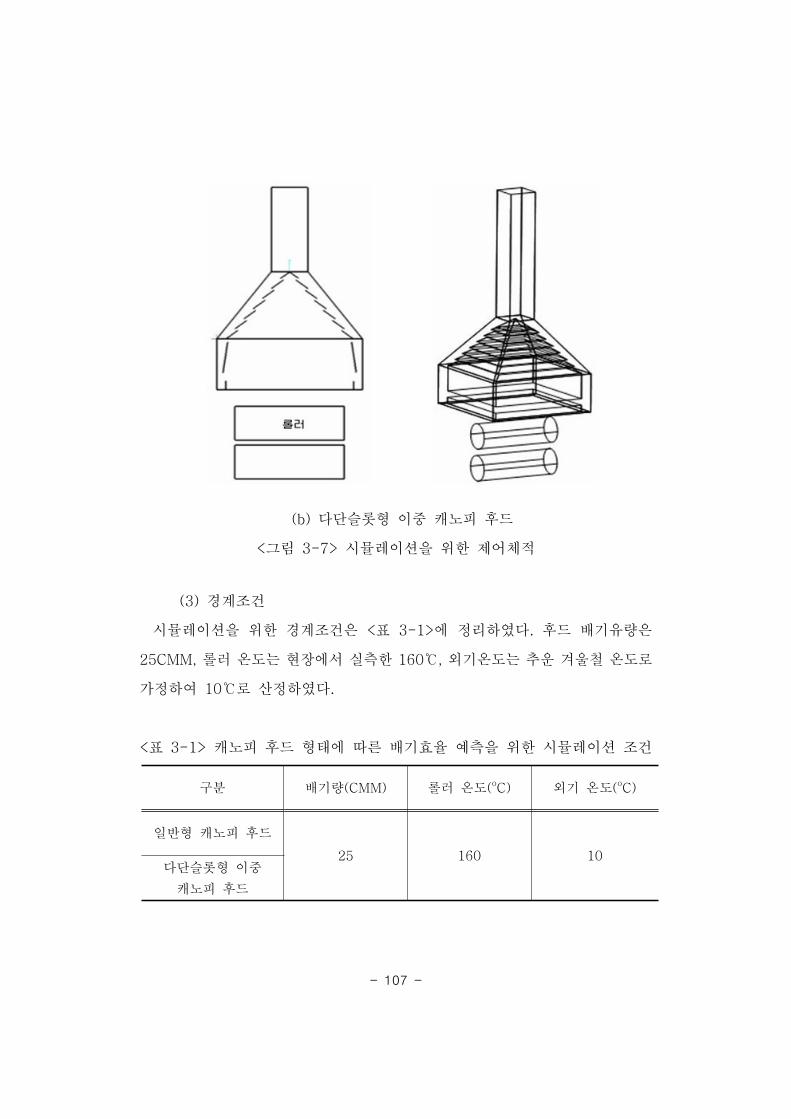
- 107 -
다단슬롯형 이중 캐노피 후드(b)
그림 시뮬레이션을 위한 제어체적< 3-7>
(3) 경계조건
시뮬레이션을 위한 경계조건은 표 에 정리하였다 후드 배기유량은< 3-1> .
롤러 온도는 현장에서 실측한 외기온도는 추운 겨울철 온도로25CMM, 160 ,℃
가정하여 로 산정하였다10 .℃
표 캐노피 후드 형태에 따른 배기효율 예측을 위한 시뮬레이션 조건< 3-1>
구분 배기량(CMM) 롤러 온도(oC) 외기 온도(
oC)
일반형 캐노피 후드
25 160 10다단슬롯형 이중
캐노피 후드
- 108 -
(4) 시뮬레이션 결과
캐노피 후드 형태에 따른 보온성과 배기 효율을 비교하기 위해 캐노피 후드
내부의 온도분포와 유속분포를 비교 분석하였다.
가) 온도분포 예측결과
그림 은 일반캐노피 후드와 다단슬롯형 이중 캐노피 후드의 온도 예< 3-8>
측결과를 정리한 것이다.
일반형 캐노피 후드 의 결과를 살펴보면 의 고온인 롤러에서 발생(a) , 160℃
된 열에 의해 덕트 내부 온도가 외부보다 이상 높은 것을 알 수 있다 또5 . ,℃
캐노피 후드 안쪽 벽면 온도는 정도 예측되어 외기보다 정도 높았다14 4 .℃ ℃
다단슬롯형 이중 캐노피 후드 의 결과를 살펴보면 캐노피 후드 내부 온도(b)
가 이상으로 일반캐노피 후드보다 이상 높은 것을 알 수 있다 또 캐노18 3 . ,℃ ℃
피 후드 벽면 온도를 보면 바깥쪽 캐노피 후드 표면온도는 인데 반해 안쪽14℃
캐노피 후드 표면 온도는 이상인 것으로 예측되었다18 .℃
즉 일반캐노피 후드에 비해 다단슬롯형 이중 캐노피 후드의 내부 온도와 표,
면 온도가 이상 높아 보온성이 뛰어난 것을 알 수 있다4 .℃
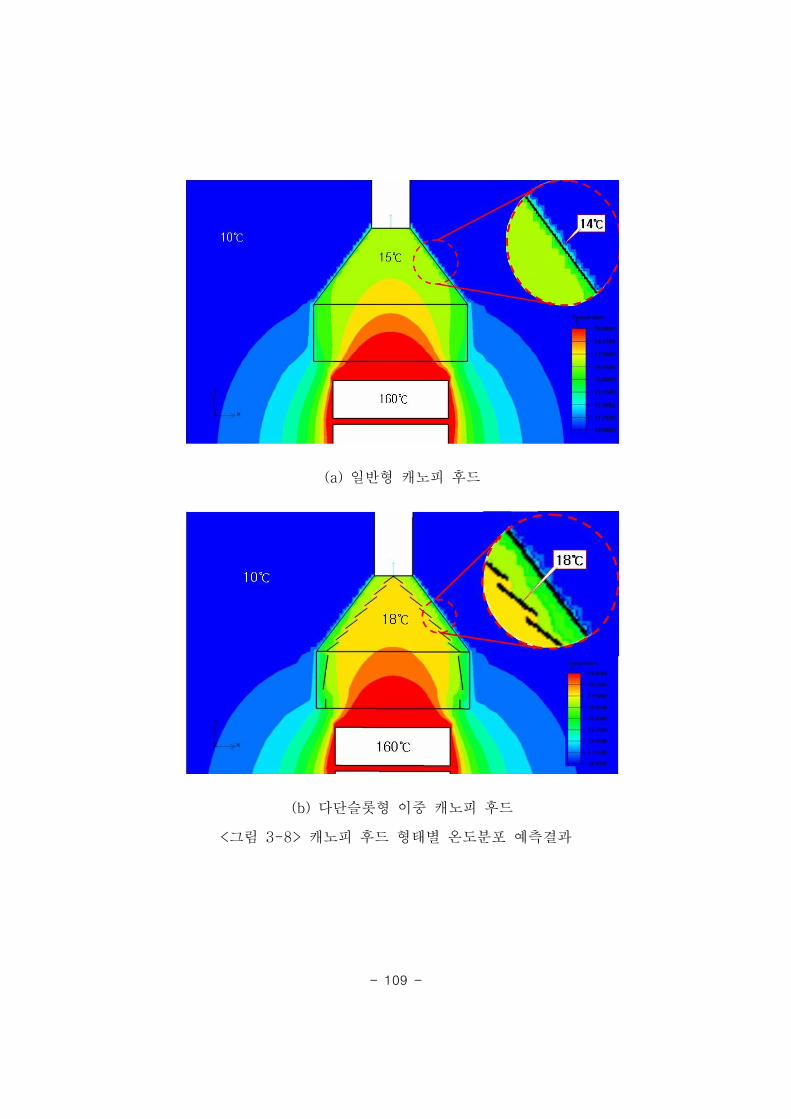
- 109 -
일반형 캐노피 후드(a)
다단슬롯형 이중 캐노피 후드(b)
그림 캐노피 후드 형태별 온도분포 예측결과< 3-8>
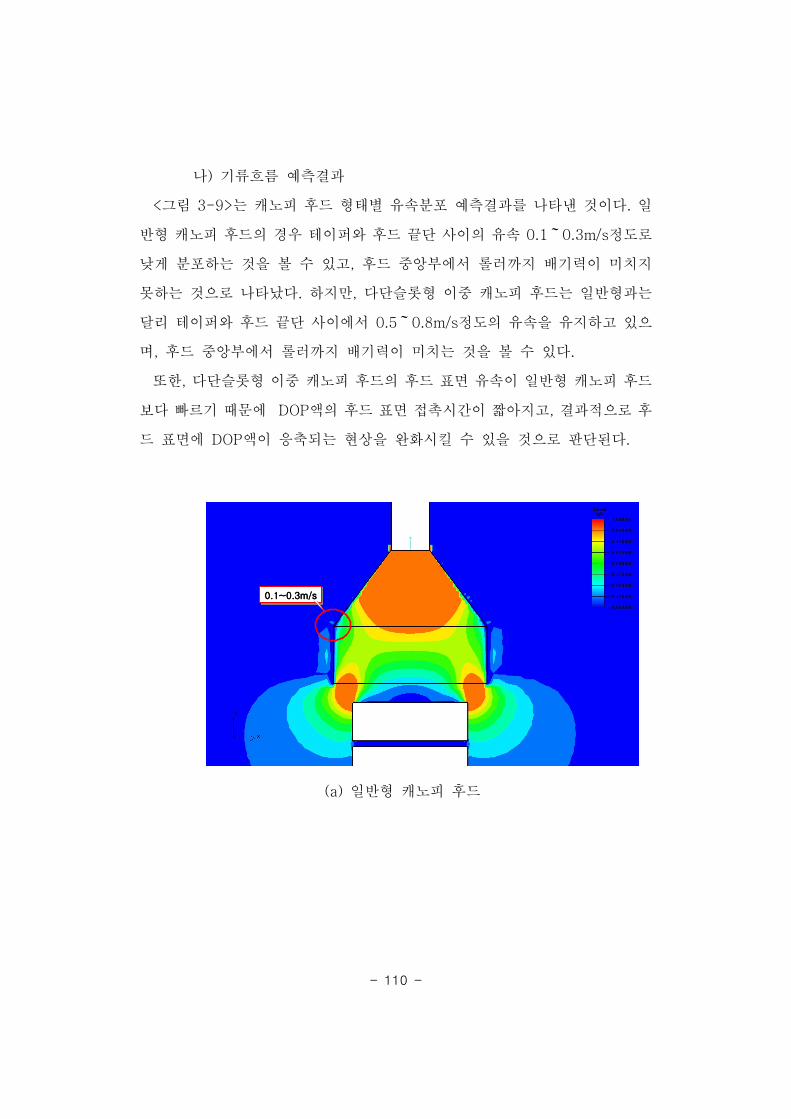
- 110 -
나) 기류흐름 예측결과
그림 는 캐노피 후드 형태별 유속분포 예측결과를 나타낸 것이다 일< 3-9> .
반형 캐노피 후드의 경우 테이퍼와 후드 끝단 사이의 유속 정도로0.1 0.3m/s~
낮게 분포하는 것을 볼 수 있고 후드 중앙부에서 롤러까지 배기력이 미치지,
못하는 것으로 나타났다 하지만 다단슬롯형 이중 캐노피 후드는 일반형과는. ,
달리 테이퍼와 후드 끝단 사이에서 정도의 유속을 유지하고 있으0.5 0.8m/s~
며 후드 중앙부에서 롤러까지 배기력이 미치는 것을 볼 수 있다, .
또한 다단슬롯형 이중 캐노피 후드의 후드 표면 유속이 일반형 캐노피 후드,
보다 빠르기 때문에 액의 후드 표면 접촉시간이 짧아지고 결과적으로 후DOP ,
드 표면에 액이 응축되는 현상을 완화시킬 수 있을 것으로 판단된다DOP .
0.1~0.3m/s0.1~0.3m/s0.1~0.3m/s0.1~0.3m/s0.1~0.3m/s0.1~0.3m/s0.1~0.3m/s0.1~0.3m/s
일반형 캐노피 후드(a)
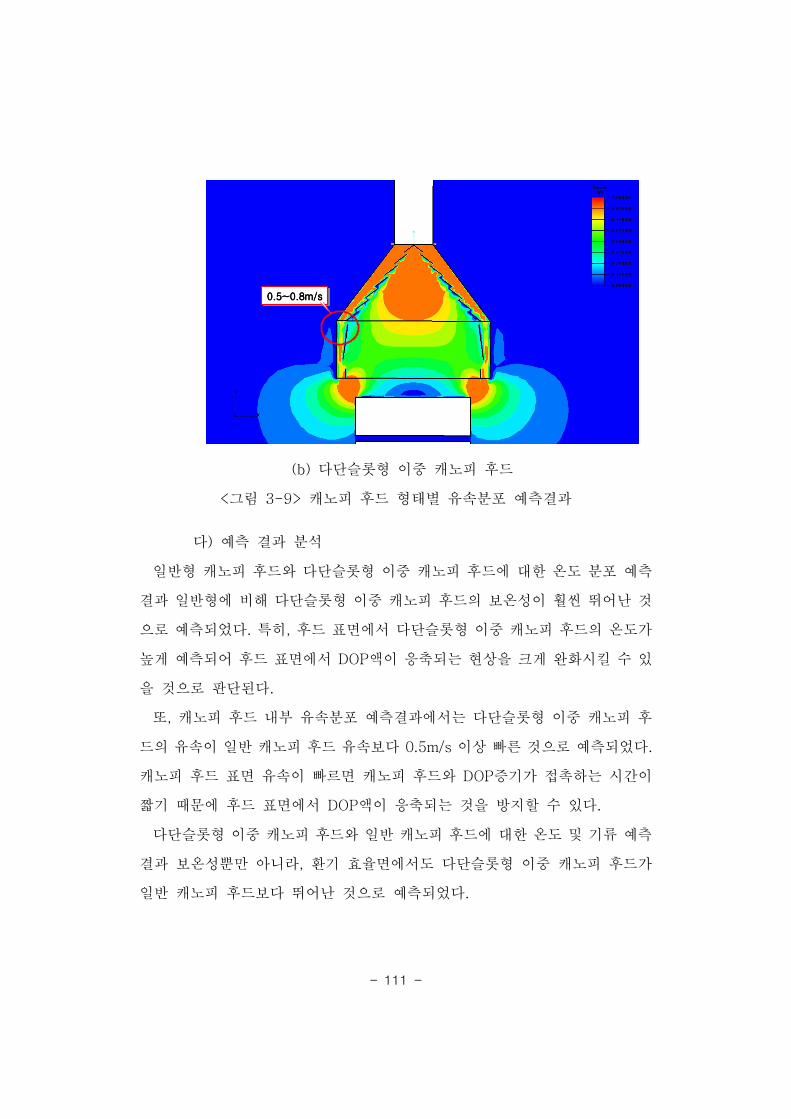
- 111 -
0.5~0.8m/s0.5~0.8m/s0.5~0.8m/s0.5~0.8m/s0.5~0.8m/s0.5~0.8m/s0.5~0.8m/s0.5~0.8m/s
다단슬롯형 이중 캐노피 후드(b)
그림 캐노피 후드 형태별 유속분포 예측결과< 3-9>
다) 예측 결과 분석
일반형 캐노피 후드와 다단슬롯형 이중 캐노피 후드에 대한 온도 분포 예측
결과 일반형에 비해 다단슬롯형 이중 캐노피 후드의 보온성이 훨씬 뛰어난 것
으로 예측되었다 특히 후드 표면에서 다단슬롯형 이중 캐노피 후드의 온도가. ,
높게 예측되어 후드 표면에서 액이 응축되는 현상을 크게 완화시킬 수 있DOP
을 것으로 판단된다.
또 캐노피 후드 내부 유속분포 예측결과에서는 다단슬롯형 이중 캐노피 후,
드의 유속이 일반 캐노피 후드 유속보다 이상 빠른 것으로 예측되었다0.5m/s .
캐노피 후드 표면 유속이 빠르면 캐노피 후드와 증기가 접촉하는 시간이DOP
짧기 때문에 후드 표면에서 액이 응축되는 것을 방지할 수 있다DOP .
다단슬롯형 이중 캐노피 후드와 일반 캐노피 후드에 대한 온도 및 기류 예측
결과 보온성뿐만 아니라 환기 효율면에서도 다단슬롯형 이중 캐노피 후드가,
일반 캐노피 후드보다 뛰어난 것으로 예측되었다.

- 112 -
다 설계인자 평가다 설계인자 평가다 설계인자 평가다 설계인자 평가....
다단슬롯형 이중 캐노피 후드 설계시 고려해야될 중요한 인자를 두 가지로
요약할 수 있는데 첫째는 슬롯 전체에 골고루 배기 유량을 분배하는 것이고, ,
두번째는 루버에 응축된 액이 제품에 떨어지지 않고 이중 캐노피 후드 안DOP
쪽으로 흐르게 해야 한다는 것이다.
첫 번째 배기유량을 골고루 분배하기 위해서는 덕트와 가까운 쪽 슬롯간격,
을 좁혀 압력손실을 크게 하여 캐노피 후드 하부 슬롯에서도 배기가 될 수 있
도록 하는 것이다.
두 번째 루버에 응축된 액이 제품에 떨어지지 않게 하기 위해서는 루버, DOP
각도를 가능한 크게 해야 한다.
시뮬레이션을 이용하여 루버 각도와 개구면 위치에 따른 다단슬롯형 이중
캐노피 후드의 환기 효율을 비교 평가한 후 가장 효율적이고 적절한 형태의 이
중 캐노피 후드를 선정하고자 한다.
(5) 제어체적
루버 각도와 개구면 위치에 따른 환기 효율 평가를 위해 가지 형태의 다단2
슬롯형 이중 캐노피 후드 모형을 그림 에 정리하였다< 3-10> .
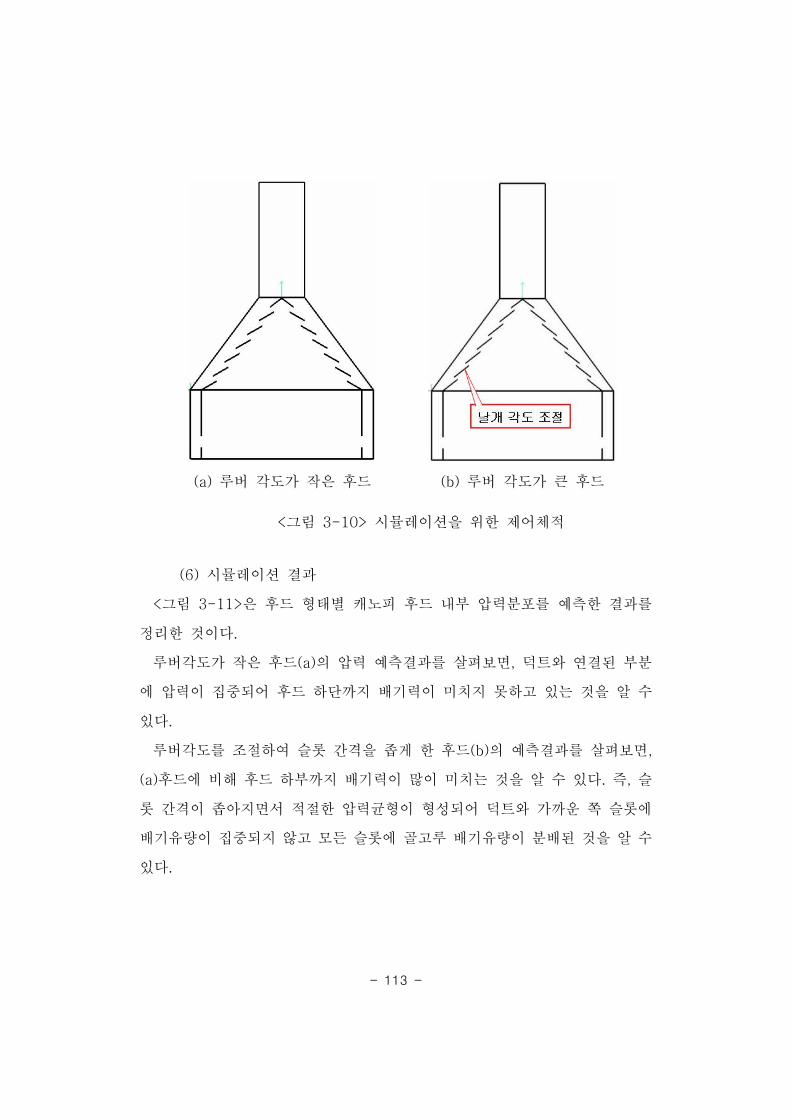
- 113 -
루버 각도가 작은 후드(a) 루버 각도가 큰 후드(b)
그림 시뮬레이션을 위한 제어체적< 3-10>
(6) 시뮬레이션 결과
그림 은 후드 형태별 캐노피 후드 내부 압력분포를 예측한 결과를< 3-11>
정리한 것이다.
루버각도가 작은 후드 의 압력 예측결과를 살펴보면 덕트와 연결된 부분(a) ,
에 압력이 집중되어 후드 하단까지 배기력이 미치지 못하고 있는 것을 알 수
있다.
루버각도를 조절하여 슬롯 간격을 좁게 한 후드 의 예측결과를 살펴보면(b) ,
후드에 비해 후드 하부까지 배기력이 많이 미치는 것을 알 수 있다 즉 슬(a) . ,
롯 간격이 좁아지면서 적절한 압력균형이 형성되어 덕트와 가까운 쪽 슬롯에
배기유량이 집중되지 않고 모든 슬롯에 골고루 배기유량이 분배된 것을 알 수
있다.
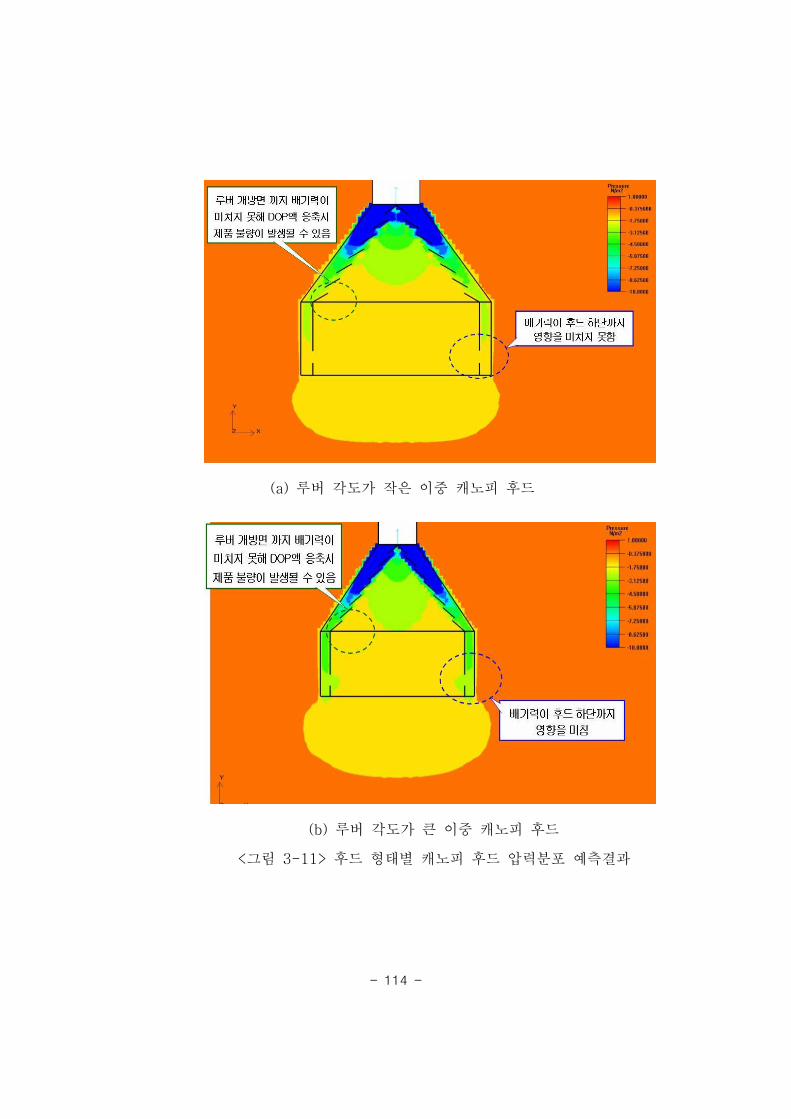
- 114 -
루버 각도가 작은 이중 캐노피 후드(a)
루버 각도가 큰 이중 캐노피 후드(b)
그림 후드 형태별 캐노피 후드 압력분포 예측결과< 3-11>

- 115 -
(7) 예측 결과 분석
루버 각도와 개구면 위치를 달리한 가지 형태의 다단슬롯형 이중 캐노피 후2
드에 대한 압력분포 예측결과 루버 각도를 크게 하고 테이퍼 끝단에 슬롯을,
설치한 후드의 배기 효율이 가장 우수한 것으로 예측되었다.
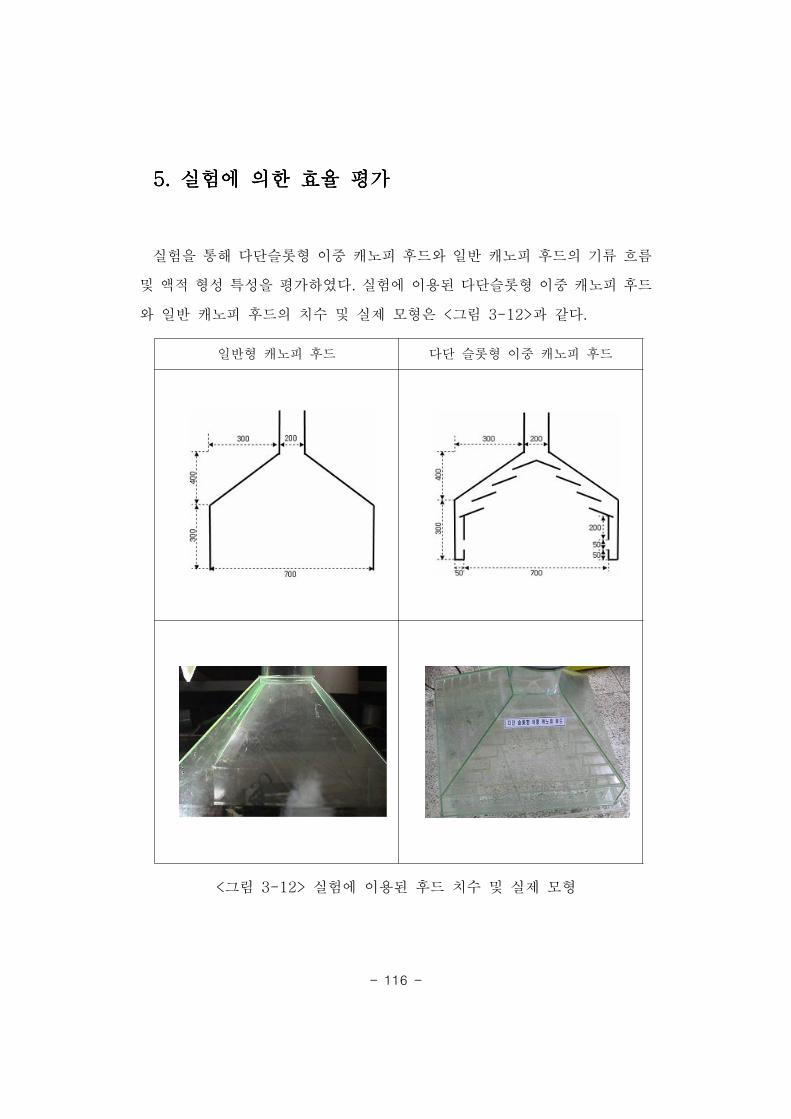
- 116 -
5.5.5.5. 실험에 의한 효율 평가실험에 의한 효율 평가실험에 의한 효율 평가실험에 의한 효율 평가
실험을 통해 다단슬롯형 이중 캐노피 후드와 일반 캐노피 후드의 기류 흐름
및 액적 형성 특성을 평가하였다 실험에 이용된 다단슬롯형 이중 캐노피 후드.
와 일반 캐노피 후드의 치수 및 실제 모형은 그림 과 같다< 3-12> .
일반형 캐노피 후드 다단 슬롯형 이중 캐노피 후드
그림 실험에 이용된 후드 치수 및 실제 모형< 3-12>
- 117 -
가 기류 흐름 평가가 기류 흐름 평가가 기류 흐름 평가가 기류 흐름 평가....
실험 방법(1)
후드에 따른 기류흐름을 관찰 평가하기 위해 연기발생기<ZR33 Hi-mass /ㆍ
를 이용하여 연기를 발생시켰다 그림 은 본 연구에 이용된 연기JEM> . < 3-13>
발생기와 실제 연기 발생 모습을 나타낸 것이다.
그림 연기 발생기< 3-13>
기류 흐름을 평가하기 위해 그림 과 같이 실험장치를 구성하였고 후< 3-14> ,
드 배기 유량은 으로 고정하였다25CMM .
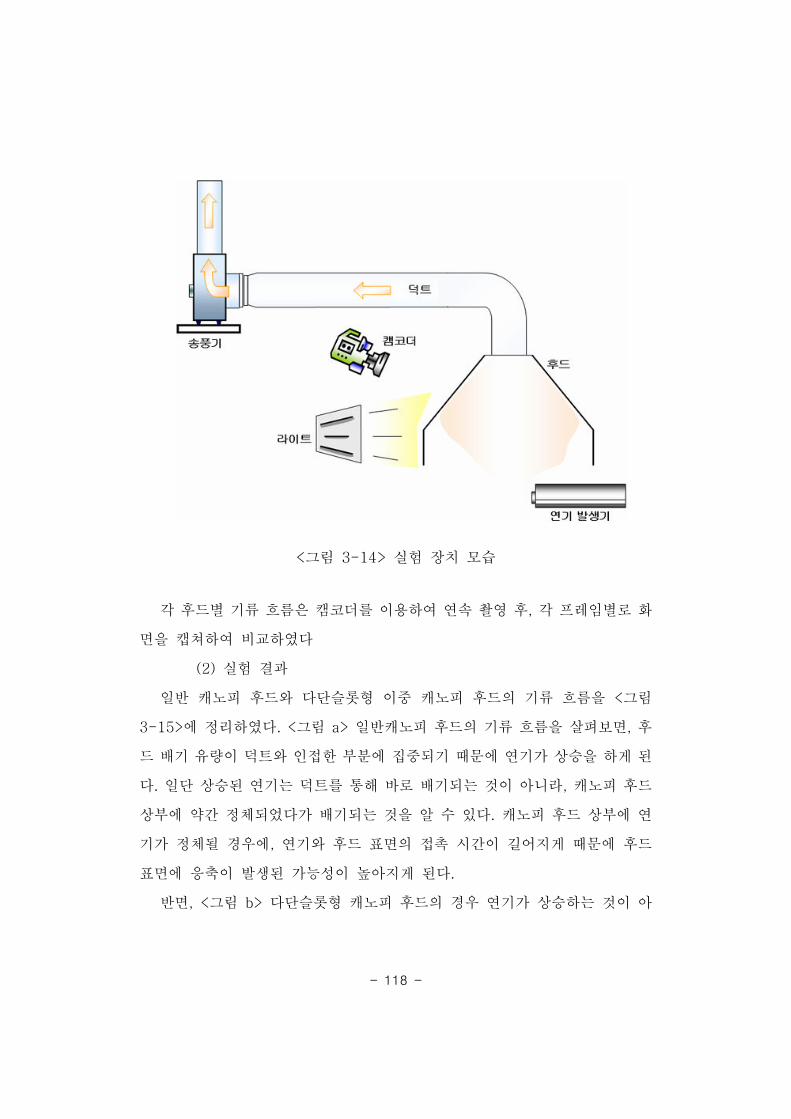
- 118 -
그림 실험 장치 모습< 3-14>
각 후드별 기류 흐름은 캠코더를 이용하여 연속 촬영 후 각 프레임별로 화,
면을 캡쳐하여 비교하였다
실험 결과(2)
일반 캐노피 후드와 다단슬롯형 이중 캐노피 후드의 기류 흐름을 그림<
에 정리하였다 그림 일반캐노피 후드의 기류 흐름을 살펴보면 후3-15> . < a> ,
드 배기 유량이 덕트와 인접한 부분에 집중되기 때문에 연기가 상승을 하게 된
다 일단 상승된 연기는 덕트를 통해 바로 배기되는 것이 아니라 캐노피 후드. ,
상부에 약간 정체되었다가 배기되는 것을 알 수 있다 캐노피 후드 상부에 연.
기가 정체될 경우에 연기와 후드 표면의 접촉 시간이 길어지게 때문에 후드,
표면에 응축이 발생된 가능성이 높아지게 된다.
반면 그림 다단슬롯형 캐노피 후드의 경우 연기가 상승하는 것이 아, < b>
- 119 -
니라 측면 슬롯을 통해 원활하게 배기되는 것을 알 수 있다 일반 캐노피 후드.
와 달린 연기발생기에서 발생된 연기가 캐노피 후드 내부에 정체되지 않고 측
면 슬롯을 통해 빠른 시간 내에 배출되므로 인해 응축 가능성이 크게 줄어든,
다는 것을 알 수 있다.
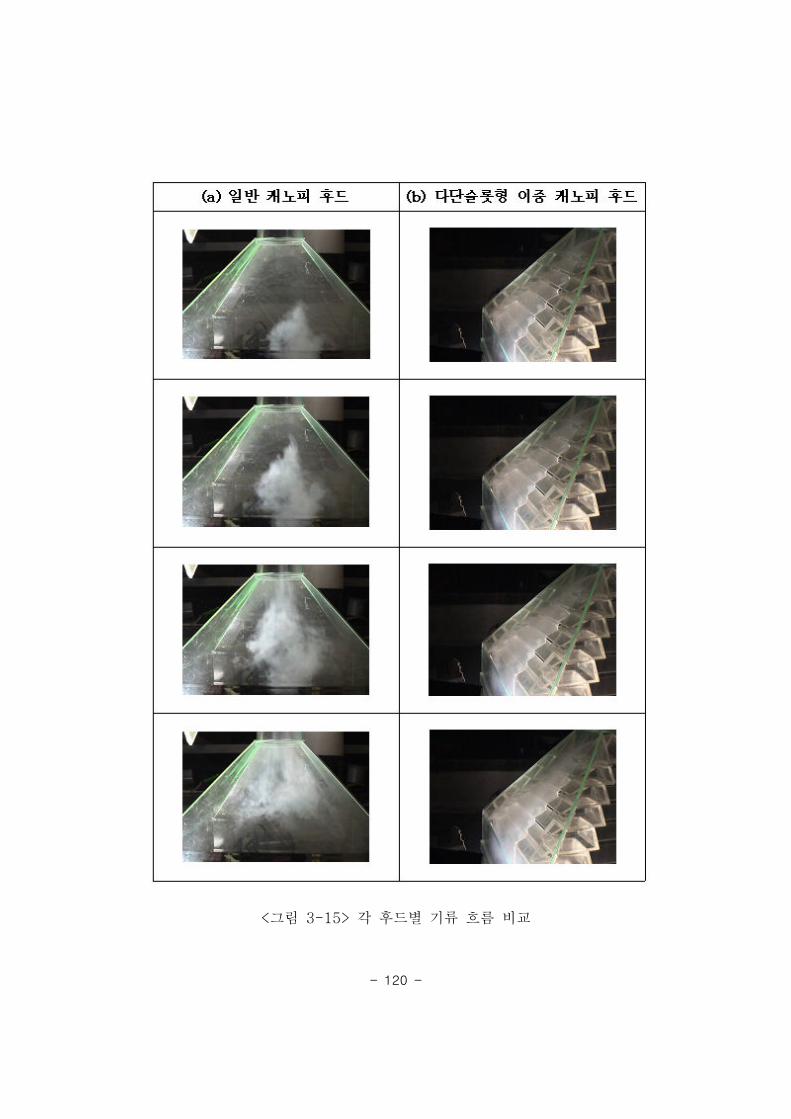
- 120 -
그림 각 후드별 기류 흐름 비교< 3-15>

- 121 -
나 액적 흐름 평가나 액적 흐름 평가나 액적 흐름 평가나 액적 흐름 평가....
실험 방법(1)
일반 캐노피 후드와 다단슬롯형 이중 캐노피 후드 표면에 형성된 액적의 흐
름을 평가하여 다단 슬롯형 이중 캐노피 후드가 제품 불량을 방지할 수 있는지
알아보았다 실험장치는 기류흐름 실험과 동일하고 후드 배기유량은. , 15CMM
으로 유지하고 연기를 시간 정도 장시간 발생시켜 후드 표면에 충분한 액3 4~
적이 형성되도록 하였다.
실험 결과(2)
그림 은 일반 캐노피 후드 표면의 액적 흐름은 나타낸 것이다 그< 3-16> . <
림 에서 보는바와 같이 캐노피 후드 표면에 물방울이 맺혀 후드 표면을3-16> ,
따라 흘러내리기도 하지만 일부는 물방울이 뭉치면서 캐노피 후드 아래로 떨,
어지는 것도 있었다 캐노피 후드 경사각이 적을 경우에는 표면을 따라 흐르.
는 것보다는 물방울이 뭉쳐 아래도 떨어지는 것이 많이 질 것으로 판단된다.
즉 일반형 캐노피 후드 표면에 형성된 액적은 상황에 따라서 캐노피 후드,
아래로 떨어지기 때문에 제품 불량을 일으킬 수 있는 잠재력이 큰 것을 알 수
있었다.

- 122 -
그림 일반캐노피후드 표면의 액적 형성 모습< 3-16>
그림 은 다단슬롯형 이중 캐노피 후드 표면의 액적 흐름을 나타낸< 3-17>
것이다 그림 는 캐노피후드 외부표면의 액적 형성 모습이고 그림. < a> , < b>
는 내부 표면의 액적 형성 모습이다 그림 에서 알 수 있듯이 슬롯을 통. < a> ,
해 유입된 연기가 응축되어 외부 표면에 많은 양의 액적을 형성시키고 있다.
하지만 외부 표면에 형성된 액적은 대부분 후드 표면을 따라 흐르고 일부 큰, ,
액적이 형성되어 후드 아래로 떨어지더라도 슬롯을 형성하고 있는 그릴 위에,
떨어지게 때문에 액적에 의한 제품불량 같은 문제는 발생하지 않을 것으로 판
단된다. 그림 에서 알 수 있듯이 후드 내부 슬롯표면에 형성된 액적 형성< b> ,
량은 외부 표면에 비해 훨씬 적다 또 형성된 액적도 후드 아래로 떨어지지 않. ,
고 슬롯을 타고 흐르는 것으로 관찰되었다.
따라서 다단슬롯형 이중 캐노피 후드를 설치함으로써 점성물질 사용시 후, ,
드부분에서 발생되는 제품 불량 문제를 쉽게 해결할 수 있을 것으로 판단된다.
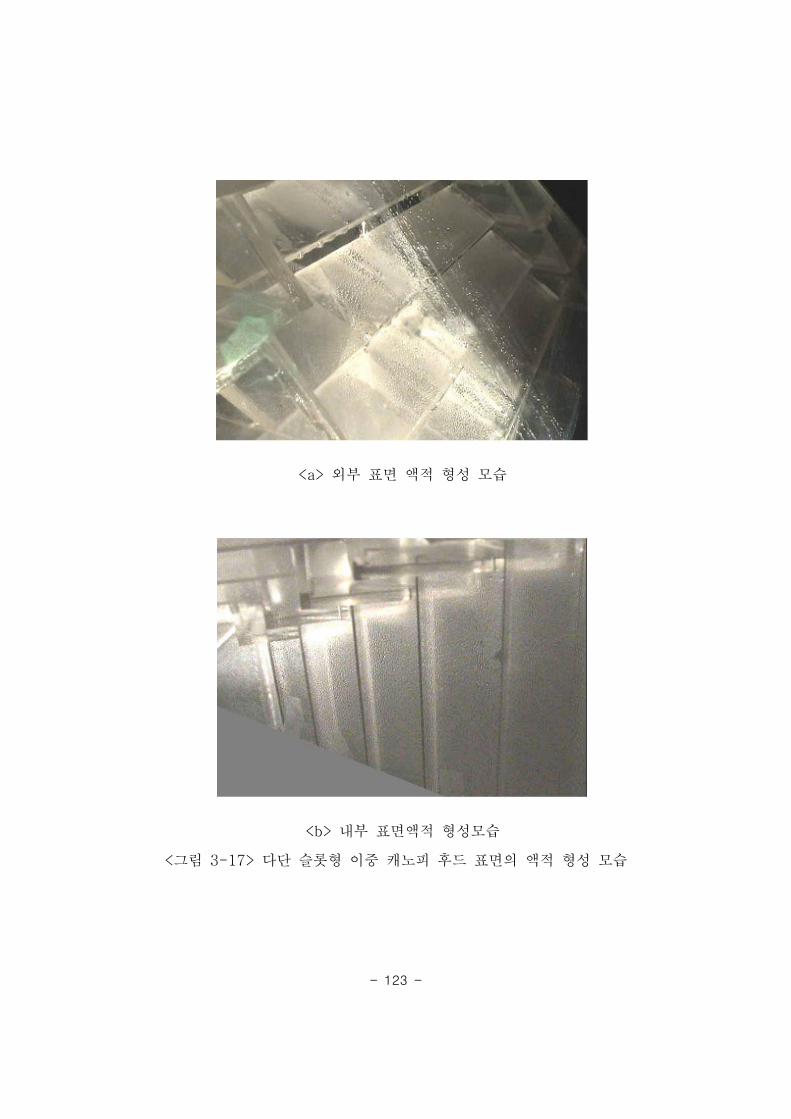
- 123 -
외부 표면 액적 형성 모습<a>
내부 표면액적 형성모습<b>
그림< 3-17> 다단 슬롯형 이중 캐노피 후드 표면의 액적 형성 모습
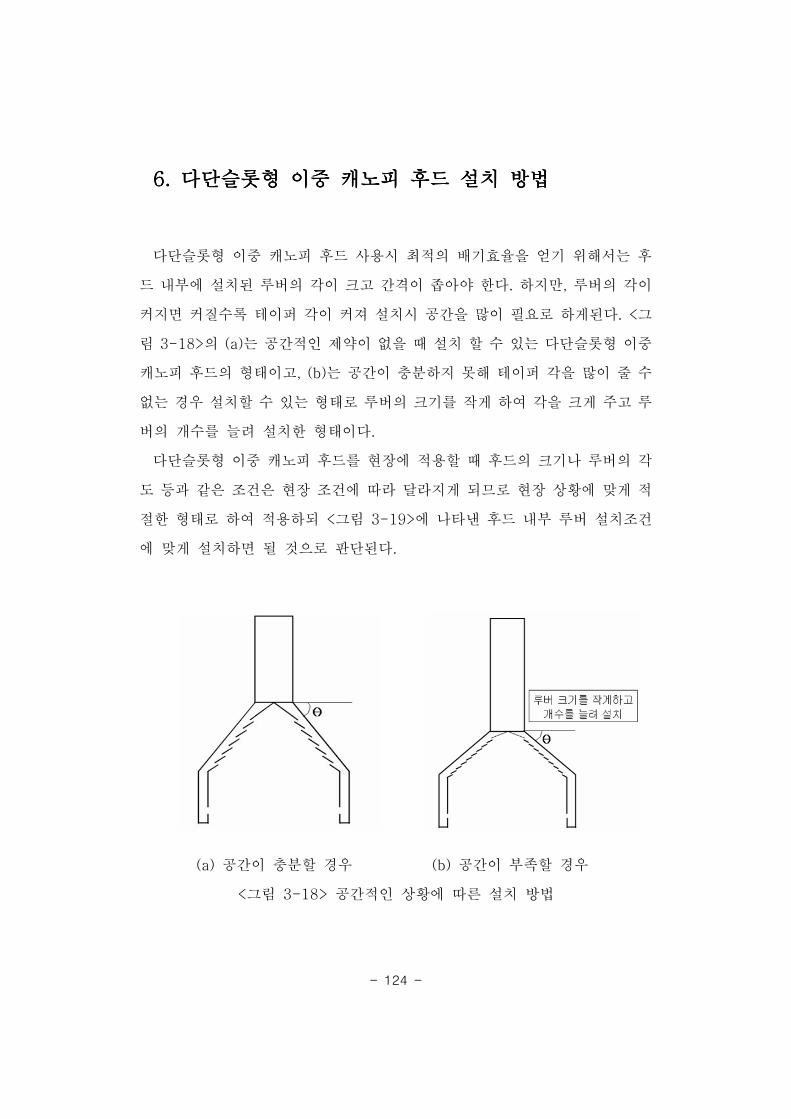
- 124 -
6.6.6.6. 다단슬롯형 이중 캐노피 후드 설치 방법다단슬롯형 이중 캐노피 후드 설치 방법다단슬롯형 이중 캐노피 후드 설치 방법다단슬롯형 이중 캐노피 후드 설치 방법
다단슬롯형 이중 캐노피 후드 사용시 최적의 배기효율을 얻기 위해서는 후
드 내부에 설치된 루버의 각이 크고 간격이 좁아야 한다 하지만 루버의 각이. ,
커지면 커질수록 테이퍼 각이 커져 설치시 공간을 많이 필요로 하게된다 그. <
림 의 는 공간적인 제약이 없을 때 설치 할 수 있는 다단슬롯형 이중3-18> (a)
캐노피 후드의 형태이고 는 공간이 충분하지 못해 테이퍼 각을 많이 줄 수, (b)
없는 경우 설치할 수 있는 형태로 루버의 크기를 작게 하여 각을 크게 주고 루
버의 개수를 늘려 설치한 형태이다.
다단슬롯형 이중 캐노피 후드를 현장에 적용할 때 후드의 크기나 루버의 각
도 등과 같은 조건은 현장 조건에 따라 달라지게 되므로 현장 상황에 맞게 적
절한 형태로 하여 적용하되 그림 에 나타낸 후드 내부 루버 설치조건< 3-19>
에 맞게 설치하면 될 것으로 판단된다.
공간이 충분할 경우 공간이 부족할 경우(a) (b)
그림 공간적인 상황에 따른 설치 방법< 3-18>

- 125 -
그림 후드 내부 루버 설치 조건< 3-19>
그림 다단 슬롯형 이중 캐노피 후드< 3-20>
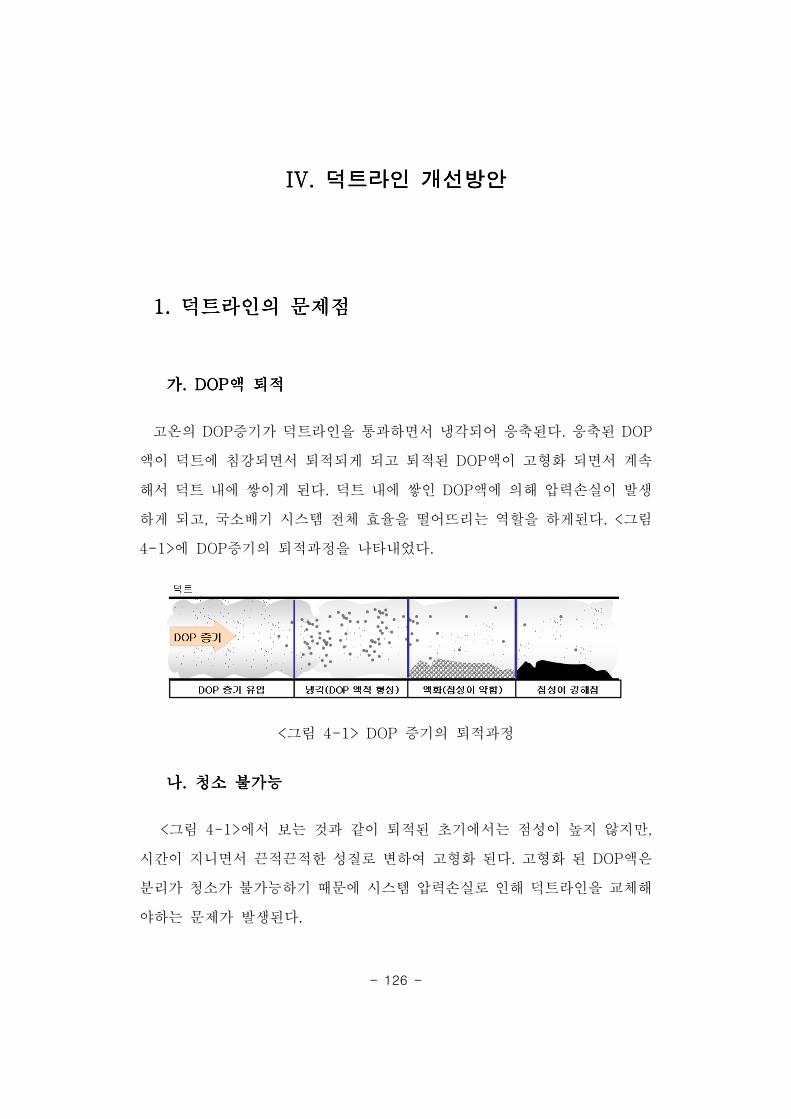
- 126 -
IV.IV.IV.IV. 덕트라인 개선방안덕트라인 개선방안덕트라인 개선방안덕트라인 개선방안
1.1.1.1. 덕트라인의 문제점덕트라인의 문제점덕트라인의 문제점덕트라인의 문제점
가가가가.... 액 퇴적액 퇴적액 퇴적액 퇴적DOPDOPDOPDOP
고온의 증기가 덕트라인을 통과하면서 냉각되어 응축된다 응축된DOP . DOP
액이 덕트에 침강되면서 퇴적되게 되고 퇴적된 액이 고형화 되면서 계속DOP
해서 덕트 내에 쌓이게 된다 덕트 내에 쌓인 액에 의해 압력손실이 발생. DOP
하게 되고 국소배기 시스템 전체 효율을 떨어뜨리는 역할을 하게된다 그림, . <
에 증기의 퇴적과정을 나타내었다4-1> DOP .
그림 증기의 퇴적과정< 4-1> DOP
나나나나.... 청소 불가능청소 불가능청소 불가능청소 불가능
그림 에서 보는 것과 같이 퇴적된 초기에서는 점성이 높지 않지만< 4-1> ,
시간이 지니면서 끈적끈적한 성질로 변하여 고형화 된다 고형화 된 액은. DOP
분리가 청소가 불가능하기 때문에 시스템 압력손실로 인해 덕트라인을 교체해
야하는 문제가 발생된다.

- 127 -
2.2.2.2. 개선방안개선방안개선방안개선방안
덕트에 침강된 액을 배출시키기 위해 그림 와 같이 덕트를 경사DOP < 4-2>
지게 설치하여 연속적으로 액을 배출시킬 수 있도록 한다 액 배출시DOP . DOP
유의할 점은 덕트 내에 침강된 액은 그림 에서 보는 것과 같이 시DOP < 4-1>
간이 지나면 점성이 강해져 고형화되기 때문에 점성이 약할 때 액 배출 밸브를
통해 배출시켜야 한다.
그림 개선안에 따른 덕트 설치 형태< 4-2>
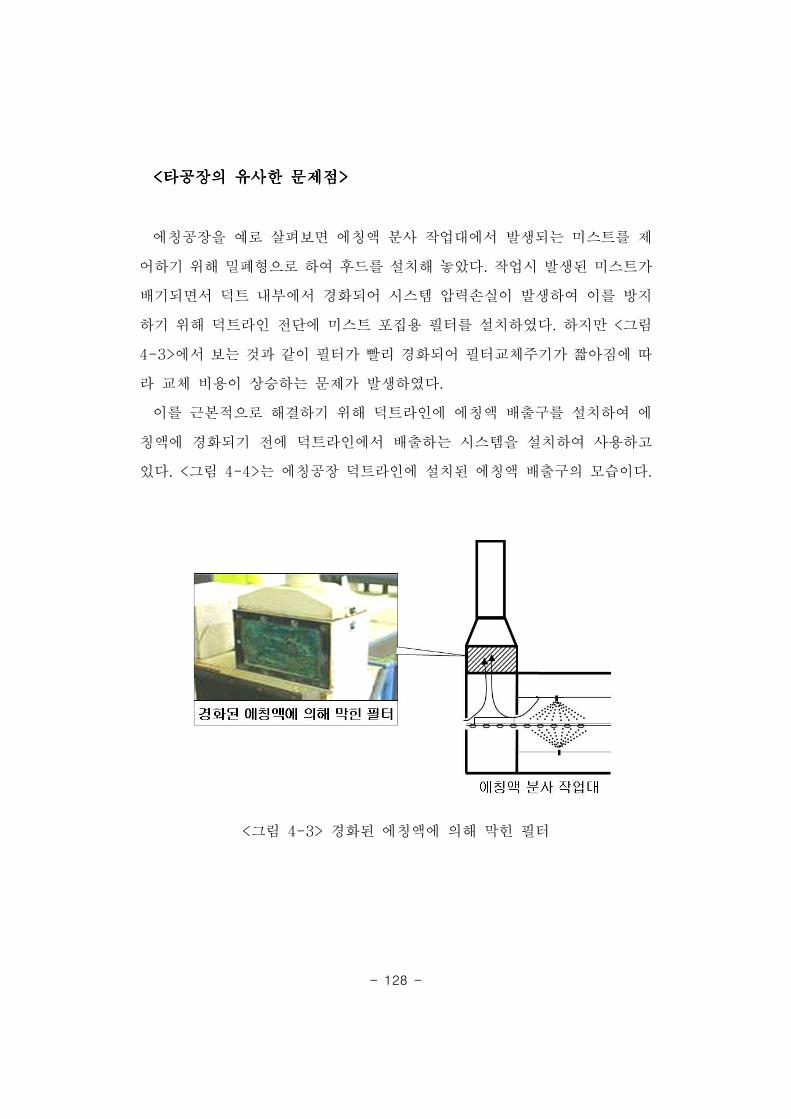
- 128 -
타공장의 유사한 문제점타공장의 유사한 문제점타공장의 유사한 문제점타공장의 유사한 문제점< >< >< >< >
에칭공장을 예로 살펴보면 에칭액 분사 작업대에서 발생되는 미스트를 제
어하기 위해 밀폐형으로 하여 후드를 설치해 놓았다 작업시 발생된 미스트가.
배기되면서 덕트 내부에서 경화되어 시스템 압력손실이 발생하여 이를 방지
하기 위해 덕트라인 전단에 미스트 포집용 필터를 설치하였다 하지만 그림. <
에서 보는 것과 같이 필터가 빨리 경화되어 필터교체주기가 짧아짐에 따4-3>
라 교체 비용이 상승하는 문제가 발생하였다.
이를 근본적으로 해결하기 위해 덕트라인에 에칭액 배출구를 설치하여 에
칭액에 경화되기 전에 덕트라인에서 배출하는 시스템을 설치하여 사용하고
있다. 그림 는 에칭공장 덕트라인에 설치된 에칭액 배출구의 모습이다< 4-4> .
그림 경화된 에칭액에 의해 막힌 필터< 4-3>
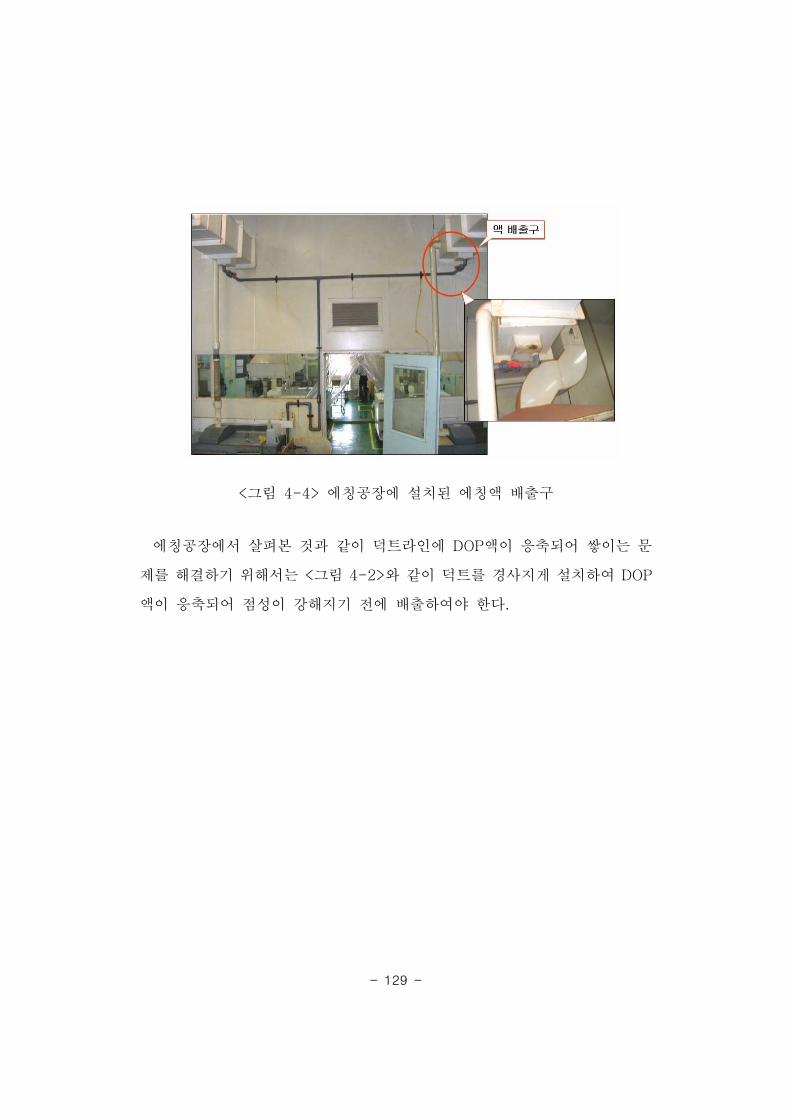
- 129 -
그림 에칭공장에 설치된 에칭액 배출구< 4-4>
에칭공장에서 살펴본 것과 같이 덕트라인에 액이 응축되어 쌓이는 문DOP
제를 해결하기 위해서는 그림 와 같이 덕트를 경사지게 설치하여< 4-2> DOP
액이 응축되어 점성이 강해지기 전에 배출하여야 한다.

- 130 -
공기정화기 부분 개선방안공기정화기 부분 개선방안공기정화기 부분 개선방안공기정화기 부분 개선방안....ⅤⅤⅤⅤ원심력 탈리 여과집진기 개발( )
1.1.1.1. 원심력 탈리 여과집진기 개요원심력 탈리 여과집진기 개요원심력 탈리 여과집진기 개요원심력 탈리 여과집진기 개요
점성물질 처리를 위한 공기정화장치는 전기집진기 세정집진기 여과집진기, ,
등 여러 방식이 사용되고 있다 점성물질의 끈적끈적한 성질 때문에 공기정화.
장치 유지 관리에 많은 어려움이 있는데 특히 여과 방식의 경우에는 필터표면,
에 부착된 점성물질의 탈진이 원활하게 이루어지지 않아 눈막힘 현상이 자주
발생한다 이 때문에 시스템 전체의 압력손실이 급증하여 송풍기 유량이 급격.
히 감소하거나 짧은 필터 교체 주기 때문에 유지 관리비용이 많이 드는 문제,
가 있다.
본 연구에서는 점성물질 처리에 있어서 유지관리가 용이한 원심력 탈리 여
과 집진기를 개발하여 점성물질을 처리하는데 있어서 근본적인 문제를 해결하
고자 한다.
가가가가.... 원심력 탈리 여과집진기의 원리원심력 탈리 여과집진기의 원리원심력 탈리 여과집진기의 원리원심력 탈리 여과집진기의 원리
원심력 탈리 여과집진기의 원리는 기본적으로 여과 방식이지만 일반적인 여,
과집진기와 가장 큰 차이는 필터에 부착된 점성물질과 분진을 탈리하는 방식
에 있다.
일반적인 여과집진기에 분진만 유입된다면 압축공기나 타봉기를 이용해 일,
정한 주기로 필터 표면에 부착된 분진을 탈진시켜 분진에 의해 필터가 막히지

- 131 -
않도록 한다 하지만 분진과 점성이 높은 오일이 동시에 유입되면 필터 표면. ,
에 부착된 분진이 오일을 흡수하여 끈적끈적한 액상으로 변하기 때문에 일반
적인 탈진방식으로는 필터 표면에 부착된 오일과 분진을 탈리 시킬 수 없다.
점성물질이 발생되는 공정의 여과집진기에서 필터 눈막힘 현상이 발생되면 필
터교체 이외에는 마땅한 대책이 없는 실정이다.
본 연구에서 제안하고자 하는 원심력 탈리 여과집진기는 필터 표면에 부착
된 오일과 분진을 원심력을 이용하여 탈리시키는 방식이다.
그림 은 원심력 탈리 여과집진기의 원리를 간단하게 설명한 것이다< 5-1> .
그림 과 같이 모터에 의해 회전될 수 있는 원통형 필터 카트리지가 설치< 5-1>
된 공기정화기 내부로 점성물질이 유입되면 필터 표면부터 흡수가 진행되고,
일정시간이 지나면 점성물질에 의해 필터 표면이 막히면서 시스템 전체의 압
력손실 증가하게 된다 필터 압력손실이 증가하게 되면 필터 표면에 부착된 점.
성물질을 탈리시키기 위해 모터를 가동시켜 모터에 연결된 필터 카트리지가
회전하도록 한다 이와 같이 필터 카트리지 회전시 발생되는 원심력에 의해 필.
터 표면에 부착된 점성물질과 분진이 필터 표면으로부터 탈리되도록 하는 것
이 원심력 탈리 여과집진기와 일반 여과집진기의 차이점이다.

- 132 -
그림 원심력 탈리 여과집진장치의 원리< 5-1>
나나나나.... 원심력 공기정화장치의 장점원심력 공기정화장치의 장점원심력 공기정화장치의 장점원심력 공기정화장치의 장점
강한 원심력에 의해 필터 표면에 부착된 점성물질과 분진을 탈리하는 것은
일종의 필터 기능을 재생시키는 역할을 하여 필터 눈막힘 현상이 발생되지 않
게 하기 때문에 압력손실 증가 없이 필터를 장시간 사용할 수 있다는 것이 원,
심력 탈리 여과집진장치에 있어 가장 큰 장점이다.
기존 여과집진기에 점성물질이 유입될 경우 탈리가 되지 않기 때문에 필터
재생이 되지 않아 점성물질과 먼지가 필터 표면에 부착되면 필터 막힘 현상에,
의해 압력손실이 급격히 증가하였다 따라서 국소배기 시스템의 배기 유량을. ,
유지하기 위해서는 주기적인 필터 교체가 반드시 필요한 실정이었다 하지만. ,
필터 교체 주기가 너무 짧아 필터 비용뿐만 아니라 교체를 위한 인건비 등 추
가적인 비용이 많이 요구되어 사용자에게 큰 부담으로 작용하고 있었다.
하지만 원심력 탈리 여과집진장치의 경우 원심력에 의해 필터를 재생하기
때문에 기존의 필터 보다 사용시간을 수 배 증가시킬 수 있어 필터 교체에 들
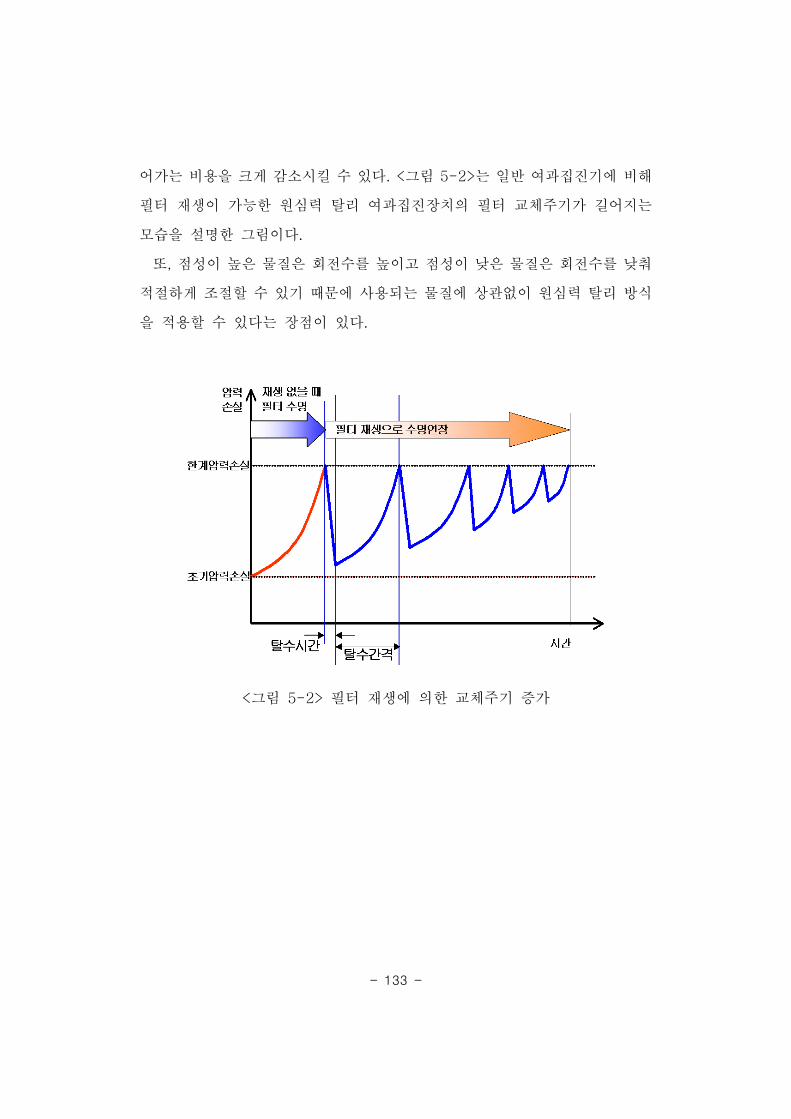
- 133 -
어가는 비용을 크게 감소시킬 수 있다 그림 는 일반 여과집진기에 비해. < 5-2>
필터 재생이 가능한 원심력 탈리 여과집진장치의 필터 교체주기가 길어지는
모습을 설명한 그림이다.
또 점성이 높은 물질은 회전수를 높이고 점성이 낮은 물질은 회전수를 낮춰,
적절하게 조절할 수 있기 때문에 사용되는 물질에 상관없이 원심력 탈리 방식
을 적용할 수 있다는 장점이 있다.
그림 필터 재생에 의한 교체주기 증가< 5-2>
- 134 -
2.2.2.2. 필터 선정을 위한 예비 실험필터 선정을 위한 예비 실험필터 선정을 위한 예비 실험필터 선정을 위한 예비 실험
원심력 탈리 여과집진장치의 장점을 구현하기 위해서 원심력 탈리 여과집진
장치 내부에 삽입되는 필터의 성능이 중요하다 필터 성능은 일반적으로 분진.
제거 효율과 필터 통과 유속에 따른 압력 손실로 나타내어진다 하지만 현재.
개발중인 원심력 탈리 여과집진장치의 경우에는 흡수된 점성물질을 탈리시킬
수 있을 만큼의 강한 원심력이 요구되므로 탈수력과 내구성도 중요한 성능으
로 표현되어야 한다.
국내에서 판매 사용되고 있는 필터의 종류는 헤아릴 수 없을 정도로 많다, .
그 중에서 와 같은 점성물질 제거에 효과가 있을 것으로 예상되는 종류DOP 8
가지 필터를 구입하여 예비실험을 실시한 후 본 실험에 사용될 필터를 선정21
하였다.
가가가가.... 예비실험 방법예비실험 방법예비실험 방법예비실험 방법
본 실험에 사용될 필터를 선정하기 위한 예비 실험은 육안관찰을 통해 평가
하였다 예비실험에서는 필터 사용 용도를 전처리용 필터 필터 후처리. , Main ,
용 필터 등 가지로 구분하고 각 용도에 따라 실험방법을 달리하였다3 .
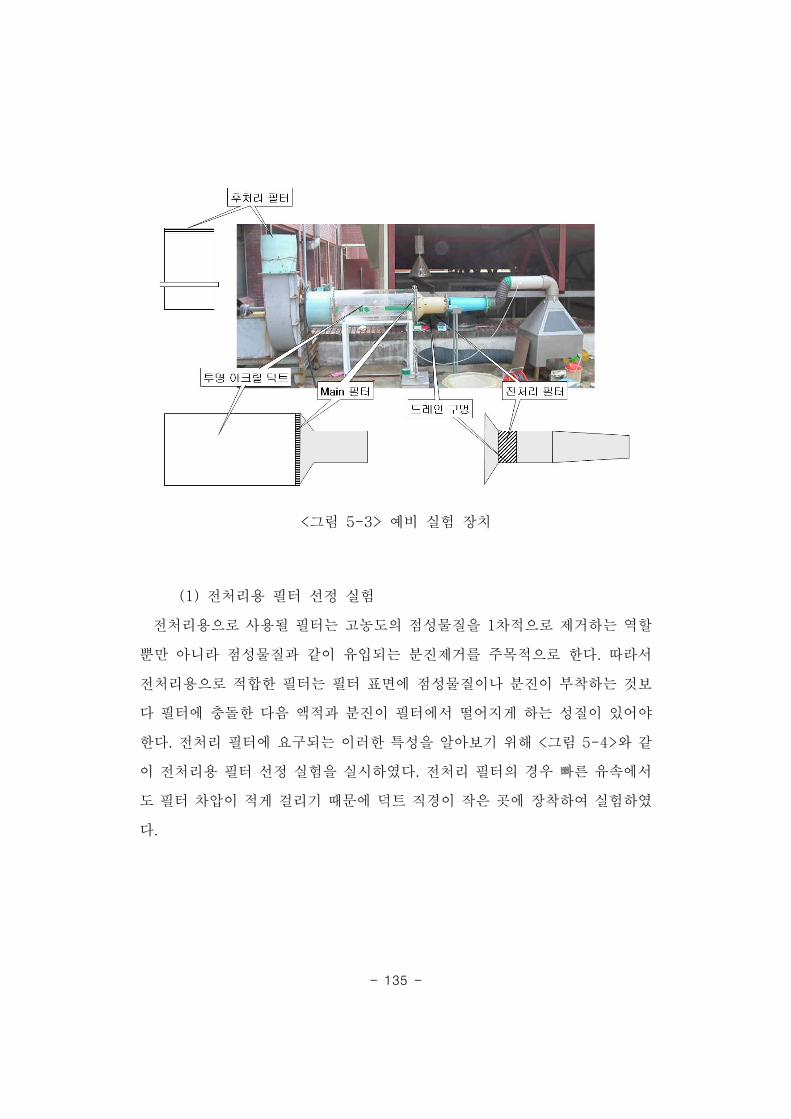
- 135 -
그림 예비 실험 장치< 5-3>
(1) 전처리용 필터 선정 실험
전처리용으로 사용될 필터는 고농도의 점성물질을 차적으로 제거하는 역할1
뿐만 아니라 점성물질과 같이 유입되는 분진제거를 주목적으로 한다 따라서.
전처리용으로 적합한 필터는 필터 표면에 점성물질이나 분진이 부착하는 것보
다 필터에 충돌한 다음 액적과 분진이 필터에서 떨어지게 하는 성질이 있어야
한다 전처리 필터에 요구되는 이러한 특성을 알아보기 위해 그림 와 같. < 5-4>
이 전처리용 필터 선정 실험을 실시하였다 전처리 필터의 경우 빠른 유속에서.
도 필터 차압이 적게 걸리기 때문에 덕트 직경이 작은 곳에 장착하여 실험하였
다.
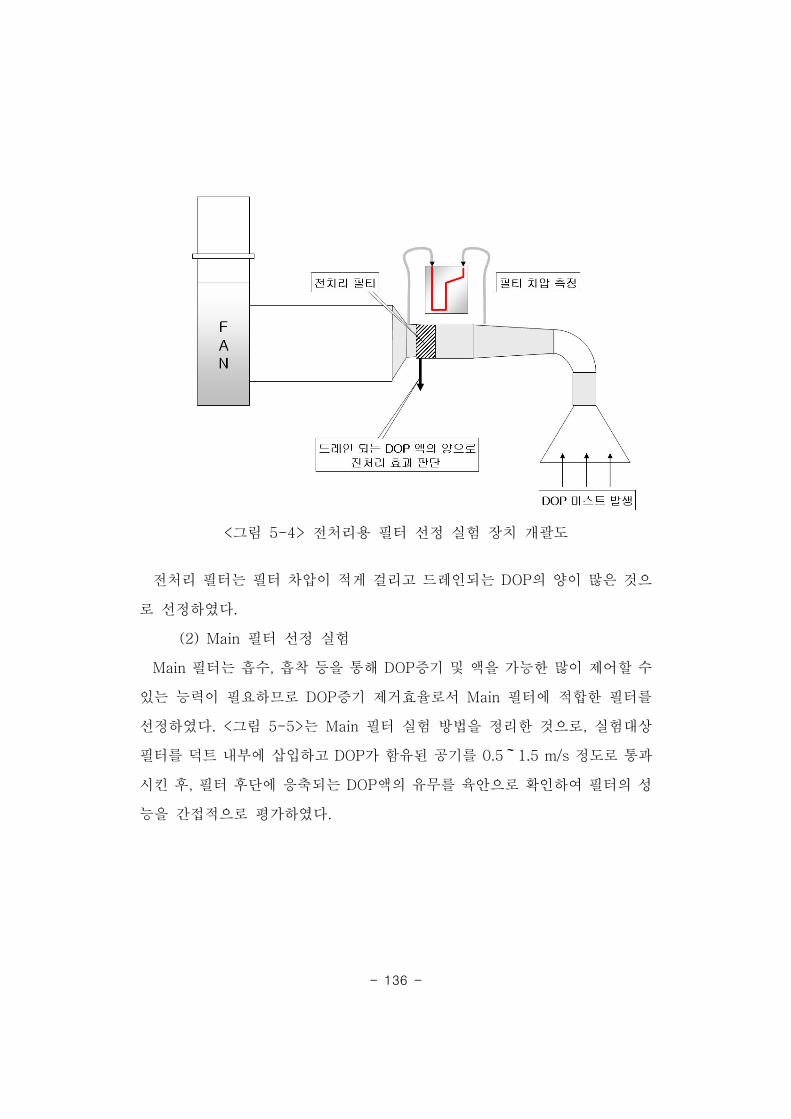
- 136 -
그림 전처리용 필터 선정 실험 장치 개괄도< 5-4>
전처리 필터는 필터 차압이 적게 걸리고 드레인되는 의 양이 많은 것으DOP
로 선정하였다.
(2) 필터 선정 실험Main
필터는 흡수 흡착 등을 통해 증기 및 액을 가능한 많이 제어할 수Main , DOP
있는 능력이 필요하므로 증기 제거효율로서 필터에 적합한 필터를DOP Main
선정하였다 그림 는 필터 실험 방법을 정리한 것으로 실험대상. < 5-5> Main ,
필터를 덕트 내부에 삽입하고 가 함유된 공기를 정도로 통과DOP 0.5 1.5 m/s~
시킨 후 필터 후단에 응축되는 액의 유무를 육안으로 확인하여 필터의 성, DOP
능을 간접적으로 평가하였다.
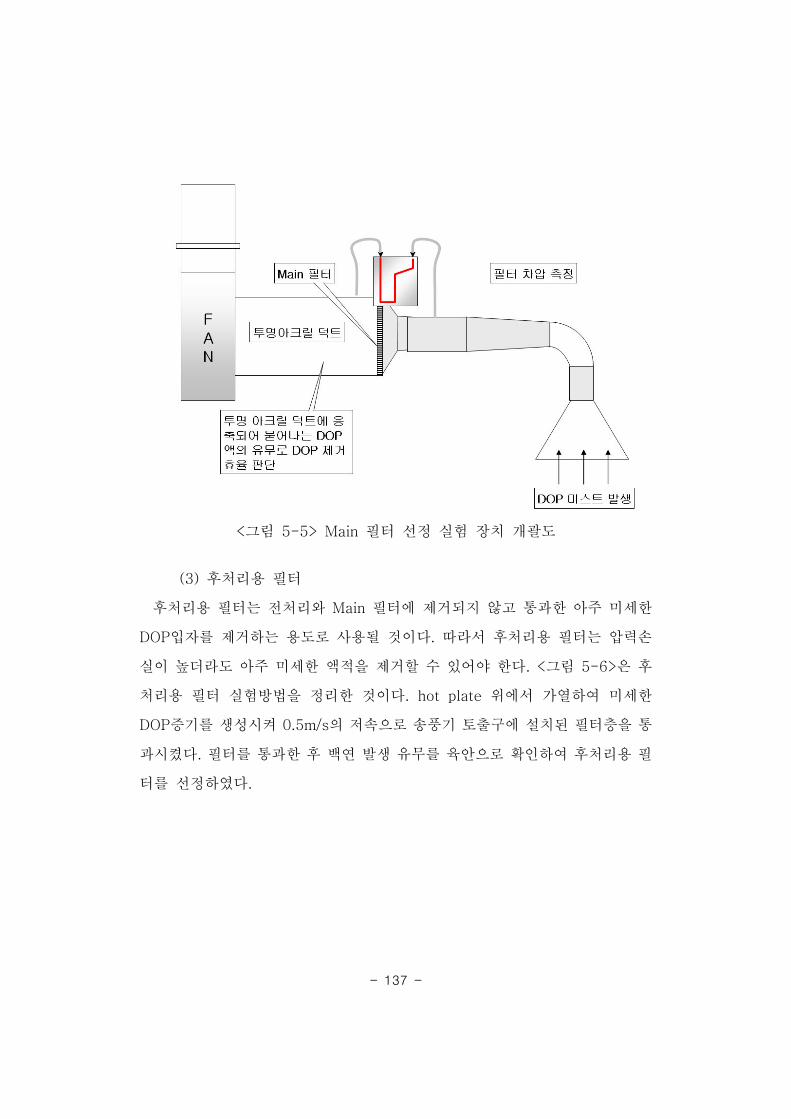
- 137 -
그림 필터 선정 실험 장치 개괄도< 5-5> Main
(3) 후처리용 필터
후처리용 필터는 전처리와 필터에 제거되지 않고 통과한 아주 미세한Main
입자를 제거하는 용도로 사용될 것이다 따라서 후처리용 필터는 압력손DOP .
실이 높더라도 아주 미세한 액적을 제거할 수 있어야 한다 그림 은 후. < 5-6>
처리용 필터 실험방법을 정리한 것이다 위에서 가열하여 미세한. hot plate
증기를 생성시켜 의 저속으로 송풍기 토출구에 설치된 필터층을 통DOP 0.5m/s
과시켰다 필터를 통과한 후 백연 발생 유무를 육안으로 확인하여 후처리용 필.
터를 선정하였다.

- 138 -
그림 후처리용 필터 선정 실험 장치 개괄도< 5-6>
나나나나.... 예비 실험 결과예비 실험 결과예비 실험 결과예비 실험 결과
종류 가지 필터에 대한 예비 실험을 실시하여 효율이 좋고 본 실험용에8 21
사용될 수 있을 것으로 판단된 종 가지의 필터에 대한 예비실험 결과를 표4 9 <
에 정리하였다 의 경우 탈수성이 우수하고 대입자인 액5-1> . Wire Mesh DOP
적 제거에 적합하여 전처리용 필터로 적용 가능하리라 판단되어졌다.
필터의 경우 내구성이 우수하고 를 통과한 비교적 작은 액적Air , Wire Mesh
을 제거하는데 적합한 것으로 판단되어졌다.
유리섬유필터는 흡수성은 우수하여 액적 제거에 적합할 것으로 판단되DOP
어지나 압력손실이 크고 내구성이 부족한 단점을 지니고 있었다 필터. HEPA
는 극미세 입자인 백연제거 기능이 우수하여 유리섬유 필터를 통과한 극미세
입자 제거에 적합한 것으로 나타났다.
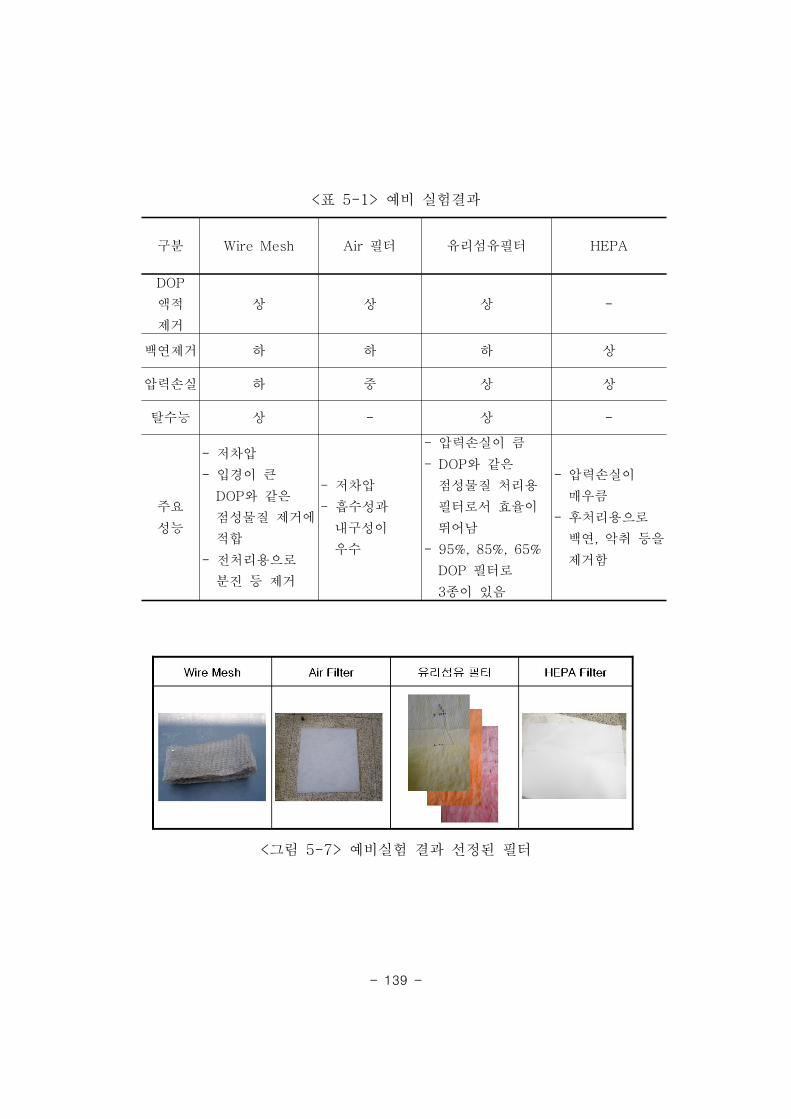
- 139 -
표 예비 실험결과< 5-1>
구분 Wire Mesh 필터Air 유리섬유필터 HEPA
DOP
액적
제거
상 상 상 -
백연제거 하 하 하 상
압력손실 하 중 상 상
탈수능 상 - 상 -
주요
성능
저차압-
입경이 큰-
와 같은DOP
점성물질 제거에
적합
전처리용으로-
분진 등 제거
저차압-
흡수성과-
내구성이
우수
압력손실이 큼-
와 같은- DOP
점성물질 처리용
필터로서 효율이
뛰어남
- 95%, 85%, 65%
필터로DOP
종이 있음3
압력손실이-
매우큼
후처리용으로-
백연 악취 등을,
제거함
그림 예비실험 결과 선정된 필터< 5-7>

- 140 -
다다다다.... 원심력 탈리 여과집진장치에 적합한 필터 선정원심력 탈리 여과집진장치에 적합한 필터 선정원심력 탈리 여과집진장치에 적합한 필터 선정원심력 탈리 여과집진장치에 적합한 필터 선정
원심력 탈리 여과집진장치에 적용될 필터는 고집진효율 저차압 고내구성 및/ ,
탈수력 등의 조건이 요구된다 이러한 다양한 조건을 만족시킬 수 있는 필터를.
선정하기 위해 종류 가지 필터에 대한 예비실험을 실시하였다 예비실험 결8 21 .
과 고집진효율 저차압 고내구성 및 탈수력을 가진 요구조건을 만족하거나 근/ ,
접한 성능을 보인 종류 가지 필터를 본 실험 대상 필터로 선정하였다 표4 9 . <
는 예비실험을 통해 점성물질 제거에 적합한 종류 가지 필터를 정리한5-2> 4 9
것이다.
표 예비실험을 통해 선정된 필터 종류< 5-2>
필터 종류 사용목적 필터 형태 및 특성
Wire Mesh 전처리용 얇은 철사를 꼬아 놓은 형태-
필터Air 필터Main 플라스틱 발포 필터-
유리섬유필터 필터Main
효율 필터- 95%, 85%, 65% (Pocket )
국산과 수입산 각각 구입-
총 가지- 6
HEPA 후처리용 발수 코팅 안된 것-

- 141 -
3.3.3.3. 연구방법연구방법연구방법연구방법
예비실험을 통해 선정된 필터는 점성물질인 제거 효율 필터 통과 유속DOP ,
에 따른 압력손실 회전수에 따른 액 탈리량 및 내구성 시험 등을 실시하, DOP
여 원심력 탈리 여과집진장치에 가장 적합한 필터 및 필터 조합을 선정하였다.
원심력 탈리 여과집진기 개발을 위한 연구 진행 방법은 그림 에 정리< 5-8>
하였다.
그림 원심력 탈리 여과집진장치 개발을 위한 연구방법< 5-8>
가가가가.... 필터 효율 실험필터 효율 실험필터 효율 실험필터 효율 실험
(1) 장치의 구성
예비 실험을 통하여 선정된 종 가지의 필터에 대하여 점성물질 제거 효율4 9
테스트를 위한 필터 테스트용 장치를 제작하였다 필터 테스트용 챔버는 그. <
림 와 같이 제작하였다5-9> .
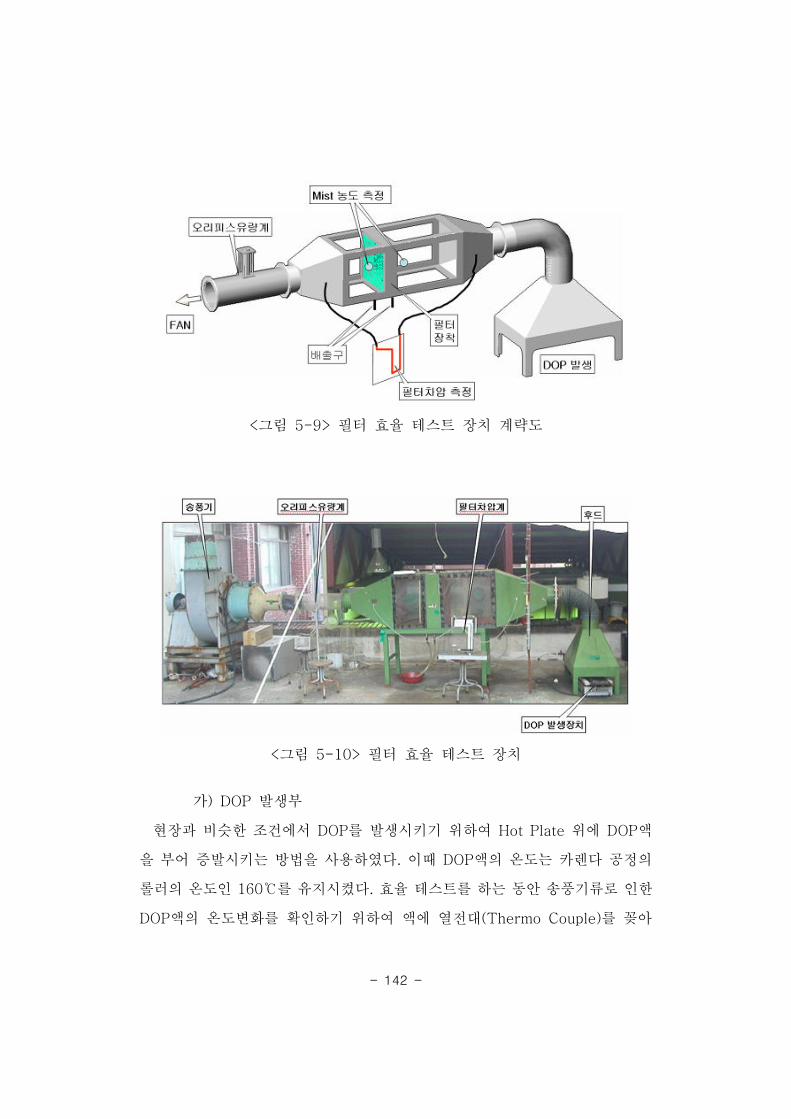
- 142 -
그림 필터 효율 테스트 장치 계략도< 5-9>
그림 필터 효율 테스트 장치< 5-10>
가) 발생부DOP
현장과 비슷한 조건에서 를 발생시키기 위하여 위에 액DOP Hot Plate DOP
을 부어 증발시키는 방법을 사용하였다 이때 액의 온도는 카렌다 공정의. DOP
롤러의 온도인 를 유지시켰다 효율 테스트를 하는 동안 송풍기류로 인한160 .℃
액의 온도변화를 확인하기 위하여 액에 열전대 를 꽂아DOP (Thermo Couple)

- 143 -
실시간으로 온도 체크를 하였다 그림 과 그림 는 원액과. < 5-11> < 5-12> DOP
증기의 증발 모습이다 발생되는 증기는 현장에서와 유사하게 백연형DOP . DOP
태를 띄고 있었다.
그림 발생부 그림 발생 모습< 5-11> DOP < 5-12> DOP
나) 필터 테스트용 챔버(Chamber)20)
필터를 테스트하기 위한 실험장치는 규격에 만족하도록 설계ASHRAE
제작하였다 의 필터 측정용 실험장치는 그림 에. ASHRAE 52.1-1992 < 5-13>
나타내었다 이를 참고하여 앞선 실험장치 계략도인 그림 과 같이 가로. < 5-10>
세로 크기의 필터 테스트용 챔버를 제작하였다0.61m x 0.61m .
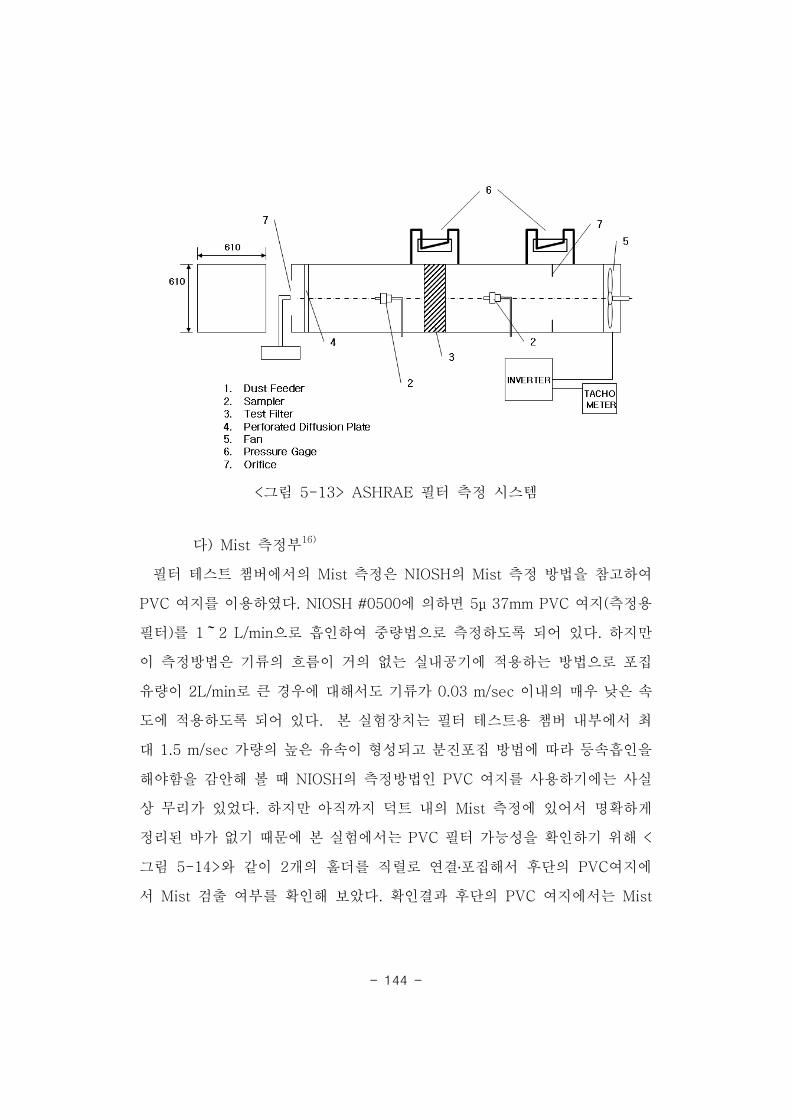
- 144 -
그림 필터 측정 시스템< 5-13> ASHRAE
다) 측정부Mist 16)
필터 테스트 챔버에서의 측정은 의 측정 방법을 참고하여Mist NIOSH Mist
여지를 이용하였다 에 의하면 여지 측정용PVC . NIOSH #0500 5 37mm PVC (μ
필터 를 으로 흡인하여 중량법으로 측정하도록 되어 있다 하지만) 1 2 L/min .~
이 측정방법은 기류의 흐름이 거의 없는 실내공기에 적용하는 방법으로 포집
유량이 로 큰 경우에 대해서도 기류가 이내의 매우 낮은 속2L/min 0.03 m/sec
도에 적용하도록 되어 있다 본 실험장치는 필터 테스트용 챔버 내부에서 최.
대 가량의 높은 유속이 형성되고 분진포집 방법에 따라 등속흡인을1.5 m/sec
해야함을 감안해 볼 때 의 측정방법인 여지를 사용하기에는 사실NIOSH PVC
상 무리가 있었다 하지만 아직까지 덕트 내의 측정에 있어서 명확하게. Mist
정리된 바가 없기 때문에 본 실험에서는 필터 가능성을 확인하기 위해PVC <
그림 와 같이 개의 홀더를 직렬로 연결포집해서 후단의 여지에5-14> 2 PVC
서 검출 여부를 확인해 보았다 확인결과 후단의 여지에서는Mist . PVC Mist
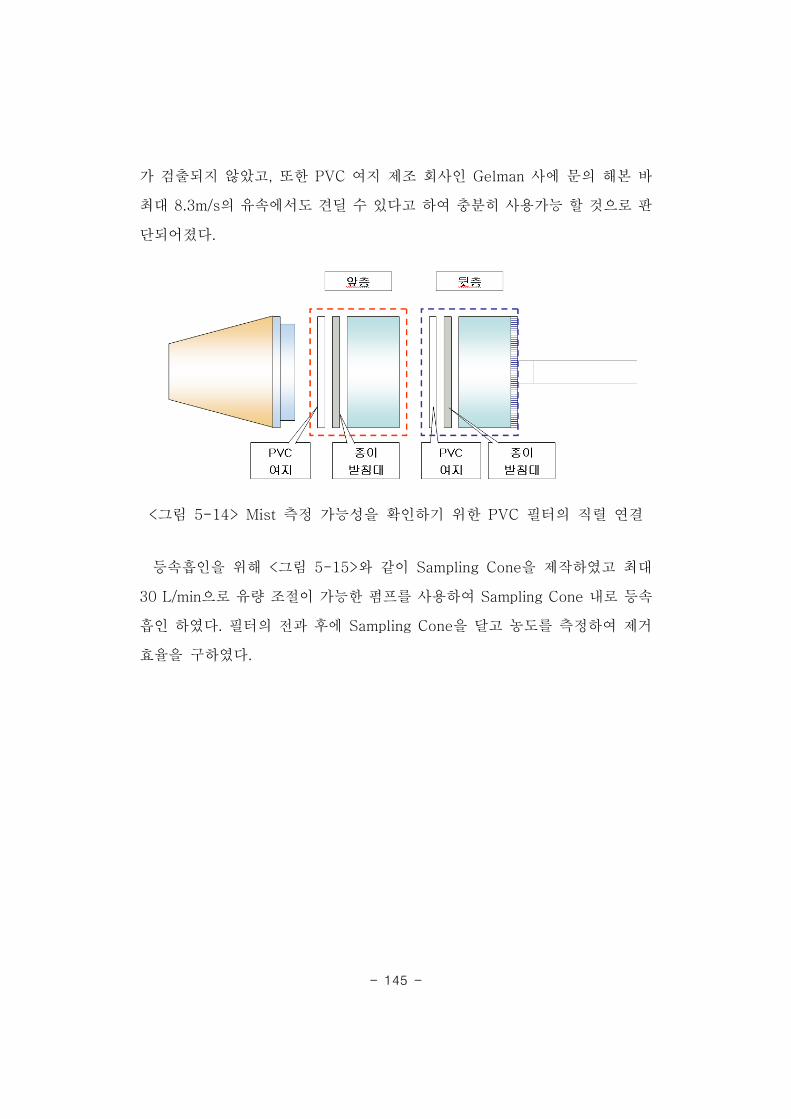
- 145 -
가 검출되지 않았고 또한 여지 제조 회사인 사에 문의 해본 바, PVC Gelman
최대 의 유속에서도 견딜 수 있다고 하여 충분히 사용가능 할 것으로 판8.3m/s
단되어졌다.
그림 측정 가능성을 확인하기 위한 필터의 직렬 연결< 5-14> Mist PVC
등속흡인을 위해 그림 와 같이 을 제작하였고 최대< 5-15> Sampling Cone
으로 유량 조절이 가능한 펌프를 사용하여 내로 등속30 L/min Sampling Cone
흡인 하였다 필터의 전과 후에 을 달고 농도를 측정하여 제거. Sampling Cone
효율을 구하였다.
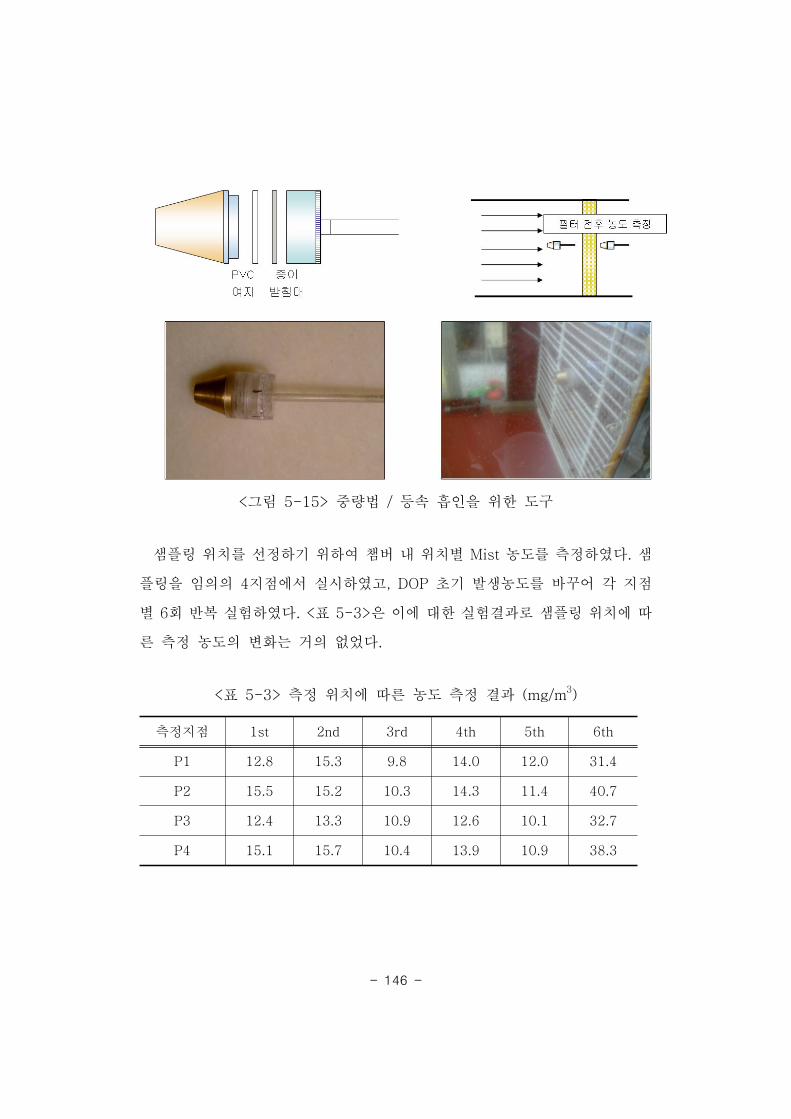
- 146 -
그림 중량법 등속 흡인을 위한 도구< 5-15> /
샘플링 위치를 선정하기 위하여 챔버 내 위치별 농도를 측정하였다 샘Mist .
플링을 임의의 지점에서 실시하였고 초기 발생농도를 바꾸어 각 지점4 , DOP
별 회 반복 실험하였다 표 은 이에 대한 실험결과로 샘플링 위치에 따6 . < 5-3>
른 측정 농도의 변화는 거의 없었다.
표 측정 위치에 따른 농도 측정 결과< 5-3> (mg/m3)
측정지점 1st 2nd 3rd 4th 5th 6th
P1 12.8 15.3 9.8 14.0 12.0 31.4
P2 15.5 15.2 10.3 14.3 11.4 40.7
P3 12.4 13.3 10.9 12.6 10.1 32.7
P4 15.1 15.7 10.4 13.9 10.9 38.3
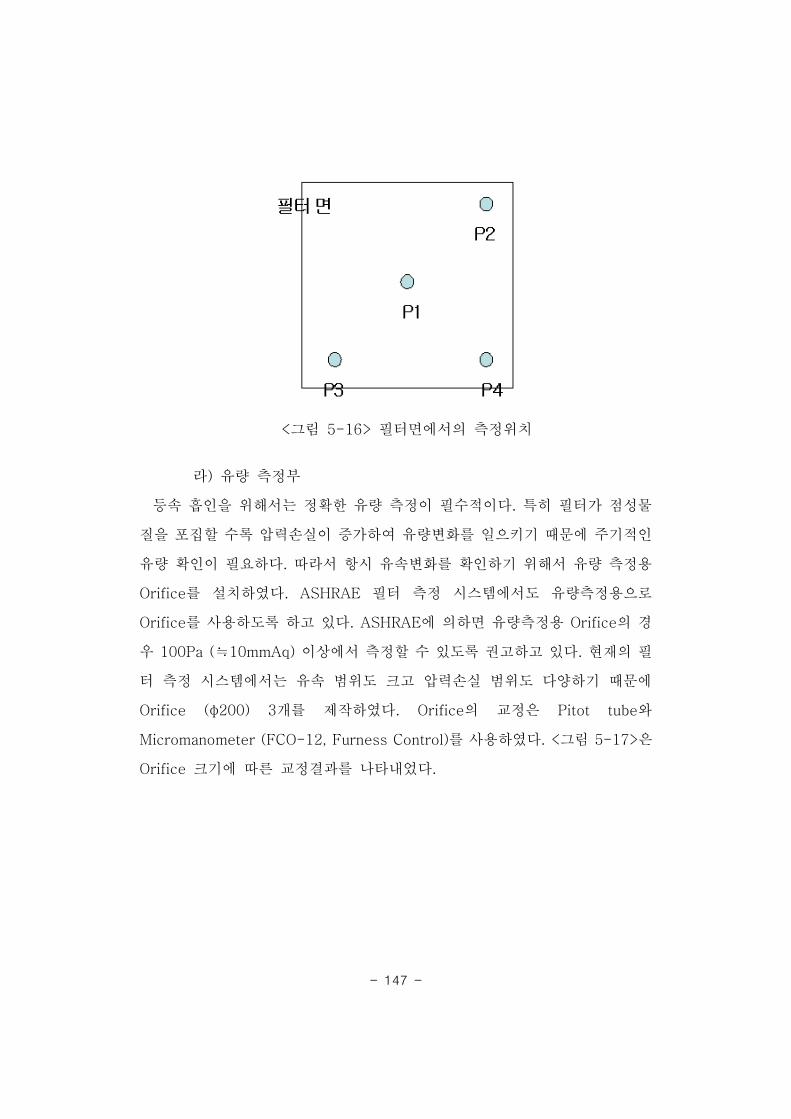
- 147 -
그림 필터면에서의 측정위치< 5-16>
라) 유량 측정부
등속 흡인을 위해서는 정확한 유량 측정이 필수적이다 특히 필터가 점성물.
질을 포집할 수록 압력손실이 증가하여 유량변화를 일으키기 때문에 주기적인
유량 확인이 필요하다 따라서 항시 유속변화를 확인하기 위해서 유량 측정용.
를 설치하였다 필터 측정 시스템에서도 유량측정용으로Orifice . ASHRAE
를 사용하도록 하고 있다 에 의하면 유량측정용 의 경Orifice . ASHRAE Orifice
우 이상에서 측정할 수 있도록 권고하고 있다 현재의 필100Pa ( 10mmAq) .≒
터 측정 시스템에서는 유속 범위도 크고 압력손실 범위도 다양하기 때문에
개를 제작하였다 의 교정은 와Orifice ( 200) 3 . Orifice Pitot tubeφ
를 사용하였다 그림 은Micromanometer (FCO-12, Furness Control) . < 5-17>
크기에 따른 교정결과를 나타내었다Orifice .
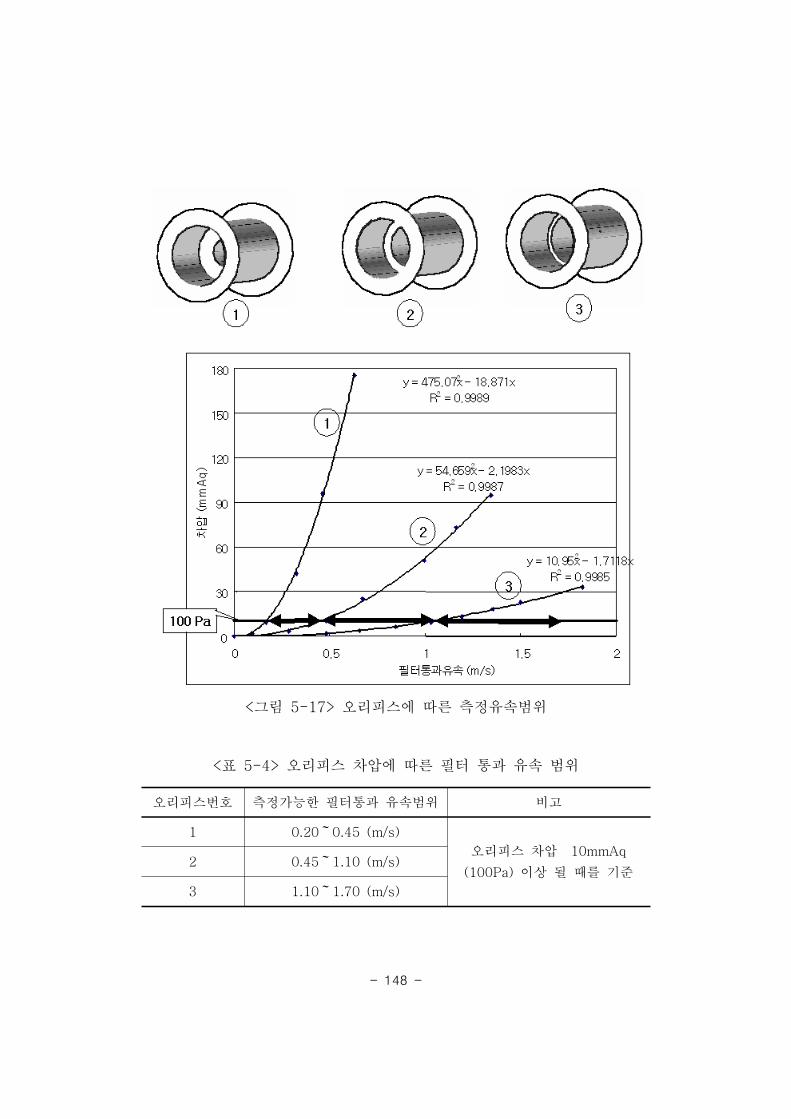
- 148 -
그림 오리피스에 따른 측정유속범위< 5-17>
표 오리피스 차압에 따른 필터 통과 유속 범위< 5-4>
오리피스번호 측정가능한 필터통과 유속범위 비고
1 0.20 0.45 (m/s)~
오리피스 차압 10mmAq
이상 될 때를 기준(100Pa)2 0.45 1.10 (m/s)~
3 1.10 1.70 (m/s)~
- 149 -
(2) 효율 테스트 방법
종 가지 필터에 대하여 필터가 완전히 액에 파과된 후의 효율을 측정4 9 DOP
하였다 원심력 탈리 여과집진장치 운전시 필터가 젖은 상태에서도 제어. Mist
효율이 기대만큼 나오지 않는다면 와 같은 점성물질 제거용 필터로서 사DOP
용하지 못하기 때문이다 필터가 증기에 완전히 젖은 상태는 필터의 압력. DOP
손실로 확인할 수 있었다 필터에 증기가 함유된 공기를 통과시키면 필터. DOP
표면에 증기가 부착되어 점차적으로 압력손실이 증가하게 되고 시간이DOP ,
경과된 후 필터가 완전히 젖게 되면 더 이상의 압력변화는 발생하지 않게 된
다 따라서 이때의 유속에 맞추어 필터 전후에서 등속흡인으로 분간. 20
하여 필터의 효율을 측정하였다Sampling .
표 필터 효율 테스트 방법< 5-5>
측정방법 측정목적
제거효율Mist필터 전후의 농도를 측정하여
효율 측정
공기정화기에 장착시 90%
이상의 효율을 가질 수 있도록
구성
필터 차압
필터 전후 마노미터를 연결하여
필터 통과 유속에 따른 압력손실
측정
통과유속이 빠를 시에도
압력손실이 낮은 필터를
장착하여 공기정화기의 크기를
줄일 수 있음
나나나나.... 탈수 및 내구성 시험탈수 및 내구성 시험탈수 및 내구성 시험탈수 및 내구성 시험
(1) 탈수시험 및 내구성 시험 장치의 구성
탈수 시험 및 내구성 시험을 위하여 그림 과 같은 원통형으로 생긴< 5-18>
장치를 구성하였다 필터는 원통형의 회전체에 부착시키고 필터 부착기는 인.
버터를 이용한 모터에 의해서 원하는 속도로 조절하며 회전시켜 탈수 및 내구
성 시험을 수행하였다 원통형의 필터 부착기 상부에 덕트를 연결하여 실험 중.
에 주기적으로 분무된 액을 필터 쪽으로 흡입할 수 있도록 하였다DOP .
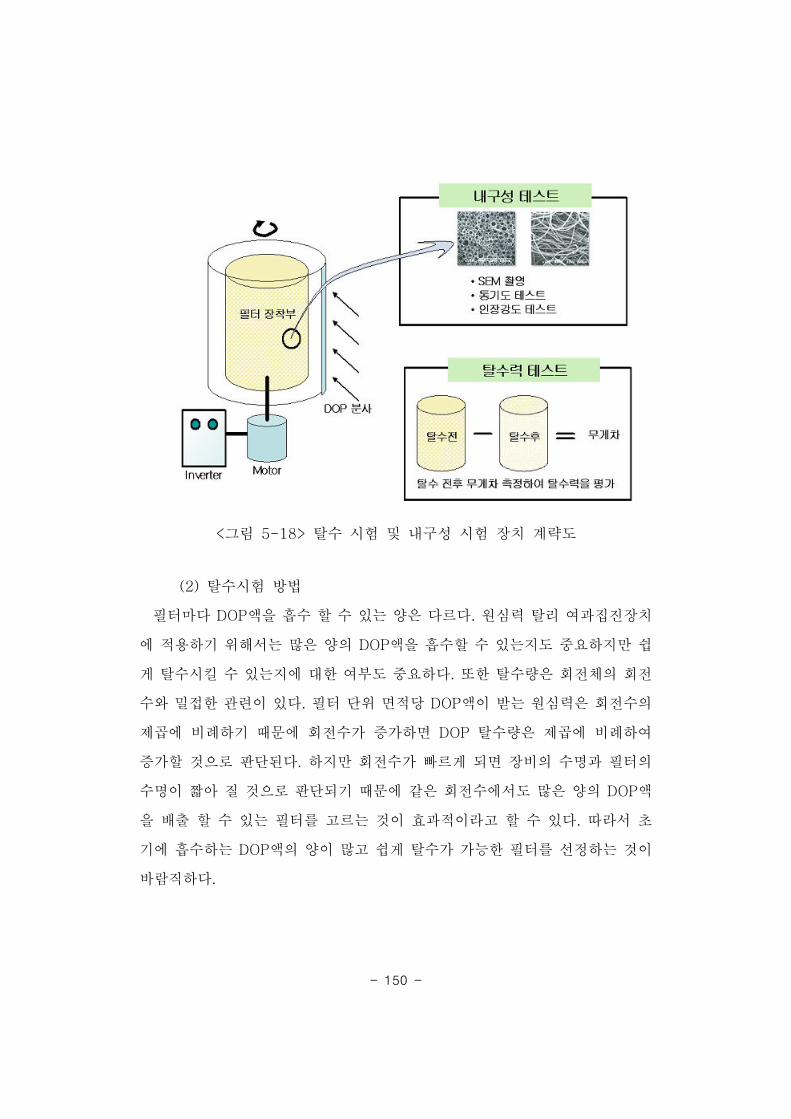
- 150 -
그림 탈수 시험 및 내구성 시험 장치 계략도< 5-18>
(2) 탈수시험 방법
필터마다 액을 흡수 할 수 있는 양은 다르다 원심력 탈리 여과집진장치DOP .
에 적용하기 위해서는 많은 양의 액을 흡수할 수 있는지도 중요하지만 쉽DOP
게 탈수시킬 수 있는지에 대한 여부도 중요하다 또한 탈수량은 회전체의 회전.
수와 밀접한 관련이 있다 필터 단위 면적당 액이 받는 원심력은 회전수의. DOP
제곱에 비례하기 때문에 회전수가 증가하면 탈수량은 제곱에 비례하여DOP
증가할 것으로 판단된다 하지만 회전수가 빠르게 되면 장비의 수명과 필터의.
수명이 짧아 질 것으로 판단되기 때문에 같은 회전수에서도 많은 양의 액DOP
을 배출 할 수 있는 필터를 고르는 것이 효과적이라고 할 수 있다 따라서 초.
기에 흡수하는 액의 양이 많고 쉽게 탈수가 가능한 필터를 선정하는 것이DOP
바람직하다.
- 151 -
F =ρVArω 2
F : 필터의 단위 면적당 받는 힘 (kgf/m2)
V : 탈수된 액의 양DOP (m3)
ρ : 액의 밀도DOP (kg/m3)
A : 필터의 면적 (m2)
r : 원통형 필터 부착기의 반지름 (m)
ω : 회전수 (sec-1)
필터의 탈수량은 회전시키기 전후의 필터의 무게차로 확인하였다.
표 탈수 실험 방법< 5-6>
측정방법 측정목적
탈수 시험
액 분사 후 필터의 무게를DOP
측정하고 회전수에 따라 탈수
시킨 후 필터 무게를 측정
탈수량이 많은 필터는 DOP
필터에 묻은 액을 쉽게DOP
털어 내는 것으로 판단
(3) 내구성 시험 방법
원심력 탈리 여과집진장치에 적합한 필터는 탈수 시 원심력을 견딜 수 있는
재질이어야 한다 원심력에 의하여 필터의 원형이 변하여 제어 효율에 문. Mist
제가 생긴다면 원심력 공기정화 장치에 적용 될 수 없다 장기적으로 현장 테.
스트를 하지 않고 필터의 내구성을 판단하기란 쉽지 않다 필터의 내구성을 판.
단하기 위하여 액 를 분간 분사 후 분간 에서 털어 내는 실DOP 1L 10 20 450 rpm
험을 시간 동안 반복하여 실험한 후 필터의 상태를 과 인장강도 및 통10 SEM
기도 시험을 통해 확인하였다.

- 152 -
표 내구성 실험 방법< 5-7>
측정방법 측정목적
촬영SEM
액을 분간 분사DOP 10
후 필터를 분간20 450
에서 탈수시키는rpm
실험을 시간 동안10
반복한 시료를 사용
탈수 후 필터 조직 변화를 관찰-
필터의 본래의 필터가 가지고 있는-
조직이 흩어지면 필터를 쓸 수 없을
것으로 판단
인장강도 측정
필터의 내구성 판단 기준-
인장강도가 증가하는 것은 필터의-
내구성이 증가하는 것으로 판단
통기도 측정
필터의 인장강도가 증가하는 것은-
필터가 압축되기 때문으로 내구성은
증대되지만 필터의 표면이 막히기
때문에 통기도가 줄어 들 수 있음
통기도가 줄어들면 필터 막힘이-
발생하므로 통기도가 줄어든 필터는
사용하기 힘듬

- 153 -
가) 촬영SEM
촬영을 통하여SEM (Scanning Electron Microscope, S-3000H, HITACHI)
탈수시 필터 표면의 섬유 구성의 변화를 관측하였다.
그림< 5-19> SEM (Scanning Electron Microscope, S-3000H, HITACHI)
- 154 -
나) 인장강도 시험
필터의 내구성 판단 기준으로 인장강도를 측정하였다 인장강도 시험기.
대경테크 에 사용할 시편은 폭(Tensile Strength Tester, DTU-900MH A ( ))
길이 시편을 사용하여 폭 방향과 길이방향의 인장강도와 파괴점50mm, 76mm
의 신율을 측정하였으며 지연속도는 으로 하였다 측정법은200mm/min . “KS K
직물의 인장 강도 및 신도 측정 방법 에 준하여 실시하였다 인장 강도0520 ” .
시험시 신율도 같이 측정하였다.
그림< 5-20> Tensile Strength Tester, DTU-900MH A (Daekyung Tech)

- 155 -
다) 통기도 시험
통기도란 필터의 여과 저항을 나타내며 필터 전후에 일정한 압력차를 만
들고 단위 시간 같은 단위 면적을 통과하는 통기량을 측정한다 통기도 측정기.
의 시편은(Air Permeability Tester, Textest FX 3300, Textest. AG) 700mm
를 사용하였다 측정법은 천의 공기 투과도 측정방법 기×700mm . KS K 0570
준에 의해 측정하였다 통기도가 크다는 것은 공기를 잘 통한다는 것으로 필터.
의 압력손실이 적고 재질변화도 적음을 의미한다 각 필터에 대해 탈수 후 통.
기도를 측정하여 필터 재질의 손상정도를 파악하는 자료로 활용하였다.
그림< 5-21> Air Permeability Tester, Textest FX 3300, Textest. AG
- 156 -
4.4.4.4. 실험 결과 및 고찰실험 결과 및 고찰실험 결과 및 고찰실험 결과 및 고찰
가가가가.... 필터 선정 결과필터 선정 결과필터 선정 결과필터 선정 결과
(1) 필터 효율 실험 결과
필터 효율 테스트 결과는 표 에 나타내었다 필터 효율 테스트 결과< 5-8> . <
그림 는 필터 종류와 필터 통과 유속에 따른 필터 효율을 보여준다 국5-22> .
산과 수입산 유리섬유필터의 경우에는 필터 통과 유속에 관계없이95% 90%
이상의 제거 효율을 나타내었다 필터와 의 경우에는 효Mist . Air Wire Mesh
율이 낮게 나왔다 전처리 필터로 사용할 것으로 예상하여 비교적 빠른 흡인.
유속에서 실험을 실시한 결과 제거 효율은 낮았다 필터보다는Mist . Air Wire
의 경우에 제거 효율이 보다 더 높았다 필터의 경우에는 젖Mesh Mist . HEPA
은 상태에서 실험한 것으로 제거 효율이 낮아 후처리용으로 사용하기에Mist
적합지 못한 성능을 지니고 있었다.
그림 은 필터 유속과 압력손실에 대하여 나타내었다 유리섬유< 5-23> . 95%
필터의 경우에는 높은 압력손실을 나타내었다 필터는 의 경우. Air Wire Mesh
보다 효율은 낮으면서 압력손실 높아 전처리 필터로서 부적합하다는 것을 알
수 있다 필터의 경우에는 젖은 상태에서 느린 유속에서도 높은 압력손. HEPA
실을 나타내었다.
필터 효율 테스트 결과 공기정화기의 효율을 유지하기 위해서는 유리95%
섬유필터를 사용해야 할 것으로 여겨지며 전처리 필터로서는 를 사Wire Mesh
용해야 한다는 것을 알 수 있었다 사용 시 에서 효율이 높게. Wire Mesh 7m/s
나왔으므로 전처리 필터의 유속을 빠르게 유지시켜주는 것이 필요할 것으로
판단된다.
수입산 유리섬유 필터 사용 시 정도의 효율을 유지시키기 위해서95% 90%
- 157 -
는 필터 통과 유속을 를 유지 시켜야 한다 이 경우의 필터 차압은0.8 m/s . 80
정도가 된다 국산 유리섬유 필터를 사용하게 되면 필터 통과 유mmAq . 95%
속 에서 정도로 수입산 보다 압력손실은 큰 반면 효율은0.8 m/s 109 mmAq
정도로 낮아진다 하지만 필터 효율이나 필터 차압만을 생각하면 메인필90% .
터로서 수입산 필터를 사용하는 것이 좋으나 내구성이나 탈수력이 좋지95%
못할 경우 원심력 탈리 여과 집진기에 사용하지 못한다 따라서 탈수력과 내.
구성 시험을 실시한 후 필터선정을 할 수 있다.
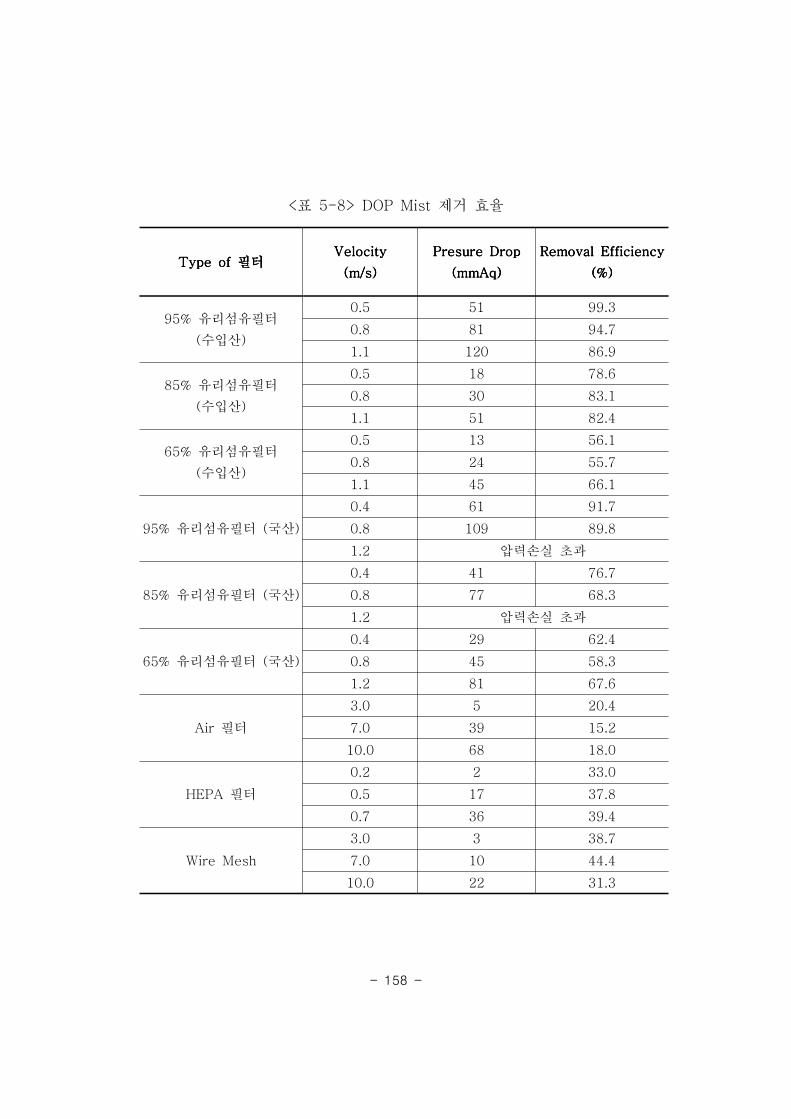
- 158 -
표 제거 효율< 5-8> DOP Mist
필터필터필터필터Type ofType ofType ofType ofVelocityVelocityVelocityVelocity
(m/s)(m/s)(m/s)(m/s)
Presure DropPresure DropPresure DropPresure Drop
(mmAq)(mmAq)(mmAq)(mmAq)
Removal EfficiencyRemoval EfficiencyRemoval EfficiencyRemoval Efficiency
(%)(%)(%)(%)
유리섬유필터95%
수입산( )
0.5 51 99.3
0.8 81 94.7
1.1 120 86.9
유리섬유필터85%
수입산( )
0.5 18 78.6
0.8 30 83.1
1.1 51 82.4
유리섬유필터65%
수입산( )
0.5 13 56.1
0.8 24 55.7
1.1 45 66.1
유리섬유필터 국산95% ( )
0.4 61 91.7
0.8 109 89.8
1.2 압력손실 초과
유리섬유필터 국산85% ( )
0.4 41 76.7
0.8 77 68.3
1.2 압력손실 초과
유리섬유필터 국산65% ( )
0.4 29 62.4
0.8 45 58.3
1.2 81 67.6
필터Air
3.0 5 20.4
7.0 39 15.2
10.0 68 18.0
필터HEPA
0.2 2 33.0
0.5 17 37.8
0.7 36 39.4
Wire Mesh
3.0 3 38.7
7.0 10 44.4
10.0 22 31.3

- 159 -
그림 필터별 제어 효율< 5-22> Mist
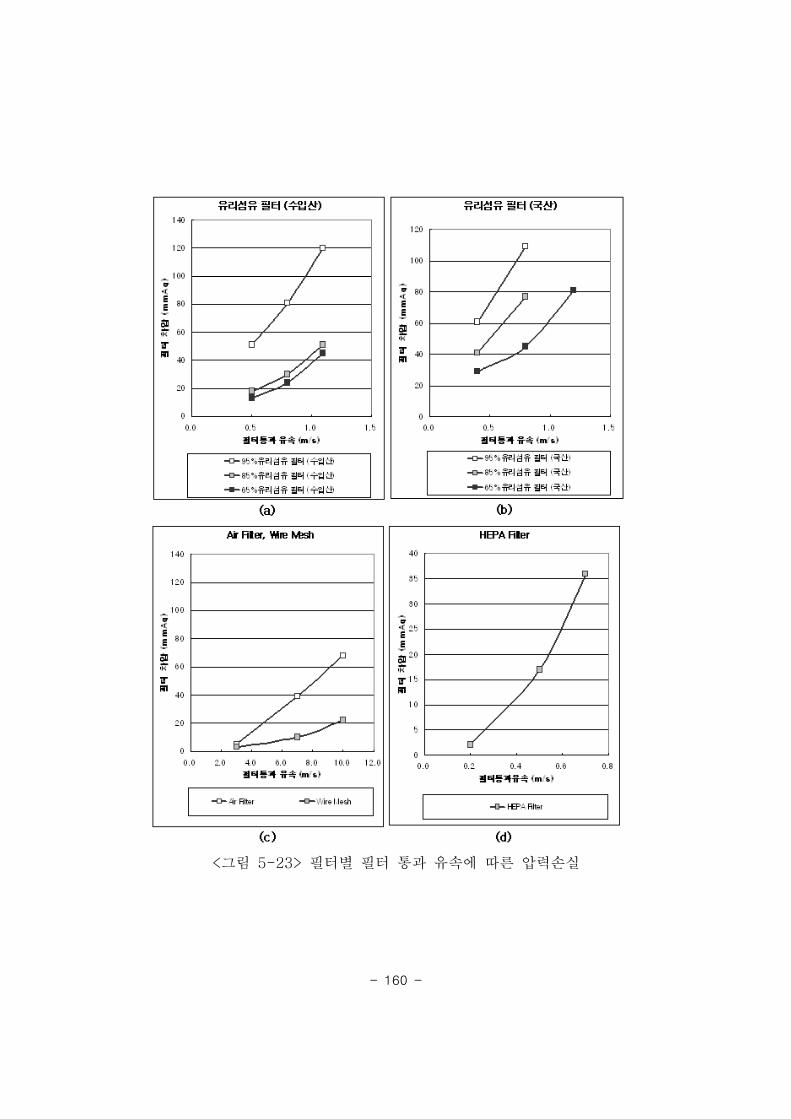
- 160 -
그림 필터별 필터 통과 유속에 따른 압력손실< 5-23>

- 161 -
(2) 필터 탈수 실험 결과
표 와 그림 에 필터 탈수 실험 결과를 나타내었다 탈수 실험< 5-9> < 5-24> .
은 필터로서 사용가능한지에 대한 실험으로 탈수량이 많을수록 필터Main Main
로서 적합하다 필터 탈수 실험 결과 종 가지의 필터 회전수가 증가할수록. 4 9
액의 탈수량이 증가하였으며 수입산 유리섬유필터가 회전수가 증가할수DOP
록 탈수력이 급격하게 증가하여 에 대해서 가장 높은 효율을 보이고 있450rpm
음을 알 수 있었다 필터의 경우 낮은 회전수에서 상대적으로 높은 탈수. Air
능력을 보였다 하지만 회전수가 증가하여도 다른 필터에 비하여 탈수량이 급.
격히 증가하지는 않았다 탈수량으로 볼 때 수입산 유리섬유필터를 사용하는.
것이 효과적일 것으로 판단되며 필터의 경우도 적지 않은 탈수량을 보이Air
는 점을 감안해 볼 때 필터로서 고려해 볼 수 있겠다Main .
탈수량은 수입산 유리섬유 필터가 가장 좋은 것으로 나타나 필95% Main
터로서 가장 적합한 것으로 나타났다 필터 효율 테스트 결과에서도 수입산.
유리섬유 필터가 필터로서 성능이 가장 우수한 것으로 나타났기95% Main
때문에 내구성 시험에서 장시간 흡수 탈수 반복시에도 내구성의 변화가 없으,
면 필터로서 아주 적합할 것이다 의 경우 회전수의 증가에 따Main . Air Filter
라 탈수량이 급격히 변하지는 않지만 높은 회전수에서도 어느 정도의 탈수량
을 가지고 있고 내구성이 가장 우수할 것으로 예상되므로 이후의 내구성 시험
에서는 수입산 유리섬유 필터와 그것에 을 두른 것 두 종류와95% Air Filter
국산 유리섬유필터와 그것에 필터를 두른 것에 대하여 내구성 시험95% Air
을 실시하였다 국산 유리섬유 필터의 경우는 수입산 유리섬유 필. 95% 95%
터에 비해서 내구성이 우수할 것으로 예상되어 탈수량은 적지만 수입산 95%
유리섬유 필터의 내구성이 좋지 못할 경우 수입산 유리섬유 필터 다음으95%
로 미스트 제거 효율이 좋아 로서 고려되어야 하기 때문에 내구성Main Filter
시험을 실시하였다.
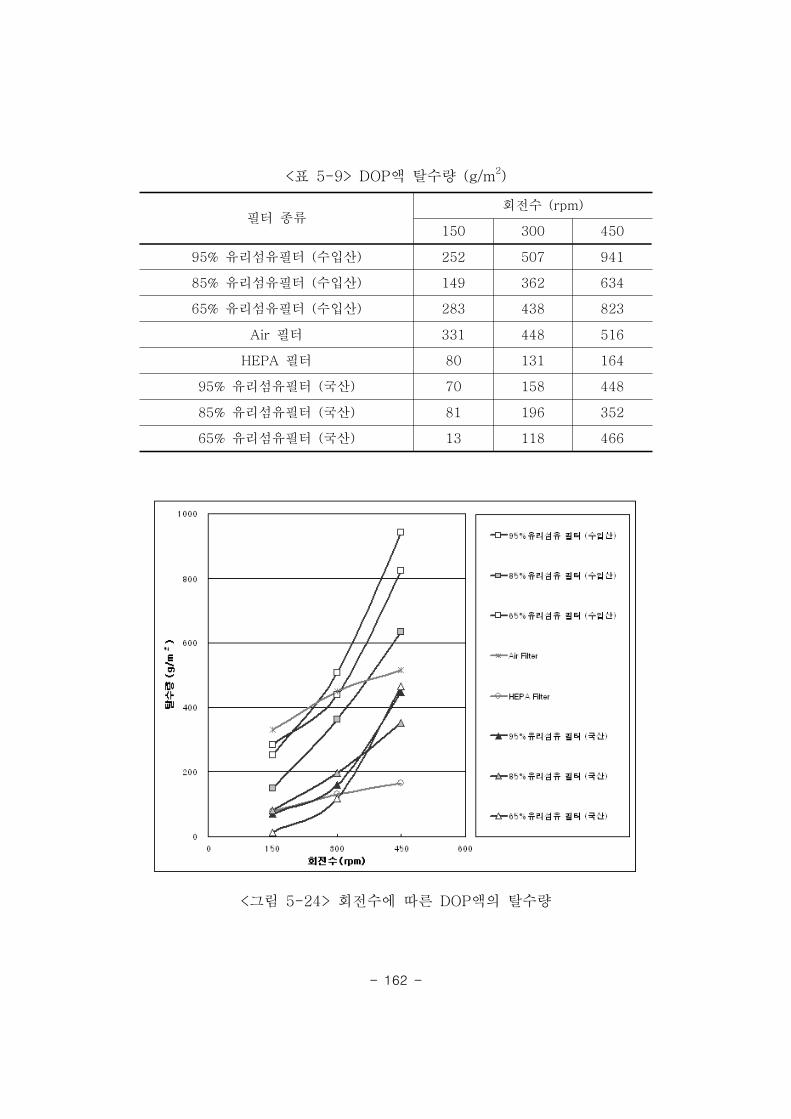
- 162 -
표 액 탈수량< 5-9> DOP (g/m2)
필터 종류회전수 (rpm)
150 300 450
유리섬유필터 수입산95% ( ) 252 507 941
유리섬유필터 수입산85% ( ) 149 362 634
유리섬유필터 수입산65% ( ) 283 438 823
필터Air 331 448 516
필터HEPA 80 131 164
유리섬유필터 국산95% ( ) 70 158 448
유리섬유필터 국산85% ( ) 81 196 352
유리섬유필터 국산65% ( ) 13 118 466
그림 회전수에 따른 액의 탈수량< 5-24> DOP
- 163 -
(3) 필터 내구성 평가 결과
내구성 평가는 촬영 인장강도 및 통기도 시험 등의 종류의 검사를 수SEM , 3
행하였고 시료를 포함하여 총 가지 시료에 대하여 평가하였다, Blank 6 .
실험하지 않은 원형 유리섬유필터 국산a : 95% ( )
유리섬유필터 국산b : 95% ( )
필터 유리섬유필터 국산c : Air + Sample 95% ( )
실험하지 않은 원형 유리섬유필터 수입산d : 95% ( )
유리섬유필터 수입산e : 95% ( )
필터 유리섬유필터 수입산f : Air + Sample 95% ( )
유리섬유필터만 실험에 사용한 이유는 수입산 의 재질95% 95%, 85%, 65%
은 비슷하기 때문에 대표적으로 가장 여과효율이 우수한 만을 실험에 사95%
용하였고 국산의 경우에도 같은 이유에서 선택하였다 필터를 선택한 이유. Air
는 탈수 테스트 결과 필터로서 가능성이 있고 내구성이 뛰어나기 때문에Main
유리섬유필터와 보완적으로 사용 가능할 것으로 기대되기 때문에 선택하였다.
가) 촬영 결과SEM
내구성 판단을 위하여 을 촬영한 결과 필터 재질에 대한 변화는 없었SEM
다 유리섬유필터의 경우 수입산과 국산에 관계없이 의 회전속도. 95% 450rpm
로 액을 떨어내더라도 필터 재질의 변화는 없는 것으로 나타났다DOP .
그림 는 필터별 촬영 결과를 나타내었다< 5-25> SEM .
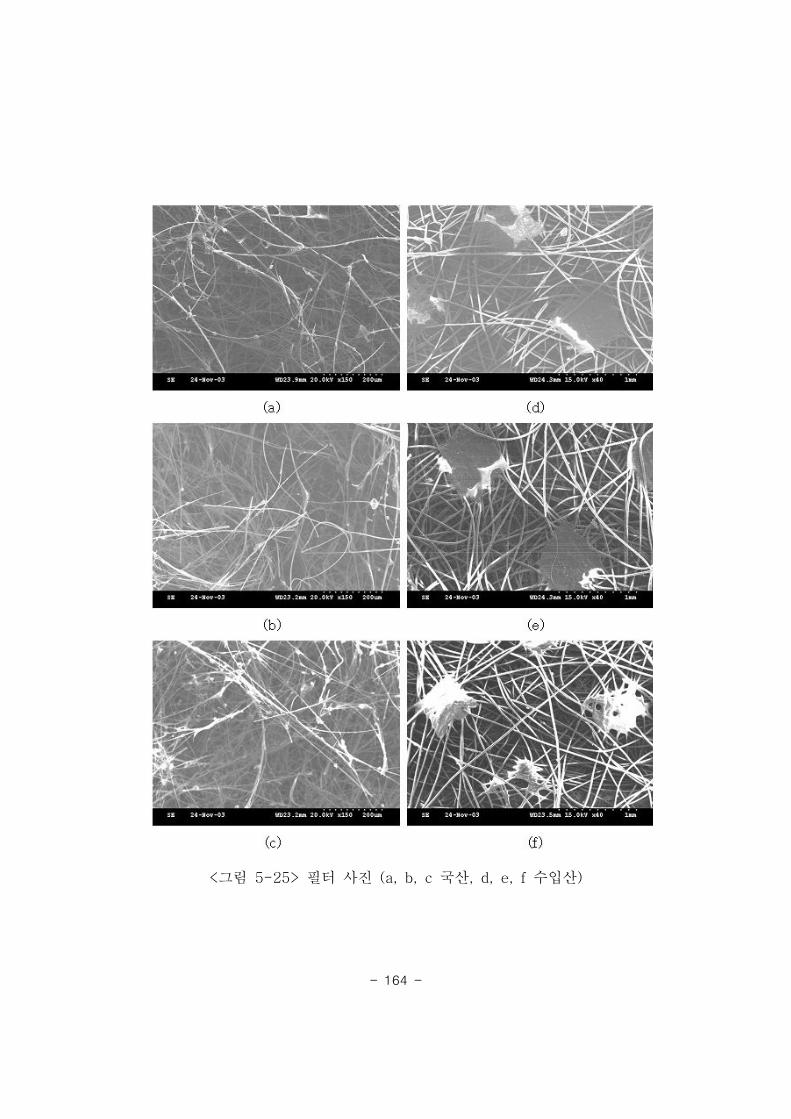
- 164 -
그림 필터 사진 국산 수입산< 5-25> (a, b, c , d, e, f )
- 165 -
나) 인장강도 및 통기도 시험 결과
통기도 및 인장강도 측정 결과는 표 과 그림 그림< 5-10> < 5-20>, < 5-27>
에 나타내었다 통기도 측정 결과를 살펴보면 탈수 후의 통기도가 탈수 전 여.
과시키지 않은 순수 필터 보다 낮게 나왔다 이것은 탈수로 인해 필터가 압축.
되었기 때문으로 판단된다 필터를 두른 경우에는 여과시키지 않은 순수. Air
필터와 유사한 통기도를 보이고 있었다 유리섬유필터에 있어서 국산 유리섬.
유필터 보다 수입산 유리섬유필터의 통기도가 높게 나왔다 따라서 제거. Mist
효율은 국산과 수입산의 유리섬유필터 모두 이상으로 높은 효과를 나타90%
내지만 통기도 시험에서 수입산 유리섬유필터가 우수하여 원심력 탈리 여과집
진장치에 적용하기가 더 유리한 것으로 나타났다.
인장 강도 시험 결과를 보면 전체적으로 국산 유리섬유필터가 더 강한 것을
알 수 있다 그리고 국산 유리섬유필터는 탈수시 인장강도가 감소하는 것을 볼.
수 있는데 이것은 필터의 두께가 얇아 고르게 압축되지 못했기 때문으로 판단
된다 필터를 두르고 실험한 경우 탈수시와 큰 차이는 없었다 수입산 유리. Air .
섬유필터의 경우 두께가 두껍기 때문에 압축에 의해 인장강도가 증가한 것으
로 판단되며 필터를 두를 경우 여과시키지 않은 순수 필터와 비슷한 인장Air
강도를 띄는 점으로 보아 수입산 유리섬유필터도 필터를 두르게 된다면Air
부족한 인장강도를 충분히 보완할 수 있으리라 판단된다.
인장 강도 시험 결과에 의하면 수입산 유리섬유 필터보다 국산 유리섬유 필
터가 더 내구성이 강한 것으로 나타났다 국산 유리 섬유 필터의 경우 탈수 시.
인장 강도가 급격히 낮아지는 것을 볼 수 있는데 이것은 탈수시 필터의 섬유
층이 몰려 인장강도가 감소했다고 판단 할 수 있다 수입산 유리섬유 필터의.
경우는 탈수시 오히려 인장 강도가 증가하였다 인장강도가 증가된 원인은 수.
입산 유리섬유 필터의 경우 두께가 두껍기 때문에 원심력 작용시 압축되어 인
장강도가 증가한 것으로 판단된다 이 경우 필터의 압축으로 인해 필터 막힘.
현상이 발생하므로 통기도의 감소량이 중요하게 된다 수입산 유리섬유 필터.

- 166 -
의 탈수후의 통기도를 보면 에서 로 감소하였으나 실험하지 않은27.8% 25.7%
국산 유리섬유 필터보다 높은 수치를 보였다 수입산 유리섬유 필터에. Air
를 두르고 실험한 경우에는 실험하지 않은 시료의 인장강도와 비슷하였Filter
고 통기도 또한 를 두르지 않고 실험한 시료보다 높게 나타났다 이Air Filter .
것은 가 유리섬유 필터의 내구성 유지에 도움을 주는 것으로 판단Air Filter
된다.

- 167 -
표 내구성 시험 결과< 5-10>
구분시료
a*
b*
c*
d*
e*
f*
인장강도
(kg/5cm)
길이방향 8.4 8.0 7.1 3.9 4.9 4.4
폭방향 5.3 3.8 3.8 2.7 3.0 2.5
파괴시 신율
(%)
길이방향 64.9 40.1 41.3. 23.7 33.1 22.3
폭방향 45.7 40.1 38.0 22.5 41.1 25.7
통기도
( cm3/cm2/sec)19.5 14.5 20.2 27.8 25.0 26.5
실험하지 않은 원형 유리섬유필터 국산* a : 95% ( )
유리섬유필터 국산b : 95% ( )
필터 유리섬유필터 국산c : Air + Sample 95% ( )
실험하지 않은 원형 유리섬유필터 수입산d : 95% ( )
유리섬유필터 수입산e : 95% ( )
필터 유리섬유필터 수입산f : Air + Sample 95% ( )

- 168 -
그림 인장강도 및 신율 테스트 결과< 5-26>
그림 통기도 테스트 결과< 5-27>
- 169 -
나나나나.... 원심력 탈리 여과집진장치의 제작원심력 탈리 여과집진장치의 제작원심력 탈리 여과집진장치의 제작원심력 탈리 여과집진장치의 제작
필터 테스트 결과를 바탕으로 필터의 위치 공기정화장치의 용량 공기정화, ,
장치의 모양 등을 설계하여 실제로 장치를 제작하였다 전처리 필터로서. Wire
를 정화장치 유입구에 부착하였으며 빠른 유속으로 유입되는 공기가 필Mesh
터에 직접 부딪히지 않도록 유입되는 각을 최대한 크게 하였다 그리고 응축된.
액이나 탈수시 탈리되는 액의 빠른 을 위하여 아래 부분에 호퍼DOP DOP drain
를 설치하였고 필터 교체를 용이하게 하기 위하여 필터 장착부는 쉽(Hopper)
게 분리 될 수 있도록 하였다.
그림 은 외면여과식 원심력 탈리 여과집진장치의 내부 기류흐름을< 5-28>
나타낸 결과이고 그림 는 설계한 공기정화장치의 차원적인 모습을, < 5-29> 3
나타낸 결과이다 원심력 탈리 여과집진장치는 원통형 필터 부착기의 직경. 250
높이 필터 통과 유속은 전후로 하여 처리용량이mm, 300 mm 0.8 m/sec 15
으로 제작하였다 전처리 필터에서의 통과유속은 미스트 제거 효율이 높CMM .
게 나타난 정도로 제작하였다7 m/sec .

- 170 -
그림 원심력 공기 정화 장치 계략도< 5-28>
그림 제작 완료된 원심력 공기정화 장치< 5-29>
- 171 -
5.5.5.5. 원심력 탈리 여과집진기 효율 평가 결과원심력 탈리 여과집진기 효율 평가 결과원심력 탈리 여과집진기 효율 평가 결과원심력 탈리 여과집진기 효율 평가 결과
원심력 탈리 여과집진장치의 개발에 있어서 장치의 구조와 모양도 중요하지
만 와 같은 점성물질의 특성에 맞는 필터를 선정하는 것이 무엇보다도 중DOP
요하였다 원심력 탈리 여과집진장치에 맞는 필터를 선정하기 위하여 필터의.
다양한 실험을 통해 적합한 필터를 선정하였다 한가지 필터로서 원심력 탈리.
여과집진장치의 장점을 구현할 수 있는 필터는 없었으며 세가지 필터의 조합
으로 구현가능 하였다.
필터의 여과효율과 탈수 시험결과를 조합하여 본다면 수입산 유리섬유필터
와 필터가 필터에 가장 적합한 것으로 확인되었으며 전처리 필터로Air Main ,
는 를 선택하는 것이 유리하게 나타났다Wire Mesh .
실험 결과를 요약하면 다음과 같다.
국내에서 생산되는 수많은 필터 중에 미스트 제거용으로 사용되어지고 있1)
는 종 가지 필터를 구입하여 예비 실험을 통하여 최종실험에 사용될 종8 21 4 9
가지 필터를 선정하였다 종 가지 필터는 전처리용. 4 9 (Wire Mesh, Air Filter),
용 국산과 수입산 유리섬유 필터 종 후처리용 으로 구Main Filter ( 6 ), (HEPA)
성하였다.
종 가지 필터에 대하여 미스트 제거 효율 테스트를 실시한 결과2) 4 9 0.8
에서 수입산 유리섬유 필터와 국산 유리섬유 필터가 이상m/s 95% 95% 90%
의 제어 효율을 나타내었다 전처리 필터의 경우 는 에 비. Wire Mesh Air Filter
하여 압력손실은 낮으면서 미스트 제거 효율은 높게 나타나 전처리 필터로 사
용하기에 적합한 것으로 나타났다 필터의 경우는 젖은 상태에서 효율이. HEPA
낮아 미스트 제거용으로 부적합한 것으로 나타났다.
- 172 -
탈수 시험 결과 국산 유리섬유필터 보다 수입산 유리섬유 필터가 탈수력3)
이 더 많은 것으로 나타났다 의 경우는 낮은 회전수에서도 탈수량이. Air Filter
많았지만 회전수가 증가할수록 탈수량의 급격히 증가하지는 않았다 하지만.
의 경우 다른 필터에 비하여 탈수량이 많아 로서 가능성Air Filter Main Filter
을 나타내었다.
미스트 제거효율 시험과 탈수력 시험결과 수입산 유리섬유 필터가4) 95%
필터로서 가장 적합할 것으로 나타났지만 내구성이 있어야만 원심력 탈Main
리 여과집진기에 적용할 수 있다 내구성 테스트 결과 수입산 유리섬유. 95%
필터는 탈리시 필터 압축에 의하여 내구성이 더 좋아지는 것으로 나타났다 하.
지만 이 경우 필터 압축에 의하여 통기도가 감소하는데 유리섬유필터에 Air
를 둘러 실험한 결과 시험하지 않은 필터와 같은 통기도를 보였다 수입Filter .
산 유리섬유 필터에 를 바깥쪽으로 둘러 필터를 구성할95% Air Filter Main
수 있었다.
필터 실험을 바탕으로 원심력 탈리 여과 집진기를 제작하였다 필터5) . Main
수입산 유리섬유 필터 필터 통과 유속은 로 하였고 전처( 95% + Air ) 0.8 m/s ,
리 필터 의 통과 유속은 정도로 하였다 집진기의 용량은(Wire Mesh) 7 m/s . 15
정도이며 예상 압력 손실은 필터 전처리 필터CMM 100mmAq (Main 80 + 10
형상에 의한 압력손실 정도이다+ 10) .
- 173 -
결 론결 론결 론결 론....ⅥⅥⅥⅥ
본 연구에서는 여러 가지 점착성 물질 중 발암성 물질로 알려진 DOP(DiOctyl
취급하는 공정을 중심으로 하여 현장 실태 조사를 통해 점성물질에 의한 국Phthalate)
소배기시스템 효율 저하 원인을 파악하고 실험실에서 국소배기장치의 효율을 향상시
킬 수 있는 방안을 검토하여 최적의 국소배기시스템 설정 및 다단슬롯형 이중 캐노피
후드와 원심력 탈리 여과집진기를 개발하였다.
연구결과를 요약하면 다음과 같다.
현장 실태조사 결과현장 실태조사 결과현장 실태조사 결과현장 실태조사 결과1.1.1.1.
를 취급하는 개 사업장에 대한 현장방문 및 실측결과 사용량이 많은 장DOP 5 DOP
판 및 레자 제조 사업장의 카렌다 공정에서 국소배기 시스템 효율저하 문제가 가장 심
각한 것으로 조사되었다.
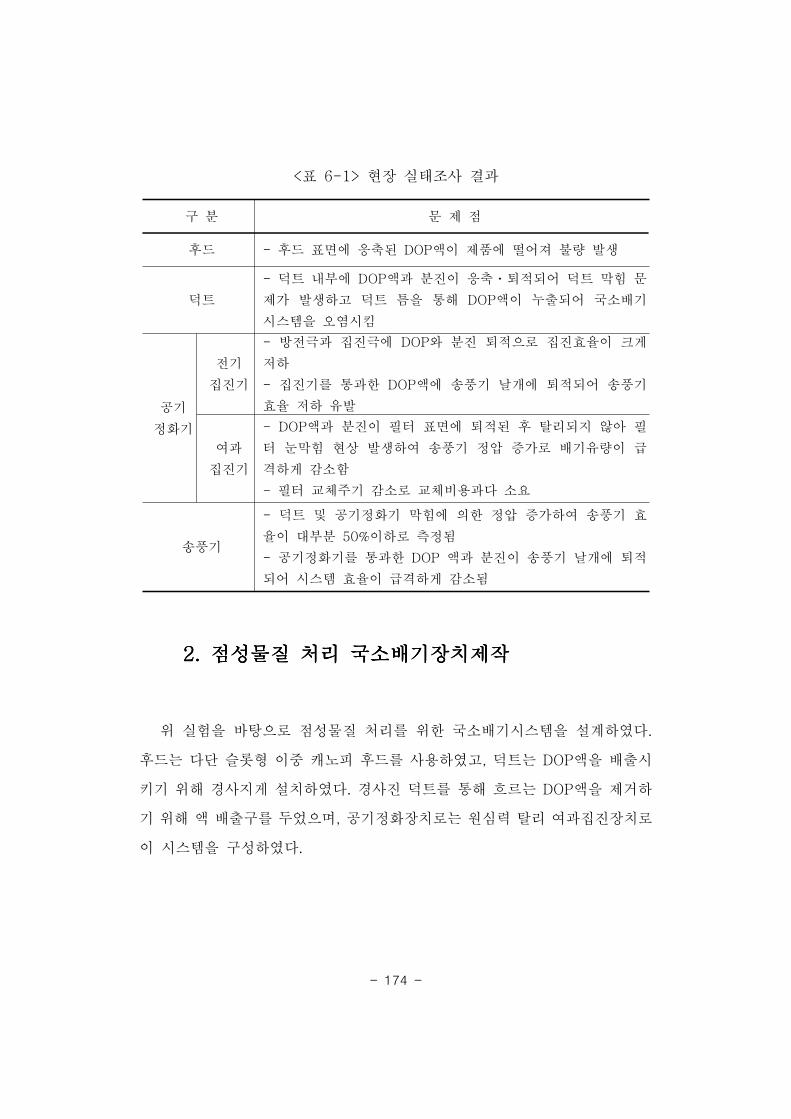
- 174 -
표 현장 실태조사 결과< 6-1>
구 분 문 제 점
후드 후드 표면에 응축된 액이 제품에 떨어져 불량 발생- DOP
덕트
덕트 내부에 액과 분진이 응축 퇴적되어 덕트 막힘 문- DOP ㆍ
제가 발생하고 덕트 틈을 통해 액이 누출되어 국소배기DOP
시스템을 오염시킴
공기
정화기
전기
집진기
방전극과 집진극에 와 분진 퇴적으로 집진효율이 크게- DOP
저하
집진기를 통과한 액에 송풍기 날개에 퇴적되어 송풍기- DOP
효율 저하 유발
여과
집진기
액과 분진이 필터 표면에 퇴적된 후 탈리되지 않아 필- DOP
터 눈막힘 현상 발생하여 송풍기 정압 증가로 배기유량이 급
격하게 감소함
필터 교체주기 감소로 교체비용과다 소요-
송풍기
덕트 및 공기정화기 막힘에 의한 정압 증가하여 송풍기 효-
율이 대부분 이하로 측정됨50%
공기정화기를 통과한 액과 분진이 송풍기 날개에 퇴적- DOP
되어 시스템 효율이 급격하게 감소됨
점성물질 처리 국소배기장치제작점성물질 처리 국소배기장치제작점성물질 처리 국소배기장치제작점성물질 처리 국소배기장치제작2.2.2.2.
위 실험을 바탕으로 점성물질 처리를 위한 국소배기시스템을 설계하였다.
후드는 다단 슬롯형 이중 캐노피 후드를 사용하였고 덕트는 액을 배출시, DOP
키기 위해 경사지게 설치하였다 경사진 덕트를 통해 흐르는 액을 제거하. DOP
기 위해 액 배출구를 두었으며 공기정화장치로는 원심력 탈리 여과집진장치로,
이 시스템을 구성하였다.
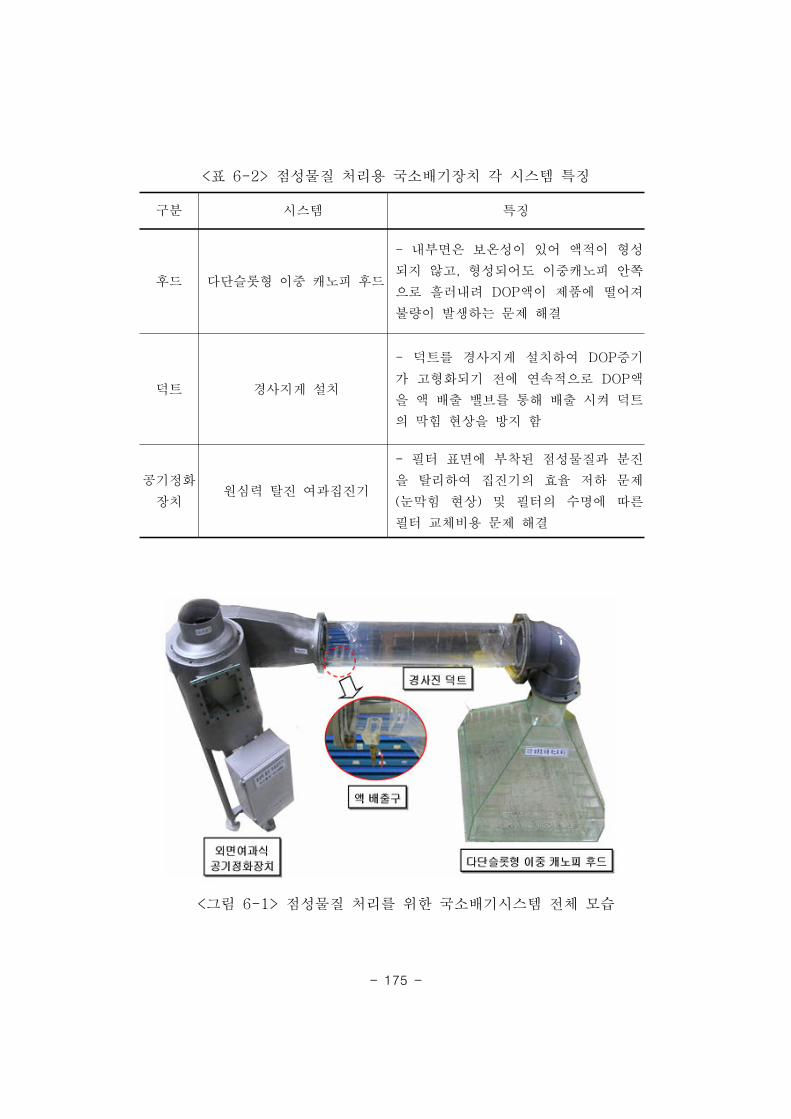
- 175 -
표 점성물질 처리용 국소배기장치 각 시스템 특징< 6-2>
구분 시스템 특징
후드 다단슬롯형 이중 캐노피 후드
내부면은 보온성이 있어 액적이 형성-
되지 않고 형성되어도 이중캐노피 안쪽,
으로 흘러내려 액이 제품에 떨어져DOP
불량이 발생하는 문제 해결
덕트 경사지게 설치
덕트를 경사지게 설치하여 증기- DOP
가 고형화되기 전에 연속적으로 액DOP
을 액 배출 밸브를 통해 배출 시켜 덕트
의 막힘 현상을 방지 함
공기정화
장치원심력 탈진 여과집진기
필터 표면에 부착된 점성물질과 분진-
을 탈리하여 집진기의 효율 저하 문제
눈막힘 현상 및 필터의 수명에 따른( )
필터 교체비용 문제 해결
그림 점성물질 처리를 위한 국소배기시스템 전체 모습< 6-1>
- 176 -
원심력 탈리 여과집진장치 운전조건원심력 탈리 여과집진장치 운전조건원심력 탈리 여과집진장치 운전조건원심력 탈리 여과집진장치 운전조건3.3.3.3.
원심력 탈리 여과집진장치의 전처리 필터 통과 유속은 정도(Wire Mesh) 7m/s
로 하였고 필터 수입산 유리섬유 필터 필터 의 통과 유속은, Main ( 95% + Air ) 0.8
전후로 하였다 집진기의 처리용량은 정도이며 예상 압력 손실은m/s . 15 CMM
필터 전처리 필터 형상에 의한 압력손실 정도이다100mmAq (Main 80 + 10 + 10) .
표 원심력 탈리 여과집진장치 운전조건< 6-3>
통과 유속(m/s) 용량(CMM) 압력손실(mmAq)
필터Main 0.8 - -
전처리 필터 7 - -
집진기 - 15 100
- 177 -
참고문헌참고문헌참고문헌참고문헌
김태형 김현욱 박동욱 백남원1. , , , . (1999). 산업환기산업환기산업환기산업환기 신광출판사. .
2. 두산세계백과사전두산세계백과사전두산세계백과사전두산세계백과사전.... (2003).
물질안전보건자료3. . DOP(DIOCTYL PHTHALATE).
삼성전기 산업환기시스템 진단 보고서4. . (1997). .
삼성테크윈 산업환기시스템 진단 보고서5. . (2002). .
삼성전자 산업환기시스템 진단 보고서6. . (2002). .
창원대학교 인조피혁제조 공장 환기시스템 진단 보고서7. . (1999). .
창원대학교 합성섬유제조 공장 환기시스템 진단 보고서8. . (1999). .
창원대학교 주 삼미특수강 작업환경평가 연구보고서9. . ( ) .
하현철 주물공장 작업공정 및 환기시스템 개선 방안10. . (1999). .
한국산업안전공단 우리나라 노출실태 및 건강장해에 관한 조사보고서11. . DMF
한국산업안전공단 산업보건연구원 업종별 산업보건편람 표준 공정12. . (1999). ,
분포 체계 개발
규격 직물의 인장 강도 및 신도 측정 방법13. KS : KS K 0520
규격 천의 공기 투과도 측정 방법14. KS : KS K 0570
- 178 -
15. ACGIH. (2001). Industrial Ventilation. - A Manual of Recommended Practice,
25d ed. Ohio: ACGIH.
16. ASHRAE Standard 52.1. (1992). - Gravimetric and Dust-Spot Procedures for
Testing Air-Cleaning Devices Used in General Ventilation for Removing
Particulate Matter.
17. Burton D. Hemeon's. (1999). Plant and Process Ventilation, 3rd ed.
Washington; Lewis Publi.
18. EPA(Environmental Protection Agency). (1992). Air pollution engineering
manual. Van Nostrand Reinhold, New York.
19. Goodfellow H, Esko Tahti. (2001). Industrial ventilation design guidebook.
Academic Press.
20. NIOSH Method #0500 Particulates Not Otherwise Regulated, Total.
21. OSHA comments from the January 19. (1989). Final Rule on Air
Contaminants Project extracted from 54FR2332 et.
22. www.gelman.com - GLA-5000 Membrane Disc Filters.

- 179 -
AbstractsAbstractsAbstractsAbstracts
The Study on Efficiency Improvement of Local ExhaustThe Study on Efficiency Improvement of Local ExhaustThe Study on Efficiency Improvement of Local ExhaustThe Study on Efficiency Improvement of Local Exhaust
Ventilation System for Control of Sticky MaterialsVentilation System for Control of Sticky MaterialsVentilation System for Control of Sticky MaterialsVentilation System for Control of Sticky Materials
[ 2nd : The Improvement of LEVS for Control DOP ][ 2nd : The Improvement of LEVS for Control DOP ][ 2nd : The Improvement of LEVS for Control DOP ][ 2nd : The Improvement of LEVS for Control DOP ]
This study was focused on how to control the sticky material generated
from DOP(DiOctyl Phthalate) handling processes. The sticky/oily material
contaminates the whole local exhaust ventilation system(LEVS), such as hood
face, duct, air cleaning device and fan. The oily DOP being dropped from hood
face can contaminate the surface of the product coming from calender roll. In
addition, it can clog the duct and air cleaning device such as bag filter and
electrostatic precipitator. 5 DOP handling companies were visited and inspected
to find what cause this problem and what kind of option we could have to
solve this problem. After long and thorough discussion between company people
and researchers involved, the main direction for improving the work
environment was decided. In the laboratory, scientific and trial/error approaches
were performed. The coagulation on the inner surface of hood was improved by
adopting the multi-stage double canopy hood. The effectiveness of this hood
was tested by experiments and numerical modeling techniques. The air cleaning
devices such as bag filter and electrostatic precipitator was substituted by a
newly designed mist collector. The innovative mist collector consists of
cylindrical filter section and centrifugal dehydration mechanism. After filtering
the sticky material, the filter drum is periodically rotated to detach the material
from the filter. After many tests, a lab-scale mist collector was developed and
ready to being tested in the industrial environment.
- 180 -
본 연구보고서의 내용은 연구책임자의 개인적 견
해이며 우리 연구원의 공식견해와 다를 수도 있음,
을 알려드립니다.
한국산업안전보건연구원 원장
점성물질처리 국소배기장치의 효율제고점성물질처리 국소배기장치의 효율제고점성물질처리 국소배기장치의 효율제고점성물질처리 국소배기장치의 효율제고
방안 연구방안 연구방안 연구방안 연구
보건분야 보고서 연구원( - 2004-13-94)
발 행 일 년 월 일: 2003 12 31
발 행 인 산업안전보건연구원 원장 김 광 종:
연구책임자 산업보건위생연구실 선임연구원 백은규:
발 행 처 한국산업안전공단 산업안전보건연구원:
주 소 인천광역시 부평구 구산동: 34-4
전 화 : (032)5100-933
F A X : (032)518-0864
Homepage : www. kosha.or.kr
인 쇄 :