tugas pengelasan
28
TUGAS MAKALAH TEKNIK PENGELASAN Dosen Pengampu: Dodi Yulianto S.T., M.T Charly Gunawan 073310309 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS ISLAM RIAU 1
-
Upload
charlygunawan8965 -
Category
Documents
-
view
7.609 -
download
4
description
teknik mesin UIR 2007
Transcript of tugas pengelasan

TUGAS MAKALAH TEKNIK PENGELASAN
Dosen Pengampu: Dodi Yulianto S.T., M.T
Charly Gunawan
073310309
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS ISLAM RIAU
PEKANBARU
2010
1

KATA PENGANTAR
Puji dan syukur saya hatukan kehadirat Allah SWT atas rahmat, nikmat dan
karuiaNYA, karena dengan rahmat dan hidayahNYA saya dapat menyelesaikan
makalah pengelasan dari mata kuliah Teknik Pengelasan oleh Bapak Dodi Yulanto
S.T., M.T guna memperoleh salah satu prasyaratan pemberian nilai oleh mata kuliah
bersangkutan.
Penulis menyadari bahwa dalam penyusunan makalah ini adalah berkat
bantuan, bimbingan dan dukungan dari semua pihak baik moril maupun materil. Pada
kesempatan ini dengan segala kerendahan hati, penulis menghaturkan rasa terima
kasih kepada yang pihak-pihak yang telah membantu.
Semoga amal kebajikan yang telah diberikan kepada penulis mendapat pahala
dan mendapat amal yang di ridhoi oleh Allah SWT.
Penulis menyadari bahwa karya sederhana ini masih jauh dari kesempurnaan,
untuk itu segala saran dan kritik untuk perbaikan makalah ini akan penulis terima
dengan senang hati dan yang terakhir. Semoga karya sederhana ini dapat bermanfaat
bagi kita semua. Amien.
Pekanbaru, 10 Maret 2010
2

DAFTAR ISI
Kata Pengantar...............................................................................................................1
BAB I PENDAHULUAN
1.1 Latar Belakang.........................................................................................................3
1.2 Tujuan Penyusunan..................................................................................................3
1.3 Teknik Penyusunan..................................................................................................4
BAB II PEMBAHASAN
2.1 Pengertian Pengelasan……………………………………………………………..5
2.2 Cara Pengelasan dan Pemotongan…………………………………………………5
2.3 Proses Pengelasan…………………………………………………………………6
2.4 Proses-proses Pengelasan………………………………………………………..10
BAB III PENUTUP
3.1 Kesimpulan………………………………………………………………………17
3.2 Saran……………………………………………………………………………..17
3

BAB I
PENDAHULUAN
1.1 Latar Belakang
Teknik pengelasan secara sedeerhana telah diketemukan dalam rentang waktu
antara 4000 sampai 3000 SM. Setelah energi listik diergunakan dengan mudah,
teknologi pengelasan maju dengan pesatnya sehingga manjadi suatu teknik yang
mutahir. Hingga saat ini telah dipergunakan lebih dari 40 jenis pengelasan.
Pada tahap-tahap permulaan dari pengembangan teknologi las biasanya
pengelasan hanya digunakan pada sambungan-sambungan dari reparasi yang kurang
penting. Tapi setelah melalui pengalaman dan praktek yang banyak dan waktu yang
lama maka sekarang penggunaan proses-proses pengelasan dan penggunaan
konstruksi-konstruksi las merupakan hal yang umum disemua negara di dunia.
Terwujudnya standar-standar teknik pengelasan akan membatu memperluas
ruang lingkup pemakaian sambungan las dan memperbesar ukuran bangunan
konstruksi yang dapat di las. Dengan kemajuan yang dapat dicapai sampai saat ini,
teknologi las memegang peranan penting dalam masyarakat industri modren.
Prosedur pengelasan kelihatannya sangat sederhana, tetapi sebenarnya
didalamnya banyak masalah-masalah yang harus diatasi dimana pemecahannya
memerlukan bermacam-macam pengetahuan. Karena itu didalam pengelasan,
pengetahuan harus turut serta mendampingi praktek. Secara lebih terperinci dapat
dikatakan bahwa perancangan konstruksi bangunan dan mesin dengan sambungan las,
harus direncanakan pula tentang cara-cara pengelasan, cara pemeriksaan, bahan las,
dan jenis yang akan digunakan, berdasarkan fungsi dan bagian-bagian bangunan atau
mesin yang dirancang.
1.2 Tujuan Penyusunan
Berdasarkan pada rumusan masalah diatas, tujuan yang ingin dicapai dalam
penyusunan ini adalah :
1. Untuk mengetahui pengertian pengelasan.
4

2. Untuk mengetahui cara pengelasan dan pemotongan.
3. Untuk mengetahui peralatan yang digunakan dalam proses pengelasan.
1.3 Teknik Penyusunan
Metode yang digunakan penulis dalam penyusunan karya ilmiah ini dengan
menggunakan studi webset.
5

BAB II
PEMBAHASAN
2.1 Pengertian Pengelasan
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalah ikatan
metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam
keadaan lumer atau cair. Dengan kata lain, las adalah sambungan setempat dari
beberapa batang logam dengan menggunakan energi panas. Dalam proses
penyambungan ini adakalanya disertai dengan tekanan dan material tambahan (filler
material).
2.2 Cara Pengelasan dan Pemotongan
Sampai pada waktu ini banyak sekali cara-cara pengklasifikasian yang
digunakan dalam bidang las, ini disebabkan karena perlu adanya kesepakatan dalam
hal-hal tersebut. Secara konvensional cara-cara pengklasifikasi tersebut pada waktu
ini dapat dibagi dua golongan, yaitu klasifikasi berdasarkan energi yang digunakan
(sumber panas) dan klasifikasi berdasarkan cara kerja.
Ditinjau berdasarkan sumber panasnya klasifikasi pengelasan dapat dibedakan tiga:
1.Mekanik
2.Listrik
3.Kimia
Berdasarkan cara kerjanya klasifikasi pengelasan dapat dibagi dalam tiga
kelas utama yaitu : pengelasan cair, pengelasan tekan dan pematrian.
1. Pengelasan cair adalah cara pengelasan dimana sambungan dipanaskan sampai
mencair dengan sumber panas dari busur listrik atau sumber api gas yang
terbakar.
2. Pengelasan tekan adalah pcara pengelasan dimana sambungan dipanaskan dan
kemudian ditekan hingga menjadi satu.
3. Pematrian adalah cara pengelasan diman sambungan diikat dan disatukan dengan
menggunakan paduan logam yang mempunyai titik cair rendah. Dalam hal ini
logam induk tidak turut mencair.
6

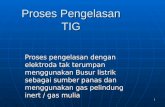
2.3 Proses Pengelasan
Las gas tungsten (Las TIG) adalah proses pengelasan dimana busur nyala
listirk ditimbulakan oleh elektroda tungsten (elektroda tak terumpan) dengan benda
kerja logam. Daerah pengelasan dilindungi oleh gas lindung (gas tidak aktif) agar
tidak berkontaminasi dengan udara luar. Kawat las dapat ditambahkan atau tidak
tergantung dari bentuk sambungan dan ketebalan benda kerja yang akan dilas.
Perangkat yang dipakai dalam pengelasan las gas tungsten adalah:
1. Mesin
Mesin las AC/DC merupakan mesin las pembangkit arus AC/DC yang
digunakan di dalam pengelasan las gas tungsten. Pemilihan arus AC atau
DC biasanya tergantung pada jenis logam yang akan dilas.
2. Tabung gas lindung
Adalah tabung tempat penyimpanan gas lindung seperti argon dan helium
yang digunakan di dalam mengelas gas tungsten.
7

3. Regulator gas lindung
Adalah pengatur tekanan gas yang akan digunalan di dalam pengelasan gan
tungsten. Pada regulator ini biasanya ditunjukkan tekanan kerja dan tekanan gas di
dalam tabung.
4. Flowmeter untuk gas
Dipakai untuk menunjukkan besarnya aliran gas lindung yang di pakai di
dalam pengelasan gas tungsten.
5. Selang gas dan perlengkapan pengikatnya
Berfungsi sebagai pengubung gas dari tabung menuju pembakar las.
Sedangkan perangkat pengikat berfungsi mengikat selang dari tabung menuju mesin
las dan dari mesin las menuju pembakar las.
8

6. Kabel elektroda dan selang
Berfungsi menghantarkan arus dari mesin las menuju stang las, begitu juga
aliran gas dari mesin las menuju stang. Kabel masa berfungsi untuk menghantarkan
arus ke benda kerja.
7. Stang las (welding torch)
Berfungsi untuk menyatukan system untuk menyatukan system las yang
berupa penyalaan busur dan perlindungan gas lindung selama dilakukan pengelasan.
8. Elektroda tungsten
Berfungsi sebagai pembangkit busur nyala selama dilakukan pengelasan.
Elektroda ini tidak berfugsi sebagai bahan tambah.
9. Kawat las
Berfungsi sebagai bahan tambah. Tambahan kawat jika bahan dasar yang
dipanasi dengan busur tungsten sudah mendekati cair.
10. Assesories
Pilihan dapat berupa system pendinginan air untuk pekerjaan pengelasan
berat, rheostat kaki, dan pengatur waktu busur.
9

Las Tungsten
Gas Tungsten Arc Welding (GTAW) atau sering juga disebut Tungsten Inert
Gas (TIG) merupakan salah satu dari bentuk las busur listrik (Arc Welding) yang
menggunakan inert gas sebagai pelindung dengan tungsten atau wolfram sebagai
electrode. Skema dari GTAW dapat dilihat dalam gambar dibawah. Penjelasan ini
dikerjakan secara manual maupun otomatis.
Gambar. Skema pengelasan (TIG (tungsten iner gas)
Electrode pada GTAW termasuk elektode tidak terumpan (non consumable)
berfungsi sebagai tempat tumpuan terjadinya busur listrik. GTAW mampu
menghasilkam las yang berkualitas tinggi pada hampir semua jenis logam mampu las.
Biasanya ini digunakan pada stainless steel dan logam ringan lainnya seperti
aluminium, magnesium dan lain-lain. Hasil pengelasan pada teknik ini cukup baik
tapi membutuhkan kemampuan yang tinggi.
Pada pengelasan TIG ini tenaga yang dibutuhkan adalah tenaga listrik baik AC
maupun DC. Tenaga listrik hanya digunakan sebagai pemanas dan hanya untuk
membuat busur nyala pada elektoda, bagian-bagian pendukung lainya masih disuplai
dari alat lain. Peralatan yang sering digunakan sebagai pendukung dari las TIG ini
adalah tabung gas Argon maupun gas lain dapat melindungi proses pengelasan dari
pengaruh udara luar.
2.4 Proses-proses Pengelasan
10

a. Las listrik dengan elektroda berselaput (SMAW)
Las listrik ini menggunakan elektroda berelaput sebagai bahan tambahan.
Busur listrik yang terjadi di antara ujung elektroda dan bahan dasar akan mencairkan
ujung elektroda dan sebagaian bahan dasar. Selaput elektroda yang turut terbakar akan
mencair dan menghasilkan gas yang melindungi ujung elekroda kawah las, busur
listrik terhadap pengaruh udara luar. Cairan selaput elektroda yang membeku akan
menutupi permukaan las yang juga berfungsi sebagai pelindung terhadap pengaruh
luar.
Perbedaan suhu busur listrik tergantung pada tempat titik pengukuran, misal
pada ujung elektroda bersuhu 3400° C, tetapi pada benda kerja dapat mencapai suhu
4000° C.
Keuntungan
SMAW adalah proses las busur paling sederhana dan paling serba guna. Karena
sederhana dan mudah dalam mengangkut peralatan dan perlengkapannya, membuat
proses SMAW ini mempunyai aplikasi luas mulai dari refinery piping hingga
pipelines, dan bahkan untuk pengelasan di bawah laut guna memperbaiki struktur
anjungan lepas pantai. SMAW bisa dilakukan pada berbagai posisi atau lokasi yang
bisa dijangkau dengan sebatang elektroda. Sambungan-sambungan pada daerah
dimana pandangan mata terbatas masih bisa di las dengan cara membengkokkan
elektroda. Proses SMAW digunakan untuk mengelas berbagai macam logam ferrous
dan non ferrous, termasuk baja carbon dan baja paduan rendah, stainless steel,
paduan-paduan nikel, cast iron, dan beberapa paduan tembaga.
Kelemahan
Meskipun SMAW adalah proses pengelasan dengan daya guna tinggi, proses ini
mempunyai beberapa karakteristik dimana laju pengisiannya lebih rendah
dibandingkan proses pengelasan semi-otomatis atau otomatis. Panjang elektroda tetap
dan pengelasan mesti dihentikan setelah sebatang elektroda terbakar habis. Puntung
elektroda yang tersisa terbuang, dan waktu juga terbuang untuk mengganti–ganti
elektroda. Slag atau terak yang terbentuk harus dihilangkan dari lapisan las sebelum
lapisan berikutnya didepositkan. Langkah-langkah ini mengurangi efisiensi
pengelasan hingga sekitar 50 %.
Asap dan gas yang terbentuk merupakan masalah, sehingga diperlukan ventilasi
memadai pada pengelasan di dalam ruang tertutup. Pandangan mata pada kawah las
11

agak terhalang oleh slag pelindung dan asap yang menutupi endapan logam.
Dibutuhkan juru las yang sangat terampil untuk dapat menghasilkan pengelasan
berkualitas radiography apabila mengelas pipa atau plat hanya dari arah satu sisi.
b. Las Listrik TIG
Pengelasan ini pertama kali ditemukan di USA (1940), berawal dari
pengelasan paduan untuk bodi pesawat terbang. Prinsip : Panas dari busur terjadi
diantara elektrode tungsten dan logam induk akan meleburkan logam pengisi ke
logam induk di mana busurnya dilindungi oleh gas mulia (Ar atau He).
Las listrik TIG (Tungsten Inert Gas = Tungsten Gas Mulia) menggunakan
elektroda wolfram yang bukan merupakan bahan tambah. Busur listrik yang terjadi
antara ujung elektroda wolfram dan bahan dasar merupakan sumber panas, untuk
pengelasan. Titik cair elektroda wolfram sedemikian tingginya sampai 3410° C,
sehingga tidak ikut mencair pada saat terjadi busur listrik. Tangkai listrik dilengkapi
dengan nosel keramik untuk penyembur gas pelindung yang melindungi daerah las
dari luar pada saat pengelasan.
Sebagian bahan tambah dipakai elektroda tampa selaput yang digerakkan dan
didekatkan ke busur yang terjadi antara elektroda wolfram dengan bahan dasar.
Sebagai gas pelindung dipakai gas inert seperti argon, helium atau campuran dari
kedua gas tersebut yang pemakainnya tergantung dari jenis logam yang akan dilas.
Tangkai las TIG biasanya didinginkan dengn air yang bersirkulasi.
Pembakar las TIG terdiri dari :
1) Penyedia arus,
2) Pengembali air pendingi,
3) Penyedia air pendingin,
4) Penyedia gas argon,
5) Lubang gas argon ke luar,
6) Pencekam elektroda,
7) Moncong keramik atau logam,
8) Elektroda tungsten,
9) Semburan gas pelindung.
Keuntungan : Digunakan untuk Alloy Steel, Stainless Steel maupun paduan Non
Ferrous: Ni, Cu, Al (Air Craft). Disamping itu mutu las bermutu tinggi, hasil las
padat, bebas dari porositas dan dapat untuk mengelas berbagai posisi dan ketebalan.
12

Proses GTAW menghasilkan pengelasan bermutu tinggi pada bahan-bahan ferrous
dan non ferrous. Dengan teknik pengelasan yang tepat, semua pengotor yang berasal
dari atmosfir dapat dihilangkan. Keuntungan utama dari proses ini yaitu, bisa
digunakan untuk membuat root pass bermutu tinggi dari arah satu sisi pada berbagai
jenis bahan. Oleh karena itu GTAW digunakan secara luas pada pengelasan pipa,
dengan batasan arus mulai dari 5 hingga 300 amp, menghasilkan kemampuan lebih
besar untuk mengatasi masalah pada posisi sambungan yang berubah-ubah seperti
celah akar. Sebagai contoh, pada pipa tipis (dibawah 0,20 inci) dan logam-logam
lembaran, arus bisa diatur cukup rendah sehingga pengendalian penetrasi dan
pencegahan terjadinya terbakar tembus (burnt through) lebih mudah dari pada
pengerjaan dengan proses menggunakan elektroda terbungkus. Kecepatan gerak yang
lebih rendah dibandingkan dengan SMAW akan memudahkan pengamatan sehingga
lebih mudah dalam mengendalikan logam las selama pengisian dan penyatuan.
Kelemahan.
Kelemahan utama proses las GTAW yaitu laju pengisian lebih rendah dibandingkan
dengan proses las lain umpamanya SMAW. Disamping itu, GTAW butuh kontrol
kelurusan sambungan yang lebih ketat, untuk menghasilkan pengelasan bermutu
tinggi pada pengelasan dari arah satu sisi. GTAW juga butuh kebersihan sambungan
yang lebih baik untuk menghilangkan minyak, grease, karat, dan kotoran-kotoran lain
agar terhindar dari porosity dan cacat-cacat las lain. GTAW harus dilindungi secara
berhati-hati dari kecepatan udara di atas 5 mph untuk mempertahankan perlindungan
inert gas di atas kawah las.
c. Las Listrik Submerged (SAW)
Las listrik submerged yang umumnya otomatis atau semi otomatis
menggunakan fluksi serbuk untuk pelindung dari pengaruh udara luar. Busur listrik di
antara ujung elektroda dan bahan dasar di dalam timbunan fluksi sehingga tidak
terjadi sinar las keluar seperti biasanya pada las listrik lainya. Operator las tidak perlu
menggunakan kaca pelindung mata (helm las).
Pada waktu pengelasan, fluksi serbuk akan mencair dan membeku dan
menutup lapian las. Sebagian fluksi serbuk yang tidak mencair dapat dipakai lagi
setelah dibersihkan dari terak-terak las. Elektora yang merupakan kawat tampa
13

selaput berbentuk gulungan (roll) digerakan maju oleh pasangan roda gigi yang
diputar oleh motor listrik.
Mesin las ini dapat menggunakan sumber listrik AC yang lamban dan DC
dengan tegangan tetap bila menggunakan listrik AC. Perlu adanya pengaturan
kecepatan pengumpanan kawat las yang dapat diubah-ubah untuk mendapatkan
panjang busur yang diperlukan. Bila menggunakan sumber listrik DC dengan
tegangan tetap, kecepatan pengumpanan dapat dibuat tetap dan biasanya
menggunakan polaritas balik (DCRP). Mesin las dengan listrik DC kadang-kadang
digunakan untuk mengelas pelat tipis dengan kecepatan tinggi atau untuk pengelasan
dengan elekroda lebih dari satu.
Keuntungan Las Busur Rendam:
Kualitas Las baik, Penetrasi cukup, Bahan las hemat, Tidak perlu operator terampil,
Dapat memakai arus yang tinggi.
Kerugian Las Busur Rendam:
Sulit menentukan hasil seluruh pengelasan, Posisi pengelasan hanya horizontal, dan
Penggunaan sangat terbatas.
Keuntungan
Proses las SAW ini dapat digunakan untuk mengelas carbon steel, low alloy steel,
stainless steel dan beberapa paduan nikel tinggi. Proses ini digunakan secara luas
untuk membuat lapisan anti karat dengan menggunakan elektroda berbentuk lembaran
(tebal 0,5 mm dan lebar 60 mm). Proses las ini dapat dikerjakan dengan arus lebih
tinggi serta elektroda berganda, sehingga diperoleh laju pengisian dua hingga sepuluh
kali lebih cepat dari pada SMAW. Karakteristik penetrasi yang dalam dari proses
SAW ini menyebabkan kampuh las bisa dibuat lebih sempit, sehingga dapat
mengurangi jumlah lapisan yang diperlukan dan juga menghemat waktu pengelasan.
Lapisan slag yang menyelimuti logam las memberikan perlindungan yang handal
terhadap logam las cair, Sehingga menghasilkan deposit las bermutu tinggi.
Sebagai sebuah proses las busur terbuka, SAW tidak menimbulkan radiasi tinggi
dimana hal ini memberikan kenyamanan kepada juru las. SAW adalah proses las
rendah hydrogen, tetapi kandungan hydrogennya tergantung dari tingkat kekeringan
dan jenis flux yang dipakai. Kekerasan di daerah HAZ cenderung lebih rendah karena
panas masukan yang lebih tinggi menyebabkan laju pendinginan menjadi lebih
14

lambat. Pada umumnya tampilan bead yang halus dari pengelasan SAW membuat
inspeksi visual menjadi lebih mudah terhadap cacat-cacat las karena kesalahan
operator atau kesalahan fungsi peralatan.
Kelemahan
Di dalam prakteknya, proses las SAW membutuhkan penanganan dan waktu
pemasangan lebih banyak untuk meletakkan benda kerja sedemian rupa sehingga
pengelasan dapat dilakukan dengan posisi datar. Terbatasnya pandangan mata
terhadap busur dan kawah las selama pengelasan membuat proses ini menjadi lebih
sulit dalam mempertahankan posisi las di atas sambungan, meskipun pada umumnya
hal ini tidak menjadi masalah. Waktu pemasangan untuk pengelasan lebih lama
dibandingkan dengan GMAW dan SMAW, sehingga proses ini tidak ekonomis pada
pekerjaan-pekerjaan kecil. Apabila menggunakan panas masukan lebih besar, bisa
terbentuk butiran-butiran kasar di daerah HAZ. Keadaan ini menyebabkan hilangnya
sifat impact, yang pada beberapa aplikasi tidak diperbolehkan. Pada pengelasan
dengan lapisan banyak, harus dipilih kombinasi kawat/flux yang sesuai sehingga
dapat mencegah pembentukan unsur Mn dan Si pada logam las, karena unsur-unsur
ini akan menaikan kekerasan, menurunkan ketangguhan, dan menimbulkan masalah
retak pada sour service.
d. Las Listrik MIG
Seperti halnya pad alas listrik TIG, pad alas listrik MIG juga panas
ditimbulkan oleh busur listrik antara dua electron dan bahan dasar. Elektroda
merupakan gulungan kawat yang berbentuk rol yang geraknya diatur oleh pasangan
roda gigi yang digerakkan oleh motor listrik. Gerakan dapat diatur sesuai dengan
keperluan. Tangkai las dilengkapi dengan nosel logam untuk menghubungkan gas
pelindung yang dialirkan dari botol gas melalui slang gas.
Gas yang dipakai adalah CO2 untuk pengelasan baja lunak dan baja. Argon
atau campuran argon dan helium untuk pengelasan aluminium dan baja tahan karat.
Proses pengelasan MIG ini dadpat secara semi otomatik atau otomatik. Semi otomatik
dimaksudkan pengelasan secara manual, sedangkan otomatik adalah pengelasan yang
seluruhnya dilaksanakan secara otomatik. Elektroda keluar melalui tangkai bersama-
sama dengan gas pelindung.
15

Keuntungan
Proses pengelasan GMAW dapat dikerjakan secara semi-otomatis atau otomatis. Asap
dan percikan las pada GMAW hubungan singkat lebih sedikit dibandingkan dengan
SMAW, juga tidak ada slag yang harus dibersihkan setelah pengelasan selesai.
Kecepatan pengelasan dan laju pengisian sama atau bisa lebih besar dari pada
SMAW. Larutan logam las umumnya lebih rendah karena penetrasi GMAW lebih
dangkal. Dengan panas masukan rendah dan penetrasi yang dangkal, logam-logam
tipis lebih mudah disambung dan sambungan yang memiliki celah root lebih lebar
akan lebih mudah dilas. Pada fabrikasi pipa-pipa di bengkel, root pass bermutu tinggi
dapat dikerjakan lebih cepat pada berbagai posisi dan pada umumnya dengan biaya
lebih rendah.
GMAW spray transfer dan globular transfer mempunyai kawah las yang lebih mudah
dilihat, sama halnya dengan las busur teknik hubungan singkat (short circuiting arc)
tetapi tanpa slag. Karena tidak ada flux dan relatif sedikit jumlah deoxidizer yang
diberikan pada kawat, lebih sedikit pekerjaan membersihkan yang diperlukan setelah
pengelasan selesai. Keseragaman panjang busur dipertahankan dengan cara membuat
sumber listrik memiliki tegangan konstan. Proses las GMAW mempunyai laju
pengisian lebih besar pada pengelasan paduan-paduan ferrous dan non-ferrous. Proses
ini cocok dipergunakan pada las kampuh dan pengelasan untuk membuat lapisan anti
karat pada stainless steel, nickel based alloys dan paduan-paduan tembaga seperti
aluminum bronze.
Kelemahan.
Peralatan las GMAW lebih mahal, dan lebih rumit dalam pemasangan dan perawatan,
dibandingkan dengan SMAW. Biaya kawat las dan shielding gas bisa menjadi lebih
mahal dibandingkan dengan elektroda terbungkus, tetapi hal ini bisa diimbangi karena
produktivitas yang tinggi dan sedikitnya pemborosan. Shielding gas pada pengelasan
GMAW dapat terganggu karena pengaruh tiupan angin, sehingga harus diambil
tindakan pencegahan apabila kecepatan angin lebih dari 5 mph. Pelindung angin atau
tirai khusus dapat dipakai untuk menahan atau mengurangi tiupan angina, sehingga
kecepatannya cukup rendah untuk menjaga shielding gas secara memadai.
Memperbesar aliran gas untuk mengimbangi pengaruh tiupan angin yang berlebihan,
16

akan menimbulkan masalah lain yang lebih buruk, karena akan timbul turbulensi
disekitar busur yang akan menarik udara disekitarnya.
GMAW memerlukan ruang gerak yang lebih besar terhadap benda kerja karena
pengaruh ukuran welding gun dan nozzle. Pada umumnya alat pengumpan kawat
harus ditempatkan sedekat mungkin dengan benda kerja.
Short-circuiting welding dapat dipakai untuk mengelas root pass dengan cara butt
weld atau sambungan bercabang tetapi harus dikontrol ketat saat melakukan fill pass,
karena ada resiko non-fusion atau cold lap. Ketika melakukan fill pass pada
pengelasan pipa dengan cara butt weld, pengelasan hanya dilakukan dengan cara las
naik yaitu antara posisi jam 10 dan jam 2, dimana pipa bisa ditahan tetap oleh kuda-
kuda penyangga (posisi 5G) atau diputar (1G). Proses pengelasan ini tidak cocok
dikerjakan pada fillet weld apabila tebal logam lebih dari 1/4 inch, dan pada umumnya
tidak digunakan untuk fabrikasi pressure vessel, tangki atau palang-palang struktur.
Lack of fusion yang terletak diantara lapisan-lapisan las sukar dideteksi dengan
radiography dan karena pengaruh kontrol yang buruk dari proses hubungan singkat
ini, masalah LOF menjadi cukup berat, sehingga membuat beberapa fabrikator
meninggalkan proses pengelasan ini. Dibandingkan dengan proses las SMAW,
pengelasan short-circuiting butuh kebersihan, dan kelurusan sambungan serta
penggerindaan tack weld yang lebih baik guna mendapatkan hasil pengelasan root
pass bermutu tinggi.
LOF tidak akan menjadi masalah jika panas masukan dibuat lebih tinggi pada GMAW
spray transfer atau globular transfer. Pada GMAW spray transfer, terdapat radiasi
busur yang banyak. Hal ini tidak menyenangkan bagi juru las dan membuat proses ini
lebih cocok untuk las otomatis pada beberapa aplikasi. Pengelasan GMAW spray
transfer terbatas pada pengelasan posisi datar dan horizontal saja karena kawah las
lebih besar.
17

BAB III
PENUTUP
3.1 Kesimpulan
Pengelasan menurut DIN (Deutsche Industrie Normen) adalah ikatan
metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam
keadaan lumer atau cair. Berdasarkan cara kerjanya klasifikasi pengelasan dapat
dibagi dalam tiga kelas utama yaitu : pengelasan cair, pengelasan tekan dan
pematrian. Pada pengelasan TIG ini tenaga yang dibutuhkan adalah tenaga listrik baik
AC maupun DC. Tenaga listrik hanya digunakan sebagai pemanas dan hanya untuk
membuat busur nyala pada elektoda, bagian-bagian pendukung lainya masih disuplai
dari alat lain. Peralatan yang sering digunakan sebagai pendukung dari las TIG ini
adalah tabung gas Argon maupun gas lain dapat melindungi proses pengelasan dari
pengaruh udara luar. Membuat proses SMAW ini mempunyai aplikasi luas mulai dari
refinery piping hingga pipelines, dan bahkan untuk pengelasan di bawah laut guna
memperbaiki struktur anjungan lepas pantai.
3.2 Saran
Makalah ini diharapkan dapat berguna bagi masyarakat luas yang ingin
mengetahui tentang teknik pengelasan dan bermanfaat kita semua.
18

DAFTAR PUSTAKA
http://agamweld.blogspot.com/2009/06/pendahuluan-definisi-pengelasan-
menurut.html
http://muhadhi.blogspot.com/2009/03/pengertian-pengelasan.html
http://teknik-pengelasan.blogspot.com/
19

20