Tugas Kelompok Ira

of 12
-
Upload
iranurcahyani -
Category
Documents
-
view
230 -
download
0
Transcript of Tugas Kelompok Ira
-
7/21/2019 Tugas Kelompok Ira
1/12
Tugas Kelompok
KELOMPOK
PENGENDALIAN MUTU
Peta KendaliVariabel
KELOMPOK VI
Ira Nurcahyani (H12111258)
Rahmat Wahid (H12112277)
PROGRAM STUDI STATISTIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS HASANUDDIN
MAKASSAR
2015
-
7/21/2019 Tugas Kelompok Ira
2/12
1. Buatlah rangkuman mengenai Peta X dan R, peta S dan R, dan contoh kasus
penggunaan petapeta kendali tersebut?
Jawab:
a. Peta X dan R
Peta kendal X:
Memantau perubahan suatu sebaran atau distribusi suatu variabel asal dalam hal
lokasinya (pemusatannya).
Apakah proses masih berada dalam batas-batas pengendalian atau tidak.
Apakah rata-rata produk yang dihasilkan sesuai dengan standar yang telah
ditentukan.
Peta kendali R:
Memantau perubahan dalam hal spread-nya (penyebarannya).
Memantau tingkat keakurasian/ketepatan proses yang diukur dengan mencari
range dari sampel yang diambil.
Langkah dalam pembuatan Peta X dan R
1.
Tentukan ukuran subgrup (n = 3, 4, 5, ).
2. Tentukan banyaknya subgrup (k) sedikitnya 20 subgrup.
3. Hitung nilai rata-rata dari setiap subgrup, yaitu X.
4. Hitung nilai rata-rata seluruh X, yaitu X, yang merupakan center line dari peta
kendali X.
5.
Hitung nilai selisih data terbesar dengan data terkecil dari setiap subgrup, yaituRange ( R ).
6. Hitung nilai rata-rata dari seluruh R, yaitu R yang merupakan center line dari peta
kendali R.
7. Hitung batas kendali dari peta kendali X :
-
7/21/2019 Tugas Kelompok Ira
3/12
UCL = X + (A2 . R) . A2 =
nd2
3
LCL = X(A2 . R)
8. Hitung batas kendali untuk peta kendali R
UCL = D4 . R
LCL = D3 . R
9. Plot data X dan R pada peta kendali X dan R serta amati apakah data tersebut
berada dalam pengendalian atau tidak.
10. Hitung Indeks Kapabilitas Proses (Cp)
Cp =S
LSLUSL
6
Dimana :
S =)(
)()(1
22
NN
XiXiNx atau S = R/d2
Kriteria penilaian :
Jika Cp > 1,33 , maka kapabilitas proses sangat baik
Jika 1,00 Cp 1,33, maka kapabilitas proses baik
Jika Cp < 1,00, maka kapabilitas proses rendah
Hitung Indeks Cpk :
Cpk = Minimum { CPU ; CPL }
Dimana :
CPU =S
XUSL
3
dan CPL =S
LSLX
3
-
7/21/2019 Tugas Kelompok Ira
4/12
Kriteria penilaian :
Jika Cpk = Cp, maka proses terjadi ditengah
Jika Cpk = 1, maka proses menghasilan produk yang sesuai dengan spesifikasi
Jika Cpk < 1, maka proses menghasilkan produk yang tidak sesuai dengan
spesifikasi
Kondisi Ideal : Cp > 1,33 dan Cp = Cpk
Contoh Kasus
PT XYZ adalah suatu perusahaan pembuatan suatu produk industri. Ditetapkan
spesifikasi adalah : 2.40 0,05 mm. Untuk mengetahui kemampuan proses dan
mengendalikan proses itu bagian pengendalian PT XYZ telah melakukan
pengukuran terhadap 20 sampel. Masing-masing berukuran 5 unit (n=5).
SampelHasil Pengukuran
X1 X2 X3 X4 X5
1 2.38 2.45 2.40 2.35 2.42
2 2.39 2.40 2.43 2.34 2.40
3 2.40 2.37 2.36 2.36 2.35
4 2.39 2.35 2.37 2.39 2.38
5 2.38 2.42 2.39 2.35 2.41
6 2.41 2.38 2.37 2.42 2.42
7 2.36 2.38 2.35 2.38 2.37
8 2.39 2.39 2.36 2.41 2.36
9 2.35 2.38 2.37 2.37 2.39
10 2.43 2.39 2.36 2.42 2.37
11 2.39 2.36 2.42 2.39 2.36
12 2.38 2.35 2.35 2.35 2.39
13 2.42 2.37 2.40 2.43 2.41
14 2.36 2.38 2.38 2.36 2.36
15 2.45 2.43 2.41 2.45 2.4516 2.36 2.42 2.42 2.43 2.37
17 2.38 2.43 2.37 2.39 2.38
18 2.40 2.35 2.39 2.35 2.35
19 2.39 2.45 2.44 2.38 2.37
20 2.35 2.41 2.45 2.47 2.35
Perhitungan :
SampelPerhitungan
Rata-rata Range
1 2.40 0.10
2 2.39 0.09
3 2.37 0.05
4 2.38 0.04
-
7/21/2019 Tugas Kelompok Ira
5/12
5 2.39 0.07
6 2.40 0.05
7 2.37 0.03
8 2.38 0.05
9 2.37 0.04
10 2.39 0.07
11 2.38 0.06
12 2.36 0.04
13 2.41 0.06
14 2.37 0.02
15 2.44 0.04
16 2.40 0.07
17 2.39 0.06
18 2.37 0.05
19 2.41 0.08
20 2.41 0.12
Jumlah 47.78 1.19
Rata-rata 2.39 0.06
X = ( X)/k = 47.78 / 20 = 2.39
R = ( R)/k = 1.19 / 20 = 0.06
Peta Kendali X :
CL = X = 2.39
UCL = X + (A2* R) = 2.39 + (0.577*0.06) = 2.42
LCL = X - (A2* R) = 2.39(0.577*0.06) = 2.36
Peta Kendali R
CL = R = 0.06
UCL = D4 * R = 2.114 * 0.06 = 0.12
LCL = D3 * R = 0 * 0.06 = 0
Pada Peta X ada data yang out of control, maka data pada sampel tersebut dibuang
SampelPerhitungan
Rata-rata Range
1 2.40 0.10
2 2.39 0.093 2.37 0.05
4 2.38 0.04
-
7/21/2019 Tugas Kelompok Ira
6/12
5 2.39 0.07
6 2.40 0.05
7 2.37 0.03
8 2.38 0.05
9 2.37 0.04
10 2.39 0.07
11 2.38 0.0612 2.36 0.04
13 2.41 0.06
14 2.37 0.02
16 2.40 0.07
17 2.39 0.06
18 2.37 0.05
19 2.41 0.08
20 2.41 0.12
Jumlah 45.34 1.15
Rata-rata 2.386 0.0605
X = ( X)/k = 45.34 / 19 = 2.386
R = ( R)/k = 1.15 / 19 = 0.0605
Peta Kendali X :
CL = X = 2.386
UCL = X + (A2* R) = 2.386 + (0.577*0.0605)
= 2.4209
LCL = X - (A2* R) = 2.386(0.577*0.0605)
= 2.3511
Peta Kendali R
CL = R = 0.0605
UCL = D4 * R = 2.114 * 0.0605 = 0.1280
LCL = D3 * R = 0 * 0.06 = 0
Karena sudah tidak ada data yang out of control, maka langkah selanjutnya adalah
menghitung kapabilitas proses.
Perhitungan Kapabilitas Proses :
S =
)(
)()(
1
22
NN
XiXiNx
-
7/21/2019 Tugas Kelompok Ira
7/12
atau S = R/d2= 0.0605/2.326 = 0.026
Cp =
SLSLUSL
6 = 64100
02606352452 .).(
..
CPU =
S
XUSL
3
= 8205002603
3862452.
).(
..
CPL =
S
LSLX
3
= 46150
02603
3523862.
).(
..
Cpk = Minimum { CPU ; CPL } = 0.4615
Nilai Cpk sebesar 0.4615 yang diambil dari nilai CPL menunjukkan bahwa proses
cenderung mendekati batas spesifikasi bawah.
Nilai Cp sebesar 0.6410 ternyata kurang dari 1, hal ini menunjukkan kapabilitasproses untuk memenuhi spesifikasi yang ditentukan rendah.
b. Peta X dan R
Peta kendali standar deviasi digunakan untuk mengukur tingkat keakurasian suatu
proses.
Langkah-langkah pembuatan peta kendali x dan S adalah sebagai berikut :
1. Tentukan ukuran contoh/subgrup (n > 10),
2. Kumpulkan banyaknya subgrup (k) sedikitnya 2025 sub-grup,
3. Hitung nilai rata-rata dari setiap subgrup, yaitu x,
4. Hitung nilai rata-rata dari seluruh x, yaitu x yang merupakan garis tengah (center
line) dari peta kendali x,
5. Hitung simpangan baku dari setiap subgrup yaitu S,
-
7/21/2019 Tugas Kelompok Ira
8/12
S =1
)( 2
n
XXi
6. Hitung nilai rata-rata dari seluruh s, yaitu S yang merupakan garis tengah dari peta
kendali S,
7. Hitung batas kendali dari peta kendali x :
UCL = x +nC
S
*4
*.3
LCL = xnC
S
*4
*.3 dimana
nC *4
3= A3
Sehingga :
UCL = x + (A3 * S)
LCL = x(A3 * S)
8. Hitung batas kendali untuk peta kendali S :
UCL =4
)41(*3
C
CSS
dimana
4
)41(.31
C
C = B4
LCL =4
)41(*3
C
CSS
dimana
4
)41(.31
C
C = B3
Sehingga :
UCL = B4 * S
LCL = B3 * S
9. Plot data x dan S pada peta kendali x dan S serta amati apakah data tersebut berada
dalam pengendalian atau diluar pengendalian.
Contoh :
Jumlah Observasi Hasil Pengukuran x S
1 20, 22, 21, 23, 22 21,60 1,14
2 19, 18, 22, 20, 20 19,80 1,48
3 25, 18, 20, 17, 22 20,40 3,21
4 20, 21, 22, 21, 21 21,00 0,71
5 19, 24, 23, 22, 20 21,00 2,07
6 22, 20, 18, 18, 19 19,40 1,677 18, 20, 19, 18, 20 19,00 1,00
-
7/21/2019 Tugas Kelompok Ira
9/12
8 20, 18, 23, 20, 21 20,40 1,82
9 21, 20, 24, 23, 22 22,00 1,58
10 21, 19, 20, 20, 20 20,00 0,71
11 20, 20, 23, 22, 20 21,00 1,41
12 22, 21, 20, 22, 23 21,60 1,14
13 19, 22, 19, 18, 19 19,40 1,52
14 20, 21, 22, 21, 22 21,20 0,84
15 20, 24, 24, 21, 23 22,80 1,64
16 21, 20, 24, 20, 21 21,20 1,64
17 20, 18, 18, 20, 20 19,20 1,10
18 20, 24, 23, 23, 23 22,40 1,52
19 20, 19, 23, 20, 19 20,20 1,64
20 22, 21, 21, 24, 22 22,00 1,22
21 23, 22, 22, 20, 22 21,80 1,10
22 21, 18, 18, 17, 19 18,60 1.52
23 21, 24, 24, 23, 23 23,00 1,22
24 20, 22, 21, 21, 20 20,80 0,84
25 19, 20, 21, 21, 22 20,60 1,14Jumlah 521,00 34,88
Rata-rata 20,77 1,30
Peta kendali x :
CL = 20,77
UCL = x + (A3 * S) = 20,77 + 1,427(1,30) = 22,63
LCL = x(A3 * S) = 20,771,427(1,30) = 18,91
Peta kendali S :
CL = 1,30
UCL = B4 * S
= 2,089 (1,30) = 2,716
LCL = B3 * S
= 0 (1,30) = 0
c. Individuals Moving Range Control Chart (I-MR)
Individuals and moving range control chart(I-MR) yang juga dikenali dengan nama X-MR
atau Shewhart individuals control chart adalah peta kendali variabel yang digunakan jika
jumlah observasi dari masing-masing subgrup hanya satu (n = 1). I-MR diperlukan dalam
situasi-situasi sebagai berikut (Montgomery, 2005, pp. 231232):
-
7/21/2019 Tugas Kelompok Ira
10/12
1. Menggunakan teknologi pengukuran dan inspeksi otomatis, dan setiap unit yang
diproduksi dapat dianalisis sehingga tidak ada dasar untuk pengelompokan rasional ke
dalam subgrup.
2. Siklus produksi sangat lama, dan menyulitkan jika mengumpulkan sampel sebanyak n
> 1.
3.
Pengukuran berulang pada proses akan berbeda karena faktor kesalahan (error) lab
atau analisis, seperti pada proses kimia.
4. Beberapa pengukuran diambil pada unit produk yang sama, seperti mengukur
ketebalan oksida di beberapa lokasi yang berbeda pada sebuah waferdi fabrikasi alat
semikonduktor.
5. Dalam pabrik-pabrik proses tertentu, seperti pabrik kertas, pengukuran pada beberapa
parameter seperti ketebalan lapisan di seluruh gulungan kertas akan berbeda sangat
sedikit dan menghasilkan standar deviasi yang jauh terlalu kecil jika tujuannya adalah
untuk mengendalikan ketebalan lapisan sepanjang gulungan kertas.
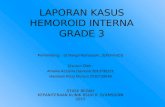
Berikut adalah contoh penggunaan I-MR:
Sumber: Montgomery, 2005, pp. 232234 (dimodifikasi)
Gambar 2.Individuals & Moving Range Control Chart untuk Data Viskositas Cat Primer Pesawat Terbang
Langkah 1 :
https://eriskusnadi.files.wordpress.com/2012/05/imr-sample.png -
7/21/2019 Tugas Kelompok Ira
11/12
Menghitung moving range, rata-rata nilai individu, dan rata-rata moving range
Moving range didefinisikan sebagai jarak atau range bergerak antara satu titik data (xi)
dengan titik data sebelumnya (xi 1), dihitung sebagai MRi = |xixi-1|. Untuk nilai-nilai
individu m, terdapat range m 1. Selanjutnya, rata-rata dari nilai-nilai ini dihitung sebagai
berikut:
Kemudian, rata-rata nilai-nilai individu dihitung sebagai berikut
Langkah 2:
Menghitung garis pusat, UCL, dan LCL untuk peta kendali moving range, yaitu sebagai
berikut:
Garis pusat=
=
=0,57
UCLr =D4
= 3,267(0,57)
= 1,87
LCLr =D3
= (0)(0,57)
= 0
-
7/21/2019 Tugas Kelompok Ira
12/12
NilaiD3= 0 danD4= 3,267 adalah faktor untuk membangun peta kendali variabel pada n=
2, seperti yang diberikan dalam banyak buku pengendalian proses statistik (lihat misalnya,
Montgomery, 2005, p. 725)
Langkah 3:
Menghitung garis pusat, UCL, dan LCL untuk peta kendali individu
Dengan menggunakan rumus dalam buku Montgomery (2005), kita menentukan garis pusat,
UCL, dan LCL untuk peta kendali individu sebagai berikut:
LCL = 3d2
Nilai 1,128 adalah nilai konstan d2untuk n= 2, seperti yang diberikan dalam banyak buku
pengendalian proses statistik (lihat misalnya, Montgomery, 2005, p. 725 )