TD klp 3 Fix.doc
85
LABORATORIUM SISTEM MANUFAKTUR PROGRAM STUDI TEKNIK INDUSTRI JURUSAN MESIN FAKULTAS TEKNIK UNIVERSITAS HASANUDDIN BAB II TEORI DASAR A. PENGERTIAN DAN TUJUAN PENJADWALAN 1. Pengertian Penjadwalan Terdapat beberapa definisi penjadwalan. Elsayed (1985) mendefinisikan masalah penjadwalan sebagai berikut : “Diberikan n job pekerjaan yang akan diproses masing- masing memiliki waktu set up, waktu proses dan due date (tenggang waktu), agar dapat diselesaikan, setiap pekerjaan harus diproses pada beberapa mesin. Maka dibutuhkan suatu urutan pekerjaan-pekerjaan ini pada mesin-mesin yang ada agar diperoleh performasi optimal menurut kriteria tertentu.” Fogarty et. Al (1991) mendefinisikan penjadwalan sebagai penugasan waktu mulai dan selesainya tugas-tugas di setiap stasiun kerja atau departement. Morton, (1993) mendefinisikan penjadwalan sebagai proses pemilihan, pengorganisasian dan pemberitahuan waktu dalam penggunaan sumber daya untuk melaksanakan aktivitas KELOMPOK 3 ∣ SCHEDULING 1
-
Upload
arar-viruz -
Category
Documents
-
view
113 -
download
3
description
PTI 3 UNHASby Arar (Muhammad Taufiq Muharrar)
Transcript of TD klp 3 Fix.doc
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
BAB II
TEORI DASAR
A. PENGERTIAN DAN TUJUAN PENJADWALAN
1. Pengertian Penjadwalan
Terdapat beberapa definisi penjadwalan. Elsayed (1985) mendefinisikan masalah
penjadwalan sebagai berikut : “Diberikan n job pekerjaan yang akan diproses masing-
masing memiliki waktu set up, waktu proses dan due date (tenggang waktu), agar
dapat diselesaikan, setiap pekerjaan harus diproses pada beberapa mesin. Maka
dibutuhkan suatu urutan pekerjaan-pekerjaan ini pada mesin-mesin yang ada agar
diperoleh performasi optimal menurut kriteria tertentu.”
Fogarty et. Al (1991) mendefinisikan penjadwalan sebagai penugasan waktu
mulai dan selesainya tugas-tugas di setiap stasiun kerja atau departement.
Morton, (1993) mendefinisikan penjadwalan sebagai proses pemilihan,
pengorganisasian dan pemberitahuan waktu dalam penggunaan sumber daya untuk
melaksanakan aktivitas yang diperlukan agar menghasilkan output yang diinginkan
dan memenuhi waktu serta kendala yang ada.
Kenneth R. Baker (1974) penjadwalan didefinisikan sebagai proses pengalokasian
sumber-sumber atau mesin-mesin yang ada untuk menjalankan sekumpulan tugas
dalam jangka waktu tertentu.
Dalam definisinya dinyatakan bahwa penjadwalan berfungsi sebagai :
1. Alat pengambil keputusan yaitu menetapkan jadwal.
2. Penjadwalan juga berarti suatu teori yang terdiri dari kumpulan prinsip-prinsip
dasar, model, teknik dan kesimpulan-kesimpulan logis dalam proses
pengambilan keputusan.
KELOMPOK 3 ∣ SCHEDULING 1
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Sedangkan menurut John E. Biegel berpendapat bahwa penjadwalan merupakan
sesuatu yang akan memerlukan informasi yang lebih banyak daripada tipe informasi
yang diperlukan untuk membuat rencana produksi. Hal ini perlu, untuk mengetahui
kemampuan dari setiap mesin, setiap pengikat, setiap operator, setiap departement dan
lain-lain. Dalam kemampuan ini termasuk ukuran dan tipe dari komponen yang dapat
dipakai, waktu untuk menukar hubungan-hubungan dan banyak lainnya yang mungkin
kecil, tetapi tidak kurang pentingnya sebagai jadwal tersebut harus mengenal aspek-
aspek pegerjaan di dalam pabrik tersebut.
2. Tujuan Penjadwalan
Beberapa tujuan yang ingin dicapai dengan dilaksanakannya penjadwalan (Baker
1974) adalah :
1. Meningkatkan produktivitas mesin, yaitu dengan mengurangi waktu mesin
menganggur.
2. Mengurangi persediaan barang setengah jadi dengan jalan mengurangi jumlah rata-
rata pekerjaan yang menunggu antrian suatu mensin karena mesin tersebut sibuk.
3. Mengurangi keterlambatan karena telah melampau batas waktu dengan cara :
a. Mengurangi maksimum keterlambatan
b. Mengurangi jumlah pekerjaan yang terlambat.
Menurut Baker, jika makespan dari suatu penjadwalan adalah konstan, maka WIP
rata-ratanya. Tujuan yang terakhir biasanya diinginkan dalam proses penjadwalan
adalah pemenuhan due data, yaitu saat atau dimana suatu produk harus telah selesai
diproses atau diproduksi. Dalam kenyataannya apabila terjadi keterlambatan dalam
pemenuhan due date yang telah ditetapkan dapat dikarenakan suatu denda (penalty).
KELOMPOK 3 ∣ SCHEDULING 2
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Adapun tipe keputusan yang akan diperoleh dar pelaksanaan penjadwalan tersebut
berupa :
1. Pengurutan pekerjaan (Sequencing)
2. Penugasan (Dispaching)
3. Pengurutan operasi suatu job (Routting)
4. Penentuan waktu mulai dan selesai pekerjaan (Timming)
B. INPUT DAN OUTPUT PENJADWALAN
1. Input Sistem Penjadwalan
Pekerjaan-pekerjaan yang berupa alokasi kapasitas untuk order-order, penugasan
prioritas job, dan pengendalian jadwal produksi membutuhkan informasi terperinci,
dimana informasi-informasi tersebut akan menyatakan input dari sistem penjadwalan.
Pada bagian ini, kita harus menentukan kebutuhan-kebutuhan kapasitas dari order-order
yang dijadwalkan dalam hal macam dan jumlah sumberdaya yang digunakan.
Untuk produk-produk tertentu, informasi input bisa diperoleh dari:
a. Lembar kerja operasi (berisi keterampilan dan peralatan yang dibutuhkan,
waktu standar, dan lain-lain)
b. BOM (berisi kebutuhan-kebutuhan akan komponen, sub komponen, dan bahan
pendukung).
c. Jadwal Induk Produksi (Master Production Schedule)
Merupakan gambaran atas periode perencanaan dari suatu permintaan, termasuk
peramalan, backlog, rencana suplai atau penawaran, persediaan akhir, serta
kuantitas yang dijanjikan tersedia (available to promise).
KELOMPOK 3 ∣ SCHEDULING 3
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Kualitas dari keputusan-keputusan penjadwalan sangat dipengaruhi oleh ketetapan
estimasi input-input di atas. Oleh karena itu, pemeliharaan catatan terbaru tentang status
tenaga kerja dan peralatan yang tersedia, dan perubahan kebutuhan kapasitas yang
diakibatkan perubahan desain produk/ proses menjadi sangat penting.
2. Output Sistem Penjadwalan
Untuk memastikan bahwa suatu gilirankerja yang lancar akan melalui tahapan
produksi, maka sistem penjadwalan harus membentuk aktivitas-aktivitas output sebagai
berikut :
a. Pembebanan (Loading)
Pembebanan melibatkan penyesuaian kebutuhan kapasitas untuk order-order
yang diterima/diperkirakan dengan kapsitas yang tersedia. Pembebanan
dilakukan dengan menugaskan order-order pada fasilitas-fasilitas, operator-
operator, dan peralatan tertentu.
b. Pengurutan (sequencing)
Pengurutan ini merupakan penugasan tentang order-order mana yang
diprioritaskan untuk diproses dahulu bila suatu fasilitas harus memproses
banyak job.
c. Priorias Job (dispaching)
Dispaching merupakan prioritas kerja tentang job-job mana yang diseleksi dan
diprioritaskan untuk diproses.
d. Pengendalian kinerja penjadwalan, dilakukan dengan :
1) Meninjau kembali status order-order pada saat melalui sistem tertentu.
KELOMPOK 3 ∣ SCHEDULING 4
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
2) Mengatur kembali urutan-urutan, misalnya : expediting order yang jauh
dibelakang atau mempunyai prioritas utama.
e. Up dating jadwal, dilakukansebagai refleksi kondisi operasi yang terjadi dengan
merevisi prioritas-prioritas. (Saria Uttari, 2008)
C. JOBSHOP, FLOWSHOP DAN BATCH
1. Jobshop
Penjadwalan pada proses produksi jobshop salah satu ciri-cirinya adalah bentuk
tata letak jobshop biasanya digolongkan dari peralatan yang mempunyai fungsi yang
mirip di suatu area. Khususnya terdapat beberapa pemesanan yang berbeda untuk
diproses dalam waktu dan tempat yang sama serta mempunyai aliran kerja yang
hampir sama.
Penjadwalan job shop merupakan proses pengurutan pekerjaan yang harus
melewati beberapa mesin dan urutan proses yang ditempuh masing-masing pekerjaan
atau berbeda. Menyusun semua operasi dari semua job pada tiap mesin sehingga
keseluruhan job dapat diproses menurut urutan pengerjaannya merupakan objek dari
masalah penjadwalan job shop. Pada penjadwalan produksi terdapat beberapa kriteria
performansi, salah satunya adalah minimasi makespan. Makespan adalah total waktu
terbesar antara jumlah waktu perjob atau total waktu proses yang dibutuhkan untuk
menyelesaikan kumpulan tugas (job). Dengan adanya penjadwalan, semua jenis
produk dapat diselesaikan sesuai dengan prioritasnya dan waktu pengerjaan dapat
diminimalkan, sehingga makespan keseluruhan menjadi minimal.
(Sumber: Astuti, Marni. 2013)
KELOMPOK 3 ∣ SCHEDULING 5
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Masalah penjadwalan jobshop merupakan salah satu masalah penjadwalan yang
memiliki kendala urutan pemrosesan operasi. Masalah penjadwalan jobshop adalah
penjadwalan yang melibatkan suatu tugas pada seperangkat kerja pada stasiun-kerja
(mesin) secara sekuensial, saat mengoptimalkan satu atau lebih sasaran tanpa
melanggar batasan yang diterapkan pada jobshop.
Penjadwalan pada proses produksi tipe jobshop lebih sulit dibandingkan dengan
penjadwalan flowshop. Hal ini disebabkan oleh 3 alasan, yaitu :
a. Jobshop menangani variasi produk yang sangan banyak, dengan pola aliran yang
berbeda-beda melalui pusat kerja.
b. Peralatan pada jobshop digunalan bersama-sama oleh bermacam-macam order
prosesnya, sedangkan peralatan pada flowshop digunakan khusus untuk satu jenis
produk.
c. Pekerjaan yang berbeda mungkin ditentukan oleh prioritas yang berbeda pula. Hal
ini mengakibatkan produk terterntuyang dipilih harus diproses pada saat order
tersebut ditugaskan pada suatu pusat kerja. Sedangkan pada flowshop tidak terjadi
permasalahan seperti tersebut karenga keseragaman output yang diproduksi untuk
persediaan. Prioritas order pada flowshop dipengaruhi terutama pada
pengirimannya dibandingkan tanggal pemrosesan. Adapun masalah jobshop
tersebut adalah :
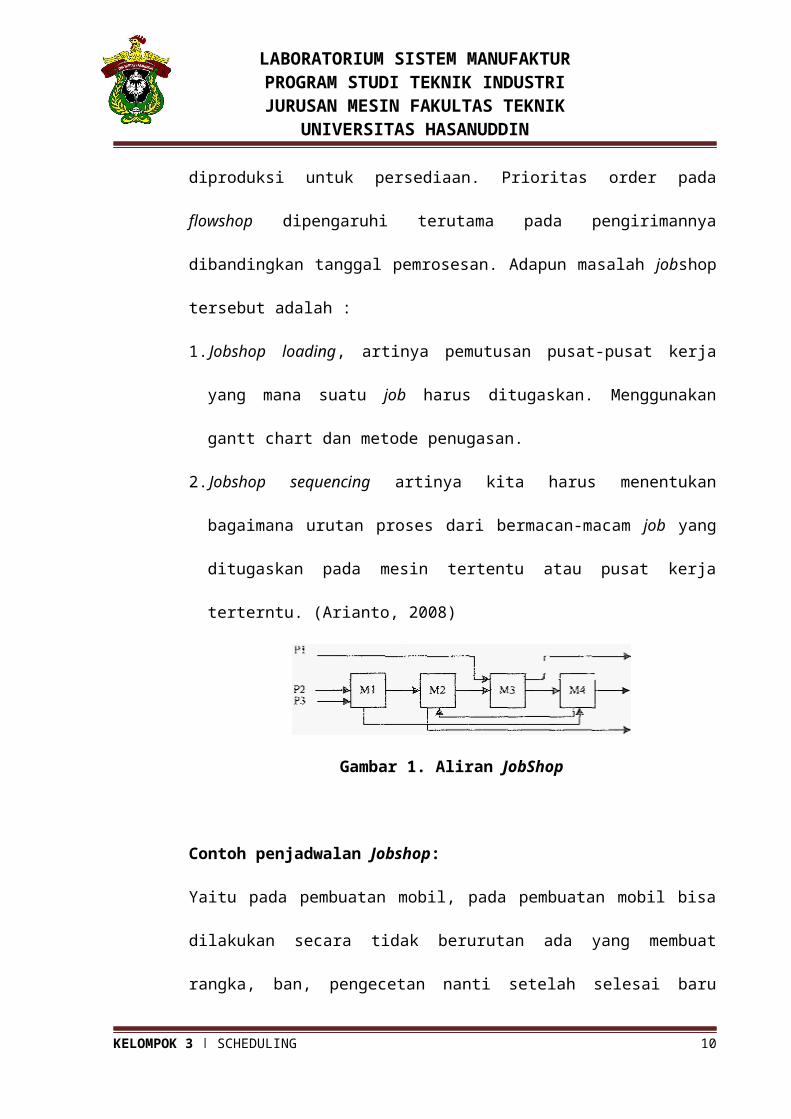
1. Jobshop loading, artinya pemutusan pusat-pusat kerja yang mana suatu job
harus ditugaskan. Menggunakan gantt chart dan metode penugasan.
2. Jobshop sequencing artinya kita harus menentukan bagaimana urutan proses
dari bermacan-macam job yang ditugaskan pada mesin tertentu atau pusat kerja
terterntu. (Arianto, 2008)
KELOMPOK 3 ∣ SCHEDULING 6
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Gambar 1. Aliran JobShop
Contoh penjadwalan Jobshop:
Yaitu pada pembuatan mobil, pada pembuatan mobil bisa dilakukan secara tidak
berurutan ada yang membuat rangka, ban, pengecetan nanti setelah selesai baru
dirakit di satu stasiun untuk penggabungan semua komponen-komponen yang
ingin dirakit. Penjadwalan secara jobshop sama halnya dengan make to order.
2. Flowshop
Susunan suatu produksi jenis flowshop dapat diterapkan dengan tepat untuk
produk-produk dengan desain yang stabil dan diproduksi secara banyak volume,
sehingga investasi dengan tujuan khusus yang digunakan dapat secepatnya kembali.
Suatu permasalahan kritis dalam flowshop adalah pengelompokan tugas-tugas yang
dibutuhkan dalam stasiun kerja, sehingga dicapai suatu kondisi yang memenuhi
pembatas-pembatas urutan dan terjadi keseimbangan pada tingkat output produksi.
Jika tingkat output produksi. Jika tingkat output bervariasi untuk masing-masing
stasiun kerja, maka hal ini berarti bahwa lintasan produksi tersebut tidak seimbang.
Ketidak seimbangan lintasan akan menghasilkan aliran yang tak teratur dan
rendahnya utilisasi kapasitas yang disebabkan turunnya kecepatan aliran pada stasiun-
stasiun penyebab bottleneck.
Penjadwalan flowshop (Rosani, 2009) merupakan suatu pergerakan unit-unit
yang terus-menerus melalui suatu rangkaian stasiun-stasiun kerja yang disusun
KELOMPOK 3 ∣ SCHEDULING 7
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
berdasarkan produk. Susunan suatu proses produksi jenis flowshop dapat ditetapkan
dengan tepat untuk produk-produk dengan desain yang stabil dan diproduksi secara
banyak (volume produk), sehingga investasi dengan tujuan khusus (special purpose)
yang dapat secepatnya kembali. Masalah yang kritis pada flowshop adalah :
a. Pengelompokkan tugas-tugas yang dibutuhkan dalam stasiun kerja sehingga
dicapai keseimbangan pada tingkat output dan memenuhi pembatasan urutan.
b. Ketegangan yang diakibatkan susunan aliran lini terhadap pekerja. Pekerja akan
bosan karena terbatasnya variasi kerja pada tiap stasiun dan panjang rentang
pengendalian sepanjang lintasannya.
c. Prioritas order pada flowshop dipengaruhi pada pengirimannya dibandingkan
tanggan pemrosesan. Dengan syarat flowshop digunakan khusus hanya satu jenis
produk. (Jurnal Universitas Sumatera Utara)
Penjadwalan flowshop terdiri dari :
a. Pure flowshop
Flowshop yang memiliki jalur produksi yang sama untuk semua tugas.
Pure flowshop dengan teknologikal terjadi dijadwalkan dengan tiap job harus
diproses pada Mk sebelum Mi untuk semua job. Semua job memerlukan dan
dikerjakan dimana operasi dikerjakan pada satu mesin.
b. General flowshop
Flowshop yang memliki pola aliran berbeda. Ini disebabkan adanya variasi
dalam pengerjaan tugas, sehingga tugas yang datang tidak dikerjakan pada
semua mesin. Jadi mungkin saja suatu proses dilewati. Penjadwalan dilakukan
dengan membagi permasalahan kedalam beberapa tipe.
KELOMPOK 3 ∣ SCHEDULING 8
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
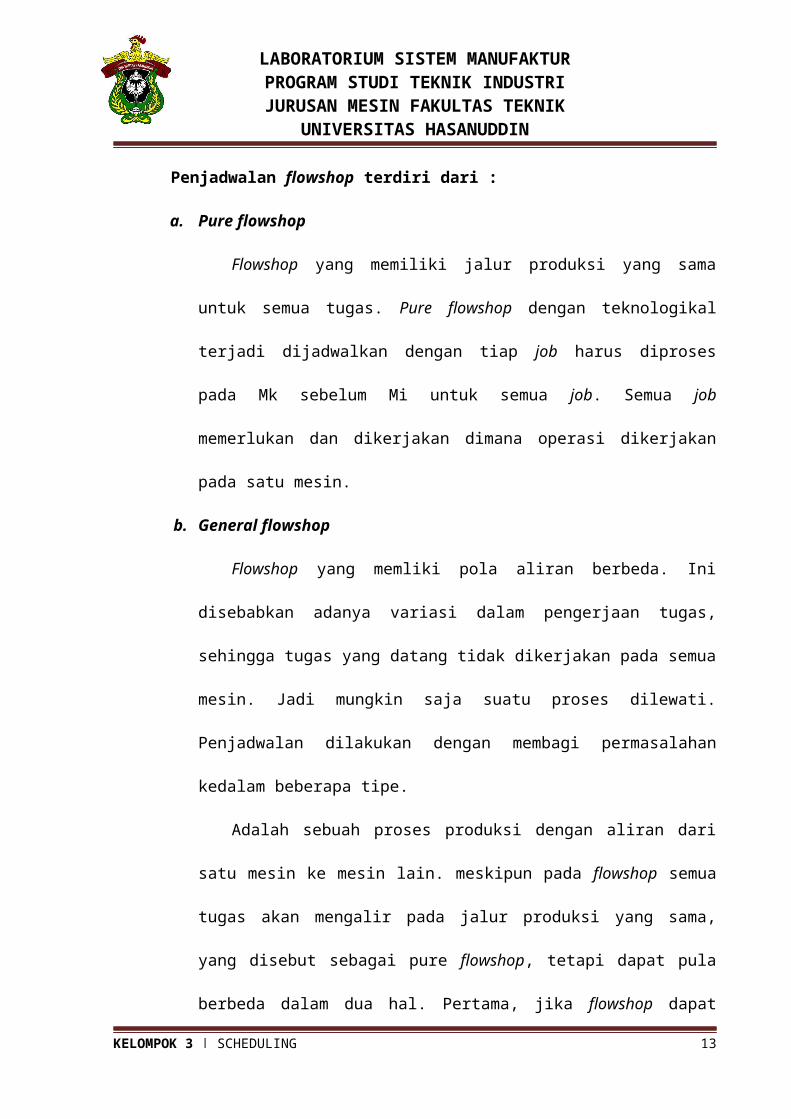
Adalah sebuah proses produksi dengan aliran dari satu mesin ke mesin lain.
meskipun pada flowshop semua tugas akan mengalir pada jalur produksi yang
sama, yang disebut sebagai pure flowshop, tetapi dapat pula berbeda dalam dua
hal. Pertama, jika flowshop dapat menangani tugas yang bervariasi. Kedua, jika
tugas yang dating ke dalam flowshop tidak harus dikerjakan pada semua jenis
mesin. Jenis flowshop seperti ini disebut general flowshop. (thesis.binus)
Gambar 2. Lintasan Aliran Flowshop
Adapun variasi dari aliran proses flowshop yaitu:
1. Simple Flowshop
Semua jenis pekerjaan melalui urutan proses yang sama.
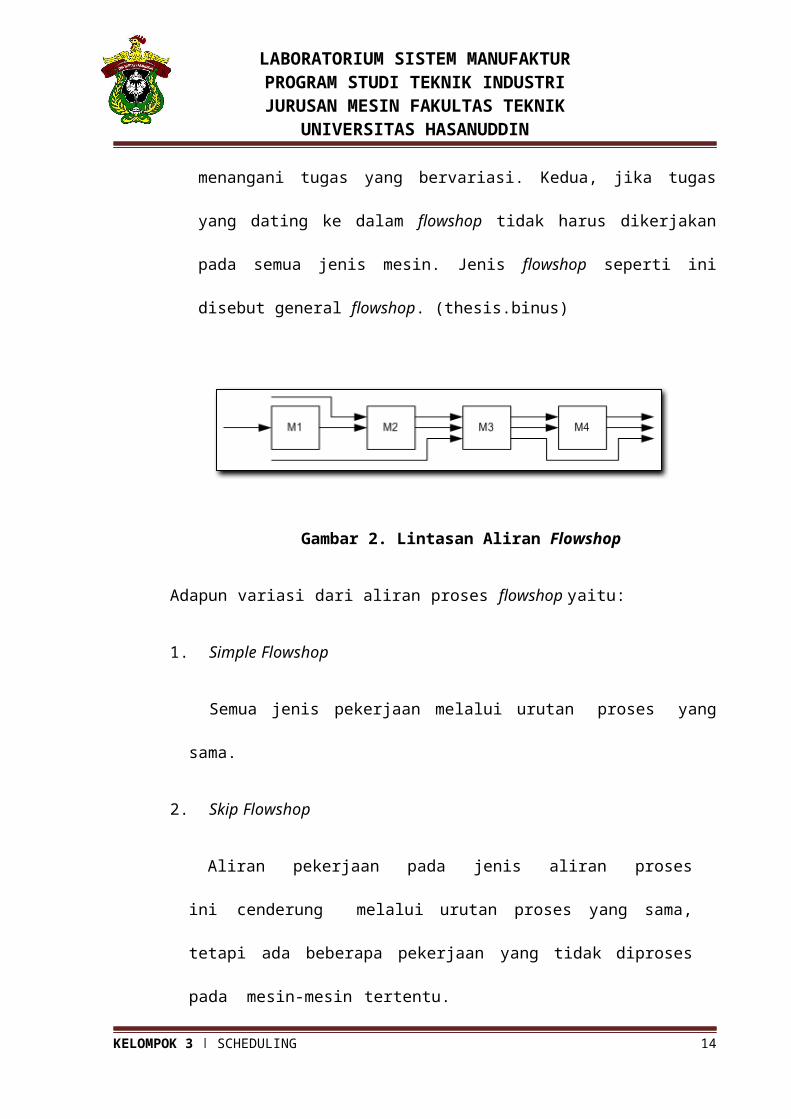
2. Skip Flowshop
Aliran pekerjaan pada jenis aliran proses ini cenderung melalui urutan
proses yang sama, tetapi ada beberapa pekerjaan yang tidak diproses pada
mesin-mesin tertentu.
KELOMPOK 3 ∣ SCHEDULING 9
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Gambar 3. Gambar aliran proses skip flowshop
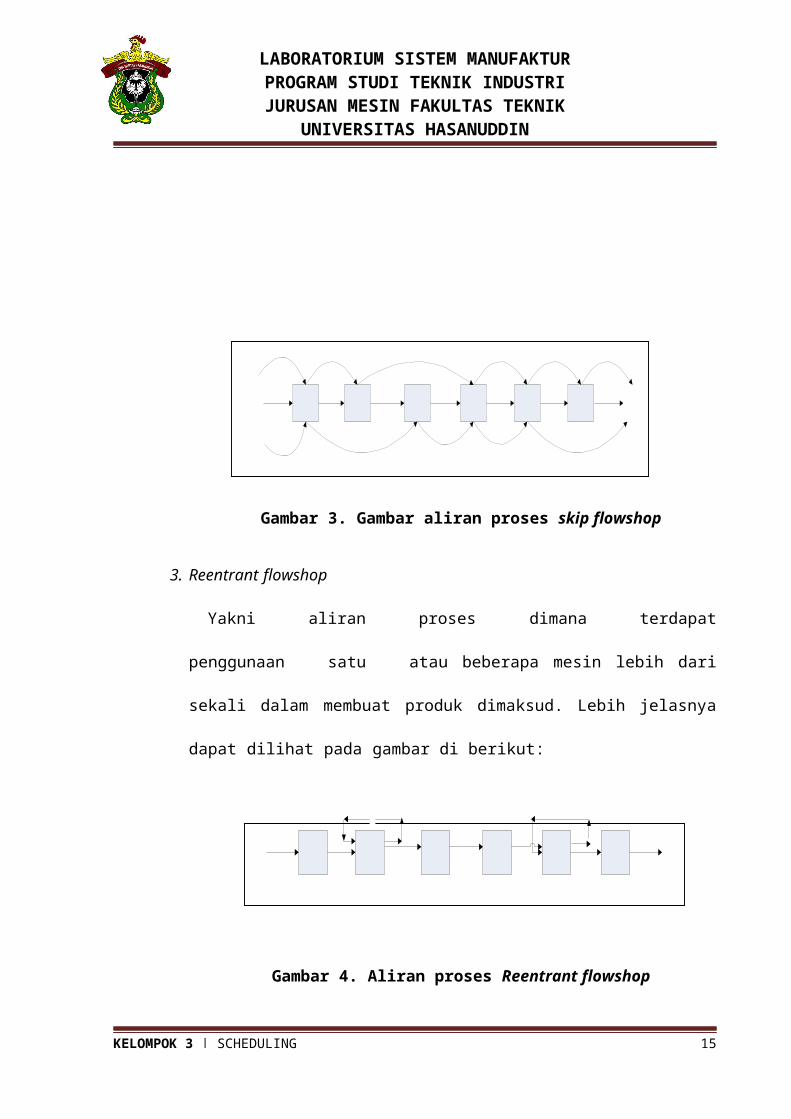
3. Reentrant flowshop
Yakni aliran proses dimana terdapat penggunaan satu atau beberapa
mesin lebih dari sekali dalam membuat produk dimaksud. Lebih jelasnya dapat
dilihat pada gambar di berikut:
Gambar 4. Aliran proses Reentrant flowshop
4. Compound Flowshop
Yakni aliran proses yang memuat kelompok jenis mesin pada setiap
tahap prosesnya. Kelompok mesin biasanya berupa mesin mesin parallel.
Contoh Flowshop:
Contoh lain yaitu pada pembuatan lemari , mengapa demikian karena pada
pembuatan lemari pekerjaan yang dilakukan harus secara kontinue dan terus-
menerus tidak bisa dilakukan secara melompat dari stasiun kerja pertama
langsung ke stasiun ke tiga, pekerjaan pada lemari harus dilakukan secara
KELOMPOK 3 ∣ SCHEDULING 10
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
berurutan dari stasiun kerja pertama kedua dan seterusnya. Penjadwalan secara
flowshop sama halnya dengan make to stock.
3. Batch
Pada proses produksi Batch, produk-produk yang berbeda diproduksi pada
fasilitas-fasilitas yang umum. Kuantitas dari batch dan frekuensi produksi akan
mempengaruhi tingkat persediaan dan biaya setup yang lebih panjang, maka
dibutuhkan persediaan lebih banyak akan tetapi dengan setup yang lebih sedikit.
Produksi batch adalah beberapa jumlah produksi didalam setiap batchnya
berikut urutannya atau perintah mengenai produk-produk mana saja yang harus dibuat
secara batch. Kuantitas batch yang optimal dihitung dengan model Economic Order
Quantity.
Batch Production memproduksi barang dalam batch atau lot yang kecil dengan
berbagai tahapan pengerjaan, setiap tahap pengerjaan dilakukan untuk seluruh batch
sebelum menuju tahap pengerjaan berikutnya. Sistem produksi harus cukup fleksibel
dan menggunakan peralatan multiguna agar mampu memenuhi berbagai persyaratan
dan fluktuasi permintaan. Batch production dapat dilihat sebagai suatu situasi antara
jobbing shop production dan mass production, volume produksi cukup besar, tetapi
masih belum cukup untuk memenuhi produksi massal. Sistem ini lebih ekonomis
dIbandingkan dengan jobbing shop production karena dapat mengurangi set-up cost.
Prosedur yang diikuti dalam proses batch adalah memecah-mecah tugas
manufacturing kedalam serangkaian operasi yang diperlukan dan bersama-sama
menghasilkan produk. Hal ini dilakukan untuk menentukan langkah manufakturing
yang paling efektif agar biaya rendah yang dituntut volume yang berulang dan besar
KELOMPOK 3 ∣ SCHEDULING 11
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
dapat dicapai dengan baik. Pada tahap ini, peralatan dan perkakas yang diperlukan
ditentukan untuk mengurangi jumlah waktu proses. (Arianto, 2008)
Ciri-ciri batch:
a. Muncul biaya set up setiap berganti produk
b. Penggantian produk biasanya dalam hitungan jam atau hari
c. Membutuhkan quality control
d. Biaya lintasan produksi dapat dihitung
e. Diterapkannya lot size
f. Peralatan bersifat general purpose
g. Penjadwalan mesin dan pekerjaan terus menerus
h. Peralatan dapat dibersihkan dan disesuaikan setiap item.
D. ATURAN JHONSON
Aturah johnson atau sering disebut Algoritma johnson adalah suatu aturan
meminimalkan makespan 2 mesin yang disusun seri dan saat ini menjadi dasar teori
penjadwalan.Pada algoritma Johnson setiap pekerjaan atau tugas yang akan diselesaikan
harus melewati setiap mesin. Setiap mesin bekerja sesuai dengan jadwal urutan proses
produksi. Tujuan penjadwalan untuk mendapatkan nilai makespan terkecil dengan urutan
pengerjaan tugas paling baik. Aturan Johnson dikembangkan untuk n pekerjaan (job)
yang dikerjakan pada dua mesin secara berurutan.
Aturan Johnson ini mencakup empat langkah :
1) Semua pekerjaan dimasukan dalam proses daftar , berikut waktu yang
dibutuhkanpada mesin .
KELOMPOK 3 ∣ SCHEDULING 12
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
2) Pilih pekerjaan dengan waktu aktivitas terpendek . jika waktu terpendek ada
pada mesin pertama, maka pekerjaan tersebut dijadwalkan pertama kali. Jika
waktu terpendek berada pada mesin kedua, maka jadwalkanpekerjaan tersebut
terkhir. Jika terdapat waktu aktivitas seri maka dapat dipilih salah satunya.
3) Setelah bulan pekerjaan dijadwalkan , maka hilangkan pekerjaan tersebut dari
daftar.
4) Terap kan langkah 2 dan 3 pada pekerjaan yangf tersisa , dan bekerja hingga ke
tengah aturan jadwal.
Algoritma Johnson adalah sebagai berikut :
1. Identifikasikan waktu operasi terkecil dari pekerjaan yang ada; t* (tij dari pekerjaan
yang ada)
2. Bila t* ada pada mesin pertama maka pekerjaan yang memiliki waktu t* tersebut
didahulukan pekerjaannya sedang bila t* berada mesin kedua maka pekerjaan yang
memiliki waktu t* tersebut dibelakangkan pengerjaannya.
3. Bila semua pekerjaan (job) telah terjadwal maka selesai.
a. Pengaturan penjadwalan melalui dua pusat
Dalam kegiatan jobbing shop production sering terdapat keadaan dimana setiap
produk diproses menggunakan fasilitas produksi yang sama secara bergantian dan
melaui dua pusat kerja secara berurutan. Setiap produk akan diproses terlebih dahulu
dipusat kerja 1 dan selanjutnya dipusat kerja 2. Kasus seperti itu disebut N/2 peoblem
yaiut masalah pengurutan N pekerjaan pada 2 pusat kerja dengan urutan proses yang
sama.
Prosedur aturan Johnson :
1. Susun daftar pekerjaan beserta waktu prosesnya untuk setiap pusat kerja.
KELOMPOK 3 ∣ SCHEDULING 13
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
2. Pilih pekerjaan dg waktu terpendek, jika pekerjaan itu berada pada pusat yg pertama,
urutkan pekerjaan itu diawal. Namun jika waktu terpendek berada di pusat kedua,
urutkan pekerjaan di akhir.
3. Lakukan pengurutan lebih lanjut pada pekerjaan yang lain sampai selesai
Contoh :
Terdapat 6 pekerjaan yang akan diurutkan melalui operasi dua tahap yaitu melalui pusat 1
lebih dulu kemudian dilanjutkan dipusat 2. Data waktu proses dari masing-masing
pekerjaan itu sebagai berikut :
pekerjaanWaktu proses (jam)
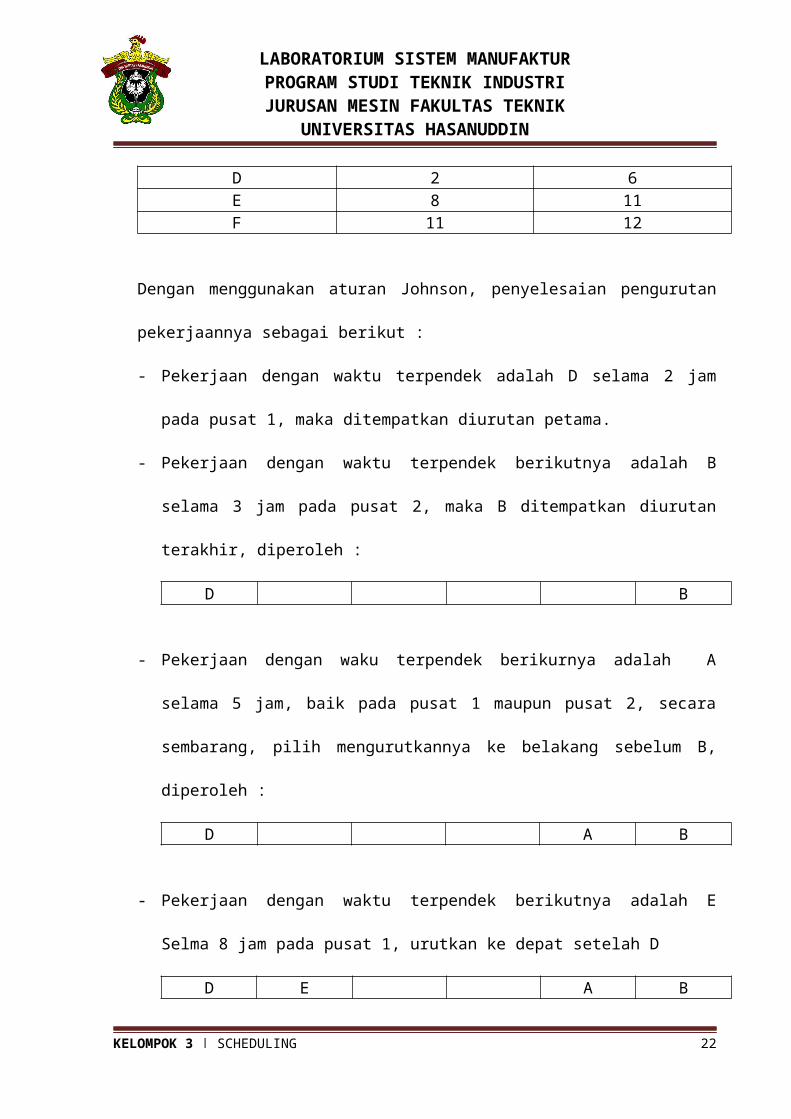
Pusat 1 Pusat 2A 5 5B 4 3C 14 9D 2 6E 8 11F 11 12
Dengan menggunakan aturan Johnson, penyelesaian pengurutan pekerjaannya sebagai
berikut :
- Pekerjaan dengan waktu terpendek adalah D selama 2 jam pada pusat 1, maka
ditempatkan diurutan petama.
- Pekerjaan dengan waktu terpendek berikutnya adalah B selama 3 jam pada pusat 2,
maka B ditempatkan diurutan terakhir, diperoleh :
D B
- Pekerjaan dengan waku terpendek berikurnya adalah A selama 5 jam, baik pada pusat
1 maupun pusat 2, secara sembarang, pilih mengurutkannya ke belakang sebelum B,
diperoleh :
KELOMPOK 3 ∣ SCHEDULING 14
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
D A B
- Pekerjaan dengan waktu terpendek berikutnya adalah E Selma 8 jam pada pusat 1,
urutkan ke depat setelah D
D E A B
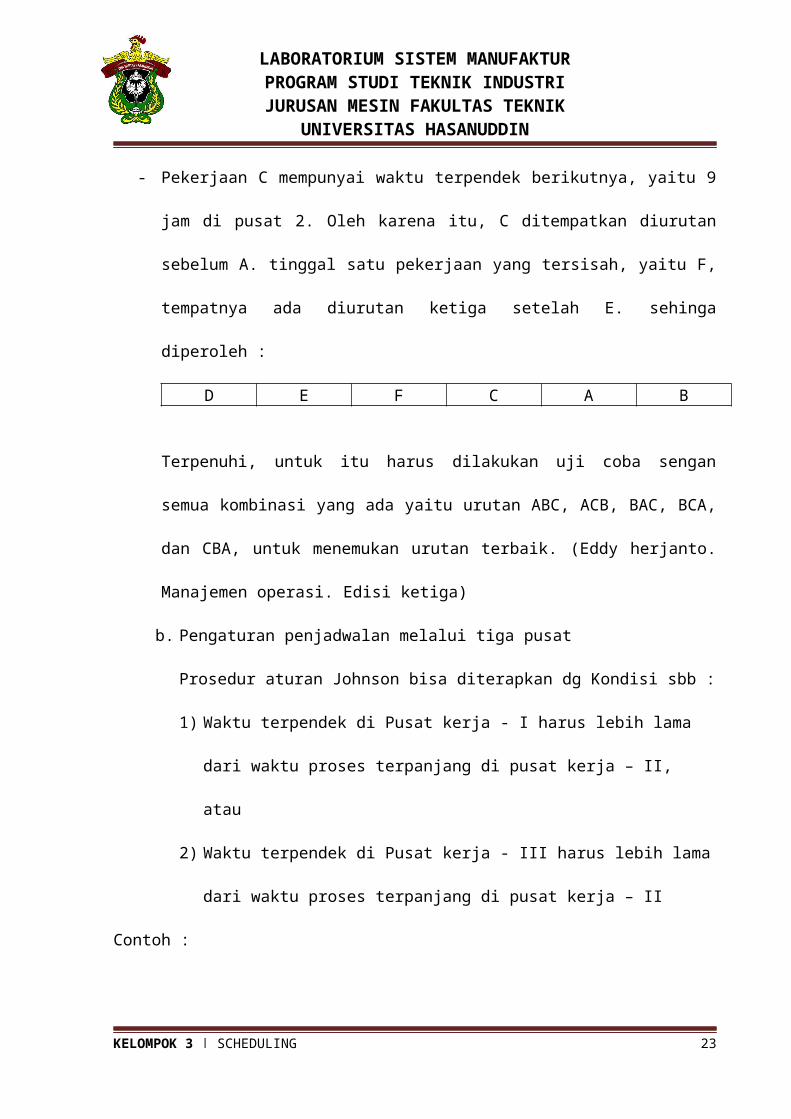
- Pekerjaan C mempunyai waktu terpendek berikutnya, yaitu 9 jam di pusat 2. Oleh
karena itu, C ditempatkan diurutan sebelum A. tinggal satu pekerjaan yang tersisah,
yaitu F, tempatnya ada diurutan ketiga setelah E. sehinga diperoleh :
D E F C A B
Terpenuhi, untuk itu harus dilakukan uji coba sengan semua kombinasi yang ada yaitu
urutan ABC, ACB, BAC, BCA, dan CBA, untuk menemukan urutan terbaik. (Eddy
herjanto. Manajemen operasi. Edisi ketiga)
b. Pengaturan penjadwalan melalui tiga pusat
Prosedur aturan Johnson bisa diterapkan dg Kondisi sbb :
1) Waktu terpendek di Pusat kerja - I harus lebih lama dari waktu proses
terpanjang di pusat kerja – II, atau
2) Waktu terpendek di Pusat kerja - III harus lebih lama dari waktu proses
terpanjang di pusat kerja – II
Contoh :
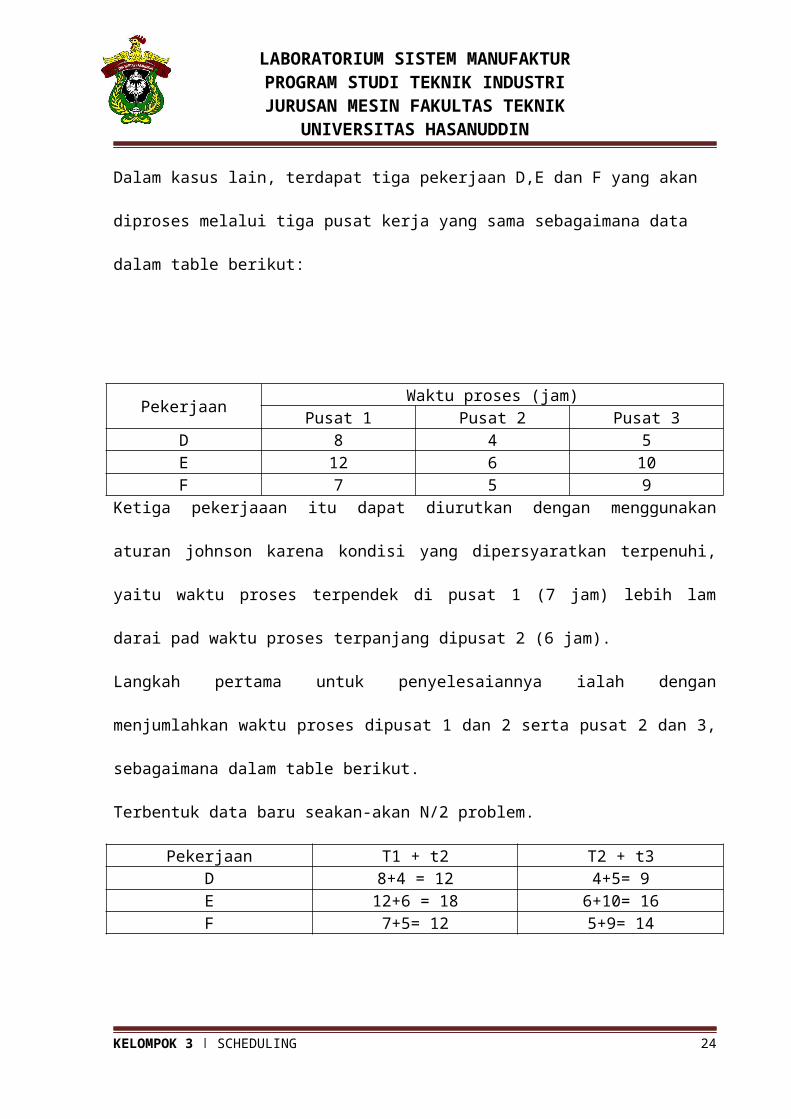
Dalam kasus lain, terdapat tiga pekerjaan D,E dan F yang akan diproses melalui tiga pusat
kerja yang sama sebagaimana data dalam table berikut:
KELOMPOK 3 ∣ SCHEDULING 15
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
PekerjaanWaktu proses (jam)
Pusat 1 Pusat 2 Pusat 3D 8 4 5E 12 6 10F 7 5 9
Ketiga pekerjaaan itu dapat diurutkan dengan menggunakan aturan johnson karena kondisi
yang dipersyaratkan terpenuhi, yaitu waktu proses terpendek di pusat 1 (7 jam) lebih lam
darai pad waktu proses terpanjang dipusat 2 (6 jam).
Langkah pertama untuk penyelesaiannya ialah dengan menjumlahkan waktu proses dipusat 1
dan 2 serta pusat 2 dan 3, sebagaimana dalam table berikut.
Terbentuk data baru seakan-akan N/2 problem.
Pekerjaan T1 + t2 T2 + t3D 8+4 = 12 4+5= 9E 12+6 = 18 6+10= 16F 7+5= 12 5+9= 14
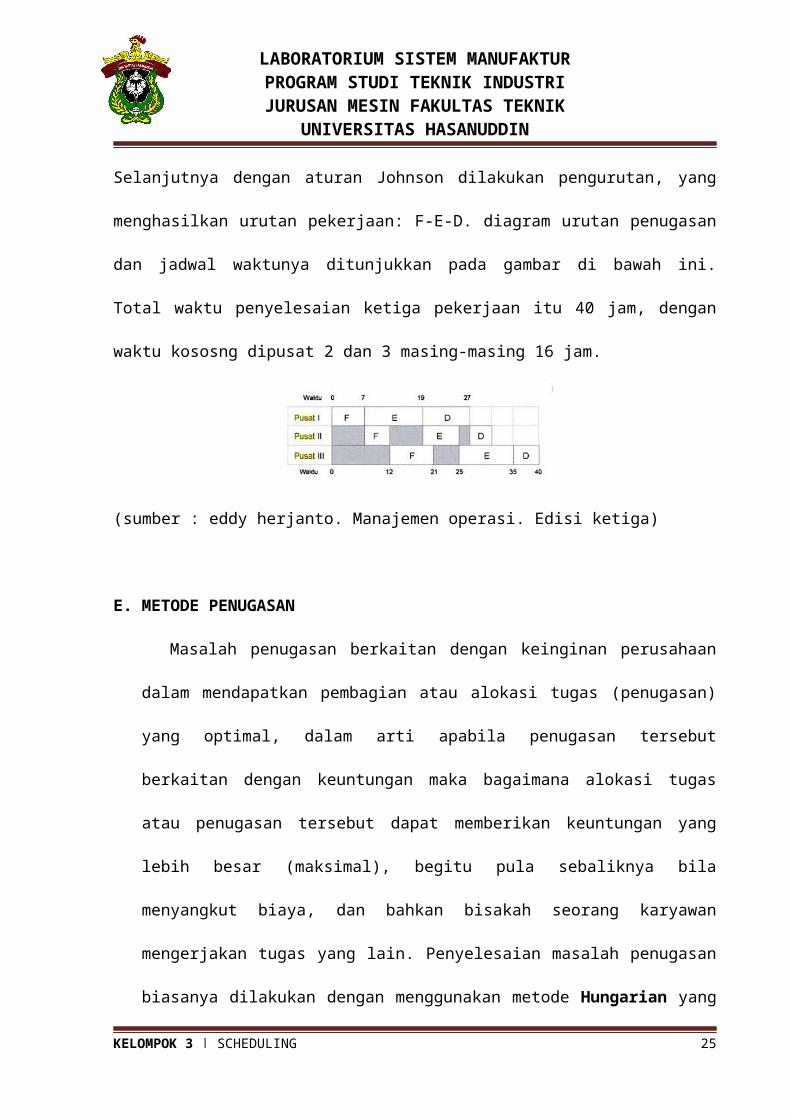
Selanjutnya dengan aturan Johnson dilakukan pengurutan, yang menghasilkan urutan
pekerjaan: F-E-D. diagram urutan penugasan dan jadwal waktunya ditunjukkan pada gambar
di bawah ini. Total waktu penyelesaian ketiga pekerjaan itu 40 jam, dengan waktu kososng
dipusat 2 dan 3 masing-masing 16 jam.
(sumber : eddy herjanto. Manajemen operasi. Edisi ketiga)
E. METODE PENUGASAN
Masalah penugasan berkaitan dengan keinginan perusahaan dalam mendapatkan
pembagian atau alokasi tugas (penugasan) yang optimal, dalam arti apabila penugasan
KELOMPOK 3 ∣ SCHEDULING 16
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
tersebut berkaitan dengan keuntungan maka bagaimana alokasi tugas atau penugasan
tersebut dapat memberikan keuntungan yang lebih besar (maksimal), begitu pula
sebaliknya bila menyangkut biaya, dan bahkan bisakah seorang karyawan mengerjakan
tugas yang lain. Penyelesaian masalah penugasan biasanya dilakukan dengan
menggunakan metode Hungarian yang pada tahun 1916 dikembangkan oleh seorang ahli
matematika berkebangsaan Hungaria yang bernama D KÖnig. Secara umum langkah-
langkah penyelesaian masalah penugasan yang normal adalah :
1. Identifikasi dan penyederhanaan masalah dalam bentuk tabel penugasan.
2. Untuk kasus minimalisasi, mencari biaya terkecil untuk setiap baris, dan kemudian
menggunakan biaya terkecil tersebut untuk mengurangi semua biaya yang ada pada
baris yang sama. Sedangkan untuk kasus maksimalisasi, mencari nilai tertinggi untuk
setiap baris yang kemudian nilai tertinggi tersebut dikurangi dengan semua nilai yang
ada dalam baris tersebut.
3. Memastikan semua baris dan kolom sudah memiliki nilai nol. Apabila masih ada
kolom yang belum memiliki nilai nol, maka dicari nilai terkecil pada kolom tersebut
untuk selanjutnya digunakan untuk mengunrangi semua nilai yang ada pada kolom
tersebut.
4. Setelah semua baris dan kolom memiliki nilai nol, maka langkah selanjutnya adalah
memastikan atau mengecek apakah dalam tabel penugasan tersebut, telah berhasil
ditemukan nilai nol, sebanyak sumber daya (bisa karyawan, mesin, alat transportasi,
atau sumber daya lainnya) yang juga tercermin dengan jumlah barisnya. Misalnya bila
yang akan ditugaskan adalah 4 karyawan, maka harus ditemukan nilai nol sebanyak 4
buah yang terletak di baris dan kolom yang berbeda. Sebaiknya dimulai dari baris
KELOMPOK 3 ∣ SCHEDULING 17
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
yang hanya memiliki 1 nilai nol. Langkah ini menganduk arti bahwa setiap karyawan
hanya dapan ditugaskan pada satu pekerjaan saja.
5. Apabila belum, maka langkah selanjutnya adalah menarik garis yang menghubungkan
minimal dua buah nilai nol dalam tabel penugasan tersebut.
6. Selanjutnya, perhatikan nilai-nilai yang belum terkena garis. Pilih nilai yang paling
kecil, kemudian pergunakan untuk mengurangi nilai-nilai lain yang belum terkena
garis, dan gunakan untuk menambah nilai-nilai yang terkena garis dua kali.
7. Dari hasil lagkah ke-6 tersebut, apakah sekarang telah berhasil ditemukan nilai nol
sejumlah atau sebanyak sumber daya (bisa karyawan, mesin, alat transportasi, atau
sumber daya lainnya) yang juga tercermin dengan jumlah barisnya.
8. Jika sudah, maka masalah penugasan telah optimal, dan apabila belum maka perlu
diulangi langkah penyelesaian ke-5 di atas.
Sebagai catatan, kasus penugasan dianggap normal apabila jumlah sumber daya yang
akan ditugaskan dan jumlah pekerjaan atau tujuan adalah sama. Untuk lebih jelasnya,
perhatikan contoh kasus berikut ini :
A. Masalah Minimalisasi (untuk kasus normal)
Sebuah perusahaan memiliki 4 orang karyawan yang harus menyelesaikan 4
pekerjaan yang berbeda. Karena sifat pekerjaan dan juga ketrampilan, karakteristik dari
masing- masing karyawan, maka biaya yang timbul dari berbagai alternatif penugasan
dari ke-4 karyawan tersebut juga berbeda, seperti terlihat dari tabel / matrik penugasan
berikut ini :
KELOMPOK 3 ∣ SCHEDULING 18
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
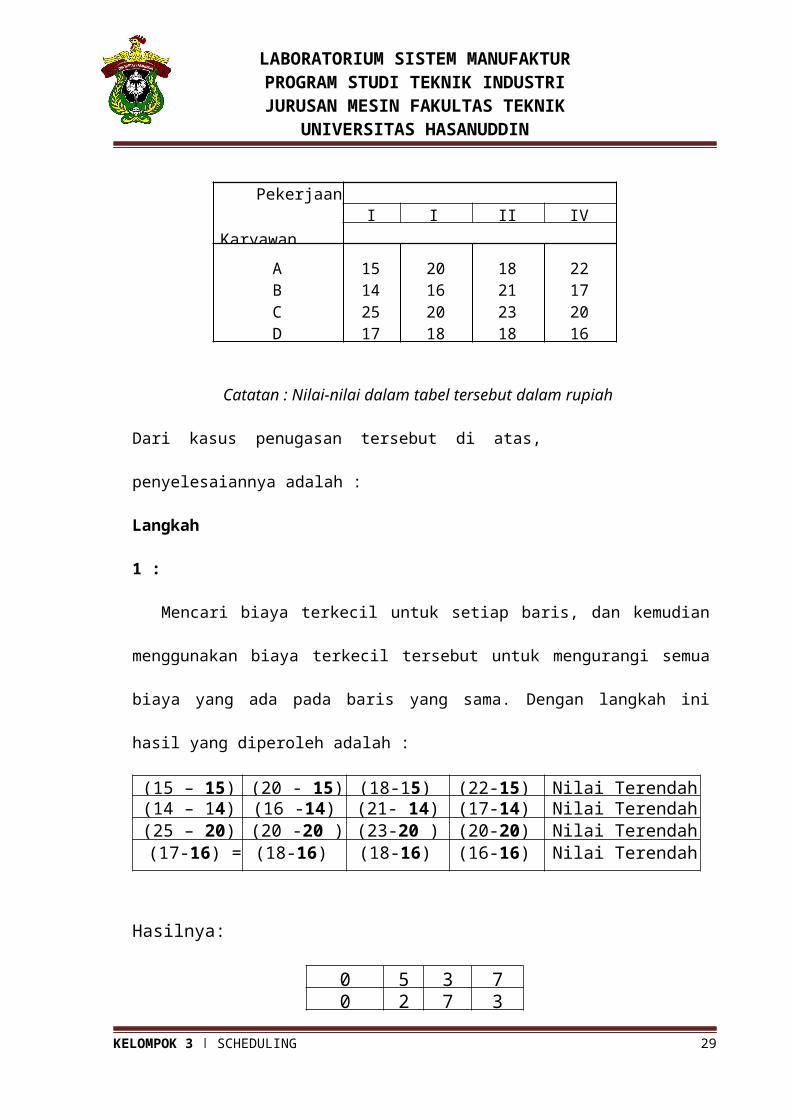
Catatan : Nilai-nilai dalam tabel tersebut dalam rupiah
Dari kasus penugasan tersebut di atas, penyelesaiannya adalah :
Langkah 1 :
Mencari biaya terkecil untuk setiap baris, dan kemudian menggunakan biaya terkecil
tersebut untuk mengurangi semua biaya yang ada pada baris yang sama. Dengan langkah
ini hasil yang diperoleh adalah :
(15 – 15) = 0 (20 - 15) = 5 (18-15) = 3 (22-15) = 7 Nilai Terendah = 15(14 – 14) = 0 (16 -14) = 2 (21- 14) = 7 (17-14) = 3 Nilai Terendah = 14(25 – 20) = 5 (20 -20 ) = 0 (23-20 ) = 3 (20-20) = 0 Nilai Terendah = 20(17-16) = 1 (18-16) = 2 (18-16) = 2 (16-16) = 0 Nilai Terendah = 16
Hasilnya:
0 5 3 70 2 7 35 0 3 01 2 2 0
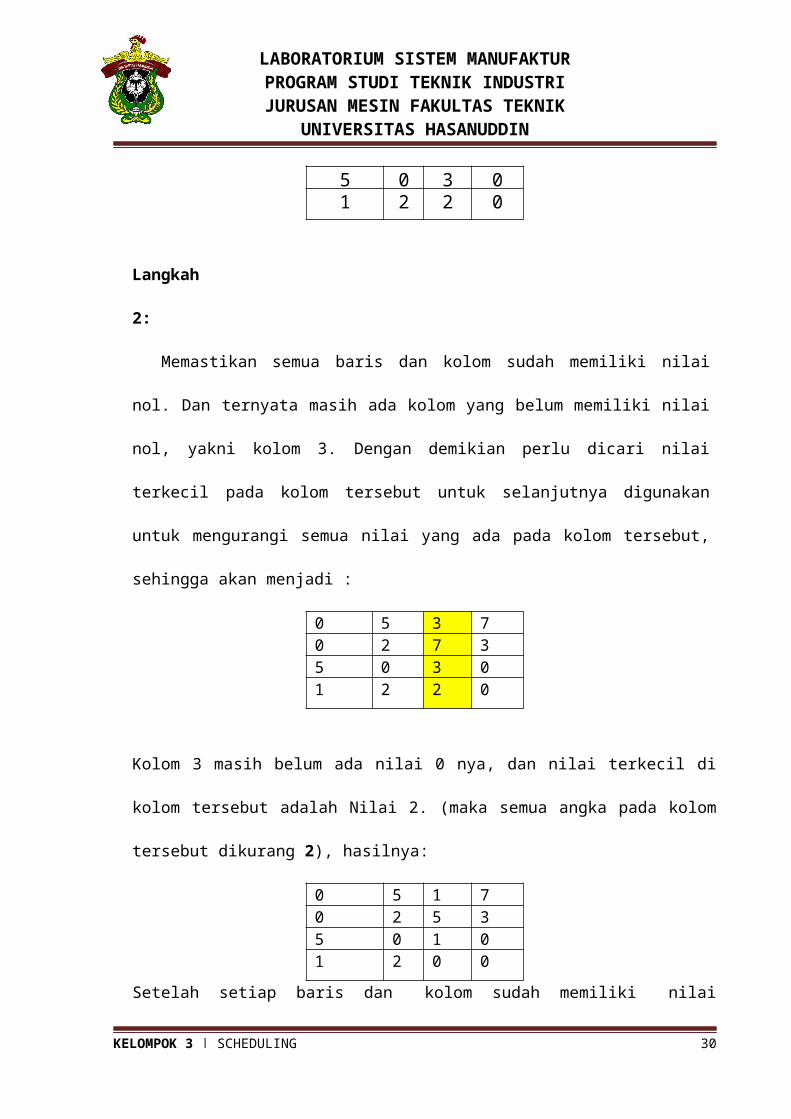
Langkah 2:
Memastikan semua baris dan kolom sudah memiliki nilai nol. Dan ternyata masih
ada kolom yang belum memiliki nilai nol, yakni kolom 3. Dengan demikian perlu dicari
nilai terkecil pada kolom tersebut untuk selanjutnya digunakan untuk mengurangi semua
nilai yang ada pada kolom tersebut, sehingga akan menjadi :
KELOMPOK 3 ∣ SCHEDULING 19
Pekerjaan
KaryawanI II III IV
A B C D
15142517
20162018
18212318
22172016
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
0 5 3 70 2 7 35 0 3 0
1 2 2 0
Kolom 3 masih belum ada nilai 0 nya, dan nilai terkecil di kolom tersebut adalah Nilai 2.
(maka semua angka pada kolom tersebut dikurang 2), hasilnya:
0 5 1 70 2 5 3
5 0 1 01 2 0 0
Setelah setiap baris dan kolom sudah memiliki nilai nol, maka langkah selanjutnya
adalah:
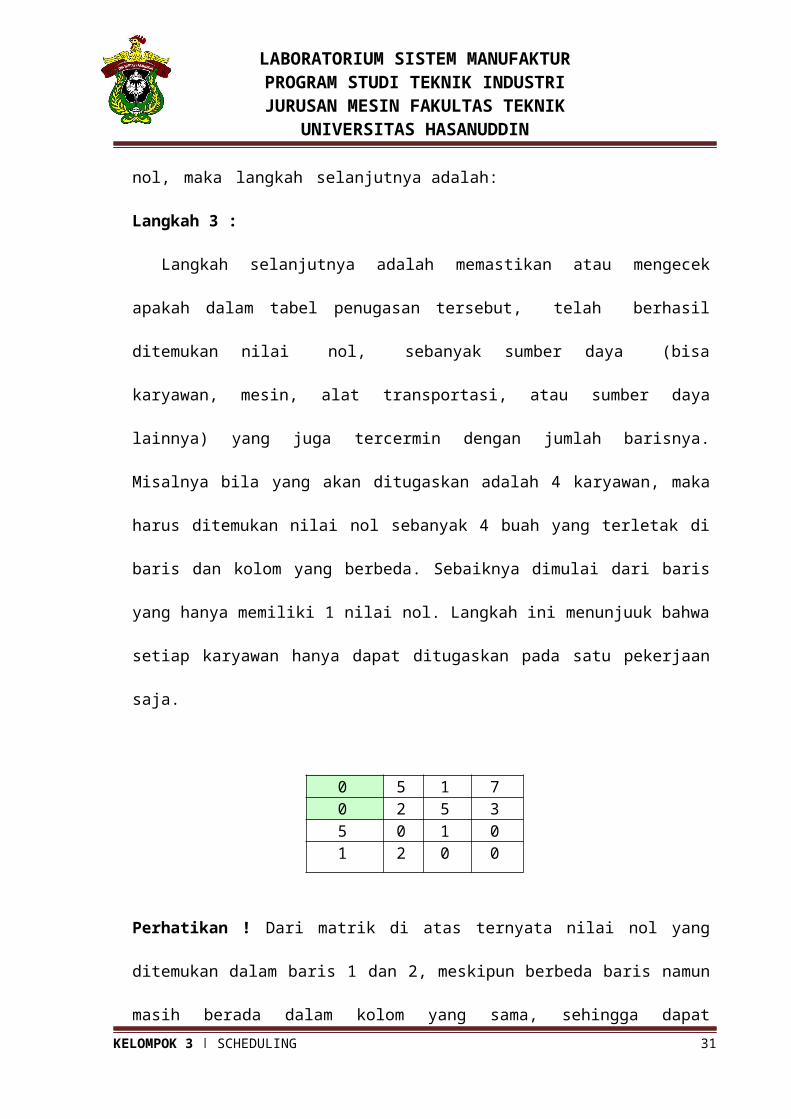
Langkah 3 :
Langkah selanjutnya adalah memastikan atau mengecek apakah dalam tabel
penugasan tersebut, telah berhasil ditemukan nilai nol, sebanyak sumber daya (bisa
karyawan, mesin, alat transportasi, atau sumber daya lainnya) yang juga tercermin
dengan jumlah barisnya. Misalnya bila yang akan ditugaskan adalah 4 karyawan, maka
harus ditemukan nilai nol sebanyak 4 buah yang terletak di baris dan kolom yang
berbeda. Sebaiknya dimulai dari baris yang hanya memiliki 1 nilai nol. Langkah ini
menunjuuk bahwa setiap karyawan hanya dapat ditugaskan pada satu pekerjaan saja.
0 5 1 70 2 5 3
5 0 1 01 2 0 0
Perhatikan ! Dari matrik di atas ternyata nilai nol yang ditemukan dalam baris 1 dan 2,
KELOMPOK 3 ∣ SCHEDULING 20
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
meskipun berbeda baris namun masih berada dalam kolom yang sama, sehingga dapat
dipastikan masalah belum optimal dan perlu dilanjutkan ke langkah berikutnya.
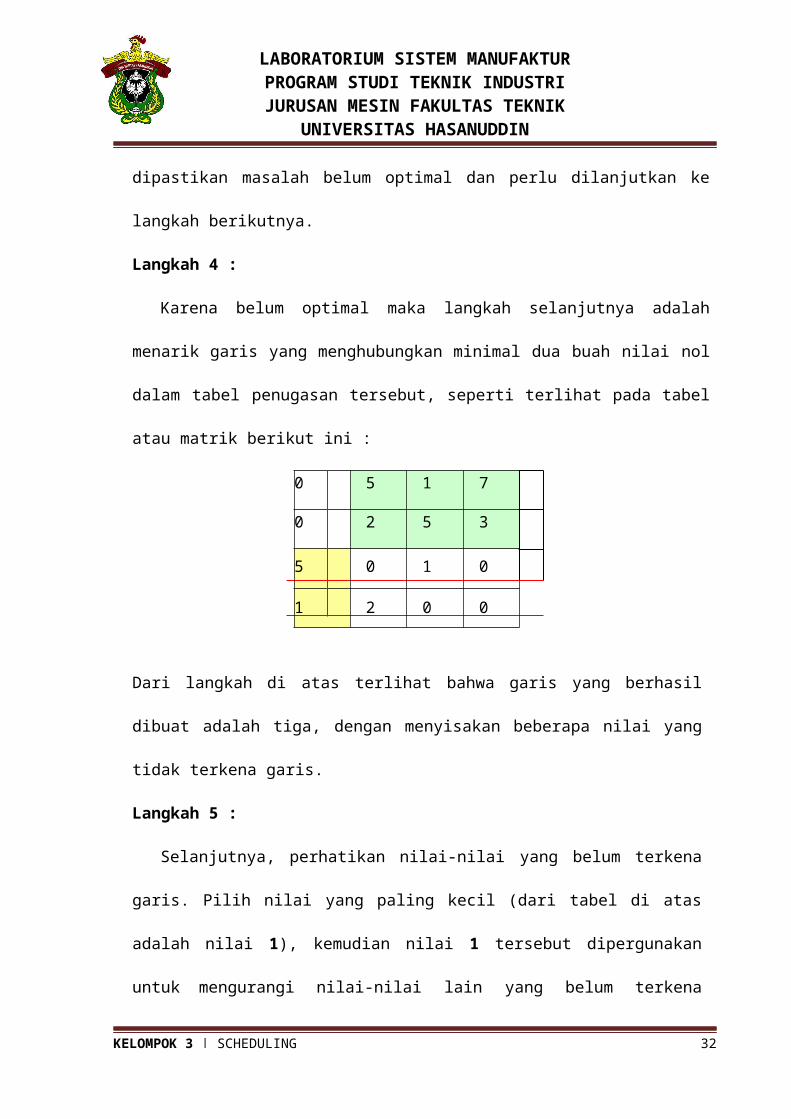
Langkah 4 :
Karena belum optimal maka langkah selanjutnya adalah menarik garis yang
menghubungkan minimal dua buah nilai nol dalam tabel penugasan tersebut, seperti
terlihat pada tabel atau matrik berikut ini :
0 5 1 7
0 2 5 3
5 0 1 0
1 2 0 0
Dari langkah di atas terlihat bahwa garis yang berhasil dibuat adalah tiga, dengan
menyisakan beberapa nilai yang tidak terkena garis.
Langkah 5 :
Selanjutnya, perhatikan nilai-nilai yang belum terkena garis. Pilih nilai yang paling
kecil (dari tabel di atas adalah nilai 1), kemudian nilai 1 tersebut dipergunakan untuk
mengurangi nilai-nilai lain yang belum terkena garis, dan gunakan untuk
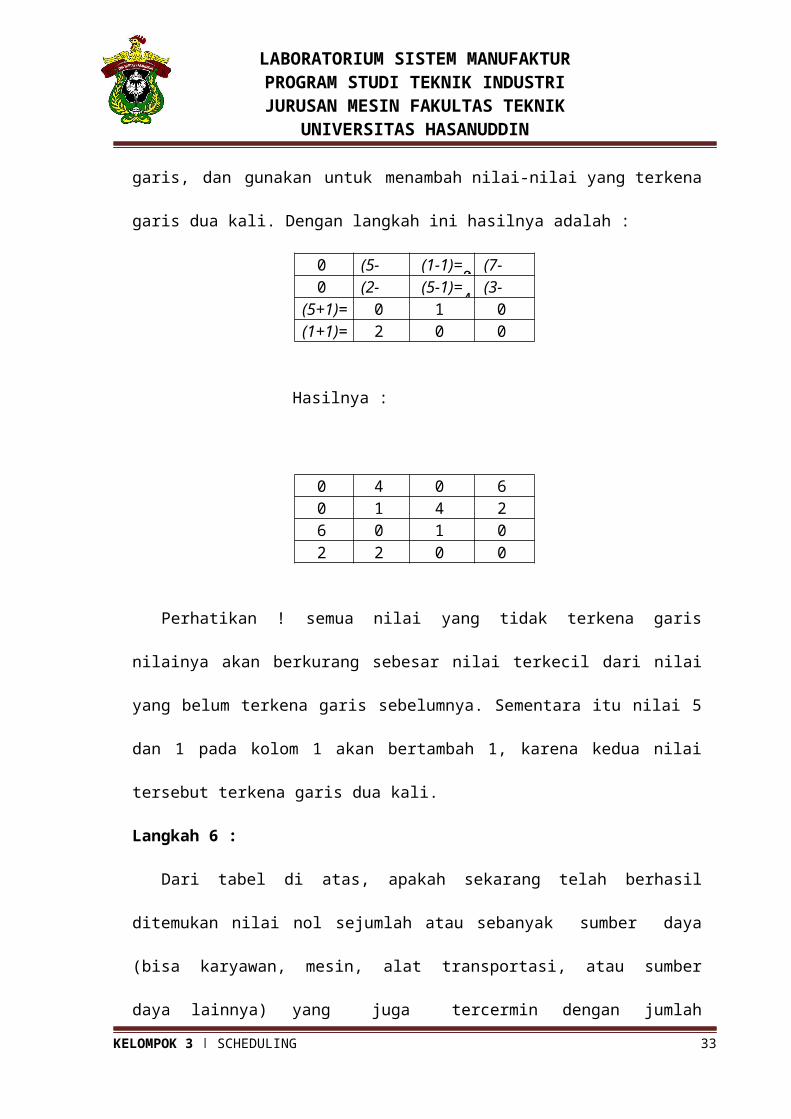
menambah nilai-nilai yang terkena garis dua kali. Dengan langkah ini hasilnya adalah :
0 (5- (1-1)=0
(7-0 (2- (5-1)=
4(3-
( 0 1 0( 2 0 0
Hasilnya :
KELOMPOK 3 ∣ SCHEDULING 21
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
0 4 0 60 1 4 26 0 1 0
2 2 0 0
Perhatikan ! semua nilai yang tidak terkena garis nilainya akan berkurang sebesar
nilai terkecil dari nilai yang belum terkena garis sebelumnya. Sementara itu nilai 5 dan 1
pada kolom 1 akan bertambah 1, karena kedua nilai tersebut terkena garis dua kali.
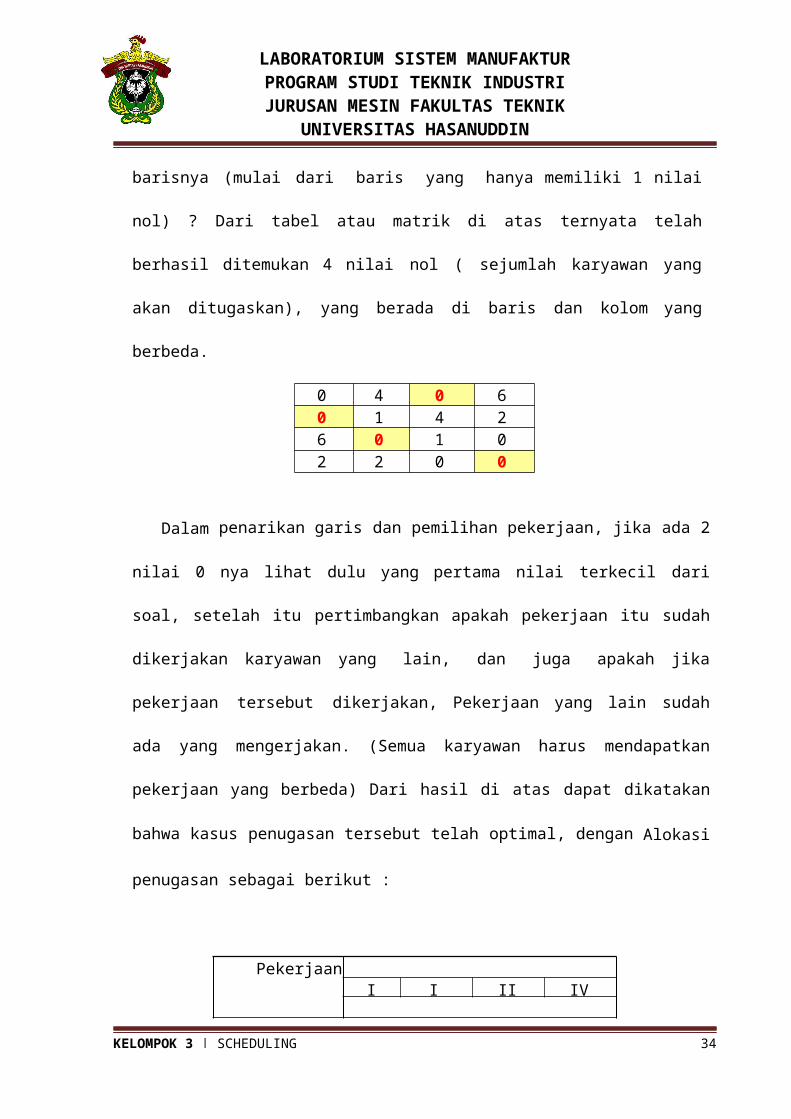
Langkah 6 :
Dari tabel di atas, apakah sekarang telah berhasil ditemukan nilai nol sejumlah atau
sebanyak sumber daya (bisa karyawan, mesin, alat transportasi, atau sumber daya
lainnya) yang juga tercermin dengan jumlah barisnya (mulai dari baris yang
hanya memiliki 1 nilai nol) ? Dari tabel atau matrik di atas ternyata telah berhasil
ditemukan 4 nilai nol ( sejumlah karyawan yang akan ditugaskan), yang berada di
baris dan kolom yang berbeda.
0 4 0 60 1 4 26 0 1 0
2 2 0 0
Dalam penarikan garis dan pemilihan pekerjaan, jika ada 2 nilai 0 nya lihat dulu
yang pertama nilai terkecil dari soal, setelah itu pertimbangkan apakah pekerjaan itu
sudah dikerjakan karyawan yang lain, dan juga apakah jika pekerjaan tersebut
dikerjakan, Pekerjaan yang lain sudah ada yang mengerjakan. (Semua karyawan harus
mendapatkan pekerjaan yang berbeda) Dari hasil di atas dapat dikatakan bahwa kasus
penugasan tersebut telah optimal, dengan Alokasi penugasan sebagai berikut :
KELOMPOK 3 ∣ SCHEDULING 22
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
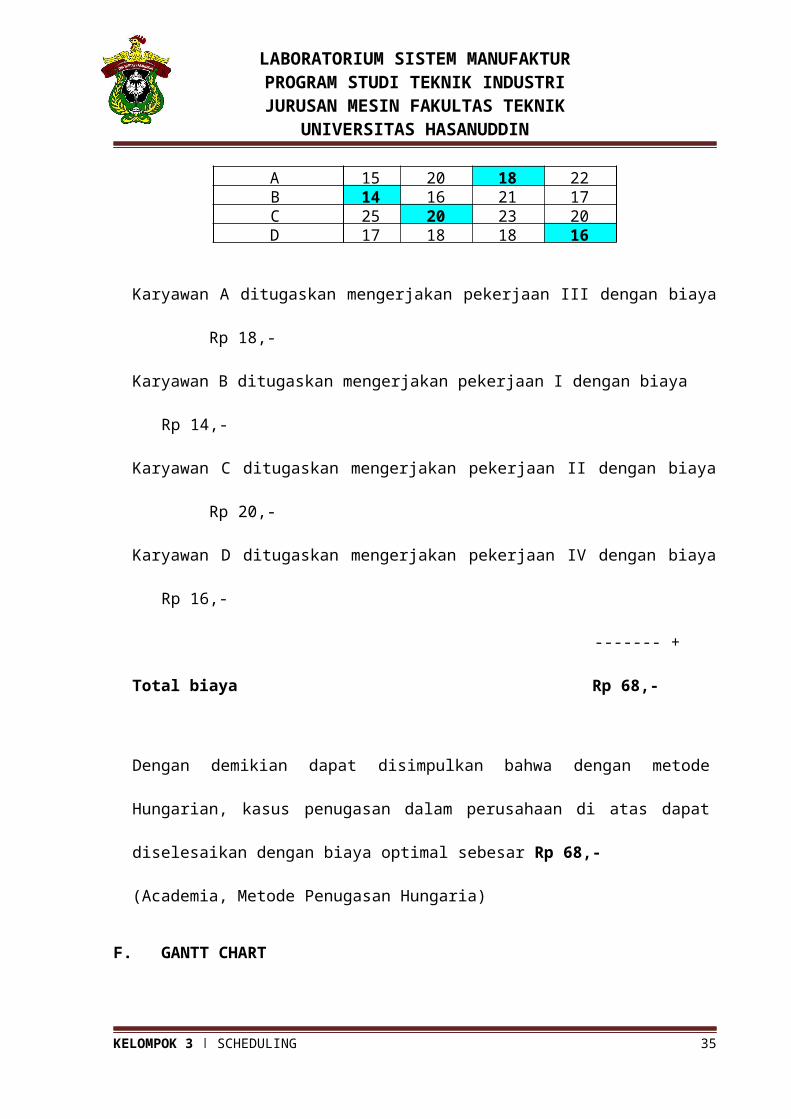
PekerjaanI II III IV
A 15 20 18 22B 14 16 21 17C 25 20 23 20D 17 18 18 16
Karyawan A ditugaskan mengerjakan pekerjaan III dengan biaya Rp 18,-
Karyawan B ditugaskan mengerjakan pekerjaan I dengan biaya Rp 14,-
Karyawan C ditugaskan mengerjakan pekerjaan II dengan biaya Rp 20,-
Karyawan D ditugaskan mengerjakan pekerjaan IV dengan biaya Rp 16,-
------- +
Total biaya Rp 68,-
Dengan demikian dapat disimpulkan bahwa dengan metode Hungarian, kasus penugasan
dalam perusahaan di atas dapat diselesaikan dengan biaya optimal sebesar Rp 68,-
(Academia, Metode Penugasan Hungaria)
F. GANTT CHART
Gantt Chart sering disebut sebagai bagan balok yang merupakan salah satu metode
penjadwalan paling umum digunakan dalam proyek-proyek yang ada. Heizer, Jay dan
Render, Barry (2008), yang dialih-bahasakan oleh Chriswan Sungkono (2010,90)
menyatakan bahwa“Gantt chart adalah sebuah contoh teknik nonmatematis yang
digunakan secara luas dan populer di kalangan manajer karena sifatnya sederhana dan
visual”.
KELOMPOK 3 ∣ SCHEDULING 23
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Gantt Chart merupakan teknik penjadwalan proyek yang paling populer digunakan
oleh manajer, dibandingkan dengan metode-metode yang lebih kompleks dalam
mengalokasikan sumber daya proyek dalam penyusunannya.
Hal-hal yang perlu diperhatikan dalam penyusunan Gantt Chart adalah sebagai
berikut:
1. Semua aktivitas telah selesai dianalisis sebelumnya.
2. Urutan kinerjanya telah diperhitungkan.
3. Perkiraan waktu telah tercatat sebelumnya.
4. Keseluruhan waktu proyek telah ditentukan.
Gantt Chart relatif sederhana, mudah dipahami, mudah pembuatannya serta mudah
digunakan untuk memantau perkembangan proyek. Akan tetapi terdapat 2 (dua) kelemahan
penting yang perlu untuk diketahui yakni:
a. Tidak secara langsung menunjukkan hubungan antar kegiatan, sehingga hal yang sulit
diidentifikasi adalah pengaruh keterlambatan pada suatu aktivitas terhadap aktivitas lain
yaang akan dilakukan selanjutnya.
b. Tidak menunjukkan deskripsi aktivitas-aktivitas kritis, sehingga otomatis semua
aktivitas dalam proyek akan berstatus kritis. (Herjanto, Eddy. 2008)
Gantt chart adalah bagan balok yang disusun dengan maksud mengidentifikasi unsur
waktu dan urutan dalam merencanakan suatu kegiatan yang terdiri dari waktu mulai, waktu
penyelesaian, dan pada saat pelaporan.
KELOMPOK 3 ∣ SCHEDULING 24
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Gantt chart secara luas dikenal sebagai alat fundamental dan mudah diterapkan oleh
para manajer proyek untuk memungkinkan seseorang melihat dengan mudah waktu
dimulai dan selesainya tugas-tugas dan sub-sub tugas dari proyek. Semakin banyak tugas-
tugas dalam proyek dan semakin penting urutan antara tugas-tugas maka semakin besar
kecenderungan dan keinginan untuk memodifikasi Gantt Chart. Gantt chart membantu
menjawab pertanyaan-pertanyaan “what if” saat melihat kesempatan-kesempatan untuk
membuat perubahan terlebih dahulu terhadap kebutuhan. (Feriza Restu Munggaran
(112070245), Library IT TELKOM Bandung)
Gantt Chart merupakan grafik batang horizontal yang menampilkan urutan aktivitas
beserta rentang waktu unuk menyelesaikan sebuah proyek. Pengendalian melalui gantt
cahrt bersifat detektif karena seorang pengendali dengan mudah untuk mendeteksi
langsung ketika terjadi penyimpangan. Gantt cahrt dapat dimodifikasi sebagai alat
pengendalian yang cukup efektif seperti conto berikut:
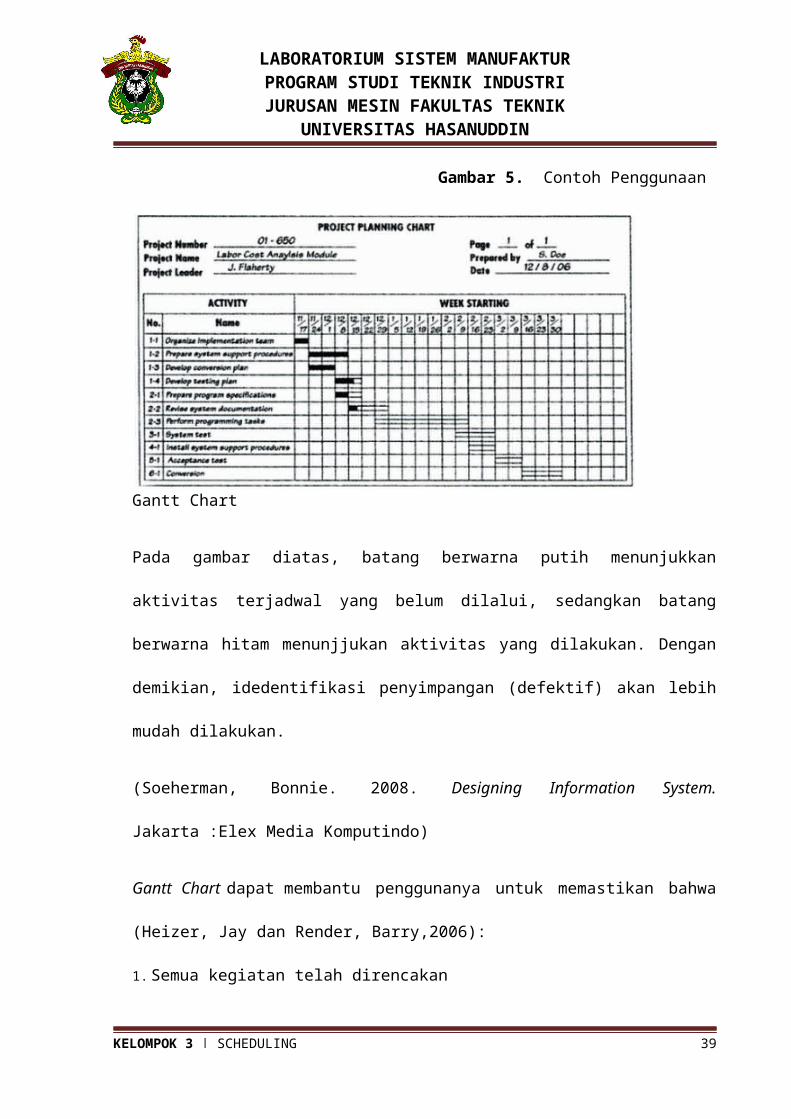
Gambar 5. Contoh Penggunaan Gantt Chart
KELOMPOK 3 ∣ SCHEDULING 25
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Pada gambar diatas, batang berwarna putih menunjukkan aktivitas terjadwal yang belum
dilalui, sedangkan batang berwarna hitam menunjjukan aktivitas yang dilakukan. Dengan
demikian, idedentifikasi penyimpangan (defektif) akan lebih mudah dilakukan.
(Soeherman, Bonnie. 2008. Designing Information System. Jakarta :Elex Media
Komputindo)
Gantt Chart dapat membantu penggunanya untuk memastikan bahwa (Heizer, Jay dan
Render, Barry,2006):
1. Semua kegiatan telah direncakan
2. Urutan kinerja telah diperhitungkan
3. Perkiraan waktu kegiatan telah tercatat, dan
4. Keseluruhan waktu proyek telah dibuat
Karakteristik Gantt Chart :
a. Gantt chart secara luas dikenal sebagai alat fundamental dan mudah diterapkan oleh
para manajer proyek untuk memungkinkan seseorang melihat dengan mudah waktu
dimulai dan selesainya tugas-tugas dan sub- sub tugas dari proyek.
b. Semakin banyak tugas-tugas dalam proyek dan semkin penting urutan antara tugas-
tugas maka semakin besar kecenderungan dan keinginan untuk memodifikasi gantt
chart.
c. Gantt chart membantu menjawab pertanyaan-pertanyaan “what if” saat melihat
kesempatan-kesempatan untuk membuat perubahan terlebih dahulu terhadap kebutuhan.
Keuntungan menggunakan Gantt Chart :
KELOMPOK 3 ∣ SCHEDULING 26
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
1) Sederhana, mudah dibuat dan dipahami, sehingga sangat bermanfaat sebagai alat
komunikasi dalam penyelenggaraan proyek. Gantt Chart sangat mudah dipahami, balok
horizontal (horizontal bar) dibuat pada tiap kegiatan proyek sepanjang garis waktu.
2) Gantt chart digunakan untuk penjadwalan sederhana atau proyek-proyek yang
kegiatannya tidak terlalu berkaitan atau proyek kecil, sedangkan network untuk
penjadwalan proyek yang rumit.
3) Gantt Chart juga dapat digunakan untuk penjadwalan operasi yang berulang.
4) Dapat menggambarkan jadwal suatu kegiatan dan kenyataan kemajuan sesungguhnya
pada saat pelaporan
5) Bila digabungkan dengan metoda lain dapat dipakai pada saat pelaporan
Kelemahan Gantt Chart :
a) Tidak menunjukkan secara spesifik hubungan ketergantungan antara satu kegiatan dan
kegiatan yang lain, sehingga sulit untuk mengetahui dampak yang diakibatkan oleh
keterlambatan satu kegiatan terhadap jadwal keseluruhan proyek.
b) Sulit mengadakan penyesuaian atau perbaikan/pembaharuan bila diperlukan, karena
pada umumnya ini berarti membuat bagan balok baru.
c) Gantt chart tidak bisa secara eksplisit menunjukkan keterkaitan antara
aktivitas dan bagaimana satu aktivitas berakibat pada aktivitas lain bila waktunya
terlambat atau dipercepat, sehingga perlu dilakukan modifikasi terhadap Gantt chart
G. SEQUENCING
Sekali beberapa job ditugaskan (loading) pada pusat kerja tertentu, maka langkah
berikutnya adalah menentukan urutan-urutan memprosesnya. Pemrosesan order merupakan
hal yang penting karena mempengaruhi lamanya suatu job akan diproses dalam sistem
KELOMPOK 3 ∣ SCHEDULING 27
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
tertentu. Lamanya job dalam proses ini akan mempengaruhi batas waktu janji pengiriman
kepada konsumen. Yang tidak kalah pentingnya adalah pengaruh urutan-urutan
pemrosesan job terhadap utilisasi sumberdaya –sumberdaya organisasi, khususnya pada
kondisi suplai kritis.
Penjadwalan job shop melibatkan aturan-aturan prioritas sequencing. Aturan-aturan
prioritas sequencing diaplikasikan untuk seluruh job yang sedang menunggu dalam antrian.
Bila pusat kerja telah lowong untuk satu job baru, maka job dengan prioritas terdahulu
akan diproses.
Pemilihan prioritas sequencing tersebut mempertimbangkan efisiensi penggunaan
fsilitas dengan kriteria antar lain biaya setup, biaya persediaan WIP, waktu menganggur
stasiun kerja persentase waktu menganggur, rata-rata jumlah job yang menunggu, dsb.
Beberapa aturan-aturan prioritas sequencing yang umum antara lain adalah sebagai
berikut :
a. First-come-first-served (FCFS)
Job yang datang diproses sesuai dengan job mana yang datang terlebih dahulu
b. Earliest due date (EDD)
Prioritas antara diberikan kepada job-job yang mempunyai tanggal batas waktu
penyerahan (due date) paling awal.
c. Shortest processing time (SPT)
Job dengan waktu proses terpendek akan diproses lebih dahulu, demikian berlanjut
untuk job yang waktu prosesnya terpendek kedua. Aturan SPT ini tidak memperdulikan
due date maupun kedatangan order baru.
KELOMPOK 3 ∣ SCHEDULING 28
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
d. Longest Processing Time (LPT)
Pekerjaan yang memiliki waktu pemrosesan yang lebih panjang dikerjakan terlebih
dahulu.
e. Critical Ratio (CR-Ratio Kritis)
Merupakan angka indek yang dihitung dengan membagi waktu yang tersisa hingga
batas waktu pekerjaan, dengan waktu pekerjaan tersisa. CR cenderung memiliki
kinerja yang lebih baik daripada FCFS, SPT, LPT, atau LPT pada kriteria
keterlambatan pekerjaan rata-rata.
Beberapa kasus yang akan dibahas pada bagian penjadwalan job shop ini adalah job
shop dengan pola kedatangan statis.beberapa buku mendefinisikan job shop dengan pola
kedatangan statis sebagai suatu penjadwalan job shop dengan urutan proses sama , atau
disebut juga flowshop scheduling. penjadwalan ini melibatkan permasalahan job loading
dan job sequencing untuk kasus tanpa ataupun dengan due date sebagai berikut :
1. Penjadwalan “n” job pada “satu” prosesor.
2. Penjadwalan “n” job pada “m” prosesor, baik untuk penjadwalan parallel maupun
penjadwalan seri.
Adapun kriteria utama yang digunakan untuk mengevaluasi penjadwalan job shop ini
adalah makespan, flow time, dan tardi-ness.
H. ISTILAH-ISTILAH DALAM PENJADWALAN
Berikut istilah-istilah beserta notasinya yang digunakan dalam penjadwalan (Pinedo dan
Chao, 1999)
KELOMPOK 3 ∣ SCHEDULING 29
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
1. Waktu proses (processing time), pij, yaitu lamanya waktu yang harus dihabiskan job i
di mesin j untuk memproses operasi Oij.
2. Waktu siap (ready time), Ri, menunjukkan saat pekerjaan ke-i dapat dikerjakan (siap
dijadwalkan)
3. Waktu menunggu (waiting time), Wi, adalah waktu tunggu perkerjaan i dari saat
pekerjaan siap dikerjakan sampai saat operasi pendahulu selesai
4. Waktu tenggat (due date), dij adalah batas waktu penyelesaian job i yang telah
ditentukan. Apabilan penyelesaian job diluar waktu ini, maka akan dikenakan penalty
pada job tersebut.
5. Waktu siap (release date), ri adalah waktu ketika job i masuk ke sistem yaitu waktu
paling awal job i bisa mulai diproses. Biasanya ri = 0
6. Waktu mulai (start time) adalah waktu mulai diprosesnya job i di mesin j
7. Waktu penyelesaian (completion time), adalah waktu penyelesaian pemrosesan job i
pada mesin j
8. Waktu tunggal (flow time), FI, adalah waktu antara saat dimana pekerjaan i telah siap
untuk dikerjakan sampai pekerjaan selesai.
9. Makespan biasanya dilambangkan dengan Cmax yaitu waktu pengerjaan seluruh job,
10. Keterlambatan (lateness) adalah selisih antara waktu penyelesaian job i dengan waktu
tenggatnya. Lateness baru dapat dihitung setelah job i selesai menjalani semua proses,
dan dapat bernilai negatif, nol, atau positif.
11. Keterlambatan positif (tardiness), Ti = max (Li,0), adalah besarnya keterlambatang
penyelesaian job i
12. Keterlambatan negative (earliness), Ti = min (Li, 0) adalah besarnya keterlambatan
peyelesaian job i.
KELOMPOK 3 ∣ SCHEDULING 30
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
13. Slack time (SLi) adalah waktu sisa yang tersedia bagi suatu pekerjaan (waktu proses –
due date)
14. Set up Time (Si) adalah waktu yang dibutuhkan untuk kegiatan persiapan sebelum
pemrosesan jon dilaksanakan.
15. Arrival time (ai) adalah saat job mulai berada di shop floor
16. Delivery date (di) adalah saat pengiriman job dari shop floor ke proses berikutnya atau
ke konsumen. (Bagus, 2009. Optimasi penjadwalan.pdf)
I. PENJADWALAN SERI DAN PARALEL BESERTA CONTOH
1. Penjadwalan Seri
Digunakan jika n-buah pekerjaan harus melalui m-buah prosessor secara berurutan.
Penjadwalan dengan aturan Johnson untuk meminimalkan makespan pada 2 prosesor
seri. (Arman Hakim Nasution, 2008)
Langkah pengerjaan :
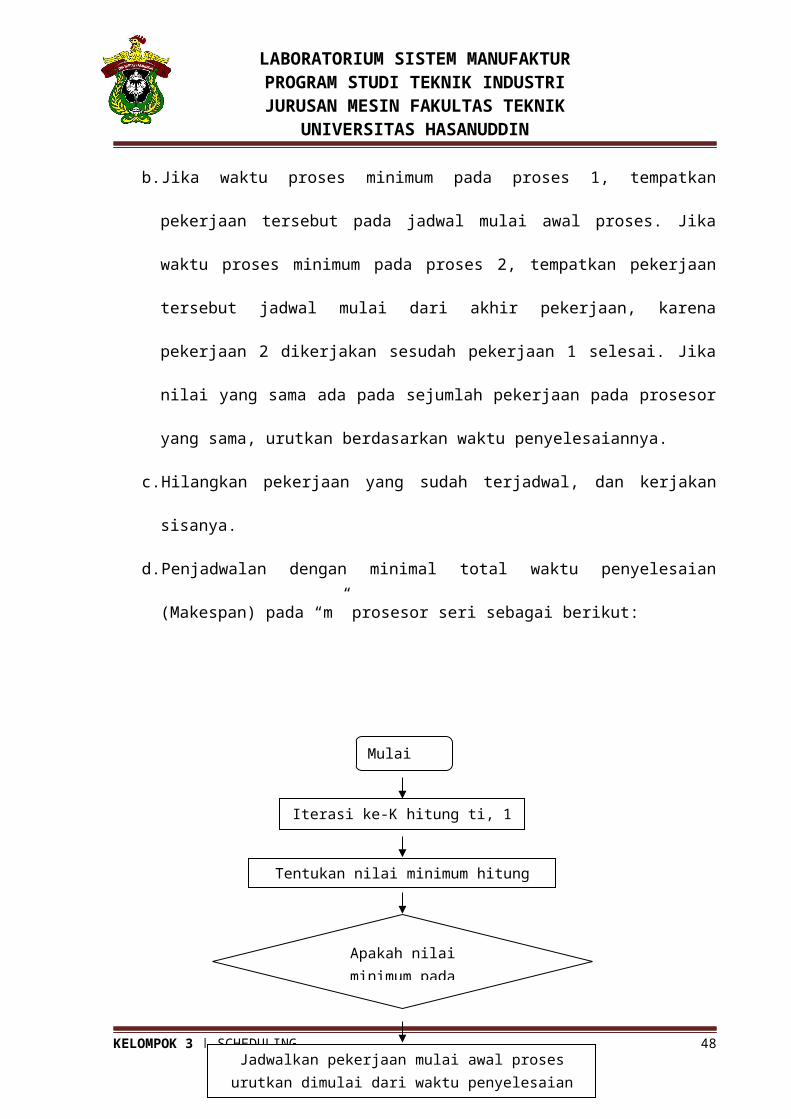
a. Untuk semua pekerjaan temukan nilai minimum
b. Jika waktu proses minimum pada proses 1, tempatkan pekerjaan tersebut pada jadwal
mulai awal proses. Jika waktu proses minimum pada proses 2, tempatkan pekerjaan
tersebut jadwal mulai dari akhir pekerjaan, karena pekerjaan 2 dikerjakan sesudah
pekerjaan 1 selesai. Jika nilai yang sama ada pada sejumlah pekerjaan pada prosesor
yang sama, urutkan berdasarkan waktu penyelesaiannya.
c. Hilangkan pekerjaan yang sudah terjadwal, dan kerjakan sisanya.
KELOMPOK 3 ∣ SCHEDULING 31
Processor 1 Processor 2 Processor 3
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
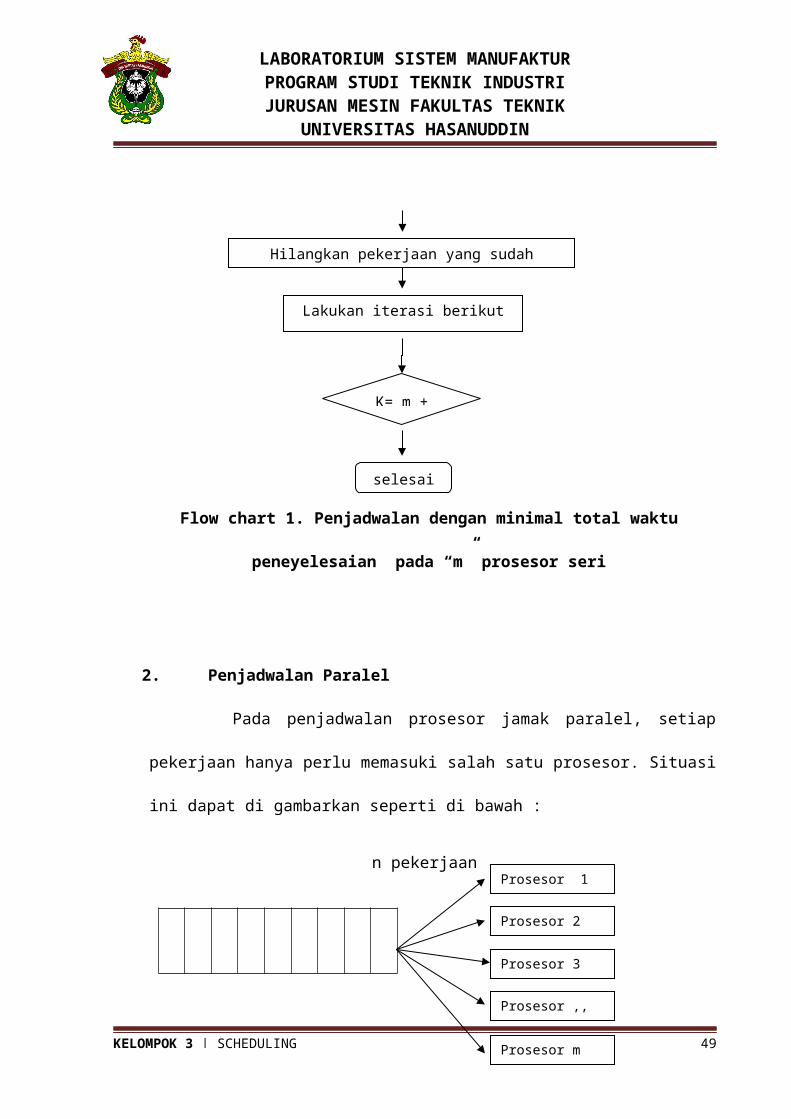
d. Penjadwalan dengan minimal total waktu penyelesaian (Makespan) pada “m” prosesor
seri sebagai berikut:
Flow chart 1. Penjadwalan dengan minimal total waktu peneyelesaian pada “m”
prosesor seri
KELOMPOK 3 ∣ SCHEDULING 32
Mulai K=1
Iterasi ke-K hitung ti, 1 dan ti,2
Tentukan nilai minimum hitung ti, 1 dan ti, 2
Apakah nilai minimum pada prosesor I ?
Jadwalkan pekerjaan mulai awal proses urutkan dimulai dari waktu penyelesaian terpanjang
Lakukan iterasi berikut
Hilangkan pekerjaan yang sudah terjadwal dari daftar
K= m + 1
selesai
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
2. Penjadwalan Paralel
Pada penjadwalan prosesor jamak paralel, setiap pekerjaan hanya perlu memasuki
salah satu prosesor. Situasi ini dapat di gambarkan seperti di bawah :
n pekerjaan
Diagram 1. Penjadwalan Paralel
Dengan adanya prosesor jamak, pekerjaan penjadwalan menjadi agak sukar bila
dibandingkan dengan penjadwalan pada prosesor tunggal. Jika penjadwalan satu prosesor
memiliki masalah pada bagaimana urutan pekerjaan yang akan memberikan hasil
optimal, maka pada prosesor paralel masalah yang terjadi ialah urutan pekerjaan yang
paling optimal dan prosesor manakah yang akan mengerjakan pekerjaan tersebut.
Minimasi Waktu Alir Rata-Rata Masalah minimasi Mean Flow Time pada m prosesor
parallel dapat dipecahkan dengan menggunakan algoritma:
Step 1 : Urutkan seluruh pekerjaan dengan urutan SPT
Step 2 : Dengan mengambil urutan pekerjaan dari awal sampai dengan selesai satu per
satu, tugaskan pada prosesor yang memiliki waktu penugasan terkecil.
Untuk menggambarkan algoritma di atas, perhatikan contoh kasus berikut.
KELOMPOK 3 ∣ SCHEDULING 33
Prosesor m
Prosesor ,,
Prosesor 3
Prosesor 2
Prosesor 1
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
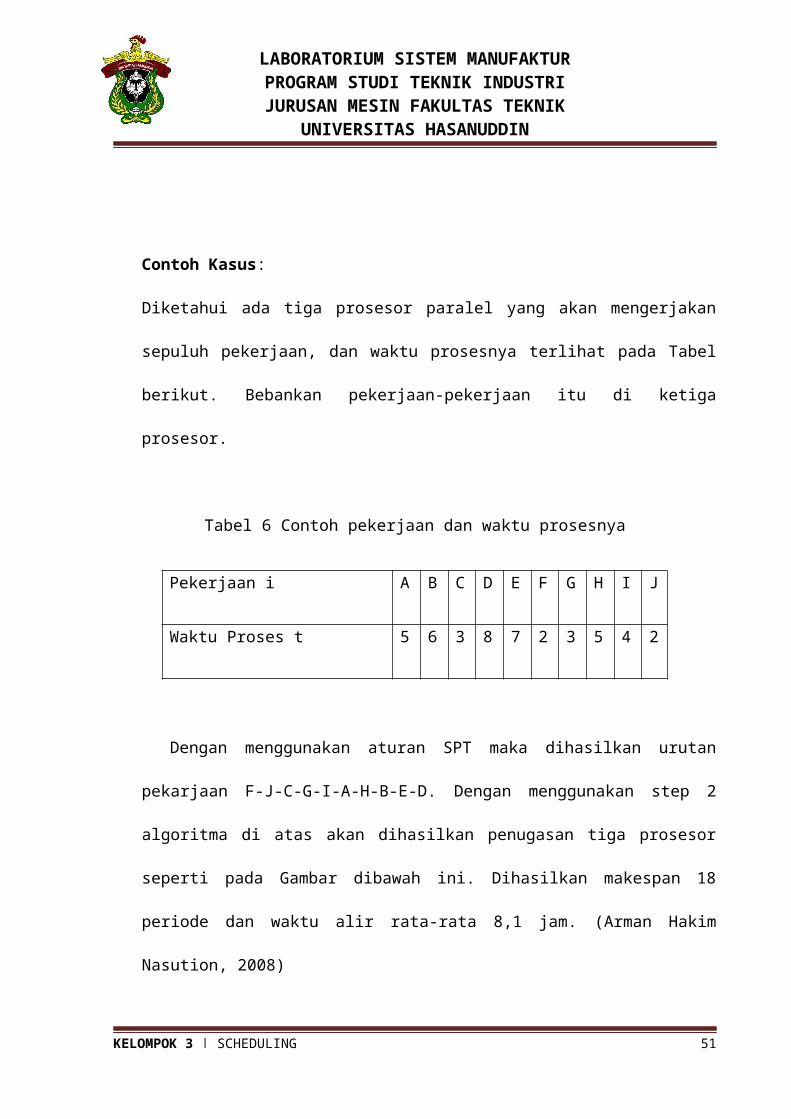
Contoh Kasus:
Diketahui ada tiga prosesor paralel yang akan mengerjakan sepuluh pekerjaan, dan waktu
prosesnya terlihat pada Tabel berikut. Bebankan pekerjaan-pekerjaan itu di ketiga
prosesor.
Tabel 6 Contoh pekerjaan dan waktu prosesnya
Pekerjaan i A B C D E F G H I J
Waktu Proses t 5 6 3 8 7 2 3 5 4 2
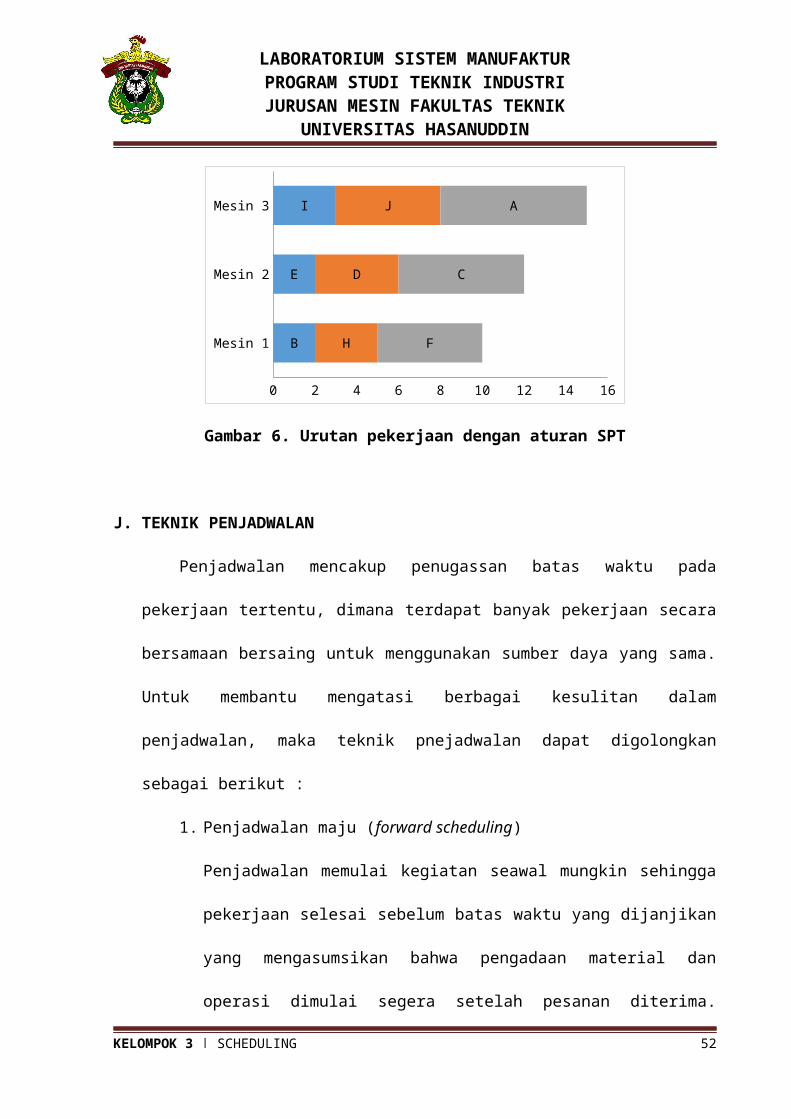
Dengan menggunakan aturan SPT maka dihasilkan urutan pekarjaan F-J-C-G-I-A-H-
B-E-D. Dengan menggunakan step 2 algoritma di atas akan dihasilkan penugasan tiga
prosesor seperti pada Gambar dibawah ini. Dihasilkan makespan 18 periode dan waktu
alir rata-rata 8,1 jam. (Arman Hakim Nasution, 2008)
Mesin 1
Mesin 2
Mesin 3
0 2 4 6 8 10 12 14 16
B
E
I
H
D
J
F
C
A
Gambar 6. Urutan pekerjaan dengan aturan SPT
KELOMPOK 3 ∣ SCHEDULING 34
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
J. TEKNIK PENJADWALAN
Penjadwalan mencakup penugassan batas waktu pada pekerjaan tertentu, dimana
terdapat banyak pekerjaan secara bersamaan bersaing untuk menggunakan sumber daya
yang sama. Untuk membantu mengatasi berbagai kesulitan dalam penjadwalan, maka
teknik pnejadwalan dapat digolongkan sebagai berikut :
1. Penjadwalan maju (forward scheduling)
Penjadwalan memulai kegiatan seawal mungkin sehingga pekerjaan selesai
sebelum batas waktu yang dijanjikan yang mengasumsikan bahwa pengadaan
material dan operasi dimulai segera setelah pesanan diterima. Penjadwalan maju
memiliki konsekuensi terjadinya akumulasi persediaan sampai hasil pekerjaan
itu diperlukan pada pusat kerja berikutnya. Penjadwalan maju banyak
digunakan dalam perusahaan dimana operasi dibuat berdasarkan pesanan dan
pengiriman dilakukan segera setelah pekerjaan selesai.
2. Penjadwalan mundur (backward scheduling)
Berlawanan dengan penjadwalan maju, penjadwalan mundur memprioritaskan
kegiatan operasi yang terakhir dijadwalkan, kemudian diikuti dijadwalkan
kegiatan sebelumnya satu per satu secara mundur. Metode ini dapat
meminimalkan persediaan karena pekerjaan baru selesai pada saat pekerjaan itu
diperlukan pada stasiun kerja berikutnya. Namun metode ini memerlukan
perencanaan waktu tenggang (leadtime) yang akurat, tidak terjadi break down
selama proses.
Contoh :
Suatu perusahaan mendapat pesanan 2 pekerjaan, A dan B, yang keduanya diproses
dengan menggunakan fasilitas mesin yang sama. Perusahaan ini menggunakan atiran first
KELOMPOK 3 ∣ SCHEDULING 35
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
come first serve, sehingga pekerjaan A yang dating terlebih dahulu mendapatkan prioritas
untuk diselesaikan lebih dahulu. Kedua pekerjaan dijadwalkan harus selesai dalam waktu
10 hari. Saat ini tidak ada pekerjaan dalam proses sehingga semua fasilitas dapat
digunakan untuk mengerjakan kedua pekerjaan itu. Table berikut menunjukka urutan
proses yang diperlukan untuk mengerjakan pekerjaan A dan B, serta waktu proses yang
diperlukan pada tiap mesin.
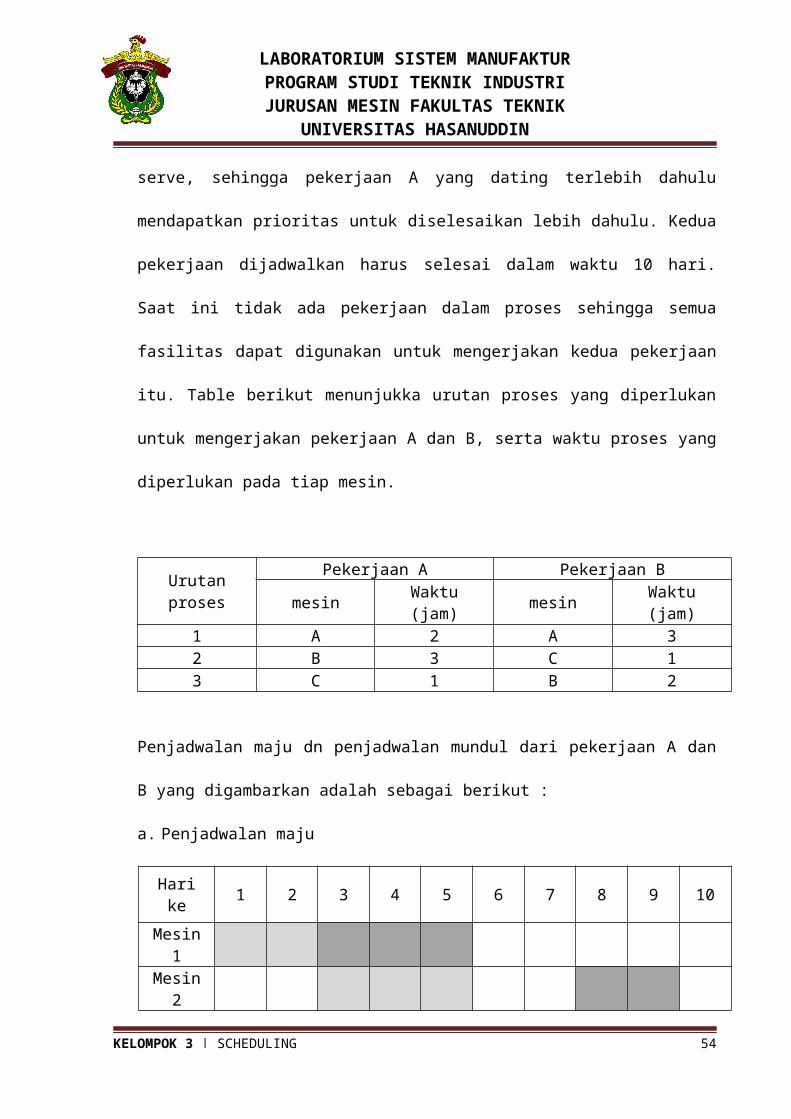
Urutan prosesPekerjaan A Pekerjaan B
mesin Waktu (jam) mesin Waktu (jam)1 A 2 A 32 B 3 C 13 C 1 B 2
Penjadwalan maju dn penjadwalan mundul dari pekerjaan A dan B yang digambarkan
adalah sebagai berikut :
a. Penjadwalan maju
Hari ke 1 2 3 4 5 6 7 8 9 10
Mesin 1
Mesin 2
Mesin 3
Arah penjadwalan
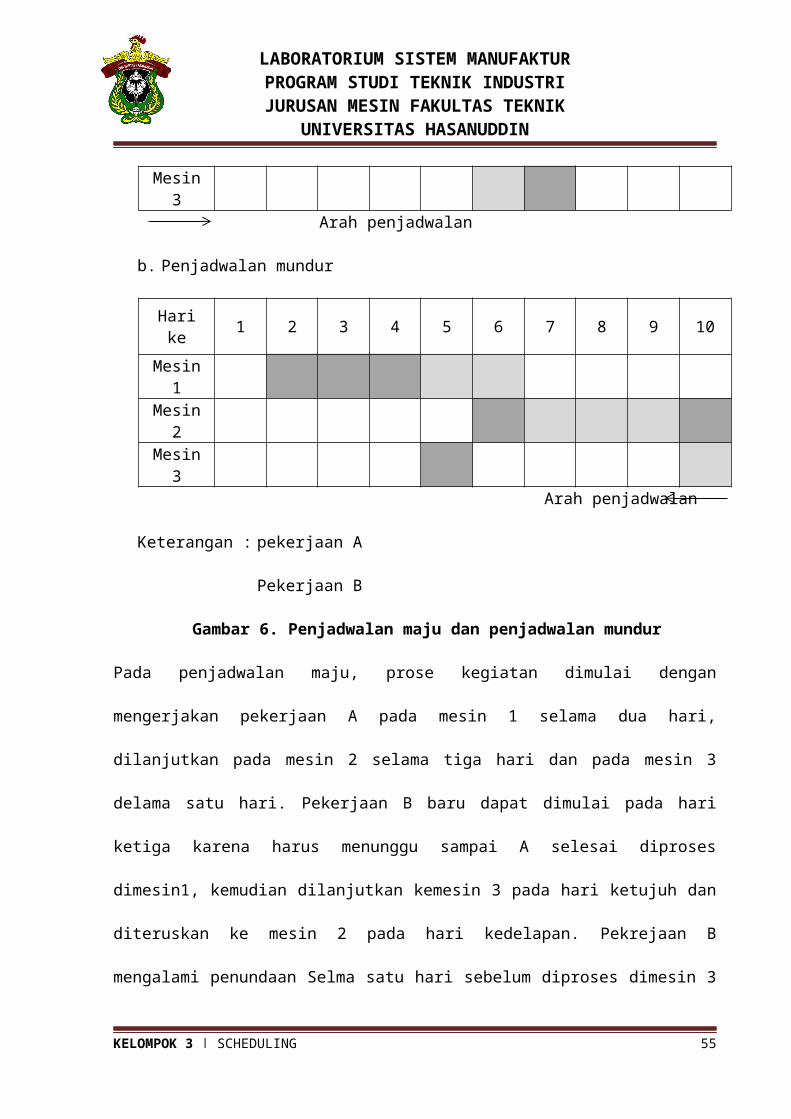
b. Penjadwalan mundur
Hari ke 1 2 3 4 5 6 7 8 9 10
Mesin 1
Mesin 2
Mesin 3
Arah penjadwalan
KELOMPOK 3 ∣ SCHEDULING 36
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Keterangan : pekerjaan A
Pekerjaan B
Gambar 6. Penjadwalan maju dan penjadwalan mundur
Pada penjadwalan maju, prose kegiatan dimulai dengan mengerjakan pekerjaan A pada mesin
1 selama dua hari, dilanjutkan pada mesin 2 selama tiga hari dan pada mesin 3 delama satu
hari. Pekerjaan B baru dapat dimulai pada hari ketiga karena harus menunggu sampai A
selesai diproses dimesin1, kemudian dilanjutkan kemesin 3 pada hari ketujuh dan diteruskan
ke mesin 2 pada hari kedelapan. Pekrejaan B mengalami penundaan Selma satu hari sebelum
diproses dimesin 3 karena memberikan prioritas kepada A untuk diproses lebih dulu.
Pekerjaan A selesai dalam enam hari sedang B selesai dalam tujuh hari.
Pada penjadwalan mundur, perencanaan dimulai pada hari kesepuluh kemudian
mundur menuju saat sekarang. Kedua pekerjaaan berakhir pada mesin yang berbeda sehingga
perencanaan dapat dilakukan secara simultan, yaitu A pada mesin 3 dan B pada mesin 2.
Secara berturut-turut A diproses mulai akhir hari ke sepuluh mundur selama satu hari pada
mesin 3 kemudian tiga hari pada mesin 2 dan dua hari pada mesin 1. Sedangkan pekerjaan B
diproses selama satu hari pada mesin2, baru dilanjutkan selama satu hari lagi pada mesin yang
sama, kemudian satu hari pada mesin 3 dan tiga hari pada mesin 1. Secara keseluruhan jadwal
menunjukkan bahwa A dimulai pada awal hari kelima sejak saat ini dan B dimulai pada awal
hari kedua sejak saat ini. Kedua pekerjaan selesai tepat pada saat dua date.
Dapat diliat disini bahwa pada penjadwlan maju kelebihan persediaaan terakumulasi.
Pekerjaan A selesai empat hari sebelum due date, sedangkan B selesai satu hari lebih cepat.
Meskipun kelemahan darri metode penjadwlaan maju ini berupa menumpukkan persediaan
dalam proses, cara ini mudah dilakukan dan pekerjaan secara keseluruhan dapat selesai lebih
KELOMPOK 3 ∣ SCHEDULING 37
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
cepat dibandingkan cara penjadwalan mundur. Perusahaaan dapat memberitahukan kepada
pemberi pekerjaan kapan pekerjaan diperkirakan akan selessai.
Dalam penjadwlaanmundur, pekrjaan B selesai dalam waktu yang lebih lama yaitu
Sembilan hari. Penjadwalan mundur banyak digunakan pada industry perakitan dan pada
umumnya memeiliki persediaan dalam proses yang lebih rendah dibandingkan pada
penjadwalan maju.
(sumber : eddy herjanto. Manajemen operasi. Edisi ketiga)
K. METODE PENJADWALAN
1. Metode Campbell Dudeck Smith (CDS)
Pada metode Campbell Dudeck Smith proses penjadwalan atau
penugasan kerja berdasarkan atas waktu kerja yang terkecil yang digunakan dalam
melakukan produksi. Metode CDS ini Adalah sebuah cara heuristic yang memakai
aturan johson dan menghasilkan beberapa jadwal yang dapat dipilih sebagai alternatif.
Dalam permasalahan ini kita mempergunakan N job M mesin. Mesin yang memiliki
waktu terkecil dari mesin pertama akan kita letakkan pada urutan yang paling
depan, sedangkan untuk nilai terkecil dari mesin kedua akan kita letakkan pada
urutan yang paling belakang.
Dari penyusunan atau penjadwalan yang ada diharapkan akan
mengurangi waktu menganggur dari mesin karena pengaturan yang kurang tepat.
…………Pers.3
Perhitungan ini berlangsung terus dengan ketentuan k = 1, 2, 3, . . ., (m-1),
KELOMPOK 3 ∣ SCHEDULING 38
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
artinya harga perhitungan k mulai dari 1 sampai dengan m-1, bentuk perhitungan
melalui tabel-tabel konstulasi (k) dari 1 s/d m –1 tersebut dan setiap tabel memiliki
urutan job tersendiri. Langkah-langkah yang dilakukan dalam penyelesaian
penjadwalan dengan metode ini adalah sebagai berikut :
Campbell Dudek and Smith mencoba algoritma mereka dan menguji
performancenya pada beberapa masalah, mereka menemukan bahwa algoritma
Campbell Dudek and Smith biasanya lebih efektif, baik untuk masalah kecil
maupun masalah besar.
2. Metode NEH
Salah satu metode penjadwalan flowshop adalah metode penjadwalan Nawaz Enscore
Ham (NEH), metode ini merupakan salah satu algoritma yang bersifat constructive
heuristic. Algoritma NEH mengansumsikan job yang memiliki total waktu proses
untuk semua mesin yang lebih besar harus didahulukan dibandingkan job dengan
total waktu proses yang lebih kecil.
Langkah-langkah dari heuristic NEH adalah (1) Lakukan pengurutan job berdasarkan
aturan SPT (Short Processing Time); (2) Kemudian memulai dengan mencoba 2
urutan pertama tersebut (j1, j2) dan (j2, j1). Hitung makespan dari kedua urutan
tersebut dan pilih makespan terkecil (misalnya j2, j1); (3) Perhitungan dilanjutkan
berdasarkan job selanjutnya, misalnya j3. hitung makespan dari ketiga urutan tersebut,
yaitu (j3, j2,j1), (j2,j3,j1), (j2,j1,j3) dan pilih urutan makespan terkecil; dan (4)
Lakukan terus perhitungan tersebut hingga didapatkan urutan dengan makespan
terkecil.
3. Metode Heuristik Pour
KELOMPOK 3 ∣ SCHEDULING 39
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Metode Heuristik Pour adalah metode pengurutan penjadwalan system produksi
dimana hasil akhir akan menentukan makespan mana yang paling kecil diperoleh dari
penjadwalan yang ada berdasarkan pendekatan kombinasi. Hal ini dilakukan dengan
mengganti Job dengan job yang lainnya dalam urutan sampai ditemukan kombinasi
urutan yang dapat memenuhi kriteria.
Dalam metode ini diasumsikan bahwa semua job diproses secara terpisah dan
independent untuk setiap mesinnya. Berikut adalah notasi yang digunakan:
§ Pij = waktu proses job i pada mesin j
§ Cij = Rentang waktu antara pada saat job i pada mesin j mulai (t=0) sampai job itu
selesai
§_Ci = sum of completion time untuk job i pada semua mesin
§ Fmax = rentang waktu antara saat pekerjaan tersedia atau dapat dimulai sampai
pekerjaan itu selesai (makespan).
4. Metode Dannenbring
Metode Dannenbring ini diperkenalkan pada tahun 1977, pada metode ini
hanya memberikan satu urutan pengerjaan job dengan menggunakan metode
Johnson dimana :
- Waktu urutan proses pada mesin pertama adalah :
……………………….. Pers.4
- Waktu urutan proses pada mesin kedua adalah:
………………………………………. Pers.5
KELOMPOK 3 ∣ SCHEDULING 40
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Dimana : m = Jumlah mesin
j = Mesin yang digunakan untuk memproses job I
tij = Waktu proses pada saat job ke-i dan mesin ke-j
Akhir dari perhitungan ini yaitu :
1. Mengurutkan waktu job terkecil sampai dengan terbesar pada
perhitungan slopnya.
2. Membuat peta penjadwalannya.
3. Menentukan waktu Fmax yang paling minimum dari beberapa alternatif urutan
jobnya.
5. Metode Branch and Bound
Metode Branch and Bound pada makespan (Daniel Sipper & Robert Bulfin L
Jr, 1997, hal. 431). Menemukan solusi optimal dalam menentukan
penjadwalan berdasarkan makespan yang mempunyai setidaknya tiga mesin dalam
pemrosesannya adalah sulit. Metode ini banyak digunakan untuk membuat jadwal
produksi kelompok dan disajikan dalam bentuk pohon dengan cabang –
cabangnya.Harapan terbaik yang dapat digunakan adalah dengan menggunakan
pengurutan permutasi, dan hal ini dapat digunakan dengan menggunakan metode
Branch and Bound .
Berikut ini adalah notasi – notasi yang digunakan dalam metode Branch
and Bound pada makespan:
tj = waktu proses
q1 = waktu penyelesaian terakhir pada mesin 1 di antara job-job q2
= waktu penyelesaian terakhir pada mesin 2 di antara job-job qn =
KELOMPOK 3 ∣ SCHEDULING 41
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
waktu penyelesaian terakhir pada mesin n di antara job-job
Rumus untuk waktu pemrosesan yang dibutuhkan pada mesin 1 adalah
………………………………….. Pers.6
Dengan rumus satu batas bawah makespan mesin (dinotasikan dengan “b1”):
………………. Pers.7
pada mesin 2, dihasilkan batas bawah kedua (dinotasikan dengan “b2” ) yaitu :
…………………. Pers.8
pemrosesan pada mesin 3 (dinotasikan dengan “b3”) yaitu :
………………………… Pers.9
yang pada berikutnya akan ditentukan batas bawah dengan nilai paling maksimum :
………………….. ..Pers.10
6. Algoritma Simulated Annealing
Algoritma Simulated Annealing (SA) diperkenalkan oleh Metropolis pada
tahun 1953. Selanjutnya, SA diaplikasikan dalam masalah optimasi pertama kali oleh
Kirkpatrick et al. (1983). Algoritma ini beranalogi dengan proses annealing
(pendinginan) yang diterapkan dalam pembuatan material glassy (terdiri dari butir
kristal). Proses annealing dapat didefinisikan sebagai penurunan temperatur secara
KELOMPOK 3 ∣ SCHEDULING 42
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
teratur atau konstan pada benda padat yang sebelumnya sudah dipanaskan sampai
keadaan dimana benda tersebut mencapai ground state/ freezing point, atau dengan
kata lain benda mencapai titik bekunya. Suhu dikurangi secara kontinu dan hati-hati
sehingga pada setiap tingkatan suhu tercapai keseimbangan termal. Jika penurunan
suhu tidak dilakukan secara teratur, benda padat tersebut akan memiliki kecacatan
struktur karena terbentuknya struktur lokal saja yang optimal. Proses yang hanya
menghasilkan struktur lokal yang optimal disebut dengan rapid quenching. Pada
dasarnya pencarian solusi dengan simulated annealing merupakan sebuah konsep hill
climbing dimana solusi akan terus berubah sepanjang waktu sampai dengan suhu 9
akhir tercapai. Jika dianalogikan, perbandingan antara algoritma SA dan proses
mekanik annealing ditunjukkan oleh Tabel 1.
Tabel 1. Algoritma SA
Simulated Annealing (SA) menggunakan konsep neighbourhood search atau local search
pada setiap iterasi SA untuk melakukan pencarian tata letak yang optimal dengan biaya
material handling terendah. Jika biaya material handling hasil pencarian lebih baik daripada
biaya material handling tata letak mesin semula, maka move yang terjadi akan dicatat untuk
memperbaiki fungsi tujuan sebelumnya. Semua move yang memperbaiki fungsi tujuan akan
diambil dan disimpan, sedangkan move yang lebih buruk dapat diambil tergantung
probabilitas tertentu. Gambaran proses algoritma SA ini ditunjukkan oleh Gambar 7.
KELOMPOK 3 ∣ SCHEDULING 43
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Gambar 7. Proses Algoritma SA
KELOMPOK 3 ∣ SCHEDULING 44
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
BAB III
PENGOLAHAN DATA
3.1. PENGUMPULAN DATA
Data yang dikumpulkan berupa data waktu yang diganakan dalam suatu proses
pengerjaan dalam sauatu mesin berikut data yang akan diolah:
Tabel 3.1 Tabel Data
job M1 M2 M3 M4 M51 46 29 60 72 552 3 85 93 44 503 23 98 18 33 194 29 20 15 64 215 95 46 20 21 206 12 25 28 77 437 24 83 65 79 378 53 67 91 46 189 5 78 50 55 90
10 42 7 32 76 7411 88 52 76 69 5012 61 12 56 64 5013 46 63 75 38 1014 49 50 70 25 2015 65 66 7 15 81
3.1.1. Soal untuk Metode Jhonson:
1. 2 Pusat
a. Soal 1
Job/Waktu P1 P2
1 72 552 44 503 33 194 64 215 21 20
KELOMPOK 3 ∣ SCHEDULING 45
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
b. Soal 2
Job/Waktu P1 P2
1 77 432 79 373 46 184 55 905 76 74
c. Soal 3
Job/Waktu P1 P2
1 69 502 64 503 38 104 25 205 15 81
2. 3 Pusat
a. Soal 1
Job/Waktu P1 P2 P3
1 46 29 602 3 85 933 23 98 184 29 20 155 95 46 20
b. Soal 2
Job/Waktu P1 P2 P3
1 12 25 282 24 83 653 53 67 914 5 78 505 42 7 32
KELOMPOK 3 ∣ SCHEDULING 46
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
c. Soal 3
Job/Waktu P1 P2 P3
1 88 52 762 61 12 563 46 63 754 49 50 705 65 66 7
3.1.2. Metode Squencing
1. Soal 1
job Proses Due Date1 46 292 3 853 23 984 29 205 95 466 12 257 24 838 53 679 5 78
10 42 711 88 5212 61 1213 46 6314 49 5015 65 66
Hitunglah:
a. SPT
b. LPT
c. EDD
d. CR
e. Rata" Completion Time
f. Utilization
KELOMPOK 3 ∣ SCHEDULING 47
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
g. Average Number of job in system
h. Rata" Keterlambatan
2. Soal 2
job M3 M41 60 722 93 443 18 334 15 645 20 216 28 777 65 798 91 469 50 55
10 32 7611 76 6912 56 6413 75 3814 70 2515 7 15
Hitunglah:
a. SPT
b. LPT
c. EDD
d. CR
e. Rata" Completion Time
f. Utilization
g. Average Number of job in system
h. Rata" Keterlambatan
KELOMPOK 3 ∣ SCHEDULING 48
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
3.1.3. Metode Penugasan
1. Soal 1
job M1 M2 M3 M4 M51 46 29 60 72 552 3 85 93 44 503 23 98 18 33 194 29 20 15 64 215 95 46 20 21 20
2. Soal 2
job M1 M2 M3 M4 M51 12 25 28 77 432 24 83 65 79 373 53 67 91 46 184 5 78 50 55 905 42 7 32 76 74
3. Soal 3
job M1 M2 M3 M4 M51 88 52 76 69 502 61 12 56 64 503 46 63 75 38 104 49 50 70 25 205 65 66 7 15 81
KELOMPOK 3 ∣ SCHEDULING 49
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
3.2. PENGOLAHAN DATA
3.2.1. Metode Jhonson
2 Pusat
Soal 1
Job/Waktu P1 P2
1 72 552 44 503 33 194 64 215 21 20
Jawaban:
Langkah 1
3
Langkah 2
5 3
Langkah 3
4 5 3
Langkah 4
KELOMPOK 3 ∣ SCHEDULING 50
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
2 1 4 5 3Gantt Chart
a. Paralel
P1
P2
0 50 100 150 200 250
Gantt Chart
2 1 4 5 3
b. Seri
J2 J1 J4 J5 J3
P10 44 116 180 201
44 116 180 201 234
P244 116 180 201 23494 171 201 221 253
P1
P2
0 50 100 150 200 250 300
J2
J2
J1
J1
J4
J4
J5
J5
J3
J3
Gantt Chart Seri
KELOMPOK 3 ∣ SCHEDULING 51
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
3.2.2. Metode Squencing
Soal 1
job Proses Due Date1 46 292 3 853 23 984 29 205 95 466 12 257 24 838 53 679 5 78
10 42 711 88 5212 61 1213 46 6314 49 5015 65 66
Hitunglah:
a. SPT
b. LPT
c. EDD
d. CR
e. Rata" Completion Time
f. Utilization
g. Average Number of job in system
a. SPT
KELOMPOK 3 ∣ SCHEDULING 52
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
JobWaktu Proses
Waktu Selesai Due Date Lateness
2 3 3 85 -829 5 8 78 -706 12 20 25 -53 23 43 98 -557 24 67 83 -164 29 96 20 76
10 42 138 7 1311 46 184 29 155
13 46 230 63 16714 49 279 50 2298 53 332 67 265
12 61 393 12 38115 65 458 66 39211 88 546 52 4945 95 641 46 595
Total 641 3438 781 2657Rata" Completion Time 229,20Utilization 0,19Average Number of job in system 5,36Rata" Keterlambatan 177,13
Gantt Chart
1
2
3
4
0 50 100 150 200 250
3
5
12
23
24
29
42
46
46
49
53
61
65
88
95
Process 1 Process 2 Process 3 Process 4
b. LPT
KELOMPOK 3 ∣ SCHEDULING 53
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
jobWaktu Proses
Waktu Selesai Due Date Lateness
5 95 95 46 4911 88 183 52 13115 65 248 66 18212 61 309 12 2978 53 362 67 295
14 49 411 50 3611 46 457 29 428
13 46 503 63 44010 42 545 7 5384 29 574 20 5547 24 598 83 5153 23 621 98 5236 12 633 25 6089 5 638 78 5602 3 641 85 556
Total 641 6818 781 6037
Rata" Completion Time 454,53Utilization 0,09Average Number of job in system 10,64Rata" Keterlambatan 402,47
Gantt Chart
1
2
3
4
0 50 100 150 200 250
95
88
65
61
53
49
46
46
42
29
24
23
12
5
3
Process 1 Process 2 Process 3 Process 4
c. EDD
Job Waktu Waktu Due Date Lateness
KELOMPOK 3 ∣ SCHEDULING 54
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Proses Selesai10 42 42 7 3512 61 103 12 914 29 132 20 1126 12 144 25 1191 46 190 29 1615 95 285 46 239
14 49 334 50 28411 88 422 52 37013 46 468 63 40515 65 533 66 4678 53 586 67 5199 5 591 78 5137 24 615 83 5322 3 618 85 5333 23 641 98 543
Total 641 5704 781 4923
Rata" Completion Time 380,27Utilization 0,11Average Number of job in system 8,90Rata" Keterlambatan 328,20
Gantt Chart
1
2
3
4
0 50 100 150 200 250
7
12
20
25
29
46
50
52
63
66
67
78
83
85
98
Process 1 Process 2 Process 3 Process 4
d. CR
job Waktu Proses Due Date Critical Ratio
KELOMPOK 3 ∣ SCHEDULING 55
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
10 42 7 0,1012 61 12 0,15
5 95 46 0,4511 88 52 0,56
1 46 29 0,574 29 20 0,59
14 49 50 0,9615 65 66 0,97
8 53 67 1,2113 46 63 1,30
6 12 25 1,837 24 83 3,333 23 98 4,139 5 78 15,002 3 85 27,33
Total 641 781
3.2.3. Metode Penugasan
KELOMPOK 3 ∣ SCHEDULING 56
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
Soal 1
job M1 M2 M3 M4 M51 46 29 60 72 552 3 85 93 44 503 23 98 18 33 194 29 20 15 64 215 95 46 20 21 20
Jawaban:
Langkah 1
Mengurangkan dengan angka terkecil dalam masing masing baris
M1 M2 M3 M4 M529 17 0 31 43 26
3 0 82 90 41 4718 5 80 0 15 115 14 5 0 49 620 75 26 0 1 0
Langkah 2
Mencari kolom yng belum mempunyai angka 0 dan mengurangkannya dengan angka terkecil
pada kolom tersebut
M1 M2 M3 M4 M517 0 31 42 26
0 82 90 40 475 80 0 14 1
14 5 0 48 675 26 0 0 0
Langkah ke 3
Mencari Baris dan kolom yang memiliki lebih dari dua angka 0 lalu mengurangkan angka
terkecil yang ada diluar dari baris dan kolom yang mempunyai angka 0 lebih dari dua
M1 M2 M3 M4 M51 16 0 30 41 25
KELOMPOK 3 ∣ SCHEDULING 57
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
0 81 89 39 464 79 0 13 0
13 4 0 47 574 25 0 0 0
Langkah 4
Mencari angka nol dengan kesesuaian antar mesin dan job pengerjaan
karyawan\job M1 M2 M3 M4 M5
1 46 29 60 72 552 3 85 93 44 503 23 98 18 33 194 29 20 15 64 215 95 46 20 21 20
Langkah 5
Menghitung total biaya yang optimum
Jadi, total biaya yang dikeluarkan paling optimum:
Karyawan 129 Mesin 2
Karyawan 2 3 Mesin 1
Karyawan 319 Mesin 5
Karyawan 414 Mesin 3
Karyawan 521 Mesin 486
KELOMPOK 3 ∣ SCHEDULING 58
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
BAB IV
ANALISA DAN PEMBAHASAN
4.1. PPEMBAHASAN UMUM
4.2. PEMBAHASAN KHUSUS
Algoritma Branch and Bound, atau yang biasa disingkat dengan B&B merupakan metode
pencarian solusi di dalam ruang solusi secara sistematis, yang diimplementasikan ke dalam
suatu pohon ruang status dinamis. Pada algoritma ini, problem digambarkan dalam bentuk
diagram pohon dimana masing-masing cabang menggambarkan urutan parsial.Untuk
menentukan bagianmana yang menjadi cabang,dihitung makespan terendah (lower bound)
dari masing-masing cabang.
Contoh Soal:
JOB M1 M2 M3 M4 M51 26,38 87,72 29,86 27,53 27,572 12,22 56,33 21,28 10,35 20,933 19,66 29,84 12,78 21,64 24,894 9,63 20,78 7,24 10,54 11,815 15,76 36,54 14,22 26,38 17,786 7,09 24,11 6,95 6,59 8,9
Kerjakanlah dengan Metode Branch and Bound
Jawaban:
Mencari Makespan untuk masing-masing mesin
q(1,1)=M1, q(1,2)=M1+M2, q(1,3)=q(1,2)+M3, q(1,n)+Mn
Partial sequence M1 M2 M3 M4 M5
KELOMPOK 3 ∣ SCHEDULING 59
LABORATORIUM SISTEM MANUFAKTURPROGRAM STUDI TEKNIK INDUSTRIJURUSAN MESIN FAKULTAS TEKNIK
UNIVERSITAS HASANUDDIN
q1 26,38 114,1 143,96 171,49 199,06q2 12,22 68,55 89,83 100,18 121,11q3 19,66 49,5 62,28 83,92 108,81q4 9,63 30,41 37,65 48,19 60q5 15,76 52,3 66,52 92,9 110,68q6 7,09 31,2 38,15 44,74 53,64
KELOMPOK 3 ∣ SCHEDULING 60