suyitno_20110.pdf

of 5
-
Upload
dika-anggara -
Category
Documents
-
view
214 -
download
0
Transcript of suyitno_20110.pdf
-
8/14/2019 suyitno_20110.pdf
1/5
Seminar Nasional Aplikasi Sains dan Teknologi 2008 IST AKPRIND Yogyakarta
86
PENGARUH TEMPERATUR TUANG DAN TEMPERATUR CETAKAN PADA HIGHPRESSURE DIE CASTING (HPDC) BERBENTUK PISTON PADUAN ALUMINIUM-
SILIKON
Budi Harjanto dan SuyitnoCasting and Solidification TechnologyGroup
Laboratorium Teknik Bahan, Fakultas Teknik, Universitas Gadjah Mada
Email: [email protected]
ABSTRAKPengecoran logam dengan metode High Pressure Die Casting (HPDC) adalah metode pengecorandengan cara menginjeksikan cairan logam kedalam cetakan dengan kecepatan dan tekanan tertentumenggunakan mesin HPDC. Cetakan yang digunakan berbahan dasar baja karbon. Metodepengecoran tersebut dilakukan pada pembuatan piston dengan bahan dasar Al-Si12(wt%) Penelitianini menggunakan tekanan sebesar 40 bar. Variasi suhu tuang adalah 700C, 750C dan 800Csedangkan untuk suhu cetakan adalah 150C, 175C dan 200C. Variasi suhu tuang dan suhucetakan akan mempengaruhi karakteristik dari benda hasil coran. Kekerasan secara umum menurundengan meningkatnya suhu tuang dan suhu dies. Didapatkan hasil suhu tuang maksimal adalah700C dan suhu cetakan 150 C dengan kekerasan 97.86 VHN.
Kata kunci: HPDC, kekerasan, temperatur tuang, temperatur cetakan
PENDAHULUANPerkembangan industri transportasi sekarang ini sangatlah pesat. Komponen otomotif
kendaraan yang memiliki karakteristik baik diperlukan untuk mendukung sebuah kendaraan.Komponen otomotif membutuhkan material yang kuat, tetapi juga harus ringan, tahan korosi danmampu menahan beban yang besar. Salah satu dari sekian banyak komponen otomotif itu adalahpiston. Saat ini masih terus dilakukan penelitian untuk mengembangkan proses manufakturpembuatan piston pada mesin otomotif menggunakan bahan dasar Aluminium paduan.
Di dalam perkembangannya, piston untuk mesin otomotif diproduksi dengan metode: gravitydie casting, hot forging, squeze casting, powder forging dan thixoforging proses. Diantara sekianteknik pembuatan piston, gravity die casting yang paling dominan, hampir 90% proses pembuatanpiston dilakukan dengan teknik ini (Choi dkk, 2005). Penelitian untuk memperbaiki karakteristik daripiston yang beredar dipasaran saat ini sudah banyak dilakukan. Salah satunya yang akan dilakukan
oleh peneliti, yaitu membuat model piston dengan teknik High Pressure Die Casting (HPDC).Pembuatan piston menggunakan teknik ini, diharapkan bisa memperbaiki karakteristik dari pistonyang ada dipasaran.
Pengecoran dengan HPDC adalah salah satu metode pengecoran dengan cara menginjeksicairan logam ke dalam cetakan dengan kecepatan dan tekanan tertentu. HPDC dibagi menjadi duakategori yaitu HPDC Cold Chamber dan HPDC Hot Chamber. HPDC Hot chamber biasanyadigunakan untuk logam dengan temperatur cair yang rendah dan logam yang tidak bereaksimembentuk paduan dengan logam die(baja) seperti timah hitam, timah putih dan zinc. HPDC ColdChamberdigunakan untuk logam dengan temperatur cair tinggi seperti aluminium dan tembaga (danpaduannya).
Metode ini adalah suatu metode yang efisien dan hemat untuk memproduksi komponen yangmemiliki kekasaran permukaan rendah dan memiliki ketelitian dimensional yang tinggi, mampu untukmenghasilkan kompleksitas geometri produk dan kapasitas produksi yang tinggi serta efisiensi beayaproduksi yang tinggi. Namun proses ini membutuhkan investasi awal yang cukup besar yaitu
pengadaan mesin injeksi, pengadaan tungku dan pembuatan cetakan.Teknik yang digunakan pada penelitian ini adalah teknik HPDC Cold Chamber. Bahan baku
yang digunakan adalah paduan standar yang umum digunakan pada pembuatan komponen otomotifseperti blok silinder, piston, tuas rem, dan velg. Walaupun sudah luas penggunaannya namun paduanini masih jarang diteliti, paduan tersebut adalah paduan Al-Si12(%wt) Penelitian ini akanmengkarakterisasi nilai kekerasan Al-Si12(%wt) terhadap temperatur tuang dan temperatur cetakanpada HPDC dalam proses pembuatan piston.
-
8/14/2019 suyitno_20110.pdf
2/5
Seminar Nasional Aplikasi Sains dan Teknologi 2008 IST AKPRIND Yogyakarta
87
Tinjauan PustakaPenelitian tentang pembuatan piston dengan metode die castingtelah dilakukan oleh peneliti-
peneliti terdahulu, diantaranya adalah: gravity die castingoleh Doehler (1951), powder forgingolehPark dkk (2001), squeeze castingoleh Duskiardi dkk (2002),thixoforgingoleh Choi dkk (2005).
Park dkk (2001) menggunakan bahan 89.8%wt Al, 2%wt Si, 4.5%wt Cu, 2.0%wt Ni, 0.5%wtMn, 0.5%wt Mg dan 1.2%wt unsur lainnya. Duskiardi dkk (2002) menggunakan bahan 12.62 wt% Si,2.83 wt% Cu, 1.58 wt% Ni, 0.89 wt% Mg, 0.38 wt% Fe, 0.15 wt% Mn dan sisanya Al. Choi dkk (2005)
menggunakan bahan 7.0 wt% Si, 0.2 wt% Cu, 0.2 wt% Ti, 0.35 wt% Mg, 1.2 wt% Fe, 0.1 wt% Mn, 0.1wt% Zn dan sisanya Al.Doehler (1951) telah mematenkan alat untuk memproduksi piston secara masal dengan
menggunakan production die casting machine. Mesin ini sampai sekarang masih dipakai dalampembuatan piston, bahkan 90% proses pembuatan piston menggunakan teknik ini. Park dkk (2001)membuat piston dengan cara serbuk yang sudah ditekan disinter pada suhu 580 C selama 25 menit.Duskiardi dkk (2002) melebur bahan pada suhu 700 C, dituang pada cetakan yang dipanaskanterlebih dahulu pada suhu 400 C dan dilakukan squeeze casting. Choi dkk (2005) memanaskancetakan pada suhu 275 C, ditekan dengan beban sebesar 200 ton dan ditahan selama 60 detik. Choidkk (2005)
Penelitian Park dkk (2001) menghasilkan piston dengan kekerasan sebesar 77.5 HRB dankekuatan tarik sebesar 630 MPa. Penelitian Duskiardi dkk (2002) menghasilkan piston dengankekerasan sebesar 115 BHN. Penelitian Choi dkk (2005) menghasilkan piston dengan hargakekerasan sebesar 52 HRB.
Peralatan yang digunakanPeralatan yang digunakan dalam penelitian ini adalah:
1. Mesin PDC2. Dies (cetakan)3. Dapur peleburan4. Hardness tester5. Termokopel6. Pressure gage
Gambar 1. Mesin High Pressure Die Casting
ProsedurAl-Si12(%wt) dilebur pada dapur lebur, temperatur logam cair dikontrol dengan thermokopel
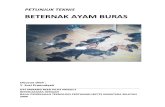
hingga sesuai untuk penuangan. Cetakan dipanasi dengan nyala api hanya pada proses injeksipertama hingga temperatur 200C, selanjutnya pemanasan cetakan hingga 200C terjadi karenapanas logam cair yang diinjeksi secara kontinyu. Proses penuangan dimulai dari temperatur yaitu800C, 750C, dan 700C. Pengontrolan suhu cetakan dilakukan diantara proses injeksi untukmemastikan kondisi temperatur cetakan tepat untuk melakukan injeksi selanjutnya. Tahapanpengecoran sebagai berikut (gambar 2):(a). Cetakan tertutup, logam cair dituang ke dalam cold chamber(b). Plungerdidorong dengan tekanan tertentu, sehingga logam cair akan mengisi ruang cetakan dan
akan memadat (solidification)(c) Cetakan dibuka, dengan memanfaatkan dorongan dari plunger, hasil coran akan menempel di
ejector pin. Jika menggunakan inti, inti diambil dari benda coran.(d). Ejector pinsmendorong benda coran dan akan terlepas dari cetakan. Plunger kembali ketempat
semula.
-
8/14/2019 suyitno_20110.pdf
3/5
Seminar Nasional Aplikasi Sains dan Teknologi 2008 IST AKPRIND Yogyakarta
88
(a) (b)
(c) (d)Gambar 2 Proses pressure die casting (Mc Clain, 1997)
HASIL DAN PEMBAHASANPengaruh temperatur tuang dan temperatur cetakan terhadap kekerasan
Kekerasan terlihat menurut seiring meningkatnya temperatur penuangan. Kekerasanterendah terjadi pada temperatur tuang 800C dan kekerasan tertinggi terjadi pada temperaturpenuangan 700C. Begitu pula untuk temperatur cetakan terlihat kekerasan cenderung semakinmenurun dengan meningkatnya temperatur cetakan. Hal ini dapat dilihat pada gambar 3 berikut ini:
TTuang T Dies VHN
700 150 97.86
175 9316
200 87.18
750 150 95.20
175 86.74
200 81.65800 150 88.78
175 82.35
200 77.62
Gambar 3 Data hasil penelitian
0
20
40
60
80
100
120
150 175 200
temperatur cetakan
VHN
700
750
800
Gambar 4 Grafik kekerasan vs temperatur cetakan
Hasil pengujian (gambar 3) menunjukkan bahwa kekerasan benda uji pada tekanan konstanmenurun dengan semakin tingginya temperatur cetakan. Kekerasan maksimum sebesar 97.86 VHN
-
8/14/2019 suyitno_20110.pdf
4/5
Seminar Nasional Aplikasi Sains dan Teknologi 2008 IST AKPRIND Yogyakarta
89
terjadi pada temperatur cetakan 150C dengan tekanan 40 Bar. Kenyataan ini menunjukkan bahwaperubahan temperatur die sangat signifikan pengaruhnya terhadap kekerasan produk hasil HPDC. Halini mungkin disebabkan pada temperatur cetakan 150C pembekuan terjadi dengan laju pendinginanyang lebih besar, meningkatnya laju pendinginan akibat meningkatnya laju perpindahan panas antarmuka material dengan cetakan.
Struktur mikro
Berdasarkan jumlah kandungan Si sebesar 12% menunjukkan bahwa paduan masih beradapada kondisi aluminium silikon eutektik. Hasil pengamatan dengan menggunakan mikroskop optik(gambar 5) memperlihatkan bahwa struktur hypoeutektikterdiri dari dendrit aluminium primer yang dikelilingi oleh campuran eutektik aluminium silikon.
Gambar 5 Benda uji hasil HPDC dengan tekanan 40 Bar
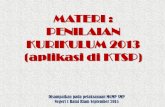
Perubahan temperatur cetakan sangat signifikan pengaruhnya terhadap perubahan ukurandari fasa silikon primer (gambar 6). Pada temperatur die 150C terlihat fasa silikon lebih kecildibandingkan dengan fasa silikon hasil proses dengan temperatur die 175C dan 200C.
Ukuran dari fasa silikon primer membesar dengan naiknya temperatur cetakan dimana ukuranfasa paling besar didapatkan pada temperatur die 200C.
(a)
(b)
(c)Gambar 6 Pengaruh temperatur cetakan
Matrik
Al-Si
Silikon
primer
-
8/14/2019 suyitno_20110.pdf
5/5