PT. United Can Co
19
1 BAB 1 PENDAHULUAN 1.1. Sejarah Perusahaan United Can didirikan pertama kali pada tahun 1923 di Shanghai, Cina oleh Shang Kong-Yuen. Dengan berkembangnya kebutuhan industri, perusahaan ini mulai mengembangkan pula industrinya ke wilayah Indonesia, sehingga pada tahun 1952 di Jl. Jembatan Lima No. 11 Jakarta didirikanlah sebuah perusahaan kaleng bernama China Can Company. Kemudian pada tahun 1958 China Can Company berganti nama menjadi Perkalin, singkatan dari Perusahaan Kaleng Indonesia Indah. Dalam usaha mengembangkan jumlah produksi dan pemasarannya “PERKALIN” melakukan kerjasama dengan perusahaan asing yang bergerak di bidang yang sama yaitu can making technology. Sehingga pada tahun 1968 muncul tiga perusahaan dari luar negeri yang bersedia untuk bekerja sama, adapun tiga perusahaan asing tersebut yang bersedia bekerja sama dengan Perkalin yaitu: · Dalvin Steel Coorporation , Hongkong. · Continental Can Company ( Can Co ), Amerika Serikat. · Toyo Seikan Kaisha Ltd., Jepang. “PERKALIN” bersama-sama dengan tiga perusahaan asing tersebut pada tahun 1968 membentuk sebuah badan usaha dengan status PMA yang diberi nama United Can Company Ltd yang berkedudukan di Jakarta. Pada tahun 1975 pabrik PT. United Can dipindahkan ke lokasi baru yang lebih luas di Jl. Daan Mogot Km.17 Jakarta Barat 11840 dan menjadi
description
History of PT. United Can Co
Transcript of PT. United Can Co

1
BAB 1PENDAHULUAN
1.1. Sejarah Perusahaan
United Can didirikan pertama kali pada tahun 1923 di Shanghai, Cina oleh Shang
Kong-Yuen. Dengan berkembangnya kebutuhan industri, perusahaan ini mulai
mengembangkan pula industrinya ke wilayah Indonesia, sehingga pada tahun 1952 di Jl.
Jembatan Lima No. 11 Jakarta didirikanlah sebuah perusahaan kaleng bernama China Can
Company. Kemudian pada tahun 1958 China Can Company berganti nama menjadi Perkalin,
singkatan dari Perusahaan Kaleng Indonesia Indah.
Dalam usaha mengembangkan jumlah produksi dan pemasarannya “PERKALIN”
melakukan kerjasama dengan perusahaan asing yang bergerak di bidang yang sama yaitu can
making technology. Sehingga pada tahun 1968 muncul tiga perusahaan dari luar negeri yang
bersedia untuk bekerja sama, adapun tiga perusahaan asing tersebut yang bersedia bekerja
sama dengan Perkalin yaitu:
· Dalvin Steel Coorporation , Hongkong.
· Continental Can Company ( Can Co ), Amerika Serikat.
· Toyo Seikan Kaisha Ltd., Jepang.
“PERKALIN” bersama-sama dengan tiga perusahaan asing tersebut pada tahun 1968
membentuk sebuah badan usaha dengan status PMA yang diberi nama United Can Company
Ltd yang berkedudukan di Jakarta.
Pada tahun 1975 pabrik PT. United Can dipindahkan ke lokasi baru yang lebih luas di Jl. Daan
Mogot Km.17 Jakarta Barat 11840 dan menjadi pabrik utama. Berdiri di atas tanah seluas 14
hektar dan sudah 70% di pergunakan untuk bangunan yang berjumlah 20 bangunan yang terdiri
dari bangunan kantor, bangunan pabrik, bangunan gudang dan kantin Sementara itu kantor
pusat masih tetap bertahan di Jembatan Lima, dan pada awal tahun 1985 dipindahkan juga ke
tempat yang dianggap lebih strategis, di Jl. Abdul Muis No.12 Jakarta Pusat 10160, yang hanya
berjarak sekitar 200 m dari Istana Merdeka Jakarta.
Seiring berjalannya waktu dan berkembangnya perusahaan maka perusahaan mulai
mendirikan cabang – cabang. Pada bulan September tahun 2007 United Can mengakuisisi
13
sebuah pabrik kaleng two piece saingannya di daerah Cileungsi, Bogor kemudian diberi nama
PT. Conpac (sebelumnya bernama PT. Citra Ambengan Inti milik Mbak Tutut atau Siti
Hardijanti Rukmana) .PT. Conpac merupakan cabang ke-13 dari PT. United Can.
PT. Conpac adalah perusahaan yang bergerak dalam bidang pengemasan minuman,
yaitu kaleng minuman. Perusahaan ini biasanya membeli bahan baku utama berupa aluminium
coil dan bahan penunjang lainnya dari dalam maupun luar negeri seperti Amerika, Australia,
Jepang, Korea dan Cina. Produk-produk yang dihasilkan adalah berbagai jenis merek kemasan
kaleng minuman, seperti Coca-cola, Sprite, Larutan Cap Badak, berbagai macam produk
kaleng bir baik dalam maupun luar negeri. Produk-produk PT. Conpac telah memperoleh
sertifikat ISO 9002-2008 dari SAI Australia.
1.1.1. Visi, Misi dan Moto Perusahaan
Visi dari PT. Conpac :
“Menjadi produsen kemasan kaleng yang dinamis dan inovatif, dengan keunggulan mutu
produk dan pelayanan terbaik,memimpin dan mempengaruhi segmen pasar yang dipilih”.
Misi dari PT. Conpac :
Pelanggan adalah alas an keberadaan kami.
Menghasilkan kemasan keleng minuman bermutu sesuai permintaan dan memberikan
pelayanan terbaik untuk meningkatkan nilai produk pelanggan.
Bekerja dengan prinsip saling menguntungkan bagi pelanggan, karyawan, perusahaan
dan mitra kerja lainnya.
Moto dari PT. Conpac :
“ COUNTINOUS IMPROVEMENT”
Untuk mendukung misi tersebut PT. Conpac Can memiliki mesin produksi yg bekerja
secara otomatis dengan kapasitas 1300 kaleng per menit, saat ini juga telah dibangun line
produksi baru dengan kapasitas 2400 kaleng per menit. Serta dilengkapi laboratorium untuk
menjaga kualitas kaleng yang terbaik. Sedangkan untuk meningkatkan kemampuan pekerjanya
setiap tahun perusahaan mengirimkan beberapa pekerjanya untuk mengikuti studi banding di
cabang-cabang PT. United Can lainnya.

13
1.2. Rumusan Masalah
Rumusan masalah yang akan dibahas pada makalah ini adalah tentang bagaimana
Sistem Produksi di PT. Conpac sehingga mampu menghasilkan produk yang dinilai tepat
kualitas, kuantitas, waktu dan biaya.
1.3. Tujuan Pembahasan
Tujuan pembahasan makalah ini adalah untuk mengetahui sistem produksi dan proses
produksi yang sedang berjalan dalam proses pembuatan kaleng minuman di PT. Conpac.
Selain itu juga untuk mengetahui seberapa baik proses produksinya sehingga PT. Conpac bisa
menghasilkan produk yang berkualitas dan memiliki daya saing dengan kompetitor lainnya.

13
BAB 2PEMBAHASAN
2.1 Definisi Sistem Produksi
Produksi dalam pengertian sederhana adalah keseluruhan proses dan operasi yang
dilakukan untuk menghasilkan produk atau jasa. Sistem produksi merupakan kumpulan dari sub
sistem yang saling berinteraksi dengan tujuan mentransformasi input produksi menjadi output
produksi. Input produksi ini dapat berupa bahan baku, mesin, tenaga kerja, modal dan
informasi. Sedangkan output produksi merupakan produk yang dihasilkan berikut
sampingannya seperti limbah, informasi, dan sebagainya.
Sistem produksi berawal dari pemahaman terhadap keinginan dan harapan para
pelanggan berdasarkan temuan-temuan dari kegiatan pemasaran termasuk permintaan
langsung dari para pelanggan terhadap produk-produk tertentu. Data dan informasi tentang
keinginan pelanggan kemudian diterjemahkan ke dalam bentuk rancangan produk atau jasa
untuk mengetahui part, komponen dan sub-assembly apa yang dibutuhkan termasuk ukuran,
spesifikasi, jenis bahan, jumlah masing-masing item yang dibutuhkan untuk setiap unit produk
yang diinginkan. Dan pada makalah ini yang akan penulis bahas adalah tentang “Sistem
Produksi Pembuatan Kaleng Minuman di PT. Conpac”.
2.2. Sistem Produksi di PT. Conpac
Pertama pelanggan memesan kepada bagian sales. Setelah itu bagian sales akan
membahas desain produk yang diinginkan pelanggan dan memberikan sales order (SO) ke
bagian PPIC dan ke pelanggan. Kemudian bagian PPIC dan MR akan melakukan perencanaan
kapasitas produksi dan ketersediaan material, lalu memberikan work order (WO) ke bagian
Produksi untuk melakukan produksi. Bahan baku yg dibutuhkan akan diambil dari gudang
(bagian logistik) dengan memperlihatkan work order. Kemudian bagian logistik akan
memberikan material ke bagian produksi dengan menggunakan system FIFO (first in first out).
Bagian produksi akan memproduksi kaleng sesuai dengan jumlah pesanan pelanggan.
Saat proses produksi berlangsung bagian QA akan mengambil sample secara acak di tiap unit-
unit mesin produksi untuk menguji kualitas hasil produksi sesuai dengan metode pengecekan
13
yang ada.Hasil produksi kemudian diserahkan ke bagian logistic dan bagian logistic akan
mengatur barang untuk dikirim ke pelanggan. Bagian penjualan akan membuat surat jalan dan
faktur penjualan lalu dikirim ke pelanggan. Apabila produk yang sudah dikirimkan ke pelanggan
mengalami kerusakan atau masih terdapat produk cacat, maka pelanggan dapat melakukan
complain ke bagian Customer Service. Customer Servie akan menyelesaikan complain tersebut
sampai selesai sehingga kepuasan pelanggan terjaga.
2.2.1. SPC (Statistical Process Control)
Statistical Process Control adalah sebuah aplikasi computer dari beberapa teknik
statistik sederhana yang digunakan oleh PT. Conpac dalam hal pengontrolan kualitas hasil
produksinya. Aplikasi ini dijalankan di setiap bagian perusahaan. Semua orang dalam
perusahaan bertanggung jawab terhadap implementasi dan kesuksesan SPC.
Apa itu Statistic Process Control ?
Statistic : Pengumpulan, penyajian, analisis dan interpretasi data untuk memprediksi
hasil yang paling mungkin.
Process : Setiap aktivitas dalam perusahaan merupakan proses.
Kombinasi dari manusia, mesin, material, metode dan lingkungan adalah
faktor-faktor dari sebuah proses.
Kata proses jangan hanya diartikan sebagai proses produksi, tetapi juga
meliputi perencanaan, sumber daya manusia, administrasi, dll.
Control : Hasil pengukuran harus dicatat, catatan harus dianalisis dengan cara yang
benar, pengambilan keputusan dan proses perbaikan harus berdasarkan hasil
analisis. Tindakan yang dilakukan harus menggunakan metode 5 W + 1 H
dengan urutan sebagai berikut :
1. What (rencana tindakan apa yang akan dilakukan)
2. When (menentukan periode pelaksaan rencana tindakan tersebut)
3. Who (siapa yang bertanggung jawab dalam melaksanakan rencan tindakan
tersebut).
4. Why ( mengapa rencana tindakan tersebut dipilih)
5. Where (pada proses mana rencana tersebut akan diterapkan)
6. How (bagaimana tindakan itu akan diterapkan)

13
Kenapa perlu menggunakan SPC ?
Tujuan utama penggunaan SPC adalah untuk terus-menerus meningkatkan
kemampuan proses dengan cara mengurangi variasi. Jika tujuan utama ini terpenuhi,
tujuan lain yang terkait juga dapat terpenuhi, seperti :
- Meningkatnya kepuasan pelanggan
- Mengurangi atau menghilangkan kebutuhan untuk infeksi pada rantai suplai /
pasokan.
- Mengurangi spoilage, rework dan biaya inspeksi.
- Meningkatkan motivasi dan produktivitas.
Bagaimana kerja SPC ?
Dalam manufaktur biasanya, hasil pengukuran dibandingkan terhadap spesifikasi
(standar) dan hasilnya ok atau gagal, tidak memperhatikan variasi yang ada dalam
proses. Penting untuk menentukan bentuk variasi normal dalam proses dan
mempertahankannya dengan cara mementau proses. Jika ada penyimpangan dari
variasi normal, berarti telah terjadi gangguan dalam proses, sehingga proses perlu
disesuaikan. Ketika semua gangguan atau penyebab variasi dihilangkan maka proses
berada dalam variasi normal (in statistical control).
2.2.2. Sistem Penanganan Material dan Hasil Produksi
Barang yang datang dari pemasok ke PT. Conpac akan diperiksa dokumen, kualitas dan
jumlahnya oleh bagian gudang dan QC. Kemudian barang yang telah diperiksa dipindahkan ke
gudang tentunya dengan proses handling yang benar (nenggunakan handklift, forklift, dll).
Proses penyimpanan barang dilaksanakan dengan metode 5R (Ringkas, Rapi, Rajin, Rawat,
Resik). Bagian gudang juga melakukan stock taking, pengelompokan barang, pemberian
identitas (nama, kode, spesifikasi, unit, jumlah, tanggal terima, nama pemasok, dll), hal ini
dilakukan guna mempermudah pengambilan barang untuk proses produksi. Khusus untuk
material tinta, terdapat 3 pemasok yaitu PT. M Dec, PT. Valspar dan PT. Sakata Ink.Masing-
masing pemasok menempatkan 2 orang karyawannya di PT. Conpac, untuk melakukan
pencampuran tinta sesuai dengan warna yang diperlukan.
Untuk barang hasil produksi PT. Conpac biasanya bagian PPIC langsung mengirim
barang ke pelanggan melalui jasa ekspedisi. Penggunaan jasa ekspedisi dilakukan untuk
meminimalisir resiko saat pengiriman barang ke pelanggan.

13
2.3. Proses Produksi
PT. Conpac Can merupakan perusahaan yang bergerak dibidang kemasan kaleng minuman bisa juga di sebut two piece can
Sesuai dengan namanya, kaleng two piece ini hanya terdiri dari dua komponen penting
yaitu :
· Can body
· Can end
Material utama dari kaleng two piece ini adalah aluminium plate, sedangakan material
pendukungnyara lain :
- Lacquer
- Tinta printing
- Varnish
- White coating
- Petrolatum wax
- Solvent
- Water base compound, dll.
Kaleng ini biasa digunakan untuk mengemas minuman kaleng seperti soft drink dan beer.
Kaleng two piece ini ramah lingkungan karena kaleng ini dapat didaur ulang kembali setelah
digunakan.
Gb. 01
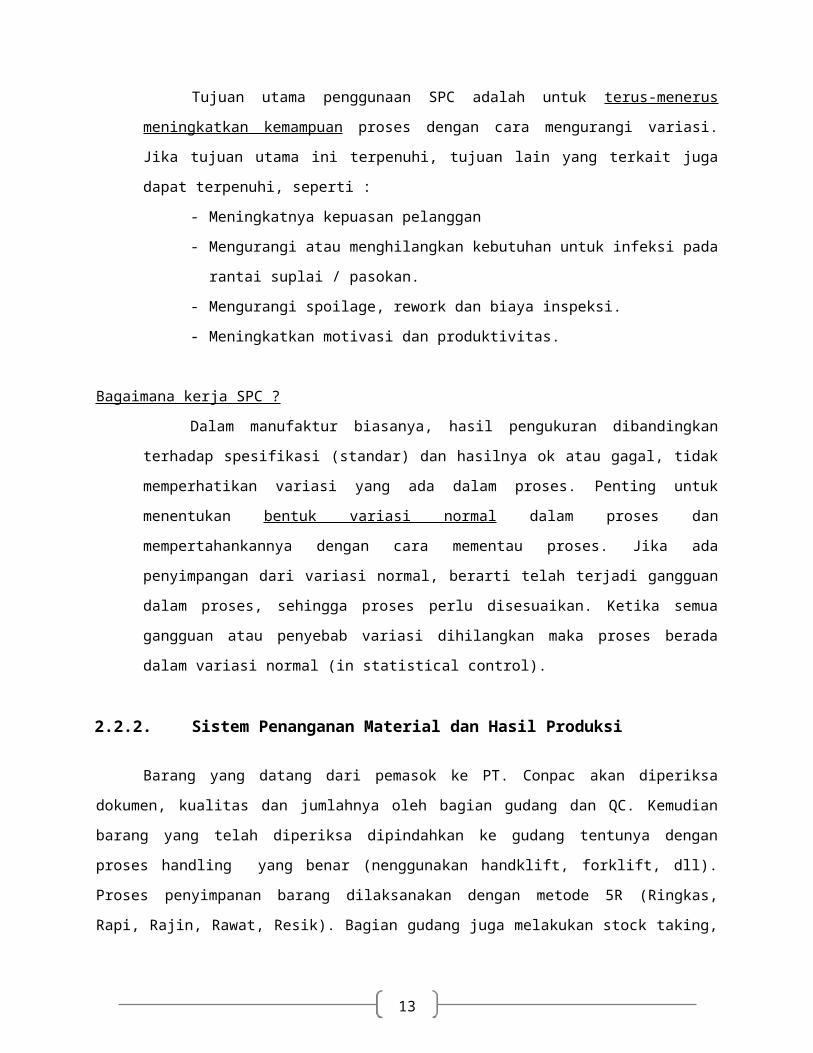
Proses produksi kaleng two piece ini dilakukan dengan menggunakan mesin-mesin otomatis
yang bertujuan untuk menghasilkan kaleng dengan kualitas terbaik. Dan dengan sistem yang
berkelanjutan, dimana hasil akhir produk dari satu mesin akan mempengaruhi proses di mesin
selanjutnya. Berikut ini adalah proses pembuatan kaleng two piece :
13
Gb. 02
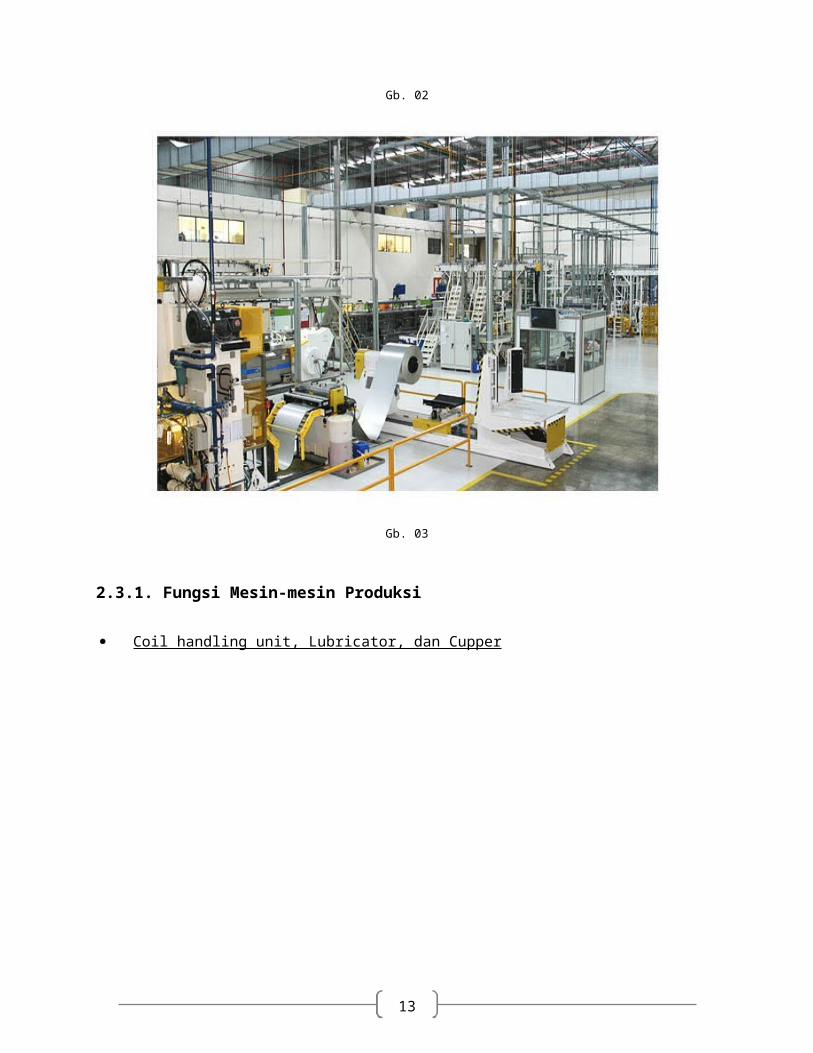
Gb. 03
13
2.3.1. Fungsi Mesin-mesin Produksi
Coil handling unit, Lubricator, dan Cupper
Gb. 04
Gulungan coil dari gudang dibawa dengan menggunakan forklift untuk kemudian
disimpan di mesin coil handling unit. Mesin ini terdiri dari uppender/downender yang
berfungsi untuk membalikan coil dari vertical ke horizontal, kemudian coil di masukkan ke
coil car untuk dibawa ke uncoiler, di uncoiler gulungan coil dibuka. Gulungan coil yang telah
dibuka kemudian di masukkan ke mesin lubricator untuk diberi pelumas di semua bagian
permukaan coil, tujuannya untuk mempermudah pembentukan cup di mesin cupper.
Body maker dan Trimmer
13
Gb. 05
Cup yang telah dibentuk di mesin cupper didistribusikan dengan sistem air conveying ke
mesin body maker, disini cup yang berbentuk cawan di rubah bentuknya menjadi kaleng
berbentuk seperti gelas dengan ujung atas yang masih kasar dan tidak rata. Kaleng
kemudian dipotong bagian ujung atasnya di mesin trimmer, untuk menghasilkan tinggi dan
kerataan kaleng yang sama juga untuk mempermudah proses di mesin selanjutnya.
13
Washer
Gb. 06
Mesin ini berfungsi untuk menghilangkan berbagai jenis kontaminasi yang menempel
pada kaleng akibat proses di mesin sebelumnya. Di mesin ini juga dilakukan pelapisan zat
penambah daya lekat material printing dan lapisan enamel, baik di bagian luar ataupun
bagian dalam kaleng. Mesin ini dillengkapi dengan oven pengering.
Printing (Basecoater & Decorator)
Gb. 07
Di mesin basecoater terjadi proses pemberian warna dasar putih atau transparan pada
bagian luar kaleng. Di mesin decorator terjadi proses printing sesuai dengan desain yang
diinginkan pelanggan, di mesin ini juga dilakukan pelapisan varnish yang bertujuan untuk
membuat hasil printing lebih mengkilap. Proses pergantian desain diberi waktu toleransi
maksimal 60 menit dan saat mesin ini dalam proses pergantian desain maka di mesin-mesin
lainnya dilakukan maintenance (perbaikan). Sebagai catatan, basecoater & decorator
dilengkapi dengan oven untuk pengering.

13
LSM (Spray Lacquer Machine)
Gb. 08
Mesin ini berfungsi untuk melapisi kaleng dengan cara menyemprotkan cairan lacquer
secara merata ke bagian dalam kaleng. Tujuannya agar tidak terjadi kontak langsung antara
kaleng/aluminium dengan produk yang akan dikemas dan juga sebagai anti korosi. Mesin ini
dilengkapi oven pengering lapisan lacquer (oven IBO).
Necker & Flanger
Gb. 09
Kaleng dari oven IBO disalurkan melalui air conveyor ke mesin necker & flanger. Di mesin
ini terjadi proses pembentukan leher kaleng (neck) dan pembentukan lekukan keluar (flange)
pada ujung atas kaleng dengan tujuan agar kaleng lebih kuat menahan tekanan isi kaleng
dan mempermudah proses seaming di pelanggan. Mesin ini dilengkapi alat pendeteksi
lubang kebocoran pada kaleng dengan ketelitian lubang yang terdeteksi mencapai 0.0001
inchi dan juga dilengkapi 2 buah kamera (Applied Vision) untuk mendeteksi cacat/kerusakan
dan kotoran pada bagian dalam kaleng. Sehingga nantinya kaleng yang dikirim ke pelanggan
adalah jaleng dengan kualitas terbaik. Sebagai catatan kaleng tanpa lapisan lacquer &
varnish akan mengalami kerusakan saat melewati proses necking & flanging.
Palletizer, Wrapper & Strapper

13
Gb. 10
Kaleng dari mesin necker & flanger disalurkan melalui conveyor mekanik ke mesin
palletizer untuk ditata di atas pallet dengan ketinggian mencapai 21 susun. Tiap-tiap satu
susunan kaleng dilapisi layer dan pada bagian atas susunan diberi top frame. Kaleng yang
sudah tersusun kemudian dibungkus plastik di mesin wrapper agar posisi kaleng tetap rapi
dan terhindar dari debu ataupun kotoran. Susunan kaleng kemudian diikat menggunakan tali
plastik di mesin strapper. Dan akhirnya kalengpun siap untuk dikirim ke pelanggan.

13
BAB 3PENUTUP
3.1 Kesimpulan
Dari makalah ini dapat ditarik kesimpulan, bahwa PT. Conpac merupakan salah satu
bentuk perluasan perusahaan dari PT. United Can. Pemilihan lokasi pabrik di Cileungsi –
Bogor, dilakukan sebagai upaya untuk lebih meningkatkan pelayanan kepada pelanggan,
karena pelanggan utama PT. Conpac adalah PT. Sinde Budi Sentosa yang berlokasi di Tambun
– Bekasi.
Dilihat dari proses produksinya, PT. Conpac adalah perusahaan dengan tipe tata letak
berdasarkan aliran produksi dimana proses produksinya merupakan proses yang
berkesinambungan. Hasil akhir proses di satu mesin akan mempengaruhi proses di mesin
selanjutnya. Sedangkan jika dilihat dari proses penanganan material dan hasil produksinya, PT.
Conpac menggunakan penggabungan dari sistem just in time dan rantai pasok. PT. Conpac
juga menggunakan sebuah aplikasi yang disebut SPC untuk mengontrol semua proses yang
terjadi di perusahaan.