Poros Engkool
12
BAB II POROS ENGKOL (CRANKSHAFT) 2.1 Definisi Poros Engkol Poros engkol merupakan bagian dari mesin yang dipakai untuk merubah gerakan naik turun dari torak menjadi gerakan berputar. Poros engkol yang kecil sampai yang sedang biasanya dibuat dari satu bahan yang ditempa kemudian dibubut, sedangkan yang besar-besar dibuat dari beberapa bagian yang disambung-sambung dengan cara pengingsutan. 2.2 Fungsi Poros Engkol Poros Engkol memiliki fungsi sebagai berikut. 1. Mengubah gerak naik turun atau lurus piston menjadi gerak putar. 2. Menerima beban dan tekanan yang sangat tinggi dari hasil pembakaran oleh piston untuk itu poros engkol haruslah terbuat dari bahan yang sangat kuat dan tahan lama. 3. Menjadi pusat poros dari setiap gerakan piston. dll. 2.3 Jenis-jenis Poros Engkol 2.3.1 Poros Engkol Tunggal Poros ini terdiri dari sebuah poros engkol dan sebuah pen engkol. Kedua-duanya diikat menjadi satu oleh pipi engkol yang pemasangannya menggunakan cara pengingsutan. Pipi engkol biasanya dibuat daripada baja tuang, sedangkan pen engkolnya dari baja St 50 atau St 60. Jarak antara sumbu pen enkol dengan sumbu poros engkol adalah setengah langkah torak.
-
Upload
bernikefebryana -
Category
Documents
-
view
44 -
download
13
description
POROS ENGKOL(CRANKSHAFT)
Transcript of Poros Engkool

BAB II
POROS ENGKOL (CRANKSHAFT)
2.1 Definisi Poros Engkol
Poros engkol merupakan bagian dari mesin yang dipakai untuk merubah gerakan naik turun dari torak menjadi gerakan berputar. Poros engkol yang kecil sampai yang sedang biasanya dibuat dari satu bahan yang ditempa kemudian dibubut, sedangkan yang besar-besar dibuat dari beberapa bagian yang disambung-sambung dengan cara pengingsutan.
2.2 Fungsi Poros Engkol
Poros Engkol memiliki fungsi sebagai berikut.
1. Mengubah gerak naik turun atau lurus piston menjadi gerak putar. 2. Menerima beban dan tekanan yang sangat tinggi dari hasil pembakaran oleh piston
untuk itu poros engkol haruslah terbuat dari bahan yang sangat kuat dan tahan lama. 3. Menjadi pusat poros dari setiap gerakan piston.
dll.
2.3 Jenis-jenis Poros Engkol
2.3.1 Poros Engkol Tunggal
Poros ini terdiri dari sebuah poros engkol dan sebuah pen engkol. Kedua-duanya
diikat menjadi satu oleh pipi engkol yang pemasangannya menggunakan cara pengingsutan.
Pipi engkol biasanya dibuat daripada baja tuang, sedangkan pen engkolnya dari baja St 50
atau St 60. Jarak antara sumbu pen enkol dengan sumbu poros engkol adalah setengah
langkah torak.
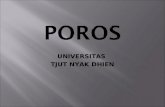
Gambar Poros Engkol Tunggal

2.3.2 Poros Engkol Ganda
Poros engkol ini mempunyai 2 buah pipi engkol terdiri dari satu bahan sedang
pemasangan poros engkolnya adalah dengan sambungan ingsutan. Poros-poros engkol ini
bahannya dibuat dari besi tuang khusus. Disamping harga pembuatannya lebih ringan, besi
tuang itu mempunyai sifat dapat menahan getaran-getaran.
Gambar Poros Engkol Ganda
2.4 Bagian-bagian Poros Engkol

1. SHAFTPoros adalah komponen mekanis untuk transmisi torsi dan rotasi , dan biasanya
digunakan untuk menghubungkan komponen lain dari drive train yang tidak dapat terhubung langsung karena jarak atau kebutuhan untuk memungkinkan gerakan relatif antara mereka . Berikut salah satu sisi poros yang terhubung ke flywheel dan ujung lainnya terhubung ke kopling piring dan gear box perakitan .
Poros utama berputar pada lapisan logam putih yang disebut Metal duduk.
Metal duduk dibedakan dalam dua macam: Yang disenyawakan ( metal cor) Yang tidak disenyawakan ( Metal daun)

2. CRANKPINDalam reciprocating machine, pin engkol adalah jurnal bantalan off - pusat
crankshaft . Semakin besar ujung batang penghubung terhubung ke crankpin , maka untuk mengkonversi gerakan bolak-balik ke dalam gerakan putar dari mesin .
3. COUNTERWEIGHTSebuah penyeimbang adalah penyeimbang setara yang menyeimbangkan beban
selama gerakan dinamis balancing . Selama gerak kecepatan tinggi dari mesin, counterweight menyeimbangkan dengan mendorong yang dihasilkan oleh gerak reciprocating piston
4. RODA PENERUS ( Flywheel)
Bahan : Besi tua yang telah diuji dan diteliti akan keseimbangannya.
Guna : Untuk meneruskan putaran dari poros engkol ( crankshaft) supaya piston berhenti pada titik mati atas atau titik mati bawah. Tempat melekatnya gigi starter dengan roda gigi penerus Tempat kedudukan kopling penghubung.
5. DUDUKAN ENGKOL
Adalah tempat duduknya batang pemutar. Dudukan engkol berputar juga pada lapisan logam
putih disebut metal jalan.
Metal jalan dibedakan dalam 2 macam : Yang disenyawakan ( metal cor) Yang tidak disenyawakan ( metal daun)
6. PIPI ENGKOL
Untuk menghubungkan antara poros engkol satu dengan poros lainnya.
7. CRANKSHAFT SPROCKET
Untuk memutarkan roda gigi timing poros bubungan, roda gigi idler, roda gigi pompa
bahan bakar.

2.5 Proses Manufaktur Crankshaft
Banyak poros engkol kinerja tinggi terbentuk dari proses penempaan, di mana billet dengan ukuran yang cocok dipanaskan sampai suhu tempa yang tepat, biasanya di kisaran 1950 - 2250 ° F, dan kemudian berturut-turut ditumbuk atau ditekan ke dalam bentuk yang diinginkan dengan menekan billet antara dies dengan tekanan yang sangat tinggi. Die set ini memiliki bentuk negatif cekung sesuai dengan bentuk eksternal yang diinginkan. Bentuk yang kompleks dan / atau deformasi ekstrim sering membutuhkan lebih dari satu set die untuk mencapai bentukan tersebut.Awalnya, dua pesawat engkol V8 yang ditempa dalam satu pesawat, maka nomor dua dan empat jurnal utama yang dipanaskan dan memutar 90 ° bergerak crankpins nomor dua dan tiga menjadi sebuah pesawat tegak lurus.Kemudian perkembangan teknologi penempaan memungkinkan penempaan dari 2-pesawat "non-twist" engkol langsung (Gambar 3).
Gambar 3 Dua-Plane V8 Crankshaft Baku Tempa

Gambar 4 Billet Crankshaft Machining (Courtesy of Bryant Racing)
Gambar 5 Built-up Radial Mesin Crank

VACUUM INDUCTION MELTING (VIM): adalah proses untuk memproduksi baja dengan kemurnian sangat tinggi dengan melelehkan bahan dengan pemanasan induksi di dalam ruang vakum tinggi .
VACUUM ARC REMELTING (VARadalah proses pemurnian dimana baja yang dileburkan dalam ruang vakum bertujuan untuk mengurangi jumlah gas terlarut dalam logam . Metode pemanasan yang digunakan adalah dengan cara menggunakan consumable electrode and the ingot.Dalam kasus crankshaft kinerja tinggi , paduan nikel - chrome - molybdenum telah banyak digunakan dibandingkan forged and billet applications. Hal ini digunakan karena kekuatan dan kelelahan sifat yang sangat tinggi , ditambah dengan keuletan yang baik dan ketahanan dampak pada kekuatan tinggi .
CONSTRUCTION: Crankshafts dapat dibuat dalam satu bagian atau dirakit dari beberapa bagian. Monolitik ( atau tunggal sepotong ) crankshafts yang paling umum , namun beberapa mesin yang lebih kecil dan lebih besar menggunakan crankshafts dirakit . Setiap mesin berbeda dan memiliki kebutuhan yang berbeda . Jadi , tergantung pada kebutuhan dan jenis mesin , poros engkol yang relevan digunakan itu dapat berupa crankshaft ditempa atau crankshaft cor atau dapat menjadi crankshaft billet .
FORGING: Crankshafts dapat ditempa dari bar baja biasanya melalui gulungan penempaan atau cor baja ulet . Saat ini semakin banyak produsen cenderung mendukung penggunaan crankshafts ditempa karena bobot yang lebih ringan,dimensi yang lebih kompak dan peredam yang lebih baik . Beberapa mesin juga menggunakan crankshafts besi cor untuk versi output yang rendah sedangkan versi output tinggi menggunakan versi ditempa baja.
CASTING: Proses pengecoran juga dapat digunakan untuk pembuatan crankshaft . Tapi sekarang proses pengecoran tidak digunakan untuk membuat poros engkol sebagai crankshaft cor karena memiliki kekuatan mekanik yang rendah dan kelelahan yang tinggi dibandingkan dengan yang ditempa . Setelah casting, crankshaft dapat di machining untuk mendapatkan yang akurasi , toleransi dan finishingyang diinginkan .
MACHINING:
Crankshafts juga dapat di machining dari billet ,dan sering menggunakan bar vakum berkualitas tinggi untuk meleburkan baja . Meskipun aliran serat tidak mengikuti bentuk crankshaft , ini biasanya tidak masalah karena kualitas baja yang lebih tinggi yang biasanya sulit untuk menempa dapat digunakan . Crankshafts ini cenderung sangat mahal karena jumlah removal material sangat besar yang perlu dilakukan dengan menggunakan mesin bubut dan mesin penggilingan , biaya material yang tinggi dan perlakuan panas tambahan yang diperlukan .
HARDENING:
Kebanyakan crankshafts diproduksi menggunakan induksi dengan mengeraskan permukaan bantalan, karena metode ini memberikan hasil yang baik dengan biaya rendah. Tapi crankshafts kinerja tinggi, poros engkol billet khususnya, cenderung menggunakan

nitridization . Nitridization lebih lambat dan dengan demikian lebih mahal. Keuntungan dengan nitridization adalah bahwa dapat dilakukan pada suhu rendah, menghasilkan permukaan yang sangat keras dan akan meninggalkan beberapa tegangan sisa tekan. Carburising juga digunakan untuk meningkatkan sifat-sifat poros ditempa. In the given simulation of the crankshaft forming, the closed impression die forging process is used. In this process the upper half section of the crankshaft is impressed on the upper die while lower half of the crankshaft is impressed on the lower die. The material of the billet is chromium alloy steel. The initial temperature of the billet is 1100 0C .The billet is placed over lower die. The hydraulic press is used to deform the billet. The upper die with hydraulic press compresses the billet with very high force in downward direction and severely deform it. Due to high deforming force and high billet temperature ,material starts deforming plastically and moves into the impressions created in the upper and lower die. At the final height the billet is deformed into semi-finished crankshaft. Final shape is obtained after various heat treatment processes and machining of the semi-finished crankshaft.
Figure: CrankShaft Dies and their arrangement
2.6 Material
Paduan baja biasanya digunakan dalam poros engkol kekuatan tinggi ini dipilih. Gambar 6 menunjukkan nominal paduan crankshaft .Paduan baja karbon-sedang terdiri dari sebagian besar unsur besi, dan mengandung persentase kecil dari karbon (0,25% ke 0,45%, digambarkan sebagai '25 45 poin 'karbon), bersama dengan kombinasi dari beberapa unsur paduan, campuran yang telah dirancang dengan hati-hati untuk menghasilkan kualitas tertentu dalam paduan sasaran, termasuk pengerasan, nitridability, permukaan dan inti kekerasan, kekuatan tarik utama, kekuatan luluh, batas daya tahan (kekuatan kelelahan), daktilitas, resistensi dampak, ketahanan korosi, dan marah resistensi -embrittlement. Elemen paduan yang biasanya digunakan dalam baja karbon ini mangan, kromium, molibdenum, nikel, silikon, kobalt, vanadium, dan kadang-

kadang aluminium dan titanium. Masing-masing elemen menambahkan sifat tertentu dalam bahan tertentu. Kandungan karbon adalah penentu utama dari kekuatan dan kekerasan dari paduan yang dipanaskan tersebut.
Figure 6
Selain elemen paduan, baja kekuatan tinggi secara hati-hati disempurnakan sehingga dapat menghapus kotoran yang tidak diinginkan (sulfur, fosfor, kalsium, dll) dan untuk lebih ketat membatasi toleransi, yang menentukan variasi yang diijinkan yaitu persentase dari paduan unsur. Baja berkualitas tinggi biasanya ditentukan dan diperintahkan untuk mengacu pada jumlah AMS (Pesawat Bahan Keterangan). Spesifikasi ini erat membatasi kandungan kimia, dan kemurnian yang diperlukan sering hanya dapat dicapai hingga mencair dalam ruang hampaMetode vakum tersebut yaitu VIM dan VAR.Ada baja ultra-tinggi-kekuatan lain yang tidak ada pada baja karbon. Baja ini, dikenal sebagai "maraging" baja, yang disempurnakan sehingga dapat menghapus sebanyak mungkin karbon , dan mengembangkan ekstrim kekuatan dan kelelahan sifat mereka sebagai produk dari struktur kristal yang dihasilkan dari sejumlah besar nikel (15 % dan atas) dan kobalt (6% ke atas) yang dikandungnya. Baja ini dapat mencapai tingkat kekuatan ekstrim dan mempertahankan tingkat yang sangat baik dari ketahanan impact.
Secara rangkum :
MATERIAL OF THE CRANKSHAFT: Crankshaft biasanya terbuat dari baja. Umumnya baja paduan menengah - karbon terdiri dari besi dan mengandung persentase karbon yang kecil ( 0,25 % sampai 0,45 % ) , bersama dengan kombinasi dari beberapa unsur paduan . Elemen paduan biasanya digunakan dalam baja karbon ini adalah mangan , kromium , molibdenum , nikel , silikon , kobalt , vanadium , dan kadang-kadang aluminium dan titanium .Selain elemen paduan , baja kekuatan tinggi secara hati-hati disempurnakan sehinggadapat berfungsi menghapus kotoran yang tidak diinginkan mungkin seperti sulfur , fosfor , kalsium , dll. Baja kualitas tinggi juga sering digunakan .Namun kemurnian yang sering diperlukan hanya dapat dicapai hingga mencair dalam ruang hampa. Metode vakum pengolahan yang digunakan adalah VIM dan VAR .