PENINGKATAN KEKERASAN SPROCKET IMITASI MELALUI...
87
PENINGKATAN KEKERASAN SPROCKET IMITASI MELALUI PROSES KARBURISASI CAIR PADA SUHU 900°C Skripsi Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik Program Studi Teknik Mesin Disusun oleh: Ponang Adi Pradana NIM 145214110 PROGRAM STUDI TEKNIK MESIN JURUSAN TEKNIK MESIN FAKULTAS SAINS DAN TEKNOLOGI UNIVERSITAS SANATA DHARMA YOGYAKARTA 2018 PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Transcript of PENINGKATAN KEKERASAN SPROCKET IMITASI MELALUI...

PENINGKATAN KEKERASAN SPROCKET IMITASI
MELALUI PROSES KARBURISASI CAIR
PADA SUHU 900°C
Skripsi
Diajukan untuk Memenuhi Salah Satu Syarat
Memperoleh Gelar Sarjana Teknik
Program Studi Teknik Mesin
Disusun oleh:
Ponang Adi Pradana
NIM 145214110
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
2018
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

i
PENINGKATAN KEKERASAN SPROCKET IMITASI
MELALUI PROSES KARBURISASI CAIR
PADA SUHU 900° CELCIUS
Skripsi
Diajukan untuk Memenuhi Salah Satu Syarat
Memperoleh Gelar Sarjana Teknik
Program Studi Teknik Mesin
Disusun oleh:
Ponang Adi Pradana
NIM 145214110
PROGRAM STUDI TEKNIK MESIN
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
2018
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

ii
THE INCREASED OF HARDNESS OF IMITATION SPROCKET
THROUGH LIQUID CARBURIZING PROCESS
AT 900° CELCIUS OF TEMPERATURE
A Thesis
Presented as Partial Fulfillment of the
Requirement to Obtain the Degree of Sarjana Teknik
Mechanical Engineering Study Program
Written by:
Ponang Adi Pradana
Student ID 145214070
MECHANICAL ENGINEERING STUDY PROGRAM
MECHANICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
2018
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
iv
SKRIPSI
PENINGKATAN KEKERASAN SPROCKET IMITASI MELALUI PROSES KARBURISASI CAIR PADA SUHU 900 C
Dipersiapkan dan ditulis oleh:
Ponang Adi Pradana
NIM 145214110
Telah dipertahankan di depan Panitia Penguji
Pada Tanggal 13 Juli 2018
dan dinyatakan memenuhi syarat
Susunan Panitia Penguji
Nama Lengkap Tanda Tangan
Ketua : Ir. Rines, M.T ……………
Sekretaris : Doddy Purwadianto, S.T., M.T. ……………
Anggota : Budi Setyahandana, M.T. ……………
Yogyakarta, 23 Juli 2018
Fakultas Sains dan Teknologi
Universitas Sanata Dharma
Dekan,
Sudi Mungkasi, S.Si., M.Math.Sc., Ph.D.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

vi
LEMBAR PERNYATAAN
PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN AKADEMIS
Yang bertanda tangan dibawah ini, saya mahasiswa Universitas Sanata Dharma
Nama : Ponang Adi Pradana
NIM : 1452140110
Demi pengembangan ilmu pengetahuan, saya memberikan kepada
Perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul:
PENINGKATAN KEKERASAN SPROCKET IMITASI MELALUI PROSES
KARBURISASI CAIR PADA SUHU 900°C
beserta perangkat yang diperlukan (bila ada). Dengan demikian saya memberikan
kepada Perpustakaan Universitas Sanata Dharma untuk menyimpan, mangalihkan
kedalam bentuk media lain, mengelolanya dalam bentuk pangkalan data,
mendistribusikan secara terbatas dan mempublikasikan di internet atau media
lainya untuk kepentingan akademis tanpa meminta izin dari saya ataupun
memberikan royalty kepada saya selama tetap mencantumkan nama saya sebagai
penulis.
Demikian pernyataan ini saya buat dengan sebenar-benarnya.
Dibuat di Yogyakarta
Pada tanggal 23 Juli 2018
Yang menyatakan,
Ponang Adi Pradana
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang

vii
ABSTRAK Karburisasi bertujuan untuk meningkatkan kekerasan sprocket dengan mendifusikan karbon menuju permukaan. Karburisasi yang dilakukan adalah karburisasi cair dengan menggunakan garam Potassium Hexacyanoferrate sebagai alternatif sumber karbon yang akan didifusikan menuju permukaan sprocket.
Proses karburisasi cair dilakukan pada dua jenis sprocket imitasi untuk kemudian dibandingkan dengan karakteristik sprocket original. Variabel dalam penelitian ini adalah waktu penahanan, 15 menit, 30 menit dan 45 menit dengan suhu dalam tungku 900°C kemudian didinginkan secara cepat dengan media oli. Hasil sprocket yang telah dikarburasi selanjutnya dilakukan pengujian yang meliputi, pengujian komposisi, pengujian kekerasan dan observasi struktur mikro.
Hasil pengujian untuk sprocket imitasi hitam menunjukkan bahwa pada waktu penahanan 15 menit nilai kekerasan setara dengan nilai kekerasan sprocket original yakni 105,65 HRB, sedangkan sprocket imitasi putih dapat setara pada waktu penahanan 45 menit. Hasil peningkatan kekerasan dari kedua jenis sprocket membuktikan bahwa proses karburisasi cair menggunakan Potassium Hexacyanoferrate sebagai sumber karbon benar – benar bekerja. Kata kunci: Kekerasan, Sprocket, Karburisasi dan Potassium Hexacyanoferrate.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
viii
ABSTRACT Carburizing aims to increase the surface hardness of the sprocket by difusing carbon into the surface. Carburizing used is Liquid Carburizing with Potassium Hexacyanoferrate as an alternative carbon source that will diffused towards the surface of sprocket .
Liquid Carburizing performed on two different kind of imitation sprocket to then compared with the original sprocket of Honda Revo. In this experiment, the specimens of imitation sprocket were carburized with the various of holding time 15 menit, 30 menit, and 45 menit then quenched quickly in the water. The results of the experimented sprocket includes, composition test, hardness test and microstructure observation.
The experiment results for black imitation sprocket perform that at 15 minutes of holding time the hardness value suited to the original sprocket that has 105,65 HRB, while the white imitation sprocket get suited to the original at 45 minutes of holding time. The increased of hardness results from the both of imitation sprocket proves that liquid carburizing process using Potassium Hexacyanoferrate as a carbon source is definitely work. Keywords: Hardness, Sprocket, Carburizing and Potassium Hexacyanoferrate.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

ix
KATA PENGANTAR
Puji syukur kita panjatkan kehadirat Tuhan Yang Maha Esa, yang selalu
melimpahkan curahan berkat, kasih dan bimbingan-Nya sehingga penulis dapat
menyelesaikan tugas akhir ini dengan baik.
Tugas akhir dengan judul “Peningkatan Sprocket Imitasi Melalui Proses
Karburisasi Cair pada Suhu 900°C” yang telah diselesaikan penulis merupakan
salah satu syarat untuk memperoleh gelas sarjana teknik pada program studi Teknik
Mesin, Fakultas Sains dan Teknologi, Universitas Sanata Dharma. Dalam
menyelesaikan tugas akhir ini, penulis tidak lepas dari bantuan, dukungan serta
bimbingan dari orang-orang di sekitar penulis. Oleh karena itu, melalui tulisan ini
dengan segala kerendahan hati dan rasa hormat, penulis ingin menyampaikan
ucapan terima kasih kepada:
1. Sudi Mungkasi, S.Si., M.Math.Sc., Ph.D selaku Dekan Fakultas Sains
dan teknologi Uiversitas Sanata Dharma.
2. Ir. Petrus Kanisius Purwadi, M.T. selaku Ketua Program Studi Teknik
Mesin Universitas Sanata Dharma.
3. Budi Setyahandana, M.T. selaku Dosen Pembimbing Tugas Akhir.
4. Ir. Rines, M.T. selaku Dosen Pendamping Akademik.
5. Dosen Program Studi Teknik Mesin Universitas Sanata Dharma, yang
telah membimbing dan membagikan ilmunya kepada penulis selama
perkuliahan.
6. Orang tua, saudara serta semua keluarga yang selalu memberikan
bantuan, dukungan serta fasilitas selama menyelesaikan perkuliahan dan
tugas akhir ini.
7. Teman teman SMA Seminari Menengah Mertoyudan angkatan 2008
yang selalu memberikan dukungan, semangat dan motivasi kepada
penulis.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

x
8. Michael Richard, Frans Bernad dan Ricardus Febrian, yang selalu
memberikan dukungan serta menjadi teman dalam penyelesaian tugas
akhir ini.
9. Rekan-rekan Teknik Mesin 2014 Universitas Sanata Dharma, yang
selalu bersedia memberikan bantuan, dukungan selama perkuliahan dan
dalam penyelesaian tugas akhir ini.
10. Keluarga Besar Mahasiswa Teknik Mesin Universitas Sanata Dharma.
11. Dan kepada semua pihak yang tidak dapat penulis sebutkan satu per
satu, yang telah memberikan dukungan dan bantuan dalam
penyelesaian tugas akhir ini.
Semoga Tuhan Yesus Kristus membalas segala bentuk dukungan dan
kebaikan yang sudah diberikan. Tentu dalam penyusunan tugas akhir ini masih
banyak kekurangan dan jauh dari kata sempurna. Oleh sebab itu, penulis menerima
masukkan dan saran. Penulis berharap tugas akhir ini dapat bermanfaat bagi
pembaca.
Yogyakarta, ... Juli 2018
Penulis
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

xi
DAFTAR ISI
Halaman
HALAMAN JUDUL ......................................................................................... i
HALAMAN JUDUL DALAM BAHASA INGGRIS ....................................... ii
HALAMAN PERSETUJUAN PEMBIMBING ................................................ iii
HALAMAN PENGESAHAN ........................................................................... iv
PERNYATAAN KEASLIAN KARYA ............................................................ v
LEMBAR PERNYATAAN PERSETUJUAN .................................................. vi
ABSTRAK ......................................................................................................... vii
ABSTRACT ....................................................................................................... viii
KATA PENGANTAR ....................................................................................... ix
DAFTAR ISI ...................................................................................................... xi
DAFTAR GAMBAR ......................................................................................... xiv
DAFTAR TABEL .............................................................................................. xvii
BAB I PENDAHULUAN
1.1 Latar Belakang ....................................................................................... 1
1.2 Rumusan Masalah .................................................................................. 2
1.3 Tujuan Penelitian ................................................................................... 2
1.4 Batasan Masalah .................................................................................... 3
1.5 Sistematika Penulisan ............................................................................ 3
BAB II LANDASAN TEORI DAN TINJAUAN PUSTAKA
A. Landasan Teori .......................................................................................... 4
2.1. Sprocket ................................................................................................. 4
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

xii
2.2. Baja Karbon (Alloy Carbon Steel) ......................................................... 6
2.3. Klasifikasi Baja Karbon ......................................................................... 6
2.4. Sturktur Mikro ........................................................................................ 7
2.4.1. Ferit ............................................................................................ 8
2.4.2. Perlit ........................................................................................... 8
2.4.3. Sementit ..................................................................................... 9
2.4.4. Austenit ...................................................................................... 10
2.4.5. Martensit .................................................................................... 11
2.4.6. Bainit .......................................................................................... 11
2.5. Diagram Besi – Karbon ......................................................................... 12
2.6. Proses Perlakuan Panas .......................................................................... 12
2.6.1. Annealing ................................................................................... 13
2.6.2. Normalizing ................................................................................ 13
2.6.3. Quenching atau Hardening ......................................................... 14
2.6.4. Stress Relieving .......................................................................... 14
2.7. Surface Treatment .................................................................................. 15
2.7.1. Flame Hardening ....................................................................... 15
2.7.2. Induction Hardening .................................................................. 15
2.7.3. Laser Beam Hardening .............................................................. 15
2.7.4. Nitriding ..................................................................................... 16
2.7.5. Carburizing ................................................................................ 16
a. Pack Carburizing ....................................................................... 17
b. Liquid Carburizing ..................................................................... 18
c. Gas Carburizing ......................................................................... 18
2.8. Difusi ...................................................................................................... 19
2.9. Pengujian Bahan .................................................................................... 19
2.9.1. Pengujian Tarik .......................................................................... 20
2.9.2. Pengujian Impact ........................................................................ 21
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

xiii
2.9.3. Pengujian Kekerasan .................................................................. 23
2.9.3.1. Kekerasan Brinell ................................................................. 24
2.9.3.2. Kekerasan Vikers .................................................................. 25
2.9.3.3. Kekerasan Rockwell ............................................................. 26
B. Tinjauan Pustaka ...................................................................................... 29
BAB III METODOLOGI PENELITIAN
3.1. Bagan Alir Penelitian ............................................................................. 32
3.2. Bahan dan Peralatan ............................................................................... 33
3.2.1. Bahan .......................................................................................... 33
a. Spesimen .................................................................................. 33
b. Komposisi Larutan Garam Sianida .......................................... 33
3.2.2. Peralatan ..................................................................................... 35
3.3. Proses Perlakuan Panas .......................................................................... 40
1.3.1 Karburisasi Cair ......................................................................... 40
3.4. Pengujian Spesimen ............................................................................... 44
3.4.2. Pengujian Kekerasan Rockwell ............................................... 41
3.4.3. Pengamatan Struktur Mikro ..................................................... 41
3.5. Analisa Data ........................................................................................... 42
BAB IV HASIL DAN PEMBAHASAN
4.1. Data Hasil Uji Komposisi ...................................................................... 43
4.2. Hasil Pengamatan Struktur Mikro .......................................................... 45
4.2.1 Pengamatan Sturktur Mikro Pada Permukaan Spesimen .......... 45
4.2.2 Pengamatan Sturktur Mikro Pada Lapisan Spesimen ................ 48
4.3. Pengujian Kekerasan Rockwell ............................................................. 51
4.3.1 Pengujian Kekerasan sebelum Proses Karburasi Cair ............. 52
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

xiv
4.3.2 Pengujian Kekerasan setelah Proses Karburasi Cair ............... 54
4.3.3 Grafik Peningkatan Kekerasan Sprocket Imitasi ..................... 56
BAB V PENUTUP
5.1. Kesimpulan ............................................................................................ 58
5.2. Saran ....................................................................................................... 58
DAFTAR PUSTAKA ........................................................................................ 60
LAMPIRAN ....................................................................................................... 62
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

xiv
DAFTAR GAMBAR
Gambar 2.1 Sprocket .......................................................................................... 6
Gambar 2.2 Bentuk geometris kristal ................................................................ 8
Gambar 2.3 Struktur mikro baja pada fasa ferrite ............................................. 8
Gambar 2.4 Struktur mikro baja pada fasa pearlite ........................................... 9
Gambar 2.5 Struktur mikro baja pada fasa cementite ........................................ 10
Gambar 2.6 Struktur mikro baja pada fasa austenite ......................................... 10
Gambar 2.7 Struktur mikro baja pada fasa martensite ...................................... 11
Gambar 2.8 Diagram Besi-Karbon (Fe-C) ......................................................... 12
Gambar 2.9 Kurva tegangan-regangan pada pengujian tarik ............................. 21
Gambar 2.10 Skema pengujian impact Charpy .................................................. 22
Gambar 2.11 Parameter-parameter dasar pada pengujuan kekerasan Brinell ... 34
Gambar 2.12 Tipe-tipe lekukan piramid intan .................................................... 35
Gambar 3.1 Potassium Hexacyanoferrat ........................................................... 39
Gambar 3.2 Tabung Reaksi berbahan keramik .................................................. 35
Gambar 3.3 Oven Heat Treatment ..................................................................... 36
Gambar 3.4 Alat uji kekerasan Rockwell .......................................................... 36
Gambar 3.5 Mikroskop Mettalurgy ................................................................... 37
Gambar 3.6 Neraca Digital ................................................................................ 37
Gambar 3.7 Dial Caliper ................................................................................... 37
Gambar 3.8 Stopwatch ........................................................................................ 38
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

xv
Gambar 3.9 Thermometer Digital ...................................................................... 38
Gambar 3.10 Beaker Glass ................................................................................. 39
Gambar 3.11 Tang penjepit ................................................................................ 39
Gambar 3.12 Penjepit benda uji ......................................................................... 39
Gambar 3.13 Hex saw ........................................................................................ 40
Gambar 4.1 Sprocket imitasi putih ..................................................................... 45
Gambar 4.2 Sprocket imitasi hitam .................................................................... 45
Gambar 4.3 Sturktur mikro permukaan sprocket imitasi putih dengan waktu
penahanan selama 15 menit .......................................................... 46
Gambar 4.4 Struktur mikro permukkan sprocket imitasi putih dengan waktu
penahanan selama 30 menit .......................................................... 46
Gambar 4.5 Struktur mikro permukaan sprocket imitasi putih dengan waktu
penahanan selama 45 menit .......................................................... 47
Gamabr 4.6 Struktur mikro permukaan sprocket imitasi hitam dengan waktu
penahanan selama 15 menit .......................................................... 47
Gambra 4.7 Struktur mikro permukaan sprocket imitasi hitam dengan waktu
penahanan selama 30 menit .......................................................... 47
Gambar 4.8 Struktur mikro permukaan sprocket imitasi hitam dengan waktu
penahanan selama 45 menit .......................................................... 47
Gambar 4.9 Lapisan karburasi sprocket imitasi putih dengan waktu
penahanan selama 15 menit .......................................................... 49
Gambar 4.10 Lapisan karburasi sprocket imitasi putih dengan waktu
penahanan selama 30 menit ........................................................ 49
Gambar 4.11 Lapisan karburasi sprocket imitasi putih dengan waktu
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

xvi
penahanan selama 45 menit ........................................................ 49
Gambar 4.12 Lapisan karburasi sprocket imitasi hitam dengan waktu
penahanan selama 15 menit ........................................................ 50
Gambar 4.13 Lapisan karburasi sprocket imitasi hitam dengan waktu
penahanan selama 30 menit ........................................................ 50
Gambar 4.14 Lapisan karburasi sprocket imitasi hitam dengan waktu
penahanan selama 45 menit ........................................................ 50
Gambar 4.15 Ilustrasi pengujian kekerasan Rockwell ....................................... 51
Grafik 4.1 Peningkatan kekerasan setelah proses karburisasi ....................... 56
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

xvii
DAFTAR TABEL
Tabel 2.1 Skala kekerasan Rockwell dan huruf awalannya ............................... 28
Tabel 3.1 Data uji komposisi sebelum dikenai perlakuan panas ....................... 34
Tabel 4.1 Data uji komposisi bahan sebelum karburasi .................................... 43
Tabel 4.2 Data uji komposisi spesimen setelah proses karburasi ...................... 44
Tabel 4.3 Data kekerasan specimen sprocket original ...................................... 52
Tabel 4.4 Data kekerasan specimen sprocket imitasi putih .............................. 52
Tabel 4.5 Data kekerasan specimen sprocket imitasi hitam ............................. 53
Tabel 4.6 Data kekerasan spesimen sprocket imitasi putih ................................ 54
Tabel 4.7 Data kekerasan spesimen sprocket imitasi hitam ............................... 55
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

1
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Indonesia merupakan negara berkembang dengan jumlah penggunaan
kendaraan bermotor sangat tinggi. Menurut data yang disampaikan oleh Badan
Statistik Nasional (BSN), Indonesia menempati urutan ketiga populasi motor
terbanyak di Asia pada tahun 2015 dengan jumlah unit sebanyak 98,85 juta unit.
Sedangkan menurut Asosiasi Industri Sepeda Motor Indonesa (AISI), pada tahun
2017 jumlah distribusi sepeda motor ke pasar domestik mencapai angka 5,886,103
unit. Data tersebut menunjukkan bahwa perkembangan industri kendaraan
bermotor di Indonesia berkembang dengan pesat.
Dengan semakin meningkatnya jumlah sepeda motor yang ada di
masyarakat maka kebutuhan akan ketersediaan komponen atau suku cadang secara
otomatis juga meningkat. Kondisi tersebut memicu munculnya industri – industri
lokal (non pabrikan) untuk turut masuk dalam pasar industri kendaraan bermotor
di segmen komponen atau suku cadang. Suku cadang kendaraan bermotor yang
diproduksi oleh industri lokal sering kali kita sebut dengan suku cadang imitasi.
Suku cadang imitasi yang diproduksi oleh industri lokal menjadi alternatif
bagi para pengguna pengguna kendaraan bermotor karena harganya yang relatif
lebih murah. Namun demikian, perlu diketahui bahwa antara suku cadang jenis
original dan imitasi tentu memiliki karakteristik mekanis yang berbeda. Contoh
komponen kendaraan tersebut adalah sprocket. Komponen tersebut harus memiliki
sifat kekerasan pada bagian luar atau permukaan dan memiliki sifat keuletan pada
bagian dalam, agar sprocket tersebut dapat bekerja secara maksimal. Pada
komponen imitasi keadaan tersebut akan sulit tercapai, dipengaruhi oleh berbagai
faktor misalkan, pemilihan material yang tidak tepat atau tidak diperhitungkan,
tidak dikenai perlakuan lanjutan untuk memperoleh kualitas atau karakteristik yang
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

2
hampir sama dengan komponen yang original, biaya produksi yang terbatas
sehingga tidak mampu mendapatkan material dasar yang berkualitas.
Salah satu cara untuk dapat meningkatkan kualitas komponen imitasi pada
kendaraan beremotor dapat dilakukan pengerasan permukaan dengan proses
karburisasi, Proses karburisasi biasanya dilakukan untuk material baja karbon
rendah yang memliki sifat lunak dan keuletan yang tinggi. Dari proses karburisasi
ini dapat diperoleh sifat fisis peningkatan kekerasan pada bagian permukaan benda,
sehingga menghasilkan komponen yang mengalami peningkatan kekuatan
terhadap gesekan. Pada komponen bagian dalam tetap mempunyai sifat keuletan
yang baik dan memiliki nilai ketangguhan yang tinggi.
1.2. Rumusan Masalah
1. Bagaimana spesifikasi dan karakteristik suku cadang imitasi jika
dibandingkan dengan suku cadang original?
2. Apakah proses karburisasi dapat meningkatkan nilai kekerasan suku cadang
imitasi?
3. Berapa besar nilai kekerasan yang berhasil ditingkatkan melalui proses
karburisasi?
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah sebagai berikut:
1. Mengetahui pengaruh proses karburisasi cair menggunakan larutan garam
sianida terhadap sifat kekerasan sprocket imitasi.
2. Membandingkan peningkatan nilai kekerasan yang terjadi terhadap kedua
jenis sprocket imitasi setelah dikenai proses karburisasi cair.
3. Membandingkan peningkatan kekerasan sprocket imitiasi untuk setiap waktu
penahanan karburisasi yang dilakukan.
4. Mengamati jenis struktur mikro yang terbentuk, baik sebelum maupun
setelah dikenai proses karburisasi cair
5. Mengamati pengaruh proses karburisasi cair terhadap peningkatan kadar
karbon pada sprocket imitasi.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

3
1.4. Batasan Masalah
Judul dari tugas akhir yang penulis susun masih dapat mecakup
permasalahan yang luas. Maka dari itu agar pembahasan tidak terlalu banyak dan
lebih terarah, maka penulis memberikan batasan permasalahah sebagai berikut:
1. Material yang akan di uji berasal dari komponen sprocket dari kendaraan
bermotor original dan imitasi.
2. Sprocket yang dikenai proses perlakuan panas adalah sprocket jenis imitasi.
3. Proses perlakuan panas yang digunakan adalah karburisasi cair (liquid
carburizing) pada suhu 900o Celcius.
4. Proses karburisasi akan dilakukan pada variasi waktu 15 menit, 30 menit dan
45 menit.
5. Pengujian yang dilakukan adalah pengujian komposisi material, pengamatan
struktur mikro, dan pengujian kekerasan.
6. Pengujian akan dilakukan di Laboratorium Ilmu Logam Program Studi
Teknik Mesin Universitas Santa Dharma dan PT. Itokoh Ceperindo.
1.5. Sistematika Penulisan
Penulisan tugas akhir ini akan dibagi menjadi beberapa bagian, yaitu:
1. Bab I membahas mengenai latar belakang, rumusan masalah, tujuan
penelitian dan sistematika penulisan.
2. Bab II membahas tentang dasar teori dan tinjauan pustaka
3. Bab III membahas mengenai metodologi penelitian
4. Bab IV membahas mengenai hasil penelitian dan pembahasan
5. Bab V membahas mengenai kesimpulan yang diambil dari data yang
diperoleh dan hasil perhitungan serta saran-saran yang diajukan oleh penulis.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

4
BAB II
Landasan Teori dan Tinjauan Pustaka
A. Landasan Teori
2.1. Sprocket
Sprocket merupakan komponen yang sangat vital dalam mentransmisikan
tenaga dan putaran untuk sebagian besar jenis sepeda motor. Pada umumnya,
terdapat sepasang sprocket pada system transimisi sepeda motor, yakni sprocket
depan dan sprocket belakang. Putaran sprocket depan merupakan hasil dari
hubungan langsung dengan kotak transmisi (gear box). Selanjutnya, sprocket depan
mentransmisikan putaran dan tenaga menuju sprocket belakang menggunakan
hubungan rantai. Pada dasarnya, sprocket digunakan pada setiap system transmisi
yang menggunakan rantai.
Sprocket dapat dihasilkan melalui beberapa proses manufaktur. Proses
manufaktur tersebut meliputi proses milling, hobbing, sintering, punching,
pengecoran dan lain sebagainya. Pemilihan proses dalam pembuatan sprocket
tentunya didasarkan pertimbangan, antara lain jenis material, ketersediaan peralatan
dan biaya. Pemilihan jenis material menjadi faktor utama dalam pemilihan proses
manufaktur yang tepat.
Pemilihan jenis material yang tepat untuk sprocket mempengaruhi banyak
faktor, termasuk harga yang sesuai dengan performa material yang dibutuhkan.
Berdasarkan kondisi kerja sprocket, kekerasan dan biaya merupakan faktor penting
untuk dipertimbangkan ketika memilih jenis material. Untuk hampir semua jenis
sprocket, jenis material yang digunakan adalah kelompok baja karbon rendah (low
carbon steel) dan baja karbon sedang (medium karbon steel).
Baja merupakan perpaduan antara besi dan karbon. Selain karbon, terdapat
unsur – unsur yang ditambahkan untuk meningkatkan kekerasan. Unsur paling
sering ditambahkan pada paduan adalah nikel, krom dan molybdenum. Unsur –
unsur tersebut membuat baja paduan lebih mudah dikenai proses perlakuan panas
untuk menghasilkan kekuatan yang lebih tinggi.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

Jenis material dalam kelompok baja karbon sedang yang digunakan untuk
sprocket adalah AISI 1045. Pada umumnya, AISI 1045 memiliki kekuatan tarik
antara 570 – 700 MPA dan nilai kekerasan antara 87 – 95 HRB (Rockwell Hardness
Number on B Scale). Selain itu, AISI 1045 memiliki karakter mampu las
(weldability) dan mampu mesin (machinability) yang baik, serta sifat kekerasan dan
nilai impact yang tinggi, sehingga sangat sesuai untuk sprocket. Berdasarkan
pengaplikasiannya, standar nilai kekerasan sprocket yang diperlukan berkisar
antara 92 – 114 HRB (Rockwell Hardness Number on B Scale) setelah melalui
proses perlakuan panas(“Fndamentals of Sprocket Design and Reverse
Engineering of Rear Sprocket of Motorcycle”, 2014).
Nilai kekerasan tersebut dibutuhkan selain karena permukaan sprocket yang
selalu bersinggungan dengan rantai, juga karena secara fungsi sprocket harus
mampu bekerja mentransmisikan tenaga dan putaran dengan beban tertentu. Namun
demikian, perlu diperhatikan bahwa nilai kekerasan 92 hingga 114 HRB merupakan
nilai kekerasan yang cukup tinggi, sehingga material dengan nilai kekerasan
tersebut merupakan material yang cukup getas, sedangkan sprocket harus tetap
memiliki sifat ulet untuk menjaganya dari patah pada saat bekerja. Oleh karena itu,
diperlukan proses perlakuan panas yang tepat agar sprocket dapat mencapai nilai
kekerasan antara 92 hingga 114 HRB pada permukaan, dan tetap memiliki sifat
yang lebih ulet pada bagian dalamnya.
Proses perlakuan panas (heat treatment) merupakan proses penting untuk
memperoleh karakteristik akhir dari benda kerja yang sesuai dengan fungsinya,
termasuk sprocket. Seperti yang telah dijelaskan bahwa sprocket harus memiliki
nilai kekerasan tinggi pada bagian permukaan dan nilai yang lebih rendah pada
bagian dalam untuk mempertahankan sifat keuletannya. Oleh karena itu, tidak
semua jenis proses pengerasan akan sesuai untuk menghasilkan sprocket yang
berkualitas. Proses pengerasan yang paling sesuai untuk sprocket adalah jenis
proses pengerasan permukaan (surface hardening). Pengerasan permukaan
merupakan salah satu jenis pengerasan dalam proses perlakuan panas yang dapat
mengeraskan benda kerja hanya pada bagian permukaannya. Dengan demikian,
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
5

kekerasaan benda kerja pada bagian dalam akan lebih rendah sehingga tetap
memiliki sifat yang ulet. Oleh karena itu, pengerasan permukaan sangat tepat untuk
diterapkan pada proses pengerasan sprocket.
Gambar 2.1 Sprocket
(Sumber: http://www.linngear.com/part-type/sprockets/)
2.2. Baja Karbon
Baja karbon (alloy carbon steel) adalah baja yang terdiri dari besi (Fe) dan
karbon (C) saja tanpa bahan pemadu yang lain. Akan tetapi, pada umumnya
terdapat beberapa unsur lain dengan prosentase yang sangat kecil. Pada umumnya,
unsur yang terkandung pada baja karbon adalah Si, Mn, S dan P. Keikutsertaan
material di dalam baja karbon seringkali disebut dengan ketidakmurnian.
2.3. Klasifikasi Baja Karbon Berdasarkan Kadar Karbon
Berdasarkan jumlah kadar karbon yang terkandung di dalamnya, baja karbon
diklasifikasikan menjadi baja karbon rendah, baja karbon sedang dan baja karbon
tinggi. Kadar karbon yang terkandung memberikan sifat dan karakteristik yang
berbeda – beda.
1. Baja Karbon Rendah
Baja karbon rendah memiliki kandungan karbon sejumlah 0,05% sampai
0,25%. Unsur karbon yang rendah menyebabkan baja karbon memiliki sifat yang
identik dengan besi murni. Baja karbon rendah ditinjau dari kekuatannya memiliki
sifat sedang, ulet, serta tangguh. Baja jenis ini memiliki sifat mampu mesin dan
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
6

mampu las yang tinggi. Baja karbon rendah memiliki kekuatan yang rendah namun
mudah dibentuk, sedangkan untuk meningkatkan kekerasan pada permukaan dapat
dilakukan dengan proses karburisasi.
2. Baja Karbon Sedang
Baja karbon sedang memiliki kandungan karbon sejumlah 0,29% sampai
0,54%. Baja karbon sedang memiliki keuletan dan kekuatan yang dapat dikatakan
berimbang. Selain itu baja jenis ini memiliki sifat tahan aus yang baik sehingga
digunakan pada sebagian besar komponen mesin dan kendaraan bermotor.
3. Baja Karbon Tinggi
Baja karbon tinggi mengandung 0,55% sampai 0,95% karbon. Baja jenis ini
sangat kuat dan pada umumnya digunakan untuk material pegas (spring) serta kabel
– kabel dengan kekuatan tinggi. Sifat kekuatan yang tinggi secara otomatis
menyebabkan sifat ketangguhannya rendah. Dengan kata lain, baja karbon tinggi
merupakan material yang getas. Untuk meningkatkan sifat keuletannya dapat
dilakukan melalui proses tempering.
2.4. Struktur Mikro
Sifat-sifat yang dimiliki logam akan berpengaruh dalam penggunaan logam,
hal ini yang merupakan dasar dari pemilihan bahan. Sifat-sifat yang dimiliki setiap
logam berbeda karena adanya perbedaan unsur-unsur penyusun serta paduan yang
akan membentuk struktur mikronya. Unsur adalah material yang independen dan
murni tanpa pengotor atau unsur-unsur lain. Unsur-unsur tersusun atas atom-atom
yang mempunyai inti dan elektron.Inti atom bermuatan positif (+) yang terdiri dari
proton dan neutron, sedangkan elektron bermuatan negatif (-). Karena adanya
muatan ini setiap unsur akan saling tarik menarik sehingga mencapai kondisi yang
stabil atau netral (Supardi,1999). Karena adanya gaya tarik menarik antar atom,
maka atom-atom logam akan membentuk persenyawaan satu dengan yang lain.
Persenyawaan ini akan membentuk suatu bagan geometrik tertentu dalam keadaan
padat yang disebut sebagai kristalit. Bentuk geometri pada logam besi dan baja
biasanya berupa kubus, yang tersusun dari atom-atomnya. Bentuk geometri inti
seperti ditunjukkan pada Gambar 2.2.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
7

Gambar 2.2. Bentuk geometris kristal (Supardi, 1999)
2.4.1. Ferit
Fasa ini disebut alpha (α). Ruang antar atomnya kecil dan rapat sehingga akan
sedikit menampung atom karbon. Batas maksimum kelarutan karbon 0,025% pada
temperatur 723o C, struktur kristalnya BCC (Body Center Cubic). Pada suhu ruang,
kadar karbonnya 0,008% sehingga dapat dianggap besi murni. Ferit bersifat
magnetik sampai suhu 768o C. Sifat-sifat ferit adalah ketangguhan rendah, keuletan
tinggi, ketahanan korosi medium dan struktur paling lunak diantara diagram Fe3 –
C.
Gambar 2.3. Struktur mikro baja pada fasa ferit
2.4.2. Perlit
Fase perlit merupakan campuran mekanis yang terdiri dari dua fasa, yaitu ferit
dengan kadar karbon 0,025% dan sementit dalam bentuk lamellar (lapisan) dengan
kadar karbon 6,67%. Perlit merupakan struktur mikro dari reaksi eutektoidlamellar.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
8

Perlit memiliki struktur yang lebih keras daripada ferit, terutama disebabkan oleh
fase sementit atau karbida dalam bentuk lamel – lamel.
Gambar 2.4. Struktur mikro baja pada fasa perlit
2.4.3. Sementit
Sementit atau karbida dalam sistem paduan berbasis besi adalah
stoichiometric inter-metallic compund Fe3C yang keras dan getas . Nama sementit
berasal dari kata caementum yang berarti stone chip atau lempengan batu. Sementit
sebenarnya dapat terurai menjadi bentuk yang lebih stabil yaitu Fe dan C sehingga
sering disebut sebagai fase metastabil. Namun, untuk keperluan praktis, fase ini
dapat dianggap sebagai fase stabil. Cementite sangat penting perannya di dalam
membentuk sifat-sifat mekanik akhir baja.
Sementit dapat berada di dalam sistem besi baja dalam berbagai bentuk
seperti: bentuk bola (sphere), bentuk lembaran (berselang seling dengan alpha-
ferrite), atau partikel-partikel karbida kecil. Bentuk, ukuran, dan distribusi karbon
dapat direkayasa melalui siklus pemanasan dan pendinginan. Jarak rata-rata antar
karbida, dikenal sebagai lintasan ferit rata-rata (Ferrite Mean Path), adalah
parameter penting yang dapat menjelaskan variasi sifat-sifat besi baja. Variasi sifat
luluh baja diketahui berbanding lurus dengan logaritmik lintasan ferit rata-rata.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
9

Jenis material dalam kelompok baja karbon sedang yang digunakan untuk
sprocket adalah AISI 1045. Pada umumnya, AISI 1045 memiliki kekuatan tarik
antara 570 – 700 MPA dan nilai kekerasan antara 87 – 95 HRB (Rockwell Hardness
Number on B Scale). Selain itu, AISI 1045 memiliki karakter mampu las
(weldability) dan mampu mesin (machinability) yang baik, serta sifat kekerasan dan
nilai impact yang tinggi, sehingga sangat sesuai untuk sprocket. Berdasarkan
pengaplikasiannya, standar nilai kekerasan sprocket yang diperlukan berkisar
antara 92 – 114 HRB (Rockwell Hardness Number on B Scale) setelah melalui
proses perlakuan panas(“Fndamentals of Sprocket Design and Reverse
Engineering of Rear Sprocket of Motorcycle”, 2014).
Nilai kekerasan tersebut dibutuhkan selain karena permukaan sprocket yang
selalu bersinggungan dengan rantai, juga karena secara fungsi sprocket harus
mampu bekerja mentransmisikan tenaga dan putaran dengan beban tertentu. Namun
demikian, perlu diperhatikan bahwa nilai kekerasan 92 hingga 114 HRB merupakan
nilai kekerasan yang cukup tinggi, sehingga material dengan nilai kekerasan
tersebut merupakan material yang cukup getas, sedangkan sprocket harus tetap
memiliki sifat ulet untuk menjaganya dari patah pada saat bekerja. Oleh karena itu,
diperlukan proses perlakuan panas yang tepat agar sprocket dapat mencapai nilai
kekerasan antara 92 hingga 114 HRB pada permukaan, dan tetap memiliki sifat
yang lebih ulet pada bagian dalamnya.
Proses perlakuan panas (heat treatment) merupakan proses penting untuk
memperoleh karakteristik akhir dari benda kerja yang sesuai dengan fungsinya,
termasuk sprocket. Seperti yang telah dijelaskan bahwa sprocket harus memiliki
nilai kekerasan tinggi pada bagian permukaan dan nilai yang lebih rendah pada
bagian dalam untuk mempertahankan sifat keuletannya. Oleh karena itu, tidak
semua jenis proses pengerasan akan sesuai untuk menghasilkan sprocket yang
berkualitas. Proses pengerasan yang paling sesuai untuk sprocket adalah jenis
proses pengerasan permukaan (surface hardening). Pengerasan permukaan
merupakan salah satu jenis pengerasan dalam proses perlakuan panas yang dapat
mengeraskan benda kerja hanya pada bagian permukaannya. Dengan demikian,
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
10

Gambar 2.5. Struktur mikro baja pada fasa cementite
(Sumber: https://www.phase-trans.msm.cam.ac.uk/2008/Steel_Microstructure/SM.html)
2.4.4. Austenit
Fase austenit memiliki struktur atom FCC (Face Centered Cubic). Dalam
keadaan setimbang fase austenit ditemukan pada temperatur tinggi. Fase ini bersifat
non magnetik dan ulet pada temperatur tinggi. Kelarutan atom karbon di dalam
larutan padat austenit lebih besar jika dibandingkan dengan kelarutan atom karbon
pada fase ferit. Secara geometri, dapat dihitung perbandingan besarnya ruang
intertisi di dalam fase austenit (atau kristal FCC) dan fase ferit (atau kristal BCC).
Perbedaan ini dapat digunakan untuk menjelaskan fenomena transformasi fase pada
saat pendinginan austenit yang berlangsung secara cepat.
Selain pada temperatur tinggi, austenit pada sistem ferrous dapat pula
direkayasa agar stabil pada temperatur ruang. Elemen-elemen seperti mangan dan
nikel misalnya dapat menurunkan laju transformasi dari gamma – austenit menjadi
alpha – ferit. Dalam jumlah tertentu elemenelemen tersebut akan menyebabkan
austenit stabil pada temperatur ruang.
Gambar 2.6. Struktur mikro baja pada fasa austenit
(Sumber: https://www.phase-trans.msm.cam.ac.uk/2008/Steel_Microstructure/SM.html)
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
11

2.4.5. Martensit
Martensit adalah mikro konstituen yang terbentuk tanpa melalui proses difusi.
Konstituen ini terbentuk saat austenit didinginkan secara sangat cepat, melalui
proses pendinginan pada medium air. Transformasi berlangsung dengan sangat
cepat, mendekati orde kecepatan suara, sehingga tidak memungkinkan terjadi
proses difusi karbon. Transformasi martensit diklasifikasikan sebagai proses
transformasi tanpa difusi yang tidak tergantung waktu (diffusionless time-
independent transformation). Martensit yang terbentuk berbentuk seperti jarum
yang bersifat sangat keras dan getas.
Fase martensite adalah fase metastabil yang akan membentuk fase yang lebih
stabil apabila diberikan perlakuan panas. Martensit yang keras dan getas diduga
terjadi karena proses transformasi secara mekanik (geser) akibat adanya atom
karbon yang terperangkap pada struktur kristal pada saat terjadi transformasi
polimorf dari FCC ke BCC. Hal ini dapat dipahami dengan membandingkan batas
kelarutan atom karbon di dalam FCC dan BCC serta ruang intertisi maksimum pada
kedua struktur kristal tersebut.
Gambar 2.7. Struktur mikro baja pada fasa martensite
(Sumber: https://www.phase-trans.msm.cam.ac.uk/2008/Steel_Microstructure/SM.html)
2.4.6. Bainit
Bainit merupakan fasa yang terjadi akibat transformasi pendinginan yang
sangat cepat pada fasa austenit ke suhu antara 250o - 550oC dan ditahan pada suhu
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
10

Jenis material dalam kelompok baja karbon sedang yang digunakan untuk
sprocket adalah AISI 1045. Pada umumnya, AISI 1045 memiliki kekuatan tarik
antara 570 – 700 MPA dan nilai kekerasan antara 87 – 95 HRB (Rockwell Hardness
Number on B Scale). Selain itu, AISI 1045 memiliki karakter mampu las
(weldability) dan mampu mesin (machinability) yang baik, serta sifat kekerasan dan
nilai impact yang tinggi, sehingga sangat sesuai untuk sprocket. Berdasarkan
pengaplikasiannya, standar nilai kekerasan sprocket yang diperlukan berkisar
antara 92 – 114 HRB (Rockwell Hardness Number on B Scale) setelah melalui
proses perlakuan panas(“Fndamentals of Sprocket Design and Reverse
Engineering of Rear Sprocket of Motorcycle”, 2014).
Nilai kekerasan tersebut dibutuhkan selain karena permukaan sprocket yang
selalu bersinggungan dengan rantai, juga karena secara fungsi sprocket harus
mampu bekerja mentransmisikan tenaga dan putaran dengan beban tertentu. Namun
demikian, perlu diperhatikan bahwa nilai kekerasan 92 hingga 114 HRB merupakan
nilai kekerasan yang cukup tinggi, sehingga material dengan nilai kekerasan
tersebut merupakan material yang cukup getas, sedangkan sprocket harus tetap
memiliki sifat ulet untuk menjaganya dari patah pada saat bekerja. Oleh karena itu,
diperlukan proses perlakuan panas yang tepat agar sprocket dapat mencapai nilai
kekerasan antara 92 hingga 114 HRB pada permukaan, dan tetap memiliki sifat
yang lebih ulet pada bagian dalamnya.
Proses perlakuan panas (heat treatment) merupakan proses penting untuk
memperoleh karakteristik akhir dari benda kerja yang sesuai dengan fungsinya,
termasuk sprocket. Seperti yang telah dijelaskan bahwa sprocket harus memiliki
nilai kekerasan tinggi pada bagian permukaan dan nilai yang lebih rendah pada
bagian dalam untuk mempertahankan sifat keuletannya. Oleh karena itu, tidak
semua jenis proses pengerasan akan sesuai untuk menghasilkan sprocket yang
berkualitas. Proses pengerasan yang paling sesuai untuk sprocket adalah jenis
proses pengerasan permukaan (surface hardening). Pengerasan permukaan
merupakan salah satu jenis pengerasan dalam proses perlakuan panas yang dapat
mengeraskan benda kerja hanya pada bagian permukaannya. Dengan demikian,
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
5

tersebut (isothermal). Bainit adalah strukur mikro dari reaksi eutektoid (γ ⇾ α +
Fe3C) non lamellar. Bainit merupakan struktur mikro campuran fasa ferit dan
sementit (Fe3C). Kekerasan bainit kurang lebih berkisar antara 300- 400 HVN
(Yogantoro, 2010).
2.5. Diagram Besi - Karbon (Fe-C)
Struktur mikro baja dapat dipahami melalui metalurgi baja karbon dengan
diagram besi karbon (Fe-C). Gambar 2 menunjukkan transformasi fasa yang terjadi
sebagai akibat dari perlakuan panas pada baja yakni pemanasan dan pendinginan.
Pada pendinginan di bawah A1 akan mempengaruhi struktur mikro baja (Higgins,
1999).
Gambar 2.8. Diagram fasa baja
(Sumber: http://www.calphad.com/iron-carbon.html)
2.6. Proses Perlakuan Panas
Dalam rangkaian proses manufaktur, proses perlakuan panas dilakukan
setelah benda kerja melewati berbagai rangkaian proses permesinan. Proses
perlakukan panas merupakan proses untuk menentukan sifat dan karakteristik akhir
dari suatu benda kerja. Proses perlakuan panas dilakukan dengan memanaskan
material hingga mencapai suhu tertentu, dan kemudian mendinginkannya pada
media dan kurun waktu tertentu. Proses tersebut dilakukan untuk untuk merubah
sifat – sifat sesuai dengan fungsi dan kegunaan tanpa merubah bentuk dan dimensi
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
12

benda kerja yang telah ada. Proses perlakuan panas dapat digunakan untuk
mengembalikan dan memperbaiki sifat – sifat material yang hilang akibat proses
manufaktur sebelumnya, seperti proses bending, welding, forming, rolling, dan lain
sebagainya.
Sebagian besar proses perlakuan panas dilakukan dengan pendinginan yang
lambat atau memperpanjang waktu pada saat peningkatan suhu. Kondisi tersebut
dilakukan untuk mencapai keseimbangan struktur dengan berpatokan pada diagram
keseimbangan fase. Parameter yang mempengaruhi proses perlakuan panas antara
lain suhu pemanasan, waktu penahanan dan media pendinginan.
2.6.1. Annealing
Proses anealling dilakukan untuk untuk mengurangi kekerasan atau kekuatan
material, menghilangkan tegangan dalam, memperbaiki ketangguhan,
mengembalikan keuletan serta mengembalikan sifat elektrik dan magnetik dari
material. Dalam proses aneling, baja hypoetectoid (kadar karbon kurang dari
0,77%) dipanaskan hingga mencapai suhu 30o – 60o C di atas suhu perubahan A3
pada diagram Fe-C. Sedangkan untuk baja hyepertectoid, material dipanaskan pada
suhu perubahan yang ditunjukan oleh garis Acm pada diagaram Fe-C. Secara umum,
proses aneling dilakukan agar material dapat lebih mudah dikerjakan pada proses
permesinan.
2.6.2. Normalising
Normalising dilakukan untuk memperbaiki atau menghilangkan struktur
butiran kasar pada baja. Pada proses normalising, baja dipanaskan hingga mencapai
suhu 60o C di atas garis perubahan A3 (hypoeutectoid) atau Acm (hypereutectoid),
kemudian ditahan pada suhu tersebut untuk menghasilkan struktur austenite yang
seragam. Setelah itu material dikeluarkan dari oven agar pendinginan terjadi secara
perlahan dengan media udara. Struktur dan sifat yang dihasilkan sangat tergantung
pada kecepatan pendinginan yang terjadi. Selain itu, struktur dan sifat yang
dihasilkan juga sangat bervariasi bergantung kepada ukuran dan bentuk dari
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
13

material tersebut, namun pada sebagian besar baja dihasilkan struktur perlit yang
baik dengan kelebihan ferit atau sementit.
2.6.3. Quenching / Hardening
Proses ini dilakukan untuk memperoleh kekerasan pada baja dengan cara
memanaskan baja di atas suhu kritis dan kemudian mendinginkannya secara cepat.
Proses tersebut akan merubah struktur mikro menjadi martensit. Terdapat beberapa
faktor yang mempengaruhi nilai kekerasan akhir. Faktor pertama adalah suhu
pemanasan. Suhu pemanasan pada baja karbon ditentukan berdasarkan prosentase
kadar karbon. Berdasarkan diagram Fe-C, untuk baja hypotectoid (< 0,8% C) suhu
pemanasan harus mencapai suhu kritis di atas garis A3, sedangkan untuk baja
hypertectoid (> 0,8% C) suhu pemanasan harus mencapai suhu kritis di atas haris
Acm. Dengan kata lain, suhu kritis tersebut dibutuhkan untuk menghasilkan
struktur austenite pada baja.
Faktor selanjutnya yang menentukan nilai kekerasan akhir adalah proses
pendinginan (quenching). Proses pendinginan akan merubah struktur austenite
pada baja menjadi struktur martensite. Kecepatan pendinginan untuk baja
dipengaruhi oleh media pendinginan. Media pendinginan dapat berupa air, soda,
solar, oli dan minyak. Pemilihan media pendinginan yang tepat sangat bergantung
pada prosentase kadar karbon yang terkandung. Kesalahan pada pemilihan kadar
karbon dapat menyebabkan pecah (crack) pada material atau justru dapat
menyebabkan nilai kekerasan tidak tercapai.
2.6.4. Stress Relieving
Proses stress relieving dilakukan untuk menghilangkan tegangan sisa pada
baja akibat proses pengelasan atau proses pembentukan dingin. Material
dipanaskan hingga mendekati suhu perubahan A1 atau pada kisaran suhu 550
sampai 650 C, tahan periode waktu tertentu, kemudian didinginkan secara perlahan.
Waktu penahanan suhu sangat bergantung pada dimensi dan bentuk, beberapa
sumber menyatakan untuk baja karbon waktu yang diperlukan adalah 1 jam pada
material dengan ketebalan 1 inchi. Akan tetapi, proses stress relieving tidak dapat
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

Jenis material dalam kelompok baja karbon sedang yang digunakan untuk
sprocket adalah AISI 1045. Pada umumnya, AISI 1045 memiliki kekuatan tarik
antara 570 – 700 MPA dan nilai kekerasan antara 87 – 95 HRB (Rockwell Hardness
Number on B Scale). Selain itu, AISI 1045 memiliki karakter mampu las
(weldability) dan mampu mesin (machinability) yang baik, serta sifat kekerasan dan
nilai impact yang tinggi, sehingga sangat sesuai untuk sprocket. Berdasarkan
pengaplikasiannya, standar nilai kekerasan sprocket yang diperlukan berkisar
antara 92 – 114 HRB (Rockwell Hardness Number on B Scale) setelah melalui
proses perlakuan panas(“Fndamentals of Sprocket Design and Reverse
Engineering of Rear Sprocket of Motorcycle”, 2014).
Nilai kekerasan tersebut dibutuhkan selain karena permukaan sprocket yang
selalu bersinggungan dengan rantai, juga karena secara fungsi sprocket harus
mampu bekerja mentransmisikan tenaga dan putaran dengan beban tertentu. Namun
demikian, perlu diperhatikan bahwa nilai kekerasan 92 hingga 114 HRB merupakan
nilai kekerasan yang cukup tinggi, sehingga material dengan nilai kekerasan
tersebut merupakan material yang cukup getas, sedangkan sprocket harus tetap
memiliki sifat ulet untuk menjaganya dari patah pada saat bekerja. Oleh karena itu,
diperlukan proses perlakuan panas yang tepat agar sprocket dapat mencapai nilai
kekerasan antara 92 hingga 114 HRB pada permukaan, dan tetap memiliki sifat
yang lebih ulet pada bagian dalamnya.
Proses perlakuan panas (heat treatment) merupakan proses penting untuk
memperoleh karakteristik akhir dari benda kerja yang sesuai dengan fungsinya,
termasuk sprocket. Seperti yang telah dijelaskan bahwa sprocket harus memiliki
nilai kekerasan tinggi pada bagian permukaan dan nilai yang lebih rendah pada
bagian dalam untuk mempertahankan sifat keuletannya. Oleh karena itu, tidak
semua jenis proses pengerasan akan sesuai untuk menghasilkan sprocket yang
berkualitas. Proses pengerasan yang paling sesuai untuk sprocket adalah jenis
proses pengerasan permukaan (surface hardening). Pengerasan permukaan
merupakan salah satu jenis pengerasan dalam proses perlakuan panas yang dapat
mengeraskan benda kerja hanya pada bagian permukaannya. Dengan demikian,
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
5

diaplikasikan untuk menghilangkan tegangan sisa dari proses quenching yang
dilakukan setelah proses hardening dan tempering. Proses stress relieving
dilakaukan pada material tersebut dapat merusak kekerasan yang telah terbentuk.
2.7. Surface Treatment
Surface treatment merupakan suatu proses untuk menghasilkan sifat – sifat
tertentu pada lokasi berbeda untuk sebuah benda kerja. Sebagai contoh pada kasus
sprocket. Sprocket membutuhkan sifat keras dan tahan aus pada bagian permukaan
yang selalu bersinggungan dengan komponen lain, namun sifat tangguh dan ulet
juga harus dipertahankan pada bagian inti agar sprocket mampu menerima beban
tarik/tekan dan kejut saat bekerja.
Terdapat beberapa jenis metode yang diklasifikasikan sebagai proses
pengerasan permukaan, antara lain flame hardening, pengerasan induksi,
pengerasan sinar laser, karburisasi dan nitriding. Nilai kekerasan maksimal yang
dapat dicapai tergantung pada kandungan karbon sedangkan kedalaman kekerasan
bergantung kepada kedalaman pemanasan dan kemampuan untuk dikeraskan yang
dimiliki setiap material.
2.7.1. Flame Hardening
Flame hardening menggunakan api gas oxyacetylene (oksigen + asitelin)
untuk mencapai suhu permukaan yang cukup tinggi sehingga struktur austenit
kembali terbentuk. Area permukaan tersebut kemudian didinginkan menggunakan
media air sehingga akan dihasilkan permukaan yang lebih keras. Kedalaman
pemanasan dipengaruhi suhu api yang digunakan. Suhu api yang dipancarkan dapat
mencapai suhu 32000 C, tergantung rasio konsumsi antara oksigen dan asitelin.
2.7.2.Pemanasan secara Induksi
Pada proses pemanasan induksi (induction hardening), material ditempatkan
di dalam sebuah kumparan konduktor, dialiri listrik dengan arus AC. Perubahan
medan magnet akan menginduksi permukaan material tersebut dan kemudian
dipanaskan menggunakan hambatan listrik. Tingkat pemanasan akan sangat cepat
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

berlangsung dan dengan efisiensi yang tinggi. Pemanasan secara induksi sangat
cocok untuk mengeraskan permukaan ketika tingkat pemanasan dan kedalamannya
dapat dikontrol secara langsung melalui pengaturan arus dan frekuensi dari
generator.
2.7.3. Pemanasan Sinar Laser
Proses pemanasan sinar laser (laser beam hardening) digunakan untuk
menghasilkan permukaan yang keras pada material yang memiliki geometri
bervariasi. Pada proses ini biasanya seng atau mangan ditambahkan untuk melapisi
bagian permukaan baja untuk meningkatkan efisiensi ketika energi cahaya yang
dipancarkan pada baja berubah menjadi panas. Sinar laser dipancarkan pada
permukaan material, di mana ukuran sinar, intensitas sinar dan kecepatan
pemancaran ditentukan berdasarkan besar panas yang dimasukkan dan kedalaman
pemanasan itu sendiri. Sedangkan untuk proses pendinginan, pada umumnya
menggunakan media air atau oli, sekalipun pendinginan menggunakan udara pada
dasarnya sudah cukup efektif.
2.7.3. Nitriding
Pada prinsipnya, nitriding merupakan proses pelapisan permukaan baja
dengan nitrogen lewat pemanasan baja pada suhu 4800 – 6500 C. Nitrogen yang
digunakan merupakan hasil dari penguraian senyawa NH3 (amoniak). Tebal lapisan
baja dapat mencapai 0,2 – 0,44 mm. Selain menghasilkan permukaan yang lebih
keras dan tahan aus, proses ini juga akan meningkatkan ketahanan terhadap karat
dan korosi baik di lingkuang air, atau pun uap air. Nitriding biasanya dilakukan
pada baja paduan dengan kadar karbon sedang dan juga pada baja paduan Al, Cr,
dan Mo. Nitriding memerlukan waktu yang lebih lambat dibandingkan dengan
karburisasi.
2.7.4. Karburisasi
Karburisasi (carburizing) merupakan metode yang paling sering digunakan
dalam proses pengerasan permukaan. Karburisasi merupakan penambahan karbon
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
14

secara difusi dari sumber sumber karbon yang tinggi. Tujuan utama dari proses
karburisasi adalah untuk menambah kekerasan dan ketahanan aus pada lapisan
permukaan. Baja karbon rendah yang mengandung carbon antara 0,1% hingga
0,18% merupakan jenis baja yang sesuai dengan proses ini.
Berdasarkan sumber karbon, karburisasi diklasifikasikan menjadi karburisasi
padat (pack carburizing), karburisasi gas (gas carburizing) dan karburisasi cair
(liquid carburizing.) Tujuan utama dari proses carburazing adalah untuk menambah
kekerasan dan ketahanan aus pada lapisan permukaan. Kelompok baja karbon
rendah yang mengandung carbon antara 0,1% hingga 0,18% merupakan jenis baja
yang sesuai dengan proses ini.
a. Karburisasi Padat
Pada proses karburisasi padat (pack carburizing), komponen dibungkus
bersama dengan media padat yang mengadung karbon tinggi seperti arang, serbuk
karbon, atau tatal besi, dan kemudian dipanaskan pada oven selama 6 – 72 jam pada
suhu 900o C. Komponen carburisasi yang panas akan memproduksi gas CO, yang
akan bereaksi dengan logam, melepaskan karbon yang kemudian diserap oleh
austenit panas. Ketika jumlah karbon yang didifusi untuk kedalaman yang
ditentukan telah cukup, komponen yang dibungkus dikeluarkan dari oven.
Material yang telah melalui proses pemanasan tersebut kemudian
didinginkan. Perbedaan kadar karbon pada bagian permukaan dan inti akan
menyebabkan rata – rata kecepatan pendinginan berbeda dan menghasilkan sifat
yang berbeda pula pada bagian permukaan dan inti. Media pendinginan akan
mempengaruhi kecepatan pendinginan sehingga berpengaruh pula pada kualitas
karakteristik produk yang dihasilkan. Kandungan karbon pada permukaan yang
dihasilkan pada umumnya bervariasi antara 0,7% - 1,2% tergantung detail proses
yang dilakukan. Kedalaman kekerasan yang dihasilkan pada umumnya tidak lebih
dari 1,5 mm.
Beberapa permasalahan yang ditemui pada proses pack karburisasi antara
lain, pemanasan yang tidak efisien, keseragaman temperatur yang tidak mudah
dikontrol dan waktu operasi yang cukup lama.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
15

b. Karburisasi Cair
Secara prinsip proses karburasi cair hampir sama dengan proses karburisasi
padat. Yang menjadi perbedaan mendasar adalah sumber karbon yang digunakan
dalam proses karburasi. Pada karburasi cair ini, karbon berasal dari larutan garam
sianida (-CN). Larutan garam (molten salt) dan benda kerja dimasukkan secara
bersama ke dalam tabung reaksi untuk kemudian dipanaskan menggunakan oven
heat treatment hingga mencapai temperatur kerja antara 850 – 950o C. Pada
temperatur tersebut akan terjadi difusi karbon menuju permukaan benda kerja.
Larutan garam cair untuk karburisasi cair biasanya mengandung 20 – 40 % garam
sianida.
Waktu yang diperlukan untuk proses karburasi cair berkisar antara 10 hingga
40 menit, tergantung pada kadar sianida dan suhu kerja yang digunakan. Pengaturan
waktu dan suhu kerja akan sangat berpengaruh pada kedalaman pengerasan
permukaan yang dihasilkan. Karburasi cair ini mampu menghasilkan kekerasan
pada permukaan hingga kedalaman 6,35 mm. Akan tetapi, pada umumnya
kedalaman pengerasan yang dilakukan hanya berkisar pada 0,5 hingga 1,5 mm.
Proses karburasi cair dan sianiding merupakan proses yang secara prinsip
berbeda sekalipun memiliki kesamaan dalam penggunaan bahan kimia sianida.
Pada proses sianiding nitrogen yang diserap lebih besar dibandingkan dengan unsur
karbon itu sendiri. Selain itu, kedalaman pengerasan permukaan yang dihasilkan
pun lebih tipis.
c. Gas Carburizing
Pada proses pengerasan karburasi gas ini dilakukan dengan cara memanaskan
baja dalam dapur dengan atmosfer yang banyak mengandung gas CO dan gas hidro
karbon yang mudah berdifusi pada temperatur karburisasi 900o – 950o C selama 3
jam.
Gas-gas pada temperatur karburisasi itu akan bereaksi menghasilkan karbon
aktif yang nantinya berdifusi ke dalam permukaan baja. Pada proses ini lapisan
hypereutectoid yang menghalangi pemasukan karbon dapat dihilangkan dengan
memberikan periode difusi, yaitu dengan menghentikan pengaliran gas tetapi tetap
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
16

mempertahankan temperatur pemanasan. Dengan demikian karbon akan berdifusi
lebih ke dalam dan kadar karbon pada permukaan akan semakin naik.
Karburisasi dalam media gas lebih menguntungkan dibanding dengan
karburisasi jenis lain karena permukaan benda kerja tetap bersih, hasil lebih banyak
dan kandungan karbon pada lapisan permukaan dalam dikontrol lebih teliti.
Menurut B.H Amstead (1979: 153) mengatakan bahwa “proses karburisasi media
gas digunakan untuk memperoleh lapisan tipis antara 0,1 – 0,75 mm”.
2.8. Difusi
Difusi karbon terjadi karena atom bergerak ke dalam material secara
penyisipan (intersition) di batas butir. Laju difusi tergantung pada jenis atom yang
berdifusi, jenis atom tempat difusi berlangsung dan ditentukan oleh koefisien difusi
dan koefisen difusi tergantung pada temperatur, semakin tinggi temperatur semakin
besar pula difusi yang berlangsung. Jarak tempuh difusi akan tergantung pada
lamanya waktu yang tersedia untuk berlangsungnya difusi. Pada daerah suhu
austenit atom-atom besi menyusun diri menjadi bentuk kristal FCC yang
mempunyai kemampuan melarutkan karbon yang lebih besar daripada logam
dengan struktur kristal BCC. Hal tersebut juga dipengaruhi oleh faktor temperatur.
Bila suhu atau temperatur naik, atom-atom bergerak dengan energi yang lebih besar
sehingga atom mampu untuk berpindah tempat.
Jadi bila karbon ditambahkan kedalam besi, maka atom karbon akan
terdistribusi pada ruang sela-sela atom besi. Kelarutan karbon pada proses
pengerasan permukaan yaitu pada temperatur pemanasan 8250 - 9250 C akan
mencapai maksimum yang ditunjukan oleh garis Acm. Bila kadar karbon yang
dilarutkan melebihi batasan maksimum, maka akan terbentuk fasa lain yaitu
austenit + sementit (Fe3C).
2.9. Pengujian Bahan
Pengujian bahan bertujuan untuk mengetahui karakteristik material dan
menganalisa kecacatan pada material tersebut. Secara garis besar pengujian
dibedakan menjadi dua kelompok, yaitu pengujian merusak (destruktif test) dan
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
17

pengujian tidak merusak (non-destruktif test). Pada penelitian ini, jenis pengujian
yang akan digunakan adalah pengujian merusak, antara lain pengujian tarik,
pengujian impak, pengujian kekerasan dan pengujian keausan. Pengujian tersebut
dilakukan untuk memperoleh sifat-sifat mekanis yang dibutuhkan, yaitu kekuatan,
kekerasan, ketangguhan dan ketahanan terhadap aus.
2.9.1. Pengujian Tarik
Uji tarik adalah cara pengujian bahan yang paling mendasar. Pengujian ini
sesuai standar ASTM E8. Pada tahap sangat awal dari uji tarik, hubungan antara
beban atau gaya yang diberikan berbanding lurus dengan perubahan panjang bahan
tersebut. Ini disebut daerah linier (linear zone). Di daerah ini, kurva pertambahan
panjang vs beban mengikuti aturan Hooke sebagai berikut:
“rasio tegangan (stress) dan regangan (strain) adalah konstan”
Stress adalah beban dibagi luas penampang bahan.
Strain adalah pertambahan panjang dibagi panjang awal bahan.
" =$%(2.1)
dimana,
σ : Tegangan (N/m2 )
F : gaya tarik (N)
A: luas penampang (mm 2 )
+ =∆-
-. (2.2)
dimana,
ε : regangan
∆L : pertambahan panjang (mm)
Lo : panjang awal (mm)
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
18

Hubungan antara tegangan dan regangan dirumuskan:
/ =0
1(2.3)
Gambar 2.8 merupakan kurva standar ketika melakukan eksperimen uji tarik.
E adalah gradien kurva dalam daerah linier, di mana perbandingan tegangan (σ) dan
regangan (ε) selalu tetap. E diberi nama "Modulus Elastisitas" atau "Young
Modulus". Kurva yang menyatakan hubungan antara tegangan dan regangan seperti
ini kerap disingkat kurva Stress-Strain.
Gambar 2.9. Kurva tegangan – regangan pada pengujian tarik
(Sumber: http://www.infometrik.com/2009/09/mengenal-uji-tarik-dan-sifat-sifat-
mekanik-logam/)
2.9.2. Pengujian Impact
Pengujian bahan adalah suatu metode yang digunakan untuk menguji
kekuatan suatu bahan/material dengan cara memberikan beban gaya yang sesumbu.
Pengujian impak bertujuan untuk mengetahui kemampuan spesimen menyerap
energi yang diberikan. Pengujian impact merupakan salah satu proses pengukuran
terhadap sifat kerapuhan bahan. Sifat keuletan dari suatu bahan yang tidak dapat
terdeteksi oleh pengujian lain, jika dua buah bahan akan memiliki sifat yang mirip
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
19

sama namun jika diuji dengan impact test itu akan berbeda. Pengujian impak
dilakukan untuk mengetahui kekuatan bahan terhadap pembebanan kejut seperti
kerapuhan yang disebabkan oleh perlakuan panas atau sifat kerapuhan dari produk
tuangan serta pengaruh bentuk dari produk tersebut.
Pengujian impact merupakan respon terhadap beban kejut atau beban tiba-
tiba. Pengujian ini dilakukan pada mesin uji yang dirancang dengan memilki sebuah
pendulum dengan berat tertentu yang mengayun dari suatu ketinggian untuk
memberikan beban kejut, dalam pengujian ini terdapat dua macam cara pengujian
yakni cara Izod dan cara Charpy yang berbeda menurut arah pembebanan terhadap
bahan uji serta kedudukan bahan uji (Sudjana, 2008: 453). Pada pengujian standar
Charpy dan Izod, dirancang dan digunakan untuk mengukur energi impak yang
dikenal dengan ketangguhan takik. Spesimen charpy berbentuk batang dengan
penampang lintang bujur sangkar dengan takikan V oleh proses permesinan.
Pembebanan dalam proses pengujian pukul takik diberikan oleh ayunan
pendulum dengan berat G dan jarak terhadap sumbu putar R yang bergerak dari
ketinggian h1 pada sudut awal α.
Gambar 2.10. Skema pengujian impak charpy
(Sumber: Jurnal Imiah Teknik Mesin, Vol. 1, No. 2, Agustus 2013 , Universitas Islam, hal 45)
Pada uji impak, energi yang diserap untuk mematahkan benda uji harus
diukur. Setelah bandul dilepas maka benda uji akan patah, setelah itu bandul akan
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
20

berayun kembali, semakin besar energi yang terserap, semakin rendah ayunan
kembali dari bandul. Energi terserap biasanya dapat dibaca langsung pada skala
penunjuk yang telah dikalibrasi yang terdapat pada mesin penguji. Energi terserap
juga dapat dituliskan dalam bentuk rumus :
/ = 3. 4 ℎ67ℎ8 = 49:9;<9=9>(?@ABCB, 2013: 18)
dimana :
E = energi terserap = tenaga untuk mematahkan benda uji (Joule)
m = massa pendulum (kg)
g = percepatan gravitasi (m/s2 ) = 10 m/s2
h1 = tinggi jatuh palu godam (m) = R+R sin (α - 90)
h2 = tinggi ayunan palu godam (m) = R+R sin (β - 90)
R = jarak titik putar ke titik berat palu godam (m)
α = sudut jatuh (°)
β = sudut ayun (°)
Sehingga :
H9=49I3J9KL =/MN=4@LN=ON=9J(PBQRN)
SQ9OJNM93J9M4J9L9ℎ9MANMT9Q<@(338)
2.9.3. Pengujian Kekerasan
Pada umumnya, kekerasan menyatakan ketahanan terhadap deformasi dan
merupakan ukuran ketahanan logam terhadap deformasi plastik atau deformasi
permanen (Dieter, 1987). Untuk para insinyur perancang, kekerasan sering
diartikan sebagai ukuran kemudahan dan kuantitas khusus yang menunjukkan
sesuatu mengenai kekuatan dan perlakuan panas dari suatu logam. Terdapat tiga
jenis ukuran kekerasan, tergantung pada cara melakukan pengujian, yaitu: (1)
Kekerasan goresan (scratch hardness); (2) Kekerasan lekukan (indentation
hardness); (3) Kekerasan pantulan (rebound). Untuk logam, hanya kekerasan
lekukan yang banyak menarik perhatian dalam kaitannya dengan bidang rekayasa.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
21

Terdapat berbagai macam uji kekerasan lekukan, antara lain: Uji kekerasan Brinell,
Vickers, Rockwell, Knoop, dan sebagainya.
2.9.3.1. Kekerasan Brinell
Metode uji kekerasan yang diajukan oleh J.A. Brinell pada tahun 1900 ini
merupakan uji kekerasan lekukan yang pertama kali banyak digunakan serta
disusun pembakuannya (Dieter, 1987). Uji kekerasan ini berupa pembentukan
lekukan pada permukaan logam memakai bola baja yang dikeraskan yang ditekan
dengan beban tertentu. Beban diterapkan selama waktu tertentu, biasanya 30 detik,
dan diameter lekukan diukur dengan mikroskop, setelah beban tersebut
dihilangkan. Permukaan yang akan dibuat lekukan harus relatif halus, rata dan
bersih dari debu atau kerak. Angka kekerasan Brinell (BHN) dinyatakan sebagai
beban P dibagi luas permukaan lekukan. Pada prakteknya, luas ini dihitung dari
pengukuran mikroskopik panjang diameter jejak. BHN dapat ditentukan dari
persamaan berikut:
UHV =W
XY2 (Y − Y8 − T8)
=2W
(XY)(Y − Y8 − T8)…………………(1)
dimana:
P = beban yang digunakan (kg)
D = diameter bola baja (mm)
d = diameter lekukan (mm)
Dari gambar 1, tampak bahwa d = DsinΦ . Dengan memasukkan harga ini ke
dalam persamaan (1) akan dihasilkan bentuk persamaan kekerasan Brinell yang
lain, yaitu:
UHV =W
X2 Y
8(1 − KBO\)……………………………………(2)
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
22

Gambar 2.11 Parameter-parameter dasar pada pengujuan kekerasan
Brinell (Dieter, 1987)
Jejak penekanan yang relatif besar pada uji kekerasan brinell memberikan
keuntungan dalam membagikan secara pukul rata ketidakseragaman lokal. Selain
itu, uji brinell tidak begitu dipengaruhi oleh goresan dan kekasaran permukaan
dibandingkan uji kekerasan yang lain. Di sisi lain, jejak penekanan yang besar
ukurannya, dapat menghalangi pemakaian uji ini untuk benda uji yang kecil atau
tipis, atau pada bagian yang kritis terhadap tegangan sehingga lekukan yang terjadi
dapat menyebabkan kegagalan.
2.9.3.2. Pengujian Vikers
Uji kekerasan vickers menggunakan indentor piramida intan yang pada
dasarnya berbentuk bujursangkar. Besar sudut antar permukaan-permukaan
piramida yang saling berhadapan adalah 1360 . Nilai ini dipilih karena mendekati
sebagian besar nilai perbandingan yang diinginkan antara diameter lekukan dan
diameter bola penumbuk pada uji kekerasan brinell (Dieter, 1987). Angka
kekerasan vickers didefinisikan sebagai beban dibagi luas permukaan lekukan.
Pada prakteknya, luas ini dihitung dari pengukuran mikroskopik panjang diagonal
jejak. VHN dapat ditentukan dari persamaan berikut:
]HV =2WO@M ^/2
T8=
1,854 WT8
dengan: P = beban yang digunakan (kg) d = panjang diagonal rata-rata (mm)
θ = sudut antara permukaan intan yang berhadapan = 1360
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
23

Karena jejak yang dibuat dengan penekan piramida serupa secara geometris
dan tidak terdapat persoalan mengenai ukurannya, maka VHN tidak tergantung
kepada beban. Pada umumnya hal ini dipenuhi, kecuali pada beban yang sangat
ringan. Beban yang biasanya digunakan pada uji vickers berkisar antara 1 hingga
120 kg. tergantung pada kekerasan logam yang akan diuji. Hal-hal yang
menghalangi keuntungan pemakaian metode vickers adalah: (1) Uji ini tidak dapat
digunakan untuk pengujian rutin karena pengujian ini sangat lamban, (2)
Memerlukan persiapan permukaan benda uji yang hati-hati, dan (3) Terdapat
pengaruh kesalahan manusia yang besar pada penentuan panjang diagonal.
Gambar 2.12 Tipe-tipe lekukan piramid intan: (a) lekukan yang sempurna (b)
lekukan bantal jarum (d) lekukan berbentuk lonjong (Dieter 1987)
Lekukan yang benar yang dibuat oleh penekan piramida intan harus
berbentuk bujur sangkar (Gambar.3a). Lekukan bantal jarum (Gambar.3b) adalah
akibat terjadinya penurunan logam di sekitar permukaan piramida yang datar.
Keadaan demikian terjadi pada logam-logam yang dilunakkan dan mengakibatkan
pengukuran panjang diagonal yang berlebihan. Lekukan berbentuk tong
(Gambar.3c) akibat penimbunan ke atas logam-logam di sekitar permukaan
penekan tedapat pada logam-logam yang mengalami proses pengerjaan dingin.
2.9.3.3. Pengujian Rockwell
Pengujian Rockwell mirip dengan pengujian brinell, yakni angka kekerasan
yang diperoleh merupakan fungsi derajat indentasi. Beban dan indentor yang
digunakan bervariasi tergantung pada kondisi pengujian. Berbeda dengan
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
24

pengujian Brinell, indentor dan beban yang digunakan lebih kecil sehingga
menghasilkan indentasi yang lebih kecil dan lebih halus. Banyak digunakan di
industri karena prosedurnya lebih cepat (Davis, Troxell, dan Wiskocil, 1955).
Indentor atau “penetrator” dapat berupa bola baja atau kerucut intan dengan
ujung yang agak membulat (biasa disebut “brale”). Diameter bola baja umumnya
1 /16 inchi, tetapi terdapat juga indentor dengan diameter lebih besar, yaitu 1 /8, 1
/4, atau 1 /2 inchi untuk bahan-bahan yang lunak. Pengujian dilakukan dengan
terlebih dahulu memberikan beban minor 10 kg, dan kemudian beban mayor
diaplikasikan. Beban mayor biasanya 60 atau 100 kg untuk indentor bola baja dan
150 kg untuk indentor brale. Mesikpun demikian, dapat digunakan beban dan
indentor sesuai kondisi pengujian.
Karena pada pengujian Rockwell, angka kekerasan yang ditunjukkan
merupakan kombinasi antara beban dan indentor yang dipakai, maka perlu
diberikan awalan huruf pada angka kekerasan yang menunjukkan kombinasi beban
dan penumbuk tertentu untuk skala beban yang digunakan.
Dial pada mesin terdiri atas warna merah dan hitam yang didesain untuk
mengakomodir pengujian skala B dan C yang seringkali dipakai. Skala kekerasan
B digunakan untuk pengujian dengan kekerasan medium seperti baja karbon rendah
dan baja karbon medium dalam kondisi telah dilunakkan. Range kekerasannya dari
0–100. Bila indentor bola baja dipakai untuk menguji bahan yang kekerasannya
melebihi B 100, indentor dapat terdefomasi dan berubah bentuk. Selain itu, karena
bentuknya, bola baja tidak sesensitif brale untuk membedakan kekerasan bahan-
bahan yang keras. Tetapi jika indentor bola baja dipakai untuk menguji bahan yang
lebih lunak dari B 0, dapat mengakibatkan pemegang indentor mengenai benda uji,
sehingga hasil pengujian tidak benar dan pemegang indentor dapat rusak.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
25

Tabel 2.1. Skala kekerasan Rockwell dan huruf awalannya (Sumber: http://www.alatuji.com/article/det ail/3/what-is-hardness-test-uji- kekerasan-)
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
26

B. Tinjauan Pustaka
Darmanto (2006) melakukan penelitian tentang �PENGARUH HOLDING
TIME TERHADAP SIFAT KEKERASAN DENGAN REFINING THE CORE
PADA PROSES CARBURIZING MATERIAL BAJA KARBON RENDAH�.
Penelitian ini menggunakan arang batok kelapa sebagai unsur penambah karbon.
Waktu penahanan adalah 1, 2 dan 3 jam. Suhu yang digunakan adalah 900°C. Dari
penelitian ini disimpulkan bahwa sifat mekanis (kekerasan) material baja karbon
rendah akibat karburisasi semakin berkurang sebanding dengan kedalaman dari
permukaan. Sedangkan pengaruh waktu penahanan adalah semakin lama
penahanan kekerasannya semakin bertambah.
Masyrukan (2006), melakukan penelitian �PENAMBAHAN
KANDUNGAN UNSUR KARBON KE DALAM PERMUKAAN BAJA�.
Sumber karbon diperoleh dari arang kayu jati yang telah ditumbuk halus.
Temperatur yang digunakan selama proses pengarbonan adalah 900°C, dengan
variasi waktu penahanan 2, 4 dan 6 jam. Pengujian kekerasan yang telah dilakukan
terhadap material pengarbonan menghasilkan distribusi kekerasan dari permukaan
menuju inti, untuk masing- masing waktu penahanan yang berbeda. Sedangkan
hasil pengamatan foto struktur mikro dengan microscope Olympus
photomicrographic system dihasilkan foto struktur mikro untuk raw material dan
carburizing sama terdapat ferit dan perlit. Semakin lama proses carburizing,
semakin banyak pula kandungan perlitnya yang mengakibatkan semakin tingginya
tingkat kekerasan baja tersebut.
Joko Waluyo (2009), Melakukan penelitian tentang “PENGARUH
TEMPERATUR DAN WAKTU TAHAN PADA PROSES KARBURASI CAIR
TERHADAP KEKERASAN BAJA AISI 1025 DENGAN MEDIA
PENDINGINAN AIR”. Media yang digunakan untuk pengarbonan ini adalah
cairan garam, biasanya garam sianida (NaCN). Selain mengandung karbon, garam
ini juga mengandung nitrogen (N). Oleh sebab itu, selain terjadi proses
pengarbonan juga terjadi proses penitrogenan. Proses karburasi cair pada baja akan
dipanaskan di atas suhu Ac1 dalam dapur garam cyanide sehingga karbon dan
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
27

nitrogen dapat berdifusi dalam lapisan luar. Baja karbon rendah dengan kadar
karbon (C) 0,15% umumnya dikeraskan dengan proses pencelupan. Selama proses
karburasi kadar karbon lapisan luar dapat ditingkatkan 0,9-1,2%.
Bambang Kuswanto (2010), melakukan penelitian “PERLAKUAN PACK
CARBURIZING PADA BAJA KARBON RENDAH SEBAGAI MATERIAL
ALTERNATIF PISAU POTONG PADA PENERAPAN TEKNOLOGI TEPAT
GUNA”, kebutuhan komponen mesin yang berupa pisau potong dapat dijumpai
pada mesin-mesin yang berfungsi sebagai alat potong. Mesin-mesin ini umumnya
merupakan penerapan teknologi tepat yang digunakan sebagai material dasar (raw
materials) yang mampu dikeraskan dan membuat harganya lebih mahal. Maka dari
itu, diperlukan alternative material yang dapat digunakan sebagai pengganti agar
harganya lebih murah. Penelitian ini memerlukan penambahan karbon pada baja
karbon rendah melalui proses pack carburizing. Prosesnya dipanaskan
menggunkan temperatur 900°C dengan waktu penahanan dua jam, dari percobaan
ini disimpulkan bahwa telah terjadi difusi atom karbon (C) ke dalam struktur baja.
Hal ini ditunjukkan dengan adanya peningkatan nilai kekerasan permukaan
material dan dapat dilihat dengan perbandingan gambar struktur mikro. Dari hasil
yang diperoleh maka material baja karbon rendah dapat digunakan sebagai
alternatif pengganti material pisau potong yang lebih terjangkau dengan terlebih
dahulu dikenai perlakuan panas yaitu pack carburizing.
Nevada J. M. Nanulaitta, Alexander A. Patty (2011), melakukan penelitian,
“ANALISA NILAI KEKERASAN BAJA KARBON RENDAH (S35C) DENGAN
PENGARUH WAKTU PENAHANAN (HOLDING TIME) MELALUI PROSES
PENGARBONAN PADAT (PACK CARBURIZING) DENGAN
PEMANFAATAN CANGKANG KERANG SEBAGAI KATALISATOR”. Salah
satu proses perlakuan panas adalah proses karburasi (carburizing) yang bertujuan
untuk meningkatkan ketahanan aus dengan menambah kekerasan permukaan
logam. Pada penelitian ini material yang digunakan adalah palt baja S35C.
Menggunakan komposisi bubuk karbon (C) 60% dan cangkang kerang CaCO3 40%
sebagai katalisator proses karburasi. Hasil penelitian menunjukkan nilai kekerasan
secara berurutan dari nilai kekerasan yang paling tinggi adalah material dengan
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
28

presentase 60% karbon kayu jati dengan 40% CaCO3, material dengan presentase
70% karbon kayu jati dengan 30% CaCO3, material dengan presentase 80% karbon
kayu jati dengan 20% CaCO3, material dengan presentase 90% karbon kayu jati
dengan 10% CaCO3. Penelitian ini dapat disimpulkan bahwa proses pengerasan
dengan presentase 60% karbon kayu jati dengan 40% CaCO3 didapatkan nilai
kekerasan paling tinggi.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
Laurentius Ponang
29

33
BAB III
METODOLOGI PENELITIAN
3.1. Bagan Alur Penelitian
Diagram 3.1 Bagan alir penelitian
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

34
3.2. Persiapan Bahan dan Peralatan
3.2.1. Bahan
a. Spesimen / benda uji
Material yang diuji dalam penelitian ini merupakan sprocket sepeda motor Honda.
Sprocket yang diteliti terdiri dari 1 buah sprocket original dan 2 buah sprocket imitasi.
Material dasar dari ketiga jenis sprocket tersebut termasuk dalam golongan baja karbon
rendah dengan kadar karbon di bawah 0,2%. Jumlah spesimen untuk masing masing bahan
yang akan digunakan dalam pengujian adalah sebagai berikut :
1. 1 buah spesimen jenis sprocket original
2. 3 buah spesimen jenis sprocket imitasi A
3. 3 buah spesimen jenis sprocket imitasi B
Dimensi spesimen untuk setiap jenis sprocket disesuaikan dengan dimensi
awal dari sprocket.
b. Komposisi Larutan Garam Sianida
Pada proses karburasi cair ini, karbon yang akan didifusikan ke dalam benda
kerja berasal dari bahan kimia, yaitu K4(Fe)CN6 (potassium hexacyanoferrate).
Unsur karbon (C) yang terdapat pada potassium hexacyanoferrate akan terdifusi
ke dalam permukaan benda uji pada suhu austenit. Selain itu, agar unsur karbon
(C) dapat didifusikan dengan baik pada permukaan benda kerja, diperlukan bahan
kimia lain yaitu KCl (potassium chlorida) dan Na2CO3 (sodium carbonate).
Dengan begitu, rumus reaksi kimia dari bahan – bahan yang akan digunakan dalam
proses karburasi cair ini adalah sebagai berikut :
40% K4(Fe)CN6 + 25% KCl + 35% Na2CO3
Na2CO3 dan NaCl dalam proses ini berfungsi sebagai katalisator agar proses
difusi dapat berlangsung dengan lebih cepat dan efektif. Adapun penentuan kadar
untuk masing – masing bahan kimia mengacu pada buku ASM (American Standard
for Material) Handbook Volume 4. Berikut ini merupakan tabel komposisi larutan
garam sianida pada ASM Handbook Volume 4.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

35
Tabel 3.1. Komposisi larutan pada karburasi cair – ASM Handbook Volume 4
Dari tabel tersebut dapat dilihat bahwa untuk penggunaan bahan potassium
chloride pada suhu carburasi 845o – 900o C kadar yang digunakan tidak lebih dari
25%. Selanjutnya, untuk penentuan kadar bahan potassium hexacyanoferrate
berkisar antara 10 hingga 40 %. Kandungan K4(Fe)CN6 yang melebihi 40 % akan
menimbulkan potensi terbentuknya kerak karbon (ASM Handbook Vol. 4).
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

36
Sedangkan penentuan kadar Na2CO3 lebih bersifat fleksibel menyesuaikan kadar
bahan kimia lain, pada penelitian ini kandungan Na2CO3 ditentukan sebesar 35%.
Gambar 3.1. Bahan – bahan kimia yang digunakan dalam proses karburasi
cair
3.2.2. Peralatan
Peralatan yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Tabung reaksi, harus terbuat dari bahan non logam, tujuannya untuk
mencegah difusi karbon pada tabung pada saat karburasi berlangsung. Oleh karena
itu tabung reaksi yang akan digunakan pada proses ini terbuat dari bahan keramik.
Selain itu, bahan keramik juga tahan terhadap temperatur yang sangat tinggi.
Gambar 3.2. Tabung reaksi berbahan keramik
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

37
2. Oven Heat Treatment, menaikan temperatur benda kerja hingga
mencapai suhu 900oC, sehingga proses karburasi dapat terjadi. Pada proses ini
oven akan dipanaskan hingga mencapai suhu sekitar 750 sampai 900o Celcius.
Gambar 3.3. Oven Heat Treatment
3. Alat uji kekerasan Rockwell, digunakan untuk mendapatkan nilai
kekerasan benda uji original dan imitasi, baik sebelum proses karburasi atau
sesudahnya. Nilai kekerasan yang didapatkan akan berada pada satuan HRC
(Hardness Rockwell Number).
Gambar 3.4. Alat uji kekerasan Rockwell
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

38
4. Mikroskop, digunakan untuk mengamati perubahan struktur mikro yang
terjadi pada permukaan spesimen. Selain itu untuk mengamati kedalaman
pengerasan (depth of hardening) spesimen setelah dikenai proses karburasi cair.
Gambar 3.5. Mikroskop metallurgy
5. Neraca Digital, digunakan dalam pembuatan komposisi garam cair
(molten salt), agar perbandingan kadar bahan kimia yang digunakan dapat lebih
akurat.
Gambar 3.6. Neraca Digital
6. Dial Kaliper, digunakan untuk berbagai macam proses pengukuran
spesimen, baik ketika proses pembuatan spesimen maupun pengukuran spesimen
setelah melalui proses pengujian.
Gambar 3.7. Dial Caliper
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

39
7. Stopwatch, digunakan untuk mengontrol waktu penahanan (holding
time) saat spesimen dikenai proses normalizing dan karburasi cair.
Gambar 3.8. Stopwatch
8. Thermometer, digunakan dalam setiap proses perlakuan panas untuk
mengontrol setiap suhu pemanasan yang diperlukan.
Gambar 3.9. Thermometer Digital
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

40
9. Beaker Glass, digunakan untuk mengukur volume benda uji yang akan
dilakukan proses karburasi. Adapun gambar beaker glass tersebut ditunjukkan
pada Gambar
Gambar 3.10. Beaker Glass
10. Tang Penjepit, digunakan untuk menjepit mangkuk thermal saat
memasukkan atau mengeluarkan dari dalam oven atau tungku api. Adapun gambar
tang penjepit tersebut ditunjukkan pada Gambar 3.11.
Gambar 3.11. Tang Penjepit
11. Penjepit Spesimen, digunakan untuk menjepit benda uji saat dilakukan
pengetsaan dan menjepit benda uji pada proses pendinginan. Adapun gambar
penjepit benda uji tersebut ditunjukkan pada Gambar 3.12.
Gambar 3.12. Penjepit Spesimen
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

41
12. Hex Saw, digunakan untuk memotong benda uji. Pemotongan pada saat
pembuatan benda uji harus dilakukan secara manual, jika dilakukan dengan proses
permesinan nantinya dapat mengubah struktur mikro dari benda uji.
Gambar 3.13. Hex Saw
3.3. Proses Perlakuan Panas
Karena tujuan penelitian ini akan mengidentifikasi sejauh mana pengaruh
proses karburisasi cair terhadap peningkatan performa sprocket imitasi, maka
proses perlakuan panas merupakan langkah kunci dari penelitian ini. Proses
perlakuan panas yang dikenakan pada benda uji diharapkan akan mampu
memodifikasi struktur mikro yang membentuk sehingga akan meningkatkan
karakteristik yang dimiliki. Peningkatan karakteristik yang diinginkan tidak hanya
pada sifat kekerasannya akan tetapi juga nilai kekuatan, keuletan dan ketangguhan
yang memang diperlukan oleh sprocket.
3.3.1. Karburisasi Cair
Pada proses karburisasi cair, sebelum melakukan proses karburasi langkah
pertama yang perlu dilakukan adalah mempersiapkan larutan garam cair (molten
salt), yang terdiri dari 40% K4(Fe)CN6 (potassium hexacyanoferrate), 25% KCl
(potassium chloride), dan 35% Na2CO3 (sodium carbonate). Penentuan jumlah
larutan garam cair yang digunakan untuk mengacu pada Tabel 3.1, yaitu sebesar
1,76 gr/cm3 pada suhu kerja 900o C.
Bahan-bahan kimia tersebut dimasukkan bersama dengan spesimen uji ke
dalam tabung reaksi yang terbuat dari keramik. Meskipun proses ini disebut dengan
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

42
carburasi cair, namun bahan – bahan kimia tersebut pada awalnya berbentuk serbuk
dan baru akan berubah wujud menjadi cair pada temperatur 600o C.
Selanjutnya, tabung reaksi yang berisi spesimen dan garam cair dimasukkan
ke dalam oven listrik yang telah dipanaskan hingga mencapai suhu 900o C. Pada
proses karburasi cair ini, difusi carbon berlangung dengan lebih cepat jika
dibandingkan dengan proses karburasi padat. Penentuan temperatur karburasi dan
waktu penahanan akan menentukan kedalaman permukaan material yang
dikeraskan. Pada penelitian ini waktu penahanan bervariasi yaitu 15 menit, 30
menit, dan 45 menit untuk melihat seberapa besar pengaruh waktu terhadap
peningkatan kekerasan permukaan dan untuk melihat seberapa besar kedalaman
pengerasan permukaan yang dihasilkan.
3.4. Pengujian Spesimen
Beberapa jenis pengujian yang dilakukan pada penelitian ini antara lain,
pengujian tarik, pengujian kekerasan Rockwell dan pengamatan struktur mikro.
Setiap data pengujian didapat dari masing – masing spesimen kemudian akan
dibandingkan, sehingga akan diperoleh seberapa besar performa yang ditingkatkan
oleh spesimen setelah dikenai proses karburasi cair.
3.4.1. Pengujian kekerasan Rockwell
Dalam penelitian ini pengujian kekerasan dilakukan menggunakan metode
Rockwell, hal ini dikarenakan pengujian kekerasan Rockwell yang sederhana,
cepat dan tidak memerlukan mikroskop untuk mengukur jejak dari indentor. Pada
pengujian kekerasan Rockwell ini menggunakan skala B yang biasanya
diaplikasikan untuk material lunak, seperti paduan tembaga, paduan aluminium
dan baja lunak. Indentor yang digunakan yaitu bola baja dengan diameter 1/16
inchi dan beban total sebesar 100 kgf.
3.4.2. Pengamatan Struktur Mikro
Pengamatan struktur mikro dilakukan untuk mengamati peningkatan atau
perubahan struktur mikro akibat difusi karbon yang terjadi. Pada pengamatan ini
spesimen dipotong dalam arah tegak lurus batang poros (Metode Grossman).
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

43
Setelah proses pemotongan, bidang spesimen yang akan diamati dihaluskan
menggunakan amplas dengan mesh kasar hingga mesh paling halus (600, 1000,
1500, dan 2000) dan dilanjutkan dengan pemolesan dengan pasta yang
mengandung alumina. Langkah selanjutnya, material dietsa menggunakan larutan
Nital 2%-5% (Nitrit Acid 2% dan Alkohol 99%) selama kurang lebih 10 detik.
Setelah melalui tahapan tersebut, spesimen siap untuk diamati menggunakan
mikroskop.
3.5. Analisis Data
Secara garis besar, penelitian ini dilakukan untuk mengetahui seberapa besar
peningkatkan performa sprocket imitasi setelah dikenai proses karburasi cair.
Peningkatan performa dapat diidentifikasi dari perubahan nilai kekerasan dan
kekuatan tarik melalui beberapa proses pengujian. Identifikasi dari data perubahan
sifat – sifat mekanis tersebut nantinya akan dilakukan dengan membandingkan
antara material sprocket original dan sprocket imitasi sesudah proses karburasi cair.
Dengan perbandingan kedua data yang ada, akan analisa apakah sprocket imitasi
yang telah dikenai proses karburasi cair memiliki performa yang meningkat, dan
juga akan dilakukan analisa seberapa besar peningkatan performa yang terjadi.
Analisa yang dilakukan tentunya tidak akan terlepas dari sifat atau karakteristik
umum yang diperlukan oleh sprocket itu sendiri.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

43
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
Data yang diambil dalam penelitian ini meliputi data pengujian komposisi,
data pengamatan struktur mikro dan data pengujian kekerasan. Selanjutnya, akan
dilakukan perbandingan data spesimen sprocket sebelum dan sesudah dikenai
proses karburisasi cair untuk kemudian menganalisa keterkaitan antar data yang
telah diperoleh.
4.1. Data Hasil Uji Komposisi
Pengujian komposisi dilakukan di PT. ITOKOH Ceperindo terhadap ketiga
jenis sprocket, yakni sprocket original, sprocket imitasi putih, dan sprocket imitasi
hitam. Pengujian komposisi dilakukan baik sebelum dan sesudah sprocket imitasi
dikenai proses karburising untuk melihat pengaruh proses karburisasi cair terhadap
perubahan komposisi bahan, terutama terhadap komposisi kadar karbon (C).
4.1.1. Data Pengujian Komposisi sebelum Proses Karburisasi cair
Adapun data komposisi ketiga jenis sprocket sebelum dikenai proses
perlakuan panas ditunjukkan pada Tabel 4.1.
Tabel 4.1. Data Uji Komposisi Bahan Sebelum Karburisasi
Jenis Sprocket Komposisi
Fe C Si Cr Mn Cu
Original 98,83% 0,17% 0,2% 0,017% 0,86% 0,013%
Imitasi Putih 99,27% 0,11% 0,10% 0,013% 0,38% 0,013%
Imitasi Hitam 99,26% 0,14% 0,15% 0,017% 0,35% 0,017%
Berdasarkan data uji komposisi bahan, ketiga jenis sprocket memiliki
kandungan karbon di bawah 0,29%, yang berarti ketiganya masuk dalam kelompok
baja karbon rendah.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

44
4.1.2. Data Pengujian Komposisi setelah Proses Karburisasi Cair
Setelah dilakukan proses karburisasi cair pada sprocket jenis imitasi, proses
pengujian komposisi kembali dilakukan untuk melihat kenaikan kadar karbon yang
terdifusi. Pengujian komposisi bahan dilakukan untuk memperkuat hasil
pengamatan struktur mikro. Pengujian komposisi dilakukan pada spesimen
sprocket imitasi putih yang telah dikarburisasi dengan waktu penahanan 30 menit.
Tabel 4.2. Data Uji Komposisi Spesimen setelah Proses Karburisasi
Jenis Sprocket Komposisi
Fe C Si Cr Mn Cu
Imitasi Putih 98,4% 0,87% 0,16% 0,03% 0,36% 0,016%
Data pengujian komposisi terhadap spesimen sprocket imitasi putih dengan
waktu penahanan 30 menit menunjukkan bahwa karbon yang terkandung di
dalamnya berjumlah 0,87%. Jumlah karbon tersebut meningkat cukup pesat dari
jumlah karbon awal. Dengan meningkatnya jumlah karbon menjadi 0,87%
mengindikasikan bahwa proses karburisasi yang dilakukan telah berhasil. Jumlah
kandungan karbon akan berpengaruh terhadap susunan struktur mikro dan nilai
kekerasan material. Secara teori, semakin banyak jumlah karbon maka nilai
kekerasan suatu material akan semakin meningkat. Pernyataan tersebut akan
dibuktikan pada tabel hasil pengujian kekerasan.
Selain itu, dari jumlah karbon yang terkandung di dalam spesimen setelah
proses karburisasi cair dapat diketahui bahwa spesimen berada di wilayah baja
karbon hypereutectoid. Hypereutectoid merupakan jenis baja karbon yang memiliki
kandungan karbon di atas 0,8%. Baja karbon hypeeurtecoid sendiri memiliki
struktur mikro yang terdiri dari perlit dan sementit. Teori tersebut akan digunakan
sebagai dasar pada pengamatan struktur mikro.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

45
4.2. Hasil Pengamatan Struktur Mikro
Pengamatan struktur mikro dilakukan untuk melihat jenis struktur yang
terbentuk pada permukaan sprocket dan perubahannya setelah mengalami proses
karburisasi cair. Pengamatan dilakukan pada setiap jenis sprocket. Kemudian,
untuk melihat kedalaman pengerasan permukaan yang terbentuk akibat proses
karburisasi, pengamatan dilakukan pada potongan spesimen pada arah melintang.
4.2.1 Pengamatan Struktur Mikro Pada Permukaan Spesimen
Berikut ini merupakan hasil pengamatan struktur mikro awal dari kedua
sprocket imitasi yang ditunjukkan pada Gambar 4.2 dan Gambar 4.3.
Gambar 4.1. Struktur Mikro Permukaan Sprocket Imitasi Putih Sebelum
Karburisasi
Gambar 4.2. Struktur Mikro Permukaan Sprocket Imitasi Hitam Sebelum
Karburisasi
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

46
Pengamatan struktur mikro menunjukkan bahwa pada sprocket imitasi putih
didominasi oleh fasa ferit, dapat dilihat pada Gambar 4.2. Kadar karbon yang
terdapat di dalam sprocket imitasi sangat sedikit, sehingga seluruh atom karbon
larut ke dalam atom – atom Fe membentuk larutan padat intersisi yang disebut ferit.
Hal tersebut diperkuat dengan hasil pengujian kekerasan awal pada sprocket imitasi
putih yang menunjukkan nilai kekerasan yang rendah, ditunjukkan pada Tabel 4.3.
Pada sprocket imitasi hitam, pengamatan struktur mikro menunjukkan
struktur mikronya terdiri dari fasa ferite dan perlit yang lebih banyak. Karbon yang
terkandung di dalamnya sebagian larut ke dalam atom Fe membentuk fasa ferit dan
sebagian membentuk fasa perlit. Fasa perlit memiliki sifat yang lebih keras
dibandingkan dengan fasa ferit. Hal tersebut sesuai dengan nilai kekerasan sprocket
imitasi hitam yang lebih tinggi dibanding sprocket imitasi putih.
Secara umum, pengamatan struktur mikro kedua jenis sprocket imitasi
menunjukkan bahwa keduanya terdiri dari ferit dan perlit. Hasil pengamatan ini
sangat sesuai dengan hasil pengujian komposisi di mana kedua jenis ini berada di
wilayah baja karbon hypoeutectoid yang memiliki kandungan karbon kurang dari
0,8%. Baja karbon hypoeutecoid terdiri dari struktur ferit dan perlit, sesuai dengan
hasil pengamatan yang dilakukan pada penelitian ini.
Pengamatan struktur mikro kedua jenis sprocket imitasi setelah proses
karburisasi cair ditunjukkan pada Gambar 4.4 hingga Gambar 4.10. Pengamatan
struktur mikro dilakukan pada masing – masing spesimen untuk setiap variasi
waktu penahanan, yakni 15 menit, 30, menit dan 45 menit.
Gambar 4.3. Struktur Mikro Permukaan Sprocket Imitasi Putih Setelah Karburisasi
Selama 15 Menit
Gambar 4.4. Struktur Mikro Permukaan Sprocket Imitasi Putih Setelah Karburisasi
Selama 30 Menit
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

47
Pengamatan struktur mikro terhadap sprocket imitasi hitam dan putih setelah
karburisasi cair menunjukkan perubahan dari kondisi awal. Pada spesimen yang
dikarburisasi selama 15 menit dan 30 menit terbentuk struktur martensit, baik pada
spesimen imitasi putih maupun hitam. Hal tersebut dikarenakan spesimen
Gambar 4.5. Struktur Mikro Permukaan Sprocket Imitasi Putih Setelah Karburisasi
Selama 45 Menit
Gambar 4.6. Struktur Mikro Permukaan Sprocket Imitasi Hitam Setelah Karburisasi
Selama 15 Menit
Gambar 4.7. Struktur Mikro Permukaan Sprocket Imitasi Hitam Setelah Karburisasi
Selama 30 Menit
Gambar 4.8. Struktur Mikro Permukaan Sprocket Imitasi Hitam Setelah Karburisasi
Selama 45 Menit
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

48
dipanaskan di dalam oven hingga mencapai suhu austenit (900oC), kemudian
didinginkan secara tiba – tiba hingga mencapai suhu ruangan sehingga terbentuklah
martensit. Selain disebabkan karena pendinginan cepat, martensit hanya akan
terbentuk apabila kandungan karbon yang terdapat di dalam spesimen lebih dari
0,2% (“Solid State Phenomena”, 2011).
Hasil pengamatan struktur mikro tampak berbeda pada spesimen imitasi
dengan yang dikarburisasi selama 45 menit. Pengamatan pada kedua jenis spesimen
menunjukkan bahwa martensit dikelilingi oleh garis – garis hitam yang tampak
seperti batas butir. Garis – garis tersebut merupakan retained austenit (austenit sisa)
yang terbentuk akibat kandungan karbon yang tinggi. Struktur martensit yang
dikelilingi austenit sisa merupakan jenis plate martensit (martensit plat). Plate
martensit akan terbentuk apabila material memiliki kandungan karbon lebih dari
1,08% (“Investigation On The Morphology Of Martensit In Carbon Steels”, 1996).
4.2.2. Pengamatan Struktur Mikro pada Lapisan Spesimen
Proses surface hardening treatment seperti karburisasi cair yang dilakukan
pada penelitian ini bertujuan untuk meningkatkan kekerasan material dengan
mendifusikan karbon pada permukaan. Pada setiap proses karburisasi karbon akan
terdifusi menuju permukaan dengan kedalaman tertentu. Kedalaman karbon yang
terdifusi dipengaruhi oleh waktu penahanan pada saat proses karburisasi.
Metode yang digunakan untuk menghitung kedalaman lapisan karbon adalah
dengan membandingkan perbesaran kawat kalibrasi untuk menentukan skala
perbesaran mikroskop. Kawat kalibrasi yang memiliki ukuran diameter aktual
sebesar 0,11 mm diamati menggunakan mikroskop. Selanjutnya, dilakukan
pengukuran terhadap diameter kawat yang tampak pada mikroskop. Untuk
mengetahui skala perbesaran mikroskop, ukuran diameter kawat yang tampak pada
mikroskop dibagi dengan ukuran diameter kawat aktual. Perhitungan skala
perbesaran mikroskop untuk lensa okuler M10 dan M20 adalah sebagai berikut :
• Diameter kawat kalibrasi aktual (D) = 0,11 mm
• Diameter kawat kalibrasi pada lensa M10 (d1) = 15 mm
o Perbesaran lensa M10 = d1 : D è 15 : 0,11 = 136,364 (kali)
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

49
• Diameter kawat kalibrasi pada lensa M20 (d2) = 30 mm
o Perbesaran lensa M20 = d2 : D è 30 : 0,11 = 272,727 (kali)
Contoh perhitungan kedalaman lapisan pada sprocket imitasi putih setelah
karburisasi selama 15 menit (Gambar 4.9).
• Kedalaman lapisan hasil pengukuran = 45 mm
• Skala Perbesaran (Lensa M20) = 272,727
• Kedalaman lapisan aktual è 45 : 272,727 = 0,165 mm
Hasil pengamatan terhadap kedalama lapisan karbon yang terdifusi pada
setiap spesimen ditunjukkan pada Gambar 4.9 hingga Gambar 4.14.
Gambar 4.9. Lapisan Karburisasi Sprocket Imitasi Putih selama 15 Menit
Gambar 4.10. Lapisan Karburisasi Sprocket Imitasi Putih selama 30 Menit
Gambar 4.11. Lapisan Karburisasi Sprocket Imitasi Putih selama 45 Menit (Lensa M10)
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

50
Hasil pengamatan struktur mikro terhadap sprocket imitasi putih
menunjukkan peningkatan kedalaman lapisan karbon mulai dari karburisasi selama
15 menit, 30 menit dan 45 menit. Pada proses karburisasi selama 15 menit,
kedalaman lapisan sebesar 0,165 mm, pada 30 menit sebesar 0,23 mm sedangkan
pada 45 menit sebesar 0,35 menit. Begitu pula dengan sprocket imitasi hitam.
Kedalaman permukaan sprocket imitasi hitam terus meningkat mulai dari
karburisasi selama 15 menit hingga 45 menit. Kedalaman lapisan yang terbentuk
adalah sebesar 0,23 mm untuk karburisasi selama 15 menit, untuk karburisasi
selama 30 menit lapisan yang terbentuk sedalam 0,25 mm dan 0,35 mm untuk
lapisan sprocket imitasi hitam dengan karburisasi selama 45 menit.
Gambar 4.12. Lapisan Karburisasi Sprocket Imitasi Hitam selama 15 Menit
Gambar 4.13. Lapisan Karburisasi Sprocket Imitasi Hitam selama 30 Menit
Gambar 4.14. Lapisan Sprocket Imitasi Hitam selama 45 Menit (M10)
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

51
Peningkatan kedalaman lapisan untuk masing – masing spesimen
menunjukkan perbedaan kadar karbon yang berhasil didifusikan menuju
permukaan spesimen. Semakin lama waktu penahanan kedalaman lapisan semakin
bertambah, maka kadar karbon yang terserap juga semakin meningkat seiring
dengan penambahan waktu penahanan pada saat proses karburisasi.
4.3. Hasil Pengujian Kekerasan
Pengujian kekerasan pada penelitian ini menggunakan alat uji kekerasan
Rockwell. Pengujian kekerasan Rockwell dilakukan dengan ketentuan sebagai
berikut:
• Skala Pengujian : B (HRB)
• Jenis Indentor : Bola, diameter 1/16 inchi
• Beban Penekanan : 100 kgf
• Pengujian dilakukan masing masing sebanyak 5 kali pada setiap
spesimen dengan penentuan titik uji secara acak.
Ilustrasi pengujian kekerasan menggunakan alat uji kekerasan Rockwell
ditunjukkan pada Gambar 4.9 di bawah ini.
Gambar 4.15. Ilustrasi Pengujian Kekerasan Rockwel dengan Indentor Bola
4.3.1. Pengujian kekerasan sebelum proses karburisasi cair.
Berikut ini data pengujian kekerasan sprocket pada kondisi awal sebelum
dikenai proses karburisasi cair.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
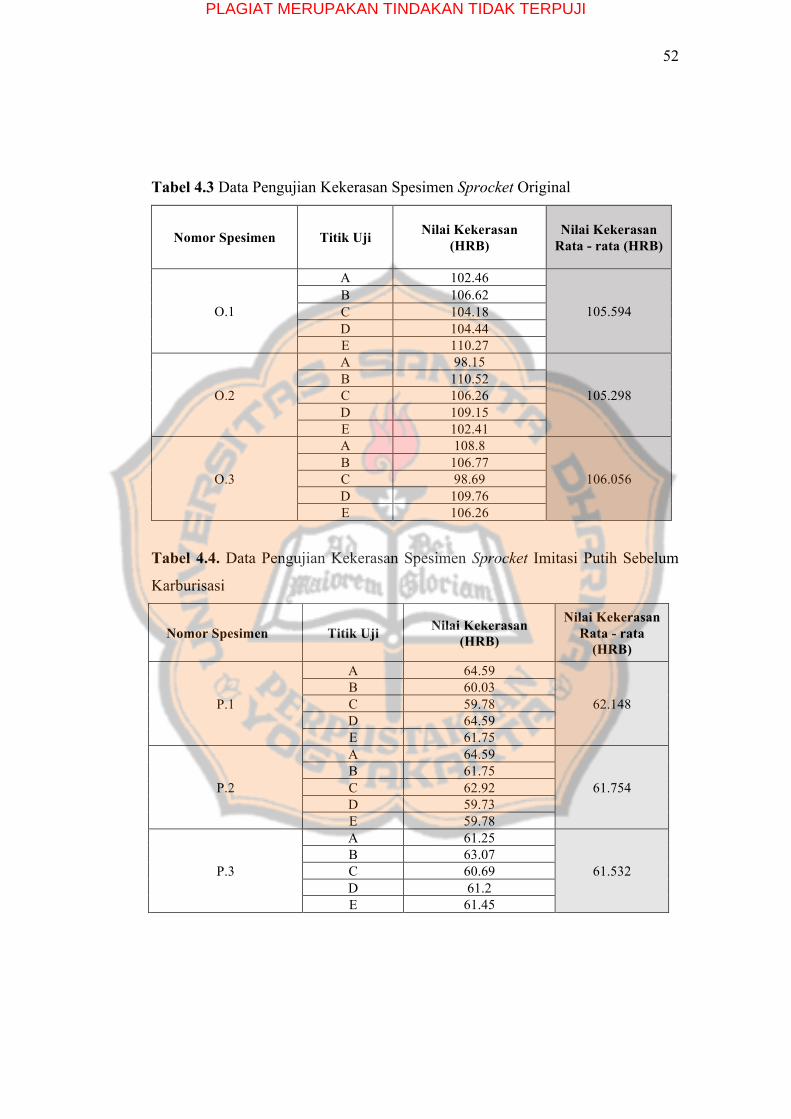
52
Tabel 4.3 Data Pengujian Kekerasan Spesimen Sprocket Original
Nomor Spesimen Titik Uji Nilai Kekerasan (HRB)
Nilai Kekerasan Rata - rata (HRB)
O.1
A 102.46
105.594 B 106.62 C 104.18 D 104.44 E 110.27
O.2
A 98.15
105.298 B 110.52 C 106.26 D 109.15 E 102.41
O.3
A 108.8
106.056 B 106.77 C 98.69 D 109.76 E 106.26
Tabel 4.4. Data Pengujian Kekerasan Spesimen Sprocket Imitasi Putih Sebelum
Karburisasi
Nomor Spesimen Titik Uji Nilai Kekerasan (HRB)
Nilai Kekerasan Rata - rata
(HRB)
P.1
A 64.59
62.148 B 60.03 C 59.78 D 64.59 E 61.75
P.2
A 64.59
61.754 B 61.75 C 62.92 D 59.73 E 59.78
P.3
A 61.25
61.532 B 63.07 C 60.69 D 61.2 E 61.45
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

53
Tabel 4.5. Data Pengujian Kekerasan Spesimen Sprocket Imitasi Hitam Sebelum
Karburisasi
Nomor Spesimen Titik Uji Nilai Kekerasan (HRB)
Nilai Kekerasan Rata - rata (HRB)
H.1
A 70.57
70.088 B 73.67 C 67.28 D 69.36 E 69.56
H.2
A 74.63
70.228 B 70.37 C 68.6 D 69.86 E 67.68
H.3
A 74.43
71.466 B 75.69 C 70.73 D 68.44 E 68.04
Dari data pengujian kekerasan rockwell terhadap ketiga jenis sprocket
diketahui bahwa nilai kekerasan rata – rata pada sprocket original memiliki nilai
kekerasan paling tinggi yaitu 105.65 HRB, sedangkan pada sprocket imitasi putih
dan hitam masing – masing memiliki nilai kekerasan rata - rata sebesar 61,81 dan
70,59 HRB. Data pengujian kekerasan tersebut sesuai dengan data hasil pengujian
komposisi dimana sprocket jenis original memiliki kandungan karbon sebesar
0,7%, sprocket imitasi putih dengan kandungan karbon sebesar 0,11% dan sprocket
imitasi hitam dengan kandungan karbon 0,14%. Semakin banyak karbon yang
terkandung dalam suatu material maka nilai kekerasannya semakin bertambah.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
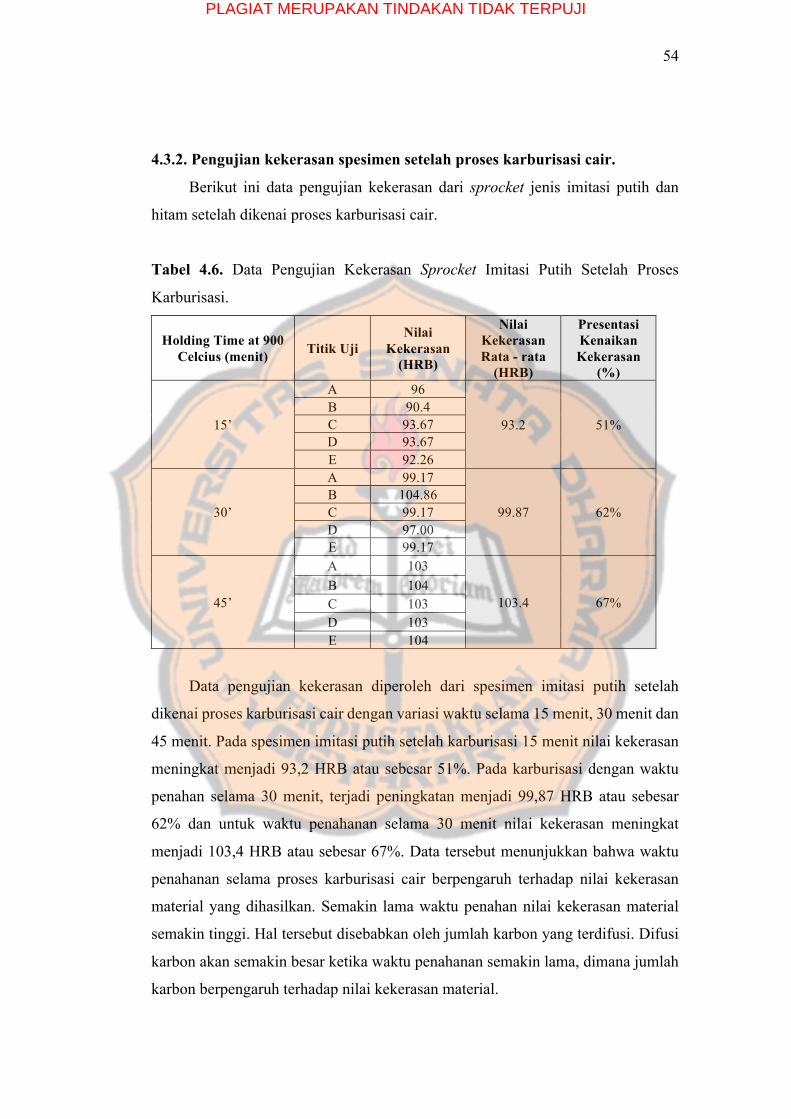
54
4.3.2. Pengujian kekerasan spesimen setelah proses karburisasi cair.
Berikut ini data pengujian kekerasan dari sprocket jenis imitasi putih dan
hitam setelah dikenai proses karburisasi cair.
Tabel 4.6. Data Pengujian Kekerasan Sprocket Imitasi Putih Setelah Proses
Karburisasi.
Holding Time at 900 Celcius (menit) Titik Uji
Nilai Kekerasan
(HRB)
Nilai Kekerasan Rata - rata
(HRB)
Presentasi Kenaikan Kekerasan
(%)
15’
A 96
93.2 51% B 90.4 C 93.67 D 93.67 E 92.26
30’
A 99.17
99.87 62% B 104.86 C 99.17 D 97.00 E 99.17
45’
A 103
103.4 67% B 104 C 103 D 103 E 104
Data pengujian kekerasan diperoleh dari spesimen imitasi putih setelah
dikenai proses karburisasi cair dengan variasi waktu selama 15 menit, 30 menit dan
45 menit. Pada spesimen imitasi putih setelah karburisasi 15 menit nilai kekerasan
meningkat menjadi 93,2 HRB atau sebesar 51%. Pada karburisasi dengan waktu
penahan selama 30 menit, terjadi peningkatan menjadi 99,87 HRB atau sebesar
62% dan untuk waktu penahanan selama 30 menit nilai kekerasan meningkat
menjadi 103,4 HRB atau sebesar 67%. Data tersebut menunjukkan bahwa waktu
penahanan selama proses karburisasi cair berpengaruh terhadap nilai kekerasan
material yang dihasilkan. Semakin lama waktu penahan nilai kekerasan material
semakin tinggi. Hal tersebut disebabkan oleh jumlah karbon yang terdifusi. Difusi
karbon akan semakin besar ketika waktu penahanan semakin lama, dimana jumlah
karbon berpengaruh terhadap nilai kekerasan material.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
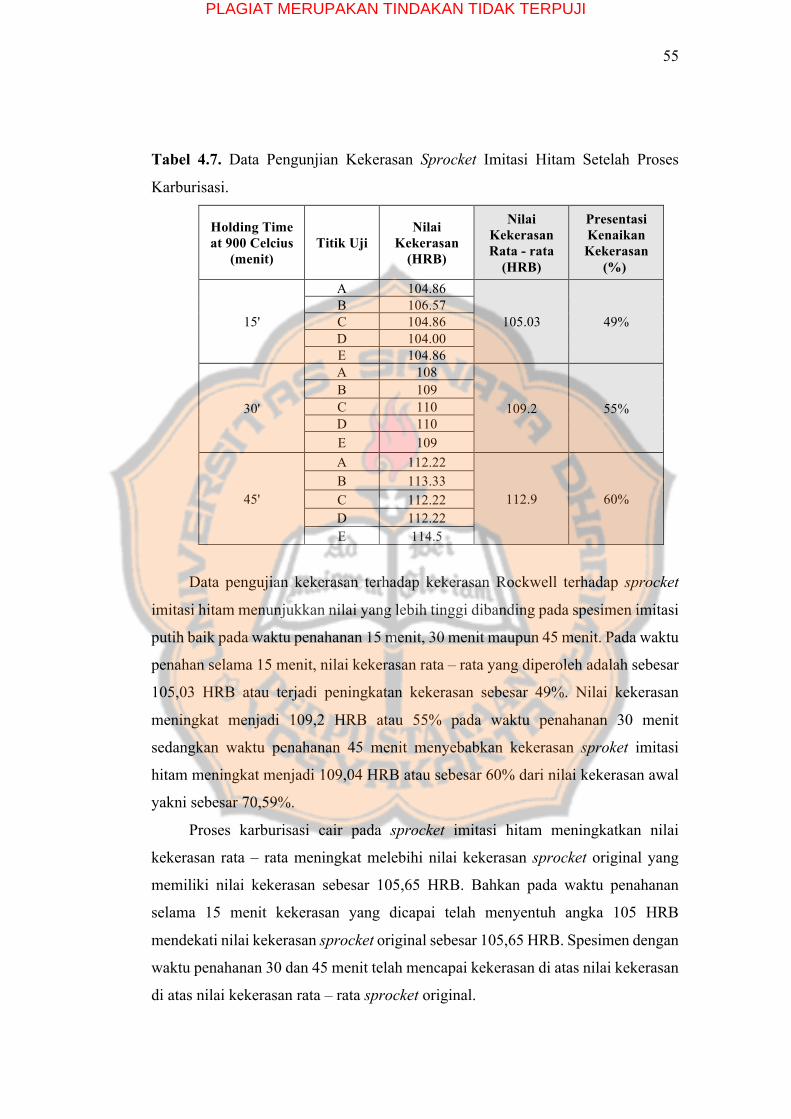
55
Tabel 4.7. Data Pengunjian Kekerasan Sprocket Imitasi Hitam Setelah Proses
Karburisasi.
Holding Time at 900 Celcius
(menit) Titik Uji
Nilai Kekerasan
(HRB)
Nilai Kekerasan Rata - rata
(HRB)
Presentasi Kenaikan Kekerasan
(%)
15'
A 104.86
105.03 49% B 106.57 C 104.86 D 104.00 E 104.86
30'
A 108
109.2 55% B 109 C 110 D 110 E 109
45'
A 112.22
112.9 60% B 113.33 C 112.22 D 112.22 E 114.5
Data pengujian kekerasan terhadap kekerasan Rockwell terhadap sprocket
imitasi hitam menunjukkan nilai yang lebih tinggi dibanding pada spesimen imitasi
putih baik pada waktu penahanan 15 menit, 30 menit maupun 45 menit. Pada waktu
penahan selama 15 menit, nilai kekerasan rata – rata yang diperoleh adalah sebesar
105,03 HRB atau terjadi peningkatan kekerasan sebesar 49%. Nilai kekerasan
meningkat menjadi 109,2 HRB atau 55% pada waktu penahanan 30 menit
sedangkan waktu penahanan 45 menit menyebabkan kekerasan sproket imitasi
hitam meningkat menjadi 109,04 HRB atau sebesar 60% dari nilai kekerasan awal
yakni sebesar 70,59%.
Proses karburisasi cair pada sprocket imitasi hitam meningkatkan nilai
kekerasan rata – rata meningkat melebihi nilai kekerasan sprocket original yang
memiliki nilai kekerasan sebesar 105,65 HRB. Bahkan pada waktu penahanan
selama 15 menit kekerasan yang dicapai telah menyentuh angka 105 HRB
mendekati nilai kekerasan sprocket original sebesar 105,65 HRB. Spesimen dengan
waktu penahanan 30 dan 45 menit telah mencapai kekerasan di atas nilai kekerasan
di atas nilai kekerasan rata – rata sprocket original.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
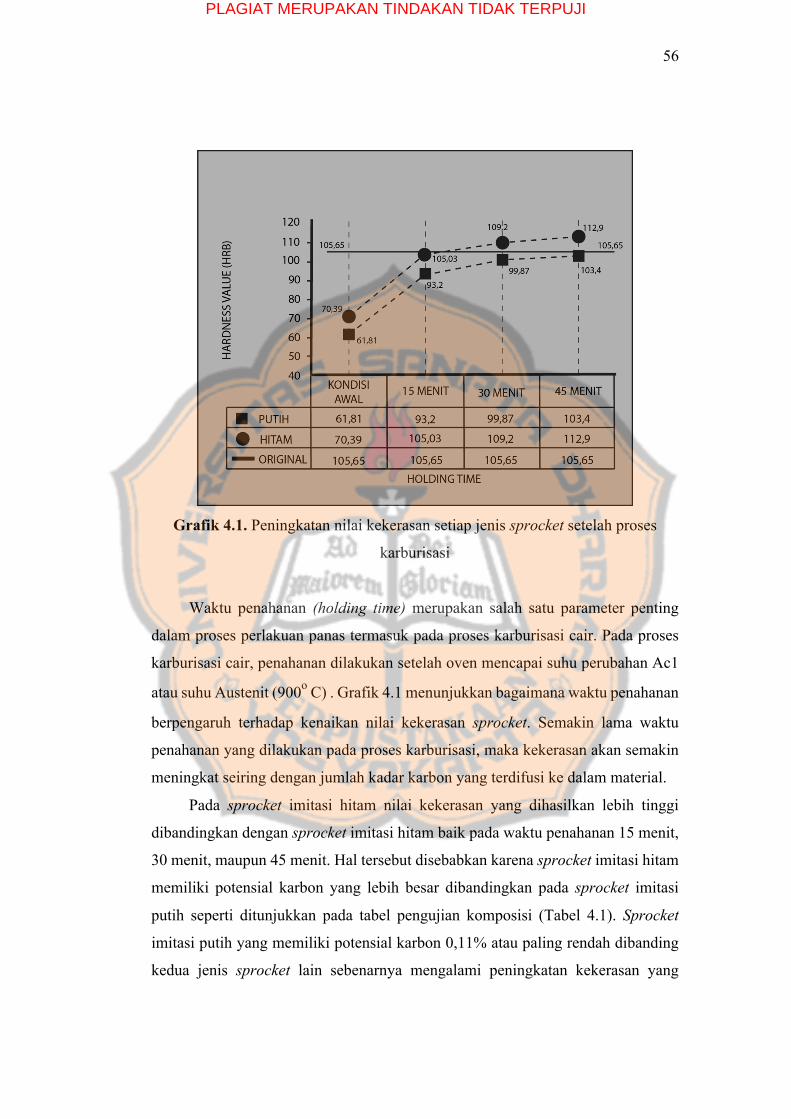
56
Grafik 4.1. Peningkatan nilai kekerasan setiap jenis sprocket setelah proses
karburisasi
Waktu penahanan (holding time) merupakan salah satu parameter penting
dalam proses perlakuan panas termasuk pada proses karburisasi cair. Pada proses
karburisasi cair, penahanan dilakukan setelah oven mencapai suhu perubahan Ac1
atau suhu Austenit (900o C) . Grafik 4.1 menunjukkan bagaimana waktu penahanan
berpengaruh terhadap kenaikan nilai kekerasan sprocket. Semakin lama waktu
penahanan yang dilakukan pada proses karburisasi, maka kekerasan akan semakin
meningkat seiring dengan jumlah kadar karbon yang terdifusi ke dalam material.
Pada sprocket imitasi hitam nilai kekerasan yang dihasilkan lebih tinggi
dibandingkan dengan sprocket imitasi hitam baik pada waktu penahanan 15 menit,
30 menit, maupun 45 menit. Hal tersebut disebabkan karena sprocket imitasi hitam
memiliki potensial karbon yang lebih besar dibandingkan pada sprocket imitasi
putih seperti ditunjukkan pada tabel pengujian komposisi (Tabel 4.1). Sprocket
imitasi putih yang memiliki potensial karbon 0,11% atau paling rendah dibanding
kedua jenis sprocket lain sebenarnya mengalami peningkatan kekerasan yang
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

57
cukup signifikan, namun masih di bawah nilai kekerasan sprocket original.
Kenaikan nilai kekerasan tertinggi terjadi pada waktu penahanan 45 menit, sebesar
103,4 HRB.
Sprocket imitiasi hitam yang telah dikarburisasi selama 15 menit pada
dasarnya telah mampu menyamai nilai kekerasan sprocket original. Nilai kekerasan
sprocket imitasi hitam dengan waktu penahanan 15 menit berada di angka 105
HRB, sama seperti nilai kerasan rata – rata sprocket original. Sedangkan untuk
sprocket imitasi putih, pada waktu penahanan yang sama (15 menit) nilai
kekerasannya sebesar 93,2 HRB, lebih rendah dibanding nilai kekerasan sprocket
imitasi hitam. Kondisi tersebut disebabkan karena sprocket imitasi hitam memiliki
potensial karbon yang lebih tinggi dibandingkan dengan sprocket imitasi putih,
sehingga nilai kekerasan yang diperoleh pada setiap waktu penahanan lebih tinggi
dibanding sprocket imitasi putih.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI
58
BAB V
PENUTUP
5.1 Kesimpulan
Berdasarkan hasil penelitian dan analisa data yang telah dilakukan, dapat
diambil beberapa kesimpulan antara lain :
1. Proses liquid carburizing dengan menggunakan garam sianida yang
berupa campuran dari K4(Fe)CN6 40%, KCl 5% dan Na2CO3 35% diikuti
pendinginan dengan media pendingin air dapat meningkatkan kekerasan
permukaan sprocket imitasi.
2. Peningkatan nilai kekerasan spesimen sprocket imitasi putih lebih rendah
dibandingkan peningkatan pada spesimen sprocket imitasi hitam baik pada waktu
penahanan 15 menit, 30 menit, maupun 45 menit.
3. Sprocket imitasi hitam mampu mencapai nilai kekeraan yang setara
dengan sprocket original pada waktu penahanan karburasi selama 15 menit,
sedangkan sprocket imitasi putih membutuhkan waktu penahanan 45 menit untuk
memperoleh nilai kekerasan setara dengan sprocket original
4. Proses karburasi menyebabkan perubahan struktur mikro dari perlit dan
ferit menjadi martensit.
5. Proses karburasi meningkatkan kadar karbon sprocket imitasi putih yang
memiliki potensial karbon terendah yakni 0,11% C menjadi 0,87% C.
5.2 Saran
Berdasarkan hasil penelitian yang dilakukan, penulis menyarankan
beberapa hal antara lain:
1. Hasil karburasi cair akan lebih optimal apabila menggunakan oven heat
treatment yang mampu menjaga temperatur secara stabil.
2. Tabung reaksi yang digunakan sebagai wadah sebaiknya berbahan dasar
porseline karena seringkali tabung reaksi berbahan keramik tidak mampu bertahan
pada temperatur tinggi. Selain itu, tabung reaksi yang digunakan sebaiknya dapat
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

59
3. benar – benar tertutup rapat agar karbon tidak berikatan dengan oksigen
dan dapat terdifusi dengan lebih optimal menuju permukaan benda kerja.
4. Untuk mendapatkan kekerasan yang lebih tinggi dapat dilakukan dengan
meningkatkan temperatur, waktu, dan memperbanyak prosentase garam sianida.
5. Perlu dipersiapkan alat penjepit untuk mengeluarkan benda kerja dari
oven agar oksidasi dapat terhindar pada saat akan melakukan pendinginan.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

60
DAFTAR PUSTAKA
Ant. Suroto & B.Sudibyo. Ilmu Logam, Metallurgy. Surakarta. 2012
ASM Internasional. (1995). Metals Handbook Heat Treating Vol 4. Jakarta.
Darmanto. (2006). Pengaruh Holding Time Terhadap Sifat Kekerasan dengan
Refining The Core pada Proses Carburizing Material Baja Karbon Rendah.
11 Maret 2017.
Dieter, G.E., 1987, Metalurgi Mekanik, terj. Sriati D., Erlangga, Jakarta, hal. 6.
Djaprie, S. (1983). Ilmu dan Teknologi Bahan. Erlangga, Jakarta.
Ebhota Williams S, Ademola Emmanuel, Oghenekaro Peter. (2014). Fundamentals
of Sprocket Design and Reverse Engineering of Rear Sprocket of a Yamaha
CY80 Motorcycle. International Journal of Engineering and Technology
Volume 4. National Engineering Design Development Institute, Nigeria.
Jet-Journal.org. 4 April 2017.
George E. Diepiter Jr. Metallurgy and Metallurgical Enginering Series, New York.
1961
Jaleel Kareem Ahmad, International Journal of Materials Science and
Applications, 2015; 4(2-1): 11 – 14
Juniansyah, Raden Mochamad. (2006). Pengaruh Karburising Terhadap
Kekerasan Sproket Speda Motor. Fakultas Sains dan Teknologi. Universitas
Sanata Dharma. Yogyakarta.
Masyrukan. (2006). Penelitian Sifat Fisis dan Mekanis Baja Karbon Rendah Akibat
Pengaruh Proses Pengarbonan dari Arang Kayu Jati. Universitas
Muhammadiyah Surakarta. Media Mesin, Vol. 7. Journals.ums.ac.id. 11
Maret 2017.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

61
McCormick Place. Heat Treatment and Surface Enginering. Chicago. Illinois. 1998
Nanulaitta Nevada J. M., Alexander A. Patty. (2011). Analisa Nilai Kekerasan Baja
Karbon Rendah (S35c) dengan Pengaruh Waktu Penahanan (Holding
Time) Melalui Proses Pengarbonan Padat (Pack Carburizing) dengan
Pemanfaatan Cangkang Kerang sebagai Katalisator. 11 Maret 2017.
Norman E. Dowling. Mechanical Behaviour of Matterials. United States. 2013
Prayitno, A. dan Inonu, I. (1999). Pengaruh Perbedaan Waktu Penahanan Suhu
Stabil (Holding Time) Terhadap Kekerasan Logam. Universitas Riau.
Rochim Suratman. (1994). Paduan Proses Perlakuan Panas. Institut Teknologi
Bandung.
Setyahandana, B., Materi Kuliah Bahan Teknik Manufaktur, Universitas Sanata Dharma, Yogyakarta.
Smallman, R.E., Bishop, R.J. (2000). Metalurgi Fisik Modern & Rekayasa
Material. Erlangga, Jakarta.
Surdia, Tata.and Shinroku S., 1999, Pengetahuan Bahan Teknik, cetakan keempat, PT. Pradnya Paramita, Jakarta
Thelning, K.E. (1975). Steel and Its Heat Treatment. A.B. Bofors Butterworths.
London and Boston.
Waluyo Joko. (2009). Pengaruh Temperatur dan Waktu Tahan pada Proses
Karburasi Cair terhadap Kekerasan Baja Aisi 1025 dengan Media
Pendinginan Air. 11 Maret 2017.
Yang Yan-Hui at al. Microstructure and Mechanical Properties of Gear Steels after
High Temperature Carburization. 2013.
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

62
Lampiran
Lampiran 1. Pengujian Komposisi Sprocket Original
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

63
Lampiran 2. Pengujian Komposisi Sprocket Imitasi Putih sebelum Karburisasi
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

64
Lampiran 3. Pengujian Komposisi Sprocket Imitasi Hitam sebelum Karburisasi
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI

65
Lampiran 4. Pengujian Komposisi Sprocket Imitasi Putih setelah Karburisasi
selama 30 menit
PLAGIAT MERUPAKAN TINDAKAN TIDAK TERPUJI