PENGARUH LAPISAN KARBON PADA CETAKAN PERMANEN … filePENGARUH LAPISAN KARBON PADA CETAKAN PERMANEN...
19
PENGARUH LAPISAN KARBON PADA CETAKAN PERMANEN TERHADAP DISTRIBUSI KEKERASAN GRINDING CYL DENGAN MATERIAL BESI COR KELABU Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I pada Jurusan Teknik Mesin Fakultas Teknik Oleh : HUSEN MUHAMMAD ASSROFI NIM : D 200 120 160 PROGRAM STUDI TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS MUHAMMADIYAH SURAKARTA 2017
-
Upload
phunghuong -
Category
Documents
-
view
220 -
download
0
Transcript of PENGARUH LAPISAN KARBON PADA CETAKAN PERMANEN … filePENGARUH LAPISAN KARBON PADA CETAKAN PERMANEN...

PENGARUH LAPISAN KARBON PADA CETAKAN PERMANEN
TERHADAP DISTRIBUSI KEKERASAN GRINDING CYL
DENGAN MATERIAL BESI COR KELABU
Disusun sebagai salah satu syarat menyelesaikan Program Studi Strata I
pada Jurusan Teknik Mesin Fakultas Teknik
Oleh :
HUSEN MUHAMMAD ASSROFI
NIM : D 200 120 160
PROGRAM STUDI TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
2017

i

ii
iii

1
PENGARUH LAPISAN KARBON PADA CETAKAN PERMANEN
TERHADAP DISTRIBUSI KEKERASAN GRINDING CYL
DENGAN MATERIAL BESI COR KELABU
Abstrak
Penelitian ini bertujuan untuk mengetahui pengaruh lapisan karbon pada
solidifikasi besi cor kelabu dalam cetakan permanen untuk tapping awal.Penelitian
ini menggunakan cetakan permanen besi cor ductile (FCD).Metodologi penelitian
ini di lakukan dengan melting besi cor dalam tungku induksi kemudian di tuang
pada cetakan FCD yang dilapisi karbon untuk membuat spesimen besi cor kelabu
kemudian diuji sifat-sifat fisis dan mekanis. Pengujian dalam bentuk cairan besi cor
kelabu menggunakan alat uji CE Meter lalu pada spesimen besi cor kelabu di uji
komposisi kimia dengan spectrometer kemudian di uji kekerasan dan foto mikro
yang di ambil dari bagian yang kontak langsung dengan udara dan yang kontak
langsung dengan cetakan FCD.
Hasil penelitian berupa grafik yang di peroleh dari CE Meter menunjukkan
temperatur 1260.3°C saat proses tapping awal di tuang dalam cetakan di mulai pada
grafik yang terbaca CE Meter terjadi penurunan temperatur, pada temperatur liquid
1121.3°C bentuknya masih cair sampai temperatur solid 1118.7°C sehingga di
peroleh nilai CEL=4,47% ; C=3,98% ; dan SI=1,86% di mana besi mulai padat
namun masih berwarna merah hingga temperatur 1060°C dan mengeras dalam
waktu 180 detik, sedangkan hasil uji komposisi kimia dalam bentuk solid atau
padat antara lain : Fe 93,26% ; C 3,06% ; Si 1,80% dan unsur lainnya di bawah
1%. Hasil uji struktur mikro bagian spesimen yang di uji kekerasan terlihat grafit
dan sementit dan hasil uji kekerasan spesimen pada bagian A=82.54, 90.15, 91.27,
87.60, 86.09. B=86.60, 90.44, 90.03, 88.77, 88.60. C=92.07, 96.20, 96.66, 88.38,
90.83. dan D= 96.12, 92.85, 92.28, 93.81, 94.50 dan harga kekerasan tertinggi yaitu
pada bagian C3 sebesar 96.66, sedangkan harga kekerasan terendah yaitu pada
bagian A1 sebesar 82.54. Berdasarkan data tersebut dapat di simpulkan bahwa
setiap bagian mempunyai tingkat kekerasan yang bervariatif, karena setiap titik atau
bagian yang di uji mempunyai kandungan karbon yang berbeda-beda. Semakin
tinggi kandungan karbon maka akan semakin tinggi tingkat kekerasannya serta
mempengaruhi sifat fisis besi cor kelabu.
Kata kunci :Solidifikasi, molding FCD, spectrometer, struktur mikro, kekerasan.
Abstract
The research aims to determine the effect of the carbon coating on the
solidification of gray cast iron in a permanent mold for the initial tapping. This
research uses a permanent mold cast iron ductile (FCD). This research
methodology was conducted with cast iron melting in induction furnace and the is
poured in the mold FCD coated carbon to create gray cast iron specimens were
then tested the physical properties and mechanical. The testing in the form of liquid
grey cast iron CE Meter test equipment spectrometer then in the micro hardness
tester and photos are taken from the direct contact with the air and direct contact
the mold FCD.

2
The result of the research is a chart obtained from CE Meter indicates the
temperature 1260.3°C during tapping intial cast in the mold begins on the chart
that reads CE Meter decrease temperature of solid 1118.7°C so that the value
CEL= 4,47% ; C= 3,98% and SI= 1,86% where in iron solid starts but still the red
until 1060°C temperature and hardened whitin 180 seconds, while the result of
chemical composition in the form of solid or solid among others : Fe 93,26% ; C
3,06% ; Si 1,80% and other elements below 1%. Test result microstructure in the
section of the specimen hardness test looks graphite and cementite and hardness
test result A=82.54, 90.15, 91.27, 87.60, 86.09. B=86.60, 90.44, 90.03, 88.77,
88.60. C=92.07, 96.20, 96.66, 88.38, 90.83. and D= 96.12, 92.85, 92.28, 93.81,
94.50 and specimens at the highest hardness rate in the C3 at 96.66 , while the
price of the A1 82.54 based on this data we can conclude that each part has a
varied level of hardness, because each point or section in the test has a carbon
content of different the higher the carbon content. The higher the level of hardness
and influence the nature of fission gray cast iron.
Keyword :solidification, molding FCD, spectrometer, microstructure, hardness.
1. PENDAHULUAN
1.1. Latar Belakang
Pengecoran dapat diartikan sebagai suatu proses manufaktur dengan
menggunakan material cair dan cetakan untuk menghasilkan bagian-bagian
dengan bentuk yang mendekati geometri akhir produk. Pengecoran dapat
dilakukan menggunakan material yang berupa cair, contoh adalah material
logam cair, termoplastik dan material lain yang dapat menjadi cair atau
pasta ketika dalam kondisi kering.
Besi cor merupakan paduan besi yang mengandung karbon 2-4 %,
Silikon 1,10 %, mangan 1-15%, fosfor 0,05-15% dan belerang. Unsur
karbon dalam besi cor berupa sementit, karbon bebas atau grafit.besi cor
mempunyai keuletan yang relatif rendah sehingga tidak dapat ditempa,
diroll atau didrawing. Dari diagram Fe C percepatan pendinginan
menghasilkan perubahan fisis. Penggunaan besi cor cukup luas karena besi
cor ini memiliki sifat khusus seperti mudah dituang pada saat kondisi cair
sehingga banyak digunakan di industri pengecoran logam.
1.2. Tujuan
1. Mengetahui komposisi kimia pada saat cair dan laju pendinginan besi
cor kelabu pada cetakan permanen FCD.

3
2. Meneliti komposisi kimia pada hasil pengecoran menggunakan cetakan
permanen FCD.
3. Meneliti kekerasan pada hasil pengecoran menggunakan cetakan
permanen FCD.
4. Meneliti struktur mikro pada hasil pengecoran menggunakan cetakan
permanen FCD.
1.3. BatasanMasalah
Adapunbatasandalampenelitianini, yaitu :
1. Material yang dipakai adalah besi cor kelabu di PT. Bonjor Jaya Klaten.
2. Mengetahui laju pendinginan dan komposisi pada saat material cair
menggunakan alat CE Meter.
3. Pengujian kekerasan hasil coran menggunakan kekerasan Rockwell.
4. Pengujian struktur mikro hasil coran.
5. Proses pelapisan carbon pada cetakan permanen FCD.
2. METODE PENELITIAN
2.1. Alat dan Bahan
Alat : Tanur Induksi, Cetakan Permanen FCD, Frame, Pyrometer laser,
Ladle, Tang penjepit, Kamera DSLR, Pukul besi, Sekop,Uji
Komposisi spectrometer, Uji Kekerasan Rockwell, Mikroskop optic
Olympus metallurgical tester,CE meter.
Bahan : Arang, Solar, karbon, Cairan besi siap tuang, Resin, Katalis.

4
2.2. Diagram Alir Penelitian
Gambar 1. Diagram Alir Penelitian
2.3. Tahapan Penelitian
a. Proses pencairan logam dilakukan di dalam tungku induksi pencairan
logam.
b. Sebelum penuangan pada cetakan, molding disiapkan untuk proses
pemanasan (preheating). Setelah itu dilakukan proses pelapisan karbon
pada cetakan dengan menggunakan karbon yang dicampur solar.
c. Melakukan proses penuangan besi cor cair ke dalam cetakan permanen.
d. Proses pelepasan produk (coran) dari cetakan.
e. Proses pendinginan udara bebas.
MULAI
Studi literatur dan menyiapkan alat
Melting besi cor dapur peleburan
Molding
Pelapisan karbon pada cetakan
Penuangan besi cor dalam cetakan
tapping CE Meter
Solidifikasi besi cor kelabu
Preparasi spesimen
Pengujian komposisi Pengujian kekerasan
Pengujian struktur mikro
Hasil dan kesimpulan
Analisa data
SELESAI

5
f. Setelah coran dingin dilakukan pemotongan dengan alat wire cut di
Politeknik ATMI Surakarta, pemilihan pemotongan dengan wire cut
bertujuan struktur kimia pada spesimen tidak berubah dan
menghasilkan potongan yang rapi. Selanjutnya potongan hasil coran
dimounting untuk proses pengujian.
g. Kemudian melakukan proses pengujian kekerasan menggunakan alat uji
kekerasan Rockwell, pengujian komposisi kimia dan pengujian struktur
mikro.
3. HASIL DAN PEMBAHASAN
3.1. Hasil Penelitian Uji CE Meter
Gambar 2. Grafik Hasil Uji CE Meter
Dari grafik CE Meter diatas menunjukkan proses solidifikasi dimana
temperatur 1260.30C saat proses tapping awal dituang dalam cetakan terjadi
penurunan temperatur, pada temperatur liquid 1121.30C bentuknya masih
cair sampai temperatur solid 1118.70C sehingga diperoleh nilai CEL=4,47%
; C=3,98% ; Si=1,86% dimana besi mulai padat namun masih berwarna
merah hingga temperatur 10600C dan mengeras dalam waktu 180 detik.
6
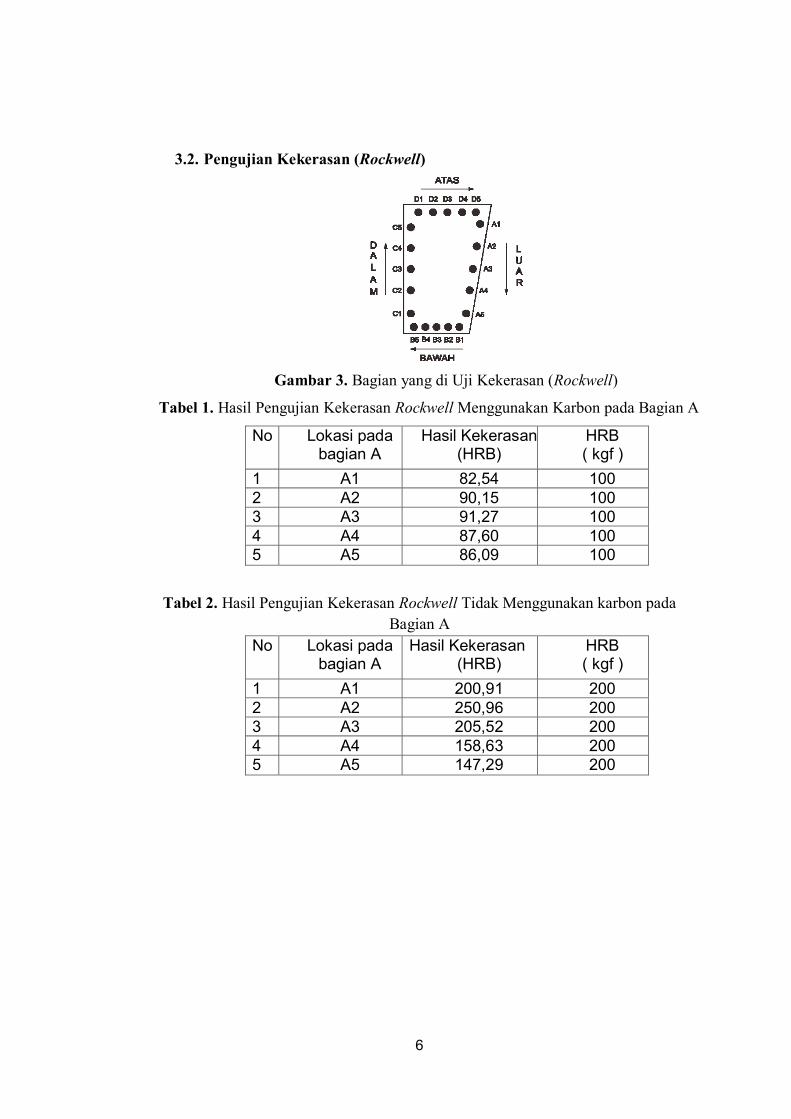
3.2. Pengujian Kekerasan (Rockwell)
Gambar 3. Bagian yang di Uji Kekerasan (Rockwell)
Tabel 1. Hasil Pengujian Kekerasan Rockwell Menggunakan Karbon pada Bagian A
No Lokasi pada bagian A
Hasil Kekerasan (HRB)
HRB ( kgf )
1 A1 82,54 100
2 A2 90,15 100
3 A3 91,27 100
4 A4 87,60 100
5 A5 86,09 100
Tabel 2. Hasil Pengujian Kekerasan Rockwell Tidak Menggunakan karbon pada
Bagian A
No Lokasi pada bagian A
Hasil Kekerasan (HRB)
HRB ( kgf )
1 A1 200,91 200
2 A2 250,96 200
3 A3 205,52 200
4 A4 158,63 200
5 A5 147,29 200
7
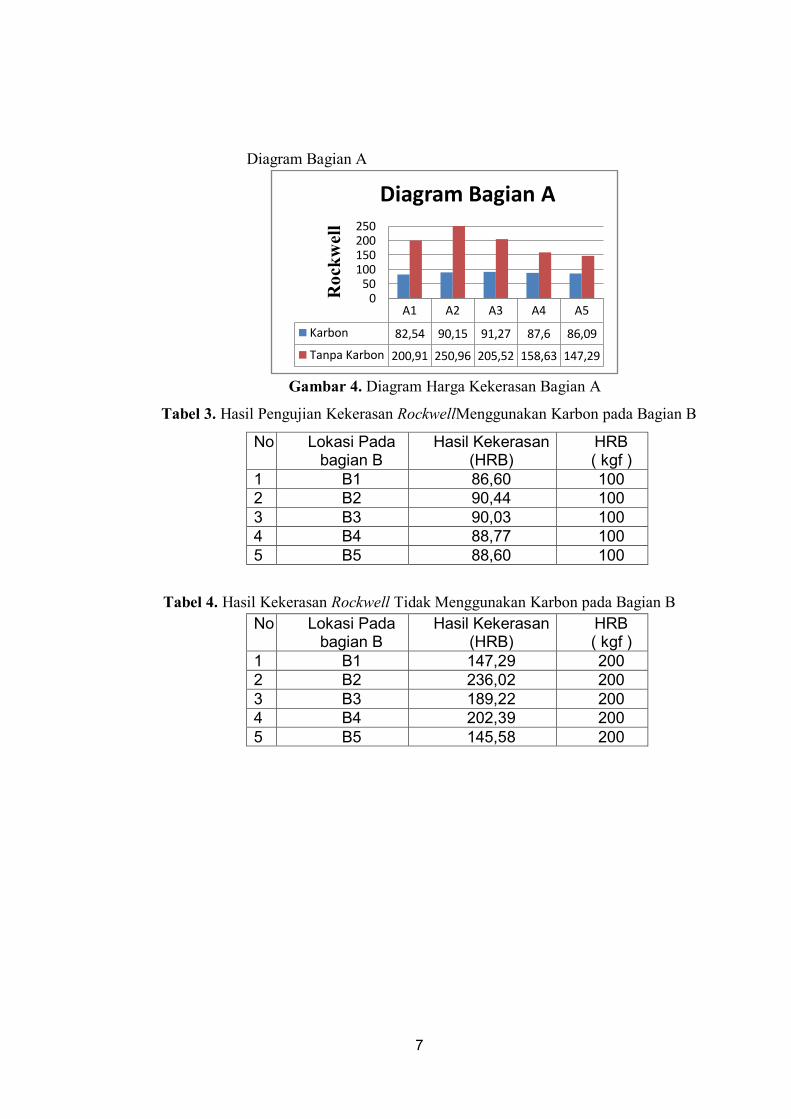
Diagram Bagian A
Gambar 4. Diagram Harga Kekerasan Bagian A
Tabel 3. Hasil Pengujian Kekerasan RockwellMenggunakan Karbon pada Bagian B
No Lokasi Pada bagian B
Hasil Kekerasan (HRB)
HRB ( kgf )
1 B1 86,60 100
2 B2 90,44 100
3 B3 90,03 100
4 B4 88,77 100
5 B5 88,60 100
Tabel 4. Hasil Kekerasan Rockwell Tidak Menggunakan Karbon pada Bagian B
No Lokasi Pada bagian B
Hasil Kekerasan (HRB)
HRB ( kgf )
1 B1 147,29 200
2 B2 236,02 200
3 B3 189,22 200
4 B4 202,39 200
5 B5 145,58 200
A1 A2 A3 A4 A5
Karbon 82,54 90,15 91,27 87,6 86,09
Tanpa Karbon 200,91 250,96 205,52 158,63 147,29
050
100150200250
Ro
ck
well
Diagram Bagian A

8
Diagram Bagian B
Gambar 5. Diagram Harga Kekerasan Bagian B
Tabel 5. Hasil Pengujian Kekerasan RockwellMenggunakan Karbon pada Bagian C
No Lokasi Pada bagian C
Hasil Kekerasan (HRB)
HRB ( kgf )
1 C1 92,07 100
2 C2 96,20 100
3 C3 96,66 100
4 C4 88,38 100
5 C5 90,83 100
Tabel 6. Hasil Kekerasan Rockwell Tidak Menggunakan Karbon pada Bagian C
No Lokasi Pada bagian C
Hasil Kekerasan (HRB)
HRB ( kgf )
1 C1 145.58 200
2 C2 172.27 200
3 C3 181.46 200
4 C4 221.09 200
5 C5 189.62 200
B1 B2 B3 B4 B5
Karbon 86,6 90,44 90,03 88,77 88,6
Tanpa Karbon 147,29 236,02 189,22 202,39 145,58
050
100150200250
Ro
ck
well
Diagram Bagian B
9
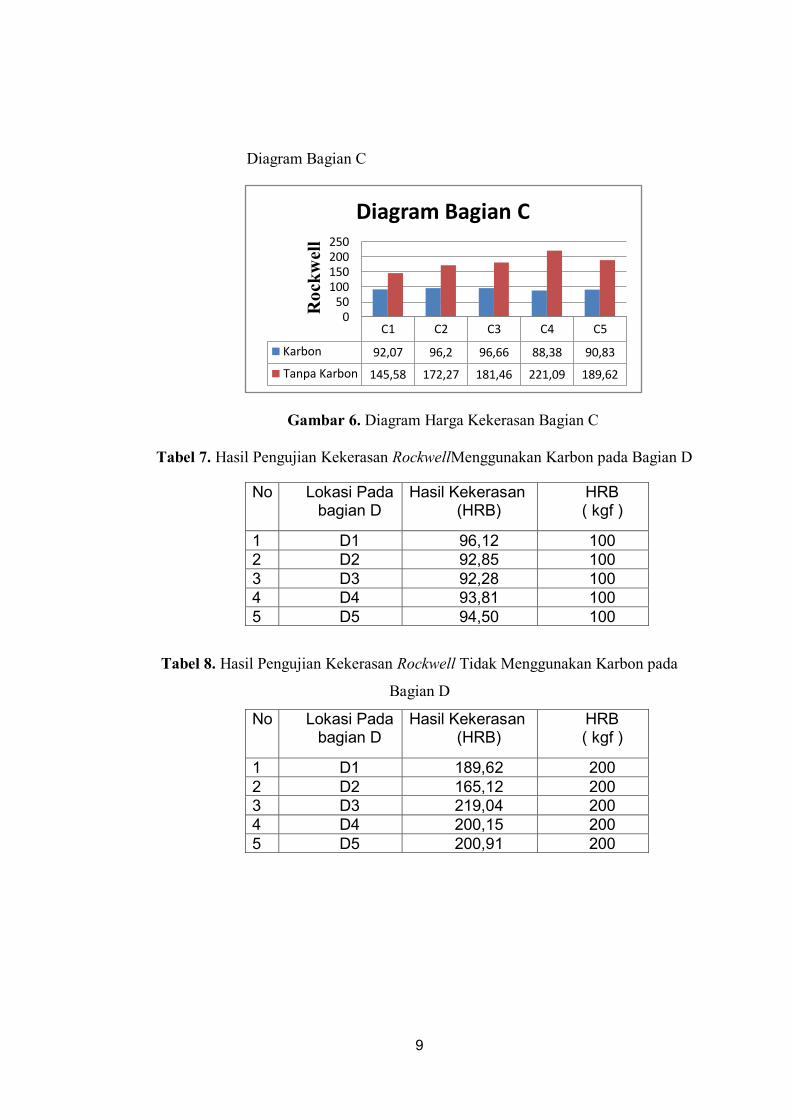
Diagram Bagian C
Gambar 6. Diagram Harga Kekerasan Bagian C
Tabel 7. Hasil Pengujian Kekerasan RockwellMenggunakan Karbon pada Bagian D
No Lokasi Pada bagian D
Hasil Kekerasan (HRB)
HRB ( kgf )
1 D1 96,12 100
2 D2 92,85 100
3 D3 92,28 100
4 D4 93,81 100
5 D5 94,50 100
Tabel 8. Hasil Pengujian Kekerasan Rockwell Tidak Menggunakan Karbon pada
Bagian D
No Lokasi Pada bagian D
Hasil Kekerasan (HRB)
HRB ( kgf )
1 D1 189,62 200
2 D2 165,12 200
3 D3 219,04 200
4 D4 200,15 200
5 D5 200,91 200
C1 C2 C3 C4 C5
Karbon 92,07 96,2 96,66 88,38 90,83
Tanpa Karbon 145,58 172,27 181,46 221,09 189,62
050
100150200250
Ro
ck
well
Diagram Bagian C
10
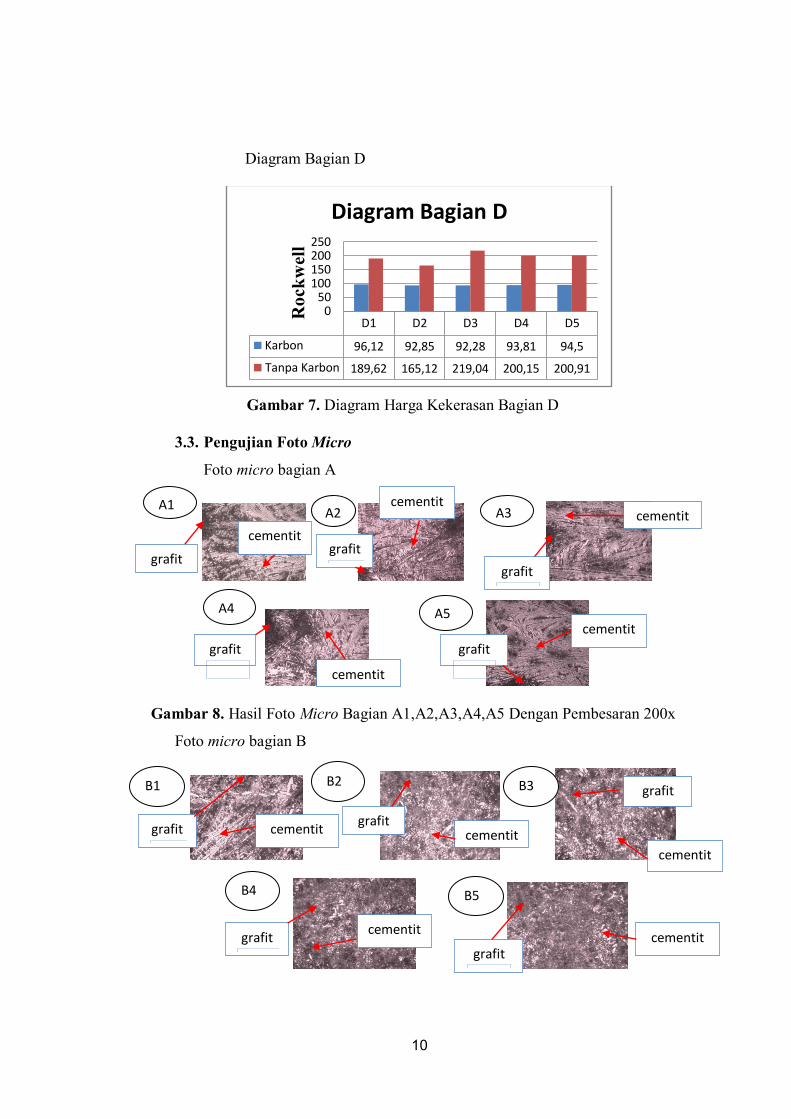
Diagram Bagian D
Gambar 7. Diagram Harga Kekerasan Bagian D
3.3. Pengujian Foto Micro
Foto micro bagian A
Gambar 8. Hasil Foto Micro Bagian A1,A2,A3,A4,A5 Dengan Pembesaran 200x
Foto micro bagian B
D1 D2 D3 D4 D5
Karbon 96,12 92,85 92,28 93,81 94,5
Tanpa Karbon 189,62 165,12 219,04 200,15 200,91
050
100150200250
Ro
ck
well
Diagram Bagian D
A1
A5 A4
A3 A2 cementit
grafit
cementit
cementit
cementit
cementit
cementit
cementit
cementit
grafit
cementit
cementit
cementit
grafit
cementit
cementit
cementit
grafit
cementit
cementit
cementit
grafit
cementit
cementit
cementit
B1
B5 B4
B3 B2
cementit
grafit
cementit
cementit
cementit
grafit
cementit
cementit
cementit
grafit
cementit
cementit
cementit
grafit
cementit
cementit
cementit
grafit
cementit
cementit
cementit
cementit
cementit cementit
cementit
11
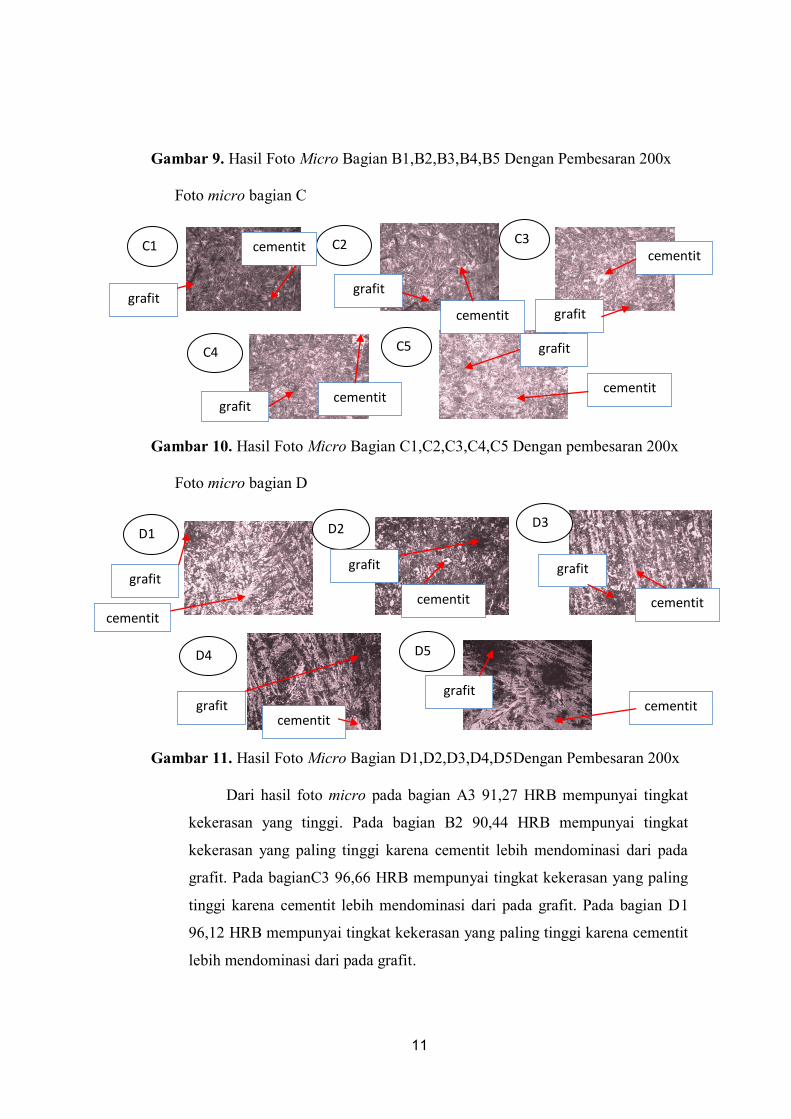
Gambar 9. Hasil Foto Micro Bagian B1,B2,B3,B4,B5 Dengan Pembesaran 200x
Foto micro bagian C
Gambar 10. Hasil Foto Micro Bagian C1,C2,C3,C4,C5 Dengan pembesaran 200x
Foto micro bagian D
Gambar 11. Hasil Foto Micro Bagian D1,D2,D3,D4,D5Dengan Pembesaran 200x
Dari hasil foto micro pada bagian A3 91,27 HRB mempunyai tingkat
kekerasan yang tinggi. Pada bagian B2 90,44 HRB mempunyai tingkat
kekerasan yang paling tinggi karena cementit lebih mendominasi dari pada
grafit. Pada bagianC3 96,66 HRB mempunyai tingkat kekerasan yang paling
tinggi karena cementit lebih mendominasi dari pada grafit. Pada bagian D1
96,12 HRB mempunyai tingkat kekerasan yang paling tinggi karena cementit
lebih mendominasi dari pada grafit.
C1
C5
C3
C4
C2 cementit
grafit
cementit
cementit
cementit
grafit
grafit
grafit
cementit
grafit
D1
D5
D3
D4
D2
grafit
grafit
grafit grafit
grafit cementit
cementit
cementit cementit
cementit

12
3.4 Pengujian Komposisi Kimia
No KandunganUnsur
Sampel Uji
Spesimen Uji
Bagian Atas
Standart
Deviasi
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Fe 2
C
Si
Mn 1
P
S
Cr 1
Mo
Ni 1
Al
B
Co
Cu
Mg
Nb
Pb
Sn
Ti
V
W
93.26
3.06
1.80
0.437
0.113
0.051
0.096
0.000
0.061
0.009
0.0018
0.000
0.105
0.006
0.034
0.0064
0.009
0.042
0.000
0.027
0.0907
0.0551
0.0391
0.0052
0.0026
0.0019
0.0040
0.0000
0.0001
0.0002
0.0001
0.0000
0.0078
0.0006
0.0002
0.0004
0.0007
0.0014
0.0000
0.0002
4. PENUTUP
4.1 Kesimpulan
1. Berdasarkan data hasil pengujian yang diperoleh dari CE meter maka
diperoleh kandungan karbon sebesar 3.98%, silicon sebesar 1.86% dan
fospor sebesar 0%. Dengan demikian dapat diketahui bahwa besi cair
dengan kandungan karbon sebesar 3.98% maka pada saat membeku
disebut besi cor kelabu.
2. Dari data hasil pengujian kekerasan bagian A (sisi samping kanan yang
kontak langsung pada molding) menggunakan karbon paling tinggi pada
bagian A3 91,27 HRB dan tanpa karbon paling tinggi pada bagian A2
250,96 HRB. Bagian B (bagian yang kontak langsung pada molding)
13
menggunakan karbon paling tinggi pada bagian B2 90,44 HRB dan
tanpa karbon paling tinggi pada bagian B2 236,02 HRB. Bagian C (sisi
kiri atau bagian tengah yang telah dibelah) menggunakan karbon paling
tinggi pada bagian C3 96,66 HRB dan tanpa karbon paling tinggi pada
bagian C4 221,09 HRB. Bagian D (bagian atas yang kontak langsung
dengan udara bebas) menggunakan karbon paling tinggi pada bagian
D1 96,12 HRB dan tanpa karbon paling tinggi pada bagian D3 219,04
HRB. Dari hasil foto mikro dapat di lihat terbentuknya struktur grafit
dan sementit yang berseragam tergantung dari tingkat kekerasannya.
Pada pengujian komposisi kimia di dapat 20 unsur kandungan yang
berbeda dan dapat diketahui jenis besi cor kelabu FC 150 karena
terdapat kandungan C sebesar 3,06% dan Si sebesar 1.80%.
4.2 Saran
Dalam penelitian selanjutnya, penulis mempunyai beberapa saran yang
dapat digunakan untuk proses pengembangan dan pembuatan besi cor
kelabu pada cetakan permanen untuk pengembangan tapping awal, yaitu:
1. Melakukan study literatur tentang teknik pengecoran sebagai referensi
pendukung.
2. Memperhatikan persiapan alat dan bahan guna mendapatkan waktu
yang tepat dan hasil yang baik.
3. Saat proses penelitian berjalan koordinasi dalam tim sangatlah penting
baik dalam pembuatan dokumentasi, pembuatan spesimen, dan proses
pengujian spesimen, guna mendapatkan data yang akurat.
4. Memperhatikan tingkat kekerasan pada setiap titik yang di uji, karena
penelitian ini berkosentrasi pada analisa kekerasan, begitu juga untuk
pengujian yang lainnya.
5. Melakukan pengujian lebih dari satu kali atau berulang, guna untuk
mendapatkan hasil yang lebih valid.

14
PERSANTUNAN
Syukur Alhamdulillah penulis panjatkan kehadirat Allah SWT atas
berkat dan rahmat-NYA sehingga penyusunan laporan penelitian ini dapat
terselesaikan.
Tugas Akhir berjudul “Pengaruh Lapisan Karbon Pada Cetakan
Permanen Terhadap Distribusi Kekerasan Grinding Cyl Demgan Material
Besi Cor Kelabu”, dapat terselesaikan atas dukungan dari beberapa pihak.
Untuk itu pada kesempatan ini, penulis dengan segala ketulusan dan
keikhlasan hati ingin menyampaikan rasa terima kasih dan penghargaan
yang sebesar-besarnya kepada:
1. Ir. Sri Sunarjono, MT., Ph.D., Dekan Fakultas Teknik Universitas
Muhammadiyah Surakarta.
2. Tri Widodo Besar Riyadi, ST., MSc., Ph.D., Ketua Jurusan Teknik
Mesin Universitas Muhammadiyah Surakarta.
3. Agus Yulianto, ST, MT. Dosen pembimbing yang banyak memberikan
ilmu, waktu, dorongan serta arahan dalam proses bimbingan sehingga
penulis dapat menyelesaikan Tugas Akhir ini.
4. M. Alfatih Hendrawan, ST,MT. Dosen Pembimbing Akademik yang
telah memberikan arahan, bimbingan serta motivasi selama masa
kuliah.
5. Semua pihak yang telah membantu semoga Allah SWT membalas
kebaikan kita semua.
15
DaftarPusataka
Abdan Syakura, 2011. “Proses Pengecoran Vakum dan Mikrostruktur Paduan”,
Skripsi S-1, Universitas Indonesia, Depok.
Amanto, Hari, danDaryanto. 1999. IlmuBahan, Jakarta: PT. BumiAksara.
ASM, Metals Handbook Volume 4 Forming, ASM Handbook
Committe,America1991.
Darmoko C, 2016.“Pengaruh lapisan karbon terhadap sifat fisis dan mekanis pada
solidifikasi besi cor kelabu dalam cetakan permanen untuk tapping
awal”, TugasAkhir S-1, UMS, Surakarta.
De Garmo, E. Paul, 1981. Material and Processes In Manufacturing, edisi keempat,
Erlangga, Jakarta.
Doru M. Stefanescu The Ohio State University, Colombus, Ohio, USA2005.
Dunia Erie, “Besi Cor Kelabu”. 19 July 2010.
http://mantantukanginsinyur.blogspot.co.id/2010/07/19/besi-cor-
kelabu.html 14 Juli 2016./ 17:03
Ganwarich P. Hasil berkolerasi dengan yang di ukur sifat mekanik: konten grafit di
kurangi meningkatkan kekuatan tarik.
Kuryloa P. 2012.Klarifikasi jenis material paduan sangat diperlukan dalam industri
mesin.
Stefanescu, Doru M. B., Juli 2007, “Modeling Of Cast Iron Solidification” Tata
McGraw Hill, 7 West Patel Nagar, New Delhi 110 008.
Yulianto, A, 2016.Pengecoran besi cor kelabu dengan menggunakan cetakan besi
cor ulet yang telah dipanaskan.