PANDUAN PELAKSANAAN PRAKTIKUM PROSES ... - mesin.iti.ac.id file3. Modul 3 : Frais 4. Modul 4 : Skrap...
34
PANDUAN PELAKSANAAN PRAKTIKUM PROSES PRODUKSI Disusun oleh : Dipl.-Ing. M. Kurniadi Rasyid Lutfi Agustian Rahmat Hafiz Syukron Mudatsir LABORATORIUM PROSES PRODUKSI PROGRAM STUDI TEKNIK MESIN INSTITUT TEKNOLOGI INDONESIA SERPONG – TANGERANG SELATAN JUNI 2018
Transcript of PANDUAN PELAKSANAAN PRAKTIKUM PROSES ... - mesin.iti.ac.id file3. Modul 3 : Frais 4. Modul 4 : Skrap...
PANDUAN PELAKSANAAN PRAKTIKUM PROSES PRODUKSI
Disusun oleh :
Dipl.-Ing. M. Kurniadi Rasyid
Lutfi Agustian
Rahmat Hafiz
Syukron Mudatsir
LABORATORIUM PROSES PRODUKSI PROGRAM STUDI TEKNIK MESIN
INSTITUT TEKNOLOGI INDONESIA SERPONG – TANGERANG SELATAN
JUNI 2018

i
KATA PENGANTAR
Puji syukur dipanjatkan kepada Allah SWT sehingga Buku Panduan Pelaksanaan
Praktikum proses produksi dapat diselesaikan dengan baik. Buku panduan ini merupakan
hasil pengembangan dari buku panduan sebelumnya dimana pada edisi Juni 2018 ini
terdapat beberapa revisi antara lain,daftar pertanyaan untuk para praktikan, susunan
laporan praktikum dan beberapa bagian lain yang dipandang perlu dikembangkan
disesuaikan dengan kondisi terkini dan perkembangan ilmu pengetahuan di bidang
Proses produksi.
Praktikum proses produksi mempunyai bobot 1 sks dengan kode mata kuliah MS-
4191 dalam susunan kurikulum KKNI yang berlaku di Program Studi Teknik Mesin ITI
sejak tahun 2015. Tersedia 5 modul praktikum (edisi lengkap) pada buku panduan ini
terdiri dari :
1. Modul 1 : Kerja bangku
2. Modul 2 : Las (welding)
3. Modul 3 : Frais
4. Modul 4 : Skrap
5. Modul 5 : Bubut
Ucapan terima kasih disampaikan kepada beberapa pihak yang telah membantu
penulis dalam menyelesaikan buku panduan ini antara lain Kepala Laboratorium Program
Studi Teknik Mesin Institut Teknologi Indonesia, para asisten dan staf administrasi
laboratorium. Saran dan kritik sangat diperlukan dalam rangka penyempurnaan buku
panduan ini, yang akan terus dikembangkan disesuaikan dengan perkembangan ilmu
pengetahuan di bidang proses produksi.
Penyusun
(Dipl.-Ing. M. Kurniadi Rasyid)

ii
SURAT KEPUTUSAN KETUA PROGRAM STUDI TEKNIK MESIN INSTITUT TEKNOLOGI INDONESIA
Nomor : 96/MS-ITI/SK/VII/2018
TENTANG
PANDUAN PELAKSANAAN PRAKTIKUM PROSES PRODUKSI PROGRAM STUDI TEKNIK MESIN
INSTITUT TEKNOLOGI INDONESIA
DENGAN RAHMAT TUHAN YANG MAHA ESA KETUA PROGRAM STUDI TEKNIK MESIN
INSTITUT TEKNOLOGI INDONESIA
Menimbang : a. bahwa dalam upaya penyeragaman pengarahan pelaksanaan
praktikum dan penyusunan Laporan Praktikum di Laboratorium Proses
Produksi Program Studi Teknik Mesin Institut Teknologi Indonesia, agar
sesuai dengan kaidah-kaidah ilmiah yang berlaku, maka dipandang
perlu adanya pedoman yang telah disesuaikan dengan proses
pembelajaran, capaian pembelajaran, kondisi laboratorium dan
kurikulum yang mengacu kepada Kerangka Kualifikasi Nasional
Indonesia (KKNI).
b. bahwa berdasarkan pertimbangan ada huruf (a) di atas, perlu
diterbitkan Keputusan Ketua Program Studi Teknik Mesin Institut
Teknologi Indonesia.

iii
Mengingat : a. Undang-undang Nomor 20 Tahun 2003 Tentang Sistem
Pendidikan Nasional (Lembaran Negara Republik Indonesia Tahun
2003 Nomor 78, Tambahan Lembaran Negara Republik Indonesia
Nomor 4301) ;
b. Undang-undang Republik Indonesia Nomor 10 Tahun 2004
Tentang Pembentukan Peraturan Perundang-undangan (Lembaran
Negara Republik Indonesia Tahun 2004 Nomor 4389) ;
c. Peraturan Pemerintah Nomor 17 Tahun 2010 Tentang
Pengelolaan dan Penyelenggaraan Pendidikan Tinggi (Lembaran
Negara Republik Indonesia Tahun 2010 Nomor 115, Tambahan
Lembaran Negara Republik Indonesia Nomor 3859) ;
d. Peraturan Presiden Republik Indonesia Nomor 8 Tahun 2012
Tentang Kerangka Kualifikasi Nasional Indonesia ;
e. Undang-undang Republik Indonesia Nomor 12 Tahun 2012
Tentang Pendidikan Tinggi ;
f. Peraturan Menteri Pendidikan dan Kebudayaan Republik
Indonesia Nomor 73 Tahun 2013 Tentang Penerapan Kerangka
Kualifikasi Nasional Indonesia Bidang Pendidikan Tinggi ;
g. Peraturan Menteri Pendidikan dan Kebudayaan Republik
Indonesia Nomor 49 Tahun 2014 Tentang Standar Nasional Pendidikan
Tinggi ;
h. Peraturan Menteri Pendidikan dan Kebudayaan Republik
Indonesia Nomor 81 Tahun 2014 Tentang Ijazah, Sertifikat Kompetensi
dan Sertifikat Profesi Pendidikan Tinggi.
MEMUTUSKAN
Menetapkan :
PERTAMA : KEPUTUSAN KETUA PROGRAM STUDI TEKNIK MESIN INSTITUT
TEKNOLOGI INDONESIA TENTANG PANDUAN PELAKSANAAN
PRAKTIKUM PROSES PRODUKSI;

iv
KEDUA : Panduan sebagaimana dalam lampiran keputusan ini bersifat rujukan
dan arahan pelaksanaan praktikum yang harus diikuti oleh mahasiswa
yang merupakan peserta Praktikum Proses Produksi Program Studi
Teknik Mesin-Institut Teknologi Indonesia ;
KETIGA : Ketentuan lain yang belum cukup diatur dalam panduan ini, sepanjang
mengenai teknis pelaksanaannya, akan diatur lebih lanjut ;
KEEMPAT : Keputusan ini berlaku sejak tanggal ditetapkan ;
KELIMA : Jika dikemudian hari terdapat kekeliruan dalam keputusan ini, akan
diadakan perbaikan atau perubahan sebagaimana mestinya.
Ditetapkan di Serpong Pada Tanggal 10 Juli 2018
KETUA PROGRAM STUDI TEKNIK MESIN INSTITUT TEKNOLOGI INDONESIA
(Dr. Ir. Dwita Suastiyanti MSi) NIDN : 0316096501

v
DAFTAR ISI
COVER
KATA PEGANTAR...........................................................................................................i
DAFTAR ISI.....................................................................................................................ii
TATA TERTIB..................................................................................................................iii
BAB 1 MODULKERJA BANGKU.....................................................................................1
1.1 Teori Dasar..........................................................................................................1
1.2 Tujuan..................................................................................................................2
1.3 Alat dan Bahan yang Digunakan..........................................................................3
1.4 Prosedur pelaksanaan praktikum.........................................................................3
1.5 Tugas dan pertanyaan.........................................................................................4
BAB 2 MODUL LAS ( Wellding ).....................................................................................5
2.1 Teori Dasar..........................................................................................................5
2.2 Tujuan..................................................................................................................6
2.3 Alat dan Bahan yang Digunakan..........................................................................6
2.4 Prosedur pelaksanaan praktikum.........................................................................6
2.5 Tugas dan pertanyaan.........................................................................................9
BAB 3 MODUL BUBUT..................................................................................................10
3.1 Teori Dasar.........................................................................................................10
3.2 Tujuan.................................................................................................................10
3.3 Alat dan Bahan yang Digunakan.........................................................................10
3.4 Prosedur pelaksanaan praktikum........................................................................12
3.5 Tugas dan pertanyaan........................................................................................13
BAB 4 MODUL SKRAP ( Milling ) .................................................................................14
4.1 Teori Dasar.........................................................................................................14
4.2 Tujuan.................................................................................................................14
4.3 Alat dan Bahan yang Digunakan.........................................................................15
4.4 Prosedur pelaksanaan praktikum........................................................................15
4.5 Tugas dan pertanyaan........................................................................................16
BAB 5 MODUL FRAIS....................................................................................................18
5.1 Teori Dasar.........................................................................................................18
5.2 Tujuan.................................................................................................................19
5.3 Alat dan Bahan yang Digunakan.........................................................................19
5.4 Prosedur pelaksanaan praktikum........................................................................19
5.5 Tugas dan pertanyaan........................................................................................20
TATA TULIS PENYUSUNAN LAPORAN PRAKTIKUM.................................................21
FROMAT LAPORAN PRAKTIKUM................................................................................23
DAFTAR PUSTAKA.......................................................................................................24

vi
TATA TERTIB PRAKTIKUM
(Berlaku untuk asisten dan praktikan)
Semua praktikan harus mengikuti aturan yang telah ditentukan sebagai berikut :
1. Pelaksanaan praktikum adalah setiap hari kerja dimulai dari pukul 08.00 sampai
dengan pukul 17.00 (istirahat pukul 12.00-13.00). Di luar waktu tersebut tidak
diperkenankan ada kegiatan praktikum.
2. Wajib memakai Jas Lab / Wearpack Tanpa Terkecuali.
3. Tidak Diperkenakan Datang Terlambat (dispensasi 15 menit )
4. Selama Praktikum Tidak di Perkenankan Memakai sandal / alas kaki yang terbuka.
5. Praktikum tidak di perkenankan menerimatamu tanpa izin.
6. Praktikum tidak di perkenankan makan/minum pada jam kerja.
7. Praktikum tidak di perkenankan Merokok dalam Lab.
8. Tidak di perkenankan meninggalkan mesin dalam keadaan beroperasi.
9. Tidak diperkenankan meninggalkan laboratorium tanpa izin.
10. Peralatan / Mesin setelah di gunakan harus dalam keadaan bersih.
11. Kerusakan dan kehilangan peralatan yang digunakan wajib diganti.
12. Simpan tas dan barang-barang lain yang tidak diperlukan pada tempat yang telash
disediakan.
13. Praktikan harus disiplin.
14. Untuk keselamatan praktikan :
Rambut panjang bagi laki-laki harus di potong.
Rambut panjang wanita harus di ikat.
Alat pengaman yang disediakan harus di pakai.
Safety first no human eror .
15. Bagi yang melanggar tata tertib, praktikan akan dikenakan sanksi.
16. Perubahan jadwal dapat dipertimbangkanhanya bagi mereka yang bersamaan
dengan ujian / prakitikum lain, dan pemberitahuan satu minggu sebelum praktikum.
17 Pembagian kelompok praktikum akan ditentukan kemudian oleh koordinator
praktikum atau ketua asisten disesuaikan dengan jumlah praktikan.
vii
18 Kehadiran para asisten adalah 30 menit sebelum praktikum dimulai dan kehadiran
praktikan adalah 15 menit sebelum praktikum dimulai. Praktikan yang hadir lebih dari
pukul 08.15 dianggap absen (tidak hadir). Asisten yang hadir lebih dari pukul 08.00
dianggap tidak melaksanakan tugasnya dan fungsinya dirangkap oleh asisten lain
yang hadir pada saat itu.
19 Praktikan yang tidak hadir sesuai jadwal harus menyampaikan alasan tertulis (yang
masuk akal) ditujukan kepada koordinator praktikum.
20 Praktikan yang dimaksud tersebut di atas dan praktikan yang dianggap tidak hadir
karena keterlambatannya (lihat point no.3) harus menyisip dg kelompok lain
(ditentukan oleh asisten) dengan membayar biaya sisipan (yang jumlahnya ditentukan
kemudian oleh Kepala Laboratorium).
21 Tidak boleh ada praktikan dan asisten yang keluar masuk selama praktikum
berlangsung.
22 Penggunaan alat harus secara bertanggung jawab. Kerusakan alat secara sengaja
oleh praktikan atau asisten berakibat pada penggantian oleh yang merusakkan alat
tersebut.
23 Seluruh praktikan wajib mengikuti : pengarahan praktikum, ujian pendahuluan,
pelaksanaan praktikum, penyusunan laporan.
24 Setelah praktikum selesai dilaksanakan, praktikan wajib membereskan ruangan
kembali.
25 Laporan dikumpulkan untuk semua modul, setelah jadwal pelaksanaan praktikan
yang bersangkutan selesai. Pengumpulan laporan dilaksanakan di dalam ruang
laboratorium kepada ketua asisten dengan tanda terima penyerahan laporan (berupa
tanda tangan yang menyerahkan dan penerima laporan).
26 Keterlambatan penyerahan laporan berakibat pada pengurangan nilai 10 point per
hari keterlambatan.
27 Tata tulis laporan dan template laporan akan disampaikan pada bagian akhir panduan
ini.
28 Keputusan akhir mengenai nilai praktikum ditentukan oleh Kepala Laboratorium
dengan mempertimbangkan data-data/komponen nilai yang disampaikan oleh
asisten.

1
BAB 1
MODUL 1 KERJA BANGKU
1.1 Teori dasar
Kerja bangku (bench work) ialah aktivitas kerja yang dilakukan dengan tenaga dan
keahlian dari manusia di meja kerja. Teknik Kerja Bangku adalah teknik dasar yang harus dikuasai
oleh seseorang dalam mengerjakan kerja bangku di dalam dunia teknik proses produksu sebagai
dasar untuk materi proses produksi pada tingkat selanjutnya. Kegiatan kerja bangku lebih
dititikberatkan pada pembuatan benda kerja dari material logam dengan perkakas tangan, dan
dilakukan di bangku kerja.
Pekerjaan kerja bangku meliputi berbagai jenis kontruksi geometris yang sesuai dengan
jobsheet atau perintah kerja. Persyaratan kualitas terletak kepada pemahaman seseorang dalam
praktek kerja bangku dan pelaksanaannya di tempat kerja yang meliputi tingkat ketrampilan dasar
penguasaan alat tangan, tingkat kesulitan produk yang dibuat, dan tingkat kepresisian hasil kerja.
Kerja bangku tidak hanya menitikberatkan pada pencapaian hasil kerja, tetapi juga pada prosesnya.
Dimana pada proses tersebut lebih menitikberatkan pada etos kerja yang meliputi ketekunan,
disiplin, ketahanan, serta teknik sebagai dasar sebelum melanjutkan ke pengerjaan yang
menggunakan mesin-mesin produksi.
Aktivitas dalam kerja bangku meliputi :
1) Pengikiran (filling)
2) Penggergajian (sawing)
3) Penandaan (marking)
4) Pemahatan (chiselling)
Diharapkan dengan adanya laporan ini dapat meningkatkan pemahaman mahasiswa di
dalam praktek maupun teori kerja bangku sehingga kelak dapat menunjang keterampilan dan
kemampuan mahasiswa di dalam dunia teknik pemesinan.

2
Gambar 1.1 Benda Kerja Bangku
Gambar 1.2 Bentuk dimensi benda kerja bangku
1.2 Tujuan
1. Praktikan dapat mengerti tahapan-tahapancara membuat benda kerja bangku.
2. Melatih mahasiswa agar terampil dan teliti mengerjakan benda kerja
menggunakan alat-alat pekakas.
3. Mahasiswa mampu membuat benda uji kerja bangku.
4. Mahasiswa mampu menggunakan alat-alatukur dengan baik.
5. Mampu mempelajari cara menggunakan gergaji secara baik.
3
1.3 Alat dan Bahan yang Digunakan
NO. BAHAN ALAT/MESIN PERLENGKAPAN
1.
2.
Plat Bd 37
Oli Kempon
1. Mesin bor vertikal
dengan arbornya
2. Mata bor dengan
diameter : 5, 7, 8, 10,
12,13, 14, 18 mm
1. Penitik
2. Siku
3. Jangka tusuk
4. Water pass
5. Blok gores/ Vernier
high gauge
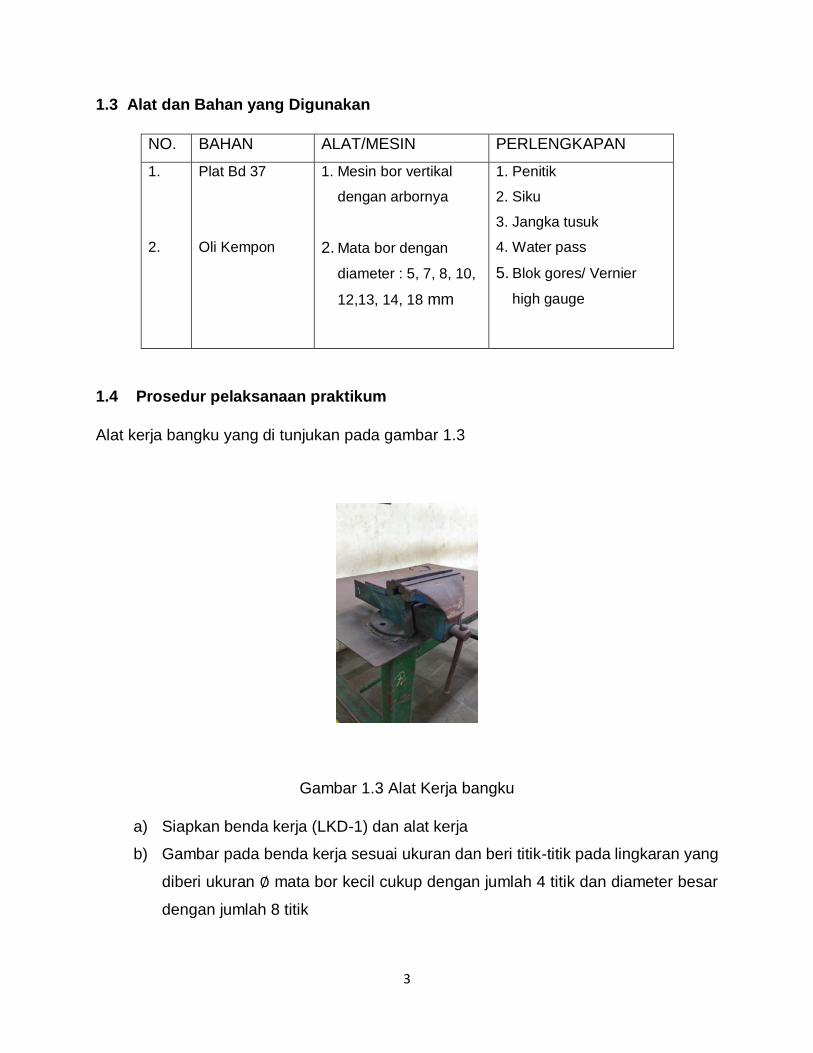
1.4 Prosedur pelaksanaan praktikum
Alat kerja bangku yang di tunjukan pada gambar 1.3
Gambar 1.3 Alat Kerja bangku
a) Siapkan benda kerja (LKD-1) dan alat kerja
b) Gambar pada benda kerja sesuai ukuran dan beri titik-titik pada lingkaran yang
diberi ukuran ∅ mata bor kecil cukup dengan jumlah 4 titik dan diameter besar
dengan jumlah 8 titik
4
c) Pasang benda kerja pada ragum, garis yang akan digergaji harus diusahakan
vertikal
d) Gergajilah dengan gergaji tangan dengan hati-hati sesuai bentuk benda kerja.
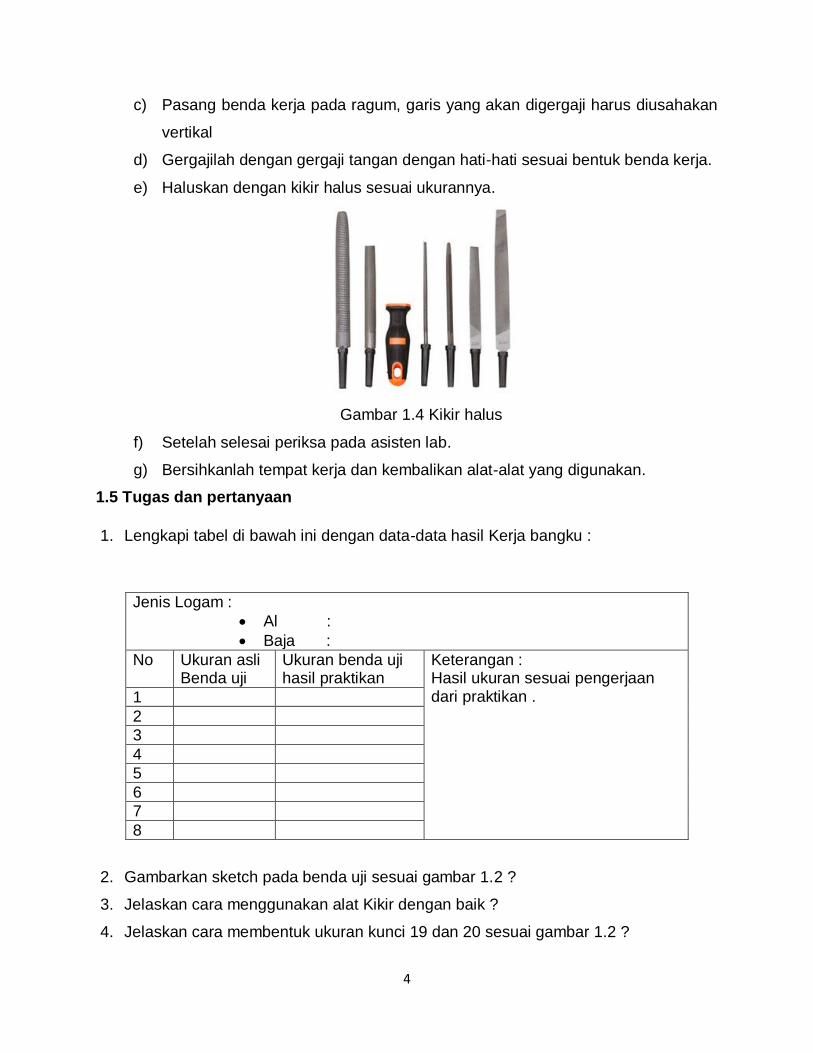
e) Haluskan dengan kikir halus sesuai ukurannya.
Gambar 1.4 Kikir halus
f) Setelah selesai periksa pada asisten lab.
g) Bersihkanlah tempat kerja dan kembalikan alat-alat yang digunakan.
1.5 Tugas dan pertanyaan
1. Lengkapi tabel di bawah ini dengan data-data hasil Kerja bangku :
Jenis Logam :
Al :
Baja :
No Ukuran asli Benda uji
Ukuran benda uji hasil praktikan
Keterangan : Hasil ukuran sesuai pengerjaan dari praktikan . 1
2
3
4
5
6
7
8
2. Gambarkan sketch pada benda uji sesuai gambar 1.2 ?
3. Jelaskan cara menggunakan alat Kikir dengan baik ?
4. Jelaskan cara membentuk ukuran kunci 19 dan 20 sesuai gambar 1.2 ?

5
5. Alat apa saja yang di buntuhkan untuk mengerjakan benda kerja bangku ?
6. Jelaskan cara membentuk jarak titik untuk membuat kunci 19 dan 20 ?
6
BAB 2
MODUL 2 Las ( Welding )
2.1 Teori Dasar
Pengelasan adalah suatu proses penyambungan logam menjadi satu akibat
panas dengan atau tanpa pengaruh tekanan atau dapat juga didefinisikan sebagai ikatan
metalurgi yang ditimbulkan oleh gaya tarik menarik antara atom. Definisi las berdasarkan
DIN (Deutche Industrie Normen) adalah ikatan metalurgi pada sambungan logam atau
logam panduan yang dilaksanakan dalam keadaan lumer atau cair. Secara umum
pengelasan dapat didefinisikan sebagai penyambungan dari beberapa batang logam
dengan memanfaatkan energi panas
Penyambungan dua buah logam menjadi satu dilakukan dengan jalan pemanasan
atau pelumeran, dimana kedua ujung logam yang akan disambung di buat lumer atau
dilelehkan dengan busur nyala atau panas yang didapat dari busur nyala listrik (gas
pembakar) sehingga kedua ujung atau bidang logam merupakan bidang masa yang kuat
dan tidak mudah dipisahkan (Arifin,1997).
Saat ini terdapat sekitar 40 jenis pengelasan. Dari seluruh jenis pengelasan tersebut
hanya dua jenis yang paling populer di Indonesia yaitu pengelasan dengan menggunakan
busur nyala listrik (Shielded metal arc welding/ SMAW) dan las karbit (Oxy acetylene
welding/OAW)
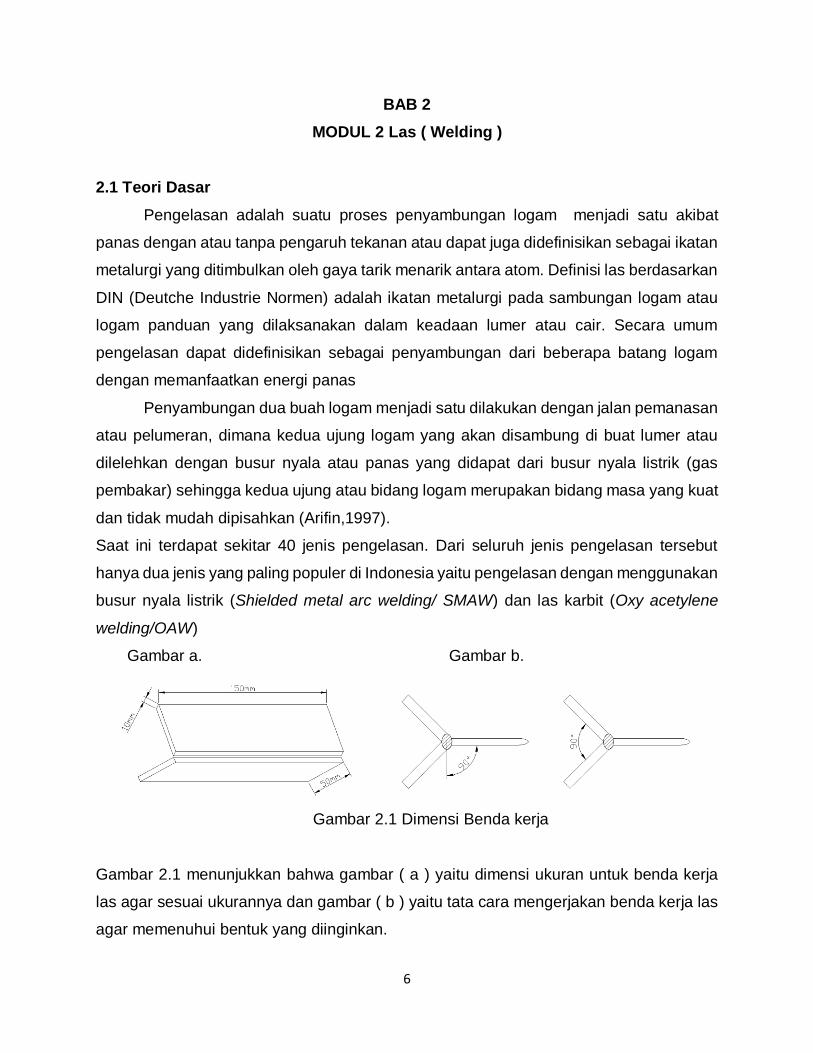
Gambar a. Gambar b.
Gambar 2.1 Dimensi Benda kerja
Gambar 2.1 menunjukkan bahwa gambar ( a ) yaitu dimensi ukuran untuk benda kerja
las agar sesuai ukurannya dan gambar ( b ) yaitu tata cara mengerjakan benda kerja las
agar memenuhui bentuk yang diinginkan.
7
2.2 Tujuan
1. Praktikan dapat mengerti tahapan-tahapancara membuat benda kerja Las.
2. Melatih mahasiswa agar terampil dan teliti mengerjakan benda kerja
menggunakan alat-alat pekakas.
3. Mahasiswa mampu membuat benda uji kerja Las.
4. Mahasiswa mampu menggunakan alat-alatukur dengan baik.
5. Mampu mempelajari cara menggunakan mesin las dengan baik.
2.3 Alat dan Bahan yang Digunakan
NO BAHAN ALAT/MESIN PERLENGKAPAN
1.
2.
3.
4.
5.
6.
7.
8
Elektroda E 6013
diameter 2.6 dan 3.2
Batu gerinda tangan
ukuran 100x16 mm
Sarung tangan las
Sarung lengan kulit
Baju las ( apron) kulit
Lensa hitam 10 & 11
Lensa putih 100 jam
Sikat baja
1. Mesin las
2. Mesin grinda tangan
1. Tang penjepit ( Alloy
steel forcer )
2. Head shield ( topi
las)
3. Palu terak
4. Siku
2.4 Prosedur Pelaksanaan Praktikum
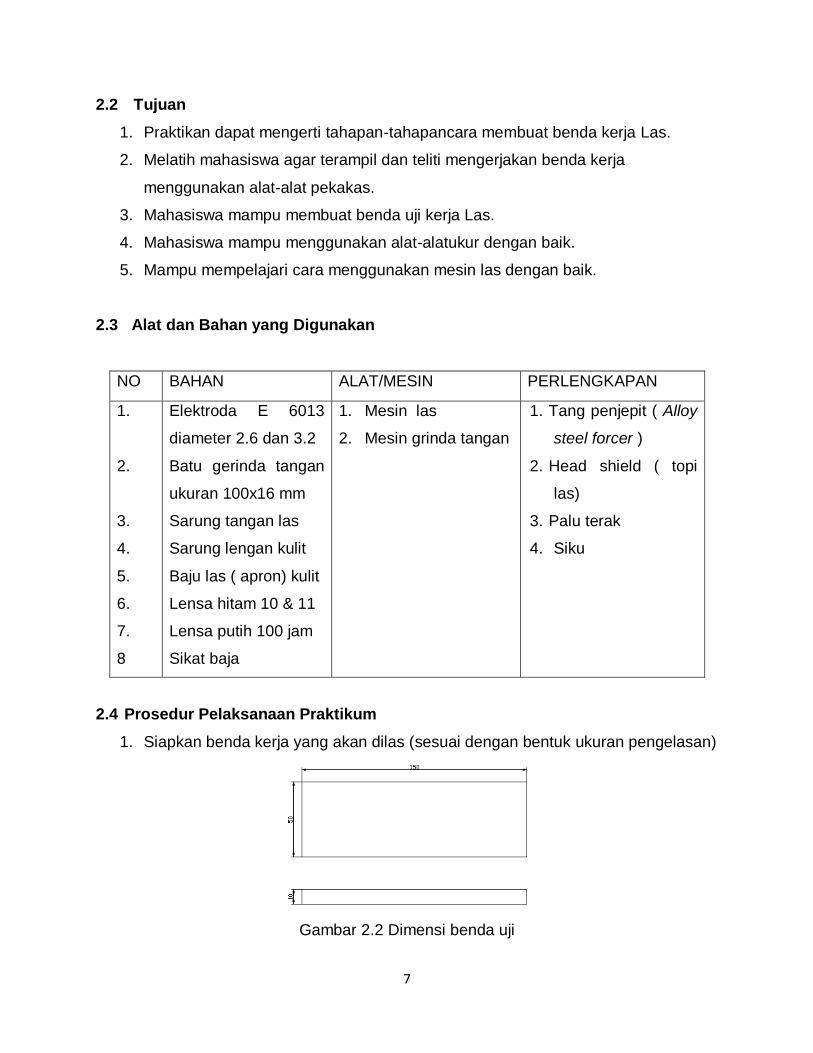
1. Siapkan benda kerja yang akan dilas (sesuai dengan bentuk ukuran pengelasan)
Gambar 2.2 Dimensi benda uji

8
2. Siapkan alat Las dan kelengkapannya ( seperti : elektroda las, tang, palu, dll )
Gambar 2.3 Mesin Las dan elektroda
3. Letakkan benda kerja pada meja las
4. Jepitkan klem positif pada meja las/benda kerja
Gambar 2.4 Katup +
5. Jepitkan elektroda pada jepitan negatif
Gambar 2.5 Katup –
9
6. Hidupkan mesin las.
7. Atur besarnya arus yang diperlukan
8. Lakukan pengelasan sesuai dengan urutan-urutannya
9. Lakukan pengukuran menggunakan siku .
Gambar 2.6 Penggaris Siku
10. Bersihkan terak dan percikannya las menggunakan Gerinda
Gambar 2.7 Grinda tangan
11. Matikan mesin las
12. Setelah selesai periksakanlah pada instruktur menggunakan jangka sorong.
Gambar 2.8 Jangka sorong
13. Bersihkan tempat kerja dan perlatan serta kembalikan alat-alat yang digunakan

10
2.4 Tugas dan Pertanyaan
1. Lengkapi tabel di bawah ini :
Jenis Logam :
Baja
No Ukuran asli Benda uji
Ukuran benda uji hasil praktikan
Keterangan : Hasil ukuran sesuai pengerjaan dari praktikan . 1
2
3
4
5
2. Jelaskan pegertian Las ?
3. Apa bedanya pengelasan dan mensolder ?
4. Jelaskan macam-macam sudut Las Listrik ?
5. Ada berapa macam type elektroda ?
6. Jelaskan tata cara pengelasan ?
11
BAB 3
MODUL 3 BUBUT
3.1 Teori Dasar
Mesin bubut mencakup segala mesin perkakas yang memproduksi bentuk
silindris yang mana prinsip kerjannya gerak makan dilakukan oleh pahat dan gerak
potong dilakukan benda kerja, pahat bergerak translasi, benda kerja bergerak dengan
berputar. Meskipun mesin ini terutama disesuaikan untuk pekerjaan silindris, tetapi dapat
juga digunakan untuk pembubutan permukaan rata, berikut adalah gambar mesin bubut
yang ada pada model sekarang.
Ukuran dari mesin ini diukur dari jarak senter kepala tetap sampai kesenter kepala lepas.
Ini merupakan jarak terpanjang dari benda kerja yang bisa dibubut. Dan tergantung pula
pada tinggi atau jarak dari ujung senter ke permukaan alas mesin (bed) yakni sebagai
setengah diameter benda kerja yang dapat dikerjakan. Dalam hal ini prinsip mesin bubut
ada 2 macam, yaitu :
1. Main Drive
Gerakan utama pada mesin bubut berupa putaran motor listrik yang ditransmisikan
melalui belt menuju gear box. Didalam gear box terdapat roda gigi yang berfungsi untuk
mengatur transmisi putaran spindle, senhingga menghasilkan putaran pada chuk.
2. Feed Drive
Yaitu gerakan pemakanan pahat pada benda kerja.
Gambar 3.1. Gerakan Kerja Bubut
12
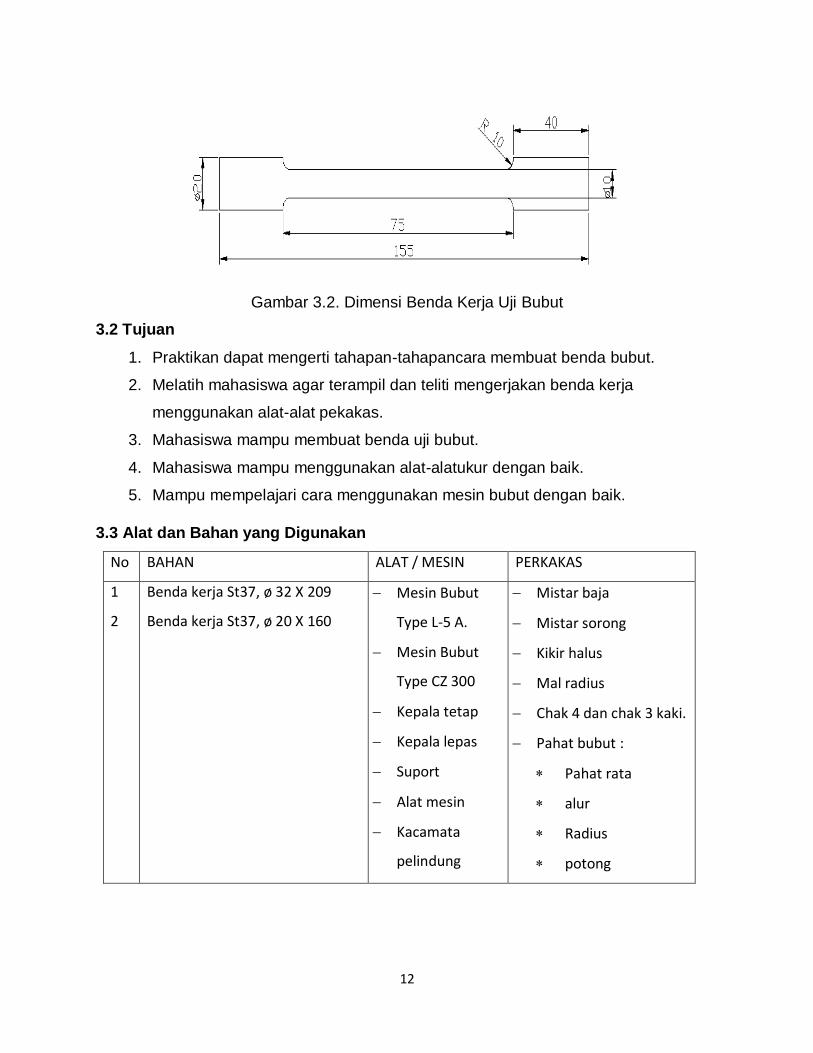
Gambar 3.2. Dimensi Benda Kerja Uji Bubut
3.2 Tujuan
1. Praktikan dapat mengerti tahapan-tahapancara membuat benda bubut.
2. Melatih mahasiswa agar terampil dan teliti mengerjakan benda kerja
menggunakan alat-alat pekakas.
3. Mahasiswa mampu membuat benda uji bubut.
4. Mahasiswa mampu menggunakan alat-alatukur dengan baik.
5. Mampu mempelajari cara menggunakan mesin bubut dengan baik.
3.3 Alat dan Bahan yang Digunakan
No BAHAN ALAT / MESIN PERKAKAS
1
2
Benda kerja St37, ø 32 X 209
Benda kerja St37, ø 20 X 160
Mesin Bubut
Type L-5 A.
Mesin Bubut
Type CZ 300
Kepala tetap
Kepala lepas
Suport
Alat mesin
Kacamata
pelindung
Mistar baja
Mistar sorong
Kikir halus
Mal radius
Chak 4 dan chak 3 kaki.
Pahat bubut :
Pahat rata
alur
Radius
potong
13
3.4 Prosedur Pelaksanaan Praktikum
1. Siapkan benda kerja sesuai ukuran yang tertera .
Gambar 3.2 Dimensi benda kerja Jominy Dan Benda kerja Uji tarik
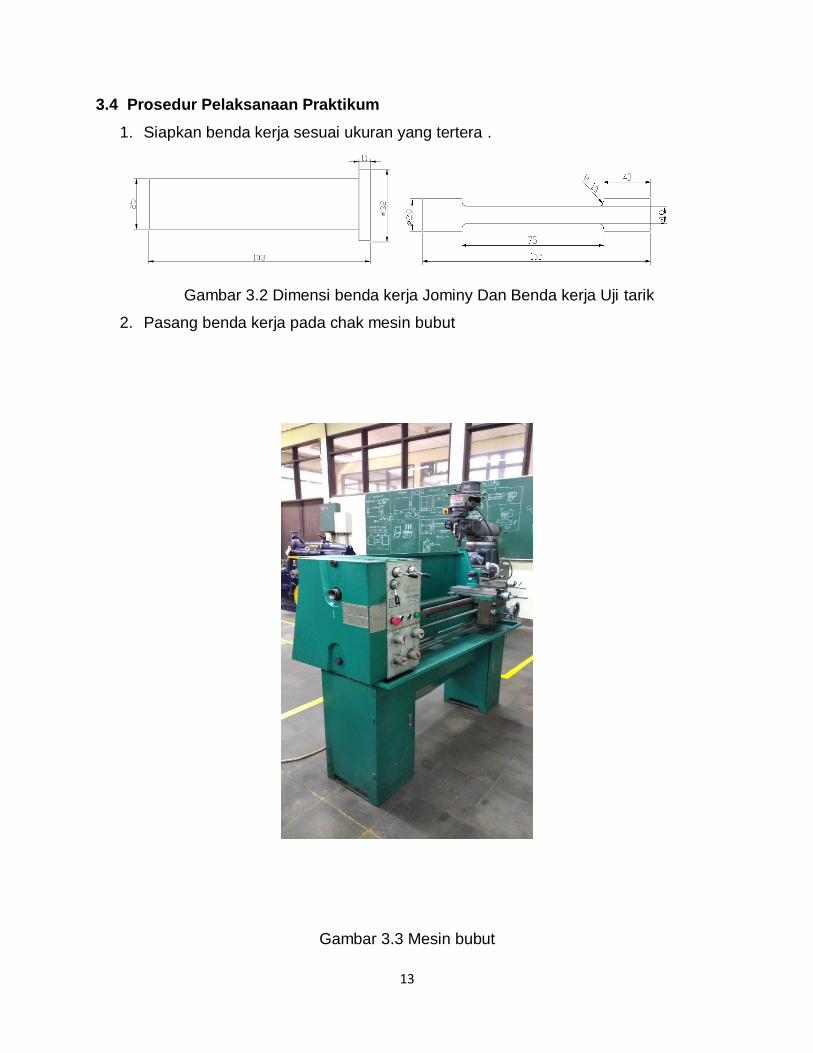
2. Pasang benda kerja pada chak mesin bubut
Gambar 3.3 Mesin bubut
14
3. Sesuaikan pisau yag digunakan ketika proses pembubutan
4. Susuaikan kecepatan putaran mesin bubut ketika proses sedang berjalan.
5. Bubut lah sesuai ukuran pada gambar 3.2, sedikit demi sedikit agar tidak melebihi
batas ukurannya.
6. Jika sudah susuai ukuran, lepas benda kerja dri chak mesin bubut,
7. Ulangi kembali setiap benda uji yang lainnya pada proses diatas.
3.5 Tugas dan Pertanyaan
1. Lengkapi tabel di bawah ini
Jenis Logam :
Al :
Baja :
No Ukuran asli Benda uji
Ukuran benda uji hasil praktikan
Keterangan : Hasil ukuran sesuai pengerjaan dari praktikan . 1
2
3
4
5
6
7
2. Jelaskan macam-macam pisau yang digunakan mesin bubut ?
3. Ada berapa macam sudut yg digunakan pisau bubut ?
4. Bagaimana cara menyesuaiakan kecepatan putaran jika material benda kerja
berbeda ?
5. Jelaskan yang dimaksud dengan eretan Lintang pada mesin bubut ?
6. Jelaskan tata cara mengasah pisau bubut ?
15
BAB 4
MODUL 4 SKRAP
4.1 Teori Dasar
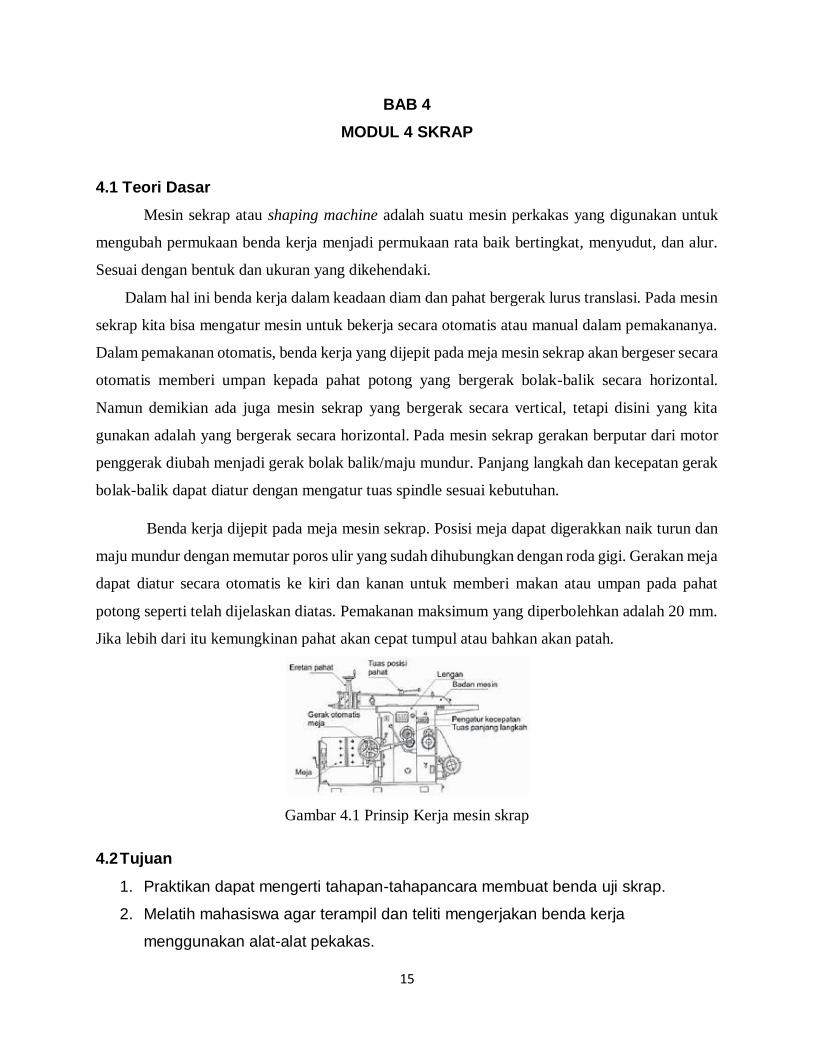
Mesin sekrap atau shaping machine adalah suatu mesin perkakas yang digunakan untuk
mengubah permukaan benda kerja menjadi permukaan rata baik bertingkat, menyudut, dan alur.
Sesuai dengan bentuk dan ukuran yang dikehendaki.
Dalam hal ini benda kerja dalam keadaan diam dan pahat bergerak lurus translasi. Pada mesin
sekrap kita bisa mengatur mesin untuk bekerja secara otomatis atau manual dalam pemakananya.
Dalam pemakanan otomatis, benda kerja yang dijepit pada meja mesin sekrap akan bergeser secara
otomatis memberi umpan kepada pahat potong yang bergerak bolak-balik secara horizontal.
Namun demikian ada juga mesin sekrap yang bergerak secara vertical, tetapi disini yang kita
gunakan adalah yang bergerak secara horizontal. Pada mesin sekrap gerakan berputar dari motor
penggerak diubah menjadi gerak bolak balik/maju mundur. Panjang langkah dan kecepatan gerak
bolak-balik dapat diatur dengan mengatur tuas spindle sesuai kebutuhan.
Benda kerja dijepit pada meja mesin sekrap. Posisi meja dapat digerakkan naik turun dan
maju mundur dengan memutar poros ulir yang sudah dihubungkan dengan roda gigi. Gerakan meja
dapat diatur secara otomatis ke kiri dan kanan untuk memberi makan atau umpan pada pahat
potong seperti telah dijelaskan diatas. Pemakanan maksimum yang diperbolehkan adalah 20 mm.
Jika lebih dari itu kemungkinan pahat akan cepat tumpul atau bahkan akan patah.
Gambar 4.1 Prinsip Kerja mesin skrap
4.2 Tujuan
1. Praktikan dapat mengerti tahapan-tahapancara membuat benda uji skrap.
2. Melatih mahasiswa agar terampil dan teliti mengerjakan benda kerja
menggunakan alat-alat pekakas.

16
3. Mahasiswa mampu membuat benda uji skrap.
4. Mahasiswa mampu menggunakan alat-alatukur dengan baik.
5. Mampu mempelajari cara menggunakan mesin skrap dengan baik.
4.3 Alat dan Bahan yang Digunakan
NO. BAHAN ALAT/MESIN PERKAKAS
1.
2.
Plat Bd 37
Steel dan
Alllmunium
1. Mesin skrap
2. Mata pahat mesin skrap
3. Ragum
1. Penitik
2. Siku
3. Water Pas
4. Jangka sorong
5. Kikir halus
4.4 Prosedur Pelaksanaan Praktikum
1. Potong Benda kerja sesuai ukuran yang di tentukan.
2. Benda kerja di digambar untuk alur menurut ukuran sesuai pada gambar di bawah
ini :
Gambar 4.2 Dimensi benda uji impak
3. Benda kerja dibersihkan dan dijepit pada ragum mesin skrap sekencang mungkin.
17
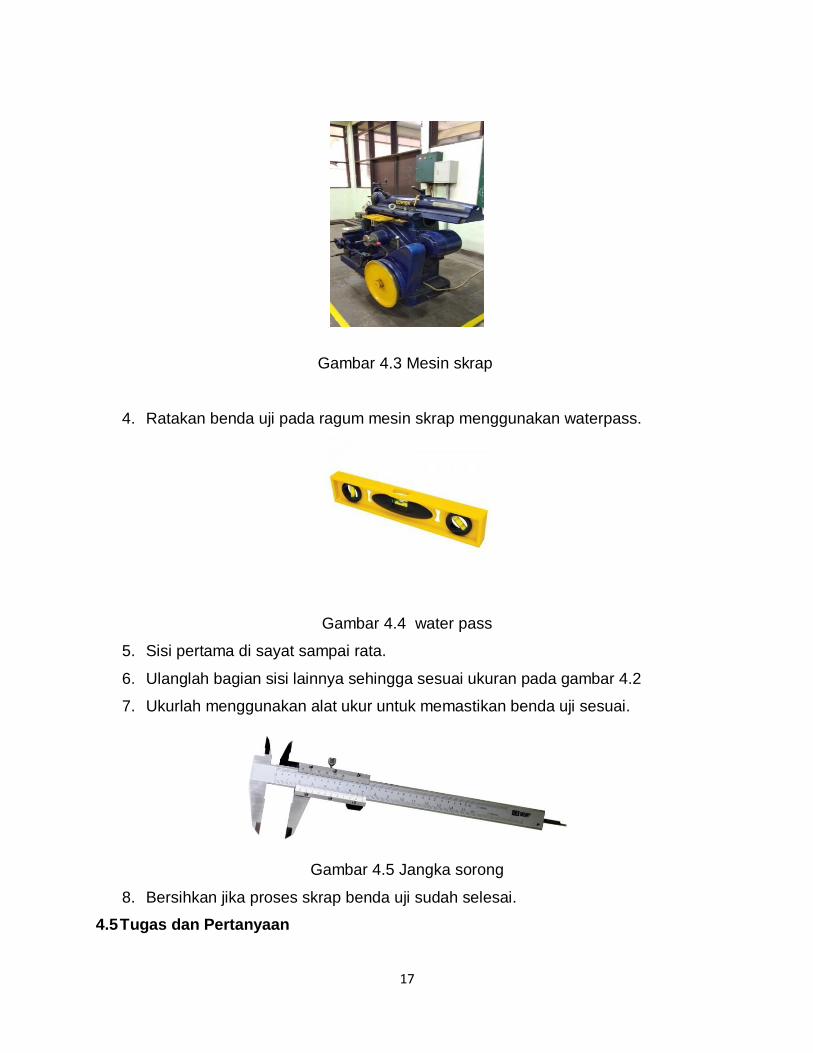
Gambar 4.3 Mesin skrap
4. Ratakan benda uji pada ragum mesin skrap menggunakan waterpass.
Gambar 4.4 water pass
5. Sisi pertama di sayat sampai rata.
6. Ulanglah bagian sisi lainnya sehingga sesuai ukuran pada gambar 4.2
7. Ukurlah menggunakan alat ukur untuk memastikan benda uji sesuai.
Gambar 4.5 Jangka sorong
8. Bersihkan jika proses skrap benda uji sudah selesai.
4.5 Tugas dan Pertanyaan
18
1. Lengkapi dibawah ini :
Jenis Logam :
Al :
Baja :
No Ukuran asli Benda uji
Ukuran benda uji hasil praktikan
Keterangan : Hasil ukuran sesuai pengerjaan dari praktikan . 1
2
3
4
5
6
7
2. Sebutkan macam-macam pisau yang digunakan padamesin skrap ?
3. Jelaskan cara kerja mesin skrap ?
4. Jelaskan perbedaan cara kerja mesin skfrap dan mesin frais ?
5. Benda apa saja yang bisa di proses di mesin skrap ?
6. Bagaimana cara menyesuaikan kecepatan maju dan mundur mesin skrap ?
19
BAB 5
MODUL 5 FRAIS (MILLING)
5.1 Teori Dasar
Mesin frais adalah mesin tools yang digunakan secara akurat
untuk menghasilkan satu atau lebih pengerjaan permukaan benda dengan
menggunakan satu atau lebih alat potong. Benda kerja dipegang dengan aman pada
meja benda kerja dari mesin atau dalam sebuah alat pemegang khusus yang dijepit
atau dipasang pada meja mesin. Selanjutnya benda kerja dikontakkan dengan
pemotong yang bergerak maju mundur. Mesin frais merupakan mesin potong yang
dapat digunakan untuk berbagai macam operasi seperti pengoperasian benda datar
dan permukaan yang memiliki bentuk yang tidak beraturan, roda gigi dan kepala
baut, boring, reaming. Kemampuan untuk melakukan berbagai macam
pekerjaan membuat mesin frais merupakan salah satu mesin yang sangat penting
dalam bengkel kerja.
Tenaga untuk pemotongan berasal dari energi listrik yang diubah menjadi gerak
utama oleh sebuah motor listrik, selanjutnya gerakan utama tersebut akan diteruskan
melalui suatu transmisi untuk menghasilkan gerakan putar pada spindel mesin milling.
Gerakan pemotongan pada cutter jika dikenakan pada benda kerja yang telah
dicekam maka akan terjadi gesekan atau tabrakan sehingga akan menghasilkan
pemotongan pada bagian benda kerja, hal ini dapat terjadi karena material penyusun
cutter mempunyai kekerasan diatas kekerasan benda kerja.
5.2 Tujuan
1. Praktikan dapat mengerti tahapan-tahapancara membuat benda frais( milling ).
2. Melatih mahasiswa agar terampil dan teliti mengerjakan benda kerja
menggunakan alat-alat pekakas.
3. Mahasiswa mampu membuat benda uji frais.
4. Mahasiswa mampu menggunakan alat-alatukur dengan baik.
5. Mampu mempelajari cara menggunakan mesin frais dengan baik.

20
5.3 Alat dan Bahan yang Digunakan
NO. BAHAN ALAT/MESIN PERKAKAS
1. 2.
Plat Bd 37 Steel dan Alllmunium
4. Mesin skrap 5. Mata pahat mesin skrap 6. Ragum
6. Penitik 7. Siku 8. Water Pas 9. Jangka sorong
10. Kikir halus
5.4 Prosedur Pelaksanaan Praktikum
1. Potong benda kerja sesuai ukuran yang ditentukan.
Gambar 5.1 Dimensi benda kerja frais
2. Lakukan Pengecekan mesin, dipastikan mesin dalam keadaan aman.
Gambar 5.2 Mesin frais

21
3. Cekam benda kerja pada ragum mesin frais dipastikan benda kerja terpasang
kencang .
4. Ukurlah kemiringan benda kerja menggunakan waterpass.
Gambar 5.3 waterpass
5. Lakukan proses frais benda kerja sesuai ukuran yang diinginkan.
6. Putar posisi benda kerja jika proses frais pertama selesai hingga berbentuk
persegi empat.
7. Ukurlah benda kerja agar sesuai ukuran yang ditentukan.
8. Bersihkan mesin jika proses frais sudah selesai
5.5 Tugas dan Pertanyaan
1. Lengkapi dibawah ini :
Jenis Logam :
Al :
Baja :
No Ukuran asli Benda uji
Ukuran benda uji hasil praktikan
Keterangan : Hasil ukuran sesuai pengerjaan dari praktikan . 1
2
3
4
5
6
7
2. Jelaskan macam-macam pisau yang digunakan pada mesin frais ?
3. Jelaskan cara kerja mesin frais ?

22
4. Hal pertama apa yang harus dilakukan untuk melakukan proses pembuatan
benda kerja frais untuk modul frais ?
5. Jelaskan berapa spindel pada mesin frais ?
23
TATA TULIS PENYUSUNAN LAPORAN PRAKTIKUM PROSES PRODUKSI
1. Laporan disusun per praktikan dalam 1 buku dimana di dalamnya berisi laporan per
modul yang di print menggunakan kertas A4, wajib mengikuti sistematika sebagai
berikut :
Modul 1
Bab 1. Pendahuluan
Bab 2. Tujuan Percobaan
Bab 3. Alat dan Bahan Percobaan
Bab 4. Prosedur Pelaksanaan Percobaan
Bab 5. Tugas dan Pertanyaan
Modul 2
Bab 1. Pendahuluan
Bab 2. Tujuan Percobaan
Bab 3. Alat dan Bahan Percobaan
Bab 4. Prosedur Pelaksanaan Percobaan
Bab 5. Tugas dan Pertanyaan
Modul 3
Bab 1. Pendahuluan
Bab 2. Tujuan Percobaan
Bab 3. Alat dan Bahan Percobaan
Bab 4. Prosedur Pelaksanaan Percobaan
Bab 5. Tugas dan Pertanyaan
Dst
24
2. Pendahuluan berisi tentang teori dasar tentang materi percobaan. Dilarang menyalin
sama persis dari panduan. Hendaknya teori dasar dikembangkan sendiri sesuai
kebutuhan (maksimum 3 halaman)
3. Demikian juga dengan Bab 2, 3 dan 4, dilarang menyalin persis dari buku panduan.
Harus ada pengembangan dari praktikan (lebih detail dari panduan), maksimum 3
halaman untuk ketiga bab tersebut.
4. Bab 5 adalah yang paling penting dan menjawab semua tugas serta pertanyaan yang
ada di setiap modul pada buku panduan ini.
5. Jumlah halaman keseluruhan laporan adalah antara 20-50 halaman.
6. Laporan dijilid, diberi cover judul dari karton warna putih. Tulisan pada cover judul
harus diketik times new roman, font 14 dengan sistematika :
25
FORMAT LAPORAN PRAKTIKUM
Laporan Praktikum Proses Produksi
Oleh : Nama Praktikan (Nomor Pokok)
Semester Ganjil/Genap Tahun Akademik ……
Laboratorium Proses Produksi Program Studi Teknik Mesin Institut Teknologi Indonesia
Serpong
Tanggal, Bulan, Tahun

26
DAFTAR PUSTAKA
1. Buku pedoman praktikum laboratorium proses produksi.
2. Alois Schonmetz.Peter Sinnl.,Johan Rathpoller.,1985.Pengerjaan logam dengan
mesin.Angkasa. Bandung.
3. Amsted H.B.Ostwald Philip F,Begema M.L.,1979.Teknologi Mekanik.
Erlangga.Jakarta
4. Daryanto,Drs,1987.Alat Perkakas Bengkel. Jakarta: PT.Bina Aksara.
5. Syamsudin.R.1997.Teknik Bubut.Puspa Swara :Jakarta.