
modul.mercubuana.ac.id ELEKTRO... · Web viewRANCANG BANGUN 3.1 Diagram Alir Penelitian MulaiStudy...
26
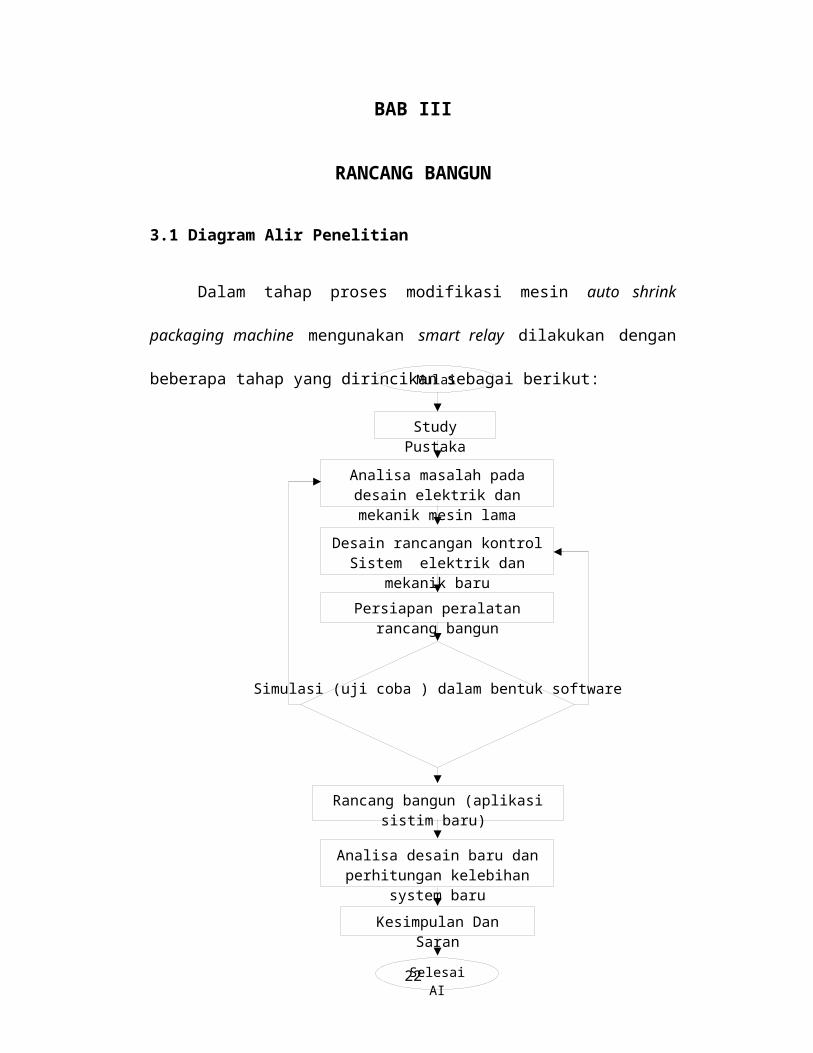
Mulai Study Pustaka Analisa masalah pada desain elektrik dan mekanik mesin lama Desain rancangan kontrol Sistem elektrik dan mekanik baru Persiapan peralatan rancang bangun Rancang bangun (aplikasi sistim baru) Analisa desain baru dan perhitungan kelebihan system baru Kesimpulan Dan Saran Selesai AI Simulasi (uji coba ) dalam bentuk software BAB III RANCANG BANGUN 3.1 Diagram Alir Penelitian Dalam tahap proses modifikasi mesin auto shrink packaging machine mengunakan smart relay dilakukan dengan beberapa tahap yang dirincikan sebagai berikut: 22
Transcript of modul.mercubuana.ac.id ELEKTRO... · Web viewRANCANG BANGUN 3.1 Diagram Alir Penelitian MulaiStudy...
Mulai
Study Pustaka
Analisa masalah pada desain elektrik dan mekanik mesin lama
Desain rancangan kontrol Sistem elektrik dan mekanik
baru
Persiapan peralatan rancang bangun
Rancang bangun (aplikasi sistim baru)
Analisa desain baru dan perhitungan kelebihan system
baru
Kesimpulan Dan Saran
SelesaiAI
Simulasi (uji coba ) dalam bentuk software
BAB III
RANCANG BANGUN
3.1 Diagram Alir Penelitian
Dalam tahap proses modifikasi mesin auto shrink packaging
machine mengunakan smart relay dilakukan dengan beberapa tahap yang
dirincikan sebagai berikut:
3.2 Tujuan Rancang Bangun
22
Dalam pembuatan suatu proyek, perancangan merupakan tahap
yang sangat penting,dimulai dari pengamatan, penganalisaan,
pengoperasian hingga membuat suatu proyek atau alat beropersi
sebagaimana diinginkan. Pada tahap ini yang harus terlebih dahulu
memahami sifat atau karakteristik dari alat- alat yang akan digunakan.
Untuk memahami hal tersebut dapat melihat data sheet book,membaca
buku penunjang, sampai bertanya kepada ahli agar apa yang kita rancang
dapat teralisasi seperti yang diharapkan dan terhindar dari resiko
kesalahan.
Dalam melakukan perancangan harus mempertimbangkan nilai
lebih bagi sipemakai. baik segi kualitas, kehandalan, life time dan
ekonomis. Maka langkah pertama dalam perancangan dilakukan adalah
desain instalasi dan pemilihan komponen serta melakukan perhitungan
yang sedetail mungkin sehingga alat dapat bekerja dengan sempurna.
Dalam proyek pengembangan (modifikasi) yang pertama dilakukan
dalam perancangan adalah menganalisa sistem lama agar kita dapat
mengetahui akan hal apa yang perlu untuk dikembangkan.
3.3 Rancangan Lama
23

1
2
3
4
5
6
Pada sistem kerja auto shrink packging machine di rancang
dengan kapasitas 10 stroke per menit. Dimana untuk kebutuhan produksi
saat ini kapasitas mesin tersebut sudah tidak mencukupi, ditambah lagi
dengan permaslahan mechanical pada mesin tersebut sehingga
mengakibatkan banyakanya produk reject.
GAMBAR 3.1 Desain Mesin Auto Shrink Lama
Keterangan gambar 3.1
1. Stoper berfungsi control input product
2. Guider berfungsi untuk mensejajarkan product
3. Pusher berfungsi untuk mendorong product ke area sealer
4. Clamp berfungsi menjeit product sebelum di seal
5. Sealer berfungsi mengeseal plastic yang akan membungkus product
6. Product adalah object yang akan di packing dengan shrink plastik
Dari analysa yang telah dilakukan ada 3 hal yang menyebabkan
permasalahan mesin tersebut yaitu:
24

3.3.1 Sistem Control electrical (PLC) terlalau banyak Squenze
Kapasitas suatu mesin di tentukan dari kecepatan mesin dan hal
yang mempengaruhi kecepatan itu adalah langkah ( squnze ) mesin.
Pada mesin auto shrink ini langkah mesin yang di control oleh PLC
masih terlalu banyak,
Berikut urutan langkah kerjanya pada table berikut:
Step Input Progres Output Note
1
Start (S.Pusher 1 & S.Sealer ON) System running
Conveyor ON Transfer botol
2 Sensor IN Deteksi botol yang masuk Stoper OFF
Membuka agar botol masuk ke area pusher
3 Gueder ON Mensejajarkan botol
4 Sensor STOPER ON
Deteksi botol ready Guider OFFKembali naik ke posisi awal
5 Delay Pusher ONMendorong botol ke area sealer
6Sensor Pusher 2 ON Coment
Clamp ONMenjepit botol yang akan di seal
7 Stoper ONKembali ke posisi awal menutup botol in
8Pusher
OFFKembali ke posisi awal (mundur)
9 Sensor Pusher 1 ON
Coment Sealer ONSealer turun mengeseal Plastik
10 Timer Sealer OFFKembali naik ke posisi awal
11Sensor sealer ON Coment Clamp Off Kembali ke posisi awal
12 Back to step 2
3.3.2 Lost time pada setiap squenze
25
Tabel 3.1 Step Squensial Auto Shrink Packging Machine

Disamping step langkah kerja mesin yang terlalu banyak hal lain
yang menyebabkan kapasitas mesin ini perlu untuk di upgrade adalah
karena masih terlalu banyak lost time (waktu yang terbuang sia-sia).
Hal ini dapat dilihat pada:
Adanya beberapa step langkah mesin yang masih ada delay yang
tidak perlu. Hal ini dapat dilihat pada step 5 sebelum pusher ON
ada delay yang sebenarnya tidak perlu.
Pada step 12 (kembali ke step awal), step 2 baru bisa kembali
running lagi setah delay menunggu sealer OFF, padahal saat
sealer posisi On juga step 2 sudah bisa kembali running lagi.
Pada mesin Auto Shrink Packaging Machine ini 70%
menggunakan pneumatic hampir semua langkah dari mesin ini
digerakkan oleh air cylinder. Diamana ada 3 unit air cilynder
(stopper,pusher dan sealer) yang mengakibatkan lost time mesin
bertambah, karena stroke nya yang terlalu panjang yang mana
sebenarnya tidak dibutuhkan langkah stroke sepanjang itu
sehingga hal ini mengakibatkan lost time.
3.3.3 System Mekanik Kurang Presisi
Pada mesin Auto Shrink Packging Machine ini ketidakpresisian
mekanis yang di maksud adalah ke tidak presisian / keakuratan pada
langkah aircylinder, Kembali lagi mesin ini 70% penggeraknya adalah
aircylinder shehingga mekanik yang di maksud adalah mekanik pada
air cilynder.
26

Adapun ketidakpresisian pada mekanik ini di sebabkan oleh
Jenis air cylinder yang digunakan tidak sesuai dengan fungsi
mesin.Hal ini dapat kita lihat pada air cilynder yang di gunakan
untuk stopper.
Seharusnya tidak mengunakan single cylinder, karena hal ini
akan menyebabkan stopper yang berbentuk plat akan bisa mutar.
Desain yang tidak sesuai dengan efisiensi kerja mesin. Hal ini
dapat dilihat pada mekanik yang di gerakkan oleh air cylinder
pusher.Dimana desainnya terlalu panjang dan hanya di topang
dibagian belakang, hal ini akan menyebabkan bagian depan
pusher akan goyang saat maju atau mundur.
Langkah aircyder yang terlalu panjang, dimana ketika srtoke
makin panjang maka makin besar pula ketidakpresisian di bagian
ujung shaft dari stroke karena sudah tidak ada guider (penahan)
yang menahan shaft sepanjang langkah stroke tersebut, dan hal
ini kita bisa lihat pada air cilynder stopper,pusher dan sealer.
Ketiga hal tersebut diatas mengakibatkan tidak optimalnya mesin
beroperasi karena akan sering langkah dari setiap cylinder melenceng
dari jalur yang sebenarnya. Dan hal – hal tersebut diatas akan
mengakibatkan proses operasional yang tidak normal dengan otomatis
akan mengakibatkan bayaknya barang yang reject atau out speck.
3.4 Rancangan Baru
27

SMART RELAY ZELIO LOGIKSR3 B 261 BD
Phush Botton
ON/OFF(I1)
Sensor Fiber Optic
(I2)
Sensor Pusher 1
(I3)
Sensor Pusher 2
(I2)
Sensor Sealer (I4)
Phush Botton
ON/OFF(I1)
Sensor Fiber Optic
(I2)
Sensor Pusher 1
(I3)
Sensor Pusher 2
(I2)
Sensor Sealer (I4)
Setelah mengetahui hasil analiysa dari kinerja sistem pada mesin
auto shrink ini dan telah menyimpulkan kekurangan atau hal yang perlu
untuk dimodifikasi atau diupgrade maka hal pertama yang perlu dilakukan
adalah merancang system baru sebelum melakukan aplikasi.
Dalam rancangan modifikasi mesin ini ada 2 hal rancangan yaitu
rancangan pada system control electric dan rancangan pada mekanikal
3.4.1 Rancangan System Electrical
Berikut rancangan bangun untuk sistem baru dalam bentuk
diagram blok:
Gambar 3.2 Diagram Blok Rangkaian Instalasi
3.4.2 Rancangan System Control Menggunakan Smart Relay
28
Berikut rancangan bangun untuk system control baru dalam
bentuk tabel :
Step Input Progres Output Note
1Start (I2) (S.Pusher 1 & S.Sealer ON) System running Conveyor ON Transfer botol
2 Sensor IN (I2)
Counter botol yang masuk (6 pulse) Pusher ON
Mendorong botol ke area sealer
3 Sensor Pusher 2 ON (I3) Coment Clamp ON
Menjepit botol yang akan di seal
4 Pusher OFFKembali ke posisi awal (mundur)
5Sensor Pusher 1 ON
Coment Sealer ONSealer turun mengeseal Plastik
6 Timer Sealer OFFKembali naik ke posisi awal
7 Back to step 2 8 Sensor sealer ON
3.4.3 Rancangan Pada Sistem Mekanik
Rancangan pada sistim mekanik mesin ini yang akan dirubah
adalah sebagai berikut:
- Aircylinder stopper di hilangkan dengan harapan mengurangi
sqenze mesin, dan untuk stopper digantikan oleh system
control electric.
- Aircylinder guider dihilangkan diganti dengan sistem mekanis
dimana guider akan di gerakkan oleh pegas yang di pengaruhi
oleh langkah pusher.
- Mengganti Aircilynder Pusher mengunakan type air cylinder
yang dilengkapi shaft guider dan mengurangi panjang stroke
dari 50cm menjadi 20cm.
29
Tabel 3.2 Step Squensial Auto Shrink Packging Machine (New)

- Mengganti (memperpendek) aircylinder stroke sealer dari
panjang 35cm menjadi 20cm.
3.5 Perancangan
3.5.1 Perancangan system control dengan menggunakan
Smart Relay
Pada proses ini adalah membangun program baru sesuai
dengan step pada rancangan diatas,dan programnya akan dibuat
dalam bentuk leader diagram pada zelio logic smart relay.[12]
Berikut tahapan –tahaan dalam membangun program pada zelio
logic smart relay:
3.5.1.1 Instal software SMART RELAY ZELIO LOGIC Soft 2 [10]
Software ini dapat didownload di situs sniderelectric.com (Free)
dan Membuat Lembar Kerja
Setelah proses intalasi software selesai dan berhasil, mulai dengan
membuat lembar baru kerja pada dan memilih type Smart relay yang
akan digunakan. Sesuai dengan jumlah dan jenis input dan output
pada rancang bangun di atas, dalam hal ini adalah mengunakan type
SR3 B261 BD
30

Gambar 3.3 Pemilihan Type smart relay SR3 B261 BD
Setelah menentukan type smart relay akan digunakan, lanjut ke menu
bahasa program dalam hal ini akan digunakan bahasa program dalam
bentuk LEADER DIAGRAM
Gambar 3.4 Pemilihan Bahasa Leader Diagram
31

3.5.1.2 Penamaan Input dan output (coding)
Setelah berada di halaman kerja atau leader entry sebelum
mendesain program control, hal yang dilakukan adalah meberi
nama (code) untuk input dan output pada program sesuai seperti
pada tabel 3.2 tabel rancang kontrol baru. Adapun tujuannya
adalah untuk memudahkan dalam mengingat kontak- kontak
program yang akan dirangkai, karena kontak-konak tersebut akan
berulang – ulang nanti untuk digunakan ( di input) dalam leader
entrynya, seperti pada gambar berikut
Gambar 3.5 Penamaan (coding) Input/Output Program
32
3.5.1.3 Bangun Program[9]
Berikut adalah gambar leader leanguage program Auto Shrink
Packaging New secara keselurahan yang terdiri dari 12 raw dari
120.[8]
Dalam leader entry (halaman kerja ini) terdapat :
Colom 1 sampai 5 adalah untuk kontak 1 samapi kontak 5
sebagai physical input dan kontak konfigurasi pendukung
lainnya.
Colom 6 adalah colom untuk coil sebagai physical output
dan auxiliary relay.
33
Gambar 3.6 Leader Diagram Control Auto Shrink New

3.5.1.4 Penamaan Physical Auxiliary dan Parameter dan Address
Setelah selesai mendesain program nya, langkah berkutnya
adalah
Menamai (coding) untuk semua auxiliary pendukung yang
yang digunakan dalam program ini.
Gambar 3.7 Penamaan (Coding ) Auxiliary Relay
Gambar 3.8 Penamaan (Coding ) Auxiliary Timer
34
Didalam program ini untuk menjalankan system control ini hanya
membutuhkan 1 auxiliary relay dan 2 auxiliay timer.
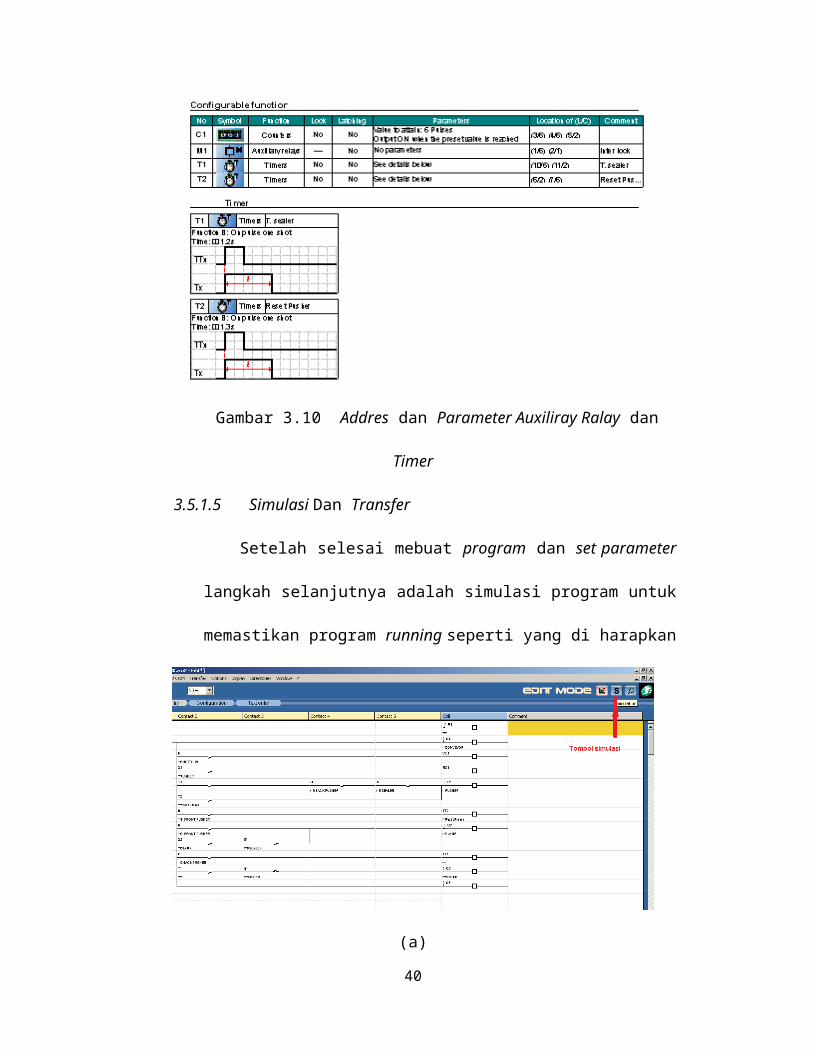
Addres dan parameter untuk setiap icon yang di ada dalam disain
yang telah dibuat adalah sebagai berikut:
Gambar 3.9 Addres Dan Parameter Input Dan Output
Gambar 3.10 Addres dan Parameter Auxiliray Ralay dan Timer
35

3.5.1.5 Simulasi Dan Transfer
Setelah selesai mebuat program dan set parameter langkah
selanjutnya adalah simulasi program untuk memastikan program
running seperti yang di harapkan
(a)
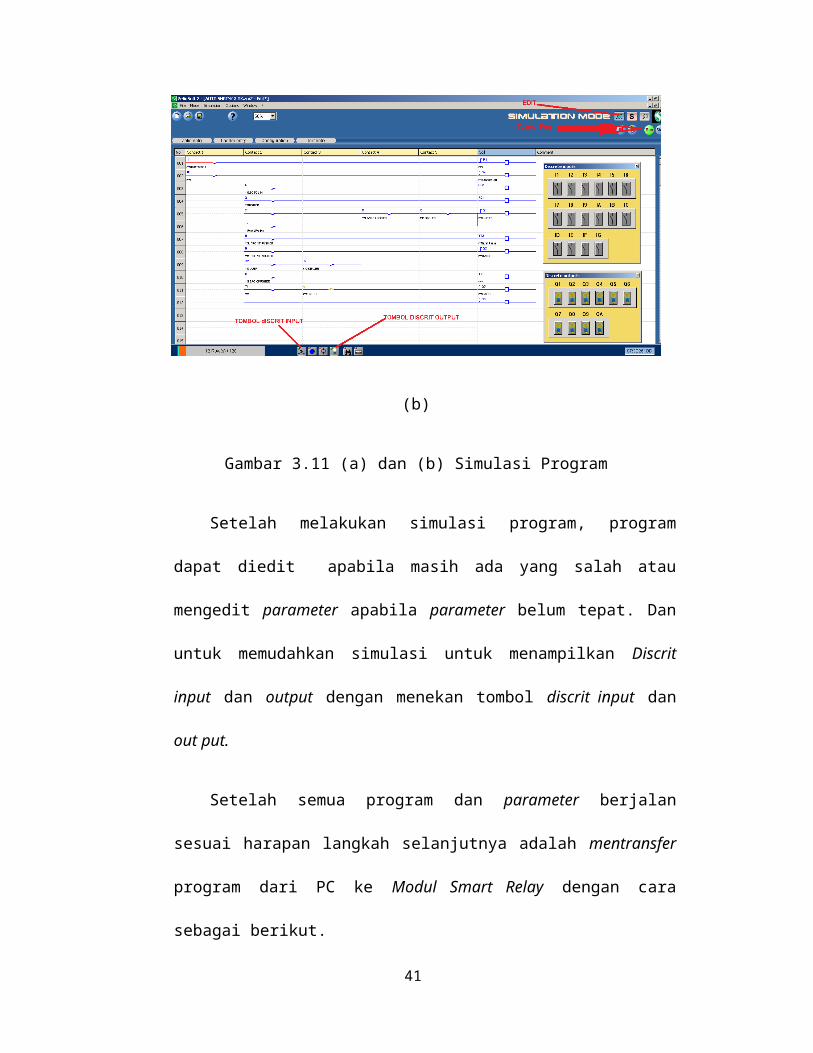
(b)
Gambar 3.11 (a) dan (b) Simulasi Program
36

Setelah melakukan simulasi program, program dapat diedit
apabila masih ada yang salah atau mengedit parameter apabila
parameter belum tepat. Dan untuk memudahkan simulasi untuk
menampilkan Discrit input dan output dengan menekan tombol discrit
input dan out put.
Setelah semua program dan parameter berjalan sesuai harapan
langkah selanjutnya adalah mentransfer program dari PC ke Modul
Smart Relay dengan cara sebagai berikut.
Gambar 3.12 Transfer Program dari PC ke Module
Proses transfer atau communication dengan module dilakukan
lewat kabel data smart relay logic soft 2 dengan catatan harus
mengistal hardware usb port cable data tersebut dan set configurasi
USB sesuai port yang diinstal.
37

3.5.2 Perancangan Mechanichal
3.5.2.1 Penggantian dan Modifikasi Aircillynder
Mengingat masalah yang terjadi pada aircylinder lama maka
setelah dianalisa atas kekurangan fungsionalnya maka perlu dilakukan
penggantian dan modifikasi pada air cylinder berikut:
Air cylinder Guider ditiadakan untuk mengurangi langkah kerja
mesin dan diganti menggunakan guider mecanis ( system pegas)
Air cilynder Stoper ditiadakan untuk mengurangi langakah kerja
mesin dan rubah cara kerja pusher lewat program agar tidak
tergantung stopper .
Air cylinder Pusher diganti dari single shaft menjadi single with
guider tujuannya agar langkah pusher lebuh presisi dan
mengurangi panjang stroke untuk mengurangi lost time squnze
Mengurangi panjang stroke aircylinder sealer agar lebih
mengurangi lost time squnze.
38

12
3
4 5 6 7 8 9
10 11
12 13 14
15
16 17 18
19
20
21
22
23
24
3.5.2.2 Perakitan Panel
Sebelum melakukan pengkabelan terlebih dahulu adalah
membuat single line diagram instalasi
Gambar 3.13 Single Line Instalasi
Keterangan:
1. Power 24v(+)2. Selector3. Source 24V DC 4. Tombol start5. Tombol stop/Emergecy6. Sensor FO –Bottle In7. Sensor Magnet – Pusher
18. Sensor Magnet – Pusher
29. Sensor magnet – Sealer10.Layar smar relay11.Port USB12.Output Q113.Output Q2
14.Output Q315.Ouput Q416.Coil phuser17.Coil Clamp18.Coil Sealer19.Contak Inverter-Conveyor20.Power 24v (-)21. Input I.122. Input I.223. Input I.324. In
put I.4
39
3.6 Prinsip Kerja
Prinsip kerja dari mesin auto shrink packging machine ini
setalah dimodifikasi kontrol mengunakan smart relay logic adalah
Smart relay akan menerima semua data yang di terimanya melalui
input dan mengolahnya sesuai program yang sudah di rancang
sehingga menghasilkan output sperti yang diharapkan.
Adapun langkah atau step kerja dari mesin auto shrink
packaging mesin ini setelah dimodifikasi adalah sesuai dengan
rancangan kerja pada table 3.2
Yaitu : setelah power dari MCB masuk ke instalasi langkahnya
adalah sebagai berikut :
a. On selector untuk menghidupkan system smart relay ( source
24v smart relay)
b. Tekan start (I1)untuk running dan akan jalan, saat conveyor
jalan botol akan masuk ke area kerja mesin.Catatan, Sensor
Pusher 1 (I3) dan sensor Sealer (I5) harus on karena ini adalah
posisi ready mesin untuk running, jika salah 1 mati maka mesin
tidak akan bisa running.
c. Sensor fiber optic (I2) akan menghitung botol yang masuk
(6PCS) Setelah botol masuk 6 maka,
40
d. Pusher (Q1) akan mendorong botol ke area sealer, saat puser
mendorong botol, maka,
e. Sensor pusher 2 (I4) akan on dan akan memerintahkan clamp
(Q2) on
Dan untuk mereset pusher, setelah pusher kembali ke posisi
awal (Q2 Off)
f. Sensor Pusher (I3) On dan memerintahkan sealer (Q3) ON
Dan timer 2 untuk mereset clamp(Q2) dan Sealer (Q3)
g. Setelah clamp dan sealer Off Maka
h. Sensor sealer (I5) akan ON dan system kembali ke step
pertama dan demikian akan terus berualang –ulang.
41




















