Modul 1 PLO(2008)
18
LABORATORIUM SISTEM PRODUKSI DEPARTEMEN TEKNIK INDUSTRI - ITB Tugas I 1 Pengantar Proyek kelas ini merupakan bagian dari proses pembelajaran dalam mata kuliah Perancangan Tata Letak Pabrik (TI – 4121). Tujuan dari proyek kelas ini adalah untuk meningkatkan kemampuan mahasiswa dalam melakukan perancangan tata letak pabrik, dengan memberikan kesempatan kepada mahasiswa untuk terlibat secara langsung dalam perancangan pabrik “Kereta Kayu Mainan” (yaitu pabrik yang memproduksi kereta api mainan yang terbuat dari kayu). Proyek kelas ini dikerjakan dalam bentuk kelompok kecil dengan anggota dua orang. Proyek ini terdiri dari tujuh tugas. Perincian mengenai masing-masing tugas dapat dilihat pada Tabel 1. Tujuan utama perancangan tata letak pabrik adalah memperoleh rancangan tata letak yang efisien, yaitu tata letak dengan pergerakan material (ongkos pemindahan material) antar departemen di dalam pabrik yang minimum. Tata letak yang efisien selanjutnya dapat mengurangi ongkos produksi. Berdasarkan penelitian, ongkos pemindahan material dapat mencapai 30% - 75% dari total ongkos produksi (Sule, 1991). Tabel 1. Proyek Kelas T T U U G G A A S S U U R R A A I I A A N N WAKTU (minggu) I * Part Drawing * Operation Process Chart (OPC) * Assembly Chart (AC) 1 II * Routing Sheet * Multi Product Process Chart (MPPC) * Perhitungan kebutuhan mesin 1 III * Perhitungan Luas Lantai Pabrik * Struktur Organisasi dan Perencanaan SDM * Perhitungan Luas Lantai Kantor 1 IV * Perhitungan Ongkos Pemindahan Material * Matriks Ongkos dan Matriks Aliran * Tata Letak Awal 2 V * Perbaikan Tata Letak * Area Allocation Diagram (AAD) * Perhitungan Ongkos Pemindahan Material (lanjutan) 2 VI * Activity Relationship Chart (ARC) * Activity Relationship Diagram (ARD) * Area Allocation Diagram (AAD) 1 VII * Template * Perhitungan Ongkos Produksi 2 .
-
Upload
ergodyne470 -
Category
Documents
-
view
1.403 -
download
18
Transcript of Modul 1 PLO(2008)

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 1
Pengantar
Proyek kelas ini merupakan bagian dari proses pembelajaran dalam mata kuliah Perancangan
Tata Letak Pabrik (TI – 4121). Tujuan dari proyek kelas ini adalah untuk meningkatkan kemampuan
mahasiswa dalam melakukan perancangan tata letak pabrik, dengan memberikan kesempatan kepada
mahasiswa untuk terlibat secara langsung dalam perancangan pabrik “Kereta Kayu Mainan” (yaitu
pabrik yang memproduksi kereta api mainan yang terbuat dari kayu). Proyek kelas ini dikerjakan
dalam bentuk kelompok kecil dengan anggota dua orang. Proyek ini terdiri dari tujuh tugas. Perincian
mengenai masing-masing tugas dapat dilihat pada Tabel 1.
Tujuan utama perancangan tata letak pabrik adalah memperoleh rancangan tata letak yang
efisien, yaitu tata letak dengan pergerakan material (ongkos pemindahan material) antar departemen di
dalam pabrik yang minimum. Tata letak yang efisien selanjutnya dapat mengurangi ongkos produksi.
Berdasarkan penelitian, ongkos pemindahan material dapat mencapai 30% - 75% dari total ongkos
produksi (Sule, 1991).
Tabel 1. Proyek Kelas
TTTUUUGGGAAASSS UUURRRAAAIIIAAANNN WAKTU
(minggu)
I * Part Drawing
* Operation Process Chart (OPC)
* Assembly Chart (AC)
1
II * Routing Sheet
* Multi Product Process Chart (MPPC)
* Perhitungan kebutuhan mesin
1
III * Perhitungan Luas Lantai Pabrik
* Struktur Organisasi dan Perencanaan SDM
* Perhitungan Luas Lantai Kantor
1
IV * Perhitungan Ongkos Pemindahan Material
* Matriks Ongkos dan Matriks Aliran
* Tata Letak Awal
2
V * Perbaikan Tata Letak
* Area Allocation Diagram (AAD)
* Perhitungan Ongkos Pemindahan Material (lanjutan)
2
VI * Activity Relationship Chart (ARC) * Activity Relationship Diagram (ARD)
* Area Allocation Diagram (AAD)
1
VII * Template
* Perhitungan Ongkos Produksi
2
.

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 2
TUGAS I
1. TUJUAN
Membuat Sketsa Produk
Membuat Operation Process Chart
Membuat Assembly Chart
2. LANDASAN TEORI
Operation Process Chart (OPC) [1,2,3] adalah diagram yang menggambarkan langkah-langkah
proses pengerjaan material, mulai dari bahan baku (material) hingga menjadi komponen atau produk
jadi. Informasi yang terdapat pada OPC meliputi waktu, jenis material yang digunakan, dan mesin atau
peralatan yang diperlukan untuk memproses material.
Assembly Chart [1,3] merupakan diagram yang menggambarkan hubungan antara komponen-
komponen yang akan dirakit menjadi sebuah produk. Assembly Chart bermanfaat untuk menunjukkan
komponen penyusun dari suatu produk dan menjelaskan urutan perakitan komponen.
3. PROSEDUR
3.1. Operation Process Chart
Terdapat lima bagian OPC, yaitu OPC untuk operasi-operasi pada Bagian Prefabrikasi,
komponen Engine, Gondola, Caboose, dan Box Car.
Prinsip Pembuatan Peta Proses Operasi :
Pada baris paling atas terdapat nama peta (“Peta Proses Operasi”), dan identifikasi lain seperti :
nama objek, nama pembuat peta, tanggal dipetakan, nomor peta, dan nomor gambar.
Material yang akan diproses dan karakteristiknya, diletakkan pada garis horisontal, untuk
menunjukkan bahwa material tersebut masuk ke dalam proses (Lihat Gambar 1.1).
Lambang-lambang ditempatkan dalam arah vertikal, yang menunjukkan terjadinya perubahan
proses.
Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan, sesuai dengan urutan
operasi yang dibutuhkan untuk pembuatan produk tersebut, atau sesuai dengan proses yang terjadi.
Penomoran kegiatan pemeriksaan terpisah dengan penomoran operasi.
Pada bagian bawah OPC dibuat ringkasan yang memuat informasi seperti jumlah operasi, jumlah
pemeriksaan, dan jumlah waktu yang dibutuhkan.

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 3
3.2. Assembly Chart
Prinsip pembuatannya sebagai berikut :
Tentukan operasi terakhir sesuai aliran proses perakitan, kemudian digambarkan dengan lingkaran
pada pojok kanan bawah, dan operasinya dituliskan di sebelah kanan lingkaran.
Dari lingkaran tersebut dibuat garis horisontal ke arah kiri. Kemudian dibuat lingkaran untuk
menyatukan tiap komponen yang dirakit pada operasi yang baru ditulis. Komponen sebaiknya
disusun menurut urutan pemasangannya, yang terakhir dirakit diletakkan di bawah. Pada akhir
garis ditulis nomor komponen, nama, dan jumlah yang dirakit.
4. LAPORAN
4.1. Format Pembuatan Sketsa Produk
Ketentuan pembuatan Sketsa Produk:
Sketsa dengan skala proporsional dibuat secara manual dengan pensil.
Sketsa produk, dibuat explode view di atas kertas A4, landscape, dengan garis tepi sesuai dengan
batas laporan, dan diberi judul di sisi bawah kanan kertas ( mis: engine – gondola – caboose – box
car).
4.2. Format Pembuatan Operation Process Chart
Ketentuan pembuatan OPC:
Side cab, side tender, side dan end gondola, side dan end caboose : waktu yang dicantumkan
adalah waktu satu kali operasi, namun untuk perhitungan waktu pada ringkasan tetap dikalikan 2 .
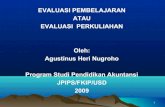
Keterangan dari lambang-lambang yang digunakan dalam Operation Process Chart dapat dilihat
pada Gambar 1.1.
Data Rough Lumber, Gambar Kereta Kayu Mainan, dan Routing Sheet dapat dilihat pada
Lampiran A – Data Teknis.

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 4
xxx-yyy
no - nama komponen
nama bahan
komponen
pendukung
(glue, laquar, dll)
waktu proses
(nama mesin & alat bantu)
nama operasi
Keterangan :
diameter lingkaran : 14 mm
lebar bujur sangkar : 14 mm
xxx : nomor komponen
yy : nomor operasi
xxx-yyywaktu inspeksi
Gambar 1.1 Keterangan Lambang pada OPC
4.3. Format Pembuatan Assembly Chart
Ketentuan pembuatan Assembly Chart:
Diameter lingkaran pada Assembly Chart:
Komponen-komponen yang akan dirakit : 10 mm
Sub-Assembly dan Assembly : 18 mm
Nomor komponen yang akan dirakit ditulis di dalam lingkaran, sedangkan nama komponen
dituliskan sebelum lingkaran tersebut.

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 5
Urutan perakitan dapat dilihat pada Routing Sheet yang terdapat pada Lampiran A – Data Teknis.
940
937
SA
A
210
231
233
S6A1
905
910
900
915
S6A2
S5A1
930 S4A1
S3A1
S7A2
S7A1
330
335
S5A2
905
910
900
S3A2
930
S6A3
S5A3
S4A2
S2A
Nama
komponen
4.4. Pengumpulan Laporan
Laporan dikumpulkan dalam sebuah map, disertai surat pengantar. Batas pengumpulan
laporan adalah satu minggu setelah tugas diberikan.
DAFTAR PUSTAKA
1. Apple, James M., Tataletak Pabrik dan Pemindahan Bahan, Penerbit ITB, Bandung, 1990.
2. Sule, D.R. (1991), Manufacturing Facilities: Location, Planning and Design, PWS Kent, Boston
3. Sutalaksana, Iftikar Z., Ruhana Anggawisastra, Jann H. Tjakraatmadja, Teknik Tata Cara Kerja,
Jurusan Teknik Industri, ITB.
4. Tompkins, James A., et al., Facilities Planning, John Wiley & Sons, Canada, 1996.

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 6
LAMPIRAN 1.A – DATA TEKNIS
1/4
"
1 1
/4"
2"
6"
2"
2 1
/2"
2"1"
3/4
"
2 1/2" 2 1/2"
1/2
"
1 1
/4"
Rough Lumber No. 1
1/4" (3 per ketebalan 5/4")
Rough Lumber No. 2
1/2" (4 per ketebalan 5/4")
Rough Lumber No. 3
3/4" (3 per ketebalan 1")
Rough Lumber No. 4
2" (1 per ketebalan 10/4")

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 7
SIDE CAB
WHEEL
SIDE TENDER
BACK TENDER
ROOF CAB FRONT CAB
STACK
BOILER
CHASSIS
BODY BOX CAR WHEEL
ROOF BOX CAR
ENGINE
BOX CAR

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 8
WHEEL
CHASSIS GONDOLA
SIDE GONDOLA
END GONDOLA
CHASSIS CABOOSE
END CABOOSE
ROOF CABOOSE
WHEEL
SIDE CABOOSE
CABOOSE
GONDOLA

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 9
Keterangan tambahan Tugas 1
Tugas 1 meliputi:
1. Surat pengantar proposal keikutsertaan tender
2. Proposal tender
3. Surat pengantar laporan tahap pertama
4. Laporan tahap pertama
Catatan: surat pengantar serta laporan akan selalu ada di modul berikutnya
5. 1 buah sketsa gambar produk E – G – B – C (disatukan dengan laporan)
6. 1 buah OPC Proses Fabrikasi sampai dengan proses Assembly untuk produk
dengan demand terbesar
7. 1 buah OPC sub assembly (engine/caboose/gondola/boxcar) yang tidak terdapat
di OPC Fabrikasi-Assembly
8. OPC prefabrikasi
9. 2 buah AC untuk 2 produk yang lain.
catatan:
- Tugas dikumpulkan hari Jumat, 12 September 2008 pukul 07:00 (setelah
pukul 07:00 akan ada pengurangan nilai) di LSP
- Untuk OPC dan AC gunakan kertas sticker (sakura dove - jangan yang
mengkilap). minimal 2 warna bergantian.
- Semua OPC dan AC ditulis tangan, kecuali no komponen, dan no operasi boleh di
Format proposal:
1. Cara penulisan sama dengan laporan/progress report.
2. Isi proposal:
- latar belakang
- tujuan
- prosedur perancangan, berisi kelebihan yang ditawarkan perusahaan
tender
- rencana kerja, berisi langkah – langkah pelaksanaan proyek
- jadwal pelaksanaan
3. Nama, logo dan alamat perusahaan tender dibuat sendiri dan berbeda untuk
setiap kelompok.
4. Proposal dialamatkan pada PT... (sesuai dengan nama perusahaan dosen kelas
masing-masing)
Alat bantu yang digunakan:
- drive nail 900
- wheel 905
- washerflat 910
- string 915
- wood band 920
- screw hook 925
- screw eye 930
- cartoon 935
- cartoon linear 936
- label 937
- laquar 951
- laquar thinner 959
- gamed tape 960
- glue 961
- sandpaper 965
- sand disc 970

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 10
Penggunaan alat bantu:
- proses amplas : sand paper, sand disc
- proses rakit : glue
- proses cat : laquar, laquar thinner
- proses rakit roda : drive nail, wheel, screw hook / screw
eye, washer flat
Lain – lain:
1. Seluruh tugas disatukan dalam amplop (warna amplop : TI 1 – kuning, TI 2
– merah, TI 3 - biru) dan diberi label sebagai berikut:
2. Jika ukuran kertas yang digunakan lebih besar dari ukuran A4, maka tugas harus
diberi judul dan identitas kelompok di bagian atas, kemudian kertas dilipat
dengan rapi hingga seukuran dengan A4. Setelah itu, di bagian muka diberi label
berisi judul dan identitas kelompok sebagai berikut:

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 11

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 12
Tabel Kebutuhan Rough Lumber
Jenis Rough Lumber
No Part
Nama Part
Karakteristik Material Jumlah Kebutuhan
Part
Jumlah Part dari
1 Unit
Jumlah Kebutuhan
Total Kebutuhan Tebal
(inch) Panjang (inchi)
Lebar (inchi)
1/4 "
131 Side Cab 0.25 2.50 2.00
133 Front Cab 0.25 2.00 1.50
141 Side Tender 0.25 2.00 1.50
144 Back Tender 0.25 1.50 1.50
231 Side Gondola 0.25 6.00 1.00
233 End Gondola 0.25 1.50 1.00
431 Side Caboose 0.25 4.00 1.50
433 End Caboose 0.25 1.50 1.50
1/2 "
135 Roof Cab 0.50 3.00 2.50
335 Roof Box Car 0.50 6.00 2.50
435 Roof Caboose 0.50 5.00 2.50
3/4 "
110 Chasis, Engine 0.75 9.50 2.00
210 Chasis, Gondola 0.75 6.00 2.00
410 Chasis, Caboose 0.75 5.00 2.00
2 " 330 Body Box Car 2.00 6.00 2.00
Finished Rod Stick 1.5D 120 Boiler 1.50 4.50 -
Finished Rod Stick 0.75D 121 Stack 0.75 1.50 -

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 13
Routing Sheet Assembly
No. Nama Operasi Nama
Mesin
Kapasitas Mesin
Teoritis
Efisiensi
Mesin
Availability
Mesin
Kapasitas
Mesin Aktual Reject
Jumlah yang
Diharapkan
Jumlah yang Harus
Disiapkan
Jumlah Mesin
Teoritis
Waktu
Proses (menit)
100 Assembly engine
10 Rakit stack ke boiler bench I 65 1‰
20 Rakit boiler ke chassis bench I 30 0‰
30 Rakit cab & tender bench I 30 0‰
35 Keringkan lem rack 280 0‰
40 Ampelas ujung dan inspeksi disc sand 30 0‰
50 Cat lapisan pertama spray booth 530 0‰
55 Keringkan lapisan pertama oven 397 0‰
60 Cat lapisan kedua spray booth 670 0‰
65 Keringkan lapisan kedua oven 397 0‰
70 Rakit roda, ring penutup, paku, dll. bench II 35 0‰
80 Rakit benang dan manik bench II 310 0‰
200 Assembly gondola
10 Rakit side dan end ke chassis bench I 100 1‰
15 Keringkan lem rack 230 0‰
20 Ampelas ujung dan inspeksi disc sand 100 0‰
30 Cat lapisan pertama spray booth 835 0‰
35 Keringkan lapisan pertama oven 397 0‰
40 Cat lapisan kedua spray booth 1113 0‰
45 Keringkan lapisan kedua oven 397 0‰
50 Rakit roda, ring penutup, paku, dll. bench II 50 0‰
300 Assembly box car
10 Rakit roof ke body bench I 125 2‰
15 Keringkan lem rack 230 0‰
20 Ampelas ujung dan inspeksi disc sand 100 0‰

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 14
30 Cat lapisan pertama spray booth 910 0‰
35 Keringkan lapisan pertama oven 397 0‰
40 Cat lapisan kedua spray booth 1113 0‰
45 Keringkan lapisan kedua oven 397 0‰
50 Rakit roda, ring penutup, paku, dll. bench II 50 0‰
400 Assembly caboose
10 Rakit side, end, dan roof ke chassis bench I 75 2‰
15 Keringkan lem rack 290 0‰
20 Ampelas ujung dan inspeksi disc sand 110 0‰
25 Cat lapisan pertama spray booth 716 0‰
30 Keringkan lapisan pertama oven 344 0‰
40 Cat lapisan kedua spray booth 910 0‰
45 Keringkan lapisan kedua oven 345 0‰
50 Rakit roda, ring penutup, paku, dll. bench II 55 0‰
1000 Pack train
10 Rakit karton dan linear bench III 240 0‰
20 Masukkan train dan inspeksi bench III 240 0‰
30 Tutup dan label karton bench III 240 0‰

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 15
Routing Sheet Fabrikasi
No. Nama Operasi Nama Mesin Kapasitas
Mesin Teoritis
Efisiensi
Mesin
Availability
Mesin
Kapasitas
Mesin
Aktual
Reject Jumlah yang
Diharapkan
Jumlah yang
Harus
Disiapkan
Jumlah Mesin
Teoritis
Waktu
Proses (menit)
110 Chasis engine
10 Potong panjang 9.5" circ. saw 230 3‰
20 Ampelas ujung belakang disc sand 110 1‰
30 Ampelas depan rad. 1.5" disc sand 80 1‰
40 Drill 8 lubang paku drill press 90 2‰
50 Drill 1 lubang benang drill press 230 1‰
60 Drill 1 lubang sekrup,lubang mata drill press 150 1‰
120 Boiler
10 Rampas bagian bawah jointer 130 3‰
20 Potong panjang 4.5" circ. saw 190 2‰
30 Ampelas ujung disc sand 110 1‰
40 Drill lubang 1/2" D 3/4" drill press 80 1‰
121 Stack
10 Potong panjang 1.5" circ. saw 150 2‰
20 Ampelas ujung disc sand 140 1‰
131 Side cab (2)
10 Rampas lebar 2" jointer 1010 2‰
20 Potong lebar 2.5" circ. saw 340 4‰
30 Drill lubang 7/8" drill press 100 3‰
133 Front cab
10 Rampas lebar 1.5" jointer 510 2‰

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 16
20 Potong panjang 2" circ. saw 360 3‰
135 Roof cab
10 Potong panjang 3" circ. saw 310 2‰
20 Ampelas ujung disc sand 200 2‰
141 Side tender (2)
10 Rampas lebar 1.5" jointer 600 2‰
20 Potong panjang 2" circ. saw 350 3‰
144 Back tender
10 Rampas lebar 1.5" jointer 800 2‰
20 Potong panjang 1.5" circ. saw 400 3‰
210 Chasis gondola
10 Potong panjang 6" circ. saw 250 3‰
20 Ampelas ujung disc sand 100 1‰
30 Drill 6 lubang paku drill press 125 2‰
40 Drill 2 lubang kait drill press 75 1‰
231 Side gondola (2)
10 Rampas lebar 1" jointer 250 2‰
20 Potong panjang 6" circ. saw 300 3‰
233 End gondola (2)
10 Rampas lebar 1" jointer 800 2‰
20 Potong panjang 1.5" circ. saw 400 2‰
330 Body box car
10 Rampas lebar 2" jointer 70 2‰
20 Potong panjang 6" circ. saw 150 3‰
30 Ampelas ujung disc sand 110 1‰

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 17
40 Drill 6 lubang paku drill press 135 1‰
50 Drill 2 lubang kait drill press 70 1‰
335 Roof box car
10 Potong panjang 6.5" circ. saw 250 3‰
20 Ampelas ujung disc sand 100 2‰
410 Chasis caboose
10 Potong panjang 5" circ. saw 240 2‰
20 Ampelas ujung disc sand 100 1‰
30 Drill 4 lubang paku drill press 130 2‰
40 Drill 2 lubang kait drill press 160 1‰
431 Side caboose (2)
10 Rampas lebar 1.5" jointer 300 2‰
20 Potong panjang 4" circ. saw 300 3‰
30 Drill lubang 2 7/8" drill press 60 3‰
433 End caboose (2)
10 Rampas lebar 1.5" jointer 800 2‰
20 Potong panjang 1.5" circ. saw 400 3‰
435 Roof caboose
10 Potong panjang 5" circ. saw 250 3‰
20 Ampelas ujung & atap disc sand 150 2‰

LABORATORIUM SISTEM PRODUKSI
DEPARTEMEN TEKNIK INDUSTRI - ITB
Tugas I 18
Routing Sheet Pre-Fabrikasi
No. Nama Operasi Nama
Mesin
Kapasitas
Mesin
Teoritis
Efisiensi
Mesin
Availability
Mesin
Kapasitas
Mesin Aktual Reject
Jumlah yang
Diharapkan
Jumlah yang
Harus
Disiapkan
Jumlah Mesin
Teoritis
Waktu
Proses (menit)
Rough lumber 1/4" (3 per ketebalan 5/4")
10 Potong lurus & rampas ujung c. o. saw 18 2‰
20 Potong sesuai dengan ketebalan circ. saw 43 2‰
30 Ratakan pada ketebalan 1/4" planner 22 2‰
40 Potong bentuk sesuai ukuran circ. saw 42 3‰
Rough lumber 1/2" (4 per ketebalan 5/4")
10 Potong lurus & rampas ujung c. o. saw 5 2‰
20 Potong sesuai dengan ketebalan circ. saw 11 3‰
30 Ratakan pada ketebalan 1/2" planner 7 2‰
40 Potong lebar 2/5" circ. saw 9 2‰
50 Potong panjang sesuai kebutuhan circ. saw 9 2‰
Rough lumber 3/4" (3 per ketebalan 4/4")
10 Potong lurus & rampas ujung c. o. saw 12 2‰
20 Ratakan pada ketebalan 3/4" planner 17 2‰
30 Potong lebar 2" circ. saw 29 3‰
40 Rampas sesuai ukuran jointer 4 2‰
50 Potong panjang sesuai kebutuhan circ. saw 27 2‰
Rough lumber 2" (3 per ketebalan 10/4")
10 Potong lurus & rampas ujung c. o. saw 4 2‰
20 Ratakan pada ketebalan 2" planner 5 2‰
30 Potong panjang 2" circ. saw 8 3‰
40 Ratakan panjang 2" planner 5 2‰