
Laporan Umum
110
LAPORAN TUGAS KHUSUS PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III PT PETROKIMIA GRESIK Disusun oleh : Winandyo Mangkoto L2C009013 Nugraha Bayu Samodra L2C009035 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK UNIVERSITAS DIPONEGORO SEMARANG 2012
-
Upload
naufal-dimasyqi -
Category
Documents
-
view
375 -
download
15
Transcript of Laporan Umum
LAPORAN TUGAS KHUSUS
PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
Disusun oleh :
Winandyo Mangkoto L2C009013
Nugraha Bayu Samodra L2C009035
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012

LAPORAN KERJA PRAKTEK
PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
Disusun oleh :
Winandyo Mangkoto L2C009013
Nugraha Bayu Samodra L2C009035
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
iii JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
HALAMAN PENGESAHAN
LAPORAN KERJA PRAKTEK
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
Nama / NIM : Winandyo Mangkoto / L2C009013
Nugraha Bayu Samodra / L2C009035
Pabrik : Pabrik Pupuk ZA II Departemen Produksi III Petrokimia Gresik
Semarang,
Menyetujui,
Dosen Pembimbing
Dr. Ir. Setia Budi Sasongko, DEA
NIP. 19611226 198803 1 001

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
iv JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
PRAKATA
Puji dan syukur kami panjatkan kepadaTuhan Yang Maha Esa atas
rahmat, hidayah dan karunia-Nya sehingga penyusun dapat menyelesaikan
laporan Kerja Praktek Pabrik Pupuk ZA II Departemen Produksi III PT
Petrokimia Gresik. Laporan Kerja Praktek ini bertujuan untuk evaluasi kinerja
Heat Exchanger (E.5101) pada Seksi Karbonasi Pabrik Pupuk ZA II PT
Petrokimia Gresik.
Penulisan laporan Kerja Praktek ini dapat diselesaikan tidak lepas dari
dukungan, bimbingan, dan bantuan dari banyak pihak yang sangat berarti bagi
penulis. Oleh karena itu, dalam kesempatan ini penulis menyampaikan
terimakasih kepada Bapak Ir. Danny Soetrisnanto, M.Eng dan Bapak Dr. Ir. Setia
Budi Sasongko, DEA selaku dosen pembimbing Kerja Praktek, Bapak Suhadi
selaku Kepala Bagian Produksi ZA II serta pembimbing kami di lapangan, Bapak
Freddy selaku Wakil Kepala Bagian Produksi ZA II, serta Bapak Bakuh Subagio,
Bapak Gatot Nuriyanto, Bapak Hariyanto, Bapak Budi Prayitno, Bapak Harno,
dan pegawai lain di Central Control Room, Bagian Candal Pabrik ZA II,
perpustakaan serta Bagian Mekanik Pabrik ZA II yang tidak bisa kami sebutkan
namanya satu persatu yang senantiasa telah mencurahkan segenap waktu dan
tenaganya untuk membantu penyusunan laporan Kerja Praktek hingga selesai.
Disadari bahwa laporan Kerja Praktek ini masih terdapat kekurangan.
Oleh karena itu, masukan, kritik dan saran dari berbagai pihak sangat diharapkan.
Semoga laporan Kerja Praktek ini dapat bermanfaat ke depannya untuk kalangan
civitas akademik serta mahasiswa Universitas Diponegoro, PT Petrokimia Gresik
dan masyarakat luas.
Semarang, November 2012
Penulis

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
v JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
DAFTAR ISI
HALAMAN JUDUL .......................................................................................... i
LEMBAR PENGESAHAN ................................................................................ ii
KATA PENGANTAR ........................................................................................ iii
DAFTAR ISI ....................................................................................................... iv
DAFTAR GAMBAR .......................................................................................... vi
DAFTAR TABEL ............................................................................................... vii
INTISARI ........................................................................................................... viii
BAB I PENDAHULUAN
I.1. Gambaran Umum dan Sejarah Perusahaan ................................. 1
I.2. Latar Belakang Pendirian PT Petrokimia Gresik ........................ 1
I.3. Lokasi Pabrik .............................................................................. 4
I.4. Organisasi Perusahaan ................................................................ 5
I.5. Unit Produksi .............................................................................. 11
I.6. Unit Prasarana ............................................................................. 12
I.7. Keselamatan dan Kesehatan Kerja .............................................. 13
I.8. Pengelolaan Lingkungan dan B3 ................................................ 34
BAB II DESKRIPSI PROSES
II.1. Konsep Proses dan Pembuatan Ammonium Sulfat .................... 43
II.2. Diagram Alir Proses Pembuatan Ammonium Sufat ................... 43
II.3. Langkah-Langkah Proses Pembuatan Ammonium Sulfat .......... 44
BAB III SPESIFIKASI ALAT
III.1. Spesifikasi Alat Utama ............................................................... 55
III.2. Spesifikasi Alat Pendukung ........................................................ 57
BAB IV MANAJEMEN PRODUKSI
IV.1. Pendahuluan ................................................................................ 62
IV.2. Manajemen Produksi Pabrik III .................................................. 67
IV.3. Manajemen Peraencanaan dan Pengendalian ............................. 69
IV.4. Sistem Laporan ........................................................................... 73
BAB V UTILITAS
V.1. Tahapan Proses Pengolahan Air ................................................. 75
V.2. Utilitas Unit Produksi III ............................................................ 77
BAB VI LABORATORIUM
VI.1. Program Kerja Laboratorium ...................................................... 87
VI.2. Alat-Alat Laboratorium .............................................................. 89
VI.3. Prosedur Analisa ......................................................................... 89
BAB VII PENUTUP
VII.1. Kesimpulan ................................................................................. 99
VII.2. Saran ........................................................................................... 100

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
vi JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
DAFTAR PUSTAKA
LAMPIRAN
Tugas Khusus

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
vii JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
DAFTAR GAMBAR
Gambar 1.1. Logo PT Petrokimia Gresik. ....................................................... 5
Gambar 1.2. Struktur Biro K3. ....................................................................... 19
Gambar 1.3. Hubungan P2K3, Badan K3, dan Organisasi Fungsional
Terhadap Kegiatan K3. ............................................................... 21
Gambar 1.4. Blok Diagram Pengelolaan Limbah Cair. .................................. 36
Gambar 2.1. Skema Diagram Alir Proses ZA II. ............................................ 44
Gambar 4.1. Bagan Ringkas Kegiatan Produksi. ............................................ 62
Gambar 5.1. Diagram Alir Power Generation Unit. ...................................... 77
Gambar 5.2. Diagram Alir Service Air Unit. .................................................. 80
Gambar 5.3. Diagram Alir Cooling Tower Unit. ............................................ 85

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
viii JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
DAFTAR TABEL
Tabel 1.1. Limbah PT Petrokimia Gresik .................................................... 36

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
ix JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
INTISARI
PT Petrokimia Gresik adalah salah satu Badan Usaha Milik Negara
dalam lingkungan Departemen Pendayagunaan BUMN yang bergerak di bidang
produksi pupuk, non pupuk, bahan - bahan kimia dan jasa lainnya seperti jasa
konstruksi dan engineering. Jenis pupuk yang diproduksi oleh pabrik ini salah
satunya adalah Zwavelzuur Ammonium (ZA). Proses pembuatan ammonium sulfat
(Pabrik ZA II) menggunakan bahan baku yang merupakan hasil samping dari
pabrik lain di PT. Petrokimia Gresik yaitu berupa gas CO2, Ammonia, dan
Kaptan. Oleh sebab itu konsep proses di pabrik ZA II berbeda dengan di pabrik
ZA I/III, yaitu pada seksi carbonation & reaction.
Proses yang paling utama dalam pembuatan ammonium sulfat II ini
adalah pada konversi gypsum, yaitu mereaksikan larutan ammonium karbonat dari
seksi karbonasi dengan fosfogypsum hasil samping pabrik asam fosfat di reactor
slurry. Dalam pembuatan ZA II dilakukan beberapa tahap proses, yaitu:
Karbonasi; Reaksi dan Penyerapan gas; Filtrasi; Netralisasi; Evaporasi dan
kristalisasi; Pengeringan dan pendinginan produk; Pengantongan.
Pada tahap karbonasi terdapat Carbonation Tower yang berfungsi
sebagai tempat terjadinya reaksi karbonasi.Untuk memperoleh opreasi yang baik
pada Carbonation Tower, maka perlu diperhatikan batasan ratio adalah 1,3-1,35.
Ratio yang tinggi akan menyebabkan kenaikan tekanan parsial CO2 diatas larutan
naik, sehingga gas CO2 yang terlepas makin banyak. Sedangkan bila ratio rendah
(dibawah 1,3) akan menaikkan tekanan parsial NH3 akibatnya kehilangan pada
reaktor tinggi; Faktor yang berpengaruh pada pembentukan kristal dan kualitas
produk yang dihasilkan adalah kemurnian bahan baku, derajat pengadukan dan
temperatur kristalisasi. kemurnian bahan baku pada proses pembuatan ammonium
sulfat sangat penting karena pengotor dapat menyebabkan kristal menjadi keruh.
Dan dalam pembentukan kristal perlu ditambahkan anti cacking agent untuk
menghindari penggumpalan karena sifat kristal ZA yang higroskopis.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
1 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
BAB I
PENDAHULUAN
I.1. Gambaran Umum dan Sejarah Perusahaan
PT Petrokimia Gresik adalah salah satu Badan Usaha Milik Negara
dalam lingkungan Departemen Pendayagunaan BUMN yang bergerak di bidang
produksi pupuk, non pupuk, bahan - bahan kimia dan jasa lainnya seperti jasa
konstruksi dan engineering.
Perusahaan ini merupakan pabrik pupuk kedua di Indonesia setelah PT
Pupuk Sriwijaya di Palembang dan juga merupakan pabrik pupuk terlengkap di
antara pabrik lainnya. Jenis pupuk yang diproduksi oleh pabrik ini antara lain
adalah Zwavelzuur Ammonium (ZA), Super Phosphat (SP-36), NPK, NPK
Kebomas, Urea, Phonska, ZK, DAP, Petroganik, KCL, dan Ammonium Phosphat.
Sedangkan produk non pupuknya antara lain Ammonia, Asam Fosfat, Asam
Sulfat, Asam Klorida, Gypsum, Alumunium Flourida, CO2 Cair, Dry Ice, dan
Kapur pertanian.
Pada mulanya perusahaan ini berada di bawah Direktorat Industri Kimia
Dasar, tetapi sejak tahun 1992 berada di bawah Departemen Perindustrian dan
pada awal tahun 1997, PT Petrokimia Gresik berada dibawah naungan
Departemen Keuangan. Akan tetapi akibat adanya krisis moneter yang dialami
bangsa Indonesia menyebabkan PT Petrokimia Gresik menjadi Holding Company
dengan PT Pupuk Sriwijaya tepatnya pada tahun 1997 berdasar pada PP no.
28/1997 s/d sekarang.
I.2. Latar Belakang Pendirian PT Petrokimia Gresik
Latar belakang pendiriannya berdasarkan atas lingkungan negara
Indonesia yang merupakan negara agraris dan memiliki sumber daya alam yang
sangat melimpah sehingga titik berat pembangunan terletak pada sektor pertanian.
Salah satu usaha intensifikasi pertanian dilakukan dengan cara mendirikan pabrik
pupuk untuk memenuhi kebutuhan pupuk, salah satu diantaranya adalah PT
Petrokimia Gresik.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
2 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Secara kronologis, sejarah singkat perkembangan PT Petrokimia Gresik
adalah sebagai berikut:
Tahun 1960
Berdasarkan Ketetapan MPRS No. II/MPRS/1960 dan Keputusan Presiden No.
260 tahun 1960 direncanakan pendirian “Projek Petrokimia Surabaja”. Proyek ini
merupakan proyek prioritas dalam Pola Pembangunan Nasional Semesta
Berencana Tahap I ( 1961-1969).
Tahun 1964
Pembangunan pabrik ini dilaksanakan berdasarkan Instruksi Presiden No.
01/Instr/1963 dan diatur dalam Keputusan Presiden No. 225 tanggal 4 Nopember
1964. Pelaksanaan pembangunan ini dilaksanakan oleh Cosindit SpA dari Italia
yang ditunjuk sebagai kontraktor utama.
Tahun 1968
Pada masa ini kegiatan berhenti dikarenakan krisis ekonomi yang berkepanjangan,
sehingga jalannya produksi harus berhenti. Dampak dari krisis tersebut
menyebabkan perusahaan mengalami krisis juga. Biaya operasi yang tinggi
(impor) yang tidak sesuai dengan penjualan menyebabkan perusahaan mengalami
kerugian. Oleh karena itu, perusahaan membutuhkan suntikan dana dari kantor
pusat.
Tahun 1972
Perusahaan ini diresmikan oleh Presiden Soeharto pada tanggal 10 Juli 1972.
Selanjutnya tanggal tersebut diperingati sebagai hari jadi PT Petrokimia Gresik.
Tahun 1975
Status badan usaha PT Petrokimia Gresik diubah menjadi Perusahaan Perseroan
berdasarkan Peraturan Pemerintah No. 14 tahun 1975 tepatnya pada tanggal 10
Juli 1975.
Tahun 1997
PT Petrokimia Gresik melakukan holding dengan PT Pupuk Sriwijaya (Persero)
sebagai induknya berdasarkan PP No. 28 tahun 1997.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
3 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Pada saat ini PT Petrokimia Gresik memiliki bidang usaha yaitu :
industri pupuk, industri pestisida, indusri peralatan pabrik dan jasa rancang
bangun serta perekayasaan maupun jasa lain.
Dalam perkembangan selanjutnya, PT Petrokimia Gresik telah
mengalami tujuh kali perluasan, yaitu:
a. Perluasan pertama (29 Agustus 1979). Pembangunan pabrik pupuk TSP I oleh
Spie Batignoles (Perancis) dilengkapi dengan pembangunan prasarana
pelabuhan dan unit penjernihan air Gunungsari serta booster pump di
Kandangan untuk meningkatkan kapasitasnya menjadi 720 m3/jam.
b. Perluasan kedua (30 Juli 1984). Pembangunan pabrik TSP II oleh Spie
Batignoles serta perluasan pelabuhan dan unit penjernihan air Babat dengan
kapasitas 3000 m3/jam.
c. Perluasan ketiga (10 Oktober 1984). Pembangunan pabrik asam fosfat dan
produk samping yang meliputi pabrik asam sulfat, pabrik cement retarder,
pabrik aluminium fluorida, pabrik ammonium sulfat, kalium sulfat dan unit
utilitas. Perluasan ini dilakukan oleh kontraktor Hitachi Zosen Jepang.
d. Perluasan keempat ( 2 Mei 1986). Pembangunan pabrik pupuk ZA III oleh
tenaga-tenaga PT Petrokimia Gresik mulai dari studi kelayakan sampai
dengan pengoperasiannya.
e. Perluasan kelima (29 April 1994). Pembangunan pabrik ammonia dan pabrik
urea baru dengan teknologi proses Kellog Amerika dan ACES Jepang.
Konstruksinya ditangani oleh PT Inti Karya Persada Teknik (IKPT) Indonesia.
Pembangunan dimulai awal tahun 1991 dan ditargetkan beroperasi pada
Agustus 1993. Pabrik ini mulai beroperasi mulai 29 April 1994.
f. Perluasan keenam (25 Agustus 2000). Pembangunan pupuk NPK berkapasitas
300.000 ton per tahun dengan nama ”PHONSKA”. Konstruksi ditangani PT
Rekayasa Industri dengan teknologi INCRO dari Spanyol. Pabrik ini telah
diresmikan oleh Presiden Republik Indonesia Abdurrahman Wahid pada
tanggal 25 Agustus 2000.
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
4 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
g. Perluasan ketujuh (22 Maret 2005). Pembangunan pabrik pupuk kalium sulfat
(ZK) dengan kapasitas 10000 ton/th. Pabrik ini menggunakan proses
Mannheim (Eastern Tech).
I.3. Lokasi Pabrik
Kawasan Industri PT Petrokimia Gresik menempati areal seluas 450 ha.
Daerah-daerah yang ditempati meliputi:
Kecamatan Gresik, meliputi desa-desa:
Ngipik, Karangturi, Sukorame, Tlogopojok
Kecamatan Kebomas, meliputi desa-desa:
Kebomas, Tlogopatut, Randu Agung
Kecamatan Manyar, meliputi desa-desa:
Roomo Meduran, Pojok Pesisir, Tepen
Pemilihan lokasi kawasan industri ini berdasarkan atas pertimbangan
keuntungan teknis dan ekonomis yang optimal, yaitu:
Tersedianya lahan yang kurang produktif.
Tersedianya sumber air dari aliran Sungai Brantas dan Bengawan Solo.
Dekat dengan daerah konsumen pupuk terbesar, yaitu perkebunan dan petani.
Dekat dengan pelabuhan sehingga memudahkan untuk mengangkut peralatan
pabrik selama masa konstruksi, pengadaan bahan baku, maupun
pendistribusian hasil produksi melalui angkutan laut.
Dekat dengan Surabaya yang memiliki kelengkapan yang memadai, antara
lain tersedianya tenaga-tenaga terampil.
PT. Petrokimia Gresik juga mempunyai dua kantor pusat, yaitu :
Kantor Pusat
Kantor pusat PT. Petrokimia Gresik terletak di Jalan Ahmad Yani Gresik
61119.
Kantor Cabang
Kantor cabang PT. Petrokimia Gresik terletak di Jalan Tanah Abang III No.16
Jakarta Pusat 10160.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
5 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
I.4. Organisasi Perusahaan
I.4.1. Bentuk Perusahaan
PT Petrokimia Gresik bergerak dalam bidang pengadaaan pupuk, bahan
kimia dan jasa engineering. Dalam perkembangannya PT Petrokimia Gresik telah
mengalami perubahan bentuk perusahaan. Dari sebuah perusahaan umum menjadi
sebuah perusahaan perseroan dan kini holding dengan PT Pupuk Sriwijaya
(persero), yang merupakan salah satu Badan Usaha Milik Negara (BUMN) di
bawah koordinasi Menteri Negara BUMN.
I.4.2. Logo Perusahaan dan Arti
Gambar 1.1. Logo PT Petrokimia Gresik
Logo PT Petrokimia Gresik mempunyai tiga unsur utama, yaitu:
1. Kerbau dengan warna kuning emas yang mengandung arti:
Penghormatan terhadap daerah tempat perusahaan berada, yaitu
Kecamatan Kebomas.
Sifat positif kerbau yang dikenal suka bekerja keras, ulet dan loyal.
Warna kuning emas melambangkan keagungan.
2. Daun hijau berujung lima yang mengandung arti:
Daun hijau melambangkan kesuburan dan kesejahteraan.
Lima melambangkan kelima sila Pancasila.
3. Tulisan PG berwarna putih yang mengandung arti:
PG merupakan singkatan dari Petrokimia Gresik.
Warna putih melambangkan kesucian.
Secara keseluruhan logo perusahaan tersebut mempunyai makna:
”Dengan hati yang bersih dan suci berdasarkan kelima sila Pancasila,
Petrokimia Gresik berusaha mencapai masyarakat yang adil dan makmur
menuju keagungan bangsa.”

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
6 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
I.4.3. Visi, Misi, dan Nilai Dasar PT Petrokimia Gresik
I.4.3.1. Visi
PT Petrokimia Gresik bertekad untuk menjadi produsen pupuk dan
produk kimia lainnya yang berdaya saing tinggi dan produknya paling diminati
konsumen.
I.4.3.2. Misi
Mendukung penyediaan pupuk nasional untuk tercapainya program
swasembada pangan.
Meningkatkan hasil usaha untuk menunjang kelancaran kegiatan operasional
dan pengembangan usaha.
Mengembangkan potensi usaha untuk pemenuhan industri kimia nasional dan
berperan aktif dalam community development.
I.4.3.3. Nilai Dasar
Mengutamakan keselamatan dan kesehatan dalam setiap kegiatan operasional.
Memanfaatkan profesionalisme untuk peningkatan kepuasan pelanggan.
Meningkatkan inovasi untuk memenangkan bisnis.
Mengutamakan integritas di atas segala hal.
Berupaya membangun semangat kelompok yang sinergistik.
I.4.4. Struktur Manajemen dan Organisasi PT Petrokimia Gresik
Struktur organisasi yang disertai dengan uraian pekerjaan akan diperoleh
manfaat sebagai berikut:
Membantu para pejabat agar lebih mengerti akan tugas dan jabatannya.
Menjelaskan dan menjernihkan persoalan mengenai pembatasan tugas,
tanggung jawab, wewenang dan lain-lain.
Sebagai bahan orientasi untuk pejabat.
Menentukan jumlah pegawai di kemudian hari.
Penyusunan program pengembangan manajemen.
Menentukan training untuk para pejabat yang sudah ada.
Mengatur kembali langkah kerja dan prosedur kerja yang berlaku bila terbukti
kurang lancar.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
7 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
I.4.4.1. Ketenagakerjaan
Jumlah tenaga kerja di PT. Petrokimia Gresik berdasarkan data yang
diperoleh dari Biro Tenaga Kerja PT. Petrokimia Gresik periode 31 Agustus 2012
berjumlah 3402 orang, yaitu:
a. Berdasarkan Jabatan
Direksi : 5 orang
Kakomp/Staf Utama (Eselon I) : 30 orang
Kadep/Karo/Kabid/Staf Utama Muda (Eselon II) : 71 orang
Kabag/Staf Madya (Eselon III) : 210 orang
Kasi/Staf Muda (Eselon IV) : 596 orang
Karu/Staf Pemula (Eselon V) : 1114 orang
Pelaksana : 1335 orang
Bulanan percobaan : 41 orang
b. Berdasarkan Pendidikan Akhir
S-2 : 106 orang
S-1 : 472 orang
D III : 86 orang
SLTA : 2552 orang
SLTP : 201 orang
SD : 4 orang
1.4.4.2. Nama-nama Pimpinan dan Direksi PT. Petrokimia Gresik
Pimpinan perusahaan PT Petrokimia Gresik periode 31 Agustus 2012
adalah:
a. Dewan komisaris
Komisaris Utama : Dr. Ir. Sumarjo Gatot Irianto, M.S., DAA
Komisaris : Romulo robert Simbolon, S.Sos., M.M.
Drs. Boediarso Teguh Widodo, M.E.
Drs. Julian Aldrin Pasha, M.A., PhD.
Fadjar Judisiawan
Ir. Nugraha Budi Eka Irianto

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
8 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
b. Direksi
Direktur Utama : Ir. Hidayat Nyakman, MSIE, MA
Direktur Komersil : Drs. T.Nugroho Purwanto, Ak.
Direktur Teknik & Pengemb. : Ir. Firdaus Syahril
Direktur SDM & Umum : Irwansyah, S.E.
Direktur Produksi : Ir. S. Nugroho Cristijanto, M.M.
I.4.4.3. Tri Dharma Karyawan
Merupakan tiga slogan yang harus dipenuhi dan diwujudkan oleh semua
karyawan di PT Petrokimia Gresik. Adapun Tri Dharma Karyawan tersebut yaitu:
1. Rumongso Melu Handarbeni (merasa ikut memiliki).
2. Rumongso Melu Hangrungkebi (merasa ikut memelihara).
3. Mulatsariro Hangrosowani (berani mawas diri).
I.4.5. Fungsi Sosial dan Ekonomi Perusahaan
Sebagai suatu BUMN, PT Petrokimia Gresik mempunyai fungsi sosial
dan fungsi ekonomi. Hal ini tampak dalam Tri Misi BUMN, yaitu:
1. Sebagai suatu unit ekonomi yang produktif, efisien dan menguntungkan.
2. Sebagai stabilisator ekonomi yang menunjang program pemerintah.
3. Sebagai unit penggerak pembangunan untuk wilayah sekitarnya.
Fungsi sosial yang diemban adalah menampung tenaga kerja, membina
sistem bapak angkat, mengadakan loka latihan ketrampilan, membangun sarana
ibadah dan mendirikan koperasi karyawan, membina mahasiswa kerja praktek,
penelitian, tugas akhir dan sebagainya.
Adapun fungsi ekonomisnya adalah menghemat dan menghasilkan
devisa sebagai sumber pendapatan negara serta sebagai pelopor pembangunan
daerah Gresik yang tangguh dalam upaya menunjang industri nasional.
I.4.6. Yayasan PT Petrokimia Gresik
Yayasan dibentuk pada tanggal 26 Juni 1965, misi utamanya ialah
mengusahakan kesejahteraan karyawan dan pensiunan PT Petrokimia Gresik.
Salah satu program yang dilakukan adalah pembangunan sarana perumahan bagi
karyawan. Sampai dengan tahun 1999, Yayasan PG telah membangun sebanyak
1.886 unit rumah di desa Pongangan dan desa Bunder.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
9 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Program lainnya yang dilakukan Yayasan PG adalah pemeliharaan
kesehatan para pensiunan PT Petrokimia Gresik serta menyediakan sarana
bantuan sosial dan menyelenggarakan pelatihan bagi karyawan yang memasuki
masa persiapan purnatugas (MPP). Dalam perkembangannya Yayasan PG telah
memiliki berbagai bidang usaha yang dikelola oleh anak-anak perusahaan PT
Petrokimia Gresik.
Anak perusahaan dibawah koordinasi Yayasan PG adalah :
1. PT Gresik Cipta Sejahtera (GCS)
Didirikan : 3 April 1972
Bidang usaha : distributor, pemasok suku cadang, bahan baku industri
kimia angkutan bahan kimia, pembinaan usaha kecil.
2. PT Aneka Jasa Ghradika (AJG)
Didirikan : 10 Nopember 1971
Bidang usaha : penyediaan tenaga harian, jasa borongan (pekerjaan),
cleaning service, house keeping.
3. PT Graha Sarana Gresik (GSG)
Didirikan : 13 Mei 1993
Bidang usaha : penyediaan akomodasi, persewaan perkantoran, jasa
travel.
4. PT Petrokopindo Cipta Selaras (PCS)
Didirikan : 13 Mei 1993
Bidang usaha : perbengkelan, jasa angkutan, perdagangan umum.
I.4.7. Koperasi Kesejahteraan Karyawan Petrokimia Gresik(K3PG)
K3PG adalah badan usaha yang berbentuk koperasi, didirikan pada
tanggal 13 Agustus 1983. Fungsi dari K3PG adalah:
Sebagai salah satu anggota dari Petrokimia Gresik Group yang banyak
bergerak di bidang perkoperasian.
Sebagai sarana Petrokimia Gresik Group dalam membina ketenangan kerja.
Membuka lapangan kerja bagi masyarakat.
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
10 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Bidang usaha K3PG adalah:
1. Unit pertokoan
2. Unit apotek
3. Unit kantin
4. Unit pom bensin (SPBU)
5. Unit simpan pinjam
6. Jasa cleaning service/house keeping
7. Service AC, foto copy, jasa pelayanan umum, dan jasa persewaan mobil
I.4.8. Anak-anak Perusahaan PT Petrokimia Gresik
PT Petrokimia Gresik mempunyai anak perusahaan sebagai berikut:
1. PT PETROKIMIA KAYAKU
Pabrik formulator pestisida ini hasil kerjasama PT Petrokimia Gresik
(60%) dengan Nippon Kayaku dan Mitsubishi Corp. yang masing-masing
memiliki saham (20%). Pabrik beroperasi pada tahun 1977 dengan hasil produksi:
Pestisida cair dengan kapasitas 3.600 ton/tahun.
Pestisida butiran dengan kapasitas 12.600 ton/tahun.
Pestisida tepung dengan kapasitas 1.800 ton/tahun.
2. PT PETROSIDA
Perusahan ini menghasilkan bahan aktif pestisida, dan saham PT
Petrokimia Gresik sebesar 99,9 %. Beroperasi mulai tahun 1984 dan dimaksudkan
untuk memasok bahan baku PT Petrokimia Kayaku. Jenis produk yang dihasilkan
adalah:
BPMC : 2.500 ton/tahun
MIPC : 700 ton/tahun
Diazinon : 2.500 ton/tahun
Carbofuron : 900 ton/tahun
Carboryl : 200 ton/tahun
3. PT PETRONIKA
Merupakan perusahaan patungan antara PT Petrokimia Gresik (20%)
dengan Nippon Indonesia Kazosai (80%). Beroperasi mulai tahun 1985, dengan
hasil produksinya Diocthyl Phthalate (DOP) dengan kapasitas 30.000 ton/tahun.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
11 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
4. PT PETROWIDADA
Perusahaan ini merupakan hasil patungan dari PT Petrokimia Gresik
dengan saham (1,47 %). Beroperasi sejak tahun 1990, dengan hasil produksi:
Phthalic Anhydride : 30.000 ton/tahun
Maleic Anhydride : 1.200 ton/tahun
5. PT PETROCENTRAL
Perusahaan ini merupakan hasil patungan antara PT Petrokimia Gresik
(9,8%), PT Kodel Jakarta (10,83%), PT Supra Veritas (6,37%), PT Salim
Chemical (6,37%), PT Fosfindo Surabaya (12,74%), dan PT Unggul I.C
(53,89%). Mulai beroperasi tahun 1990 dengan hasil produksi Sodium Tripoly
Phosphate (STPP) dengan kapasitas 40.000 ton/tahun.
6. PT KAWASAN INDUSTRI GRESIK
Perusahaan ini merupakan patungan antara PT Petrokimia Gresik dan PT
Semen Gresik dengan saham masing-masing 35% dan 65%. Perusahaan ini
menyiapkan kavling industri siap pakai seluas 135 ha, termasuk Export
Processing Zone (EPZ).
I.5. Unit Produksi
I.5.1. Unit Produksi I (Unit Pupuk Nitrogen)
1. Pabrik ZA I (1972) dan ZA III (1986) dengan kapasitas keseluruhan 400.000
ton/tahun, dengan bahan baku ammonia dan asam sulfat.
2. Pabrik Ammonia dengan kapasitas 445.000 ton/tahun.
3. Pabrik CO2 dengan kapasitas 23.200 ton/tahun.
4. Unit ASP dengan produksi O2 dan N2 cair dengan kapasitas masing-masing
7.500 ton/tahun dan 8.000 ton/tahun.
5. Pabrik urea dengan kapasitas 460.000 ton/tahun, dengan bahan baku ammonia
dan karbondioksida.
I.5.2. Unit Produksi II (Unit Pupuk Fosfat)
Terdiri dari 3 pabrik pupuk fosfat dan pupuk lainnya yaitu:
1. Pabrik Pupuk Fosfat I (1979) kapasitas pupuk TSP/SP-36 sebanyak 1.000.000
ton/tahun.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
12 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
2. Pabrik Pupuk fosfat II (1983) dengan kapasitas produksi 500.000 ton/tahun.
3. Pabrik Pupuk Majemuk. Pupuk Majemuk dengan nama PHONSKA dan
berkapasitas produksi 300.000 ton/tahun diresmikan pada tanggal 25 Agustus
2000 oleh Presiden Abdurrahman Wahid.
4. NPK Kebomas dengan kapasitas produksi 200 ton/tahun
5. Pabrik ZK dengan kapasitas 10.000 ton/tahun, dengan bahan baku asam sulfat
dan kalium klorida.
6. Pabrik DAP dengan bahan baku asam fosfat dan ammonia, dengan bahan baku
asam sulfat dan kalium klorida.
I.5.3. Unit produksi III (Unit Produksi Asam Fosfat)
Unit ini beroperasi sejak tahun 1984 yang terdiri dari 5 pabrik :
1. Asam fosfat dengan kapasitas 171.450 ton/tahun dipakai sebagai bahan baku
pupuuk SP-36.
2. Asam sulfat dengan kapasitas 550.000 ton/tahun dipakai sebagai bahan baku
asam fosfat dan pupuk SP-36 dan ZA.
3. Cement retarder dengan kapasitas 440.000 ton/tahun dipakai sebagai bahan
penolong untuk mengatur kekerasan.
4. Alumunium Fluorida dengan kapasitas 12.600 ton/tahun dipakai sebagai
bahan untuk menurunkan titk lebur pada industri peleburan alumunium.
5. Pabrik ZA II (1984) dengan kapasitas 250.000 ton/tahun, dengan bahan baku
gypsum dari limbah proses pembuatan asam fosfat dan ammonia. Pabrik ini
secara operasional masuk ke unit produksi III.
I.6. Unit Pasarana
1. Dermaga khusus
a. Kapasitas bongkar muat 3 juta ton per tahun
b. Kapasitas standar 8 kapal sekaligus
c. Fasilitas bongkar muat
2. Unit penjernih air
a. Di gunung sari Surabaya, dari sungai brantas dikirim ke gresik
menggunakan pipa sepanjang 22 km, kapasitas 850 m3/jam.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
13 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
b. Di babat dan sungai Bengawan Solo ke Gresik dengan pipa sepanjang 68
km, kapasitas 2500 m3/jam.
3. Sarana jalan Kereta Api
Sarana ini berupa jalan kereta api yang dihubungkan dengan jalan utama PT
KAI, untuk mengangkut pupuk dari gudang PT Petrokimia Gresik ke stasiun
terdekat dengan konsumen.
4. Ban berjalan
Sebagai sarana pengangkutan bahan baku dan hasil produksi, terdapat ban
berjalan (belt conveyor) yang dihubungkan dengan pabrik-pabrik di unit
produksi I, II, III dengan panjang 25 km.
5. Unit industri peralatan pabrik
Untuk menunjang pemeliharaan pabrik yang telah ada dan dapat digunakan
untuk pabrikasi peralatan pabrik dan permesinan atau pesanan perusahaan
lain.
6. Pembangkit tenaga listrik
Induk perusahaan mempunyai 2 unit pembangkit tenaga listrik dengan
kapasitas 22 MW dan 33 MW. Untuk unit produksi, pupk fosfat, anak
perusahaan, perumahan, GOR, masjid, RS dan PLN.
I.7. Keselamatan dan Kesehatan Kerja (K3)
I.7.1. Pengenalan K3
Ilmu dan teknologi yang telah berkembang dengan pesat memberikan
manfaat yang nyata dalam kehidupan manusia dan lingkungan sekitarnya. Bidang
industri merupakan aplikasi kemajuan ini. Pada saat revolusi industri berlangsung,
perundangan yang berlaku hanyalah hukum-hukum kebiasaan atau pandangan
umum, tanpa adanya undang-undang khusus yang melindungi dan memberikan
jaminan keselamatan kepada para pekerja.
Di Indonesia, UU Keselamatan Kerja pertama kali diundangkan pada
tahun 1905 dengan nama Veiligheids Reglement. Kemudian pada tahun 1910
diadakan revisi pertama, disempurnakan dan diperundangkan pada tahun 1970
dengan nama Undang-Undang Keselamatan Kerja nomor 1 tahun 1970.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
14 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Keselamatan dan kesehatan kerja mutlak dilaksanakan, baik dalam perusahaan
besar maupun perusahaan kecil, sebagai usaha mencegah dan mengendalikan
kerugian yang diakibatkan dari adanya kecelakaan, kebakaran, kerusakan harta
benda perusahaan dan kerusakan lingkungan serta bahaya-bahaya lainnya.
PT Petrokimia Gresik merupakan industri besar berteknologi canggih
dengan jumlah karyawan yang besar serta bergerak dalam bidang kimia dan
produk jasa lainnya. Hal ini dapat mengundang bahaya potensial yang tinggi
terhadap karyawan dan masyarakat sekitar pabrik. Dengan demikian diperlukan
pengendalian sedini mungkin terhadap gejala-gejala penyebab timbulnya bahaya,
yang bertujuan melindungi seluruh karyawan dan masyarakat sekitarnya serta
menekan kerugian perusahaan yang dapat ditimbulkan karena kecelakaan yang
terjadi.
Keselamatan dan Kesehatan Kerja (K3) merupakan program yang
mutlak harus dikerjakan dalam setiap perusahaan sebagai upaya pencegahan dan
pengendalian kerugian akibat kecelakaan, kerusakan harta benda perusahaan, serta
kerusakan lingkungan dan penyakit akibat kerja. Penerapan K3 di PT Petrokimia
Gresik sebagai usaha penjabaran Undang-Undang No. 1 Tahun 1970 dan
peraturan K3 lainnya dalam rangka perlindungan terhadap seluruh aset
perusahaan baik sumber daya manusia dan faktor produksi lainnya.
Program K3 telah terintegrasi dalam seluruh fungsi perusahaan, baik
fungsi perencanaan, produksi dan pemasaran serta fungsi lainnya dalam
perusahaan. Tanggung jawab pelakanaannya merupakan kewajiban seluruh
karyawan dan orang yang berada atau bekerja di lingkungan perusahaan.
Keberhasilan penerapan K3 didasarkan atas kebijakan pengelolaan K3 yang
diambil oleh pimpinan perusahaan yang diantaranya adalah :
a. Komitmen top manajemen
b. Kepemimpinan yang tegas
c. Organisasi K3 dalam struktur organisasi perusahaan
d. Sarana dan prasarana yang memadai
e. Integrasi K3 pada semua fungsi perusahaan
f. Dukungan seluruh karyawan dalam K3

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
15 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Sasaran pencapaian pengelolaan K3 adalah nihil-kecelakaan dan nihil-penyakit
akibat kerja. Dengan demikian diharapkan tujuan perusahaan dapat dicapai secara
optimal.
I.7.2. Filosofi Dasar Penerapan K3
a. Setiap tenaga kerja berhak mendapatkan perlindungan atas keselamatan dan
kesehatan dalam melakukan pekerjaan untuk meningkatkan produksi dan
produktivitas.
b. Setiap orang lainnya (yang bukan karyawan perusahaan) yang berada di
tempat kerja perlu terjamin keselamatannya.
c. Setiap sumber produksi harus dapat digunakan secara aman dan efisien.
d. Pimpinan perusahaan wajib memenuhi dan mentaati semua syarat dan
ketentuan keselamatan dan kesehatan kerja yang berlaku bagi usaha dan
tempat kerja yang dijalankan.
e. Setiap orang yang memasuki tempat kerja wajib mentaati semua pesyaratan
keselamatan dan kesehatan kerja.
f. Tercapainya kecelakaan nihil.
I.7.3. Tujuan dan Sasaran K3
I.7.3.1. Tujuan K3
Tujuan dari pencapaian pengelolaan keselamatan dan kesehatan kerja
adalah menciptakan sistem K3 ditempat kerja dengan melibatkan unsur
manajemen, tenaga kerja, kondisi dan lingkungan kerja yang terintegrasi dalam
rangka mencegah terjadinya kecelakaan dan penyakit akibat kerja serta
terciptanya tempat kerja yang aman, nyaman, efisien dan produktif.
I.7.3.2. Sasaran K3
a. Memenuhi Undang-undang No. 1 tahun 1970 tentang Keselamatan Kerja.
Misi dari undang-undang ini adalah integrasi K3 di dalam semua fungsi atau
bidang kegiatan di dalam perusahaan dan menerapkan standar operating
prosedur di segala bidang kegiatan perusahaan. Tujuan yang ingin dicapai
adalah mencapai tujuan perusahaan dan mengembangkan usaha disertai nihil
kecelakaan.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
16 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
b. Memenuhi Permenaker No. PER/05/MEN/1996 tentang Sistem Manajemen
Keselamatan dan Kesehatan Kerja.
c. Mencapai nihil kecelakaan.
Macam-macam penyebab kecelakaan yakni berasal dari:
Kesalahan manusia / human error ( 88%)
o Kurang pengetahuan
o Kelalaian dan sikap meremehkan
o Kekurangmampuan / ketidakmampuan
o Kekurangan peralatan dan sarana
Kondisi tidak aman / unsafe condition (10%)
o Peralatan perlindungan yang tidak memenuhi syarat
o Bahan, peralatan yang rusak atau cacat
o Bising
o Terlalu sesak
o Ventilasi dan penerangan yang kurang
o Housekeeping yang jelek
o Pemaparan radiasi dan lain sebagainya
Lain-lain / force majeur (2%)
o Gempa bumi
o Dan peristiwa alam lainnya
I.7.4. Batasan dan Sasaran Keselamatan Kerja
I.7.4.1 Batasan
Safety (Keselamatan Kerja) - Konteks Perorangan
Sebagai minimasi kontak antara manusia dan bahaya, dan terutama
dihubungkan dengan pencegahan orang terhadap bahaya yang dapat
mengakibatkan penderitaan fisik.
Safety (Keselamatan Kerja)
Kebebasan manusia dari bahaya yang dapat merugikan perusahaan baik
dari segi keselamatan, kesehatan, keamanan dan pencemaran lingkungan.
Kesehatan Kerja
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
17 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Derajat/tingkat keadaan fisik dan psikologi individu (the degree of
physiological and psychological well being of the individual).
Insiden
Suatu kejadian yang tidak diinginkan, bilamana pada saat itu sedikit saja
ada perubahan maka dapat mengakibatkan terjadinya accident.
Kecelakaan
Sebagai suatu peristiwa yang tidak diharapkan, tidak direncanakan,
dapat terjadi kapan saja dan dimana saja, dalam rangkaian peristiwa yang terjadi
karena berbagai sebab, yang mengakibatkan kerusakan atau bentuk kerugian
berupa kematian, cidera, sakit fisik atau mental, kerusakan properti, kerugian
produksi, kerusakan lingkungan atau kombinasi dari kerugian-kerugian tadi.
Kecelakaan Kerja
Kecelakaan yang dialami oleh seorang karyawan, semenjak ia
meninggalkan rumah kediamannnya menuju tempat pekerjaannya, selama jam
kerja dan istirahat, maupun sekembalinya dari tempat kerjanya menuju rumah
kediamannya dengan melalui jalan yang biasa ditempuhnya.
I.7.4.2. Sasaran Keselamatan Kerja
Sasaran usaha keselamatan kerja memiliki tujuan sebagai berikut:
a. Kemanusiaan
Berupaya mencegah terjadinya penderitaan bagi tenaga kerja sehingga
menciptakan terwujudnya keamanan, gairah kerja dan kesejahteraan karyawan.
b. Ekonomi
Berupaya menghindarkan terjadinya kerugian bagi perusahaan dari
kegiatan produksi untuk meningkatkan efisiensi dan produktifitas.
c. Sosial
Berupaya menciptakan kesejahteraan sosial dan memberikan
perlindungan bagi masyarakat terhadap bahaya–bahaya yang timbul akibat dari
kegiatan perusahaan.
d. Hukum
Berupaya melaksanakan perundang-undangan yang telah ditetapkan oleh
pemerintah di perusahaan.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
18 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
I.7.5. Manajemen Dan Konsepsi Keselamatan Kerja
Manajemen K3 merupakan ilmu pengetahuan sekaligus seni dalam
usaha seseorang atau kelompok untuk menekan semaksimal mungkin terjadinya
kerugian bagi suatu perusahaan sebagai akibat dari suatu kecelakaan dengan cara
perencanaan, pengorganisasian, pengarahan, pelaksanaan, dan pengawasan
terhadap seluruh kegiatan perusahaan.
Konsepsi keselamatan kerja adalah pola berfikir tercapainya iklim kerja
yang aman, nyaman, dan mengikuti setiap prosedur yang ada di perusahaan.
Konsepsi ini bukan merupakan suatu program prosedur, modal, dasar atau
pengaruh pencegahan kecelakaan menuju keselamatan kerja.
Cara yang paling efektif dalam menjalankan fungsi keselamatan kerja di
perusahaan adalah Built-in or integrated safety, yaitu prosedur dalam perusahaan
yang diperlukan untuk mengelola dua modal dasar yang ada untuk tercapainya
efisiensi perusahaan dengan memasukkan unsur safety sebagai landasan.
I.7.6. Kesehatan Kerja
I.7.6.1. Sistem Pembinaan Kesehatan Karyawan Secara Terpadu
Sistem pembinaan karyawan secara terpadu adalah suatu bentuk susunan
atau rangkaian kegiatan pembinaan kesehatan kepada seluruh karyawan yang
meliputi upaya promotif, preventif, kuratif dan meningkatkan kesehatan jasmani/
fisik, rohani/mental dan sosial karyawan
Adapun acuan dari pelaksanaan system pembinaan karyawan secara
terpadu di PT.Petrokimia Gresik adalah:
a. Undang-undang No.1 Tahun 1970, tentang Keselamatan Kerja.
b. Undang-undang No.14 Tahun 1969, tentang ketentuan-ketentuan pokok
mengenai tenaga kerja
c. Undang-undang No.23 Tahun 1992, tentang Kesehatan
d. Permenakertrans No.02/Men 1980 tentang pemeriksaan kesehatan tenaga
kerja dalam penyelenggaraan keselamatan kerja
e. Permernakertrans No.03/Men/1982 tentang pelayanan kesehatan kerja
f. Keputusan Menteri Tenaga Kerja R.I No.62A/Men/1992 tentang Pedoman
Diagnosis dan Penilaian Cacat karena Kecelakaan dan Penyakit Akibat Kerja.
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
19 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
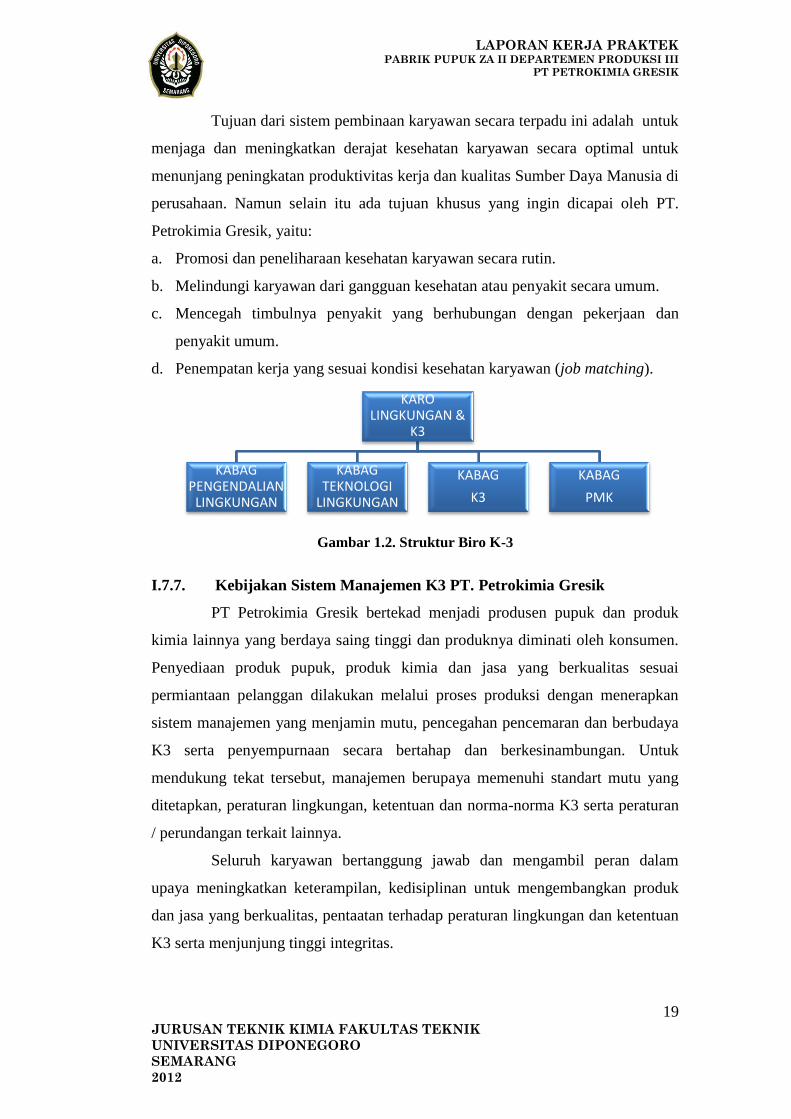
2012
Tujuan dari sistem pembinaan karyawan secara terpadu ini adalah untuk
menjaga dan meningkatkan derajat kesehatan karyawan secara optimal untuk
menunjang peningkatan produktivitas kerja dan kualitas Sumber Daya Manusia di
perusahaan. Namun selain itu ada tujuan khusus yang ingin dicapai oleh PT.
Petrokimia Gresik, yaitu:
a. Promosi dan peneliharaan kesehatan karyawan secara rutin.
b. Melindungi karyawan dari gangguan kesehatan atau penyakit secara umum.
c. Mencegah timbulnya penyakit yang berhubungan dengan pekerjaan dan
penyakit umum.
d. Penempatan kerja yang sesuai kondisi kesehatan karyawan (job matching).
Gambar 1.2. Struktur Biro K-3
I.7.7. Kebijakan Sistem Manajemen K3 PT. Petrokimia Gresik
PT Petrokimia Gresik bertekad menjadi produsen pupuk dan produk
kimia lainnya yang berdaya saing tinggi dan produknya diminati oleh konsumen.
Penyediaan produk pupuk, produk kimia dan jasa yang berkualitas sesuai
permiantaan pelanggan dilakukan melalui proses produksi dengan menerapkan
sistem manajemen yang menjamin mutu, pencegahan pencemaran dan berbudaya
K3 serta penyempurnaan secara bertahap dan berkesinambungan. Untuk
mendukung tekat tersebut, manajemen berupaya memenuhi standart mutu yang
ditetapkan, peraturan lingkungan, ketentuan dan norma-norma K3 serta peraturan
/ perundangan terkait lainnya.
Seluruh karyawan bertanggung jawab dan mengambil peran dalam
upaya meningkatkan keterampilan, kedisiplinan untuk mengembangkan produk
dan jasa yang berkualitas, pentaatan terhadap peraturan lingkungan dan ketentuan
K3 serta menjunjung tinggi integritas.
KARO LINGKUNGAN &
K3
KABAG PENGENDALIAN
LINGKUNGAN
KABAG TEKNOLOGI
LINGKUNGAN
KABAG
K3
KABAG
PMK

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
20 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
I.7.8. Organisasi K3
Agar pelaksanaan K3 di perusahaan dapat berjalan dengan baik dan
dapat menciptakan kondisi yang sehat dan selamat, maka perlu dibentuk
organisasi K3 di dalam struktur organisasi perusahaan. Oleh karena bidang K3
sudah menjadi bagian dari struktur organisasi perusahaan, maka pelaksanaannya
secara fungsional dan tersedianya anggaran tersendiri. Di samping itu organisasi
K3 harus bertanggung jawab atas penerapan dan pengembangan K3 di perusahaan
kepada manajemen.
Berdasarkan pengalaman dan pertimbangan manajemen perusahaan,
organisasi K3 diletakkan di dalam organisasi yang terdapat karyawan dalam
jumlah terbanyak dan direktorat yang mempunyai potensi bahaya tertinggi, yaitu
Direktorat Produksi. Pembentukan organisasi K3 secara fungsional akan
memudahkan koordinasi dan kontrol terhadap bahaya-bahaya yang mungkin
timbul di unit kerja dan dapat memberikan pengaruhnya kepada pimpinan dan
karyawan di unit kerjanya masing-masing, sehingga pengendalian kerugian yang
diakibatkan oleh kecelakaan dapat dikendalaikan secara efektif.
Adapun tujuan dari organisasi K3, yakni:
1. Dapat menjamin penerapan K3, sesuai dengan perundangan dan peraturan
2. Menjamin tempat kerja yang aman, nyaman dan produktif
3. Membangun dan meningkatkan budaya K3
4. Meningkatkan tanggungjawab pimpinan unit kerja
I.7.9. Organisasi Struktural K3
Organisasi struktural dibentuk dengan tujuan untuk menjamin penerapan
K3 di perusahaan agar sesuai dengan Undang-undang No. 1 tahun 1970 tentang
Keselamatan Kerja, Peraturan Menteri Tenaga Kerja Republik Indonesia No.
Per.05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja
serta peraturan K3 lainnya sehingga tercipta kondisi kerja yang aman, nyaman dan
produktif. Adapun organisasi struktural yang membidangi K3 di PT. Petrokimia
Gresik adalah Bagian Keselamatan dan Kesehatan Kerja (Bagian K3) yang
bertanggung jawab kepada Biro Lingkungan dan K3 (Biro LK3) dibawah
Kompartemen Teknologi dalam lingkup Direktorat Produksi.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
21 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Gambar 1.3. Hubungan P2K3, Badan K3 dan organisasi fungsional
terhadap kegiatan K3
Keterangan:
Garis koordinasi
Garis informasi
DIREKSI
Kebijakan K3
di Perusahaan
KAKOMP/KASAT/SEKPER
KADEP/KARO/KABID
Bertanggungjawab:
-Penerapan K3 secara efektif
-Menciptakan kultur K3
-Pengawasan K3
KABAG/KASI
Bertanggung jawab:
-Program & operasional
-Penerapan peraturan K3
-Pengawasan K3
KARU/PELAKSANA
Bertanggung jawab:
-Penerapan K3 di unit kerja
-Ketaatan pelaksanaan K3
BADAN K-3
Bertanggung jawab:
-Penerapan K3 di unit kerja
-Ketaatan Pelaksanaan K3
DEP/BIRO
PENGELOLA
-K3
-Lingkungan
-Keamanan
Bertanggung jawab:
-Penerapan K3
-Pengembangan K3
-Pengawasan Pelaksanaan
K3 di perusahaan
P2K3
-Pengawasan dan
pembinaan K3 di
perusahaan
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
22 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Adapun tugas-tugas Bagian Keselamatan dan Kesehatan Kerja antara lain adalah :
1. Secara administratif bertanggung jawab kepada Karo Lingkungan dan K3 di
bidang pembinaan, penanggulangan serta pengawasan norma K3 perusahaan.
2. Menyusun dan mengimplementasikan program kerja dan anggaran K3 untuk
mencapai target yang telah ditetapkan perusahaan.
3. Melakukan pengelolaan program K3 bagi karyawan perusahaan, meliputi:
a. Perencanaan dan penyusunan program pembinaan K3, pencegahan
terhadap kecelakaan, kebakaran, peledakan dan lain sebagainya untuk
mencapai tingkat kecelakaan nihil.
b. Pengawasan atas pelaksanaan peraturan dan prosedur K3 perusahaan serta
undang-undang/peraturan lainnya di bidang K3.
c. Pemantauan dan evaluasi terhadap kondisi tempat kerja di lingkungan
perusahaan yang dapat menjadi potensi ancaman bagi perusahaan dan atau
karyawan serta merekomendasikan alternatif penanggulangannya.
4. Menyusun serta mengimplementasikan standar/prosedur operasional dan
peralatan K3 di perusahaan.
5. Melakukan penyelidikan dan analisis terhadap kecelakaan kerja serta
menyiapkan laporannya kepada instansi terkait.
6. Melakukan kegiatan perawatan, pemeliharaan dan perbaikan sarana, prasarana
dan fasilitas K3 yang meliputi alat pelindung diri (APD) serta sarana dan
fasilitas pelatihan K3 agar selalu dalam keadaan siap pakai bilamana
diperlukan.
7. Melakukan kegiatan pelaksanaan dan pembinaan kesehatan kerja yang
meliputi:
a. Perencanaan dan pembinaan kesehatan kerja.
b. Penjadwalan dan evaluasi hasil pemeriksaan kesehatan berkala karyawan.
c. Pelatihan kesehatan kerja bagi karyawan.
8. Melakukan pengawasan di bidang hygiene dan kesehatan karyawan, meliputi:
o Pemeriksaan tempat kerja yang berkaitan dengan hygiene tempat kerja
serta melakukan evaluasi hasil pekerjaan.
o Melakukan pengawasan terhadap gizi kerja dan ergonomi
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
23 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
I.7.10. Organisasi Non Struktural
Organisasi ini dibentuk agar kegiatan-kegiatan K3 dapat diintegrasikan
pada seluruh kegiatan operasional dalam gerak langkah yang sama, sehingga
sistem K3 yang ada dapat berjalan dengan efektif dan efesien serta terjaga
kontinyuitasnya. Bentuk organisasinya adalah sebagai berikut:
I.7.10.1. Panitia Pembina Keselamatan dan Kesehatan Kerja (P2K3)
Wadah kerjasama antara unsur pimpinan perusahaan dan tenaga kerja
dalam menangani masalah K3 di perusahaan. Panitia Pembina Keselamatan dan
Kesehatan Kerja (P2K3) dibentuk sebagai penjabaran UU No. 1 Tahun 1970 Bab
VI pasal tentang Panitia Pembina Keselamatan dan Kesehatan Kerja.
I.7.10.2. Tugas Pokok P2K3
a) Mengembangkan kerja sama, saling pengertian dan partisipasi efektif di
bidang K3 antar pimpinan perusahaan dan karyawan dalam rangka
melancarkan usaha produksi.
b) Menyelenggarakan pembinaan karyawan dalam usaha pencegahan dan
penanggulangan kecelakaan, kebakaran dan penyakit akibat kerja, dan
lainnya.
c) Melakukan pemeriksaan K3 diseluruh kawasan perusahaan yang dibagi 12
zona pengawasan dan melaksanakan sidang bulanan P2K3 untuk
pembahasannya.
I.7.10.3. Objek Pengawasan P2K3
Sikap kerja yang dapat membahayakan.
Keadaan yang dapat membahayakan.
Kebersihan lingkungan kerja.
I.7.10.4. Sub P2K3
Sub Panitia Pembinaan Keselamatan dan Kesehatan Kerja (SP2K3). Untuk
lebih mendukung kegiatan P2K3, pada masing-masing Kompartemen dibentuk
Sub P2K3 yang diketuai oleh Kepala Kompartemen untuk menangani aspek K3
secara teknis di unit kerja Kompartemen. Apabila permasalahan K3 pada tingkat
SP2K3 tidak terpecahkan (misalnya dalam hal pengambilan keputusan yang
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
24 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
berkaitan dengan biaya) maka permasalahan tersebut akan diangkat pada tingkat
P2K3 untuk dipecahkan bersama. Berikut Struktur Organisasi SP2K3:
Ketua : Kakomp/Kasat/Sesper unit kerja.
Sekretaris : Kepala Bagian unit kerja yang ditunjuk.
Anggota : a) Semua Kadep/Karo/Kabid unit kerja.
b) Semua Kabag unit kerja.
c) Semua Safety Representative unit kerja.
d) Staf K3 unit kerja setempat.
Tugas dan tanggung jawab Sub P2K3 adalah :
a) Membuat program K3 untuk meningkatkan kesadaran K3 di unit kerjanya.
b) Melaksanakan pengawasan dan pembinaan K3 di unit kerjanya.
c) Melakukan pemeriksaan K3 (safety patrol) yang meliputi kondisi tidak aman,
sikap tidak aman, kebersihan lingkungan kerja dan estetika secara periodik.
d) Mengadakan sidang Sub P2K3 setiap satu bulan sekali.
e) Melakukan tindak lanjut hasil temuan pemeriksaan K3, hasil sidang atau rapat
K3 di masing=masing unit kerjanya.
f) Melaporkan temuan yang mempunyai bahaya tinggi dan atau permasalahan
yang belum terpecahkan (dalam sidang SP2K3) pada sidang P2K3.
I.7.10.5. Safety Representative
Safety Representative dibentuk sebagai perwakilan K3 di unit-unit kerja
yang bersagkutan sebagai usaha mempercepat pembudayaan K3, melakukan
peningkatan K3 dan menjadi model K3 di unit kerjanya.
Safety Representative adalah merupakan komite pelaksanaan K3 yang
mempunyai tugas untuk melaksanakan dan menjabarkan kebijakan K3 perusahaan
serta melakukan peningkatan-peningkatan K3 di unit kerja yang menjadi
wewenang dan tanggung jawabnya.
Struktur Organisasi Safety Representative:

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
25 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Pembina : Kadep/Karo/Kabid/Staf Utama Muda di masing-masing unit
kerja
Pengawas : Kabag/Eselon III di masing-masing unit kerja
Anggota Tetap : Safety Representative Tetap
Anggota Bergilir : Safety Representative Bergilir
Tugas dan Tanggung Jawab Safety Representative:
1. Safety Representative Tetap
Bertanggung jawab melaksanakan peneapan K3 di unit kerjanya
Menjamin pelaksanaan peraturan K3 di unit kerjanya
Menjadi fasilitator dan menciptakan kultur K3 di unit kerjanya
Bertanggung jawab atas tindak lanjut terhadap temuan K3 di unit kerjanya
Menggerakkan aktifitas anggota Safety Representative Bergilir di unit
kerjanya
2. Safety Representative Bergilir
a. Menjadi teladan pelaksanaan K3 di unit kerjanya
b. Menegakan peraturan K3 di unit kerjanya
c. Memberikan teguran dan/atau saran kepada setiap orang yang melakukan
penyimpanan/pelanggaran peraturan dan prosedur K3 yang ditetapkan
pimpinan perusahaan
d. Melakukan safety patrol/pemeriksaan K3 di unit kerjanya secara mandiri atau
gabungan bersama tim Sub P2K3 yang mencangkup sikap dan kondisi yang
tidak aman, pemerisaan lingkungan kerja, estetika dan aspek K3 lainnya,
secara rutin
e. Melakukan pengawasan terhadap pelaksanaan kebersihan, keindahan,
kenyamanan dan menjaga kerapian baik di dalam maupun di luar gedung di
unit kerjanya
f. Mencatat semua temuanan secara rutin membuat laporan kegiatan sesuai
dengan prosedur pelaporan dan pemantauan K3
g. Melakukan pengawasan terhadap pelaksanaan tindak lanjut setiap temuan K3
di unit kerjanya
h. Berperan aktif:

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
26 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Di dalam upaya pencegahan kecelakaan, kebakaran, penyakit akibat kerja dan
pencemaran lingkungan di unit kerjanya
Melakukan pengawasan pemakaian sepeda static (crosstasioner) yang ada di
unit kerjanya
Menghadiri undangan Rapat Sub P2K3 dan/atau rapat-rapat K3 yang diadakan
oleh Sub P2K3 atau unit kerjanya
i. Sebagai unit bantuan penanggulangan kebakaran dan penaggulangan keadaan
darurat pabrik di unit kerjanya dan/atau diseluruh kawasan perusahaan
j. Sebagai unit bantuan pengamanan perusahaan di unit kerjanya
k. Memantau fasilitas:
Kotak P3K dan kelengkapan isinya serta memberikan saran pengisiannya
Alat Pemadam Api Ringan yang ada di unit kerjanya serta memberikan saran
penggantian apabila tidak layak digunakan
Penempatan bendera petunjuk evakuasi
l. Sebagai pembawa bendera evakuasi yang ada di unit kerjanya untuk tindakan
evakuasi ke Assembly Point pada saat terjadi kondisi darurat
m. Mengikuti pelatihan K3 yang dilaksanakan oleh perusahaan
I.7.11. Program Kecelakaan Nihil
Sebagai usaha mencapai kecelakaan nihil, harus didukung oleh semua
jajaran karyawan dari bawah sampai atas untuk ikut berperan aktif dan
bertanggung jawab terhadap program K3 yang diarahkan kepada pengamatan dan
perbaikan terhadap ketimpangan yang ada dengan perencanaan, pengorganisasian,
pengembangan dan pengawasan secara terpadu dalam semua kegiatan perusahaan.
Aktivitas K3 yang dilakukan untuk mencapai program kecelakaan nihil
di antaranya adalah:
a. Penerapan Sistem Manajemen K3 pada operasional perusahaan.
b. Pembinaan, pengawasan dan pengembanagn K3.
c. Mengidentifikasi dan menginventarisasi sumber-sumber bahaya.
d. Membuat standar-standar bahaya.
e. Membuat analisa data dan permasalahan K3.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
27 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
f. Menyediakan peralatan K3.
g. Mengesahkan surat ijin keselamatan kerja.
h. Pemeriksaan alat angkat dan angkut.
i. Melaksanakan safety contact, safety talk, safety patrol dan safety promotion.
j. Membuat safety poster dan safety sign.
k. Melaksanakan pengukuran/evaluasi K3.
l. Melaksanakan K3.
I.7.12. Evaluasi Kinerja K3
I.7.12.1. Frequency Rate
Ukuran yang digunakan menghitung atau mengukur tingkat kekerapan
kecelakaan kerja untuk setiap juta jam kerja orang.
Rumugs =
I.7.12.2. Severity Rate
Ukuran yang digunakan untuk menghitung atau mengukur tingkat
keparahan total hilangnya hari kerja pada setiap juta jam kerja orang.
Rumus=
I.7.12.3. Audit SMK3
Sistem penilaian program dan kinerja K3 diperusahaan.
Pokok Sasaran
Manajemen Audit
Menilai pelaksanaan program K3 di perusahaan.
Physichal Audit
Penilaian perangkat keras di unit kerjanya.
Tujuan Audit K3
Menilai dan mengidentifikasi secara kritis dan sistematis semua
sumber bahaya potensial.
karyawan kerja jamseluruh Jumlah
jam 1 kecelakaan yangkaryawan Jumlah x
karyawan kerja jamseluruh Jumlah
juta 1 kerja kecelakaan karena kerja hari hilangnyaJumlah x

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
28 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Mengukur dan memastikan secara obyektif pekerjaan apakah
telah berjalan sesuai dengan perencanaan dan standar.
Menyusun suatu rencana koreksi untuk menentukan langkah dan
cara mengatasi sumber bahaya potensial.
Pelaksanaan Audit K3
Audit Intern
Audit K3 intern dilakukan setiap 6 bulan sekali.
Audit Ekstern
Audit K3 ekstern dilakukan setiap 3 tahun sekali atau sesuai
dengan kebutuhan.
I.7.13. Peran Aktif Pimpinan Unit Kerja
Menjadi Safety Man di unit kerjanya.
Membudayakan K3 di unit kerjanya.
Mengevaluasi bahaya kerja di unitnya dan mencari solusi terbaik.
Membuat Job Safety Analysis dan Job Safety Observation
(JSA/JSO).
Melakukan kontrol proaktif dan reaktif terhadap kondisi dan sikap
yang membahayakan serta kebersihan lingkungan kerja.
Mengevaluasi kebutuhan alat pelindung diri yang sesuai dengan
bahaya kerja di unit kerjanya serta melakukan pengawasan
pemakaiannya.
Mengawasi dan melaksanakan peraturan , prosedur dan ketentuan K3
di unit kerjanya.
I.7.14. Alat Pelindung Diri
Alat pelindung diri bukan merupakan alat untuk melenyapkan bahaya di
tempat kerja, namun hanya merupakan usaha untuk mencegah dan mengurangi
kontak antara bahaya dan tenaga kerja sesuai dengan standar kerja yang diijinkan.
Pengertian dari Alat Pelindung Diri adalah:

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
29 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Alat yang mempunyai kemamapuan untuk melindungi seseorang
dalam melakukan pekerjaan yang fungsinya mengisolasi tubuh
tenaga kerja dari bahaya di tempat kerja
Cara terakhir perlindungan bagi tenaga kerja setelah upaya
menghilangkan sumber bahaya tidak dapat dilakukan.
Penyediaan alat pelindung diri ini merupakan kewajiban dan tanggung-
jawab bagi setiap pengusaha atau pimpinan perusahaan sesuai dengan UU No. 1
tahun 1970.
I.7.14.1. Syarat alat pelindung diri
Memiliki daya pencegah dan memberikan perlindungan yang efektif
terhadap jenis bahaya yang dihadapi oleh karyawan
Konstruksi dan kemampuannya harus memenuhi standar yang
berlaku
Efisien, ringan dan nyaman dipakai
Tidak mengganggu gerakan-gerakan yang diperlukan
Tahan lama dan pemeliharaannya mudah
I.7.14.2. Kelemahan-Kelemahan Penggunaan Alat Pelindung Diri
a. Tidak enak dipakai atau kurang nyaman
b. Sangat sensitif terhadap perubahan waktu
c. Mempunyai masa kerja tertentu
d. Dapat menularkan penyakit apabila digunakan secara bergantian
I.7.14.3. Jenis-Jenis Alat Pelindung Diri
1. Topi keselamatan (safety head)
Untuk melindungi kepala terhadap benturan, kemungkinan tertimpa
benda-benda yang jatuh, melindungi bagian kepala dari kejutan listrik
ataupun terhadap kemungkinan terkena bahan kimia yang berbahaya.
Digunakan selama jam kerja di daerah instalasi pabrik.
2. Alat pelindung mata (Eye Goggle)
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
30 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Untuk melindungi mata terhadap benda yang melayang, geram,
percikan, bahan kimia dan cahaya yang menyilaukan.
Digunakan di tempat-tempat :
Di daerah berdebu.
Menggerinda, memahat, mengebor, membubut, dan mem-frais.
Dimana terdapat bahan kimia yang berbahaya termasuk asam atau
alkali.
Pengelasan.
3. Alat pelindung muka
Untuk melindungi muka dari dahi sampai batas leher.
Pelindung muka yang tahan terhadap bahan kimia yang berbahaya
(warna kuning). Digunakan dimana terhadap atau handle bahan
asam atau alkali.
Pelindung muka terhadap pancaran panas (warna abu-abu)
Digunakan ditempat kerja dimana pancaran panas dapat
membahayakan karyawan.
Pelindung muka terhadap pancaran sinar ultra violet dan infra
merah.
4. Alat pelindung telinga
Untuk melindungi telinga terhadap kebisingan dimana bila alat tersebut
tidak dipergunakan dapat menurunkan daya pendengaran dan ketulian
yang bersifat tetap.
Digunakan :
Ear Plug
Digunakan di daerah bising dengan tingkat kebisingan sampai
dengan 95 dB.
Ear Muff
Digunakan di daerah bising dengan tingkat kebisingan lebih
besar dari 95 dB.
5. Alat pelindung pernafasan
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
31 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Untuk melindungi hidung dan mulut dari berbagai gangguan yang dapat
membahayakan karyawan. Terdiri dari :
Masker kain
Dipakai di tempat kerja dimana terdapat debu pada ukuran lebih 10
mikron.
Masker dengan filter untuk debu
Digunakan untuk melindungi hidung dan mulut dari debu dan
dapat menyaring debu pada ukuran rata-rata 0,6 mikron sebanyak
98%.
Masker dan filter untuk debu dan gas
Digunakan untuk melindungi hidung dan mulut dari debu dan gas
asam, uap bahan organik, fumes, asap dan kabut. Dapat menyaring
debu pada ukuran rata-rata 0,6 mikron sebanyak 99,9% dan dapat
menyerap gas/uap/fumes sampai 0,1% volume atau 10 kali
konsentrasi maksimum yang diijinkan.
Masker gas dengan tabung penyaring (canister filter)
Digunakan untuk melindungi mata, hidung, mulut dari
gas/uap/fumes yang dapat menimbulkan gangguan pada
keselamatan dan kesehatan kerja.
Syarat-syarat pemakaian :
Tidak boleh untuk pekerjaan penyelamatan korban atau
dipergunakan di ruangan tertutup.
Tidak boleh digunakan bila kontaminasi gas tidak dikenal
atau di daerah dengan kontaminasi lebih dari 1% untuk
ammonia.
Konsentrasi oksigen harus di atas 16%.
Tabung penyaring yang dipergunakan harus sesuai dengan
kontaminasi gas/uap/fumes.
e. Masker gas dengan udara bertekanan dalam tabung (self containing
breathing apparatus)

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
32 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Digunakan untuk melindungi mata, hidung dan mulut dari
gas/uap/fumes yang dapat menimbulkan gangguan keselamatan dan
kesehatan karyawan.
Syarat pemakaian :
Digunakan di daerah dengan konsentrasi oksigen kurang dari
16%.
Digunakan bilamana kontaminasi tidak bisa diserap dengan
pemakaian tabung penyaring (kontaminasi> 1%).
Dapat dipergunakan untuk penyelamatan korban.
Waktu pemakaian 30 menit.
Masker gas dengan udara tekan yang dibersihkan (Supplied air
respirator).
Digunakan untuk melindungi mata, hidung, dan mulut dari
gas/uap/fumes yang dapat menimbulkan gangguan pada
keselamatan dan kesehatan kerja karyawan.
Syarat pemakaian :
Digunakan di daerah yang konsentrasi oksigennya rendah,
kontaminasi gas/uap/fumes yang tinggi dan dapat dipergunakan
terus menerus sepanjang suplai udara dari pabrik (plant air)
tersedia.
Masker gas dengan udara dari blower yang digerakkan tangan (a
hand operated blower)
Digunakan untuk melindungi mata, hidung, mulut dari
gas/uap/fumes yang dapat menimbulkan gangguan pada
keselamatan dan kesehatan karyawan.
Syarat pemakaian :
Dapat digunakan di daerah yang kadar oksigennya kurang,
kontaminasi gas/uap/fumes yang tinggi dan dapat dipergunakan
terus menerus sepanjang blower diputar dimana pengambilan udara
blower harus dari tempat yang bersih, bebas dari kontamonasi.
6. Alat Pelindung kepala

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
33 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Jenis-jenis alat pelindung kepala:
Kerudung kepala (Hood)
Digunakan untuk melindungi seluruh kepala dan bagian muka
terhadap kotoran bahan lainnya yang dapat membahayakan maupun
yang dapat mengganggu kesehatan karyawan.
Kerudung kepala dengan alat perlidungan nafas
Digunakan di daerah kerja yang berdebu, terdapat gas/uap/fumes
yang tidak lebih dari 1% volume atau 10 kali dari konsentrasi
maksimum yang diijinkan.
Kerudung kepala anti asam atau alkali
Digunakan untuk melindungi seluruh kepala dan bagian muka dari
percikan bahan kimia yang bersifat asam atau alkali.
7. Sarung tangan
Digunakan untuk melindungi tangan terhadap bahaya fisik, kimia dan
listrik.
Sarung tangan kulit, dipakai bila bekerja dengan benda yang
kasar, tajam.
Sarung tangan asbes, digunakan bila bekerja dengan benda
yang panas.
Sarung tangan katun, digunakan bila bekerja dengan peralatan
oksigen.
Sarung tangan karet, digunakan bila bekerja dengan bahan
kimia yang berbahaya, korosif dan iritatif.
Sarung tangan listrik, digunakan bila bekerja dengan
kemungkinan terkena bahaya listrik.
8. Sepatu Pengaman
Untuk melindungi kaki terhadap gangguan yang membahayakan
karyawan di tempat kerja.
Sepatu keselamatan

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
34 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Digunakan untuk melindungi kaki dari benda yang keras atau
tajam, luka bakar karena bahan kimia yang korosif, tertembus
benda tajam dan untuk menjaga agar seseorang tidak jatuh
terpeleset oleh air/minyak.
Sepatu karet
Digunakan untuk melindungi kaki terhadap bahan kimia yang
berbahaya.
Sepatu listrik
Digunakan apabila bekerja dengan kemungkinan terdapat
bahaya listrik.
9. Baju Pelindung
Untuk melindungi seluruh bagian tubuh terhadap berbagai gangguan
yang dapat membahayakan karyawan.
Baju pelindung yang tahan terhadap asam atau alkali (warna
kuning)
Digunakan untuk melindungi seluruh bagian tubuh terhadap
percikan bahan kimia yang berbahaya baik asam maupun alkali.
Baju pelindung terhadap percikan pasir
Digunakan untuk melindungi seluruh bagian tubuh terhadap
percikan pasir pada saat membersihkan logam dengan
semprotan pasir.
I.8. Pengelolaan Lingkungan dan B3
I.8.1. Pengelolaan Lingkungan di PT. Petrokimia Gresik
I.8.1.1. Pengertian
Kegiatan yang dilakukan manusia dalam usaha untuk mempertahankan
kualitas dan menghindari kerusakan lingkungan. Kerusakan lingkungan adalah
adalah terganggunya kesetimbangan hubungan antara komponen penyusun

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
35 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
lingkungan karena masuknya suatu komponen dalam lingkungan secara
berlebihan.
I.8.1.2. Pencemaran Lingkungan
Limbah menurut UU 23/1997 adalah
1. Sisa suatu usaha dan/atau kegiatan.
2. Masuknya zat asing (polutan) ke dalam lingkungan dalam jumlah yang
berlebihan sehingga menurunkan kualitas lingkungan.
Agar tidak terjadi pencemaran maka dilakukan treatment terhadap limbah
yang merusak lingkungan tersebut, atau menghindari munculnya
polutan/cemaran/limbah.
I.8.1.3. Filosofi Pengelolaan Limbah
Filosofi pengelolaan limbah yang terdahulu terdiri dari : cost center,
sebagai tempat pengelolaan akhir, hanya sebagai pemenuhan peraturan saja, unit
pengelolaannya terpisah dari unit lain. Sedangkan filosofi pengolahan limbah
yang baru terdiri dari : limbah sebagai sumber pengelolaan, treatment pada
sumber limbah (produksi bersih), komunitas lingkungan (tidak hanya sebagai
pemenuhan peraturan), terintegrasi mulai dari design pabrik, proses produksi,
produk, distribusi, aplikasi, reuse, recycle dan membuang (Life Cycle Analysis).
I.8.1.4. Maksud dan Tujuan Pengolahan Limbah
1. Mewujudkan lingkungan yang serasi dan baik, di Kompleks Industri
Petrokimia Gresik dan sekitar perusahaan, sesuai dengan peraturan dan
perundangan yang berlaku.
2. Mewujudkan perusahaan sebagai pembina lingkungan yang baik.
I.8.1.5. Jenis-jenis Limbah
Limbah yang dihasilkan oleh masing-masing departemen produksi dapat
diklasifikasikan sebagai berikut:
Tabel 1.1. Limbah PT. Petrokimia Gresik
Jenis Limbah Zat Buangan Pengolahan Limbah

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
36 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Limbah cair
Ammonium
Urea
Flour
Fosfat
Partikel padat
Biologi
Biologi
Fisika/Kimia
Fisika/Kimia
Fisika/Kimia
Emisi Gas NH3
SO2
Flour
Debu
Scrubber/absorber
Scrubber/absorber
Scrubber/absorber
Bag filter, cyclone, scrubber,
electrostatic precipitator
Limbah Padat B3
Non-B3
Dikirim ke PT PPLI Cileungsi
Bogor
Dijual untuk dimanfaatkan
I.8.1.6. Pengelolaan Limbah B3
Pengelolaan limbah cair di PT Petrokimia Gresik secara sederhana
ditunjukkan oleh blok diagram berikut ini:
Gambar 1.4. Blok Diagram Pengelolaan Limbah Cair
Limbah cair yang berasal dari departemen produksi I, II, dan III diolah
dalam suatu tempat pengolahan limbah yaitu unit WWT (Waste Water
Treatment). Sebelum masuk ke unit WWT, limbah harus berada pada pH minimal
5. Sehingga pada masing-masing departemen produksi, ada penyesuain pH
terlebih dahulu sebelum dialirkan ke unit WWT ini. Dalam unit WWT ada
beberapa tahapan proses, diantaranya:
1. Equalizer
Limbah cair
semua departemen
produksi
Equalizer Bak
sedimentasi Thickener
Bak
koagulasi
Dibuang ke selokan
menuju laut

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
37 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Limbah yang berasal dari setiap departemen produksi di PT Petrokimia
Gresik ditampung dalam bak equalisasi dengan tujuan untuk mengatasi
masalah yang timbul akibat debit aliran yang berubah-ubah. Setelah
didapatkan debit yang relative stabil, limbah cair dialirkan ke bak
sedimentasi.
2. Bak sedimentasi
Bak sedimentasi merupakan tempat untuk memisahkan limbah cair dari
suspensi yang terikut di dalamnya. Prosesnya lebih dikenal dengan
istilah pengendapan secara gravitasi. Pada bak sedimentasi limbah diolah
secara fisika dan biologis. Secara fisika, limbah disedimentasi dan secara
biologi, limbah diolah dengan proses aerob menggunakan lumpur aktif.
Proses aerob merupakan proses biologi dengan menggunakan oksigen.
Reaksi Oksidasi dan Syntesis:
Dalam proses lumpur aktif, mikroorganisme dicampur dengan senyawa
organic sehingga mikroorganisme tersebut dapat tumbuh dan
menstabilkan senyawa organic. Bagian-bagian penting yang terintegrasi
dalam unit lumpur aktif yaitu:
Sub unit bak aerasi sebagai wadah bercampur dan bereaksinya
elemen reaksi seperti mikroba, organic terurai dan oksigen.
Sub unit bak pengendap sebagai tempat pemisahan lumpur aktif
secara gravitasi.
Sistem pengendali lumpur untuk mengontrol besarnya debit
lumpur yang diresirkulasi dan lumpur yang dibuang.
Setelah disedimentasi dan diolah secara biologis, limbah cair
dialirkan ke thickener.
3. Thickener
Thickener merupakan tempat untuk mengendapkan kembali sejumlah
padatan yang belum terendapkan dalam bak sedimentasi. Proses
pengendapannya dengan cara mengkonsentrasikan/memusatkan padatan
2753 2
bakteri
2 NOHC NH CO nutriens O COHNS

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
38 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
sehingga terpisah dari cairannya. Thickening pada umumnya melibatkan
proses fisika seperti sentrifugasi.
4. Bak koagulasi
Dalam bak koagulasi terjadi proses koagulasi dan flokulasi. Koagulan
yang ditambahkan adalah kapur dan polyelectrolyte. Di dalam bak
koagulasi ini juga terjadi proses netralisasi sampai pH minimal 6,
sehingga limbah aman dibuang ke lingkungan. Selanjutnya, limbah cair
dialirkan ke selokan menuju ke laut. Sedangkan endapannya diambil
kemudian ditimbun dalam tanah sebagai landfill.
Untuk limbah berupa emisi gas, dapat diminimasi dengan memasukkan
terlebih dahulu dalam scrubber atau absorber. Sehingga, gas buangan dapat
diserap oleh pelarut sebelum dibuang ke lingkungan.
I.8.2. Pengelolaan Bahan Berbahaya dan Beracun (B3) di PT. Petrokimia
Gresik
I.8.2.1. Pengertian
1. B3 adalah zat, bahan kimia dan biologi, baik dalam bentuk tunggal
maupun campuran yang dapat membahayakan kesehatan dan lingkungan
hidup secara langsung atau tidak langsung, yang mempunyai sifat racun
(toksisitas), karsinogenik, teratogenik, mutagenik, korosif, iritasi dll.
(Leaflet GHS BPOM).
2. B3 adalah setiap bahan yang karena sifat atau konsentrasinya,
jumlahnya, baik secara langsung maupun tidak langsung dapat
mencemarkan dan/atau merusakkan lingkungan hidup, kesehatan,
kelangsungan hidup manusia serta makhluk hidup lainnya. (pp 18 tahun
1999)
I.8.2.2. Komunikasi Bahaya
Bahaya yang dimiliki oleh suatu zat atau campuran (bahan) meliputi
bahaya fisik, bahaya kesehatan dan bahaya terhadap terhadap lingkungan.
Contoh bahaya fisik “Kasus Kecelakaan Industri, hal ini sering terjadi di
industri karena kurangnya komunikasi dan sosialisasi bahaya guna menghindari

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
39 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
terjadinya kecelakaan dalam industri yang pada akhirnya akan berdampak pada
industri tersebut.
Dampak bahan berbahaya bagi kesehatan sangatlah besar, salah satu
contoh bahan berbahaya yang belakangan ini memakan korban adalah Arsent (As)
dan Merkuri (Hg).
Dampak bahan berbahaya terhadap lingkungan ini sering sekali terjadi,
salah satu contoh dampak bahan berbahaya terhadap lingkungan yaitu tumpahan
Benzena di Jilin, Cina pada 13 November 2005 sehingga mengakibatkan matinya
ikan-ikan dilaut, selain itu juga ada ribuan pinguin menunggu evakuasi ke fasilitas
rehab akibat tumpahan minyak di Kepulauan Robben.
I.8.2.3. Cara Mengomunikasikan Bahaya
Cara mengkomunikasikan bahaya dengan :
1. LABEL
Adalah tanda/label berupa gambar/ simbol, huruf/ tulisan, kombinasi
keduanya atau bentuk pernyataan lain yang disertakan pada bahan kimia,
dimasukkan ke dalam, ditempelkan pada atau merupakan bagian
kemasan bahan berbahaya, berisi nama kimia atau nama dagang, nama
bahan aktif, isi/berat netto, kalimat peringatan dan tanda atau simbol
bahaya, petunjuk pertolongan pertama pada kecelakaan.
Format Label itu sendiri mencangkup : Identitas bahan kimia,
Identitas produk, Identitas produsen / pemasok, Piktogram bahaya,
Signal words ( kata-kata peringatan ), Pernyataan Bahaya, Peringatan
kehati-hatian.
2. MSDS
Lembar petunjuk yang berisi informasi tentang sifat fisika, kimia
dari bahan berbahaya, jenis bahaya yang ditimbulkan, cara penanganan
dan tindakan khusus yang berhubungan dgn keadaan darurat dalam
penanganan bahan kimia.
Format LDK/SDS ( 16 Headings ) : Identifikasi bahan kimia dan
pemasok, Identifikasi bahaya, Komposisi/informasi bahan baku dalam
produk, Tindakan pertolongan pertama, Tindakan pemadam kebakaran,

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
40 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Tindakan pertolongan kecelakaan, Penanganan dan penyimpanan,
Kontrol paparan/perlindungan diri, Sifat kimia dan fisika, Stabilitas dan
reaktivitas, Informasi toksikologi, Informasi ekologi, Penanganan
pembuangan, Informasi transportasi, Informasi regulasi, Informasi lain
yang dianggap perlu.
I.8.2.4. Peraturan Nasional dan Internasional yang Terkait B3
I.8.2.4.1. Peraturan Nasional
A. UU No. 23/1997 “Pengelolaan Lingkungan Hidup”
1. Pasal 1 ayat 17
B3 adalah setiap bahan yang karena sifat atau konsentrasinya,
jumlahnya, baik secara langsung maupun tidak langsung dapat
mencemarkan dan/atau merusakkan lingkungan hidup, kesehatan,
kelangsungan hidup manusia serta makhluk hidup lainnya.
2. Pasal 17
Setiap penanggung jawab usaha dan/atau kegiatan wajib
melakukan pengelolaan B3. Ketentuan lebih lanjut diatur PP.
B. PP No. 74/2001 “Pengelolaan Bahan Berbahaya dan Beracun”
Pengertian B3 diklasifikasikan dalam 16 (enam belas)
Kriteria, terbagi dalam 3 (tiga) klasifikasi besar.
1 ) B3 yang dapat dipergunakan (209) LI
2 ) B3 yang dilarang dipergunakan (10) LII T1
3 ) B3 yang terbatas dipergunakan (45) LII T2
Kewajiban penghasil dan/atau pengimpor
1) Meregristrasikan B3 nya, laporan 6 bulanan
2) Notitikasi ()
3) Membuat/menyertakan MSDS (), STD
4) Memberikan Simbol & Label serta MSDS pada kemasan ()
5) Memberiakn Simbol & Label pada tempat penyimpanan ()
) Belum ada juklaknya.
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
41 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
C. SK Men Perind No. 148/M//SK/4/1985, “Bahan Beracun dan
Berbahaya”
1. bahan beracun
2. bahan peledak
3. bahan mudah terbakar
4. bahan oksidator dan reduktor
5. bahan mudah meledak dan terbakar
6. gas bertekanan
7. bahan korosi / iritasi
8. bahan radioaktif
9. bahan beracun dan berbahaya lain yang ditetapkan oleh Men.
Perindustrian.
D. PP 74/2001 “Pengelolaan Bahan Berbahaya dan Beracun”
a. mudah meledak (explosive)
b. pengoksidasi (oxidizing)
c. sangat mudah sekali menyala (extremely flammable)
d. sangat mudah menyala (highly flammable)
e. mudah menyala (flammable)
f. amat sangan beracun (extremely toxic)
g. sangat beracun (highly toxic)
h. beracun (moderately toxic)
i. berbahaya (harmful)
j. korosif (corrosive)
k. bersifat iritasi (iritant)
l. berbahaya bagi lingkungan (dangerous to the environmental)
m. karsinogenik (carcinogenic)
n. teratogenik (teratogenic)
o. mutagenik (mutagenic)
E. SK Men Kes No. 43/Menkes/Per/XI/1983, “Bahan
Berbahaya”
1. memancarkan radiasi

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
42 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
2. mudah meledak
3. mudah menyala atau terbakar
4. oksidator
5. racun
6. korosif
7. menimbulkan iritasi, sensitasi, luka dan nyeri
8. menimbulkan bahaya elektronik
9. karsinogenik, teratogenik, mutagenik
10. etiologi / biomedik
11. bahan berbahaya lain yang ditetapkan Menkes
I.8.2.4.2. Peraturan Internasional
1. Konvensi Wina & Protokol Montreal, Diadopsi dalam Kepres 23/1992.
Menggalang kesepakatan dan kerjasama internasional guna mencegah
perusakan dan penipisan lapisan ozon. (Wina 1985 dan Montreal
1987)
2. Konvensi Basel (untuk limbah B3)
3. Konvensi ILO tentang Keselamatan Kerja
Setiap negara wajib menetapkan sistem klasifikasi bahan kimia,
didasarkan pada kriteria spesifik yang tepat untuk menentukan suatu
bahan kimia termasuk berbahaya atau tidak.
4. Konvensi Senjata Kimia
Setiap negara/pihak dilarang mengembangkan, memproduksi,
memperoleh, menimbun, memindahkan dan menggunakan senjata
kimia.
5. Kode Etik FAO
Tanggung jawab bersama (pemerintah, perorangan, industri,
asosiasi,lembaga perdagangan, pengguna, LSM, organisasi
lingkungan) untuk bekerja sama dalam menggunakan dan
memanfaatkan pestisida secara tepat, tanpa membahayakan bagi
keselamatan manusia dan lingkungan hidup.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
43 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
BAB II
DESKRIPSI PROSES
II. 1. Konsep Proses Pembuatan Ammonium Sulfat
Ada beberapa proses pembuatan ammonium sulfat, yaitu:
1. Proses yang menggunakan bahan baku produk samping dari pembuatan
gas cokas.
2. Proses dengan pembuatan reaktan murni seperti ammonia dan asam sulfat.
3. Proses konversi gypsum, yaitu gypsum yang direaksikan dengan
ammonium carbonate.
Proses pembuatan ammonium sulfat (Pabrik ZA II) menggunakan bahan
baku yang merupakan hasil samping dari pabrik lain di PT. Petrokimia Gresik.
Oleh sebab itu konsep proses di pabrik ZA II berbeda dengan di pabrik ZA I/III,
yaitu pada seksi carbonation & reaksi.
Proses yang paling utama dalam pembuatan ammonium sulfat II ini adalah
pada konversi gypsum, yaitu mereaksikan larutan ammonium carbonat dari seksi
carbonation dengan fosfogypsum hasil samping pabrik asam fosfat di reactor
slurry. Reaksi yang terjadi adalah sebagai berikut :
(NH4)2CO3 + CaSO4.2H2O (NH4)2SO4 + CaCO3 + 2H2O Q=-2,7 Kcal/mol
Reaksi tersebut berlangsung pada suhu ±65oC dan bersifat endotermis. Suhu
reaksi dijaga untuk mendapatkan Kristal yang besar sehingga mempermudah
dalam proses filtrasi. Kondisi reaktor yang isothermis ini membutuhkan pemanas
untuk manjaga suhu reaktor dengan mengatur masukan steam ke dalam heating
coils.
Anti cacking (AFFA) ditambahkan pada kristal untuk memperbaiki sifat
penyimpanan produk sehingga produk dapat disimpan sampai enam bulan tanpa
mengalami cacking.
II. 2. Diagram Alir Proses Pembuatan Ammonium Sulfat
Diagram alir proses di pabrik ammonium sulphate II PT. Petrokimia
Gresik terlihat gambar berikut ini :

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
44 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Gambar 2.1 Skema Diagram Alir Proses ZA II
II. 3. Langkah-langkah Proses Pembuatan Ammonium Sulfat
Dalam pembuatan ZA II dilakukan beberapa tahap proses, yaitu :
1. Karbonasi (seksi 5100)
2. Reaksi dan Penyerapan gas (seksi 5200)
3. Filtrasi (seksi 5300)
4. Netralisasi (seksi 5400)
5. Evaporasi dan kristalisasi (seksi 5500)
6. Pengeringan dan pendinginan produk (seksi 5600)

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
45 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
7. Pengantongan (seksi 5700)
Tahap-tahap tersebut dapat dijelaskan sebagai berikut :
II.3.1. Seksi 5100 (Carbonation)
Seksi ini untuk mereaksikan gas NH3, CO2 yang telah di tekan dan H2O
menjadi ammonium carbonat yang berbentuk cair atau biasa disebut dengan
carbonated liquor (CL).
1.Kompresi CO2
Gas CO2 dari D7301 kemudian dimasukkan ke C5101. Dengan
C5101 maka CO2 ditekan sampai 1.2 kg/cm2 dengan suhu ±80
0C
dimasukkan ke T5101.
2.NH3
Amonia cair dari TK801 dengan suhu -30 oC dipompa dengan
P7301 A/B dengan diguyur air pada line sehingga suhu naik menjadi ±
10C dimasukkan ke shell side dari E5103. Ke dalam tube side E5103
dimasukkan steam dengan tekanan 2 kg/cm2 dengan suhu 133
0C. panas
dari steam menyebabkan NH3 menguap menjadi gas dengan suhu 40C.
Gas NH3 dari E5103 dipanaskan lebih lanjut dengan steam di ammonia
superheater E5104 sampai 270C kemudian dimasukkan ke T5101.
Condensate dari steam dan CO2 dimasukkan ke D7301 dan dikirim ke
vacuum pump C5302 A/B.
3.Carbonation Tower
Gas CO2 dan NH3 masuk dalam tower lewat bawah dengan
rasio 1,3 – 1,35. Rasio yang tinggi akan menyebabkan kenaikan
tekanan parsial CO2. Bila larutan yang mempunyai tekanan parsial
CO2 tinggi dimasukkan ke dalam reaktor, gas CO2 yang terlepas
semakin banyak sehingga dapat menimbulkan foaming yang dapat
menyebabkan kebutuhan pada nozzle vent. Sedangkan rasio yang
rendah (dibawah 1,3) akan menaikkan tekanan parsial NH3 pada
reaktor tinggi atau menaikkan soluble lime di dalam reaktion liquor
(kadar soluble lime yang tinggi akan menyulitkan evaporasi)

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
46 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Reaksi antara CO2 dan NH3 terjadi di dalam menara berisi packing
T5101. Reaksi yang terjadi sebagai berikut :
a. 2NH3 + CO2 + H2O → (NH4)2CO3 Q = +22080 K/mol
b. NH3 + CO2 + H2O → (NH4)HCO3 Q = +14100 K/mol
Reaksi (b) karena kelebihan CO2.
Karbonasi dioperasikan pada tekanan atmosfer 1,2 kg/cm2 dan
pada suhu 40 – 65 oC. Batasan tekanan ditentukan oleh kompresor CO2
dan desain tekanan tower, makin tinggi tekanan maka makin tinggi
driving force untuk absorbs CO2 pada suhu tetap. Dalam operasi
sesungguhnya, tekanan merupakan fungsi kapasitas, suhu air
pendingin dan kadar CO2 di dalam gas. Batasan suhu minimum
ditentukan oleh freezing point dan batasan maksimum ditentukan oleh
tekanan parsial CO2 dan NH3.
Konsentrasi carbonated liquor ditentukan sekitar 220 gr NH3/L.
konsentrasi yang lebih tinggi akan menaikkan titik beku larutan
sehingga dapat menyebabkan kristalisasi pada piping, tangki
penyimpanan dan instrument. Konsentrasi yang lebih rendah akan
menurunkan efisiensi reaksi dan dihasilkan larutan ammonium sulfat
encer (beban evaporator akan tinggi)
Carbonated liquor yang keluar dari bagian dasar carbonated tower
T5101 (suhu 65 oC) sebagian didinginkan di carbonated cooler E5101
menjadi ± 51 oC dan disirkulasikan kembali ke tower. Produk CL
diambil dari discharge P5101 A/B dan ditampung di CL storage tank
TK5103. Dari TK5103 CL dipompa dengan P5102, dikirim ke seksi
5200 untuk direaksikan dengan gypsum.
Gas yang lolos dari T5101 mengandung CO2, NH3, uap air
(exhaust gas) akan dialirkan ke exhaust dan reaction scrubber T5201
untuk diserap sisa kandungan CO2 dan NH3-nya dengan kondensat.
Ammonium Bicarbonate

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
47 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
II.3.2. Seksi 5200 (Reaksi dan Gas Scrubbing)
Untuk mereaksikan ammonium carbonat dengan gypsum menjadi ZA
dan kapur sebagai hasil samping dan juga untuk meyerap gas yang keluar dari
seksi karbonasi reaksi dan filtrasi (masih mengandung NH3 dan CO2).
1.Feeding Gypsum
Pada opersi normal, gypsum ditransfer langsung dari pabrik asam
fosfat. Bila tidak tersedia gypsum dari pabrik asam fosfat atau
conveyor dipakai untuk keperluan lain. Gypsum dapat diambil dari
gypsum bulk storage di pabrik ammonium sulfat II. Gypsum dari
pabrik asam fosfat diangkut dengan system conveyor sampai ke
damper. Damper ini mengatur beberapa bagian yang ke reactor dan
beberapa bagian yang ke open storage yang ke reactor melalui belt
conveyor. Bila gypsum diambil dari open storage maka dengan
payloader dimasukkan ke gypsum hopper D5204 yang terletak di atas
M5212. Di atas reactor I terdapat vortex mixer D5201 A/B. arah
feeding tergantung dari reakstor mana yang dipakai. R5201 A dan B
yang dipakai sebagai reactor pertama.
Percobaan menunjukkan bahwa reaksi yang menghasilkan kapur
dengan karakteristik filtrasi yang baik tergantung ukuran partikel
gypsum. Butir-butir gypsum yang kasar menghasilkan kapur dengan
sifat filterability yang baik, akan tetapi memberikan konversi gypsum
menjadi ammonium sulfat yang rendah. Butir gypsum yang lembut
memberikan konversi reaksi yang baik tetapi filterability–nya yang
rendah. Bila ukuran butir-butir 20 – 30 mikron, diperoleh hasil yang
optimal. Gypsum yang masuk mengandung 75% CaSO4.2H2O dan
25% H2O.
2.Reactor
Gypsum masuk lewat vortex mixer D5201 A/B dengan
direpulping oleh liquor yang disirkulasi dari reactor pertama dengan
cara ini diperoleh slurry yang uniform sehingga pembahasan yang
sempurna untuk keperluan reaksi.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
48 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Reaksi yang terjasi di dalam reactor R5201 A – D
(NH4)2CO3+CaSO4.2H2O→(NH4)2SO4+CaCO3 + 2H2O Q=-2,7
kkal/mol
NH4HCO3 → NH3 + CO2 +H2O
(NH4)2CO3 → 2NH3 + CO2 + H2O
Reaksi terjadi pada reactor yang disusun seri. Reaksi antara
gypsum dan carbonated liquor berlangsung cepat dan biasanya reaksi
sudah berlangsung sempurna pada reactor I, sehingga pada reactor
selanjutnya hanya terjadi proses pemurnian sisa-sisa reaksi (konversi
98%).
Suhu reactor pertama dijaga 65 oC dan reactor berikutnya 70 – 73
oC dengan cara mengatur steam ke dalam heating coil. Tekanan
reactor dibuat vakum yaitu sekitar 300 – 350 mm air dengan
mengatur damper. Waktu tinggal keseluruhan 3 jam. Waktu tinggal
yang terlalu lama akan merusak slurry hasil reaksi dari reactor
(magma reaction). Setelah lebih dari 6 jam magma sulit untuk difilter
, oleh karena itu bila pabrik hanya beroperasi pada kapasitas rendah
cukup dipakai 3 reaktor saja. Reaktor dilengkapi pengaduk dengan
kecepatan 15 rpm.
Untuk mendapatkan konversi yang lebih tinggi, carbonated liquor
(CL) dibuat berlebih. Kelebihan CL diatur berdasarkan kandungan
NH3 sisa yang terkandungdalam larutan yang keluar dari reaktor
terakhir. Larutan harus mengandung 10 gram NH3/liter (sedangkan
larutan keluar dari reactor pertama mengandung 10-20 gram
NH3/liter). Reaksi dapat dipercepat atau diperlambat dengan
pengaturan kelebihan CL, tetapi kelebihan CL yang terlalu banyak
akan menimbulkan foaming di dalam rector pertama.
Slurry hasil reaksi yang terdiri dari Kristal kapur dan larutan
ammonium sulfat yang disebut Rection Magma (RM) mengalir dari
dasar tangki ke bagian atas tangki berikutnya lewat gravity line.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
49 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Reaktor terakhir dipakai sebagai storage dan pumping tank. RM
dipompa dari reaktor terakhir ke primary pumping distributor.
3.Exhaust & Reaction Scrubbing
Gas-gas yang berasal dari reaktor, carbonation tower masuk ke
scrubber tower. Larutan yang digunakan adalah condensate yang
berasal dari cooler separation D7301 dan cooling tower menyerap gas
di scrubber tower T5201. Scrubber liquor dilewatkan melalui cooler
E5201. Produk scrubber liquor cooler dikirim ke carbonation tower
sedangkan sisa gas yang tidak dapat diserap dibuang ke atmosfer.
Reaksi pada scrubber tower T5201 :
NH3 + CO2 + H2O (NH4)2CO3 ammonium carbonat
encer
II.3.3. Seksi 5300 (Filtration)
Reaction Magma (RM) di filter untuk memisahkan kapur dan larutan
ammonium sulfat. Sisa-sisa Kristal kapur diendapkan dalam sttler sehingga
dihasilkan strong liquor.
Pada seksi ini tidak terjadi reaksi. Variabel utama operasi adalah ketebalan
cake dan jumlah kondensat yang dipakai untuk pencucian. Supaya filtrat bisa
terambil dari padatan (cake) sehingga pemisahan mendekati sempurna, cake
perlu dicuci dengan solven yang dalam hal ini adalah air.
Pengeringan dilakukan setelah pengeringan awal, sehingga satu siklus
filtrasi dapat dibedakan sebagai berikut :
a. Pembentukan : terbentuknya cake pada permukaan filter
b. Pengeringan : pengambilan sisa filtrat dari cake akibat
hisapan vacuum
c. Pencucian : pencucian cake dengan air
d. Pengeringan air : pengambilan sisa pencucian
e. Pelepasan : pengambilan cake dari permukaan filter
Tebal cake dapat diubah dengan variasi kecepatan drum. Menaikkan
putaran akan menghasilkan cake yang tipis dan akan menaikkan kapasitas
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
50 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
filter, namun jumlah aliran kondensat pencuci harus dinaikkan juga. Kondisi
optimum untuk menghasilkan larutan ammonium sulfat dengan suspended
solid yang minimum adalah dengan mengoperasikan filter pada putaran
rendah dan cake yang tebal, tapi putaran yang rendah berarti kapasitas filtrasi
juga rendah sehingga tidak cukup untuk memenuhi operasi kebutuhan pabrik.
Oleh karena itu, filter harus diopersikan pada putaran rendah yang memenuhi
kapasitas produksi dengan air pencuci yang cukup untuk mengurangi kadar
ammonium sulfat didalam kapur dibawah 2,5% (basis kering).
1. Primary Filter
Filter primer terdiri dari dua filter tipe belt discharge dan
dilengkapi dengan chalk repulper. Filter tertutup untuk menghindari
penyebaran uap amonia ke area kerja.
Umpan magma ke filter melewati dua slide gates yang dipakai
untuk mengatur aliran magma ke dalam filter. Cake yang terbentuk di
atas filter cloth akibat tekanan vakum dan putaran filter dicuci dengan
weak liquor (larutan yang mengandung ammonium sulfat 5% dari
secondary filter). Setelah cake terlepas dari filter cloth dicuci lewat 2
spray washer dan kemudian filter cloth berputar kembali dan proses
filtrasi berulang kembali, sedangkan cake dilarutkan kembali dengan
weak liquor untuk ditampung di TK5303. Campuran filtrat yang
diperoleh dari filtration section dan washing section dipisahkan antara
filtrat, udara dan uap airnya di dalam primary filtrate receiver D5302.
Filtrat yang dihasilkan merupakan strong liquor di pompa ke settler
D5309.
2. Secondary Filter
Slurry (cake yang dilarutkan kembali dengan weak liquor) dari
hasil primary filter yang ditampung di TK5303 dialirkan ke secondary
filter fil5302 A/B. Oleh karena tekanan vakum dan putaran filter, cake
terbentuk di atas filter cloth. Cake dicuci dengan kondensat yang telah

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
51 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
dipanaskan dengan steam sampai suhu ±95 oC untuk menghilangkan
sisa ammonium sulfat.
3. Settler
Strong liquor dari primary filter masih mengandung sekitar 2000
ppm solid, terutama kalsium karbonat. Strong liquor dimasukkan ke
dalam settler untuk diendapkan partikel solidnya sehingga dihasilkan
strong liquor yang mengandung kurang dari 200 ppm solid.
II.3.4. Seksi 5400 (Neutralization)
Unit untuk menetralkan kelebihan NH3 dan ammonium karbonat dengan
asam sulfat menjadi ZA tambahan dan melepaskan CO2. Larutan yang
dinetralisasi di unit ini adalah strong liquor dari settler dan mother liquor dari
mother liquor tank (seksi 5500). Larutan neutralizer H2SO4 98,5% secara
berkala diisi dari pabrik SA II unit produksi III. Reaksi yang terjadi di
neutralization tank R5402 :
2NH3 + H2SO4 → (NH4)2SO4
(NH4)2CO3 + H2SO4 → (NH4)2SO4 + H2O + CO2
2NH4HCO3 + H2SO4 → (NH4)2SO4 + 2H2O + 2CO2
Gas CO2 yang terbentuk diisap dengan C5201 untuk dimasukkan ke
exhaust and reaction scrubber T5201 sedangkan neutralizer liquor (NL) masuk
ke dalam evaporator pertama.
II.3.5. Seksi 5500 (Evaporation & Crystalization)
Bertujuan untuk menguapkan air yang ada pada larutan ZA hingga larutan
menjadi pekat dan terbentuk kristal. Campuran kristal dan larutan dipisahkan
dengan centrifuge separator.
1. Evaporator Pertama
Untuk mengubah neutralizer liquor (NL) menjadi kristal maka
harus dipekatkan terlebih dahulu. Oleh karena itu di heat exchanger
E5501 NL dipanaskan dari suhu 107 – 109 oC, sebagai pemanas
dipakai steam dengan tekanan 2 kg/cm2 dan suhu 133
oC . Kemudian

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
52 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
di dlaam evaporator D5501 air yang terkandung di dalam larutan
menguap sehingga larutan bertambah pekat dan mendekati titik jenuh
selanjutnya dikirim ke evaporator II D5502. Uap air yang terbentuk
dari D5501 (±98 oC) dipakai sebagai pemanas untuk evaporator II,
sedangkan kondensat yang terbentuk dari E5501 dikirim ke unit utility.
2. Evaporator Kedua
Digunakan untuk memekatkan larutan dari evaporator I menjadi
lewat jenuh (supersaturated) sehingga terbentuk Kristal, sebagai
pemanas digunakan uap hasil evaporator I. Larutan supersaturated
dilepas kepada inti-inti kristal sehingga terjadi pertumbuhan kristal
yang besar. Kristal yang besar-besar dikeluarkan dari salt-catcher di
bagian bawah D5502 menuju slurry tank T5517. Larutan yang sudah
lewat jenuh mengalir ke bagian atas dari suspension container untuk
disirkulasi kembali dengan mother liquor dari evaporator I, sehingga
proses kristalisasi berulang kembali secara kontinyu. Overflow larutan
dari suspension container dikirim ke evaporator III.
3. Evaporator 3
Prosesnya sama dengan evaporator II. Steam pemanas yang
digunakan di HE E5503 adalah uap hasil evaporator II dan suhu
larutan keluarnya ±61 oC. Slurry dikirim ke TK5517. Uap air yang
terbentuk didalam D5503 mengalir ke barometric kondensor E5520.
4. Sistem Vacuum
Sistem vacuum akan menyebabkan turunnya suhu didalam
crystallizer evaporator. Sistem vacuum dalam hal ini memanfaatkan
uap dari evaporator ketiga D5503 yang dimasukkan ke barometric
condenser E5520 (E5520 merupakan condenser dengan pendingin
kontak langsung). Air pendingin masuk dengan suhu 310C dan
P=3,0kg/cm2berasal dari kondensat cooling tower T5501. Kondensat
keluar dari condenser bersuhu 410C dan ditampung di hot well D5521,
selanjutnya dikirimke T5501 untuk didinginkan. Uap dan gas yang
tidak mengembun ditarik dengan ejector J5501. Untuk J5501 dipakai

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
53 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
steam 10kg/cm2. Tekanan vacuum diatur dengan pembukaan udara
yang dimasukkan ke ejector J5501.
5. Centrifuge
Sulfat magma (ML/ larutan yang mengandung Kristal ammonium
sulfat) dari slurry tank TK5517dilewatkan thickener D5511 A/D untuk
menaikkan konsentrasi kristal dari 25% menjadi 40%. Kemudian
didalam centrifuge M5501 A/D kristal dipisahkan dari magma. Kristal
basah dibawa ke dryer cooler M5601, larutannya (mother liquor /ML)
dialirkan ke slurry tank TK5517.
II.3.6. Seksi 5600 (Drying & Cooling)
Seksi bertujuan untuk mengeringkan dan mendinginkan Kristal ZA dari
centrifuge sehingga diperoleh produk sesuai dengan kadar air yang diinginkan.
Disamping itu, anticacking (Uresoft 150) ditambahkan pada kristal untuk
memperbaiki sifat penyimpanan produk. Pada seksi ini tidak terjadi reaksi
kimia.
1. Furnace
Furnace bertugas untuk menyediakan udara panas yang akan
dialirkan ke bagian drying. Fuel oil sebelum mengalir ke burner harus
dipanaskan dulu sampai ±100oC dengan tekanan 2-4kg/cm2. Fuel oil
burner diatomizing oleh service air. Suhu pembakaran dalam furnace
diatur ±1000oC. Gas panas dari furnace didinginkan dengan udara dari
furnace dillution air fan sampai suhu ±162oC. Udara panas keluar dari
furnace dimasukkan ke bagian drying dari rotary dryer cooler M5601.
2. Rotary Dryer Cooler
Kristal basah dikeringkan dengan hembusan udara panas dari
furnace, kemudian didinginkan sampai suhu 55oC dengan udara
pendingin dari cooler air feed fan. Dari dryer, kristal masuk ke bucket
elevator dan ditambahkan anti cacking agent (AFFA). Udara keluar
dari M5601 bagian drying dan cooling masing-msing mempunyai jalan

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
54 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
keluar sendiri-sendiri. Debu dan kristal harus terikut pada udara keluar
tersebut. Produk kristal diangkut dengan menggunakan conveyor
system ke bagian pengantongan atau ke bulk storage.
3. Cyclone dan Scrubber
Udara yang digunakan untuk pengeringan dari M5601 melewati
D5601 untuk dipisahkan antara debu dan gasnya. Debu yang
terkumpul di D5601 menuju TK5603 melalui D5604 dan V5604.
Udara pendingin dari cooler melewati D5602, debu yang terkumpul di
D5602 menuju TK5603 melalui D5605. Debu yang lolos keatas
menuju T5601. Gas-gas yang menuju T5601 masih mengandung debu-
debu. Didalam T5601 debu-debu diserap oleh kondensat proses
sedangkan gasnya diemisikan ke udara bebas. Larutan encer yang
dihasilkan di T5601 menuju TK5603 dan dipakai untuk melarutkan
debu dari D5601 dan D5602. Larutan yang dihasilkan dikirim ke
settler D5309 untuk direcycle.
II.3.7. Seksi 5700 (Bagging)
Dikelola oleh bagian pengantongan I, terdiri dari 3 bagging machine, 3
sewing machine, conveyer dan air compressor. Kristal ammonium sulfat
langsung dari dryer cooler atau bulk storage, diangkut oleh ammonium sulfate
product conveyer M7125, diumpankan ke bin ammonium sulfat, dari bin
kristal dikantongi lewat bagging machine M5701 A/C, kemudian dijahit
dengan sewing machine. Kantong-kantong pupuk diangkut dengan conveyor
untuk selanjutnya disimpan.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
55 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
BAB III
SPESIFIKASI ALAT
Pada unit produksi ammonium sulphate II (ZA II) di Departemen Produksi
III PT. Petrokimia Gresik digunakan alat-alat dengan spesifikasi sebagai berikut :
III.1. Spesifikasi Alat Utama
1. CARBONATION TOWER (T.5101)
Fungsi : Tempat mereaksikan gas NH3, gas CO2 dan H2O menjadi
ammonium carbonate solution
Ukuran : Ø ID 2600 x 8900 mm (bottom)
Ø ID 2600 x 1600 mm (middle)
Ø ID 1000 x 4400 mm (top)
Temperatur : 95 oC
Tekanan : 2,1 kg/cm2
Tipe : Vertical cylindrical, packed tower
Packing : Rashig ring
Jumlah : 1 buah
2. REACTION VESSEL (R.5201 ABCD)
Fungsi : Mereaksikan gypsum dengan carbonated liquor
Ukuran : Ø 3632 x 7000 mm (R.5201 A-B)
Ø 3632 x 6400 mm (R.5201 C-D)
Temperatur : 65 oC
Tekanan : 3 kg/cm2

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
56 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Kapasitas : 72,5 m3
Kecepatan
agitator
: 15 rpm
Jumlah : 4 buah
3. EXHAUST AND REACTION SCRUBBER (T.5201)
Fungsi : Menangkap kembali gas NH3 dan CO2 untuk dijadikan
scrubber liquor
Tipe / bentuk : Vertical silindrikal
Temperatur : 95 oC
Tekanan : 0,1 kg/cm2
Ukuran : Bawah – Ø 2600 x 12600 x 39600 mm
Atas – Ø 1000 x 24100 x 39600 mm
4. NEUTRALIZATION TANK (R.5402)
Fungsi : Menetralkan kelebihan NH3 dan CO2 dalam strong liquor
dengan sulphuric acid
Bentuk : Silinder
Ukuran : Ø 3600 x 3000 mm
Temperature : 95 oC
Kapasitas : 24,4 m3/jam
Jumlah : 1 buah

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
57 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
5. 1 st EVAPORATOR
Fungsi : Memekatkan (NH4)2SO4 solution (neutralized liquor) dengan
jalan menguapkan sebagian kandungan airnya
Tipe : Vertical
Ukuran : Ø 4000 x 7800 mm
Temperature : 150 oC
Tekanan : 1,5 kg/cm2
Jumlah : 1 buah
6. DRYER COOLER (M.5601)
Fungsi : Mengeringkan ZA Kristal dengan udara panas dari furnace dan
mendinginkan ZA kristal yang telah kering dengan fresh air
Tipe : Ø 3500 x 9150 (dryer) (mm)
Ø 3500 x 7320 (cooler) (mm)
Ukuran : 160 oC (inlet) dan 55
oC (outlet)
Temperature : 1 buah
III.2. Spesifikasi Alat Pendukung
1. NH3 CHILLER (E.5103)
Fungsi : Untuk menguapkan NH3
Tipe : Horizontal
Ukuran : Ø shell 1100 x 1850 x 5165 (mm)
Temperature : Shell side 35 oC, tube side 120
oC
Tekanan : Shell side 0,8 kg/cm2, tube side 1,8 kg/cm
2

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
58 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Surface area : 180 m2
Jumlah : 1 buah
2. AMMONIA SUPER HEATER
Fungsi : Untuk memanaskan NH3 liquid yang terikat dalam NH3 vapour
Tipe : Tube and shell
Ukuran : Ø shell 400 x 2760 (mm)
Temperature : 150 oC
Tekanan : Shell side 4,5 kg/cm2, tube side 4,10 kg/cm
2
Kapasitas : 246 kg/jam
Jumlah : 1 buah
3. CO2 COMPRESSOR (C.5101)
Fungsi : Menyuplai CO2 gas ke Carbonation Tower
Temperature : 80 oC
Tekanan : 0,9 – 1,2 kg/cm2 g
Kapasitas : 7200 m3/jam
Putaran : 3000 rpm
Jumlah : 1 buah

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
59 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
4. CARBONATION LIQUOR STORAGE TANK (TK5103)
Fungsi : Untuk menyimpan carbonation liquor
Tipe/bentuk : Silinder
Temperature : 95 oC
Tekanan : 2,1 kg/cm2
Ukuran : Ø shell 3000 x 12300 (mm)
Jumlah : 1 buah
5. SCRUBBER LIQUOR COOLER (E.5201)
Fungsi : Mendinginkan scrubber liquor yang akan dikirimkan ke
carbonation tower (T.5101) dengan menggunakan air pendingin
Tipe : Shell and tube
Kapasitas : 194000 kg/jam (air pendingin) dan 184200 kg/jam (liquor)
Temperature : 50 oC (shell) dan 4 kg/cm
2 (tube)
Jumlah : 1 buah
6. VORTEX MIXER (D5201)
Fungsi : Untuk memperlancar feed gypsum ke reactor
Kapasitas : 5,4 m3/jam
Temperature : 95 oC
Tekanan : Atm
Ukuran : Ø shell 1680 x 900 mm
Jumlah : 2 buah

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
60 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
7. GYPSUM TRANSFER CONVEYOR (M5212)
Fungsi : Sebagai loading gypsum dari D5204 ke D5213
Kapasitas : 60/80 MTPH
Ukuran : 10 m x 750 mm
Jumlah : 1 buah
8. GYPSUM FEED CONVEYOR (M5213)
Fungsi : Sebagai loading gypsum dari M5212 ke M 5211
Kapasitas : 60/80 MTPH
Ukuran : 8 m x 750 mm
Jumlah : 1 buah
9. PRIMARY CHALK FILTER (Fil5301)
Fungsi : Memisahkan primary magma dari last reactor menjadi cake dan
strong liquor
Tipe : Rotary drum belt
Temperature : 70 oC
Tekanan : 360 torr
Kapasitas : 63,4 ton/jam
Ukuran : Ø 3000 x 4800 mm
Jumlah : 2 buah (A/B)

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
61 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
10. SECONDARY CHALK FILTER (Fil5302)
Fungsi : Mengendapkan secondary magma dari repulping tank menjadi
cake dan wake liquor
Tipe : Rotary drum knife dishcharge
Temperature : 70 oC
Tekanan : 360 torr
Kapasitas : 63,4 ton/jam
Ukuran : Ø 2400 x 4000 mm
Jumlah : 2 buah (A/B)
11. CHALK SETTLER (D5309)
Fungsi : Mengendapkan atau memisahkan kandungan CaCO3 strong
liquor
Tipe : Silinder bawah kerucut
Temperature : Ø 17000 x 3000 mm
Tekanan : 70 oC
Kapasitas : Atm
Ukuran : 100 m3/jam
Jumlah : 1 buah
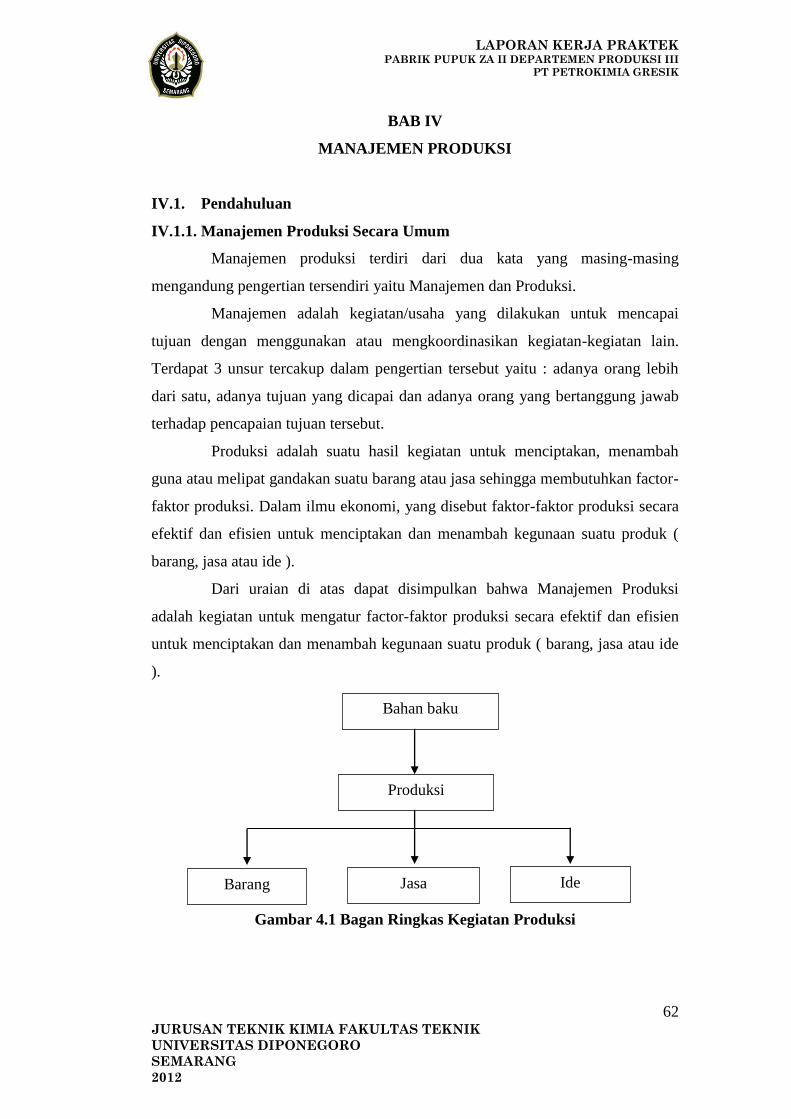
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
62 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
BAB IV
MANAJEMEN PRODUKSI
IV.1. Pendahuluan
IV.1.1. Manajemen Produksi Secara Umum
Manajemen produksi terdiri dari dua kata yang masing-masing
mengandung pengertian tersendiri yaitu Manajemen dan Produksi.
Manajemen adalah kegiatan/usaha yang dilakukan untuk mencapai
tujuan dengan menggunakan atau mengkoordinasikan kegiatan-kegiatan lain.
Terdapat 3 unsur tercakup dalam pengertian tersebut yaitu : adanya orang lebih
dari satu, adanya tujuan yang dicapai dan adanya orang yang bertanggung jawab
terhadap pencapaian tujuan tersebut.
Produksi adalah suatu hasil kegiatan untuk menciptakan, menambah
guna atau melipat gandakan suatu barang atau jasa sehingga membutuhkan factor-
faktor produksi. Dalam ilmu ekonomi, yang disebut faktor-faktor produksi secara
efektif dan efisien untuk menciptakan dan menambah kegunaan suatu produk (
barang, jasa atau ide ).
Dari uraian di atas dapat disimpulkan bahwa Manajemen Produksi
adalah kegiatan untuk mengatur factor-faktor produksi secara efektif dan efisien
untuk menciptakan dan menambah kegunaan suatu produk ( barang, jasa atau ide
).
Gambar 4.1 Bagan Ringkas Kegiatan Produksi
Bahan baku
Produksi
Jasa Barang Ide

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
63 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Kegiatan dari bahan baku yang diproduksi menjadi barang dan jasa diatur oleh
manajemen agar nantinya mudah untuk mengetahui kebutuhan bahan baku dan
pengendaliannya.
Fungsi manajemen produksi adalah untuk membuat keputusan jangka
pendek maupun jangka panjang guna mencapai tujuan produksi. Jadi dapat
dikatakan bahwa manajemen produksi bertujuan untuk mengatur faktor-faktor
produksi sehingga produksi dan proses produksi berjalan dengan lancar.
Dalam manajemen produksi, ada empat faktor yang menentukan
manajemen produksi yaitu tenaga kerja, bahan baku, mesin, dan perlengkapan.
Semua faktor tersebut diatur oleh manajemen produksi sehingga proses produksi
berjalan dengan lancar sesuai spesifikasi dan target yang diinginkan.
IV.1.2. Proses Produksi
Proses produksi adalah suatu rangkaian kegiatan untuk mengkonversi
bahan baku menjadi produk yang berbeda sifat fisik dan atau kimianya sehingga
bernialai jual tinggi.
Berdasarkan definisi proses produksi di atas, jenis produksi dapat
dibedakan atas :
a. Proses kimiawi
b. Proses fisika
c. Proses transportasi
d. Proses bidang jasa
e. Proses pertanian
f. Proses perakitan
Berdasarkan urutan proses produksi, dapat dibedakan antara lain :
Batch
Yaitu proses yang berlangsung pada paket urutan : masukan – proses –
keluaran pada satu kali siklus.
Kontinyu
Yaitu proses yang berlangsung dengan masukan sama dengan keluaran,
yang dijaga selama 24 jam tanpa berhenti.
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
64 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Job-order
Yaitu proses yang hanya dilangsungkan kalau ada pesanan dari konsumen.
Produksi massal
Yaitu proses untuk memproduksi dalam jumlah yang besar.
Di PT Petrokimia Gresik proses produksi yang dilakukan adalah proses
secara kimiawi dan urutan proses produksinya kontinyu.
IV.1.3. Manajemen Produksi PT Petrokimia Gresik
PT Petrokimia yang memproduksi pupuk Urea, ZA, SP-36 dan Phonska
yang diproses secara kimia menetapkan dasar bagi rekrutmen operator pabrik
dengan modal pendidikan minimum adalah SLTA. Karena masing-masing
operator harus sudah memiliki bekal pengetahuan ilmu kimia yang baru diajarkan
oleh sekolah kepada siswa SLTA. Diharapkan dengan bekal ilmu pengetahuan
yang sesuai, para karyawan mulai dari tingkat operator mempunyai kesadaran
yang tinggi tentang keselamatan kerja dan mengetahui bahaya dari bahan kimia
yang dikelola oleh unit kerjanya.
PT. Petrokimia Gresik mengikuti urutan proses yang kontinyu (24 jam),
dimana jam kerja karyawan diatur dengan sistem shift, ini biasanya berlaku untuk
karyawan yang bertugas di unit Produksi dan Laboratorium Produksi dengan jam
kerja sebagai berikut :
Shift pagi : pukul 07.00 – 15.00
Shift sore : pukul 15.00 – 23.00
Shift malam : pukul 23.00 – 07.00
Untuk mengatur shift dibagi menjadi empat group, yaitu :
Group A
Group B
Group C
Group D
Cara pengatur tersebut diatur dalam Schedule Shift.
Missal : Grup A masuk pagi, grup B sore, grup C masuk malam, dan grup D off
(libur). Setelah jangka waktu tertentu diadakan pergantian yaitu group A libur,

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
65 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
grup B masuk pagi, grup C masuk sore, grup D malam dan seterusnya. Untuk
karyawan shift satu minggu ada 40 jam kerja dan kalau ada lembur maximum 56
jam kerja (total).
Selain karyawan shift ada karyawan ND ( Normal Day ), dengan jam kerja
sebagai berikut :
Senin – Kamis : 07.00-16.00 ( istirahat : 12.00-13.00 )
Jumat : 07.00-17.00 ( istirahat : 11.00-13.00 )
Sabtu dan Minggu libur
IV.1.4. Struktur Organisasi Direktorat Produksi di PT Petrokimia Gresik
Saat ini di PT. Petrokimia ada 3 unit Pabrik yaitu :
a. Pabrik I : memproduksi pupuk Nitrogen, unit yang dikelola adalah :
Amoniak, urea, dan ZA I/III
b. Pabrik II : memproduksi pupuk fosfat, unit yang dikelola adalah :
SP-36 I dan SP-36 II, Phonska dan ZK
c. Pabrik III : memproduksi Asam Fosfat, unit yang dikelola adalah :
SA, PA, ALF3, CR dan ZA II
Masing-masing unit pabrik saling terkait dan saling menunjang dalam pencapaian
target produksi pupuk yang ditetapkan oleh pemerintah.
Unit Amoniak pabrik I memproduksi NH3 yang selain dikonsumsi oleh
unit Urea dan ZA I/III juga oleh unit ZA II yang ada di pabrik III dan unit
phonska di pabrik II. Selain itu juga memproduksi gas CO2 yang dikonsumsi oleh
unit ZA II. Dari GTG ( Gas Turbine Generator ) diproduksi listrik yang selain
dikonsumsi oleh unit–unit di pabrik I sendiri, juga dikonsumsi oleh unit SP-36
I/II.
Unit SA di Pabrik III menghasilkan Asam Sulfat yang selain dikonsumsi
oleh unit yang ada di pabrik III yaitu PA dan ZA II juga oleh unit ZA I/III di
pabrik I dan unit SP-36, Phonska dan ZK di pabrik II.
Unit PA di pabrik III menghasilkan Asam Fosfat yang dikonsumsi oleh
unit SP-36 I/II dan unit Phonska di pabrik II.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
66 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Dengan adanya 3 unit pabrik seperti tersebut di atas maka struktur
organisasi Direktorat produksi di PT Petrokimia Gresik tersusun sebagi berikut :
IV.1.5. Direktur Produksi
1. Direktur produksi membawahi 4 kompartemen dan 1 biro, yaitu :
Kompartemen Pabrik I, II, III
Bertanggung jawab kepada Direktur Produksi dalam pengaturan faktor
produksi dan pemeliharaan peralatan di pabrik I, II, dan III agar bisa
mencapai target produksi di masing-masing unit pabrik PT Petrokimia
Gresik yang telah ditetapkan oleh manajemen.
Kompartemen Teknologi, bertanggung jawab kepada Direktur Produksi
dalam pengendalian proses dan pengolahan lingkungan serta memonitor
dan menyiapkan peralatan keselamatan kerja yang akan digunakan untuk
mendukung kegiatan produksi di seluruh unit pabrik PT Petrokimia
Gresik.
Biro Inspeksi Teknik, bertanggung jawab kepada Direktur Produksi
dalam memeriksa material dari peralatan pabrik untuk mendukung
kegiatan produksi di seluruh unit pabrik PT Petrokimia Gresik.
2. Kompartemen Pabrik I, II, III membawahi dua departemen :
1.Departemen produksi I, II, III
Bertanggung jawab kepada kepala kompartemen Pabrik I, II, III dalam
pengaturan faktor produksi agar bisa mencapai target produksi dari
masing-masing unit pabrik I, II, dan III.
2.Departemen pemeliharaan I, II, III
Bertanggung jawab kepada kepala kompartemen Pabrik I, II, III dalam
pemeliharaan peralatan pabrik untuk mendukung kegiatan produksi di
masing-masing unit pabrik I, II, dan III.
3. Kompartemen Teknologi membawahi 2 Biro :
- Biro Proses dan Laboratorium, bertanggung jawab kepada Kepala
Kompartemen Teknologi dalam pengendalian proses dan melakukan

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
67 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
analisa produksi bahan baku & parameter operasi untuk mendukung
pencapaian target produksi dari pabrik I, II, dan III
- Biro Lingkungan dan Keselamatan dan Kesehatan Kerja, bertanggung
jawab kepada kepala Kompartemen Teknologi dalam hal pengolahan
lingkungan di seluruh unit Pabrik PT. Petrokimia Gresik dan
memonitor/menjaga/menyiapkan peralatan keselamatan kerja bagi
karyawan PT. Petrokimia Gresik.
IV.2. Manajemen Produksi Pabrik III
Pabrik III adalah salah satu unit pabrik di PT Petrokimia Gresik dengan
hasil produk utama Asam Fosfat ( H3PO4 ) yang merupakan bahan baku dalam
pembuatan pupuk SP-36, di dalam pabrik III terdapat beberapa unit yang saling
terkait satu sama lain yaitu :
a) Pabrik Asam Sulfat, yang menghasilkan produk utama H2SO4 dengan
kapasitas terpasang 510.000 ton per tahun dengan kemurnian 98,5 %.
Adapun produk sampingnya adalah steam dengan tekanan 36 kg/cm2 yang
dihasilkan dengan memanfaatkan excess panas dari proses pembentukan
gas SO2. Steam bertekanan tinggi tersebut sebelum digunakan oleh unit
pabrik yang ada di pabrik III diturunkan tekanannya menjadi 11 kg/cm2
dengan memanfaatkan tenaganya untuk menggerakkan. Back Pressure
Turbin ( BPT ) sehingga menghasilkan tenaga listrik dengan kapasitas 8,5
MW. Selain digunakan untuk proses di unit lain sebagian steam
bertekanan rendah tersebut digunakan untuk menggerakan Condensing
Turbin ( CT ) sehingga menghasilkan tenaga lstrik dengan kapasitas 11
MW. Listrik yang dihasilkan oleh BPT dan CT selanjutnya digunakan
sebagai power bagi semua unit yang ada di pabrik III. Produk Asam
Sulfat selain dikonsumsi oleh unit ZA I/III pabrik I, unit SP-36 I/II,
Phonska dan ZK pabrik II juga dipakai oleh unit-unit di pabrik III sendiri
yaitu : unit Asam Fosfat dan unit ZA II.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
68 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
b) Pabrik Asam Fosfat, yang menghasilkan produk utama H3PO4 dengan
kapasitas terpasang 171.450 ton per tahun dengan kemurnian 54 %.
Adapun produk sampingnya adalah :
- Fosfo Gypsum, yang digunakan sebagai bahan baku di unit Cement
Retarder dan unit ZA II.
- Asam Fluosilikat ( H2SiF6 ), yang digunakan sebagai bahan baku di unit
Alumunium Fluorida.
c) Pabrik Alumunium Fluorida, yang menghasilkan produk AlF3 dengan
kapasitas terpasang 12.600 ton per tahun dengan kemurnian minimal 94%
produk AlF3 biasanya digunakan oleh pabrik Alumunium untuk
menurunkan titik leleh alumunium di furnacenya.
d) Pabrik Cement Retarder, yang menghasilkan produk granul ( butiran )
Gypsum dengan kapasitas terpasang 440.000 ton per tahun dengan
kemurnian minimal 96%. Produk CR digunakan oleh pabrik semen untuk
memperlambat waktu pengerasan semen.
e) Pabrik ZA II, yang menghasilkan produk ZA dengan kapasitas terpasang
250.000 ton per tahun dengan kandungan Nitrogen minimal 20%.
Berbeda dengan pabrik ZA II mengambil unsur Sulfat dari CaSO4.2H2O
yang merupakan kandungan utama dari fosfo gypsum.
Terdapat keterkaitan yang cukup kompleks antar unit-unit yang ada di
pabrik III, maka pengaturan faktor produksi untuk mencapai target produksi harus
didukung oleh Departemen/Biro penunjang yaitu : Departemen Pemeliharaan III,
Departemen Peralatan & Permesinan, Biro Inspeksi Teknik dan Biro Proses dan
Laboratorium.
Selain dukungan dari luar, maka di intern Dep Produksi III sendiri juga
harus didukung oleh organisasi yang solid. Departemen Produksi III membawahi
5 bagian yaitu :
a. Bagian Asam Sulfat & Utilitas III
b. Bagian Asam Fosfat
c. Bagian Gypsum & Alumunium Fluorida
d. Bagian ZA II

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
69 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
e. Bagian Candal Produksi III
Masing-masing bagian di atas kecuali Bagian Candal Produksi III. Bertanggung
jawab kepada kepala Departemen Produksi III dalam pengaturan faktor produksi
yang ada di unitnya masing-masing agar bisa mencapai target produksi.
Bagian Candal Produksi III, bertanggung jawab kepada kepala Departemen
Produksi III untuk merencanakan dan mengendalikan produksi di pabrik III.
IV.3. Manajemen Perencanaan dan Pengendalian
IV.3.1. Organisasi Candal Produksi
Berhubungan dengan keterkaitan antara pabrik III dengan pabrik I & II,
maka untuk mengatur balance produk-produk setengah jadi dari masing-masing
pabrik agar memenuhi kebutuhan pabrik yang lain diperlukan Bagian
Perencanaan dan Pengendalian Produksi masing-masing Departemen Produksi.
Dalam perencanaan dan pengendalian produksi seluruh bagian Candal
Produksi I, II, III saling bekerja sama sesuai dengan area pabrik masing-masing.
Bagian Candal Produksi III bertugas merencanakan dan mengendalikan produksi
di pabrik III yang mempunyai keterkaitan antar unit yang cukup kompleks. Fungsi
utama Candal Produksi merencanakan dan mengendalikan serta mengevaluasi
pabrik.
Kepala Bagian Candal Produksi III membawahi 2 seksi yaitu :
- Seksi Perencanaan, bertanggung jawab kepada bagian Candal Produksi III
dalam merencanakan produksi Pabrik III.
- Seksi Pengendalian, bertanggung jawab kepada kepala bagian Candal
Produksi III dalam mengendalikan produksi pabrik III.
IV.3.2. Pengertian Candal Produksi
Perencanaan dan Pengendalian Produksi ( Candal Produksi ) atau dalam
istilah manajemen umum disebut Production Planing and Control merupakan
bagian penting dalam kegiatan produksi untuk mencapai tujuan perusahaan.
Definisi Candal Produksi adalah penentuan / penetapan kegiatan
produksi yang akan dilakukan untuk mencapai tujuan perusahaan dan

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
70 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
pengendalian kegiatan pelaksanaan proses dan hasil produksi. Jadi secara umum
Candal Produksi adalah kegiatan pengkoordinasian bagian-bagian yang terlibat
dalam pelaksanann proses produksi.
Tugas dan kegiatan Candal Produksi di PT. Petrokimia Gresik adalah :
1. Memperkirakan dan merencanakan jumlah produksi serta kebutuhannya
sebagai fungsi waktu ( menyusun target RKAP tahunan )
2. Memonitor pelaksanaan rencana produksi dan mengendalikannya bila terjadi
penyimpangan ( membuat laporan produksi dan performancenya )
3. Memonitor persediaan bahan baku dan penolong untuk kebutuhan operasi
serta meminta proses pembeliannya
4. Merencanakan dan melakukan program evaluasi produksi dengan dasar-dasar
statistik
IV.3.3. Perencanaan Produksi
Dalam perencanaan ditentukan usaha / tindakan yang perlu diambil oleh
pimpinan perusahaan untuk mencapai tujuan perusahaan. Untuk membuat
perencanaan yang baik harus memeperhatikan :
Masalah intern : masalah dari dalam perusahaan ( masih di dalam
kekuasaan pimpinan perusahaan ), contoh : mesin yang digunakan, buruh
yang dikaryakan, bahan yang diperlukan, dll.
Masalah ekstern : masalah dari luar perusahaan ( di luar kekuasaan
pimpinan perusahaan ), contoh : inflasi, keadaan politik, dll.
Perencanaan dibedakan menjadi dua yaitu : perencanaan usaha yang
bersifat umum ( General business planning ) dan perencanaan produksi (
Production planning ). Dalam materi ini akan dibahas lebih lanjut mengenai
perencanaan produksi. Definisi Perencanaan Produksi adalah perencanaan dan
pengorganisasian bahan baku, mesin & peralatan, tenaga kerja, modal, dll untuk
melaksanakan kegiatan produksi pada periode tertentu di masa yang akan datang.
Berdasarkan jangka waktu yang tercakup perencanaan produksi dibedakan
menjadi : Perencanaan produksi jangka panjang dan jangka pendek. Yang
dimaksud perencanaan jangka panjang adalah penetuan tingkat kegiatan produksi

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
71 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
lebih dari satu tahun, biasanya lima tahun mendatang dengan tujuan untuk
merencanakan pertambahan kapasitas peralatan & mesin, ekspansi pabrik dan
pengembangan produk. Sedangkan perencanaan jangka pendek adalah penetuan
kegiatan produksi dalam jangka waktu satu tahun atau kurang dengan tujuan
untuk merencanakan kebutuhan bahan baku, tenaga kerja, dan fasilitas yang
dimiliki perusahaan.
Dalam pelaksanaannya Rencana produksi tahunan dijabarkan dalam
kegiatan bulanan yang sangat mungkin dipengaruhi oleh kegiatan ekstern
produksi ( misalnya : pemasaran kesulitan menjual produk & pengadaan kesulitan
mendatangkan bahan baku / penolong ) dan intern ( misalnya : pabrik trouble
tidak bisa berproduksi, terjadi jadwal operasi, dll ). Dengan adanya penyimpangan
dari pengaruh-pengaruh di atas, maka diperlukan langkah pengendalian untuk
membetulkan dan mereduksinya yang dilaksanakan dalam kegiatan Pengendalian
produksi.
IV.3.4. Pengendalian Produksi
Semua kegiatan dalam perusahaan harus diarahkan untuk menjamin
kontinuitas aktivitas dan menyelesaikan produk sesuai dengan jumlah, mutu, dan
waktu yang diinginkan serta dalam batas biaya yang direncanakan. Pengarahan ini
merupakan tugas dari Pengendalian produksi.
Perencanaan produksi yang telah dibuat harus diikuti dengan tindakan
pengendalian produksi, jika tidak hasilnya mungkin tidak seperti yang diharapkan.
Jadi Pengendalian produksi dijalankan dengan tujuan agar kegiatan produksi
dilaksanakan sesuai dengan rencana yang telah ditetapkan. Definisi Pengendalian
produksi adalah kegiatan untuk mengkoordinir aktivitas pengerjaan / pengelolaan
agar waktu penyelesaian yang telah direncanakan dapat dicapai dengan efektif dan
efisien.
Secara umum fungsi pengendalian produksi adalah :
Membantu tercapainya operasi produksi yang efisien dalam suatu
perusahaan, agar dicapai pengeluaran yang minimum, efisiensi yang
optimum serta keuntungan perusahaan maksimal.
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
72 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Membantu merencanakan prosedur pekerjaan tidak terlalu rumit dan lebih
sederhana. Dengan demikian pekerjaan lebih mudah dilaksanakan,
sehingga pekerja lebih senang untuk bekerja dan menaikkan moral
pekerja.
Menjaga agar tersedia pekerjaan atau kerja yang dibutuhkan pada titik
minimum, sehingga bisa dilakukan penghematan dalam penggunaan
bahan baku / penolong dan tenaga kerja.
Di perusahaan yang prosesnya job order fungsi pengendalian produksi
sangat strategis, sedangkan di perusahaan yang prosesnya kontinyu ( terus
menerus ) fungsinya lebih ringan. Proses produksi di PTPG memang kontinyu,
namun bila dibandingkan dengan pabrik pupuk lainnya seperti PT. Pusri, PT
Pupuk Kaltim, PT Pupuk Iskandar Muda, dan sebagainya, yang mempunyai
produksi pupuk tunggal ( hanya Urea saja ) fungsi pengendalian proses di PTPG
sedikit lebih kompleks karena selain jenis pupuknya lebih banyak, keterkaitan
antar unit pabrik sangat tinggi.
Prinsip-prinsip yang digunakan dalam pengendalian produksi di PT.
Petrokimia Gresik adalah :
1. Menyusun rencana yang dapat digunakan sebagai tolok ukur bagai
realisasi
2. Identifikasi arah / jenis dan jumlah penyimpangan dan memonitor kegiatan
produksi
3. Mengevaluasi penyimpangan hasil kegiatan dari rencana
4. Menyusun informasi untuk mengendalikan penyimpangan dan alternatif
tindakan pada perencanaan berikutnya
Adapun kriteria yang digunakan dalam mengevaluasi penyimpangan adalah :
1. Tercapainya tingkat produksi
2. Biaya produksi yang relatif murah
3. Optimalisasi investasi dalam persediaan bahan baku / penolong
4. Mencapai tingkat stabilitas kegiatan produksi yang mantap
5. Fleksibel terhadap perubahan permintaan
6. Mengeliminir timbulnya biaya yang tidak perlu

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
73 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
IV.4. Sistem Pelaporan
Kegiatan Produksi pabrik I, II, III berlangsung terus menerus selama 24
jam, sehingga untuk pendataan dan evaluasi kinerja masing-masing unit pabrik
diperlukan badan lain yang melaksanakan fungsi administrasinya yaitu bagian
Dalpros I, II, III. Kinerja unit pabrik selalu dipantau untuk mengetahui progress
pencapaian target yang telah diseragamkan untuk mendukung laporan
manajemen. Secara umum jenis laporan yang dibuat dibagi berdasarkan periode
waktu yaitu :
- Laporan Harian
- Laporan Bulanan
- Laporan Tahunan
Sedangkan isi laporan meliputi :
- Produksi setengah jadi dan jadi
- Onstream days, down time, cut rate beserta penyebabnya
- Konsumsi bahan baku dan penolong
- Persediaan bahan baku, bahan setengah jadi dan bahan jadi
- Pengamatan efisiensi : on stream factor, production factor, production rate,
tingkat produksi dan unit konsumsi bahan baku / penolong.
Sistem penyusunan laporan bias digambarkan sebagai berikut :
Masing-masing bagian produksi membuat laporan harian : produksi
setengah jadi beserta distribusinya, hari operasi, down time & cut rate
beserta penyebabnya, pemakaian bahan baku / penolong
Dari laporan harian masing-masing bagian produksi, bagian Candal
Produksi mengolahnya sehingga menghasilkan indikasi kinerja operasi
termasuk jumlah produksi minimum yang harus dicapai agar target
produksi bulanan dan tahunan tercapai
Kinerja bagian produksi disajikan dalam bentuk laporan harian yang
didistribusikan kepada unit kerja terkait : laporan pengamatan harian, dari
kabag Candal Produksi didistribusikan kepada Direktur Produksi,

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
74 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Kakomp Pabrik I/II/III, Kadep Produksi, Kadep Pemeliharaan, Karo
Proses & Lab, Ka SPI dll
Laporan harian yang terkumpul selama sebulan direkap dalam data bulanan
sebagai pedoman pembuatan laporan periode bulanan, triwulan, tahunan.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
75 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
BAB V
UTILITAS
Utilitas merupakan suatu unit yang menunjang operasi pabrik dengan
mensuply penyediaan steam, penyediaan air dan cooling water, penyediaan bahan
bakar dan penyediaan tenaga listrik.
Kebutuhan air di PT. Petrokimia Gresik dan anak-anak perusahaan serta
perumahan karyawan dipenuhi oleh dua unit pengolah air yang berasal dari dua
lokasi yaitu:
a. Instalasi air di Babat, berasal dari air sungai Bengawan Solo (Water Intake
Babat).
b. Instalasi air di Gunungsari Surabaya., berasal dari air sungai Brantas
(Water Intake Gunung sari).
V.1 Tahapan Proses Pengolahan Air
Tahapan proses pengolahan air di Babat dan Gunungsari secara umum
adalah meliputi :
a. Penghisapan
Tahap ini menggunakan penghisapan yang dilengkapi dengan pompa vakum
untuk mengalirkan air dari sungai ke stasiun pemompa air. Pemakaian sistem
ini disebabkan ketinggian permukaan air tidak tetap.
b. Penyaringan
Tahap ini menggunakan coarse and fine screen yang berfungsi untuk
menyaring kotoran sungai berukuran besar yang terpompa.
c. Pengendapan
Pengendapan dilakukan secara gravitasi dengan memakai settling pit untuk
mengendapkan partikel-partikel yang tersuspensi dalam air. Faktor yang
mempengaruhi proses ini antara lain adalah laju alir dan waktu tinggal.
d. Flokulasi dan Koagulasi
Tahap ini bertujuan untuk mengendapkan suspensi partikel koloid yang tidak
terendapkan karena ukurannya sangat kecil dan muatan listrik pada

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
76 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
permukaan partikel yang menimbulkan gaya tolak menolak antara partikel
koloid. Untuk mengatasi masalah tersebut dilakukan penambahan koagulan
yang dapat memecahkan kestabilan yang ditimbulkan oleh muatan listrik
tersebut. Partikel-partikel koloid yang tidak stabil tersebut akan saling
berkaitan sehingga terbentuk flok dengan ukuran besar dan mudah
terendapkan. Bahan kimia yang digunakan pada proses di unit pengolahan
Babat dan Gunungsari adalah :
Kaporit atau klorin
Sebagai desinfektan untuk membunuh mikroorganisme dan
menghilangkan rasa dan bau.
Polyelectrolite
Sebagai koagulan untuk mempercepat proses pengendapan dengan
membentuk flok lebih cepat dan lebih besar, sehingga menyempurnakan
pengendapan lumpur.
Kapur
Sebagai pengatur pH.
e. Klarifikasi
Tahap ini dilakukan dengan memakai alat pulsator untuk mendapatkan flok
yang terbentuk pada proses flokulasi dan koagulasi pada zona-zona
pengendapan di alat tersebut.
f. Filtrasi
Tahap ini dilakukan dengan menggunakan saringan pasir silika (sand filter)
untuk menyaring padatan tersuspensi. Makin banyak partikel padatan tertahan
di filter, pressure drop akan semakin besar. Hal ini menyebabkan naiknya
level air. Pada batas tertentu filter perlu dibersihkan agar operasi berlangsung
normal. Pembersihan filter dilakukan dengan backwash.
g. Penampungan
Tahap penampungan dan pemompaan dilakukan dengan pompa centrifugal.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
77 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
B-6201Boiler
41 ton steam/jam
B-1104
Waste Heat Boiler
91 ton steam/jamB-6203 Boiler
70 ton steam/jam
Demin Water
25 ton/jam
TK-6203
Condensat Tank
Condensat dari :
E-6107 = ton/jam
PA = 30 ton/jam
ZA II = 27 ton/jam
SA = 10 ton/jam
E-6202
De Aerator
Chemical Boiler
Treatment
TP-6101/TG-65
8,5 MW – 6 KV
Back Press. Turbine Generator
TP-6102/TG-66
11,5 MW – 6 KV
Condensing Turbine Generator
PCV-
6203
PCV-
6105
High Press. Steam
P = 35 kg/cm2
T = 400 0C
Low Press. Steam
P = 10 kg/cm2
T = 270 0C
LPS ke :
SA = 10 ton/jam
PA = 30 ton/jam
ZA II= 27 ton/jam
CR = 3 ton/jam
AlF3 = 1 ton/jam
E-6202 = 3 ton/jam
CW
P = - 720 mmHg
T = 42 0C
E-6107
Steam
Condenser
LPS
Utilitas-III
E-6212
De Aerator
V.2. Utilitas Unit Produksi III
Sistem utilitas pada produksi III terdiri dari unit-unit sebagai berikut:
Power Generation
Steam Generation Unit
Instrument/ Service Air Unit
Water Treatment Unit
Cooling Water Unit
V.2.1 Power Generation Unit
Pada power generation unit ini terdiri atas dua buah turbin uap. High
Pressure Turbin dan Condensing Turbin yang masing-masing digunakan untuk
menggerakkan Turbin Generator. Untuk keperluan Start Up dan Emergency
Power digunakan dua buah Diesel Generator dengan kapasitas masing-masing
2000 Kw. High Pressure Turbin mempunyai kapasitas 8500 Kw yang digerakkan
oleh steam bertekanan 35 Kg/cm² dan temperatur 400° C.
Outlet steam dari High Pressure Turbin bertekanan 10 Kg/ cm² dan
temperature 270° C digunakan untuk menggerakkan Condensing Turbin yang
mempunyai kapasitas 11500 Kw.
Gambar 5.1. Diagram Alir Power Generation Unit
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
78 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
V.2.2 Steam Generator / Boiler (unit 6200)
Dalam keadaan normal operasi kebutuhan steam disupply dari Auxiliary
Boiler dan dari Waste Heat Boiler di sulfuric acid plant yang bekerja secara
parrarel. Auxiliary Boiler mempunyai kapasitas maksimum 52 t/hour, steam
dengan tekanan 35 Kg/cm² dan temperature 405° C. Kebutuhan steam pada 100 %
plant capacity sebesar 128.285 t/hour. 91 t/hour disupply dari Sulfuric Acid plant
sisanya dari Auxiliary-Boiler . Pada saat start up kebutuhan steam untuk Heater
Fuel Oil dam Melting Belerang disediakan 1 unit back up boiler dengan kapasitas
5 t/hour, tekanan 5 Kg/cm² dan temperature 158°C. bahan bakar untuk boiler B-
6201 dan B-6202 digunakan HFO yang ditampung di Storage Tank.
Boiler Feed Water yang berupa demin water dan kondensat dimasukkan ke
dalam De Aerator untuk dinaikkan temperaturnya sampai 105°C dan sebagian
uap dibuang ke atmosfer untuk mengeluarkan kandungan O2 dan CO2. Oksigen
merupakan salah satu penyebab korosi di dalam boiler. Selanjutnya dengan Boiler
Feed Pump didistribusikan ke:
1. B-6201 Boiler yang mempunyai kapasitas NCR 41 ton steam/jam
2. B-6203 Boiler yang mempunyai kapasitas NCR 70 ton steam/jam
3. B-6202 Back Up Boiler yang mempunyai kapasitas 5 ton steam/jam.
Boiler ini dioperasikan hanya untuk steam heater belerang cair di melter/
SA plant dan apabila B-6201 dan B-6203 shut down.
Produk yang dihasilkan oleh boiler B-6201 dan Boiler B-6203, yaitu :
1.High Pressure Steam, dengan tekanan 35 kg/cm² dan temperature 400°C.
2.Low Pressure Steam, dengan tekanan 10 kg/cm² dan temperature 270°C.
steam ini digunakan untuk keperluan berbagai unit, antara lain:
a. Unit Asam Sulfat untuk steam heater pencairan belerang dan
steam jacket.
b. Unit asam Phospat untuk steam heater, steam ejector dan
evaporator
c. Unit Gypsum untuk membantu proses filter purified gypsum dan
granulator CR

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
79 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
d. Unit AlF3 untuk crystallizer dan washing cloth centrifuge SiO2/
AlF3
e. Unit ZA II untuk steam heater, steam ejector dan evaporator.
Pengolahan air untuk boiler/ ketel uap dilakukan secara:
Mekanis atau External Treatment
Pengolahan ini terdiri dari sedimentasi , flokulasi-koagulasi, filtrasi (Water
Intake Gunungsari Suabaya dan Babad ), ion exchanger dan de aerasi
(Demin Plant)
Kimiawi atau Internal Treatment
Pengolahan ini bertujuan untuk mengurangi kemungkinan terbentuknya
unsure penyebab kerak dan korosi. Cara pengolahan yaitu bahan kimia
dimasukkan ke boiler feed water untuk merubah unsure yang berpotensi
penyebab kerak menjadi sludge halus yang terdispersi dan mudah
dikeluarkan melalui blow down. Unsure penyebab korosi O2 terlarut
dirubah menjadi senyawa sulfat yang tidak korosif. Reaksinya:
NaSO3 + O2 Na2SO4
Masalah-masalah yang dihadapi dalam boiler water, yaitu:
Korosi, yaitu rusaknya metal karena elektrokimia yang dapat
mengakibatkan tube bocor. Korosi ini disebabkan kandungan O2
terlarut dalam Boiler Feed Water > 40 ppb karena proses De Aerasi kurang
optimal atau PH BFW rendah yaitu lebih kecil dari 4.
Scale/kerak, yaitu deposit atau endapan silikat mengakibatkan
berkurangnya heat transfer antara panas api dengan boiler water. Kerak ini
disebabkan kandungan SiO2 dalam Boiler Feed Water > 4.
Untuk menghilangkan masalah-masalah tersebut dapat ditambahkan bahan-bahan
kimia antara lain:
a. PO4 berfungsi sebagai scale inhibitor (penghambat kerak)
b.Na2SO4 berfungsi sebagai corrotion inhibitor (penghambat korosi)
c. Anionik Polymer berfungsi sebagai dispersant
d.Amine C4H8OnH berfungsi sebagai pengatur pH.
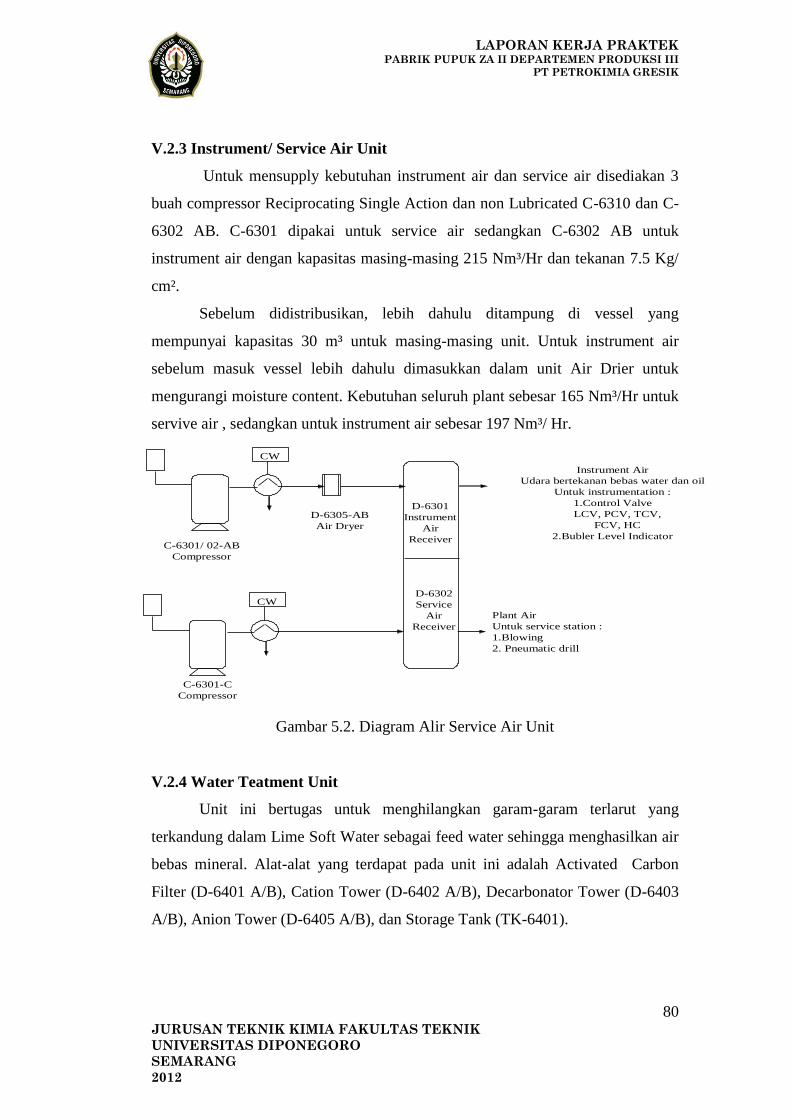
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
80 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
C-6301/ 02-AB
Compressor
D-6305-AB
Air Dryer
CW
C-6301-C
Compressor
CW
D-6301
Instrument
Air
Receiver
D-6302
Service
Air
Receiver
Instrument Air
Udara bertekanan bebas water dan oil
Untuk instrumentation :
1.Control Valve
LCV, PCV, TCV,
FCV, HC
2.Bubler Level Indicator
Plant Air
Untuk service station :
1.Blowing
2. Pneumatic drill
V.2.3 Instrument/ Service Air Unit
Untuk mensupply kebutuhan instrument air dan service air disediakan 3
buah compressor Reciprocating Single Action dan non Lubricated C-6310 dan C-
6302 AB. C-6301 dipakai untuk service air sedangkan C-6302 AB untuk
instrument air dengan kapasitas masing-masing 215 Nm³/Hr dan tekanan 7.5 Kg/
cm².
Sebelum didistribusikan, lebih dahulu ditampung di vessel yang
mempunyai kapasitas 30 m³ untuk masing-masing unit. Untuk instrument air
sebelum masuk vessel lebih dahulu dimasukkan dalam unit Air Drier untuk
mengurangi moisture content. Kebutuhan seluruh plant sebesar 165 Nm³/Hr untuk
servive air , sedangkan untuk instrument air sebesar 197 Nm³/ Hr.
Gambar 5.2. Diagram Alir Service Air Unit
V.2.4 Water Teatment Unit
Unit ini bertugas untuk menghilangkan garam-garam terlarut yang
terkandung dalam Lime Soft Water sebagai feed water sehingga menghasilkan air
bebas mineral. Alat-alat yang terdapat pada unit ini adalah Activated Carbon
Filter (D-6401 A/B), Cation Tower (D-6402 A/B), Decarbonator Tower (D-6403
A/B), Anion Tower (D-6405 A/B), dan Storage Tank (TK-6401).

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
81 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Proses yang digunakan pada unit demineralisasi ini adalah “ Counter
Flow” (Hi-Flow Type), dimana water treatment flow berlawanan arah dengan
regeneration flow. Aliran air dari bawah, sedangkan regenerasi dari atas. Hi-Flow
ini mempunyai beberapa keuntungan , yaitu:
Menghemat pemakaian bahan kimia untuk regenerasi
Water pressure kecil
Bisa menghemat pemakaian air untuk washing
Waktu regenerasi relative pendek
Air yang diolah pabrik I yaitu Lime Treated Water dialirkan masuk
bagian atas dari Activated Carbon Filter (D-6401 A/B). Active carbon berfungsi
menyerap mikroorganisme, suspended solid dan klor (Cl2) yang terkandung di
dalam air. Data pengoperasiannya adalah sebagai berikut:
Tekanan operasi : 4 kg/cm²
Temperatur Operasi : 32°C
Running Time : 23 jam/cycle
Back wash time : 35 menit
Keluar dari Activated Carbon Filter (D-6401 A/B) menuju bagian bawah
Cation Tower (D-6402 A/B). Di bagian ini ditambahkan resin “ Lewatit S-100
WS” (RSO3H) untuk mengikat mineral-mineral yang bermuatan positif. Reaksi-
reaksi penyerapan kation yang terjadi, yaitu :
Ca(HCO3)2+ RSO3H (RSO3)2Ca + H2CO3
Mg(HCO3)2 + RSO3H (RSO3)2Mg + H2CO3
NaHCO3 + RSO3H RSO3Na + H2CO3
CaCl2 + RSO3H (RSO3)2Ca + HCl
MgCl2 + RSO3H H(RSO3)2Mg + HCl
NaCl + RSO3H (RSO3)2Na + HCl
CaSO4 + RSO3H (RSO3)2Ca + H2SO4
MgSO4 + RSO3H (RSO3)2Mg + H2SO4
NaSO4 + RSO3H RSO3Na + H2SO4
NaSiO3 + RSO3H RSO3Na + H2SiO3

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
82 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Air kation (outlet D-6402 A/B) bersifat asam dengan PH 2,8-3,5.
Jenuhnya resin kation ditandai dengan lolosnya ion-ion Na+ yang akan dideteksi
pada outlet Anion Tower. Untuk regenerasi pada Cation Tower (D-6402 A/B)
digunakan dengan ion H+ yang diambil dari asam sulfat. Reaksinya adalah :
H2SO4 + (RSO3)2Ca RSO3H + CaSO4
H2SO4 + ( RSO3)2Mg RSO3H + MgSO4
H2SO4 + (RSO3)2Na RSO3H + NaSO4
Data pengoperasian dari activated Carbon Filter (D-6401 A/B) adalah sebagai
berikut:
Tekanan operasi : 4 Kg/cm²
Temperatur operasi : 32° C
Regenerasi time : 83 menit
Running time : 10,5 jam/cycle
Resin loses : 200 liter (5 %)/ tahun/ unit
Air hasil Cation Tower (D-6402 A/B) dikeluarkan lewat bgian atas dan
masuk ke decarbonator tower (D-6403 A/B) yang berisi net ring. Di samping itu
udara di blower masuk ke bagian bawah Decarbonator Tower (D-6403 A/B)
untuk menghilangkan CO2 yang menyebabkan garam-garam karbonat.
Penghilangan CO2 ini bertujuan untuk meringankan kerja dari Anion Tower (D-
6405 A/B).
Air anion (outlet D-6405 A/B) bersifat netral dan sudah bebas dari garam-
garam mineral dan disebut dengan “ Demineralized Water”. Jernihnya resin anion
ditandai dengan lolosnya ion-ion SiO2 yang dibatasi max 0,2 ppm. Untuk
regenerasi Anion Tower (D-6405 A/B) digunakan NaOH sebesar 2 %.
Penambahan ini bertujuan untuk mengembalikan keaktifan resin R=N-OH.
Data pengoperasian dari Anion Tower (D-6405 A/B) adalah sebagai berikut:
Tekanan Operasi : 4 Kg/cm²
Temperatur operasi : 32°C temperatu
Running time : 10,5 jam/ cycle
Regenerasi time : 83 menit
Resin losses : 370 liter (10 %)/tahun/unit

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
83 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Produk air dari Anion Tower (D 6405 A/B) ditampung di Demineralized
Water Tank (TK- 6401) dengan kapasitas 750 m³. Demineralized water digunakan
untuk make up Power Generation dan untuk regeneration di kation / anion tower.
Tank ini dilengkapi dengan:
a. Demineralized Water Pump (P-6407 A/B) untuk make up Power
Generation.
b. Regenaration Pump (P-6405 A/B) untuk regenerasi di kation/anion tower.
c. Alarm low dan high level.
Kualitas produk yang dihasilkan pada unit demineralisasi, yaitu:
PH : 8-10
Konduktifitas : < 10 µs
Total hardness : 0
SiO2 : <0.1 (max 0,2)
V.2.5 Cooling Tower (unit 6500)
Secara umum cooling water system dibagi dalam:
a. Open recirculating cooling water system (pabrik III)
b. Closed recirculating water system
c. Brine cooling water system
Pada open recirculating water system, air menyerap panas dari fluida di
dalam heat exchanger/cooler sehingga 83emperature air naik kemudian dialirkan
kembali ke cooling tower. Air yang panas dipercikkan dan bersinggungan dengan
udara untuk menyerap panas dari air. Sebagian air akan menguap/ vapor loose
dan terpecik keluar/ drift loose sehingga konsentrasi garam-garam terlarut dalam
cooling tower akan lebih pekat disbanding dengan make up water.
Masalah-masalah dalam cooling water antara lain :
a. Korosi, disebabkan oleh rusaknya metal karena elektrokimia yang
mengakibatkan line bocor. Basis reaksi korosi dalam line cooling water:
Anodic reaction : Fe Fe2 + 2e
Catodic reaction : ½ O2 + H2O +2e
2OH

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
84 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Fe2 + 2 OH
Fe(OH)2
2 Fe (OH)2 + ½ O2 +H2O 2 Fe(OH)3
Factor-faktor yang menyebabkan korosi antara lain: kelarutan garam dalam air,
kelarutan udara O2 dan temperature air, flow rate, deposit, dan galvanic couple.
a. Kerak/scale, disebabkan adanya deposit/ endapan Calsium Carbonat/
CaCO3 yang mengakibatkan turunnya heat transfer antara cooling water
dengan fluida yang didinginkan . Faktor-faktor yang menyebabkan
terjadinya kerak antara lain: neiknya konsentrasi CaCO3 karena penguapan
, berubahnya solubility CaCO3 karena perubahan temperature, naiknya
konsentrasi CaCO3 karena terurainya ion-ion bicarbonate, dan naiknya PH
cooling water.
b. Slime, disebabkan karena tumbuhnya bioside/ microbiologi antara lain:
Lumut/algae mengakibatkan buntu pada distribution deck dan
mengurangi proses penyerapan panas cooling water oleh udara.
Kerang mengakibatkan buntu pada strainer/ saringan dan
mengurangi laju alir cooling water.
Faktor-faktor yang menyebabkan terjadinya slime antara lain : temperature
cooling water, pH cooling water. Nutrients (Carbon, Nitrogen, Phosphate), O2
terlarut dan sinar matahari mempengaruhi pertumbuhan mikrobiologi.
Unit cooling water bertugas menyediakan air proses bagi pabrik di unit
produksi III. Alat yang digunakan adalah Cooling Tower (T-6520). Uraian
prosesnya adalah air dari sirkulasi masuk ke bagian atas menara pendingin lalu
jatuh ke basin melalui filter secara gravity dabn slacking cup (cawan percik)
dalam bentuk butiran hijau. Udara luar masuk dari bagian bawah melalui sirip-
sirip yang terhisap oleh fan di puncak cooling tower (T-6520) adalah 6 kg/m³ dan
selisih suhu air masuk dan keluar adalah 10°C. untuk make up water pada
Cooling Tower (T-6520) adalah Lime Treated Water.
Make up water dilakukan untuk menggantikan losses cooling tower yang
disebabkan oleh vapour loose, drift loose dan blow down. Di dalam air pendingin
diberi bahan-bahan kimia sehingga air memenuhi syarat untuk proses. Bahan
kimia tersebut adalah;

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
85 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
PO4 berfungsi sebagai scale inhibitor (penghambat kerak)
Zinc berfungsi sebagai corrosion inhibitor (penghambat korosi)
Kation berfungsi sebagai slime remover (penghilang lumut)
Cl2 gas berfungsi sebagai control mocrobiological growth (control
terhadap pertumbuhan mikrobiologi)
Gambar 5.3. Diagram Alir Cooling Tower Unit
V.2.6. Fuel Oil System (unit 7200)
Bahan masuk pada unit Fuel Oil System berupa Marine Fuel Oil(MFO)
yang didatangkan dari Pertamina unit Tanjung Perak Surabaya dengan
menggunakan kapal tongkang berkapasitas 1300 ton. Marine Fuel Oil (MFO) dari
pelabuhan Petrokimia Gresik dimasukkan ke dalam TK-7201 Marine Fuel Oil
Storage Tank yang berkapasitas 2600 m². Kemudian dari TK-7201 dengan
menggunakan P-7201-AB MFO pump didistribusikan ke:
TK-6201 MFO Storage Tank dengan kapasitas 2600 m³ untuk bahan
baker B-6203 Boiler
TK-6202 MFO Storage Tank untuk bahan baker Boiler di Utilitas I
LTW
100 m3/jam . E-6107
Steam Condenser
. Lube oil cooler
E-6101 / 02
. Jacket water & lube
oil cooler DE-6152
. Air cooler TG-65 / 66
. AC control room SA
. EC-6101/ 02
P-6521-ABC
C.W PumpT-6520-ABCDE
Cooling Tower No.2
P = 4,0 kg/cm2
T = 28 0C
Flow = 4000 m3/jam
P = 3,5 kg/cm2
T = 38 0C
Flow = 4000 m3/jam
RCW
100 m3/jam . E-1301/02/03/04
H2SO4 Cooler
. M-3135
AlF3 Cooler
. Air Conditioner
P-6531-ABC
C.W PumpT-6530-ABCD
Cooling Tower No.3
P = 4,0 kg/cm2
T = 28 0C
Flow = 5000 m3/jam
P = 3,5 kg/cm2
T = 38 0C
Flow = 5000 m3/jam
Blow down
Blow down
Fan
Fan
# 6500 Cooling TowerLisensi : Hammond
Type : Open recirculatingcooling
water system
3. T-6540-AB :
Terdiri dari 2 cell, dioperasikan untuk substitusi cooling jika dilakukan perbaikan di T-6520/30
1.
2.
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
86 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
BAB VI
LABORATORIUM
Laboratorium merupakan bagian yang penting dalam menunjang
kelancaran proses produksi dan menjaga mutu produk. Sedang peran yang lain
adalah dalam pengendalian pencemaran lingkungan, baik udara maupun limbah
cair.
PT. Petrokimia Gresik mempunyai dua jenis laboratorium sebagai sarana
untuk meningkatkan dan menjaga kualitas / mutu hasil produksi perusahaan.
Kedua laboratorium tersebut adalah:
1. Laboratorium uji kimia
2. Laboratorium prodiksi dibawah Direktorat produksi dan merupakan
bagian dari Biro Pengendalian proses dan Laboratorium, terdiri dari:
Bagian Laboratorium Produksi I
Bagian Laboratorium Produksi II
Bagian Laboratorium Produksi III
Tugas dari masing-masing laboratorium antara lain:
Laboratorium Uji Kimia
Memeriksa bahan baku dan bahan penolong yang akan digunakan di
pabrik
Menganalisa / meneliti produk yang dipasarkan
Meneliti polusi, baik polusi udara maupun air
Laboratorium Produksi I, II,III
Memeriksa bahan baku, bahan setengah jadi, bahan penolong dan
produk
Memeriksa udara mupun limbah air buangan cair/ padat yang dihasilkan
oleh unit produksi
Melakukan percobaan yang ada kaitannya dengan proses produksi
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
87 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
VI.1. Program Kerja Laboratorium
VI.1.1. Struktur Organisasi
Laboratorium produksi III berada pada biro proses. Laboratorium ini
melaksanakan kerja 24 jam sehari dibagi dalam kelompok kerja atau shift dan
non shift. Kelompok kerja shift dari 28 karyawan sedangkan untuk kelompok
kerja non shift terdiri dari 7 karyawan.
1. Kelompok Kerja Non Shift
Tugas kelompok ini adalah:
Menyiapkan reagen untuk analisa laboratorium unit
Melakukan analisa bahan baku, bahan pembantu secara kontinyu
Melakukan analisa bahan buangan penyebab polusi lingkungan,
baik padat, cair maupun gas.
Melakukan penelitian atau percobaan-percobaan untuk membantu
kelancaran proses produksi.
2. Kelompok Kerja Shift
Kelompok kerja ini melakukan tugas analisa bahan baku, bahan pembantu
dan bahan produksi. Dalam melakukan tugasnya, kelompok ini menggunakan
sistem bergilir, yaitu kerja shift selama 24 jam, masing-masing bekerja
selama 8 jam, yaitu :
Shift I : jam 07.00-16.00
Shift II : jam 16.00-23.00
Shift III : jam 23.00-07.00
VI.1.2. Tugas Pokok Laboratorium
Tugas pokok laboratorium adalah melakukan analisa atau kegiatan
pemantaun kualitas terhadap terhadap bahan baku dan bahan penolong yang
digunakan, serta pemantauan selama proses berlangsung. Beberapa tugas
laboratorium antara lain:
Melakukan pemantauan terhadap performance proses produksi
dengan menggunakan analisa terus-menerus terhadap pencemaran

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
88 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
lingkungan meliputi polusi udara, limbah cair atau padat yang
dihasilkan oleh unit-unit produksi
Melakukan pemantauan/ analisa terhadap mutu air proses, air
pendingin, umpan ketel, air minum dan lain-lain yang berkaitan
langsung dengan proses produksi.
Sedangkan tugas pokok dari laboratorium adalah sebagai berikut:
Hubungan kerja dengan peminta jasa lain.
Hubungan Laboratorium dengan peminta jasa lain selain dengan unit-unit di
Departemen Produksi III juga memberikan bantuan pelayanan jasa analisa
kepada anak-anak perusahaan lainnya atas dasar permintaan melalui
departemen pemasaran jasa, laboratorium produksi III juga memberikan
fasilitas bagi mahasiswa PKL, analis, STM kimia maupun mahasiswa melalui
diklat PT. Petrokimia Gresik
Penanganan sampel (contoh)
Dalam menganalisa bahan baku harus diperhatikan juga jenis sampel yang
akan diambil dan bahaya-bahaya yang ada pada saat pengambilan sampel.
Sampel yang akan diperiksa untuk analisa terbagi menjadi 3 bentuk, yaitu:
a. Gas
Cara pengambilan dalam bentuk gasa biasanya dilaksanakan langsung di
tempat atau di unit proses atau biasa dilakukan dengan pengambilan
sampel dengan botol gas yang selanjutnya dibawa ke laboratorium untuk
dianalisa. Pengambilan sampel dalam bentuk gas harus diperhatikan segi
keamanannya terlebih dahulu bila gas yang dianalisa sangat berbahaya.
Alat pelindung diri harus disesuaikan dengan sifat sampel yang akan
diambil. Arah angin juga harus diperhatikan yaitu kita harus
membelakangi arah angin.
b. Cairan
Untuk melakukan analisa dalam bentuk cairan, terlebih dahulu sampel
harus didinginkan bila sampel yang akan panas. Untuk cairan yang

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
89 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
berbahaya pengambilan cuplikan sampel dilakukan dengan pipet atau alat
lain dan diupayakan tidak tertelan atau masuk ke mulut.
c. Padatan
Untuk mengambil sampel dalam bentuk padatan, dilakukan dengan cara
acak dan disimpan dalam tempat yang tertutup rapat. Sampel padatan
disimpan dalam kontainer atau karung. Jumlah sampel yang harus diambil
adalah akar dari jumlah kontainer atau karung yang ada. Sedangkan
pengambilan sampel padatan dalam konveyor yang berjalan dengan titik
pengambilan, yaitu dua titik di pinggir atau satu titik di tengah.
VI.2. Alat-Alat Laboratorium
Alat-alat laboratorium yang digunakan adalah:
a. Oven
b. Alat titrasi
c. Spektrofotometer
d. Neraca Analitis
e. Hidrometer/ spesific gravity
f. Thermometer
VI.3. Prosedur Analisa
VI.3.1. Unit Produksi Asam Sulfat
Analisa yang dilakukan oleh pabrik asam sulfat adalah sebagai berikut:
a. Analisa kepekatan asam sulfat
b. Analisa kadar SO2 dalam asam sulfat
c. Analisa kadar Fe dalam asam sulfat
d. Analisa kadar SO2 dalam proses gas dan menentukan efisiensi konversi
e. Analisa kadar SO3 dalam proses gas
f. Analisa kadar Abu
g. Analisa kadar H2SO4
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
90 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
VI.3.1.1. Analisa Kepekatan Asam Sulfat
Prinsip:
Sampel asam sulfat diencerkan dengan air dan dititrasi dengan larutan NaOH
Reagen :
a. Air destilasi atau air murni
b. N/2 larutan NaOH/liter. Faktornya harus ditentukan dengan menggunakan
sulphamic acid
c. Indikator : larutan metil merah/ metil biru atau trymultimul acid
d. Sulphamic acid (NH2SO3H) : berat ± 1 gram dari NH2SO3H yang
dilarutkan dengan 25 ml air
Peralatan:
Biuret dan peralatan standar laboratorium lainnya.
Cara mengerjakan:
1. Penentuan faktor dari 0,5 N larutan NaOH dengan menggunakan indikator
larutan metil merah/ metil biru atau trymultimul acid.
Faktornya dihitung sebagai berikut: f = G x S
Vx 0,04855x100
Dengan ; f : faktor dari 0,5 N NaOH solution
V : volume dari NaOH solution (ml)
G (g) : massa dari NH2SO3H
S (%) : purity dari NH2SO3H
0,04855(gr) : massa dari NH2SO3H ekivalen dengan 1 ml larutan
NaOH di atas.
2. Penentuan kepekatan asam sulfat
Timbanglah 10 gram sampel dan masukka ke dalam gelas ukur yang berisi
air 200 ml. Pindahkan air pencucian ini ke dalam flask lain, lalu
tambahkan aquadest sampai volumenya 500 ml, ambil 25 ml sampel dari
flask di atas, tambahkan beberapa tetes indikator dan titrasikan dengan 0,5 N
NaOH solution sampai terjadi perubahan warna. Catat volume NaOH yang
dibutuhkan.
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
91 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Kadar H2SO4 dalam produk asam sulfat didapatkan di bawah ini:
Ka = V x f x 0,02452 x 100 X 100
WX 25/500
Dengan : Ka(%) : H2SO4 content
V (ml) : volume 0,5 N larutan NaOH
0,02452 (gr): massa H2S04 ekivalen dengan 1 ml 0,5 N larutan NaOH
F : faktor titrasi 0,5 N larutan NaOH
W (gr) : massa sample asam sulfat
VI.3.1.2. Analisa kadar SO2 dalam asam sulfat
Prinsip :
Kadar SO2 dalam asam sulfat dipisahkan dengan menggunakan arus nitrogen dan
diserap dalam larutan iodine tertitrasi.
Reagen :
1. N/100 larutan iodine : pakailah ampull berisi 0.05 mol iodine kemudian
0.05 mol iodine dengan 10 liter. Larutan ini disiapkan sesaat sebelum
dipakai dan disimpan dalam botol coklat. Kepekatan larutan ini diukur
dengan sodium tiosulfat.
2. N/100 sodium tiosulfat (NaS2O3) solution, larutan ini disiapkan sesaat
sebelum dipakai sedangkan kepekatannya diukur dengan KIO3 solution.
3. N/100 potasium iodat (KIO3) solution yang dibuat dari 0,3576 gram KIO3
dilarutkan dalam 1 liter air.
4. Larutan kanji 0,2 % : buatlah pasta campuran 2 gram larutan kanji dan
0.01 gram HgI2 dengan sedikit air kemudian campurlah pasta tersebut
dengan air mendidih tunggu beberapa menit. Taruhlah dalam botol
tertutup gelas
5. Botol baja nitrogen (N2), N2 yang dipakai adalah N2 murni dengan kadar
oksigen kurang dari 0.001 %
Peralatan:
Peralatan standar laboratorium. Ini dianjurkan bahwa 1 botol yang dicuci dengan
titanium Chloride (TiCl3) 150 gram/liter, harap disambungkan sesudah PI botol
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
92 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
Nitrogen. Sambunglah seluruh peralatan dengan sambungan yang bergerigi.
Hindarilah sambungan dari karet.
Cara Pengerjaan :
1. Sampling
Timbanglah sampel asam sulfat 10 gram yang disesuaikan dengan perkiraan
content SO2 , sehingga konsumsi iodin harus kurang dari iodine yang
dimasukkan ke flask pertama , 1 ml N/100 larutan iodine ekivalen dengan 0.32
mg SO2
2. Titrasi
Isilah flask pertama dengan A ml larutan iodine. Larutan Na2S2O3 dibagi dua
untuk flask yang kedua dan ketiga dimana B adalah setengah volume A
sehingga volume B= A/2
Tujuan adalah mengatur iodine dalam flask . Perhatikan bahwa suhu iodine harus
dijaga agar tetap berada di bawah 10º C dalam pendingin dan terlindung dari
cahaya kuat selama titrasi.
Hasil-hasil yang terlihat :
Kadar SO2 dalam asam sulfat didapatkan dari persamaan berikut :
KS = Axf1-(B+V)xfx0,32x1000
E
Dengan : KS(ppm) : SO2 kontent
A (ml) : volume larutan 0,01N iodine dalam flask pertama
B (ml) : volume larutan 0,01 Na2S2O3 yang terbagi untuk flask ke
2 dan ke 3
VI.3.1.3. Pengukuran Kadar Fe dalam Asam Sulfat
Prinsip:
Fe ion dalam asam sulfat direduksi dengan Hidroxylamine dan diubah menjadi
henantroline komplek. Kadar Fe didapat dari pengukuran penyerapannya.
Reagen:
1. 20 % Hidrocloride Acid
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
93 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
2. Hidroxylamine Hydrocloride (NH3OHCl) solution : 20 gram
NH4COOCH3 dilarutkan dalam air dimana 10 ml 15 % ammonium
diberikan kemudian ditambahkan air sehingga menjadi 100 ml.
3. Ammonium acetate (NH4COOCH3) solution : 20 gram NH4COOCH3
dilarutkan dalam air dimana 10 ml 15 % ammonium diberikan kemudian
ditambahkan air sehingga menjadi 100 ml.
4. O-phenantroline (O-CI2H8N2) solution : 0,12 gram (O-CI2H8N2)
dimasukkan ke dalam air sehingga menjadi 100 ml.
5. Larutan standar Fe (0,01 mg Fe/ml) : pisahkan 0,1 gr besi (99,8% Fe)
dalam beaker (bejana) 200 ml dengan 10 ml H2SO4 50 % dengan
pemanasan. Kemudian tambahkan 1 ml HNO3 30 % dan panasi lagi.
Sesudah didinginkan, encerkan menjadi 100 ml.
Peralatan:
Photo electric photometer atau spektrophotometer dan peralatan standar
laboratorium.
Cara mengerjakan:
Timbanglah sample asam sulfat sekitar 20 gram. Dan dibilas dengan air sampai
volumenya 100 ml, panasi sampai kering. Sesudah dingin pisahkan dengan 5 ml
20 % HCl sambil dipanasi.
Tuangkan solution tersebut ke dalam flask ukuran 50 ml tambahkan 1 ml
NH3OHCI solution dan kocoklah. Tambahkan 5 ml O-CI2H8N2 dan 5 ml
NH4COOCH3 solution. Tambahkan air sampai menjadi 50 ml dan biarkan selama
20 menit. Ambil beberapa bagian cairan tersebut ke dalam sebuah selldan ukurlah
penyerapannya mendekati 510 ml.
Hasil yang Terlihat:
Kadar Fe dalam sampel asam sulfat dihitung dari persamaan sebagai berikut:
KF = Ax 1000
W
Dengan : Kf (ppm) : Kadar Fe
A (mg) : massa Fe dalam sample dihitung dari kurva kerja
W (mg) : massa dari sample asam sulfat

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
94 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
VI.3.1.4. Menentukan Kadar SO2 dalam Proses Gas dan Menentukan
Efisiensi Konversi
Prinsip:
Kadar SO2 ditentukan dengan penyerapan dalam larutan iodine dengan memakai
indikator kanji.
Reagen :
1. N/10 larutan iodine
2. Larutan kanji 0,2 %
Peralatan :
Flask penyerap ukuran 250 ml , botol pengukur tekanan , botol 1 liter, beaker dan
pengaduk magnet, peralatan untuk pengukuran gas Sox dalam proses gas.
Cara mengerjakan :
Larutan iodine 0,1 N 2-10 ml ditambahkan ke dalam botol pencuci D sebelum
titrasi dimulai. Sebelum menganalisa valve dibuka sehingga sample gas masuk
mempurge tubes. Botol pencuci diletakkan di atas magnetic stirrer dan pada
bagian atas di pasang tutup. Pertama, valve dibuka untuk tes kebocoran. Sekitar 5
ml air akan keluar kemudian ditutup lagi. Sample gas akan membentuk
gelembung-gelembung di dalam washing botol. Flow diatur dengan valve. Flow
air yang cukup, sekitar 100 ml/ menit. Pressure control sebagai pengaman dimana
tekanan selalu mendekati tekanan atmosfer. Jika warna mulai berubah , flow air
diturunkan dan tutup valve jika warna sudah hilang. Volume air diukur. Sebelum
titrasi berikutnya , air bersih dikembalikan . isi washing botol hanya diganti sehari
sekali, api sebagian kecil harus diganti untuk menjaga level rata-rata tetap sama.
Kemudian tambahkan larutan iodine. Titrasi dilakukan dua/tiga kali.
Penyimpangan maksimum 0,5 % volume air dijaga antara 200-400 ml.
Hasil yang terlihat:
Kadar SO2 didapat dari persamaan berikut:
Sd= 100x11,2xWxN
Vox11,2xWxN
Dengan : Sd (% mol) : SO2 kontent
W (ml) : jumlah larutan

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
95 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
N (ml) : normality dari larutan iodine
Vo : volume dry gas pada 0ºC, 760 mmHg
VI.3.1.5. Penentuan Kadar SO3 dalam Proses Gas
Kadar SO3 diukur dengan metode REICH. Jumlah SO3 secara analisa gravimetric,
SO2 dan SO3 dipercepat dalam bentuk natrium sulfat.
Reagen:
a. Hidrogen peroksida (H2O2) = 5 % solution
b. Potassium Chloride (KCIO3)
c. Barium Chloride (BaCI2) solution : 5 gram BaCI2 dilarutkan dalam 100 ml
air
d. Ammonia aqua = 15 % solution
e. Hydrochloride acid= 20 % dan 0.2 % solution
f. Nitrat perak (AgNO3) solution= 0.5 AgNO3 dalam 100 ml air
Peralatan :
Vacuum pump, flow meter, botol pengocok dan filter, peralatan untuk pengukuran
SO2 dan SO3 dalam proses gas.
Cara Pengerjaan:
1. Penyerapan gas
SO2 dan SO3 dalam sample gas diserap oleh 100 ml H2O2 yang ada dalam botol
pengaduk agar hasilnya beik dialirkan sejumlah ampel gas yang cukup ke dalam
aparer (sekitar 0,1 sebagai sulfur) dengan menggunakan flow meter.
2. Perhitungan presipitasi
Isikan H2O2 solution ke dalam tabung gas 500 ml, tambahhkan 30 ml HCl 20 %
dan 5 gr KCIO3 dan aduk sampai larut selama 2 jam. Larutan ini disaring dan
cucilah kertas saring dengan air panas. Yang tersaring dan air pencuci jangan
sampai lebih dari 300 ml. Panasi larutan sampai mulai mendidih aduklah larutan
dan tambahkan 50 ml BaCI2 solution panas dan biarkan mendidih selama 10
menit. Sesudah mendidih tutuplah dengan tutup gelas dalam 70-90º selama 2 jam

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
96 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
solution panas dan biarkan mendidih selama 10 menit. Sesudah mendidih tutuplah
dengan tutup gelas dalam 70-90º C selama 2 jam.
Dekantasi
Lakukan proses dekantasi dari hasil presipitasi dengan larutan panas 0.5 % HCI
untuk beberapa waktu pada kertas filter yang lembut. Kemudian cucilah
presipitasi dengan air panas sampai air pencuci tidak berwarna putih lagi karena
AgNO3.
Penentuan Kadar Oksida Sulfur
Biarkan kertas filter dengan presipitasi pada temperatur 100ºC dan keringkan dan
kemudian bakarlah dipeleburan porselen. Sesudah semua lebur
VI.3.2. Unit Produksi Asam Fosfat
Analisa dilakukan terhadap :
1. Phosphate Rock, dengan menganalisa kadar air, P2O5, CaO, SO3, SiO2,
F, organik karbon, Cl
, dan CO2
2. Asam Sulfat dengan persen berat
3. Cairan digester I, dianalisa kadar CaO dan H2SO4
4. Cairan Seal tank, dianalisa kadar P2O5
5. Padatan Seal tank, dianalisa kadar CaO dan P2O5, F, C, H2O, dan surface
area
6. Cairan hidration No.1, dianalisa kadar H2SO4 dan P2O5 dan berat
jenisnya
7. Padatan hidration No.2, dianalisa kadar airnya
8. Return acid D2337, dianalisa kadar H2SO4, P2O5, dan berat jenisnya
9. Filtrat I di TK 2351, dianalisa kadar H2SO4, P2O5, F, dan berat jenisnya
10. Asam Fluosilikat, dianalisa kadar H2SiF6, P2O5 dan berat jenisnya
11. Asam fosfat produk, dianalisa kadar P2O5, % padatan dan % sludge
12. Phospho gypsum, dianalisa kadar H2O bebas, P2O5, CaO, F, dan SO3

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
97 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
VI.3.3. Unit Produksi Alumunium Fluorida
Analisa dilakukan terhadap :
1. Asam Fluosilikat, dianalisa kadar asam H2SiF6, P2O5, F, Si, dan SG
2. Alumunium Hidroksida, yang dianalisa adalah kadar Al(OH)3, SiO2, dan
H2O
3. AlF3, dianalisa kadar purity AlF3, Lol, SiO2, dan H2O serta berat jenis
VI.3.4. Unit Produksi Gypsum / Cement Retarder (CR)
Analisa dilakukan terhadap :
Phospho gypsum dan purified gypsum, dianalisa kadar P2O5, total P2O5
WS, CaO, SO3, H2O bebas, H2O kristal
Granul gypsum, dianalisa kadar P2O5, total P2O5 WS, CaO, SO3, H2O
bebas, H2O kristal, F
Phospho gypsum, dianalisa ukuran kristal (mesh)
VI.3.5. Unit Utilitas
Analisa yang dilakukan :
1. Air lunak proses kapur dan air proses penjernihan, yang dianalisa pH,
silica sebagai SiO2, Ca sebagai CaCO3, Sulfur sebagai SO42, klor sisa
sebagai Cl2 dan zat padat terlarut
2. Penukar anion, yang dianalisa kesadahan sebagai CaCO3 dan silica sebagai
SiO
3. Air bebas mineral, analisanya sama dengan penukar anion
4. Air minum, yang dianalisa pH, Cl- sisa dan kekeruhan
5. Air umpan boiler, analisanya meliputi pH, kesadahan, jumlah oksigen
yang terlarut dan kadar Fe
6. Air dalam boler, yang dinalisa pH, jumlah zat padat, kadar Fe, CaCO3,
SO3, PO4, dan SiO2
7. Kondensat turbin, yang dianalisa pH, konduktivitas, kesadahan, dan kadar
Fe
8. Kondensat proses balik, analisa yang dilakukan sama seperti point tujuh

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
98 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
9. Gas cerobong asap, analisanya meliputi kadar CO2 dan O2
10. Udara instrumen, analisanya meliputi titik embun dan kadar air
11. Air pendingin (air sirkulasi), analisanya meliputi pH, daya hantar listrik,
temperatur, kebebasan P, kebebasan M, kesadahan Ca, kadar silikat,
fosfat, klorida, klor sisa, besi, kekeruhan, zat padat terlarut, kurizet S-113
dan kurizat S-611
VI.3.6. Unit Effluent Treatment
Analisa yang dilakukan :
a. Air ditangki D6616, meliputi pH, F, P, padatan tersuspensi, Cl, kesadahan
Ca
b. Overflow TK 6616, meliputi pH, F, padatan tersuspensi, Cl
c. Treated water TK 6660, meliputi pH, F, P, SS, Cl
d. Cake dari Fil 6614, meliputi kandungan H2O

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
99 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
BAB VII
PENUTUP
VIII.1. Kesimpulan
Dari pengamatan diperoleh kesimpulan sebagai berikut :
1) Carbonation tower berfungsi sebagai tempat terjadinya reaksi karbonasi.
2) Untuk memperoleh opreasi yang baik pada Carbonation Tower, maka
perlu diperhatikan hal-hal berikut :
1) Ratio CO2 dan NH3
Batasan ratio adalah 1,3-1,35. Ratio yang tinggi akan menyebabkan
kenaikan tekanan parsial CO2 diatas larutan naik, sehingga gas CO2
yang terlepas makin banyak. Sedangkan bila ratio rendah (dibawah
1,3) akan menaikkan tekanan parsial NH3 akibatnya kehilangan pada
reaktor tinggi.
2) Konsentrasi larutan
Batasan konsentrasi larutan dinyatakan didalam gr/l NH3 yaitu 220
gr/l.
3) Tekanan dan suhu
Tekanan Carbonation Tower dapat dioperasikan dari tekanan
atmosperik sampai 1,2 kg/cm2g. Makin tinggi tekanan, makin tinggi
pula driving force untuk absorpsi dengan anggapan suhu tetap.
3) Seksi reaksi berfungsi sebagai tempat terjadinya reaksi dimana akan
menghasilkan suatu larutan yang disebut Reaction Magma.
4) Netralizer berfungsi sebagai pembentuk ZA tambahan akibat kelebihan
NH3, sedangkan CO2 terlepas.
5) Faktor yang berpengaruh pada pembentukan kristal dan kualitas produk
yang dihasilkan adalah kemurnian bahan baku, derajat pengadukan dan
temperatur kristalisasi. kemurnian bahan baku pada proses pembuatan
ammonium sulfat sangat penting karena pengotor dapat menyebabkan
kristal menjadi keruh. Dan dalam pembentukan kristal perlu ditambahkan
LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
100 JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
anti cacking agent untuk menghindari penggumpalan karena sifat kristal
ZA yang higroskopis.
VIII.2. Saran
Selama melaksanakan kerja praktek di PT Petrokimia Gresik, ada hal-hal
yang perlu mendapat perhatian dari pihak perusahaan dan ini merupakan saran
yang dapat kami berikan yaitu :
1) Air dari Wet Cyclone yang tidak tertampung dalam tangki, sebaiknya
jangan dibuang begitu saja, perlu diperhatikan pengolahan limbah.
2) Pada Belt Conveyor yang mengangkut gypsum dari pabrik PA hendaknya
diberi alat untuk memfilter kotoran-kotoran yangtidak diinginkan yang
terikut dalam gypsum seperti besi, plastik, kayu, dan lain-lain sehingga
tidak menyebabkan penyumbatan pada Vortek Mixer.
3) Bagi pihak perusahaan, khususnya biro diklat hendaknya memperhatikan
alat pelindung diri yang akan digunakan untuk mahasiswa yang praktek di
lapangan.

LAPORAN KERJA PRAKTEK PABRIK PUPUK ZA II DEPARTEMEN PRODUKSI III
PT PETROKIMIA GRESIK
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS DIPONEGORO
SEMARANG
2012
DAFTAR PUSTAKA
Anonim, 1977, Manual Operating Ammonium Sulphate II Plant, PT Petrokimia
Gresik, Gresik.
Anonim, 1976, Petunjuk Laboratorium Ammonium Sulphate II, PT Petrokimia
Gresik, Gresik.
Anonim, 1976, Operating Utility, PT Petrokimia Gresik, Gresik.




















