Laporan kerja las listrik
16
BAB I PENDAHULUAN 1.1.Latar Belakang. Las listrik adalah salah satu cara menyambung logam dengan jalan menggunakannyala busur listrik yang diarahkan ke permukaan logam yang akan disambung. Pada bagian yang terkena busur listrik tersebut akan mencair, demikian juga elektroda yang menghasilkan busur listrik akan mencair pada ujungnya dan merambat terus sampai habis. 1.2.Tujuan. Tujuan praktek las listrik adalah: 1) Memenuhi salah satu tugas laporan pabrikasi logam. 2) Siswa dapat mengetahui cara menggunakan las listrik secara benar. 3) Siswa dapat mengetahui keselamatan kerjanya. 1.3. Manfaat Penulisan Laporan. Laporan praktek pengelasan dengan menggunakan las listrik ini mempunyai manfaat agar mahasiswa tau teknik pengelasan dan macam-macam las yang di gunakan . 1
-
Upload
niar-renata-anggaraseta -
Category
Documents
-
view
316 -
download
5
description
las listrik merupakan komponen dasar matakuliah fablikasi logam .
Transcript of Laporan kerja las listrik

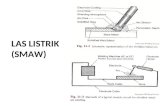
BAB I
PENDAHULUAN
1.1.Latar Belakang.
Las listrik adalah salah satu cara menyambung logam dengan jalan
menggunakannyala busur listrik yang diarahkan ke permukaan logam yang akan
disambung. Pada bagian yang terkena busur listrik tersebut akan mencair,
demikian juga elektroda yang menghasilkan busur listrik akan mencair pada
ujungnya dan merambat terus sampai habis.
1.2.Tujuan.
Tujuan praktek las listrik adalah:
1) Memenuhi salah satu tugas laporan pabrikasi logam.
2) Siswa dapat mengetahui cara menggunakan las listrik secara benar.
3) Siswa dapat mengetahui keselamatan kerjanya.
1.3. Manfaat Penulisan Laporan.
Laporan praktek pengelasan dengan menggunakan las listrik ini mempunyai
manfaat agar mahasiswa tau teknik pengelasan dan macam-macam las yang di
gunakan .
1

BAB II
ISI LAPORAN
Tujuan Praktek.
Praktek las listrik memiliki beberapa tujuan antara lain :
a.Tujuan Secara Umum.
1) Secara umum praktek las listrik ini bertujuan untuk :
2) Melatih kesabaran dan ketelitian dalam bekerja.
3) Melatih untuk bekerja lebih baik.
4) Mengajarkan agar kita berhati-hati dalam menggunakan las listrik.
b.Tujuan Secara Khusus.
1) Secara khusus praktek ini bertujuan untuk :
2) Mengisi salah satu syarat mata kuliah pabrikasi logam.
3) Mempraktekan teori-teori yang telah diterima selama pembelajaran.
4) Melatih keterampilan dalam bidang pengelasan menggunakan las asetilin.
2.1 Keselematan Kerja
1. Pakailah baju praktek dengan rapi.
2. Bacalah gambar kerja dan langkah kerja dengan seksama sebelum
melakukan praktek.
3. Jagalah kebersihan tempat praktek.
4. Jangan bermain-main bila sedang praktek.
5. Gunakan kaca mata pada saat mengelas, untuk menghindari masuknya
bram ke mata dan bahaya akibat sinar ultraviolet pada saat mengelas.
6. Bersihkan peralatan dan tempat apabila praktikum sudah selesai.
7. Bereskan kembali tempat dan peralatan yang sudah digunakan pada waktu
praktek.
2

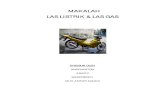
2.2.Landasan Teori
Las listrik adalah salah satu cara menyambung logam dengan jalan menggunakan
nyala busur listrik yang diarahkan ke permukaan logam yang akan disambung.
Pada bagian yang terkena busur listrik tersebut akan mencair, demikian juga
elektroda yang menghasilkan busur listrik akan mencair pada ujungnya dan
merambat terus sampai habis.Mesin las yang ada pada unit peralatan las
berdasarkan arus yang dikeluarkan pada ujung-ujung elektroda dibedakan menjadi
beberapa macam, antara lain :
1. Mesin Las Arus Bolak-balik (Mesin AC)
Mesin memerlukan arus listrik bolak-balik atau arus AC yang dihasilkan
oleh pembangkit listrik, listrik PLN atau generator AC, dapat digunakan sebagai
sumber tenaga dalam proses pengelasan.Besarnya tegangan listrik yang dihasilkan
oleh sumber pembangkit listrik belum sesuai dengan tegangan yang digunakan
untuk pengelasan.Bisa terjadi tegangannya terlalu tinggi atau terlalu rendah,
sehingga besarnya tegangan perlu disesuaikan terlebih dahulu dengan cara
menaikkan atau menurunkan tegangan. Alat yang digunakan untuk menaikkan
atau menurunkan tegangan ini disebut transformator atau trafo.Kebanyakan trafo
yang digunakan pada peralatan las adalah jenis trafo step-down,yaitu trafo yang
berfungsi menurunkan tegangan. Hal ini disebabkan kebanyakan sumber listrik,
baik listrik PLN maupun listrik dari sumber yang lain, mempunyai tegangan yang
cukup tinggi, padahal kebutuhan tegangan yang dikeluarkan oleh mesin las untuk
pengelasan hanya 55 volt sampai 85 volt. Transformator yang digunakan pada
peralatan las mempunyai daya yang cukup besar. Untuk mencairkan sebagian
logam induk dan elektroda dibutuhkan energi yang besar, karena tegangan pada
bagian terminal kumparan sekunder hanya kecil, maka untuk menghasilkan daya
yang besar perlu arus besar. Arus yang digunakan untuk peralatan las sekitar
10ampere sampai 500ampere.Besarnya arus listrik dapat diatur sesuai dengan
keperluan las. Untuk keperluan daya besar diperlukan arus yang lebih besar pula,
dan sebaliknya.
3

2. Mesin Las Arus Searah (Mesin DC)
Arus listrik yang digunakan untuk memperoleh nyala busur listrik adalah arus
searah. Arus searah ini berasal dari mesin berupa dynamo motor listrik
searah.Dinamo dapat digerakkan oleh motor listrik, motor bensin, motor diesel,
atau alat penggerak yang lain. Mesin arus yang menggunakan motor listrik
sebagai penggerak mulanya memerlukan peralatan yang berfungsi sebagai
penyearah arus. Penyearah arus atau rectifier berfungsi untuk mengubah arus
bolak-balik (AC) menjadi arus searah (DC). Arus bolak-balik diubah menjadi arus
searah pada proses pengelasan mempunyai beberapa keuntungan, antara lain:
1) nyala busur listrik yang dihasilkan lebih stabil,
2) setiap jenis elektroda dapat digunakan pada mesin las DC,
3) tingkat kebisingan lebih rendah
4) mesin las lebih fleksibel, karena dapat diubah ke arus bolak-balik
atau arus searah
Mesin las DC ada 2 macam, yaitu mesin las stasioner atau mesin las
portabel.Mesin las stasioner biasanya digunakan pada tempat atau bengkel yang
mempunyai jaringan listrik permanen, misal listrik PLN. Adapun mesin las
portabel mempunyai bentuk relatif kecil biasanya digunakan untuk proses
pengelasan pada tempat-tempat yang tidak terjangkau jaringan listrik. Hal yang
perlu diperhatikan dalam pengoperasian mesin las adalah penggunaan yang sesuai
dengan prosedur yang dikeluarkan oleh prabrik pembuat mesin, perawatan yang
sesuai dengan anjuran.Sering kali gangguan-gangguan timbul pada mesin las,
antara lain mesin tidak mengeluarkan arus listrik atau nyala busur listrik
lemah.Sumber penyebab gangguan pada mesin las bisa terjadi dari dalam
mesin(internal) atau dari luar (eksternal). Gangguan-gangguan dari luar yang bisa
terjadimisalnya arus dari sumber tegangan mati atau tegangan dari sumber lemah
atau turun.
4

Adapun gangguan dari dalam mesin sendiri misalnya sikat katup mesin DC
kotor,mesin las terlalu panas, kumparan pada trafo rusak (akibat hubung singkat
atau lilitannya putus), atau ada ada salah satu instalasi yang tidak terhubung (ada
kabel putus). Gangguan-gangguan yang timbul dapat diatasi dengan beberapa
cara, antaralain menaikkan putaran generator untuk menaikkan tegangan atau
menaikkan arusyang lemah, memperbaiki atau mengganti lilitan kumparan trafo,
mendinginkanmesin, jika kabel amper rusak diganti yang baik, memperbaiki
hubungan kabel,membersihkan sikat pada katup, dan menghidupkan listrik
cadangan bial sumber utamanya mati.
3. Mesin Las Ganda (Mesin AC-DC)
Mesin las ini mampu melayani pengelasan dengan arus searah (DC)
dan pengelasan dengan arus bolak-balik. Mesin las ganda mempunyai
transformator satufasa dan sebuah alat perata dalam satu unit mesin. Keluaran
5

arus bolak-balik diambil dari terminal lilitan sekunder transformator melalui
regulator arus. Adapun arussearah diambil dari keluaran alat perata arus.
Pengaturan keluaran arus bolak-balik atau arus searah dapat dilakukan dengan
mudah, yaitu hanya dengan memutar alat pengatur arus dari mesin las. Mesin las
AC-DC lebih fleksibel karena mempunyai semua kemampuan yang dimiliki
masing-masing mesin las DC atau mesin las AC.Mesin las jenis ini sering
digunakan untuk bengkel-bengkel yang mempunyai jenis- jenis pekerjaan yang
bermacam-macam, sehingga tidak perlu mengganti-ganti las untuk pengelasan
berbeda.
Menentukan besarnya arus listrik
Besar arus dan tegangan listrik yang digunakan dalam pengelasan harus
diatur sesuai kebutuhan. Daya yang dibutuhkan untuk pengelasan tergantung dari
besarnyaarus dan tegangan listrik yang digunakan. Tidak ada aturan pasti besar
teganganlistrik pada mesin las yang digunakan.Hal ini berhubungan dengan
keselamatan kerjaoperator las tubuh manusia tidak akan mampu menahan arus
listrik dengan teganganyang tinggi.Tegangan listrik yang digunakan pada mesin
las (tegangan pada ujungterminal) berkisar 55 volt sampai 85 volt. Tegangan ini
disebut sebagai tegangan pembakaran. Bila nyala busur listrik sudah terjadi maka
tegangan turun menjadi 20volt sampai 40volt. Tegangan ini disebut dengan
tegangan kerja. Besar kecilnya tegangan kerja yang terjadi tergantung dari besar
kecilnya diameter elektroda.Semakin besar arus yang terjadi.Dengan alasan diatas
maka pada mesin las pengaturan yang dilakukan hanya besar arusnya saja.
Pengaturan besar kecilnya arus dilakukan dengan cara memutar tombol pengatur
arus. Besar arus yang digunakan dapat dilihat pada skala yang 11ditunjukkan oleh
amperemeter (alat untuk mengukur besar arus listrik) yang terletak pada mesin
las. Pada masing-masing las, arus minimum dan arus maksimum yangdapat
dicapai berbeda-beda, pada umunya berkisar 100 ampere sampai
600ampere.Pemilihan besar arus listrik tergantung dari beberapa faktor, antara
lain: diameter elektroda yang digunakan, tebal benda kerja, jenis elektroda yang
digunakan, polaritas kutub -kutubnya dan posisi pengelasan.
6

Pengaruh arus listrik pada hasil las
Bila arus terlalu rendah (kecil), akan menyebabkan:
1) penyalaan busur listrik sukar dan busur listrik yang terjadi tidak stabil
2) terlalu banyak tumpukan logam las karena panas yang terjadi tidak mampu
melebihkan elektroda dan bahan bakar dengan baik
3) penembusaun kurang baik
4) pinggiran-pinggiran dingin.
Bila arus terlalu tinggi (besar), maka elektroda akan mencair terlalucepat
dan menghasilkan: (lihat gambar)- permukaan las yang lebih lebar dan datar,-
perembasan terlalu dalam,- terjadi undercut sepanjang alur las.
Pengaruh kecepatan elektroda pada hasil las
Untuk menghasilkan rigi±rigi las yang rata dan halus, kecepatan tangan menarik
atau mendorong elektroda waktu mengelas harus stabil. Apabila elektroda
digerakkan:
1) tepat dan stabil, menghasilkan daerah perpaduan dengan bahan dasar
dan perembesan luasnya baik. ( lihat gambar ),
Hasil gerakan elektroda yang tepat dan stabil
7

2) terlalu cepat, menghasilkan perembesan las yang dangkal karena
pemanasan bahan bakar dasar (perhatikan gambar)hasil gerakan elektroda
yang terlalu cepat
3) terlalu lambat, menghasilkan alur yang lebar (lihat gambar). Hal ini
dapatmenimbulkan kerusakan sisi las, terutama bila bahan dasar yang dilas
tipis.
8

2.3.alat-alat praktikum.
Alat-alat dan bahan yang digunakan dalam praktek pengelasan dengan
menggunakan las listik antara lain :
a.Alat Utama.
1) Mesin las.
2) Elektroda.
3) Tang massa dan palu massa.
4) Pemegang elektroda.
b.Alat Tambahan.
1) Palu.
2) Tang penjepit.
c.Keselamatan Kerja.
1) Kamar las.
2) Kacamata kas
3) Sepatu dan baju.
2.4.Bahan praktikum.
Bahan yang dipakai dalam proses pengelasan adalah Plat Besi dengan rincian
ukuran sebagai berikut :
Panjang bahan : 493mm.
Lebar bahan :36 mm.
Tebal bahan :36 mm.
2.5.Langkah praktikum.
1.Mesin las disiapkan dan stel amperenya, yaitu ³ON´ untuk menghidupkan dan
³OFF´ untuk mematikan mesin las.
2.Pakailah alat-alat keselamatan kerja seperti: sarung tangan, apron, helm las,dan
sepatu kerja.
9

3.Pasangkan klem massa sebaik mungkin agar pada saat pengelasan terjadi sirkuit
listrik yang baik. Pasangkan elektroda pada tang las.
4.Siapkan alat-alat bantu seperti: sikat las, palu las dan tang penjepit.
5.Lakukan setiap proses menurut langkah kerja yang ditentukan.
6.Mintalah petunjuk guru/instruktur apabila ada hal-hal yang belum jelas.
7.Lakukan seluruh pekerjaan dengan tekun dan penuh disiplin.
2.6.Temuan Praktek dan Pembahasan.
Pada saat praktek menemukan beberapa hal yang perlu diperhatikan antaralain :
1. Elektroda menempel pada benda kerja terjadi karena jarak elektroda ke
benda kerja terlalu dekat atau menempel maka jarak elektroda harus sesuai
yaitu : sama seperti diameter kawat elektroda yang dipakai.
2. Pada praktek ini cahaya yang ditimbulkan sangat terang,maka gunakanlah
kacamata las yang sesuai.jika tidak mata akan terasa perih di
kemudian hari.
3. Pada saat pengelasan seringkali terjadinya penurunan arus listrik sehingga
seringnya mati listrik di saat pengelasan.
4. Hasil pengelasan kurang bagus saat penyambungan tegak pengelasan yg
bagian dalamnya jauh dari plat yang harus di las sehingga di ulang
kembali.
10

BAB III
KESIMPULAN DAN SARAN
3.1.Kesimpulan.
Dari hasil praktek mengelas dengan menggunakan las listrik dapat dari hasil praktek mengelas
dengan menggunakan las listrik dapat disimpulkan bahwa pengelasan ini harus dikerjakan
dengan hati-hati dan harus sesuai dengan prosedur yang berlaku.gunakan kacamata dalam
mengelas.
3.2.Saran.
Ada beberapa saran yang bisa disampaikan antara lain :
1) Berhati-hati dalam kegiatan praktek.
2) Utamakan keselamatan baik benda kerja maupun diri kita sendiri.
3) Tidak boleh bercanda atau main ±main dalam melakukan pengelasan
11