JURNAL MANTAP
129
ISSN 1411 - 6340 Volume 1 Nomor 1, Maret 2011 J u r n a l T T e e k k n n i i k k I I n n d d u u s s t t r r i i JURNAL KEILMUAN TEKNIK INDUSTRI PEMODELAN DAN SIMULASI DINAMIKA KENDARAAN RODA 4 DENGAN METODE BONDGRAPH UNTUK PENGEMBANGAN SIMULATOR DINAMIK Felix Renaldi PERBAIKAN SISTEM DISTRIBUSI DAN TRANSPORTASI DENGAN MENGGUNAKAN DISTRIBUTION REQUIREMENT PLANNING (DRP) DAN ALGORITMA DJIKSTRA (STUDI KASUS : DEPOT PERTAMINA TASIKMALAYA) Sumiharni Batubara, Rahmi Maulidya, Irma Kusumaningrum PERANCANGAN MODEL SISTEM ANALISIS KINERJA KEUANGAN PERUSAHAAN (PENDEKATAN SISTEM DINAMIK) Emir Yulfan PENENTUAN UKURAN LOT GABUNGAN UNTUK PEMBELI TUNGGAL DAN PEMASOK TUNGGAL MEMPERGUNAKAN PENDEKATAN VENDOR MANAGED INVENTORY-CONSIGNMENT (VMI-C) Docki Saraswati, Rahmi Maulidya, Mira Kurniasari MODEL SISTEM PENDUKUNG KEPUTUSAN ORIENTASI PASAR: STUDI KASUS FACTORY OUTLET Marwan Rajat PROYEKSI PERMINTAAN DAN PENENTUAN UKURAN BATCH OPTIMUM PRODUK PADA AGROINDUSTRI (STUDI KASUS DI INDUSTRI JAMU) Iveline Anne Marie PENGARUH KUALITAS PRODUK TERHADAP KEPUASAN KONSUMENPADA CV. RETINA PRINTING DI BANDAR LAMPUNG Sapmaya Wulan, Abizar Alghifari ANALISIS DAN PERANCANGAN ULANG LEAF TROLYS YANG MEMENUHI KAIDAH-KAIDAH ERGONOMI (STUDI KASUS DI PTP. NUSANTARA VI PABRIK TEH DANAU KEMBAR) Emelia Sari SIMULASI KOORDINASI SUPPLY CHAIN PISANG Rangga Permana PENGUKURAN KINERJA PROGRAM STUDI TEKNIK INDUSTRI UNIVERSITAS TRUNOJOYO Retno Indriartiningtias, Titim Ainul Mufid Diterbitkan oleh : JURUSAN TEKNIK INDUSTRI, FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS TRISAKTI Jurnal TI Vol. 1 No.1 Halaman 1-124 Jakarta, Maret 2011 ISSN 1411-6340
-
Upload
ivan-ardhiansyah -
Category
Documents
-
view
110 -
download
6
Transcript of JURNAL MANTAP
ISSN 1411 - 6340
Volume 1 Nomor 1, Maret 2011
JJJJJJJJ uuuuuuuu rrrrrrrr nnnnnnnnaaaaaaaa llllllll
TTTTTTTTeeeeeeeekkkkkkkknnnnnnnniiiiiiiikkkkkkkk IIIIIIIInnnnnnnndddddddduuuuuuuussssssssttttttttrrrrrrrriiiiiiii J U R N A L K E I L M U A N T E K N I K I N D U S T R I
PEMODELAN DAN SIMULASI DINAMIKA KENDARAAN RODA 4 DENGAN METODE BONDGRAPH UNTUK PENGEMBANGAN SIMULATOR DINAMIK Felix Renaldi PERBAIKAN SISTEM DISTRIBUSI DAN TRANSPORTASI DENGAN MENGGUNAKAN DISTRIBUTION REQUIREMENT PLANNING (DRP) DAN ALGORITMA DJIKSTRA (STUDI KASUS : DEPOT PERTAMINA TASIKMALAYA) Sumiharni Batubara, Rahmi Maulidya, Irma Kusumaningrum PERANCANGAN MODEL SISTEM ANALISIS KINERJA KEUANGAN PERUSAHAAN (PENDEKATAN SISTEM DINAMIK) Emir Yulfan PENENTUAN UKURAN LOT GABUNGAN UNTUK PEMBELI TUNGGAL DAN PEMASOK TUNGGAL MEMPERGUNAKAN PENDEKATAN VENDOR MANAGED INVENTORY-CONSIGNMENT (VMI-C) Docki Saraswati, Rahmi Maulidya, Mira Kurniasari MODEL SISTEM PENDUKUNG KEPUTUSAN ORIENTASI PASAR: STUDI KASUS FACTORY OUTLET Marwan Rajat PROYEKSI PERMINTAAN DAN PENENTUAN UKURAN BATCH OPTIMUM PRODUK PADA AGROINDUSTRI (STUDI KASUS DI INDUSTRI JAMU) Iveline Anne Marie PENGARUH KUALITAS PRODUK TERHADAP KEPUASAN KONSUMENPADA CV. RETINA PRINTING DI BANDAR LAMPUNG Sapmaya Wulan, Abizar Alghifari ANALISIS DAN PERANCANGAN ULANG LEAF TROLYS YANG MEMENUHI KAIDAH-KAIDAH ERGONOMI (STUDI KASUS DI PTP. NUSANTARA VI PABRIK TEH DANAU KEMBAR) Emelia Sari SIMULASI KOORDINASI SUPPLY CHAIN PISANG Rangga Permana PENGUKURAN KINERJA PROGRAM STUDI TEKNIK INDUSTRI UNIVERSITAS TRUNOJOYO Retno Indriartiningtias, Titim Ainul Mufid
Diterbitkan oleh :
JURUSAN TEKNIK INDUSTRI, FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS TRISAKTI
Jurnal TI Vol. 1 No.1 Halaman 1-124 Jakarta, Maret 2011 ISSN 1411-6340
ISSN 1411 - 6340
JJJJJJJJuuuuuuuurrrrrrrrnnnnnnnnaaaaaaaa llllllll
TTTTTTTTeeeeeeeekkkkkkkknnnnnnnniiiiiiii kkkkkkkk IIIIIIIInnnnnnnndddddddduuuuuuuussssssss tttttttt rrrrrrrr iiiiiiii J U R N A L K E I L M U A N T E K N I K I N D U S T R I
Volume 1 Nomor 1, Maret 2011
Penanggung Jawab : Prof Dr. Ir. Dadan UD, DEA
Dewan Penyunting:
Ketua : Parwadi Moengin, Ph.D
Wakil Ketua : Rahmi Maulidya ST, MT
Mitra Bestari :
1. Dr. Ferry Jie (RMIT, AUSTRALIA)
2. Prof. DR. Zuraidah Mohd. Zain (UNIMAP, MALAYSIA)
3. Prof. Dr. Ir. Abdul Hakim Halim (Institut Teknologi Bandung, INDONESIA)
4. Prof. Dr. Ir. Eriyatno, MSAE (Institut Pertanian Bogor, INDONESIA)
5. Ir. Sritomo Wignjosoebroto, MSc (Institut Teknologi Sepuluh Nopember, INDONESIA)
6. Dr. Pudji Asuti (Universitas Trisakti, INDONESIA)
7. Prof. Ir. Nyoman Pujawan, Ph.D (ITS, Surabaya)
8. Prof. Dr. Ir. Yuri T Zagloel (Universitas Indonesia, INDONESIA)
9. Prof. Dr. Ir. Marimin (Institut Pertanian Bogor, INDONESIA)
10. Dr. Ir. The Jin Ai (Universitas Atma Jaya Yogyakarta, INDONESIA)
Anggota Sidang Penyunting :
1. Dr. Ir. Docki Saraswati, M.Eng
2. Ir. Didien Suhardini, Ph.D
3. Dr. Ir. Tiena G. Amran
4. Ir. Sumiharni Batubara, M.Sc
5. Ir. Triwulandari SD, MM
6. Dedy Sugiarto, SSi, MM
Penyunting Pelaksana :
1. Ir. Iveline Anne Marie, MT
2. Rina Fitriana, ST, MM
3. Dian Mardi Safitri, ST, MT
4. Dadang Surjasa, SSi, MT
5. Ir. Nora Azmi, MT
7. Dra. Nurlailah Badariah, MM
8. Wisnu Sakti Dewobroto, ST, MSc
Sekretaris : Wijie Junarwati, ST
Layout : Sonny Sugiarto
Sirkulasi : Helmy Fauzan
Penerbit : Jurusan Teknik Industri
Fakultas Teknologi Industri-Universitas Trisakti
Alamat Penerbit/Redaksi : Gedung Heri Hartanto Lantai 5
JL. Kyai Tapa no 1, Grogol, Jakarta Barat-11440
Telp.(021)5663232 ext.8407, Fax.(021)5605841
Email : [email protected]
Jurnal Teknik Industri diterbitkan sejak bulan Oktober 2000 oleh Jurusan Teknik Industri, Fakultas
Teknologi Industri, Universitas Trisakti.
Terbit tiga kali dalam setahun yaitu Maret, Juli dan Nopember.
Redaksi menerima karangan ilmiah berupa hasil penelitian, survey dan telaah pustaka yang erat
kaitannya dengan Bidang Teknik Industri. Ketentuan penulisan naskah dapat dilihat pada halaman
belakang.

ISSN 1411 - 6340
JJJJJJJJuuuuuuuurrrrrrrrnnnnnnnnaaaaaaaa llllllll
TTTTTTTTeeeeeeeekkkkkkkknnnnnnnniiiiiiii kkkkkkkk IIIIIIIInnnnnnnndddddddduuuuuuuussssssss tttttttt rrrrrrrr iiiiiiii J U R N A L K E I L M U A N T E K N I K I N D U S T R I
Volume 1 Nomor 1, Maret 2011
D A F T A R I S I
1. Pemodelan Dan Simulasi Dinamika Kendaraan Roda 4 Dengan Metode Bondgraph Untuk Pengembangan Simulator Dinamik Felix Renaldi
1
- 13
2. Perbaikan Sistem Distribusi Dan Transportasi Dengan Menggunakan Distribution Requirement Planning (DRP) Dan Algoritma Djikstra (Studi Kasus : Depot Pertamina Tasikmalaya) Sumiharni Batubara, Rahmi Maulidya, Irma Kusumaningrum
14 - 26
3. Perancangan Model Sistem Analisis Kinerja Keuangan Perusahaan (Pendekatan Sistem Dinamik) Emir Yulfan
27 - 33
4. Penentuan Ukuran Lot Gabungan Untuk Pembeli Tunggal Dan Pemasok Tunggal Mempergunakan Pendekatan Vendor Managed Inventory-Consignment (VMI-C) Docki Saraswati, Rahmi Maulidya, Mira Kurniasari
34 - 44
5. Model Sistem Pendukung Keputusan Orientasi Pasar: Studi Kasus Factory Outlet Marwan Rajat
45 - 54
6. Proyeksi Permintaan Dan Penentuan Ukuran Batch Optimum Produk Pada Agroindustri (Studi Kasus di Industri Jamu) Iveline Anne Marie
55 - 65
7. Pengaruh Kualitas Produk Terhadap Kepuasan Konsumenpada CV. Retina Printing Di Bandar Lampung Sapmaya Wulan, Abizar Alghifari
66 - 81
8. Analisis Dan Perancangan Ulang Leaf Trolys Yang Memenuhi Kaidah-Kaidah Ergonomi (Studi Kasus di PTP. Nusantara VI Pabrik Teh Danau Kembar) Emelia Sari
82 - 101
9. Simulasi Koordinasi Supply Chain Pisang Rangga Permana
102 - 111
10. Pengukuran Kinerja Program Studi Teknik Industri Universitas Trunojoyo Retno Indriartiningtias, Titim Ainul Mufid
112 - 124
Diterbitkan oleh :
Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Trisakti
Jurnal TI Vol. 1 No.1 Halaman 1-124 Jakarta, Maret 2011 ISSN 1411-6340


Pemodelan Dan Simulasi Dinamika Kendaraan (Felix Renaldi) 1
PEMODELAN DAN SIMULASI DINAMIKA KENDARAAN RODA 4 DENGAN METODE BONDGRAPH UNTUK PENGEMBANGAN
SIMULATOR DINAMIK
Felix Renaldi Instruktur BINUS Center
ABSTRACT This paper discussed the dynamics and modeling of the wheel 4 vehicle using bondgraph
method. Bondgraph method is a method of modeling dynamic system using a united approach. With this method, the model of a dynamic system formed by observing the flow of energy exchange that occurs in advance of system components. United approach used in this method allows the system to different domains can be modeled in an integrated way. On the development of dynamic models of four-wheel vehicles, the dynamics equations in two areas, namely the lateral and longitudinal, are modeled with bondgraph components, and is equipped with a kinematic equation to the directional field. Bondgraph model can then be simulated using the software SIMULINK. For the purposes of developing a four-wheeled vehicle simulator, a four-wheeled vehicle types modeled and simulated using this approach. The results obtained show equivalence with the expected physical phenomena. In a further step, an initial configuration of the simulator platform is designed with attention to major degrees of freedom dynamical system modeled by equations. Mechanical platform is then modeled with the software SIMMECHANICS to evaluate its ability to reconstruct the main motion of four-wheeled vehicles that were examined. With these simulations, the capabilities and limitations of the platform configuration can be analyzed.
Keywords: bondgraph method, mechanical platform, vehicle simulator
1. PENDAHULUAN1
Karakteristik dinamik sangat mempengaruhi kinerja dan kenyamanan suatu kendaraan. Dinamika kendaraan roda empat sangat dipengaruhi oleh konfigurasi dan harga parameter, terutama yang terkait dengan sistem suspensi sifat inersia kendaraan tersebut. Untuk mengkaji sifat dinamik kendaraan dapat dilakukan simulasi secara fisik, di mana manusia sebagai pengendara dapat langsung dilibatkan pada proses simulasi. Simulasi fisik secara langsung in memiliki keuntungan antara lain bahwa hasil simulasi yang diperoleh tidak hanya berupa data kuantitatif, tetapi juga dapat berupa data kualitatif yang terkait dengan interaksi antara pengendara (manusia) dengan kendaraan (mesin), sebagai contohnya adalah ‘feel’ tentang tingkat kenyamanan yang pada beberapa aspek bersifat
Korespondensi : Felix Renaldi E-mail : [email protected]
subyektif. Informasi kualitatif ini pada beberapa aplikasi sangat berguna, seperti pada proses desain sistem suspensi kendaraan, dimana kenyamanan pengendara menjadi salah satu target utama yang ingin dicapai. Untuk melakukan simulasi fisik tersebut tentunya diperlukan adanya sebuah simulator dengan platform mekanik yang dapat merekonstruksi gerakan dinamik kendaraan serealistis mungkin sesuai dengan karakteristik kendaraan tersebut, sehingga pengguna simulator ini dapat langsung merasakan gerakan/respon tersebut. Simulator dinamik ini memiliki potensi pemanfaatan yang sangat luas, antara lain sebagai sarana bantu untuk proses desain pada industri kendaraan, sebagai alat untuk mengevaluasi kemampuan mengemudi (misal untuk uji SIM), ataupun sebagai alat penelitian untuk mengkaji karakteristik dinamik kendaraan ataupun untuk meneliti interaksi antara pengendara kendaraan (manusia) dengan kendaraannya (mesin). Penelitian yang dibahas pada makalah ini terkait dengan

2 Jurnal Teknik Industri, ISSN:1411-6340
aktivitas untuk membangun simulasi dinamik kendaraan roda empat ini. Aktivitas ini dilakukan dalam beberapa tahap, dimulai dengan pembentukan model representasi dinamika dan kinematika kendaraan roda empat, seperti yang telah dibahas oleh Jazar [3]. Untuk tahap awal, prinsip-prinsip pemodelan dinamik yang dapat ditemui pada literatur [4], dapat diterapkan dengan beberapa asumsi untuk menyederhanakan masalah, seperti asumsi benda kaku (rigid) dan pengabaian pengaruh kekakuan ban.
Pada penelitian ini pemodelan ini dilakukan dengan metode bondgraph sebagai satu metode pemodelan multi-domain. Penggunaan metode Bondgraph untuk keperluan pemodelan dinamik dapat dijumpai pada [4] dan aplikasinya untuk pemodelan dinamika kendaraan dikaji pada [1]. Dari hasil pemodelan ini, selanjutnya akan dibangun suatu model simulasi numerik yang akan digunakan sebagai pembangkit variabel respon dinamika kendaraan.Sejalan dengan aktivitas pembentukan model dinamik kendaraan, kajian tentang konfigurasi platform mekanik yang dapat digunakan untuk simulator ini juga dilakukan. Beberapa konfigurasi yang telah ada [2] dapat digunakan sebagai bahan kajian untuk mengembangkan platform simulator ini. Platform ini nantinya akan menerima informasi variabel gerak dari simulator numerik, dan bertugas menterjemahkan informasi tersebut menjadi respon fisik sebagai rekonstruksi gerak mobil yang sebenarnya. Karena itu, platform mekanik yang akan digunakan harus didesain sedemikian hingga konfigurasi platform tersebut dapat melakukan semua gerak yang terdefinisi pada model dinamik kendaraan, dengan tetap memperhatikan aspek praktikal seperti ketersediaan aktuator, sensor, antar muka, dan perangkat pendukung lainnya. Perlu pula diperhatikan, karena platform ini berdomain mekanik, tentunya sistem ini akan memiliki sifat dinamik yang dipengaruhi oleh parameterparameter fisiknya. Sifat dinamik ini perlu dikaji dan dipertimbangkan pada proses desain simulator secara keseluruhan. Untuk mengkaji sifat dinamik platform, pada penelitian ini sebuah model numerik
dinamika platform juga akan dibangun dan disimulasikan. Selanjutnya sistem simulasi numerik dinamikabkendaraan akan diintegrasikan dengan model numeric platform mekanik untuk dievaluasi secara keseluruhan. Dengan cara ini, kinerja suatu konfigurasi platform dapat dievaluasi, sehingga jika diperlukan, konfigurasinya dapat diperbaiki sebelum sistem fisik yang sesungguhnya dibuat. Makalah ini akan membahas pemodelan dinamik kendaraan dan proses desain awal serta simulasi numeric dinamika platform mekanik, sebagai tahap awal pengembangan simulator kendaraan roda empat. Untuk itu, makalah ini akan disajikan dengan sistematika sebagai berikut. Setelah latar belakang masalah dan tujuan penelitian dipaparkan pada bagian pendahuluan, maka pada bagian kedua akan dibahas secara singkat teori pemodelan dengan teknik bondgraph.
Pembahasan ini akan dilanjutkan dengan deskripsi tentang proses pemodelan dinamika kendaraan pada bagian ketiga.Pada bagian keempat suatu konfigurasi platform sederhana akan dipaparkan sebagai konfigurasi awal platform yang akan digunakan. Pada bagian ini akan dibahas pula tentang pemodelan numerik sistem platform ini. Pada bagian kelima, akan disajikan beberapa hasil simulasi terintegrasi yang telah dilakukan. Selanjutnya bagian keenam, yang berisi kesimpulan dan saran akan menutup makalah ini.
2. TEKNIK BONDGRAPH
Teknik bondgraph adalah suatu metode pemodelan sistem dinamik dengan menggunakan prinsip pertukaran energi antara bagian sistem yang dikaji [4]. Metode ini menggunakan pendekatan manunggal yang dapat diartikan bahwa tanpa memperhatikan domain suatu sistem, sifat dinamik sistem tersebut akan ditentukan oleh 3 parameter utama, yaitu inersia, kekakuan, dan redaman. Tiap domain (mekanikal, elektrikal, hidrolik, dll) akan memiliki representasi yang berbeda terkait ketiga parameter tersebut, tetapi hubungan pertukaran energi yang

Pemodelan Dan Simulasi Dinamika Kendaraan (Felix Renaldi) 3
direpresentasikan akan tetap sama. Dengan pendekatan ini, maka teknik bondgraph dapat mengintegrasikan sistem dengan domain yang berbeda dengan efektif.
Metode ini menggunakan notasi berupa diagram yang hampir sama seperti susunan rantai karbon pada bidang kimia. Hubungan atau arus pertukaran energi dinyatakan sebagai hubungan kausalitas, di mana arah “effort” dan “flow” selalu berlawanan, sebagaimana ditunjukkan oleh Gambar 1.
(a)
(b)
Gambar 1. Hubungan Kausalitas: Energi mengalir dari A ke B
(a) effort A ke B, flow B ke A (b) effort B ke A, flow A ke B)
Variabel energi yang digunakan pada metode ini adalah ”effort (e)” sebagai representasi gaya/tekanan/beda tegangan, ”flow (f)” sebagai representasi kecepatan/arus/fluid flow, ”displacement (q)”, dan ”momentum (p)”. Beberapa contoh variabel energi pada beberapa domain dapat dilihat pada Tabel 1. Metode ini menggunakan beberapa tipe elemen untuk mendeskripsikan komponen dinamik dengan sifat relasi energi yang berbeda. Komponen pengakumulasi, pendisipasi, ataupun sumber energi dimodelkan dengan komponen yang disebut elemen ”1-port”. Komponen yang bersifat mentransformasi energi disebut sebagai elemen ”2-port”, sedangkan komponen yang meneruskan atau mengkonservasi energi disebut sebagai elemen ”multi- port”. Beberapa contoh elemen “1-port” dapat dilihat pada Tabel 2.
Tabel 1. Variabel energi pada teknik Bondgraph
4 Jurnal Teknik Industri, ISSN:1411-6340
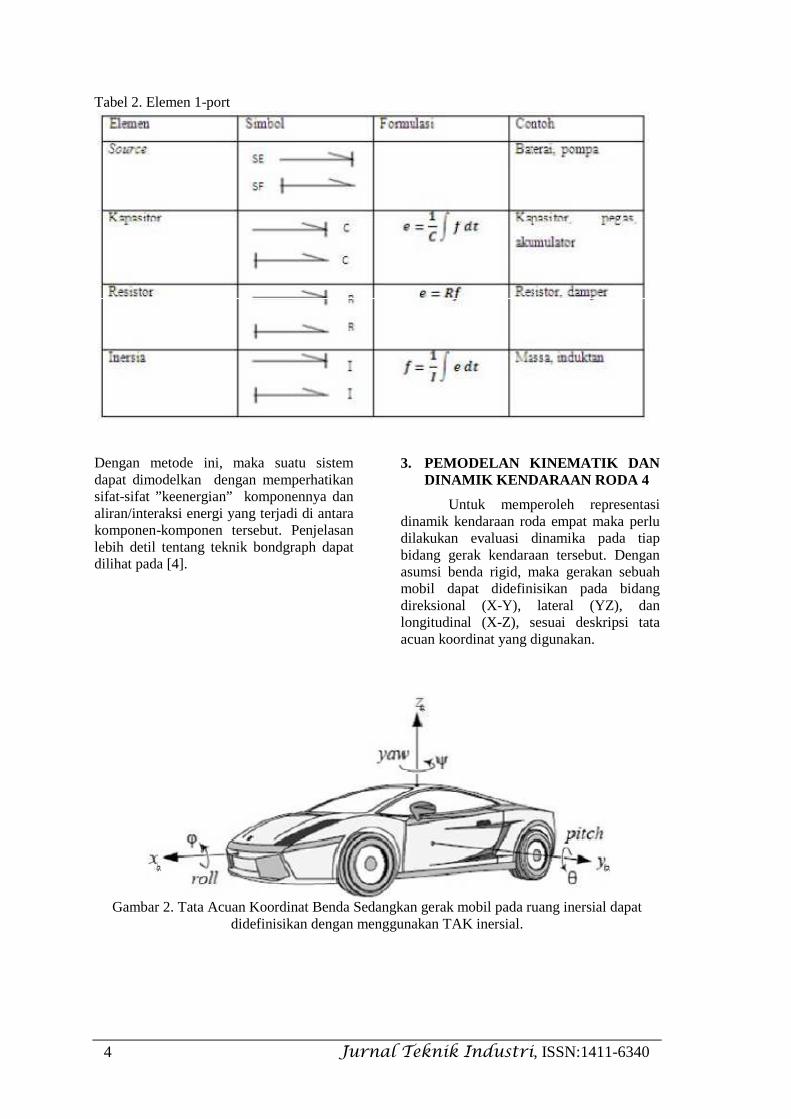
Tabel 2. Elemen 1-port
Dengan metode ini, maka suatu sistem dapat dimodelkan dengan memperhatikan sifat-sifat ”keenergian” komponennya dan aliran/interaksi energi yang terjadi di antara komponen-komponen tersebut. Penjelasan lebih detil tentang teknik bondgraph dapat dilihat pada [4].
3. PEMODELAN KINEMATIK DAN DINAMIK KENDARAAN RODA 4
Untuk memperoleh representasi dinamik kendaraan roda empat maka perlu dilakukan evaluasi dinamika pada tiap bidang gerak kendaraan tersebut. Dengan asumsi benda rigid, maka gerakan sebuah mobil dapat didefinisikan pada bidang direksional (X-Y), lateral (YZ), dan longitudinal (X-Z), sesuai deskripsi tata acuan koordinat yang digunakan.
Gambar 2. Tata Acuan Koordinat Benda Sedangkan gerak mobil pada ruang inersial dapat
didefinisikan dengan menggunakan TAK inersial.
Pemodelan Dan Simulasi Dinamika Kendaraan (Felix Renaldi) 5
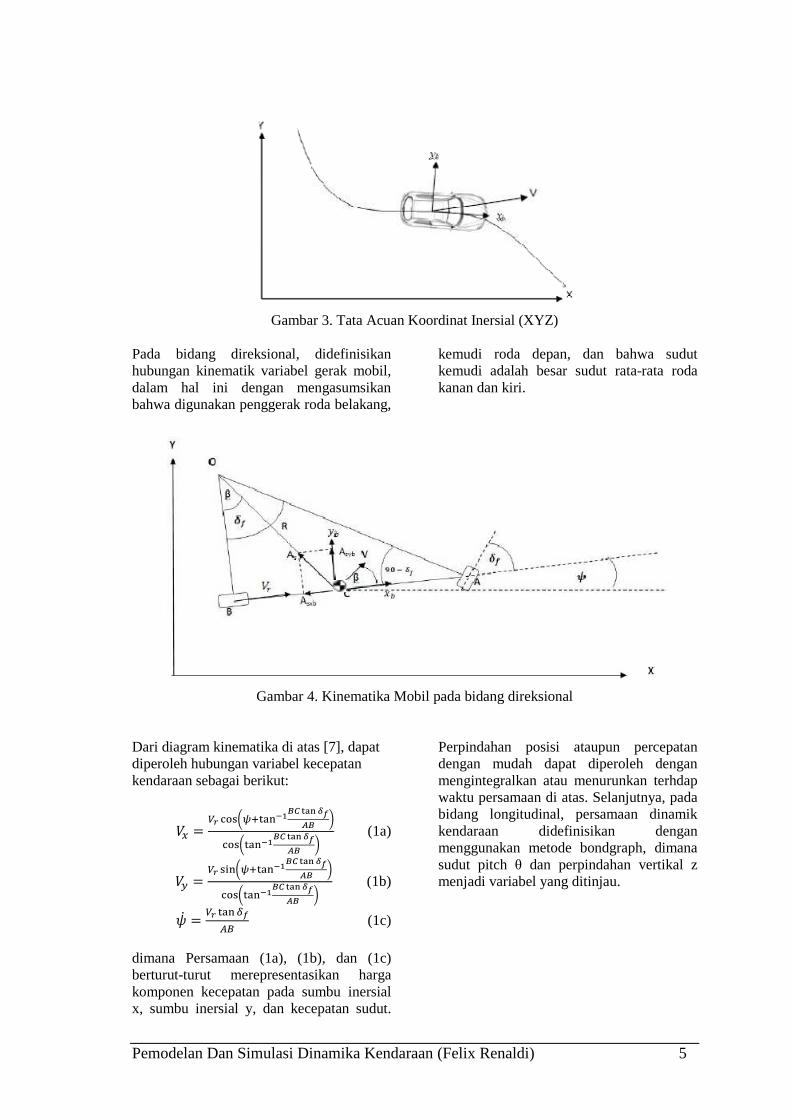
Gambar 3. Tata Acuan Koordinat Inersial (XYZ)
Pada bidang direksional, didefinisikan hubungan kinematik variabel gerak mobil, dalam hal ini dengan mengasumsikan bahwa digunakan penggerak roda belakang,
kemudi roda depan, dan bahwa sudut kemudi adalah besar sudut rata-rata roda kanan dan kiri.
Gambar 4. Kinematika Mobil pada bidang direksional
Dari diagram kinematika di atas [7], dapat diperoleh hubungan variabel kecepatan kendaraan sebagai berikut:
�� � �� ����� ����� ��� ���� ����� ����� ��� ���� � (1a)
�� � �� ����� ����� ��� ���� ����� ����� ��� ���� � (1b)
�� � �� � � ��� (1c)
dimana Persamaan (1a), (1b), dan (1c) berturut-turut merepresentasikan harga komponen kecepatan pada sumbu inersial x, sumbu inersial y, dan kecepatan sudut.
Perpindahan posisi ataupun percepatan dengan mudah dapat diperoleh dengan mengintegralkan atau menurunkan terhdap waktu persamaan di atas. Selanjutnya, pada bidang longitudinal, persamaan dinamik kendaraan didefinisikan dengan menggunakan metode bondgraph, dimana sudut pitch θ dan perpindahan vertikal z menjadi variabel yang ditinjau.
6 Jurnal Teknik Industri, ISSN:1411-6340
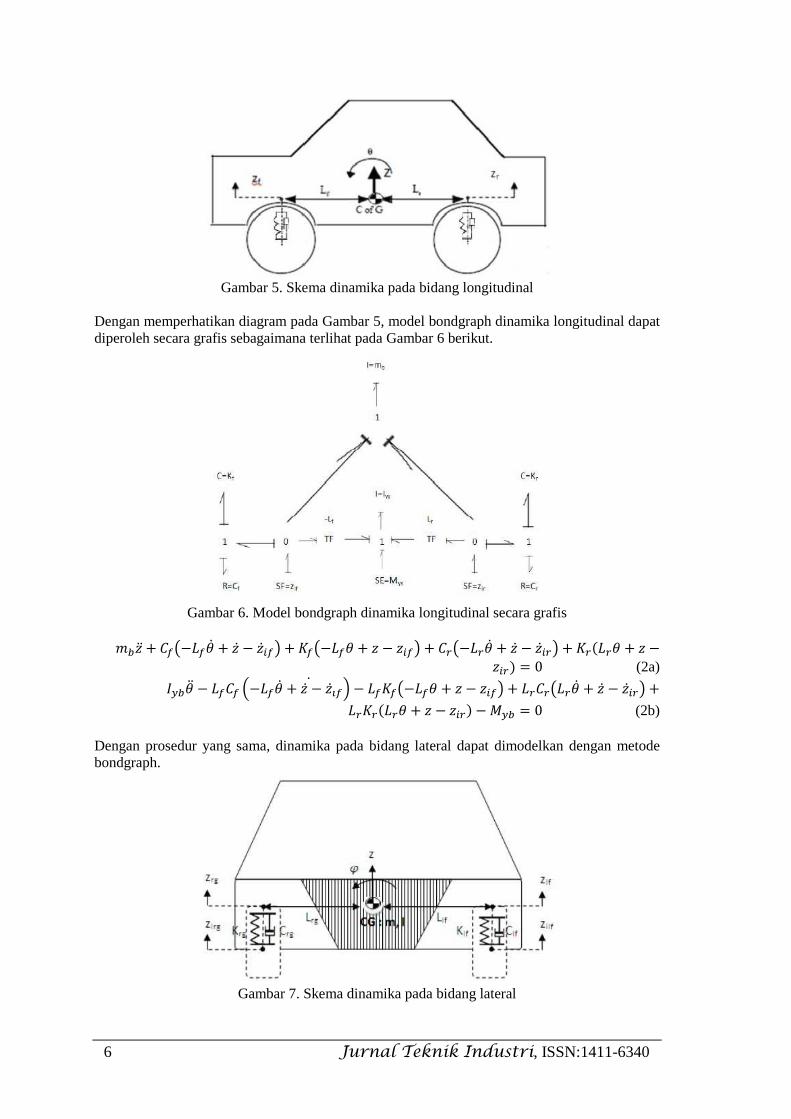
Gambar 5. Skema dinamika pada bidang longitudinal
Dengan memperhatikan diagram pada Gambar 5, model bondgraph dinamika longitudinal dapat diperoleh secara grafis sebagaimana terlihat pada Gambar 6 berikut.
Gambar 6. Model bondgraph dinamika longitudinal secara grafis
!"#$ % &'()*'+� % #� ) #�,'- % .'()*'+ % # ) #,'- % &/()*/+� % #� ) #�,/- % ./0*/+ % # )#,/1 � 0 (2a) 3�"+$ ) *'&' 4)*'+� % #� ) #�5'� 6 ) *'.'()*'+ % # ) #,'- % */&/(*/+� % #� ) #�,/- %*/./0*/+ % # ) #,/1 ) 7�" � 0 (2b) Dengan prosedur yang sama, dinamika pada bidang lateral dapat dimodelkan dengan metode bondgraph.
Gambar 7. Skema dinamika pada bidang lateral
Pemodelan Dan Simulasi Dinamika Kendaraan (Felix Renaldi) 7
Model bondgraph pada Gambar 8 setara dengan persamaan gerak lateral berikut, dimana variable geraknya adalah sudut roll φ dan perpindahan vertikal z : !"#$ % &/8()*/89� % #� ) #�,/8- % ./8()*/89 % # ) #,/8- % &:'(*:'9� % #� ) #�,:'- %.:'(*:'9 % # ) #,:'- � 0 (3a) 3�"9$ ) */8&/8()*/89� % #� ) #�,/8- ) */8./8()*/89 % # ) #,/8- % *:'&:'(*:'9� % #� )#�,:'1 % *:'.:'(*:'9 % # ) #,:'- ) 7�" � 0 (3b)
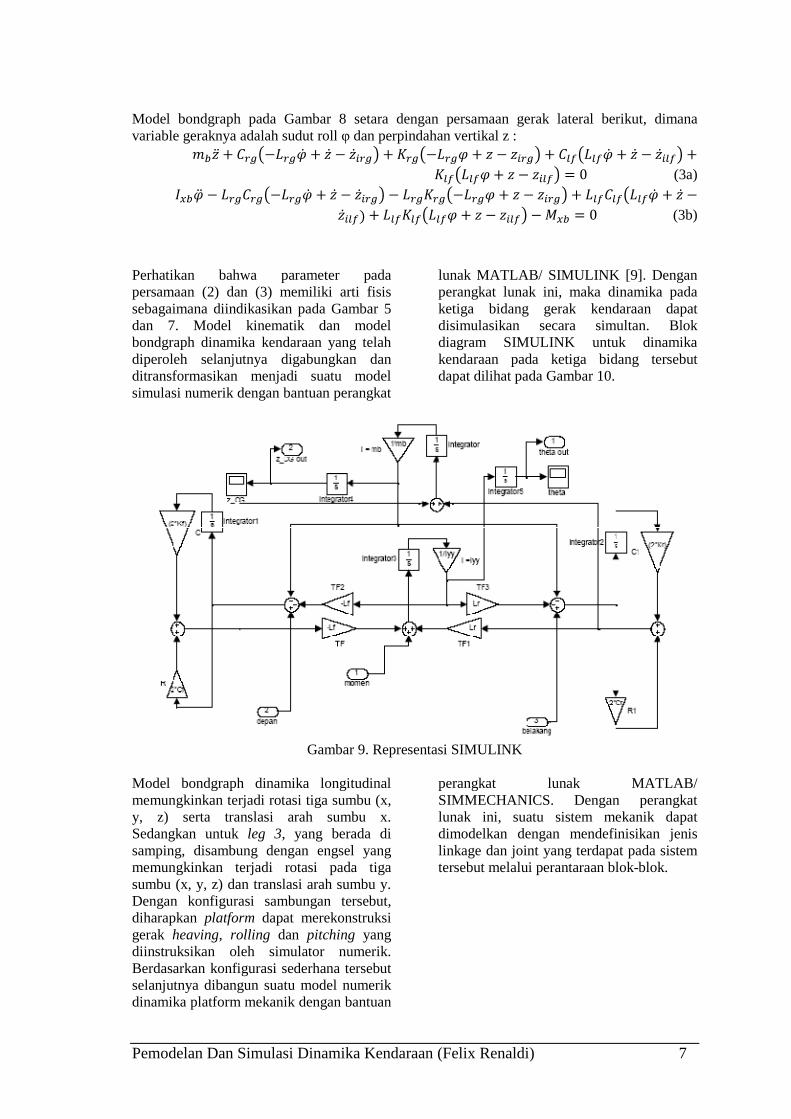
Perhatikan bahwa parameter pada persamaan (2) dan (3) memiliki arti fisis sebagaimana diindikasikan pada Gambar 5 dan 7. Model kinematik dan model bondgraph dinamika kendaraan yang telah diperoleh selanjutnya digabungkan dan ditransformasikan menjadi suatu model simulasi numerik dengan bantuan perangkat
lunak MATLAB/ SIMULINK [9]. Dengan perangkat lunak ini, maka dinamika pada ketiga bidang gerak kendaraan dapat disimulasikan secara simultan. Blok diagram SIMULINK untuk dinamika kendaraan pada ketiga bidang tersebut dapat dilihat pada Gambar 10.
Gambar 9. Representasi SIMULINK
Model bondgraph dinamika longitudinal memungkinkan terjadi rotasi tiga sumbu (x, y, z) serta translasi arah sumbu x. Sedangkan untuk leg 3, yang berada di samping, disambung dengan engsel yang memungkinkan terjadi rotasi pada tiga sumbu (x, y, z) dan translasi arah sumbu y. Dengan konfigurasi sambungan tersebut, diharapkan platform dapat merekonstruksi gerak heaving, rolling dan pitching yang diinstruksikan oleh simulator numerik. Berdasarkan konfigurasi sederhana tersebut selanjutnya dibangun suatu model numerik dinamika platform mekanik dengan bantuan
perangkat lunak MATLAB/ SIMMECHANICS. Dengan perangkat lunak ini, suatu sistem mekanik dapat dimodelkan dengan mendefinisikan jenis linkage dan joint yang terdapat pada sistem tersebut melalui perantaraan blok-blok.
8 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 10. Model SIMULINK dinamika dan kinematika kendaraan pada 3 bidang gerak
4. KONFIGURASI AWAL
PLATFORM MEKANIK
Untuk dapat merekonstruksi secara fisik gerak mobil berdasarkan harga variabel dihasilkan oleh simulator numerik, dirancang suatu desain mekanik simulator. Berdasarkan model matematika dan hasil simulasi, sebuah rancangan platform simulator dapat dibangun dengan mempertimbangkan derajat kebebasan utama benda yang akan disimulasikan.
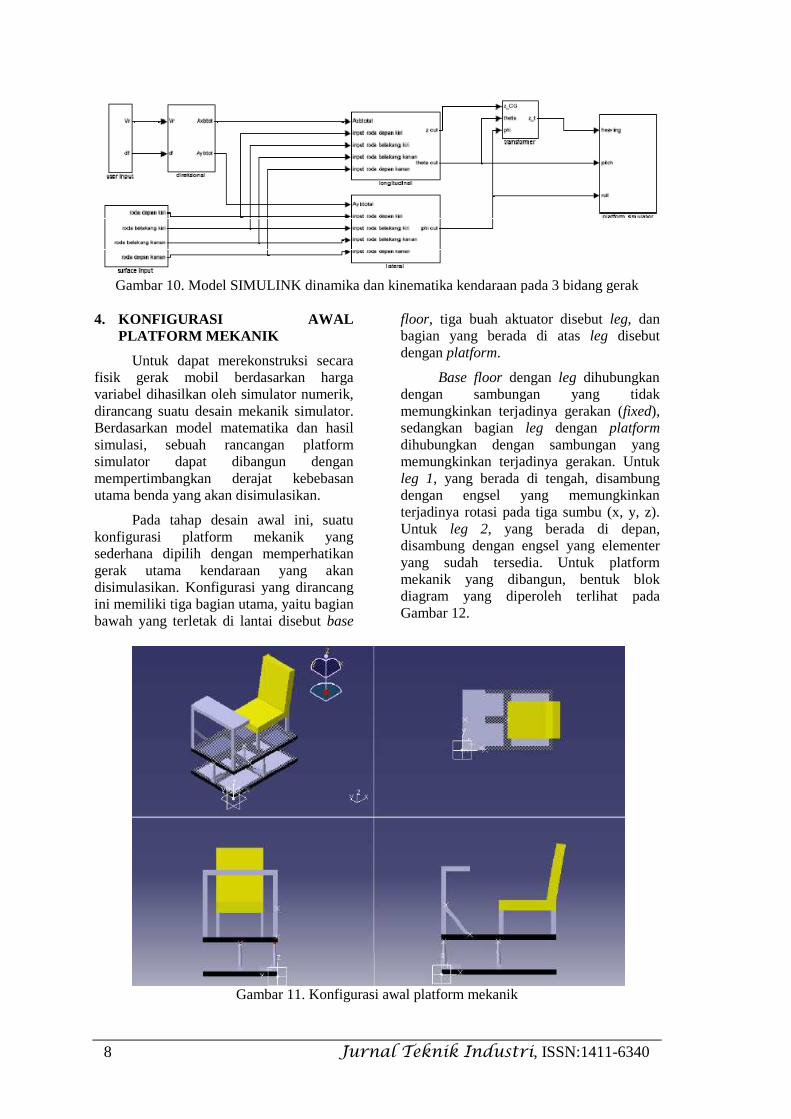
Pada tahap desain awal ini, suatu konfigurasi platform mekanik yang sederhana dipilih dengan memperhatikan gerak utama kendaraan yang akan disimulasikan. Konfigurasi yang dirancang ini memiliki tiga bagian utama, yaitu bagian bawah yang terletak di lantai disebut base
floor, tiga buah aktuator disebut leg, dan bagian yang berada di atas leg disebut dengan platform.
Base floor dengan leg dihubungkan dengan sambungan yang tidak memungkinkan terjadinya gerakan (fixed), sedangkan bagian leg dengan platform dihubungkan dengan sambungan yang memungkinkan terjadinya gerakan. Untuk leg 1, yang berada di tengah, disambung dengan engsel yang memungkinkan terjadinya rotasi pada tiga sumbu (x, y, z). Untuk leg 2, yang berada di depan, disambung dengan engsel yang elementer yang sudah tersedia. Untuk platform mekanik yang dibangun, bentuk blok diagram yang diperoleh terlihat pada Gambar 12.
Gambar 11. Konfigurasi awal platform mekanik
Pemodelan Dan Simulasi Dinamika Kendaraan (Felix Renaldi) 9
5. SIMULASI NUMERIK MODEL SISTEM SIMULATOR
Setelah model dinamika kendaraan dan model dinamika platform diperoleh dan diintegrasikan, maka selanjutnya dilakukan pengujian dengan mensimulasikan beberapa skenario operasi/maneuver kendaraan.
Beberapa contoh kasus yang disimulasikan antara lain adalah :
(a) Kasus dengan input Vr = 5 m/s (konstan) dan sudut kemudi δf berubah
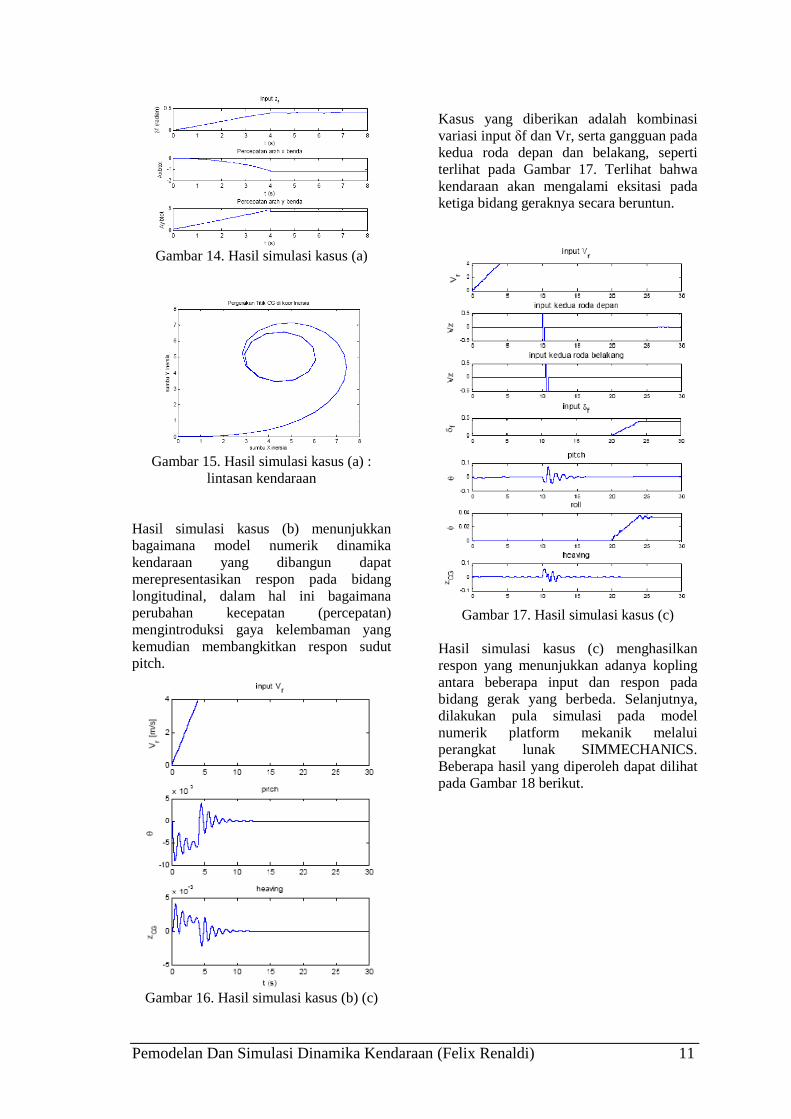
seperti ditunjukan pada gambar 14. Pada kasus ini akibat perubahan sudut kemudi maka akan terjadi perubahan komponen percepatan pada sumbu benda ax dan ay selama δf berubah. Hal ini juga akam mempengaruhi lintasan kendaraan, karena selama terjadi perubahan sudut kemudi, maka lintasan akan membentuk spiral ke arah dalam. Saat sudut kemudi menjadi konstan, maka komponen percepatan pada sumbu benda akan menjadi konstan (Gambar 14), dan lintasan menjadi lingkaran berjari-jari konstan (Gambar 15).
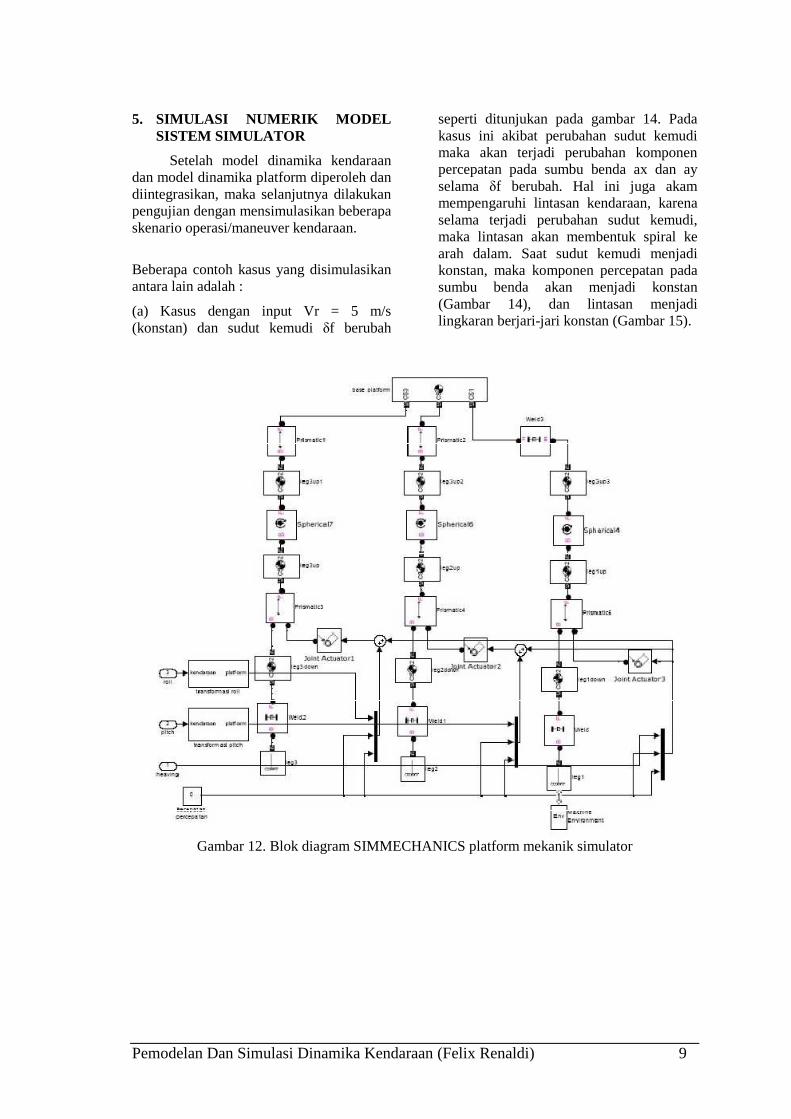
Gambar 12. Blok diagram SIMMECHANICS platform mekanik simulator

10 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 13. Visualisasi platform mekanik pada perangkat lunak SIMMECHANICS
Hasil simulasi kasus (a) menunjukkan hubungan kinematik yang terdapat pada model numerik kendaraan.Terlihat bahwa perubahan sudut kemudi, sebagai salah satu variabel input pada bidang direksional akan
mempengaruhi besar komponen kecepatan pada sumbu benda, dan sebagai akibatnya juga akan mempengaruhi variabel posisi kendaraan pada ruang inersial, sebagaimana direpresentasikan oleh Persamaan 1. (b) Kasus dengan input sudut kemudi δf = 0o, dan Vr mengikuti profil pada Gambar 16 . Pada kasus ini kendaraan akan mengalami percepatan arah sumbu xb yang mengakibatkan munculnya momen pitch pada sumbu yb, sehingga θ bernilai negatif, dan zCG akan memberikan respon oksilatori. Hasil simulasi pada bidang longitudinal ini dapat dilihat pada Gambar 16.
Tabel 3. Parameter kendaraan yang disimulasikan
Pemodelan Dan Simulasi Dinamika Kendaraan (Felix Renaldi) 11
Gambar 14. Hasil simulasi kasus (a)
Gambar 15. Hasil simulasi kasus (a) :
lintasan kendaraan Hasil simulasi kasus (b) menunjukkan bagaimana model numerik dinamika kendaraan yang dibangun dapat merepresentasikan respon pada bidang longitudinal, dalam hal ini bagaimana perubahan kecepatan (percepatan) mengintroduksi gaya kelembaman yang kemudian membangkitkan respon sudut pitch.
Gambar 16. Hasil simulasi kasus (b) (c)
Kasus yang diberikan adalah kombinasi variasi input δf dan Vr, serta gangguan pada kedua roda depan dan belakang, seperti terlihat pada Gambar 17. Terlihat bahwa kendaraan akan mengalami eksitasi pada ketiga bidang geraknya secara beruntun.
Gambar 17. Hasil simulasi kasus (c)
Hasil simulasi kasus (c) menghasilkan respon yang menunjukkan adanya kopling antara beberapa input dan respon pada bidang gerak yang berbeda. Selanjutnya, dilakukan pula simulasi pada model numerik platform mekanik melalui perangkat lunak SIMMECHANICS. Beberapa hasil yang diperoleh dapat dilihat pada Gambar 18 berikut.

12 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 18. Simulasi Platform mekanik untuk input referensi sudut pitch θ = -10o
Selain itu dapat pula diamati hasil simulasi dari gabungan antara model numerik dinamik kendaraan dengan model numerik platform, di mana untuk suatu kasus
gangguan tertentu (gangguan pada roda), dapat dilihat pada Gambar 19, bahwa respon platform dapat mengikuti sinyal referensi dari simulator numerik.
Gambar 19. Respon gerak platform terhadap input gangguan pada roda
Pemodelan Dan Simulasi Dinamika Kendaraan (Felix Renaldi) 13
Hasil pada Gambar 19 menunjukkan bahwa konfigurasi platform yang digunakan mampu merekonstruksi variabel gerak fisik yang dihasilkan oleh simulator dinamik dengan baik.
6. KESIMPULAN
Proses desain simulator dengan menggunakan pendekatan pemodelan matematik dan simulasi mampu memberikan tingkat fleksibilitas baik untuk memperbaiki ataupun melakukan perubahan desain, karena dengan teknik ini kinerja dan karakteristik konfigurasi platform yang akan dikembangkan dapat dievaluasi secara efektif dan efisien. Model numerik dinamika kendaraan yang dibangun pada penelitian ini, dapat mengolah dan menghasilkan variabel gerak kendaraan dengan baik, dan secara kualitatif cukup realistik. Selain itu kopling respon dinamik antara bidang gerak yang berbeda dapat diwujudkan dan teramati pada hasil simulasi. Selain itu dapat dilihat bahwa konfigurasi awal platform yang dipilih dapat merekonstruksi respon dinamik sistem secara fisik dengan baik.
Pada tahap pengembangan selanjutnya akan studi pengaruh parameter platform mekanik terhadap kinerja simulator secara keseluruhan perlu
dilakukan. Model dinamika kendaraan perlu juga disempurnakan, dengan mengurangi asumsi/penyederhanaan yang terlibat dalam pemodelan, sehingga hasil yang lebih realistis dapat diperoleh. Kajian tentang sistem aktuator, sensor, dan sistem pendukung lainnya, harus dilakukan, agar suatu arsitektur simulator yang lengkap dapat diperoleh. Penggunaan teknik real-time simulation juga harus dikaji, agar simulator yang dihasilkan menjadi lebih realistis dan aplikatif.
7. DAFTAR PUSTAKA [1] -, 2010, Driving Simulators [Online
Article], Didownload dari http://www.carsim.com/products/ds/index.php
[2] -, 2010, Alfa Romeo 147 3-Door [Online Article]. Didownload dari http://www.the-Blueprints.com/vectordrawings/show/720/alfa_romeo_147_3-door/
[3] -, 2002, User Guide SIMMECHANICS Version 1, The Mathworks, Inc.
[4] German, Filipini., et.al, 2007, Vehicle Dynamics Simulation Using Bondgraph : Facultad de Ciencias Exactas, Ingeniería y Agrimensura Universidad Nacional de Rosario.
14 Jurnal Teknik Industri, ISSN:1411-6340
PERBAIKAN SISTEM DISTRIBUSI DAN TRANSPORTASI DENGAN MENGGUNAKAN DISTRIBUTION REQUIREMENT
PLANNING (DRP) DAN ALGORITMA DJIKSTRA (STUDI KASUS : DEPOT PERTAMINA TASIKMALAYA)
Sumiharni Batubara1, Rahmi Maulidya2, Irma Kusumaningrum3
1,2,3Jurusan Teknik Industri, FTI, Universitas Trisakti
ABSTRACT The competition in petroleum industry to meet customer requirements is very tight.
Companies that are able to survive are a company that can meet consumer demand in a timely manner. Companies must pay attention to the smoothness of its distribution system so as to meet consumer demand for continuous and timely. The problems frequently encountered by the Petroleum Industry are a delay in delivery of fuel from depots to filling stations are located in the region such coverage Depot. This is caused by a number of previously unknown oil demands, the limited number of tank cars for fuel and lack of accuracy, adequacy determination of delivery routes fuel from depots to retail outlets. This paper is intended to help the Oil Industry to determine the fuel distribution system and the determination of delivery routes with the aim of minimizing shipping costs and delivery schedules to determine fuel from depots to retail outlets. The method used in this study is the Distribution Requirements Planning (DRP) to determine how the delivery of fuel from depots to retail outlets each with respect to the amount of the daily requirement of each pump.
This research begins with forecasting demand for fuel at 81 gas stations for several future periods. Under the DRP method of forecasting at each gas station for one week ahead will be a need for fuel to be supplied by the Depot Tasikmalaya. So that the Depot can estimate the amount of fuel that must be sent to each retail outlets in the coming period. Furthermore Djikstra algorithm used to determine fuel delivery routes from depots to retail outlets. The selected route is a route with a shorter distance and minimum shipping costs. After that car assignment scheduling done by using rule-based scheduling longest travel time (Longest Processing Time), to obtain the finish time of fuel delivery is almost the same on every car is assigned.
Use of the DRP method, assignment and scheduling and Djikstra algorithm, tank car is useful because it can estimate the needs of Tasikmalaya Depot gas station in the coming period so that the fuel supply depot in accordance with the requirements both in terms of quantity and time, can determine the route of delivery of fuel depots to gas stations with the shipping costs more low-cost, timely delivery time and workload tank car that is almost the same.
Keywords: Forecasting, Distribution Requirements Planning (DRP), Djikstra algorithm, Longest Processing Time (LPT).
1. PENDAHULUAN2
Industri perminyakan merupakan salah satu penggerak utama perekonomian dengan persaingan yang semakin ketat. Dimana salah satu faktor yang harus diperhatikan untuk memenangkan
Korespondensi : 1 Sumiharni Batubara E-mail : [email protected]
persaingan adalah proses distribusi. Faktor-faktor yang berpengaruh dalam kelancaran suatu proses distribusi antara lain sistim distribusi, penentuan rute distribusi dan alat transportasi.
Transportasi mencerminkan seberapa cepat dan seberapa tepat produk dapat berpindah dari satu tempat ke tempat yang lain. Ditujukan sebagai time in transit ketepatan waktu dalam pengangkutan dan
Perbaikan Sistem Distribusi Dan Transportasi (Sumiharni Batubara) 15
ketepatan jasa (consistency of service). Jika suatu produk tidak tersedia pada saat dibutuhkan akan terjadi kerugian yang tidak terhitung, seperti kehilangan penjualan, ketidakpuasan konsumen, kehilangan kepercayaan konsumen dan keterlambatan produksi.
Distribusi melibatkan perpindahan produk jadi untuk memenuhi kebutuhan konsumen. Sebuah produk ketika diproduksi berada pada satu titik yang memiliki nilai terendah untuk konsumen, kecuali jika dipindahkan pada satu titik
dimana produk tersebut dapat berguna bagi konsumen.
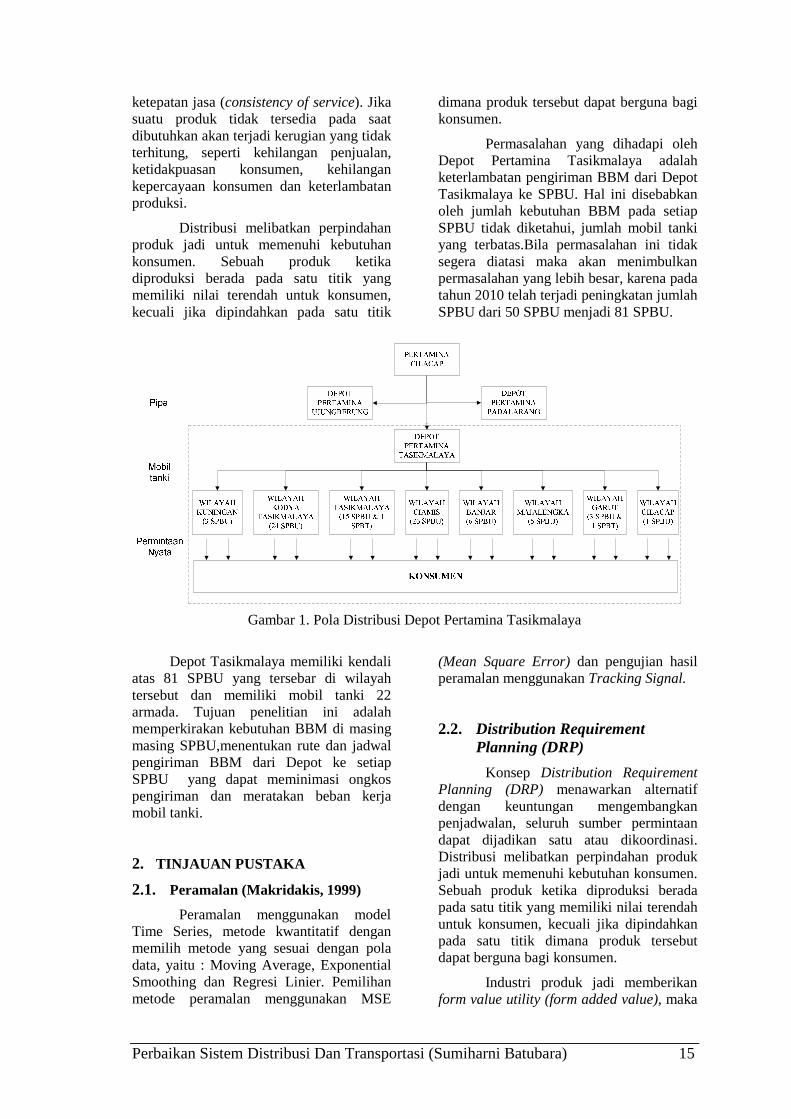
Permasalahan yang dihadapi oleh Depot Pertamina Tasikmalaya adalah keterlambatan pengiriman BBM dari Depot Tasikmalaya ke SPBU. Hal ini disebabkan oleh jumlah kebutuhan BBM pada setiap SPBU tidak diketahui, jumlah mobil tanki yang terbatas.Bila permasalahan ini tidak segera diatasi maka akan menimbulkan permasalahan yang lebih besar, karena pada tahun 2010 telah terjadi peningkatan jumlah SPBU dari 50 SPBU menjadi 81 SPBU.
Gambar 1. Pola Distribusi Depot Pertamina Tasikmalaya
Depot Tasikmalaya memiliki kendali atas 81 SPBU yang tersebar di wilayah tersebut dan memiliki mobil tanki 22 armada. Tujuan penelitian ini adalah memperkirakan kebutuhan BBM di masing masing SPBU,menentukan rute dan jadwal pengiriman BBM dari Depot ke setiap SPBU yang dapat meminimasi ongkos pengiriman dan meratakan beban kerja mobil tanki.
2. TINJAUAN PUSTAKA
2.1. Peramalan (Makridakis, 1999)
Peramalan menggunakan model Time Series, metode kwantitatif dengan memilih metode yang sesuai dengan pola data, yaitu : Moving Average, Exponential Smoothing dan Regresi Linier. Pemilihan metode peramalan menggunakan MSE
(Mean Square Error) dan pengujian hasil peramalan menggunakan Tracking Signal.
2.2. Distribution Requirement Planning (DRP)
Konsep Distribution Requirement Planning (DRP) menawarkan alternatif dengan keuntungan mengembangkan penjadwalan, seluruh sumber permintaan dapat dijadikan satu atau dikoordinasi. Distribusi melibatkan perpindahan produk jadi untuk memenuhi kebutuhan konsumen. Sebuah produk ketika diproduksi berada pada satu titik yang memiliki nilai terendah untuk konsumen, kecuali jika dipindahkan pada satu titik dimana produk tersebut dapat berguna bagi konsumen.
Industri produk jadi memberikan form value utility (form added value), maka
16 Jurnal Teknik Industri, ISSN:1411-6340
sistem distribusi memberikan time value dan place value utility (atau time and place added value). Kebanyakan, produk yang
dimaksudkan di sini adalah produk jadi yang disalurkan dari pabrik ke para pelanggan.
Ket : MDC = master (central) distribution center (pusat induk distribusi) RDC = regional distribution center (pusat distribusi regional) LDC = local distribution center (pusat distribusi lokal)
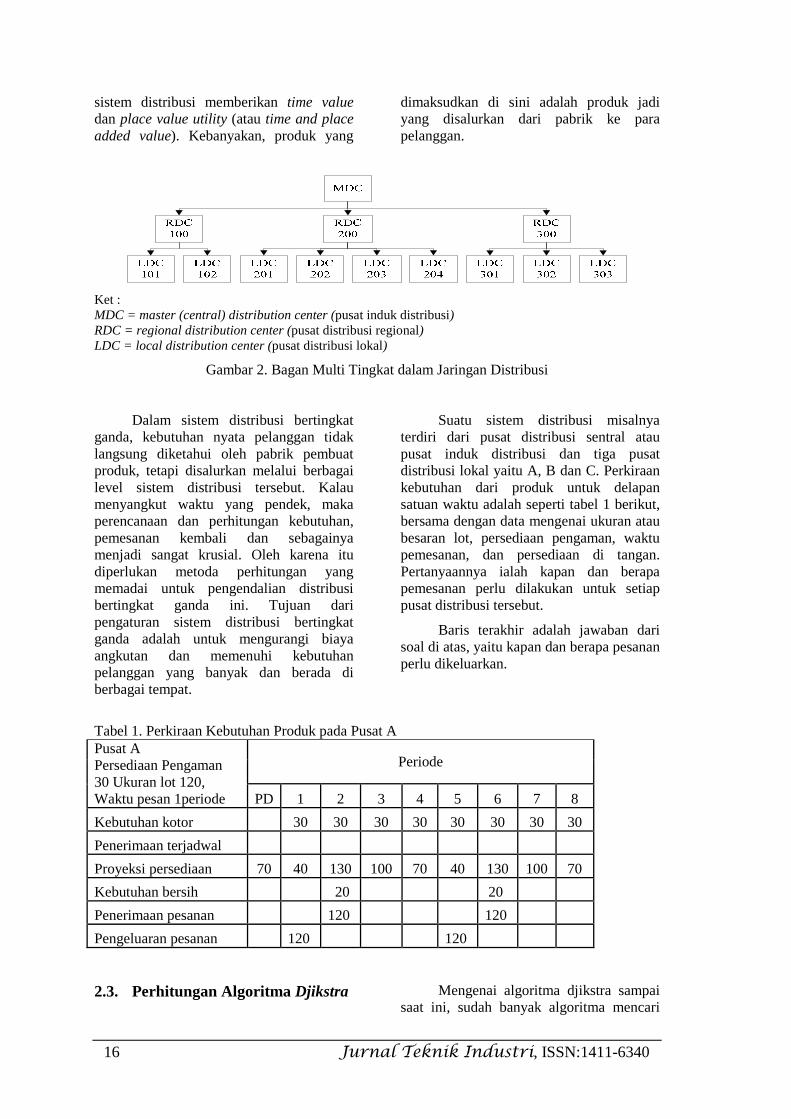
Gambar 2. Bagan Multi Tingkat dalam Jaringan Distribusi
Dalam sistem distribusi bertingkat ganda, kebutuhan nyata pelanggan tidak langsung diketahui oleh pabrik pembuat produk, tetapi disalurkan melalui berbagai level sistem distribusi tersebut. Kalau menyangkut waktu yang pendek, maka perencanaan dan perhitungan kebutuhan, pemesanan kembali dan sebagainya menjadi sangat krusial. Oleh karena itu diperlukan metoda perhitungan yang memadai untuk pengendalian distribusi bertingkat ganda ini. Tujuan dari pengaturan sistem distribusi bertingkat ganda adalah untuk mengurangi biaya angkutan dan memenuhi kebutuhan pelanggan yang banyak dan berada di berbagai tempat.
Suatu sistem distribusi misalnya terdiri dari pusat distribusi sentral atau pusat induk distribusi dan tiga pusat distribusi lokal yaitu A, B dan C. Perkiraan kebutuhan dari produk untuk delapan satuan waktu adalah seperti tabel 1 berikut, bersama dengan data mengenai ukuran atau besaran lot, persediaan pengaman, waktu pemesanan, dan persediaan di tangan. Pertanyaannya ialah kapan dan berapa pemesanan perlu dilakukan untuk setiap pusat distribusi tersebut.
Baris terakhir adalah jawaban dari soal di atas, yaitu kapan dan berapa pesanan perlu dikeluarkan.
Tabel 1. Perkiraan Kebutuhan Produk pada Pusat A Pusat A Persediaan Pengaman 30 Ukuran lot 120, Waktu pesan 1periode
Periode
PD 1 2 3 4 5 6 7 8
Kebutuhan kotor 30 30 30 30 30 30 30 30
Penerimaan terjadwal
Proyeksi persediaan 70 40 130 100 70 40 130 100 70
Kebutuhan bersih 20 20
Penerimaan pesanan 120 120
Pengeluaran pesanan 120 120
2.3. Perhitungan Algoritma Djikstra Mengenai algoritma djikstra sampai saat ini, sudah banyak algoritma mencari
Perbaikan Sistem Distribusi Dan Transportasi (Sumiharni Batubara) 17
lintasan terpendek. Algoritma lintasan terpendek(shortest path) yang paling terkenal adalah algoritma djikstra (penemunya, Edsger Wybe Djikstra). Algoritma Djikstra diterapkan untuk mencari lintasan terpendek pada graf berarah. Namun, algoritma ini tetap benar untuk graf yang tak-berarah. Algoritma ini menerapkan strategi greedy dalam pengerjaannya. Penerapan strategi greedy dalam algoritma Djikstra terlihat pada deskripsi berikut:
Pada setiap langkah, ambil sisi yang berbobot minimum yang menghubungkan sebuah simpul yang telah dipilih dengan sebuah simpul lain yang belum terpilih. Lintasan dari simpul asal ke simpul yang baru haruslah merupakan lintasan yang terpendek diantara semua lintasannya ke simpul-simpul yang belum terpilih [2].
S adalah simpul awal dan T adalah simpul akhir, mencari lintasan terpendek (shortest path) antara simpul S dan simpul T. Langkah – langkah algoritma Djikstra sebagai berikut:
Langkah 1.
Inisiasi awal, semua simpul dan sisi belum ditandai. Isi semua nilai d(x) untuk x adalah setiap simpul pada graf dengan aturan sebagai berikut. Untuk simpul awal S yang merupakan awal titik perjalanan shortest path kita beri nilai d(S) = 0, untuk simpul lain d(X) = ∞, X ≠ S. Kemudian ambil Y = S.
Langkah 2.
Untuk setiap simpul yang belum ditandai, definisikan ulang d(X) dengan rumus berikut d(X) = Min{d(X), d(Y) + a(Y, X)} (1) dimana Y adalah simpul lain yang dapat dikunjungi oleh X serta belum ditandai sebelumnya, maksud a(Y, X) adalah bobot sisi yang dibentuk oleh simpul Y ke simpul X. Jika d(X) = ∞ untuk semua simpul yang belum ditandai, berhentilah karena tidak ada jalan lagi dari simpul S ke simpul yang lainnya. Jika ada, tandai simpul yang mempunyai nilai d(X) terkecil, juga tandai simpul yang terbentuk antara simpul S ke simpul X tersebut. Kemudian kita ambil Y = X.
Langkah 3.
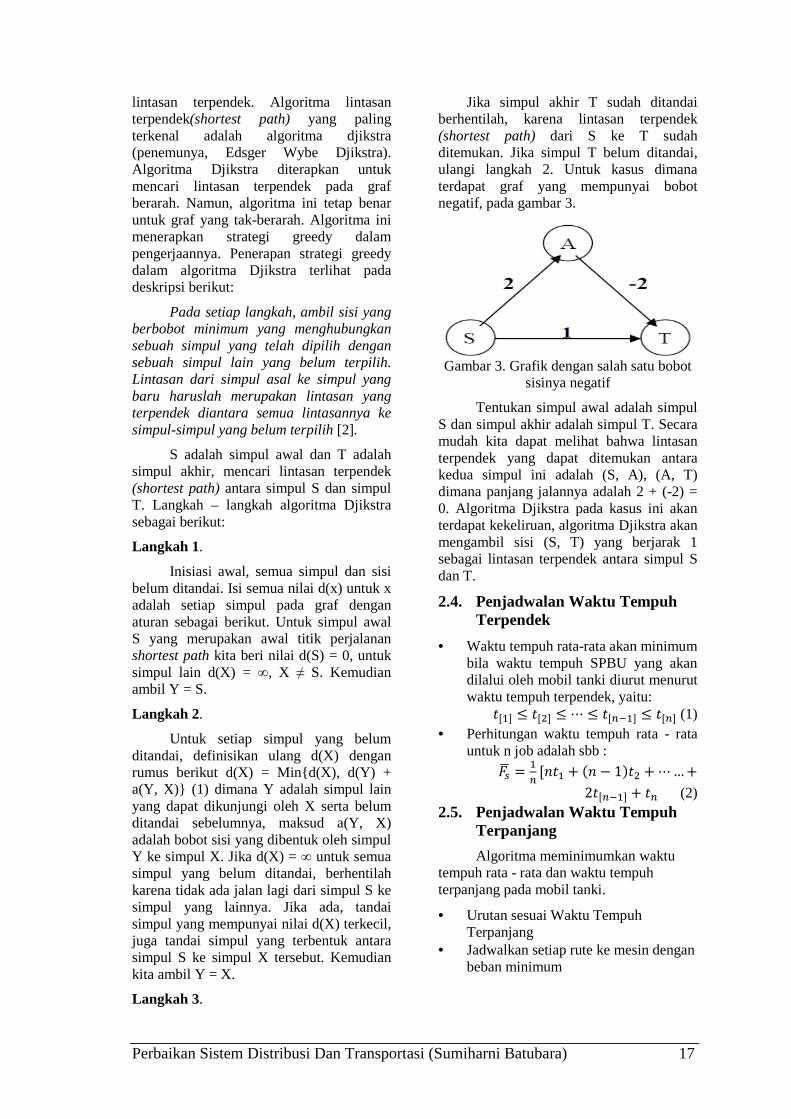
Jika simpul akhir T sudah ditandai berhentilah, karena lintasan terpendek (shortest path) dari S ke T sudah ditemukan. Jika simpul T belum ditandai, ulangi langkah 2. Untuk kasus dimana terdapat graf yang mempunyai bobot negatif, pada gambar 3.
Gambar 3. Grafik dengan salah satu bobot
sisinya negatif
Tentukan simpul awal adalah simpul S dan simpul akhir adalah simpul T. Secara mudah kita dapat melihat bahwa lintasan terpendek yang dapat ditemukan antara kedua simpul ini adalah (S, A), (A, T) dimana panjang jalannya adalah 2 + (-2) = 0. Algoritma Djikstra pada kasus ini akan terdapat kekeliruan, algoritma Djikstra akan mengambil sisi (S, T) yang berjarak 1 sebagai lintasan terpendek antara simpul S dan T.
2.4. Penjadwalan Waktu Tempuh Terpendek
• Waktu tempuh rata-rata akan minimum bila waktu tempuh SPBU yang akan dilalui oleh mobil tanki diurut menurut waktu tempuh terpendek, yaitu: ;<=> ? ;<@> ? A ? ;<BC=> ? ;<B> (1)
• Perhitungan waktu tempuh rata - rata untuk n job adalah sbb : DEF � =B <G;= % 0G ) 11;@ % A … %2;<BC=> % ;B (2)
2.5. Penjadwalan Waktu Tempuh Terpanjang
Algoritma meminimumkan waktu tempuh rata - rata dan waktu tempuh terpanjang pada mobil tanki.
• Urutan sesuai Waktu Tempuh Terpanjang
• Jadwalkan setiap rute ke mesin dengan beban minimum
18 Jurnal Teknik Industri, ISSN:1411-6340
• Ubah urutan jadwal yang dihasilkan mobil tanki, sesuai dengan Waktu
Tempuh Terpendek
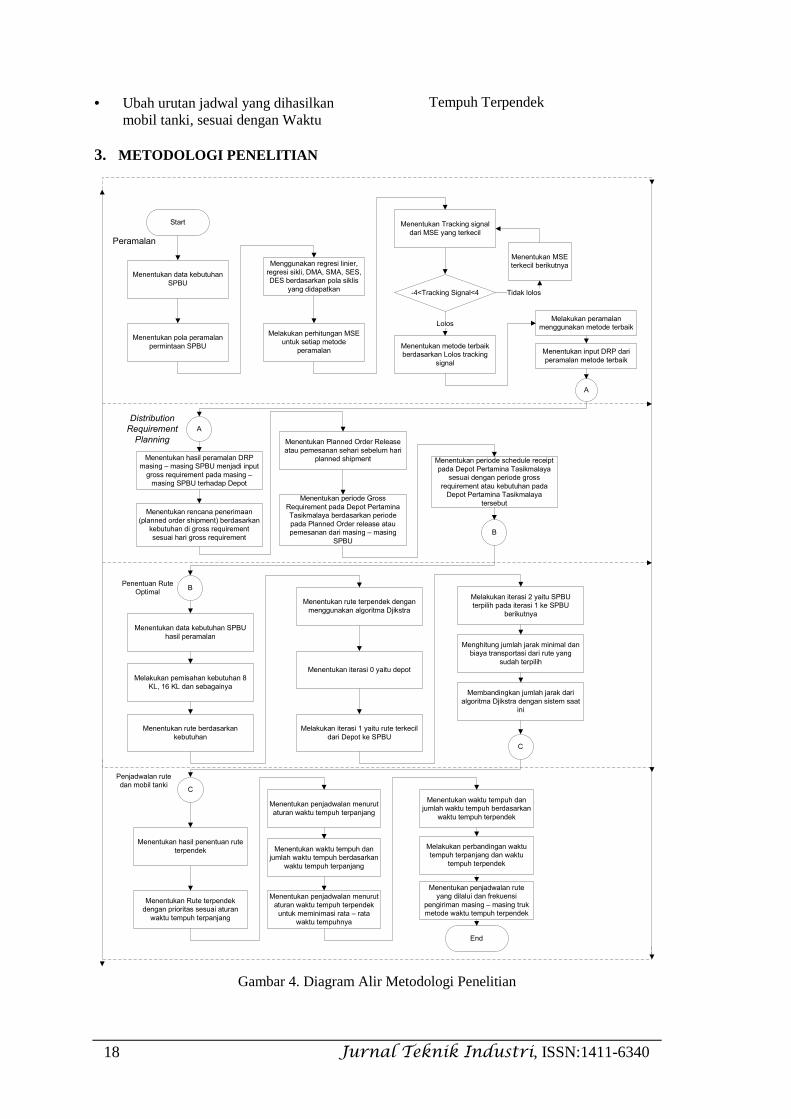
3. METODOLOGI PENELITIAN
Menentukan data kebutuhan
SPBU
Menentukan pola peramalan
permintaan SPBU
Melakukan perhitungan MSE
untuk setiap metode
peramalan
Menentukan Tracking signal
dari MSE yang terkecil
Menentukan metode terbaik
berdasarkan Lolos tracking
signal
Melakukan peramalan
menggunakan metode terbaik
Menentukan input DRP dari
peramalan metode terbaik
-4<Tracking Signal<4
Lolos
A
Start
Menentukan MSE
terkecil berikutnya
Tidak lolos
Menggunakan regresi linier,
regresi sikli, DMA, SMA, SES,
DES berdasarkan pola siklis
yang didapatkan
Menentukan hasil peramalan DRP
masing – masing SPBU menjadi input
gross requirement pada masing –
masing SPBU terhadap Depot
A
Menentukan rencana penerimaan
(planned order shipment) berdasarkan
kebutuhan di gross requirement
sesuai hari gross requirement
Menentukan Planned Order Release
atau pemesanan sehari sebelum hari
planned shipment
Menentukan periode Gross
Requirement pada Depot Pertamina
Tasikmalaya berdasarkan periode
pada Planned Order release atau
pemesanan dari masing – masing
SPBU
Menentukan periode schedule receipt
pada Depot Pertamina Tasikmalaya
sesuai dengan periode gross
requirement atau kebutuhan pada
Depot Pertamina Tasikmalaya
tersebut
B
Distribution
Requirement
Planning
Peramalan
Menentukan data kebutuhan SPBU
hasil peramalan
Melakukan pemisahan kebutuhan 8
KL, 16 KL dan sebagainya
Menentukan rute berdasarkan
kebutuhan
Menentukan rute terpendek dengan
menggunakan algoritma Djikstra
Menentukan iterasi 0 yaitu depot
Melakukan iterasi 1 yaitu rute terkecil
dari Depot ke SPBU
Melakukan iterasi 2 yaitu SPBU
terpilih pada iterasi 1 ke SPBU
berikutnya
Menghitung jumlah jarak minimal dan
biaya transportasi dari rute yang
sudah terpilih
Membandingkan jumlah jarak dari
algoritma Djikstra dengan sistem saat
ini
B
C
Penentuan Rute
Optimal
Menentukan hasil penentuan rute
terpendek
Menentukan Rute terpendek
dengan prioritas sesuai aturan
waktu tempuh terpanjang
Menentukan penjadwalan menurut
aturan waktu tempuh terpanjang
Menentukan penjadwalan menurut
aturan waktu tempuh terpendek
untuk meminimasi rata – rata
waktu tempuhnya
Menentukan waktu tempuh dan
jumlah waktu tempuh berdasarkan
waktu tempuh terpanjang
Menentukan waktu tempuh dan
jumlah waktu tempuh berdasarkan
waktu tempuh terpendek
Menentukan penjadwalan rute
yang dilalui dan frekuensi
pengiriman masing – masing truk
metode waktu tempuh terpendek
C
End
Melakukan perbandingan waktu
tempuh terpanjang dan waktu
tempuh terpendek
Penjadwalan rute
dan mobil tanki
Gambar 4. Diagram Alir Metodologi Penelitian
Perbaikan Sistem Distribusi Dan Transportasi (Sumiharni Batubara) 19
4. HASIL DAN PEMBAHASAN 4.1. Peramalan
Perkiraan kebutuhan BBM pada masing masing SPBU, diperoleh dengan cara melakukan prosedur peramalan dengan hasil sebagai berikut :
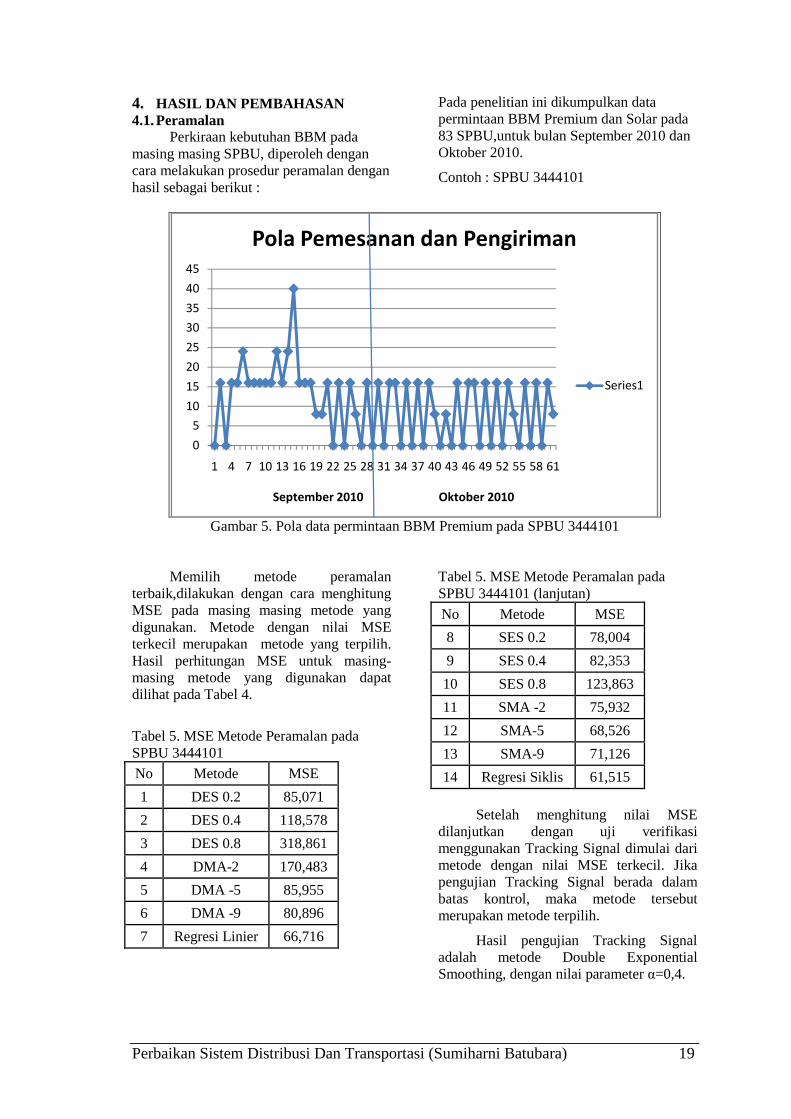
Pada penelitian ini dikumpulkan data permintaan BBM Premium dan Solar pada 83 SPBU,untuk bulan September 2010 dan Oktober 2010.
Contoh : SPBU 3444101
Gambar 5. Pola data permintaan BBM Premium pada SPBU 3444101
Memilih metode peramalan terbaik,dilakukan dengan cara menghitung MSE pada masing masing metode yang digunakan. Metode dengan nilai MSE terkecil merupakan metode yang terpilih. Hasil perhitungan MSE untuk masing-masing metode yang digunakan dapat dilihat pada Tabel 4.
Tabel 5. MSE Metode Peramalan pada SPBU 3444101
No Metode MSE
1 DES 0.2 85,071
2 DES 0.4 118,578
3 DES 0.8 318,861
4 DMA-2 170,483
5 DMA -5 85,955
6 DMA -9 80,896
7 Regresi Linier 66,716
Tabel 5. MSE Metode Peramalan pada SPBU 3444101 (lanjutan)
No Metode MSE
8 SES 0.2 78,004
9 SES 0.4 82,353
10 SES 0.8 123,863
11 SMA -2 75,932
12 SMA-5 68,526
13 SMA-9 71,126
14 Regresi Siklis 61,515
Setelah menghitung nilai MSE
dilanjutkan dengan uji verifikasi menggunakan Tracking Signal dimulai dari metode dengan nilai MSE terkecil. Jika pengujian Tracking Signal berada dalam batas kontrol, maka metode tersebut merupakan metode terpilih.
Hasil pengujian Tracking Signal adalah metode Double Exponential Smoothing, dengan nilai parameter α=0,4.
0
5
10
15
20
25
30
35
40
45
1 4 7 10 13 16 19 22 25 28 31 34 37 40 43 46 49 52 55 58 61
September 2010 Oktober 2010
Pola Pemesanan dan Pengiriman
Series1

20 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 6. Hasil Pengujian Tracking Signal untuk metode DES, α =0,4
Tabel 6. Peramalan Kebutuhan BBM Premium pada SPBU 3444101
Hari Kebutuhan (kilo liter)
Senin 10
Selasa 10,3
Rabu 10,6
Kamis 10,9
Jumat 11,2
Sabtu 11,4
Minggu 11,7 Tabel 7. Peramalan Kebutuhan BBM Premium dan Solar untuk 81 SPBU
Hari Kebutuhan Premium (kilo liter) Kebutuhan Solar (kilo liter)
Senin 1022,4 511,7
Selasa 1091,6 532,2
Rabu 1160,8 552,7
Kamis 1229,7 572,9
Jumat 1298,7 593,1
Sabtu 1367,5 613,9
Minggu 1436,1 634,9
Peramalan kebutuhan BBM Solar pada masing masing SPBU, menggunakan cara yang sama dengan peramalan kebutuhan BBM Premium.
4.2. Distribution Requirement Planning
(DRP)
Hasil matriks DRP ini berupa perencanaan kebutuhan pada masing-masing SPBU yang ada, sehingga Depot
Pertamina Tasikmalaya dapat memenuhi semua kebutuhan SPBU. Hasil perhitungan peramalan sesuai dengan kebutuhan harian pada masing-masing SPBU, menjadi input untuk membuat matriks DRP pada masing-masing SPBU. Sebagai keseluruhan, Depot Pertamina Tasikmalaya dapat melakukan perhitungan kebutuhan total Bahan Bakar Premium dan Solar pada semua SPBU yang berada di bawah pengawasan Depot Pertamina Tasikmalaya.
-5
-4
-3
-2
-1
0
1
2
3
4
5
1 3 5 7 9 11131517192123252729313335373941434547495153555759
DES α = 0.4
Perbaikan Sistem Distribusi Dan Transportasi (Sumiharni Batubara) 21
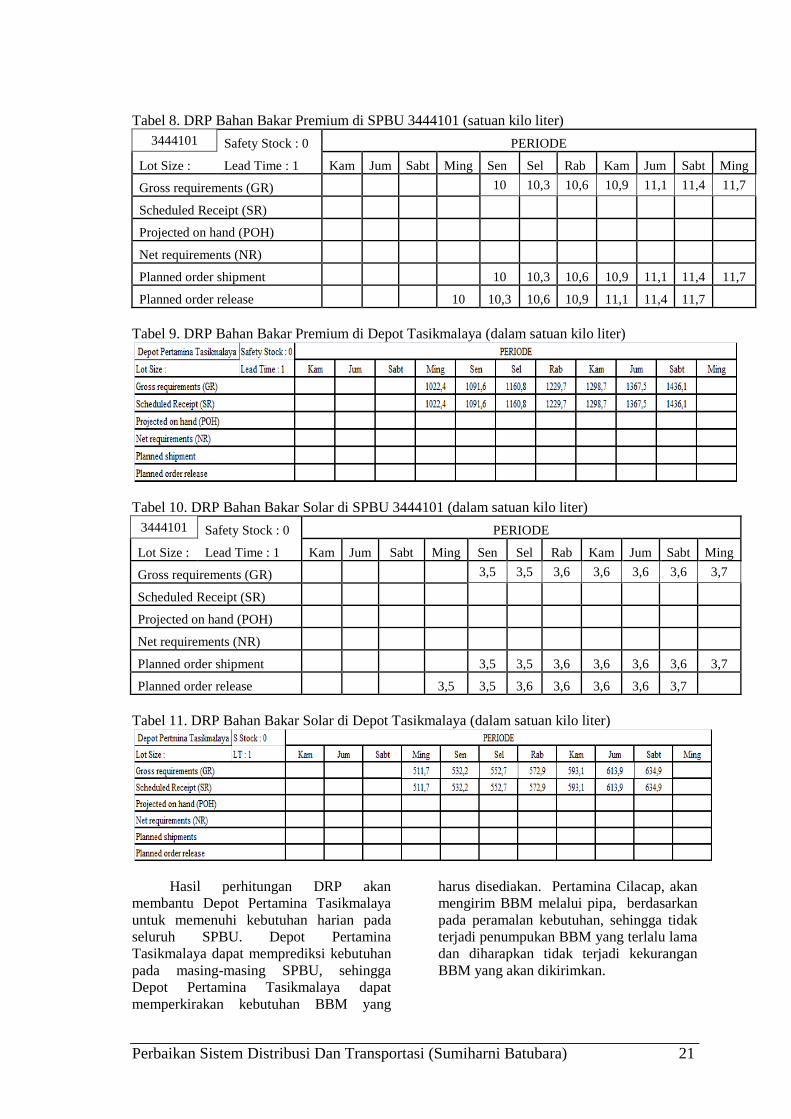
Tabel 8. DRP Bahan Bakar Premium di SPBU 3444101 (satuan kilo liter)
3444101 Safety Stock : 0 PERIODE
Lot Size : Lead Time : 1 Kam Jum Sabt Ming Sen Sel Rab Kam Jum Sabt Ming
Gross requirements (GR) 10 10,3 10,6 10,9 11,1 11,4 11,7
Scheduled Receipt (SR)
Projected on hand (POH)
Net requirements (NR)
Planned order shipment 10 10,3 10,6 10,9 11,1 11,4 11,7
Planned order release 10 10,3 10,6 10,9 11,1 11,4 11,7
Tabel 9. DRP Bahan Bakar Premium di Depot Tasikmalaya (dalam satuan kilo liter)
Tabel 10. DRP Bahan Bakar Solar di SPBU 3444101 (dalam satuan kilo liter) 3444101 Safety Stock : 0 PERIODE
Lot Size : Lead Time : 1 Kam Jum Sabt Ming Sen Sel Rab Kam Jum Sabt Ming
Gross requirements (GR) 3,5 3,5 3,6 3,6 3,6 3,6 3,7
Scheduled Receipt (SR)
Projected on hand (POH)
Net requirements (NR)
Planned order shipment 3,5 3,5 3,6 3,6 3,6 3,6 3,7
Planned order release 3,5 3,5 3,6 3,6 3,6 3,6 3,7
Tabel 11. DRP Bahan Bakar Solar di Depot Tasikmalaya (dalam satuan kilo liter)
Hasil perhitungan DRP akan membantu Depot Pertamina Tasikmalaya untuk memenuhi kebutuhan harian pada seluruh SPBU. Depot Pertamina Tasikmalaya dapat memprediksi kebutuhan pada masing-masing SPBU, sehingga Depot Pertamina Tasikmalaya dapat memperkirakan kebutuhan BBM yang
harus disediakan. Pertamina Cilacap, akan mengirim BBM melalui pipa, berdasarkan pada peramalan kebutuhan, sehingga tidak terjadi penumpukan BBM yang terlalu lama dan diharapkan tidak terjadi kekurangan BBM yang akan dikirimkan.
22 Jurnal Teknik Industri, ISSN:1411-6340
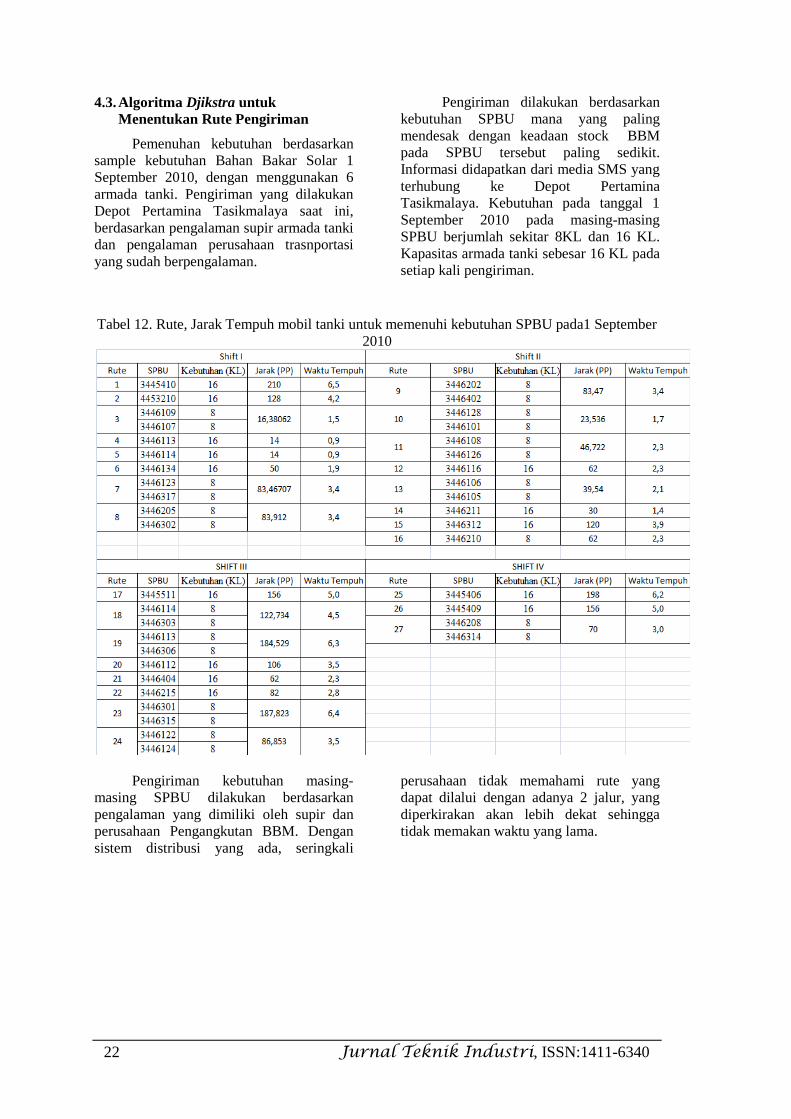
4.3. Algoritma Djikstra untuk Menentukan Rute Pengiriman
Pemenuhan kebutuhan berdasarkan sample kebutuhan Bahan Bakar Solar 1 September 2010, dengan menggunakan 6 armada tanki. Pengiriman yang dilakukan Depot Pertamina Tasikmalaya saat ini, berdasarkan pengalaman supir armada tanki dan pengalaman perusahaan trasnportasi yang sudah berpengalaman.
Pengiriman dilakukan berdasarkan kebutuhan SPBU mana yang paling mendesak dengan keadaan stock BBM pada SPBU tersebut paling sedikit. Informasi didapatkan dari media SMS yang terhubung ke Depot Pertamina Tasikmalaya. Kebutuhan pada tanggal 1 September 2010 pada masing-masing SPBU berjumlah sekitar 8KL dan 16 KL. Kapasitas armada tanki sebesar 16 KL pada setiap kali pengiriman.
Tabel 12. Rute, Jarak Tempuh mobil tanki untuk memenuhi kebutuhan SPBU pada1 September 2010
Pengiriman kebutuhan masing-masing SPBU dilakukan berdasarkan pengalaman yang dimiliki oleh supir dan perusahaan Pengangkutan BBM. Dengan sistem distribusi yang ada, seringkali
perusahaan tidak memahami rute yang dapat dilalui dengan adanya 2 jalur, yang diperkirakan akan lebih dekat sehingga tidak memakan waktu yang lama.
Perbaikan Sistem Distribusi Dan Transportasi (Sumiharni Batubara) 23
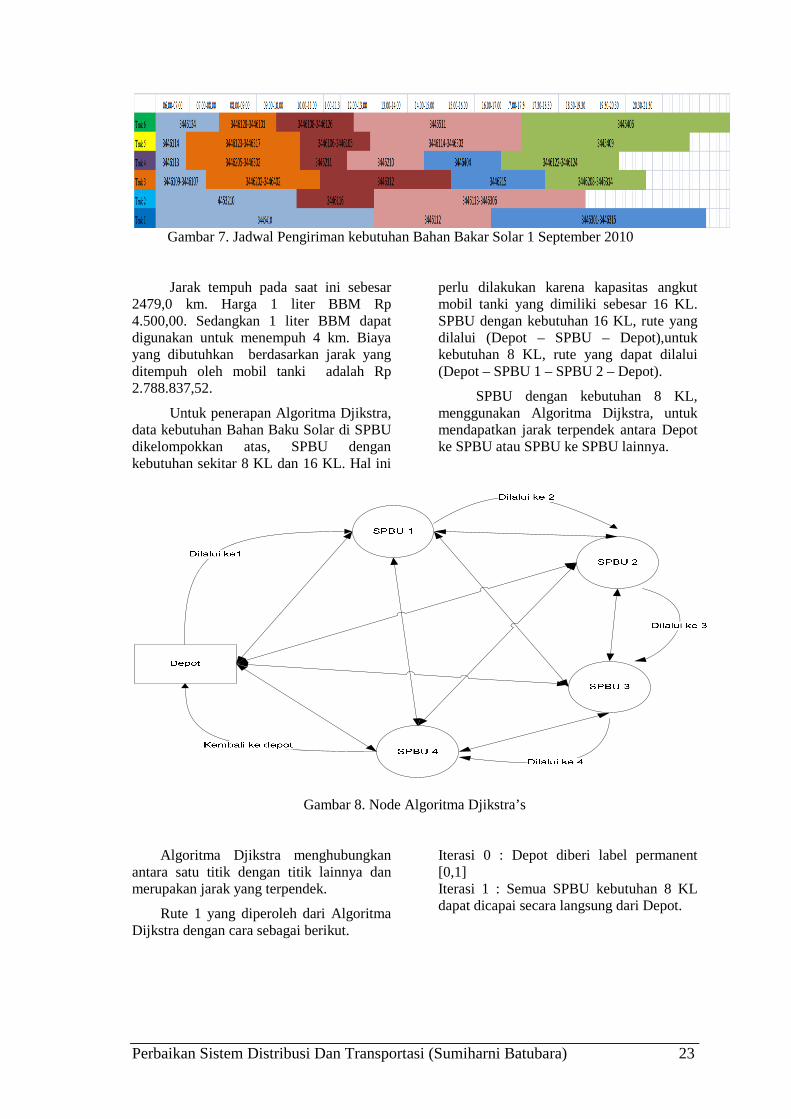
Gambar 7. Jadwal Pengiriman kebutuhan Bahan Bakar Solar 1 September 2010
Jarak tempuh pada saat ini sebesar 2479,0 km. Harga 1 liter BBM Rp 4.500,00. Sedangkan 1 liter BBM dapat digunakan untuk menempuh 4 km. Biaya yang dibutuhkan berdasarkan jarak yang ditempuh oleh mobil tanki adalah Rp 2.788.837,52.
Untuk penerapan Algoritma Djikstra, data kebutuhan Bahan Baku Solar di SPBU dikelompokkan atas, SPBU dengan kebutuhan sekitar 8 KL dan 16 KL. Hal ini
perlu dilakukan karena kapasitas angkut mobil tanki yang dimiliki sebesar 16 KL. SPBU dengan kebutuhan 16 KL, rute yang dilalui (Depot – SPBU – Depot),untuk kebutuhan 8 KL, rute yang dapat dilalui (Depot – SPBU 1 – SPBU 2 – Depot).
SPBU dengan kebutuhan 8 KL, menggunakan Algoritma Dijkstra, untuk mendapatkan jarak terpendek antara Depot ke SPBU atau SPBU ke SPBU lainnya.
Gambar 8. Node Algoritma Djikstra’s
Algoritma Djikstra menghubungkan
antara satu titik dengan titik lainnya dan merupakan jarak yang terpendek.
Rute 1 yang diperoleh dari Algoritma Dijkstra dengan cara sebagai berikut.
Iterasi 0 : Depot diberi label permanent [0,1] Iterasi 1 : Semua SPBU kebutuhan 8 KL dapat dicapai secara langsung dari Depot.

24 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 13. Tabel Iterasi 1 Algoritma Dijkstra pada tanggal 1 September 2010
Tabel 13. menunjukkan bahwa minimum jarak terdapat pada SPBU 3446109 dengan jarak 5 km dari Depot. Maka rute pertama didapatkan dari Depot ke SPBU 3446109.
Iterasi 2 : Dari SPBU 3446109 yang sudah didapatkan. Mengambil jarak terkecil dari SPBU 3446109 ke SPBU lainnya. Dengan perhitungan yang sama akan diperoleh rute lainnya, sehingga rute yang dilalui untuk memenuhi kebutuhan SPBU 8 KL, seperti table dibawah ini.
Tabel 14. Rute yang dilalui mobil tanki berdasarkan Algoritma Dijkstra pada tanggal 1 September 2010
Tabel 15. Jarak Tempuh berdasarkan Algoritma Dijkstra pada tanggal 1 September 2010
Jarak tempuh pada sistem saat ini sebesar 1.675,826 km. Bahan bakar yang dibutuhkan 418,956 liter. Biaya yang dikeluarkan adalah Rp 1.885.304,58. Bila dibandingkan dengan sistim transportasi tanpa menggunakan Algoritma Djikstra,
maka terjadi penghematan jarak tempuh sebesar 803,140 km dan penghematan biaya sebesar Rp 903.533,00.
4.4. Optimalisasi Rute dan Penjadwalan
Pengiriman
Penerapan Algoritma Djikstra dan penjadwalan pengiriman BBM dari Depot Tasikmalaya ke SPBU menggunakan peramalan kebutuhan BBM pada masing masing SPBU.
Perbaikan Sistem Distribusi Dan Transportasi (Sumiharni Batubara) 25
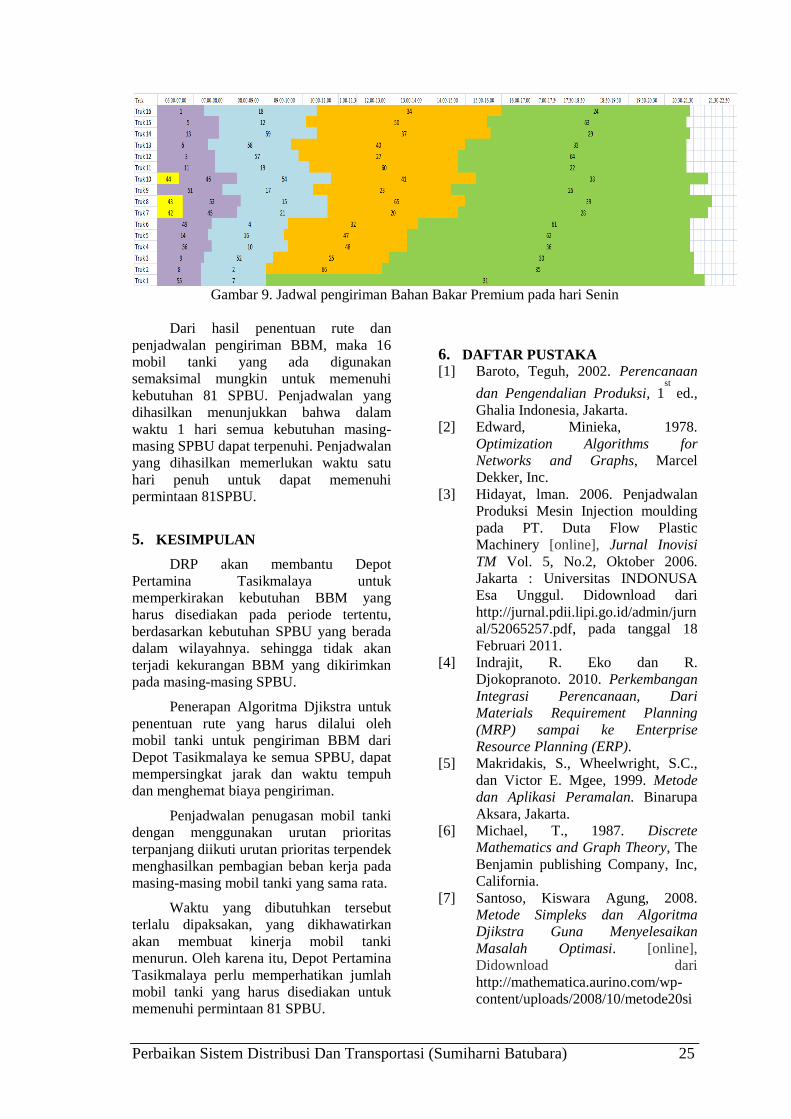
Gambar 9. Jadwal pengiriman Bahan Bakar Premium pada hari Senin
Dari hasil penentuan rute dan
penjadwalan pengiriman BBM, maka 16 mobil tanki yang ada digunakan semaksimal mungkin untuk memenuhi kebutuhan 81 SPBU. Penjadwalan yang dihasilkan menunjukkan bahwa dalam waktu 1 hari semua kebutuhan masing-masing SPBU dapat terpenuhi. Penjadwalan yang dihasilkan memerlukan waktu satu hari penuh untuk dapat memenuhi permintaan 81SPBU.
5. KESIMPULAN
DRP akan membantu Depot Pertamina Tasikmalaya untuk memperkirakan kebutuhan BBM yang harus disediakan pada periode tertentu, berdasarkan kebutuhan SPBU yang berada dalam wilayahnya. sehingga tidak akan terjadi kekurangan BBM yang dikirimkan pada masing-masing SPBU.
Penerapan Algoritma Djikstra untuk penentuan rute yang harus dilalui oleh mobil tanki untuk pengiriman BBM dari Depot Tasikmalaya ke semua SPBU, dapat mempersingkat jarak dan waktu tempuh dan menghemat biaya pengiriman.
Penjadwalan penugasan mobil tanki dengan menggunakan urutan prioritas terpanjang diikuti urutan prioritas terpendek menghasilkan pembagian beban kerja pada masing-masing mobil tanki yang sama rata.
Waktu yang dibutuhkan tersebut terlalu dipaksakan, yang dikhawatirkan akan membuat kinerja mobil tanki menurun. Oleh karena itu, Depot Pertamina Tasikmalaya perlu memperhatikan jumlah mobil tanki yang harus disediakan untuk memenuhi permintaan 81 SPBU.
6. DAFTAR PUSTAKA [1] Baroto, Teguh, 2002. Perencanaan
dan Pengendalian Produksi, 1st
ed., Ghalia Indonesia, Jakarta.
[2] Edward, Minieka, 1978. Optimization Algorithms for Networks and Graphs, Marcel Dekker, Inc.
[3] Hidayat, lman. 2006. Penjadwalan Produksi Mesin Injection moulding pada PT. Duta Flow Plastic Machinery [online], Jurnal Inovisi TM Vol. 5, No.2, Oktober 2006. Jakarta : Universitas INDONUSA Esa Unggul. Didownload dari http://jurnal.pdii.lipi.go.id/admin/jurnal/52065257.pdf, pada tanggal 18 Februari 2011.
[4] Indrajit, R. Eko dan R. Djokopranoto. 2010. Perkembangan Integrasi Perencanaan, Dari Materials Requirement Planning (MRP) sampai ke Enterprise Resource Planning (ERP).
[5] Makridakis, S., Wheelwright, S.C., dan Victor E. Mgee, 1999. Metode dan Aplikasi Peramalan. Binarupa Aksara, Jakarta.
[6] Michael, T., 1987. Discrete Mathematics and Graph Theory, The Benjamin publishing Company, Inc, California.
[7] Santoso, Kiswara Agung, 2008. Metode Simpleks dan Algoritma Djikstra Guna Menyelesaikan Masalah Optimasi. [online], Didownload dari http://mathematica.aurino.com/wp-content/uploads/2008/10/metode20si
26 Jurnal Teknik Industri, ISSN:1411-6340
mpleks-kiss.pdf, pada tanggal 10 Desember 2010.
[8] Siagian, Yolanda M., 2005. Aplikasi Supply Chain Management Dalam Dunia Bisnis. Penerbit PT.Grasindo, Jakarta.
[9] Soedjianto, Felicia dkk. 2006. Perancangan dan Pembuatan Sistem Perencanaan Produksi (Studi Kasus pada PT. VONITA GARMENT.
[online], Seminar Nasional Aplikasi Teknologi Informasi 2006 (SNATI 2006). Yogyakarta, 17 Juni 2006. Didownload dari http://journal.uii.ac.id/index.php/Snati/article/view/1514, pada tanggal 17 Februari 2011.
[10] Taha, Hamdy A., 1968. Operation Research Introduction, New York.

Perancangan Model Sistem Analisis Kinerja (Emir Yulfan) 27
PERANCANGAN MODEL SISTEM ANALISIS KINERJA KEUANGAN PERUSAHAAN (PENDEKATAN SISTEM DINAMIK)
Emir Yulfan
Sales Executive, PT. Jalamas Berkatama ABSTRACT
In a company, financial performance is important to be measured and evaluated to serve as the basis for decision making. Because of the financial system in the real world has a fairly high level of complexity, it takes a model as an abstraction of the real system. In this study would be designed model performance evaluation system of corporate finance and policy analysis using the methodology of Dynamic Systems. The results of the design of this model in the form of flow diagrams and mathematical equations folder, which can be used as a learning tool for simulation and enables users to learn a model of financial systems and analysis, and simulate the decisions made in financial problems and see how the effects of these decisions on financial performance. However, this model still requires validation, the reformulation model, and further development for example by adding other subsector than financial, which is closer to the real system.
Keywords: modeling, simulation, dynamic systems, financial.
1. PENDAHULUAN3
Kinerja keuangan merupakan bagian penting dari perusahaan yang harus diukur dan dievaluasi. Berdasarkan hasil evaluasi tersebut, para pengambil keputusan akan mengambil langkah yang dibutuhkan untuk memperbaiki dan meningkatkan kinerja. Dalam kajian ini akan dirancang model sistem evaluasi kinerja keuangan perusahaan dan analisis kebijakannya dengan menggunakan metodologi Sistem Dinamik. Perancangan model dilakukan untuk memahami dan menggambarkan sistem nyata. Metodologi Sistem Dinamik mempermudah proses pemahaman atas sistem dan transformasinya menjadi model simulasi berbasis komputer. Hasil akhir rancangan model ini berupa flow map diagram dan persamaan matematisnya yang dibangun menggunakan tools Powersim Studio Enterprise 2005. Model dibangun berdasarkan pada Lyneis (1988) sebagai rujukan utama.
Untuk analisis kinerja keuangan digunakan metode rasio Radar dan economic value added (selanjutnya
Korespondensi : Emir Yulfan E-mail : [email protected]
disingkat EVA), dikarenakan keunggulan-keunggulan berikut:
1. Analisis rasio Radar: bersifat menyeluruh/umum, memenuhi kebutuhan analisis jangka pendek dan panjang, serta memiliki tampilan visual yang mudah diamati oleh pengguna.
2. Analisis EVA: berfokus pada penciptaan nilai tambah atas investasi modal di perusahaan, dapat digunakan oleh investor dan manajer investasi.
2. STUDI LITERATUR DAN METODOLOGI
2.1 Metodologi Sistem Dinamik
Metodologi Sistem Dinamik (Dynamics System, selanjutnya disingkat SD) mula-mula berkembang di Massachusetts Institute of Technology pada tahun 1956, dikembangkan oleh Jay W. Forrester (Forrester, 2002). Dasar pemikiran metodologi SD adalah berpikir serbasistem atau systems thinking, yaitu cara berpikir di mana setiap masalah dipandang sebagai sebuah sistem, yaitu keseluruhan interaksi antar unsur-unsur dari sebuah objek dalam batas lingkungan tertentu yang bekerja mencapai tujuan.
28 Jurnal Teknik Industri, ISSN:1411-6340
Kriteria persoalan yang tepat untuk dimodelkan menggunakan metodologi SD (Tasrif, 2005): • Mempunyai sifat dinamis (berubah
terhadap waktu) • Mengandung minimal satu struktur
umpan balik. Metodologi SD terdiri atas enam
tahapan (Gambar 1). Dalam studi ini hanya dilakukan sampai formulasi, simulasi, dan validasi model (tahap 4), sedangkan analisis kebijakan dan pengembangan skenario (tahap 5) maupun implementasi kebijakan (tahap 6) tidak dilakukan.
Berikut ini adalah unsur-unsur SD: • Feedback loops: elemen struktural
utama dari suatu sistem. Ada dua jenis feedback yakni positif dan negatif.
• Variabel level dan rate: elemen fundamental dari loop. Level/stock adalah kondisi/akumulasi dari sistem pada waktu tertentu, sedangkan rate/flow adalah aliran (masukan dan keluaran) yang mengatur 'kuantitas' dalam level/stock. Dalam paper ini akan digunakan istilah level dan rate. Variabel lain yang tersedia di Powersim adalah auxiliary dan constant (Davidson, 2000). Rate sendiri adalah auxiliary yang langsung mengontrol level.
• Close-loop: Sistem yang dijadikan model adalah sebagai sistem lingkaran tertutup.
• Rate mengontrol kebijakan: perilaku sistem hanya dapat dikontrol oleh rate.
2.2 Analisis Rasio Radar
Sebagai penyempurnaan atas analisis rasio keuangan klasik, muncul analisis rasio yang memberikan gambaran keseluruhan atas posisi keuangan perusahaan dan kemungkinan pertumbuhannya, mencakup lima aspek rasio-rasio keuangan yang dianggap penting untuk jangka pendek dan panjang, yang digambarkan dalam bentuk radar sehingga disebut analisis rasio radar.
a. Rasio profitabilitas b. Rasio produktivitas c. Rasio utilisasi usaha d. Rasio stabilitas e. Rasio potensi pertumbuhan
Metode analisis rasio Radar dikembangkan oleh APO (Asia Productivity Organization) yang berpusat di Tokyo. Hasil analisisnya digambarkan secara visual dalam diagram menyerupai radar (Gambar 2), sehingga mudah diinterpretasi oleh pengguna.

Perancangan Model Sistem Analisis Kinerja (Emir Yulfan) 29
Gambar 1. Tahapan Metodologi SD (Sushil, 1993)
Gambar 2. Tampilan Analisis Rasio Radar
30 Jurnal Teknik Industri, ISSN:1411-6340
2.3 Economic Value Added
Analisis rasio Radar memberikan gambaran keseluruhan atas kinerja keuangan, akan tetapi belum memfokuskan perhatian manajer pada satu aspek pengukuran. Konsep analisis yang dapat memberikan fokus untuk itu adalah economic value added (EVA). Konsep EVA diperkenalkan oleh Joel M. Stern dan G. Bennet Stewart III pada tahun 1991 (Stern Stewart, 2005). Kelebihan EVA yaitu fokusnya pada nilai tambah ekonomis perusahaan, yaitu bagaimana perusahaan dapat menciptakan nilai tambah dari modal yang diinvestasikan oleh para investor.
Formula penghitungan EVA adalah: K�L � 0M ) NO1 Q &RST;RU (1) Dimana: r = Rate of Return (Return on Invested Capital), diperoleh dari : M � VWX�YZ[\,][: (2)
NOPAT = Net Operating Profit After Taxes c* = Cost of Capital, WACC (Weighted Average Cost of Capital) Capital = seluruh modal yang digunakan (= Total Capital Employed atau Invested Capital)
3. PENGEMBANGAN MODEL
3.1. Indentifikasi dan Konseptualisasi
Rujukan utama model yang dikembangkan dalam studi ini adalah Lyneis (1988), dan dibatasi hanya pada masalah keuangan. Penambahan berupa analisis rasio Radar dan EVA dilakukan sebagai alat ukur kinerja keuangan. Pada tahap ini yang dilakukan adalah:
• Analisis struktur akuntansi dan keuangan perusahaan (studi kasus pada perusahaan manufaktur), meliputi variabel-variabel kunci dan hubungan antara Assets, Liabilities, Equities, Income, Expenses, dsb.
• Analisis sistem inventori, karena berkaitan erat dengan sistem keuangan.
• Analisis struktur laporan keuangan (Balance Sheet dan Income Statement).
• Analisis kinerja keuangan perusahaan (menggunakan metode rasio Radar dan EVA).
• Analisis hubungan sebab-akibat dan feedback loop lalu digambarkan dalam causal loop diagram.
Bergantung pada jenis kasusnya, subsystem diagram dan causal loop diagram terkadang tidak perlu dibuat. Hasil yang utama dari pemodelan SD adalah flow map diagram. 3.2. Formulasi Model
Subsistem Inventori Pada subsistem inventori terdapat
empat level yang berurutan dalam proses bisnisnya: Parts On Order, Parts Inventory, Work In Process, dan Finished Inventory.
Kebijakan yang dimodelkan yaitu:
a. Production rate policy Dihitung dari rata-rata Customer Order Rate, koreksi atas kondisi level Work In Process dan Finished Inventory yang ada. Untuk merataratakan Customer Order Rate, dibutuhkan waktu atau delay informasi (Time to Average Customer Order Rate).
b. Parts ordering rate policy Dihitung dari rata-rata Production Rate, koreksi atas kondisi Parts On Order dan Parts Inventory yang ada. Untuk merata-ratakan Production Rate, juga dibutuhkan waktu atau delay informasi (Time to Average Production Rate).
Subsistem Keuangan Pada subsistem Balance Sheet terdapat 7 level :
a. Variabel Total Assets: terdiri dari 3 level yaitu Account Receivable, Cash, Book Value of Fixed Assets.
b. Variabel Total Liabilities and Equities: terdiri dari 4 level yaitu Account Payable, Short Term Debt, dan Long Term Debt, dan Equity. Kedua variabel tersebut harus seimbang.
Pemodelan selengkapnya dari subsistem keuangan dan subsistem-subsistem lainnya dapat dilihat pada Lyneis
Perancangan Model Sistem Analisis Kinerja (Emir Yulfan) 31
(1988). Dalam model tersebut, kinerja keuangan yang dimasukkan dalam financing policy hanya meliputi Return on Sales, Return on Equity, dan Current Ratio, Debt to Equity Ratio, dan Annual Inventory Turns. Pada paper ini, analisis rasio Radar dan EVA ditambahkan, namun belum dikaji pengaruhnya terhadap financing policy.
4. SIMULASI DAN VALIDASI
Setelah model dibangun, dilakukan simulasi untuk menguji kebijakan dengan menggunakan disturbance test input pada variabel-variabel yang bersifat exogenous terhadap sistem, misalnya Customer Order Rate (pada subsistem inventori). Beberapa jenis test input tersedia di Powersim, misalnya STEP, CYCLICAL, dan GROWTH (Lyneis, 1988). Dapat digeneralisasikan bahwa kebijakan perusahaan berbeda-beda bergantung pada faktorfaktor apa saja yang perlu dipertimbangkan, serta pada tingkat kecepatan respon perusahaan terhadap perubahan yang terjadi pada sistem. Perusahaan dapat merespon secara overreacted (aggressive), moderate, atau underreacted (slow), bergantung pada besaran waktu (delay informasi) yang ditetapkan. Overreacted umumnya dapat
mencegah inventori turun ke level yang sangat rendah, namun dapat menyebabkan ketidakstabilan (fluktuasi).
Underreacted umumnya dapat menyebabkan inventori turun ke level yang sangat rendah, tapi dapat mencegah fluktuasi. Validasi model meliputi validasi struktur dan validasi perilaku, tujuannya adalah untuk menambah keyakinan atas model yang telah dirancang.
Validasi struktur merupakan validasi white-box, di mana dilakukan cross check terhadap model yang telah dihasilkan dan penelaahan kembali oleh pakar di bidang terkait (keuangan). Validasi perilaku merupakan pengujian sejauh mana model berperilaku sesuai sistem di dunia nyata, dengan cara menganalisis hasil simulasi.
Salah satu cara yang dapat digunakan yaitu historical time-series input untuk memeriksa apakah model berperilaku sesuai pengalaman yang telah terjadi pada dunia nyata. Dalam simulasi ditunjukkan bagaimana sistem inventori akan berperilaku sesuai perubahan tiba-tiba (STEP) pada Customer Order Rate.
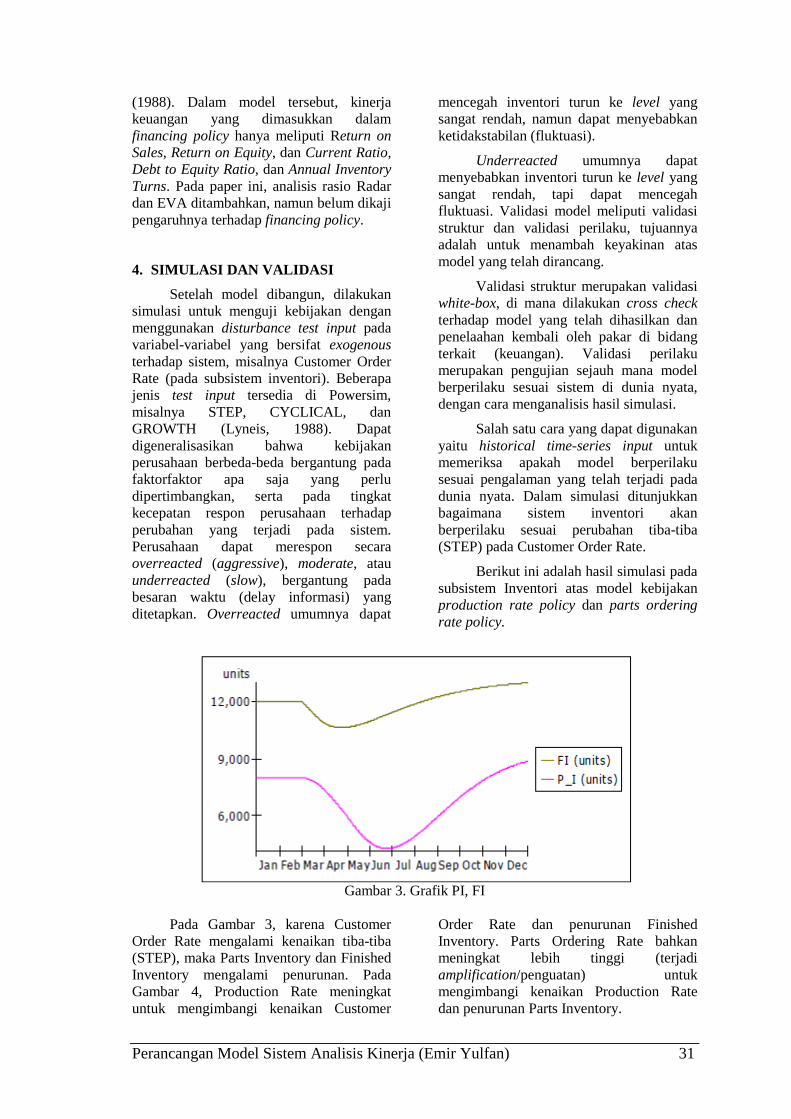
Berikut ini adalah hasil simulasi pada subsistem Inventori atas model kebijakan production rate policy dan parts ordering rate policy.
Gambar 3. Grafik PI, FI
Pada Gambar 3, karena Customer
Order Rate mengalami kenaikan tiba-tiba (STEP), maka Parts Inventory dan Finished Inventory mengalami penurunan. Pada Gambar 4, Production Rate meningkat untuk mengimbangi kenaikan Customer
Order Rate dan penurunan Finished Inventory. Parts Ordering Rate bahkan meningkat lebih tinggi (terjadi amplification/penguatan) untuk mengimbangi kenaikan Production Rate dan penurunan Parts Inventory.
32
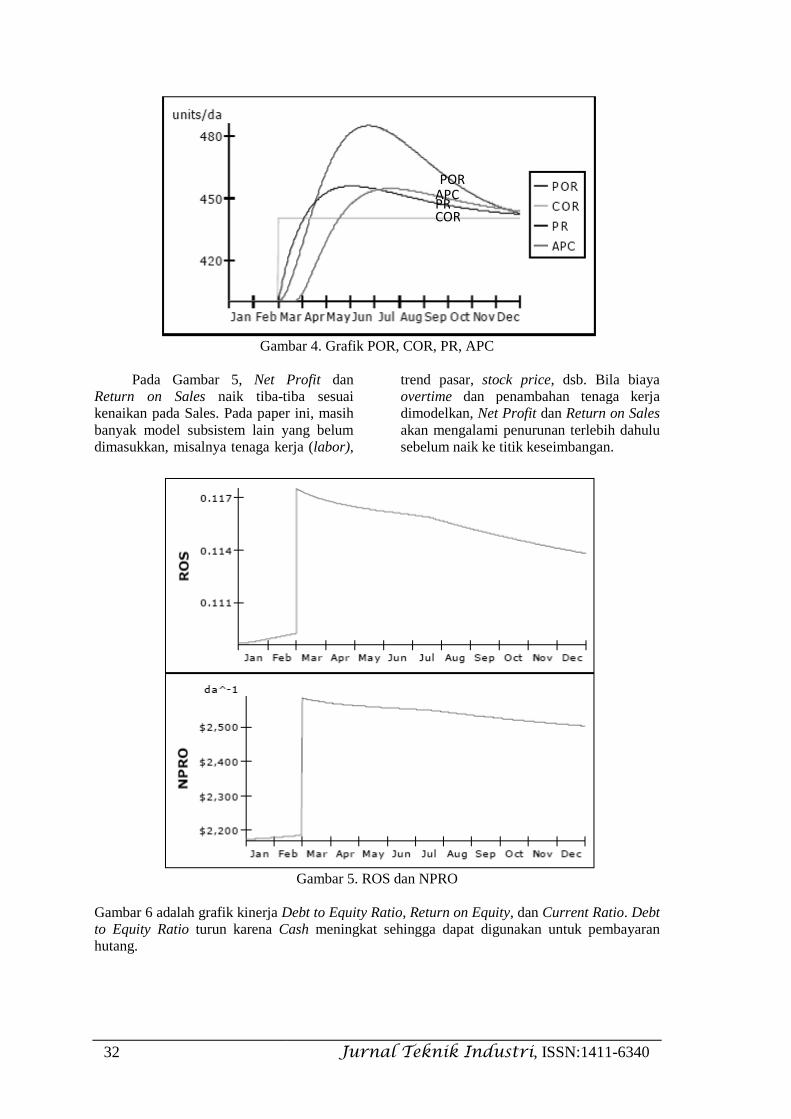
Gambar 4. Grafik POR, COR, PR, APC
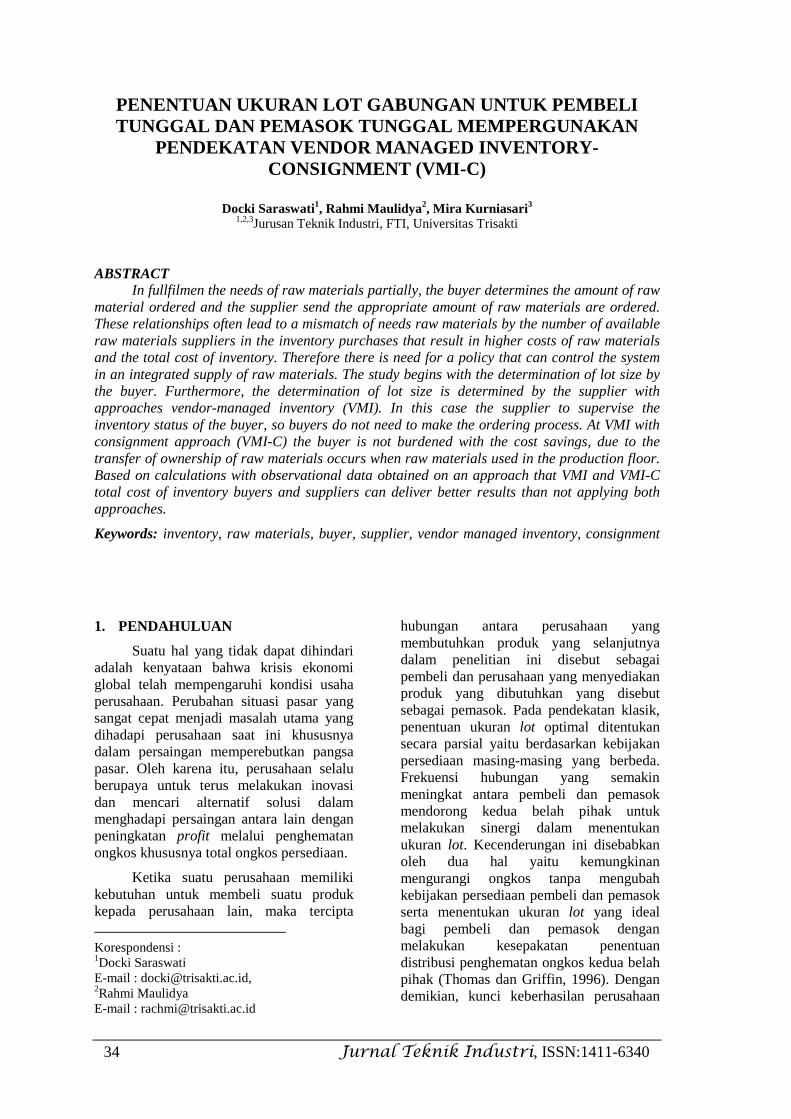
Pada Gambar 5, Net ProfitReturn on Sales naik tiba-tiba sesuai kenaikan pada Sales. Pada paper ini, masih banyak model subsistem lain yang belum dimasukkan, misalnya tenaga kerja (
Gambar 6 adalah grafik kinerja Debt to Equity Ratioto Equity Ratio turun karena Cashhutang.
Jurnal Teknik Industri, ISSN:1411
Gambar 4. Grafik POR, COR, PR, APC
Net Profit dan tiba sesuai
kenaikan pada Sales. Pada paper ini, masih banyak model subsistem lain yang belum dimasukkan, misalnya tenaga kerja (labor),
trend pasar, stock price, dsb. Bila biaya overtime dan penambahan tenaga kerja dimodelkan, Net Profit dan Reakan mengalami penurunan terlebih dahulu sebelum naik ke titik keseimbangan.
Gambar 5. ROS dan NPRO
Debt to Equity Ratio, Return on Equity, dan Current RatioCash meningkat sehingga dapat digunakan untuk pembayaran
POR
COR
APC PR
, ISSN:1411-6340
dsb. Bila biaya dan penambahan tenaga kerja
Return on Sales akan mengalami penurunan terlebih dahulu sebelum naik ke titik keseimbangan.
Current Ratio. Debt dapat digunakan untuk pembayaran

Perancangan Model Sistem Analisis Kinerja (Emir Yulfan) 33
Gambar 6. DER, ROE, CR, ROS
5. KESIMPULAN
• Model hasil rancangan ini dapat digunakan untuk mempelajari dan meningkatkan pemahaman atas perilaku sistem nyata, serta untuk melakukan simulasi percobaan sebelum menerapkan kebijakan pada sistem nyata. Namun, model pada paper ini masih in progress, dan belum dilengkapi dengan model dari subsistem-subsistem lain.
• Dengan tahapan-tahapan pada Metodologi Sistem Dinamik, proses memahami dan memodelkan sistem menjadi lebih mudah, dimulai dari level atas (subsystem diagram), level menengah (causal loop diagram), hingga masuk ke level bawah yang lebih detail (flow map diagram).
• Penggunaan analisis rasio Radar dan EVA akan lebih baik bila dikombinasikan karena keduanya saling melengkapi dengan keunggulannya masing-masing. Pada paper ini, pengaruh keduanya terhadap financing policy belum dimodelkan.
• Model ini dapat digunakan untuk mengidentifikasi informasi yang dibutuhkan oleh para pengambil keputusan dan pembuat kebijakan. Pemodelan SD juga dapat mempermudah pemahaman specification requirement dan business process dalam pengembangan sistem informasi perusahaan maupun sistem pendukung pengambilan keputusan.
6. DAFTAR PUSTAKA
[1] Lyneis, J.M., 1988. Corporate Planning and Policy Design: A System Dynamics Approach. Pugh-Roberts Associates, Inc.
[2] Stern Stewart & Co,. 2005. EVA. Diakses pada 17 Februari 2006, http://www. sternstewart.com.
[3] Tasrif, M., 2005. Analisis Kebijakan Menggunakan Model System Dynamics. Institut Teknologi Bandung, Bandung.
CR
DER
ROE(yr^-1)
34 Jurnal Teknik Industri, ISSN:1411-6340
PENENTUAN UKURAN LOT GABUNGAN UNTUK PEMBELI TUNGGAL DAN PEMASOK TUNGGAL MEMPERGUNAKAN
PENDEKATAN VENDOR MANAGED INVENTORY-CONSIGNMENT (VMI-C)
Docki Saraswati1, Rahmi Maulidya2, Mira Kurniasari3
1,2,3Jurusan Teknik Industri, FTI, Universitas Trisakti
ABSTRACT In fullfilmen the needs of raw materials partially, the buyer determines the amount of raw
material ordered and the supplier send the appropriate amount of raw materials are ordered. These relationships often lead to a mismatch of needs raw materials by the number of available raw materials suppliers in the inventory purchases that result in higher costs of raw materials and the total cost of inventory. Therefore there is need for a policy that can control the system in an integrated supply of raw materials. The study begins with the determination of lot size by the buyer. Furthermore, the determination of lot size is determined by the supplier with approaches vendor-managed inventory (VMI). In this case the supplier to supervise the inventory status of the buyer, so buyers do not need to make the ordering process. At VMI with consignment approach (VMI-C) the buyer is not burdened with the cost savings, due to the transfer of ownership of raw materials occurs when raw materials used in the production floor. Based on calculations with observational data obtained on an approach that VMI and VMI-C total cost of inventory buyers and suppliers can deliver better results than not applying both approaches.
Keywords: inventory, raw materials, buyer, supplier, vendor managed inventory, consignment
1. PENDAHULUAN4
Suatu hal yang tidak dapat dihindari adalah kenyataan bahwa krisis ekonomi global telah mempengaruhi kondisi usaha perusahaan. Perubahan situasi pasar yang sangat cepat menjadi masalah utama yang dihadapi perusahaan saat ini khususnya dalam persaingan memperebutkan pangsa pasar. Oleh karena itu, perusahaan selalu berupaya untuk terus melakukan inovasi dan mencari alternatif solusi dalam menghadapi persaingan antara lain dengan peningkatan profit melalui penghematan ongkos khususnya total ongkos persediaan.
Ketika suatu perusahaan memiliki kebutuhan untuk membeli suatu produk kepada perusahaan lain, maka tercipta Korespondensi : 1Docki Saraswati E-mail : [email protected], 2Rahmi Maulidya E-mail : [email protected]
hubungan antara perusahaan yang membutuhkan produk yang selanjutnya dalam penelitian ini disebut sebagai pembeli dan perusahaan yang menyediakan produk yang dibutuhkan yang disebut sebagai pemasok. Pada pendekatan klasik, penentuan ukuran lot optimal ditentukan secara parsial yaitu berdasarkan kebijakan persediaan masing-masing yang berbeda. Frekuensi hubungan yang semakin meningkat antara pembeli dan pemasok mendorong kedua belah pihak untuk melakukan sinergi dalam menentukan ukuran lot. Kecenderungan ini disebabkan oleh dua hal yaitu kemungkinan mengurangi ongkos tanpa mengubah kebijakan persediaan pembeli dan pemasok serta menentukan ukuran lot yang ideal bagi pembeli dan pemasok dengan melakukan kesepakatan penentuan distribusi penghematan ongkos kedua belah pihak (Thomas dan Griffin, 1996). Dengan demikian, kunci keberhasilan perusahaan

Penentuan Ukuran Lot Gabungan (Docki Saraswati) 35
dalam melakukan sinergi terletak pada kebijakan yang diterapkan dalam sistem keseluruhan sebagai suatu kesatuan yang tidak lagi berfokus pada internal masing-masing perusahaan (Lau dan Goh, 2005).
Adanya kesepakatan jangka panjang untuk memanfaatkan teknologi informasi telah memberikan penghematan total ongkos persediaan pada pembeli dan pemasok maupun sistem secara keseluruhan (system wide) meskipun kontribusi manfaat yang diperoleh pemasok dan pembeli berbeda (Yao dan Dresner, 2008 dan Gümüş dkk., 2008).
Terdapat beberapa pendekatan yang digunakan dalam memanfaatkan teknologi informasi pada hubungan kontrak antara lain information sharing (Lee dan Whang, 1998, Lee dkk., 2000 dan Huang dkk., 2003), vendor-managed inventory (Dong dan Xu, 2002, Disney dan Towill, 2003, Bertazzi dkk., 2005, Iyer dkk., 2007 dan Yao dan Dresner, 2008), dan consignment (Braglia dan Zavanella, 2003, Wang dkk., 2004, Chen dan Liu, 2007 dan Gümüş dkk., 2008).
Pendekatan information sharing (IS) merupakan pendekatan yang memanfaatkan teknologi informasi untuk dapat berbagi informasi antara pemasok dan pembeli (Lee dan Whang, 1998). Pendekatan vendor-managed inventory (VMI) melibatkan pemasok dalam melakukan monitoring terhadap status persediaan pembeli dan pemasok bertanggung jawab terhadap ketersediaan produk sehingga pembeli tidak perlu melakukan pemesanan (Dong dan Xu, 2002). Adapun pendekatan consignment merupakan pengaturan kepemilikan produk, yaitu pemasok sebagai pemilik produk (consignor) mengirimkan produk kepada pembeli (consignee) untuk dimanfaatkan oleh pembeli. Proses penjualan atau perpindahan kepemilikan produk berlaku pada saat produk dimanfaatkan oleh pembeli (Chen dan Liu, 2007). Apabila dua pendekatan di atas disatukan, maka pemasok melakukan vendor-managed inventory dengan consignment (VMI-C) yang berarti di samping melakukan monitoring terhadap status persediaan pembeli, pemasok juga bertanggung jawab terhadap kepemilikan produk hingga
produk dimanfaatkan oleh pembeli (Dong dan Xu, 2002 dan Gümüş dkk., 2008). Pada hubungan kontrak, ukuran lot pengiriman ditentukan oleh pemasok baik dengan pendekatan VMI maupun dengan VMI-C. Hal ini menunjukkan bahwa sinergi hubungan antara pemasok dan pembeli belum dimanfaatkan secara optimal. Penentuan ukuran lot pemesanan belum dilakukan berdasarkan integrasi fungsi total ongkos persediaan pemasok dan pembeli. Oleh karena itu, pemasok cenderung mendorong pembeli untuk bersinergi meningkatkan kinerja total ongkos persediaan melalui hubungan kemitraan. Dalam konteks hubungan antara pembeli tunggal dan pemasok tunggal. makalah ini mempertimbangkan pemanfaatan teknologi informasi melalui penerapan VMI-C.
2. TINJAUAN PUSTAKA
Sistem yang diamati terdiri dari pemasok tunggal dan pembeli tunggal. Pembeli memiliki permintaan yang bersifat deterministik dan melakukan pemesanan kepada pemasok. Pemasok kemudian memproduksi produk yang dibutuhkan dalam lot. Setiap lot yang diproduksi dikirim kepada pembeli dalam ukuran batch. Berdasarkan model EOQ bagi pembeli, fungsi total ongkos terdiri atas ongkos pesan dan ongkos simpan, atau ongkos setup dan ongkos simpan untuk model EOQ bagi pemasok. Secara tradisional, pemasok dan pembeli memiliki model persediaan secara terpisah sehingga ukuran lot optimal yang diperoleh berbeda. Dalam hal ini, penentuan kuantitas pemesanan dan jadwal pengiriman akan lebih efektif berdasarkan integrasi fungsi total ongkos dibandingkan bila pemasok atau pembeli menggunakan fungsi ongkos masing-masing. Integrasi penentuan ukuran lot antara pemasok tunggal dan pembeli tunggal disebut sebagai JELS. Penelitian mengenai model JELS berkaitan dengan minimisasi total ongkos sistem persediaan gabungan yang merupakan penjumlahan dari total ongkos pemasok dan total ongkos pembeli.
Goyal (1976) merupakan peneliti pertama yang mengusulkan model integrasi antara pemasok dan pembeli untuk
36 Jurnal Teknik Industri, ISSN:1411-6340
meminimisasi total ongkos yang relevan dengan laju produksi infinite. Kemudian Banerjee (1986) mengembangkan model Goyal (1976) dengan laju produksi pemasok finite dan memperkenalkan istilah Joint Economic Lot Sizing (JELS). Model Banerjee (1986) didasarkan pada ukuran lot produksi yang berbasis pada pengiriman lot-for-lot untuk satu jenis produk dari pemasok tunggal ke pembeli tunggal. Dalam pengembangannya, Goyal (1988) melakukan relaksasi terhadap asumsi produksi lot-for-lot. Selanjutnya Goyal (1988) memformulasikan model joint-total-relevant-cost untuk pemasok tunggal dan pembeli tunggal dalam sistem persediaan dengan ukuran lot pemasok yang merupakan kelipatan integer dari ukuran pesanan pembeli. Beberapa penelitian yang berkaitan dengan pemanfaatan informasi secara terintegrasi telah dilakukan pada hubungan antara pemasok dan pembeli, khususnya mengenai kebijakan persediaan.
Dong dan Xu (2002) mengamati manfaat VMI dalam jangka pendek dan jangka panjang pada sistem persediaan terintegrasi. Model EOQ merupakan kebijakan persediaan pemasok tunggal dan pembeli tunggal. VMI adalah consignment inventory (CI) sehingga Dong dan Xu (2002) menyebutnya sebagai VMI-C, di mana pemasok mengirimkan produknya ke pembeli untuk dimanfaatkan oleh pembeli dan proses pembayaran terjadi hanya sesudah produk dimanfaatkan. Pemasok memonitor posisi persediaan pembeli dan membuat keputusan penggantian (replenishment) tanpa menunggu pemesanan dari pembeli. Secara spesifik, VMI selalu memberikan keuntungan yang lebih besar pada pembeli tetapi keuntungan pada pemasok bervariasi. Bagi pemasok, keuntungan yang lebih tinggi dihasilkan pada VMI dengan jangka panjang dibandingkan dengan VMI dengan jangka pendek.
Pada sistem integrasi yang sama, Disney dan Towill (2003) membandingkan antara sistem tradisional dengan sistem yang memanfaatkan VMI. Pada sistem tradisional, pemasok hanya menyelesaikan sejumlah produk yang dipesan oleh pembeli untuk diproduksi dan hanya bertanggung
jawab terhadap sistem persediaan masing-masing. Pada sistem dengan VMI, pembeli memberikan informasi persediaan kepada pemasok tanpa mempergunakan purchase order. Pemasok kemudian membandingkan persediaan aktual pembeli dengan re-order point (ROP) yang telah disepakati. Posisi ROP menentukan keputusan yang diambil pemasok dalam mengirimkan produknya pada setiap periode perencanaan. Apabila tingkat persediaan berada di bawah ROP, pemasok akan mengirimkan produk dengan jumlah tertentu hingga mencapai target maksimum yang telah disepakati. ROP ditentukan secara dinamis, disesuaikan dengan perubahan permintaan. Kesimpulan yang diperoleh dari perbandingan kedua pendekatan sistem pada kondisi permintaan yang cepat berubah adalah bahwa sistem dengan VMI memberikan manfaat yang secara signifikan lebih baik khususnya dalam pengendalian persediaan.
Penelitian Braglia dan Zavanella (2003) menunjukkan bahwa pendekatan consignment memiliki kinerja yang lebih baik dibandingkan dengan sistem persediaan yang konvensional. Tidak hanya dengan penghematan ongkos persediaan, akan tetapi juga memberikan manfaat yang bersifat intangible diantaranya fleksibilitas dan peningkatan service level.
Kulp dkk. (2004) telah mengemukakan bahwa pemasok memperoleh manfaat dari informasi yang terintegrasi. Mereka mengemukakan kerangka konseptual mengenai pengertian ekspektasi efek integrasi informasi untuk berbagai ukuran kinerja pemasok. Integrasi informasi dibagi atas dua kelompok yaitu pertukaran informasi (information exchanges) dan perencanaan kolaborasi (collaboration planning). Pertukaran informasi adalah berbagi informasi diantaranya data permintaan dan tingkat persediaan pembeli. Pada perencanaan kolaborasi, integrasi informasi dilakukan untuk menyelaraskan aktivitas pemasok dan pembeli antara lain perpindahan tanggung jawab pemesanan dan penggantian persediaan dalam bentuk VMI. Iyer dkk. (2007) mengemukakan adanya trade-off antara informasi permintaan dan persediaan di dalam sistem pemasok dan pembeli yang
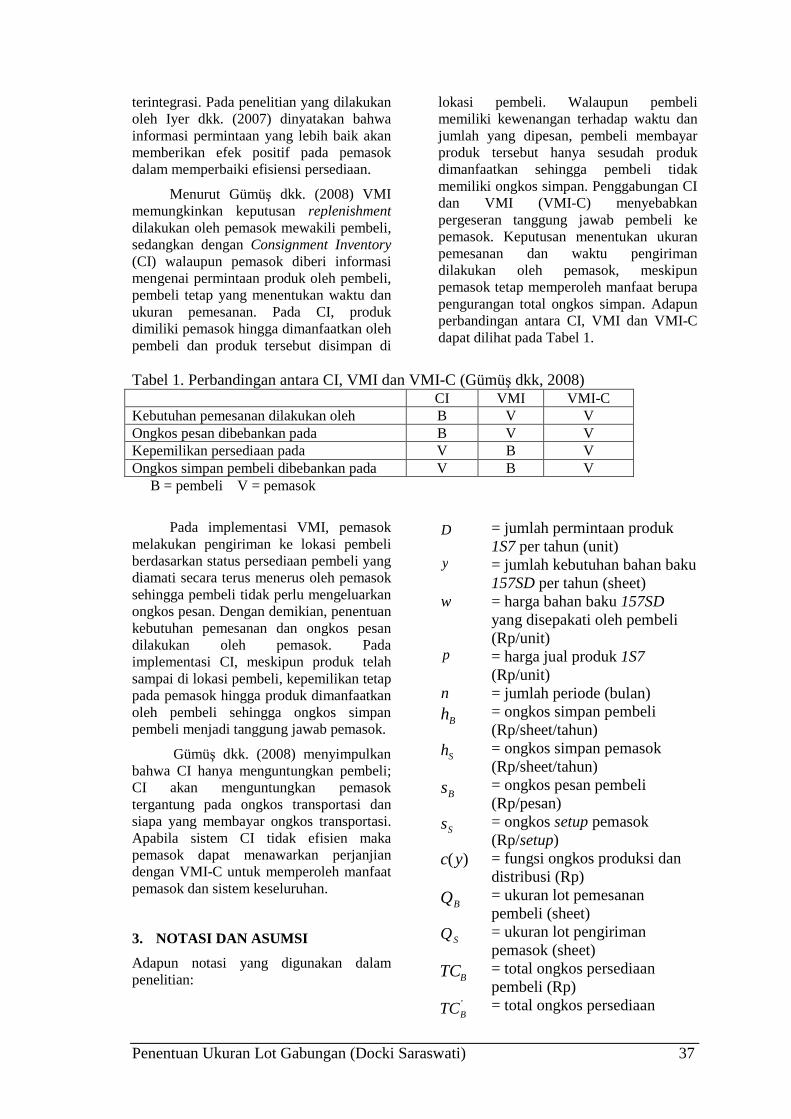
Penentuan Ukuran Lot Gabungan (Docki Saraswati) 37
terintegrasi. Pada penelitian yang dilakukan oleh Iyer dkk. (2007) dinyatakan bahwa informasi permintaan yang lebih baik akan memberikan efek positif pada pemasok dalam memperbaiki efisiensi persediaan.
Menurut Gümüş dkk. (2008) VMI memungkinkan keputusan replenishment dilakukan oleh pemasok mewakili pembeli, sedangkan dengan Consignment Inventory (CI) walaupun pemasok diberi informasi mengenai permintaan produk oleh pembeli, pembeli tetap yang menentukan waktu dan ukuran pemesanan. Pada CI, produk dimiliki pemasok hingga dimanfaatkan oleh pembeli dan produk tersebut disimpan di
lokasi pembeli. Walaupun pembeli memiliki kewenangan terhadap waktu dan jumlah yang dipesan, pembeli membayar produk tersebut hanya sesudah produk dimanfaatkan sehingga pembeli tidak memiliki ongkos simpan. Penggabungan CI dan VMI (VMI-C) menyebabkan pergeseran tanggung jawab pembeli ke pemasok. Keputusan menentukan ukuran pemesanan dan waktu pengiriman dilakukan oleh pemasok, meskipun pemasok tetap memperoleh manfaat berupa pengurangan total ongkos simpan. Adapun perbandingan antara CI, VMI dan VMI-C dapat dilihat pada Tabel 1.
Tabel 1. Perbandingan antara CI, VMI dan VMI-C (Gümüş dkk, 2008) CI VMI VMI-C Kebutuhan pemesanan dilakukan oleh B V V Ongkos pesan dibebankan pada B V V Kepemilikan persediaan pada V B V Ongkos simpan pembeli dibebankan pada V B V B = pembeli V = pemasok
Pada implementasi VMI, pemasok melakukan pengiriman ke lokasi pembeli berdasarkan status persediaan pembeli yang diamati secara terus menerus oleh pemasok sehingga pembeli tidak perlu mengeluarkan ongkos pesan. Dengan demikian, penentuan kebutuhan pemesanan dan ongkos pesan dilakukan oleh pemasok. Pada implementasi CI, meskipun produk telah sampai di lokasi pembeli, kepemilikan tetap pada pemasok hingga produk dimanfaatkan oleh pembeli sehingga ongkos simpan pembeli menjadi tanggung jawab pemasok.
Gümüş dkk. (2008) menyimpulkan bahwa CI hanya menguntungkan pembeli; CI akan menguntungkan pemasok tergantung pada ongkos transportasi dan siapa yang membayar ongkos transportasi. Apabila sistem CI tidak efisien maka pemasok dapat menawarkan perjanjian dengan VMI-C untuk memperoleh manfaat pemasok dan sistem keseluruhan.
3. NOTASI DAN ASUMSI
Adapun notasi yang digunakan dalam penelitian:
D = jumlah permintaan produk 1S7 per tahun (unit)
y = jumlah kebutuhan bahan baku 157SD per tahun (sheet)
w = harga bahan baku 157SD yang disepakati oleh pembeli (Rp/unit)
p = harga jual produk 1S7 (Rp/unit)
n = jumlah periode (bulan)
Bh = ongkos simpan pembeli (Rp/sheet/tahun)
Sh = ongkos simpan pemasok (Rp/sheet/tahun)
Bs = ongkos pesan pembeli (Rp/pesan)
Ss = ongkos setup pemasok (Rp/setup)
)(yc = fungsi ongkos produksi dan distribusi (Rp)
BQ = ukuran lot pemesanan pembeli (sheet)
SQ = ukuran lot pengiriman pemasok (sheet)
BTC = total ongkos persediaan pembeli (Rp)
'BTC = total ongkos persediaan
38 Jurnal Teknik Industri, ISSN:1411-6340
pembeli dengan VMI (Rp) "BTC = total ongkos persediaan
pembeli dengan VMI-C (Rp)
STC = total ongkos persediaan pemasok (Rp)
'STC = total ongkos persediaan
pemasok dengan VMI (Rp) "STC = total ongkos persediaan
pemasok dengan VMI-C (Rp)
BΠ = keuntungan pembeli (Rp) 'BΠ = keuntungan pembeli dengan
VMI (Rp) "BΠ = keuntungan pembeli dengan
VMI-C (Rp)
SΠ = keuntungan pemasok (Rp) 'SΠ = keuntungan pemasok dengan
VMI (Rp) "SΠ = keuntungan pemasok dengan
VMI-C (Rp) Asumsi yang digunakan adalah : 1. Pola permintaan bersifat deterministik
dinamis. 2. Tidak diizinkan terjadi shortage atau
stockout. 3. Tidak ada diskon dalam pembelian
barang. 4. Pembeli dan pemasok menerapkan
model persediaan economic order quantity (EOQ)
5. Ongkos persediaan pembeli dan pemasok tidak sama )( BSBS hhss ≠ .
6. Fungsi ongkos produksi dan distribusi pemasok ditentukan berdasarkan persamaan polinomial orde dua, yaitu
2210)( yayaayc ++= , dengan 10 ,aa
dan 2a merupakan konstanta.
4. KARAKTERISTIK SISTEM
Sistem persediaan terintegrasi yang diamati terdiri atas pembeli tunggal dan pemasok tunggal. Pembeli memproduksi unit 1S7 yang membutuhkan pasokan bahan baku 157SD. Setiap unit 1S7 membutuhkan 0,125 sheet bahan baku 157SD, maka persamaan untuk jumlah kebutuhan bahan baku adalah
Dy 125,0= (1)
Berdasarkan persamaan (1) dengan jumlah permintaan per tahun untuk produk IS7 sebesar D = 758100 unit, maka diperoleh jumlah kebutuhan bahan baku 157SD adalahy = 94766 sheet. Selanjutnya berdasarkan data kurva ongkos produksi dan distribusi terhadap jumlah kebutuhan baku setiap periode diperoleh persamaan fungsi ongkos produksi dan distribusi sebagai berikut (Kurniasari,h. IV-27),
236,034,002,22034356)( yyyc ++=(2)
5. METODOLOGI PENELITIAN
Penelitian terhadap adanya pengaruh vendor managed inventory–consignment (VMI-C) terhadap total ongkos persediaan sistem terintegrasi diawali pada kondisi dengan pembeli yang menetukan ukuran lot pemesanan. Selanjutnya, pemasok melakukan pengamatan terhadap status persediaan pembeli, sehingga pembeli tidak perlu melakukan pemesanan (VMI). Pada tahap akhir, disamping melakukan pengamatan terhadap status persediaan pembeli, pemasok juga melakukan consignment (VMI-C) yaitu pengalihan kepemilikan bahan baku 157SD dilakukan pada saat bahan baku digunakan oleh pembeli untuk menghasilkan produk IS7.
5.1. Ukuran lot ditentukan oleh pembeli
Pembeli menentukan ukuran lot pemesanan berdasarkan economic order quantity
(EOQ), yaitu ( ) 2/12 BBB hysQ = . Total ongkos persediaan pembeli adalah
( ) ( )( )2)( BBBBBB QhQyswyQTC ++=(3)
Berdasarkan nilai BQ yang ditentukan pembeli, total ongkos persediaan pemasok adalah ongkos produksi dan distribusi ditambah ongkos pesan ditambah ongkos simpan, sehingga persamaan total ongkos persediaan pemasok adalah
( ) ( )( )2)()( BSBSBS QhQysycQTC ++= (4)
Penentuan Ukuran Lot Gabungan (Docki Saraswati) 39
Keuntungan yang diperoleh pembeli sebagai berikut,
( )BBB QTCpD−=Π (5) Keuntungan yang diperoleh pemasok sebagai berikut,
( )BSS QTCwy−=Π (6)
5.2. Ukuran lot ditentukan oleh pemasok dengan VMI
Pada pendekatan VMI pemasok menggabungkan ongkos setup pemasok
)( Ss dan ongkos pesan pembeli )( Bs ,
diperoleh )( SB ss + . Pemasok menentukan
ukuran lot ekonomis berdasarkan EOQ,
yaitu ( )( ) 2/12 SBSS hyssQ += . Adapun
total ongkos persediaan pemasok adalah ( )( ) ( )( )2)()('
SSSBSSS QhQyssycQTC +++= (7)
Berdasarkan nilai SQ yang ditentukan
pemasok, maka total ongkos persediaan pembeli adalah
( )2)('SBSS QhwyQTC += (8)
Keuntungan yang diperoleh pemasok sebagai berikut,
( )SSS QTCwy '' −=Π (9)
Keuntungan yang diperoleh pembeli sebagai berikut,
( )SBB QTCpD '' −=Π (10)
5.3. Ukuran lot ditentukan oleh pemasok dengan VMI-C
Disamping menggabungkan ongkos pesan pembeli dan ongkos setup pemasok, dengan pendekatan VMI-C ongkos simpan pemasok melibatkan ongkos simpan pembeli, maka diperoleh )( BS hh + .
Ukuran lot optimal adalah
( ) ( )( ) 2/12 BSBSS hhyssQ ++= .
Total ongkos persediaan pemasok adalah ongkos produksi dan distribusi ditambah ongkos pesan ditambah ongkos simpan, sehingga persamaan total ongkos persediaan pemasok adalah:
)(2
)()()("SB
SSB
SSS hh
Qss
Q
yycQTC +
++
+= (11)
Turunan pertama terhadap persamaan (1) menghasilkan,
2/1
)(
)(2
++
=SB
SBS hh
ssyQ (12)
Total ongkos persediaan pembeli adalah
wyTCB =" (13) Keuntungan yang diperoleh pemasok sebagai berikut,
( )SSS QTCwy "" −=Π (14)
Keuntungan yang diperoleh pembeli sebagai berikut,
( )SBB QTCpD "" −=Π (15)
Menurut Dong dan Xu (2002) total ongkos persediaan pemasok dengan pendekatan VMI dan VMI-C akan memberikan manfaaat, jika dan hanya jika
0112
22/12/1
<
+−
+−
B
S
B
S
h
h
s
s
(16)
Ini berarti, ( ) ( )BSSS QTCQTC <' dan
( ) ( )BSSS QTCQTC <" , yang akan
memberikan penghematan total ongkos persediaan pada pemasok dan pembeli.
6. HASIL DAN PEMBAHASAN
Penelitian dilakukan pada perusahaan manufaktur yang memproduksi stamping part manufacturing, 1S7, yang bergerak di bidang manufaktur komponen otomotif. Perusahaan ini merupakan pembeli bahan baku 157SD dari sebuah perusahaan pemasok dalam bentuk lembaran (sheet).
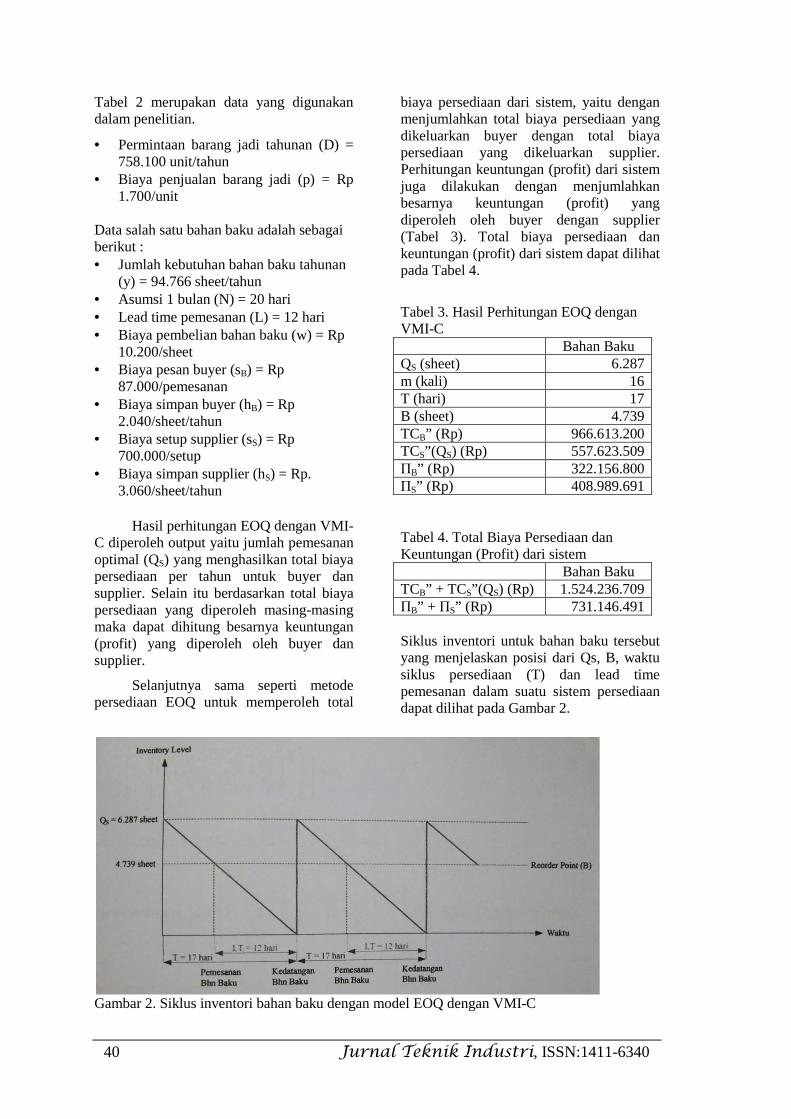
40 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 2 merupakan data yang digunakan dalam penelitian.
• Permintaan barang jadi tahunan (D) = 758.100 unit/tahun
• Biaya penjualan barang jadi (p) = Rp 1.700/unit
Data salah satu bahan baku adalah sebagai berikut : • Jumlah kebutuhan bahan baku tahunan
(y) = 94.766 sheet/tahun • Asumsi 1 bulan (N) = 20 hari • Lead time pemesanan (L) = 12 hari • Biaya pembelian bahan baku (w) = Rp
10.200/sheet • Biaya pesan buyer (sB) = Rp
87.000/pemesanan • Biaya simpan buyer (hB) = Rp
2.040/sheet/tahun • Biaya setup supplier (sS) = Rp
700.000/setup • Biaya simpan supplier (hS) = Rp.
3.060/sheet/tahun
Hasil perhitungan EOQ dengan VMI-C diperoleh output yaitu jumlah pemesanan optimal (QS) yang menghasilkan total biaya persediaan per tahun untuk buyer dan supplier. Selain itu berdasarkan total biaya persediaan yang diperoleh masing-masing maka dapat dihitung besarnya keuntungan (profit) yang diperoleh oleh buyer dan supplier.
Selanjutnya sama seperti metode persediaan EOQ untuk memperoleh total
biaya persediaan dari sistem, yaitu dengan menjumlahkan total biaya persediaan yang dikeluarkan buyer dengan total biaya persediaan yang dikeluarkan supplier. Perhitungan keuntungan (profit) dari sistem juga dilakukan dengan menjumlahkan besarnya keuntungan (profit) yang diperoleh oleh buyer dengan supplier (Tabel 3). Total biaya persediaan dan keuntungan (profit) dari sistem dapat dilihat pada Tabel 4.
Tabel 3. Hasil Perhitungan EOQ dengan VMI-C Bahan Baku QS (sheet) 6.287 m (kali) 16 T (hari) 17 B (sheet) 4.739 TCB” (Rp) 966.613.200 TCS”(QS) (Rp) 557.623.509 ΠB” (Rp) 322.156.800 ΠS” (Rp) 408.989.691 Tabel 4. Total Biaya Persediaan dan Keuntungan (Profit) dari sistem Bahan Baku TCB” + TCS”(QS) (Rp) 1.524.236.709 ΠB” + ΠS” (Rp) 731.146.491 Siklus inventori untuk bahan baku tersebut yang menjelaskan posisi dari Qs, B, waktu siklus persediaan (T) dan lead time pemesanan dalam suatu sistem persediaan dapat dilihat pada Gambar 2.
Gambar 2. Siklus inventori bahan baku dengan model EOQ dengan VMI-C
Penentuan Ukuran Lot Gabungan (Docki Saraswati) 41
Berdasarkan Gambar 2 dapat dilihat bahwa persediaan jumlah Qs akan terus digunakan sampai akhirnya jatuh pada reorder point (B). Titik B ini menandakan saat dimana akan dilakukan pemenuhan bahan baku kembali (replenishment) sebesar Qs. Jadi pada saat persediaan telah mencapai titik B, yaitu 4.379 sheet maka akan dilakukan pemenuhan bahan baku kembali sebesar 6.287 sheet. Kemudian dalam 17 hari bahan baku akan sampai,
dimana pada saat itu juga persediaan telah mencapai posisi persediaan akan kembali penuh, yaitu sejumlah Qs, begitu seterusnya sampai pada akhir periode permintaan.
Total biaya persediaan pada supplier dengan menggunakan model EOQ dengan VMI-C memenuhi kondisi pada persamaan 2-3 sebagai berikut :
^2 ) _1 % 700.00087.000 �= @c ) 1 % 3.0602.040�= @c g@h i 0
-0,04<0
Berdasarkan perhitungan kondisi di atas didapatkan bahwa j&k"0mk1 nj&k0m 1. Hal ini dapat dilihat pada proses perhitungan sebelumnya dimana hasil perhitungan j&k"0mk1 menghasilkan total biaya persediaan yang lebih rendah dibandingkan dengan j&k0m 1. Total biaya persediaan supplier untuk masing-masing
model persediaan pada tabel 3. Sedangkan total biaya persediaan buyer akan berkurang, hal ini dikarenakan buyer tidak lagi menanggung biaya pesan dan simpan. Penghematan total biaya persediaan supplier, buyer dan sistem dapat dilihat pada Tabel 5.
Tabel 5. Total biaya persediaan dan penghematan untuk supplier, buyer dan sistem Total biaya persediaan supplier :
EOQ EOQ dengan VMI-C Penghematan Rp (%) TCS (QB) (Rp) TCS”(QS) (Rp)
558.101.651 557.623.509 478.142 (0,09%) Total biaya persediaan buyer :
EOQ EOQ dengan VMI-C Penghematan Rp (%) TCB (QB) (Rp) TCB” (Rp)
971.289.180 966.613.200 4.675.980 (0,48%) Total biaya persediaan sistem :
EOQ EOQ dengan VMI-C Penghematan Rp (%) TCB(QB)+TCS(QB) (Rp) TCB” (Rp)
1.529.390.831 1.524.236.709 5.154.123 (0,34%)
Penghematan yang terjadi cukup besar karena pada model persediaan EOQ dengan VMI-C supplier yang menentukan jumlah pemesanan yang optimal sehingga jumlah pemesanan tersebut akan lebih tepat dan akurat. Dengan demikian total biaya persediaan per tahun pemasok dengan menggunakan VMI-C akan jauh lebih rendah dibandingkan dengan total biaya persediaan per tahun dengan menggunakan
EOQ sehingga akan menghasilkan selisih atau penghematan biaya yang cukup besar. Selain itu buyer juga tidak menanggung semua biaya pesan dan biaya simpan yang menyebabkan berkurangnya total biaya persediaan per tahun buyer yang cukup besar. Berkurangnya total biaya persediaan per tahun buyer dan supplier akan menyebabkan total biaya persediaan ber tahun dari sistem pun akan berkurang.

42 Jurnal Teknik Industri, ISSN:1411-6340
Analisa sensitivitas perlu dilakukan untuk melihat pengaruh perubahan parameter terhadap karakteristik model persediaan, dalam hal ini yang diubah adalah biaya pembelian bahan baku. Pemilihan biaya pembelian sebagai parameter yang diubah dikarenakan biaya pembelian bahan baku yang berhubungan
dengan biaya simpan pada buyer dan supplier serta biaya produksi dan distribusi bahan baku pada supplier. Analisa sensitivitas dilakukan dengan menaikkan dan menurunkan biaya pembelian sebesar 5% dan 10%. Biaya pembelian awal adalah sebesar Rp10.200,-
Tabel 6. Hasil perhitungan perubahan parameter biaya pembelian bahan baku
biaya pembelian
Total biaya persediaan per tahun
buyer Supplier sistem
Turun 10% 9.180 869.951.880 560.063.090 1.430.014.970
Turun 5% 9.690 918.282.540 562.159.589 1.479.062.636
Tetap 10.200 966.613.200 557.623.509 1.524.236.709
Naik 5% 10.710 1.014.943.860 562.159.589 1.577.103.449
Naik 10% 11.220 1.063.274.520 562.824.677 1.626.099.197
Keuntungan per tahun buyer supplier sistem
Turun 10% 418.818.120 309.888.790 728.706.910
Turun 5% 370.487.460 357.502.444 727.989.904 Tetap 322.156.800 408.989.691 731.146.491
Naik 5% 273.826.140 452.784.271 726.610.411
Naik 10% 225.495.480 500.449.843 725.945.323
Gambar 3. Analisa sensitivitas
0
200.000.000
400.000.000
600.000.000
800.000.000
1.000.000.000
1.200.000.000
1.400.000.000
1.600.000.000
1.800.000.000
Turun 10% Turun 5% Tetap Naik 5% Naik 10%
(1) Total biaya persediaan per tahun buyer (2) Total biaya persediaan per tahun Supplier
(3) Total biaya persediaan per tahun sistem (4) Keuntungan per tahun buyer
(5) Keuntungan per tahun supplier (6) Keuntungan per tahun sistem
(3)
(1)
(6)
(2)(5)
(4)
Penentuan Ukuran Lot Gabungan (Docki Saraswati) 43
Total biaya persediaan per tahun yang lebih rendah pada buyer dan supplier dapat diperoleh dengan penurunan biaya pembelian bahan baku sampai batas maksimum 10% berdasarkan analisa sensitivitas yang dilakukan.
7. KESIMPULAN
Sistem pengendalian persediaan menggunakan model persediaan EOQ dengan vendor managed inventory-consignment (VMI-C) pada kasus bahan baku dalam penelitian ini menghasilkan penghematan total biaya persediaan per tahun untuk buyer, supplier dan sistem yang lebih besar dibandingkan model EOQ.
Buyer dan supplier dapat menurunkan biaya pembelian bahan baku sampai batas maksimum 10% lebih rendah dari biaya bahan baku saat ini agar total biaya persediaan per tahun dari sistem dapat lebih minimum lagi.
8. DAFTAR PUSTAKA
[1] Banerjee, A. 1986, A Joint Economic-Lot-Size Model for Purchaser and Vendor, Decision Sciences, 17, 292-311.
[2] Bertazzi, L., Paletta, G. dan Speranza, M.G. 2005, Minimizing the Total Cost in an Integrated Vendor-Managed Inventory System, Journal of Heuristics, 11, 393-419.
[3] Braglia, M. dan Zavanella, L. 2003, Modelling an Industrial Strategy for Inventory Management in Supply Chain: the ‘Consignment’ Case, International Journal of Production Research, 41 (16), 3793-3808.
[4] Chen, S.L., dan Liu, C.L. 2007, The Optimal Consignment Policy for the Manufacturer Under Supply Chain Coordination, International Journal of Production Research, iFirst, 1-23.
[5] Disney, S.M. dan Towill, D.R. 2003, The Effect of Vendor Managed Inventory (VMI) Dynamics on the Bullwhip Effect in Supply Chains, International Journal of Production Economics, 85, 199-215.
[6] Dong, Y. dan Xu, K. 2002, A Supply Chain Model of Vendor-Managed Inventory, Transporation Research Part E, 38, 75-95.
[7] Goyal, S.K. 1976, An Integrated Inventory Model for a Single Supplier-Single Customer Problem, International Journal of Production Research, 15 (1), 107-111.
[8] Goyal, S.K. 1988, A Joint Economic-Lot-Size Model for Purchaser and Vendor: A Comment, Decision Sciences, 19 (1), 236-241.
[9] Gümüş, M., Jewkes, E.M. dan Bookbinder, J.H. 2008, Impact of Consignment Inventory and Vendor-Managed Inventory for a Two-party Supply Chain, International Journal of Production Economics, 113, 501-517.
[10] Lau, G.T dan Goh, M. 2005, Buyer-Seller Relationship in the PCB Industry, Supply Chain Management: An International Journal, 10 (4), 302-312.
[11] Huang, G.Q., Lau, J.S.K. dan Mak, K.L (2003): The Impacts of Sharing Production Information on Supply Chain Dynamics: A Review of the Literature, International Journal of Production Research, 41 (7), 1483-151
[12] Iyer, G., Narasimhan, C. Dan Niraj, R. (2007): Information and Iventory in Distribution Channels, Management Science, 53 (10), 1551-1561.
[13] Kulp, S.C., Lee, H.L. dan Ofek, E. (2004): Manufacturer Benefits from Information Integration with Retail Customers, Management Science, 50 (4), 431-444.
[14] Kurniasari, M. 2010, Usulan Sistem Pengendalian Persediaan Bahan Baku 157 SPSCEN SD untuk Buyer-Supplier dengan Model Vendor Managed Inventory – Consignment (VMI-C), (Kasus PT. Ganding Toolsindo dan PT. Super Steel Indah), Tugas Akhir, Jurusan Teknik Industri, Universitas Trisakti, Jakarta.
[15] Lee, H.L. dan Whang, S. (1998): Information Sharing in a Supply Chain. Research Paper No. 1549, Research Paper Series, Graduate
44 Jurnal Teknik Industri, ISSN:1411-6340
School of Business, Stanford University.
[16] Lee, H.L., So, K.C. dan Tang, C.S. (2000): The Value of Information Sharing in a Two-Level Supply Chain, Management Science, 46 (5), 626-643.
[17] Thomas, D.J. dan Griffin, P.M. 1996, Coordinated Supply Chain Management, European Journal of Operational Research, 94, 1-15.
[18] Wang, Y, Jiang, L. dan Shen, Z.J. (2004): Channel Performance under Consignment Contract with Revenue Sharing, Management Science, 50 (1), 34-47.
[19] Yao, Y. dan Dresner, M. 2008, The Inventory Value of Information Sharing, Continuous Replenishment and Vendor-Managed Inventory, Transportation Research Part E, 44, 361-378.
Model Sistem Pendukung Keputusan Orientasi Pasar (Marwan Rajat) 45
MODEL SISTEM PENDUKUNG KEPUTUSAN ORIENTASI PASAR: STUDI KASUS FACTORY OUTLET
Marwan Rajat
Jurusan Teknik Industri, Universitas Indraprasta
ABSTRACT In a marketing development at the factory outlet needed an alternative to quick decisions
and was followed by changes in the existing management. Although the reality on the ground that there is only a change in the marketing of factory outlet but not in management.
The model helps decision support system to model changes in marketing and other business functions with information technology in responding to changing customer needs to factory outlets. To assist in this modeling is needed as data from the company's internal data, and customer data as external data. These data are quantitative data obtained from the performance appraisal is a comparison between perceive (the performance perceived by customers) with the expectation (customer expectations), then the results will be used to find correlations between the variables of market orientation with customer value. For the correlations obtained will be seen that the market orientation variables most influence on customer value to determine changes in activity on the existing business functions in the factory outlet with the help of COBIT model. The result of this decision support system model is an alternative decision to improvement in activity in the factory outlet business functions.
Keywords: decision support system, market orientation, customer value
1. PENDAHULUAN5
Orientasi Pasar (Market Orientation) yaitu strategi kompetitif yang lebih efisien untuk membangkitkan perilaku perusahaan dalam menciptakan nilai yang tinggi bagi pelanggan dan selanjutnya menjamin hasil yang lebih panjang bagi perusahaan dengan komponennya adalah Orientasi Pelanggan (Customer Orientation), Orientasi Pesaing (Competitor Orientation), dan Koordinasi antar fungsi (Interfunctional coordination).
Orientasi pelanggan (Customer Orientation) merupakan analisa terhadap orientasi pelanggan atau fokus pelanggan (customer focus) yang memili ki dimensi antara lain: (1)kebutuhan (needs) yang dapat diketahui dengan melihat keberagaman seperti jenis pakaian, asesoris, tipe pakaian; (2)Pilihan (preferences) dapat diketahui dengan indikatornya seperti keberagaman corak pakaian, warna pakaian, model pakaian, Korespondensi : Marwan Rajat E-mail : [email protected]
bahan pakaian; (3) komplain (complains) dengan indikatornya melihat sering atau tidaknya intensitas pertanyaan atau keluhan dari pelanggan.
Ivi dan Narver Slater (1990), orientasi pesaing (competitor orientation) merupakan faktor penting dalam membuat suatu nilai pelanggan. Untuk menciptakan suatu nilai bagi pelanggan bahwa nilai tersebut harus lebih besar dibandingkan dengan nilai yang diberikan oleh pesaing, seorang penjual harus mengerti kekuatan jangka pendek dan kelemahan serta kemampuan jangka panjang baik pada kunci kompetitor sekarang dan kunci potensial kompetitor.
Koordinasi antar fungsi (Interfunctional coordination) yaitu koordinasi antar fungsi yang ada pada perusahaan untuk menunjang terwujudnya suatu nilai pelanggan superior. Dimensi yang digunakan adalah (Kotler): (1) pemasaran dengan melihat company reputation yaitu tingkat reputasi perusahaan terhadap pasar yang sudah berjalan; market share yaitu tingkat

46 Jurnal Teknik Industri, ISSN:1411-6340
kemampuan perusahaan dalam pemenuhan kebutuhan terhadap pelanggan dengan melihat pasar yang ada; customer satisfaction yaitu tingkat kemampuan pemenuhan kepuasaan pelanggan terhadap perbandingan kinerja perusahaan dan harapan pelanggan; customer retention yaitu tingkat kemampuan perusahaan untuk mengetahui bahwa pelanggan menolak pemakaian produk lain; product quality yaitu bagaimana kemampuan perusahaan dalam memenuhi produk yang berkualitas dalam memenuhi tuntutan pelanggan; service quality yaitu kemampuan perusahaan memberikan pelayanan yang berkualitas sesuai harapan pelanggan; pricing effectiveness yaitu kemampuan efektifitas harga terhadap suatu produk pakaian yang dapat diterima oleh pelanggan; distributions effectiveness yaitu kemampuan efektifitas perusahaan membuat saluran distribusi yang tepat dan mengenai sasaran; promotion effectiveness yaitu kemampuan efektifitas promosi dalam meraih pelanggan; sales force effectiveness yaitu kemampuan efektifitas tenaga penjual dalam menjual produk; innovation effectiveness yaitu kemampuan efektivitas dalam menciptakan inovasi untuk mempertahankan keunggulan produk dan persaingan; geographical coverage yaitu kemampuan cakupan geografi yang direncanakan; (2) Keuangan (Finance) seperti cost atau availability of capital yaitu kemampuan keuangan perusahaan atau sumber modal yang dimili ki, cash flow yaitu kemampuan aliran kas dalam perputaran uang perusahaan, financial stability yaitu kemampuan stabilitas keuangan perusahaan dalam membiayai operasi perusahaan; (3) Produksi seperti fasilities yaitu kemampuan penyediaan fasilitas perusahaan untuk pembuatan produk, lahan, dll; economies of scale yaitu kemampuan pemenuhan kebutuhan pelanggan untuk produk yang diminati dengan melihat skala ekonomi, capacity yaitu kemampuan perusahaan dalam kapasitas memproduksi suatu produk, able dedicated workforce yaitu kemampuan penggunaan dedikasi tenaga kerja yang dapat diandalkan dalam
penciptaan suatu produk, ability to produce on time yaitu bagaimana kemampuan perusahaan dapat memproduksi tepat waktu ; (4) Organisasi (Organizations) seperti kemampuan visi dan kepemimpinan, dedicated employees yaitu bagaimana kemampuan dedikasi pegawai terhadap perusahaan, entrepreneurial orientation yaitu bagaimana kemampuan perusahaan memili ki orientasi kewirausahaan bagi tenaga kerjanya, flexibility atau responsive yaitu bagaimana kemampuan fleksibilitas dan tanggung jawab pegawai terhadap suatu permasalahan.
Penilaian yang dilakukan terhadap kinerja factory outlet adalah dengan melihat kinerja dari masing-masing komponen orientasi pasar, yaitu dengan perbandingan kinerja yang dirasakan pelanggan pada factory outlet dengan harapan pelanggan. Jika dari hasil perbandingan ternyata berada pada jangkauan antara 0 – 1 berarti factory outlet tersebut mampu menciptakan keadaan efektif dan efisien. Tetapi ji ka melebihi 1 maka factory outlet tidak efisien dalam memanfaatkan fungsi bisnisnya.
Dari hasil penilaian tersebut akan diinterpretasikan dengan menggunakan model COBIT (Control Objectives for Information and Related Technology) yaitu model yang membantu mempertemukan beragam kebutuhan dari manajemen dengan menjembatani batas antara resiko bisnis, kontrol kebutuhan dan isu-isu secara teknik.
Sistem pendukung keputusan yaitu pasangan antara intelektual sumber daya individu dengan kapabilitas suatu komputer untuk memperbaiki kualitas keputusan. Kualitas keputusan ini merupakan sistem dukungan berbasis komputer untuk manajemen pembuat keputusan yang sifat keputusannya adalah semi terstruktur. Contoh keputusan semi terstruktur pada tahap operasional yaitu penjadualan produksi dan kontrol gudang, pada tahap manajerial: evaluasi kredit, persedian anggaran, penjadwalan proyek, pada tahap perencana starategi : pembuatan
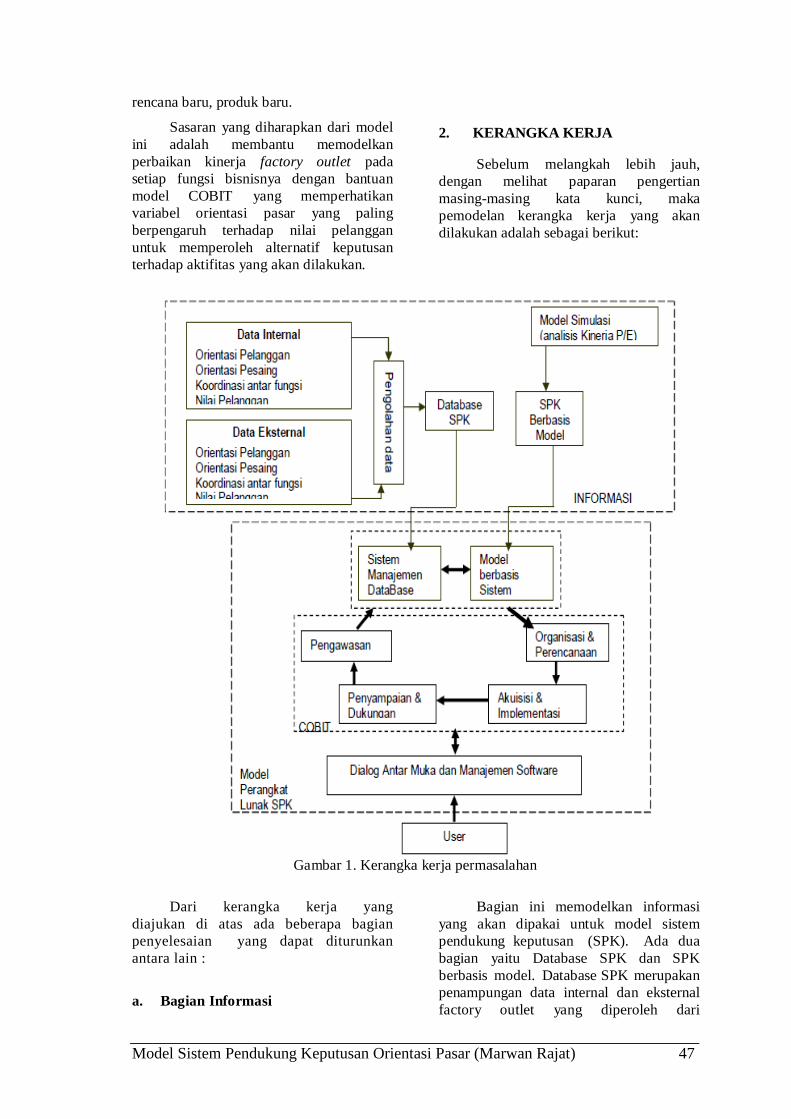
Model Sistem Pendukung Keputusan Orientasi Pasar (Marwan Rajat) 47
rencana baru, produk baru.
Sasaran yang diharapkan dari model ini adalah membantu memodelkan perbaikan kinerja factory outlet pada setiap fungsi bisnisnya dengan bantuan model COBIT yang memperhatikan variabel orientasi pasar yang paling berpengaruh terhadap nilai pelanggan untuk memperoleh alternatif keputusan terhadap aktifitas yang akan dilakukan.
2. KERANGKA KERJA
Sebelum melangkah lebih jauh, dengan melihat paparan pengertian masing-masing kata kunci, maka pemodelan kerangka kerja yang akan dilakukan adalah sebagai berikut:
Gambar 1. Kerangka kerja permasalahan
Dari kerangka kerja yang diajukan di atas ada beberapa bagian penyelesaian yang dapat diturunkan antara lain :
a. Bagian Informasi
Bagian ini memodelkan informasi yang akan dipakai untuk model sistem pendukung keputusan (SPK). Ada dua bagian yaitu Database SPK dan SPK berbasis model. Database SPK merupakan penampungan data internal dan eksternal factory outlet yang diperoleh dari
48 Jurnal Teknik Industri, ISSN:1411-6340
pertanyaan kuisioner yang diajukan kepada pihak pelanggan dan factory outlet. Pertanyaan tersebut berkisar tentang fungsi bisnis. Sehingga model yang terbentuk adalah penilaian kinerja yang dirasakan oleh pelanggan (perceive, P) berbanding dengan harapan dari pelanggan (expectation, E). Database ini akan berisi nilai-nilai peringkat yang telah diberikan oleh pelanggan maupun factory outlet.
Model berikutnya dari informasi adalah SPK yang berbasis model simulasi model perbandingan P/E untuk mendapatkan suatu tingkatan penilaian terhadap suatu kinerja factory outlet. Model ini akan digunakan untuk membantu mendefinisikan SPK dari data yang telah diperoleh.
b. Bagian Model Perangkat Lunak
SPK
Pada bagian ini ada tiga bagian yang akan membentuk pemodelan SPK, antara lain 1) Sistem Manajemen Database dan Model Sistem berbasis Manajemen, 2) COBIT, 3) Dialog antar muka dan Manajemen Software.
Sistem manajemen Database (DBMS) merupakan perangkat yang membantu mengolah data internal dan eksternal kemudian disimpan dalam bentuk tabel – tabel. Tabel ini akan memuat nilai-nilai yang telah diisikan oleh pelanggan dan factory outlet.
Model sistem berbasis manajemen merupakan perangkat lunak yang memproses data pada tabel – tabel DBMS. Proses yang dilakukan adalah melakukan operasi perhitungan P/E sehingga memperoleh besaran nilai yang mewakili penilaian terhadap factory outlet. Dari proses ini akan dicari keberpengaruhan setiap variabel internal maupun eksternal terhadap terciptanya nilai pelanggan. Dari model proses ini diharapkan suatu alternatif aktifitas yang harus dilakukan pada setiap fungsi bisnis yang ada. Untuk membantu menguji model ini maka digunakan signifikansi korelasi yang menggunakan taraf uji nyata (ttabel=
0.05). Jika hasil perhitungan uji nyata > uji nyata tabel maka model yang diajukan dapat dinyatakan memili ki keberpengaruhan terhadap nilai pelanggan.
COBIT merupakan alat untuk melihat penerapan suatu teknologi informasi pada setiap tingkatan fungsi bisnis. Cobit memili ki empat buah komponen yaitu :1) Perencanaan dan Organisasi; 2) Akuisisi dan Implementasi; 3) Penyampaian dan Dukungan; 4) Pengawasan.
Perencanaan dan Organisasi adalah menerapkan hasil model berbasis sistem manajemen dengan melihat nilai yang diperoleh dari perhitungan P/E. Dari nilai ini akan dibuat perencanaan untuk memperbaiki bagian fungsi bisnis yang kurang mendorong terciptanya nilai pelanggan. Selanjutnya perencanaan akan dikelola disesuaikan dengan fungsi bisnis yang ada.
Akuisisi dan Implementasi merupakan rangkaian dari perencanaan dan implementasi, untuk mengimplementasikan rencana yang dibuat. Dengan melakukan akuisisi terhadap kebutuhan pada setiap fungsi bisnis yang akan diperbaiki.
Penyampaian dan dukungan, merupakan tahapan COBIT untuk menyampaikan hasil yang telah diimplementasikan kedalam fungsi bisnis yang ada pada factory Outlet.Tahapan ini juga mencari alternatif dari solusi yang telah dijalankan.
Pengawasan, tahapan ini adalah tahapan dimana dari semua implementasi dan dukungan yang telah diberikan oleh setiap fungsi bisnis akan dili hat kembali kecenderungan perbaikan terhadap fungsi bisnis yang berjalan. Bagian mana yang dirasakan kurang dan perlu diperbaiki. Tahapan ini akan dinilai kembali dengan model sistem berbasis manajemen untuk melihat kembali keberpengaruhan pada setiap fungsi bisnis yang telah diperbaiki terhadap nilai pelanggan.
Dialog antar muka dan manajemen software, merupakan bagian
Model Sistem Pendukung Keputusan Orientasi Pasar (Marwan Rajat) 49
dialog dari SPK yang berhubungan dengan user. Dialog ini berisi mengenai pertanyaan-pertanyaan kepada user mengenai kinerja dari organisasi factory outlet yang sudah berjalan.
3. METODOLOGI
Untuk menyelesaikan kerangka dan hipotesis permasalahan di atas, metodologi yang digunakan untuk pembuatan DSS yang terbagi atas tiga fase yaitu :
a. Fase Intelijen merupakan tahap pencarian atau penelahaan tentang lingkungan perusahaan dan pesaing yang melibatkan beberapa aktifitas yang mungkin menjadi peluang.
b. Fase Desain merupakan tahap pembangkitan, pengembangan, dan analisis kemungkinan dari suatu aksi. Pemodelan ini menggunakan pemodelan kuantitatif atau kualitatif. Dapat menggunakan model matematika dengan variabel pengaruh dan variabel terpengaruh yang diidentifikasi sebagai suatu persamaan pada hubungan yang terjadi.
c. Fase Pemilihan merupakan tahap pemilihan terhadap alternatif keputusan yang sudah dimodelkan pada tahap kedua. Fase Pemilihan ini merupakan fase yang sulit karena harus menentukan alternatif yang paling cocok untuk dapat dilaksanakan oleh sutu perusahaan. Pendekatan yang dapat digunakan yaitu pendekatan Blind Search, dan Heuristic Search.
Sedangkan pemodelan kuantitatif (pemodelan matematika) untuk mencari variable pengaruh yang paling besar dengan menggunakan analisis statistik yaitu rank Spearman dan analisis jalur (path anali sis). Rank Spearman digunakan untuk menghitung korelasi dari data ordinal baik data eksternal maupun internal. Berikut rumus Rank Spearman: M � 1 ) o ∑ qr
B0BrC=1 (1)
Dimana r = nilai korelasi d = perbedaan rank n = jumlah data
Analisis jalur digunakan setelah korelasi didapat kemudian akan
ditentukan besarnya keberpengaruhan tiap variabel terhadap variabel lain. Semua perhitungan ini menggunakan persamaan matematik sebagai berikut: Ns!SRGt uRUvw � x,By/z[0\y/'{/|[B}y1~[/[\[B0y�\y}][],{B1
(2) Nv�;s!wM uRUvw � "yBy',]0xy�B]�B8[B1}{E]0],|y,|{By�,yBy/8�1
(3) Dari semua perhitungan ini akan menggunakan taraf signifikansi sebesar 5% untuk menyatakan bahwa hubungan tersebut diterima atau tidak.
4. PEMODELAN SISTEM PENDUKUNG KEPUTUSAN
4.1 Fase Intelijen
Di atas telah dipaparkan isi dari fase ini, pemodelan fase intelijen harus sesuai dengan objektif (sasaran) dari perusahaan factory outlet. Setiap factory outlet objektifnya jelas yaitu bagaimana mempunyai profit maksimal dengan sumber daya relatif kecil. Factory outlet sendiri banyak menjual barang-barang dari pabrik langsung yang tujuannya untuk meringankan customer karena ada pemotongan harga saat pengiriman.
Berdasarkan data yang dimili ki oleh perusahaan dan data eksternal maka informasi perkembangan suatu perusahaan sangat dibutuhkan. Ada empat fungsi bisnis dalam suatu perusahaan apapun antara lain: 1)Fungsi Produksi; 2)Fungsi Sumberdaya Manusia; 3)Fungsi Marketing; 4) Fungsi Finance (Keuangan). Keempat fungsi ini harus bersinergi satu dengan yang lain, untuk mewujudkan apa yang telah direncanakan oleh perusahaan.
Dari kerangka permasalahan bagaimana perusahaan dapat menampung data eksternal dan internal yang akan dianalisis lebih lanjut. Data yang diambil sesuai dengan permasalahan yaitu market orientation dan customer value. Untuk menyusun suatu SPK Market Orientation ini maka perusahaan harus dapat memilah data yang ada. Sebelum melakukan pemilahan perlu diketahui bahwa setiap variabel yang telah diajukan
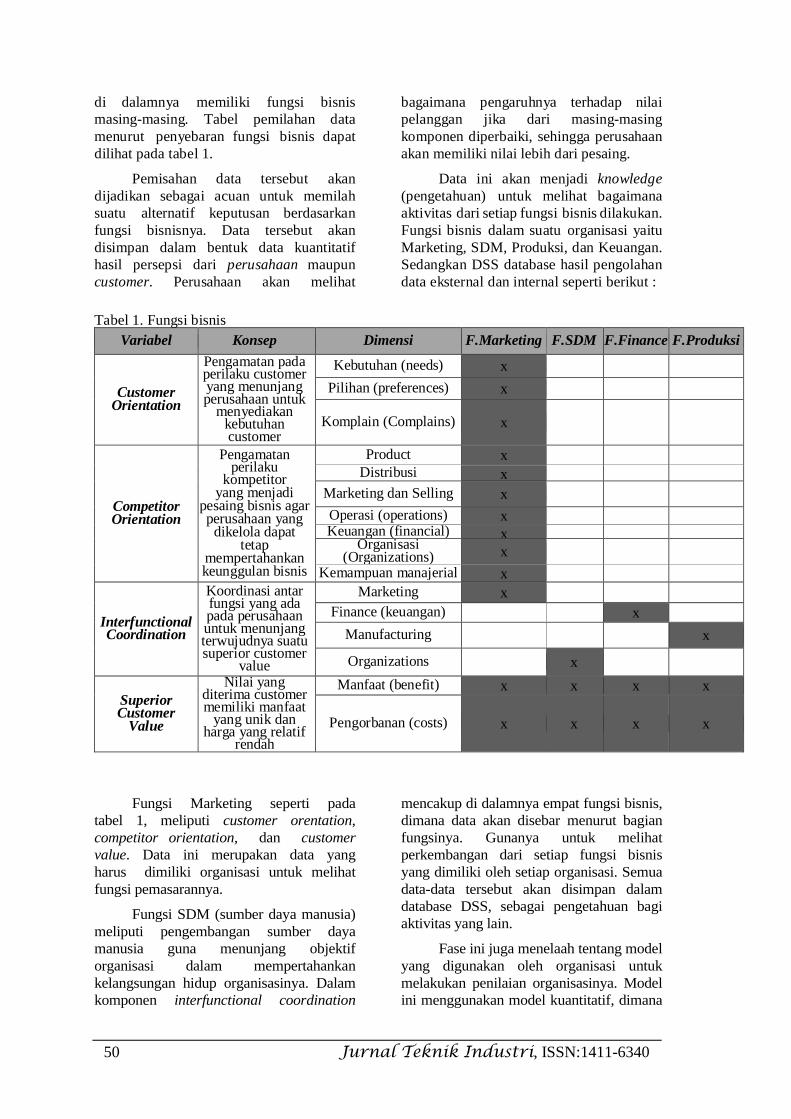
50 Jurnal Teknik Industri, ISSN:1411-6340
di dalamnya memili ki fungsi bisnis masing-masing. Tabel pemilahan data menurut penyebaran fungsi bisnis dapat dili hat pada tabel 1.
Pemisahan data tersebut akan dijadikan sebagai acuan untuk memilah suatu alternatif keputusan berdasarkan fungsi bisnisnya. Data tersebut akan disimpan dalam bentuk data kuantitatif hasil persepsi dari perusahaan maupun customer. Perusahaan akan melihat
bagaimana pengaruhnya terhadap nilai pelanggan ji ka dari masing-masing komponen diperbaiki, sehingga perusahaan akan memili ki nilai lebih dari pesaing.
Data ini akan menjadi knowledge (pengetahuan) untuk melihat bagaimana aktivitas dari setiap fungsi bisnis dilakukan. Fungsi bisnis dalam suatu organisasi yaitu Marketing, SDM, Produksi, dan Keuangan. Sedangkan DSS database hasil pengolahan data eksternal dan internal seperti berikut :
Tabel 1. Fungsi bisnis
Variabel Konsep Dimensi F.Marketing F.SDM F.Finance F.Produksi
Customer Orientation
Pengamatan pada perilaku customer yang menunjang perusahaan untuk
menyediakan kebutuhan customer
Kebutuhan (needs) x
Pilihan (preferences) x
Komplain (Complains) x
Competitor Orientation
Pengamatan perilaku
kompetitor yang menjadi
pesaing bisnis agar perusahaan yang dikelola dapat
tetap mempertahankan keunggulan bisnis
Product x Distribusi x
Marketing dan Selling x
Operasi (operations) x Keuangan (financial) x
Organisasi (Organizations) x
Kemampuan manajerial x
Interfunctional Coordination
Koordinasi antar fungsi yang ada pada perusahaan untuk menunjang terwujudnya suatu superior customer
value
Marketing x Finance (keuangan) x
Manufacturing x
Organizations x
Superior Customer
Value
Nilai yang diterima customer memiliki manfaat
yang unik dan harga yang relatif
rendah
Manfaat (benefit) x x x x
Pengorbanan (costs) x x x x
Fungsi Marketing seperti pada tabel 1, meliputi customer orentation, competitor orientation, dan customer value. Data ini merupakan data yang harus dimiliki organisasi untuk melihat fungsi pemasarannya.
Fungsi SDM (sumber daya manusia) meliputi pengembangan sumber daya manusia guna menunjang objektif organisasi dalam mempertahankan kelangsungan hidup organisasinya. Dalam komponen interfunctional coordination
mencakup di dalamnya empat fungsi bisnis, dimana data akan disebar menurut bagian fungsinya. Gunanya untuk melihat perkembangan dari setiap fungsi bisnis yang dimiliki oleh setiap organisasi. Semua data-data tersebut akan disimpan dalam database DSS, sebagai pengetahuan bagi aktivitas yang lain.
Fase ini juga menelaah tentang model yang digunakan oleh organisasi untuk melakukan penilaian organisasinya. Model ini menggunakan model kuantitatif, dimana
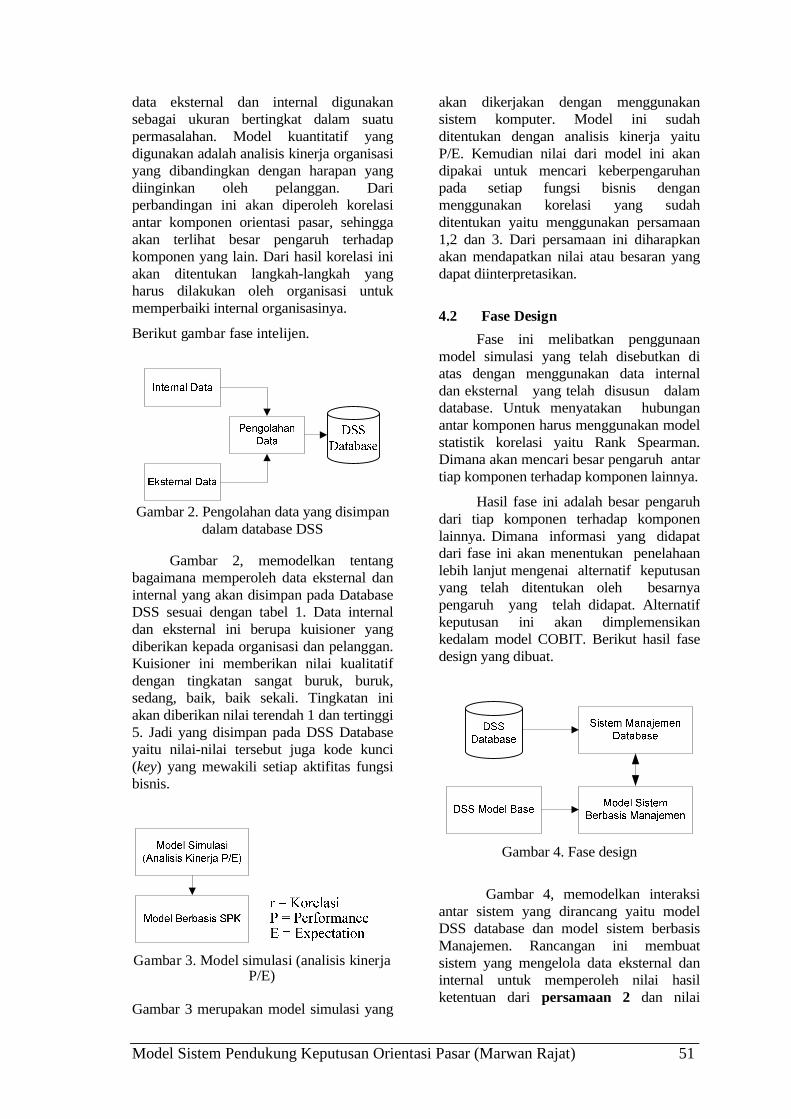
Model Sistem Pendukung Keputusan Orientasi Pasar (Marwan Rajat) 51
data eksternal dan internal digunakan sebagai ukuran bertingkat dalam suatu permasalahan. Model kuantitatif yang digunakan adalah analisis kinerja organisasi yang dibandingkan dengan harapan yang diinginkan oleh pelanggan. Dari perbandingan ini akan diperoleh korelasi antar komponen orientasi pasar, sehingga akan terlihat besar pengaruh terhadap komponen yang lain. Dari hasil korelasi ini akan ditentukan langkah-langkah yang harus dilakukan oleh organisasi untuk memperbaiki internal organisasinya.
Berikut gambar fase intelijen.
Gambar 2. Pengolahan data yang disimpan
dalam database DSS
Gambar 2, memodelkan tentang bagaimana memperoleh data eksternal dan internal yang akan disimpan pada Database DSS sesuai dengan tabel 1. Data internal dan eksternal ini berupa kuisioner yang diberikan kepada organisasi dan pelanggan. Kuisioner ini memberikan nilai kualitatif dengan tingkatan sangat buruk, buruk, sedang, baik, baik sekali. Tingkatan ini akan diberikan nilai terendah 1 dan tertinggi 5. Jadi yang disimpan pada DSS Database yaitu nilai-nilai tersebut juga kode kunci (key) yang mewakili setiap aktifitas fungsi bisnis.
Gambar 3. Model simulasi (analisis kinerja P/E)
Gambar 3 merupakan model simulasi yang
akan dikerjakan dengan menggunakan sistem komputer. Model ini sudah ditentukan dengan analisis kinerja yaitu P/E. Kemudian nilai dari model ini akan dipakai untuk mencari keberpengaruhan pada setiap fungsi bisnis dengan menggunakan korelasi yang sudah ditentukan yaitu menggunakan persamaan 1,2 dan 3. Dari persamaan ini diharapkan akan mendapatkan nilai atau besaran yang dapat diinterpretasikan.
4.2 Fase Design
Fase ini melibatkan penggunaan model simulasi yang telah disebutkan di atas dengan menggunakan data internal dan eksternal yang telah disusun dalam database. Untuk menyatakan hubungan antar komponen harus menggunakan model statistik korelasi yaitu Rank Spearman. Dimana akan mencari besar pengaruh antar tiap komponen terhadap komponen lainnya.
Hasil fase ini adalah besar pengaruh dari tiap komponen terhadap komponen lainnya. Dimana informasi yang didapat dari fase ini akan menentukan penelahaan lebih lanjut mengenai alternatif keputusan yang telah ditentukan oleh besarnya pengaruh yang telah didapat. Alternatif keputusan ini akan dimplemensikan kedalam model COBIT. Berikut hasil fase design yang dibuat.
Gambar 4. Fase design
Gambar 4, memodelkan interaksi
antar sistem yang dirancang yaitu model DSS database dan model sistem berbasis Manajemen. Rancangan ini membuat sistem yang mengelola data eksternal dan internal untuk memperoleh nilai hasil ketentuan dari persamaan 2 dan nilai
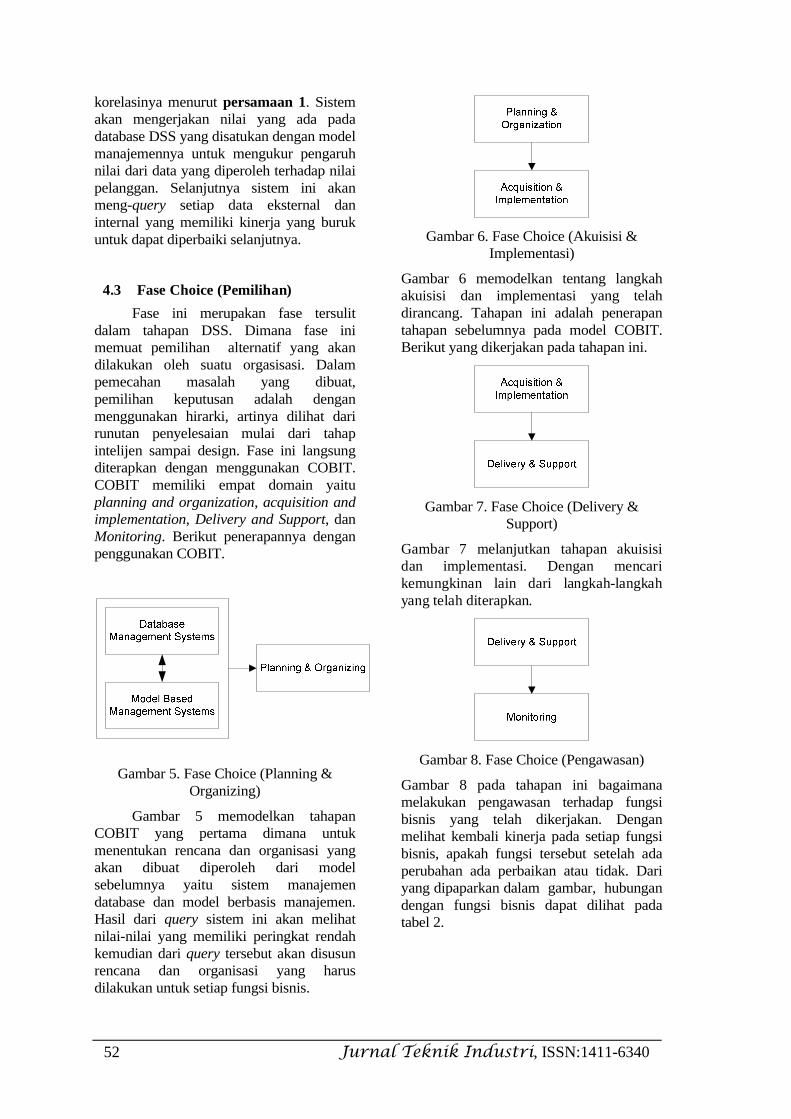
52 Jurnal Teknik Industri, ISSN:1411-6340
korelasinya menurut persamaan 1. Sistem akan mengerjakan nilai yang ada pada database DSS yang disatukan dengan model manajemennya untuk mengukur pengaruh nilai dari data yang diperoleh terhadap nilai pelanggan. Selanjutnya sistem ini akan meng-query setiap data eksternal dan internal yang memiliki kinerja yang buruk untuk dapat diperbaiki selanjutnya.
4.3 Fase Choice (Pemilihan)
Fase ini merupakan fase tersulit dalam tahapan DSS. Dimana fase ini memuat pemilihan alternatif yang akan dilakukan oleh suatu orgasisasi. Dalam pemecahan masalah yang dibuat, pemilihan keputusan adalah dengan menggunakan hirarki, artinya dilihat dari runutan penyelesaian mulai dari tahap intelijen sampai design. Fase ini langsung diterapkan dengan menggunakan COBIT. COBIT memiliki empat domain yaitu planning and organization, acquisition and implementation, Delivery and Support, dan Monitoring. Berikut penerapannya dengan penggunakan COBIT.
Gambar 5. Fase Choice (Planning & Organizing)
Gambar 5 memodelkan tahapan COBIT yang pertama dimana untuk menentukan rencana dan organisasi yang akan dibuat diperoleh dari model sebelumnya yaitu sistem manajemen database dan model berbasis manajemen. Hasil dari query sistem ini akan melihat nilai-nilai yang memiliki peringkat rendah kemudian dari query tersebut akan disusun rencana dan organisasi yang harus dilakukan untuk setiap fungsi bisnis.
Gambar 6. Fase Choice (Akuisisi & Implementasi)
Gambar 6 memodelkan tentang langkah akuisisi dan implementasi yang telah dirancang. Tahapan ini adalah penerapan tahapan sebelumnya pada model COBIT. Berikut yang dikerjakan pada tahapan ini.
Gambar 7. Fase Choice (Delivery & Support)
Gambar 7 melanjutkan tahapan akuisisi dan implementasi. Dengan mencari kemungkinan lain dari langkah-langkah yang telah diterapkan.
Gambar 8. Fase Choice (Pengawasan)
Gambar 8 pada tahapan ini bagaimana melakukan pengawasan terhadap fungsi bisnis yang telah dikerjakan. Dengan melihat kembali kinerja pada setiap fungsi bisnis, apakah fungsi tersebut setelah ada perubahan ada perbaikan atau tidak. Dari yang dipaparkan dalam gambar, hubungan dengan fungsi bisnis dapat dilihat pada tabel 2.
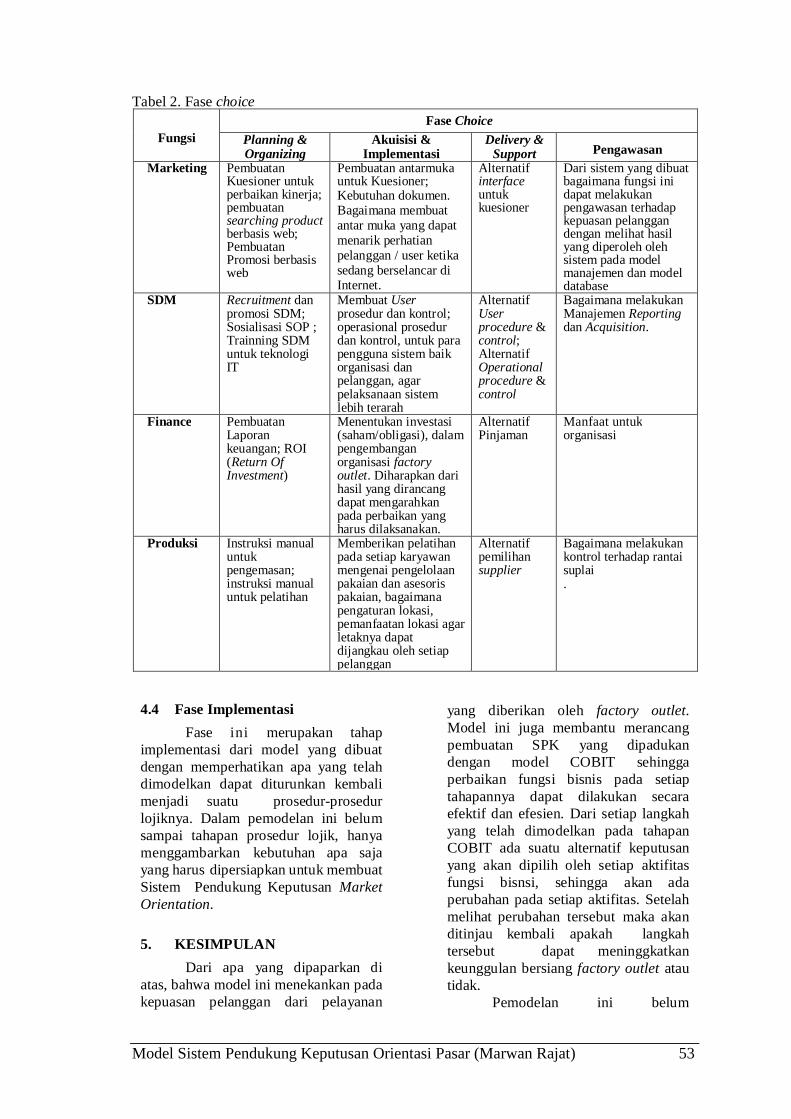
Model Sistem Pendukung Keputusan Orientasi Pasar (Marwan Rajat) 53
Tabel 2. Fase choice
Fungsi
Fase Choice
Planning & Organizing
Akuisisi & Implementasi
Delivery & Support
Pengawasan
Marketing Pembuatan Kuesioner untuk perbaikan kinerja; pembuatan searching product berbasis web; Pembuatan Promosi berbasis web
Pembuatan antarmuka untuk Kuesioner; Kebutuhan dokumen. Bagaimana membuat antar muka yang dapat menarik perhatian pelanggan / user ketika sedang berselancar di Internet.
Alternatif interface untuk kuesioner
Dari sistem yang dibuat bagaimana fungsi ini dapat melakukan pengawasan terhadap kepuasan pelanggan dengan melihat hasil yang diperoleh oleh sistem pada model manajemen dan model database
SDM Recruitment dan promosi SDM; Sosialisasi SOP ; Trainning SDM untuk teknologi IT
Membuat User prosedur dan kontrol; operasional prosedur dan kontrol, untuk para pengguna sistem baik organisasi dan pelanggan, agar pelaksanaan sistem lebih terarah
Alternatif User procedure & control; Alternatif Operational procedure & control
Bagaimana melakukan Manajemen Reporting dan Acquisition.
Finance Pembuatan Laporan keuangan; ROI (Return Of Investment)
Menentukan investasi (saham/obligasi), dalam pengembangan organisasi factory outlet. Diharapkan dari hasil yang dirancang dapat mengarahkan pada perbaikan yang harus dilaksanakan.
Alternatif Pinjaman
Manfaat untuk organisasi
Produksi Instruksi manual untuk pengemasan; instruksi manual untuk pelatihan
Memberikan pelatihan pada setiap karyawan mengenai pengelolaan pakaian dan asesoris pakaian, bagaimana pengaturan lokasi, pemanfaatan lokasi agar letaknya dapat dijangkau oleh setiap pelanggan
Alternatif pemilihan supplier
Bagaimana melakukan kontrol terhadap rantai suplai .
4.4 Fase Implementasi
Fase ini merupakan tahap
implementasi dari model yang dibuat dengan memperhatikan apa yang telah dimodelkan dapat diturunkan kembali menjadi suatu prosedur-prosedur loji knya. Dalam pemodelan ini belum sampai tahapan prosedur loji k, hanya menggambarkan kebutuhan apa saja yang harus dipersiapkan untuk membuat Sistem Pendukung Keputusan Market Orientation.
5. KESIMPULAN
Dari apa yang dipaparkan di atas, bahwa model ini menekankan pada kepuasan pelanggan dari pelayanan
yang diberikan oleh factory outlet. Model ini juga membantu merancang pembuatan SPK yang dipadukan dengan model COBIT sehingga perbaikan fungsi bisnis pada setiap tahapannya dapat dilakukan secara efektif dan efesien. Dari setiap langkah yang telah dimodelkan pada tahapan COBIT ada suatu alternatif keputusan yang akan dipili h oleh setiap aktifitas fungsi bisnsi, sehingga akan ada perubahan pada setiap aktifitas. Setelah melihat perubahan tersebut maka akan ditinjau kembali apakah langkah tersebut dapat meninggkatkan keunggulan bersiang factory outlet atau tidak.
Pemodelan ini belum

54 Jurnal Teknik Industri, ISSN:1411-6340
diimplementasikan, juga prosedur loji k yang harus ada. Sehingga diharapkan ada kelanjutan dari model ini yaitu implementasi menjadi suatu Sistem Pendukung Keputusan yang dapat berinteraksi dengan pengguna/manajemen.
6. DAFTAR PUSTAKA [1] Kotler, Phili p, 2000. Marketing
Management : Analysis, Planning, and Control, Englewood Cliffs, Prentice Hall, New Jersey.
[2] Narver, John C., dan Stanley F. Slater, 1990. The effect of Market Orientation on Business Profitability , Journal of Marketing.
[3] Tran, Ivy Phuang, 2000, Market Orientation, Journal Of Marketing International.
[4] Turban, Efraim, 1995, Decision Support Systems and Expert Systems, Prentice Hall.
[5] COBIT, 2000. COBIT Framework, IT Governance Institute, Sun America Inc, USA.

Proyeksi Permintaan Dan Penentuan Ukuran Batch (Iveline Anne Marie) 55
PROYEKSI PERMINTAAN DAN PENENTUAN UKURAN BATCH OPTIMUM PRODUK PADA AGROINDUSTRI
(Studi Kasus di Industri Jamu)
Iveline Anne Marie Jurusan Teknik Industri, FTI-Universitas Trisakti
ABSTRACT The era of globalization requires the industry to create competitive advantage. One of the
factors that affect competitive advantage, which tend to be controlled is the internal factors of the company / industry, the factors concerning the performance of inputs (resources used to produce the output), the performance of the process and the performance of output (products / outputs of the process).
In order for a company / industry excels in the competition, it takes a model of demand forecasting and aggregate production planning model to help companies / industry in planning its production activities. For the purpose of this study was to determine the projected demand for products and to know the optimum batch size for each item of products in order to meet the needs of the operational planning of production.
With the acquisition of the projected demand for products and optimum batch sizes for each product item, the next company can perform various calculations for the needs of enterprise production planning so as to improve the performance of the process input or output of production, and excel in the competitive industry.
Keywords : forecasting model, agregate production planning, batch size.
1. PENDAHULUAN6
Era globalisasi menuntut dunia industri untuk menciptakan keunggulan bersaing. Salah satu faktor yang mempengaruhi keunggulan bersaing, yang cenderung dapat dikendalikan adalah faktor internal dari perusahaan/industri, yaitu faktor yang menyangkut performansi dari input (sumber daya yang digunakan untuk menghasilkan output), performansi dari proses dan performansi dari output (produk/keluaran yang dihasilkan dari proses).
Agroindustri adalah industri yang mengolah hasil-hasil pertanian, dimana kegiatannya mencakup proses transformasi & preservasi hasil alam, termasuk didalamnya adalah perubahan secara fisik dan kimia; kegiatan penyimpanan, pengemasan dan juga distribusi yang akan memberikan nilai tambah. Kegiatan
Korespondensi : Iveline Anne Marie E-mail : [email protected]
agroindustri bersifat unik karena memiliki karakteristik unik dari bahan bakunya yang : musiman (seasonal), memiliki umur yang terbatas (perishable) dan bervariasi dalam kuantitas dan kualitas. Karakteristik musiman menyebabkan terdapatnya faktor ketidakpastian dalam ketersediaan bahan baku sehingga diperlukan adanya kegiatan manajemen persediaan (inventory), penjadwalan produksi serta diperlukannya ekstra koordinasi diantara kegiatan pada rantai pasoknya. Karakteristik perishable menyebabkan adanya kebutuhan untuk dapat merencanakan kegiatan penanganan (handling) material termasuk penyimpanan (storage) dengan baik. Karakteristik bervariasinya bahan baku dalam kuantitas dan kualitas menyebabkan adanya kebutuhan untuk mengelola kegiatan operasional dalam penjaminan dan pengendalian kualitas.
Memperhatikan karakteristik agroindustri di atas, mengakibatkan adanya kebutuhan khusus untuk merencanakan kegiatan produksi secara hati-hati. sehingga
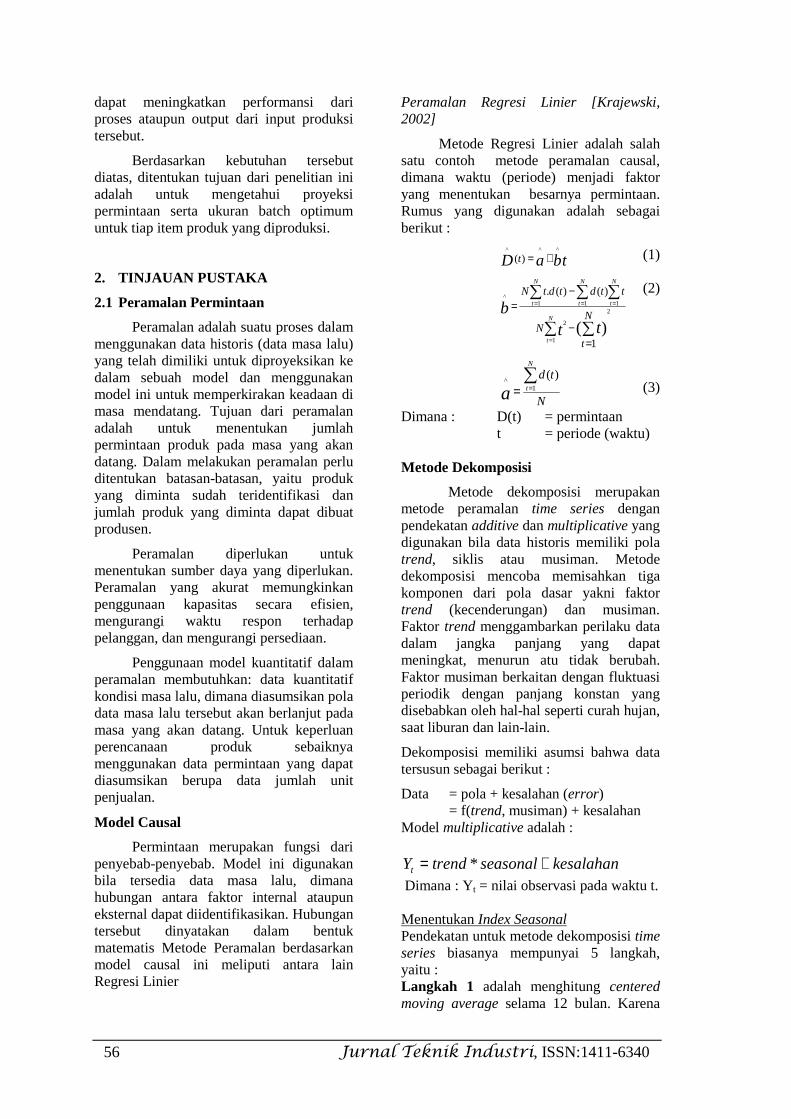
56 Jurnal Teknik Industri, ISSN:1411-6340
dapat meningkatkan performansi dari proses ataupun output dari input produksi tersebut.
Berdasarkan kebutuhan tersebut diatas, ditentukan tujuan dari penelitian ini adalah untuk mengetahui proyeksi permintaan serta ukuran batch optimum untuk tiap item produk yang diproduksi.
2. TINJAUAN PUSTAKA
2.1 Peramalan Permintaan
Peramalan adalah suatu proses dalam menggunakan data historis (data masa lalu) yang telah dimiliki untuk diproyeksikan ke dalam sebuah model dan menggunakan model ini untuk memperkirakan keadaan di masa mendatang. Tujuan dari peramalan adalah untuk menentukan jumlah permintaan produk pada masa yang akan datang. Dalam melakukan peramalan perlu ditentukan batasan-batasan, yaitu produk yang diminta sudah teridentifikasi dan jumlah produk yang diminta dapat dibuat produsen.
Peramalan diperlukan untuk menentukan sumber daya yang diperlukan. Peramalan yang akurat memungkinkan penggunaan kapasitas secara efisien, mengurangi waktu respon terhadap pelanggan, dan mengurangi persediaan.
Penggunaan model kuantitatif dalam peramalan membutuhkan: data kuantitatif kondisi masa lalu, dimana diasumsikan pola data masa lalu tersebut akan berlanjut pada masa yang akan datang. Untuk keperluan perencanaan produk sebaiknya menggunakan data permintaan yang dapat diasumsikan berupa data jumlah unit penjualan.
Model Causal
Permintaan merupakan fungsi dari penyebab-penyebab. Model ini digunakan bila tersedia data masa lalu, dimana hubungan antara faktor internal ataupun eksternal dapat diidentifikasikan. Hubungan tersebut dinyatakan dalam bentuk matematis Metode Peramalan berdasarkan model causal ini meliputi antara lain Regresi Linier
Peramalan Regresi Linier [Krajewski, 2002]
Metode Regresi Linier adalah salah satu contoh metode peramalan causal, dimana waktu (periode) menjadi faktor yang menentukan besarnya permintaan. Rumus yang digunakan adalah sebagai berikut :
tbaD t^^^
)( += (1)
1
)()(.
1
2
2
1 1 1^
)(∑ ∑
∑ ∑ ∑
=
= = =
=−
−=
N
t
N
t
N
t
N
t
N
t
N
ttdtdtN
ttb
(2)
N
tdN
ta∑
== 1^
)( (3)
Dimana : D(t) = permintaan t = periode (waktu)
Metode Dekomposisi
Metode dekomposisi merupakan metode peramalan time series dengan pendekatan additive dan multiplicative yang digunakan bila data historis memiliki pola trend, siklis atau musiman. Metode dekomposisi mencoba memisahkan tiga komponen dari pola dasar yakni faktor trend (kecenderungan) dan musiman. Faktor trend menggambarkan perilaku data dalam jangka panjang yang dapat meningkat, menurun atu tidak berubah. Faktor musiman berkaitan dengan fluktuasi periodik dengan panjang konstan yang disebabkan oleh hal-hal seperti curah hujan, saat liburan dan lain-lain.
Dekomposisi memiliki asumsi bahwa data tersusun sebagai berikut :
Data = pola + kesalahan (error) = f(trend, musiman) + kesalahan
Model multiplicative adalah :
kesalahanseasonaltrendYt += *
Dimana : Yt = nilai observasi pada waktu t. Menentukan Index Seasonal Pendekatan untuk metode dekomposisi time series biasanya mempunyai 5 langkah, yaitu : Langkah 1 adalah menghitung centered moving average selama 12 bulan. Karena

Proyeksi Permintaan Dan Penentuan Ukuran Batch (Iveline Anne Marie) 57
rata-ratanya untuk sepanjang tahun, untuk menghilangkan sifat seasonal. Langkah 2 untuk memperkirakan index seasonal digunakan rasio dari permintaan aktual centered moving average selama 12 bulan. Langkah 3 menyesuaikan sebuah garis pada data yang deseasonalized. Intercept dan kemiringan dari garis ini menyediakan nilai yang dibutuhkan untuk memperkirakan faktor trend. Langkah 4 adalah untuk meng-extrapolate garis pada langkah 3 ke masa yang akan datang, menyediakan sebuah peramalan dari permintaan apa yang ”like were seasonality non existent”. Langkah 5 adalah untuk mengkalikan setiap nilai peramalan deseasonalized dengan index seasonal untuk memperoleh nilai peramalan final. Nilai Kesalahan Peramalan Secara umum perhitungan kesalahan peramalan dapat dijabarkan sebagai berikut:
ei = xi – Fi dimana :
ei = kesalahan pada periode ke-i xi = nilai sesungguhnya pada periode ke-i Fi = nilai hasil peramalan pada periode ke-i
1. Mean Square Error (MSE)
2. Mean Absolute Error (MAE)
3. Mean Absolute Percent Error (MAPE)
2.2 Perencanaan Agregat
Perencanaan agregat merupakan rencana produksi yang dinyatakan dalam kelompok produk, dimana kelompok produk disebut Family (agregat). Pada
umumnya kelompok produk tersebut menggunakan sumber daya yang sama. Produk yang sampai di tangan konsumen disebut Item (Bedworth, 1987).
Faktor konversi untuk setiap item produk dalam family harus ditetapkan dengan cara mengunakan waktu baku dan data peramalan, dimana angka peramalan produk yang terbesar mempunyai faktor konversi = 1.
Perencanaan Agregat dengan struktur biaya linier dan atau tenaga kerja tetap dapat dilakukan dengan beberapa metode, yaitu :
A. Model Transportasi B. Model Linear Programming
Model Linear Programming Subject to P, O = jml unit yang diproduksi pada RT dan OT A, R = jml unit kenaikan dan penurunan r, v = ongkos produksi per unit RT dan OT c = ongkos simpan per unit D = ramalan demand I = jml unit inventory m, n = kapasitas RT dan OT
3. PEMBAHASAN
3.1 Data Industri Jamu X
Industri Jamu X adalah sebuah industri yang bergerak di bidang industri obat-obatan tradisional. Beberapa produk unggulan perusahaan adalah jamu serbuk pegal linu, sehat pria, tujuh angin dan bersih darah.
N
eMSE
N
ii∑
== 1
2
N
eMAE
N
ii∑
== 1
nMAPE
n
ttPE∑
== 1
∑ ∑∑∑∑= ====
++++=k
t
k
ttt
k
tt
k
tt
k
tt IcOvRfAhPrZ
1 1111
Min
ktmP tt ..., 2, ,1 ; =≤ktnO tt ..., 2, ,1 ; =≤
ktDOPII ttttt ..., 2, ,1 ;1 =−++= −ktPPA ttt ..., 2, ,1 ;- 1 =≥ −
ktPPR ttt ..., 2, ,1 ;-1 =≥ −
0 ,,,, ≥ttttt OPIRA
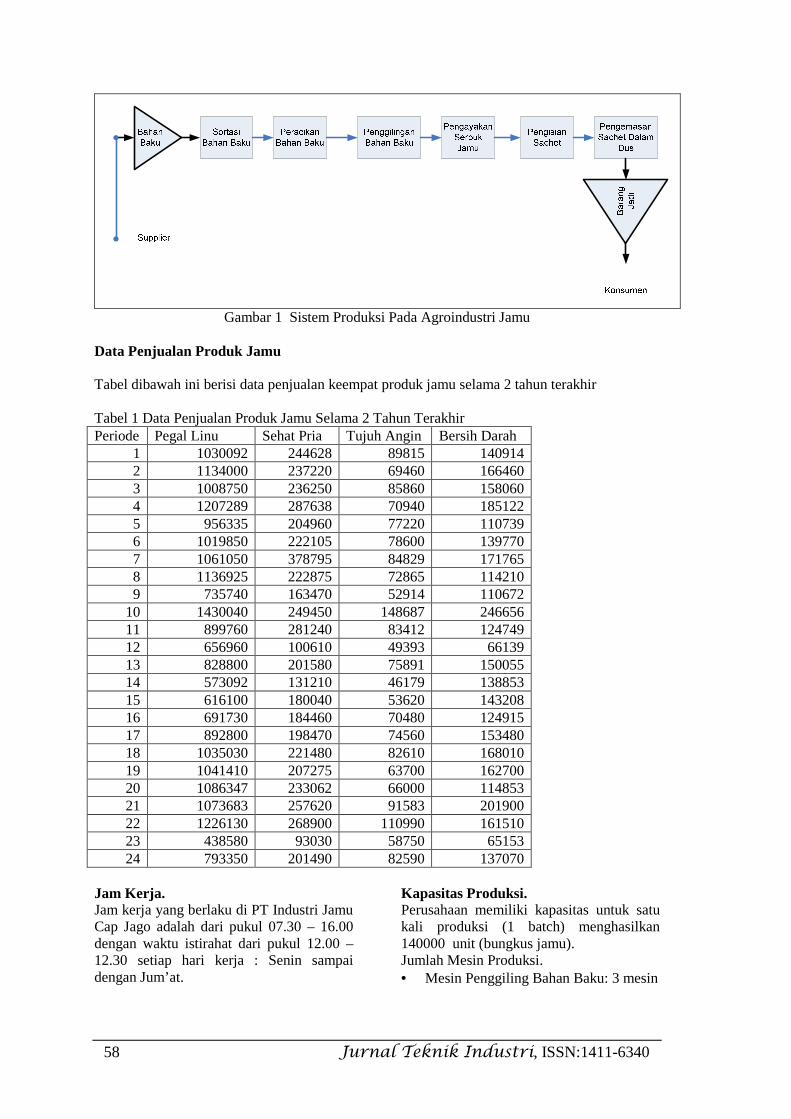
58 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 1 Sistem Produksi Pada Agroindustri Jamu Data Penjualan Produk Jamu Tabel dibawah ini berisi data penjualan keempat produk jamu selama 2 tahun terakhir Tabel 1 Data Penjualan Produk Jamu Selama 2 Tahun Terakhir Periode Pegal Linu Sehat Pria Tujuh Angin Bersih Darah
1 1030092 244628 89815 140914 2 1134000 237220 69460 166460 3 1008750 236250 85860 158060 4 1207289 287638 70940 185122 5 956335 204960 77220 110739 6 1019850 222105 78600 139770 7 1061050 378795 84829 171765 8 1136925 222875 72865 114210 9 735740 163470 52914 110672
10 1430040 249450 148687 246656 11 899760 281240 83412 124749 12 656960 100610 49393 66139 13 828800 201580 75891 150055 14 573092 131210 46179 138853 15 616100 180040 53620 143208 16 691730 184460 70480 124915 17 892800 198470 74560 153480 18 1035030 221480 82610 168010 19 1041410 207275 63700 162700 20 1086347 233062 66000 114853 21 1073683 257620 91583 201900 22 1226130 268900 110990 161510 23 438580 93030 58750 65153 24 793350 201490 82590 137070
Jam Kerja. Jam kerja yang berlaku di PT Industri Jamu Cap Jago adalah dari pukul 07.30 – 16.00 dengan waktu istirahat dari pukul 12.00 – 12.30 setiap hari kerja : Senin sampai dengan Jum’at.
Kapasitas Produksi. Perusahaan memiliki kapasitas untuk satu kali produksi (1 batch) menghasilkan 140000 unit (bungkus jamu). Jumlah Mesin Produksi. • Mesin Penggiling Bahan Baku: 3 mesin
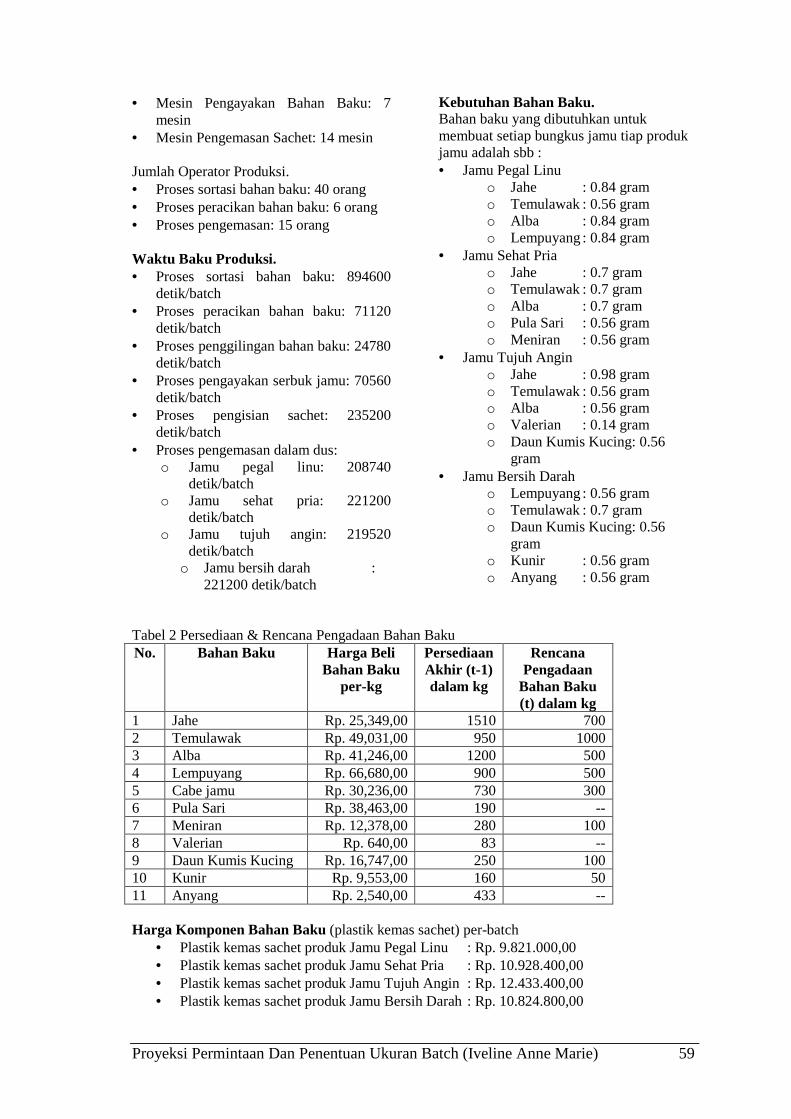
Proyeksi Permintaan Dan Penentuan Ukuran Batch (Iveline Anne Marie) 59
• Mesin Pengayakan Bahan Baku: 7 mesin
• Mesin Pengemasan Sachet: 14 mesin Jumlah Operator Produksi. • Proses sortasi bahan baku: 40 orang • Proses peracikan bahan baku: 6 orang • Proses pengemasan: 15 orang
Waktu Baku Produksi. • Proses sortasi bahan baku: 894600
detik/batch • Proses peracikan bahan baku: 71120
detik/batch • Proses penggilingan bahan baku: 24780
detik/batch • Proses pengayakan serbuk jamu: 70560
detik/batch • Proses pengisian sachet: 235200
detik/batch • Proses pengemasan dalam dus:
o Jamu pegal linu: 208740 detik/batch
o Jamu sehat pria: 221200 detik/batch
o Jamu tujuh angin: 219520 detik/batch o Jamu bersih darah :
221200 detik/batch
Kebutuhan Bahan Baku. Bahan baku yang dibutuhkan untuk membuat setiap bungkus jamu tiap produk jamu adalah sbb : • Jamu Pegal Linu
o Jahe : 0.84 gram o Temulawak : 0.56 gram o Alba : 0.84 gram o Lempuyang : 0.84 gram
• Jamu Sehat Pria o Jahe : 0.7 gram o Temulawak : 0.7 gram o Alba : 0.7 gram o Pula Sari : 0.56 gram o Meniran : 0.56 gram
• Jamu Tujuh Angin o Jahe : 0.98 gram o Temulawak : 0.56 gram o Alba : 0.56 gram o Valerian : 0.14 gram o Daun Kumis Kucing: 0.56
gram • Jamu Bersih Darah
o Lempuyang : 0.56 gram o Temulawak : 0.7 gram o Daun Kumis Kucing: 0.56
gram o Kunir : 0.56 gram o Anyang : 0.56 gram
Tabel 2 Persediaan & Rencana Pengadaan Bahan Baku No. Bahan Baku Harga Beli
Bahan Baku per-kg
Persediaan Akhir (t-1) dalam kg
Rencana Pengadaan
Bahan Baku (t) dalam kg
1 Jahe Rp. 25,349,00 1510 700 2 Temulawak Rp. 49,031,00 950 1000 3 Alba Rp. 41,246,00 1200 500 4 Lempuyang Rp. 66,680,00 900 500 5 Cabe jamu Rp. 30,236,00 730 300 6 Pula Sari Rp. 38,463,00 190 -- 7 Meniran Rp. 12,378,00 280 100 8 Valerian Rp. 640,00 83 -- 9 Daun Kumis Kucing Rp. 16,747,00 250 100 10 Kunir Rp. 9,553,00 160 50 11 Anyang Rp. 2,540,00 433 -- Harga Komponen Bahan Baku (plastik kemas sachet) per-batch
• Plastik kemas sachet produk Jamu Pegal Linu : Rp. 9.821.000,00 • Plastik kemas sachet produk Jamu Sehat Pria : Rp. 10.928.400,00 • Plastik kemas sachet produk Jamu Tujuh Angin : Rp. 12.433.400,00 • Plastik kemas sachet produk Jamu Bersih Darah : Rp. 10.824.800,00
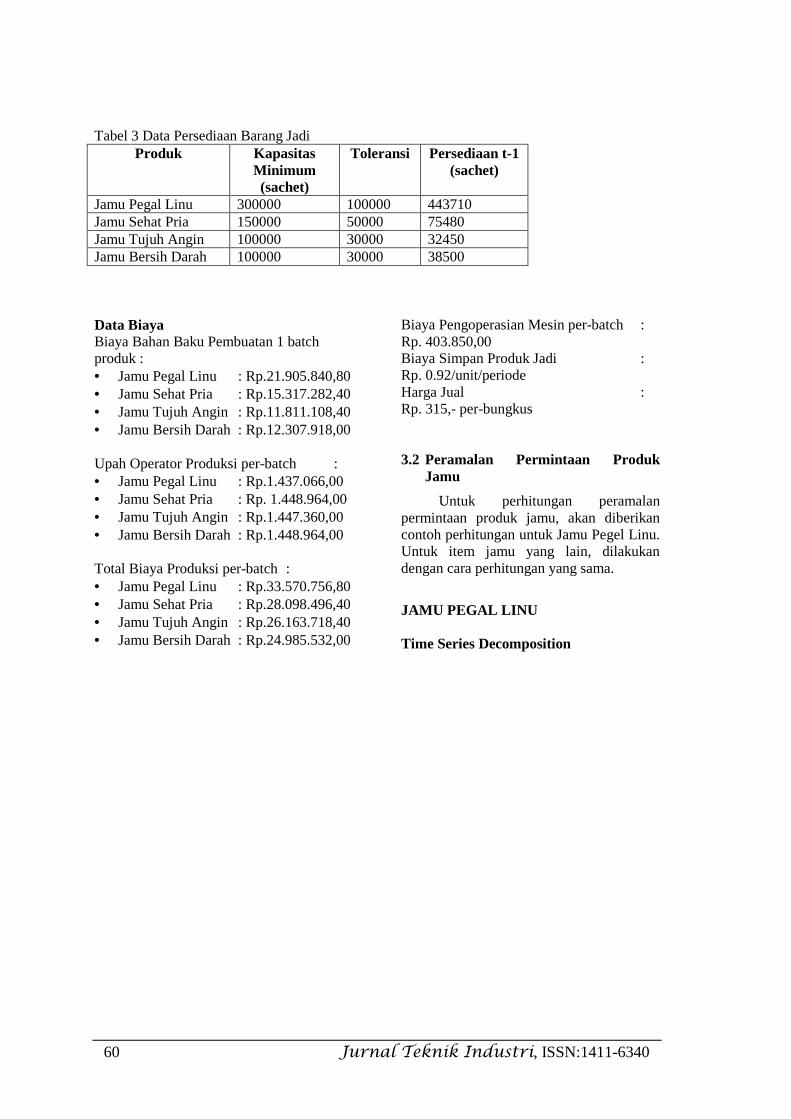
60 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 3 Data Persediaan Barang Jadi Produk Kapasitas
Minimum (sachet)
Toleransi Persediaan t-1 (sachet)
Jamu Pegal Linu 300000 100000 443710 Jamu Sehat Pria 150000 50000 75480 Jamu Tujuh Angin 100000 30000 32450 Jamu Bersih Darah 100000 30000 38500 Data Biaya Biaya Bahan Baku Pembuatan 1 batch produk : • Jamu Pegal Linu : Rp.21.905.840,80 • Jamu Sehat Pria : Rp.15.317.282,40 • Jamu Tujuh Angin : Rp.11.811.108,40 • Jamu Bersih Darah : Rp.12.307.918,00 Upah Operator Produksi per-batch : • Jamu Pegal Linu : Rp.1.437.066,00 • Jamu Sehat Pria : Rp. 1.448.964,00 • Jamu Tujuh Angin : Rp.1.447.360,00 • Jamu Bersih Darah : Rp.1.448.964,00 Total Biaya Produksi per-batch : • Jamu Pegal Linu : Rp.33.570.756,80 • Jamu Sehat Pria : Rp.28.098.496,40 • Jamu Tujuh Angin : Rp.26.163.718,40 • Jamu Bersih Darah : Rp.24.985.532,00
Biaya Pengoperasian Mesin per-batch : Rp. 403.850,00 Biaya Simpan Produk Jadi : Rp. 0.92/unit/periode Harga Jual : Rp. 315,- per-bungkus 3.2 Peramalan Permintaan Produk
Jamu
Untuk perhitungan peramalan permintaan produk jamu, akan diberikan contoh perhitungan untuk Jamu Pegel Linu. Untuk item jamu yang lain, dilakukan dengan cara perhitungan yang sama.
JAMU PEGAL LINU Time Series Decomposition
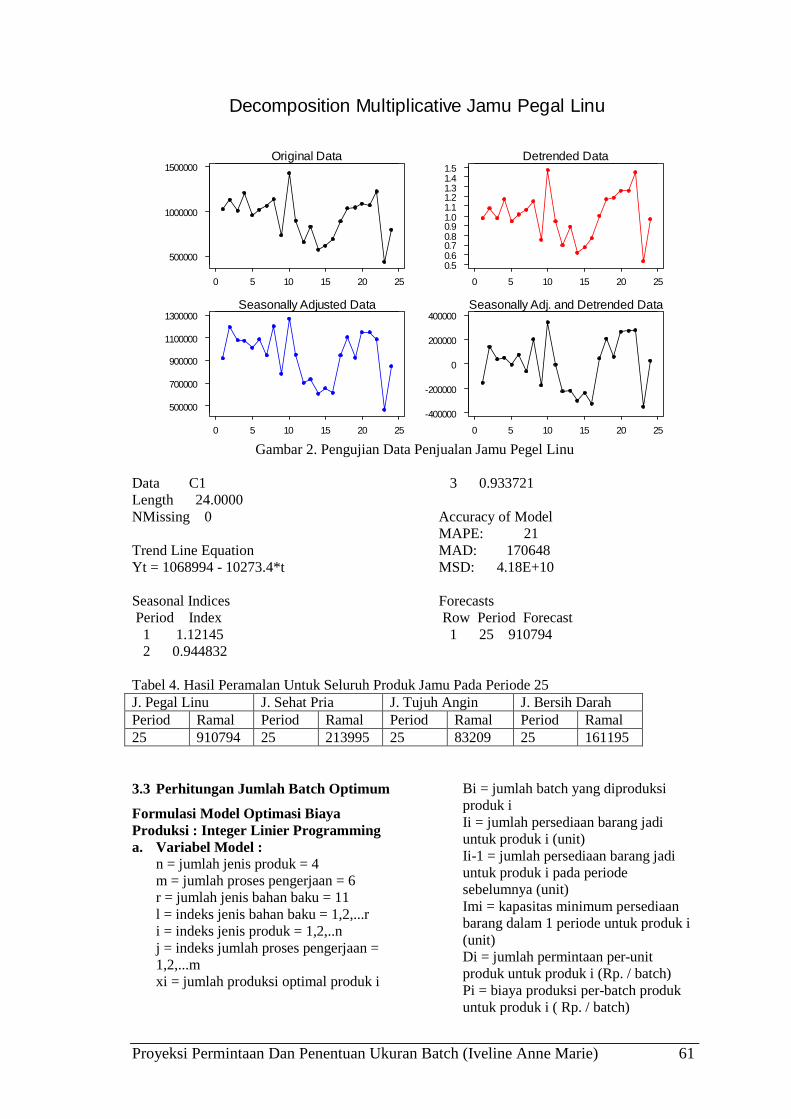
Proyeksi Permintaan Dan Penentuan Ukuran Batch (Iveline Anne Marie) 61
Gambar 2. Pengujian Data Penjualan Jamu Pegel Linu
Data C1 Length 24.0000 NMissing 0 Trend Line Equation Yt = 1068994 - 10273.4*t Seasonal Indices Period Index 1 1.12145 2 0.944832
3 0.933721 Accuracy of Model MAPE: 21 MAD: 170648 MSD: 4.18E+10 Forecasts Row Period Forecast 1 25 910794
Tabel 4. Hasil Peramalan Untuk Seluruh Produk Jamu Pada Periode 25 J. Pegal Linu J. Sehat Pria J. Tujuh Angin J. Bersih Darah Period Ramal Period Ramal Period Ramal Period Ramal 25 910794 25 213995 25 83209 25 161195 3.3 Perhitungan Jumlah Batch Optimum
Formulasi Model Optimasi Biaya Produksi : Integer Linier Programming a. Variabel Model :
n = jumlah jenis produk = 4 m = jumlah proses pengerjaan = 6 r = jumlah jenis bahan baku = 11 l = indeks jenis bahan baku = 1,2,...r i = indeks jenis produk = 1,2,..n j = indeks jumlah proses pengerjaan = 1,2,...m xi = jumlah produksi optimal produk i
Bi = jumlah batch yang diproduksi produk i Ii = jumlah persediaan barang jadi untuk produk i (unit) Ii-1 = jumlah persediaan barang jadi untuk produk i pada periode sebelumnya (unit) Imi = kapasitas minimum persediaan barang dalam 1 periode untuk produk i (unit) Di = jumlah permintaan per-unit produk untuk produk i (Rp. / batch) Pi = biaya produksi per-batch produk untuk produk i ( Rp. / batch)
2520151050
1500000
1000000
500000
Original Data
2520151050
1300000
1100000
900000
700000
500000
Seasonally Adjusted Data
2520151050
1.51.41.31.21.11.00.90.80.70.60.5
Detrended Data
2520151050
400000
200000
0
-200000
-400000
Seasonally Adj. and Detrended Data
Decomposition Multiplicative Jamu Pegal Linu
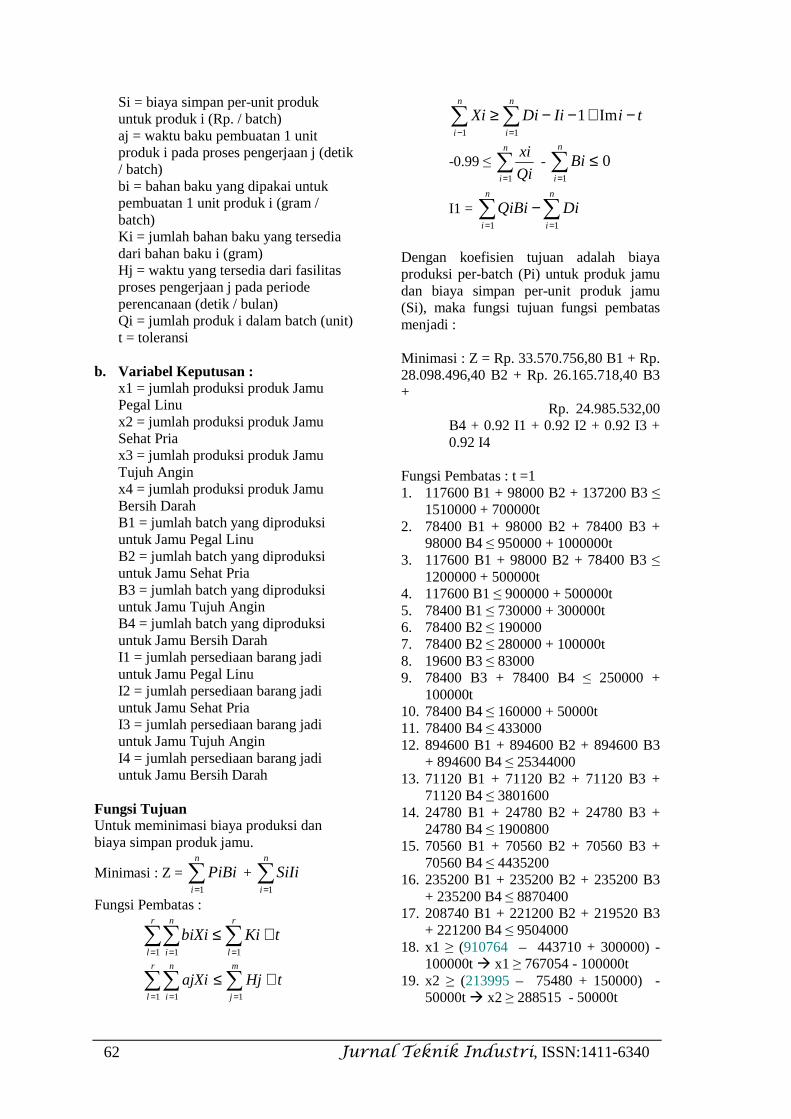
62 Jurnal Teknik Industri, ISSN:1411-6340
Si = biaya simpan per-unit produk untuk produk i (Rp. / batch) aj = waktu baku pembuatan 1 unit produk i pada proses pengerjaan j (detik / batch) bi = bahan baku yang dipakai untuk pembuatan 1 unit produk i (gram / batch) Ki = jumlah bahan baku yang tersedia dari bahan baku i (gram) Hj = waktu yang tersedia dari fasilitas proses pengerjaan j pada periode perencanaan (detik / bulan) Qi = jumlah produk i dalam batch (unit) t = toleransi
b. Variabel Keputusan :
x1 = jumlah produksi produk Jamu Pegal Linu x2 = jumlah produksi produk Jamu Sehat Pria x3 = jumlah produksi produk Jamu Tujuh Angin x4 = jumlah produksi produk Jamu Bersih Darah B1 = jumlah batch yang diproduksi untuk Jamu Pegal Linu B2 = jumlah batch yang diproduksi untuk Jamu Sehat Pria B3 = jumlah batch yang diproduksi untuk Jamu Tujuh Angin B4 = jumlah batch yang diproduksi untuk Jamu Bersih Darah I1 = jumlah persediaan barang jadi untuk Jamu Pegal Linu I2 = jumlah persediaan barang jadi untuk Jamu Sehat Pria I3 = jumlah persediaan barang jadi untuk Jamu Tujuh Angin I4 = jumlah persediaan barang jadi untuk Jamu Bersih Darah
Fungsi Tujuan Untuk meminimasi biaya produksi dan biaya simpan produk jamu.
Minimasi : Z = ∑=
n
i
PiBi1
+ ∑=
n
i
SiIi1
Fungsi Pembatas :
∑∑ ∑= = =
+≤r
l
n
i
r
l
tKibiXi1 1 1
∑∑ ∑= = =
+≤r
l
n
i
m
j
tHjajXi1 1 1
∑ ∑− =
−+−−≥n
i
n
i
tiIiDiXi1 1
Im1
-0.99 ≤ ∑=
n
i Qi
xi
1
- ∑=
≤n
i
Bi1
0
I1 = ∑ ∑= =
−n
i
n
i
DiQiBi1 1
Dengan koefisien tujuan adalah biaya produksi per-batch (Pi) untuk produk jamu dan biaya simpan per-unit produk jamu (Si), maka fungsi tujuan fungsi pembatas menjadi : Minimasi : Z = Rp. 33.570.756,80 B1 + Rp. 28.098.496,40 B2 + Rp. 26.165.718,40 B3 +
Rp. 24.985.532,00 B4 + 0.92 I1 + 0.92 I2 + 0.92 I3 + 0.92 I4
Fungsi Pembatas : t =1 1. 117600 B1 + 98000 B2 + 137200 B3 ≤
1510000 + 700000t 2. 78400 B1 + 98000 B2 + 78400 B3 +
98000 B4 ≤ 950000 + 1000000t 3. 117600 B1 + 98000 B2 + 78400 B3 ≤
1200000 + 500000t 4. 117600 B1 ≤ 900000 + 500000t 5. 78400 B1 ≤ 730000 + 300000t 6. 78400 B2 ≤ 190000 7. 78400 B2 ≤ 280000 + 100000t 8. 19600 B3 ≤ 83000 9. 78400 B3 + 78400 B4 ≤ 250000 +
100000t 10. 78400 B4 ≤ 160000 + 50000t 11. 78400 B4 ≤ 433000 12. 894600 B1 + 894600 B2 + 894600 B3
+ 894600 B4 ≤ 25344000 13. 71120 B1 + 71120 B2 + 71120 B3 +
71120 B4 ≤ 3801600 14. 24780 B1 + 24780 B2 + 24780 B3 +
24780 B4 ≤ 1900800 15. 70560 B1 + 70560 B2 + 70560 B3 +
70560 B4 ≤ 4435200 16. 235200 B1 + 235200 B2 + 235200 B3
+ 235200 B4 ≤ 8870400 17. 208740 B1 + 221200 B2 + 219520 B3
+ 221200 B4 ≤ 9504000 18. x1 ≥ (910764 – 443710 + 300000) -
100000t � x1 ≥ 767054 - 100000t 19. x2 ≥ (213995 – 75480 + 150000) -
50000t � x2 ≥ 288515 - 50000t
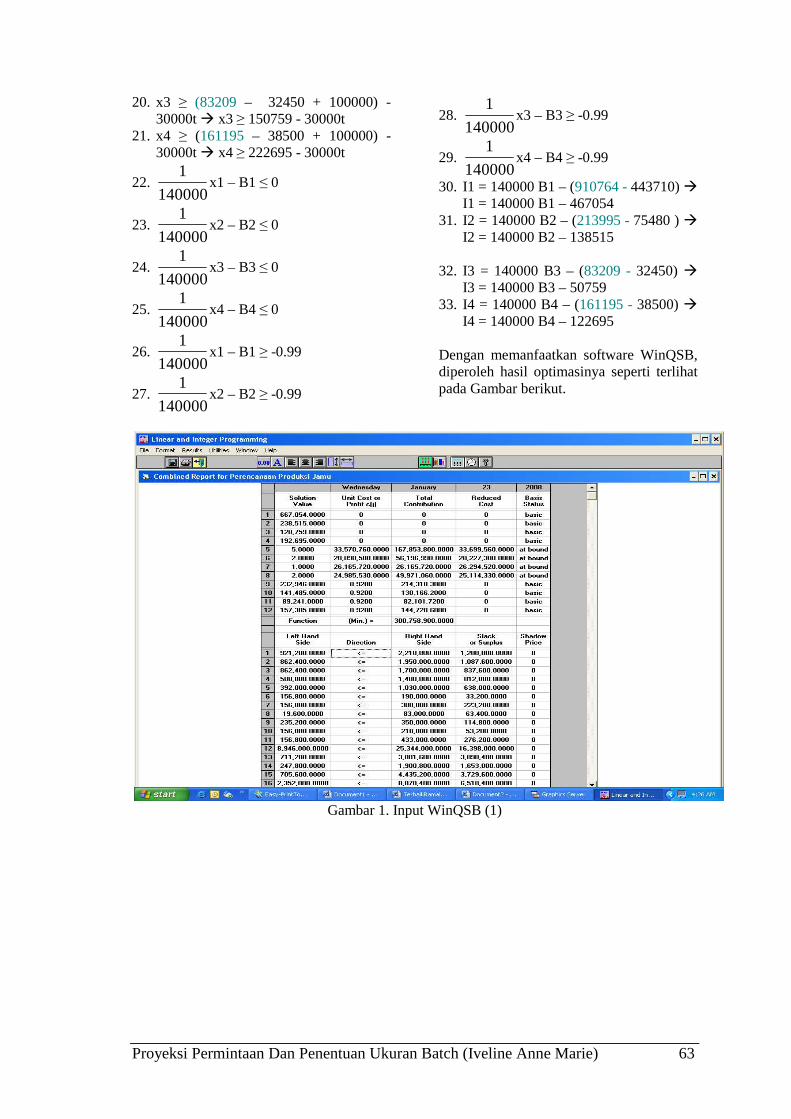
Proyeksi Permintaan Dan Penentuan Ukuran Batch (Iveline Anne Marie) 63
20. x3 ≥ (83209 – 32450 + 100000) - 30000t � x3 ≥ 150759 - 30000t
21. x4 ≥ (161195 – 38500 + 100000) - 30000t � x4 ≥ 222695 - 30000t
22. 140000
1x1 – B1 ≤ 0
23. 140000
1x2 – B2 ≤ 0
24. 140000
1x3 – B3 ≤ 0
25. 140000
1x4 – B4 ≤ 0
26. 140000
1x1 – B1 ≥ -0.99
27. 140000
1x2 – B2 ≥ -0.99
28. 140000
1x3 – B3 ≥ -0.99
29. 140000
1x4 – B4 ≥ -0.99
30. I1 = 140000 B1 – (910764 - 443710) � I1 = 140000 B1 – 467054
31. I2 = 140000 B2 – (213995 - 75480 ) � I2 = 140000 B2 – 138515
32. I3 = 140000 B3 – (83209 - 32450) �
I3 = 140000 B3 – 50759 33. I4 = 140000 B4 – (161195 - 38500) �
I4 = 140000 B4 – 122695
Dengan memanfaatkan software WinQSB, diperoleh hasil optimasinya seperti terlihat pada Gambar berikut.
Gambar 1. Input WinQSB (1)
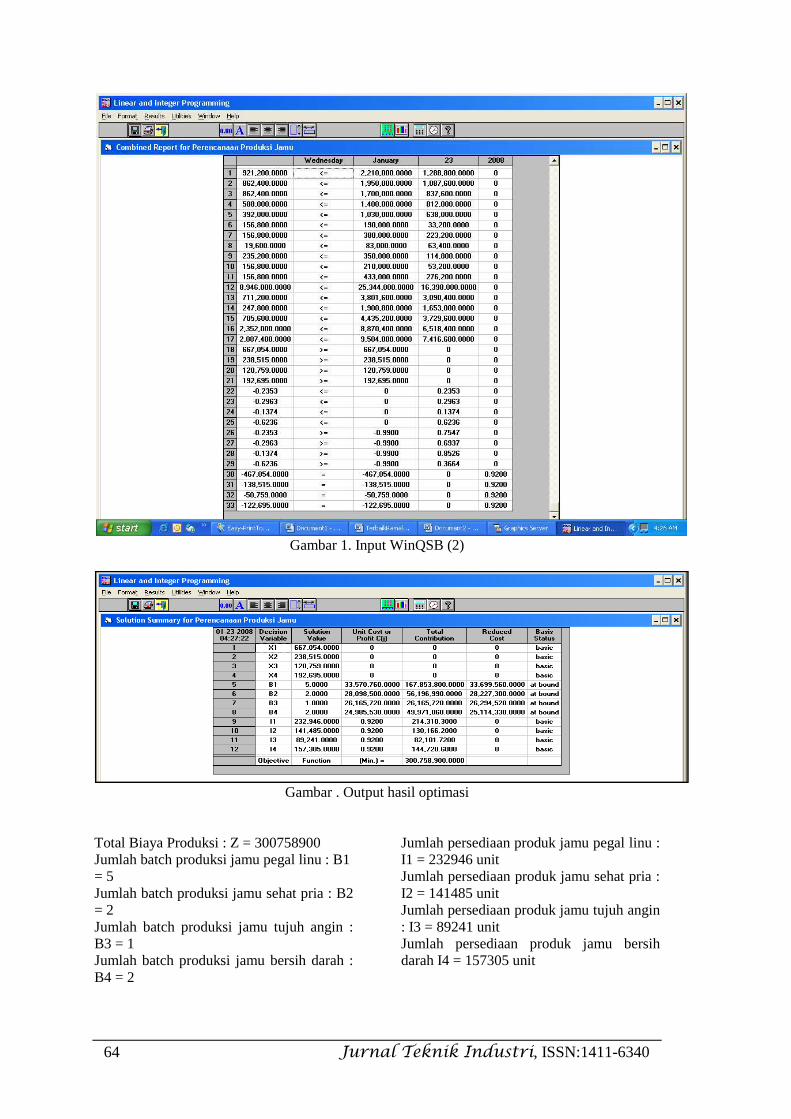
64 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 1. Input WinQSB (2)
Gambar . Output hasil optimasi
Total Biaya Produksi : Z = 300758900 Jumlah batch produksi jamu pegal linu : B1 = 5 Jumlah batch produksi jamu sehat pria : B2 = 2 Jumlah batch produksi jamu tujuh angin : B3 = 1 Jumlah batch produksi jamu bersih darah : B4 = 2
Jumlah persediaan produk jamu pegal linu : I1 = 232946 unit Jumlah persediaan produk jamu sehat pria : I2 = 141485 unit Jumlah persediaan produk jamu tujuh angin : I3 = 89241 unit Jumlah persediaan produk jamu bersih darah I4 = 157305 unit
Proyeksi Permintaan Dan Penentuan Ukuran Batch (Iveline Anne Marie) 65
4. PENUTUP
Berdasarkan hasil implementasi pada kasus di Industri Jamu diperoleh hasil peramalan permintaan dan perencanaan agregat produk jamu sebagai berikut :
a. Proyeksi permintaan produk jamu periode mendatang adalah sebagai berikut : Jamu Pegel Linu sebesar 910794 item, Jamu Sehat Pria sebesar 213995 item, Jamu Tujuh Angin sebesar 83209 item dan Jamu Bersih Darah sebesar 161195 item.
b. Hasil perhitungan perencanaan agregat dengan melakukan perhitungan optimasi programa linier untuk kebutuhan permintaan periode – 25 memberikan hasil sebagai berikut :
Total Biaya Produksi : Z = 300758900
Jumlah batch produksi jamu pegal linu = 5
Jumlah batch produksi jamu sehat pria = 2
Jumlah batch produksi jamu tujuh angin = 1
Jumlah batch produksi jamu bersih darah = 2
5. DAFTAR PUSTAKA
[1] Fogarty, Donald W, John H. Blanckstone & Thomas R. Hoffmann, 1991, Production & Inventory Management, 2nd edition, South-Western Publishing Co.
[2] Krajewski, Lee J. & Larry P. Ritzman, 2002. Operations Management : Strategy And Analysis, 6th Edition, Prentice Hall.
[3] Makridakis, S., Stevan C. Wheelwright & Victor E. McGee, 1983. Forecasting Methods and Application, 2nd Edition, John Wiley & Sons.
[4] Taha, A. Hamdy, 2003. Operation Research : An Introduction, 7th edition, Prentice Hall, New Jersey.

66 Jurnal Teknik Industri, ISSN:1411-6340
PENGARUH KUALITAS PRODUK TERHADAP KEPUASAN KONSUMEN PADA CV. RETINA PRINTING DI BANDAR
LAMPUNG
Sapmaya Wulan1), Abizar Alghifari2) 1)Dosen Program Studi Manajemen Fakultas Ekonomi Universitas Bandar Lampung
2)Mahasiswa Program Pasca Sarjana Universitas Bandar Lampung
ABSTRACT
The survival of firm is influenced by customer satisfaction. One element that could affect customer satisfaction is the quality of the product. CV. Retina Printing in Bandar Lampung is a company engaged in the printing. The company is always trying to get the product produced can provide satisfaction to consumers, especially in terms of quality products. Elements of the quality of the product include: a) materials used; b) the design is interesting, c) machinery; d) process of the professionals (creative, skilled, thorough and direct technicians); e) printout (clear, adhesive durable and waterproof). Customer satisfaction with quality of products includes the following elements: quality, price, punctuality and service. The company strives to maintain and improve the quality of its products, but still faces problems such as: the number of consumer complaints against the total number of consumers who are, respectively: the quality (1.91%), price (1.8%), accuracy (3.08%) and services (2.45%), higher than the standard number of consumer complaints that the company determined that 1.5%. This shows that customer satisfaction with the quality of the resulting product is still not fully in line with expectations or standards specified company.The problem is: How does product quality on the level of consumer satisfaction in the CV. Retina Printing in Bandar Lampung. The objectives of this study to determine how the influence of product quality to customer satisfaction rate on the CV. Retina Printing Bandar Lampung.
This study uses qualitative and quantitative methods. In the analysis of qualitative analysis are used tables and in quantitative models used Cartesian diagram (Importance Performance Analysis). From the results of qualitative analysis can be concluded that the quality of the products in the category / criteria is in accordance with the expectations of consumers, although there are attributes that are still needed. From the results of quantitative analysis with the calculation of Importance Performance Analysis to know the average overall level of consumer expectation of 4.10 greater than the average level of overall product quality which is equal to 4.07. Although the calculated relative differences are very small ie 0.03, this suggests that the quality of the products has not been fully in line with expectations of consumers. In other words, the quality of the product affects the customer satisfaction. Thus the hypothesis that product quality has a positive effect on the level consumer satisfaction on the CV. Retina Printing in Bandar Lampung is acceptable.
Keywords: product quality, Customer Satisfaction, Importance Performance Analysis.
1. PENDAHULUAN7
Disaat ini kemajuan akan dunia teknologi semakin berkembang. Dunia usaha pun semakin maju dan meningkat karena perkembangan teknologi yang sangat canggih. Sehingga banyak
Korespondensi : 1Sapmaya Wulan E-mail: [email protected]
perusahaan yang meningkatkan kualitas produknya dengan memanfaatkan teknologi yang ada yang pada akhirnya akan muncul persaingan diantara usaha sejenis. Persaingan tersebut semakin meningkat dan saling mempertahankan posisi yang terbaik. Perusahaan dapat mempertahankannya posisinya dengan cara meningkatkan kualitas produk sehingga akan menimbulkan kepuasan pada konsumen

Pengaruh Kualitas Produk Terhadap Kepuasan Konsumen (Sapmaya Wulan) 67
yang berdampak pada peningkatan penjualan dan pada akhirnya perusahaan akan dapat menjaga kelangsungan hidupnya. Sebaliknya, jika perusahaan tidak melakukan peningkatan kualitas produk, maka konsumen tidak akan puas, sehingga akan terjadi penurunan penjualan dan perusahaan sulit untuk menjaga kelangsungan hidupnya, bahkan dapat berakibat bangkrut.
CV. Retina Printing adalah perusahaan percetakan beralamat di Jl. Rambutan No.1 Tanjung Karang Pusat Bandar Lampung. Produk yang ditawarkan kepada konsumen berupa: brosur, stiker, undangan, nota/kuitansi, poster, buku, dan spanduk. Salah satu usaha yang dilakukan untuk memuaskan konsumen adalah dengan menjaga kualitas produk dan pelayanan kepada konsumen. Atribut kualitas produk untuk masing-masing jenis produk adalah sebagai berikut: Brosur, dengan atribut: bahan berkualitas standar sesuai pesanan, design menarik beragam dan mengikuti mode, dan cetakan jelas mudah dibaca. Stiker, dengan atribut: bahan berkualitas standar sesuai pesanan, design menarik baragam dan mengikuti mode, cetakan jelas mudah dibaca, dan perekat tahan lama dan anti air. Undangan, dengan atribut: bahan berkualitas standar sesuai pesanan, design menarik beragam mengikuti mode, dan cetakan jelas mudah dibaca. Nota, dengan atribut: bahan berkualitas standar sesuai pesanan, cetakan jelas mudah dibaca.
Poster: dengan atribut: bahan berkualitas standar sesuai pesanan, design menarik beragam mengikuti mode, cetakan jelas mudah dibaca, dan warna cerah menarik. Buku: dengan atribut: bahan berkualitas standar sesuai pesanan, penjilitan rapih dan tahan lama, cetakan jelas mudah dibaca. Spanduk: dengan atribut: bahan berkualitas standar sesuai pesanan, design menarik beragam dan mengikuti mode, dan cetakan jelas mudah dibaca.
Dari uraian atribut kualitas produk masing-masing jenis produk di atas, atribut kualitas produk secara umum meliputi: a) bahan yang digunakan; b) design yang menarik, baragam dan mengikuti mode; c) mesin; d) proses pengerjaan profesional (kreatif, terampil, teliti dan ditangani teknisi langsung); e) hasil cetakan (jelas, perekat tahan lama dan anti air). Untuk pembahasan selanjutnya unsur–unsur kualitas produk meliputi: 1) bahan, 2) design, 3) mesin dan alat, 4) proses pengerjaan yang professional dan 5) hasil cetakan, sedangkan unsur-unsur kepuasan konsumen meliputi: 1) mutu: kualitas produk sesuai pesanan, 2) harga: harga bersaing dan ada potongan harga , 3) ketepatan: pesanan tepat waktu, dan 4) pelayanan: pelayanan yang baik.
Berdasarkan unsur-unsur kepuasan konsumen tersebut, dapat disajikan data tentang kepuasan konsumen dalam bentuk komplain konsumen pada Tabel 1 untuk unsur mutu dan harga serta Tabel 2 untuk unsur ketepatan dan pelayanan.
Tabel 1. Data Komplain Konsumen untuk Unsur Mutu dan Harga pada CV. Retina Printing Bandar Lampung Tahun 2004-2007
Tahun
Jumlah Konsumen
(orang)
Jumlah Komplain Konsumen Mutu
(orang) Persentase
(%) Harga (orang)
Persentase (%)
2004 2005 2006 2007
600 680 700 730
15 13 13 10
2,5% 1,91% 1,86% 1,37%
14 12 12 10
2,33% 1,77% 1,71% 1,37%
Rata-rata 677 12,8 1,91% 12 1,8% Sumber : CV. Retina Printing, Bandar Lampung, 2008. Berdasarkan Tabel 1 dapat diketahui perkembangan persentase jumlah komplain konsumen terhadap keseluruhan jumlah konsumen untuk unsur mutu dan harga tahun 2004-2007. Persentase perkembangan
jumlah komplain konsumen terhadap jumlah konsumen keseluruhan untuk unsur mutu dan harga mengalami penurunan dengan rata-rata persentase
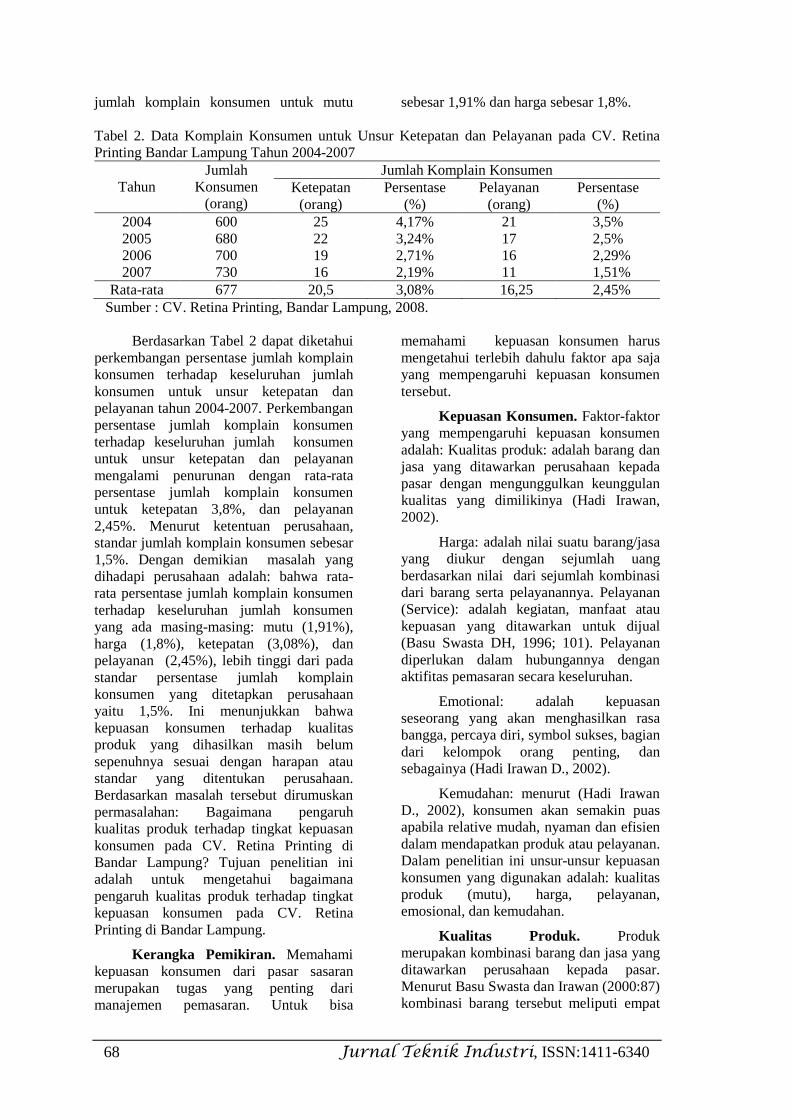
68 Jurnal Teknik Industri, ISSN:1411-6340
jumlah komplain konsumen untuk mutu sebesar 1,91% dan harga sebesar 1,8%. Tabel 2. Data Komplain Konsumen untuk Unsur Ketepatan dan Pelayanan pada CV. Retina Printing Bandar Lampung Tahun 2004-2007
Tahun
Jumlah Konsumen
(orang)
Jumlah Komplain Konsumen Ketepatan (orang)
Persentase (%)
Pelayanan (orang)
Persentase (%)
2004 2005 2006 2007
600 680 700 730
25 22 19 16
4,17% 3,24% 2,71% 2,19%
21 17 16 11
3,5% 2,5%
2,29% 1,51%
Rata-rata 677 20,5 3,08% 16,25 2,45% Sumber : CV. Retina Printing, Bandar Lampung, 2008.
Berdasarkan Tabel 2 dapat diketahui
perkembangan persentase jumlah komplain konsumen terhadap keseluruhan jumlah konsumen untuk unsur ketepatan dan pelayanan tahun 2004-2007. Perkembangan persentase jumlah komplain konsumen terhadap keseluruhan jumlah konsumen untuk unsur ketepatan dan pelayanan mengalami penurunan dengan rata-rata persentase jumlah komplain konsumen untuk ketepatan 3,8%, dan pelayanan 2,45%. Menurut ketentuan perusahaan, standar jumlah komplain konsumen sebesar 1,5%. Dengan demikian masalah yang dihadapi perusahaan adalah: bahwa rata-rata persentase jumlah komplain konsumen terhadap keseluruhan jumlah konsumen yang ada masing-masing: mutu (1,91%), harga (1,8%), ketepatan (3,08%), dan pelayanan (2,45%), lebih tinggi dari pada standar persentase jumlah komplain konsumen yang ditetapkan perusahaan yaitu 1,5%. Ini menunjukkan bahwa kepuasan konsumen terhadap kualitas produk yang dihasilkan masih belum sepenuhnya sesuai dengan harapan atau standar yang ditentukan perusahaan. Berdasarkan masalah tersebut dirumuskan permasalahan: Bagaimana pengaruh kualitas produk terhadap tingkat kepuasan konsumen pada CV. Retina Printing di Bandar Lampung? Tujuan penelitian ini adalah untuk mengetahui bagaimana pengaruh kualitas produk terhadap tingkat kepuasan konsumen pada CV. Retina Printing di Bandar Lampung.
Kerangka Pemikiran. Memahami kepuasan konsumen dari pasar sasaran merupakan tugas yang penting dari manajemen pemasaran. Untuk bisa
memahami kepuasan konsumen harus mengetahui terlebih dahulu faktor apa saja yang mempengaruhi kepuasan konsumen tersebut.
Kepuasan Konsumen. Faktor-faktor yang mempengaruhi kepuasan konsumen adalah: Kualitas produk: adalah barang dan jasa yang ditawarkan perusahaan kepada pasar dengan mengunggulkan keunggulan kualitas yang dimilikinya (Hadi Irawan, 2002).
Harga: adalah nilai suatu barang/jasa yang diukur dengan sejumlah uang berdasarkan nilai dari sejumlah kombinasi dari barang serta pelayanannya. Pelayanan (Service): adalah kegiatan, manfaat atau kepuasan yang ditawarkan untuk dijual (Basu Swasta DH, 1996; 101). Pelayanan diperlukan dalam hubungannya dengan aktifitas pemasaran secara keseluruhan.
Emotional: adalah kepuasan seseorang yang akan menghasilkan rasa bangga, percaya diri, symbol sukses, bagian dari kelompok orang penting, dan sebagainya (Hadi Irawan D., 2002).
Kemudahan: menurut (Hadi Irawan D., 2002), konsumen akan semakin puas apabila relative mudah, nyaman dan efisien dalam mendapatkan produk atau pelayanan. Dalam penelitian ini unsur-unsur kepuasan konsumen yang digunakan adalah: kualitas produk (mutu), harga, pelayanan, emosional, dan kemudahan.
Kualitas Produk. Produk merupakan kombinasi barang dan jasa yang ditawarkan perusahaan kepada pasar. Menurut Basu Swasta dan Irawan (2000:87) kombinasi barang tersebut meliputi empat

Pengaruh Kualitas Produk Terhadap Kepuasan Konsumen (Sapmaya Wulan) 69
macam, yaitu: Product line and quality. Dalam hal ini perusahaan sebelum mengadakan kegiatan pemasaran terlebih dahulu menentukan jenis, jumlah, kualitas dari barang yang di pasarkan .hal tersebut berarti memerlukan suatu perencanaan dalam usaha memasarkan barang yang tepat, waktu yang tepat, jumlah yang tepat dan harga yang tepat .
Brand atau Merek. Menurut Nitisemito (1996;34), bahwa: “Brand/merek/cap merupakan suatu tanda atau simbol yang memberikan identitas untuk suatu barang atau jasa tertentu yang dapat berupa kata-kata gambaran atau kombinasi dari keduanya.” Bagaimanapun kecilnya pemilihan brand atau merek mempunyai pengaruh terhadap kelancaran penjualan, sehingga setiap perusahaan hendaknya dapat menetapkan brand atau merek yang dapat menimbulkan kesan yang positif.
Pembungkusan (Packaging). Pelaksanaan pembungkusan harus sesuai dengan bentuk dan sifat barang sehingga dapat mempengaruhi persyaratan jenis dan alat pembungkus. Banyak perusahaan yang mengabaikan masalah pembungkusan suatu barang, sebab mereka menganggap bahwa fungsi pembungkusan hanyalah sebagai bungkus, sedangkan salah satu dari fungsi pembungkus yang banyak diabaikan adalah keindahan dimana keindahan pembungkus besar pengaruhnya terhadap kelancaran penjualan. Meskipun faktor biaya perlu di perhatikan dalam pembungkusan ini perlu adanya usaha penetapan ukuran-ukuran tertentu yang dianggap penting yang berkaitan dengan jumlah harga, kualitas dan jenis barang.
Pelayanan (Service). Pelayanan diperlukan dalam hubungannya dengan aktivitas pemasaran secara keseluruhan berdasarkan sifat barangnya. Sifat barang dapat dibedakan menjadi tiga kelompok menurut daya tahannya (Basu Swasta, 1996; 101), yaitu: 1) barang tahan lama, biasanya dikonsumsi/digunakan untuk waktu yang lama, 2) barang tidak tahan
lama, biasanya dikonsumsi/digunakan untuk satu atau beberapa kali pakai, 3) jasa, adalah kegiatan, manfaat atau kepuasan yang ditawarkan untuk dijual.
Kepuasan konsumen dipengaruhi oleh kualitas produk, karena kualitas produk adalah kepuasan pelanggan yang multidimensi. Bagi konsumen, kualitas produk mempunyai beberapa dimensi dan faktor-faktor yang mempengaruhi kualitas produk. Menurut Hadi Irawan (2002; 21), faktor-faktor yang mempengaruhi kualitas produk tersebut yaitu:
Reability (keandalan): yaitu kemampuan untuk melaksanakan jasa yang dijanjikan dengan tepat dan terpercaya.
Technology (peralatan/mesin): adalah peralatan/mesin yang digunakan untuk membuat produk sesuai dengan oleh kemampuan peralatan/mesin yang dioperasionalkan.
Konsistensi (bahan-bahan): adalah menunjukan seberapa jauh suatu produk dapat menyamai standar atau spesifikasi tertentu. Jika produk yang mempunyai konsistensi tinggi, berarti produknya sesuai dengan standar yang telah ditentukan.
Design (bentuk/model): adalah dimensi yang unik, banyak menawarkan aspek emosional dalam mempengaruhi kepuasan pelanggan.
Tangible (bukti fisik): yaitu penampilan fisik, peralatan, personel dan media komunikasi.
Dalam penelitian ini unsur-unsur kualitas produk yang digunakan adalah reability (keandalan), technology (peralatan/mesin), konsistensi (bahan-bahan), design (bentuk/model), tangible (bukti fisik). Perusahaan harus meningkatkan kualitas produknya agar konsumen puas terhadap produk perusahaan.
Berdasarkan uraian di atas dapat digambarkan paradigma penelitian sebagai berikut:
Kualitas Produk (X) Kepuasan Konsumen (Y)
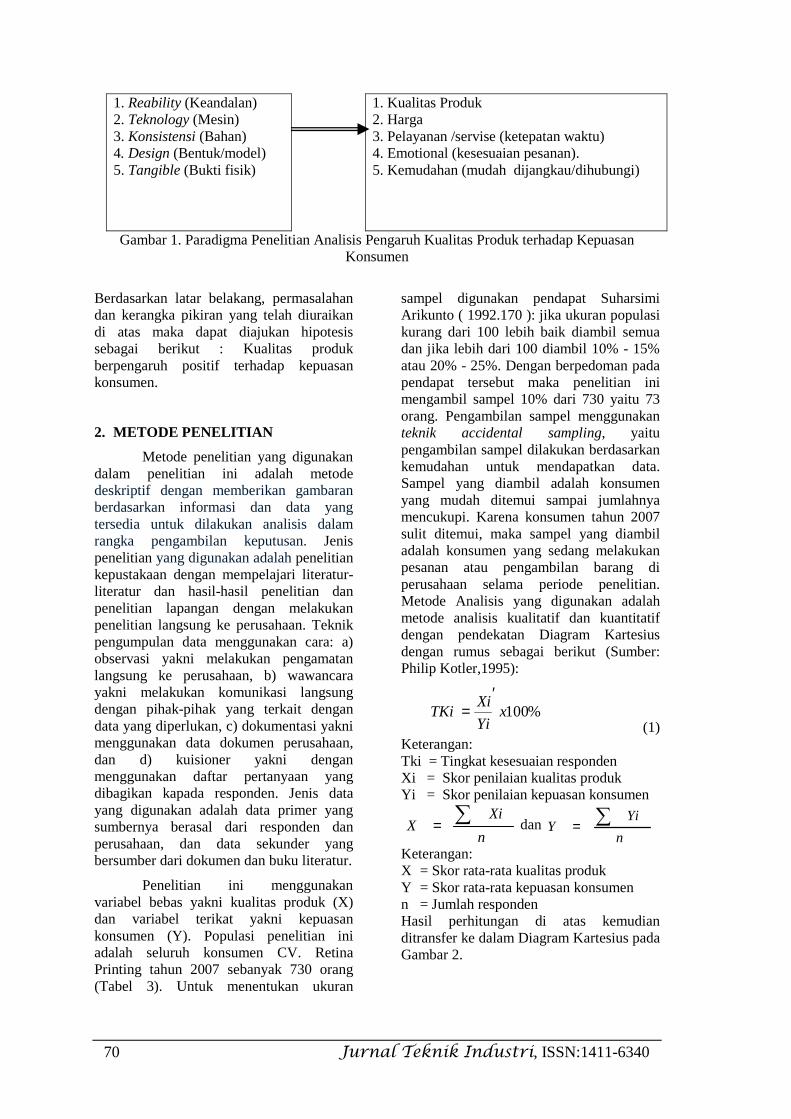
70 Jurnal Teknik Industri, ISSN:1411-6340
1. Reability (Keandalan) 2. Teknology (Mesin) 3. Konsistensi (Bahan) 4. Design (Bentuk/model) 5. Tangible (Bukti fisik)
1. Kualitas Produk 2. Harga 3. Pelayanan /servise (ketepatan waktu) 4. Emotional (kesesuaian pesanan). 5. Kemudahan (mudah dijangkau/dihubungi)
Gambar 1. Paradigma Penelitian Analisis Pengaruh Kualitas Produk terhadap Kepuasan Konsumen
Berdasarkan latar belakang, permasalahan dan kerangka pikiran yang telah diuraikan di atas maka dapat diajukan hipotesis sebagai berikut : Kualitas produk berpengaruh positif terhadap kepuasan konsumen.
2. METODE PENELITIAN
Metode penelitian yang digunakan dalam penelitian ini adalah metode deskriptif dengan memberikan gambaran berdasarkan informasi dan data yang tersedia untuk dilakukan analisis dalam rangka pengambilan keputusan. Jenis penelitian yang digunakan adalah penelitian kepustakaan dengan mempelajari literatur-literatur dan hasil-hasil penelitian dan penelitian lapangan dengan melakukan penelitian langsung ke perusahaan. Teknik pengumpulan data menggunakan cara: a) observasi yakni melakukan pengamatan langsung ke perusahaan, b) wawancara yakni melakukan komunikasi langsung dengan pihak-pihak yang terkait dengan data yang diperlukan, c) dokumentasi yakni menggunakan data dokumen perusahaan, dan d) kuisioner yakni dengan menggunakan daftar pertanyaan yang dibagikan kapada responden. Jenis data yang digunakan adalah data primer yang sumbernya berasal dari responden dan perusahaan, dan data sekunder yang bersumber dari dokumen dan buku literatur.
Penelitian ini menggunakan variabel bebas yakni kualitas produk (X) dan variabel terikat yakni kepuasan konsumen (Y). Populasi penelitian ini adalah seluruh konsumen CV. Retina Printing tahun 2007 sebanyak 730 orang (Tabel 3). Untuk menentukan ukuran
sampel digunakan pendapat Suharsimi Arikunto ( 1992.170 ): jika ukuran populasi kurang dari 100 lebih baik diambil semua dan jika lebih dari 100 diambil 10% - 15% atau 20% - 25%. Dengan berpedoman pada pendapat tersebut maka penelitian ini mengambil sampel 10% dari 730 yaitu 73 orang. Pengambilan sampel menggunakan teknik accidental sampling, yaitu pengambilan sampel dilakukan berdasarkan kemudahan untuk mendapatkan data. Sampel yang diambil adalah konsumen yang mudah ditemui sampai jumlahnya mencukupi. Karena konsumen tahun 2007 sulit ditemui, maka sampel yang diambil adalah konsumen yang sedang melakukan pesanan atau pengambilan barang di perusahaan selama periode penelitian. Metode Analisis yang digunakan adalah metode analisis kualitatif dan kuantitatif dengan pendekatan Diagram Kartesius dengan rumus sebagai berikut (Sumber: Philip Kotler,1995):
%100xYi
XiTKi
′=
(1)
Keterangan: Tki = Tingkat kesesuaian responden Xi = Skor penilaian kualitas produk Yi = Skor penilaian kepuasan konsumen
n
XiX
∑= dan n
YiY ∑=
Keterangan: X = Skor rata-rata kualitas produk Y = Skor rata-rata kepuasan konsumen n = Jumlah responden Hasil perhitungan di atas kemudian ditransfer ke dalam Diagram Kartesius pada Gambar 2.
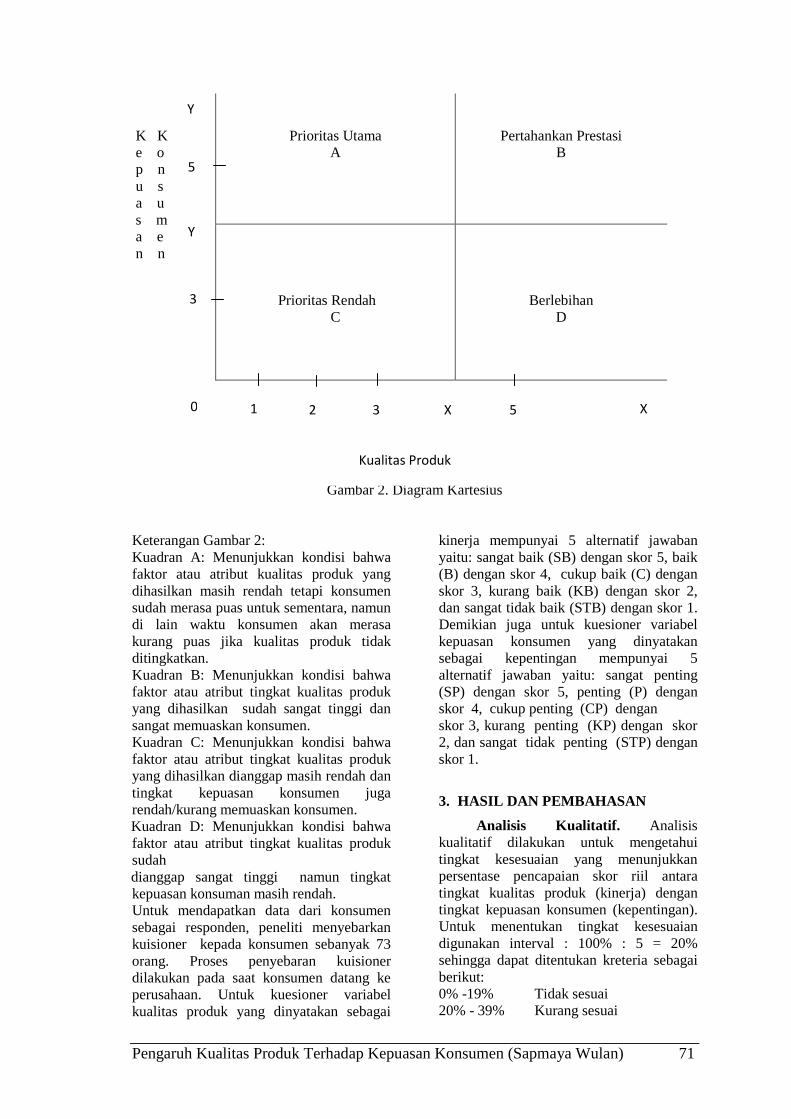
Pengaruh Kualitas Produk Terhadap Kepuasan Konsumen (Sapmaya Wulan) 71
K K e o p n u s a u s m a e n n
Gambar 2. Diagram Kartesius Keterangan Gambar 2: Kuadran A: Menunjukkan kondisi bahwa faktor atau atribut kualitas produk yang dihasilkan masih rendah tetapi konsumen sudah merasa puas untuk sementara, namun di lain waktu konsumen akan merasa kurang puas jika kualitas produk tidak ditingkatkan. Kuadran B: Menunjukkan kondisi bahwa faktor atau atribut tingkat kualitas produk yang dihasilkan sudah sangat tinggi dan sangat memuaskan konsumen. Kuadran C: Menunjukkan kondisi bahwa faktor atau atribut tingkat kualitas produk yang dihasilkan dianggap masih rendah dan tingkat kepuasan konsumen juga rendah/kurang memuaskan konsumen.
Kuadran D: Menunjukkan kondisi bahwa faktor atau atribut tingkat kualitas produk sudah
dianggap sangat tinggi namun tingkat kepuasan konsuman masih rendah. Untuk mendapatkan data dari konsumen sebagai responden, peneliti menyebarkan kuisioner kepada konsumen sebanyak 73 orang. Proses penyebaran kuisioner dilakukan pada saat konsumen datang ke perusahaan. Untuk kuesioner variabel kualitas produk yang dinyatakan sebagai
kinerja mempunyai 5 alternatif jawaban yaitu: sangat baik (SB) dengan skor 5, baik (B) dengan skor 4, cukup baik (C) dengan skor 3, kurang baik (KB) dengan skor 2, dan sangat tidak baik (STB) dengan skor 1. Demikian juga untuk kuesioner variabel kepuasan konsumen yang dinyatakan sebagai kepentingan mempunyai 5 alternatif jawaban yaitu: sangat penting (SP) dengan skor 5, penting (P) dengan skor 4, cukup penting (CP) dengan skor 3, kurang penting (KP) dengan skor 2, dan sangat tidak penting (STP) dengan skor 1.
3. HASIL DAN PEMBAHASAN
Analisis Kualitatif. Analisis kualitatif dilakukan untuk mengetahui tingkat kesesuaian yang menunjukkan persentase pencapaian skor riil antara tingkat kualitas produk (kinerja) dengan tingkat kepuasan konsumen (kepentingan). Untuk menentukan tingkat kesesuaian digunakan interval : 100% : 5 = 20% sehingga dapat ditentukan kreteria sebagai berikut: 0% -19% Tidak sesuai 20% - 39% Kurang sesuai
Prioritas Utama A
Pertahankan Prestasi B
Prioritas Rendah C
Berlebihan D
3
0 1 2 3 5 X
5
Y
Y
X
Kualitas Produk
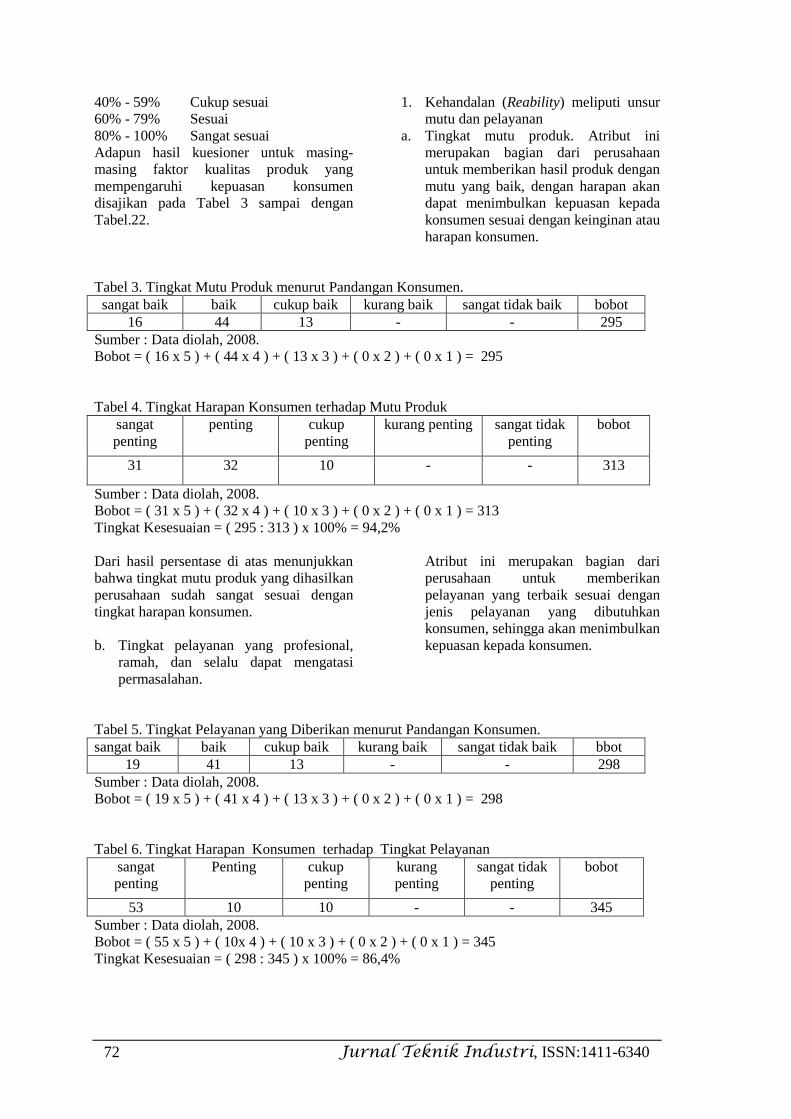
72 Jurnal Teknik Industri, ISSN:1411-6340
40% - 59% Cukup sesuai 60% - 79% Sesuai 80% - 100% Sangat sesuai Adapun hasil kuesioner untuk masing-masing faktor kualitas produk yang mempengaruhi kepuasan konsumen disajikan pada Tabel 3 sampai dengan Tabel.22.
1. Kehandalan (Reability) meliputi unsur mutu dan pelayanan
a. Tingkat mutu produk. Atribut ini merupakan bagian dari perusahaan untuk memberikan hasil produk dengan mutu yang baik, dengan harapan akan dapat menimbulkan kepuasan kepada konsumen sesuai dengan keinginan atau harapan konsumen.
Tabel 3. Tingkat Mutu Produk menurut Pandangan Konsumen. sangat baik baik cukup baik kurang baik sangat tidak baik bobot
16 44 13 - - 295 Sumber : Data diolah, 2008. Bobot = ( 16 x 5 ) + ( 44 x 4 ) + ( 13 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 295 Tabel 4. Tingkat Harapan Konsumen terhadap Mutu Produk
sangat penting
penting cukup penting
kurang penting sangat tidak penting
bobot
31 32 10 - - 313
Sumber : Data diolah, 2008. Bobot = ( 31 x 5 ) + ( 32 x 4 ) + ( 10 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 313 Tingkat Kesesuaian = ( 295 : 313 ) x 100% = 94,2%
Dari hasil persentase di atas menunjukkan bahwa tingkat mutu produk yang dihasilkan perusahaan sudah sangat sesuai dengan tingkat harapan konsumen.
b. Tingkat pelayanan yang profesional,
ramah, dan selalu dapat mengatasi permasalahan.
Atribut ini merupakan bagian dari perusahaan untuk memberikan pelayanan yang terbaik sesuai dengan jenis pelayanan yang dibutuhkan konsumen, sehingga akan menimbulkan kepuasan kepada konsumen.
Tabel 5. Tingkat Pelayanan yang Diberikan menurut Pandangan Konsumen. sangat baik baik cukup baik kurang baik sangat tidak baik bbot
19 41 13 - - 298 Sumber : Data diolah, 2008. Bobot = ( 19 x 5 ) + ( 41 x 4 ) + ( 13 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 298 Tabel 6. Tingkat Harapan Konsumen terhadap Tingkat Pelayanan
sangat penting
Penting cukup penting
kurang penting
sangat tidak penting
bobot
53 10 10 - - 345 Sumber : Data diolah, 2008. Bobot = ( 55 x 5 ) + ( 10x 4 ) + ( 10 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 345 Tingkat Kesesuaian = ( 298 : 345 ) x 100% = 86,4%
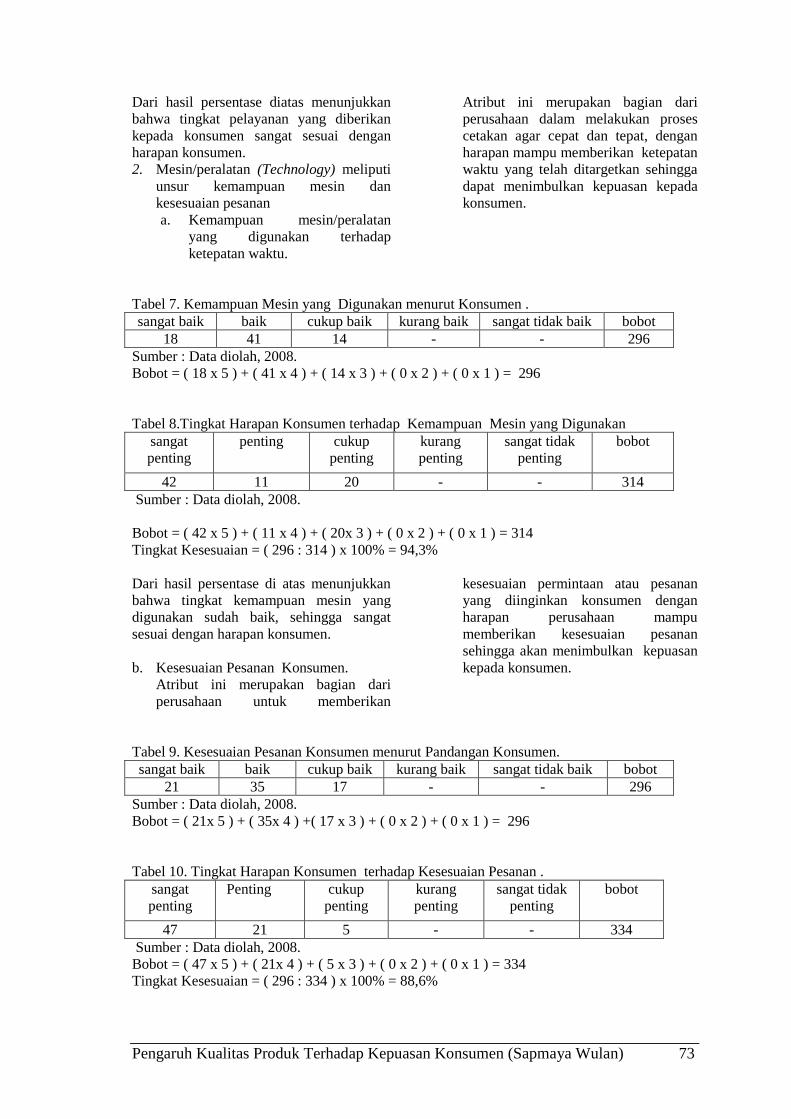
Pengaruh Kualitas Produk Terhadap Kepuasan Konsumen (Sapmaya Wulan) 73
Dari hasil persentase diatas menunjukkan bahwa tingkat pelayanan yang diberikan kepada konsumen sangat sesuai dengan harapan konsumen. 2. Mesin/peralatan (Technology) meliputi
unsur kemampuan mesin dan kesesuaian pesanan a. Kemampuan mesin/peralatan
yang digunakan terhadap ketepatan waktu.
Atribut ini merupakan bagian dari perusahaan dalam melakukan proses cetakan agar cepat dan tepat, dengan harapan mampu memberikan ketepatan waktu yang telah ditargetkan sehingga dapat menimbulkan kepuasan kepada konsumen.
Tabel 7. Kemampuan Mesin yang Digunakan menurut Konsumen . sangat baik baik cukup baik kurang baik sangat tidak baik bobot
18 41 14 - - 296 Sumber : Data diolah, 2008. Bobot = ( 18 x 5 ) + ( 41 x 4 ) + ( 14 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 296 Tabel 8.Tingkat Harapan Konsumen terhadap Kemampuan Mesin yang Digunakan
sangat penting
penting cukup penting
kurang penting
sangat tidak penting
bobot
42 11 20 - - 314 Sumber : Data diolah, 2008.
Bobot = ( 42 x 5 ) + ( 11 x 4 ) + ( 20x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 314 Tingkat Kesesuaian = ( 296 : 314 ) x 100% = 94,3%
Dari hasil persentase di atas menunjukkan bahwa tingkat kemampuan mesin yang digunakan sudah baik, sehingga sangat sesuai dengan harapan konsumen.
b. Kesesuaian Pesanan Konsumen. Atribut ini merupakan bagian dari
perusahaan untuk memberikan
kesesuaian permintaan atau pesanan yang diinginkan konsumen dengan harapan perusahaan mampu memberikan kesesuaian pesanan sehingga akan menimbulkan kepuasan kepada konsumen.
Tabel 9. Kesesuaian Pesanan Konsumen menurut Pandangan Konsumen. sangat baik baik cukup baik kurang baik sangat tidak baik bobot
21 35 17 - - 296 Sumber : Data diolah, 2008. Bobot = ( 21x 5 ) + ( 35x 4 ) +( 17 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 296
Tabel 10. Tingkat Harapan Konsumen terhadap Kesesuaian Pesanan . sangat penting
Penting cukup penting
kurang penting
sangat tidak penting
bobot
47 21 5 - - 334 Sumber : Data diolah, 2008. Bobot = ( 47 x 5 ) + ( 21x 4 ) + ( 5 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 334 Tingkat Kesesuaian = ( 296 : 334 ) x 100% = 88,6%
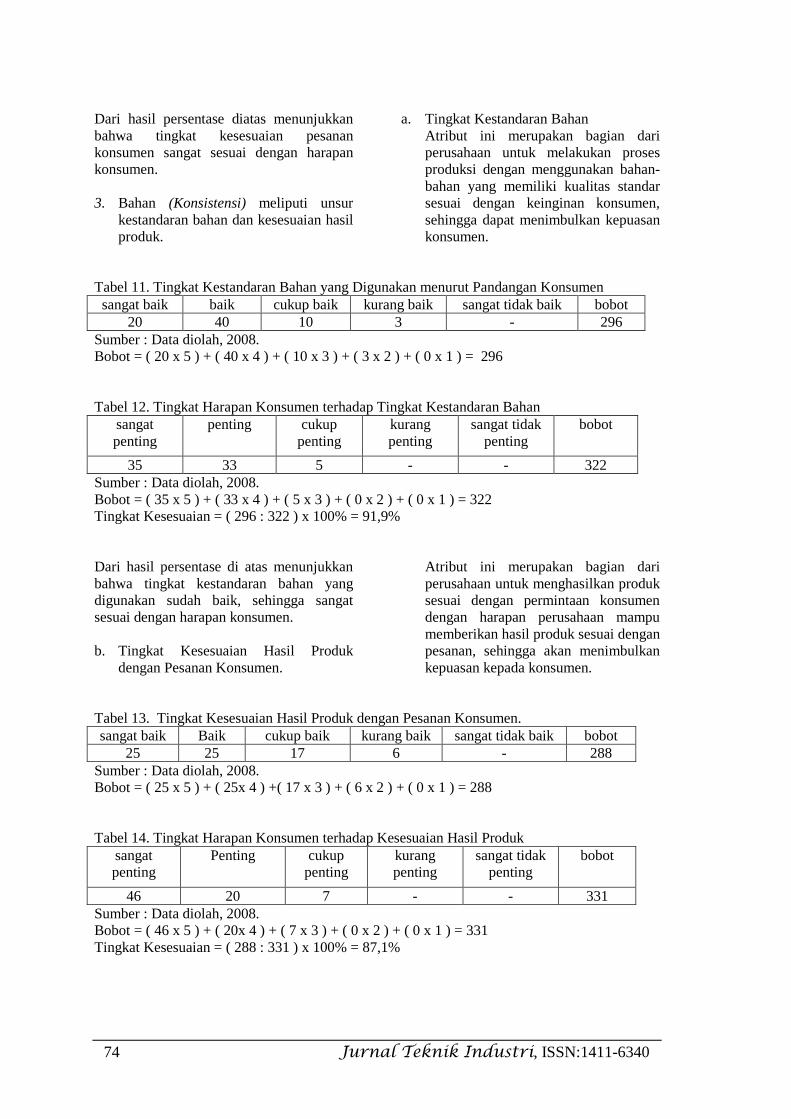
74 Jurnal Teknik Industri, ISSN:1411-6340
Dari hasil persentase diatas menunjukkan bahwa tingkat kesesuaian pesanan konsumen sangat sesuai dengan harapan konsumen. 3. Bahan (Konsistensi) meliputi unsur
kestandaran bahan dan kesesuaian hasil produk.
a. Tingkat Kestandaran Bahan Atribut ini merupakan bagian dari
perusahaan untuk melakukan proses produksi dengan menggunakan bahan-bahan yang memiliki kualitas standar sesuai dengan keinginan konsumen, sehingga dapat menimbulkan kepuasan konsumen.
Tabel 11. Tingkat Kestandaran Bahan yang Digunakan menurut Pandangan Konsumen sangat baik baik cukup baik kurang baik sangat tidak baik bobot
20 40 10 3 - 296 Sumber : Data diolah, 2008. Bobot = ( 20 x 5 ) + ( 40 x 4 ) + ( 10 x 3 ) + ( 3 x 2 ) + ( 0 x 1 ) = 296
Tabel 12. Tingkat Harapan Konsumen terhadap Tingkat Kestandaran Bahan sangat penting
penting cukup penting
kurang penting
sangat tidak penting
bobot
35 33 5 - - 322 Sumber : Data diolah, 2008. Bobot = ( 35 x 5 ) + ( 33 x 4 ) + ( 5 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 322 Tingkat Kesesuaian = ( 296 : 322 ) x 100% = 91,9%
Dari hasil persentase di atas menunjukkan bahwa tingkat kestandaran bahan yang digunakan sudah baik, sehingga sangat sesuai dengan harapan konsumen. b. Tingkat Kesesuaian Hasil Produk
dengan Pesanan Konsumen.
Atribut ini merupakan bagian dari perusahaan untuk menghasilkan produk sesuai dengan permintaan konsumen dengan harapan perusahaan mampu memberikan hasil produk sesuai dengan pesanan, sehingga akan menimbulkan kepuasan kepada konsumen.
Tabel 13. Tingkat Kesesuaian Hasil Produk dengan Pesanan Konsumen. sangat baik Baik cukup baik kurang baik sangat tidak baik bobot
25 25 17 6 - 288 Sumber : Data diolah, 2008. Bobot = ( 25 x 5 ) + ( 25x 4 ) +( 17 x 3 ) + ( 6 x 2 ) + ( 0 x 1 ) = 288 Tabel 14. Tingkat Harapan Konsumen terhadap Kesesuaian Hasil Produk
sangat penting
Penting cukup penting
kurang penting
sangat tidak penting
bobot
46 20 7 - - 331 Sumber : Data diolah, 2008. Bobot = ( 46 x 5 ) + ( 20x 4 ) + ( 7 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 331 Tingkat Kesesuaian = ( 288 : 331 ) x 100% = 87,1%
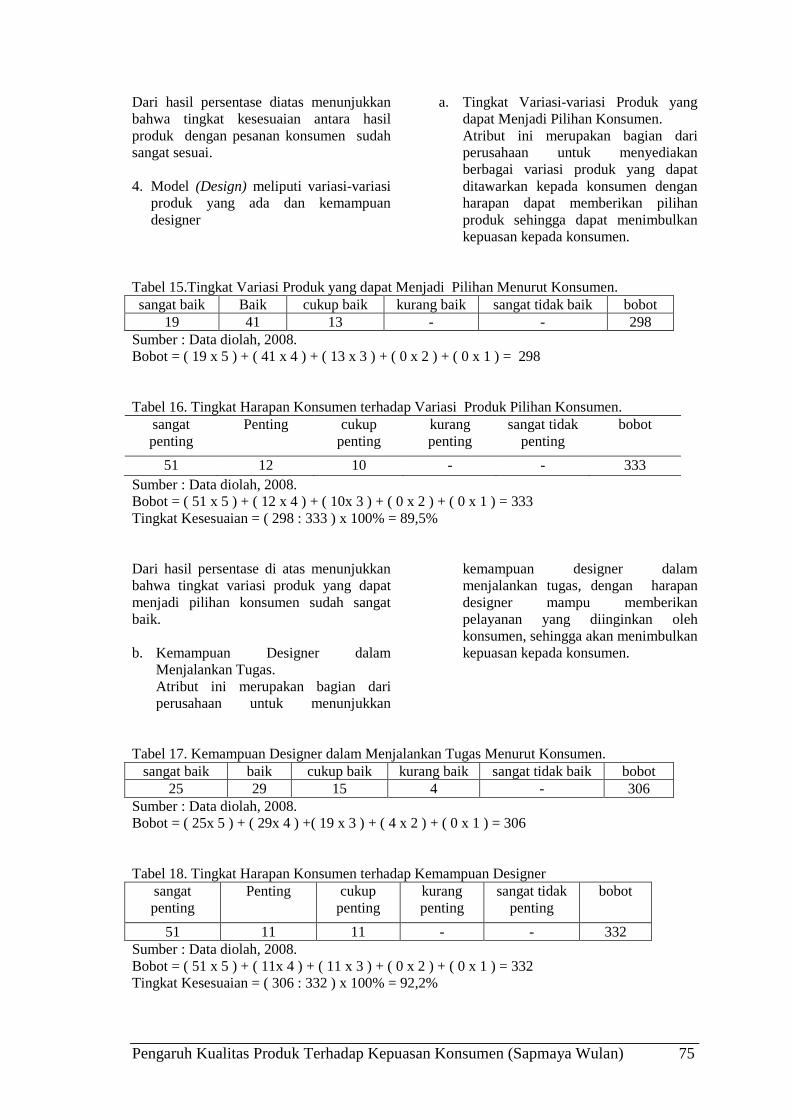
Pengaruh Kualitas Produk Terhadap Kepuasan Konsumen (Sapmaya Wulan) 75
Dari hasil persentase diatas menunjukkan bahwa tingkat kesesuaian antara hasil produk dengan pesanan konsumen sudah sangat sesuai. 4. Model (Design) meliputi variasi-variasi
produk yang ada dan kemampuan designer
a. Tingkat Variasi-variasi Produk yang dapat Menjadi Pilihan Konsumen.
Atribut ini merupakan bagian dari perusahaan untuk menyediakan berbagai variasi produk yang dapat ditawarkan kepada konsumen dengan harapan dapat memberikan pilihan produk sehingga dapat menimbulkan kepuasan kepada konsumen.
Tabel 15.Tingkat Variasi Produk yang dapat Menjadi Pilihan Menurut Konsumen. sangat baik Baik cukup baik kurang baik sangat tidak baik bobot
19 41 13 - - 298 Sumber : Data diolah, 2008. Bobot = ( 19 x 5 ) + ( 41 x 4 ) + ( 13 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 298
Tabel 16. Tingkat Harapan Konsumen terhadap Variasi Produk Pilihan Konsumen. sangat penting
Penting cukup penting
kurang penting
sangat tidak penting
bobot
51 12 10 - - 333 Sumber : Data diolah, 2008. Bobot = ( 51 x 5 ) + ( 12 x 4 ) + ( 10x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 333 Tingkat Kesesuaian = ( 298 : 333 ) x 100% = 89,5% Dari hasil persentase di atas menunjukkan bahwa tingkat variasi produk yang dapat menjadi pilihan konsumen sudah sangat baik. b. Kemampuan Designer dalam
Menjalankan Tugas. Atribut ini merupakan bagian dari
perusahaan untuk menunjukkan
kemampuan designer dalam menjalankan tugas, dengan harapan designer mampu memberikan pelayanan yang diinginkan oleh konsumen, sehingga akan menimbulkan kepuasan kepada konsumen.
Tabel 17. Kemampuan Designer dalam Menjalankan Tugas Menurut Konsumen.
sangat baik baik cukup baik kurang baik sangat tidak baik bobot 25 29 15 4 - 306
Sumber : Data diolah, 2008. Bobot = ( 25x 5 ) + ( 29x 4 ) +( 19 x 3 ) + ( 4 x 2 ) + ( 0 x 1 ) = 306
Tabel 18. Tingkat Harapan Konsumen terhadap Kemampuan Designer sangat penting
Penting cukup penting
kurang penting
sangat tidak penting
bobot
51 11 11 - - 332 Sumber : Data diolah, 2008. Bobot = ( 51 x 5 ) + ( 11x 4 ) + ( 11 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 332 Tingkat Kesesuaian = ( 306 : 332 ) x 100% = 92,2%
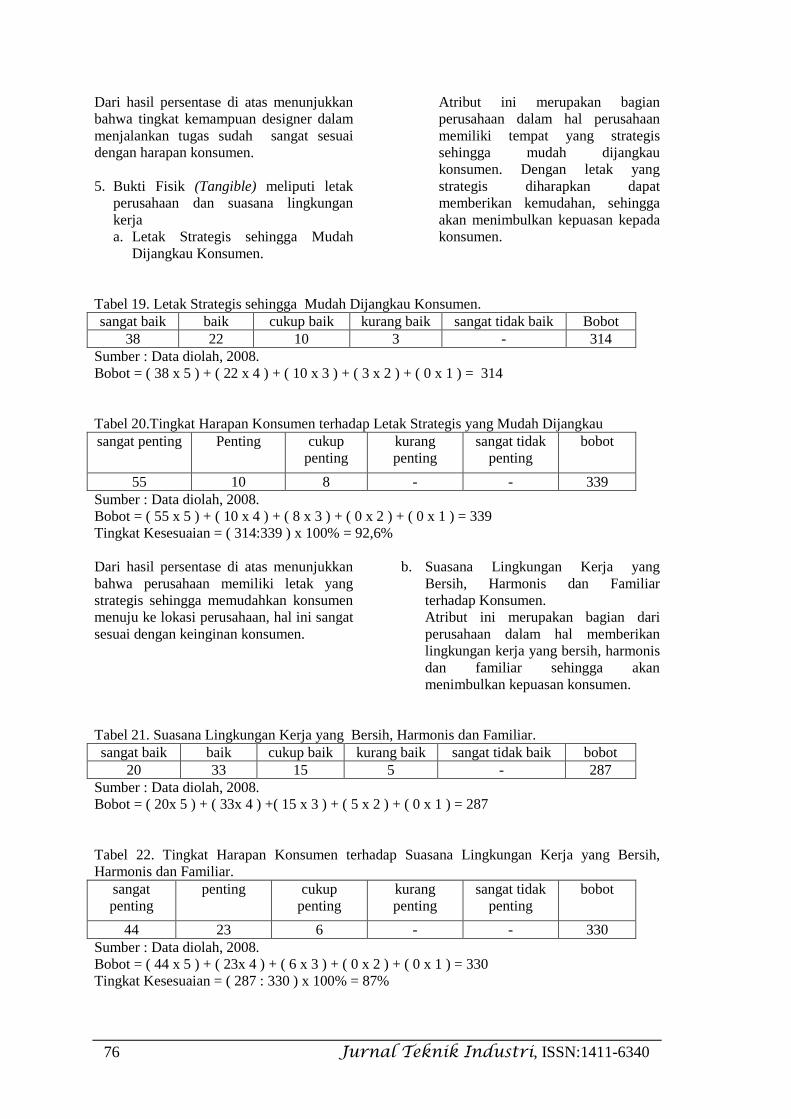
76 Jurnal Teknik Industri, ISSN:1411-6340
Dari hasil persentase di atas menunjukkan bahwa tingkat kemampuan designer dalam menjalankan tugas sudah sangat sesuai dengan harapan konsumen. 5. Bukti Fisik (Tangible) meliputi letak
perusahaan dan suasana lingkungan kerja a. Letak Strategis sehingga Mudah
Dijangkau Konsumen.
Atribut ini merupakan bagian perusahaan dalam hal perusahaan memiliki tempat yang strategis sehingga mudah dijangkau konsumen. Dengan letak yang strategis diharapkan dapat memberikan kemudahan, sehingga akan menimbulkan kepuasan kepada konsumen.
Tabel 19. Letak Strategis sehingga Mudah Dijangkau Konsumen. sangat baik baik cukup baik kurang baik sangat tidak baik Bobot
38 22 10 3 - 314 Sumber : Data diolah, 2008. Bobot = ( 38 x 5 ) + ( 22 x 4 ) + ( 10 x 3 ) + ( 3 x 2 ) + ( 0 x 1 ) = 314 Tabel 20.Tingkat Harapan Konsumen terhadap Letak Strategis yang Mudah Dijangkau sangat penting Penting cukup
penting kurang penting
sangat tidak penting
bobot
55 10 8 - - 339 Sumber : Data diolah, 2008. Bobot = ( 55 x 5 ) + ( 10 x 4 ) + ( 8 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 339 Tingkat Kesesuaian = ( 314:339 ) x 100% = 92,6% Dari hasil persentase di atas menunjukkan bahwa perusahaan memiliki letak yang strategis sehingga memudahkan konsumen menuju ke lokasi perusahaan, hal ini sangat sesuai dengan keinginan konsumen.
b. Suasana Lingkungan Kerja yang Bersih, Harmonis dan Familiar terhadap Konsumen.
Atribut ini merupakan bagian dari perusahaan dalam hal memberikan lingkungan kerja yang bersih, harmonis dan familiar sehingga akan menimbulkan kepuasan konsumen.
Tabel 21. Suasana Lingkungan Kerja yang Bersih, Harmonis dan Familiar. sangat baik baik cukup baik kurang baik sangat tidak baik bobot
20 33 15 5 - 287 Sumber : Data diolah, 2008. Bobot = ( 20x 5 ) + ( 33x 4 ) +( 15 x 3 ) + ( 5 x 2 ) + ( 0 x 1 ) = 287 Tabel 22. Tingkat Harapan Konsumen terhadap Suasana Lingkungan Kerja yang Bersih, Harmonis dan Familiar.
sangat penting
penting cukup penting
kurang penting
sangat tidak penting
bobot
44 23 6 - - 330 Sumber : Data diolah, 2008. Bobot = ( 44 x 5 ) + ( 23x 4 ) + ( 6 x 3 ) + ( 0 x 2 ) + ( 0 x 1 ) = 330 Tingkat Kesesuaian = ( 287 : 330 ) x 100% = 87%
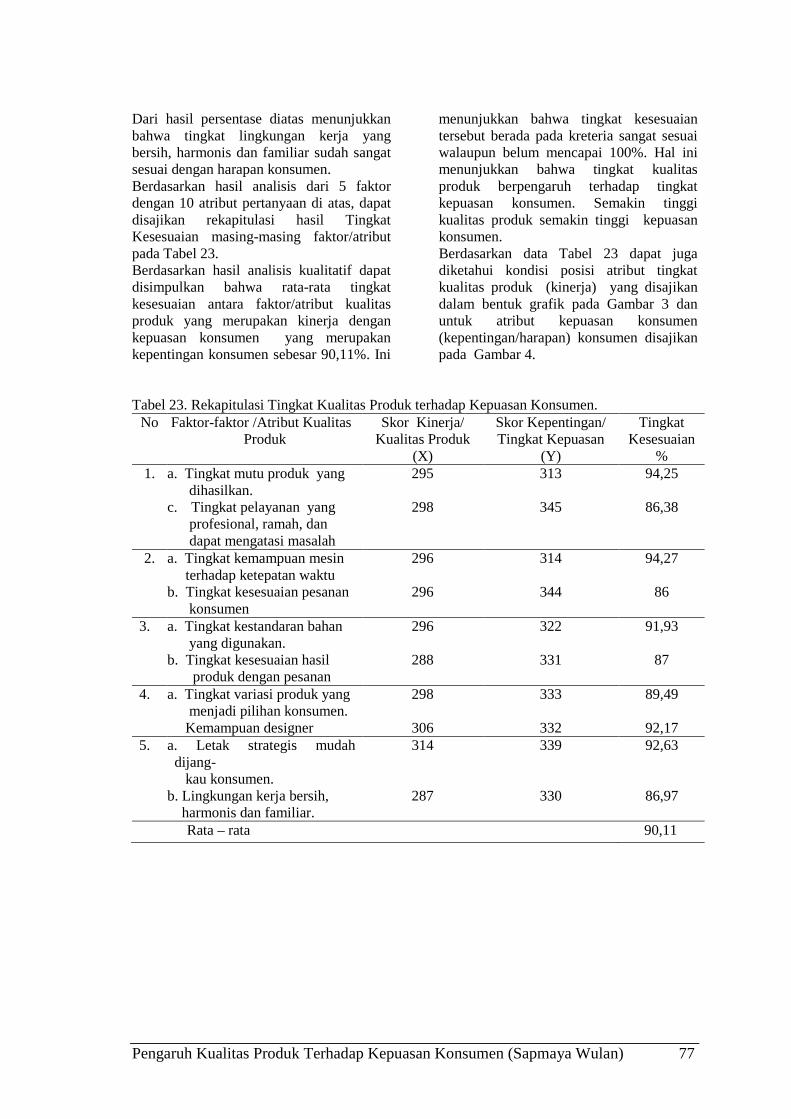
Pengaruh Kualitas Produk Terhadap Kepuasan Konsumen (Sapmaya Wulan) 77
Dari hasil persentase diatas menunjukkan bahwa tingkat lingkungan kerja yang bersih, harmonis dan familiar sudah sangat sesuai dengan harapan konsumen. Berdasarkan hasil analisis dari 5 faktor dengan 10 atribut pertanyaan di atas, dapat disajikan rekapitulasi hasil Tingkat Kesesuaian masing-masing faktor/atribut pada Tabel 23. Berdasarkan hasil analisis kualitatif dapat disimpulkan bahwa rata-rata tingkat kesesuaian antara faktor/atribut kualitas produk yang merupakan kinerja dengan kepuasan konsumen yang merupakan kepentingan konsumen sebesar 90,11%. Ini
menunjukkan bahwa tingkat kesesuaian tersebut berada pada kreteria sangat sesuai walaupun belum mencapai 100%. Hal ini menunjukkan bahwa tingkat kualitas produk berpengaruh terhadap tingkat kepuasan konsumen. Semakin tinggi kualitas produk semakin tinggi kepuasan konsumen. Berdasarkan data Tabel 23 dapat juga diketahui kondisi posisi atribut tingkat kualitas produk (kinerja) yang disajikan dalam bentuk grafik pada Gambar 3 dan untuk atribut kepuasan konsumen (kepentingan/harapan) konsumen disajikan pada Gambar 4.
Tabel 23. Rekapitulasi Tingkat Kualitas Produk terhadap Kepuasan Konsumen.
No Faktor-faktor /Atribut Kualitas Produk
Skor Kinerja/ Kualitas Produk
(X)
Skor Kepentingan/ Tingkat Kepuasan
(Y)
Tingkat Kesesuaian
% 1. a. Tingkat mutu produk yang
dihasilkan. 295 313 94,25
c. Tingkat pelayanan yang profesional, ramah, dan dapat mengatasi masalah
298 345 86,38
2. a. Tingkat kemampuan mesin terhadap ketepatan waktu
296 314 94,27
b. Tingkat kesesuaian pesanan konsumen
296 344 86
3. a. Tingkat kestandaran bahan yang digunakan.
296 322 91,93
b. Tingkat kesesuaian hasil produk dengan pesanan
288 331 87
4. a. Tingkat variasi produk yang menjadi pilihan konsumen.
298 333 89,49
Kemampuan designer 306 332 92,17 5. a. Letak strategis mudah
dijang- kau konsumen.
314 339 92,63
b. Lingkungan kerja bersih, harmonis dan familiar.
287 330 86,97
Rata – rata 90,11
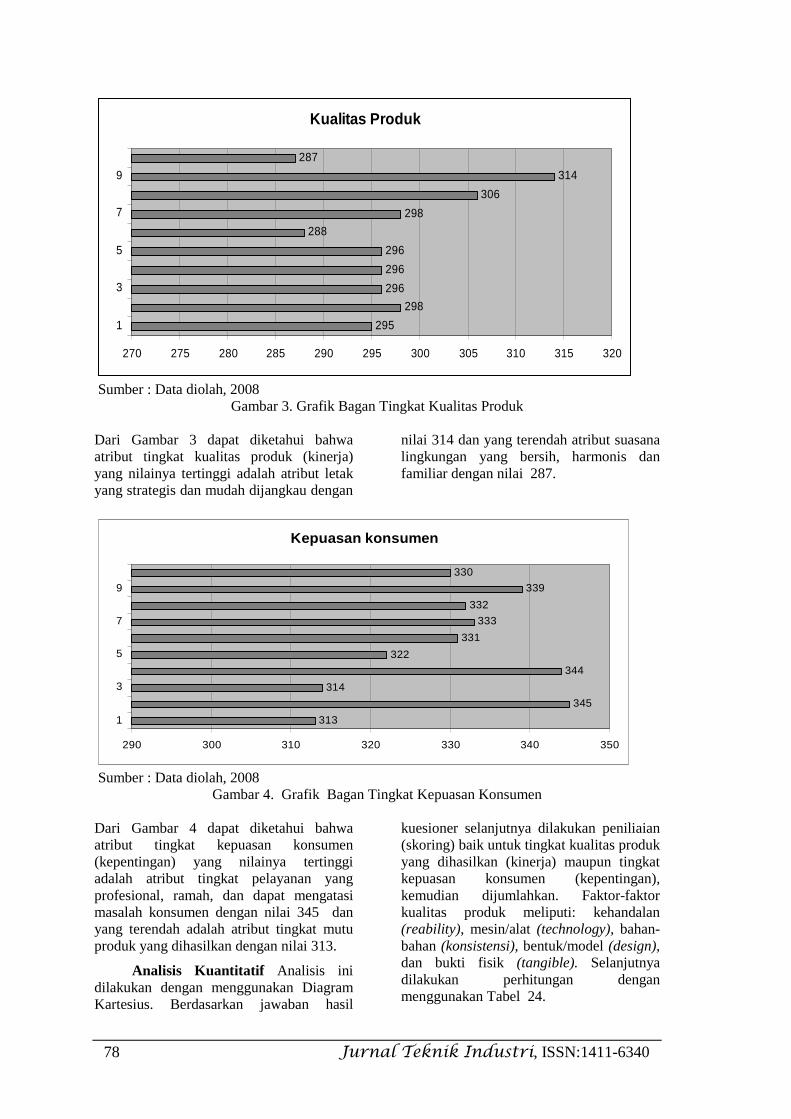
78 Jurnal Teknik Industri, ISSN:1411-6340
Sumber : Data diolah, 2008
Gambar 3. Grafik Bagan Tingkat Kualitas Produk
Dari Gambar 3 dapat diketahui bahwa atribut tingkat kualitas produk (kinerja) yang nilainya tertinggi adalah atribut letak yang strategis dan mudah dijangkau dengan
nilai 314 dan yang terendah atribut suasana lingkungan yang bersih, harmonis dan familiar dengan nilai 287.
Sumber : Data diolah, 2008
Gambar 4. Grafik Bagan Tingkat Kepuasan Konsumen Dari Gambar 4 dapat diketahui bahwa atribut tingkat kepuasan konsumen (kepentingan) yang nilainya tertinggi adalah atribut tingkat pelayanan yang profesional, ramah, dan dapat mengatasi masalah konsumen dengan nilai 345 dan yang terendah adalah atribut tingkat mutu produk yang dihasilkan dengan nilai 313.
Analisis Kuantitatif Analisis ini dilakukan dengan menggunakan Diagram Kartesius. Berdasarkan jawaban hasil
kuesioner selanjutnya dilakukan peniliaian (skoring) baik untuk tingkat kualitas produk yang dihasilkan (kinerja) maupun tingkat kepuasan konsumen (kepentingan), kemudian dijumlahkan. Faktor-faktor kualitas produk meliputi: kehandalan (reability), mesin/alat (technology), bahan-bahan (konsistensi), bentuk/model (design), dan bukti fisik (tangible). Selanjutnya dilakukan perhitungan dengan menggunakan Tabel 24.
Kualitas Produk
295
298
296
296
296
288
298
306
314
287
270 275 280 285 290 295 300 305 310 315 320
1
3
5
7
9
Kepuasan konsumen
313
345
314
344
322
331
333
332
339
330
290 300 310 320 330 340 350
1
3
5
7
9
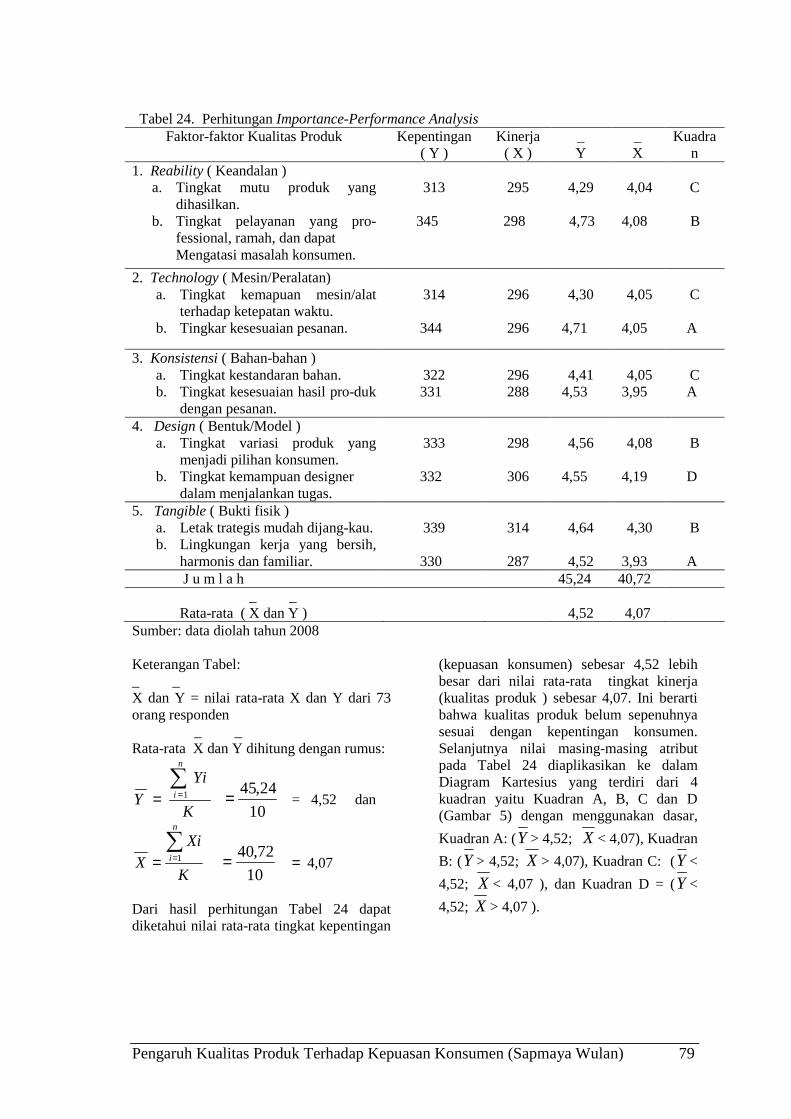
Pengaruh Kualitas Produk Terhadap Kepuasan Konsumen (Sapmaya Wulan) 79
Tabel 24. Perhitungan Importance-Performance Analysis
Faktor-faktor Kualitas Produk Kepentingan ( Y )
Kinerja ( X )
_ Y
_ X
Kuadran
1. Reability ( Keandalan ) a. Tingkat mutu produk yang
dihasilkan. b. Tingkat pelayanan yang pro-
fessional, ramah, dan dapat Mengatasi masalah konsumen.
313
345
295
298
4,29
4,73
4,04
4,08
C
B
2. Technology ( Mesin/Peralatan) a. Tingkat kemapuan mesin/alat
terhadap ketepatan waktu. b. Tingkar kesesuaian pesanan.
314
344
296
296
4,30
4,71
4,05
4,05
C
A
3. Konsistensi ( Bahan-bahan ) a. Tingkat kestandaran bahan. b. Tingkat kesesuaian hasil pro-duk
dengan pesanan.
322
331
296
288
4,41
4,53
4,05
3,95
C
A
4. Design ( Bentuk/Model ) a. Tingkat variasi produk yang
menjadi pilihan konsumen. b. Tingkat kemampuan designer
dalam menjalankan tugas.
333
332
298
306
4,56
4,55
4,08
4,19
B
D
5. Tangible ( Bukti fisik ) a. Letak trategis mudah dijang-kau. b. Lingkungan kerja yang bersih,
harmonis dan familiar.
339
330
314
287
4,64
4,52
4,30
3,93
B
A J u m l a h 45,24 40,72 _ _ Rata-rata ( X dan Y )
4,52
4,07
Sumber: data diolah tahun 2008 Keterangan Tabel: _ _ X dan Y = nilai rata-rata X dan Y dari 73 orang responden _ _ Rata-rata X dan Y dihitung dengan rumus:
K
Yi
Y
n
i∑
== 1 10
24,45= = 4,52 dan
K
Xi
X
n
i∑
== 1 10
72,40= = 4,07
Dari hasil perhitungan Tabel 24 dapat diketahui nilai rata-rata tingkat kepentingan
(kepuasan konsumen) sebesar 4,52 lebih besar dari nilai rata-rata tingkat kinerja (kualitas produk ) sebesar 4,07. Ini berarti bahwa kualitas produk belum sepenuhnya sesuai dengan kepentingan konsumen. Selanjutnya nilai masing-masing atribut pada Tabel 24 diaplikasikan ke dalam Diagram Kartesius yang terdiri dari 4 kuadran yaitu Kuadran A, B, C dan D (Gambar 5) dengan menggunakan dasar,
Kuadran A: (Y> 4,52; X < 4,07), Kuadran
B: (Y> 4,52; X > 4,07), Kuadran C: (Y<
4,52; X < 4,07 ), dan Kuadran D = (Y<
4,52; X > 4,07 ).
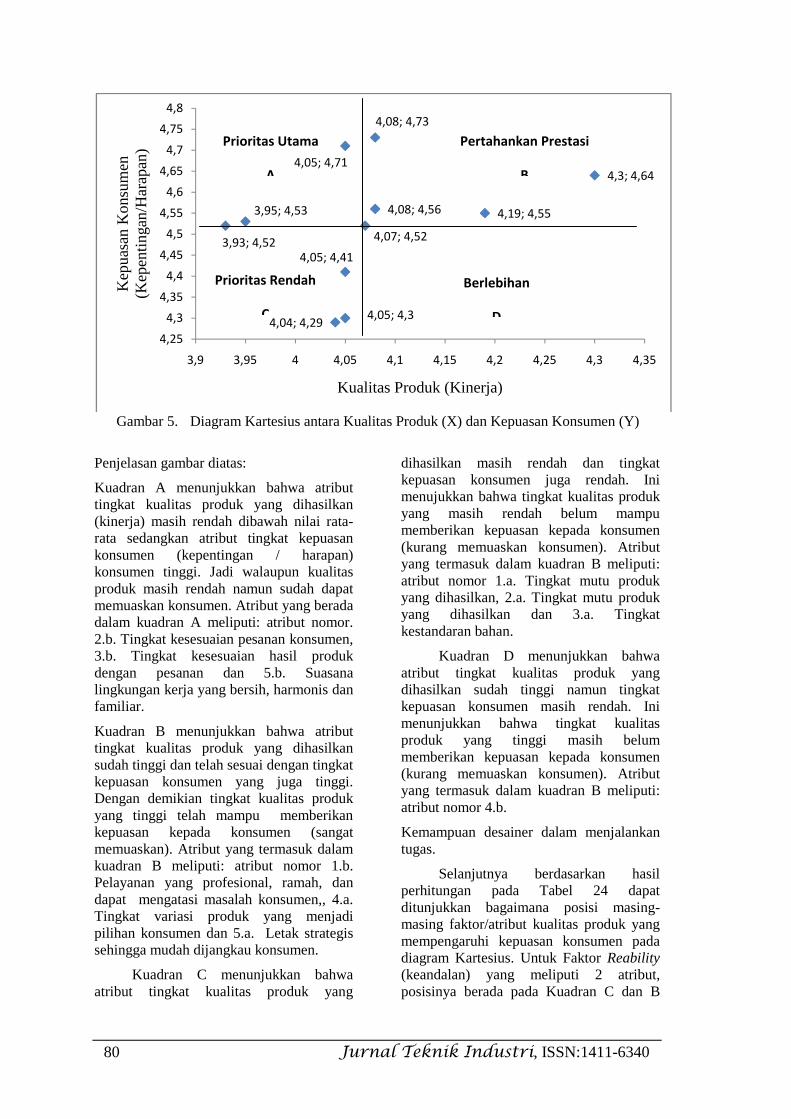
80 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 5. Diagram Kartesius antara Kualitas Produk (X) dan Kepuasan Konsumen (Y)
Penjelasan gambar diatas:
Kuadran A menunjukkan bahwa atribut tingkat kualitas produk yang dihasilkan (kinerja) masih rendah dibawah nilai rata-rata sedangkan atribut tingkat kepuasan konsumen (kepentingan / harapan) konsumen tinggi. Jadi walaupun kualitas produk masih rendah namun sudah dapat memuaskan konsumen. Atribut yang berada dalam kuadran A meliputi: atribut nomor. 2.b. Tingkat kesesuaian pesanan konsumen, 3.b. Tingkat kesesuaian hasil produk dengan pesanan dan 5.b. Suasana lingkungan kerja yang bersih, harmonis dan familiar.
Kuadran B menunjukkan bahwa atribut tingkat kualitas produk yang dihasilkan sudah tinggi dan telah sesuai dengan tingkat kepuasan konsumen yang juga tinggi. Dengan demikian tingkat kualitas produk yang tinggi telah mampu memberikan kepuasan kepada konsumen (sangat memuaskan). Atribut yang termasuk dalam kuadran B meliputi: atribut nomor 1.b. Pelayanan yang profesional, ramah, dan dapat mengatasi masalah konsumen,, 4.a. Tingkat variasi produk yang menjadi pilihan konsumen dan 5.a. Letak strategis sehingga mudah dijangkau konsumen.
Kuadran C menunjukkan bahwa atribut tingkat kualitas produk yang
dihasilkan masih rendah dan tingkat kepuasan konsumen juga rendah. Ini menujukkan bahwa tingkat kualitas produk yang masih rendah belum mampu memberikan kepuasan kepada konsumen (kurang memuaskan konsumen). Atribut yang termasuk dalam kuadran B meliputi: atribut nomor 1.a. Tingkat mutu produk yang dihasilkan, 2.a. Tingkat mutu produk yang dihasilkan dan 3.a. Tingkat kestandaran bahan.
Kuadran D menunjukkan bahwa atribut tingkat kualitas produk yang dihasilkan sudah tinggi namun tingkat kepuasan konsumen masih rendah. Ini menunjukkan bahwa tingkat kualitas produk yang tinggi masih belum memberikan kepuasan kepada konsumen (kurang memuaskan konsumen). Atribut yang termasuk dalam kuadran B meliputi: atribut nomor 4.b.
Kemampuan desainer dalam menjalankan tugas.
Selanjutnya berdasarkan hasil perhitungan pada Tabel 24 dapat ditunjukkan bagaimana posisi masing-masing faktor/atribut kualitas produk yang mempengaruhi kepuasan konsumen pada diagram Kartesius. Untuk Faktor Reability (keandalan) yang meliputi 2 atribut, posisinya berada pada Kuadran C dan B
4,07; 4,52
4,04; 4,29
4,08; 4,73
4,05; 4,3
4,05; 4,71
4,05; 4,41
3,95; 4,53 4,08; 4,56 4,19; 4,55
4,3; 4,64
3,93; 4,52
4,25
4,3
4,35
4,4
4,45
4,5
4,55
4,6
4,65
4,7
4,75
4,8
3,9 3,95 4 4,05 4,1 4,15 4,2 4,25 4,3 4,35
Kep
uasa
n K
onsu
men
(Kep
entin
gan/
Har
apan
)
Kualitas Produk (Kinerja)
Berlebihan
D
Prioritas Rendah
C
Pertahankan Prestasi
B
Prioritas Utama
A

Pengaruh Kualitas Produk Terhadap Kepuasan Konsumen (Sapmaya Wulan) 81
(lihat Gambar 3). Faktor Technology (mesin/alat) dengan 2 atribut berada pada 2 kuadran yaitu Kuadran C dan A. Faktor Konsistensi (bahan) yang mempunyai 2 atribut berada pada 2 kuadran yaitu Kuadran C dan A. Faktor Design (bentuk/ model) yang terdiri dari 2 atribut (bentuk/model) berada pada Kuadran B dan D. Faktor Tangibel (bukti fisik) dengan 2 atribut berada pada Kuadran B dan A. Berdasarkan hasil analisis kuantitatif dapat disimpulkan bahwa hipotesis yang menyatakan: ”Kualitas produk berpengaruh positif terhadap kepuasan konsumen pada CV. Retina Printing” dapat diterima.
4. KESIMPULAN
Berdasarkan hasil analisis kualitatif dapat disimpulkan bahwa kualitas produk pada CV. Retina Printing Bandar Lampung berada pada kategori/kriteria sangat sesuai dengan harapan konsumen walaupun masih terdapat beberapa atribut yang masih harus ditingkatkan lagi oleh perusahaan yaitu atribut kesesuaian pesanan konsumen dan atribut suasana lingkungan kerja yang bersih, harmonis dan familiar terhadap konsumen karena kedua atribut tersebut memiliki nilai tingkat kesesuaian yang terendah yaitu 86,4 % dan 87%.
Berdasarkan hasil analisis kuantitatif dengan perhitungan Importance-Performance Analysis dapat diketahui bahwa nilai rata-rata tingkat kepentingan (kepuasan) konsumen sebesar 4,52 lebih besar dari pada nilai rata-rata tingkat kinerja (kualitas produk) sebesar 4,07. Walaupun perbedaannya relatif kecil, namun menunjukkan bahwa kualitas produk yang dihasilkan belum sepenuhnya mampu memenuhi kepentingan/harapan konsumen. Berdasarkan uraian di atas dapat disimpulkan bahwa hipotesis yang menyatakan: “Kualitas produk
berpengaruh positif terhadap kepuasan konsumen” dapat diterima.
5. DAFTAR PUSTAKA [1] Alex S. Nitisemito, 1990,
Manajemen Sumber Daya Manusia, Penerbit Indonesia, Jakarta.
[2] Dorothea Wahyu Ariani, 2003, Manajemen Kualitas Pendekatan Sisi Kualitatif, Penerbit Ghalia Indonesia, Jakarta.
[3] Graffin, Jill, 1993, Managing Quality, New York, Free Press.
[4] Handi Irawan D., 2007, Prinsip-prinsip Kepuasan Pelanggan, PT. Elex Media Komputindo, Jakarta.
[5] K. Sunarko, 2001, Pengantar Sosiologi Ekonomi, Penerbit Fakultas Ekononmi UI, Jakarta.
[6] Nugroho J. Setiadi, 2003, Perilaku Konsumen : Konsep dan Implikasi untuk Strategi dan Penelitian Pemasaran, PT. Kencana, Jakarta.
[7] Philip Kotler, 2000, Manajemen Pemasaran, Penerbit PT. Prenhallindo, Jakarta.
[8] -, 1992, Manajemen Pemasaran, Penerbit PT. Prenhallindo, Jakarta.
[9] -, 1993, Manajemen Pemasaran, Penerbit PT. Prenhallindo, Jakarta.
[10] Valarei A.Z, A. Parasuraman dan Leonard L.B, 1990, Manajemen Kualitas Dalam Indusri Jasa. PT. Gramedia Pustaka Utama. Jakarta.
[11] Winarno Surachmad, 2002, Metodologi Research, Penerbit PT. Gramedia Indonesia, Jakarta.
[12] W.J.S Purwadarminta, 2001, Kamus Besar Bahasa Indonesia, Alumni, Bandung.
[13] W.L. Hart, Christoper, 1993, Production and Operations Management Manufacturing and Services, Singapore, Irwin Mc-Graw Hill.

82 Jurnal Teknik Industri, ISSN:1411-6340
ANALISIS DAN PERANCANGAN ULANG LEAF TROLYS YANG MEMENUHI KAIDAH-KAIDAH ERGONOMI
(Studi Kasus di PTP. Nusantara VI Pabrik Teh Danau Kembar)
Emelia Sari Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Trisakti
ABSTRACT
Leaf trolys have been utilized in PTPN VI to transfer tea-leaves between workstations. 75% of operators suffer from manual handling injuries after using leaf trolys mostly on their back and waist. Rapid Upper Limb Assessment (RULA) method is utilized to analize whether those injuries caused by working posture. The analysis states all working postures not ideal and need to be changed immediately (level 4). Ideal working postures achieved by redesigning of leaf trolys i.e. new handle, hidraulics, changing the wheel size and positition. Compliance of ergonomy principles is evaluated by RULA. The analysis reports all working postures have degraded from level 4 to level 1 or 2. Time evaluation reports mostly working postures have reduced the standard time, especially in tea-leaves transfer activity from leaf trolys to DIBN 1 machine inlet by 62,39%.
Keywords: Manual Material Handling, Redesign, Ergonomic, Rapid Upper Limb Assessment
1. PENDAHULUAN8
1.1 Latar Belakang
Manusia dalam kehidupan sehari-harinya akan banyak menggunakan berbagai macam produk atau peralatan untuk menunjang aktivitas yang dilakukan. Agar produk yang dipergunakan tersebut dapat mendukung kegiatan manusia secara optimal, maka produk tersebut harus compatible dengan manusia yang akan menggunakannya. Fokus perhatian dari kajian ergonomi mengarah kepada upaya pencapaian suatu rancangan produk yang memenuhi persyaratan fitting the task to the man. Hal ini berarti setiap rancangan produk yang akan dibuat haruslah selalu dipikirkan untuk kepentingan manusia (dalam arti keselamatan, keamanan maupun kenyamanan), tidak semata-mata mengarah pada aspek teknis-fungsional dari produk, mesin ataupun fasilitas kerja yang dirancang. Adapun contoh penerapan Korespondensi : Emelia Sari E-mail : [email protected]
perancangan produk pada sebuah sistem produksi adalah perancangan peralatan material handling, perancangan bangku kerja, perancangan mesin, perancangan meja kerja dan lain sebagainya.
Material handling atau penanganan material merupakan bagian yang paling banyak menimbulkan biaya pada sebuah sistem produksi. Oleh karena itu penanganan material ini harus dilakukan secara efektif dan efisien, sehingga bisa mereduksi ongkos yang harus dikeluarkan. Salah satu cara yang dapat dilakukan untuk mereduksi biaya penanganan material ini adalah dengan cara menggunakan peralatan penanganan material yang tepat dan compatible dengan operator yang akan menggunakannya.
Setiap perusahaan pada dasarnya akan menggunakan material handling pada sistem produksinya, begitu pula dengan PTP. Nusantara VI Pabrik Teh Danau Kembar. PTP. Nusantara VI Pabrik Teh Danau Kembar, merupakan salah satu pabrik teh yang ada di Indonesia, dimana
Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 83
pabrik ini terletak di daerah Kayu Jao kabupaten Solok. Teh yang diproduksi oleh Pabrik Teh Danau Kembar ini dipasarkan tidak hanya untuk memenuhi kebutuhan dalam negeri tetapi juga untuk permintaan luar negeri. Saat ini, bentuk sistem produksi Pabrik Teh Danau Kembar masih tradisional, hal ini dapat dilihat dari pengerjaan proses produksinya yang sebagian besar masih ditangani secara manual, dalam artian masih banyak menggunakan tenaga manusia.
Stasiun kerja penggulungan merupakan salah satu stasiun kerja yang ada di Pabrik teh Danau Kembar, dimana pada stasiun kerja ini terdapat proses penanganan material yang dilakukan secara manual dengan menggunakan peralatan yang dikenal dengan nama “leaf trolys”. Dalam melakukan proses pemindahan material ini, operator merasakan kesulitan dan keluhan-keluhan serta rasa nyeri pada bagian tubuh. Dari 12 operator, 75% nya merasakan keluhan ini setiap hari. Kesulitan yang dialami oleh operator adalah pada saat mendorong, menarik, membelokkan dan memposisikan leaf trolys. Keluhan dan rasa nyeri yang dirasakan oleh operator umumnya pada semua bagian tubuh, terutama pada bagian punggung dan pinggang yang dirasakan oleh 75% operator, bahu kanan dan bahu kiri 67% serta lengan atas kanan dan kiri, pergelangan tangan kanan dan tangan kanan 50%. Hal ini bisa disebabkan oleh berbagai faktor, seperti beratnya beban yang dipindahkan, tingginya frekwensi pemindahan, fasilitas yang digunakan tidak memenuhi prinsip-prinsip ergonomis, dan lain sabagainya.
Pada dasarnya operator leaf trolys telah menggunakan peralatan dalam melakukan pekerjaanya, namun peralatan kerja tersebut belum memenuhi prinsip-prinsip ergonomi, dimana peralatan yang ada tidak sesuai dengan antropometri operator walaupun compatible dengan
mesin yang digunakan, sehingga operator tidak dapat bekerja pada kondisi yang seharusnya, apalagi operator bekerja selama 8 jam per hari. Jika hal ini terus dibiarkan, maka akan dapat memberikan dampak negatif, baik bagi perusahaan maupun bagi operator tersebut, misalkan berkurangnya produktivitas kerja, timbulnya rasa sakit pada operator baik yang bersifat sementara maupun permanen, meningkatnya kemungkinan terjadi kecelakaan dan kesalahan kerja dan lain sebagainya (Pulat, 1992, hal. 2).
Berdasarkan uraian permasalahan di atas, maka perlu dilakukan suatu penelitian yang dapat menghasilkan suatu rancangan leaf trolys sebagai peralatan penanganan material secara manual yang sesuai dengan prinsip-prinsip ergonomi dan antropometri operator yang akan mengoperasikan peralatan tersebut, sehingga akan terciptalah suatu sistem kerja yang efektif, nyaman, aman, sehat dan efisien.
1.2 Tujuan Penelitian
Tujuan dilaksanakannya penelitian ini adalah sebagai berikut:
1. Mengetahui faktor-faktor penyebab ketidaknyamanan penggunaan leaf trolys.
2. Mengetahui dan menganalisis posisi tubuh operator leaf trolys saat melakukan aktivitas
3. Menentukan posisi tubuh ideal operator leaf trolys saat melakukan aktivitas
4. Merancang ulang leaf trolys yang sesuai dengan kaidah-kaidah ergonomi
5. Melakukan evaluasi terhadap leaf trolys hasil rancangan dari segi posisi kerja, waktu baku dan ekonomi
1.3 Rencana Pemecahan Masalah
Dalam rangka menyelesaikan permasalahan yang telah diuraikan sebelumnya, maka dilakukan tahapan pemecahan masalah dengan menggunakan metode atau pendekatan tertentu. Adapun
84 Jurnal Teknik Industri, ISSN:1411-6340
rencana pemecahan masalahnya adalah sebagai berikut:
1. Proses identifikasi kesulitan dan keluhan operator leaf trolys dilakukan dengan proses wawancara serta memberikan lembaran checklist. Selanjutnya hasil wawancara dan checklist dianalisis untuk menentukan fokus perbaikan yang akan dilakukan.
2. Untuk melihat apakah posisi kerja operator leaf trolys sudah baik atau belum, maka dilakukan proses analisis dengan menggunakan metode RULA. Dari hasil analisis RULA akan keluar rekomendasi tindakan aksi yang harus dilakukan untuk menyelesaikan permasalahan.
3. Selanjutnya adalah menentukan posisi kerja ideal operator leaf trolys sehingga kesulitan dan keluhan yang dirasakan pada saat proses manual material handling dapat diminimasi.
4. Untuk mendapatkan posisi ideal operator leaf trolys maka harus dilakukan perancangan ulang terhadap leaf trolys dengan menggunakan prinsip-prinsip ergonomi dan antropometri tubuh operator.
5. Setelah hasil rancangan diperoleh, maka perlu dilakukan proses evaluasi untuk melihat apakah leaf trolys hasil rancangan dapat menyelesaikan permasalahan yang dihadapi oleh operator leaf trolys. Evaluasi dilakukan dengan menganalisis posisi kerja operator menggunakan leaf trolys hasil rancangan dengan menggunakan metode RULA. Evaluasi juga dilakukan dengan menghitung kembali waktu baku aktivitas operator dengan menggunakan leaf trolys hasil rancangan. Tujuan penelitian akan tercapai ketika level aksi RULA mengalami penurunan dan waktu baku yang dibutuhkan untuk menyelesaikan pekerjaan semakin singkat.
2. TINJAUAN PUSTAKA
2.1 Ergonomi
Ergonomi menurut Internasional Ergonomic Association didefinisikan sebagai studi tentang aspek-aspek manusia
dalam lingkungan kerjanya yang ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen dan desain. Ergonomi disebut juga sebagai “Human Factor”, dimana human factor ini adalah suatu proses desain untuk kepentingan manusia (Tillman, 1991, hal. 3). Penerapan ergonomi pada umumnya merupakan aktivitas rancang bangun (design) ataupun rancang ulang (redesign) (Nurmianto, 1996, hal. 1). Hal ini dapat meliputi perangkat keras seperti perkakas kerja, bangku kerja, kursi, pegangan alat kerja, sistem pengendali, alat peraga, jalan/ lorong, pintu, jendela dan lain-lain.
Ergonomi sangat penting diterapkan dalam melakukan proses desain. Sehingga, jika dalam melakukan proses perancangan para desainer tidak menerapkan prinsip-prinsip ergonomi, maka dimungkinkan akan terjadi hal-hal sebagai berikut (Pulat, 1992, hal. 2): 1. Menurunnya output produksi. 2. Meningkatnya loss time. 3. Tingginya biaya medis yang harus
disediakan. 4. Tingginya biaya material. 5. Meningkatnya ketidakhadiran
karyawan. 6. Rendahnya kualitas kerja. 7. Timbulnya rasa nyeri dan ketegangan
pada karyawan. 8. Meningkatnya kemungkinan terjadinya
kecelakaan dan kesalahan kerja. 9. Meningkatnya pergantian karyawan. 10. Menurunnya cadangan kapasitas
untuk transaksi-transaksi yang darurat atau tidak terduga.
2.2 Antropometri
Antropometri secara definitif dapat dinyatakan sebagai suatu studi yang berkaitan dengan pengukuran dimensi tubuh manusia (Bridger, 2002, hal. 71). Data antropometri akan menentukan bentuk, ukuran dan dimensi yang tepat yang berkaitan dengan produk yang akan dirancang dan manusia sebagai pengguna produk tersebut. Dalam kaitan ini, maka perancang produk harus mampu
Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 85
mengakomodasikan dimensi tubuh dari populasi terbesar yang akan menggunakan produk hasil rancangannya tersebut. Manusia pada umumnya akan berbeda-beda dalam hal bentuk dan dimensi ukuran tubuhnya. Maka menurut Stevenson (1989) dan Nurmianto (1991) ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia, sehingga sudah semestinya seorang perancang produk harus memperhatikan faktor-faktor tersebut, yang antara lain adalah (Nurmianto, 1996, hal.48): 1. Keacakan/ random 2. Jenis kelamin 3. Suku bangsa 4. Usia 5. Jenis pekerjaan 6. Pakaian 7. Faktor kehamilan pada wanita 8. Cacat tubuh secara fisik Data antropometri yang menyajikan data ukuran dari berbagai macam anggota tubuh manusia dalam persentil tertentu akan sangat besar manfaatnya pada saat suatu rancangan produk ataupun fasilitas kerja akan di buat. Agar rancangan suatu produk nantinya bisa sesuai dengan ukuran tubuh manusia yang akan mengoperasikannya, maka prinsip-prinsip apa yang harus diambil di dalam aplikasi data antropometri tersebut harus ditetapkan terlebih dahulu. Pada dasarnya ada tiga prinsip umum dalam menggunakan data antropometri untuk proses perancangan, yaitu: 1. Perancangan untuk Individu Ekstrim Prinsip ini digunakan apabila
diharapkan fasilitas yang dirancang tersebut dapat dipakai dengan ENASE oleh sebagian besar orang-orang yang memakainya (biasanya minimal oleh 95 % pemakai), atau produk ini dirancang agar bisa memenuhi dua sasaran produk yaitu: - Bisa sesuai untuk ukuran tubuh
manusia yang mengikuti klasifikasi ekstrim, dalam artian terlalu besar atau terlalu kecil bila dibandingkan dengan rata-ratanya.
- Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari populasi yang ada).
Perancangan untuk individu ekstrim ini terdiri atas dua, yaitu : - Ekstrim atas Perancangan dilakukan berdasarkan
nilai persentil yang terbesar, seperti persentil 90%, persentil 95% atau persentil 99%.
Contoh penggunaannya adalah pada penetapan ukuran minimal dari lebar dan tinggi pintu darurat.
- Ekstrim bawah Perancangan dilakukan berdasarkan nilai persentil yang terkecil, seperti persentil 1%, persentil 5% atau persentil 10%.
Contoh penggunaannya adalah pada penetapan jarak jangkauan dari suatu mekanisme kontrol yang harus dioperasikan oleh seorang pekerja.
Secara umum aplikasi data antropometri untuk perancangan produk ataupun fasilitas kerja, menggunakan persentil 5% untuk dimensi maksimum dan persentil 95% untuk dimensi minimumnya.
2. Perancangan Fasilitas yang Dapat Disesuaikan
Prinsip ini digunakan untuk merancang suatu fasilitas agar fasilitas tersebut dapat digunakan dengan ENASE oleh semua orang yang memerlukan. Di sini rancangan bisa berubah-ubah ukurannya, sehingga cukup fleksibel dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh. Tetapi biaya yang dibutuhkan untuk perancangan dengan menggunakan prinsip ini relatif lebih besar.
Contoh yang paling umum dijumpai adalah perancangan kursi mobil, yang mana dalam hal ini letaknya bisa digeser maju atau mundur dan sudut
86 Jurnal Teknik Industri, ISSN:1411-6340
sandarannyapun bisa berubah-ubah sesuai dengan yang diinginkan.
Pada perancangan yang menggunakan prinsip ini, persentil yang umum diaplikasikan berada dalam rentang nilai persentil 5% sampai dengan persentil 95%.
3. Perancangan Berdasarkan Nilai Rata-rata
Prinsip ini digunakan apabila perancangan berdasarkan prinsip individu ekstrim tidak mungkin dilakukan, karena hanya sebagian orang saja yang akan merasakan ENASE ketika menggunakan hasil rancangan tersebut, dan perancangan yang bisa disesuaikanpun tidak layak untuk dilaksanakan karena mahalnya biaya yang dibutuhkan dalam perancangan produk tersebut.
Agar aplikasi data antropometri yang diperlukan dalam proses perancangan produk ataupun fasilitas kerja, dapat dipergunakan secara baik dan tepat, maka langkah-langkah yang dapat dilakukan adalah sebagai berikut (Wignjosoebroto, 2003, hal. 69):
1. Menetapkan anggota tubuh yang akan difungsikan untuk mengoperasikan hasil rancangan tersebut.
2. Menentukan dimensi tubuh yang diperlukan di dalam proses perancangan. Dalam hal ini juga perlu diperhatikan apakah data yang diperlukan adalah data antropometri dinamis atau data antropometri statis.
3. Langkah selanjutnya adalah, menentukan populasi terbesar yang menjadi target utama untuk memakai hasil rancangan yang akan dibuat, yang mana hal ini dikenal dengan market segmentation. Misalkan, produk mainan untuk anak-anak, peralatan rumah tangga untuk wanita dan lain sebagainya.
4. Menetapkan prinsip perancangan yang akan digunakan, misalkan menggunakan prinsip perancangan
unutuk individu ekstrim atau yang lainnya.
5. Menetapkan nilai persentil yang akan digunakan, misalkan menggunakan persentil 5%, 95%, atau persentil lainnya sesuai dengan yang dibutuhkan dalam proses perancangan.
6. Langkah selanjutnya, untuk setiap dimensi tubuh yang telah diidentifikasikan, selanjutnya tetapkan nilai ukurannya dari tabel data antropometri yang sesuai. Aplikasikan data tersebut dan tambahkan faktor kelonggaran (allowance) bila diperlukan.
2.3 Desain Produk
Proses desain adalah rangkuman suatu kegiatan yang dimulai dari observasi lapangan dan studi pasar, kegiatan penelitian dan pengembangan, studi banding produk, dan tahapan-tahapan desain. Dari pengertian proses desain tersebut, dapat dilihat bahwa pada dasarnya setiap kegiatan desain akan berusaha untuk menciptakan sistem (barang atau produk, proses, dan lain sebagainya) yang lebih baik dari yang telah ada, dengan memanfaatkan semua informasi yang telah diperoleh. Sehingga apabila lebih dicermati, maka hal ini merupakan aplikasi dari ergonomi, karena dalam setiap proses desain yang dilakukan terdapat usaha-usaha untuk memecahkan masalah-masalah yang dihadapi oleh manusia.
Dalam proses desain terdapat beberapa pertimbangan yang dapat dilakukan diantaranya adalah (Prasetyowibowo, 1999, hal. 11):
1. Pertimbangan fungsional 2. Pertimbangan teknis 3. Pertimbangan ergonomi 4. Pertimbangan ekonomi 5. Pertimbangan lingkungan 6. Pertimbangan sosial budaya 7. Pertimbangan visual (estetika)
Pengembangan produk dapat dikelompokkan menjadi empat tipe, yaitu (Ulrich dan Eppinger, 2003, hal. 35):
1. New product platforms yaitu pengembangan golongan baru dari
Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 87
suatu produk dengan berdasarkan pada platform produk lama.
2. Derivatives of existing product platforms yaitu pengembangan produk berdasarkan pada turunan dari produk yang sudah ada.
3. Incremental improvements to existing products yaitu pengembangan ini bisa saja hanya merupakan penambahan maupun modifikasi dari produk yang sudah ada dengan tujuan untuk menjaga lini maupun manajemen perusahaan.
4. Fundamentally new products yaitu pengembangan produk pada produk yang benar-benar baru.
2.4 Evaluasi Posisi Kerja Operator dengan Metode RULA
Metode RULA (Rapid Upper Limb Assessment) merupakan sebuah metode yang digunakan untuk mengetahui postur manusia, beban dan aktivitas otot yang mengakibatkan penyakit pada anggota tubuh bagian atas atau yang lebih dikenal dengan Upper Limb Disorders (ULD). Metode RULA ini dikembangkan oleh Mc Atamney dan Corlett pada tahun 1993.
Metode RULA ini akan mengamati bagian-bagian tubuh bagian atas, leher, batang tubuh dan kaki. Setiap posisi dari masing-masing bagian ini akan mempunyai nilai tertentu, yang mana hal ini dapat dilihat pada Gambar 1.
Untuk mendapatkan nilai akhir dari penggunaan metode ini, maka akan digunakan tiga Tabel, yaitu Tabel A, Tabel B dan Tabel C, dimana Tabel A dapat dilihat pada Tabel 1, sedangkan Tabel B dapat dilihat pada Tabel 2. Adapun tahap-tahap dalam menggunakan metode ini adalah sebagai berikut (Corlett, 1999, hal. 665):
1. Tentukan nilai dari masing-masing bagian tubuh operator dengan melihat Gambar 1.
2. Masukkan nilai yang telah diperoleh tersebut ke dalam Tabel A dan Tabel B. Tabel A digunakan untuk bagian kanan dan kiri anggota tubuh bagian atas, sehingga akan diperoleh nilai A. Sedangkan Tabel B digunakan untuk
bagian leher, batang tubuh dan kaki, sehingga akan diperoleh nilai B.
3. Setelah didapatkan nilai dari masing-masing Tabel tersebut, maka nilainya ditambahkan dengan nilai penggunaan otot dan nilai penggunaan beban, yang mana nilainya dapat dilihat pada Tabel 3 dan Tabel 4. Maka nilai A akan menjadi nilai C, sedangkan nilai B akan menjadi nilai D.
4. Setelah didapatkan nilai C dan nilai D, maka selanjutnya nilai-nilai tersebut dimasukkan ke dalam Tabel C, dan Tabel ini dapat dilihat pada Tabel 5.
5. Setelah didapatkan nilai akhir untuk anggota tubuh bagian atas dan leher, batang tubuh serta kaki, maka dari nilai yang diperoleh tersebut dapat diketahui level tindakan korektif yang harus dilakukan.
Untuk memudahkan dalam pemakaian metode RULA ini digunakan score sheet, yang mana bentuk score sheet ini dapat dilihat pada Gambar 2. Level tindakan yang harus dilakukan setelah mendapatkan hasil dari Tabel C adalah sebagai berikut:
- Level Tindakan 1 Jika pada Tabel C diperoleh nilai satu atau dua, maka posisi kerja operator masih diperbolehkan atau dapat diterima jika hal tersebut tidak dipertahankan atau diulang untuk periode yang lama.
- Level Tindakan 2 Jika pada Tabel C diperoleh nilai tiga atau empat, maka perlu dilakukan penyelidikan atau penelitian terhadap posisi kerja operator dan perubahan atau perbaikan perlu dilakukan.
- Level Tindakan 3 Jika pada Tabel C diperoleh nilai lima atau enam, maka penyelidikan atau penelitian dan perubahan atau perbaikan terhadap posisi kerja operator harus segera dilakukan.
- Level Tindakan 4 Jika pada Tabel C diperoleh nilai tujuh atau lebih, maka penyelidikan atau penelitian dan perubahan atau
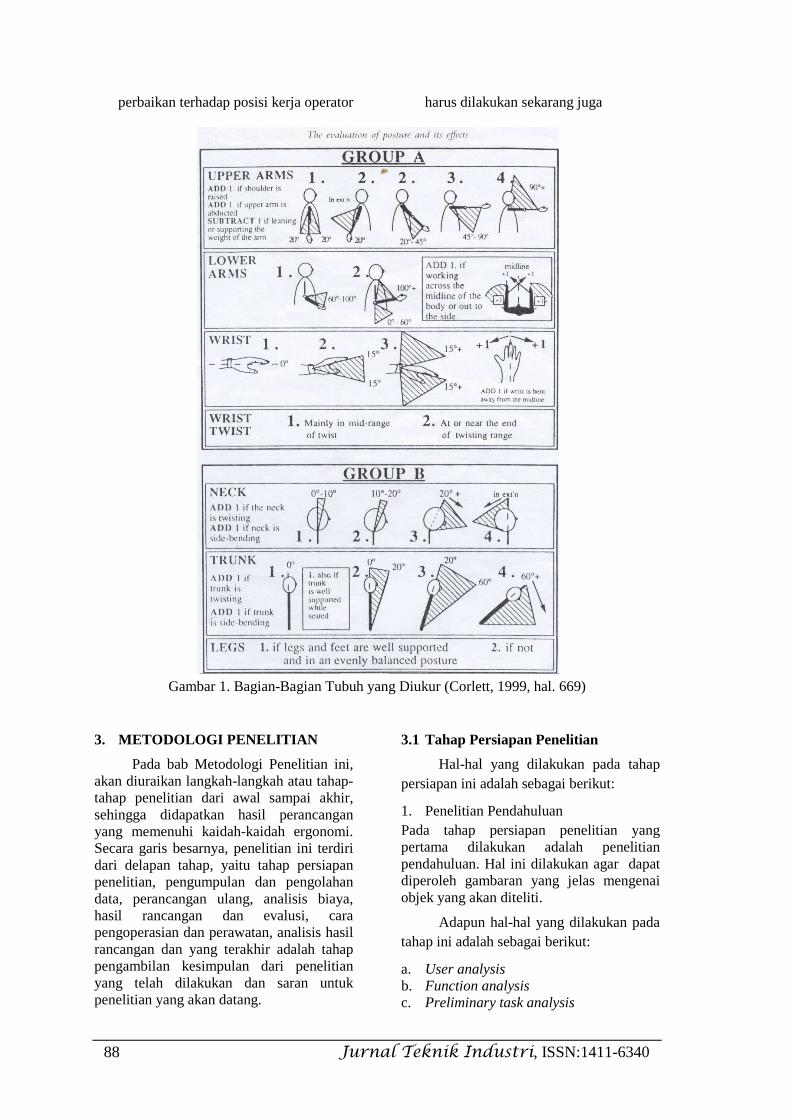
88 Jurnal Teknik Industri, ISSN:1411-6340
perbaikan terhadap posisi kerja operator harus dilakukan sekarang juga
Gambar 1. Bagian-Bagian Tubuh yang Diukur (Corlett, 1999, hal. 669)
3. METODOLOGI PENELITIAN
Pada bab Metodologi Penelitian ini, akan diuraikan langkah-langkah atau tahap-tahap penelitian dari awal sampai akhir, sehingga didapatkan hasil perancangan yang memenuhi kaidah-kaidah ergonomi. Secara garis besarnya, penelitian ini terdiri dari delapan tahap, yaitu tahap persiapan penelitian, pengumpulan dan pengolahan data, perancangan ulang, analisis biaya, hasil rancangan dan evalusi, cara pengoperasian dan perawatan, analisis hasil rancangan dan yang terakhir adalah tahap pengambilan kesimpulan dari penelitian yang telah dilakukan dan saran untuk penelitian yang akan datang.
3.1 Tahap Persiapan Penelitian
Hal-hal yang dilakukan pada tahap persiapan ini adalah sebagai berikut:
1. Penelitian Pendahuluan Pada tahap persiapan penelitian yang pertama dilakukan adalah penelitian pendahuluan. Hal ini dilakukan agar dapat diperoleh gambaran yang jelas mengenai objek yang akan diteliti.
Adapun hal-hal yang dilakukan pada tahap ini adalah sebagai berikut:
a. User analysis b. Function analysis c. Preliminary task analysis
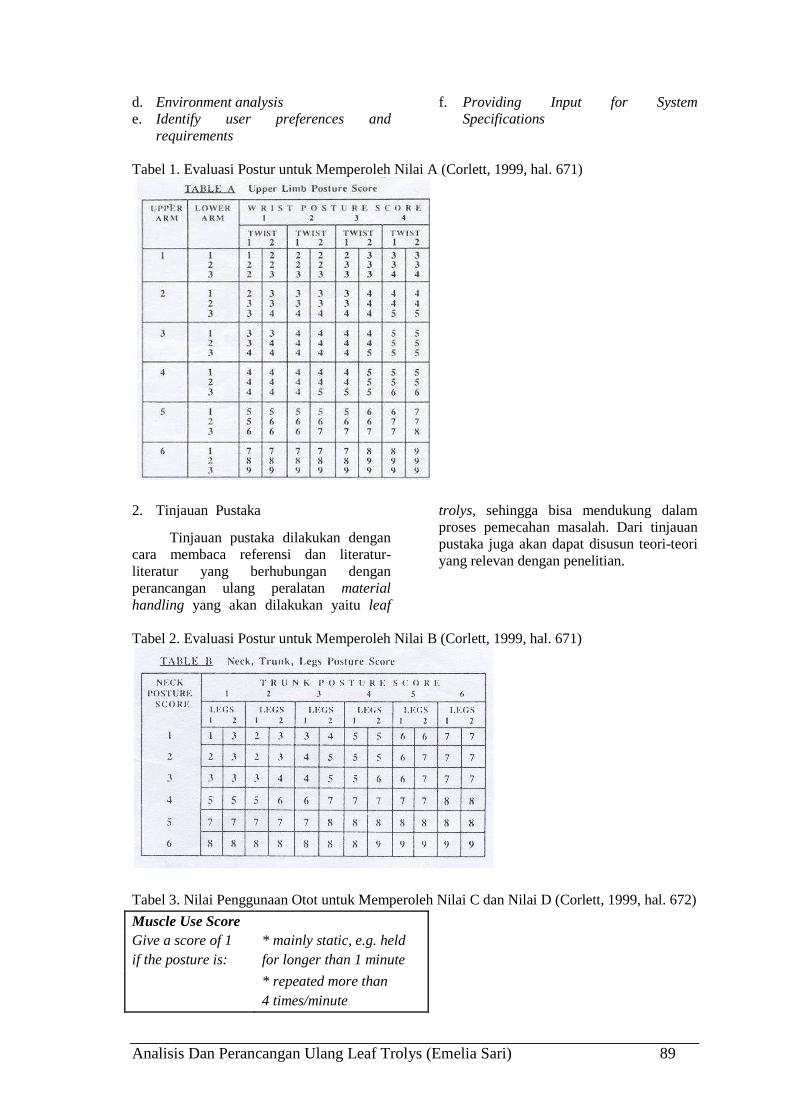
Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 89
d. Environment analysis e. Identify user preferences and
requirements
f. Providing Input for System Specifications
Tabel 1. Evaluasi Postur untuk Memperoleh Nilai A (Corlett, 1999, hal. 671)
2. Tinjauan Pustaka
Tinjauan pustaka dilakukan dengan cara membaca referensi dan literatur-literatur yang berhubungan dengan perancangan ulang peralatan material handling yang akan dilakukan yaitu leaf
trolys, sehingga bisa mendukung dalam proses pemecahan masalah. Dari tinjauan pustaka juga akan dapat disusun teori-teori yang relevan dengan penelitian.
Tabel 2. Evaluasi Postur untuk Memperoleh Nilai B (Corlett, 1999, hal. 671)
Tabel 3. Nilai Penggunaan Otot untuk Memperoleh Nilai C dan Nilai D (Corlett, 1999, hal. 672)
Muscle Use Score Give a score of 1 if the posture is:
* mainly static, e.g. held for longer than 1 minute
* repeated more than 4 times/minute
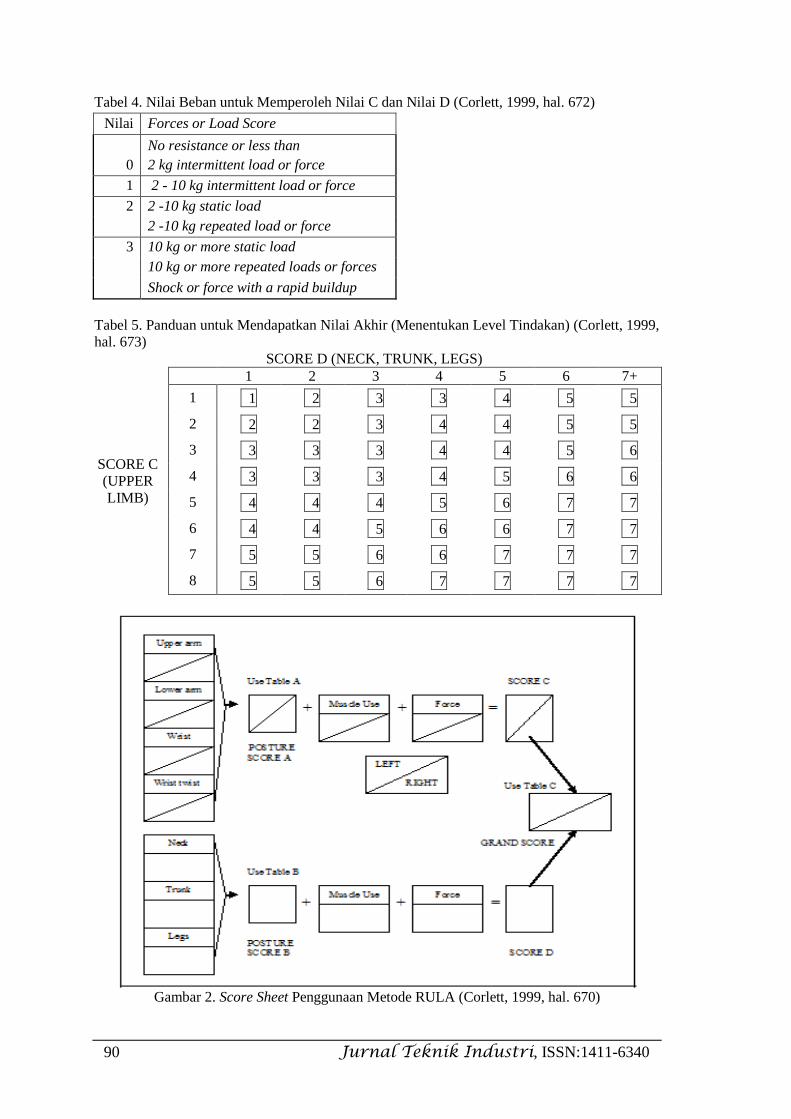
90 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 4. Nilai Beban untuk Memperoleh Nilai C dan Nilai D (Corlett, 1999, hal. 672)
Nilai Forces or Load Score
0 No resistance or less than 2 kg intermittent load or force
1 2 - 10 kg intermittent load or force
2 2 -10 kg static load 2 -10 kg repeated load or force
3 10 kg or more static load 10 kg or more repeated loads or forces
Shock or force with a rapid buildup
Tabel 5. Panduan untuk Mendapatkan Nilai Akhir (Menentukan Level Tindakan) (Corlett, 1999, hal. 673)
SCORE D (NECK, TRUNK, LEGS)
SCORE C (UPPER LIMB)
1 2 3 4 5 6 7+
1 1 2 3 3 4 5 5
2 2 2 3 4 4 5 5
3 3 3 3 4 4 5 6
4 3 3 3 4 5 6 6
5 4 4 4 5 6 7 7
6 4 4 5 6 6 7 7
7 5 5 6 6 7 7 7
8 5 5 6 7 7 7 7
Gambar 2. Score Sheet Penggunaan Metode RULA (Corlett, 1999, hal. 670)

Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 91
3. Identifikasi Masalah
Berdasarkan penelitian pendahuluan dan tinjauan pustaka yang dilakukan, diperoleh informasi bahwa operator leaf trolys merasakan sakit atau ketidaknyamanan pada saat menggunakan leaf trolys tersebut dalam melaksanakan aktivitas, sehingga apabila hal ini dibiarkan akan dapat menimbulkan rasa sakit atau nyeri yang dirasakan berkelanjutan pada beberapa bagian tubuh operator dan juga akan menimbulkan kerugian kepada perusahaan. Maka untuk mengatasi permasalahan-permasalahan tersebut perlu dilakukan suatu penelitian yang akan menghasilkan suatu solusi, yang nantinya akan menghasilkan suatu rancangan leaf trolys yang sesuai dengan kaidah-kaidah ergonomi.
3.2 Tahap Pengumpulan dan Pengolahan Data
Setelah tahap persiapan penelitian dilakukan, langkah selanjutnya adalah tahap pengumpulan dan pengolahan data. Pada tahap ini akan diuraikan mengenai cara mendapatkan data yang dibutuhkan, sumber data serta data apa saja yang akan dikumpulkan berkaitan dengan kepentingan penelitian yang akan dilakukan.
1. Pengumpulan Data
Adapun data-data yang dibutuhkan untuk pelaksanaan penelitian ini adalah sebagai berikut:
a. Data umum tentang operator b. Fungsi utama produk c. Task analysis awal d. Data tentang lingkungan kerja e. Data pilihan dan keinginan operator f. Tujuan dan bentuk sistem yang
diinginkan g. Data fasilitas yang ada
Karena pada penelitian ini akan dilakukan perancangan ulang
terhadap leaf trolys yang ada, maka dikumpulkan data-data mengenai leaf trolys tersebut, baik dari segi ukuran, kegunaan, biaya pembuatan, dan data lainnya yang dibutuhkan untuk proses perancangan ini.
h. Data keluhan-keluhan operator leaf trolys Informasi mengenai keluhan-keluhan yang dirasakan oleh operator leaf trolys selama ini diperoleh melalui penyebaran checklist dan wawancara. Selain itu, wawancara juga dilakukan terhadap mandor stasiun kerja pengulungan. Dari hasil checklist dan wawancara diharapkan diketahui bagian leaf trolys yang sering mengalami kerusakan, kesulitan dan keluhan yang sering dialami oleh operator leaf trolys pada saat bekerja. Data ini berguna dalam proses perancangan leaf trolys yang akan dilakukan, sehingga dapat dihasilkan sebuah leaf trolys yang efektif, aman, nyaman, sehat dan efisien.
i. Data antropometri Untuk keperluan perancangan leaf trolys yang berhubungan dengan dimensi tubuh, maka diperlukan data antropometri. Adapun data antropometri yang akan digunakan adalah data antropometri operator leaf trolys dan mahasiswa dari Laboratorium Perancangan Sistem Kerja dan Ergonomi Jurusan Teknik Industri Fakultas Teknik Universitas Andalas tahun 2003. Hal ini dimaksudkan agar leaf trolys tidak saja dapat dioperasikan secara baik oleh operator yang bekerja di PTPN VI Pabrik Teh Danau Kembar saat ini, tetapi juga oleh operator yang ada pada pabrik teh lainnya yang bekerja pada saat
92 Jurnal Teknik Industri, ISSN:1411-6340
sekarang, dan juga yang bekerja pada masa yang akan datang.
j. Pengambilan gambar Untuk mengetahui secara persis posisi tubuh operator leaf trolys pada saat melakukan pekerjaan, maka dilakukan proses pengambilan gambar menggunakan kamera foto.
k. Layout stasiun kerja penggulungan l. Waktu Proses m. Pengukuran denyut jantung
Pengukuran denyut jantung ini berguna untuk mengukur jumlah energi yang dikeluarkan oleh seorang operator ketika melakukan pekerjaan. Denyut jantung yang diperoleh dikonversikan keenergi kemudian dibandingkan dengan standar Granjean. Dari hasil yang diperoleh dapat diketahui level beban kerja operator.
n. Task analysis Task analysis digunakan untuk
merepresentasikan informasi yang digunakan dalam perancangan suatu sistem manusia mesin baru ataupun di dalam mengevaluasi rancangan sistem yang ada sekarang ini. Hal ini dicapai melalui analisis yang sistematis dari pekerjaan yang diperlukan oleh operator.
2. Pengolahan Data
Data-data yang telah dikumpulkan selanjutnya akan diolah sesuai dengan kebutuhan penelitian.
a. Pengujian Keseragaman Data Uji statistik ini akan digunakan pada saat penghitungan dimensi leaf trolys dengan menggunakan data antropometri dan pada saat penghitungan waktu baku aktivitas operator leaf trolys. Pengujian ini dilakukan untuk mengetahui apakah data-data yang ada berada
di dalam atau di luar batas kontrol yang telah ditetapkan.
b. Pengujian Kecukupan Data Uji statistik ini akan digunakan pada saat penghitungan dimensi leaf trolys dengan menggunakan data antropometri dan pada saat penghitungan waktu baku aktivitas operator leaf trolys Pengujian kecukupan data dilakukan untuk mengetahui apakah data yang telah dikumpulkan telah mencukupi atau belum untuk melakukan proses perancangan leaf trolys.
c. Pengujian Hipotesis Dua Sampel Uji statistik ini digunakan untuk melihat apakah populasi operator leaf trolys dengan populasi mahasiswa TI Unand secara statistik sama. Uji ini akan menduga parameter dua populasi, dimana parameter yang akan diduga adalah nilai tengah dan ragam. Dari hasil uji ini, dapat diketahui apakah data antropometri mahasiswa TI Unand dapat digabungkan dengan data operator leaf trolys yang akan digunakan dalam penentuan dimensi leaf trolys.
3.3 Tahap Perancangan Ulang
Proses perancangan ini secara garis besarnya terdiri dari beberapa langkah yaitu:
1. Konseptualisasi Desain Tahap konseptualisasi desain merupakan tahap yang penting dalam proses perancangan, karena pada tahap ini akan dikumpulkan informasi teknis yang tepat tentang produk yang akan dirancang. Adapun langkah-langkah dalam konseptualisasi desain ini adalah sebagai berikut: a. Menentukan bentuk sistem, apakah
manual, semi otomatis, atau otomatis.
Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 93
b. Menganalisis posisi tubuh operator leaf trolys saat bekerja dengan menggunakan metode RULA.
c. Identifikasi Fungsi Pada tahap ini informasi teknis yang berhubungan dengan produk yang akan dirancang dikumpulkan, kemudian dilakukan identifikasi fungsi berdasarkan data-data yang diperoleh dari task analysis.
d. Menentukan posisi tubuh ideal operator leaf trolys ketika melaksanakan aktivitas atau ketika bekerja.
2. Alternatif Rancangan Pada tahap ini, akan dirumuskan berbagai alternatif rancangan yang mungkin diterapkan. Setelah alternatif rancangan dibuat, maka selanjutnya dilakukan analisis terhadap alternatif-alternatif rancangan tersebut sehingga dipilih satu alternatif rancangan yang sesuai dengan tujuan penelitian yang dilakukan.
3. Pemodelan Produk Pada tahap pemodelan produk ini akan disajikan informasi tentang produk yang akan dirancang secara jelas dan sesuai dengan keadaan yang sebenarnya. Tahap pemodelan ini sangat perlu dilakukan, karena sebelum suatu sistem nyata dibuat, maka untuk mendapatkan hasil rancangan yang baik perlu dilakukan proses pemodelan. Hal ini bertujuan untuk dapat meminimasi kesalahan dan pemborosan pada saat pembuatan prototipe. Setelah ditentukan bagian-bagian dari peralatan (leaf trolys) yang akan dirancang, maka langkah selanjutnya adalah sebagai berikut: - Menentukan jenis segmen badan
yang berkaitan dengan bagian leaf trolys yang akan dirancang.
- Menentukan persentil data antropometri yang dipakai.
- Membuat gambar detail leaf trolys. - Menentukan dimensi masing
masing bagian leaf trolys. 4. Penentuan Material
Pada tahap ini akan dilakukan proses penentuan material yang akan membentuk leaf trolys, sehingga material yang akan digunakan dalam proses pembuatan leaf trolys adalah material yang terseleksi dan berdaya guna. Dalam penentuan material ini, selain memperhatikan fungsi dari masing-masing bagian dari leaf trolys, faktor lingkungan juga perlu menjadi bahan pertimbangan dan tentunya yang sangat penting adalah faktor kenyamanan dan keselamatan operator.
5. Proses Produksi Pada tahap ini akan ditentukan proses pembuatan leaf trolys hasil rancangan yang efektif dan efisien, sehingga dapat dihasilkan leaf trolys yang ergonomis dan berkualitas.
3.4 Perhitungan Biaya
Perhitungan biaya bertujuan untuk melihat berapa biaya yang dibutuhkan untuk membuat satu unit leaf trolys. Sehingga dapat diketahui kelayakan leaf trolys yang dirancang secara ekonomi. Sehingga ketika perusahaan akan mengimplementasikan hasil rancangan terlebih dahulu dapat dihitung benefit cost rationya.
3.5 Hasil Rancangan dan Evaluasi
Rancangan yang dihasilkan adalah rancangan yang sesuai dengan kaidah-kaidah ergonomi, dimana dimensi dari masing-masing bagian leaf trolys sesuai dengan dimensi segmen tubuh operator. Dengan dihasilkannya leaf trolys yang sesuai dengan kaidah-kaidah ergonomi, maka diharapkan tidak lagi menimbulkan rasa nyeri pada beberapa bagian tubuh operator saat bekerja, kelelahan, ketidaknyamanan dalam melaksanakan kerja, serta keluhan-keluhan lainnya. Langkah selanjutnya yang dilakukan adalah melakukan evaluasi terhadap leaf trolys hasil rancangan, dengan cara mengevaluasi
94 Jurnal Teknik Industri, ISSN:1411-6340
posisi tubuh operator ketika melakukan aktivitas menggunakan produk hasil rancangan.
3.6 Cara Pengoperasian dan Perawatan
Pada bagian ini akan dijelaskan cara pengoperasian rancangan yang telah dihasilkan, sehingga operator yang akan menggunakan hasil rancangan ini dapat bekerja dengan efektif dan efisien. Pada tahap ini, juga akan dijelaskan bagaimana sistem perawatan yang harus diberikan terhadap produk hasil rancangan, sehingga produk dapat tahan lama dan terhindar dari kerusakan-kerusakan yang tidak diinginkan.
3.7 Analisis Hasil Rancangan
Pada tahap ini, akan dilakukan analisis terhadap hasil rancangan peralatan leaf trolys yang telah dilakukan.
3.8 Kesimpulan dan Saran
Bagian ini berisi tentang kesimpulan dari penelitian yang telah dilakukan, sehingga dapat diketahui apakah tujuan penelitian dapat tercapai. Bab ini juga berisi tentang saran-saran yang dapat dipergunakan sebagai bahan pertimbangan untuk penelitian lebih lanjut pada masa yang akan datang.
4. HASIL DAN PEMBAHASAN
4.1 Data Pendahuluan
Data pendahuluan dikumpulkan untuk memperoleh informasi tentang gambaran umum sistem yang akan dirancang, sehingga diharapkan peralatan yang akan dirancang dapat dioperasikan secara optimal dengan sistem kerja dan lingkungan fisik kerja yang ENASE. Data yang dikumpulkan antara lain: data umum operator, fungsi produk dan task analysis awal.
Operator leaf trolys berjumlah 12 orang laki-laki. Usia operator antara 23
tahun sampai dengan 46 tahun. Tingkat pendidikan operator juga beragam dari tamatan SD sampai SLTA. Keadaan fisik dari semua operator adalah normal.
Analisis fungsi dilakukan untuk mengetahui kegunaan dari produk yang akan dirancang. Fungsi dari leaf trolys yang akan dirancang adalah sebagai peralatan material handling yang akan memindahkan daun teh serta bubuk teh dari satu mesin ke mesin lainnya pada stasiun kerja penggulungan.
Task analysis awal bertujuan untuk menggambarkan pekerjaan-pekerjaan yang dilakukan oleh operator leaf trolys. Pekerjaan-pekerjaan yang dilakukan oleh operator leaf trolys adalah sebagai berikut:
• Memindahkan daun teh dari mesin Open Top Roller (OTR) ke mesin Double Indian Breaker Netshort 1 (DIBN 1).
• Memindahkan daun teh sisa operasi pada mesin DIBN 1 ke mesin Press Cup Roller (PCR).
• Memindahkan daun teh dari mesin PCR ke mesin DIBN 2.
4.2 Analisis Posisi Tubuh Operator Leaf
Trolys Saat Bekerja
Untuk mengetahui posisi tubuh operator leaf trolys saat bekerja, maka dilakukan pengambilan gambar operator leaf trolys dengan menggunakan kamera foto. Dari hasil pengambilan gambar yang dilakukan dapat diketahui berbagai macam posisi operator leaf trolys saat bekerja atau melakukan aktivitas. Posisi kerja operator leaf trolys tersebut, kemudian dianalisis dengan menggunakan metode RULA. Setelah dilakukan analisis terhadap posisi kerja operator leaf troyls, maka perlu atau tidaknya diambil tindakan perbaikan tergantung kepada hasil yang diperoleh.
Posisi kerja operator terdiri dari 25 posisi. Beberapa contoh gambar posisi kerja operator dapat dilihat pada Gambar 3, 4, dan 5.
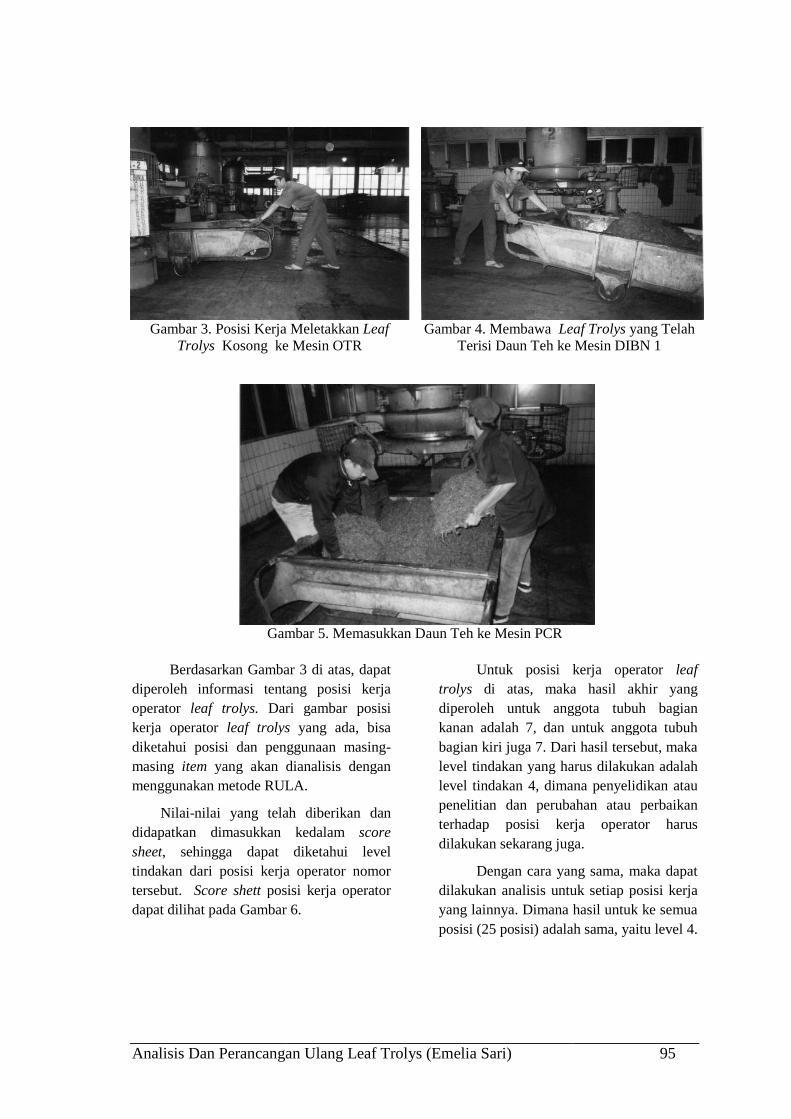
Analisis Dan Perancangan Ulang Leaf Trolys
Gambar 3. Posisi Kerja Meletakkan Trolys Kosong ke Mesin OTR
Gambar 5. Memasukkan Daun Teh ke Mesin PCR
Berdasarkan Gambar 3 di atas, dapat diperoleh informasi tentang posisi kerja operator leaf trolys. Dari gambar posisi kerja operator leaf trolys diketahui posisi dan penggunaan masingmasing item yang akan dianalisis dengan menggunakan metode RULA.
Nilai-nilai yang telah diberikan dan didapatkan dimasukkan kedalam sheet, sehingga dapat diketahui level tindakan dari posisi kerja operator nomor tersebut. Score shett posisi kerja operator dapat dilihat pada Gambar 6.
Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari)
Posisi Kerja Meletakkan Leaf Kosong ke Mesin OTR
Gambar 4. Membawa Leaf TrolysTerisi Daun Teh ke Mesin DIBN 1
Gambar 5. Memasukkan Daun Teh ke Mesin PCR
Berdasarkan Gambar 3 di atas, dapat diperoleh informasi tentang posisi kerja
Dari gambar posisi leaf trolys yang ada, bisa
diketahui posisi dan penggunaan masing-yang akan dianalisis dengan
menggunakan metode RULA.
nilai yang telah diberikan dan didapatkan dimasukkan kedalam score
, sehingga dapat diketahui level tindakan dari posisi kerja operator nomor
posisi kerja operator dapat dilihat pada Gambar 6.
Untuk posisi kerja operator trolys di atas, maka hasil akhir yang diperoleh untuk anggota tubuh bagiakanan adalah 7, dan untuk anggota tubuh bagian kiri juga 7. Dari hasil tersebut, maka level tindakan yang harus dilakukan adalah level tindakan 4, dimana penyelidikan ataupenelitian dan perubahan atau perbaikan terhadap posisi kerja operator harus dilakukan sekarang juga.
Dengan cara yang sama, maka dapat dilakukan analisis untuk setiap posisi kerja yang lainnya. Dimana hasil untuk ke semua posisi (25 posisi) adalah sama, yaitu level 4.
95
Leaf Trolys yang Telah
Terisi Daun Teh ke Mesin DIBN 1
Untuk posisi kerja operator leaf di atas, maka hasil akhir yang
diperoleh untuk anggota tubuh bagian kanan adalah 7, dan untuk anggota tubuh bagian kiri juga 7. Dari hasil tersebut, maka level tindakan yang harus dilakukan adalah level tindakan 4, dimana penyelidikan atau penelitian dan perubahan atau perbaikan terhadap posisi kerja operator harus
ukan sekarang juga.
Dengan cara yang sama, maka dapat dilakukan analisis untuk setiap posisi kerja yang lainnya. Dimana hasil untuk ke semua posisi (25 posisi) adalah sama, yaitu level 4.
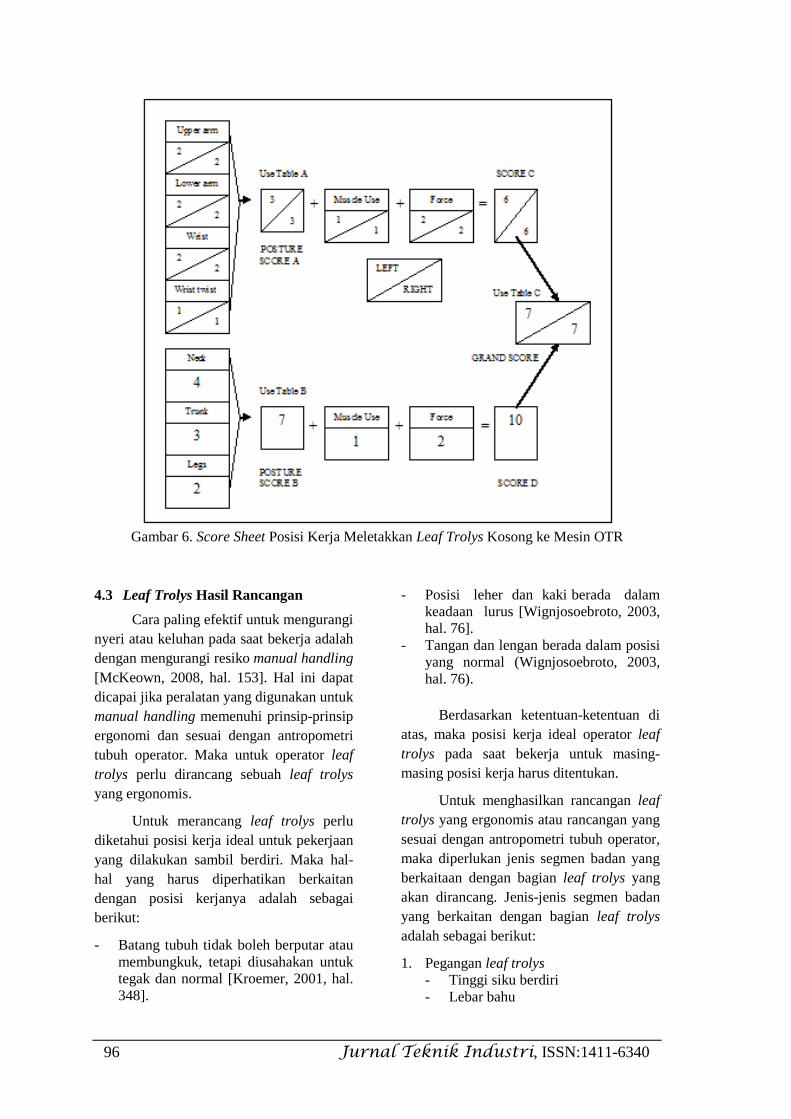
96 Jurnal Teknik Industri, ISSN:1411-6340
Gambar 6. Score Sheet Posisi Kerja Meletakkan Leaf Trolys Kosong ke Mesin OTR
4.3 Leaf Trolys Hasil Rancangan
Cara paling efektif untuk mengurangi nyeri atau keluhan pada saat bekerja adalah dengan mengurangi resiko manual handling [McKeown, 2008, hal. 153]. Hal ini dapat dicapai jika peralatan yang digunakan untuk manual handling memenuhi prinsip-prinsip ergonomi dan sesuai dengan antropometri tubuh operator. Maka untuk operator leaf trolys perlu dirancang sebuah leaf trolys yang ergonomis.
Untuk merancang leaf trolys perlu diketahui posisi kerja ideal untuk pekerjaan yang dilakukan sambil berdiri. Maka hal-hal yang harus diperhatikan berkaitan dengan posisi kerjanya adalah sebagai berikut:
- Batang tubuh tidak boleh berputar atau membungkuk, tetapi diusahakan untuk tegak dan normal [Kroemer, 2001, hal. 348].
- Posisi leher dan kaki berada dalam keadaan lurus [Wignjosoebroto, 2003, hal. 76].
- Tangan dan lengan berada dalam posisi yang normal (Wignjosoebroto, 2003, hal. 76).
Berdasarkan ketentuan-ketentuan di atas, maka posisi kerja ideal operator leaf trolys pada saat bekerja untuk masing-masing posisi kerja harus ditentukan.
Untuk menghasilkan rancangan leaf trolys yang ergonomis atau rancangan yang sesuai dengan antropometri tubuh operator, maka diperlukan jenis segmen badan yang berkaitaan dengan bagian leaf trolys yang akan dirancang. Jenis-jenis segmen badan yang berkaitan dengan bagian leaf trolys adalah sebagai berikut:
1. Pegangan leaf trolys - Tinggi siku berdiri - Lebar bahu

Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 97
2. Bak penampung leaf trolys - Tinggi siku berdiri
Berdasarkan posisi kerja ideal dan data antropometri, maka leaf trolys hasil rancangan dapat dilihat pada Gambar 7.
Setelah dilakukan proses perancangan ulang terhadap leaf trolys,
maka terdapat perubahan dimensi pada bagian-bagian leaf trolys yang disesuaikan dengan dimensi tubuh operator dan kondisi ideal pekerjaan tersebut, yang mana dapat dilihat pada Tabel 6.
(a)
(b)
Gambar 7. Leaf Trolys Hasil Rancangan dan Bagian-bagiannya pada (a) dan (b)
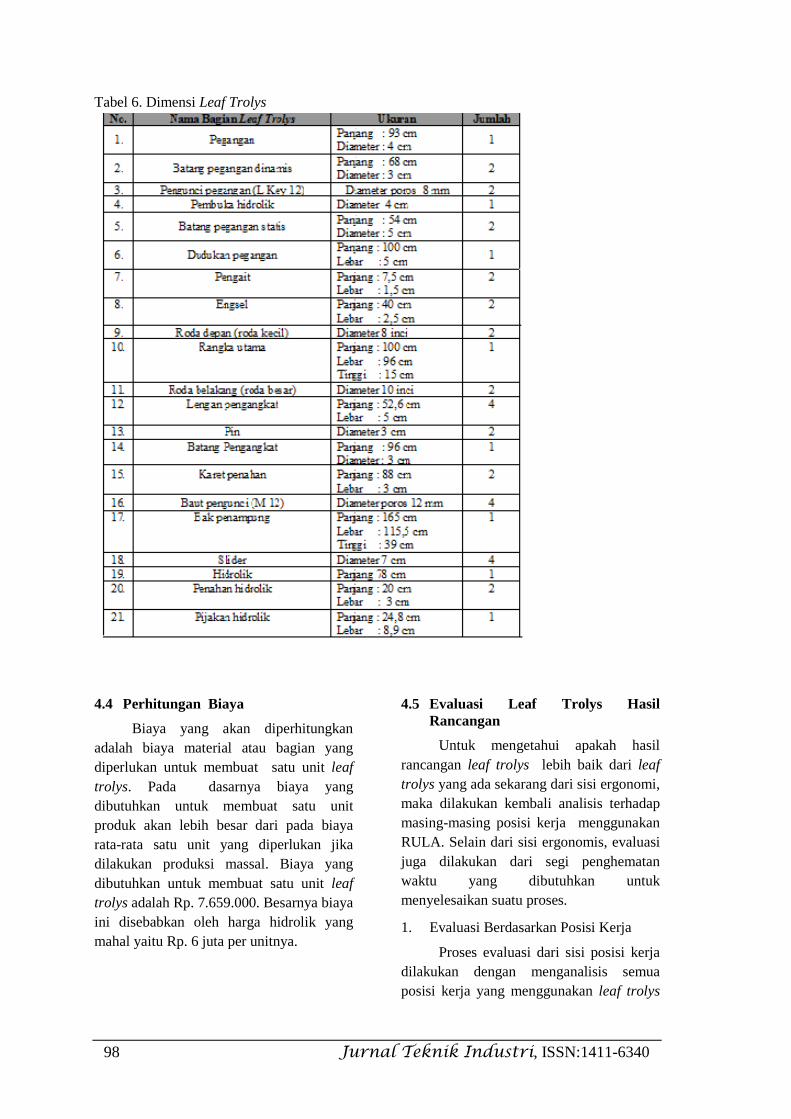
98 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 6. Dimensi Leaf Trolys
4.4 Perhitungan Biaya
Biaya yang akan diperhitungkan adalah biaya material atau bagian yang diperlukan untuk membuat satu unit leaf trolys. Pada dasarnya biaya yang dibutuhkan untuk membuat satu unit produk akan lebih besar dari pada biaya rata-rata satu unit yang diperlukan jika dilakukan produksi massal. Biaya yang dibutuhkan untuk membuat satu unit leaf trolys adalah Rp. 7.659.000. Besarnya biaya ini disebabkan oleh harga hidrolik yang mahal yaitu Rp. 6 juta per unitnya.
4.5 Evaluasi Leaf Trolys Hasil Rancangan
Untuk mengetahui apakah hasil rancangan leaf trolys lebih baik dari leaf trolys yang ada sekarang dari sisi ergonomi, maka dilakukan kembali analisis terhadap masing-masing posisi kerja menggunakan RULA. Selain dari sisi ergonomis, evaluasi juga dilakukan dari segi penghematan waktu yang dibutuhkan untuk menyelesaikan suatu proses.
1. Evaluasi Berdasarkan Posisi Kerja
Proses evaluasi dari sisi posisi kerja dilakukan dengan menganalisis semua posisi kerja yang menggunakan leaf trolys
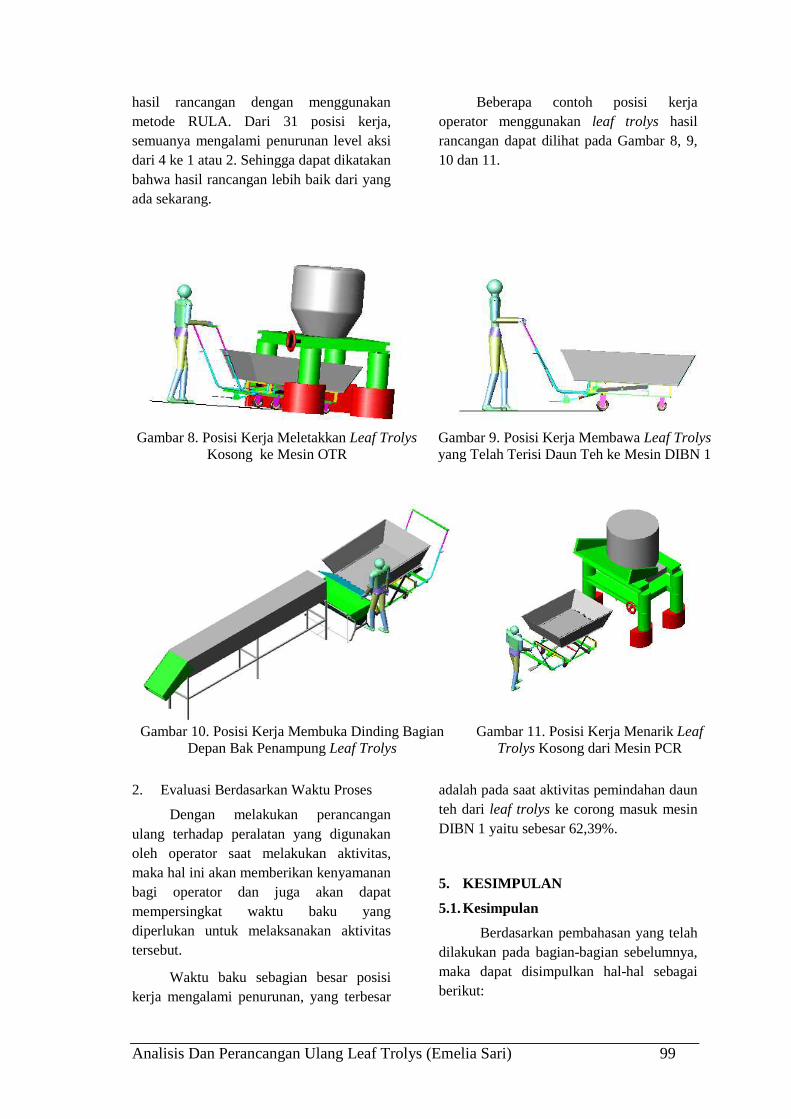
Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 99
hasil rancangan dengan menggunakan metode RULA. Dari 31 posisi kerja, semuanya mengalami penurunan level aksi dari 4 ke 1 atau 2. Sehingga dapat dikatakan bahwa hasil rancangan lebih baik dari yang ada sekarang.
Beberapa contoh posisi kerja operator menggunakan leaf trolys hasil rancangan dapat dilihat pada Gambar 8, 9, 10 dan 11.
Gambar 8. Posisi Kerja Meletakkan Leaf Trolys Kosong ke Mesin OTR
Gambar 9. Posisi Kerja Membawa Leaf Trolys yang Telah Terisi Daun Teh ke Mesin DIBN 1
Gambar 10. Posisi Kerja Membuka Dinding Bagian Depan Bak Penampung Leaf Trolys
Gambar 11. Posisi Kerja Menarik Leaf Trolys Kosong dari Mesin PCR
2. Evaluasi Berdasarkan Waktu Proses
Dengan melakukan perancangan ulang terhadap peralatan yang digunakan oleh operator saat melakukan aktivitas, maka hal ini akan memberikan kenyamanan bagi operator dan juga akan dapat mempersingkat waktu baku yang diperlukan untuk melaksanakan aktivitas tersebut.
Waktu baku sebagian besar posisi kerja mengalami penurunan, yang terbesar
adalah pada saat aktivitas pemindahan daun teh dari leaf trolys ke corong masuk mesin DIBN 1 yaitu sebesar 62,39%.
5. KESIMPULAN
5.1. Kesimpulan
Berdasarkan pembahasan yang telah dilakukan pada bagian-bagian sebelumnya, maka dapat disimpulkan hal-hal sebagai berikut:
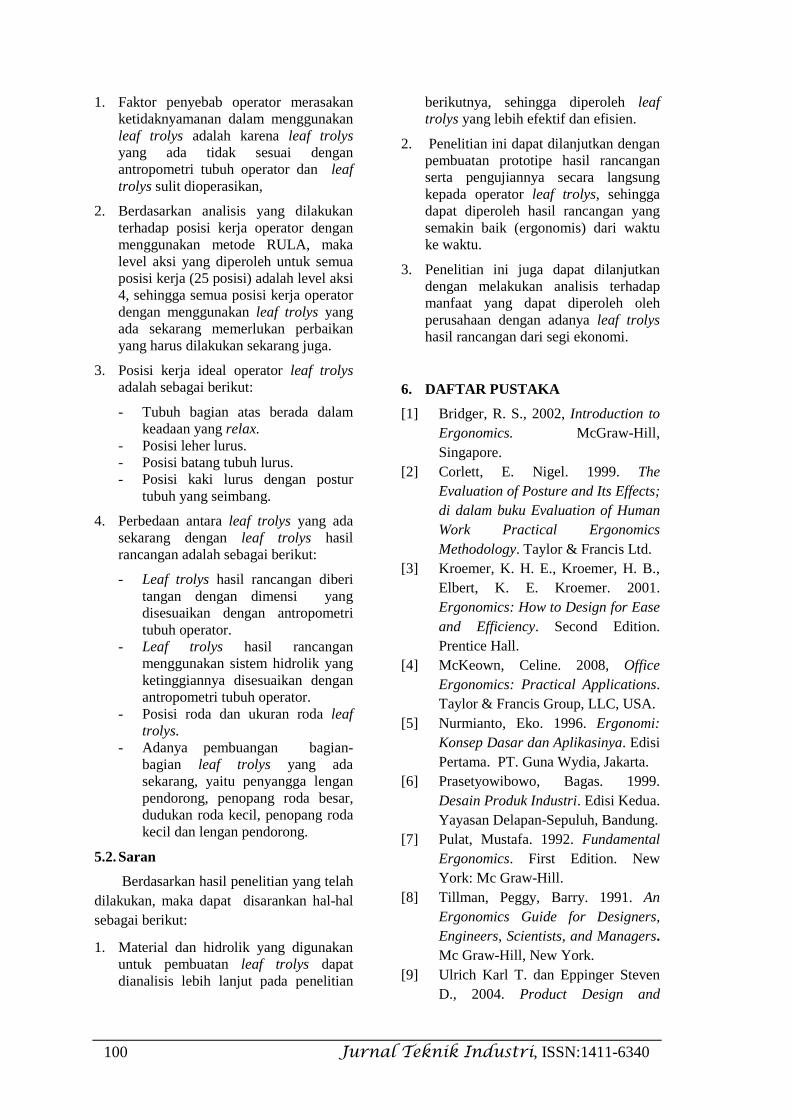
100 Jurnal Teknik Industri, ISSN:1411-6340
1. Faktor penyebab operator merasakan ketidaknyamanan dalam menggunakan leaf trolys adalah karena leaf trolys yang ada tidak sesuai dengan antropometri tubuh operator dan leaf trolys sulit dioperasikan,
2. Berdasarkan analisis yang dilakukan terhadap posisi kerja operator dengan menggunakan metode RULA, maka level aksi yang diperoleh untuk semua posisi kerja (25 posisi) adalah level aksi 4, sehingga semua posisi kerja operator dengan menggunakan leaf trolys yang ada sekarang memerlukan perbaikan yang harus dilakukan sekarang juga.
3. Posisi kerja ideal operator leaf trolys adalah sebagai berikut:
- Tubuh bagian atas berada dalam keadaan yang relax.
- Posisi leher lurus. - Posisi batang tubuh lurus. - Posisi kaki lurus dengan postur
tubuh yang seimbang.
4. Perbedaan antara leaf trolys yang ada sekarang dengan leaf trolys hasil rancangan adalah sebagai berikut:
- Leaf trolys hasil rancangan diberi tangan dengan dimensi yang disesuaikan dengan antropometri tubuh operator.
- Leaf trolys hasil rancangan menggunakan sistem hidrolik yang ketinggiannya disesuaikan dengan antropometri tubuh operator.
- Posisi roda dan ukuran roda leaf trolys.
- Adanya pembuangan bagian-bagian leaf trolys yang ada sekarang, yaitu penyangga lengan pendorong, penopang roda besar, dudukan roda kecil, penopang roda kecil dan lengan pendorong.
5.2. Saran
Berdasarkan hasil penelitian yang telah dilakukan, maka dapat disarankan hal-hal sebagai berikut:
1. Material dan hidrolik yang digunakan untuk pembuatan leaf trolys dapat dianalisis lebih lanjut pada penelitian
berikutnya, sehingga diperoleh leaf trolys yang lebih efektif dan efisien.
2. Penelitian ini dapat dilanjutkan dengan pembuatan prototipe hasil rancangan serta pengujiannya secara langsung kepada operator leaf trolys, sehingga dapat diperoleh hasil rancangan yang semakin baik (ergonomis) dari waktu ke waktu.
3. Penelitian ini juga dapat dilanjutkan dengan melakukan analisis terhadap manfaat yang dapat diperoleh oleh perusahaan dengan adanya leaf trolys hasil rancangan dari segi ekonomi.
6. DAFTAR PUSTAKA
[1] Bridger, R. S., 2002, Introduction to Ergonomics. McGraw-Hill, Singapore.
[2] Corlett, E. Nigel. 1999. The Evaluation of Posture and Its Effects; di dalam buku Evaluation of Human Work Practical Ergonomics Methodology. Taylor & Francis Ltd.
[3] Kroemer, K. H. E., Kroemer, H. B., Elbert, K. E. Kroemer. 2001. Ergonomics: How to Design for Ease and Efficiency. Second Edition. Prentice Hall.
[4] McKeown, Celine. 2008, Office Ergonomics: Practical Applications. Taylor & Francis Group, LLC, USA.
[5] Nurmianto, Eko. 1996. Ergonomi: Konsep Dasar dan Aplikasinya. Edisi Pertama. PT. Guna Wydia, Jakarta.
[6] Prasetyowibowo, Bagas. 1999. Desain Produk Industri. Edisi Kedua. Yayasan Delapan-Sepuluh, Bandung.
[7] Pulat, Mustafa. 1992. Fundamental Ergonomics. First Edition. New York: Mc Graw-Hill.
[8] Tillman, Peggy, Barry. 1991. An Ergonomics Guide for Designers, Engineers, Scientists, and Managers. Mc Graw-Hill, New York.
[9] Ulrich Karl T. dan Eppinger Steven D., 2004. Product Design and
Analisis Dan Perancangan Ulang Leaf Trolys (Emelia Sari) 101
Development. McGraw-Hill, Singapore.
[10] Wignjosoebroto, S., 2003. Ergonomi, Studi Gerak dan Waktu: Teknik
Analisis untuk Peningkatan Produktivitas Kerja. PT. Guna Widya, Surabaya.

102 Jurnal Teknik Industri, ISSN:1411-6340
SIMULASI KOORDINASI SUPPLY CHAIN PISANG
Rangga Permana Komisi Penyiaran Indonesia
Magister Teknik Industri - Universitas Trisakti ABSTRACT
One of Indonesia's commodities which have great potential but so far little attention is the banana (Musa sp.). Until now, business people in the banana supply chain are still independent of each other in order to determine the number of decisions and fulfillment of orders. Banana business also has a factor of uncertainty in the face of supply and demand. In addition, it has the characteristics of the selling perishable so severely constrained by the age of the banana itself. To improve the performance of the banana supply chain, innovation is needed through better coordination between businesses using the approach to supply chain management. In this study the development of models and experiments on several scenarios using the simulation system to evaluate the influence of dynamic coordination of the banana supply chain performance.
The size of the evaluated performance in the experiment is sales revenue, oversupply, lost sales, and availability. From the experimental results can be concluded that the combination of coordination on the side of the upstream and downstream supply chain produces the best performance in terms of sales revenue. Experiments also showed that the coordination within the supply chain to improve supply chain performance in total, although there are always one or several business people who experience a decrease in performance of the same size. In addition, also note that the government plans to conduct an increasing number of supply from the upstream side will bring greater benefits when it is realized with the condition where there is coordination within the supply chain.
Keywords: banana supply chain, coordination, dynamic system simulation 1. PENDAHULUAN9 1.1. Latar Belakang
Salah satu komoditas Indonesia yang memiliki potensi besar namun selama ini masih sedikit diperhatikan adalah buah pisang. Pisang (Musa sp.) merupakan komoditas buah yang paling banyak diproduksi dan dikonsumsi di Indonesia (Dimyati, 2007; Purwadaria, 2006). Pisang merupakan tanaman hortikultura yang memiliki tingkat produksi cukup tinggi di Indonesia dan memiliki kecendrungan meningkat dari tahun ke tahun. Menurut data Biro Pusat Statistik (www.bps.go.id), pada tahun 2005 Indonesia menghasilkan lebih dari 5 juta ton pisang. Dilihat dari nilai kotor produksi dunia, pisang juga menempati urutan ke-empat untuk bahan pangan dunia yang paling penting untuk Korespondensi : Rangga Permana E-mail : [email protected]
diperhatikan setelah beras, gandum, dan jagung (Arias dkk, 2003). Namun sayangnya potensi tersebut selama ini masih hanya menjadi keunggulan komparatif dan belum mampu dikembangkan sebagai keunggulan kompetitif (Kasijadi, 2006). Buah pisang juga memiliki banyak manfaat kesehatan, dengan demikian pisang juga merupakan salah satu bahan pangan yang mampu meningkatkan gizi masyarakat.
Seperti bisnis komoditas pada umumnya, pelaku-pelaku pada supply chain pisang kebanyakan bertindak relatif independen antara satu dengan lainnya. Sebagai akibatnya, setiap pelaku bertindak berdasarkan informasi lokal yang mereka miliki yang pada akhirnya mengakibatkan terjadinya distorsi informasi di sepanjang supply chain. Distorsi informasi tersebut menyebabkan pemenuhan permintaan pasar menjadi kurang efektif. Di sisi lain, supply

Simulasi Koordinasi Supply Chain Pisang (Rangga Permana) 103
chain management modern menginginkan koordinasi dan integrasi informasi ada di sepanjang supply chain. Hubungan yang diinginkan tidak lagi sekedar hubungan transaksional, tetapi lebih mengarah ke mutual relationship. Selain itu, bisnis pisang juga memiliki faktor ketidakpastian (uncertainty) dalam menghadapi demand, delay akibat perlakuan pasca panen, pengemasan, penyimpanan, dan transportasi. Hal tersebut menyebabkan kurang teraturnya proses supply pisang di sepanjang supply chain sehingga sering terjadi ketimpangan antara supply dan demand yang dapat merugikan petani maupun pelanggan. Disamping itu, pisang sebagai bahan pangan memiliki karakteristik umur yang terbatas (perishable), sehingga masa jual pisang sangat dibatasi oleh usia pisang itu sendiri.
Sebagai studi kasus, dalam penelitian ini dilakukan pengamatan terhadap supply chain pisang Mas (Musa acuminata paradisiaca) di Jawa Timur, khususnya di sentra produksi Lumajang. Hal tersebut berdasarkan rekomendasi dari Dinas Pertanian yang menyatakan bahwa pisang Mas dari Lumajang merupakan varietas unggulan di Jawa Timur dan memiliki potensi besar untuk ekspor. Disamping itu, berdasarkan data penjualan dari beberapa ritel modern menunjukkan bahwa penjualan pisang Mas menempati urutan ke pertama terhadap beberapa pisang domestik lainnya.
1.2. Perumusan Masalah, Tujuan dan Kontribusi
Sampai saat ini sebenarnya sudah terdapat beberapa penelitian yang membahas mengenai supply chain pisang, antara lain Singgih dan Woods (2004) menjelaskan perbedaan supply chain pisang antara Indonesia dan Australia sebagai akibat adanya perbedaan budaya, dan Setyadjit, et al. (2004) yang menguraikan batasan-batasan dalam pengembangan industri pisang di Indonesia. Namun sepanjang pengetahuan kami, masih belum terdapat penelitian yang berkonsentrasi terhadap pengaruh koordinasi dan information integration pada supply chain pisang. Disamping itu, sebagian besar penelitian mengenai supply chain di bidang agribisnis masih bersifat eksploratif
menggunakan pendekatan kualitatif. Masih belum banyak penelitian yang mencoba mengungkap perilaku supply chain pisang pada berbagai skenario yang antara lainnya bisa dilakukan dengan pendekatan simulasi.
Sistem supply chain pisang merupakan fungsi dari waktu, dimana kondisi sistem dapat berubah setiap saat dalam menghadapi demand dan delay yang bersifat stokastik dan situasi yang uncertain. Oleh karena itu simulasi yang paling tepat digunakan dalam penelitian ini adalah simulasi sistem dinamik yang dikembangkan oleh Forrester (1961). Melalui model simulasi yang dibangun, hubungan antar komponen yang berinteraksi pada supply chain pisang bisa diamati dan berbagai skenario bisa dievaluasi untuk nantinya bisa dijadikan bahan untuk rekomendasi kebijakan yang sebaiknya diimplementasikan untuk meningkatkan kinerja supply chain pisang di Indonesia. Oleh karena itu, pada penelitian ini dilakukan pengembangan model dan eksperimen untuk mengevaluasi pengaruh koordinasi terhadap kinerja supply chain pisang. Secara singkat, rumusan masalah dalam penelitian ini adalah merancang skenario koordinasi supply chain pisang untuk memperoleh performansi supply chain yang lebih baik.
Adapun tujuan dari penelitian ini adalah untuk membuat dokumentasi mengenai konfigurasi supply chain pisang di Indonesia beserta mekanisme yang terjadi di dalamnya. Selain itu, penelitian ini juga bertujuan untuk menghasilkan evaluasi terhadap supply chain saat ini untuk mengidentifikasi kelemahan-kelemahan yang terdapat dalam sistem tersebut (existing system) dari perspektif supply chain management (SCM), serta menghasilkan beberapa skenario yang dapat meningkatkan performansi supply chain pisang dengan menggunakan konsep koordinasi sekaligus melakukan evaluasi untuk membandingkan skenario-skenario yang diusulkan.
Sedangkan manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah (1) mendapatkan pemahaman yang lebih mendalam tentang supply chain komoditas hortikultura di Indonesia dan pisang

104 Jurnal Teknik Industri, ISSN:1411-6340
khususnya serta mendokumentasikan pengetahuan tentang cara-cara yang lebih inovatif dalam mengelola supply chain komoditas hortikultura khususnya pisang; (2) memperoleh skenario alternatif untuk memperbaiki kinerja supply chain pisang dalam meningkatkan daya saing agribisnis Indonesia; (3) pada akhirnya adalah untuk meningkatkan kesejahteraan petani-petani kecil melalui agribisnis improvement dalam upaya mendorong pertumbuhan ekonomi yang berkualitas tinggi dan menurunkan tingkat kemiskinan di Indonesia serta membangun ketahanan pangan nasional dengan mengintegrasikan pertanian pada pembangunan ekonomi yang berkelanjutan.
1.3. Batasan dan Asumsi
Penelitian ini hanya dibatasi untuk pisang yang dikonsumsi secara segar atau tanpa diolah terlebih dahulu. Sedangkan asumsi yang digunakan dalam penelitian ini adalah pola penjualan pisang Mas secara agregat mengikuti pola penjualan dari beberapa ritel yang disurvey dalam penelitian ini. Selain itu, estimasi penjualan yang dilakukan oleh ritel dan distributor besar diasumsikan mampu mewakili demand riil di tingkat end consumer.
2. METODE PENELITIAN
Berikut ini adalah tahapan yang dilakukan dalam penelitian ini.
(1) Studi Pendahuluan Mengenai Supply chain Pisang
Tahap ini merupakan tahapan yang paling kritis. Pada tahap ini dilakukan studi literatur lanjutan dan studi lapangan yang dilakukan secara paralel untuk memperoleh pemahaman yang baik mengenai supply chain pisang di Jawa Timur. Selain studi literatur lanjutan, juga dilakukan pengumpulan data dan informasi sekunder di beberapa dinas terkait yaitu Dinas Pertanian Propinsi Jawa Timur, Dinas Pertanian Kabupaten Lumajang, Badan Ketahanan Pangan Propinsi Jawa Timur, dan Dinas Perindustrian dan Perdagangan Propinsi Jawa Timur. Informasi sekunder juga diperoleh melalui interview dan brainstorming dengan para ahli di bidang pangan, hortikultura, dan perdagangan
dengan akademisi yang berkonsentrasi di bidang agribisnis.
Studi lapangan dilakukan melalui beberapa kali brainstorming dengan pihak-pihak yang dianggap memiliki pengalaman parsial tentang supply chain pisang, terutama untuk beberapa wilayah Jawa Timur, yaitu dengan beberapa orang petani, koordinator Kelompok Tani, pedagang pengumpul, distributor besar (PT Sewu Segar Nusantara), serta pedagang pasar tradisional dan manajer ritel di Surabaya. Dalam penelitian ini dilakukan survey terhadap sentra produksi pisang representatif di Lumajang, desa Senduro. Lokasi pengamatan tersebut dilakukan berdasarkan pertimbangan dari pihak Dinas Pertanian baik di wilayah Propinsi Jawa Timur maupun Dinas Pertanian Lumajang.
(2) Pemetaan Konfigurasi dan Mekanisme Supply Chain Pisang Saat Ini
Konfigurasi supply chain menyangkut struktur yang menggambarkan pihak-pihak yang terlibat pada supply chain pisang beserta area geografis, kerangka waktu dan teknologi informasi yang digunakan. Struktur tersebut berkaitan dengan aliran material, uang, informasi serta aktivitas yang terjadi di sepanjang supply chain pisang tersebut.
Oleh karena itu, selain melakukan identifikasi pelaku supply chain yang terlibat, dalam konfigurasi ini juga dilakukan identifikasi detil mengenai tahapan proses yang terjadi di sepanjang supply chain. Untuk melakukan pemetaan ini diperlukan hasil dari studi pendahuluan yang komprehensif.
(3) Pengembangan Model dan Evaluasi
Sesuai dengan metodologi pengembangan model sistem dinamik yang dikembangkan di MIT, maka perumusan masalah dan tujuan penelitian harus digunakan sebagai petunjuk arah karena model harus dikembangkan sesuai dengan permasalahan dan tujuan penelitian. Pengembangan model tersebut mengikuti tahapan berikut (1) penyusunan influence diagram, (2) pengembangan model simulasi dengan Vensim 5 Professional, dan (3) verifikasi dan validasi model, dengan

Simulasi Koordinasi Supply Chain Pisang (Rangga Permana) 105
menggunakan uji konfirmasi struktur, uji parameter (SyntheSim), dan uji konsistensi dimensi (check unit).
(4) Pengembangan skenario alternatif
Adapun skenario alternatif yang diusulkan dalam penelitian ini secara garis besar ada dua kategori. Yang pertama adalah koordinasi waktu dan kuantitas panen di sisi hulu, yaitu menghaluskan pola pasokan petani dan Kelompok Tani, dan yang kedua adalah koordinasi di sisi hilir untuk mengintegrasikan ukuran order yang lebih pasti, dengan menggunakan sistem konsinyasi dengan konsep model persediaan Newsboy.
(5) Eksperimen dan analisa hasil.
Eksperimen dilakukan baik untuk sistem saat ini (existing condition) maupun skenario alternatif. Skenario terbaik dalam penelitian ini adalah skenario koordinasi yang memberikan pendapatan penjualan paling tinggi. Sedangkan ukuran performansi lainnya (oversupply, lost sales, dan ketersediaan) digunakan sebagai bagian dari analisa mengenai pengaruh faktor koordinasi.
3. HASIL DAN DISKUSI
Berdasarkan hasil studi pendahuluan diketahui bahwa pisang Mas yang didistribusikan telah memenuhi standar kualitas yang ditentukan oleh Dinas Pertanian. Pisang telah diperlakukan sesuai dengan Standar Prosedur Operasional (SPO) di sepanjang supply chain. Salah satu hal penting yang menjadikan pisang Mas Lumajang berkualitas tinggi adalah karena petani pisang Lumajang sudah lebih maju dari petani hortikultura lainnya dan telah terkoordinasi ke dalam kelompok-kelompok petani. Kelompok tersebut, yang lebih dikenal dengan sebutan Kelompok Tani, merupakan hasil pembinaan Dinas Pertanian setempat. Dengan adanya Kelompok Tani tersebut, maka pisang yang baru dipanen oleh petani individu akan dibawa ke tempat processing Kelompok
Tani sebelum pisang tersebut didistribusikan.
Disamping petani dan Kelompok Tani, terdapat pedagang pengumpul yang berperan sebagai penghubung antara Kelompok Tani dengan distributor besar. Distributor besar selalu menyampaikan pesanannya ke pedagang pengumpul tersebut, namun dalam proses pengiriman Kelompok Tani melakukan pengiriman langsung ke distributor besar tanpa melalui pedagang pengumpul terlebih dahulu.
Sedangkan untuk distributor besar, hampir seluruh pisang Mas dari Lumajang didistribusikan melalui sebuah distributor besar bernama PT Sewu Segar Nusantara (PT SSN). Oleh karena itu sebagian besar pisang Mas Lumajang dikonsumsi oleh masyarakat yang berada di kota-kota besar di Indonesia melalui ritel modern dan pasar tradisional yang termasuk dalam jaringan pemasaran PT SSN tersebut.
Meskipun sudah lebih maju dari supply chain pisang lainnya, tersebut hubungan antar pelaku yang terjalin di sepanjang supply chain pisang Mas tersebut masih bersifat independen satu sama lain. Hal tersebut menyebabkan mekanisme interaksi antar pelaku bisnis terutama yang berkaitan dengan proses pemesanan dan pemenuhan pesanan masih berdasarkan kepentingan bisnis individu.
Gambar 1, 2, dan 3 merupakan konfigurasi yang diperoleh dari studi pendahuluan. Berdasarkan konfigurasi tersebut, maka dibangun model simulasi sistem dinamik dengan bantuan software Vensim 5 Professional. Adapun causal loop atau influence diagram dari sistem supply chain pisang Mas dapat dilihat pada gambar 4, dimana variabel yang berada di dalam kotak merupakan variabel keputusan, yaitu variabel yang akan dilakukan perubahan nilai atau interaksinya sesuai dengan alternatif skenario. Sedangkan tabel 1 menunjukkan skenario koordinasi yang dieksperimenkan dalam penelitian ini.
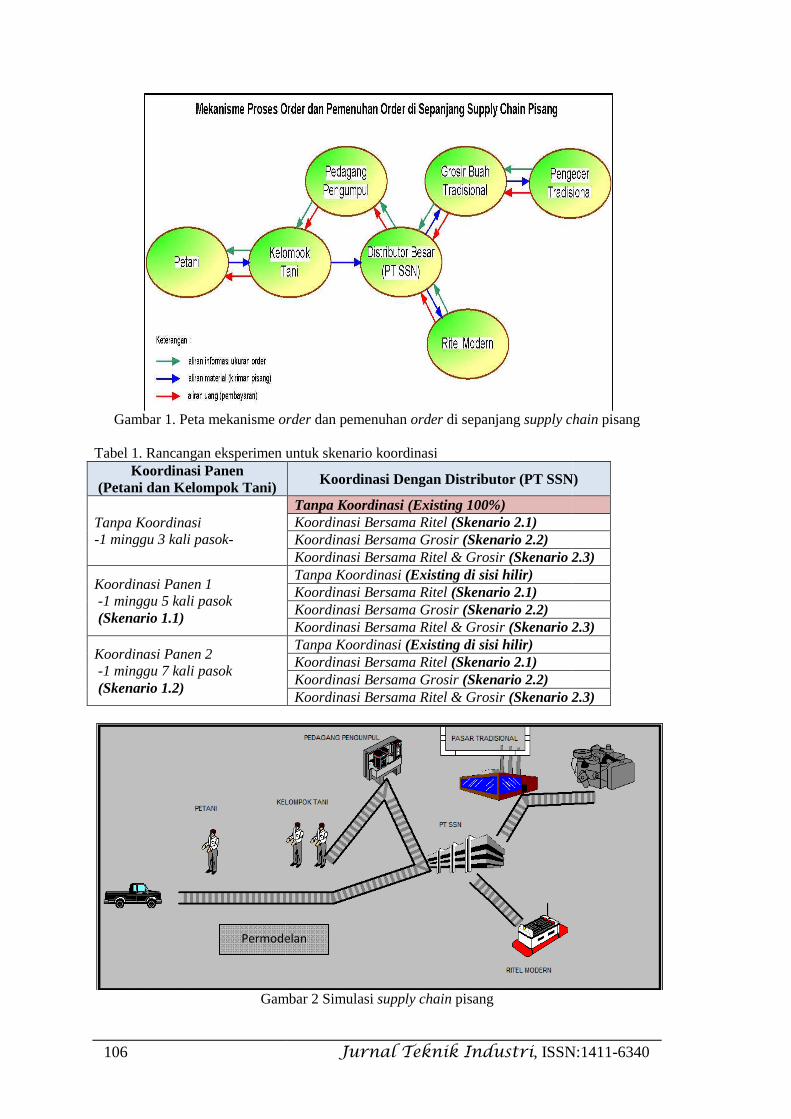
106
Gambar 1. Peta mekanisme order Tabel 1. Rancangan eksperimen untuk skenario koordinasi
Koordinasi Panen (Petani dan Kelompok Tani)
Tanpa Koordinasi -1 minggu 3 kali pasok-
Koordinasi Panen 1 -1 minggu 5 kali pasok (Skenario 1.1)
Koordinasi Panen 2 -1 minggu 7 kali pasok (Skenario 1.2)
Gambar 2 Simulasi
Permodelan
Jurnal Teknik Industri, ISSN:1411
order dan pemenuhan order di sepanjang supply chain
Rancangan eksperimen untuk skenario koordinasi
Koordinasi Dengan Distributor (PT SSN)
Tanpa Koordinasi (Existing 100%) Koordinasi Bersama Ritel (Skenario 2.1) Koordinasi Bersama Grosir (Skenario 2.2) Koordinasi Bersama Ritel & Grosir (Skenario 2.3) Tanpa Koordinasi (Existing di sisi hilir) Koordinasi Bersama Ritel (Skenario 2.1) Koordinasi Bersama Grosir (Skenario 2.2) Koordinasi Bersama Ritel & Grosir (Skenario 2.3) Tanpa Koordinasi (Existing di sisi hilir) Koordinasi Bersama Ritel (Skenario 2.1) Koordinasi Bersama Grosir (Skenario 2.2) Koordinasi Bersama Ritel & Grosir (Skenario 2.3)
Gambar 2 Simulasi supply chain pisang
Permodelan
, ISSN:1411-6340
supply chain pisang
Koordinasi Dengan Distributor (PT SSN)
(Skenario 2.3)
(Skenario 2.3)
(Skenario 2.3)
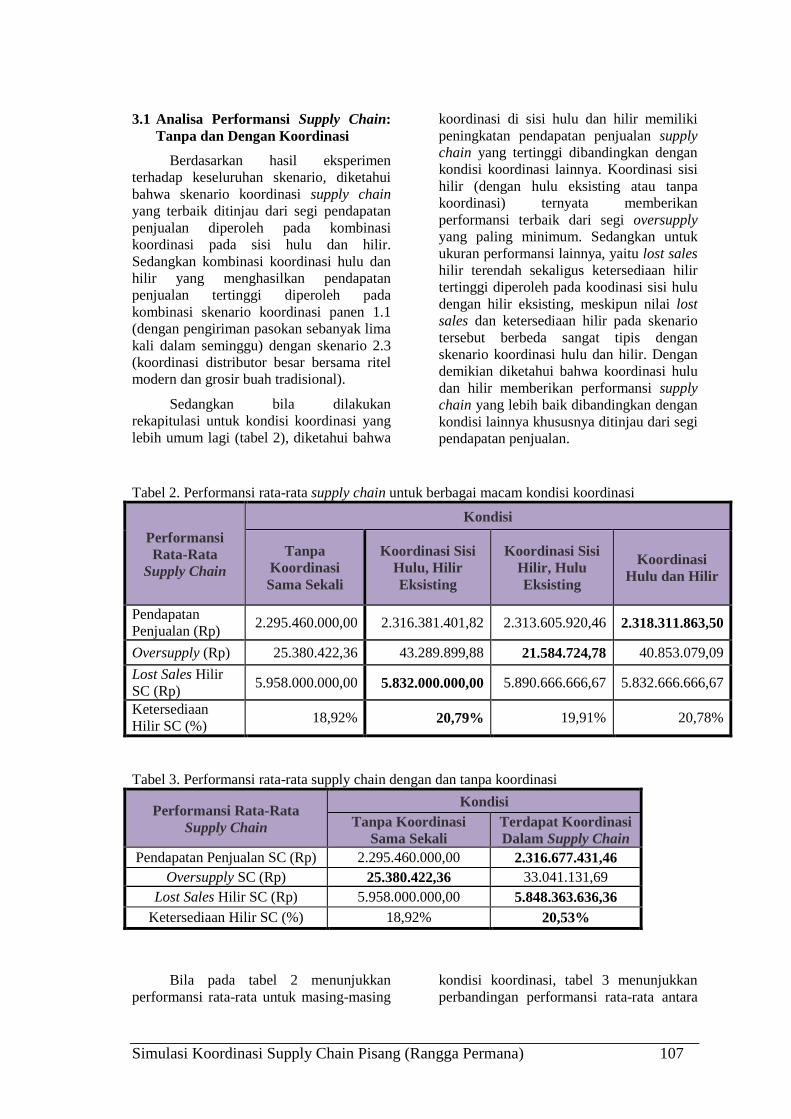
Simulasi Koordinasi Supply Chain Pisang (Rangga Permana) 107
3.1 Analisa Performansi Supply Chain:
Tanpa dan Dengan Koordinasi
Berdasarkan hasil eksperimen terhadap keseluruhan skenario, diketahui bahwa skenario koordinasi supply chain yang terbaik ditinjau dari segi pendapatan penjualan diperoleh pada kombinasi koordinasi pada sisi hulu dan hilir. Sedangkan kombinasi koordinasi hulu dan hilir yang menghasilkan pendapatan penjualan tertinggi diperoleh pada kombinasi skenario koordinasi panen 1.1 (dengan pengiriman pasokan sebanyak lima kali dalam seminggu) dengan skenario 2.3 (koordinasi distributor besar bersama ritel modern dan grosir buah tradisional).
Sedangkan bila dilakukan rekapitulasi untuk kondisi koordinasi yang lebih umum lagi (tabel 2), diketahui bahwa
koordinasi di sisi hulu dan hilir memiliki peningkatan pendapatan penjualan supply chain yang tertinggi dibandingkan dengan kondisi koordinasi lainnya. Koordinasi sisi hilir (dengan hulu eksisting atau tanpa koordinasi) ternyata memberikan performansi terbaik dari segi oversupply yang paling minimum. Sedangkan untuk ukuran performansi lainnya, yaitu lost sales hilir terendah sekaligus ketersediaan hilir tertinggi diperoleh pada koodinasi sisi hulu dengan hilir eksisting, meskipun nilai lost sales dan ketersediaan hilir pada skenario tersebut berbeda sangat tipis dengan skenario koordinasi hulu dan hilir. Dengan demikian diketahui bahwa koordinasi hulu dan hilir memberikan performansi supply chain yang lebih baik dibandingkan dengan kondisi lainnya khususnya ditinjau dari segi pendapatan penjualan.
Tabel 2. Performansi rata-rata supply chain untuk berbagai macam kondisi koordinasi
Performansi Rata-Rata
Supply Chain
Kondisi
Tanpa Koordinasi Sama Sekali
Koordinasi Sisi Hulu, Hilir Eksisting
Koordinasi Sisi Hilir, Hulu Eksisting
Koordinasi Hulu dan Hilir
Pendapatan Penjualan (Rp)
2.295.460.000,00 2.316.381.401,82 2.313.605.920,46 2.318.311.863,50
Oversupply (Rp) 25.380.422,36 43.289.899,88 21.584.724,78 40.853.079,09
Lost Sales Hilir SC (Rp)
5.958.000.000,00 5.832.000.000,00 5.890.666.666,67 5.832.666.666,67
Ketersediaan Hilir SC (%)
18,92% 20,79% 19,91% 20,78%
Tabel 3. Performansi rata-rata supply chain dengan dan tanpa koordinasi
Performansi Rata-Rata Supply Chain
Kondisi Tanpa Koordinasi
Sama Sekali Terdapat Koordinasi Dalam Supply Chain
Pendapatan Penjualan SC (Rp) 2.295.460.000,00 2.316.677.431,46 Oversupply SC (Rp) 25.380.422,36 33.041.131,69
Lost Sales Hilir SC (Rp) 5.958.000.000,00 5.848.363.636,36 Ketersediaan Hilir SC (%) 18,92% 20,53%
Bila pada tabel 2 menunjukkan performansi rata-rata untuk masing-masing
kondisi koordinasi, tabel 3 menunjukkan perbandingan performansi rata-rata antara

108 Jurnal Teknik Industri, ISSN:1411-6340
kondisi eksisting tanpa koordinasi dengan kondisi yang mengandung unsur koordinasi secara lebih umum. Dalam tabel 3 tampak bahwa dengan melakukan koordinasi antar pelaku bisnis dalam supply chain memberikan peningkatan untuk sebagian besar performansi supply chain. Dengan melakukan simulasi selama 7 bulan atau 212 hari, diperoleh peningkatan pendapatan supply chain rata-rata sebesar Rp. 21.217.431,46, yakni dari Rp. 2.295.460.000,00 menjadi Rp. 2.316.677.431,46. Lost sales mengalami penurunan serta ketersediaan rata-rata supply chain meningkat dari eksisting. Meskipun pada ketiga performansi lainnya upaya koordinasi memberikan performansi yang lebih baik, namun hal tersebut tidak berlaku untuk oversupply. Oversupply pada supply chain yang terkoordinasi lebih tinggi dari kondisi eksisting.
3.2 Efek Penambahan Volume Pasokan
Baik seluruh pelaku bisnis maupun pemerintah menyadari bahwa jumlah pasokan pisang Mas ada saat ini masih jauh dari tingkat permintaan yang ada di pasar. Oleh karena itu, dengan bantuan pemerintah pada saat ini telah dibuka lahan baru seluas 100 ha untuk meningkatkan produksi pisang Mas di Lumajang. Selain itu, pemerintah juga memiliki rencana
untuk membuka lahan baru lagi seluas 20 ha. Dengan demikian pada tahun depan diharapkan kapasitas produksi dapat meningkat sekitar dua kali lipat dari kapasitas sekarang.
Untuk mengetahui pengaruh penambahan jumlah pasokan tersebut terhadap performansi supply chain, maka dalam penelitian ini dilakukan evaluasi untuk beberapa kondisi, yaitu terhadap kondisi eksisting (tanpa koordinasi di sisi hulu dan hilir) dan terhadap salah satu kondisi koordinasi dalam tabel 1.
Berdasarkan tabel 4, diketahui bahwa peningkatan jumlah pasokan ternyata mampu meningkatkan pendapatan supply chain, menurunkan lost sales di sisi hilir dan meningkatkan ketersediaan rata-rata di sisi hilir. Namun, selain peningkatan performansi, ternyata peningkatan jumlah pasokan juga meningkatkan jumlah oversupply di sepanjang supply chain. Hal tersebut terjadi baik untuk kondisi existing 100% (tanpa koordinasi sama sekali) maupun kondisi koordinasi (yang diwakili dengan kombinasi skenario 1.1 dengan skenario 2.3).

Simulasi Koordinasi Supply Chain Pisang (Rangga Permana) 109
Gambar 3. Influence diagram sistem supply chain pisang
Tabel 4. Evaluasi performansi supply chain terhadap penambahan jumlah pasokan
110 Jurnal Teknik Industri, ISSN:1411-6340
Disamping itu, peningkatan jumlah pasokan dari sisi hulu akan membawa manfaat yang lebih besar pada kondisi terdapat koordinasi dan information sharing dalam supply chain apabila dibandingkan pada kondisi existing 100% dengan existing supply. Hal tersebut tampak dari persentase pertambahan performansi yang dihitung dari kondisi existing 100% dengan existing supply, dimana dalam tabel tersebut direpresentasikan sebagai % gain. Pendapatan penjualan pada koordinasi dalam supply chain dengan peningkatan pasokan ternyata mampu memberikan peningkatan yang sangat tinggi terhadap kondisi existing 100% dengan existing supply. Hal serupa juga terjadi pada performansi lainnya.
4. KESIMPULAN
Berikut ini adalah beberapa kesimpulan yang dapat diambil dari hasil studi eksplorasi dan eksperimen yang dilakukan dalam penelitian ini.
1. Berdasarkan hasil studi ekplorasi, diketahui bahwa supply chain pisang Mas melibatkan beberapa pelaku bisnis, yaitu petani, Kelompok Tani, pedagang pengumpul, distributor besar (PT SSN), ritel modern, grosir buah tradisional, dan pengecer tradisional. Meskipun pelaku bisnis supply chain pisang Mas Lumajang sudah lebih maju dibandingkan supply chain pisang lainnya, interaksi yang terjadi antar pelaku bisnis tersebut masih bersifat individual satu sama lain, terutama dalam hal proses penentuan dan pemenuhan order.
2. Berdasarkan hasil eksperimen, skenario koordinasi supply chain yang terbaik ditinjau dari segi pendapatan penjualan diperoleh pada kombinasi koordinasi pada sisi hulu dan hilir. Sedangkan kombinasi koordinasi hulu dan hilir yang menghasilkan pendapatan penjualan tertinggi diperoleh pada kombinasi skenario koordinasi panen 1.1 (dengan pengiriman pasokan sebanyak lima kali dalam seminggu) dengan skenario 2.3 (koordinasi distributor besar bersama ritel modern dan grosir buah tradisional).
3. Meskipun koordinasi dalam supply chain mampu meningkatkan performansi supply chain secara keseluruhan, selalu terdapat satu atau beberapa pelaku bisnis yang mengalami penurunan untuk ukuran performansi yang sama. Sebagai contoh, pada skenario koordinasi panen, frekuensi pengiriman pasokan yang lebih tinggi dapat menghasilkan pendapatan penjualan supply chain yang lebih tinggi dari kondisi eksisting, meskipun pendapatan penjualan Kelompok Tani harus menjadi lebih rendah dari kondisi eksisting.
4. Rencana pemerintah untuk melakukan peningkatan jumlah pasokan dari sisi hulu akan membawa manfaat yang lebih besar apabila hal tersebut direalisasikan dengan kondisi terdapat koordinasi dalam supply chain. Hal tersebut ditunjukkan dalam eksperimen dimana peningkatan jumlah pendapatan penjualan akan menjadi lebih besar dari kondisi supply chain tanpa koordinasi sama sekali.
Untuk memperoleh skenario koordinasi supply chain pisang yang lebih terintegrasi antara sisi hulu dengan sisi hilir, dapat digunakan studi sistem antrian dengan simulasi sistem agar dapat diperoleh gambaran yang lebih detail mengenai sistem FIFO persediaan pisang yang ada di sepanjang supply chain. Dengan demikian, dengan mengkombinasikan hasil simulasi sistem dinamik dengan sistem diskrit akan diperoleh usulan koordinasi persediaan yang lebih baik. Disamping itu, juga diperlukan penelitian lebih lanjut mengenai pola kerjasama yang tepat, yang berkaitan dengan perjanjian kontrak untuk membagi keuntungan bersama yang terjadi akibat peningkatan pendapatan penjualan di sepanjang supply chain.
5. DAFTAR PUSTAKA [1] Arias, P., Dankers, C., Liu, P., dan
Pilkauskas, P., 2003, The World Banana Economy 1985-2002, Food and Agriculture Organization of the United Nations.
Simulasi Koordinasi Supply Chain Pisang (Rangga Permana) 111
[2] Barlas, Yaman, 1998, A behavior validity testing software (BTS), http://www.ie.boun.edu.tr/labs/sesdyn/
[3] Barlas, Yaman, 1996, Formal aspects of model validity and validation in system dynamics, System Dynamics Review, Vol.12, No.3, pp.183-210.
[4] Chopra, S., Meindl, P., 2004, Supply chain Management: Strategy, Planning, and Operation, Pearson Prentice Hall, New Jersey.
[5] Departemen Pertanian, 2005, Revitalisasi Pertanian, Perikanan, Dan Kehutanan (RPPK), www.deptan.go.id.
[6] Direktorat Jenderal Hortikultura, 2007, Rujukan Pengembangan Agribisnis Hortikultura TA 2007, Departemen Pertanian
[7] Direktorat Jenderal Hortikultura, 2006, Statistik Hortikultura Tahun 2005 (Angka Tetap), Departemen Pertanian.
[8] Direktorat Tanaman Buah, 2004, Standar Prosedur Operasional (SPO) Pisang Barangan Kabupaten Deli Serdang, Direktorat Jenderal Bina Produksi Hortikultura, Departemen Pertanian.
[9] Forrester, J.W., 1961 Industrial Dynamics, Massachusetts; Massachusetts Institute of Technology, Cambridge.
[10] Singgih, S., dan Woods, E.J., 2004, Banana Supply chains in Indonesia and Australia: Effects of Culture on Supply chains, Agriproduct supply-chain management in developing countries, edited by G.I. Johnson and P.J. Hofman, ACIAR Proceedings No.119e, pp.44-52.
[11] Viswanathan, S., dan Piplani, R., 2001, Coordinating supply chain inventories through common replenishment epochs, European Journal Of Operation Research, pp. 277-286.

112 Jurnal Teknik Industri, ISSN:1411-6340
PENGUKURAN KINERJA PROGRAM STUDI TEKNIK INDUSTRI UNIVERSITAS TRUNOJOYO
Retno Indriartiningtias1), Titim Ainul Mufid2)
1),2)Program Studi Teknik Industri, Fakultas Teknik, Universitas Trunojoyo
ABSTRACT
Trunojoyo University, as the only higher education institutions in the Madura District continues determined to always improve performance. The existence of a higher education never ceases to be searched by the public making increasingly tight competition between the University to the Faculty and Department level. Based on the department's performance measurement model there are 40 KPIs are used as an indicator that includes, 5 lectures and lab facilities the KPI, KPI 14 for faculty characteristics, student characteristics KPI 15, KPI and 6 for program majors. The method used in the study is interviews and questionnaires. Respondents in this study are determined by the method of stratified random sampling. Based on the results of performance studies courses in Industrial Engineering Department of Trunojoyo University for 1186 with less category.
Keywords: Performance Measurement, Performance Prism, Stakeholders. 1. PENDAHULUAN10
Universitas Trunojoyo merupakan satu-satunya Institusi Pendidikan Tinggi Negeri di Madura yang diresmikan sejak tahun 2001. Saat ini Universitas Trunojoyo terus bertekad untuk selalu meningkatkan kinerjanya bahkan karena keberadaanya yang tidak pernah berhenti untuk dicari oleh masyarakat membuat persaingan Universitas tersebut semakin ketat hingga ke tingkat Fakultas dan Jurusan, apalagi Dirjen Dikti juga telah memasukkan pengukuran kinerja dalam pengelolaan pendidikan tinggi sebagai format manajemen baru yang bertujuan untuk meningkatkan mutu pendidikan tinggi secara berkelanjutan. Hal ini dilakukan untuk adanya penilaian, Akreditasi dan evaluasi diri Institusi yang dilakukan terhadap Perguruan Tinggi baik Perguruan Tinggi Negeri Maupun Perguruan Tinggi Swasta.
Korespondensi : 1)Retno Indriartiningtias E-mail : [email protected]
Saat ini untuk mengevaluasi dan menilai kinerja dari suatu manajemen terdapat metode performance prism. Metode ini memiliki lima segi yaitu untuk atas dan bawah adalah satisfaction dari stakeholder dan kontribusi stakeholder. Sedangkan untuk ketiga sisi berikutnya adalah strategi, proses dan kapabilitas. Sistem pengukuran kinerja model performance prism ini berusaha menyempurnakan metode-metode sebelumnya diantaranya balanced scorecard. IPMS dan lainnya. Metode ini tidak hanya didasari oleh strategi tetapi juga memperhatikan kepuasan dan kontribusi stakeholder, proses dan kapabilitas organisasi.
Berdasarkan latar belakang diatas, sebagai salah satu dunia pendidikan, Jurusan Teknik Industri Universitas Trunojoyo juga berupaya meningkatkan kualitas pelayanannya kepada mahasiswa dan daya saing dengan Jurusan lain. Rancangan sistem pengukuran kinerja yang telah dibuat akan diterapkan untuk mengukur kinerja Jurusan. Pengukuran
Pengukuran Kinerja Program Studi Teknik Industri (Retno Indriartiningtias) 113
dilakukan pada periode waktu 2 tahun yaitu 2009 dan 2010. Pengukuran kinerja ini diharapkan dapat membantu Jurusan Teknik Industri Universitas Trunojoyo untuk melakukan perbaikan kinerja secara berkelanjutan.
2. TINJAUAN PUSTAKA 2.1 Definisi Pengukuran Kinerja
Menurut Moeheriono, (2009) pengertian kinerja adalah gambaran mengenai tingkat pencapaian pelaksanaan suatu program kegiatan atau kebijakan dalam mewujudkan sasaran, tujuan, visi, dan misi organisasi yang dituangkan melalui perencanaan strategis suatu organisasi. Kinerja suatu manajemen atau organisasi tidak akan dapat diketahui jika tidak dilakukan suatu pengukuran kinerja sehingga pengukuran kinerja sangatlah dibutuhkan untuk mengetahui seberapa jauh kinerja dalam suatu organisasi atau manajemen tersebut yang pada akhirnya akan dapat dijadikan solusi bagi organisasi atau manajemen Teknik Industri dalam pengambilan keputusan secara berkelanjutan.
Ada 4 aspek pokok dalam pengukuran kinerja (Moeheriono, 2009):
1. Menetapkan tujuan, sasaran dan strategi organisasi dengan menetapkan secara umum apa yang diinginkan oleh organisasi sesuai tujuan visi dan misinya.
2. Merumuskan indikator kinerja dengan ukuran kinerja yang mengacu pada penilaian kinerja secara tidak langsung, sedangkan indikator kinerja mengacu pada pengukuran kinerja secara langsung yang berbentuk keberhasilan utama dan indikator kinerja.
3. Mengukur tingkat capaian tujuan dan sasaran organisasi, menganalisis hasil pengukuran kinerja yang dapat diimplementasikan dengan membandingkan tingkat capaian tujuan dan sasaran organisasi.
4. Mengevaluasi kinerja dengan menilai kemajuan organisasi dan pengmbilan keputusan yang berkualitas, memberikan gambaran atau hasil kepada organisasi seberapa besar tingkat keberhasilan tersebut dan mengevaluasi langkah apa yang diambil organisasi selanjutnya.
Menurut Irfan, M., (2007) pengukuran kinerja adalah proses sistematis dan berkesinambungan untuk menilai keberhasilan dan kegagalan pelaksanaan kegiatan sesuai dengan program, kebijakan, sasaran, dan tujuan yang telah ditetapkan dalam mewujudkan visi dan misi satuan organisasi/kerja.
2.2 Performance Prism
Menurut Neely and Adams, (2000) performance prism merupakan penyempurnaan dari teknik pengukuran kinerja yang ada sebelumnya seperti balance scorecard dan IPMS yang menggambarkan kinerja organisasi sebagai bangun tiga dimensi yang memiliki lima bidang sisi, yaitu dari sisi kepuasan stakeholder, strategi, proses, kapabilitas dan kontribusi stakeholder sebagai sebuah kerangka kerja (framework) (Vanany, I,. dan Tanukhidah, D., 2004).
Framework yang dimaksud disini adalah kerangka kerja yang meliputi semua stakeholder dari organisasi. Prinsip metode ini diibaratkan seperti prism yang memiliki lima sisi. Dimana dua kunci utama yakni pada sisi atas dan bawah prism merupakan kebutuhan dan kontribusi dari tiap-tiap stakeholder. Sedang tiga sisi lainnya antara lain strategy, process dan capability adalah sebagai pembangun dari kedua sisi tersebut. Hal ini menunjukkan kompleksitas dari performance prism yang berupa interaksi dari kelima sisinya.
Performance prism ini memiliki kelebihan bahwa pengukuran kinerja ini dimulai dari stakeholder, bukan dari strategi. Identifikasi secara detail tentang kepuasan dan kontribusi stakeholder ini
114 Jurnal Teknik Industri, ISSN:1411-6340
nantinya akan bermanfaat pada sebuah organisasi dalam pengambilan keputusan berupa strategi yang tepat. Sehingga dimungkinkan organisasi dapat mengeveluasi strategi yang telah dilakukan sebelumnya.
Lima pertanyaan yang mendasari teori performance prism yaitu sebagai berikut (Neely et.all, 2002):
1. Stakeholder satisfaction : Siapa yang menjadi stakeholder kunci dan apa yang diinginkan serta apa yang diperlukan?
2. Strategy : Strategi apa yang seharusnya diterapkan untuk memenuhi apa yang menjadi keinginan dan kebutuhan stakeholder?
3. Process : Proses kritis apakah yang diperlukan untuk menjalankan strategi tersebut?
4. Capability : Kemampuan apa yang harus dioperasikan untuk meningkatkan proses tersebut?
5. Stakeholder contribution : Kontribusi apakah dari stakeholder yang diperlukan jika akan mengembangkan kemampuan tersebut?
2.3 Objective Matrix (OMAX)
Scoring dapat dilakukan dengan beberapa metode, diantaranya adalah dengan Objective Matrix (OMAX). Metode ini berguna untuk mengkombinasikan pendekatan kuantitatif dan kualitatif. Selain itu metode ini dapat digunakan untuk mengukur aspek kinerja yang dipertimbangkan dalam suatu unit kerja. Indikator untuk setiap input dan output nantinya akan dapat didefinisikan dengan jelas serta menyertakan pertimbangan pihak manajemen dalam penentuan skor sehingga terkesan lebih fleksibel. Konsep dari pengukuran ini adalah menggabungkan dari beberapa kriteria kinerja kelompok kerja kedalam sebuah matrik. Setiap kriteria kinerja memiliki sasaran berupa jalur khusus untuk perbaikan serta memiliki bobot sesuai dengan kepentingan terhadap tujuan organisasi. Hasil akhir dari
pengukuran dengan metode OMAX ini adalah sebuah nilai tunggal untuk suatu kelompok kerja.
Adapun langkah-langkah umum pengukuran kinerja dengan metode OMAX adalah sebagai berikut (Kusuma, W., 2006):
1. Pengisian KPI, performance, serta angka pada level 0, sampai 10.
2. Pengisian badan matriks dengan menghitung nilai pada butir-butir matriks yang terletak antara level 0 sampai 10.
3. Mengkonversikan nilai performance kedalam level setiap kreteria yang mempunyai angka pada kolom level yang sama dengan atau paling mendekati dengan nilai performance tersebut, dan memasukkan kedalam level dan matriks.
4. Memasukkan nilai bobot masing-masing kriteria di baris weight.
5. Menghitung nilai (value) tiap kriteria dengan cara mengalikan level dengan bobot.
6. Menghitung performance sekarang dengan menjumlah nilai tiap kriteria.
3. METODE PENELITIAN 3.1 Tahap Pendahuluan
Pada tahap ini merupakan tahap pengumpulan informasi untuk mengidentifikasi, merumuskan masalah dan tujuan masalah. Tahapannya adalah sebagai berikut: 1. Menentukan studi lapangan dan
mengidentifikasi permasalahan yang terdapat dalam jurusan serta studi literatur yang berkaitan dengan topik antara lain: sistem pengukuran kinerja, metode performance prism, penelitian pengukuran kinerja terdahulu dan lainnya sesuai dengan topik.
2. Perumusan masalah yaitu melakukan validasi sistem pengkuran kinerja pada Jurusan Teknik Industri Universitas Trunojoyo.
3. Penentuan Tujuan pemasalahan. Mengukur kinerja Jurusan berdasarkan hasil perancangan yang telah dilakukan dalam penelitian sebelumnya kemudian merekomendasikan perbaikan kinerja
Pengukuran Kinerja Program Studi Teknik Industri (Retno Indriartiningtias) 115
berdasarkan analisa perancangan yang dilakukan.
3.2 Tahap Pengukuran Kinerja
Pengukuran kinerja dilakukan dengan metode OMAX dan selanjutnya akan dilakukan penilaian level KPI atau tingkat keberhasilan pencapaian perusahaan dengan Traffic Light system. Pada tahap scoring ini perhitungan dan analisa data yang digunakaaan didasarkan pada Pengumpulan data sebelumnya. Selanjutnya mengkonversi nilai/skor tersebut kedalam level setiap kriteria yang mempunyai angka pada kolom level yang sama dengan atau paling mendekati dengan nilai tersebut dan memasukkan kedalam baris level dan matriks. Selanjutnya memasukkan nilai bobot masing-masing kriteria di baris weight. Menghitung nilai (value) tiap kriteria dengan cara mengalikan level dengan bobot. Dan terakhir menghitung performance sekarang dengan menjumlah nilai tiap kriteria.
Penentuan level masing-masing KPI dengan asumsi sebagai berikut:
1. Jika level KPI berada pada level 0-3 maka pencapaian indikator berada dibawah target dan membutuhkan perbaikan.
2. Jika level KPI berada pada level 4-7 maka pencapaian indikator menunjukkan sudah tercapai namun manajemen harus berhati-hati dengan berbagai kemungkinan sebisa mungkin manajemen segera meningkatkan kinerjanya.
3. Jika level KPI berada pada level 8-10 maka pencapaian indikator dapat dikatakan sudah tercapai dengan baik.
3.3 Tahap Evaluasi/Analisis Dan Rekomendasi Perbaikan
Pada tahap ini analisis yang dilakukan adalah menilai indikator pencapaian jurusan secara keseluruhan apakah pencapaian jurusan tersebut sudah baik, cukup ataukah masih dibawah target yaitu dengan cara melihat nilai indikator jika nilai indikator pencapaian jurusan 0-3
maka performa jurusan masih berada dibawah target sedang jika nilai indikator pencapaian jurusan mencapai 3.1-7 maka performa jurusan berada dirata-rata atau cukup dan jika nilai indikator pencapaian jurusan mencapai 7.1-10 maka performa jurusan berada pada performa terbaik.
Pada tahap evaluasi yang dilakukan adalah dengan mencari penyebab akibat rendahnya kinerja KPI jika memang terdapat KPI yang mempunyai score rendah, selanjutnya akan dicari mengenai rekomendasinya.
3.4 Tahap Penarikan Kesimpulan
Kesimpulan merupakan tahap terakhir dalam penelitian ini. Ada beberapa yang harus dismpulkan:
1. Menyimpulkan mengenai hasil perancangan sistem pengukuran kinerja berupa KPI dan bobotnya.
2. Jika KPI pada Jurusan berada diatas rata-rata maka dapat dikatakan bahwa kinerja Jurusan sudah baik begitu juga sebaliknya.
3. Jika pada level KPI berada pada level 0-3 maka pencapaian indikator berada dibawah target dan membutuhkan perbaikan.
4. Jika pada level KPI berada pada level 4-7 maka pencapaian indikator menunjukkan sudah tercapai namun manajemen harus berhati-hati dengan berbagai kemungkinan sebisa mungkin manajemen segera meningkatkan kinerjanya.
5. Jika pada level KPI berada pada level 8-10 maka pencapaian indikator dapat dikatakan sudah tercapai dengan baik.
4. HASIL DAN PEMBAHASAN 4.1. Scoring Hasil Perancangan Sistem
Pengukuran Kinerja
Pada tahap scoring ini perhitungan dan analisa data yang digunakan berdasarkan pada data-data yang telah dikumpulkan sebelumnya. Data-data KPI yang telah dikumpulkan tersebut antara lain :

116 Jurnal Teknik Industri, ISSN:1411-6340
Tabel 1. Data Hasil Pengukuran Kinerja sebelumnya No. KPI
Measure Tahun
2008/2009 Tahun
2009/2010 Target
+ Target
- Satuan
1 Prosentase rata-rata kehadiran mahasiswa
85.18 82.96 90 80 %
2 Prosentase rata-rata mahasiswa yang mendapat nilai D dan E
14.11 14.44 10 15 %
3 Jumlah mata kuliah yang menggunakan fasilitas laboratorium
4 5 15 10 Buah
4 Prosentase dosen yang mempunyai kinerja mengajar rendah menurut penilaian mahasiswa < 2.75
41.18 9.52 0 5 %
5 Rasio antara jumlah fasilitas komputer dosen dan jumlah dosen
1:6 1:7 1:1 1:1 -
6 Prosentase kelas yang memiliki fasilitas multimedia
0 0 100 50 %
7 Rasio jumlah referensi dengan jumlah mahasiswa
1:3 1:2 1:1 1:5 -
8 Rasio antara jumlah pengunjung dan jumlah mahasiswa per hari
1:154 1:103 1:1 1:1 -
9 Prosentase lama studi yang kurang dari 4.5 tahun
56 46.43 75 50 %
10 Prosentase lulusan dengan IPK > 2.75 100 100 100 100 % 11 Nilai rata-rata tes TOEFL lulusan 432 448 475 450 - 12 Jumlah rapat pembahasan kurikulum 2 12 12 6 - 13 Jumlah praktisi industri yang
dilibatkan membahas kurikulum 0 4 6 4 Instansi
14 Jumlah kuliah tamu dari praktisi industri
1 2 6 4 Buah
15 Prosentase mahasiswa yang mendapatkan tempat kerja praktek tepat pada waktunya
49 53 100 95 %
16 Prosentase rata-rata kehadiran dosen dalam perkuliahan
89.63 84.13 90 80 %
17 Prosentasie mahasiswa yang gagal mengikuti praktikum
1.39 4.26 0 5 %
18 Prosentase mahasiswa yang gagal menyelesaikan TA
63.86 58.06 25 40 %
19 Prosentase rata-rata mata kuliah yang sesuai dengan SAP
81.10 62.11 100 50 %
20 Prosentase nilai yang diumumkan tepat waktu
32.76 34.38 100 50 %
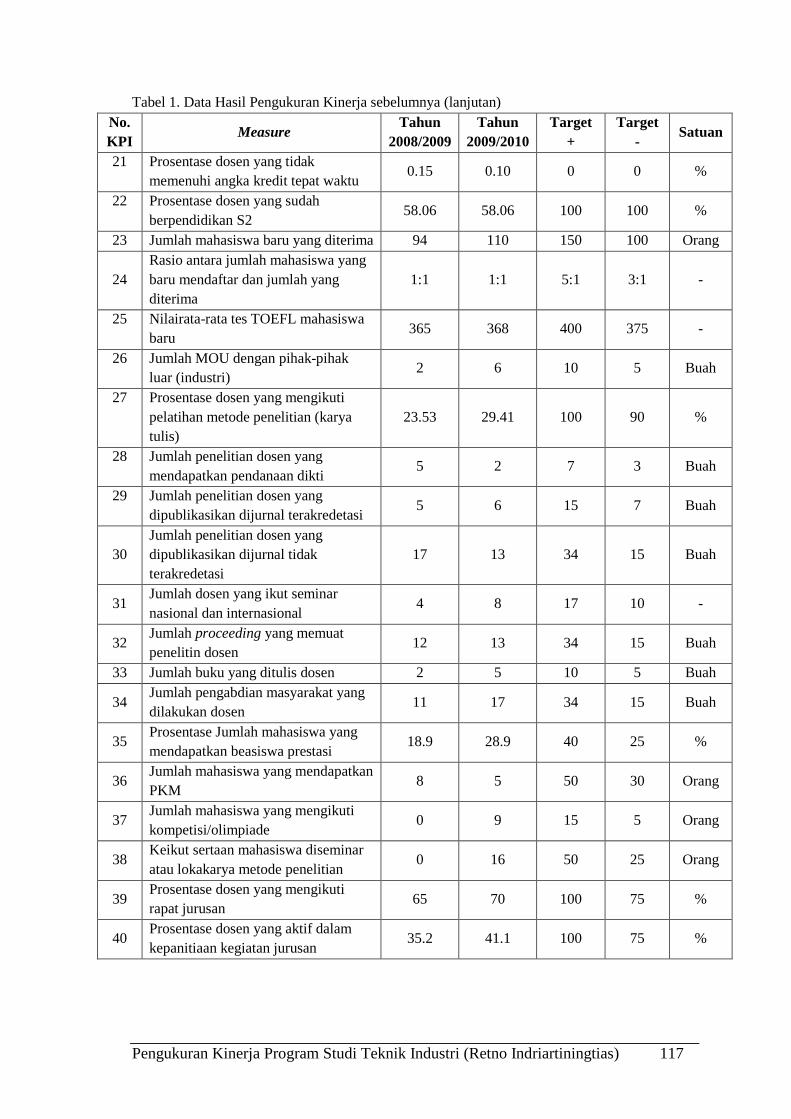
Pengukuran Kinerja Program Studi Teknik Industri (Retno Indriartiningtias) 117
Tabel 1. Data Hasil Pengukuran Kinerja sebelumnya (lanjutan) No. KPI
Measure Tahun
2008/2009 Tahun
2009/2010 Target
+ Target
- Satuan
21 Prosentase dosen yang tidak memenuhi angka kredit tepat waktu
0.15 0.10 0 0 %
22 Prosentase dosen yang sudah berpendidikan S2
58.06 58.06 100 100 %
23 Jumlah mahasiswa baru yang diterima 94 110 150 100 Orang
24 Rasio antara jumlah mahasiswa yang baru mendaftar dan jumlah yang diterima
1:1 1:1 5:1 3:1 -
25 Nilairata-rata tes TOEFL mahasiswa baru
365 368 400 375 -
26 Jumlah MOU dengan pihak-pihak luar (industri)
2 6 10 5 Buah
27 Prosentase dosen yang mengikuti pelatihan metode penelitian (karya tulis)
23.53 29.41 100 90 %
28 Jumlah penelitian dosen yang mendapatkan pendanaan dikti
5 2 7 3 Buah
29 Jumlah penelitian dosen yang dipublikasikan dijurnal terakredetasi
5 6 15 7 Buah
30 Jumlah penelitian dosen yang dipublikasikan dijurnal tidak terakredetasi
17 13 34 15 Buah
31 Jumlah dosen yang ikut seminar nasional dan internasional
4 8 17 10 -
32 Jumlah proceeding yang memuat penelitin dosen
12 13 34 15 Buah
33 Jumlah buku yang ditulis dosen 2 5 10 5 Buah
34 Jumlah pengabdian masyarakat yang dilakukan dosen
11 17 34 15 Buah
35 Prosentase Jumlah mahasiswa yang mendapatkan beasiswa prestasi
18.9 28.9 40 25 %
36 Jumlah mahasiswa yang mendapatkan PKM
8 5 50 30 Orang
37 Jumlah mahasiswa yang mengikuti kompetisi/olimpiade
0 9 15 5 Orang
38 Keikut sertaan mahasiswa diseminar atau lokakarya metode penelitian
0 16 50 25 Orang
39 Prosentase dosen yang mengikuti rapat jurusan
65 70 100 75 %
40 Prosentase dosen yang aktif dalam kepanitiaan kegiatan jurusan
35.2 41.1 100 75 %
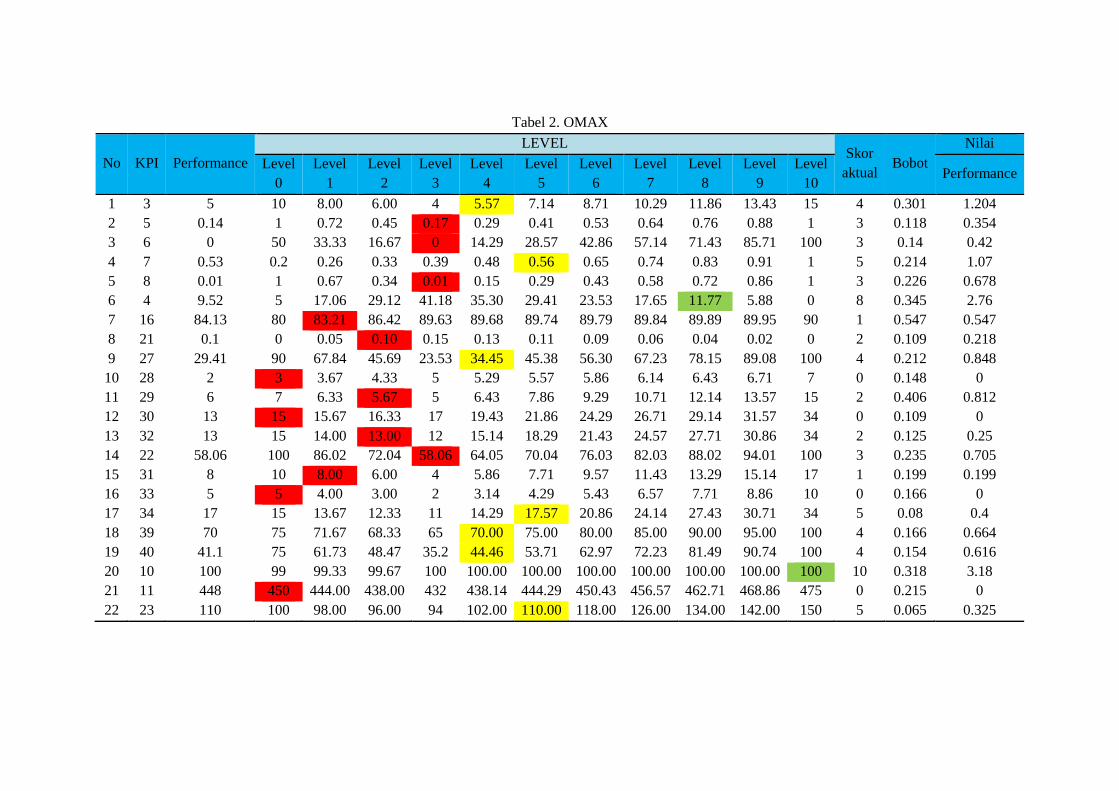
Tabel 2. OMAX
No KPI Performance LEVEL
Skor aktual
Bobot Nilai
Level 0
Level 1
Level 2
Level 3
Level 4
Level 5
Level 6
Level 7
Level 8
Level 9
Level 10
Performance
1 3 5 10 8.00 6.00 4 5.57 7.14 8.71 10.29 11.86 13.43 15 4 0.301 1.204 2 5 0.14 1 0.72 0.45 0.17 0.29 0.41 0.53 0.64 0.76 0.88 1 3 0.118 0.354 3 6 0 50 33.33 16.67 0 14.29 28.57 42.86 57.14 71.43 85.71 100 3 0.14 0.42 4 7 0.53 0.2 0.26 0.33 0.39 0.48 0.56 0.65 0.74 0.83 0.91 1 5 0.214 1.07 5 8 0.01 1 0.67 0.34 0.01 0.15 0.29 0.43 0.58 0.72 0.86 1 3 0.226 0.678 6 4 9.52 5 17.06 29.12 41.18 35.30 29.41 23.53 17.65 11.77 5.88 0 8 0.345 2.76 7 16 84.13 80 83.21 86.42 89.63 89.68 89.74 89.79 89.84 89.89 89.95 90 1 0.547 0.547 8 21 0.1 0 0.05 0.10 0.15 0.13 0.11 0.09 0.06 0.04 0.02 0 2 0.109 0.218 9 27 29.41 90 67.84 45.69 23.53 34.45 45.38 56.30 67.23 78.15 89.08 100 4 0.212 0.848 10 28 2 3 3.67 4.33 5 5.29 5.57 5.86 6.14 6.43 6.71 7 0 0.148 0 11 29 6 7 6.33 5.67 5 6.43 7.86 9.29 10.71 12.14 13.57 15 2 0.406 0.812 12 30 13 15 15.67 16.33 17 19.43 21.86 24.29 26.71 29.14 31.57 34 0 0.109 0 13 32 13 15 14.00 13.00 12 15.14 18.29 21.43 24.57 27.71 30.86 34 2 0.125 0.25 14 22 58.06 100 86.02 72.04 58.06 64.05 70.04 76.03 82.03 88.02 94.01 100 3 0.235 0.705 15 31 8 10 8.00 6.00 4 5.86 7.71 9.57 11.43 13.29 15.14 17 1 0.199 0.199 16 33 5 5 4.00 3.00 2 3.14 4.29 5.43 6.57 7.71 8.86 10 0 0.166 0 17 34 17 15 13.67 12.33 11 14.29 17.57 20.86 24.14 27.43 30.71 34 5 0.08 0.4 18 39 70 75 71.67 68.33 65 70.00 75.00 80.00 85.00 90.00 95.00 100 4 0.166 0.664 19 40 41.1 75 61.73 48.47 35.2 44.46 53.71 62.97 72.23 81.49 90.74 100 4 0.154 0.616 20 10 100 99 99.33 99.67 100 100.00 100.00 100.00 100.00 100.00 100.00 100 10 0.318 3.18 21 11 448 450 444.00 438.00 432 438.14 444.29 450.43 456.57 462.71 468.86 475 0 0.215 0 22 23 110 100 98.00 96.00 94 102.00 110.00 118.00 126.00 134.00 142.00 150 5 0.065 0.325
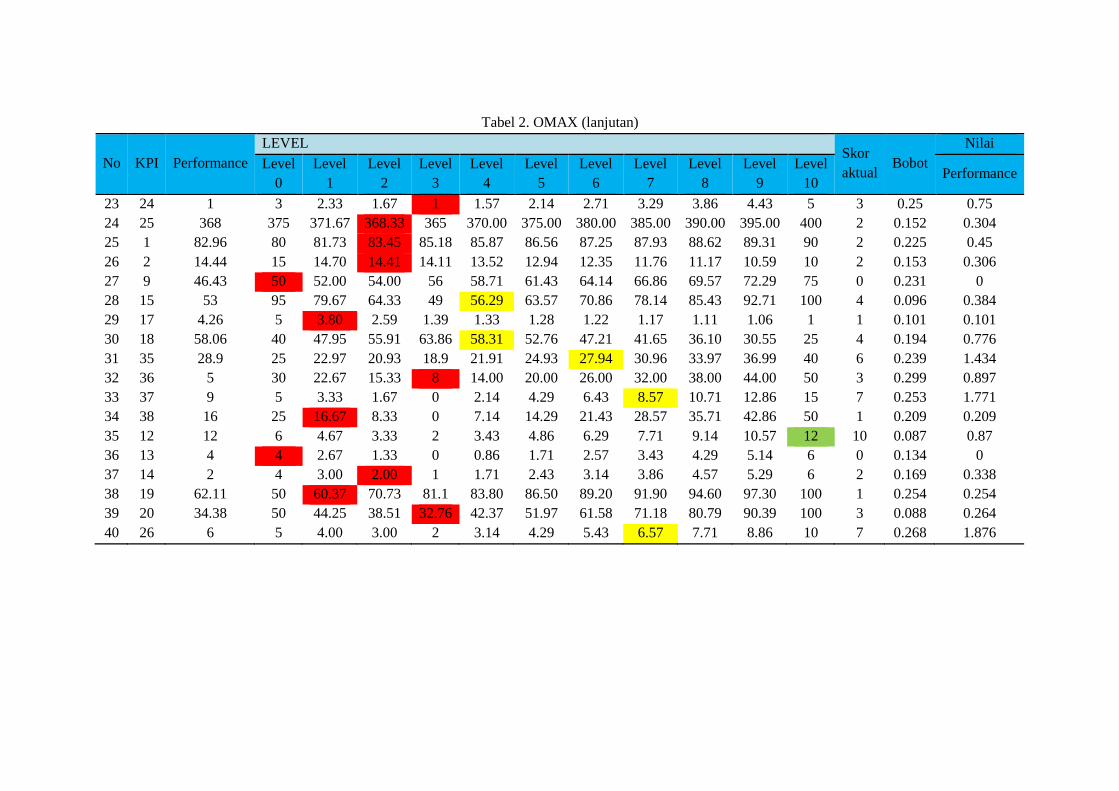
Tabel 2. OMAX (lanjutan)
No KPI Performance LEVEL
Skor aktual
Bobot Nilai
Level 0
Level 1
Level 2
Level 3
Level 4
Level 5
Level 6
Level 7
Level 8
Level 9
Level 10
Performance
23 24 1 3 2.33 1.67 1 1.57 2.14 2.71 3.29 3.86 4.43 5 3 0.25 0.75 24 25 368 375 371.67 368.33 365 370.00 375.00 380.00 385.00 390.00 395.00 400 2 0.152 0.304 25 1 82.96 80 81.73 83.45 85.18 85.87 86.56 87.25 87.93 88.62 89.31 90 2 0.225 0.45 26 2 14.44 15 14.70 14.41 14.11 13.52 12.94 12.35 11.76 11.17 10.59 10 2 0.153 0.306 27 9 46.43 50 52.00 54.00 56 58.71 61.43 64.14 66.86 69.57 72.29 75 0 0.231 0 28 15 53 95 79.67 64.33 49 56.29 63.57 70.86 78.14 85.43 92.71 100 4 0.096 0.384 29 17 4.26 5 3.80 2.59 1.39 1.33 1.28 1.22 1.17 1.11 1.06 1 1 0.101 0.101 30 18 58.06 40 47.95 55.91 63.86 58.31 52.76 47.21 41.65 36.10 30.55 25 4 0.194 0.776 31 35 28.9 25 22.97 20.93 18.9 21.91 24.93 27.94 30.96 33.97 36.99 40 6 0.239 1.434 32 36 5 30 22.67 15.33 8 14.00 20.00 26.00 32.00 38.00 44.00 50 3 0.299 0.897 33 37 9 5 3.33 1.67 0 2.14 4.29 6.43 8.57 10.71 12.86 15 7 0.253 1.771 34 38 16 25 16.67 8.33 0 7.14 14.29 21.43 28.57 35.71 42.86 50 1 0.209 0.209 35 12 12 6 4.67 3.33 2 3.43 4.86 6.29 7.71 9.14 10.57 12 10 0.087 0.87 36 13 4 4 2.67 1.33 0 0.86 1.71 2.57 3.43 4.29 5.14 6 0 0.134 0 37 14 2 4 3.00 2.00 1 1.71 2.43 3.14 3.86 4.57 5.29 6 2 0.169 0.338 38 19 62.11 50 60.37 70.73 81.1 83.80 86.50 89.20 91.90 94.60 97.30 100 1 0.254 0.254 39 20 34.38 50 44.25 38.51 32.76 42.37 51.97 61.58 71.18 80.79 90.39 100 3 0.088 0.264 40 26 6 5 4.00 3.00 2 3.14 4.29 5.43 6.57 7.71 8.86 10 7 0.268 1.876
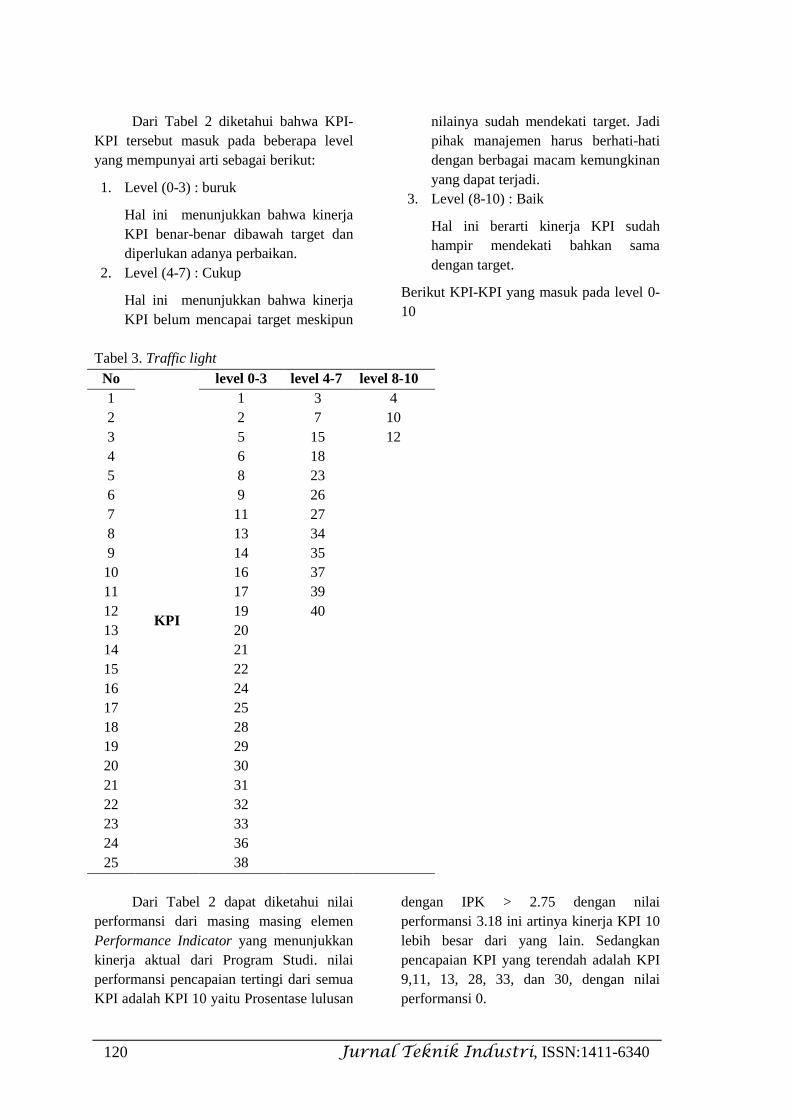
120 Jurnal Teknik Industri, ISSN:1411-6340
Dari Tabel 2 diketahui bahwa KPI-KPI tersebut masuk pada beberapa level yang mempunyai arti sebagai berikut:
1. Level (0-3) : buruk
Hal ini menunjukkan bahwa kinerja KPI benar-benar dibawah target dan diperlukan adanya perbaikan.
2. Level (4-7) : Cukup
Hal ini menunjukkan bahwa kinerja KPI belum mencapai target meskipun
nilainya sudah mendekati target. Jadi pihak manajemen harus berhati-hati dengan berbagai macam kemungkinan yang dapat terjadi.
3. Level (8-10) : Baik
Hal ini berarti kinerja KPI sudah hampir mendekati bahkan sama dengan target.
Berikut KPI-KPI yang masuk pada level 0-10
Tabel 3. Traffic light
No
KPI
level 0-3 level 4-7 level 8-10 1 1 3 4 2 2 7 10 3 5 15 12 4 6 18 5 8 23 6 9 26 7 11 27 8 13 34 9 14 35 10 16 37 11 17 39 12 19 40 13 20 14 21 15 22 16 24 17 25 18 28 19 29 20 30 21 31 22 32 23 33 24 36 25 38
Dari Tabel 2 dapat diketahui nilai
performansi dari masing masing elemen Performance Indicator yang menunjukkan kinerja aktual dari Program Studi. nilai performansi pencapaian tertingi dari semua KPI adalah KPI 10 yaitu Prosentase lulusan
dengan IPK > 2.75 dengan nilai performansi 3.18 ini artinya kinerja KPI 10 lebih besar dari yang lain. Sedangkan pencapaian KPI yang terendah adalah KPI 9,11, 13, 28, 33, dan 30, dengan nilai performansi 0.
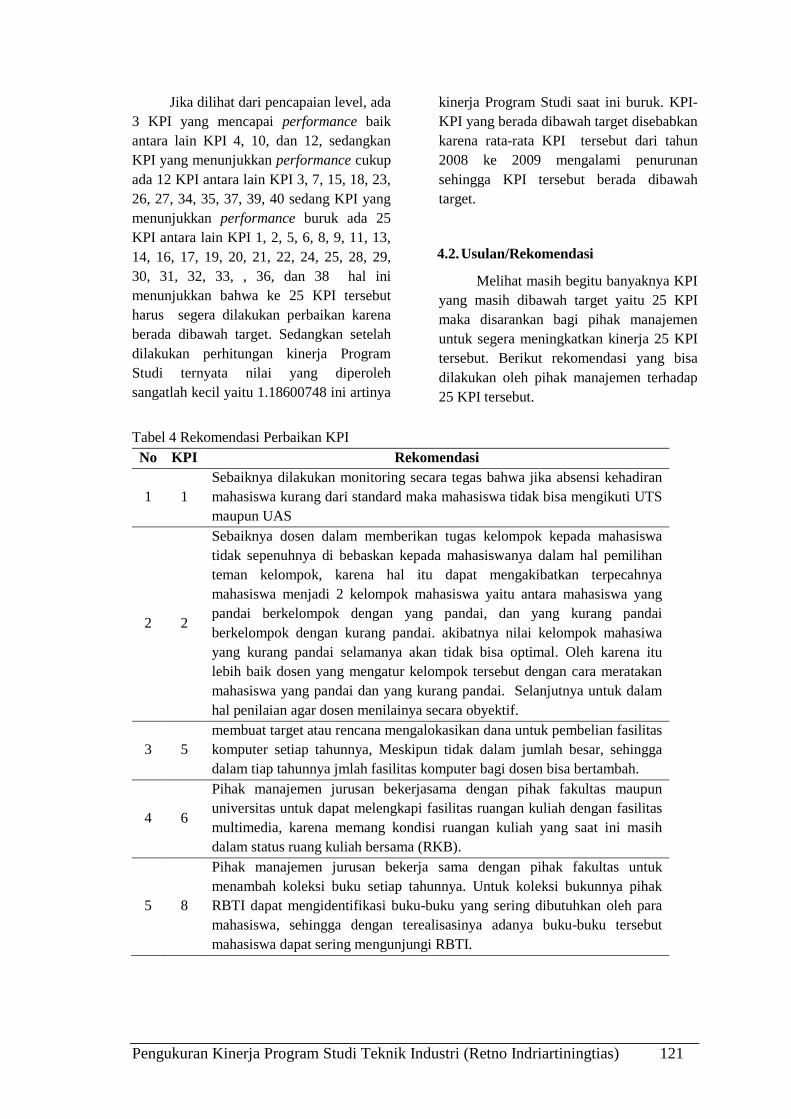
Pengukuran Kinerja Program Studi Teknik Industri (Retno Indriartiningtias) 121
Jika dilihat dari pencapaian level, ada 3 KPI yang mencapai performance baik antara lain KPI 4, 10, dan 12, sedangkan KPI yang menunjukkan performance cukup ada 12 KPI antara lain KPI 3, 7, 15, 18, 23, 26, 27, 34, 35, 37, 39, 40 sedang KPI yang menunjukkan performance buruk ada 25 KPI antara lain KPI 1, 2, 5, 6, 8, 9, 11, 13, 14, 16, 17, 19, 20, 21, 22, 24, 25, 28, 29, 30, 31, 32, 33, , 36, dan 38 hal ini menunjukkan bahwa ke 25 KPI tersebut harus segera dilakukan perbaikan karena berada dibawah target. Sedangkan setelah dilakukan perhitungan kinerja Program Studi ternyata nilai yang diperoleh sangatlah kecil yaitu 1.18600748 ini artinya
kinerja Program Studi saat ini buruk. KPI-KPI yang berada dibawah target disebabkan karena rata-rata KPI tersebut dari tahun 2008 ke 2009 mengalami penurunan sehingga KPI tersebut berada dibawah target.
4.2. Usulan/Rekomendasi
Melihat masih begitu banyaknya KPI yang masih dibawah target yaitu 25 KPI maka disarankan bagi pihak manajemen untuk segera meningkatkan kinerja 25 KPI tersebut. Berikut rekomendasi yang bisa dilakukan oleh pihak manajemen terhadap 25 KPI tersebut.
Tabel 4 Rekomendasi Perbaikan KPI No KPI Rekomendasi
1 1 Sebaiknya dilakukan monitoring secara tegas bahwa jika absensi kehadiran mahasiswa kurang dari standard maka mahasiswa tidak bisa mengikuti UTS maupun UAS
2 2
Sebaiknya dosen dalam memberikan tugas kelompok kepada mahasiswa tidak sepenuhnya di bebaskan kepada mahasiswanya dalam hal pemilihan teman kelompok, karena hal itu dapat mengakibatkan terpecahnya mahasiswa menjadi 2 kelompok mahasiswa yaitu antara mahasiswa yang pandai berkelompok dengan yang pandai, dan yang kurang pandai berkelompok dengan kurang pandai. akibatnya nilai kelompok mahasiwa yang kurang pandai selamanya akan tidak bisa optimal. Oleh karena itu lebih baik dosen yang mengatur kelompok tersebut dengan cara meratakan mahasiswa yang pandai dan yang kurang pandai. Selanjutnya untuk dalam hal penilaian agar dosen menilainya secara obyektif.
3 5 membuat target atau rencana mengalokasikan dana untuk pembelian fasilitas komputer setiap tahunnya, Meskipun tidak dalam jumlah besar, sehingga dalam tiap tahunnya jmlah fasilitas komputer bagi dosen bisa bertambah.
4 6
Pihak manajemen jurusan bekerjasama dengan pihak fakultas maupun universitas untuk dapat melengkapi fasilitas ruangan kuliah dengan fasilitas multimedia, karena memang kondisi ruangan kuliah yang saat ini masih dalam status ruang kuliah bersama (RKB).
5 8
Pihak manajemen jurusan bekerja sama dengan pihak fakultas untuk menambah koleksi buku setiap tahunnya. Untuk koleksi bukunnya pihak RBTI dapat mengidentifikasi buku-buku yang sering dibutuhkan oleh para mahasiswa, sehingga dengan terealisasinya adanya buku-buku tersebut mahasiswa dapat sering mengunjungi RBTI.
122 Jurnal Teknik Industri, ISSN:1411-6340
Tabel. 4 Rekomendasi Perbaikan KPI (Lanjutan) No KPI Rekomendasi
6 9
Sebagian besar mahasiswa Teknik Industri tidak dapat lulus kurang dari 4.5 tahun adalah disebabkan karena terkendala pada tugas akhir yang pada dasarnya mahasiswa masih kurang banyak tahu tentang metode-metode yang digunakan untuk menyelesaikan sebuah permasalahan, oleh karena itu menurut saya sebaiknya dalam perkuliahan mahasiswa dikenalkan oleh dosen tentang metode-metode apa saja yang dapat digunakan untuk menyelesaikan permasalahan sesuai mata kuliah yang sedang diajarkan.
7 11
Sebaiknya seluruh dosen bersepakat untuk menerapkan lingkungan berbasic bahasa inggris dengan cara memberikan tugas atau diktat dalam bentuk bahasa inggris, sehingga mahasiswa akan mulai terbiasa bahasa inggris dari semester awal hingga lulus.
8 13 Mengundang para praktisi untuk hadir di Teknik Industri UNIJOYO dan mengajak mereka untuk melakukan kerjasama
9 14 Mengagendakan secara jelas kuliah tamu dalam waktu satu tahun dengan tema-tema industri yang sedang berkembang.
10 16 Dilakukan monitoring secara jelas bahwa jika absensi kehadiran dosen kurang dari standard maka dosen diminta untuk mempertanggungjawabkan ketidak hadirannyaa dan dilakukan pengurangan jam mengajar.
11 17 Sebelum praktikum diadakan pendalaman materi yang berhubungan dengan praktikum sehingga praktikan dapat menguasai materi dalam menjalani praktikum.
12 19 melakukan monitoring dari Tim K2A (Koordinasi kegiatan Akademik) untuk mengevalusi SAP yang telah dibuat oleh dosen kemudian mengkroscek pada akhir semester apakah sesuai atau tidak.
13 20 Adanya kontrol dari Tim K2A (Koordinasi kegiatan Akademik) bahwa semua dosen yang mengajar agar mengumumkan nilai mata kuliah maksimal 1 minggu dari waktu UTS/UAS yang telah diselenggarakan.
14 21 Adanya motivasi dari pihak manajemen kepada seluruh dosen untuk memenuhi angka kredit tepat waktu, sehingga nantinya diharapkan seluruh dosen termotivasi untuk memenuhi angka kredit dengan tepat waktu.
15 22 Adanya sistem yang baik dari manajemen Jurusan untuk mengalokasikan jatah dosen yang akan menempuh S2 dan S3 serta memotivasi dosen-dosen agar mengikuti tes studi lanjut S2 dan S3 diluar sistem tersebut.
16 24 Meningkatkan kualitas teknik industri yang lebih, baik dari sisi akademik, non akademik, serta fasilitas sarana dan prasarana.
17 25 Memberikan beasiswa kepada mahasiswa baru yang memiliki nilai TOEFL > 450
18 28 Mengadakan pelatihan metode penelitian (karya tulis) secara rutin setiap satu semester sekali
19 29 Mengadakan pelatihan metode penelitian (karya tulis) secara rutin setiap satu semester sekali
20 30 Mengadakan pelatihan metode penelitian (karya tulis) secara rutin setiap satu semester sekali

Pengukuran Kinerja Program Studi Teknik Industri (Retno Indriartiningtias) 123
Tabel 4 Rekomendasi Perbaikan KPI (lanjutan) No KPI Rekomendasi
21 31 Mengalokasikan dana Jurusan Untuk dosen yang akan mengikuti Seminar nasional maupun internasional
22 32 Mengalokasikan dana Jurusan bagi dosen yang akan mengikuti proceeding
23 33 Memberikan motivasi kepada seluruh dosen untuk melakukan kerjasama dengan mahasiswa dalam hal pembuatan buku dimana mahasiswa berperan membantu sebagai pelaksana.
24 36 Mengadakan pelatihan metode penelitian (karya tulis) secara rutin setiap satu semester sekali
25 38 Mewajibkan kepada mahasiswa yang menempuh matakuliah metode penelitian dan mahasiswa yang sedang menempuh tugas akhir.
5. KESIMPULAN 1. Scoring dengan OMAX menunjukkan
bahwa dari keempat kriteria tersebut yang memiliki nilai performansi tertinggi adalah karakteristik dosen (0.58249) dan yang terendah adalah program jurusan (0.14094). Performansi aktual menunjukkan bahwa terdapat 25 KPI yang sebaiknya ditingkatkan, karena berada dibawah target diantaranya adalah KPI 1, 2, 5, 6, 8, 9, 11, 13, 14, 16, 17, 19, 20, 21, 22, 24, 25, 28, 29, 30, 31, 32, 33, , 36, dan 38.
2. KPI yang mempunyai bobot terbesar dalam mempengaruhi kinerja Jurusan adalah KPI “Prosentasi rata-rata kehadiran dosen dalam perkuliahan” dengan bobot 0,547 dimana KPI tersebut berorientasi pada pemenuhan kepuasan mahasiswa, Ini berarti bahwa manajemen Jurusan mempunyai perhatian yang tinggi terhadap kepuasan mahasiswa. Secara keseluruhan performansi Jurusan berada dibawah target yaitu 1.18600748 yang artinya kinerja jurusan masih buruk.
6. DAFTAR PUSTAKA
[1] Aryawan, D., E., dan Mufid, A., T., 2009, Analisis Administrasi dan Pengukuran kinerja Pegawai Di Departemen Pendidikan Menengah Umum Dan Kejuruan Dinas Pendidikan Kabupaten Lamongan,
Laporan Kerja Praktek II, Teknik Industri Unijoyo.
[2] Febriarso, P., 2008, Perancangan Sistem Pengukuran Kinerja Dengan Metode Performance Prism, Tugas Akhir, Teknik Industri UNMUH, Surakarta.
[3] Handayani, U., N., dkk., 2005, Perancangan Sistem Pengukuran Kinerja Menggunakan Metoda Performance Prism, Jurnal TEKNOIN vol. 10, Universitas Diponegoro.
[4] Hariyanto, S., 2007, Perancangan Sistem Pengukuran Kinerja pada Jurusan Teknik Industri Universitas X Menggunakan Metode Performance Prism, Tesis, Jurusan Teknik Industri ITS, Surabaya
[5] Irfan, M., 2007, Teknik Pengukuran Kinerja Di Lingkungan Departemen Agama, Biro Organisasi Dan Tatalaksana.
[6] Kusuma, W., 2006, Perancangan Dan Pengukuran Kinerja Dengan Menggunakan Metode Performance Prism Di PT. Kangsen Kenko Indonesia Cab. Surabaya, Tugas Akhir Teknik Industri ITS, Surabaya.
[7] Moehariono, 2009, Pengukuran Kinerja Berbasis Kompetensi, Ghalia Indonesia. Bogor.
[8] Neely, A., et all., 2002, The Performance Prism: The Score Card For Measuring and Managing Bisiness Success.
124 Jurnal Teknik Industri, ISSN:1411-6340
[9] Neely, A., dan Adams, C., A., 2000, The Performance Prism In Practice, Cranfield Scool of Management, UK.
[10] Pangestu, W.D., 2007, Dasar Teori Metodologi Penelitian, Didownload dari www.bangdanu.wordpress.com
[11] Singgih, L., M dkk., 2001, Pengukuran Dan Analisa Kinerja dengan Metode Balanced Scorecard Di PT. “X”, Jurnal Teknik Industri vol. 3, Universitas Kristen Petra.
[12] Suffah, I., 2008, Pengukuran Kinerja Lembaga Pendidikan Menggunakan Metode Balance Scorecard (BSC), Tugas Akhir, Teknik Industri UNMUH, Surakarta.
[13] Vanany, I., dan Tanukhidah, D., 2004, Perancangan Dan Implementasi Sistem Pengukuran Kinerja Dengan Metode Performance Prism, Jurnal Teknik Industri vol. 6, ITS.
JJJJJJJJ uuuuuuuu rrrrrrrr nnnnnnnn aaaaaaaa llllllll TTTTTTTT eeeeeeee kkkkkkkk nnnnnnnn iiiiiiii kkkkkkkk IIIIIIII nnnnnnnn dddddddd uuuuuuuu ssssssss tttttttt rrrrrrrr iiiiiiii Jurusan Teknik Industri, Universitas Trisakti
PETUNJUK/FORMAT PENULISAN NASKAH/MAKALAH
1. Naskah berupa hasil penelitian atau non penelitian (konseptual), yang merupakan naskah asli dan
belum pernah dipublikasikan di media masa manapun. Makalah yang telah dipresentasikan dalam
suatu pertemuan ilmiah, apabila belum dipublikasikan dapat diterima.
2. Naskah diketik dengan menggunakan MS Word, Times New Roman 11pt dan 1 spasi di atas kertas
A4 (21x29,7 mm). Makalah (selain abstrak) ditulis dalam 2 kolom. Jumlah halaman (termasuk
gambar, ilustrasi dan daftar pustaka) 10-15 halaman.
3. Naskah ditulis dalam Bahasa Indonesia atau Bahasa Inggris. Apabila naskah ditulis dalam Bahasa
Indonesia, hendaknya berpedoman pada Pedoman Umum Ejaan Bahasa Indonesia yang
disempurnakan.Hindari pemakaian istilah asing (kecuali bila sangat diperlukan). Penulisan istilah
asing dicetak miring (italic).
4. Judul ditulis HURUF BESAR, di tengah atas halaman font Times New Roman 14 Bold. Tulisan singkat
dengan kata-kata atau frasa kunci yang mencerminkan isi tulisan.
5. Memperhatikan sistematika penulisan :
• Makalah Penelitian : �JUDUL (singkat tetapi jelas, 5-15 kata), �Penulis (tanpa gelar, asal
instansi/alamat pada catatan kaki), �ABSTRACT (dalam Bahasa Inggris yang berisikan masalah
dan tujuan penelitian, metoda/pendekatan, hasil penelitian, satu paragraf 50-75 kata),
Keywords (kata/terminologi khusus bidang ilmu yang dibahas, punya makna yang khas untuk
makalah, 3-5 kata kunci) �PENDAHULUAN (berisi permasalahan, wawasan dan rencana
pemecahan masalah, tujuan penelitian, kajian teoritik, hipotesa (jika ada) dan manfaat hasil
penelitian (tidak ada)) �METODA PENELITIAN (Rancangan/desain penelitian, sasaran
penelitian, teknik pengembangan/pengumpulan data dan teknik analisis data yang disajikan
secara naratif) �HASIL PENELITIAN (Hasil pengolahan data, pemakaian tabel/grafik/bagan
sangat disarankan) �PEMBAHASAN (Menjawab tujuan penelitian, memaparkan logika
diperolehnya dan menginterpretasikan penemuan, mengaitkan dengan teori yang relevan serta
pembahasan terhadap tabel/grafik/bagan secara naratif) �KESIMPULAN DAN SARAN (Esensi
hasil penelitian dan pembahasan, harus relevan dengan penemuan yang disampaikan dalam
butir-butir paragraf pendek) DAFTAR PUSTAKA/RUJUKAN (hanya memuat rujukan yang
benar-benar disebut dalam makalah).
• Makalah Konseptual : 1JUDUL (singkat tetapi jelas, 5-10 kata), 2Penulis (tanpa gelar, asal
instansi/alamat pada catatan kaki), 3ABSTRACT (dalam Bahasa Inggris yang berisikan ringkasan
makalah yang ditulis secara padat dan menampilkan isu-isu pokok dan alternatif pemecahan,
satu paragraf 50-75 kata), Keywords (kata/terminologi khusus bidang ilmu yang dibahas, punya
makna yang khas untuk makalah, 3-5 kata kunci) 4PENDAHULUAN (berisi latar belakang,
permasalahan, tujuan, ruang lingkup dan metodologi 5ISI (tinjauan pustaka, data dan
pembahasan), 6PENUTUP (kesimpulan dan saran) dan 7DAFTAR PUSTAKA/RUJUKAN (hanya
memuat rujukan yang benar-benar disebut dalam makalah).
6. Cara merujuk dan mengutip : 1)Tulis nama akhir pengarang dan tahun terbitan, 2)Jika pengarang
lebih dari satu, tulis “Nama Pertama, dkk”, 3)Jika terjemahan, tulis “Nama Pengarang Asli”, 4)Jika
lebih dari satu sumber, pisahkan dengan titik koma (;), 5)Jika dari Internet : Nama pengarang,
tahun, judul karya, alamat sumber rujukan dan tanggal diakses.
7. Daftar pustaka disusun menurut alfabet pengarang, dengan urutan penulisan : nama pengarang,
(tahun terbitan), judul buku (cetak miring), penerbit dan kota terbit. Nama pengarang
mendahulukan nama keluarga atau nama dibalik, tanpa gelar. Kutipan acuan pustaka yang
digunakan dinyatakan dengan menuliskan nama pengarangnya.
8. Isi tulisan bukan tanggung jawab redaksi. Redaksi berhak mengedit redaksionalnya, tanpa
mengubah arti. Dan tidak diadakan surat menyurat kecuali tulisan disertai perangko akan
dikembalikan (karena tidak memenuhi persyaratan atau perlu perbaikan).