EFISIENSI PROSES PEMUTINAN RI)W (R4PId) … · kandungan klorin ditumnkan serendah ... Pada rnasa...
13
Prosiding Semfnor Nosionol Teknologi Inovotif Pascoponen untuk Pengembongonfndustrl Berbmls Pertmion EFISIENSI PROSES PEMUTINAN PULP KRAFT RI)W (R4PId) DISPLACEMENT HEA TIN@ DENGAN METODE ECF ( ELEMENTALLY GIMLOHNE FREQ Mulyana ~adi~ernata', Agus ~udiymo', Sutedja ~iraatmadja* dan Andoyo / Balui Besar Penelitian dan Pengembangan Pasca Panen Pertanian '~akultas Teknologi Pertanian, IPB .'~ulai Besar Industri Selulosu, Departemen Perindustrian Pulp dan proses pembuatannya hams memenuhi kriteria : bemutll tinggi, bersahabat dengan lingkungan dan menguntungkan. Salah satu alternatif pemecahannya adalah dengan modifikasi proses pemasakan dengan metode RDH dan proses pemutihan dengan metode ECF. Dari teknik ini diharapkan dapat'denghasilkan pulp dengan rendemen thggi, beban pencemaran rendah, serta mum Iembaran pulp yang memenuhi standar industri. Rapid Displacement Heating (RDH) adalah proses pemasakan pulp dengan energi rendah yang dikembmgkan oleh Beloit Corporation. Proses pemutihan pulp RDH menggunakan metode elementally chlorine free (ECF) dengan empat tahap delignifikasi (DIED2D3). Proses pemutihan masih menggunakan klordioksida (C102), tetapi kandungan klorin ditumnkan serendah mungkin. Penarnbahan konsentrasi C102 pada tahap delignifikasi proses (D,) yang terdiri atas empat taraf. Konsentrasi C1Q2 yang ditambahkan, dihitung berdasarkan kappa factor (KF) dan bilangan kappa yang dihasilkan pada proses pemasakan kraft RDH. KF pada percobaan ini ditentukan yaitw sebesar 0,10, 0,16, 0,22 dan 0,28. Pada proses pemasakan pulp krafi RDH Acacia mangium dihasilkan bilangan kappa sebesar 22,77 dan rendemen pemasakan 51,64 persen. Sedangkari pada pemasakan krafi konvensional dihasilkan bilangan kappa sebesar 37,89 dan rendemen 54,2 persen. Nilai indeks retak, indeks sobek dan opasitas tidak dipengaruhi oleh perlakuan penambahan C102, sedangkan nilai derajat putih, indeks tarik dan panjang putus dipengaruhi oleh perfakuan pena~bahan G102. Penambahm C/O2 yang paling optimal pada pemutihan ECF dengan tahapan D1ED2D3 adalah pada tingkat KF 0.16. Perlakuan ini menghasilkan pulp putih dengan nilai derajat putih, opasitas, indeks retak, indeks tarik, panjang putus dan indeks sobek masing-masing 74,26%6S, 76,26 persen, 4,60 kPa.m2/g, 65,94 Nm/g, 6723 m, dan 8,96 ~m'ikg. Kata kunci : proses pemutihan, pulp kraft RDH, metode ECF Rapid Displacement Heating (RDH) is a new low energy batch cooking process developed by Beloit Corporation. The bleaching of RDH pulps use elementally chlorine free (EGF) with four 'stage (DIED2D3) sequences. ECF bleaching still allows the use of chlorine dioxide (ClO,), but the amount of chlorinated organic produced is dramatically reduced. Four variety of chlorine dioxide increasing in the first (Dl) stage were studied, i.e., kappa factor (KF) 0.10, KF 0.16, KF 0.22, KF 0.28. The RDH pulping reduced the kappa number to 22.77, compared to the conventional krafl cooking resulting 37.89 kappa number. RDH yield cooking was 51.64 % and conventional krafi was 54.52%. Chlorine dioxide increasing in ECF bleaching had no effect on tear index, burst index and opasitas, but gave significant effect on brightness, tensile index and break length. The optimum C102 increasing was KF 0.16. The treament resulted bleached pulp brightness 74.26%GE, opacity 76.26%, burst index 4.50 k~a.rn'/g, tensile index 65.94 Nrnlg, break length 6724 m and tear index 8.96 him2/kg. Keywords : bleaching, acacia mangium RDH krafi pulp, ECF method 772 Bolo1Besor Penelition don Pengembongon Pascopanen Pertonian
Transcript of EFISIENSI PROSES PEMUTINAN RI)W (R4PId) … · kandungan klorin ditumnkan serendah ... Pada rnasa...

Prosiding Semfnor Nosionol Teknologi Inovotif Pascoponen untuk Pengembongon fndustrl Berbmls Pertmion
EFISIENSI PROSES PEMUTINAN PULP KRAFT RI)W (R4PId) DISPLACEMENT HEA TIN@ DENGAN METODE ECF
( ELEMENTALLY GIMLOHNE FREQ
Mulyana ~adi~ernata ' , Agus ~ u d i y m o ' , Sutedja ~iraatmadja* dan Andoyo
/ Balui Besar Penelitian dan Pengembangan Pasca Panen Pertanian '~akul tas Teknologi Pertanian, IPB
.'~ulai Besar Industri Selulosu, Departemen Perindustrian
Pulp dan proses pembuatannya hams memenuhi kriteria : bemutll tinggi, bersahabat dengan lingkungan dan menguntungkan. Salah satu alternatif pemecahannya adalah dengan modifikasi proses pemasakan dengan metode RDH dan proses pemutihan dengan metode ECF. Dari teknik ini diharapkan dapat'denghasilkan pulp dengan rendemen thggi, beban pencemaran rendah, serta mum Iembaran pulp yang memenuhi standar industri. Rapid Displacement Heating (RDH) adalah proses pemasakan pulp dengan energi rendah yang dikembmgkan oleh Beloit Corporation. Proses pemutihan pulp RDH menggunakan metode elementally chlorine free (ECF) dengan empat tahap delignifikasi (DIED2D3). Proses pemutihan masih menggunakan klordioksida (C102), tetapi kandungan klorin ditumnkan serendah mungkin. Penarnbahan konsentrasi C102 pada tahap delignifikasi proses (D,) yang terdiri atas empat taraf. Konsentrasi C1Q2 yang ditambahkan, dihitung berdasarkan kappa factor (KF) dan bilangan kappa yang dihasilkan pada proses pemasakan kraft RDH. KF pada percobaan ini ditentukan yaitw sebesar 0,10, 0,16, 0,22 dan 0,28. Pada proses pemasakan pulp krafi RDH Acacia mangium dihasilkan bilangan kappa sebesar 22,77 dan rendemen pemasakan 51,64 persen. Sedangkari pada pemasakan krafi konvensional dihasilkan bilangan kappa sebesar 37,89 dan rendemen 54,2 persen. Nilai indeks retak, indeks sobek dan opasitas tidak dipengaruhi oleh perlakuan penambahan C102, sedangkan nilai derajat putih, indeks tarik dan panjang putus dipengaruhi oleh perfakuan pena~bahan G102. Penambahm C/O2 yang paling optimal pada pemutihan ECF dengan tahapan D1ED2D3 adalah pada tingkat KF 0.16. Perlakuan ini menghasilkan pulp putih dengan nilai derajat putih, opasitas, indeks retak, indeks tarik, panjang putus dan indeks sobek masing-masing 74,26%6S, 76,26 persen, 4,60 kPa.m2/g, 65,94 Nm/g, 6723 m, dan 8,96 ~m'ikg.
Kata kunci : proses pemutihan, pulp kraft RDH, metode ECF
Rapid Displacement Heating (RDH) is a new low energy batch cooking process developed by Beloit Corporation. The bleaching of RDH pulps use elementally chlorine free (EGF) with four
'stage (DIED2D3) sequences. ECF bleaching still allows the use of chlorine dioxide (ClO,), but the amount of chlorinated organic produced is dramatically reduced. Four variety of chlorine dioxide increasing in the first (Dl) stage were studied, i.e., kappa factor (KF) 0.10, KF 0.16, KF 0.22, KF 0.28. The RDH pulping reduced the kappa number to 22.77, compared to the conventional krafl cooking resulting 37.89 kappa number. RDH yield cooking was 51.64 % and conventional krafi was 54.52%. Chlorine dioxide increasing in ECF bleaching had no effect on tear index, burst index and opasitas, but gave significant effect on brightness, tensile index and break length. The optimum C102 increasing was KF 0.16. The treament resulted bleached pulp brightness 74.26%GE, opacity 76.26%, burst index 4.50 k~a.rn'/g, tensile index 65.94 Nrnlg, break length 6724 m and tear index 8.96 him2/kg.
Keywords : bleaching, acacia mangium RDH krafi pulp, ECF method
772 Bolo1 Besor Penelition don Pengembongon Pascopanen Pertonian
Prosiding Semlnar Naslonai Teknologi lnovatif Pascapanen untuk Pengembongan lndustri Berbosis Pertanion
Pada rnasa yang akan datang semua produk pulp beserta proses pembuatannya harus mernenuhi kriteria : bermutu tinggi, bersahabat dengan lingkungan dan menguntungkan. Salah satu altematif pemecahannya adalah dengan modifikasi prosits pernasakan dengan metode iRDW dan modifikasi proses pemutihan dengan metode ECF. Dari teknik ini diharapkan dapat menghasilkan pulp dengan rendemen tinggi, beban pencemaran rendah, serta rnutu lembaran pulp yang memenuhi standar industri.
RDW adalah suatu proses pernasakan yang merupakan pengembangan dari sistem tidak sinambung dengan pemakaian energi yang lebih rendah yang dikembangkan oleh Beloit Corporation (Swift dan Dayton, 1990). Pemasakan RDH dapat menghemat pemaicaian steam sarnpai 75 persen, kualitas pulp yang lebih baik, bilangan kappa lebih rendah antara 15 sarnpai 18 sedmgkan jika dengan proses kraft konvensional dihasilkan bilangan kappa antara 30 sarnpai 35 (Chang et al, 1992). Pada pemasakan RDH juga digunakan kembali Iarutan lindi h i m yang merupakan limbah pernasakan pulp.
Untuk menghasilkan mu& pulp putih yang baik diperlukan bahan kimia pemutih dan beberapa tahapan proses pemutihan sehingga diperoleh derajat putih yang tinggi. Penggunaan bahan kimia pemutih yang berlebih, selain mendegradasi lignin juga akan mendegradasi selulosa. Hal ini dapat menyebabkan mutu pulp menjadi turun dan mencemari lingkungan. Untuk mengatasi ha! tersebut diperlukan suatu modifikasi teknologi pemutihan yang dapd menghasilkan pulp dengan derajat putih tinggi dan degradasi terhadap selulosa seminimal mungkin.
Penggunaan klor sebagai bahan pemutih pulp mulai banyak ditinggaikan karena buangan klor sangat mencemarkan lingkungan. Modifikasi proses pemutihan dilakukan dengan tujuan untuk mengurangi penggunaan klor, rnisalnya dengan menerapkm konsep ECF (Elementally Chlorine Free) atau TCF (Totally Chlorine Free) (Cates et al, 1995). TCF merupakan teknologi pemutihan tanpa menggunakan klor pada setiap tahapan pemutihannya. Sedangkan ECF sdalah teknologi proses pemutihan pulp,, dimana tidak digunakan lagi klor bebas (C12) tetapi masih digunakan klor dalam bentuk senyawa (C102) sebagai bahan kimia pemutih utamanya
Menurut lbnusantosa (1994), pada pemutihan ECF, bahan kimia yang digunakan adalah klordioksida sebagai pengganti klor. Tahapan pemutihan ECF yang biasa digunakan adalah DEDED, D(Eop)D(Ep)D, DD(Eop)DD, DEDD, dan DD(Eop)D. Dari beberapa tahapan tadi terlihat dalam metode EGF, klor tidak digunakan lagi sebagai bahan kirnia pemutih utama tetapi diganti dengan klordioksida. Substitusi CiOz pada tahap klorinasi pemutihm sistem ECF merupakan teknologi yang efektif untuk memperbaiki kineja unit pemutihan. Perbaikan yang dilakukan yaitu dengan efisiensi delignifikasi, dimana C102 hanya bereaksi dengan lignin sehingga mengurangi kerusakan yang tejadi pada karbohidrat dan terhindarnya degradasi selulosa. Selain itu CIOr dipakai untuk rnencapai derajat putih akhir yang tinggi tanpa penurunan kekuatan pulp . yang berarti dan dapat menekan kadar polutan dioxin dan furan sem ininium mungkin.
Klordioksida sudah lama diketahui sebagai bahan untuk mendelegnifikasi dan pemutihan pulp. Tahap klordioksida ini menggantikan tahap klorin pada tahap pertama dari pemutihan bertingkat dan juga digunakan pada tahap akhir. Beberapa keuntungan pemakaian klordioksida dalam pemutihan yaitu kecerahan pulp yang tinggi, menaikkan sifat kekuatan pufp, konsumsi bahan kimia rendah dan rnenurunkan BOD dalarn larutan buangannya (Siagian, 1989).
Menurut Siagian (1989), jenis dan jurnlah tahapan yang digunakan dalam proses pemutihan tergantung nilai bilangan kappa, jenis kayu, brightness yang diinginkan, harga, tersedianya bahan kimia, dan peralatan yang ada pada pabrik. Pemutihan yang dilakukan tiga sampai empat tahap akan menghasilkan pulp semiputih dengan niiai sebesar-60 %GE
Balal Besar Penelition don Pengembongon Pascapanen Pertonion 773
Prosidfng Seminar Nasional Teknologi lnovotif Pascoponen untuk Pengembongon lndustrl Berbasls Pertonfan
sampai 70 %GE. Sedangkan pemutihan yang dilakukan lima tahap atau lebih akan menghasilkan pulp putih penuh bernilai lebih besar atau sama deogan 80 %GE.
Penelitian . ini bertujuan untuk mengetahui pengamh penambahan el02 pada proses pemutihan pulp kraft RDW (Rapid Displacement Heating) kayu Acacia mangium dengan metoda ECF (Elementally Chlorine Free) terhadap mutu pulp putih yang dihasilkan.
BAHAN DAN METODE
Bahan utama yang digunakan dalarn penelitian ini adalah serpih kayu Acacia mangium. Bahan kirnia yang digunakan dalarn proses pernasakan kraft RDH adalah NaOM dan Na2S. Bahan kirnia untuk proses pemutihan metoda ECF adalah G102 dan NaOH. .Bailan kimia untuk analisis terdiri dari KMnO4, Na2S203, KI, W2S04 4 N, larutan kanji, BaCI2, formaidehid, WCI, indikator pp, amoniak dan air suling.
Alat yang digunakan terdiri dari neraca analitis, bejana pemasak (digester), mesin pembuat serpih (chipper), sprout waldron refiner, PFl mill, Ji.eeness tester, penyaring pulp v a t screener), oven, pH meter, penangas air, desikator, gelas ukur, gelas piala, temometer dan peralatan pengujian lembaran pulp yang terdiri atas rearing tesrer, tensile tester, bursting tester dan refectometer.
Tahapan penelitian meliputi pembuatan serpih kayu, penyiapan larutan pemasak, pemasakan dengan proses Kraft, pemasakan serpih kayu deng~n rnetode IU3)I-l (Rapid Displacement Heating), pemutihan dengan sistem ECF (Elementally Chlorine Free), pembuatan lembaran pulp dan analisis pulp.
Pembuatan serpih
Pembuatan serpih dilakukan dengan mesin penyerpih (chipper). Serpih dibuat dengan ukuran panjang 2,5 - 3,0 crn lebar, lebar 1,s - 2,0 cm dan tebal 0,2 - 0,3 cm. Serpih kayu dikeringkan di udara terbuka selama I - 2 hari. Seteiah itu serpih disimpan dalarn kantong plastik untuk mempertahankan dan menyeragamkan kadar air serpih.
Penyiapan larutan pemasak
Larutan pemasak pulp krafi KDM yarlg digunakan terdiri dari lindi hitam hangat, lindi hitam panas dan lindi putih panas. Lindi hitam diperoleh dari pemasakan pulp kraft konvensional, sedangkan lindi putih diperoteh dari NaOH, Na2S dan air.
a. Pernbuatan Lindi Putih
Perhitungan kebutuhan NaOH, Na2S dan air untuk larutan pemasak lindi putih adalah sebagai berikut.
Vol NaOH (V1, ml) = A x (1 - S ) x 80/62 x 2 x 1 OOO/N1 Vol Na2S (V2, ml) = A x S x 78/62 x Z x 1 000N2 Air(ml)=(B x2 ) - (V1 xM1) -(V2 x M 2 ) - K
Keterangan : A= Konsentrasi alkali al:tif (%) S = sulfiditas (%) Z = bobot serpih kering tanur (gram) N = konsentrasi NaOH (g/l)
774 Balal Besor Penelftian don Pengembongan Pacapanen Pertanfan
Prosiding Seminar Nasionol Teknoiogi lnovotif Poscapanen untuk Pengembangon lndustrl Berbasis Pertonian
N2= konsentrasi NazS (dl) . - .
B = nisbah bobot larutan pemasak terhadap bobot serpih kering tanur MI= massa jenis NaOH M2= rnassa jenis Na2S K= kadar air dalam serpih kayu (ml)
Perhitungan kebutuhan NaOH dan Na2S untuk tingkat alkali yang akan digunakan adalah sebagai berikut.
NaOH (gram) = WI = A x ( l - S) x 8062 x Z Na2S (gram) = W2 = A x S x 78/62 x Z
Keterangan : A = konsentrasi alkali aktif (%) S = sulfiditas (%) Z = bobot serpih kering tanur (gram)
Lindi hitam ini diperoleh dari limbah pemasakan kayu Acacia mungium dengan menggunakan proses krafi konvensional. Pemasakan kraft dilakukan pada digester dengan menggunakan cairan pemasak NaOW dan Na2S. Konsentrasi alkali aktif yang digunakan adalah 18 persen, sulfiditas 25 persen, dan suhu rnaksimum pemasakan 17$ 'C. Lama waktu untuk mencapai suhu maksimum adalah 1,5 jam dan waktu mernpertahankannya adalah 2 jam.
Pemasakan Serpih Sistem W W
Proses pengoperasian sistem RDH berbeda dengan pemasakan konvensional. Serpih kayu disteaming teriebih dahulu dengan menggunakan steam selama 7 menit pada suhu it lO "C. Setelah itu lindi hitarn hangat dimasuWcan kedalam digester, kemudian dipanaskan menuju suhu maksimum 120 "C selama 20 menit dan dipertahankan selama 20 menit. Hal ini dimaksudkan untuk pre-impregnasi yaitu memisahkan dan rnenghilangkan udara yang terdapat dalam serpih. Pada impregnasi yang kedua larutan lindi hitam panas dimasukkan kedalam digester kemudian dipanaskan pada suhu m&sirnurn 155 "C selarna 30 menit kemudian dipertahankan selama 20 menit. Sisa lindi hitarn kemudian dikeluarkan dari digester dan diganti dengan larutan findi putih sebagai lmtan pemasakan. Pemasakan dilakukan pada suhu 170 OC selarna 1 jam untuk mencapai suhu maksimum dan dipertahankan sarnpai faktor-H pemasakan tercapai. Faktor-H adalah suatu variabel tunggal yang digunakan untuk memperkirakan waktu dan suhu pemasakan dengan tepat(Vroom, 1957).
Pemutihan ECF
Pemutihan pulp dilakukan menurut tahapan (DIED2D3), yaitu tahap delignifikasi untuk melarutkan atau rnenghilangkan lignin dengan dioksida klorin (Dl), menggunakan bahan kimia ClO, dan tahap ekstraksi dengan NaOH (E) sebanyak 2 persen. Pemutihan berikutnya adalah sebagai tahap pencerahan untuk mencapai derajat putih setelah tahap delignifikasi dengan menggunakan dioksida klorin (Dt) dan (D3). Konsentrasi C/O2 yang digunakan pada tahap Dl terdiri dari 4 taraf, dengan variasi berdasarkan kappa factor (KF) yang ditetapkan yaitu 0,10, 0,16, 0,22 dan 0,28. sedangkan untuk tahap D2 hanya satu taraf yaitu 1 persen C102 dan D3 digunakan konsentrasi C102 sebanyak 0,5 persen.
Boloi Besar Penelition don Pengembangon Pascoponen Pertonian 775

Prosiding Seminar Nasionol Teknologi Inovotij Pascaponen untuk Pengembangan lndustri Berbosis Pertanton
Pembuatan lernbaran Pulp
Pulp yang bobotnya setara dengan 45 gram pulp kering tanur dicampur dengan air hingga volume 450 ml dalam gelas piala 500 ml, kemudian digiling sampai mencapai derajat giling 250 - 300 CSF (canadian standard fineness). Pulp yang telah digiling selanjutnya dibuat lembaran dengan diameter 15,85 crn dan bobot dasar (gramatur) sekitar 45 - 55 gram/m2. Kernudian lembaran pulp basah disusun pada rak dan disimpan dalam ruangan dengan dengan kondisi suhu 23 "C dan kelembaban relatif 60 persen. Selanjutnya lembaran pulp siap dianalisis sifat fisiknya.
Analisis Pulp
Analisis yang dilakukan meliputi penghitungan rendemen pulp, penentuan bilangan kappa, kekuatan sobek, kekuatan tarik, kekuatan retak, ketahanan lipat opasitas dan derajat putih pulp.
Faktor perlakuan yang akan dilihat pengaruhnya yaitu penambahan konsentmsi C102 pada tahap delignifikasi proses (Dl) yang terdiri atas empat taraf. Konsentrasi Cf02 yang ditambahkan dihitung berdasarkan kappa factor (W) dan biIangan kappa yang dihasilkan pada proses pemasakan kraft RDH. Kappa factor pada percobaan ini ditentukan yaitu 0,10, 0,16, 0,22 dan 0,28. Model rancangan percobaan yang digunakan dalam penelitian ini adalah rancangan acak lengkap dengan dua kali ulangan.
HASIL DAN PEMBAWASAN
Pembuatan Pulp
Hasil pemasakan RGtH $an kraft konvensional dapat dilihat pada TabeB I . Masil percobaan tersebut menunjukkan bahwa bilangan kappa dan rendemen pemasakan WEI lebih rendah dibandingkan dengan pemasakan kraft kmvensional.
Tabel 1. Wasil pemasakan pulp kraft RDH dan kraft konvensional.
Jenis Pemasakan Rendemen Pulp Bifangan kappa Kraft Konvensional 54,52 % 37,89
Kraft RDH 51,64 % 22,77
Rendemen Pemasakan
Pada sistem pemasakan RDH, rendemen pulp menunjukkan nilai yang lebih kecii dibandingkan dengan proses kraft konvensional (Garnbar I). Pada proses kraft dihasilkan rendemen sebesar 54,52 % sedangkan pada proses RDfI dihasilkan rendemen sebesar 51,64 %. Hal ini dikarenakan adanya perlakuan awal pada proses pemasakan, yaitu proses pemberian steam, proses perendaman serpih dengan menggunakan lindi hitam hangat dan perendaman dengan lindi hitam panas.
Mc Donald dan Franklin (1969), menyatakan bahwa bahan lindi hitam merupakan larutan yang masih bersifat alkali tetapi konsentrasinya rendah. Bahm anorganik yang terdapat didalamnya yaitu NaOH, Na2S, Na2C03, Na2SO4, NalS203 dan NaCI.
Perendaman lindi hitam pada awal pemasakan ini membuat alkali aktif yang terdapat pada pemasakan RDH mempunyai kandungan yang lebih tinggi dibandingkan pada pemasakan kraft konvensional. Hal ini dikarenakan pada proses RDW, alkali aktif
776 Balai Besor Penelitian don Pengembangon Pascapanen Pertanion

Prosiding Semfnar Naslonal Teknologf lnovatif Pascopanen untuk Pengembangan lndustri Berbosis Pertonion
yang terdapat pada lindi hitam ini ditambah dengan alkali aktif pada lindi putih. Sedangkan pada pemasakan kraft konvensional, alkali aktif hanya diperoleh dari lindi putih.
Penjelasan diatas sesuai dengan pendapat Matheison dan Gustafson ( 1 9961, yaitu konsentrasi alkali lindi putih pada pemasakan RDM lebih tinggi dibandingkan pemasakan konvensional. Dengan semakin tingginya konsentrasi alkali maka akan menyebabkan semakin banyaknya xilan yang terlepas dari serat sehingga rendemen pemasakan akan berkurang. Penempelan kembali xilan pada pulp memberikan sumbangan sebesar 3 % dari total rendemen pulp.
Penyebab lain dari turumya rendemen pemasakan RDH adalah dikarenakan lamanya waktu yang diperlukan untuk pemasakan RDW dibandingkan dengan proses pernasakan kraft konvensional. Walaupun untuk menyesuaikan waktu pemasakan RDH dan kraft konvensional telah digunakan faktor-H, yaih suatu variabel tunggal yang dapat mewakili waktu dan suhu pemasakan (Vroom, 1957). Tetapi karena instalasi -perahtan RDH yang digunakan belum sesuai dengan peralatan RDH yang sesungguhnya, maka diperlukan waktu total pemasakan yang lebih lama dibandingkan jika peralatan yang digunakan telah sempurna. Pada instalasi peralatan RDH ini seharusnya ada alat heat exchanger, accumulators dan tangki-tangki penyimpan lindi hitarn hangat dan panas. Adanya peralatan diatas tersebut akan lebih memudahkan dan mempersingkat waktu pengaliran lindi hitam dan lindi putih kedalam digester yang berisi serpih kayu. Pada penelitian yang dilakukan, untuk pemasakan krafi konvensional dibutuhkan total waktu selarna 3,5 jam, sedangkan untuk proses RDW dibutuhkan total waktu antara 4 sarnpai 5 jam. - .
Pasaribu dan Roliadi (1989), mengatakan bahwa suhu dan waktu pemasakan berpengaruh terhadap nilai rendemen pemasakan. Waktu pemasakan yang terlalu lama cdari. waktu optimum akan menyebabkan terjadinya degradasj selulosa yang semakin besar. Semakin lama waktu pemasakan, rendemen pulp yang dihasiikan akan semakin kecil.
I 1
Kraft RDH I
Jenis Pmasakan I
i Gambar 1. Rendemen pulp berdasarkan jenis pemasakan
Bilangan kappa
Bilangan Kappa merupakan s u a b parameter yang digunakan untuk mengetah;i kandungan lignin di dalam pulp dan dipakai untuk menentukan tingkat kematangan atau daya terputihkan pulp (SNI 0494-1989A). Semakin tinggi bilangan kappa maka semakin tinggi kandungan lignin di dalam pulp dan semakin tinggi pula bahan kimia yang dibutuhkan untuk pemutihm.
Bilangan kappa pulp yang diperoleh dari hasil pemasakan kayu Acacia niaugium pada sistern konvensional adalah 37,89 sedangkan pada sistem RDH sebesar 22,77. Pada Garnbar 2 dapat dilihat grafik besarnya bilangan kappa sistern RDW yang jauh lebih
Bolai Besar Penelltian dan Pengembangan Pascaponen Pertanlan 777

Proslding Seminar Nosionol Teknologi lnovatif Pascoponen untuk Pengembangon lndustrl Berbosis Pertonion
rendah dibandingkan sistem kraft konvensional. Fakta tersebut menunjukkan proses pembuatan pulp RDH dapat menurunkan bilangan kappa pulp.
Bilangan Kappa
Kraft RDH
Jenis Pernasakan
- - - - . -.
Gambar 2. Nilai bila~lgan kappa berdasarkan jenis pemasakan
Serangkaian perlakuan awal pemasakan dilakukan pada sistem RDM, yaitu proses pemberian steam, perendaman lindi hitam hangat dan Lindi hitam panas. Matheison dm Gustafson (1996), mengatakan bahwa penanganan awal lindi hitam ini bertujuan untuk mehanaskan serpih, menghilangkan udara dalam serpih, menetralisir keasaman kayu dan mengisi serpih dengan lindi yang mengandung sulfiditas tinggi.
Chang et al (1992), mengatakan pengaturan bahan kimia pemasak gada sistem RDH menjadikan bahan kimia menjadi selektif, dimana konsentrasi awal alkali aktif febih rendah dan sulfiditas tinggi. Sedangkan pada sistem kraft konvensional sebaliknya, konsentrasi awal alkali aktif tinggi dan sulfiditas rendah. Kondisi demikian mernbuat penghilangan lignin sangat efisien pada pertengahan reaksi pemasakan.
Selama penanganan awal dengan lindi hitarn hangat dan lindi hitam panas, terjadi peningkatan penyerapan sulfida pada serpih kayu dari 0,1 menjadi 0,2 moaglberat kering kayu. Hasilnya, serpih kayu akan jenuh dengan sulfida sebelum berhubungan dengan tahapan lindi putih. Pada pernulam tahap Iindi putih dihasilkan konsentrasi sulfida yang sangat tinggi sepanjang periode pengumpulan faktor H (Chang et al, 1992).
Menurut Matheison dan Gustafson (1996), admya sirkulasi sulfida yang tinggi pada sistem RDH mengakibatkan proses delignifikasi menjadi lebih besar. Alasan inilah yang menyebabkan sistem RD%I menghasilkan pulp dengan bilangan kappa yang lebih rendah dan kualitas lebih baik dibandingkan pemasakan kraft konvensional
Pemutihan Pulp
Menurut Siagian (1989), proses pemutihan (bleachil7g) adalah proses untuk menghilangkan lignin dan bahan-bahan lain dari serat untuk rneningkatkan kecerahan warna pulp dan merupakan kelanjutm dari proses pemasakan pulp. Tujum dari pemutihan adalah untuk memperbaiki wama pulp yang asli dan untuk mendapatkan kemurnian serat. Dengan kata lain untuk memproduksi pulp putih yang warnanya stabil.
Pada Tabel 2 dapat dilihat hasil pengujian sifat optik dan fisik pulp krafi RDH yang telah diputihkan dengan metode ECF. Tahapan proses pemutihan yang digunakan dalam metode ECF adalah D1ED2D3 dengan variasi penambahan 6102 pada tahap delignifikasi. Penambahan C102 pada tahap Dl ini didasarkan pada besarnya nilai Kappa Factor (KF) yaitu 0,l0, 0,6, 0,22 dan 0,28.
778 , Bdai Besar Penelition don Pengembangon Pascopanen Pertanion
Prasidlng Seminar Nosionol Teknologi lnovatif Pascapanen untuk Pengembongon lndustri Berbosis Pertanion
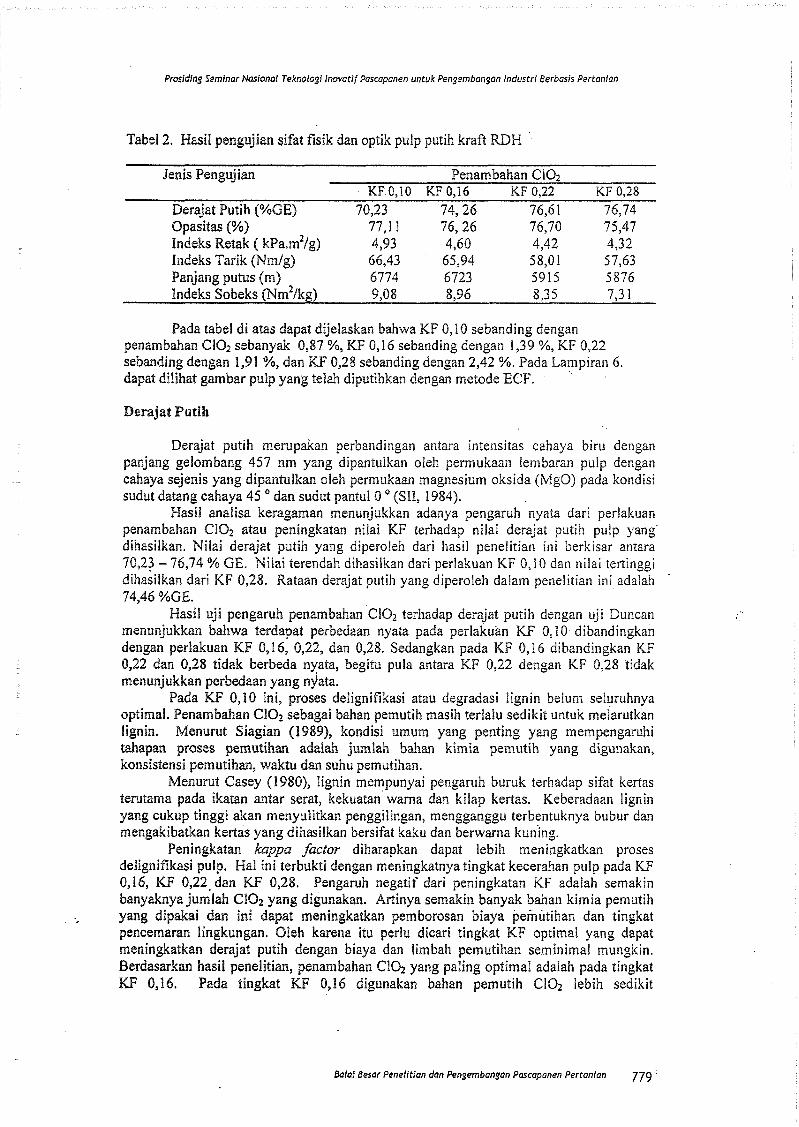
Tabel 2. Wasil pengujian sifat fisik dm optik pulp putih kraft RDH
Jenis Pengujian Penambahan C102 KF0,lO KF0,16 KF 0,22 KF 0,28
Derajat Putih (%GE) 70,23 74,26 76,6 1 76,74 Opasitas (%) 77,11 76,26 76,70 75,47 lndeks Retak ( kPa.m21g) 4,93 4,60 4,42 4,32 Indeks Tarik (Nm/g) 66,43 65,94 58,01 57,63 Panjang putus (m) 6774 6723 59 15 5 876 lndeks Sobeks wm2/kg) 9,08 8,96 8,35 7,3 1
Pada tabel di atas dapat ddelaskan bahwa KF 0,10 sebanding dengan penambahan C1C$ sebanyak 0,87 %, KF 0,15 sebanding dengan 1,39 %, KF 0,22 sebanding dengan 1,91 %, dan ICF 0,28 sebanding dengan 2,42 %. Pada Lampiran 6. dapat dilihat gambar pulp yang telah diputihkan dengan metode ECF.
Derajat Putih
Derajat putih merupakan perbandingan antara intensitas cahaya biru dengan panjang gelombang 457 nm yang dipantulkan oleh pemukaan lembaran pulp dengan cahaya sejenis yang dipantulkan oleh pemukaan magnesium oksida (MgO) pada kondisi sudut datang cahaya 45 O d m sudut pantul O O (SII, 1984).
Hasil analisa keragaman menunjukkan adanya pengaruh nyata dari periakuan penambahan C102 atau peningkatan nilai KF terhadap nilai derajat putih pulp yang dihasilkan. Nilai derajat putih yang diperoleh dari hasil penelitian ini berkisar antara 70,23 - 76,74 % GE. Nilai terendah dihasilkan dari perlakuan KF 0,lO dan nilai tertinggi dihasilkan dari KF 0,28. Rataan derajat putih yang diperoleh dalam penelitian ini adalah 74,46 %GE.
Nasil uji pengaruh penmbahan G102 terhadap derajat putih dengan uji Duncan menunjukkan bahwa terdapat perbedaan nyata pada perlakuan KF 0,10 dibandingkan dengan perlakuan KF O,l6, 0,22, dan 0,28. Sedangkan pada KF 0,16 dibandingkan KF 0,22 dan Q,28 tidak berbeda nyata, begitu pula antara KF 0,22 dengan KF 0,28 tidak menunjukkan perbedaan yang nyata.
Pada KF 0,10 ini, proses delignifikasi atau degradasi lignin belum seluruhnya optimal. Penambahan C102 sebagai bahan pemutih masih terlalu sedikit untuk melarutkan lignin. Menurut Siagian (1989), kondisi umum yang penting yang mempengaruhi t;ahapan proses pemutihan adalah jumlah bahan kimia pernutih yang digunakan, konsistensi pemutihan, wakb dan suhu pemutihan.
Menurut Casey (1980), lignin mempunyai pengaruh buruk terhadap sifat kertas terutama pada ikatan antar serat, kekuatan warna dan kilap kertas. Keberadaan lignin yang cukup tinggi akan menyulitkan penggilingan, mengganggu terbentuknya bubur dan mengakibatkan kertas yang dihasilkan bersifat kaku dan berwarna kuning.
Peningkatan kappa factor diharapkan dapat lebih meningkatkan proses delignifikasi pulp. Hal ini terbukti dengan meningkatnya tingkat kecerahan pulp pada KF 0,16, KF 0,22 dan KF 0,28. Pengaruh negatif dari peningkatan KF adalah semakin banyaknya jumlah CIOz yang digunakan. Afiinya semakin bsnyak bahan kimia pemutih yang dipakai dan ini dapat meningkatkan pemborosan biaya pehbtihan dan tingkat pencemaran lingkungan. Oleh karena itu perlu dicari tingkat KF optimal yang dapat meningkatkan derajat putih dengan biaya dan limbah pemutihan seminimal mungkin. Berdasarkan hasil penelitim, penambahan C102 yang paling optimal adalah pada tingkat KF 0,16. Pada tingkat MF 0,16 digunakan bahan pemutih el02 lebih sedikit
Baloi Besor Penelition don Pengembongan Pascopanen Pertonion 779 '
Prosiding Semlnar Nasional Teknofogl lnovatif Pascaponen untuk Pengembongan lndustri Berbasis Pertanfan
dibandingkan KF 0,22 dan 0,28 tetapi memberikan pengaruh yang sama terhadap nilai derajat putill pulp,
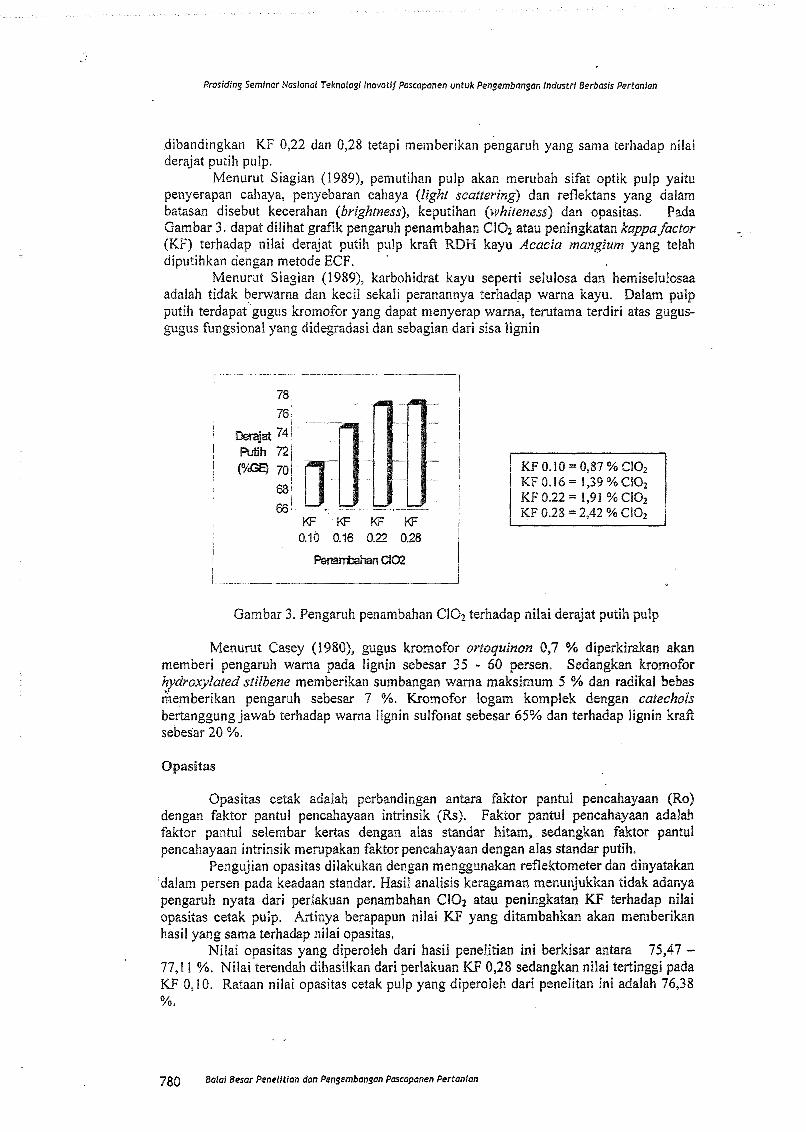
Menurut Siagian (1989), pemutihan pulp akan merubah sifat optik pulp yaitu penyerapan cahaya, penyebaran cahaya (light scattering) dan refiektans yang dalarn batasan disebut kecerahan (bright~ess), keputihan (whiteness) dan opasitas. Pada Gambar 3. dapat dilihat grafik pengaruh penambahan ClQ atau peningkatan kappa factor (KF) terhadap nilai derajat putih pulp krafi RDM kayu Acacia mangium yang telah diputihkan dengan metode ECF.
Menurut Siagian (1989), karbohidrat kayu seperti selulosa dan hemiselulosaa adalah tidak be~warna dan kecjl sekali peranannya terhadap w m a kayu. Dalam pulp putih terdapai gugus kromofor yang dapat menyerap warna, temtama terdiri atas gugus- gugus fungsional yang didegradasi dan sebagian dari sisa lignin
Gambar 3. Pengaruh penambahan G102 terhadap nilai derajat putih pulp
Menurut Casey 4 19801, gugus kromofor ortoquinon 0,7 % diperkirakan &an memberi pengaruh warna pada lignin sebesar 35 - 60 persen. Sedangkan kromofor hydroxyl~ted stilbene memberikan sumbangan warna maksirnum 5 % dan radikal bebas Gemberikan pengaruh sebesar 7 %. Kromofor togam komplek dengan catechois bertanggung jawab terhadap warna lignin suifonat sebesar 65% dan terhadap lignin kraft sebesar 20 %.
Opasitas cetak adalah perbandingan antara faktor pantul pencahayaan (Ro) dengan faktor pantul pencahayaan intrinsik (Rs). Faktor panhill pencahayaan adalah faktor pantul selembar kerias dengan alas standar hitam, sedangkan faktor pantul pencahayaan intrinsik merupakan faktor pencahayaan dengan alas standar putih.
Pengujian opasitas dilakukan dengan menggunakan reflektometer dan dinyatakm dalam persen pada keadaan standar. Hasil analisis keragaman menunjukkan tidak adanya pengaruh nyata dari perlakuan penambahan CIOz atau peningkatan KF terhadap niiai opasitas cetak pulp. Artinya berapapun nilai W: yang ditambahkan akan memberikan hasil yang sama terhadap nilai opasitas,
Nilai opasitas yang diperoleh dari hasii penelitian ini berkisar antara 75,47 - 77,11 %. Nilai terendah dihasilkan dari perlakuan KF 0,223 sedangkan nilai tertinggi pada KF 0,lO. Rataan nilai opasitas cetak pulp yang diperoleh dari penelitan ini adalah 76,38 %.
780 Balai Besor Penelltian don Pengembangon Pascapanen Pertanfan
Prosiding Seminar Nasional Teknolagi lnovatif Pascaponen untuk Pengembongan lndusrri Berbasis Pertanian
Opasitas cetak ditetapkan oleh koefisien absorpsi cahaya, koefisien penyebaran cahaya dan berdasarkan berat dasar kertas. Kenaikan opasitas cetak akan naik dengan naiknya ketiga faktor tadi. Koefisien absorpsi cahaya akan menurun dengan adanya pemutihan dan koefisien penyebaran cahaya praktis tidak berubah. Karena itu opasitas pulp putih lebih rendah daripada pulp belum putih dengan bobot dasar yang sama (Siagian, 1989).
Menurut Brandon (19811, semakin sempurna proses delignifikasi, opasitas cetak lembaran pulp yang dihasilkan cenderung rendah. Lignin merupakan senyawa penghmbat ikatan antar serat dan dapat mempersulit proses penggilingan. Kadar lignifi yang rendah menyebabkan pulp bersifat mudah digiling sehingga dihasilkan pulp yang halus, akibatnya lembaran pulp bersifat transparan dan opasitasnya rendah. Selain kadar lignin, faktor lain yang mernpengaruhr' adalah celah-celah yang terdapat pada lembaran pulp, gramatur, densitas, ikatan antar serat, penggilingan, ukuran lumen dan diameter serat bahan baku yang digunakan,
Indeks sobek adalah ketahanan sobek dalam rni1iNevvton dibagi grarnatur dalam gram per meter persegi. Ketahanan sobek itu sendiri adalah gaya yang diperlukan untuk rnenyobek selembar pulp yang dinyatakan dalam gram gaya (gf) atau mitiNek~on (mN) dm diukur pada kondisi standar.
Wasil analisis keragaman menunjukkan tidak adanya pengaruh nyata dari perlakuan penambahan C102 terhadap niIai indeks sobek pulp. Artinya berapapun penmbahan C102 atau peningkatm nilai KF &an memberikan hasil yang sama terhadap niiai opasitas.
Nilai indeks sobek yang diperoleh dari hasil penelitian ini berkisar antara 7,3 I - 9,08 ~ r n ~ l k g . Nilai terendah diperofeh dari perlakuan KF 0,28, sedangkan nilai tertinggi pada KF 0,10. Ratam nilai indeks sobek pulp yang diperoleh dalarn penelitian ini adalah 8,43 ~rn'ikg. Nilai indeks sobek ini masih di atas standar SNI-14-0698-1989 untuk pulp putih kayu daun iebar yaitu sebesar 5,0 ~ m ~ i k g .
Menurut Hartoyo (1989), daya tenun serat berpengaruh terhadap kekuatan sobek kertas. Serat yang mernpunyai dinding sel tipis dan diameter besar akan menjadi tidak kuat pada pernbentukan lembaran. Serat yang dernikian rnempunyai ikatah antara serat yang besar sehingga kekuatan retak (bursting strength) dan kekuatan tarik (tensile sfrenglh) pulp yang dihasilkan tinggi. Sebaliknya serat yang mempu~~yai dinding sel tebal dan diameter kecil, cenderung &an mempertahankan bentuknya selama pernbentukan lembaran yang tebal $an bentuk seperti pipa yang masih terlipat pada lembaran pulp. Karena kurangnya luas kontak antar serat tfibercontact) maka pulp yang dihasilkan relatif mempunyai kekuatan tarik dan sobek yang rendah.
Menurut Haygreen dari Bowyer (1989), indeks sobek dipengaruhi oleh keterpaduan masing-masing serat dibandingkan dengan besarnya ikatan antar serat. Bahan yang mengandung selulosa yang lebih banyak akan menghasilkan lembaran pulp yang rnempunyai indeks sobek yang lebih thggi.
Menurut Casey (19801, faktor utama yang mempengaruhi ketahanan sobek adalah panjang serat. Ketahanan sobek akan meningkat dengan meningkatnya panjang serat. Serat yank panjang membutuhkan energi yang lebih banyak untuk memotong serat dan rnemisahkan serat satu dengan yang lainnya. Dan serat yang mempunyai serat yang pendek ~nenyebabkan penurunan kekuatan serat secara individu sehingga ketahanan sobeknya semakin menurun.
Baiai Besclr Penelitian don Pengembanqan Pascaponen Pertanian 78 1
Prosiding Seminar Nosfanal Teknologi lnovatif Pascapanen untuk Pengembongan lndustri Berbosis Pertanion
Tndeks Tarik
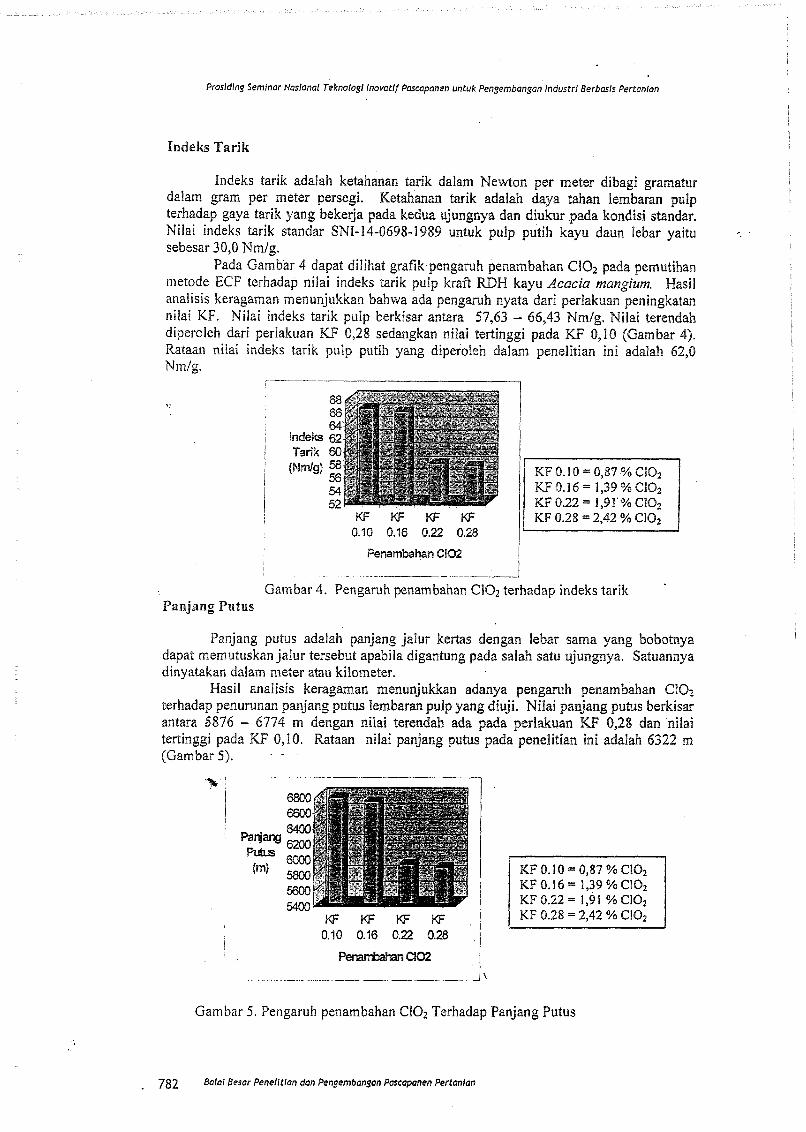
Indeks tarik adalah kebhanan tarik dalam Newton per meter dibagi gramatur dalam gram per meter persegi. Ketahanan tarik adalah daya tahan lembamn pulp terhadap gaya tarik yang bekerja pada kedua ujungnya dan diukur pada kondisi standar. Nilai indeks tarik standar SNI-14-0698-1989 untuk pulp putih kayu daun lebar yaitu sebesar 30,O Nm/g.
Pada Gambar 4 dapat dilihat grafik pengaruh penambahan CIOz pada pemutihan metode ECF terhadap nilai indeks tarik pulp kraft RDH kayu Acacia mangium. Hasil analisis keragaman menunjukkan bahwa ada pengaruh nyata dari perlakuan peningkatan nilai KF. Nilai indeks tarik pulp berkisar antara 57,63 - 66,43 Nrnlg. Nilai terendah diperoleh dari perlakuan KF 0,28 sedangkan nilal' tertinggi pada KF 0,10 (Gambar 4). Rataan nilai indeks tarik pulp putih yang diperoleh dalam peneiitian ini adalah 62,0 Nmlg.
_ _ _ -
Gambar 4. Pengaruh penambahan C102 terhadap indeks tarik Panjang Putus
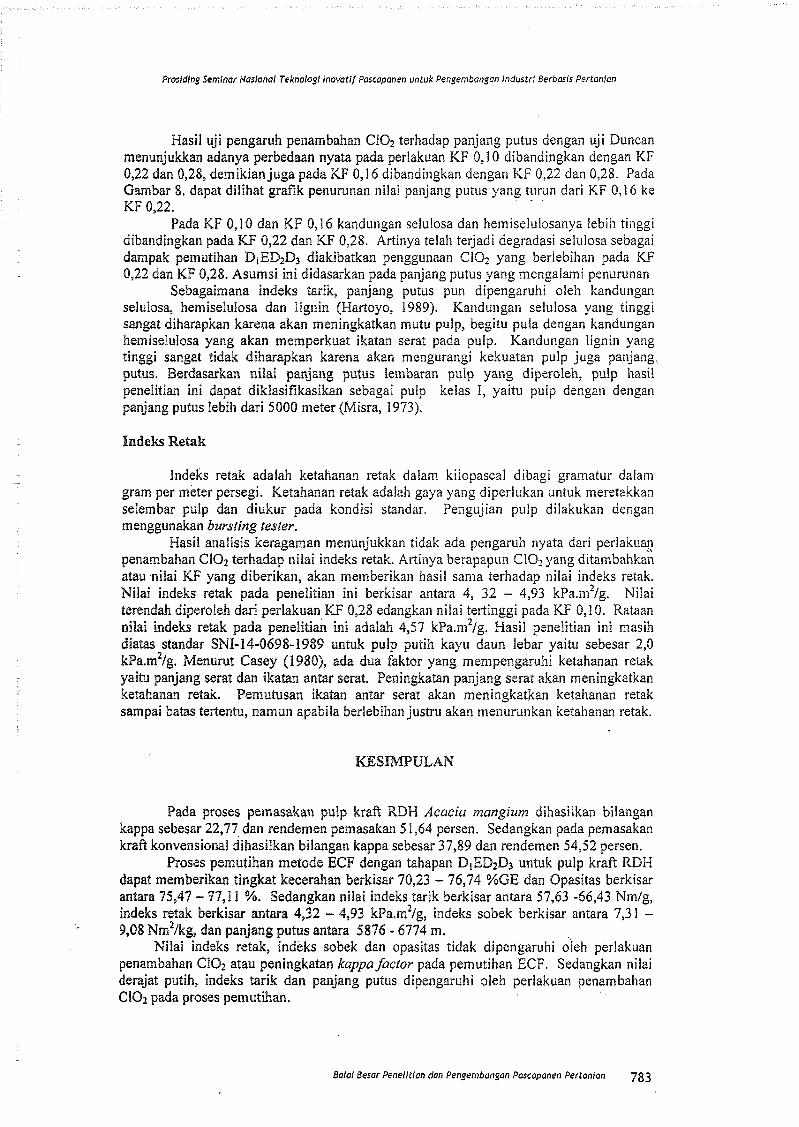
Panjang putus adalah panjang jalur kertas dengan lebar sarna yang bobotnya dapat memutuskan jalur tersebut apabila digantung pada salah satu ujungnya. Satuannya dinyatakan dalarn meter atau kilometer.
Hasil analisis keragaman menunjukkan adanya pengwh penambahan C102 terhadap penurunan panjang putus lembaran pulp yang diuji. Nilai panjang putus berkisar antara -5876 - 6774 m dengan nilai arendah ada pada perlakuan MF 0,28 dan nilai teeinggi pada KF 0,10. Rataan nilai panjang putus pada penelitian ini adalah 6322 rn (Gambar 5 ) . . -
Gambar 5. Pengaruh penambahan C102 Terhadap Panjang Putus
. 782 Boloi Besar Penelltion don Pengembongon Pascoponen Pertanion
Prosiding Seminar Nosionol Teknologl lnovotif Pascoponen untuk Pengembangon lndustri Berbasis Pertonion
Hasil uji pengaruh penambahan C102 terhadap panjang putus dengan uji Duncan menunjukkan adanya perbedaan nyata pada perlakuan KF 0,10 dibandingkan dengan KF 0,22 dan 0,28, demikian juga pada KF 0,16 dibandingkan dengan KF 0,22 dan 0,28. Pada Gambar 8. dapat dilihat grafik penurunan nilai panjang putus yang turun dari KF 0,16 ke . . KF 0,22.
Pada KF 0,10 dan KF 0,16 kandungan seluiosa dan hemiselulosanya lebih tinggi dibandingkan pada KF 0,22 dan I(F 0,28. Artinya telah terjadi degradasi selulosa sebagai dampak pemutihan DIED2D3 diakibatkan penggunaan C102 yang berlebihan pada KF 0,22 dan KF 0,28. Asumsi hi didasarkan pada panjang putus yang mengalami penurunan
Sebagaimana indeks tarik, panjang putus pun dipengaruhi oleh kandungan selulosa, hemiselulosa dan lignin (Hartoyo, 1989). Kandungan selulosa yang tinggi sangat diharapkan karena akan meningkatkan mutu pulp, begitu pula dengan kandungan hemiselulosa yang akan memperkuat ikatan serat pada pulp. Kandungan lignin yang tinggi saagat tidak diharapkan karena akan mengurangi kekuatan pulp juga panjang putus. Berdasarkan nilai panjang putus lernbaran pulp yang diperoleh, pulp hasii penelitim ini dapat diklasifikasikan sebagai pulp kelas I, yaitu pulp dengan dengan panjang putus lebih dari 5000 meter (Misra, 1973).
Indeks Retak
Indeks retak adalah ketahanan retak dalam kilopascal dibagi gramatur dalam gram per meter persegi. Ketahanan retak adalah gaya yang diperlukan untuk meretakkan selembar pulp dan diukur pada kondisi standar. Pengujian pulp dilakukan dengan menggunakan bursting tester.
Masii analisis keragaman menunjukkan tidak ada pengaruh nyata dari perlakuan penambahan C102 terhadap nilai indeks retak. Artinya berapapun CIOz yang ditambahka'i atau .nilai KF yang diberikan, akan memberikan hasil sarna terhadap nilai indeks retak. Nilai indeks retak pada penelitian ini berkisar antara 4, 32 - 433 kPa.m2/g. Nilai terendah diperoleh dari perlakuan KF 0,28 edangkan nilai tertinggi pada KF 0,10. Rataan nilai indeks retak pada penelitim ini adaiah 437 kpa.m2/g. Hasil penelitian ini rnasih diatas standar SNI-14-0698-1989 untuk pulp putih kayu daun lebar yaitu sebesar 2,0 kpa.m2/g. Menurut Casey (19801, ada dua faktor yang mempengaruhi ketahman retak yaitu panjang serat dan ikatan antar serat, Peningkatan panjang serat akan meningkatkan ketahanan retak. Pernutusan ikatan antar serat akan meningkatkan ketahanan retak sampai batas tertentu, namun apabila berlebihan justru akan menurunkan ketahanan retak.
Pada proses pemasakan pulp kraft RDM Acacia mangium dihasilkan bilangan kappa sebesar 22,77, dan rendemen pemasakan 5 1,64 persen. Sedangkan pada pemasakan krafi konvensional dihasilkan bilangan kappa sebesar 37,239 dan rendemen 54,52 persen.
Proses pemutihan metode ECF dengan tahapan DIED2D3 untuk pulp krafi RDH dapat memberikm tingkd kecerafian berkisar 70,23 - 76,74 %GE dan Opasitas berkisar antara 75,47 - 77,11 %. Sedangkan nilai indeks tarik berkisar antara 57,63 -66,43 Nm/g, indeks retak berkisar antara 4,32 - 4,93 kPa.m2/g, indeks sobek berkisar antara 7,3 1 - 9,08 ~ m ~ / k g , dan panjang putus antara 5876 - 5774 m,
Nilai indeks retak, indkks sobek dan opasitas tidak dipengaruhi dieh pkrlakuan penambahan C102 atau peningkatan kappa factor pada pemutihan ECF. Sedangkan nilai derajat putih, indeks tarik dan panjang putus dipengaruhi oleh perlakuan penambahan C102 pada proses pernutihan.
Bdoi Besor Penelition don Pengembongan Pascoponen Pertonion 783
Prosiding Seminar Nosionol Teknologi fnovatif Pascaponen untuk Pengembongon lndustrl Berbosis Pertonion
Penambahan ClOz yang paling optimal pada pernt~tilian ECF dengan tahapan DfED2D3 adalah pada tingkat kappa factor 0,16. Perlakuan ini menghasiikan pulp putih dengan nilai derajat putih, opasitas, indeks retak, indeks tarik, panjang putus dan indeks sobek masin rnasing 74,26 %CE, 76,26 persen, 4,60 k ~ a . m ~ / ~ , 65.94 Wmlg, 6723 rn, F- dan 8,96 Nrn /kg.
Brandon, C.F. 1980. Properties Paper. Di dalaln J.P. Casey. Pulp atld Paper : Chemistry and Chemical Techt~ology, vol I . John Wiley and Sons, Ncw York.
Casey, J.P. 1980. Pulp and Papcr : Cllcmistry and Cticmical 'I'cchnology, vol 1 . .lo1111 Wiley and Sons, New York.
Cates, D.H., C. Eggert, Jan L. Yang clan K.13.1,. Erickssoll. 1095. Cot'i~pasisson of effluent from TCF and ECF bleachilig of kraft pulp. Tcrj~pi .Jotrrn~if vol 78/12.
Chang, H.M., H. Jameel, M.J. Abuhasan dan U.S.Sezgi. 1992. Effect of anthraquinone in rapid displace~nent heating kraft pulping. Appita Vol 45 No 3.
Hartoyo. 1989. Pengetahuan Dasar Kayu Sebagai Sumber Serat. Pusat Penelitian dan Pengernbangan Hasil Hutan Dalam Rangka Aiih Ilmil Pei~getal~uar~ dan Teknologi tndustri Pulp Kertas dan Papan Serat, Bogor.
Haygreen, 9.G. dan J.L Bawyer. 1989. Hasil Hutan dan Illnil Kayu, Teriemahan. Gajah Mada University Press. Yogyakarta.
Ibnusantosa, 6. 1994. Teknologi Proses Pemutihan dengan ECF, Dalam Industri Pulp dan Kertas di Indonesia. Departemen Perindustrian, Baildung.
Matheison, B.A dan R.R. Gustafson. 1996. RDH purping of southern hardwoods. Tappi Journal Vol 7915.
Misra, N.D. 1973. A Method for grading tropical hardwood. Di dalaln Berita Selulosa X (4). Desember 1974. BBS, Bandung.
Pasaribu, R.A. dan H. Roliadi. 1989. Pengolahan Pulp secara Kimia. Pusat Peilelitian dan Pe~~gernbangan Wasii Wutan dalam rarlgka Alih ilmu Pengetahuan dan Teknologi Industri Pulp Kertas dan Papan Serat, Bogor.
Siagian, R.M. 1989. Teknologi Pemutihan Pulp. Pengolallan Pulp secara Kimia. Pusat Penelitian dan Pengembangan Hasil Hutan dalam rangka Alih Ilmu Pengetahuan dan Teknologi lndustri Pulp Kertas dan Papan Serat, Bogor.
Swift, L.K. dan J.S. Dayton. 1988. Rapid displace~net~t heating in batch digester. Pulp and Paper, Canada $95.
/
Vroom, M.E. 1957. The "N" Factor : A mean of expressing cooking times and temperature as a single variable. Pulp and Paper, Canada.
784 Balal Besor Penelltlon don Pengembangon Pascoponen PertonIan