BAB II Preparasi Permukaan pada coating
33
BAB II TINJAUAN PUSTAKA 2.1 Korosi Korosi adalah proses degradasi material akibat bereaksi dengan lingkungan. Dengan adanya degradasi, maka luas permukaan material yang terkorosi menjadi berkurang sehingga kemampuan material tersebut untuk menerima beban akan berkurang pula. Oleh karena itu korosi dinilai sangat membahayakan. Selain itu korosi pun dapet mengurangi nilai estetika dari suatu material karena produk korosi yang tidak enak dipandang. Proses korosi ini pada dasarnya adalah reaksi elektrokimia, dimana ada bagian yang melepaskan elektron ( reaksi oksidasi pada anoda ) dan ada bagian yang menerima elektron (reaksi reduksi pada katoda ). Korosi merupakan proses yang alami, mengembalikan logam ke bentuk oksida seperti semula. Oleh karena itu proses
-
Upload
muhammad-ganesha -
Category
Documents
-
view
271 -
download
36
Transcript of BAB II Preparasi Permukaan pada coating

BAB II
TINJAUAN PUSTAKA
2.1 Korosi
Korosi adalah proses degradasi material akibat bereaksi dengan
lingkungan. Dengan adanya degradasi, maka luas permukaan material yang
terkorosi menjadi berkurang sehingga kemampuan material tersebut untuk
menerima beban akan berkurang pula. Oleh karena itu korosi dinilai sangat
membahayakan. Selain itu korosi pun dapet mengurangi nilai estetika dari suatu
material karena produk korosi yang tidak enak dipandang. Proses korosi ini pada
dasarnya adalah reaksi elektrokimia, dimana ada bagian yang melepaskan elektron
( reaksi oksidasi pada anoda ) dan ada bagian yang menerima elektron (reaksi
reduksi pada katoda ). Korosi merupakan proses yang alami, mengembalikan
logam ke bentuk oksida seperti semula. Oleh karena itu proses korosi sama sekali
tak dapat di cegah, akan tetapi dapat dikendalikan .
Ada beberapa macam bentuk korosi tergantung pada proses terjadinya ,
diantaranya :
a. Korosi merata adalah korosi yang paling sering terjadi. Korosi ini
terjadi karena reaksi kimia atau elektrokimia yang terjadi secara
merata diseluruh permukaan sehingga logam menjadi lebih tipis dan
tidak jarang mengalami kegagalan.
b. Korosi galvanik adalah korosi yang terjadi akibat perbedaan
potensial. Korosi terjadi jika dua logam dengan perbedaan potensial
yang cukup jauh berada pada lingkungan yang korosif. Jika kedua
logam ini mengalami kontak maka elektron dapat mengalir melalu
kedua logam tersebut. Logam yang memiliki ketahanan korosi yang
rendah akan menjadi anodik dan yang memiliki ketahanan korosi
yang lebih tinggi akan menjadi katodik. Bagian anodik adalah bagian
yang akan terkorosi
c. Korosi celah adalah degradasi material yang terjadi pada daerah
celahan atau daerah yang tersembunyi pada permukaan logam akibat
pengaruh lingkungan yang korosif. Degradasi material ini pada
umumnya berhubungan dengan adanya sejumlah kecil larutan
tergenang pada permukaan logam yang disebabkan oleh adanya
lubang-lubang, permukaan gasket, lap joints, pengendapan pengotor-
pengotor di permukaan logam dan celah antara baut dan kepala paku.
d. Korosi Sumuran adalah degradasi atau kerusakan material sebagai
akibat adanya serangan intensif yang bersifat setempat dan
membentuk sumuran atau lubang-lubang. Lubang-lubang tersebut ada
yang berdiameter kecil ataupun berdiameter besar tetapi umumnya
diameter lubangnya kecil. Letak lubang-lubang yang terbentuk ada
yang terisolasi satu sama lain ataupun saling berdekatan sehingga
tampak seperti permukaan yang kasar.

e. Korosi erosi adalah degradasi material yang disebabkan oleh adanya
aliran fluida yang tinggi pada permukaan logam atau disebabkan oleh
adanya pergerakan relative antara fluida yang korosif dengan
permukaan material. Pada umumnya gerakan ini sangat cepat dan
dapat menimbulkan keausan mekanis atau abrasi. Akibatnya logam
berpindah dari permukaan sebagai ion-ion logam terlarut atau
terbentuk produk korosi yang berupa padatan dan terlepas secara
mekanis dari permukaannya. Pada beberapa kasus, kerusakan benda
kerja akibat serangan Korosi Erosi terjadi dalam waktu yang relatif
singkat.
f. Hidrogen Damage atau kerusakan karena hidrogen adalah kerusakan
suatu logam baik secara metallurgi maupun sifat-sifat mekanisnya
yang disebabkan oleh adanya hidrogen yang terlarut pada kisi-kisi
kristal logam. Mula-mula masuknya hidrogen ke dalam kisi-kisi
kristal mengakibatkan logam kehilangan keuletannya dan
menimbulkan brittle cracking. Kemudian hidrogen yang terlarut
dapat mengalami nukleasi menjadi gas hydrogen yang membentuk
rongga-rongga dalam (internal voids) dan surface blister. [ Mars G.
Fontana, 1987 ]
Pada dasarnya ada beberapa syarat-syarat terjadinya korosi, yaitu :
1. Anoda, tempat terjadinya reaksi oksidasi dimana ion negatif
berkumpul. Anoda adalah bagian yang akan terkorosi karena pada
saat elektron dilepaskan, maka ion-ion logam pun ikut terlepas
sehingga bagian anoda ini semakin terdegradasi seiring dengan
dilepaskannya elektron. Reaksi korosi logam M biasanya
dinyatakan dalam persamaan :
M → Mz+ + ze-
2. Katoda, tempat terjadinya reaksi reduksi dimana ion positif
berkumpul. Katoda merupakan bagian yang tidak akan terjadi
korosi. Ada dua kemungkinan reaksi yang terjadi pada katoda ,
yaitu :
a. pH<7 2H+ + e- → H2
b. pH>7 H2O + O2 → OH-
3. Media elektrolit, merupakan suatu penghantar yang mengalirkan
elektron antara anoda dan katoda. Dengan kata lain elektrolit
adalah lingkungan diluar logam yang dapat menghantarkan listrik
antara anoda dan katoda.
4. Metallic Pathway, atau bisa juga disebut konduktor. Dengan
adanya konduktor ini maka arus listrik dapat tercipta antara anoda
dan katoda yang timbul akibat pergerakan elektron antar
keduanya.
Korosi dengan syarat-syarat diatas dipastikan akan selalu terjadi karena
sekali lagi korosi adalah fenomena yang alami. Tetapi korosi tetaplah merugikan
untuk aplikasi produk apabila produk tersebut terbuat dari material yang mudah
terkorosi. Oleh karena itu dilakukan beberapa upaya pengendalian korosi, dimana
pengendalian tersebut bertujuan untuk meminimalisir kegagalan akibat korosi
karena korosi diharapkan dapat dikendalikan lajunya. Laju korosi ini sendiri
ditentukan oleh cepat lambatnya reaksi yang terjadi antara logam dengan
lingkungannya dan data laju korosi ini diperlukan untuk menentukan perkiraan
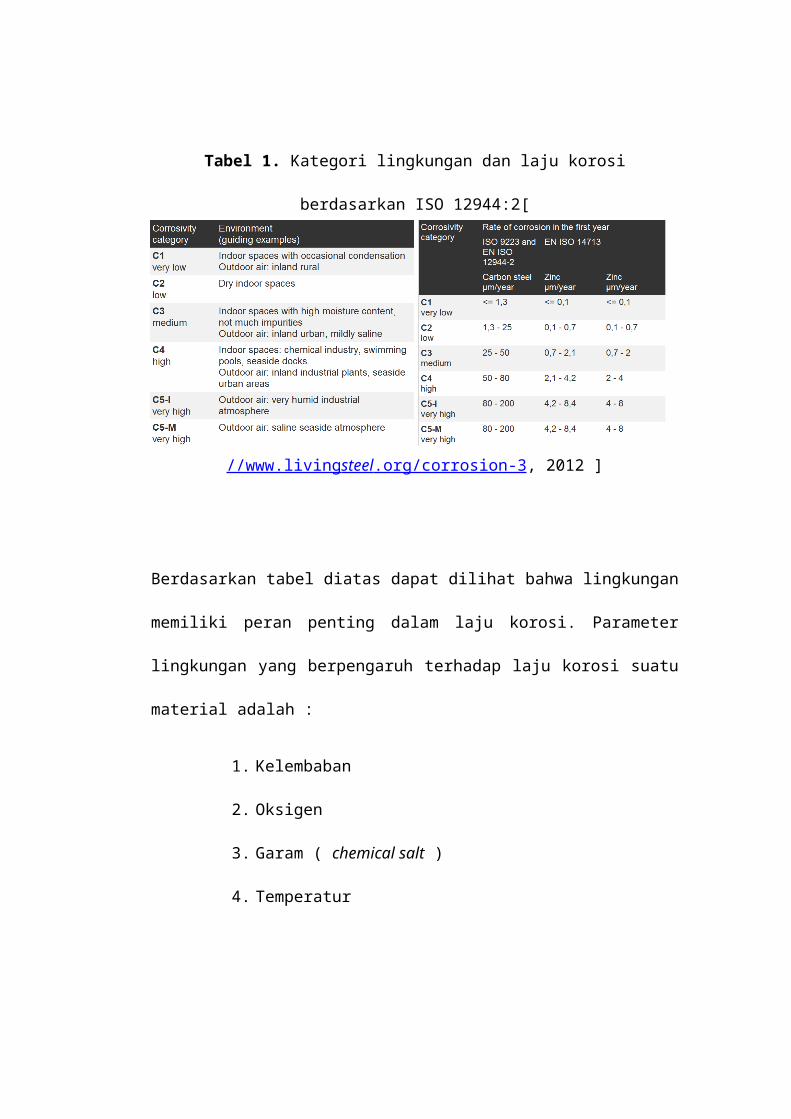
umur suatu produk atau konstruksi. Pada ISO 12944:2 dapat dilihat laju korosi
pada beberapa lingkungan mulai dari lingkungan pemukiman hingga lingkungan
laut ( marine ).
Tabel 1. Kategori lingkungan dan laju korosi berdasarkan ISO 12944:2[
http://www.living steel .org/corrosion-3 , 2012 ]
Berdasarkan tabel diatas dapat dilihat bahwa lingkungan memiliki peran penting
dalam laju korosi. Parameter lingkungan yang berpengaruh terhadap laju korosi
suatu material adalah :
1. Kelembaban
2. Oksigen
3. Garam ( chemical salt )

4. Temperatur
Oleh karena itu dibutuhkan suatu bentuk pengendalian korosi yang berguna
memisahkan material dari lingkungannya agar laju korosi menjadi dapet
terkendali.
2.2 Aplikasi Coating
Coating merupakan teknik pengendalian korosi yang paling banyak
digunakan di dunia. Coating dipilih karena penggunaanya yang praktis dan
ekonomis. Coating dilakukan dengan cara melapisi permukaan material dengan
material lain yang dapet berupa logam ataupun material organik. Pada dasarnya
fungsi coating tidaklah hanya untuk mengendalikan korosi melainkan aspek
dekoratif dimana warna dapat memperindah permukaan suatu material.
Mekanisme coating pada dasarnya adalah memisahkan material dari
lingkungannya yang mana lingkungan tersebut merupakan salah satu dari empat
syarat korosi terjadi. Oleh karena itu dengan dipisahkannya material dari
lingkungan, maka diharapkan laju korosi akan di minimalisir. Ada tiga
mekanisme penting yang terjadi pada proses coating, yaitu :
1. Barrier effect, adalah menciptakan rintangan atau hambatan yang
kuat untuk memisahkan permukaan logam dari elektrolitnya.
Maka semakin tebal dan semakin tebal lapisan coating maka
ketahanan korosi akan semakin meningkat. Akan tetapi ada batas
maksimum untuk ketebalan lapisan coating karena apabila lapisan

terlalu tebal maka coating tersebut menjadi getas dan mudah
retak.
2. Inhibitor effect, yaitu memberi peluang kepada air untuk
menembus rongga rongga lapisan coating untuk melarutkan
sebagian campuran anti karat yang terdapat pada pigmen yang
akan bereaksi membentuk lapisan.
3. Galvanic effect, yaitu lapisan yang diformulasikan mengandung
metallic zinc ( seng ) sehingga berfungsi sebagai anoda korban
sehingga membuat permukaan logam menjadi katoda.
Material coating biasa disebut cat, pada dasarnya terbentuk dari tiga
bagian penting yaitu solvent, pigmen dan resin. Resin adalah pengikat yang akan
membuat lapisan cat merekat dengan material. Pigmen ada lah zat pewarna yang
memiliki peran juga dalam mekanisme inhibitor effect dan yang terakhir solvent
adalah pelarut yang mempunyai peran penting melarutkan material pembentuk
coating tersebut hingga siap untuk digunakan. Coating terdiri dari tiga lapisan
yang seringkali disebut Total Coating System, lapisan-lapisan tersebut terdiri
dari :
1. Lapisan primer , adalah cat dasar yang befungsi untuk melindungi
permukaan logan agar tidak berkarat. Fungsi dititikberatkan
kepada pigmen sebagai corrosion resistance.
2. Lapisan Intermediate, adalah cat tengah yang berfungsi untuk
menambahkan ketebalan dan rintangan terhadap akses dari
lingkungan. Biasanya lapisan ini lebih tebal dari pada lapisan
primer dan top coat.
3. Top coat, adalah cat akhir yang berfungsi sebagai pelindung
paling luar terhadap akses lingkungan dan berfungsi pula sebagai
penambah keindahan atau estetika
2.3 Surface Preparation
Penggunaan coating dibanyak kalangan industri bukan berarti bahwa
coating adalah proses yang minim cacat. Seiring berjalannya waktu, terdapat
banyak masalah yang merujuk pada kegagalan coating sebelum waktunya (
prematur coating failure ) . Pada dasarnya coating dilakukan agar korosi dapat
dikendalikan, dengan kata lain ketika dilakukan aplikasi coating dapat
diperkirakan lama ketahanan coating tersebut dan waktu untuk melakukan
maintenance. Akan tetapi kegagalan prematur dalam coating sungguh meresahkan
karena apabila terjadi, maka korosi akan mucul diluar kontrol dan akan
membahayakan.
Pada dasarnya ada tiga faktor pentin agar coating dapat melakukan
fungsinya sebagai protektor secara maksimal, faktor yang perlu diperhatikan yaitu
:
1. Pemiliham material
2. Persiapan permukaan yang baik
3. Aplikasi coating yang tepat
Dan dari survey yang telah dilakukan , 70 – 80 % kegagalan prematur pada
coating terjadi akibat persiapan permukaan yang kurang baik.
Persiapan permukaan adalah proses preparasi sebelum dilakukannya
coating, proses ini bertujuan untuk menghasilkan permukaan logam yang sesuai
untuk dilapisi oleh material coating. Ada dua faktor penting dalam persiapan
permukaan ini , yaitu kebersiham dan kekasaran permukaan. Material yang bersih
adalah material yang bebas dari berbagai kontaminan yang akan mengurangi daya
lekat dari lapisan coating nantinya. Kontaminan – kontaminan tersebut antara
misalnya air, minyak, debu, karat, oksida dan lain lain. Sedangkan kekasaran
dilakukan agar permukaan dapat mengikat lapisan lebih kuat karena bertindak
seperti gigi ( mengikat ). Kontrol pada kebersihan dan kekasaran pada dasarnya
adalah menjaga kekuatan rekat agar tetap tinggi sehingga ketahanan korosinya
pun akan meningkat.
Kekuatan rekat pada dasarnya terbagi menjadi tiga, yaitu perekatan kimia,
perekatan polar dan perekatan mekanis. Masing-masing perekatan ini dapet
bekerja sama, minimal dua macam perekatan untuk mengikat antara cat dengan
substrat.
2.3.1 Perekatan kimia
Perekatan merupakan perekatan yang paling efektif. Perekatan ini
terjadi karena adanya ikatan kimia antara molekul cat dengan permukaan
substrat. Ikatan kimia ini disebut primary valance bold. Umumnya ikatan
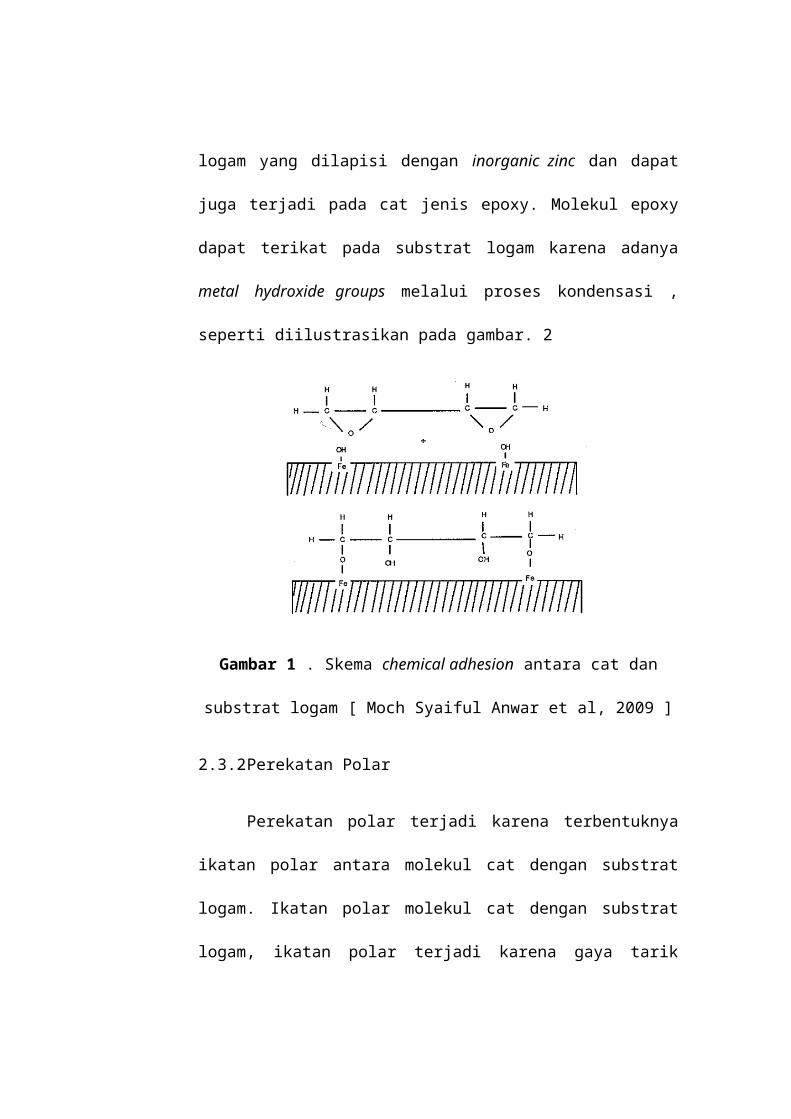
ini banyak ditemukan pada logam yang dilapisi dengan inorganic zinc dan
dapat juga terjadi pada cat jenis epoxy. Molekul epoxy dapat terikat pada
substrat logam karena adanya metal hydroxide groups melalui proses
kondensasi , seperti diilustrasikan pada gambar. 2
Gambar 1 . Skema chemical adhesion antara cat dan substrat logam
[ Moch Syaiful Anwar et al, 2009 ]
2.3.2 Perekatan Polar
Perekatan polar terjadi karena terbentuknya ikatan polar antara
molekul cat dengan substrat logam. Ikatan polar molekul cat dengan
substrat logam, ikatan polar terjadi karena gaya tarik menarik antara grup
polar pada molekul-molekul resin cat dengan grup polar pada substrat
logam. Contohnya pada vinyl resin yang memiliki daya rekat yang kurang
pada permukaan substrat logam. Akan tetapi ketika sejumlah kecil asam
maleic tidak jenuh dipolimerisasikan ke dalam resin ini , akan membentuk
ikatan polar yang kuat sehingga daya rekat antara polimer dengan
permukaan logam menjadi kuat. Perekatan terbaik juga terjadi pada epoxy

yang menggabungkan antara grup hidroskil dan grup lainnya menjadi
molekul.
Gambar 2 Skema ikatan polar atau secondary valence bond [ Moch
Syaiful Anwar et al, 2009 ]
2.3.3 Perekatan Mekanik
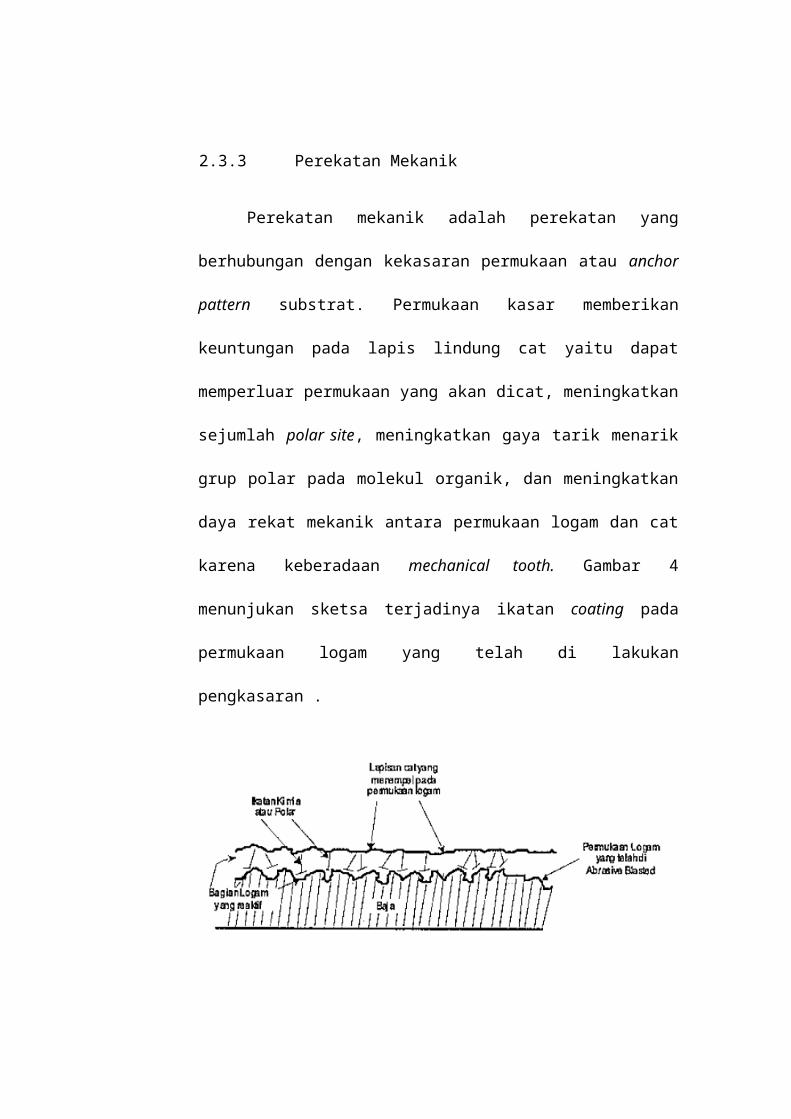
Perekatan mekanik adalah perekatan yang berhubungan dengan
kekasaran permukaan atau anchor pattern substrat. Permukaan kasar
memberikan keuntungan pada lapis lindung cat yaitu dapat memperluar
permukaan yang akan dicat, meningkatkan sejumlah polar site,
meningkatkan gaya tarik menarik grup polar pada molekul organik, dan
meningkatkan daya rekat mekanik antara permukaan logam dan cat karena
keberadaan mechanical tooth. Gambar 4 menunjukan sketsa terjadinya
ikatan coating pada permukaan logam yang telah di lakukan pengkasaran .
Gambar 3 Skema ikatan kimia atau polar yang terjadi pada permukaan
[ Moch Syaiful Anwar et al, 2009 ]
Persiapan permukaan yang baik , yakni kebersihan dan kekasaran
permukaan akan meningkatkan pelekatan cat secara adhesif pada substrat
sehingga cat akan tahan terhadap kerusakan akibat perngaruh mekanik dari luar.
Apabila cat tidak merekat kuat secara adhesif pada permukaan substrat maka cat
tersebut akan mudah terkelupas ketika terkena gaya mekanik dari luar.
Pengelupasan tersebut dikenal sebagai delaminasi. Selain karena faktor persiapan
permukaan yang kurang memadai , delaminasi juga dipengaruhi sifat fisik cat itu
sendiri. Daya rekat adhesif seperti telah dikemukakan adalah kemampuan cat
untuk terikat dengan substrat. Adapun daya kohesif adalah kemampuan saling
merekat antar cat itu sendiri. Perlindungan terbaik cat diperoleh ketika daya
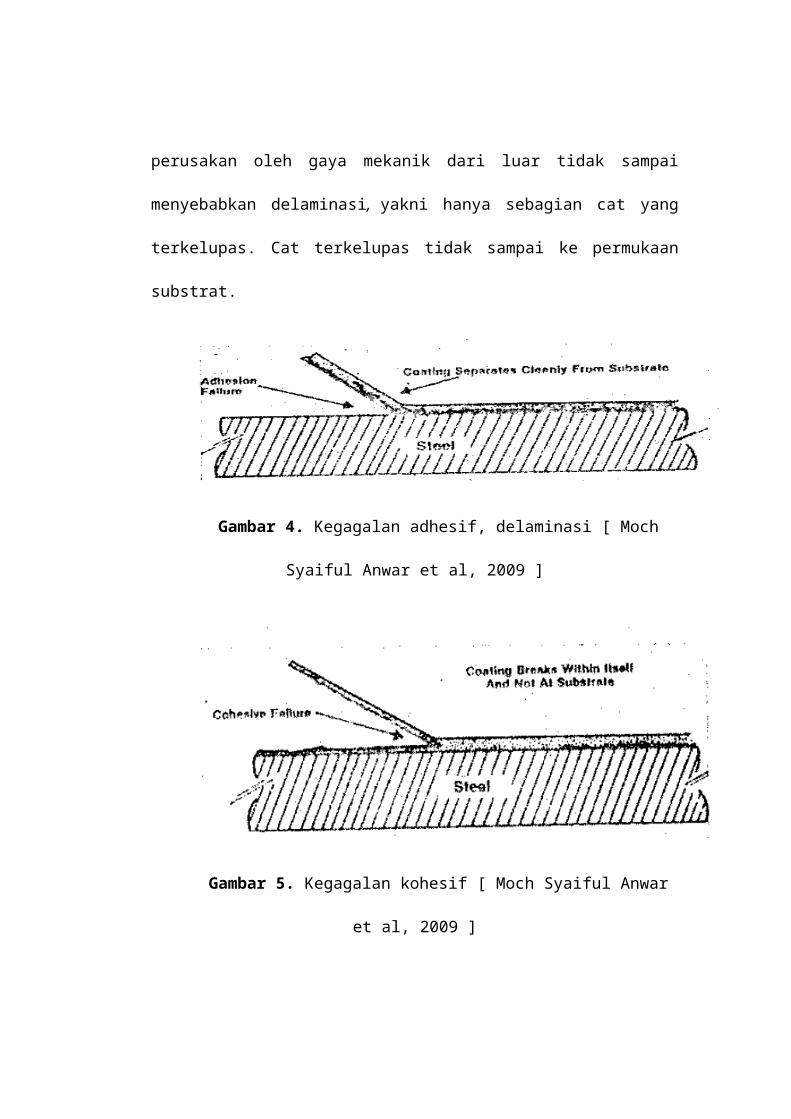
adhesif cat lebih besar dari pada daya kohesif cat tersebut sehingga ketika terjadi
perusakan oleh gaya mekanik dari luar tidak sampai menyebabkan delaminasi,
yakni hanya sebagian cat yang terkelupas. Cat terkelupas tidak sampai ke
permukaan substrat.
Gambar 4. Kegagalan adhesif, delaminasi [ Moch Syaiful Anwar et al,
2009 ]
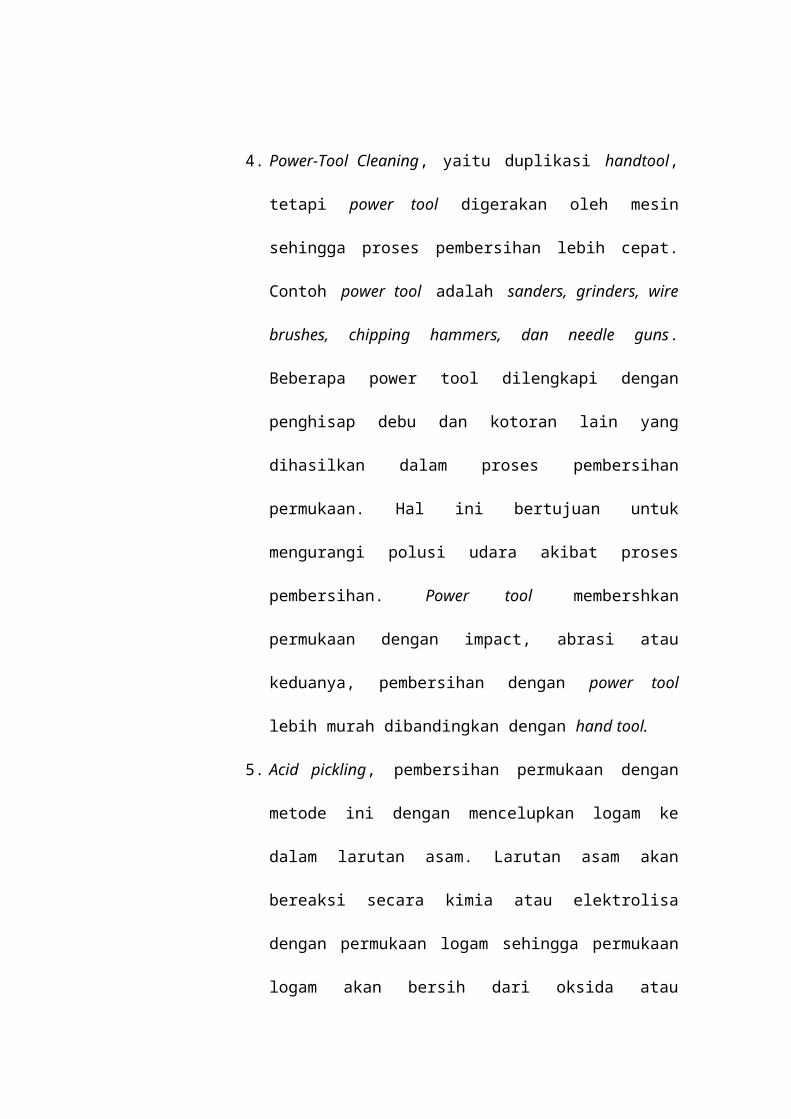
Gambar 5. Kegagalan kohesif [ Moch Syaiful Anwar et al, 2009 ]
Untuk menghindari terjadinya kegagalan pada aplikasi coating, perlu
diperhatikan metode yang digunakan untuk melakukan preparasi permukaan. Ada
beberapa macam metode pada preparasi permukaan antara lain :
1. Solvent Cleaning , digunakan untuk membersihkan permukaan
dari kotoran seperti minyak, grease, debu, tanah dan paduan
organik yang ada di permukaan. Solvent yang dapat digunakan
adalah detergent / water steam , emulsion atau alkaline
cleaners dan chemical stripper
2. Solvent Vapor Cleaning , dapat digunakan untuk
menghilangkan semua kontaminan yang larut, tetapi tidak dapat
menghilangkan lapisan oksida yang terbentuk pada permukaan
logam. Untuk menghilangkan lapisan oksida ini perlu
ditambahkan mechanical cleaning atau abrasion .
3. Hand-Tool Cleaning, digunakan apabila alat yang digunakan
dengan mesin tidak ada atau tidak memungkinkan dan
pekerjaannya sedikit sehingga tidak ekonomis apabila
menggunakan mesin. Daerah las harus lebih diperhatikan
karena pada daerah ini banyak ditemui welding flux slag, dan
deposit karena kontaminan-kontaminan ini dapet menginisiasi
terjadinya coating failure pada daerah sambungan las. Handtool
cleaning digunakan untuk membersihkan permukaan dari
coating yang lama, karat, dan mill scale yang mudah terlepas
dari permukaan. Namun tidak dapat digunakan untuk
menghilangkan karat yang menempel dan mill scale. Metode
ini lambat dan digunakan untuk pembersihan lokal. Peralatan
handtool adalah scrapers, wire brushes, sanders, hammers,
chisels, chippings dan sebagainya.
4. Power-Tool Cleaning, yaitu duplikasi handtool, tetapi power
tool digerakan oleh mesin sehingga proses pembersihan lebih
cepat. Contoh power tool adalah sanders, grinders, wire
brushes, chipping hammers, dan needle guns. Beberapa power
tool dilengkapi dengan penghisap debu dan kotoran lain yang
dihasilkan dalam proses pembersihan permukaan. Hal ini
bertujuan untuk mengurangi polusi udara akibat proses
pembersihan. Power tool membershkan permukaan dengan
impact, abrasi atau keduanya, pembersihan dengan power tool
lebih murah dibandingkan dengan hand tool.
5. Acid pickling, pembersihan permukaan dengan metode ini
dengan mencelupkan logam ke dalam larutan asam. Larutan
asam akan bereaksi secara kimia atau elektrolisa dengan
permukaan logam sehingga permukaan logam akan bersih dari
oksida atau kontaminan lainnya. Sebelum proses acid pickling ,
permukaan logam telah dibersihkan terlebih dahulu. Larutan
asam yang umum digunakan adalah sulfuric, hydrochloric,
muriatic, nitric, hydroflouric, phosporic atau campuran
beberapa larutan asam. Agar proses ini efektif dalam
membersihkan permukaan, maka ada beberapa konsentrasi
larutan , temperatur dan waktu pencelupan. Hal ini
dimaksudkan agar yang terlarut hanya oksida atau kontaminan
lainnya, bukan logam induk yang ikut termakan oleh larutan
asam berikut.

6. Abrasive Blasting Cleaning , digunakan untuk menghilangkan
material asing dan untuk mengkasarkan permukaan dengan cara
menembakan partikel abrasive, memakai udara tekan diatas
substrat logam.
7. Water jetting , sangat efektif digunakan untuk membersihkan
permukaan dari kontaminan yang larut dalam air, karat,
coating, grease dan oil. Namun pembersihan permukaan
dengan menggunakan water jetting tidak menghasilkan profil
yang baru pada permukaan, tetapi profil yang lama yang telah
ada pada permukaan. Oleh karena itu proses ini digunakan
apabila profil yang lama dianggap sudah memadai. [ Moch
Syaiful Anwar et al, 2009 ]
2.4 Abrasive Blast Cleaning
Abrasive blast cleaning adalah metode yang dinilai paling produktif yang
digunakan pada preparasi permukaan untuk coating dimana aplikasi coating
membutuhkan kekasara permukaan dan kebersihan tingkat tingkat tinggi. Blast
cleaning adalah satu – satunya metode yang dapat memberikan permukaan yang
kasar juga kebersihan yang tinggi.
Abrasive blast cleaning dilakukan dengan menembakan material abrasive
dengan kecepatan mencapai 724 km / jam menuju permukaan logam. Material
abrasive yang ditembakan dengan kecepatan tersebut akan menghilangkan
kotoran- kotoran seperti sisa cat, karat, mill scale dan kotoran – kotoran lain yang
dapat menurunkan efektifitas penggunaan coating.
2.4.1 Peralatan Abrasive Blast Cleaning
Untuk melakukan abrasive blast cleaning dibutuhkan peralatan , antara
lain :
1. Kompresor udara
Kompresor udara merupakan sumber energi untuk blast cleaning. Jumlah
gaya yang ditembakan menuku permukaan logam sangat tergantung pada
volume dan tekanan udara pada nozzle. Semakin besar kompresor dan
semakin besar nozzle maka proses akan semakin efektif.
2. Selang udara
Selang udara adalah penghubung antara kompresor dan blast pot. Untuk
efisiensi blast cleaning , selang udara haruslah memiliki diameter dalam
yang besar untuk mengurangi gesekan dan menghindari hilangnya tekanan
udara. Diameter selang udara minimum yang disarankan adalah sebesar
31.75 mm ( 1-1/4 in). Akan tetapi selang udara yang sering digunakan
adalah selang udara dengan diameter 50.8 – 101.6 mm. Jika selang udara
terlalu kecil untuk dilewati udara, maka gesekan akan menyebabkan
hilangnya tekanan udara yang mengakibatkan berkurangnya efisiensi blast
cleaning.
3. Pendingin dan pengering udara
Kelembaban dan kabut minyak pada proses blast cleaning akan menjadi
masalah apabila jumlah udara yang ditembakan amatlah besar. Untuk itu
diperlukan pendingin dan pengering udara atau moisture and oil
separators untuk menghilangkan kontaminasi minyak dan kelembaban
udara. Separators biasanya terbuat dari suatu kamar dengan penyaring
mikron.
4. Blast pot
Blast pot adalah suatu tangki penyimpanan material abrasive yang
digunakan pada proses blast cleaning. Ukuran blast pot biasanya
ditentukan kapasitas abrasive material yang akan digunakan. Biasanya jika
blasting dilakukan , suatu blast pot memungkinkan proses selama 30 – 40
menit tanpa mengisi ulang material abrasive.
5. Blast Hose
Blast hose adalah selang yang menghubungkan blast pot dengan nozzle
yang membawa udara sekaligus material abrasive yang digunakan. Ukuran
minimal diameter dalam blast hose adalah 31.75 mm. Selang biasanya
dibuat fleksibel dibagian ujung agar memudahkan pengguna untuk
merubah arah saat blasting dilakukan.
6. Blast Nozzle
Blast nozzle adalah elemen terpenting dalam operasi blast cleaning.
Ukuran nozzle diidentifikasi dari diameter dalam lubang nozzle tersebut.
Diameter diukur dalam enam belas satuan per inchi. Contoh sebuah nozzle
dengan diameter 4.76 mm ( 3/16 in ) disebut nozzle dengan diameter No. 3
. Ukuran Nozzle tersedia hingga ukuran 15.9 mm diameter. Semakin besar
nozzle maka semakin tinggi pula efesiensi proses blast cleaning, akan
tetapi diameter nozzle tidaklah bisa terlalu besar karena untuk menjaga
tekanan pada nozzle yang haruslah 90 – 100 Psi. [ Gilbert Gedeon, 1995 ]
2.4.2 Jenis Material Abrasive
Tiap – tiap material abrasive akan meninggalkan jejak yang berbeda pada
permukaan logam . Akan tetapi perlu diketahui beberapa faktor sebelum
menentukan material abrasive yang akan digunakan, antara lain :
a. Tipe permukaan yang akan di bersihkan
b. Bentuk dari struktur
c. Tipe material yang akan dihilangkan
d. Permukaan akhir yang diinginkan
e. Profil permukaan
f. Reklamasi penggunaan material abrasive
g. Pengaruh lingkungan terhadap penggunaan material abrasive
tersebut. . [ Gilbert Gedeon, 1995 ]
Tipe abrasive material yang biasa digunakan berbeda ditiap negara di
dunia. Kategori umum dari jenis material abrasive adalah : steel shot, metal grit
dan mineral abrasive. Tiap jenis abrasive akan menghasilkan perbedaadn struktur
profil pada permukaan logam yang akan di blast cleaning. Rekomendasi

penggunaan material abrasive untuk proses blast cleaning dijelaskan yang
dijelaskan pada SSPC – AB 1 , antara lain :
1. Oksida alami.
Oksida alami seperti pasir silika merupakan material yang
paling bnyak digunakan di dunia karena ketersediaanya yang
banyak tersebar, biaya rendah dan efektifitas yang tinggi. Akan
tetapi penggunaan pasir silika telah dibatasi karena
penggunaanya yang membahayakan. Dimana penggunaan
pasir silika akan menghasilkan debu dengan intensitas tinggi
yang sanagat berbahaya bagi paru-paru.
2. Metallic abrasive
Metallic abrasive seperti steel shot dan steel grit merupakan
material abrasive yang efisien , keras dan tidak menghasilkan
banyak debu. Akan tetapi perlu diperhatikan penyimpanannya
agar tidak terjadi karat pada material abrasive ini. Biaya awal
untuk penggunaan material abrasive ini merupakan yang
paling tinggi dibandingkan yang lain, akan tetapi abrasive
jenis ini dapat digunakan berulang – ulang kali yang membuat
material abrasive jenis ini efektif ditinjau dari biaya.
3. Slag abrasive
Slag abrasive merupakan produk dari peleburan bijih yang
digunakan untuk material abrasive blasting. Abrasive jenis ini
mudah hancur dan tidak bisa digunakan kembali. Material ini

biasa digunakan untuk meningkatkan pH pada logam yang
bersifat asam yang akan di blasting.
4. Synthetic abrasives
Synthetic abrasives ( alumunium oksida dan silikon karbida )
dapat membersihkan permukaan hampir sama dengan logam
abrasives, bahkan tanpa resiko karat pada material abrasive.
Bersifat sangat keras dan rendah debu, akan tetapi biaya yang
diperlukan sangatlah tinggi dan harus di olah ulang untuk
penggunaan ekonomi.
Tabel 2 Karakteristik Material Abrasive [ Moch Syaiful et al, 2009 ]
Penggunaan abrasive material pada blast cleaning menjadi bermacam
klasifikasi, beberapa dapat di gunakan ulang secara efektif dan beberapa lainnya
sama sekali tidak dapat di gunakan secara berulang. Material abrasive yang tidak
dapat digunakan ulang harganya tidaklah mahal oleh karena itu material jenis ini
biasa digunaka apabila penggunaan ulang tidak masuk dalam rencana.
Dalam proses blast cleaning keasaman dari permukaan logam haruslah
netral. Oleh karena itu perlu diperhatikan apabila digunakan material abrasive
yang dicampur dengan air. Mengukur nilai pH cenderung mudah dilakukan dan
haruslah secara rutin di monitor karena abrasive dengan pH asam akan
menimbulkan korosi yang prematur pada baja dan dapat mengakibatkan
kegagalan coating. pH dapat diukut dengan penggunaan kertas lakmus atau pH
meter. Garam terlarut juga harus diperhatikan karena apabila ada garam terlarut
yang tersisa pada permukaan, ini akan menurunkan efektifitas coating dan
melemahkan kerekatan antara coating dan substrat logam. Oleh karena itu apa
bila air pada campuran material abrasive berasal dari air laut, tingkat garam
terlarutnya haruslah benar – benar di monitor. [ Gilbert Gedeon, 1995 ]