BAB II LANDASAN TEORI 2.1 Alumuniumeprints.umm.ac.id/41899/3/BAB II.pdfLas Gas atau Las Karbit...
15
5 BAB II LANDASAN TEORI 2.1 Alumunium Alumunium adalah logam yang memiliki kekuatan yang relatif rendah dan lunak. Alumunium merupakan logam yang ringan dan memiliki ketahanan korosi yang baik, hantaran listrik yang baik dan sifat- sifat lainnya. Umumnya alumunium dicampur dengan logam alinya sehingga membentuk alumunium paduan. Materil ini dimanfaakan bukan saja untuk peralatan rumah tangga, tetapi juga dipakai untuk kerperluan industr, kontruksi, dan lain sebagainya (surdia, 1992) Pada tabel 1.Menunjukan berbagai jenis unsur logam dan jumlah masing- masing unsur logam tersebut Tabel 1. Urutan penggunaan berbagai jenis pada logam (Sonowan, dkk, 2003) unsur logam jumlah ton Fe 700.000 Al 18.000 Cu 85.000 Zn 6.000 Pb 4.500 Cr 1.800 Ni 600 Sn 250 Mg 250 Ti 50 Plastik 65.000 Alumunium murni sangat lunak, kekuatan rendah dan tidak dapat digunakan pada berbagai keperluan. Dengan memadukan unsur-unsur lainya, sifat murni alumunium dapat diperbaiki. Adanya penambahan
Transcript of BAB II LANDASAN TEORI 2.1 Alumuniumeprints.umm.ac.id/41899/3/BAB II.pdfLas Gas atau Las Karbit...

5
BAB II
LANDASAN TEORI
2.1 Alumunium
Alumunium adalah logam yang memiliki kekuatan yang relatif
rendah dan lunak. Alumunium merupakan logam yang ringan dan
memiliki ketahanan korosi yang baik, hantaran listrik yang baik dan sifat-
sifat lainnya. Umumnya alumunium dicampur dengan logam alinya
sehingga membentuk alumunium paduan. Materil ini dimanfaakan bukan
saja untuk peralatan rumah tangga, tetapi juga dipakai untuk kerperluan
industr, kontruksi, dan lain sebagainya (surdia, 1992)
Pada tabel 1.Menunjukan berbagai jenis unsur logam dan jumlah masing-
masing unsur logam tersebut
Tabel 1. Urutan penggunaan berbagai jenis pada logam
(Sonowan, dkk, 2003)
unsur logam jumlah ton
Fe 700.000
Al 18.000
Cu 85.000
Zn 6.000
Pb 4.500
Cr 1.800
Ni 600
Sn 250
Mg 250
Ti 50
Plastik 65.000
Alumunium murni sangat lunak, kekuatan rendah dan tidak dapat
digunakan pada berbagai keperluan. Dengan memadukan unsur-unsur
lainya, sifat murni alumunium dapat diperbaiki. Adanya penambahan

6
unsur-unsur logam lain akan mengakibatkan berkurangnya sifat tahan
korosi dan berkurangnya keuletan dari alumunium tersebut. Dengan
penambahan sedikit mangan, besi, timah putih dan tembaga sangat
berpengaruh terhadap sifat tahan korosinya namun akan berpengaruh pada
kekuatan dll
Tabel 2. Menunjukan jenis alumunium dan unsur paduan dari masing-
masing seri serta penamaanya
Tabel 2. Wrought Alumunium Alloys Group (Sonowan, dkk, 2003)
Tabel 3. Menunjukan klasifikasi alumunium paduan yang dapat dilakukan
dengan cara penempaan untuk pengerjaanya, dan sudah disesuaikan pada
standar seri serta paduan utamanya
Tabel 3. Klasifikasi Paduan Alumunium Tempaan (Sonowan, dkk, 2003)

7
2.1.1 Unsur-unsur paduan alumunium
a. Copper (Cu), menaikkan kekuatan dan kekerasan, namun
menurunkan elongasi (pertambahan panjang pangjangan saat
ditarik). Kandungan Cu dalam alumunium yang paling optimal
adalah antara 4-6%.
b. Zink atau Seng (Zn), menaikkan nilai tensile.
c. Mangan (Mn), menaikkan kekuatan dalam temperature tinggi.
d. Magnesium (Mg), menaikkan kekuatan alumunium dan
menurunkan nilai ductility-nya. Ketahanan korosi
dan weldability juga baik.Silikon (Si), menyebabkan paduan
alumunium tersebut bisa diperlakukan panas untuk menaikkan
kekerasannya.
e. Lithium (Li), ditambahkan untuk memperbaiki sifat tahan
oksidasinya.
2.1.2 Sifat mekanik alumunium
Untuk dapat menggunakan bahan teknik dengan tepat, maka
harus dikenali dengan baik sifat-sifat bahan teknik yang mungkin
akan dipilih untuk dipergunakan.
Didalam teknik mesin sifat mekanik memegang peranan sangat
penting, disamping beberapa sifat kimia (tahan korosi), sifat
thermal dan sifat fisik. Korosi merupakan masalah yang sangat
serius dalam dunia teknik
Sifat mekanik adalah sifat mekanik yang menyatakan
kemampuan suatu bahan atau gaya dan energi tanpa menimbulkan
kerusakan pada bahan atau komponen tersebut, namun pada
dasarnya tidak ada bahan yang tidak memiliki kekurangan.
Misalnya alumunium mempunyai sifat mekanik cukup baik tetapi
mempunyai sifat lunak, maka sifat lunak ini dapat di antisipasi
dengan melakukan heat treatment kemudian didinginkan secara
cepat (quenching) dan lain lain, jadi tidak harus mencari bahan lain
yang lebih keras

8
Beberapa sifat mekanik dari alumunium antara lain :
Kekuatan tarik
a. Kekuatan tarik adalah besar tegangan yang didapatkan ketika
dilakukan pengujian tarik. Kekuatan tarik ditunjukkan oleh
nilai tertinggi dari tegangan pada kurva tegangan-regangan
hasil pengujian, dan biasanya terjadi ketika terjadinya necking.
Kekuatan tarik bukanlah ukuran kekuatan yang sebenarnya
dapat terjadi di lapangan, namun dapat dijadikan sebagai suatu
acuan terhadap kekuatan bahan.
Kekuatan tarik pada aluminium murni pada berbagai perlakuan
umumnya sangat rendah, yaitu sekitar 90 MPa, sehingga untuk
penggunaan yang memerlukan kekuatan tarik yang tinggi,
aluminium perlu dipadukan. Dengan dipadukan dengan logam
lain, ditambah dengan berbagai perlakuan termal, aluminium
paduan akan memiliki kekuatan tarik hingga 200 Mpa. (I Dewa
Made.Krishna.Muku, 2009)
b. Kekerasan
Kekerasan gabungan dari berbagai sifat yang terdapat dalam
suatu bahan yang mencegah terjadinya suatu deformasi
terhadap bahan tersebut. Ketika diaplikasikan suatu gaya.
Kekerasan suatu bahan dipengaruhi oleh elastisitas, plastisitas,
viskoelastisitas, kekuatan tarik, ductility, dan sebagainya.
Kekerasan dapat diuji dan diukur dengan berbagai metode.
Yang paling umum adalah metode Brinnel, Vickers, Mohs, dan
Rockwell. Kekerasan bahan aluminium murni sangatlah

9
kecil, yaitu sekitar 20 skala Brinnel, sehingga dengan sedikit
gaya saja dapat mengubah bentuk logam. Untuk kebutuhan
aplikasi yang membutuhkan kekerasan, aluminium perlu
dipadukan dengan logam lain dan/atau diberi perlakuan termal
atau fisik. Aluminium dengan 4,4% Cu dan diperlakukan
quenching, lalu disimpan pada temperatur tinggi dapat
memiliki tingkat kekerasan Brinnel sebesar 160. (I Dewa
Made.Krishna.Muku, 2009)
c. Ductility (kelenturan)
Ductility didefinisikan sebagai sifat mekanis dari suatu bahan
untuk menerangkan seberapa jauh bahan dapat diubah
bentuknya secara plastis tanpa terjadinya retakan. Dalam suatu
pengujian tarik, ductility ditunjukkan dengan bentuk
neckingnya material dengan ductility yang tinggi akan
mengalami necking yang sangat sempit, sedangkan bahan yang
memiliki ductility rendah, hampir tidak mengalami necking.
Sedangkan dalam hasil pengujian tarik, ductility diukur dengan
skala yang disebut elongasi. Elongasi adalah seberapa besar
pertambahan panjang suatu bahan ketika dilakukan uji
kekuatan tarik. (I Dewa Made.Krishna.Muku, 2009)
d. Recyclability (daya untuk didaur ulang)
Aluminium adalah 100% bahan yang dapat didaur ulang tanpa
penurunan dari kualitas awalnya, peleburannya memerlukan
sedikit energi, hanya sekitar 5% dari energi yang diperlukan
untuk memproduksi logam utama yang pada awalnya
diperlukan dalam proses daur ulang. (I Dewa
Made.Krishna.Muku, 2009)

10
2.2 Pengelasan
Pengelasan merupakan salah satu jenis penyambungan diantara
penyambungan yang lain seperti baut dan keling. Berbeda antara keduanya
bahwa pengelasan membutuhkan perhatian yang khusus diantaranya
adalah jenis pengelasan, klasifikasi pengelasan, dan karakteristiknya.
Menurut Deutsche Industrie Normen (DIN) las adalah ikatan metalurgi
pada sambungan logam paduan yang dilaksanakan dalam keadan cair dari
definisi tersebut dapat dijelaskan lebih lanjut bahwa las adalah suatu
proses dimana bahan dengan jenis yang sama digabungkan menjadi satu
sehingga terbentuk suatu sambungan melalui ikatan kimia yang dihasilkan
dari pemakaian panas dan tekanan.(Harsono Wiryosumarto & Thosie
Okumura, 2000)
2.2.1 Jenis-Jenis Pengelasan
A. Pengelasan Cair
Las Busur Listrik (Electric Arc Welding)
a. Las Flash Butt (Flash Butt Welding)
Flash butt merupakan metode pengelasan yang dilakukan
dengan menggabungkan antara loncatan elektron dengan
tekanan, di mana benda kerja yang dilas dipanasi dengan energi
loncatan elektron 7 kemudian ditekan dengan alat sehingga
bahan yang dilas menyatu dengan baik.
b. Las Elektroda Terumpan (Consumable Electrode)
Consumable electrode (elektroda terumpan) adalah pengelasan
dimana elektroda las juga berfungsi sebagai bahan tambah. Las
elektroda terumpan terdiri dari:
c. Las MIG (Metal Inert Gas)
Las MIG atau las busur listrik adalah pengelasan dimana panas
yang ditimbulkan oleh busur listrik antara ujung elektroda dan
bahan dasar, karena adanya arus listrik dan menggunakan

11
elektrodanya berupa gulungan kawat yang berbentuk rol yang
gerakannya diatur oleh pasangan roda gigi yang digerakkan
oleh motor listrik.
d. Las Listrik (Shielded Metal Arc Welding/SMAW)
SMAW (Shielded Metal Arc Welding) adalah proses
pengelasan dengan mencairkan material dasar yang
menggunakan panas dari listrik melalui ujung elektroda dengan
pelindung berupa fluks atau slag yang ikut mencair ketika
pengelasan
e. Las Busur Terpendam (Submerged Arc Welding/SAW)
Prinsip dasar pengelasan ini adalah menggunakan arus listrik
untuk menghasilkan busur (Arc) sehingga dapat melelehkan
kawat pengisi lasan (filler wire), dalam pengelasan SAW ini
cairan logam lasan terendam dalam fluks yang melindunginya
dari kontaminasi udara, yang kemudian fluks tersebut akan
membentuk terak las (slag) yang cukup kuat untuk melindungi
logam lasan hingga membeku.
f. Las Elektroda Tak Terumpan (Non ConsumableElectrode)
Non consumable electrode adalah pengelasan dengan
menggunakan elektroda, di mana elektroda tersebut tidak
berfungsi sebagai bahan tambah. Elektroda hanya berfungsi
sebagai pembangkit nyala listrik.

12
Las Tahanan (Resistance Welding)
g. Las Titik (Spot Welding)
Pengelasan dilakukan dengan mengaliri benda kerja dengan
arus listrik melalui elektroda, karena terjadi hambatan diantara
kedua bahan yang disambung, maka timbul panas yang dapat
melelehkan permukaan bahan dan dengan tekanan akan terjadi
sambungan.
h. Las Kelim ( Seam Welding)
Ditinjau dari prinsip kerjanya, las kelim sama dengan las titik,
yang berbeda adalah bentuk elektrodanya. Elektroda las kelim
berbentuk silinder.
i. Las Gas atau Las Karbit (Oxy-acetylene welding / OAW)
Pengelasan dengan oksi - asetilin adalah proses pengelasan
secara manual dengan pemanasan permukaan logam yang akan
dilas atau disambung sampai mencair oleh nyala gas asetilin
melalui pembakaran C2H2 dengan gas O2 dengan atau tanpa
logam pengisi.
j. Las Sinar Laser
Pengelasan sinar laser adalah pengelasan yang memanfaaatkan
gelombang cahaya sinar laser yang dialirkan lurus kedepan
tanpa penyebaran terhadap benda kerja sehingga menghasilkan
panas dan melelehkan logam yang akan dilas.

13
k. Las Sinar Elektron
Prinsip kerjanya adalah adanya energi panas didapat dari energi
sebuah elektron yang di tumbukkan pada benda kerja, elektron
yang dipancarkan oleh katoda ke anoda difokuskan oleh lensa
elektrik ke sistim defleksi. Sistim defleksi meneruskan sinar
elektron yang sudah fokus ke benda kerja. Sinar yang sudah
fokus tersebut digunakan untuk melakukan pengelasan benda
kerja.
B. Pengelasan Padat
a. Friction Stir Welding
Friction stir welding merupakan proses penyambungan logam
dengan memanfaatkan energi panas yang diakibatkan karena
adanya gesekan dari dua material.
b. Cold Welding
Pengelasan dingin (Cold welding) adalah pengelasan yang
dilakukan dalam keadaan dingin. Yang dimaksud dingin di sini,
bukan berarti tidak ada panas, panas dapat saja terjadi dari
proses tersebut, namun tidak melebihi suhu rekristalisasi logam
yang dilas
c. Las Tempa
Penyambungan logam dengan cara ini dilakukan dengan
memanasi ujung logam yang akan disambung kemudian
ditempa, maka terjadilah sambungan. Panas yang dibutuhkan
sedikit di atas suhu rekristalisasi logam, sehingga logam masih
dalam keadaan padat

14
2.3 Korosi
Korosi berasal dari bahasa latin “Corrode” yang artinya berkarat
atau perusakanlogam. Korosi atau yang lebih dikenal dengan istilah
pengaratan merupakanperistiwa kerusakan suatu logam yang terjadi karena
adanya faktor metalurgi(pada material itu sendiri) serta akibat dari
pengaruh lingkungan (suhu,kelembaban dan lainnya) sehingga dapat
menurunkan kualitas bahan logamtersebut (Bayliss and Deacon, 2002).
Korosi tidak hanya melibatkan reaksi kimianamun juga reaksi
elektrokimia. Reaksi elektrokimia melibatkan perpindahanelektron-
elektron. Perpindahan elektron ini merupakan hasil dari reaksi
redoks(reduksi-oksidasi). Mekanisme korosi melalui reaksi elektrokimia
melibatkan reaksi anodik di daerah anoda (Perez, 2004). Berikut reaksi
anodik yangterjadi pada korosi logam:
M → Mn+ + ne- (1)
Proses korosi dari logam M adalah proses oksidasi logam menjadi satu ion
(n+) dalam pelepasan n elektron. Nilai dari n tergantung dari sifat
logam,contohnya :
jika pada besi maka reaksi yang terjadi sebagai berikut
(Broomfield, 2007).
Fe → Fe2+ + 2e- (2)
Reaksi katodik juga berlangsung di proses korosi. Reaksi katodik terjadi
pada daerah katoda. Beberapa jenis reaksi katodik yang terjadi selama
proses korosi antara lain:
Pelepasan gas hidrogen 2H+ + 2e- → H2 (3)
Reduksi oksigen O2 + 2(H2O) + 4e- → 4OH- (4)
Reduksi ion logam Fe3+ + e- → Fe2+ (5)
Pengendapan logam 3Na+ + 3e- → 3Na (6)
Reaksi katodik dimana oksigen dari udara akan larut dalam larutan terbuka

15
Secara umum korosi yang terjadi pada suatu larutan diawali dengan
teroksidasinya logam di dalam larutan sehingga logam tersebut
melepaskan elektron untuk membentuk ion logam yang bermuatan positif.
Pada kondisi ini, larutan akan bertindak sebagai katoda dengan reaksi
umum yang terjadi adalah pelepasan H2 (Reaksi 3) dan reduksi O2
(Reaksi 4), akibat ion H+ dan H2O yang tereduksi. Reaksi ini terjadi pada
permukaan logam yang selanjutnya akan mengakibatkan pengikisan akibat
pelarutan logam ke dalam larutan secara
berulang-ulang (Jones, 1992).
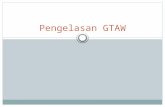
Gambar 2.1 Mekanisme korosi (Broomfield, 2007).
Gambar 1 menunjukkan bagaimana korosi pada logam besi (Fe).
Mekanisme korosi pada logam besi (Fe) dituliskan sebagai berikut:
Fe (s) + H2O (l) + ½ O2(g) → Fe(OH)2 (s) (7)
Ferro hidroksida (Fe(OH)2 ) yang dihasilkan pada reaksi di atas
merupakan hasil sementara yang dapat teroksidasi secara alami oleh air
dan udara menjadi ferri hidroksida (Fe(OH)3), dari mekanisme reaksi
berikut:
4 Fe(OH)2(s) + O2 (g) + 2H2O(l) → 4Fe(OH)3 (s) (8)
Ferri hidroksida (Fe(OH)3) yang terbentuk akan berubah menjadi Fe2O3
yang berwarna merah kecoklatan yang selanjutnya kita sebut sebagai
karat, melalui reaksi berikut (Broomfield, 2007).
2Fe(OH)3 → Fe2O3 + 3H2O (9)

16
2.4 Pengujian Impact
Pengujian bahan adalah suatu metode yang digunakan untuk menguji
kekuatan suatu bahan/material dengan cara memberikan beban gaya yang
sesumbu. Pengujian impact menurut (Malau, 2008), bertujuan untuk
mengetahui kemampuan spesimen menyerap energi yang diberikan. Pengujian
impact merupakan salah satu proses pengukuran terhadap sifat kerapuhan
bahan. Sifat keuletan atau toughness dari suatu bahan yang tidak dapat
terdeteksi oleh pengujian lain, jika dua buah bahan akan memiliki sifat yang
mirip sama namun jika diuji dengan impact test itu akan berbeda. Pengujian
impact dilakukan untuk mengetahui kekuatan bahan terhadap pembebanan
kejut (shock resistance), seperti kerapuhan yang disebabkan oleh perlakuan
panas atau sifat kerapuhan dari produk tuangan (Casting) serta pengaruh
bentuk dari produk tersebut.
Pengujian impact merupakan respon terhadap beban kejut atau beban
tiba-tiba. Pengujian ini dilakukan pada mesin uji yang dirancang dengan
memilki sebuah pendulum dengan berat tertentu yang mengayun dari suatu
ketinggian untuk memberikan beban kejut, dalam pengujian ini terdapat dua
macam cara pengujian yakni cara “Izod”dan cara “Charpy” yang berbeda
menurut arah pembebanan terhadap bahan uji serta kedudukan bahan uji
(Sudjana, 2008: 453). Pada pengujian standar Charpy dan Izod, dirancang dan
digunakan untuk mengukur energi impak yang dikenal dengan ketangguhan
takik. Spesimen charpy berbentuk batang dengan penampang lintang bujur
sangkar dengan takikan V oleh proses permesinan.
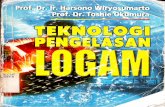
Pembebanan dalam proses pengujian pukul takik (impact test),
diberikan oleh ayunan pendulum dengan berat G dan jarak terhadap sumbu
putar R yang bergerak dari ketinggian h1 pada sudut awal α.

17
Gambar 2.2. Ilustrasi Skematis Pengujian Impact Charpy
Pada uji impact, energi yang diserap untuk mematahkan benda uji harus
diukur. Setelah bandul dilepas maka benda uji akan patah, setelah itu bandul akan
berayun kembali, semakin besar energi yang terserap, semakin rendah ayunan
kembali dari bandul. Energi terserap biasanya dapat dibaca langsung pada skala
penunjuk yang telah dikalibrasi yang terdapat pada mesin penguji. Energi terserap
juga dapat dituliskan dalam bentuk rumus :
E = m . g (h1-h2) = gaya x jarak (Wibowo, 2013)
dimana :
E = energi terserap = tenaga untuk mematahkan benda uji (Joule)
m = massa pendulum (kg)
g = percepatan gravitasi (m/s2) = 10 m/s2
h1 = tinggi jatuh palu godam (m) = R+R sin (α - 90)
h2 = tinggi ayunan palu godam (m) = R+R sin (β - 90)
R = jarak titik putar ke titik berat palu godam (m)
α = sudut jatuh (°)
β = sudut ayun (°)
Sehingga :
Harga impact =

18
2.4.1 Model Kegagalan
Menurut Afrizal dan Richardo (2011: 17), pengamatan dari impact
charpy dapat dilakukan melalui penelaahan permukaan patahan, seperti:
patahan berserat, patahan granular, atau patahan belah, dan patahan
campuran dari keduanya. Bentuk patahan yang berbeda-beda ini dapat
ditentukan dengan mudah, walaupun pengamatan permukaan patahan
tidak diperbesar. Model patahan komposit sandwich yang mengalami
beban impact biasanya berupa pull-out, core shear, delaminasi dan
indentation dan lain lain.
a) Perilaku gagal core shear biasanya terjadi pada balok sandwich dengan
skin yang relatif tebal dengan span yang pendek. Kegagalan didominasi
oleh lemahnya kekuatan core yang digunakan.
b) Kegagalan pull-out merupakan jenis kerusakan yang terjadi karena
lepasnya ikatan antara serat dengan epoksi terjadi karena air berdifusi ke
dalam serat terutama serat yang bersifat hydrophilic sehingga daya ikat
antara serat dengan matrik semakin rendah.
c) Pull-in merupakan perbedaan tegangan rata-rata dari komposit dapat
disebabkan oleh beberapa sebab diantaranya adalah kekuatan komposit
yang kurang merata disetiap tempat dan distribusi serat yang kurang
merata sehingga energi yang diserap menjadi lebih kecil.
d) First crack merupakan kerusakan yang terjadi pada saat awal pembebanan
yang mengakibatkan keretakan pada spesimen. Keretakan awal pada
spesimen ini sering terjadi pada bidang yang mendapat titik pembebanan.
Kerusakan ini terjadi karena bahan material spesimen bersifat getas dan
tidak mampu menahan geser yang diberikan.
e) Finally crack merupakan batas titik akhir dari kerusakan yang terjadi pada
kerusakan awal. Finally crack terjadi karena material spesimen mampu

19
menyerap energi pembebanan yang diberikan, sehingga material spesimen
tidak sampai putus karena pembebanan.
f) Kegagalan delaminasi merupakan jenis kerusakan yang berbentuk
pengelupasan pada permukaan. Delaminasi sering terjadi pada struktur
bertulang akibat kurangnya lapisan perekat. Kerusakan ini bisa terjadi
pada konstruksi karena kegagalan pada pembuatan campuran, reaksi
kimia, kelebihan beban dan sebagainya, oleh karena itu perlu
diperhitungkan agar kerusakan ini tidak terjadi pada konstruksi.