Bab 6
9
BAB VI PENGERJAAN PELAT 1. Pengantar. Dewasa ini banyak konstruksi yang menggunakan pelat baja, aluminium dan campurannya, tembaga dan lain-lain. Pengerjaan pelat biasanya diawali dengan pemotongan. Menggunting paling banyak dilakukan. Pengerjaan selanjutnya dapat dengan pembengkokan, pengerolan, pelipatan, penyambungan dan lain-lain Gungsi Mesin Gergaji 2. Di bengkel teknik, mesin gergaji digunakan untuk memotong bahan, baik dalam jumlah yang banyak maupun sedikit. Pemotongan bahan dengan menggunakan mesin gergaji, lebih efektif dan efisien jika dibandingkan dengan menggunakan gergaji tangan biasa. Macam-macam Mesin gergaji 3. Dilihat dari bentuk gergaji yang digunakan dan gerakan dari pemotongannya, mesin gergaji terdiri atas: a. mesin gergaji datar; b. mesin gergaji bundar; c. mesin gergaji pita. a. Mesin gergaji datar. Konstruksi dari mesin gergaji datar dapat dilihat pada gambar 6.1 berikut. Gambar 6.1 Mesin gergaji datar Keterangan gambar: (1) Motor penggerak (8) Cairan pendingin (9) Sengkang gergaji (10) Daun gergaji (11) Engkol pemutar (12) Eretan
-
Upload
ariefhadiyanto -
Category
Documents
-
view
33 -
download
0
description
PROSES PRODUKSI
Transcript of Bab 6

BAB VIPENGERJAAN PELAT
1. Pengantar. Dewasa ini banyak konstruksi yang menggunakan pelat baja, aluminium dan campurannya, tembaga dan lain-lain. Pengerjaan pelat biasanya diawali dengan pemotongan. Menggunting paling banyak dilakukan. Pengerjaan selanjutnya dapat dengan pembengkokan, pengerolan, pelipatan, penyambungan dan lain-lain
Gungsi Mesin Gergaji
2. Di bengkel teknik, mesin gergaji digunakan untuk memotong bahan, baik dalam jumlah yang banyak maupun sedikit. Pemotongan bahan dengan menggunakan mesin gergaji, lebih efektif dan efisien jika dibandingkan dengan menggunakan gergaji tangan biasa.
Macam-macam Mesin gergaji
3. Dilihat dari bentuk gergaji yang digunakan dan gerakan dari pemotongannya, mesin gergaji terdiri atas:
a. mesin gergaji datar;b. mesin gergaji bundar;c. mesin gergaji pita.
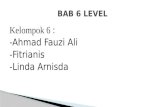
a. Mesin gergaji datar. Konstruksi dari mesin gergaji datar dapat dilihat pada gambar 6.1 berikut.
Gambar 6.1 Mesin gergaji datarKeterangan gambar: (1) Motor penggerak(2) Sabuk(3) Roda sabuk(4) Keping penggerak (5) Timbangan sorong (6) Tabunghidrolik (7) Ragum atau penjepit benda kerja
(8) Cairan pendingin(9) Sengkang gergaji (10) Daun gergaji (11) Engkol pemutar (12) Eretan(13) Rumah mesin

1) Mengatur Tekanan Pemakanan. Rumah sengkang gergaji dilengkapi dengan timbangan sorong, yaitu beban yang dapat diatur atau digeser posisinya sesuai dengan tekanan yang diinginkan. Semakin jauh jarak timbangan sorong terhadap titik tumpu sengkang, semakin besar tekanan pemakanannya. Semakin dalam pemakanannya, semakin besar pula cairan yang keluar untuk pendinginan, juga semakin cepat keluarnya cairan pada tabung hidrolik. Posisi timbangan sorong akan berpengaruh terhadap:
a) kedalaman pemotongan;b) kecepatan aliran cairan pendingin;c) kecepatan aliran pada tabung hidrolis;d) kecepatan pemotongan;e) keawetan daun gergaji.
Jika daun gergaji masih dalam kondisi baru, timbangan sorong jangan diletakkan pada posisi paling depan. Hal ini dikarenakan tekanan yang terjadi pada saat pemotongan berharga maksimum, sehingga dapat mengakibatkan gigi-gigi daun gergaji menjadi rontok dan mudah rusak. Aturlah timbangan sorong sesuai dengan kebutuhan supaya daun gergaji awet dan mempunyai umur pemakaian yang panjang!
2) Cairan pendingin. Untuk mengurangi panas akibat gesekan antara daun gergaji dengan benda kerja yang dipotong, maka selama pemotongan berlangsung harus menggunakan cairan pendingin. Periksa cairan pendingin pada mesin, apakah masih tersedia atau kurang? Jika kurang, maka harus cepat ditambah.
3) Pemutus arus. Selain dipasang batang hidroiik yang dapat mengatur naik dan turunnya sengkang gergaji, juga dipasang alat pemutus arus atau kontaktor pada bagian belakang bawah sengkang. Pemutus arus atau kontaktor ini berfungsi untuk memutuskan arus, sehingga jika pemotongan sudah selesai maka sengkang akan berada pada posisi paling bawah, tombol kontaktor tertekan, dan mesin secara otomatis akan berhenti.
4) Cara kerja mesin gergaji datar. Mesin gergaji datar digerakkan oleh motor listrik. Gerak putar dari motor listrik ditransmisikan menggunakan roda sabuk poros ke poros, ke keping pemutar yang mempunyai alur dan poros eksentrik. Dari poros eksentrik, selanjutnya dihubungkan ke sengkang melalui batang penggerak yang menyebabkan gerak putar dari keping penggerak berubah menjadi gerak maju mundur pada sengkang gergaji.
5) Memasang daun gergaji. Gerakan pemotongan pada mesin gergaji terjadi pada saat sengkang bergerak ke belakang.
Proses Produksi Majoring Aeronautika
55

Oleh sebab itu, pemasangan daun gergaji giginya harus menghadap ke belakang menuju pusat poros penarik. Pemasangan daun gergaji jangan terlalu kencang atau tegang. Karena, gerakan pemotongan yang terus dan pemuaian pada daun gergaji, dapat menyebabkan ukuran daun gergaji ber-tambah panjang dan melentur sehingga daun gergaji dapat patah.
6) Memasang panjang langkah. Pengaturan panjang langkah pada mesin gergaji dilakukan dengan cara mengatur atau menyetel poros eksentrik yang berada pada alur keping penggerak. Hal ini dapat dilakukan dengan cara melonggarkan mur dan mengatur jarak eksentrik, kemudian mengencangkan kembali pada posisi jarak yang diinginkan. Semakin jauh jarak poros eksentrik terhadap poros ke keping penggerak, semakin jauh pula jarak gerak maju mundur yang dilakukan oleh sengkang gergaji.
b. Mesin gergaji bundar . Pada mesin gergaji bundar, mata gergajinya melingkar atau bundar, dipasang pada poros yang berputar, dan tidak melalui poros eksentrik. Pada saat pemotongan berlangsung, mata gergaji menekan ke bawah dan tidak naik turun sebagaimana terjadi pada mesin gergaji datar. Pada saat pemotongan, diperlukan pendinginan. Ketebalan pemakanannya dapat diatur dengan memutarkan eretan secara manual maupun otomatis. Mesin gergaji bundar dapat dilihat pada gambar 6.3 berikut.
Gambar 6.2 Mesin gergaji bundarKeterangan gambar: (1) Gearbox (2) Gergaji bundar(3) Engkol(4) Penjepit benda kerja(5) Benda kerja
c. Mesin gergaji pita. Pada mesin gergaji pita, daun gergajinya berbentuk pita tertutup atau tersambung dan dipasang di antara dua pully. Pully pertama sebagai pully penggerak dan pully kedua sebagai pully pengantar. Pemasangan daun gergaji yang terbuka, sangat berbahaya. Oleh karena itu, daun gergaji harus dipasang dalam
Proses Produksi Majoring Aeronautika
56
(6) Gaid (rel)(7) Rumah mesin (8) Eretan(9) Pully(10) Poros motor penggerak

keadaan tertutup atau terlindungi. Kedalaman pemotongan dapat diatur dengan keran hidrolik. Jika pemotongan sudah selesai, mesin dapat berhenti secara otomatis. Hal ini disebabkan adanya pemutus arus atau kontaktor yang dipasang di bawah, seperti halnya pada mesin gergaji datar. Mesin gergaji pita banyak modelnya, salah satu di antaranya dapat dilihat pada gambar 6.3 berikut.
Gambar 6.3 Mesin gergaji pita
Keterangan gambar:(1) Penjepit benda kerja (2) Rumah mesin(3) Engkol pemutar(4) Kap atau pelindung daun gergaji
Gunting Pelat
4. Dalam proses menggunting diawali dengan masuknya mata pisau kedalam bahan, sehingga terjadi kopel (pemutaran). Kopel ini harus dicegah karena akan menimbulkan serupih-serupih. Untuk menggunting pelat- pelat tipis sampai dengan 1 mm dan pendek-pendek digunakan gunting tangan. Sewaktu mengguntirg garis batasnya harus jelas. Dengan gunting pukul dapat dipotong jalur-jalur lurus yang panjang dengan sekali pukulan (Gambar 6.4a). Untuk memotong bentuk-bentuk lingkaran digunakan gunting lingkaran seperti terlihat pada Gambar 6.4b. Untuk pemotongan pelat-pelat yang tebal dan lebar digunakan mesin gunting besar yang digerakkan secara elektris (Gambar 6.4c).
Gambar 6.4a gunting pukul Gambar 6.4b gunting lingkaran
Proses Produksi Majoring Aeronautika
57
(5) Benda kerja(6) Motor penggerak (7) Pegas penarik (8) Daun gergaji pita

Gambar 6.4c Mesin gunting besar yang digerakkan secara elektris
Pelubang
5. Pelubang (pons) digunakan untuk pengerjaan mempons pelat yaitu membuat lubang bidang bulat dengan mesin pons. Pembuatan lubang ini dilakukan dengan sebuah nipel pelubang dan sebuah cincin pemotong. Bentuk nipel pelubang dan cincin pemotong seperti Gambar 6.5, mempunyai produk pemotongan terbaik. Untuk meningkatkan efektifitas potong yaitu dengan mengurangi gesekan dan memperkecil gaya potong. Ini dapat dicapai dengan menambah diameter cincin pemotong sebesar 10% dari ketebalan pelat.
Gambar 6.5 Mesin Pelubang (pons)
Besarnya gaya yang diperlukan pada nipel tergantung dari keteguhan geser (B) dari bahan yang dilubangi dan luas bidang yang dipotongnya. Biasanya keteguhan geser diambil 4/5 dari keteguhan tarik (B), seperti terlihat pada Gambar 8.4. Luas bidang yang digeser adalah keliling lubang X tebal bahan. Gaya sayat (Fs) yang diperlukan adalah:
Fs = B. d . s . (kN), atau
Fs = 0,8B . d . s . (kN)
Fs = Gaya sayat (kN)
B = - keteguhan geser (kN/cm2)
B = keteguhan tarik (kN/cm2)
d = diameter lubang (cm).
s = tebal bahan (cm).
Proses Produksi Majoring Aeronautika
58

Mencanai Pelat
6. Untuk pembuatan pipa-pipa besar atau badan-badan ketel dipakai sebuah canai pelat (Gambar 6.6) Bila sebuah dinding silinder yang tertutup telah dicanai, harus dapat dikeluarkan dari canainya. Karena itu roll atas harus dapat dibelokkan (Gambar 6.7). Untuk mencegah supaya ujung-ujung pelat tetap lurus dan saat menaiki roll belakang terjadi lekukan, sebelum pencanaian dimulai, ujung-ujungnya harus dibengkokkan terlebih dahulu.
Gambar 6.6 Mesin canai pelat
Gambar 6.7 Mesin canai pelat untuk membuat pipa
Penekunan Tajam
7. Adalah suatu pembengkokan pelat setajam-tajamnya sepanjang sebuah garis lurus. Untuk menekuk pelat dipakai sebuah bangku tekuk/mesin tekuk (Gambar 6.8). Pelat dijepit diatas meja rentang oleh mistar tekuk yang dipasang pada blok atas. Setelah itu pelatnya dibengkokkan sepanjang sisi mistar tekuknya oleh balok pembengkok. Jarijari/radius bengkoknya tergantung dari bentuk mistar tekuknya. Sebuah mesin tekuk harus dilengkapi dengan berbagai mistar tekuk yang dapat ditukar-tukar (Gambar 6.9). Untuk dapat menekuk berbagai ketebalan pelat, balok pembengkoknya harus dapat di atur (Gambar 6.10).
Gambar 6.8 Mesin Penekuk Pelat Gambar 6.9 Mistar Tekuk Pelat
Proses Produksi Majoring Aeronautika
59

Gambar 6.10 Macam sudut penekukan pelat
SOAL SOAL LATIHAN
1. Dimanakah mesin gergaji digunakan?
2. Apa fungsi mesin gergaji? Jelaskan.
3. Ada berapa macam mesin gergaji ditinjau dari bentuk gergajinya?
4. Apa fungsi tabung hidrolik?
5. Apa fungsi timbangan sorong? Jelaskan.
6. Alat apa yang dapat memutuskan arus pada saat selesai pemotongan?
7. Jika panjang langkah = 100 mm, hitunglah jarak sumbu eksentriknya.
8. Apakah pemasangan daun gergaji datar sama dengan daun gergaji bundar? Jika tidak sama, jelaskan perbedaannya.
9. Apakah gerakan daun gergaji pita bolak-balik seperti halnya pada mesin gergaji datar?
10. Pemasangan daun gergaji pita harus dalam keadaan terlindungi. Mengapa demikian? Jelaskan.
11. Mengapa timbul kopel pada proses pengguntingan pelat ?
12. Bagaimana cara mencegah kopel tersebut, agar produknya baik ?
13. Untuk keperluan apa gunting pukul digunakan ? Jelaskan
14. Apa gunanya kerucut kecil di bawah nipel pons ?
15. Apakah sisi dalam dari lubang yang di pons itu licin, jelaskan
16. Apakah semua bahan dapat di pons ?
17. Mengapa langkah dari nipel pons harus sekecil-kecilnya
Proses Produksi Majoring Aeronautika
60