BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS …thesis.binus.ac.id/ecolls/doc/Bab4/2012-1-01362-TI...
29
23 BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA 4.1.Profil Perusahaan 4.1.1 Sejarah Perusahaan PT. Bukaka Teknik Utama adalah salah satu anak perusahaan dari NV. Hadjhi Kalla yang berlokasi di Ujung Pandang dan didirikan oleh Yusuf Kalla. Ide pertama didirikannya PT.Bukaka Teknik Utama adalah setelah diumumkannya surat keputusan Menteri Perindustrian No.168/M/SK/9/1978, yang merupakan penegasan untuk memberlakukan kembali surat keputusan Menteri Perindustrian.No.301/M/SK/1976, tentang keputusan atau ketentuan yang mengharuskan perusahaan-perusahaan perakitan kendaraan bermotor untuk memakai komponen-komponen dalam negeri. Pada tanggal 25 Oktober 1978 didirikan PT. Bukaka Teknik Utama di atas lahan seluas 3000 m 2 dengan luas bangunan sekitar 1000 m 2 . Pada awalnya adalah sebuah bengkel kecil dengan peralatan sederhana. Peralatan yang ada waktu itu adalah 4 buah mesin las, sebuah mesin bubut, sebuah genset 65 kVA, dan beberapa peralatan lainnya. Pekerjaannya pada waktu itu adalah memperbaiki mobil dan lokasi awalnya adalah di daerah Babakan, Cileungsi. Perkembangan PT. Bukaka Teknik Utama di daerah ini tergolong pesat, karena itu diambil suatu langkah pemindahan lokasi pabrik untuk lebih mengembangkan usaha. Menurut rencana awal lokasi perusahaan ini akan dipindahkan ke daerah Cakung, Bekasi, dengan luas tanah 30.000 m 2 , namun karena lokasi tersebut dinilai kurang strategis dipindahkan ke tempat yang lebih strategis, yaitu daerah Cileungsi Kabupaten Bogor. Akhirnya pada bulan
Transcript of BAB 4 PENGUMPULAN, PENGOLAHAN DAN ANALISIS …thesis.binus.ac.id/ecolls/doc/Bab4/2012-1-01362-TI...
23
BAB 4
PENGUMPULAN, PENGOLAHAN DAN ANALISIS DATA
4.1.Profil Perusahaan
4.1.1 Sejarah Perusahaan
PT. Bukaka Teknik Utama adalah salah satu anak perusahaan dari
NV. Hadjhi Kalla yang berlokasi di Ujung Pandang dan didirikan oleh Yusuf
Kalla. Ide pertama didirikannya PT.Bukaka Teknik Utama adalah setelah
diumumkannya surat keputusan Menteri Perindustrian No.168/M/SK/9/1978,
yang merupakan penegasan untuk memberlakukan kembali surat keputusan
Menteri Perindustrian.No.301/M/SK/1976, tentang keputusan atau ketentuan
yang mengharuskan perusahaan-perusahaan perakitan kendaraan bermotor
untuk memakai komponen-komponen dalam negeri. Pada tanggal 25 Oktober
1978 didirikan PT. Bukaka Teknik Utama di atas lahan seluas 3000 m2
dengan luas bangunan sekitar 1000 m2. Pada awalnya adalah sebuah bengkel
kecil dengan peralatan sederhana. Peralatan yang ada waktu itu adalah 4 buah
mesin las, sebuah mesin bubut, sebuah genset 65 kVA, dan beberapa
peralatan lainnya. Pekerjaannya pada waktu itu adalah memperbaiki mobil
dan lokasi awalnya adalah di daerah Babakan, Cileungsi.
Perkembangan PT. Bukaka Teknik Utama di daerah ini tergolong
pesat, karena itu diambil suatu langkah pemindahan lokasi pabrik untuk lebih
mengembangkan usaha. Menurut rencana awal lokasi perusahaan ini akan
dipindahkan ke daerah Cakung, Bekasi, dengan luas tanah 30.000 m2, namun
karena lokasi tersebut dinilai kurang strategis dipindahkan ke tempat yang
lebih strategis, yaitu daerah Cileungsi Kabupaten Bogor. Akhirnya pada bulan
24
Maret 1982 PT.Bukaka Teknik Utama dipindah ke lokasi baru di desa
Limusnunggal, kecamatan Cileungsi, kabupaten Bogor dengan luas tanah 6,7
hektar. Saat ini PT. Bukaka Teknik Utama merupakan salah satu perusahaan
multi business dari Indonesia yang sedang berkembang, perusahaan ini secara
umum bergerak pada bidang kontruksi, infrastruktur engineering dan
manufaktur. Perusahaan ini memiliki pusat area industri sendiri di daerah
Bogor, tepatnya yang beralamat di Jl. Raya Bekasi Cibinong KM 19,5
Cileungsi, Bogor 16280. Selain itu perusahaan ini memiliki beberapa divisi,
yang dimana tiap divisi memiliki unit usaha masing-masing yang berbeda
dengan divisi lainnya, salah satu divisinya adalah PT. Bukaka BRB yang
memiliki unit usaha membuat kontruksi Boarding Bridge.
4.1.2 Tinjauan Umum PT. Bukaka BRB
PT. Bukaka BRB adalah perusahaan yang memproduksi Garbarata.
Garbarata sendiri resmi menjadi nama dari Aircraft Passenger Boarding
Bridge pada tanggal 24 desember 1990, saat Presiden Soeharto meresmikan 4
buah pabrik LMDE yang dipusatkan di PT. Bukaka Teknik Utama.
Sebelumnya garbarata juga dikenal dengan nama lorong teleskopik, gang
way, ram way, dan boarding bridge. Nama garbarata itu sendiri itu diambil
dari bahasa sanksekerta yang berarti belalai gajah. Garbarata merupakan
lorong yang menghubungkan pintu pesawat dengan terminal, sehingga
garbarata berfungsi sebagai lorong tempat berjalan bagi penumpang dari
terminal menuju pesawat demikian juga sebaliknya. Beberapa keuntungan
yang didapatkan dengan adanya penggunaan garbarata ini diantaranya adalah
Melindungi para penumpang dan awak pesawat dari pencemaran udara yang
25
dihasilkan oleh mesin pesawat, melindungi para penumpang dan awak
pesawat dari cuaca sekeliling, misalnya panas, dingin, angin, hujan,
mempermudah pengaturan keamanan, termasuk dalam sistem pemeriksaan.
Dengan demikian penggunaan garbarata dipandang lebih baik daripada
penggunaan landing stairs yang sebelumnya lebih banyak digunakan. Selain
daripada itu,kemudahan pengoperasian alat ini dengan menggunakan sistem
elektronik yang ditunjang dengan penggunaan computer untuk pengontrolan
pengoperasian.
PT. Bukaka Teknik Utama merupakan satu-satunya perusahaan di
Asia Tenggara yang memproduksi alat ini. Selain untuk kebutuhan dalam
negeri yakni di bandara Soekarno Hatta, Ngurah Rai, Hang Nadim. Produk
Garbarata buatan PT. Bukaka Teknik Utama ini telah mampu bersaing
dengan perusahaan besar lainnya dari Amerika Serikat, Jepang, Jerman, dan
Belanda. Produk garbarata pertama PT. Bukaka Teknik Utama telah berhasil
diekspor ke Jepang untuk dipakai di bandara Hachijo, kemudian dibandara
Kansai, Jepang. Disusul dengan ekspor ke beberapa Negara lain seperti Cina,
Thailand, Singapura, dan lain-lain. Hingga saat ini, Bukaka telah
menghasilkan sekitar 800 unit jembatan penumpang dan sebanyak 483 unit
telah diekspor ke berbagai negara, termasuk Jepang, Thailand, Hong Kong,
Cina, India, Malaysia, Chile, Bangladesh, Myanmar, Brunei dan Singapura.
4.1.3 Pengenalan Produk Garbarata
Semua produk buatan PT. Bukaka BRB dirancang dengan sistem
control elektro mekanik untuk penggeraknya dan dilengkapi dengan
teknologi saat ini yang opsional untuk memenuhi kenyamanan dan keamanan

26
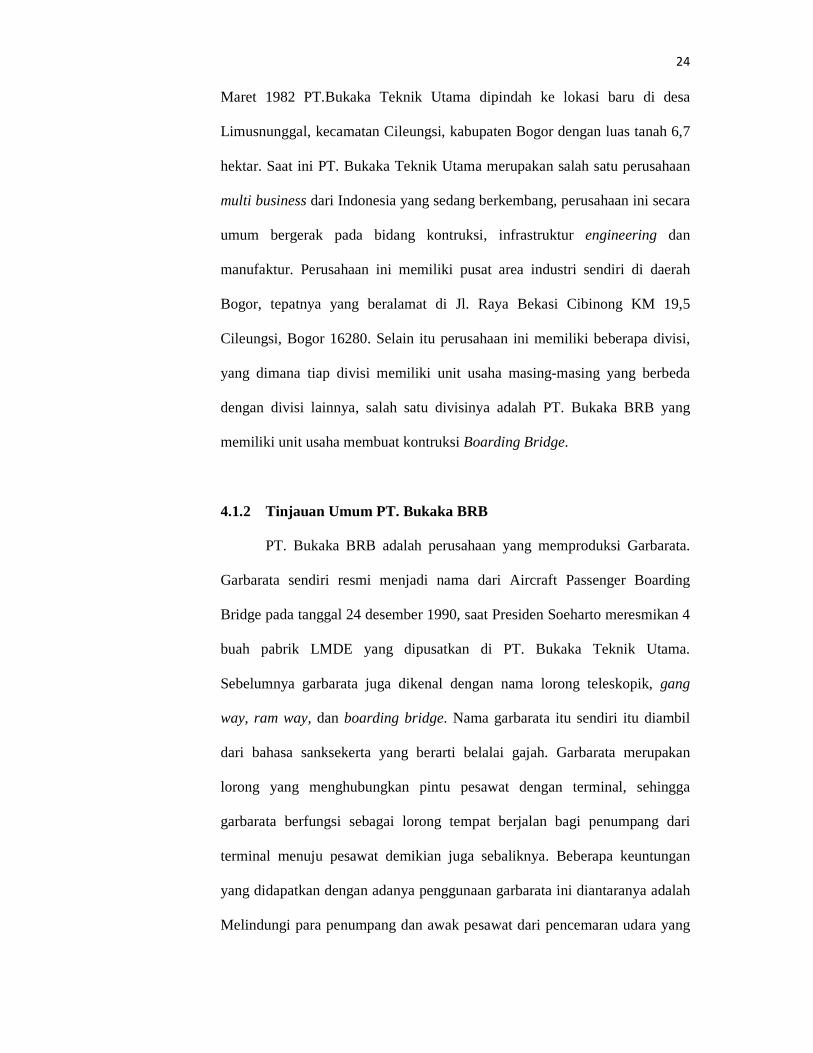
penumpang dan pesawat. Berdasarkan pada konsep modern, memiliki
kemudahan operasi dan pemeliharaan. Garbaratan buatan PT. Bukaka BRB
tersedia dalam dua jenis yaitu, dengan dua dan tiga terowongan (tunnel),
dengan pilihan model dinding baja atau dinding kaca. Keduanya dibangun
dalam berbagai panjang sesuai permintaan customer. Selain itu paket
perlengkapan standar dipilih untuk memenuhi persyaratan operasional
bandara agar cocok untuk kebutuhan penumpang pesawat. Model yang
disebutkan diatas dapat dilihat pada gambar sebagai berikut.
Gambar 4.1. Two tunnel glass dan Three tunnel glass
(Sumber : PT. Bukaka BRB)
27
Gambar 4.2. Two tunnel steel dan Three tunnel steel
(Sumber : PT. Bukaka BRB)
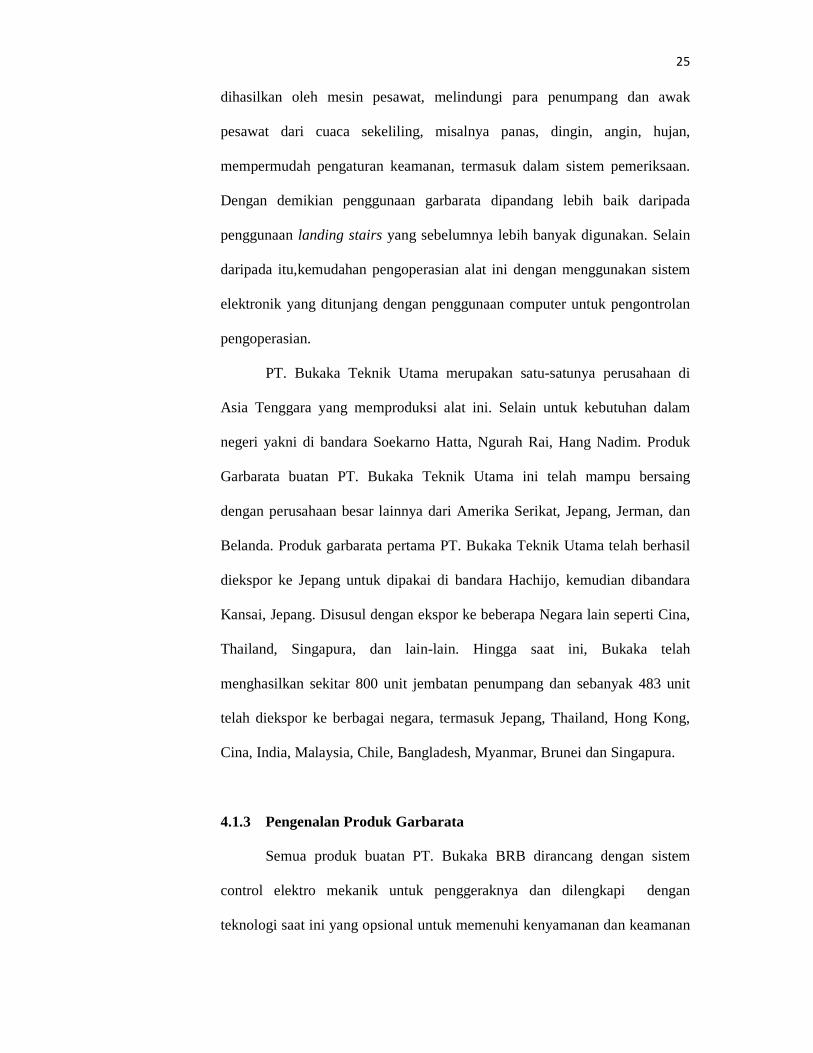
4.1.4 Komponen Produk Garbarata
Jembatan penumpang pesawat terbang terdiri dari sebuah Rotunda,
bagian terowongan, kolom angkat vertikal, drive-wheel boogey, kabin dengan
ruang kontrol operator, tangga pendaratan dan pintu. Komponen tersebut
dapat dilihat pada tabel sebagai berikut.
No Gambar Keterangan
1
Rotunda and building
interface
28
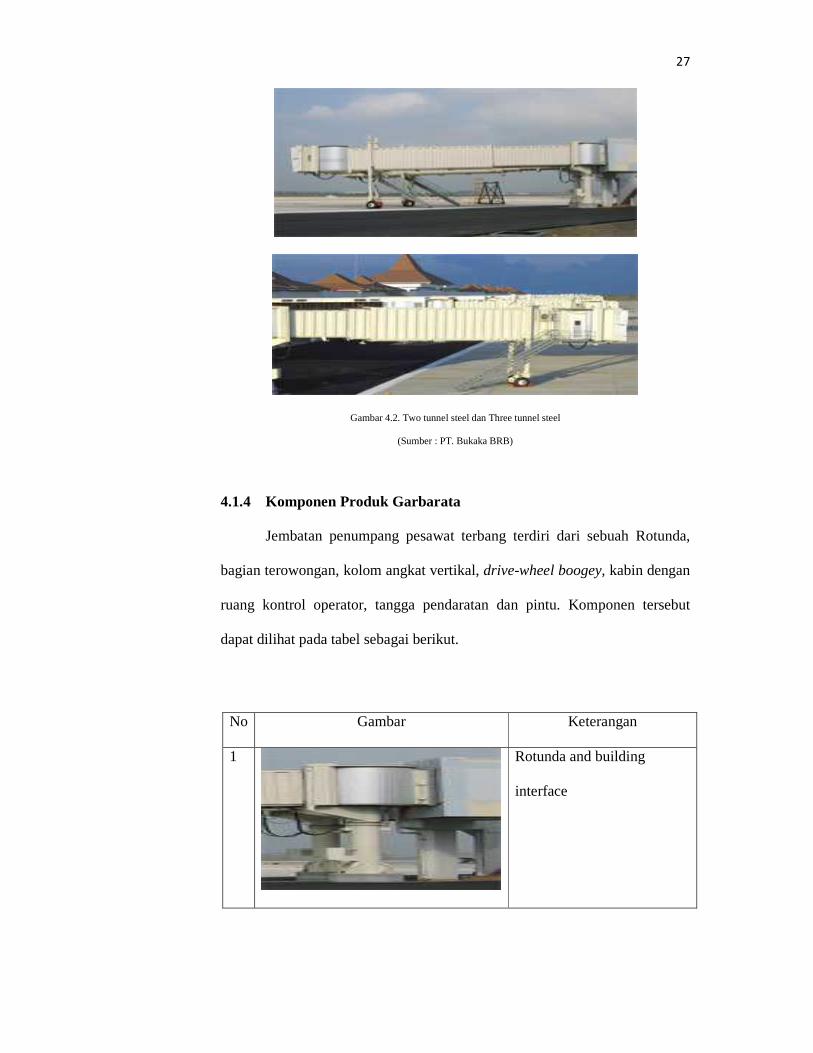
2
Cabin (contact head)
3
Lift column motorized
4
Wheel Boogey
Tabel 4.1. Komponen-komponen unit Garbarata
(Sumber : PT. Bukaka BRB)
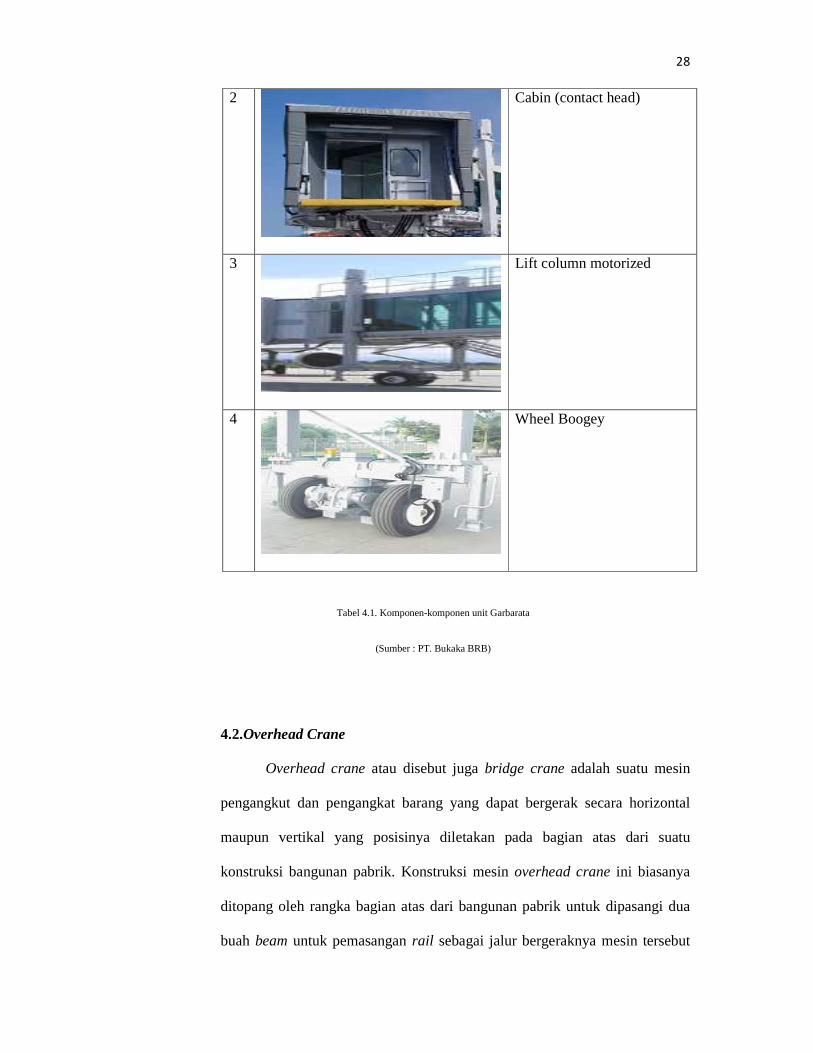
4.2.Overhead Crane
Overhead crane atau disebut juga bridge crane adalah suatu mesin
pengangkut dan pengangkat barang yang dapat bergerak secara horizontal
maupun vertikal yang posisinya diletakan pada bagian atas dari suatu
konstruksi bangunan pabrik. Konstruksi mesin overhead crane ini biasanya
ditopang oleh rangka bagian atas dari bangunan pabrik untuk dipasangi dua
buah beam untuk pemasangan rail sebagai jalur bergeraknya mesin tersebut
29
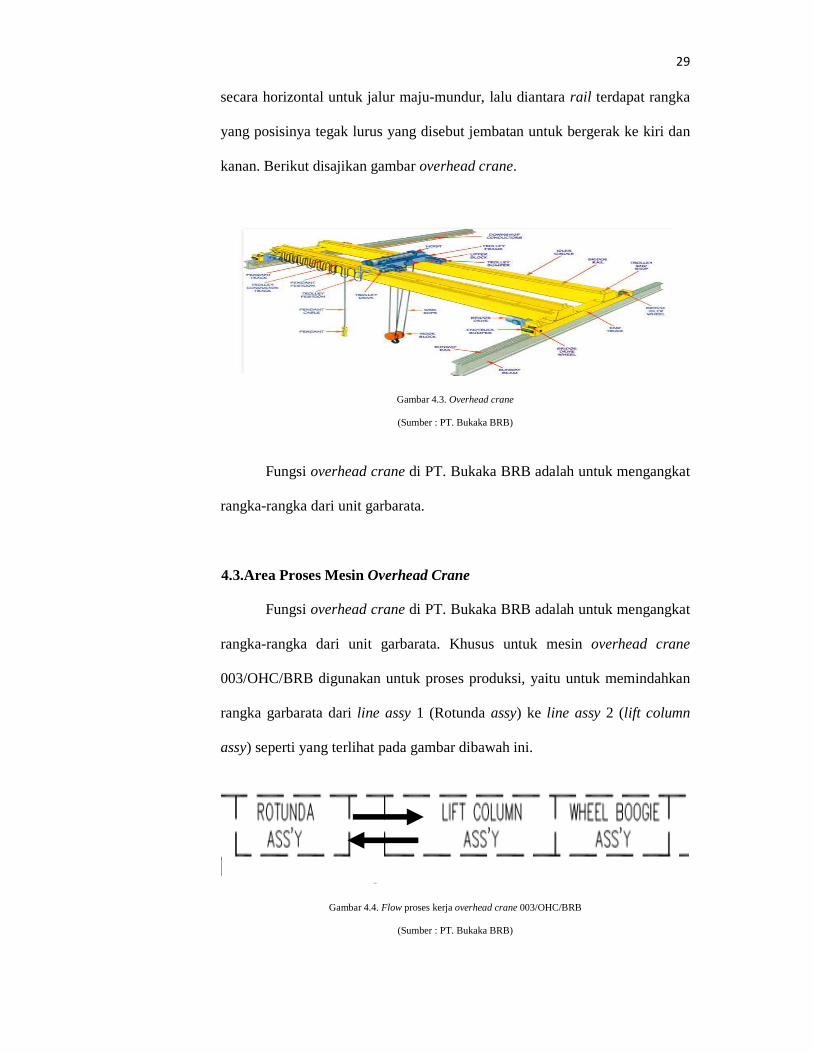
secara horizontal untuk jalur maju-mundur, lalu diantara rail terdapat rangka
yang posisinya tegak lurus yang disebut jembatan untuk bergerak ke kiri dan
kanan. Berikut disajikan gambar overhead crane.
Gambar 4.3. Overhead crane
(Sumber : PT. Bukaka BRB)
Fungsi overhead crane di PT. Bukaka BRB adalah untuk mengangkat
rangka-rangka dari unit garbarata.
4.3.Area Proses Mesin Overhead Crane
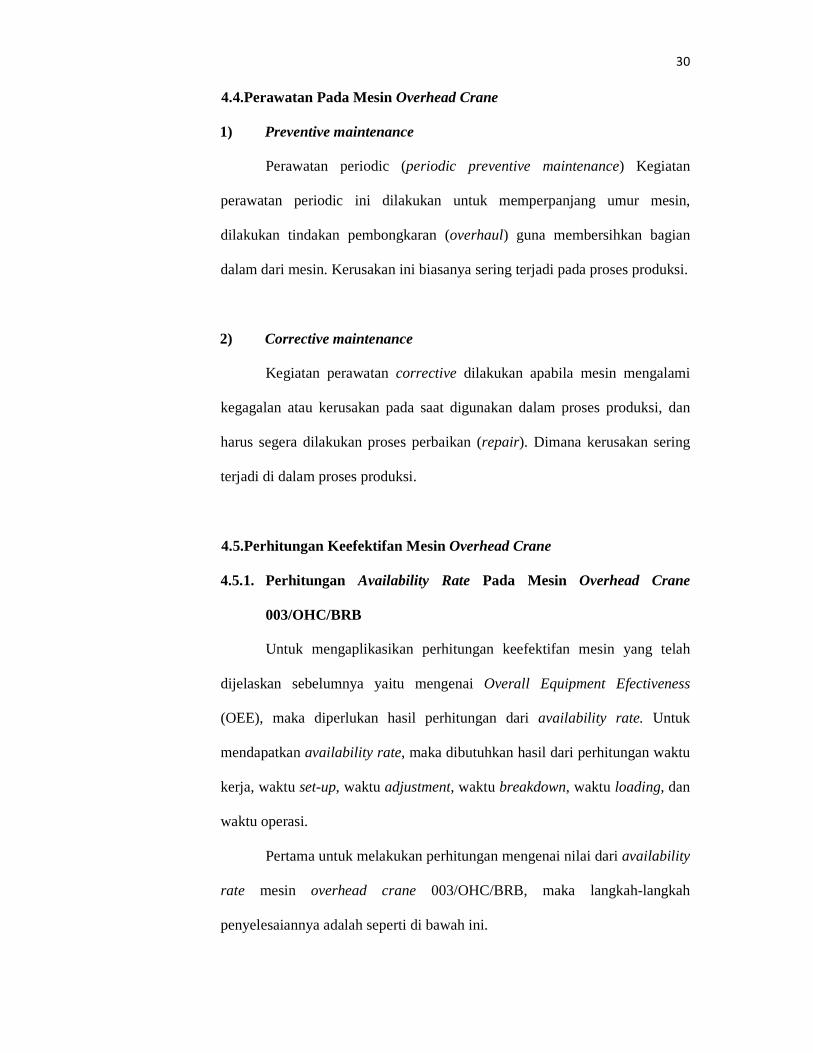
Fungsi overhead crane di PT. Bukaka BRB adalah untuk mengangkat
rangka-rangka dari unit garbarata. Khusus untuk mesin overhead crane
003/OHC/BRB digunakan untuk proses produksi, yaitu untuk memindahkan
rangka garbarata dari line assy 1 (Rotunda assy) ke line assy 2 (lift column
assy) seperti yang terlihat pada gambar dibawah ini.
Gambar 4.4. Flow proses kerja overhead crane 003/OHC/BRB
(Sumber : PT. Bukaka BRB)
30
4.4.Perawatan Pada Mesin Overhead Crane
1) Preventive maintenance
Perawatan periodic (periodic preventive maintenance) Kegiatan
perawatan periodic ini dilakukan untuk memperpanjang umur mesin,
dilakukan tindakan pembongkaran (overhaul) guna membersihkan bagian
dalam dari mesin. Kerusakan ini biasanya sering terjadi pada proses produksi.
2) Corrective maintenance
Kegiatan perawatan corrective dilakukan apabila mesin mengalami
kegagalan atau kerusakan pada saat digunakan dalam proses produksi, dan
harus segera dilakukan proses perbaikan (repair). Dimana kerusakan sering
terjadi di dalam proses produksi.
4.5.Perhitungan Keefektifan Mesin Overhead Crane
4.5.1. Perhitungan Availability Rate Pada Mesin Overhead Crane
003/OHC/BRB
Untuk mengaplikasikan perhitungan keefektifan mesin yang telah
dijelaskan sebelumnya yaitu mengenai Overall Equipment Efectiveness
(OEE), maka diperlukan hasil perhitungan dari availability rate. Untuk
mendapatkan availability rate, maka dibutuhkan hasil dari perhitungan waktu
kerja, waktu set-up, waktu adjustment, waktu breakdown, waktu loading, dan
waktu operasi.
Pertama untuk melakukan perhitungan mengenai nilai dari availability
rate mesin overhead crane 003/OHC/BRB, maka langkah-langkah
penyelesaiannya adalah seperti di bawah ini.
31
1) Perhitungan waktu kerja
Di PT. Bukaka BRB jumlah hari kerja dalam satu bulan adalah 20
hari, dimana satu hari memiliki waktu kerja dari pukul 07.00 – 18.00 WIB,
yaitu memiliki sekitar 10 jam kerja/hari (sudah dipotong waktu istirahat),
yang waktu kerjanya yaitu adalah hari Senin s/d Jumat. Maka untuk
perhitungan waktu kerja (working time) yang tersedia mesin Overhead crane
003/OHC/BRB pada periode bulan April s/d September 2012 adalah sebagai
berikut.
April s/d September 2012
Hari kerja/bulan = 20 hari/bulan
Waktu kerja/hari = 10 jam/hari
Maka,
Working time = 20 hari/bulan x 10 jam/hari x 3600 detik
= 200 jam/bulan x 3600 detik
= 720.000 detik/bulan
2) Perhitungan waktu set-up
Waktu set-up merupakan waktu unutk kegiatan persiapan sebelum
mesin dapat digunakan untuk bekerja. Untuk perhitungan waktu set-up mesin
Overhead crane 003/OHC/BRB pada periode bulan April s/d September 2012
adalah sebagai berikut.
April s/d September 2012
Waktu set-up terdiri dari
Waktu menyalakan power supply = 20 menit/shift
Menurunkan hook crane = 16 menit/shift
32
Total waktu = 36 menit/shift
Maka,
36 menit/shift x 60 detik/menit x 20 hari/bulan
Total waktu set-up/bulan = 43.200 detik/bulan
3) Perhitungan waktu adjustment
Untuk menghitung waktu adjustment maka diasumsikan setiap satu
bulan sekali mesin overhead crane diturunkan lalu diperiksa dan diperbaiki
apabila di perlukan. Untuk perhitungan waktu adjustment mesin Overhead
crane 003/OHC/BRB pada periode bulan April s/d September 2012 adalah
sebagai berikut.
Untuk kegiatan ini diperlukan waktu selama 60 menit setiap bulan,
maka perhitungan ini berlku untuk bulan April – September 2012.
Waktu adjustment = 60 menit/bulan x 60 detik/menit
= 3600 detik/bulan
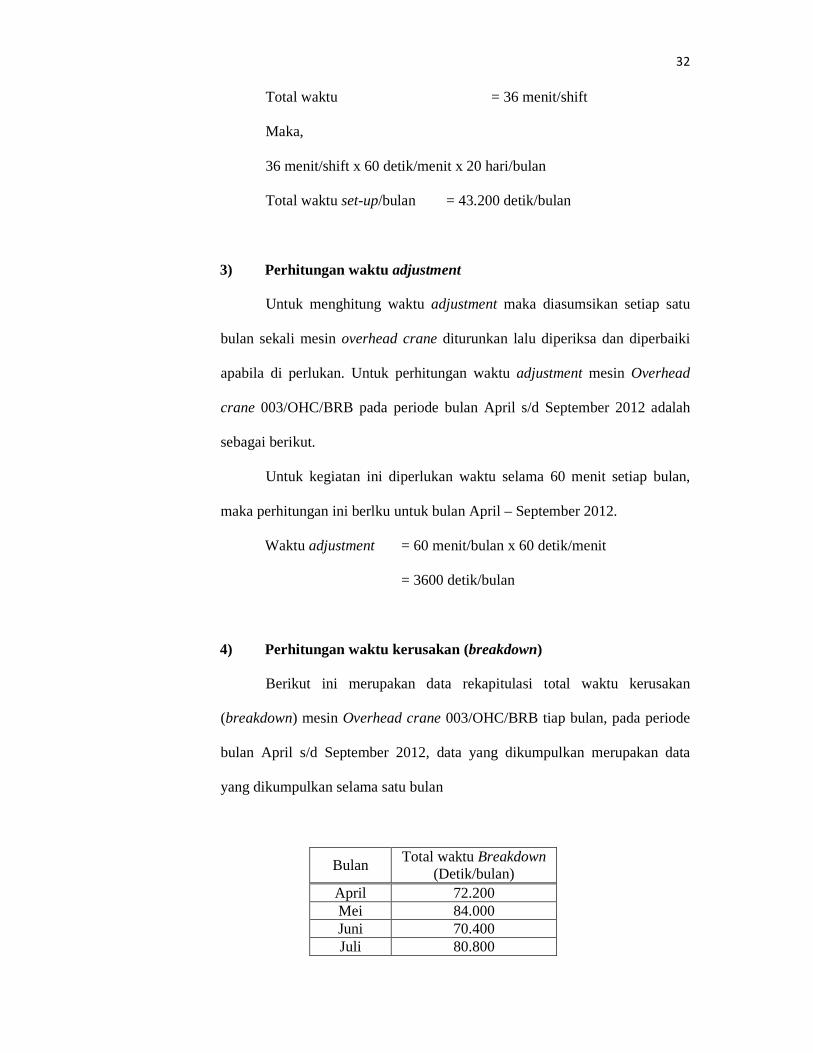
4) Perhitungan waktu kerusakan (breakdown)
Berikut ini merupakan data rekapitulasi total waktu kerusakan
(breakdown) mesin Overhead crane 003/OHC/BRB tiap bulan, pada periode
bulan April s/d September 2012, data yang dikumpulkan merupakan data
yang dikumpulkan selama satu bulan
Bulan Total waktu Breakdown
(Detik/bulan) April 72.200 Mei 84.000 Juni 70.400 Juli 80.800
33
Agustus 76.400 September 88.400
Total 472.200
Tabel 4.2. Waktu breakdown untuk periode bulan April s/d September 2012
(Sumber : PT. Bukaka BRB)
5) Waktu loading
Untuk melalkukan perhitungan waktu loading mesin Overhead crane
003/OHC/BRB periode bulan April s/d September 2012, adalah dengan
persamaan sebagai berikut.
Loading time = availability time – planned downtime
Lalu karena untuk waktu planned downtime setiap bulan tidak
direncanakan, maka waktu planned downtime dianggap tidak ada. Oleh
karena itu waktu loading diasumsikan sama dengan waktu kerja yang
tersedia, yaitu sebesar 720.00 detik/bulan.
6) Perhitungan waktu operasi (operation time)
Untuk perhitungan ketersediaan waktu operasi (operation time) dari
mesin Overhead crane 003/OHC/BRB pada periode bulan April s/d
September 2012 adalah sebagai berikut.
a) April 2012
Waktu operasi = waktu loading – (set-up+adjustment+breakdown)
= 720.000 – (43.200 + 3600 + 72.200)
= 601.000 detik/bulan
b) Mei 2012
Waktu operasi = waktu loading – (set-up+adjustment+breakdown)
= 720.000 – (43.200 + 3600 + 84.000)
34
= 589.200 detik/bulan
c) Juni 2012
Waktu operasi = waktu loading – (set-up+adjustment+breakdown)
= 720.000 – (43.200 + 3600 + 70.400)
= 602.800 detik/bulan
d) Juli 2012
Waktu operasi = waktu loading – (set-up+adjustment+breakdown)
= 720.000 – (43.200 + 3600 + 80.800)
= 592.400 detik/bulan
e) Agustus 2012
Waktu operasi = waktu loading – (set-up+adjustment+breakdown)
= 720.000 – (43.200 + 3600 + 76.400)
= 596.800 detik/bulan
f) September 2012
Waktu operasi = waktu loading – (set-up+adjustment+breakdown)
= 720.000 – (43.200 + 3600 + 88.400)
= 584.800 detik/bulan
Bulan Waktu operasi (Detik/bulan)
April 601.000 Mei 589.200 Juni 602.800 Juli 592.400
Agustus 596.800
September 584.800
Tabel 4.3. Waktu operasi untuk periode bulan April s/d September 2012
(Sumber : PT. Bukaka BRB yang telah diolah)
35
7) Perhitungan Avalibility rate
Setelah didapat seluruh data yang diperlukan untuk melakukan
perhitungan rasio ketersediaan (Availibility rate) dari mesin Overhead crane
003/OHC/BRB pada, maka hasilnya adalah sebagai berikut.
Availability rate = (operation time / loading time) x 100%
a) April 2012
Avalibility rate = (601.000 / 720.000) x 100 %
= 83,47 %
b) Mei 2012
Avalibility rate = (589.200 / 720.000) x 100 %
= 81,83%
c) Juni 2012
Avalibility rate = (602.800 / 720.000) x 100 %
= 83,72%
d) Juli 2012
Avalibility rate = (592.400 / 720.000) x 100 %
= 82,27%
e) Agustus 2012
Avalibility rate = (596.800 / 720.000) x 100 %
= 82,88%
f) September 2012
Avalibility rate = (584.800 / 720.000) x 100 %
= 81,22%
36
Bulan Availibility rate
(%) April 83,47 Mei 81,83 Juni 83,72 Juli 82,27
Agustus 82,88 September 81,22
Tabel 4.4. Hasil perhitungan Availibility rate
(Sumber : PT. Bukaka BRB yang telah diolah)
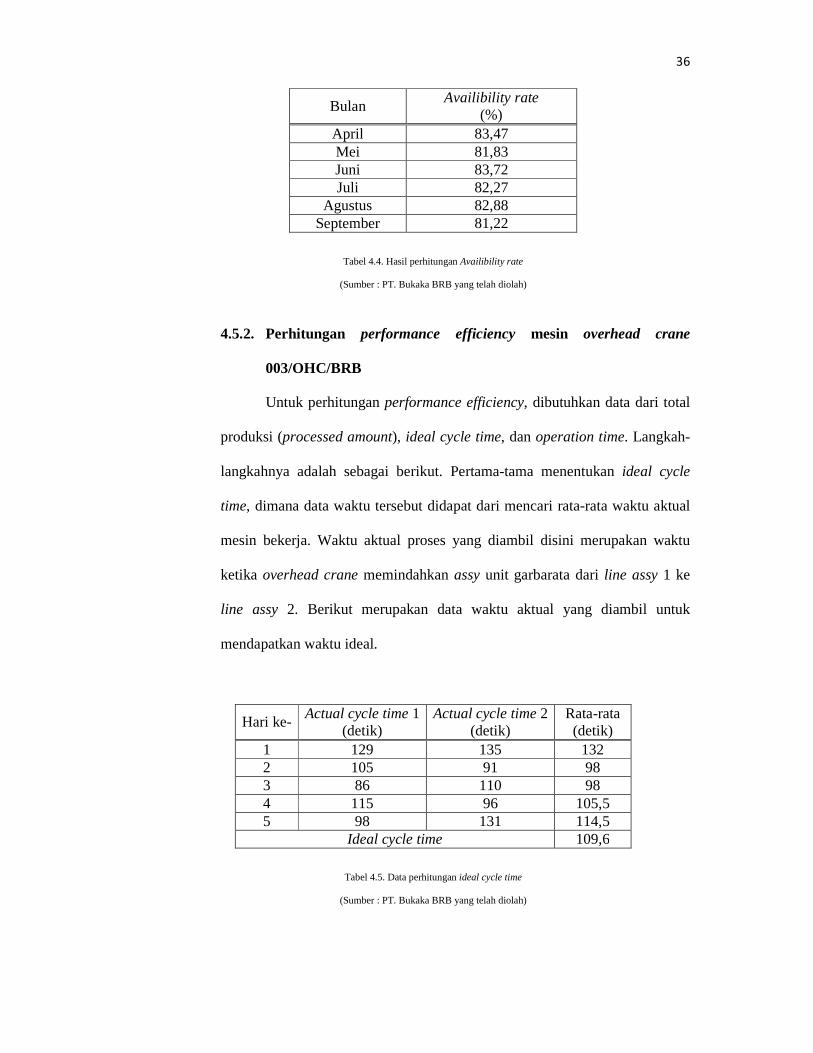
4.5.2. Perhitungan performance efficiency mesin overhead crane
003/OHC/BRB
Untuk perhitungan performance efficiency, dibutuhkan data dari total
produksi (processed amount), ideal cycle time, dan operation time. Langkah-
langkahnya adalah sebagai berikut. Pertama-tama menentukan ideal cycle
time, dimana data waktu tersebut didapat dari mencari rata-rata waktu aktual
mesin bekerja. Waktu aktual proses yang diambil disini merupakan waktu
ketika overhead crane memindahkan assy unit garbarata dari line assy 1 ke
line assy 2. Berikut merupakan data waktu aktual yang diambil untuk
mendapatkan waktu ideal.
Hari ke- Actual cycle time 1
(detik) Actual cycle time 2
(detik) Rata-rata (detik)
1 129 135 132 2 105 91 98 3 86 110 98 4 115 96 105,5 5 98 131 114,5
Ideal cycle time 109,6
Tabel 4.5. Data perhitungan ideal cycle time
(Sumber : PT. Bukaka BRB yang telah diolah)
37
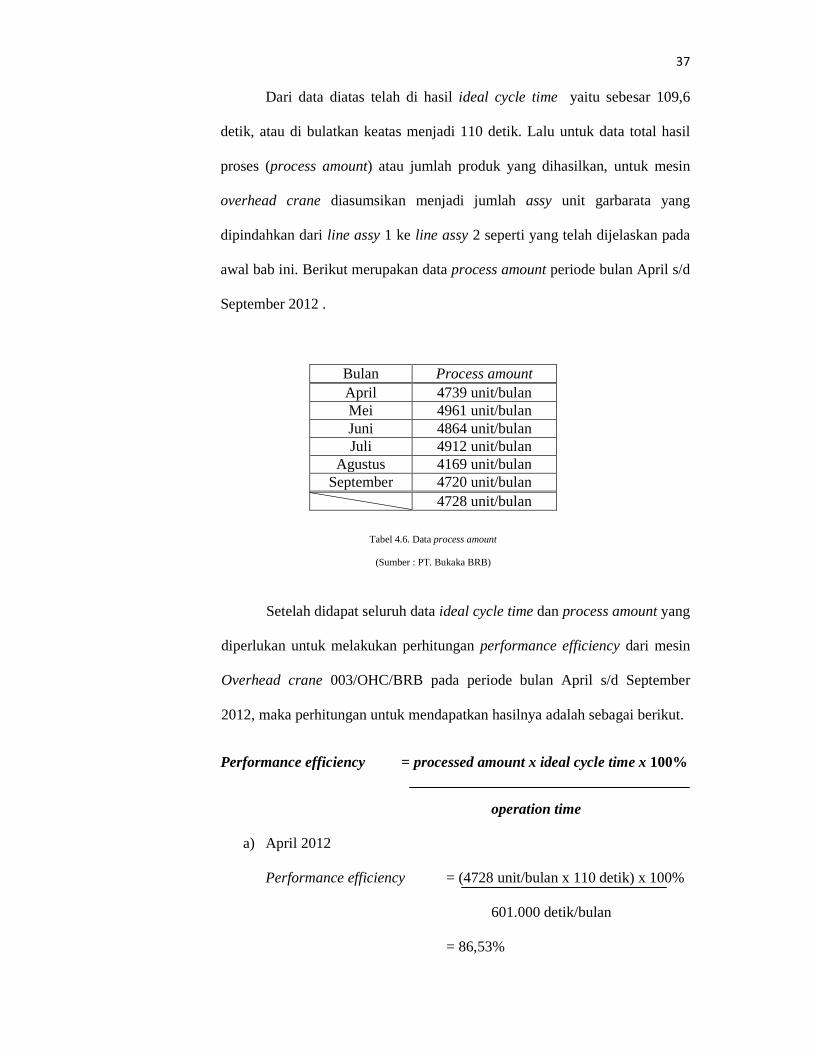
Dari data diatas telah di hasil ideal cycle time yaitu sebesar 109,6
detik, atau di bulatkan keatas menjadi 110 detik. Lalu untuk data total hasil
proses (process amount) atau jumlah produk yang dihasilkan, untuk mesin
overhead crane diasumsikan menjadi jumlah assy unit garbarata yang
dipindahkan dari line assy 1 ke line assy 2 seperti yang telah dijelaskan pada
awal bab ini. Berikut merupakan data process amount periode bulan April s/d
September 2012 .
Bulan Process amount April 4739 unit/bulan Mei 4961 unit/bulan Juni 4864 unit/bulan Juli 4912 unit/bulan
Agustus 4169 unit/bulan September 4720 unit/bulan
4728 unit/bulan
Tabel 4.6. Data process amount
(Sumber : PT. Bukaka BRB)
Setelah didapat seluruh data ideal cycle time dan process amount yang
diperlukan untuk melakukan perhitungan performance efficiency dari mesin
Overhead crane 003/OHC/BRB pada periode bulan April s/d September
2012, maka perhitungan untuk mendapatkan hasilnya adalah sebagai berikut.
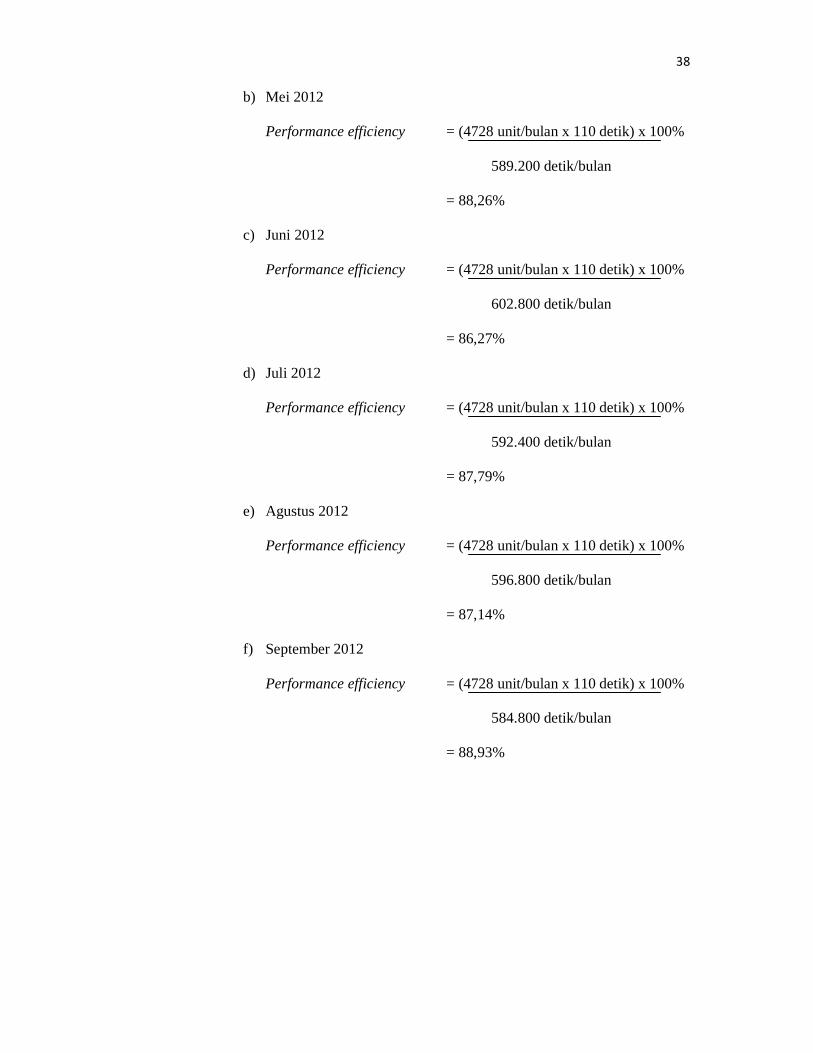
Performance efficiency = processed amount x ideal cycle time x 100%
operation time
a) April 2012
Performance efficiency = (4728 unit/bulan x 110 detik) x 100%
601.000 detik/bulan
= 86,53%
38
b) Mei 2012
Performance efficiency = (4728 unit/bulan x 110 detik) x 100%
589.200 detik/bulan
= 88,26%
c) Juni 2012
Performance efficiency = (4728 unit/bulan x 110 detik) x 100%
602.800 detik/bulan
= 86,27%
d) Juli 2012
Performance efficiency = (4728 unit/bulan x 110 detik) x 100%
592.400 detik/bulan
= 87,79%
e) Agustus 2012
Performance efficiency = (4728 unit/bulan x 110 detik) x 100%
596.800 detik/bulan
= 87,14%
f) September 2012
Performance efficiency = (4728 unit/bulan x 110 detik) x 100%
584.800 detik/bulan
= 88,93%
39
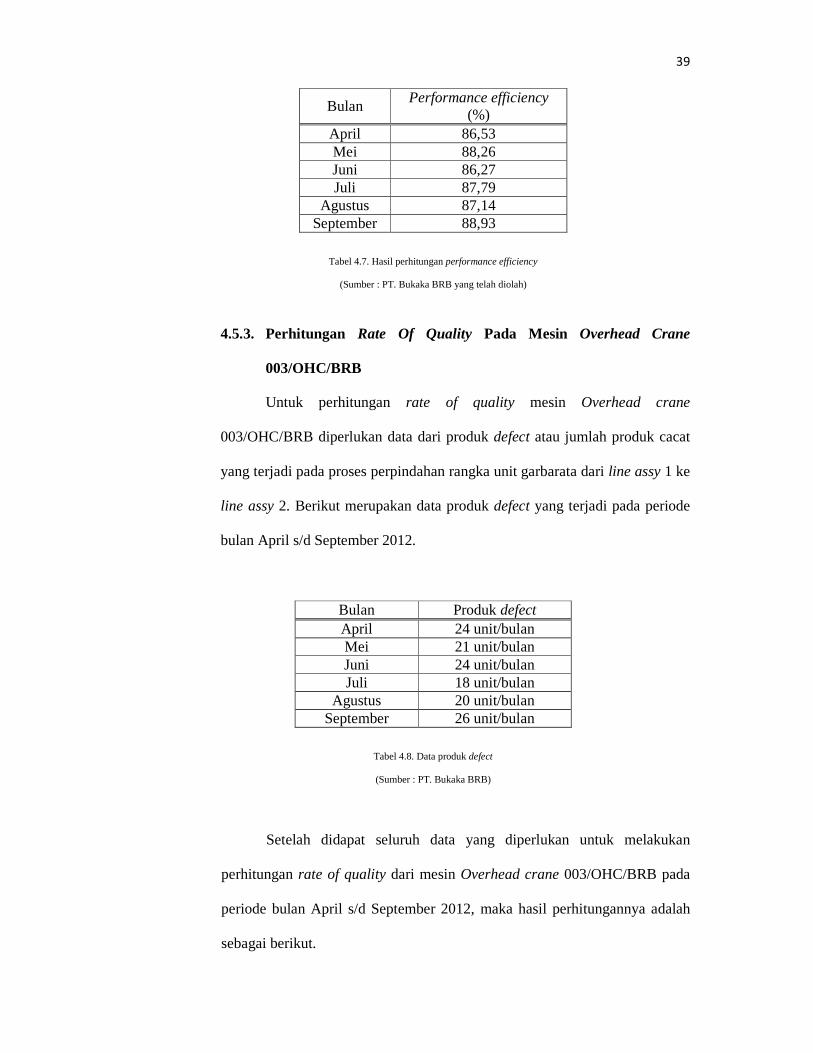
Bulan Performance efficiency
(%) April 86,53 Mei 88,26 Juni 86,27 Juli 87,79
Agustus 87,14 September 88,93
Tabel 4.7. Hasil perhitungan performance efficiency
(Sumber : PT. Bukaka BRB yang telah diolah)
4.5.3. Perhitungan Rate Of Quality Pada Mesin Overhead Crane
003/OHC/BRB
Untuk perhitungan rate of quality mesin Overhead crane
003/OHC/BRB diperlukan data dari produk defect atau jumlah produk cacat
yang terjadi pada proses perpindahan rangka unit garbarata dari line assy 1 ke
line assy 2. Berikut merupakan data produk defect yang terjadi pada periode
bulan April s/d September 2012.
Bulan Produk defect April 24 unit/bulan Mei 21 unit/bulan Juni 24 unit/bulan Juli 18 unit/bulan
Agustus 20 unit/bulan September 26 unit/bulan
Tabel 4.8. Data produk defect
(Sumber : PT. Bukaka BRB)
Setelah didapat seluruh data yang diperlukan untuk melakukan
perhitungan rate of quality dari mesin Overhead crane 003/OHC/BRB pada
periode bulan April s/d September 2012, maka hasil perhitungannya adalah
sebagai berikut.
40
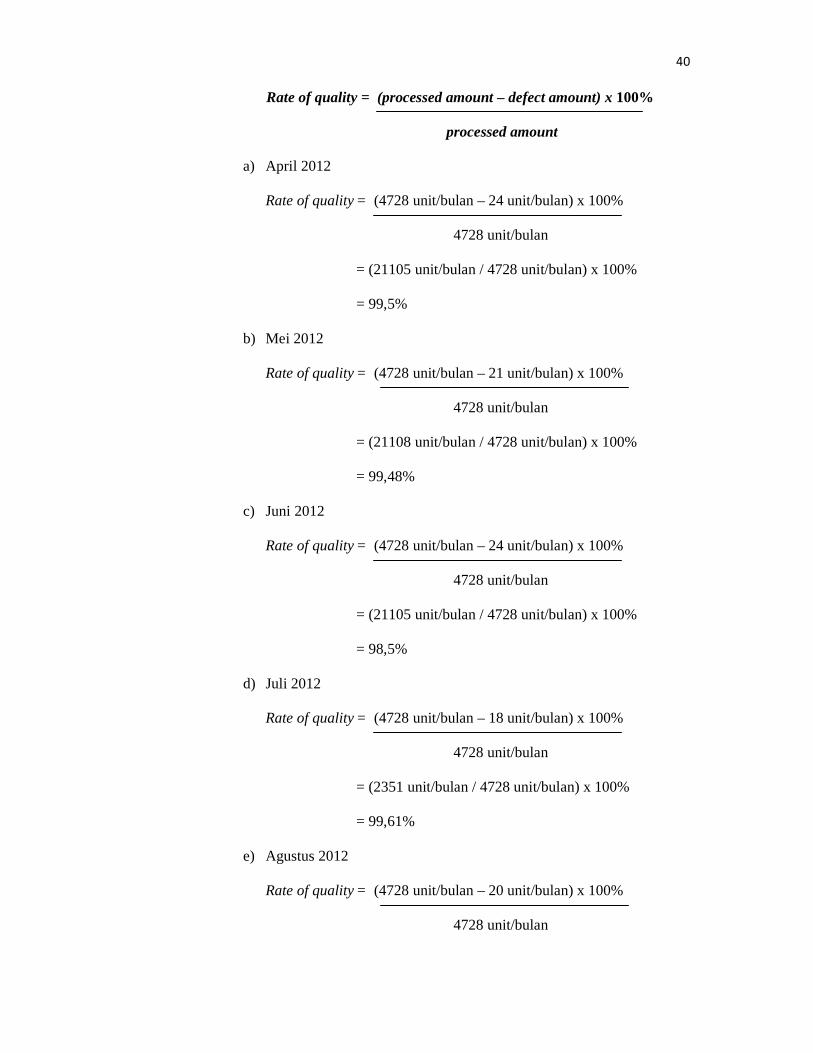
Rate of quality = (processed amount – defect amount) x 100%
processed amount
a) April 2012
Rate of quality = (4728 unit/bulan – 24 unit/bulan) x 100%
4728 unit/bulan
= (21105 unit/bulan / 4728 unit/bulan) x 100%
= 99,5%
b) Mei 2012
Rate of quality = (4728 unit/bulan – 21 unit/bulan) x 100%
4728 unit/bulan
= (21108 unit/bulan / 4728 unit/bulan) x 100%
= 99,48%
c) Juni 2012
Rate of quality = (4728 unit/bulan – 24 unit/bulan) x 100%
4728 unit/bulan
= (21105 unit/bulan / 4728 unit/bulan) x 100%
= 98,5%
d) Juli 2012
Rate of quality = (4728 unit/bulan – 18 unit/bulan) x 100%
4728 unit/bulan
= (2351 unit/bulan / 4728 unit/bulan) x 100%
= 99,61%
e) Agustus 2012
Rate of quality = (4728 unit/bulan – 20 unit/bulan) x 100%
4728 unit/bulan
41
= (21109 unit/bulan / 4728 unit/bulan) x 100%
= 99,57%
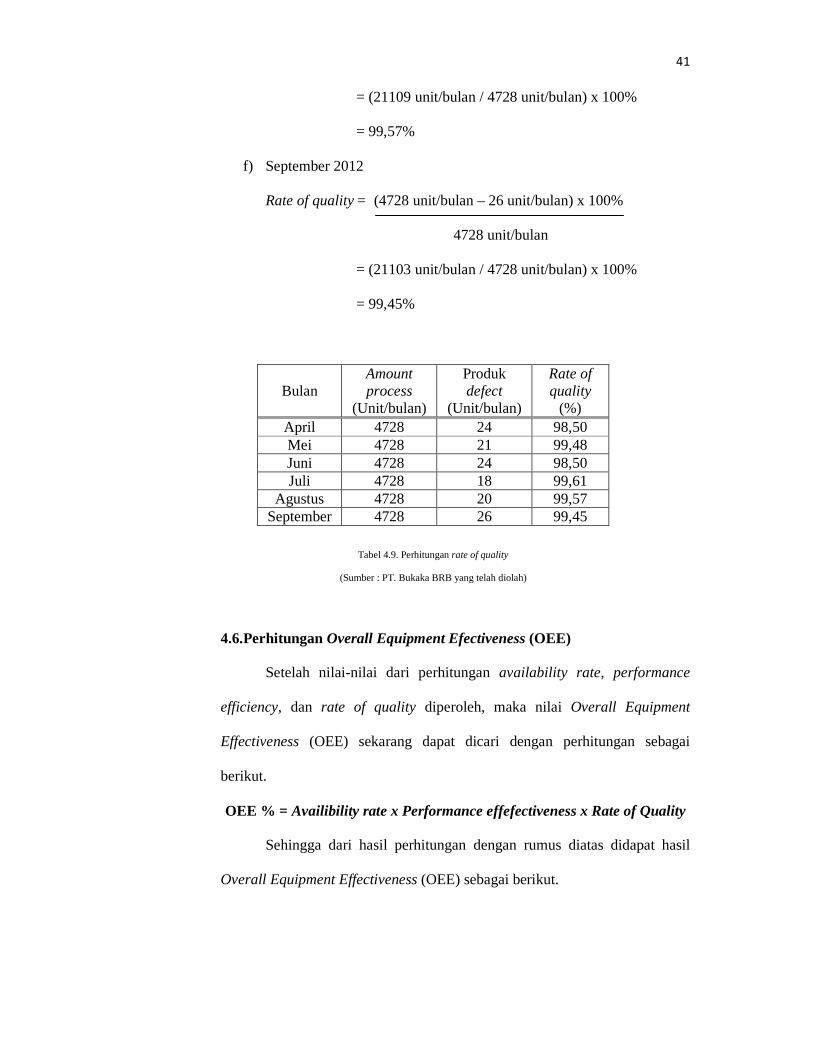
f) September 2012
Rate of quality = (4728 unit/bulan – 26 unit/bulan) x 100%
4728 unit/bulan
= (21103 unit/bulan / 4728 unit/bulan) x 100%
= 99,45%
Bulan Amount process
(Unit/bulan)
Produk defect
(Unit/bulan)
Rate of quality
(%) April 4728 24 98,50
Mei 4728 21 99,48 Juni 4728 24 98,50 Juli 4728 18 99,61
Agustus 4728 20 99,57 September 4728 26 99,45
Tabel 4.9. Perhitungan rate of quality
(Sumber : PT. Bukaka BRB yang telah diolah)
4.6.Perhitungan Overall Equipment Efectiveness (OEE)
Setelah nilai-nilai dari perhitungan availability rate, performance
efficiency, dan rate of quality diperoleh, maka nilai Overall Equipment
Effectiveness (OEE) sekarang dapat dicari dengan perhitungan sebagai
berikut.
OEE % = Availibility rate x Performance effefectiveness x Rate of Quality
Sehingga dari hasil perhitungan dengan rumus diatas didapat hasil
Overall Equipment Effectiveness (OEE) sebagai berikut.
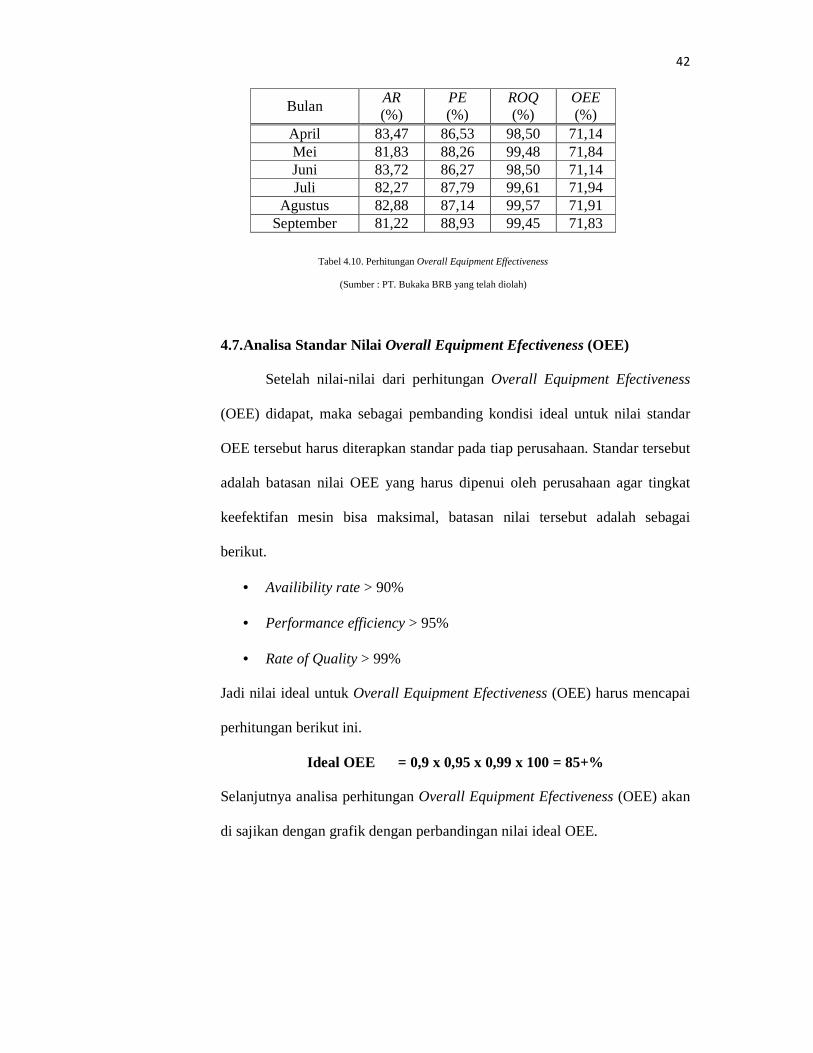
42
Bulan AR (%)
PE (%)
ROQ (%)
OEE (%)
April 83,47 86,53 98,50 71,14 Mei 81,83 88,26 99,48 71,84 Juni 83,72 86,27 98,50 71,14 Juli 82,27 87,79 99,61 71,94
Agustus 82,88 87,14 99,57 71,91 September 81,22 88,93 99,45 71,83
Tabel 4.10. Perhitungan Overall Equipment Effectiveness
(Sumber : PT. Bukaka BRB yang telah diolah)
4.7.Analisa Standar Nilai Overall Equipment Efectiveness (OEE)
Setelah nilai-nilai dari perhitungan Overall Equipment Efectiveness
(OEE) didapat, maka sebagai pembanding kondisi ideal untuk nilai standar
OEE tersebut harus diterapkan standar pada tiap perusahaan. Standar tersebut
adalah batasan nilai OEE yang harus dipenui oleh perusahaan agar tingkat
keefektifan mesin bisa maksimal, batasan nilai tersebut adalah sebagai
berikut.
• Availibility rate > 90%
• Performance efficiency > 95%
• Rate of Quality > 99%
Jadi nilai ideal untuk Overall Equipment Efectiveness (OEE) harus mencapai
perhitungan berikut ini.
Ideal OEE = 0,9 x 0,95 x 0,99 x 100 = 85+%
Selanjutnya analisa perhitungan Overall Equipment Efectiveness (OEE) akan
di sajikan dengan grafik dengan perbandingan nilai ideal OEE.
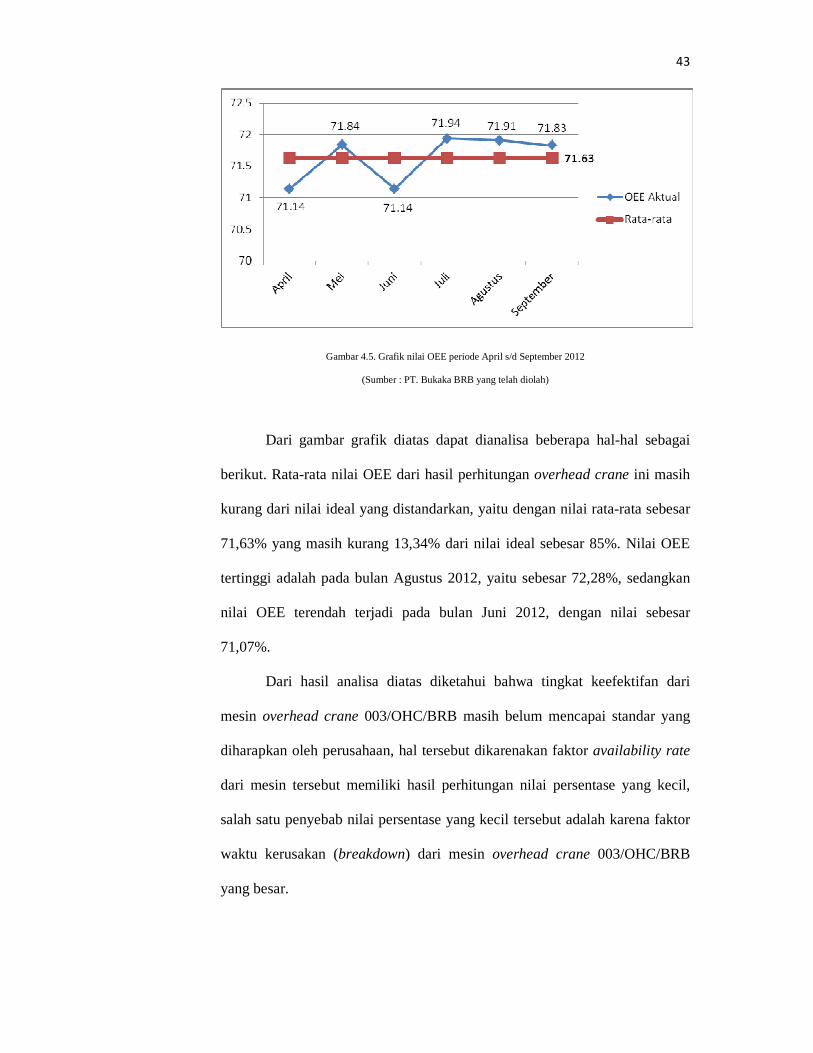
43
Gambar 4.5. Grafik nilai OEE periode April s/d September 2012
(Sumber : PT. Bukaka BRB yang telah diolah)
Dari gambar grafik diatas dapat dianalisa beberapa hal-hal sebagai
berikut. Rata-rata nilai OEE dari hasil perhitungan overhead crane ini masih
kurang dari nilai ideal yang distandarkan, yaitu dengan nilai rata-rata sebesar
71,63% yang masih kurang 13,34% dari nilai ideal sebesar 85%. Nilai OEE
tertinggi adalah pada bulan Agustus 2012, yaitu sebesar 72,28%, sedangkan
nilai OEE terendah terjadi pada bulan Juni 2012, dengan nilai sebesar
71,07%.
Dari hasil analisa diatas diketahui bahwa tingkat keefektifan dari
mesin overhead crane 003/OHC/BRB masih belum mencapai standar yang
diharapkan oleh perusahaan, hal tersebut dikarenakan faktor availability rate
dari mesin tersebut memiliki hasil perhitungan nilai persentase yang kecil,
salah satu penyebab nilai persentase yang kecil tersebut adalah karena faktor
waktu kerusakan (breakdown) dari mesin overhead crane 003/OHC/BRB
yang besar.
44
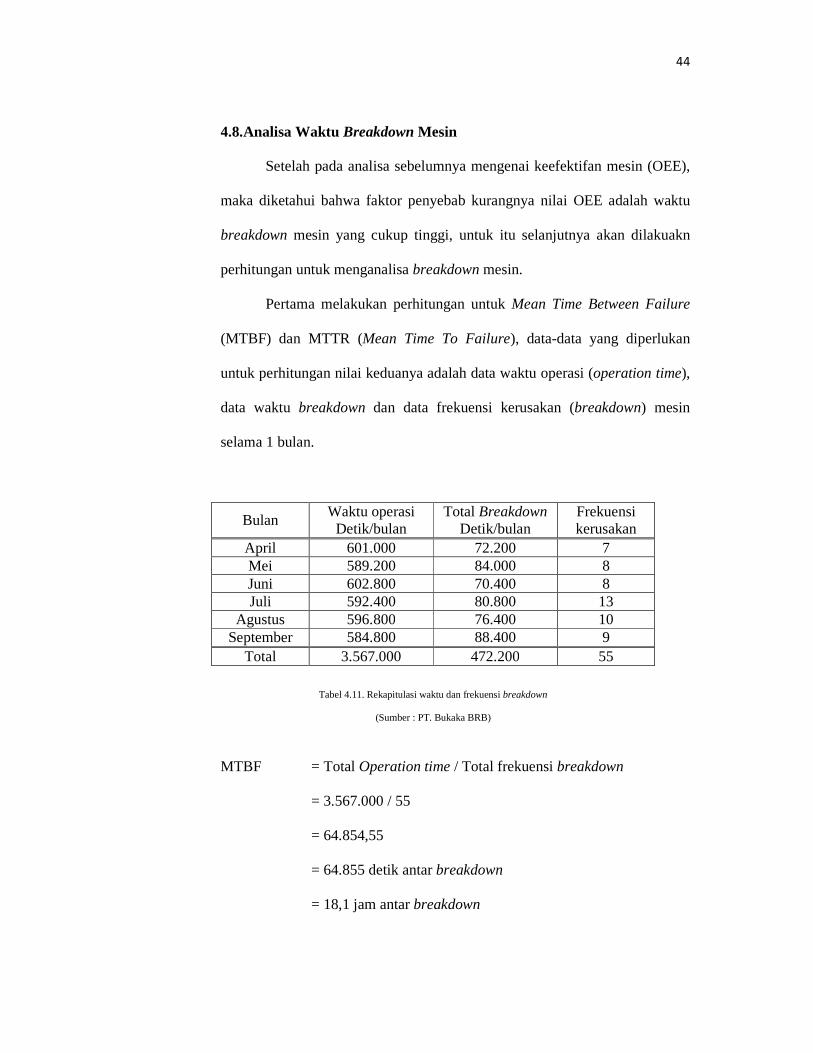
4.8.Analisa Waktu Breakdown Mesin
Setelah pada analisa sebelumnya mengenai keefektifan mesin (OEE),
maka diketahui bahwa faktor penyebab kurangnya nilai OEE adalah waktu
breakdown mesin yang cukup tinggi, untuk itu selanjutnya akan dilakuakn
perhitungan untuk menganalisa breakdown mesin.
Pertama melakukan perhitungan untuk Mean Time Between Failure
(MTBF) dan MTTR (Mean Time To Failure), data-data yang diperlukan
untuk perhitungan nilai keduanya adalah data waktu operasi (operation time),
data waktu breakdown dan data frekuensi kerusakan (breakdown) mesin
selama 1 bulan.
Bulan Waktu operasi Detik/bulan
Total Breakdown Detik/bulan
Frekuensi kerusakan
April 601.000 72.200 7 Mei 589.200 84.000 8 Juni 602.800 70.400 8 Juli 592.400 80.800 13
Agustus 596.800 76.400 10 September 584.800 88.400 9
Total 3.567.000 472.200 55
Tabel 4.11. Rekapitulasi waktu dan frekuensi breakdown
(Sumber : PT. Bukaka BRB)
MTBF = Total Operation time / Total frekuensi breakdown
= 3.567.000 / 55
= 64.854,55
= 64.855 detik antar breakdown
= 18,1 jam antar breakdown
45
MTTR = Total breakdown time / Total frekuensi breakdown
= 472.200 / 55
= 8.585,45 detik waktu perbaikan
= 2,4 jam waktu perbaikan
Dari perhitungan diatas dapat diketahui bahwa mesin overhead crane
003/OHC/BRB memiliki selang waktu kerusakan sebesar 18,1 jam atau
sekitar 1,81 hari kerja setiap kerusakan. Analisa MTBF ini digunakan untuk
memperkirakan kapan waktu kecenderungan overhead crane akan mengalami
kerusakan, sehingga dapat dilakukan tindakan perawatan pencegahan
(preventive maintenance) seperti penggantian komponen, pembersihan, servis
ringan, dan sebagainya yang dapat mengurangi waktu serta frekuensi
terjadinya kerusakan. Lalu dari perhitungan MTTR dapat diketahui bahwa
mesin overhead crane 003/OHC/BRB memiliki waktu perbaikan sebesar 2,4
jam setiap kerusakan, yang artinya adalah rata-rata kerusakan yang terjadi
pada mesin tersebut dapat diselesaikan dalam waktu 2,4 jam yang dilakukan
oleh maintenance staff.
Sehingga dari data perbandingan antara MTBF dan MTTR dapat
ditarik kesimpulan bahwa selang waktu rata-rata terjadinya kerusakan hanya
berjarak 18,1 jam dengan rata-rata waktu penyelesaian perbaikan adalah 2,4
jam. Hal tersebut mengindikasikan bahwa sistem perawatan mesin masih
belum optimal, hal tersebut didasari karena waktu terjadinya kerusakan yang
relatif berdekatan/pendek dan waktu perbaikan yang relatif lama.
46
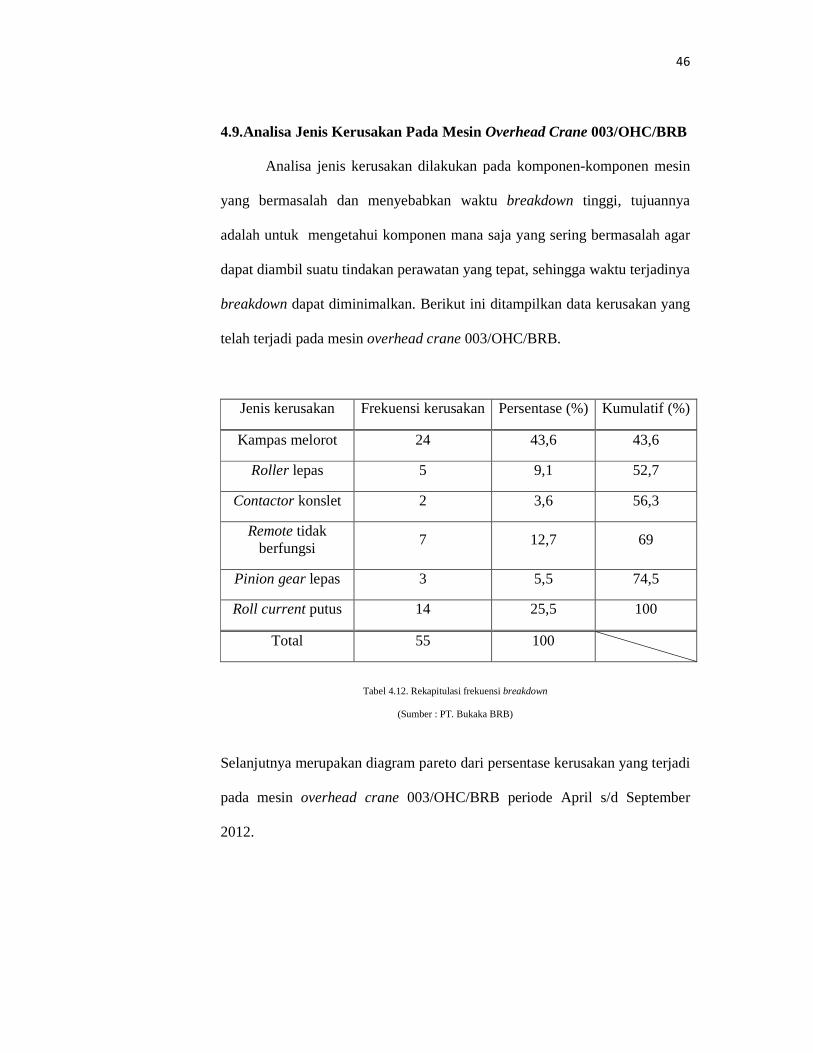
4.9.Analisa Jenis Kerusakan Pada Mesin Overhead Crane 003/OHC/BRB
Analisa jenis kerusakan dilakukan pada komponen-komponen mesin
yang bermasalah dan menyebabkan waktu breakdown tinggi, tujuannya
adalah untuk mengetahui komponen mana saja yang sering bermasalah agar
dapat diambil suatu tindakan perawatan yang tepat, sehingga waktu terjadinya
breakdown dapat diminimalkan. Berikut ini ditampilkan data kerusakan yang
telah terjadi pada mesin overhead crane 003/OHC/BRB.
Jenis kerusakan Frekuensi kerusakan Persentase (%) Kumulatif (%)
Kampas melorot 24 43,6 43,6
Roller lepas 5 9,1 52,7
Contactor konslet 2 3,6 56,3
Remote tidak berfungsi
7 12,7 69
Pinion gear lepas 3 5,5 74,5
Roll current putus 14 25,5 100
Total 55 100
Tabel 4.12. Rekapitulasi frekuensi breakdown
(Sumber : PT. Bukaka BRB)
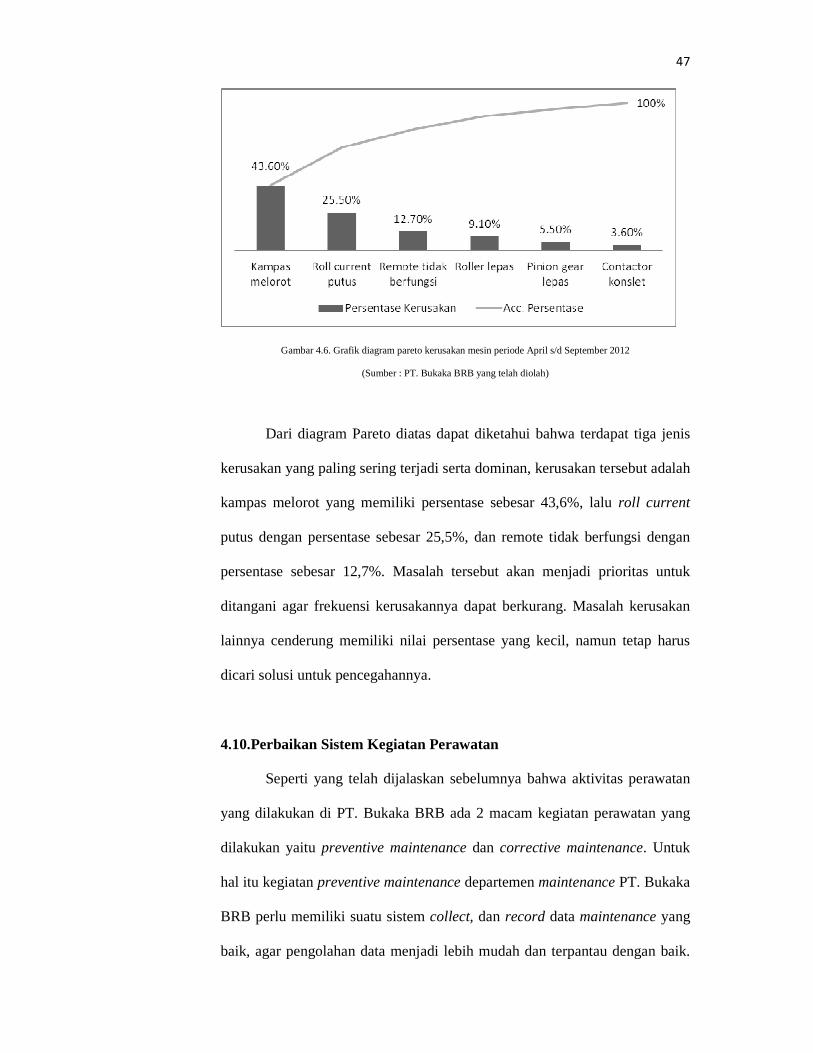
Selanjutnya merupakan diagram pareto dari persentase kerusakan yang terjadi
pada mesin overhead crane 003/OHC/BRB periode April s/d September
2012.
47
Gambar 4.6. Grafik diagram pareto kerusakan mesin periode April s/d September 2012
(Sumber : PT. Bukaka BRB yang telah diolah)
Dari diagram Pareto diatas dapat diketahui bahwa terdapat tiga jenis
kerusakan yang paling sering terjadi serta dominan, kerusakan tersebut adalah
kampas melorot yang memiliki persentase sebesar 43,6%, lalu roll current
putus dengan persentase sebesar 25,5%, dan remote tidak berfungsi dengan
persentase sebesar 12,7%. Masalah tersebut akan menjadi prioritas untuk
ditangani agar frekuensi kerusakannya dapat berkurang. Masalah kerusakan
lainnya cenderung memiliki nilai persentase yang kecil, namun tetap harus
dicari solusi untuk pencegahannya.
4.10.Perbaikan Sistem Kegiatan Perawatan
Seperti yang telah dijalaskan sebelumnya bahwa aktivitas perawatan
yang dilakukan di PT. Bukaka BRB ada 2 macam kegiatan perawatan yang
dilakukan yaitu preventive maintenance dan corrective maintenance. Untuk
hal itu kegiatan preventive maintenance departemen maintenance PT. Bukaka
BRB perlu memiliki suatu sistem collect, dan record data maintenance yang
baik, agar pengolahan data menjadi lebih mudah dan terpantau dengan baik.
48
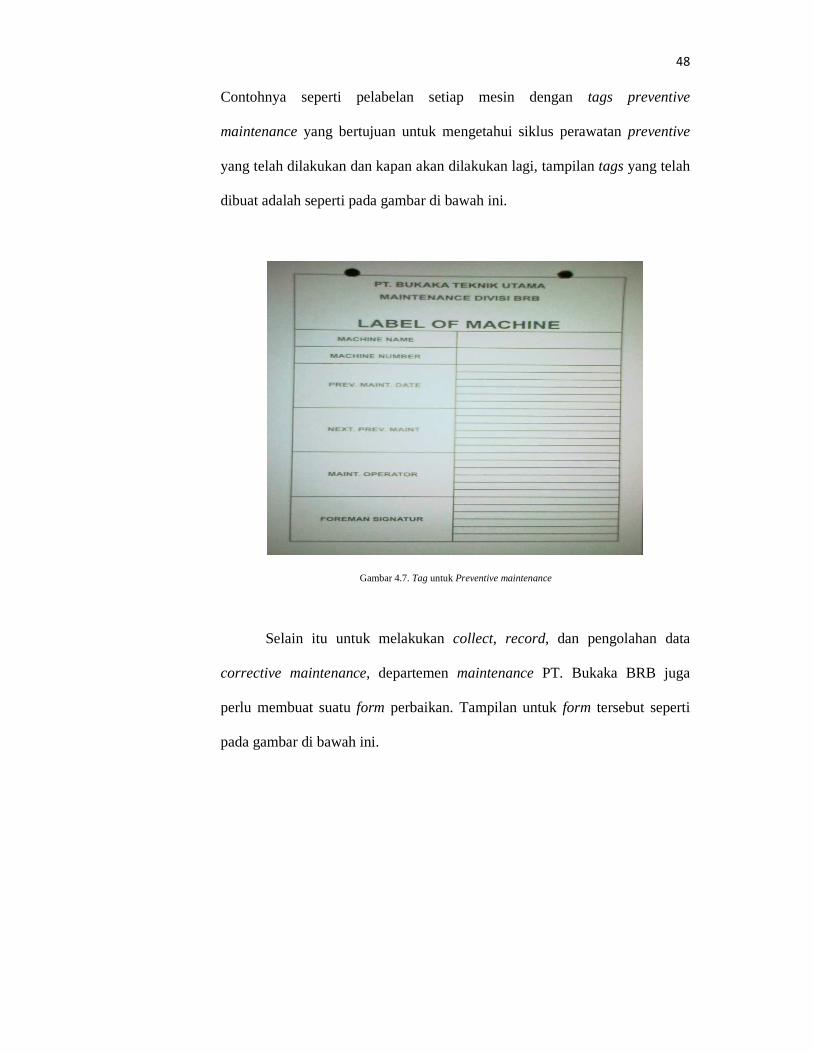
Contohnya seperti pelabelan setiap mesin dengan tags preventive
maintenance yang bertujuan untuk mengetahui siklus perawatan preventive
yang telah dilakukan dan kapan akan dilakukan lagi, tampilan tags yang telah
dibuat adalah seperti pada gambar di bawah ini.
Gambar 4.7. Tag untuk Preventive maintenance
Selain itu untuk melakukan collect, record, dan pengolahan data
corrective maintenance, departemen maintenance PT. Bukaka BRB juga
perlu membuat suatu form perbaikan. Tampilan untuk form tersebut seperti
pada gambar di bawah ini.
49
Gambar 4.8. Form isian kegiatan corrective maintenance
Dari perbaikan tersebut maka departemen maintenance PT. Bukaka BRB
dapat mendokumentasikan setiap kegiatan perawatan dengan lebih baik,
sehingga sistem dokumentasi kegiatan perawatan menjadi mudah dan teratur,
serta data dari hasil dokumentasi dapat digunakan untuk keperluan yang
mencakup data maintenance.
4.11.Usulan Penerapan Metode Autonomous Maintenance Sebagai Dasar
TPM
Meskipun telah memiliki sistem preventive maintenance dan
corrective maintenance namun pada pelaksanaannya hanya saat terjadinya
kerusakan mesin yaitu hanya dilakukan corrective maintenance. PT. Bukaka
BRB belum memiliki suatu sistem perawatan mandiri (autonomous
maintenance) yang bertujuan untuk mencegah agar kondisi mesin tidak
50
memburuk. Faktor autonomous maintenance dirasa perlu mengingat masih
kurangnya koordinasi operator dengan staff maintenance dalam melakukan
perawatan. Operator juga masih menganggap bahwa kegiatan pemeliharaan
ringan hanya tanggung jawab departemen maintenance, sehingga operator
hanya memanggil staff maintenance apabila terjadi kerusakan saja. Oleh
karena itu perlu dibuat suatu rencana kegiatan pemeliharaan ringan
autonomous maintenance yang dilakukan operator guna mengurangi
frekuensi kerusakan mesin. Rencana kegiatan ini dibuat berdasarkan area
jenis kerusakan terjadi, namun hanya bersifat pemeliharaan saja.
Pada penerapan metode autonomous maintenance ada beberapa hal
yang harus diperhatikan agar pelaksanaannya dapat berjalan dengan benar,
hal-hal tersebut adalah sebagai berikut.
a) Peningkatan skill sumber daya manusia
Sumber daya manusia sangat penting dalam berjalannya TPM secara
baik dan berkelanjutan, perlunya training berkelanjutan sangat
membantu sekali agar operator maupun staff maintenance lebih
terlatih untuk melakukan perawatan yang baik dan benar, terutama
untuk operator agar mereka tidak hanya mengetahui cara
pengoperasian mesin tersebut, namun juga cara-cara pemeliharaannya.
Contoh pemeliharaan tersebut adalah pembersihan, pengencangan
baut-baut atau ada bagian mesin yang kendor (mudah dijangkau),
serta pelumasan.
b) Meningkatkan motivasi
Selama ini operator hanya beranggapan bahwa bekerja hanya untuk
mencapai target produksi, oleh karena itu peran foreman atau pun
51
supervisor sangat penting dalam memberikan arahan-arahan,
dorongan serta tujuan positif yang dicapai dari penerapan autonomous
maintenance pada mesin yang mereka gunakan.
c) Pembuatan operator activity sheet
Activity sheet bertujuan untuk mengarahkan operator agar tahu bagian
mana dari mesin yang harus dilakukan perawatan secara rutin sehari-
hari, dari sebelum memulai proses produksi dan setelah proses
produksi. Penentuan bagian-bagian perawatan ringan ini berdasarkan
hasil analisa komponen kritis dari pihak departemen maintenance PT.
Bukaka BRB.