Standar Pelayanan Keperawatan. manajemen keperawatan By Pangestu Chaesar S

1
ANALISIS LAYOUT PADA PROSES PRODUKSI
DI PT RUMPUN SARI KEMUNING 1 KARANGANYAR
LAPORAN MAGANG
Diajukan Untuk Memenuhi Syarat-syarat Mencapai Sebutan
Ahli Madya Di Bidang Manajemen Industri
Oleh:
Eny Suprapti F3506025
PROGRAM STUDI DIPLOMA III FAKULTAS EKONOMI
MANAJEMEN INDUSTRI
UNIVERSITAS SEBELAS MARET
SURAKARTA
2009
2
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Krisis global yang terjadi saat ini berpengaruh pada Keberadaan
Industri di Indonesia. Saat ini bidang perindustrian terpuruk akibat krisis
yang berkepanjangan, hal ini yang menyebabkan banyak usaha-usaha
yang ada mengalami kesulitan/hambatan dalam melakukan kegiatan
usahanya, Bahkan banyak perusahaan yang gulung tikar akibat krisis
yang berkepanjangan tersebut. Untuk itu perusahaan diharuskan untuk
mencari jalan keluar untuk mengatasi keadaan tersebut, salah satu cara
yang paling memungkinkan dan realistis yang dapat ditempuh oleh
perusahaan ialah dengan meningkatkan efisiensi disegala faktor, salah
satu faktor tersebut ialah dengan perencanaan, penataan fasilitas
produksi yang ada pada perusahaan. PT. Rumpun Sari Kemuning yang
terletak didesa Kemuning, Ngargoyoso, Kabupaten Karanganyar, Provinsi
Jawa Tengah.
Layout produksi yaitu suatu tataletak fasilitas –fasilitas yang
digunakan agar proses produksi yang dilakukan berjalan efektif dan
efisien (Gitosudarmo Indriyo, 2002 : 185). Produk yang dihasilkan. PT.
Rumpun Sari Kemuning ialah perusahaan penghasil bahan mentah teh.
PT. Rumpun Sari Kemuning merupakan suatu perusahaan yang memiliki
fasilitas-fasilitas yang mendukung untuk proses produksi dari awal sampai
3
akhir. Pemilihan tipe layout yang dipergunakan suatu perusahaan
tergantung pada tipe operasi dan proses produksi suatu perusahaan. Hal
ini dimaksudkan agar dapat mengoptimalkan pengelolaan faktor-fakor
produksi dan juga untuk mencapai kelancaran aliran produksi dalam
perusahaan, guna memperoleh efisiensi dari proses produksi yang
dilaksanakan oleh perusahaan yang bersangkutan.
Suatu perusahaan sebagian besar akan menghadapi masalah tata
letak (layout). Suatu penataan layout dapat dilakukan perusahaan untuk
mengopimalkan pengelolaan faktor–faktor produksi, yaitu penyusunan
Layout fasilitas yang efisien. Layout atau tataletak yang terencana dengan
baik dan terkoordinir diharapkan dapat menjaga kelancaran proses
produksi, mengoptimalkan susunan mesim-mesin, juga akan menjaga
kelangsungan hidup atau keberhasilan suatu perusahaan. Dengan
susunan tataletak (layout) yang opimal, diharapkan mampu
melaksanakan proses produksi didalam perusahaan tersebut dengan
baik.
Menetapkan suatu layout yang akan digunakan oleh suatu
perusahaan harus juga mempertimbangkan berbagai keputusan
operasional yang telah dibuat sebelumnya. Keputusan operasional yang
berkaitan dengan layout dintaranya adalah desain produk, lokasi, proses
maupun kapasitas perusahaan. Perencanaan layout secara umum
bertujuan agar perusahaan dapat melakukan pengaturan tenaga kerja,
ruang yang tersedia, peralatan atau fasilitas yang digunakan sehingga
segala macam aliran yang ada diperusahaan baik berupa informasi
4
maupun bahan dapat berjalan secara efektif dan efisien. Layout yang
efektif akan dapat menunjang pelaksanaan strategi bisnis yang telah
ditetapkan.
Jika layout yang ada sudah optimal atau sudah tidak bisa
dioptimalkan lagi maka tidak dilakukan relayout. Dengan demikian maka
layout yang sudah ada tetap digunakan. Dengan adaanya relayout
tersebut maka diharapkan mampu memberi kontribusi positif bagi
perusahan, kontribusi positif tersebut misalnya dengan adanya
peningkatan kenyamanan karyawan, meningkatkan keamanan produksi
serta meningkatkan produktifitas perusahaan.
Seperti yang dialami perusahaan lain pada umumnya. PT. Rumpun
Sari Kemuning juga tidak lepas dari himpitan ketatnya tingkat persaingan
pasar yang melanada Negara Indonesia untuk bertahan maka PT.
Rumpun Sari Kemuning perlu melakukan pembenahan-pembenahan
dalam lingkungan internalnya salah satunya ialah dengan meninjau ulang
fasilitas produksi yang telah dilaksanakanya. Hal itu dimaksudkan untuk
mengetahui seberapa besar tingkat efisiensi dan efektifitas layout produksi
yang telah dilaksanakan di PT Rumpun Sari Kemuning. Evaluasi layout
dapat dilakukan dengan menggunakan metode analisis beban jarak dan
analisis waktu, Evaluasi yang dilakukan bertujuan untuk mengetahui
apakah layout yang ada bisa lebih dioptimalkan. Dengan demikian pihak
pengelola perusahaan dapat mengambil keputusan perlu diadakan layout
atau tidak. Proses mesin dan bahan-bahan yang digunakan selalu
5
memerlukan tataletak (layout) yang baru untuk menunjang aktifitas pada
sebuah perusahaan.
Menurut Pangestu Subagyo (2000:88) suatu perusahaan
menentukan layout berdasarkan beberapa pertimbangan antara lain
system produksi, proses produksi, fasilitas produksi yang tersedia,
sumberdaya yang tersedia, serta aliran material yang terjadi di
perusahaan. Dalam perkembangan zaman yang semakin maju
perusahaan seringkali melakukan perubahan internal dalam
mengantisipasi pergeseran usaha. Perubahan itu dapat dikaitkan dengan
usaha pengoptimalan masalah penggunaan waktu produksi,
keseimbangan lini dan tenaga kerja, oleh karena itu perusahaan perlu
melakukan evaluasi apakah layout yang saat ini digunakan sudah sesuai
dengan perubahan internal tersebut. Berdasarkan uraian diatas maka
dapat diangkat untuk menganalisis tentang layout di PT. Rumpun Sari
Kemuning dan menjadikan dalam judul ”ANALISIS LAYOUT PADA
PROSES PRODUKSI DI PT RUMPUN SARI KEMUNING 1
KARANGANYAR”
6
B. Rumusan Masalah
Berdasarkan latar belakang masalah yang telah dijabarkan maka dapat
diajukan permasalahan sebagai berikut:
1. Apakah layout dibagian produksi sudah efektif dan efisien?
2. Apa peranan layout terhadap kelancaran produksi?
3. Layout apa yang digunakan perusahaan pada proses produksi?
C. Tujuan Penelitian
1. Untuk mengetahui keefektifan dan efisiensi layout pada bagian
produksi.
2. Untuk mengetahui peranan layout terhadap kelancaran proses
produksi.
3. Untuk mengetahui layout yang digunakan perusahaan dalam
proses produksi.
D. Manfaat Penelitian
1. Bagi Perusahaan
a. Diharapkan dapat memberi masukan dan pertimbangan kepada
perusahaan untuk menentukan proses produksi yang tepat.
b. Diharapkan dapat menmberi masukan kepada perusahaan unuk
menentukan kebijakan yang berhubungan dengan layout proses
produksi.
2. Bagi Penulis
7
a. Memperoleh gambaran secara langsung dunia kerja nyata dari
perusahaan yang diteliti.
b. Sebagai sarana menerapkan teori yang diperoleh selama studi
diperguruan tinggi.
3. Bagi Pihak Lain
a. Sebagai bahan pertimbagan dalam memecahkan masalah yang
berhubungn dengan masalah ini.
b. Diharapkan berguna untuk menambah pengetahuan sekaligus
sebagai acuan untuk perbandingan dalam penelitian serupa.
E. Metodologi Penelitian
1. Objek Penelitian
Penelitian dilakukan pada. PT. Rumpun Sari Kemuning 1 yang
terletak di desa Kemuning, Kecamatan Ngargoyoso, Kabupaten
Karanganyar, Provinsi Jawa Tengah.
2. Desain Penelitian
Dalam penelitian ini penulis menggunakan metode studi kasus
yang dilakukan dengan meneliti layout fasilitas produksi yang
diterapkan pada bagian produksi. PT. Rumpun Sari Kemuning
apakah sudah efisien atau belum. Serta dengan melihat hal
tersebut apakah perusahaan perlu mengadakan penataan ulang,
atau layout yang sudah diterapkan atau mempertahankan layout
yang sudah ada sekarang
3. Jenis dan Sumber Data
a. Data Primer
8
Merupakan data yang diperoleh secara langsung dari objek
penelitian.
b. Data Skunder
Merupakan data yang diperoleh dari laporan perusahaan dan
literature-literature yang mendukung data primer.
4. Metode Pengumpulan Data
a. Interview
Ialah memperoleh data dengan cara menanyakan langsung
kepada karyawan/Kepala bagian produksi terhadap proses
produksi yang dilakukanoleh perusahaan.
b. Observasi
Ialah memperoleh data dengan cara turun secara langsung
kelapangan untuk melihat proses produksi dan mengamati
permasalahan yang ada.
c. Sampel
Adalah memperoleh data dengan cara pencatatan waktu
produksi selama 1 bulan kemudian dicari rata-rata paroses
produktivitas, digunakan untuk mengetahui waku rata-rata
proses produksi yang dibutuhkan untuk menghasilkan
produknya.
d. Pemeriksaan dokumentasi
Pemeriksaan yang mengadakan pencatatan data/informasi ,
memeriksa arsip-arsip terkait yang dibutuhkan diperusahan dari
asuhan pejabat yang berwenang.
9
5. Metode Analisis Data
a. Analisis Line Balancing
Metode Line Balancing ialah pengelompokan elemen pekerjaan
kedalam stasiun kerja dinamakan keseimbanggan lini (line
balancing) tujuannya ialah membuat seimbang jumlah pekerjaan
yang ditugaskan kepada stasiun-stasiun kerja.
10
BAB II
TINJAUAN PUSTAKA
A. Pengertian Layout dan perencanaan Layout
Layout atau tataletak dipakai untuk melanjutkan pengaturan pabrik
dan bagian-bagiannya. Sehingga Layout atau tataletak mencangkup
lokasi peralatan dalam bagian yang kecil dan mengatur letak bagian-
bagian yang diatas bidang tanah bagunan. Tata letak ialah landasan
utama dalam dunia industri, layout didefinisikan sebagai tatacara
pengaturan fasilitas-fasilitas pabrik guna menunjang kelancaran proses
produksi. Untuk pengaturan tersebut memanfaatkan luas area untuk
penempatan mesin atau atau fasilitas penunjang produksi lainnya,
Kelancaran gerak perpindahan material baik bersifat temporer maupun
permanent, personal pekerjaan dan sebagainya.
“Pangestu Subagyo (2000:79) mendefinisikan layout ialah cara
penempatan fasilitas-fasilitas yang digunakan dalam pabrik. ”
Ada banyak pengertian dari perencanaan layout yang dikemukakan
para ahli.Masing-masing mengemukakan mempunyai titik berat sendiri-
sendiri. “perencanaan layout ialah menetapkan perlengkapan yang
dibutuhkan dan memilih mesin-mesin. Dalam proses pemindahan bahan
(material handling) harus diperhitungkan penggunaan metode, jumlah
11
material, waktu, urutan proses, posisi, kondisi serta biaya yang tepat
(Tomskin, James A. 2004) . ”
B. Pengertian Line balancing dan proses Produksi
Perencanaan fasilitas didefinisikan sebagai proses perancangan
desain fasilitas, termasuk didalamnya analisis, perencanaan desain dan
susunan fasilitas peralatan fisik dan manusia yang ditunjuk untuk
meningkatkan efisiensi produksi dan system yang ditunjuk untuk
meningkatkan pelayanan. Didunia industri perencanaan fasilitas
dimaksudkan sebagai layout fasilitas, digunakan dalam penanganan
fasilitas (material handling) dan untuk menentukan peralatan dalam proses
produksi juga digunakan dalam perencanaan fasilitas secara keseluruhan
(Hari purnomo, 2004).
Line balancing ialah proses pembagian pekerjaan kepada work
stations atau kumpulan beberapa element kerja, sedemikian rupa
sehingga diperoleh keseimbangan setiap work station, line balancing
merupakan keseimbangan antara kapasitas dari satu department atau
mesin dengan departement atau mesin berikutnya didalam proses
produksi (pangestu Subagyo, 2000 : 96) . Penentuan besarnya tingkat
keseimbangan dilakukan dengan cara sebagai berikut:
1) Menentukan cycle time yang dikehendaki
cycle time ialah selang waktu yang terjadi pada saat produk yang
sudah selesai dikerjakan meninggalkan garis produksi atau waktu
12
terpanjang yang diperlukan antara bagian-bagian proses produksi
yang harus dilalui suatu produk:
Rumus: C= 60xt
D
Dengan:C =Cycle time atau waktu daur
t =Waktu kerja per hari
D =Permintaan per hari
Untuk memperoleh kapasitas yang memadai dengan cara:
Maximum output/hari=Waktu tersedia/hari
C/unit
(Heizer dan Render ,2001:357)
2) Perhitungan untuk mendapatkan stasiun kerja terkecil
Perhitungan untuk mendapatkan stasiun kerja terkecil yang
dibutuhkan untuk menempatkan tugas pekerjaan yang ada, akan
dilaksanakan untuk menghasilkan produk. Angka ini merupakan
total lamanya pengerjaan tugas dibagi dengan waktu siklus.
3) Seimbangkan lini dengan memberikan tugas pada stasiun kerja
khusus. Pada setiap stasiun kerja keseimbangan yang efisien ialah
keseimbangan yang menyelesaikan pekerjaan yang dibutuhkan,
mengikuti urutan yang telah dispesifikasi, dan menjaga agar waktu
kosong di stasiun kerja berada pada tingkat minimal.
4) Menghitung efisiensi keseimbangan lini
13
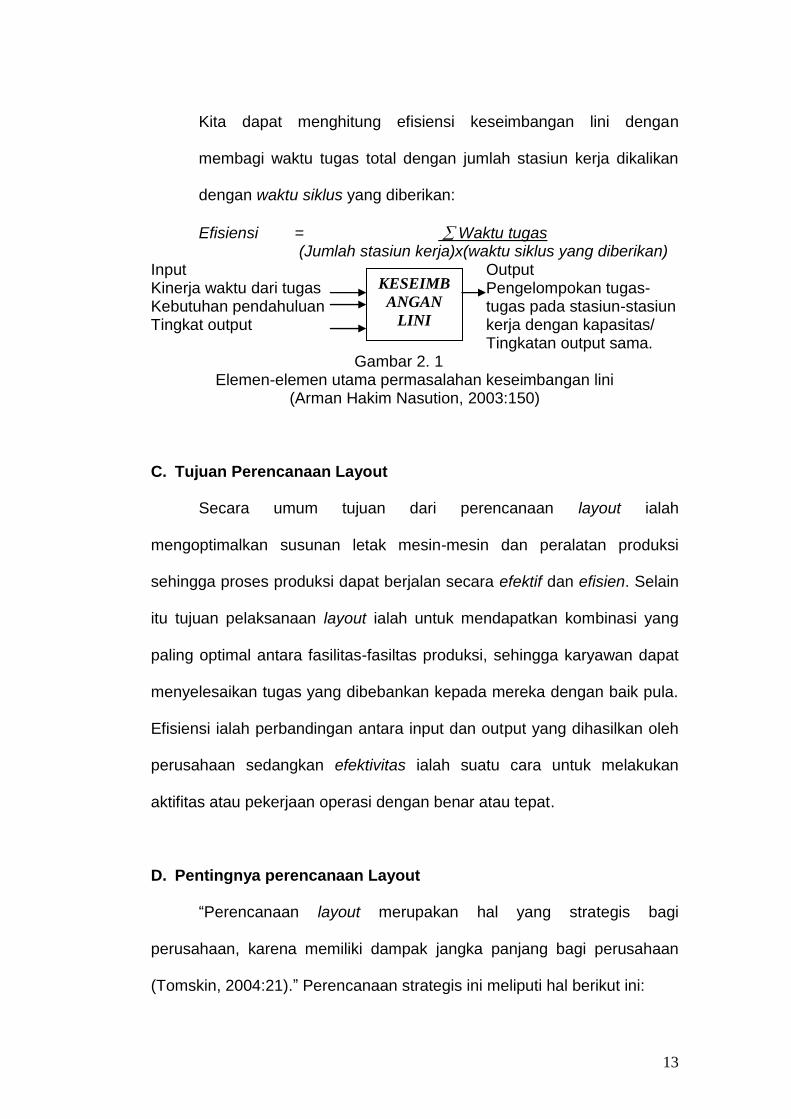
Kita dapat menghitung efisiensi keseimbangan lini dengan
membagi waktu tugas total dengan jumlah stasiun kerja dikalikan
dengan waktu siklus yang diberikan:
Efisiensi = Waktu tugas (Jumlah stasiun kerja)x(waktu siklus yang diberikan) Input Output Kinerja waktu dari tugas Pengelompokan tugas- Kebutuhan pendahuluan tugas pada stasiun-stasiun Tingkat output kerja dengan kapasitas/ Tingkatan output sama. Gambar 2. 1
Elemen-elemen utama permasalahan keseimbangan lini (Arman Hakim Nasution, 2003:150)
C. Tujuan Perencanaan Layout
Secara umum tujuan dari perencanaan layout ialah
mengoptimalkan susunan letak mesin-mesin dan peralatan produksi
sehingga proses produksi dapat berjalan secara efektif dan efisien. Selain
itu tujuan pelaksanaan layout ialah untuk mendapatkan kombinasi yang
paling optimal antara fasilitas-fasiltas produksi, sehingga karyawan dapat
menyelesaikan tugas yang dibebankan kepada mereka dengan baik pula.
Efisiensi ialah perbandingan antara input dan output yang dihasilkan oleh
perusahaan sedangkan efektivitas ialah suatu cara untuk melakukan
aktifitas atau pekerjaan operasi dengan benar atau tepat.
D. Pentingnya perencanaan Layout
“Perencanaan layout merupakan hal yang strategis bagi
perusahaan, karena memiliki dampak jangka panjang bagi perusahaan
(Tomskin, 2004:21).” Perencanaan strategis ini meliputi hal berikut ini:
KESEIMB
ANGAN
LINI
14
1) Penyimpanan dan pengisian kembali meliputi semua fungsi
pergudangan.
2) Penggunaan suatu material pada suatu tempat, meliputi tujuan,
asal dan proses manufaktur.
3) Distribusi fisik , meliputi asal perpindahan, tujuan perpindahan, dan
perpindahan antar tempat.
4) Kontrol peralatan dan material.
5) Layout tempat dan modul bangunan.
6) Persyaratan fasilitas yang mendukung.
Tata letak memiliki implikasi strategis karena tata letak menentukan daya
saing perusahaan dalam hal kapasitas, proses fleksibilitas, dan biaya
serta mutu kehidupan kerja. (Reinder dan Heizer, 2001:272). Tataletak
yang efektif dapat membantu perusahaan mencapai hal-hal berikut ini:
a). Pemanfaatan yang lebih besar atas ruangan, peralatan dan
manusia.
b). Arus informasi, bahan baku dan manusia yang lebih baik.
c). Lebih memudahkan konsumen.
d). Peningkatan moral karyawan dan kondisi kerja yang lebih aman.
E. Klasifikasi perencanaan Layout
Perencanaan layout yang akan digunakan perlu
mempertimbangkan tentang kemudahan perencanaan layout pabrik
tersebut dalam pengaturan letak fasilitas produksi yang digunakan .
Perusahaan harus mempertimbangkan beberapa klasifikasi perencanaan
15
layout dan kemudian memilih permasalahan yang penting, dapat
diklasifikasikan menjadi 4 jenis yaitu:
1. Adanya perubahan-perubahan kecil dari layout yang ada
2. Adanya perubahan-perubahan fasilitas produksi yang baru
3. Merubah susunan layout karena adanya perubahan fasilitas.
4. Pembangunan pabrik baru.
Fakor-faktor yang perlu dipertimbangkaan dalam penyusunan
layout, faktor yang perlu dipertimbangkan dalam mendesain suatu layout
untuk perusahaan manufacturing menurut Pangestu Subagyo (2000:88)
ialah sebagi berikut :
a. Sifat produk yang dibuat
Sifat produk berbentuk padat atau cair, hal ini akan menentukan
jenis layout yang akan dipilih. Apabila produknya cair atau gas
pengangkutan barang akan dapat dilakukan dengan pipa, berarti
menghemat tempat. Bila produknya besar dan sulit dipindahkan
maka akan lebih baik menggunakan layout dengan posisi tetap.
b. Jenis proses produksi yang digunakan
Jenis proses produksi juga mempengaruhi layout yang akan
disusun. Layout garis digunakan untuk pabrik yang memiliki proses
produksi continous/memiliki line flow, sedangkan layout fungsional
biasanya digunakan pada proses produksi intermittent.
c. Jenis barang serta volume produksi barang yang dihasilkan
Perusahaan yang menghasilkan bermacam-macam barang atau
produk yang jumlah setiap jenis hanya sedikit biasanya lebih cocok
16
menggunakan layout fungsional. Akan tetapi jika produknya selalu
sama serta jumlah setiap jenis banyak, sebaiknya menggunakan
layout garis.
d. Jumlah modal yang tersedia
Meskipun suatu perusahaan memerlukan layout garis, perusahaan
tidak dapat menggunakanya jika modal yang tersedia kurang. Hal
ini disebabkan layout garis memerlukan investasi yang sangat
mahal.
e. Keluwesan atau fleksibilitas
Fleksibel disini ialah jika terjadi perubahan macam barang yang
dihasilkan atau terjadi penambahan kapasitas pabrik/penambahan
mesin, maka letak mesin dan fasilitas-fasilitas pabrik mudah
disesuaikan.
f. Pengangkutan barang
Pengangkutan barang dilakukan seefisien mungkin dapat
diusahakan dengan menggunakan conveyor, karena jalan yang
dilalui barang selalu sama sehingga biaya pengangkutanya murah.
g. Aliran barang
Mesin-mesin sebaiknya ditempatkan sedemikian rupa sehingga
aliran barang yang dikerjakan tidak saling menggangu.
h. penggunaan ruangan
Penempatan mesin harus ditempatkan sedemikian rupa misalnya
,jangan sampai ada ruangan yang menganggur, jangan pula
17
meletakkan mesin terlalu jauh supaya menghemat ruangan dan
mengurangi pengangkutan, dan peletakan mesin jangan terlalu
rapat karena akan saling mengganggu.
i. Lingkungan dan keselamatan kerja
Pertimbangan keselamatan kerja pada perencanaan layout perlu
diperhatikan, jangan sampai penempatan mesin membahayakan
keselamatan karyawan. Mesin-mesin yang membayakan
ditempatkan di tempat yang jarang dilewati karyawan atau diberi
pengaman yang cukup.
j. Pemeliharaan
Peletakan mesin harus memungkinkan pelaksanaan pemeliharaan
mesin dengan mudah.
k. Letak kamar kecil
Letak kamar kecil harus dekat dengan ruangan kerja, supaya tidak
ada waktu terbuang oleh karyawan hanya untuk perjalanan ke
kamar kecil.
l. Pengawasan
Sebaiknya mesin atau fasilitas produksi yang lain diletakkan
sedemikian rupa sehingga pengawasanya mudah.
F. Jenis Layout
Menurut Pangestu Subagyo (2000:80) Jenis layout dapat dibagi
menjadi 4 empat yaitu:
18
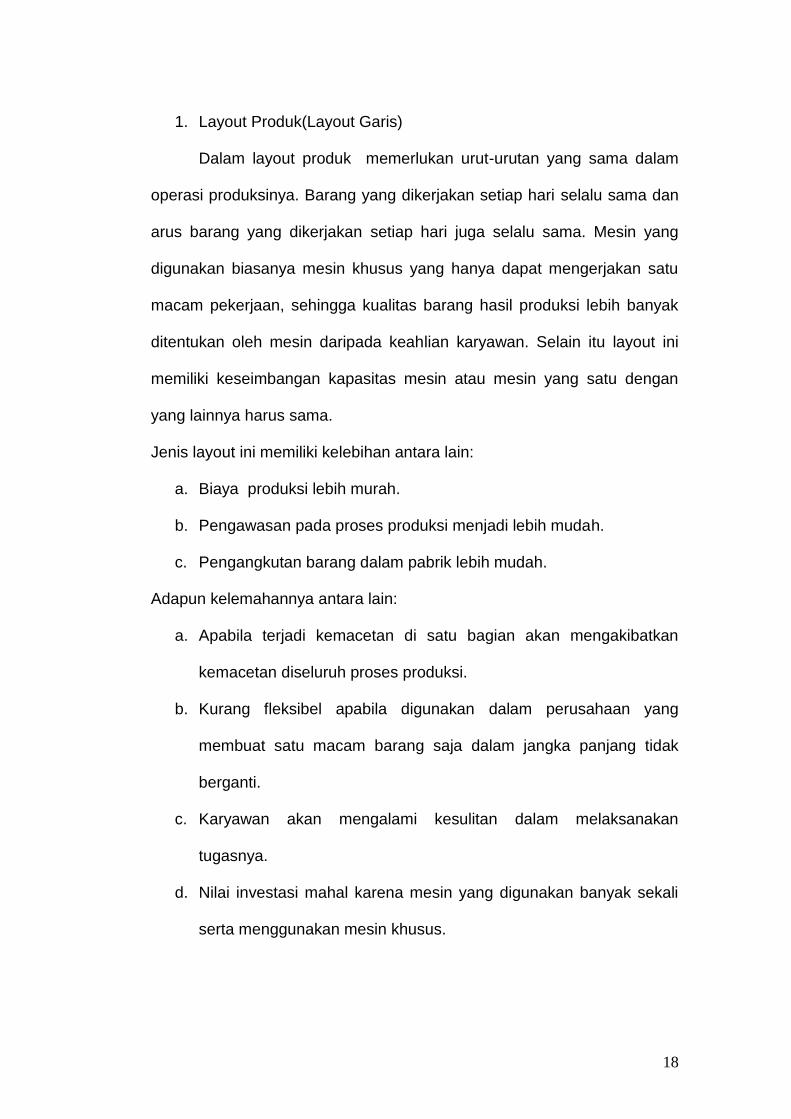
1. Layout Produk(Layout Garis)
Dalam layout produk memerlukan urut-urutan yang sama dalam
operasi produksinya. Barang yang dikerjakan setiap hari selalu sama dan
arus barang yang dikerjakan setiap hari juga selalu sama. Mesin yang
digunakan biasanya mesin khusus yang hanya dapat mengerjakan satu
macam pekerjaan, sehingga kualitas barang hasil produksi lebih banyak
ditentukan oleh mesin daripada keahlian karyawan. Selain itu layout ini
memiliki keseimbangan kapasitas mesin atau mesin yang satu dengan
yang lainnya harus sama.
Jenis layout ini memiliki kelebihan antara lain:
a. Biaya produksi lebih murah.
b. Pengawasan pada proses produksi menjadi lebih mudah.
c. Pengangkutan barang dalam pabrik lebih mudah.
Adapun kelemahannya antara lain:
a. Apabila terjadi kemacetan di satu bagian akan mengakibatkan
kemacetan diseluruh proses produksi.
b. Kurang fleksibel apabila digunakan dalam perusahaan yang
membuat satu macam barang saja dalam jangka panjang tidak
berganti.
c. Karyawan akan mengalami kesulitan dalam melaksanakan
tugasnya.
d. Nilai investasi mahal karena mesin yang digunakan banyak sekali
serta menggunakan mesin khusus.
19
Gambar 2. 2 Layout Produk (Layout garis)
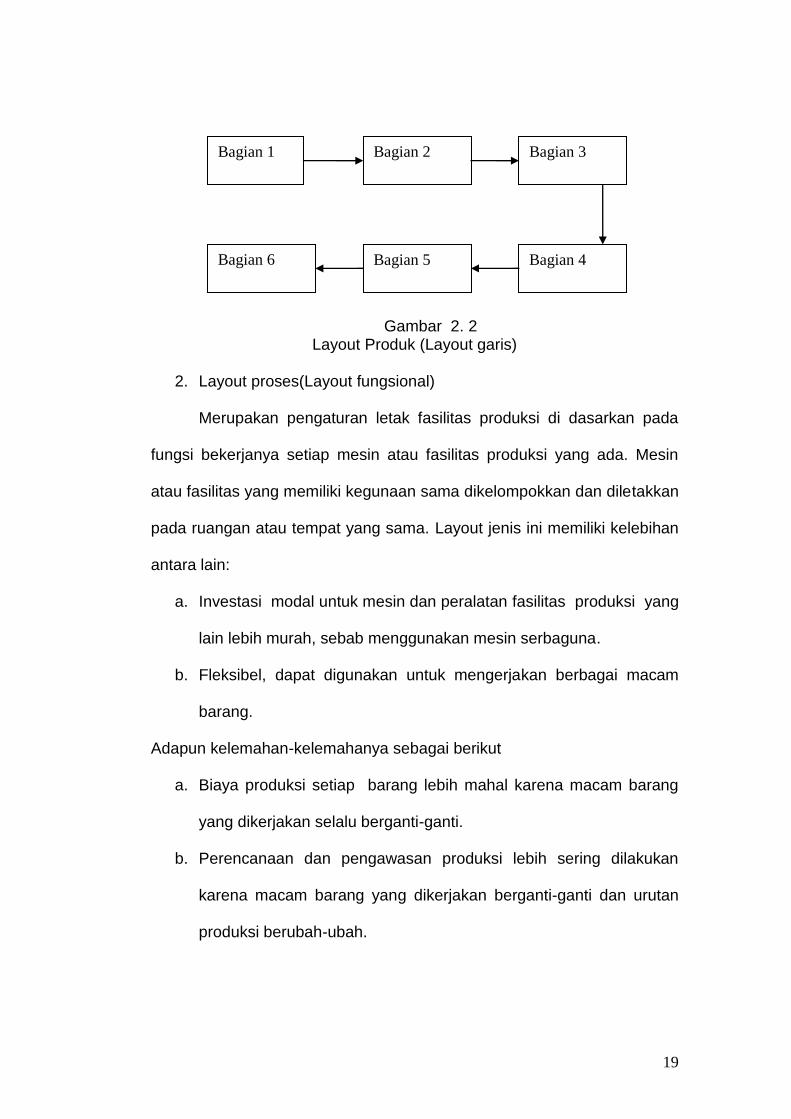
2. Layout proses(Layout fungsional)
Merupakan pengaturan letak fasilitas produksi di dasarkan pada
fungsi bekerjanya setiap mesin atau fasilitas produksi yang ada. Mesin
atau fasilitas yang memiliki kegunaan sama dikelompokkan dan diletakkan
pada ruangan atau tempat yang sama. Layout jenis ini memiliki kelebihan
antara lain:
a. Investasi modal untuk mesin dan peralatan fasilitas produksi yang
lain lebih murah, sebab menggunakan mesin serbaguna.
b. Fleksibel, dapat digunakan untuk mengerjakan berbagai macam
barang.
Adapun kelemahan-kelemahanya sebagai berikut
a. Biaya produksi setiap barang lebih mahal karena macam barang
yang dikerjakan selalu berganti-ganti.
b. Perencanaan dan pengawasan produksi lebih sering dilakukan
karena macam barang yang dikerjakan berganti-ganti dan urutan
produksi berubah-ubah.
Bagian 1 Bagian 2 Bagian 3
Bagian 4 Bagian 5 Bagian 6
20
c. Pengangkutan barang didalam pabrik lebih sulit dan simpang-siur
karena arus pekerjaan selalu berubah-ubah.
Gambar 2. 3 Layout Fungsional(Layout Proses)
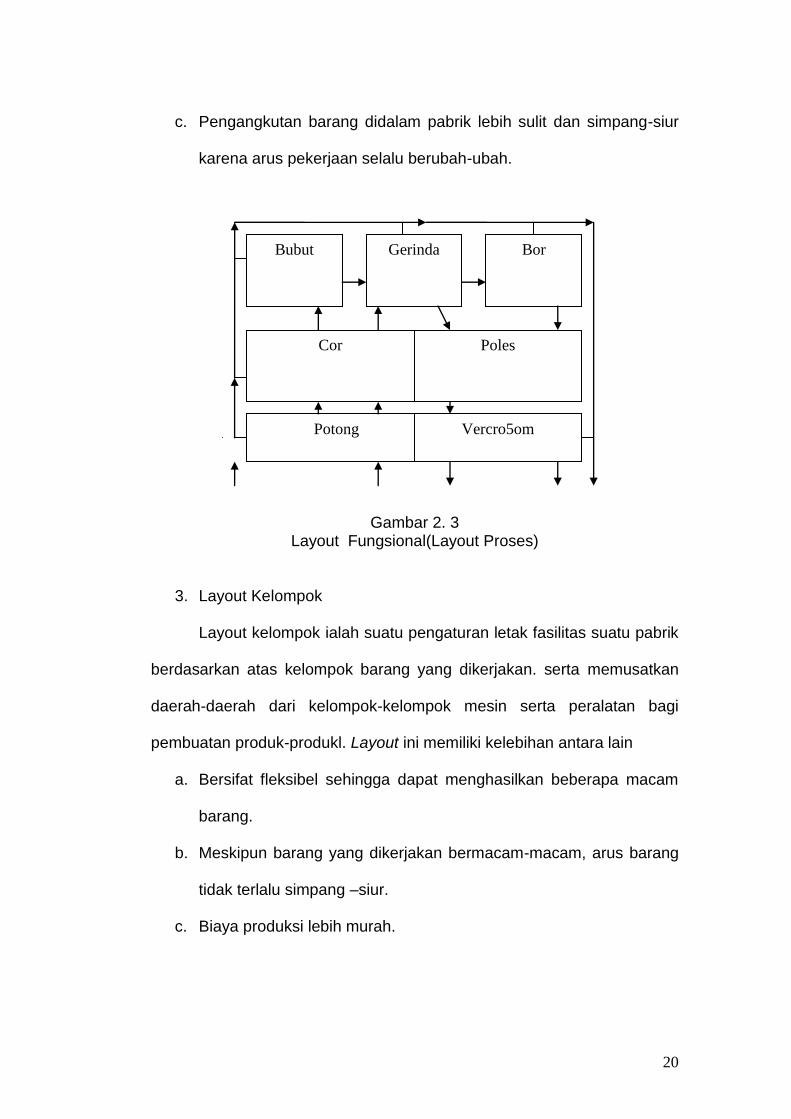
3. Layout Kelompok
Layout kelompok ialah suatu pengaturan letak fasilitas suatu pabrik
berdasarkan atas kelompok barang yang dikerjakan. serta memusatkan
daerah-daerah dari kelompok-kelompok mesin serta peralatan bagi
pembuatan produk-produkl. Layout ini memiliki kelebihan antara lain
a. Bersifat fleksibel sehingga dapat menghasilkan beberapa macam
barang.
b. Meskipun barang yang dikerjakan bermacam-macam, arus barang
tidak terlalu simpang –siur.
c. Biaya produksi lebih murah.
Bubut Gerinda Bor
Cor Poles
Potong Vercro5om
21
Adapun kelemahannya ialah sebagai berikut :
a. Untuk menggunakan layout kelompok, kelompok produk yang
memiliki kesamaan urutan proses harus jelas.
b. Instruksi kerja harus jelas.
c. Memerlukan pengawasan yang cermat.
Gambar 2. 4 Layout Kelompok
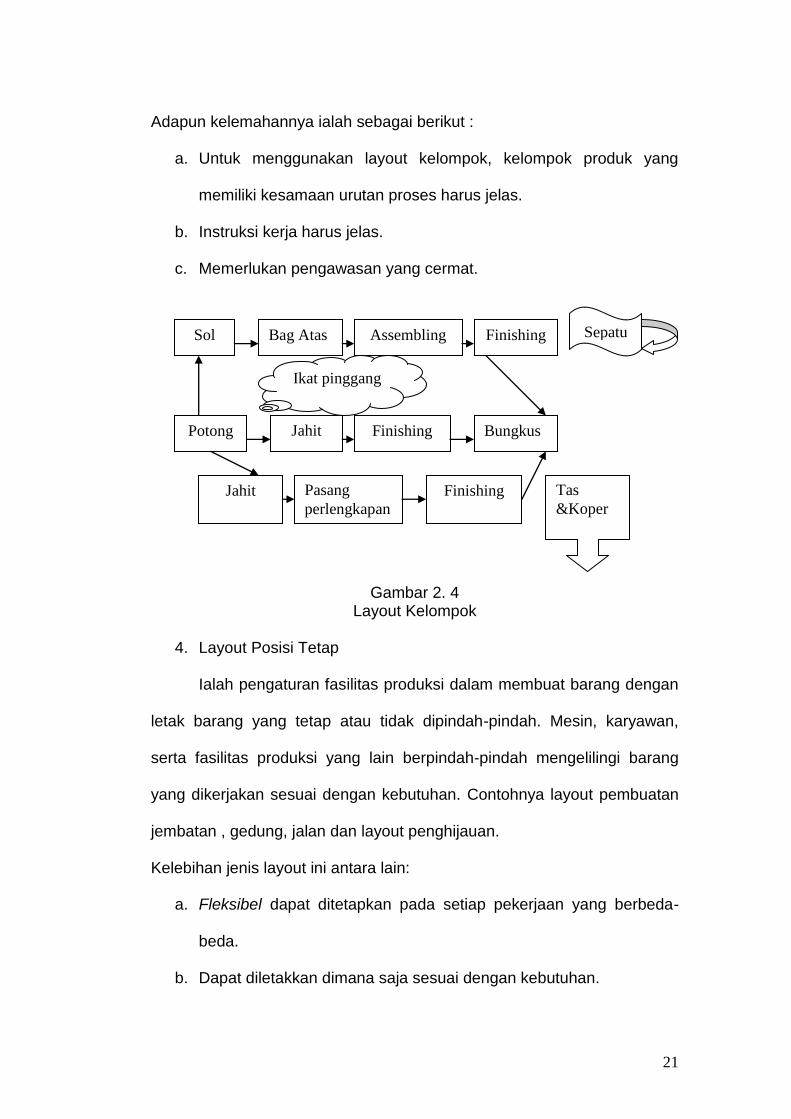
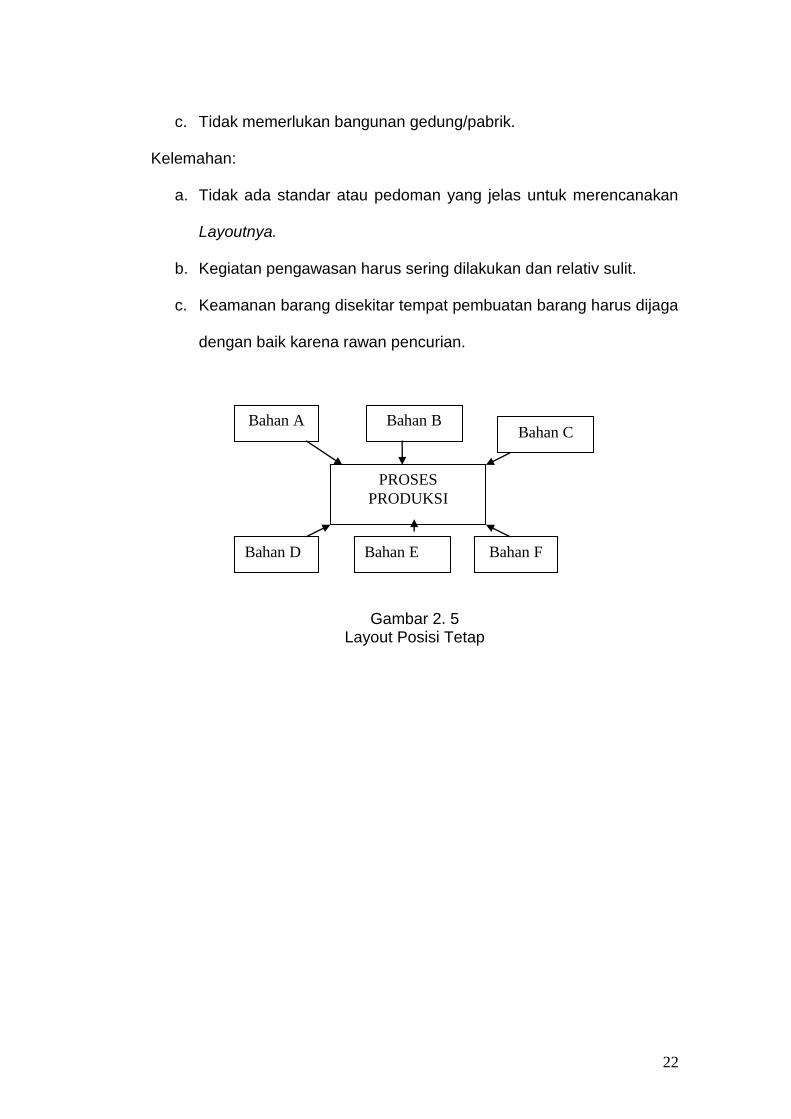
4. Layout Posisi Tetap
Ialah pengaturan fasilitas produksi dalam membuat barang dengan
letak barang yang tetap atau tidak dipindah-pindah. Mesin, karyawan,
serta fasilitas produksi yang lain berpindah-pindah mengelilingi barang
yang dikerjakan sesuai dengan kebutuhan. Contohnya layout pembuatan
jembatan , gedung, jalan dan layout penghijauan.
Kelebihan jenis layout ini antara lain:
a. Fleksibel dapat ditetapkan pada setiap pekerjaan yang berbeda-
beda.
b. Dapat diletakkan dimana saja sesuai dengan kebutuhan.
Sol Bag Atas Assembling Finishing
Potong Jahit Finishing Bungkus
Jahit Pasang
perlengkapan
Finishing
Ikat pinggang
Sepatu
Tas
&Koper
22
c. Tidak memerlukan bangunan gedung/pabrik.
Kelemahan:
a. Tidak ada standar atau pedoman yang jelas untuk merencanakan
Layoutnya.
b. Kegiatan pengawasan harus sering dilakukan dan relativ sulit.
c. Keamanan barang disekitar tempat pembuatan barang harus dijaga
dengan baik karena rawan pencurian.
Gambar 2. 5 Layout Posisi Tetap
Bahan A Bahan B Bahan C
PROSES
PRODUKSI
Bahan D Bahan E Bahan F
23
BAB III
PEMBAHASAN
A. Gambaran Umum Perusahaan
1. Sejarah Singkat Perusahaan
Perusahaan teh Kemuning pada awalnya ialah milik bangsa Belanda
dengan nama NV. Culture Maatschappij Kemuning dengan alamat
Nederland. Berdasarkan undang-undang pemerintahan Belanda pada
tahun 1854 pasal 62 undang-undang agraria (Agraris Wet) tahun1870
yang megatur Hak Guna Usaha (HGU) maka pada tanggal 11 April 1952
pemerintah Belanda memberikan HGU dalam jangka waktu 50 tahun
kepada kakak beradik keturunan Belanda yang bernama Johan dan
vanmender yang berkedudukan di Den Haag Belanda. Lahan hak guna
terletak di Kecamatan Ngargoyoso seluas 312,172 ha, dan di Kecamatan
Jenawi seluas 238,828 ha, Sehingga sampai saat ini luas area total
sekitar 1050 ha, yang ditanami tanaman kopi dan teh. Perusahaan ini
diberi nama NV. Culture Maatschappij Kemuning yang pengelolaanya
diserahkan pada firma wateringand labour yang berkedudukan di kota
Bandung Provinsi Jawa Barat.
Pada tahun 1942 dengan menyerahnya pemerintahan Belanda
kepada pemerintahan Jepang, maka selanjutnya perkebunan diambil oleh
pemerintahan Jepang sampai tahun 1945. Pada masa pemerintahaan
Jepang tersebut tidak ada kegiatan yang bersifat komersial perusahaan
24
sehingga oleh pemerintahan setempat lahannya ditanami dengan
tanaman palawija dan tanaman jarak.
Tahun 1945 sampai awal tahun 1948 perkebunan Kemunig dikelola
oleh pihak mangkunegaran Surakarta dengan pemimpinnya ialah Ir.
Sarsito, sedangkan pada tahun 1948 sampai dengan tahun 1950
perkebunan Kemuning dikuasai oleh pemerintahan militer RI yang hasil
produksinya digunakan untuk biaya perjuangan.
Berdasarkan keputusan Konfrensi Meja Bundar, maka pada tanggal
9 Mei 1950 sampai tanggal 30 Desember 1952 perkebunan Kemuning
diserahkan kembali kepada NV. Culture Maatschappij Kemuning, tetapi
pada tanggal 1 Januari 1953 berdasarkan undang-undang No. 3/1952/RI.
Hak guna usaha NV. Culture Maatschappij Kemuning dicabut.
Karyawan NV. Culture Maatschappij kemuning secara intern
membentuk koperasi yang disebut Koperasi Perusahaan Perkebunan
Kemuning (KPPK), koperasi ini hanya bertahan sampai pada bulan
September 1968 karena pengurusnya terlibat G. 30 S/PKI.
Tahun 1965 koperasi dibubarkan oleh pemerintah dan dipegang
sementara oleh KODAM VII Diponegoro dengan luas areal sekitar 546,
868 ha, karena adanya rongrongan dari PKI yang ingin merebut sebagian
dari perkebunan atau areal perusahaan. Berdasarkan SK mendagri No.
17/HGU/DA/71, maka tanggal 3 November 1971 pengolahan kebun
Kemuning diserahkan diserahkan pada Yayasan Rumpun Diponegoro dan
dibentuklah PT. Rumpun, tahun 1980 PT. Rumpun terpecah menjadi dua
yaitu sebagai berikut:
25
1. PT Rumpun Antan dengan komoditi karet, kelapa , kopi, cengkeh,
dan randu yang meliputi:
a. Perkebunan Carui/Rejodadi di Cilacap.
b. Perkebunan Samudra di Banyumas.
c. Perkebunan Darmo Kradenan di Banyumas.
d. Perkebunan Jatu Pablengan di Semarang.
2. PT. Rumpun Teh dengan komoditi kopi dan teh, yang meliputi:
a. Perkebunan Kemuning di Karanganyar, Surakarta
b. Perkebunan Modini di Kendal.
c. Perkebunan Kaliginting di Semarang.
Pada bulan Maret 1990 PT. Rumpun bekerja sama dengan PT. Astra di
Jakarta sehingga namanya menjadi PT. Rumpun Sari Kemuning.
a. Lokasi dan Tata Letak Pabrik
Ada dua hal yang mempengaruhi pemilihan lokasi pabrik, yaitu
pemilihan daerah dan faktor-faktor pembantu letak pabrik meliputi:
1) Pemilihan daerah untuk lokasi pabrik sangat ditentukan oleh
kondisi iklim dan ketersediaan bahan mentah. Daerah disekitar
pabrik PT. Rumpun Sari Kemuning merupakan daerah yang
hampir tiap tahun mengalami hujan. Kondisi iklim seperti inilah
sangat sesuai untuk kebun teh karena tanaman teh
menghendaki pembagian hujan yang merata sepanjang tahun.
2) Faktor-faktor lain yang mempengaruhi PT. Rumpun Sari Kemuning
dalam menentukan letak lokasi pabrik ialah ketersediaan air
disekitar pabrik. Sarana transportasi yang memberikan kemudahan
26
dalam pengangkutan dan ketersediaan tenagakerja yang berasal
dari daerah disekitar pabrik.
Perkebunan PT. Rumpun Sari Kemuning berada dilereng gunung
Lawu kira-kira 8 Km dari kota Tawangmangu dan 40 km dari stasiun
Balapan Surakarta. Adapun lokasi PT. Rumpun Sari Kemuning berada di
Kelurahan Kemuning, Kecamatan Ngargoyoso, Provinsi Jawa Tengah.
Sedangkan batas-batas perkebunan teh PT. Rumpun Sari Kemuning
adalah sebagai berikut: sebelah utara berbatasan dengan kecamatan
Jenawi, sebelah timur berbatasan dengan hutan pinus Wonomarto,
sebelah selatan berbatasan dengan kelurahan Ngandungan kecamatan
Ngargoyoso dan sebelah barat berbatasan dengan kebun karet PTPN
XVVII kebun Jamus. Secara lebih jelas tentang letak pabrik dan kebun
serta batas-batas wilayah sekitarnya dapat dilihat pada lampiran.
Luas areal pabrik Teh PT. Rumpun Sari Kemuning sekitar 437,82
ha yang kemudian dibagi lagi menjadi dua afdeling A seluas 222,26 ha
dan Afdeling B seluas 215,56 ha. Luas areal perkebunan PT. Rumpun
Sari Kemuning yang ada dibagi menjadi beberapa bagian yaitu areal
tanah tanaman produktif, areal tanah pembibitan, areal tanah cadangan,
areal tanah untuk jalan, areal tanah untuk emplacement, pabrik, jagung
dan sungai.
Tataletak dalam perancangan pabrik memegang peranan penting
agar penggunaan ruang dan tenaga dapat efisien. Karena merupakan
suatu pengaturan dari seluruh fasilitas yang digunakan sehingga
penggunaan ruang dan tenaga dapat efisien.Tata letak mesin pengolahan
27
teh hijau PT. Rumpun Sari Kemuning yaitu: 2 unit pelayuan (Rotary
Panner) terletak disebelah kiri pintu utama, mesin penggulung (Jakson
Roller) terletak disebelah kanan mesin pelayuan, mesin pengering awal
(ECP Dryer) terletak disebelah timur mesin penggulung, 2 unit mesin
pengering awal. Mesin pengering akhir (Rotary Dryer) terletak disebelah
selatan terdiri dari 7 unit, sedangkan 3 Tell tea lainnya terletak disebelah
barat. Untuk alat sortasi yang terdiri dari 4 bagian, 3 mesin Layers stolk
Extractor terletak disebelah selatan dan sebelah kirinya terdapat mesin
suction winnower. Komplek pabrik terdiri atas berbagai bangunan antara
lain:
1. Gedung kantor.
2. Gedung pabrik pengolahan.
3. gedung kantor pabrik dan gudang teh kering.
4. Gudang pupuk dan alat-alat perusahaan.
5. Rumah dinas pegawai (Kepala kebun dan Kabag).
a. Keadaan alam
Keadaan tanah dan iklim di perkebunan kemuning telah memenuhi
persyaratan untuk pertumbuhan tanaman teh. Daerah penghasil teh
biasanya mempunyai curah hujan lebih dari 2000 mm/th dengan sedikit
atau kemarau tanpa panjang, intensitas penyinaran antara 25-55% untuk
proses fotosintesis, suhu rata-rata 14ºc-26ºc, ketinggian tempat antara
250-1500 diatas permukaan laut dengan kemiringan tanah bebas asalkan
keadaan lingkungan mendukung dengan jenis tanah yang kaya akan
28
unsur hara dan mempunyai daya peresapan yang baik misalnya pada
jenis tanah sitosol, andosol, dan latosol.
B. Manajemen Perusahaan
1. Struktur Organisasi
Suatu perusahaan agar berjalan lancar dan mempermudah dalam
melakukan aktivitasnya, maka diperlukan suatu manajemen perusahaan.
Salah satu manajemen perusahaan ialah adanya struktur organisasi
perusahaan untuk mengatur dan memperlancar wewenang
tanggungjawab dan hubungan kerja karyawan maupun staf, didalam
struktur organisasi digambarkan secara jelas jalur-jalur wewenang,
tanggung jawab antar karyawan.
Pengaturan kebijakan sepenuhnya PT. Rumpun Sari Kemuning
berada pada direksi yang berkedudukan di Jl. Pemuda No.145 Semarang.
Tugas dan program dari direksi diserahkan pada bagian organisasi
perkebunan teh PT. Rumpun Sari Kemuning yang berada di Karanganyar.
PT. Rumpun Sari Kemuning menerapkan sistem organisasi sistem garis
(line) yang bercirikan mata rantai vertikal antara berbagai tingkat
organisasi. Badan organisasi PT.Rumpun Sari Kemuning dipimpin oleh
seorang manajer yang membawahi tiga kepala bagian, yaitu kepala
bagian kebun, kepala bagian administrasi dan kepala bagian pabrik.
kepala bagian kebun merupakan pimpinan bagian kebun dan bertanggung
jawab atas semua pekerjaan dikebun. Kepala bagian administrasi
merupakan seseorang yang mengurusi bagian kantor dan mewakili
29
manajer bila ditunjuk. Kepala bagian pabrik merupakan orang yang
memimpin bagian pabrik dan bertanggung jawab atas pelaksanaan dan
penyelesaian pengolahan bahan mentah yang berupa teh dari kebun
sampai menjadi hasil akhir, kepala bagian ini masing-masing membawahi
para karyawan yang bekerja menurut bidang masing-masing seperti
terlihat pada bagan organisasi PT. Rumpun Sari Kemuning.
PT.Rumpun Sari Kemuning merupakan salah satu perusahaan
swasta yang bergerak dalam bidang agribisnis yaitu perusahaan yang
mengusahakan tanaman teh. Kegiatan usaha yang dilakukan di PT.
Rumpun Sari Kemuning dibagi menjadi dua bagian yaitu:
a. Bagian Lapangan
Yaitu bagian yang mengusahakan tanaman teh dari pembuatan
ladang, pembibitan, penanaman sampai pemanenan.
b. Bagian Pabrik
Bagian yang bergerak dalam melakukan pengolahan daun teh
sampai pemasaran. Produksi daun teh setelah diolah menjadi teh
hijau kemudian disalurkan keperusahaan teh yang lain untuk
dilakukan pengolahan yang lebih lanjut.
Adapun tugas, wewenang dan tangung jawab dari masing-masing
jabatan ialah sebagai berikut:
1) Administratur
Merupakan pejabat pelaksana tertinggi di PT. Rumpun Sari
Kemuning yang mempunyai tugas dan tanggung jawab sebagai
berikut:
30
a). Memimpin, mengkoordinir dan mengawasi semua kegiatan
dalam bidang tanaman, proses produksi dan administrasi,
penguasaan materi atau personil serta penanganan wilayah,
perkebunan termasuk harta dan kebijaksanaan Direksi.
b). Melaksanakan perancangan dan kebijaksanaan Direksi .
c). Mengumpulkan dan mengajukan usulan-usulan maupun
pendapat untuk bahan perbaikan.
d). Memperhatikan kesejahteran karyawan, memberikan laporan
kepada Direksi tentang kegiatan bulanan dan tahunan maupun
data keseluruhan tentang perkebunan .
Wewenang yang dimiliki administratur ialah:
a). Menjaga dan memelihara hubungan kerja sama yang baik
dengan bawahan, instansi pemerintah dan organisasi
masyarakat mengenai hal-hal yang berhubungan dengan
tugasnya.
b). Memutuskan keputusan yang prinsipil dan kebijaksanaan dalam
hal yang berhubungan dengan pelaksanaan tugas sesuai
dengan garis yang telah ditetapkan direksi.
2) Kerani Tanaman
Kerani tanaman bertangungjawab secara langsung kepada
Administratur, tugas, wewenang dan tanggung jawab kerani tanaman
ialah:
a). Bertanggungjawab semua pelaksanaan pekerjaan kebun.
31
b). Mengelola dan mengkoordinasi pekerjaan yang ada dibawah
pengawasanya.
c). Melaksanakan anggaran pendapatan dan belanja yang sudah
disetujui oleh pemerintah, pengusaha serta karyawan.
d). Membuat laporan pertanggungjawaban pengelola kebun.
3) Kepala Pabrik
Tugas, wewenang dan tanggungjawab kepala pabrik:
a). Berkewajiban menyiapkan sarana transportasi kebun antara lain
untuk angkutan bahan mentah, angkutan karyawan, angkutan
pupuk dan lain-lain.
b). Berkewajiban atas pemeliharaan infrastruktur dan bangunan.
c). Berkewajiban melaksanakan dan menyelesaikan pekerjaan
pengolahan bahan mentah dari kebun sampai menjadi produk.
d). Menjalankan administrasi produksi pengolahan sesuai
kebijaksanaan kepala proyek.
e). Kepala pabrik bertanggung jawab kepada Administratur.
4) Kepala Tata Usaha
Kepala tata usaha mempunyai tugas, wewenang dan tanggung
jawab sebagai berikut:
a). Mewakili pimpinan apabila ditunjuk dan apabila pimpinan
berhalangan.
b). Menyiapkan kebutuhan dana dari masing-masing Deputi,
Direktur
32
c). Mengontrol tugas seksi administratur dengan karyawan sesuai
dengan fungsinya serta memelihara hubungan demi kelancaran
tugas operasional.
d). Mengontrol tugas seksi Administratur, Kasir, Kepala gudang,
serta para buruh petik.
e). Atas persetujuan Direksi atau Administratur melaksanakan
pembelian bahan dan barang berskala besar untuk keperluan
perusahaan.
f). Mengatur pembayaran upah sesuai daftar upah yang telah
disetujui oleh kepala pabrik.
g). Mengkoordinir dan bertanggungjawab atas tugas - tugas
bawahan, baik yang horizontal maupun vertikal.
6) Kerani Pabrik
Tugas dan tanggung jawab dari kerani pabrik adalah mencatat dan
memberikan laporan mengenai data pengolahan kebun secara
keseluruhan kepada administratur.
7) Kepala Bagian Tehnik
Tugas dan tanggung jawabnya adalah menangani, merawat dan
mengontrol mesin/peralatan yang digunakan untuk pengolahan.
8) Kepala Bagian Gudang
Tugas dan tanggung jawabnya adalah:
a). Mengatur efisiensi dalam mengeluarkan material.
b). Mengadministrasikan dan memelihara barang barang dalam
gudang.
33
c). Bertanggung jawab kepada tata usaha.
d). Membuat laporan hasil produksi.
e). Membuat tanda terima bulanan.
8) Kepala Afdeling
Tugas dan tanggung jawabnya adalah:
a). Bertanggung jawab atas pengolahan kebun pada afdeling yang
dikuasainya kepada kepala kebun.
b). Menangani dan mengevaluasi pengolahan tanaman dan
pemetikan dikebun pada afdeling yang dikuasainya
9) Personalia Administrasi Umum
Tugas dan tanggung jawabnya adalah:
a). Melaksanakan tugas dalam hal pengaturan cuti dan
pengeluaran barang.
b). Mengurus rumah tangga kantor, mengatur tata tertib kantor dan
menyelenggarakan rapat atau pertemuan.
c). Menyelenggarakan urusan umum, surat menyurat dan tugas
untuk Sekertaris kebun.
d). Menertibkan dan mengawasi hal hal yang berhubungan dengan
urusan kesehatan, agama serta olahraga.
e). Membuat rencana, mengkoordinir serta mengawasi
pelaksanaan tugas securiti.
f). Menyusun bahan laporan sesuai dengan tugasnya untuk
administrasi serta pertanggungjawabannya.
34
10) Kepala Keamanan
Tugas dan tanggung jawabnya adalah:
a). Menjaga keamanan perusahaan.
b). Membuat laporan tentang situasi keamanan perusahaan.
c). Membuat laporan sebagai bukti bila ada peninjauan dari atasan,
juga mempertanggung jawabkan kepada Administratur.
d). Mengarsipkan dan mengkoordinasi buku tamu maupun
karyawan yang keluar masuk area perkebunan.
11) Kepala Bagian Keuangan
a). Tugas dan tanggung jawabnya adalah:
b). Membuat laporan kas mingguan, bukti penerimaan dan
pengeluaran kas
c). Mencatat input dan output perusahaan untuk keperluan
pembiayaan produksi, gaji pegawai dan karyawan.
d). Membuat neraca laba/rugi pada tiap bulan dan akhir tahun.
12) Mandor Panen
Mengawasi pemetikan selama panen.
a). Mandor Rawat
Mengawasi bagian perawatan kebun mulai dari pembibitan,
pemangkasan, pemupukan dan penyemprotan.
b). Mandor Olah
Mengawasi pekerjaan bagian pengolahan, mengawasi
penimbangan dan mencatat hasil penimbangan, baik dikebun
maupun di pabrik.
35
c). Mandor Sortasi
Mengawasi pekerjaan bagian sortasi, baik sortasi manual
maupun sortasi mesin, mencatat produksi teh kering yang di
hasilkan sesuai dengan mutunya.
13) Sopir
Tugas dan tanggung jawabnya
a). Mengantar pekerja kebun pada bagian masing masing.
b). Mengangkut teh dari kebun ke pabrik.
c). Mengirim teh kering ke pemesan.
14) Kasir
Kasir adalah pegawai yang melaksanakan pengupahan terhadap
karyawan.
15) Operator Komputer
Tugas dan tanggungjawabnya:
a). Mencatat dan memasukkan data pemasukan dan pengeluaran
bagian pabrik, kantor dan kebun.
b). Membantu tugas personalia umum.
16) Mandor Mekanik
Tugasnya mengecek peralatan, pemakaian bahan bakar dan
mengabsen karyawan.
2. Ketenagakerjaan
Penerimaan karyawan di PT.Rumpun Sari Kemuning harus
ditetapkan oleh adminstratur, yang sebagian besar karyawan berasal dari
36
lingkup perkebunan dan perusahaan saja yang bertempat tinggal di
Ngargoyoso, jam kerja karyawan di PT. Rumpun Sari Kemuning terbagi
menjadi 2 yaitu:
a. Jam kerja kantor dan tanaman kebun
1) Jam 07-14.00 WIB untuk jam kerja kantor (7 jam/hari).
2) Jam 06-13.00 WIB untuk jam kerja kebun (7 jam/hari).
b. Jam Kerja pabrik (pengolahan dan sortasi)
Jam kerja pengolahan
1) Shift I jam 09.00-16.30 WIB (6,5 jam) dengan jumlah pekerja
14 orang.
2) Shift II jam 16.30.00-24.00 WIB (8,5 jam)dengan jumlah
pekerja 15 orang dan selebihnya adalah jam kerja lembur.
3) Shift III jam 16.30-24.00.jumlah pekerja 15 orang
Sistem pengupahan karyawan di PT.Rumpun Sari Kemuning adalah:
1) Karyawan bulanan maupun karyawan staf merupakan
wewenang direksi pusat dan digaji tiap bulan antara tanggal
28-31 (pada akhir bulan)
2) Karyawan harian tetap, harian lepas dan harian borongan
merupakan wewenang Kepala proyek / Administratur dan
digaji 2 kali setiap bulan yaitu pada tengah bulan dan pada
akhir bulan.
Besarnya upah karyawan tidak sama, tergantung kedudukan dalam
perusahaan tersebut juga tergantung wewenang perusahaan. Sedangkan
untuk karyawan petik digaji Rp. 460, -/kg. Bila ada kelebihan jam kerja
37
bagi karyawan maka memperoleh uang lembur/premi yang besarnya
dihitung sesuai dengan keputusan Menteri Tenaga Kerja No.
72/MEN/1984 tanggal 13 Mei 1984.
3. Fasilitas dan Kesejahteraan Karyawan
Dalam meningkatkan gairah kerja dan produktivitas serta dalam
menjalankan fungsi sosial maka berbagai kebutuhan yang berhubungan
dengan kesejahteraan karyawan harus diperhatikan oleh perusahaan.
Sarana dan prasarana, fasilitas jaminan sosial yang diberikan oleh
PT.Rumpun Sari Kemuning untuk kesejahteraan karyawan dan
keluarganya adalah sebagai berikut:
a. Perumahan
Perumahan dan sarana penunjang keluarga disediakan untuk
karyawan khususnya Manajer, kepala tata usaha, kepala kebun
dan kepala pabrik yang berasal dari luar daerah (perantauan).
Bahkan telah tersedia perumahaan untuk Mandor atau karyawan
lain yang sudah berkeluarga tapi belum memiliki tempat tinggal
tetap.
b. Pendidikan
Perusahaan menyediakan fasilitas dan peralatan pendidikan
Taman kanak-Kanak, yang dimanfaatkan oleh anak-anak
karyawan atau masyarakat sekitar.
38
c. Cuti
Pemberiaan cuti bagi karyawan diberikan /diadakan dengan
peraturan 12 hari dalam setahun (cuti tahunan) dan cuti selama
satu bulan untuk jangka waktu tiga tahun sekali.
d. Sarana olah Raga
Untuk menjaga stamina dan kesehatan karyawan dan masyarakat
sekitar, disediakan sarana olah raga berupa gedung olah raga
yang juga bisa berfungsi sebagai gedung serba guna.
e. Pelayanan kesehatan dan Jamsostek
Pelayanan kesehatan untuk karyawan dan keluarganya antara
lain berupa tunjangan kecelakaan kerja biaya untuk periksa
kecelakaan ke dokter maupun untuk biaya rawat inap. Semua
karyawan PT.Rumpun Sari Kemuning telah diikutkan dalam
asuransi sosial tenaga kerja (Jamsostek) sesuai dengan PP No
33/19977. Selain itu buruh harian tetap dan weeding system
berserta keluarga diberi biaya pengobatan dari perusahaan
sebesar Rp.500,./Hari. Buruh harian lepas diberi biaya
pengobatan bila terjadi kecelakaan pada saat bekerja. Bantuan
bersalin atau hamil bagi staff dan karyawan bulanan.
f. Promosi Jabatan
Dalam meningkatkan persaingan dan produktivitas kerja bagi
karyawan yang berprestasi dan mempunyai dedikasi yang tinggi
terhadap perusahaan akan diberikan kesempatan serta biaya
39
untuk melanjutkan pendidikan. Selain itu juga mendapatkan
kenaikan gaji atau kenaikan jabatan.
g. Penghargaan(Reward)
Penghargaan diberikan pada karyawan apabila:
1) Mengabdikan diri kepada perusahaan sehingga dapat
mengangkat nama baik perusahaan.
2) Berjasa mencegah, menghindari, mengurangi kecelakaan kerja
bagi karyawan lain.
3) Menemukan/merencanakan inovasi yang dapat meningkatkan
efisiensi kerja dan meningkatkan kualitas produk yang dihasilkan.
h. Bantuan Sosial
Bantuan sosial diberikan kepada karyawan, antara lain berupa
sumbangan kematian/kesusahan, sumbangan perningkahan dan
lain-lain.
C. Laporan Magang Kerja
Magang kerja dilaksanakan di PT. Rumpun Sari Kemuning pada
tanggal 09 Februari 2009 sampai dengan 09 Maret 2009 pada jam kerja
08.00-12.00 WIB. Karena jurusan yang diambil penulis adalah manajemen
Industri maka penelitian difokuskan pada manajemen produksi
perusahaan. Demikian laporan magang kerja yang telah dilakukan oleh
penulis. Pada saat magang penulis hanya melakukan observasi dan
beberapa wawancara pada PT.Rumpun Sari Kemuning.
40
D. Pembahasan Masalah
Keseimbangan lini diperlukan untuk menentukan stasiun kerja yang
seimbang apabila terjadi perbedaan pembebanan waktu untuk setiap
stasiun kerja, yang berakibat terganggunya proses produksi dan
mengurangi efisiensi. Pembagian pekerjaan kedalam stasiun kerja untuk
menghasilkan pembagian pekerjaan yang lebih merata, untuk
memperkecil waktu menganggur. Untuk mengetahui efisien dan
efektifivitas layout produksi perlu diketahui urutan pekerjaan dan waktu
yang diperlukan untuk menyelesaikan pekerjaan tersebut.
Untuk mengetahui urutan pekerjaan dan waktu yang diperlukan,
penulis melakukan pengamatan terhadap proses produksi teh pada PT.
Rumpun Sari Kemuning 1, pada saat jam kerja.
1. Identifikasi Urutan Pekerjaan
Dalam penerapan metode line balancing untuk mendapatkan
efisiensi dan efektivitas dari suatu layout dengan mengidentifikasi
pekerjaan atau mencatat urutan pekerjaan yang ada beserta waktu
penyelesaianya. Pada produksi teh di PT. Rumpun Sari Kemuning 1,
urutan pekerjaan dan waktu yang dibutuhkan untuk menyelesaikan proses
produksi ialah sebagai berikut:
41
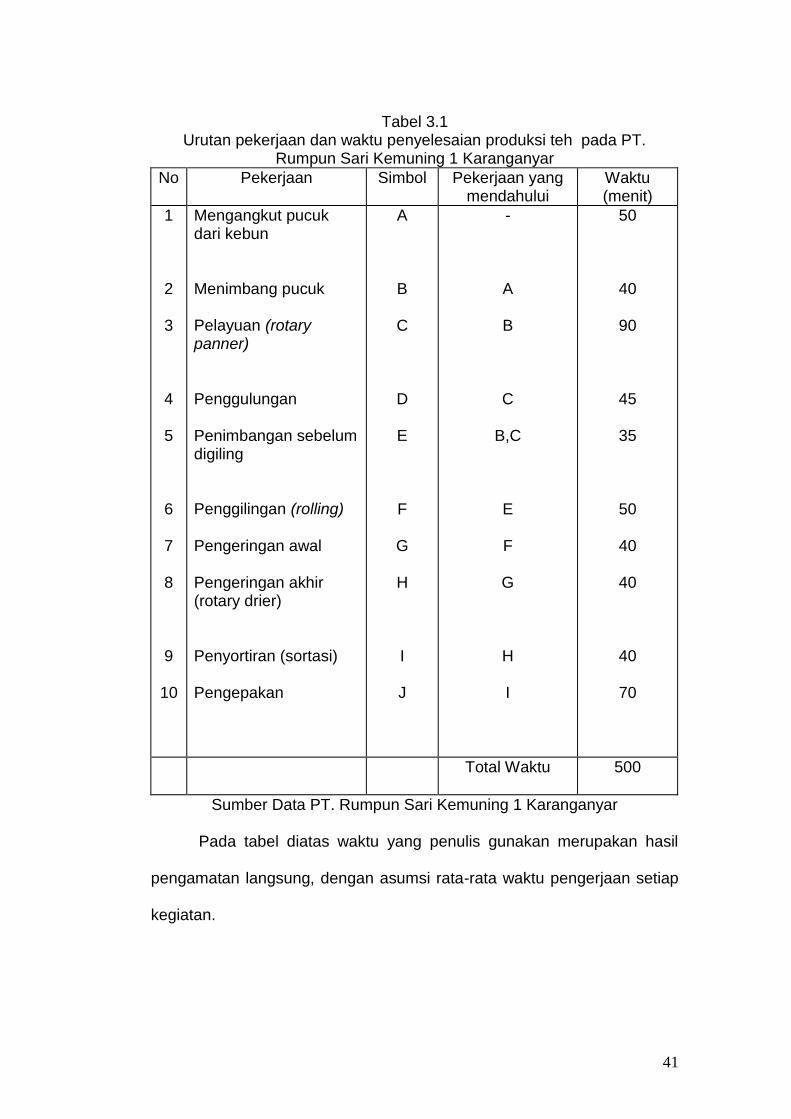
Tabel 3.1 Urutan pekerjaan dan waktu penyelesaian produksi teh pada PT.
Rumpun Sari Kemuning 1 Karanganyar
No Pekerjaan Simbol Pekerjaan yang mendahului
Waktu (menit)
1
2
3
4
5
6
7
8
9
10
Mengangkut pucuk dari kebun
Menimbang pucuk
Pelayuan (rotary panner)
Penggulungan
Penimbangan sebelum digiling
Penggilingan (rolling)
Pengeringan awal
Pengeringan akhir (rotary drier)
Penyortiran (sortasi)
Pengepakan
A
B
C
D
E
F
G
H
I
J
-
A
B
C
B,C
E
F
G
H
I
50
40
90
45
35
50
40
40
40
70
Total Waktu 500
Sumber Data PT. Rumpun Sari Kemuning 1 Karanganyar
Pada tabel diatas waktu yang penulis gunakan merupakan hasil
pengamatan langsung, dengan asumsi rata-rata waktu pengerjaan setiap
kegiatan.
42
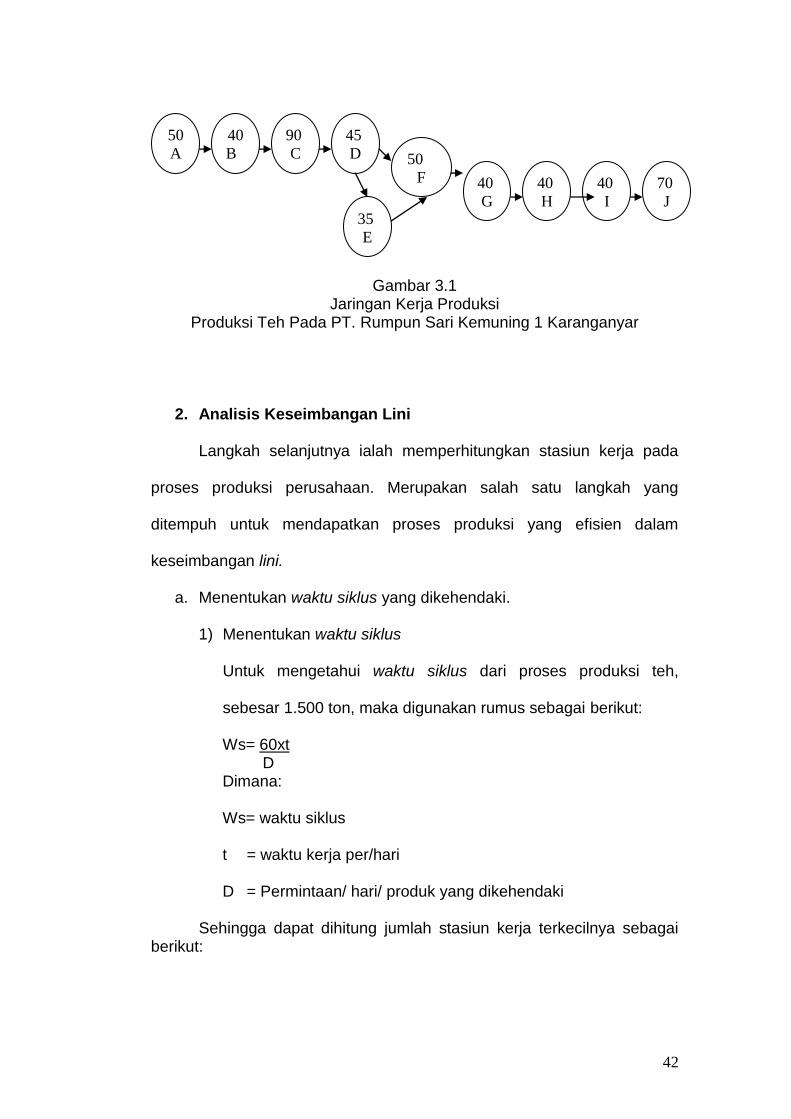
Gambar 3.1 Jaringan Kerja Produksi
Produksi Teh Pada PT. Rumpun Sari Kemuning 1 Karanganyar
2. Analisis Keseimbangan Lini
Langkah selanjutnya ialah memperhitungkan stasiun kerja pada
proses produksi perusahaan. Merupakan salah satu langkah yang
ditempuh untuk mendapatkan proses produksi yang efisien dalam
keseimbangan lini.
a. Menentukan waktu siklus yang dikehendaki.
1) Menentukan waktu siklus
Untuk mengetahui waktu siklus dari proses produksi teh,
sebesar 1.500 ton, maka digunakan rumus sebagai berikut:
Ws= 60xt D Dimana: Ws= waktu siklus t = waktu kerja per/hari D = Permintaan/ hari/ produk yang dikehendaki
Sehingga dapat dihitung jumlah stasiun kerja terkecilnya sebagai
berikut:
50
A
40
B
90
C
45
D
35
E
50
F 40
G
40
H
40
I
70
J
43
Ws = 60xt D 60 x 270 x8 1500
129600 1500
= 86,4 menit.
2) Memperkirakan Jumlah Stasiun Kerja
Jumlah stasiun kerja yang akan dibentuk dapat diperkirakan
dengan cara membagi total waktu pekerjaan dengan waktu
siklusnya. Sehingga:
Perkiraan Jumlah Stasiun = Total Waktu Pekerjaan Waktu Siklus yang diiginkan = 500 86 = 5,81 (dibulatkan menjadi 6)
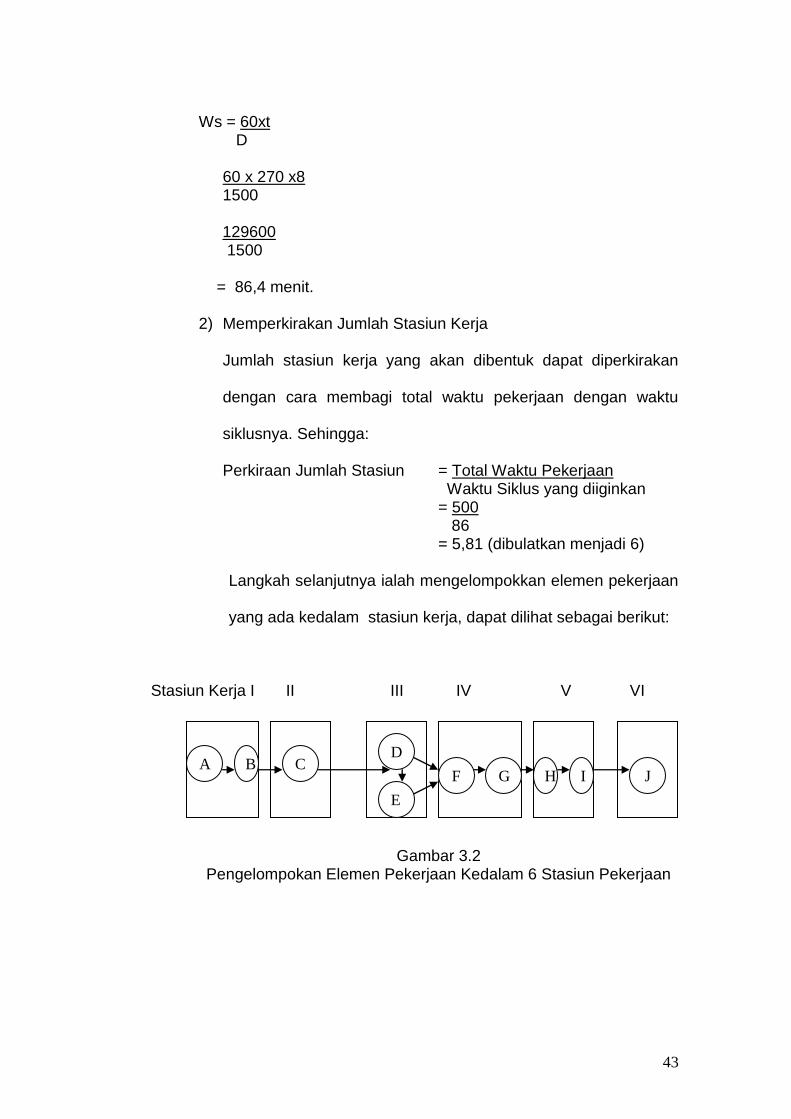
Langkah selanjutnya ialah mengelompokkan elemen pekerjaan
yang ada kedalam stasiun kerja, dapat dilihat sebagai berikut:
Stasiun Kerja I II III IV V VI
Gambar 3.2 Pengelompokan Elemen Pekerjaan Kedalam 6 Stasiun Pekerjaan
A B C D
E
F G H I J
44
3) Menentukan kapasitas maksimum dan siklus kerja (cycle time)
yang diinginkan.
Sebagai dasar waktu kerjanya menggunakan waktu dan elemen
terlama yaitu 90 menit. Untuk mengetahui kapasitas maksimum, apabila
perusahaan menggunakan siklus kerja 126 menit. Dengan perhitungan
sebagai berikut:
Kapasitas maksimum (Q max) = waktu yang tersedia /hari
cycle time
=60menit x 8 jam 126 = 480 126 = 3,8 (dibulatkan menjadi 4 proses).
Menghitung cycle time yang diijinkan cycle time yang diijinkan = waktu yang tersedia /hari produksi per hari
= 480 5
= 96 menit
45
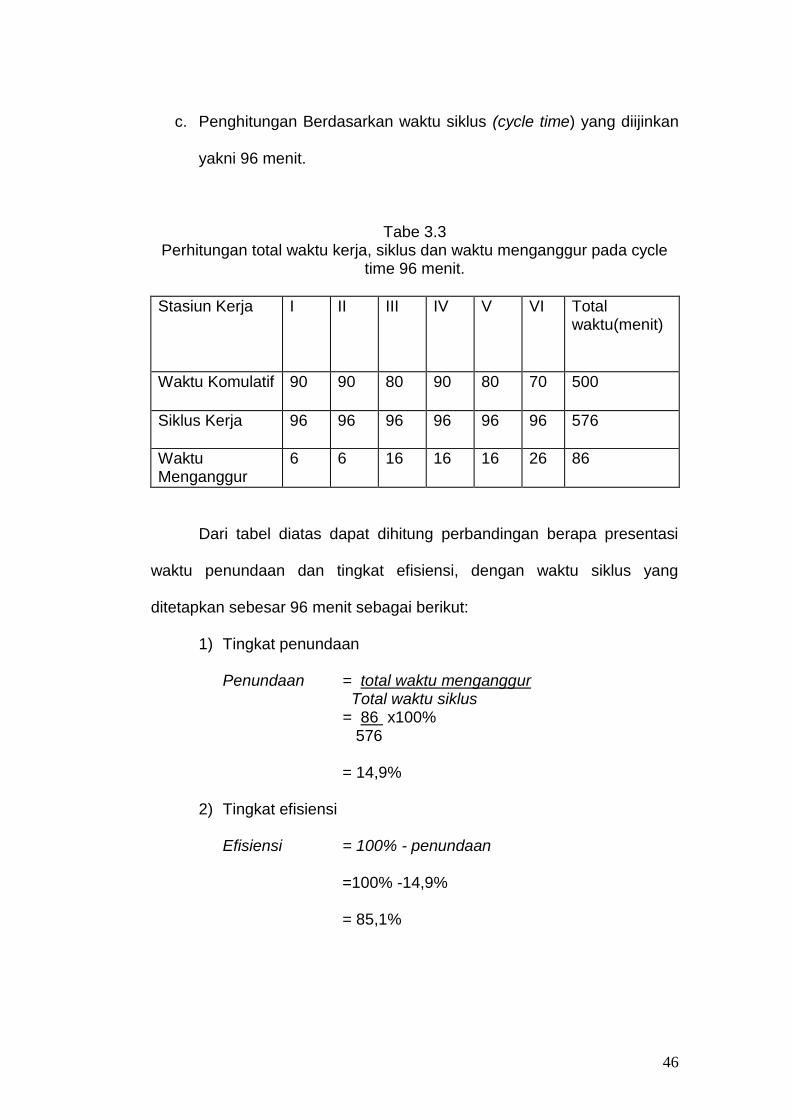
b. Penghitungan Berdasarkan waktu siklus (cycle time) yang diijinkan
yakni 126 menit.
Tabe 3.2 Perhitungan total waktu kerja, siklus dan waktu menganggur pada cycle
time 126 menit.
Stasiun Kerja I II III IV V VI Total waktu(menit)
Waktu Komulatif
90 90 80 90 80 70 500
Siklus Kerja 126 126 126 126 126 126 756
Waktu Menganggur
36 36 46 36 46 56 256
Dari tabel diatas dapat dihitung berapa presentasi waktu
penundaan dan tingkat efisiensi, dengan waktu siklus yang ditetapkan
sebesar 126 menit sebagai berikut:
1) Tingkat penundaan
Penundaan = total waktu menganggur Total waktu siklus = 256 x 100% 756
= 33%
2) Tingkat efisiensi
Efisiensi = 100% - penundaan
=100% -33%
= 67%
46
c. Penghitungan Berdasarkan waktu siklus (cycle time) yang diijinkan
yakni 96 menit.
Tabe 3.3 Perhitungan total waktu kerja, siklus dan waktu menganggur pada cycle
time 96 menit.
Stasiun Kerja I II III IV V VI Total waktu(menit)
Waktu Komulatif 90 90 80 90 80 70 500
Siklus Kerja 96 96 96 96 96 96 576
Waktu Menganggur
6 6 16 16 16 26 86
Dari tabel diatas dapat dihitung perbandingan berapa presentasi
waktu penundaan dan tingkat efisiensi, dengan waktu siklus yang
ditetapkan sebesar 96 menit sebagai berikut:
1) Tingkat penundaan
Penundaan = total waktu menganggur Total waktu siklus = 86 x100% 576
= 14,9%
2) Tingkat efisiensi
Efisiensi = 100% - penundaan
=100% -14,9%
= 85,1%
47
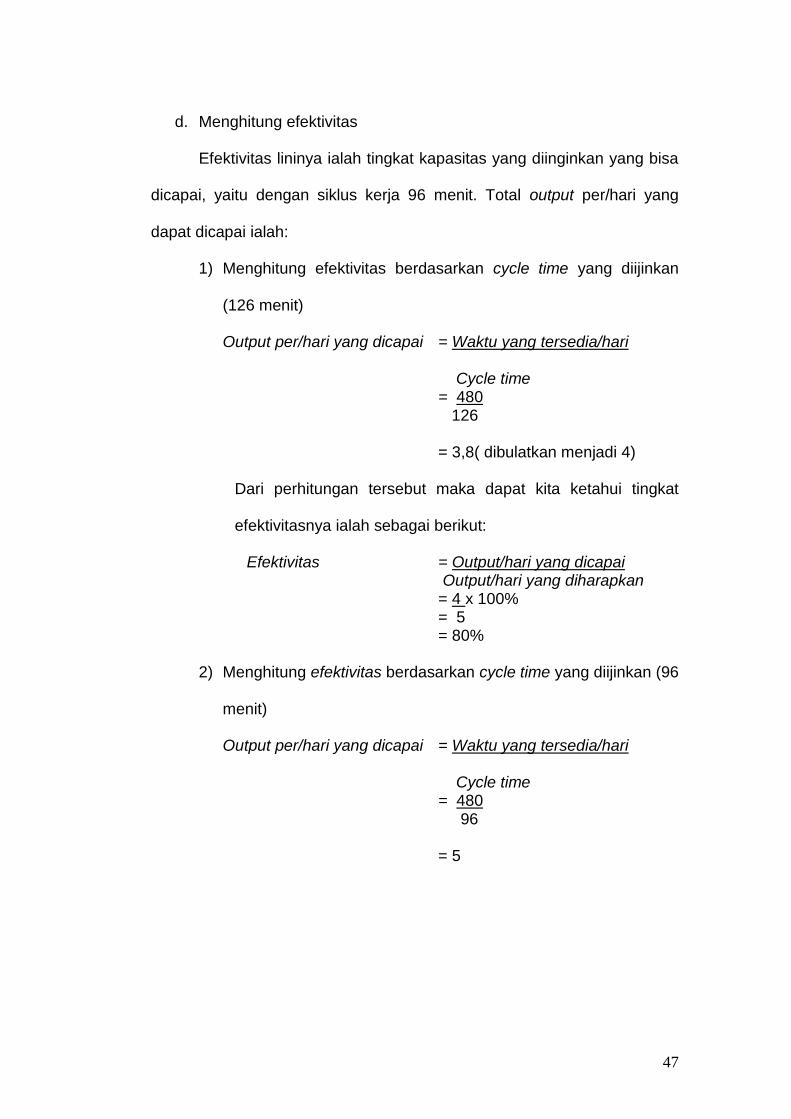
d. Menghitung efektivitas
Efektivitas lininya ialah tingkat kapasitas yang diinginkan yang bisa
dicapai, yaitu dengan siklus kerja 96 menit. Total output per/hari yang
dapat dicapai ialah:
1) Menghitung efektivitas berdasarkan cycle time yang diijinkan
(126 menit)
Output per/hari yang dicapai = Waktu yang tersedia/hari
Cycle time = 480
126
= 3,8( dibulatkan menjadi 4)
Dari perhitungan tersebut maka dapat kita ketahui tingkat
efektivitasnya ialah sebagai berikut:
Efektivitas = Output/hari yang dicapai Output/hari yang diharapkan = 4 x 100% = 5 = 80%
2) Menghitung efektivitas berdasarkan cycle time yang diijinkan (96
menit)
Output per/hari yang dicapai = Waktu yang tersedia/hari
Cycle time = 480
96
= 5
48
Dari perhitungan tersebut maka dapat kita ketahui tingkat
efektivitasnya ialah sebagai berikut:
Efektivitas = Output/hari yang dicapai Output/hari yang diharapkan = 5 x 100% 5 = 100%
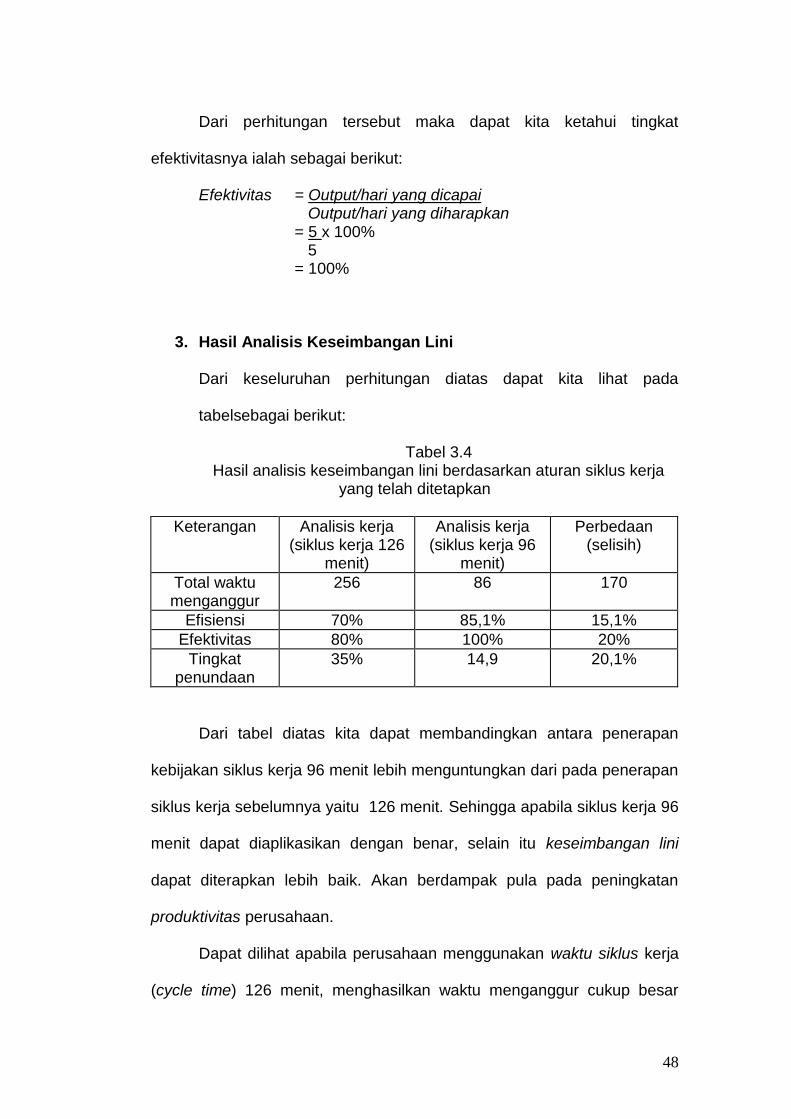
3. Hasil Analisis Keseimbangan Lini
Dari keseluruhan perhitungan diatas dapat kita lihat pada
tabelsebagai berikut:
Tabel 3.4 Hasil analisis keseimbangan lini berdasarkan aturan siklus kerja
yang telah ditetapkan
Keterangan Analisis kerja (siklus kerja 126
menit)
Analisis kerja (siklus kerja 96
menit)
Perbedaan (selisih)
Total waktu menganggur
256 86 170
Efisiensi 70% 85,1% 15,1%
Efektivitas 80% 100% 20%
Tingkat penundaan
35% 14,9 20,1%
Dari tabel diatas kita dapat membandingkan antara penerapan
kebijakan siklus kerja 96 menit lebih menguntungkan dari pada penerapan
siklus kerja sebelumnya yaitu 126 menit. Sehingga apabila siklus kerja 96
menit dapat diaplikasikan dengan benar, selain itu keseimbangan lini
dapat diterapkan lebih baik. Akan berdampak pula pada peningkatan
produktivitas perusahaan.
Dapat dilihat apabila perusahaan menggunakan waktu siklus kerja
(cycle time) 126 menit, menghasilkan waktu menganggur cukup besar
49
yaitu 266, dan efisiensi dan efektivitas yang rendah yaitu 70 % dan 80%
serta tingkat penundaan yang tinggi yaitu 35%. Ini berarti layout yang
digunakan perusahaan jika menggunakan waktu siklus (cycle time) 126
menit, pada penerapan keseimbangan lini belum efektif dan efisien.
Berbeda jika perusahaan menerapkan waktu siklus kerja (cycle
time) yang dikehendaki 96 menit, menghasilkan waktu menganggur yaitu
86, dan efisiensi dan efektivitas yang tinggi yaitu 85,1 % dan 1000% serta
tingkat penundaan yang rendah yaitu 14,9%. Dapat dilihat bahwa layout
perusahaan jika menggunakan siklus kerja (cycle time) 96 menit, pada
penerapan keseimbangan lini lebih efektif dan efisien.
Perusahaan hendaknya juga memperhatikan kondisi peralatan
produksi dan karyawan yang memegang peranan penting dalam proses
produksi. Karna selain faktor sistem, faktor-faktor pendukung lain juga
sangat berpengaruh terhadap penerapan line balancing. Dengan demikian
apabila sistem peralatan dan karyawan dapat dikoordinasi dengan baik,
maka efisiensi dan efektivitas layout dapat dicapai.
4. Peranaan Layout Terhadap Kelancaran Produksi
Suatu layout pabrik yang mencangkup mesin-mesin, peralatan dan
ruang dalam pabrik seharusnya ditentukan lebih dulu dan direncanakan
sedemikian rupa. Sehingga diperoleh pengaturan susunan peralatan
produksi yang paling baik dan akan berpengaruh terhadap kelancaran
proses produksi. Dalam hal ini layout fasilitas produksi merupakan
keseluruhan bentuk penempatan fasilitas-fasilitas yang diperlukan dalam
50
pabrik. Layout fasilitas pabrik /produksi yang telah tertata dengan baik,
diharapkan dapat menyelesaikan produk tepat pada waktunya dan
dengan biaya yang minimum, serta kesesuaian fasilitas-fasilitas produksi
yang sesuai dengan kebutuhan proses produksi.
5. Layout yang Digunakan Perusahaan Dalam Proses
Produksi
Perusahaan Rumpun Sari Kemuning 1 menggunakan layout produk
atau (layout garis), hal ini disebabkan proses produksi yang ada saling
berurutan. Selain itu barang yang dikerjakan setiap hari selalu sama, dan
arus barang yang dikerjakan tiap hari juga selalu sama dalam hal ini
proses pembuatan teh. Layout ini diharuskan memiliki keseimbangan
kapasitas mesin atau mesin yang satu dengan yang lainnya harus sama.
51
BAB IV
PENUTUP
Dari pembahasan yang telah diuraikan pada bab didepan, tentang
analisis layout pada proses produksi pada PT. Rumpun Sari Kemuning 1
dapat diambil kesimpulan dan diberikan saran sebagai berikut:
A. KESIMPULAN
1. Dari hasil analisis dapat diperoleh berapa tingkat efisiensi dan
efektivitas layout pada proses produksi teh PT. Rumpun Sari
Kemuning 1 dari dua siklus kerja yang diinginkan/diperkirakan.
a. Menggunakan siklus kerja (cycle time) 126 menit.
Menghasilkan waktu menganggur cukup besar yaitu 266, dan
efisiensi dan efektivitas yang rendah yaitu 70 % dan 80% serta
tingkat penundaan yang tinggi yaitu 35%.
b. Menggunakan siklus kerja (cycle time) 96 menit.
menghasilkan waktu menganggur yaitu 86, efisiensi dan
efektivitas yang tinggi yaitu 85,1 % dan 100% serta tingkat
penundaan yang rendah yaitu 14,9%.
Dengan demikian dapat disimpulkan bahwa dengan menggunakan
siklus kerja 96 menit, dapat menghasilkan waktu menganggur dan tingkat
penundaan yang lebih kecil. Hal ini berarti menggunakan siklus kerja 96
menit akan jauh lebih efektif dan efisien daripada menggunakan waktu
siklus kerja 126 menit.
52
2. Peranaan Layout Terhadap Kelancaran Produksi
Layout fasilitas produksi merupakan keseluruhan bentuk
penempatan fasilitas-fasilitas yang diperlukan dalam pabrik. Layout
fasilitas pabrik /produksi yang telah tertata dengan baik, diharapkan
dapat menyelesaikan produk tepat pada waktunya dan dengan
biaya yang minimum. Serta fasilitas-fasilitas produksi yang sesuai
dengan kebutuhan proses produksi, sehingga akan dapat
memperlancar proses produksi.
3. Perusahaan Rumpun Sari Kemuning 1 menggunakan layout produk
atau (layout garis), hal ini disebabkan proses produksi yang ada
saling berurutan. Selain itu barang yang dikerjakan setiap hari
selalu sama, dan arus barang yang dikerjakan tiap hari juga selalu
sama dalam hal ini proses produksi pembuatan teh.
B. SARAN
Berdasarkan analisis yang telah dikemukakan pada bab – bab
sebelumnya, dapat diberikan saran yang berguna untuk kebaikan PT.
Rumpun Sari Kemuning 1. Dengan harapan dapat dijadikan bahan
referensi dan pertimbangan atau kebijakan Manajemen pada proses
produksi teh PT. Rumpun Sari Kemuning 1.
1. Perusahaan seharusnya lebih memperhatikan waktu siklus yang
terpilih untuk diterapkan pada perusahaan khususnya untuk
proses produksi teh, yang berdampak pada waktu menganggur
53
dan tingkat penundaan pada proses produksi, agar diperoleh
tingkat keefektifan dan efisiensi yang optimal.
2. Pihak manajemen perusahaan akan lebih baik melakukan
evaluasi dan antisipasi dari kelemahan layout yang diterapkan
perusahaan, yaitu apabila terjadi kemacetan di satu bagian
akan mengakibatkan kemacetan diseluruh proses produksi,
kurang fleksibel apabila digunakan dalam perusahaan yang
membuat satu macam barang saja dalam jangka panjang tidak
berganti. Dari kebijakan layout yang selama ini telah diterapkan
oleh perusahaan dapat memperlancar/mencapai tingkat
produksi yang optimal atau belum.
3. Dari analisis pada PT. Rumpun Sari Kemuning 1, layout
perusahaan sudah sesuai yaitu layout produk mengingat
produksi yang saling berurutan dan jenis yang diproduksi selalu
sama. Tetapi akan lebih baik lagi jika pihak perusahaan
mengevaluasi penempatan mesin-mesin serta peralatan pada
proses produksi, ada sebagian yang telah tidak terpakai,
penempatanya tetap pada dekat proses produksi, hal ini akan
berpengaruh pada proses produksi selain itu bisa mengangu
kelancaran prosesproduksi.
54
DAFTAR PUSTAKA
Gitosudarmo Indriyo, 2002. Manajemen Operasi,. Universitas Gajah Mada: Yogyakarta. M. James Apple,1990.Tata Letak Pabrik dan Pemindahan Bahan,. Edisi terjemahan Bandung: ITB. Nasution Arman Hakim, 2003. Perencanaan dan Perancangan Pabrik,. Institut Teknologi Sepuluh November : Edisi Pertama. Render, Barry dan Jay Heizer. 2001. Prinsip-Prinsip Manajemen Operasi. Bandung : Salemba Empat. Subagyo Pangestu, 2000. Manajemen Operasi Edisi 1,.Yogyakkarta : BPFE . Zulian Yamit, 1998. Manajemen Produksi dan Operasi.Yogyakarta: Ekonisia.

55
Copyright © 2022 FDOKUMEN