ANALISA KEBUTUHAN CAIRAN PENETRANT METODE BRUSHING …repository.ppns.ac.id/2236/1/0216030003 -...
78
TUGAS AKHIR (602502A) ANALISA KEBUTUHAN CAIRAN PENETRANT METODE BRUSHING TERHADAP POSISI PENGUJIAN dan SENSITIVITAS ARTIFICIAL DEFECT HIMAWAN SHOFIE AL AKRIM NRP. 0216030003 DOSEN PEMBIMBING: MOHAMMAD THORIQ WAHYUDI,ST.,MM. PROGRAM STUDI DIPLOMA III TEKNIK BANGUNAN KAPAL JURUSAN TEKNIK BANGUNAN KAPAL POLITEKNIK PERKAPALAN NEGERI SURABAYA SURABAYA 2019
Transcript of ANALISA KEBUTUHAN CAIRAN PENETRANT METODE BRUSHING …repository.ppns.ac.id/2236/1/0216030003 -...

TUGAS AKHIR (602502A)
ANALISA KEBUTUHAN CAIRAN PENETRANT METODE BRUSHING TERHADAP POSISI PENGUJIAN dan SENSITIVITAS ARTIFICIAL DEFECT
HIMAWAN SHOFIE AL AKRIM NRP. 0216030003 DOSEN PEMBIMBING: MOHAMMAD THORIQ WAHYUDI,ST.,MM.
PROGRAM STUDI DIPLOMA III TEKNIK BANGUNAN KAPAL JURUSAN TEKNIK BANGUNAN KAPAL POLITEKNIK PERKAPALAN NEGERI SURABAYA SURABAYA 2019
i
TUGAS AKHIR (602502A)
ANALISA KEBUTUHAN CAIRAN PENETRANT METODE
BRUSHING TERHADAP POSISI PENGUJIAN dan
SENSITIVITAS ARTIFICIAL DEFECT
HIMAWAN SHOFIE AL AKRIM
NRP. 0216030003
DOSEN PEMBIMBING: MOHAMMAD THORIQ WAHYUDI ,ST.,MM.
PROGRAM STUDI DIPLOMA III TEKNIK BANGUNAN KAPAL JURUSAN TEKNIK BANGUNAN KAPAL POLITEKNIK PERKAPALAN NEGERI SURABAYA SURABAYA 2019

ii
Halaman ini sengaja dikosongkan

iii

iv
Halaman ini sengaja dikosongkan
v

vi
Halaman ini sengaja dikosongkan
vii
KATA PENGANTAR
Puji syukur kita panjatkan kepada Allah SWT dan juga Shalawat dan
juga salam selalu kita limpahkan untuk junjungan kita Nabi Muhammad SAW,
karena rahmat dan karunia Nya-lah penulis dapat menyelesaikan penulisan tugas
akhir ini tepat pada waktunya dengan judul:
“ANALISA KEBUTUHAN CAIRAN PENETRANT METODE
BRUSHING TERHADAP POSISI PENGUJIAN dan SENSITIVITAS
ARTIFICIAL DEFECT”
Laporan Tugas Akhir ini bertujuan untuk memenuhi syarat memperoleh
gelar Ahli Madya (AmD) dan juga salah satu kurikulum yang ada di Politeknik
Perkapalan Negeri Surabaya.
Dalam menyelesaikan tugas akhir ini, penulis mendapatkan dukungan,
bantuan, bimbingan, pengalaman, dukungan dan kerja sama yang baik dari
berbagai pihak. Oleh karena itu, penulis menyampaikan terima kasih kepada:
1. Bapak Ir. Eko Julianto, M.Sc., MRINA selaku Direktur Politeknik Perkapalan
Negeri Surabaya.
2. Bapak Ruddianto, ST. MT., selaku Ketua Jurusan Teknik Bangunan Kapal
Politeknik Perkapalan Negeri Surabaya.
3. Bapak Ir. Hariyanto Soeroso, M.T., selaku Ketua Prodi Teknik Bangunan
Kapal Politeknik Perkapalan Negeri Surabaya.
4. Bapak Denny Oktavina Radianto, S.Pd., M.Pd., selaku Koordinator Tugas
Akhir.
5. Bapak Mohammad Thoriq Wahyudi,ST.,MM selaku dosen pembimbing yang
telah banyak membantu dan memberi nasehat dalam penyelesaian Tugas
Akhir saya.
6. Bapak Muhamad Ari,ST.,MT selaku dosen pembimbing yang telah banyak
membantu dan memberi nasehat dalam penyelesaian Tugas Akhir saya.
7. Bapak dan Ibu Dosen Politeknik Perkapalan Negeri Surabaya yang tidak dapat
penulis sebutkan satu-persatu.
8. Kedua orang tua dan adik saya yang selalu memberikan semangat, doa dan
dukungannya.
viii
9. Terima kasih banyak kepada teman-teman kos Gebang Wetan 23 C yang telah
membantu saya dalam mengerjakan tugas akhir ini.
10. Terima kasih kepada PT.ROBUTECH yang banyak memberi masukan dan
bantuan kepada saya dalam pengerjaan tugas akhir ini.
11. Teman-teman SB 2016 yang selalu menyemangati dan menemani.
12. Serta pihak – pihak yang tidak dapat penulis sebutkan satu per satu.
Dalam menyelesaikan Laporan Tugas Akhir ini, penulis berusaha
semaksimal mungkin mengerjakan sebaik-baiknya. Namun penulis menyadari
bahwa laporan ini masih banyak kekurangan dan kelemahannya. Untuk itu penulis
memohon saran dan kritik yang membangun diterima dengan senang hati guna
kesempurnaan laporan ini.
Akhirnya penulis senantiasa berharap bahwa apa yang ada dalam laporan
ini dapat bermanfaat khususnya bagi penulis sendiri, dan bagi pembaca pada
umumnya.
Surabaya, 15 Juli 2019
Penulis
ix
ANALISA KEBUTUHAN CAIRAN PENETRANT METODE BRUSHING
TERHADAP POSISI PENGUJIAN dan SENSITIVITAS ARTIFICIAL
DEFECT
Himawan Shofie Al Akrim
ABSTRAK
Pengujian penetrant adalah salah satu jenis NDT (Non Destructive
Testing) pada material yang digunakan untuk mendeteksi cacat pada perukaan
materilal. Dalam tugas akhir ini pengujian penetrant dilakukan untuk mengetahui
kebutuhan cairan penetrant pada plat pada posisi pengujian over head & down
hand serta mengetahui sentsitivitasnya pada kedua posisi tersebut pada cacat
buatan (artificial defect) dengan variasi panjang 2cm,3cm dan 4cm dalam 1
spesimen dari 3 spesimen. Pengujian ini untuk mengetahui kebutuhan cairan
penetrant seluas 12500 dengan panjang 250 mm dan lebar 50 mm. Pengujian
ini dilakukan dengan cara menghitung volume awal sebelum pengujian dan
setelah pengujian, dari hasil pengujian didapatkan volume rata untuk pengujian
dengan posisi over head sebesar 1,26 ml dan untuk posisi down hand sebesar 1,13
ml. Untuk menegtahui sensitivitas pada kedua posisi pengujian maka dilakukan
pengukuran dan penghitungan luasan terhadap indikasi yang timbul dari cacat
buatan dari kedua posisi pengujian untuk mengetahui tingkat sensitiviasnya.
Tingkat sensitivitas dilihat dari besarnya luasan dari indikasi yang muncul yang
kemudian dari hasi dibandingkan dengan cacat buatan yang sama dengan
perbedaan posisi pengujian.Dari hasil penghitungan luasan indikasi didapatkan
posisi pengujian down hand memiliki sensitivitas lebih baik dari pada pengujian
dengan posisi over head dikarenakan luas indikasi lebih besar.
Kata Kunci : Kebutuhan Cairan Penetrant,Posisi Pengujian,Cacat buatan,
Sensitivitas

x
Halaman ini sengaja dikosongkan
xi
ANALYSIS OF THE NEEDS OF PENETRANT FLUID OF THE BRUSHING
METHOD ON THE POSITION OF TESTING AND SENSITIVITY OF
ARTIFICIAL DEFECT
Himawan Shofie Al Akrim
ABSTRACT
Penetrant testing is one type of NDT (Non Destructive Testing) in
materials used to detect defects on the surface of the material. In this final
assignment, penetrant testing is carried out to determine the requirement of
penetrant fluid on the plate at the over head & under hand test position and to
know its sensitivity in both positions on artificial defects with variations in length
2cm, 3cm and 4cm in 1 specimen from 3 specimens . This test is to determine the
need for penetrant liquid convering an area 12500 with a length of 250 mm
and width of 50 mm.This test is done by calculating the initial volume before
testing and after testing, from the test results obtained the average volume for
testing with an over head position of 1.26 ml and for the down hand position of
1.13 ml. To find out the sensitivity in both test positions, measurements and
measurements of the area were made for indications arising from artificial defects
from both test positions to determine the sensitivity level. Sensitivity level is seen
from the size of the indication that appears later from the results compared to the
same artificial defect as the difference in the test position. From the calculation of
the area indications found that the test position under the hand has a better
sensitivity than testing with over head position due to more indication big.
Keyword : Needs of Penetrant Fluid,Testing Position,Artificial Defect,Sensitivity

xii
Halaman ini sengaja dikosongkan

xiii
DAFTAR ISI
SAMPUL…………………………………………………………………………..i
HALAMAN PENGESAHAN ................................................................................ iii
KATA PENGANTAR .......................................................................................... vii
DAFTAR ISI ........................................................................................................ xiii
DAFTAR TABEL ................................................................................................. xv
DAFTAR GAMBAR .......................................................................................... xvii
BAB 1 PENDAHULUAN ...................................................................................... 1
1.1 Latar Belakang ...................................................................................... 1
1.2 Perumusan Masalah ............................................................................... 2
1.3 Tujuan Penelitian ................................................................................... 2
1.4 Manfaat Penelitian ................................................................................. 2
1.5 Batasan Masalah .................................................................................... 3
BAB 2 DASAR TEORI .......................................................................................... 5
2.1 Pengertian Pengujian ............................................................................. 5
2.2 Pengertian Pengujian Tidak Merusak ................................................... 6
2.3 Pengertian Penetrant Testing ................................................................ 6
2.4 Klasifikasi Liquid Penetrant Sesuai Cara Pembersihannya .................. 7
2.5 Klasifikasi Liquid Penetrant Berdasarkan Pengamatannya .................. 9
2.6 Prinsip Kerja Penetrant Test ............................................................... 10
2.7 Tahapan Metode Pengujian Penetrant ................................................. 10
2.7.1 Persiapan Permukaan ................................................................. 10
2.7.2 Pengaplikasian Penetrant ........................................................... 11
2.7.3 Pembersihan Penetrant Sisa ....................................................... 12
2.7.4 Development ............................................................................... 14
2.7.5 Interpretasi.................................................................................. 15
2.7.6 Pembersihan Pasca Pemeriksaan ............................................... 16
2.8 Pengertian Pengelasan ......................................................................... 16
2.9 Pengelasan SMAW ............................................................................. 17
2.10 Cacat .................................................................................................. 18
2.11 Cacat Buatan (Artificial Deffect) ....................................................... 19
xiv
2.12 Posisi Down Hand ............................................................................. 19
2.14 Posisi Over Head .............................................................................. 20
2.15 Sensitivitas ......................................................................................... 20
2.16 Kapilaritas .......................................................................................... 21
BAB 3 METODOLOGI PENELITIAN ................................................................ 23
3.1 Flochart Penelitian ............................................................................... 23
3.2 Studi Literatur ...................................................................................... 23
3.3 Proses Pembuatan Cacat Buatan .......................................................... 24
3.4 Proses Pengujian .................................................................................. 29
3.5 Analisa Hasil Pengolahan Data ........................................................... 37
3.6 Kesimpulan dan Saran ......................................................................... 38
3.7 Jadwal Pengerjaan TA ......................................................................... 38
BAB 4 ANALISA DATA ..................................................................................... 39
4.1 Analisa Hasil Pengujian ...................................................................... 39
4.1.1 Hasil Kebuuhan Cairan Penetrant Pada Posisi Over Head ....... 39
4.1.2 Hasil Kebuuhan Cairan Penetrant Pada Posisi Down Hand ...... 41
4.1.3 Hasil Pengujian Dengan Perbedaan Posisi ................................ 43
BAB 5 KESIMPULAN DAN SARAN ................................................................. 55
5.1 Kesimpulan .......................................................................................... 55
5.2 Saran .................................................................................................... 55
DAFTAR PUSTAKA ............................................................................................ 57

xv
DAFTAR TABEL
Tabel 3. 1 Pengukuan Panjang dan Luasan Cacat Spesimen A ............................ 26
Tabel 3. 2 Pengukuan Panjang dan Luasan Cacat Spesimen B ............................ 27
Tabel 3. 3 Pengukuan Panjang dan Luasan Cacat Spesimen C ............................ 28
Tabel 4. 1 Spesimen A Over Head……………………………………………….39
Tabel 4. 2 Spesimen B Over Head ........................................................................ 40
Tabel 4. 3 Spesimen C Over Head ........................................................................ 40
Tabel 4. 4 Spesimen A Down Hand ...................................................................... 41
Tabel 4. 5 Spesimen B Down Hand ...................................................................... 42
Tabel 4. 6 Spesimen C Down Hand ...................................................................... 42
Tabel 4. 7 Spesimen A 20 mm Posisi Over Head ................................................. 43
Tabel 4. 8 Spesimen A 20 mm Posisi Down Hand ............................................... 44
Tabel 4. 9 Spesimen A 30 mm Posisi Over Head ................................................. 44
Tabel 4. 10 Spesimen A 30 mm Posisi Down Hand ............................................. 45
Tabel 4. 11 Spesimen A 40 mm Posisi Over Head ............................................... 45
Tabel 4. 12 Spesimen A 40 mm Posisi Down Hand ............................................. 46
Tabel 4. 13 Spesimen B 20 mm Posisi Over Head ............................................... 46
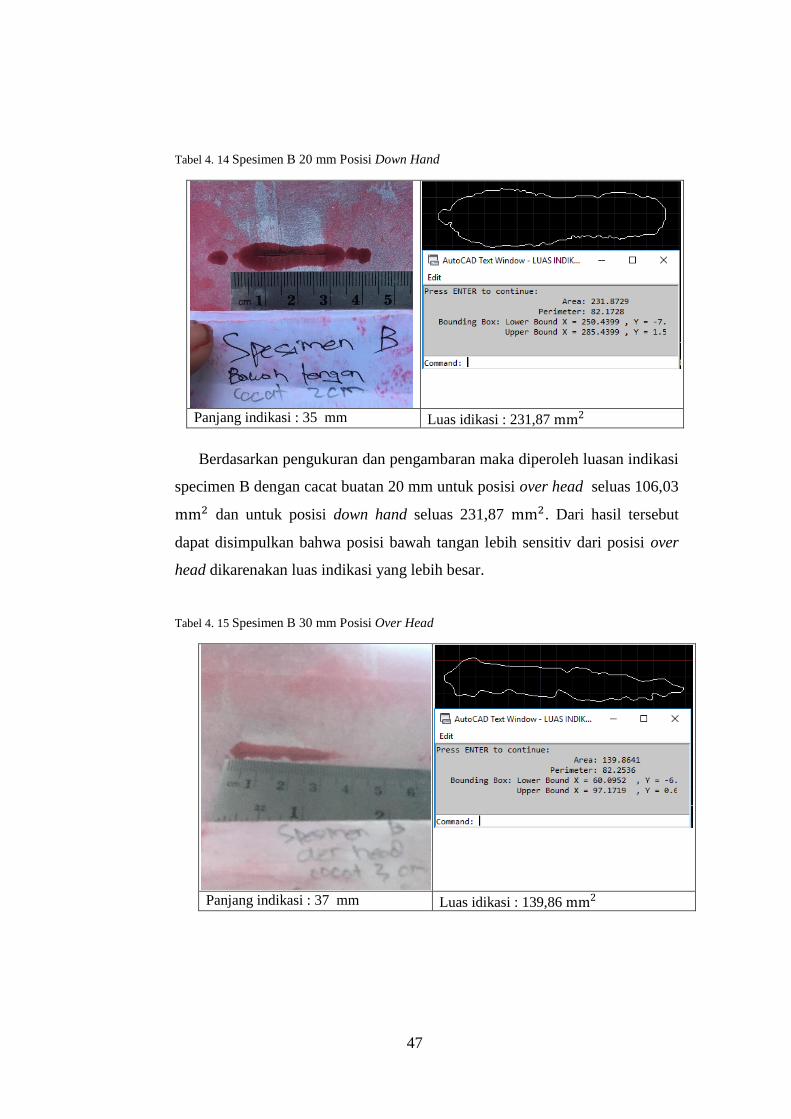
Tabel 4. 14 Spesimen B 20 mm Posisi Down Hand ............................................. 47
Tabel 4. 15 Spesimen B 30 mm Posisi Over Head ............................................... 47
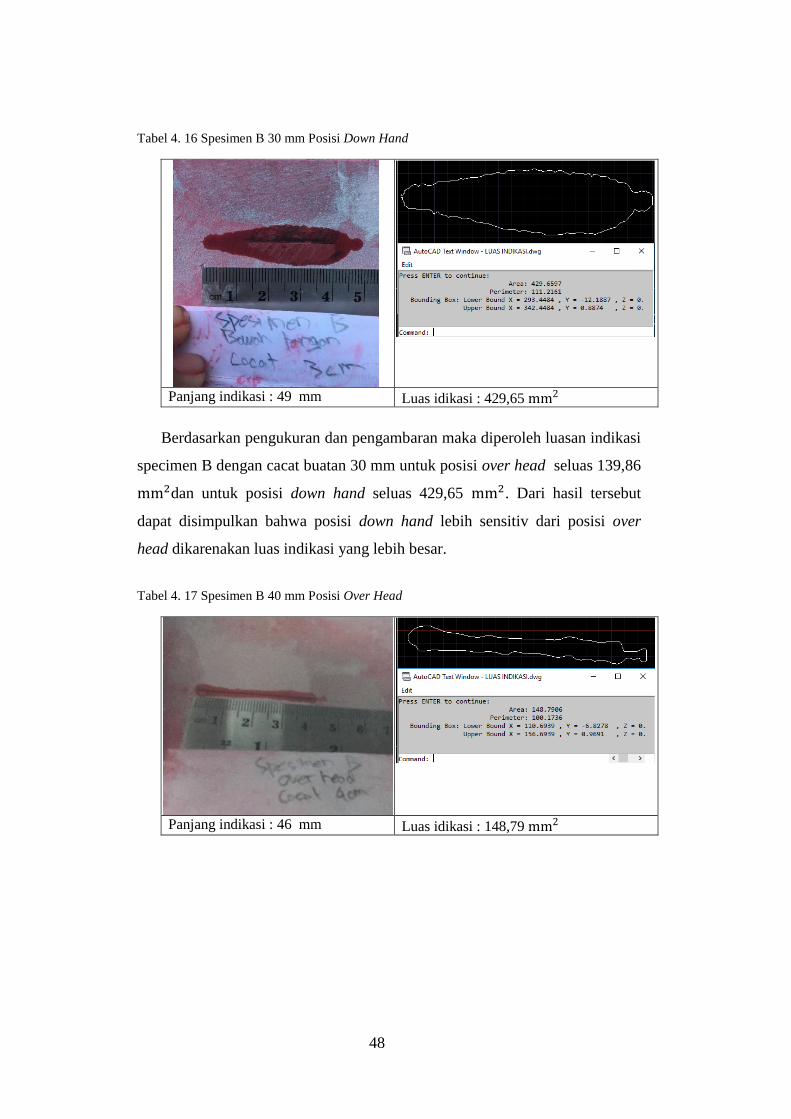
Tabel 4. 16 Spesimen B 30 mm Posisi Down Hand ............................................. 48
Tabel 4. 17 Spesimen B 40 mm Posisi Over Head ............................................... 48
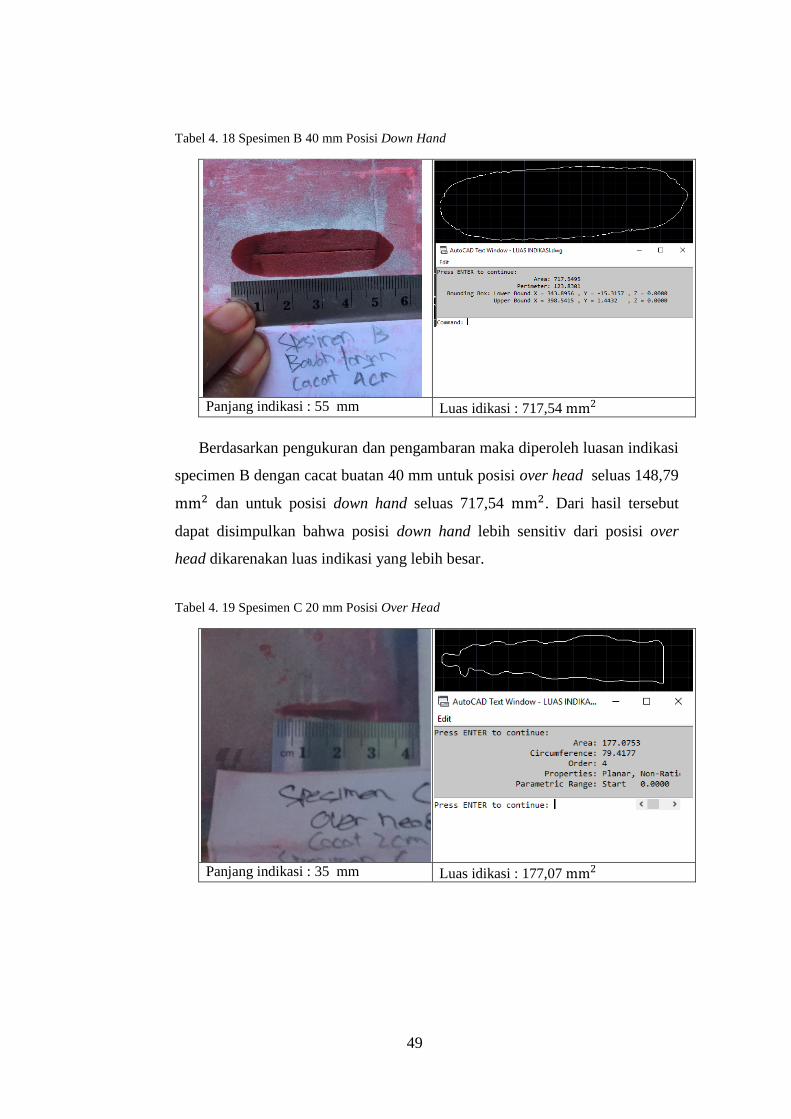
Tabel 4. 18 Spesimen B 40 mm Posisi Down Hand ............................................. 49
Tabel 4. 19 Spesimen C 20 mm Posisi Over Head ............................................... 49
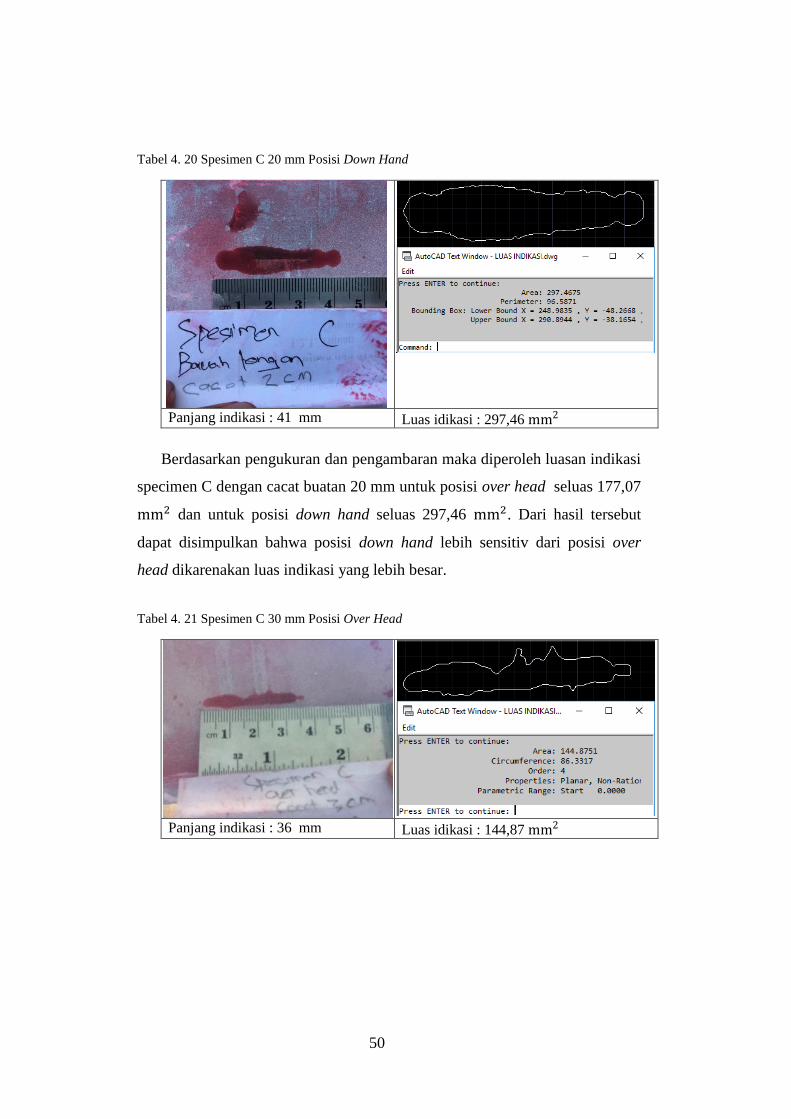
Tabel 4. 20 Spesimen C 20 mm Posisi Down Hand ............................................. 50
Tabel 4. 21 Spesimen C 30 mm Posisi Over Head ............................................... 50
Tabel 4. 22 Spesimen C 30 mm Posisi Down Hand ............................................. 51
Tabel 4. 23 Spesimen C 40 mm Posisi Over Head ............................................... 51
Tabel 4. 24 Spesimen C 40 mm Posisi Down Hand ............................................. 52
Tabel 4. 25 Luas Indikasi ...................................................................................... 52

xvi
Halaman ini sengaja dikosongkan

xvii
DAFTAR GAMBAR
Gambar 2. 1 Pembersihan Metode Water Washable .............................................. 7
Gambar 2. 2 Pembersihan Metode Post Emulsifible ............................................... 8
Gambar 2. 3 Pembersihan Metode Solvent Removeable (Sumber Pribadi) ............ 8
Gambar 2. 4 Visible Penetrant ................................................................................ 9
Gambar 2. 5 Fluorescent Penetrant ........................................................................ 9
Gambar 2. 6 Cara Kerja Cairan Penetrant dan Developer.................................... 10
Gambar 2. 7 Pembersihan Area Uji Mengguankan Cairan Cleaner/Remover...... 11
Gambar 2. 8 Tabel Minimum Dwell Times ........................................................... 12
Gambar 2. 9 Pemberian Cairan Penetrant ............................................................ 12
Gambar 2. 10 Pembersihan Cairan Penetrant Sisa ............................................... 13
Gambar 2. 11 Pemberian Cairan Developer ......................................................... 15
Gambar 2. 12 Interpretasi Cacat............................................................................ 15
Gambar 2. 13 Proses Las SMAW ......................................................................... 18
Gambar 2. 14 Posisi Downhand ............................................................................ 19
Gambar 2. 15 Posisi Overhead.............................................................................. 20
Gambar 2. 16 Kapilaritas ...................................................................................... 21
Gambar 3. 1 Diagram Alir Penyusunan Tugas Akhir…….……………………..23
Gambar 3. 2 Penghalusan Sisi Pelat ...................................................................... 24
Gambar 3. 3 Pengelasan Pada Pelat ...................................................................... 25
Gambar 3. 4 Setelah Penggrindaan dan Pendempulan .......................................... 25
Gambar 3. 5 Cairan Penetrant .............................................................................. 29
Gambar 3. 6 Cairan Claeaner ............................................................................... 29
Gambar 3. 7 Cairan Developer.............................................................................. 30
Gambar 3. 8 Pemindahan Cairan Penetrant ke Gelas Ukur.................................. 31
Gambar 3. 9 Pengaplikasian Cairan Cleaner Posisi Over Head ........................... 31
Gambar 3. 10 Pengaplikasian Cairan Penetrant Posisi Over Head ...................... 32
Gambar 3. 11 Pengaplikasian DeveloperPosisi Over Head .................................. 33
Gambar 3. 12 Intensitas Cahaya Pada Posisi Over Head...................................... 33
Gambar 3. 13 Pengamatan Cacat yang Muncul Posisi Over Head ....................... 33
Gambar 3. 14 Pemindahan Cairan Penetrant ke Gelas Ukur................................ 34
Gambar 3. 15 Pengaplikasian Cairan Cleaner Posisi Down Hnad ....................... 35
Gambar 3. 16 Pengaplikasian Cairan Penetrant Posisi Down Hand .................... 35
Gambar 3. 17 Pengaplikasian DeveloperPosisi Down Hand ................................ 36
Gambar 3. 18 Intensitas Cahaya Pada osisi Downhand ........................................ 37
Gambar 3. 19 Pengamatan Cacat yang Muncul Posisi Down Hand ..................... 37

xviii
Halaman ini sengaja dikosongkan
1
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Pengujian material sangat dibutuhkan dalam dunia industri untuk
mengetahui mechanical properties dari suatu material terdiri dari keuletan,
kekerasan, ketangguhan, dan kekuatan. Pengujian ini juga bertujuan untuk
mengetahui adanya indikasi cacat dari suatu material atau hasil dari
pengelasan. Pengujian material dibedakan menjadi 2 yaitu pengujian merusak
atau DT (Destructive Test) dan pengujian tidak merusak atau NDT (Non
Destructive Test). NDT (Non Destructive Test) sering digunakan untuk
menguji suatu material itu sendiri disebabkan karena metode ini lebih efektif
dan efisien daripada metode – metode yang lain. Menggunakan metode NDT
banyak manfaat yang di dapat, seperti biaya yang relatif murah dan waktu
yang tidak terlalu lama.
Salah satu metode NDT (Non Destructive Testing) adalah metode Liquid
Penetrant Testing. Liquid penetrant testing merupakan salah satu metode
pengujian jenis NDT (Non-Destructive Testing) yang relatif mudah dan
praktis untuk dilakukan. Liquid penetrant testing ini dapat digunakan untuk
mengetahui diskontinuitas halus pada permukaan seperti retak, berlubang atau
kebocoran. Pada saat melakukan inspeksi dilapangan , metode ini sangat
mudah dan praktis karena tidak memerlukan alat khusus dalam
pengaplikasiannya .
Metode ini hanya membutuhkan 3 cairan yang terdiri dari cairan cleaner ,
cairan developer , dan cairan penetrant. Namun adakalanya pada saat
melakukan kegiatan inspeksi di lapangan terjadi kekurangan cairan dari tiga
macam cairan tersebeut. Ini akan menghambat pelaksanaan pengujian liquid
penetrant testing . Maka dari itu perlu perhitungan kebutuhan cairan pengujian
penetrant yang matang agar tidak kekurangan cairan pada waktu inspeksi di
lapangan.Pengujian dilapangan banyak dijumpai posisi pengujian pada over
head dan down hand.
2
Pada posisi pengujian overhead membuat ketidakakuratan pendeteksian
terhadap cacat dikeranakan cairan penetrant kurang bisa meresap pada cacat
atau diskontinuiti dikarenakan posisi daerah yang diuji terbalik sehingga
cairan penetran menuju arah gravitasi bumi.
Maka dari itu dilakukan perbandingan antara pengujian penjang cacat
secara over head dengan down hand.Dari hasil pengujian nanti akan
didapatkan sensitivitas pada pendeteksian pada kedua posisi pengujian
tersebut.
1.2 Perumusan Masalah
Berdasarkan latar belakang yang telah dikemukakan, maka rumusan
masalah dalam tugas akhir ini antara lain:
1. Bagaimana menentukan kebutuhan cairan penetrant dengan metode
brushing pada posisi inspeksi down hand dan over head?
2. Bagaimana pengaruh inspeksi penetrant test dengan metode brushing
pada posisi down hand dan over head terhadap sensitivitas
pendeteksian artificial defect ?
1.3 Tujuan Penelitian
Berdasarkan rumusan masalah diatas, adapun tujuan yang diinginkan
adalah:
1. Untuk mengetahui kebutuhan cairan penetrant pada kegiatan pengujian
penetrant dengan metode brushing pada posisi inspeksi down hand dan
over head dengan cara melakukan penelitian
2. Untuk mengetahui pengaruh posisi inspeksi over head dan down hand
terhadap sensitifitas artificial defect dengan metode brushing.
1.4 Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penulisan tugas
akhir ini adalah sebagai berikut :
3
Bagi mahasiswa sebagai peneliti, penulisan ini memberikan manfaat
wawasan tentang kebutuhan cairan penetrant dalam sebuah inspeksi serta
pengaruh posisi inspeksi terhadap sensitifitas pendeteksian cacat
1.5 Batasan Masalah
Dalam membahas permasalahan yang ada dalam penelitian itu
diperlukan batasan masalah agar dalam pembahasannya diperoleh hasil
yang valid, untuk itu batasan masalah dalam tugas akhir ini adalah :
1. Bahan yang digunakan pengujian masih baru dan dalam kondisi
keadaan baik
2. Hasil dari pengujian digunakan untuk kebutuhan area pengujian dengan
panjang 250 mm dengan lebar area pengujian 50 mm
3. Aplikasi cairan penetrant menggunakan kuas berukuran ½ inch.
4. Plat yang digunakan untuk pengujian tidak ditentukan jenisnya.
5. Penguasan cairan penetrant dilakukan searah.
6. Cairan penetrant yang digunakan adalah magnaflux.
7. Terdapat cairan penetrant yang tertinggal di kuas dan cawan setelah
pengujian.
8. Tidak membahas kebutuhan cairan cleaner dan developer.

4
Halaman ini sengaja dikosongkan

5
BAB 2
DASAR TEORI
2.1 Pengertian Pengujian
Suatu logam mempunyai sifat-sifat yang dibedakan atas sifat fisik, sifat
mekanik, thermal, dan korosif. Salah satu yang penting dari sifat tersebut
adalah sifat mekanik. Sifat mekanik terdiri dari keuletan, kekerasan, kekuatan,
dan ketangguhan. Sifat mekanik merupakan salah satu acuan untuk melakukan
proses selanjutnya terhadap suatu material, contohnya untuk dibentuk dan
dilakukan proses permesinan. Untuk mengetahui sifat mekanik pada suatu
logam harus dilakukan pengujian terhadap logam tersebut. Dalam pembuatan
suatu konstruksi diperlukan material dengan spesifikasi dan sifat-sifat yang
khusus pada setiap bagiannya. Sebagai contoh dalam pembuatan konstruksi
sebuah jembatan. Diperlukan material yang kuat untuk menerima beban
diatasnya. Material juga harus elastis agar pada saat terjadi pembebanan
standar atau berlebih tidak patah. Salah satu contoh material yang sekarang
banyak digunakan pada konstruksi bangunan atau umum adalah logam.
Meskipun dalam proses pembuatannya telah diprediksikan sifat mekanik dari
logam tersebut, perlu benar-benar mengetahui nilai mutlak dan akurat dari
sifat mekanik logam tersebut. Oleh karena itu, sekarang ini banyak dilakukan
pengujian-pengujian terhadap sampel dari material(Tera, 2013).
Pengujian logam adalah proses pemeriksaan bahan-bahan untuk
mengetahui sifat dan karakteristik bahan-bahan yang meliputi sifat mekanik,
sifat fisik, bentuk struktur, dan komposisi unsur-unsur yang terdapat di dalam
bahan-bahan tersebut(Fariedpradhana, 2012).Pengertian pengujian logam
menurut alatuji.com adalah proses pemeriksaan bahan-bahan untuk diketahui
sifat dan karakteristiknya yang meliputi sifat mekanik, sifat fisik, bentuk
struktur, dan komposisi unsur-unsur yang terdapat di dalamnya(Uji,
2019).Dari 2 kutipan tersebut maka dapat disimpulkan bahwa pengujian
logam adalah proses pemeriksaan bahan-bahan untuk mengetahui sifat dan
karakteristik bahan-bahan tersebut meliputi sifat fisik bentuk struktur dan
komposisi unsur-unsur yang terdapat dalam bahan-bahan tersebut.

6
2.2 Pengertian Pengujian Tidak Merusak
Pengujian tidak merusak atau yang bisanya disebut NDT ( Non
Destructive Tesingt) adalah tes fisik suatu material atau benda uji dengan tidak
merusak atau menghancurkan benda uji tersebut untuk mencari cacat pada
benda uji atau material tersebut(Endrawan, Haris, Dionsius, & Prika, 2017).
Sedangkan menurut Wikipedia adalah sekelompok besar teknik analisis yang
digunakan dalam industri sains dan teknologi untuk mengevaluasi sifat-sifat
suatu bahan, komponen atau sistem tanpa menyebabkan kerusakan(Wikipedia,
2019).Dari kedua pendapat tersebut penulis lebih mengearah kependapat
Endrawan dkk dikarenakan pendapat tersebut lebih spesiik.
Pengujian ini biasanya digunakan untuk mendeteksi cacat, retak, atau
discontinuity lainnya. Pegujian ini selain mudah dilakukan juga lebih praktis
dan lebih murah dibandingkan uji tidak rusak atau DT (Destructive
Testing).Metode dalam NDT terdiri dari 6 metode yang sering digunakan ,
diantaranya adalah eddy-current, magnetic-particle test, radiografi testing,
ultrasonic testing, dan pengujian visual, penetrant testing. NDT sering
digunakan untuk mengecek benda yang sudah jadi atau sudah dibentuk juga
untuk mengecek hasil dari lasan.
2.3 Pengertian Penetrant Testing
Didalam NDT terdapat salah satu metode dari 6 metode NDT yang sering
digunakan , salah satunya adalah metode penetrant testing. Penetrant testing
adalah pengujian secara visual untuk mengetahui adanya cacat atau
crack.Menurut buku Non-Destructive Testing penetrant testing adalah teknik
yang digunakan untuk mendeteksi cacat berbagai komponen asalkan cacat
pada permukaan material(Hull & John, 1988).Sedang pengertian pengujian
penetrant yang lain adalah metode pemeriksaan yang diterapkan secara luas
dan murah digunakan untuk menemukan permukaan yang terindikasi cacat di
semua non-ferrous material (logam, plastik, atau keramik)(Rachman,
2013).Dari kedua pendapat tersebut dapat disimpulkan bahwa pengujian
penetrant adalah pengujian yang dilakka untuk mengetahui cacat pada
permukaan material ferrous dan non ferrous.

7
Pengujian penetrant sering digunakan karena lebih murah dari pengujian
lainnya karena hanya membutuhkan cairan pengujinya yang haraganya tidak
terlalu mahal. Pengujian penetrant juga lebih praktis dibanding pengujian
lainnya karena hanya cukup membawa 3 botol cairan serta alat ukur untuk
pengujiannya dan tidak memerlukan peralatan atau alat canggih
lainnya.Pengujian penetrant juga mudah dilakukan disbandingkan dengan
pengujian lainnya karena hanya cukup menyemprotkan cairan ke benda yang
akan diuji sesuai dengan panduan yang ada pada standar. Selain itu pengujian
penetrant tidak memerlukan waktu yang lama.
2.4 Klasifikasi Liquid Penetrant Sesuai Cara Pembersihannya
Liquid penetrant bila dilihat dari cara pembersihannya dapat
diklasifikasikan menjadi tiga macam metoda dan ketiganya memiliki
perbedaan yang mencolok. Pemilihan salah satu sistem bergantung pada factor
seperti kondisi permukaan benda kerja yang diselidiki, karakteristik
umum discuntinuity/ keretakan logam, waktu dan tempat penyelidikan, ukuran
benda kerja. Metoda pengujian liquid penetrant ini diklasifikasikan sesuai
dengan cara pembersihannya, yaitu:
1. Water washable penetrant system
Sistem liquid penetrant ini dapat berupa fluorescent. Proses pengerjaannya
cepat dan efisien. Pembilasan harus dilakukan secara hati-hati, karena liquid
penetran dapat terhapus habis dari permukaan diskontinyuitas(Admin, 2015).
Gambar 2. 1 Pembersihan Metode Water Washable
(https://www.magnaflux.com/Magnaflux/Blog/Water-Washable-Vs-Post-Emulsifiable-Penetrant)

8
2. Post Emulsifible System
Biasa digunakan untuk menyelidiki keretakan yang sangat kecil,
menggunakan penetrant yang tidak dapat dibasuh dengan air. Penetrant jenis
ini dilarutkan dengan oli dan membutuhkan langkah tambahan pada saat
penyelidikan yaitu pembubuhan emulsifier yang dibiarkan pada permukaan
spesimen(Admin, 2015).
Gambar 2. 2 Pembersihan Metode Post Emulsifible
(https://www.nde-
ed.org/EducationResources/CommunityCollege/PenetrantTest/PTMaterials/emulsifiers.htm)
3. Solvent removable system
Solvent removable system digunakan pada saat pre cleaning dan
pembasuhan penetrant. Penetrant ini larut dalam oli.
Pembersihan penetrant secara optimum dapat dicapai dengan cara mengelap
permukaan benda kerja dengan lap yang telah dilembabkan dengan solvent.
Tahap akhir dari pengelapan dilakukan dengan menggunakan kain
kering. Penetrant juga dapat dihilangkan dengan cara membanjiri permukaan
benda kerja dengan solvent(Admin, 2015).
Gambar 2. 3 Pembersihan Metode Solvent Removeable (Sumber Pribadi)
9
2.5 Klasifikasi Liquid Penetrant Berdasarkan Pengamatannya
Berdasarkan pengamatannya ada tiga jenis liquid penetrant, yaitu:
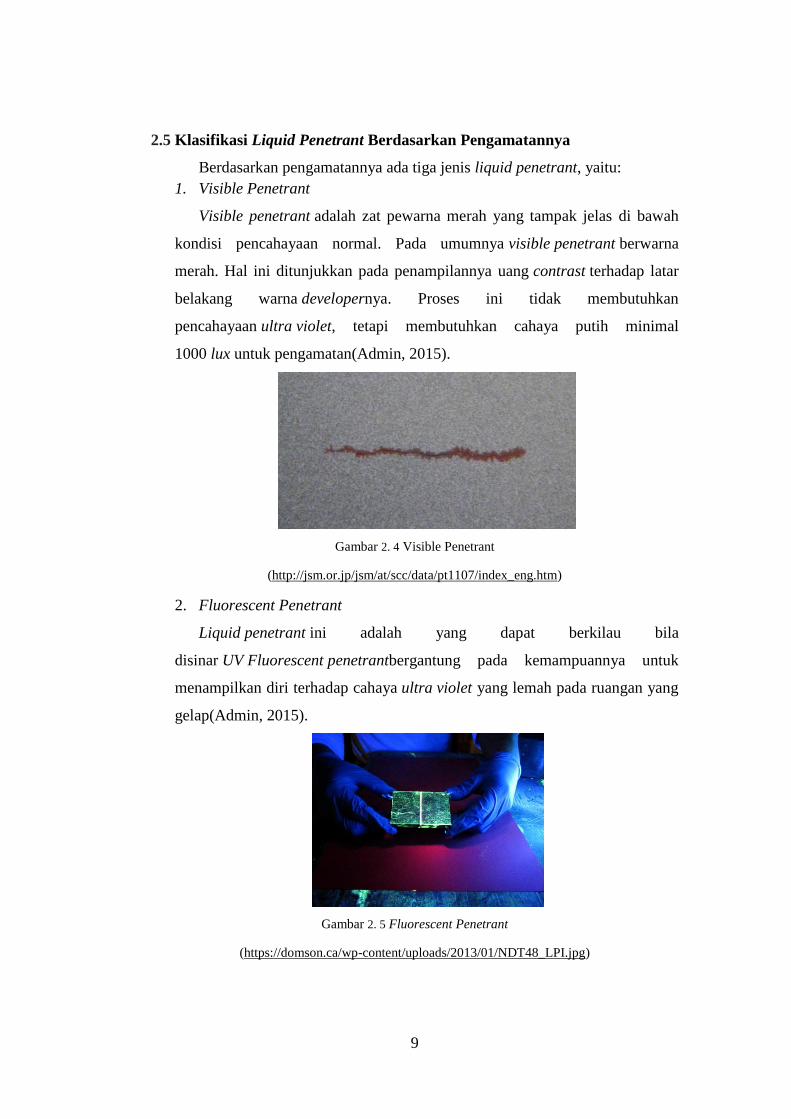
1. Visible Penetrant
Visible penetrant adalah zat pewarna merah yang tampak jelas di bawah
kondisi pencahayaan normal. Pada umumnya visible penetrant berwarna
merah. Hal ini ditunjukkan pada penampilannya uang contrast terhadap latar
belakang warna developernya. Proses ini tidak membutuhkan
pencahayaan ultra violet, tetapi membutuhkan cahaya putih minimal
1000 lux untuk pengamatan(Admin, 2015).
Gambar 2. 4 Visible Penetrant
(http://jsm.or.jp/jsm/at/scc/data/pt1107/index_eng.htm)
2. Fluorescent Penetrant
Liquid penetrant ini adalah yang dapat berkilau bila
disinar UV Fluorescent penetrantbergantung pada kemampuannya untuk
menampilkan diri terhadap cahaya ultra violet yang lemah pada ruangan yang
gelap(Admin, 2015).
Gambar 2. 5 Fluorescent Penetrant
(https://domson.ca/wp-content/uploads/2013/01/NDT48_LPI.jpg)
10
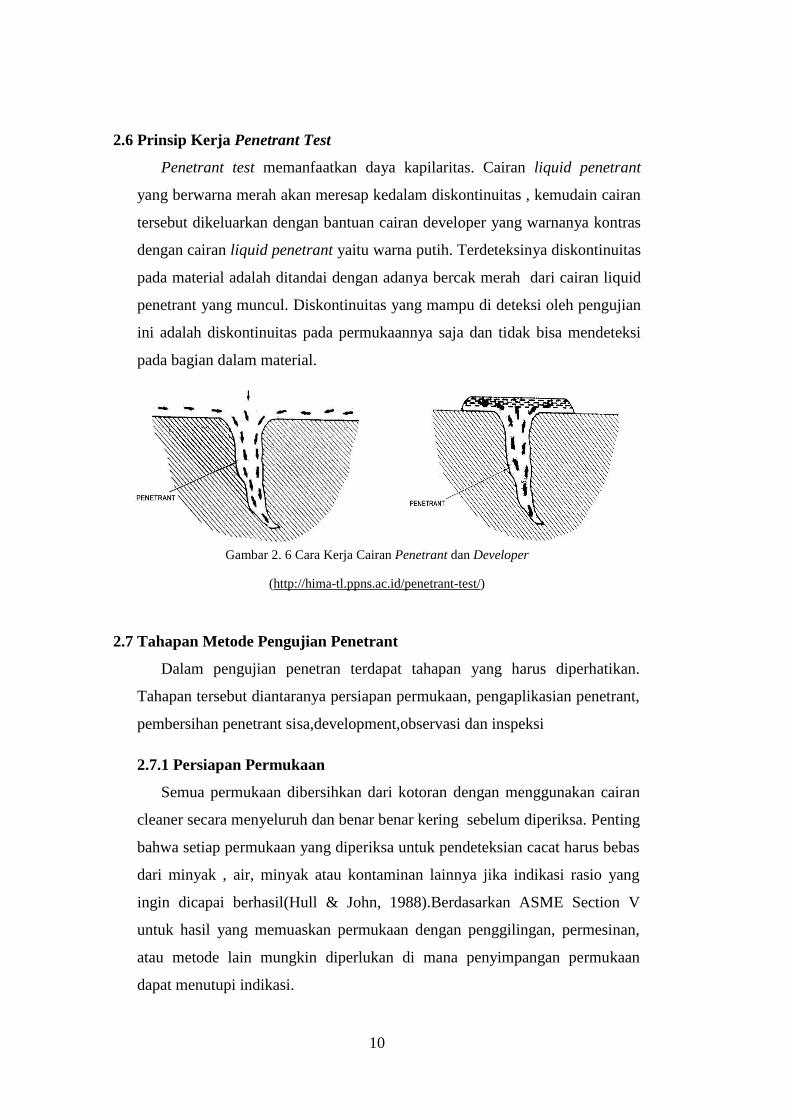
2.6 Prinsip Kerja Penetrant Test
Penetrant test memanfaatkan daya kapilaritas. Cairan liquid penetrant
yang berwarna merah akan meresap kedalam diskontinuitas , kemudain cairan
tersebut dikeluarkan dengan bantuan cairan developer yang warnanya kontras
dengan cairan liquid penetrant yaitu warna putih. Terdeteksinya diskontinuitas
pada material adalah ditandai dengan adanya bercak merah dari cairan liquid
penetrant yang muncul. Diskontinuitas yang mampu di deteksi oleh pengujian
ini adalah diskontinuitas pada permukaannya saja dan tidak bisa mendeteksi
pada bagian dalam material.
Gambar 2. 6 Cara Kerja Cairan Penetrant dan Developer
(http://hima-tl.ppns.ac.id/penetrant-test/)
2.7 Tahapan Metode Pengujian Penetrant
Dalam pengujian penetran terdapat tahapan yang harus diperhatikan.
Tahapan tersebut diantaranya persiapan permukaan, pengaplikasian penetrant,
pembersihan penetrant sisa,development,observasi dan inspeksi
2.7.1 Persiapan Permukaan
Semua permukaan dibersihkan dari kotoran dengan menggunakan cairan
cleaner secara menyeluruh dan benar benar kering sebelum diperiksa. Penting
bahwa setiap permukaan yang diperiksa untuk pendeteksian cacat harus bebas
dari minyak , air, minyak atau kontaminan lainnya jika indikasi rasio yang
ingin dicapai berhasil(Hull & John, 1988).Berdasarkan ASME Section V
untuk hasil yang memuaskan permukaan dengan penggilingan, permesinan,
atau metode lain mungkin diperlukan di mana penyimpangan permukaan
dapat menutupi indikasi.
11
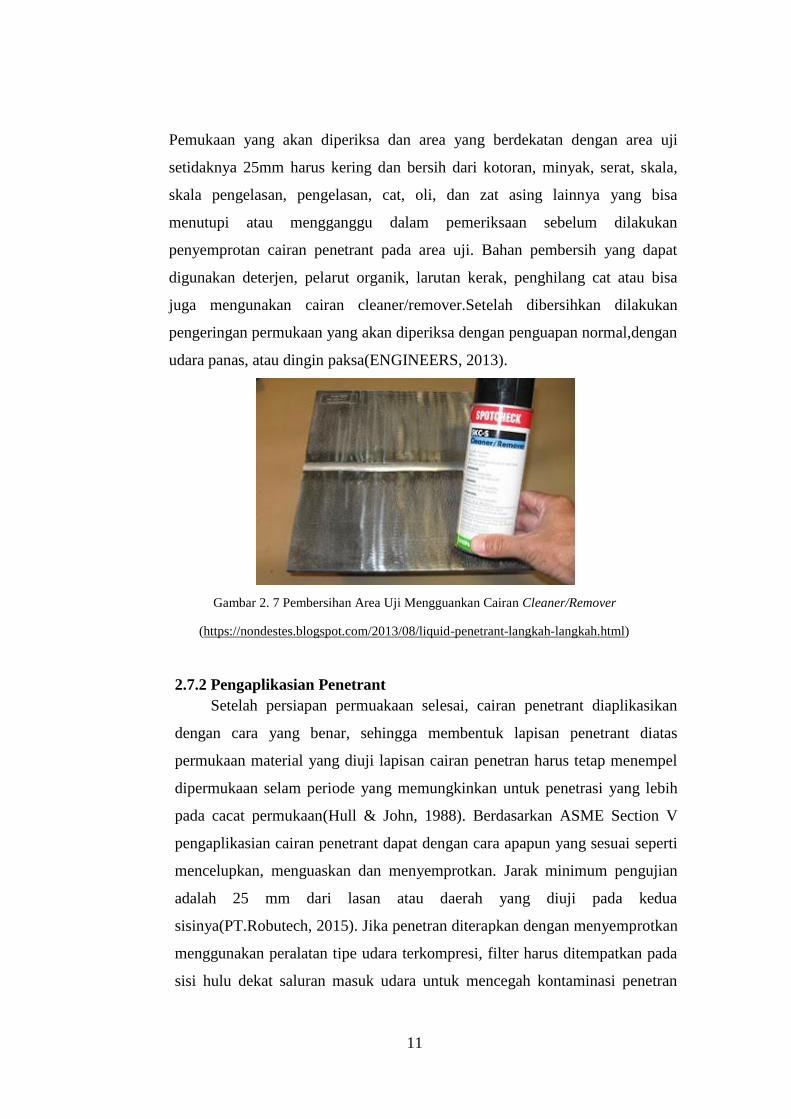
Pemukaan yang akan diperiksa dan area yang berdekatan dengan area uji
setidaknya 25mm harus kering dan bersih dari kotoran, minyak, serat, skala,
skala pengelasan, pengelasan, cat, oli, dan zat asing lainnya yang bisa
menutupi atau mengganggu dalam pemeriksaan sebelum dilakukan
penyemprotan cairan penetrant pada area uji. Bahan pembersih yang dapat
digunakan deterjen, pelarut organik, larutan kerak, penghilang cat atau bisa
juga mengunakan cairan cleaner/remover.Setelah dibersihkan dilakukan
pengeringan permukaan yang akan diperiksa dengan penguapan normal,dengan
udara panas, atau dingin paksa(ENGINEERS, 2013).
Gambar 2. 7 Pembersihan Area Uji Mengguankan Cairan Cleaner/Remover
(https://nondestes.blogspot.com/2013/08/liquid-penetrant-langkah-langkah.html)
2.7.2 Pengaplikasian Penetrant
Setelah persiapan permuakaan selesai, cairan penetrant diaplikasikan
dengan cara yang benar, sehingga membentuk lapisan penetrant diatas
permukaan material yang diuji lapisan cairan penetran harus tetap menempel
dipermukaan selam periode yang memungkinkan untuk penetrasi yang lebih
pada cacat permukaan(Hull & John, 1988). Berdasarkan ASME Section V
pengaplikasian cairan penetrant dapat dengan cara apapun yang sesuai seperti
mencelupkan, menguaskan dan menyemprotkan. Jarak minimum pengujian
adalah 25 mm dari lasan atau daerah yang diuji pada kedua
sisinya(PT.Robutech, 2015). Jika penetran diterapkan dengan menyemprotkan
menggunakan peralatan tipe udara terkompresi, filter harus ditempatkan pada
sisi hulu dekat saluran masuk udara untuk mencegah kontaminasi penetran
12
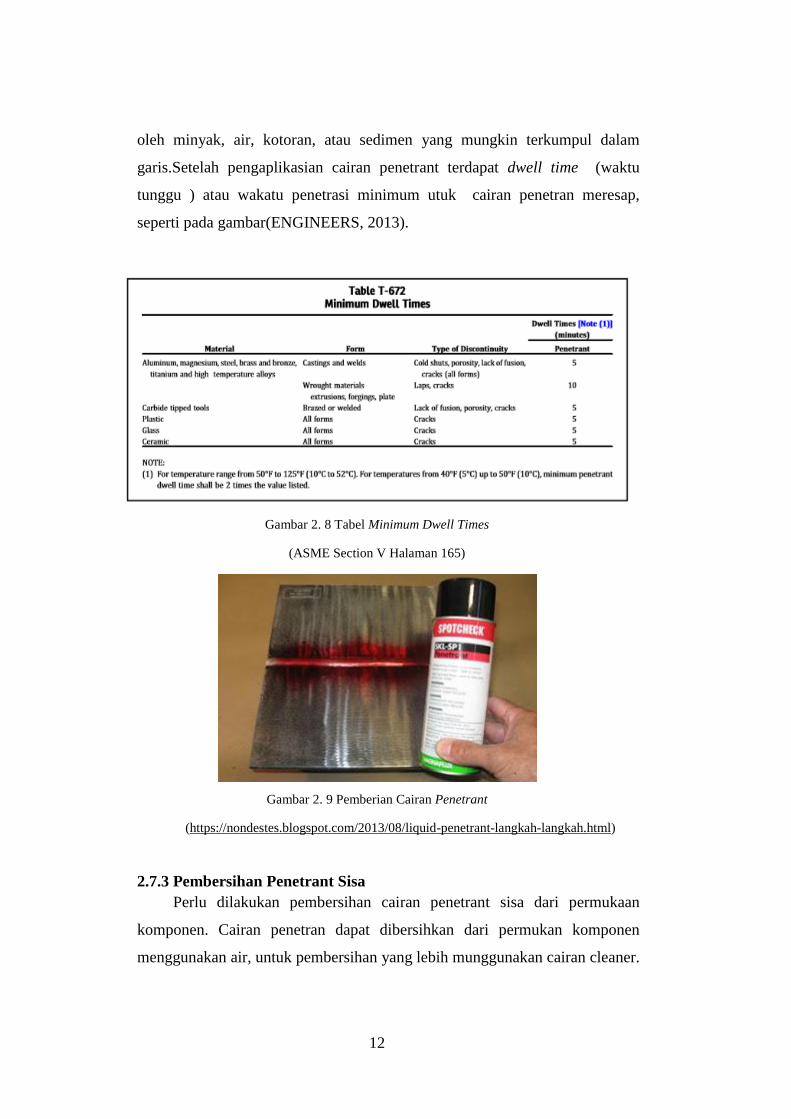
oleh minyak, air, kotoran, atau sedimen yang mungkin terkumpul dalam
garis.Setelah pengaplikasian cairan penetrant terdapat dwell time (waktu
tunggu ) atau wakatu penetrasi minimum utuk cairan penetran meresap,
seperti pada gambar(ENGINEERS, 2013).
Gambar 2. 8 Tabel Minimum Dwell Times
(ASME Section V Halaman 165)
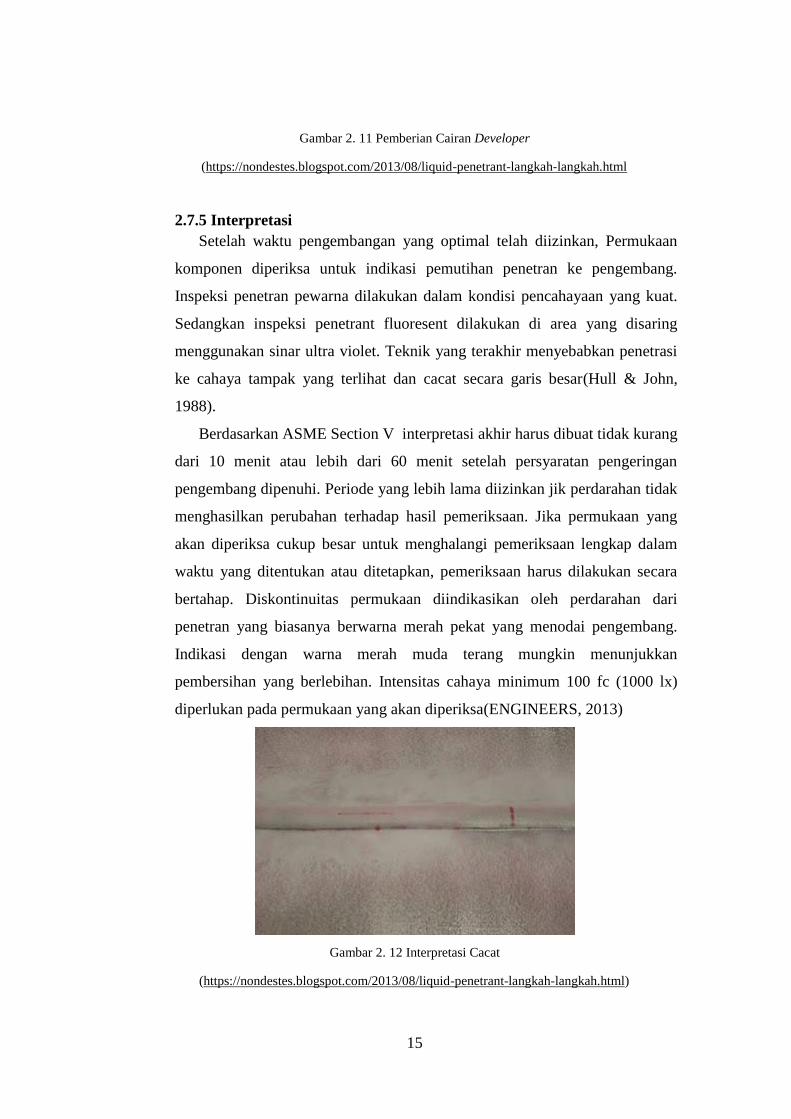
Gambar 2. 9 Pemberian Cairan Penetrant
(https://nondestes.blogspot.com/2013/08/liquid-penetrant-langkah-langkah.html)
2.7.3 Pembersihan Penetrant Sisa
Perlu dilakukan pembersihan cairan penetrant sisa dari permukaan
komponen. Cairan penetran dapat dibersihkan dari permukan komponen
menggunakan air, untuk pembersihan yang lebih munggunakan cairan cleaner.

13
Penyeragaman pembersihan cairan penetrant sisa untuk pengujian yang
efektif(Hull & John, 1988).
Berdasarkan ASME Section V setelah dwell time berakhir, penetrant sisa
yang menempel pada permukaan harus dihilangkan dengan hati-hati untuk
meminimalkan penghapusan penetran dari diskontinuitas. Untuk
Water washable penetrant pembersihan dapat dilakukan dengan cara
menyemprotakn air. Jenis Post-Emulsification Penetrants memiliki 2 cara
yaitu Lipophilic Emulsification dan Hydrophilic Emulsification. Lipophilic
Emulsification yaitu dengan merendam atau membanjiri bagian perrmukaan
dengan pengemulsi. Hydrophilic Emulsification yaitu dengan merendam atau
menyemprot dengan pengemulsi hidrofilik.
Solvent Removable Penetrants adalah pembersihan penetrant dengan cara
menyeka dengan kain atau kertas penyerap, mengulangi operasi sampai
sebagian besar jejak penetran telah dihilangkan. Jejak yang tersisa harus
dihilangkan dengan menyeka permukaan secara ringan dengan kain atau
kertas penyerap yang dibasahi dengan pelarut.Untuk meminimalkan
penghapusan penetran dari diskontinuitas, harus diperhatikan untuk
menghindari penggunaan pelarut berlebih(ENGINEERS, 2013).
Gambar 2. 10 Pembersihan Cairan Penetrant Sisa
(https://nondestes.blogspot.com/2013/08/liquid-penetrant-langkah-langkah.html

14
2.7.4 Development
Tahapan pengembangan atau pengangkatan cairan penetrant dari
permukaan komponen diperllukan untuk mengungkap dengan jelas adanya
cacat pada komponen. Pengembang biasanya bubuk kapur yang sangat
halus.dan dapat diterapkan kering, tetapi lebih umum diterapkan dengan
menyemprotkan permukaan dengan debu kapur tersuspensi dalam cairan
pembawa volatile(mudah menjadi gas atau uap). Lapisan tipis kapur yang
seragam diendapkan pada permukaan komponen. Cairan penetrant secara
perlahan ditarik oleh aksi kapiler ke dalam pori-pori kapur. akan ada beberapa
penyebaran penetran dalam pengembang dan ini akan memperbesar lebar
cacat yang terlihat. Ketika penetran pewarna digunakan,warna pewarna harus
kontras dengan warna putih permukaan kapur yang tertutup. Tahap
pengembangan kadang-kadang bisa dihentikan ketika fluorescent penetrant
digunakan(Hull & John, 1988).
Berdasarkan ASME Section V pengembang (developer) harus diterapkan
sesegera mungkin setelah pemindahan penetran .Interval waktu tidak akan
melebihi yang ditentukan dalam prosedur. Ketebalan lapisan yang tidak
mencukupi tidak dapat menarik penetran keluar dari
diskontinuitas,sebaliknya, ketebalan lapisan yang berlebihan dapat menutupi
indikasi. Dengan penetran kontras warna, hanya pengembang basah yang akan
digunakan. Dengan penetran fluoresen, pengembang basah atau kering dapat
digunakan. Waktu pengembangan untuk interpretasi akhir dimulai segera
setelah aplikasi pengembang kering atau segera setelah lapisan pengembang
basah kering(ENGINEERS, 2013).
15
Gambar 2. 11 Pemberian Cairan Developer
(https://nondestes.blogspot.com/2013/08/liquid-penetrant-langkah-langkah.html
2.7.5 Interpretasi
Setelah waktu pengembangan yang optimal telah diizinkan, Permukaan
komponen diperiksa untuk indikasi pemutihan penetran ke pengembang.
Inspeksi penetran pewarna dilakukan dalam kondisi pencahayaan yang kuat.
Sedangkan inspeksi penetrant fluoresent dilakukan di area yang disaring
menggunakan sinar ultra violet. Teknik yang terakhir menyebabkan penetrasi
ke cahaya tampak yang terlihat dan cacat secara garis besar(Hull & John,
1988).
Berdasarkan ASME Section V interpretasi akhir harus dibuat tidak kurang
dari 10 menit atau lebih dari 60 menit setelah persyaratan pengeringan
pengembang dipenuhi. Periode yang lebih lama diizinkan jik perdarahan tidak
menghasilkan perubahan terhadap hasil pemeriksaan. Jika permukaan yang
akan diperiksa cukup besar untuk menghalangi pemeriksaan lengkap dalam
waktu yang ditentukan atau ditetapkan, pemeriksaan harus dilakukan secara
bertahap. Diskontinuitas permukaan diindikasikan oleh perdarahan dari
penetran yang biasanya berwarna merah pekat yang menodai pengembang.
Indikasi dengan warna merah muda terang mungkin menunjukkan
pembersihan yang berlebihan. Intensitas cahaya minimum 100 fc (1000 lx)
diperlukan pada permukaan yang akan diperiksa(ENGINEERS, 2013)
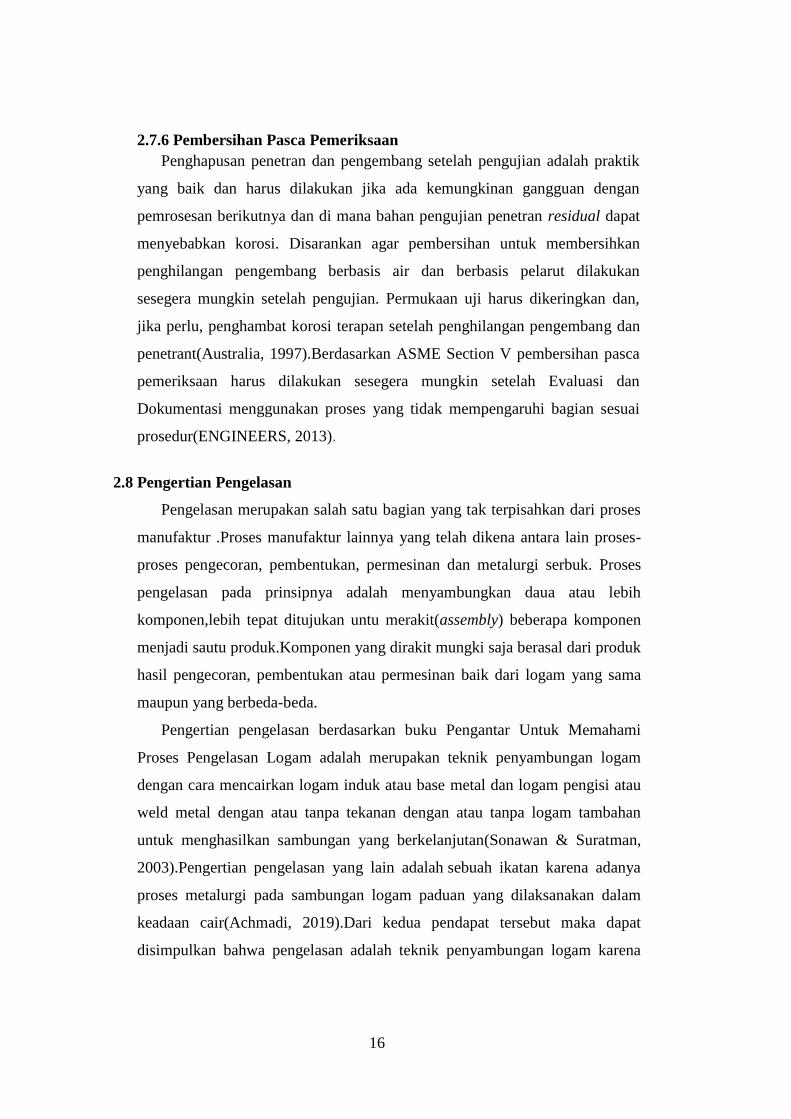
Gambar 2. 12 Interpretasi Cacat
(https://nondestes.blogspot.com/2013/08/liquid-penetrant-langkah-langkah.html)
16
2.7.6 Pembersihan Pasca Pemeriksaan
Penghapusan penetran dan pengembang setelah pengujian adalah praktik
yang baik dan harus dilakukan jika ada kemungkinan gangguan dengan
pemrosesan berikutnya dan di mana bahan pengujian penetran residual dapat
menyebabkan korosi. Disarankan agar pembersihan untuk membersihkan
penghilangan pengembang berbasis air dan berbasis pelarut dilakukan
sesegera mungkin setelah pengujian. Permukaan uji harus dikeringkan dan,
jika perlu, penghambat korosi terapan setelah penghilangan pengembang dan
penetrant(Australia, 1997).Berdasarkan ASME Section V pembersihan pasca
pemeriksaan harus dilakukan sesegera mungkin setelah Evaluasi dan
Dokumentasi menggunakan proses yang tidak mempengaruhi bagian sesuai
prosedur(ENGINEERS, 2013).
2.8 Pengertian Pengelasan
Pengelasan merupakan salah satu bagian yang tak terpisahkan dari proses
manufaktur .Proses manufaktur lainnya yang telah dikena antara lain proses-
proses pengecoran, pembentukan, permesinan dan metalurgi serbuk. Proses
pengelasan pada prinsipnya adalah menyambungkan daua atau lebih
komponen,lebih tepat ditujukan untu merakit(assembly) beberapa komponen
menjadi sautu produk.Komponen yang dirakit mungki saja berasal dari produk
hasil pengecoran, pembentukan atau permesinan baik dari logam yang sama
maupun yang berbeda-beda.
Pengertian pengelasan berdasarkan buku Pengantar Untuk Memahami
Proses Pengelasan Logam adalah merupakan teknik penyambungan logam
dengan cara mencairkan logam induk atau base metal dan logam pengisi atau
weld metal dengan atau tanpa tekanan dengan atau tanpa logam tambahan
untuk menghasilkan sambungan yang berkelanjutan(Sonawan & Suratman,
2003).Pengertian pengelasan yang lain adalah sebuah ikatan karena adanya
proses metalurgi pada sambungan logam paduan yang dilaksanakan dalam
keadaan cair(Achmadi, 2019).Dari kedua pendapat tersebut maka dapat
disimpulkan bahwa pengelasan adalah teknik penyambungan logam karena
17
adanya proses metalurgi dengan mencairkan logam induk dan logam pengisi
dengan atau tanpa tekanan dan atau tanpa logam tambahan.
Pengelasan merupakan bagian yang penting dalam dunia industry.
Pengelasan dapat digunakan untuk penyambungan pelat pada kapal,
penyambungan pelat untuk bagian konstruksi dan lain sebagainya. Pengelasan
memiliki banyak jenis,yang sering dijumpai diantaranya SMAW( Shielded
Metal Arc Welding) atau yang biasa nya diisebut las listrik,GMAW(Gas Metal
Arc Welding),GTAW( Gas Tungsten Arc Welding) dan OAW (Oxy Acetilen
Welding) . Pengelasan memiliki keuntungan yaitu menghasilkan sambungan
las yang permanen, sambungan lasan akan lebih kuat disbandingkan dengan
metode penyambungan yang lain, menghematbahan dikarenakan tidak
mengurangi luas penampang. Pengelasan memiliki kerugian yaitu hasil lasan
yang sulit dibongkar karena sambungan las yang permanen, dalam proses
pengelasan memerlukan suhu yang tinggi untuk mencairkan logam sehingga
dapat mebahayakan welder, membutuhkan peralatan yang cukup mahal.
2.9 Pengelasan SMAW
Pengelasan SMAW (Shielded Metal Arc Welding) pengelasan busur listrik
elektroda terbungkus atau lebih dikenal dengan las listrik adalah proses
pengelasan logam induk yang mengalami pencairan akaibata pemanasan dari
bususr listrik yang timbul antara ujung elektroda daan permukaan benda
kerja(Sonawan & Suratman, 2003). Busur listrik yang ada dibangkitkan dari
suatu mesin las.Elektroda yang dipakai berupa kawat yang dibungkus berupa
fluks sebagai pelindung yang kadang disebut kawat las.Elektroda atau kawat
las ini selama pengelasan akan mengalami pencairan bersama sama denga
loga induk yang menjadi bagian kampuh las . Akibat pencairan ini maka
kampuh las akan terisi oleh logam cair yang berasal dari elektroda dari logam
induk.Busur listrik selain mencairkan kawat las yang nantinya membeku
menjadi logam juga ikut mencairkan fluks.Fluks berada diatas logam las
dikarenakan massa jenis fluks lebih kecil dari logam las saat cair.Kemudian
fluks cair akan menjadi terak yang menutupi logam las ( weld metal) setelah
membeku .Fluks cair juga melindungi kubangan las selama mencair dan

18
logam las terlindungi oleh terak selama pembekuan. Permukaan las yang
tertutup oleh terak harus dihilangkan dengan menggunakan palu atau gerinda.
Untuk dapat mengelas dengan proses SMAW maka diperlukan peralatan
seperti mesin las, kabbel elektroda dan pemegang elektroda, kabel logam
induk dan pemegang logam induk. Peralatan pelindung diri pada saat
melakukan proses pengelasan SMAW diantaranya adalah topeng las (welding
mask),sarung tangan dan jas pelindung(Sonawan & Suratman, 2003).
Gambar 2. 13 Proses Las SMAW
(Pengantar Untuk Memahami Proses Pengelasan Logam)
2.10 Cacat
Cacat atau defect adalah ketidaksempurnaan atau kekurangan yang
menyebabkan nilai atau mutunya kurang baik atau kurang sempurna yang
terdapat pada benda atau yang lainnya(Kemendikbud, 2012a).Cacat juga bisa
bearti satu atau lebih diskontinuitas yang melebihi ketentuan dan ditolak dari
segi ukuran, bentuk ,lokasi dan sifatnya. Cacat pada material dapat terjadi
pada permukaan material atau didalam material. Cacat tersebut dapat
merugikan dari segi penampilan dan mekanis pada material.
Ada beberapa cacat yang sering dijumpai pada material seperti cacat
garis,cacat lubang, goresan,kerak , karat dan lain sebagainya. Cacat tersebut
harus dilakukan perbaikan atau dilakukan penggantian material yang baru agar
tidak memperbesar cacat pada material.

19
Dalam dunia pengelasan terdapat macam-macam cacat atara lain slag
inclusion, porosity,crack,undercut dan lain sebagainya. Slag inclusion adalah
cacat yang terjadi akibat adanya oksigen atau benda lainnya yang terjebak
didalam las.Porosity adalah cacat yang terjadi akibat gelembung-gelembung
gas yang terjebak didalam lasan.Crack adalah cacat las yang berupa retakan
akibat tegangan. Undercut adalah cacat lasan yang terjadi pada tepi lasan yang
tidak terisi lasan .Agar tidak terjadi cacat pada material atau pada lasan maka
perlu diperhatikan parameter dalam pembuatan material atau dalam proses
pengelasan.
2.11 Cacat Buatan (Artificial Deffect)
Cacat buatan (artificial defect ) adalah cacat atau kerusakan yang sengaja
dibuat pada material atau pada hasil pengelasan dapat dilakukan dengan cara
dibor, digores, dipasaskan dipukul dan lain sebagainya sehingga dapat
membuat cacat .
2.12 Posisi Down Hand
Posisi down hend (bawah tangan ) adalah posisi diamana benda kerja
terletak di bidang datar atau agak miring yang terletak diatas meja kerja. Posisi
ini adalah posisi yang paling mudah dilakukan .Pada posisi ini tidak perlu
melakukan gerakan yang dapat mengakibatkan ergonomi hazard atau bahaya
yang dapat ditimbulkan karena kesalahan posisi(Admin, 2016).
Gambar 2. 14 Posisi Downhand
(http://kampungdrafter.com/wp-content/uploads/2018/07/posisi-pengelasan-sesuai-dengan-din-iso-
asme.jpg)
20
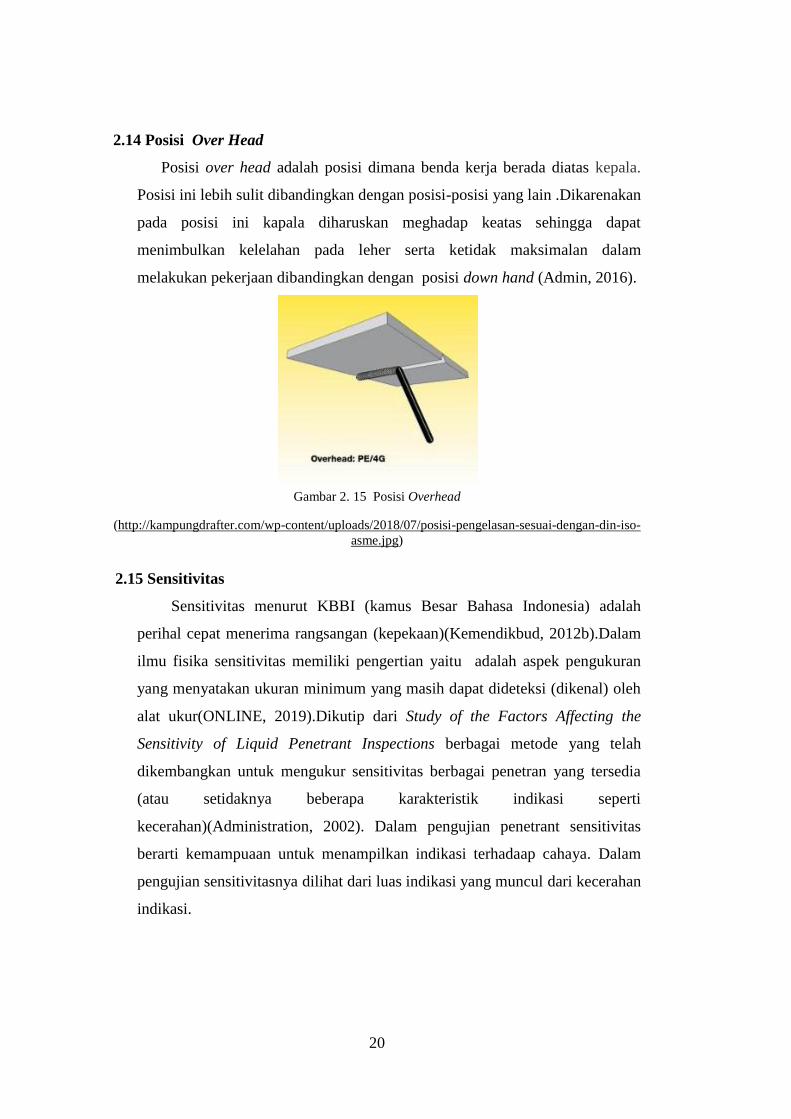
2.14 Posisi Over Head
Posisi over head adalah posisi dimana benda kerja berada diatas kepala.
Posisi ini lebih sulit dibandingkan dengan posisi-posisi yang lain .Dikarenakan
pada posisi ini kapala diharuskan meghadap keatas sehingga dapat
menimbulkan kelelahan pada leher serta ketidak maksimalan dalam
melakukan pekerjaan dibandingkan dengan posisi down hand (Admin, 2016).
Gambar 2. 15 Posisi Overhead
(http://kampungdrafter.com/wp-content/uploads/2018/07/posisi-pengelasan-sesuai-dengan-din-iso-
asme.jpg)
2.15 Sensitivitas
Sensitivitas menurut KBBI (kamus Besar Bahasa Indonesia) adalah
perihal cepat menerima rangsangan (kepekaan)(Kemendikbud, 2012b).Dalam
ilmu fisika sensitivitas memiliki pengertian yaitu adalah aspek pengukuran
yang menyatakan ukuran minimum yang masih dapat dideteksi (dikenal) oleh
alat ukur(ONLINE, 2019).Dikutip dari Study of the Factors Affecting the
Sensitivity of Liquid Penetrant Inspections berbagai metode yang telah
dikembangkan untuk mengukur sensitivitas berbagai penetran yang tersedia
(atau setidaknya beberapa karakteristik indikasi seperti
kecerahan)(Administration, 2002). Dalam pengujian penetrant sensitivitas
berarti kemampuaan untuk menampilkan indikasi terhadaap cahaya. Dalam
pengujian sensitivitasnya dilihat dari luas indikasi yang muncul dari kecerahan
indikasi.
21
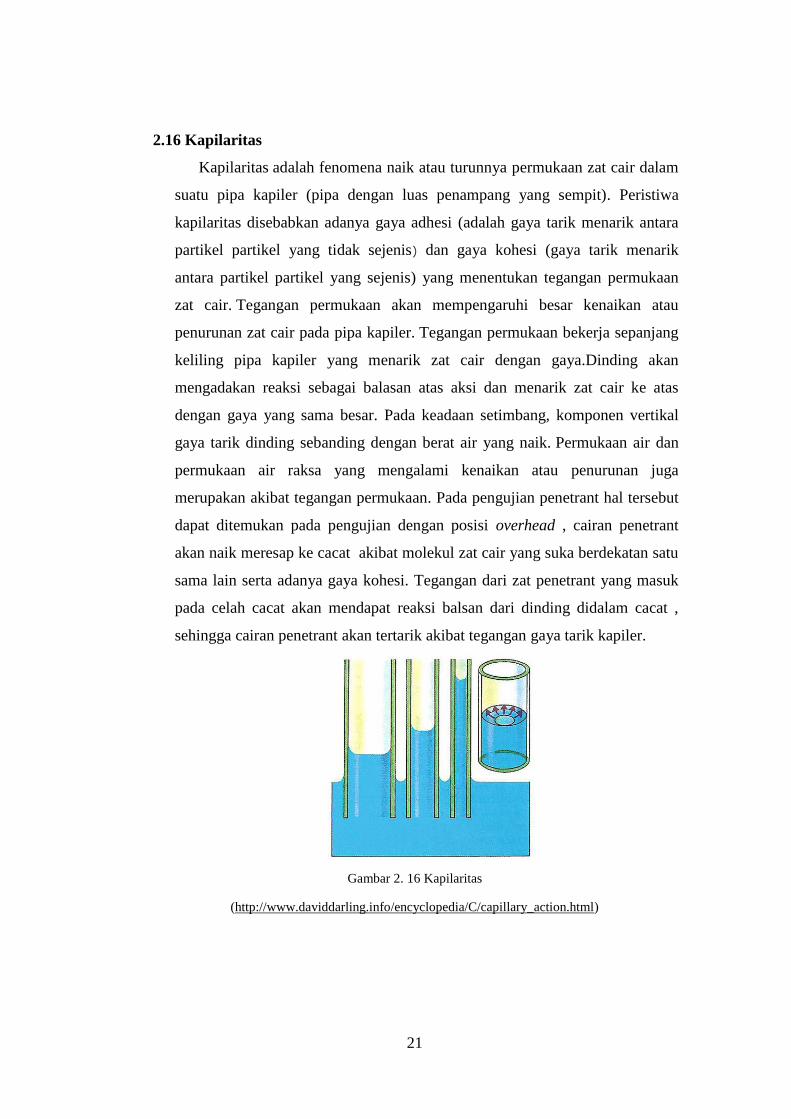
2.16 Kapilaritas
Kapilaritas adalah fenomena naik atau turunnya permukaan zat cair dalam
suatu pipa kapiler (pipa dengan luas penampang yang sempit). Peristiwa
kapilaritas disebabkan adanya gaya adhesi (adalah gaya tarik menarik antara
partikel partikel yang tidak sejenis) dan gaya kohesi (gaya tarik menarik
antara partikel partikel yang sejenis) yang menentukan tegangan permukaan
zat cair. Tegangan permukaan akan mempengaruhi besar kenaikan atau
penurunan zat cair pada pipa kapiler. Tegangan permukaan bekerja sepanjang
keliling pipa kapiler yang menarik zat cair dengan gaya.Dinding akan
mengadakan reaksi sebagai balasan atas aksi dan menarik zat cair ke atas
dengan gaya yang sama besar. Pada keadaan setimbang, komponen vertikal
gaya tarik dinding sebanding dengan berat air yang naik. Permukaan air dan
permukaan air raksa yang mengalami kenaikan atau penurunan juga
merupakan akibat tegangan permukaan. Pada pengujian penetrant hal tersebut
dapat ditemukan pada pengujian dengan posisi overhead , cairan penetrant
akan naik meresap ke cacat akibat molekul zat cair yang suka berdekatan satu
sama lain serta adanya gaya kohesi. Tegangan dari zat penetrant yang masuk
pada celah cacat akan mendapat reaksi balsan dari dinding didalam cacat ,
sehingga cairan penetrant akan tertarik akibat tegangan gaya tarik kapiler.
Gambar 2. 16 Kapilaritas
(http://www.daviddarling.info/encyclopedia/C/capillary_action.html)

22
Halaman ini sengaja dikosongkan
23
BAB 3
METODOLOGI PENELITIAN
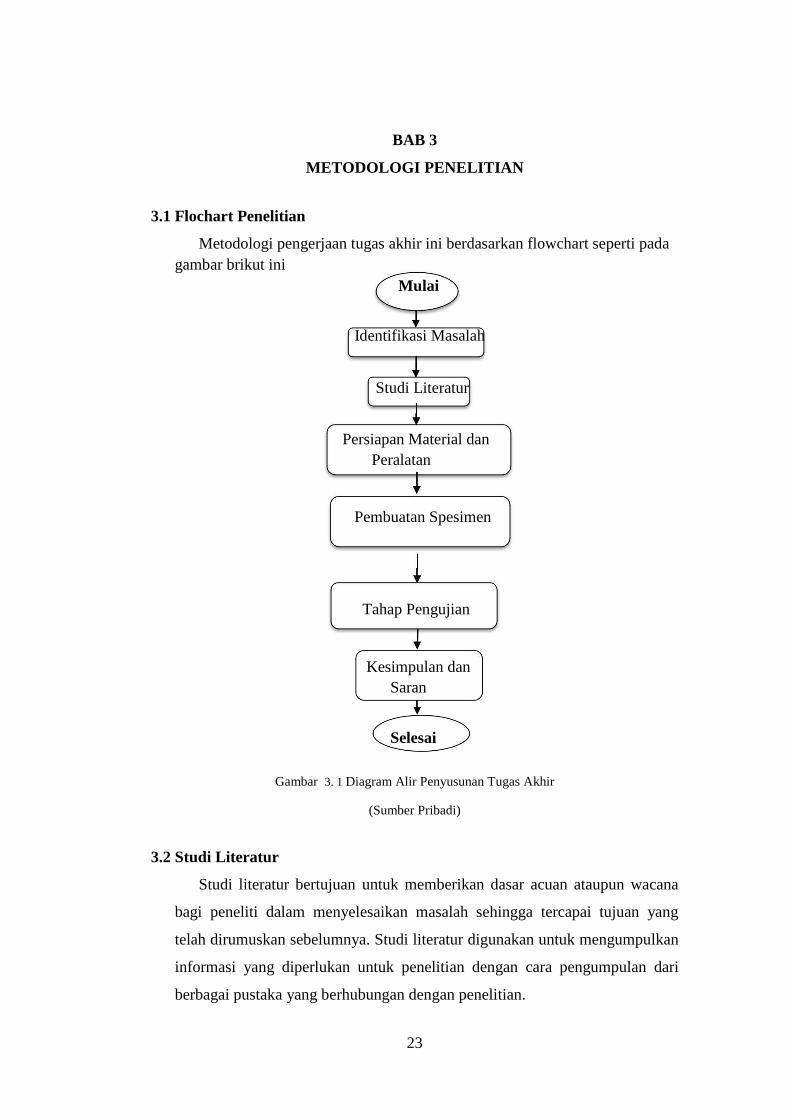
3.1 Flochart Penelitian
Metodologi pengerjaan tugas akhir ini berdasarkan flowchart seperti pada
gambar brikut ini
Mulai
Identifikasi Masalah
Studi Literatur
Persiapan Material dan Peralatan
Pembuatan Spesimen
Tahap Pengujian
Kesimpulan dan Saran
Selesai
Gambar 3. 1 Diagram Alir Penyusunan Tugas Akhir
(Sumber Pribadi)
3.2 Studi Literatur
Studi literatur bertujuan untuk memberikan dasar acuan ataupun wacana
bagi peneliti dalam menyelesaikan masalah sehingga tercapai tujuan yang
telah dirumuskan sebelumnya. Studi literatur digunakan untuk mengumpulkan
informasi yang diperlukan untuk penelitian dengan cara pengumpulan dari
berbagai pustaka yang berhubungan dengan penelitian.

24
3.3 Proses Pembuatan Cacat Buatan
Proses pembuatan cacat buatan dengan cara menggabungkan 2 buah pelat
ukuran 300 mm dengan rapat sehingga diantara 2 pelat tersebut membentuk
sebuah garis yang akan dijadikan cacat buatan dengan cara dilakukan
pengelasan pada bagian tertentu untuk menggabungkan kedua pelat yang
kemudian dilakukan perataan agar terlihat seperti plat datar. Dalam 1 buah
spesimen terdapat 3 buah cacat buatan dengan ukuran 2cm,3cm dan 4cm.
Proses ini memliki alat dan bahan sebagai berikut:
1. Bahan
a. Plat
b. Eektrode
c. Dempul
2. Alat
a. Mesin las SMAW
b. Palu
c. Sikat baja
d. Gerinda
3. Langkah Kerja Pengelasan Pelat Untuk Pembuatan Artifical Deffect
a. Persiapan peralatan & bahan pengelasan smaw seperti mesin las,
elektroda,kabel las dan pemegang elektroda..Selain itu juga disiapkan
topeng las ,wear pack dan juga sarung tangan untuk melindungi tubuh
dari bahaya pada saat mengelas. Disiapkan juga palu serta sikat baja.
b. Persiapan pelat untuk pembuatan artificial defect sebanyak 2 buah
untuk 1 spesimen uji . Kemudian sisi dari pelat dihaluskan dengan
cara meggerinda sisi dari pelat .
Gambar 3. 2 Penghalusan Sisi Pelat
(sumber:Pribadi)
25
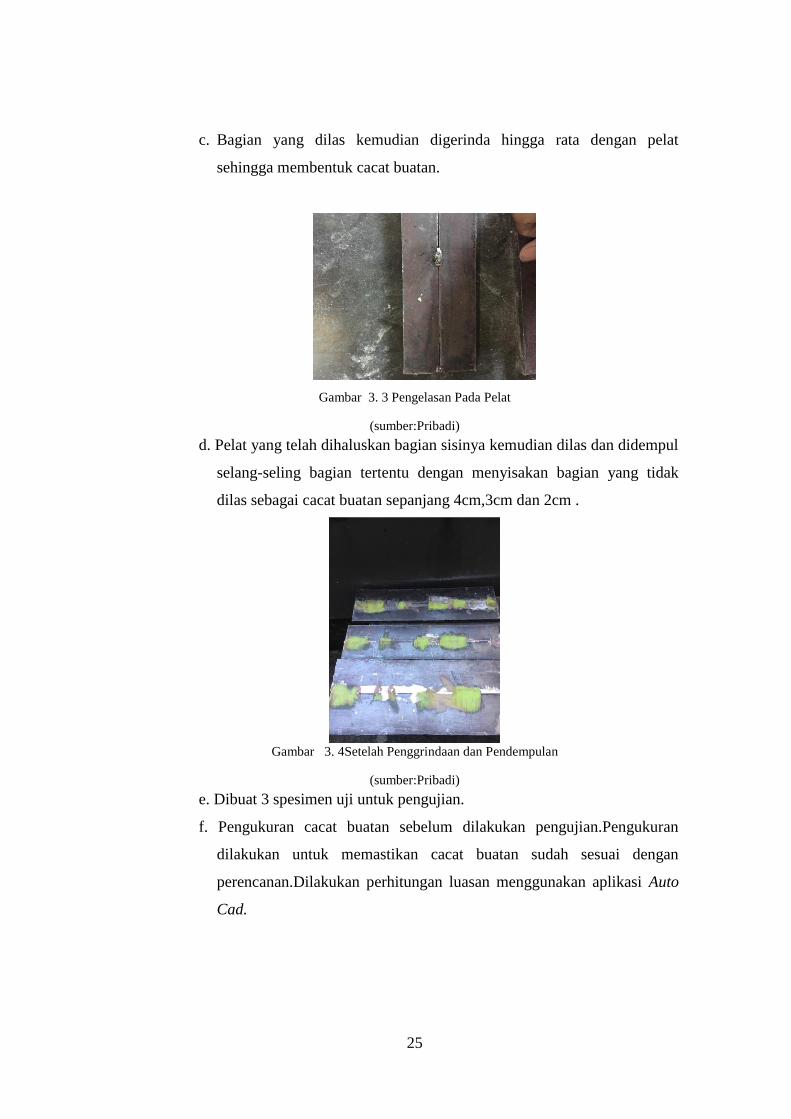
c. Bagian yang dilas kemudian digerinda hingga rata dengan pelat
sehingga membentuk cacat buatan.
Gambar 3. 3 Pengelasan Pada Pelat
(sumber:Pribadi)
d. Pelat yang telah dihaluskan bagian sisinya kemudian dilas dan didempul
selang-seling bagian tertentu dengan menyisakan bagian yang tidak
dilas sebagai cacat buatan sepanjang 4cm,3cm dan 2cm .
Gambar 3. 4Setelah Penggrindaan dan Pendempulan
(sumber:Pribadi)
e. Dibuat 3 spesimen uji untuk pengujian.
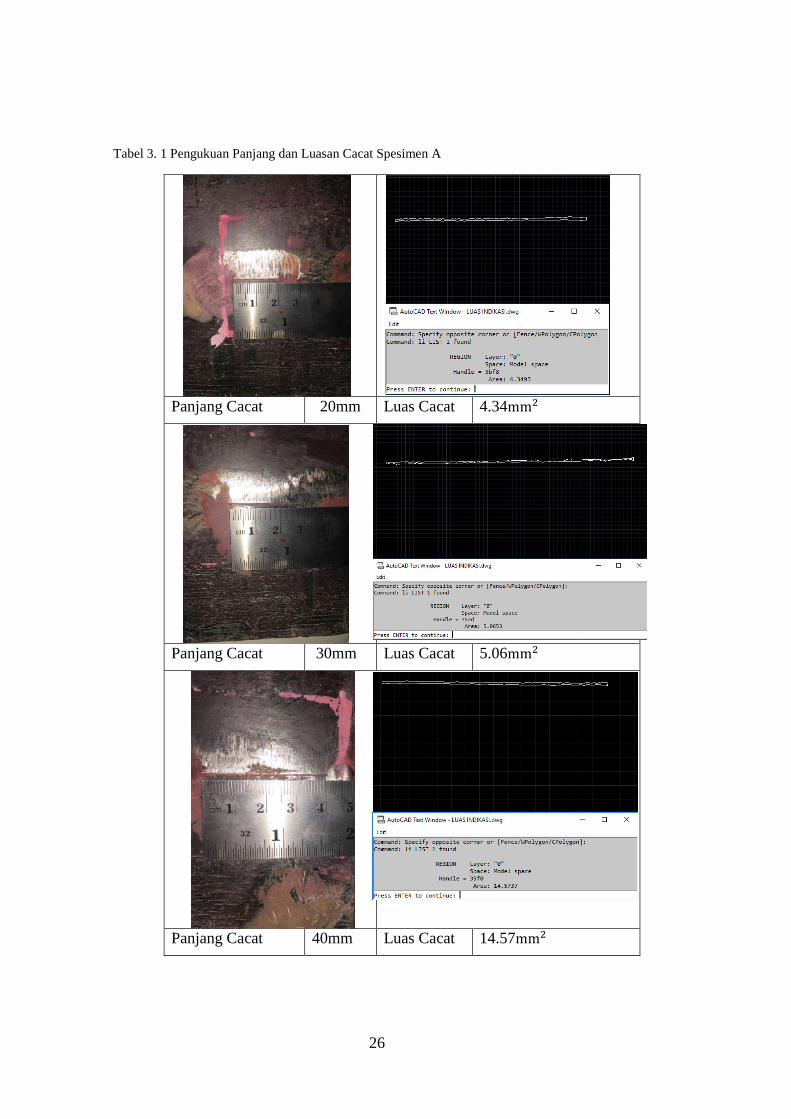
f. Pengukuran cacat buatan sebelum dilakukan pengujian.Pengukuran
dilakukan untuk memastikan cacat buatan sudah sesuai dengan
perencanan.Dilakukan perhitungan luasan menggunakan aplikasi Auto
Cad.
26
Tabel 3. 1 Pengukuan Panjang dan Luasan Cacat Spesimen A
Panjang Cacat 20mm Luas Cacat 4.34
Panjang Cacat 30mm Luas Cacat 5.06
Panjang Cacat 40mm Luas Cacat 14.57
27
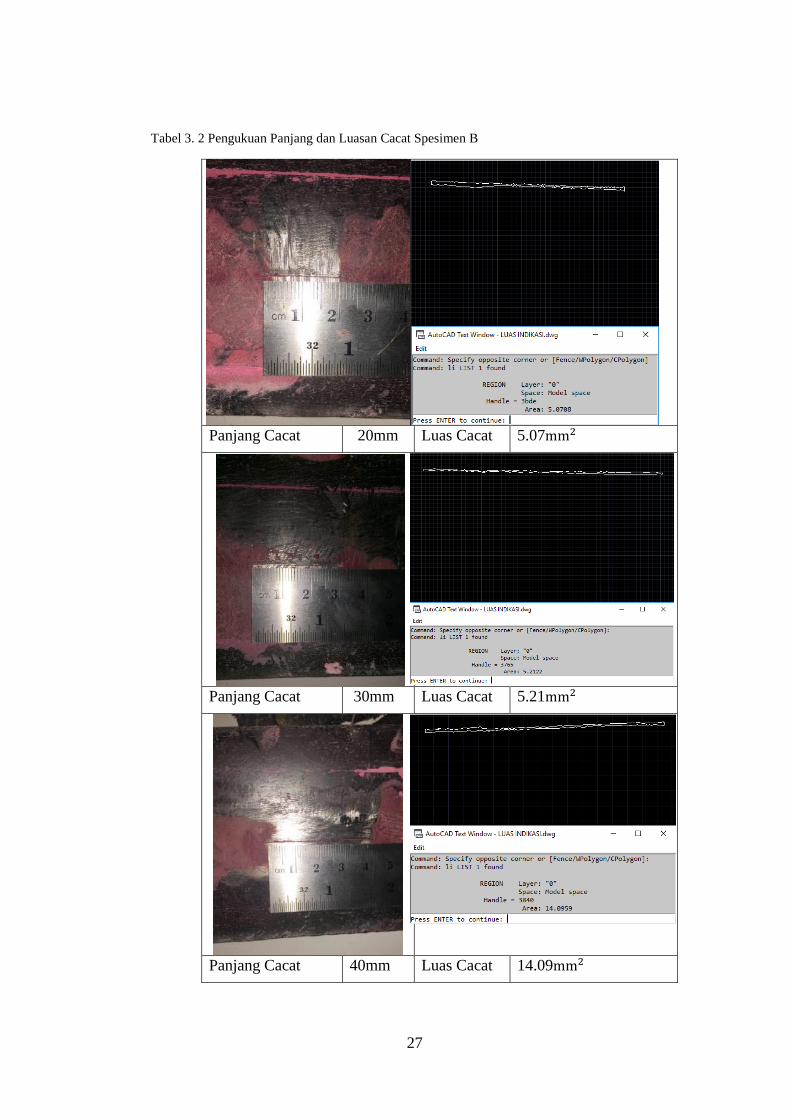
Tabel 3. 2 Pengukuan Panjang dan Luasan Cacat Spesimen B
Panjang Cacat 20mm Luas Cacat 5.07
Panjang Cacat 30mm Luas Cacat 5.21
Panjang Cacat 40mm Luas Cacat 14.09
28
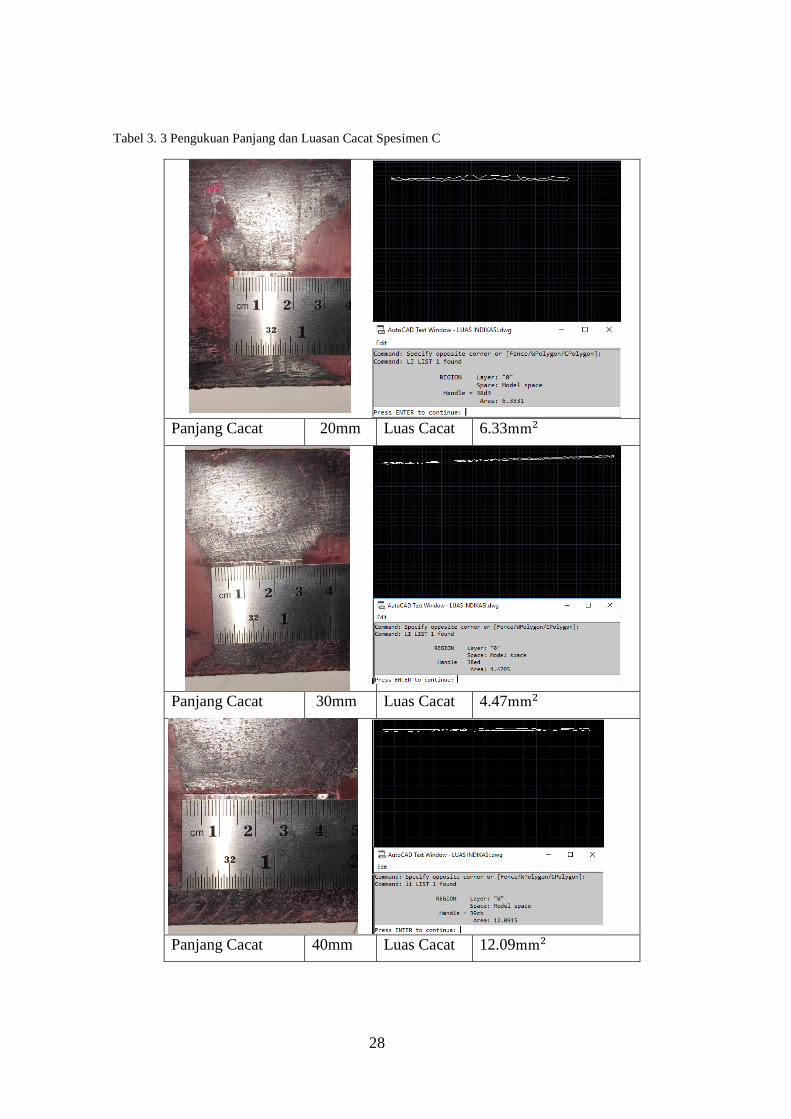
Tabel 3. 3 Pengukuan Panjang dan Luasan Cacat Spesimen C
Panjang Cacat 20mm Luas Cacat 6.33
Panjang Cacat 30mm Luas Cacat 4.47
Panjang Cacat 40mm Luas Cacat 12.09
29
3.4 Proses Pengujian
Pengujian ini merupakan hal yang penting untuk mengetahui kebutuhan
cairan penetrant. Pengujian ini dilakukan pada pelat sepanjang 300 mm
dengan tebal pelat 10mm.
Dari hasil pengujian didapatkan kebutuhan cairan penetrant sepanjang 250
mm dengan lebar 50 mm serta dapat diketahui sensitivitas pengujian pada
posisi over head dan down hand.
Pengujian ini memiliki alat dan bahan sebagai berikut:
1. Bahan
a. Cairan penetrant menggunakan merk Magnaflux SKL-SP2 Aerosol
Gambar 3. 5 Cairan Penetrant
(sumber:Pribadi)
b. Caiaran cleaner menggunakan merk Magnaflux SKC-S Aerosol
Gambar 3. 6 Cairan Claeaner
(sumber:Pribadi)
30
c. Cairan developer menggunakan merk Magnaflux SKD-S2 Aerosol
Gambar 3. 7 Cairan Developer
(sumber:Pribadi)
2. Peralatan
a. Gelas ukur ukuran 10ml
b. Kuas
c. Kain Majun
d. Penggaris
e. Suntik
3. Langkah kerja kebutuhan cairan penetrant pada posisi over head serta
pengaruh inspeksi penetrant test dengan metode brushing pada posisi over
head terhadap sensitivitas pendeteksian artificial defect.
a. Persipan peralatan pengujian seperti claeaner, cairan penetrant,cairan
developer, majun, kuas, gelas ukur
b. Pengeluaran isi dalam botol cairan penetrant dengan cara
menyemprotakan ke dalam botol lain yang nantinya digunakan untuk
pengujian .
c. Dilakukan pengukuran volume cairan penetrant sebesar 5ml untuk
dilakukan pengujian.Pengurang volume setelah pengujian diperiksa
dalam gelas ukur.

31
Gambar 3. 8 Pemindahan Cairan Penetrant ke Gelas Ukur
(sumber:Pribadi)
d. Pemposisian benda yang akan diuji pada posisi over head.
e. Persiapan Permukaan yang diuji dan daerah di sekitarnya selebar
minimum 25 mm harus kering dan bersih dari kotoran – kotoran, gemuk,
minyak dan zat pengotor lainnya yang dapat menutupi bukaan permukaan
dan mengganggu jalannya pengujian.
f. Pembersihan awal dapat dilakukan dengan cara menyemprotkan cleaner
secara langsung pada daerah uji.
Gambar 3. 9 Pengaplikasian Cairan Cleaner Posisi Over Head
(sumber:Pribadi)
g. Setelah pembersihan awal, permukaan material harus dibiarkan selama
minimum 1 menit agar semua cleaner di dalam diskontinuitas menguap.

32
h. Penetrant diaplikasikan dengan cara dioleskan memakai kuas
(Brushing). Kuas deicelupkan ke cairan penetrant dalam cawan selama
5 detik kemudian diaplikasian ke benda uji.
Gambar 3. 10 Pengaplikasian Cairan Penetrant Posisi Over Head
(sumber:Pribadi)
i. Karena material yang di uji adalah logam pelat, maka waktu penetrasi
minimum harus 10 (sepuluh ) menit.
j. Sambil menunggu waktu penetrasi, dilakukan pengamatan terhadap
pengurangan cairan penetrant dengan menggunakan gelas ukur.
k. Setelah waktu penetrasi (waktu diam) tercapai, semua sisa penetrant di
atas permukan yang diuji harus dibersihkan dengan cara dilap
menggunakan kain lap yang kering dan bersih hingga cairan penetrant
hilang.
l. Sisanya harus dibersihkan dengan mengelap permukaan memakai
majun bersih yang dibasahi dengan cleaner.
m. Pengeringan cairan cleaner dilakukan minimum 1 menit dan maksimum
5 menit sebelum dilakukan penyemprotan cairan developer
n. Sebelum cairan developer disemprotkan, cairan harus dikocok terlebih
dahulu agar terjadi pencamuran suspensi developer yang sempurna.
o. Developer disemprotkan pada daerah yang diuji dengan tipis dan
merata dengan jarak penyemprotan 15-20cm.
33
Gambar 3. 11 Pengaplikasian DeveloperPosisi Over Head
(sumber:Pribadi)
p. Pengujian harus dilakukan dengan intensitass cahaya minimum 1000
lux. Pengukuran Intensitas cahaya menggunakan light meter.
Gambar 3. 12 Intensitas Cahaya Pada Posisi Over Head
(sumber:Pribadi)
q. Dilakukan pengamatan dan pengukuran cacat yang muncul.
Gambar 3. 13 Pengamatan Cacat yang Muncul Posisi Over Head
(sumber:Pribadi)

34
r. Pencatatan panjang cacat yang muncul.
s. Pembersihan daerah uji dengan cairan cleaner.
t. Dilakukan pengujian sebanyak 1 kali untuk setiap spesimen.
4. Langkah kerja kebutuhan cairan penetrant pada posisi down hand serta
pengaruh inspeksi penetrant test dengan metode brushing pada posisi down
hand terhadap sensitivitas pendeteksian artificial defect.
a. Persipan peralatan pengujian seperti claeaner, cairan penetrant,cairan
developer, majun, kuas, gelas ukur
b. Pengeluaran isi dalam botol cairan penetrant dengan cara
menyemprotakan ke dalam botol lain yang nantinya digunakan untuk
pengujian .
c. Dilakukan pengukuran volume cairan penetrant sebesar 5ml untuk
dilakukan pengujian.Pengurang volume setelah pengujian diperiksa
dalam gelas ukur.
Gambar 3. 14 Pemindahan Cairan Penetrant ke Gelas Ukur
(sumber:Pribadi)
d. Pemposisian benda yang akan diuji pada posisi down hand.
e. Persiapan Permukaan yang diuji dan daerah di sekitarnya selebar
minimum 25 mm harus kering dan bersih dari kotoran – kotoran,
gemuk, minyak dan zat pengotor lainnya yang dapat menutupi bukaan
permukaan dan mengganggu jalannya pengujian.
f. Pembersihan awal dapat dilakukan dengan cara menyemprotkan cleaner
secara langsung pada daerah uji.

35
Gambar 3. 15 Pengaplikasian Cairan Cleaner Posisi Down Hnad
(sumber:Pribadi)
g. Setelah pembersihan awal, permukaan material harus dibiarkan selama
minimum 1 menit agar semua cleaner di dalam diskontinuitas menguap.
h. Penetrant diaplikasikan dengan cara dioleskan memakai kuas
(Brushing). Kuas deicelupkan ke cairan penetrant dalam cawan selama
5 detik kemudian diaplikasian ke benda uji.
Gambar 3. 16 Pengaplikasian Cairan Penetrant Posisi Down Hand
(sumber:Pribadi)
i. Karena material yang di uji adalah logam pelat, maka waktu penetrasi
minimum harus 10 (sepuluh ) menit.
36
j. Sambil menunggu waktu penetrasi, dilakukan pengamatan terhadap
pengurangan cairan penetrant dengan menggunakan gelas ukur.
k. Setelah waktu penetrasi (waktu diam) tercapai, semua sisa penetrant di
atas permukan yang diuji harus dibersihkan dengan cara dilap
menggunakan kain lap yang kering dan bersih hingga cairan penetrant
hilang.
l. Sisanya harus dibersihkan dengan mengelap permukaan memakai
majun bersih yang dibasahi dengan cleaner.
m. Pengeringan cairan cleaner dilakukan minimum 1 menit dan maksimum
5 menit sebelum dilakukan penyemprotan cairan developer
n. Sebelum cairan developer disemprotkan, cairan harus dikocok terlebih
dahulu agar terjadi pencamuran suspensi developer yang sempurna.
o. Developer disemprotkan pada daerah yang diuji dengan tipis dan
merata dengan jarak penyemprotan 15-20cm.
Gambar 3. 17 Pengaplikasian DeveloperPosisi Down Hand
(sumber:Pribadi)
p. Pengujian harus dilakukan dengan intensitass cahaya minimum 1000
lux. Pengukuran Intensitas cahaya menggunakan light meter.
37
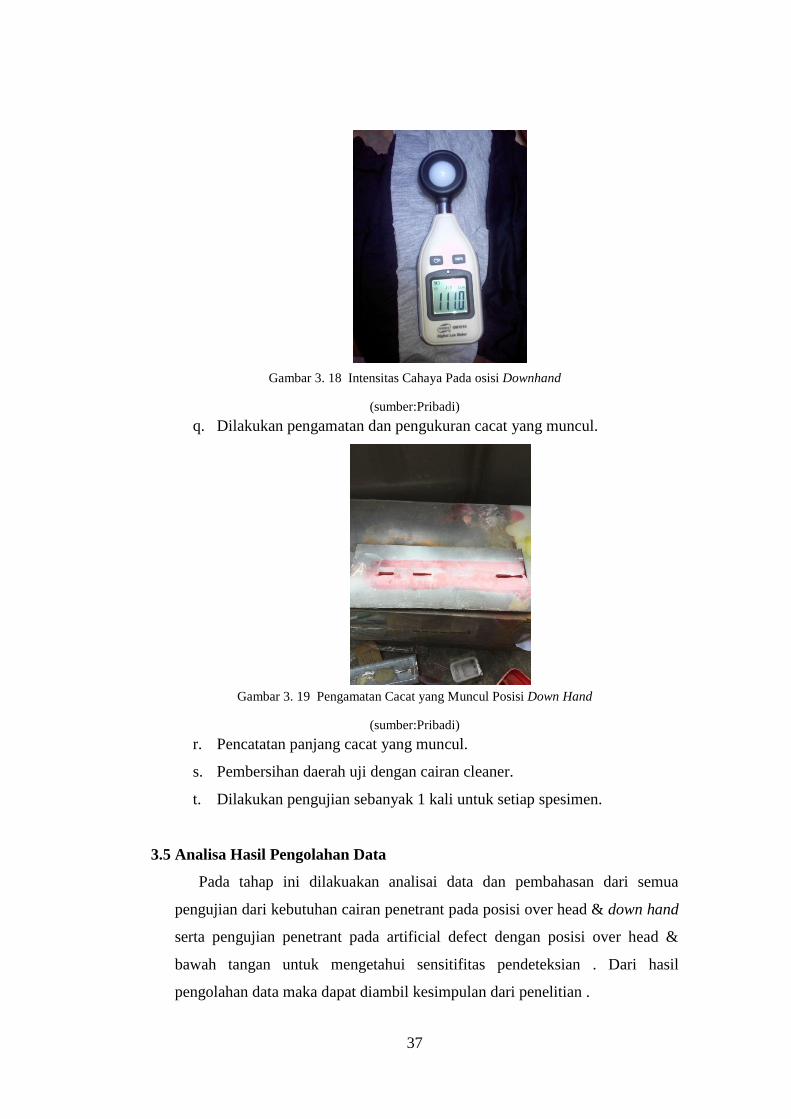
Gambar 3. 18 Intensitas Cahaya Pada osisi Downhand
(sumber:Pribadi)
q. Dilakukan pengamatan dan pengukuran cacat yang muncul.
Gambar 3. 19 Pengamatan Cacat yang Muncul Posisi Down Hand
(sumber:Pribadi)
r. Pencatatan panjang cacat yang muncul.
s. Pembersihan daerah uji dengan cairan cleaner.
t. Dilakukan pengujian sebanyak 1 kali untuk setiap spesimen.
3.5 Analisa Hasil Pengolahan Data
Pada tahap ini dilakuakan analisai data dan pembahasan dari semua
pengujian dari kebutuhan cairan penetrant pada posisi over head & down hand
serta pengujian penetrant pada artificial defect dengan posisi over head &
bawah tangan untuk mengetahui sensitifitas pendeteksian . Dari hasil
pengolahan data maka dapat diambil kesimpulan dari penelitian .
38
3.6 Kesimpulan dan Saran
Dari hasil penelitaian yang telah dilaksanakan maka dapat ditarik
kesimpulan berdasarkan parameter-parameter dari hasil analisa data dan
pembahasan .Apabila dalam penelitan terdapat kekurangan atau keterbatasan
yang memnyebkan hasil yang tidak sesuai maka saran dapat diberikan untuk
penelitian selanjutnya.
3.7 Jadwal Pengerjaan TA
KEGIATAN BULAN
2 3 4 5 6 7
Survey Objek TA
Mendapatkan topik / judul TA
Konsultasi Judul TA pada calon dosen
pembimbing
Pembuatan proposal TA
Penentuan dosen pembimbing serta
disetujuinya judul TA oleh kampus
Pengerjaan TA
Bimbingan dengan dosen pembimbing
39
BAB 4
ANALISA DATA
4.1 Analisa Hasil Pengujian
Dalam proses pengujian dengan posisi over head dan down hand dapat
diketahui kebutuhan cairan penetrant dan sensitivitasnya pendeteksiannya
dengan menggunakan 3 spesimen untuk diuji pada kedua posisi
tersebut.Setelah dilakukan pengujian sesuai prosedur maka didapatkan hasil
dari hasil pengujian pentrant dalam posisi down hand dan over head dari
ketiga benda uji maka didapatkan hasil dari kebutuhan untuk luasan 12500
(p=250mm & l= 50 mm) dan sensitivitas pengujian.
4.1.1 Hasil Kebuuhan Cairan Penetrant Pada Posisi Over Head
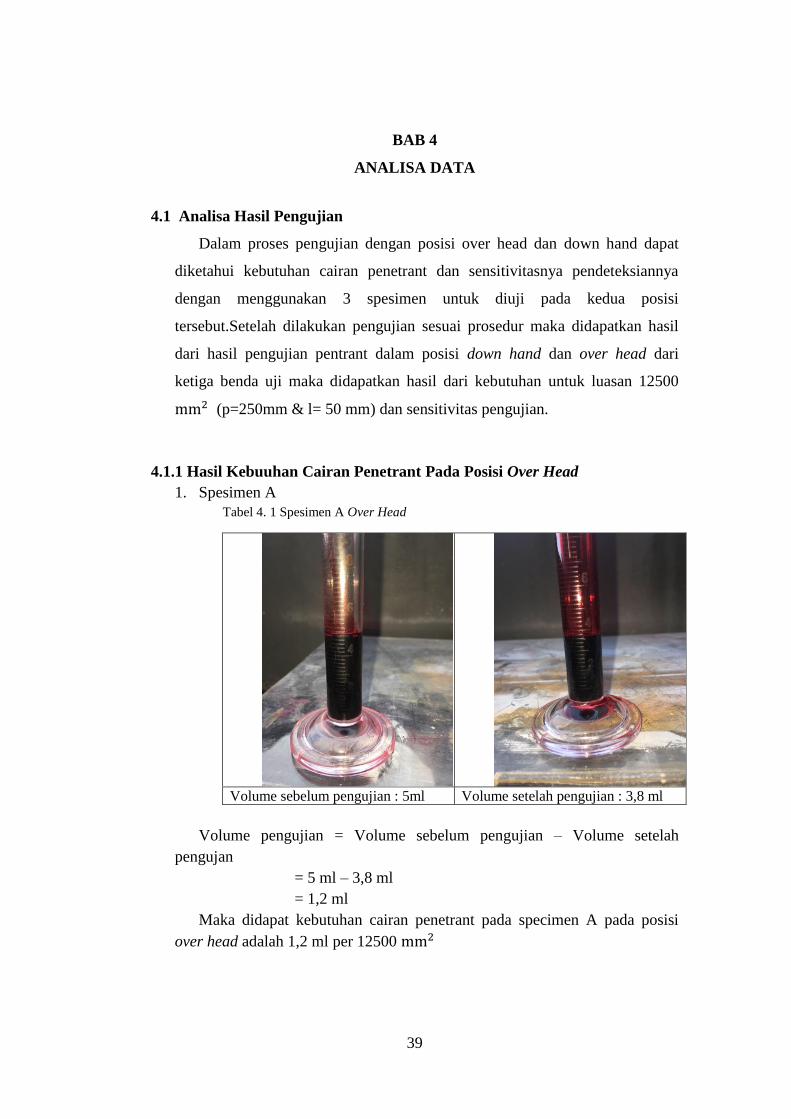
1. Spesimen A
Tabel 4. 1 Spesimen A Over Head
Volume sebelum pengujian : 5ml Volume setelah pengujian : 3,8 ml
Volume pengujian = Volume sebelum pengujian – Volume setelah
pengujan
= 5 ml – 3,8 ml
= 1,2 ml
Maka didapat kebutuhan cairan penetrant pada specimen A pada posisi
over head adalah 1,2 ml per 12500
40
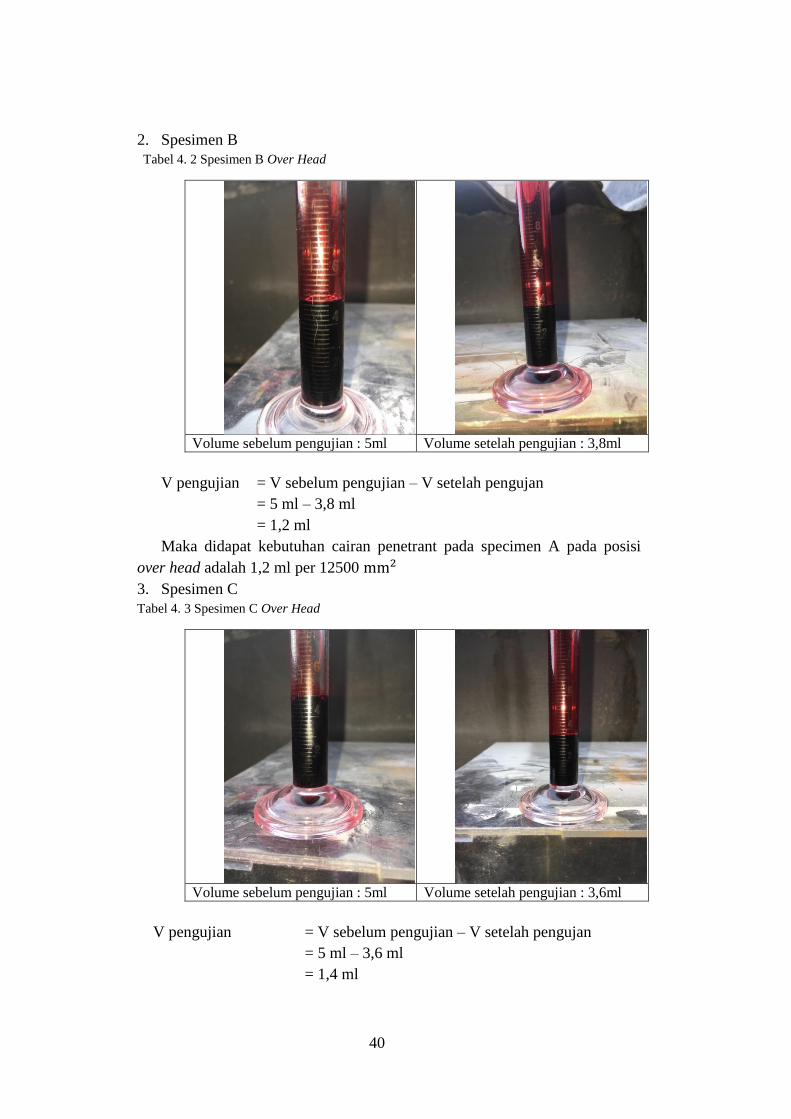
2. Spesimen B
Tabel 4. 2 Spesimen B Over Head
Volume sebelum pengujian : 5ml Volume setelah pengujian : 3,8ml
V pengujian = V sebelum pengujian – V setelah pengujan
= 5 ml – 3,8 ml
= 1,2 ml
Maka didapat kebutuhan cairan penetrant pada specimen A pada posisi
over head adalah 1,2 ml per 12500
3. Spesimen C
Tabel 4. 3 Spesimen C Over Head
Volume sebelum pengujian : 5ml Volume setelah pengujian : 3,6ml
V pengujian = V sebelum pengujian – V setelah pengujan
= 5 ml – 3,6 ml
= 1,4 ml
41
Maka didapat kebutuhan cairan penetrant pada specimen A pada posisi
over head adalah 1,4 ml per 12500
4. Volume Pengujian Rata-Rata
V pengujian rata-rata = V pengujian A+V pengujian B+ V pengujian C
3
=1,2ml +1,2ml +1,4ml
3
=1,26 ml per 12500
4.1.2 Hasil Kebuuhan Cairan Penetrant Pada Posisi Down Hand
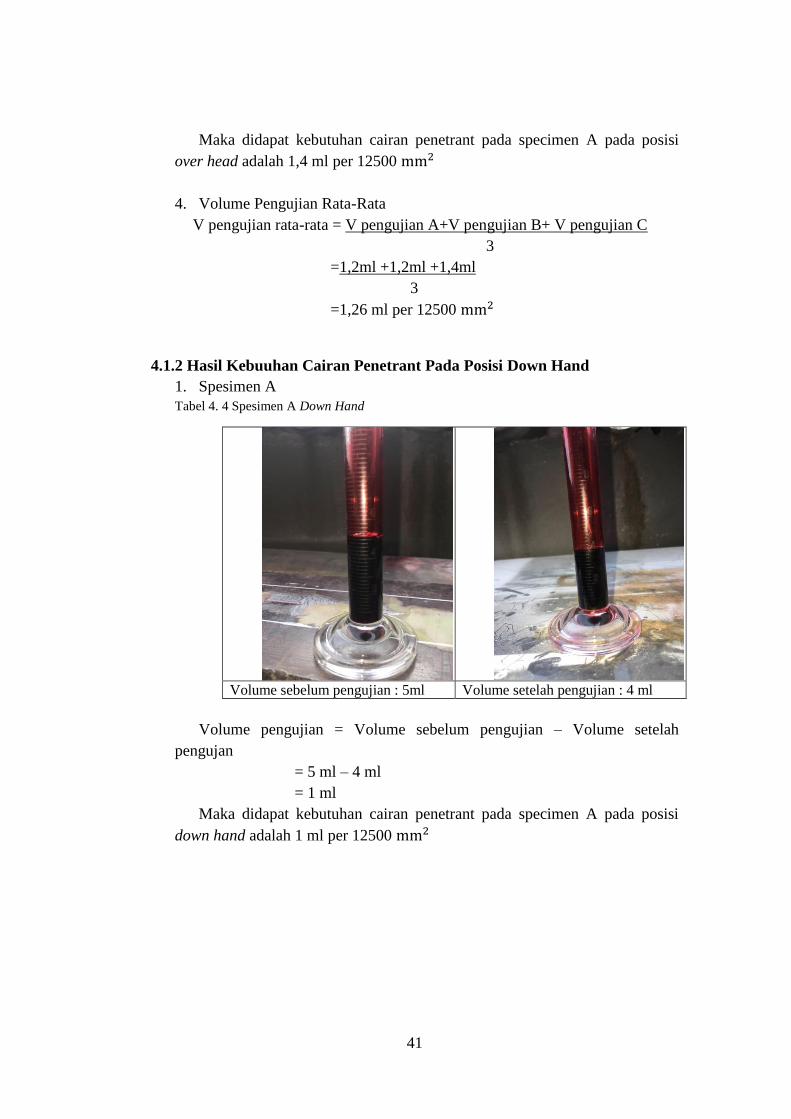
1. Spesimen A
Tabel 4. 4 Spesimen A Down Hand
Volume sebelum pengujian : 5ml Volume setelah pengujian : 4 ml
Volume pengujian = Volume sebelum pengujian – Volume setelah
pengujan
= 5 ml – 4 ml
= 1 ml
Maka didapat kebutuhan cairan penetrant pada specimen A pada posisi
down hand adalah 1 ml per 12500
42
2. Spesimen B
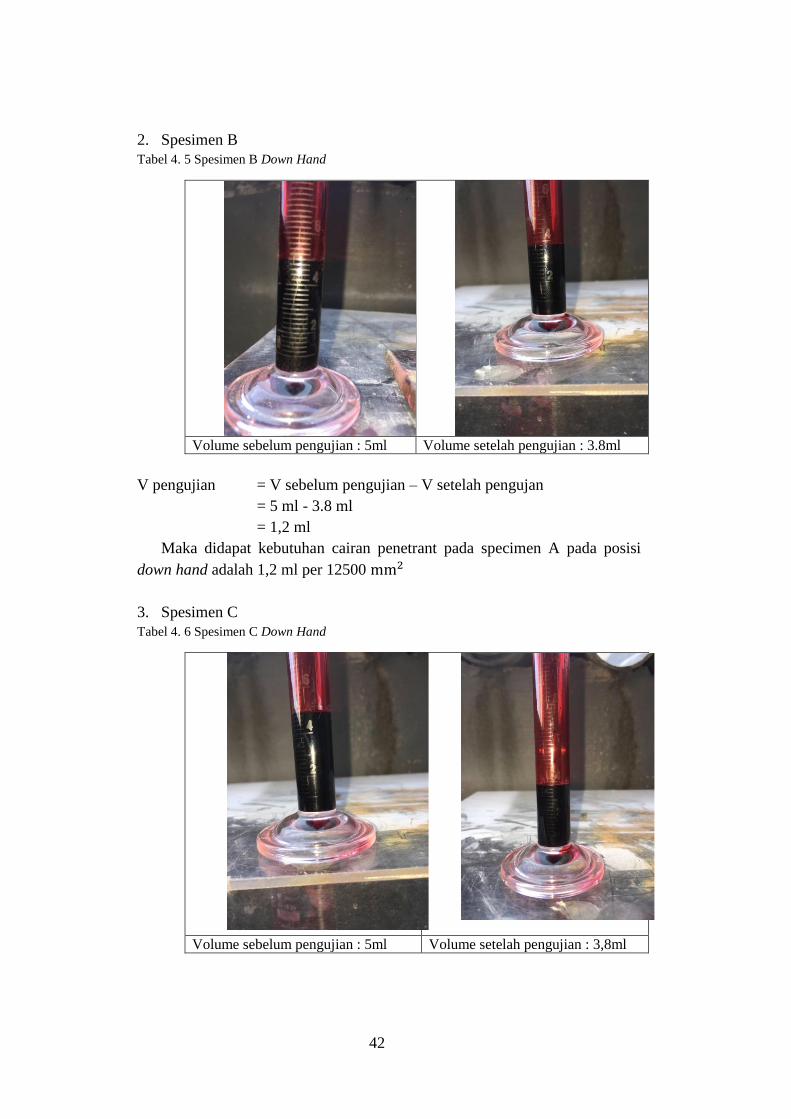
Tabel 4. 5 Spesimen B Down Hand
Volume sebelum pengujian : 5ml Volume setelah pengujian : 3.8ml
V pengujian = V sebelum pengujian – V setelah pengujan
= 5 ml - 3.8 ml
= 1,2 ml
Maka didapat kebutuhan cairan penetrant pada specimen A pada posisi
down hand adalah 1,2 ml per 12500
3. Spesimen C
Tabel 4. 6 Spesimen C Down Hand
Volume sebelum pengujian : 5ml Volume setelah pengujian : 3,8ml
43
V pengujian = V sebelum pengujian – V setelah pengujan
= 5 ml – 3,8 ml
= 1,2 ml
Maka didapat kebutuhan cairan penetrant pada specimen A pada posisi
down hand adalah 1,2 ml per 12500
4. Volume Pengujian Rata-Rata
V pengujian rata-rata = V pengujian A+V pengujian B+ V pengujian C
3
=1ml +1,2ml +1,2ml
3
=1,13 ml per 12500
Berdasarkan hasil pengujian tersebut maka didapat hasil kebutuhan cairan
penetrant untuk posisi over head sebesar 1,26 ml per 12500 dan posisi
down hand sebesar 1,13 ml per 12500 .Dari hasi tersebut maka
kenutuhan cairan penetrant untuk posisi overhead lebih banyak dari pada
posisi down hand.
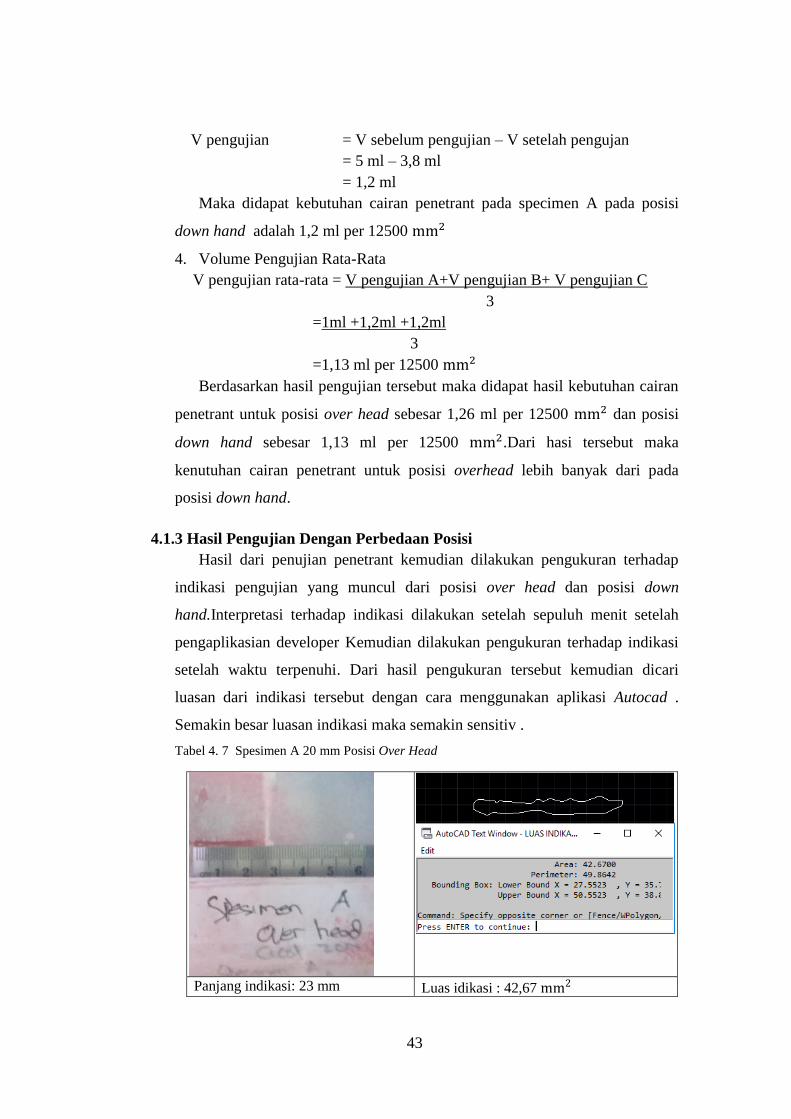
4.1.3 Hasil Pengujian Dengan Perbedaan Posisi
Hasil dari penujian penetrant kemudian dilakukan pengukuran terhadap
indikasi pengujian yang muncul dari posisi over head dan posisi down
hand.Interpretasi terhadap indikasi dilakukan setelah sepuluh menit setelah
pengaplikasian developer Kemudian dilakukan pengukuran terhadap indikasi
setelah waktu terpenuhi. Dari hasil pengukuran tersebut kemudian dicari
luasan dari indikasi tersebut dengan cara menggunakan aplikasi Autocad .
Semakin besar luasan indikasi maka semakin sensitiv .
Tabel 4. 7 Spesimen A 20 mm Posisi Over Head
Panjang indikasi: 23 mm Luas idikasi : 42,67
44
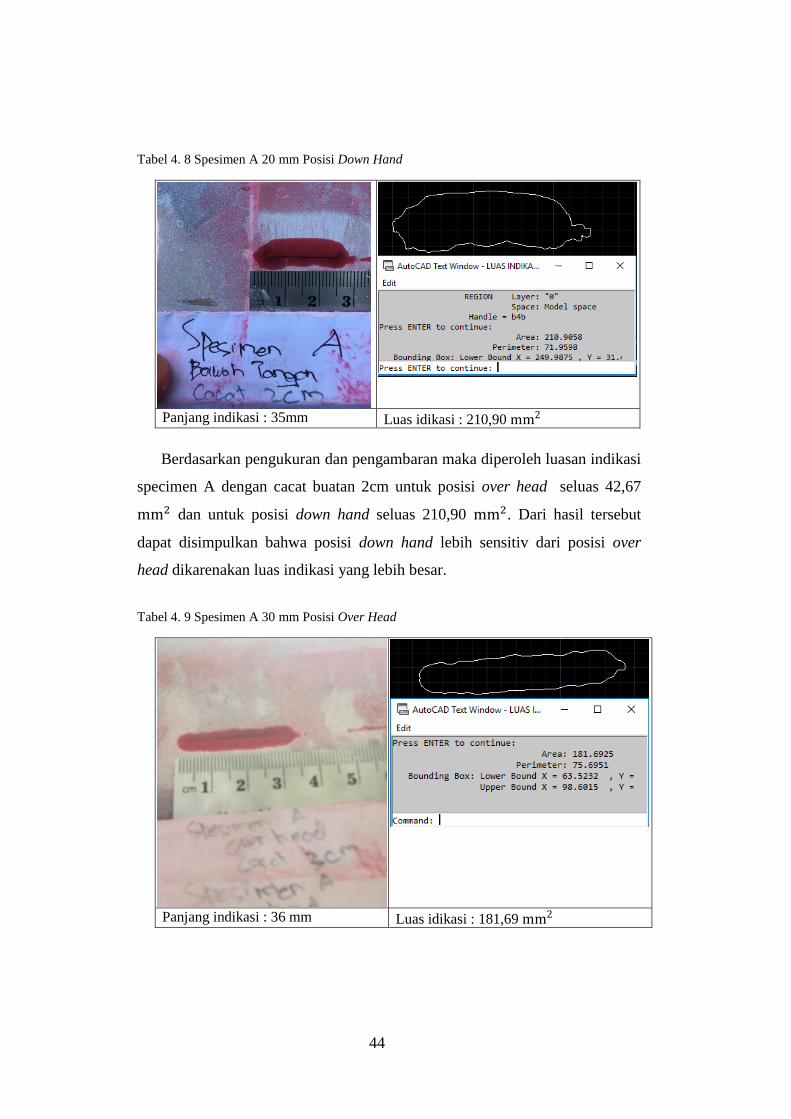
Tabel 4. 8 Spesimen A 20 mm Posisi Down Hand
Panjang indikasi : 35mm Luas idikasi : 210,90
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen A dengan cacat buatan 2cm untuk posisi over head seluas 42,67
dan untuk posisi down hand seluas 210,90 . Dari hasil tersebut
dapat disimpulkan bahwa posisi down hand lebih sensitiv dari posisi over
head dikarenakan luas indikasi yang lebih besar.
Tabel 4. 9 Spesimen A 30 mm Posisi Over Head
Panjang indikasi : 36 mm Luas idikasi : 181,69

45
Tabel 4. 10 Spesimen A 30 mm Posisi Down Hand
Panjang indikasi : 39mm Luas idikasi : 266,94
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen A dengan cacat buatan 30mm untuk posisi over head seluas 181,69
dan untuk posisi down hand seluas 266,94 m . Dari hasil tersebut
dapat disimpulkan bahwa posisi down hand lebih sensitiv dari posisi over
head dikarenakan luas indikasi yang lebih besar.
Tabel 4. 11 Spesimen A 40 mm Posisi Over Head
Panjang indikasi : 44mm Luas idikasi : 166,14,
46
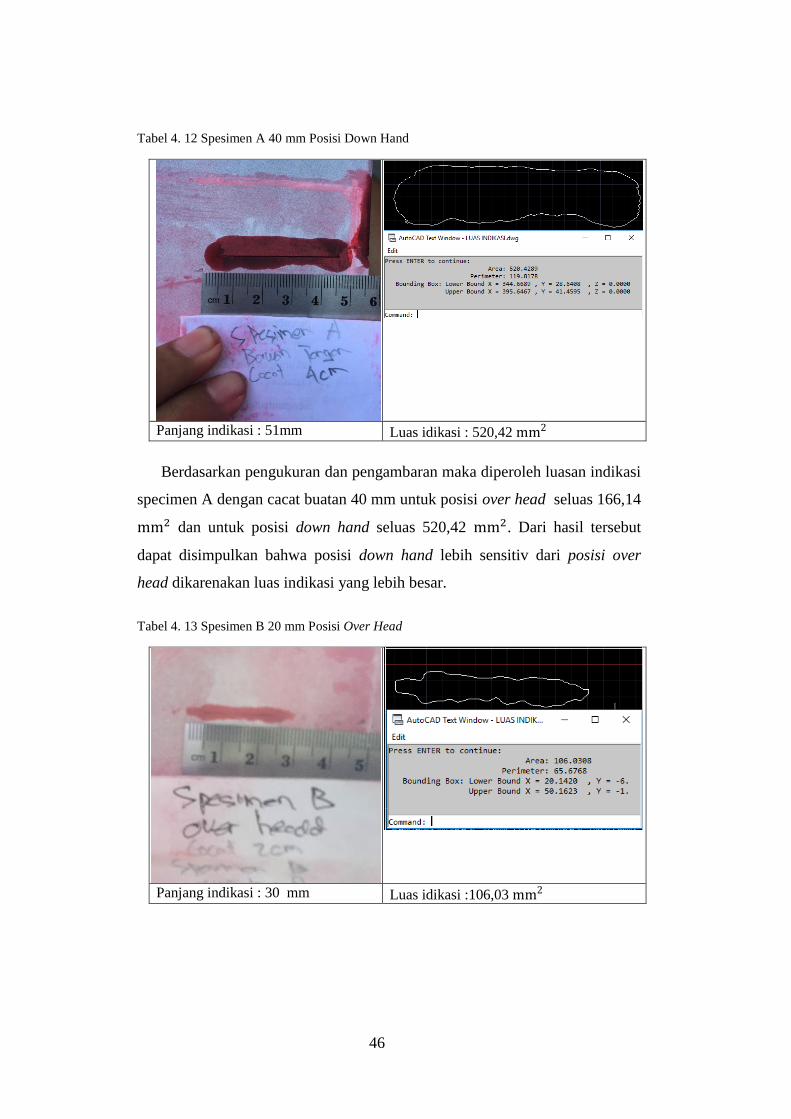
Tabel 4. 12 Spesimen A 40 mm Posisi Down Hand
Panjang indikasi : 51mm Luas idikasi : 520,42
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen A dengan cacat buatan 40 mm untuk posisi over head seluas 166,14
dan untuk posisi down hand seluas 520,42 . Dari hasil tersebut
dapat disimpulkan bahwa posisi down hand lebih sensitiv dari posisi over
head dikarenakan luas indikasi yang lebih besar.
Tabel 4. 13 Spesimen B 20 mm Posisi Over Head
Panjang indikasi : 30 mm Luas idikasi :106,03
47
Tabel 4. 14 Spesimen B 20 mm Posisi Down Hand
Panjang indikasi : 35 mm Luas idikasi : 231,87
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen B dengan cacat buatan 20 mm untuk posisi over head seluas 106,03
dan untuk posisi down hand seluas 231,87 . Dari hasil tersebut
dapat disimpulkan bahwa posisi bawah tangan lebih sensitiv dari posisi over
head dikarenakan luas indikasi yang lebih besar.
Tabel 4. 15 Spesimen B 30 mm Posisi Over Head
Panjang indikasi : 37 mm Luas idikasi : 139,86
48
Tabel 4. 16 Spesimen B 30 mm Posisi Down Hand
Panjang indikasi : 49 mm Luas idikasi : 429,65
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen B dengan cacat buatan 30 mm untuk posisi over head seluas 139,86
dan untuk posisi down hand seluas 429,65 . Dari hasil tersebut
dapat disimpulkan bahwa posisi down hand lebih sensitiv dari posisi over
head dikarenakan luas indikasi yang lebih besar.
Tabel 4. 17 Spesimen B 40 mm Posisi Over Head
Panjang indikasi : 46 mm Luas idikasi : 148,79
49
Tabel 4. 18 Spesimen B 40 mm Posisi Down Hand
Panjang indikasi : 55 mm Luas idikasi : 717,54
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen B dengan cacat buatan 40 mm untuk posisi over head seluas 148,79
dan untuk posisi down hand seluas 717,54 . Dari hasil tersebut
dapat disimpulkan bahwa posisi down hand lebih sensitiv dari posisi over
head dikarenakan luas indikasi yang lebih besar.
Tabel 4. 19 Spesimen C 20 mm Posisi Over Head
Panjang indikasi : 35 mm Luas idikasi : 177,07
50
Tabel 4. 20 Spesimen C 20 mm Posisi Down Hand
Panjang indikasi : 41 mm Luas idikasi : 297,46
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen C dengan cacat buatan 20 mm untuk posisi over head seluas 177,07
dan untuk posisi down hand seluas 297,46 . Dari hasil tersebut
dapat disimpulkan bahwa posisi down hand lebih sensitiv dari posisi over
head dikarenakan luas indikasi yang lebih besar.
Tabel 4. 21 Spesimen C 30 mm Posisi Over Head
Panjang indikasi : 36 mm Luas idikasi : 144,87
51
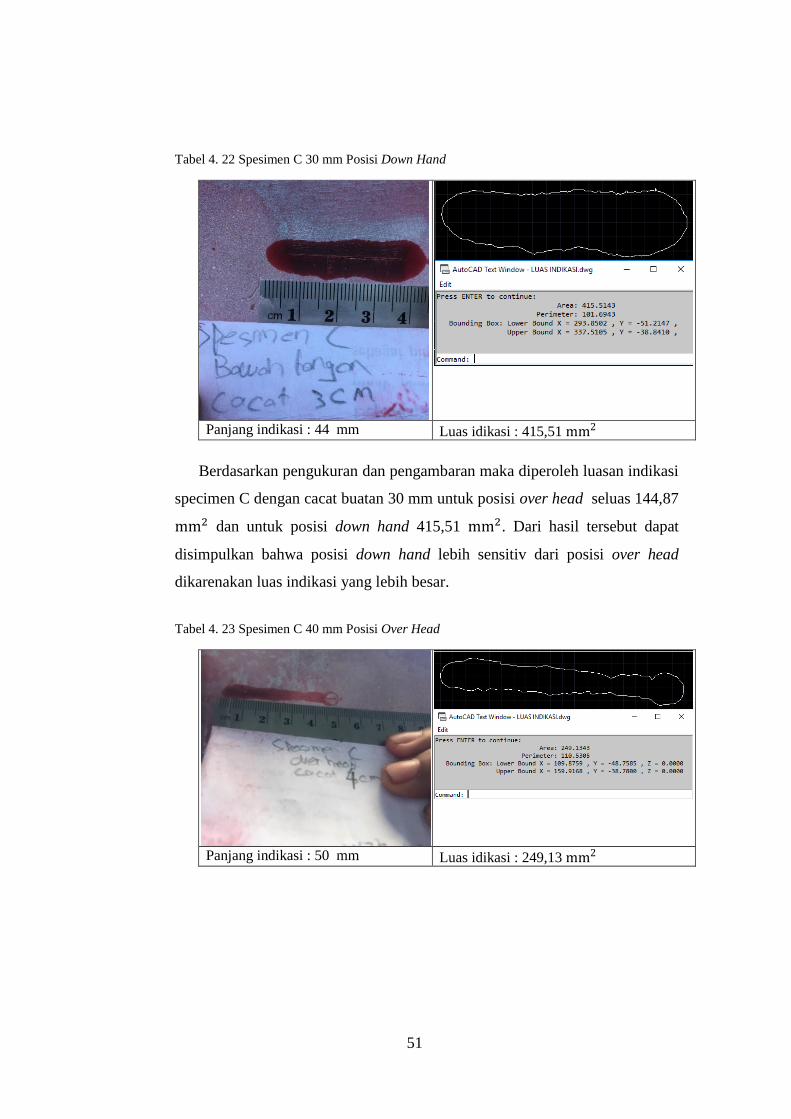
Tabel 4. 22 Spesimen C 30 mm Posisi Down Hand
Panjang indikasi : 44 mm Luas idikasi : 415,51
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen C dengan cacat buatan 30 mm untuk posisi over head seluas 144,87
dan untuk posisi down hand 415,51 . Dari hasil tersebut dapat
disimpulkan bahwa posisi down hand lebih sensitiv dari posisi over head
dikarenakan luas indikasi yang lebih besar.
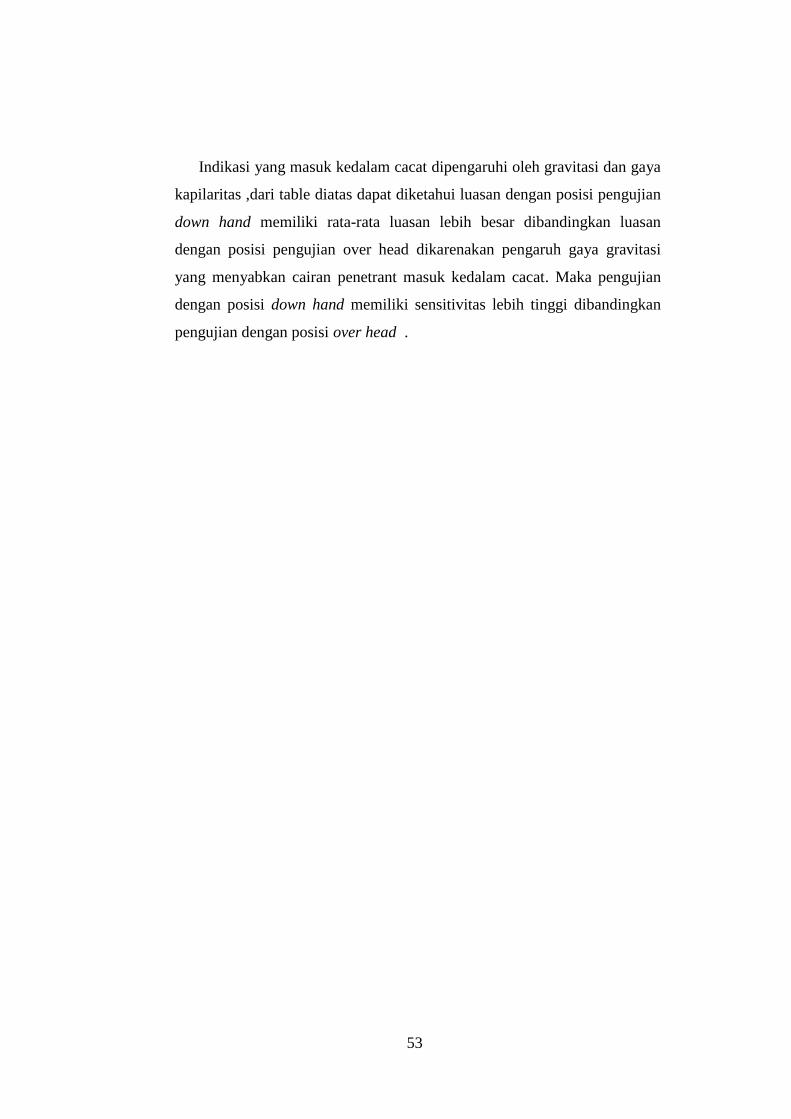
Tabel 4. 23 Spesimen C 40 mm Posisi Over Head
Panjang indikasi : 50 mm Luas idikasi : 249,13

52
Tabel 4. 24 Spesimen C 40 mm Posisi Down Hand
Panjang indikasi : 52 mm Luas idikasi : 439
Berdasarkan pengukuran dan pengambaran maka diperoleh luasan indikasi
specimen C dengan cacat buatan 40 mm untuk posisi over head seluas 249,13
dan untuk posisi down hand 439 . Dari hasil tersebut dapat
disimpulkan bahwa posisi down hand lebih sensitiv dari posisi over head
dikarenakan luas indikasi yang lebih besar.
Tabel 4. 25 Luas Indikasi
Spesimen Cacat Luas Indikasi
Over Head Down Hand
A 20 mm 42,67 210,90
A 30 mm 181,69 266,94
A 40 mm 166,14 520,42
B 20 mm 106,03 231,87
B 30 mm 139,86 429,65
B 40 mm 148,79 717,54
C 20 mm 177,07 297,46
C 30 mm 144,87 415,51
C 40 mm 249,13 439,00
53
Indikasi yang masuk kedalam cacat dipengaruhi oleh gravitasi dan gaya
kapilaritas ,dari table diatas dapat diketahui luasan dengan posisi pengujian
down hand memiliki rata-rata luasan lebih besar dibandingkan luasan
dengan posisi pengujian over head dikarenakan pengaruh gaya gravitasi
yang menyabkan cairan penetrant masuk kedalam cacat. Maka pengujian
dengan posisi down hand memiliki sensitivitas lebih tinggi dibandingkan
pengujian dengan posisi over head .

54
Halaman ini sengaja dikosongkan
55
BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Berdasarkan hasil penelitian, pengolahan data dan analisa yang telah
dilakukan pada bab 4 maka dapat disimpulkan sebagai berikut
1. Kebutuhan cairan penetrant pada specimen dengan ukuran panjang 250
mm dan lebar 50 mm untuk posisi over head sebesar 1,26 ml per
12500 dan untuk posisi down hand sebasar 1,13 ml per 12500
.
2. Luas indikasi spesimen A dengan cacat 20mm, 30 mm, 40 mm pada
posisi over head sebesar 42,67 , 181,69 , 166,14 .
Luas indikasi spesimen A dengan cacat 20mm,30 mm,40 mm pada
posisi down hand sebesar 210,90 ,266,94 ,520,42 .
Luas indikasi spesimen B dengan cacat 20mm,30 mm,40 mm pada
posisi over head sebesar 106,03 , 139,86 , 148,79 .
Luas indikasi spesimen B dengan cacat 20mm,30 mm,40 mm pada
posisi down hand sebesar 231,87 , 429,65 , 717,54 .
Luas indikasi spesimen C dengan cacat 20mm,30 mm,40 mm pada
posisi over head sebesar 177,07 , 144,87 , 249,13 .
Luas indikasi spesimen C dengan cacat 20mm,30 mm,40 mm pada
posisi down hand sebesar 297,46 , 415,51 , 439,00 .
Berdasarkan hasil luas indikasi yang terbentuk sensitivitas pengujian
pada posisi down hand memiliki sensitivitas lebih baik dari pada
pengujian over head dikarenakan memiliki luas indikasi lebih besar.
5.2 Saran
Sebagai pengembangan tugas akhir ini memiliki saran yang
disampaikan adalah pembuatan cacat buatan dengan bentuk lain seperti
bentuk lingkaran ,pengaplikasian cairan penetrant dengan metode lain
seperti pencelupan dan penyemprotan.

56
Halaman ini sengaja dikosongkan

57
DAFTAR PUSTAKA
Achmadi. (2019). Pengertian Pengelasan Adalah dan Jenis Jenis Pengelasan
Lengkap.Retrieved July 2, 2019, from
https://www.pengelasan.net/pengelasan-adalah/
Admin. (2015). Penetrant Test. Retrieved August 7, 2019, from http://hima-
tl.ppns.ac.id/penetrant-test/
Admin. (2016). Posisi Pengelasan. Retrieved August 13, 2019, from
http://teknikmesin.id/posisi-pengelasan/
Administration, U. S. D. of T. F. A. (2002). Study of the Factors Affecting the
Sensitivity of Liquid Penetrant Inspections. virginia.
Australia, S. (1997). Non -Destructtive Testing-Penetrant testing of products and
components. Homebush.
Endrawan, T., Haris, E., Dionsius, F., & Prika, Y. (2017). Aplikasi Non
Destructive Test Penetrant Testing (NDT-PT) Untuk Analisis Hasil
Pengelasan SMAW 3G Butt Joint. Jurnal Teknologi Terapan, 3, 45.
ENGINEERS, T. A. S. O. M. (2013). 2013 ASME Boiler & Pressure Vessel Code
(5th ed.). New York: THE AMERICAN SOCIETY OF MECHANICAL
ENGINEERS.
Fariedpradhana. (2012). pengujian logam. Retrieved June 18, 2019, from
https://fariedpradhana.wordpress.com/tag/pengujian-logam/
Hull, B., & John, V. (1988). Non-Destructive Testing. London: Macmillan
Educatian.
Kemendikbud. (2012a). Kamus Besar Bahasa Indonesia (KBBI). Retrieved June
22, 2019, from Kemendikbud website: https://kbbi.web.id/cacat
Kemendikbud. (2012b). Kamus Besar Bahasa Indonesia (KBBI). Retrieved July
28, 2019, from https://kbbi.web.id/sensitivitas
ONLINE, G. (2019). Sensitivitas. Retrieved July 28, 2019, from
https://glosarium.org/arti-sensitivitas/
PT.Robutech. (2015). Liquid Penetrant Examination Procedure. Surabaya.
Rachman, F. (2013). PENETRANT TESTING. Retrieved July 2, 2019, from
https://nondestes.blogspot.com/2013/08/penetrant-testing.html
Sonawan, H., & Suratman, R. (2003). Pengantar Untuk Memahami Proses
Pengelasan. Bandung: Alfabeta.
58
Tera, S. (2013). LAPORAN PENGUJIAN BAHAN. Retrieved February 27,
2019, from http://terasepte.blogspot.com/2013/10/laporan-pengujian-
bahan.html
Uji, A. (2019). Pengujian Logam dengan Metode Brinell Hardness Tester.
Retrieved July 2, 2019, from
https://www.alatuji.com/index.php?/article/detail/657/pengujian-logam-
dengan-metode-brinell-hardness-tester
Wikipedia. (2019). Nondestructive testing. Retrieved from
https://en.wikipedia.org/wiki/Nondestructive_testing

59
BIODATA PENULIS
Nama : Himawan Shofie Al Akrim
Tempat/Tgl Lahir : Ponorogo, 04 Oktober 1996
Jenis Kelamin : Laki-laki
Warga Negara : Indonesia
Agama : Islam
Alamat : Jl. Tribusono No.33 Kel. Cokromenggalan Kec.Ponorogo
Kab.Ponorogo
E-mail :[email protected]
Riwayat Pendidikan
2001-2003 :TK Pembatik II Ponorogo
2003-2009 :SD Ma’arif Ponorogo
2009-2012 :SMP Negeri 2 Ponorogo
2012-2015 :SMA Negeri 2 Ponorogo
2016-2019 :D3-Teknik Bangunan Kapal PPNS