







Bahasa
Halaman
Hukum


1
Stress Analysis of a Chicago Electric 4½ Angle Grinder
By
Khalid Zouhri
A Project Submitted to the Graduate
Faculty of Rensselaer Polytechnic Institute
In Partial Fulfillment of the
Requirements for the degree of
MASTER OF MECHANICAL ENGINEERING
Approved:
_________________________________________
Dr.Ernesto Gutierrez-Miravete, Project Adviser
Rensselaer Polytechnic Institute
Hartford, CT
March, 2010
(For Graduation August 2010)

2
© Copyright 2010
by
Khalid Zouhri
All Rights Reserved

3
Table of Contents
Abstract………………………………………………………….…………………………….......6
1. Introduction …………………………………………………….…………….…….……..……7
2. Data ...........................................................................................................................................12
3. Force Analysis ..........................................................................................................................16
4. Stress Analysis……………………………………………………….…………….……….....22
5. Finite Element Analysis ……...........................................................................................................31
6. Conclusion………………………………………………………….….….…………………..34
References……………………………………………………………..….….…………………..34

4
List of Figures
Figure 1: Chicago Electric Angle Grinder .....................................................................................7
Figure 2: Spiral bevel gear (large) and a spiral bevel pinion gear (small)…………….……….... 8
Figure 3: Complete Component Assembly ....................................................................................8
Figure 4: Shaft with Bevel Pinion Gear..........................................................................................9
Figure 5: Shaft with Bevel Pinion Gear Removed .........................................................................9
Figure 6: Spiral bevel pinion gear ................................................................................................10
Figure 7: SolidWorks Model Assembly .......................................................................................10
Figure 8: SolidWorks Assembly Exploded...................................................................................11
Figure 9: Exploded view of components analyzed…....................................................................11
Figure 10: ME-2 Rockwell Hardness Testing System .................................................................13
Figure 11: Pinion Close-up with Reference Lines .......................................................................15
Figure 12: Schematic Drawing .....................................................................................................16
Figure 13: Free Body Diagram of Shaft .......................................................................................16
Figure 14: Pinion- Bevel Schematic .............................................................................................17
Figure 15: Force Analysis 2-D Planes ..........................................................................................19
Figure 16: Load, Shear Force, and Bending Moment Diagrams ..................................................21 Figure 17: Restraints at Bearing D ..................................................................................................... 31
Figure 18: Restraints at Bearing C ......................................................................................................31
Figure 19: Shaft with Constraints and Loads and Study Run .............................................................32
Figure 20: Probe Value of Maximum Stress .......................................................................................32
List of Tables
Table 1: Manufacturing Specifications ........................................................................................12
Table 2: Hardness Testing Results ...............................................................................................13
Table 3: Hardness Conversion Chart. ..........................................................................................14
Table 4: Data of the gear and Shaft...............................................................................................15

5
List of Symbols
Symbol Definition
b Tooth width (mm) or (in)
davg Avg. diameter of pinion (mm) or (in)
dout Outside diameter of pinion (mm) or (in)
FS Factor of Safety
Fa Axial (thrust-bearing) load (N) or lbf
Fr Radial (separating) load (N) or (lbf)
Ft Tangential (torque-producing) load (N) or (lbf)
Kv Velocity Factor
np Rotating speed of pinion (rpm)
Ng Number of teeth on ring (driven) gear
Np Number of teeth on pinion (driver) gear
J Geometry factor for bending strength
P Diametral pitch: large end of tooth (mm)
T Torque
Vav Avg. velocity (m/s.)
Km Load distribution factor
Ko Overload factor
Kv Velocity Factor
Φ Pressure angle (°)
Φn Pressure angle in the plane normal to the tooth (°)
ψ Helix angle (°)
γ Pitch cone angle (°)

6
Abstract
The Electromechanical device Chicago 4.5 inch angle grinder used in many different
applications. The device uses two gears, a bevel pinion gear and spiral pinion gear, the spiral
bevel gear is attached to the shaft and to two other bearings. The components are driven by an
electrical motor. The purpose of this project is to investigate the state of stress in the bevel pinion
gear and in the shaft using standard hand calculations and finite element analysis (FEA) with the
COSMOS software.
7
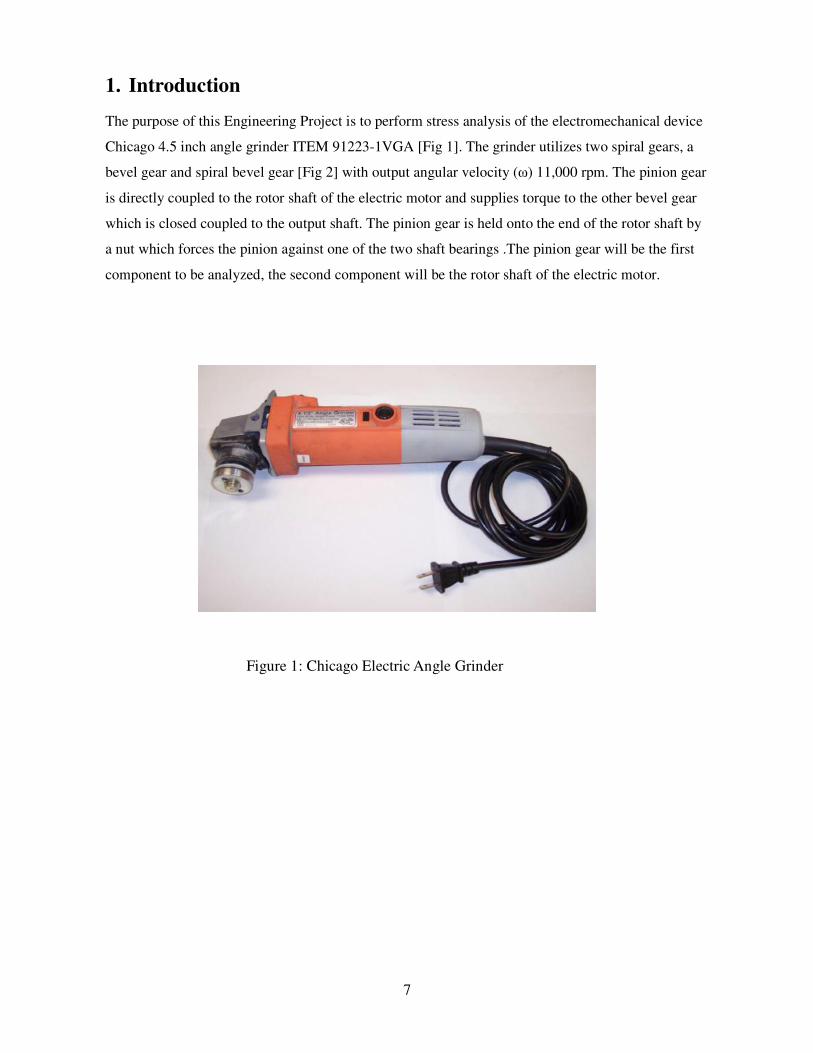
1. Introduction
The purpose of this Engineering Project is to perform stress analysis of the electromechanical device
Chicago 4.5 inch angle grinder ITEM 91223-1VGA [Fig 1]. The grinder utilizes two spiral gears, a
bevel gear and spiral bevel gear [Fig 2] with output angular velocity (ω) 11,000 rpm. The pinion gear
is directly coupled to the rotor shaft of the electric motor and supplies torque to the other bevel gear
which is closed coupled to the output shaft. The pinion gear is held onto the end of the rotor shaft by
a nut which forces the pinion against one of the two shaft bearings .The pinion gear will be the first
component to be analyzed, the second component will be the rotor shaft of the electric motor.
Figure 1: Chicago Electric Angle Grinder

8
Figure 2: Spiral bevel gear (large) and a spiral bevel pinion gear (small)
Figure 3 shows the complete component assembly of the grinder. The motor is on the left,
surrounding the rotor shaft. The gearing system is enclosed inside the gear box on the right.
Figure 3: Complete Component Assembly

9
Figure 4 shows the spiral bevel pinion gear attached to the end rotor shaft by a nut.
Figure 4: Shaft with Bevel Pinion Gear
Figure 5 shows the two bearings attached to the end of the shaft (while the pinion gear has been
removed for hardness testing – Fig 6).
Figure 5: Shaft with Bevel Pinion Gear Removed

10
Figure 6: Spiral bevel pinion gear
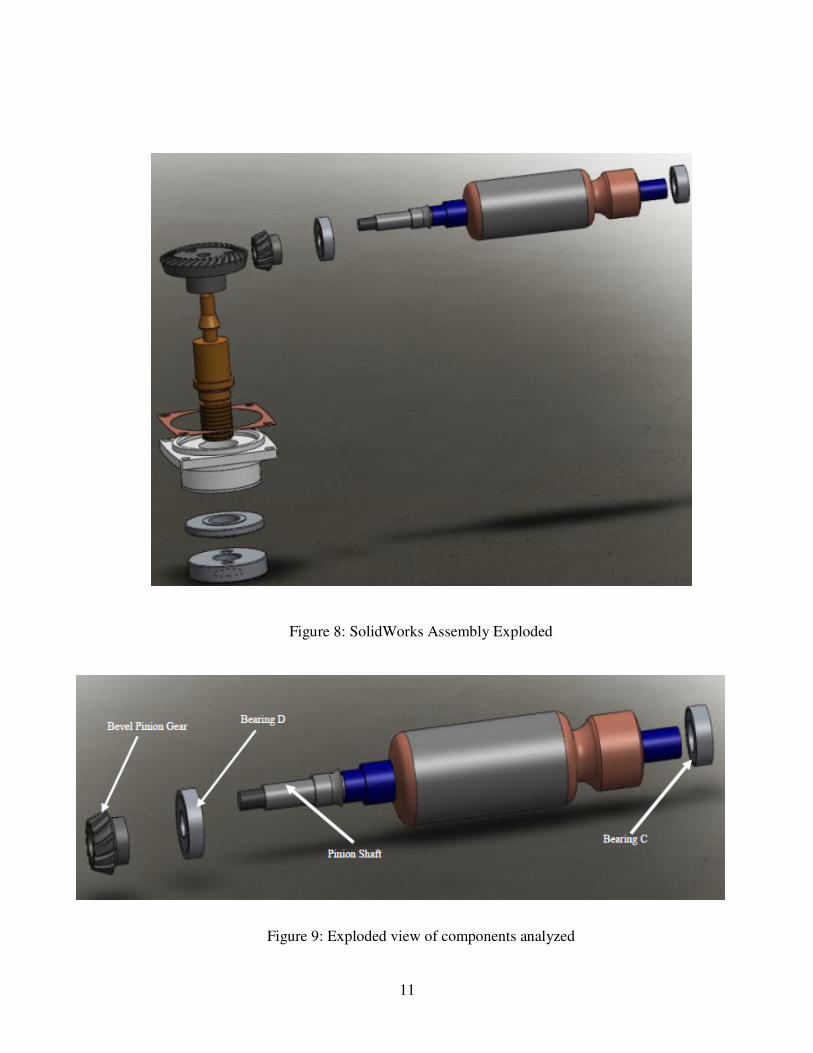
Figure 7 shows the Solid Works representation of the assembly (bevel pinion gear, pinion shaft,
bevel shaft, bearings, bevel gear, bevel casting, chuck washer, washer), Figure 8 shows an
exploded view and Figure 9 shows a detailed view of the two components that will be analyzed ,
the bevel pinion gear and the shaft.
Figure 7: SolidWorks Model Assembly
11
Figure 8: SolidWorks Assembly Exploded
Figure 9: Exploded view of components analyzed

12
2. Data
Table 1 shows the given manufacturing specifications of the machine.
Table 1 Manufacturing Specifications
Angular Velocity 11,000 rev/min
Voltage 110 Volts
Frequency (AC) 60 Hz single phase
Power 570 watts
Amperage 4.5 amps
For single phase armature motors one hp is generated by 720 watts. Assuming that the most
efficiency expected out of a single phase motor is approximately 60% the motor power is calculated as
For proper analysis, additional data must be collected. The material used in the angle grinder was
unknown, therefore it was necessary to perform hardness testing to obtain material data. A
Rockwell Hardness Testing Machine was used to measure the hardness of the shaft and bevel
pinion gear. The bevel gear was completely isolated from its main subassembly. This ensured no
cutting of material or extended surface hardening from clamping and pulling. The shaft was
permanently fixed to its immediate subassembly. Luckily the shaft was just long enough to get
true readings.
Figure 10 shows the hardness test machine use d in this work. Before the hardness test, proper
surface preparation was needed to ensure proper results. Three readings were done on the shaft as
well as on the bevel in different locations to obtain an average hardness number. The location of
testing on the material was also changed to get a variety of readings and to avoid tainted results from
nearby surface hardening created by testing. It is imperative to note that the material will be much
harder on the tooth of the gear rather than in the makeup material. There was no way to test the
hardness of the material directly on the tooth without risking safety for the holder. The reading,
however, was done as close as possible to the side of the tooth without risking the ball sliding
down the face of the tooth. The results are shown in table 2.
hpw
whp
4
3
720
570≈=

13
Figure 10: ME-2 Rockwell Hardness Testing System
Table 2: Hardness Testing Result
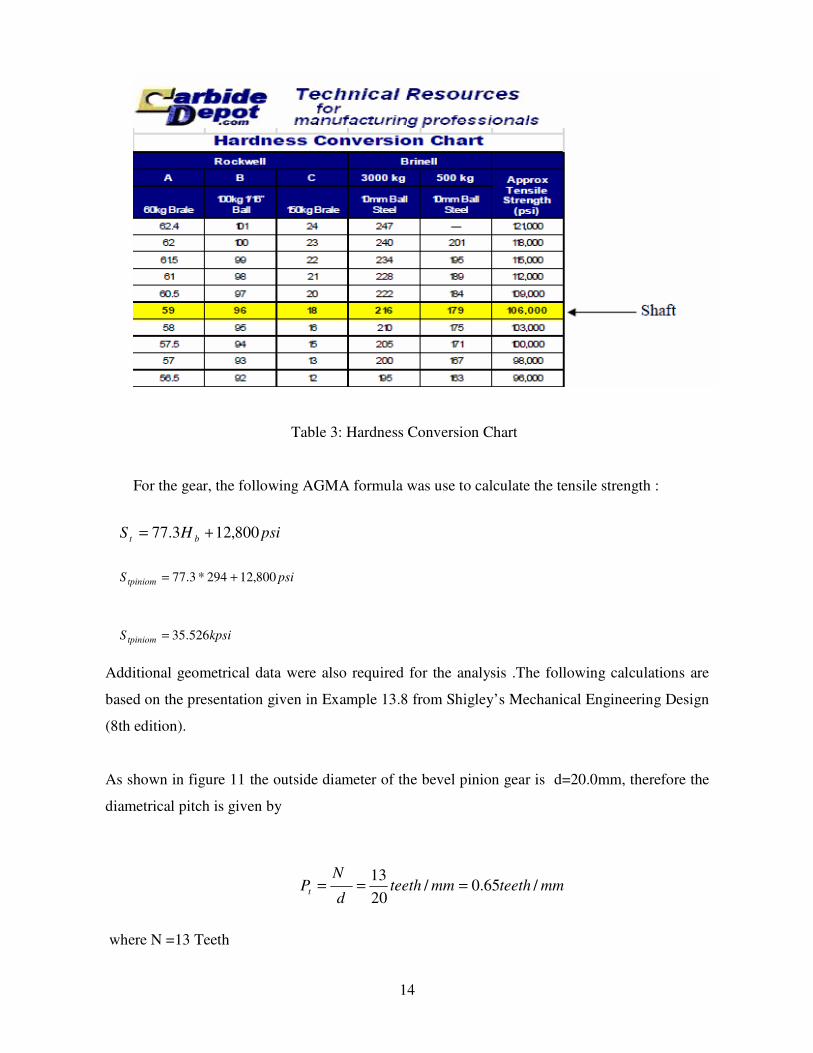
Using a hardness conversion chart [2] and the information from Shigley’s Mechanical
Engineering Design in Table 5 [3], material grade and tensile strength can be determined and the
result for the shaft is shown highlighted in table 3.
14
Table 3: Hardness Conversion Chart
For the gear, the following AGMA formula was use to calculate the tensile strength :
Additional geometrical data were also required for the analysis .The following calculations are
based on the presentation given in Example 13.8 from Shigley’s Mechanical Engineering Design
(8th edition).
As shown in figure 11 the outside diameter of the bevel pinion gear is d=20.0mm, therefore the
diametrical pitch is given by
where N =13 Teeth
psiHS bt 800,123.77 +=
kpsiS tpiniom 526.35=
psiS tpiniom 800,12294*3.77 +=
mmteethmmteethd
NPt /65.0/
20
13===

15
The helical angle needed to be determined. In the illustration below, lines were added and
a protractor was used to measure it.
Figure 11: Pinion Close-up with Reference Lines
By using the reference lines the helical angle was measured to be 40 degrees.
The normal diametrical pitch is calculated with the following formula
and the formula below is used to calculate the Pitch diameter
The obtained data are summarized in table 4.
Table 4: Data of the gear and shaft
ϕcos
t
n
PP =
mmteethmmteethP n /8485.0/40cos
65.0==
o
mmmmteeth
teeth
P
Nd
n
p 32.15/8485.0
13===
16
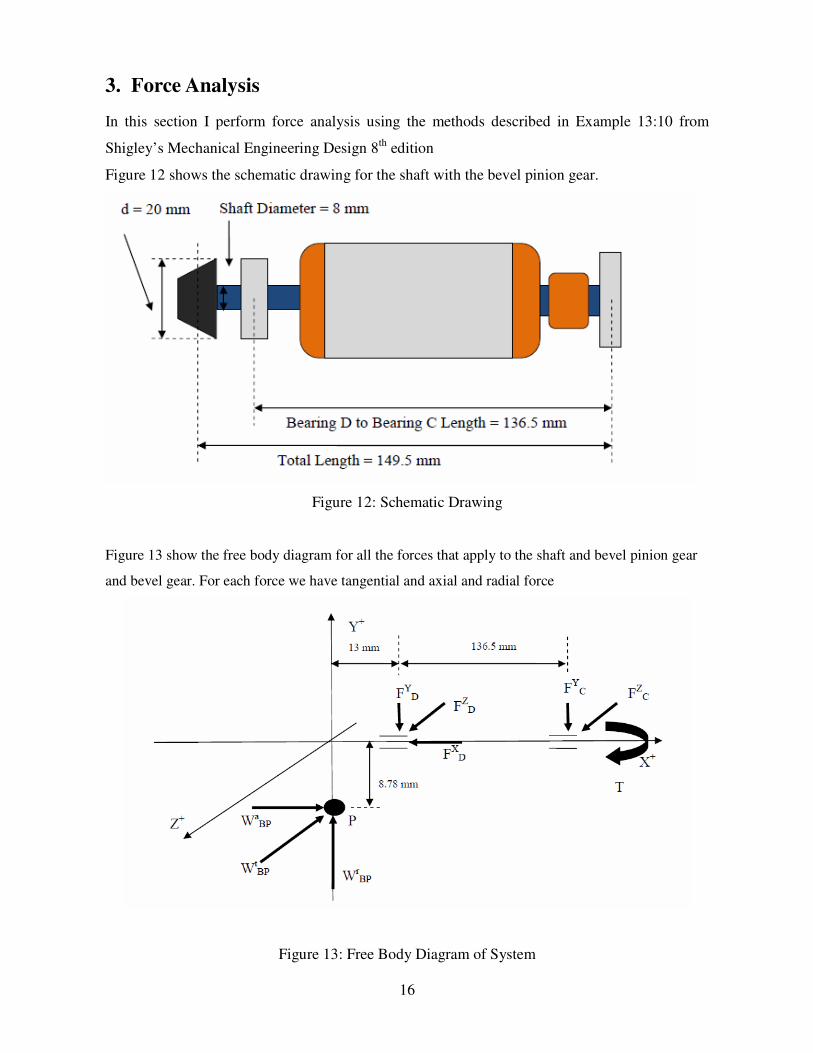
3. Force Analysis
In this section I perform force analysis using the methods described in Example 13:10 from
Shigley’s Mechanical Engineering Design 8th
edition
Figure 12 shows the schematic drawing for the shaft with the bevel pinion gear.
Figure 12: Schematic Drawing
Figure 13 show the free body diagram for all the forces that apply to the shaft and bevel pinion gear
and bevel gear. For each force we have tangential and axial and radial force
Figure 13: Free Body Diagram of System
17
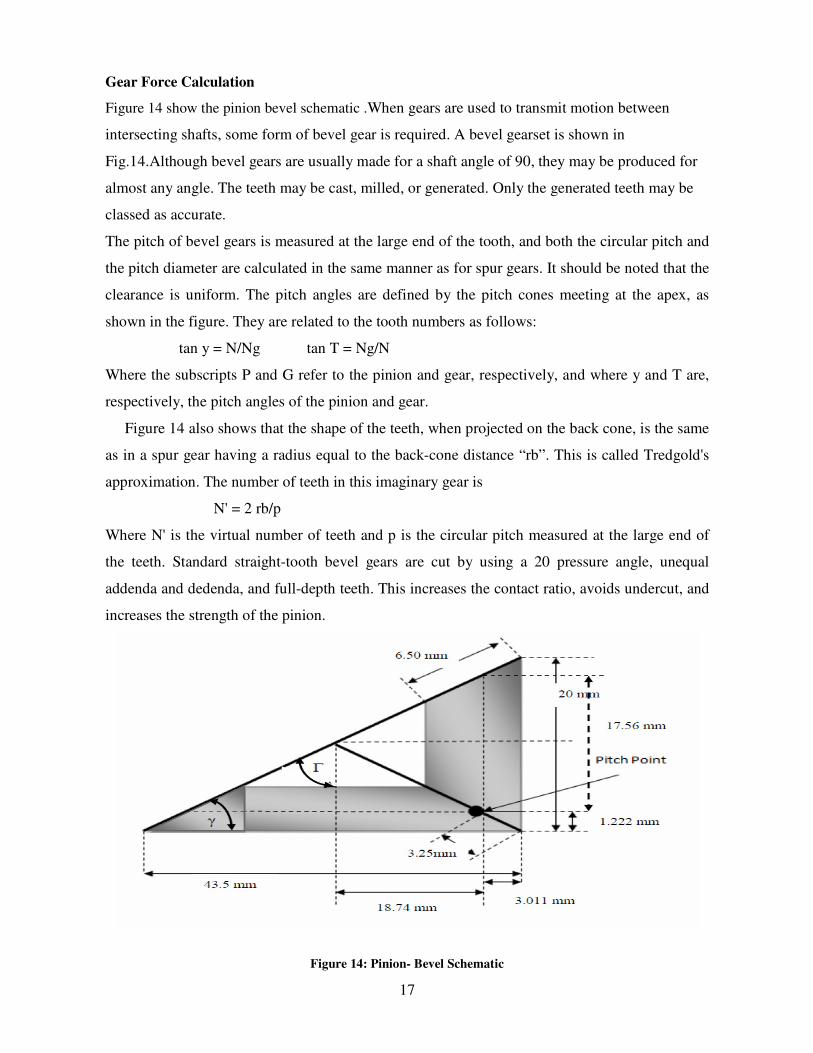
Gear Force Calculation
Figure 14 show the pinion bevel schematic .When gears are used to transmit motion between
intersecting shafts, some form of bevel gear is required. A bevel gearset is shown in
Fig.14.Although bevel gears are usually made for a shaft angle of 90, they may be produced for
almost any angle. The teeth may be cast, milled, or generated. Only the generated teeth may be
classed as accurate.
The pitch of bevel gears is measured at the large end of the tooth, and both the circular pitch and
the pitch diameter are calculated in the same manner as for spur gears. It should be noted that the
clearance is uniform. The pitch angles are defined by the pitch cones meeting at the apex, as
shown in the figure. They are related to the tooth numbers as follows:
tan y = N/Ng tan T = Ng/N
Where the subscripts P and G refer to the pinion and gear, respectively, and where y and T are,
respectively, the pitch angles of the pinion and gear.
Figure 14 also shows that the shape of the teeth, when projected on the back cone, is the same
as in a spur gear having a radius equal to the back-cone distance “rb”. This is called Tredgold's
approximation. The number of teeth in this imaginary gear is
N' = 2 rb/p
Where N' is the virtual number of teeth and p is the circular pitch measured at the large end of
the teeth. Standard straight-tooth bevel gears are cut by using a 20 pressure angle, unequal
addenda and dedenda, and full-depth teeth. This increases the contact ratio, avoids undercut, and
increases the strength of the pinion.
Figure 14: Pinion- Bevel Schematic

18
To get the angle T we have to use formula below to get the “y” angle and from there we get “T “.
We use the formula below to get the distance t2 from the end of the bevel pinion gear to the pitch
point.Same way to get the ‘y ‘axis distance from the end of the bevel pinion gear to the pitch
point.
These thicknesses represent the location of the pitch point and are illustrated above in Figure 14.
The distance from bearing D to the horizontal pitch point location P is:
� 9.5 mm is from outside of bevel pinion to far side of bearing
� Bearing is 7 mm wide so half of bearing is 3.50 mm
The distance from bearing D to the horizontal pitch point location P is:
We use the formula below to calculate the axial and Tangential and radial force that apply from the bevel
gear into the bevel pinion gear.
o1.22)(tan 1 == −
Bevelteeth
hPinionTeetγ
ooo 9.671.2290 =−=Γ
mmmmt 011.3)1.22cos(25.32 =⋅= ommmmt 222.1)1.22sin(25.33 =⋅= o
mmmmmmxDP 13)50.3011.3(5.19)( =+−=
mmmmmm
yDP 78.8222.12
20)( =−=
)(56.17278.8 diameterpitchmmmmd p ↵=⋅=
nd
hpW
tBP
**
000,60
π∗
= Nrpmmm
hp
WtBP 2.74
000,11*56.17*
4
3000,60
=∗
=π
)cos()tan( γ⋅Φ⋅= tBP
rBP WW )sin()tan( γ⋅Φ⋅= t
BPa
BP WW
NNWr
BP 02.251.22cos20tan2.74 =⋅⋅= ooNNW
aBP 16.101.22sin20tan2.74 =⋅⋅= oo

19
Shaft Force Calculations:
Figure 15 shows the free body diagram for the shaft, with all the forces applied by the bearings and
the bevel gear.
Taking the moment around D:
Figure 15: Force Analysais 2-D Planes
(x-y) plane:
So we take the moment at the point D to get the one equation with one unknown, and from there we solve
for the force ycF
The total force in X direction equal to zero (static condition), to calculate the force xDF
{ NkjiW 2.7402.2516.10 −+=v
NWABSW 96.78)( ==
↑=↑⋅−= NdirectionchangeNFy
c 73.1)(73.1
013.02.2578.816.105.136 =−⋅+⋅−=∑ mmNmmNmmFMy
cD
0=−=→∑ XD
ax FWF ←= NF x
D 16.10

20
The total force in y direction is equal to zero (static condition), to calculate the force yDF . .
(x-z) Plane:
Now we take the moment at the point D to get one equation with one unknown and from there we solve
for the force zcF
The total force in the z direction equal to zero (static condition), so the force zDF is then
Figure 16 shows the calculated and shear force and bending moment diagram.
0=+−=↑∑ yc
yD
ry FFWF ↓= NF y
D 75.26
05.136.13 =+⋅=∑ mmFmmWMz
ct
D
↓=↓⋅−= NdirectionchangeN 07.7)(07.7Fzc
0=−+−=↑∑ ZC
ZD
tz FFWF ↑= NF
ZD 27.81
)( NKjcF
07.773.1 −=→NFABSF CC 28.7)( ==
NKjiF D }3.8175.2616.10{ +−−= NFABSF DD 2.86)( ==

21
Figure 16 : Load, Shear Force, and Bending Moment Diagrams

22
4. Stress Analysis
Bending Stress and Bending Factor of Safety
We use the formula below to calculate the Dynamic Factor (Kv).
The dynamic factor Kv accounts for internally generated gear tooth loads which are induced by
non-uniform meshing action (transmission error) of gear teeth. A quality number value of 6 is
assumed. The transmission accuracy level number (Qv) could be taken as the quality number Qv = 6.
The American gear manufacturing association has defined a set of quality control numbers which can
be taken as equal to the transmission accuracy level number Qv, to quantify these parameters
(AGMA 390.01). Classes 3< Qv<7 include must commercial quality gears and are generally suitable
for any applications.
We use the formula below to calculate the velocity in secm
Bv
A
VAK )
.200(
+=
32
)12(25.0)1(5650 vQifBBA −=⇒−+=
8254.0)612(*25.0 32
=−=B 77.59)8254.01(5650 =−+=A
60
** pp ndV
π=
59.1)77.59
sec/114.1020077.59( 8254. =
⋅+=
mK v
secsec 114.108.113,1060
min/000,11*56.17*mmm
revmmV ===
π
Bv
A
VAK )
.200(
+=

23
The overload Factor (Ko), assuming uniform loading is Ko = 1.
The Size Factor Ks is calculated using table 14-2 [5] in Shigley’s Mechanical Engineering Design. 8th
Ed. (s, Yp (13T)and value is 0.261 .
The width 6.5 mm →6.5 mm/25.4 mm/in= 0.2559 in hence
P = 0.8485 Teeth/mm = 21.552 Teeth/inch
This is for standard units
Assuming uncrowned so (load correction factor) Cmc=1
In (Pinion Proportion factor) Cpf;
Cpm (pinion proportion modifier) =1.0
Cma(Mesh alignment factor)
Using the table 14.9 [6], Value for A, B, C are as follows:
A=0.127
B=0.0158
0535.0)(192.11
P
YF
kK
bs ∗==
907.0)/552.21
261.0*2559.0(*192.1)(192.1
1 0535.00535.0 ==∗==inT
in
P
YF
kK
b
s
)(*1 ** emapmpfmcmfH CCCCCCK ++==
00.10≤F
0120.0025.056.17*10
5.6025.0
*10=−=−=
mm
mm
d
FC pf
2CFBFACma ++=

24
Ce(Mesh alignment correction factor )1
The rim thickness factor Kb=1 due to consistent thickness of gear.
Speed Ration mG;
Load Cycle factor (Yn) using 13T for pinion and life cycle 10
From Table 14-10 [7] and a reliability of 0.90, KR (YZ) = 0.85;
From Figure 14-6 [8], The YJ(P) = 0.21
KT (Temperature Factor) Temperature is less than 250 °F so KT = 1
St (Allowable Bending Stress for Hardened Steels) for 294 Brinell.
Grade 1:
Sc (Contact fatigue strength) for Brinell and grade 1.
The pinion tooth bending stress is
410930. −×−=C
1310.2559.*10930.2559.00158.0127.024 =×−+∗+= −
maC
143.1)1*1310.01*0120.0(*11 =++== mfH CK
46.213
32 ===T
TN
Nm
P
GG
977.0)10(*3558.1*3558.1 0178.080178.0)( === −−
pPN NY
MPaMPaHS Bt 245)3.88*294*533.0()3.88533.0( ==+=
MpaMpaHS Bc 7.852)20094.2*22.2()20022.2( =+=+=
Mpapsiin
inTibfp 1.7611040
21.
1*143.1*
2559.0
/552.21*907.*59.1*1*7.16 ===σ
Yj
KK
F
PkKKW BH
svt
p **0=σ

25
We use the formula below to calculate the bending fatigue factor of safety for the pinion
Wear Stress and Bending Factor of Safety
Surface Condition Factor Cf=Zr=1(No surface defects specified)
We use the formula below to show the stress and bending factor of safety Z
Where;
∗∗=
RTp
NtPF
KK
YSS
σ*
)(7.3
85.*1*1.76
977.*245)( =
=
Mpa
MPAS PF
MPap 1.76=σ 7.3)( =PFS
tgpbgGbpp rrrarrarZ φsin)(])[(])[( 21
21 2222 +−−++−+=
mmrp 78.8=
mmrG 74.18=
mmrbP 93.7=mmrrr bgtbpbG 93.16,cos, == φ
17855.18485.0
11===
npa
mmZ 71.4=
o
o
o
41.2540cos
20tan
cos
tantan 1 === −
ψφ
φ nt
o20=nφ
mmmmp
pp n
n
nnn 479.320cos8485.0
coscos ===Φ= oπφ
π

26
From the table 14-8 [9] from Shigley’s we calculate the value of Ze (Elastic coefficients factor);
We use the formula Stress cycle factors for pinion;
Finally we use the formula below to calculate the contact stress:
and use the formula below to calculate the wear Factor of safety:
MPa515=σ 85.1)( =PHS
Stress Analysis of Output Shaft using the vector cross product
We use the formula below to get the absolute value for W
778.71.4*95.
479.3
95.0===
mm
mm
Z
pm N
N
147.0146.2
46.2*
778.0*2
sin*cos1 =
+==
φφZI
1*
*2
20sin20cos1 +
==G
G
N m
m
mZI
oo
psiMPaZC Ep 2300191 ===
( ) 948.)10(*4488.1*4488.1 023.08023.0)( === −−
pPN NZ
I
C
Fd
KKKKWC
f
p
Hsv
tpc *
*)(0=σ
MPaksiin
ibfpsi 5157.74147.
1*
2559.*69134.
1385.1*907.*59.1*1*7.162300 ====σ
85.1515
]85.*1
948.*7.852[]
*
*[
)( ===MPa
MAP
KK
zs
SC
RT
NC
PH σ
27
From both equations above we use the values to calculate the torque T
Taking the moment around D to calculate the force CZF :
To get Fd, we use the equation below (sum the forces equal to zero, static condition).
NkjiW }2.7402.2516.10{ −+=
NWABSW 96.78)( ==
mmjiRDP }78.813{ −−=
mmiRDC }5.136{=
mmNNmmWmmTt
Bp .6512.74*78.8*78.8 ===
mmiNT .5.651=
0** =++=∑ TFRWRM CDCDPD
0}{}{*}4.136{}2.7402.2516.10{*}78.813{ =+++−+−−=∑ TiNkFjFmmiNkjimmjiMcz
cyD
KNmm
mmNF
CZ 07.7
5.136
.6.964−=
−=
Njmm
mmNF
CY ..73.1
5.136
.1.236=
−−
=
NkjF C }07.773.1{ −=
NFABSF Cc 28.7)( ==
28
Since the sum of the force equal to zero (static condition)
The absolute value for Fd is calculated below.
The safety factor of the shaft.
We use the formula below to calculate the moment on the shaft at point D of the bearing.
Assume r=2.54 mm (0.1in)
0=++ WFF Cd
0}2.7402.2516.10{}07.773.10{}{ =−++−++++=∑ NjiNjilbfFFiFFD
ZDy
dx
NiFd
x .16.10−=
NjFdy ..75.26−=
NKFd
z .3.81=
NkjiF }3.8175.2616.10{ +−−=
NFABSF DD 2.86)( ==
mmNmmNmmNM .5.993).2.236().965( 22max =+−=
mmNM .5.993max =
mmNT .5.651max =
26.18/10.10/ == mmmmdD
3175.8/54.2/ == mmmmdr
]12[4.1=tK
]13[2.1=tsK

29
Notch sensitivity (q) =0.95[14]
Shear notch sensitivity (qshear)=1 [15]
Assume Sy=0.775Sut
Sut=106Ksi = 730.8MPa
So the safety factor of the shaft is calculated using the formula below.
Fatigue Factor of Safety Calculations
Analysis based on Modified Goodman Design Theory
Using the table 6-2[5] from Shigley’s and assuming a surface finishes of mechanized or cold
drawn:
a=4.51
b=-0.265
38.1)14.1(95.01)1(1 =−+=−+= tf KqK 2.1)12.1(11)1(1 =−+=−+= tssfs KqK
MPamm
mmN
d
MK fa 28.27
)8.(
.5.993*3238.1
.
.3233
max" ===ππ
σ
2
3
max"]
.
.16.[3
d
TK fsm
πσ =
MPamm
mmNm 47.13]
)8.(
.5.651*.162.1.[3
2
3
" ==π
σ
''am
y
yield
Sn
σσ +=
9.1328.2747.13
8.730*775.0=
+=
MPaMPa
MPan yield
ute SS *5.0' =
MPaMPaSe 4.3658.730*5.0' ==

30
Surface Factor Ka;
Combined Loading so Kc=1
Room Temperature operation so kd=1
From table 6-5[4] from Shigley’s and also assuming 90% reliability ke=0.897
Comparing N yield and N fatigue
This shows that the shaft will fail by fatigue.
786.08.730*51.4*265.0 === −
MPaSaKb
uta
MPaMPaSKKKKKS eedcbae 82.2554.365*897.*1*1*993.*786.' ===
meaut
utefatigue
ut
m
e
a
fatigue SS
SSn
SSn ''
''
.*
*1
σσ
σσ
+=⇒+=
847.1382.25528.27*8.730
8.730*82.255=
++=
MPaMPaMPaMpa
MPaMPan fatigue
89.13 =>= fatigueyield nn

31
5. Finite Element Analysis
Figures 17 and 18 show the load and restraint setup on Cosmos software. The green arrows in
the pictures represented the mechanical constrain impose by bearings D and C on the shaft.
At bearing D, radial and axial restraints were set. Restraints were applied to a 2 mm cylindrical face
placed at the midpoint of the bearing location. The bearing restraint at C was set for only a rotational
restraint. This was to ensure that over-constraining the shaft was avoided. This restraint was also
applied to a 2 mm cylindrical face placed at the midpoint of the bearing location.
Figure 17: Restraints at Bearing D
Figure 23: Restraints at Bearing C
Figure 18: Loads at Pitch Point Applied Using Remote Load

32
'maxσ
Figure 19 shows the shaft with constraints and loads and the computed values of the von Mises stress
are also shown. The maximum stress (=28.12 MPa ) appears on the bearing area.An expanded view
of the most highly stressed area is shown in figure 20.
Figure 19: Shaft with Constraints and Loads and Study Run
Figure 20: Probe Value of Maximum Stress

33
'maxσ
Using Von Misses to get an analytical value for
% Difference :
Using COSMOS, the maximum value found was 28.12 MPa. There is a difference of 4.43 %
from a calculated value of 26.9MPa. This could be attributed to model building techniques in
SolidWorks. There could also be variations in part measurements which could skew calculations
slightly. Changes in restraint locations and “bearing” restraints types may bring different results.
Better understanding and practice of COSMOS could also produce improved results. Overall the
stress analysis attributed by COSMOS is an excellent representation of the type of stress the part
may succumb to.
222'max .3* maamm τσσσσσ ++−=
MPamm
mmN
mm
mmN9.26)
)8.(
.2.236*162.1.(3)
)8(*
.965*32*38.1( 2
3
2'max =+=
ππσ
100*
2
%21
21
xx
xxDifference
+
−=
diffrenceMPaMPa
MPaMPaDifference %43.4100*
2
12.289.26
12.289.26% =
+
−=

34
6. Conclusion
The project exemplified real world tasks that definitely sharpened my skills a young engineer.
The hands-on experience gained by using the laboratory equipment and software tools was
invaluable. The experience of using specific tools, acquiring data, and using this data in
calculations was a particularly useful experience. It provided some relevance of the knowledge
learned from work experience and my other engineering courses.
Also COSMOS in particular was beneficial not only because I was able to use it as a comparison
tool but also because of the practical experience gained which will be useful in the a ‘real-world’
application. This tool gives a visual representation of the types of stresses and possible
deformations that may occur in design. This quick reference will give the design engineer an
approximation of what to expect under certain loads or applications. This brief exposure to
COSMOS will certainly be invaluable.
Reference
[1] Manufacturing Specifications link,
http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=43471
p/english/gear/myset/spiral.html
[2] Hardness conversion chart,
http://www.carbidedepot.com/formulas-hardness.htm
[3] AGMA Strength Graph for Hardened Steels,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. pp 727
[4] Reliability Assumption,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Table 6-5, pp 285
[5] Parameters for Marin Surface Modification Factors,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Table 6-2, pp 280
[6] Lewis Form Factor,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Table 14-2, pp 718
35
[7] Empirical Constants for Load Distribution Factor
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Table 14-9, pp 740
[8] Reliability Factor KR
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Table 14-10, pp 744
[9] Geometry Factor,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Figure 14-6, pp 727
[10] For Elastic Coefficient,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Table 14-8, pp 737
[12] For Stress Concentration Value Kt,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Appendix Figure 15-6, pp 1007
[13] For Stress Concentration Value Kts.
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Appendix Figure 15-8, pp 1008 32
[14] Notch Sensitivity q,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Figure 6-20, pp 287
[15] Shear Notch Sensitivity q,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Figure 6-21, pp 288
[16] pitch diameter p,
Budynas, R., Nisbett, K., Shigley’s Mechanical Engineering Design. 8th Ed. McGraw Hill, New
York NY, 2008. Example 13:15, pp 245
Copyright © 2022 FDOKUMEN

