







Bahasa
Halaman
Hukum

Journal of Membrane Science 318 (2008) 363–372
Contents lists available at ScienceDirect
Journal of Membrane Science
journa l homepage: www.e lsev ier .com/ locate /memsci
Macrovoid evolution and critical factors to form macrovoid-freehollow fiber membranes
, 4 Eng
and ts, bute, thove a
one-pm diffor otvoidsshipitical
Na Peng, Tai-Shung Chung ∗, Kai Yu WangDepartment of Chemical & Biomolecular Engineering, National University of Singapore
a r t i c l e i n f o
Article history:Received 21 November 2007Received in revised form 22 February 2008Accepted 27 February 2008Available online 8 March 2008
Keywords:Hollow fiberMacrovoidConcentrationAir-gap distanceTake-up speed
a b s t r a c t
The origins of macrovoidduring the last five decadediscovered, for the first timand take-up speed, only abfrom a two-component (for hollow fibers spun frobe universally applicableeffectively suppress macroand a quantitative relationthe critical velocity and cr
1. Introduction
Macrovoid formation in polymeric membranes is a scientifi-cally interesting topic. Since Leob and Sourirajan [1] developed
the phase inversion process to fabricate membranes in late 1950s,the origins and mechanisms of macrovoid formation have beenheavily studied and debated. Some researchers considered that themacrovoids originated from thermodynamic aspects of chemicalpotential gradient [2–5], while others believed that they startedfrom the instability of local surface and the imbalance of materialsand stresses [6–12]. Marangoni effects [13], solutocapillary con-vection mechanism [14–16], and osmosis pressure [17] were alsoproposed as the formation mechanisms. Clearly, the macrovoid for-mation is a complicated process. It is quite possible that severalmechanisms may occur simultaneously as observed by Widijojoand Chung [18].Due to resource depletion, record high oil prices, high weathertemperatures, and clean water shortage, formation of macrovoid-free hollow fibers has received great interest and attention inmembrane industry. With the rapid advancement in membranebioreactors (MBR), hollow fiber membranes possessing sponge-likecross-section structure become highly preferable in order to standagainst the vigorous stretch and vibration during the operation andchemical backwashing. Natural gas purification and separation also
∗ Corresponding author. Fax: +65 6779 1936.E-mail address: [email protected] (T.-S. Chung).
0376-7388/$ – see front matter © 2008 Elsevier B.V. All rights reserved.doi:10.1016/j.memsci.2008.02.063
ineering Drive 4, Singapore 117576, Singapore
he ways to eliminate it have received great attention and heavy debatesno convincing and agreeable comprehension has been achieved. We have
at there should be critical values of polymer concentration, air gap distancell of which the macrovoid-free hollow fibers can be successfully producedolymer and one-solvent) system. This observation has been confirmedferent materials such as polysulfone, P84 and cellulose acetate, and mayher polymers. The major mechanisms why these critical parameters canhave been elaborated. The concept of acceleration of stretch was proposedwas observed to relate it with the number of macrovoids per unit area atair gap distance.
© 2008 Elsevier B.V. All rights reserved.
require hollow fibers with sponge-like cross-section structure inorder to withstand extremely high pressures (up to 50–100 × 105 Pa(50–100 bars)). Macrovoids in hollow fiber membranes are gen-erally undesirable because they are the weak mechanical pointswhich may lead to membrane failure when the membranes areoperated under high motions or high pressures. This is especiallytrue for medical applications such as kidney dialysis membranes
because macrovoid-free hollow fibers may provide greater safetyfactors even though some macrovoid-containing membranes arestill used [5,19]. Several approaches have been proposed to reducethe macrovoids: (1) using dope solutions containing high polymerconcentrations [20–22], (2) using dope solutions with high viscos-ity [23,24], (3) spinning at high shear rates [25], (4) inducing thedelayed demixing [26] and gelation [27], and (5) adding surfactants[28], nano-particles [29], or high viscous components [30].It is interesting to note that there is one common feature ofthese approaches to suppress macrovoids: that is to increase thedope viscosity, either by increasing the polymer concentrationor by adding additives. Clearly, the viscosity of dope solutionsplays an important role in the development of macrovoid-freehollow-fiber morphology and subsequent performance. Kesting etal. [22] may be the first to give an attempt to quantitatively cor-relate the macrovoid-free structure with solution viscosity. Theyclaimed that a dope comprised of greater than about 30 wt% poly-mer and a viscosity of greater than about 5 × 104 cP (50 Pa s) atmembrane forming temperatures would produce macrovoid-freemembranes. However, deviations from their claims have beenreported [30]. Besides the viscosity, Li et al. [31] observed a crit-
brane
364 N. Peng et al. / Journal of Memical structure-transition thickness below which the membranesexhibit macrovoid-free structure. They claimed when keeping allother parameters unchanged in an arbitrary membrane formationprocess, a decrease in membrane thickness may lead the transfor-mation of membrane morphology from a macrovoid structure toa sponge-like structure. This hypothesis has recently been exper-imentally confirmed by Widjojo and Chung [18] who studied themacrovoid evolution in hollow fiber membranes spun from spin-nerets possessing different annulus gaps.
Our objectives to develop macrovoid-free hollow fiber mem-branes are (1) to understand what factors have tendency to inducemacrovoids, (2) to minimize or delay their existence if possible,and (3) to reduce their influence as much as possible. Therefore,this manuscript aims at investigating these factors and summa-rizes our observations with in-depth explanations. To validate ourhypothesis and to demonstrate broad applications of our findings,three polymers synthesized from different monomer moieties wereemployed in this study.
Factors that may potentially aid macrovoid formation are non-solvent moving front, precipitation front, surface weakness, flowinstability, capillary flow, moisture sorption, and low viscosity. Basi-cally, an increase in polymer concentration and viscosity may retardthese factors and their effects. However, too much increase in vis-cosity may bring operation difficulties to hollow fiber spinning
because high polymer concentrations may cause other problemssuch as increased dense layer thickness and substructure resis-tance, and subsequently reduce flux [32,33]. As a consequence,increasing viscosity alone may not be sufficient, nor the bestappropriate, practical and cost-effective approach to eliminatemacrovoids. A binary (one-polymer and one-solvent) system is pur-posely chosen because it is the simplest, but the most challengingsystem. To our best knowledge, no similar work and results havebeen demonstrated in the literature. Most of the published studieson macrovoid elimination were about polymer–solvent–additivemultiple-component systems [23–30].Our early work on as-spun fluoro-polyimide hollow fibers indi-cated that external stresses induced by air gap distance changedthe state of solution, created extra phase instability, and facili-tated phase separation, which favored forming a three-dimensionalsponge-like structure [34]. As a result, membrane morphologychanged from a macrovoid structure (spun at 1-in. air gap dis-tance) to a sponge-like structure (spun at 5-in. air gap distance).The change in the state of solution with air gap distance has beenconfirmed by Du Pont researchers [35], while the morphologi-cal change due to air gap distance was also recently observed by
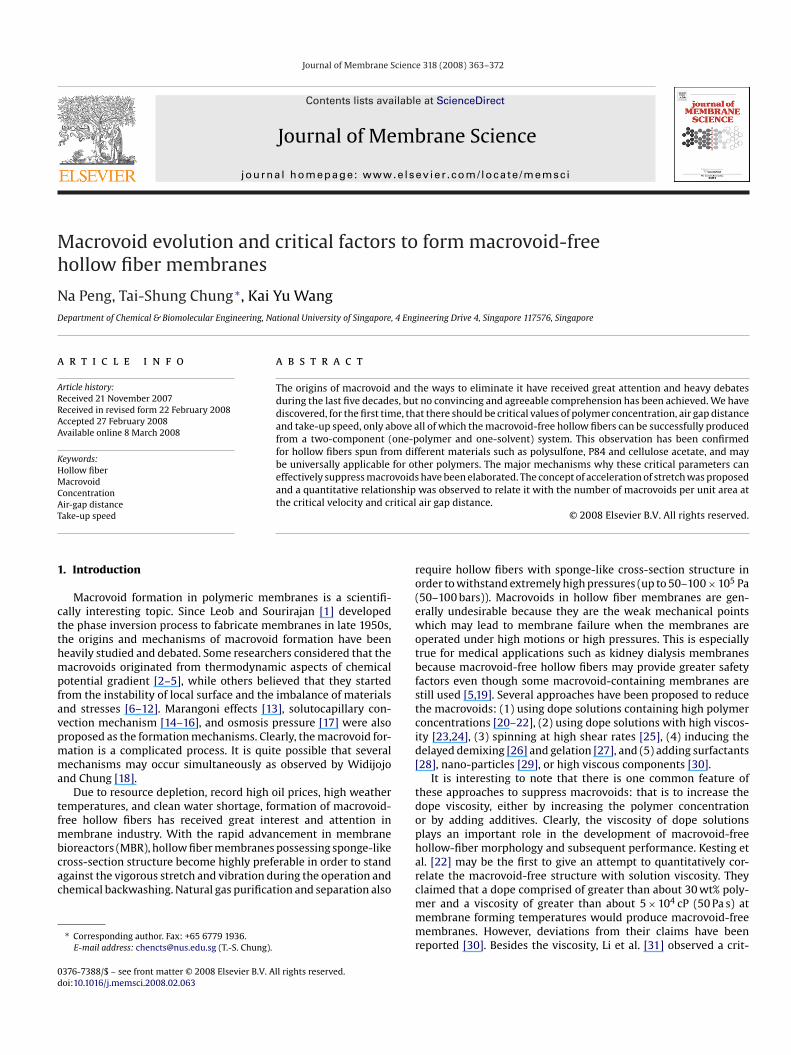
Fig. 1. The phase diagrams of the PSf
Science 318 (2008) 363–372
Tsai et al. [36] on polysulfone hollow fiber membranes. The lat-ter reported that the macrovoids disappeared, reappeared, andre-disappeared as the air-gap length increased, and attributed themacrovoid reappearance to the effect of ambient humidity. Clearly,one must reduce moisture adsorption upon the outer membranesurface in the air gap region in order to suppress the macrovoidformation. These studies somewhat imply that there may be anoptimal air gap length to form the macrovoid-free morphology.
Our group also reported, for the first time, macrovoids in asym-metric hollow fiber membranes may be completely eliminated byhigh elongational draws [29,37]. We originally hypothesized themacrovoid elimination at high elongational draw ratios was dueto two factors, namely, chain alignment and the inducement ofradial outflow of solvents within the nascent fiber to both inner andexternal coagulant sides, which retard the penetration of externalcoagulants and remove the driving forces for macrovoid formation.However, our most recent studies have discovered that increas-ing elongational draw ratio alone is not a prerequisite to form amacrovoid-free morphology, other factors must also be considered.
Therefore, the additional objectives of this work are to examineif there are a critical polymer concentration, a critical take-up speedand a critical air gap during the formation of macrovoid-free hollowfiber membranes from two-component polymer solutions, and alsoto investigate how these factors relate to one another. To our best
knowledge, no similar quantitative findings on this subject havebeen reported yet in the literature. It is believed that these findingsnot only improve the science of understanding macrovoid forma-tion in hollow fiber spinning, but also have repercussive effects onmodern membrane development and production.2. Experimental
2.1. Materials
Three polymers were studied in our experiments. Poly-sulfone (UDEL P-3500) was purchased from Solvay advancedpolymers, Singapore, P84 (BTDA-TDI/MDI, copolyimide of3,3′,4,4′-benzophenone tetracarboxylic dianhydride and 80%methylphenylenediamine + 20% methylenediamine) was pur-chased from HP Polymer Gmbh, Austria, and cellulose acetate(CA-389-30) was purchased from Eastman Chemical Company,USA. N-Methyl-2-pyrrolidinone (NMP) purchased from Merck wasused as the solvent to prepare spinning solutions.
Polysulfone (PSf) was chosen because it possesses reasonablyhigh Tg and oxidative environmental stability, and it is one of the
, P84, and CA polymer systems.
brane
N. Peng et al. / Journal of Memmost popular polymers for gas and liquid separation [21,38,39]. P84is an emerging material for nano-filtration [40] and pervapora-tion dehydration [41,42]. Cellulose acetate (CA) has been studiedas a membrane material for more than 5 decades. Its balancedhydrophilic and hydrophobic properties and good resistance to ster-ilization make it favorable for desalination, liquid and biomaterialseparation [1,39,43]. Fig. 1 shows the phase diagrams of theses threepolymers in NMP and water. The wide differences in chemical struc-tures and physicochemical properties among these polymers makethis study applicable for broad applications.
2.2. Dope preparation and viscosity measurement
PSf/NMP, P84/NMP and CA/NMP spinning solutions consistingof different polymer concentrations were prepared. PSf, P84 and
CA polymers were first dried in a vacuum oven at 120 ◦C overnightto remove the moisture, and then dissolved in NMP. The solutionswere stirred over 12 h and degassed for 2 days before spinning.Small samples of each dope solutions were taken for viscositymeasurement by an ARES Rheometric Scientific Rheometer witha 25 mm cone plate at 25 ± 1 ◦C.2.3. Fiber spinning
The experimental set-up and detailed spinning procedure havebeen described elsewhere [12]. After extruding out of the spinneret,the nascent fibers first experienced the air gap region, then enteredthe coagulation bath filled with tap water, and finally wound ona take-up roller. All the spinning experiments were conducted atroom temperature (25 ± 1 ◦C). Table 1 lists the spinning conditionsfor PSf/NMP, P84/NMP and CA/NMP systems. During the spinning,the dope flow rate and bore fluid flow rate were kept unchangedin order to simplify the study. High NMP concentrations wereemployed in the bore fluid to reduce the inner layer resistance aswell as to avoid the formation of irregular inner skin which has beenrecently reported during the high-speed spinning process [44]. The
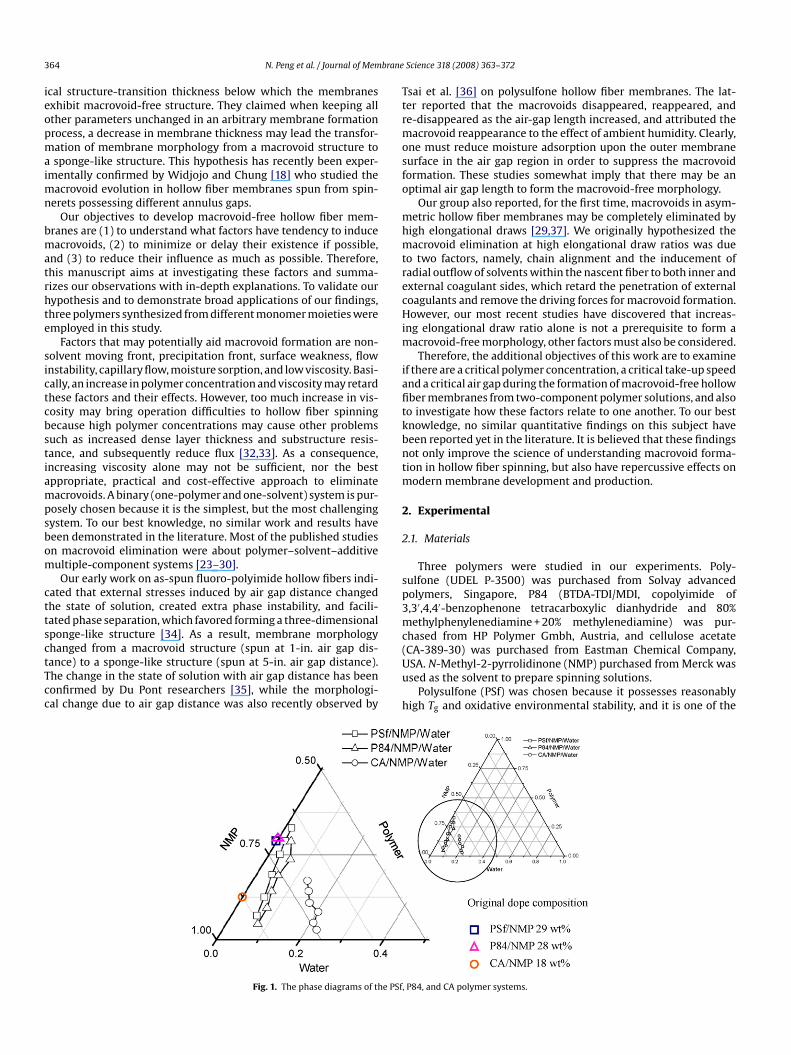
Fig. 2. Effects of polymer concentration (shown in the upper corner) on the macrovoid50 m/min at a constant air gap distance (shown in the bottom corner).
Science 318 (2008) 363–372 365
Table 1Spinning conditions for PSf/NMP, P84/NMP and CA/NMP dope solutions
Dope solution PSf/NMP P84/NMP CA/NMP
Polymerconcentration(wt%)
18, 27, 29, 32,35
24, 28, 30 14, 16.5, 18, 20,24
Spinneretdimension(i.d./o.d.) (mm)
0.5/0.7 0.5/0.7 0.5/0.7
Bore fluid (wt%) NMP/DI water:80/20
NMP/DI water:90/10
NMP/DI water:90/10
Air gap (cm) 0.5, 1, 2.5, 5, 10,15
2.5, 5, 10, 15 1/2.5, 5, 10
Take-up speed(m/min)
10, 20, 30, 40,50
10, 20, 30, 40,50
10, 20, 30, 40,50
Dope flow rate(ml/min)
2 2 2
Bore fluid flow rate(ml/min)
1.3 1.3 1.3
bore fluid composition was adjusted slightly for different polymersolutions to make sure that high speed spinning can be conducted.Elongational stretch and air gap distance were varied in order tofind the processing window to produce macrovoid-free structure.For characterization purpose, the fabricated fibers were kept in tapwater for 48 h and then freeze dried for 24 h.
2.4. Morphology study of the hollow fibers
The dry fibers were immersed in liquid nitrogen, fracturedand then sputtered with platinum using a JEOL JFC-1300 Plat-inum coater. The cross-section of the fiber samples was observedunder a scanning electron microscope (SEM JEOL JSM-5600LV) anda field emission scanning electron microscope (FESEM JEOL JSM-6700F). For each spinning condition, samples from three differentfibers were prepared. The number of macrovoids on the mem-brane cross-section was counted for each of the three samples andtaken average. Due to the different geometries of macrovoid shapes
s of the (a) PSf/NMP; (b) P84/NMP; (c) CA/NMP systems with a take-up speed of
366 N. Peng et al. / Journal of Membrane Science 318 (2008) 363–372
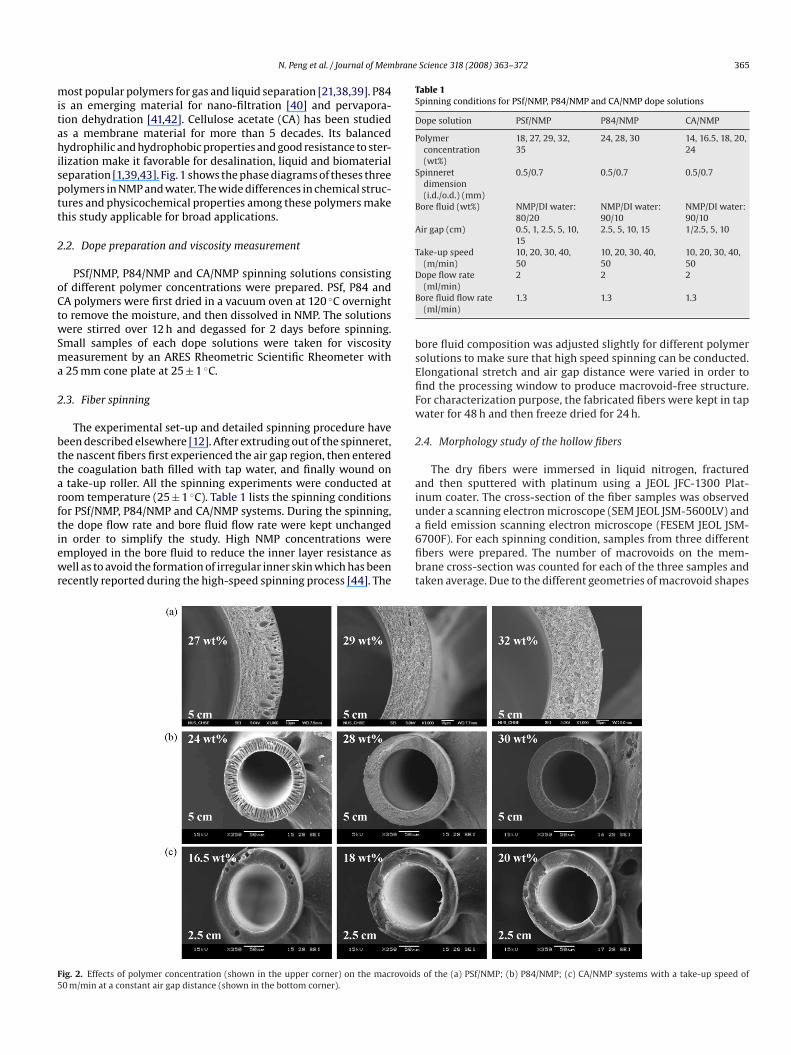
Fig. 3. The number of macrovoids (n) vs. take-up speed for different polymer concentratCA/NMP system (air gap = 2.5 cm).
generated from different polymer materials, only the number ofmacrovoids whose diameters are larger than 4 �m was countedfor PSf fibers. However, all macrovoids on the cross-section werecounted for P84 and CA fibers. The cross-section area of each hollowfiber was calculated from the inner and outer diameter measuredfrom the SEM images, while the percentage of macrovoid areawithin the membrane cross-section area (A%) was calculated byan imaging software (Image-Pro Plus 3.0).
3. Results and discussion
3.1. Effects of polymer concentration
The SEM pictures in Fig. 2 exhibit the combined effects ofpolymer concentration and a take-up speed of 50 m/min on themacrovoid morphology, while Fig. 3 summarizes the number of
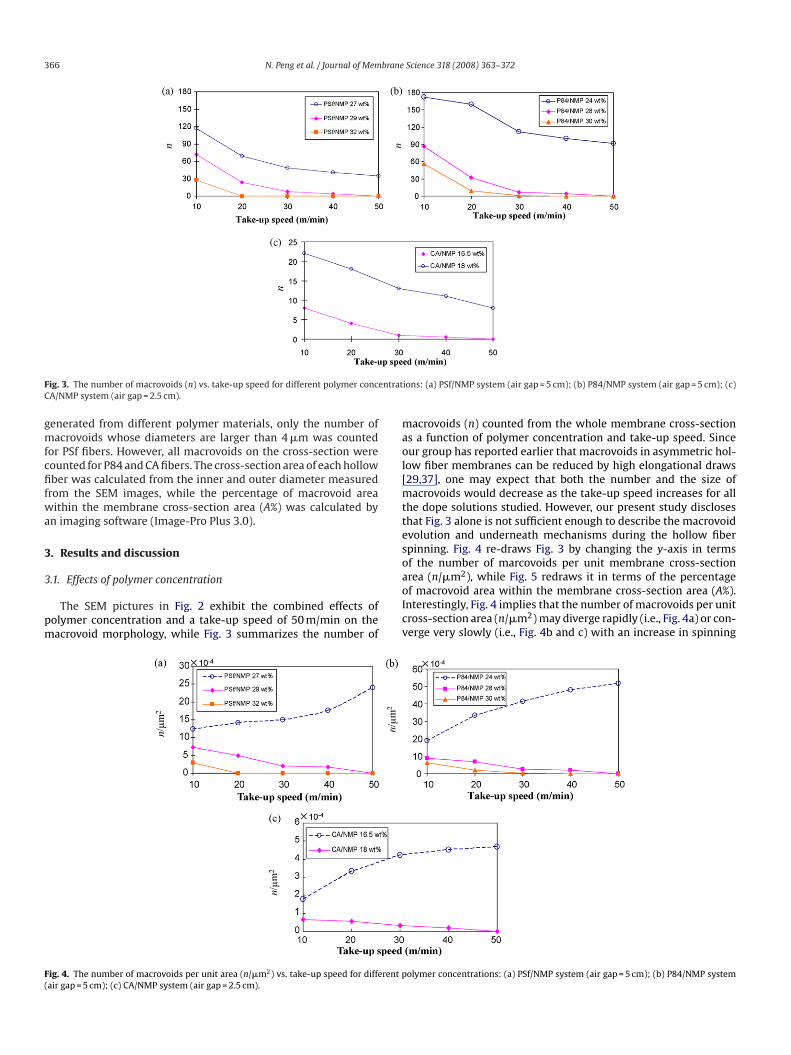
Fig. 4. The number of macrovoids per unit area (n/�m2) vs. take-up speed for different p(air gap = 5 cm); (c) CA/NMP system (air gap = 2.5 cm).
ions: (a) PSf/NMP system (air gap = 5 cm); (b) P84/NMP system (air gap = 5 cm); (c)
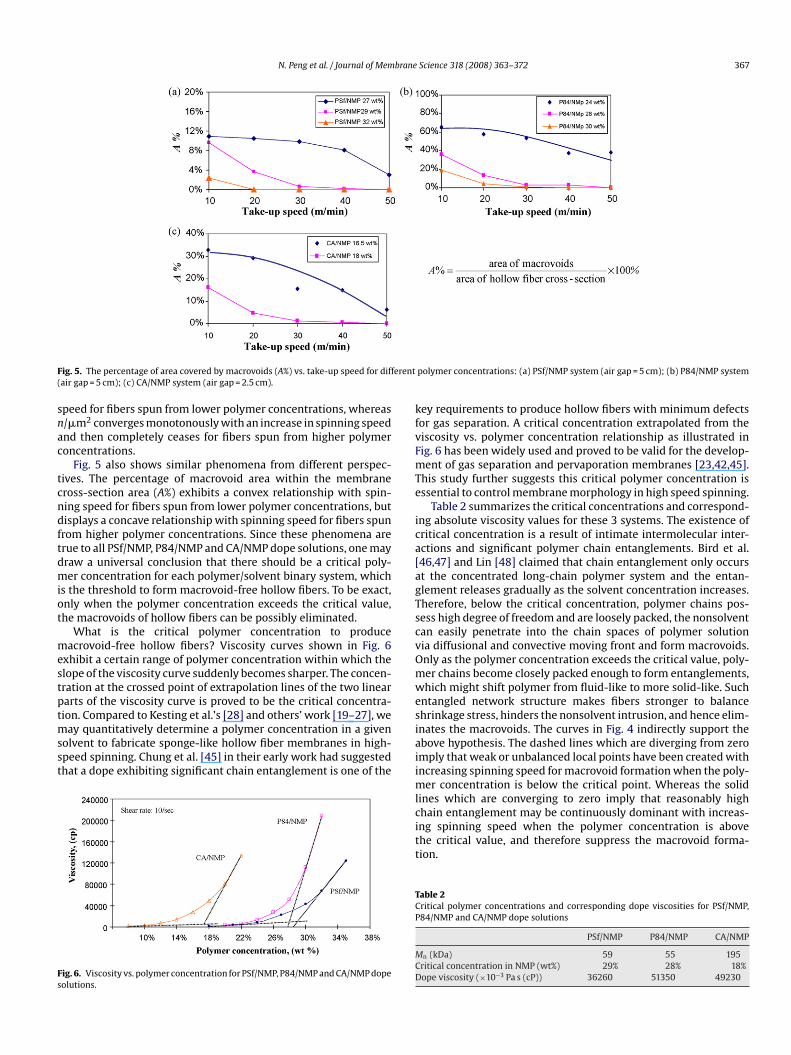
macrovoids (n) counted from the whole membrane cross-sectionas a function of polymer concentration and take-up speed. Sinceour group has reported earlier that macrovoids in asymmetric hol-low fiber membranes can be reduced by high elongational draws[29,37], one may expect that both the number and the size ofmacrovoids would decrease as the take-up speed increases for allthe dope solutions studied. However, our present study disclosesthat Fig. 3 alone is not sufficient enough to describe the macrovoidevolution and underneath mechanisms during the hollow fiberspinning. Fig. 4 re-draws Fig. 3 by changing the y-axis in termsof the number of marcovoids per unit membrane cross-sectionarea (n/�m2), while Fig. 5 redraws it in terms of the percentageof macrovoid area within the membrane cross-section area (A%).Interestingly, Fig. 4 implies that the number of macrovoids per unitcross-section area (n/�m2) may diverge rapidly (i.e., Fig. 4a) or con-verge very slowly (i.e., Fig. 4b and c) with an increase in spinning
olymer concentrations: (a) PSf/NMP system (air gap = 5 cm); (b) P84/NMP system
N. Peng et al. / Journal of Membrane Science 318 (2008) 363–372 367
ferent
Fig. 5. The percentage of area covered by macrovoids (A%) vs. take-up speed for dif(air gap = 5 cm); (c) CA/NMP system (air gap = 2.5 cm).speed for fibers spun from lower polymer concentrations, whereasn/�m2 converges monotonously with an increase in spinning speedand then completely ceases for fibers spun from higher polymerconcentrations.
Fig. 5 also shows similar phenomena from different perspec-tives. The percentage of macrovoid area within the membrane
cross-section area (A%) exhibits a convex relationship with spin-ning speed for fibers spun from lower polymer concentrations, butdisplays a concave relationship with spinning speed for fibers spunfrom higher polymer concentrations. Since these phenomena aretrue to all PSf/NMP, P84/NMP and CA/NMP dope solutions, one maydraw a universal conclusion that there should be a critical poly-mer concentration for each polymer/solvent binary system, whichis the threshold to form macrovoid-free hollow fibers. To be exact,only when the polymer concentration exceeds the critical value,the macrovoids of hollow fibers can be possibly eliminated.What is the critical polymer concentration to producemacrovoid-free hollow fibers? Viscosity curves shown in Fig. 6exhibit a certain range of polymer concentration within which theslope of the viscosity curve suddenly becomes sharper. The concen-tration at the crossed point of extrapolation lines of the two linearparts of the viscosity curve is proved to be the critical concentra-tion. Compared to Kesting et al.’s [28] and others’ work [19–27], wemay quantitatively determine a polymer concentration in a givensolvent to fabricate sponge-like hollow fiber membranes in high-speed spinning. Chung et al. [45] in their early work had suggestedthat a dope exhibiting significant chain entanglement is one of the
Fig. 6. Viscosity vs. polymer concentration for PSf/NMP, P84/NMP and CA/NMP dopesolutions.
polymer concentrations: (a) PSf/NMP system (air gap = 5 cm); (b) P84/NMP system
key requirements to produce hollow fibers with minimum defectsfor gas separation. A critical concentration extrapolated from theviscosity vs. polymer concentration relationship as illustrated inFig. 6 has been widely used and proved to be valid for the develop-ment of gas separation and pervaporation membranes [23,42,45].This study further suggests this critical polymer concentration isessential to control membrane morphology in high speed spinning.
Table 2 summarizes the critical concentrations and correspond-ing absolute viscosity values for these 3 systems. The existence ofcritical concentration is a result of intimate intermolecular inter-actions and significant polymer chain entanglements. Bird et al.[46,47] and Lin [48] claimed that chain entanglement only occursat the concentrated long-chain polymer system and the entan-
glement releases gradually as the solvent concentration increases.Therefore, below the critical concentration, polymer chains pos-sess high degree of freedom and are loosely packed, the nonsolventcan easily penetrate into the chain spaces of polymer solutionvia diffusional and convective moving front and form macrovoids.Only as the polymer concentration exceeds the critical value, poly-mer chains become closely packed enough to form entanglements,which might shift polymer from fluid-like to more solid-like. Suchentangled network structure makes fibers stronger to balanceshrinkage stress, hinders the nonsolvent intrusion, and hence elim-inates the macrovoids. The curves in Fig. 4 indirectly support theabove hypothesis. The dashed lines which are diverging from zeroimply that weak or unbalanced local points have been created withincreasing spinning speed for macrovoid formation when the poly-mer concentration is below the critical point. Whereas the solidlines which are converging to zero imply that reasonably highchain entanglement may be continuously dominant with increas-ing spinning speed when the polymer concentration is abovethe critical value, and therefore suppress the macrovoid forma-tion.Table 2Critical polymer concentrations and corresponding dope viscosities for PSf/NMP,P84/NMP and CA/NMP dope solutions
PSf/NMP P84/NMP CA/NMP
Mn (kDa) 59 55 195Critical concentration in NMP (wt%) 29% 28% 18%Dope viscosity (×10−3 Pa s (cP)) 36260 51350 49230
368 N. Peng et al. / Journal of Membrane Science 318 (2008) 363–372
tance.
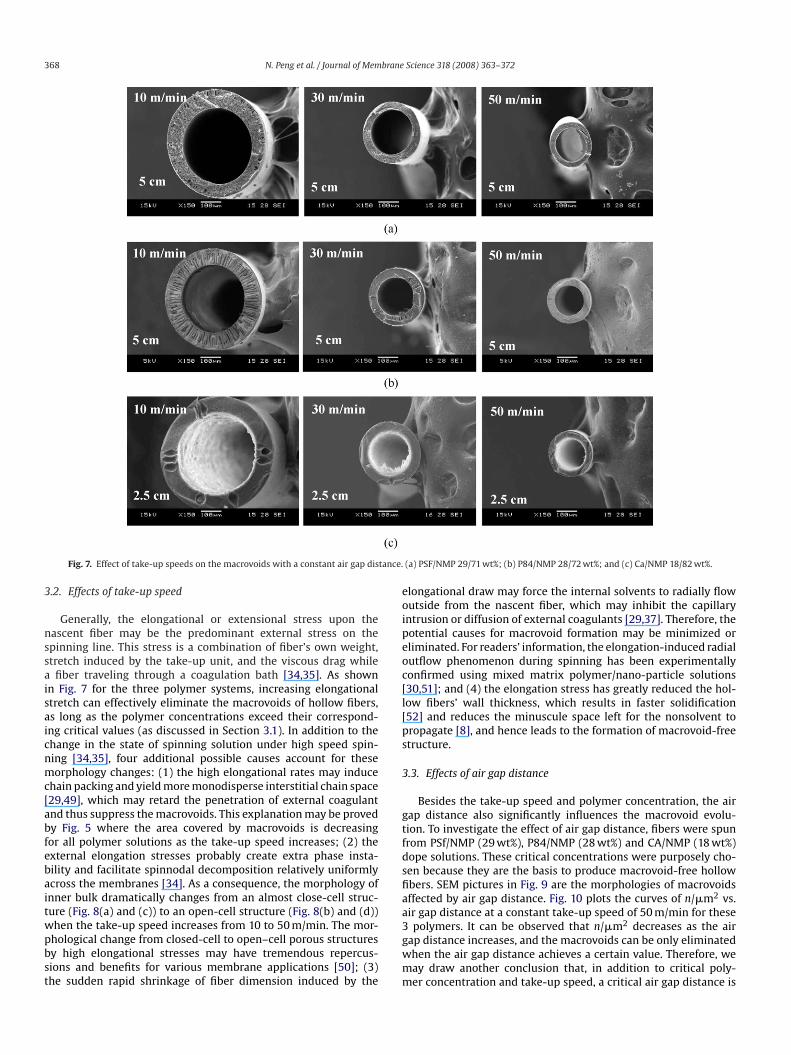
Fig. 7. Effect of take-up speeds on the macrovoids with a constant air gap dis3.2. Effects of take-up speed
Generally, the elongational or extensional stress upon thenascent fiber may be the predominant external stress on thespinning line. This stress is a combination of fiber’s own weight,stretch induced by the take-up unit, and the viscous drag whilea fiber traveling through a coagulation bath [34,35]. As shownin Fig. 7 for the three polymer systems, increasing elongational
stretch can effectively eliminate the macrovoids of hollow fibers,as long as the polymer concentrations exceed their correspond-ing critical values (as discussed in Section 3.1). In addition to thechange in the state of spinning solution under high speed spin-ning [34,35], four additional possible causes account for thesemorphology changes: (1) the high elongational rates may inducechain packing and yield more monodisperse interstitial chain space[29,49], which may retard the penetration of external coagulantand thus suppress the macrovoids. This explanation may be provedby Fig. 5 where the area covered by macrovoids is decreasingfor all polymer solutions as the take-up speed increases; (2) theexternal elongation stresses probably create extra phase insta-bility and facilitate spinnodal decomposition relatively uniformlyacross the membranes [34]. As a consequence, the morphology ofinner bulk dramatically changes from an almost close-cell struc-ture (Fig. 8(a) and (c)) to an open-cell structure (Fig. 8(b) and (d))when the take-up speed increases from 10 to 50 m/min. The mor-phological change from closed-cell to open–cell porous structuresby high elongational stresses may have tremendous repercus-sions and benefits for various membrane applications [50]; (3)the sudden rapid shrinkage of fiber dimension induced by the(a) PSF/NMP 29/71 wt%; (b) P84/NMP 28/72 wt%; and (c) Ca/NMP 18/82 wt%.
elongational draw may force the internal solvents to radially flowoutside from the nascent fiber, which may inhibit the capillaryintrusion or diffusion of external coagulants [29,37]. Therefore, thepotential causes for macrovoid formation may be minimized oreliminated. For readers’ information, the elongation-induced radialoutflow phenomenon during spinning has been experimentallyconfirmed using mixed matrix polymer/nano-particle solutions[30,51]; and (4) the elongation stress has greatly reduced the hol-
low fibers’ wall thickness, which results in faster solidification[52] and reduces the minuscule space left for the nonsolvent topropagate [8], and hence leads to the formation of macrovoid-freestructure.3.3. Effects of air gap distance
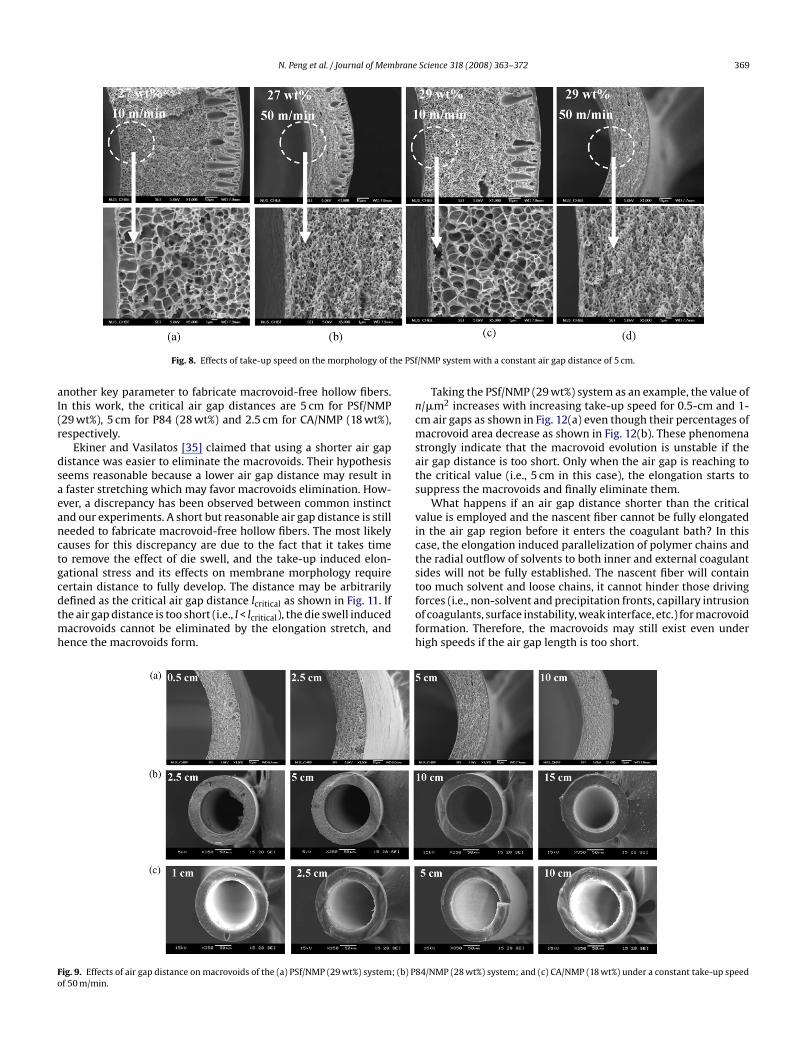
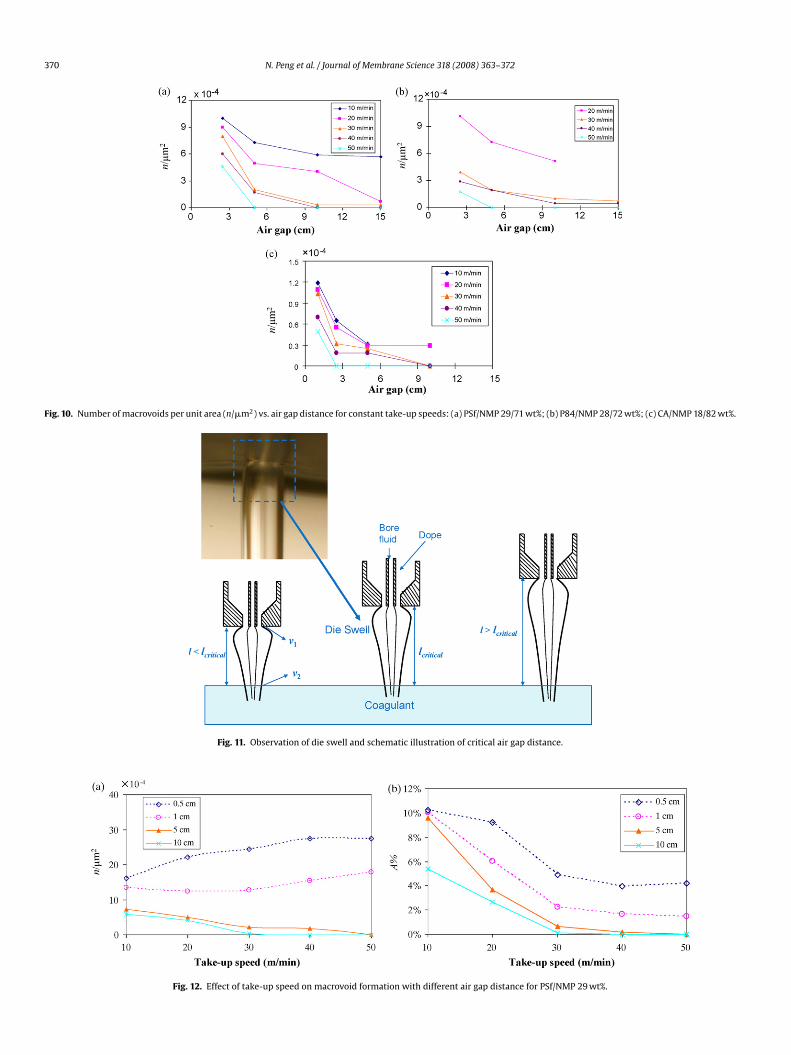
Besides the take-up speed and polymer concentration, the airgap distance also significantly influences the macrovoid evolu-tion. To investigate the effect of air gap distance, fibers were spunfrom PSf/NMP (29 wt%), P84/NMP (28 wt%) and CA/NMP (18 wt%)dope solutions. These critical concentrations were purposely cho-sen because they are the basis to produce macrovoid-free hollowfibers. SEM pictures in Fig. 9 are the morphologies of macrovoidsaffected by air gap distance. Fig. 10 plots the curves of n/�m2 vs.air gap distance at a constant take-up speed of 50 m/min for these3 polymers. It can be observed that n/�m2 decreases as the airgap distance increases, and the macrovoids can be only eliminatedwhen the air gap distance achieves a certain value. Therefore, wemay draw another conclusion that, in addition to critical poly-mer concentration and take-up speed, a critical air gap distance is
N. Peng et al. / Journal of Membrane Science 318 (2008) 363–372 369
Fig. 8. Effects of take-up speed on the morphology of the PSf
another key parameter to fabricate macrovoid-free hollow fibers.In this work, the critical air gap distances are 5 cm for PSf/NMP(29 wt%), 5 cm for P84 (28 wt%) and 2.5 cm for CA/NMP (18 wt%),respectively.
Ekiner and Vasilatos [35] claimed that using a shorter air gapdistance was easier to eliminate the macrovoids. Their hypothesisseems reasonable because a lower air gap distance may result ina faster stretching which may favor macrovoids elimination. How-ever, a discrepancy has been observed between common instinctand our experiments. A short but reasonable air gap distance is stillneeded to fabricate macrovoid-free hollow fibers. The most likelycauses for this discrepancy are due to the fact that it takes timeto remove the effect of die swell, and the take-up induced elon-gational stress and its effects on membrane morphology requirecertain distance to fully develop. The distance may be arbitrarilydefined as the critical air gap distance lcritical as shown in Fig. 11. Ifthe air gap distance is too short (i.e., l < lcritical), the die swell inducedmacrovoids cannot be eliminated by the elongation stretch, andhence the macrovoids form.
Fig. 9. Effects of air gap distance on macrovoids of the (a) PSf/NMP (29 wt%) system; (b) Pof 50 m/min.
/NMP system with a constant air gap distance of 5 cm.
Taking the PSf/NMP (29 wt%) system as an example, the value ofn/�m2 increases with increasing take-up speed for 0.5-cm and 1-cm air gaps as shown in Fig. 12(a) even though their percentages ofmacrovoid area decrease as shown in Fig. 12(b). These phenomenastrongly indicate that the macrovoid evolution is unstable if theair gap distance is too short. Only when the air gap is reaching tothe critical value (i.e., 5 cm in this case), the elongation starts tosuppress the macrovoids and finally eliminate them.
What happens if an air gap distance shorter than the criticalvalue is employed and the nascent fiber cannot be fully elongatedin the air gap region before it enters the coagulant bath? In thiscase, the elongation induced parallelization of polymer chains andthe radial outflow of solvents to both inner and external coagulantsides will not be fully established. The nascent fiber will containtoo much solvent and loose chains, it cannot hinder those drivingforces (i.e., non-solvent and precipitation fronts, capillary intrusionof coagulants, surface instability, weak interface, etc.) for macrovoidformation. Therefore, the macrovoids may still exist even underhigh speeds if the air gap length is too short.
84/NMP (28 wt%) system; and (c) CA/NMP (18 wt%) under a constant take-up speed
370 N. Peng et al. / Journal of Membrane Science 318 (2008) 363–372
Fig. 10. Number of macrovoids per unit area (n/�m2) vs. air gap distance for constant take-up speeds: (a) PSf/NMP 29/71 wt%; (b) P84/NMP 28/72 wt%; (c) CA/NMP 18/82 wt%.
Fig. 11. Observation of die swell and schematic illustration of critical air gap distance.
Fig. 12. Effect of take-up speed on macrovoid formation with different air gap distance for PSf/NMP 29 wt%.
brane
N. Peng et al. / Journal of Mem3.4. The observation of the critical acceleration of stretch
Since there exists a critical take-up velocity and a critical air gapdistance, similar to the gravity acceleration, a new term referred as“the acceleration of stretch” induced by the take-up roller can beintroduced as follows if the acceleration in the air gap region canbe assumed to be constant and the die swell can be ignored:
a = v22 − v2
12l
(1)
v1 = Qdope
(�/4)(o.d.2Spinneret − i.d.2Spinneret)(2)
where v1 (m/min) is the speed of the nascent fiber at the exit ofspinneret, v2 (m/min) is the speed of take-up roller, and l (m) is theair gap distance (as shown in Fig. 11). Here we also assume that oncea fiber enters into the coagulation bath, it immediately precipitatesand solidifies, thus its speed is equal to the take-up roller. v1 iscalculated from the dope flow rate Qdope (ml/min) divided by thecross-section area for dope flow at the spinneret exit.
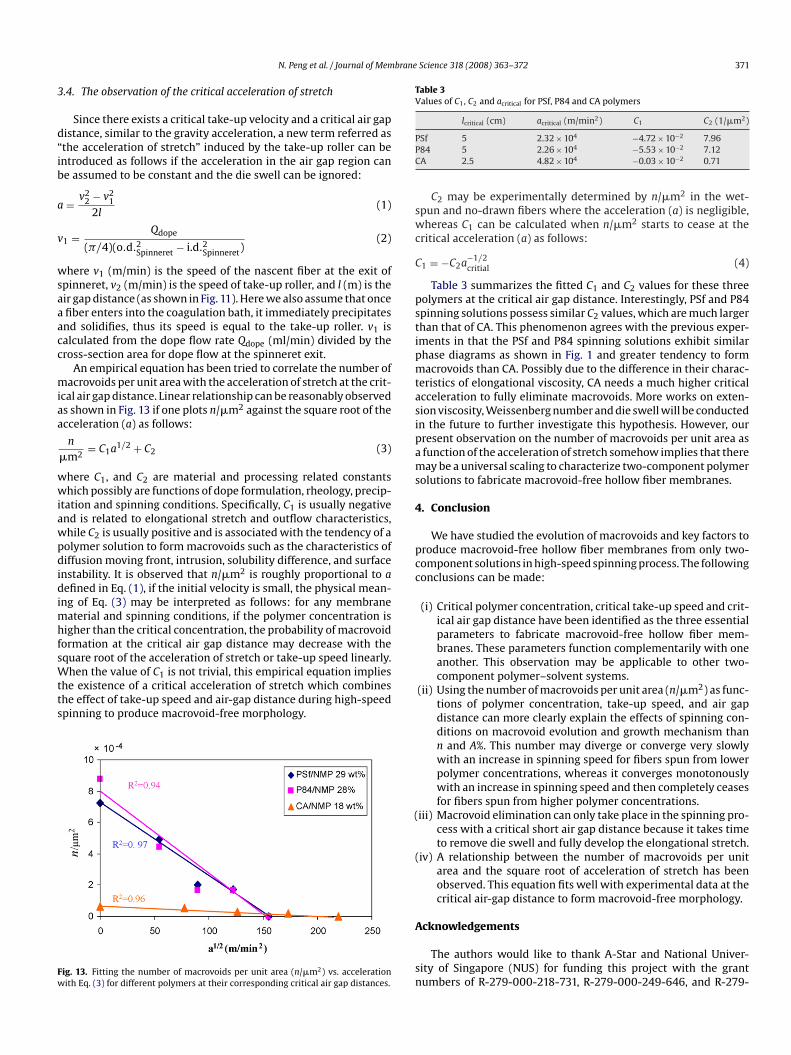
An empirical equation has been tried to correlate the number ofmacrovoids per unit area with the acceleration of stretch at the crit-ical air gap distance. Linear relationship can be reasonably observedas shown in Fig. 13 if one plots n/�m2 against the square root of theacceleration (a) as follows:
n
�m2= C1a1/2 + C2 (3)
where C1, and C2 are material and processing related constantswhich possibly are functions of dope formulation, rheology, precip-itation and spinning conditions. Specifically, C1 is usually negativeand is related to elongational stretch and outflow characteristics,while C2 is usually positive and is associated with the tendency of apolymer solution to form macrovoids such as the characteristics ofdiffusion moving front, intrusion, solubility difference, and surfaceinstability. It is observed that n/�m2 is roughly proportional to adefined in Eq. (1), if the initial velocity is small, the physical mean-ing of Eq. (3) may be interpreted as follows: for any membranematerial and spinning conditions, if the polymer concentration ishigher than the critical concentration, the probability of macrovoidformation at the critical air gap distance may decrease with thesquare root of the acceleration of stretch or take-up speed linearly.When the value of C1 is not trivial, this empirical equation impliesthe existence of a critical acceleration of stretch which combinesthe effect of take-up speed and air-gap distance during high-speedspinning to produce macrovoid-free morphology.
Fig. 13. Fitting the number of macrovoids per unit area (n/�m2) vs. accelerationwith Eq. (3) for different polymers at their corresponding critical air gap distances.
(
Science 318 (2008) 363–372 371
Table 3Values of C1, C2 and acritical for PSf, P84 and CA polymers
lcritical (cm) acritical (m/min2) C1 C2 (1/�m2)
PSf 5 2.32 × 104 −4.72 × 10−2 7.96P84 5 2.26 × 104 −5.53 × 10−2 7.12CA 2.5 4.82 × 104 −0.03 × 10−2 0.71
C2 may be experimentally determined by n/�m2 in the wet-spun and no-drawn fibers where the acceleration (a) is negligible,whereas C1 can be calculated when n/�m2 starts to cease at thecritical acceleration (a) as follows:
C1 = −C2a−1/2critial (4)
Table 3 summarizes the fitted C1 and C2 values for these threepolymers at the critical air gap distance. Interestingly, PSf and P84spinning solutions possess similar C2 values, which are much largerthan that of CA. This phenomenon agrees with the previous exper-iments in that the PSf and P84 spinning solutions exhibit similarphase diagrams as shown in Fig. 1 and greater tendency to formmacrovoids than CA. Possibly due to the difference in their charac-teristics of elongational viscosity, CA needs a much higher criticalacceleration to fully eliminate macrovoids. More works on exten-sion viscosity, Weissenberg number and die swell will be conductedin the future to further investigate this hypothesis. However, ourpresent observation on the number of macrovoids per unit area asa function of the acceleration of stretch somehow implies that theremay be a universal scaling to characterize two-component polymersolutions to fabricate macrovoid-free hollow fiber membranes.
4. Conclusion
We have studied the evolution of macrovoids and key factors toproduce macrovoid-free hollow fiber membranes from only two-component solutions in high-speed spinning process. The followingconclusions can be made:
(i) Critical polymer concentration, critical take-up speed and crit-ical air gap distance have been identified as the three essentialparameters to fabricate macrovoid-free hollow fiber mem-branes. These parameters function complementarily with oneanother. This observation may be applicable to other two-component polymer–solvent systems.
(ii) Using the number of macrovoids per unit area (n/�m2) as func-
tions of polymer concentration, take-up speed, and air gapdistance can more clearly explain the effects of spinning con-ditions on macrovoid evolution and growth mechanism thann and A%. This number may diverge or converge very slowlywith an increase in spinning speed for fibers spun from lowerpolymer concentrations, whereas it converges monotonouslywith an increase in spinning speed and then completely ceasesfor fibers spun from higher polymer concentrations.iii) Macrovoid elimination can only take place in the spinning pro-cess with a critical short air gap distance because it takes timeto remove die swell and fully develop the elongational stretch.
(iv) A relationship between the number of macrovoids per unitarea and the square root of acceleration of stretch has beenobserved. This equation fits well with experimental data at thecritical air-gap distance to form macrovoid-free morphology.
Acknowledgements
The authors would like to thank A-Star and National Univer-sity of Singapore (NUS) for funding this project with the grantnumbers of R-279-000-218-731, R-279-000-249-646, and R-279-
brane
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
Eng. Sci. 60 (2005) 6674.
372 N. Peng et al. / Journal of Mem
000-261-281. Miss Peng thanks Merck for the financial support viathe grant number of WBS N-279-000-008-001. Great appreciationis also given to Prof. W.B. Krantz for his kind and valuable help.
References
[1] S. Loeb, S. Sourirajan, Sea water demineralization by means of an osmotic mem-brane, Adv. Chem. Series, ACS 38 (1963) 117.
[2] L. Broens, F.W. Altena, C.A. Smolders, D.M. Koenhen, Asymmetric membranestructures as a result of phase separation phenomena, Desalination 32 (1980)33.
[3] A.J. Reuvers, J.W. Altena, C.A. Smolders, D.M. Koenhen, Formation of membranesby means of immersion precipitation. Part I: a model to describe mass transferduring immersion precipitation, J. Membr. Sci. 34 (1987) 45.
[4] C.W. Yao, R.P. Burford, A.G. Fane, C.J.D. Fell, Effect of coagulation conditions onstructure and properties of membranes from aliphatic polyamides, J. Membr.Sci. 38 (1988) 113.
[5] C.A. Smolders, A.J. Reuvers, R.M. Boom, I.M. Wienk, Microstructures in phase-inversion membranes. Part 1. Formation of macrovoids, J. Membr. Sci. 73 (1992)259.
[6] R. Matz, The structure of cellulose acetate membranes 1. The development ofporous structures in anisotropic membranes, Desalination 10 (1972) 1.
[7] H. Strathmann, K. Kock, P. Amar, R.W. Waker, The formation mechanism ofasymmetric membranes, Desalination 16 (1975) 179.
[8] H. Strathmann, K. Kock, The formation mechanism of phase inversion mem-branes, Desalination 21 (1977) 241.
[9] I. Cabasso, E. Klein, J.K. Smith, Polysulfone Hollow Fibers. II. Morphology, J. Appl.Polym. Sci. 21 (1977) 165.
[10] I. Cabasso, Practice aspects in the development of a polymer matrix for ultra-filtration, in: A.R. Cooper (Ed.), Ultrafiltration Membranes and Applications,Plenum Press, New York, 1980, p. 57.
[11] T.S. Chung, E.R. Kafchinski, The effects of spinning conditions on asymmetric6FDA/6FDAM polyimide hollow fibers for air-separation, J. Appl. Polym. Sci. 65(1997) 1555.
12] K.Y. Wang, T. Matsuura, T.S. Chung, W.F. Guo, The effect of flow angle and shearrate within the spinneret on the separation performance of poly(ethersulfone)(PES) ultrafiltration hollow fiber membranes, J. Membr. Sci. 240 (2004) 67.
[13] V.G. Levich, V.S. Krylov, Surface-tension-driven phenomena, Annu. Rev. FluidMech. 1 (1969) 293.
[14] S.S. Shojaie, W.B. Krantz, A.R. Greenberg, Dense polymer film and membraneformation via the dry-cast process. 1. Model validation and morphologicalstudy, J. Membr. Sci. 94 (1994) 281.
[15] R.J. Ray, W.B. Krantz, R.L. Sam, Linear stability theory model for finger formationin asymmetric membranes, J. Membr. Sci. 23 (1985) 155.
[16] M.R. Pekny, A.R. Greenberg, V. Khare, J. Zartman, W.B. Krantz, P. Todd, Macrovoidpore formation in dry-cast cellulos acetate membranes: buoyancy studies, J.Membr. Sci. 205 (2002) 11.
[17] S.A. McKelvey, W.J. Koros, Phase separation, vitrification, and the manifestationof macrovoids in polymeric asymmetric membranes, J. Membr. Sci. 112 (1996)29.
[18] N. Widijojo, T.S. Chung, Thickness and air gap dependence of macrovoid evolu-tion in phase-inversion asymmetric hollow fiber membranes, Ind. Eng. Chem.Res. 45 (22) (2006) 7618.
[19] D.M. Wang, F.C. Lin, L.Y. Chen, J.Y. Lai, Application of asymmetric TPX mem-branes to transdermal delivery of nitroglycerin, J. Control Release 50 (1998)187.
20] R.E. Kesting, A.K. Fritzsche, A. Cruse, M.K. Murphy, A.C. Handermann, R.F. Malon,M.D. Moore, The second generation polysulfone gas-separation membranes. I:the use of Lewis acid: base complexes as transient templates top increase freevolume, J. Appl. Polym. Sci. 40 (1990) 1557.
21] R.E. Kesting, A.K. Fritzsche, Polymeric Gas Separation Membranes, John Wileyand Sons, New York, 1993.
22] R.E. Kesting, A.K. Fritzsche, M.K. Murphy, A.C. Handermann, C.A. Cruse, R.F.Malon, Process for forming asymmetric gas separation membranes havinggraded density skins, US Patent 4871494 (1989).
23] T.S. Chung, E.R. Kafchinski, R. Vora, Development of a defect-free 6FDA-dureneasymmetric hollow fiber and its composite hollow fibers, J. Membr. Sci. 88(1994) 21.
24] J.Z. Ren, T.S. Chung, D.F. Li, R. Wang, Y. Liu, Development of asymmetric 6FDA-2,6 DAT hollow fiber membranes for CO2/CH4 separation: 1. The influence ofdope composition and rheology on membrane morphology and separationperformance, J. Membr. Sci. 207 (2002) 227.
[
[
[
[
[
[
[
[
[
[
Science 318 (2008) 363–372
25] J.Z. Ren, Z.S. Li, F.S. Wong, Membrane structure control of BTDA-TDI/MDI(P84) co-polyimide aymmetric membranes by wet-phase inversion process,J. Membr. Sci. 241 (2004) 305.
26] J.H. Kim, B.R. Min, J. Won, H.C. Park, Y.S. Kang, Phase behavior and mechanismof membrane formation for polyimide/DMSO/water system, J. Membr. Sci. 187(2001) 47.
27] K.Y. Lin, D.M. Wang, J.Y. Lai, Nonsolvent-induced gelation and its effect onmembrane morphology, Macromolecules 35 (2002) 6697.
28] H.A. Tsai, D.H. Huang, K.R. Lee, Y.C. Wang, C.L. Li, J. Huang, J.Y. Lai, Effect ofsurfactant addition on the morphology and pervaporation performance ofasymmetric polysulfone membranes, J. Membr. Sci. 176 (2000) 97.
29] Y.C. Xiao, K.Y. Wang, T.S. Chung, J. Tan, Evolution of nano-particle distributionduring the fabrication of mixed matrix TiO2-polyimide hollow fiber mem-branes, Chem. Eng. Sci. 61 (2006) 6228.
30] D.F. Li, T.S. Chung, R. Wang, Morphological aspects and structure control ofdual-layer asymmetric hollow fiber membranes formed by a simultaneous co-extrusion approach, J. Membr. Sci. 243 (2004) 155.
31] D.F. Li, T.S. Chung, J.Z. Ren, R. Wang, The thickness dependence of macrovoidevolution in wet-phase inversion asymmetric membranes, Ind. Eng. Chem. Res.43 (2004) 1553.
32] I. Cabasso, E. Klein, J.K. Smith, Polysulfone hollow fibers. I. Spinning and prop-erties, J. Appl. Polym. Sci. 20 (1976) 2377.
33] S.A. Gordeyev, S.J. Shilton, Forced convection spinning of gas separation hollowfiber membranes: some underlying factors, mechanisms and effects, J. Membr.Sci. 229 (2004) 225.
34] T.S. Chung, The limitations of using Flory-Huggins equation for the states ofsolutions during asymmetric hollow fiber formation, J. Membr. Sci. 126 (1997)19.
35] O.M. Ekiner, G. Vasilatos, Polyaramide hollow fibers for H2/CH4 separation IIspinning and properties, J. Membr. Sci. 186 (2001) 71.
36] H.A. Tsai, C.Y. Kuo, J.H. Lin, D.M. Wang, A. Deratani, C. Pochat-Bohatier, K.R. Lee,J.Y. Lai, Morphology control of polysulfone hollow fiber membranes via watervapor induced phase separation, J. Membr. Sci. 278 (2006) 390.
37] K.Y. Wang, D.F. Li, T.S. Chung, S.B. Chen, The observation of elongation depen-dent macrovoid evolution in single- and dual-layer asymmetric hollow fibermembranes, Chem. Eng. Sci. 59 (2004) 4657.
38] K.K. Sirkar, D.R. Lloyd (Eds.), New Membrane Materials and Processes for Sep-arations, AIChE Symposium Series, No. 261, American Institute of ChemicalEngineers, New York, NY, 1988.
39] T. Matsuura, Synthetic Membranes and Membrane Separation Process, CRCPress, Boca Raton, FL, 1994.
40] L.S. White, Transport properties of a polyimide solvent resistant nanofiltrationmembrane, J. Membr. Sci. 205 (2002) 191.
[41] R.X. Liu, X.Y. Qiao, T.S. Chung, The development of high performance P84 co-polyimide hollow fibers forpervaporation dehydration of isopropanol, Chem.
42] X.Y. Qiao, T.S. Chung, Fundamental characteristics of sorption, swelling, andpermeation of P84 Co-polyimide membranes for pervaporation dehydration ofalcohols, Ind. Eng. Chem. Res. 44 (2005) 8938.
43] R.E. Kesting, Synthetic Polymeric Membranes, John Wiley and Sons, New York,1995.
44] Y.E. Santoso, T.S. Chung, K.Y. Wang, M. Weber, The investigation of irregularinner skin morphology of hollow fiber membranes at high-speed spinning andthe solutions to overcome it, J. Membr. Sci. 282 (2006) 383.
45] T.S. Chung, S.K. Teoh, X.D. Hu, Formation of ultrathin high-performancepolyethersulfone hollow-fiber membranes, J. Membr. Sci. 133 (1997) 161.
46] R.B. Bird, R.C. Armstrong, O. Hassager, Dynamics of Polymeric Liquids, FluidMechanics, vol. 1, second ed., Wiley, New York, 1987.
47] R.B. Bird, W.E. Stewart, E.N. Lightfoot, Transport Phenomena, second ed., Wiley,New York, 2002.
48] Y.H. Lin, Polymer Viscoelasticity—Basics, Molecular Theories and Experiments,World Scientific Publishing, Singapore, 2003.
49] C. Cao, T.S. Chung, S.B. Chen, Z.J. Dong, The study of elongation and shear ratesin spinning process and its effect on gas separation performance of poly(ethersulfone) (PES) hollow fiber membranes, Chem. Eng. Sci. 59 (2004) 1053.
50] E. Drioli, K.K. Sirkar, Special issue: membrane contactors—Preface, J. Membr.Sci. 257 (2005) 1.
[51] L.Y. Jiang, T.S. Chung, C. Cao, Z. Huang, S. Kulprathipanja, Fundamental under-standing of nano-sized zeolite distribution in the formation of the mixed matrixsingle- and dual-layer asymmetric hollow fiber membranes, J. Membr. Sci. 252(2005) 89.
52] F.G. Paulsen, S.S. Shojaie, W.B. Krantz, Effect of evaporation step on macrovoidformation in wet cast polymeric membranes, J. Membr. Sci. 91 (1994) 265.
Top Related
Copyright © 2022 FDOKUMEN

