







Bahasa
Halaman
Hukum

International Journal of Production ResearchVol. 48, No. 4, 15 February 2010, 1195–1215
Impact of the alignment between the strategic and operational levels of
a manufacturing enterprise
Cesar Martinez-Olvera*
Department of Industrial Engineering, Tecnologico de Monterrey, Hermosillo, Sonora, Mexico
(Received 12 February 2008; final version received 26 September 2008)
In today’s economic environment, manufacturing organisations compete againsteach other as part of supply chains (SC). As both the SC strategic level andproduction floor operational level are interdependent, a misalignment betweenthem has a deep impact on the performance of the manufacturing organisation.For this reason, in this paper we develop an analytical expression of the impactsuch misalignment has on the manufacturing organisation performance,specifically, its demand fulfillment ability. The usefulness of the analyticalexpression is illustrated via the development, for the case of a local furniturecompany, of a system dynamics (SD) simulation model. The SD simulation modelis tested under different operational conditions, so the case study company canderive conclusions regarding actions to improve its demand fulfillment ability.
Keywords: capacity management; demand fulfillment; inventory management;manufacturing strategy; simulation
1. Introduction
According to Ismail and Sharifi (2006), competition among manufacturing enterprises isfought between supply chains (SC). In this scenario, competitiveness becomes somethingholistic (Duclos et al. 2003), as the satisfaction of the end customer is determined by theeffectiveness and efficiency of the SC as a whole (Terzi and Cavalieri 2004). This requireseach SC partner to realign their structural elements (Vernadat 2002), more specifically, itbecomes necessary for the alignment of activities, from the strategic level through to theoperational level (Angelides and Angerhofer 2006). Authors like Rao and Young (1994),Lamming et al. (2000), Huang et al. (2002), Jonsson and Mattsson (2003), Olhager (2003),Balogun et al. (2004), and Petersen et al. (2005) highlight the need for linking the strategiclevel (i.e., customer, demand issues) and the operational level (i.e., process flow, equipmenttechnology issues) of a manufacturing organisation, as it has been noticed that both thelevels are interdependent. In fact, the decisions taken at the strategic level have a deepimpact at the operational level (Son and Venkateswaran 2005), and the correct
*Email: [email protected]
ISSN 0020–7543 print/ISSN 1366–588X online
� 2010 Taylor & Francis
DOI: 10.1080/00207540802534723
http://www.informaworld.com
management of the operational level has a big impact on the efficiency of the strategic level
(Khoo and Yin 2003). So, even though strategic issues are important to achieve
responsiveness to market changes, they are not sufficient without achieving responsiveness
at the operational level (Zhang et al. 2006). In this paper we understand the strategic and
operational levels of a manufacturing organisation, in terms of the customer-product-
process resource (CPPR) framework proposed by Martinez-Olvera and Shunk (2006): the
strategic level of a manufacturing enterprise corresponds to the customer level of the
CPPR framework, while the operational level corresponds to the process level of the
CPPR framework.
1.1 Alignment relationships of the strategic – operational levels
Within the CPPR framework, the structural elements of an SC partner are referred as SC
structural elements: the customer, product, process, and resource attributes of
a manufacturing organisation that allows its representation from an SC standpoint.
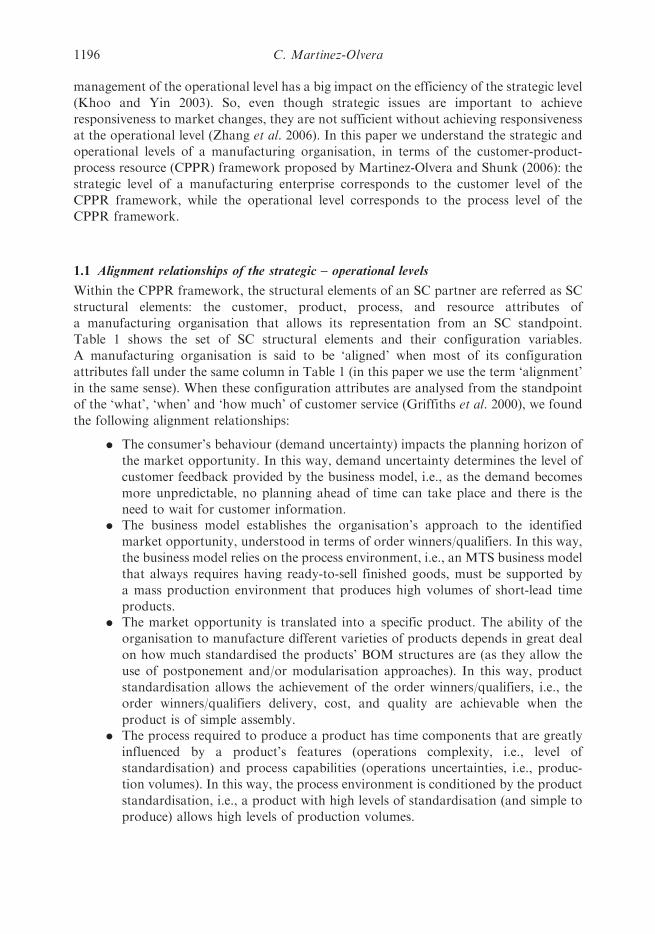
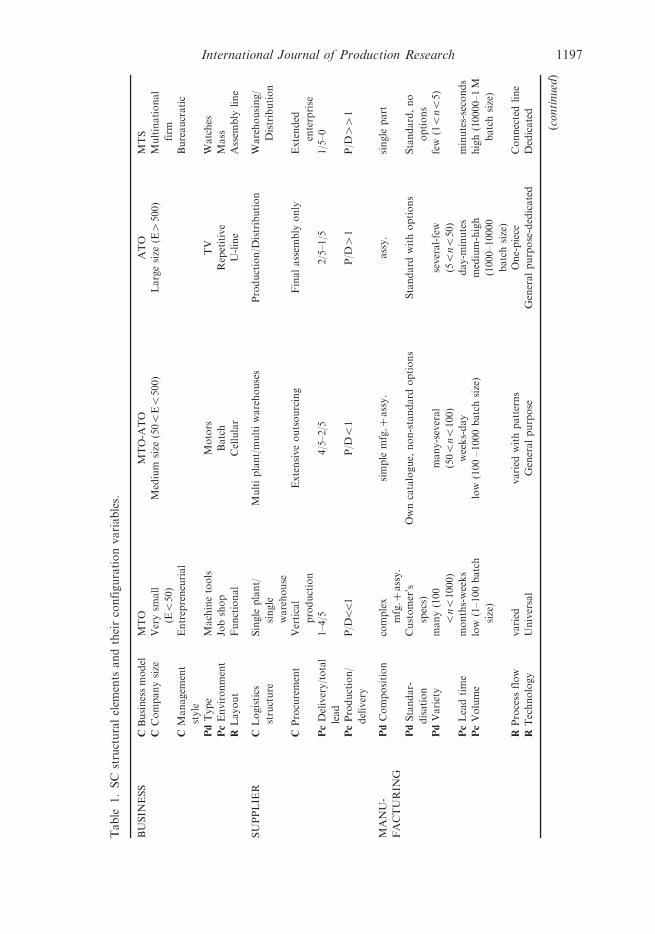
Table 1 shows the set of SC structural elements and their configuration variables.
A manufacturing organisation is said to be ‘aligned’ when most of its configuration
attributes fall under the same column in Table 1 (in this paper we use the term ‘alignment’
in the same sense). When these configuration attributes are analysed from the standpoint
of the ‘what’, ‘when’ and ‘how much’ of customer service (Griffiths et al. 2000), we found
the following alignment relationships:
. The consumer’s behaviour (demand uncertainty) impacts the planning horizon of
the market opportunity. In this way, demand uncertainty determines the level of
customer feedback provided by the business model, i.e., as the demand becomes
more unpredictable, no planning ahead of time can take place and there is the
need to wait for customer information.. The business model establishes the organisation’s approach to the identified
market opportunity, understood in terms of order winners/qualifiers. In this way,
the business model relies on the process environment, i.e., an MTS business model
that always requires having ready-to-sell finished goods, must be supported by
a mass production environment that produces high volumes of short-lead time
products.. The market opportunity is translated into a specific product. The ability of the
organisation to manufacture different varieties of products depends in great deal
on how much standardised the products’ BOM structures are (as they allow the
use of postponement and/or modularisation approaches). In this way, product
standardisation allows the achievement of the order winners/qualifiers, i.e., the
order winners/qualifiers delivery, cost, and quality are achievable when the
product is of simple assembly.. The process required to produce a product has time components that are greatly
influenced by a product’s features (operations complexity, i.e., level of
standardisation) and process capabilities (operations uncertainties, i.e., produc-
tion volumes). In this way, the process environment is conditioned by the product
standardisation, i.e., a product with high levels of standardisation (and simple to
produce) allows high levels of production volumes.
1196 C. Martinez-Olvera
Table
1.SC
structuralelem
ents
andtheirconfigurationvariables.
BUSIN
ESS
CBusinessmodel
MTO
MTO-A
TO
ATO
MTS
CCompanysize
Verysm
all
(E5
50)
Medium
size
(505E5500)
Largesize
(E4
500)
Multinational
firm
CManagem
ent
style
Entrepreneurial
Bureaucratic
PdType
Machinetools
Motors
TV
Watches
PcEnvironment
Jobshop
Batch
Repetitive
Mass
RLayout
Functional
Cellular
U-line
Assem
bly
line
SUPPLIE
RC
Logistics
structure
Single
plant/
single
warehouse
Multiplant/multiwarehouses
Production/D
istribution
Warehousing/
Distribution
CProcurement
Vertical
production
Extensiveoutsourcing
Finalassem
bly
only
Extended
enterprise
PcDelivery/total
lead
1–4/5
4/5–2/5
2/5–1/5
1/5–0
PcProduction/
delivery
P/D551
P/D
51
P/D
41
P/D
44
1
MANU-
FACTURIN
G
PdComposition
complex
mfg.þ
assy.
simple
mfg.þ
assy.
assy.
single
part
PdStandar-
disation
Customer’s
specs)
Owncatalogue,
non-standard
options
Standard
withoptions
Standard,no
options
PdVariety
many(100
5n5
1000)
many-several
(505
n5100)
several-few
(55n550)
few
(15
n5
5)
PcLeadtime
months-weeks
weeks-day
day-m
inutes
minutes-seconds
PcVolume
low
(1–100batch
size)
low
(100–1000batchsize)
medium-high
(1000–10000
batchsize)
high(10000–1M
batchsize)
RProcess
flow
varied
varied
withpatterns
One-piece
Connectedline
RTechnology
Universal
Generalpurpose
Generalpurpose-dedicated
Dedicated
(continued)
International Journal of Production Research 1197
Table
1.Continued.
PLANNIN
GC
Managem
ent
focus
Capacity
Capacity,innovation
Innovation
Distribution
COrder
promise
material/capacity
availab.
Capacity,components
stock
availab.
Components
stock
availab.
FG
stock
availab.
CVariablesfixed
Capacity,due
date
Capacity,duedate
Cost,duedate
Cost,duedate
Cost,capacity
Cost,capacity
PcSFC
approach
Push
Push
Push/Pull
Push/Pull
Pull
Pull
PcPPC
strategy
LOP
MRP
JIT
Process
scheduling
PcVolume/mix
manag.
Throughorder
backing
Throughorder
backing,WIP/FG
inventory
ThroughWIP/FG
inventory
ThroughFG
inventory
MARKETIN
GC
Order
winners/
qualifiers
Flexibility,
innovation
Flexibility,innovation,perform
ance
Perform
ance,delivery,cost,quality
Delivery,cost,
quality
PcOperations
complexity
Component
manufact-
uring
Physical
distribution
PcOperations
uncertainty
Production
processes
Product
life
cycles
RLabor
requirem
ents
High
Low
RMaterials
requirem
ents
Asrequired/low
Planned
with
safety
stocks/
low
CUSTOMER
CDem
and
uncertainty
Volatile
Predictable
CProduct
destination
Known
Unknown
PdBOM
Atype,
Vtype
Atype,
Vtype,
Xtype,
Ttype,
Xtype,
Ttype,
Itype
Itype
PcFG
level
Low
High
PcWIP
level
High
Low
RDirectlabour
costs
High
Low
RDirectmaterial
costs
Low
High
High
Low
Note:C¼customer;Pd¼product;Pc¼process;andR¼resource.
1198 C. Martinez-Olvera
It must be noted that there are four recurrent configuration attributes present in
these within-and-among alignment conditions: demand uncertainty, business model,
product standardisation, and process environment flexibility. In the next section we use
these four configuration attributes to derive an analytical expression of the impact the
strategic-operational levels alignment have on the performance of the manufacturing
organisation. Section 3 illustrates the usefulness of the analytical expression via the
development of a simulation model, Section 4 shows the sensitivity analysis performed
over the proposed simulation model, and Section 5 closes with the conclusions and
future research.
2. Analytical expression of the alignment impact
According to Chen (2008), the performance of a manufacturing organisation can be
expressed in terms such as customer satisfaction, product quality, speed in completing
manufacturing orders, productivity, diversity of product line, flexibility in manufacturing
new products, etc. In this paper we use demand fulfilment – understood as the achievement
of the demanded volume – as it relates to the four configuration attributes of the previous
section:
. Demand uncertainty (U ); according to Safizadeh and Ritzman (1997),
when demand uncertainty is low, an MTS business model is recom-
mended. When demand uncertainty is high, an MTO business model is
recommended.. Business model (BM); according to (Gupta and Benjaafar 2004), in an MTS
business model production planning is made on forecast (rather than actual
orders), allowing to produce ahead of time, keep stock, and ship upon receipt
of orders. According to Buxey (2003), when using this business model, an
inventory-oriented level strategy should be used, where a steady production is
maintained and finished goods inventory is used to absorb ongoing
differences between output and sales. In the case of the MTO business
model, according to (Gupta and Benjaafar 2004), production planning is
made on actual orders (rather than on forecast), allowing elimination of
finished goods inventories. When using this business model, a capacity-
oriented chase strategy should be used (Buxey 2003), where the expected
demand is tracked and the corresponding capacity is computed, raising it or
lowering it accordingly.. Process environment flexibility (F); according to Safizadeh and Ritzman (1997),
when following a level strategy, a rigid continuous production line should be used.
When following a chase strategy, a flexible job shop should be used.. Product standardisation (S ); according to Miltenburg (1995), a continuous
production line uses special-purpose equipment – grouped around the
product – to profitably manufacture high-volumes of standardised products.
In the case of the of the job shop, it uses general-purpose equipment –
grouped around the process – to profitably manufacture low-volumes of
customised products.
As we can see in Figure 1, there is trade-off between the inventory-oriented strategy
and the capacity-oriented strategy (or demand fulfilment strategies): the contribution
International Journal of Production Research 1199

increase/decrease of one implies the contribution decrease/increase of the other. This can
be express in an analytical way:
. When uncertainty U is low (0), business model BM is MTS (0), standardisation
S is high (1), and flexibility F is low (0), demand is fulfilled 100% from inventory
(Equation (1)):
Inventory contribution to demand fulfilment
¼ D � ð1�U Þ � ð1� BMÞ �S � ð1� FÞ: ð1Þ
. When uncertainty U is high (1), business model BM is MTO (1), standardisation S
is low (0), and flexibility F is high (1), demand is fulfilled 100% from capacity
(Equation (2)):
Capacity contribution to demand fulfilment
¼ D �U �BM � ð1� S Þ �F: ð2Þ
In this way, demand fulfilment would be the sum of the contributions made by the
inventory-oriented and capacity-oriented strategies: for a totally aligned scenario (left or
right sides of Figure 1), demand will be fulfilled by a 100% inventory-oriented or 100%capacity-oriented strategy; for a misaligned scenario, demand will be fulfilled by
a combination of both strategies. Table 3 presents all the different combinations of limit
conditions (that is, the 0 s or 1 s in Table 2), for a demand level of 100 units. As we can see,
Equations (1) and (2) represent accurately the trade-off between the demand fulfilment
strategies. Note, when the demand fulfilment is equal to zero it means that even though
some level of production takes place, the achieved demand volume is really low – when
compared to the demanded volume – that it can be considered to be zero. For example, if
demand is equal to 100 units, there is high uncertainty in the demand (U¼ 1), the business
model used is MTO (BM¼ 1), the product is totally standardised (S¼ 1), and it uses
a functional job shop (F¼ 1). Here the high uncertainty of the demand requires waiting for
customer feedback (provided by the MTO business model). However, the totally
standardised product is characterised by using simple manufacturing and/or assembly
operations (that take a really short time). In this case, the functional job shop used would
affect the fulfilment of the 100 units, by presenting two obstacles to the flow of theprocess: (1) the set up times proper of the universal equipment used (very long compared
to the production run); and (2) the moving time from one operation to the next (as all the
equipment is grouped based on their functionality). In this way, the analytical expression
of the alignment impact cannot be taken as an estimator of the final values of the fulfilled
demand, but instead, as an indicator of the feasibility of the manufacturing organisation to
Inventory-orientedstrategy
Capacity-orientedstrategy
BM =0U=0
S =1 F=0
BM= 1U =1
S =0 F =1
Figure 1. Demand fulfilment relationships.
1200 C. Martinez-Olvera
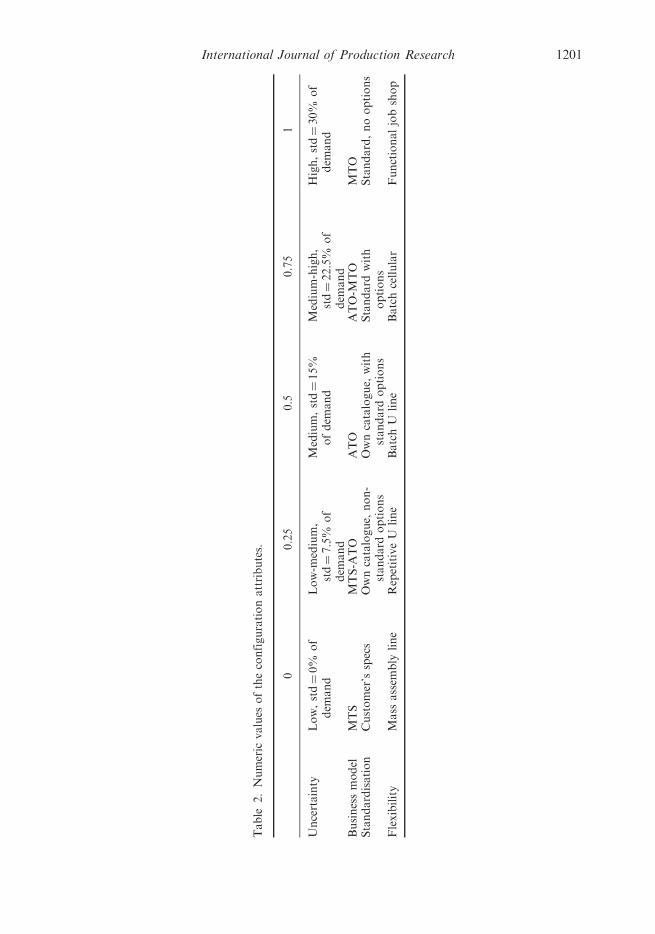
Table
2.Numeric
values
oftheconfigurationattributes.
00.25
0.5
0.75
1
Uncertainty
Low,std¼0%
of
dem
and
Low-m
edium,
std¼7.5%
of
dem
and
Medium,std¼15%
ofdem
and
Medium-high,
std¼22.5%
of
dem
and
High,std¼30%
of
dem
and
Businessmodel
MTS
MTS-A
TO
ATO
ATO-M
TO
MTO
Standardisation
Customer’sspecs
Owncatalogue,
non-
standard
options
Owncatalogue,
with
standard
options
Standard
with
options
Standard,nooptions
Flexibility
Mass
assem
bly
line
RepetitiveU
line
BatchU
line
Batchcellular
Functionaljobshop
International Journal of Production Research 1201
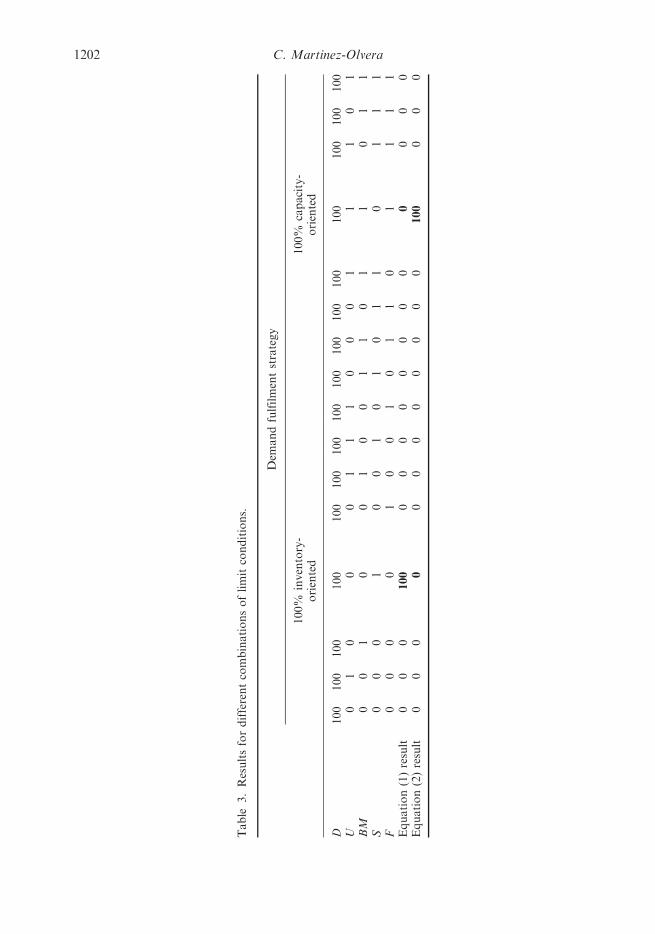
Table
3.Resultsfordifferentcombinationsoflimitconditions.
Dem
andfulfilmentstrategy
100%
inventory-
oriented
100%
capacity-
oriented
D100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
100
U0
10
00
11
10
00
11
10
1BM
00
10
01
00
11
01
10
11
S0
00
10
01
01
01
10
11
1F
00
00
10
01
01
10
11
11
Equation(1)result
00
0100
00
00
00
00
00
00
Equation(2)result
00
00
00
00
00
00
100
00
0
1202 C. Martinez-Olvera
achieve the demanded volume (or demand fulfilment feasibility indicator): the closer thisindicator is to the demand volume, the more feasible it will be for the manufacturingorganisation to achieve the demanded volume.
Before proceeding to the next section, it must be noted that the customer service andthe demand fulfilment relationships (presented in the previous sections), are well-knownfacts – for production managers and industrial engineers – that have been reportedpreviously in the literature. What we consider to be an original contribution of this paperis taking these well-known facts of production engineering, and putting them in the formof the demand fulfilment feasibility indicator, an analytical expression that relates thedegree of alignment (between the structural and operational levels) with demandfulfilment. Martinez-Olvera (2008a), presented two similar demand fulfilment equationsthat only considered the uncertainty and business model configuration attributes. In ourproposal, we extend that work by including the standardisation and flexibilityconfiguration attributes. The next section presents the practical applications (andtherefore its usefulness) of the derived analytical expression.
3. Practical application of the demand fulfilment feasibility indicator
3.1 Case study
Company ABC is a local furniture company with a reputation for manufacturing highquality products. Within its production site, the plant-within-a-plant approach has beenfollowed, so manufacturing cells – using mostly general purpose equipment – have beenimplemented. Its catalogue has no more than 30 different products, and these can begrouped into three product families: (1) eight-seater plus dinner tables, (2) modularkitchens, and (3) semi-finished bedroom furniture (drawers, closets, etc.). For each of theproducts within a family, the typical batch size is kept within the range of a dozen (or less).In order to assure its success in the furniture industry, Company ABC has implementeda series of company-wide initiatives: the marketing department has established flexibilityand innovation as a top priority of Company ABC; the logistics department is required tohave products stocked in a ready-to-assembly condition and only assembles them to meetthe orders; the production department has implemented the one-piece flow principles, withthe idea of supporting the logistics demand of having ready-to-assembly products (becauseof this, the production site is performing in-house only simple manufacturing andassembly operations, and outsourcing the rest); the finance department has establishedthe policy of accepting orders from customers based only on the on-hand levels of ready-to-assembly components.
As a result of the implementation of the company-wide initiatives, Company ABC isfacing some unforeseen problems: the strategy of having products stocked in a ready-to-assemble condition (for a somewhat predictable market demand) is supported by onlyone product family of the catalogue (modular kitchens). However, the rest of the productfamilies do not support such strategy, but on the other hand, are ideal for the productionenvironment used by Company ABC (even though the distribution of the equipment onthe production floor is not the ideal). Also, this strategy would allow Company ABC toexcel in the areas of performance, delivery, cost, and quality, as the organisation focuseson the assembly part of the process, and accepts orders based only on the on-hand levels ofready-to-assembly components. However, the desired flexibility and innovation require-ments will be hard to achieve under these conditions.
International Journal of Production Research 1203

The impact these policies have on Company ABC’s performance, can be evaluatedusing the following values (from Table 2):
. U¼ 0.25, for a somewhat predictable market demand.
. BM¼ 0.5, for having products stocked in a ready-to-assemble condition.
. S¼ 0.25, for the offered own catalogue – non-standard options.
. F¼ 0.75, for the use of manufacturing cells.
In this way, for a demand level of 100 units, the demand fulfilment feasibility indicatorshows a total value of 9.37 (meaning that Company ABC has a really hard time trying toachieve the demanded volume of 100 units):
Inventory contribution ¼ 100 � ð1� 0:25Þ � ð1� 0:5Þ � 0:25 � ð1� 0:75Þ ¼ 2:34
Capacity contribution ¼ 100 � 0:25 � 0:5 � ð1� 0:25Þ � 0:75 ¼ 7:03 ¼ 7:03
Total ¼ 9:37:
At this point, Company ABC needs to explore the possibility of making someadjustments to their policies, by migrating from their current alignment conditions to newones. This migration process implies either increasing or decreasing some of the businessmodel, standardisation, and/or flexibility values. Examples of such migration process canbe found in Martinez-Olvera and Shunk (2006) and Martinez-Olvera (2008b). Thequestion becomes then which values to increase/decrease and in what amount. Analternative to Company ABC having to answer these questions is the development ofa simulation model that guides its search for more advantageous alignment conditions.Some important business applications of simulation within SC scenarios are:
. Provide a means to evaluate the impact of policy changes and to answer ‘what if ?’and ‘what’s best?’ questions (Shah et al. 2004).
. Are useful for performance prediction (Towill 1996) and for representing timevarying behaviour (Venkateswaran and Son 2004).
. Is maybe the only approach for analysing the complex and comprehensivestrategic level issues that need to consider the tactical and operational levels,(Zhao et al. 2002).
In this paper we follow a similar approach to the one presented in Longo and Mirabelli(2008), where a discrete event simulation model (of a supply chain) is implemented and anapplication example is proposed for a better understanding of the simulation modelpotential. In our case, we use Equations (1) and (2) to develop a systems dynamics (SD)simulation model – SD is one of the four simulation types mentioned by Kleijnen (2005) –and use the situation of Company ABC as an application example. In case Company ABCwanted to use the simulation model as a decision making tool, then a design of experiment(DOE) or an analysis of variance (ANOVA) could be used to perform the statisticalanalysis of the output, as the result of the decision making process depends on howexperiments are planned and how experiments results are analysed.
3.2 Simulation model of the case study
Based on Equations (1) and (2), an SD simulation model was built using the simulationsoftware iThink (1996). An SD simulation model is a system thinking approach that is notdata driven, and that focuses on how the structure of a system and the policies taken affect
1204 C. Martinez-Olvera
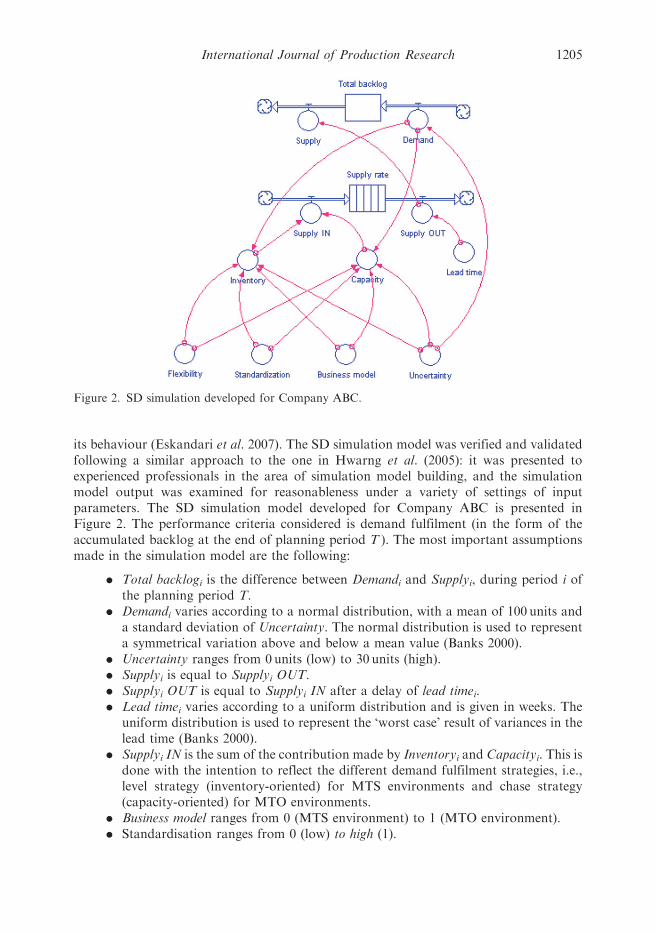
its behaviour (Eskandari et al. 2007). The SD simulation model was verified and validatedfollowing a similar approach to the one in Hwarng et al. (2005): it was presented toexperienced professionals in the area of simulation model building, and the simulationmodel output was examined for reasonableness under a variety of settings of inputparameters. The SD simulation model developed for Company ABC is presented inFigure 2. The performance criteria considered is demand fulfilment (in the form of theaccumulated backlog at the end of planning period T ). The most important assumptionsmade in the simulation model are the following:
. Total backlogi is the difference between Demandi and Supplyi, during period i ofthe planning period T.
. Demandi varies according to a normal distribution, with a mean of 100 units anda standard deviation of Uncertainty. The normal distribution is used to representa symmetrical variation above and below a mean value (Banks 2000).
. Uncertainty ranges from 0units (low) to 30 units (high).
. Supplyi is equal to Supplyi OUT.
. Supplyi OUT is equal to Supplyi IN after a delay of lead timei.
. Lead timei varies according to a uniform distribution and is given in weeks. Theuniform distribution is used to represent the ‘worst case’ result of variances in thelead time (Banks 2000).
. Supplyi IN is the sum of the contribution made by Inventoryi and Capacityi. This isdone with the intention to reflect the different demand fulfilment strategies, i.e.,level strategy (inventory-oriented) for MTS environments and chase strategy(capacity-oriented) for MTO environments.
. Business model ranges from 0 (MTS environment) to 1 (MTO environment).
. Standardisation ranges from 0 (low) to high (1).
Figure 2. SD simulation developed for Company ABC.
International Journal of Production Research 1205

. Flexibility ranges from 0 (low) to high (1).
. Inventoryi is equal to Equation (1):
Demand � ð1�UncertaintyÞ � ð1� Business modelÞ
�Standardisation � ð1� FlexibilityÞ:
. Capacity Pi is equal to Equation (2):
Demand �Uncertainty �Business model
� ð1� StandardisationÞ �Flexibility:
4. Sensitivity analysis
In order to study the effect of varying the level of demand uncertainty and lead time
variation, 1875 different scenarios were tested:
. Uncertainty levels of 0, 7.5, 15, 22.5, and 30. As it was stated previously, these
values represent the standard deviation (given in units) of the normal distribution
used to represent the demand variation.. Business model, Standardisation, and Flexibility levels of 0, 0.25, 0.5, 0.75, and 1
(see Table 2).. Lead time levels of uniform (1, 1), uniform (1, 3), and uniform (1, 5). In a uniform
distribution, values spread uniformly between a minimum and a maximum value.
In this way, uniform (1, 1) represent a low lead time variation (no variation),
uniform (1, 3) represent medium lead time variation (values spread between 1 and
3weeks), and uniform (1, 5) represent a high lead time variation (values spread
between 1 and 5weeks).
For a planning period T¼ 100 and 30 replications per scenario, confidence intervals of
95% level were constructed. Tables 4–6 summarise the behaviour of the total
backlog values as standardisation, flexibility, and business model increases from 0 to 1,
uncertainty increases from 0 to 30, and lead time increases from low – uniform (1, 1) to
high – uniform (1, 5).
4.1 Standardisation increase
When using the scenarios with a standardisation level of zero as a comparison basis, an
analysis of Tables 4–6 reveals the same behaviour:
. Below the diagonal that goes from BM¼ 1, U¼ 0 to BM¼ 0, U¼ 1 (Figure 3), the
total backlog values decrease 76% of the time, remain the same 18% of the time,
and increase 6% of the time. These results are explained by the fact that the U,
BM and S values tend to the alignment conditions of a 100% inventory-oriented
demand fulfilment strategy (U¼ 0,BM¼ 0,S¼ 1).. Within the diagonal, the total backlog values decrease 24% of the time, remain
the same 52% of the time, and increase 24% of the time.
1206 C. Martinez-Olvera
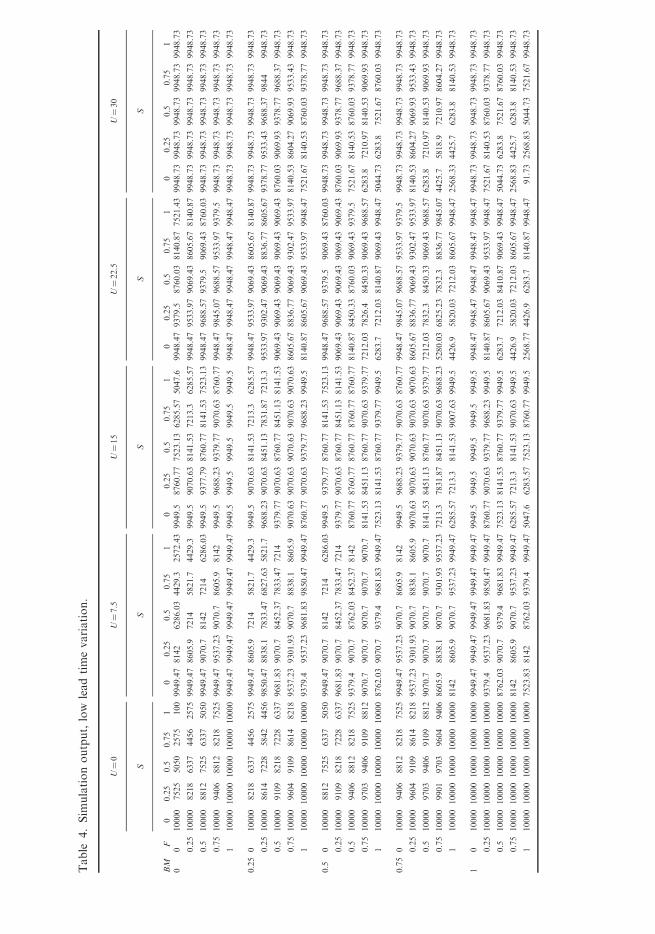
Table
4.Sim
ulationoutput,low
leadtimevariation.
U¼0
U¼7.5
U¼15
U¼22.5
U¼30
SS
SS
S
BM
F0
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
10
010000
7525
5050
2575
100
9949.47
8142
6286.03
4429.3
2572.43
9949.5
8760.77
7523.13
6285.57
5047.6
9948.47
9379.5
8760.03
8140.87
7521.43
9948.73
9948.73
9948.73
9948.73
9948.73
0.25
10000
8218
6337
4456
2575
9949.47
8605.9
7214
5821.7
4429.3
9949.5
9070.63
8141.53
7213.3
6285.57
9948.47
9533.97
9069.43
8605.67
8140.87
9948.73
9948.73
9948.73
9948.73
9948.73
0.5
10000
8812
7525
6337
5050
9949.47
9070.7
8142
7214
6286.03
9949.5
9377.79
8760.77
8141.53
7523.13
9948.47
9688.57
9379.5
9069.43
8760.03
9948.73
9948.73
9948.73
9948.73
9948.73
0.75
10000
9406
8812
8218
7525
9949.47
9537.23
9070.7
8605.9
8142
9949.5
9688.23
9379.77
9070.63
8760.77
9948.47
9845.07
9688.57
9533.97
9379.5
9948.73
9948.73
9948.73
9948.73
9948.73
110000
10000
10000
10000
10000
9949.47
9949.47
9949.47
9949.47
9949.47
9949.5
9949.5
9949.5
9949.5
9949.5
9948.47
9948.47
9948.47
9948.47
9948.47
9948.73
9948.73
9948.73
9948.73
9948.73
0.25
010000
8218
6337
4456
2575
9949.47
8605.9
7214
5821.7
4429.3
9949.5
9070.63
8141.53
7213.3
6285.57
9948.47
9533.97
9069.43
8605.67
8140.87
9948.73
9948.73
9948.73
9948.73
9948.73
0.25
10000
8614
7228
5842
4456
9850.47
8838.1
7833.47
6827.63
5821.7
9688.23
9070.63
8451.13
7831.87
7213.3
9533.97
9302.47
9069.43
8836.77
8605.67
9378.77
9533.43
9688.37
9844
9948.73
0.5
10000
9109
8218
7228
6337
9681.83
9070.7
8452.37
7833.47
7214
9379.77
9070.63
8760.77
8451.13
8141.53
9069.43
9069.43
9069.43
9069.43
9069.43
8760.03
9069.93
9378.77
9688.37
9948.73
0.75
10000
9604
9109
8614
8218
9537.23
9301.93
9070.7
8838.1
8605.9
9070.63
9070.63
9070.63
9070.63
9070.63
8605.67
8836.77
9069.43
9302.47
9533.97
8140.53
8604.27
9069.93
9533.43
9948.73
110000
10000
10000
10000
10000
9379.4
9537.23
9681.83
9850.47
9949.47
8760.77
9070.63
9379.77
9688.23
9949.5
8140.87
8605.67
9069.43
9533.97
9948.47
7521.67
8140.53
8760.03
9378.77
9948.73
0.5
010000
8812
7525
6337
5050
9949.47
9070.7
8142
7214
6286.03
9949.5
9379.77
8760.77
8141.53
7523.13
9948.47
9688.57
9379.5
9069.43
8760.03
9948.73
9948.73
9948.73
9948.73
9948.73
0.25
10000
9109
8218
7228
6337
9681.83
9070.7
8452.37
7833.47
7214
9379.77
9070.63
8760.77
8451.13
8141.53
9069.43
9069.43
9069.43
9069.43
9069.43
8760.03
9069.93
9378.77
9688.37
9948.73
0.5
10000
9406
8812
8218
7525
9379.4
9070.7
8762.03
8452.37
8142
8760.77
8760.77
8760.77
8760.77
8760.77
8140.87
8450.33
8760.03
9069.43
9379.5
7521.67
8140.53
8760.03
9378.77
9948.73
0.75
10000
9703
9406
9109
8812
9070.7
9070.7
9070.7
9070.7
9070.7
8141.53
8451.13
8760.77
9070.63
9379.77
7212.03
7826.4
8450.33
9069.43
9688.57
6283.8
7210.97
8140.53
9069.93
9948.73
110000
10000
10000
10000
10000
8762.03
9070.7
9379.4
9681.83
9949.47
7523.13
8141.53
8760.77
9379.77
9949.5
6283.7
7212.03
8140.87
9069.43
9948.47
5044.73
6283.8
7521.67
8760.03
9948.73
0.75
010000
9406
8812
8218
7525
9949.47
9537.23
9070.7
8605.9
8142
9949.5
9688.23
9379.77
9070.63
8760.77
9948.47
9845.07
9688.57
9533.97
9379.5
9948.73
9948.73
9948.73
9948.73
9948.73
0.25
10000
9604
9109
8614
8218
9537.23
9301.93
9070.7
8838.1
8605.9
9070.63
9070.63
9070.63
9070.63
9070.63
8605.67
8836.77
9069.43
9302.47
9533.97
8140.53
8604.27
9069.93
9533.43
9948.73
0.5
10000
9703
9406
9109
8812
9070.7
9070.7
9070.7
9070.7
9070.7
8141.53
8451.13
8760.77
9070.63
9379.77
7212.03
7832.3
8450.33
9069.43
9688.57
6283.8
7210.97
8140.53
9069.93
9948.73
0.75
10000
9901
9703
9604
9406
8605.9
8838.1
9070.7
9301.93
9537.23
7213.3
7831.87
8451.13
9070.63
9688.23
5280.03
6825.23
7832.3
8836.77
9845.07
4425.7
5818.9
7210.97
8604.27
9948.73
110000
10000
10000
10000
10000
8142
8605.9
9070.7
9537.23
9949.47
6285.57
7213.3
8141.53
9007.63
9949.5
4426.9
5820.03
7212.03
8605.67
9948.47
2568.33
4425.7
6283.8
8140.53
9948.73
10
10000
10000
10000
10000
10000
9949.47
9949.47
9949.47
9949.47
9949.47
9949.5
9949.5
9949.5
9949.5
9949.5
9948.47
9948.47
9948.47
9948.47
9948.47
9948.73
9948.73
9948.73
9948.73
9948.73
0.25
10000
10000
10000
10000
10000
9379.4
9537.23
9681.83
9850.47
9949.47
8760.77
9070.63
9379.77
9688.23
9949.5
8140.87
8605.67
9069.43
9533.97
9948.47
7521.67
8140.53
8760.03
9378.77
9948.73
0.5
10000
10000
10000
10000
10000
8762.03
9070.7
9379.4
9681.83
9949.47
7523.13
8141.53
8760.77
9379.77
9949.5
6283.7
7212.03
8410.87
9069.43
9948.47
5044.73
6283.8
7521.67
8760.03
9948.73
0.75
10000
10000
10000
10000
10000
8142
8605.9
9070.7
9537.23
9949.47
6285.57
7213.3
8141.53
9070.63
9949.5
4426.9
5820.03
7212.03
8605.67
9948.47
2568.83
4425.7
6283.8
8140.53
9948.73
110000
10000
10000
10000
10000
7523.83
8142
8762.03
9379.4
9949.47
5047.6
6283.57
7523.13
8760.77
9949.5
2568.77
4426.9
6283.7
8140.87
9948.47
91.73
2568.83
5044.73
7521.67
9948.73
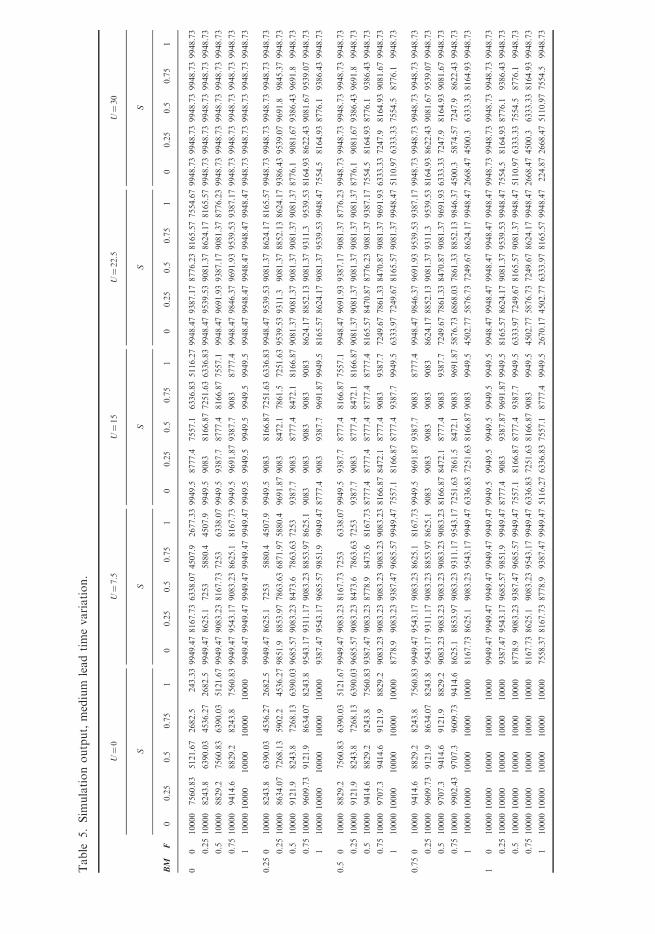
Table
5.Sim
ulationoutput,medium
leadtimevariation.
U¼0
U¼7.5
U¼15
U¼22.5
U¼30
SS
SS
S
BM
F0
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
1
00
10000
7560.83
5121.67
2682.5
243.339949.478167.736338.074507.9
2677.339949.5
8777.4
7557.1
6336.835116.279948.479387.178776.238165.577554.679948.739948.739948.739948.739948.73
0.2510000
8243.8
6390.03
4536.27
2682.5
9949.478625.1
7253
5880.4
4507.9
9949.5
9083
8166.877251.636336.839948.479539.539081.378624.178165.579948.739948.739948.739948.739948.73
0.5
10000
8829.2
7560.83
6390.03
5121.679949.479083.238167.737253
6338.079949.5
9387.7
8777.4
8166.877557.1
9948.479691.939387.179081.378776.239948.739948.739948.739948.739948.73
0.7510000
9414.6
8829.2
8243.8
7560.839949.479543.179083.238625.1
8167.739949.5
9691.879387.7
9083
8777.4
9948.479846.379691.939539.539387.179948.739948.739948.739948.739948.73
11000010000
10000
10000
10000
9949.479949.479949.479949.479949.479949.5
9949.5
9949.5
9949.5
9949.5
9948.479948.479948.479948.479948.479948.739948.739948.739948.739948.73
0.250
10000
8243.8
6390.03
4536.27
2682.5
9949.478625.1
7253
5880.4
4507.9
9949.5
9083
8166.877251.636336.839948.479539.539081.378624.178165.579948.739948.739948.739948.739948.73
0.2510000
8634.07
7268.13
5902.2
4536.279851.9
8853.977863.636871.975880.4
9691.879083
8472.1
7861.5
7251.639539.539311.3
9081.378852.138624.179386.439539.079691.8
9845.379948.73
0.5
10000
9121.9
8243.8
7268.13
6390.039685.579083.238473.6
7863.637253
9387.7
9083
8777.4
8472.1
8166.879081.379081.379081.379081.379081.378776.1
9081.679386.439691.8
9948.73
0.7510000
9609.73
9121.9
8634.07
8243.8
9543.179311.179083.238853.978625.1
9083
9083
9083
9083
9083
8624.178852.139081.379311.3
9539.538164.938622.439081.679539.079948.73
11000010000
10000
10000
10000
9387.479543.179685.579851.9
9949.478777.4
9083
9387.7
9691.879949.5
8165.578624.179081.379539.539948.477554.5
8164.938776.1
9386.439948.73
0.5
010000
8829.2
7560.83
6390.03
5121.679949.479083.238167.737253
6338.079949.5
9387.7
8777.4
8166.877557.1
9948.479691.939387.179081.378776.239948.739948.739948.739948.739948.73
0.2510000
9121.9
8243.8
7268.13
6390.039685.579083.238473.6
7863.637253
9387.7
9083
8777.4
8472.1
8166.879081.379081.379081.379081.379081.378776.1
9081.679386.439691.8
9948.73
0.5
10000
9414.6
8829.2
8243.8
7560.839387.479083.238778.9
8473.6
8167.738777.4
8777.4
8777.4
8777.4
8777.4
8165.578470.878776.239081.379387.177554.5
8164.938776.1
9386.439948.73
0.7510000
9707.3
9414.6
9121.9
8829.2
9083.239083.239083.239083.239083.238166.878472.1
8777.4
9083
9387.7
7249.677861.338470.879081.379691.936333.337247.9
8164.939081.679948.73
11000010000
10000
10000
10000
8778.9
9083.239387.479685.579949.477557.1
8166.878777.4
9387.7
9949.5
6333.977249.678165.579081.379948.475110.976333.337554.5
8776.1
9948.73
0.750
10000
9414.6
8829.2
8243.8
7560.839949.479543.179083.238625.1
8167.739949.5
9691.879387.7
9083
8777.4
9948.479846.379691.939539.539387.179948.739948.739948.739948.739948.73
0.2510000
9609.73
9121.9
8634.07
8243.8
9543.179311.179083.238853.978625.1
9083
9083
9083
9083
9083
8624.178852.139081.379311.3
9539.538164.938622.439081.679539.079948.73
0.5
10000
9707.3
9414.6
9121.9
8829.2
9083.239083.239083.239083.239083.238166.878472.1
8777.4
9083
9387.7
7249.677861.338470.879081.379691.936333.337247.9
8164.939081.679948.73
0.7510000
9902.43
9707.3
9609.73
9414.6
8625.1
8853.979083.239311.179543.177251.637861.5
8472.1
9083
9691.875876.736868.037861.338852.139846.374500.3
5874.577247.9
8622.439948.73
11000010000
10000
10000
10000
8167.738625.1
9083.239543.179949.476336.837251.638166.879083
9949.5
4502.775876.737249.678624.179948.472668.474500.3
6333.338164.939948.73
10
1000010000
10000
10000
10000
9949.479949.479949.479949.479949.479949.5
9949.5
9949.5
9949.5
9949.5
9948.479948.479948.479948.479948.479948.739948.739948.739948.739948.73
0.251000010000
10000
10000
10000
9387.479543.179685.579851.9
9949.478777.4
9083
9387.879691.879949.5
8165.578624.179081.379539.539948.477554.5
8164.938776.1
9386.439948.73
0.5
1000010000
10000
10000
10000
8778.9
9083.239387.479685.579949.477557.1
8166.878777.4
9387.7
9949.5
6333.977249.678165.579081.379948.475110.976333.337554.5
8776.1
9948.73
0.751000010000
10000
10000
10000
8167.738625.1
9083.239543.179949.476336.837251.638166.879083
9949.5
4502.775876.737249.678624.179948.472668.474500.3
6333.338164.939948.73
11000010000
10000
10000
10000
7558.378167.738778.9
9387.479949.475116.276336.837557.1
8777.4
9949.5
2670.174502.776333.978165.579948.47
224.872668.475110.977554.5
9948.73
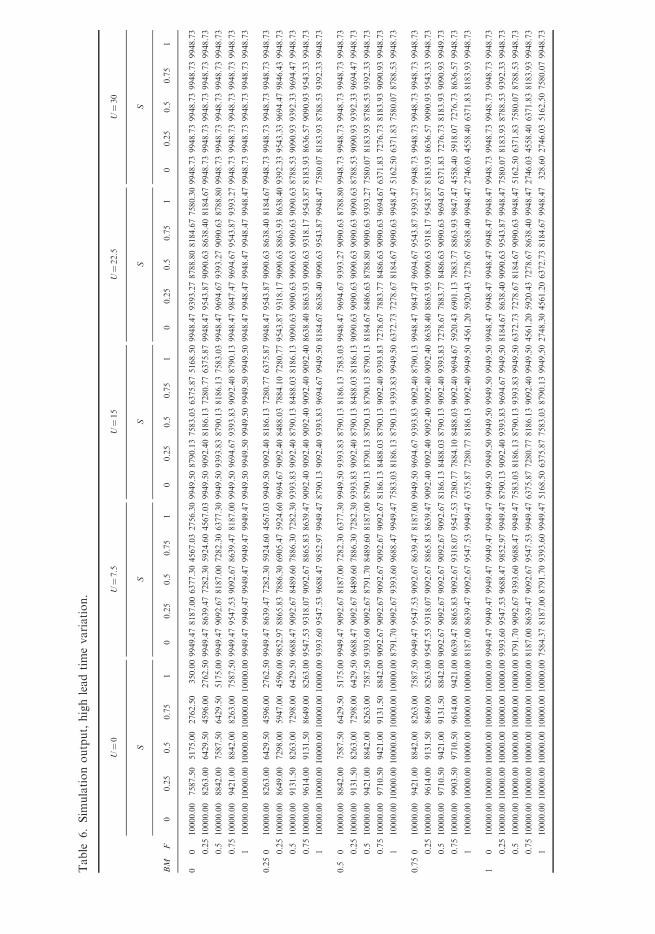
Table
6.Sim
ulationoutput,highleadtimevariation.
U¼0
U¼7.5
U¼15
U¼22.5
U¼30
SS
SS
S
BM
F0
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
10
0.25
0.5
0.75
1
00
10000.00
7587.50
5175.00
2762.50
350.009949.478187.006377.304567.032756.309949.508790.137583.036375.875168.509948.479393.278788.808184.677580.309948.739948.739948.739948.739948.73
0.2510000.00
8263.00
6429.50
4596.00
2762.509949.478639.477282.305924.604567.039949.509092.408186.137280.776375.879948.479543.879090.638638.408184.679948.739948.739948.739948.739948.73
0.5
10000.00
8842.00
7587.50
6429.50
5175.009949.479092.678187.007282.306377.309949.509393.838790.138186.137583.039948.479694.679393.279090.638788.809948.739948.739948.739948.739948.73
0.7510000.00
9421.00
8842.00
8263.00
7587.509949.479547.539092.678639.478187.009949.509694.679393.839092.408790.139948.479847.479694.679543.879393.279948.739948.739948.739948.739948.73
110000.0010000.0010000.0010000.0010000.009949.479949.479949.479949.479949.479949.509949.509949.509949.509949.509948.479948.479948.479948.479948.479948.739948.739948.739948.739948.73
0.250
10000.00
8263.00
6429.50
4596.00
2762.509949.478639.477282.305924.604567.039949.509092.408186.137280.776375.879948.479543.879090.638638.408184.679948.739948.739948.739948.739948.73
0.2510000.00
8649.00
7298.00
5947.00
4596.009852.978865.837886.306905.475924.609694.679092.408488.037884.107280.779543.879318.179090.638863.938638.409392.339543.339694.479846.439948.73
0.5
10000.00
9131.50
8263.00
7298.00
6429.509688.479092.678489.607886.307282.309393.839092.408790.138488.038186.139090.639090.639090.639090.639090.638788.539090.939392.339694.479948.73
0.7510000.00
9614.00
9131.50
8649.00
8263.009547.539318.079092.678865.838639.479092.409092.409092.409092.409092.408638.408863.939090.639318.179543.878183.938636.579090.939543.339948.73
110000.0010000.0010000.0010000.0010000.009393.609547.539688.479852.979949.478790.139092.409393.839694.679949.508184.678638.409090.639543.879948.477580.078183.938788.539392.339948.73
0.5
010000.00
8842.00
7587.50
6429.50
5175.009949.479092.678187.007282.306377.309949.509393.838790.138186.137583.039948.479694.679393.279090.638788.809948.739948.739948.739948.739948.73
0.2510000.00
9131.50
8263.00
7298.00
6429.509688.479092.678489.607886.307282.309393.839092.408790.138488.038186.139090.639090.639090.639090.639090.638788.539090.939392.339694.479948.73
0.5
10000.00
9421.00
8842.00
8263.00
7587.509393.609092.678791.708489.608187.008790.138790.138790.138790.138790.138184.678486.638788.809090.639393.277580.078183.938788.539392.339948.73
0.7510000.00
9710.50
9421.00
9131.50
8842.009092.679092.679092.679092.679092.678186.138488.038790.139092.409393.837278.677883.778486.639090.639694.676371.837276.738183.939090.939948.73
110000.0010000.0010000.0010000.0010000.008791.709092.679393.609688.479949.477583.038186.138790.139393.839949.506372.737278.678184.679090.639948.475162.506371.837580.078788.539948.73
0.750
10000.00
9421.00
8842.00
8263.00
7587.509949.479547.539092.678639.478187.009949.509694.679393.839092.408790.139948.479847.479694.679543.879393.279948.739948.739948.739948.739948.73
0.2510000.00
9614.00
9131.50
8649.00
8263.009547.539318.079092.678865.838639.479092.409092.409092.409092.409092.408638.408863.939090.639318.179543.878183.938636.579090.939543.339948.73
0.5
10000.00
9710.50
9421.00
9131.50
8842.009092.679092.679092.679092.679092.678186.138488.038790.139092.409393.837278.677883.778486.639090.639694.676371.837276.738183.939090.939949.73
0.7510000.00
9903.50
9710.50
9614.00
9421.008639.478865.839092.679318.079547.537280.777884.108488.039092.409694.675920.436901.137883.778863.939847.474558.405918.077276.738636.579948.73
110000.0010000.0010000.0010000.0010000.008187.008639.479092.679547.539949.476375.877280.778186.139092.409949.504561.205920.437278.678638.409948.472746.034558.406371.838183.939948.73
10
10000.0010000.0010000.0010000.0010000.009949.479949.479949.479949.479949.479949.509949.509949.509949.509949.509948.479948.479948.479948.479948.479948.739948.739948.739948.739948.73
0.2510000.0010000.0010000.0010000.0010000.009393.609547.539688.479852.979949.478790.139092.409393.839694.679949.508184.678638.409090.639543.879948.477580.078183.938788.539392.339948.73
0.5
10000.0010000.0010000.0010000.0010000.008791.709092.679393.609688.479949.477583.038186.138790.139393.839949.506372.737278.678184.679090.639948.475162.506371.837580.078788.539948.73
0.7510000.0010000.0010000.0010000.0010000.008187.008639.479092.679547.539949.476375.877280.778186.139092.409949.504561.205920.437278.678638.409948.472746.034558.406371.838183.939948.73
110000.0010000.0010000.0010000.0010000.007584.378187.008791.709393.609949.475168.506375.877583.038790.139949.502748.304561.206372.738184.679948.47
328.602746.035162.507580.079948.73
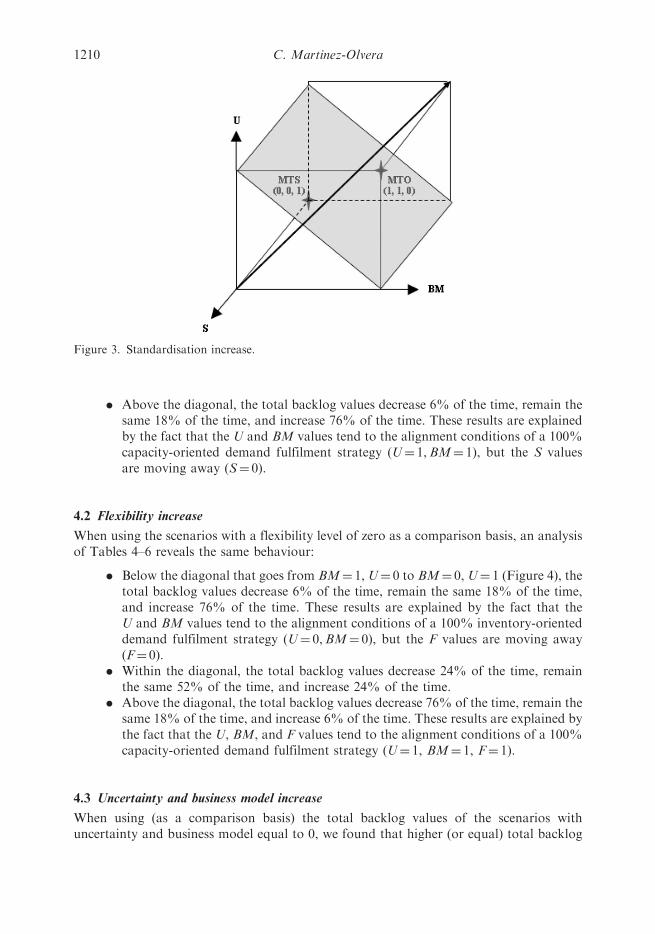
. Above the diagonal, the total backlog values decrease 6% of the time, remain thesame 18% of the time, and increase 76% of the time. These results are explainedby the fact that the U and BM values tend to the alignment conditions of a 100%capacity-oriented demand fulfilment strategy (U¼ 1,BM¼ 1), but the S valuesare moving away (S¼ 0).
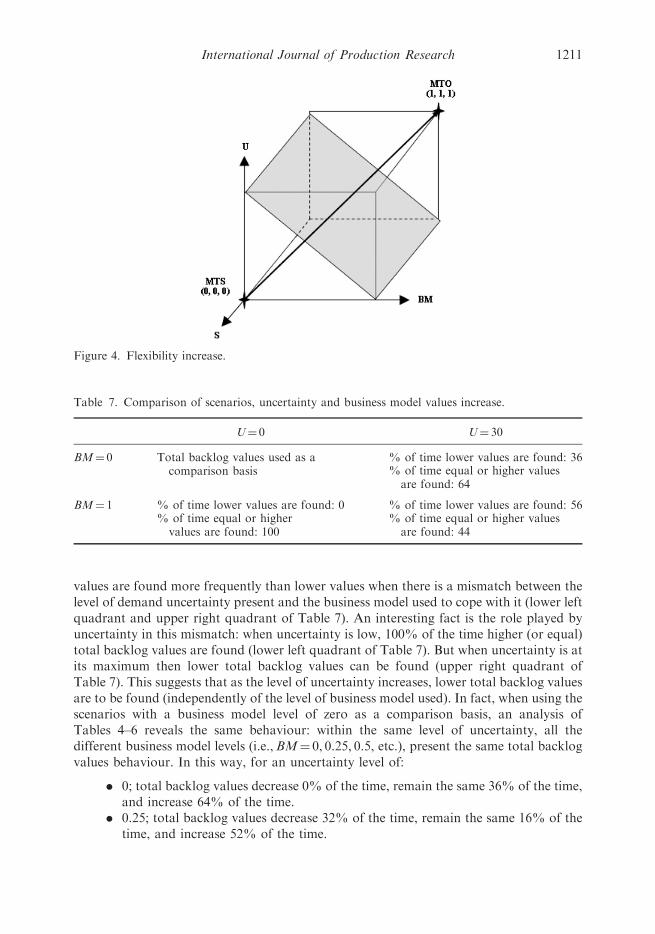
4.2 Flexibility increase
When using the scenarios with a flexibility level of zero as a comparison basis, an analysisof Tables 4–6 reveals the same behaviour:
. Below the diagonal that goes from BM¼ 1, U¼ 0 to BM¼ 0, U¼ 1 (Figure 4), thetotal backlog values decrease 6% of the time, remain the same 18% of the time,and increase 76% of the time. These results are explained by the fact that theU and BM values tend to the alignment conditions of a 100% inventory-orienteddemand fulfilment strategy (U¼ 0,BM¼ 0), but the F values are moving away(F¼ 0).
. Within the diagonal, the total backlog values decrease 24% of the time, remainthe same 52% of the time, and increase 24% of the time.
. Above the diagonal, the total backlog values decrease 76% of the time, remain thesame 18% of the time, and increase 6% of the time. These results are explained bythe fact that the U, BM, and F values tend to the alignment conditions of a 100%capacity-oriented demand fulfilment strategy (U¼ 1, BM¼ 1, F¼ 1).
4.3 Uncertainty and business model increase
When using (as a comparison basis) the total backlog values of the scenarios withuncertainty and business model equal to 0, we found that higher (or equal) total backlog
Figure 3. Standardisation increase.
1210 C. Martinez-Olvera
values are found more frequently than lower values when there is a mismatch between thelevel of demand uncertainty present and the business model used to cope with it (lower leftquadrant and upper right quadrant of Table 7). An interesting fact is the role played byuncertainty in this mismatch: when uncertainty is low, 100% of the time higher (or equal)total backlog values are found (lower left quadrant of Table 7). But when uncertainty is atits maximum then lower total backlog values can be found (upper right quadrant ofTable 7). This suggests that as the level of uncertainty increases, lower total backlog valuesare to be found (independently of the level of business model used). In fact, when using thescenarios with a business model level of zero as a comparison basis, an analysis ofTables 4–6 reveals the same behaviour: within the same level of uncertainty, all thedifferent business model levels (i.e.,BM¼ 0, 0.25, 0.5, etc.), present the same total backlogvalues behaviour. In this way, for an uncertainty level of:
. 0; total backlog values decrease 0% of the time, remain the same 36% of the time,and increase 64% of the time.
. 0.25; total backlog values decrease 32% of the time, remain the same 16% of thetime, and increase 52% of the time.
Figure 4. Flexibility increase.
Table 7. Comparison of scenarios, uncertainty and business model values increase.
U¼ 0 U¼ 30
BM¼ 0 Total backlog values used as acomparison basis
% of time lower values are found: 36% of time equal or higher valuesare found: 64
BM¼ 1 % of time lower values are found: 0 % of time lower values are found: 56% of time equal or highervalues are found: 100
% of time equal or higher valuesare found: 44
International Journal of Production Research 1211
. 0.5; total backlog values decrease 40% of the time, remain the same 20% of the
time, and increase 40% of the time.. 0.75; total backlog values decrease 52% of the time, remain the same 16% of the
time, and increase 32% of the time.. 1.0; total backlog values decrease 64% of the time, remain the same 36% of the
time, and increase 0% of the time.
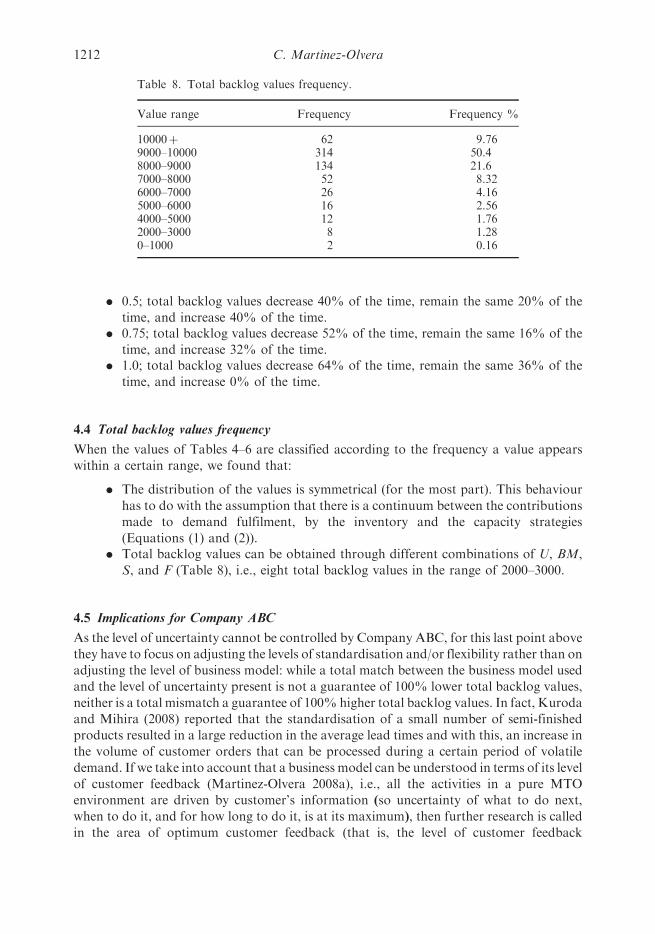
4.4 Total backlog values frequency
When the values of Tables 4–6 are classified according to the frequency a value appears
within a certain range, we found that:
. The distribution of the values is symmetrical (for the most part). This behaviour
has to do with the assumption that there is a continuum between the contributions
made to demand fulfilment, by the inventory and the capacity strategies
(Equations (1) and (2)).. Total backlog values can be obtained through different combinations of U, BM,
S, and F (Table 8), i.e., eight total backlog values in the range of 2000–3000.
4.5 Implications for Company ABC
As the level of uncertainty cannot be controlled by Company ABC, for this last point above
they have to focus on adjusting the levels of standardisation and/or flexibility rather than on
adjusting the level of business model: while a total match between the business model used
and the level of uncertainty present is not a guarantee of 100% lower total backlog values,
neither is a total mismatch a guarantee of 100% higher total backlog values. In fact, Kuroda
and Mihira (2008) reported that the standardisation of a small number of semi-finished
products resulted in a large reduction in the average lead times and with this, an increase in
the volume of customer orders that can be processed during a certain period of volatile
demand. If we take into account that a business model can be understood in terms of its level
of customer feedback (Martinez-Olvera 2008a), i.e., all the activities in a pure MTO
environment are driven by customer’s information (so uncertainty of what to do next,
when to do it, and for how long to do it, is at its maximum), then further research is called
in the area of optimum customer feedback (that is, the level of customer feedback
Table 8. Total backlog values frequency.
Value range Frequency Frequency %
10000þ 62 9.769000–10000 314 50.48000–9000 134 21.67000–8000 52 8.326000–7000 26 4.165000–6000 16 2.564000–5000 12 1.762000–3000 8 1.280–1000 2 0.16
1212 C. Martinez-Olvera

information with the least cost that allows the maximum reduction of the total
backlog value).A second implication (for Company ABC) is related to the frequency of the total
backlog values: Company ABC should follow an adaptive strategy in the management of
its operations, as the same total backlog values can be obtained through different
combinations of uncertainty, business model, standardisation, and flexibility. Therefore, it
is necessary to not only determine the optimum level customer feedback (as proposed
earlier), but also the range of match (between uncertainty and the business model used)
that would allow achieving a high frequency of lower total backlog values, in the event of
dealing with a high varying environment.
5. Conclusions
Manufacturing enterprises are pressured to shift from the traditional MTS to the MTO
production model, and at the same time, compete against each other as part of an SC. As
the decisions taken at the strategic level of the SC have a deep impact at the operational
level of the manufacturing enterprise, it becomes necessary for the alignment of activities,
from the strategic level through to the operational level. The objective of this paper was to
quantitatively evaluate the impact of such alignment of the total backlog value of
a manufacturing enterprise. For this reason, an analytical expression was derived and
a system dynamics (SD) simulation model was developed. The usefulness of the analytical
expression was illustrated via a case study company and conclusions were derived
regarding actions to improve its demand fulfilment ability. This research effort
acknowledges that the misalignment between the strategic and operational levels creates
an obstacle to demand fulfilment: the bigger the misalignment is, the bigger the obstacle to
achieve the demanded volume will be. This idea resembles the concept of structural
complexity proposed by Frizelle and Woodcock (1995), who stated that a high level of
complexity in the structure of a production system (i.e., the number of operations and
machines present in the routing sheets of a product family), has the effect of building
obstacles that impedes the process flow. Future research will explore this venue plus the
already mentioned optimum level customer feedback and range of match between
uncertainty and the bussiness model used.
References
Angelides, M.C. and Angerhofer, B.J., 2006. A model and a performance measurement system for
collaborative supply chains. Decision Support Systems, 42 (1), 283–301.
Balogun, O., Hawisa, H., and Tannock, J., 2004. Knowledge management for manufacturing: the
product and process database. Journal of Manufacturing Technology Management, 15 (7),
575–584.
Banks, J., 2000. Discrete-event system simulation. Upper Saddle River, NJ: Prentice Hall.Buxey, G., 2003. Strategy not tactics drives aggregate planning. International Journal of Production
Economics, 85 (3), 331–346.Chen, C.-C., 2008. An objective-oriented and product-line-based manufacturing performance
measurement. International Journal of Production Economics, 112 (1), 380–390.Duclos, L., Vokurka, R., and Lummus, R., 2003. A conceptual model of supply chain flexibility.
Industrial Management & Data Systems, 103 (6), 446–456.
International Journal of Production Research 1213
Eskandari, H., et al., 2007. Value chain analysis using hybrid simulation and AHP. International
Journal of Production Economics, 105 (2), 536–547.
Frizelle, G. and Woodcock, E., 1995. Measuring complexity as an aid to developing strategy.
International Journal of Operations & Production Management, 15 (5), 268–270.
Griffiths, J., James, R., and Kempson, J., 2000. Focusing customer demand through manufacturing
supply chains by the use of customer focused cells: an appraisal. International Journal of
Production Economics, 65 (1), 111–120.Gupta, D. and Benjaafar, S., 2004. Make-to-order, make-to-stock, or delay product differentiation?
A common framework for modeling and analysis. IIE Transactions, 36 (6), 529–546.Huang, S.H., Uppal, M., and Shi, J., 2002. A product driven approach to manufacturing supply
chain selection. Supply Chain Management, 7 (4), 189–199.Hwarng, H.B., et al., 2005. Modeling a complex supply chain: understanding the effect of simplified
assumptions. International Journal of Production Research, 43 (13), 2829–2872.Ismail, H.S. and Sharifi, H., 2006. A balanced approach to building agile supply chains. International
Journal of Physical Distribution & Logistics Management, 36 (6), 431–444.iThink, 1996. Analyst technical documentation (Software Manual). Hanover, NH: High Performance
Systems.Jonsson, P. and Mattsson, S.A., 2003. The implications of fit between planning environments and
manufacturing planning and control methods. International Journal of Operations &
Production Management, 23 (8), 872–900.Khoo, L.P. and Yin, X.F., 2003. An extended graph-based virtual clustering-enhanced approach
to supply chain optimization. International Journal of Advanced Manufacturing Technology, 22
(11–12), 836–847.
Kleijnen, J.P.C., 2005. Supply chain simulation tools and techniques: a survey. International Journal
of Simulation & Process Modelling, 1 (1/2), 82–89.
Kuroda, M. and Mihira, H., 2008. Strategic inventory holding to allow the estimation of earlier due
dates in make-to-order production. International Journal of Production Research, 46 (2),
495–508.Lamming, R., et al., 2000. An initial classification of supply networks. International Journal of
Operations & Production Management, 20 (6), 675–691.Longo, F. and Mirabelli, G., 2008. An advanced supply chain management tool based on modeling
and simulation. Computers & Industrial Engineering, 54 (3), 570–588.Martinez-Olvera, C. and Shunk, D., 2006. A comprehensive framework for the development of
a supply chain strategy. International Journal of Production Research, 44 (21), 4511–4528.Martinez-Olvera, C., 2008a. Impact of hybrid business models in the supply chain performance,
In: Supply chain: theory and applications (ISBN 978-3-902613-22-6). Vienna, Austria: I-Tech
Education and Publishing, 113–134.Martinez-Olvera, C., 2008b. Methodology for realignment of supply-chain structural. International
Journal of Production Economics, 114 (2), 714–722.Miltenburg, J., 1995. Manufacturing strategy: how to formulate and implement a winning plan.
Portland, OR: Productivity Press.Olhager, J., 2003. Strategic positioning of the order penetration point. International Journal of
Production Economics, 85 (3), 2335–2351.Petersen, K.J., Handfield, R.B., and Ragatz, G.L., 2005. Supplier integration into new product
development: coordinating product, process, and supply chain design. Journal of Operations
Management, 23 (3/4), 371–388.Rao, K. and Young, R.R., 1994. Global supply chains: factors influencing outsourcing of logistics
functions. International Journal of Physical Distribution & Logistics Management, 24 (6),
11–19.
Safizadeh, M.H. and Ritzman, L.P., 1997. Linking performance drivers in production planning and
inventory control to process choice. Journal of Operations Management, 15 (4), 389–403.
1214 C. Martinez-Olvera
Shah, N., et al., 2004. A flexible and generic approach to dynamic modelling of supply chains.Journal of the Operational Research Society, 55 (8), 801–813.
Son, Y.J. and Venkateswaran, J., 2005. Hybrid system dynamic: discrete event simulation-basedarchitecture for hierarchical production planning. International Journal of Production
Research, 43 (20), 4397–4429.Terzi, S. and Cavalieri, S., 2004. Simulation in the supply chain context: a survey. Computers in
Industry, 53 (1), 3–16.
Towill, D.R., 1996. Time compression and supply chain management – a guided tour. Supply ChainManagement, 1 (1), 15–27.
Venkateswaran, J. and Son, Y.J., 2004. Impact of modelling approximations in supply chain
analysis – an experimental study. International Journal of Production Research, 42 (15),2971–2992.
Vernadat, F., 2002. UEML: towards a unified enterprise modeling language. International Journal of
Production Research, 40 (17), 4309–4321.Zhang, D.Z., et al., 2006. An agent-based approach for e-manufacturing and supply chain
integration. Computers & Industrial Engineering, 51 (2), 343–360.Zhao, Z.Y., Ball, M., and Chen, C.Y., (2002). A scalable supply chain infrastructure research test-bed.
Chapter 7, Scalable enterprise system: an introduction to recent advances. Springer.
International Journal of Production Research 1215
Copyright of International Journal of Production Research is the property of Taylor & Francis Ltd and its
content may not be copied or emailed to multiple sites or posted to a listserv without the copyright holder's
express written permission. However, users may print, download, or email articles for individual use.
Copyright © 2022 FDOKUMEN

