







Bahasa
Halaman
Hukum


FACULTAD DE INGENIERÍA Y ARQUITECTURA
ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL
Implementación del mantenimiento centrado en confiabilidad para mejorar la disponibilidad de los Scooptram LH307 en una
minera subterránea, Huaraz 2019
TESIS PARA OBTENER EL TÍTULO PROFESIONAL DE:
Ingeniero Industrial
AUTOR:
Medrano Rodríguez, Juan Apolonio (ORCID: 0000-0002-3758-8296)
ASESOR: Mg. Rodríguez Alegre, Lino Rolando (ORCID: 0000-0002-9993-8087)
LÍNEA DE INVESTIGACIÓN:
Gestión Empresarial y Productiva
LIMA - PERÚ
2020
ii
DEDICATORIA
Dedico este trabajo principalmente a Dios,
por guiarme y protegerme siempre, a mi
familia, por ser el pilar más importante en
mi vida; quienes con su amor paciencia,
esfuerzo, valentía y apoyo incondicional
me han permitido llegar a cumplir hoy un
sueño tan anhelado.
iii
AGRADECIMIENTO
Agradezco a Dios por bendecirme en
cada decisión que tomo y por permitirme
sonreír ante todo mis logros. Asimismo; a
mis padres por mostrarme el camino
hacia la superación, mis profesores que
con sus enseñanzas hicieron de mí un
profesional de éxito preparado para
afrontar cualquier desafío.
iv
I. INTROCUCCIÓN................................................................................................. 1
II. MARCO TEÓRICO ........................................................................................... 14
III. METODOLOGÍA .............................................................................................. 31
3.1. Tipo y diseño de investigación .......................................................................... 32
3.2. Variables de operacionalización ....................................................................... 33
3.3. Población, muestra y muestreo ........................................................................ 36
3.4. Técnicas e instrumentos de recolección de datos .......................................... 37
3.5. Procedimientos ................................................................................................... 39
3.6. Métodos de análisis de datos ............................................................................ 63
3.7. Aspectos éticos................................................................................................... 64
IV. RESULTADOS ................................................................................................ 65
V. DISCUSIÓN ..................................................................................................... 75
VI. CONCLUSIONES ........................................................................................... 77
VII. RECOMENDACIONES .................................................................................. 78
REFERENCIAS .................................................................................................... 79
ANEXOS .............................................................................................................. 87
Índice de contenidos
Carátula .................................................................................................................. i
Dedicatoria ............................................................................................................. ii
Agradecimiento ..................................................................................................... iii
Índice de contenidos.............................................................................................. iv
Índice de tablas ...................................................................................................... v
Índice de figuras ................................................................................................... vii Resumen ............................................................................................................. viii Abstract .................................................................................................................. ix
v
Índice de tablas
Tabla 1. Diagrama de correlación .......................................................................... 7
Tabla 2. Cuadro de tabulación de datos ................................................................. 7
Tabla 3. Estratificación de causas .......................................................................... 9
Tabla 4. Alternativas de solución .......................................................................... 10
Tabla 5. Matriz de priorización de causas a resolver............................................ 11
Tabla 6. Criterio de evaluación NPR .................................................................... 29
Tabla 7. Técnicas e instrumentos ......................................................................... 38
Tabla 8. Puntos de la gestión de mantenimiento efectiva .................................... 42
Tabla 9. Gestión actual de mantenimiento ........................................................... 43
Tabla 10. Conformidad de la gestión de mantenimiento ...................................... 43
Tabla 11. Confiabilidad de equipos (año 2019) .................................................... 45
Tabla 12. Tiempo medio entre fallas (año 2019) .................................................. 46
Tabla 13. Tiempo medio para reparar (año 2019) ................................................ 47
Tabla 14. Disponibilidad (año 2019) ..................................................................... 47
Tabla 15. Diagrama de Gantt de la propuesta de mejora ..................................... 49
Tabla 16. Costo de la implementación RCM ........................................................ 50
Tabla 17. Matriz de criticidad ................................................................................ 55
Tabla 18. Cálculo de criticidad de equipos ........................................................... 56
Tabla 19. Efectividad de la gestión de mantenimiento y del desarrollo RCM ....... 59
Tabla 20. Conformidad de la gestión de mantenimiento ...................................... 59
Tabla 21. MTBF, MTTR y Disponibilidad – noviembre 2019 ................................ 60
Tabla 22. MTBF, MTTR y Disponibilidad – diciembre 2019 ................................. 61
Tabla 23. MTBF, MTTR y Disponibilidad – enero 2020 ........................................ 61
Tabla 24. Factores para la disponibilidad de la flota LH307 ................................. 62
Tabla 25. Análisis económico ............................................................................... 62
Tabla 26. VAN Y TIR ............................................................................................ 63
Tabla 27. Análisis de datos .................................................................................. 64
Tabla 28. Descriptiva de la disponibilidad pre test y pos test ............................... 66
Tabla 29. Descriptivo del MTBF, pre test y post test ............................................ 67
Tabla 30. Descriptivo del MTTR pre test y pos test .............................................. 68
Tabla 31. Prueba de normalidad de la hipótesis general ..................................... 69
Tabla 32. Estadística de muestras emparejadas descriptivas de disponibilidad .. 69
vi
Tabla 33. Análisis de significancia de T-student de la disponibilidad ................... 70
Tabla 34. Prueba de normalidad de la dimensión tiempo medio entre fallas ....... 71
Tabla 35. Estadística de muestras emparejadas descriptivas de MTBF .............. 71
Tabla 36. Análisis de significancia de T-student del MTBF .................................. 72
Tabla 37. Prueba de normalidad de la dimensión tiempo medio para reparar ..... 72
Tabla 38. Estadística de muestras emparejadas descriptivas de MTBF .............. 73
Tabla 39. Análisis de significancia de T-student del MTTR .................................. 74
vii
Índice de figuras
Figura 1. Liderazgo del Perú en la Producción minera ........................................... 2
Figura 2. Producción de mineral (enero – setiembre 2019) .................................... 4
Figura 3. Disponibilidad de Scooptram LH307 (enero – setiembre 2019) .............. 4
Figura 4. Diagrama Ishikawa de la Compañía Minera ............................................ 5
Figura 5. Diagrama Pareto ..................................................................................... 8
Figura 6. Diagrama de estratificación ..................................................................... 9
Figura 7. Grupo de trabajo RCM .......................................................................... 26
Figura 8. Diagrama de decisión ............................................................................ 28
Figura 9. Infografía de la empresa ....................................................................... 40
Figura 10. Organigrama de la empresa ................................................................ 41
Figura 11. Consumo de Repuestos ...................................................................... 44
Figura 12. Costo horario de repuestos ................................................................. 44
Figura 13. Diagrama de flujo RCM ....................................................................... 48
Figura 14. Diagrama de flujo del área de mantenimiento ..................................... 51
Figura 15. Taxonomía .......................................................................................... 52
Figura 16. Diagrama funcional del equipo ............................................................ 53
Figura 17. Diagrama de flujo de análisis de causa raíz ........................................ 57
Figura 18. Análisis de costo de repuesto por hora ............................................... 60
viii
RESUMEN
El siguiente informe, tiene como objetivo la implementación del mantenimiento
centrado en confiabilidad en la flota de Scopptram LH307 catalogada como
equipos de alto impacto dentro de la producción de mineral de la empresa minera,
el proceso de desarrollo del RCM tomó como referencia las normas
internacionales SAE JA1012 e ISO 14224-2016.
El objetivo principal de realizar este estudio es mejorar la disponibilidad de la flota
LH307, eliminar las tareas de mantención redundantes que no agregan valor,
realizar un exhaustivo análisis de fallas para determinar el origen y clasificarlas de
acuerdo su nivel de criticidad, se define un plan de mantenimiento con muevas
tareas que permite mejorar el tiempo medio entre fallas (confiabilidad), el tiempo
medio para reparar (mantenibilidad), optimización de recursos, se mejoró la
gestión efectiva de mantenimiento y competitividad, generando así; un impacto
positivo significativo dentro de la empresa y la producción de mineral.
Palabras clave: Mantenimiento centrado en confiabilidad, Disponibilidad, LH307.
ix
ABTRACT
The following report, aims to implement maintenance focused on reliability in the
Scopptram LH307 fleet classified as high impact equipment within the mineral
production of the mining company, the development process of the RCM had as
reference the international SAE standards JA1012 and ISO 14224-2016.
The main objective of carrying out this study is to improve the availability of the
LH307 fleet, eliminate redundant maintenance tasks that do not agree to value,
carry out an exhaustive failure analysis to determine the origin and classify them
according to their level of criticism, define a plan maintenance with new tasks that
allows to improve the average time between failures (reliability), the average time
to repair (maintainability), optimization of resources, improve effective
maintenance management and competitiveness, thus generating; a significant
positive impact within the company and mineral production.
Keywords: Maintenance focused on reliability, Availability, LH307.
1
I. INTROCUCCIÓN
2
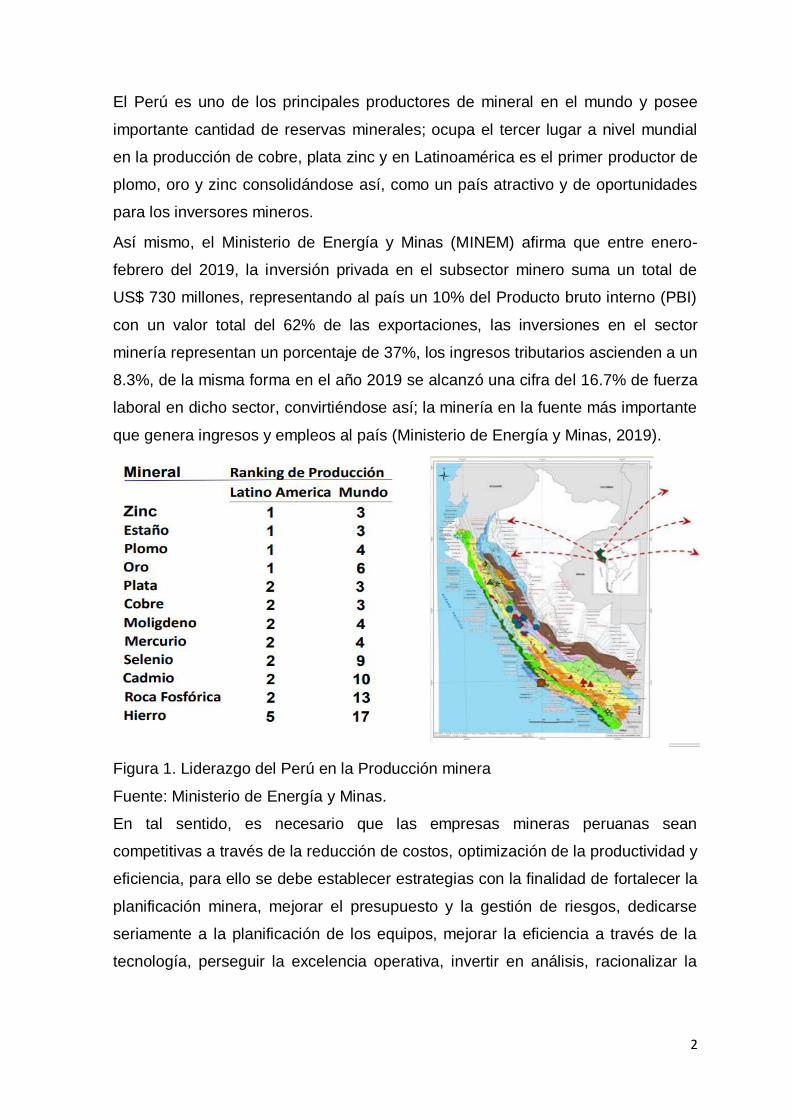
El Perú es uno de los principales productores de mineral en el mundo y posee
importante cantidad de reservas minerales; ocupa el tercer lugar a nivel mundial
en la producción de cobre, plata zinc y en Latinoamérica es el primer productor de
plomo, oro y zinc consolidándose así, como un país atractivo y de oportunidades
para los inversores mineros.
Así mismo, el Ministerio de Energía y Minas (MINEM) afirma que entre enero-
febrero del 2019, la inversión privada en el subsector minero suma un total de
US$ 730 millones, representando al país un 10% del Producto bruto interno (PBI)
con un valor total del 62% de las exportaciones, las inversiones en el sector
minería representan un porcentaje de 37%, los ingresos tributarios ascienden a un
8.3%, de la misma forma en el año 2019 se alcanzó una cifra del 16.7% de fuerza
laboral en dicho sector, convirtiéndose así; la minería en la fuente más importante
que genera ingresos y empleos al país (Ministerio de Energía y Minas, 2019).
Figura 1. Liderazgo del Perú en la Producción minera
Fuente: Ministerio de Energía y Minas.
En tal sentido, es necesario que las empresas mineras peruanas sean
competitivas a través de la reducción de costos, optimización de la productividad y
eficiencia, para ello se debe establecer estrategias con la finalidad de fortalecer la
planificación minera, mejorar el presupuesto y la gestión de riesgos, dedicarse
seriamente a la planificación de los equipos, mejorar la eficiencia a través de la
tecnología, perseguir la excelencia operativa, invertir en análisis, racionalizar la
3
cadena de producción y hacer presupuestos correctos para la inversión (Gérens
Escuela de Postgrado, 2018).
Por otro lado, es sumamente importante que las empresas tengan una estrategia
de mantenimiento que incluya la planificación, programación y cumplimiento de
tareas de preservación de sus equipos y máquinas. Se deben adoptar técnicas o
estrategias de gestión de activos para reducir costos y mejorar la productividad,
lograr ser más eficaces y eficientes, teniendo en consideración que la
confiabilidad y eficiencia del activo es clave para mejorar la producción.
La empresa a la que se hace referencia y que por temas de confidencialidad no
se menciona, sin embargo, es una empresa minera subterránea que se dedica a
la explotación, beneficio y comercialización de minerales metálicos especialmente
de Plata, Plomo y Zinc, se encuentra ubicada en la Cordillera Negra del Perú
entre las Provincias de Recuay y Aija en el Departamento de Ancash. Es una
empresa de capital peruano que inició sus operaciones en agosto del 2016,
empleando aproximadamente a 1,300 personas.
Una de las principales áreas de soporte a operaciones es el área de
mantenimiento; la cual tiene a su cargo una flota de Scooptram LH307 destinados
al carguío de mineral en el sub suelo, su capacidad de carga de estos equipos es
de 6.7 TM equipados con motor Diésel Volvo PENTA TAD 1140 VE, potencia 160
KW, tiene un sistema hidráulico de levante de 13,700 KN, sistema de inclinación
11,300 KN, convertidor Dana C273, transmisión de cambio de potencia con
modulación Dana RT32421 cuatro engranajes delantero y posterior con
tecnología LHD (Load Haul Dump).
Según datos históricos suministrados por la empresa se puede observar que la
flota LH307 presenta fallas repetitivas con paradas de equipo prolongadas. El
personal de mantenimiento soluciona las fallas que se presentan en el día a día,
pero estas no son analizadas, no existe un procedimiento de análisis de fallas
para determinar el origen o factor que las ocasiona y como consecuencia de ello
se tienen baja disponibilidad en los equipos LH307 afectando la producción de
mineral, existe una notable correlación entre la disponibilidad de los equipos de
carguío de LH307 y la producción de mineral.
4
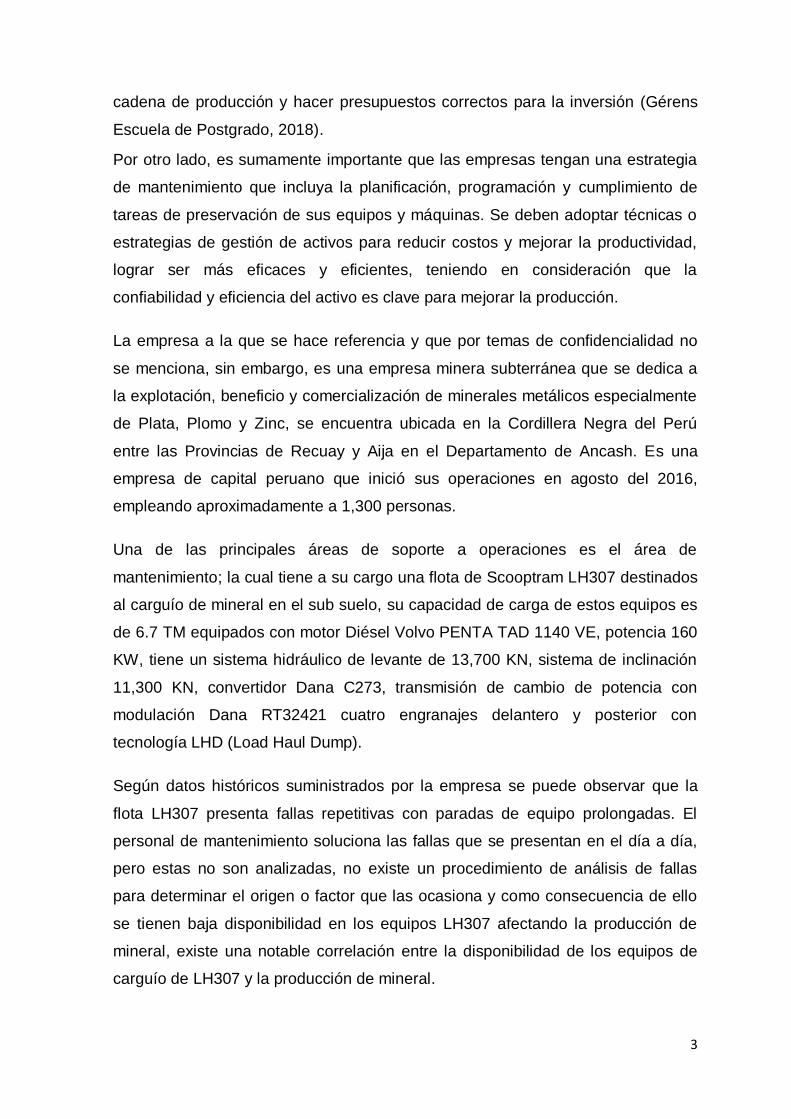
En el siguiente cuadro se presenta la producción de mineral de la empresa minera
en los meses de enero a setiembre del 2019.
Figura 2. Producción de mineral (enero – setiembre 2019)
Fuente: Base de datos de la empresa minera
En la figura 2 se puede observar la tendencia de la producción de mineral, en los
meses de enero a marzo ha ido en incremento sin embargo en los meses de abril,
mayo y junio registran picos bajos de producción de mineral, en junio se puede
apreciar una diferencia de -14% de producción respecto al mes de marzo.
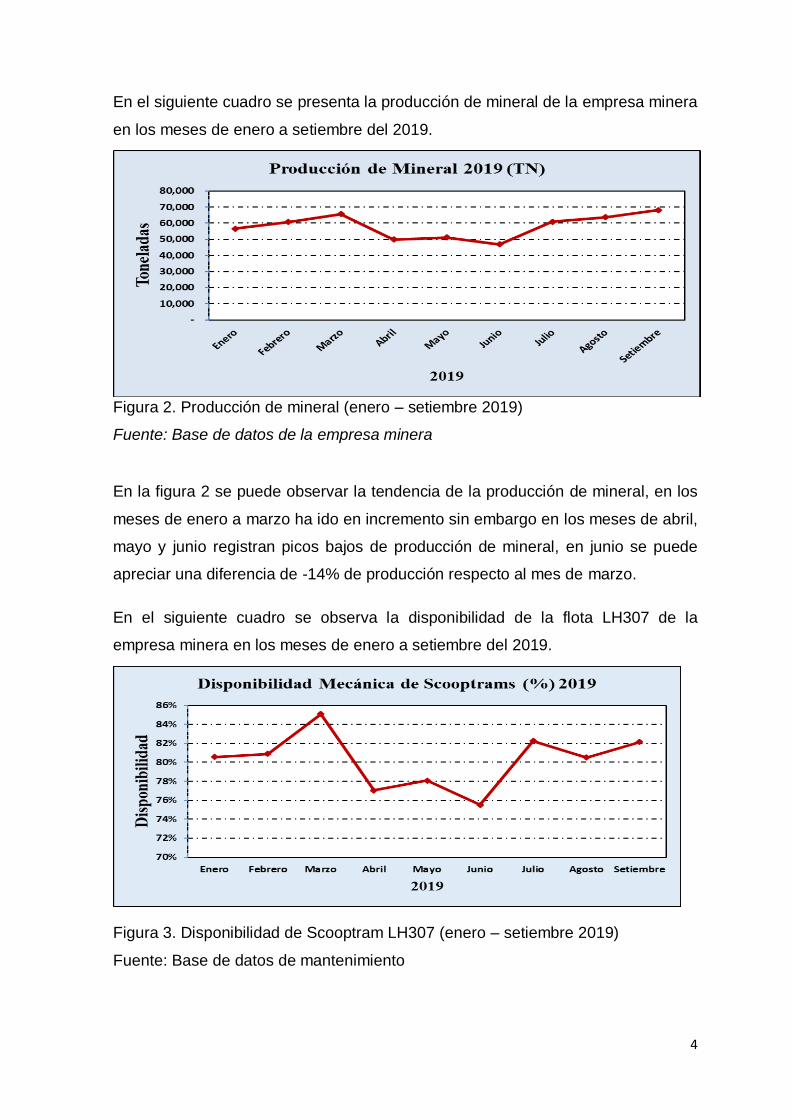
En el siguiente cuadro se observa la disponibilidad de la flota LH307 de la
empresa minera en los meses de enero a setiembre del 2019.
Figura 3. Disponibilidad de Scooptram LH307 (enero – setiembre 2019)
Fuente: Base de datos de mantenimiento
5
En la figura 3 se aprecia que las disponibilidades oscilan entre los 75% y 85%,
siendo su promedio global de disponibilidad 80% en toda la flota de equipos de
carguío de mineral LH307.
Como se ha mencionado existe una amplia relación entre la producción de
mineral y la disponibilidad de los equipos; por otro lado, la baja disponibilidad está
directamente asociada a las fallas constantes en los equipos y falta de ejecución
de tareas eficaces de mantención. En el caso de la empresa minera; la
disponibilidad ha disminuido por diferentes problemas que se detallan a
continuación.
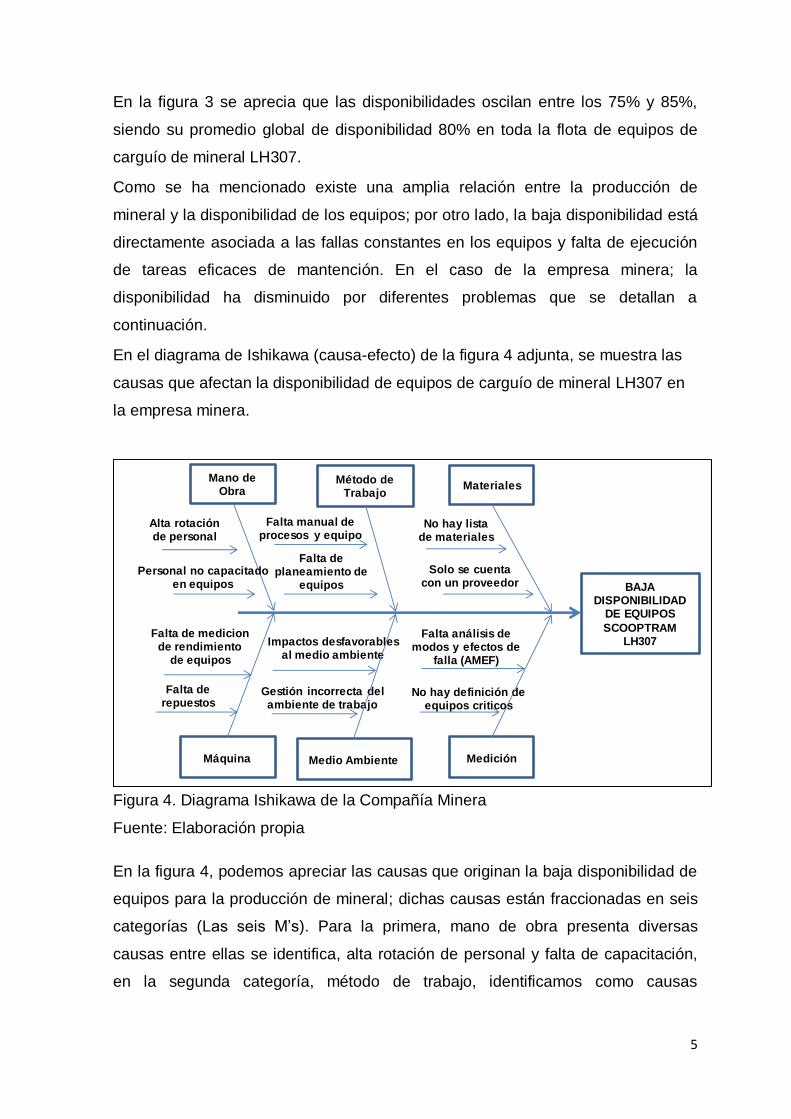
En el diagrama de Ishikawa (causa-efecto) de la figura 4 adjunta, se muestra las
causas que afectan la disponibilidad de equipos de carguío de mineral LH307 en
la empresa minera.
Figura 4. Diagrama Ishikawa de la Compañía Minera
Fuente: Elaboración propia
En la figura 4, podemos apreciar las causas que originan la baja disponibilidad de
equipos para la producción de mineral; dichas causas están fraccionadas en seis
categorías (Las seis M’s). Para la primera, mano de obra presenta diversas
causas entre ellas se identifica, alta rotación de personal y falta de capacitación,
en la segunda categoría, método de trabajo, identificamos como causas
BAJADISPONIBILIDAD
DE EQUIPOS
SCOOPTRAM LH307
Mano de Obra
Método de Trabajo
Materiales
Máquina Medio Ambiente Medición
Impactos desfavorables al medio ambiente
Gestión incorrecta del ambiente de trabajo
No hay lista de materiales
No hay definición de equipos criticos
Falta de planeamiento de
equipos
Falta manual de procesos y equipo
Personal no capacitado en equipos
Alta rotación de personal
Solo se cuenta con un proveedor
Falta análisis de modos y efectos de
falla (AMEF)
Falta de repuestos
Falta de medicion de rendimiento
de equipos
6
principales la falta de manuales y procedimiento estandarizados para realizar las
actividades, en la tercera categoría, materiales, se identifica que no hay lista de
materiales y que actualmente se cuenta con un solo proveedor de repuestos
motivo por el cual si el proveedor no cuenta con un repuesto disponible se tiene
que parar el equipo por falta de repuesto hasta la importación desde otros países,
esto hace que el equipo no esté disponible para la producción de mineral, en la
cuarta categoría, máquina, las causa principal es la falta de medición de
rendimiento de la máquina y estimación de vida útil de repuestos para cambio, en
la quinta categoría, medio ambiente de trabajo se aprecia la falta de orden,
iluminación y oxígeno no hay interacción entre las áreas de mantenimiento
eléctrico y mecánico para desarrollar las actividades de mantención de equipos y
disposición de residuos sólidos, así como fallas potenciales que impactan al
medio ambiente de forma desfavorable, en la sexta categoría, medición se
consideró la falta de registro y análisis de lo modos de falla, los efectos que
ocasionan las mismas y finalmente no hay definición de equipos críticos.
Desde mi punto de vista las categorías que representan un alto impacto en la baja
disponibilidad de la flota LH307 es el método de trabajo asociados a lineamientos
y procedimientos, ya que debido a esto no se cuenta con trabajos estandarizados,
no se realiza el debido análisis de las fallas, definición de equipos críticos y la
aplicación de un mantenimiento a condición.
Para un análisis a detalle cuantificare las causas a través del diagrama de Pareto.
Para ello realizare primero la matriz de correlación; donde se muestra cuan
relacionadas están las causas respecto a la problemática identificada. Estableceré
una escala entre 0 y 1; esto es si las causas tienen una relación fuerte tomará el
valor de 1 y si esta relación es débil el valor será igual a 0.
7
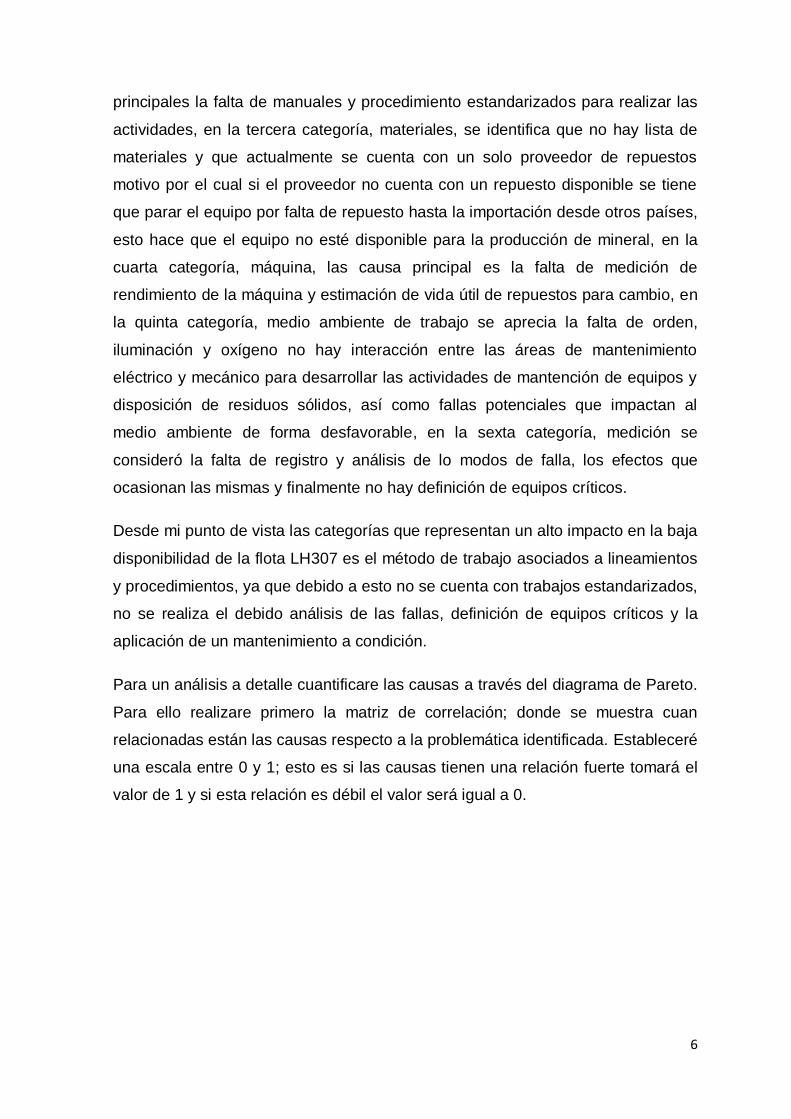
Tabla 1. Diagrama de correlación
Fuente: Elaboración propia
De acuerdo con el diagrama de Ishikawa y el puntaje obtenido en el diagrama de
correlación presentado en la tabla 1, a continuación, le asignamos el porcentaje
acumulado y la frecuencia acumulada en el cuadro de tabulación de datos para
determinar las causas principales de mayor a menor grado que generan el
problema de baja disponibilidad de equipos.
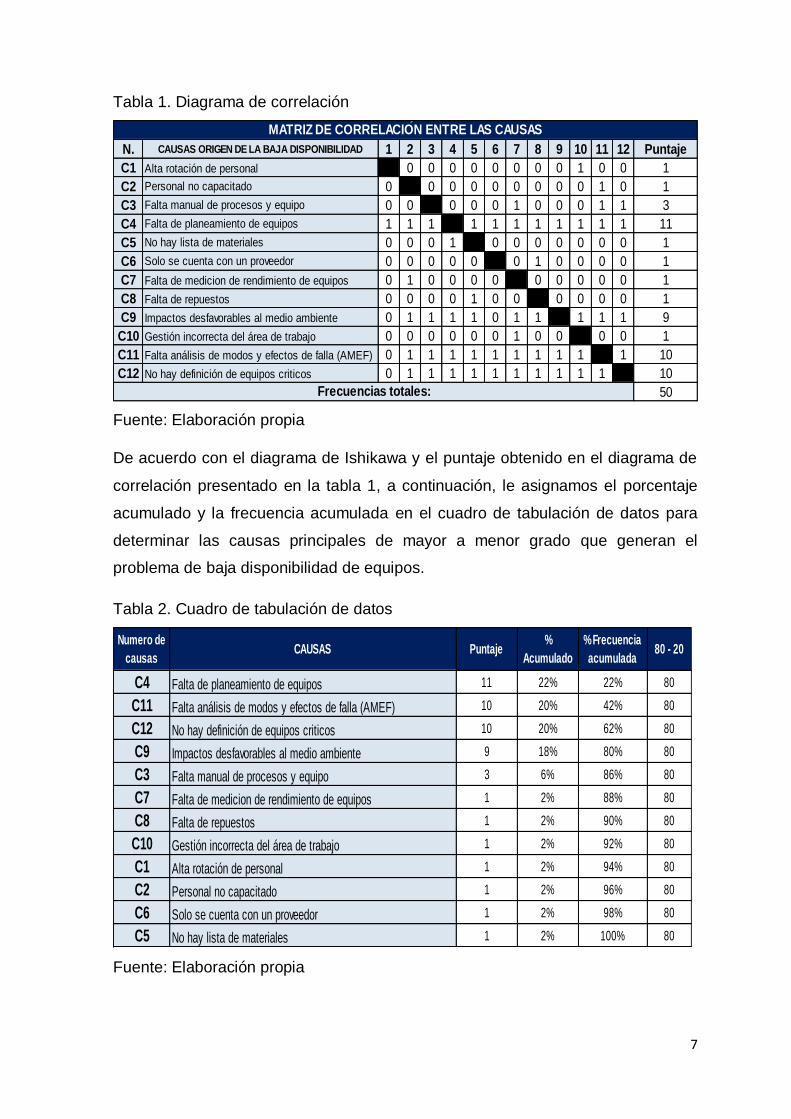
Tabla 2. Cuadro de tabulación de datos
Fuente: Elaboración propia
N. CAUSAS ORIGEN DE LA BAJA DISPONIBILIDAD 1 2 3 4 5 6 7 8 9 10 11 12 Puntaje
C1 Alta rotación de personal 0 0 0 0 0 0 0 0 0 1 0 0 1
C2 Personal no capacitado 0 0 0 0 0 0 0 0 0 0 1 0 1
C3 Falta manual de procesos y equipo 0 0 0 0 0 0 1 0 0 0 1 1 3
C4 Falta de planeamiento de equipos 1 1 1 1 1 1 1 1 1 1 1 11
C5 No hay lista de materiales 0 0 0 1 0 0 0 0 0 0 0 0 1
C6 Solo se cuenta con un proveedor 0 0 0 0 0 0 0 1 0 0 0 0 1
C7 Falta de medicion de rendimiento de equipos 0 1 0 0 0 0 0 0 0 0 0 0 1
C8 Falta de repuestos 0 0 0 0 1 0 0 0 0 0 0 0 1
C9 Impactos desfavorables al medio ambiente 0 1 1 1 1 0 1 1 1 1 1 9
C10 Gestión incorrecta del área de trabajo 0 0 0 0 0 0 1 0 0 0 0 0 1
C11 Falta análisis de modos y efectos de falla (AMEF) 0 1 1 1 1 1 1 1 1 1 1 10
C12 No hay definición de equipos criticos 0 1 1 1 1 1 1 1 1 1 1 10
50
MATRIZ DE CORRELACION ENTRE LAS CAUSAS
Frecuencias totales:
Numero de
causasCAUSAS Puntaje
%
Acumulado
% Frecuencia
acumulada80 - 20
C4 Falta de planeamiento de equipos 11 22% 22% 80
C11 Falta análisis de modos y efectos de falla (AMEF) 10 20% 42% 80
C12 No hay definición de equipos criticos 10 20% 62% 80
C9 Impactos desfavorables al medio ambiente 9 18% 80% 80
C3 Falta manual de procesos y equipo 3 6% 86% 80
C7 Falta de medicion de rendimiento de equipos 1 2% 88% 80
C8 Falta de repuestos 1 2% 90% 80
C10 Gestión incorrecta del área de trabajo 1 2% 92% 80
C1 Alta rotación de personal 1 2% 94% 80
C2 Personal no capacitado 1 2% 96% 80
C6 Solo se cuenta con un proveedor 1 2% 98% 80
C5 No hay lista de materiales 1 2% 100% 80
8
En la tabla 2, se aprecia la frecuencia de causas y la relación que tienen cada una
de ellas con el problema principal y el porcentaje (%) de mayor a menor
correlación.
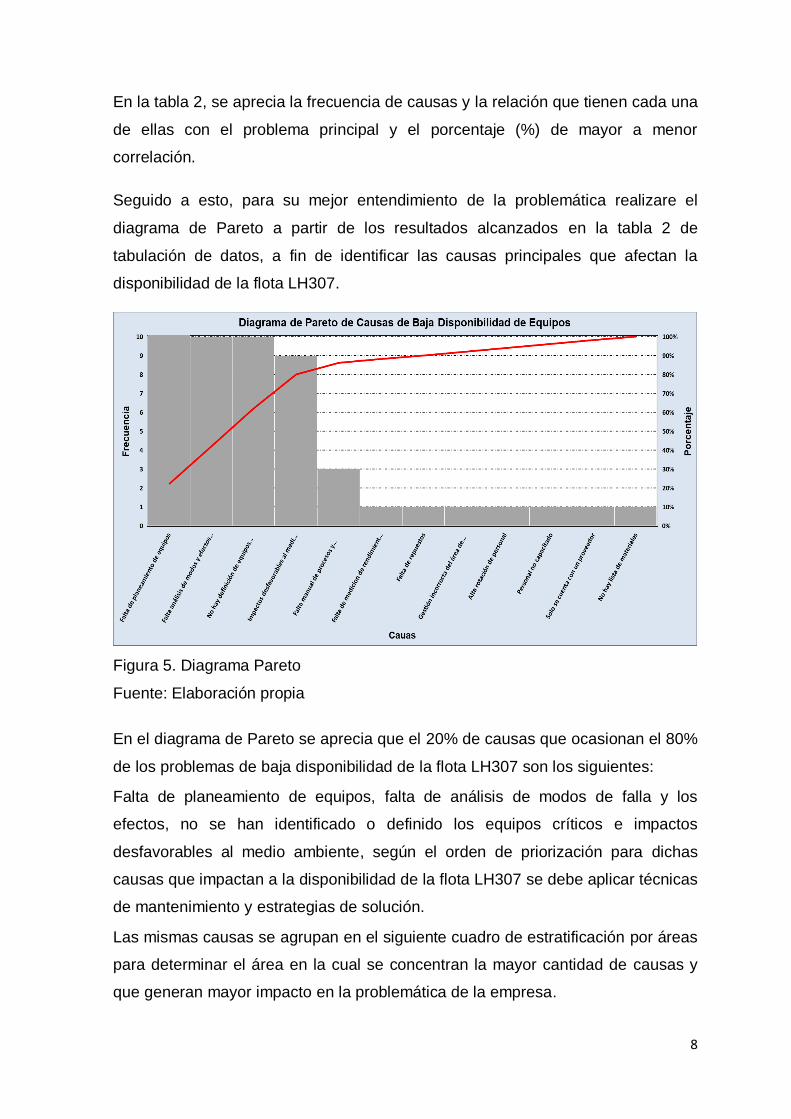
Seguido a esto, para su mejor entendimiento de la problemática realizare el
diagrama de Pareto a partir de los resultados alcanzados en la tabla 2 de
tabulación de datos, a fin de identificar las causas principales que afectan la
disponibilidad de la flota LH307.
Figura 5. Diagrama Pareto
Fuente: Elaboración propia
En el diagrama de Pareto se aprecia que el 20% de causas que ocasionan el 80%
de los problemas de baja disponibilidad de la flota LH307 son los siguientes:
Falta de planeamiento de equipos, falta de análisis de modos de falla y los
efectos, no se han identificado o definido los equipos críticos e impactos
desfavorables al medio ambiente, según el orden de priorización para dichas
causas que impactan a la disponibilidad de la flota LH307 se debe aplicar técnicas
de mantenimiento y estrategias de solución.
Las mismas causas se agrupan en el siguiente cuadro de estratificación por áreas
para determinar el área en la cual se concentran la mayor cantidad de causas y
que generan mayor impacto en la problemática de la empresa.
9
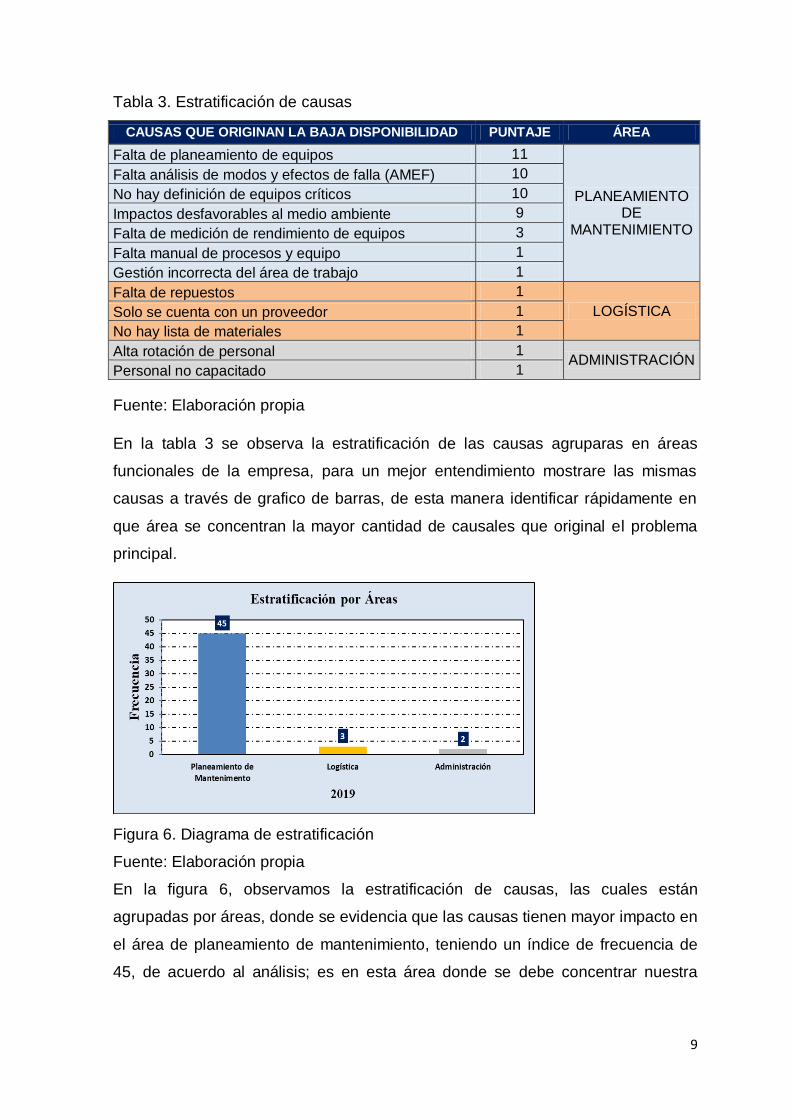
Tabla 3. Estratificación de causas
CAUSAS QUE ORIGINAN LA BAJA DISPONIBILIDAD PUNTAJE ÁREA
Falta de planeamiento de equipos 11
PLANEAMIENTO DE
MANTENIMIENTO
Falta análisis de modos y efectos de falla (AMEF) 10
No hay definición de equipos críticos 10
Impactos desfavorables al medio ambiente 9
Falta de medición de rendimiento de equipos 3
Falta manual de procesos y equipo 1
Gestión incorrecta del área de trabajo 1
Falta de repuestos 1
LOGÍSTICA Solo se cuenta con un proveedor 1
No hay lista de materiales 1
Alta rotación de personal 1 ADMINISTRACIÓN
Personal no capacitado 1
Fuente: Elaboración propia
En la tabla 3 se observa la estratificación de las causas agruparas en áreas
funcionales de la empresa, para un mejor entendimiento mostrare las mismas
causas a través de grafico de barras, de esta manera identificar rápidamente en
que área se concentran la mayor cantidad de causales que original el problema
principal.
Figura 6. Diagrama de estratificación
Fuente: Elaboración propia
En la figura 6, observamos la estratificación de causas, las cuales están
agrupadas por áreas, donde se evidencia que las causas tienen mayor impacto en
el área de planeamiento de mantenimiento, teniendo un índice de frecuencia de
45, de acuerdo al análisis; es en esta área donde se debe concentrar nuestra
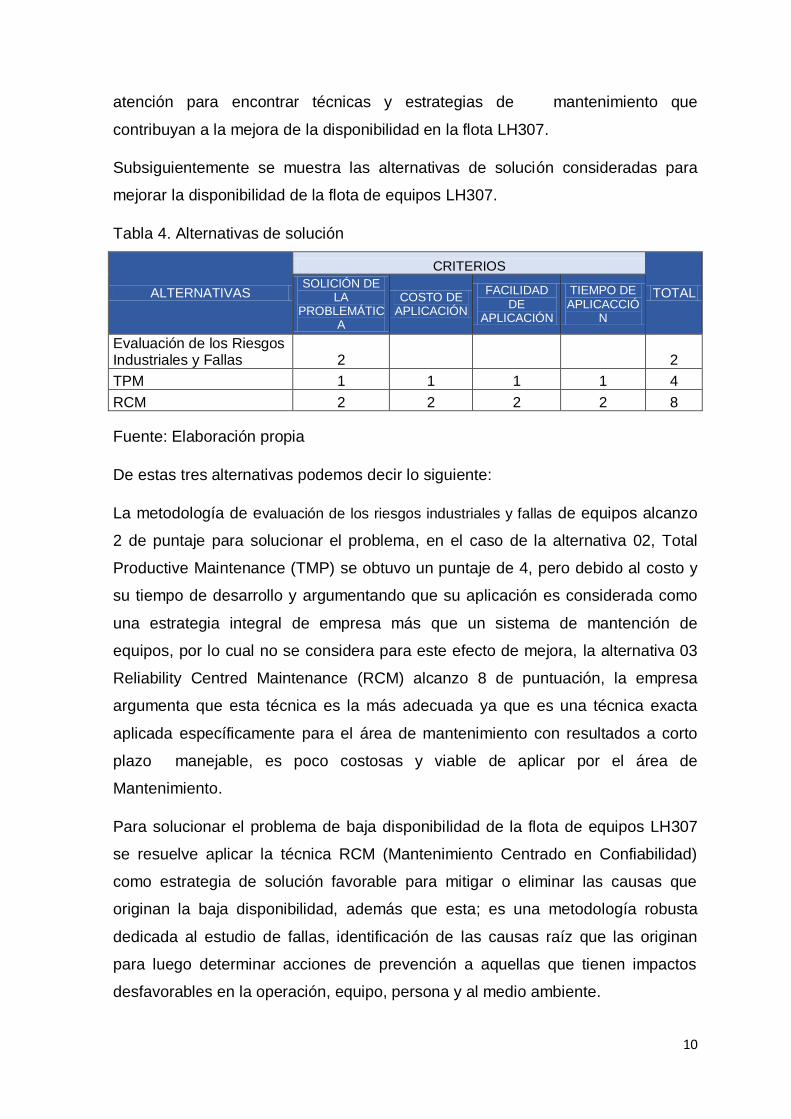
10
atención para encontrar técnicas y estrategias de mantenimiento que
contribuyan a la mejora de la disponibilidad en la flota LH307.
Subsiguientemente se muestra las alternativas de solución consideradas para
mejorar la disponibilidad de la flota de equipos LH307.
Tabla 4. Alternativas de solución
ALTERNATIVAS
CRITERIOS
TOTAL SOLICIÓN DE
LA PROBLEMÁTIC
A
COSTO DE APLICACIÓN
FACILIDAD DE
APLICACIÓN
TIEMPO DE APLICACCIÓ
N
Evaluación de los Riesgos Industriales y Fallas 2
2
TPM 1 1 1 1 4
RCM 2 2 2 2 8
Fuente: Elaboración propia
De estas tres alternativas podemos decir lo siguiente:
La metodología de evaluación de los riesgos industriales y fallas de equipos alcanzo
2 de puntaje para solucionar el problema, en el caso de la alternativa 02, Total
Productive Maintenance (TMP) se obtuvo un puntaje de 4, pero debido al costo y
su tiempo de desarrollo y argumentando que su aplicación es considerada como
una estrategia integral de empresa más que un sistema de mantención de
equipos, por lo cual no se considera para este efecto de mejora, la alternativa 03
Reliability Centred Maintenance (RCM) alcanzo 8 de puntuación, la empresa
argumenta que esta técnica es la más adecuada ya que es una técnica exacta
aplicada específicamente para el área de mantenimiento con resultados a corto
plazo manejable, es poco costosas y viable de aplicar por el área de
Mantenimiento.
Para solucionar el problema de baja disponibilidad de la flota de equipos LH307
se resuelve aplicar la técnica RCM (Mantenimiento Centrado en Confiabilidad)
como estrategia de solución favorable para mitigar o eliminar las causas que
originan la baja disponibilidad, además que esta; es una metodología robusta
dedicada al estudio de fallas, identificación de las causas raíz que las originan
para luego determinar acciones de prevención a aquellas que tienen impactos
desfavorables en la operación, equipo, persona y al medio ambiente.
11
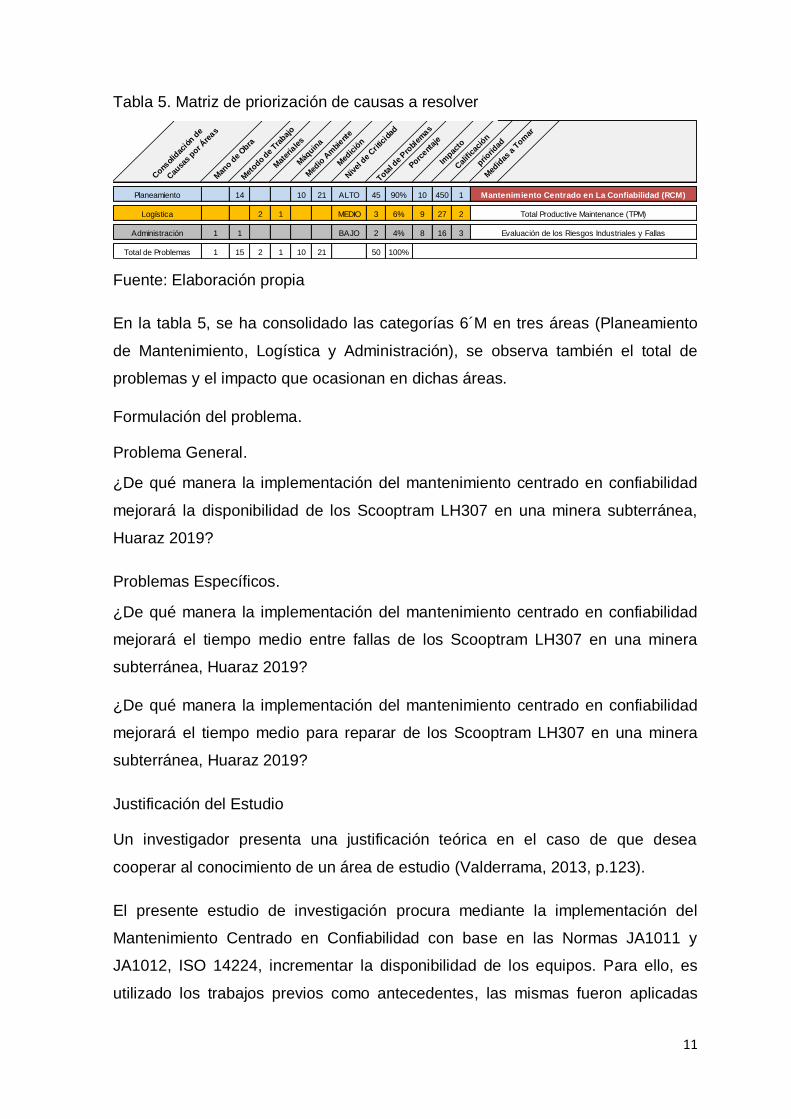
Tabla 5. Matriz de priorización de causas a resolver
Fuente: Elaboración propia
En la tabla 5, se ha consolidado las categorías 6´M en tres áreas (Planeamiento
de Mantenimiento, Logística y Administración), se observa también el total de
problemas y el impacto que ocasionan en dichas áreas.
Formulación del problema.
Problema General.
¿De qué manera la implementación del mantenimiento centrado en confiabilidad
mejorará la disponibilidad de los Scooptram LH307 en una minera subterránea,
Huaraz 2019?
Problemas Específicos.
¿De qué manera la implementación del mantenimiento centrado en confiabilidad
mejorará el tiempo medio entre fallas de los Scooptram LH307 en una minera
subterránea, Huaraz 2019?
¿De qué manera la implementación del mantenimiento centrado en confiabilidad
mejorará el tiempo medio para reparar de los Scooptram LH307 en una minera
subterránea, Huaraz 2019?
Justificación del Estudio
Un investigador presenta una justificación teórica en el caso de que desea
cooperar al conocimiento de un área de estudio (Valderrama, 2013, p.123).
El presente estudio de investigación procura mediante la implementación del
Mantenimiento Centrado en Confiabilidad con base en las Normas JA1011 y
JA1012, ISO 14224, incrementar la disponibilidad de los equipos. Para ello, es
utilizado los trabajos previos como antecedentes, las mismas fueron aplicadas
Cons
olid
ació
n de
Cau
sas
por Áre
as
Man
o de
Obra
Met
odo de
Trabaj
o
Mat
eria
les
Máq
uina
Med
io A
mbi
ente
Med
ició
n
Niv
el d
e Critic
idad
Total d
e Pro
blem
as
Porcent
aje
Impac
to
Cal
ifica
ción
priorid
ad
Med
idas
a T
omar
Planeamiento 14 10 21 ALTO 45 90% 10 450 1
Logística 2 1 MEDIO 3 6% 9 27 2
Administración 1 1 BAJO 2 4% 8 16 3
Total de Problemas 1 15 2 1 10 21 50 100%
Mantenimiento Centrado en La Confiabilidad (RCM)
Total Productive Maintenance (TPM)
Evaluación de los Riesgos Industriales y Fallas
12
usando esta herramienta, demostrando un aprovechamiento de recursos y
mejoras en la disponibilidad de equipos.
Justificación técnica
Determinando la baja disponibilidad de los equipos LH307 se considera realizar el
análisis de RCM para mitigar impactos desfavorables a la producción al
producirse fallas imprevistas en los equipos. Con la aplicación del RCM se
mejoran aspectos determinados que se ven reflejados en indicadores como la
disponibilidad y fiabilidad del activo físico, se soluciona de forma eficaz un
problema, evitando que generen acciones de forma rutinaria sin una apropiada
justificación técnica. Además, reduce las horas de paro, número de averías del
activo físico, se reduce la cantidad de recursos empleados en los mantenimientos
y tareas innecesarias.
Justificación económica
La implementación del RCM mejora la disponibilidad y confiabilidad de los
equipos de la empresa, de manera qué; al aumentar las disponibilidades de los
activos de forma sustancial también se mejora la producción, además se
disminuyen gastos innecesarios que tienen relación directa con el mantenimiento,
al evitar fallas se reduce el cambio de piezas y con ello el ahorro sustancial para
la empresa, RCM es una de las alternativas que poseen la organización para
aumentar su competitividad y uno de los requisitos del Mantenimiento de Clase
Mundial.
Justificación ambiental
Con la implementación del RCM en la compañía minera mejoraremos los
impactos ambientales negativos, un ejemplo especifico es las roturas de
mangueras hidráulicas que implican derrame de aceite y contaminación del suelo,
de esta manera; al analizar los fallos con implicación potenciales al medio
ambiente desarrollaremos estrategias de prevención, acordes a la ISO 14001.
RCM, centra las bases para mitigar accidentes y fallos con afectación negativa a
la persona y medio ambiente, también previene los riesgos asociados al trabajo al
identificar, categorizar y evitar todas las fallas potenciales de los equipos con
probabilidad de causar daños a las personas de una manera eficaz y detallada.
13
Objetivo de la investigación
Objetivo General
Determinar si la implementación del mantenimiento centrado en confiabilidad
mejora la disponibilidad de los Scooptram LH307 en una mina subterránea,
Huaraz 2019.
Objetivos Específicos
Determinar si la implementación del mantenimiento centrado en confiabilidad
mejora el tiempo medio entre fallas de los Scooptram LH307 en una mina
subterránea, Huaraz 2019.
Determinar si la implementación del mantenimiento centrado en confiabilidad
mejora el tiempo medio para reparar de los Scooptram LH307 en una mina
subterránea, Huaraz 2019.
Hipótesis
Hipótesis General
La implementación del mantenimiento centrado en confiabilidad mejora la
disponibilidad de los Scooptram LH307 en una minera subterránea Huaraz.
Hipótesis Específicas
La implementación del mantenimiento centrado en confiabilidad mejora el tiempo
medio entre fallas de los Scooptram LH307 en una minera subterránea Huaraz.
La implementación del Mantenimiento centrado en confiabilidad mejora el tiempo
medio para reparar de los Scooptram LH307 en una minera subterránea Huaraz.
14
II. MARCO TEÓRICO
15
Respecto a las investigaciones previas referidas al tema de investigación tanto a
nivel internacional y nacional tenemos las siguientes:
Según Castillo, en su tesis “Propuesta de mantenimiento centrado en confiabilidad
de las unidades de bombeo horizontal multietapas del sistema power oil de la
estación Atacapi del B57-LI de PETROAMAZONAS EP”, Escuela Superior
Politécnica de Chimborazo – Ecuador. El objetivo general fue realizar un plan de
mantenimiento óptimo para los equipos debido a la alta frecuencia de fallas que
ocasionaban la inoperatividad del sistema en prolongados períodos de tiempo,
conllevando a pérdidas en la producción de petróleo, el diseño de la investigación
se fundamentó en la estrategia del RCM en el que se desarrolló cada una de las
etapas y los resultados obtenidos hasta llegar al diseño de un plan óptimo para el
mantenimiento de los equipos. La población comprendió los equipos de bombeo
del sistema de producción de petróleo. Los instrumentos de medición utilizados
fueron la recopilación y análisis de datos históricos del sistema de mantenimiento
(Oíl and Gas), codificación de equipos y partes diarios, el resultado obtenido
después de la aplicación del RCM comprueba una mejoría de índice de fallos de
0.00142 a 0.0006, representando un tiempo medio de fallas de 29 a 69 días, con
una reducción de fallas de 57.95%. La metodología RCM, aporta valor a la
empresa en ahorro de costos y aumento de la productividad al evitar paradas
repentinas de los sistemas o equipos que afectan el proceso de producción
(Castillo, 2017)
Según Zavala, en su tesis “Plan de mantenimiento preventivo basado en RCM
para el chancador primario fuller, operación Mantoverde”, Universidad Técnica
Federico Santa María, Valparaíso - Chile. El objetivo fue proponer un plan óptimo
de mantenimiento con base en la estrategia RCM, analizar cada una de las
posibles fallas del sistema o equipo, desarrollar técnicas que prevengan las fallas
propias del equipo o por actos personales, definir acciones que permitan
garantizar una óptima disponibilidad del chancador y la obtención de costo-
beneficio. El diseño se realizó siguiendo una metodología de 05 pasos (definir la
situación actual donde se encuentran, cual es la frecuencia de fallo y el impacto
de estos, cálculo del nivel de criticidad, análisis y validación de los resultados,
jerarquizar los problemas y fallas de componentes). Los instrumentos utilizados
16
para la investigación fueron reportes, hojas de check list, la conformación de un
grupo de trabajo conformado por el facilitador, supervisor de producción e
ingeniería, operador, técnico de mantenimiento. La población fue de 16 equipos el
resultado de este estudio fue la identificación del componente más crítico
mediante el Análisis de Criticidad de los Modo de Falla y sus Efectos y
Consecuencias (FMECA), del análisis realizado de obtuvo el eje principal o poste
como el subsistema o componente más crítico del Chancador. La identificación de
este componente ayudo a enfocar los esfuerzos del programa de mantención para
evitar de que este subsistema falle y el equipo sea detenido fuera de una
mantención programada generando altos costos para la empresa (Zavala, 2018).
En conclusión, la metodología RCM, aporta valor a la empresa en ahorro de
costos al enfocarse seriamente en la eliminación de fallas de los componentes o
sistemas críticos.
Según Maya, en su tesis “Aplicación de RCM como estrategia de implementación
del mantenimiento predictivo para la metodología TPM”, Universidad Nacional de
Colombia. El estudio tuvo como objetivo introducir la metodología RCM para
fortalecer el pilar n° 4 del TMP (Mantenimiento de calidad) en una de las líneas de
producción de alimentos. El diseño fue un enfoque para generar nuevos
programas de mantenimiento basado en la condición operacional de los equipos.
Los instrumentos utilizados se sustentaron en la recopilación de información,
datos históricos de la empresa, partes diarios de mantenimiento. La población
comprendió los equipos del área de mezcla. Los resultados obtenidos del estudio
muestran el incremento de la disponibilidad de los equipos de un 85% inicial,
luego de aplicar la metodología RCM llevado hasta un 93% de disponibilidad final.
En conclusión, El TPM fusionado con el RCM permite ejecutar una gestión
completa de mantención en los equipos. El TPM incorpora al área de producción
como el primer enlace para mantener las condiciones óptimas de los equipos
(lubricación, limpieza y ajuste), por su parte el RCM complementa dichas
condiciones del TPM mediante la identificación fallas y diseño de estrategias para
eliminar o mitigas estas (Maya, 2018).
17
Según Gonzales, en su tesis “Desarrollo de RCM en un equipo crítico planta CAP
Acero”, Universidad Andrés Bello, Concepción – Chile.
El estudio tuvo como objetivo la aplicación de la metodología del RCM a la
Guillotina de corte comercial. Dicho equipo estaba considerado como el más
crítico en la producción de barras de acero, debido a que parte importante del
producto terminado pasaba por dicha máquina, siendo indispensable que su
confiabilidad y disponibilidad en operación sea la mayor posible. El diseño estuvo
enfocado en la definición de la maquina critica para aplicar la metodología RCM,
se definió como población la Guillotina de Corte Comercial la cual tiene la función
de corte de barras de acero. Los instrumentos fueron, procedimientos, historial del
equipo, definición de sistemas y componentes en base a reportes y check list.
Los resultados obtenidos relacionados directamente a la disponibilidad de la
Guillotina de corte se cuantifican comparando los ingresos del año 2014 vs 2015,
en año 2014 se dejó de percibir ingresos de $11.331.019 y en el año 2015
solamente $2.927.816 (González, 2015).
En conclusión, el aporte del RCM no solo se enfoca en definir estrategias de
administración de los activos físicos, sino que también se enfoca en el ahorro de
costos de mantenimiento de los equipos haciéndolos más confiables para la
producción.
Según Villacrés, en su tesis “desarrollo de un plan de mantenimiento aplicando la
metodología de mantenimiento basado en la confiabilidad (RCM) para el Vehículo
Hidrocleaner Vactor M654 de la empresa ETAPA EP”, Escuela Superior
Politécnica de Chimborazo – Ecuador. El objetivo del estudio fue generar un plan
para el mantenimiento de un equipo crítico de la flota de Hidrocleaner, poniendo
como base la metodología del RCM con el fin de reducir la tasa de fallas. La
población seleccionada estuvo constituida de 09 equipos de combustión interna
de Hidrocleaner, los instrumentos utilizados para el estudio fueron el registro de
datos históricos (SisMAC) y el Análisis de Modos de Fallo y sus Efectos (AMEF)
con el personal operativo del taller, donde se definieron cinco sistemas del
vehículo hidrocleaner (eléctrico, hidráulico, dirección, frenado, suspensión). Del
análisis de obtuvo el sistema eléctrico como el más crítico con una tasa de fallos
18
repetitivas que produjo en el año 2014 un total de 1,105 horas de parada con un
costo de USD 19.688,58 para la empresa.
Mediante la implantación de la metodología RCM; se determinó el plan de
mantenimiento óptimo para cada sistema y componente con la finalidad de reducir
la tasa de fallos. Los resultados obtenidos posteriores a la implantación del
mantenimiento con base en el RCM fue la reducción del índice de fallos de 11 a 6
fallos por año; representando 45% de reducción en tasa de fallas de los sistemas
del equipo (Villacrés, 2016).
Según Tasilla, en su tesis “Plan de mantenimiento centrado en confiabilidad para
mejorar la disponibilidad de la maquinaria pesada de la empresa TECNOLDHER”,
Universidad Cesar Vallejo, El objetivo fue implementar un plan RCM para la
mejora de disponibilidad de la maquinaria y equipos pesado, el diseño de la
investigación se desarrolló definiendo parámetros iniciales de los equipos,
procedimientos y documentos de la empresa, manuales de los equipos, revisiones
de planos, formatos y métodos desarrollados como estrategias para la
mantención de equipos. La población comprende de 25 equipos de la empresa
TECNOLDHER, los instrumentos utilizados para este estudio fueron los
cuestionarios y guías de observación para corroborar la información por no contar
con un control de actividades de mantenimiento de cada uno de los equipos, la
entrevista al personal de mantenimiento a nivel de supervisión para evaluar los
conocimientos sobre RCM, verificación de documentos históricos para evidenciar
como se encuentra la disponibilidad de equipos.
El resultado obtenido; se incrementó la disponibilidad de los equipos en un 12%,
pasando de un 79% inicial a un 91% de disponibilidad de equipos, además se
identifica el sistema y componentes más críticos de la flota (Tasilla, 2016).
En conclusión, no solamente se logra incrementar la disponibilidad de la flota de
equipos pesados, sino que; al momento de aplicar la estrategia RCM pone en
evidencia la falta de control en los equipos y el proceso, la baja disponibilidad
producto de fallas correctivas repetitivas, costos y tiempos elevados de
mantenimiento esto conlleva a realizar una evaluación exhaustiva y finalmente la
definición de del plan de mantenimiento en equipos y componentes críticos.
19
Según Núñez, en su tesis “RCM para optimizar la disponibilidad de los tractores
D8T en la empresa ARUNTANI SAC – UNIDAD TUKARI”, Universidad Nacional
del Centro del Perú – Huancayo. El objetivo principal fue aplicar la estrategia RCM
para incrementar la disponibilidad en la flota de tractores CAT D8T, se realizó la
definición de criticidad de equipos y componentes ello consistió en la identificación
de las funciones de los equipos y sistemas, fallas de sus funciones, el modo de
falla y consecuencias para luego realizar la matriz de criticidad donde se
determinó las fallas y se definieron las tareas para la mantención de los equipos.
La población estuvo conformada por 04 tractores D8T que trabajan en la Unidad
Tukari.
Los instrumentos utilizados se sustentan en la recolección de información y
revisión de históricos de equipos, como Check list, partes diarios, control de
equipos, inspecciones técnicas, un análisis situacional actual de los equipos
considerando que la disponibilidad mecánica en ese momento era de 83.5% y la
disponibilidad requerida por la empresa minera era 85%. Los resultados que se
obtuvieron en la implantación de la metodología RCM en los tractores D8T se
evidencio de un 83.5% inicial a un 94% de disponibilidad final y los equipos de un
estado crítico pasan de un estado de operación normal.
El aporte del RCM permitió incrementar la disponibilidad global de equipos,
disminuir el grado de criticidad de equipos, se redujo el número de paradas por
fallas repentinas y la extensión del ciclo de vida de los equipos y componentes
mayores (Nuñez, 2016).
Según Ramón, en su tesis “Aplicación de metodología de RCM para el incremento
de disponibilidad de chancadora hp- 500 en la compañía minera Volcan-Chungar”,
Universidad Nacional del Centro del Perú – Huancayo. Fundamentó su objetivo en
comprender y aplicar el RCM para definir las actividades de mantención en las
chancadoras PH 500 con la finalidad de incrementar la disponibilidad de dicho
equipo, se utilizó como instrumento un cuestionario de la situación actual y la
disponibilidad de las chancadoras HP-500 analizando los resultados estadísticos
en el tiempo, conformo la población 03 chancadoras (chancadora primaria,
secundaria y terciaria), los instrumentos utilizados fueron datos históricos,
encuestas, cuestionario de preguntas que contribuyen a la obtención de datos
20
requeridos, los resultados obtenidos fue el incremento de la disponibilidad de las
chancadoras HP 500 llevando de un 88.13% a un 95.38% de disponibilidad.
El aporte del RCM es trascendental para la obtención de resultados de
disponibilidad de equipos (Ramon, 2015).
Según López, su tesis “Aplicación de la metodología RCM en colectores de polvo
en una empresa cementera para mejorar su confiabilidad”, Universidad Nacional
de San Agustín – Arequipa.
El estudio tuvo como objetivo mejorar la confiabilidad y el ahorro de costos en el
uso de los filtros de manga tipo Jet Pulse y prevención de la contaminación
ambiental en una empresa cementera.
Fundamentó el diseño de la investigación en un análisis situacional actual de los
equipos con resultados antes y después de aplicar la metodología del RCM,
teniendo como población los filtros de aire y captadores de polvo 3424, los
instrumentos utilizados fueron; históricos de equipos proporcionados por la
empresa, hojas de verificación de fallas, check list, también la conformación de un
grupo de especialistas (facilitador, supervisor de mantenimiento, especialista y
mecánico), para llevar a cabo la metodología RCM.
Los resultados presentados fue un ahorro de S/ 21,000 anual y un aumento
sustancial de la confiabilidad (30%), estableciéndose un tiempo promedio de fallas
de 150 días (López, 2018).
Se concluye que los costos están relacionados con nivel de mantenimiento que se
ejecuta en los equipos, la aplicación del RCM no solo está enfocado a prevenir
fallas, sino que tienen también como objetivo la preservación del medio ambiente
y las personas.
Según Vilca, en su tesis “Propuesta de implementación de un plan de
mantenimiento basado en la metodología RCM para la mejora de la disponibilidad
de los equipos del sistema de carga y transporte en una empresa minera”,
Universidad Privada del Norte – Lima. Tuvo por objetivo incrementar la
disponibilidad de equipos de carguío y transporte de mineral desarrollando
trabajos paliativos como reconocer, codificar, clasificación de componentes
críticos y verificar como se realiza el mantenimiento en los equipos de carga y
21
transporte en dicha empresa minera, la población consta de equipos de carguío
de mineral Caterpillar R1300G. Los instrumentos utilizados fueron, el historial de
equipos, inventario, definir equipos críticos codificación de los equipos, identificar
los fallos de equipos, saber las causas y aplicar un mantenimiento acorde, con
fines preventivos.
Los resultados se fundamentaron en la comparación de costos de mantenimiento
en años antes de aplicar la metodología RCM en los equipos de carguío de
mineral y la proyección para el año 2018, considerando que en el año 2016 la
disponibilidad se encontró en un 89.2 % con un costo en mantenimientos
programados de $/. 114,382.22; mantenimientos no programados que tuvieron un
costo de $/. 19,400.00 y un presupuesto de 16.96% con un valor total de $/.
133,782.22, en al año 2017 la disponibilidad fue 90.2, el costo de mantenimiento
programado fue $/. 128,108.09; durante este año en mención los mantenimientos
no programados tuvieron un costo de $/. 31,800.00, elevando el presupuesto en
un 24.82% con un valor total de $/. 159,908.09
Con la propuesta de implementación de un Plan RCM, se proyecta mejorar el
índice de costos y disponibilidad en un 92%. En conclusión, se debe optar con
una herramienta de gestión apropiado para realizar una buena identificación de
equipos, ya que no disponer de una gestión adecuada se generan sobre costos
(Vilca, 2018).
Respecto a los fundamentos teóricos que sustenta la investigación los detalles del
mismo corresponden a lo siguiente:
Mantenimiento: Generalidades
Definimos al mantenimiento como un método sistémico de actividades y acciones
dirigidas a preservar o mantener un equipo, componente o sistema, de modo tal
que pueda desempeñar sus funciones para el cual sido diseñado. Comprendiendo
como función todo acto que un equipo, componente, o sistema desarrolla bajo un
contexto operacional óptimo.
El mantenimiento tiene como misión garantizar la confiabilidad de los activos y
preservar las funciones de los sistemas, instalaciones y quipos de tal manera que
garantice llevar sin interrupción un proceso de producción y con servicio de
22
calidad, seguridad y confiabilidad teniendo en consideración preservar el medio
ambiente y a un costo apropiado (La confiabilidad, la disponibilidad y la
manteneabilidad, disciplinas modernas aplicadas al mantenimiento, 2006)
A lo largo de la historia y en el desarrollo industrial se han empleado diferentes
sistemas de mantenimiento como políticas en dependencia de las condiciones
dadas, estos tipos de mantenimiento definen estrategias, filosofías, métodos y
desarrollan un sistema gobernado a través de la verificación en la producción,
controlando la interrupción del proceso o contra avería. Entre los sistemas de
mantenimiento más identificados podemos mencionar:
Sistema Alternativo de Mantenimiento (SAM)
Sistema para la organización, planeación y control del mantenimiento industrial,
este sistema se identifica por fusionar la metodología Reliability Centred
Maintenance (RCM) y Total Productive Maintenace (TPM), El Sistema Alternativo
de Mantenimiento (SAM) incluye estrategias de mantenimiento correctivo,
preventivo y predictivo o por diagnóstico con el fin de preservar la vida de los
activos físicos (Broche, 2015).
Mantenimiento Basado en el Riesgo (MBR)
El riesgo es un término probabilístico, se define como la probabilidad de
ocurrencia de un evento no deseado o falla y que provocan pérdidas.
“En 1993 el Instituto Norteamericano del Petróleo (American Petroleum Institute –
API) inició un proyecto denominado Inspección Basada en Riesgo (Inspection
Based Risk –RBI) con la participación de empresas como; Dow Chemical, Shell,
Unocal, Texaco, Exxon Mobil, Chevron (Normas API 580/581, 2003). El resultado
de esta labor fue dos publicaciones:
API 580 Inspección Basada en Riesgo (RBI).
API 581 Documentos Base de Recursos (RBI).
API 580 establece los principios mínimos y presenta las directrices generales para
el desarrollo de un plan de Inspección Basado en Riesgo en equipos estáticos y
tuberías, por su parte API 581 proporciona métodos cuantitativos para establecer
un programa de inspección”.
23
Estos documentos contribuyen un estándar para prácticas de mantenimiento
basado en riesgo ampliamente reconocido para la industria (Norma API
University, 2008) (Broche, 2015).
Mantenimiento Productivo Total (TPM)
El TPM es la metodología japonesa de mantenimiento desarrollado para la
industria automotriz en 1971 por el Instituto Japones de Mantenimiento de Plantas
Insdustriales (JIMP).
El concepto de mantenimiento productivo total está situado en el entorno de
evolución del mantenimiento clásico y de una filosofía moderna para la
producción, como concepto de calidad total.
El TPM es un conjunto de acciones técnicas y medios que permiten garantizar a
las organizaciones, máquinas e instalaciones que conforman parte del proceso
básico o línea de producto, desarrollen el trabajo de producción con constante
evolución y mejora continua. En este contexto el TPM está orientado a “0” fallos,
“0” incidentes, “0” defectos con el objetivo de mejorar la eficiencia y eficacia del
proceso y la organización en general, permitiendo reducir stocks intermedios,
finales y los costos a través de la mejora continua (Broche, 2015).
Mantenimiento Centrado en Confiabilidad (RCM)
Para Moubray, Mantenimiento Centrado en Confiabilidad: es un proceso utilizado
para determinar qué acción se debe tomar para asegurar que todo activo físico
continúe ejerciendo lo que sus usuarios requieren que haga en su entorno
operacional (Moubray, 2004 pág. 07),
La industria de la aviación civil internacional fue la primera en aplicar esta
metodología de toma de decisiones comprensivas conocida al interior de la
industria de la aviación como MSG3 y fuera de esta industria como Mantenimiento
Centrado en Confiabilidad (RCM).
El RCM es una estrategia fundamental para la preservación de activos físicos. No
existe otra metodología que desarrolle dicha técnica de conservar las funciones
de activos físicos, fundamentalmente en situaciones peligrosas o críticas, es por
ello que el RCM juega un papel fundamental en la formulación de estrategias y
24
técnicas de administración de los activos físicos. Aplicar correctamente RCM en
las industrias conllevo a la American Society of Automotive Engineers a publicar la
Norma SAE JA1011 conde se detalla el proceso “Criterio de Evaluación del
Proceso de Mantenimiento Centrado en Confiabilidad (RCM)”. (Moubray, 2004),
(p, 6).
RCM es el proceso que se utiliza para definir el enfoque más eficaz para el
mantenimiento, se trata de identificar acciones en Análisis de Modos de fallas y
sus efectos (AMEF) que, cuando se toma, reducirán la probabilidad de fallo, se
busca la combinación óptima de acciones basado en el estado, tiempo o acciones
ciclo-base, o un enfoque de ejecución al fracaso, el RCM es un proceso continuo
que recoge datos de rendimiento de los sistemas operativos y utiliza estos datos
para mejorar el diseño y el mantenimiento futuro, esta estrategias se aprovecha
para definir los puntos fuertes con la finalidad de optimizar las instalaciones,
equipos, operatividad, eficiencia y reducir al mínimo el costo del ciclo de vida del
activo (NATIONAL AERONAUTICS AND SPACE ADMINISTRATION, 2000 pág.
01).
Los sistemas de mantenimiento entes mencionados desarrollan su propia
estrategia con un objetivo en común; preservar los activos físicos para que estos
cumplan su función para el cual han sido adquiridos, ahorro de costos de
mantención a lo largo del siclo de vida garantizando la disponibilidad y
confiabilidad de estos.
En conclusión, de estas principales metodologías podemos definir; el sistema
(SAM) fundamenta sus bases en el TPM y RCM con una combinación de
metodologías para eliminar o reducir las fallas de cada equipo o componente.
Por su parte el Mantenimiento Basado en el Riesgo (MBR) es una herramienta de
análisis que valora el nivel riesgo asociado a la operación de equipos a través de
estimadores de frecuencia de falla de equipos como un daño físico, al ambiente y
perdida de producción ocasionadas por fallos.
También podemos decir que el Mantenimiento Total Productivo (TPM) se
considera como estrategia global de una organización, ya que la aplicación de
esta metodología crea competitividad de una organización a través de la
25
eliminación sistémica y de las deficiencias en los procesos, direccionados a cero
fallos, cero incidentes, cero defectos de la organización en general.
En cuanto al Mantenimiento Centrado en Confiabilidad se determina como una
estrategia de mejora propia de mantenimiento, analiza las fallas de los activos
físicos, evaluando y definiendo estrategias de mantención con el fin de eliminar o
mitigar al máximo cada tipo de falla y sus consecuencias tanto al activo físico
como al medio ambiente.
Respecto a la teoría de la variable independiente Mantenimiento centrado en
confiabilidad se tiene la siguiente definición:
La metodología de desarrollo de Mantenimiento Centrado en Confiabilidad (RCM)
se define por orden jerárquico cinco niveles como base en el desarrollo de la toma
de decisión en la administración del mantenimiento:
1 Funciones y parámetros del activo.
2 Fallos funcionales.
3 Modos de fallo.
4 Efectos de fallo.
5 Consecuencias del fallo.
De esta manera obliga a realizar una revisión de cada uno de los modos de fallos
en relación a los niveles mencionadas, integra el ambiente operacional y la
seguridad, clasifica las consecuencias de cada tipo de fallas, centra la atención
sobre las tareas que tiene un efecto mayor y resta interés a aquellas que
producen escaso resultado, a su vez divide las estrategias de manejo de fallos en
2 categorías:
La primera denominada tareas proactivas: que están enfocadas a prevenir las
fallas conocidas como mantenimiento predictivo o mantenimiento de
reacondicionamiento cíclico y mantenimiento a condición.
La segunda categoría son acciones a falta de una tarea proactiva: estas acciones
interactúan con la falla cuando no es posible una acción proactiva efectiva, se
enfoca en la búsqueda de la falla, rediseño y mantenimiento a rotura (Moubray,
2004).
26
Define en el proceso RCM y formula 07 preguntas básicas relacionadas al
sistema o activo y como es su entorno operacional, esta son clave para el inicio
de un análisis RCM las cuales se enumera a continuación:
1 ¿Cuáles son las funciones y los parámetros de funcionamiento asociados
al activo en su actual entorno operacional (función)?
2 ¿De qué manera falla en la retribución dichas funciones (falla funcional)?
3 ¿Cuál es la causa de cada una de las fallas funcionales (modo de falla)?
4 ¿Qué sucede cuando ocurre cada falla (efecto de la falla)?
5 ¿En qué sentido es importante cada falla (consecuencia de la falla)?
6 ¿Qué se debe determinar para prevenir o predecir cada falla (intervalos de
tareas y tareas proactivas)?
7 ¿Qué se debe realizar si no se encuentra una acción proactiva apropiada
(acciones por defecto)? (Moubray, 2004).
Se plantea un equipo RCM, que debe estar conformado por especialistas para
llevar a cabo dicho proceso
Explica que se debe conformar un grupo de revisión y análisis RCM con el
objetivo recopilar y analizar toda la información necesaria, este grupo debe estar
conformado por personas con experiencia y conocimientos amplios en los
procesos y el funcionamiento del equipo, maquina, sistema o instalación de los
cuales forman parte (Moubray, 2004 pág. 270).
Figura 7. Grupo de trabajo RCM
Fuente: Sexto L. (2014), Mantenimiento Centrado en Confiabilidad, (p.35)
27
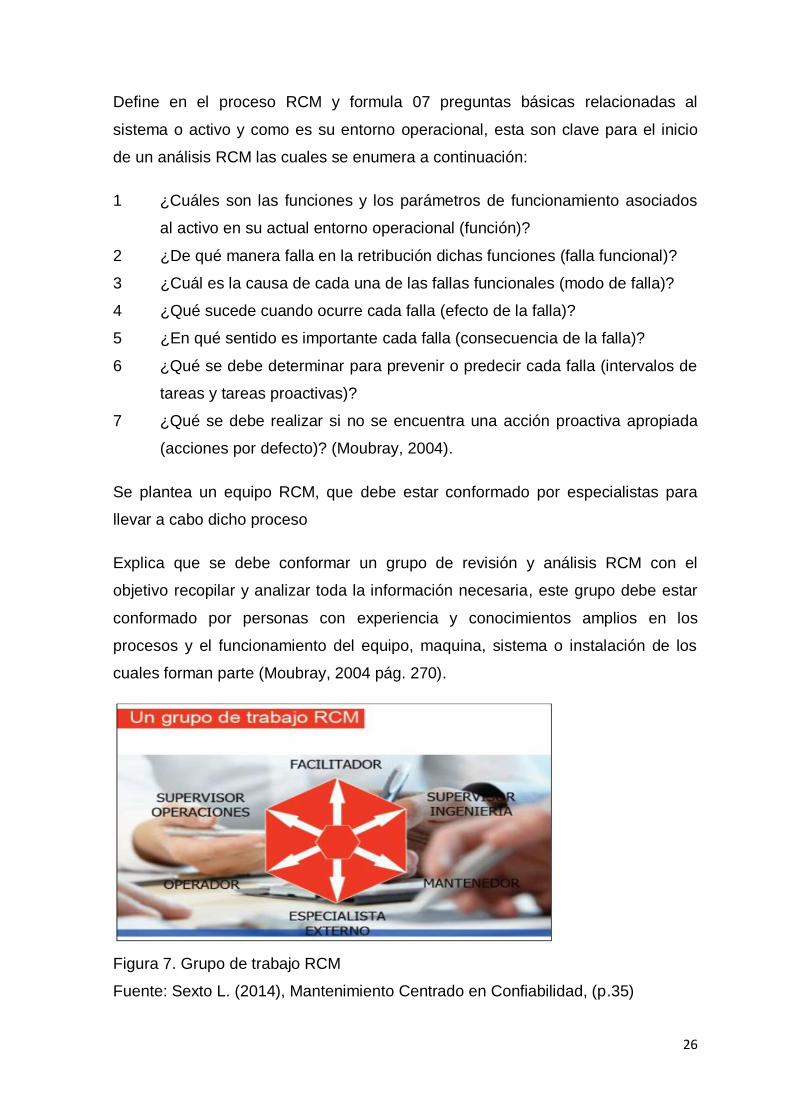
Moubray (2004), presenta un diagrama para la toma de decisión, matriz de
análisis de fallos y la hoja de registro de la información, las mismas que se
detallan a continuación:
RCM: Matriz análisis de modos y efectos de falla (AMEF)
Define una Matriz “Análisis de modos de falla y sus efectos AMEF”, la matriz se
obtiene del estudio y determinación de las funciones del activo físico, las fallas
funcionales y los efectos para luego relacionarlos existe entre sí.
Los efectos de la falla describen la consecuencia o grado de magnitud cuando
ocurre un modo de falla; realiza un análisis completo de las características y
forma de trabajo y sobre todo que ocurre cuando un activo falla, establece
también un análisis para evitar este fallo y si pudiera producirse también
desarrollar un plan de acción para mitigar la consecuencia (Moubray, 2004 pág.
93).
RCM: Hoja de información
Mantenimiento Centrado en Confiabilidad presenta una matriz de análisis de
modos de falla y sus efectos AMEF y el registro de la hoja de decisión.
Esta matriz se usa para la evaluación de consecuencias de cada uno de los
modos de fallas y la hoja de decisión permite situar las preguntas enunciadas en
el diagrama de decisión y en función a ello determinar cómo se realiza el
mantenimiento diario, si lo hay, con qué frecuencia se realiza, y quien lo realiza, si
las fallas son suficientemente importantes como para realizar un rediseño o se
trabaja hasta que se produzca la falla (Moubray, 2004 pág. 93), Anexo 4.

28
Figura 8. Diagrama de decisión
Fuente: Moubray J. (2004)
N
S N N
N S S S
S S S
S
N N N
N
S
S S
S
N N N
N
S
S S
S
N N N
N
S S
N
N
S
N
Tarea de sustitución cíclico
Tarea a condición
Hecer la combinación de
tareas
CONSECUENCIA DE FALLO OCULTO
DIAGRAMA DE DESICION R. C. M.Reability Centred Maintenance
N
1
N
2
N
3
H
5
Tarea a condición
Tarea de reacondicionamiento cíclico
Tarea de busqueda de
fallos
Tarea de sustitución cíclico
H
3
H
4
S
1
S
2
S
3
S
4
S OEH
H
1
H
2
O
1
O
2
Ningún mantenimiento programado
El rediseño debe justificarse
CONSECUENCIAS NO OPERACIONALES
¿Es técnicamente factible y vala la pena realizar una tarea a
condición?
¿Es técnicamente factible y vala la pena realizar una tarea de
reacondicionamiento ciclica?
¿Es técnicamente factible y vala le pena realizar una tarea de
sustitución ciclica?
Ningún mantenimiento programado
El rediseño debe justificarse
Tarea de reacondicionamiento cíclico
¿Produce este modo de falla una
pérdida de función que pueda
viloar una ley medioambiental?
¿Produce este modo de falla una
pérdida de función que pueda
lesionar o matar a alguien?
¿El modo de fallo afecta la capacidad operacional (producción,
calidad, servicio, costo de operación y reparación?
¿Es técnicamente factible y vala le pena realizar una tarea de
sustitución ciclica?
¿Es técnicamente factible y vala la pena realizar una tarea de
reacondicionamiento ciclica?
¿Es técnicamente factible y vala la pena realizar una tarea a
condición?
O
3
¿Hay alguna edad en la aumenta la probabilidad condicional de fallo, cuales, ocurren la mayoria de los fallos despues de esta
edad, restituirá la tarea la resistencia original al fallo?¿Consigue esta tarea la disponibilidad requerida para producir
a un nivel tolerable el riesgo de fallo multiple?
¿Es técnicamente fáctible y vale la pena realizar una tarea de
busqueda de falla?
¿Es posible comprobar que el elemento a fallado, es práctico realizar la tarea a intervalos precisos?
¿Consigue esta tarea la disponibilidad requerida para reducir a un nivel tolerable el riesgo de fallo multiple?
¿Podría el fallo multiple afectar a la seguridad o medio
ambiente?
Ningún mantenimiento programado
El rediseño debe justificarse
¿Es técnicamente factible y vala la pena realizar
una combinación de tareas?
¿Es técnicamente factible y vala le pena realizar
una tarea de reacondicionamiento ciclica?
¿Es técnicamente factible y vala le pena realizar
una tarea de sustitución ciclica?
¿Sera evidente a los operadores la perdida de función causada
por este modo de falla actuando por si mismo en circunstancias
normales?
Cuál es el intervalo P-F; es suficientemente largo para ser de utilidad, es consistente, es posible hacer la tarea a intervalos
menores a P-F.
¿Consigue esta tarea la disponibilidad requerida para reducir a un nivel tolerable el riesgo de fallo multiple?
¿Es técnicamente factible y vale la pena realizar una tarea a
condición?
¿Hay alguna clara condición del fallo potencial?
¿Es técnicamente fáctible y vale la pena realizar una tarea de
reacondicionamiento ciclica?
CONSECUENCIAS OPERACIONALES
El rediseño es obligatorio
CONSECUENCIAS PARA DEGURIDAD Y MEDIO AMBIENTE
¿Es técnicamente factible y vale la pena realizar
una tarea a condición?
¿Hay alguna edad en la aumenta la probabilidad condicional de fallo, cuál es, ocurren la mayoria de los fallos despues de esta
edad, restituirá la tarea la resistencia original al fallo?¿Consigue esta tarea la disponibilidad requerida para producir
a un nivel tolerable el riesgo de fallo multiple?
¿Es técnicamente fáctible y vale la pena realizar una tarea de
sustitución ciclica?
29
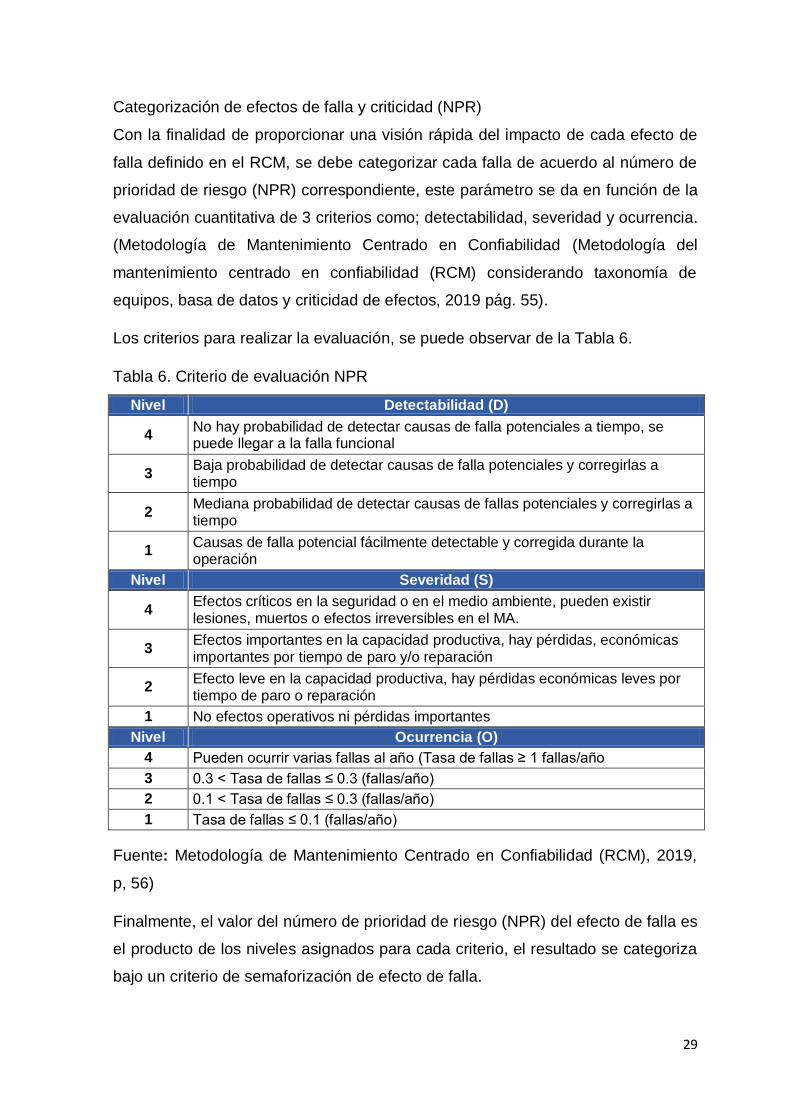
Categorización de efectos de falla y criticidad (NPR)
Con la finalidad de proporcionar una visión rápida del impacto de cada efecto de
falla definido en el RCM, se debe categorizar cada falla de acuerdo al número de
prioridad de riesgo (NPR) correspondiente, este parámetro se da en función de la
evaluación cuantitativa de 3 criterios como; detectabilidad, severidad y ocurrencia.
(Metodología de Mantenimiento Centrado en Confiabilidad (Metodología del
mantenimiento centrado en confiabilidad (RCM) considerando taxonomía de
equipos, basa de datos y criticidad de efectos, 2019 pág. 55).
Los criterios para realizar la evaluación, se puede observar de la Tabla 6.
Tabla 6. Criterio de evaluación NPR
Nivel Detectabilidad (D)
4 No hay probabilidad de detectar causas de falla potenciales a tiempo, se puede llegar a la falla funcional
3 Baja probabilidad de detectar causas de falla potenciales y corregirlas a tiempo
2 Mediana probabilidad de detectar causas de fallas potenciales y corregirlas a tiempo
1 Causas de falla potencial fácilmente detectable y corregida durante la operación
Nivel Severidad (S)
4 Efectos críticos en la seguridad o en el medio ambiente, pueden existir lesiones, muertos o efectos irreversibles en el MA.
3 Efectos importantes en la capacidad productiva, hay pérdidas, económicas importantes por tiempo de paro y/o reparación
2 Efecto leve en la capacidad productiva, hay pérdidas económicas leves por tiempo de paro o reparación
1 No efectos operativos ni pérdidas importantes
Nivel Ocurrencia (O)
4 Pueden ocurrir varias fallas al año (Tasa de fallas ≥ 1 fallas/año
3 0.3 < Tasa de fallas ≤ 0.3 (fallas/año)
2 0.1 < Tasa de fallas ≤ 0.3 (fallas/año)
1 Tasa de fallas ≤ 0.1 (fallas/año)
Fuente: Metodología de Mantenimiento Centrado en Confiabilidad (RCM), 2019,
p, 56)
Finalmente, el valor del número de prioridad de riesgo (NPR) del efecto de falla es
el producto de los niveles asignados para cada criterio, el resultado se categoriza
bajo un criterio de semaforización de efecto de falla.
30
Los niveles de semaforización se definen de acuerdo al valor del número de
prioridad de riesgo, criticidad alta, criticidad media y criticidad baja (Anexo 15).
Confiabilidad
La confiabilidad se define como la confianza que se tiene de en un componente,
equipo o sistema el cual debe ejercer su función básica, durante un tiempo
preestablecido y bajo estándares de contexto operacional definidas. (La
confiabilidad, la disponibilidad y la manteneabilidad, disciplinas modernas
aplicadas al mantenimiento, 2006 pág. 156).
Variable dependiente disponibilidad
Se define la disponibilidad como habilidad o probabilidad de que un artículo este
en un estado (arriba) para realizar una determinada función bajo condiciones
dadas y sobre un instante de tiempo dado, admitiendo que se proporcionen los
recursos necesarios (ISO 14224, 2016 pág. 210).
La disponibilidad se obtiene a partir del cálculo numérico entre la confiabilidad
(MTBF) y la mantenibilidad (MTTR), a través de ello se eliminan e implementan
estrategias de inversiones para eliminar procesos que no generen utilidades y que
no contribuye a la inversión de capital (Gutiérrez 2009, P, 20).
MTBF: Mean Time Between Failures (Tiempo Medio entre Fallas)
Es tiempo medio transcurrido entre fallas MTBF, tiempo esperado entre fallas
sucesivas de un artículo reparable. La IEC 60050-192: 2015, 192-05-13 define el
tiempo medio de operación entre fallas como “expectativa de la duración del
tiempo de operación entre fallas” (ISO 14224, 2016 pág. 12).
MTTR: Mean Time to Repair (Tiempo Medio para Reparar)
Es el tiempo para detectar la falla, el tiempo empleado antes de comenzar la
reparación, el tiempo efectivo de reparación, el tiempo antes de que el
componente esté disponible para volver a ponerse en funcionamiento.
Para efectuar de los servicios. El MTTR se determina dividiendo las horas totales
empleadas en reparaciones de un periodo entre el número de detenciones de la
máquina que tuvo por motivos de fallas en dicho período. (Indicadores para la
gestión del mantenimiento de equipos pesados, 2016 pág. 31)

31
III. METODOLOGÍA
32
3.1. Tipo y diseño de investigación
Por su finalidad (aplicada)
La investigación aplicada persigue conocer para luego construir, hacer, actuar y
modificar sobre la realidad concreta” (Valderrama, 2014 pág. 39).
El tipo de esta investigación según su fin, es aplicada porque se centra a las
bases teóricas del mantenimiento centrado en confiabilidad, solucionando así
todos los problemas que originan la baja disponibilidad de la empresa que se está
investigando.
Por su nivel (explicativo)
La investigación explicativa es más que describir definiciones, acontecimientos o
la relación que mantienen entre las variables, esta es más estructurada, pues;
para observar los resultados se realiza un pre y post test de la variable
dependiente (Valderrama, 2014).
La presente investigación está considerada de nivel explicativo porque muestra
las características de las variables y sus dimensiones y en qué medida la variable
independiente induce a la variable dependiente; así como el efecto resultado que
se obtendrá en la disponibilidad debido a la implementación de la mejora.
Por su enfoque (cuantitativo)
La investigación cuantitativa es de carácter objetivista y susceptibles a medición
para cuantificar hechos o fenómenos que caracterizara la comprobación del
objetivo (Valderrama, 2014),
La presente investigación es de carácter cuantitativo debido al análisis de datos
medibles y comparables con métodos estadísticos.
Por su diseño (cuasi-experimental)
En el diseño experimental se manipulan en forma deliberada una o más variables
independientes para observar sus efectos en la(s) variable(s) dependiente(s)
(Valderrama, 2014 pág. 176).
33
El diseño de esta investigación es cuasi-experimental, dado que los sujetos no se
asignan con un criterio aleatorio, se utilizan grupos naturales o intactos, se trabaja
con un solo grupo (G) al que se le aplica un estímulo (Mantenimiento Centrado en
Confiabilidad) para determinar su efecto en la variable dependiente
(Disponibilidad de Scooptram).
G: O1 X O2
Dónde:
G: Scooptram LH307 de carguío de mineral en la empresa minera.
O1: Disponibilidad de Scooptram LH307.
X: Mantenimiento Centrado en Confiabilidad.
O2: Disponibilidad de Scooptram LH307 después de aplicar la metodología del
mantenimiento centrado en confiabilidad.
Por su alcance temporal: longitudinal
Se dice alcance longitudinal por la obtención de resultados a través del tiempo en
la variable dependiente, para el cual se recolectan datos en determinadas
oportunidades dentro del periodo de evaluación, para finalmente realizar un
análisis estadístico de los cambios del pre-test y pos-test el cual es interés del
investigador (Valderrama, 2014).
Temporal - longitudinal, debido a que la muestra del estudio será medido en dos
oportunidades a lo largo del tiempo del cuasi-experimento para evidenciar los
cambios a mediano plazo.
3.2. Variables de operacionalización
Variable Independiente: Mantenimiento Centrado en Confiabilidad
Mantenimiento Centrado en Confiabilidad: es un proceso utilizado para determinar
qué acción se debe tomar para asegurar que todo activo físico continúe
ejerciendo lo que sus usuarios requieren que haga en su entorno operacional
(Moubray, 2004 pág. 7).
Dimensiones de la variable independiente:
34
Categorización de Efectos de Falla y criticidad (NPR).
Con la finalidad de proporcionar una visión rápida del impacto de cada efecto de
falla definido en el RCM, se plantean tres criterios para realizar la dicha
evaluación (Metodología del mantenimiento centrado en confiabilidad (RCM)
considerando taxonomía de equipos, basa de datos y criticidad de efectos, 2019
pág. 55).
El cálculo de este indicador se expresa de la siguiente manera:
NPR= (𝑫 𝐱 𝐒 𝐱 𝐎)
NPR: Número de Prioridad de Riesgo.
D: Detectibilidad.
S: Severidad.
O: Ocurrencia
Confiabilidad
La confiabilidad es la probabilidad de que no ocurra una falla en una misión
definida, con un nivel de confianza dado y en un determinado tiempo (La
confiabilidad, la disponibilidad y la manteneabilidad, disciplinas modernas
aplicadas al mantenimiento, 2006 pág. 156).
El cálculo de este indicador se expresa de la siguiente manera:
R (t): Confiabilidad de un equipo en un tiempo t dado.
e: Constante neperiana (e=2.303…).
𝛌: Tasa de fallas (número total de fallas por periodo de operación).
t: Tiempo.
Variable Dependiente: Disponibilidad
𝐑(𝐭) = 𝐞−𝛌𝐭
35
Se define la disponibilidad como habilidad o probabilidad de que un artículo este
en un estado (arriba) para realizar una determinada función bajo condiciones
dadas y sobre un instante de tiempo dado, admitiendo que se proporcionen los
recursos necesarios (ISO 14224, 2016 pág. 210).
El cálculo de este indicador se expresa de la siguiente manera:
D = 𝑴𝑻𝑩𝑭
𝑴𝑻𝑩𝑭+𝑴𝑻𝑻𝑹
Dónde:
MTBF: Tiempo medio entre fallas
MTTR: Tiempo medio para reparar
D: Disponibilidad
Dimensiones de la variable dependiente:
Tiempo Medio entre Fallas (MTBF)
MTBF se define como el tiempo promedio o medio que la máquina, equipo,
instalación o sistema, opera sin presentar falla alguna. El indicador MTBF
dependerá de varias áreas de la empresa, las fallas presentadas en la máquina,
equipo o sistema pueden haber sido producto de una mala operación, mala
reparación efectuada, defectos de repuestos, falla en la composición original del
producto, por lo cual, es imprescindible realizar un análisis minucioso para
determinar la causa raíz. Matemáticamente el indicador MTBF se expresa de la
siguiente manera (Zegarra, 2016, p.32).
El cálculo de este indicador se expresa de la siguiente manera:
MTBF = 𝑯𝒐𝒓𝒂𝒔 𝒅𝒆 𝑶𝒑𝒆𝒓𝒂𝒄𝒊ó𝒏
𝑵° 𝒅𝒆 𝑨𝒗𝒆𝒓í𝒂𝒔
Dónde:
MTBF: Tiempo medio entre fallas
36
Tiempo Medio para Reparar (MTTR)
El MTTR evidencia el tiempo medio o promedio que tardan las intervenciones o
reparaciones en un equipo, maquina, sistema o instalación, también la adecuada
gestión de la planeación y del taller, el área logística y demás áreas de la
organización involucradas con la atención de los recursos necesarios para
efectuar de los servicios. El MTTR se determina dividiendo las horas totales
empleadas en reparaciones en un periodo determinado entre el número de
detenciones de la máquina por motivos de fallas en dicho período. (Indicadores
para la gestión del mantenimiento de equipos pesados, 2016 pág. 31)
El cálculo de este indicador se expresa de la siguiente manera:
MTTR = 𝑯𝒐𝒓𝒂𝒔 𝒅𝒆 𝑹𝒆𝒑𝒂𝒓𝒂𝒄𝒊𝒐𝒏
𝑵° 𝒅𝒆 𝑨𝒗𝒆𝒓í𝒂𝒔
Dónde:
MTTR: Tiempo medio para reparar
La matriz de operacionalización de las variables se muestra en el Anexo 3.
3.3. Población, muestra y muestreo
Población
Se define como; “el conjunto de todos los elementos a los cuales se refiere la
investigación. Se puede definir también como el conjunto de todas las unidades
de muestreo” (Bernal 2010, p.160).
Para la presente investigación la población consta de los 6 equipos que forman
parte de la flota Scooptram LH307 de la empresa.
Criterios de inclusión
Se incluyen los equipos que forman parte de la flota LH307 de la empresa minera.
Criterios de exclusión
Se excluyen los equipos que no conforman la flota LH307.
37
Muestra
Se define como; “la parte de la población que se selecciona, de la cual realmente
se obtiene la información para el desarrollo del estudio y sobre la cual se
efectuará la medición y la observación de las variables objeto de estudio” (Bernal
2010, p.161).
También Bernal agrega que el tamaño de una muestra depende del tipo de
investigación que se desea realizar, por ello; para el presente estudio la muestra
es la flota Scooptram LH307 medida en un periodo de 3 meses.
Muestreo
Es no probabilístico - por conveniencia.
3.4. Técnicas e instrumentos de recolección de datos
Técnicas de recolección de Datos
Hay 2 tipos de datos, los primarios y secundarios. Los primarios son datos que el
investigador adquiere directamente de la muestra de investigación actual, los
datos secundarios, son información de documentos escritos que se encuentran
con la práctica o la investigación de otros investigadores (Antecedentes)”
(Valderrama, 2014 pág. 70).
Fuentes primarias
La técnica aplicada es la observación y hechos, puesto que esta es una técnica
que permite la visualización de forma directa a nuestro objeto de estudio, luego
analizar y describir las condiciones sobre la realidad estudiada (Bernal, 210 pág.
257).
Fuentes secundarias
El autor define las fuentes secundarias como; fichas de registro impreso o digital,
estos son documentos para anotar la información que se reúne durante el proceso
de investigación” (Valderrama, 2014 pág. 70).
Instrumentos de recolección de datos
Los instrumentos son los medios materiales que emplea el investigador, para
recoger y almacenar información” (Valderrama, 2014 pág. 195).
El cuadro adjunto resume las técnicas e instrumentos utilizados.
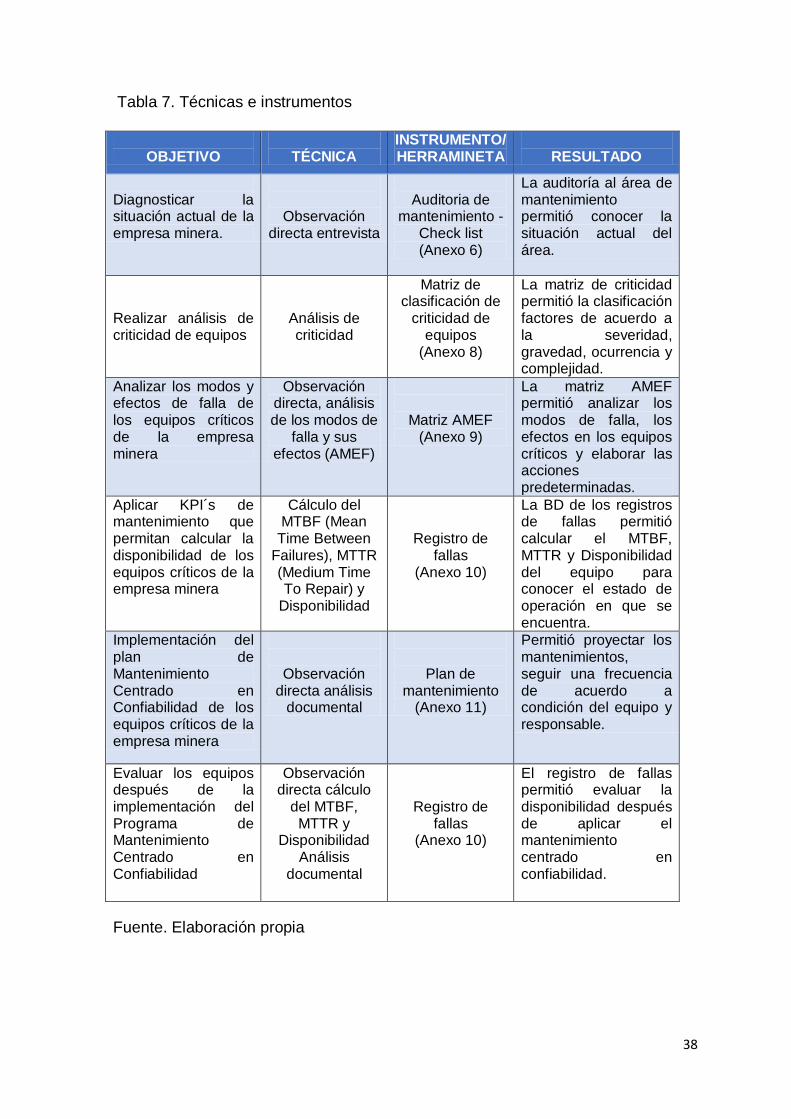
38
Tabla 7. Técnicas e instrumentos
OBJETIVO
TÉCNICA
INSTRUMENTO/ HERRAMINETA
RESULTADO
Diagnosticar la situación actual de la empresa minera.
Observación directa entrevista
Auditoria de
mantenimiento - Check list (Anexo 6)
La auditoría al área de mantenimiento permitió conocer la situación actual del área.
Realizar análisis de criticidad de equipos
Análisis de criticidad
Matriz de clasificación de
criticidad de equipos
(Anexo 8)
La matriz de criticidad permitió la clasificación factores de acuerdo a la severidad, gravedad, ocurrencia y complejidad.
Analizar los modos y efectos de falla de los equipos críticos de la empresa minera
Observación directa, análisis de los modos de
falla y sus efectos (AMEF)
Matriz AMEF (Anexo 9)
La matriz AMEF permitió analizar los modos de falla, los efectos en los equipos críticos y elaborar las acciones predeterminadas.
Aplicar KPI´s de mantenimiento que permitan calcular la disponibilidad de los equipos críticos de la empresa minera
Cálculo del MTBF (Mean
Time Between Failures), MTTR (Medium Time To Repair) y
Disponibilidad
Registro de fallas
(Anexo 10)
La BD de los registros de fallas permitió calcular el MTBF, MTTR y Disponibilidad del equipo para conocer el estado de operación en que se encuentra.
Implementación del plan de Mantenimiento Centrado en Confiabilidad de los equipos críticos de la empresa minera
Observación directa análisis
documental
Plan de mantenimiento
(Anexo 11)
Permitió proyectar los mantenimientos, seguir una frecuencia de acuerdo a condición del equipo y responsable.
Evaluar los equipos después de la implementación del Programa de Mantenimiento Centrado en Confiabilidad
Observación directa cálculo
del MTBF, MTTR y
Disponibilidad Análisis
documental
Registro de fallas
(Anexo 10)
El registro de fallas permitió evaluar la disponibilidad después de aplicar el mantenimiento centrado en confiabilidad.
Fuente. Elaboración propia
39
Validación del instrumento
“La validez, en términos genérico, hace referencia al grado en que un instrumento
realmente mide la variable que pretende medir” (Hernández Sampieri, y otros,
2010 pág. 201)
La validación del instrumento de la presente investigación, se llevó a cabo la
prueba de juicio de expertos, donde se aprobó el desarrollo de los instrumentos
(Anexo 5).
Confiabilidad del instrumento
“La confiabilidad de un instrumento de medición se refiere a la magnitud en que
su aplicación repetida al mismo individuo u objeto produce resultados iguales”
(Hernadez, 2014 pág. 200).
Para la presente investigación en el Anexo 4 se muestra los registros de
observación directa y a lo largo del desarrollo de la mejora se muestran los datos
obtenidos de la base de datos del área de mantenimiento de la empresa.
3.5. Procedimientos
El procedimiento para el presente informe inicia con la definición de la realidad
problemática, identificando el problema que afecta la disponibilidad de la flota
LH307, se define la herramienta de mejora del problema, para luego continuar con
la recolección de la información correspondiente a la data pre test, posterior a ello
la implementación de la mejora tomando como referencia la Norma SAE JA1012,
ISO 14224 para el análisis de fallas y criticidad de la flota LH307, luego se define
el plan de mantenimiento de acuerdo a las condiciones operacionales del equipo,
el análisis de costo beneficio de la mejora y posterior a ello se recogen los datos
pos test para realizar el análisis a través del SPSS, finalmente se realizó las
discusiones, conclusiones y recomendaciones.
Desarrollo de la propuesta:
A continuación, se presenta la información correspondiente a la situación actual
de la empresa, la propuesta de mejora en la empresa, la implementación de la
mejora en la empresa, los resultados obtenidos después de la implementación de
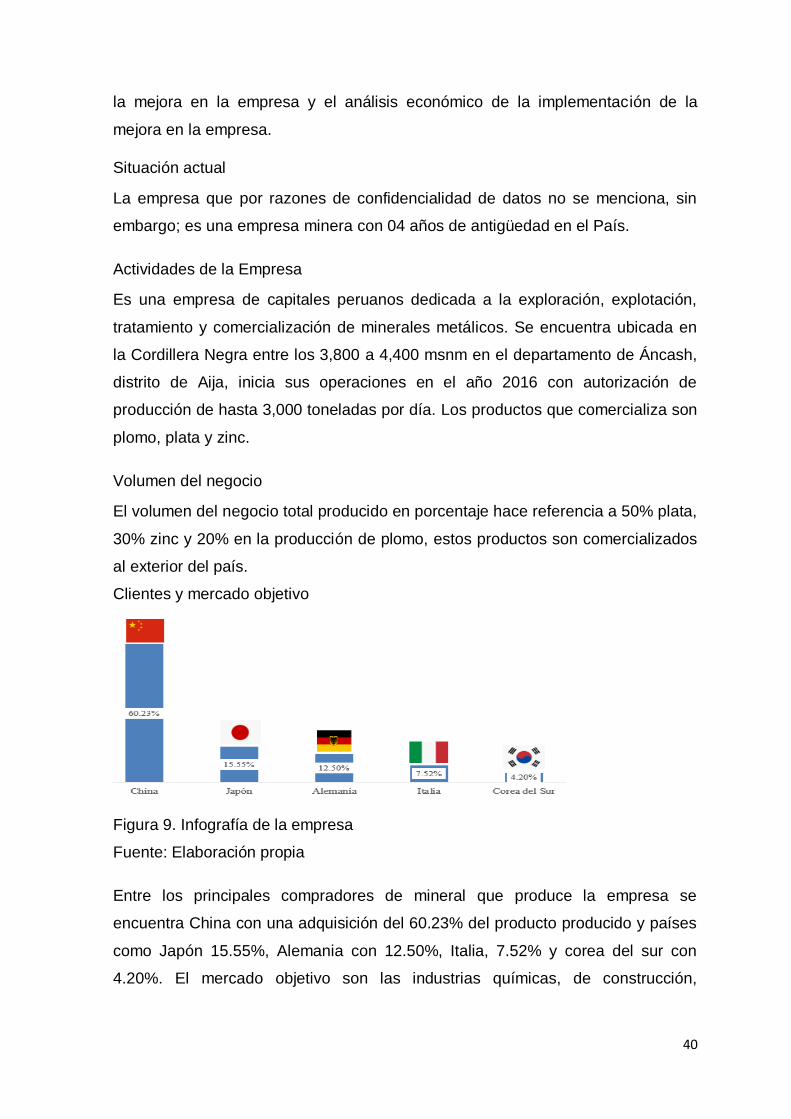
40
la mejora en la empresa y el análisis económico de la implementación de la
mejora en la empresa.
Situación actual
La empresa que por razones de confidencialidad de datos no se menciona, sin
embargo; es una empresa minera con 04 años de antigüedad en el País.
Actividades de la Empresa
Es una empresa de capitales peruanos dedicada a la exploración, explotación,
tratamiento y comercialización de minerales metálicos. Se encuentra ubicada en
la Cordillera Negra entre los 3,800 a 4,400 msnm en el departamento de Áncash,
distrito de Aija, inicia sus operaciones en el año 2016 con autorización de
producción de hasta 3,000 toneladas por día. Los productos que comercializa son
plomo, plata y zinc.
Volumen del negocio
El volumen del negocio total producido en porcentaje hace referencia a 50% plata,
30% zinc y 20% en la producción de plomo, estos productos son comercializados
al exterior del país.
Clientes y mercado objetivo
Figura 9. Infografía de la empresa
Fuente: Elaboración propia
Entre los principales compradores de mineral que produce la empresa se
encuentra China con una adquisición del 60.23% del producto producido y países
como Japón 15.55%, Alemania con 12.50%, Italia, 7.52% y corea del sur con
4.20%. El mercado objetivo son las industrias químicas, de construcción,
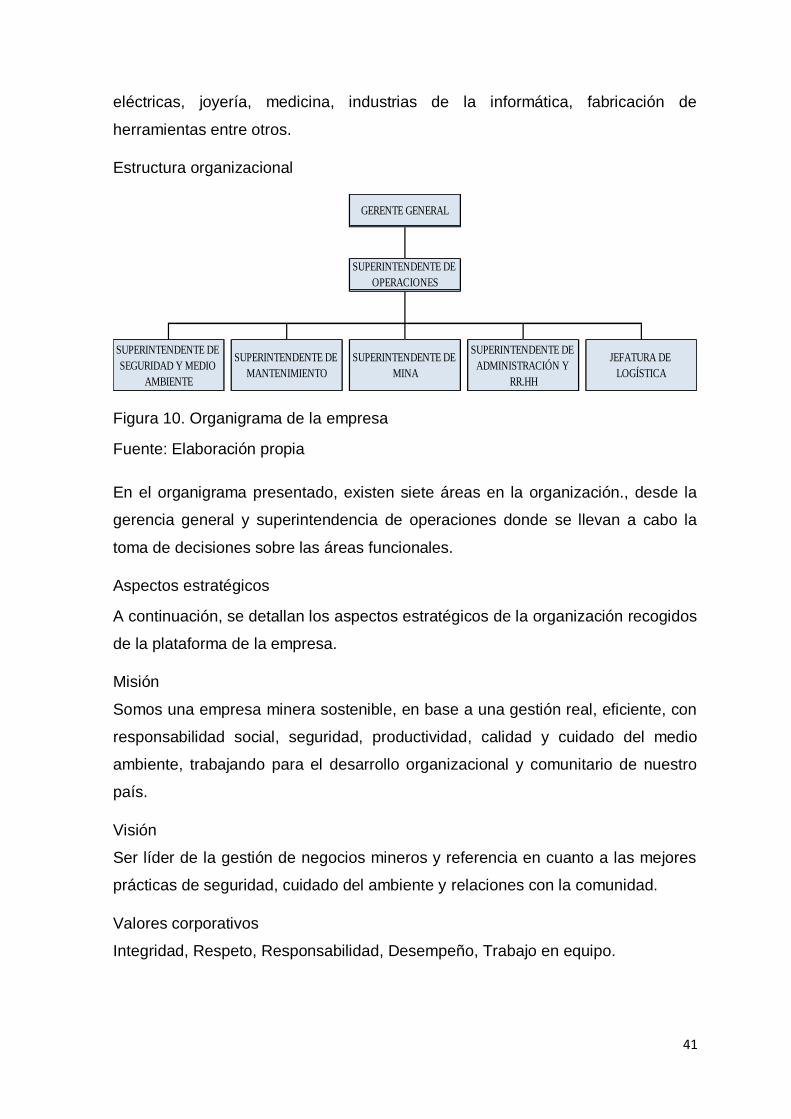
41
eléctricas, joyería, medicina, industrias de la informática, fabricación de
herramientas entre otros.
Estructura organizacional
Figura 10. Organigrama de la empresa
Fuente: Elaboración propia
En el organigrama presentado, existen siete áreas en la organización., desde la
gerencia general y superintendencia de operaciones donde se llevan a cabo la
toma de decisiones sobre las áreas funcionales.
Aspectos estratégicos
A continuación, se detallan los aspectos estratégicos de la organización recogidos
de la plataforma de la empresa.
Misión
Somos una empresa minera sostenible, en base a una gestión real, eficiente, con
responsabilidad social, seguridad, productividad, calidad y cuidado del medio
ambiente, trabajando para el desarrollo organizacional y comunitario de nuestro
país.
Visión
Ser líder de la gestión de negocios mineros y referencia en cuanto a las mejores
prácticas de seguridad, cuidado del ambiente y relaciones con la comunidad.
Valores corporativos
Integridad, Respeto, Responsabilidad, Desempeño, Trabajo en equipo.
SUPERINTENDENTE DE
SEGURIDAD Y MEDIO
AMBIENTE
JEFATURA DE
LOGÍSTICA
GERENTE GENERAL
SUPERINTENDENTE DE
OPERACIONES
SUPERINTENDENTE DE
MANTENIMIENTO
SUPERINTENDENTE DE
MINA
SUPERINTENDENTE DE
ADMINISTRACIÓN Y
RR.HH
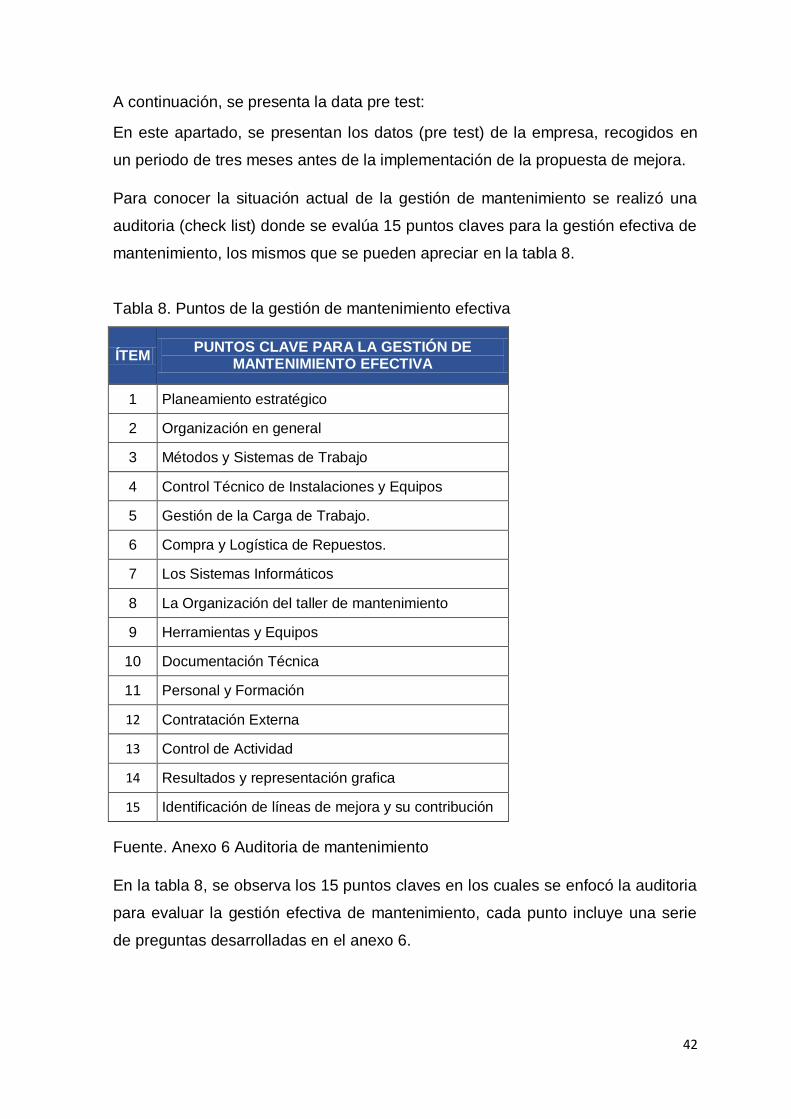
42
A continuación, se presenta la data pre test:
En este apartado, se presentan los datos (pre test) de la empresa, recogidos en
un periodo de tres meses antes de la implementación de la propuesta de mejora.
Para conocer la situación actual de la gestión de mantenimiento se realizó una
auditoria (check list) donde se evalúa 15 puntos claves para la gestión efectiva de
mantenimiento, los mismos que se pueden apreciar en la tabla 8.
Tabla 8. Puntos de la gestión de mantenimiento efectiva
ÍTEM PUNTOS CLAVE PARA LA GESTIÓN DE
MANTENIMIENTO EFECTIVA
1 Planeamiento estratégico
2 Organización en general
3 Métodos y Sistemas de Trabajo
4 Control Técnico de Instalaciones y Equipos
5 Gestión de la Carga de Trabajo.
6 Compra y Logística de Repuestos.
7 Los Sistemas Informáticos
8 La Organización del taller de mantenimiento
9 Herramientas y Equipos
10 Documentación Técnica
11 Personal y Formación
12 Contratación Externa
13 Control de Actividad
14 Resultados y representación grafica
15 Identificación de líneas de mejora y su contribución
Fuente. Anexo 6 Auditoria de mantenimiento
En la tabla 8, se observa los 15 puntos claves en los cuales se enfocó la auditoria
para evaluar la gestión efectiva de mantenimiento, cada punto incluye una serie
de preguntas desarrolladas en el anexo 6.
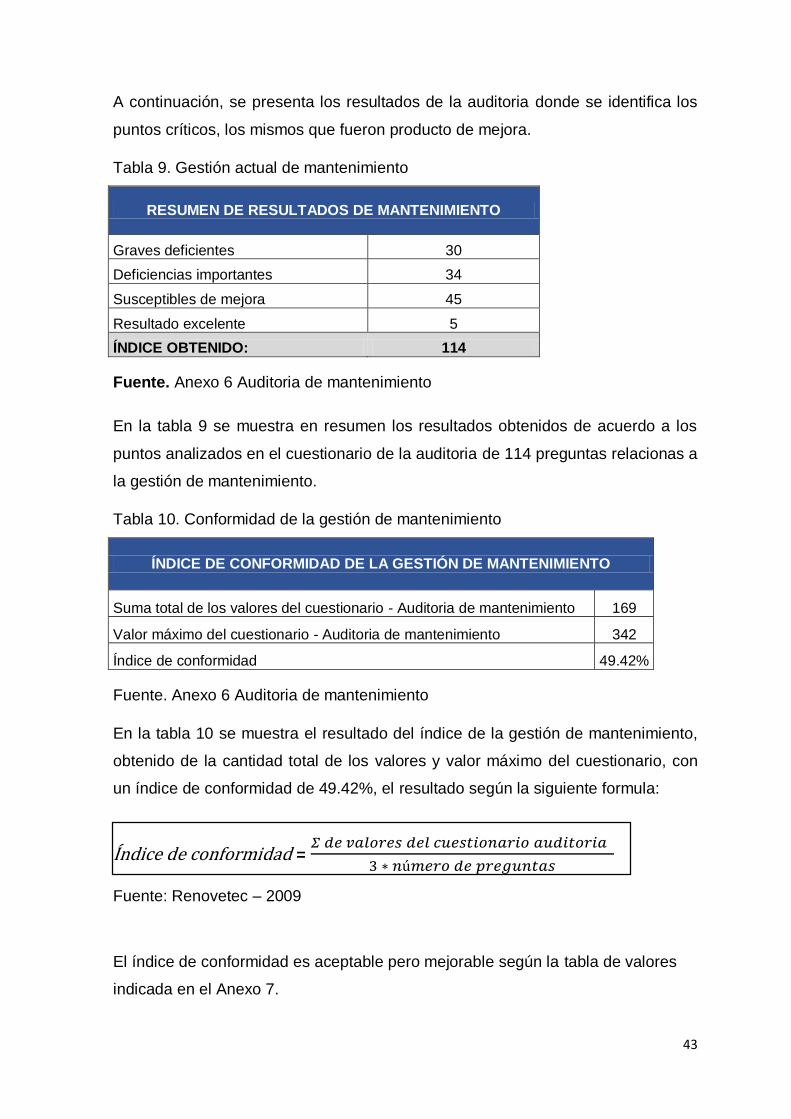
43
A continuación, se presenta los resultados de la auditoria donde se identifica los
puntos críticos, los mismos que fueron producto de mejora.
Tabla 9. Gestión actual de mantenimiento
RESUMEN DE RESULTADOS DE MANTENIMIENTO
Graves deficientes 30
Deficiencias importantes 34
Susceptibles de mejora 45
Resultado excelente 5
ÍNDICE OBTENIDO: 114
Fuente. Anexo 6 Auditoria de mantenimiento
En la tabla 9 se muestra en resumen los resultados obtenidos de acuerdo a los
puntos analizados en el cuestionario de la auditoria de 114 preguntas relacionas a
la gestión de mantenimiento.
Tabla 10. Conformidad de la gestión de mantenimiento
ÍNDICE DE CONFORMIDAD DE LA GESTIÓN DE MANTENIMIENTO
Suma total de los valores del cuestionario - Auditoria de mantenimiento 169
Valor máximo del cuestionario - Auditoria de mantenimiento 342
Índice de conformidad 49.42%
Fuente. Anexo 6 Auditoria de mantenimiento
En la tabla 10 se muestra el resultado del índice de la gestión de mantenimiento,
obtenido de la cantidad total de los valores y valor máximo del cuestionario, con
un índice de conformidad de 49.42%, el resultado según la siguiente formula:
Índice de conformidad = 𝛴 𝑑𝑒 𝑣𝑎𝑙𝑜𝑟𝑒𝑠 𝑑𝑒𝑙 𝑐𝑢𝑒𝑠𝑡𝑖𝑜𝑛𝑎𝑟𝑖𝑜 𝑎𝑢𝑑𝑖𝑡𝑜𝑟𝑖𝑎
3 ∗ 𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑟𝑒𝑔𝑢𝑛𝑡𝑎𝑠
Fuente: Renovetec – 2009
El índice de conformidad es aceptable pero mejorable según la tabla de valores
indicada en el Anexo 7.
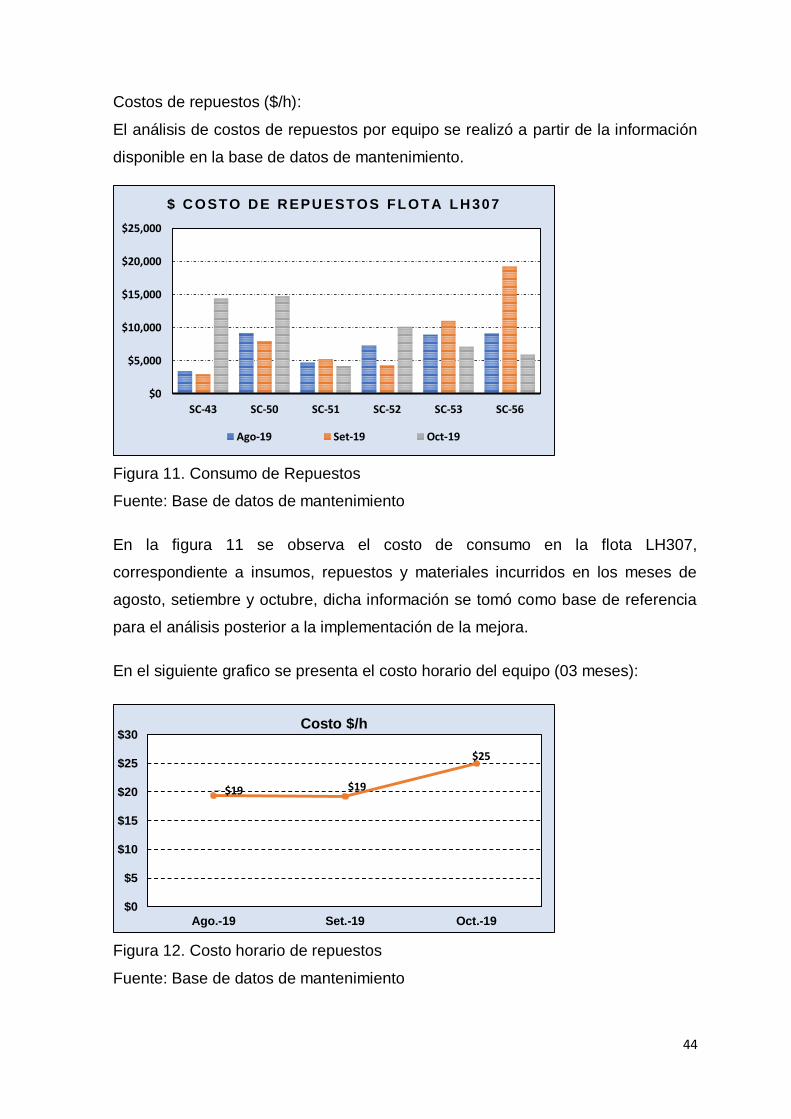
44
Costos de repuestos ($/h):
El análisis de costos de repuestos por equipo se realizó a partir de la información
disponible en la base de datos de mantenimiento.
Figura 11. Consumo de Repuestos
Fuente: Base de datos de mantenimiento
En la figura 11 se observa el costo de consumo en la flota LH307,
correspondiente a insumos, repuestos y materiales incurridos en los meses de
agosto, setiembre y octubre, dicha información se tomó como base de referencia
para el análisis posterior a la implementación de la mejora.
En el siguiente grafico se presenta el costo horario del equipo (03 meses):
Figura 12. Costo horario de repuestos
Fuente: Base de datos de mantenimiento
$0
$5,000
$10,000
$15,000
$20,000
$25,000
SC-43 SC-50 SC-51 SC-52 SC-53 SC-56
$ C OSTO D E R EPU ESTOS FLOTA LH 307
Ago-19 Set-19 Oct-19
$19 $19
$25
$0
$5
$10
$15
$20
$25
$30
Ago.-19 Set.-19 Oct.-19
Costo $/h
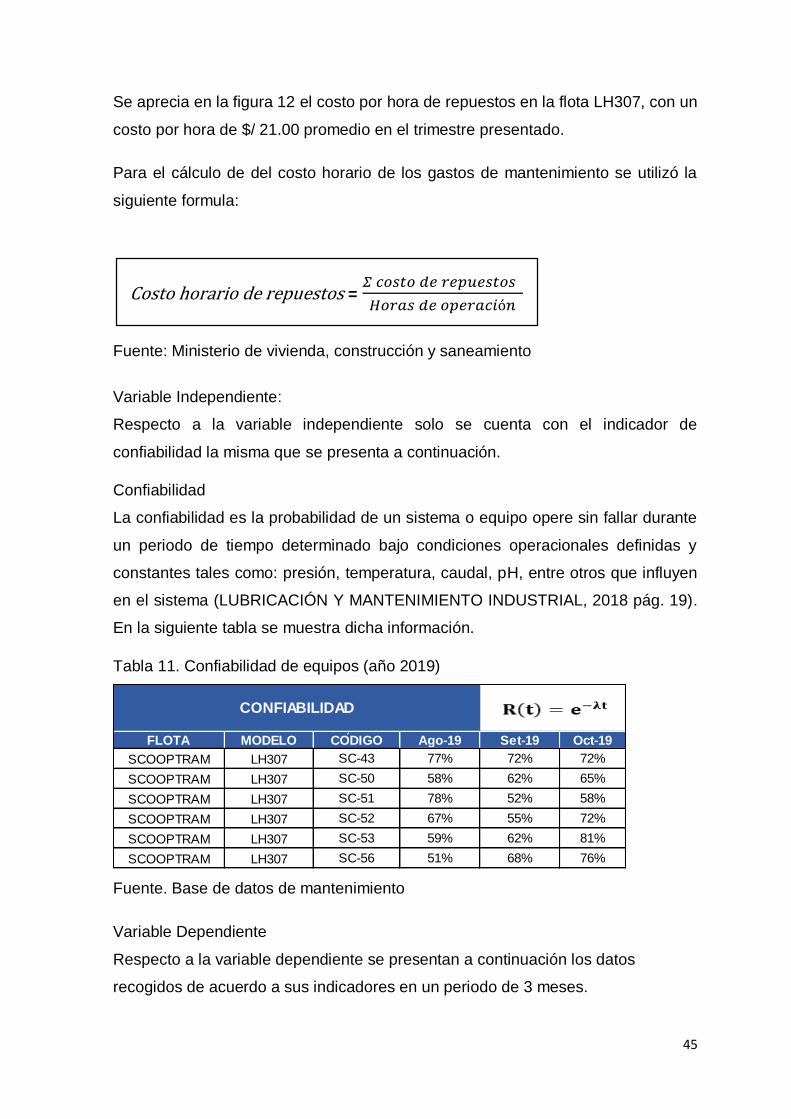
45
Se aprecia en la figura 12 el costo por hora de repuestos en la flota LH307, con un
costo por hora de $/ 21.00 promedio en el trimestre presentado.
Para el cálculo de del costo horario de los gastos de mantenimiento se utilizó la
siguiente formula:
Costo horario de repuestos = 𝛴 𝑐𝑜𝑠𝑡𝑜 𝑑𝑒 𝑟𝑒𝑝𝑢𝑒𝑠𝑡𝑜𝑠
𝐻𝑜𝑟𝑎𝑠 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
Fuente: Ministerio de vivienda, construcción y saneamiento
Variable Independiente:
Respecto a la variable independiente solo se cuenta con el indicador de
confiabilidad la misma que se presenta a continuación.
Confiabilidad
La confiabilidad es la probabilidad de un sistema o equipo opere sin fallar durante
un periodo de tiempo determinado bajo condiciones operacionales definidas y
constantes tales como: presión, temperatura, caudal, pH, entre otros que influyen
en el sistema (LUBRICACIÓN Y MANTENIMIENTO INDUSTRIAL, 2018 pág. 19).
En la siguiente tabla se muestra dicha información.
Tabla 11. Confiabilidad de equipos (año 2019)
Fuente. Base de datos de mantenimiento
Variable Dependiente
Respecto a la variable dependiente se presentan a continuación los datos
recogidos de acuerdo a sus indicadores en un periodo de 3 meses.
FLOTA MODELO CODIGO Ago-19 Set-19 Oct-19
SCOOPTRAM LH307 SC-43 77% 72% 72%
SCOOPTRAM LH307 SC-50 58% 62% 65%
SCOOPTRAM LH307 SC-51 78% 52% 58%
SCOOPTRAM LH307 SC-52 67% 55% 72%
SCOOPTRAM LH307 SC-53 59% 62% 81%
SCOOPTRAM LH307 SC-56 51% 68% 76%
CONFIABILIDAD
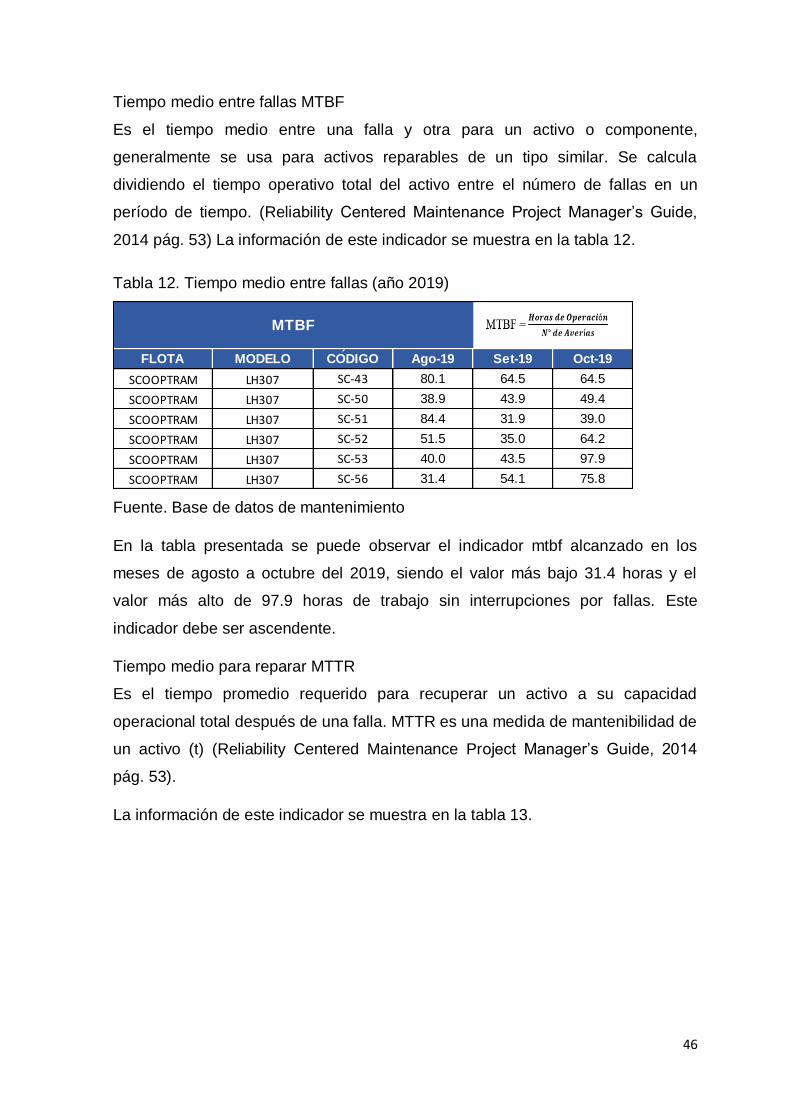
46
Tiempo medio entre fallas MTBF
Es el tiempo medio entre una falla y otra para un activo o componente,
generalmente se usa para activos reparables de un tipo similar. Se calcula
dividiendo el tiempo operativo total del activo entre el número de fallas en un
período de tiempo. (Reliability Centered Maintenance Project Manager’s Guide,
2014 pág. 53) La información de este indicador se muestra en la tabla 12.
Tabla 12. Tiempo medio entre fallas (año 2019)
Fuente. Base de datos de mantenimiento
En la tabla presentada se puede observar el indicador mtbf alcanzado en los
meses de agosto a octubre del 2019, siendo el valor más bajo 31.4 horas y el
valor más alto de 97.9 horas de trabajo sin interrupciones por fallas. Este
indicador debe ser ascendente.
Tiempo medio para reparar MTTR
Es el tiempo promedio requerido para recuperar un activo a su capacidad
operacional total después de una falla. MTTR es una medida de mantenibilidad de
un activo (t) (Reliability Centered Maintenance Project Manager’s Guide, 2014
pág. 53).
La información de este indicador se muestra en la tabla 13.
FLOTA MODELO CODIGO Ago-19 Set-19 Oct-19
SCOOPTRAM LH307 SC-43 80.1 64.5 64.5
SCOOPTRAM LH307 SC-50 38.9 43.9 49.4
SCOOPTRAM LH307 SC-51 84.4 31.9 39.0
SCOOPTRAM LH307 SC-52 51.5 35.0 64.2
SCOOPTRAM LH307 SC-53 40.0 43.5 97.9
SCOOPTRAM LH307 SC-56 31.4 54.1 75.8
MTBF
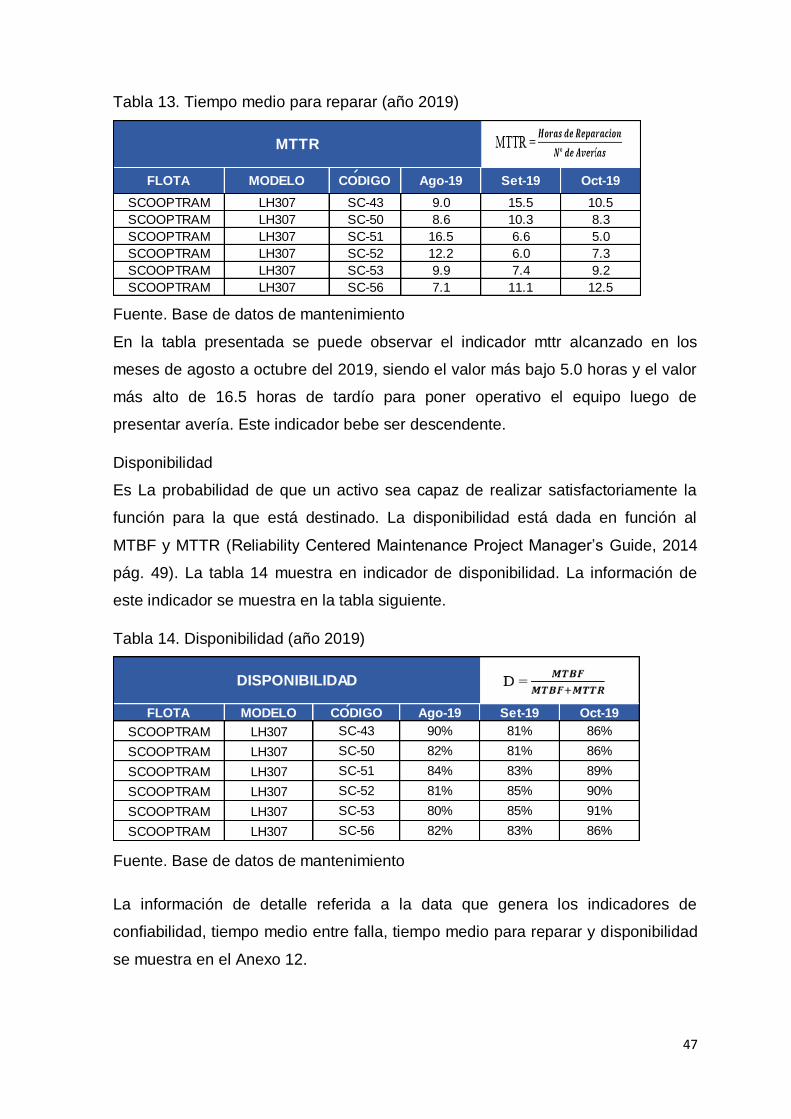
47
Tabla 13. Tiempo medio para reparar (año 2019)
Fuente. Base de datos de mantenimiento
En la tabla presentada se puede observar el indicador mttr alcanzado en los
meses de agosto a octubre del 2019, siendo el valor más bajo 5.0 horas y el valor
más alto de 16.5 horas de tardío para poner operativo el equipo luego de
presentar avería. Este indicador bebe ser descendente.
Disponibilidad
Es La probabilidad de que un activo sea capaz de realizar satisfactoriamente la
función para la que está destinado. La disponibilidad está dada en función al
MTBF y MTTR (Reliability Centered Maintenance Project Manager’s Guide, 2014
pág. 49). La tabla 14 muestra en indicador de disponibilidad. La información de
este indicador se muestra en la tabla siguiente.
Tabla 14. Disponibilidad (año 2019)
Fuente. Base de datos de mantenimiento
La información de detalle referida a la data que genera los indicadores de
confiabilidad, tiempo medio entre falla, tiempo medio para reparar y disponibilidad
se muestra en el Anexo 12.
FLOTA MODELO CODIGO Ago-19 Set-19 Oct-19
SCOOPTRAM LH307 SC-43 9.0 15.5 10.5
SCOOPTRAM LH307 SC-50 8.6 10.3 8.3
SCOOPTRAM LH307 SC-51 16.5 6.6 5.0
SCOOPTRAM LH307 SC-52 12.2 6.0 7.3
SCOOPTRAM LH307 SC-53 9.9 7.4 9.2
SCOOPTRAM LH307 SC-56 7.1 11.1 12.5
MTTR
FLOTA MODELO CODIGO Ago-19 Set-19 Oct-19
SCOOPTRAM LH307 SC-43 90% 81% 86%
SCOOPTRAM LH307 SC-50 82% 81% 86%
SCOOPTRAM LH307 SC-51 84% 83% 89%
SCOOPTRAM LH307 SC-52 81% 85% 90%
SCOOPTRAM LH307 SC-53 80% 85% 91%
SCOOPTRAM LH307 SC-56 82% 83% 86%
DISPONIBILIDAD
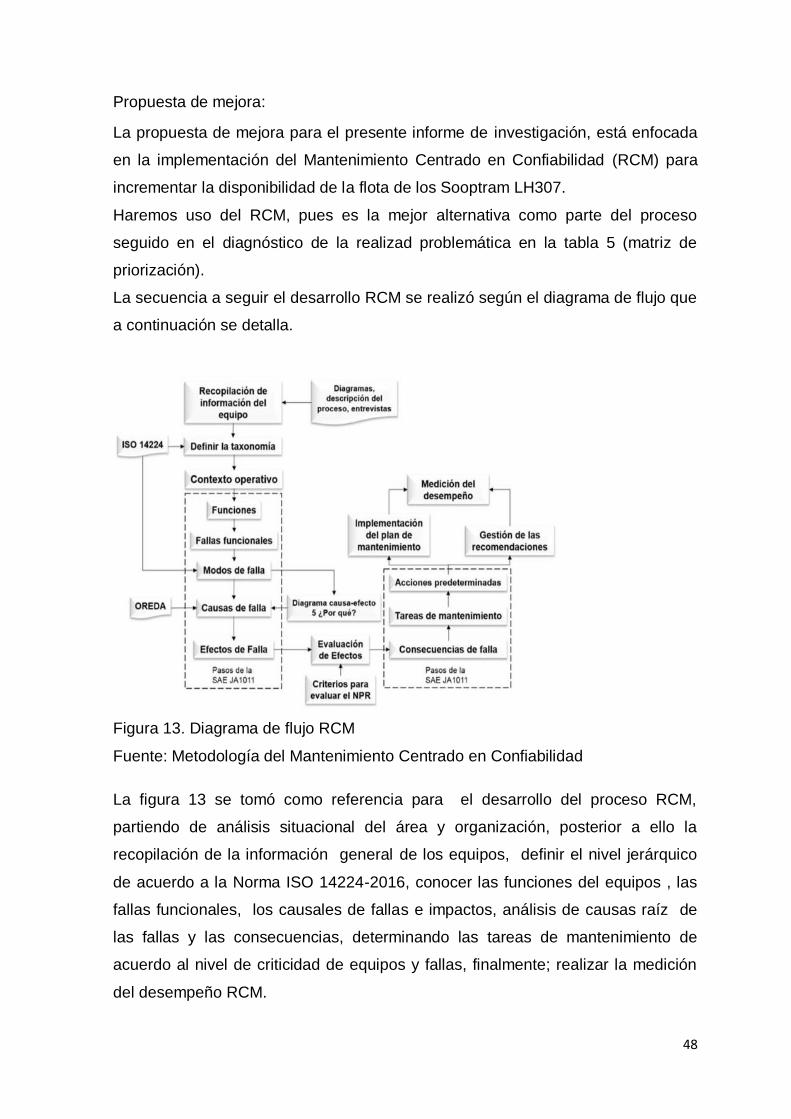
48
Propuesta de mejora:
La propuesta de mejora para el presente informe de investigación, está enfocada
en la implementación del Mantenimiento Centrado en Confiabilidad (RCM) para
incrementar la disponibilidad de la flota de los Sooptram LH307.
Haremos uso del RCM, pues es la mejor alternativa como parte del proceso
seguido en el diagnóstico de la realizad problemática en la tabla 5 (matriz de
priorización).
La secuencia a seguir el desarrollo RCM se realizó según el diagrama de flujo que
a continuación se detalla.
Figura 13. Diagrama de flujo RCM
Fuente: Metodología del Mantenimiento Centrado en Confiabilidad
La figura 13 se tomó como referencia para el desarrollo del proceso RCM,
partiendo de análisis situacional del área y organización, posterior a ello la
recopilación de la información general de los equipos, definir el nivel jerárquico
de acuerdo a la Norma ISO 14224-2016, conocer las funciones del equipos , las
fallas funcionales, los causales de fallas e impactos, análisis de causas raíz de
las fallas y las consecuencias, determinando las tareas de mantenimiento de
acuerdo al nivel de criticidad de equipos y fallas, finalmente; realizar la medición
del desempeño RCM.
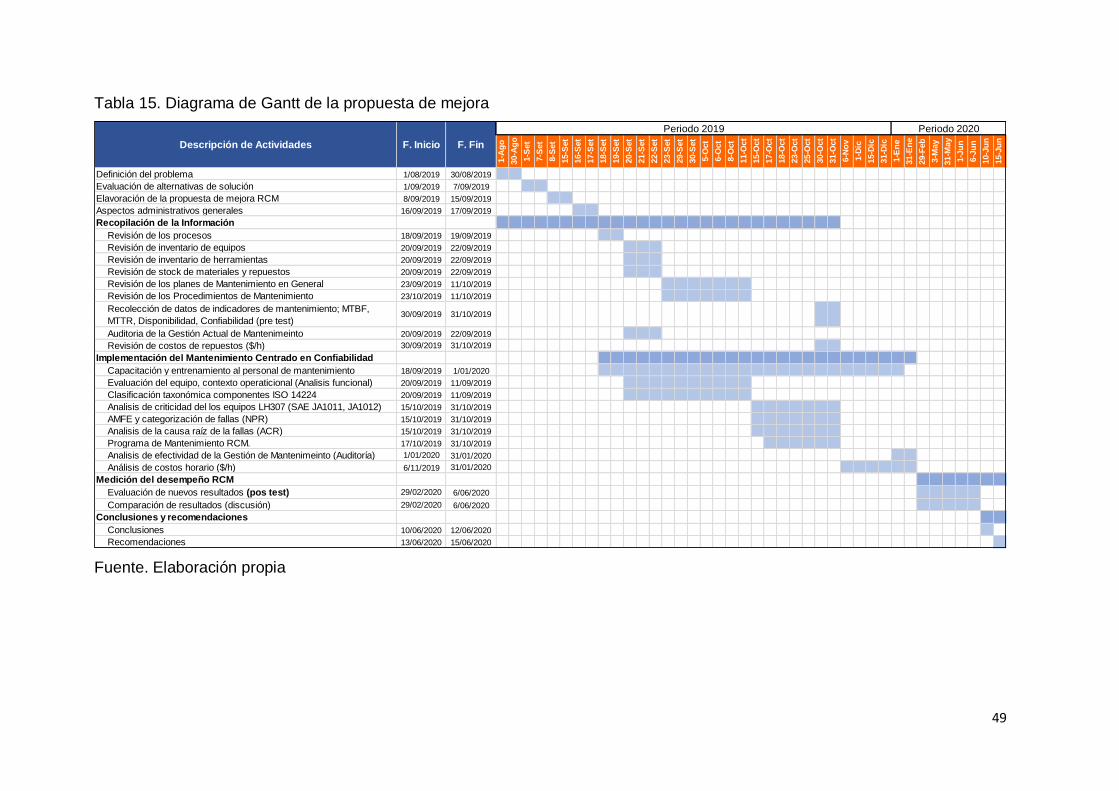
49
Tabla 15. Diagrama de Gantt de la propuesta de mejora
Fuente. Elaboración propia
1-A
go
30-A
go
1-S
et
7-S
et
8-S
et
15-S
et
16-S
et
17-S
et
18-S
et
19-S
et
20-S
et
21-S
et
22-S
et
23-S
et
29-S
et
30-S
et
5-O
ct
6-O
ct
8-O
ct
11-O
ct
15-O
ct
17-O
ct
18-O
ct
23-O
ct
25-O
ct
30-O
ct
31-O
ct
6-N
ov
1-D
ic
15-D
ic
31-D
ic
1-E
ne
31-E
ne
29-F
eb
3-M
ay
31-M
ay
1-J
un
6-J
un
10-J
un
15-J
un
Definición del problema 1/08/2019 30/08/2019
Evaluación de alternativas de solución 1/09/2019 7/09/2019
Elavoración de la propuesta de mejora RCM 8/09/2019 15/09/2019
Aspectos administrativos generales 16/09/2019 17/09/2019
Recopilación de la Información
Revisión de los procesos 18/09/2019 19/09/2019
Revisión de inventario de equipos 20/09/2019 22/09/2019
Revisión de inventario de herramientas 20/09/2019 22/09/2019
Revisión de stock de materiales y repuestos 20/09/2019 22/09/2019
Revisión de los planes de Mantenimiento en General 23/09/2019 11/10/2019
Revisión de los Procedimientos de Mantenimiento 23/10/2019 11/10/2019
Recolección de datos de indicadores de mantenimiento; MTBF,
MTTR, Disponibilidad, Confiabilidad (pre test)30/09/2019 31/10/2019
Auditoria de la Gestión Actual de Mantenimeinto 20/09/2019 22/09/2019
Revisión de costos de repuestos ($/h) 30/09/2019 31/10/2019
Implementación del Mantenimiento Centrado en Confiabilidad
Capacitación y entrenamiento al personal de mantenimiento 18/09/2019 1/01/2020
Evaluación del equipo, contexto operaticional (Analisis funcional) 20/09/2019 11/09/2019
Clasificación taxonómica componentes ISO 14224 20/09/2019 11/09/2019
Analisis de criticidad del los equipos LH307 (SAE JA1011, JA1012) 15/10/2019 31/10/2019
AMFE y categorización de fallas (NPR) 15/10/2019 31/10/2019
Analisis de la causa raíz de la fallas (ACR) 15/10/2019 31/10/2019
Programa de Mantenimiento RCM. 17/10/2019 31/10/2019
Analisis de efectividad de la Gestión de Mantenimeinto (Auditoría) 1/01/2020 31/01/2020
Análisis de costos horario ($/h) 6/11/2019 31/01/2020
Medición del desempeño RCM
Evaluación de nuevos resultados (pos test) 29/02/2020 6/06/2020
Comparación de resultados (discusión) 29/02/2020 6/06/2020
Conclusiones y recomendaciones
Conclusiones 10/06/2020 12/06/2020
Recomendaciones 13/06/2020 15/06/2020
Periodo 2019 Periodo 2020
Descripción de Actividades F. Inicio F. Fin
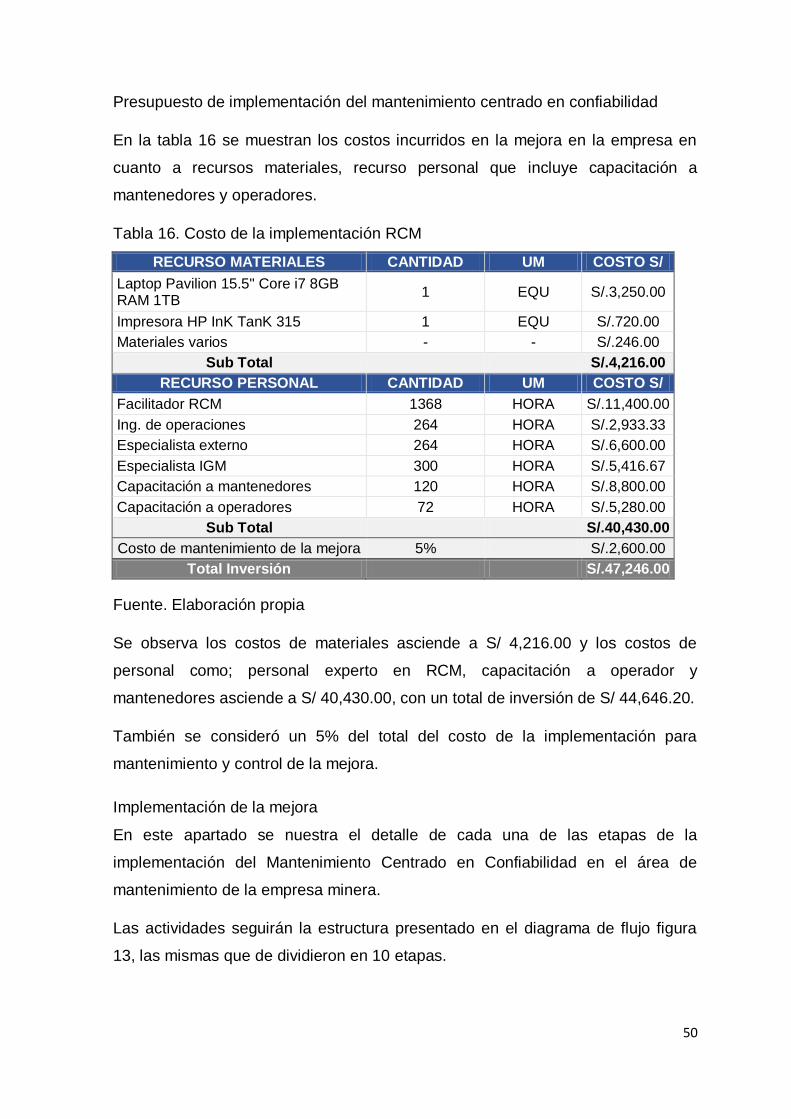
50
Presupuesto de implementación del mantenimiento centrado en confiabilidad
En la tabla 16 se muestran los costos incurridos en la mejora en la empresa en
cuanto a recursos materiales, recurso personal que incluye capacitación a
mantenedores y operadores.
Tabla 16. Costo de la implementación RCM
RECURSO MATERIALES CANTIDAD UM COSTO S/
Laptop Pavilion 15.5" Core i7 8GB RAM 1TB
1 EQU S/.3,250.00
Impresora HP InK TanK 315 1 EQU S/.720.00
Materiales varios - - S/.246.00
Sub Total S/.4,216.00
RECURSO PERSONAL CANTIDAD UM COSTO S/
Facilitador RCM 1368 HORA S/.11,400.00
Ing. de operaciones 264 HORA S/.2,933.33
Especialista externo 264 HORA S/.6,600.00
Especialista IGM 300 HORA S/.5,416.67
Capacitación a mantenedores 120 HORA S/.8,800.00
Capacitación a operadores 72 HORA S/.5,280.00
Sub Total S/.40,430.00
Costo de mantenimiento de la mejora 5% S/.2,600.00
Total Inversión S/.47,246.00
Fuente. Elaboración propia
Se observa los costos de materiales asciende a S/ 4,216.00 y los costos de
personal como; personal experto en RCM, capacitación a operador y
mantenedores asciende a S/ 40,430.00, con un total de inversión de S/ 44,646.20.
También se consideró un 5% del total del costo de la implementación para
mantenimiento y control de la mejora.
Implementación de la mejora
En este apartado se nuestra el detalle de cada una de las etapas de la
implementación del Mantenimiento Centrado en Confiabilidad en el área de
mantenimiento de la empresa minera.
Las actividades seguirán la estructura presentado en el diagrama de flujo figura
13, las mismas que de dividieron en 10 etapas.
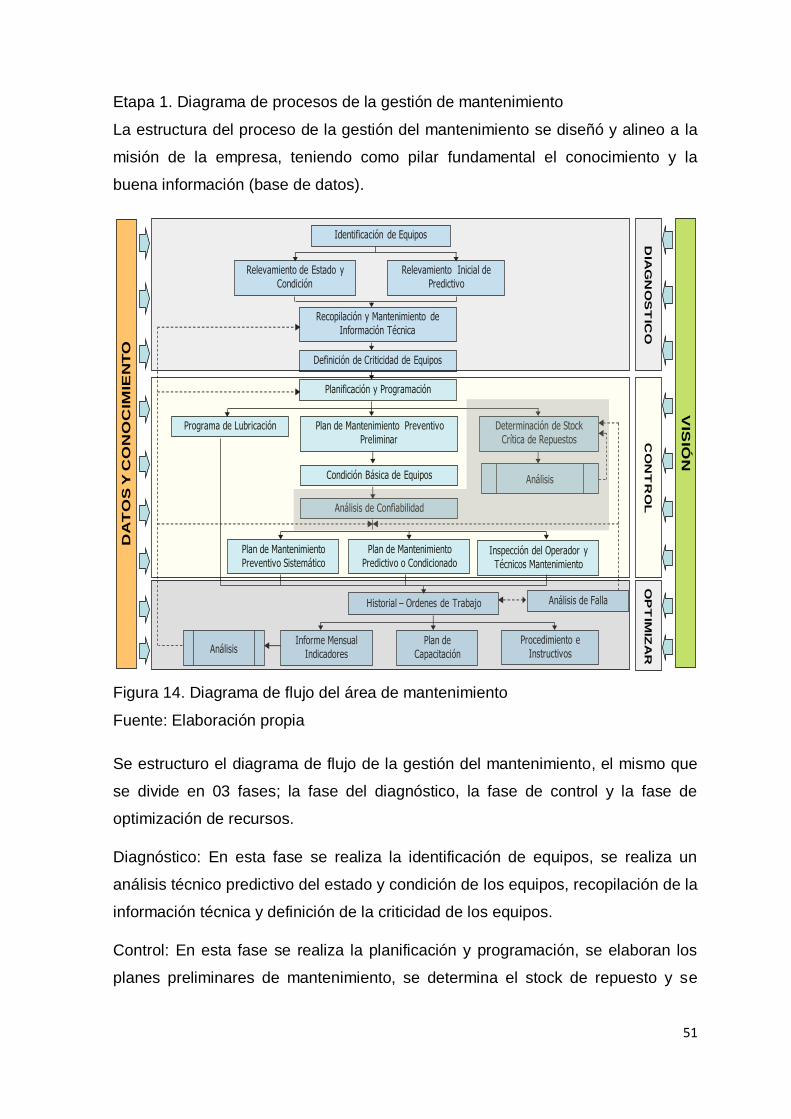
51
Etapa 1. Diagrama de procesos de la gestión de mantenimiento
La estructura del proceso de la gestión del mantenimiento se diseñó y alineo a la
misión de la empresa, teniendo como pilar fundamental el conocimiento y la
buena información (base de datos).
Figura 14. Diagrama de flujo del área de mantenimiento
Fuente: Elaboración propia
Se estructuro el diagrama de flujo de la gestión del mantenimiento, el mismo que
se divide en 03 fases; la fase del diagnóstico, la fase de control y la fase de
optimización de recursos.
Diagnóstico: En esta fase se realiza la identificación de equipos, se realiza un
análisis técnico predictivo del estado y condición de los equipos, recopilación de la
información técnica y definición de la criticidad de los equipos.
Control: En esta fase se realiza la planificación y programación, se elaboran los
planes preliminares de mantenimiento, se determina el stock de repuesto y se
Identificación de Equipos
Relevamiento de Estado y
Condición
Relevamiento Inicial de
Predictivo
Recopilación y Mantenimiento de
Información Técnica
Definición de Criticidad de Equipos
Planificación y Programación
Plan de Mantenimiento Preventivo
Preliminar
Determinación de Stock
Crítica de Repuestos
Programa de Lubricación
Condición Básica de Equipos Análisis
Análisis de Confiabilidad
Plan de Mantenimiento
Predictivo o CondicionadoInspección del Operador y
Técnicos Mantenimiento
Plan de Mantenimiento
Preventivo Sistemático
Historial – Ordenes de Trabajo Análisis de Falla
Informe Mensual
Indicadores
Plan de
Capacitación
Procedimiento e
InstructivosAnálisis
VIS
IÓN
DA
TO
S Y
CO
NO
CIM
IEN
TO
DIA
GN
OS
TIC
OC
ON
TR
OL
OP
TIM
IZA
R
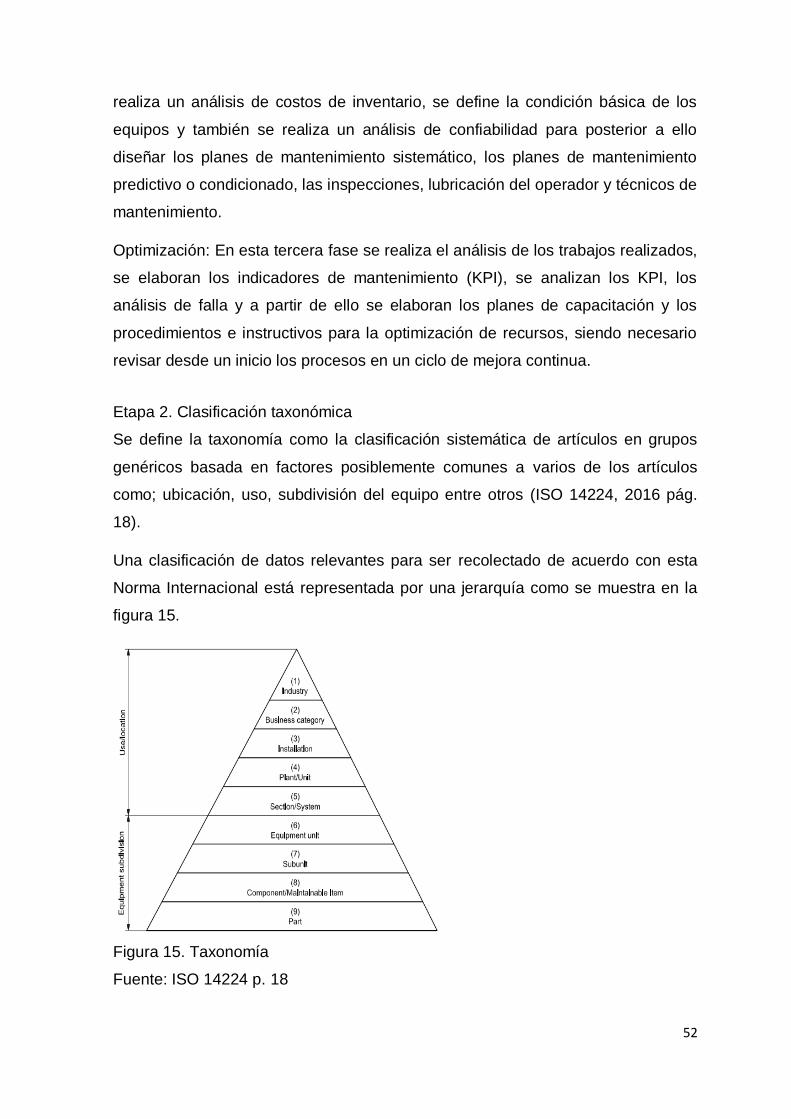
52
realiza un análisis de costos de inventario, se define la condición básica de los
equipos y también se realiza un análisis de confiabilidad para posterior a ello
diseñar los planes de mantenimiento sistemático, los planes de mantenimiento
predictivo o condicionado, las inspecciones, lubricación del operador y técnicos de
mantenimiento.
Optimización: En esta tercera fase se realiza el análisis de los trabajos realizados,
se elaboran los indicadores de mantenimiento (KPI), se analizan los KPI, los
análisis de falla y a partir de ello se elaboran los planes de capacitación y los
procedimientos e instructivos para la optimización de recursos, siendo necesario
revisar desde un inicio los procesos en un ciclo de mejora continua.
Etapa 2. Clasificación taxonómica
Se define la taxonomía como la clasificación sistemática de artículos en grupos
genéricos basada en factores posiblemente comunes a varios de los artículos
como; ubicación, uso, subdivisión del equipo entre otros (ISO 14224, 2016 pág.
18).
Una clasificación de datos relevantes para ser recolectado de acuerdo con esta
Norma Internacional está representada por una jerarquía como se muestra en la
figura 15.
Figura 15. Taxonomía
Fuente: ISO 14224 p. 18
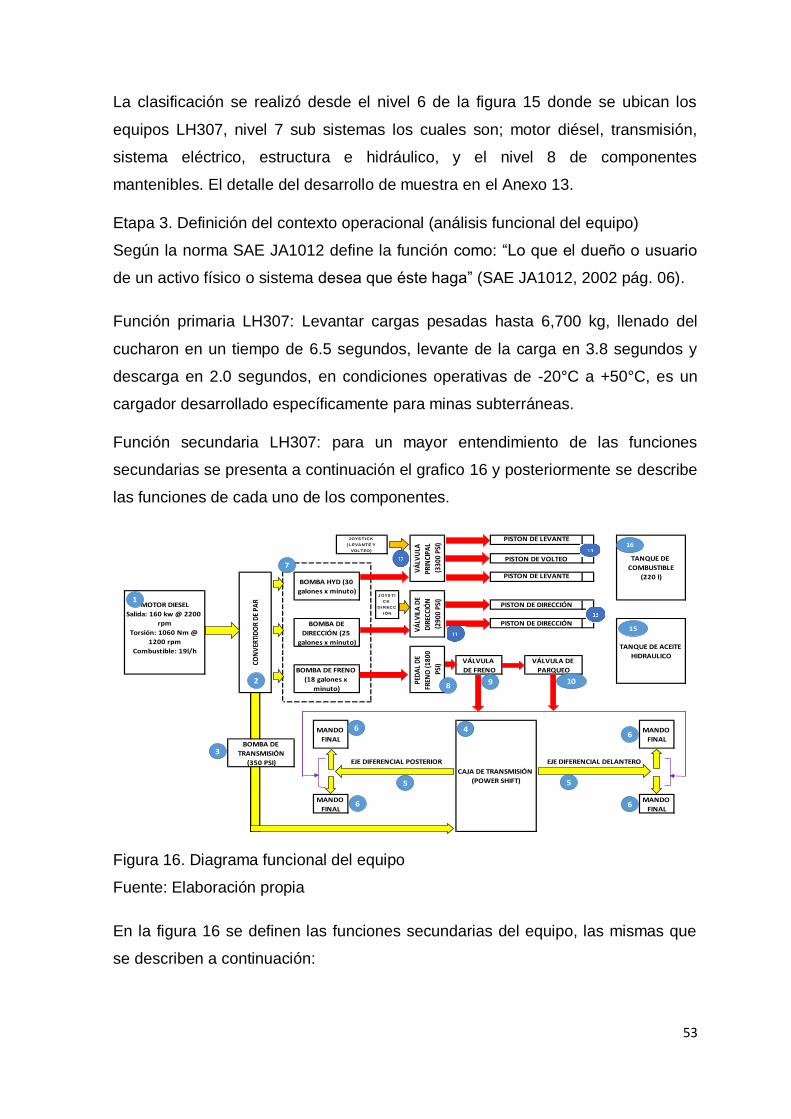
53
La clasificación se realizó desde el nivel 6 de la figura 15 donde se ubican los
equipos LH307, nivel 7 sub sistemas los cuales son; motor diésel, transmisión,
sistema eléctrico, estructura e hidráulico, y el nivel 8 de componentes
mantenibles. El detalle del desarrollo de muestra en el Anexo 13.
Etapa 3. Definición del contexto operacional (análisis funcional del equipo)
Según la norma SAE JA1012 define la función como: “Lo que el dueño o usuario
de un activo físico o sistema desea que éste haga” (SAE JA1012, 2002 pág. 06).
Función primaria LH307: Levantar cargas pesadas hasta 6,700 kg, llenado del
cucharon en un tiempo de 6.5 segundos, levante de la carga en 3.8 segundos y
descarga en 2.0 segundos, en condiciones operativas de -20°C a +50°C, es un
cargador desarrollado específicamente para minas subterráneas.
Función secundaria LH307: para un mayor entendimiento de las funciones
secundarias se presenta a continuación el grafico 16 y posteriormente se describe
las funciones de cada uno de los componentes.
Figura 16. Diagrama funcional del equipo
Fuente: Elaboración propia
En la figura 16 se definen las funciones secundarias del equipo, las mismas que
se describen a continuación:
MANDO
FINAL
MANDO
FINAL
J OYS TI
CK
D I RECC
I ÓN
J OYS TI CK
( LEVANTE Y
VOLTEO)
MANDO
FINAL
CAJA DE TRANSMISIÓN
(POWER SHIFT)
MANDO
FINALBOMBA DE
TRANSMISIÓN
(350 PSI) EJE DIFERENCIAL POSTERIOR EJE DIFERENCIAL DELANTERO
MOTOR DIESEL
Salida: 160 kw @ 2200
rpm
Torsión: 1060 Nm @
1200 rpm
Combustible: 19l/h
VÁ
LVIL
A D
E
DIR
ECCI
ÓN
(290
0 PS
I)
PISTON DE DIRECCIÓN
BOMBA DE
DIRECCIÓN (25
galones x minuto)
PISTON DE DIRECCIÓN
TANQUE DE ACEITE
HIDRAULICO
PED
AL
DE
FREN
O (1
800
PSI)
VÁLVULA
DE FRENO
VÁLVULA DE
PARQUEOBOMBA DE FRENO
(18 galones x
minuto)
VÁ
LVU
LA
PRIN
CIPA
L
(330
0 PS
I)
PISTON DE LEVANTE
TANQUE DE
COMBUSTIBLE
(220 l)
PISTON DE VOLTEO
CON
VER
TID
OR
DE
PAR
BOMBA HYD (30
galones x minuto)
PISTON DE LEVANTE
1
2
3
46
6 6
6
7
8 9 10
15
16
55
54
Sistema Motriz: El motor diesel (1) funciona con combustible (16), suministra toda
la potencia al equipo LH307 a 2200 rpm. Su eje de salida se acopla al convertidor
de fuerza (2), donde reducen los rpm y se aumenta el torque en el eje de salida
del convertidor (3) que transmite la potencia por el cardan del eje de entrada a la
transmisión (4) con 2 marchas forward y reverse más 4 velocidades. Las
relaciones de marcha se seleccionan con un mecanismo de cambio manual, que
actúa sobre la válvula de control de los embragues de la transmisión, la
transmisión (4) transmite la potencia por medio de los cardanes (5) a los dos
diferenciales (6), uno delantero y uno posterior, en cada uno de ellos el piñón de
ataque y corona de cada uno transmiten la potencia a los ejes flotantes de los
mandos finales (6) y ruedas delanteras y posterior.
Sistema de carguío: El convertidor de par (2) transmite rpm a la bomba triple (7)
conformada por la bomba hidráulica; que succiona aceite hidráulico del tanque
(15) y suministra a la válvula de dirección un caudal de 30 gl/minuto donde se
genera una presión de 3,300 PSI controlado por el Joystick de levante y volteo
para accionar los pistones de levante y volteo (14) del cucharon, cuando excede
la presión de 3,300 PSI la válvula se apertura dando pase al aceite de regreso al
tanque hidráulico (15), la bomba de dirección que succiona aceite hidráulico del
tanque (15) suministra a la válvula principal un caudal de 25 gl/minuto donde se
genera una presión de 2,900 PSI controlada por el joystick de dirección para
accionar los pistones de dirección (13), cuando excede la presión de 2,900 PSI la
válvula se apertura dando pase al aceite de regreso al tanque hidráulico (15), la
bomba de freno que succiona aceite hidráulico del tanque (15) suministra a la
válvula principal un caudal de 18 gl/minuto donde se genera una presión de 1,800
PSI controlado por el pedal de freno hacia la válvula de freno y válvula de parqueo
que a su vez controlan el accionamiento de los pistones de freno y parqueo de los
mando final (6).
Etapa 4. Análisis de criticidad de equipos LH307
Una vez definido el contexto operacional, las funciones primarias, funciones
secundarias y de acuerdo a la lista de equipo en el anexo 18, se procede a
realizar el análisis de criticidad con el objetivo de establecer un método que
permita determinar el grado de los factores de frecuencia y consecuencia
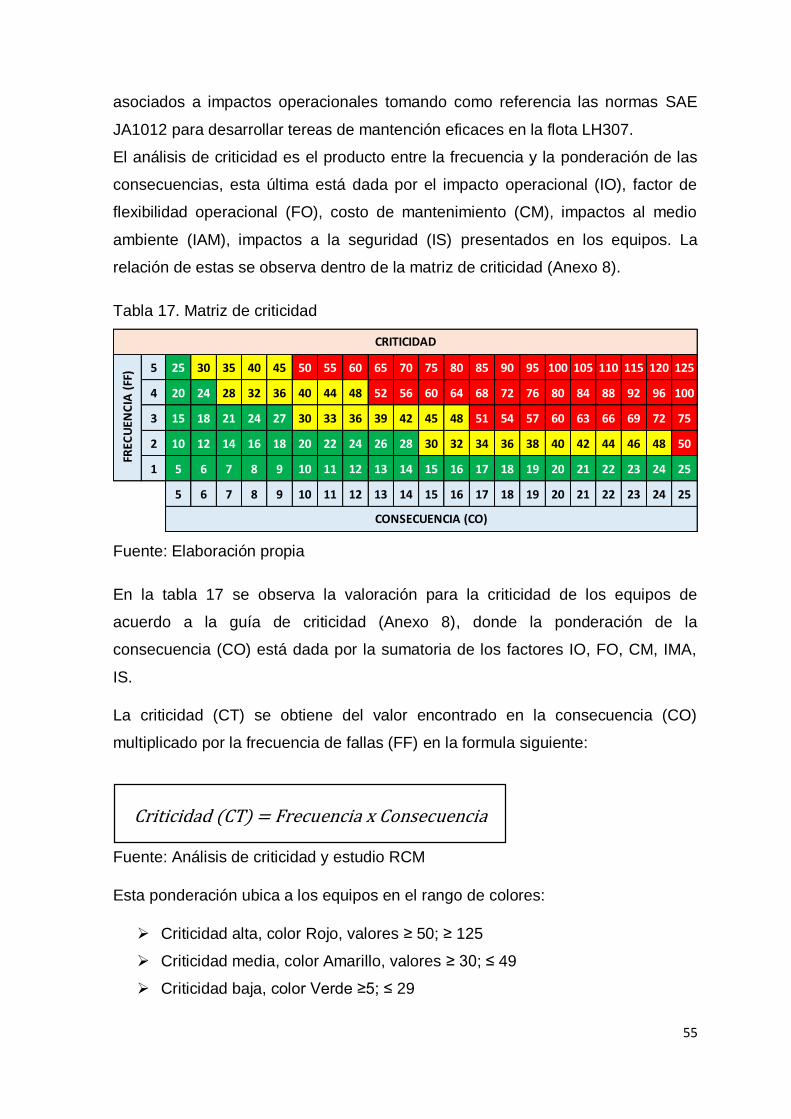
55
asociados a impactos operacionales tomando como referencia las normas SAE
JA1012 para desarrollar tereas de mantención eficaces en la flota LH307.
El análisis de criticidad es el producto entre la frecuencia y la ponderación de las
consecuencias, esta última está dada por el impacto operacional (IO), factor de
flexibilidad operacional (FO), costo de mantenimiento (CM), impactos al medio
ambiente (IAM), impactos a la seguridad (IS) presentados en los equipos. La
relación de estas se observa dentro de la matriz de criticidad (Anexo 8).
Tabla 17. Matriz de criticidad
Fuente: Elaboración propia
En la tabla 17 se observa la valoración para la criticidad de los equipos de
acuerdo a la guía de criticidad (Anexo 8), donde la ponderación de la
consecuencia (CO) está dada por la sumatoria de los factores IO, FO, CM, IMA,
IS.
La criticidad (CT) se obtiene del valor encontrado en la consecuencia (CO)
multiplicado por la frecuencia de fallas (FF) en la formula siguiente:
Criticidad (CT) = Frecuencia x Consecuencia
Fuente: Análisis de criticidad y estudio RCM
Esta ponderación ubica a los equipos en el rango de colores:
Criticidad alta, color Rojo, valores ≥ 50; ≥ 125
Criticidad media, color Amarillo, valores ≥ 30; ≤ 49
Criticidad baja, color Verde ≥5; ≤ 29
5 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125
4 20 24 28 32 36 40 44 48 52 56 60 64 68 72 76 80 84 88 92 96 100
3 15 18 21 24 27 30 33 36 39 42 45 48 51 54 57 60 63 66 69 72 75
2 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50
1 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
CRITICIDAD
FREC
UEN
CIA
(FF
)
CONSECUENCIA (CO)
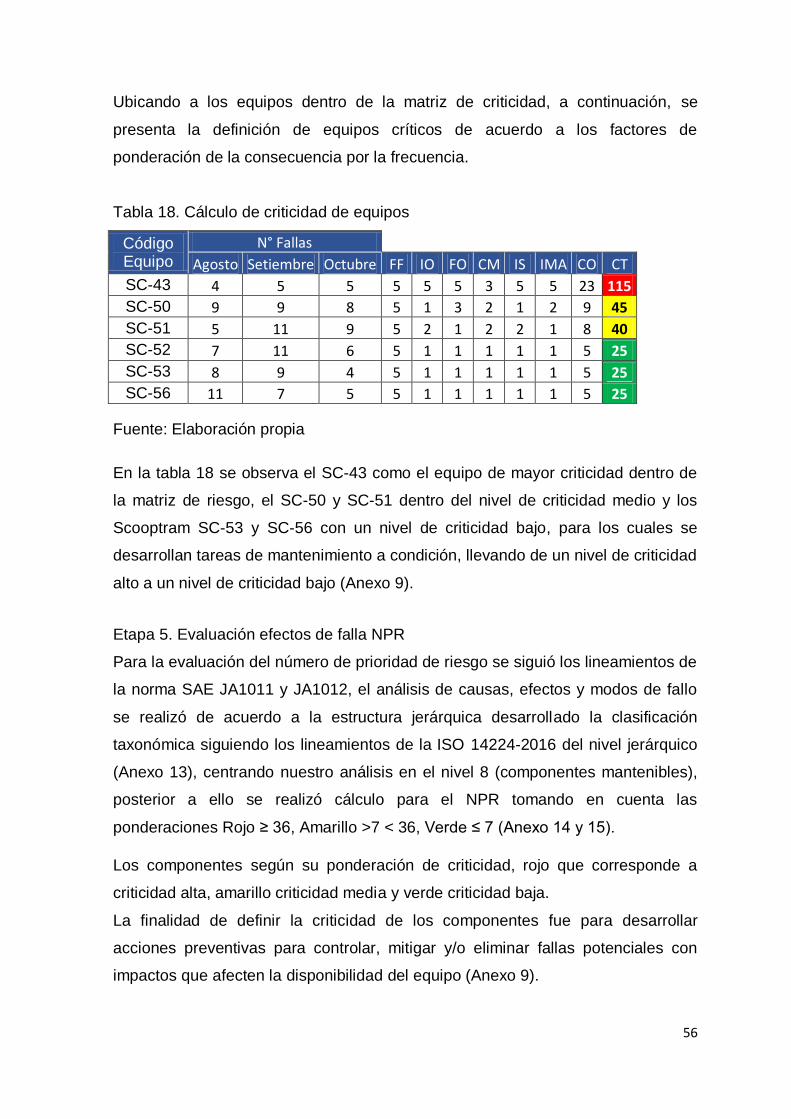
56
Ubicando a los equipos dentro de la matriz de criticidad, a continuación, se
presenta la definición de equipos críticos de acuerdo a los factores de
ponderación de la consecuencia por la frecuencia.
Tabla 18. Cálculo de criticidad de equipos
Código Equipo
N° Fallas Agosto Setiembre Octubre FF IO FO CM IS IMA CO CT
SC-43 4 5 5 5 5 5 3 5 5 23 115
SC-50 9 9 8 5 1 3 2 1 2 9 45
SC-51 5 11 9 5 2 1 2 2 1 8 40
SC-52 7 11 6 5 1 1 1 1 1 5 25
SC-53 8 9 4 5 1 1 1 1 1 5 25
SC-56 11 7 5 5 1 1 1 1 1 5 25
Fuente: Elaboración propia
En la tabla 18 se observa el SC-43 como el equipo de mayor criticidad dentro de
la matriz de riesgo, el SC-50 y SC-51 dentro del nivel de criticidad medio y los
Scooptram SC-53 y SC-56 con un nivel de criticidad bajo, para los cuales se
desarrollan tareas de mantenimiento a condición, llevando de un nivel de criticidad
alto a un nivel de criticidad bajo (Anexo 9).
Etapa 5. Evaluación efectos de falla NPR
Para la evaluación del número de prioridad de riesgo se siguió los lineamientos de
la norma SAE JA1011 y JA1012, el análisis de causas, efectos y modos de fallo
se realizó de acuerdo a la estructura jerárquica desarrollado la clasificación
taxonómica siguiendo los lineamientos de la ISO 14224-2016 del nivel jerárquico
(Anexo 13), centrando nuestro análisis en el nivel 8 (componentes mantenibles),
posterior a ello se realizó cálculo para el NPR tomando en cuenta las
ponderaciones Rojo ≥ 36, Amarillo >7 < 36, Verde ≤ 7 (Anexo 14 y 15).
Los componentes según su ponderación de criticidad, rojo que corresponde a
criticidad alta, amarillo criticidad media y verde criticidad baja.
La finalidad de definir la criticidad de los componentes fue para desarrollar
acciones preventivas para controlar, mitigar y/o eliminar fallas potenciales con
impactos que afecten la disponibilidad del equipo (Anexo 9).
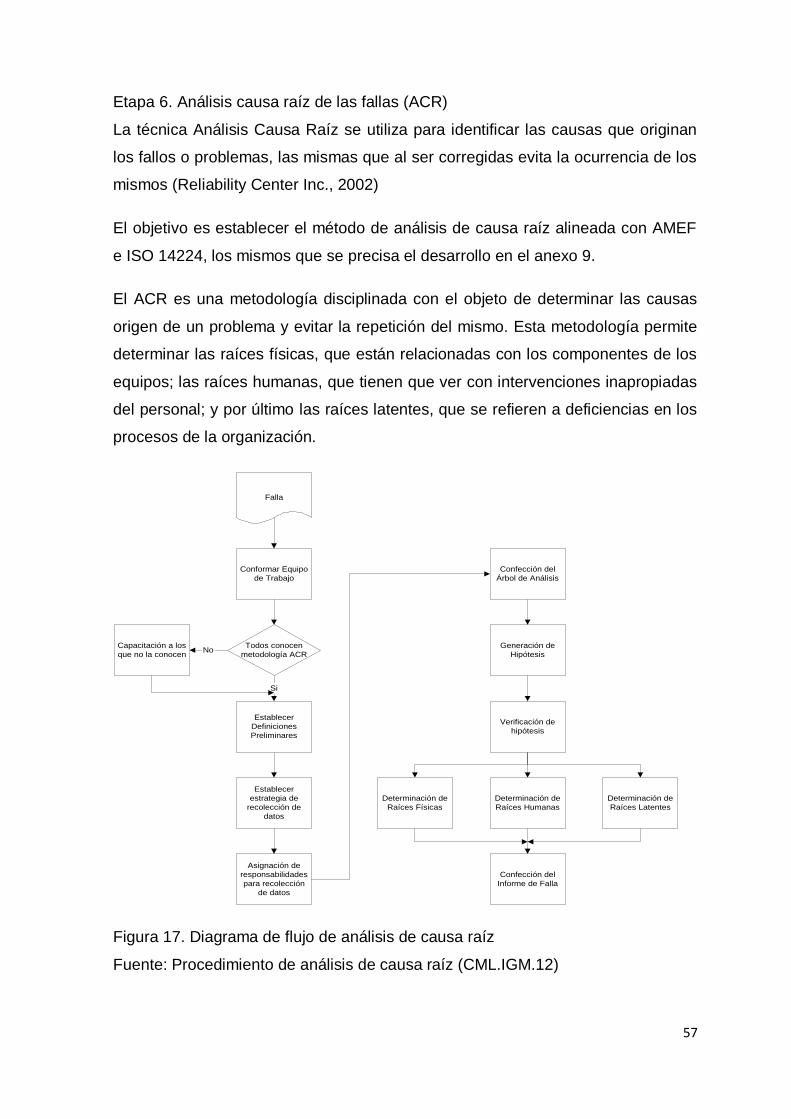
57
Etapa 6. Análisis causa raíz de las fallas (ACR)
La técnica Análisis Causa Raíz se utiliza para identificar las causas que originan
los fallos o problemas, las mismas que al ser corregidas evita la ocurrencia de los
mismos (Reliability Center Inc., 2002)
El objetivo es establecer el método de análisis de causa raíz alineada con AMEF
e ISO 14224, los mismos que se precisa el desarrollo en el anexo 9.
El ACR es una metodología disciplinada con el objeto de determinar las causas
origen de un problema y evitar la repetición del mismo. Esta metodología permite
determinar las raíces físicas, que están relacionadas con los componentes de los
equipos; las raíces humanas, que tienen que ver con intervenciones inapropiadas
del personal; y por último las raíces latentes, que se refieren a deficiencias en los
procesos de la organización.
Figura 17. Diagrama de flujo de análisis de causa raíz
Fuente: Procedimiento de análisis de causa raíz (CML.IGM.12)
Conformar Equipo
de Trabajo
Todos conocen
metodología ACR
Capacitación a los
que no la conocen
Establecer
Definiciones
Preliminares
Establecer
estrategia de
recolección de
datos
Asignación de
responsabilidades
para recolección
de datos
Confección del
Árbol de Análisis
Generación de
Hipótesis
Verificación de
hipótesis
Determinación de
Raíces Humanas
Determinación de
Raíces Físicas
Determinación de
Raíces Latentes
Confección del
Informe de Falla
Si
No
Falla
58
Etapa 7. Plan de mantenimiento centrado en la confiabilidad en la flota LH307.
Para la elaboración de los planes de mantenimiento centrado en la confiabilidad
se tomó la información del AMEF (análisis de modos de fallas y efectos) con la
finalidad de asignar las tareas predeterminadas según el nivel de criticidad del
equipo identificado en la tabla 18 (matriz de criticidad) así como; los componentes
mantenibles según criticidad definidos con el número de prioridad de riesgo de
fallas de la flota LH307. Se definió los responsables para la ejecución y la
frecuencia del plan de mantenimiento en 4 pasos (PM1, PM2, PM3, PM4) con
intervalos de 125 horas de trabajo del equipo, el detalle de los planes para cada
tipo de mantenimiento se observa en el anexo 11.
Cada paso de mantenimiento preventivo (PM) incluye el anterior, hasta un ciclo de
1,000 horas de trabajo del equipo, una vez concluido este ciclo nuevamente se
inicia con el PM1, cabe recalcar que el mantenimiento preventivo de 50 horas solo
se definió para equipos nuevos con cero “0” horas de trabajo y la inspección se
realiza de forma diaria antes al inicio de cada guardia de trabajo.
Etapa 8 Evaluación de la gestión de mantenimiento
Capacitación
Durante la implementación del RCM se brindó capacitaciones constantes al
personal técnico en temas de mantenibilidad, confiabilidad, mantenimiento
preventivo, objetivos RCM, indicadores de mantenimiento y objetivos del área,
fundamentos de la norma SAE JA 1012, el registro de capacitaciones de los
temas se puede observar en el anexo 17.
Para conocer la efectividad de la gestión de mantenimiento y la aplicación del
RCM se realizó una nueva auditoría de acuerdo a los puntos clave antes
mencionados en la tabla 9, obteniendo los siguientes resultados:
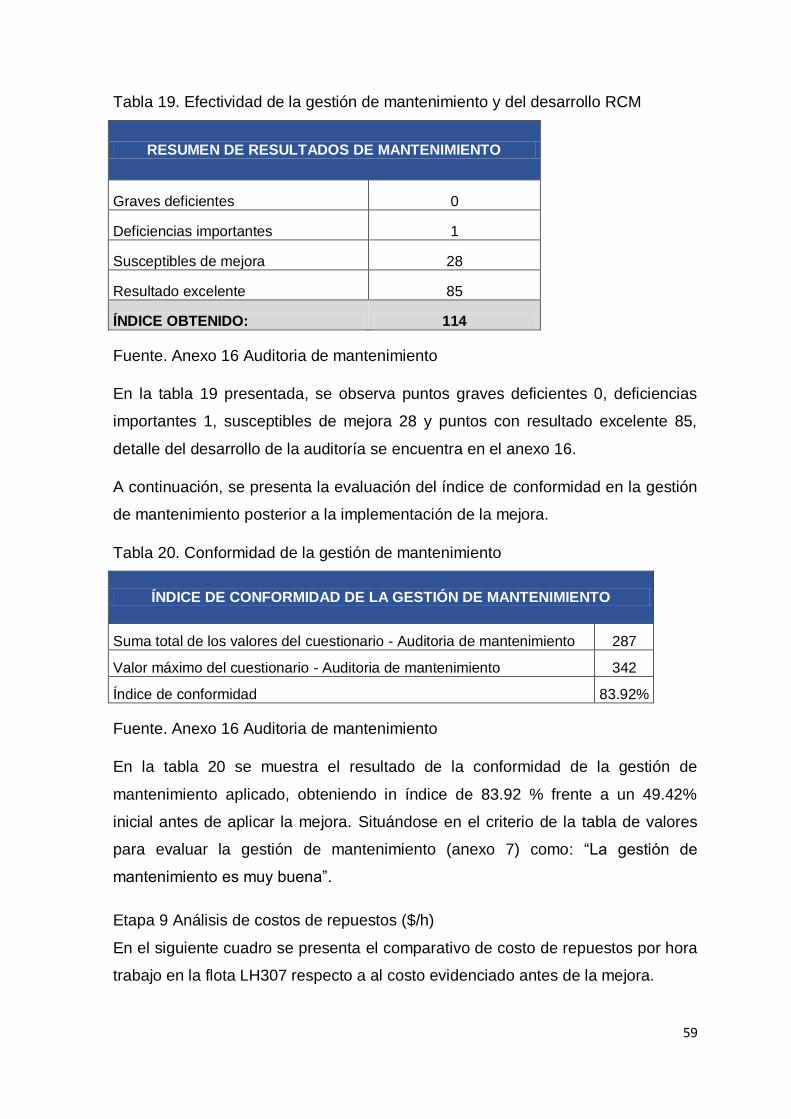
59
Tabla 19. Efectividad de la gestión de mantenimiento y del desarrollo RCM
RESUMEN DE RESULTADOS DE MANTENIMIENTO
Graves deficientes 0
Deficiencias importantes 1
Susceptibles de mejora 28
Resultado excelente 85
ÍNDICE OBTENIDO: 114
Fuente. Anexo 16 Auditoria de mantenimiento
En la tabla 19 presentada, se observa puntos graves deficientes 0, deficiencias
importantes 1, susceptibles de mejora 28 y puntos con resultado excelente 85,
detalle del desarrollo de la auditoría se encuentra en el anexo 16.
A continuación, se presenta la evaluación del índice de conformidad en la gestión
de mantenimiento posterior a la implementación de la mejora.
Tabla 20. Conformidad de la gestión de mantenimiento
ÍNDICE DE CONFORMIDAD DE LA GESTIÓN DE MANTENIMIENTO
Suma total de los valores del cuestionario - Auditoria de mantenimiento 287
Valor máximo del cuestionario - Auditoria de mantenimiento 342
Índice de conformidad 83.92%
Fuente. Anexo 16 Auditoria de mantenimiento
En la tabla 20 se muestra el resultado de la conformidad de la gestión de
mantenimiento aplicado, obteniendo in índice de 83.92 % frente a un 49.42%
inicial antes de aplicar la mejora. Situándose en el criterio de la tabla de valores
para evaluar la gestión de mantenimiento (anexo 7) como: “La gestión de
mantenimiento es muy buena”.
Etapa 9 Análisis de costos de repuestos ($/h)
En el siguiente cuadro se presenta el comparativo de costo de repuestos por hora
trabajo en la flota LH307 respecto a al costo evidenciado antes de la mejora.
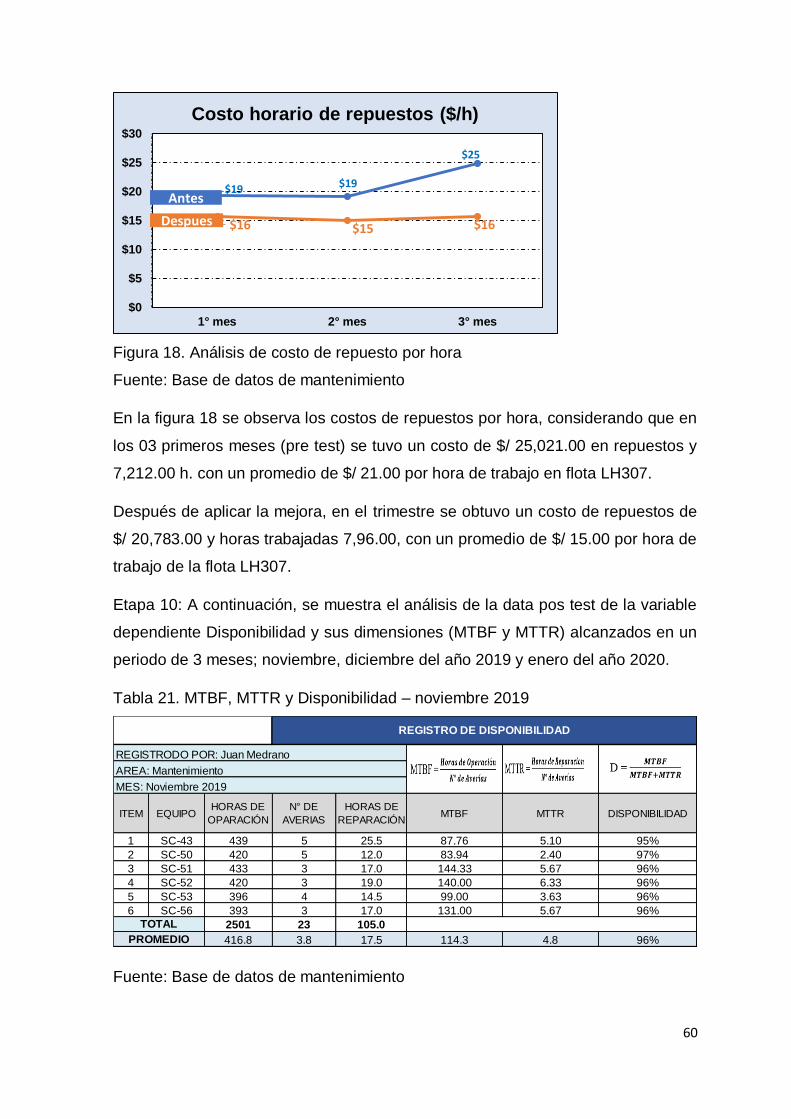
60
Figura 18. Análisis de costo de repuesto por hora
Fuente: Base de datos de mantenimiento
En la figura 18 se observa los costos de repuestos por hora, considerando que en
los 03 primeros meses (pre test) se tuvo un costo de $/ 25,021.00 en repuestos y
7,212.00 h. con un promedio de $/ 21.00 por hora de trabajo en flota LH307.
Después de aplicar la mejora, en el trimestre se obtuvo un costo de repuestos de
$/ 20,783.00 y horas trabajadas 7,96.00, con un promedio de $/ 15.00 por hora de
trabajo de la flota LH307.
Etapa 10: A continuación, se muestra el análisis de la data pos test de la variable
dependiente Disponibilidad y sus dimensiones (MTBF y MTTR) alcanzados en un
periodo de 3 meses; noviembre, diciembre del año 2019 y enero del año 2020.
Tabla 21. MTBF, MTTR y Disponibilidad – noviembre 2019
Fuente: Base de datos de mantenimiento
$19 $19
$25
$16 $15 $16
$0
$5
$10
$15
$20
$25
$30
1° mes 2° mes 3° mes
Costo horario de repuestos ($/h)
Despues
Antes
ITEM EQUIPOHORAS DE
OPARACIÓN
N° DE
AVERIAS
HORAS DE
REPARACIÓNMTBF MTTR DISPONIBILIDAD
1 SC-43 439 5 25.5 87.76 5.10 95%
2 SC-50 420 5 12.0 83.94 2.40 97%
3 SC-51 433 3 17.0 144.33 5.67 96%
4 SC-52 420 3 19.0 140.00 6.33 96%
5 SC-53 396 4 14.5 99.00 3.63 96%
6 SC-56 393 3 17.0 131.00 5.67 96%
2501 23 105.0
416.8 3.8 17.5 114.3 4.8 96%
TOTAL
PROMEDIO
REGISTRO DE DISPONIBILIDAD
REGISTRODO POR: Juan Medrano
AREA: Mantenimiento
MES: Noviembre 2019
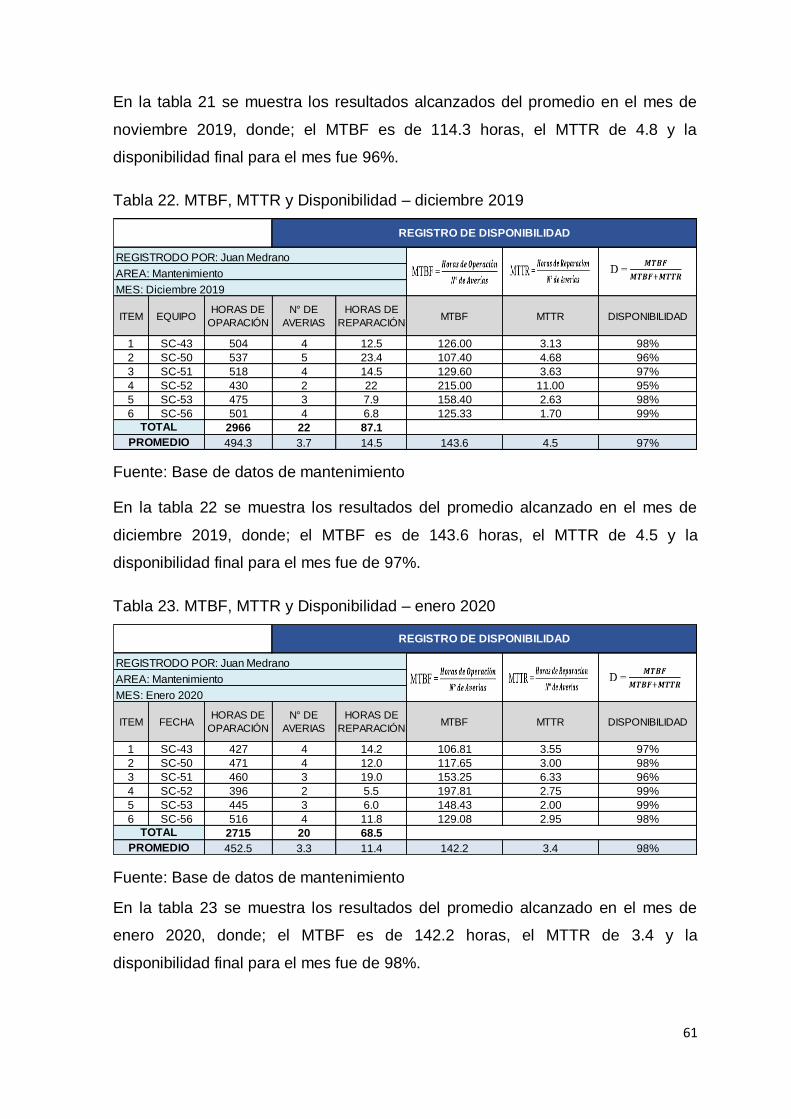
61
En la tabla 21 se muestra los resultados alcanzados del promedio en el mes de
noviembre 2019, donde; el MTBF es de 114.3 horas, el MTTR de 4.8 y la
disponibilidad final para el mes fue 96%.
Tabla 22. MTBF, MTTR y Disponibilidad – diciembre 2019
Fuente: Base de datos de mantenimiento
En la tabla 22 se muestra los resultados del promedio alcanzado en el mes de
diciembre 2019, donde; el MTBF es de 143.6 horas, el MTTR de 4.5 y la
disponibilidad final para el mes fue de 97%.
Tabla 23. MTBF, MTTR y Disponibilidad – enero 2020
Fuente: Base de datos de mantenimiento
En la tabla 23 se muestra los resultados del promedio alcanzado en el mes de
enero 2020, donde; el MTBF es de 142.2 horas, el MTTR de 3.4 y la
disponibilidad final para el mes fue de 98%.
ITEM EQUIPOHORAS DE
OPARACIÓN
N° DE
AVERIAS
HORAS DE
REPARACIÓNMTBF MTTR DISPONIBILIDAD
1 SC-43 504 4 12.5 126.00 3.13 98%
2 SC-50 537 5 23.4 107.40 4.68 96%
3 SC-51 518 4 14.5 129.60 3.63 97%
4 SC-52 430 2 22 215.00 11.00 95%
5 SC-53 475 3 7.9 158.40 2.63 98%
6 SC-56 501 4 6.8 125.33 1.70 99%
2966 22 87.1
494.3 3.7 14.5 143.6 4.5 97%
TOTAL
PROMEDIO
REGISTRO DE DISPONIBILIDAD
REGISTRODO POR: Juan Medrano
AREA: Mantenimiento
MES: Diciembre 2019
ITEM FECHAHORAS DE
OPARACIÓN
N° DE
AVERIAS
HORAS DE
REPARACIÓNMTBF MTTR DISPONIBILIDAD
1 SC-43 427 4 14.2 106.81 3.55 97%
2 SC-50 471 4 12.0 117.65 3.00 98%
3 SC-51 460 3 19.0 153.25 6.33 96%
4 SC-52 396 2 5.5 197.81 2.75 99%
5 SC-53 445 3 6.0 148.43 2.00 99%
6 SC-56 516 4 11.8 129.08 2.95 98%
2715 20 68.5
452.5 3.3 11.4 142.2 3.4 98%
TOTAL
PROMEDIO
REGISTRO DE DISPONIBILIDAD
REGISTRODO POR: Juan Medrano
AREA: Mantenimiento
MES: Enero 2020
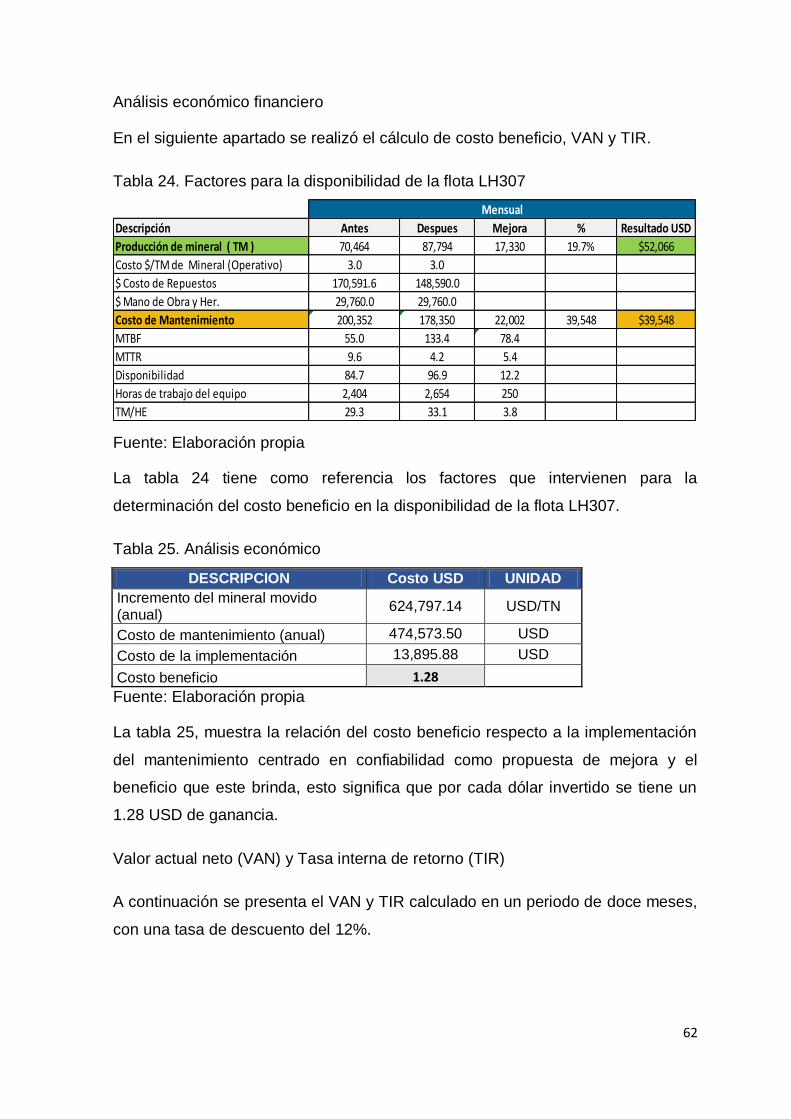
62
Análisis económico financiero
En el siguiente apartado se realizó el cálculo de costo beneficio, VAN y TIR.
Tabla 24. Factores para la disponibilidad de la flota LH307
Fuente: Elaboración propia
La tabla 24 tiene como referencia los factores que intervienen para la
determinación del costo beneficio en la disponibilidad de la flota LH307.
Tabla 25. Análisis económico
DESCRIPCION Costo USD UNIDAD
Incremento del mineral movido (anual)
624,797.14 USD/TN
Costo de mantenimiento (anual) 474,573.50 USD
Costo de la implementación 13,895.88 USD
Costo beneficio 1.28 Fuente: Elaboración propia
La tabla 25, muestra la relación del costo beneficio respecto a la implementación
del mantenimiento centrado en confiabilidad como propuesta de mejora y el
beneficio que este brinda, esto significa que por cada dólar invertido se tiene un
1.28 USD de ganancia.
Valor actual neto (VAN) y Tasa interna de retorno (TIR)
A continuación se presenta el VAN y TIR calculado en un periodo de doce meses,
con una tasa de descuento del 12%.
Descripción Antes Despues Mejora % Resultado USD
Producción de mineral ( TM ) 70,464 87,794 17,330 19.7% $52,066Costo $/TM de Mineral (Operativo) 3.0 3.0$ Costo de Repuestos 170,591.6 148,590.0$ Mano de Obra y Her. 29,760.0 29,760.0Costo de Mantenimiento 200,352 178,350 22,002 39,548 $39,548MTBF 55.0 133.4 78.4MTTR 9.6 4.2 5.4Disponibilidad 84.7 96.9 12.2Horas de trabajo del equipo 2,404 2,654 250TM/HE 29.3 33.1 3.8
Mensual
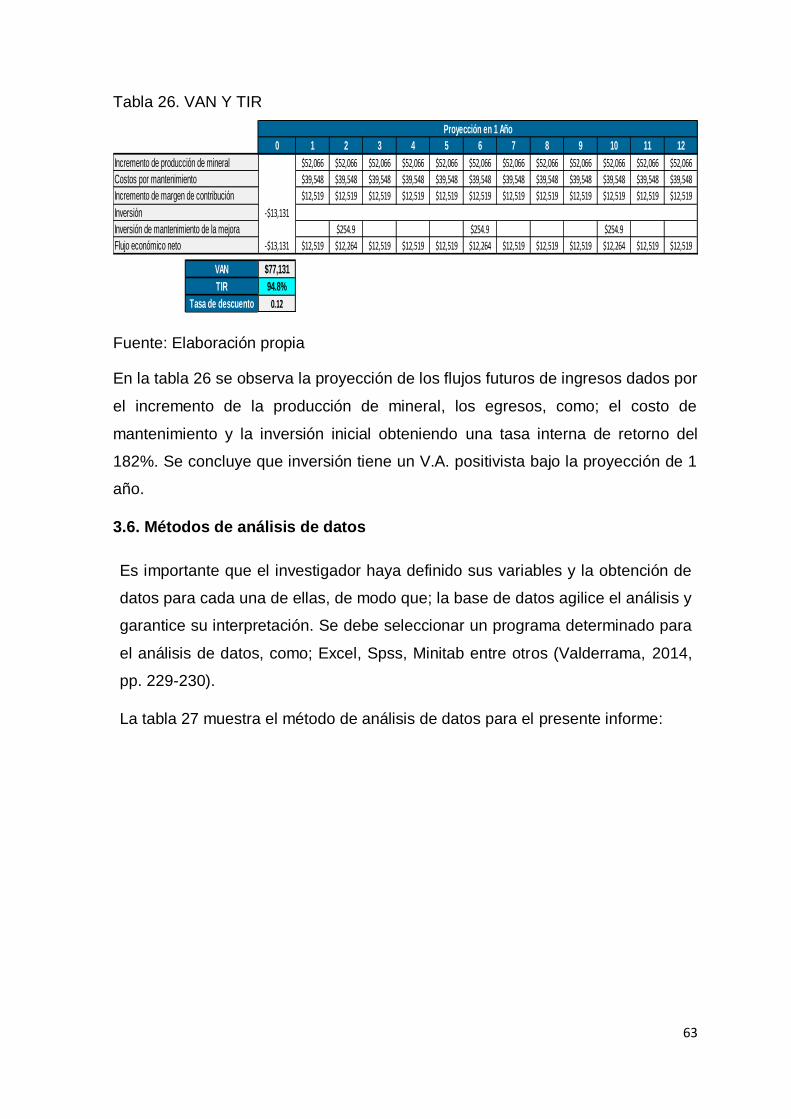
63
Tabla 26. VAN Y TIR
Fuente: Elaboración propia
En la tabla 26 se observa la proyección de los flujos futuros de ingresos dados por
el incremento de la producción de mineral, los egresos, como; el costo de
mantenimiento y la inversión inicial obteniendo una tasa interna de retorno del
182%. Se concluye que inversión tiene un V.A. positivista bajo la proyección de 1
año.
3.6. Métodos de análisis de datos
Es importante que el investigador haya definido sus variables y la obtención de
datos para cada una de ellas, de modo que; la base de datos agilice el análisis y
garantice su interpretación. Se debe seleccionar un programa determinado para
el análisis de datos, como; Excel, Spss, Minitab entre otros (Valderrama, 2014,
pp. 229-230).
La tabla 27 muestra el método de análisis de datos para el presente informe:
0 1 2 3 4 5 6 7 8 9 10 11 12
$52,066 $52,066 $52,066 $52,066 $52,066 $52,066 $52,066 $52,066 $52,066 $52,066 $52,066 $52,066$39,548 $39,548 $39,548 $39,548 $39,548 $39,548 $39,548 $39,548 $39,548 $39,548 $39,548 $39,548$12,519 $12,519 $12,519 $12,519 $12,519 $12,519 $12,519 $12,519 $12,519 $12,519 $12,519 $12,519
-$13,131$254.9 $254.9 $254.9
-$13,131 $12,519 $12,264 $12,519 $12,519 $12,519 $12,264 $12,519 $12,519 $12,519 $12,264 $12,519 $12,519
$77,131
94.8%
0.12
VAN
TIR
Tasa de descuento
Proyección en 1 Año
Incremento de producción de mineral
Costos por mantenimiento
Incremento de margen de contribución
Inversión
Inversión de mantenimiento de la mejora
Flujo económico neto
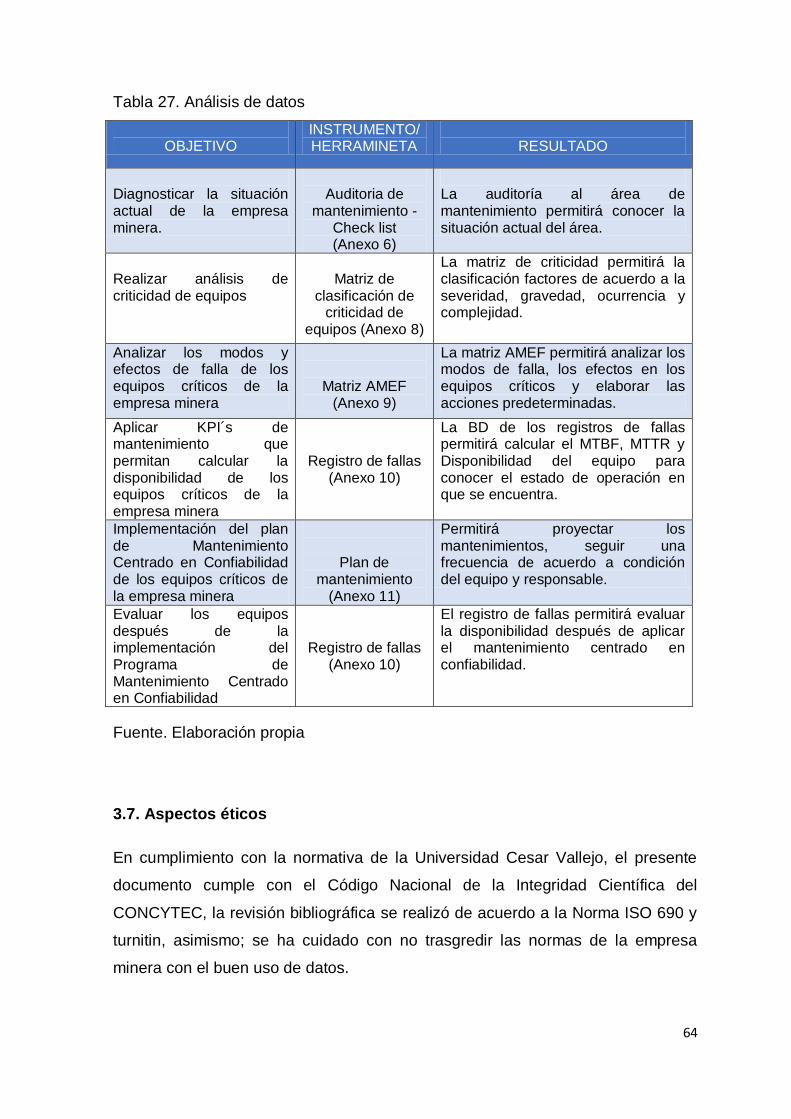
64
Tabla 27. Análisis de datos
OBJETIVO
INSTRUMENTO/ HERRAMINETA
RESULTADO
Diagnosticar la situación actual de la empresa minera.
Auditoria de
mantenimiento - Check list (Anexo 6)
La auditoría al área de mantenimiento permitirá conocer la situación actual del área.
Realizar análisis de criticidad de equipos
Matriz de
clasificación de criticidad de
equipos (Anexo 8)
La matriz de criticidad permitirá la clasificación factores de acuerdo a la severidad, gravedad, ocurrencia y complejidad.
Analizar los modos y efectos de falla de los equipos críticos de la empresa minera
Matriz AMEF (Anexo 9)
La matriz AMEF permitirá analizar los modos de falla, los efectos en los equipos críticos y elaborar las acciones predeterminadas.
Aplicar KPI´s de mantenimiento que permitan calcular la disponibilidad de los equipos críticos de la empresa minera
Registro de fallas (Anexo 10)
La BD de los registros de fallas permitirá calcular el MTBF, MTTR y Disponibilidad del equipo para conocer el estado de operación en que se encuentra.
Implementación del plan de Mantenimiento Centrado en Confiabilidad de los equipos críticos de la empresa minera
Plan de mantenimiento
(Anexo 11)
Permitirá proyectar los mantenimientos, seguir una frecuencia de acuerdo a condición del equipo y responsable.
Evaluar los equipos después de la implementación del Programa de Mantenimiento Centrado en Confiabilidad
Registro de fallas (Anexo 10)
El registro de fallas permitirá evaluar la disponibilidad después de aplicar el mantenimiento centrado en confiabilidad.
Fuente. Elaboración propia
3.7. Aspectos éticos
En cumplimiento con la normativa de la Universidad Cesar Vallejo, el presente
documento cumple con el Código Nacional de la Integridad Científica del
CONCYTEC, la revisión bibliográfica se realizó de acuerdo a la Norma ISO 690 y
turnitin, asimismo; se ha cuidado con no trasgredir las normas de la empresa
minera con el buen uso de datos.

65
IV. RESULTADOS
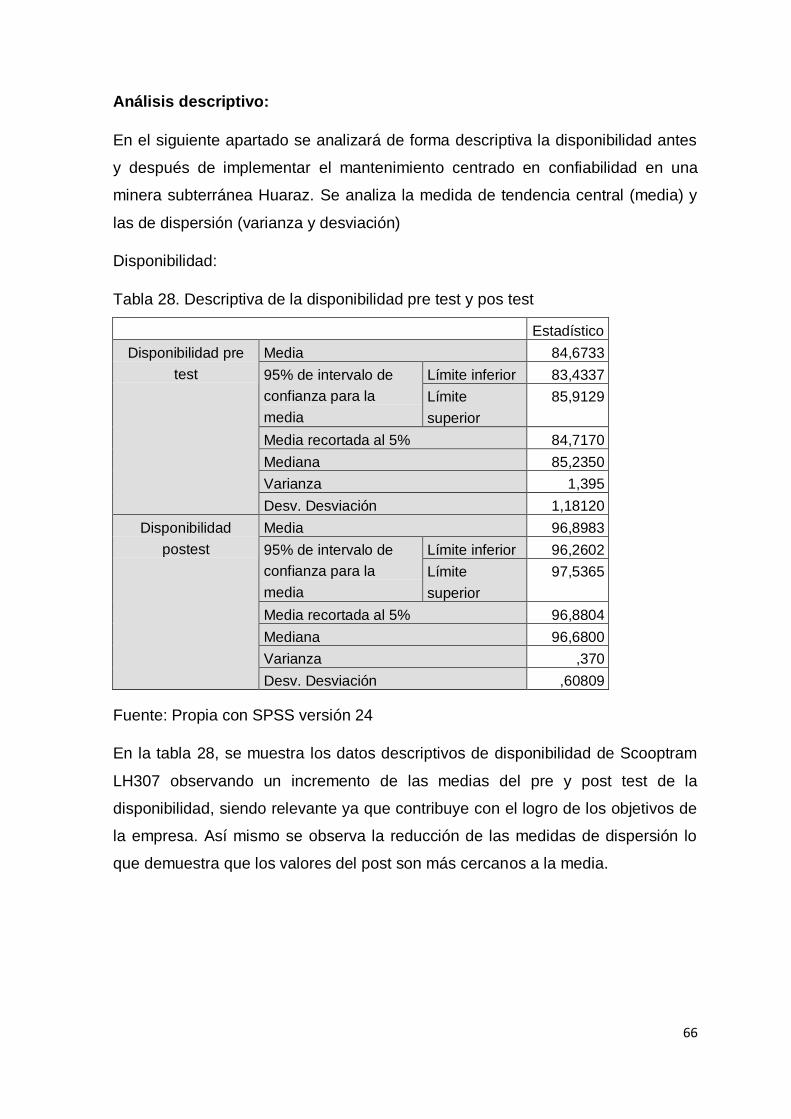
66
Análisis descriptivo:
En el siguiente apartado se analizará de forma descriptiva la disponibilidad antes
y después de implementar el mantenimiento centrado en confiabilidad en una
minera subterránea Huaraz. Se analiza la medida de tendencia central (media) y
las de dispersión (varianza y desviación)
Disponibilidad:
Tabla 28. Descriptiva de la disponibilidad pre test y pos test
Estadístico
Disponibilidad pre
test
Media 84,6733
95% de intervalo de
confianza para la
media
Límite inferior 83,4337
Límite
superior
85,9129
Media recortada al 5% 84,7170
Mediana 85,2350
Varianza 1,395
Desv. Desviación 1,18120
Disponibilidad
postest
Media 96,8983
95% de intervalo de
confianza para la
media
Límite inferior 96,2602
Límite
superior
97,5365
Media recortada al 5% 96,8804
Mediana 96,6800
Varianza ,370
Desv. Desviación ,60809
Fuente: Propia con SPSS versión 24
En la tabla 28, se muestra los datos descriptivos de disponibilidad de Scooptram
LH307 observando un incremento de las medias del pre y post test de la
disponibilidad, siendo relevante ya que contribuye con el logro de los objetivos de
la empresa. Así mismo se observa la reducción de las medidas de dispersión lo
que demuestra que los valores del post son más cercanos a la media.
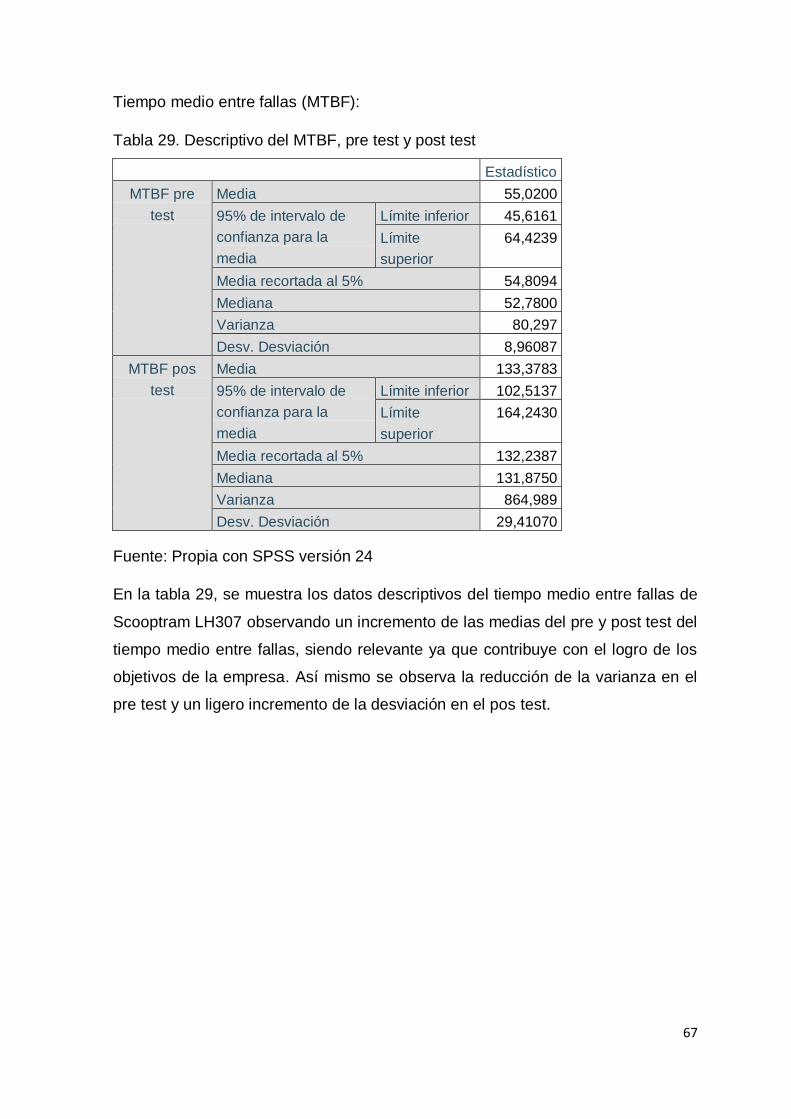
67
Tiempo medio entre fallas (MTBF):
Tabla 29. Descriptivo del MTBF, pre test y post test
Estadístico
MTBF pre
test
Media 55,0200
95% de intervalo de
confianza para la
media
Límite inferior 45,6161
Límite
superior
64,4239
Media recortada al 5% 54,8094
Mediana 52,7800
Varianza 80,297
Desv. Desviación 8,96087
MTBF pos
test
Media 133,3783
95% de intervalo de
confianza para la
media
Límite inferior 102,5137
Límite
superior
164,2430
Media recortada al 5% 132,2387
Mediana 131,8750
Varianza 864,989
Desv. Desviación 29,41070
Fuente: Propia con SPSS versión 24
En la tabla 29, se muestra los datos descriptivos del tiempo medio entre fallas de
Scooptram LH307 observando un incremento de las medias del pre y post test del
tiempo medio entre fallas, siendo relevante ya que contribuye con el logro de los
objetivos de la empresa. Así mismo se observa la reducción de la varianza en el
pre test y un ligero incremento de la desviación en el pos test.
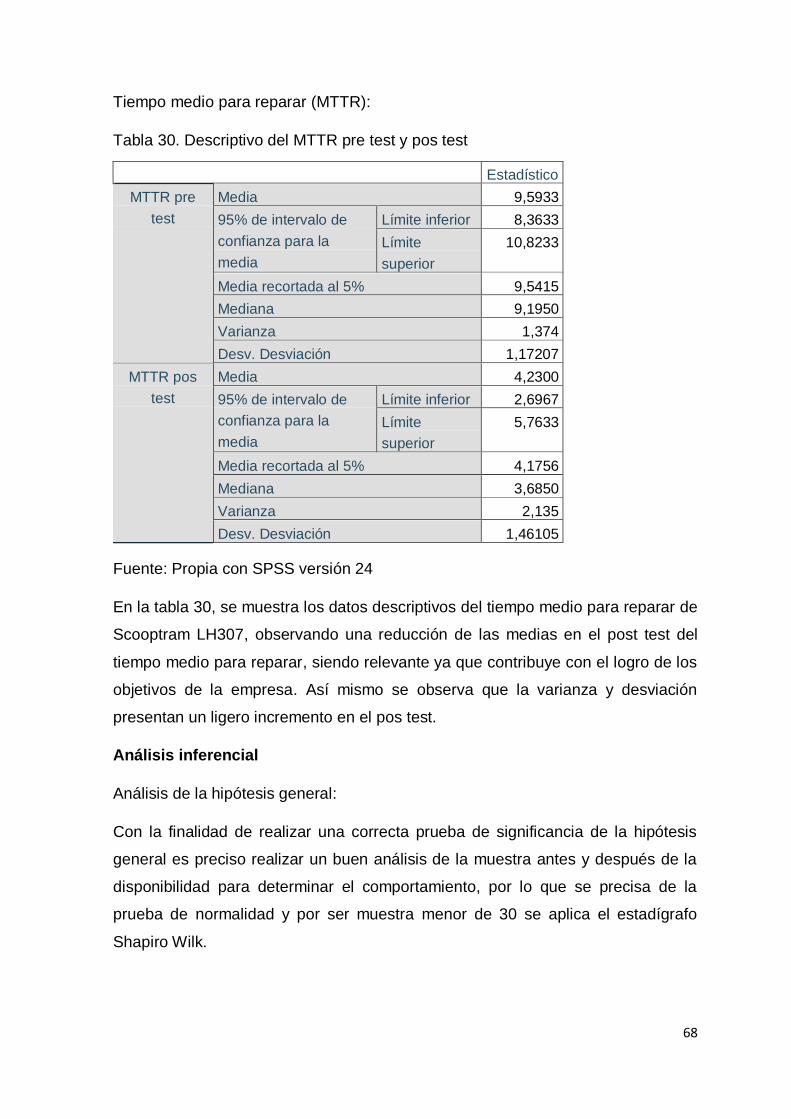
68
Tiempo medio para reparar (MTTR):
Tabla 30. Descriptivo del MTTR pre test y pos test
Estadístico
MTTR pre
test
Media 9,5933
95% de intervalo de
confianza para la
media
Límite inferior 8,3633
Límite
superior
10,8233
Media recortada al 5% 9,5415
Mediana 9,1950
Varianza 1,374
Desv. Desviación 1,17207
MTTR pos
test
Media 4,2300
95% de intervalo de
confianza para la
media
Límite inferior 2,6967
Límite
superior
5,7633
Media recortada al 5% 4,1756
Mediana 3,6850
Varianza 2,135
Desv. Desviación 1,46105
Fuente: Propia con SPSS versión 24
En la tabla 30, se muestra los datos descriptivos del tiempo medio para reparar de
Scooptram LH307, observando una reducción de las medias en el post test del
tiempo medio para reparar, siendo relevante ya que contribuye con el logro de los
objetivos de la empresa. Así mismo se observa que la varianza y desviación
presentan un ligero incremento en el pos test.
Análisis inferencial
Análisis de la hipótesis general:
Con la finalidad de realizar una correcta prueba de significancia de la hipótesis
general es preciso realizar un buen análisis de la muestra antes y después de la
disponibilidad para determinar el comportamiento, por lo que se precisa de la
prueba de normalidad y por ser muestra menor de 30 se aplica el estadígrafo
Shapiro Wilk.
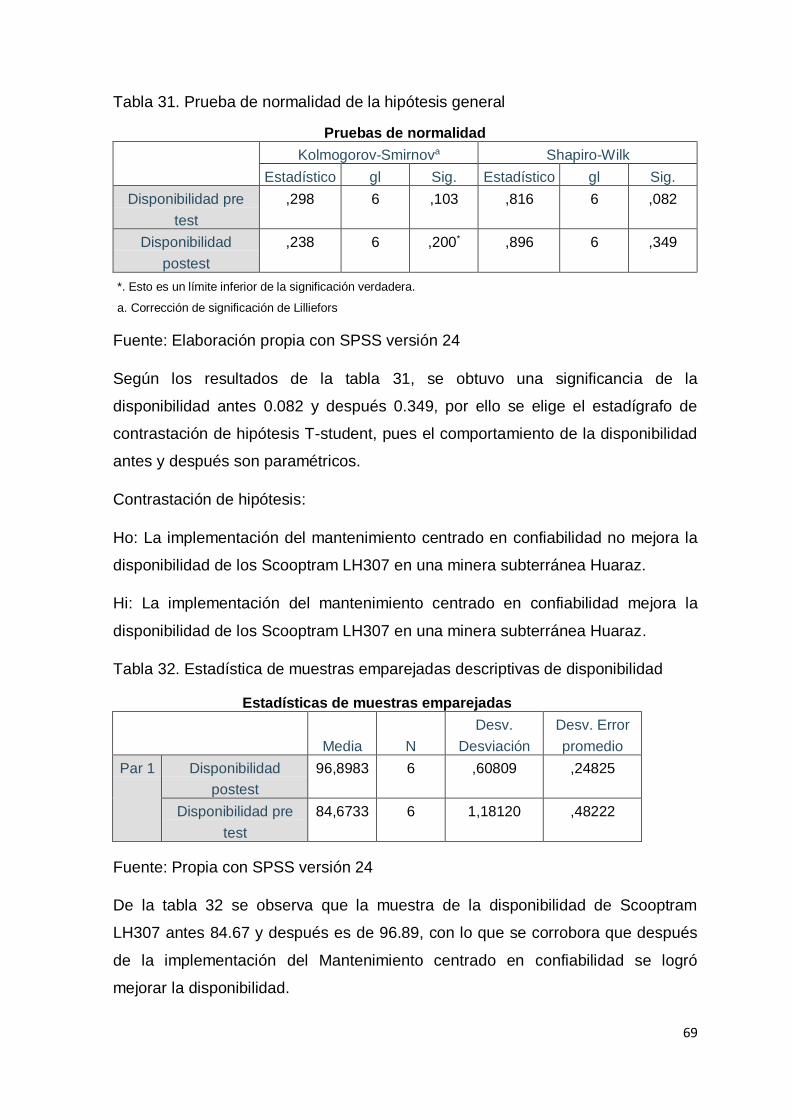
69
Tabla 31. Prueba de normalidad de la hipótesis general
Pruebas de normalidad
Kolmogorov-Smirnova Shapiro-Wilk
Estadístico gl Sig. Estadístico gl Sig.
Disponibilidad pre
test
,298 6 ,103 ,816 6 ,082
Disponibilidad
postest
,238 6 ,200* ,896 6 ,349
*. Esto es un límite inferior de la significación verdadera.
a. Corrección de significación de Lilliefors
Fuente: Elaboración propia con SPSS versión 24
Según los resultados de la tabla 31, se obtuvo una significancia de la
disponibilidad antes 0.082 y después 0.349, por ello se elige el estadígrafo de
contrastación de hipótesis T-student, pues el comportamiento de la disponibilidad
antes y después son paramétricos.
Contrastación de hipótesis:
Ho: La implementación del mantenimiento centrado en confiabilidad no mejora la
disponibilidad de los Scooptram LH307 en una minera subterránea Huaraz.
Hi: La implementación del mantenimiento centrado en confiabilidad mejora la
disponibilidad de los Scooptram LH307 en una minera subterránea Huaraz.
Tabla 32. Estadística de muestras emparejadas descriptivas de disponibilidad
Estadísticas de muestras emparejadas
Media N
Desv.
Desviación
Desv. Error
promedio
Par 1 Disponibilidad
postest
96,8983 6 ,60809 ,24825
Disponibilidad pre
test
84,6733 6 1,18120 ,48222
Fuente: Propia con SPSS versión 24
De la tabla 32 se observa que la muestra de la disponibilidad de Scooptram
LH307 antes 84.67 y después es de 96.89, con lo que se corrobora que después
de la implementación del Mantenimiento centrado en confiabilidad se logró
mejorar la disponibilidad.
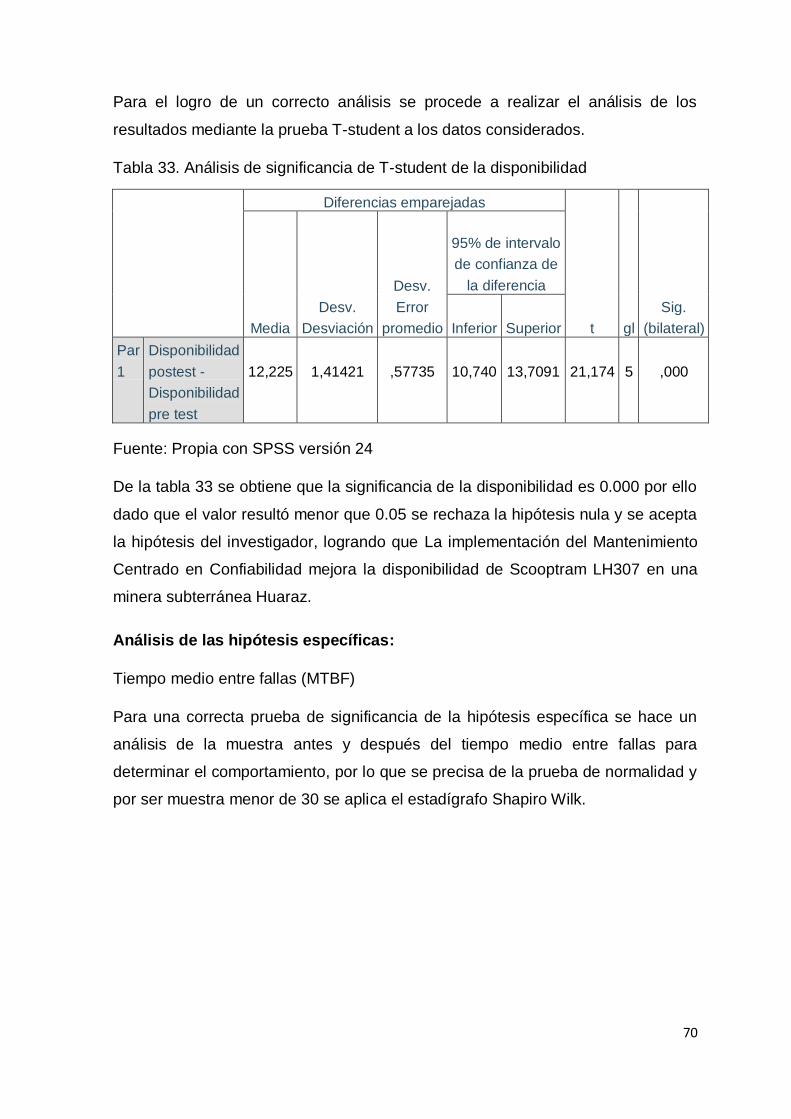
70
Para el logro de un correcto análisis se procede a realizar el análisis de los
resultados mediante la prueba T-student a los datos considerados.
Tabla 33. Análisis de significancia de T-student de la disponibilidad
Diferencias emparejadas
t gl
Sig.
(bilateral) Media
Desv.
Desviación
Desv.
Error
promedio
95% de intervalo
de confianza de
la diferencia
Inferior Superior
Par
1
Disponibilidad
postest -
Disponibilidad
pre test
12,225
1,41421
,57735
10,740
13,7091
21,174
5
,000
Fuente: Propia con SPSS versión 24
De la tabla 33 se obtiene que la significancia de la disponibilidad es 0.000 por ello
dado que el valor resultó menor que 0.05 se rechaza la hipótesis nula y se acepta
la hipótesis del investigador, logrando que La implementación del Mantenimiento
Centrado en Confiabilidad mejora la disponibilidad de Scooptram LH307 en una
minera subterránea Huaraz.
Análisis de las hipótesis específicas:
Tiempo medio entre fallas (MTBF)
Para una correcta prueba de significancia de la hipótesis específica se hace un
análisis de la muestra antes y después del tiempo medio entre fallas para
determinar el comportamiento, por lo que se precisa de la prueba de normalidad y
por ser muestra menor de 30 se aplica el estadígrafo Shapiro Wilk.
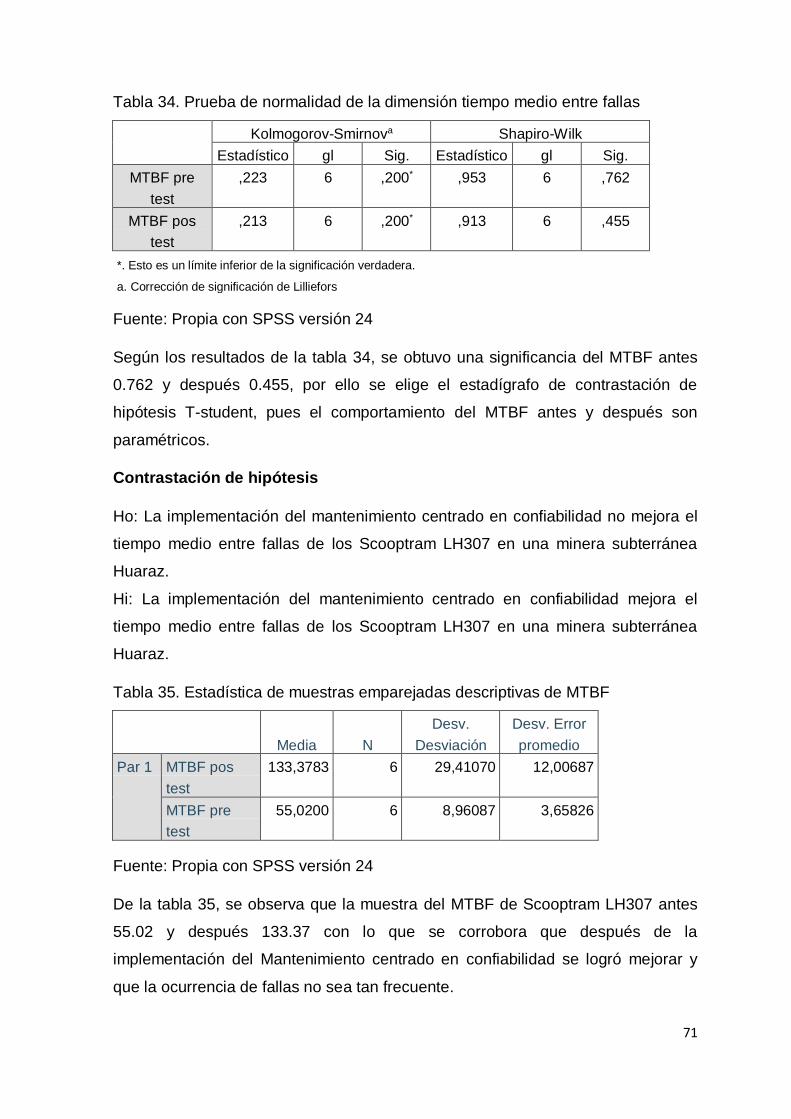
71
Tabla 34. Prueba de normalidad de la dimensión tiempo medio entre fallas
Kolmogorov-Smirnova Shapiro-Wilk
Estadístico gl Sig. Estadístico gl Sig.
MTBF pre
test
,223 6 ,200* ,953 6 ,762
MTBF pos
test
,213 6 ,200* ,913 6 ,455
*. Esto es un límite inferior de la significación verdadera.
a. Corrección de significación de Lilliefors
Fuente: Propia con SPSS versión 24
Según los resultados de la tabla 34, se obtuvo una significancia del MTBF antes
0.762 y después 0.455, por ello se elige el estadígrafo de contrastación de
hipótesis T-student, pues el comportamiento del MTBF antes y después son
paramétricos.
Contrastación de hipótesis
Ho: La implementación del mantenimiento centrado en confiabilidad no mejora el
tiempo medio entre fallas de los Scooptram LH307 en una minera subterránea
Huaraz.
Hi: La implementación del mantenimiento centrado en confiabilidad mejora el
tiempo medio entre fallas de los Scooptram LH307 en una minera subterránea
Huaraz.
Tabla 35. Estadística de muestras emparejadas descriptivas de MTBF
Media N
Desv.
Desviación
Desv. Error
promedio
Par 1 MTBF pos
test
133,3783 6 29,41070 12,00687
MTBF pre
test
55,0200 6 8,96087 3,65826
Fuente: Propia con SPSS versión 24
De la tabla 35, se observa que la muestra del MTBF de Scooptram LH307 antes
55.02 y después 133.37 con lo que se corrobora que después de la
implementación del Mantenimiento centrado en confiabilidad se logró mejorar y
que la ocurrencia de fallas no sea tan frecuente.
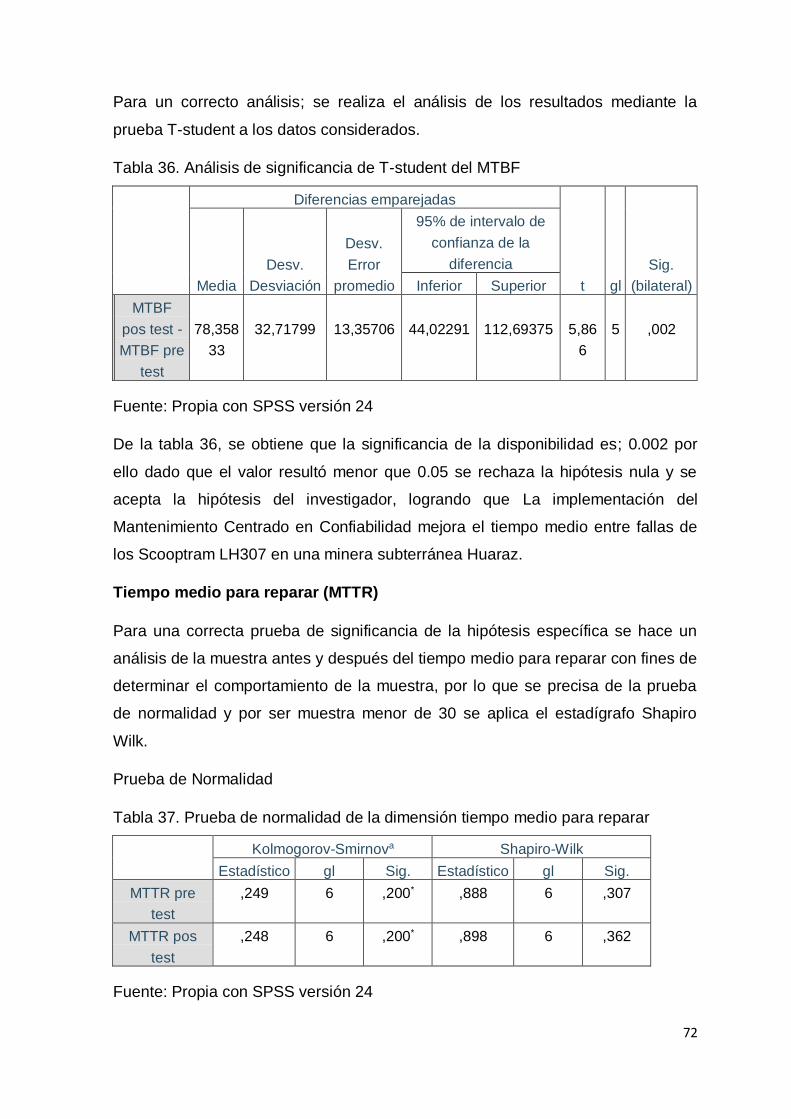
72
Para un correcto análisis; se realiza el análisis de los resultados mediante la
prueba T-student a los datos considerados.
Tabla 36. Análisis de significancia de T-student del MTBF
Diferencias emparejadas
t gl
Sig.
(bilateral) Media
Desv.
Desviación
Desv.
Error
promedio
95% de intervalo de
confianza de la
diferencia
Inferior Superior
MTBF
pos test -
MTBF pre
test
78,358
33
32,71799
13,35706
44,02291
112,69375
5,86
6
5
,002
Fuente: Propia con SPSS versión 24
De la tabla 36, se obtiene que la significancia de la disponibilidad es; 0.002 por
ello dado que el valor resultó menor que 0.05 se rechaza la hipótesis nula y se
acepta la hipótesis del investigador, logrando que La implementación del
Mantenimiento Centrado en Confiabilidad mejora el tiempo medio entre fallas de
los Scooptram LH307 en una minera subterránea Huaraz.
Tiempo medio para reparar (MTTR)
Para una correcta prueba de significancia de la hipótesis específica se hace un
análisis de la muestra antes y después del tiempo medio para reparar con fines de
determinar el comportamiento de la muestra, por lo que se precisa de la prueba
de normalidad y por ser muestra menor de 30 se aplica el estadígrafo Shapiro
Wilk.
Prueba de Normalidad
Tabla 37. Prueba de normalidad de la dimensión tiempo medio para reparar
Kolmogorov-Smirnova Shapiro-Wilk
Estadístico gl Sig. Estadístico gl Sig.
MTTR pre
test
,249 6 ,200* ,888 6 ,307
MTTR pos
test
,248 6 ,200* ,898 6 ,362
Fuente: Propia con SPSS versión 24
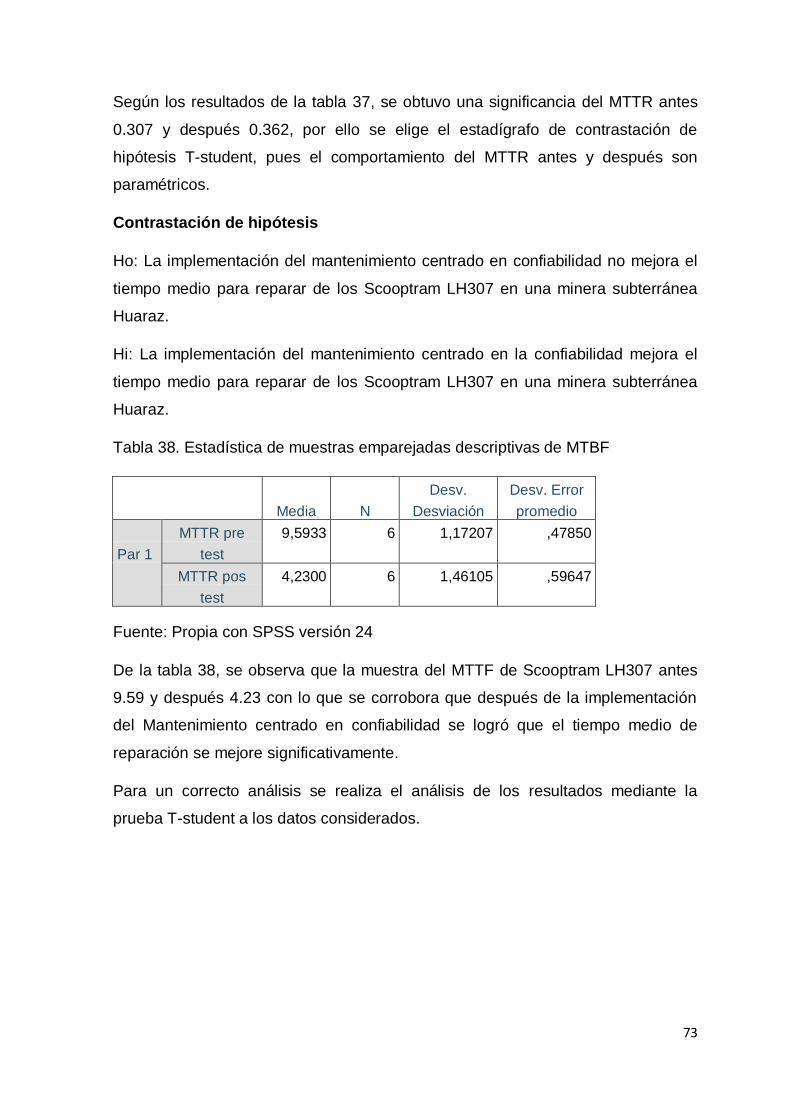
73
Según los resultados de la tabla 37, se obtuvo una significancia del MTTR antes
0.307 y después 0.362, por ello se elige el estadígrafo de contrastación de
hipótesis T-student, pues el comportamiento del MTTR antes y después son
paramétricos.
Contrastación de hipótesis
Ho: La implementación del mantenimiento centrado en confiabilidad no mejora el
tiempo medio para reparar de los Scooptram LH307 en una minera subterránea
Huaraz.
Hi: La implementación del mantenimiento centrado en la confiabilidad mejora el
tiempo medio para reparar de los Scooptram LH307 en una minera subterránea
Huaraz.
Tabla 38. Estadística de muestras emparejadas descriptivas de MTBF
Media N
Desv.
Desviación
Desv. Error
promedio
Par 1
MTTR pre
test
9,5933 6 1,17207 ,47850
MTTR pos
test
4,2300 6 1,46105 ,59647
Fuente: Propia con SPSS versión 24
De la tabla 38, se observa que la muestra del MTTF de Scooptram LH307 antes
9.59 y después 4.23 con lo que se corrobora que después de la implementación
del Mantenimiento centrado en confiabilidad se logró que el tiempo medio de
reparación se mejore significativamente.
Para un correcto análisis se realiza el análisis de los resultados mediante la
prueba T-student a los datos considerados.
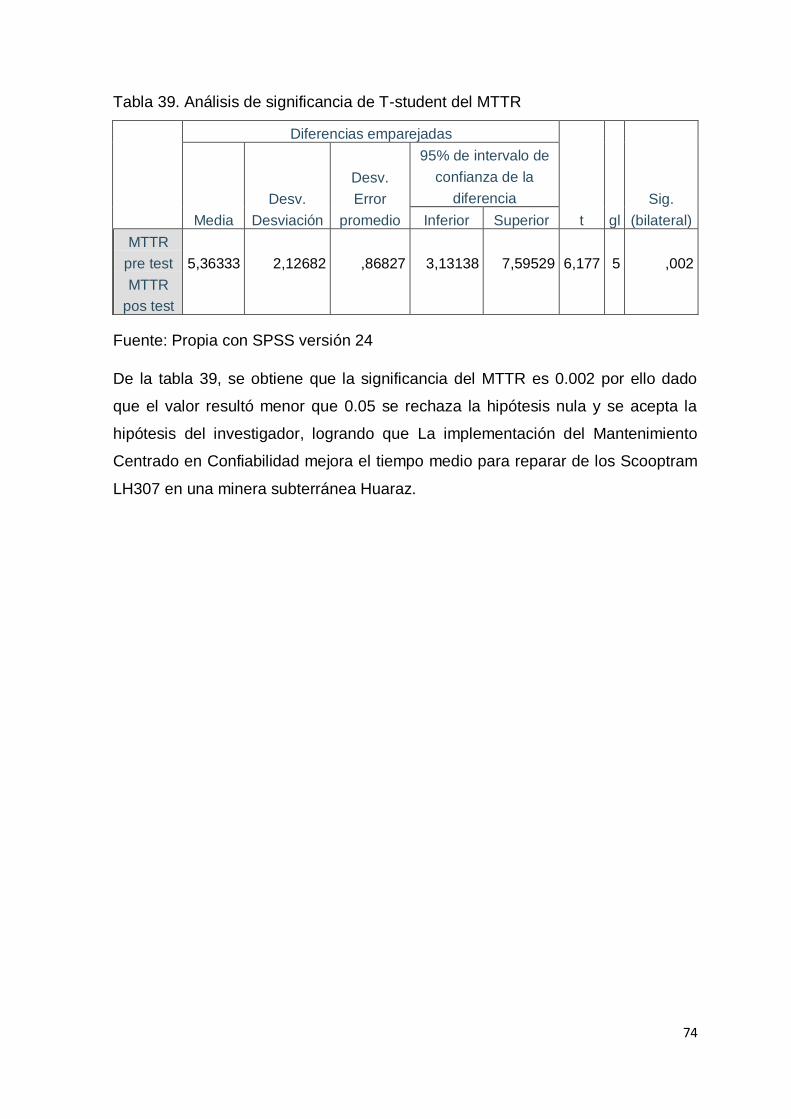
74
Tabla 39. Análisis de significancia de T-student del MTTR
Diferencias emparejadas
t gl
Sig.
(bilateral) Media
Desv.
Desviación
Desv.
Error
promedio
95% de intervalo de
confianza de la
diferencia
Inferior Superior
MTTR
pre test
MTTR
pos test
5,36333
2,12682
,86827
3,13138
7,59529
6,177
5
,002
Fuente: Propia con SPSS versión 24
De la tabla 39, se obtiene que la significancia del MTTR es 0.002 por ello dado
que el valor resultó menor que 0.05 se rechaza la hipótesis nula y se acepta la
hipótesis del investigador, logrando que La implementación del Mantenimiento
Centrado en Confiabilidad mejora el tiempo medio para reparar de los Scooptram
LH307 en una minera subterránea Huaraz.
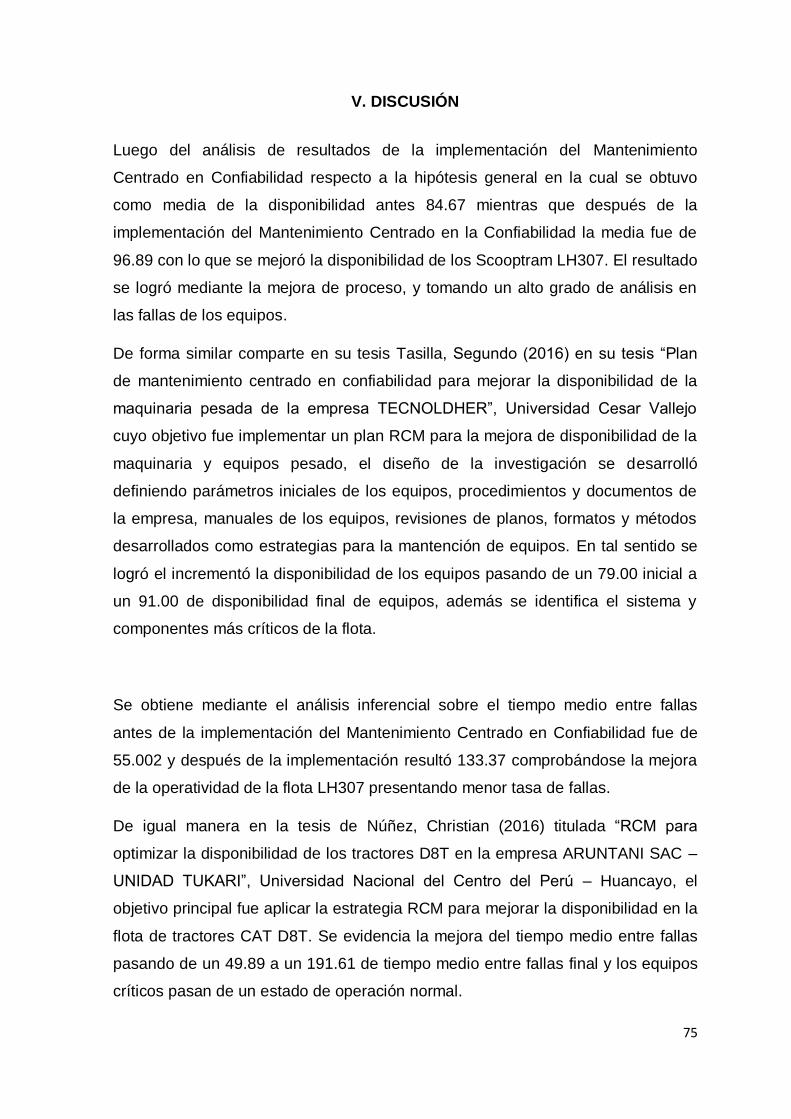
75
V. DISCUSIÓN
Luego del análisis de resultados de la implementación del Mantenimiento
Centrado en Confiabilidad respecto a la hipótesis general en la cual se obtuvo
como media de la disponibilidad antes 84.67 mientras que después de la
implementación del Mantenimiento Centrado en la Confiabilidad la media fue de
96.89 con lo que se mejoró la disponibilidad de los Scooptram LH307. El resultado
se logró mediante la mejora de proceso, y tomando un alto grado de análisis en
las fallas de los equipos.
De forma similar comparte en su tesis Tasilla, Segundo (2016) en su tesis “Plan
de mantenimiento centrado en confiabilidad para mejorar la disponibilidad de la
maquinaria pesada de la empresa TECNOLDHER”, Universidad Cesar Vallejo
cuyo objetivo fue implementar un plan RCM para la mejora de disponibilidad de la
maquinaria y equipos pesado, el diseño de la investigación se desarrolló
definiendo parámetros iniciales de los equipos, procedimientos y documentos de
la empresa, manuales de los equipos, revisiones de planos, formatos y métodos
desarrollados como estrategias para la mantención de equipos. En tal sentido se
logró el incrementó la disponibilidad de los equipos pasando de un 79.00 inicial a
un 91.00 de disponibilidad final de equipos, además se identifica el sistema y
componentes más críticos de la flota.
Se obtiene mediante el análisis inferencial sobre el tiempo medio entre fallas
antes de la implementación del Mantenimiento Centrado en Confiabilidad fue de
55.002 y después de la implementación resultó 133.37 comprobándose la mejora
de la operatividad de la flota LH307 presentando menor tasa de fallas.
De igual manera en la tesis de Núñez, Christian (2016) titulada “RCM para
optimizar la disponibilidad de los tractores D8T en la empresa ARUNTANI SAC –
UNIDAD TUKARI”, Universidad Nacional del Centro del Perú – Huancayo, el
objetivo principal fue aplicar la estrategia RCM para mejorar la disponibilidad en la
flota de tractores CAT D8T. Se evidencia la mejora del tiempo medio entre fallas
pasando de un 49.89 a un 191.61 de tiempo medio entre fallas final y los equipos
críticos pasan de un estado de operación normal.
76
También mediante el análisis inferencial sobre el tiempo medio para reparar se
evidencio que antes de la implementación del Mantenimiento Centrado en
Confiabilidad la media del MTTR fue de 9.59 y luego de implementar el
Mantenimiento Centrado en Confiabilidad la media fue de 4.23, comprobándose la
mejora a través de la reducción en los tiempos de reparación de los Scooptram
LH307.
Concuerdo con Ramón, Giancarlo en su tesis “Aplicación de metodología de RCM
para el incremento de disponibilidad de chancadora hp- 500 en la compañía
minera Volcan-Chungar”, Universidad Nacional del Centro del Perú – Huancayo.
Fundamentó su objetivo en comprender y aplicar el RCM para definir las
actividades de mantención en las chancadoras PH 500 con la finalidad de
incrementar la disponibilidad de dicho equipo, donde se evidencia la mejora a
través de la reducción del tiempo medio para reparar, llevando de 8.2 inicial a un
6.2 horas del tiempo para reparar.
77
VI. CONCLUSIONES
1. En referencia a la hipótesis general se concluye que La implementación del
Mantenimiento Centrado en la Confiabilidad mejora la disponibilidad de
Scooptram LH307 en una minera subterránea Huaraz, ya que se mejoró en
12.22 de disponibilidad, con un nivel de confianza del 95% y confiabilidad
de 0.000 talque se aceptó la hipótesis del investigador.
2. Respecto a la primera hipótesis específica se concluye que La
implementación del Mantenimiento Centrado en Confiabilidad mejora el
tiempo medio entre fallas de Scooptram LH307 en una minera subterránea
Huaraz, con 78.35 de mejora del tiempo medio de fallas, con un nivel de
confianza de 95% y confiabilidad 0.002 logrando aceptar la hipótesis del
investigador.
3. Referente a la segunda hipótesis específica se concluye que La
implementación del Mantenimiento Centrado en la Confiabilidad mejora el
tiempo medio para reparar de Scooptram LH307 en una minera
subterránea Huaraz, la mejora se realizó a través de la reducción de los
tiempos de reparación de 5.36 horas, con un nivel de confianza de 95 % y
confiabilidad 0.002 con lo que se acepta la hipótesis del investigador.
78
VII. RECOMENDACIONES
Se recomienda para lograr una buena disponibilidad de los equipos; que el
personal este adiestrado en los mantenimientos y tengan constantes
capacitaciones en el mantenimiento de Scooptram LH307, siendo imprescindible
que antes del uso de la unidad se realice la inspección general del equipo, tomar
nota de las posibles anomalías que se identifiquen para que estas se corrijan en
el menor tiempo posible, se complemente las inspecciones con labores de
limpieza y buena lubricación, siendo estas últimas, tareas determinante para la
durabilidad de componentes expuestos a fricción, evitando así el desgaste
prematuro de los mismos.
Respecto al tiempo medio entre fallas es recomendable mantener el grupo de
análisis ACR para identificar la causa raíz de las fallas, de manera que se defina
el control sobre ellas, precisar en los mantenimientos preventivos se disponga de
herramientas e instrumentos de medición para comprobar desgaste internos de
componentes donde no es posible la identificación a simple vista, los parámetros
o mediciones tomadas deben ser comparadas con las especificaciones del
fabricante del equipo para determinar los desgastes respecto a las tolerancias
mínimas y máximas para planificar su cambio programado, cumplir con los
mantenimientos preventivos según la frecuencia definida, de esta forma se tendrá
control total sobre el equipo. Es preciso hacer el seguimiento para el cumplimiento
de los mismos.
Se recomienda para las reparaciones se cuente con los repuestos, materiales e
insumos requeridos disponibles, realizar un control adecuado sobre estos, la
clasificación de los mismos según su criticidad e importancia ya que es preciso
evitar tiempos de demora en la búsqueda o adquisición de los mismos por lo que
las coordinaciones con el área de logística deben ser fluida, respecto a los talleres
mantener el orden y limpieza, las zonas debidamente señalizadas, los productos
lubricantes debidamente rotulados y bajo protección de agentes contaminantes
externos como polvo y agua.

79
REFERENCIAS
80
1. Ministerio de Energía y Minas. 2019. [en línea] 03 de abril de 2019. [citado
el: 18 de noviembre de 2019] disponible en:
https://www.gob.pe/institucion/minem/noticias/27157-actividad-minera-
reporto-us-395-millones-de-inversion-en-febrero
2. La Minería y el comportamiento de la economía. 2019. [en línea] 10 de
junio de 2019. [citado el: 18 de noviembre de 2019] disponible en:
http://cooperaccion.org.pe/la-mineria-y-el-comportamiento-de-la-economia-
peruana-en-lo-que-va-del-ano/
3. Ministerio de Energía y Minas. 2018. [en línea] 24 de mayo de 2018. [citado
el: 18 de noviembre de 2019] disponible en:
https://www.gob.pe/institucion/minem/noticias/1362-mineria-peruana-
represento-alrededor-del-10-del-pbi-y-cerca-del-62-del-valor-total-de-las-
exportaciones-en-el-2017
4. Gerens Escuela de Postgrado. 2018. [En línea] 20 de junio de 2018.
[Citado el: 18 de noviembre de 2019.] disponible en:
https://gerens.pe/blog/mantenimiento-maximiza-valor-activos-existentes/
5. CASTILLO SANTILLÁN, Ángel Vinicio (2017). Propuesta de mantenimiento
centrado en confiabilidad de las unidades de bombeo horizontal
multietapas del sistema Power Oil de la estación Atacapi del b57-li de
petroamazonas EP [en línea] Escuela Superior Politécnica de Chimborazo.
Ecuador. [Fecha de consulta: 19 de noviembre 2019] Disponible en:
http://dspace.espoch.edu.ec/bitstream/123456789/6300/1/20T00831.pdf
6. ZALAVA MEDINA, Cristóbal Andrés (2018). Plan de mantenimiento
preventivo basado en RCM para el chancador primario fuller, Operación
Mantoverde [en línea] Universidad Técnica Federico Santa María. Chile.
[Fecha de consulta: 19 de noviembre 2019] Disponible en:
https://repositorio.usm.cl/bitstream/handle/11673/40797/3560900257693UT
FSM.pdf?sequence=1&isAllowed=y
81
7. MAYA VELASQUEZ, Jhonny Alexander (2018). Aplicación de RCM como
estrategia de implementación del mantenimiento predictivo para la
metodología TPM [en línea] Universidad Nacional de Colombia. Colombia.
[Fecha de consulta: 19 de noviembre 2019] Disponible en:
http://bdigital.unal.edu.co/65668/7/98702383.2018.pdf
8. GONZÁLES VALENZUELA, Raúl Edgardo (2015). Desarrollo de RCM en
un equipo crítico Planta CAP Acero [en línea] Universidad Andrés Bello.
Chile. [Fecha de consulta: 19 de noviembre 2019] Disponible en:
http://repositorio.unab.cl/xmlui/bitstream/handle/ria/1038/a114449_Gonzale
z_R_Desarrollo_de_RCM_en_un_equipo_2015_Tesis.pdf?sequence=1
9. VILLACRÉS PARRA, Sergio Raúl (2016). Desarrollo de un plan de
mantenimiento aplicando la metodología de mantenimiento basado en la
confiabilidad (RCM) para el Vehículo Hidrocleaner Vector M654 de la
empresa Etapa EP [en línea] Escuela Superior Politécnica de Chimborazo.
Ecuador. [Fecha de consulta: 19 de noviembre 2019] Disponible en:
http://dspace.espoch.edu.ec/bitstream/123456789/4749/1/20T00717.pdf
10. 10 TASILLA FLORES, Segundo Félix (2016). Plan de mantenimiento
centrado en confiabilidad para mejorar la disponibilidad de la maquinaria
pesada de la empresa Tecnoldher, Cajamarca.[en línea] Universidad Cesar
Vallejo. Perú. [Fecha de consulta: 19 de noviembre 2019] Disponible en:
http://repositorio.ucv.edu.pe/handle/UCV/10088
11. NUÑEZ INGAROCA, Christian Manolo (2016). RCM para optimizar la
disponibilidad de los tractores D8T en la Empresa Aruntani S.A.C – Unidad
Tukari [en línea] Universidad Nacional del Centro del Perú. [Fecha de
consulta: 19 de noviembre 2019] Disponible en:
http://repositorio.uncp.edu.pe/bitstream/handle/UNCP/1574/TESIS%20FIN
AL01.pdf?sequence=1&isAllowed=y
82
12. RAMON REYNOSO, Giancarlo Gerald (2015). Aplicación de metodología
RCM para el incremento de disponibilidad de chancadora HP-500 en la
Compañía Minera Volcan-Chungar [en línea] Universidad Nacional del
Centro del Perú. [Fecha de consulta: 19 de noviembre 2019] Disponible en:
http://repositorio.uncp.edu.pe/bitstream/handle/UNCP/3629/Ramon%20Rey
noso.pdf?sequence=1&isAllowed=y
13. LÓPEZ MORALES, Luis Enrique (2018). Aplicación de la metodología
RCM en colectores de polvo en una empresa cementera para aumentar su
confiabilidad [en línea] Universidad Nacional San Agustín. Arequipa. [Fecha
de consulta: 19 de noviembre 2019] Disponible en:
http://repositorio.unsa.edu.pe/bitstream/handle/UNSA/7511/MClomole.pdf?
sequence=1&isAllowed=y
14. VILCA YARANGA, Peter (2018). Propuesta de implementación de un plan
de mantenimiento basado en la metodoligía RCM para la mejora de la
disponibilidad de los equipos de los del sistema de carga y transporte en
una empresa minera, Lima 2018 [en línea] Universidad Privada del Norte.
[Fecha de consulta: 19 de noviembre 2019] Disponible en:
http://repositorio.upn.edu.pe/bitstream/handle/11537/15227/Vilca%20Yaran
ga%2c%20Peter.pdf?sequence=1&isAllowed=y
15. MESA GRAJALES, DAIRO H.., ORTIZ SÁNCHEZ, YESID., PINZÓN,
MANUEL., La confiabilidad, la disponibilidad y la mantenibilidad, disciplinas
modernas aplicadas al mantenimiento. [en linea]. 2006, XII (30), 155-
160[fecha de Consulta 21 de noviembre de 2019]. ISSN: 0122-1701.
Disponible en: https://www.redalyc.org/pdf/849/84920491036.pdf
16. Laura E. Broche Hernández. “Mantenimiento Basado en el Riesgo para el
equipamiento de la línea de producción de Refrescos Carbonatados en la
UEB Embotelladora Central “Osvaldo Socarrás Martínez. [en línea]
Universidad Central “MARTA ABREU” De las Villas [Fecha de consulta: 21
de noviembre 2019] Disponible en:
83
http://dspace.uclv.edu.cu/bitstream/handle/123456789/5526/Laura%20E.%
20Broche%20Hern%c3%a1ndez.pdf?sequence=1&isAllowed=y
17. MOUBRAY, J. (2004, enero). Mantenimiento Centrado en Confiabilidad
(MCC). Gran Bretaña. pp, 1-416. ISBN: 09539603-2-3
18. NATIONAL AERONAUTICS AND SPACE ADMINISTRATION. [en línea]
RELIABILITY CENTERED MAINTENANCE GUIDE FOR FACILITIES AND
COLLATERAL EQUIPMENT. [Fecha de consulta: 21 de noviembre 2019]
Disponible en:
https://www.hq.nasa.gov/office/codej/codejx/Assets/Docs/RCMGuideMar20
00.pdf
19. 17. MOUBRAY, J. (2004, enero). Mantenimiento Centrado en Confiabilidad
(MCC). Gran Bretaña. pp, 1-416. ISBN: 09539603-2-3
20. Campos-López, Omar., Tolentino-Eslava, Guilibaldo., Toledo-Velázquez,
Miguel., Tolentino-Eslava, René., Metodología de mantenimiento centrado
en confiabilidad (RCM) considerando taxonomía de equipos, base de datos
y criticidad de efectos. [en linea]. 2019, 23(1), 51-59[fecha de Consulta 21
de noviembre de 2019]. Disponible en:
https://www.redalyc.org/jatsRepo/614/61458265006/html/index.html
21. MESA GRAJALES, DAIRO H.., ORTIZ SÁNCHEZ, YESID., PINZÓN,
MANUEL., La confiabilidad, la disponibilidad y la mantenibilidad, disciplinas
modernas aplicadas al mantenimiento. [en línea]. 2006, XII (30), 155-
160[fecha de Consulta 21 de noviembre de 2019]. ISSN: 0122-1701.
Disponible en: https://www.redalyc.org/pdf/849/84920491036.pdf
22. BSI ISO 14224:2016 (2016, October) Petroleum, petrochemical and natural
gas industries — Collection and Exchange of reliability and maintenance
data for equipment. pp. 1-272
84
23. ALBERTO, Mora Gutiérrez. Mantenimiento, Planeación, ejecución y
control. 1° edición. México 2009. 528 p. ISBN 9789586827690
24. BSI ISO 14224:2016 (2016, October) Petroleum, petrochemical and natural
gas industries — Collection and Exchange of reliability and maintenance
data for equipment. pp. 1-272
25. Ciencia y Desarrollo. “Indicadores para la gestión del mantenimiento de
equipos [en línea] Universidad Alas Peruanas 2016. [Fecha de consulta: 21
de noviembre 2019] Disponible en:
http://revistas.uap.edu.pe/ojs/index.php/CYD/article/download/1219/1189
26. VALDERRAMA, Santiago. Pasos para la elaborar proyectos de
investigación científica. 3ª Ed., Lima: San Marcos, 2014. 495 p. ISBN
9786123028787. Disponible en: http://docplayer.es/3339799-Pontificia-
universidad-catolica- del-peru.html
27. MOUBRAY, J. (2004, enero). Mantenimiento Centrado en Confiabilidad
(MCC). Gran Bretaña. pp, 1-416. ISBN: 09539603-2-3
28. Campos-López, Omar., Tolentino-Eslava, Guilibaldo., Toledo-Velázquez,
Miguel., Tolentino-Eslava, René., Metodología de mantenimiento centrado
en confiabilidad (RCM) considerando taxonomía de equipos, base de datos
y criticidad de efectos. [en línea]. 2019, 23(1), 51-59[fecha de Consulta 21
de noviembre de 2019]. Disponible en:
https://www.redalyc.org/jatsRepo/614/61458265006/html/index.html
29. MESA GRAJALES, DAIRO H.., ORTIZ SÁNCHEZ, YESID, PINZÓN,
MANUEL., La confiabilidad, la disponibilidad y la mantenibilidad, disciplinas
modernas aplicadas al mantenimiento. [en línea]. 2006, XII (30), 155-
160[fecha de Consulta 21 de noviembre de 2019]. ISSN: 0122-1701.
Disponible en: https://www.redalyc.org/pdf/849/84920491036.pdf
85
30. BSI ISO 14224:2016 (2016, October) Petroleum, petrochemical and natural
gas industries — Collection and Exchange of reliability and maintenance
data for equipment. pp. 1-272
31. BERNAL, Cesar. Metodología de la investigación. 3ª ed. Colombia:
Pearson Educación, 2010. 320 p. ISBN 9789586991285
32. VALDERRAMA, Santiago. Pasos para la elaborar proyectos de
investigación científica. 3ª Ed., Lima: San Marcos, 2014. 495 p. ISBN
9786123028787. Disponible en: http://docplayer.es/3339799-Pontificia-
universidad-catolica- del-peru.html
33. HERNANDEZ, Roberto. Metodología de la investigación. 6ª ed. México:
McGraw-Hill Interamericana Editores, 2014. 428 pp. ISBN: 9781456223960
34. Renovetec [en línea] Auditorias de mantenimiento [Fecha de consulta: 29
de abril 2020] Disponible en:
http://www.renovetec.com/auditoriasdemantenimiento.pdf
35. Norma técnica Ministerio de vivienda, construcción y saneamiento [en
línea] Elementos para la determinación del costo horario en los equipos y la
máquina en el sector construcción [Fecha de consulta 19 de enero 2020]
Disponible en:
http://www3.vivienda.gob.pe/dnc/archivos/difusion/eventos/iquitos/Norma_E
lementos_para_la_Determinacion_Costo_Horario.pdf
36. Revista Digital Latinoamericana [en línea] Lubricación y mantenimiento
industrial edición N° 5. [Fecha de consulta: 29 de abril 2020] Disponible en:
https://engage.aiche.org/HigherLogic/System/DownloadDocumentFile.ashx
?DocumentFileKey=351639ff-56a2-2ad3-be26-d9b60a6ce76c&ssopc=1
37. Project Manager’s Guide [en línea] Reliability Centered Maintenance
[Fecha de consulta: 29 de abril 2020] Disponible en:
86
https://reliabilityweb.com/assets/uploads/documents/8263/rcm_project_man
agersguide_2014.pdf
38. THE ENGINEERING SOCIETY FOR ADVANCING MOBILITY LAND SEA
AIR AND SPACE SAE INTERNATIONAL, Criterios de avaluación para
procesos de mantenimiento centrado en la confiabilidad (RCM). EE.UU.
JA1011, 1999.10 pp.
39. THE ENGINEERING SOCIETY FOR ADVANCING MOBILITY LAND SEA
AIR AND SPACE SAE INTERNATIONAL, Una guía para el estándar de
mantenimiento centrado en la confiabilidad (RCM). EE.UU. JA1012, 2002.
55 pp.
40. BSI ISO 14224:2016 (2016, October) Petroleum, petrochemical and natural
gas industries — Collection and Exchange of reliability and maintenance
data for equipment. pp. 1-272
41. Automotive Industry Action Group (AIAG) [en línea] Failure Mode and
Effects Analysis (FMEA) 4th Edition Overview. [Fecha de consulta: 29 de
abril 2020] Disponible en:
https://www.aiag.org/store/training/details?CourseCode=FMEA
ANEXOS
Anexo 1:
Anexo 2:
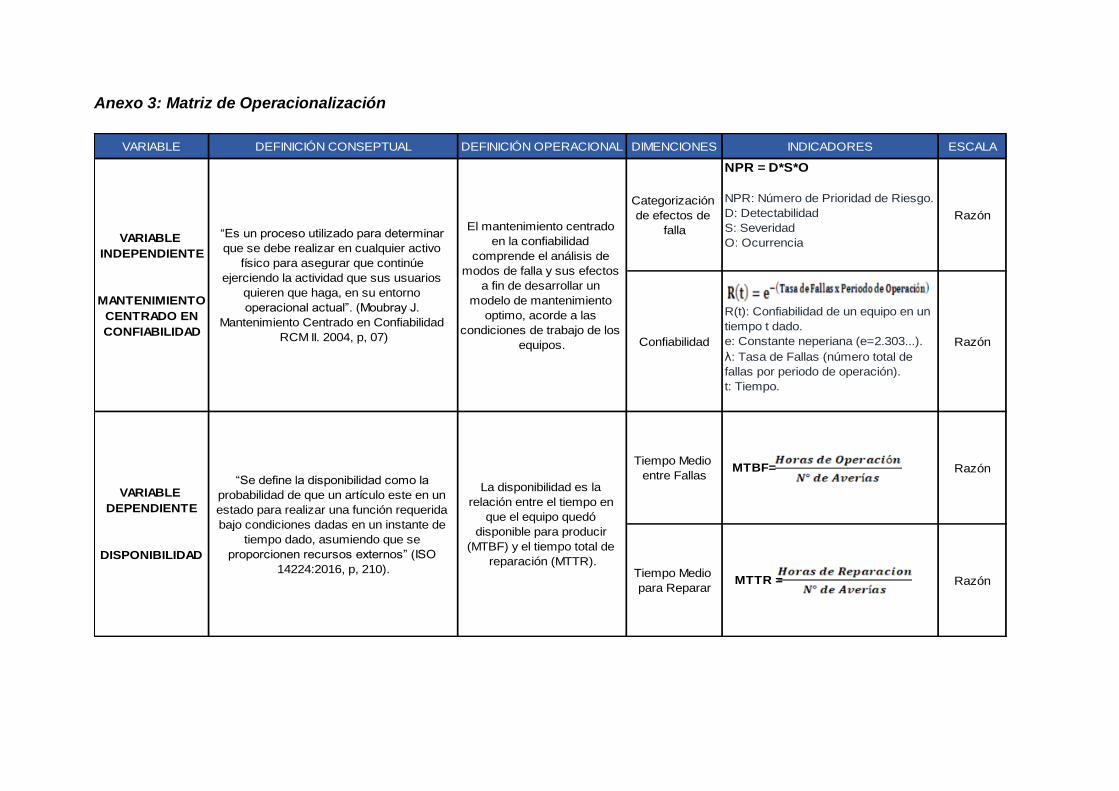
Anexo 3: Matriz de Operacionalización
VARIABLE DEFINICIÓN CONSEPTUAL DEFINICIÓN OPERACIONAL DIMENCIONES INDICADORES ESCALA
Tiempo Medio
entre FallasRazón
Tiempo Medio
para RepararRazón
VARIABLE
INDEPENDIENTE
MANTENIMIENTO
CENTRADO EN
CONFIABILIDAD
El mantenimiento centrado
en la confiabilidad
comprende el análisis de
modos de falla y sus efectos
a fin de desarrollar un
modelo de mantenimiento
optimo, acorde a las
condiciones de trabajo de los
equipos.
“Es un proceso utilizado para determinar
que se debe realizar en cualquier activo
físico para asegurar que continúe
ejerciendo la actividad que sus usuarios
quieren que haga, en su entorno
operacional actual”. (Moubray J.
Mantenimiento Centrado en Confiabilidad
RCM II. 2004, p, 07)
MTBF=
La disponibilidad es la
relación entre el tiempo en
que el equipo quedó
disponible para producir
(MTBF) y el tiempo total de
reparación (MTTR).
“Se define la disponibilidad como la
probabilidad de que un artículo este en un
estado para realizar una función requerida
bajo condiciones dadas en un instante de
tiempo dado, asumiendo que se
proporcionen recursos externos” (ISO
14224:2016, p, 210).
VARIABLE
DEPENDIENTE
DISPONIBILIDAD
MTTR =
Categorización
de efectos de
falla
NPR = D*S*O
NPR: Número de Prioridad de Riesgo.
D: Detectabilidad
S: Severidad
O: Ocurrencia
Razón
Confiabilidad
R(t): Confiabilidad de un equipo en un
tiempo t dado.
e: Constante neperiana (e=2.303...).
λ: Tasa de Fallas (número total de
fallas por periodo de operación).
t: Tiempo.
Razón
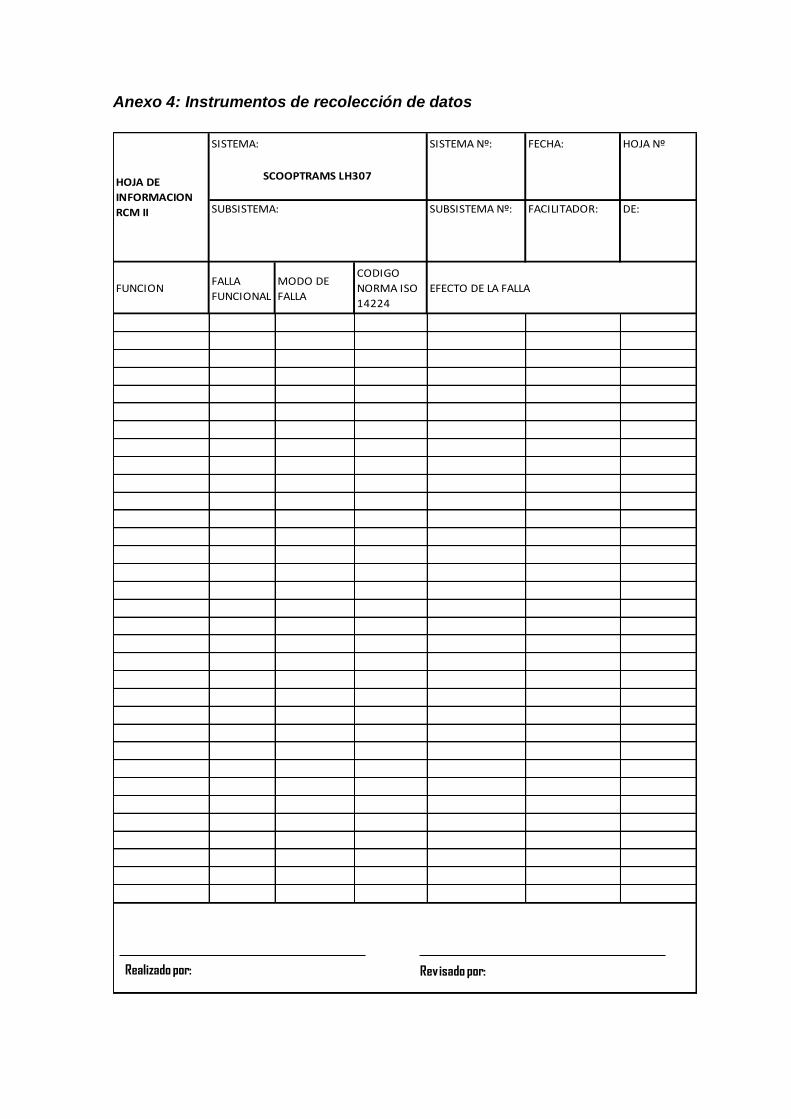
Anexo 4: Instrumentos de recolección de datos
SISTEMA Nº: FECHA: HOJA Nº
SUBSISTEMA Nº: FACILITADOR: DE:
FUNCION FALLA FUNCIONAL
MODO DE FALLA
CODIGO NORMA ISO 14224
HOJA DE
INFORMACION
RCM II
SISTEMA:
SCOOPTRAMS LH307
SUBSISTEMA:
EFECTO DE LA FALLA
Realizado por: Revisado por:
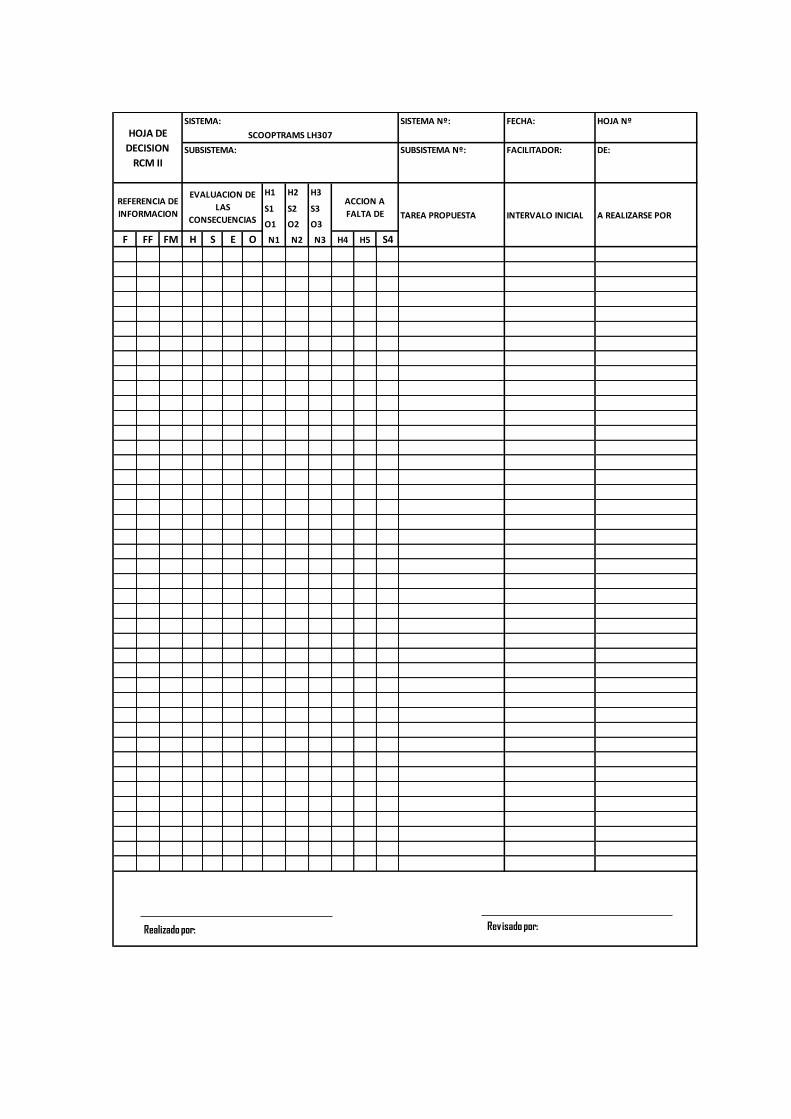
SISTEMA Nº: FECHA: HOJA Nº
SUBSISTEMA Nº: FACILITADOR: DE:
H1 H2 H3
S1 S2 S3
O1 O2 O3
F FF FM H S E O N1 N2 N3 H4 H5 S4
TAREA PROPUESTA INTERVALO INICIAL A REALIZARSE POR
HOJA DE
DECISION
RCM II
SISTEMA:
SCOOPTRAMS LH307
SUBSISTEMA:
REFERENCIA DE
INFORMACION
EVALUACION DE
LAS
CONSECUENCIAS
ACCION A
FALTA DE
Realizado por: Revisado por:
N° OT
Estado final Equipo
NORMAL URGENTE EMERGENCIA
Detalle de Operaciones
Aviso al tecnico Final
1
2
3
Registro de EmpleadosN°
1
2
3
4
Materiales
Requerido Devuelto1
2
3
4
5
6
7
ORDEN DE TRABAJO
OT Finalizado( ) OT Cargado al SAP
Codigo: xxxxx Version: 00
Vigencia: 00/00/0000Motivo de la parada Principal/Cual es la causa de falla?
Actividad : Duracion Real: OP//INOP
Tipo de mantenimiento: ( )Mantenimiento predictivo ( )Mantenimiento preventivo ( )Mantenimiento correctivo ( )Correctivo Emergencia Mantenimiento ( )Correctivo Emergencia Produccion ( )Monitoreo de condiciones ( )Proyecto de Fabricacion y Modificacion ( )Orden recurso s in as ignar(Cargo Ta l ler) ( )Mantenimiento Correctivo Mayor Planeado hh ( )Mantenimiento correctivo Mayor Planeado ( )Seguridad orden y l impieza ( )Frecuentes .
Prioridad Orden de trabajo padre
Sitema: ( )Motor ( )Hidraulico ( )Llanta ( )Electrico ( )Tren de fuerza ( )Direccion ( )Freno ( )Chasis y otro ( )Equipos ( )Gets ( )Neumatico ( )Resepcion ( )Suspensión
Codigo de equipo: Fecha y Hora Inicio Parada :
Descripcion: Fecha y Hora Final Parada:
Horometro Diesel Horometro Perc.Horometro Elec.
Parada(Tipo Shutdown) REQUERIDO // NO REQUERIDO Km Guardia Dia // Noche
N° Descripccion Fecha_Hora_RealIntervencion
Sistema: Sub Sistema:
componentes: Modo de falla:
Tecnico(Apellidos y Nombres) Recurso(Cargo) Duracion(Hrs) Firma
N° Numero de parte/SAP Descripcion UM CantidadDespachado
Registrar trabajos pendientes(Backlog) y otras observaciones:
V°B° Supervisor (Rptos Usado)
V°B Tecnico V°B° Tecnico Lider V°B° Supervisor V°B Jefe de Mantenimiento
Anexo 5: Validez del instrumento
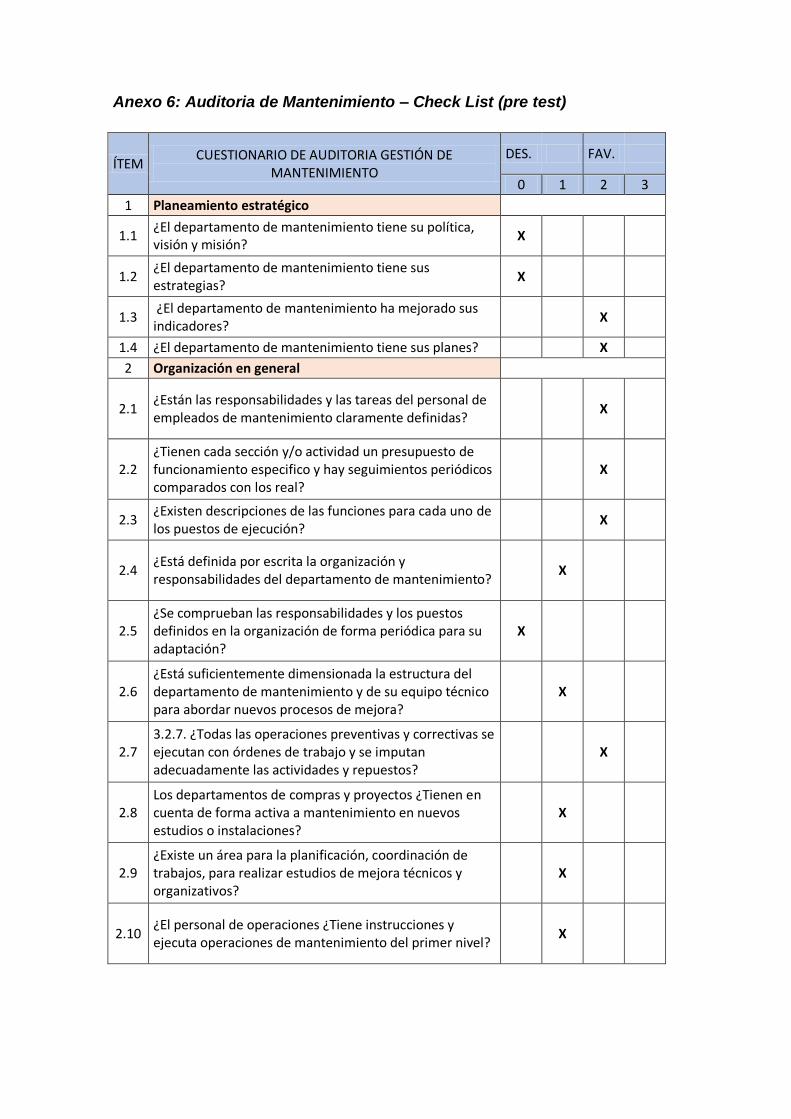
Anexo 6: Auditoria de Mantenimiento – Check List (pre test)
ÍTEM CUESTIONARIO DE AUDITORIA GESTIÓN DE MANTENIMIENTO
DES. FAV.
0 1 2 3 1 Planeamiento estratégico
1.1 ¿El departamento de mantenimiento tiene su política, visión y misión? X
1.2 ¿El departamento de mantenimiento tiene sus estrategias? X
1.3 ¿El departamento de mantenimiento ha mejorado sus indicadores? X
1.4 ¿El departamento de mantenimiento tiene sus planes? X
2 Organización en general
2.1 ¿Están las responsabilidades y las tareas del personal de empleados de mantenimiento claramente definidas? X
2.2 ¿Tienen cada sección y/o actividad un presupuesto de funcionamiento especifico y hay seguimientos periódicos comparados con los real?
X
2.3 ¿Existen descripciones de las funciones para cada uno de los puestos de ejecución? X
2.4 ¿Está definida por escrita la organización y responsabilidades del departamento de mantenimiento? X
2.5 ¿Se comprueban las responsabilidades y los puestos definidos en la organización de forma periódica para su adaptación?
X
2.6 ¿Está suficientemente dimensionada la estructura del departamento de mantenimiento y de su equipo técnico para abordar nuevos procesos de mejora?
X
2.7 3.2.7. ¿Todas las operaciones preventivas y correctivas se ejecutan con órdenes de trabajo y se imputan adecuadamente las actividades y repuestos?
X
2.8 Los departamentos de compras y proyectos ¿Tienen en cuenta de forma activa a mantenimiento en nuevos estudios o instalaciones?
X
2.9 ¿Existe un área para la planificación, coordinación de trabajos, para realizar estudios de mejora técnicos y organizativos?
X
2.10 ¿El personal de operaciones ¿Tiene instrucciones y ejecuta operaciones de mantenimiento del primer nivel? X
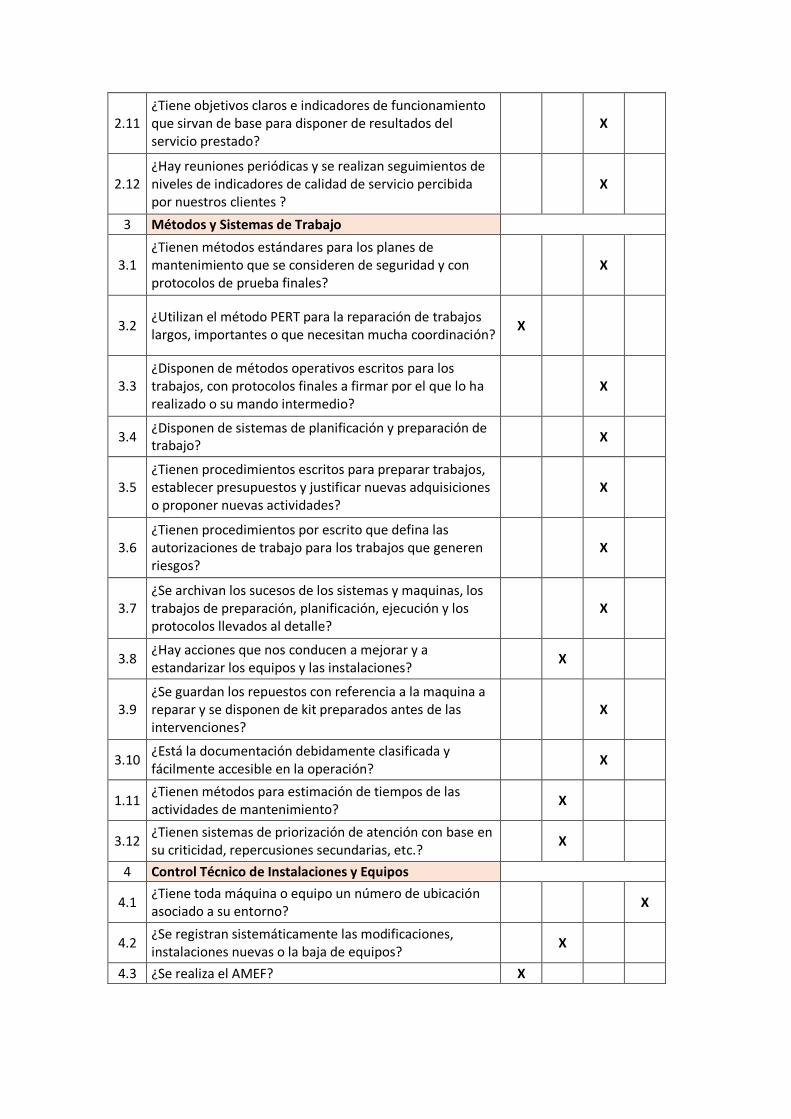
2.11 ¿Tiene objetivos claros e indicadores de funcionamiento que sirvan de base para disponer de resultados del servicio prestado?
X
2.12 ¿Hay reuniones periódicas y se realizan seguimientos de niveles de indicadores de calidad de servicio percibida por nuestros clientes ?
X
3 Métodos y Sistemas de Trabajo
3.1 ¿Tienen métodos estándares para los planes de mantenimiento que se consideren de seguridad y con protocolos de prueba finales?
X
3.2 ¿Utilizan el método PERT para la reparación de trabajos largos, importantes o que necesitan mucha coordinación? X
3.3 ¿Disponen de métodos operativos escritos para los trabajos, con protocolos finales a firmar por el que lo ha realizado o su mando intermedio?
X
3.4 ¿Disponen de sistemas de planificación y preparación de trabajo? X
3.5 ¿Tienen procedimientos escritos para preparar trabajos, establecer presupuestos y justificar nuevas adquisiciones o proponer nuevas actividades?
X
3.6 ¿Tienen procedimientos por escrito que defina las autorizaciones de trabajo para los trabajos que generen riesgos?
X
3.7 ¿Se archivan los sucesos de los sistemas y maquinas, los trabajos de preparación, planificación, ejecución y los protocolos llevados al detalle?
X
3.8 ¿Hay acciones que nos conducen a mejorar y a estandarizar los equipos y las instalaciones? X
3.9 ¿Se guardan los repuestos con referencia a la maquina a reparar y se disponen de kit preparados antes de las intervenciones?
X
3.10 ¿Está la documentación debidamente clasificada y fácilmente accesible en la operación? X
1.11 ¿Tienen métodos para estimación de tiempos de las actividades de mantenimiento? X
3.12 ¿Tienen sistemas de priorización de atención con base en su criticidad, repercusiones secundarias, etc.? X
4 Control Técnico de Instalaciones y Equipos
4.1 ¿Tiene toda máquina o equipo un número de ubicación asociado a su entorno? X
4.2 ¿Se registran sistemáticamente las modificaciones, instalaciones nuevas o la baja de equipos? X
4.3 ¿Se realiza el AMEF? X
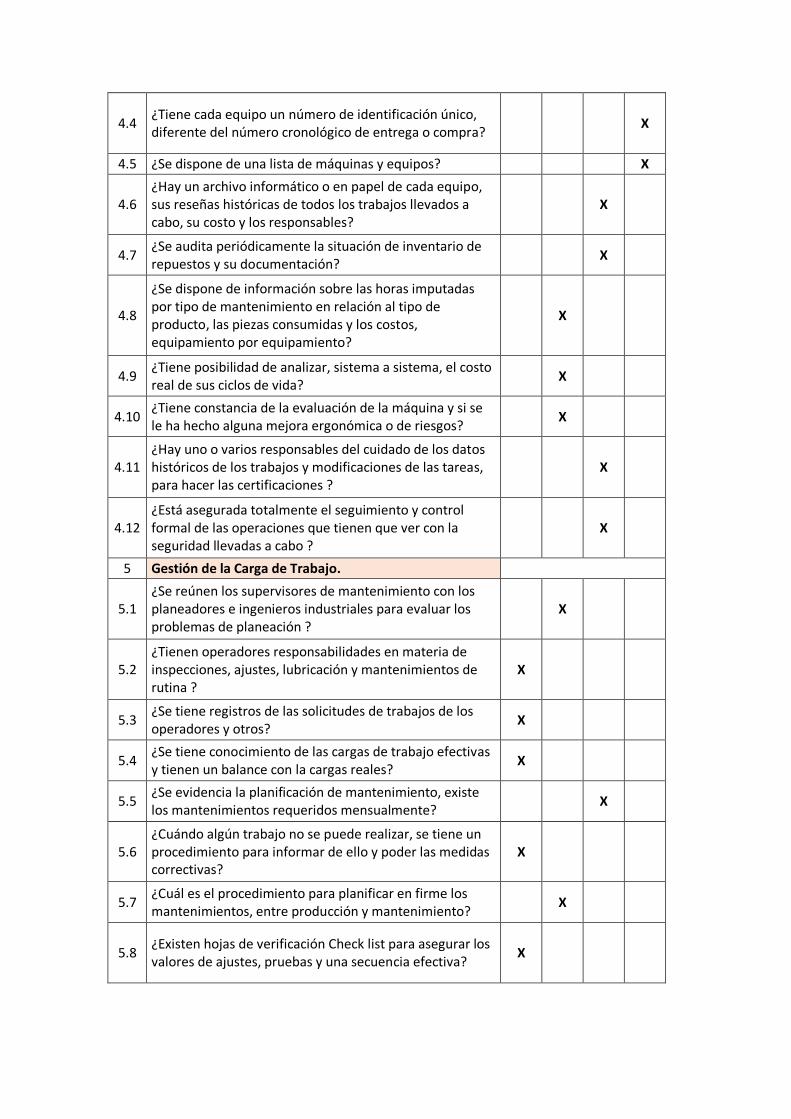
4.4 ¿Tiene cada equipo un número de identificación único, diferente del número cronológico de entrega o compra? X
4.5 ¿Se dispone de una lista de máquinas y equipos? X
4.6 ¿Hay un archivo informático o en papel de cada equipo, sus reseñas históricas de todos los trabajos llevados a cabo, su costo y los responsables?
X
4.7 ¿Se audita periódicamente la situación de inventario de repuestos y su documentación? X
4.8
¿Se dispone de información sobre las horas imputadas por tipo de mantenimiento en relación al tipo de producto, las piezas consumidas y los costos, equipamiento por equipamiento?
X
4.9 ¿Tiene posibilidad de analizar, sistema a sistema, el costo real de sus ciclos de vida? X
4.10 ¿Tiene constancia de la evaluación de la máquina y si se le ha hecho alguna mejora ergonómica o de riesgos? X
4.11 ¿Hay uno o varios responsables del cuidado de los datos históricos de los trabajos y modificaciones de las tareas, para hacer las certificaciones ?
X
4.12 ¿Está asegurada totalmente el seguimiento y control formal de las operaciones que tienen que ver con la seguridad llevadas a cabo ?
X
5 Gestión de la Carga de Trabajo.
5.1 ¿Se reúnen los supervisores de mantenimiento con los planeadores e ingenieros industriales para evaluar los problemas de planeación ?
X
5.2 ¿Tienen operadores responsabilidades en materia de inspecciones, ajustes, lubricación y mantenimientos de rutina ?
X
5.3 ¿Se tiene registros de las solicitudes de trabajos de los operadores y otros? X
5.4 ¿Se tiene conocimiento de las cargas de trabajo efectivas y tienen un balance con la cargas reales? X
5.5 ¿Se evidencia la planificación de mantenimiento, existe los mantenimientos requeridos mensualmente? X
5.6 ¿Cuándo algún trabajo no se puede realizar, se tiene un procedimiento para informar de ello y poder las medidas correctivas?
X
5.7 ¿Cuál es el procedimiento para planificar en firme los mantenimientos, entre producción y mantenimiento? X
5.8 ¿Existen hojas de verificación Check list para asegurar los valores de ajustes, pruebas y una secuencia efectiva? X
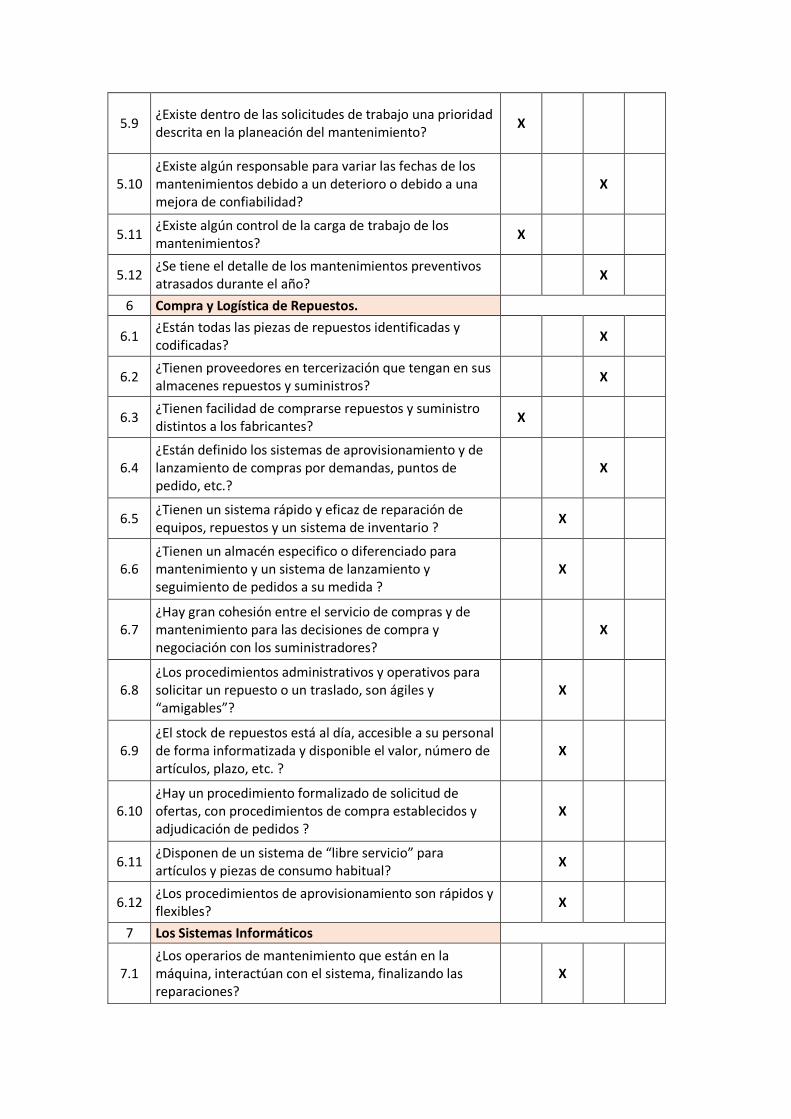
5.9 ¿Existe dentro de las solicitudes de trabajo una prioridad descrita en la planeación del mantenimiento? X
5.10 ¿Existe algún responsable para variar las fechas de los mantenimientos debido a un deterioro o debido a una mejora de confiabilidad?
X
5.11 ¿Existe algún control de la carga de trabajo de los mantenimientos? X
5.12 ¿Se tiene el detalle de los mantenimientos preventivos atrasados durante el año? X
6 Compra y Logística de Repuestos.
6.1 ¿Están todas las piezas de repuestos identificadas y codificadas? X
6.2 ¿Tienen proveedores en tercerización que tengan en sus almacenes repuestos y suministros? X
6.3 ¿Tienen facilidad de comprarse repuestos y suministro distintos a los fabricantes? X
6.4 ¿Están definido los sistemas de aprovisionamiento y de lanzamiento de compras por demandas, puntos de pedido, etc.?
X
6.5 ¿Tienen un sistema rápido y eficaz de reparación de equipos, repuestos y un sistema de inventario ? X
6.6 ¿Tienen un almacén especifico o diferenciado para mantenimiento y un sistema de lanzamiento y seguimiento de pedidos a su medida ?
X
6.7 ¿Hay gran cohesión entre el servicio de compras y de mantenimiento para las decisiones de compra y negociación con los suministradores?
X
6.8 ¿Los procedimientos administrativos y operativos para solicitar un repuesto o un traslado, son ágiles y “amigables”?
X
6.9 ¿El stock de repuestos está al día, accesible a su personal de forma informatizada y disponible el valor, número de artículos, plazo, etc. ?
X
6.10 ¿Hay un procedimiento formalizado de solicitud de ofertas, con procedimientos de compra establecidos y adjudicación de pedidos ?
X
6.11 ¿Disponen de un sistema de “libre servicio” para artículos y piezas de consumo habitual? X
6.12 ¿Los procedimientos de aprovisionamiento son rápidos y flexibles? X
7 Los Sistemas Informáticos
7.1 ¿Los operarios de mantenimiento que están en la máquina, interactúan con el sistema, finalizando las reparaciones?
X
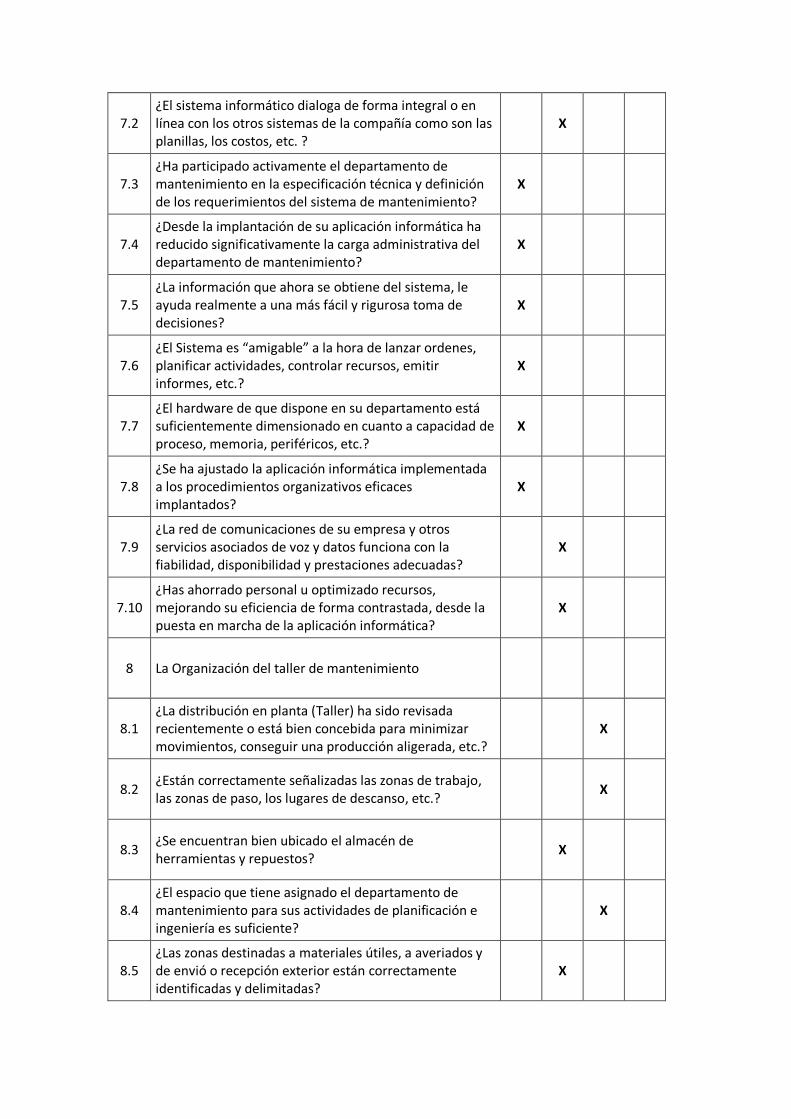
7.2 ¿El sistema informático dialoga de forma integral o en línea con los otros sistemas de la compañía como son las planillas, los costos, etc. ?
X
7.3 ¿Ha participado activamente el departamento de mantenimiento en la especificación técnica y definición de los requerimientos del sistema de mantenimiento?
X
7.4 ¿Desde la implantación de su aplicación informática ha reducido significativamente la carga administrativa del departamento de mantenimiento?
X
7.5 ¿La información que ahora se obtiene del sistema, le ayuda realmente a una más fácil y rigurosa toma de decisiones?
X
7.6 ¿El Sistema es “amigable” a la hora de lanzar ordenes, planificar actividades, controlar recursos, emitir informes, etc.?
X
7.7 ¿El hardware de que dispone en su departamento está suficientemente dimensionado en cuanto a capacidad de proceso, memoria, periféricos, etc.?
X
7.8 ¿Se ha ajustado la aplicación informática implementada a los procedimientos organizativos eficaces implantados?
X
7.9 ¿La red de comunicaciones de su empresa y otros servicios asociados de voz y datos funciona con la fiabilidad, disponibilidad y prestaciones adecuadas?
X
7.10 ¿Has ahorrado personal u optimizado recursos, mejorando su eficiencia de forma contrastada, desde la puesta en marcha de la aplicación informática?
X
8 La Organización del taller de mantenimiento
8.1 ¿La distribución en planta (Taller) ha sido revisada recientemente o está bien concebida para minimizar movimientos, conseguir una producción aligerada, etc.?
X
8.2 ¿Están correctamente señalizadas las zonas de trabajo, las zonas de paso, los lugares de descanso, etc.? X
8.3 ¿Se encuentran bien ubicado el almacén de herramientas y repuestos? X
8.4 ¿El espacio que tiene asignado el departamento de mantenimiento para sus actividades de planificación e ingeniería es suficiente?
X
8.5 ¿Las zonas destinadas a materiales útiles, a averiados y de envió o recepción exterior están correctamente identificadas y delimitadas?
X
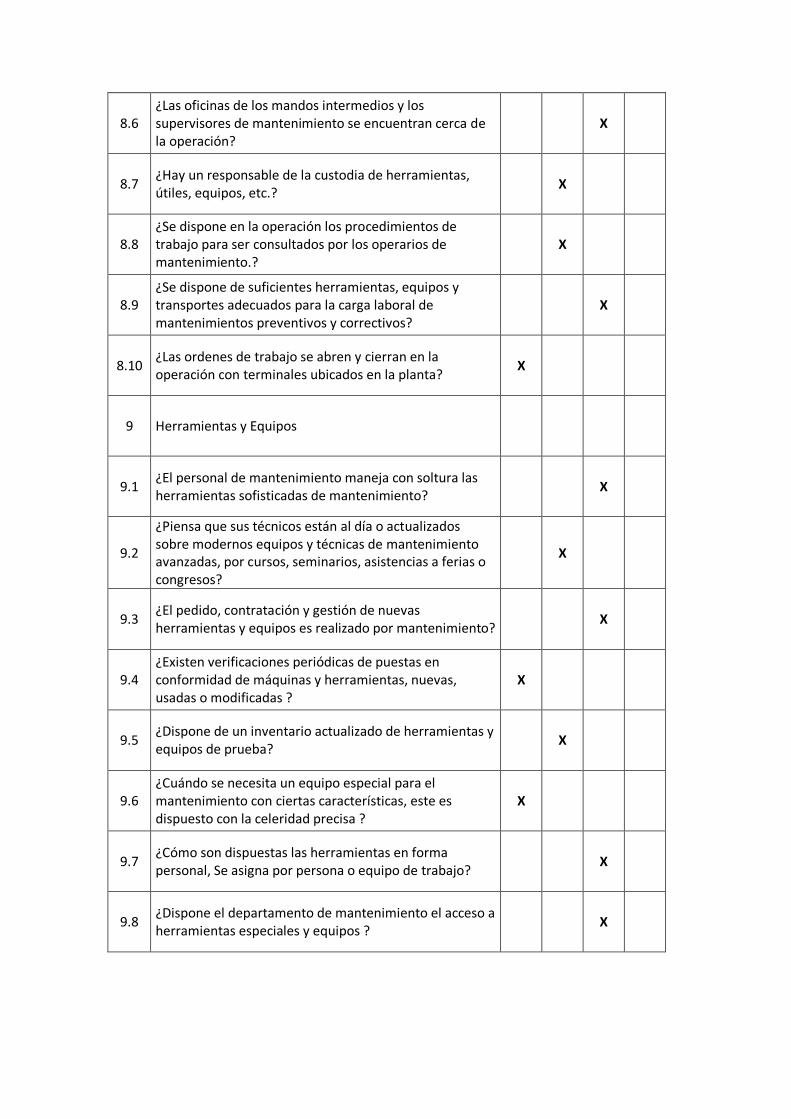
8.6 ¿Las oficinas de los mandos intermedios y los supervisores de mantenimiento se encuentran cerca de la operación?
X
8.7 ¿Hay un responsable de la custodia de herramientas, útiles, equipos, etc.? X
8.8 ¿Se dispone en la operación los procedimientos de trabajo para ser consultados por los operarios de mantenimiento.?
X
8.9 ¿Se dispone de suficientes herramientas, equipos y transportes adecuados para la carga laboral de mantenimientos preventivos y correctivos?
X
8.10 ¿Las ordenes de trabajo se abren y cierran en la operación con terminales ubicados en la planta? X
9 Herramientas y Equipos
9.1 ¿El personal de mantenimiento maneja con soltura las herramientas sofisticadas de mantenimiento? X
9.2
¿Piensa que sus técnicos están al día o actualizados sobre modernos equipos y técnicas de mantenimiento avanzadas, por cursos, seminarios, asistencias a ferias o congresos?
X
9.3 ¿El pedido, contratación y gestión de nuevas herramientas y equipos es realizado por mantenimiento? X
9.4 ¿Existen verificaciones periódicas de puestas en conformidad de máquinas y herramientas, nuevas, usadas o modificadas ?
X
9.5 ¿Dispone de un inventario actualizado de herramientas y equipos de prueba? X
9.6 ¿Cuándo se necesita un equipo especial para el mantenimiento con ciertas características, este es dispuesto con la celeridad precisa ?
X
9.7 ¿Cómo son dispuestas las herramientas en forma personal, Se asigna por persona o equipo de trabajo? X
9.8 ¿Dispone el departamento de mantenimiento el acceso a herramientas especiales y equipos ? X
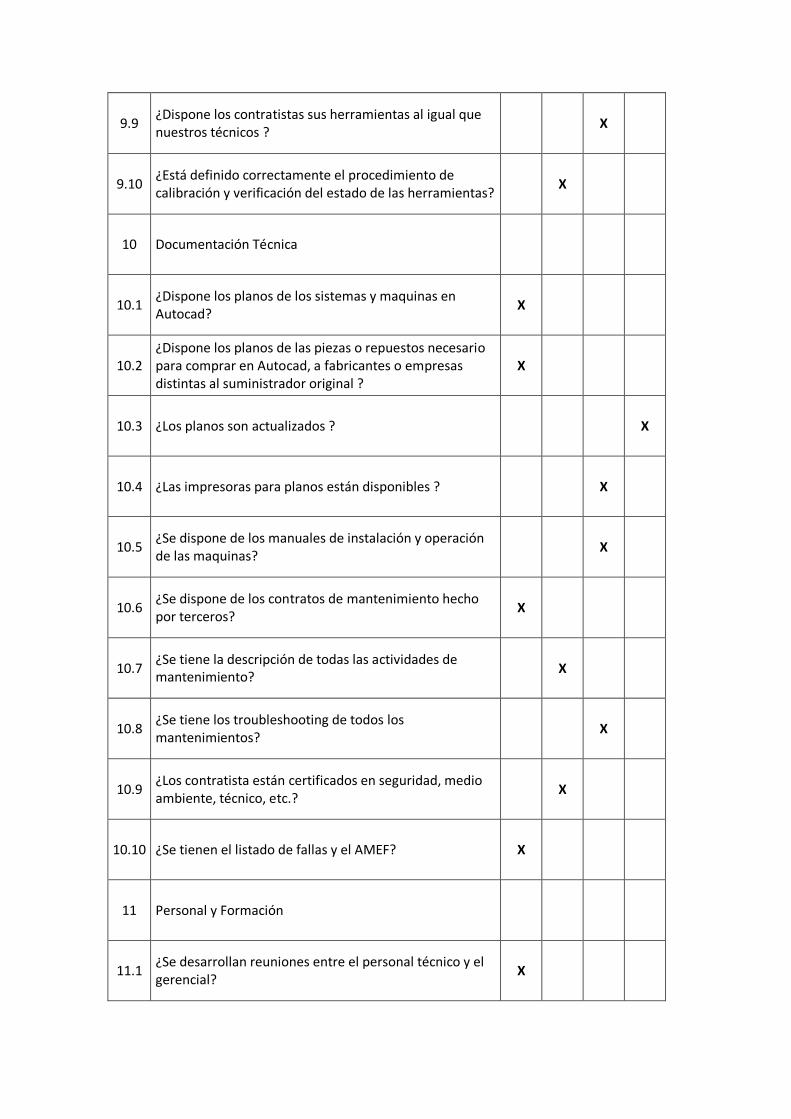
9.9 ¿Dispone los contratistas sus herramientas al igual que nuestros técnicos ? X
9.10 ¿Está definido correctamente el procedimiento de calibración y verificación del estado de las herramientas? X
10 Documentación Técnica
10.1 ¿Dispone los planos de los sistemas y maquinas en Autocad? X
10.2 ¿Dispone los planos de las piezas o repuestos necesario para comprar en Autocad, a fabricantes o empresas distintas al suministrador original ?
X
10.3 ¿Los planos son actualizados ? X
10.4 ¿Las impresoras para planos están disponibles ? X
10.5 ¿Se dispone de los manuales de instalación y operación de las maquinas? X
10.6 ¿Se dispone de los contratos de mantenimiento hecho por terceros? X
10.7 ¿Se tiene la descripción de todas las actividades de mantenimiento? X
10.8 ¿Se tiene los troubleshooting de todos los mantenimientos? X
10.9 ¿Los contratista están certificados en seguridad, medio ambiente, técnico, etc.? X
10.10 ¿Se tienen el listado de fallas y el AMEF? X
11 Personal y Formación
11.1 ¿Se desarrollan reuniones entre el personal técnico y el gerencial? X
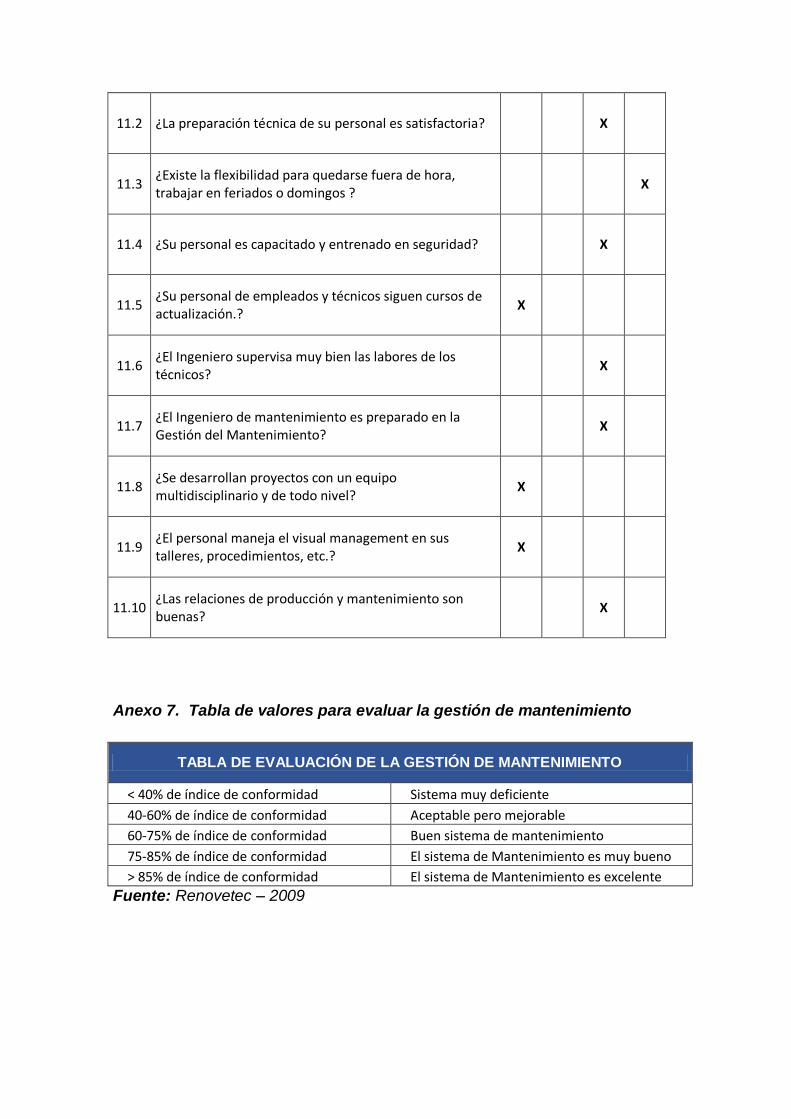
11.2 ¿La preparación técnica de su personal es satisfactoria? X
11.3 ¿Existe la flexibilidad para quedarse fuera de hora, trabajar en feriados o domingos ? X
11.4 ¿Su personal es capacitado y entrenado en seguridad? X
11.5 ¿Su personal de empleados y técnicos siguen cursos de actualización.? X
11.6 ¿El Ingeniero supervisa muy bien las labores de los técnicos? X
11.7 ¿El Ingeniero de mantenimiento es preparado en la Gestión del Mantenimiento? X
11.8 ¿Se desarrollan proyectos con un equipo multidisciplinario y de todo nivel? X
11.9 ¿El personal maneja el visual management en sus talleres, procedimientos, etc.? X
11.10 ¿Las relaciones de producción y mantenimiento son buenas? X
Anexo 7. Tabla de valores para evaluar la gestión de mantenimiento
TABLA DE EVALUACIÓN DE LA GESTIÓN DE MANTENIMIENTO
< 40% de índice de conformidad Sistema muy deficiente 40-60% de índice de conformidad Aceptable pero mejorable 60-75% de índice de conformidad Buen sistema de mantenimiento 75-85% de índice de conformidad El sistema de Mantenimiento es muy bueno > 85% de índice de conformidad El sistema de Mantenimiento es excelente
Fuente: Renovetec – 2009
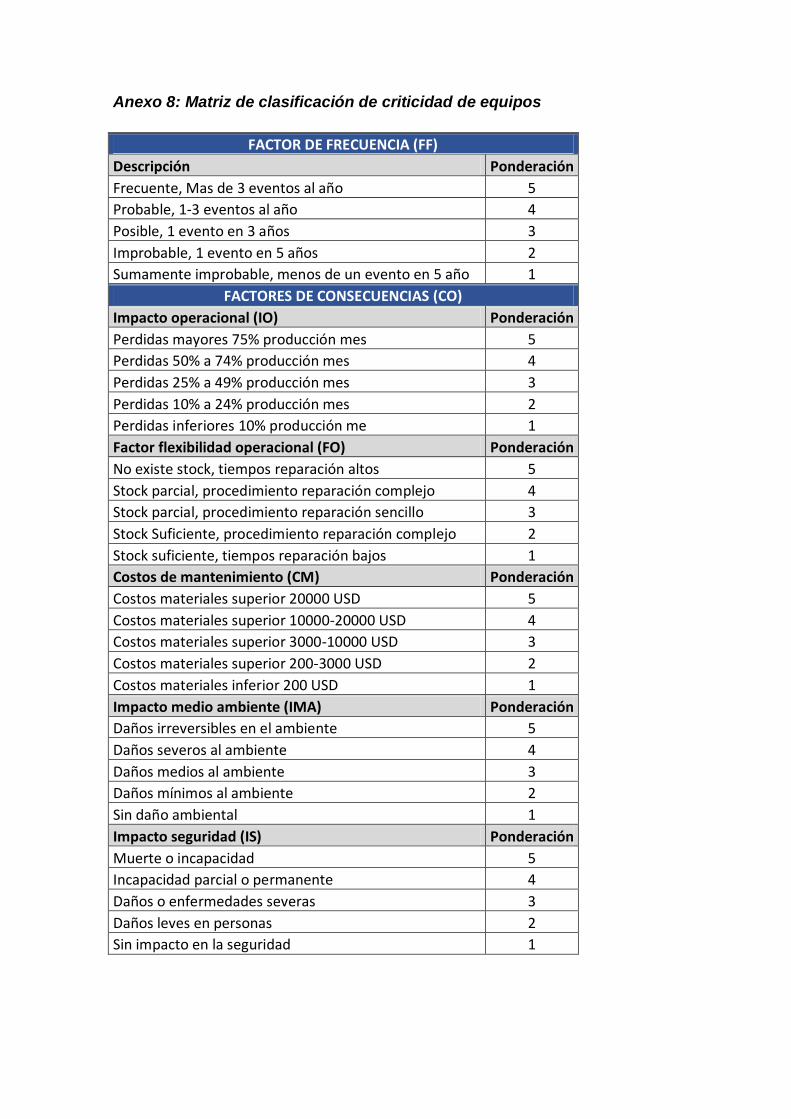
Anexo 8: Matriz de clasificación de criticidad de equipos
FACTOR DE FRECUENCIA (FF)
Descripción Ponderación
Frecuente, Mas de 3 eventos al año 5 Probable, 1-3 eventos al año 4 Posible, 1 evento en 3 años 3 Improbable, 1 evento en 5 años 2 Sumamente improbable, menos de un evento en 5 año 1
FACTORES DE CONSECUENCIAS (CO)
Impacto operacional (IO) Ponderación
Perdidas mayores 75% producción mes 5 Perdidas 50% a 74% producción mes 4 Perdidas 25% a 49% producción mes 3 Perdidas 10% a 24% producción mes 2 Perdidas inferiores 10% producción me 1 Factor flexibilidad operacional (FO) Ponderación
No existe stock, tiempos reparación altos 5 Stock parcial, procedimiento reparación complejo 4 Stock parcial, procedimiento reparación sencillo 3 Stock Suficiente, procedimiento reparación complejo 2 Stock suficiente, tiempos reparación bajos 1 Costos de mantenimiento (CM) Ponderación
Costos materiales superior 20000 USD 5 Costos materiales superior 10000-20000 USD 4 Costos materiales superior 3000-10000 USD 3 Costos materiales superior 200-3000 USD 2 Costos materiales inferior 200 USD 1 Impacto medio ambiente (IMA) Ponderación
Daños irreversibles en el ambiente 5 Daños severos al ambiente 4 Daños medios al ambiente 3 Daños mínimos al ambiente 2 Sin daño ambiental 1 Impacto seguridad (IS) Ponderación
Muerte o incapacidad 5 Incapacidad parcial o permanente 4 Daños o enfermedades severas 3 Daños leves en personas 2 Sin impacto en la seguridad 1
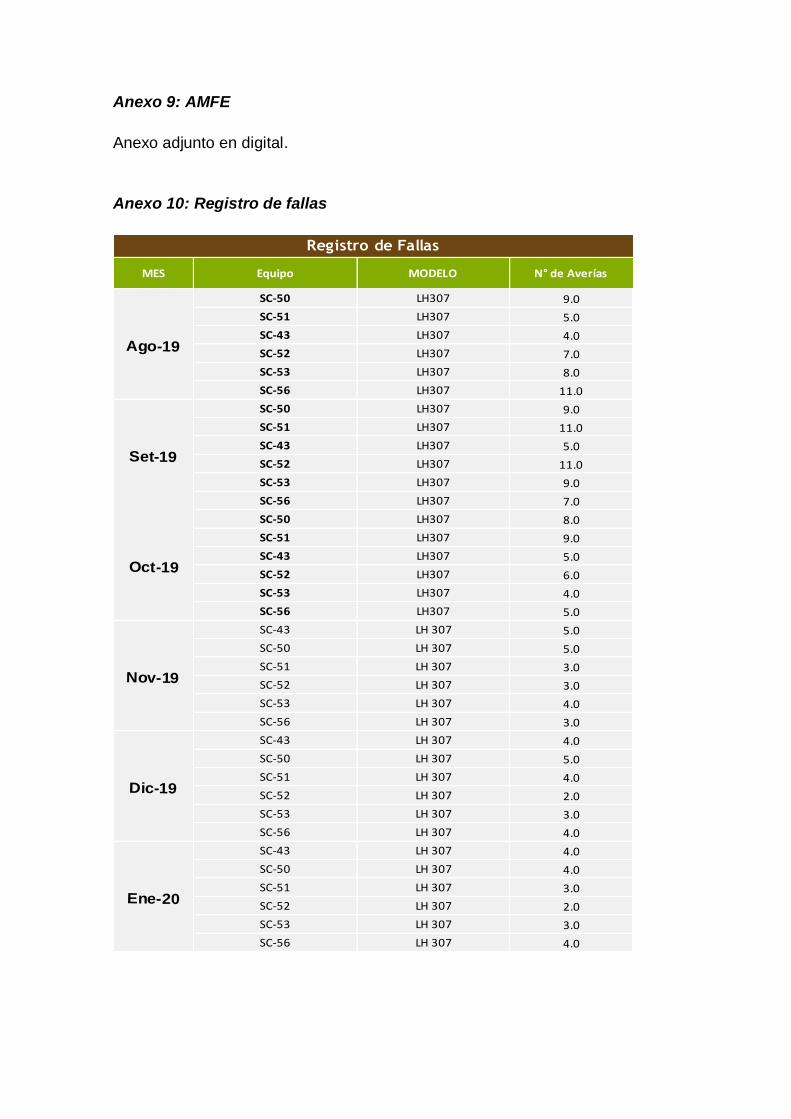
Anexo 9: AMFE
Anexo adjunto en digital.
Anexo 10: Registro de fallas
MES Equipo MODELO N° de Averías
Registro de Fallas
SC-50 LH307 9.0SC-51 LH307 5.0SC-43 LH307 4.0SC-52 LH307 7.0SC-53 LH307 8.0SC-56 LH307 11.0
Ago-19
SC-50 LH307 9.0SC-51 LH307 11.0SC-43 LH307 5.0SC-52 LH307 11.0SC-53 LH307 9.0SC-56 LH307 7.0
Set-19
SC-50 LH307 8.0SC-51 LH307 9.0SC-43 LH307 5.0SC-52 LH307 6.0SC-53 LH307 4.0SC-56 LH307 5.0
Oct-19
SC-43 LH 307 5.0SC-50 LH 307 5.0SC-51 LH 307 3.0SC-52 LH 307 3.0SC-53 LH 307 4.0SC-56 LH 307 3.0
Nov-19
SC-43 LH 307 4.0SC-50 LH 307 5.0SC-51 LH 307 4.0SC-52 LH 307 2.0SC-53 LH 307 3.0SC-56 LH 307 4.0
Dic-19
SC-43 LH 307 4.0SC-50 LH 307 4.0SC-51 LH 307 3.0SC-52 LH 307 2.0SC-53 LH 307 3.0SC-56 LH 307 4.0
Ene-20
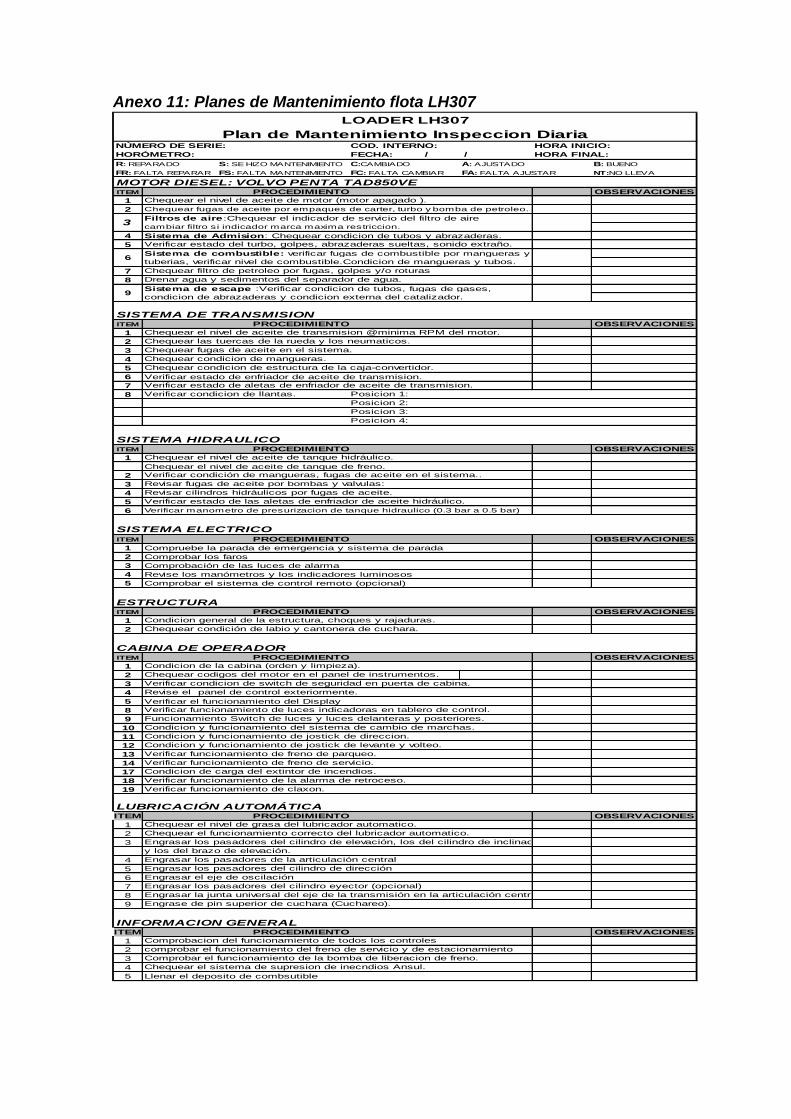
Anexo 11: Planes de Mantenimiento flota LH307
S: SE HIZO MANTENIMIENTO C:CAMBIADO A: AJUSTADO B: BUENO
FS: FALTA MANTENIMIENTO FC: FALTA CAMBIAR FA: FALTA AJUSTAR NT:NO LLEVA
ITEM
1
2
4
5
7
8
ITEM
1
2
3
4
5
6 Verificar estado de enfriador de aceite de transmision.
7
8
ITEM
1
Chequear el nivel de aceite de tanque de freno.
2
3
4
5
6
SISTEMA ELECTRICOITEM
1
2
3
4
5
ESTRUCTURAITEM
1
2
ITEM
1
2
3
4
5 Verificar el funcionamiento del Display
8
9
10
11
12
13
14
17
18
19
ITEM
1
2
3
4
5
6
7
8
9
ITEM
1
2
3
4
5
Comprobacion del funcionamiento de todos los controles
Comprobación de las luces de alarma
Revise los manómetros y los indicadores luminosos
Chequear el sistema de supresion de inecndios Ansul.
OBSERVACIONES
Compruebe la parada de emergencia y sistema de parada
Comprobar el sistema de control remoto (opcional)
Engrasar los pasadores del cilindro de elevación, los del cilindro de inclinación
PROCEDIMIENTO
Llenar el deposito de combsutible
Chequear las tuercas de la rueda y los neumaticos.
INFORMACION GENERALPROCEDIMIENTO
Engrasar los pasadores del cilindro de dirección
Engrasar el eje de oscilación
Engrasar los pasadores del cilindro eyector (opcional)
PROCEDIMIENTO
OBSERVACIONES
Chequear el funcionamiento correcto del lubricador automatico.
Condicion de carga del extintor de incendios.
OBSERVACIONES
Chequear el nivel de grasa del lubricador automatico.
Verificar funcionamiento de la alarma de retroceso.
Verificar funcionamiento de claxon.
Chequear codigos del motor en el panel de instrumentos.
Verificar condicion de switch de seguridad en puerta de cabina.
comprobar el funcionamiento del freno de servicio y de estacionamiento
Comprobar el funcionamiento de la bomba de liberacion de freno.
Engrase de pin superior de cuchara (Cuchareo).
Engrasar la junta universal del eje de la transmisión en la articulación central
y los del brazo de elevación.
Engrasar los pasadores de la articulación central
Chequear condición de labio y cantonera de cuchara.
PROCEDIMIENTO OBSERVACIONES
LUBRICACIÓN AUTOMÁTICA
OBSERVACIONES
Condicion de la cabina (orden y limpieza).
Sistema de escape :Verificar condicion de tubos, fugas de gases,
Condicion general de la estructura, choques y rajaduras.
Comprobar los faros
Chequear condicion de mangueras.
condicion de abrazaderas y condicion externa del catalizador.
SISTEMA DE TRANSMISION
FECHA: / / HORA FINAL:
CABINA DE OPERADORPROCEDIMIENTO
3
6
Chequear fugas de aceite en el sistema.
Chequear el nivel de aceite de transmision @minima RPM del motor.
Drenar agua y sedimentos del separador de agua.
Filtros de aire:Chequear el indicador de servicio del filtro de aire
PROCEDIMIENTO
OBSERVACIONES
Verificar condición de mangueras, fugas de aceite en el sistema..
Posicion 3:
Posicion 4:
SISTEMA HIDRAULICO
9
COD. INTERNO: HORA INICIO:
LOADER LH307
Plan de Mantenimiento Inspeccion DiariaNÚMERO DE SERIE:
MOTOR DIESEL: VOLVO PENTA TAD850VE
Chequear filtro de petroleo por fugas, golpes y/o roturas
Sistema de combustible: verificar fugas de combustible por mangueras y
tuberias, verificar nivel de combustible.Condicion de mangueras y tubos.
Chequear fugas de aceite por empaques de carter, turbo y bomba de petroleo.
Chequear el nivel de aceite de motor (motor apagado ).
cambiar filtro si indicador marca maxima restriccion.
Sistema de Admision: Chequear condicion de tubos y abrazaderas.
Verificar estado del turbo, golpes, abrazaderas sueltas, sonido extraño.
PROCEDIMIENTO
Verificar condicion de llantas. Posicion 1:
Posicion 2:
Verificar estado de aletas de enfriador de aceite de transmision.
OBSERVACIONES
Chequear condicion de estructura de la caja-convertidor.
Revisar cilindros hidráulicos por fugas de aceite.
Verificar estado de las aletas de enfriador de aceite hidráulico.
OBSERVACIONES
Chequear el nivel de aceite de tanque hidráulico.
PROCEDIMIENTO
Revisar fugas de aceite por bombas y valvulas:
Verificar funcionamiento de freno de parqueo.
Revise el panel de control exteriormente.
Verificar funcionamiento de freno de servicio.
Verificar funcionamiento de luces indicadoras en tablero de control.
Funcionamiento Switch de luces y luces delanteras y posteriores.
HORÓMETRO:
R: REPARADO
FR: FALTA REPARAR
Condicion y funcionamiento de jostick de direccion.
Condicion y funcionamiento de jostick de levante y volteo.
Condicion y funcionamiento del sistema de cambio de marchas.
Verificar manometro de presurizacion de tanque hidraulico (0.3 bar a 0.5 bar)
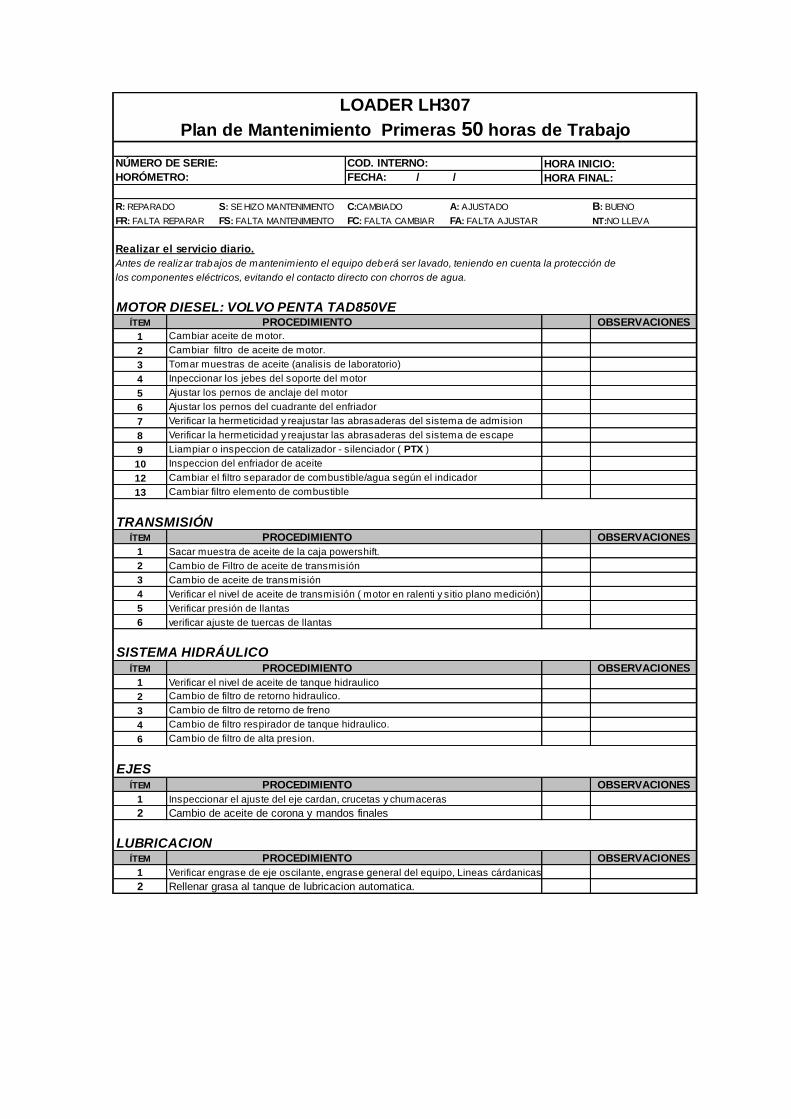
HORA INICIO:
HORA FINAL:
S: SE HIZO MANTENIMIENTO C:CAMBIADO A: AJUSTADO B: BUENO
FS: FALTA MANTENIMIENTO FC: FALTA CAMBIAR FA: FALTA AJUSTAR NT:NO LLEVA
ÍTEM
1
2
3
4
5
6
7
8
9
10
12
13
ÍTEM
1
2
3
4
5
6
ÍTEM
1
2
3
4
6
ÍTEM
1
2
ÍTEM
1
2
Cambio de aceite de corona y mandos finales
COD. INTERNO:
Rellenar grasa al tanque de lubricacion automatica.
Realizar el servicio diario.
Antes de realizar trabajos de mantenimiento el equipo deberá ser lavado, teniendo en cuenta la protección de
los componentes eléctricos, evitando el contacto directo con chorros de agua.
Cambio de filtro respirador de tanque hidraulico.
Cambio de filtro de alta presion.
Cambio de filtro de retorno hidraulico.
Cambio de filtro de retorno de freno
MOTOR DIESEL: VOLVO PENTA TAD850VEPROCEDIMIENTO OBSERVACIONES
Cambiar aceite de motor.
Cambiar filtro de aceite de motor.
Tomar muestras de aceite (analisis de laboratorio)
Inpeccionar los jebes del soporte del motor
Ajustar los pernos de anclaje del motor
Inspeccion del enfriador de aceite
Liampiar o inspeccion de catalizador - silenciador ( PTX )
Ajustar los pernos del cuadrante del enfriador
Verificar la hermeticidad y reajustar las abrasaderas del sistema de admision
Verificar la hermeticidad y reajustar las abrasaderas del sistema de escape
TRANSMISIÓN PROCEDIMIENTO OBSERVACIONES
Cambiar el filtro separador de combustible/agua según el indicador
Cambiar filtro elemento de combustible
Cambio de aceite de transmisión
Verificar el nivel de aceite de transmisión ( motor en ralenti y sitio plano medición)
Sacar muestra de aceite de la caja powershift.
Verificar engrase de eje oscilante, engrase general del equipo, Lineas cárdanicas
Verificar el nivel de aceite de tanque hidraulico
Cambio de Filtro de aceite de transmisión
SISTEMA HIDRÁULICOPROCEDIMIENTO OBSERVACIONES
verificar ajuste de tuercas de llantas
Inspeccionar el ajuste del eje cardan, crucetas y chumaceras
Verificar presión de llantas
LUBRICACIONPROCEDIMIENTO OBSERVACIONES
EJESPROCEDIMIENTO OBSERVACIONES
Plan de Mantenimiento Primeras 50 horas de Trabajo
LOADER LH307
NÚMERO DE SERIE:
HORÓMETRO:
R: REPARADO
FR: FALTA REPARAR
FECHA: / /
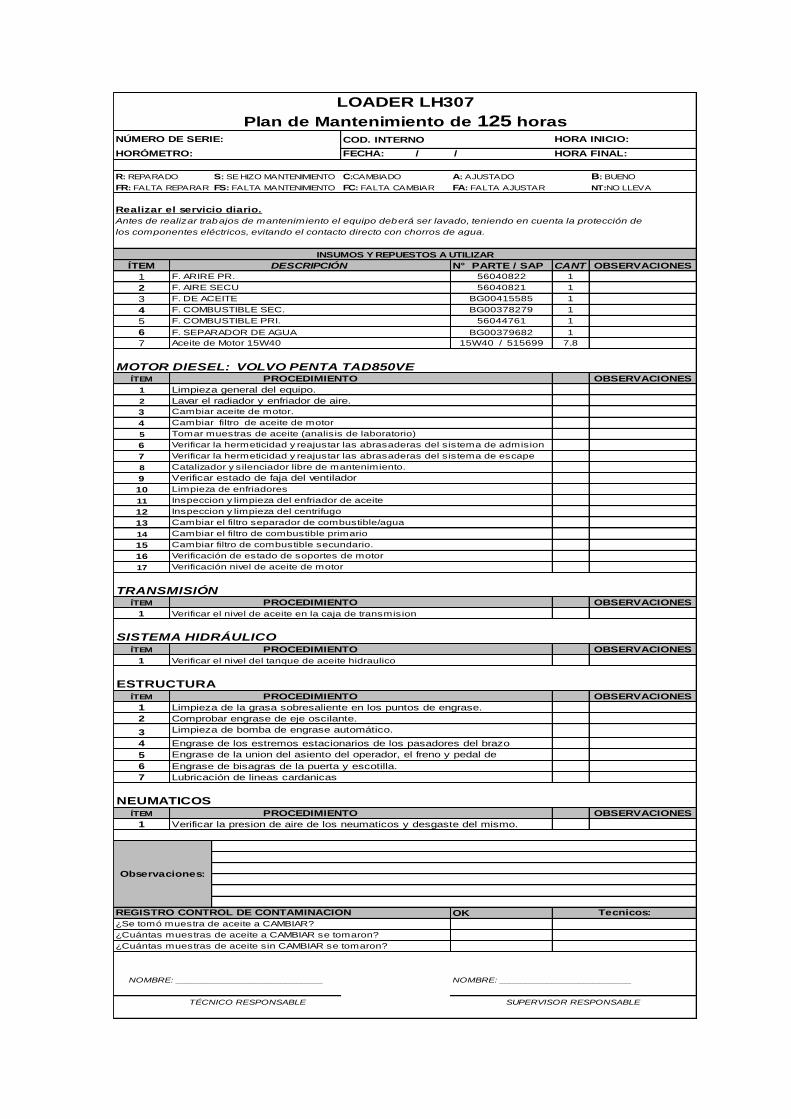
COD. INTERNO
R: REPARADO S: SE HIZO MANTENIMIENTO C:CAMBIADO A: AJUSTADO
FR: FALTA REPARAR FS: FALTA MANTENIMIENTO FC: FALTA CAMBIAR FA: FALTA AJUSTAR
ÍTEM N° PARTE / SAP CANT
1 56040822 1
2 56040821 1
3 BG00415585 1
4 BG00378279 1
5 56044761 1
6 BG00379682 1
7 15W40 / 515699 7.8
ÍTEM
1
2 Lavar el radiador y enfriador de aire.
3
4
5
6
7
8
9
10
11
12
13 Cambiar el filtro separador de combustible/agua
14
15
16
17
ÍTEM
1
ÍTEM
1
ÍTEM
1
2
3
4
5
6
7
ÍTEM
1
OK
Plan de Mantenimiento de 125 horas
NOMBRE: ____________________________
TÉCNICO RESPONSABLE
NOMBRE: ____________________________
¿Cuántas muestras de aceite sin CAMBIAR se tomaron?
¿Cuántas muestras de aceite a CAMBIAR se tomaron?
Tecnicos:
SUPERVISOR RESPONSABLE
¿Se tomó muestra de aceite a CAMBIAR?
REGISTRO CONTROL DE CONTAMINACION
Observaciones:
MOTOR DIESEL: VOLVO PENTA TAD850VE
Cambiar filtro de aceite de motor
Verificar la hermeticidad y reajustar las abrasaderas del sistema de admision
NÚMERO DE SERIE:
HORÓMETRO:
HORA INICIO:
Cambiar aceite de motor.
PROCEDIMIENTO OBSERVACIONES
INSUMOS Y REPUESTOS A UTILIZAR
Limpieza general del equipo.
Realizar el servicio diario.
HORA FINAL:
F. AIRE SECU
F. DE ACEITE
F. SEPARADOR DE AGUA
Aceite de Motor 15W40
OBSERVACIONES
Verificar la hermeticidad y reajustar las abrasaderas del sistema de escape
Tomar muestras de aceite (analisis de laboratorio)
Inspeccion y limpieza del enfriador de aceite
Inspeccion y limpieza del centrifugo
Catalizador y silenciador libre de mantenimiento.
Verificar estado de faja del ventilador
Limpieza de enfriadores
Verificación de estado de soportes de motor
TRANSMISIÓN PROCEDIMIENTO OBSERVACIONES
Cambiar el filtro de combustible primario
Cambiar filtro de combustible secundario.
Verificar el nivel del tanque de aceite hidraulico
Verificar el nivel de aceite en la caja de transmision
SISTEMA HIDRÁULICOPROCEDIMIENTO OBSERVACIONES
ESTRUCTURAPROCEDIMIENTO OBSERVACIONES
Limpieza de la grasa sobresaliente en los puntos de engrase.
Limpieza de bomba de engrase automático.
Engrase de la union del asiento del operador, el freno y pedal de
Engrase de bisagras de la puerta y escotilla.
Engrase de los estremos estacionarios de los pasadores del brazo
Verificar la presion de aire de los neumaticos y desgaste del mismo.
Verificación nivel de aceite de motor
Lubricación de lineas cardanicas
NEUMATICOSPROCEDIMIENTO OBSERVACIONES
Comprobar engrase de eje oscilante.
LOADER LH307
F. COMBUSTIBLE SEC.
F. COMBUSTIBLE PRI.
FECHA: / /
Antes de realizar trabajos de mantenimiento el equipo deberá ser lavado, teniendo en cuenta la protección de
los componentes eléctricos, evitando el contacto directo con chorros de agua.
B: BUENO
NT:NO LLEVA
DESCRIPCIÓN
F. ARIRE PR.
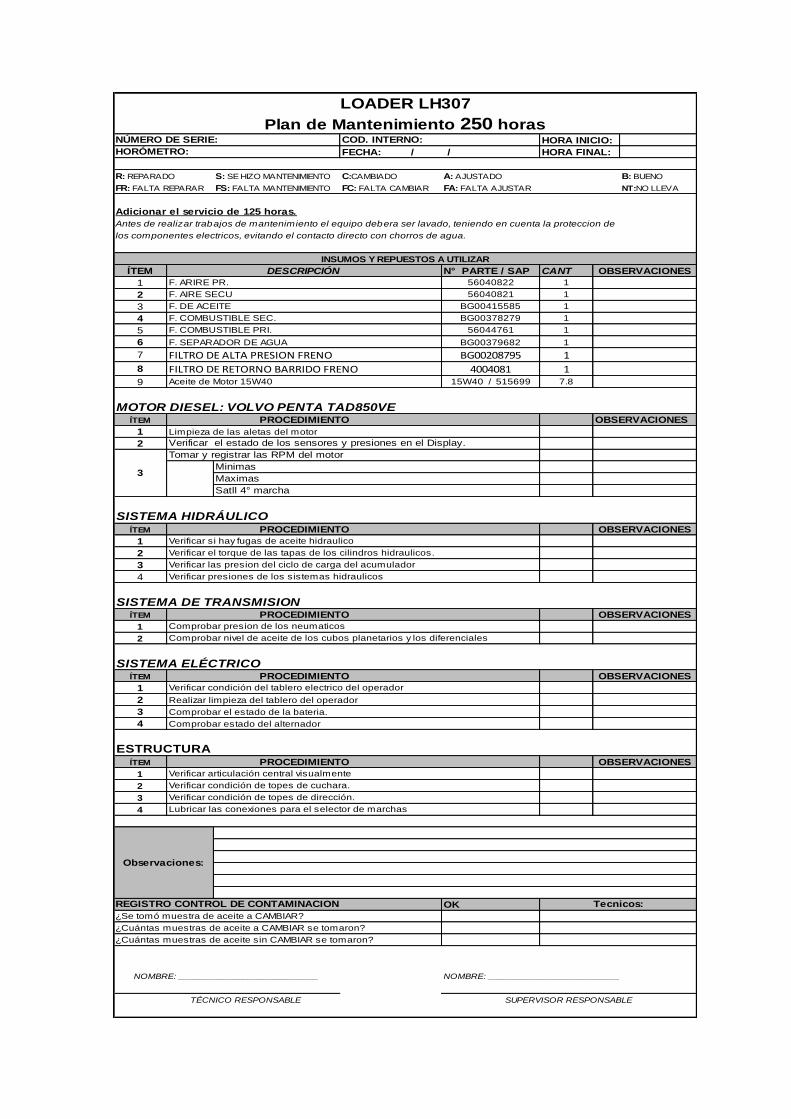
HORA INICIO:
FECHA: / / HORA FINAL:
R: REPARADO S: SE HIZO MANTENIMIENTO C:CAMBIADO B: BUENO
FR: FALTA REPARAR FS: FALTA MANTENIMIENTO FC: FALTA CAMBIAR NT:NO LLEVA
ÍTEM N° PARTE / SAP CANT
1 56040822 1
2 56040821 1
3 BG00415585 1
4 BG00378279 1
5 56044761 1
6 BG00379682 1
7 BG00208795 18 4004081 19 15W40 / 515699 7.8
ÍTEM OBSERVACIONES
1
2
ÍTEM
1
2
3
4
SISTEMA DE TRANSMISIONÍTEM
1
2
SISTEMA ELÉCTRICOÍTEM
1
2
3
4
ESTRUCTURAÍTEM
1
2
3
4
OK
¿Cuántas muestras de aceite sin CAMBIAR se tomaron?
NOMBRE: ____________________________ NOMBRE: ____________________________
TÉCNICO RESPONSABLE SUPERVISOR RESPONSABLE
REGISTRO CONTROL DE CONTAMINACION Tecnicos:
¿Se tomó muestra de aceite a CAMBIAR?
¿Cuántas muestras de aceite a CAMBIAR se tomaron?
Observaciones:
F. SEPARADOR DE AGUA
Aceite de Motor 15W40
FILTRO DE RETORNO BARRIDO FRENOFILTRO DE ALTA PRESION FRENO
F. DE ACEITE
F. COMBUSTIBLE SEC.
F. COMBUSTIBLE PRI.
INSUMOS Y REPUESTOS A UTILIZAR
DESCRIPCIÓN OBSERVACIONES
F. ARIRE PR.
F. AIRE SECU
PROCEDIMIENTO
Comprobar presion de los neumaticos
Comprobar nivel de aceite de los cubos planetarios y los diferenciales
Realizar limpieza del tablero del operador
COD. INTERNO:
los componentes electricos, evitando el contacto directo con chorros de agua.
MOTOR DIESEL: VOLVO PENTA TAD850VE
Tomar y registrar las RPM del motor
Plan de Mantenimiento 250 horas
LOADER LH307
NÚMERO DE SERIE:
PROCEDIMIENTO
A: AJUSTADO
HORÓMETRO:
FA: FALTA AJUSTAR
Adicionar el servicio de 125 horas.
Antes de realizar trabajos de mantenimiento el equipo debera ser lavado, teniendo en cuenta la proteccion de
Limpieza de las aletas del motor
Minimas
Satll 4° marcha
Maximas
Verificar el estado de los sensores y presiones en el Display.
SISTEMA HIDRÁULICOPROCEDIMIENTO OBSERVACIONES
Verificar si hay fugas de aceite hidraulico
3
Verificar el torque de las tapas de los cilindros hidraulicos.
Verificar las presion del ciclo de carga del acumulador
Verificar presiones de los sistemas hidraulicos
OBSERVACIONES
PROCEDIMIENTO OBSERVACIONES
PROCEDIMIENTO OBSERVACIONES
Verificar condición del tablero electrico del operador
Comprobar el estado de la bateria.
Lubricar las conexiones para el selector de marchas
Verificar articulación central visualmente
Verificar condición de topes de cuchara.
Verificar condición de topes de dirección.
Comprobar estado del alternador
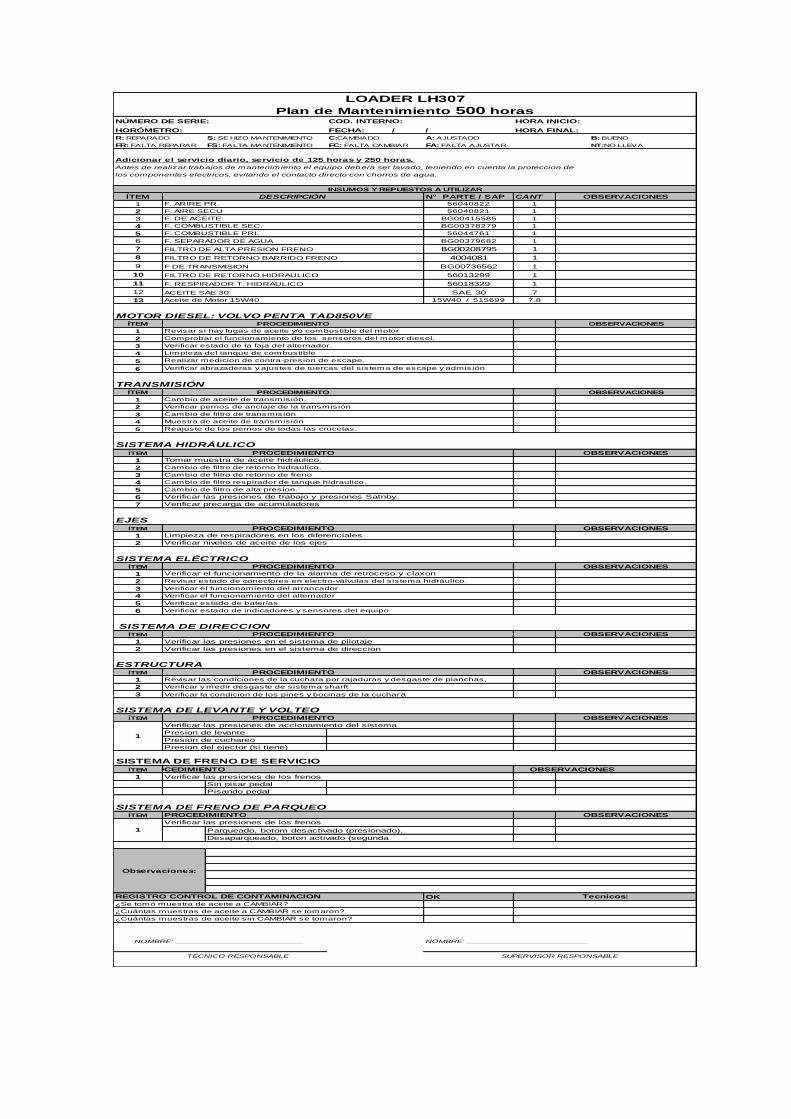
NÚMERO DE SERIE: COD. INTERNO: HORA INICIO:
HORÓMETRO: FECHA: / / HORA FINAL:
R: REPARADO S: SE HIZO MANTENIMIENTO C:CAMBIADO B: BUENO
FR: FALTA REPARAR FS: FALTA MANTENIMIENTO FC: FALTA CAMBIAR NT:NO LLEVA
ÍTEM N° PARTE / SAP CANT
1 56040822 1
2 56040821 1
3 BG00415585 1
4 BG00378279 1
5 56044761 1
6 BG00379682 1
7 BG00208795 18 4004081 19 BG00736562 1
10 56013299 1
11 56018329 1
12 SAE 30 7
13 15W40 / 515699 7.8
ÍTEM
1
2
3
4
5
6
ÍTEM
1
2
3
4
5
ÍTEM
1
2
3
4
5
6
7
ÍTEM
1
2
ÍTEM
1
2
3
4
5
6
ÍTEM
1
2
ÍTEM
1
2
3
ÍTEM
SISTEMA DE FRENO DE SERVICIOÍTEMPROCEDIMIENTO OBSERVACIONES
1
Sin pisar pedal
Pisando pedal
ÍTEM PROCEDIMIENTO
OK
LOADER LH307
¿Cuántas muestras de aceite sin CAMBIAR se tomaron?
NOMBRE: ____________________________ NOMBRE: ____________________________
TÉCNICO RESPONSABLE SUPERVISOR RESPONSABLE
REGISTRO CONTROL DE CONTAMINACION Tecnicos:
¿Se tomó muestra de aceite a CAMBIAR?
¿Cuántas muestras de aceite a CAMBIAR se tomaron?
Observaciones:
FILTRO DE RETORNO BARRIDO FRENO
Aceite de Motor 15W40
ACEITE SAE 30
F. RESPIRADOR T. HIDRAULICO
FILTRO DE RETORNO HIDRAULICO
F DE TRANSMISION
F. COMBUSTIBLE PRI.
F. SEPARADOR DE AGUA
FILTRO DE ALTA PRESION FRENO
F. AIRE SECU
F. DE ACEITE
F. COMBUSTIBLE SEC.
Parqueado, botom desactivado (presionado).
Desaparqueado, boton activado (segunda
PROCEDIMIENTO
SISTEMA DE FRENO DE PARQUEO
Realizar medicion de contra-presion de escape.
1
A: AJUSTADO
FA: FALTA AJUSTAR
Adicionar el servicio diario, servicio de 125 horas y 250 horas.
Antes de realizar trabajos de mantenimiento el equipo debera ser lavado, teniendo en cuenta la proteccion de
los componentes electricos, evitando el contacto directo con chorros de agua.
MOTOR DIESEL: VOLVO PENTA TAD850VE
INSUMOS Y REPUESTOS A UTILIZAR
DESCRIPCIÓN OBSERVACIONES
F. ARIRE PR.
Comprobar el funcionamiento de los sensores del motor diesel.
Verificar estado de la faja del alternador.
PROCEDIMIENTO OBSERVACIONES
Revisar si hay fugas de aceite y/o combustible del motor
Reajuste de los pernos de todas las crucetas.
TRANSMISIÓN PROCEDIMIENTO OBSERVACIONES
Cambio de aceite de transmisión.
Verificar pernos de anclaje de la transmisión
Cambio de filtro de retorno hidraulico.
Cambio de filtro respirador de tanque hidraulico.
Cambio de filtro de alta presion.
Cambio de filtro de transmisión
SISTEMA HIDRÁULICOPROCEDIMIENTO OBSERVACIONES
Muestra de aceite de transmisión
OBSERVACIONES
Limpieza de respiradores en los diferenciales
Verificar niveles de aceite de los ejes
Tomar muestra de aceite hidráulico.
Cambio de filtro de retorno de freno
Verificar las presiones de trabajo y presiones Satnby.
1
Verificar el funcionamiento del alternador
SISTEMA DE DIRECCIONPROCEDIMIENTO OBSERVACIONES
Verificar estado de indicadores y sensores del equipo
Presion de levante
Verificar las presiones en el sistema de direccion
ESTRUCTURA
Verificar las presiones de accionamiento del sistema
PROCEDIMIENTO OBSERVACIONES
Verificar la condicion de los pines y bocinas de la cuchara
Verificar estado de baterías
Verificar las presiones en el sistema de pilotaje
OBSERVACIONES
Presion de cuchareo
Presion del ejector (si tiene)
SISTEMA DE LEVANTE Y VOLTEOOBSERVACIONES
Verificar y medir desgaste de sistema sharft
Revisar las condiciones de la cuchara por rajaduras y desgaste de planchas,
PROCEDIMIENTO
Plan de Mantenimiento 500 horas
Verificar las presiones de los frenos
Verificar las presiones de los frenos
Limpieza del tanque de combustible
Verificar abrazaderas y ajustes de tuercas del sistema de escape y admisión
Verificar precarga de acumuladores
EJES
Verificar el funcionamiento del arrancador
SISTEMA ELÉCTRICOPROCEDIMIENTO OBSERVACIONES
Verificar el funcionamiento de la alarma de retroceso y claxon
Revisar estado de conectores en electro-válvulas del sistema hidráulico.
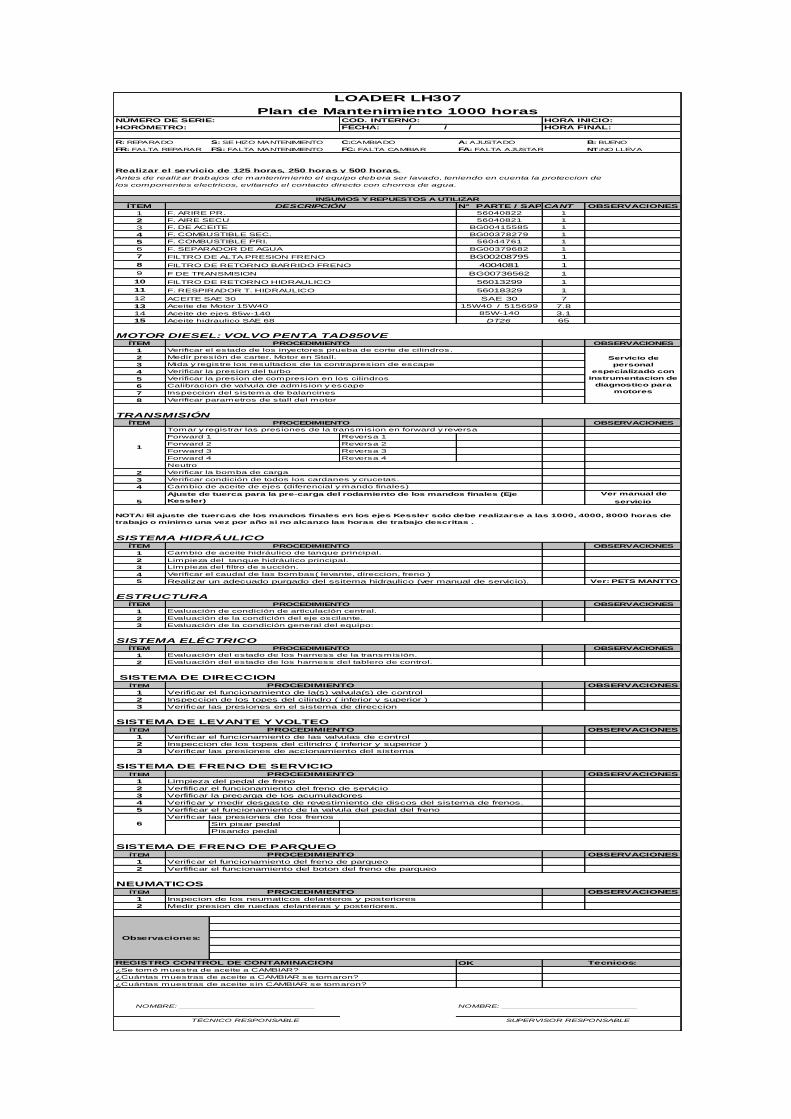
S: SE HIZO MANTENIMIENTO C:CAMBIADO A: AJUSTADO B: BUENO
FS: FALTA MANTENIMIENTO FC: FALTA CAMBIAR FA: FALTA AJUSTAR NT:NO LLEVA
ÍTEM N° PARTE / SAP CANT OBSERVACIONES
1 56040822 1
2 56040821 1
3 BG00415585 1
4 BG00378279 1
5 56044761 1
6 BG00379682 1
7 BG00208795 18 4004081 19 BG00736562 1
10 56013299 1
11 56018329 1
12 SAE 30 7
13 15W40 / 515699 7.8
14 85W-140 3.1
15 DT26 65
ÍTEM OBSERVACIONES
1
2
3
4
5
6
7
8
ÍTEM OBSERVACIONES
Forward 1 Reversa 1
Forward 2 Reversa 2
Forward 3 Reversa 3
Forward 4 Reversa 4
2
3
4
5
Ver manual de
servicio
ÍTEM OBSERVACIONES
1
2
3
4
5 Ver: PETS MANTTO
ÍTEM OBSERVACIONES
1
2
3 Evaluación de la condición general del equipo:
ÍTEM OBSERVACIONES
1
2
ÍTEM OBSERVACIONES
1
2
3
ÍTEM OBSERVACIONES
1
2
3
ÍTEM OBSERVACIONES
1
2
3
4
5
Sin pisar pedal
Pisando pedal
ÍTEM OBSERVACIONES
1
2
ÍTEM OBSERVACIONES
1
2
OK
Plan de Mantenimiento 1000 horas
LOADER LH307
HORA FINAL:
HORA INICIO:
¿Cuántas muestras de aceite sin CAMBIAR se tomaron?
NOMBRE: ____________________________ NOMBRE: ____________________________
TÉCNICO RESPONSABLE SUPERVISOR RESPONSABLE
REGISTRO CONTROL DE CONTAMINACION Tecnicos:
¿Se tomó muestra de aceite a CAMBIAR?
¿Cuántas muestras de aceite a CAMBIAR se tomaron?
Aceite de Motor 15W40
Aceite de ejes 85w-140
Aceite hidraulico SAE 68
Observaciones:
FILTRO DE RETORNO HIDRAULICO
F. RESPIRADOR T. HIDRAULICO
ACEITE SAE 30
FILTRO DE ALTA PRESION FRENO
FILTRO DE RETORNO BARRIDO FRENO
F DE TRANSMISION
F. COMBUSTIBLE SEC.
F. COMBUSTIBLE PRI.
F. SEPARADOR DE AGUA
F. ARIRE PR.
F. AIRE SECU
F. DE ACEITE
NÚMERO DE SERIE:
Realizar el servicio de 125 horas, 250 horas y 500 horas.
Verificar y medir desgaste de revestimiento de discos del sistema de frenos.
Medir presion de ruedas delanteras y posteriores.
Verificar el estado de los inyectores prueba de corte de cilindros.
PROCEDIMIENTO
Mida y registre los resultados de la contrapresion de escape
MOTOR DIESEL: VOLVO PENTA TAD850VE
Medir presión de carter. Motor en Stall.
COD. INTERNO:
R: REPARADO
FR: FALTA REPARAR
HORÓMETRO: FECHA: / /
INSUMOS Y REPUESTOS A UTILIZAR
DESCRIPCIÓN
Verificar parametros de stall del motor
Verificar la presion de compresion en los cilindros
Verificar la bomba de carga
Verificar condición de todos los cardanes y crucetas.
TRANSMISIÓN PROCEDIMIENTO
1
SISTEMA ELÉCTRICO
SISTEMA HIDRÁULICOPROCEDIMIENTO
Cambio de aceite hidráulico de tanque principal.
Cambio de aceite de ejes (diferencial y mando finales)
NOTA: El ajuste de tuercas de los mandos finales en los ejes Kessler solo debe realizarse a las 1000, 4000, 8000 horas de
trabajo o minimo una vez por año si no alcanzo las horas de trabajo descritas .
ESTRUCTURAPROCEDIMIENTO
Evaluación de condición de articulación central.
Evaluación de la condición del eje oscilante.
Limpieza del tanque hidráulico principal.
Limpieza del filtro de succión.
Verificar el caudal de las bombas( levante, direccion, freno )
Realizar un adecuado purgado del ssitema hidraulico (ver manual de servicio).
Verificar el funcionamiento de la(s) valvula(s) de control
Inspeccion de los topes del cilindro ( inferior y superior )
Verificar las presiones en el sistema de direccion
SISTEMA DE LEVANTE Y VOLTEO
Evaluación del estado de los harness de la transmisión.
Evaluación del estado de los harness del tablero de control.
SISTEMA DE DIRECCIONPROCEDIMIENTO
SISTEMA DE FRENO DE SERVICIOPROCEDIMIENTO
Limpieza del pedal de freno
Verfificar el funcionamiento del freno de servicio
PROCEDIMIENTO
Verificar el funcionamiento de las valvulas de control
Inspeccion de los topes del cilindro ( inferior y superior )
Verificar las presiones de accionamiento del sistema
Verfificar la precarga de los acumuladores
Verfificar el funcionamiento de la valvula del pedal del freno
6
Verificar las presiones de los frenos
Inspecion de los neumaticos delanteros y posteriores
PROCEDIMIENTO
Ajuste de tuerca para la pre-carga del rodamiento de los mandos finales (Eje
Kessler)
Verfificar el funcionamiento del boton del freno de parqueo
NEUMATICOSPROCEDIMIENTO
SISTEMA DE FRENO DE PARQUEOPROCEDIMIENTO
Verificar el funcionamiento del freno de parqueo
Antes de realizar trabajos de mantenimiento el equipo debera ser lavado, teniendo en cuenta la proteccion de
los componentes electricos, evitando el contacto directo con chorros de agua.
Calibracion de valvula de admision y escape
Inspeccion del sistema de balancines
Servicio de
personal
especializado con
instrumentacion de
diagnostico para
motores
Neutro
Verificar la presion del turbo
Tomar y registrar las presiones de la transmision en forward y reversa
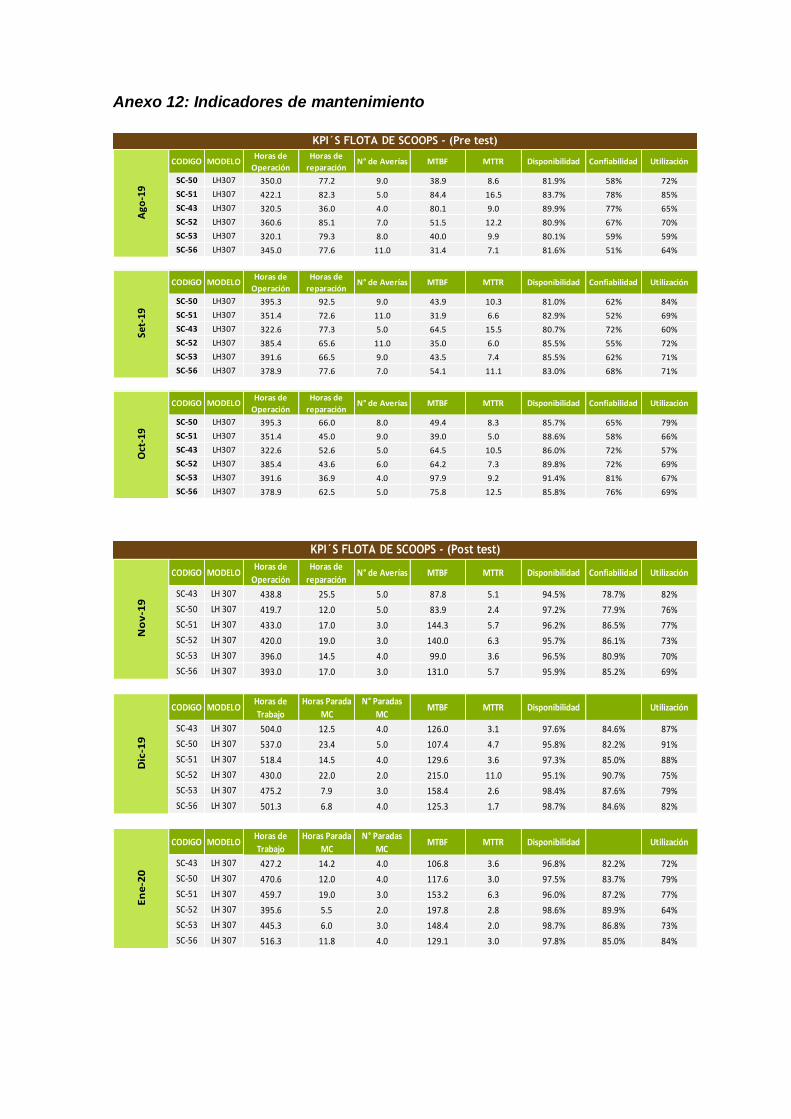
Anexo 12: Indicadores de mantenimiento
CODIGO MODELOHoras de
Operación
Horas de
reparaciónN° de Averías MTBF MTTR Disponibilidad Confiabilidad Utilización
SC-50 LH307 350.0 77.2 9.0 38.9 8.6 81.9% 58% 72%SC-51 LH307 422.1 82.3 5.0 84.4 16.5 83.7% 78% 85%SC-43 LH307 320.5 36.0 4.0 80.1 9.0 89.9% 77% 65%SC-52 LH307 360.6 85.1 7.0 51.5 12.2 80.9% 67% 70%SC-53 LH307 320.1 79.3 8.0 40.0 9.9 80.1% 59% 59%SC-56 LH307 345.0 77.6 11.0 31.4 7.1 81.6% 51% 64%
CODIGO MODELOHoras de
Operación
Horas de
reparaciónN° de Averías MTBF MTTR Disponibilidad Confiabilidad Utilización
SC-50 LH307 395.3 92.5 9.0 43.9 10.3 81.0% 62% 84%SC-51 LH307 351.4 72.6 11.0 31.9 6.6 82.9% 52% 69%SC-43 LH307 322.6 77.3 5.0 64.5 15.5 80.7% 72% 60%SC-52 LH307 385.4 65.6 11.0 35.0 6.0 85.5% 55% 72%SC-53 LH307 391.6 66.5 9.0 43.5 7.4 85.5% 62% 71%SC-56 LH307 378.9 77.6 7.0 54.1 11.1 83.0% 68% 71%
CODIGO MODELOHoras de
Operación
Horas de
reparaciónN° de Averías MTBF MTTR Disponibilidad Confiabilidad Utilización
SC-50 LH307 395.3 66.0 8.0 49.4 8.3 85.7% 65% 79%SC-51 LH307 351.4 45.0 9.0 39.0 5.0 88.6% 58% 66%SC-43 LH307 322.6 52.6 5.0 64.5 10.5 86.0% 72% 57%SC-52 LH307 385.4 43.6 6.0 64.2 7.3 89.8% 72% 69%SC-53 LH307 391.6 36.9 4.0 97.9 9.2 91.4% 81% 67%SC-56 LH307 378.9 62.5 5.0 75.8 12.5 85.8% 76% 69%
KPI´S FLOTA DE SCOOPS - (Pre test)A
go-1
9Se
t-19
Oct
-19
CODIGO MODELOHoras de
Operación
Horas de
reparaciónN° de Averías MTBF MTTR Disponibilidad Confiabilidad Utilización
SC-43 LH 307 438.8 25.5 5.0 87.8 5.1 94.5% 78.7% 82%SC-50 LH 307 419.7 12.0 5.0 83.9 2.4 97.2% 77.9% 76%SC-51 LH 307 433.0 17.0 3.0 144.3 5.7 96.2% 86.5% 77%SC-52 LH 307 420.0 19.0 3.0 140.0 6.3 95.7% 86.1% 73%SC-53 LH 307 396.0 14.5 4.0 99.0 3.6 96.5% 80.9% 70%SC-56 LH 307 393.0 17.0 3.0 131.0 5.7 95.9% 85.2% 69%
CODIGO MODELOHoras de
Trabajo
Horas Parada
MC
N° Paradas
MCMTBF MTTR Disponibilidad Utilización
SC-43 LH 307 504.0 12.5 4.0 126.0 3.1 97.6% 84.6% 87%SC-50 LH 307 537.0 23.4 5.0 107.4 4.7 95.8% 82.2% 91%SC-51 LH 307 518.4 14.5 4.0 129.6 3.6 97.3% 85.0% 88%SC-52 LH 307 430.0 22.0 2.0 215.0 11.0 95.1% 90.7% 75%SC-53 LH 307 475.2 7.9 3.0 158.4 2.6 98.4% 87.6% 79%SC-56 LH 307 501.3 6.8 4.0 125.3 1.7 98.7% 84.6% 82%
CODIGO MODELOHoras de
Trabajo
Horas Parada
MC
N° Paradas
MCMTBF MTTR Disponibilidad Utilización
SC-43 LH 307 427.2 14.2 4.0 106.8 3.6 96.8% 82.2% 72%SC-50 LH 307 470.6 12.0 4.0 117.6 3.0 97.5% 83.7% 79%SC-51 LH 307 459.7 19.0 3.0 153.2 6.3 96.0% 87.2% 77%SC-52 LH 307 395.6 5.5 2.0 197.8 2.8 98.6% 89.9% 64%SC-53 LH 307 445.3 6.0 3.0 148.4 2.0 98.7% 86.8% 73%SC-56 LH 307 516.3 11.8 4.0 129.1 3.0 97.8% 85.0% 84%
Dic
-19
En
e-2
0
KPI´S FLOTA DE SCOOPS - (Post test)
No
v-1
9
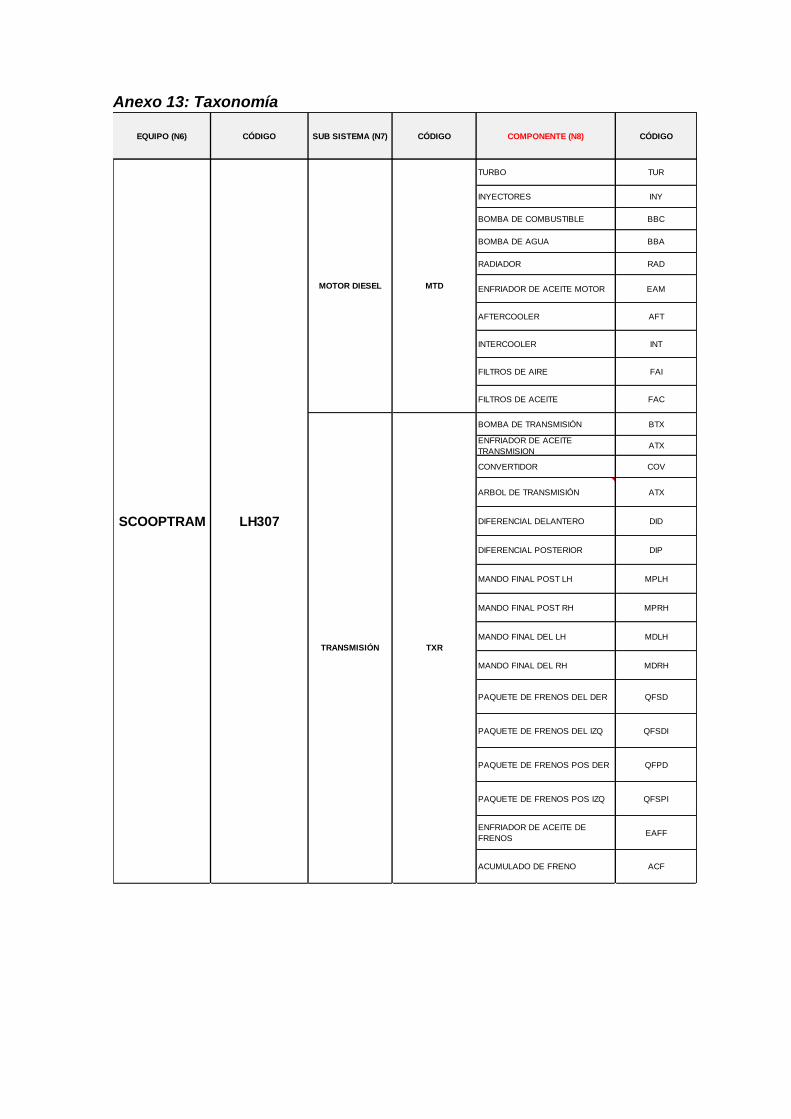
Anexo 13: Taxonomía
EQUIPO (N6) CÓDIGO SUB SISTEMA (N7) CÓDIGO COMPONENTE (N8) CÓDIGO
TURBO TUR
INYECTORES INY
BOMBA DE COMBUSTIBLE BBC
BOMBA DE AGUA BBA
RADIADOR RAD
ENFRIADOR DE ACEITE MOTOR EAM
AFTERCOOLER AFT
INTERCOOLER INT
FILTROS DE AIRE FAI
FILTROS DE ACEITE FAC
BOMBA DE TRANSMISIÓN BTX
ENFRIADOR DE ACEITE
TRANSMISIONATX
CONVERTIDOR COV
ARBOL DE TRANSMISIÓN ATX
DIFERENCIAL DELANTERO DID
DIFERENCIAL POSTERIOR DIP
MANDO FINAL POST LH MPLH
MANDO FINAL POST RH MPRH
MANDO FINAL DEL LH MDLH
MANDO FINAL DEL RH MDRH
PAQUETE DE FRENOS DEL DER QFSD
PAQUETE DE FRENOS DEL IZQ QFSDI
PAQUETE DE FRENOS POS DER QFPD
PAQUETE DE FRENOS POS IZQ QFSPI
ENFRIADOR DE ACEITE DE
FRENOSEAFF
ACUMULADO DE FRENO ACF
SCOOPTRAM LH307
TXR
MOTOR DIESEL MTD
TRANSMISIÓN
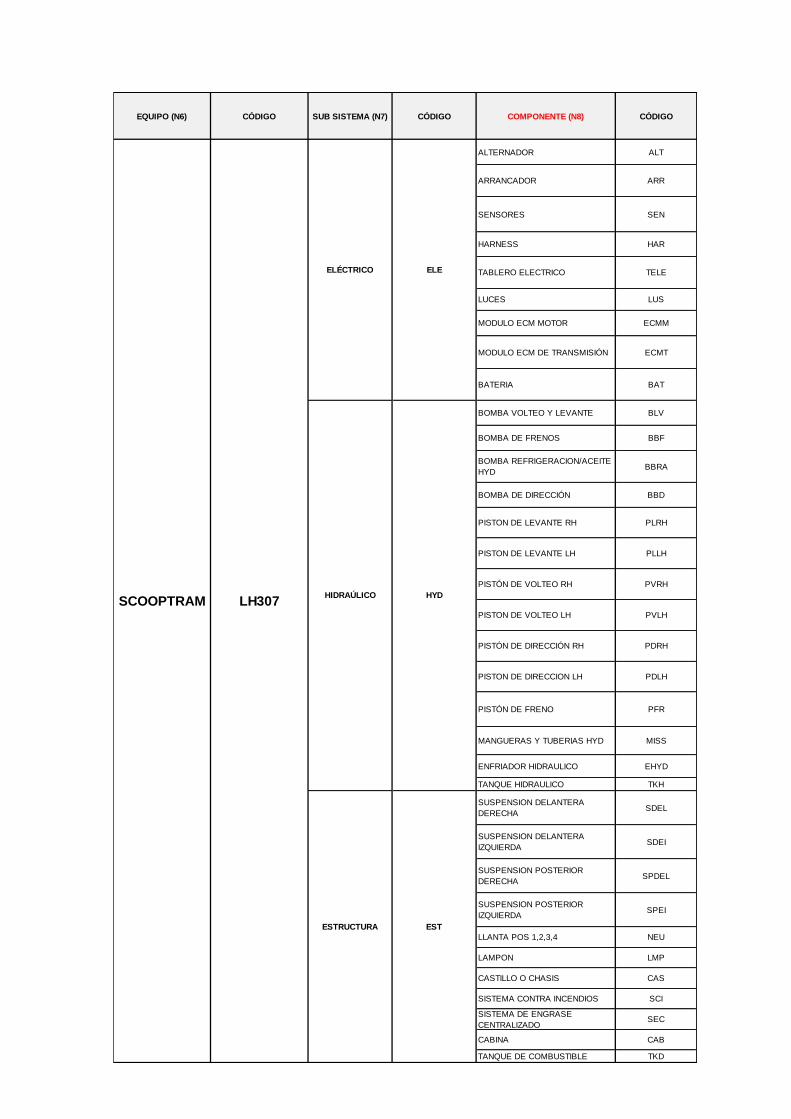
EQUIPO (N6) CÓDIGO SUB SISTEMA (N7) CÓDIGO COMPONENTE (N8) CÓDIGO
ALTERNADOR ALT
ARRANCADOR ARR
SENSORES SEN
HARNESS HAR
TABLERO ELECTRICO TELE
LUCES LUS
MODULO ECM MOTOR ECMM
MODULO ECM DE TRANSMISIÓN ECMT
BATERIA BAT
BOMBA VOLTEO Y LEVANTE BLV
BOMBA DE FRENOS BBF
BOMBA REFRIGERACION/ACEITE
HYDBBRA
BOMBA DE DIRECCIÓN BBD
PISTON DE LEVANTE RH PLRH
PISTON DE LEVANTE LH PLLH
PISTÓN DE VOLTEO RH PVRH
PISTON DE VOLTEO LH PVLH
PISTÓN DE DIRECCIÓN RH PDRH
PISTON DE DIRECCION LH PDLH
PISTÓN DE FRENO PFR
MANGUERAS Y TUBERIAS HYD MISS
ENFRIADOR HIDRAULICO EHYD
TANQUE HIDRAULICO TKH
SUSPENSION DELANTERA
DERECHASDEL
SUSPENSION DELANTERA
IZQUIERDASDEI
SUSPENSION POSTERIOR
DERECHASPDEL
SUSPENSION POSTERIOR
IZQUIERDASPEI
LLANTA POS 1,2,3,4 NEU
LAMPON LMP
CASTILLO O CHASIS CAS
SISTEMA CONTRA INCENDIOS SCI
SISTEMA DE ENGRASE
CENTRALIZADOSEC
CABINA CAB
TANQUE DE COMBUSTIBLE TKD
SCOOPTRAM LH307
ELÉCTRICO ELE
HIDRAÚLICO HYD
ESTRUCTURA EST
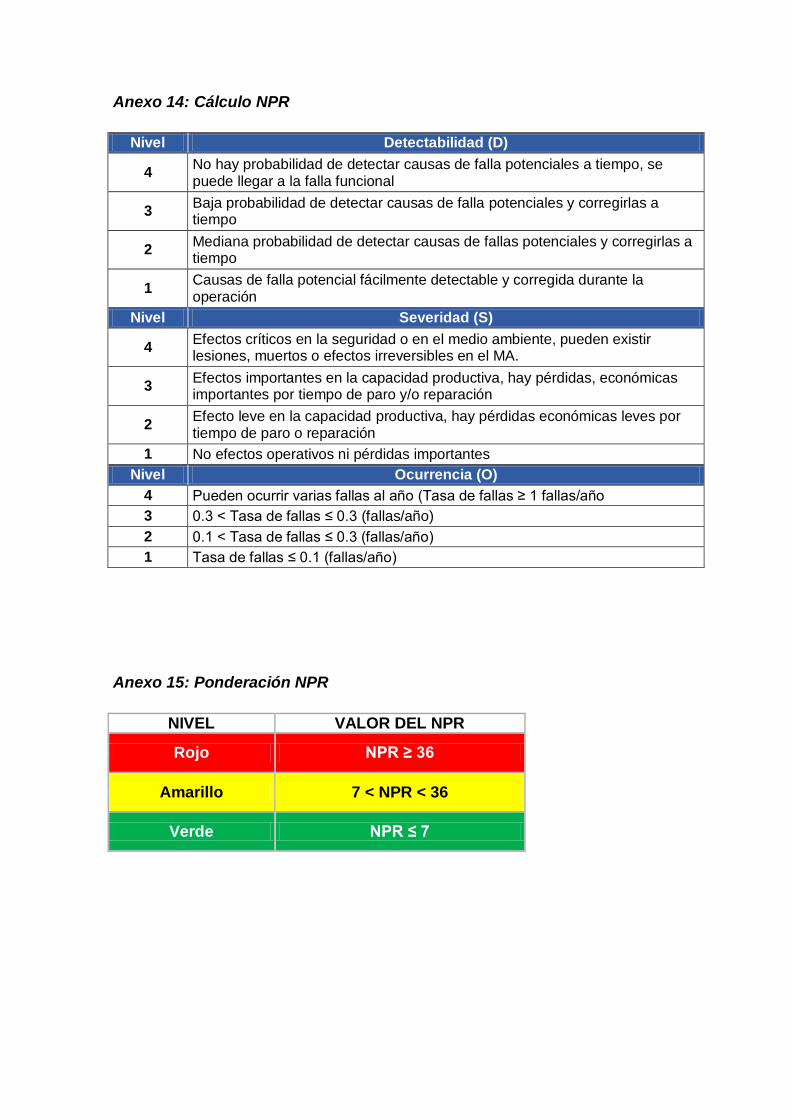
Anexo 14: Cálculo NPR
Nivel Detectabilidad (D)
4 No hay probabilidad de detectar causas de falla potenciales a tiempo, se puede llegar a la falla funcional
3 Baja probabilidad de detectar causas de falla potenciales y corregirlas a tiempo
2 Mediana probabilidad de detectar causas de fallas potenciales y corregirlas a tiempo
1 Causas de falla potencial fácilmente detectable y corregida durante la operación
Nivel Severidad (S)
4 Efectos críticos en la seguridad o en el medio ambiente, pueden existir lesiones, muertos o efectos irreversibles en el MA.
3 Efectos importantes en la capacidad productiva, hay pérdidas, económicas importantes por tiempo de paro y/o reparación
2 Efecto leve en la capacidad productiva, hay pérdidas económicas leves por tiempo de paro o reparación
1 No efectos operativos ni pérdidas importantes
Nivel Ocurrencia (O)
4 Pueden ocurrir varias fallas al año (Tasa de fallas ≥ 1 fallas/año
3 0.3 < Tasa de fallas ≤ 0.3 (fallas/año)
2 0.1 < Tasa de fallas ≤ 0.3 (fallas/año)
1 Tasa de fallas ≤ 0.1 (fallas/año)
Anexo 15: Ponderación NPR
NIVEL VALOR DEL NPR
Rojo NPR ≥ 36
Amarillo 7 < NPR < 36
Verde NPR ≤ 7
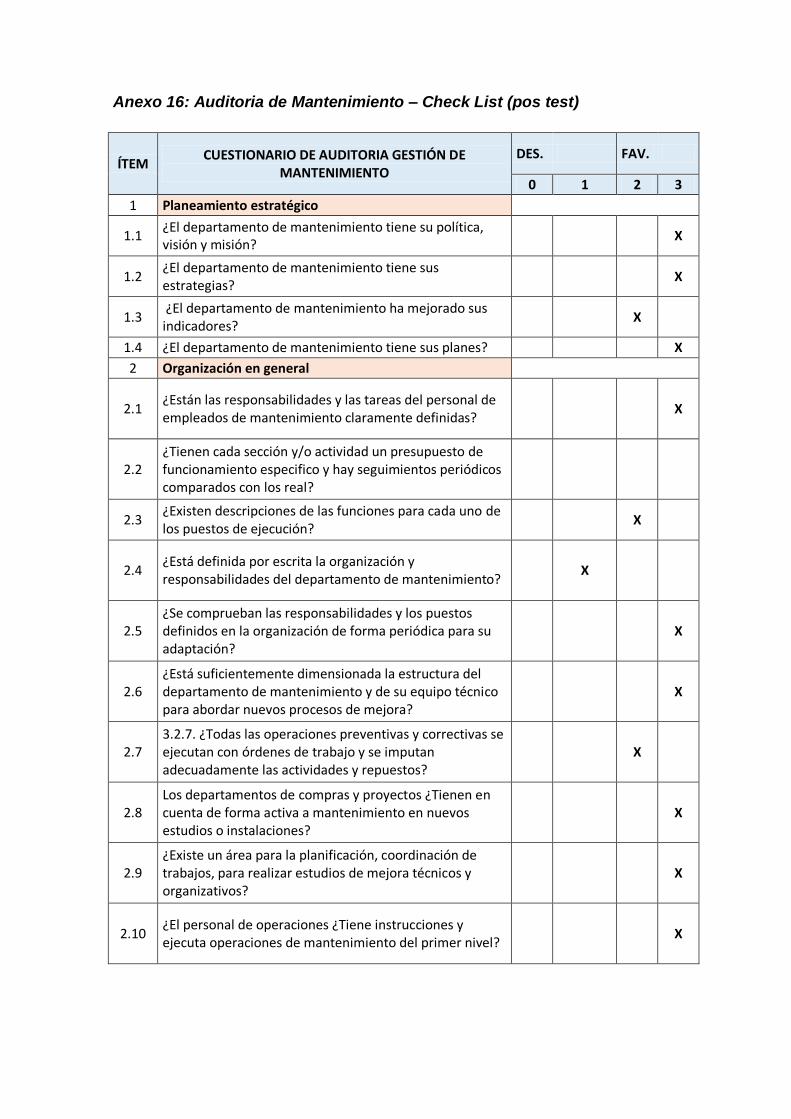
Anexo 16: Auditoria de Mantenimiento – Check List (pos test)
ÍTEM CUESTIONARIO DE AUDITORIA GESTIÓN DE
MANTENIMIENTO
DES. FAV.
0 1 2 3
1 Planeamiento estratégico
1.1 ¿El departamento de mantenimiento tiene su política, visión y misión? X
1.2 ¿El departamento de mantenimiento tiene sus estrategias? X
1.3 ¿El departamento de mantenimiento ha mejorado sus indicadores? X
1.4 ¿El departamento de mantenimiento tiene sus planes? X
2 Organización en general
2.1 ¿Están las responsabilidades y las tareas del personal de empleados de mantenimiento claramente definidas? X
2.2 ¿Tienen cada sección y/o actividad un presupuesto de funcionamiento especifico y hay seguimientos periódicos comparados con los real?
2.3 ¿Existen descripciones de las funciones para cada uno de los puestos de ejecución? X
2.4 ¿Está definida por escrita la organización y responsabilidades del departamento de mantenimiento? X
2.5 ¿Se comprueban las responsabilidades y los puestos definidos en la organización de forma periódica para su adaptación?
X
2.6 ¿Está suficientemente dimensionada la estructura del departamento de mantenimiento y de su equipo técnico para abordar nuevos procesos de mejora?
X
2.7 3.2.7. ¿Todas las operaciones preventivas y correctivas se ejecutan con órdenes de trabajo y se imputan adecuadamente las actividades y repuestos?
X
2.8 Los departamentos de compras y proyectos ¿Tienen en cuenta de forma activa a mantenimiento en nuevos estudios o instalaciones?
X
2.9 ¿Existe un área para la planificación, coordinación de trabajos, para realizar estudios de mejora técnicos y organizativos?
X
2.10 ¿El personal de operaciones ¿Tiene instrucciones y ejecuta operaciones de mantenimiento del primer nivel? X
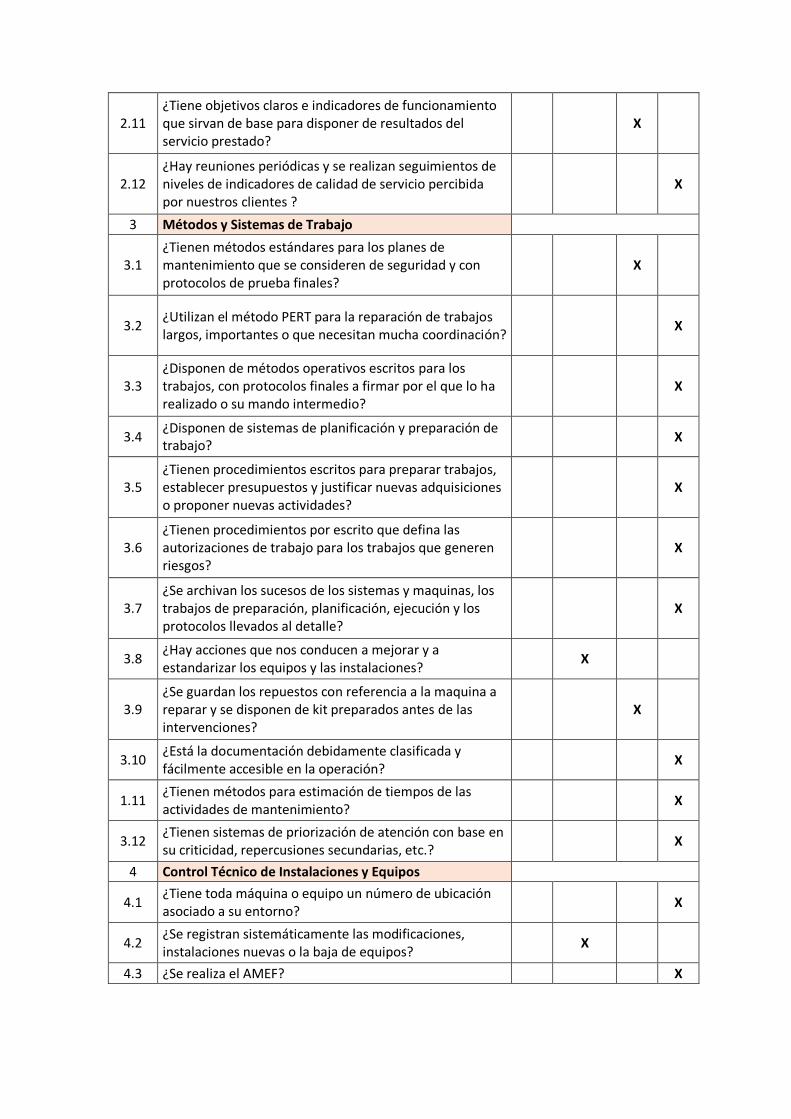
2.11 ¿Tiene objetivos claros e indicadores de funcionamiento que sirvan de base para disponer de resultados del servicio prestado?
X
2.12 ¿Hay reuniones periódicas y se realizan seguimientos de niveles de indicadores de calidad de servicio percibida por nuestros clientes ?
X
3 Métodos y Sistemas de Trabajo
3.1 ¿Tienen métodos estándares para los planes de mantenimiento que se consideren de seguridad y con protocolos de prueba finales?
X
3.2 ¿Utilizan el método PERT para la reparación de trabajos largos, importantes o que necesitan mucha coordinación? X
3.3 ¿Disponen de métodos operativos escritos para los trabajos, con protocolos finales a firmar por el que lo ha realizado o su mando intermedio?
X
3.4 ¿Disponen de sistemas de planificación y preparación de trabajo? X
3.5 ¿Tienen procedimientos escritos para preparar trabajos, establecer presupuestos y justificar nuevas adquisiciones o proponer nuevas actividades?
X
3.6 ¿Tienen procedimientos por escrito que defina las autorizaciones de trabajo para los trabajos que generen riesgos?
X
3.7 ¿Se archivan los sucesos de los sistemas y maquinas, los trabajos de preparación, planificación, ejecución y los protocolos llevados al detalle?
X
3.8 ¿Hay acciones que nos conducen a mejorar y a estandarizar los equipos y las instalaciones? X
3.9 ¿Se guardan los repuestos con referencia a la maquina a reparar y se disponen de kit preparados antes de las intervenciones?
X
3.10 ¿Está la documentación debidamente clasificada y fácilmente accesible en la operación? X
1.11 ¿Tienen métodos para estimación de tiempos de las actividades de mantenimiento? X
3.12 ¿Tienen sistemas de priorización de atención con base en su criticidad, repercusiones secundarias, etc.? X
4 Control Técnico de Instalaciones y Equipos
4.1 ¿Tiene toda máquina o equipo un número de ubicación asociado a su entorno? X
4.2 ¿Se registran sistemáticamente las modificaciones, instalaciones nuevas o la baja de equipos? X
4.3 ¿Se realiza el AMEF? X
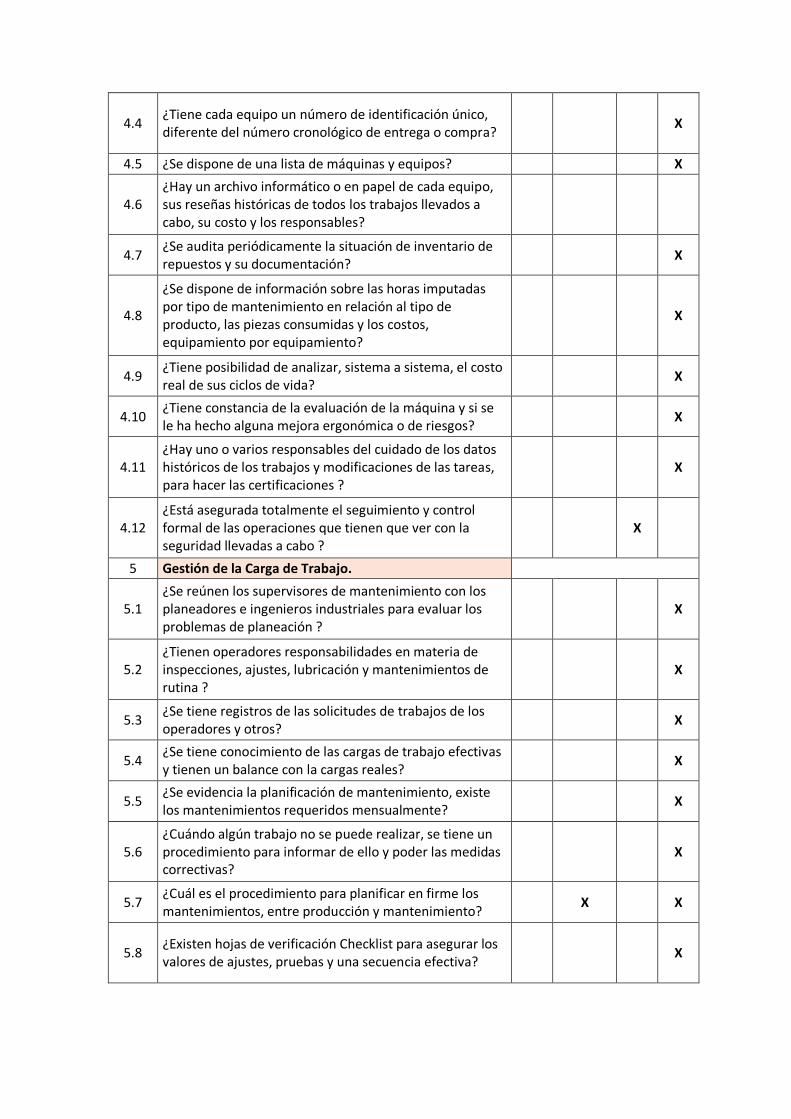
4.4 ¿Tiene cada equipo un número de identificación único, diferente del número cronológico de entrega o compra? X
4.5 ¿Se dispone de una lista de máquinas y equipos? X
4.6 ¿Hay un archivo informático o en papel de cada equipo, sus reseñas históricas de todos los trabajos llevados a cabo, su costo y los responsables?
4.7 ¿Se audita periódicamente la situación de inventario de repuestos y su documentación? X
4.8
¿Se dispone de información sobre las horas imputadas por tipo de mantenimiento en relación al tipo de producto, las piezas consumidas y los costos, equipamiento por equipamiento?
X
4.9 ¿Tiene posibilidad de analizar, sistema a sistema, el costo real de sus ciclos de vida? X
4.10 ¿Tiene constancia de la evaluación de la máquina y si se le ha hecho alguna mejora ergonómica o de riesgos? X
4.11 ¿Hay uno o varios responsables del cuidado de los datos históricos de los trabajos y modificaciones de las tareas, para hacer las certificaciones ?
X
4.12 ¿Está asegurada totalmente el seguimiento y control formal de las operaciones que tienen que ver con la seguridad llevadas a cabo ?
X
5 Gestión de la Carga de Trabajo.
5.1 ¿Se reúnen los supervisores de mantenimiento con los planeadores e ingenieros industriales para evaluar los problemas de planeación ?
X
5.2 ¿Tienen operadores responsabilidades en materia de inspecciones, ajustes, lubricación y mantenimientos de rutina ?
X
5.3 ¿Se tiene registros de las solicitudes de trabajos de los operadores y otros? X
5.4 ¿Se tiene conocimiento de las cargas de trabajo efectivas y tienen un balance con la cargas reales? X
5.5 ¿Se evidencia la planificación de mantenimiento, existe los mantenimientos requeridos mensualmente? X
5.6 ¿Cuándo algún trabajo no se puede realizar, se tiene un procedimiento para informar de ello y poder las medidas correctivas?
X
5.7 ¿Cuál es el procedimiento para planificar en firme los mantenimientos, entre producción y mantenimiento? X X
5.8 ¿Existen hojas de verificación Checklist para asegurar los valores de ajustes, pruebas y una secuencia efectiva? X
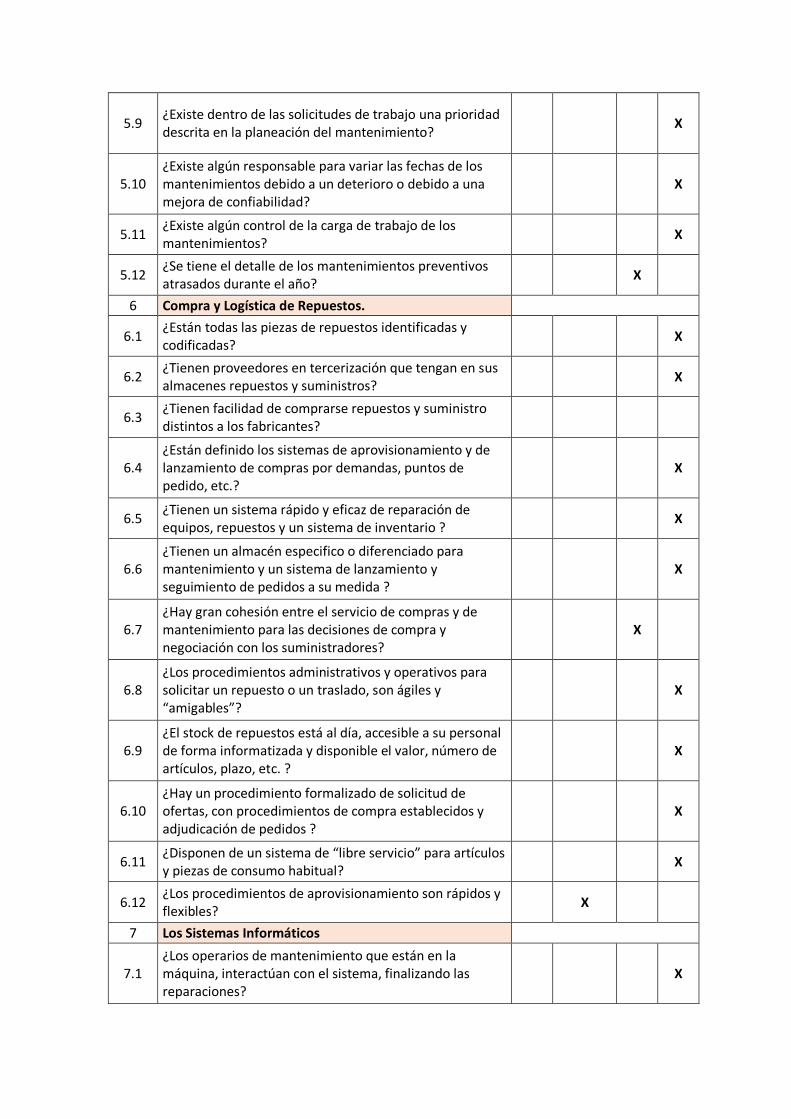
5.9 ¿Existe dentro de las solicitudes de trabajo una prioridad descrita en la planeación del mantenimiento? X
5.10 ¿Existe algún responsable para variar las fechas de los mantenimientos debido a un deterioro o debido a una mejora de confiabilidad?
X
5.11 ¿Existe algún control de la carga de trabajo de los mantenimientos? X
5.12 ¿Se tiene el detalle de los mantenimientos preventivos atrasados durante el año? X
6 Compra y Logística de Repuestos.
6.1 ¿Están todas las piezas de repuestos identificadas y codificadas? X
6.2 ¿Tienen proveedores en tercerización que tengan en sus almacenes repuestos y suministros? X
6.3 ¿Tienen facilidad de comprarse repuestos y suministro distintos a los fabricantes?
6.4 ¿Están definido los sistemas de aprovisionamiento y de lanzamiento de compras por demandas, puntos de pedido, etc.?
X
6.5 ¿Tienen un sistema rápido y eficaz de reparación de equipos, repuestos y un sistema de inventario ? X
6.6 ¿Tienen un almacén especifico o diferenciado para mantenimiento y un sistema de lanzamiento y seguimiento de pedidos a su medida ?
X
6.7 ¿Hay gran cohesión entre el servicio de compras y de mantenimiento para las decisiones de compra y negociación con los suministradores?
X
6.8 ¿Los procedimientos administrativos y operativos para solicitar un repuesto o un traslado, son ágiles y “amigables”?
X
6.9 ¿El stock de repuestos está al día, accesible a su personal de forma informatizada y disponible el valor, número de artículos, plazo, etc. ?
X
6.10 ¿Hay un procedimiento formalizado de solicitud de ofertas, con procedimientos de compra establecidos y adjudicación de pedidos ?
X
6.11 ¿Disponen de un sistema de “libre servicio” para artículos y piezas de consumo habitual? X
6.12 ¿Los procedimientos de aprovisionamiento son rápidos y flexibles? X
7 Los Sistemas Informáticos
7.1 ¿Los operarios de mantenimiento que están en la máquina, interactúan con el sistema, finalizando las reparaciones?
X
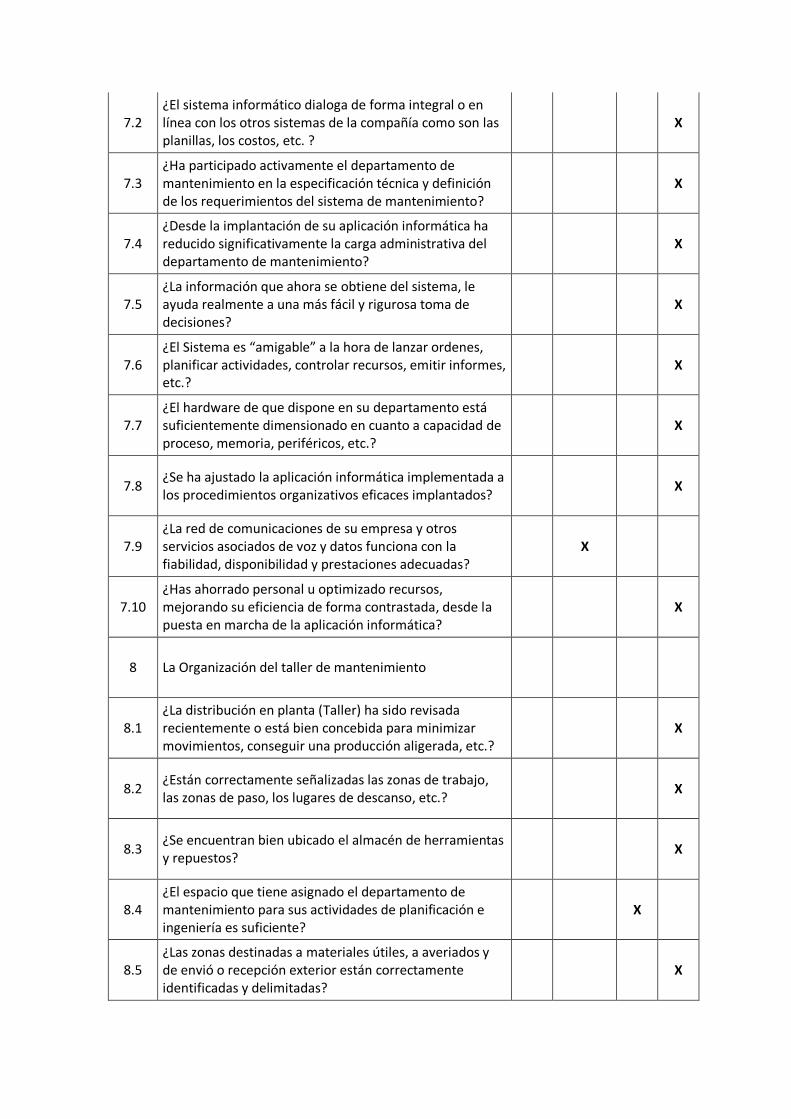
7.2 ¿El sistema informático dialoga de forma integral o en línea con los otros sistemas de la compañía como son las planillas, los costos, etc. ?
X
7.3 ¿Ha participado activamente el departamento de mantenimiento en la especificación técnica y definición de los requerimientos del sistema de mantenimiento?
X
7.4 ¿Desde la implantación de su aplicación informática ha reducido significativamente la carga administrativa del departamento de mantenimiento?
X
7.5 ¿La información que ahora se obtiene del sistema, le ayuda realmente a una más fácil y rigurosa toma de decisiones?
X
7.6 ¿El Sistema es “amigable” a la hora de lanzar ordenes, planificar actividades, controlar recursos, emitir informes, etc.?
X
7.7 ¿El hardware de que dispone en su departamento está suficientemente dimensionado en cuanto a capacidad de proceso, memoria, periféricos, etc.?
X
7.8 ¿Se ha ajustado la aplicación informática implementada a los procedimientos organizativos eficaces implantados? X
7.9 ¿La red de comunicaciones de su empresa y otros servicios asociados de voz y datos funciona con la fiabilidad, disponibilidad y prestaciones adecuadas?
X
7.10 ¿Has ahorrado personal u optimizado recursos, mejorando su eficiencia de forma contrastada, desde la puesta en marcha de la aplicación informática?
X
8 La Organización del taller de mantenimiento
8.1 ¿La distribución en planta (Taller) ha sido revisada recientemente o está bien concebida para minimizar movimientos, conseguir una producción aligerada, etc.?
X
8.2 ¿Están correctamente señalizadas las zonas de trabajo, las zonas de paso, los lugares de descanso, etc.? X
8.3 ¿Se encuentran bien ubicado el almacén de herramientas y repuestos? X
8.4 ¿El espacio que tiene asignado el departamento de mantenimiento para sus actividades de planificación e ingeniería es suficiente?
X
8.5 ¿Las zonas destinadas a materiales útiles, a averiados y de envió o recepción exterior están correctamente identificadas y delimitadas?
X
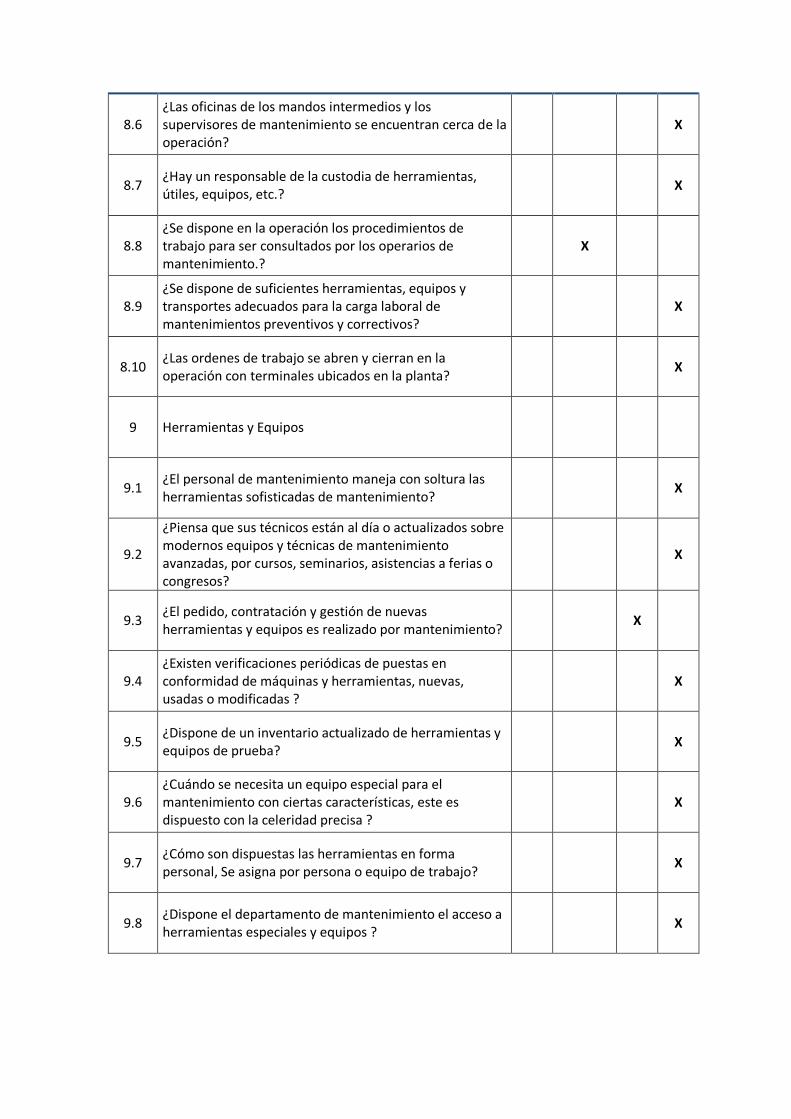
8.6 ¿Las oficinas de los mandos intermedios y los supervisores de mantenimiento se encuentran cerca de la operación?
X
8.7 ¿Hay un responsable de la custodia de herramientas, útiles, equipos, etc.? X
8.8 ¿Se dispone en la operación los procedimientos de trabajo para ser consultados por los operarios de mantenimiento.?
X
8.9 ¿Se dispone de suficientes herramientas, equipos y transportes adecuados para la carga laboral de mantenimientos preventivos y correctivos?
X
8.10 ¿Las ordenes de trabajo se abren y cierran en la operación con terminales ubicados en la planta? X
9 Herramientas y Equipos
9.1 ¿El personal de mantenimiento maneja con soltura las herramientas sofisticadas de mantenimiento? X
9.2
¿Piensa que sus técnicos están al día o actualizados sobre modernos equipos y técnicas de mantenimiento avanzadas, por cursos, seminarios, asistencias a ferias o congresos?
X
9.3 ¿El pedido, contratación y gestión de nuevas herramientas y equipos es realizado por mantenimiento? X
9.4 ¿Existen verificaciones periódicas de puestas en conformidad de máquinas y herramientas, nuevas, usadas o modificadas ?
X
9.5 ¿Dispone de un inventario actualizado de herramientas y equipos de prueba? X
9.6 ¿Cuándo se necesita un equipo especial para el mantenimiento con ciertas características, este es dispuesto con la celeridad precisa ?
X
9.7 ¿Cómo son dispuestas las herramientas en forma personal, Se asigna por persona o equipo de trabajo? X
9.8 ¿Dispone el departamento de mantenimiento el acceso a herramientas especiales y equipos ? X
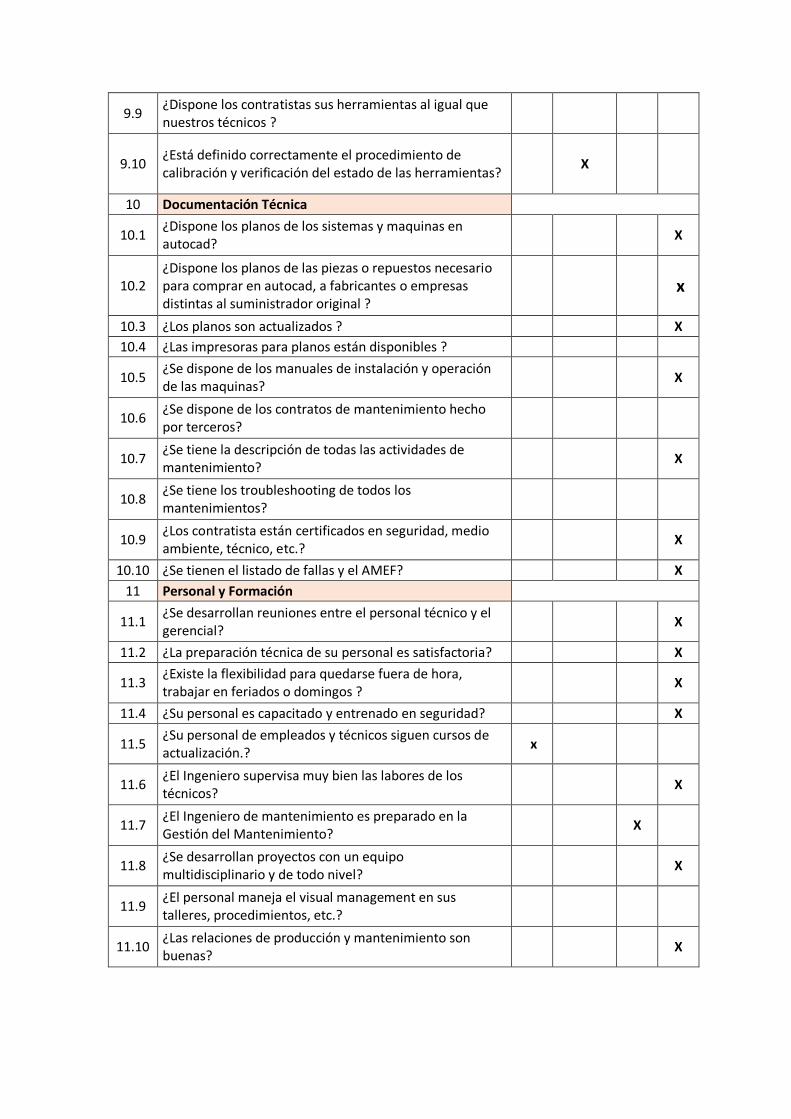
9.9 ¿Dispone los contratistas sus herramientas al igual que nuestros técnicos ?
9.10 ¿Está definido correctamente el procedimiento de calibración y verificación del estado de las herramientas? X
10 Documentación Técnica
10.1 ¿Dispone los planos de los sistemas y maquinas en autocad? X
10.2 ¿Dispone los planos de las piezas o repuestos necesario para comprar en autocad, a fabricantes o empresas distintas al suministrador original ?
x
10.3 ¿Los planos son actualizados ? X
10.4 ¿Las impresoras para planos están disponibles ?
10.5 ¿Se dispone de los manuales de instalación y operación de las maquinas? X
10.6 ¿Se dispone de los contratos de mantenimiento hecho por terceros?
10.7 ¿Se tiene la descripción de todas las actividades de mantenimiento? X
10.8 ¿Se tiene los troubleshooting de todos los mantenimientos?
10.9 ¿Los contratista están certificados en seguridad, medio ambiente, técnico, etc.? X
10.10 ¿Se tienen el listado de fallas y el AMEF? X
11 Personal y Formación
11.1 ¿Se desarrollan reuniones entre el personal técnico y el gerencial? X
11.2 ¿La preparación técnica de su personal es satisfactoria? X
11.3 ¿Existe la flexibilidad para quedarse fuera de hora, trabajar en feriados o domingos ? X
11.4 ¿Su personal es capacitado y entrenado en seguridad? X
11.5 ¿Su personal de empleados y técnicos siguen cursos de actualización.? x
11.6 ¿El Ingeniero supervisa muy bien las labores de los técnicos? X
11.7 ¿El Ingeniero de mantenimiento es preparado en la Gestión del Mantenimiento? X
11.8 ¿Se desarrollan proyectos con un equipo multidisciplinario y de todo nivel? X
11.9 ¿El personal maneja el visual management en sus talleres, procedimientos, etc.?
11.10 ¿Las relaciones de producción y mantenimiento son buenas? X
Anexo 17. Registro de capacitaciones
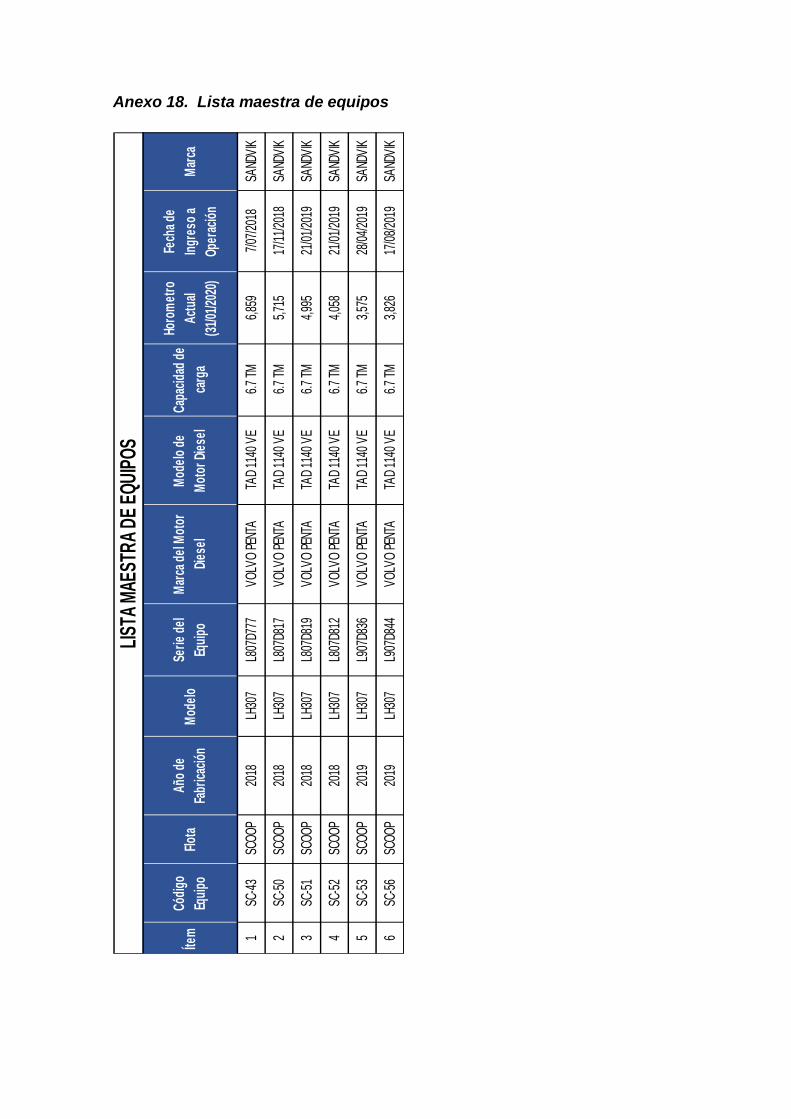
Anexo 18. Lista maestra de equipos
1SC
-43
SCO
OP
2018
LH30
7L8
07D7
77V
OLV
O P
ENTA
TAD
1140
VE
6.7
TM6,
859
7/07
/201
8SA
NDV
IK
2SC
-50
SCO
OP
2018
LH30
7L8
07D8
17V
OLV
O P
ENTA
TAD
1140
VE
6.7
TM5,
715
17/1
1/20
18SA
NDV
IK
3SC
-51
SCO
OP
2018
LH30
7L8
07D8
19V
OLV
O P
ENTA
TAD
1140
VE
6.7
TM4,
995
21/0
1/20
19SA
NDV
IK
4SC
-52
SCO
OP
2018
LH30
7L8
07D8
12V
OLV
O P
ENTA
TAD
1140
VE
6.7
TM4,
058
21/0
1/20
19SA
NDV
IK
5SC
-53
SCO
OP
2019
LH30
7L9
07D8
36V
OLV
O P
ENTA
TAD
1140
VE
6.7
TM3,
575
28/0
4/20
19SA
NDV
IK
6SC
-56
SCO
OP
2019
LH30
7L9
07D8
44V
OLV
O P
ENTA
TAD
1140
VE
6.7
TM3,
826
17/0
8/20
19SA
NDV
IK
Fech
a de
Ingr
eso
a
Ope
raci
ón
Mar
ca
LIST
A M
AEST
RA
DE
EQU
IPO
S
Ítem
Cód
igo
Equi
poFl
ota
Año
de
Fabr
icac
ión
Mod
elo
Seri
e de
l
Equi
po
Mar
ca d
el M
otor
Dies
el
Mod
elo
de
Mot
or D
iese
l
Cap
acid
ad d
e
carg
a
Horo
met
ro
Act
ual
(31/
01/2
020)
Top Related
Copyright © 2022 FDOKUMEN

