





Bahasa
Halaman
Hukum


2010/11/12
1
Improved Production
of CS2
Patrick Dicks
Charcoal Technology
In this technology charcoal is used asa source of carbon as supplied by afarmer.
C + 2S ↔ CS2

2010/11/12
2
Charcoal based CS2 Plant
Methane Technology Carbon disulphide (CS2) is formed by the endothermic
reaction of methane and sulphur:
CH4 + 4S ↔ CS2 + 2H2S
The reaction takes place in the gas phase at elevatedtemperature and pressure.
Sulphur is recovered from the by-product H2S making useof Claus technology:
2H2S + O2 → 2S + steam
2010/11/12
3
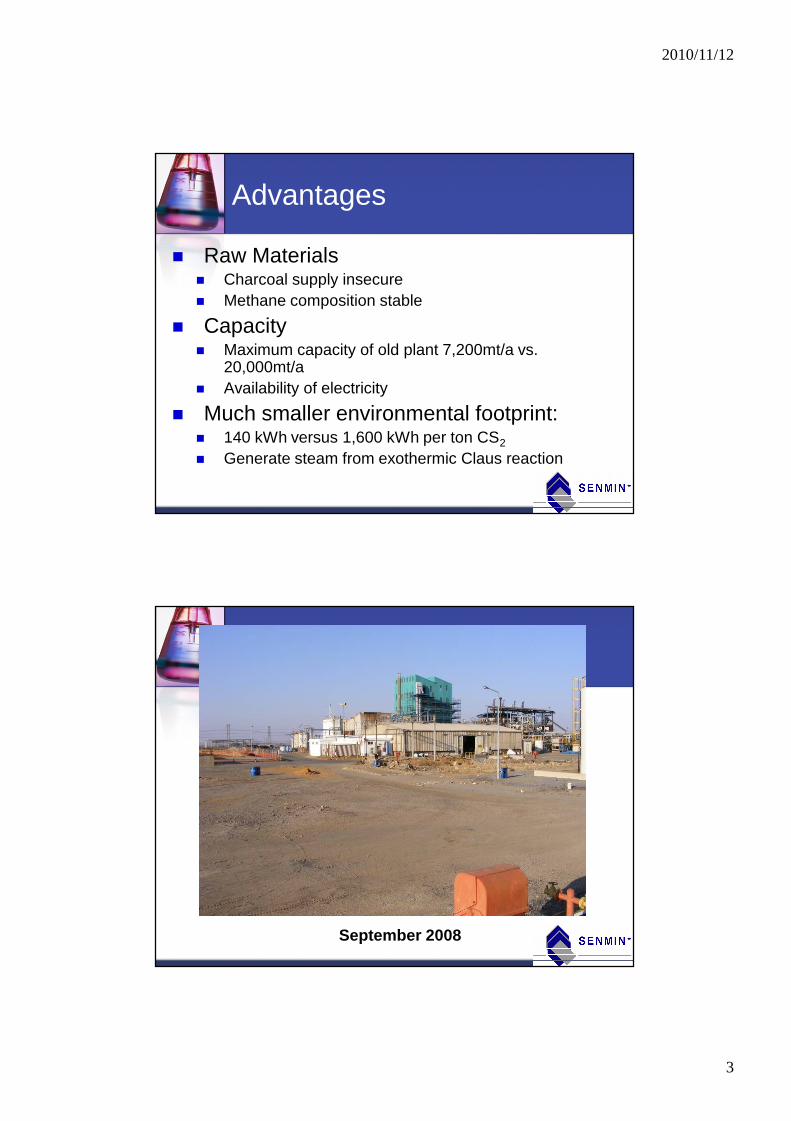
Advantages
Raw Materials Charcoal supply insecure Methane composition stable
Capacity Maximum capacity of old plant 7,200mt/a vs.
20,000mt/a Availability of electricity
Much smaller environmental footprint: 140 kWh versus 1,600 kWh per ton CS2 Generate steam from exothermic Claus reaction
September 2008

2010/11/12
4
September 2009
September 2009

2010/11/12
5
SAIMM
Copper belt Zambia15th September 2010
Dr Stephen Foster SENMIN

2010/11/12
6
POLYACRYLAMIDES INSOUTH AFRICA
Three stages in the production Fermentation and separation of a biocatalyst Bio-conversion of acrylonitrile to acrylamide Reaction of acrylamide with acrylic acid to
produce polymers (flocculant) - products ofvarious molecular weight and charge from Non-ionic to anionic Specific to ores in Southern Africa
Main raw materials acrylic acid and acrylonitrilesourced in South Africa and secure
Lead time to market short
Polyacrylamides
The Bioacrylamide process has four keystages: Biofermentation, the large scale cultivation of the
catalytic bacteria. Harvesting of the biocatalyst from the
fermentation broth. Bioconversion, utilising the biocatalyst to convert
Acrylonitrile to Acrylamide. Separation of the biocatalyst from the ACM
product.
2010/11/12
7
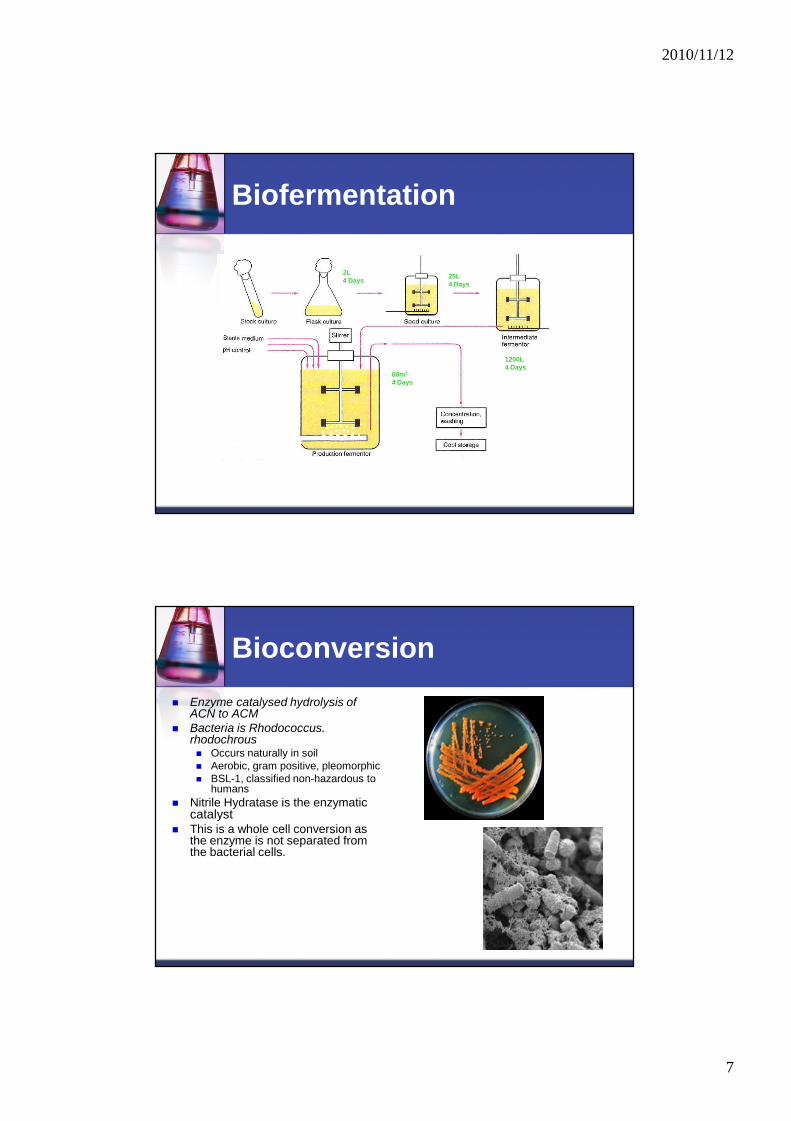
Biofermentation
2L4 Days 25L
4 Days
1200L4 Days
60m3
4 Days
Bioconversion Enzyme catalysed hydrolysis of
ACN to ACM Bacteria is Rhodococcus.
rhodochrous Occurs naturally in soil Aerobic, gram positive, pleomorphic BSL-1, classified non-hazardous to
humans Nitrile Hydratase is the enzymatic
catalyst This is a whole cell conversion as
the enzyme is not separated fromthe bacterial cells.

2010/11/12
8
Bioconversion
Bioconversion
Green chemistry Low power input Virtually no effluent compared to traditional
catalytic processes Pure final product – no side reactions
High purity final products with controlledmolecular weight distribution
2010/11/12
9
PRODUCTION PLANTSasolburg, RSA
WHAT’SNEW IN POLYMERS ?RHEOMAX TECHNOLOGIES

2010/11/12
10
Thickener underflow issues
• Underflow densities• Rake torque limitations• Pumping limitations• Plant throughput• Conventional flocculant chemistry• Variations in slurry feed properties
• Water / Reagent Recovery• Limited water resources• Water / Reagent costs
• Expansion of existing operations• Bottleneck at thickening process
• High reagent consumption
• Management of tailings disposal.
RHEOMAX DR
Ciba® RHEOMAX™ DR products show superiorflocculating properties over conventional flocculants,offering a significant reduction in overallconsumption.
Developed by Ciba by chemically manipulating thepolymer structure backbone
Ciba® RHEOMAX™ DR products produce lower yieldstress underflows, at higher densities, which are moretolerant to process fluctuations and allow a widerdynamic operational range.
2010/11/12
11
Underflow Solids
Yie
ld S
tres
s, P
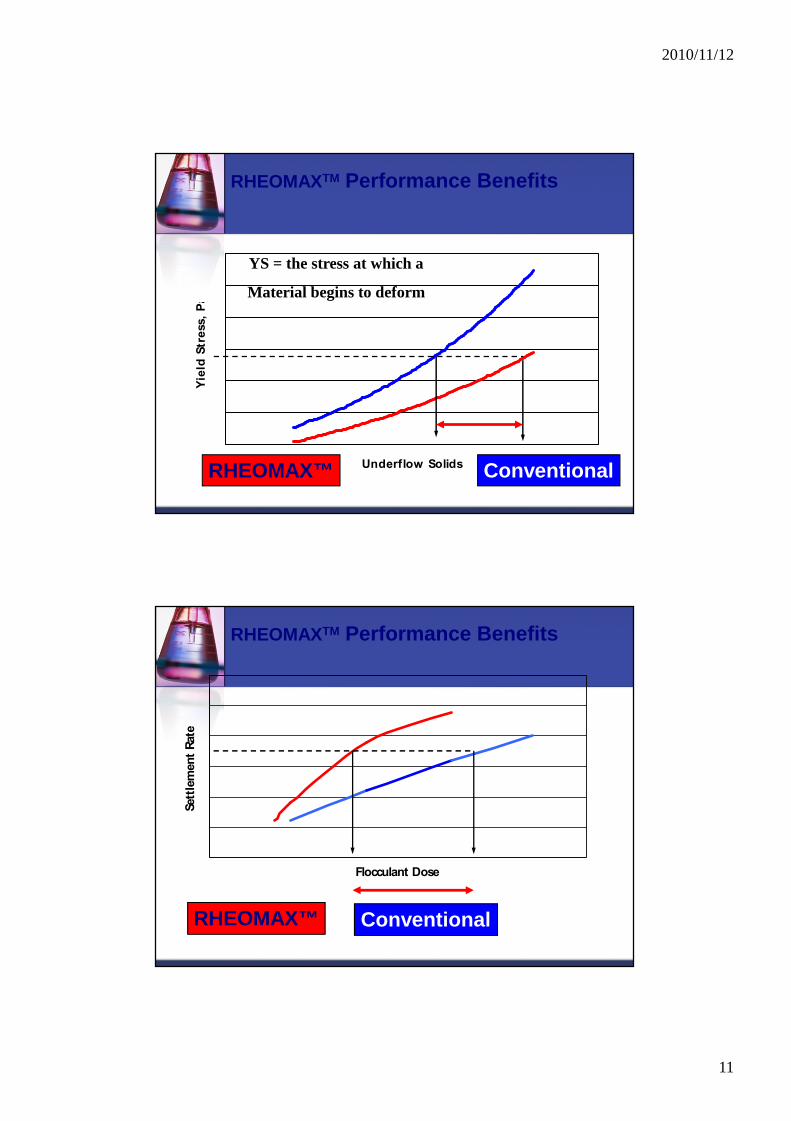
aRHEOMAXTM Performance Benefits
RHEOMAX™ Conventional
YS = the stress at which a
Material begins to deform
Flocculant Dose
Sett
lem
ent R
ate
RHEOMAXTM Performance Benefits
RHEOMAX™ Conventional

2010/11/12
12
Settlement Rate
Und
erfl
ow S
olid
sRHEOMAXTM Performance Benefits
RHEOMAX™ Conventional
0.0-20.0 20.0-40.0 40.0-60.0 60.0-80.0
80.0-100.0 100.0-120.0 120.0-140.0 140.0-160.0
Increasing Underflow Solids
Incr
easin
g Sh
ear
Conventional Flocculant - Mud Yield Stress Profile
Yield Stress Pa

2010/11/12
13
51 52 53 54 55 56 57 58 59 60 61 62 63 64 650
2.5
5
7.5
10
12.5
15
Incr
easi
ng S
hear
0.0-20.0 20.0-40.0 40.0-60.0 60.0-80.0
80.0-100.0 100.0-120.0 120.0-140.0 140.0-160.0
Increasing Underflow Solids, g/ l
RHEOMAXTM Flocculant - Mud YieldStress Profile
0.0-20.0 20.0-40.0 40.0-60.0 60.0-80.0
80.0-100.0 100.0-120.0 120.0-140.0 140.0-160.0
Increasing Underflow Solids
Incr
easin
g Sh
ear
Conventional Flocculant - Mud Yield Stress Profile
RHEOMAXRHEOMAXTMTM DRDRProduce lower yield stressunderflows, they are more
tolerant to fluctuations in solidscontent and applied shear,allowing a wider dynamic
operational range and consistentperformance

2010/11/12
14
Summary:RHEOMAX DR vs. Conventional Flocculant
Lower dose to achieve a given settlement rate
Higher underflow solids for a given settlement rate
Lower yield stress for a given underflow solids
Robust performance to plant fluctuations•Less shear sensitive•More tolerant to solids variations
RHEOMAX™ Performance Benefits
CASE STUDY - GOLD
50
52
54
56
58
60
62
64
66
68
70
Unde
rflow
Den
sity (
%) RHEOMAXTM 1040
MAGNAFLOC 800HP
Sedimentation of
Tailings Thickener

2010/11/12
15
Averaged Trial DataPolymer Dose 13g/t
7 g/t
46% Reduction in Polymer RequirementUnderflow Density 57%
67%
10% Increase in Underflow SolidsWater Recovery 50%
64%
14% Increase in Water Recovery
Case Study – Gold
MAGNAFLOC 800HP
RHEOMAXTM 1040
MAGNAFLOC 800HP
MAGNAFLOC 800HP
RHEOMAXTM 1040
RHEOMAXTM 1040
Conclusions
RHEOMAXDR offers advantages over conventionalflocculants in:-
Dose requirement Tolerance to feed solids fluctuations Tolerance to shear (feed flow rate) fluctuations Underflow density Underflow yield stress Water / Reagent recovery Increased plant throughput

2010/11/12
16
RHEOMAX ETD (Enhanced TailingsDisposal)
Ciba® RHEOMAX™ ETD patented technology is aCiba application utilising Rheology modifyingproducts to deliver enhanced tailings characteristicsat the point of disposal.
Ciba® RHEOMAX™ ETD Rheology modifiers offerthe end user a number of opportunities to enhancethe operation of their tailings management process.
Introduced after many years of R&D manipulatingpolymers
Tailings problems and issues
• Capital required for increased tailings disposal
• Extension of mining operations
• Requirement for large areas of land
• Water / reagent recovery
• Contaminated returned water / reagents
• Rehabilitation
• Protracted environmental liability
• Segregation of coarse and fine solids
• Slow rate of compaction
• Little or no control of slurry rheology

2010/11/12
17
ConsolidatedSolids
Free Water
RHEOMAXTM ETD – The Process
Rheomax
Co-disposal of Mineral SandsThe Problems
Pumping Tailings slurry to the Disposal Compoundadversely impacts on it’s yield stress.
Tailings revert to low viscosity fluid.
Fine clays and water wash out from the coarsesolids
Recovered water is contaminated with fines
Slow rate of solids compaction.
RHEOMAX™ ETD – Mineral Sands

2010/11/12
18
Co-disposal of Mineral Sands
The Solution
RHEOMAX™ ETD treatment is applied to the slurry within thepipeline and works in-situ
Mineral slurry develops a discrete shear resistant solids structureprior to deposition.
Water drains quickly away leaving stacked solids
Homogeneous co-disposal of course and fines
Above-surface bed height promotes compaction and further waterrelease.
RHEOMAX™ ETD – Mineral Sands
Untreated Material – Slump Angle: 0%
RHEOMAX™ ETD – Mineral Sands

2010/11/12
19
RHEOMAX™ 9025: Slump Angle: 53%
RHEOMAX™ ETD – Mineral Sands
RHEOMAX™ ETD – Mineral Sands
Rapid Clean water recovery

2010/11/12
20
RHEOMAX™ ETD – Mineral SandsDemonstrating Excellent Consolidation Of
Co-Disposal Material
RHEOMAX™ ETD – Mineral Sands
0
0.5
1
1.5
2
2.5
0.1 1 10 100 1000Particle Size (um)
Volu
me
(%)
TopSection
BottomSection
0
0.5
1
1.5
2
2.5
0.1 1 10 100 1000Particle Size (um)
Vol
ume
(%)
Top SectionBottom Section RHEOMAXTM 9025
TREATED SLURRY
UNTREATED
SLURRY

2010/11/12
21
Co-disposal of Mineral SandsThe ResultFinal stacking angle of between 8 and 10 degrees
Clean water quickly and effectively recovered
Co-disposal ratio met the local environmental requirements
No reworking or double handling of segregated material
Faster trafficable surface.
RHEOMAX™ ETD – Mineral Sands
RHEOMAXRHEOMAXTMTM
ETDETD –– Mineral SandsMineral Sands
Rheomax ETD – LOW DOSELOW DOSE Rheomax ETD – HIGH DOSEHIGH DOSE
• Slurry stacks higher and with a smaller footprintas dose is increased
• Water release volume and quality improves withincreasing dose

2010/11/12
22
Untreated Slurry
RHEOMAXTM ETD - Laboratory EvaluationsCoal
Treated Slurry62% of the available
water was readilyreleased
Cell preparation

2010/11/12
23
Stacking starts at one end ofcell, and moves forward as cellheight reached
Large volumes of clean water released andpumped back to plant
Deposition and water release
Excavation Can StartWithin 24 Hours
Of Stacking
Partial Excavation
RheomaxTM ETD – Coal W Australia

2010/11/12
24
RheomaxTM ETD : red mud W Australia
Non segregated co-disposal alumina site40 % incoming feed; final 80% solids
THANK YOU
THANK YOU

2010/11/12
25
SAIMM 2010-ChingolaPhillip Viviers – New Business
Development
History of Senmin
1963 – SRC (Synthetic Rubber Company)
1965 – Latex
1968 – Orchem (Rubber Chemicals)
1970 – Karbochem Mining Chemicals

2010/11/12
26
History of Senmin
1978 – NCP& Karbochem
1978 – Senmin
1996 – Dow Chemicals
2003 – Chemserve
History of Senmin
2005 – Pelichem and Senmin
2006 – Chemserve Zambia - Senmin
2010 – AECI

2010/11/12
27
Customer Base
Anglo Platinum – VM De Beers – VM Impala – VM Junior Platinum miners Lonmin – VM Northam PMC – VM
Customer Base
DRC Namibia - Rosh Pinah, Rossing & Langer Heinrich Malawi, Tanzania, Ghana, Ivory Coast, Sierra
Leone, Uganda, Mali, Morocco, Mauritania Zambia Zimbabwe – Mimosa, Unki & Zimplats

2010/11/12
28
Product Range
Depressants – Guar 6 000 t/a– CMC 8 000 t/a
Dithiophospates – 5 000t/annum
Dithiocarbamates – 4 000t/annum
Flocculants – 20 000 t/a
Product Range
Frothers – 1 800 t/a
Xanthate powder – 7 000 t/a
Xanthate pellets – 12 000 t/a
Xanthate in solution – 60 000 t/a
2010/11/12
29
Product Range
Agricultural Chemicals – 2 600 t/a
Fuel Additives - 1 200 t/a
Rubber Chemicals
Water Treatment Chemicals
What is next ?
Diluent for SX
Production of solvent extractants?
NaSH – BFS
Techcentre – Sasolburg

2010/11/12
30
QUESTIONS ?
Top Related
Copyright © 2022 FDOKUMEN

