







Bahasa
Halaman
Hukum


Atık Madeni Yağ Rafinasyonu İçin En
Uygun Teknoloji Seçimi Projesi
Teknik Araştırma Raporu
2012
BU PROJE İSTANBUL KALKINMA AJANSI’NIN
2011 YILI DOĞRUDAN FAALİYET DESTEĞİ KAPSAMINDA DESTEKLENMİŞTİR.
İstanbul Kalkınma Ajansı tarafından desteklenen, Atık Madeni Yağ Rafinasyonu İçin En Uygun Teknoloji Seçimi Projesi kapsamında hazırlanan bu çalışmanın
içeriği İstanbul Kalkınma Ajansı veya Kalkınma Bakanlığı’nın görüşlerini yansıtmamakta olup, içerik ile ilgili tek sorumluluk PETDER’e aittir

PETDER-Petrol Sanayi Derneği Sayfa 2/60
PROGRAM:
İstanbul Kalkınma Ajansı 2011 Yılı Doğrudan Faaliyet Desteği Programı
SÖZLEŞME NO:
İSTKA/2011/DFD/50
PROJE ADI:
Atık Madeni Yağ Rafinasyonu İçin En Uygun Teknoloji
Seçimi
PROJE SAHİBİ :
Petrol Sanayi Derneği tarafından
gerçekleştirilmiştir. PETDER bu proje için bir
ortağı yoktur.
RAPOR DÖNEMİ:
15 Ocak 2012 - 15 Nisan 2012
PROJE SAHİBİNİN ADRESİ:
Kaptanpaşa Mah. Piyalepaşa Bulvarı Ortadoğu Plaza No: 73 Kat: 5 D:10, Okmeydanı
(34384)
Şişli - İSTANBUL
NİHAİ FAYDALANICILAR VE/VEYA HEDEF GRUPLAR:
Bu projenin nihai faydalanıcıları atık yağların yeninden rafinasyonuna ilişkin yatırım
yapmak arzusunda olan yerli veya yabancı yatırımcılar, Türkiye'de kurulu Rafinasyon
& Rejenerasyon Tesisleri (31 Adet) ,T.C. Çevre ve Şehircilik Bakanlığı, Enerji
Piyasası Düzenleme Kurumu, İstanbul Büyükşehir Belediyesi, Üniversiteler, Madeni
yağ üreticileri, T.C. Çevre ve Şehircilik Bakanlığı'nca Yetkilendirilmiş Kuruluşlar,
konuya ilgi duyan araştırmacılar ve kamu sağlığını yakından ilgilendirmesi sebebi ile
tüm atık üreticileridir.

PETDER-Petrol Sanayi Derneği Sayfa 3/60
İÇİNDEKİLER
1 PROJE ÖZETİ ......................................................................................................................................................... 5
2 PROJE TANITIMI .................................................................................................................................................. 7
2.1 PROJE AMAÇLARI .......................................................................................................................................... 7 2.2 KISITLAMALAR VE HARİÇ TUTULANLAR ............................................................................................... 7
3 ATIK YAĞLARIN YÖNETİMİ ............................................................................................................................. 9
3.1 TÜRKİYE’DE ATIK YAĞLARIN YÖNETİMİ ............................................................................................... 9 3.2 DİĞER ÜLKELERDEKİ ATIK YAĞ YÖNETİMİ UYGULAMALARI ....................................................... 14
4 ATIK MADENİ YAĞLARIN GERİ KAZANIMI .............................................................................................. 18
4.1 ATIK MADENİ YAĞLARIN YENİDEN KULLANIMA HAZIRLANMASI ............................................... 18 4.2 ATIK MADENİ YAĞLARIN HAMMADDE OLARAK GERİ KAZANIMI ................................................. 19 4.3 ATIK MADENİ YAĞLARIN ENERJİ OLARAK GERİ KAZANIMI ........................................................... 19
5 YENİDEN RAFİNASYON TEKNOLOJİLERİ VE ÖZELLİKLERİ .............................................................. 20
5.1 ASİT KİL METODU ....................................................................................................................................... 20 5.2 CEP PROSESİ ................................................................................................................................................. 21 5.3 MOHAWK PROSESİ ...................................................................................................................................... 23 5.4 HYLUBE PROSESİ ........................................................................................................................................ 24 5.5 REVİVOİL PROSESİ ...................................................................................................................................... 27 5.6 AVİSTA OIL SOLVENT EKSTRAKSİYON PROSESİ................................................................................. 28 5.7 CYCLON PROSESİ ........................................................................................................................................ 30 5.8 INTERLINE PROSESİ .................................................................................................................................... 30 5.9 RELUBE PROSESİ ......................................................................................................................................... 30 5.10 MEİNKEN PROSESİ ...................................................................................................................................... 30 5.11 PROP PROSESİ ............................................................................................................................................... 31 5.12 SNAMPROGETTİ PROSESİ .......................................................................................................................... 31 5.13 SOTULUB PROSESİ ...................................................................................................................................... 31 5.14 ENTRA PROSESİ ........................................................................................................................................... 32 5.15 ATOMİK VAKUM PROSESİ ......................................................................................................................... 32 5.16 MATTHYS - GARAP PROSESİ ..................................................................................................................... 32 5.17 ROSE PROSESİ .............................................................................................................................................. 33 5.18 PROTERRA PROSESİ .................................................................................................................................... 33 5.19 FEMD- TECH PROSESİ ................................................................................................................................. 34 5.20 SEQUOİA PROSESİ ....................................................................................................................................... 34 5.21 TWFE PROSESİ .............................................................................................................................................. 34 5.22 STP PROSESİ .................................................................................................................................................. 34 5.23 RECYCLON PROSESİ ................................................................................................................................... 35
6 MEVCUT TEKNOLOJİLERİNİN KARŞILAŞTIRILMASI ............................................................................ 36
6.1 ASİT KİL METODU ....................................................................................................................................... 37 6.2 HİDROİŞLEM İÇEREN PROSESLER ........................................................................................................... 37 6.3 SOLVENT EKSTRAKSİYON YÖNTEMLERİ ............................................................................................. 38 6.4 YENİDEN RAFİNASYON TEKNOLOJİSİ KULLANIMDA TÜRKİYE’DEKİ MEVCUT DURUM ......... 38 6.4.1 Tesislerde Kullanılan Teknolojiler ............................................................................................................ 39 6.4.2 Tesislerde Elde Edilen Ürünler ................................................................................................................. 42 6.4.3 Tesislerdeki Üretim Süreçlerinde Oluşan Atıklar ..................................................................................... 43 6.4.4 Tesislerin Yönetim Sistemleri Açısından Değerlendirmesi ....................................................................... 43 6.4.5 Tesislerdeki Üretim Süreçlerinin İyileştirmeye Açık Yönleri .................................................................... 44
7 PROJE UYGULAMASINA YÖNELİK ÖNERİLER ........................................................................................ 46
7.1 YENİDEN RAFİNASYON TESİSİ KAPASİTESİNİN BELİRLENMESİ..................................................... 46 7.1.1 Potansiyel Hammadde Miktarının Belirlenmesi ....................................................................................... 46 7.1.2 Hammadde İhtiyacını Karşılamada Kullanabilecek Bölgesel Kaynaklar ................................................. 47

PETDER-Petrol Sanayi Derneği Sayfa 4/60
7.1.3 Tesisin Hammadde İşleme Kapasitesinin Belirlenmesi ............................................................................. 48 7.2 TESİSTE KULLANILACAK TEKNOLOJİNİN SEÇİMİ .............................................................................. 49 7.3 TESİSE YÖNELİK ÖN YAPILABİLİRLİK ÇALIŞMASI ............................................................................. 50 7.3.1 Tesis Yerinin ve Arazi Büyüklüğünün Seçimi ............................................................................................ 50 7.3.2 Ön Finansal Etütler .................................................................................................................................. 54
8 GENEL DEĞERLENDİRME ............................................................................................................................... 58
YARARLANILAN KAYNAKLAR .............................................................................................................................. 60
PETDER-Petrol Sanayi Derneği Sayfa 5/60
1 PROJE ÖZETİ
Türkiye’de mevcut madeni atık yağların içindeki kirletici maddelerden (PAH, klorlu bileşikler, ağır
metaller vb.) arındırılarak standartlara uygun baz yağ üretilmesi işlemini gerçekleştiren, gelişmiş
ülkelerdeki örneklere uygun tasarlanmış bir tesisin olmaması önemli bir eksikliktir.
Yapılan hesaplara göre ülkemizde yaklaşık 400-450 bin ton madeni yağ tüketimi üzerinden, kullanım
sonrasında 200 - 250 bin ton atık madeni yağ oluşmuş olması beklenmektedir. T.C. Çevre ve
Şehircilik Bakanlığı verilerine göre Türkiye’de 45- 50 bin ton atık yağın toplanarak kayıt altına
alınabildiği bildiği, geri kalan yaklaşık 200 bin ton atık yağın ise kayıt altına alınamadığı
görülmektedir. Kayıt altına alınamayan atık yağ miktarının bu kadar yüksek olması, atık madeni
yağların ülkemizde ağırlıklı olarak ısınma amaçlı olarak kontrolsüz ortamlarda yakılması, yakıta
karıştırılması, gelişigüzel bertaraf gibi kayıtdışı uygulamalara konu edilmesi ve 10 numara yağ gibi
sahte akaryakıt faaliyetlerine konu edilmesinin bir sonucudur.
Toplanan atık yağ miktarı üzerinden yapılan değerlendirmede; atık yağların % 32'si enerji geri
kazanım amaçlı olarak çimento, kireç, demir çelik tesislerinde, % 64'ü hammadde olarak geri
kazanım amaçlı olarak Rafinasyon&Rejenerasyon Tesislerinde, %4'ü ise bertaraf tesislerinde
kullanılmaktadır.
Atık madeni yağların, çimento, demir çelik ve kireç fabrikalarında enerji olarak geri kazanılması
gelişmiş ülkelerde de yaygın kullanılan bir yöntem olmakla birlikte, uygun ileri rafinasyon
teknolojileri kullanılarak atık yağların içeriğinde bulunan tüm kirleticilerin temizlenerek orijinal baz
yağ elde edilmesi sayesinde, nihai olarak petrol kaynaklarının daha fazla tüketilmesinin önüne
geçilecek ve elde edilecek yeni ürünler ekonomiye katkı sağlayacaktır.
Çevre ve insan sağlığını son derece olumsuz etkileyen atık yağların yaklaşık % 40’ı Marmara
bölgesinden çıkmaktadır. Atık yağlar yaygın bir şekilde kontrolsüz ortamlarda yakılmakta,
akaryakıta karıştırılmakta, uygun olmayan yöntemlerle işlenerek standartlara uygun olmayan ürün
olarak piyasaya sunulmakta ve ağırlıklı olarak 10 numara yağ vb adlar altında kayıt dışı faaliyetlere
konu edilmektedir. Bu proje ile çevreye uyumlu, kalitesi yüksek ürünler üretmek suretiyle atık
yağların İstanbul’un hava, su ve toprak ekosistemine zarar vermesini önlenmesi ve şehrin yaşam

PETDER-Petrol Sanayi Derneği Sayfa 6/60
kalitesinin yükseltilmesi ve atık yönetim sistemi uygulamalarına destek sağlanması
amaçlanmaktadır.
Proje kapsamında atık madeni yağların yeniden Rafinasyonu konusundaki mevzuat ve teknolojik
gelişmelerin Türkiye’deki uygulamalar ile karşılaştırılmalı değerlendirilmesi yapılarak, İstanbul ve
yakın çevresindeki illerden toplanacak atık madeni yağların yeniden rafinasyonun sağlanmasına
yönelik en uygun teknolojinin seçimine ait fizibilite çalışması yapılmıştır.
Proje kapsamında üretilen bu raporun ülkemizde yatırım yapmak isteyen yerli ve yabancı
yatırımcılara yaralı olmasını temenni ederiz.
Bu Proje’ye mali kaynak ayırmak suretiyle destek sağlayan Türkiye Cumhuriyeti Kalkınma
Bakanlığımıza ve İstanbul Kalkınma Ajansına, bilgi ve birikimlerinden istifa ettiğimiz uzman ve
danışmanlarımıza teşekkürlerimizi sunarız.
Petrol Sanayi Derneği
İstanbul, 20 Nisan 2012

PETDER-Petrol Sanayi Derneği Sayfa 7/60
2 PROJE TANITIMI
2.1 PROJE AMAÇLARI
Bu projenin temel amacı; yaklaşık % 40’ı Marmara bölgesinden çıkan, kontrolsüz ortamlarda
yakılan, akaryakıta karıştırılan, uygun olmayan yöntemlerle işlenerek standartlara uygun olmayan bir
ürün olarak piyasaya sunulan (10 numara yağ vb. adlar altında) kayıt dışı faaliyetlere konu edilen
atık madeni yağların İstanbul’un ekosistemine zarar vermesini önlemektir. Projede, bu amacın
gerçekleştirilmesinde hedef alınan konular aşağıda belirtilmiş olup, bu konulara yönelik olası
soruların yanıtları yine bu rapor içerinde verilmeye çalışılmıştır.
- Atık madeni yağdan; kaliteli, TS 13369 ve ASTM 6074 standartlarına uygun baz madeni
yağ üretecek, Türkiye’de ilk atık madeni yağ rafinasyon tesisinin kurulması için gerekli
teknik, ekonomik ve sosyal yapının ana hatlarını ortaya çıkartmak ve bu sayede yeniden
kullanılabilir baz yağ üretimi ile ekonomiye katkıda bulunmak.
- İstanbul ağırlıklı olmak üzere, atık madeni yağların temini ve bertaraf tesisine
ulaştırılması için gerekli lojistik çerçeveyi belirlemek.
- Madeni Atık Yağlar Kontrol Yönetmeliği’nin gereklerinin yerine getirilmesi sırasında,
uygulamalarla ortaya çıkan aksaklıklar için yönetmelikte ekleme ve düzenlemelere katkı
koymak.
- AB atık direktifi doğrultusunda atıkların öncelikli olarak hammadde olarak geri
kazanımına imkân sağlayacak teknolojiyi belirlemek üzere öncelikli olarak İstanbul için
bir çözüm üretilmesini sağlamak
2.2 KISITLAMALAR VE HARİÇ TUTULANLAR
Bu rapordaki inceleme ve değerlendirmeler, uzman kişilerin sahip olduğu bilgi ve deneyimle
beraber, saha incelemesi ve gözlemlerinden elde edilen veriler ve ilgili kaynaklardan sağlanan
dokümanlar doğrultusunda hazırlanmıştır. Bu verilerin toplanması aşamasında karşılaşılan ve
incelemenin kapsamına doğrudan etkisi olan etkenler ve hariç tutulan unsurlar aşağıda belirtilmiş
olup yapılacak değerlendirmelerde göz önüne alınmalıdır:
- Yapılan çalışma, proje süresince PETDER tarafından sağlanan ve elde edilebilen
dokümanların incelenmesiyle sınırlıdır.
- İstanbul Kalkınma Ajansı tarafından desteklenen, Atık Madeni Yağ Rafinasyonu İçin En
Uygun Teknoloji Seçimi Projesi kapsamında hazırlanan bu çalışmanın içeriği İstanbul
PETDER-Petrol Sanayi Derneği Sayfa 8/60
Kalkınma Ajansı veya Kalkınma Bakanlığı’nın görüşlerini yansıtmamakta olup, içerik ile
ilgili tek sorumluluk PETDER’e aittir
- Bu çalışmada kuruluşlar bazında yapılan değerlendirmeler, yerinde ve ilgili tarihte
yapılan değerlendirme durumunu tespit etmektedir. İşyerinde, donanımlarda veya
organizasyonunda raporlama tarihinden sonra gerçekleşen değişiklikler ve bunların
etkileri, tarafsız bir değerlendirme için göz önünde tutulmalıdır.
PETDER-Petrol Sanayi Derneği Sayfa 9/60
3 ATIK YAĞLARIN YÖNETİMİ
Sanayileşmenin getirdiği kaçınılmaz olumsuz sonuçlardan biri olan tehlikeli atıklar sorunu, günümüz
şartlarında gelişmiş ve gelişmekte olan birçok ülkenin gündem maddelerinde her zaman için yer
bulmaktadır. Tehlikeli atıklar arasında yer alan atık yağlar da bu anlamda, ülkelerin atık yönetim
planlarının ayrılmaz bir parçası olmuştur. Atık yağların yönetimi ile ilgili planlama yapma gereği ise,
atık yağın çevre ve insan sağlığına zarar veren olumsuz etkilerini en düşük düzeye çekebilmek ve bu
tehlikeli atığı mümkün olan en iyi teknolojilerle, en üst seviyede ülke ekonomisine de fayda
sağlayacak şekilde kullanabilme arzusundan kaynaklanmaktadır. Bu doğrultuda, ülke atık yağ
yönetiminin temel elemanlarını oluşturan; yağ üretim tesisleri, atık yağ üreticileri, atık yağ
taşıyıcıları, geri kazanım ve bertaraf kuruluşları, yetkilendirilmiş taraflar, konuyla ilgili tüm resmi
kurum ve kuruluşların kanun ve yönetmeliklerle belirlenen düzenlemeler çerçevesinde uyum içinde
çalışması gerekmektedir. Öte yandan, atık yağ yönetiminin her aşamasında çevre ve insan sağlığının
korunmasının yanı sıra tüm hizmetlerde güvenlik konularındaki duyarlılık en üst düzeyde tutulmalı,
sürekli iyileştirilmesi hedeflenmeli ve bu hedefe yönelik olarak toplum sürekli bilgilendirilmelidir.
Atık yağ yönetimine ilişkin ülke politikalarında, sosyal ve ekonomik alışkanlıklardaki değişikliklerin
yanı sıra, çevresel faaliyetlerdeki önceliklere bağlı olarak çeşitli farklılıklar görmek mümkün olsa da
bu durum, yukarıda açıklanan gerçeğin yerine getirilmesi şartını değiştirmemektedir. Ülke genelinde
etkin olabilecek bir atık yağ yönetimi politikası sürdürebilmek için, atık yağların kaynağında kontrol
edilmesinden, geri kazanım ve bertaraf edilinceye kadar olan tüm aşamalardaki hedeflerin
belirlenmesi ve bu hedeflerin “Sağlık, Emniyet, Çevre ve Güvenlik” unsurları içerisinde planlanması
gereklidir.
3.1 TÜRKİYE’DE ATIK YAĞLARIN YÖNETİMİ
T.C. Çevre ve Şehircilik Bakanlığı tarafından Avrupa Birliğine uyum çerçevesinde başlatılan
çalışmalar kapsamında, ülkemizde atık yağlarla ilgili olarak 2004 yılında yayınlanan “Atık Yağların
Kontrolü Yönetmeliği” ile birlikte başlayan süreçte ve sonrasında yapılan ilave düzenlemelerle
önemli gelişmeler kaydedilmiştir.
Avrupa Birliği tarafından 19 Kasım 2008 tarih ve 2008/98/EC sayı ile yayımlanan “Atık Direktifi”
bu konuda ülkemizde mevzuat konusunda yapılan çalışmaların temelini oluşturmaktadır. Direktif
içeriğinde; atık yağların kaynağında ayrı toplanmasının, doğru atık yönetiminin yapılması ve uygun
olmayan bertaraf sonucu çevreye verilecek zararın önlenmesine yönelik konularına vurgu
yapılmaktadır. Atık yağların yönetiminin atık hiyerarşisine göre yaşam döngüsü analizi yapılarak

PETDER-Petrol Sanayi Derneği Sayfa 10/60
çevre için en fazla yarar sağlayan uygulamaya öncelik verilerek yapılması gerektiği de belirtilmiştir.
Direktifte sunulan Atık Yönetimi Hiyerarşisine göre atıklar; öncelik sıralaması ile kaynağında
azaltılmalı (prevention), tekrar kullanılmalı (reclaiming), hammadde olarak geri kazanılmalı
(recycling), enerji olarak geri kazanılmalı (energy recovery), en son seçenek olarak ise bertaraf
(disposal) ettirilmelidir.
Türkiye’deki atık yağların yönetimi alanındaki ilk yasal düzenleme o zamanki adıyla Çevre ve
Orman Bakanlığı tarafından 21.01.2004 tarih ve 25353 sayılı Resmi Gazete’de yayımlanarak
yürürlüğe giren Atık Yağların Kontrolü Yönetmeliği ile geçekleştirilmiştir. Yönetmelik atık yağ
üreticilerine, motor yağı üreticilerine, yerel yönetimlere, Başkanlığa ve geri kazanım ve bertaraf
tesislerini işletenlere yükümlülükler getiren dinamik bir model üzerine oturtulmuştur. Bu modelde,
motor yağı üreten ve ithal edenlere verilen atık motor yağı toplama yükümlülüğü ile 2872 sayılı
Çevre Kanununun 11. Maddesinde yer alan “üretici, ithalatçı ve piyasaya sürenlerin sorumluluğu
ilkesi” aktif bir uygulama haline getirilmiştir.
Bununla birlikte, Türkiye’de piyasaya arz edilen madeni yağ miktarı ve talep dengesine bakıldığında
ise, 2011 yılı için, 1 milyon 50 bin ton civarında bir madeni yağ talep fazlası olduğu da bir gerçektir.
Bunun en önemli nedeni, son yıllarda madeni yağ sektöründe kullanılmak üzere baz yağı olarak ithal
edilen, motorin piyasasında yaygın olarak kullanılan ve satılan 10 numara yağ adı altında yürütülen
piyasa faaliyetleridir. Bu nedenle Türkiye’de amacına uygun olarak tüketilen madeni yağ miktarını
tam olarak belirleyebilmek, dolayısıyla atık yağ üretim miktarı hakkında sağlıklı bir değerlendirme
yapmak da güçleşmiştir.
Enerji Piyasası Düzenleme Kurumu (EPDK) verilerine göre Türkiye’de Lisanslı Madeni Yağ Üretici
sayısı 2011 yılı sonu itibari ile 310’dur. Türkiye’deki madeni yağ tüketimi ise; ALPET, BP,
CASTROL, LUKOIL, OPET, POAŞ, SHELL, TOTAL ve MOIL firmalarının gönüllü katılımı ile
sağlanan madeni yağ sektör verileri, TÜİK tarafından yayımlanan Dış Ticaret İstatistikleri ve T.C.
Çevre ve Şehircilik Bakanlığı’na sunulan beyanlar üzerinden tahmini olarak hesaplanabilmiştir. Buna
göre, 2010 yılında 416 bin ton olarak gerçekleşen madeni yağ tüketimi 2011 yılında ise 411 bin ton
olmuştur.
PETDER-Petrol Sanayi Derneği Sayfa 11/60
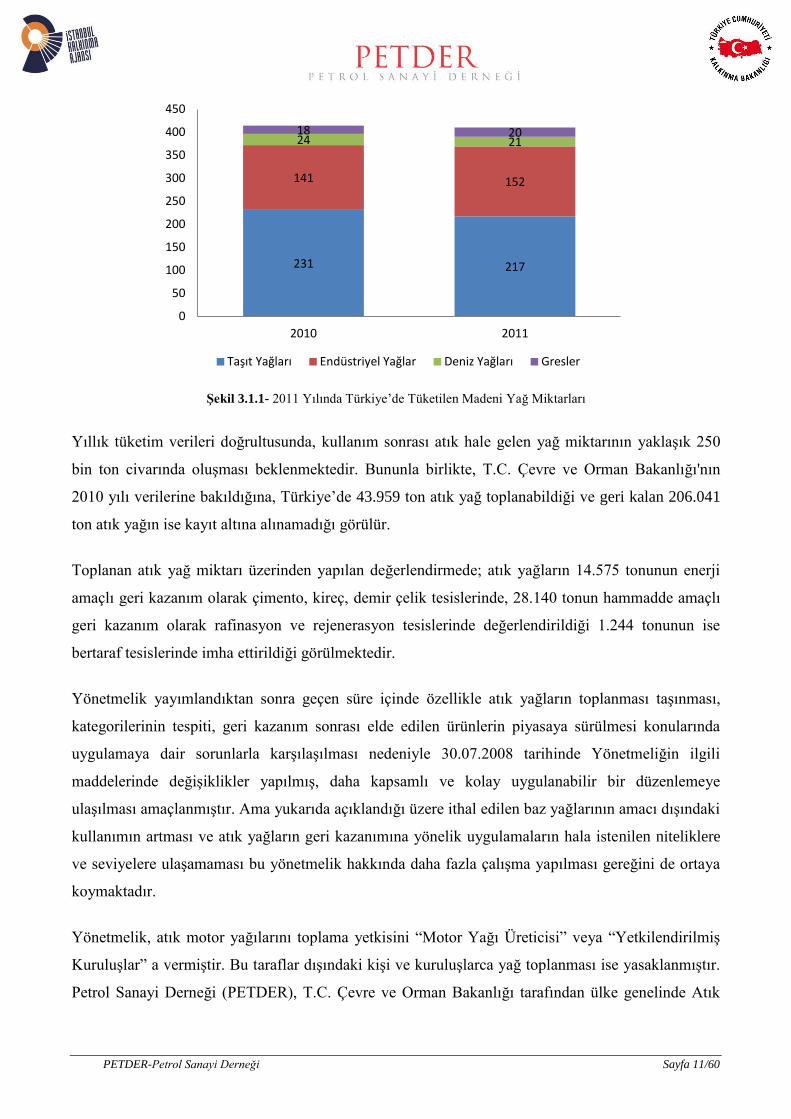
Şekil 3.1.1- 2011 Yılında Türkiye’de Tüketilen Madeni Yağ Miktarları
Yıllık tüketim verileri doğrultusunda, kullanım sonrası atık hale gelen yağ miktarının yaklaşık 250
bin ton civarında oluşması beklenmektedir. Bununla birlikte, T.C. Çevre ve Orman Bakanlığı'nın
2010 yılı verilerine bakıldığına, Türkiye’de 43.959 ton atık yağ toplanabildiği ve geri kalan 206.041
ton atık yağın ise kayıt altına alınamadığı görülür.
Toplanan atık yağ miktarı üzerinden yapılan değerlendirmede; atık yağların 14.575 tonunun enerji
amaçlı geri kazanım olarak çimento, kireç, demir çelik tesislerinde, 28.140 tonun hammadde amaçlı
geri kazanım olarak rafinasyon ve rejenerasyon tesislerinde değerlendirildiği 1.244 tonunun ise
bertaraf tesislerinde imha ettirildiği görülmektedir.
Yönetmelik yayımlandıktan sonra geçen süre içinde özellikle atık yağların toplanması taşınması,
kategorilerinin tespiti, geri kazanım sonrası elde edilen ürünlerin piyasaya sürülmesi konularında
uygulamaya dair sorunlarla karşılaşılması nedeniyle 30.07.2008 tarihinde Yönetmeliğin ilgili
maddelerinde değişiklikler yapılmış, daha kapsamlı ve kolay uygulanabilir bir düzenlemeye
ulaşılması amaçlanmıştır. Ama yukarıda açıklandığı üzere ithal edilen baz yağlarının amacı dışındaki
kullanımın artması ve atık yağların geri kazanımına yönelik uygulamaların hala istenilen niteliklere
ve seviyelere ulaşamaması bu yönetmelik hakkında daha fazla çalışma yapılması gereğini de ortaya
koymaktadır.
Yönetmelik, atık motor yağılarını toplama yetkisini “Motor Yağı Üreticisi” veya “Yetkilendirilmiş
Kuruluşlar” a vermiştir. Bu taraflar dışındaki kişi ve kuruluşlarca yağ toplanması ise yasaklanmıştır.
Petrol Sanayi Derneği (PETDER), T.C. Çevre ve Orman Bakanlığı tarafından ülke genelinde Atık
231 217
141 152
24 21 18 20
0
50
100
150
200
250
300
350
400
450
2010 2011
Taşıt Yağları Endüstriyel Yağlar Deniz Yağları Gresler

PETDER-Petrol Sanayi Derneği Sayfa 12/60
Motor Yağlarının toplanması ve lisanslı tesislerde ürün/enerji olarak geri kazanımı veya bertaraf
edilmesinin sağlanması konularında “Yetkilendirilmiş Kuruluş” olarak atanmıştır. Bu doğrultuda,
derneğin, Atık Yağların Kontrolü Yönetmeliği çerçevesinde 2004 yılından beri yürüttüğü “atık motor
yağı toplama” faaliyetlerine ait istatiksel veriler de Türkiye’de atık yağların yönetimi konusunda
önemli bir kaynak sağlamaktadır. Atık motor yağı ile sınırlı bu veriler incelendiğinde, 2011 yılında
toplanan atık motor yağı miktarı 20.576 ton olarak gerçekleşmiştir. Toplanan atık motor yağının %
9’u hammadde olarak geri kazanılmak üzere Lisanslı Rafinasyon Rejenerasyon tesislerinde, %83’ si
enerji olarak geri kazanılmak üzere çimento, kireç veya demir çelik fabrikalarında, %8’si ise tehlikeli
atık olarak bertaraf tesisinde değerlendirilmiştir.
Şekil 3.1.2- Yıllara Göre, PETDER Tarafından Toplanan Atık Madeni Yağ Miktarları
Şekil 3.1.3- 2011 Yılında Toplanan Atık Motor Yağının Kategori Bazında Dağılımı
7.492
10.425
15.080 16.094
17.640 17.780
20.576
0
5000
10000
15000
20000
25000
2005 2006 2007 2008 2009 2010 2011
ton
yıllar
Toplanan Motor Yağı Miktarları

PETDER-Petrol Sanayi Derneği Sayfa 13/60
2011 yılında toplanan atık motor yağlarının %55’i Araç Servislerinden, %9’u Endüstri Araç
Parkından, % 6’sı Kamu Kuruluşlarından, % 4’ü Belediyelerden, %6’sı İnşaat ve Madencilik
Sektöründen, %2’si Yağ Üretim Tesislerinden, %15’i Askeri Kurumlardan, %1’i ise Nakliye
Firmaları, geriye kalan %1’lik kısım da Yıkama Yağlama ve Diğer Kuruluşlardan toplanmıştır.
Şekil 3.1.4- 2011 Yılında Toplanan Atık Motor Yağının Kaynaklara Göre Dağılımı
2011 yılında toplanan atık motor yağlarının 8 bin 466 tonu Marmara Bölgesinden, 2 bin 802 tonu
Ege Bölgesinden, 3 bin 622 tonu İç Anadolu Bölgesi’nden, bin 902 tonu Karadeniz Bölgesinden, 2
bin 107 tonu Akdeniz Bölgesinden, 835 tonu Güneydoğu Anadolu Bölgesi’nden, 842 tonu Doğu
Anadolu Bölgesinden toplanmıştır.
Şekil 3.1.5- 2011 Yılında Toplanan Atık Motor Yağının Bölgelere Göre Dağılımı
AKDENİZ BÖLGESİ 10%
DOĞU ANADOLU BÖLGESİ 4%
EGE BÖLGESİ 14%
GÜNEYDOĞU ANADOLU BÖLGESİ
4%
MARMARA BOLGESI 41%
KARADENİZ BÖLGESİ 9%
İÇ ANADOLU BÖLGESİ 18%
Toplanan Atık Motor Yağlarının Bölgesel Dağılımı

PETDER-Petrol Sanayi Derneği Sayfa 14/60
İller bazında toplanan atık motor yağı miktarlarına bakıldığında, 2011 yılında en çok atık motor yağı
toplanan ilk on ilin sıralaması şöyledir: İstanbul, Ankara, İzmir, Kocaeli, Bursa, Adana, Tekirdağ,
Kayseri, Antalya, Zonguldak olarak gerçekleşmiştir. En az atık motor yağı toplanan iller ise sondan
itibaren Şırnak, Muş, Ağrı, Kilis ve Bitlis olmuştur.
3.2 DİĞER ÜLKELERDEKİ ATIK YAĞ YÖNETİMİ UYGULAMALARI
Atık yağların yönetimi konusunda diğer ülkeler bazında yapılan incelemelerde standart bir
uygulamanın bulunmadığını ve farklı yaklaşımlar olduğu görülmüştür. Atık yağlara ilişkin dünya
genelindeki yasal düzenlemelere bakıldığında ise atık yağların genel olarak üç farklı şekilde
değerlendirildiğini söylemek mümkündür. Bunlar; hammadde veya enerji olarak geri kazanım veya
tehlikeli atık olarak bertaraf edilmesine yönelik yaklaşımlarıdır.
Kline raporunda, 2009 yılında dünya genelinde toplam 32.3 milyon ton madeni yağ kullanıldığı ve
kullanım sonrası 22.4 milyon ton atık madeni yağ ortaya çıktığı ve bu miktarın 16.5 milyon tonunun
(%74) toplanabildiği, geri kalan 5.9 milyon ton (%26) atık yağın ise toplanamadığını ifade
edilmektedir.
Şekil 3.1.6- Küresel Ölçekte Atık Madeni Yağ Toplama Oranı
Toplanan atık yağ miktarı üzerinden yapılan değerlendirmede ise; atık yağların 12.9 milyon tonunun
(%78) enerji geri kazanım amaçlı ek yakıt olarak, 2.6 milyon tonunun (%16) ürün geri kazanım
amaçlı hammadde olarak değerlendirildiği, geri kalan 1 milyon tonun(%6) ise başka uygulamalarda
kullanıldığı ifade edilmektedir.
GEİR 2008 raporunda ise, toplanan atık yağ miktarı üzerinden yapılan değerlendirmede, Avrupa
ülkelerinde toplanan atık yağların %50’si enerji değerinden yararlanmak üzere ek yakıt olarak,

PETDER-Petrol Sanayi Derneği Sayfa 15/60
%37’si ise ürün olarak geri kazanılmak üzer hammadde olarak değerlendirildiği ifade edilmektedir.
Raporda kayıt altına alınan, geri toplanabilen, miktar üzerinden AB Üyesi ülkeler ortalaması ise %74
olarak verilmektedir.
Şekil 4.1.7- Küresel Ölçekte Atık Madeni Yağın Geri Kazanım Yöntemlerine Göre Dağılımı
Atık yağ yönetimi hakkında AB ülkeleri ve Kuzey Amerika kapsamında bulunan bazı ülkelerdeki
uygulamalara yönelik bilgiler aşağıda kısaca özetlenmiştir:
Fransa’da atık yağların kayıt altına alınma oranı yüksektir. Atık yağların yönetimi ADEME “Fransa
Enerji ve Çevre Ajansı” tarafından yönetilmektedir. Atık yağların toplanması, ADEME tarafından
yetkilendirilen toplayıcı ve taşıyıcılar tarafından yapılmaktadır. Madeni yağ üreticileri piyasaya
sürdükleri madeni yağlar üzerinden ADEME’e ödeme yapmaktadırlar. Atıklar çimento
fabrikalarında veya müsaade edilen işletmelerde enerji geri kazanım amaçlı veya yeniden rafinasyon
tesislerinde hammadde geri kazanım amaçlı olarak kullanılmaktadır. Rafinasyon ve Rejenerasyon
oranı %42’dir.
Almanya’da da atık yağların kayıt altına alma oranı yüksektir. Atıklar; Klorür içermeyen, Halojen
içermeyen, PCB ve Halojen içerenler, Biyolojik olarak çözünebilenler, izolasyon, ısı transfer, yağ/su
seperatör yağları olmak üzere çeşitli gruplara ayrılmıştır. Rejenerasyon oranı %41, Enerji olarak geri
kazanım oranı %35, Bertaraf oranı ise %24’dür. Atık üreticileri kullanılmış yağlarını hammadde
veya enerji geri kazanımına yönlendirmekte özgür olmakla birlikte 2002 yılında yapılan düzenleme
ile öncelik hammadde geri kazanıma verilmiştir.
İtalya’da atık yağlar, madeni yağ üreticileri, atık yağ toplayıcıları ve rafinasyon tesislerinden oluşan
bir konsorsiyum (COOU) tarafından yönetilmekte ve toplanmaktadır. Bu konsorsiyum Sanayi,

PETDER-Petrol Sanayi Derneği Sayfa 16/60
Maliye, Sağlık ve Çevre Bakanlarının otoritesi altında çalışmaktadır. COOU, atıkların toplanması,
kalite kontrolünün yapılması ve değerlendirilmesinden sorumludur. 80 civarında toplayıcı kuruluş
bulunmaktadır. Rejenerasyona devlet desteği bulunmakta ve toplanan atıkların %80’i rafinerilere
gönderilmektedir.
Birleşik Krallık’da çok sayıda toplayıcı bulunmaktadır. Atık yağları büyük bir bölümü enerji geri
kazanım amaçlı olarak demir çelik fırınlarında ve çimento fabrikalarında değerlendirilmektedir. Atık
yağların bir bölümü de AB ülkelerine ihraç edilmektedir.
Finlandiya’da hükümet atık yağların yönetimine ilişkin olarak EKOKEM isimli firmayı
yetkilendirmiştir. 2007 yılına kadar tüm toplanan atıklar enerji geri kazanım amaçl olarak
değerlendirilmiştir. EKOKEM 2007 yılında Finlandiya’da Kurulu tek rafineri ile 5 yıllık bir protokol
imzalamıştır ve toplanan atık yağları bu rafineriye teslim etmektedir. Madeni yağ üreticileri Çevre ve
Orman bakanlığına piyasaya sürdükleri madeni yağlar üzerinden ücret ödemektedir. Bakanlık
toplanan bu parayı atık yağların yönetimi ve toplanması işlerini finansa etmek üzere tekrar sisteme
aktarmaktadır.
İspanya’da atık yağların yönetimi, madeni yağ üreticileri ve ithalatçıları tarafından oluşturulan ve
kar amacı taşımayan iki organizasyon tarafından yürütülmektedir. Bunlardan biri olan (SIGAUS),
2008 yılından beri 105 katılımcı üyesi ve %94 Pazar temil payı ile çalışmalarını sürdürmektedir.
Diğer yetkilendirilmiş kuruluşun (SIGPI) pazar payı ise %6’dır. Organizasyon masrafları katılımcı
üyeler tarafından karşılanmaktadır. Atık yağlar İspanya’da üç şekilde değerlendirilmektedir.
Rafinasyon ve Rejenerasyon, ön işleme ve enerji geri kazanım. Ön işleme atık yağların içeriğinde
bulunan su ve metallerin temizlenerek müsaade edilen sektörde fırınlarda enerji geri kazanım amaçlı
olarak kullanılması şeklinde tanımlanmaktadır.
Portekiz’de atık yağların toplanması ise, 2005 yılında kurulan Portekiz İş Adamları ve Geri
Kazanım Dernekleri ile Petrol Derneği işbirliği içerisinde SOGILUB adlı kar amaçlamayan bir
organizasyon tarafından yürütülmektedir. Atık yağların toplanması ile ilgili tek yetkilendirilmiş
kuruluş SOGILUB’dur. Organizasyonun masrafları madeni yağ üreticileri ve ithalatçıları tarafından
karşılanmaktadır. Atık yağların değerlendirilme önceliği rejenerasyon, ön işleme ve geri kazanım
şeklindedir. Toplanan atık yağların büyük bir bölümü onay almış işletmelerde enerji geri kazanım
amaçlı olarak kullanılmaktadır. Önemli bir miktarda ise rafinasyona tabi tutulmak üzere İspanya’ya
ihraç edilmektedir.

PETDER-Petrol Sanayi Derneği Sayfa 17/60
Yunanistan’da atık yağlarla ilgili yasal çerçevenin oluşturulmasını müteakiben 2004 yılında kurulan
ELTEPE SA (atık yağların toplanması ile ilgili olarak ulusal sistem kurulması) atık yağların
toplanması ile ilgili olarak atanmıştır. Bu sayede 2004 yılında 8.000 ton olan toplama miktarı 40.000
tona çıkmıştır. Sistem, atık yağların lisanslı toplayıcılar ile toplanarak rafinerilere satılması
şeklidedir. Atık yağların enerji geri kazanım amaçlı olarak veya rafinasyon işlemine tabi
tutulmaksızın ön işlemden geçirilerek kullanılmasını yasaklamıştır.
Kuzey Amerika kıtasında, A.B.D.’de ise rafinasyon sektörünün küçük olduğu ve atıkların yakıt
olarak kullanımının teşvik edildiği görülmektedir. A.B.D.’de atık yağların yönetimi hususunda
Avrupa’daki gibi merkezi bir yönetim bulunmamaktadır. Bu kapsamda eyaletler arasında farklı
uygulamalar olup endüstri istatistikleri de farklılıklar içermektedir. Bazı eyaletlerde, toplama
çalışmaları madeni yağ satışından alınan vergi ile desteklenmekte, bazı eyaletlerde kirlenmenin
önüne geçmek üzere atık yağları tehlikeli madde olarak değerlendirmekte, bazı yerel yönetimler ise
toplama çalışmalarını desteklemek üzere maddi kaynak ayırmaktadır. Bununla birlikte A.B.D.
hükümeti federal politikası kullanımda yeniden rafine edilmiş yağların tercih edilmesini yakma da
dâhil olmak üzer atık yağların işlenerek geri dönüşümünün sağlanması ve bertaraf edilmesinin teşvik
edilmesi yönündedir. Bu çalışma dünyada atık yağların değerlendirme yöntemlerinin ülkelere göre
farklılık gösterdiğini ve genel anlamda en iyi olarak nitelendirilebilecek bir uygulamanın
bulunmadığını göstermektedir.

PETDER-Petrol Sanayi Derneği Sayfa 18/60
4 ATIK MADENİ YAĞLARIN GERİ KAZANIMI
Madeni yağlarının nitelikleri, içeriğindeki hidrokarbonların ve katkı maddelerinin zamanla
parçalanması sonucu değişime uğrar. Bununla birlikte, kullanım alanına da bağlı olarak, toz, kir, tam
yanmamış yakıt, nem veya korozyon yan ürünleri gibi bileşime sonradan dâhil olabilen diğer
kirleticilerin de etkisiyle bu yağlar işlevselliğini yitirir ve artık kullanılmış olan bu yağlar, atık yağ
olarak nitelendirilir.
Tehlikeli atık kapsamında tanımlanan kullanılmış yağlar “Atık” nitelendirmesinin aksine, büyük
oranda “kullanım” potansiyeline sahiptirler. Atık yağların bu geri kazanım potansiyeli, Avrupa
Birliği tarafından yayımlanmış Atık Direktifi’nde (2008/98/EC, 19.11.2008) belirtilen Atık Yönetimi
Hiyerarşisi içeriğindeki yeniden kullanıma hazırlama (oil reclaiming), hammadde olarak geri
kazanım (recycling) veya enerji olarak geri kazanım (energy recovery) ilkelerine uygun şekilde
değerlendirilebilir.
Gerçek bir geri kazanımdan söz edebilmek için; yüksek verimlilik, kaliteli bir ürün elde edilmesi ve
geri kazanım işlemlerinin çevreye (havaya, suya ve toprağa) olumsuz etki yaratmaması gerekir.
Ayrıca, kullanılan geri kazanım teknolojisinin ürünün önceki durumuna göre ilave bir atık sorunu
oluşturmaması ve ürünün, enerji açısından, yerine konulandan çok daha verimli olması gibi bir dizi
gereklilikler de göz önünde bulundurulmalıdır. Bu ilkeler doğrultusunda, atık madeni yağların geri
kazanımında izlenen yöntemlere ilişkin ayrıntılar aşağıdaki konu başlıklarında incelenmiştir.
4.1 ATIK MADENİ YAĞLARIN YENİDEN KULLANIMA HAZIRLANMASI
Atık madeni yağların yeniden kullanıma hazırlanması (oil reclaiming) genellikle, hammadde olarak
geri kazanım (recycling) ilkesiyle karıştırılmaktadır. Atık yağın yeniden kullanıma hazırlanması, atık
yağ üreticisi konumundaki kuruluşun kendi yağ atığını kirleticilerden arındırarak ve niteliği
bozunmuş katkı eksikliklerini tamamlayarak veya tüm bu işlemleri madeni yağ üreticisi tarafından
yapılmasını sağlatarak yine aynı amaç doğrultusunda bu yağı kullanılabilir hale getirmesidir. Bu
anlamda, madeni yağın kullanım yerinde, madeni yağ üreticisi tarafından alınacak numunelerle
içeriğinde bulunan katkı maddesi miktarının veya yağın görevini yapabilirliğinin kontrol edilmesi
sağlayacak analizlerin yapılması gerekir. Bu aşamadan sonra, atık yağın kullanım yerinde yapılacak
basit işlemlerle kirleticilerden arındırılması veya katkı ilavelerinin yapılarak iyileştirilmesi, yeniden
kullanıma hazırlaması olarak tanımlanabilir.

PETDER-Petrol Sanayi Derneği Sayfa 19/60
4.2 ATIK MADENİ YAĞLARIN HAMMADDE OLARAK GERİ KAZANIMI
Atık madeni yağların hammadde olarak geri kazanımı, atık yağ içeriğinde bulunan her türlü
kirleticinin, oksidasyon ürünlerinin, partiküllerin giderilerek ulusal veya uluslararası standartlar,
şartnameler ile kullanım amacına uygun baz yağ ve petrol ürünlerinin elde edilmesi olarak
tanımlanabilir.
Temel ilke olarak; düşük miktarda kirletici (su, yakıt, kum, oksidasyon ürünleri vb.) içeren, biyolojik
olarak çözünebilir özellikte olmayan ve 50 ppm’den az PCB/PCT içeriği bulunan atık madeni
yağlardan baz yağ elde etmek, geri kazanım konusunda yeniden rafinasyon işlemini teknolojik bir
seçenek olarak ortaya koymaktadır.
Atık yağların yeniden rafinasyonu sonucunda elde edilen baz yağ, atık yağın kirlilik derecesine ve
kullanılan prosese bağlı olarak farklı özellikler taşısa da bu sürecin ham petrolden elde edilmesine
kıyasla %67 oranında daha az enerji gerektirmesi ve yaklaşık olarak 1.5 kg atık madeni yağdan diğer
yan ürünlerin dışında 1 kg civarında yüksek kalitede baz yağ sağlanması bu yöntemin geri kazanım
için tercih edilmesinin en önemli nedenini oluşturmaktadır.
4.3 ATIK MADENİ YAĞLARIN ENERJİ OLARAK GERİ KAZANIMI
Atık madeni yağların enerji olarak geri kazanımı ise, atık yağların kullanılan mevcut yakıta ilave
edilerek lisanslı tesislerde enerji sağlama amaçlı kullanımını ifade eder. Atık madeni yağların enerji
değerinden yararlanmak üzere çimento ve demir çelik sektöründe ek yakıt olarak kullanımı dünya
genelinde yaygın bir uygulamadır. Atık yağ, içeriğinde askıda bulunan katı kirleticilerin ve suyun
ayrıştırılmasından sonra kullanılan mevcut yakıta belli oranlarda ilave edilerek ek yakıt olarak
çimento, kireç fabrikalarında, demir çelik üretim tesislerinde ve enerji santrallerinde
kullanılabilmektedir.
PETDER-Petrol Sanayi Derneği Sayfa 20/60
5 YENİDEN RAFİNASYON TEKNOLOJİLERİ VE ÖZELLİKLERİ
Atık yağ geri kazanım teknolojileri son 10-15 yıl içerisinde önemli gelişme göstermiştir. Günümüz
atık yağ geri kazanım teknolojisi ile asit kil metodu ile üretilenden çok daha yüksek kalitede ki bazen
API Grup II kalitesinde baz yağı üretilebilmektedir. Bu sektörün önündeki en önemli konu
tüketicilerin bütün geri kazanım ürünü yağların aynı olduğunu düşünmeleri ve basit fiziksel
ayrıştırma ve kimyasal işleme tabi tutularak elde edilen yağ ile Grup II kalitesinde ileri Rafinasyon
ürünü yağın ayrımının yapılamamasıdır. Çok fazla sayıda yeniden Rafinasyon teknolojisi
bulunmakla birlikte en çok bilinenler hakkındaki bilgilendirme sonraki bölümlerde yapılmıştır.
5.1 ASİT KİL METODU
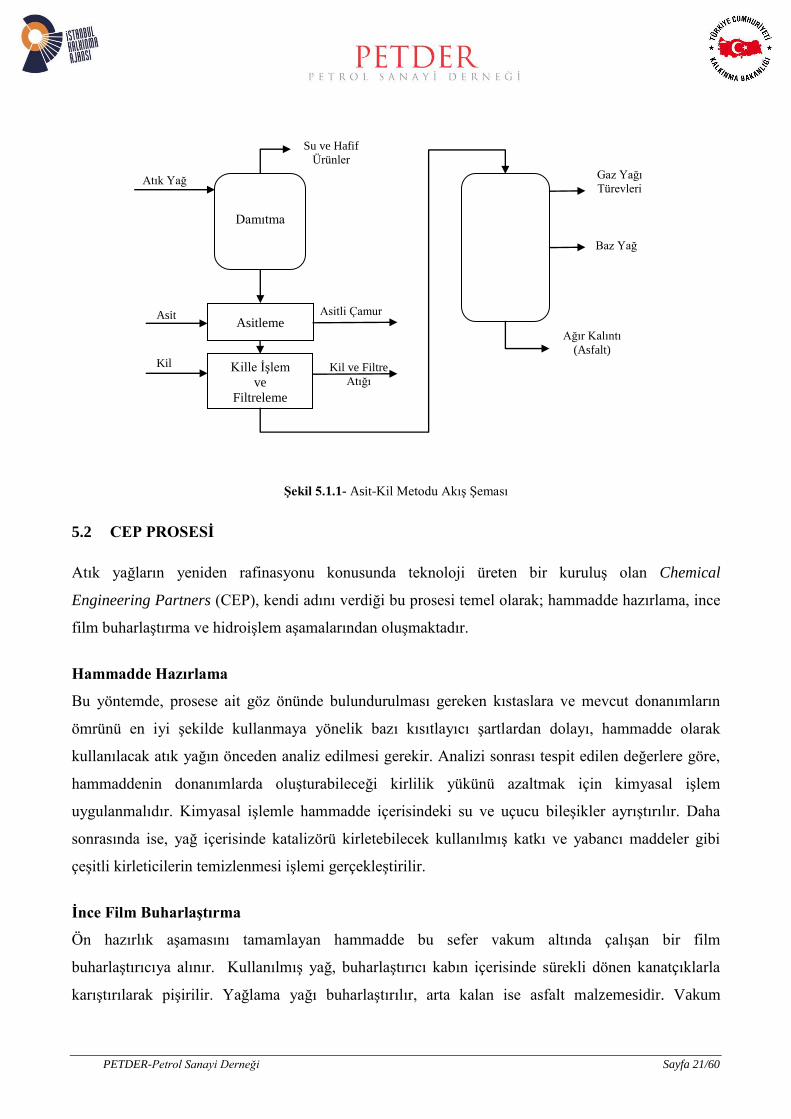
Yeniden rafinasyon tesislerince eskiden beri yaygın olarak uygulanan bu yöntemde genel olarak ilk
aşamada yağ içerisindeki su alınır, ön damıtma işlemi ile hafif ürünler (Etan, Metan vb.) ayrıştırılır,
sonrasında sülfürik asit ile reaksiyona sokulur. Kullanılmış yağın sülfürik asit ile reaksiyonunda yağ
içerisindeki çeşitli oksijen bileşikleri, asfalt, reçine türevleri, diğer azot ve kükürt bazlı bileşikler ile
metal kirleticiler çökertilir. Bu işlem sonucunda, yağ içerisinde istenilen nitelikte parafin ve naftalin
moleküllerinin kalması sağlanır. Sonraki aşamada, yağdaki renk ve kokuyu gidermek için aktif kil
katkısı yapılır, filtre işleminden geçirildikten sonra, baz yağı elde etmek için gerekli niteliklere sahip
bir ürün ortaya çıkar. Bu sürece ilişkin genel bir akış şeması Şekil 5.1.1’de verilmiştir.
Bu yönteme ilişkin en büyük sorunlardan birisi, oluşan asidik çamur ve kullanılmış kil atıklardır. Her
iki atık türü, toksik metal ve sülfürik asit içeriği nedeniyle tehlikeli atık niteliğindedir ve bertaraf
edilmesinin maliyeti yüksektir. Bu nedenlerden dolayı bu yöntemin kullanılmasına birçok ülkede
artık izin verilmemektedir. Asit Kil Metodu halen düşük kalite pazarı ürünü olarak Brezilya,
Hindistan ve Çin’de kullanılmaktadır. Kullanılmış kil de genel olarak seramik ve çimento sanayinde
bertaraf edilmektedir. Türkiye’de ise bu yönteme göre kurulmuş bazı tesisler bulunmakla birlikte
sürece ilişkin asitleme işleminin tehlikesi ve görece zorluğundan dolayı bu aşama atlandığından, tam
olarak proses şartlarına uygun bir üretim yapıldığı pek söylenemez.
PETDER-Petrol Sanayi Derneği Sayfa 21/60
Şekil 5.1.1- Asit-Kil Metodu Akış Şeması
5.2 CEP PROSESİ
Atık yağların yeniden rafinasyonu konusunda teknoloji üreten bir kuruluş olan Chemical
Engineering Partners (CEP), kendi adını verdiği bu prosesi temel olarak; hammadde hazırlama, ince
film buharlaştırma ve hidroişlem aşamalarından oluşmaktadır.
Hammadde Hazırlama
Bu yöntemde, prosese ait göz önünde bulundurulması gereken kıstaslara ve mevcut donanımların
ömrünü en iyi şekilde kullanmaya yönelik bazı kısıtlayıcı şartlardan dolayı, hammadde olarak
kullanılacak atık yağın önceden analiz edilmesi gerekir. Analizi sonrası tespit edilen değerlere göre,
hammaddenin donanımlarda oluşturabileceği kirlilik yükünü azaltmak için kimyasal işlem
uygulanmalıdır. Kimyasal işlemle hammadde içerisindeki su ve uçucu bileşikler ayrıştırılır. Daha
sonrasında ise, yağ içerisinde katalizörü kirletebilecek kullanılmış katkı ve yabancı maddeler gibi
çeşitli kirleticilerin temizlenmesi işlemi gerçekleştirilir.
İnce Film Buharlaştırma
Ön hazırlık aşamasını tamamlayan hammadde bu sefer vakum altında çalışan bir film
buharlaştırıcıya alınır. Kullanılmış yağ, buharlaştırıcı kabın içerisinde sürekli dönen kanatçıklarla
karıştırılarak pişirilir. Yağlama yağı buharlaştırılır, arta kalan ise asfalt malzemesidir. Vakum
Kil
Asit
Su ve Hafif
Ürünler
Atık Yağ
Asitli Çamur
Kil ve Filtre
Atığı
Baz Yağ
Gaz Yağı
Türevleri
Ağır Kalıntı
(Asfalt)
Asitleme
Kille İşlem
ve
Filtreleme
Damıtma

PETDER-Petrol Sanayi Derneği Sayfa 22/60
uygulaması, ayrışmanın yağ parçalanma sıcaklığının altında gerçekleşmesini sağlar. İnce Film
Buharlaştırıcılar, daha düşük sıcaklıklar ve kısa işlem süresi ile pişirme süresini, diğer ayrıştırma
donanımlarına göre, en aza indirirler. Bu aşamada, yüksek kaynama noktasına sahip hidrokarbonlar
baz yağından ayrıştırılır. Orijinal yağlama yağı içerisindeki kimyasal katkılar ve ağır metaller ise
artık ürün olan asfalt içerisinde kalır. Asfalt, çatı kaplama uygulamaları dâhil benzer birçok işte
değerlendirilmek üzere satılır.
Hidroişlem
Prosesin son bölümde ise, seri konulmuş bulunan üç adet hidroişlem (Hydrofinishing) reaktöründen
geçirilerek, katalizör yardımıyla hidrojene doyurulan ürün, API Grup II kalitesinde bir baz yağ
sağlayacak şekilde, kükürt içeriği 300 ppm altına düşürülerek, doygunluk seviyesi %90’ın üzerine
çıkartılır. Bundan sonrasında baz yağının istenilen fraksiyonlara ayrılmasını sağlayacak vakum
altındaki damıtma işlemine geçilir. Tüm prosesi özetleyen bir akış şeması Şekil 5.2.1’de verilmiştir.
Hidroişlem teknolojisi; kükürt, azot, metaller, veya doymamış hidrokarbonlar gibi istenmeyen
içeriklerin ayrıştırılmasında en çok kullanılan damıtma işlemlerinden biridir. Bu teknolojiyi ticari
uygulamalarında kullanan başlıca tesisler; Evergreen (Newark,CA, A.B.D.), Universal Lubricants
(Wichita, KS, A.B.D.) Heartland Petroleum (Columbus, OH, A.B.D.) ve L&T Recoil (Hamina,
Finlandiya)’dır.

PETDER-Petrol Sanayi Derneği Sayfa 23/60
Şekil 5.2.1- CEP Prosesi Akış Şeması
5.3 MOHAWK PROSESİ
Mohawk ve CEP’in 1989’da başlattığı teknolojik işbirliği ile geliştirilen bu prosesin ilk aşamasında
atık yağ içeresindeki kirleticilerin kimyasal arıtmayla uzaklaştırılması işlemi yer alır. Proses öncesi
bu hazırlığın ardından atmosferik flaş damıtmayla su ve hafif hidrokarbonlar ayrıştırılır, bundan
sonra ise vakum altında flaş damıtma işlemiyle de dizel yakıt fraksiyonları yağlardan çekilir. Bu
işlemi ince film buharlaştırıcıdan asfalt içeriğinin ayrılması takip eder. Hafif ürünler ise standart
katalizörlerle yüksek basınçta (1000 psi) hidroişlem (Hydrofinishing) prosesine sokulur, son aşamada
ise ürünün damıtılmasıyla farklı özellikteki baz yağlarının elde edilmesi sağlanır. (Şekil 5.3.1)
İnce Film
Buharlaştırma
Ünitesi
Asfalt
Bileşikleri
Ayrımsal Damıtma
Ünitesi
Atık Yağ
Kimyasal İşlem
İkincil Hafif
Hidrokarbonlar
Katalizör Temizleme
Ünitesi
H2 Geri Dönüşü
Sıyırıcı
Hafif Baz Yağlar
Flaş
Ünitesi
Hidroişlem
Ünitesi
H2
3 2 1
Reaktörler
Su ve Hafif
Hidrokarbonlar
Ağır Baz Yağlar

PETDER-Petrol Sanayi Derneği Sayfa 24/60
Şekil 5.3.1- Mohawk Prosesi Akış Şeması
Mohawk prosesi Evergreen (A.B.D. ve Kanada) tarafından lisanslandırılmıştır. Kullanılan
teknolojide yapılan iyileştirmelerle arıtılması gereken su miktarı düşürülmüş ve katalizörlerin
ömrünü 8-12 aya kadar uzatılmıştır. Proses sırasında elde edilen asfaltın doğrudan inşaat sektöründe
kullanılması mümkündür ve üretilen ürünlerin kalitesi oldukça yüksektir. Bu prosesi kullanan North
Vancouver (Kanada) 600 varil/gün, Evergreen (A.B.D.) 50kt/yıl ve Southern Oil Refineries
(Avusturalya) 20kt/yıl üretim kapasitesine sahiptir. 1996 yayımlanan bir araştırmaya göre, Mohawk
prosesinde toplam ürün maliyetinin %42.7’sini hammadde maliyeti oluşturmaktadır.
5.4 HYLUBE PROSESİ
Puralube kuruluşunun talebi doğrultusunda UOP, HyLube™ Teknolojisini 1995 yılında
geliştirmiştir. Kesintisiz olarak yürütülen bu proses temel olarak; ön işlem, katalitik hidroişlem ile
ürün geri kazanımı aşamalarını içeren üç ana başlık altında gruplandırabilir.
Ön İşlem
Prosesin ilk aşamasında atık motor yağları önce filtre edilir, sonrasında ise sıcak hidrojen gazı ile
karıştırılarak flaş ayırıcıda buharlaştırılır. Bu işlemle yağ içerisindeki inorganik moleküller, metaller
65
Dizel 0,5
Kimyasal Katkı
Atık Yağ 100
Asfalt 14
Hafif Gazlar 4
Su 10 Dizel 6
H2 Hidroişlem
Ünitesi
Orta
Hafif
İnce Film
Buharlaştırıcı
Ağır
Ön İşlem
Ünitesi
Flaş
Damıtma
Flaş
Vakum
Damıtma
Vakum
Damıtma
Damıtma
Hafif Gazlar 0,5

PETDER-Petrol Sanayi Derneği Sayfa 25/60
ve ağır asfalt bileşenleri ayrıştırılır. Elde edilen bu dip ürün asfalt kaplama işlerinde kullanım için
oldukça uygundur. Flaş ayırıcıda buharlaştırılan, C40 düzeyine kadar hidrokarbonların bulunduğu
gaz karışımı ise katalitik ünitesine gönderilir. Ön arıtma aşamasında sıcak hidrojen gazının dâhil
edilmesinin nedeni ise, işlemler boyunca yüksek basınç / yüksek sıcaklık ortamlarında (480 0C
sıcaklık ve 80 bar basınç) sıcaklığa duyarlı yüksek değerli yağlama yağı moleküllerinin sıcak
yüzeylere yapışmasını ve pişmesini engellemek içindir.
Katalitik Hidroişlem
Birden fazla aşama içeren bu yüksek basınç sisteminde gaz fazındaki hidrokarbon karışımı öncelikle,
artık kalan kirletici ve metal bileşiklerden ayrıştırılır ve sonrasında kükürt giderme işlemine alınır.
Çevrim reaktöründe, sağlanan yeterli yüksek basınç ve sıcaklıklarda, olefinler ve aromatikler
hidrojenleme katalizörlerinin de yardımıyla doyurulur ve hidroişlem (hydrofinising) gerçekleştirilir.
Tüm bu aşamalara dahil olan süreçler, baz yağı fraksiyonlarındaki diğer heteroatomların
ayrıştırılması ve yoğun kükürt giderimi sağlamak içindir.
Ürün Geri Kazanımı ve Son İşlem
Hidroişlem sonrasındaki basınç düşürme aşamasında hidrojenleme reaksiyonunda meydana gelen
klorürler, kükürtler ve reaksiyona girmeyen hidrojen gazları prosese geri beslenir. Bu işlemde;
basınç, hız ve hidrojen çevrim oranı beslenen atık yağ içeriğine bağlı olarak üniteden üniteye
farklılık göstermektedir. İşlem sonucunda sıvı halde saflaştırılmış hidrokarbon karışımını içeren yağ
ise vakum altında damıtılarak endüstriyel nitelikte istenilen ürünlere ayrıştırılır. Bu ürünler içerisinde
baz yağı fraksiyonlarının yanında yan ürün olarak; nafta, gaz yağı, gaz yakıtlar da kalite açısından
oldukça iyidir. Örneğin, elde edilen Setan sayısı yüksek dizel üründeki kükürt oranı 5ppm altındadır.
Bu gibi ürünlerin elde edilmesi, prosesin yüksek katalizör maliyetlerini dengelemesi açısından
önemli bir tercih nedeni olmaktadır. (Şekil 5.4.1)

PETDER-Petrol Sanayi Derneği Sayfa 26/60
Şekil 5.4.1- HyLube Prosesi Akış Şeması
H2 Dönüşünün
Ön Isıtması
P-30 baz
yağı
P-16 baz
yağı
Vakum gaz
yağları
Hidrojen Geri Dönüşü
H2
Besleme Gaz
Saflaştırma
Reaktörü
Reactor
Asfalt
Ayrıştırma
Kolonu
P-75 baz
yağı
Yüksek Basınç
Seperatörü
Harmanlama
Flaş
Ürün
Sıyırıcı
Hafif Hidrokarbonlar
H2
Ön Isıtma
Hidroişlem
Reaktörü
Artık Geri Dönüşü
Artık
Sıyırıcı

PETDER-Petrol Sanayi Derneği Sayfa 27/60
5.5 REVİVOİL PROSESİ
Revivoil™ Prosesi, Viscolube tesislerinde Axens ile birlikte ortak geliştirilen bir proses olup, temel
olarak üç aşamadan oluşur. Ön işlem, ısıl asfalt giderimi ve hidroişlem.
Ön İşlem
Bu prosesin ön işlemi olarak, atık yağ öncelikle 140 0C’ye kadar ısıtılarak vakum altındaki flaş
kolonunda su ve hafif hidrokarbon içeriğinden arındırılır.
Isıl Asfalt Giderimi (Thermal deasphalting- TDA)
Önceki proses sonucunda sudan arındırılmış bulan atık yağ, 360 0C’de vakum altında damıtılarak
ikincil hafif gaz yağı ve asfalt içeriğinden de arındırılır.
Hidroişlem
Asfalt ve bitümlü içeriğinden kurtularak, damıtmadan gelen baz yağı fraksiyonları ve beraberinde
gelen vakum edilmiş gaz yağı içeriği, ürün kalitesini arttırmak amacıyla katalitik reaktörde hidrojen
gazı ile muamele edilerek hidroişleme sokulur, reaksiyon sırasında oluşan H2S ise, arıtılarak hidrojen
geri beslemesi olarak prosese gönderilir. Sonraki sıyırma işlemi ile istenilen nitelikte baz yağı ve
dizel fraksiyonları elde edilir. Yapılan işlemler sonucunda baz yağı karışımındaki metallerin, organik
asitlerin, kükürt ve azot içeren kalıntı durumundaki diğer bileşiklerin uzaklaştırılması sağlanır.
Ayrıca bu işlem, son ürünün renk ve ısı stabilitesini de geliştirerek kaliteli baz yağı üretimi sağlanmış
olur. Bu prosese yönelik uygulamalar; Viscolube (Pieve Fissiraga, İtalya) 100 kt/yıl, Agip Petrol
Rafinerisi (Ceccano, İtalya), Jedlizce Rafinerisi (Polonya) 80kt/yıl, Surabaya Rafinerisi (Endonezya)
40kt/yıl, Merak Rafinerisi (Endonezya), Huelva ve Cartagena Rafinerileri (İspanya), Hellas
Rafinerisi (Yunanistan) ile birlikte Pakistan ve Sırbistan’daki diğer tesislerde kullanılmaktadır. (Şekil
5.5.1)

PETDER-Petrol Sanayi Derneği Sayfa 28/60
Şekil 5.5.1- Revivoil Prosesi Akış Şeması
5.6 AVİSTA OIL SOLVENT EKSTRAKSİYON PROSESİ
Avista Oil (A.B.D.) kuruluşunun 2000 yılında Enprotec Vaxon (Danimarka) firmasından lisansı satın
alarak, Avista Oil Solvent Ekstraksiyonu –Vaxon™ Teknolojisi adıyla patent aldığı bu proses genel
olarak; kimyasal işlem, vakum altında damıtma ve solvent ayrıştırması aşamalarından oluşmaktadır.
Kuruluşun, Dollbergen-Uetze ve Kalundborg tesislerinde bu proses kullanılarak Grup-I kalitede baz
yağlar elde edilebilmektedir.
Prosesin ilk aşamasında bir ön flaş operasyonu ile hammadde içerisindeki su ve hafif hidrokarbon
ürünleri ayrıştırılır. Sonraki kimyasal işlemde, alkali hidroksitlerle (NaOH, KOH) atık yağ
içerisindeki; klorlu bileşikler, metaller, katkılar ve asit bileşikleri ayrıştırılır. Ayrıştırma işlemi,
katalizör etkisiyle, yağda çözünen alkali hidroksitlerin atık yağdaki istenmeyen maddelerin asfalten
molekülleri ile bileşik oluşturmasıyla gerçekleşir. Kimyasal işlem sonrasındaki gerçekleştirilen bir
dizi ayrıştırma sürecinde ise, kalan hafif hidrokarbonların, katalizörün, baz yağı türevlerinin ve diğer
kalıntıları içeren ürünlerin ayrıştırılması gerçekleştirilir. Bu süreç içerisinde yer alan solvent
ayrıştırma aşamasında, Avista Oil patentine sahip, Geliştirilmiş Seçici Arıtma (Enhanced Selective
Refining-ESR™) yöntemi kullanılır. ESR sürecinde, bir önceki ayrıştırma işleminden gelen ürün,
ekstraksiyon kolonuna aşağıdan beslenir, ürün kolon içerisinde yükselirken yukarıdan verilen
Atık
Yağ
Amin
Kullanılmış
Amin
Hafif
Hidrokarbonlar
Baz Yağ
Amin
Adsorber
Hidrojen Geri Dönüşü Hidrojen
Asfalt
Ayrıştırma
Reaktörü
reactor
Hidro İşlem
Reaktörü
reactor Sıyırıcı
Ünite
Flaş
Ünitesi Flaş
Ünitesi
Su ve Hafif
Hidrokarbonlar
Vakum Edilen
Gaz Yağları

PETDER-Petrol Sanayi Derneği Sayfa 29/60
dimetil-formamit, N-Metil-2-Pirolidin (NMP) gibi polar solvent içeriğiyle sıvı-sıvı ekstraksiyonu
gerçekleştirilerek polisiklik aromatik hidrokarbonların ve heteroatomik bileşiklerin ayrıştırılması
sağlanır. Bu ayrıştırmada dip ürün, asfalt içeriği veya yakarak enerji kaynağı olarak kullanılabilir.
Üst ürün içeriğindeki solvent bir sonraki işlemle sıyrılarak geri kazanılabilirken kalan ham baz yağı
bileşikleri son aşamada vakum altında damıtılarak istenilen nitelikteki baz yağı fraksiyonlarına
ayrılır. (Şekil 5.6.1)
Şekil 6.6.1- Avista Oil Prosesi Akış Şeması
Geri Dönüşümü
Yapılan Solvent
Katalizör
Geri Dönüşü
Katalizör
Kuvvetli
Baz
Kullanılmış
Solvent
Hammadde
Depolama
Kimyasal
Depolama
Ön Flaş
+
Kimyasal İşlem
İkincil Hafif
Hidrokarbonların
Geri Kazanımı
Flaş Damıtma
Hidrokarbon
Bileşikleri
Solvent
Ayrıştırma
ESD
Vakum
Damıtma
Katalizör
Geri
Kazanımı
Hafif
Hidrokarbonlar
Gaz Yağları
Asfalt
Bileşikleri
Atık Yağ
Hafif Baz Yağlar
Orta Baz Yağlar
Ağır Baz Yağlar
Ekstrakt

PETDER-Petrol Sanayi Derneği Sayfa 30/60
5.7 CYCLON PROSESİ
Depolama tanklarından alınan atık yağlar, damıtma işlemlerini sonucunda; su, hafif hidrokarbonlar
ve kalıntılardan arındırılır. Propan ile asfalt giderme ünitesi kalıntılarda bulunan yağları ekstrakte
ederek diğer yağların da işleneceği hidroişlem ünitesine gönderilir. Hidrojenle muamele edilen
yağlar istenilen baz yağ özelliklerine göre ayrıştırıldıktan sonra katkı maddeleri ile karıştırılarak
satışa hazır hale getirilir. Yunanistan’da 34 kt/yıl kapasiteye sahip Cyclon Hellas şirketi tarafından
bu proses kullanılmaktadır.
5.8 INTERLINE PROSESİ
Atık yağlar ilk adımda amonyum hidroksit ve/veya potasyum hidroksit ile muamele edilerek asidik
kirleticilerin nötralizasyonu sağlanır. Ardından yağlar Propan ile karıştırılarak hidrokarbonların
seçimi gerçekleştirilir. Sonraki aşama ise yağların patentli Interline prosesinde arıtılmasıdır. Böylece
katkı maddeleri ve katı maddelerin asfalt kalıntısı içerisinde kalması sağlanır. Son aşamada ise
vakum damıtma ve kil adsorpsiyonu ile baz yağların üretimi tamamlanır. Bu proses ile atık yağ
içerisinde bulunan su, parçalanmış katkı maddeleri, aşınma metalleri ve diğer kirleticilerin ayrılması
ile %70-75 oranında baz yağ elde edilebilmektedir. İngiltere, A.B.D. Güney Kore ve İspanya’da bazı
tesisler bu teknolojiyi kullanmaktadır.
5.9 RELUBE PROSESİ
Proses başlangıcında depolama tanklarından alınan atık yağların, su ve hafif hidrokarbon içeriği
damıtma işlemi ile uzaklaştırılır. Bir sonraki adım olan vakum damıtma ise çeşitli kirleticileri içeren
ağır kalıntıları ve diğer istenmeyen bileşenleri gidermek için 320oC ’nin altında İnce Film
Buharlaştırıcı da gerçekleştirilir. Yağlar daha sonra hidrojen ile karıştırılarak katalizör varlığında
kükürt, oksijen ve azot içeren bileşiklerden ayrılır. Bu sayede üretilen baz yağların kalitesi arttırılır.
A.B.D. Yunanistan ve Tunus’da bu teknolojiyi kullanan geri kazanım tesisleri bulunmaktadır.
5.10 MEİNKEN PROSESİ
Kaba filtrelerden geçirilerek büyük katı maddelerden arındırılan atık yağlar, önce damıtma işlemi ile
sudan arındırılır. Ardından, film buharlaştırıcıya gönderilmeden önce adsorpsiyon için % 4–5
oranında aktif kil ile karıştırılarak filtre edilir. Film buharlaştırıcı yaklaşık olarak 290 oC ve 10–15
kPa basınçta işletilir. Bu proseste yakıt fraksiyonu yağdan ayrılır ve tekrar edilen kil filtreleme işlemi

PETDER-Petrol Sanayi Derneği Sayfa 31/60
ile baz yağlar üretilir. Bu prosesin dezavantajları büyük miktarda tehlikeli atık oluşumu ve yüksek
konsantrasyonda bulunan katkı maddelerinin etkili biçimde giderilememesidir. Bu nedenle
günümüzde yerini yeni teknolojilere bırakmıştır.
5.11 PROP PROSESİ
Prop teknolojisi, Phillips Petroleum Company tarafından geliştirilmiştir. Bu yöntemde Kimyasal ve
Hidroişlem aşamaları prosesin temelini oluşturmaktadır. İlk aşama, metaller ve diğer kalıntı
oluşturan bileşiklerin, ısıtılmış atık yağın diamonyum fosfat çözeltisi ile reaksiyonu sonucu
giderilmesidir. Bu reaksiyon sonucunda oluşan metalik fosfatlar filtre edilerek ortamdan
uzaklaştırılır. İkinci aşamada ise, su ve hafif hidrokarbonların giderimi için hava ile sıyırma işlemi
gerçekleştirilir. Sıyırma işleminden sonra yağlar, hidrojenle karıştırılır ve katalizörü bozabilecek
kirleticilerin giderimi için kil bulunan yataklardan geçirilir. Son aşamada, yağlar hidrojenleme
reaktöründe Ni/Mo katalizörlerinden geçerler. Böylece yağ içerisindeki kükürt, oksijen, klorür ve
azot içeren bileşikler giderilir ve yağın rengi de geliştirilir.
5.12 SNAMPROGETTİ PROSESİ
İlk aşamada, ayrıştırma kolonunda su ve hafif hidrokarbonların giderimi sağlanır. Ardından, atık
yağlar Propan Asfalt Giderme Ünitesinde (PDA) sıvı propanla 75–95oC’de arıtılır ve vakum altında
damıtılır. Böylece asfalt içeren bileşikler, oksitlenmiş hidrokarbonlar ve askıdaki katılar gibi kirletici
içeren maddelerin büyük çoğunluğu yağlardan ayrıştırılır. Son aşamada, hidroişlem ünitesi ile çeşitli
karakterlerde baz yağların üretimi mümkün olur. Günümüzde, İtalya’da 55 kt/yıl kapasiteli bir tesis
bu teknolojiyle üretim yapmaktadır.
5.13 SOTULUB PROSESİ
Prosesi diğer işlemlerden ayıran en büyük fark, arıtma adımının başlangıcında donanımlardaki
tıkanmaları önlenmek amacıyla Antipall adı verilen kimyasal maddenin atık yağa karıştırılmasıdır.
Atık yağlar bir sonraki adımda su ve hafif hidrokarbonların giderimi için vakum damıtma işlemine
tabi tutulur. Ardından, suyu alınmış olan yağlar 280 oC’ye kadar ısıtılarak vakum altında gaz yağ
giderimi için sıyırma işlemine maruz bırakılır. Daha sonra yağlar damıtma süresini azaltan ve daha
saf ürün elde edilmesini sağlayan yüksek vakumlu, karıştırıcılı İnce Film Buharlaştırıcıya gönderilir.
Damıtma işleminde yağlarda bulunan ağır metaller, katkı maddeleri, polimerler ve parçalanmış
ürünleri içeren asfalt bileşikleri kalıntıları ağır ürün olarak kolon tabanından alınır. Bu proseste ürün
kalitesinin arttırılması için mutlaka ilave arıtma adımlarının kullanılması gerekmektedir.

PETDER-Petrol Sanayi Derneği Sayfa 32/60
Günümüzde, Tunus’da 16 kt/yıl ve Kuveyt’de 20kt/yıl kapasiteli iki tesis bu teknolojiyi
kullanmaktadır. Proseste özet olarak 1 ton atık yağ işlenmesi için; 15 kg Antipall, 65 kwh elektrik,
85 kg fuel oil, 800 kg buhar, 2 m3 su, 6 kg HCl ve 0.4 kg ısıtma yağı kullanılmaktadır.
5.14 ENTRA PROSESİ
Bu yöntemde, atık yağın sürekli olarak reaktör içerisine yüksek hızlarda beslenmesi temel ilkedir.
Enjeksiyon işlemi, yüksek sıcaklık, vakum ve milisaniye bazında alıkonma süresinde
gerçekleştirilmektedir. Bu işlem sırasında, buharlaştırma ve/veya kimyasal reaksiyonlar, katkılardan
kaynaklanan organometalik bileşiklerin içerisinde bulunduğu bağları kırarken, hidrokarbon ve
sentetik yağların yapısını da korunmaktadır. Parçalama işleminden sonra yağlar, çamur oluşumuna
neden olan %1 sülfürik asit ve %1 kille arıtılmaktadır. İşlem sonrasında oluşan çevresel açıdan
tehlikeli bileşikler, Sodyum ve doğal absorbentlerle tutulur. Termal parçalanmalar sırasında yararlı
bileşiklerin parçalanmasını engellemek amacıyla sıcaklıklara özellikle dikkat edilmelidir. Ayrıca bu
teknolojinin uygulanabilmesi için sisteme beslenecek atık yağların seçilmesi ve kaynağına göre
ayrılması gerekmektedir.
5.15 ATOMİK VAKUM PROSESİ
Atık yağların ön arıtımı, karbon çökeleklerinin giderimi için iki tür doğal polimerle yapılmaktadır.
Bu proseste kullanılan moleküler damıtma işlemi ile yağlar %95 oranında geri kazanılabilmektedir.
Damıtma işlemine maruz bırakılan yağların istenilen viskoziteye getirilebilmesi için kil-filtre işlemi
uygulanmaktadır. Kil ayrıca son ürünün renk ve koku özelliklerini de geliştirmektedir. Yaklaşık
olarak arıtılan 4 lt atık yağ için 180 gr kil kullanılmaktadır.
5.16 MATTHYS - GARAP PROSESİ
Bu yöntem, temel olarak santrifüj işleminin kullanıldığı bir atık yağ geri kazanım prosesidir. Bu
işlemde, santrifüj donanımlarının 6000 G’nin üzerine çıkarak yağ içerisindeki sabit emülsiyonların
parçalanması ilkesi temel alınmaktadır. Bu proseste ilk aşama, atık yağlardaki büyük partiküllerin
ayrılması için 80 oC’de santrifüj edilmesidir. Ardından, 180
oC’nin altında flaş damıtma işlemi ile
yağ içerisindeki su, solvent ve hafif hidrokarbonlar alınır. Bunun yanında bazı katkı maddeleri de
tortu oluşumunu azaltmak ve donanımlardaki korozyonu önlemek için ön flaş ünitesine beslenir. Ön
arıtımı yapılan yağlar daha sonra yağ, gaz yağ ve ağır ürünlerin ayrılması için vakum damıtma
kolonunda 360 oC’ye kadar damıtılır. Yağlar soğutulduktan sonra asitle karıştırılarak arıtmaya devam
edilir. Bu kimyasal reaksiyonlar sonucunda oluşan asit katranları ise santrifüj işlemi ile karışımdan

PETDER-Petrol Sanayi Derneği Sayfa 33/60
uzaklaştırılır. Asit içerikli yağlar nötralize edildikten sonra kille muamele edilir ve filtre edilip baz
yağ özelliği kazandırılır. Günümüzde Fransa’da bu teknolojiyi kullanan iki tesis bulunmaktadır.
5.17 ROSE PROSESİ
Bu yöntemle, yüksek kalitede asfalt içermeyen baz yağlar üretilebilmektedir. Rose teknolojisinin
özelliği ekstraksiyon için hafif ve kolayca ulaşılabilen parafinik solventlerin kullanımıdır. Proseste
ilk aşama, atık yağların filtre edilerek bünyesindeki katı maddelerin alınmasıdır. Bundan sonra 120
oC sıcaklık ve atmosferik basınçta gerçekleştirilen bir damıtma işlemi ile hafif hidrokarbonlar ve su
içeriği yağdan uzaklaştırılır. Ardından yağlar, Etan veya Propan ile karıştırılarak süper kritik
koşullarda (5-15 Mpa ve 20-80 oC) kirleticilerden ekstrakte edilir. Kirleticiler kolonun altından
alınırken, yağ-solvent karışımı 40-200 oC ve 1-100 kPa işletme koşullarına sahip bir sonraki damıtma
kolonuna gönderilir. Böylece solventler yağlama yağlarından ayrılır. İçerisinde solvent bulunmayan
ekstraktlar ise Hidroişleme alınarak içerik kaliteleri arttırılır. Süper kritik solvent geri kazanım
prosesinin avantajı işletme maliyetlerini azaltmasıdır. Ayrıca tesisin boyut ve karışık yapısını
azaltarak kurulum masraflarında da tasarruf sağlamaktadır
5.18 PROTERRA PROSESİ
Proses genel anlamda vakum damıtma ve son adım olarak solvent ekstraksiyonundan oluşmaktadır.
Son ürünler yüksek kalitede iki tür baz yağdır. Yan ürünler ise vakum kalıntıları, hafif yağlar, atık su,
ekstraktlar ve kondense edilemeyen buharlardı. Bu yöntemde atık yağlar ilk önce ön flaş kolonunda
arıtılarak su ve hafif hidrokarbonlarından ayrılır. Aynı zamanda donanımlarda tıkanmayı engelleyici
katkı maddeleri de bu aşamada yağlarla karıştırılır. Ardından 250 oC’de gerçekleştirilen vakum
damıtma ile gaz yağ ve asfalt bileşikleri yağlardan ayrılır. Elde edilen ürün soğutulduktan sonra
sıvı/sıvı ekstraksiyon ünitesine gönderilir. Sıcaklığın 40 ile 65 oC arasında olduğu ekstraksiyon
şartlarında yağlar hacimce % 25-100 oranında N-metil-2-pirolidon (NMP) solventi ile karıştırılır.
Böylece aromatik bileşikler, doymamış hidrokarbonlar ve heteroatomları içeren bileşikler solventle
ekstrakte edilerek arıtılır. Daha sonra solvent ekstrakttan ayrılır ve rafine edilerek prosese geri
beslenir. Bu proses ile GF-3 kalite standardında baz yağlar üretilmekle birlikte bitirme adımında
hidrojenleme ünitesinin bulunmayışı API Grup II kalite standardına ulaşılmasını engeller.
Günümüzde Probex firması tarafından yıllık kapasitesi 205 kt olan bir tesis Wellsville, Ohio
(A.B.D.)’de kurulmaktadır.

PETDER-Petrol Sanayi Derneği Sayfa 34/60
5.19 FEMD- TECH PROSESİ
İlk aşamada atık yağların içerisinde bulunan su, İnce Film Buharlaştırıcı (95-100oC) ile
uzaklaştırılmaktadır. Ardından, atmosfer koşullarında solvent ve yakıt ayrıştırma işlemi için damıtma
yapılır, baz yağ elde edilir. Sistemin güç tüketimi 0,245-0,262 kWh/lt atık madeni yağ ve su tüketimi
5-10 lt/ton atık madeni yağdır. Proses verimi ise %80‟dir.
5.20 SEQUOİA PROSESİ
Bu proses, damıtma, adsorpsiyon ve hidroişlem ünitelerinden oluşmaktadır. Özel tasarıma sahip
buharlaştırıcılar, yağ kalitesini korurken, donanımların da korozyona uğramasını ve tıkanmasını
engelleyebilmektedir. Üretim için işlenen her 1000 lt atık madeni yağ başına 90 kWh elektrik,
180000 kcal yakıt, 700 litre su ve 0,2 kg katalizör kullanılmaktadır. Proses verimi yaklaşık %73‟dir.
5.21 TWFE PROSESİ
Proses verimi %95-97 olup, arıtma adımlarında herhangi bir solvent kullanılmamaktadır. İlk aşamada
su ve solvent türevleri atık yağdan uzaklaştırılır ve ardından ıslak film buharlaştırıcıya maruz
bırakılan atık yağlar son aşamada hidroişlem (API Grup II) veya kil-filtre (API Grup I) işlemiyle
arıtılması yapılır. Proses yüksek miktarda su ve katkı maddesi içeren atık yağlar ile atık türbin,
hidrolik ve sentetik yağlar için uygundur.
5.22 STP PROSESİ
Bu proses ise; su giderme, gaz yağlarının giderimi, vakum damıtma, kimyasal işlem/ hidroişlem ve
son ayrıştırma aşamalarından oluşmaktadır. Kimyasal işlem adımında API Grup I, Hidroişlem
yardımıyla da API Grup II kalitesinde baz yağlar üretilebilmektedir. Genel olarak arıtma neticesinde
%7 su ve hafif ürünler, %5 gaz yağ, %75 baz yağ ve %13 oranında asfalt türevleri elde edilmektedir.
Vakum damıtma yüksek sıcaklık ve basınç altında ve İnce Film Buharlaştırıcı katkısıyla
gerçekleştirilmektedir. Bu yolla metaller, ağır polimerler ve diğer kirleticiler yüksek oranda
giderilmektedir. Son aşamada kullanılan hidroişlem adımı ise klorlu, kükürtlü ve oksijenli organik
bileşikler ile poliaromatik hidrokarbonların giderilmesi sağlamakta ve ürün kalitesini
yükseltmektedir. Son ayrıştırma işlemi sonucunda hafif (SN-150) ve ağır (SN-500) baz yağ
bileşikleri elde edilmektedir.
PETDER-Petrol Sanayi Derneği Sayfa 35/60
5.23 RECYCLON PROSESİ
Proses verimi %95 olup, arıtma adımları olarak sodyum ile arıtma ve vakum damıtma işlemi
kullanılmaktadır. Sodyum kullanımının amacı, doymamış olefinlerin yüksek kaynama noktalı
bileşenlere dönüştürülmesidir. Bu amaçla, suyu giderilmiş ve içerisinde bulunan düşük kaynama
noktalı bileşenleri alınmış atık yağlar yüksek sıcaklıkta metalik sodyumla karıştırılmaktadır.
Reaksiyon 180 oC’nin üzerinde gerçekleşmekte ve sadece birkaç dakika sürmektedir. Ardından
reaksiyon sonucunda oluşan ürünler 1 mbar’ın altında damıtma kolunu ile alınır. Değişik
viskozitelerdeki yağlar ise ayrıştırıcı damıtma işlemi ile elde edilebilmektedir.

PETDER-Petrol Sanayi Derneği Sayfa 36/60
6 MEVCUT TEKNOLOJİLERİNİN KARŞILAŞTIRILMASI
Atık yağların yeniden rafinasyonu konusunda kullanılan teknolojileri genel olarak üç ana başlık
altında toplamak mümkündür. Bu teknolojiler; Asit-Kil Yöntemi, Hidroişlem ve Solvent
Ekstraksiyonu’dur. Aşağıda, bu yöntemlerin karşılaştırılmasına ilişkin önemli yer tutan genel
kıstaslar belirtilmiş olup, yöntem bazındaki diğer olumlu/olumsuz yönler ise ilgili alt başlıklarda ele
alınmıştır.
Asit-Kil Yöntemi, işlem sırasında ilave tehlikeli atık (kullanılmış kil ve asitli çamur) oluşturduğu ve
kuvvetli asitlerle çalışmanın getirdiği tehlikeler nedeniyle artık tercih edilen bir yöntem olmaktan
uzaktır, hatta birçok ülkede de bu yöntemin kullanılması yasaklanmıştır. Bu nedenle, günümüz
şartlarında sadece Hidroişlem ve Solvent Ekstraksiyonu içeren yöntemlerin yapılacak iyileştirmelerle
gelecekte de geçerli olacak teknolojiler olduğunu söylemek mümkündür.
Mevcut yöntemleri ilk yatırım maliyeti açısından karşılaştırdığımızda, Solvent Ekstraksiyon
prosesinin göreceli olarak daha düşük bir yatırım gerektirmektedir, fakat buna karşılık uygulanan
teknolojiye bağlı olarak, solvent kayıplarını karşılamaya yönelik işletme maliyetleri açısından
Hidroişlem prosesine göre daha yüksek bir maliyet oluşabilmektedir. Öte yandan, hidroişlem prosesi
ile karşılaştırıldığında, solvent ekstraksiyonunda katalizör kullanımı gerekmemektedir ayrıca
hidrojen gazı beslemesini sağlayacak bir tesisin de oluşturulmasına gerek yoktur.
Mevcut teknolojilerin istenilen ürünün elde edilmesinde gerek duyduğu hammadde nitelikleri
karşılaştırıldığında; solvent ekstraksiyon yönteminin Grup II/II+ değerinde yağların elde edilebilmesi
için prosese girecek hammadde niteliğinin daha homojen bir karışım niteliğinde olmasını
gerektirmektedir. Bu nedenle bu teknoloji, düşük kalitedeki atık yağ stoklarına sahip ekonomilerde
diğer yönteme göre daha fazla dezavantaj içermektedir. Bu açıdan bakıldığında, Hidroişlem
teknolojisinin yatırım maliyetinin yüksekliğine rağmen hammadde kalitesinden ve kaynağından
bağımsız olarak Grup II kalitesinde ürün çıktısı sağlayabildiğinden önemli bir kazanıma sahiptir.
Hidroişlem prosesinin bu konudaki en zayıf tarafı ise kullanılan katalizörün hammadde kalitesine
duyarlı olmasıdır. Örneğin, endüstriyel atık yağlar gibi düşük kalitedeki yağların hammadde olarak
kullanılması, katalizör ömrünün kısalmasına neden olabilmektedir.
Dikkate alınması gereken bir diğer nokta ise; aynı teknolojiyi kullanan, benzer nitelikte ürün
çıktısına sahip dünyanın çeşitli yerlerinde bulunan tesislerin farklı hammadde gruplarına ait stokları
kendi aralarında değiştirerek OEM onay testlerine ait maliyetlerini düşürebilme imkânıdır. Puralube

PETDER-Petrol Sanayi Derneği Sayfa 37/60
ve CEP gibi kuruluşlar kendi teknolojilerine sahip dünya genelindeki tesislerde bu yaklaşımı sıklıkla
kullanmaktadırlar.
6.1 ASİT KİL METODU
Olumlu Özellikleri
Düşük kapasiteli ve basit imalat süreçleri için düşük yatırım maliyeti.
Kalifiye personel ve gelişmiş donanım ihtiyacı azdır,
Bilinen ve denenmiş bir teknolojidir.
Çekinceler ve Olumsuz Özellikleri
İlave tehlikeli atık oluşturan bir süreçtir, olumsuz çevre etkisine sahip bir
teknolojidir. (asitli çamur, kullanılmış kil ve filtre kekleri, asit gazlarının
emisyonu),
İşletme maliyeti yüksektir, sürekli kil kullanımı ve atık killerin bertaraf edilme maliyeti vardır,
yüksek sıcaklık gerektiren bir prosestir,
Ürün verimi ve kalitesi düşüktür (API Grup I Baz Yağı),
Yağ içeriğindeki kükürt ve PAH’lar ayrıştırılamaz,
Çamur ve kil atık içeriğindeki ürün kaybı fazladır,
Asitli ortamda çalışan donanımların ömrü kısadır.
6.2 HİDROİŞLEM İÇEREN PROSESLER
Olumlu Özellikleri
Ürün verimi ve kalitesi yüksektir (API Grup II Baz Yağı),
Etkin bir şekilde PCB ve Klor giderimi sağlanabilir,
Yüksek basınç ve sıcaklıkta PNA giderimi verimli bir şekilde yapılabilir.
Çekinceler ve Olumsuz Özellikleri
Yüksek basınç, sıcaklık ve Hidrojen gazı kullanımını gerektiren bir sürece sahiptir,
Yüksek güvenlik standartları gerektirir, işlemler sırasında H2S ve HCl oluşabilir,
Ancak, yüksek basınç ve sıcaklıkta PNA giderimi verimli bir şekilde yapılabilir,
Yüksek yatırım maliyetine sahiptir,
Sahada sürekli hidrojen gazı temini için ayrı bir tesis oluşturulması gerekir,

PETDER-Petrol Sanayi Derneği Sayfa 38/60
Pahalı katalizörlere ihtiyaç vardır.
6.3 SOLVENT EKSTRAKSİYON YÖNTEMLERİ
Olumlu Özellikleri
Atık yağa bağlı olarak “API Grup II/II+ Baz Yağ” kalitesinde ürünler elde edilebilir,
Toksik poliaromatik hidrokarbon bileşikler (PAH) ve PNA tamamen giderilebilir,
PAO / hidrokarbon yağları gibi sentetik baz yağı bileşiklerinin tamamı korunur,
Diğer teknolojilere göre, düşük basınoç ve sıcaklıklarda gerçekleşen bir süreçtir,
Yüksek karlılık sağlayan bir prosestir,
Düşük miktarda atık ve kirletici ürünler oluşur, atık giderim maliyeti azdır.
Çekinceler ve Olumsuz Özellikleri
Ürün kalitesi tamamen hammadde olarak kullanılan atık yağ karışımının niteliğine bağlıdır.
Yüksek kaliteli baz yağlar için yüksek kaliteli hammadde gerektirir. Hidroişlem prosesinde ise,
hidrojenle doyurma işlemi yapıldığında ürün kalitesinin hammadde içeriğinden etkilenmesi söz
konusu olmamaktadır.
Kullanılan atık yağa bağlı olarak, solvent kullanım maliyetleri etkili olabilmektedir.
6.4 YENİDEN RAFİNASYON TEKNOLOJİSİ KULLANIMDA TÜRKİYE’DEKİ
MEVCUT DURUM
Proje kapsamında atık Yağların yeninden rafinasyonuna ilişkin ülkemizdeki uygulamaları yerinde
incelemek üzere T.C. Çevre ve Şehircilik Bakanlığı'ndan lisanslandırılmış 15 firmada "Yönetmelik
Uyum, Teknik Kapasite ve Kalite Sistem Yeterlilik” çalışması yapılmıştır. Yapılan çalışmada
incelenen 15 tesis Türkiye genelindeki toplam lisanslı rafinasyon rejenerasyon tesisi sayısının
yaklaşık %50’sini temsil ettiğinden (Bkz. EK-1), elde edilen denetim ve inceleme bulgularının aynı
zamanda bu proje kapsamında genel bir değerlendirmeye imkan verebileceği düşünülmüştür.
Aşağıdaki bölümlerde bu konulara ilişkin tespitler irdelenmiştir.

PETDER-Petrol Sanayi Derneği Sayfa 39/60
Şekil 6.4.1 - Mevcut ve İncelenen Atık Yağ Rafinasyon & Rejenerasyon Tesislerinin Harita Üzerinde Gösterimi
6.4.1 Tesislerde Kullanılan Teknolojiler
Tesislerde yapılan incelemelerde üretime yönelik 2 farklı süreç yaklaşımı görülmüştür.
Kesikli Üretim
Sürekli Üretim
Kesikli Üretim Süreci
İncelemesi yapılan toplam 15 tesisin 14’ünde baz yağı üretiminin kesikli bir süreçle gerçekleştirildiği
görülmüştür. Bu sürecin temel aşamaları ve bu aşamalarda tespit edilenler aşağıdaki gibidir.
Atık Yağ Kabul Ünitesi: Atık yağlar işlem öncesi kaynağına veya kimyasal içerik özelliklerine göre
ayrı ayrı sınıflandırılarak farklı hacimlerde atık yağ depolama tanklarına alınmaktadır. Bu ünitelere
yönelik olarak yapılan incelemelerde en çok rastlanan eksiklikler; depolama tanklarında atık yağ
işaretlemesinin yapılmaması, tank çevresinde taşma havuzu bulunması ve aşırı dolmayı engelleyici
tedbirlerin alınmamasıdır. Ayrıca, birkaç tesiste taşma ve dökülmelerde tank sahasındaki kirliliği
kontrol edecek bir yağ seperatörü donanımının da oluşturulmadığı görülmüştür.
Dinlendirme: Depolanan atık yağlar, tanklarda 48 saate kadar dinlendirilerek, su ve yağın ayrılması,
tortuların çöktürülmesi sağlanır. Bu işleme yönelik olarak birkaç tesiste depolama sırasında ısıtma da
yapılabildiği görülmüştür. Bu işlemden çıkan atık dip tortuların tehlikeli atık toplama alanına, suların
ise arıtma tesisine gönderilmesine olanak sağlanmıştır.
Ön Filtreleme Aşaması: Atık yağlar ön ısıtma işlemine gönderilmeden önce, tüp veya pres
filtrelerden geçirilmektedir.

PETDER-Petrol Sanayi Derneği Sayfa 40/60
Ön Isıtma Aşaması: Atık yağların ön ısıtma reaktörlerinde 60-100 0C’ye kadar ısıtılarak içerisindeki
serbest suların alınması sağlanır.
Tekrar Dinlendirme Aşaması: Isıtma işleminden sonra dinlendirilen üründe kalan sular, bu işlem
sonrası yoğunluk farkından dolayı oluşan katmanlaşma sayesinde alttan alınmaktadır. Suyu bu
şekilde uzaklaştırılan ürün ara depolama tanklarına aktarılır.
Vakum Reaktörü (Vakumlu Damıtma): Tanklardan alınan ürün, tekrar mekanik veya pres
filtrelerden geçirilir, genellikle dikey reaktörlerde vakum altında (400-760 mm Hg) ısıtılarak (200-
400 0C) damıtılır. Reaktörlerin ısıtılmasını genellikle serpantinlerden geçirilen kızgın yağlar
sağlanmaktadır. Isıtma işleminde kullanılan diğer bir yöntem ise “cehennemlik” yani alev borulu
kazanlarla yapılmaktadır. Yakıt olarak, Kalyak (kalorifer yakıtı) kullanılmaktadır. Genellikle yatık
tip reaktörlerde bu işlem tercih edilmektedir. Reaktördeki işlem sonrasında; su, solvent ve yağ
bileşikleri damıtma ürün grupları olarak ayrıştırılmaktadır. Reaktör dip ürünü olarak da asfalt
türevleri elde edilir.
Yoğunlaştırma: Her bir ürün grubu ayrı ayrı yoğunlaştırıldıktan sonra ayrı toplama tanklarında
depolanır.
Asitleme: Damıtma işlemi sonrasında, yağ ürün grupları içerisinde kalan kirleticileri ortamdan
uzaklaştırma için asitleme işlemi gerçekleştirilir. Bu işlemde % 0.1-2.0’lık H2SO4 kullanılır. Bu
işlem sonucunda oluşan asitli çamur tehlikeli atık olarak bertaraf ettirilir. İncelenen tesislerde,
asitleme işleminin sadece 3 tesiste yapıldığı görülmüştür.
Dinlendirme: Asitleme işleminden geçen yarı ürünler, topraklama (kil) ünitesine gönderilmek üzere
dinlendirilmektedir. Dinlenme tankında yağ içinde kalan su ve tortular dipten alınmaktadır.
Topraklama (Kil) Ünitesi: Sudan ve kirleticilerden arındırılmış olan yağ, renginin açılması için kil
reaktöründe aktif kil, toprak veya Bentonit ile 100-120 0C de işleme tabi tutulur. Kil kullanım oranı
% 1-5 arasında değişmektedir.
Son Filtreleme Aşaması: Kil reaktöründen çıkan yağlar 60-80 0C’de filtre preslerden
geçirilmektedirler. Filtreleme işleminden çıkan filtre kekleri lisanslı bertaraf tesislerine gönderilmek
üzere tehlikeli atık depolama alanında depolanmaktadır.

PETDER-Petrol Sanayi Derneği Sayfa 41/60
Depolama: Filtreleme aşamasını geçen yağ, madeni yağ üretiminde hammadde olarak kullanılmak
üzere nihai ürün depolama tanklarına alınır.
Harmanlama Ünitesi: Depolama tanklarından alınan baz yağına farklı katkı maddeleri eklenerek
istenilen ürün elde edilmektedir.
Ambalajlama: Ürünlerin, ilgili mevzuat kapsamına uygun olarak hazırlanmış ambalajlarına dolum
yapmak için gerekli altyapı birçok tesiste hazır olmasına karşın, tesislerin satış faturaları
incelendiğinde ürünlerin dökme ürün olarak satıldıkları görülmüştür.
Sürekli Üretim Süreci
İncelemesi yapılan toplam 15 tesisin sadece 1’inde baz yağı üretiminin sürekli bir sürece sahip
olduğu, işletmenin proses donanımının hazır bulunduğu ve üretime 2012’nin ikinci çeyreğinde
başlanacağı belirtilmiştir. Bu tesiste yürütülmesi planlanan sürecin temel aşamaları ve bu aşamalarda
tespit edilenler ise aşağıdaki gibidir.
Atık Yağ Kabul Ünitesi: Atık yağlar işlem öncesi kaynağına veya kimyasal içerik özelliklerine göre
ayrı ayrı sınıflandırılarak farklı hacimlerde atık yağ depolama tanklarına alınmaktadır.
Dinlendirme: Depolanacak atık yağlar, tanklarda 48 saate kadar dinlendirilerek, su ve yağın
ayrılması, tortuların çöktürülmesi sağlanacaktır. Bu işlemden çıkan atık dip tortuların tehlikeli atık
toplama alanına, suların ise arıtma tesisine gönderilmesi planlanmıştır.
Filtreleme: Atık yağlar ön ısıtma işlemine gönderilmeden önce, tüp filtrelerden geçirilecektedir.
Ön Isıtma Aşaması: Yağ içeriğindeki serbest suların alınması ve yağın akışkanlığının korunması
için atık yağ tanklarına, buhar kazanında üretilen kızgın buhar sağlanarak ön ısıtması yapılacaktır.
Atık yağın ortalama %10 oranında bir su içeriği ile işletmeye kabul edileceği varsayılmıştır.
Seperatör: Atık yağ, içeriğindeki su ve kalıntılardan ayrıştırılmak üzere seperatörden geçirilecektir.
Seperatörden çıkan atık yağın %1-3 arasında su içerek şekilde tasarımı yapılmıştır.
Filtre İşlemleri: Filtreleme işlemleri basınçlı Niagara tip filtrelerde gerçekleştirilecektir. Filtrenin
teknolojisi itibariyle filtre bezi veya filtre kâğıdı kullanılmaz. Bunlar yerine filtrenin plakalarında
filtre keki oluşturulur ve süzme işlemi filtre keki vasıtasıyla gerçekleştirilir. Bu nedenle filtre

PETDER-Petrol Sanayi Derneği Sayfa 42/60
edilecek malzemenin içerisine filtrede kek oluşturmak için filtre pudrası veya perlit gibi malzemeler
karıştırılır.
Flash/Buharlaştırma Ünitesi: Atmosferik flaş tankında atık yağ 300 °C’ye kadar ısıtılarak, kalan su
ve hafif ürün grupları ayrıştırılacaktır. Damıtma işlemi sırasında elde edilen damıtık su ve hafif
ürünler, iki adet ayrı tanka alınır. Biriken su, atık su arıtma ünitesine, hafif ürünler ise solvent geri
kazanım ünitesine gönderilerek değerlendirilecektir. İşlem sonrası 160°C’de vakum altındaki
buharlaştırıcıdan elde edilen ürün, ayrıştırma ünitesi besleme tankına alınır.
Ayrıştırma Ünitesi: Ayrıştırma ünitesi besleme tankındaki sudan ayrılmış kısım, ileri saflaştırma ve
ayrıştırma işlemi için iki aşamalı kolon sistemine beslenecektir. Kolonların çalışma sıcaklıkları 350-
390 °C arasındadır ve kolonlar vakum altında çalışmaktadır. Thin Film Evaporatör (İnce Film
Buharlaştırıcı) atık yağı, dip ürün (bitümlü karışımlar) ve nihai ürün olarak ikiye ayıracaktır. İşlem
sonrasında dip ürün ara tankında depolanacaktır. Buradan dip ürün stok tankına yönlendirilecektir.
Elde edilen dip ürün olduğu gibi inşaat sektöründe yüksek sıcaklıktaki konveyörlerde kullanılacağı
gibi, asfalt şantiyelerinde de yardımcı malzeme olarak kullanılabilecektir. İstenilen nitelikteki asfalt
çeşidi için dip ürün asfalt tankına alınmaktadır. Nihai ürünler ise, 150-200 0C arasında 2-3 bar basınç
altında buhar ve hava karışımı ile işlenerek gerekli viskozite ayarı yapılmaktadır. Bütün bu proses
sonucunda baz yağ viskozite gruplarına göre, 3 adet 25 m3’lük toplama tankında depolama
yapılacaktır.
6.4.2 Tesislerde Elde Edilen Ürünler
Tesislerde elde edilen yağ ürün grupları, farklı katkı maddeleri ile harmanlanarak satışa
sunulmaktadır. Bu ürünler için aşağıdaki TS Belgeleri alınmıştır:
TS 12153-Yağlama Yağları, Endüstriyel Yağlar İle İlgili Ürünler (Sınıf L), Grup B: Kalıp
Yağları"-Sınıf:1 Petrol Esaslı Baz Yağlardan Üretilen - Sınıf 2:Atık Yağlardan Geri Kazanım
Yoluyla Elde Edilen Tip 2: Su İle Emülsiye Edilerek Kullanılan
TS 10481-"Yağlama Yağları, Endüstriyel Yağlar ve İlgili Ürünler (Sınıf L) - Takım
Tezgâhlarında Kullanılan L-AN, L-FC, L-FD ve L-G Tipi Yağlama Yağlarının Özellikleri"
TS 11207-Yağlama Yağları-Tam Dağıtmalı Yağlama Sistemleri Olan Makinalarda
Kullanılan
TS 13350- Denizcilik yakıtları - Yakıtla harmanlanan ürünler - Petrol esaslı atıklardan elde
edilen, Bu standart, petrol esaslı atıklardan geri kazanılan ve TS ISO 8217 kapsamında yer
alan yakıtlarla belirli oranlarda harmanlanarak kullanılan ürünleri kapsar.
TS 11485-, Bu standart, motorlu kara taşıt dişlilerinde kullanılan, yağlama yağlarını kapsar.
Sanayide açık ve kapalı sistem dişlilerinde kullanılan dişli yağlarını kapsamaz.

PETDER-Petrol Sanayi Derneği Sayfa 43/60
TS 11874- Bu standart, tekstil sanayinde kullanılan, petrol esaslı baz yağlardan veya atık
yağlardan geri kazanım yoluyla elde edilmiş harman yağlarını kapsar.
TS 13369- Yağlama Yağları, Bu standart, parafinik ve naftenik esaslı baz yağları kapsar. Bu
standart, 31.01.2012 tarihinde yenilenmiştir. Yenilenen standart ile ilgili belge alan firma
görülememiştir.
TS ISO 11158- Yağlama Yağları, Endüstriyel Yağlar ve İlgili Ürünler (Sınıf L)- Grup H
(Hidrolik Sistemler İçin)- HH, HL, HM, HR, HV ve HG Tipleri- Özellikler
Yukarıdaki standartlar incelendiğinde bazı standartların “Atık Yağlardan Geri Kazanım Yoluyla Elde
Edilen” ifadeleri çok net iken bazı standartlarda bu ifadeler görülememiştir. Üretim aşamasının dip
ürünleri olarak elde edilen asfalt türevleri konusunda TSE web sitesi kontrole edildiğinde dip ürünler
ile ilgili belgeli firma görülememiştir.
6.4.3 Tesislerdeki Üretim Süreçlerinde Oluşan Atıklar
Tesislerdeki Tehlikeli Atık Depolama Alanlarının ilgili mevzuat kapsamındaki gereklilikleri
açısından çeşitli eksiklikler görülmüştür. Atık yağların, rafinasyon rejenerasyon tesislerinde
işlenmesi sırasında aşağıdaki atıklar oluşmaktadır.
Diğer Dip Tortusu (07.01.08)
Diğer Filtre Kekleri ve Kullanılmış Absorbanlar (07.01.10)
Kontamine Ambalaj (15.01.10)
Arıtma Çamurları
Atık Su
6.4.4 Tesislerin Yönetim Sistemleri Açısından Değerlendirmesi
Atık yağ rafinasyon rejenerasyon tesislerinin, bir veya birden fazla konuda kendi yönetim
sistemlerini (ISO 9001-Kalite Yönetim Sistemi, ISO-14001 Çevre Yönetim Sistemi ve OHSAS
18001- İş Sağlığı ve Güvenliği Yönetim Sistemi) akredite belgelendirme kuruluşlarına onaylatarak
belge aldığı görülmüştür. Her ne kadar, bu tesisler bir yönetim sisteminin şartlarını
sağlayabildiklerine yönelik belgelendirilmiş olsalar da, yapılan incelemelerde genel olarak, bu
şartların yeteri kadar yürütüldüğüne dair kanıtlar görülememiştir. Sistemlerin daha etkin kullanılması
için; tanımlı prosedür, talimat ve formlara işlerlik kazandırılması sağlanmalı ve uygulamaların
yürütüldüğüne dair ilgili tarafların yapacakları denetimlerde bu işlerlik somut kanıtları ile
gösterilebilmelidir. Yönetim sistemlerini irdelemeye yönelik hazırlanmış denetim listesi soruları
kapsamında tesislerde yapılan genel değerlendirme sonucuna göre, atık yağ rafinasyon rejenerasyon

PETDER-Petrol Sanayi Derneği Sayfa 44/60
tesislerinin büyük bir kısmının ; Kalite, Çevre, İş Sağlığı ve Güvenliği yönetim sistemleri gereklerine
uyum sağlamak konusunda problemleri olduğu görülmüştür.
6.4.5 Tesislerdeki Üretim Süreçlerinin İyileştirmeye Açık Yönleri
Atık yağın, tesise girişinden nihai ürüne kadar numune alma konusunda eksiklikler
gözlemlenmiştir. Bu durum ürünün izlenebilirliğini engellemektedir.
Bakanlığa verilen kütle balanslarında, atık yağdaki ve üretim alanından çıkan su miktarı geri
kazanım firması tarafından verilmekte ve doğruluğu sadece geri kazanım firmasının
laboratuvar sonuçlarıyla doğrulanmaktadır. Bu verilerin izlenebilirliğini güvence altına almak
üzere elektronik ortamda veri izleme sistemlerinin devreye alınmasında fayda olacağı
öngörülmektedir.
Aktif kil kullanım oranları belli değildir. Dolayısıyla çıkan atık ile bertaraf tesislerine
gönderilen atıkların miktar kontrolleri sağlıklı yapılamamaktadır. Her ne kadar asit ve aktif Kil
kullanım oranları laboratuvarla desteklendiği ifade edilse de kayıtlara ulaşılamamaktadır. Asit
ve kil kullanım miktarlarının proses öncesinde belirlenmesinde laboratuvar imkanlarının
kullanılmasında izlenebilirlik açısından önemli faydalar vardır.
Teknoloji Uygunluk Raporları, atık yağın, tesise girişinden nihai ürüne kadar süreç anlatımı
gibi hazırlanmaktadır. Atık yağın tüm proses boyunca geçtiği yollar örneklemelerle anlatılmalı,
numuneler alınmalı ve proseslerin enerji ve geri kazanım verimleri raporlarla belirtilmelidir.
Depolama tanklarının periyodik kontrolleri yapılmalıdır. Korozyondan dolayı zamanla
yıpranma ve çatlaklar meydana gelebilir.
İşletmelerde, giren atık yağdan başlamak üzere atık yağın proses boyunca numuneleri
saklanmalıdır.
Satış sonrası ürünün takip edilebilirliği yok denecek kadar azdır. Ürünlerin, firmanın sahip
olduğu Standart isimleriyle değil de, farklı isimlerle de satışa sunulduğu görülmüştür.
Geri Kazanım Firmaları Tarafından Bakıldığında, Sektör Sorunları ve Beklentiler:
Atık Yağ Analiz Bedelleri: Atık yağ kategori analiz bedelleri ortalama 1.000¨ civarındadır.
Yılda 100-1000 kg atık yağ üreten firmalar için bu bedel yüksek gelmektedir. Dolayısıyla
küçük çaplı atık yağ üreten firmalarda oluşan atık yağların toplanması konusu mevzuatta
tanımlanarak iyileştirmeye gidilebilir.
PETDER-Petrol Sanayi Derneği Sayfa 45/60
Atık Yağ Toplama Zorluğu: Atık Yağ Geri Kazanım Tesislerinin hammaddesi diğer
kuruluşların atıklarıdır. Dolayısıyla üretim sürecinin işlerliği için hammadde temini düzenli ve
sürekli değildir. Atık Yağ Üreticisi firmadan çıkan atık yağlar sadece kuruluşun beyanı ile
kontrol edilebilmektedir. Bu durum istismara açıktır. Örneğin A Kuruluşunda bir yılda çıkan
atık yağ miktarı 100 ton iken, firma 10 ton atık madeni yağı lisanslı bertaraf tesisine verdiğinde
yasal mevzuat olarak gerekliliği yerine getirmiş sayılmaktadır. Bu durum istismara açıktır.
Atık Yağ Bedel Fiyatları: Devlet kurumları tarafından açılan birçok ihalede atık yağın 2.000
¨/Kg bedele yakın bedellerde satışa sunulduğu belirtilmektedir. Atık yağın işleme maliyetleri
ve ÖTV gibi maliyetler düşünüldüğünde işletmeden çıkış maliyeti, baz yağın satış bedelini
geçebileceği görünmektedir.
Lisans Süreleri: EPDK ve Çevre İzni Lisans süresi 5 yıldır. Kurulum maliyeti yüksek olan bu
tarz tesislerin kendilerini 5 yılda amorti etme olanakları görünmemektedir. Değişen
yönetmeliklerle atıl durumda kalmak firmalar için zarar olacaktır. Yönetmeliklerin standartlarla
ilişkilendirilmesi, lisans sürelerinin uzatılması, denetim kriterlerinin tanımlanarak tam olarak
uygulanması ve denetim sıklığının artırılması ve denetim sonrası ceza kriterlerinin
tanımlanarak uygulanması süreçleri iyileştirecektir.

PETDER-Petrol Sanayi Derneği Sayfa 46/60
7 PROJE UYGULAMASINA YÖNELİK ÖNERİLER
Marmara bölgesinde ortaya çıkan atık madeni yağların bölge ekosisteminde meydana getirdiği
riskleri kontrol altına alma çabasına önemli bir katma değer sağlaması düşünülen bu proje fikrinin
hayata geçirebilmesine yönelik ön yapılabilirlik çalışması (ön etüt) bu bölümün konusunu
oluşturmaktadır.
Proje hedef grubunun esas yapılabilirlik çalışmalarına (fizibilite etüdü) fayda sağlaması umuduyla,
gerekli görülen bir takım konularda yapılan ön araştırma sonuçları ve ön fizibilite etütleri ilerleyen
bölümlerde paylaşılmıştır. Araştırma konularının içerisinde; piyasa ve tesis kapasitesi, satış ve
pazarlama, malzeme girdileri, bölge ve yer, proje mühendisliği, genel giderler, tesis, idare ve satış
giderleri, insan gücü, proje uygulaması ve mali analizler, yatırım masrafları, proje finansmanı, üretim
maliyetleri ve ticari karlılık gibi hususlar yer almaktadır.
7.1 YENİDEN RAFİNASYON TESİSİ KAPASİTESİNİN BELİRLENMESİ
Atık madeni yağların yeniden rafinasyonu konusunda proje kapsamında belirtilen bölgede kurulması
düşünülen bir tesisin kapasitesini belirlemedeki en gerçekçi yaklaşımlardan birisi, bu tesisin temel
hammadde ihtiyacı olan atık madeni yağı karşılayabilecek potansiyel kaynaklara ait eldeki mevcut
verilerinin analizidir.
7.1.1 Potansiyel Hammadde Miktarının Belirlenmesi
Potansiyel hammadde miktarının belirlenmesinde madeni yağ üretici firmalarının gönüllü katılımı ile
sağlanan madeni yağ sektör verileri, TÜİK tarafından yayımlanan Dış Ticaret İstatistikleri ve T.C.
Çevre ve Şehircilik Bakanlığı’na sunulan beyanlar dikkate alınmıştır. Ülkemizde 2011 yılında
hesaplanan madeni yağ tüketimi 411 bin tondur.
Yağ Cinsi Ortaya çıkan atık yağ (%)
Trafo Yağları 95
Dişli Yağları 75
Hidrolik Yağlar 70
Motor Yağı 65
Metal İşleme Yağları 20
Proses Yağları 0
Tablo 7.1.1- Madeni Yağların kullanımı sonrası oluşan atık yağ oranları

PETDER-Petrol Sanayi Derneği Sayfa 47/60
Bilimsel araştırmalara göre motor yağlarının kullanım sonrasında %65'i atık hale gelmektedir.
Bununla birlikte proses yağlarının tamamı üretim sürecinde kullanılarak tüketilmekte ve hiç atık
oluşmamaktadır. Hidrolik yağlar için ise bu oran %90 seviyesindedir. Bu veriler doğrultusunda
madeni yağların kullanım sonrasında yaklaşık %50 'sinin atık yağ haline gelmesi doğru bir kabul
olacaktır. Bu verilerle birlikte, Türkiye’nin son 2 yıllık madeni yağ tüketim miktarlarına
bakıldığında (Bkz. Tablo 3.1.1) normal şartlarda bundan sonra Türkiye’de oluşacak atık madeni yağ
miktarının hiçbir zaman 200 bin ton, atık motor yağının ise 150 bin tonun altına düşmeyeceği
söylenebilir. Bu konuda tüketim verilerine dayanarak yapılan çeşitli değerlendirmeler ise, yaklaşık
250 bin ton civarında geri kazanılabilir bir atık madeni yağ potansiyeli öngörmüşlerdir. Bu
doğrultuda, tesis kapasitesinin belirlenmesi çalışmalarında da bu sayısal değeri temel almak daha
doğru bir yaklaşım olacaktır.
7.1.2 Hammadde İhtiyacını Karşılamada Kullanabilecek Bölgesel Kaynaklar
Proje kapsamında belirtilen bölgede kurulacak bir yeniden rafinasyon tesisine, hammadde olarak
atık yağ sağlayabilecek kaynakların araştırılmasında PETDER’in 2011 yılına ait il bazındaki
atık motor yağı toplama istatistikleri temel alınmıştır. Bunun en önemli nedeni, bu konuda daha
sağlıklı bir veri tabanının bulunmaması ve atık motor yağlarının yeniden rafinasyon tesisleri için en
nitelikli hammadde kaynağı olmasıdır.
PETDER 2011 yılında, Türkiye genelinden toplam 20 bin 576 ton atık motor yağı toplamıştır. Bu
veriye ait il bazındaki miktarlar üzerinde yapılan çalışmada; Marmara bölgesinin tamamını, Batı
Karadeniz, Kuzey Ege ve İç Anadolu’nun kuzey batısını kapsayan, İstanbul ve yakın çevresindeki
toplam 22 ilden oluşan bir bölgenin, kurulacak tesise hammadde kaynağı olabileceği öngörülmüştür.
Bu öngörünün en önemli nedeni, hammadde kaynağı için belirlenen bölgedeki illerden toplanan
yağın, Türkiye genelindeki toplanan atık motor yağı miktarının % 66’sını oluşturmasıdır. Belirlenen
bölgede yer alan iller ve bu illerden 2011 yılında toplanan atık motor yağı miktarları Tablo 7.1.2’de
gösterilmiştir.
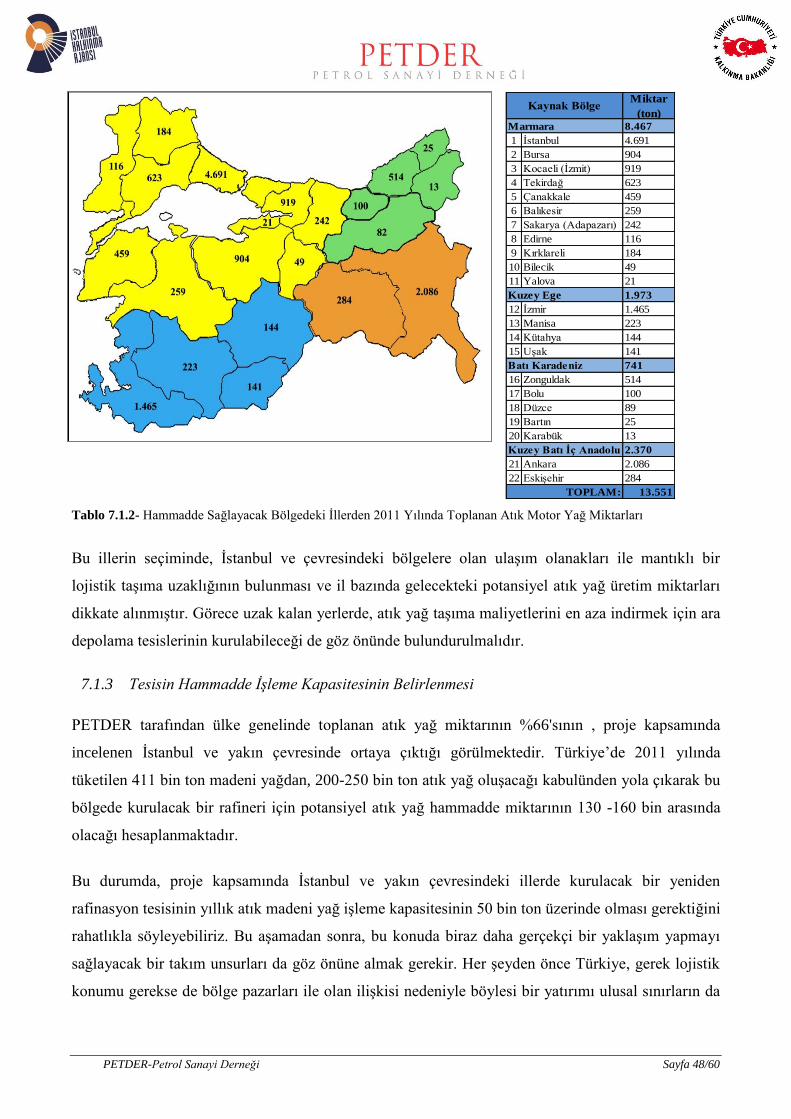
PETDER-Petrol Sanayi Derneği Sayfa 48/60
Miktar
(ton)
8.467
1 İstanbul 4.691
2 Bursa 904
3 Kocaeli (İzmit) 919
4 Tekirdağ 623
5 Çanakkale 459
6 Balıkesir 259
7 Sakarya (Adapazarı) 242
8 Edirne 116
9 Kırklareli 184
10 Bilecik 49
11 Yalova 21
1.973
12 İzmir 1.465
13 Manisa 223
14 Kütahya 144
15 Uşak 141
741
16 Zonguldak 514
17 Bolu 100
18 Düzce 89
19 Bartın 25
20 Karabük 13
2.370
21 Ankara 2.086
22 Eskişehir 284
13.551TOPLAM:
Kaynak Bölge
Marmara
Kuzey Ege
Batı Karadeniz
Kuzey Batı İç Anadolu
Tablo 7.1.2- Hammadde Sağlayacak Bölgedeki İllerden 2011 Yılında Toplanan Atık Motor Yağ Miktarları
Bu illerin seçiminde, İstanbul ve çevresindeki bölgelere olan ulaşım olanakları ile mantıklı bir
lojistik taşıma uzaklığının bulunması ve il bazında gelecekteki potansiyel atık yağ üretim miktarları
dikkate alınmıştır. Görece uzak kalan yerlerde, atık yağ taşıma maliyetlerini en aza indirmek için ara
depolama tesislerinin kurulabileceği de göz önünde bulundurulmalıdır.
7.1.3 Tesisin Hammadde İşleme Kapasitesinin Belirlenmesi
PETDER tarafından ülke genelinde toplanan atık yağ miktarının %66'sının , proje kapsamında
incelenen İstanbul ve yakın çevresinde ortaya çıktığı görülmektedir. Türkiye’de 2011 yılında
tüketilen 411 bin ton madeni yağdan, 200-250 bin ton atık yağ oluşacağı kabulünden yola çıkarak bu
bölgede kurulacak bir rafineri için potansiyel atık yağ hammadde miktarının 130 -160 bin arasında
olacağı hesaplanmaktadır.
Bu durumda, proje kapsamında İstanbul ve yakın çevresindeki illerde kurulacak bir yeniden
rafinasyon tesisinin yıllık atık madeni yağ işleme kapasitesinin 50 bin ton üzerinde olması gerektiğini
rahatlıkla söyleyebiliriz. Bu aşamadan sonra, bu konuda biraz daha gerçekçi bir yaklaşım yapmayı
sağlayacak bir takım unsurları da göz önüne almak gerekir. Her şeyden önce Türkiye, gerek lojistik
konumu gerekse de bölge pazarları ile olan ilişkisi nedeniyle böylesi bir yatırımı ulusal sınırların da

PETDER-Petrol Sanayi Derneği Sayfa 49/60
ötesinde düşünmek durumundadır. Komşu ülkelerde yeniden rafinasyon konusuna ilişkin yapılan
yatırımlar çok fazla değildir, mevcut olanların da düşük kapasiteli tesisleri bulunmaktadır.
Türkiye’de atık madeni yağ toplama ve işleme kapasitesi doğru devlet politikalarıyla geliştirilmeye
açıktır. Uluslararası ve Ulusal madeni yağ pazarının rekabete dayalı ortamında yeniden rafinasyon
teknolojisinin maliyetler üzerinde sağladığı olanaklar da göz ardı edilemez.
Sonuç olarak bu bölümde ortaya konan tespitlere bakıldığında, Türkiye’nin mevcut atık yağ
potansiyeli ve lojistik konumundan kaynaklı olarak bu potansiyeli daha da geliştirebilme imkânı, orta
ölçekli bir yeniden rafinasyon tesisinin kurulması gerekçelerini karşılayacak düzeydedir. Böylesi bir
tesisin en az 30 yıllık bir hizmet süresi vardır. Ayrıca, tesis kararı bugün bile verilse, bu tesisin
projelendirmesi, yapımı ve işletilmesi için 2-2.5 yıllık bir süre gerekecektir. Bu gibi nedenlerden
dolayı, kurulacak tesisin kapasitesini belirlemede uzun vadeli olan etkenler de dikkate alınarak, yıllık
80 bin tonluk bir atık yağ işleme kapasitesine sahip olması gerektiğini stratejik bir öngörü olarak
söylemek gerekir. Çalışmanın bundan sonraki bölümlerinde, bu öngörü doğrultusunda yapılanlar
anlatılacaktır.
7.2 TESİSTE KULLANILACAK TEKNOLOJİNİN SEÇİMİ
Atık yağların yeniden rafinasyonu konusunda günümüzde asit-kil yöntemini içeren prosesler, kaliteli
ürün elde edilmesinde yetersiz kalması ve yarattığı çevresel riskler nedeniyle artık tercih
edilmemekte hatta birçok ülkede yasaklanmaktadır. Bu yöntemden farklı olarak, katalitik hidroişlem
veya solvent ekstrasyonu içeren diğer prosesler ise, artık geçerliliği kanıtlamış ve dünya genelinde
yaygın olarak uygulama bulan teknolojiler olmuştur.
Türkiye’de proje kapsamında belirtilen bölgede kurulması düşünülen atık madeni yağların yeniden
rafinasyonu konusundaki bir tesis için en uygun teknolojinin hangisi olması gerektiğine dair bir
öngörünün yapılması istenildiğinde en açık olarak söylenebilecek tek şey, bu tesisin asit-kil
teknolojisini kullanmaması gerektiğidir. Hidroişlem veya solvent rafinasyon teknolojilerinden
hangisinin kullanılması gerektiği ise tamamen yatırımcının atık yağların yeniden rafinasyonu
konusundaki stratejisine bağlıdır.
Bu konuyu biraz daha aydınlığa kavuşturmak için öncelikle Avrupa’daki atık yağların yeniden
rafinasyonu konusundaki belli başlı tesislerine ve kullandıkları teknolojilere bakmak gerekir (Tablo
7.2.1). Tablodan da izlenebileceği üzere Avrupa’da atık yağların yeniden rafinasyonu için üretim
yapan 11 tesisin 8 tanesi solvent 3 tanesi ise katalitik hidroişlem içeren teknolojileri kullanmaktadır.

PETDER-Petrol Sanayi Derneği Sayfa 50/60
Atık yağların yeniden rafinasyonu ile elde edilen toplam baz yağı kapasitesinin % 65’i Grup I, %
35’i ise Grup II seviyesindeki ürünlerdir. Grup II kalitede yağlar hidroişlem teknolojisiyle, Grup I
yağlar büyük bir çoğunlukla solvent rafinasyonu teknolojisiyle üretilmektedir.
Tablo 7.2.1- Avrupa’da Kurulu Atık Yağların Yeniden Rafinasyon Tesisleri ve Kullanılan Teknolojiler
Yeniden rafinasyon teknolojileri konusunda Bölüm 6’da yapılan karşılaştırmalarla birlikte,
görüldüğü üzere, bu konudaki pazarın oluşturduğu beklentiler de teknoloji seçimine yön vermektedir.
Daha önce de belirtildiği gibi, yatırımcının baz yağı piyasasındaki stratejisi, seçilecek teknolojiyi
kesin olarak belirleyecektir.
Bu çalışmanın ilerleyen bölümlerinde, bu projenin amacı doğrultusundaki bir takım etütleri daha
yapabilmek için, İstanbul ve yakın illerdeki bölgede yer alacak bir yeniden rafinasyon tesisine
yönelik olarak, elimizde daha fazla bilgiye sahip olunan, solvent rafinasyon teknolojisinin seçimi
temel alınacaktır.
7.3 TESİSE YÖNELİK ÖN YAPILABİLİRLİK ÇALIŞMASI
7.3.1 Tesis Yerinin ve Arazi Büyüklüğünün Seçimi
Bu çalışmada, proje kapsamına uygun olarak, İstanbul ve yakın çevresindeki illerde yer alacak bir
yeniden rafinasyon tesisi için öngörülen ve değerlendirmesi yapılan pilot bölgeler; Marmara Ereğlisi
(Tekirdağ), Gebze (Kocaeli) ve Bandırma (Balıkesir)’dır. Bu bölgelerin seçimi; hammadde kaynağı
olarak belirlenen bölgedeki lojistik ve coğrafi konum, teşvik politikaları ve Organize Sanayi Bölgesi
(OSB) imkânları gibi, Marmara bölgesini temsil edecek nitelikler dikkate alınarak öncelikle bir

PETDER-Petrol Sanayi Derneği Sayfa 51/60
ekonomik analiz kapsamında değerlendirmesi yapılmıştır. Bu doğrultuda, seçilen pilot bölgelerin
konumu Şekil 7.3.1’de gösterilmiştir.
Şekil 7.3.1- Proje Kapsamındaki Alan İçerisinde Tesis İçin Belirlenen Pilot Bölgeler
Kurulacak tesisin yeri hakkında kesin bir karara varabilmek için seçilen pilot bölgelere yönelik
birçok değerlendirme kıstasının göz önünde bulundurulması gerektiği açıktır. Bununla birlikte, bu
çalışmada değerlendirme kıstaslarından sadece biri olan, karayolu ile hammadde taşıma
maliyetlerinin seçilen pilot bölgelere olan ilişkisi etüt edilmiştir.
Hammadde kaynağı olarak belirlenen bölgede yer alan illerden 2011 yılında toplanan atık motor yağı
miktarlarına ait PETDER istatistik verileri, bu etüde yönelik çalışmanın başlangıç noktası olarak
alınmıştır. T.C. Çevre ve Şehircilik Bakanlığı’nın 2010 verilerine göre, kayıt altına alınabilen atık
yağ oranı %18’dir. Bu noktadan hareketle, ilk yaklaşım olarak kaynak bölgedeki yıllık potansiyel
atık yağ miktarının %100’ü kurulacak tesisin de hammadde potansiyeli olarak il bazında
hesaplanmıştır. Daha sonra, seçilen pilot bölgelere yapılacak atık yağ taşıma işinin tamamının
karayoluyla ve 20 tonluk tankerlerle yapılacağı öngörülerek, kaynak bölgedeki her bir il için
belirlenen yıllık potansiyel atık yağ miktarını taşımak için ne kadar sefer yapılması gerektiği ve
bunun nakliye bedeli hesaplanmıştır. Bu yaklaşımda PETDER’in Mart 2012 döneminde 20 tonluk
tanker için birim nakliye maliyeti olan 3.36 ¨/km verisi kullanılmıştır. Birim nakliye maliyetinin
Marmara
Ereğlisi
Bandırma
Gebze

PETDER-Petrol Sanayi Derneği Sayfa 52/60
içerisinde yönetim giderleri ve güzergâh üzerinde yer alan paralı geçişler ise dikkate alınmamıştır.
Potansiyel atık yağ miktarını taşımada yapılması gereken sefer sayısı ile pilot bölge ve iller arası
gidiş-dönüş mesafesi bu veriyle çarpılarak nakliye bedeli ve ton başına taşıma bedelleri
hesaplanmıştır. Aşağıdaki tablolarda, her bir pilot bölge için yapılan çalışmanın sonuçları
gösterilmiştir.
Tablo 7.3.1- Bandırma’ya Kaynak Bölge İllerinden Yapılacak Atık Yağ Taşımasının Maliyet Analizi
Toplanan
Miktar (ton)
Potansiyel
Miktar (ton)
Mesafe
(km)
Sefer
Sayısı
Toplam
(km)
Nakliye
Bedeli (¨)
Maliyet
(¨/ton)
8.467 47.039 Bandırma 2.352 1.376.577 4.625.298 98
1 İstanbul 4.691 26.061 330 1.303 860.017 2.889.656 111
2 Bursa 904 5.022 111 251 55.747 187.309 37
3 Kocaeli (İzmit) 919 5.106 334 255 170.526 572.966 112
4 Tekirdağ 623 3.461 321 173 111.102 373.302 108
5 Çanakkale 459 2.550 166 128 42.330 142.229 56
6 Balıkesir 259 1.439 99 72 14.245 47.863 33
7 Sakarya (Adapazarı) 242 1.344 326 67 43.829 147.265 110
8 Edirne 116 644 582 32 37.507 126.022 196
9 Kırklareli 184 1.022 328 51 33.529 112.657 110
10 Bilecik 49 272 210 14 5.717 19.208 71
11 Yalova 21 117 174 6 2.030 6.821 58
1.973 10.961 548 271.573 912.485 83
12 İzmir 1.465 8.139 254 407 206.728 694.605 85
13 Manisa 223 1.239 141 62 17.468 58.694 47
14 Kütahya 144 800 226 40 18.080 60.749 76
15 Uşak 141 783 374 39 29.297 98.437 126
741 4.117 206 182.188 612.151 149
16 Zonguldak 514 2.856 461 143 131.641 442.314 155
17 Bolu 100 556 391 28 21.722 72.987 131
18 Düzce 89 494 346 25 17.108 57.482 116
19 Bartın 25 139 568 7 7.889 26.507 191
20 Karabük 13 72 530 4 3.828 12.861 178
2.370 13.167 658 654.852 2.200.303 167
21 Ankara 2.086 11.589 523 579 606.099 2.036.492 176
22 Eskişehir 284 1.578 309 79 48.753 163.811 104
13.551 75.283 7.104 3.764 2.485.189 8.350.237 111TOPLAM:
Kaynak Bölge
Kuzey Ege
Marmara
Batı Karadeniz
Kuzey Batı İç Anadolu

PETDER-Petrol Sanayi Derneği Sayfa 53/60
Tablo 7.3.2- Gebze’ye Kaynak Bölge İllerinden Yapılacak Atık Yağ Taşımasının Maliyet Analizi
Tablo 7.3.3- M.Ereğlisi’ne Kaynak Bölge İllerinden Yapılacak Atık Yağ Taşımasının Maliyet Analizi
Toplanan
Miktar (ton)
Potansiyel
Miktar (ton)
Mesafe
(km)
Sefer
Sayısı
Toplam
(km)
Nakliye
Bedeli (¨)
Maliyet
(¨/ton)
8.467 47.039 Gebze 2.352 508.781 1.709.505 36
1 İstanbul 4.691 26.061 40 1.303 104.244 350.261 13
2 Bursa 904 5.022 189 251 94.920 318.931 64
3 Kocaeli (İzmit) 919 5.106 51 255 26.038 87.489 17
4 Tekirdağ 623 3.461 167 173 57.801 194.210 56
5 Çanakkale 459 2.550 452 128 115.260 387.274 152
6 Balıkesir 259 1.439 292 72 42.016 141.172 98
7 Sakarya (Adapazarı) 242 1.344 107 67 14.386 48.335 36
8 Edirne 116 644 300 32 19.333 64.960 101
9 Kırklareli 184 1.022 274 51 28.009 94.110 92
10 Bilecik 49 272 197 14 5.363 18.019 66
11 Yalova 21 117 121 6 1.412 4.743 41
1.973 10.961 548 515.873 1.733.333 158
12 İzmir 1.465 8.139 488 407 397.178 1.334.517 164
13 Manisa 223 1.239 474 62 58.723 197.310 159
14 Kütahya 144 800 310 40 24.800 83.328 104
15 Uşak 141 783 449 39 35.172 118.177 151
741 4.117 206 109.267 367.138 89
16 Zonguldak 514 2.856 284 143 81.098 272.489 95
17 Bolu 100 556 213 28 11.833 39.760 72
18 Düzce 89 494 169 25 8.356 28.077 57
19 Bartın 25 139 391 7 5.431 18.247 131
20 Karabük 13 72 353 4 2.549 8.566 119
2.370 13.167 658 537.864 1.807.225 137
21 Ankara 2.086 11.589 426 579 493.687 1.658.787 143
22 Eskişehir 284 1.578 280 79 44.178 148.437 94
13.551 75.283 6.027 3.764 1.671.786 5.617.199 75TOPLAM:
Kaynak Bölge
Kuzey Ege
Marmara
Batı Karadeniz
Kuzey Batı İç Anadolu
Toplanan
Miktar (ton)
Potansiyel
Miktar (ton)
Mesafe
(km)
Sefer
Sayısı
Toplam
(km)
Nakliye
Bedeli (¨)
Maliyet
(¨/ton)
8.467 47.039 M. Ereğlisi 2.352 784.439 2.635.715 56
1 İstanbul 4.691 26.061 99 1.303 258.005 866.897 33
2 Bursa 904 5.022 349 251 175.276 588.926 117
3 Kocaeli (İzmit) 919 5.106 167 255 85.263 286.483 56
4 Tekirdağ 623 3.461 38 173 13.152 44.191 13
5 Çanakkale 459 2.550 452 128 115.260 387.274 152
6 Balıkesir 259 1.439 450 72 64.750 217.560 151
7 Sakarya (Adapazarı) 242 1.344 262 67 35.224 118.354 88
8 Edirne 116 644 164 32 10.569 35.511 55
9 Kırklareli 184 1.022 138 51 14.107 47.398 46
10 Bilecik 49 272 351 14 9.555 32.105 118
11 Yalova 21 117 281 6 3.278 11.015 94
1.973 10.961 548 681.628 2.290.271 209
12 İzmir 1.465 8.139 648 407 527.400 1.772.064 218
13 Manisa 223 1.239 564 62 69.873 234.774 190
14 Kütahya 144 800 464 40 37.120 124.723 156
15 Uşak 141 783 603 39 47.235 158.710 203
741 4.117 206 173.019 581.343 141
16 Zonguldak 514 2.856 439 143 125.359 421.206 148
17 Bolu 100 556 368 28 20.444 68.693 124
18 Düzce 89 494 323 25 15.971 53.661 109
19 Bartın 25 139 546 7 7.583 25.480 183
20 Karabük 13 72 507 4 3.662 12.303 170
2.370 13.167 658 740.316 2.487.460 189
21 Ankara 2.086 11.589 580 579 672.156 2.258.443 195
22 Eskişehir 284 1.578 432 79 68.160 229.018 145
13.551 75.283 8.225 3.764 2.379.402 7.994.790 106TOPLAM:
Kaynak Bölge
Kuzey Ege
Marmara
Batı Karadeniz
Kuzey Batı İç Anadolu

PETDER-Petrol Sanayi Derneği Sayfa 54/60
Tablolardan görüldüğü üzere, atık yağların kaynak bölgelerdeki illerden pilot bölgedeki tesise
taşınmasının maliyet analizine göre; Gebze bölgesinde (75 ¨/ton) yer alacak bir tesisin Bandırma
Bölgesi (111¨/ton) ve Marmara Ereğlisi Bölgesi (106 ¨/ton) maliyetlerine göre daha uygun olduğu
tespit edilmiştir. Bu maliyetler içinde atık yağ temin, analiz, numune alma ve lojistik yönetim
maliyetleri yer almamakta olup sadece taşıma maliyetlerini içermektedir.
Yapılan bu çalışma, tesisin yer seçiminin belirlenmesindeki tek kıstas olmayıp sadece proje
kapsamında ilgili tarafların dikkatini çekmesini sağlayacak bir ön değerlendirme niteliğinde
yapılmıştır. Hammadde tedarikinde tesisin bulunduğu yerin lojistik imkânları, kaynak bölgelerde
yapılacak ara depolama tesisleri, OSB içinde yer almanın getirileri ve arazi maliyetleri gibi pek çok
konu kesin kararın verilmesinde etkili olmaktadır.
Sonuç olarak, 80 bin tonluk bir kapasite için kaynak bölgede yer alan illerden yapılacak atık yağ
taşımasının maliyetleri seçilen pilot bölgeler arasında karşılaştırıldığında Gebze bölgesinin ön plana
çıktığı görülmektedir. Bu çalışmada temel alınan kapasite ve solvent rafinasyon teknolojisine yönelik
eldeki veriler incelendiğinde, yapılacak yer seçimindeki fiziki şartlardan biri olarak da tesisin
26.500m2’lik bir arazi gereksinimine ihtiyaç duyduğunu ortaya koymaktadır.
7.3.2 Ön Finansal Etütler
Bu bölümde ise, İstanbul ve yakın çevresindeki illerde atık madeni yağların yeniden rafinasyonu için
kurulması düşünülen tesisin fizibilite etüdüne (yapılabilirlik çalışması) katkı sağlayacak ön finansal
etüt değerlendirmeleri yapılacaktır. Her şeyden önce bu etüde esas teşkil eden bazı noktaları
hatırlatmakta yarar görülmüştür. Tesisin yapılabilirlik çalışmasında 80 bin tonluk kapasite ve solvent
rafinasyon teknolojisi olarak de eldeki veriler içerisinde en fazla bilgiyi sağlayan Avista Oil Solvent
Ekstraksiyon Prosesinin temel alındığı dikkate alınmalıdır. Yıllık 80 bin tonluk bir kapasitede ve
%100 kapasitede çalışan tesis olarak örnek olarak alınan bu prosesin fizibilite etüdünde kullanılan
birim maliyetlere ait yaklaşımlar, 2012 ortalama fiyatlarına göre alınmıştır. Bu doğrultuda yapılan
hesaplamalar ve öngörüler sırasıyla ele alınmış ve sonuçları tesisin yapılabilirliği konusunda genel
bir değerlendirme yapılabilmesi için gelir-gider tablosunda gösterilmiştir.
Çalışma Süresi 8.000 Saat
Doğal Gaz 0,74 ¨/m3
Elektrik 0,23 ¨/kWh
Atık Su Bedeli 0,92 ¨/m3
Kullanım Suyu 0,23 ¨/m3

PETDER-Petrol Sanayi Derneği Sayfa 55/60
Tesisin, yıllık kapasitesini karşılamada ihtiyaç duyduğu atık yağı farklı tedarikçilerden
sağlayabileceği düşünülmüştür. Bu doğrultuda, atık yağın rafineri teslim fiyatı da farklı
belirlenmiştir. Yetkilendirilmiş kuruluşun kar amacı gütmeden, sadece yönetim giderlerini yansıtarak
atık yağ teslimi yapacağı öngörülmüştür. Aşağıda, belirtilen miktarlarda ve birim fiyatlarda atık yağ
tedarikin sağlanacağı düşünülmüş ve tesisin yıllık atık yağ maliyeti hesaplanmıştır.
Temel alınan örnek prosesten elde edilecek ekonomik değeri bulunan ürünlerin piyasa satış fiyatları
üzerinden % 10-15’lik bir indirim yapılarak yeniden rafinasyon ürünlerinin rekabetçi bir pazarda yer
edinebileceği öngörülmüştür. Bu değerlendirme doğrultusunda ÖTV’siz olarak önerilen rafineri ürün
satış bedellerinin aşağıdaki gibidir.
Maliyetlerle ilgili yapılacak diğer yaklaşım ise, yıllık 80 bin tonluk kapasiteye sahip, örnek alınan
teknolojinin proses içi ve proses dışı ünitelerine ilişkin yatırım maliyetleri ve tesisin kurulacağı
arazinin bedelidir. Arazi bedeli, seçilecek yere bağlı olarak oldukça değişkenlik gösterse de, ön
değerlendirme çalışmasının sınırları içerisinde 26.500 m2’lik bir alan için ortalama birim değeri
alınmıştır.
Birim Maliyeti
(¨/ton)
Toplanan Miktar
(ton)
Atık Yağ Maliyeti
(¨)
Yetkilendirilmiş
Kuruluş220 30.000 6.600.000
Tesisin Kendi Atık
YağToplama Birimi390 30.000 11.700.000
3. Taraf Atık
Toplayıcıları460 20.000 9.200.000
Toplam: 80.000 27.500.000
Ürünler Piyasa Bedeli (¨/ton) İndirimli Satış Bedeli (¨/ton)
Ucucu Bileşikler 460 400
Isınma ve Denizcilik Amaçlı Yakıtlar 1.495 1.300
Dip Ürün-Asfalt 977 830
Fuel Oil (No.6) 920 790
Baz Yağ (SN150) 2.070 1.800
Atık Yağ Fazlası 150 130
Tesis Maliyeti (Kapasite: 80.000 ton/yıl) (¨)
Proses İçi Üniteler 62.700.000
Proses Dışı Üniteler 15.700.000
Toplam 78.400.000
Arazi (26.500 m2)
Toplam Arazi Bedeli (600 ¨/m2) 15.900.000
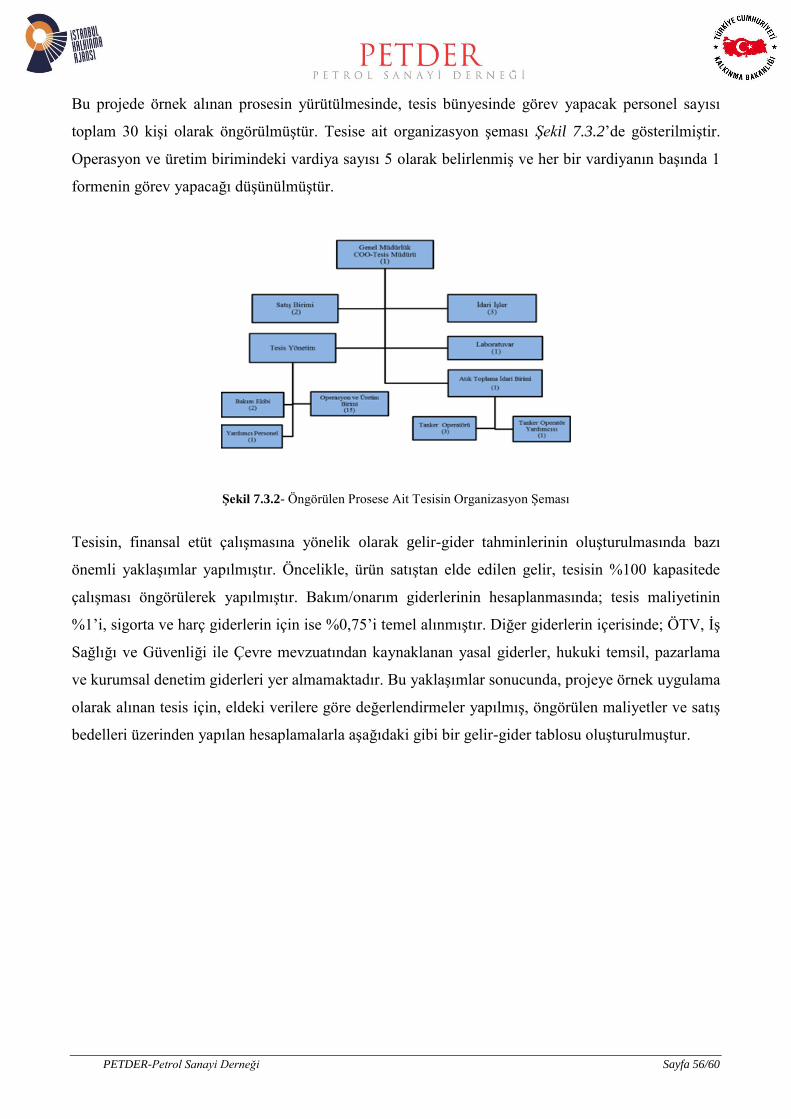
PETDER-Petrol Sanayi Derneği Sayfa 56/60
Bu projede örnek alınan prosesin yürütülmesinde, tesis bünyesinde görev yapacak personel sayısı
toplam 30 kişi olarak öngörülmüştür. Tesise ait organizasyon şeması Şekil 7.3.2’de gösterilmiştir.
Operasyon ve üretim birimindeki vardiya sayısı 5 olarak belirlenmiş ve her bir vardiyanın başında 1
formenin görev yapacağı düşünülmüştür.
Şekil 7.3.2- Öngörülen Prosese Ait Tesisin Organizasyon Şeması
Tesisin, finansal etüt çalışmasına yönelik olarak gelir-gider tahminlerinin oluşturulmasında bazı
önemli yaklaşımlar yapılmıştır. Öncelikle, ürün satıştan elde edilen gelir, tesisin %100 kapasitede
çalışması öngörülerek yapılmıştır. Bakım/onarım giderlerinin hesaplanmasında; tesis maliyetinin
%1’i, sigorta ve harç giderlerin için ise %0,75’i temel alınmıştır. Diğer giderlerin içerisinde; ÖTV, İş
Sağlığı ve Güvenliği ile Çevre mevzuatından kaynaklanan yasal giderler, hukuki temsil, pazarlama
ve kurumsal denetim giderleri yer almamaktadır. Bu yaklaşımlar sonucunda, projeye örnek uygulama
olarak alınan tesis için, eldeki verilere göre değerlendirmeler yapılmış, öngörülen maliyetler ve satış
bedelleri üzerinden yapılan hesaplamalarla aşağıdaki gibi bir gelir-gider tablosu oluşturulmuştur.

PETDER-Petrol Sanayi Derneği Sayfa 57/60
GELİR-GİDER TABLOSU TUTAR (¨)
Satışlar
Ucucu Bileşikler 320.000
Isınma ve Denizcilik Amaçlı Yakıtlar 14.560.000
Dip Ürün /Asfalt 9.960.000
Fuel Oil (No. 6) 3.160.000
Baz Yağ (SN 150) 80.640.000
Atık Yağ Fazlası 416.000
109.056.000
İŞLETME GELİRİ (%100 Kapasite) 109.056.000
Fiziksel Giderler
Atık Yağ -27.500.000
İşletme Masrafları -3.200.000
Tedarik ve İlave Masraflar -428.000
Atık Su Bedeli -5.000
Atık Bertaraf Giderleri -150.000
-31.283.000
BRÜT KAR 77.773.000
Personel Giderleri
İşletme ve İdari Personel -379.000
Vardiyalı Personel -401.000
Bakım Ekibi -67.000
Nakliye Ekibi -470.880
-1.317.880
Diğer Giderler
Bakım/Onarım Giderleri (%1 Tesis Maliyeti) -784.000
Sigorta ve Harçlar (%0.75 Tesis Maliyeti) -588.000
Laboratuvar Masrafları -60.000
-1.432.000
VERGİ ve AMORTİSMAN ÖNCESİ KAR 75.023.120
Amortisman
Tankerler -216.000
Tesis İçi Ekipmanlar -6.270.000
Tesis Dışı Ekipmanlar -1.047.000
-7.533.000
VERGİ ÖNCESİ BRÜT KAR 67.490.120

PETDER-Petrol Sanayi Derneği Sayfa 58/60
8 GENEL DEĞERLENDİRME
İlgili AB direktifleri ve ulusal yönetmelikler çerçevesinde faydalı ömrünü tamamlamış madeni
yağların kontrollü bir şekilde bertaraf edilmesi gerekmekle birlikte bu konudaki mevcut mevzuatın
uygulanmasında zorluklar yaşanmakta, hedeflenen sonuçlara ulaşılması sağlanamamaktadır.
Dolayısıyla, madeni atık yağların içeriğin de bulundukları ekosisteme olan olumsuz etkileri kontrol
edilememektedir. Atık yağların bertaraf edilmesinde ülkemizdeki en yaygın uygulama konusu, bu
yağların tesislere yakıt girdisi olarak enerji geri kazanımı üzerine yoğunlaşmıştır. Ayrıca madeni atık
yağlarının, ısınma amaçlı kontrolsüz yakılması, yakıta karıştırma, gelişigüzel bertaraf gibi kayıt dışı
uygulamaları da sıklıkla görülmektedir. Yapılan bütün bu uygulamalar, çevre ve insan sağlığına
giderek katlanan oranlarda zarar vermeye devam etmektedir.
Ülkemizde madeni atık yağların enerji amaçlı olarak geri kazanılması tercih edilen bir bertaraf
yöntemi olmakla birlikte, uygun rafinasyon teknolojiler kullanılarak bu yağlardan baz yağ geri
kazanımının yapılması, sonuç olarak petrol kaynaklarının daha az tüketilmesinin yanı sıra, olumsuz
çevre etkisi üzerinde de daha fazla kontrol sağlayacağından, artık daha öncelikli bir politika
olmalıdır. Türkiye’de en fazla atık yağ üreten bölge olarak bulunan Marmara bölgesinin de bu
politika doğrultusunda projeler geliştirmesi gerekir.
Bu konuda öncülük yapmak üzere hazırlanmış bu çalışmada, atık madeni yağların yeniden
rafinasyonu konusundaki mevcut mevzuat ve teknolojik gelişmelerin Türkiye’deki uygulamalar ile
karşılaştırılmalı bir değerlendirilmesi yapılmıştır. Görünen odur ki, Türkiye atık yağ geri
kazanımında, endüstriyel rafinasyon teknolojilerine gerçekten ihtiyaç duymaktadır. Bu ihtiyacın
giderilmesine yönelik olarak, İstanbul ve yakın çevresindeki illerden toplanacak atık madeni yağları
da değerlendirebilecek bir yeniden rafinasyon tesisinin ön fizibilite çalışması gerçekleştirilmiş ve
yıllık 80 bin tonluk kapasiteye sahip bir tesisin ekonomik ve stratejik bir yatırım olarak uygun olduğu
görülmüştür.
Tesisin yapılabilirliği konusundaki çalışmalarda, gerçek atık yağ toplama maliyetleri üzerinden
değerlendirmeler yapılmıştır. İlgili veriler, bu konudaki deneyimli proje ekibi üyelerince sağlanmış,
bu verilerden elde edilen tesis maliyetleri ve diğer sonuçların da gerçekçi olduğu izlenimine
varılmıştır. Yapılan finansal analizler, tesisin ön görülen şartlarda karlı bir yatırım olduğunu ortaya
koymaktadır. Burada yapılan değerlendirmelerde teknoloji transferine (know-how) ilişkin bir maliyet
hesaba katılmamıştır. Bu maliyetin ne kadar büyük olduğu konusunda net bir şey söylenemezse de
yatırımcının bu konuyu mutlaka dikkate alması gerektiği konusu da o derece açıktır. Teknoloji

PETDER-Petrol Sanayi Derneği Sayfa 59/60
transferi güvence altına alınmadan yapılan yatırımların işletme maliyetleri üzerinde her zaman bir
risk taşıyacağı göz ardı edilmemelidir.
Ön görülen tesis kapasitesi, sadece İstanbul ve yakın çevresindeki bölgelerin değil, tüm Kuzey Batı
Anadolu bölgelerinin atık yağ geri kazanımını etkin bir toplama stratejisi ile yapabilecek bir kapasite
değeridir. Bu kapasite değerini etkin olarak çalıştırmak atık yağların yönetimi konusundaki devlet
politikalarıyla da doğrudan ilgilidir. Tesisin, Türkiye genelinde atık yağların hammadde olarak geri
kazanımı için önemi büyüktür. Petrole bağımlı ekonomilerde bu konuda katma değer yaratacak her
türlü uygulama mutlaka desteklenmelidir. Yıllık 80 bin tonluk atık yağın işlenerek ekonomiye
kazandırılması, olumsuz çevre etkilerinden bu kapasitede oranında bir azalma sağlanması terazinin
bir kefesindeyken diğer tarafta, mevcut durumdaki yasal düzenlemelerin yetersiz kalması ve
uygulanmaması konusu, yapılabilirliği ve ekonomik uygunluğu görülmüş bir yatırımın kaderini
belirleyecektir.

PETDER-Petrol Sanayi Derneği Sayfa 60/60
YARARLANILAN KAYNAKLAR
Kline & Company, Global Used Oil 2009: Market Analysis and Opportunities Summary of
Key Findings, July 30, 2010.
Chemical Engineering Partners, [İnternet, en son giriş: 23 Mart 2012]
http://www.ceptechnology.com/processtechnology/the-cep-process.aspx
Audibert, F. “Waste Engine Oils: Rerefining and Energy Recovery”, Elsevier B.V, 2006.
Puralube-HyLube Process, [İnternet, en son giriş: 03 Nisan 2012 ]
http://www.puralube.de/?q=node/23
Prokop Engineering, [İnternet, en son giriş: 03 Nisan 2012]
http://www.prokop-engineering.cz/hylubeEN.htm
PETDER, Atık Yağların Yönetimi Projesi 2010 Faaliyet Raporu, İstanbul, 2011.
PETDER, Atık Yağların Yönetimi Projesi 2011 Faaliyet Raporu, İstanbul, 2012.
Lubes “n”Greases Europe, Middle East, Africa Magazine: 2010 Base Stock Guide, LNG
Publishing Company Inc. VA, USA.
Baladincz, J.,Szabó, L., Nagy, G. and Hancsók, J., “Possibilities for processing of used
lubricating oils – part 2”, MOL Scientific Magazine, 2, 68-72, 2010.
Pelitli, V., Doğan, Ö., Başar, H.Merve, UYUŞUR, B., “Atık Madeni Yağların Geri
Kazanımında Baz Yağ Üretim Teknolojileri”, Sigma Mühendislik ve Fen Bilimleri
Dergisi,29,422-434, 2011.
IPPC, Draft Reference Document on Best Available Techniques for the Waste Treatments
Industries, European IPPC Bureau, 2003
Concave, Collection and Disposal of Waste Lubricating Oil, Report No: 5/96, November,
1996
Top Related
Copyright © 2022 FDOKUMEN

