





Bahasa
Halaman
Hukum

7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 1/24
PELATIHAN PENEGLASAN
BAB I
PENDAHULUAN
A. Tujuan Pedoman Pelatihan
Podoman Pelatihan ini di maksudkan sebagai pedoman yang memberi
arahan bagi semua peserta yang dilatih. Dengan disusun pedoman pelatihan bahwa
semua pihak akan mempunyai pengertian yang sama, mengenai makna dari
pelatihan berdasarkan satu pegangan yang sama. Dengan demikian diharapkan
para peserta tidak akan terjadi penafsiran lain untuk pelatiahan ini, sehingga dalam
pelaksanaan pelatihan ini bisa berjalan dengan lancar.
Tujuan Pedoman ini juga dapat dimanfaatkan sebagai pedoman teknik tatacara
pengelasan , baik Peraturan yang dianggap penting dalam pelatihan pengelasan ini.
B. Pengertian Umum
Sebelum pelaksanaan Pelatihan mulai maka peserta harus wajib mengetahui
tentang tata tertib peserta pelatihan pengelasan terlebih dahulu, sebagai berikut :
I. Persyaratan Administrasi Peserta
. Peserta harus mendaftarkan diri mengisi formulir pendaftaran, untuk mengikutiPelatihan
!. "enyerahkan surat tugas dari pihak #nstasi yang menugasi
$. Peserta harus herigrestasi untuk mendapatkan nomer peserta dari ketua
Pelaksana
%. Tata Tertip Pelatihan:
a. Setiap peserta diwajibkan hadir & menit sebelum pelaksanaan
dimulai
b. Perserta harus mengunakan pakian kerja ' ketelpak( kaos kerja )
!. Perserta harus menandatangani daftar hadir$. Dalam ruang kerja( laboratorium dilarang merokok
*. "embuat kegaduhan dalam ruang praktikum
+. Peserta harus mengikuti petunjuk (job kerja yang di berikan.
. Perserta merusakan peralatan (mesin menjadi tanggung jawab peserta
(harus "engganti.
-. Peresrta tidak boleh membawah bahan dari luar untuk dikerjakan di
dalam laboratorium ( ruang lab yang bukan bahan tugas praktikumnya,
terkecuali dapat ijin dari pembimbing.
. Peserta harus menggunakan sepatu pada waktu kerja dan di larang
memakai sandal
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 2/24
PELATIHAN PENEGLASAN
/. Peserta harus menggunakan mesin ( peralatan yang sesuai dengan job
kerjanya.
&. Peserta ijin keluar harus seijin pengawas( teknisi laboraturium tersebut.
D. Petunjuk Pelaksanaan
. Sebelum mulai kegiatan maka peserta harus melakukan apel terlebih dahulu.
. Peserta harus memahami petunjuk 0petunjuk praktikum terlebih
dahulu sebelum melaksanakan kegiatan.
!. Setiap peserta harus membuat laporan yang telah dikerjakannya.
". 1ila terjadi trobel pada mesin, peserta harus melapor ke pada
teknisinya.
#. 2eperluan peralatan( pengembalian alat kerja harus seijin dengan
petugas peralatan.
$. Sebelum menggunakan peralatan(mesin harus di teliti terlebih dahulu,
apakah mesin (alat tersebut dalam keadaan baik.
%. Selama kegiatan berlangsung, maka peserta harus melakukan kerjadengan membawa job kerja yang telah diberikan.
&. 1ila peserta menemui kesulitan dalam menggunakan alat, sebaiknya
menanyakan hal tersebut ke pada teknisinya.
'. Sistem kerja akan di bagi menjadi perkelompok.dan dipimpin oleh
ketua kelompok.
E. PETUN(U) PE*BUATAN LAP+,AN
Pembuatan laporan praktikum dengan maksud untuk menceritakan alur
kerja dari praktikum produksi tersebut sehingga sampai selesainya bahan tersebut
menjadi peralatan. Setiap kelompok wajib membuat laporan kerja praktikum sesuai
dengan ketentuan sebagai berikut :
a. 2ata Pengantar
b. Daftar isi
c. Daftar 3ambar
d. Daftar Tabel
e. Daftar lampiran
f. 1ab # :
4 Pendahuluan
- Tujuan praktikum
- Alat4alat yang dipakai.
g. 1ab ##: Proses pembuatan awal dari bahan awal sampai menjadi bahan jadi( menjadi alat.
h. 1ab ### : menceritakan tetang proses finising
i. Pembuatan laporan pengetikan dibuat ! sepasi.
-. Penggunaan Bahan *aterial )erja
. Setiap pengambilan 1ahan( benda kerja harus melapor kepada petugas
(instrukturnya
!. 1ahan dibagi tiap kelompak atau tiap peserta, bila terjadi kesalahan dalam
mengerjakan, untuk bahan yang salah akan di tanggung oleh ketua
kelompok.atau anggotanya
$. Pemakaian bahan harus disesuaikan dengan job kerja yang di berikan.
!
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 3/24
PELATIHAN PENEGLASAN
BAB IIPEN/E,TIAN *EN/ELA0
.1. Pengertian las se2ara Umum
"engelas adalah salah satu cara menyambung dua logam yang sejenis
dengan cara dipanaskan. Tenaga panas diperlukan untuk memanaskan bahan dasar
yang akan di sambung dan kawat las sebagai bahan tambah untuk pengisi kampuh.
Pada proses las cair bahan dasar dan kawat las dipanaskan hingga ke duanya
mencair dan terpadu secara homogin satu sama lainnya.
2husus untuk pengelasan tertentu maka kawat las tidak diperlukan, sehinggayang dicairkan hanyalah bahan dasar yang akan disambung. 5as patri , hanyalah
bahan pengisinya(bahan tambahnya saja yang dipanaskan sampai temperaturnya
bisa mencairkan bahan pengisinya.
.1.1.*a2am 3ma2am las ter4agi menjadi :
a. 5as Tempa ' pande )
b. 5as 3as ' Asetilin )
c. 5as 5istrik ' P56 ( 3enerator )
a. Las Tempa
5as tempa ini banyak digunakan untuk menyambung benda kerja sebagai
peralatan petani, misalnya pembuatan sabit, cangkul dan las ini sekarang jarang
dipakai karena, pemanasanya memerlukan tungku sehingga jelaga untuk pemanas
cukup banyak. Sumber panasnya dari pembakaran arang, kayu dan batu bara.
/am4ar :
Las Tempa
$
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 4/24
PELATIHAN PENEGLASAN
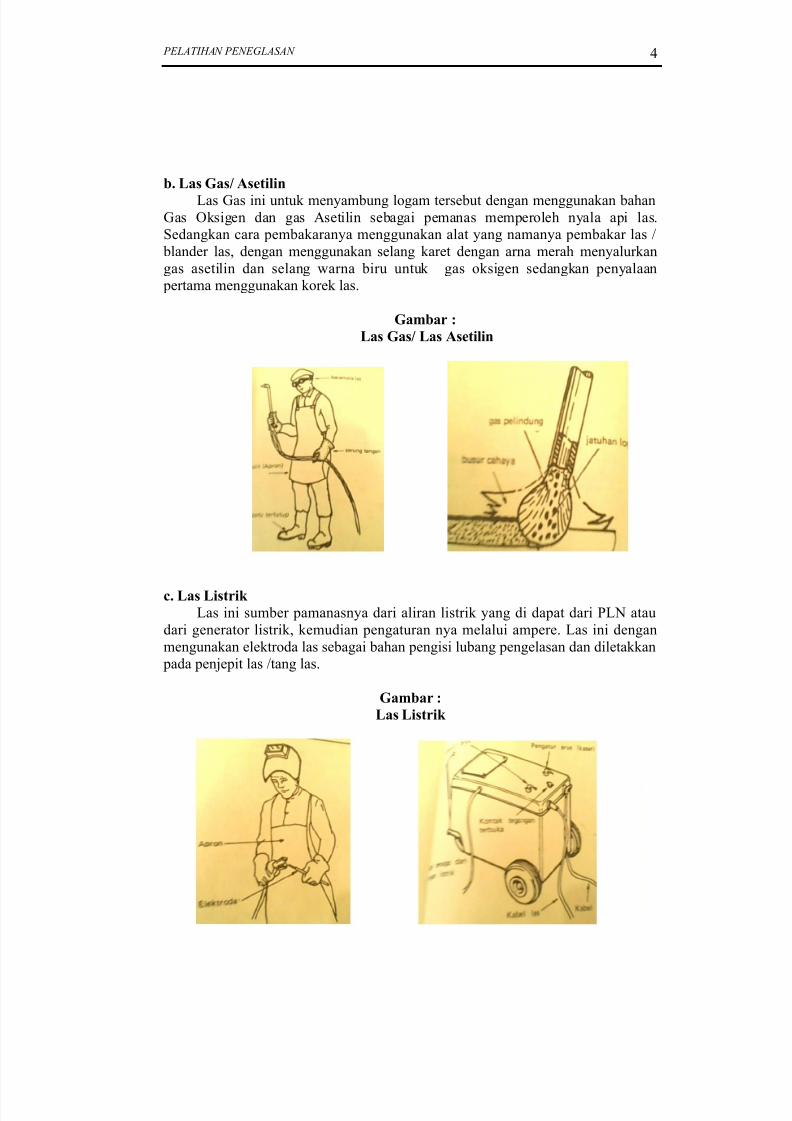
4. Las /as Asetilin5as 3as ini untuk menyambung logam tersebut dengan menggunakan bahan
3as 7ksigen dan gas Asetilin sebagai pemanas memperoleh nyala api las.
Sedangkan cara pembakaranya menggunakan alat yang namanya pembakar las (
blander las, dengan menggunakan selang karet dengan arna merah menyalurkan
gas asetilin dan selang warna biru untuk gas oksigen sedangkan penyalaan
pertama menggunakan korek las.
/am4ar :
Las /as Las Asetilin
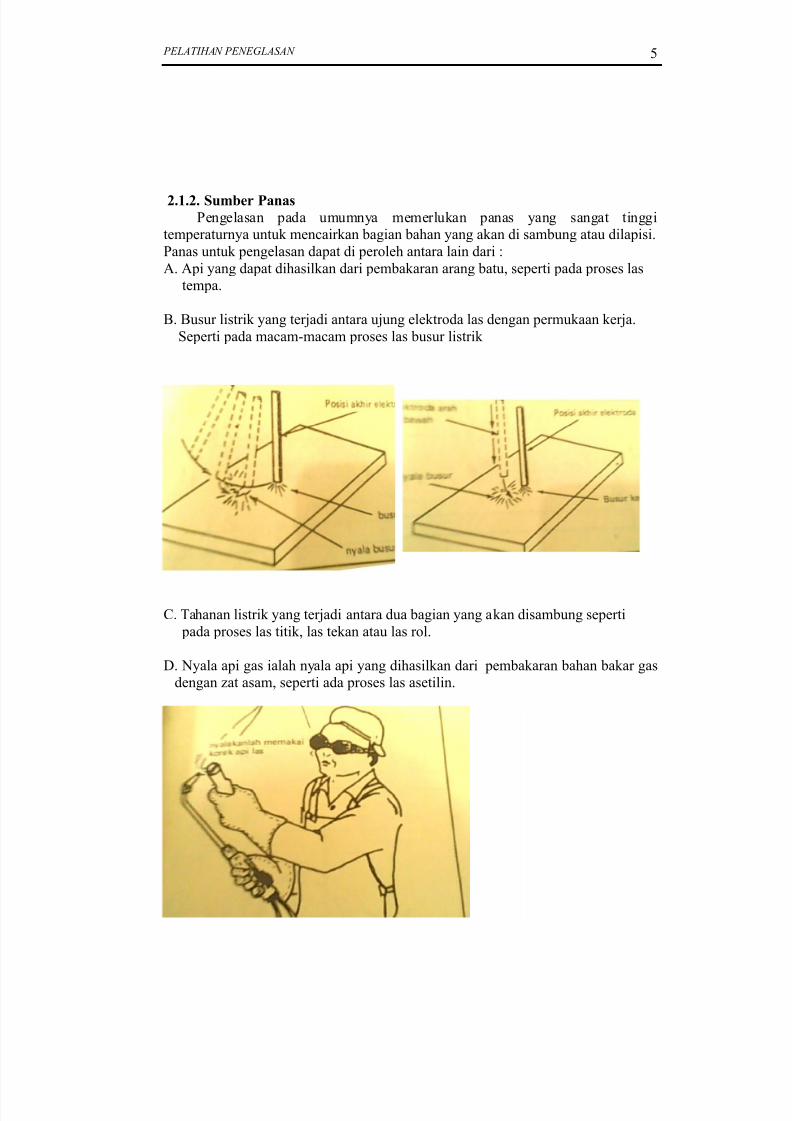
2. Las Listrik
5as ini sumber pamanasnya dari aliran listrik yang di dapat dari P56 atau
dari generator listrik, kemudian pengaturan nya melalui ampere. 5as ini dengan
mengunakan elektroda las sebagai bahan pengisi lubang pengelasan dan diletakkan
pada penjepit las (tang las.
/am4ar :
Las Listrik
*
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 5/24
PELATIHAN PENEGLASAN
.1.. 0um4er Panas
Pengelasan pada umumnya memerlukan panas yang sangat tinggi
temperaturnya untuk mencairkan bagian bahan yang akan di sambung atau dilapisi.
Panas untuk pengelasan dapat di peroleh antara lain dari :
A. Api yang dapat dihasilkan dari pembakaran arang batu, seperti pada proses las
tempa.
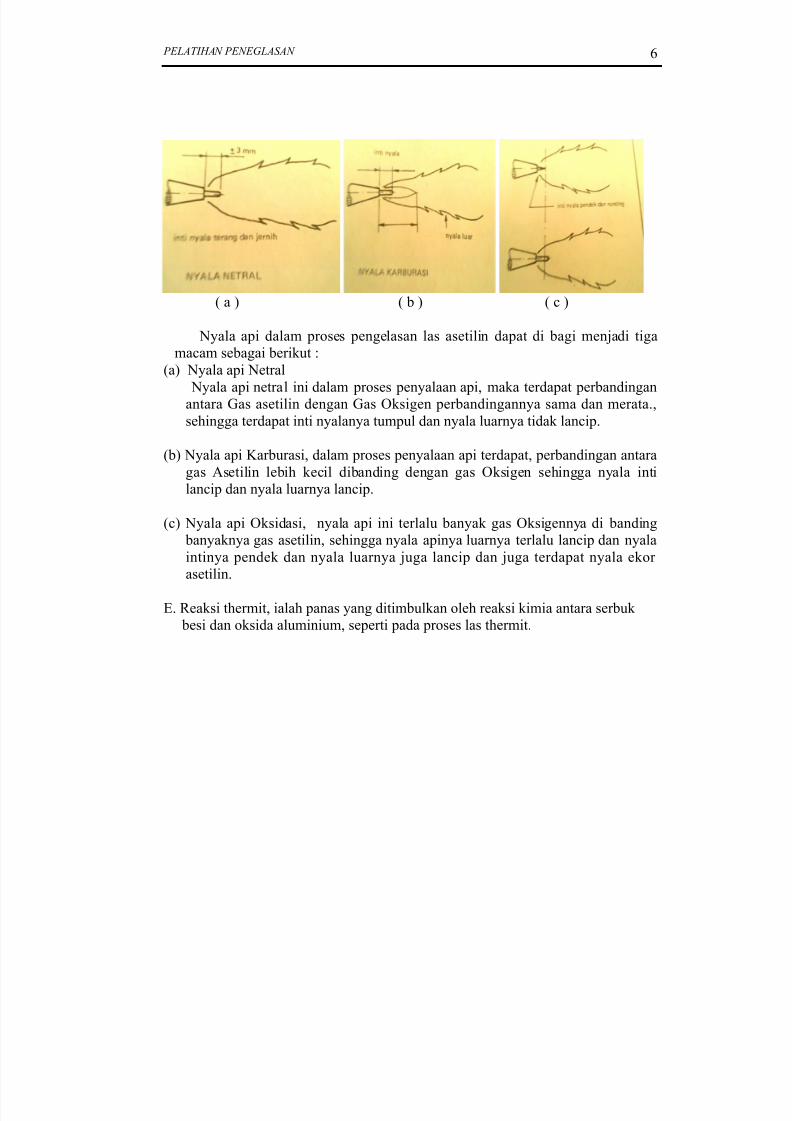
1. 1usur listrik yang terjadi antara ujung elektroda las dengan permukaan kerja.
Seperti pada macam4macam proses las busur listrik
%. Tahanan listrik yang terjadi antara dua bagian yang akan disambung seperti
pada proses las titik, las tekan atau las rol.
D. 6yala api gas ialah nyala api yang dihasilkan dari pembakaran bahan bakar gas
dengan 8at asam, seperti ada proses las asetilin.
+
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 6/24
PELATIHAN PENEGLASAN
' a ) ' b ) ' c )
6yala api dalam proses pengelasan las asetilin dapat di bagi menjadi tiga
macam sebagai berikut :
'a) 6yala api 6etral 6yala api netral ini dalam proses penyalaan api, maka terdapat perbandingan
antara 3as asetilin dengan 3as 7ksigen perbandingannya sama dan merata.,
sehingga terdapat inti nyalanya tumpul dan nyala luarnya tidak lancip.
'b) 6yala api 2arburasi, dalam proses penyalaan api terdapat, perbandingan antara
gas Asetilin lebih kecil dibanding dengan gas 7ksigen sehingga nyala inti
lancip dan nyala luarnya lancip.
'c) 6yala api 7ksidasi, nyala api ini terlalu banyak gas 7ksigennya di banding
banyaknya gas asetilin, sehingga nyala apinya luarnya terlalu lancip dan nyala
intinya pendek dan nyala luarnya juga lancip dan juga terdapat nyala ekor
asetilin.
9. eaksi thermit, ialah panas yang ditimbulkan oleh reaksi kimia antara serbuk
besi dan oksida aluminium, seperti pada proses las thermit.
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 7/24
PELATIHAN PENEGLASAN
BAB III
LA0 /A0 LA0 A0ETILIN
!.1. Pem4uatan /as Asetilin
3as asetilin bisa kita buat sendiri untuk prosesnya, mengunakan bahan dari
karbit 'calsium4karbide) dicampur dengan air didalam alat yang namanya generator
asetilin dengan terbentuk ' %a%!;!<! ; ; %a ' 7<)! ; kalor, dengan
pembuatannya mengunakan perbandingan untuk kg karbit : + kg air dari &o%
sampai /+o %. 3as asetilin ini sebagai bahan bakar las gas yang bersamaan dengan
gas oksigen .
Pembuatan gas asetilin pada generator las untuk proses pembuatannya
terbagi menjadi ! sistem antaralain :
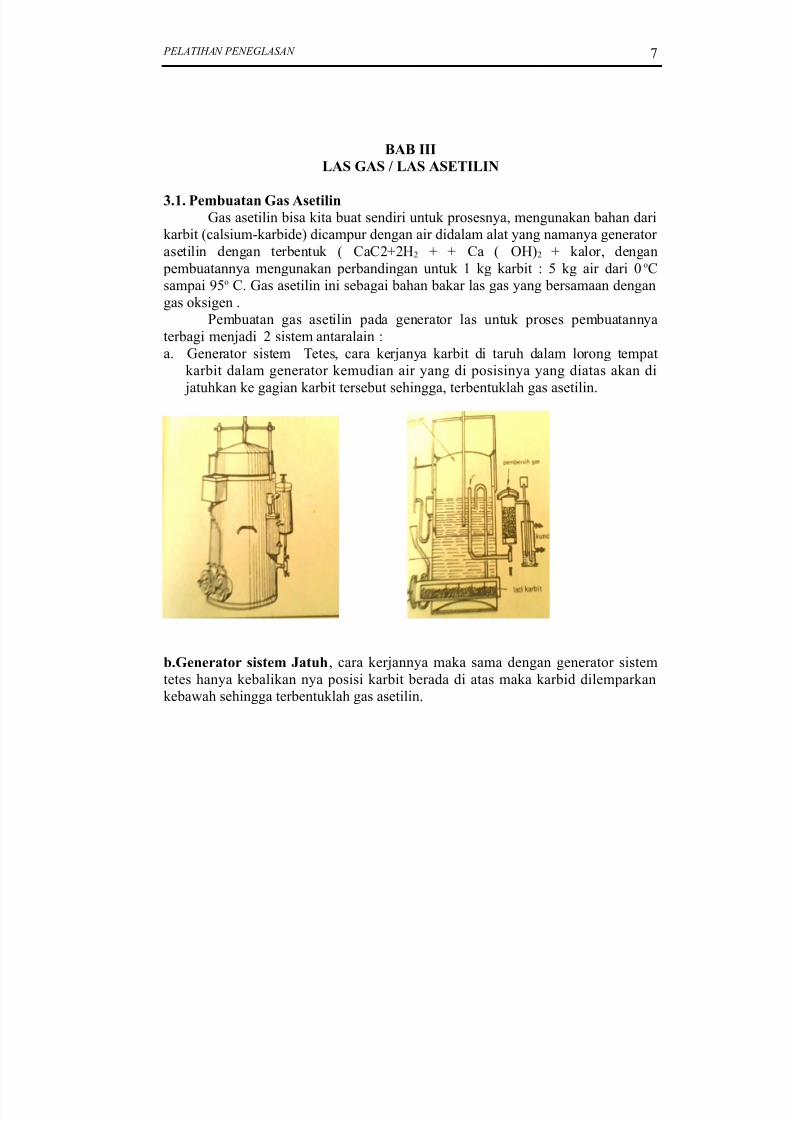
a. 3enerator sistem Tetes, cara kerjanya karbit di taruh dalam lorong tempat
karbit dalam generator kemudian air yang di posisinya yang diatas akan di jatuhkan ke gagian karbit tersebut sehingga, terbentuklah gas asetilin.
4./enerat5r sistem (atuh, cara kerjannya maka sama dengan generator sistem
tetes hanya kebalikan nya posisi karbit berada di atas maka karbid dilemparkan
kebawah sehingga terbentuklah gas asetilin.
-
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 8/24
PELATIHAN PENEGLASAN
Sekarang ini untuk mendapatkan gas asetilin ini lebih pratis, diperdangan
gas asetilin ini sudah langsung beli jadi di kemas dalam botol asetilin, dan tabung
bagian atas di beri tanda cat yang berwarna merah.
Peralatan Las Asetilin
Peralatan las asetilin yang sering digunakan untuk T2 las adalah sebagi
berikut :
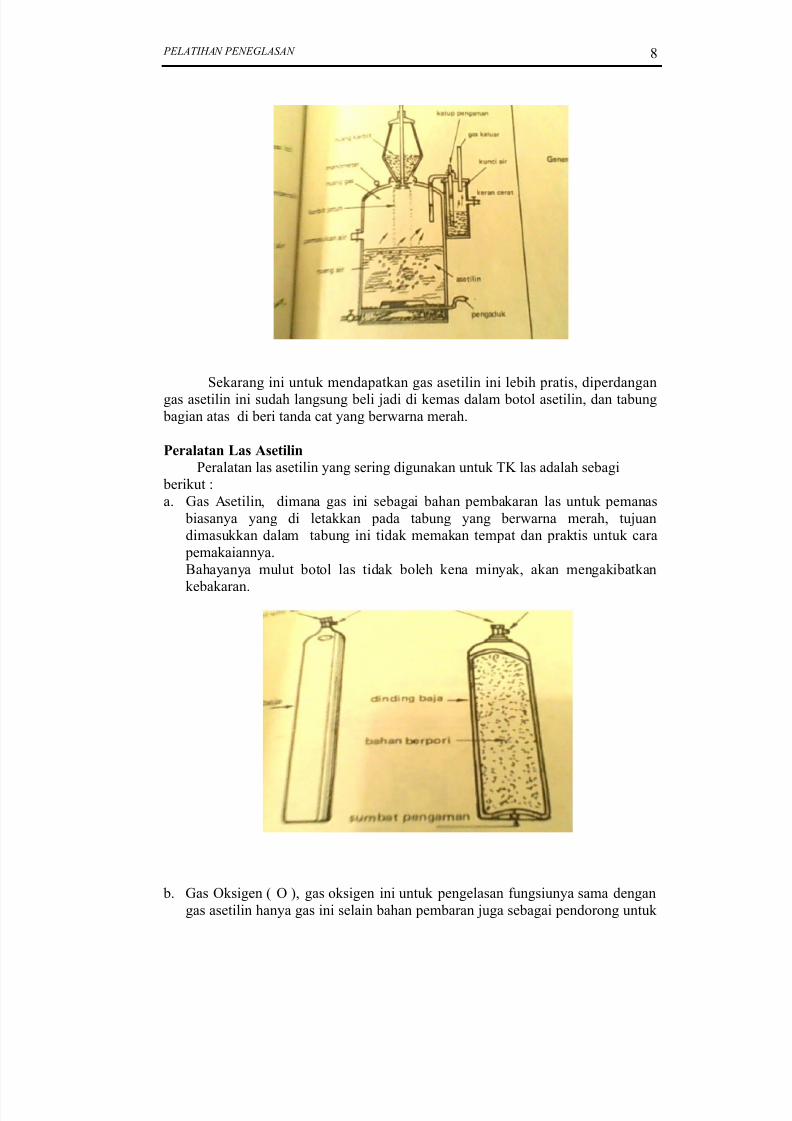
a. 3as Asetilin, dimana gas ini sebagai bahan pembakaran las untuk pemanas
biasanya yang di letakkan pada tabung yang berwarna merah, tujuan
dimasukkan dalam tabung ini tidak memakan tempat dan praktis untuk cara
pemakaiannya.1ahayanya mulut botol las tidak boleh kena minyak, akan mengakibatkan
kebakaran.
b. 3as 7ksigen ' 7 ), gas oksigen ini untuk pengelasan fungsiunya sama dengan
gas asetilin hanya gas ini selain bahan pembaran juga sebagai pendorong untuk
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 9/24
PELATIHAN PENEGLASAN
tekanan pengelasan. =ntuk gas oksigen ini dalam kemasan botol dengan warna
catnya pada bagian atas botol warna biru.
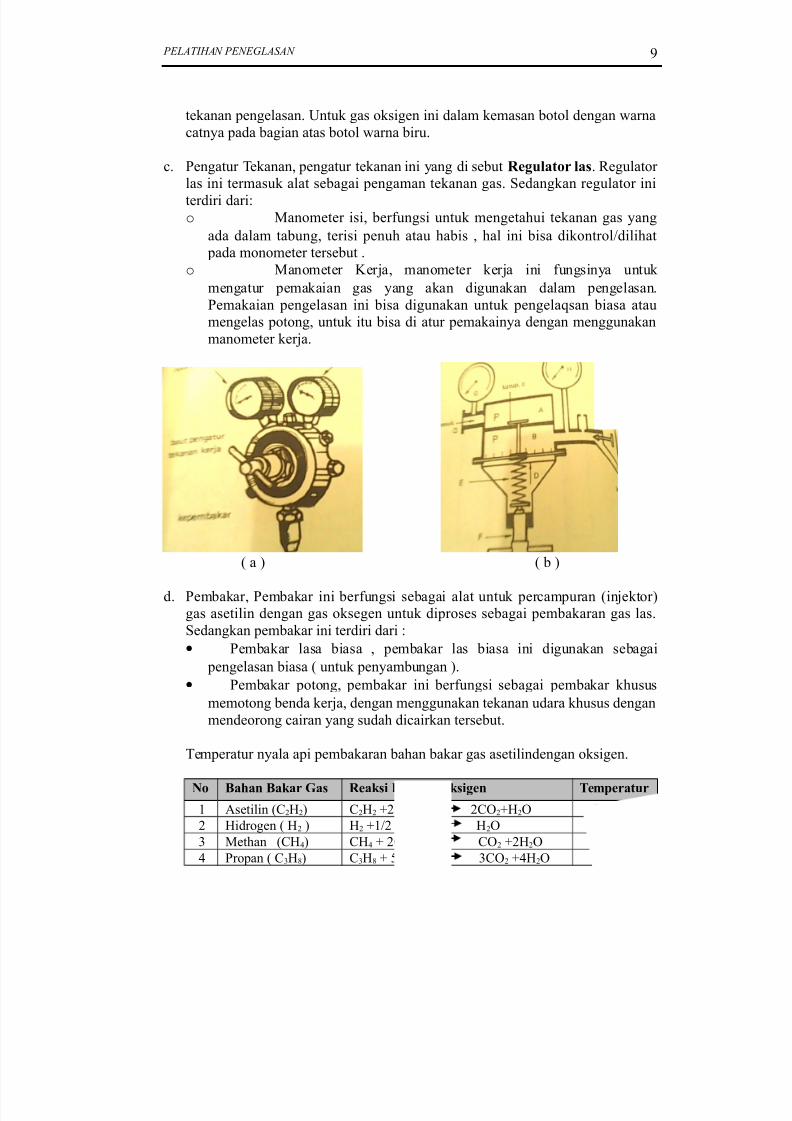
c. Pengatur Tekanan, pengatur tekanan ini yang di sebut ,egulat5r las. egulator
las ini termasuk alat sebagai pengaman tekanan gas. Sedangkan regulator initerdiri dari:
o "anometer isi, berfungsi untuk mengetahui tekanan gas yang
ada dalam tabung, terisi penuh atau habis , hal ini bisa dikontrol(dilihat
pada monometer tersebut .
o "anometer 2erja, manometer kerja ini fungsinya untuk
mengatur pemakaian gas yang akan digunakan dalam pengelasan.
Pemakaian pengelasan ini bisa digunakan untuk pengela>san biasa atau
mengelas potong, untuk itu bisa di atur pemakainya dengan menggunakan
manometer kerja.
' a ) ' b )
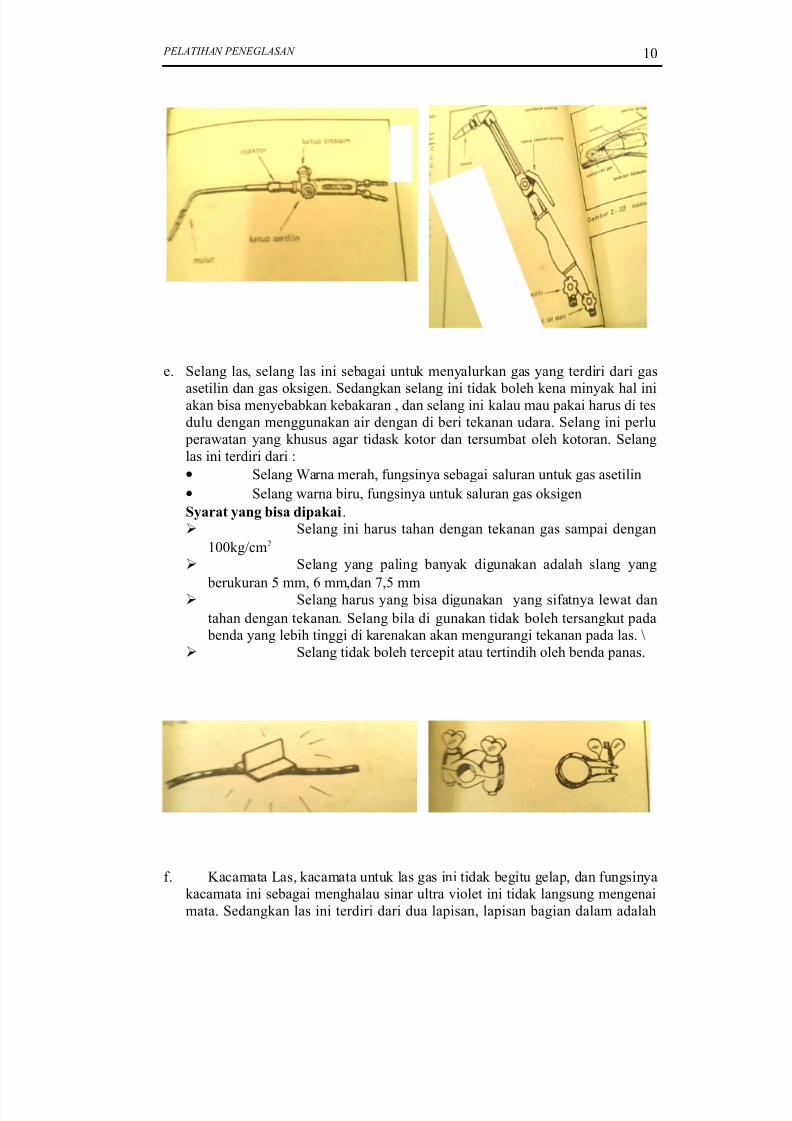
d. Pembakar, Pembakar ini berfungsi sebagai alat untuk percampuran 'injektor)
gas asetilin dengan gas oksegen untuk diproses sebagai pembakaran gas las.
Sedangkan pembakar ini terdiri dari :
• Pembakar lasa biasa , pembakar las biasa ini digunakan sebagai
pengelasan biasa ' untuk penyambungan ).
• Pembakar potong, pembakar ini berfungsi sebagai pembakar khusus
memotong benda kerja, dengan menggunakan tekanan udara khusus dengan
mendeorong cairan yang sudah dicairkan tersebut.
Temperatur nyala api pembakaran bahan bakar gas asetilindengan oksigen.
N5 Bahan Bakar /as ,eaksi Dengan +ksigen Temperatur
Asetilin '%!<!) %!<! ;!,+ 7! !%7!;<!7 $&&7 %
! <idrogen ' <! ) <! ;(! 7! <!7 !+&7 %
$ "ethan '%<*) %<* ; !7! %7! ;!<!7 !+$-7 %
* Propan ' %$<) %$< ; + 7! $%7! ;*<!7 !+$-7 %
/
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 10/24
PELATIHAN PENEGLASAN
e. Selang las, selang las ini sebagai untuk menyalurkan gas yang terdiri dari gasasetilin dan gas oksigen. Sedangkan selang ini tidak boleh kena minyak hal ini
akan bisa menyebabkan kebakaran , dan selang ini kalau mau pakai harus di tes
dulu dengan menggunakan air dengan di beri tekanan udara. Selang ini perlu
perawatan yang khusus agar tidask kotor dan tersumbat oleh kotoran. Selang
las ini terdiri dari :
• Selang ?arna merah, fungsinya sebagai saluran untuk gas asetilin
• Selang warna biru, fungsinya untuk saluran gas oksigen
0yarat yang 4isa dipakai.
Selang ini harus tahan dengan tekanan gas sampai dengan
&&kg(cm!
Selang yang paling banyak digunakan adalah slang yang
berukuran + mm, mm,dan -,+ mm
Selang harus yang bisa digunakan yang sifatnya lewat dan
tahan dengan tekanan. Selang bila di gunakan tidak boleh tersangkut pada
benda yang lebih tinggi di karenakan akan mengurangi tekanan pada las. @
Selang tidak boleh tercepit atau tertindih oleh benda panas.
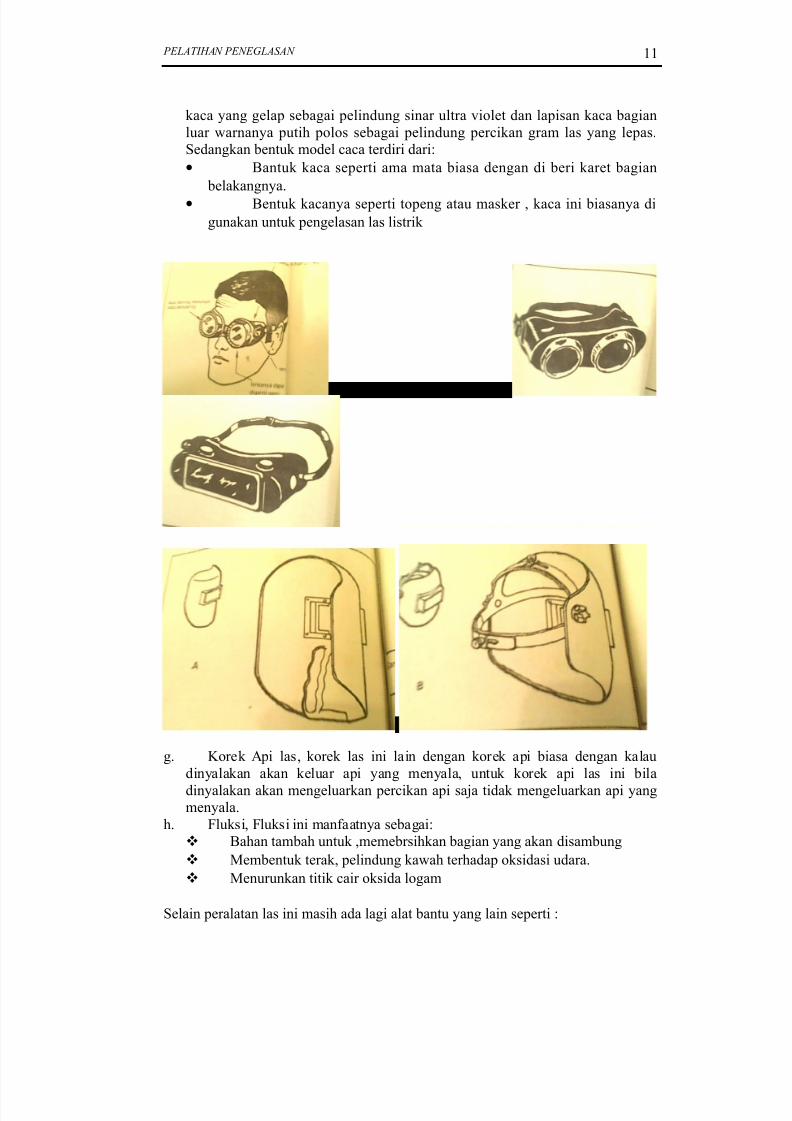
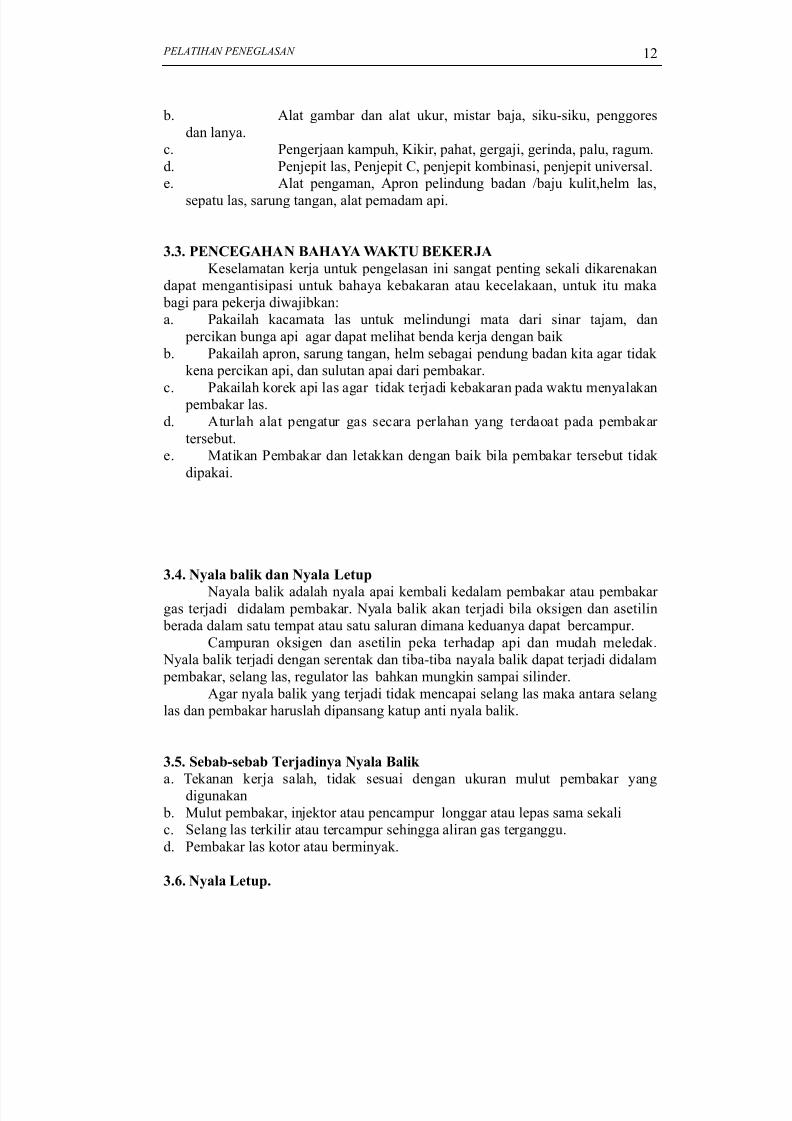
f. 2acamata 5as, kacamata untuk las gas ini tidak begitu gelap, dan fungsinya
kacamata ini sebagai menghalau sinar ultra iolet ini tidak langsung mengenai
mata. Sedangkan las ini terdiri dari dua lapisan, lapisan bagian dalam adalah
&
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 11/24
PELATIHAN PENEGLASAN
kaca yang gelap sebagai pelindung sinar ultra iolet dan lapisan kaca bagian
luar warnanya putih polos sebagai pelindung percikan gram las yang lepas.
Sedangkan bentuk model caca terdiri dari:
• 1antuk kaca seperti ama mata biasa dengan di beri karet bagian
belakangnya.• 1entuk kacanya seperti topeng atau masker , kaca ini biasanya di
gunakan untuk pengelasan las listrik
g. 2orek Api las, korek las ini lain dengan korek api biasa dengan kalau
dinyalakan akan keluar api yang menyala, untuk korek api las ini bila
dinyalakan akan mengeluarkan percikan api saja tidak mengeluarkan api yang
menyala.
h. Bluksi, Bluksi ini manfaatnya sebagai:
1ahan tambah untuk ,memebrsihkan bagian yang akan disambung
"embentuk terak, pelindung kawah terhadap oksidasi udara.
"enurunkan titik cair oksida logam
Selain peralatan las ini masih ada lagi alat bantu yang lain seperti :
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 12/24
PELATIHAN PENEGLASAN
b. Alat gambar dan alat ukur, mistar baja, siku4siku, penggores
dan lanya.
c. Pengerjaan kampuh, 2ikir, pahat, gergaji, gerinda, palu, ragum.
d. Penjepit las, Penjepit %, penjepit kombinasi, penjepit uniersal.
e. Alat pengaman, Apron pelindung badan (baju kulit,helm las,sepatu las, sarung tangan, alat pemadam api.
!.!. PEN6E/AHAN BAHA7A 8A)TU BE)E,(A
2eselamatan kerja untuk pengelasan ini sangat penting sekali dikarenakan
dapat mengantisipasi untuk bahaya kebakaran atau kecelakaan, untuk itu maka
bagi para pekerja diwajibkan:
a. Pakailah kacamata las untuk melindungi mata dari sinar tajam, dan
percikan bunga api agar dapat melihat benda kerja dengan baik
b. Pakailah apron, sarung tangan, helm sebagai pendung badan kita agar tidak
kena percikan api, dan sulutan apai dari pembakar.c. Pakailah korek api las agar tidak terjadi kebakaran pada waktu menyalakan
pembakar las.
d. Aturlah alat pengatur gas secara perlahan yang terdaoat pada pembakar
tersebut.
e. "atikan Pembakar dan letakkan dengan baik bila pembakar tersebut tidak
dipakai.
!.". Nyala 4alik dan Nyala Letup
6ayala balik adalah nyala apai kembali kedalam pembakar atau pembakar
gas terjadi didalam pembakar. 6yala balik akan terjadi bila oksigen dan asetilin
berada dalam satu tempat atau satu saluran dimana keduanya dapat bercampur.
%ampuran oksigen dan asetilin peka terhadap api dan mudah meledak.
6yala balik terjadi dengan serentak dan tiba4tiba nayala balik dapat terjadi didalam
pembakar, selang las, regulator las bahkan mungkin sampai silinder.
Agar nyala balik yang terjadi tidak mencapai selang las maka antara selang
las dan pembakar haruslah dipansang katup anti nyala balik.
!.#. 0e4a49se4a4 Terjadinya Nyala Balik
a. Tekanan kerja salah, tidak sesuai dengan ukuran mulut pembakar yang
digunakan
b. "ulut pembakar, injektor atau pencampur longgar atau lepas sama sekali
c. Selang las terkilir atau tercampur sehingga aliran gas terganggu.
d. Pembakar las kotor atau berminyak.
!.$. Nyala Letup.
!
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 13/24
PELATIHAN PENEGLASAN
6yala letup dapat terjadi pada saat pengelasan. 5etupan yang terjadi sangat
mengganggu jalannya pengelasan, adapun gejala nyala letupan ini biasanya di
sebabkan oleh :
a. Tekanan kerja asetilin terlalu kecil, tidak sesuai dengan mulut pembakar yang
pergunakan b. =jung pembakar terlalu panas karena terlalu lama dipakai
c. =jung pembakar terlalu panas karena terlalu dekat pada cairan las
d. "ulut pembakar tersumbat oleh kotoran yang membara di dalam lubang mulut.
%ara mengatasi nyala letup, naikkan tekanan kerja, dinginkan dan bersihkan mulut
pembakar.
PE,0IAPAN 0EBELU* *EN/ELA0
Peserta sebelum mengelas haruslah mengetahui lebih dahulu bahan apa
yang akan dilas kemudian.. "enentukan proses las yang akan di kerjakan, proses las asetilin.
!. "enentukan dan mengerjakan bentuk kampuh sambungan sesuai dengan jenis
dan tebal bahan.
$. "emilih kawat las dan fluksi yang tepat
*. "emilih ukuran mulut pembakar yang sesuai.
+. "enentukan besarnya tekanan kerja dan menentukan macam nyala api yang
akan di pergunakan
. "enentukan teknik mengelas yang paling tepat.
*enentukan Pr5ses las.
"enentukan proses las tergantung pada :
a. Cenis bahan yang akan dilas
b. 1entuk pekerjaan dan macam sambungan
c. 2ekuatan sambungan yang diharapkan.
0am4ungan Las dan Bentuk )ampuh
Sambungan tumpul ialah : bentuk sambungan di mana kedua bidang yang
akan disambung berhadapa, dan ditemukan satu sama lain untuk berikan celah
' kampuh las ), dipanaskan dan di beri bahan tambah las.
)ampuh Lasang di maksud dengan kampuh las ialah: lubang tempat untuk pengisian
bahan tambah las untuk penyambungan.
Bentuk kampuh las
"acm 0mcam 2ampuh antara sebagai berikut :
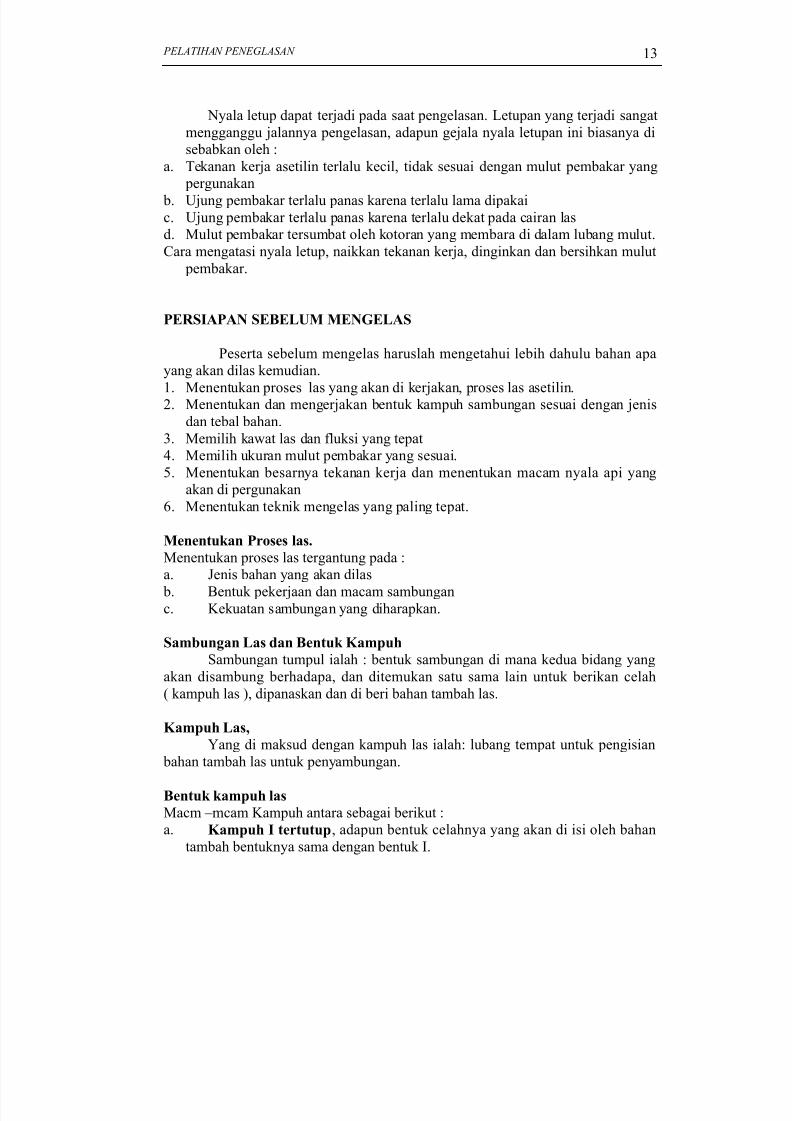
a. )ampuh I tertutup, adapun bentuk celahnya yang akan di isi oleh bahan
tambah bentuknya sama dengan bentuk #.
$
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 14/24
PELATIHAN PENEGLASAN
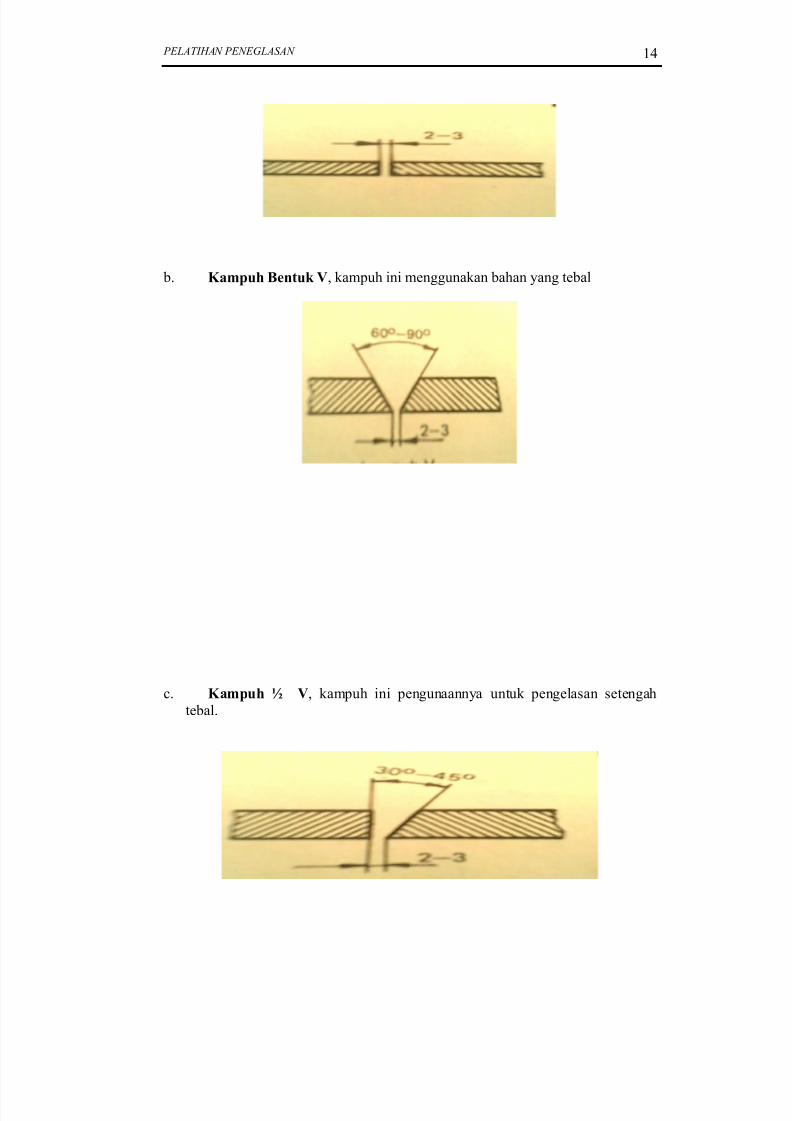
b. )ampuh Bentuk ;, kampuh ini menggunakan bahan yang tebal
c. )ampuh < ;, kampuh ini pengunaannya untuk pengelasan setengah
tebal.
*
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 15/24
PELATIHAN PENEGLASAN
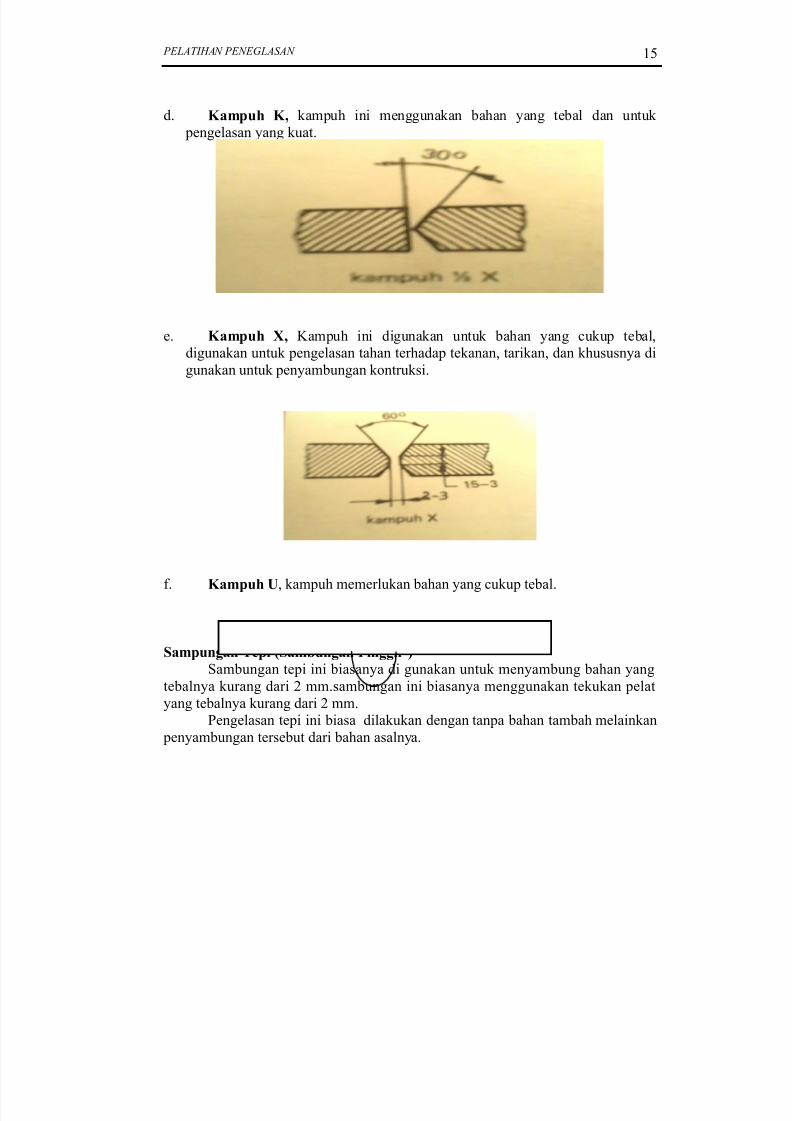
d. )ampuh ) kampuh ini menggunakan bahan yang tebal dan untuk
pengelasan yang kuat.
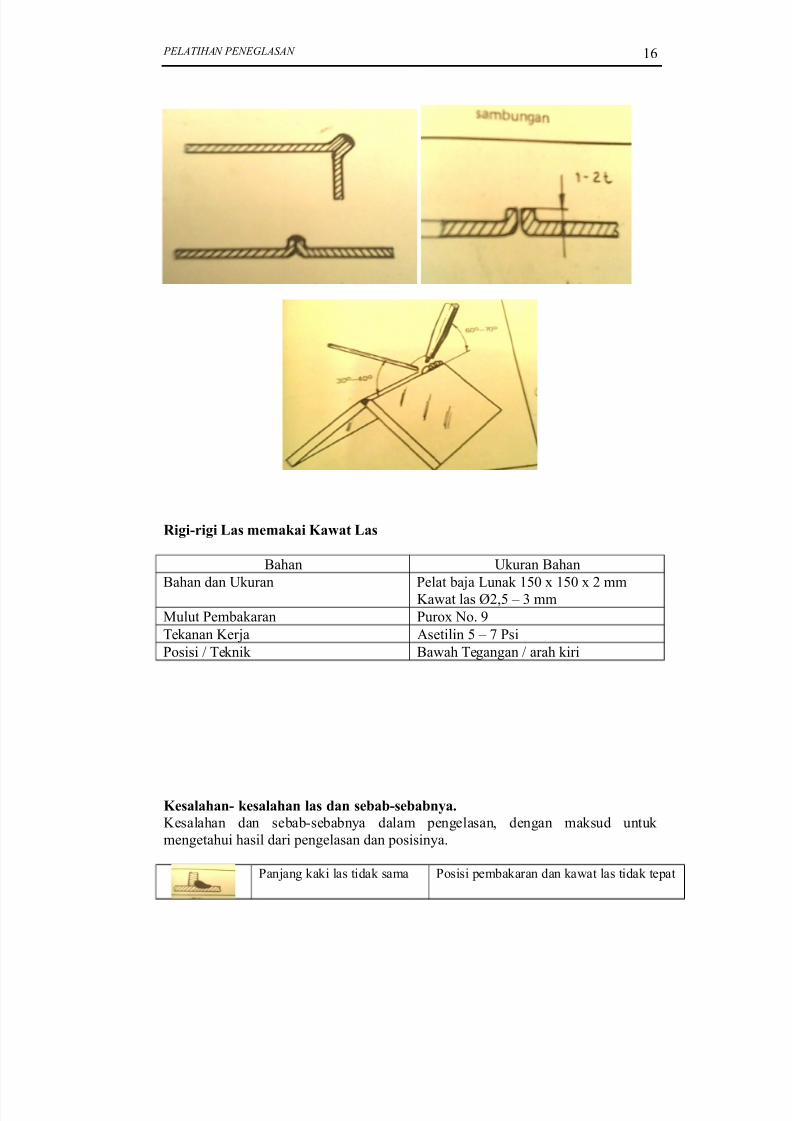
e. )ampuh = 2ampuh ini digunakan untuk bahan yang cukup tebal,
digunakan untuk pengelasan tahan terhadap tekanan, tarikan, dan khususnya di
gunakan untuk penyambungan kontruksi.
f. )ampuh U, kampuh memerlukan bahan yang cukup tebal.
0ampungan Tepi >0am4ungan Pinggir ?
Sambungan tepi ini biasanya di gunakan untuk menyambung bahan yang
tebalnya kurang dari ! mm.sambungan ini biasanya menggunakan tekukan pelat
yang tebalnya kurang dari ! mm.
Pengelasan tepi ini biasa dilakukan dengan tanpa bahan tambah melainkan
penyambungan tersebut dari bahan asalnya.
+
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 16/24
PELATIHAN PENEGLASAN
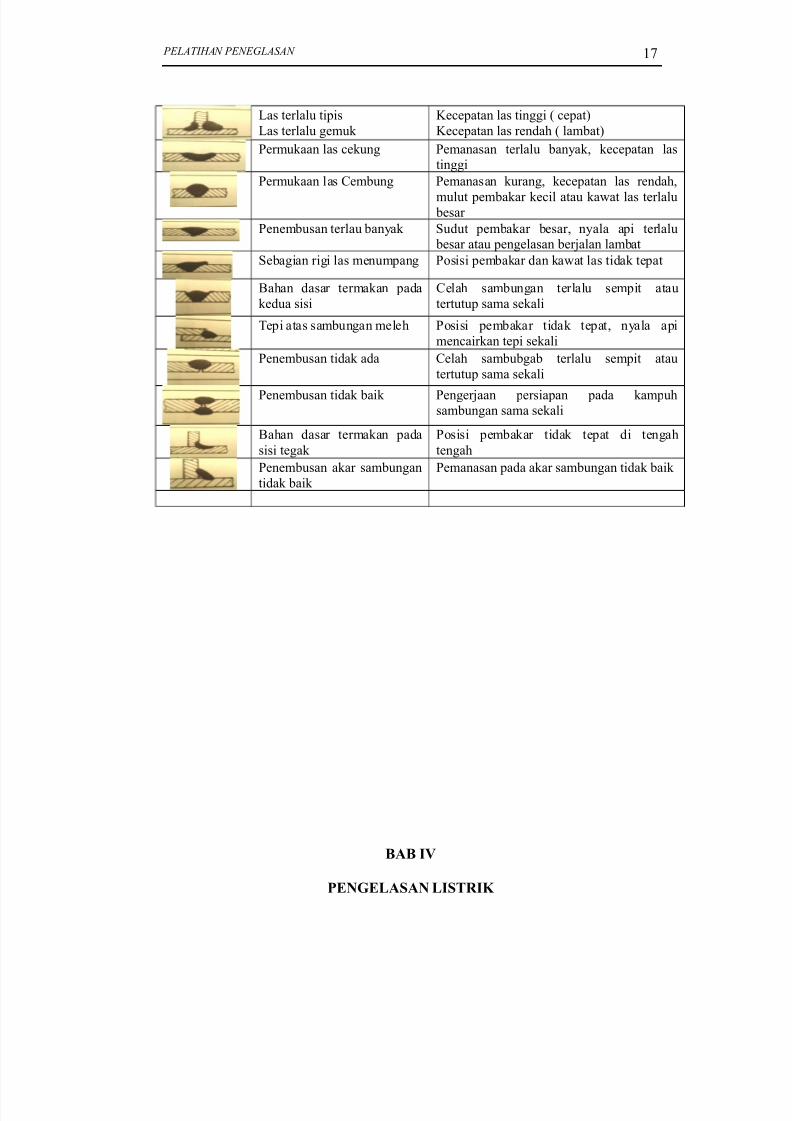
,igi9rigi Las memakai )a@at Las
1ahan =kuran 1ahan
1ahan dan =kuran Pelat baja 5unak +& E +& E ! mm
2awat las F!,+ 0 $ mm
"ulut Pembakaran PuroE 6o. /
Tekanan 2erja Asetilin + 0 - Psi
Posisi ( Teknik 1awah Tegangan ( arah kiri
)esalahan9 kesalahan las dan se4a49se4a4nya.
2esalahan dan sebab4sebabnya dalam pengelasan, dengan maksud untuk
mengetahui hasil dari pengelasan dan posisinya.
Panjang kaki las tidak sama Posisi pembakaran dan kawat las tidak tepat
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 17/24
PELATIHAN PENEGLASAN
5as terlalu tipis
5as terlalu gemuk
2ecepatan las tinggi ' cepat)
2ecepatan las rendah ' lambat)
Permukaan las cekung Pemanasan terlalu banyak, kecepatan las
tinggi
Permukaan las %embung Pemanasan kurang, kecepatan las rendah,mulut pembakar kecil atau kawat las terlalu
besar
Penembusan terlau banyak Sudut pembakar besar, nyala api terlalu
besar atau pengelasan berjalan lambat
Sebagian rigi las menumpang Posisi pembakar dan kawat las tidak tepat
1ahan dasar termakan pada
kedua sisi
%elah sambungan terlalu sempit atau
tertutup sama sekali
Tepi atas sambungan meleh Posisi pembakar tidak tepat, nyala api
mencairkan tepi sekali
Penembusan tidak ada %elah sambubgab terlalu sempit atau
tertutup sama sekali
Penembusan tidak baik Pengerjaan persiapan pada kampuh
sambungan sama sekali
1ahan dasar termakan pada
sisi tegak
Posisi pembakar tidak tepat di tengah
tengah
Penembusan akar sambungan
tidak baik
Pemanasan pada akar sambungan tidak baik
BAB I;
PEN/ELA0AN LI0T,I)
-
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 18/24
PELATIHAN PENEGLASAN
".1. Las Busur listrik atau umumnya sisebut dengan las listrik , adalah termasuk
suatu proses penyambungan logam dengan menggunakan tenaga listrik sebagai
sumber panas. Proses las listrik antara lain yaitu :
a. 5as 5istrik dengan elektiroda karbon, misalnya :4 5as listrik dengan elektroda karbon
b. 5as 5istrik dengan elektroda logam misalnya:
4 5as listrik dengan elektroda berselaput
4 5as listrik T#3 ' Tungsten #nert 3as )
4 5as listrik "#3 ' "etal #nert 3as)
"..Las Listrik Berselaput Dengan Penggunaannya
5as listrik dengan menggunakan elektroda las sebagai bahan tambahnya
untuk pengelasan. 1usur listrik yang terjadi diantara ujung elektroda las dengan
bahan dasar. Selaput elektroda sebagai pelindung dari bahan inti las dan juga
sebagai pelindung dari kedapan udara luar.
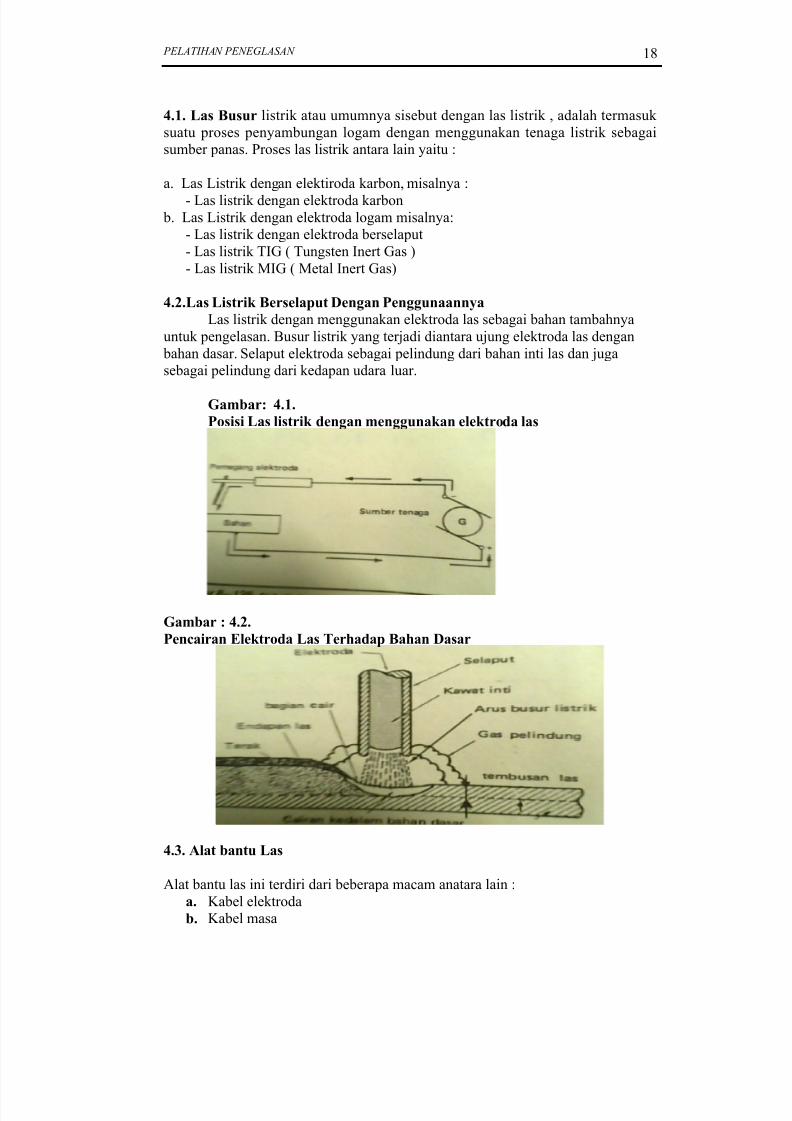
/am4ar: ".1.
P5sisi Las listrik dengan menggunakan elektr5da las
/am4ar : "..
Pen2airan Elektr5da Las Terhadap Bahan Dasar
".!. Alat 4antu Las
Alat bantu las ini terdiri dari beberapa macam anatara lain :
a. 2abel elektroda
4. 2abel masa
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 19/24
PELATIHAN PENEGLASAN
2. 2abel tembaga
d. Pemegang (Penjepit elektroda
e. Palu las
. Sikat las
g. 2lem masa
".#. Perlengkapan )eselamatan )erja Las
a. <elm
4. Sarung tangan
2. 1aju las( Apron
d. Sepatu las
e. 1ilik 5as
".$. Elektr5da Las.
9lektroda las ini sebagai bahan tambah untuk pengelasan listrik, sedangkan
elektroda las ini terdapat beberapa macam ukuran antara ,+ sampai dengan - mm,
sedangkan panjang elektroda antara $+& 0 *+& mm. 9lektroda las terdapat selaput
las dengan maksud untuk melindungi dari kawat inti dan sebagai pelindung kedap
udara.
2lasifikasi 9lektroda A?S ' America ?elding Society), dinyatakan dengan
tanda 9EEEE yang artinya sebagai berikut :
9 menyatakan G 9lektroda las
EE ' dua angka ) setelah H menyatakan kekuatan tarik
E ' angka ketiga ) menyatakan posisi pengelasan
E ' angka ke empat) menyatakan sebagai jenis selaput
65nt5h :
9lektroda jenis 9&&& dan 9 & adalah sebagai berikut :
9lektroda ini adalah jenis elektroda , pengelasan dengan penembusan yang
dalam. Pengelasan dapat pada segala posisi dan terak yang tipis dapat dengan
mudah di bersihkan.
9lektroda dengan jenis 9 & mengandung kalsium untuk membantu
menyetabilkan busur listrik bila dipakai arus A% .
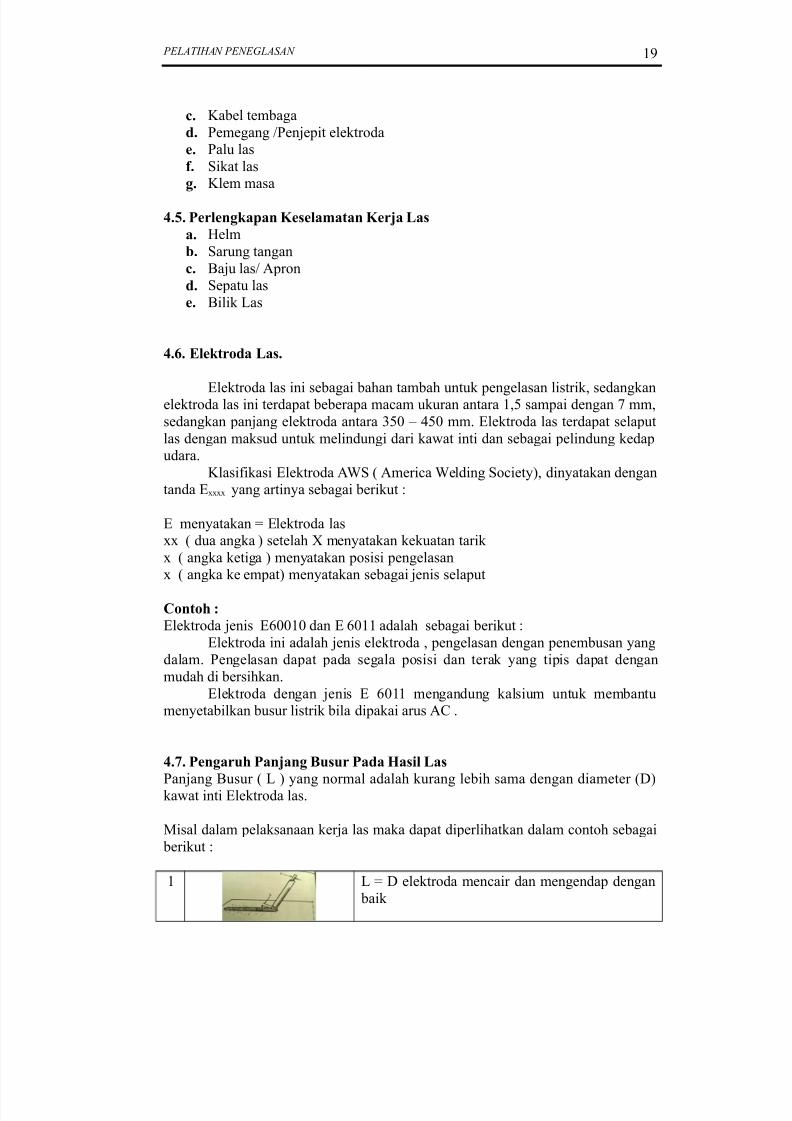
".%. Pengaruh Panjang Busur Pada Hasil Las
Panjang 1usur ' 5 ) yang normal adalah kurang lebih sama dengan diameter 'D)
kawat inti 9lektroda las.
"isal dalam pelaksanaan kerja las maka dapat diperlihatkan dalam contoh sebagai
berikut :
5 G D elektroda mencair dan mengendap dengan
baik
/
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 20/24
PELATIHAN PENEGLASAN
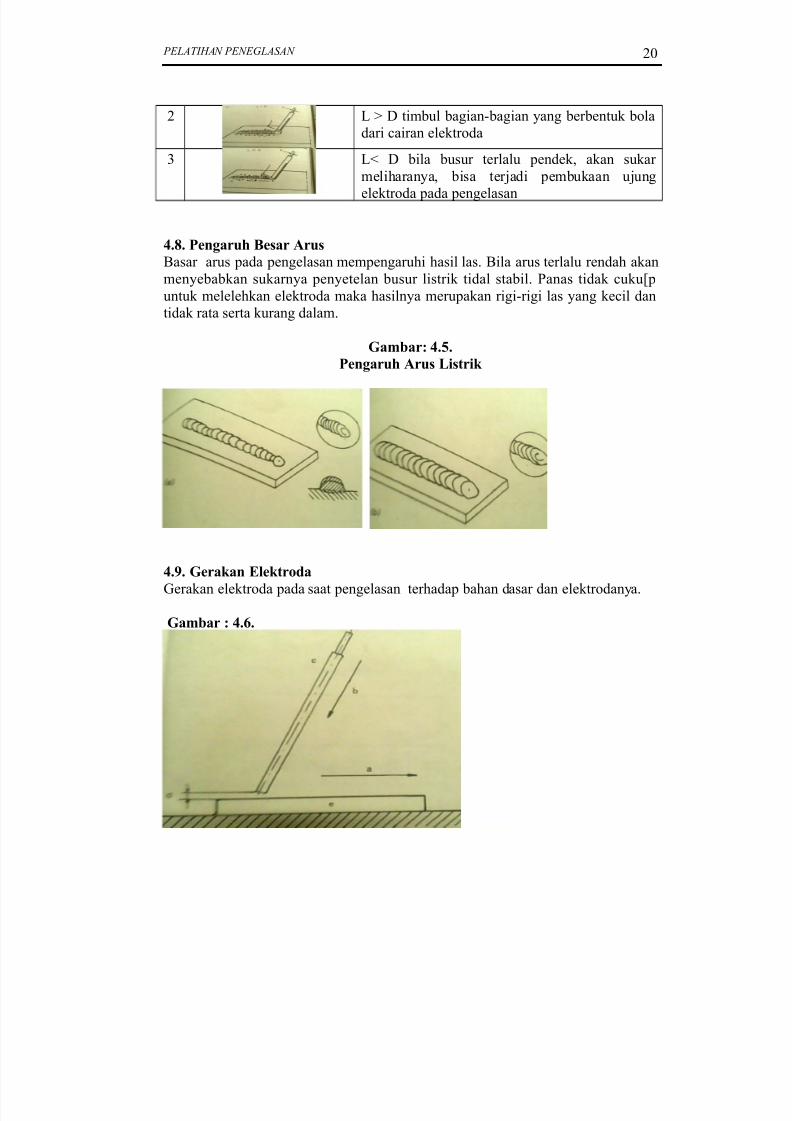
! 5 I D timbul bagian4bagian yang berbentuk bola
dari cairan elektroda
$ 5J D bila busur terlalu pendek, akan sukar
meliharanya, bisa terjadi pembukaan ujungelektroda pada pengelasan
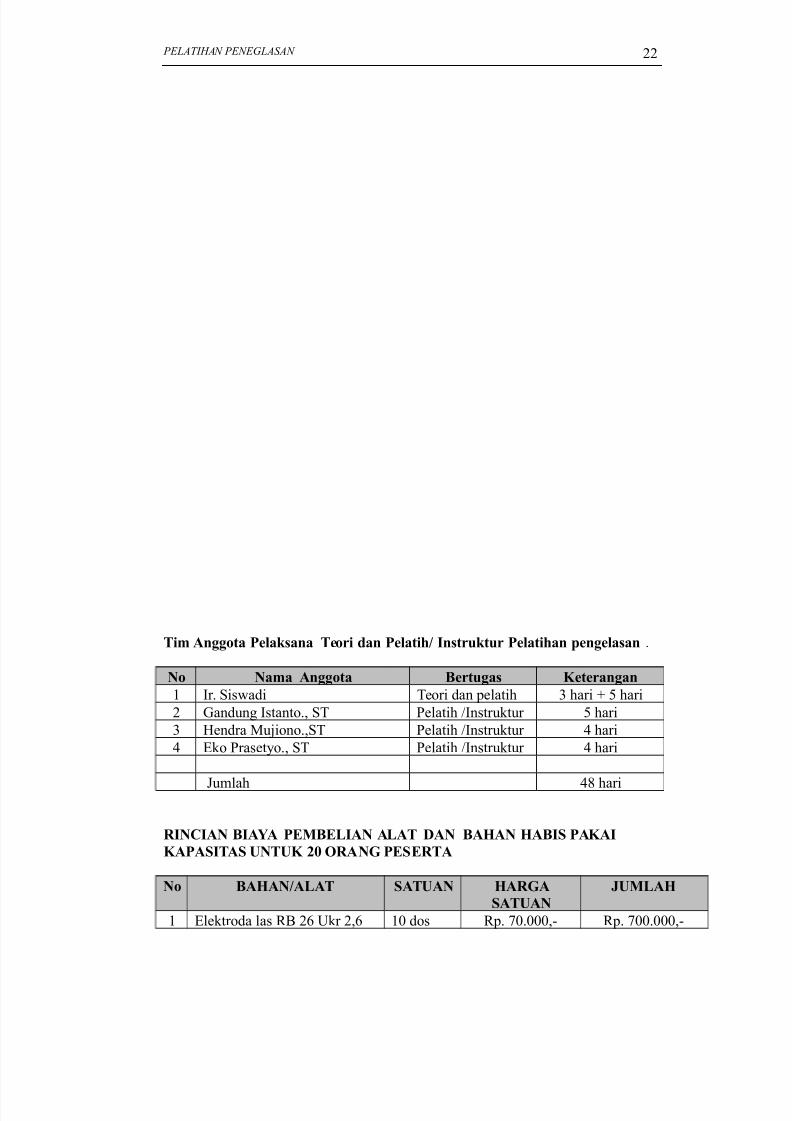
".&. Pengaruh Besar Arus
1asar arus pada pengelasan mempengaruhi hasil las. 1ila arus terlalu rendah akan
menyebabkan sukarnya penyetelan busur listrik tidal stabil. Panas tidak cukuKp
untuk melelehkan elektroda maka hasilnya merupakan rigi4rigi las yang kecil dan
tidak rata serta kurang dalam.
/am4ar: ".#.
Pengaruh Arus Listrik
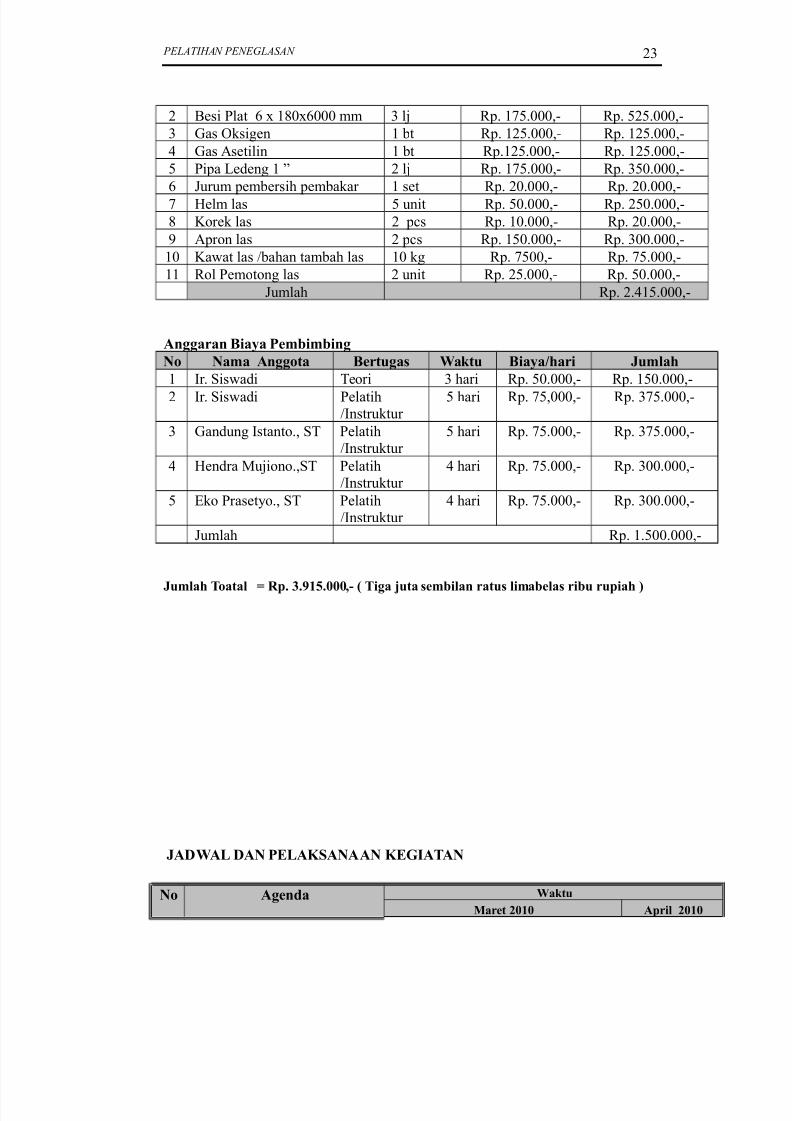
".'. /erakan Elektr5da
3erakan elektroda pada saat pengelasan terhadap bahan dasar dan elektrodanya.
/am4ar : ".$.
!&

7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 21/24
PELATIHAN PENEGLASAN !
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 22/24
PELATIHAN PENEGLASAN
Tim Angg5ta Pelaksana Te5ri dan Pelatih Instruktur Pelatihan pengelasan .
N5 Nama Angg5ta Bertugas )eterangan
#r. Siswadi Teori dan pelatih $ hari ; + hari
! 3andung #stanto., ST Pelatih (#nstruktur + hari
$ <endra "ujiono.,ST Pelatih (#nstruktur * hari* 9ko Prasetyo., ST Pelatih (#nstruktur * hari
Cumlah * hari
,IN6IAN BIA7A PE*BELIAN ALAT DAN BAHAN HABI0 PA)AI
)APA0ITA0 UNTU) +,AN/ PE0E,TA
N5 BAHANALAT 0ATUAN HA,/A
0ATUAN
(U*LAH
9lektroda las 1 ! =kr !, & dos p. -&.&&&,4 p. -&&.&&&,4
!!
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 23/24
PELATIHAN PENEGLASAN
! 1esi Plat E &E&&& mm $ lj p. -+.&&&,4 p. +!+.&&&,4
$ 3as 7ksigen bt p. !+.&&&,4 p. !+.&&&,4
* 3as Asetilin bt p.!+.&&&,4 p. !+.&&&,4
+ Pipa 5edeng L ! lj p. -+.&&&,4 p. $+&.&&&,4
Curum pembersih pembakar set p. !&.&&&,4 p. !&.&&&,4- <elm las + unit p. +&.&&&,4 p. !+&.&&&,4
2orek las ! pcs p. &.&&&,4 p. !&.&&&,4
/ Apron las ! pcs p. +&.&&&,4 p. $&&.&&&,4
& 2awat las (bahan tambah las & kg p. -+&&,4 p. -+.&&&,4
ol Pemotong las ! unit p. !+.&&&,4 p. +&.&&&,4
Cumlah p. !.*+.&&&,4
Anggaran Biaya Pem4im4ing
N5 Nama Angg5ta Bertugas 8aktu Biayahari (umlah #r. Siswadi Teori $ hari p. +&.&&&,4 p. +&.&&&,4
! #r. Siswadi Pelatih
(#nstruktur
+ hari p. -+,&&&,4 p. $-+.&&&,4
$ 3andung #stanto., ST Pelatih
(#nstruktur
+ hari p. -+.&&&,4 p. $-+.&&&,4
* <endra "ujiono.,ST Pelatih
(#nstruktur
* hari p. -+.&&&,4 p. $&&.&&&,4
+ 9ko Prasetyo., ST Pelatih
(#nstruktur
* hari p. -+.&&&,4 p. $&&.&&&,4
Cumlah p. .+&&.&&&,4
(umlah T5atal C ,p. !.'1#.9 > Tiga juta sem4ilan ratus lima4elas ri4u rupiah ?
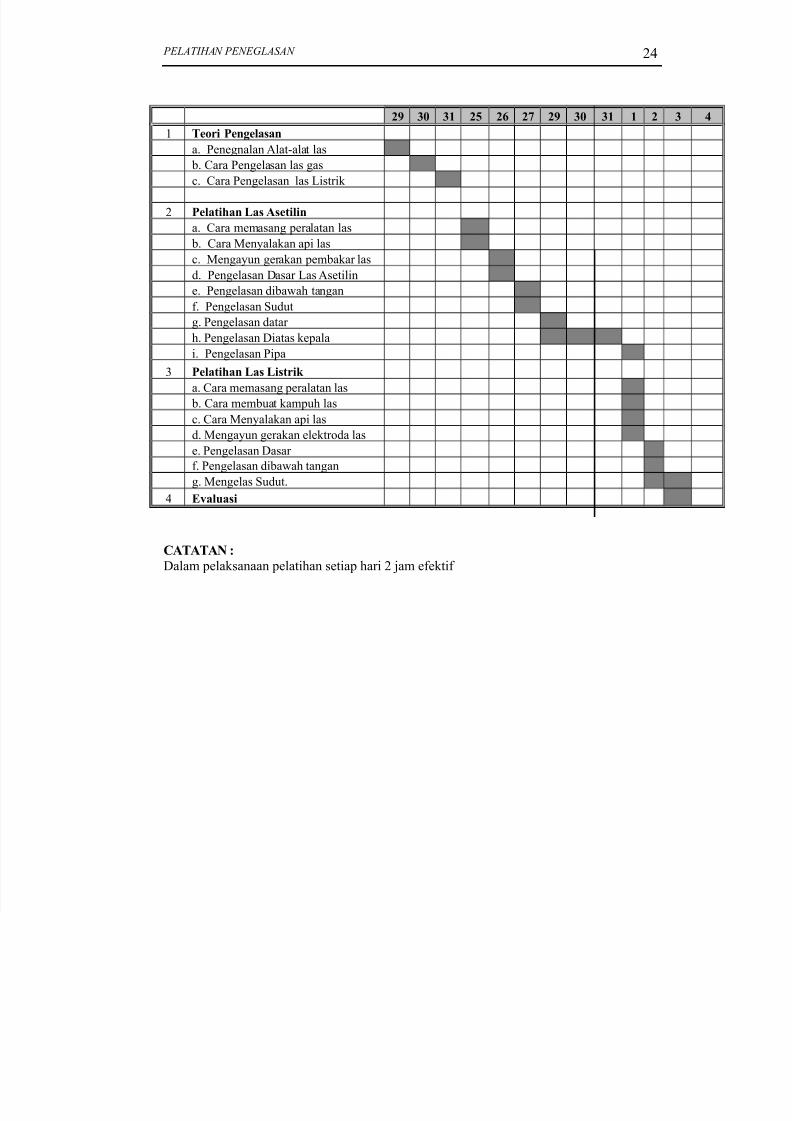
(AD8AL DAN PELA)0ANAAN )E/IATAN
N5 Agenda 8aktu
*aret 1 April 1
!$
7/23/2019 Latihan Las
http://slidepdf.com/reader/full/latihan-las 24/24
PELATIHAN PENEGLASAN
' ! !1 # $ % ' ! !1 1 ! "
Te5ri Pengelasan
a. Penegnalan Alat4alat las
b. %ara Pengelasan las gas
c. %ara Pengelasan las 5istrik
! Pelatihan Las Asetilin
a. %ara memasang peralatan las
b. %ara "enyalakan api las
c. "engayun gerakan pembakar las
d. Pengelasan Dasar 5as Asetilin
e. Pengelasan dibawah tangan
f. Pengelasan Sudut
g. Pengelasan datar
h. Pengelasan Diatas kepala
i. Pengelasan Pipa
$ Pelatihan Las Listrik
a. %ara memasang peralatan las
b. %ara membuat kampuh las
c. %ara "enyalakan api las
d. "engayun gerakan elektroda las
e. Pengelasan Dasar
f. Pengelasan dibawah tangan
g. "engelas Sudut.
* Ealuasi
6ATATAN :Dalam pelaksanaan pelatihan setiap hari ! jam efektif
!*
Top Related
Copyright © 2022 FDOKUMEN

