






Bahasa
Halaman
Hukum


PENGARUH JENIS PAHAT DAN KECEPATAN SPINDEL TERHADAP KEKASARAN HASIL PEMBUBUTAN PADA
PROSES BUBUT KONVENSIONAL (DENGAN SPESIMEN BAJA ST 60)
PROPOSAL PENELITIAN
Disusun Oleh :NAMA : AMAR SETYAWANNIM : H1F114010
PROGRAM STUDI TEKNIK MESINFAKULTAS TEKNIK
UNIVERSITAS LAMBUNG MANGKURATBANJARBARU
2016
STRUKTUR ORGANISASI UNIVERSITAS LAMBUNG MANGKURAT
i
Wakil Rektor Bidang Perencanaan, Kerjasama dan Humas
Prof. Dr. Ir. H. Yudi Firmanul
Arifin, M.Sc
Kepala Prodi Teknik Mesin
Achmad Kusairi S, ST,. MT., MM.
Mahasiswa
Amar Setyawan
Wakil Rektor Bidang Akademik
Dr. Ahmad Alim Bachri, SE., M.Si
Wakil Rektor Bidang Kemahasiswaan dan Alumni
Dr. Ir. Abrani Sulaiman, M,Sc
Wakil Rektor Bidang Umum dan Keuangan
Dr. Hj Aslamiah, M.Pd., Ph.d
Dosen Pengampuh
Prof. Dr. Qomariyatus Sholihah Amd. Hyp, ST, M.Kes.
Dekan Fakultas Teknik
Dr. Ing. Yulian Firmana Arifin, ST., MT
Rektor Universitas Lambung Mangkurat
Prof. Dr. H. Sutarto Hadi, M.Si., M.Sc

KATA PENGANTAR
Puji dan syukur kehadirat Allah SWT yang telah melimpahkan rahmat
dan hidayah-nya sehingga proposal penelitian yang berjudul “Pengaruh Jenis
Pahat dan Kecepatan Spindel Terhadap Kekasaran Hasil Pembubutan
Pada Proses Bubut Konvensional (Dengan Spesimen Baja ST 60) ” dapat
terselesaikan. Dalam penyusunan Proposal Metode Penelitian ini tidak lepas dari
bantuan dan kerja sama, serta dukungan dari berbagai pihak. Ucapan terima
kasih penulis haturkan kepada :
1. Bapak Ach. Kusairi S, MM., MT. selaku Ketua Program Studi Teknik Mesin
Fakultas Teknik Universitas Lambung Mangkurat
2. Ibu Prof. Dr. Qomariyatus Sholihah, Amd.hyp., ST., M.Kes. selaku Dosen
Pengampu 1
3. Bapak dan Ibu saya yang selalu memberikan dukungan dan semangat serta
doanya yang selalu menyertai saya.
Proposal ini disusun untuk memenuhi persyaratan kelulusan mata kuliah
Metode Penelitian (HMKK 538). Penulis memahami sepenuhnya bahwa
proposal ini tidak luput dari kesalahan. Oleh karena itu, kritik dan saran yang
membangun sangat diharapkan demi perbaikan di masa mendatang.
Akhir kata dengan segala keikhlasan hati mengucapkan terima kasih.
Semoga proposal ini dapat memberikan inspirasi bagi pembaca dan semoga
proposal penelitian ini bermanfaat dalam rangka mencerdaskan kehiupan
bangsa.
Banjarbaru, Oktober 2016
Penulis
Amar Setyawan
i

DAFTAR ISI
KATA PENGANTAR.............................................................................................i
DAFTAR ISI...........................................................................................................ii
BAB I PENDAHULUAN
1.1. Latar Belakang....................................................................................1
1.2. Perumusan Masalah............................................................................2
1.3. Batasan Masalah.................................................................................3
1.4. Tujuan Penelitian.................................................................................3
1.5. Manfaat Penelitian...............................................................................3
BAB II TINJAUAN PUSTAKA
2.1. Penelitian Terdahulu............................................................................4
2.2. Dasar Teori Penunjang........................................................................7
BAB III METODE PENELITIAN
3.1. Objek Penelitian................................................................................13
3.2. Alat Dan Bahan Penelitian................................................................13
3,3. Teknik Pengumpulan Data................................................................13
3.4. Prosedur Pembubutan dan Pengujian Kekasaran............................14
3.5. Jadwal Pelaksanaan Penelitian........................................................15
3.6. Diagram Alir Penelitian......................................................................16
3.7. Flowchart...........................................................................................17
DAFTAR PUSTAKA
ii

BAB I
PENDAHULUAN
1.1. Latar Belakang
Mesin Bubut adalah suatu mesin perkakas yang digunakan untuk
memotong benda yang diputar. Sehingga ketepatan ukuran benda kerja
merupakan hal yang mutlak harus dipenuhi ketika mengerjakan proses
pembubutan. Dalam proses pembubutan diperlukan ketelitian agar mendapat
hasil yang maksimal.
Marsyahyo (2003), menyatakan bahwa proses pemesinan merupakan
suatu proses untuk menciptakan produk melalui tahapan-tahapan dari bahan
baku untuk diubah atau diproses dengan cara-cara tertentu secara urut dan
sistematis untuk menghasilkan suatu produk yang berfungsi. Tingkat kerataan
permukaan sangat berpengaruh pada hasil benda kerja setelah diproses pada
mesin bubut. Berdasarkan pengalaman di lapangan, dalam proses
pembubutan, agar didapatkan kualitas kerataan permukaan benda kerja yang
baik diperlukan pemilihan komponen yang baik pula. Pemilihan komponen yang
dimaksud adalah yang berpengaruh signifikan terhadap hasil pemakanan
benda kerja. Pahat bubut menjadi komponen utama dalam proses permesinan
selain mesin bubut dan benda kerja.
Kekasaran permukaan dipengaruhi oleh kondisi mesin bubut, ketidak
telitian alat potong, kerusakan struktur material seperti diketahui ketika dipotong
dengan kecepatan spindel rendah. Untuk hasil kekasaran permukaan yang baik
sebaiknya peralatan harus tajam (Makmur dan Taufikurrahman, 2005).
Menurut Kemas dalam Adik (2012:2) dalam penelitiannya pengaruh
kecepatan spindel dan kedalaman pemakanan terhadap kekasaran benda
kerja. Menyatakan bahwa kekasaran terbaik dihasilkan oleh kombinasi antara
1
kecepatan pemotongan yang paling tinggi dan tingkat kedalaman pemakanan
yang paling rendah. Jadi menurut penelitian di atas, selain kecepatan
pemotongan yang tinggi, kedalaman pemakanan juga berpengaruh terhadap
hasil kekasaran benda kerja. Karena semakin rendah kedalaman pemakanan
maka semakin rendah tingkat kekasaran permukaan benda kerja.
Pada proses bubut konvensional, variasi jenis pahat dan kecepatan
spindel belum mendapat variasi yang sesuai untuk mendapat kekasaran
permukaan yang terbaik. Penelitian ini melakukan proses bubut rata muka pada
baja ST 60 dengan jenis pahat yang digunakan adalah HSS Assab, HSS
Prohex dan HSS Bohler. Kecepatan spindle mesin bubut pada penelitian ini
menggunakan 3 variasi kecepatan yaitu 500 rpm, 800 rpm, dan 1200 rpm
kemudian dilakukan pengujian kekasaran perpermukaan benda menggunakan
Rougness Tester.
1.2. Perumusan Masalah
Dari latar belakang di atas, maka di dapatkan rumusan masalah sebagai
berikut
a. Bagaimanakah pengaruh jenis pahat dan kecepatan spindle terhadap
hasil pembubutan pada proses bubut konvensional?
b. Berapa besar perbandingan variable jenis pahat dan kecepatan spindle
untuk mendapatkan hasil terbaik?
1.3. Batasan Masalah
Penelitian ini akan dibatasi pada :
a. Kecepatan spindel yang digunakan yaitu 500 rpm, 800 rpm, dan 1200
rpm.
b. Penelitian ini melakukan proses bubut rata muka pada baja ST 60 dengan
jenis pahat yang digunakan adalah HSS Assab, HSS Prohex dan HSS
Bohler dengan menguji kekerasan pahat.
2

1.4. Tujuan Penelitian
Tujuan penelitian ini adalah :
a. Mengetahui pengaruh jenis pahat dan kecepatan spindle terhadap
kekasaran hasil pembubutan pada proses bubut konvensional.
b. Mengetahui besar perbandingan variable jenis pahat dan kecepatan
spindle untuk mendapatkan hasil terbaik.
1.5. Manfaat Penelitian
Manfaat yang dapat diambil dari penelitian ini dalah sebagai berikut :
a. Bagi peniliti: Penelitian ini memberikan manfaat bagi peneliti bagaimana
cara mengetahui pengaruh jenis pahat dan kecepatan spindel terhadap
hasil pembubutan pada proses bubut konvensonal dengan spesimen baja
ST60.
b. Bagi Universitas : Hasil penelitian ini dapat di jadikan referensi tambahan
bagi civitas akdaemik Program Studi Teknik Mesin Universitas Lambung
Mangkurat.
c. Bagi Perusahaan: Penelitian tentang pengaruh jenis pahat dan kecepatan
spindel pada proses bubut konvensional ini dapat di jadikan bahan acuan
atas pengaplikasian pada proses bubut konvensonal
3

BAB II
TINJAUAN PUSTAKA.
2.1. Penelitian Terdahulu
Pandhu Pramawata (2013) dalam penelitian dengan judul “Pengaruh
Jenis Pahat, Sudut Pahat, Dan Kedalaman Pemakanan Terhadap Tingkat
Kekasaran Dan Kekerasan Pada Proses Bubut Rata Baja ST 42”. Jenis
penelitian yang digunakan adalah penelitian eksperimen. Obyek penelitian
adalah baja ST 42. Variabel bebasnya adalah Jenis pahat (HSS Bohler, HSS
Toki, dan HSS JCK), Sudut pahat (75° ,80°,85°), Kedalaman pemakanan (0.3
mm, 0.5 mm, 0.7 mm),Kecepatan spindel (750 rpm). Variabel terikatnya adalah
kekasaran dan kekerasan. Variabel kontrolnya adalah mesin bubut, ketajaman
pahat, jenis material, ketebalan feeding,operator.
Taufik Hidayat (2015) dalam penelitian tentang “Pengaruh Kedalaman
Pemakanan, Jenis Pendingin, Dan Kecepatan Spindel Terhadap Kekasaran
Permukaan Benda Kerja Pada Proses Bubut Konvensional” memaparkan
tentang pengaruh variasi kecepatan spindle (320 Rpm, 540 Rpm, dan 900 Rpm),
jenis pendingin dan kedalaman pemakanan (0,5 mm dan 1 mm) terhadap tingkat
kekasaran permukaan benda kerja baja St 42 pada mesin bubut konvensional.
Penelitian ini dilakukan di Laboratorium teknik mesin Balai Latihan Kerja
Surabaya dan untuk pengujian tingkat kekasaran permukaan benda kerja
dilakukan di Laboratorium Proses Manufaktur.
Indra Lesmono (2013) melakukan penelitian tentang “Pengaruh Jenis
Pahat, Kecepatan Spindel, Dan Kedalaman Pemakanan Terhadap Tingkat
Kekasaran Dan Kekerasan Permukaan Baja ST 42 Pada Proses Bubut
Konvensional. Penelitian yang dilakukan ini adalah penelitian eksperimen. Dalam
penelitian ini benda kerja yang digunakan sebanyak 27 buah yang mendapatkan
4
perlakuan berbeda dalam proses pengerjaannya, yaitu dengan variasi jenis
pahat, kecepatan spindel dan kedalaman pemakanan. Kemudian dari ke 27
benda kerja tersebut masing – masing benda kerja ditentukan 3 titik untuk
dilakukan uji kekasaran dan 3 titik untuk dilakukan uji kekerasan. Dari hasil
pengujian yang diperoleh kemudian dilakukan analisis tabel. Hasilnya kekasaran
permukaan baja terbaik atau terendah adalah 3,28 μm yang diperoleh dari jenis
pahat (Bohler), kecepatan spindel tertinggi (750 rpm), dan kedalaman
pemakanan terendah (0,4 mm). Sedangkan kekerasan permukaan baja terbaik
atau tertinggi adalah 51,5 Kg/mm2 yang diperoleh dari jenis pahat (Jck),
kecepatan spindel terendah (300 rpm), dan kedalaman pemakanan paling tinggi
(0,8 mm).
Faizal Abda’u (2014) melakukan penelitian dengan judul “Pengaruh Jenis
Pahat, Jenis Pendingin, dan Kedalaman Pemakanan Terhadap Kerataan Dan
Kekasaran Permukaan Baja ST 42 Pada Proses Bubut Rata Muka”. Tujuan dari
penelitian ini adalah untuk mengetahui pengaruh jenis pahat, pendingin dan
kedalaman pemakanan terhadap tingkat kekasaran dan kerataan permukaan
baja ST 42 pada proses bubut rata muka. Jenis penelitian ini adalah penelitian
eksperimen, menggunakan baja karbon rendah ST 42, dengan ukuran diameter
50.8 mm dan panjang 55 mm yang berjumlah 27 spesimen. Proses pemesinan
ini menggunakan mesin bubut konvensional dan pembubutan rata muka.
Variabel penelitian menggunakan variasi jenis pahat HSS Assab, HSS Bohler,
HSS Prohex, dengan jenis pendinginan menggunakan collant, udara bertekanan
dan tanpa perlakuan pendinginan, kedalaman pemakanan 0.1 mm, 0.2 mm dan
0.3 mm,. Setelah itu dilakukan uji kerataan dan kekasaran. Hasil pengujian
menggunakan Uji Duncan SPSS 20 menyatakan signifikan dengan α = 0.05
menghasilkan P value 0.000. Pengujian kerataan permukaan terbaik atau
terendah adalah (16.7 μm) yang diperoleh dari kedalaman pemakanan terkecil
5

0.1 mm, jenis pendinginan menggunakan coolant dan jenis pahat HSS Prohex.
Sedangkan kekasaran terbaik 5atau terkecil adalah (3,14 μm) yang diperoleh
dari kedalaman pemakanan terkecil 0.1 mm, jenis pendinginan menggunakan
coolant dan jenis pahat HSS Prohex.
Muhammad Adik Aditia (2013) melakukan penelitian dengan judul
“Pengaruh Jenis Pahat, Kecepatan Spindel, Dan Kedalaman Pemakanan
Terhadap Tingkat Kerataan Dan Bentuk Geram Baja ST 60 Pada Proses Bubut
Konvensional”. Penelitian yang dilakukan ini adalah penelitian eksperimen.
Dalam penelitian ini benda kerja yang digunakan sebanyak 27 buah yang
mendapatkan perlakuan berbeda dalam proses pengerjaannya, yaitu dengan
variasi jenis pahat, kecepatan spindel dan kedalaman pemakanan. Kemudian
dari ke 27 benda kerja tersebut masing – masing benda kerja ditentukan tingkat
kerataan permukaan dan bentuk geram pada masing - benda kerja. Hasil
pengujian yang diperoleh dari kerataan permukaan adalah : Jenis pahat yang
keras akan membuat permukaan benda kerja yang lunak menjadi lebih halus dan
kerataan benda kerja menjadi lebih tinggi. Jenis pahat yang terbaik adalah bohler
menghasilkan kerataan permukaan terbaik dengan nilai kerataan terendah 0,10
μm. Kecepatan spindel terbaik atau tertinggi adalah 460 rpm, menghasilkan nilai
kerataan tertinggi yaitu 0,44 μm. Kedalaman pemakanan terbaik adalah 0,2 mm,
menghasilkan nilai kerataan permukaan terendah yaitu 0,10 μm dan tertinggi
yaitu 0,20 μm. Jenis geram terbaik pada penggunaan pahat bohler, karena pahat
yang baik memiliki tingkat kekerasan yang rendah untuk menghasilkan tingkat
gesekan yang rendah pada permukaan benda kerja.
2.2. Dasar Teori Penunjang
a. Mesin Bubut
6

Mesin bubut itu adalah suatu mesin perkakas yang digunakan untuk
membentuk benda kerja dengan gerak utama berputar. Sedangkan,
membubut merupakan sebuah proses pembentukkan benda kerja
menggunakan mesin bubut yang gerak potongnya dilakukan dengan
memutar benda kerja dan pahat digerakkan secara translasi sejajar dengan
sumbu putar dari benda kerja.
Prinsip kerja dari mesin bubut adalah benda kerja yang berputar,
sedangkan pahat bubut bergerak memanjang dan melintang. Dari kerja ini
dihasilkan potongan dan benda kerja yang umumnya simetris dengan
mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan
translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran
yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi
translasi yang menghubungkan poros spindle dengan poros ulir. Mesin bubut
dapat digunakan untuk membuat bidang-bidang silindris luar dan dalam
(membubut lurus dan mengebor), bidang rata (membubut rata), bidang tirus
(kerucut), bentuk lengkung (bola), dan membubut ulir, Roda gigi penukar
disediakan secara khusus untuk memenuhi keperluan pembuatan ulir.
Jumlah gigi pada masing-masing roda gigi penukar bervariasi besarnya
mulai dari jumlah 15 sampai dengan jumlah gigi maksimum 127. Roda gigi
penukar dengan jumlah 127 mempunyai kekhususan karena digunakan
untuk konversi dari ulir metrik ke ulir inci.
b. Bagian-Bagian Mesin Bubut
Mesin bubut terdiri dari meja dan kepala tetap. Di dalam kepala tetap
terdapat roda-roda gigi transmisi penukar putaran yang akan memutar poros
spindel. Poros spindel akan memutar benda kerja melalui cekal. Eretan
utama akan bergerak sepanjang meja sambil membawa eretan lintang dan
7
eretan atas dan dudukan pahat. Sumber utama dari semua gerakkan
tersebut berasal dari motor listrik untuk memutar pulley melalui sabuk.
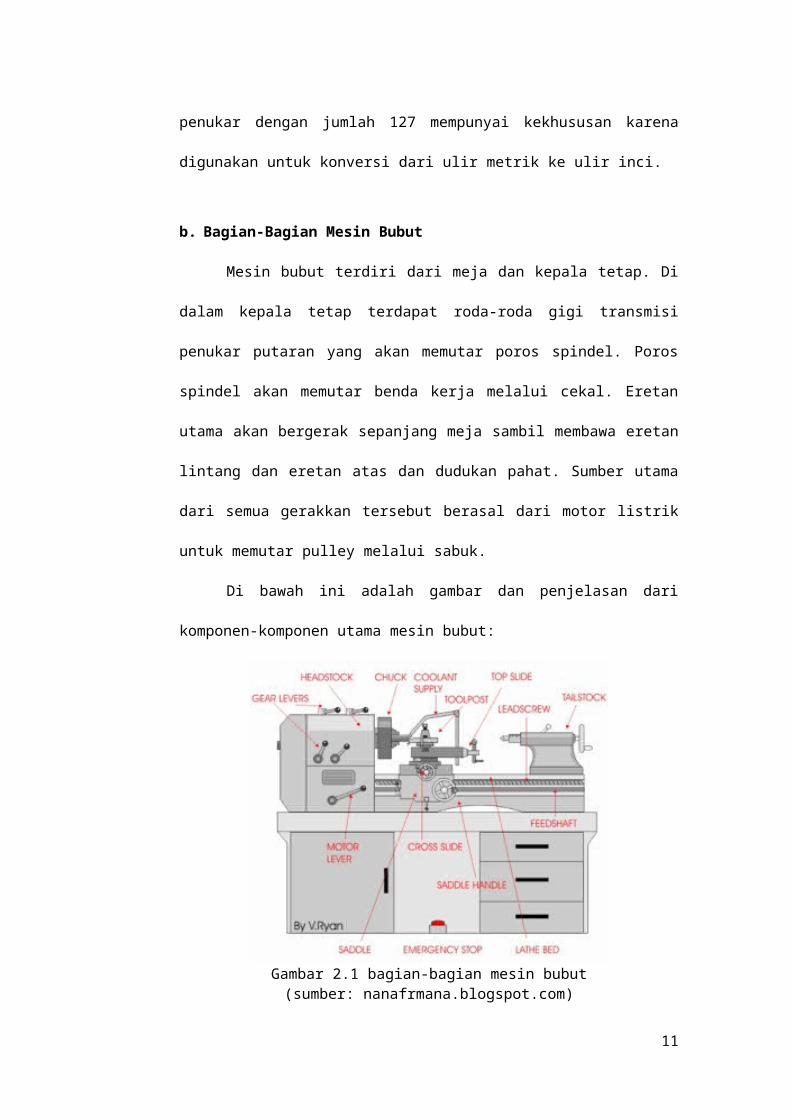
Di bawah ini adalah gambar dan penjelasan dari komponen-
komponen utama mesin bubut:
Gambar 2.1 bagian-bagian mesin bubut(sumber: nanafrmana.blogspot.com)
1) Head Stock
Head Stock adalah bagian utama dari mesin bubut yang
digunakan untuk menyangga poros utama, yaitu poros yang digunakan
untuk menggerakan spindel. Dimana di dalam spindel tersebut dipasang
alat untuk menjepit benda kerja. Spindel ini merupakan bagian terpenting
dari sebuah kepala tetap. Selain itu, poros yang terdapat pada kepala
tetap ini digunakan sebagai dudukan roda gigi untuk mengatur kecepatan
putaran yang diinginkan. Dengan demikian, dalam kepala tetap terdapat
sejumlah rangkaian roda gigi transmisi yang meneruskan putaran motor
menjadi putaran spindel.
2) Kepala Lepas
8

Kepala lepas adalah bagian dari mesin bubut yang letaknya di
sebelah kanan dan dipasang di atas alas atau meja mesin. Bagian ini
berguna untuk tempat untuk pemasangan senter yang digunakan sebagai
penumpu ujung benda kerja dan sebagai tempat atau dudukan penjepit
mata bor pada saat melakukan pengeboran. Kepala lepas ini dapat
digerakkan atau digeser sepanjang alas atau meja mesin, dan
dikencangkan dengan perantara mur dan baut atau dengan tuas
pengencang. Selain digeser sepanjang alas atau meja mesin, kepala
lepas juga dapat digerakan maju mundur (arah melintang), yakni untuk
keperluan pembubutan benda berbentuk tirus.
3) Alas mesin
Alas mesin adalah bagian dari mesin bubut yang berfungsi
sebagai pendukung eretan (support) dan kepala lepas, serta sebagai
lintasan eretan dan kepala lepas. Alas mesin ini memiliki permukaan yang
rata dan halus. Hal ini dimaksudkan untuk mendukung kesempurnaan
pekerjaan membubut (kelurusan).
4) Tailstock
Tail stock berguna untuk memegang atau menyangga benda
kerja pada bagian ujung yang berseberangan dengan Chuck (pencekam)
pada proses pemesinan di mesin bubut.
5) Lead crew
Lead crew adalah poros panjang berulir yang terletak agak
dibawah dan sejajar dengan bangku, memanjang dari kepala tetap
sampai ekor tetap. Dihubungkan dengan roda gigi pada kepala tetap dan
putarannya bisa dibalik. Dipasang ke pembawa (carriage) dan digunakan
9
sebagai ulir pengarah untuk membuat ulir saja dan bisa dilepas kalau
tidak dipakai.
6) Feedrod
Feedrod terletak dibawah ulir pengarah yang berfungsi untuk
menyalurkan daya dari kotak pengubah cepat (quick change box) untuk
menggerakkan mekanisme apron dalam arah melintang atau memanjang.
7) Carriage
Carriage terdiri dari tempat eretan, dudukan pahat dan apron.
Konstruksinya kuat karena harus menyangga dan mengarahkan pahat
pemotong. Dilengkapi dengan dua cross slide untuk mengarahkan pahat
dalam arah melintang. Spindle yang atas mengendalikan gerakan
dudukan pahat dan spindle atas untuk menggerakkan pembawa
sepanjang landasan.
8) Toolpost
Toolpost digunakan sebagai tempat dudukan pahat bubut, dengan
menggunakan pemegang pahat. Headstock , yaitu tempat terletaknya
transmisi gerak pada mesin bubut yang mengatur putaran yang
dibutuhkan pada proses pembubutan.
c. Macam-Macam Pahat Pada Mesin Bubut
Pahat bubut adalah perkakas potong yang digunakan dalam
membubut. Pahat ini terbuat dari bahan logam keras, seperti HSS ataupun
Carbida. Logam-logam tersebut memiliki kekerasan yang lebih tinggi dari
bahan benda kerjanya, sehingga pahat bisa memotong dengan baik. Selama
membubut, ujung pahat harus selalu mendapat pendinginan yang kontinyu,
karena jika ujung pahat tersebut panas, pahat akan cepat aus dan tumpul.
Sesuai dengan bentuk dan penggunaannya, pahat-pahat bubut dapat
10
dinamakan: pahat kasar, pahat penyelesaian, pahat pemotong, pahat alur,
pahat ulir, dan pahat bentuk. Berdasarkan arah pemakanan, pahat dapat
dikelompokkan menjadi pahat kanan dan pahat kiri. Pahat kanan adalah
pahat yang arah pemakanannya dari kanan ke kiri, dan pahat kiri adalah
pahat yang arah pemakannnya dari kiri ke kanan.
Berdasarkan fungsinya, pahat pada mesin bubut dibedakan menjadi
bermacam-macam bentuk dan penggunaannya pun disesuaikan dengan
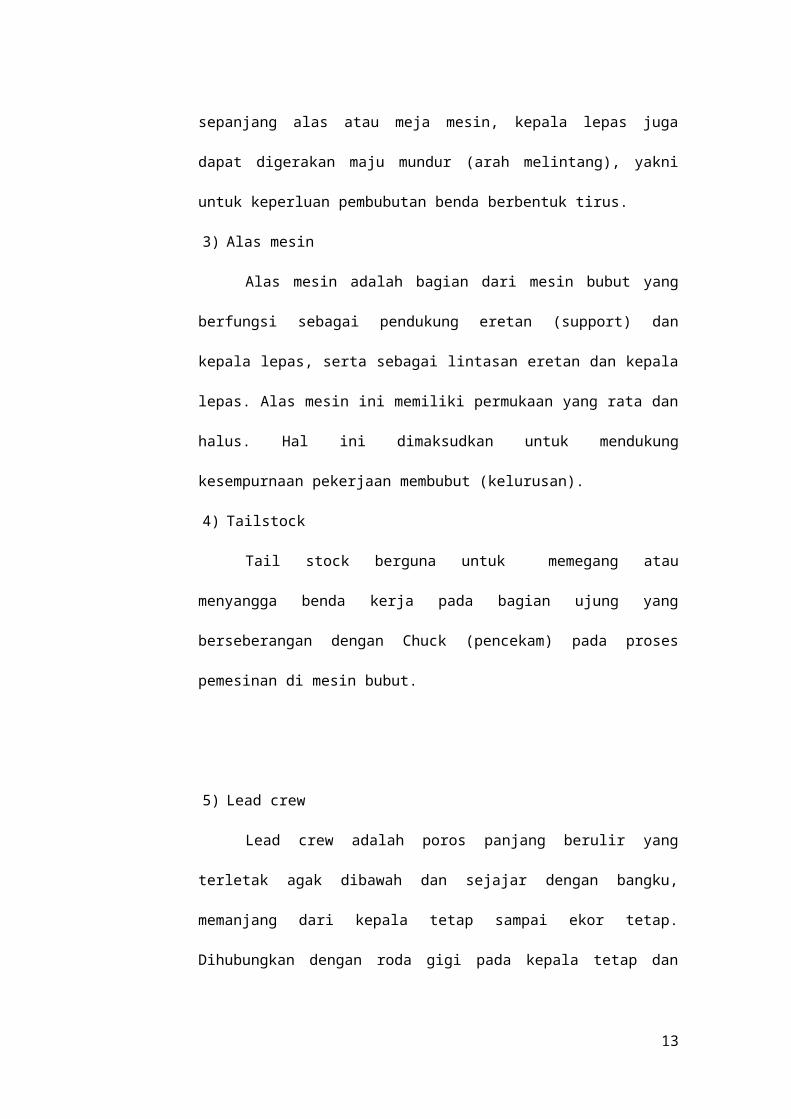
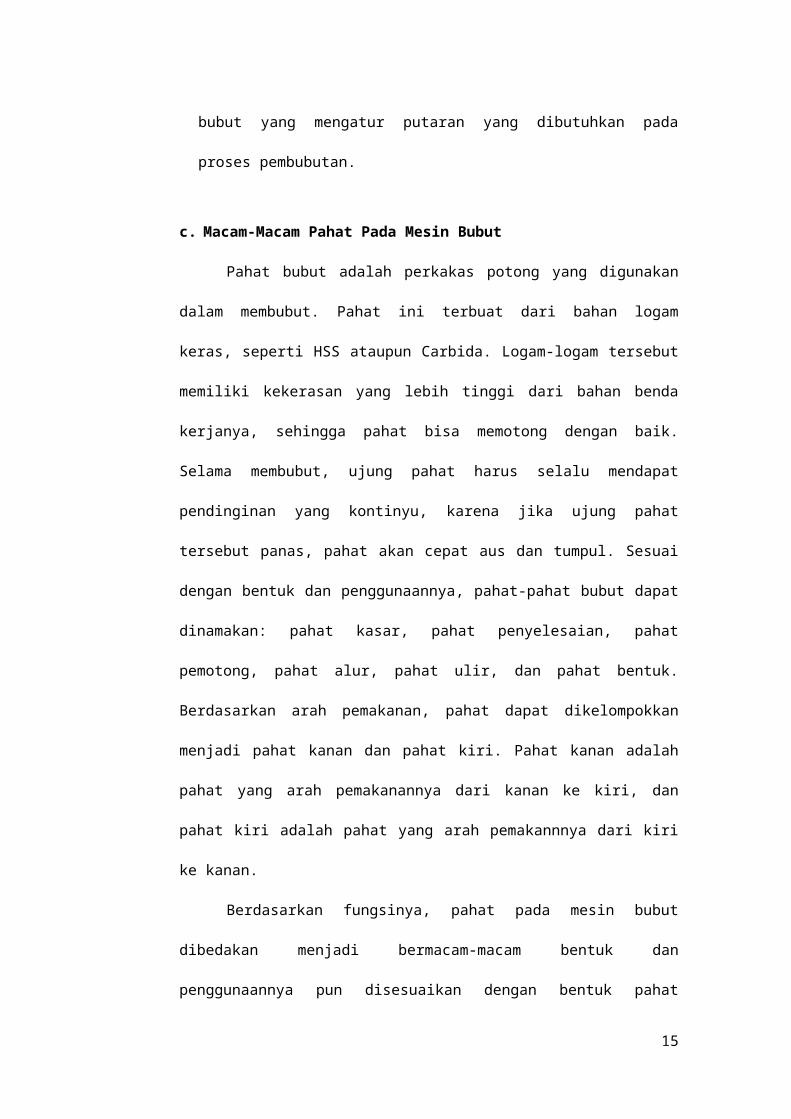
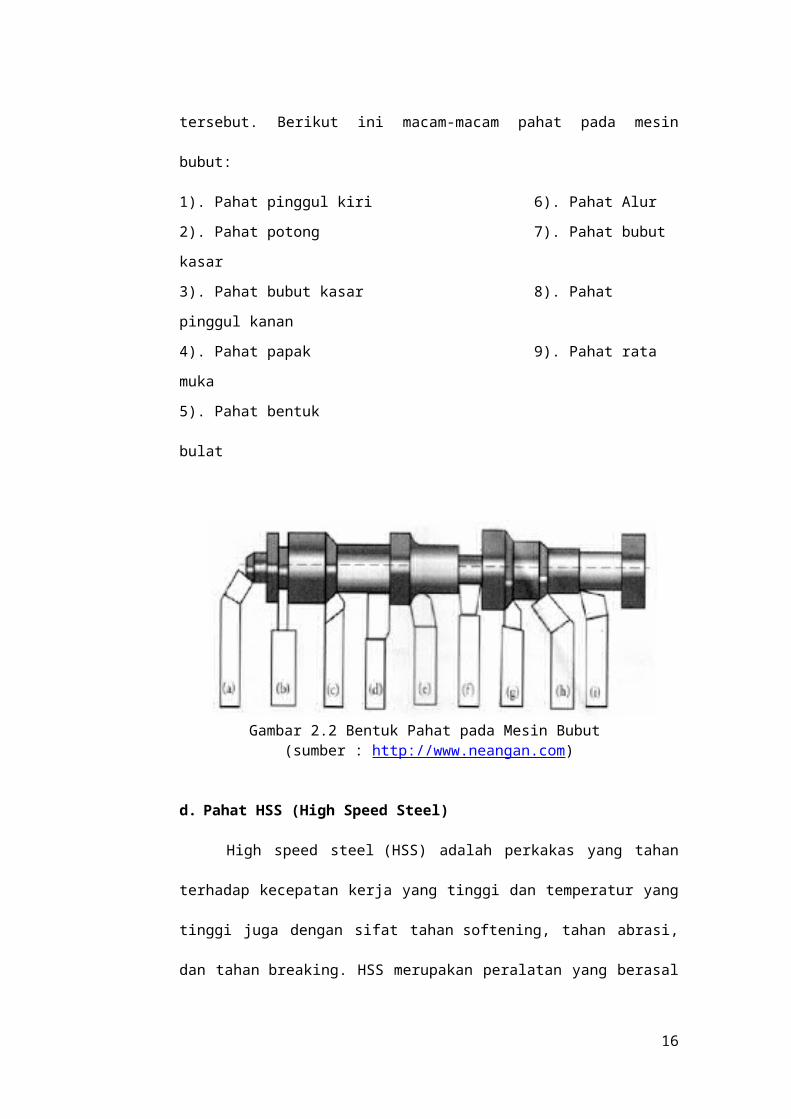
bentuk pahat tersebut. Berikut ini macam-macam pahat pada mesin bubut:
1). Pahat pinggul kiri 6). Pahat Alur
2). Pahat potong 7). Pahat bubut kasar
3). Pahat bubut kasar 8). Pahat pinggul kanan
4). Pahat papak 9). Pahat rata muka
5). Pahat bentuk bulat
Gambar 2.2 Bentuk Pahat pada Mesin Bubut (sumber : http://www.neangan.com)
d. Pahat HSS (High Speed Steel)
High speed steel (HSS) adalah perkakas yang tahan terhadap
kecepatan kerja yang tinggi dan temperatur yang tinggi juga dengan sifat
tahan softening, tahan abrasi, dan tahan breaking. HSS merupakan
peralatan yang berasal dari baja dengan unsur karbon yang tinggi. Pahat
HSS ini digunakan untuk mengasah atau memotong benda kerja. Beberapa
unsur yang membentuk HSS antara lain Tungsten/wolfram (W), Chromium
11

(Cr), Vanadium (V), Molydenum (Mo), dan Cobalt (Co). Kekerasan
permukaan HSS dapat ditingkatkan dengan melakukan pelapisan. Material
pelapis yang digunakan antara lain : tungsten karbida, titanium karbida, dan
titanium nitride, dengan ketebalan pelapisan 5~8 μm. Pahat jenis ini mampu
mempertahankan kekerasan pada suhu moderat dan digunakan secara luas
untuk mata bor, pahat bubut, dan tap. Selain itu harganya juga relatif murah.
e. Roughness Tester
Roughness tester merupakan alat pengukur tingkat kekasaran
permukaan logam. Setiap permukaan komponen dari suatu benda
mempunyai beberapa bentuk dan variasi yang berbeda baik dari segi
strukturnya maupun dari hasil proses produksinya. Roughness/kekasaran
didefinisikan sebagai ketidak halusan bentuk yang menyertai proses
produksi yang disebabkan oleh pengerjaan mesin. Nilai kekasaran
dinyatakan dalam Roughness Averange (Ra). Ra merupakan parameter
kekasaran yang paling banyak dipakai secara internasional.
12
BAB III
METODE PENELITIAN
3.1. Objek Penelitian
Penelitian ini dilakukan dengan metode eksperimen di workshop PT.Duta
Bahari Menara Line. Pada penelitian ini menggunakan spesimen baja ST 60 di
mana akan dilakukan variasi kecepatan spindel pada proses pembubutan yaitu
kecepatan 500 rpm, 800 rpm, dan 1200 rpm. Proses pembubutan juga
menggunakan variasi pahat yaitu Pahat HSS Assab, Pahat HSS Prohex dan
Pahat HSS Bohler.
3.2. Alat Dan Bahan Penelitian
a. Alat
1) Mesin Bubut
2) Jangka Sorong
3) Pahat HSS Assab
4) Pahat HSS Prohex
5) Pahat HSS Bohler
6) Roughness Tester Digital
b. Bahan
1) Baja ST 60
3.3. Teknik Pengumpulan Data
Teknik pengumpulan data yang digunakan dalam penelitian ini antara lain:
a. Metode Observasi
Metode observasi adalah salah satu metode pengumpulan data
dengan cara melakukan pengamatan secara langsung yang meliputi
perhatian pada suatu objek yang akan diteliti.
b. Metode Studi Pustaka
13
Metode studi pustaka adalah salah satu metode dengan cara
mencari referensi dan mempelajari buku-buku atau jurnal penelitian yang
berkaitan dengan topik penelitian.
c. Metode Eksperimen
Metode eksperimen adalah metode yang memanipulasi satu atau
lebih variable untuk mendapat hubungan sebab-akibat dengan cara
menambahkan atau menghilangkan faktor-faktor lain yang dianggap
mengganggu sehingga dapat mengembangkan atau mendapat sebuah
penelitian baru.
3.4. Prosedur Proses Pembubutan dan Pengujian Kekasaran
a. Tahap 1 Pembubutan
1) Mempersiapkan alat dan bahan
2) Memasang dan mengatur baja ST60 pada chuck mesin bubut.
3) Atur kecepatan spindel mesin bubut pada kecepatan 500 RPM, 800
RPm, dan 1200 RPM
4) Pasang pahat bubut yaitu pahat HSS bohler, Assab, dan Prohex
secara bergantian di setiap spesimen
5) Bubut rata baja ST 60
6) Lepas benda kerja
b. Tahap 2 Pengujian Kekasaran
1) Siapkan alat penguji kekasaran yaitu Roughness Tester
2) Ukur kekasaran setiap spesimen
3) Catat hasil pengukuran
14

3.5. Jadwal Pelaksanaan Penelitian
Rencana Kegiatan
Bulan
September Oktober NovenberDesembe
rJanuari
Studi Pustaka
Pengumpulan Data
Pengolahan Data
Penyusunan Laporan
Seminar Proposal
Seminar Hasil
Sidang Akhir
15
3.6. Diagram Alir Penelitian
16
MULAI
Studi Pustaka
Menentukan Tujuan Penelitian dan Merumuskan Masalah
Menyiapkan Alat dan Bahan
PAHAT HSS BOHLER KECEPATAN SPINDEL
500 RPM, 800 RPM, DAN 1200 RPM
Uji Kekasaran
Analisa Hasil dan Pembahasan
Kesimpulan Dan Saran
Proses Pembubutan
PAHAT HSS PROHEX KECEPATAN SPINDEL
500 RPM, 800 RPM, DAN 1200 RPM
PAHAT HSS ASSAB KECEPATAN SPINDEL
500 RPM, 800 RPM, DAN 1200 RPM

3.7. Flowchart
17
SELESAI
Menyiapkan Alat dan Bahan
Pemasangan Pahat HSS Pada Tool Post
Pemasangan dan Pengaturan Benda Kerja Pada Chuck
Mengatur kecepatan Spindel Pada Kecepatan 500 RPM, 800 RPM, dan 1200 RPM
Proses Pembubutan
Pengukuran Tingkat Kekasaran menggunakan Roughness Tester
DAFTAR PUSTAKA
A.S, Bima. (2012) Pengaruh Kedalaman dan Cairan Pendingin terhadap
Kekasaran dan kekerasan Permukaan pada Proses bubut konvesional.
Surabaya: Perpus Jurusan Pendidikan Teknik Mesin Fakultas Teknik
Universitas Negeri Surabaya.
Adik Aditia, Muhammad, 2012, Pengaruh Jenis Pahat, Kecepatan Spindel dan
Kedalaman Pemakanan terhadap Tingkat Kerataan Permukaan dan
Bentuk Geram Baja ST 60 pada proses Bubut Konvensional. Jurnal
Skripsi. JTM. Volume 01 Nomor 02 Tahun 2013, 311-318
Al Kwarismi, 2014, Makalah Mesin Bubut, http://alkwarismi.blogspot.co.id,
diakses tanggal 25 Oktober 2016
Anggit, Daniar. 2013. Pengaruh Jenis pahat Dan Cairan Pendingin Serta
Kedalaman Dan Pemakanan Terhadap Tingkat Kekasaran dan
Kekerasan Permukaan Baja ST 60 Pada Proses Bubut Konvensional.
Surabaya : Perpus Jurusan Teknik Mesin Fakultas Teknik Universitas
Nergeri Surabaya
Arikunto, Suharsimi. 2006. Prosedur Penelitian Suatu Pendekatan Praktik.
Jakarta: Rineka Cipta.
Asmed & Mura, Yusri. 2010. Pengaruh Parameter Pemotongan terhadap
Kekasaran Permukaan Proses Bubut untuk Material ST37, Vol. 7 No. 2,
http://ojs.polinpdg.ac.id/index.php/JTM/article/viewFile/468/465 , Diakses
pada tanggal 20 Oktober 2016.
Bawono, Mukti. (2006). Pengaruh Tingkat Kedalaman dan Kecepatan Laju
Pemakanan Terhadap Tingkat Kelasaran Permukaan Benda Kerja Pada
Mesin CNC TU-3A Dengan Menggunakan Pahat End Mill. Skripsi Strata 1
tidak diterbitkan, Universitas Negeri Surabaya.
Crayonpedia. (2007). Teknik Permesinan, http://id.Crayonpedia.org/wiki/Teknik
Permesinan, Diakses pada tanggal 15 November 2016.
Effendi, Hoiri. Mesin Bubut Konvensional. SMK PGRI 1 Ngawi,
www.grisamesin.wordpress.com, Diakses pada tanggal 15 November
2016.
Elfrendi, 2000, Pengaruh Perlakuan Panas Terhadap Perubahan Kekerasan dan
Struktur Mikro Material Ni – Hard IV. UNAND, Padang
Faizal Abda’u dan Arya Mahendra Sakti, 2014, Pengaruh Jenis Pahat Jenis
Pendinginan Dan Kedalaman Pemakanan Terhadap Kerataan Dan
Kekasaran Permukaan Baja St 42 Pada Proses Bubut Rata Muka, JTM,
Volume III No. 1 hal. 23-32, Universitas Negeri Surabaya.
Ghozali, H. imam. (2001). Aplikasi Analisis Multivariate Dengan Program SPSS.
Penerbit : Badan Penerbit Universitas Diponegoro, Semarang.
Jonoadji, N., Dewanto, J., 1999, Pengaruh Parameter Potong dan Geometri
Pahat Terhadap Kekasaran Permukaan Pada Proses Bubut, Jurnal,
Fakultas Teknik, Jurusan Teknik Mesin – Universitas Kristen Petra.
Kamil Toha, 2015, Jenis-Jenis Pahat Mesin Bubut,
http://kamiltoh4.blogspot.co.id, diakses tanggal 25 Oktober 2016
Makmur dan Taufikurrahman,2006, Pengaruh Variasi Putaran, Kecepatan Putar
Benda serta Kecepatan Meja terhadap Nilai Kekasaran Benda Kerja pada
Proses Penggerindaan Silinder , Teknika. Volume XVI No.1 hal 5-10,
ISSN: 0854-3143 Politeknik Negeri Sriwijaya Palembang
Marsyahyo, Eko, 2003, Mesin Perkakas Pemotongan Logam. Malang: Toga Mas.
Muin, Syamsir. (1986). Dasar-dasar Perencanaan dan Mesin-mesin Perkakas.
CV. Rajawali Press. Jakarta – Indonesia.
Muklhasin, Ilham Charisul. (2012) Pengaruh Jenis pahat, Kecepatan Spindel dan
kedalaman pemakanan terhadap tingkat kekasaran dan kekerasan

permukaan baja st 60 pada proses bubut konvesional. Surabaya: Perpus
Jurusan Pendidikan Teknik Mesin Fakultas Teknik Universitas Negeri
Surabaya.
Narbuko, Cholid dan Achmadi . Abu. 2005. Metodologi Penelitian. Jakarta: Bumi
Aksara.
Ristanto, Bambang. 2006. Pengaruh Feeding Terhadap Tingkat Kekasaran
Permukaan Pada Proses Penyekrapan Rata dengan Spesimen Baja
Karbon. Digilib.unnes.ac.id/gsdl/collect/ skripsi/import/1868.pdf , Diambil
pada tanggal 21 Oktober 2016.
Sumbodo, Wiriawan. 2008. Teknik Produksi Mesin Industri Jilid 2. Jakarta :
Direktorat Pembinaan Sekolah Manajemen Pendidikan Dasar dan
Menengah, Departeman Pendidikan Nasional.
Supadi, dkk. 2010. Panduan Penulisan Skripsi Program S1. Surabaya: Jurusan
Pendidikan Teknik Mesin Fakultas Teknik Universitas Negeri Surabaya.
Surdia, T. Dan Saito. S. 2000. Pengetahuan Bahan Teknik. Jakarta : PT Pradnya
Paramitha
Syamsir, 1986, Dasar-dasar Perencanaan Perkakas. Rajawali Mas, Jakarta.
Takeshi, S.G. & Sugiarto, H.N, 1999. Menggambar Mesin Menurut Standar ISO
(8th ed). Jakarta: PT. Pradnya Paramita.
Widarto. 2008. Teknik Permesinan Jilid 2. Jakarta: Direktorat Pembinaan
Sekolah Menengah Kejuruan
Top Related
Copyright © 2022 FDOKUMEN

