vc999. - Bid on Equipment
42
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i 0 R vc999. lnauen Maschinen AG l Melonenstrasse 2 l CH-9100 HerisauISwitzerland Telefon ..41 (0) 71 / 52 22 55 Telefax ..41 (0) 71 / 52 39 99 Telex 882 777 Art.no 511.938
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of vc999. - Bid on Equipment
Operating Instructions
Vacuum Packaging MachineType VC999@ 04i
0Rvc999.lnauen Maschinen AG l Melonenstrasse 2 l CH-9100 HerisauISwitzerland
Telefon ..41 (0) 71 / 52 22 55Telefax ..41 (0) 71 / 52 39 99Telex 882 777
Art.no 511.938
Preface vE999”
PREFACE
For whom are these Operating Instructions intended?
- For those operating the machine- For those maintaining the machine (maintenance / cleaning)
What do these Operating Instructions contain?
In these Instructions you will find information on- Correct use of the machine- Residual Dangers- Safety- Operation- Trouble Shooting- Customer Service
These Operating Instructions give important data needed for safe and economicalworking with the machine.
What you must do straight away!
Read through these Instructions carefully before start-up and take note of allrecommendations, particularly those dealing with safety.
What do these Instructions not contain?
These Instructions for use are not a repair manual!You will not find any information on repairs here.
What must be done if selling the machine?
When selling the machine pass on these Operating Instructions to the buyer.
Important: Please inform us at once of the name with full address and telephone /fax number, so that we can inform the buyer of important emergency safetymeasures.
2 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
W999@ Declaration
Declaration at handing-over: Operating Instructions
(1) Machine
Vacuum Packaging Machine
(4) Day machine was handed over
Type Machine number
/vc990804i/rj-(5) Operating, servicing and maintenance staff
The following persons were nominated by the Customer, were
Year of manufacture introduced to and instructed in the operation of the machine by me andtheir attention drawn to hazardous points, incorrect methods of work,installation, operation, attention and maintenance.
Name (Customer’s Staff) Signature
(2) Address of Customer
F
E
/1
Stamp of firm / signature of Customer
(3) DeclarationThe machine described in (1) has been acquired by us. Whenreceiving the machine we were given the Operating Instructions for
Machine No
In the languages
lNolIr(6) The machine was handed over to the Customer by
1 No 0handed over
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .._..............................................Date Signature of Customer
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Date Signature Service Representative
Operating Instructions Vacuum Packaging Machine Type VCSSS@ 04i 3
W999”
4 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
vE99r List of Contents
List of Contents
Page / heading /description
2 Preface3 Declaration at handing-over5 List of Contents
616
Machine identificationAddress of Manufacturer and Customerservice
6 Ordering spare parts
72
7 2.1
Use in Accordance with instructionsand Area of ApplicationResidual Risks
83 Safety in Operation8 3.1 Explanation of Symbols and Warnings8 3.1 .l Work safety symbol8 3.1.2 Warning notices8 3.1.3 Notice8 3.2 Safety in Operation8 3.3 Safety during Maintenance Work9 3.4 Suggestions for In-Factory Training Program
104 Technical Data10 4.1 Dimensioned drawing
11 5 Description11 5.1 Versions12 5.2 Components13 5.3 Control Panel
146 Site requirements14 6.1 Services Connections in Building
147 Transport and Installation14 7.1 Instruction for Transport14 7.2 Installation
158 Work before first Start-Up15 8.1 Electrical Connection15.8.2 Compressed Air Connection15 8.3 Check Oil level in Vacuum Pump or fill up16 8.4 Fitting Inert Gas Cylinder16 8.4.1 Console (bracket) at Back of Machine16 8.4.2 Gas Tubing and Machine Cable16 8.5 Cleaning Machine
179 Commissioning17 9.1 Forbidden Modes of Operation
17 10 Daily start-up17 10.1 Packing Material17 10.2 Preparing of Goods for Packing18 10.3 Preparing Machine18 10.3.1 Switching on Machine18.10.3.2 Equipping Vacuum Chamber for Solid
Product
Page I heading I description
18 10.3.3 Equipping Vacuum Chamber for LiquidProduct
19 10.420 10.5
Packing without Inert Gas FlushingPacking with Integrated Inert GasSystem
20 10.5.1 Intermediate release of pressure21 .10.5.2 Removing Gas Flushing Nozzles21 10.6 Intervention in the Packaging Cycle
22 1122 11.1
ProgrammingProgramming the PackagingPrograms
22 11.222 11.2.122 11.2.222 11.2.323 11.2.423 11.2.523 11.2.623 11.2.723 11.2.823 11.2.92425 11.2.1026 11.2.1127 11.2.1227 11.2.1328 11.328 11.3.1
Set Values for Packaging ProgramsMethod of Obtaining a VacuumEvacuation to a Set ValueEvacuation to the Evaporation PointEvacuation in Stages to a Set ValueEvacuation for a Fixed TimeGas Flushing SystemSealing and CuttingPartial Release of VacuumProgram ScheduleProgram LevelProgram Schedule, MeatCustomer’s Program ScheduleProtecting ProgramsKey-operated SwitchABC LevelGeneral, Entry, Languages
29 12 Trouble-Shooting29 12.1 Operating Announcements30 12.2 Faults indicated on Display Panel31 12.3 Trouble-Shooting
33 1333 13.133 13.1.133 13.1.233 13.233 13.2.134 13.2.234 13.2.334 13.2.435 13.2.535 13.2.636 13.2.7
MaintenanceCleaningCleaning agentsCleaning Interval, DailyServicingSealing BarsSeal PadsLid GasketCompressed Air SupplyFusesChanging Electronic BoardsChecking Oil Level in VacuumPump/Auxiliary Pump / Oil Change
36 14 Repairs
36 1538
DisposalHow do you rate these OperatingInstructions
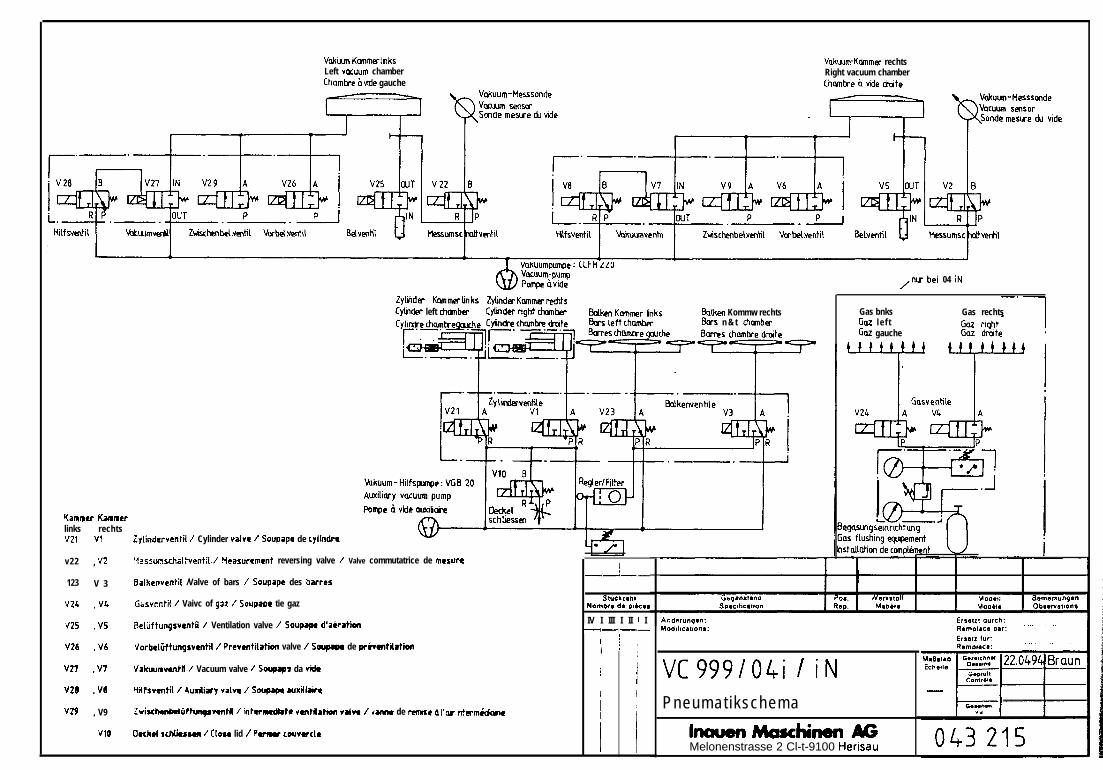
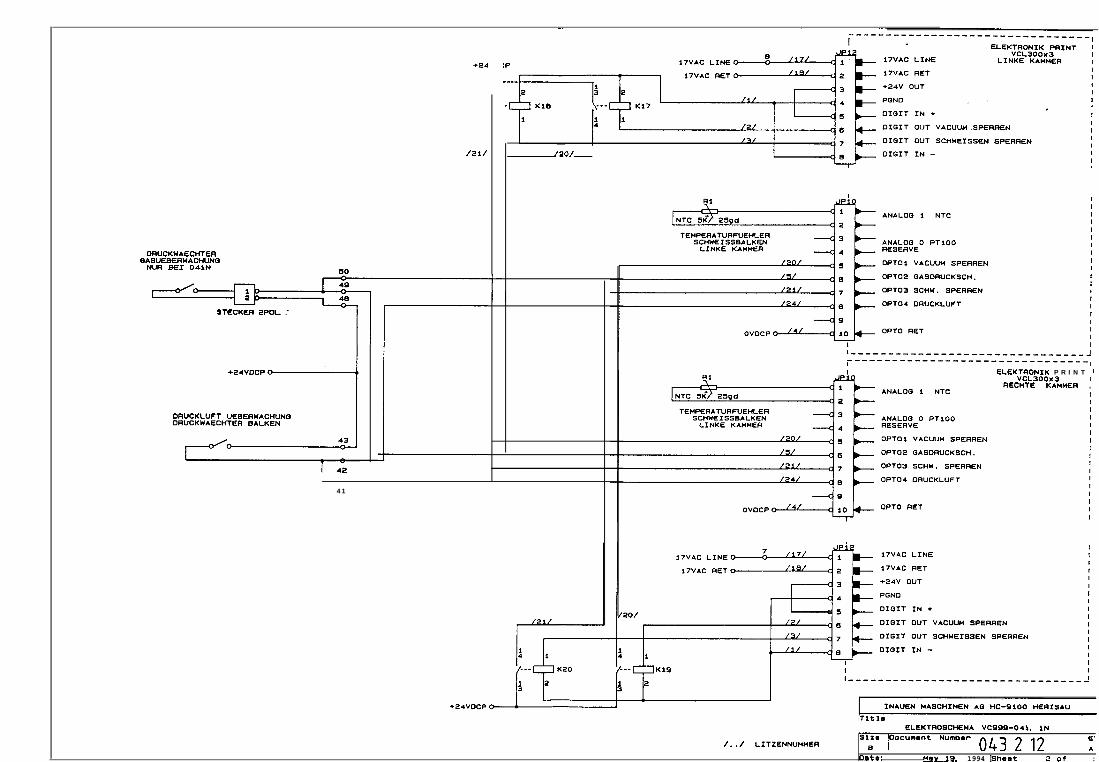
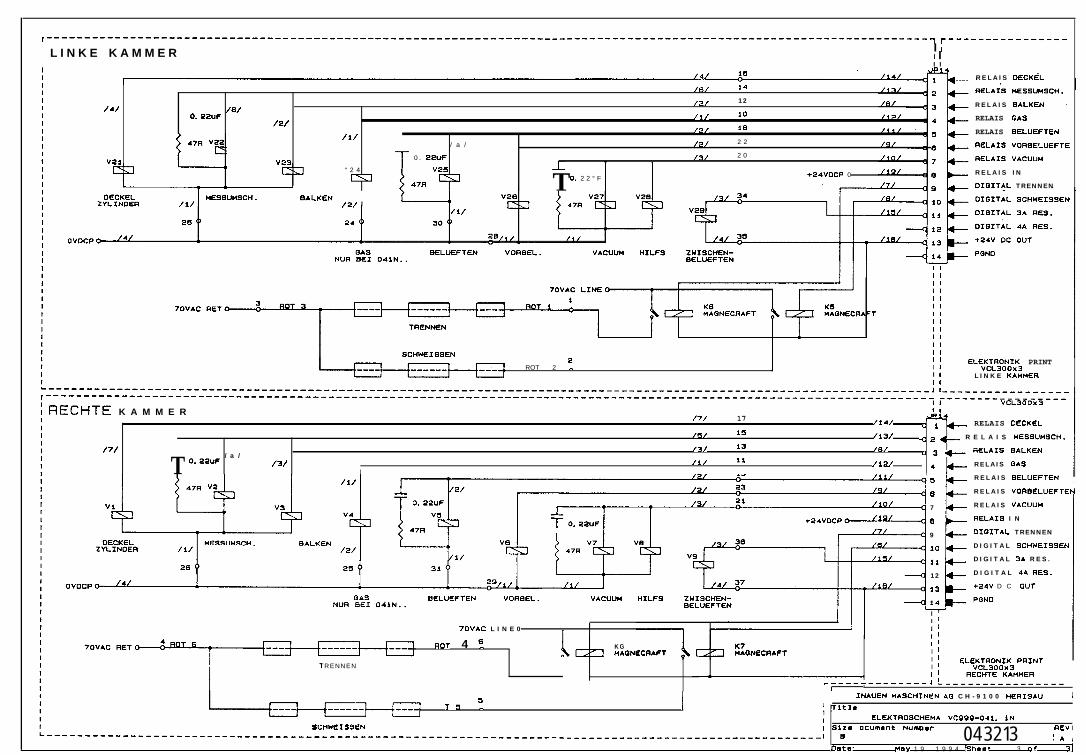
Accompanying documents- Wiring Diagram- Diagram for Pneumatic System
Operating Instructions Vacuum Packaging Machine Type VC9998 04i5
vc999”
1 Machine Identification
Description of machine: Vacuum Packaging Machine VC999804iThese Operating Instructions apply from machine no. 0494 152......
Address of Manufacturer and Customer Service forVC999@ Machines
When ordering spare parts please quote
lnauen Maschinen AGMelonenstrasse 2CH-9100 Herisau / SwitzerlandTelephone ..4l (O)?l / 522 255Fax ..41 (0)71 / 523 999Telex 882 777
Vacuum Packaging Machine Type VC999@ 04iMachine NoYear of ManufactureSupply Voltage
The type plate is on the left side of the machine.
Country of origin: Switzerland
Copyright0 lnauen Maschinen AG, CH-9100 Herisau
NoteReplacement parts must meet the technicalrequirements of the manufacturer of the machineUse only VC999@ original spare parts.
Represented by
6 Operating instructions Vacuum Packaging Machine Type VC999@ 04i
wmw Use in accordance with instructions and area of application
2. Use in Accordance with Instructionsand Area of Application
The Type VC 9998041 Vacuum Packaging Machinemay only be used in accordance with the machinespecification stated in the confirmation of order.Use in accordance with instructions also includes theobservance of the conditions for commissioning,operation and main tenance la id down by themanufacturer, and allowance for foreseeablemalfunctions. Any use outside this area is to be regardedas not in accordance with instructions and themanufacturer accepts no liability for any resultingdamage.
Machine without Inert Gas EquipmentSuitable forVacuum packaging of solid and liquid products, mainly inthe meat trade - e.g. meat products, sausages ect. insealable vacuum bags. The machine may, however, alsobe used for goods from the non-food sector (medical,electrical and mechanical components)Not suitable forPressure-sensitive products which might be damaged bythe vacuum and the tightly-fitting packaging foil.
Machine with integrated Inert GasEquipment (optional)Suitable forVacuum packaging of food and non-food items, solid orliquid, such as meat, cheese, vegetables, coffee,medical devices, electronics and mechanicalcomponents in heat-sealable bags.
Advantages of inert gas packaging- Pressure-sensitive products can be packed without
damage- Increased shelf life and preservation of the natural
colour of the product
DO NOT PACK
Living CreaturesProducts that may produceexplosive or poisonous vapours
Requirements for the Operating StaffThe Type VC 99963041 Vacuum Packaging Machine mayonly be operated and maintained by special workerswho, because of their training or knowledge and practicalexperience, can ensure correct management and areinstructed in the risks.
These Operating Instructions are part of the machineas delivered and should be handed over if selling themachine to another party.
2.1. Residual Risks
Despite taking all precautions residualrisks remain. Residual risks arepotential, not obvious risks such as:
Burns from hot products or liquidsTrapping f ingers and genera l in jur ies f romuncoordinated operationRisk of injury from inappropriate transport ormovement of the machine (moveable trolley)Risks from improper handling of the inert gas cylinderRisks from working on the electrical systemRisks from working with the vacuum system if it hasnot been shut off
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i 7
Safty in operation W949@
3 Safety in Operation
3.1. Explanation of Symbols and Warnings
3.1.1 Work Safety SymbolYou will find this symbol with all safetywarnings where danger to life or limb isinvolved. Heed these warnings and actcarefully! Likewise, the laws currently inforce and general safety and accident-
preventive regulations must be observed.
3.1.2 WarningATTENTION
3.1.3 NoticeNOTE
Noticesis displayed where special care is neededto ensure that warnings, instructions andcorrect operating procedure areobserved so that damage to the machineis prevented.
is displayed where instructions for theeconomic operation of the machine orcorrect operating procedure are given.
3.2 Safety in Operation
The Type VC 9990041 Packaging Machine, referred toas “the machine” in what follows, is a state of the artproduct and safe in operation. It is however inherent inthe process that the machine has areas and parts thatcannot be protected without affecting its operation andserviceability. Hence good personal safety precautionsare necessary for protecting workers and machine.This machine can be dangerous if operated incorrectlyby untrained personnel, or if used for purposes for whichit is not intended.
l Before unpacking, installation, starting-up ormaintaining the machine read and carefullyobserve the Instructions for use!
l Keep the Operating Instructions at hand near themachine..
l The machine should only be used and maintained bytrained personnel.
l Local regulations on safety and accident preventionand hygiene regulations for dealing with foodstuffsshould be observed when operating the machine.
l Long hair to be tied back under a head covering.l Wear no jewellery such as rings or chains. Injury may
be caused by becoming caught or trapped.
l Call a doctor at once in case of injury or accident
l Work alone at the machine to avoid accidents suchas trapped fingers.
l In case of danger switch off machine immediatelywith the OFF key (3) and pull out plug.
l Service personnel should be of legal minimum age.
l Unauthorised alterations or modifications to themachine affect the safety of the machine andoperatives and should not be undertaken.
3.3. Safety during Maintenance Work
Maintenance and repair work should only be done byauthorised experts. Here the particular dangers ofworking with e.g. the electrical or vacuum systemshould be noted. Hence have the machine installedonly by experienced specialists, use onlyqualified electricians for electrical work and onlyexperienced specialists for work on the vacuumsystem.Before beginning maintenance work or when dealingwith problems switch off the machine with the OFFkey (3) and pull out the plug.After maintenance work replace correctly any safetyfeatures.Replacement parts must conform to the standards ofthe manufacturer. We recommend that you use onlyVC999 spares.
8 Operating instructions Vacuum Packaging Machine Type VCSSS@ 04i
vrJ999~ Security
3.4. Suggestions for In-Factory TrainingProgram
Factory procedures are rules which an entrepreneurestablishes to secure safe operation procedures. Theserules are binding and issued by the entrepreneur as partof his managerial rights. The workers are obliged, by theregulations governing the prevention of accidents, toobey these rules.
The worker should for example be warned of
Dangers arising from working with the materials usedand the necessary protective measures and workingmethods should be included.Type and scope of regular checks for safe workingconditions.The prescribed operating data (e.g. settings for safetyand monitoring equipment).Maintenance.Dealing with breakdowns.Protection of the environment.
The user firm must, by instructions and checks,ensure tidiness and ease of inspection where themachine is used.
Responsibility for using and maintaining the machinemust be unambiguously decided by the user firm andobserved by all concerned so that there are nodoubtful areas with regard to responsibility for safety.
The operator must only run the machine when it is inperfect condition and should immediately notify hissupervisor of any changes in the machine whichmight affect safety.
The operator must also ensure that no unauthorisedpersons obstruct the machine.
L
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i 9
Technical Data vE999@
4 Technical Data
Electrical Connection ValuesEquipment as in DIN 57.113NDE 0113220V/3/50Hz 10 kW 40 AT380V/3/50Hz 10 kW 25 AT415V/3/50Hz 10kW 25 AT208V/3/60Hz 10kW 50 AT380V/3/60Hz 10kW 25 AT440Vl3160Hz 10 kW 25 ATThe connection values can be found on the type plateat the back of the machine.
Vacuum PumpVolumetric capacity m3/hr 220Attainable vacuum, approx. mbar 1Time to reach 2mbar, approx. set 15Time per cycle, approx. set 20
Compressed air supply bar 5 - 8Usage of compressed air Nm3/hr 0.6
Dimensions (see dimensioned drawing)Internal dimensions effectiveChamber width mm 950Chamber height mm 25Oi320Chamber depth mm 450Sealing bars each Chamber 3, total 6Sealing lengths mm 2x950
mm 4x450
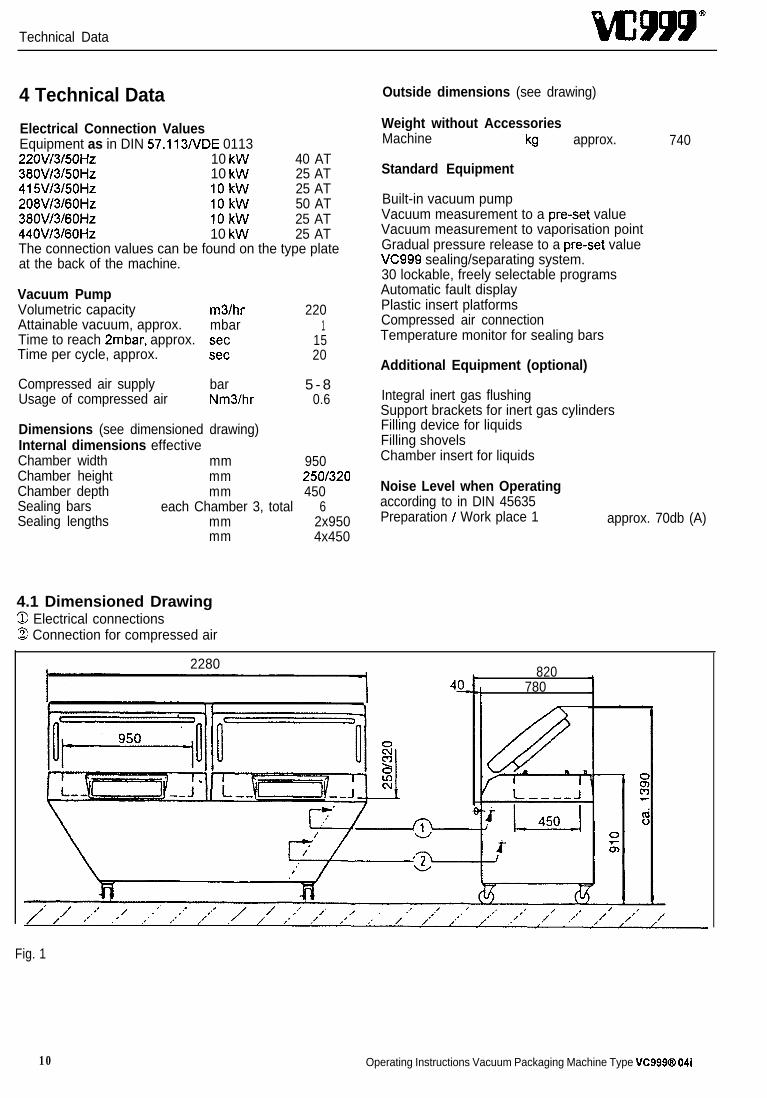
4.1 Dimensioned Drawing3 Electrical connections3 Connection for compressed air
Outside dimensions (see drawing)
Weight without AccessoriesMachine kg approx. 740
Standard Equipment
Built-in vacuum pumpVacuum measurement to a preset valueVacuum measurement to vaporisation pointGradual pressure release to a preset valueVC999 sealing/separating system.30 lockable, freely selectable programsAutomatic fault displayPlastic insert platformsCompressed air connectionTemperature monitor for sealing bars
Additional Equipment (optional)
Integral inert gas flushingSupport brackets for inert gas cylindersFilling device for liquidsFilling shovelsChamber insert for liquids
Noise Level when Operatingaccording to in DIN 45635Preparation / Work place 1 approx. 70db (A)
2280 820
t780
Fig. 1
10 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
VI39998 Components
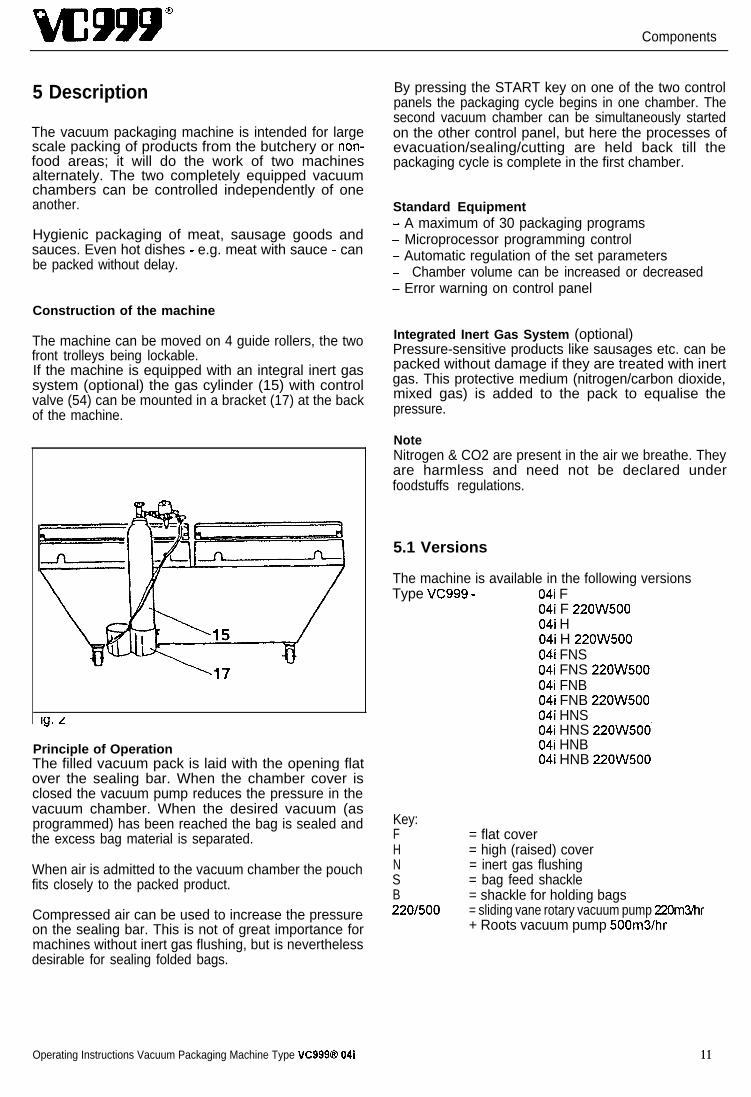
5 Description
The vacuum packaging machine is intended for largescale packing of products from the butchery or non-food areas; it will do the work of two machinesalternately. The two completely equipped vacuumchambers can be controlled independently of oneanother.
Hygienic packaging of meat, sausage goods andsauces. Even hot dishes - e.g. meat with sauce - canbe packed without delay.
Construction of the machine
The machine can be moved on 4 guide rollers, the twofront trolleys being lockable.If the machine is equipped with an integral inert gassystem (optional) the gas cylinder (15) with controlvalve (54) can be mounted in a bracket (17) at the backof the machine.
lg. L
Principle of OperationThe filled vacuum pack is laid with the opening flatover the sealing bar. When the chamber cover isclosed the vacuum pump reduces the pressure in thevacuum chamber. When the desired vacuum (asprogrammed) has been reached the bag is sealed andthe excess bag material is separated.
When air is admitted to the vacuum chamber the pouchfits closely to the packed product.
Compressed air can be used to increase the pressureon the sealing bar. This is not of great importance formachines without inert gas flushing, but is neverthelessdesirable for sealing folded bags.
By pressing the START key on one of the two controlpanels the packaging cycle begins in one chamber. Thesecond vacuum chamber can be simultaneously startedon the other control panel, but here the processes ofevacuation/sealing/cutting are held back till thepackaging cycle is complete in the first chamber.
Standard Equipment- A maximum of 30 packaging programs- Microprocessor programming control- Automatic regulation of the set parameters- Chamber volume can be increased or decreased- Error warning on control panel
Integrated Inert Gas System (optional)Pressure-sensitive products like sausages etc. can bepacked without damage if they are treated with inertgas. This protective medium (nitrogen/carbon dioxide,mixed gas) is added to the pack to equalise thepressure.
NoteNitrogen & CO2 are present in the air we breathe. Theyare harmless and need not be declared underfoodstuffs regulations.
5.1 Versions
The machine is available in the following versionsType VC999 - 04i F
04i F 22OW50004i H04i H 22OW50004i FNS04i FNS 22OW50004i FNB04i FNB 22OW50004i HNS04i HNS 22OW500’04i HNB04i HNB 22OW500
Key:F = flat coverH = high (raised) coverN = inert gas flushingS = bag feed shackleB = shackle for holding bags220/500 = sliding vane rotary vacuum pump 22Om3/hr
+ Roots vacuum pump 500m3/hr
Operating Instructions Vacuum Packaging Machine Type VC999Q 04i 11
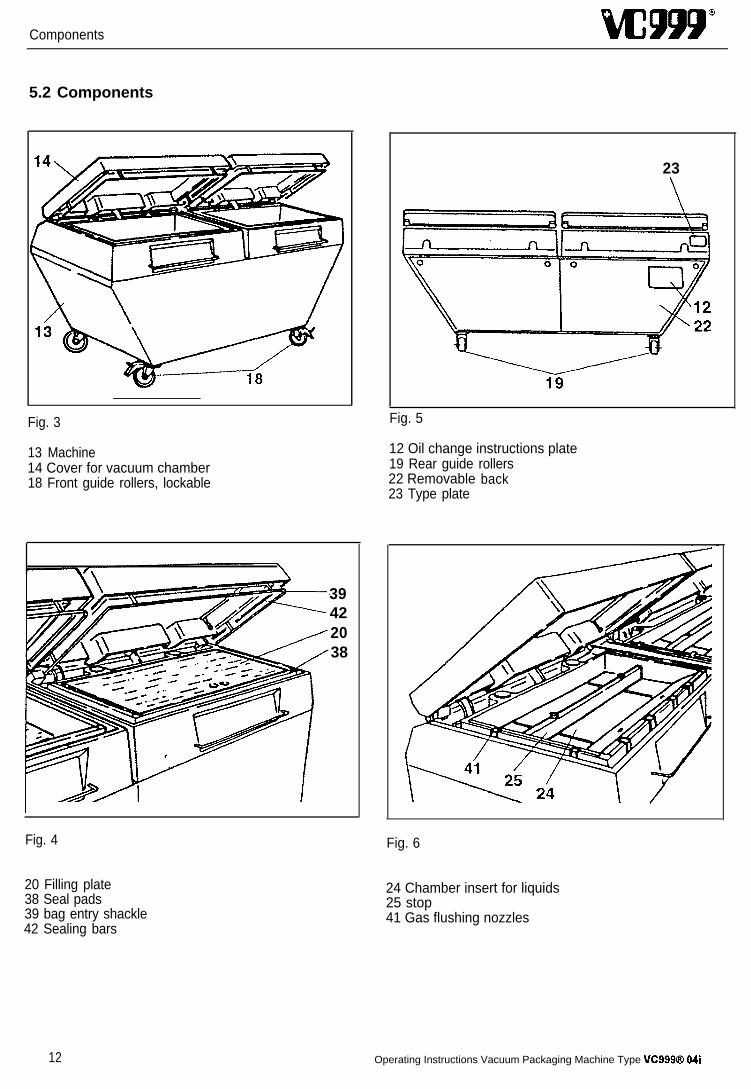
Components vc449”5.2 Components
Fig. 3
13 Machine14 Cover for vacuum chamber18 Front guide rollers, lockable
39422038
Fig. 4 Fig. 6
20 Filling plate38 Seal pads39 bag entry shackle42 Sealing bars
23
Fig. 5
12 Oil change instructions plate19 Rear guide rollers22 Removable back23 Type plate
24 Chamber insert for liquids25 stop41 Gas flushing nozzles
12 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
W499@ Components
27a26 l
l- J
Fig. 7 Fig. 9
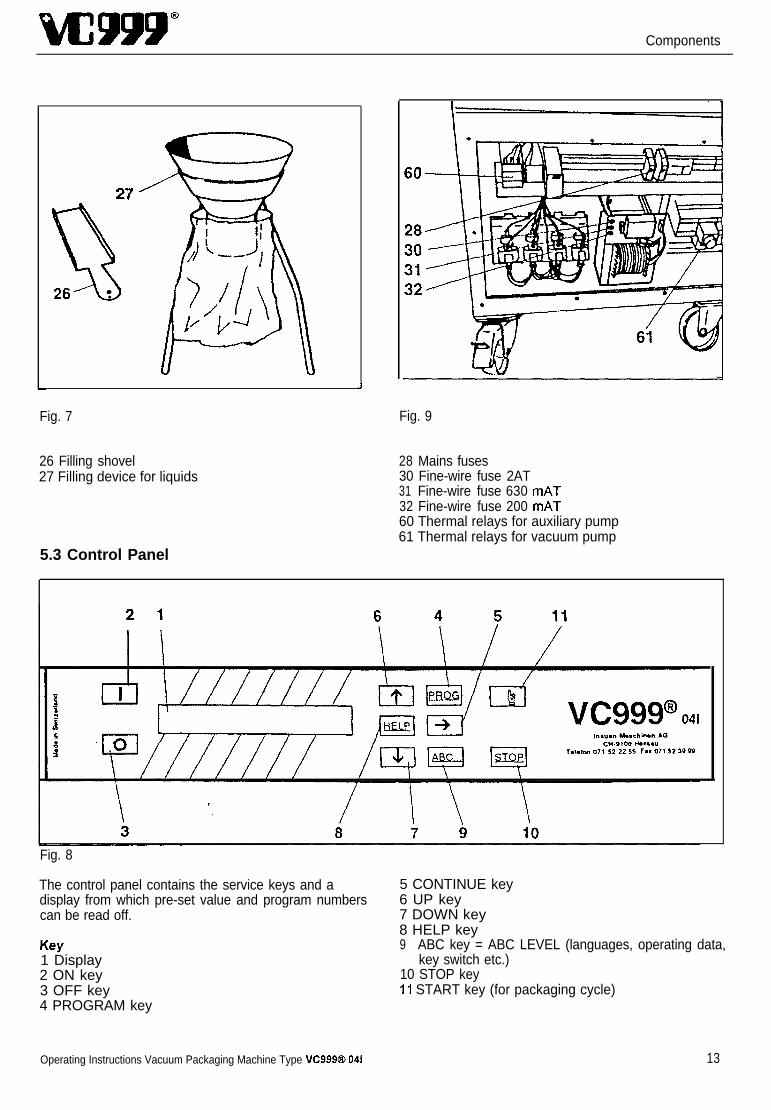
26 Filling shovel27 Filling device for liquids
5.3 Control Panel
28 Mains fuses30 Fine-wire fuse 2AT31 Fine-wire fuse 630 mAT32 Fine-wire fuse 200 mAT60 Thermal relays for auxiliary pump61 Thermal relays for vacuum pump
Fig. 8
The control panel contains the service keys and adisplay from which pre-set value and program numberscan be read off.
Key1 Display2 ON key3 OFF key4 PROGRAM key
5 CONTINUE key6 UP key7 DOWN key8 HELP key9 ABC key = ABC LEVEL (languages, operating data,
key switch etc.)10 STOP key11 START key (for packaging cycle)
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i 13
Site Requirements / Transport and installation vE999” ,
6 Site Requirements
Operating SpaceThe operating site must be dry and well ventilated.The machine must be protected against constantexposure to spray, water jets or washing-down water.
FoundationA level industrial floor is satisfactory. The vacuum pumpcauses slight vibration which may be transmitted by thefloor.
Ambient Temperature
The machine works at a room temperature of +lO-35OC.If run below +lO°C the current taken by the vacuumpump rises, and the fuses may burn out.
Space for Operation and MaintenanceThere should be enough clear space left around themachine.Side ventilation openings should be free.
Hanging cupboards over the machine should be highenough to allow clearance of at least 10 cm when themachine lid is fully raised.
6.1 Services Connections in Building
Power SupplySee Heading 4, Technical Data
l The connecting values (voltage etc.) for yourmachine can be found on the type plate on the backof the machine.
Compressed Air ConnectionThe compressed air connection is on the left at the backof the machine.Pressure needed on site: 5-8 bar, 0.6 Nm3/hrs.
7 Transport and Installation
The machine is completely assembled and is in oneunit.
The delivery comprisesEquipment as orderedOperating Instructions for machine
l Remove wrapping.l Check that there has been no loss or damage in
transit.l In the event of damage in transit keep packaging and
notify VC999 and the carrier at once.
7.1 Instruction for Transport
ATTENTIONKeep machine upright during transport. Do not tilt -or the vacuum pump will be damaged!
l If the machine has inadvertently been tilted ordropped in transit notify the VC999 CustomerService.
7.2 Installation
l Roll the machine to its intended position, and adjusttill horizontal.
l Lock front guide rollers.
14 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
vc494@ Work before first Start-up
8 Work before first Start-Up
Please NoteBefore the arrival of the VC999 Customer Service thecustomer should carry out the following work:l Electrical Connection (Heading 8.1)l Check oil level, adding oil if necessary (Heading 8.2)l Fit Inert Gas Cylinder (Heading 8.3)l Clean Machine (Heading 8.4)
8.1 Electrical Connection
The electrical connections must bedone by a qualified electrician inaccordance with the currently validlocal regulations.
The machine is delivered ready for use with a 4 core(3 phases + E) connecting cables, but without plug.l Check that the local voltage frequency and fuse
protection agree with those on the typeplate and inthe Technical Data (Heading 4). Do not connect upmachine if they differ.
l Connect the electrical cable to a CEE ring-mainPlug*
ATTENTIONCommissioning of the machine should only becarried out by the VC999 Customer Service.
8.2 Compressed Air Connection
l Remove back panel (22, fig.5)l Push the compressed air hose (29) (interior diam 6 mm)
Fig.10
Operating Instructions Vacuum Packaging Machine Type VC99943 04i
on the nozzle of the compressed air unit and secure itwith a hose clip.
NOTEFor machines without an inert gas fitting this is notessential but is recommended when folds are beingsealed.
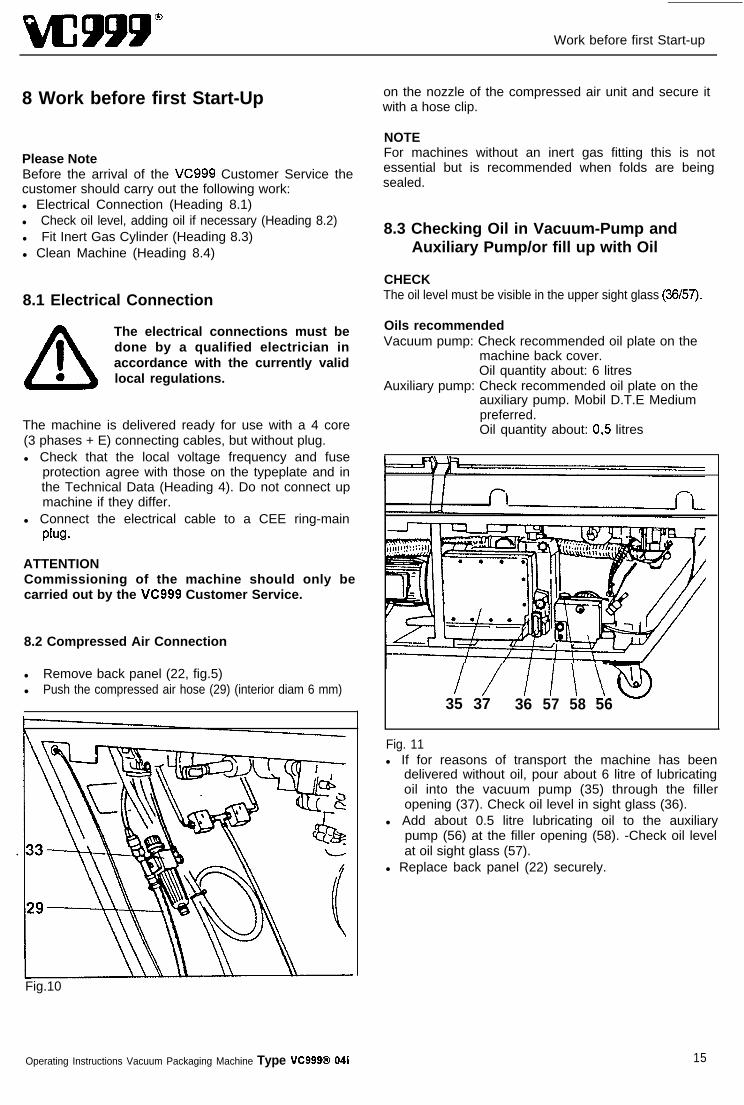
8.3 Checking Oil in Vacuum-Pump andAuxiliary Pump/or fill up with Oil
CHECKThe oil level must be visible in the upper sight glass (36/57).
Oils recommendedVacuum pump: Check recommended oil plate on the
machine back cover.Oil quantity about: 6 litres
Auxiliary pump: Check recommended oil plate on theauxiliary pump. Mobil D.T.E Mediumpreferred.Oil quantity about: 05 litres
I /35 37 36
I I \-T357 58 56
Fig. 11l If for reasons of transport the machine has been
delivered without oil, pour about 6 litre of lubricatingoil into the vacuum pump (35) through the filleropening (37). Check oil level in sight glass (36).
l Add about 0.5 litre lubricating oil to the auxiliarypump (56) at the filler opening (58). -Check oil levelat oil sight glass (57).
l Replace back panel (22) securely.
15
Work before first Start-Up vE999”
8.4 Fitting Inert Gas Cylinder 8.4.2 Gas Tubing and Machine Cable
As inert gas, use only nitrogen,carbon dioxide or a mixture -otherwise there is serious risk ofaccident. Do not use explosive ortoxic gases.
Connect gas tubing (53) and machine cable (52) to thehose nozzle and terminal respectively. Secure gastubing with hose clips.
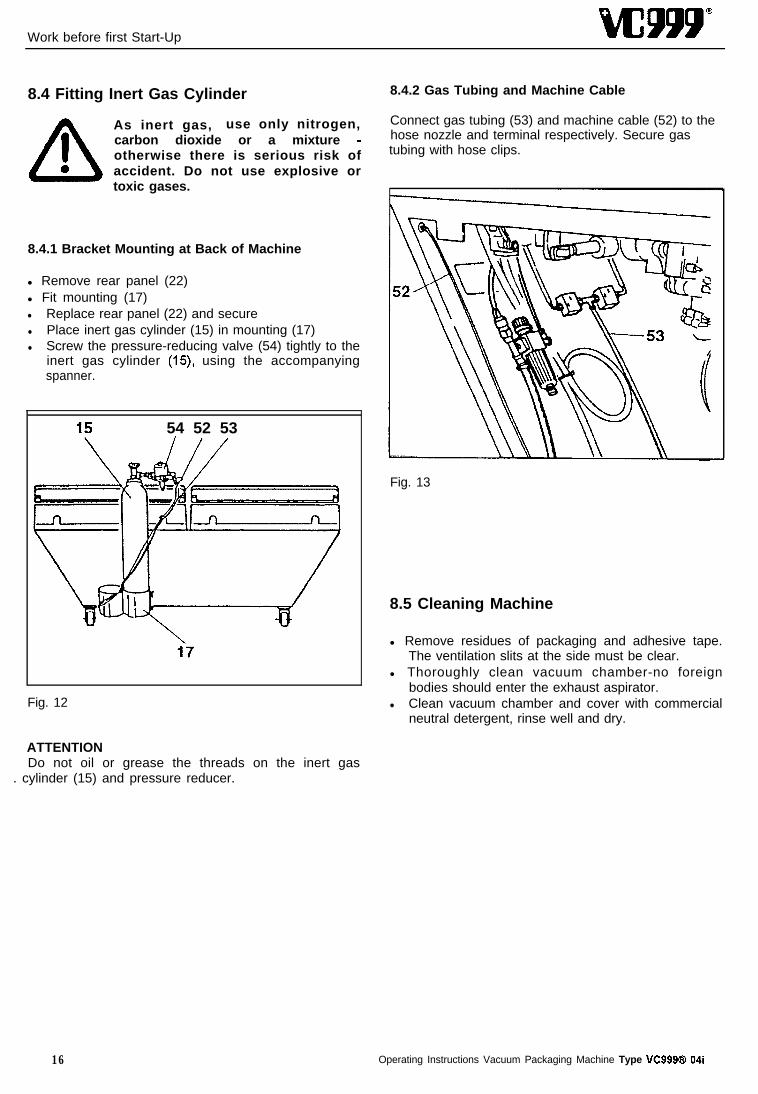
8.4.1 Bracket Mounting at Back of Machine
l Remove rear panel (22)l Fit mounting (17)l Replace rear panel (22) and securel Place inert gas cylinder (15) in mounting (17)l Screw the pressure-reducing valve (54) tightly to the
inert gas cylinder (15), using the accompanyingspanner.
15 54 52 53
Fig. 12
ATTENTIONDo not oil or grease the threads on the inert gas
. cylinder (15) and pressure reducer.
Fig. 13
8.5 Cleaning Machine
l Remove residues of packaging and adhesive tape.The ventilation slits at the side must be clear.
l Thoroughly clean vacuum chamber-no foreignbodies should enter the exhaust aspirator.
l Clean vacuum chamber and cover with commercialneutral detergent, rinse well and dry.
16 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
Commissioning / Daily Start-Up
9 Commissioning
The first start-up may only be carriedout by a VC999 Customer ServiceRepresentative
An unauthorised first start-up can lead to damageto persons, goods and property!
The Customer’s staff are fully instructed on thisoccasion.
l Check if the machine has been tilted or dropped intransit
ATTENTION
It is essential that the phases on the vacuum pumpmotor are correctly connected.
Check the direction of rotation - note the arrow on themotor giving the direction of rotation.
The vacuum pump should only run in reverse for avery short time. If the direction of rotation is wrong,switch off at once and exchange two of the threephases in the plug on the cable.
9.1 Forbidden Modes of Operation
l Do not pack any living creaturesl Do not pack any spoiled foodstuffsl Do not allow circulation of any products if the heat
seal is faultyl Only use approved vacuum bagsl Only use approved inert gasl Do not use the lid of the vacuum chamber as a
place for putting down thingsl Do not place any hot objects - e.g. pots or pans - on
the vacuum chamber lidl Do not continue operating if the vacuum chamber
has been contaminated - e.g. by spillage of a liquid.Switch off at once, pull out plug and then clean andthoroughly dry the vacuum chamber, filling platform,and sealing bars
Operating Instructions Vacuum Packaging Machine Type VCSSS@ 04i
10 Daily Start-Up
The machine may only be used byworkers who, because of the i rtraining or knowledge and practicalexperience, can ensure satisfactoryworking and who are aware of thehazards.
10.1 Packing Material
ATTENTIONUse only vacuum bags which are approved for vacuumpackaging and the goods being packed, and obtain astatement of suitability from the bag supplier.Note e.g.l Resistance to coldl Resistance to heatl Strengthl Hygiene requirements
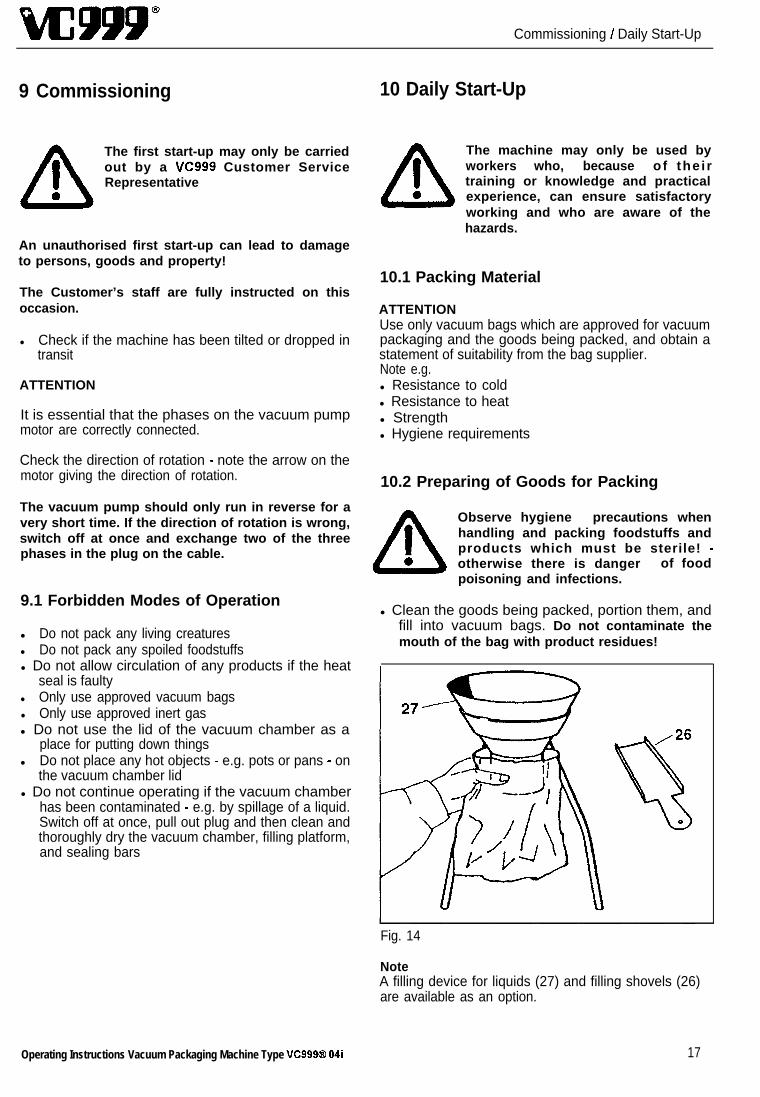
10.2 Preparing of Goods for Packing
AObserve hygiene precautions when
1handling and packing foodstuffs andproducts which must be sterile! -
0 otherwise there is danger of foodpoisoning and infections.
l Clean the goods being packed, portion them, andfill into vacuum bags. Do not contaminate themouth of the bag with product residues!
Fig. 14
NoteA filling device for liquids (27) and filling shovels (26)are available as an option.
17
Preparing Machine W999”
10.3 Preparing Machine
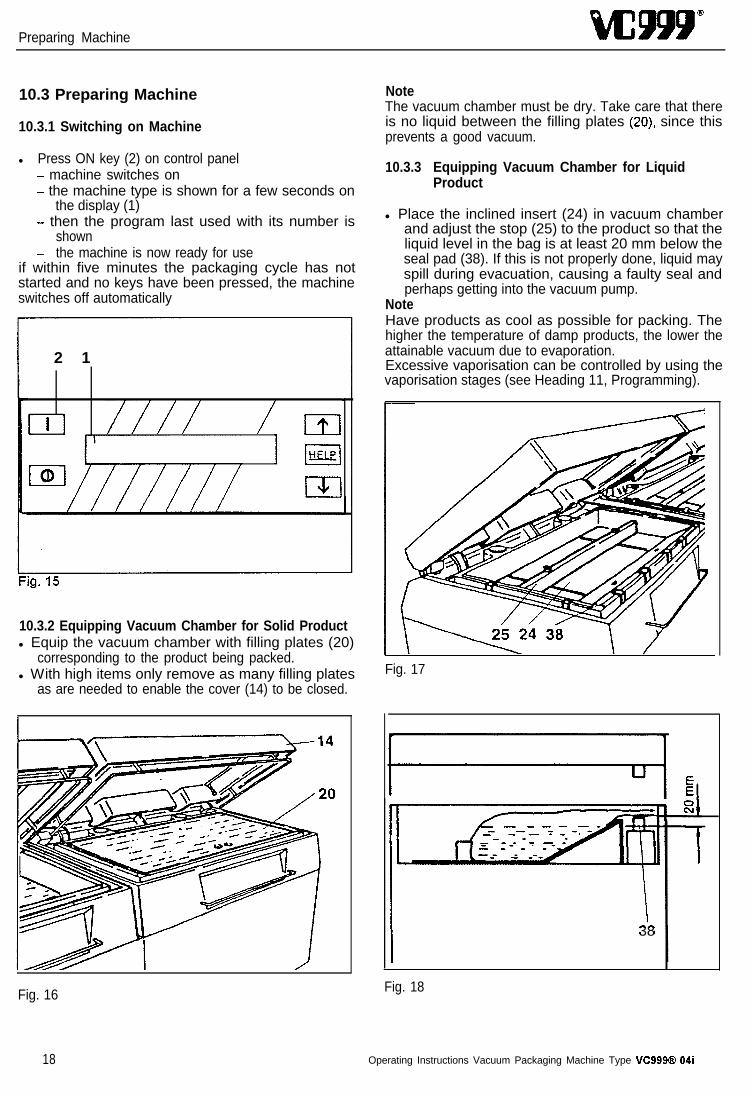
10.3.1 Switching on Machine
l Press ON key (2) on control panel- machine switches on- the machine type is shown for a few seconds on
the display (1)- then the program last used with its number is
shown- the machine is now ready for use
if within five minutes the packaging cycle has notstarted and no keys have been pressed, the machineswitches off automatically
2 1
,I )
1l.mEL!?
IEl
0El
10.3.2 Equipping Vacuum Chamber for Solid Productl Equip the vacuum chamber with filling plates (20)
corresponding to the product being packed.l With high items only remove as many filling plates
as are needed to enable the cover (14) to be closed.
NoteThe vacuum chamber must be dry. Take care that thereis no liquid between the filling plates (20), since thisprevents a good vacuum.
10.3.3 Equipping Vacuum Chamber for LiquidProduct
l Place the inclined insert (24) in vacuum chamberand adjust the stop (25) to the product so that theliquid level in the bag is at least 20 mm below theseal pad (38). If this is not properly done, liquid mayspill during evacuation, causing a faulty seal andperhaps getting into the vacuum pump.
NoteHave products as cool as possible for packing. Thehigher the temperature of damp products, the lower theattainable vacuum due to evaporation.Excessive vaporisation can be controlled by using thevaporisation stages (see Heading 11, Programming).
Fig. 17
38
Fig. 16
18
Fig. 18
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
Daily Start-Up
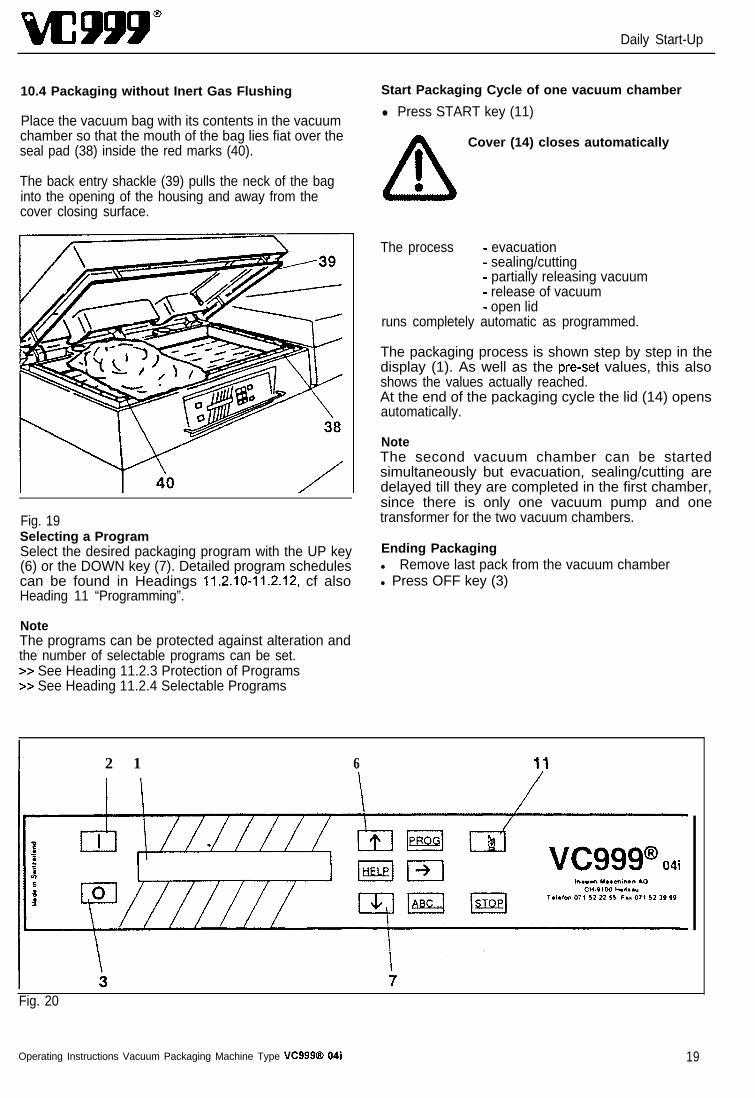
10.4 Packaging without Inert Gas Flushing
Place the vacuum bag with its contents in the vacuumchamber so that the mouth of the bag lies fiat over theseal pad (38) inside the red marks (40).
The back entry shackle (39) pulls the neck of the baginto the opening of the housing and away from thecover closing surface.
Fig. 19Selecting a ProgramSelect the desired packaging program with the UP key(6) or the DOWN key (7). Detailed program schedulescan be found in Headings 11.2.10-11.2.12, cf alsoHeading 11 “Programming”.
NoteThe programs can be protected against alteration andthe number of selectable programs can be set.>> See Heading 11.2.3 Protection of Programs>> See Heading 11.2.4 Selectable Programs
Start Packaging Cycle of one vacuum chamber
l Press START key (11)
ACover (14) closes automatically
I0
The process - evacuation- sealing/cutting- partially releasing vacuum- release of vacuum- open lid
runs completely automatic as programmed.
The packaging process is shown step by step in thedisplay (1). As well as the preset values, this alsoshows the values actually reached.At the end of the packaging cycle the lid (14) opensautomatically.
NoteThe second vacuum chamber can be startedsimultaneously but evacuation, sealing/cutting aredelayed till they are completed in the first chamber,since there is only one vacuum pump and onetransformer for the two vacuum chambers.
Ending Packagingl Remove last pack from the vacuum chamberl Press OFF key (3)
I 2 1 6 11
Fig. 20
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i 19
Daily Start-Up
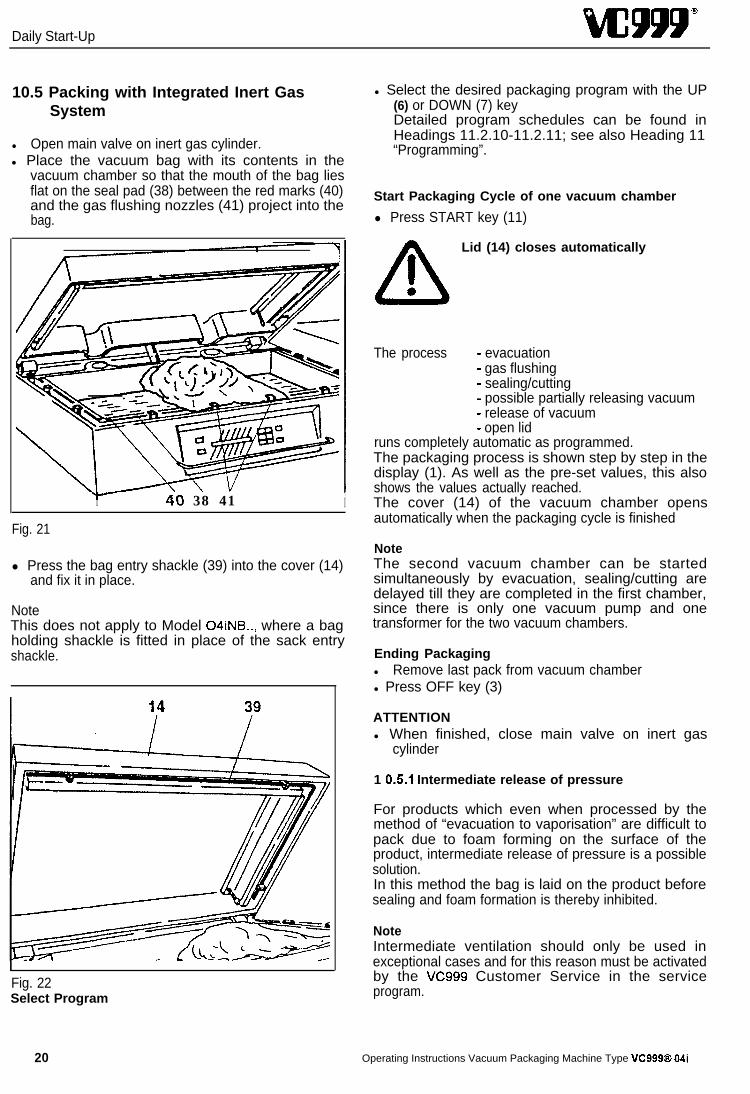
10.5 Packing with Integrated Inert GasSystem
l Open main valve on inert gas cylinder.l Place the vacuum bag with its contents in the
vacuum chamber so that the mouth of the bag liesflat on the seal pad (38) between the red marks (40)and the gas flushing nozzles (41) project into thebag.
l Select the desired packaging program with the UP(6) or DOWN (7) keyDetailed program schedules can be found inHeadings 11.2.10-11.2.11; see also Heading 11“Programming”.
Start Packaging Cycle of one vacuum chamber
l Press START key (11)
I wu 38 41 I
Fig. 21
l Press the bag entry shackle (39) into the cover (14)and fix it in place.
NoteThis does not apply to Model 04iNB.., where a bagholding shackle is fitted in place of the sack entryshackle.
Fig. 22Select Program
Lid (14) closes automatically
The process - evacuation- gas flushing- sealing/cutting- possible partially releasing vacuum- release of vacuum- open lid
runs completely automatic as programmed.The packaging process is shown step by step in thedisplay (1). As well as the pre-set values, this alsoshows the values actually reached.The cover (14) of the vacuum chamber opensautomatically when the packaging cycle is finished
NoteThe second vacuum chamber can be startedsimultaneously by evacuation, sealing/cutting aredelayed till they are completed in the first chamber,since there is only one vacuum pump and onetransformer for the two vacuum chambers.
Ending Packagingl Remove last pack from vacuum chamberl Press OFF key (3)
ATTENTIONl When finished, close main valve on inert gas
cylinder
1 OS.1 Intermediate release of pressure
For products which even when processed by themethod of “evacuation to vaporisation” are difficult topack due to foam forming on the surface of theproduct, intermediate release of pressure is a possiblesolution.In this method the bag is laid on the product beforesealing and foam formation is thereby inhibited.
NoteIntermediate ventilation should only be used inexceptional cases and for this reason must be activatedby the VC999 Customer Service in the serviceprogram.
20 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
vc999@ Daily Start-Up
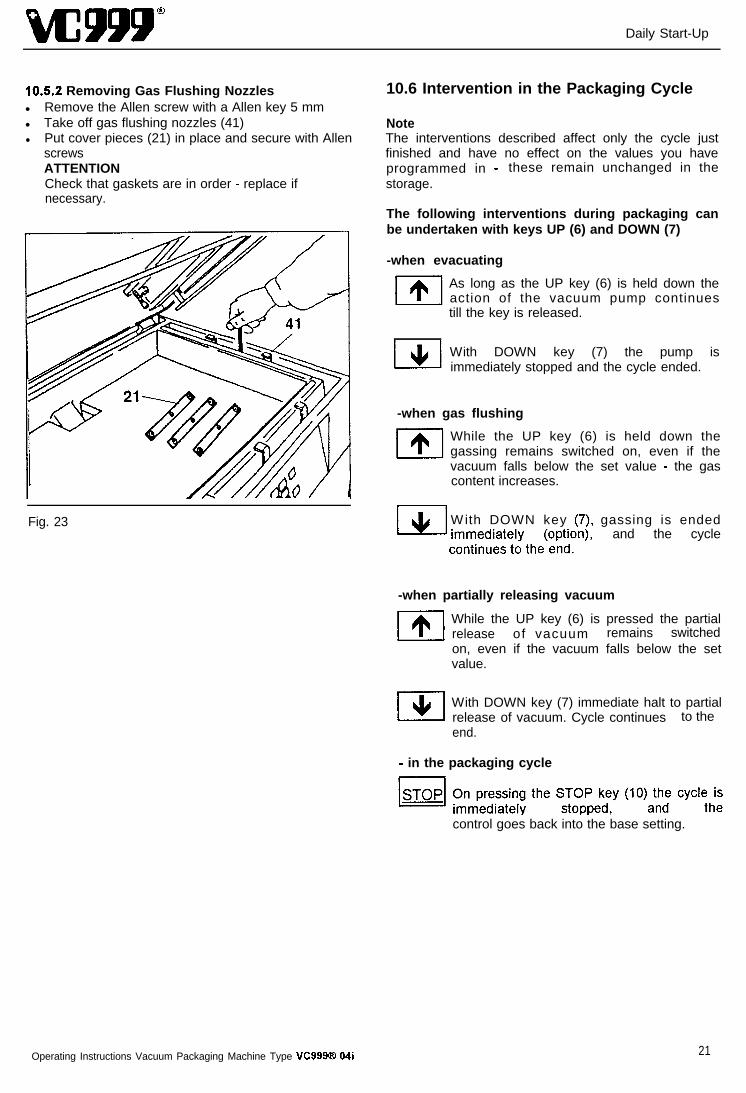
10.5.2 Removing Gas Flushing Nozzlesl Remove the Allen screw with a Allen key 5 mml Take off gas flushing nozzles (41)l Put cover pieces (21) in place and secure with Allen
screwsATTENTIONCheck that gaskets are in order - replace ifnecessary.
Fig. 23
10.6 Intervention in the Packaging Cycle
NoteThe interventions described affect only the cycle justfinished and have no effect on the values you haveprogrammed in - these remain unchanged in thestorage.
The following interventions during packaging canbe undertaken with keys UP (6) and DOWN (7)
-when evacuating
As long as the UP key (6) is held down theaction of the vacuum pump continuestill the key is released.
With DOWN key (7) the pump isimmediately stopped and the cycle ended.
-when gas flushing
While the UP key (6) is held down thegassing remains switched on, even if thevacuum falls below the set value - the gascontent increases.
With DOWN key (7), gassing is endedir$rmm~~~e,bythe(cq%$-r), and the cycle
-when partially releasing vacuum
While the UP key (6) is pressed the partialrelease of vacuum remains switchedon, even if the vacuum falls below the setvalue.
El With DOWN key (7) immediate halt to partialrelease of vacuum. Cycle continues to theend.
- in the packaging cycle
Operating Instructions Vacuum Packaging Machine Type VCSSSG3 04i
control goes back into the base setting.
21
Programming vc999”
II Programming
11 .I Programming the Packaging Program
The internal data storage has space for 30 packagingprograms.
These are two program groups:
Standard programs: For the meat trade
Customer programs: Programs suppliedthe customer
Standard Programs
by
A definite number (1 to 13) of the 30 packagingprograms are standard programs. Here the individualprogram values (parameters) are entered by theoperator, based on his experience with differentproducts. These values may be optimised or changedby the customer.
>z= See p.25Setting up the packaging programs.
When a standard program is called up the displayshows the program number and the correspondingproduct name e.g. “Fresh Meat” - Base setting
The standard programs have been assembled for ameat processing operation.
Customer’s ProgramsIn customer’s programs the operator does not set anyof the program values (parameters). The values aresupplied by the customer when the standard programsare not adequate.
If desired the VC999 Customer Service can carry outthis work.When calling up a customer’s program the programnumber and settings are shown on the display - BaseSetting 2
>> See p.25Setting up the packaging programs
NoteEnter altered standard programs and supplied customerprograms in the corresponding program schedules(Headings 11.2.10 to 11.2.11)
11.2 Set Values for Packaging Programs
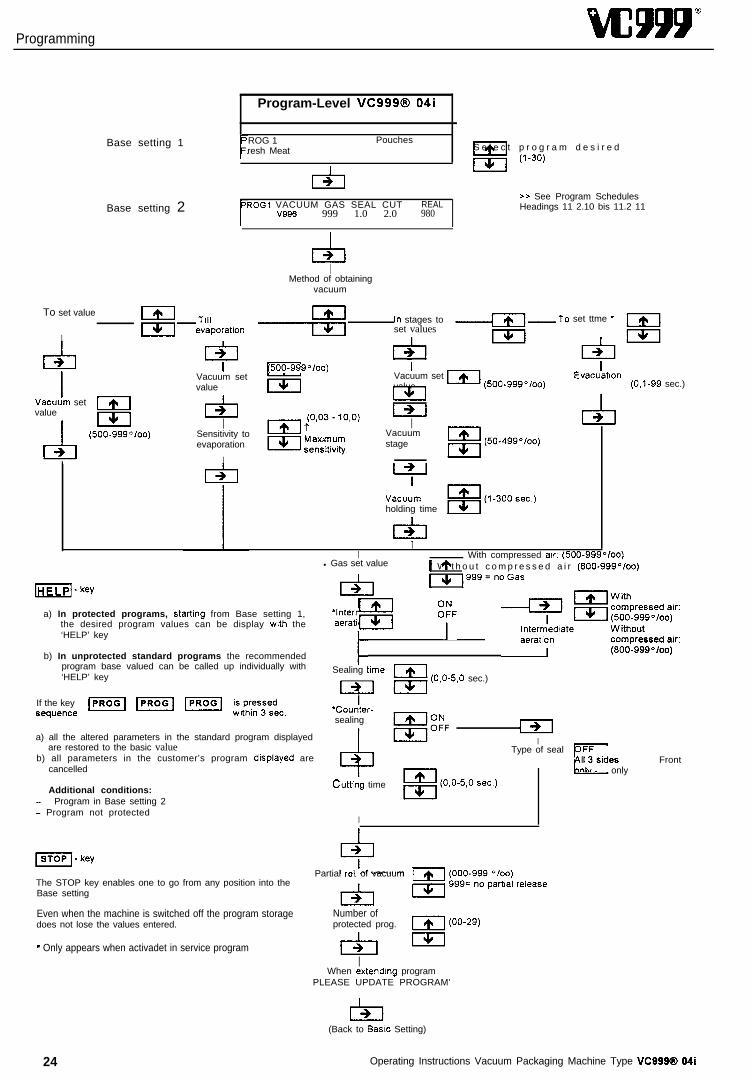
11.2.1 Method of Obtaining a VacuumFour different methods of obtaining a vacuum areprovided for. The setting determines which of the four,described below, is used.
In order to hold the lid in the closed position a minimumfixed programmed vacuum is produced in every case,enough to give a loose pack of the product for a settingof 500.999 o/o0 corresponds to the maximum attainablevacuum.
>> See p.25Setting up the packaging programs.
As a check and to safeguard against a possible defectin the electronics it is advisable to enter the programdata in the accompanying program schedule.
>> See Heading 11.2.10, 11.2.11Standard and Customer Programs.
The vacuum is given on the display in parts perthousand (o/00). With a dry chamber the machineachieves a maximum vacuum of 999 o/00.
11.2.2 Evacuation to a Set Value- for dry products
Evacuation is continued until the set target value(between 500 and 999 o/00) is reached.
A lower minimum vacuum of 500 o/o0 can be set in theservice program by the VC999 Customer Service.
11.2.3 Evacuation to the Evaporation Point- for moist, possibly warm products
This is shown on the display with a ‘V’ before the setvalue.
With this method of obtaining a vacuum, evacuation iscontinued until the moisture present in the vacuumchamber or the product being packed has evaporated.The vaporisation point depends on the producttemperature (moisture content); the colder the product,the better the vacuum.
Incorporating the corresponding sensitivity tovaporisation prevents evacuation being stopped assoon as the vaporisation point has been reached. If,for example, the sensitivity to vaporisation isprogrammed at 10, the evacuation time after reachingthe evaporation point is increased by 10 sec. Thisenables a higher vacuum to be reached, despite theevaporation. However, during this time a corresponding
22 Operating Instructions Vacuum Packaging Machine Type VC999Q 04i
W999@ Programming ,
amount of moisture is drawn from the product beingpacked, an outcome which may not be entirelydesirable. For this reason the sensitivity to vaporisationis continuously adjustable from 0.03 to 10 seconds.
0.03 = max. sensitivity to vaporisation10.0 = min. sensitivity to vaporisation
NoteThe vacuum is only as good as the pump - maintain thepump regularly!
11.24 Evacuation in Stages to a Set Value- for sensitive and porous products
With these products there is a danger that they maydisintegrate (explode) if pressure is reduced tooquickly. Step-by-step reduction in pressure begins at500. Then further evacuation takes place from the levelof vacuum reached and the value is held for the halfinterval. This is repeated till the set value is reached.
11.2.5 Evacuation for a Fixed TimeThis method of obtaining a vacuum can be used incertain cases - e.g. when the measurement of vacuumis faulty. Instead of measuring the vacuum, evacuationis continued for a fixed time.
This method of evacuation is only available when it hasbeen activated by the VC999 Customer ServiceRepresentative in the service program.
11.2.6 Gas Flushing SystemProducts which will not take a high vacuum or have tobe preserved may be protected by injecting inert gasbefore sealing. This also preserves the natural colour(an integrated inert gas system is optional).After drawing a vacuum the gas valve is opened till theresidual vacuum falls to the set value; sealing thentakes place.
NoteA setting of 999 o/o0 inactivates the gassingmechanism.
II .2.7 Sealing and CuttingThe sealing and cutting times as programmed refer tosealing bar at working temperature. To obtain the bestsealing, independent of working temperature, a sensormeasures the temperature of the sealing bar. Thesealing and cutting times are corrected automatically.
During sealing and separation, the pre-set
TARGET times and to the right of them thecorresponding ACTUAL times, expressed in seconds,appear on the display.
SealingCutting
Target Actual1.8 1.92.8 2.9
11.2.8 Partial Release of VacuumThe possibility of slow partial release of vacuum isutilised to attain a crease-free fit of the bag, or to packsensitive products.At a setting of e.g. 500 0100 the partial release valveremains open to a residual vacuum of 500 o/00. Thenthe main valve opens.
NoteAt a setting of 999 o/o0 the partial release isdeactivated.
11.2.9 Program SchedulesThe fixed program settings mentioned here andavailable in the machine are based on experience.
A10Bearing in mind product liability,check if your products with the planselected fulf i l the food hygienerequirements. If required you mustuse the maximum attainable vacuumand a gas injection (integrated inertgas system is optional)
>>>>
See Heading 11.2.6 Gas Flushing SystemSee Heading 11.1 Standard Programs andCustomer’s Programs
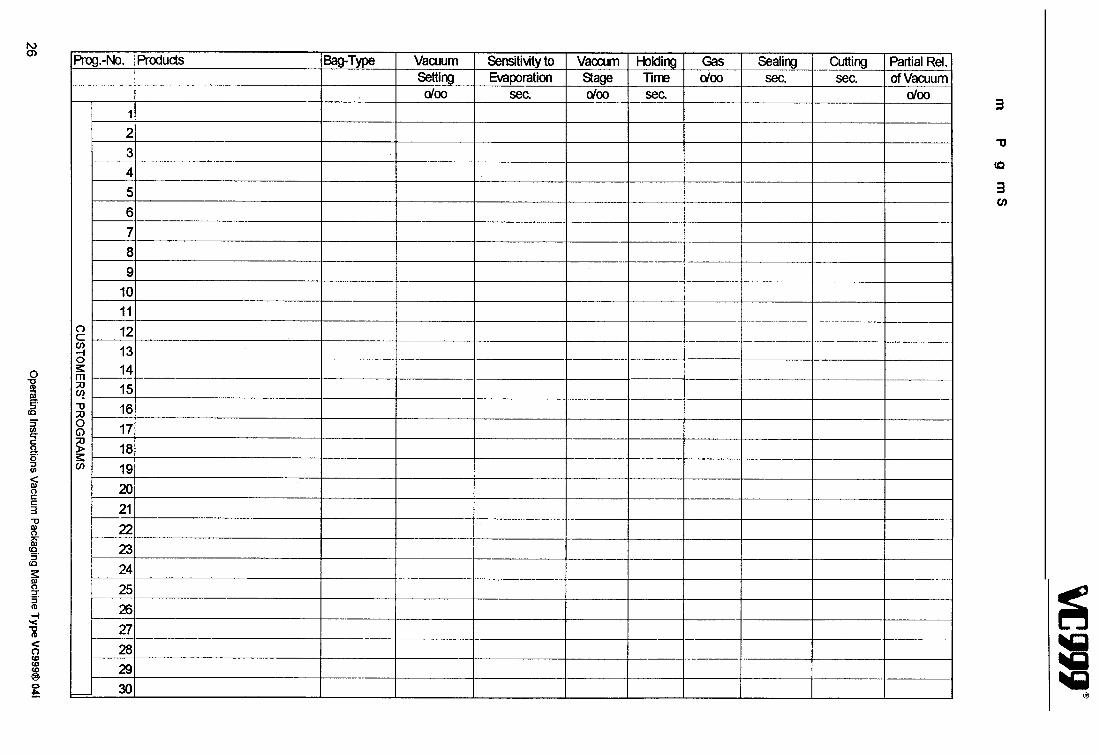
p.26 Program Schedule: Meat Productsp.27 Program Schedule: Customer’s Programs
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i 23
Programming vc999”
Program-Level VC999@ 04i
ROG 1resh Meat
PouchesBase setting 1 mS e l e c t p r o g r a m d e s i r e d
D (1-3o)h+ROGl VACUUM GAS SEAL CUT REAL
V996 999 1.0 2.0 980
a> See Program SchedulesHeadings 11 2.10 bis 11.2 11Base setting 2
IMethod of obtaining
vacuum
To set value
I
In stages to --ml-Toset values
set ttme *
IEvacuatron
I*IVacuum setvalue
,IT1(500-999”/00) -I
IV
Vacuum set mvalueD (500-999”/00), (O,l-99 sec.)
VacuJm setvalue
IT]
$ ‘+’
(500-9990100)
+
b+
ISensitivity toevaporation
I
7
‘loo)
IVacuumstage gq (50-499”/00)
VZ I(,-3OOsec)holding time m
I I II
l Gas set value. With compressed arr- (500-999’
11 W i t h o u t c o m p r e s s e d a i r (SOO-999°/oo)+t+
IH-k-key b
a) In protected programs, startmg from Base setting 1, ‘Intermedratethe desired program values can be display wrth the‘HELP’ key
b) In unprotected standard programs the recommendedprogram base valued can be called up individually with‘HELP’ key
aerain
I J, lggg=noGas
g ‘F Tate=zT
Sealing trme 1m
LflM
(O,O-5,O sec.)
sequence IPRoGl lPRoGl lPRool ;iph:ens3s;;c.If the key
a) all the altered parameters in the standard program displayedare restored to the basic value
b) all parameters in the customer’s program drsplayed arecancelled
‘Counter-sealing
131
IType of seal
4zl::,ides Frontonly
Additional conditions:- Program in Base setting 2- Program not protected
Cuttmg time
I
Partial rel. of vacuumThe STOP key enables one to go from any position into theBase setting
Even when the machine is switched off the program storagedoes not lose the values entered.
* Only appears when activadet in service program
Number ofprotected prog.
IWhen extendrng program
PLEASE UPDATE PROGRAM’
r”l+
(Back to Basic Setting)
24 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
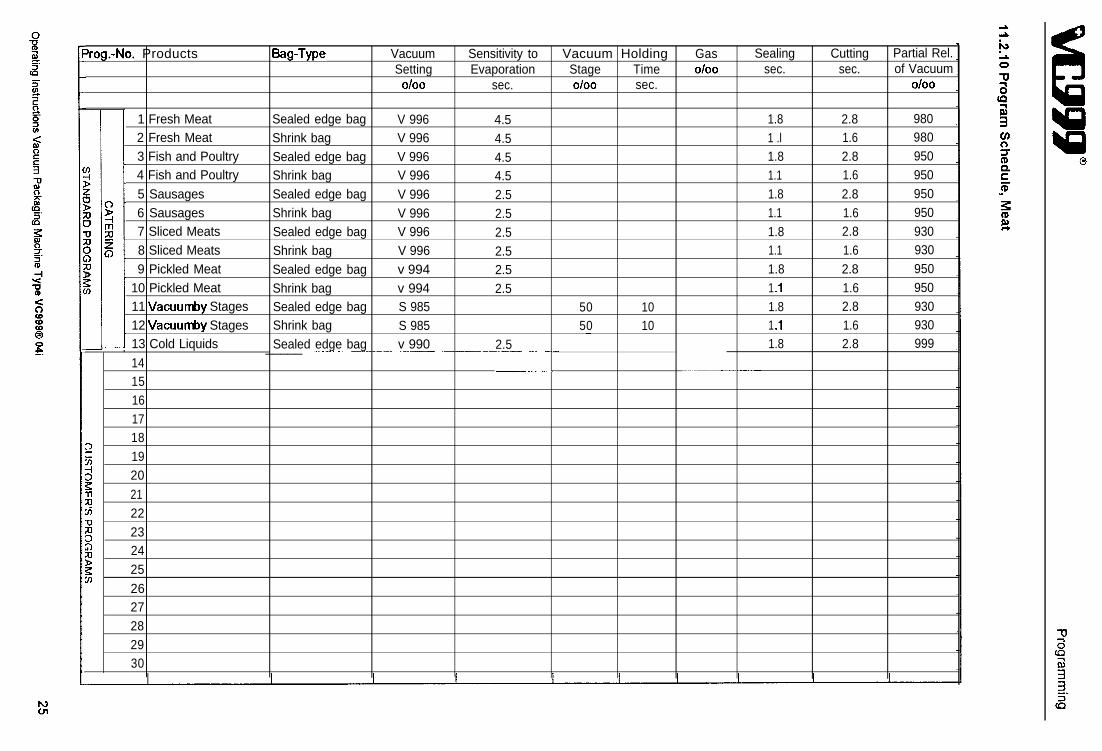
%og.-No. Products WHype Vacuum Sensitivity to Vacuum Holding Gas Sealing Cutting Partial Rel.Setting Evaporation Stage Time 0100 sec. sec. of Vacuum
0100 sec. 0100 sec. 0100
1 Fresh Meat Sealed edge bag V 996 4.5 1.8 2.8 980
1~
2 Fresh Meat Shrink bag V 996 4.5 1 .l 1.6 980
3 Fish and Poultry Sealed edge bag V 996 4.5 1.8 2.8 950
9 4 Fish and Poultry Shrink bag V 996 4.5 1.1 1.6 95055 5 Sausages Sealed edge bag V 996 2.5 1.8 2.8 950; F 6 Sausages Shrink bag V 996 2.5 1.1 1.6 9507
f 7 Sliced Meats Sealed edge bag V 996 2.5 1.8 2.8 930B 2
8 Sliced Meats3 o Shrink bag V 996 2.5 1.1 1.6 930bD 9 Pickled Meat Sealed edge bag v 994 2.5 1.8 2.8 950zn 10 Pickled Meat Shrink bag v 994 2.5 1 .l 1.6 950
11 Vacuumby Stages Sealed edge bag S 985 50 10 1.8 2.8 930
12 Vacuumby Stages Shrink bag S 985 50 10 1 .l 1.6 930
13 Cold Liquids-
Sealed edge bag v 990 2.5 1.8 2.8 999_____ .._____ __-- .-.- _-_-.-_- __.. -~-.14 ---.15
-.___-__
16
17
18P 19? 20iiiF-E 21ti 22z 23PI 24P 255
26
27
28
29
30
<8E3
-----
___-
Programming
11.2.12 Protecting ProgramsIn a protected program the set values cannot be changed.Of the 30 programs available, 29 can be protected.
>> See heading 11 .lFlow sheet PROGRAMMING
11.2.13 Key-operated SwitchRead-only programs
As described in Heading 11.2.12 programs can beprotected against alteration but the remaining programsremain accessible to the operator. With the key lock (keycode) in the ABC level these programs can be closed andare thus no longer alterable.
>> See Heading 11.3 ABC level
NoteThe set values of the read-only programs remainunchanged in the store.
Operating AnnouncementsAcknowledgement of operating announcements with keylock open or closed.
>a See Heading 12 Fault Announcements
Cancelling ProgramsCustomer programs can only be cancelled with the keylock open.Also they cannot be protected.
Standard programs can be reset to the base values onlywhen the key switch is open.Also they cannot be protected.
Operating Instructions Vacuum Packaging Machine Type VCSSS@ 04i 27
Programming W999”
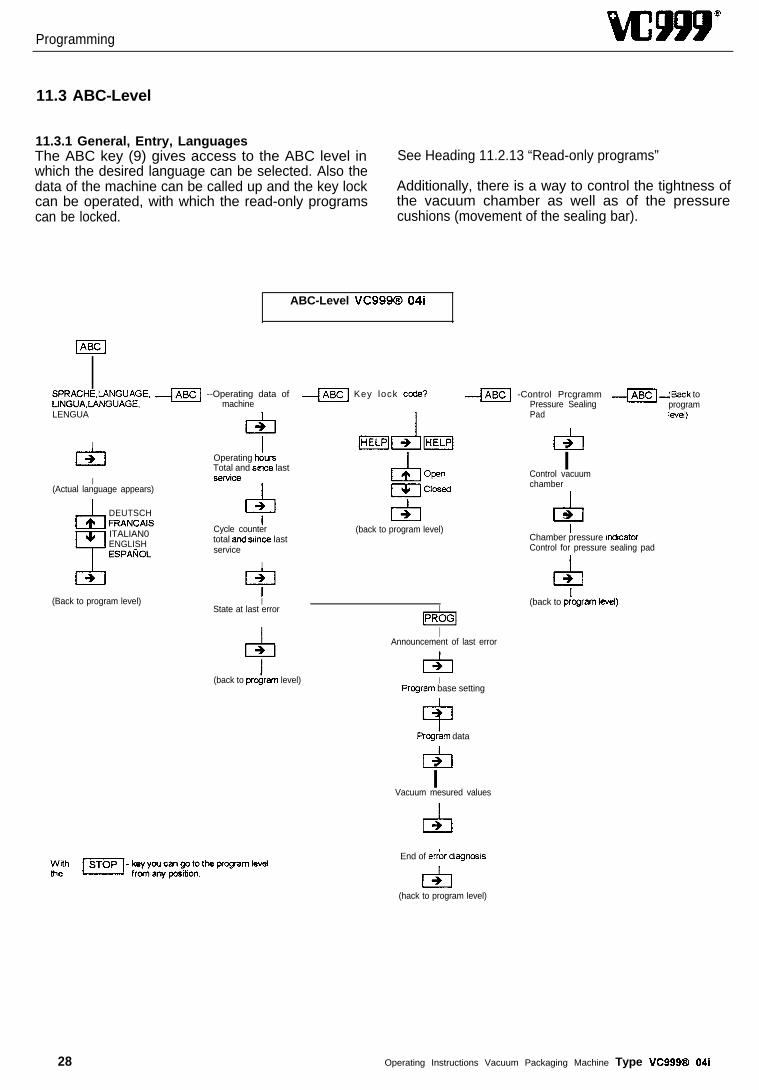
11.3 ABC-Level
11.3.1 General, Entry, LanguagesThe ABC key (9) gives access to the ABC level in See Heading 11.2.13 “Read-only programs”which the desired language can be selected. Also thedata of the machine can be called up and the key lock Additionally, there is a way to control the tightness ofcan be operated, with which the read-only programs the vacuum chamber as well as of the pressurecan be locked. cushions (movement of the sealing bar).
ABC-Level VCQQQ@ 04i
SPRACHEJANGUAGE. a --Operating data ofLINGUA.lANGUAGE. machineLENGUA
I
ElI
(Actual language appears)
ELI
DEUTSCHFRANCAISITALIAN0ENGLISHESPANOL
Operating hdursTotal and sirxe lastset-&e
++
Cycle countertotal and siince lastservice
I
a Key lock code?
El(back to program level)
a -Control PrcgrammPressure Sealing
a ABack toprogram
Pad bd)
kliControl vacuumchamber
+3
I[PROG~
IAnnouncement of last error
Chamber pressure indrcatorControl for pressure sealing pad
A+
(back to p&gram level)(Back to program level) IState at last error
J-
(back to p&ram level) IPrcgram base setting
Progiam data
biVacuum mesured values
&I+
End of enor diagnasis
(hack to program level)
28 Operating Instructions Vacuum Packaging Machine Type VC9996 04i
W999@ Trouble-Shooting
12 Trouble-Shooting
a Before dealing with malfunctions
1always pull out the plug. Repairsshould only be done by the VC999
0 Customer Service.
12.1 Operating Announcements
The machine itself keeps account of the necessaryservice intervals. On the display (1) the followingannouncements appear:
- After 80 hrs operation “Check oil invacuum pump”
-After 2.500 cycles “Please check sealingbar”
Acknowledge both these announcements with theSTOP key (0).
- After 1500 hrs operation“Have a service done”
l With the key lock open, acknowledge this messagewith the STOP key (10).
l Please engage the VC999 Customer Service tocarry out the service work.
NoteIf the key lock is closed this announcement is repeatedevery time the machine is switched on.When the service work has been done theannouncement wil l be cancelled by the VC999Customer Service.
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
Trouble-Shooting W999”
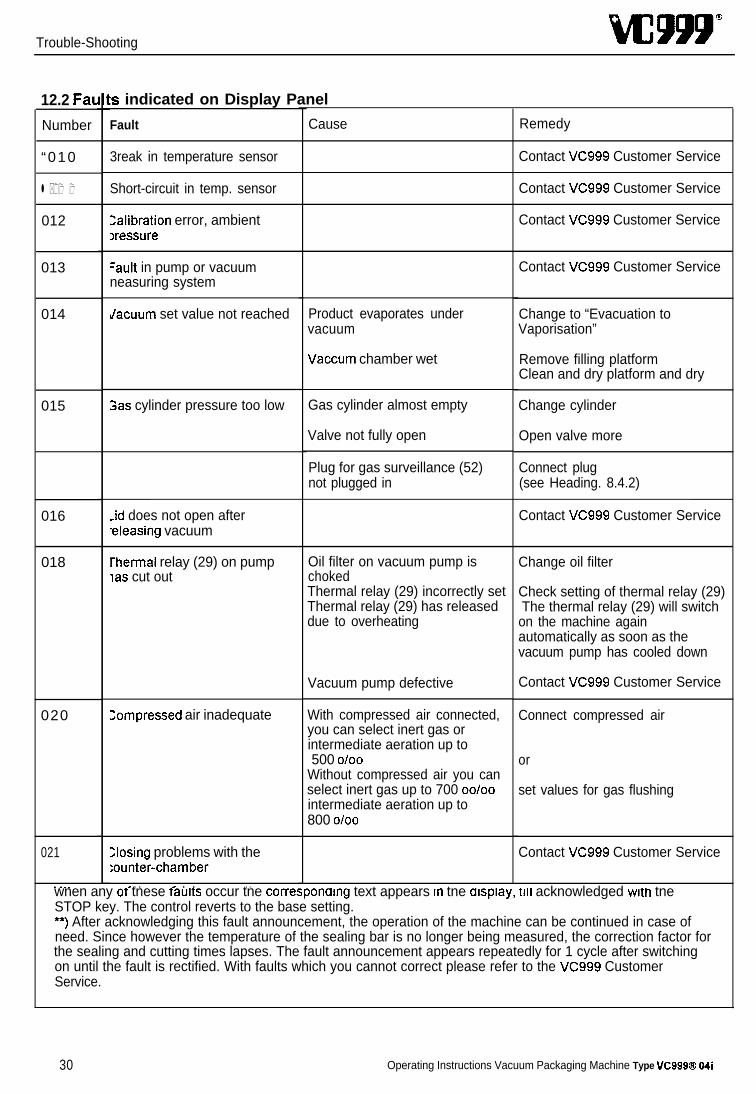
12.2 Fai
Number
“010
l *01 1
012
013
014
015
016
018
020
021
._ . .
Fault Cause Remedy
3reak in temperature sensor
Short-circuit in temp. sensor
Calibration error, ambientxessure
=ault in pump or vacuumneasuring system
r/acuum set value not reached
3as cylinder pressure too low Gas cylinder almost empty Change cylinder
-id does not open after-eleasing vacuum
rhermal relay (29) on pump Oil filter on vacuum pump islas cut out choked
Compressed air inadequate
Closing problems with the:ounter-chamber
_ . . _ . . . .
Product evaporates under Change to “Evacuation tovacuum Vaporisation”
Vaccum chamber wet
:s indicated on Display Panel
Valve not fully open Open valve more
Plug for gas surveillance (52) Connect plugnot plugged in (see Heading. 8.4.2)
Thermal relay (29) incorrectly setThermal relay (29) has releaseddue to overheating
Vacuum pump defective Contact VC999 Customer Service
With compressed air connected,you can select inert gas orintermediate aeration up to500 o/o0
Connect compressed air
orWithout compressed air you canselect inert gas up to 700 oo/oointermediate aeration up to800 o/o0
set values for gas flushing
Contact VC999 Customer Service
Contact VC999 Customer Service
Contact VC999 Customer Service
Contact VC999 Customer Service
Remove filling platformClean and dry platform and dry
Contact VC999 Customer Service
Change oil filter
Check setting of thermal relay (29)The thermal relay (29) will switchon the machine againautomatically as soon as thevacuum pump has cooled down
Contact VC999 Customer Service
wnen any ot tnese vaults occur tne corresponalng text appears rn tne alsplay, tlli acknowledged wltn tneSTOP key. The control reverts to the base setting.“) After acknowledging this fault announcement, the operation of the machine can be continued in case ofneed. Since however the temperature of the sealing bar is no longer being measured, the correction factor forthe sealing and cutting times lapses. The fault announcement appears repeatedly for 1 cycle after switchingon until the fault is rectified. With faults which you cannot correct please refer to the VC999 CustomerService.
30 Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
vum@ Trouble-Shooting
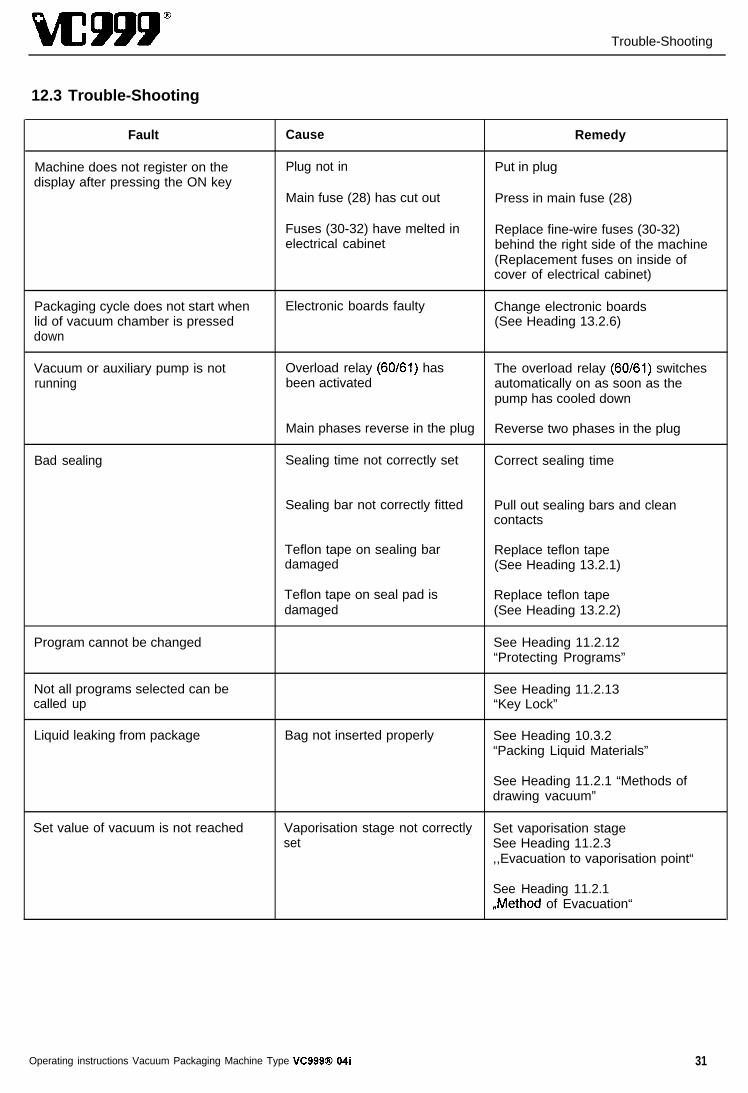
12.3 Trouble-Shooting
Fault
Machine does not register on thedisplay after pressing the ON key
Cause
Plug not in
Main fuse (28) has cut out
Fuses (30-32) have melted inelectrical cabinet
Remedy
Put in plug
Press in main fuse (28)
Replace fine-wire fuses (30-32)behind the right side of the machine(Replacement fuses on inside ofcover of electrical cabinet)
Packaging cycle does not start whenlid of vacuum chamber is presseddown
Electronic boards faulty Change electronic boards(See Heading 13.2.6)
Vacuum or auxiliary pump is not Overload relay (60/61) hasrunning been activated
The overload relay (60/61) switchesautomatically on as soon as thepump has cooled down
Bad sealing
Main phases reverse in the plug Reverse two phases in the plug
Sealing time not correctly set Correct sealing time
Sealing bar not correctly fitted Pull out sealing bars and cleancontacts
Program cannot be changed
Teflon tape on sealing bardamaged
Teflon tape on seal pad isdamaged
Replace teflon tape(See Heading 13.2.1)
Replace teflon tape(See Heading 13.2.2)
See Heading 11.2.12“Protecting Programs”
Not all programs selected can becalled up
Liquid leaking from package Bag not inserted properly
See Heading 11.2.13“Key Lock”
See Heading 10.3.2“Packing Liquid Materials”
See Heading 11.2.1 “Methods ofdrawing vacuum”
Set value of vacuum is not reached Vaporisation stage not correctly Set vaporisation stageset See Heading 11.2.3
,,Evacuation to vaporisation point“
See Heading 11.2.1.Method of Evacuation“
Operating instructions Vacuum Packaging Machine Type VCSSS@ 04i 31
Trouble-Shooting 9113499”
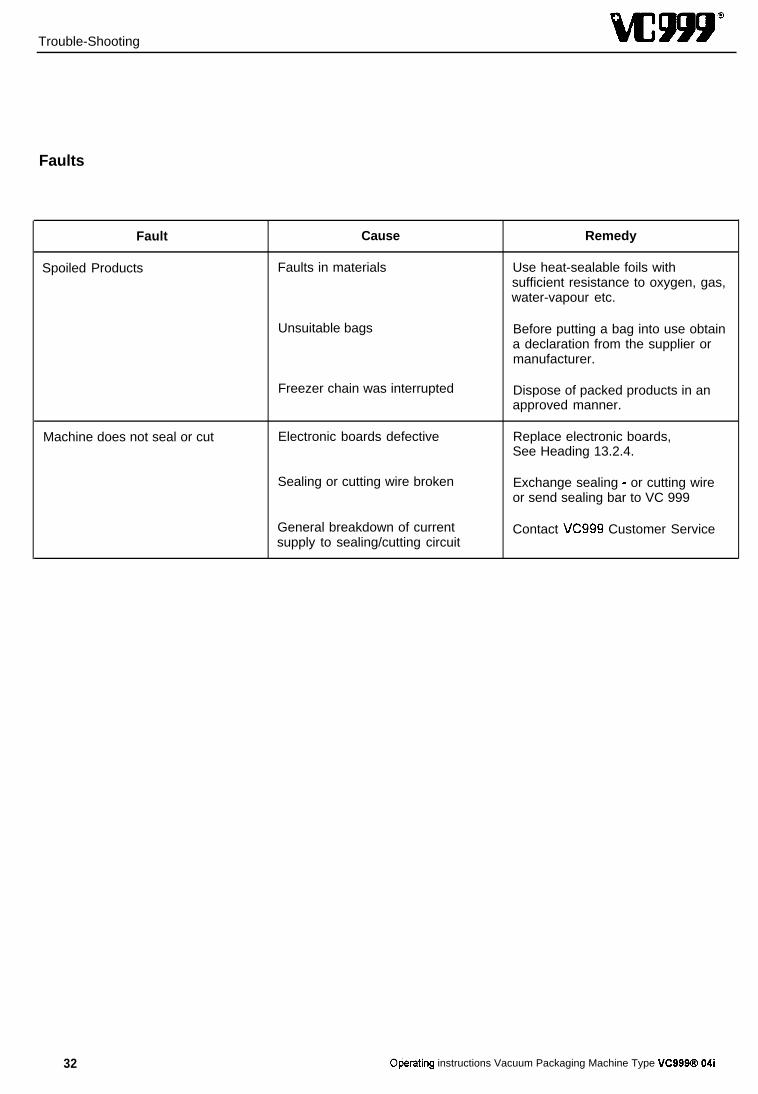
Faults
Fault
Spoiled Products
Cause
Faults in materials
Remedy
Use heat-sealable foils withsufficient resistance to oxygen, gas,water-vapour etc.
Unsuitable bags Before putting a bag into use obtaina declaration from the supplier ormanufacturer.
Freezer chain was interrupted Dispose of packed products in anapproved manner.
Machine does not seal or cut Electronic boards defective Replace electronic boards,See Heading 13.2.4.
Sealing or cutting wire broken Exchange sealing - or cutting wireor send sealing bar to VC 999
General breakdown of currentsupply to sealing/cutting circuit
Contact VC999 Customer Service
32 Operating instructions Vacuum Packaging Machine Type VC99M 04i
vc999@ Maintenance
13 Maintenance
#AI
Before cleaning or maintenance workswitch off the machine with the OFFkey (3) and remove the main plug
l from its socket.
DisposalWhen choosing lubricating oil and bag materials keepin mind compatibility with the environment, risks tohealth, regulations on disposal and the facilities forproper disposal locally.
l Observe manufacturer’s instructions!l Dispose of used oil according to regulations!
13.1 Cleaning
13.1 .I Cleaning agentsUse commercial, neutral non-abrasive cleaners, whichmeet hygiene requirements, for- vacuum chamber- sealing bars and sealing pad- filling plates- vacuum lid- lid gasket
- Use commercial stainless steel cleaners for outersurfaces of machine
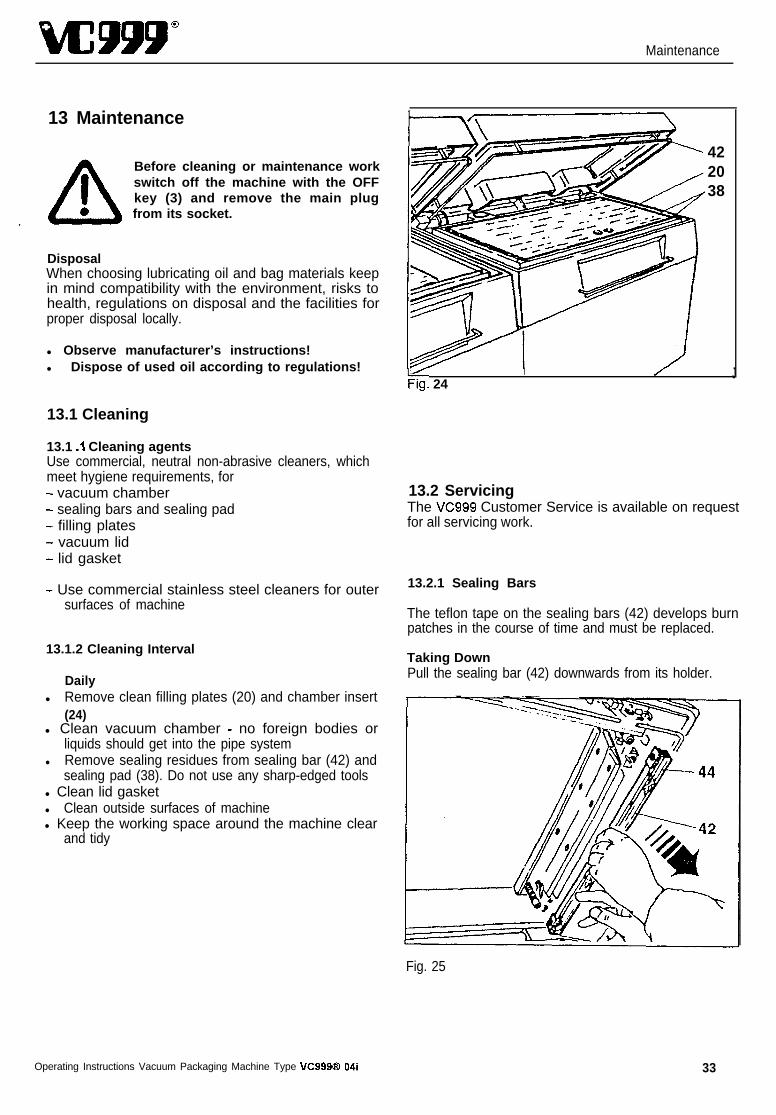
13.1.2 Cleaning Interval
Dailyl Remove clean filling plates (20) and chamber insert
(24)l Clean vacuum chamber - no foreign bodies or
liquids should get into the pipe systeml Remove sealing residues from sealing bar (42) and
sealing pad (38). Do not use any sharp-edged toolsl Clean lid gasketl Clean outside surfaces of machinel Keep the working space around the machine clear
and tidy
422038
LF;. 24
I / J
13.2 ServicingThe VC999 Customer Service is available on requestfor all servicing work.
13.2.1 Sealing Bars
The teflon tape on the sealing bars (42) develops burnpatches in the course of time and must be replaced.
Taking DownPull the sealing bar (42) downwards from its holder.
Fig. 25
Operating Instructions Vacuum Packaging Machine Type VCSSSO 04i 33
Maintenance W999”
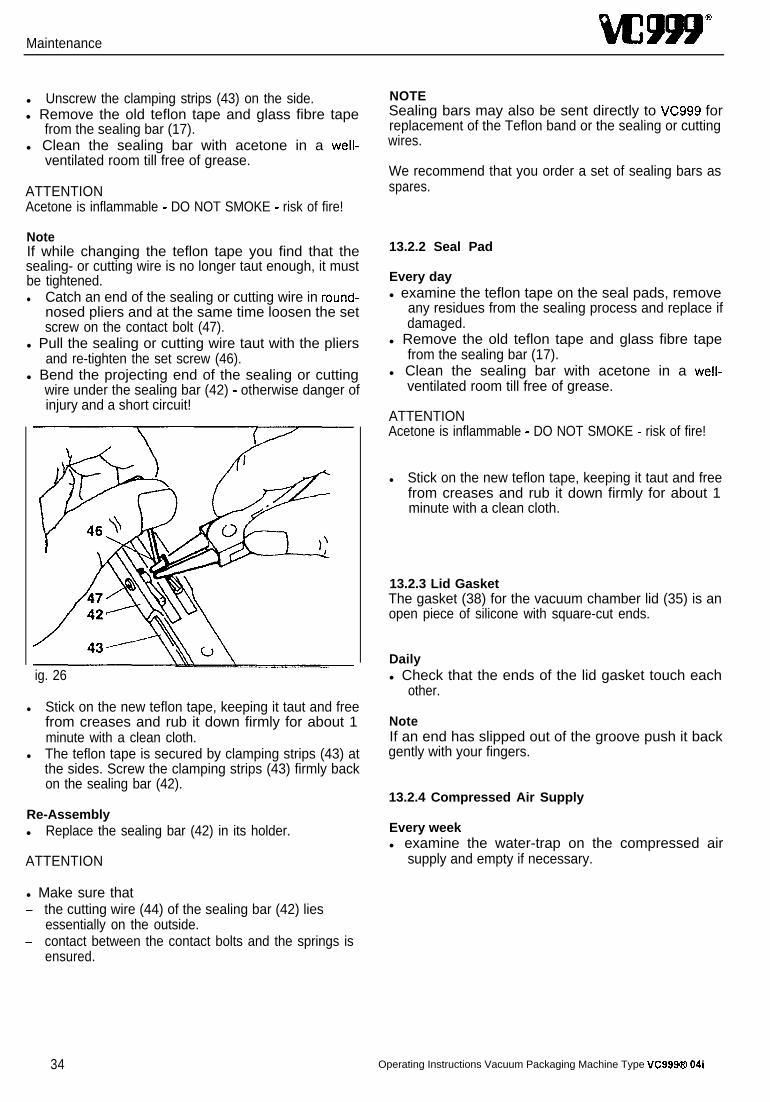
l Unscrew the clamping strips (43) on the side.l Remove the old teflon tape and glass fibre tape
from the sealing bar (17).l Clean the sealing bar with acetone in a well-
ventilated room till free of grease.
ATTENTIONAcetone is inflammable - DO NOT SMOKE - risk of fire!
NoteIf while changing the teflon tape you find that thesealing- or cutting wire is no longer taut enough, it mustbe tightened.l Catch an end of the sealing or cutting wire in round-
nosed pliers and at the same time loosen the setscrew on the contact bolt (47).
l Pull the sealing or cutting wire taut with the pliersand re-tighten the set screw (46).
l Bend the projecting end of the sealing or cuttingwire under the sealing bar (42) - otherwise danger ofinjury and a short circuit!
ig. 26
l Stick on the new teflon tape, keeping it taut and freefrom creases and rub it down firmly for about 1minute with a clean cloth.
l The teflon tape is secured by clamping strips (43) atthe sides. Screw the clamping strips (43) firmly backon the sealing bar (42).
Re-Assemblyl Replace the sealing bar (42) in its holder.
ATTENTION
l Make sure that- the cutting wire (44) of the sealing bar (42) lies
essentially on the outside.- contact between the contact bolts and the springs is
ensured.
NOTESealing bars may also be sent directly to VC999 forreplacement of the Teflon band or the sealing or cuttingwires.
We recommend that you order a set of sealing bars asspares.
13.2.2 Seal Pad
Every dayl examine the teflon tape on the seal pads, remove
any residues from the sealing process and replace ifdamaged.
l Remove the old teflon tape and glass fibre tapefrom the sealing bar (17).
l Clean the sealing bar with acetone in a well-ventilated room till free of grease.
ATTENTIONAcetone is inflammable - DO NOT SMOKE - risk of fire!
l Stick on the new teflon tape, keeping it taut and freefrom creases and rub it down firmly for about 1minute with a clean cloth.
13.2.3 Lid GasketThe gasket (38) for the vacuum chamber lid (35) is anopen piece of silicone with square-cut ends.
Dailyl Check that the ends of the lid gasket touch each
other.
NoteIf an end has slipped out of the groove push it backgently with your fingers.
13.2.4 Compressed Air Supply
Every weekl examine the water-trap on the compressed air
supply and empty if necessary.
34 Operating Instructions Vacuum Packaging Machine Type VC999Q 04i
vE999m Maintenance
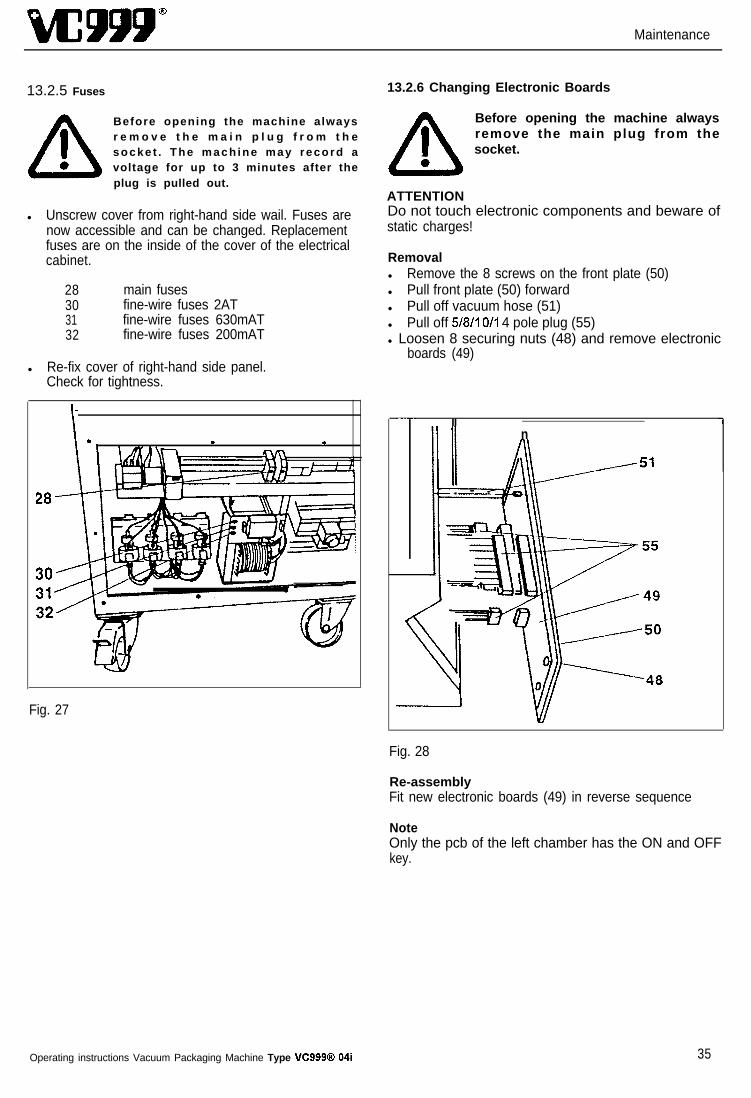
13.2.5 Fuses
Before opening the machine alwaysr e m o v e t h e m a i n p l u g f r o m t h esocke t . The mach ine may record avoltage for up to 3 minutes after theplug is pulled out.
l Unscrew cover from right-hand side wail. Fuses arenow accessible and can be changed. Replacementfuses are on the inside of the cover of the electricalcabinet.
28 main fuses30 fine-wire fuses 2AT31 fine-wire fuses 630mAT32 fine-wire fuses 200mAT
l Re-fix cover of right-hand side panel.Check for tightness.
I . I . .4
28
3031
Fig. 27
13.2.6 Changing Electronic Boards
A
Before opening the machine always
1remove the main plug from thesocket.
l
ATTENTIONDo not touch electronic components and beware ofstatic charges!
Removall Remove the 8 screws on the front plate (50)l Pull front plate (50) forwardl Pull off vacuum hose (51)l Pull off 5/8/l O/l 4 pole plug (55)l Loosen 8 securing nuts (48) and remove electronic
boards (49)
--
b
n
. - .
===L
Fig. 28
Re-assemblyFit new electronic boards (49) in reverse sequence
NoteOnly the pcb of the left chamber has the ON and OFFkey.
Operating instructions Vacuum Packaging Machine Type VCSSS@ 04i 35
Maintenance/Repairs/Disposal vc999”
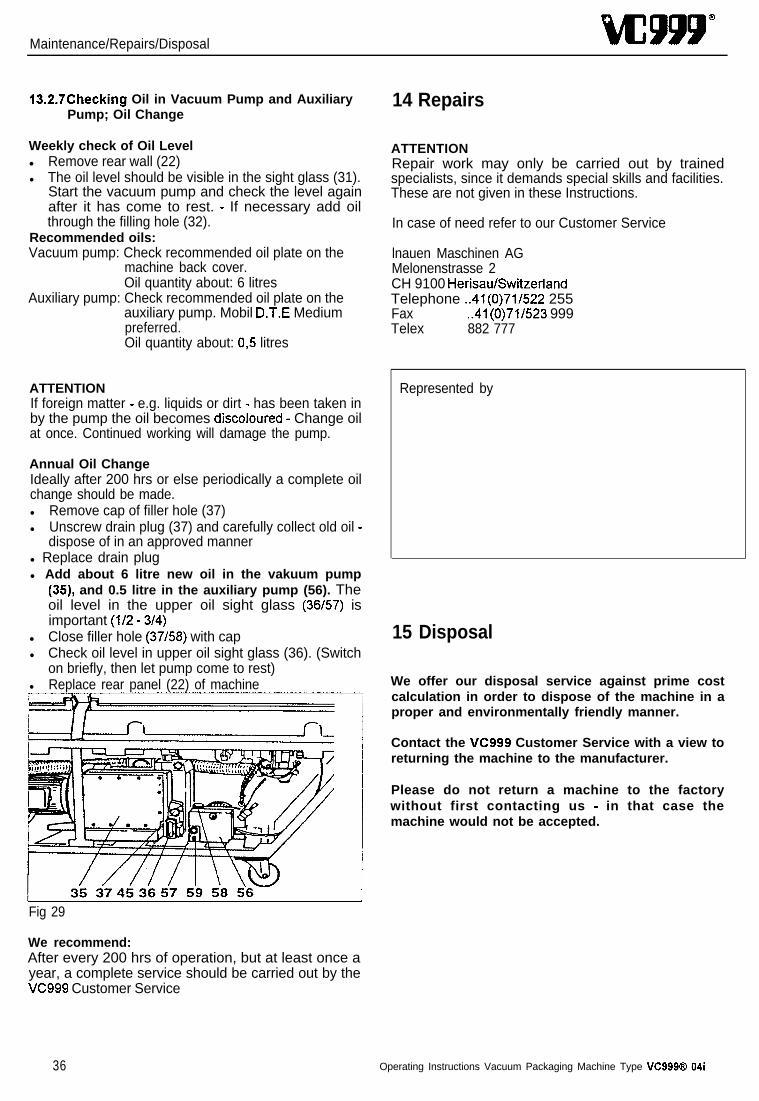
13.2.7Checking Oil in Vacuum Pump and AuxiliaryPump; Oil Change
Weekly check of Oil Levell Remove rear wall (22)l The oil level should be visible in the sight glass (31).
Start the vacuum pump and check the level againafter it has come to rest. - If necessary add oilthrough the filling hole (32).
Recommended oils:Vacuum pump: Check recommended oil plate on the
machine back cover.Oil quantity about: 6 litres
Auxiliary pump: Check recommended oil plate on theauxiliary pump. Mobil D.T.E Mediumpreferred.Oil quantity about: 05 litres
ATTENTIONIf foreign matter - e.g. liquids or dirt - has been taken inby the pump the oil becomes discoloured - Change oilat once. Continued working will damage the pump.
Annual Oil ChangeIdeally after 200 hrs or else periodically a complete oilchange should be made.l Remove cap of filler hole (37)l Unscrew drain plug (37) and carefully collect old oil -
dispose of in an approved mannerl Replace drain plugl Add about 6 litre new oil in the vakuum pump
(35), and 0.5 litre in the auxiliary pump (56). Theoil level in the upper oil sight glass (36157) isimportant (l/2 - 3/4)
l Close filler hole (37/58) with capl Check oil level in upper oil sight glass (36). (Switch
on briefly, then let pump come to rest)l Replace rear panel (22) of machine
Fig 29
We recommend:After every 200 hrs of operation, but at least once ayear, a complete service should be carried out by theVC999 Customer Service
36
14 Repairs
ATTENTIONRepair work may only be carried out by trainedspecialists, since it demands special skills and facilities.These are not given in these Instructions.
In case of need refer to our Customer Service
lnauen Maschinen AGMelonenstrasse 2CH 9100 HerisauLSwitzerlandTelephone ..41(0)71/522 255Fax ..41(0)71/523 999Telex 882 777
Represented by
15 Disposal
We offer our disposal service against prime costcalculation in order to dispose of the machine in aproper and environmentally friendly manner.
Contact the VC999 Customer Service with a view toreturning the machine to the manufacturer.
Please do not return a machine to the factorywithout first contacting us - in that case themachine would not be accepted.
Operating Instructions Vacuum Packaging Machine Type VC999@ 04i
l/E9948 How do you rate these operating instructions?
HOW DO YOU RATE THESE OPERATING INSTRUCTIONS?
In the interest of its customers INAUEN endeavours to make its Operating Instructionsclear and easily followed.
We are asking for your help
INAUEN would like to hear your opinion and experience on these Instructions. Do youfind them
- Well set out in general?- Satisfactory, but could be better?- Badly, in need of improvement?
Yes / NoYes / NoYes / No
Are the Instructions
- Well set out?- Intelligible?- Too detailed?- Too difficult?
Yes / NoYes / NoYes / NoYes / No
How would you rate these Instructions compared to others- Better? Yes / No- Much the same? Yes / No- Worse? Yes / No
You have practical experience in dealing with the machine. Your specific adviceand tips would be of special use to us!
- What do you miss in these Instructions?- From your point of view what would you improve?
Please return to us the completed questionnaire and your own personal notesMany thanks for taking your time.
Operating Instructions Vacuum Packaging Machine Type VC999Q 04i 37
How do you rate these operating instruction? vE999”
Your own Remarks
38 Operating Instructions Vacuum Packaging Machine Type VCSSS@ 04i
VokWn KwnmerlmksLeft vocuum chamberChambre hide gauche
V&urn-Messsonde
Vakwm-Kcunmer rechtsRight vacuum chamberChmbre h tide tite
Smde mewe 6 vide
VacuumpumpPmnpe hvtde / ntr bei 04 iN
Tanmu Kammcrlinks rechtsv21 Vl Zylinderventil / Cylinder valve / Soupape de cyllndre
Zylkidcr Knmmerknks Zybn&rKomms&tsCyhh- left chcanber Cylinder right rhamber Batken Kommw rechts
Bws n & t chamberGas bnksGaz le f tGaz gauche
Gas rechts
Gaz droite
v22 , v2 !lassumwhaltventil./ f4easuremenr reversing valve / Valve commutatrice de mesure; !
w-i-_123 V 3 Balkenventil /Valve of bars / Soupape des barrer I
V2L I Vk Gasvcntil/ Vaivc of gas / Souprpe tie gazSl”Chmll
Nombrm da p~k.,
J2S .vs 3eliiftunqsventii / Ventilation valve / Soupape d’atiatien IV I III I II ’ I-f-i--
V26 a 1’6 Vorbelijftungsrentil / Preventilatim valve / Seupepe de privmtiatl/ Ii i I
V27 .Vl Vakwmwnfil / Vacuum valve / SoupapY da vkh / j
VZ6 .VO Hittsrentit / Auxiliry valm / Soupape auxiilaire I
v29 , V9 Zviechenbetiittunqeventit / inter-t* vmtitatien rtive / vm de remme 61’~ mtsm&mc I /I
VlO llackel rchlksra / Clou lid / P- cowaclr
I I
VC999104i / iNPneumatikschema
lrKaueflMoschimn AGMelonenstrasse 2 Cl-t-9100 Herlsau
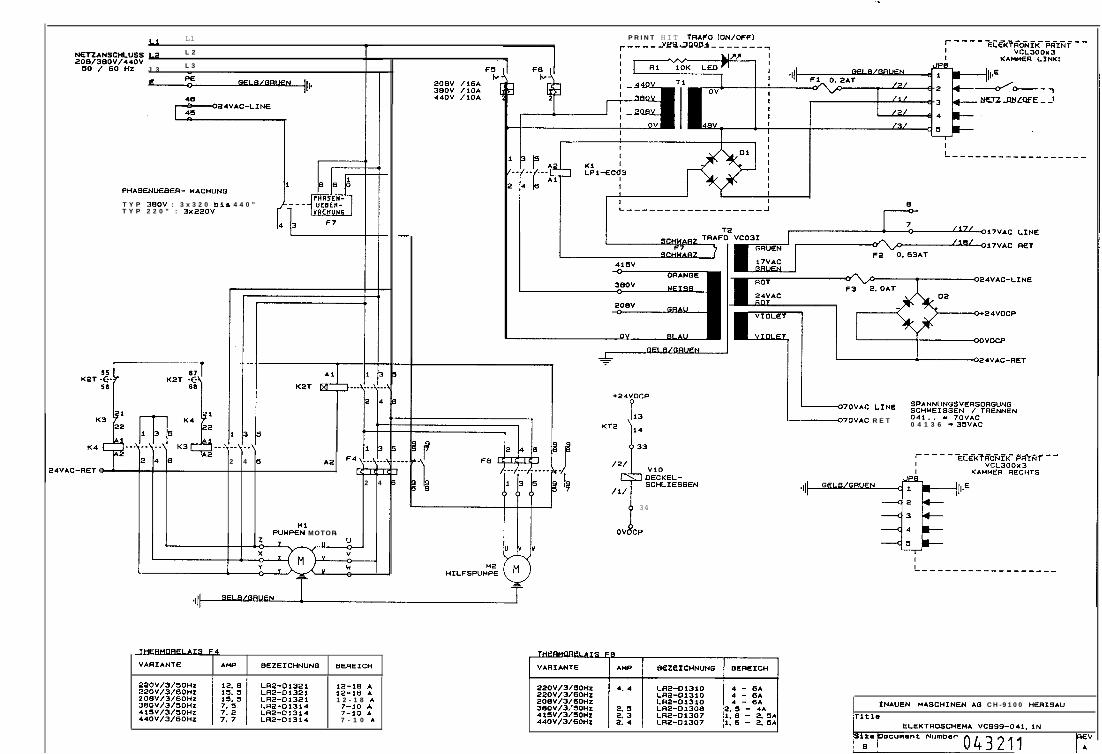
J* Ll P R I N T H I T TRAFO ION/OFF1 r - - - - -..~KKTEo-.If P~IAf - -
NETZ*NSCHLUsS,= L 2
20$/:syo/‘,zovJ 3
L 3
PHASENUEBEFI- WACHwJl3
T Y P 380” : 3 x 3 2 0 bi3 4 4 0 ”T Y P 2 2 0 ” : 3X220”
r‘
-
7O”AC LINE s.P*NN”NO.s”ERSoRG”NO
70°C R E T
asp""""'" / TRENNEN- 7O”AC
0 4 1 3 6 - 35y*c
*a2 4 8 A2
4”AC-RET 0 i
2 4
HIPUMPEN M O T O R
“IOOECKEL-SCHLIESSEN
%
34
OVOCP
“ARIANTE *HP BEZEICHNUNG BEREICH 8ELEICHN”NG
220”/3,50Hz22Ov/3/60nr108V/3/60HZ380V/3/JOHZ415V/3/50HZ440V/3/60HZ
LR2-01321 ia- ALR2-Oi32t 12-18 A
22OV/3/JOHZ
LR2-01321 1 2 - 1 8 A220V/3/6OHz
LR2-01314 7-10 A208V/3/6OHZ
LR2-01314 7-10 A3BOV/3/30HZ
LR2-01314 7 - 1 0 A415V/3/5OHZ4sov/3/sonz
INAUEN H4SCHINEN A0 CH-9100 HERISA”
iTitle
ELEKTROSCHEHA “C999-04i.I~
/ai/
DRVCKWAECMERQ*suEsERW*CHuNQ
N”R SE1 04iN
STECKER 2POL .
DRUCKLUFT UESERWACHUNSDRUCKW*ECHTER SALKEN I
tI I
/ao/
41
I_-______________________________ 1~-------------------------------,
I ELEKTRONIK P R I N T l“CL3OOX3 I
AN&O@3 1RECHTE KAHHER ,
NTC 1I
ELEKTROSCHEMA “CSSS-0.1. iN
/../ LITZENNUMMERI”.” /0.x-t N”I‘,.P 0~3 2 ,I :‘
CbtlX HaLIs. 1994 lsnaet 20‘ :
I’-------------------------------------------------------------------------------------------------------------------- ,r----------------
L I N K E K A M M E R I II II I
RELAIS MCKiL/6/ 14 RELIIS MESSUHSCH./2, 12/4/ /6/
RELAIS SaLKEN
0.22w /I/ IO/2/
RELAIS GAS/a/ IG/i/
RELAIS SELUEFTEN
/ a / /P, 2 2 RELAIS “ORSELUEFTE
EJ T
0 . 22UF /?/ 2 0“2i v23
“ 2 4 “25 -L RELATS “AC”“”
cz;7 T 1 RELAIS IN0. 2 2 ° F i +24”DcP 0
47R OIGIT?L TRENNEN
SALKEN13, I f-----l
2 I II I
ELEKTRONIK PRINTROT 2 - “CL3OOX3
I I L I N K E KAHHERI t
~ECHTE K A M M E R/7/ 17 /Id/ -
i i + RELAIS OECKEL
/s/ 1s /Ill < 2 + R E L A I S HESS”YSCH.13/7/
T / a //3/ /s/ i 3 + REL*IS S*LKEN
0.22UF /I/ Ii/3/I
/lP/ 4 + RELAIS GAS(I RELAIS GELUEFTEN
s RELAIS “ORSELUEFTEN
7 RELAIS “AC”“,,
s REL*IS I N
9 OIGITAL TRENNEN
ZYLINOER IO D I G I T A L SCHWEISSEN
ii D I G I T A L 3* R E S .
12 D I G I T A L 4A RES.
OVDCP 13 +24v D C OUT
GAS GELUEFTEN YORSLL. “AC”“NN”R SE1 04iN..
70°C L I N E 0 I1
5ROT 4 ^ KG K7H*ONECR*FT N*GNECR*FT I ’
I ’TRENNEN I ’
ELSKTRONIK PRINT
I 1“CL300X3
RECHTE KAHHER,-------------I L~~~~~~~~~~~~~~---
sI
I INAUEN “ASCHINEN ~5 C H - 9 1 0 0 HERISA” ITJ - ! yit1.
I 1 1 u II CLEKTR0SCHEt.m “CGGG-0.i. iN
SCNHCISSEN I Sir, n7CU”m”t N”I,,.PL------------------------------------------------------------------------------------------------------l s 0 4 3 2 1 3
FIE” I
!A /
Dote: H.¶Y 1 9 . 1 9 9 4 Isheet 3 Of 31