Use of simulation and modelling to develop a sustainable production system
13
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Use of Simulation and Modelling to Develop a Sustainable Production System David M. R. Taplin, 1–3 Trevor A. Spedding 3 and Hsien H. Khoo 4 * 1 University College Cork, Ireland 2 Central Queensland University, Australia 3 University of Greenwich, UK 4 National University of Singapore ABSTRACT This paper seeks to establish a practical definition of the term sustainable develop- ment, and relate it to a company’s performance. Simulation and modelling tools are applied to gain a holistic view of the activities associated with a metal casting company, which includes production, transportation and recycling. In the simulation model, four case scenarios are investigated, including the comparison of original and re-designed cast products of 20% runner weight reduction, and the recycling of scrap metal at two different remelters. The focus of the case study is to monitor the amount of scrap, dross, carbon dioxide emissions from both energy consumption and trans- portation, productivity and costs during the metal material cycle. From the case study, various ‘sustainability indicators’ are highlighted. Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment. Received 1 December 2003; revised 4 May 2004; accepted 19 May 2004 Keywords: simulation model; metal recycling; transport pollution; sustainability indicators; CO 2 and global warming Sustainability and Simulation F OR THE PAST 200 YEARS, INDUSTRIAL GROWTH AND DEVELOPMENT IN COUNTRIES SUCH AS JAPAN, the USA and many parts of Europe has been propelled by cheap fuel, abundant resources and an environment that could seemingly absorb unlimited wastes and pollution. Early in the 1980s, the world became more aware of the adverse effects of industrial activities on the natural ecosystem. As a result, the notions of environmental protection and sustainable development have gained the atten- tion of governments, business leaders, society and all types of industry. However, despite the increasing usage of the term ‘sustainable development’, there is varying interpretation of its meaning and implica- tions, such as how it relates to the concepts of productivity, corporate social responsibility and environ- * Correspondence to: Hsien H. Khoo, Department of Chemical and Environmental Engineering, Block E5 02-51, 4 Engineering Drive 4, National University of Singapore, Singapore 117576. E-mail: [email protected] Sustainable Development Sust. Dev. 14, 149–161 (2006) Published online 18 January 2006 in Wiley InterScience (www.interscience.wiley.com) DOI: 10.1002/sd.260
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Use of simulation and modelling to develop a sustainable production system

Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment
Use of Simulation and Modelling to Develop a Sustainable
Production System
David M. R. Taplin,1–3 Trevor A. Spedding3 and Hsien H. Khoo4*1University College Cork, Ireland
2Central Queensland University, Australia3University of Greenwich, UK
4National University of Singapore
ABSTRACTThis paper seeks to establish a practical definition of the term sustainable develop-ment, and relate it to a company’s performance. Simulation and modelling tools areapplied to gain a holistic view of the activities associated with a metal castingcompany, which includes production, transportation and recycling. In the simulationmodel, four case scenarios are investigated, including the comparison of original andre-designed cast products of 20% runner weight reduction, and the recycling of scrapmetal at two different remelters. The focus of the case study is to monitor the amountof scrap, dross, carbon dioxide emissions from both energy consumption and trans-portation, productivity and costs during the metal material cycle. From the case study,various ‘sustainability indicators’ are highlighted. Copyright © 2006 John Wiley &Sons, Ltd and ERP Environment.
Received 1 December 2003; revised 4 May 2004; accepted 19 May 2004
Keywords: simulation model; metal recycling; transport pollution; sustainability indicators; CO2 and global warming
Sustainability and Simulation
FOR THE PAST 200 YEARS, INDUSTRIAL GROWTH AND DEVELOPMENT IN COUNTRIES SUCH AS JAPAN,the USA and many parts of Europe has been propelled by cheap fuel, abundant resources and anenvironment that could seemingly absorb unlimited wastes and pollution. Early in the 1980s, theworld became more aware of the adverse effects of industrial activities on the natural ecosystem.
As a result, the notions of environmental protection and sustainable development have gained the atten-tion of governments, business leaders, society and all types of industry. However, despite the increasingusage of the term ‘sustainable development’, there is varying interpretation of its meaning and implica-tions, such as how it relates to the concepts of productivity, corporate social responsibility and environ-
* Correspondence to: Hsien H. Khoo, Department of Chemical and Environmental Engineering, Block E5 02-51, 4 Engineering Drive 4, NationalUniversity of Singapore, Singapore 117576. E-mail: [email protected]
Sustainable DevelopmentSust. Dev. 14, 149–161 (2006)Published online 18 January 2006 in Wiley InterScience(www.interscience.wiley.com) DOI: 10.1002/sd.260

150 D. M. R. Taplin et al.
mental stewardship. Therefore, many engineers, decision makers and business managers are seeking apractical (and measurable) definition of sustainable development, and its relationship with company performance.
This paper highlights various ‘sustainability indicators’ for a metal production system that involvescasting and recycling, and how they affect decisions regarding materials usage, energy consumption andother business activities. Simulation and modelling tools will be applied to achieve the paper’s objective.
Simulation models allow the reproduction of actual events and processes under test conditions. Withinthe model, a set of logical rules, relationships and operating procedures are specified, along with othervariables. The interaction of these phenomena creates new situations, even new rules, which furtherevolve as the simulation proceeds. This technique can also be used to quantify and measure the envi-ronmental performance of activities and services, and demonstrate the potential incentives achieved –in terms of productivity, quality and costs – in the attempt to create ‘green’ or environmentally friendlyproducts.
In the simulation model, the environmental impacts from a series of activities or events, such as solidwastes or air and water emissions, can be captured and monitored. For example, Spedding et al. (1999a)demonstrated how the ‘Tragedy of the commons’ (Hardin, 1968) was reinvented by companies that didnot include resource conservation and recycling as part of their business activities. In another case, sug-gestions were made to demonstrate how simulation could be used to integrate sustainable efforts orenvironmental management into a complete business model (Taplin et al., 2001).
The following sections introduces a case study to demonstrate the application of simulation and modelling techniques in the support of a company’s quest for better environmental and sustainable performance.
Case Study
The focus of this paper is to investigate the environmental performance of a ‘generic’ die-castingcompany that produces a variety of zinc cast components. As environmental standards around the worldtighten, die-casting companies need efficient and cost effective methods to assess the environmentalissues that arise from excessive scrap metal accumulation and air pollution. Although the metal die-casting industry is renowned for using recycled metal to produce new goods, further improvements inenvironmental and sustainable performance is one of the key challenges affecting the future competi-tiveness of all metal casters (Hassall and Roberts, 2000).
Zinc castings exhibit high strength and hardness and excellent thermal and electrical conductivity.This makes the material ideal for a wide array of castings, ranging from electronic and telecommuni-cation parts to medical components.
At the beginning of the casting process, primary zinc is mixed with recycled zinc in the ratio of twoto one. The metal is then melted and injected into a hot-chamber die-casting machine. During ‘separa-tion’, the runners are removed from the main product and collected as scrap metal, which will be sentfor recycling. The recycling or remelting activity results in a small percentage, about 1–2%, of solid wasteor dross. The remainder is recycled.
Casting is among the most energy-intensive industries, whereby most of the energy consumed, whichresults in high electricity costs and air pollution, is attributed to the melting process. In addition, theaccumulated scrap metal from the casting process has to be sent for recycling, which takes up additionalenergy – from both remelting and transportation.
It was proposed by Spedding et al. (1999b) that it is possible to redesign the casting process to reducescrap material from the runner by approximately 20% for each cast component. This proposal was made
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd

Use of Simulation and Modelling to Develop a Sustainable Production System 151
based on the knowledge that emerging technologies in computer software can aid in the design anddevelopment of new improved cast metal prototypes while achieving savings in material and operatingcosts. This in turn will result in less scrap metal being produced. As for recycling, the company facesthe option to send the accumulated scrap metal to either a nearby metal remelter (remelter A) or a furtherone (remelter B). In the set-up, remelter A is situated 20km away. Remelter B is located 300km awaybut will cost the company an estimated 20% lower labour and operating costs for each recycled zincproduct. The company utilizes diesel trucks for sending scrap metal to the remelter and back.
There are many types of pollution that occur during die-casting. However, the paper will focus oncarbon dioxide (CO2) due to its significant affect on global warming and climate change. The followingareas will be investigated:
• scrap metal from the casting process• dross from recycling• energy consumption and the associated CO2 emissions• CO2 emissions from trucks• metal consumption/productivity• costs.
The Simulation Model
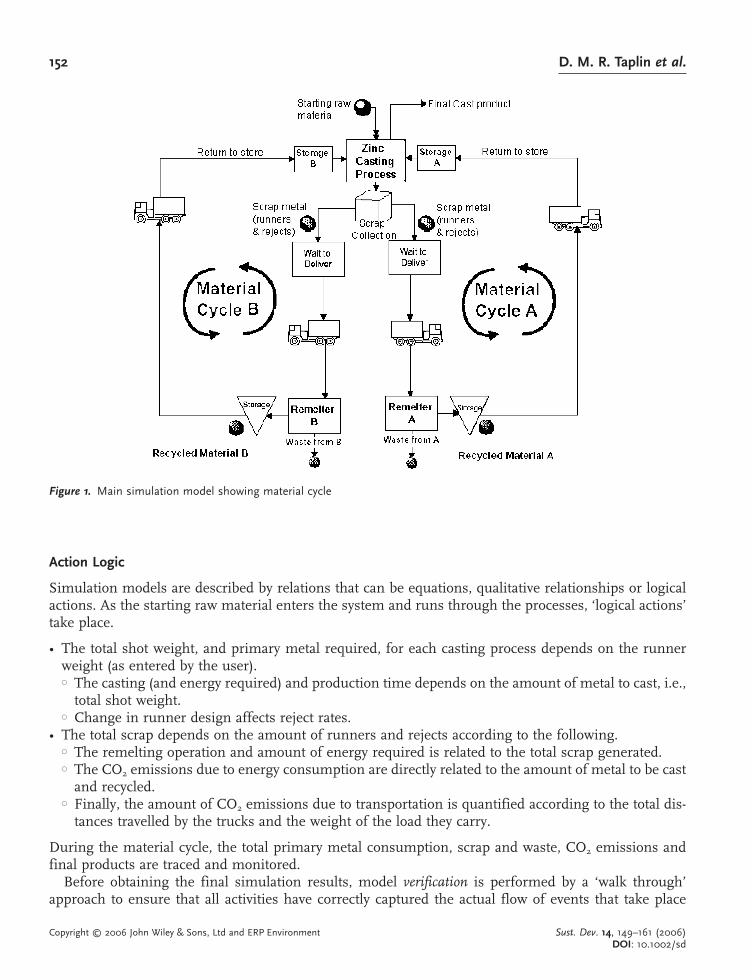
In the drive towards improved sustainable performance, the entire system should be analysed to gain aholistic view of the activities associated with the material cycle. The main simulation model is shown inFigure 1. The zinc casting process is represented as a sub-model (Figure 2). Within the main and sub-models, the materials entering and leaving the system are traced to investigate the system performancein terms of total CO2 emissions, accumulated scrap, waste generated and associated costs of zinc castingand recycling and transportation.
In the model, the study of energy consumption is based on casting and recycling only. By employingan electric furnace to melt metal with a 50% (typical) efficiency rate, the amount of energy required forcasting one tonne of zinc is 210kWh, and that for remelting the same amount of metal is 155kWh.These two energy values, which are keyed into the simulation model, were calculated based on therequirements to melt zinc alloy containing 4% aluminium metal with a specific heat of 418.7J/kg/°Cand latent heat of fusion (melting) of 112 604.65kJ/tonne.
The data for CO2 emissions from trucks are extracted from the USEPA Office of Transportation andAir Quality (USEPA, 2003a). This information will be used in the simulation model.
‘What-If ’ Scenarios
The simulation model is built to allow the user to enter various weights of the runner and casting shotweights and random (minimum, maximum and mean) timing of each activities within the system, andselect the choice of sending scrap to either remelter A or B. For each simulation run, the following fourscenarios are investigated.
• Scenario 1. Original casting and selection of remelter A.• Scenario 2. Re-designed casting (20% runner reduction) and selection of remelter A.• Scenario 3. Original casting and selection of remelter B.• Scenario 4. Re-designed casting (20% runner reduction) and selection of remelter B.
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
152 D. M. R. Taplin et al.
Action Logic
Simulation models are described by relations that can be equations, qualitative relationships or logicalactions. As the starting raw material enters the system and runs through the processes, ‘logical actions’take place.
• The total shot weight, and primary metal required, for each casting process depends on the runnerweight (as entered by the user).� The casting (and energy required) and production time depends on the amount of metal to cast, i.e.,
total shot weight.� Change in runner design affects reject rates.
• The total scrap depends on the amount of runners and rejects according to the following.� The remelting operation and amount of energy required is related to the total scrap generated.� The CO2 emissions due to energy consumption are directly related to the amount of metal to be cast
and recycled.� Finally, the amount of CO2 emissions due to transportation is quantified according to the total dis-
tances travelled by the trucks and the weight of the load they carry.
During the material cycle, the total primary metal consumption, scrap and waste, CO2 emissions andfinal products are traced and monitored.
Before obtaining the final simulation results, model verification is performed by a ‘walk through’approach to ensure that all activities have correctly captured the actual flow of events that take place
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
Figure 1. Main simulation model showing material cycle

Use of Simulation and Modelling to Develop a Sustainable Production System 153
during the material cycle – from primary zinc acquisition to production, and transport and recycling.Results are taken when steady state is achieved. During the steady state simulation period, the resultswill display ‘smooth’ behaviour (clear trend) with no sudden ‘jumps’ (large peaks or sinks). This is doneto ensure the integrity and accuracy of the results achieved.
Simulation Results and Discussions
Energy Consumption
Figure 3 shows the energy consumed from both casting and remelting for the material cycle. As expected,Scenarios 1 and 3 display the highest scores (approximately 840kWh/tonne), and 2 and 4 the lowest(approximately 760kWh/tonne). This is due to reduced shot weight for each casting and remeltingprocess. Although the recycling of metal poses a much lower environmental threat compared with theproduction of primary metal, recycling itself consumes energy, and an increase in energy consumptionis accompanied by an increase of air emissions from the power plants.
The conservation of energy is one of the factors driving sustainable development. One of the reasonsfor saving energy is to prevent global warming (Hill, 2001). Another is to save costs. An increasingly
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
Figure 2. Sub-system of zinc casting process

154 D. M. R. Taplin et al.
deregulated power industry in many countries is scrambling to keep pace with strong customer demand.This has forced many manufacturers to have a vested interest in reducing the costs of energy, whichoften represent a substantial portion of their total operating expenses (Quinn, 2001). The relationbetween CO2 emissions and energy usage is discussed next.
Carbon Dioxide Emissions
Carbon dioxide is the most significant greenhouse gas that contributes to global warming (Intergov-ernmental Panel on Climate Change, 2004). In the simulation model, CO2 results from the generationof electricity and transportation. Due to its adverse effect on the atmosphere, for many years all types ofindustry have been faced with the challenge to reduce CO2 emissions.
Figure 4 displays the levels of CO2 from transportation alone. It can be seen that the emissions fromthe delivery of metal to remelter A and back is nearly negligible as compared with those that result fromremelter B. Due to transportation alone, the amount of CO2 in the material cycle increases significantly(about 92.5% for Scenario 3 and 94% for Scenario 4) when remelter B is selected. This indicates thatthe effect of distance travelled by each truck impacts more significantly on CO2 emissions, as comparedwith weight reduction (i.e. amount of metal carried).
Figure 5 shows the total levels of CO2 emissions that are due to both energy consumption and trans-portation. The highest amount of CO2 comes from Scenario 3 due to the combined effects of metalcasting and remelting, and the accumulated emissions from trucks travelling to remelter B and back.The graphs generated for Scenarios 1 and 4 are very close to each other. In Scenario 1, less distance istravelled (to reach remelter A), but a higher amount of scrap is carried during the trip. In contrast, for
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
Figure 3. Energy per product

Use of Simulation and Modelling to Develop a Sustainable Production System 155
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
Figure 4. Average CO2 from trucks (for complete material cycle)
Figure 5. Average CO2 per product (for complete material cycle)
Scenario 4, a further distance is travelled (to reach remelter B), but less scrap is carried. (The CO2 emis-sions from the trucks are dependent on the weight of metal carried.)
Scenario 2 shows the least CO2 for the material cycle, that is, about 480kg CO2 per tonne of zincmetal. This is due to the combined effects of having less metal to cast, transport and recycle.

156 D. M. R. Taplin et al.
Emissions from transport are increasing in most developing and developed countries. Transport-related CO2 emissions were projected to increase by about one-third in OECD countries over the next20 years and by twice that amount over the next 30–40 years (Climate Change, 2001). Therefore, anearby remelter should be selected for the company and the option of selecting remelter B should beomitted.
CO2 is not the only emission from trucks. The air pollution caused by diesel engine trucks includescarbon monoxide, oxides of nitrogen and sulphur, particulate matter and volatile organic compounds.However, due to the diverse impacts of all types of pollutant, this paper focuses on CO2 in particulardue to the scientific view that anthropogenic emissions of greenhouse gases have caused global warmingand consequent threats to environmental sustainability (Hill, 2001).
Carbon dioxide alone has accounted for the largest single contribution of any gas to the greenhouseeffect (Center for the Study of Carbon Dioxide and Global Change, 2004). Its major sources of emis-sions are from the combustion of fossil fuels to generate power for all types of industry, as well as trans-portation. Since the industrial revolution, CO2 has contributed to 55% of the anthropogenic greenhousegases (Intergovernmental Panel on Climate Change, 2004).
Scrap and Waste
Waste reduction during the process of production is more valuable than the search for new resources(Chi, 2000). The reduction of scrap during each casting process will save time and energy spent in recy-cling activities. Figure 6 shows the total reduction of scrap metal achieved (from runners and rejects),when each runner weight is reduced by 20%.
All non-ferrous metals, including zinc, produce some form of dross when melted. The total amountof dross will follow the exact same trend as shown in Figure 4. Dross consumes landfill space and
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
Figure 6. Scrap per product

Use of Simulation and Modelling to Develop a Sustainable Production System 157
contains toxic substances or heavy metals that may slowly seep into the soil. Although not included inthe simulation study, the transportation of dross to landfill sites is another factor that incurs costs andgenerates transport pollution.
Resource Consumption and Productivity
Productivity is one of the key issues affecting the competitiveness of the metal casting industry. Fordecades, metal casters have been striving to improve the timeliness, productivity and efficiency of theiroperations. This goal is not inconsistent with the quest to create a sustainable production system. Figure7 shows the consumption of primary zinc for each cast product. The ‘peaks’ in the graphs are due torejects that occur every now and then (during random timing). Scenarios 2 and 4 show a 7% reductionof primary zinc consumption as compared with Scenarios 1 and 3. This is also a measure of productiv-ity (i.e., producing more from less).
As part of the quest to create a sustainable production system, every metal industry will have toimprove the efficiency of metal resource consumption. Sustainability depends on how availableresources are managed. Zinc is an example of an extremely scarce resource and therefore the need toproduce ‘more from less’ for each final product is of paramount importance. Any step, no matter howsmall, can accumulatively contribute to the preservation of the resources (Legarth, 1996). The globalproduction of zinc in the year 2000 has been estimated at nearly 9000 metric tonnes (Figure 8). It wasanticipated that given the contemporary trend in zinc consumption the metal resource would beexhausted before the year 2100 (Legarth, 1996).
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
Figure 7. Primary zinc required per product

158 D. M. R. Taplin et al.
Costs of CO2 and the Kyoto Protocol
Air pollution is one of the major adverse factors for sustainability (Chi, 2000). CO2 has accounted forthe largest single contribution of any gas to the greenhouse effect and the Kyoto Protocol, which wasnegotiated by more than 160 nations in December 1997, has urgently called all nations to collabora-tively eradicate the situation. While the full effects of climate change are not likely to be felt for decades,the need for action is more immediate (Beyond Kyoto, 2002). The production, generation, distributionand use of energy is one of the main factors that is increasing the atmospheric concentrations of green-house gases. This has made many industrialized countries, including Asia, turn towards energy effi-ciency and renewable energy technologies (or ‘sustainable energy’), which causes less adverseenvironmental impact (Datt et al., 2002).
The estimated reduction of operating costs for recycling scrap metal at remelter B is 20% less thanthat of remelter A. However, based on an environmental and sustainable point of view, this cost savingmay not be as meaningful as the incentives derived from energy and CO2 reductions. The price of CO2
for developed countries is anticipated to be USD 25 per tonne CO2, and that for developing countriesUSD 1–4 per tonne CO2 (USEPA, 2003b). By taking an average of USD 2.5 (for developing countries),the projected costs for CO2 from transportation alone for Scenarios 1 and 2 would be USD 0.007, andthat Scenarios 3 and 4 USD 0.10 per tonne material. Without considering the costs of diesel fuel, thesavings in CO2 during the trips to send scrap for recycling and back is over 90% if remelter A is selected.For the entire material cycle (casting, remelting and transportation), the least cost of CO2 is projectedby Scenario 2 (USD 1.2 per tonne metal) and the highest by Scenario 3 (USD 1.5 per tonne metal).
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
GLOBAL DEMAND FOR ZINC
Figure 8. Global zinc demand

Use of Simulation and Modelling to Develop a Sustainable Production System 159
It should be pointed out that the choice of saving costs from CO2 rather than from recycling (basedon the selection of remelter B) is based on an ‘ethical’ or ‘civic’ judgement, rather than an economicone. Moreover, a portion of the operating costs (for remelter A) can actually be offset by the purchasingof less primary metal for every cast product. Apart from CO2 savings from transportation, the reductionof runner weights has also helped to reduce a large portion of CO2 in the material cycle by consumingless energy for casting and recycling.
Summary of Sustainability Indicators
The concept of sustainability is a complex one; however, it is possible to extort some of its basic andgeneral characteristics by adopting a systemic approach. Sustainable development and productionrequires a new approach, which involves making the same product from less, that is, less resource andmaterial, less energy and the associated reduction of air emissions. The indicators of a sustainable production system or product are summarized as follows:
• more efficient use of energy• more efficient use of raw material (primary zinc in this case)• reduction of greenhouse gas (CO2) per product due to electrical power generation and transportation• less generation of scrap and waste• higher productivity (producing more from less).
This concept, with the support of simulation, makes sustainable development practical and measurable.Table 1 summarizes the sustainable performance of the four scenarios.
Further Developments
This paper has demonstrated that computer simulation is a powerful tool, which offers a wide range ofdecision scenarios that saves time, resources and cost. Computer simulations have been recognized asa powerful tool to study complex systems. Compared with experimental costs, computer simulations areoften cheaper, easier to conduct and, to some extent, much faster than real life investigations. With theprogressive depletion of environmental resources and increase in environmental problems, manage-ment strategies for these resources have become even more crucial (Chi, 2000). Therefore, it is sug-gested that the existing model (shown in Figure 1) could be expanded to ‘connect’ or ‘interact’ with theenvironment or ecosystem. This suggestion, which is illustrated in Figure 9, can be used to investigatethe effects of CO2 in the atmosphere, the accumulation of waste on landfills and the depletion of metal
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
Sustainability indicators Lowest Highest
Energy use Scenarios 2 & 4 Scenarios 1 & 3Scrap and waste (dross) Scenarios 2 & 4 Scenarios 1 & 3CO2 (and associated costs) from transportation alone Scenarios 1 & 2 Scenario 4 (only)CO2 (and associated costs) from entire material cycle (casting, recycling and Scenario 2 (only) Scenario 3 (only)
transportation)Primary zinc consumption Scenarios 2 & 4 Scenarios 1 & 3
Table 1. Summary of sustainable performance

160 D. M. R. Taplin et al.
resources. It will also allow a long-term investigation or prediction of the environmental performanceof the company as it evolves according to social and market demands.
Another approach that can be used to ensure measure the performance of products or processes islife cycle assessment or LCA. LCA is an environmental management tool that has been applied in allsorts of industry to identify the potential environmental impacts of a product’s life cycle stages, fromraw material extraction to manufacture, use and finally disposal. This method provides decision makers,managers and environmental engineers with an overview of the total emissions, wastes and consump-
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd
Figure 9. A model connecting industry and sustainability

Use of Simulation and Modelling to Develop a Sustainable Production System 161
tion during each stage of the life cycle of a product, hence ensuring environmental and business sustainability (Hunkeler and Vanakari, 2000).
Conclusion
This paper has demonstrated how simulation and modelling tools can be used to make sustainable devel-opment practical and measurable. Based on a simulation model that is built to represent a metal castingcompany’s casting and recycling activities, the ethos of sustainability and its correlation with produc-tivity, corporate social responsibility and environmental stewardship are investigated.
In the quest to create a sustainable metal production system, the simulation results displayed howthe company should strive to produce more from less. The final ‘sustainability indicators’ were moreefficient use of energy and resources, reduced greenhouse gas (carbon dioxide) for each cast product,less distance travelled for recycling scrap metal and the associated reduction in transport pollution, andless generation of scrap and waste. Finally, suggestions were made for expanding the existing simula-tion model to make it connect or interact with the environment or ecosystem.
References
Beyond Kyoto. 2002. Energy Dynamics and Climate Stabilisation. IEA Publications: Paris, France.Center for the Study of Carbon Dioxide and Global Change. 2004. www.co2science.org [23 December 2004].Chi H. 2000. Computer simulation models for sustainability. International Journal of Sustainability in Higher Education 1:
154–167.Climate Change. 2001. IPCC Third Assessment Report. United Nations Environmental Programme: Geneva.Datt D, Kacker R, Mehra M, Mehrota P. 2002. Sustainable energy: trends and perspective for Asia. Pacific And Asian Journal
of Energy 12: 129–150.Hardin G. 1968. Tragedy of the commons. Science 162: 48.Hassall C, Roberts H. 2000. Market fundamentals and the evolution of lead and zinc supplies in lead–zinc. In The Minerals,
Metals and Materials Society, Dutrazic J, Gonzalea J (eds). TMS Publications: Pittsburgh; 3–16.Hill MR. 2001. Sustainability, greenhouse gas emissions and international operations management. International Journal of
Operations and Production Management 21: 1503–1520.Hunkeler D, Vanakari E. 2000. Eco-design and LCA: survey of current uses of environmental attributes in product and process
development. International Journal of Life Cycle Assessment 5: 145–151.Intergovernmental Panel on Climate Change. 2004. www.ipcc.ch/ [23 December 2004].Legarth JB. 1996. Sustainable metal resource management – the need for industrial development: efficiency improvement
demands on metal resource management to enable a (sustainable) supply until 2050. Journal of Cleaner Production 4:97–104.
Quinn B. 2001. Manufacturers squeeze out more energy efficiency. Pollution Engineering 33: 23.Spedding TA, Khoo HH, Taplin DMR. 1999a. An integrated simulation approach for teaching industrial ecology. Proceedings
of the HKK Conference, Waterloo, Canada; 179–183.Spedding TA, Taplin D, Khoo HH. 1999b. A process modeling approach to manufacturing development. Invited paper at the
International Council for Small Business – 44th World Conference, Naples, 1999.Taplin DMR, Spedding TA, Khoo HH. 2001. Environmental security: simulation and modelling of industrial process ecology.
Presented at the Strasbourg Forum. Council of Europe, Strasbourg, 2001.US Environmental Protection Agency (USEPA). 2003a. Office of Transportation and Air Quality. http://www.epa.gov/otaq/ [23
December 2004].US Environmental Protection Agency (USEPA). 2003b. Environmental Finance Programme. http://www.environmental-finance.
com/ [23 December 2004].
Copyright © 2006 John Wiley & Sons, Ltd and ERP Environment Sust. Dev. 14, 149–161 (2006)DOI: 10.1002/sd