
UNITARIO EN Y SEGUROS EN PESOS PESOS
130
INSTITUTO POLITÉCNICO NACIONAL UNID AD PR OFESION AL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y A D M I N I S T R A T I V A S “PROYECTO SOBRE EL ESTUDIO DE FACTIBILIDAD PARA LA FABRICACIÓN DE LAS MORDAZAS PARA LOS FRENOS DE LOS AUTOMÓVILES” T E S I S OBTENER EL TÍTULO DE: INGENIERO INDUSTRIAL P R E S E N T A : JOSÉ DASAEV MUNIVE JUÁREZ M É X I C O , D F 2 0 0 9
Transcript of UNITARIO EN Y SEGUROS EN PESOS PESOS

I N S T I T U T O P O L I T É C N I C O N A C I O N A L U N I D A D P R O F E S I O N A L I N T E R D I S C I P L I N A R I A D E I N G E N I E R Í A Y C I E N C I A S S O C I A L E S Y A D M I N I S T R A T I V A S “PROYECTO SOBRE EL ESTUDIO DE FACTIBILIDAD PARA LA FABRICACIÓN DE LAS MORDAZAS PARA L O S F R E N O S D E L O S A U T O M Ó V I L E S ”
T E S I S O B T E N E R E L T Í T U L O D E : I N G E N I E R O I N D U S T R I A L P R E S E N T A : J O S É D A S A E V M U N I V E J U Á R E Z
M É X I C O , D F 2 0 0 9

INDICE Resumen Introducción
CAPÍTULO 1. ESTUDIO DE MERCADO 1.1. Definición del producto. 1.2. Análisis de la demanda. 1.3. Análisis de la demanda y por fuentes secundarias. 1.4. Proyección optimista y pesimista de la demanda. 1.5. Análisis de la oferta. 1.6. Análisis histórico de la oferta nacional de la demanda. 1.7. Proyección optimista y pesimista de la oferta total del mercado. 1.8. Proyección de la demanda potencial insatisfecha optimista y pesimista. 1.9. Análisis de precios. 1.10. Proyección de los precios. 1.11. Estudios de comercialización del producto.
CAPÍTULO 2. ESTUDIO TÉCNICO 2.1. Localización óptima de la planta. 2.2. Método de localización por puntos ponderados. 2.3. Determinación de la capacidad instalada óptima de la planta. 2.4. Descripción del proceso productivo. 2.5. Optimización del proceso productivo y de la capacidad de producción de la planta. 2.6. Selección de maquinaria. 2.7. Cálculo de la mano de obra necesaria. 2.8. Justificación de la cantidad de equipo comprado. 2.9. Pruebas de control de calidad. 2.10. Mantenimiento que se aplicará por la empresa. 2.11. Determinación de las áreas de trabajo necesarias. 2.12. Distribución de planta. 2.13. Organigrama de la empresa. 2.14. Aspectos legales de la empresa.
CAPÍTULO 3. ESTUDIO ECONÓMICO 3.1. Costos de producción. 3.2. Presupuesto de costos de producción. 3.3. Consumo de agua. 3.4. Combustibles. 3.5. Mantenimiento. 3.6. Costos de control de calidad. 3.7. Cargos de depreciación. 3.8. Presupuesto de costos de producción. 3.9. Presupuesto de gastos de administración. 3.10. Presupuesto de gastos de venta. 3.11. Costos totales de producción. 3.12. Costo total de operación de la empresa. 3.13. Inversión inicial en activo fijo y diferido. 3.14. Terreno y obra civil. 3.15. Activo diferido.
I II
1 4 9 11 12 15 15 16 17 19 21
23 28 29 30 35 42 48 50 54 64 69 72 82 82
84 85 88 89 89 89 90 90 90 91 92 93 93 94 95
3.16. Depreciación y amortización. 3.17. Determinación de la TMAR de la empresa y la inflación considerada. 3.18. Determinación del capital de trabajo. 3.19. Financiamiento de la inversión. 3.20. Determinación del punto de equilibrio o producción mínima económica. 3.21. Determinación de los ingresos por ventas sin inflación. 3.22. Balance general inicial. 3.23. Determinación del estado de resultados pro-forma. 3.24. Estado de resultados sin inflación, sin financiamiento y con producción constante. 3.25. Estado de resultados con inflación, sin financiamiento y con producción constante. 3.26. Estado de resultados con inflación, con financiamiento y con producción constante. 3.27. Posición financiera inicial de la empresa. 3.28. Cronograma de inversiones.
CAPÍTULO 4. EVALUACIÓN ECONÓMICA 4.1. Método del valor presente neto (VPN). 4.2. Método de tasa interna de rendimiento (TIR). 4.3. Cálculo del VPN y la TIR con producción constante, sin inflación, sin financiamiento. 4.4. Cálculo del VPN y la TIR con producción constante, con inflación, sin financiamiento. 4.5. Cálculo del VPN y la TIR con producción constante, con inflación, con financiamiento 4.6. Calculo del VPN y la TIR con producción variable, sin inflación, con financiamiento Conclusiones Bibliografía Anexo
96 97 98 99 100 101 102 102 103 103 104 104 105
108 108 109 109 110 111 114 115 116
INDICE DE TABLAS, GRAFICAS Y FIGURAS
CAPÍTULO 1. ESTUDIO DE MERCADO Tabla No 1.1. Ley fundamental de la demanda. Grafica No 1. Curva de la demanda. Tabla No 1.2. Estudio de mercado del TALLER MORENO INDUSTRIAL. Tabla No 1.3. Porcentaje de producción de las empresas productoras de mordazas. Grafica No 2. Investigación de mercados de las empresas fabricantes de mordazas. Tabla No 1.4. Porcentaje de venta de mordazas por parte de la competencia. Tabla No 1.5. Porcentaje de producción de mordazas en México y en el extranjero. Grafica No 3. Porcentaje de maquila nacional y extranjera de mordazas. Tabla No 1.6. Pronósticos de la demanda en los próximos 5 años. Grafica No 4. Demanda de las mordazas. Tabla No 1.7. Demanda optimista y pesimista de las mordazas. Grafica No 5. Proyección de la demanda optimista y pesimista de las mordazas. Tabla No 1.8. Ley de la oferta. Grafica No 6. Curva de la oferta. Grafica No 7. Oferta de las mordazas para los frenos de los automóviles. Tabla No 1.9. Pronostico de la oferta de mordazas. Tabla No 1.10. Proyección optimista y pesimista de la oferta de mordazas. Grafica No 8. Proyección de la oferta de mordazas. Tabla No 1.11. Proyección de la demanda potencial insatisfecha optimista. Tabla No 1.12. Proyección de la demanda potencial insatisfecha pesimista. Grafica No 9. Proyección de la demanda potencial insatisfecha. Tabla No 1.13. Segmentos de precios para el producto. Tabla No 1.14. Estrategias de asignación de precios. Tabla No 1.15. Precios de la competencia de las mordazas para los frenos de los automóviles. Tabla No 1.16. Pronostico de precios de las mordazas. Grafica No 10. Proyección de los precios de las mordazas. Figura No 1. Canal de distribución para las mordazas de los frenos de los automóviles.
CAPÍTULO 2. ESTUDIO TÉCNICO Tabla No 2.1. Método de localización por puntos ponderados. Tabla No 2.2. Factores a considerar para la ubicación de la planta. Tabla No 2.3. Factores para la ubicación de la planta. Tabla No 2.4. Factores para la ubicación de la planta. Tabla No 2.5. Capacidad optima de la planta instalada. Tabla No 2.6. Proveedores para la fabricación de mordazas para los frenos de los automóviles. Figura No 2. Proceso de producción de las mordazas para los frenos de los automóviles. Figura No 3. Empaque para las mordazas. Figura No 4. Tarimas para las mordazas. Tabla No 2.7. Insumos para la fabricación de las mordazas. Tabla No 2.8. Maquinas para la fabricación de las mordazas. Tabla No 2.9. Capacidad de los equipos. Figura No 5. Materia prima y capacidades de equipos utilizados para la elaboración de un lote de 640 kg. de acero. Figura No 6. Torno. Tabla No 2.10. Datos técnicos del torno. Figura No 7. Fresadora. Tabla No 2.11. Datos técnicos de la fresadora. Figura No 8. Taladro. Tabla No 2.12. Datos técnicos del taladro.
5 6
6 7 7 7 8 8 10 11 12 12 13 14 14 15 15 16 16 16 17 18 18 19 20 21 22
28 28 29 29 30 36
37 38 39 39 39 40 41 42 42 43 43 44 44

Tabla No 2.13. Proveedores de equipo para las mordazas. Figura No 9. Diagrama de proceso de las mordazas. Tabla No 2.14. Calculo de la mano de obra. Tabla No 2.15. Mano de obra. Tabla No 2.16. Comparación de torno nuevo vs torno actual. Tabla No 2.17. Comparación de fresadora nueva vs fresadora actual. Tabla No 2.18. Comparación de taladro nuevo vs taladro actual. Tabla No 2.19. Precios de la competencia. Tabla No 2.20. Productividad de la competencia. Tabla No 2.21. Costos de producción de la maquinaria nueva. Tabla No 2.22. Simbología dureza Rockwell (aplicaciones). Tabla No 2.23. Simbología dureza Rockwell. Tabla No 2.24. Color de las escalas. Tabla No 2.25. Aplicaciones de escalas. Tabla No 2.26. Método de aplicación a las mordazas (pruebas). Tabla No 2.27. Maquinas de prueba que se van a comprar. Figura No 10. Departamento de control de calidad. Tabla No 2.28. Factores del ICGM. Tabla No 2.29. Costos del ICGM. Tabla No 2.30. Plan de mantenimiento preventivo. Tabla No 2.31. Plan de mantenimiento general. Tabla No 2.32. Áreas del departamento de producción. Tabla No 2.33. Distribución del departamento de producción. Figura No 11. Fases de la distribución de planta. Tabla No 2.34. Código de cercanía. Tabla No 2.35. Código de razones. Tabla No 2.36. Código de color. Figura No 12. Diagrama de relación de actividades de la empresa en general. Figura No 13. Diagrama de las A. Figura No 14. Diagrama de las E. Figura No 15. Diagrama de las I. Figura No 16. Diagrama de las O. Figura No 17. Diagrama de las U. Figura No 18. Diagrama general de la empresa. Figura No 19. Distribución general de la empresa. Figura No 20. Diagrama de relación de actividades del departamento de producción. Figura No 21. Diagrama de las A del departamento de producción. Figura No 22. Diagrama de las E del departamento de producción. Figura No 23. Diagrama de las I del departamento de producción. Figura No 24. Diagrama de distribución del departamento de producción. Figura No 25. Distribución general del departamento de producción. Figura No 26. Organigrama de la empresa.
CAPÍTULO 3. ESTUDIO ECONÓMICO Tabla No 3.1. Capacidad instalada. Tabla No 3.2. Costos de materia prima. Tabla No 3.3. Costos de empaque. Tabla No 3.4. Otros materiales. Tabla No 3.5. Consumo de energía eléctrica. Tabla No 3.6. Mano de obra indirecta. Tabla No 3.7. Costos indirectos. Tabla No 3.8. Costos de mantenimiento. Tabla No 3.9. Costos de calidad. Tabla No 3.10. Resumen de los costos de producción. Tabla No 3.11. Sueldo administrativo.
45 46 49 50 51 51 52 52 53 53 57 58 58 59 62 63 64 67 67 68 68 70 71 74 75 75 75 76 76 76 77 77 77 77 78 79 80 80 80 80 81 82
85 86 86
87 87 88 89 89
90 90 91

Tabla No 3.12. Costo administrativo total. Tabla No 3.13. Gastos de venta. Tabla No 3.13.1. Costos del vehículo. Tabla No 3.14. Costos de venta. Tabla No 3.15. Costos totales de producción. Tabla No 3.16. Costo total de operación. Tabla No 3.17. Maquinaria y equipo. Tabla No 3.18. Otros materiales. Tabla No 3.19. Terreno. Tabla No 3.20. Construcción en concreto. Tabla No 3.21. Construcción en lámina. Tabla No 3.22. Costo de obra civil. Tabla No 3.23. Inversión activo diferido. Tabla No 3.24. Inversión total. Tabla No 3.25. Depreciación y amortización del activo fijo y diferido. Tabla No 3.26. Costos del inventario. Tabla No 3.27. Activo circulante. Tabla No 3.28. Pago de la deuda. Tabla No 3.29. Clasificación de los costos. Grafica No 11. Punto de equilibrio. Tabla No 3.30. Ingresos y costos a diferentes niveles de producción. Tabla No 3.31. Determinación del ingreso sin inflación. Tabla No 3.32. Balance general. Tabla No 3.33. Estado de resultados. Tabla No 3.34. Estado de resultados sin financiamiento. Tabla No 3.35. Estado de resultados con financiamiento. Tabla No 3.36. Cronograma de actividades.
CAPITULO 4. EVALUACIÓN ECONÓMICA Tabla No 4.1. Criterios para el VPN y la TIR. Grafica No 12. Grafica del VPN. Grafica No 13. Diagrama de flujo para la evaluación económica sin inflación y con producción constante. Tabla No 4.2. Flujos netos de efectivo. Grafica No 14. Diagrama de flujo para la evaluación económica con inflación, sin financiamiento y con producción constante. Tabla No 4.3. Valor del VPN y la TIR. Tabla No 4.4. Flujos netos de efectivo. Grafica No 15. Diagrama de flujo para la evaluación económica con producción constante, con inflación, con financiamiento. Tabla No 4.5. Costos fijos. Tabla No 4.6. Producción variable. Grafica No 16. Producción variable.
91 91 92 92 92 93 93 94 94 95 95 95 96 96 97 99 99 100 101 101 101 102 102 103
104 104 106
107 108 109 110 110 110 111 111 112 112 112

RESUMEN
El presente proyecto es referente al estudio de factibilidad para la fabricación de mordazas para los frenos de los automóviles.
Este primer capítulo, comprende el estudio de mercado de las mordazas para los frenos de los automóviles, donde se llevará a cabo un análisis de la demanda y la oferta de las mordazas, para poder realizar un pronóstico para cada uno de los análisis en los próximos cinco años, ya que con estos datos, se podrá obtener la demanda potencial insatisfecha, que se expresa en piezas de las mordazas para los frenos de los automóviles, que los productores en la actualidad no podrán satisfacer en el futuro.
Para poder realizar el estudio de mercados, se utiliza como base, un estudio de mercados realizado por la empresa TALLER MORENO INDUSTRIAL, para pode estimar el porcentaje del mercado que tienen con respecto a la venta de mordazas para frenos de automóviles. El INEGI y la AMIA no cuentan con registros de importaciones de mordazas para los frenos de los automóviles, solamente cuenta con registros de importaciones de automóviles, para el presente estudio, solo se estudiará el mercado nacional por petición de la empresa donde se llevara a cabo el proyecto.
En el segundo capítulo del proyecto se realizará un estudio técnico, en el cual se llevará a cabo un análisis de la localización óptima de la planta, donde se evaluarán factores como materia prima, numero de trabajadores, servicios, transporte, costos: un análisis del tamaño óptimo de la planta, donde los factores a evaluar son los turnos a trabajar, el dominio de la tecnología a utilizar, la variación de la producción; un análisis de la ingeniería del proyecto donde se evaluará el análisis y selección de la maquinaria a utilizar, la distribución de la misma en la planta, el cálculo de las áreas de trabajo que comprenden a la empresa, el análisis si el proceso productivo será manual o automatizado y el análisis administrativo, el cual comprende un análisis organizativo, administrativo y legal de la empresa.
En el tercer capítulo del proyecto se lleva a cabo un estudio económico, el cual comprende el análisis de los costos totales, en cuanto a producción, transporte, materia prima, mano de obra, la inversión inicial, el consumo de servicios como agua, combustible, luz, las depreciaciones y amortizaciones de los bienes de la empresa, financiamiento y el estado de resultado de la empresa.
En el cuarto capítulo, se presenta una evaluación económica, la cual va a consistir en la evaluación de las ganancias anuales de la empresa, con dos métodos, como son la tasa interna de rendimiento (TIR) y el valor presente neto (VPN), ya que de este análisis se va a determinar si el proyecto que se está evaluando es económicamente factible de llevarlo a cabo.

INTRODUCCIÓN En el desarrollo de mi carrera, he conocido y aprendido de compañeros de distintas ramas de la ingeniería, y de las experiencias y conocimientos compartidos todos coincidimos que en la actualidad, en México se vive una situación de incertidumbre en materia económica, ya que el gobierno no ha podido establecer una política en materia económica, que ayude a crear empresas. Esto origina que los empresarios no quieran invertir su capital, en la creación de nuevas empresas, ya que el pronóstico para el crecimiento de la economía mexicana para los próximos años no es alentador. En lo que respecta al sector automotriz, el mercado que se maneja en México, no existe una institución que haga una recolección de datos, para saber cuántas mordazas se vendieron o se importaron de México para el mundo, pero si existen datos de la cantidad de automóviles vendidos tanto en México como los que se importan a Europa y Estados unidos. Con respecto a las ventas de automóviles para este 2008 hubo un crecimiento del 9.1% con 491,891 vehículos contra 450,860 producidos el año anterior (INEGI) Pero estas ventas se vieron mermadas por la importación de autos usados y el periodo vacacional. En la industria automotriz, no existen muchas empresas que produzcan partes de automóviles, sino que prefieren importarlas de otros países, para después venderlas en México. Esto se debe a la inversión tan alta que se tiene que hacer en un principio, en donde la mayor parte es destinada para la compra de maquinaria necesaria para la fabricación del producto. La empresa donde se va a llevar a cabo el proyecto es el TALLER MORENO INDUSTRIAL, que se dedica a la fabricación de las mordazas para los frenos de los automóviles. Esta empresa en el año 2001 realizo un estudio de mercado, acerca de la demanda de mordazas para los frenos de los automóviles que necesita la industria automotriz. El resultado que obtuvieron fue que del 100% de la demanda total, el 39% de la demanda del mercado de mordazas solo se fabrica en México y el 69% de esta demanda, la industria automotriz la manda a maquilar fuera del país (Estudio de mercado elaborado a partir del 2001 por el departamento de ventas del TALLER MORENO INDUSTRIAL). Lo cual quiere decir que existe una demanda insatisfecha por parte de los productores de mordazas nacionales, que puede ser abastecida por otra empresa que quiera competir en el mercado. Por lo tanto, los resultados obtenidos por parte del estudio elaborado por el departamento de ventas del TALLER MORENO INDUSTRIAL, nos dice que es posible la instalación de una empresa productora de mordazas para los frenos de los automóviles, ya que las empresas en México que se dedican a la manufactura de este producto, las mandan a fabricar fuera del país o en pequeñas empresas dedicadas a la manufactura de piezas de acero. La instalación de una empresa dedicada solamente a fabricar un solo producto (mordazas para los frenos de los automóviles), no es nuevo pero si novedoso en México. Ya que la mayoría de las empresas fabricantes de piezas de acero, producen dos o hasta tres productos diferentes en menores cantidades para poder sobrevivir. El implementar este proyecto, nos brinda la oportunidad de diseñar desde el principio el proceso de fabricación de las mordazas, controlarlo y mejorarlo, y empezar a sentar las bases para que en un futuro, en México exista una industria automotriz propia que pueda competir con las mejores del mundo. El objetivo principal que se busca con el proyecto es demostrar que existe una demanda potencial insatisfecha de mordazas para los frenos de los automóviles, que las empresas dedicadas a la manufactura de piezas de acero en la actualidad no tienen la suficiente capacidad de producción

para poder satisfacer esta demanda de producto (mordazas para los frenos de los automóviles) en la actualidad. La importancia de realizar este proyecto radica en que nos demuestra que en base a un estudio elaborado por el TALLER MORENO INDUSTRIAL (Departamento de ventas), se puede instalar una empresa manufacturera de piezas de acero (mordazas para los frenos de los automóviles), capaz de satisfacer la demanda potencial insatisfecha que en la actualidad existe en el país. Esto se va a lograr empleando métodos, técnicas y procedimientos que nos ayudaran a diseñar la instalación y proceso de producción de las mordazas. Es importante mencionar que con la instalación de esta empresa, se van a generar empleos, se recuperaría la demanda potencial insatisfecha que las empresas nacionales y extranjeras por necesidad tienen que mandar al extranjero a maquilar.

CAPÍTULO 1
ESTUDIO
DE
MERCADO

CAPITULO 1. ESTUDIO DE MERCADO En este primer capítulo, se empezara con el desarrollo del estudio de mercado, el cual nos ayudara a determinar en base al análisis de la demanda, oferta y precio de las mordazas para los frenos de los automóviles, en base al cálculo de un pronóstico poder determinar si en el mercado existe una demanda potencial insatisfecha que los productores de mordazas no pueden cubrir, y que la empresa que se pretende crear pueda cubrir esa demanda insatisfecha.
1.1 DEFINICIÓN DEL PRODUCTO En un sentido muy estricto, el producto es un conjunto de atributos físicos y tangibles reunidos en una forma identificable. Cada producto tiene un nombre descriptivo o genérico que todo mundo comprende: manzanas, pelota de béisbol, muebles, ropa, aviones, etc.
Cuando una persona acude a un establecimiento para efectuar una compra como, por ejemplo, una cámara de video, no solo pide información sobre las características técnicas del aparato y sobre el precio, sino que además solicita una información comparativa con otra serie de marcas, así como las ventajas y beneficios que le pueden reportar, tanto para realizar una filmación como para su traslado físico y se informara seguramente sobre si en ese momento existe alguna oferta o descuento en el precio.
Las respuestas que el cliente reciba le proporcionaran una idea comparativa acerca del producto que le ofrecen que no se refiere exclusivamente al tamaño, datos técnicos y precios, sino a un conjunto más amplio de características que son llamaremos atributos del producto., Los productos son susceptibles de un análisis de los atributos tangibles e intangibles que conforman lo que puede denominarse como su personalidad.
Este análisis se efectúa a través de la evaluación de una serie de factores que permiten realizar una disección del producto, partiendo de los elementos centrales hasta los complementarios, para la vista, tanto de los propios como de la competencia, elaborar la estrategia de marketing que permita posicionar en el mercado de forma más favorable.
Los principales factores que se emplean en un análisis de los atributos del producto, dependiendo del producto que se vaya a fabricar son:
Núcleo. Comprende aquellas propiedades físicas, químicas y técnicas del producto, que lo hacen apto para determinadas funciones y usos.
Calidad. Valoración de los elementos que componen el núcleo, en razón de unos estándares que deben apreciar o medir las cualidades y permiten ser comparativos con la competencia.
Precio. Valor ultimo de adquisición. Este atributo ha adquirido un fuerte protagonismo en la comercialización actual de los productos y servicios.
Envase. Elemento de protección del que está dotado el producto y tiene, junto al diseño, un gran valor promocional y de imagen.
Diseño, Forma y Tamaño. Que permiten, en mayor o menor grado, la identificación del, producto o la empresa y, generalmente, configura la propia personalidad del mismo.
Marca, Nombres y Expresiones Graficas. Que facilitan la identificación del producto y permiten su recuerdo asociado a uno u otro atributo. Hoy en día es uno de los principales activos de la empresa.
Servicio. Conjunto de valores añadidos a un producto que nos permite poder marcar las diferencias respecto a los demás; hoy en día es lo que más valora el mercado.
Imagen del producto. Opinión global que se crea en la mente del consumidor según la información recibida, directa o indirectamente, sobre el producto en sí mismo.
(5)
5.- Staton, Etzel y Walter. Fundamentos de Marketing. McGraw Hill. 13a edición. México 2004

Imagen de la empresa. Opinión global arraigada en la memoria del mercado que interviene positiva o negativamente en los criterios o aptitudes del consumidor hacia los productos. Una buena imagen de empresa avala, en principio, a los productos de nueva creación; así como una buena imagen de marca consolida a la empresa y al resto de los productos de la misma.
Los productos se pueden clasificar de distintas maneras, dependiendo de su uso, naturaleza, precio, etc.
Los productos, dependiendo de su naturaleza y uso, se pueden clasificar según su durabilidad o tangibilidad.
Los Bienes No Duraderos son bienes tangibles que se consumen por lo general en una o varias veces que se usen. Ejemplo: cerveza, jabón y la sal.
Los Bienes Duraderos son bienes tangibles que suelen sobrevivir al uso. Ejemplo: refrigeradores, maquinas, herramientas y ropa.
Bienes de Consumo. Los bienes de consumo son los que compran los consumidores definitivos para su propio consumo.
Los Bienes de Uso Común son bienes de consumo que el cliente suele comprar con frecuencia, de manera inmediata y con el mínimo esfuerzo en la comparación y la compra. Ejemplo: el tabaco, el jabón, el periódico. Los bienes de uso común se pueden subdividir en bienes básicos de impulso y de emergencia.
Los Bienes Básicos son aquellos que los consumidores compran de manera regular, como la sala catsup o las galletas Ritz. Los bienes de adquisición impulsiva se compran sin planearse o buscarse, por lo general se encuentran al alcance de muchos lugares, por que los clientes rara vez los buscan.
Los Bienes de Emergencia se compran cuando la necesidad es urgente: paraguas durante un aguacero, o botas y palas durante una tormenta de nieve.
Los Bienes de Comparación son bienes de consumo que suelen pasar por un proceso de selección durante el cual el cliente los compara en cuanto a su idoneidad, calidad, precio y estilo. Ejemplo: los muebles, la ropa, los autos de segunda mano y los aparatos electrodomésticos. Los bienes de comparación se dividen en uniformes y no uniformes.
Los Bienes de Comparación Uniformes son similares en cuanto a la calidad, pero las diferencias en cuanto al precio. Pero cuando alguien busca ropa, muebles u otros bienes no uniformes, las características del producto son a menudo más importantes que el precio. Si lo que el cliente quiere comprar es un traje nuevo, el corte, la calidad y el aspecto serán más importantes que una pequeña diferencia en el precio.
Los Bienes de Especialidad son bienes de consumo con alguna característica muy especial, o de marca especifica, por lo cual un grupo importante de compradores está dispuesto a hacer un esfuerzo de comprarlo. Ejemplos: autos de marca, componentes de aparatos estereofónicos, equipo fotográfico y ropa de marca.
Los Bienes de Consumo que el cliente No Conoce. Los nuevos que aunque sepan de ellos no los compran, como los detectores de humo o los aparatos de discos compactos son productos, hasta que el consumidor se entera de su existencia por los medios.
Bienes Industriales. Los bienes industriales son aquellos que compran individuos u organizaciones para procesarlos o utilizarlos en el manejo de un negocio. Así, la diferencia entre los bienes de consumo y los industriales se basa en la finalidad por la cual se compran. Si un consumidor compra una podadora de césped para utilizarla en su casa, se trata de un bien de consumo. Pero si ese mismo comprador adquiere la podadora para utilizarla en un negocio de diseño de jardines, se convierte en un bien industrial.
(5)
Los bienes industriales se clasifican según la forma en que participan en el proceso de producción y según su costo. Existen tres grupos:
5.- Staton, Etzel y Walter. Fundamentos de Marketing. McGraw Hill. 13a edición. México 2004
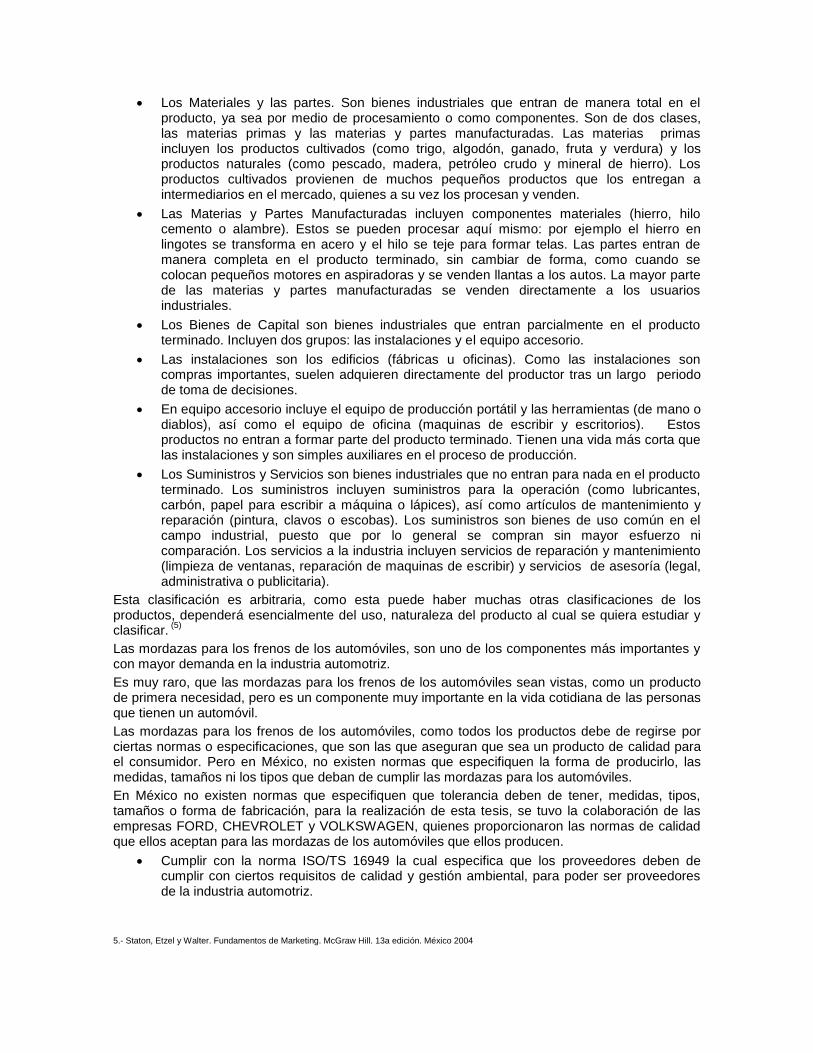
Los Materiales y las partes. Son bienes industriales que entran de manera total en el producto, ya sea por medio de procesamiento o como componentes. Son de dos clases, las materias primas y las materias y partes manufacturadas. Las materias primas incluyen los productos cultivados (como trigo, algodón, ganado, fruta y verdura) y los productos naturales (como pescado, madera, petróleo crudo y mineral de hierro). Los productos cultivados provienen de muchos pequeños productos que los entregan a intermediarios en el mercado, quienes a su vez los procesan y venden.
Las Materias y Partes Manufacturadas incluyen componentes materiales (hierro, hilo cemento o alambre). Estos se pueden procesar aquí mismo: por ejemplo el hierro en lingotes se transforma en acero y el hilo se teje para formar telas. Las partes entran de manera completa en el producto terminado, sin cambiar de forma, como cuando se colocan pequeños motores en aspiradoras y se venden llantas a los autos. La mayor parte de las materias y partes manufacturadas se venden directamente a los usuarios industriales.
Los Bienes de Capital son bienes industriales que entran parcialmente en el producto terminado. Incluyen dos grupos: las instalaciones y el equipo accesorio.
Las instalaciones son los edificios (fábricas u oficinas). Como las instalaciones son compras importantes, suelen adquieren directamente del productor tras un largo periodo de toma de decisiones.
En equipo accesorio incluye el equipo de producción portátil y las herramientas (de mano o diablos), así como el equipo de oficina (maquinas de escribir y escritorios). Estos productos no entran a formar parte del producto terminado. Tienen una vida más corta que las instalaciones y son simples auxiliares en el proceso de producción.
Los Suministros y Servicios son bienes industriales que no entran para nada en el producto terminado. Los suministros incluyen suministros para la operación (como lubricantes, carbón, papel para escribir a máquina o lápices), así como artículos de mantenimiento y reparación (pintura, clavos o escobas). Los suministros son bienes de uso común en el campo industrial, puesto que por lo general se compran sin mayor esfuerzo ni comparación. Los servicios a la industria incluyen servicios de reparación y mantenimiento (limpieza de ventanas, reparación de maquinas de escribir) y servicios de asesoría (legal, administrativa o publicitaria).
Esta clasificación es arbitraria, como esta puede haber muchas otras clasificaciones de los productos, dependerá esencialmente del uso, naturaleza del producto al cual se quiera estudiar y clasificar.
(5)
Las mordazas para los frenos de los automóviles, son uno de los componentes más importantes y con mayor demanda en la industria automotriz.
Es muy raro, que las mordazas para los frenos de los automóviles sean vistas, como un producto de primera necesidad, pero es un componente muy importante en la vida cotidiana de las personas que tienen un automóvil.
Las mordazas para los frenos de los automóviles, como todos los productos debe de regirse por ciertas normas o especificaciones, que son las que aseguran que sea un producto de calidad para el consumidor. Pero en México, no existen normas que especifiquen la forma de producirlo, las medidas, tamaños ni los tipos que deban de cumplir las mordazas para los automóviles.
En México no existen normas que especifiquen que tolerancia deben de tener, medidas, tipos, tamaños o forma de fabricación, para la realización de esta tesis, se tuvo la colaboración de las empresas FORD, CHEVROLET y VOLKSWAGEN, quienes proporcionaron las normas de calidad que ellos aceptan para las mordazas de los automóviles que ellos producen.
Cumplir con la norma ISO/TS 16949 la cual especifica que los proveedores deben de cumplir con ciertos requisitos de calidad y gestión ambiental, para poder ser proveedores de la industria automotriz.
5.- Staton, Etzel y Walter. Fundamentos de Marketing. McGraw Hill. 13a edición. México 2004

Las tolerancias de las mordazas de los automóviles pequeños deben de estar entre 1 a 1.5mm en cuanto a partes curveadas, chaflanes, largo de la pieza, alto de la pieza, ancho de la pieza, profundidad de los barrenos, diámetro de los barrenos.
Las tolerancias de las mordazas de los automóviles grandes deben de estar entre 1.8 y 2mm con respecto a partes curveadas, chaflanes, largo de la pieza, alto de la pieza, ancho de la pieza, profundidad de los barrenos, diámetro de los barrenos.
Cumplir con la norma UNE 36001 que especifica que el material debe de ser un acero cementado (f150).
Que los instrumentos de medición deben de calibrarse por lo menos 2 veces por año, por un organismo certificado.
Cumplir con la norma ISO 14000, la cual trata sobre gestión ambiental.
Cumplir con un programa y certificación de industria limpia (PROFEPA).
Cumplir con la ley General del Equilibrio Ecológico y Protección Ambiental.
1.2 ANÁLISIS DE LA DEMANDA Antes de empezar lo que es el análisis de la demanda, explicaremos en qué consiste el concepto de mercado, sus características y tipos, ya que en este, es donde se va a introducir el producto que se pretende fabricar, como son las mordazas para los frenos de los automóviles. 1.2.1 Definición
“Un mercado se define como un lugar o área geográfica en que se encuentran y operan los compradores y vendedores, se ofrecen a la venta mercancías o servicios y en que se trasfiere la propiedad de un titulo”.
(4)
“Un mercado también puede definirse, como el conjunto de demanda por parte de clientes potenciales de un producto o servicio”.
(4)
“En el lenguaje común y corriente, la palabra mercado quiere decir un lugar donde la gente compra y vende bienes y servicios. En una economía, el concepto tiene un significa más general, es cualquier arreglo que facilite la compraventa de esos bienes y servicios”.
(4)
Los mercados se clasifican en:
1) Competencia perfecta
2) Competencia imperfecta
3) Monopolio
4) Oligopolio
5) Duopolio
1.2.2 Definición de demanda
“La demanda es la cantidad de bienes y servicios que los agentes económicos desean y pueden comprar a un precio determinado”.
(4)
1.2.3 Ley fundamental de la demanda
“La cantidad que se demanda de un producto tiende a variar en sentido inverso del precio, mientras permanezcan constantes las condiciones objetivas y subjetivas en que actúan los compradores”.
(4)
1.2.4 Factores que determinan la demanda
Los principales factores que van a determinar la demanda en el mercado son:
4.- McCarthy y Perrault. Marketing Planeación Estratégica de la Teoría a la Práctica, McGraw Hill, edición 11, Tomo 1. México 2004

Precio
Calidad
Moda
Gustos
Ingresos del demandante
Como podemos observar los factores que determinan a la demanda son solo algunos de los varios que intervienen en el proceso de la demanda, pero se menciona a estos cinco ya que tienen un peso mayor y son los que más influyen en el comportamiento de los consumidores para la adquisición de algún producto. El precio, es el factor que juega un papel determinante en la adquisición de un producto, ya que si el precio del producto es bajo, la demanda aumenta, pero si el precio del producto aumenta, la demanda de este disminuye. La calidad es un factor que se puede aplicar a varios tipos de productos, y que en ocasiones el consumidor no lo toma en cuenta; ya que existen productos en donde la calidad es un factor importante para que el consumidor los adquiera junto con el precio, ya que en ocasiones como existen varios productos del mismo tipo, el consumidor compran el que sea más "barato" y no toma en cuenta a la calidad, ya que a la larga el producto más barato y con "calidad" resulta más caro que el producto que es un poco más caro pero de buena calidad. Con respecto a los ingresos del demandante, esto depende mucho del grado de estudio de la persona y de los precios que los fabricantes colocan a sus productos, ya que las personas de ahora ya no "despilfarran" el dinero como antes, ya que a lo largo de los años adquirieron una "conciencia" de consumo. En cuanto a los factores de moda y gusto, estos no se les pueden medir, y quedan a criterio del consumidor, ya que no todos tienen los mismos gustos en comida y ropa. 1.2.5 Tabla y grafica de la demanda
La tabla de demanda, dado un conjunto de circunstancias del mercado, para cada precio, ofrece información sobre la cantidad que el mercado absorbería de cada uno de los precios.
Esta tabla de demanda que cuanto mayor es el precio de un producto, menor cantidad de ese bien estarían dispuestos a comprar, y cuanto más bajo es el precio más unidades del producto se demandaran.
Tabla No 1.1: LEY FUNDAMENTAL DE LA DEMANDA
Fuente: (4)
Las razones por las que cuando el precio del bien aumenta la cantidad demandada por todos los consumidores disminuye, son de dos clases. Por un lado, cuando aumenta el precio de un bien algunos consumidores que previamente lo adquirían, dejaran de hacerlo y buscaran otros bienes que los sustituirán. Por otro lado, otros consumidores, aun sin dejar de consumirlos, demandaran menos unidades del mismo, por dos razones, porque se ha encarecido respecto a otros bienes cuyo precio no ha variado y por que la elevación del precio ha reducido la capacidad adquisitiva, y esto hará que se pueda comprar menos de todos los bienes, y en particular del que estamos
considerando.
La curva decreciente de demanda relación la cantidad demandada con el precio. Al reducir el
precio aumenta la cantidad demandada. A cada precio P corresponde una cantidad Q que los
demandantes están dispuestos a adquirir.
La curva de la demanda de un bien, como expresión grafica de la demanda, muestra las cantidades del bien en cuestión que serán demandadas durante un periodo de tiempo determinado por una población específica a cada uno de los posibles precios.
(5)
4.- McCarthy y Perrault. Marketing Planeación Estratégica de la Teoría a la Práctica, McGraw Hill, edición 11, Tomo 1. México 2004
PRECIO A DEMANDA A
2 8
4 6
6 4
8 2

Grafica No 1: CURVA DE LA DEMANDA
Fuente:
(4)
Los principales clientes de este producto son:
FORD
VOLKSWAGEN
CHEVROLET
FERRARI
VOLVO
AUDI
NISSAN
TOYOTA
La empresa TALLER MORENO INDUSTRIAL y su departamento de ventas, realiza cada año un estudio de mercados, para conocer en qué cantidad y porcentaje se está produciendo las mordazas para los frenos de los automóviles, los resultados obtenidos se presentan en la tabla No 1.2:
Tabla No 1.2: ESTUDIO DE MERCADO DEL TALLER MORENO INDUSTRIAL
AÑOS PRODUCCION CHEVROLET, FORD
VOLKSWAGEN (No de automoviles)
PRODUCCION MORDAZAS
PROVEEDORES (No de mordazas)
PRODUCCION MORDAZAS
MAQUILADAS EN EL EXTRANJERO (No de mordazas)
2001 300000 150000 150000
2002 250000 90000 160000
2003 300000 120000 180000
2004 350000 130000 220000
2005 370000 125000 245000
2006 400000 130000 270000
2007 410000 145000 265000
FUENTE: Análisis de mercado del TALLER MORENO INDUSTRIAL
Como se muestra en la tabla No 1.2, la demanda de las tres empresas automotrices, no es abastecida por los proveedores, ya que los proveedores en conjunto no pueden abastecer la demanda generada por FORD, CHEVROLET y VOLKSWAGEN. La demanda faltante, la mandan a maquilar al extranjero.
En la tabla No 1.3 que muestra el porcentaje que cada uno de los proveedores proporciona a las empresas FORD, CHEVROLET y VOLKSWAGEN.
4.- McCarthy y Perrault. Marketing Planeación Estratégica de la Teoría a la Práctica, McGraw Hill, edición 11, Tomo 1. México 2004

Tabla No 1.3: PORCENTAJE DE PRODUCCION DE LAS EMPRESAS PRODUCTORAS DE MORDAZAS
AÑOS PRODUCCIÓN PROVEEDORES
(PZ)
INTERHOLDE SA de CV
(%)
GRUPO RASSINI
(%)
TALLER MORENO
INDUSTRIAL (%)
EATON EJES SA de CV
(%)
2001 150000 26.6% 23.3% 23.3% 26.6%
2002 90000 22.2% 27.7% 22.2% 27.7%
2003 120000 25% 25% 25% 25%
2004 130000 26.92% 19.23% 26.92% 26.92%
2005 125000 24% 28% 24% 24%
2006 130000 19.23% 26.92% 26.92% 26.92%
2007 145000 26.92% 19.23% 26.92% 26.92%
Fuente: Estudio de mercado de TALLER MORENO INDUSTRIAL
Grafica No 2: INVESTIGACION DE MERCADOS DE LAS EMPRESAS FABRICANTES DE MORDAZAS
Fuente: TALLER MORENO INDUSTRIAL
Con la ayuda de los estudios de mercados y la producción real de mordazas para los frenos de los automóviles, se va a realizar una tabla donde se va a determinar la demanda que presenta el mercado, de acuerdo con el porcentaje que abarcan del mismo cada uno de los proveedores.
Tabla No 1.4: PORCENTAJE DE VENTA DE MORDAZAS POR PARTE DE LA COMPETENCIA
AÑOS PRODUCCIÓN TOTAL
MORDAZAS (PZ)
PROV A 24.09%
(PZ)
PROV B 25% (PZ)
PROV C 24.72%
(PZ)
PROV D 26.19%
(PZ)
2001 150000 36200 37500 37000 39300
2002 90000 21700 22500 22300 23500
2003 120000 28900 30000 29700 31400
2004 130000 31300 32500 32100 34100
2005 125000 30100 31300 30800 32800
2006 130000 31300 32500 32100 34100
2007 145000 34930 36250 35844 37976
Fuente: Análisis de ventas del TALLER MORENO INDUSTRIAL
Los estudios de mercado demuestran, que la demanda requerida por las empresas FORD, CHEVROLET y VOLKSWAGEN, no puede ser abastecida por los cuatro proveedores que le maquilan mordazas, como se puede observar en la tabla No 1.4, la capacidad de producción de los diferentes proveedores que tienen en sus plantas actualmente les es insuficiente para cubrir la demanda generada por FORD, CHEVROLET y VOLKSWAGEN, ya que el porcentaje de
INVESTIGACION DE MERCADOS
24%
25%25%
26%INTERHOLDE SA de CV
GRUPO RASSINI
TALLER MORENO INDUSTRIAL
EATON EJES SA de CV

producción que se cumplió por parte de los proveedores en los últimos cinco años es menor al 50% de la demanda generada, y solamente en el 2001 el porcentaje cumplido llego al 50% de la demanda generada, en cuanto al porcentaje de mordazas enviadas al extranjero para su maquila, que no pueden abastecer los proveedores., FORD, CHEVROLET y VOLKSWAGEN mandaron la cantidad de 1,490,000 mordazas para su fabricación, que es un porcentaje mayor al 62% de la demanda generada que no se cumplió, por parte de los proveedores a las empresas FORD, CHEVROLET y VOLKSWAGEN. Por este motivo FORD, CHEVROLET y VOLKSWAGEN mandan las mordazas a maquilar en el extranjero, pero el envió empieza a resultar muy caro.
Tabla No 1.5: PORCENTAJE DE PRODUCCION DE MORDAZAS EN MÉXICO Y EN EL EXTRANJERO
PRODUCCIÓN DE CHEVROLET, FORD,
VOLKSWAGEN (No de automóviles)
PRODUCCIÓN DE PROVEEDORES (No de mordazas)
(%) PRODUCCIÓN EN EL EXTRANJERO
(No de mordazas)
(%)
300000 150000 50 150000 50
250000 90000 36 160000 64
300000 120000 40 180000 60
350000 130000 37 220000 63
370000 125000 34 245000 66
400000 130000 33 270000 67
410000 145000 35 265000 65
Fuente: Análisis de producción del TALLER MORENO INDUSTRIAL
En la siguiente grafica No 3, se muestra el porcentaje de mordazas que los proveedores proporcionan a la FORD, CHEVROLET y VOLKSWAGEN, y el porcentaje de mordazas que estas empresas mandan a maquilar al extranjero.
Grafica No 3: PORCENTAJE DE MAQUILA NACIONAL Y EXTRANJERA DE MORDAZAS
Fuente: Análisis de producción del TALLER MORENO INDUSTRIAL
En cuanto a la importación de las mordazas, las empresas FORD, CHEVROLET y VOLKSWAGEN, no proporcionan el dato y en la página de la INEGI y la AMIA no existen registros de estas importaciones.
Por solicitud de la empresa TALLER MORENO INDUSTRIAL, el alcance del estudio del proyecto, solo se estudiará el mercado nacional, ya que dicha empresa solamente le interesa abastecer la demanda nacional de mordazas para los frenos de los automóviles de las empresas FORD, CHEVROLET y VOLKSWAGEN.
DEMANDA DE MORDAZAS (%)
38%
62%
PRODUCCIÓN DE PROVEEDORES (No de mordazas)
PRODUCCIÓN EN EL EXTRAJERO (No de mordazas)

1.3 ANÁLISIS DE LA DEMANDA POR FUENTES SECUNDARIAS
Muchas de las técnicas de pronosticar que se utilizan actualmente y que se exponen en este trabajo se desarrollaron en el siglo XIX; un ejemplo de ello son los análisis de regresión. Con el desarrollo de las técnicas de pronóstico más complejas, junto con el advenimiento de las computadoras, los pronósticos recibieron más atención durante los años recientes. Este desarrollo es en especial cierto desde la proliferación de la pequeña computadora personal.
Ahora todos los administradores poseen la capacidad de utilizar técnicas de análisis de datos muy complejas para fines de pronóstico, y una comprensión de dichas técnicas es esencial hoy en día para los administradores de empresas y los ingenieros industriales.
Al crecer la preocupación de los administradores e ingenieros industriales por el proceso de pronóstico continúan desarrollando nuevas técnicas de pronóstico. Esta atención se enfoca de manera particular en los errores, que son parte inherente de cualquier procedimiento de pronóstico. Es raro que los pronósticos coincidan al pie de la letra con el futuro, una vez llegado este, quienes pronostican solo pueden intentar que los inevitables errores sean tan pequeños como sea posible.
En vista de las imprecisiones inherentes al proceso, ¿Por qué es necesario pronosticar? La respuesta es que todas las organizaciones operan en una atmósfera de incertidumbre y que, a pesar de este hecho, se deben tomar decisiones que afecten el futuro de la organización.
Las técnicas de pronóstico que pueden emplearse para complementar el sentido y la capacidad administrativa de los que toman las decisiones son los elementos de juicio en el proceso de pronóstico. Quienes toman la decisión lo harán mejor si a partir de la comprensión de las técnicas de pronóstico, tanto cualitativa como cuantitativa, las utilizan de manera adecuada, en vez de que sean forzados a planear el futuro sin el beneficio de esta valiosa información complementaria. 1.3.1 Tipos de pronósticos
Cuando los gerentes de organizaciones se enfrentan con la necesidad de tomar decisiones en una atmósfera de incertidumbre, ¿Qué tipos de pronósticos tiene disponibles?, En primer término, se deben de clasificar los procedimientos de pronósticos de largo y corto plazo.
Los pronósticos a largo plazo son necesarios para establecer el curso general de la organización para un largo periodo; de ahí que se conviertan en el enfoque particular de alta dirección.
Los pronósticos a corto plazo se utilizan para diseñar estrategias inmediatas y que usan los administradores de rango medio y de primera línea para enfrentar las necesidades del futuro inmediato.
Los procedimientos de pronóstico también pueden clasificarse de acuerdo con su tendencia a ser más cuantitativos o cualitativos. En uno de los extremos, una técnica puramente cualitativa es aquella que no requiere de una abierta manipulación de datos, solo se utiliza el “juicio” de quien pronostica. Desde luego, incluso aquí, el “juicio” del pronosticados es en realidad el resultado de la manipulación mental de datos históricos pasados.
Con frecuencia se realizan observaciones de datos a través del tiempo. Cualquier variable que conste de datos reunidos, registrados u observados sobre incrementos sucesivos de tiempo se denomina serie de tiempo.
En análisis de series de tiempo de datos, una tendencia inmediata consiste en intentar explicar o contabilizar el comportamiento de las series. La descomposición clásica es un método que se basa en la suposición de que se puede descomponer en componentes con tendencia ciclo, estacionalidad e irregularidad. Una predicción se hace mediante la combinación de las proyecciones de cada componente individual.
(3)
Los principales tipos de pronósticos que se utilizan son los siguientes:
Promedio móvil simple
Promedio móvil doble
Ajuste exponencial simple
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11 edición. México 2004

Ajuste exponencial doble
Índices de estacionalidad
El método de cálculo de pronósticos que se utilizo es el de mínimos cuadrados. 1.3.2 Mínimos cuadrados
Esta es otra técnica de tipo cuantitativo que permite el cálculo de los pronósticos para periodos futuros, para lo cual requiere de registros históricos que sean consistentes, reales y precisos.
Esta técnica como su nombre lo indica se trata de sacar el total de las desviaciones elevadas al cuadrado a un valor mínimo; su objetivo es determinar los coeficientes a y b, que son conocidos como coeficientes de regresión.
Donde:
X = Es la variable independiente (tiempo)
Y = Es la variable dependiente (pronostico de la demanda)
En la práctica se pueden utilizar dos métodos para calcular los pronósticos a través de mínimos cuadrados. Formula general y métodos simplificados.
1. Formula general
Para aplicar este método en el cálculo de los pronósticos de la demanda, se deben tener en cuenta las siguientes expresiones matemáticas:
a = y – bx1………………………………………………………………………………………………1 b = (n∑xy - ∑x∑y) / (n∑x
2 – (∑x)
2).............................................................................................2
Y = a + bX..................................................................................................................................3
Donde:
n = Tamaño de la muestra o el numero de periodos
X = Periodo en el que desea el pronostico
Y = E l pronostico
2. Método simplificado
El método simplificado como su nombre lo indica, en la práctica es más simple y se llega al resultado de forma más rápida. Las expresiones a usar son:
(3)
a = y – bX……………………………………………………………………………………………….4 b = (∑xy)/(∑x
2)............................................................................................................................ .............5
Y = a + bX........................................................................................................................... ......................6
Donde:
n = Tamaño de la muestra o el numero de periodos
X = Periodo en el que se desea el pronostico
Y = El pronostico
Con los siguientes datos proporcionados por la empresa TALLER MORENO INDUSTRIAL, obtendremos el pronóstico para los próximos cinco años, las variables que se relacionaran son los años (yr), la demanda (dm), la paridad (pd), la inflación (if) y el PIB (producto interno bruto).
Tabla No 1.6; PRONOSTICOS DE LA DEMANDA EN LOS PROXIMOS 5 AÑOS
AÑOS PERIODO DEMANDA PARIDAD INFLACIÓN PIB %
2001 1 300000 9.60 10.05 6.6
2002 2 250000 9.42 7.11 -0.2
2003 3 300000 9.85 4.83 0.8
2004 4 350000 10.98 5.00 1.4
2005 5 370000 11.43 4.40 4.4
2006 6 400000 10.50 4.50 3.0
2007 7 410000 10.60 4.35 2.8
Fuente: Análisis de la demanda de mordazas del TALLER MORENO INDUSTRIAL
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11 edición. México 2004

Al correlacionar los años (yr), con la demanda (dm) y la inflación (if), se obtienen la siguiente ecuación:
DM = 145771.7758+33508.0652yr+10471.4648if
con un r = 0.9417 Durbin-Watson = 2.1985 Al correlacionar los años (yr), con la demanda (dm) y el PIB, se obtiene la siguiente ecuación:
DM = 209654.1849+27319.8247yr+8777.7151PIB
con un r = 0.9815 Durbin-Watson = 2.8404
Al correlacionar los años (yr), con la demanda (dm) y la paridad, se obtiene la siguiente ecuación:
DM = 72569.2859+20701.9995yr+17855.1950pd
con un r = 0.9314 Durbin-Watson = 2.1792
La ecuación con mejor coeficiente de correlación es la que relaciona a los años (yr), con la demanda (dm) y el PIB, ya que el r que se calculó tiene un valor de 0.9815, lo que significa que esta ecuación es la mejor de las tres que se relacionaron, además de presentar un índice de autocorrelación de 2.8404.
La relación que se tiene con el PIB (Producto Interno Bruto), muestra que cuando el PIB se incrementa, el sector industrial del país crece, se producen más empleos y se generan más ganancias, lo cual se refleja en el indicador del crecimiento del país (PIB).
En la gráfica No 4, se puede observar que la demanda que genera FORD, CHEVROLET y VOLKSWAGEN en los últimos años se ha incrementado, esto se debe al aumento en la venta de automóviles en el país por parte de estas tres empresas automotrices.
Grafica No 4: DEMANDA DE LAS MORDAZAS
Fuente: Análisis de la demanda de mordazas del TALLER MORENO INDUSTRIAL
1.4. PROYECCIÓN OPTIMISTA Y PESIMISTA DE LA DEMANDA
Con la ecuación obtenida de la correlación se va a proyectar la demanda para los próximos cinco años, como se muestra en la siguiente tabla, se realizarán los cálculos para los pronósticos de los próximos cinco años.
0
50000
100000
150000
200000
250000
300000
350000
400000
450000
2000 2001 2002 2003 2004 2005 2006 2007 2008
DE
MA
ND
A (
PZ
S)
AÑOS
DEMANDA DE LAS MORDAZAS PARA LOS FRENOS DE LOS AUTOMOVILES

Tabla No 1.7: DEMANDA OPTIMISTA Y PESIMISTA DE LAS MORDAZAS
AÑO PERIODO PIB PESIMISTA
DEMANDA PESIMISTA
PIB OPTIMISTA
DEMANDA OPTIMISTA
2008 8 1 436990 4 463324
2009 9 0,6 460799 7 516976
2010 10 0,2 484608 7,5 548685
2011 11 -0,9 518072 8 580394
2012 12 -0,1 538370 8,1 608591
Fuente: Análisis de la demanda de mordazas del TALLER MORENO INDUSTRIAL
Los cálculos realizados en la tabla 1.6, se hicieron con una visión pesimista y optimista, esto con el objetivo de estar preparados para cualquier eventualidad que llegara a presentarse en la elaboración del proyecto o que llegara a modificar la demanda del producto
En la gráfica 5, se muestra la proyección de la demanda pesimista y la demanda optimista.
Grafica No 5: PROYECCION DE LA DEMANDA OPTIMISTA Y PESIMISTA DE LAS MORDAZAS
Fuente: Proyección de la demanda de las mordazas del TALLER MORENO INDUSTRIAL
1.5. ANÁLISIS DE LA OFERTA 1.5.1 Definición de oferta
“Es la cantidad de mercancías que pueden ser vendidas a los diferentes precios del mercado por individuo o por el conjunto de individuos de la sociedad. Es por eso que se habla de oferta individual y oferta total”.
(4)
1.5.2 Ley de la oferta
“Siempre y cuando las condiciones no varíen, la cantidad que se ofrezca de un bien en el mercado varia en razón directa de su precio”.
(4)
1.5.3 Factores que determinan a la oferta
La función de la oferta puede ser determinada por los siguientes factores:
1) Precio del bien.- Los precios de los bienes y servicios relacionados con un bien influyen sobre la oferta del mismo.- Por ejemplo, si el precio de las cintas grabadas sube, la oferta de las cintas en blanco disminuye. Las cintas en blanco y las cintas grabadas son sustitutas de producción, bienes que pueden producirse usando los mismos recursos.
4.- McCarthy y Perrault. Marketing Planeación Estratégica de la Teoría a la Práctica, McGraw Hill, edición 11, Tomo 1. México 2004
PROYECCION DE LAS MORDAZAS PARA LOS FRENOS DE LOS
AUTOMOVILES
0
100000
200000
300000
400000
500000
600000
700000
8 9 10 11 12
AÑOS
DE
MA
ND
A
DEMANDA PESIMISTA
DEMANDA OPTIMISTA

2) Nivel tecnológico.- Nuevas tecnologías crean nuevos productos y disminuyen los costos de fabricar productos existentes. Como resultado se produce un cambio en la oferta. Por ejemplo, el desarrollo de una tecnología nueva para la producción de cintas por parte de Sony y 3M ha reducido los costos de producción de cintas y ha aumentado la oferta de cintas.
3) Número de empresas que existan en el mercado, nivel de competencia.- La oferta depende del número de ofertantes. Cuanto mayor es el número de empresas a una industria, la oferta de la industria aumenta. A medida que las empresas abandonan una industria, la oferta de esta industria disminuye. Por ejemplo, durante los dos últimos años ha habido un enorme aumento dejo número de empresas que producen y administran sitios en la telaraña mundial. Como resultado, la oferta de servicios de Internet y de la World Wide Web ha aumentado enormemente.
1.5.4 Tabla y grafica de la oferta
Bajo la condición ceteris paribus, denominamos tabla de la oferta a la relación que existe entre el precio de un bien y las cantidades que un empresario desearía ofrecer de ese bien por unidad de tiempo. Podemos obtener la oferta global y de mercado sin más que sumar para cada precio las cantidades que todos los productores de ese mercado desean ofrecer.
Mientras la tabla de la demanda muestra el comportamiento de los consumidores, la tabla de la oferta señala el comportamiento de los productores. Si la tabla de la demanda relaciona los precios con cantidades que los consumidores desean comprar, una tabla de oferta representa para unos precios determinados, las cantidades que los productores estarían dispuestos a ofrecer. A precios muy bajos los costos de producción no se cubren y los productores no producirían nada. Conforme los precios van aumentando se empezaran a alanzar unidades al mercado, y a precios más altos, la producción será mayor.
Tabla No 1.8: LEY DE LA OFERTA
PRECIO OFERTA
2 0
4 2
6 4
8 6
Fuente:(4)
El argumento inverso también se puede utilizar. Así el crecimiento de la curva de oferta se puede establecer diciendo que si, por ejemplo, se desea mayor producción de algún bien, habrá que ir añadiendo mayores cantidades de mano de obra y, apelando a la ley de los rendimientos decrecientes, resulta que el costo necesario para elevar la producción de una unidad más será cada vez mayor.
1.5.5 La curva de la oferta
Según señalamos al hablar de la demanda, la oferta no puede considerarse como una unidad fija, sino como una relación entre ofrecida y el precio al cual dicha cantidad se ofrece en el mercado. En este sentido, la curva de la empresa o de la industria es la representación grafica de la tabla de la oferta señalada anteriormente, y muestra las cantidades del bien que se ofrecerán a la venta durante el periodo de tiempo específico a diversos precios de mercado.
(4)
Esta curva suele tener pendiente positiva.
4.- McCarthy y Perrault. Marketing Planeación Estratégica de la Teoría a la Práctica, McGraw Hill, edición 11, Tomo 1. México 2004

Grafica No 6: CURVA DE LA OFERTA
Fuente:
Fuente:(4)
En México, la Asociación Mexicana de la Industria Automotriz A. C y la Asociación Nacional de Productores de Autobuses, Camiones y Tractocamiones en sus estadísticas, muestran que la venta de automóviles y camiones en el país ha tenido un incremento muy bajo en los últimos años, también muestra la venta de las importaciones de estos vehículos, que en los últimos años su crecimiento no ha sido el esperado, es por eso que TALLER MORENO INDUSTRIAL, solo abarcara el mercado nacional de las mordazas.
En la gráfica 7, se muestra la tendencia de la oferta de las mordazas para los frenos de los automóviles por parte de los proveedores en los últimos años.
Grafica No 7: OFERTA DE LAS MORDAZAS PARA LOS FRENOS DE LOS AUTOMOVILES
Fuente: Análisis de la oferta de mordazas del TALLER MORENO INDUSTRIAL
Como se puede observar, la oferta de las mordazas para los frenos de los automóviles ha ido decreciendo en los últimos años, las causas que pudieron originar este decrecimiento pueden ser las bajas ventas de los automóviles en el país por parte de FORD, CHEVROLET y VOLKSWAGEN o la falta de capacidad productiva en las plantas productoras de mordazas de los diferentes proveedores de la FORD, CHEVROLET y VOLKSWAGEN.
4.- McCarthy y Perrault. Marketing Planeación Estratégica de la Teoría a la Práctica, McGraw Hill, edición 11, Tomo 1. México 2004
OFERTA DE LAS MORDAZAS PARA LOS FRENOS DE
LOS AUTOMÓVILES
0
20000
40000
60000
80000
100000
120000
140000
160000
0 1 2 3 4 5 6 7
AÑOS
DE
MA
ND
A (
PZ
S)
OFERTA

1.6. ANÁLISIS HISTÓRICO DE LA OFERTA NACIONAL DE MORDAZAS
Con los datos proporcionados por el estudio de mercado de la empresa TALLER MORENO INDUSTRIAL, se calcularán los pronósticos de los próximos cinco años para la oferta de las mordazas para los frenos de los automóviles de los proveedores para las empresas FORD, CHEVROLET y VOLKSWAGEN.
A continuación se realizaran los pronósticos para la oferta de las mordazas. Tabla No 1.9: PRONOSTICO DE LA OFERTA DE MORDAZAS
AÑOS PERIODO OFERTA PARIDAD INFLACIÓN PIB %
2001 1 150000 9.60 10.05 6.6
2002 2 90000 9.42 7.11 -0.2
2003 3 120000 9.85 4.83 0.8
2004 4 130000 10.98 5.00 1.4
2005 5 125000 11.43 4.40 4.4
2006 6 130000 10.50 4.50 3.0
2007 7 145000 10.65 4.00 2.8
Fuente: Pronósticos de las mordazas del TALLER MORENO INDUSTRIAL
Al correlacionar la oferta (of) con los años (yr) y la inflación (f), se obtiene la siguiente ecuación.
DM = 25817.6171+11031.7189yr+10037.3164f
con un r = 0.6523 Durbin-Watson = 2.8195
Al correlacionar la oferta (of) con los años (yr) y el producto interno bruto (PIB), se obtiene la siguiente ecuación.
DM = 98180.5537+2828.5548yr+6571.0953PIB
con un r = 0.8221 Durbin-Watson = 2.4677
Al correlacionar la oferta (of) con los años (yr) y la paridad (pd), se obtiene la siguiente ecuación.
DM = 66229.4178+1161.3847yr+5439.9462pd
con un r = 0.3126 Durbin-Watson = 2.2497
Como se puede observar, la ecuación que mejor coeficiente de correlación generó en la de oferta (of) con los años (yr) y el producto interno bruto (PIB), ya que su coeficiente de correlación arrojó un valor de 0.8221 y su coeficiente de autocorrelación tuvo un valor de 2.4677.
1.7. PROYECCIÓN OPTIMISTA Y PESIMISTA DE LA OFERTA TOTAL DEL MERCADO
Con la ecuación obtenida con base a los cálculos, se procederá a calcular los pronósticos de la oferta de los próximos cinco años, que se muestra en la siguiente tabla.
Tabla No 1.10: PROYECCION OPTIMISTA Y PESIMISTA DE LA OFERTA DE MORDAZAS
Fuente: Análisis de la oferta de mordazas del TALLER MORENO INDUSTRIAL
AÑOS PERIODO PIB PESIMISTA
OFERTA PESIMISTA
PIB OPTIMISTA
OFERTA OPTIMISTA
2008 8 1 127380 4 147093
2009 9 0,6 127580 7 169635
2010 10 0,2 127780 7,5 175749
2011 11 -0,9 123380 8 181863
2012 12 -0,1 131466 8,1 185349

Los cálculos realizados por la oferta de las mordazas para los frenos de los automóviles, se realizaron con una visión optimista y pesimista, esto con el objetivo de que en algún momento pudiera ocurrir una eventualidad que modificaría la producción de los proveedores con las mordazas.
En la gráfica 8 se muestra el comportamiento de la oferta pesimista y la oferta optimista de las mordazas para los frenos de los automóviles.
Grafica No 8: PROYECCION DE LA OFERTA DE MORDAZAS
Fuente: Análisis de la oferta de mordazas del TALLER MORENO INDUSTRIAL
1.8. PROYECCIÓN DE LA DEMANDA POTENCIAL INSATISFECHA OPTIMISTA Y PESIMISTA
Como ya se tienen los cálculos de la demanda y la oferta de las mordazas para los frenos de los automóviles, se procede a calcular la demanda potencial insatisfecha, como se muestra en las siguientes tablas.
Tabla No 1.11: PROYECCION DE LA DEMANDA POTENCIAL INSATISFECHA OPTIMISTA
Fuente: Análisis de la demanda del TALLER MORENO INDUSTRIAL
Tabla No 1.12: PROYECCION DE LA DEMANDA POTENCIAL INSATISFECHA PESIMISTA
AÑOS PERIODO DEMANDA POTENCIAL PESIMISTA
OFERTA POTENCIAL PESIMISTA
DEMANDA POTENCIAL INSATISFECHA PESIMISTA
2008 8 436990 127380 309610
2009 9 460799 127580 333219
2010 10 484607 127780 356827
2011 11 518072 123380 394692
2012 12 538369 131466 406903
Fuente: Análisis de la demanda del TALLER MORENO INDUSTRIAL
PROYECCION DE LA OFERTA DE LAS MORDAZAS PARA LOS
FRENOS DE LOS AUTOMOVILES
0
50000
100000
150000
200000
8 9 10 11 12
AÑOS
OF
ER
TA
OFERTA PESIMISTA
OFERTA OPTIMISTA
AÑOS PERIODOS DEMANDA POTENCIAL OPTIMISTA
OFERTA POTENCIAL OPTIMISTA
DEMANDA POTENCIAL INSATISFECHA OPTIMISTA
2008 8 463323 147093 316230
2009 9 516976 169635 347341
2010 10 548685 175749 372936
2011 11 580393 181863 398530
2012 12 608591 185349 423242

Los resultados obtenidos de la demanda potencial insatisfecha muestran que la demanda de las piezas de mordazas para los frenos de los automóviles de la FORD, CHEVROLET y VOLKSWAGEN va crecer considerablemente en los próximos cinco años.
Esto se puede deber, a que las empresas automotrices ofrecen créditos más accesibles, planes de financiamiento adecuados para cada persona que desea adquirir un automóvil. Con estos resultados podemos decir que existe una demanda satisfecha no saturada, es decir que se puede ofrecer el producto con mejores características de operación, mucha mejor calidad y lo principal a un mejor costo de fabricación.
En la gráfica 9, se muestra la demanda potencial insatisfecha de las mordazas para los frenos de los automóviles.
Grafica No 9: PROYECCION DE LA DEMANDA POTENCIAL INSATISFECHA
Fuente: Análisis de la demanda de mordazas del TALLER MORENO INDUSTRIAL
1.9. ANÁLISIS DE PRECIOS
Durante casi toda la historia los precios se fijaron por negociación entre quienes compraban y quienes vendían. Establecer un mismo precio para todos los compradores es una idea relativamente moderna que surgió con el desarrollo de las ventas al detalle a gran escala al final del siglo XIX. F. W. Woolworth, Tiffany & Co, y otros anunciaron una política estricta de un solo precio por que trabajan tantos artículos y supervisaban a tantos empleados.
Ahora, apenas cien años después, la Internet promete revertir la tendencia de los precios fijos y llevarlos de vuelta a una era de precios negociados. La Internet, las redes corporativas y los sistemas inalámbricos están vinculados a personas, maquinas y empresas de todo el globo, y conectando a quienes venden y quienes compran como nunca antes. Sitios Web como Compare. Net y PriceScan.com permiten a los compradores comparar productos y precios con rapidez y facilidad.
Tradicionalmente el precio ha operado como principal determinante como la decisión de compra. Esto sigue siendo válido en los países más pobres, entre los grupos más pobres y en el caso de productos básicos. Aunque factores distintos del precio se han vuelto más importantes para la conducta del comprador en las últimas décadas, el precio sigue siendo uno de los elementos más importantes que determinan la participación de mercado y la rentabilidad de una empresa.
Los consumidores y los agentes de compras tienen acceso a la información de precios y a quienes ofrecen precios descontados. Los investigadores investigan sus compras con cuidado, obligando a los detallistas a bajar precios. Los detallistas presionan a los fabricantes para que bajen sus precios. El resultado es un mercado que se caracteriza por fuertes descuentos y promoción de ventas.
(5)
5.- Staton, Etzel y Walter. Fundamentos de Marketing McGraw Hill. 13a edición. México 2004
PROYECCIÓN DE LA DEMANDA POTENCIAL INSATISFECHA
0
50000
100000
150000
200000
250000
300000
350000
400000
450000
1 2 3 4 5
AÑOS
DE
MA
ND
A (
PZ
S)
DEMANDA POTENCIAL
INSATISFECHA OPTIMISTA
DEMANDA POTENCIAL
INSATISFECHA PESIMISTA

El precio es el elemento de la mezcla de marketing que produce ingresos, los otros producen costos. El precio también es uno de los elementos más flexibles, se puede modificar rápidamente, a diferencia de las características de los productos y los compromisos con el canal.
Al mismo tiempo, la competencia de precios es el problema más grave que enfrentan las empresas. Pese a ello, muchas empresas no manejan bien la fijación de precios.
Los errores más comunes:
La fijación de los precios está demasiado orientada a los costos.
Los precios no se modifican con la frecuencia suficiente para aprovechar los cambios del mercado.
El precio se faja con independencia del resto de la mezcla de marketing y no como un elemento intrínseco de la estrategia de posicionamiento en el mercado.
El precio no es lo bastante variado para los diferentes artículos, segmentos de mercado y ocasiones de compra.
Una empresa debe poner un precio inicial cuando desarrolla un nuevo producto, cuando introduce un producto normal en un canal de distribución o área geográfica y cuando licita para conseguir contratos nuevos.
La empresa debe decidir donde posicionara su producto en cuanto a calidad y precio. En algunos mercados, como el de los automóviles, es posible encontrar hasta ocho puntos de precio.
Tabla No 1.13: SEGMENTOS DE PRECIOS PARA EL PRODUCTO
SEGMENTO EJEMPLO (AUTOMÓVILES)
Definitivos Rolls-Royce
Dorado Mercedes Benz
Lujo Audi
Especiales Volvo
Medio Buick
Facilidad/comodidad Ford escora
Imitación pero más barato Hyundai
Solo precio Kia
Fuente:(5)
Puede haber competencia entre los segmentos de precio-calidad. La siguiente figura muestra nueve estrategias de precio-calidad. Las estrategias diagonales 1, 5 y 9 pueden coexistir en el mismo mercado; es decir, una empresa ofrece un producto de alta calidad a un precio alto, otra ofrece un producto de media calidad a un precio medio. Los tres competidores pueden coexistir en tanto el mercado mantenga tres grupos de compradores, quienes insisten en la calidad, quienes insisten en el precio, y quienes equilibran ambas consideraciones.
Las estrategias 2, 3 y 6 son formas de atacar las posiciones diagonales. La estrategia 2 dice: “nuestro producto tiene la misma alta calidad que el producto 1 pero cobramos menos”. La estrategia 3 dice lo mismo y ofrece un ahorro aun mayor. Si los clientes sensibles a la calidad creen lo que dicen estos competidores, lo sensato será comprarles y ahorrar el dinero / a menos que el producto de la empresa 1 haya adquirido un atractivo).
(5)
Tabla No 1.14: ESTRATEGIAS DE ASIGNACION DE PRECIOS
Precio
Alto Mediano Bajo
1. Superior 2. De valor alto 3. De Supervalor
4. De Sobre cobro 5. De valor medio 6. De buen valor
7. De imitación 8. De economía falsa 9. De economía
Fuente:(5)

Las estrategias de posicionamiento 4, 7 y 8 equivalen a cobrar un precio excesivo por el producto en relación con su calidad. Los clientes se sentirán “estafados” y probablemente se quejaran o hablaran mal de la empresa.
A continuación en la siguiente tabla se muestran los precios que se obtuvieron de la investigación de mercado que realizó TALLER MORENO INDUSTRIAL. Tabla No 1.15: PRECIOS DE LA COMPETENCIA DE LAS MORDAZAS PARA LOS FRENOS DE
LOS AUTOMOVILES
PROVEEDOR PRECIO EN PESOS ($)
INTERHOLDE SA DE CV $230
GRUPO RASSINI $220
TALLER MORENO INDUSTRIAL $195
EATON EJES SA de CV $215
Fuente: Análisis de precios de las mordazas del TALLER MORENO INDUSTRIAL
La empresa TALLER MORENO INDUSTRIAL para poder determinar el precio de venta de las mordazas para los frenos de los automóviles, utiliza los siguientes factores:
Precio del acero cementado en bloques con medidas predeterminadas
Mano de obra utilizada especializada
Energía eléctrica utilizada
Tiempo del elaboración de la pieza
Desperdicio de material
Porcentaje de ganancia
Como se puede observar el precio más bajo del mercado en cuanto a las mordazas para los frenos de los automóviles es el de la empresa TALLER MORENO INDUSTRIAL, lo cual nos dice que puede obtener más venta de las mordazas por tener su precio bajo, además de cumplir con todos los requerimientos que la FORD, CHEVROLET y VOLKSWAGEN exigen para ser uno de sus proveedores.
1.10. PROYECCIÓN DE LOS PRECIOS
Como se mencionó en el análisis de precios, existen métodos de fijación de estos mismos, a continuación se describen dichos métodos.
1. Fijación de precios por sobreprecios
El método más elemental para fijar precios es sumar un sobreprecio estándar al costo del producto.
Las empresas de construcción presentan licitaciones para contratos estimando el costo total del proyecto y sumando un sobreprecio estándar de donde saldrán sus utilidades. Los abogados y contadores cotizan normalmente sumando un precio estándar a su tiempo y costos. Los contratistas de la defensa cobran su costo más un sobreprecio estándar.
2. Fijación de precios por rendimiento objetivo
En la fijación de precios por rendimiento objetivo, la empresa determina el precio que produciría su tasa de efectivo de rendimiento sobre la inversión (ROÍ); General Motors utiliza este método y pone precio a sus automóviles a modo de obtener una ROÍ DEL 15% AL 20%. Las empresas de servicios públicos (electricidad) también usan este método, pues necesitan obtener un rendimiento justo de su inversión.
3. Fijación de precios por tasa vigente En la fijación de precios por tasa vigente, la empresa basa su precio primordialmente en los precios de sus competidores. La empresa podría cobrar lo mismo, más o menos que sus principales competidores. En las industrias oligopolistas que venden un producto básico uniforme como acero, papel o fertilizante, las empresas normalmente cobran el mismo precio.
(6)
5.- Staton, Etzel y Walter. Fundamentos de Marketing McGraw Hill. 13a edición. México 2004

Las empresas más pequeñas siguen al líder, cambiando sus precios cuando el líder del mercado lo hace, no cuando su propia demanda o costos cambian. Algunas empresas podrían cobrar un poco más o hacer un pequeño descuento pero mantienen la diferencia.
Por ejemplo las gasolineras de segundo nivel por lo regular cobran unos centavos de dólar menos por galón que las grandes empresas petroleras sin dejar que la diferencia aumente o disminuya.
La fijación de precios por tasa vigente es muy popular. En los casos que los costos son difíciles de medir o la respuesta competitiva es incierta, las empresas sienten que el precio vigente representa una buena solución. Se dice que tal precio refleja la sabiduría colectiva de la industria en cuanto al precio que produce un rendimiento justo sin poner en peligro la armonía industrial.
4. Fijación de precios basada en condiciones del mercado
Hasta aquí los enfoques para fijar precios que se han considerado son aquellos que se derivan de la consideración de los factores internos, al saber; la estructura de costos de la empresa y las metas de márgenes de ganancias. En este método se describen los enfoques de fijación de precios basados en las condiciones de los mercados, que son aquellos que se realizan a partir de factores externos a la organización, como es el mercado.
Dos grandes vías están abiertas para las empresas que lanzan nuevos productos al mercado; el descremado o la penetración. Las estrategias de descremar el mercado involucran la fijación de precios altos y una intensa promoción del nuevo producto. El objetivo es “desnatar la rica crema” de la cima del mercado. Los objetivos de ganancias se logran a través de un alto margen por unidad vendida en lugar de maximizar el, volumen de ventas.
Las estrategias de descremar realmente solo pueden emplearse donde la demanda es relativamente inelástica. Es probable que este sea el caso cuando el producto tiene beneficios y/o rasgos únicos que el consumidor valora. La estrategia puede tener que ser alterada si los competidores pueden producir un producto similar. Una pauta de comportamiento común es que el innovador del producto pone un precio inicial alto para que recuperar tan rápidamente y tanto como le sea posible de la inversión realizada por la empresa.
(6)
Los competidores inevitablemente entraran en el mercado en algún momento, si es potencialmente rentable hacerlo, y el innovador finalmente deberá seguir la tendencia declinante de los precios de venta de la unidad a medida que aumenta la oferta. Las estrategias de penetración apuntan a lograr la entrada en el mercado de masas. El énfasis esta en el volumen de ventas. Los precios de la unidad tienden a ser bajos. Esto facilita la rápida adopción y difusión del nuevo producto. Los objetivos de ganancia se alcanzan logrando un gran volumen de las ventas en lugar de un margen grande por unidad.
Como en el caso de la demanda y la oferta de las mordazas para los frenos de los automóviles se realizará una proyección de los precios optimista y una pesimista, el precio que aparece en el 2006 es un promedio de los precios de la competencia, los resultados obtenidos se muestran en la siguiente tabla.
Tabla No 1.16: PRONOSTICO DE PRECIOS DE LAS MORDAZAS
AÑOS PERIODO INFLACIÓN PESIMISTA
PRECIO PESIMISTA
INFLACIÓN OPTIMISTA
PRECIO OPTIMISTA
2007 7 - 160 - 190
2008 8 6.5 163 3.9 195
2009 9 7 170 3.5 200
2010 10 7.5 174 3.7 210
2011 11 8 180 2.8 220.
2012 12 9.1 185 2.2 235
Fuente: Análisis de precios de las mordazas del TALLER MORENO INDUSTRIAL
A continuación en la gráfica 10 se muestran las proyecciones de los precios.
5.- Staton, Etzel y Walter. Fundamentos de Marketing McGraw Hill. 13a edición. México 2004

Grafica No 10: PROYECCION DE LOS PRECIOS DE LAS MORDAZAS
Fuente: Análisis de los precios de las mordazas del TALLER MORENO INDUSTRIAL
En conclusión el precio de las mordazas para los frenos de los automóviles se compone de los siguientes elementos:
Costo de producción de la mordaza
Precio al realizar la venta
La ganancia que desea ganar la empresa
Otro elemento que va a provocar que el precio vaya a variar y que no se pueda controlar es la paridad del dólar.
1.11. ESTUDIO DE COMERCIALIZACIÓN DEL PRODUCTO
Los canales de distribución son el conjunto de empresas o individuos que adquieren la propiedad, o participan en su transferencia, de un bien o servicio a medida que este se desplaza del productor al consumidor o usuario industrial.
Los canales de distribución son todos los medios de los cuales se vale la empresa, para hacer llegar los productos hasta el consumidor, en las cantidades apropiadas, en el momento oportuno y a los precios más convenientes para ambos.
Gran parte de las satisfacciones, que los productos proporcionan al consumidor, se debe a canales de distribución bien escogidos y mantenidos.
Además los canales de distribución aportan a la empresa las utilidades espaciales, temporal y de propiedad a los productos que comercializan.
Tanto los canales de distribución en la empresa son tan infinitos como, los métodos de distribución de los productos puede haber.
En síntesis podemos decir, que los canales de distribución son las distintas rutas o vías, que la propiedad de los productos toma; para acercarse cada vez más hacia el consumidor o usuario final de dicho producto.
(5)
5.- Staton, Etzel y Walter. Fundamentos de Marketing McGraw Hill. 13a edición. México 2004
0
50
100
150
200
250
7 8 9 10 11 12
PR
EC
IO (
$)
AÑOS
PROYECCION DE LOS PRECIOS OPTIMISTA Y PESIMISTA
PRECIO …PRECIO …

Figura No 1: CANAL DE DISTRIBUCION PARA LAS MORDAZAS DE LOS FRENOS DE LOS AUTOMOVLES
INDUSTRIA DEPARTAMENTO DE CONSUMIDOR VENTAS INDUSTRIAL
Fuente: Análisis de la distribución de las mordazas del TALLER MORENO INDUSTRIAL
Este tipo de canal de distribución que se va a utilizar es el de fabricante-consumidor, ya que se tiene que implementar una comunicación constante y fluida con el cliente, esto sirve para saber sus necesidades con respecto al producto que se le está ofreciendo. Se deben de tener pláticas o conferencias con el cliente, con el propósito de explicarle de manera clara las características del producto, otro punto importante que se debe de tratar es la realización de visitas guiadas a la empresa, con el propósito de mostrarle al cliente el proceso productivo y generar un ambiente de confianza mutua con el cliente.
CANAL DE DISTRIBUCIÓN: “PRODUCTOR – USUARIO INDUSTRIAL

CAPÍTULO 2
ESTUDIO
TÉCNICO

CAPÍTULO 2. ESTUDIO TÉCNICO Como se describió en el primer capítulo de este proyecto, que trato del estudio de mercado, se determino en base al análisis de la demanda y oferta de las mordazas para los frenos de los automóviles, que existe una demanda potencial insatisfecha que los productores en la actualidad no pueden cubrir. Por lo tanto en el capítulo 2, vamos a determinar en base a la descripción del proceso de producción de las mordazas, compra de maquinaria, ubicación y distribución de planta, calculo de mano de obra, mantenimiento, pruebas de control de calidad si es posible producir las mordazas para los frenos de los automóviles.
2.1 LOCALIZACIÓN ÓPTIMA DE LA PLANTA
La expansión de la competencia global y la necesidad de tener mayor capacidad de respuesta a las exigencias de los clientes, le da al proceso de selección de ubicación una especial importancia en los mercados de la actualidad. Las cuestiones que eran importantes hacen unos años (costo de mano de obra, logística y productividad) deben considerarse en relación con la calidad de vida y las preocupaciones concernientes al medio ambiente. Con esto no se quiere decir que las cuestiones de costo y logística no sean ya factores primordiales de selección, pero la capacidad para evaluar los criterios de localización se vuelven cada vez más difíciles conforme la calidad de vida y las necesidades ambientales alcanzan altos niveles de importancia.
El ingeniero o equipo de ingenieros que lleve a cabo tal selección debe comprender que no existen las comunidades perfectas, por lo tanto, la selección de una localidad en vez de otra, suele significar una comparación entre las dos por medio de criterios establecidos al principio del proyecto. Una vez planteados estos criterios, es probable que el ingeniero o equipo encuentren muchos sitios que cumplan con el perfil buscado. El hecho de diferencial entre los criterios de ubicación esenciales y los deseables suele permitir que el esfuerzo destinado a la búsqueda se vea reducido de manera considerable al mejor o los dos mejores lugares dentro de las áreas geográficas específicas.
Las decisiones apropiadas respecto de la ubicación del lugar se tienen que tomar con base en muchos criterios, incluyendo limitaciones de capacidad productiva, instalaciones anticuadas, reglas de trabajo restrictivas y cambios en los mercados de consumo. Unas razones discutibles para pensar en una reubicación podrían incluir, por ejemplo, malas prácticas administrativas, poca productividad y otros problemas susceptibles de corregir.
La experiencia que los ingenieros industriales, han adquirido a lo largo de los años, de estar realizando varios proyectos de ubicación de plantas industriales, independientemente del producto que se vaya a producir, han demostrado que existen seis pasos fundamentales para la correcta selección de la ubicación de la planta productora:
PASO 1. Establecer los criterios para la localización del lugar e instalaciones. Los criterios para elegir el lugar dependen de los datos que se recaben para poder evaluar las comunidades con base en la comparación. Estos criterios pueden ser esenciales o deseables. Además de lo anterior, en este primer paso se requiere de un resumen de los requisitos operativos y de instalación, incluyendo el área de las instalaciones, las proyecciones de fuerza laboral por tipo de habilidad, consumo de servicios y necesidades logísticas.
(3)
PASO 2. Selección y evaluación de las comunidades que constituyan marcas de referencia. El objetivo de este paso es hacer una lista de las comunidades representativas o que constituyan marcas de referencia en diversos estados del país. A continuación se efectuaran los análisis preliminares que hagan más estrecha la búsqueda del lugar y descartan las localidades que resulte poco apropiadas. La selección de estos lugares queda sujeta a las restricciones administrativas, proveedores de materias primas, los requerimientos de energía y la ubicación de los clientes. Una manera de seleccionar los sitios que constituyan marcas de referencia es
3. Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11 edición. México 2004
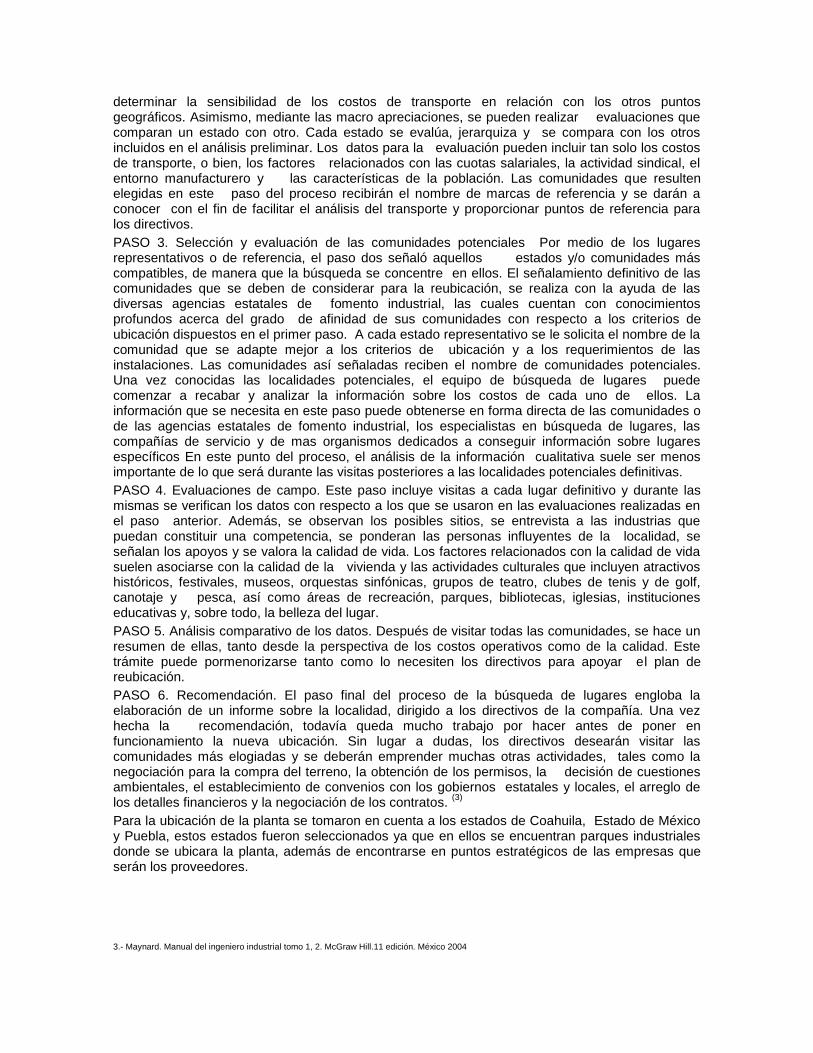
determinar la sensibilidad de los costos de transporte en relación con los otros puntos geográficos. Asimismo, mediante las macro apreciaciones, se pueden realizar evaluaciones que comparan un estado con otro. Cada estado se evalúa, jerarquiza y se compara con los otros incluidos en el análisis preliminar. Los datos para la evaluación pueden incluir tan solo los costos de transporte, o bien, los factores relacionados con las cuotas salariales, la actividad sindical, el entorno manufacturero y las características de la población. Las comunidades que resulten elegidas en este paso del proceso recibirán el nombre de marcas de referencia y se darán a conocer con el fin de facilitar el análisis del transporte y proporcionar puntos de referencia para los directivos.
PASO 3. Selección y evaluación de las comunidades potenciales Por medio de los lugares representativos o de referencia, el paso dos señaló aquellos estados y/o comunidades más compatibles, de manera que la búsqueda se concentre en ellos. El señalamiento definitivo de las comunidades que se deben de considerar para la reubicación, se realiza con la ayuda de las diversas agencias estatales de fomento industrial, las cuales cuentan con conocimientos profundos acerca del grado de afinidad de sus comunidades con respecto a los criterios de ubicación dispuestos en el primer paso. A cada estado representativo se le solicita el nombre de la comunidad que se adapte mejor a los criterios de ubicación y a los requerimientos de las instalaciones. Las comunidades así señaladas reciben el nombre de comunidades potenciales. Una vez conocidas las localidades potenciales, el equipo de búsqueda de lugares puede comenzar a recabar y analizar la información sobre los costos de cada uno de ellos. La información que se necesita en este paso puede obtenerse en forma directa de las comunidades o de las agencias estatales de fomento industrial, los especialistas en búsqueda de lugares, las compañías de servicio y de mas organismos dedicados a conseguir información sobre lugares específicos En este punto del proceso, el análisis de la información cualitativa suele ser menos importante de lo que será durante las visitas posteriores a las localidades potenciales definitivas.
PASO 4. Evaluaciones de campo. Este paso incluye visitas a cada lugar definitivo y durante las mismas se verifican los datos con respecto a los que se usaron en las evaluaciones realizadas en el paso anterior. Además, se observan los posibles sitios, se entrevista a las industrias que puedan constituir una competencia, se ponderan las personas influyentes de la localidad, se señalan los apoyos y se valora la calidad de vida. Los factores relacionados con la calidad de vida suelen asociarse con la calidad de la vivienda y las actividades culturales que incluyen atractivos históricos, festivales, museos, orquestas sinfónicas, grupos de teatro, clubes de tenis y de golf, canotaje y pesca, así como áreas de recreación, parques, bibliotecas, iglesias, instituciones educativas y, sobre todo, la belleza del lugar.
PASO 5. Análisis comparativo de los datos. Después de visitar todas las comunidades, se hace un resumen de ellas, tanto desde la perspectiva de los costos operativos como de la calidad. Este trámite puede pormenorizarse tanto como lo necesiten los directivos para apoyar el plan de reubicación.
PASO 6. Recomendación. El paso final del proceso de la búsqueda de lugares engloba la elaboración de un informe sobre la localidad, dirigido a los directivos de la compañía. Una vez hecha la recomendación, todavía queda mucho trabajo por hacer antes de poner en funcionamiento la nueva ubicación. Sin lugar a dudas, los directivos desearán visitar las comunidades más elogiadas y se deberán emprender muchas otras actividades, tales como la negociación para la compra del terreno, la obtención de los permisos, la decisión de cuestiones ambientales, el establecimiento de convenios con los gobiernos estatales y locales, el arreglo de los detalles financieros y la negociación de los contratos.
(3)
Para la ubicación de la planta se tomaron en cuenta a los estados de Coahuila, Estado de México y Puebla, estos estados fueron seleccionados ya que en ellos se encuentran parques industriales donde se ubicara la planta, además de encontrarse en puntos estratégicos de las empresas que serán los proveedores.
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11 edición. México 2004
A continuación se describirán a cada uno de los estados con sus principales características, los nombres oficiales de los estados seleccionados son:
Coahuila
Estado de México
Puebla
A continuación se nombrarán los factores seleccionados de cada uno del estado para la localización óptima de la planta:
Ciudades principales
Superficie territorio
Clima
Vías de comunicación
Municipios
Número de parques industriales en el estado
Es importante mencionar que la información que se maneja, es por cada estado seleccionado, considerando que la información de cada factor pertenece a cada estado.
1. Coahuila
Ciudades principales: Francisco Madero, Frontera, Matamoros, Monclova, Ciudad Acuña, Piedras negras, Progreso, Ramos Arizpe, Sabinas, Saltillo, Torreón, Zaragoza, Cuatrociénegas.
(10)
Superficie territorial: 151 257 Km2. (9)
Clima: Muy seco semicalido. (9)
Vías de comunicación: la red carretera de Coahuila está bien integrada a la del país, pues el estado se comunica con la ciudad de México a través de la carretera federal No 57, que pasa por los estados de Nuevo León, San Luís Potosí, Guanajuato y Querétaro. Con el noroeste, por medio de la carretera Saltillo-Torreón; con Guadalajara, mediante la carretera que pasa por Zacatecas y con Monterrey, por dos vías, la de Saltillo y la de Monclova, Cuenta también con buena comunicación hacia el exterior del país, tanto en la frontera coahuilense, a través de Piedras Negras y Ciudad Acuña, como por Nuevo Laredo y Reynosa, Tamaulipas.
(9)
Ferrocarril: con respecto a los ferrocarriles, tienen una buena infraestructura de ferrocarriles, ya que el estado de Coahuila se dedica a la extracción de minerales pesados y los ferrocarriles son de suma importancia.
(9)
Los ejes medulares se encuentran ubicados en Saltillo, Torreón y Monclova. De la capital estatal parte un tren a Piedras Negras, que se conecta en Paredón a trenes con destino a Matamoros, Tampico y Torreón, asimismo también comunica a Monclova, a través de la estación localizada en Cuidad Frontera, donde parte otra vía que se dirige hacia el oeste y pasa cerca de Sierra Mojada. De Saltillo parten otras dos vías, una angosta con rumbo a Concepción de Oro, Zacatecas; y la otra con destino a Torreón, pasando por Parras. Por Torreón pasa también la ruta México-Ciudad Juárez, Coahuila, y el ferrocarril Durango-Monterrey. Además se encuentran otros ramales, como el de Sabinas a Nueva Rosita y el de Allende a Ciudad Acuña.
(9)
Aeropuertos: Coahuila cuenta con cinco aeropuertos, que se localizan en Torreón, Saltillo, Piedras Negras, Monclova y Ciudad Acuña, pero solo el primero proporciona servicio internacional, ya que los otros no cuentan con las condiciones adecuadas para recibir aparatos de gran alcance y únicamente ofrecen servicio nacional y local. La entidad cuenta además con aeropistas como la de Parras de la Fuente y Cuatrocienegas, entre otras.
(9)
Municipios: 37. (9)
9.- www.e-local.gob.mx/work/templates/enciclo/coahuila/mpios/municipios.htm
10.-http://cuentame.inegi.gob.mx/default.aspx
11.-http://mapserver.inegi.gob.mx/geografia/español/estados/chih/viascomunicacion.cfm?c=1217&e

Número de parques industriales: 28. (12)
2. Estado de México
Ciudades principales: Nezahualcoyotl, Naucalpán, Ecatepec, Tlanepantla, Chimalhuacán, Toluca, Cuautitlán Izcalli, Ixtapaluca, Chalco, Texcoco, Coacalco, Metepec, Tepozotlán, Zumpango.
(13)
Superficie territorial: 21 461 Km2. (14)
Clima: Templado subhumedo. (14)
Vías de comunicación: El estado de México es paso obligado para llegar al distrito federal. Este factor ha influido de manera favorable en su comunicación, tanto interna como externa, con el convergen y de él surgen múltiples carreteras que lo enlazan con las entidades vecinas, lo que ha fomentado el dinamismo de los diversos sectores económicos.
(15)
Las carreteras más importantes con las que cuenta el estado de México son: la carretera que comunica a la Ciudad de Toluca de Lerdo con el Distrito Federal, las carreteras Nos 190 y 150 que corren casi paralelas y comunican a la entidad con los estados de Puebla y Tlaxcala, las carreteras que comunican la capital estatal con el estado de Michoacán, la carretera federal No 55 que atraviesa la entidad de sur a norte y la une con los estados de Guerrero y Querétaro. Son importantes también la carretera federal de cuota No 57, que une las localidades de Tepotzotlán, Soyaniquilpán y Polotitlán, así como las carreteras Nos 85 y 132, que comunican a la entidad con Pachuca y Tulancingo, Hidalgo, y una de ellas cambia de dirección para llegar al estado de Tlaxcala.
(14)
Ferrocarriles: Al igual que en el caso de las carreteras, las vías férreas que cruzan el estado de México salen del Distrito Federal, con excepción de las que se dirigen a Morelos. La línea ferroviaria más importante es la que parte del Distrito Federal y atraviesa el estado de este a noroeste. Al sureste, la línea férrea comunica a las localidades de los Reyes, Tenango del Aire y Ayapango con el estado de Morelos; un ramal que sale de esta une a Amecameca y San Rafael. En la porción norte y noroeste, se localizan las varias líneas que se dirigen al estado de Hidalgo, y una de ellas cambia de dirección para llegar al estado de Tlaxcala.
(14)
Aeropuertos: La entidad cuenta con aeródromos para la operación de pequeños aparatos en Acolmán, Bejucos, Ixtapaluca, Luvianos, Palmar Chico, Pasteje, Salitre, San Antonio del Rosario, San Mateo, San Miguel, Santiago Amatepec, Tejupilco, Tlatlaya, Toluca y Zumpango.
(15)
Municipios: 122. (13)
Número de parques industriales: 60. (16)
3. Puebla
Ciudades Principales: Amozoc, Cuautlancingo, Chiconcuautla, Puebla, San Martín Texmelucán, San Miguel Xoxtla, Tehuacan.
(17)
Superficie territorial: 33 394 Km2. (18)
Clima: Templado subhumedo. (18)
12. www.pymes.gob.mx/parques/PARGEO1ASP?ESTADO=5
13 .www.e-local.gob.mx/work/templates/enciclo/mexico/opios/municipios.tm
14. http://cuentame.inegi.gob.mx/default.aspx
15. www.estadodemexico.com.mx/portal/ecatepec/index.php?id=8
16. www.pyme.gob.mx/parques/Estado.asp
17. www.e-local.gob.mx/work/templates/enciclo/puebla/Mpios/municipios,htm
18. http://cuentame.enegi.gob.mx/default.aspx

Vías de comunicación: La cercanía de puebla con la capital del país ha hecho de esta entidad un importante polo de desarrollo económico e industrial. De ahí que cuente con una extensa red carretera que permita comunicar a las principales localidades, y a otras de menor importancia, con los estados vecinos.
(19)
Las vías férreas. Con menor longitud pero no por ello menos importantes, enlazan a la capital estatal con la del país y con las ciudades del golfo y del pacifico, permitiendo la transportación tanto de materias primas como de productos manufacturados. A pesar de esto, la entidad posee aeropuertos y aeródromos que complementan su comunicación.
(19)
La longitud de la red carretera en el estado es de 7430.7 Km., de las cuales 1401.1 Km. corresponden a carreteras principales pavimentadas, 1651.9 Km. a carreteras secundarias pavimentadas, 437.4 Km. son carreteras secundarias revestidas, 269.3 Km. a caminos rurales o vecinales pavimentados y 3651 Km. de caminos rurales o vecinales revestidos. Estas cifras, sin considerar brechas, dan un total de 21.85 Km. de carretera por cada 100 Km
2 de superficie.
(19)
La carretera federal de cuota No 150 es una de las más importantes. Parte de la Ciudad de México, atraviesa el valle de Puebla-Tlaxcala y cruza por ciudades como San Martín Texmelucán y la capital estatal, continua hacia el oriente y penetra en territorio veracruzano por las impresionantes cumbres de Maltrata, llega a Orizaba y desciende a la llanura costera del golfo de México, hasta la ciudad de Veracruz. Casi paralela a la carretera de cuota corre la carretera federal libre No 150, que entra a la entidad por San Martín Texmelucán, continúa hacia Huejotzingo, Cholula y la ciudad de Puebla, de aquí se dirige al sureste, vía Amozoc, Tepeaca, Tecamachalco, Tlacotepec y Tehuacán, En esta última población converge con la carretera federal libre No 125, que proviene de Pinotepa Nacional, ambas se orientan al noroeste como una sola carretera, que en su recorrido da acceso a Chapulco y sale por Acultzingo, Veracruz. Asimismo, de Tehuacán parte hacia el extremo más sureste, la ruta federal No 135, que comunica los poblados de Ajalpan, Zinacatepec y Coxcatlán con Teotitlán de Flores Magón del vecino estado de Oaxaca.
(19)
La parte norte esta Acute; comunicada por la carretera federal No 130 que sale por las pirámides de Teotihuacan rumbo a Tulancingo, Hidalgo, entra en territorio poblano por Huauchinango, en donde sigue hacia el noreste y comunica a las localidades de Xicotepec de Juárez, Petlacotla y Piedras Negras con Poza Rica, Veracruz. La carretera federal libre No 129 da acceso a la zona centro-noreste; parte de la ciudad de Puebla y liga a Amozoc, Nopalucán, Oriental, Libres, Zaragoza y Teziutlán con el vecino estado de Veracruz-Llave.
La capital estatal tiene comunicación con Amozoc, Tepeaca, San Salvador el Seco y Zacatepec a través de la carretera No 140, estas dos últimas rutas están unidas por la carretera 131, que corre de Teziutlán, Puebla, a Perote, Veracruz.
(19)
Ferrocarriles: La red ferroviaria del estado tiene una longitud de 750.9 Km., de los cuales 625.9 Km. corresponden a troncales y ramales, 100.3 Km. son auxiliares y 24.7 Km. son particulares. Esto permite comunicar a la capital estatal con la del país, así como, con importantes centros industriales y comerciales del golfo de México y de la costa del pacifico.
(19) .
Aeropuertos: En comunicación aérea, la entidad cuenta con dos aeropuertos nacionales; uno situado en Huejotzingo-Hermanos Serdán- cerca de la ciudad de Puebla, y otra está en la ciudad de Tehuacán. Además para dar acceso a las zonas más occidentales, se tiene un funcionamiento 10 aeródromos diseminados por todo el estado, los cuales se encuentran en los siguientes municipios: Ajalpan, Atlixco, Cuyoaco, Jalpán, Palmar de Bravo, San José Acute Chiapa, San Sebastián Tlacotepec, Tehuitzingo y Tlaxco.
(19)
Municipios: 217. (19)
Número de parques industriales: 13. (20)
19. www.e-local.gob.mx/work/templates/enciclo/puebla/infr.htm
20. www.pyme.gob.mx/parques/Estado.asp

2.2 MÉTODO DE LOCALIZACIÓN POR PUNTOS PONDERADOS
Para la localización de la planta productora de mordazas para los frenos de los automóviles, hablaremos de los principales métodos cuantificables que se utiliza en la Ingeniería Industrial para realizar este tipo de proyectos de distribución de plantas. 2.2.1. Método de puntos ponderados
Este método consiste en definir los principales factores determinantes de una localización, para asignarles valores ponderados de peso relativos, de acuerdo con la importancia que se les atribuye. El peso relativo, sobre la base de una suma igual a uno, depende fuertemente del criterio y experiencia del evaluador.
Al comparar dos o más localizaciones opcionales, se procede a asignar una calificación a cada factor en una localización de acuerdo a una escala predeterminada por ejemplo de cero a diez.
La suma de las calificaciones ponderadas permitirá seleccionar la localización que acumule el mayor puntaje.
(3)
Para una decisión entre tres lugares el modelo se aplica como indica la siguiente tabla:
Tabla No 2.1: METODO DE LOCALIZACION POR PUNTOS PONDERADOS
FACTOR PESO ZONA A ZONA B ZONA C
Calif Ponderación. Calif. Ponderación Calif. Ponderación
MP disponible 0.35 5 1.75 5 1.75 4 1.40
Cercanía mercado 0.10 8 0.80 3 0.30 3 0.30
Costo insumos 0.25 7 1.75 8 2.00 7 1.75
Clima 0.10 2 0.20 4 0.40 7 0.70
MO disponible 0.20 5 1.00 6 1.60 5 1.20
TOTALES 1.00 5.50 6.05 5.35
Fuente: (6)
Otros métodos que se emplean para la ubicación de las plantas industriales son el método de Brown y Gibson y el método de Vogel.
(21)
Para determinar la ubicación de la planta, se va a utilizar el método de localización por puntos ponderados, los factores que a continuación se van a mostrar fueron seleccionados previamente, además a cada factor se le asignó un peso, para posteriormente proceder a realizar la calificación de cada uno de los estados de la Republica Mexicana seleccionados con anterioridad.
A continuación en la tabla 2.2 se muestran los factores seleccionados para la ubicación de la planta con sus respectivos pesos ponderados.
Tabla No 2.2: FACTORES A CONSIDERAR PARA LA UBICACIÓN DE LA PLANTA
Fuente: Análisis de factores de ubicación de la empresa del TALLER MORENO INDUSTRIAL
Como podemos observar, el número de parques industriales y la superficie territorial, son los factores con mayor peso, ya que para la empresa es importante encontrar buenas instalaciones y servicios, además de estar cerca de proveedores y de sus clientes.
A continuación se muestra la calificación ponderada de los factores seleccionados en las tablas No 2.3 y No 2.4.
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11 edición. México 2004
21.-www.umss.edu.bo/epubs/etexts/downloads/18/alumno/cap3.html
FACTOR PESO
Ciudades principales 0.10
Superficie territorial 0.25
Clima 0.10
Vías de comunicación 0.20
Municipios 0.10
Número de parques industriales 0.25

Tabla No 2.3: FACTORES PARA LA UBICACIÓN DE LA PLANTA
Fuente: Análisis de factores del TALLER MORENO INDUSTRIAL
Tabla No 2.4: FACTORES PARA LA UBICACIÓN DE LA PLANTA
FACTOR PESO DEL FACTOR
COAHUILA ESTADO DE MÉXICO
PUEBLA
Ciudades principales
0.10 0.7 0.8 0.8
Superficie territorial
0.25 2.25 1.75 2
Clima
0.10 0.8 0.8 0.8
Vías de comunicación
0.20 1.4 1.8 1.6
Municipios
0.10 0.7 0.8 0.8
No de parques Industriales
0.25 1.75 2.25 1.75
TOTAL 1.00 7.6 8.2 7.75
Fuente: Análisis de factores del TALLER MORENO INDUSTRIAL
La opción que más satisface a los factores seleccionados para la instalación de la planta es el Estado de México. Más específicamente, el parque industrial donde se va a ubicar a la empresa es el parque industrial el Cerillo II, ubicado en la carretera México-Toluca en el kilómetro 3, ya que este cuenta con las instalaciones, servicios y cercanía con proveedores que necesita la empresa. Otro punto importante considerado es la cercanía con los clientes, ya que el cliente al que más se le vende mordazas es a la empresa VOLKSWAGEN y FORD, las cuales tienen plantas en el Estado de México y Puebla.
2.3 DETERMINACIÓN DE LA CAPACIDAD INSTALADA ÓPTIMA DE LA PLANTA
Para determinar la capacidad óptima de la planta, se hará un análisis de la demanda potencial satisfecha e insatisfecha, para observar el comportamiento que tendrá en los próximos cinco años.
En la siguiente tabla observaremos el comportamiento anteriormente mencionado.
FACTOR PESO DEL FACTOR
COAHUILA ESTADO DE MÉXICO
PUEBLA
Ciudades principales
0.10 7 8 8
Superficie territorial
0.25 9 7 8
Clima
0.10 8 8 8
Vías de comunicación
0.20 7 9 8
Municipios
0.10 7 8 8
No de parques industriales
0.25 7 9 7

Tabla No 2.5: CAPACIDAD OPTIMA DE LA PLANTA INSTALADA
MORDAZAS PARA FRENOS DE AUTOMÓVILES
AÑOS PERIODO DPI INCREMENTO DPI INCREMENTO
OPTIMISTA ANUAL PESIMISTA ANUAL
2007 8 463324 - 436990 -
2008 9 516976 12% 460799 5%
2009 10 548685 6% 484608 5%
2010 11 580394 6% 518072 7%
2011 12 608591 5% 538370 4%
Fuente: Análisis de la capacidad de producción del TALLER MORENO INDUSTRIAL
Como se observa en la tabla No 2.5, el aumento de la demanda de las mordazas para los frenos de los automóviles es constante, tanto en la demanda optimista como en la demanda pesimista. Se puede observar que en cada uno de los años pronosticados el porcentaje de crecimiento es poco pero constante. El principal factor que origina este constante aumento de demanda, es que las personas ya no ven el adquirir un automóvil como un lujo innecesario, sino como una necesidad básica de transportarse a su trabajo, de llevar a los niños a la escuela, salir a divertirse, ir de vacaciones, etc. Otro factor que influye, es que las ventas de los automóviles han aumentado considerablemente, y esto se debe a que las empresas automotrices están ofreciendo promociones y planes de financiamiento más accesibles y cómodos para las personas que deseen adquirir un automóvil.
Otro factor importante a considerar es la competencia, ya que a nivel nacional se tienen tres competidores que abarcan en un porcentaje casi igual el abastecimiento de las mordazas para los automóviles, y la ventaja que se tendría sobre ellos sería el precio, ya que el del TALLER MORENO INDUSTRIAL es el menor precio de los otros tres competidores, en cuanto a la competencia en el extranjero, ellos tienen mejor tecnología, producen más con menos recursos y a un bajo costo, y con mejor calidad, y estos puntos son los que busca el cliente a la hora de adquirir un vehículo.
Con respecto a la materia prima que se necesita para la fabricación de las mordazas, México cuenta con suficiente producción de acero para cubrir la demanda insatisfecha de mordazas que el estudio de mercado demuestra que existe. La tecnología que se va a utilizar para la fabricación de las mordazas, en México existe, y son los tornos, fresadoras y taladros junto con herramientas de corte para el desbaste de las mordazas.
2.4 DESCRIPCIÓN DEL PROCESO PRODUCTIVO
La fabricación de las mordazas para los frenos de los automóviles puede ser de varias maneras, dependiendo del uso que se le vaya a dar a la mordaza. Para poder llevar un control adecuado se dividen en tres tipos: para automóviles pequeños, para automóviles grandes y para camiones y tractocamiones.
El proceso comienza con la adquisición de las materias primas, es decir, traer todos los insumos necesarios para la fabricación de las mordazas de los frenos de los automóviles.
Siendo la base el acero cementado, ya sea de las minas de México o de otros países, el acero llega a las plantas procesadoras, las cuales le aplican el tratamiento térmico necesario para transformarlo en acero cementado, y posteriormente lo cortan para mandarlo en bloques pequeños para su posterior utilización.
Es muy importante que el acero sea cementado, ya que este garantiza un producto final confiable, con un funcionamiento aceptable y se cumplan los estándares de calidad requeridos para las mordazas de los frenos de los automóviles.

Antes de empezar a describir los pasos que se deben de seguir en la fabricación de las mordazas para los frenos de los automóviles, primero se hará una descripción de los maquinados que se aplican a las mordazas. 2.4.1 Fresado
(2)
Es un proceso de fabricación con arranque de viruta, mediante el cual se maquinan superficies en piezas de diversas formas y dimensiones, lo cual se efectúa con una herramienta llamada fresa.
La fresa es una herramienta multicortante, es decir, está constituida por varios filos de corte dispuestos radialmente sobre una circunferencia.
Al girar, la herramienta arranca de la pieza que avanza con movimiento rectilíneo, virutas de dimensiones relativamente pequeñas. Cada filo penetra en la pieza como si fuese un cincel y arranca una viruta en forma de coma.
La función que desempeña es la de generar superficies planas, de formas angulares, cóncavas y convexas.
Algunos procesos de mecanizado en la fresadora son:
Planeado y rasurado en las superficies.
Mecanizado en superficies.
Mecanizado de superficies angulares.
Mecanizado de chiveteros.
Fresado de engranes.
Los movimientos entre pieza y herramienta que hacen posible se realice el fresado son:
Movimiento de avance (s). Es un movimiento rectilíneo que posee la pieza, con el objeto que la herramienta encuentre nuevo material que arrancar.
Movimiento de penetración (t). Es un movimiento rectilíneo el cual regula la profundidad de corte sobre el material, normalmente este movimiento lo posee la pieza, y en algunas ocasiones lo puede presentar la herramienta (en algunas fresadoras verticales)
El fresado puede realizarse de dos formas diferentes, según la herramienta utilizada:
Fresado cilíndrico.- La rotación de la herramienta en este fresado se efectúa alrededor de un eje paralelo a la superficie de la mesa.
Fresado frontal.- La rotación de la herramienta se efectúa alrededor de un eje perpendicular a la superficie de la mesa. Los filos cortantes están dispuestos sobre la superficie exterior de la herramienta, además también sobre la base del cilindro que constituye la herramienta.
2.4.2. Torneado
(2)
Es una operación con arranque de viruta que permite la elaboración de piezas de revoluciones (cilíndricas, cónicas y esféricas), mediante el movimiento uniforme de rotación alrededor del eje fijo de la pieza.
Mediante el torneado se pueden generar diferentes tipos de superficies, tales como: cilíndricas externas e internas, cónicas externas e internas.
Durante el torneado se llevan a cabo tres movimientos relativos entre piezas y herramientas, que permiten se realice la operación, estos son:
Movimiento principal o de corte.- Este movimiento es giratorio constante y lo posee la pieza a trabajar.
Movimiento de avance.- Este movimiento es rectilíneo que obliga a la herramienta a desplazarse a lo largo de la superficie del material, para encontrar siempre nuevo material a cortar.
2. ing. De Jesús Pérez López Isaac, ing. Montes de Oca Moran Ricardo. Manual de prácticas de manufactura industrial II. UPIICSA. Enero 2004

Movimiento de penetración.- Es el que determina la profundidad de corte al empujar la herramienta hacia el interior de la pieza, y regular así la profundidad de cada pasada y la selección de la viruta.
En el torno se pueden realizar las siguientes operaciones:
Torneado cilíndrico interior o mandrinado
Torneado cilíndrico exterior o cilindrado
Refrentado o careado
Torneado cónico
Roscado o fileteado
Tronzado Aparte de estas operaciones, en el torneado se pueden efectuar las siguientes operaciones: Moletear, taladrar, rimar, rectificar, fresar, etc.
Las herramientas usadas en el torneado son de tipo monocortantes y normalmente constituidas por una barra de sección cuadrada o rectangular, generalmente llamadas buriles o cuchillas y en algunos trabajos se usan barras de sección circular.
Los tornos se dividen en:
1. Por su movimiento principal
Vertical
Horizontal 2. Tornos de taller
Torno de banco
Torno rápido
Torno para cuatro herramientas o de taller mecánico
Torno de escote o bancada partida 3. Torno de semiproducción en serie
Tornos de semiproducción. 4. Tornos para producción en serie
Tornos revolver o de torrenta
Torno automático de un solo husillo
Torno de control numérico 2.4.3. Taladrado
(2)
El taladrado o agujerado, consiste en efectuar un hueco cilíndrico en cuerpo, mediante una herramienta denominada broca.
El movimiento principal o de corte de rotación (Vc) y el movimiento secundario de alimentación o avance, son asumidos por la herramienta, que gira alrededor de su propio eje y a su vez se desplaza linealmente. Generando de esta forma el hueco en la pieza, la cual permanece fija a la mesa de trabajo.
Es conveniente hacer notar la diferencia que existe entre taladro, barrenado y rimado, que son las operaciones básicas que se realizan en un taladro.
BARRENADO.- Consiste en aumentar el diámetro de un agujero, con la finalidad de lograr precisión en las dimensiones, así como rectificar el eje del agujero.
RIMADO.- La finalidad del rimado es la de darle precisión al diámetro del agujero, pero a diferencia del barrenado no rectifica su eje.
En el taladrado, además de estas operaciones se pueden realizar otras como el machuelazo, avellanado, fresado, esmerilado y algunas otras.
En forma general, las herramientas para taladrar (brocas) se pueden clasificar de la siguiente manera:
2. ing. De Jesús Pérez López Isaac, ing. Montes de Oca Moran Ricardo. Manual de prácticas de manufactura industrial II. UPIICSA. Enero 2004

De punta
Helicoidales
Para agujeros profundos
Para la fabricación de mordazas de los frenos para los automóviles, se siguen los siguientes pasos:
1. MATERIA PRIMA
La materia prima principal es el acero cementado
La elaboración del acero cementado mediante un tratamiento térmico el cual se llama cementado
El proveedor del acero cementado será Acero PAL México Es muy importante que el acero sea cementado, ya que este garantiza un producto final confiable, con un funcionamiento aceptable y que se cumplan los estándares de calidad requeridos para las mordazas de los frenos de los automóviles.
El acero cementado deberá ser entregado por el proveedor en pequeñas piezas, con las siguientes dimensiones: 80mmx100mmx120mm.
El material deberá llegar en tarimas de 320 piezas, las piezas deberán llegar en cajas individuales con unicel por dentro, para evitar algún daño del material en su traslado a la planta.
2. MAQUINADO A MEDIDA (FRESADO No 1)
En este primer paso, para fabricar las mordazas para los frenos de los automóviles, consiste en la reducción de las medidas originales de 80mmx110mmx120mm, a las medidas requeridas 80mmx88mmx113mm. Esta reducción, se llevara a cabo por medio de un fresado (No 1), el cual va a consistir en la reducción de la altura de la pieza de 110mm a 88mm, desbastando 22mm de la altura de la pieza y la reducción del ancho de la pieza de 120mm a 113mm, desbastando 7mm de la pieza respectivamente.
(VER ANEXO 1)
3. RANURA (FRESADO No 2)
El segundo paso que se va a realizar la fabricación de las mordazas, consiste en la elaboración de una ranura, ubicada en la parte inferior, específicamente en la cara inferior de la mordaza, la cual llevará las siguientes medidas; un ancho de 21mm y una altura de 6mm. Esta ranura se llevará a cabo, por medio de un fresado (No 2), el cual consistirá en ir desbastando la pieza por la parte de abajo, dándole forma cuadrada a la ranura que se va a requerir.
(VER ANEXO 1)
4. MAQUINADO A MEDIDA (FRESADO No 3)
El tercer paso consiste, en la elaboración de los “pies” de la mordaza para los frenos de los automóviles, el cual se llevará a cabo por medio de un maquinado (fresado No 3), el cual consiste en la reducción de las partes laterales inferiores de la pieza, donde anteriormente se realizó la ranura cuadrada.
Estos pies de las mordazas tendrán las siguientes medidas; que son 14.5mm de ancho y una altura de 3mm.
El maquinado (fresado No 3), que se llevará a cabo para darle forma a los “pies” de las mordazas, consistirá en el desbaste de 15m de ancho de las partes laterales de la pieza, de afuera hacia adentro, donde se encuentra la primera ranura elaborada, esta operación se va a realizar, dos veces, una por cada lado de la pieza, con las mismas medidas mencionadas al principio, con una altura de 3mm cada una, y un largo de 95mm.
(VER ANEXO 1)
5. SERRACIÓN (FRESADO No 4)
El cuarto pasó, es la elaboración de una serración en la parte inferior de la mordaza, donde se encuentran los “pies” de la misma. Para poder realizar la serración de los “pies” de las mordazas, se realizará por medio de un fresado (No 4), el cual va a consistir en un dentado de 1/10 de paso, que se va a elaborara en cada uno de los dientes. Estos va a estar a 90º uno del otro, formando una escuadra, con un largo por cada diente de 0.79mm.
(VER ANEXO 1)

6. DOS BARRENOS (TALADRADO No 1)
El quinto paso, para la fabricación de las mordazas, se va a realizar un taladrado (No 1), el cual va a consistir, en realizar dos barrenos, con un diámetro de 25mm, cada uno; el primero se va a realizar a 20mm del punto cero, señalado en el dibujo, el segundo barreno, se realizará a 60mm del centro del primer barreno, o a una distancia del punto cero de 92.5mm, con una profundidad de 20mm, por cada uno de los barrenos.
Posteriormente, en las mismas posiciones, donde se realizaron con anterioridad los dos primeros barrenos, se taladrará dos barrenos más, pero estos barrenos, no tendrán la misma medida que los primeros, estos tendrán un diámetro de 17mm cada uno, con una profundidad diferente, que va hacer de 30mm (10mm más que los dos primeros barrenos).
(VER ANEXO 1)
7. DESBASTE (TORNEADO No 1)
En el sexto paso, para la elaboración de las mordazas, consiste en realizar un torneado, el cual va a consistir en desbastar una gran cantidad de volumen cúbico de la pieza, de la parte superior de la mordaza; más específicamente, la operación de torneado se empezará a realizar a partir de una altura de 51mm, de la parte superior a la parte posterior de la pieza, llegando al punto cero, que será referencia para realizar las operaciones posteriores, con un largo de 73mm, partiendo del punto cero de referencia.
(VER ANEXO 1)
8. BARRENO (TORNEADO No 2)
En el séptimo paso, consiste en la elaboración de dos zonas curveadas, que se llevarán a cabo por medio de un torneado (No 2), el cual consistirá en darle forma curveada la parte frontal de la mordaza, la cual, se formó por el torneado que se realizó en la operación pasada; se curveará esta parte de la pieza, la cual llevará una medida de 296mm de diámetro, la cual tendrá una altura de 51mm, a partir de la parte superior de la mordaza.
Con respecto a la parte posterior (la de atrás) de la mordaza, también se le aplicará un torneado, para darle también una forma curveada, pero en esta zona, llevará una medida de 350mm de diámetro y la altura de este torneado, será la que se elaboró en el primer maquinado (fresado No 1) que es de 88mm.
Posteriormente, se realizará un desbastado de 6mm de ancho, por 40m de largo; esta operación que se va a realizar, por medio de la elaboración de dos partes curveadas. L a primera se va a realizar a una altura de 47mm, a partir de la parte de inferior de la pieza hacia la parte superior de la misma, 10mm arriba del punto de referencia. La segunda parte curveada se va a elaborar a una altura de 16mm, a partir de la parte superior hacia la parte inferior de la pieza.
(VER ANEXO 1)
9. CHAFLÁN (TORNEADO No 3)
En el octavo paso, para la fabricación de las mordazas se realizará un torneado nuevamente (No 3), el cual consistirá en elaborar cuatro chaflanes.
El primer chaflán, se va a realizar a la derecha de la pieza a 35mm del punto de referencia cero colocado en el dibujo, este chaflán tendrá una medida de 5mm con un ángulo de inclinación de 45 º, con una altura de 37mm, a partir del punto cero hacia la parte inferior de la pieza.
El segundo chaflán tendrá las mismas medidas que el primero, pero este se va a realizar a la izquierda de la pieza.
El tercer chaflán a elaborar, se va a realizar en la parte superior de la pieza, específicamente en la segunda parte curveada, que se elaboró en la operación pasada, en cuanto a las medidas, el ancho de este tercer chaflán será el que tiene la pieza en estos momentos, y las otras medidas van a ser las mismas; es decir 5mm de ancho del chaflán por una inclinación de 45 º.
En cuanto al último chaflán, este se va a realizar también en la parte superior de la pieza, pero en este caso, el chaflán se elaborará en la primera parte curveada que se realizó en la operación pasada, en cuanto a las medidas, este llevará las mismas medidas que los anteriores chaflanes realizados; de 5mm de ancho por una inclinación de 45 º.
(VER ANEXO 1)

10. .-SERRACIÓN (FRESADO No 5)
En el noveno paso, para la elaboración de las mordazas para los frenos de los automóviles, es la elaboración de un fresado de serración (fresado No 5). La función de este fresado, es frenar al automóvil, con base a un disco, el cual se va a frenar con el fresado de serración (es un dentado) que se va a elaborar. Este fresado de serración se realizará con 1mm de ancho de cada diente a 90 º uno del otro y con una distancia entre crestas de dientes de 2mm. Esto se realizará en el chaflán No 3, en la primera parte curva que se realiza en la operación de torneado No 2.
(VER ANEXO
1)
11. BARRENO ROSCADO (TALADRADO No 2)
En el décimo paso, para la fabricación de las mordazas, consistirá en la elaboración de un tercer barreno. Este barreno a diferencia de los dos primeros, se realizará en la parte de en medio de los dos primeros, pero llevará un roscado interno para colocarle un tornillo, que se describirá más adelante. Esta operación consistirá en realizar un taladrado de un barreno de 10.25mm de diámetro, a una distancia del punto cero de referencia de 50mm, posteriormente se realizará el roscado interno con 1.75mm de separación entre cada cresta de los dientes de la rosca, con una profundidad de 30mm.
(VER ANEXO 1)
12. ESTAMPADO
En el pasó once, de la elaboración de las mordazas, se va a realizar el estampado en la parte posterior (en la parte donde se realizó la segunda parte curveada de la pieza, operación de torneado No 2) de la pieza. El estampado llevará los siguientes datos: el número de la pieza, el número de lote al que pertenece y un número de inventario proporcionado por la empresa.
13. TRATAMIENTO TÉRMICO
En el doceavo paso, se va a llevar a cabo un tratamiento térmico; el cual va a consistir en sumergir a 52 º C con óxido de carbono el tiempo necesario, para que el óxido vaya penetrando en la pieza, formando una capa de un grosor de 1/32 mm, para darle la fuerza y la resistencia que necesita la pieza para el trabajo a la cual va a ser sometida.
14. COLOCACIÓN DE TORNILLO
El treceavo paso, de la fabricación de las mordazas para los frenos de los automóviles, consiste en la colocación de un tornillo junto con una tuerca a una altura de 24mm, con respecto al punto cero de referencia.
15. INSPECCIONAR
En el catorceavo paso, la operación a realizar para la elaboración de las mordazas para los frenos de los automóviles, consistirá en la revisión manual de las medidas de las mordazas elaboradas; esta operación se llevará a cabo por medio de la selección al azar de 10 piezas fabricadas, las cuales tendrán que cumplir con las medidas y tolerancias especificadas en el capítulo número uno (de mercado).
16. ENVOLVER Y ENTREGAR
En el quinceavo paso, para la elaboración de las mordazas, ya por último, después de haber sido inspeccionadas para su aprobación, se pasará a envolver en una caja adecuada a su tamaño y a su pronta entrega al cliente.
2.5 OPTIMIZACIÓN DEL PROCESO PRODUCTIVO Y DE LA CAPACIDAD DE PRODUCCIÓN DE LA PLANTA
Los insumos que se van a emplear para la fabricación de las mordazas de los frenos de los automóviles en general se pueden encontrar en el país. En cuanto a la maquinaria en México
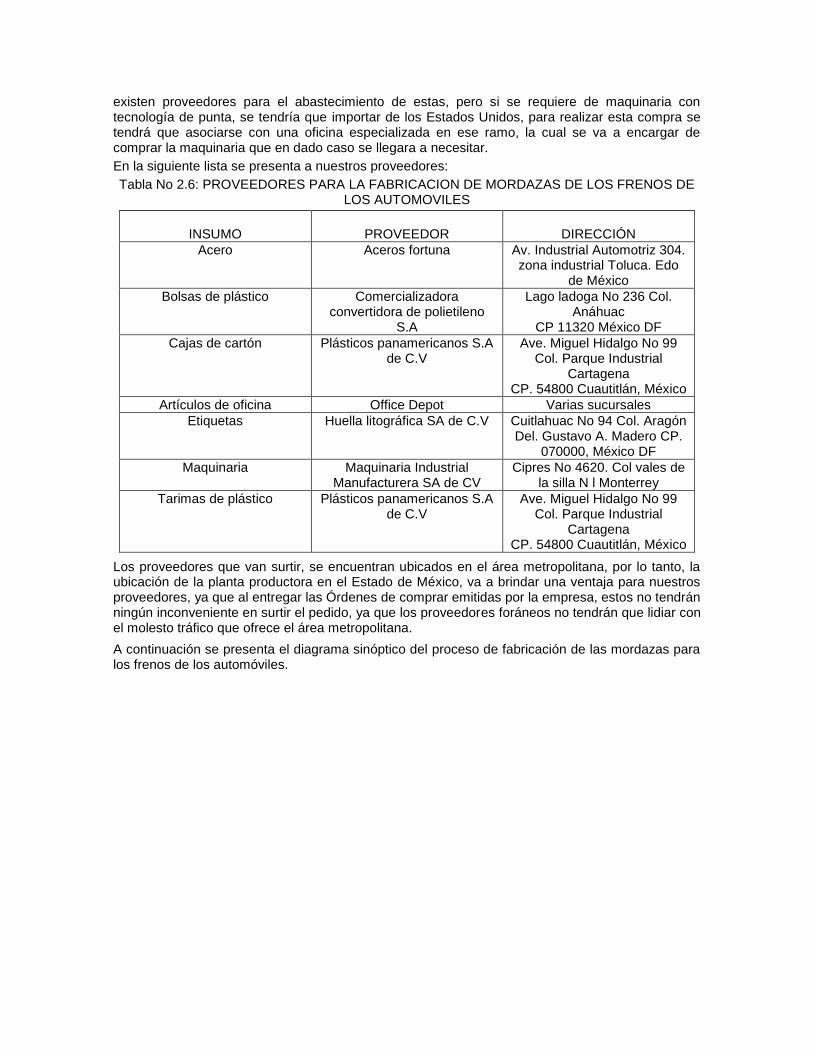
existen proveedores para el abastecimiento de estas, pero si se requiere de maquinaria con tecnología de punta, se tendría que importar de los Estados Unidos, para realizar esta compra se tendrá que asociarse con una oficina especializada en ese ramo, la cual se va a encargar de comprar la maquinaria que en dado caso se llegara a necesitar.
En la siguiente lista se presenta a nuestros proveedores:
Tabla No 2.6: PROVEEDORES PARA LA FABRICACION DE MORDAZAS DE LOS FRENOS DE LOS AUTOMOVILES
INSUMO
PROVEEDOR
DIRECCIÓN
Acero Aceros fortuna Av. Industrial Automotriz 304. zona industrial Toluca. Edo
de México
Bolsas de plástico Comercializadora convertidora de polietileno
S.A
Lago ladoga No 236 Col. Anáhuac
CP 11320 México DF
Cajas de cartón Plásticos panamericanos S.A de C.V
Ave. Miguel Hidalgo No 99 Col. Parque Industrial
Cartagena CP. 54800 Cuautitlán, México
Artículos de oficina Office Depot Varias sucursales
Etiquetas Huella litográfica SA de C.V Cuitlahuac No 94 Col. Aragón Del. Gustavo A. Madero CP.
070000, México DF
Maquinaria Maquinaria Industrial Manufacturera SA de CV
Cipres No 4620. Col vales de la silla N l Monterrey
Tarimas de plástico Plásticos panamericanos S.A de C.V
Ave. Miguel Hidalgo No 99 Col. Parque Industrial
Cartagena CP. 54800 Cuautitlán, México
Los proveedores que van surtir, se encuentran ubicados en el área metropolitana, por lo tanto, la ubicación de la planta productora en el Estado de México, va a brindar una ventaja para nuestros proveedores, ya que al entregar las Órdenes de comprar emitidas por la empresa, estos no tendrán ningún inconveniente en surtir el pedido, ya que los proveedores foráneos no tendrán que lidiar con el molesto tráfico que ofrece el área metropolitana.
A continuación se presenta el diagrama sinóptico del proceso de fabricación de las mordazas para los frenos de los automóviles.

Figura No 2: PROCESO DE PRODUCCION DE LAS MORDAZAS PARA LOS FRENOS DE LOS AUTOMOVILES
Fresado No 1 Fresado No 2 Fresado No 3 Inspección Fresado No 4 Taladrado No 1 Torneado No 1 Inspección Torneado No 2 Torneado No 3 Fresado No 5 Inspección
Mordazas para los frenos de los automóviles
1
2
3
1
4
5
6
5
2
7
8
9
3
Tornillo con 2, 3/4, ½ de cuerda estándar. Tuerca de ½”

Taladrado No 2
Estampado
Tratamiento térmico
Inspección Colocar tornillo a 24mm de referencia Tornillo Limpiar de rebaba Inspeccionar medidas Envolver y entregar
Figura No 3: EMPAQUE PARA LAS MORDAZAS
CAJA DE EMPAQUE Se emplearan para empacar a las mordazas 89mm 114mm 81mm
10
11
12
4
13
14
5
15

Figura No 4: TARIMAS PARA LAS MORDAZAS
En la siguiente tabla se muestra los insumos que se requieren para la fabricación de una mordaza para los frenos de los automóviles.
Tabla No 2.7: INSUMOS PARA LA FABRICACION DE LAS MORDAZAS
Fuente: Análisis de los insumos de las mordazas del TALLER MORENO INDUSTRIAL
En esta estimación realizada en la tabla 2.7, se consideró una merma del 10% o 200gr del acero por cada mordaza fabricada, ya que esta pérdida va a consistir en la habilidad de cada operario para el manejo de la maquinaria.
Por otro lado, ya que se conocen todas las operaciones para la elaboración de las mordazas para los frenos de los automóviles, ahora la necesidad que tendrá la empresa será la de conseguir equipos que puedan realizar estas operaciones de transformación de materia prima en producto terminado, pero hay que tomar en cuenta que en el mercado existen equipos que pueden realizar estas operaciones, pero estos tienen diferentes capacidades y eficiencias a la cual trabajan cada uno, lo cual se escogerá a los tornos, fresadoras y taladros de producción industrial con mejor eficiencia y capacidad que nos pueda brindar el mercado.
Ahora existen los equipos claves, que son los que nos van a dar la pauta para establecer el tamaño óptimo de producción de la planta. Son aquellos equipos que por su alto valor no se construyen con las capacidades que uno requiere, sino que estos equipos se construyen con base a capacidades estandarizada. En el proceso de elaboración de las mordazas se tienen los siguientes equipos que se van a necesitar:
Tabla No 2.8: MAQUINAS PARA LA FABRICACION DE LAS MORDAZAS
EQUIPOS DE CAPACIDAD ESTANDARIZADA
Torno
Taladro
Fresadora
Etiquetadora
Montacargas
Para iniciar la optimización de la planta, se debe partir del hecho de que solo se va a fabricar mordazas para los frenos de los automóviles, en piezas de una mordaza por caja, de forma que se debe de investigar en el mercado la capacidad de los equipos claves: que son el torno, fresadora, taladro, etiquetadora y el montacargas.
INSUMOS POR CADA MORDAZA
Insumos CANTIDAD
Acero 2.2 KG
Caja 1 PZA
Bolsa de plástico 1 PZA
Tornillo y tuerca 1 PZA
Etiquetas 1 PZA

La capacidad de los equipos claves que se encontraron en el mercado son: Tabla No 2.9: CAPACIDAD DE LOS EQUIPOS
EQUIPO CLAVE CAPACIDAD DISPONIBLE
Torno ARIES 195 torneados/hora en acero cementado
Fresadora ARIES 200 fresados/hora en acero cementado
Taladro ARIES 400 barrenos/hora en acero cementado
FUENTE: Análisis de capacidad de equipos del TALLER MORENO INDUSTRIAL Con los datos obtenidos ya se podrá calcular la capacidad mínima de producción que tendrá la empresa. Una de las características que tendrá la producción de las mordazas es que se elaboraran lotes de producción, esto se debe a que los equipos claves se van a instalar en estaciones de trabajo (Un taladro, un torno y una fresadora por cada estación de trabajo), y a que se colocará una mordaza en cajas individuales.
Una regla muy importante que se debe de seguir es que el equipo más costoso, se debe de utilizar el mayor tiempo posible, y como en este caso, los equipos claves son el torno, la fresadora y el taladro, estos tres equipos permanecerán trabajan continuamente en el turno de trabajo. Estos tres equipos se tomarán como base de cálculo, ya que con estos se va a fabricar la mordaza para los frenos de los automóviles.
Tomando como base, que solo se van a fabricar mordazas, y que el peso de cada mordaza es de 2 Kg., considerando el espacio de las estibas y la capacidad de los tres equipos claves que intervienen en el proceso, los lotes de producción serán de 320 piezas, por lo tanto, si cada lote será de 320 piezas, cada lote de producción equivale a procesar 640 Kg. de acero por lote, por lo tanto, el resto del proceso y la capacidad de los equipos claves debe de estar sujeta a producir 320 piezas de mordazas (640 kilogramos de acero) por lote
En la siguiente figura se muestra un balance de materia prima para un lote de producción de 640 kilogramos de acero, donde se consideran las capacidades de los equipos que intervienen en el proceso de elaboración:

Figura No 5: MATERIA PRIMA Y CAPACIDADES DE EQUIPOS UTILIZADOS PARA LA ELABORACION DE UN LOTE DE 640 KG DE ACERO
ALMACÉN DE MATERIA PRIMA Se recibe en el almacén 7910 kilogramos de acero para la producción de mordazas. Se piden 230 Kg. más por piezas defectuosas (Merma 3%)
PESADO Se pesan 640 kilogramos de acero para la producción de un lote de mordazas (320 piezas)
LINEA DE PRODUCCIÓN En cada estación de trabajo (torno, fresadora, taladro) se le proporcionara la cantidad de 640 kilogramos de acero para la producción de 320 piezas de mordazas. El tiempo de elaboración de las mordazas es de 24 minutos por pieza, Las máquinas de cada estación de trabajo operan a una eficiencia del 85% cada una.
EMPAQUE Cada lote es llevado para su empaque. Para empacar las mordazas se necesita una etiqueta con datos del productor, una caja de cartón pequeña, una bolsa de plástico. La etiquetadora tiene una capacidad de 20 cajas por minuto. (1200 cajas/hora) Eficiencia (320/1200 = 27%)
ALMACÉN DE PRODUCTO TERMINADO Se almacenan 320 piezas de mordazas terminadas (640kg)

2.6. SELECCIÓN DE MAQUINARIA
Para la elaboración de las mordazas para los frenos de los automóviles, se van a necesitar máquinas como tornos y fresadoras. 2.6.1 Torno
Para poder elaborar los torneados que se necesitan en la fabricación de las mordazas para los frenos de los automóviles, la marca del equipo es ARIES, este torno paralelo tiene las siguientes características.
Figura No 6: TORNO
Fuente: (22)
Tabla No 2.10: DATOS TECNICOS DEL TORNO
Volteo sobre la bancada 360 mm (14”)
Volteo sobre el carro transversal
180 mm
Volteo sobre el escote 590 mm
Ancho de bancada 300
Distancia entre puntos 1000 mm (40”)
Velocidades (12) 32-2000 rpm
Paso de barra 52 mm
Roscas métricas 0.5-14 mm
Roscas estándar 2-56 TPI
Diametrales 2-56 DP
Modulares 0.5-14 MP
Contrapunto MT4
Carrera del contrapunto 127 mm
Motor principal 4-6 HP
Dimensiones 2250X1015X1235mm
Peso aproximado 1353 Kg.
Fuente: (22)
Esta máquina contiene también los siguientes accesorios:
Check universal de 8” pulgadas.
Check independiente de 10” pulgadas.
Plato de arrastre.
Luneta fija.
Luneta viajera.
Sistema de refrigeración.
Freno de pedal.
Lámpara de trabajo.
22.-www.maquiventa.com/maciasceballos/maciasceballos01.htm

De estas máquinas se van a necesitar 16.
2.6.2 Fresadora
Para poder elaborar los fresados que se necesitan, en la fabricación de las mordazas de los frenos de los automóviles, la marca de esta será ARIES, esta fresadora universal tiene las siguientes características:
Figura No 7: FRESADORA
Fuente: (22)
Tabla No 2.11: DATOS TECNICOS DE LA FRESADORA
MODELO BM 1.5 GH
TIPO Universal
Superficie de servicio del banco (mm)
1140X255
Número/Tamaño del ranura en T (mm)
3/14
Giratorio del banco +/- 45 º
Carrera longitudinal (X)(mm) 600
Carrera transversal (Y)(mm) 230
Carrera vertical (Z)(mm) 410
Numero de avances 3
Número de velocidades del husillo 9
Limites de velocidades del husillo (RPM) 58 a 768
Ahusado del husillo ISO 40
Diámetro del eje (mm) 25.4
Motor principal (HP) 4
Motor de la bomba para enfriador (HP) 0.1
Dimensiones (L X W X H )(mm) 1400X1250X1950
Peso neto / Bruto (KGS) 1250 / 1600
Volumen de embarque (m3) 3.50
Fuente: (22)
Esta máquina contiene los siguientes accesorios:
Motor
Bomba para enfriador
Bomba para lubricación manual
22.-www.maquiventa.com/maciasceballos/maciasceballos01.htm
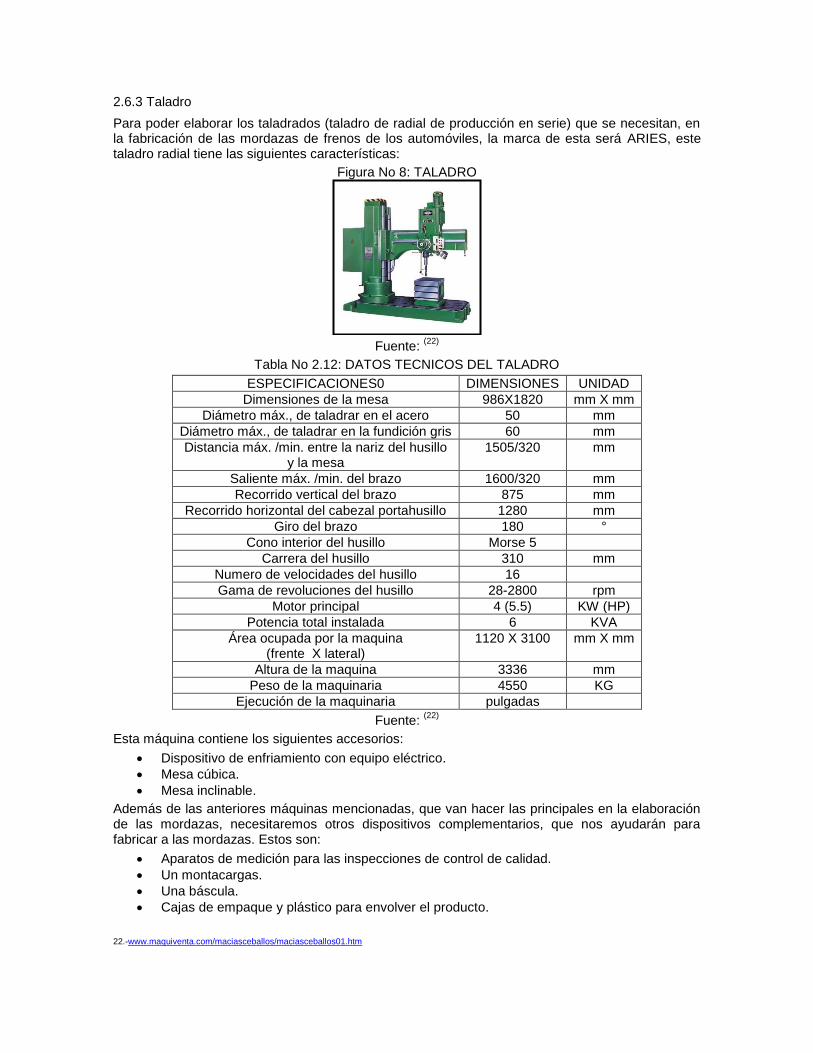
2.6.3 Taladro
Para poder elaborar los taladrados (taladro de radial de producción en serie) que se necesitan, en la fabricación de las mordazas de frenos de los automóviles, la marca de esta será ARIES, este taladro radial tiene las siguientes características:
Figura No 8: TALADRO
Fuente: (22)
Tabla No 2.12: DATOS TECNICOS DEL TALADRO
ESPECIFICACIONES0 DIMENSIONES UNIDAD
Dimensiones de la mesa 986X1820 mm X mm
Diámetro máx., de taladrar en el acero 50 mm
Diámetro máx., de taladrar en la fundición gris 60 mm
Distancia máx. /min. entre la nariz del husillo y la mesa
1505/320 mm
Saliente máx. /min. del brazo 1600/320 mm
Recorrido vertical del brazo 875 mm
Recorrido horizontal del cabezal portahusillo 1280 mm
Giro del brazo 180 °
Cono interior del husillo Morse 5
Carrera del husillo 310 mm
Numero de velocidades del husillo 16
Gama de revoluciones del husillo 28-2800 rpm
Motor principal 4 (5.5) KW (HP)
Potencia total instalada 6 KVA
Área ocupada por la maquina (frente X lateral)
1120 X 3100 mm X mm
Altura de la maquina 3336 mm
Peso de la maquinaria 4550 KG
Ejecución de la maquinaria pulgadas
Fuente: (22)
Esta máquina contiene los siguientes accesorios:
Dispositivo de enfriamiento con equipo eléctrico.
Mesa cúbica.
Mesa inclinable.
Además de las anteriores máquinas mencionadas, que van hacer las principales en la elaboración de las mordazas, necesitaremos otros dispositivos complementarios, que nos ayudarán para fabricar a las mordazas. Estos son:
Aparatos de medición para las inspecciones de control de calidad.
Un montacargas.
Una báscula.
Cajas de empaque y plástico para envolver el producto.
22.-www.maquiventa.com/maciasceballos/maciasceballos01.htm

Cortadores extra para el torno y la fresadora.
Los anteriores dispositivos complementarios y maquinaria mencionados son los principales en el proceso de fabricación de las mordazas para los frenos de los automóviles.
A continuación se presenta una lista de los proveedores a los cuales se les comprará la maquinaria y dispositivos necesarios
Tabla No 2.13: PROVEEDORES DE EQUIPO PARA LAS MORDAZAS
PRODUCTO EMPRESA DIRECCION
Instalaciones eléctricas
INNOTEC GRUPO EMPRESARIAL
Centenario 319. Col Geovillas centenario, CP 50200. Toluca. Edo de
México
Instalaciones mecánicas Contratistas Por definir
Montacargas TOYOTA Toyota satélite
Computadoras OFFICE DEPOT OFFICE DEPOT México
Basculas Básculas Esther S.A. de C.V
Blvd. Ávila Camacho 200 No B. Col San Francisco Cuautlanpán. CP 53569,,
Naucalpán , México
Cajas para empaque Cartonera plástica S.A. de C.V
CLL Herreros No 10 Col Zona industrial Xhala. CP 54800. Cuautitlán, Edo de
México.
Cuando se conocen las características de cada uno de los tipos de maquinaria que se van a utilizar en la elaboración de las mordazas para los frenos de los automóviles (Tornos, fresadoras, taladros), se realiza un diagrama de flujo de proceso el cual determinará la producción de las mordazas que se podrá realizar con la capacidad que se tendrá instalada, los días del año que se van a trabajar así como los turnos de trabajo que se tendrán que laborar en el área de proceso:
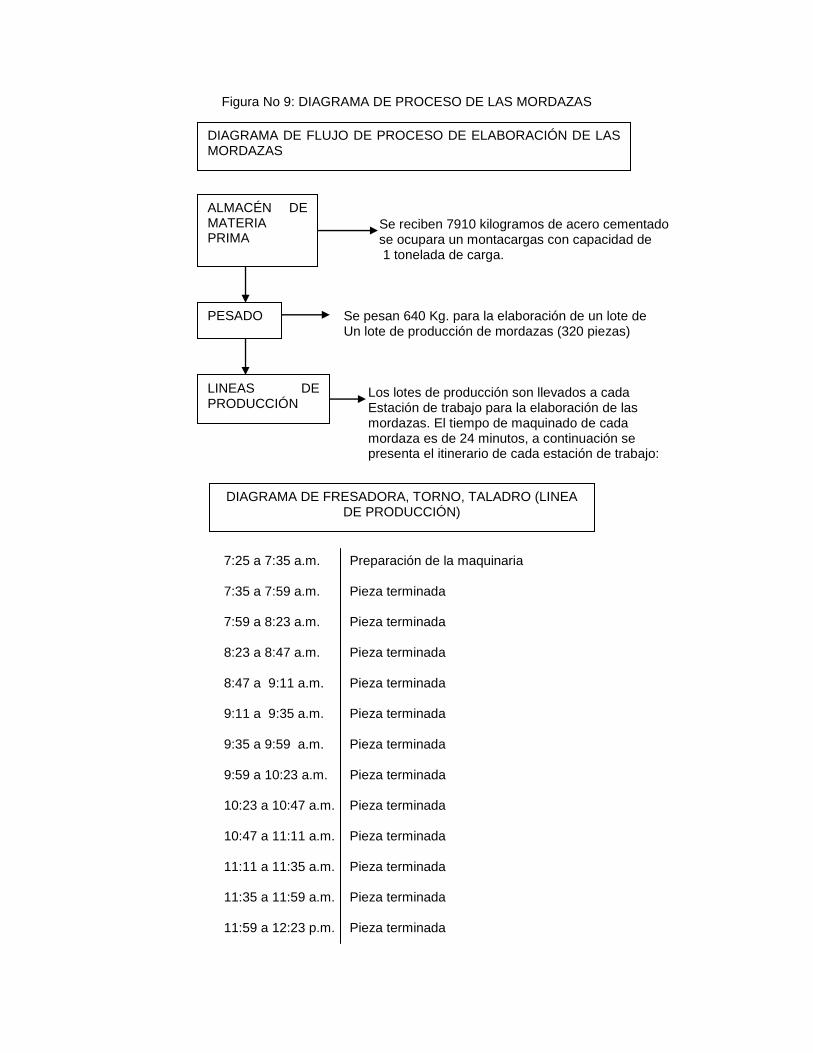
Figura No 9: DIAGRAMA DE PROCESO DE LAS MORDAZAS Se reciben 7910 kilogramos de acero cementado se ocupara un montacargas con capacidad de 1 tonelada de carga. Se pesan 640 Kg. para la elaboración de un lote de Un lote de producción de mordazas (320 piezas) Los lotes de producción son llevados a cada Estación de trabajo para la elaboración de las mordazas. El tiempo de maquinado de cada mordaza es de 24 minutos, a continuación se presenta el itinerario de cada estación de trabajo: 7:25 a 7:35 a.m. Preparación de la maquinaria 7:35 a 7:59 a.m. Pieza terminada 7:59 a 8:23 a.m. Pieza terminada 8:23 a 8:47 a.m. Pieza terminada 8:47 a 9:11 a.m. Pieza terminada 9:11 a 9:35 a.m. Pieza terminada 9:35 a 9:59 a.m. Pieza terminada 9:59 a 10:23 a.m. Pieza terminada 10:23 a 10:47 a.m. Pieza terminada 10:47 a 11:11 a.m. Pieza terminada 11:11 a 11:35 a.m. Pieza terminada 11:35 a 11:59 a.m. Pieza terminada 11:59 a 12:23 p.m. Pieza terminada
DIAGRAMA DE FRESADORA, TORNO, TALADRO (LINEA DE PRODUCCIÓN)
DIAGRAMA DE FLUJO DE PROCESO DE ELABORACIÓN DE LAS MORDAZAS
ALMACÉN DE MATERIA PRIMA
PESADO
LINEAS DE PRODUCCIÓN

12:23 a 12:47 p.m. Pieza terminada 12:47 a 13:11 p.m. Pieza terminada 13:11 a 13:35 p.m. Pieza terminada 13:11 a 13:35 p.m Pieza terminada 14:35 a 14:59 p.m. Pieza terminada 14:59 a 15:23 p.m. Pieza terminada 15:23 a 15:47 p.m. Pieza terminada 15:47 a 16:11 p.m. Pieza terminada Después de que cada estación de trabajo termina su lote de producción, el lote es llevado al área de empaque para su empaque final. Al terminar de empacar el lote de producción, este es trasportado al almacén de producto Terminado para su almacenaje Como se puede observar en el diagrama mostrado, el tiempo de maquinado para la elaboración de una mordaza para los frenos de los automóviles es de 24 minutos, con las máquinas adquiridas y su capacidad de producción se puede cubrir con este tiempo de maquinado, por lo tanto por cada estación de trabajo va a producir 20 piezas de mordazas, por lo tanto se van a necesitar 16 estaciones de trabajo para poder fabricar 320 piezas, lo que sería un lote de producción de 640 kilogramos de acero.
La máquina fresadora trabaja a una eficiencia del 85%, tiene una capacidad de producción de 14 fresados para la primera operación, 29 fresados para la segunda operación, 17 fresados para la tercera operación, 41 fresados para la cuarta operación, 85 fresados para la novena operación de la elaboración de las mordazas para los frenos de los automóviles. El torno trabaja a una eficiencia también del 85% y tiene una capacidad de producción de 32 torneados para la sexta operación, 8 torneados para la séptima operación, 157 torneados para la octava operación. El taladrado opera con una eficiencia del 85%, y tiene una capacidad de 35 taladrados para la quinta operación, 370 taladrados para la décima operación de la fabricación de las mordazas para los frenos de los automóviles. Estas capacidades de producción de las máquinas pueden variar dependiendo del tipo de pieza que se vaya a fabricar y el tiempo que se tarda en cada una de las operaciones de elaboración de la pieza a fabricar. Se trabaja con un turno de trabajo.
El lote de producción de las mordazas para los frenos de los automóviles será de 500 piezas por lote. El número de lotes a pesar y empaquetar será de 10 lotes sin considerar la merma que se genere durante el proceso de producción.
Ahora, antes de pesar y empaquetar los lotes de las mordazas, se tiene que esperar a que el departamento de control de calidad, realice las mediciones correspondientes de rutina para poder liberar el lote de producción y dar el consentimiento de que las mordazas para los frenos de los automóviles fabricadas cumple con los requerimientos reguladores y del cliente (FORD, VOLKSWAGEN, CHEVROLET), cuando se ha realizado el liberado del material, el departamento
EMPAQUE
ALMACÉN DE PRODUCTO TERMINADO

de pesado y empaquetado dispondrá del material para proseguir con el proceso respectivo. El área de pesado y empaquetado no tiene una carga de trabajo continua por lo tanto solo se trabaja un solo turno.
En el área de mantenimiento se trabaja también un solo turno por principio, para reparar cualquier falla presentada durante la operación, es decir en el turno de trabajo que se va a laborar, tendrá que haber personal de mantenimiento. En lo que respecta del área de calidad, también se trabaja un solo turno de trabajo, ya que como muestra el diagrama de hombre-máquina, no es necesario trabajar más turnos, ya que con las líneas de producción que se tienen, se puede cubrir la demanda pronosticada un turno de trabajo.
2.7. CÁLCULO DE LA MANO DE OBRA NECESARIA
A continuación se procederá a calcular la mano de obra necesaria para la elaboración de las mordazas de los frenos de los automóviles:

Tabla No 2.14: CALCULO DE LA MANO DE OBRA
DESCRIPCIÓN TIEMPO DE OPERACIÓN CAPACIDAD DEL
EQUIPO
FRECUENCIA MANO DE OBRA NECESARIA
TIEMPO TOTAL/DIA
Recepción de materia Prima (acero)
Se reciben 86.4 tonelada
Montacargas y báscula de 10
toneladas
4 veces por mes
2.65
3 horas
Inspección del acero Revisión de acuerdo a normas
Equipo de laboratorio de calidad
4 veces por mes 1.3125 1.5 horas
Actividades de Fresado No 1, 2, 3, 4, 9
Proceso total dura 24 minutos
Fresadora con capacidad de 4 HP
300 veces por turno 21.15 50.4 horas
Actividades de torneado No 6, 7, 8
Proceso total dura 24 minutos
Torno con capacidad de
4 a 6 HP
300 veces por turno
14.57
57.12 horas
Actividades de taladrado No 5, 10
Proceso total dura 24 minutos
Taladro con capacidad de 4 a 5 HP
300 veces por turno 2.05 1.2 horas
Actividades de inspección son 4
Las inspecciones duran de 3 a 6 minutos
Equipo para realizar mediciones
de espesores pequeños
60 veces por turno
5.25
6 horas
Colocación de tornillo 15 segundos N 300 veces por turno 1.0934 1.25 horas
Limpiar piezas Limpieza dura 25 segundos Equipo de limpieza 300 veces por turno 1.8228 2.0833 horas
Empacar piezas y colocar etiquetas
Empacar una pieza y Colocar en la tarima
dura 1:20 minuto
Equipo para empacar piezas pequeñas
300 piezas por turno
5.25
6 horas

El balance final del estudio, da como resultado 55.1487 personas, por lo tanto se van a necesitar 55 personas, las cuales se distribuirán en las diferentes áreas que conforman al departamento de producción.
Cada línea estará conformada por un torno, un taladrado y una fresadora, en las cuales se necesitaran dos operarios para manejar las tres máquinas, un operario que este colocando y quitando las piezas para que cumplan su tiempo de maquinado de acuerdo a la secuencia de las operaciones del proceso y el otro operario cambiando las herramientas de corte y manipulando manualmente los factores de velocidad de corte, avance de la herramienta de corte, profundidad de corte, desbaste y afinado (Estos factores serán diferentes, dependiendo del tipo de maquinaria y operación que cada una de ellas que se vaya a realizar) de las tres máquinas que conforman la línea de producción para darle forma a la mordaza.
Por lo tanto, la distribución del personal en el área de producción queda de la siguiente manera: Tabla No 2.15: MANO DE OBRA
AREA PERSONAS
Almacenes 5
Línea de producción 32
Área de calidad 7
Pesado y empaque 7
Mecánicos 4
El número de trabajadores que se necesitan es de 55.
Ahora con respecto a los días que se necesitan trabajar, en promedio son 317 días del año, la capacidad de producción obtenida, con base en la optimización del equipo clave en el uso de estos es de 92160 piezas de mordazas anuales, que viene a ser el 30.94% de la demanda potencial insatisfecha para el primer año de operación de la empresa, bajo un escenario optimista, y del 31.72% de la demanda potencial insatisfecha bajo un escenario pesimista. La producción se puede aumentar al doble o triple, si se aumentan los turnos de trabajo y sin realizar una inversión adicional en activo fijo.
2.8. JUSTIFICACIÓN DE LA CANTIDAD DE EQUIPO COMPRADO
Para elaborar la justificación de las máquinas, se hará de dos formas: Una consistirá en considerar la cantidad y capacidad con que cuentan las máquinas que se tienen que adquirir para la fabricación de las mordazas para los frenos de los automóviles y la otra será, considerando los costos de producción del TALLER MORENO INDUSTRIAL. 2.8.1 Justificación de la cantidad de equipo comprado
Se van a elaborar lotes de producción de 2500 Kg. de mordazas para los frenos de los Automóviles en tarimas de 320 piezas cada una. Como se mencionó en el primer capítulo, las mordazas para los frenos de los automóviles, también se fabrican para las camionetas y los camiones grandes (Autobuses, tráiler, tractocamiones, etc.), pero la empresa solamente fabrica mordazas para los automóviles “estándar”. Las mordazas para los frenos de los automóviles pasa por una serie de operaciones en tres máquinas distintas, la primera operación del proceso consiste en una reducción de dimensiones de la pieza a fabricar y pasa por una fresadora. La máquina que se pretende comprar tiene una producción de 200 fresados por hora a una eficiencia del 100%, estos fresados van a disminuir o aumentar dependiendo de la dificultad que la operación presente, se pretende que esta máquina trabaje a un 85% de su capacidad, por lo tanto esta máquina producirá 170 fresados por hora. Con respecto a la segunda máquina que se necesita para la elaboración de las mordazas, va a ser un torno, el cual va a realizar varias operaciones, las cuales le van a dar forma a la mordaza, la máquina que se pretende comprar , nos ofrece una producción de 195 torneados por hora a una eficiencia del 95%, se pretende que esta máquina trabaje a una eficiencia del 85%, por lo tanto, nos ofrece una producción de 168 torneados por hora, lo cual aumentará o disminuirá dependiendo de la dificultad de la operación que se vaya a realizar y por último , un torno será la última máquina a emplear para elaborar las ,mordazas, la máquina que se va a

comprar nos ofrece 400 barrenos por hora a una eficiencia del 95%, esta máquina se pretende que trabaje a una eficiencia del 85%, por lo que nos ofrece 345 barrenos por hora, lo cual va a variar dependiendo de la dificultad de la operación que se vaya a realizar. Con respecto al área de pesado, este departamento trabajará solamente un turno y el departamento de empaque trabajarán los dos turnos de trabajo que se tienen contemplados.
Estas máquinas que son las principales en la fabricación de las mordazas para los frenos de los automóviles, ninguna de ellas esta trabajan a una eficiencia mayor al 85%, es decir no se está aprovechando toda su capacidad, ya que primero se pretende ganarse un lugar en el mercado de la fabricación de mordazas para los frenos de los automóviles, y posteriormente incrementar la producción para ir satisfaciendo la producción de mordazas que las empresas actuales no pueden abarcar.
Para poder justificar la cantidad de equipo comprado se realizará un cuadro comparativo entre la maquinaria con que cuenta la empresa TALLER MORENO INDUSTRIAL, y la maquinaria que se pretende comprar para la nueva empresa:
Tabla No 2.16: COMPARACION DE TORNO NUEVA VS TORNO ACTUAL
CARACTERISTICAS TORNO MARCA TOS Se está utilizando
TORNO MARCA ARIES Se va a comprar
OBSERVACIONES
Dimensiones 3000X1500X1550mm 2250X1015X1235mm El que se va a comprar es un poco más pequeño
Velocidades 8 12 El nuevo tiene más velocidades.
HP del motor 2-4 4-6 El motor es más potente.
RPM 30-1800 32-2000 Produce más RPM.
Peso 1850 Kg. 1353 Kg. Es menos pesado
Posiciones Horizontal Universal Se puede utilizar tanto vertical como horizontal
Eficiencia 150 torneados/hora al 85%
195 torneados/hora al 95%
Ofrece una eficiencia mayor al anterior
Tabla No 2.17: COMPARACION DE FRESADORA NUEVA VS FRESADORA ACTUAL
CARACTERISTICAS FRESADORA MARCA TOS Se está utilizando
FRESADORA MARCA ARIES Se va a comprar
OBSERVACIONES
Dimensiones 1600X1500X2000mm 1400X1250X1950mm La máquina es un poco más pequeña.
Velocidades del husillo
6 9 Tienen más velocidades para el husillo.
HP motor 3 4 Tiene un motor más potente.
Número de avances 3 3 Tiene el mismo número de avances.
Peso 1800 Kg. 1250/1600 Kg. La máquina pesa menos.
Eficiencia 180 fresados/hora al 95%
200 fresados/hora al 100%
Ofrece una mayor eficiencia.

Tabla No 2.18: COMPARACION DE TALADRO NUEVA VS TALADRO ACTUAL
CARACTERISTICAS TALADRO MARCA TOS Se está utilizando
TALADRO MARCA ARIES Se va a comprar
OBSERVACIONES
Dimensiones 1500X2500mm 1120X3100mm La máquina es un poco más pequeña.
Dimensiones de la mesa de trabajo
800X1500mm 986X1820mm La mesa de trabajo es más grande.
HP 4 5.5 El motor es más potente.
Peso 4400 Kg. 4550 Kg. La máquina pesa más que la vieja.
Giro del brazo 120º 180º El brazo de trabajo gira más grados.
Diámetro máx. De taladrar en acero
35mm 50mm Se pueden realizar barrenos más grandes.
Eficiencia 300 barrenados/hora al 100%
400 barrenados/hora al 95%
Ofrece más eficiencia.
Como podemos observar en los cuadros comparativos que se realizaron a cada máquina que se va a emplear para fabricar las mordazas para los frenos de los automóviles, las máquinas que se pretenden comprar nos ofrecen en casi la mayoría de los puntos evaluados ventajas que nos ayudaran a producir más y mejor mordazas, son más eficientes, tienen motores más potentes, no son muy voluminosas, no pesan mucho. Es por esto que se justifica la compra de los tornos, fresadoras y taladros para la nueva empresa a instalar, ya que con estas máquinas podemos abastecer los lotes de producción que se tienen planeado producir así como un incremento en la producción de los lotes de las mordazas. 2.8.2 Justificación del equipo comprado con cortos de producción
Para justificar la compra de los tornos, fresadoras y taladros, que se van a emplear en la elaboración de las mordazas para los frenos de los automóviles, realizaremos la justificación por medio de la reducción de costos.
Actualmente en las fábricas de INTERHOLDE, GRUPO RASSINI y EATON EJES que se dedican a fabricar las mordazas para los automóviles, trabajan con maquinaria que en su mayoría trabajan con una sola posición de trabajo, ya sea en vertical u horizontal, dependiendo de la máquina o el proceso que se elabore en cada una de ellas, además de ser unas máquinas ya vieja, sus años de fabricación oscilan entre 1982 a 1989. Para justificar la compra de la maquinaria tomaremos dos variables muy importantes, las cuales pueden ser controladas y que estas influyen directamente en el precio final de una mordaza para los frenos de los automóviles, estas dos variables son las siguientes: La mano de obra y la energía eléctrica. Una estación de trabajo, conformada por una fresadora, un torno y un taladro, muestran el siguiente comportamiento:
Tabla No 2.19: PRECIOS DE LA COMPETENCIA
PIEZA PROMEDIO MENSUAL
PROMEDIO ANUAL
COSTO MOXPZA
MO ANUAL
COSTO E.EXPZA
E.E ANUAL
COSTO TOTAL ANUAL
20 120 1440 $20 $28800 $22 $31680 $60480
18 108 1296 $25 $32400 $26.5 $34344 $66744
21 126 1512 $24 $36288 $25 $37800 $74088
22 132 1584 $23 $36432 $24.85 $39362.4 $75794.4
Fuente: Análisis de precios de la competencia del TALLER MORENO INDUSTRIAL
Los costos que se presentaron en la tabla No 2.22, son los costos con los que trabaja la competencia, son costos aproximados, para obtener la producción de cada estación de trabajo de

cada empresa productora de mordazas, se necesita ver a qué velocidad trabaja sus máquinas, cuantas horas trabajan, potencia de los motores de la máquina, etc.
Para poder comprobar la compra de la maquinaria para la fabricación de mordazas por medio de un cuadro comparativo de producción que pueden ofrecer la competencia contra las máquinas que se pretenden comprar.
Tabla No 2.20: PRODUCTIVIDAD DE LA COMPETENCIA COMPETENCIA PZA/ESTA. DE
TRABAJO/TURNO PRODUCCION MENSUAL
PRODUCCION ANUAL
EFICIENCIA
Fábrica 1 17 408 4896 24.2%
Fábrica 2 18 432 5184 25.8%
Fábrica 3 15 360 4320 21.4%
Fábrica nueva 20 480 5760 28.6%
Fuente: Análisis de la productividad de la competencia del TALLER MORENO INDUSTRIAL Como se puede observar en el cuadro comparativo, en las empresas INTERHOLDE, GRUPO RASSINI y EATON EJES, tienen un menor número de piezas fabricadas por cada estación de trabajo con que cuentan, esto se debe a varios factores que intervienen en la producción de las mordazas. Estos factores son la potencia del motor con que cuentan las máquinas, la habilidad del operario para manejarla, la velocidad con que trabajan, el mantenimiento que se le proporciona, etc.
Para la instalación de una planta nueva productora de mordazas, se necesita tener la capacidad suficiente para abastecer un incremento de la demanda del producto que se fabrique, para poder cumplir con este objetivo, se necesita contar con maquinaria nueva y eficiente, ya que estas máquinas reducen el costo de fabricación del producto.
Los costos de mano de obra y energía eléctrica, promedios de la competencia,, al tener que prorratearlos por cada pieza de mordazas para los frenos de los automóviles fabricada y al obtener el precio final anual, tenemos que es muy alto el costo, se tiene una menor producción por hora. Por lo tanto con la adquisición de nueva maquinaria, estos costos se pueden reducir, considerando el cuadro comparativo con la tabla No 2.21, se obtiene la siguiente tabla:
Tabla No 2.21: COSTOS DE PRODUCCION DE LA MAQUINARIA NUEVA
PIEZA PROMEDIO MENSUAL
PROMEDIO ANUAL
COSTO MOXPZA
MO ANUAL
COSTO E.EXPZA
E.E ANUAL
COSTO TOTAL ANUAL
17 102 1224 $23 $28152 $24.5 $29988 $58140
18 108 1296 $25 $32400 $26.5 $34344 $66744
15 90 1080 $26 $28080 $27 $29160 $57240
20 120 1440 $18 $25920 $20 $28800 $54720
Fuente: Análisis de costos de producción del equipo nuevo del TALLER MORENO INDUSTRIAL
El costos total anual de las máquinas de la competencia con las que se pretende comprar tienen una reducción de casi 81% del costo más alto de la competencia, y de 14% con el costo más bajo de los de la competencia, y esto se debe a la cantidad de piezas que produce cada estación de trabajo y la velocidad a la que operan las máquinas, así como la eficiencia a la que se estén trabajando los equipos, ya que las máquinas de la nueva empresa, se pretende que trabajen a un 85% de su capacidad. En cuanto a la energía eléctrica que utilizaran los equipos nuevas va a ser menor que las de la competencia, ya que estas máquinas son más modernas y con tecnología más moderna. Como se mencionó en el primer capítulo (Estudio de mercado), si se quiere introducirse en el mercado, se tiene que ofrecer un producto con un precio de venta menor que la competencia y ya que las variables de energía eléctrica y mano de obra se logran reducir, se podrá lograr el objetivo.
Además de la justificación anterior, se mencionan algunos puntos importantes que se tienen que evaluar para la autorización en la compra de la maquinaria:
Con la adquisición de estos equipos solamente se necesitarán dos operarios por cada estación de trabajo.
La maquinaria que se comprará, obtendremos costos de producción menores en comparación con la competencia.
Algunos de estas máquinas cuentan con sistema de refrigeración integrado.

Se va a lograr que el producto sea de alta calidad, adecuado a la exigencia del mercado y de los clientes.
2.9. PRUEBAS DE CONTROL DE CALIDAD La historia de la humanidad está directamente ligada con la calidad desde los tiempos más remotos, el hombre al construir sus armas, elaborar sus alimentos y fabricar su vestido observa las características del producto y enseguida procura mejorarlo. La práctica de la verificación de la calidad se remonta a épocas anteriores al nacimiento de Cristo. En el año 2150 A. C, la calidad en la construcción de casas estaba regida por el código de Hammurabi, cuya regla #229 establecía que “si un constructor construye una casa y no lo hace con buena resistencia y la casa se derrumba y mata a los ocupantes, el constructor debe ser ejecutado”. Los fenicios también utilizaban un programa de acción correctiva para asegurar la calidad, con el objeto de eliminar la repetición de errores. Los inspectores simplemente cortaban la mano de la persona responsable de la calidad insatisfactoria. En los vestigios de las antiguas culturas también se hace presente la calidad, ejemplo de ello son las pirámides egipcias, los frisos de los templos griegos, etc.
Durante la Edad Media surgen mercados con base en el prestigio de la calidad de los productos, se popularizó la costumbre de ponerles marcas y con esta práctica se desarrollo el interés de mantener una buena reputación (las sedas de damasco, la porcelana China, etc.). Dado lo artesanal del proceso, la inspección del producto terminado es responsabilidad del productor que es el mismo artesano. Con el advenimiento de la era industrial esta situación cambio, el taller cedió su lugar a la fábrica de producción masiva, bien fuera de artículos terminados o bien de piezas que iban a ser ensambladas en una etapa posterior de producción. La era de la revolución industrial, trajo consigo el sistema de fábricas para el trabajo en serie y la especialización del trabajo, Como consecuencia del alta demanda aparejada con el espíritu de mejorar la calidad de los procesos, la función de inspección llega a formar parte vital del proceso productivo y es realizada por el mismo operario (el objeto de la inspección simplemente señalaba los productos que no se ajustaban a los estándares deseados).
A finales del siglo XIX y durante las tres primeras décadas del siglo XX el objetivo es producción. Con las aportaciones de Taylor, la función de inspección se separa de la producción; los productos se caracterizan por sus partes o componentes intercambiables, el mercado se vuelve más exigente y todo converge a producir. El cambio en el proceso de producción trajo consigo cambios en la organización de la empresa. Como ya era el caso de un operario que se dedicara a la elaboración de un artículo, fue necesario introducir en las fábricas procedimientos específicos para atender la calidad de los productos fabricados en forma masiva. Durante la primera guerra mundial, los sistemas de fabricación fueron más complicados, implicando el control de un gran número de trabajadores por uno de los capataces de producción, como resultado, aparecieron los primeros inspectores de tiempo completo el cual se denominó como control de calidad de inspección.
Las necesidades de la enorme producción en masa requeridas por la segunda guerra mundial originaron el control estadístico de calidad, esta fue una base de extensión de la inspección y el logro de una mayor eficiencia en las organizaciones de inspección. A los inspectores se les dio herramientas con implementos estadísticos, tales como muestreo y graficas de control. Esto fue la contribución más significativa, sin embargo este trabajo permaneció restringido a las áreas de producción y su crecimiento fue relativamente lento. Las recomendaciones resultantes de las técnicas estadísticas, con frecuencia no podían ser manejadas en las estructuras de toma de decisiones y no abarcaban poblemos de calidad verdaderamente grandes como se les presentaban a la gerencia del negocio.
(3)
Esta necesidad llevó al control total de la calidad. Solo cuando las empresas empezaron a establecer una estructura operativa y de toma de decisiones para la calidad del producto que fuera lo suficiente eficaz como para tomar acciones adecuadas en los descubrimientos del control de la
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11a edición. México 2004
calidad, pudieron obtener resultados tangibles como mejor calidad y menores costos. Este marco de calidad total hizo posible revisar las decisiones regularmente, en lugar de ocasionalmente, analizar resultados durante el proceso y tomar la acción de control en la fuente de manufactura o de abastecimiento, y, finalmente, detener la producción cuando fuera necesario. Además, proporcionó la estructura en la que las primeras herramientas de control (estadísticas de calidad) pudieron ser reunidas con las otras muchas técnicas adicionales como medición, confiabilidad, equipo de información de la calidad, motivación para la calidad y otras numerosas técnicas relacionadas ahora con el campo del control moderno de calidad y con el marco general funcional de calidad de un negocio.
Esta evolución nos ayuda a comprender de donde proviene la necesidad de ofrecer una mayor calidad del producto o servicio que se proporciona al cliente y, en definitiva, a la sociedad, y como poco a poco se ha ido involucrando toda la organización de la consecuencia de este fin.
La calidad no se ha convertido únicamente en uno de los requisitos esenciales del producto sino que en la actualidad es un factor estratégico clave del que dependen la mayor parte de las organizaciones, no solo para mantener su posición en el mercado sino incluso para asegurar su supervivencia.
(3)
2.9.1 Pruebas mecánicas
Los materiales usados en ingeniería para la construcción de edificios, máquinas, aparatos, cables para conducción de energía eléctrica, subestaciones, etc., abarcan los metales y sus aleaciones, el concreto, las mezclas bituminosas; los productos de barro y mampostería, la madera y los plásticos.
Estos materiales deben tener como función principal una adecuada resistencia, rigidez y durabilidad para satisfacer las necesidades para los cuales fueron concebidos.
Durante las investigaciones tecnológicas de desarrollo de nuevos materiales, son factores importantes la determinación de las propiedades de estos, que servirán para clasificarlos, establecer su uso, emitir especificaciones para futuras producciones e inclusive fijar normas de verificación y tolerancias para las distintas propiedades.
De lo anterior se deduce que todo el material que se investiga, se produce, se compra o se desea identificar, cuando no se tienen datos de él, es necesario desarrollar uno o varios ensayos, para determinar todas las propiedades o las que se consideran necesarias.
Los resultados que arrojan las investigaciones de las propiedades de un material, generalmente se establecen como especificaciones, las cuales son normalizadas por organismos especiales oficiales, o privados, tal es el caso en la República Mexicana de la Dirección General de Normas (DGN), dependiendo de la SIC; en EEUU existen organismos de normalización, tales como la American Society for Testing and Materiales (ASTM), Sociedad Americana para Pruebas y Materiales; en Europa una de las más usadas es la Norma Alemana (DIN), para pruebas de control de calidad.
Durante la producción de materiales, generalmente es necesario comprobar sus propiedades en el momento mismo que se están elaborando, esto se hace en el inicio o el transcurso de la producción. De acuerdo a los resultados arrojados se continúa o se corrige el proceso.
Cuando se obtiene un material, la verificación de las propiedades generalmente se efectúa, tomando muestras de los lotes surtidos por el proveedor y comparando los resultados con las especificaciones establecidas. Esto garantiza que la calidad del material adquirido cumplirá, con las funciones a que se le destine, si es que el material esta dentro de las tolerancias de especificación.
(8)
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11a edición. México 2004
8.- UPIICSA. Prácticas de laboratorio de pruebas mecánicas. Enero 2004

2.9.2 Dureza
La clasificación de los métodos de dureza de acuerdo al procedimiento empleado para su realización se divide en tres grupos:
1. Los que miden la resistencia que oponen los cuerpos a la penetración o identación. 2. Los que miden la resistencia elástica o al rebote. 3. Los que miden la resistencia que oponen los cuerpos al corte o la abrasión.
El método por penetración está basado en la aplicación de una carga estática sobre la superficie de un material para provocarle una deformación permanente conocida como identación o huella, la cual presenta una profundidad que está en relación inversa al número de dureza del material ensayado.
El método de dureza por rebote o elástica, consiste en dejar caer una herramienta con carga y altura definida sobre la superficie del material a ensayar, de tal forma que al chocar con dicha superficie se provoca un rebote de la herramienta, cuya altura está directamente relacionada con la dureza elástica del material.
El método que mide la resistencia que oponen los cuerpos a la abrasión o al corte, consiste en efectuar una ranura con una herramienta de corte o abrasiva al material a ensayar. Dependiendo del tipo de marca presentada, se determinará la dureza del material, es decir, si la ranura se presenta en forma profunda y opaca indicará que el material tiene poca dureza, en cambio si fue poca la profundidad y la estructura brilloso, será indicativo de una alta dureza.
Los métodos por penetración y rebote, debido a su objetividad se han convertido en algunos de los ensayos de control de calidad más importantes para los materiales de ingeniería.
1. Ensayos por el método de penetración
Como ya se mencionó, estos ensayos consisten en aplicar y comprimir progresivamente la superficie de una probeta, bajo la acción de una carga estática conocida; mediante un penetrador o herramienta de forma y dimensiones determinadas. Los tipos de dureza por penetración más conocidos y más empleados industrialmente son:
Dureza Brinell
Dureza Rockwell
Dureza Vickers
Microdureza (Vickers y Knoop) 2.9.2.1 Dureza Rockwell
Los ensayos de dureza Rockwell, dependen de la medición de la profundidad de la identación permanente, producida por la aplicación de una carga gradualmente aplicada sobre la superficie del material de prueba. Se usan varias combinaciones de penetradores y carga, para adaptar las distintas pruebas de dureza Rockwell a materiales de diversa durezas y espesores. Entre los penetradores se incluyen diamantes de forma cónica conocidos como Brame y esferas de acero endurecido cuyos diámetros varían de 1.58 mm (1/16”) a 12.7 mm (1/2”).
El diámetro cónico tiene un ángulo de abertura de 120° y un radio de 0.2 mm (1/128”) en la punta. El penetrador de diámetro permite probar fácilmente los aceros más duros y los de esfera grande permiten probar materiales blandos e incluso plásticos.
En general, se considera que las pruebas de dureza Rockwell no son destructivas ya que las cargas ligeras y los pequeños penetradores producen impresiones diminutas; sin embargo, a causa de la pequeñez de las impresiones, deben tomarse varias lecturas para obtener un resultado representativo.
Además cuanto menores sean las impresiones tanto mayor debe ser el cuidado que se tenga al preparar la superficie.
Procedimiento para el ensayo. El ensayo se realiza en una máquina especialmente diseñada que aplica la carga a trabes de un sistema de pesas y palancas.
(8)
8.- UPIICSA. Prácticas de laboratorio de pruebas mecánicas. Enero 2004

Los penetradores pueden ser en forma de esfera de acero o cono de diamante con una punta ligeramente redondeada. El valor de la dureza en un indicador de carátula especialmente graduado y es un número que esta inversamente relacionado con la profundidad de la huella.
No existe ningún valor de dureza Rockwell designado para un solo número porque resulta necesario indicar que penetrador y que carga se emplearon al realizar el ensayo. Por lo tanto, una letra de prefijo, se emplea para designar las condiciones del ensayo.
Tabla No 2.22: SIMBOLOGIA DUREZA ROCKWELL
SIMBOLO ESCALARA Y
LETRA DE PREFIJO
APLICACIONES TIPICAS DE LAS ESCALAS (Basado en la ASTM)
+B Aleaciones de cobre, aceros suaves, aleaciones de aluminio hierro maleable.
+C Acero, hierro fundido duro, hierro maleable perlitico, acero de alto
endurecimiento superficial.
A Carburos cementados, acero delgado, acero de bajo endurecimiento
superficial.
D Acero delgado, acero de endurecimiento
superficial mediano.
E Hierro fundido, aleaciones de aluminio y
magnesio, metales para rodamiento.
F Aleaciones de cobre templado, láminas metálicas delgadas y blandas.
G Bronce fosforado, cobre de berilio, hierro
maleable.
H Aluminio, plomo, zinc.
K, L, M, P Materiales para rodamientos y otros materiales
muy delgados y/o suaves.
R, S, V Use la esfera más pequeña y la carga más pesada
no arroje esfuerzo del yunque.
N, t Medición de dureza superficial debida a técnicas
especiales para aumentar la dureza superficial
y para materiales muy delgados.
Fuente: (8)
8.- UPIICSA. Prácticas de laboratorio de pruebas mecánicas. Enero 2004

Tabla No 2.23: SIMBOLOGIA DUREZA ROCKWELL
SIMBOLO EN LA ESCALA PENETRADOR CARGA KgF
15N Diamante 15
30N Diamante 30
45N Diamante 45
15T Bola 1/16” (1.588 mm) 15
30T Bola 1/16” (1.588 mm) 30
45T Bola 1/16” (1.588 mm) 45
15W Bola 1/8” (3.175 mm) 15
30W Bola 1/8” (3.175 mm) 30
45W Bola 1/8” (3.175 mm) 45
15X Bola 1/4” (6.350 mm) 15
30X Bola 1/4” (6.350 mm) 30
45X Bola 1/4” (6.350 mm) 45
15Y Bola 1/2” (12.70 mm) 15
30Y Bola 1/2” (12.70 mm) 30
45Y Bola 1/2” (12.70 mm) 45
Fuente: (8)
NOTA: La escala N para dureza superficial, se usa para materiales similares a los ensayados en las escalas C, A y D pero para menores calibres. La escala T se usa para materiales similares a los ensayados en la escala B, F y G, pero también de menor espesor. Es decir, se utilizan cuando se requiere de una diminuta identación. La escalas W, X y Y se utilizan para ensayar materiales muy suaves. La letra N designa el uso del identador de diamante; las letras T, W, X, y Y designan el uso del identador bola de acero. Los valores de dureza superficial Rockwell se designan por un número acompañado de una letra para indicarnos la carga y el penetrador utilizado. Por ejemplo: 80HR30N indica la lectura de 80 en la escala superficial de Rockwell, N usando un identador de diamante y una carga de 30 KgF.
Escalas de dureza Rockwell. La carátula de la máquina lleva tres grupos de números:
Tabla No 2.24: COLOR DE LAS ESCALAS
COLOR ESCALA
Rojo B
Negro C
Verde N, T
Fuente: (8)
La escala roja difiere por treinta números de dureza con respecto a la negra, y la verde tiene un desfasamiento de 180 números con respecto a esta escala negra.
8.- UPIICSA. Prácticas de laboratorio de pruebas mecánicas. Enero 2004

Tabla No 2.25: APLICACIÓN DE ESCALAS
Materiales suaves
SIMBOLO DE LA ESCALA
PENETRADOR CARGA EN KG ESCALA EN LA CARATULA
15T 1/16” Ball 15 Verde
30T 1/16” Ball 30 Verde
45T 1/16” Ball 45 Verde
F 1/16” Ball 60 Rojo
B 1/16” Ball 100 Rojo
G 1/16” Ball 150 Rojo
H 1/8” Ball 60 Rojo
E 1/8” Ball 100 Rojo
K 1/8” Ball 150 Rojo
Materiales duros
15N N Brale 15 Verde
20N N Brale 30 Verde
45N N Brale 45 Verde
A Brale 60 Negro
D Brale 100 Negro
C Brale 150 Negro
Fuente: (8)
2.9.2.2 Dureza Vickers
Por este método se determina la dureza de materiales tales como:
Piezas de pequeño espesor
Capas tratadas por tratamientos térmicos (cementación, nitruración, etc.)
Aplicando cargas de 1 Kg. hasta 120 Kg. Este ensayo es similar al de dureza Brinell, en que se hace impresión y se determina el número de dureza de acuerdo a la relación P/A de la carga P aplicada en kilogramos, el área A de la impresión en milímetros cuadrados.
Las cargas mas empleadas pueden variar desde 5 hasta 120 Kg. en incrementos de 5 Kg.
Penetrador.- El penetrador utilizado en este ensayo, es un diamante piramidal de base cuadrada, en el cual el Angulo entre las caras opuestas es de 136° +/- mm. (ASTM E92). Este deberá estar bien pulido y tener una punta bien afilada.
La condición de la punta del penetrador es de considerable importancia cuando la carga de prueba es ligera y la impresión es pequeña. Es recomendable que la punta sea verificada periódicamente mediante un examen minucioso de una impresión hecha en un block de acero pulido.
Bajo una ampliación de 600 aumentos o mas y usado un iluminador vertical cualquier rebaba o redondez de la punta puede ser detectada y la extensión del defecto medida con un micrómetro reticular. Se recomienda que el penetrador no se use para ensayos cuando la longitud máxima de los defectos exceda el 5% de la longitud de la impresión diagonal.
Microscopio de medición.- Las divisiones de la escala micrométrica del microscopio de medición, deberá estar diseñada de manera que la longitud de las diagonales de una impresión en una superficie propiamente acabada del espécimen, puede ser medida dentro de una tolerancia de +/- 0.0005 mm o 0.5%, cualquier tamaño.
Probetas para los ensayos.- La prueba de dureza Vickers se adapta a una gran variedad de probetas, para ensayo pudiendo ser barras largas o secciones redondas o pequeñas piezas montadas. En general el dorso o revés del espécimen debe tener acabado liso y ser amordazada o engrapada para que no exista la posibilidad de que se mueva cuando esta bajo la carga del ensayo. Así deberá contar con los requerimientos necesarios de :
(8)
8.- UPIICSA. Prácticas de laboratorio de pruebas mecánicas. Enero 2004

Espesor
Acabado
Alineación
ESPESOR.- El espesor de la probeta deberá ser tal que no exista pandeo o que el efecto de la carga aparezca en el lado contrario al de la impresión. En cualquier caso el espesor de la muestra debe tener como mínimo la mitad de la longitud de la diagonal de la huella. Como el material ensayado esta laminado el espesor del componente individual en el ensayo deberá usarse para que haya una relación afín de longitud diagonal-espesor.
ACABADO.- La superficie de la probeta deberá estar preparada de tal forma que los extremos de la diagonal sean claramente definidos y puedan leerse con precisión de +/- 0.0005 mm o 0.5% de la longitud de las diagonales de cualquier tamaño. Cuidar que al preparar la probeta se evite el endurecimiento durante el pulido.
ALINEACIÓN.-La probeta deberá prepararse o mantenerse de tal forma que la superficie sea normal al eje del penetrador dentro de una tolerancia de 1° del Angulo. Esto puede hacerse cuando se efectúa el pulido de la superficie (u otro maquinado), para que exista paralelismo entre el lado opuesto de la probeta con el lado a ser ensayado.
Numero de dureza Vickers HV
Es el número que relaciona la carga aplicada y la diagonal de la huella permanente realizada por el penetrador de forma piramidal de base cuadrada de acuerdo a la siguiente expresión:
(9)
HV = 2P SEN (α / 2) / d2 = 1.8544 P / d
2.....................................................................................................................................7
Donde:
P = Carga en Kg
d = Medida de la impresión diagonal en mm
α = Ángulo de la cara del diamante = 136°
El número de dureza Vickers se denomina por el símbolo HV con dos números a continuación, el primero denota la carga y el segundo número indica la duración de la aplicación de la misma. Cuando el tiempo varia de 10 a 15 segundos, el cual es un tiempo de carga normal, el segundo número no se indica.
Descripción de la prueba.-La probeta se coloca sobre el yunque y se eleva mediante un tornillo hasta que se acerque a la punta del penetrador. Accionado la palanca de marcha, un brazo de carga con relación de 20:1 se abre y la carga es lentamente aplicada al penetrador y luego retirada.
La operación de una palanca de pedal reajusta la máquina. Después de bajar el yunque, se coloca la probeta en un microscopio y se mide la diagonal de la impresión hasta 0.001 mm de exactitud.
Es un método bastante rápido y puede usarse sobre una capa metálica tan delgada como 0.15 mm. Se sostiene que resulta exacto para durezas tan altas como 1300 (aproximadamente 850 Brinell) y para indicar la fragilidad de las superficies endurecidas de acero nitrurado. La dureza así determinada parece constituir un buen criterio de las cualidades de durabilidad de los aceros nitrurados. 2.9.4 Desgaste
El Desgaste es un fenómeno superficial que consiste en el deterioro o desprendimiento de partículas que sufren las superficies en contacto de los cuerpos, a causa de la fricción a la que se hallan sometidos o al medio ambiente. El desgaste es uno de los efectos más destructivos a que están expuestos los metales.
La diferencia en el desgaste de diversos materiales se debe por una parte a sus propiedades, y por otra a las condiciones de trabajo.
Las propiedades de los materiales podemos fijarlas, en cierto modo, pero las condiciones de trabajo son muy complejas y es difícil separarlas en componentes para medir cada una; de aquí que no existe una prueba universal para medir el desgaste. Por otra parte no existe material que sea resistente al desgaste bajo toda clase de condiciones.
(8)
8.- UPIICSA. Prácticas de laboratorio de pruebas mecánicas. Enero 2004

Por lo tanto los ensayos de desgaste, son muy importantes por considerarse que diferentes materiales efectúan trabajo continuo, por esta razón, se debe seleccionar y verificar el material más adecuado al uso que se le destino, además de poder dar un criterio de su vida útil de trabajo; muy importante al efectuar su mantenimiento.
Los dos tipos de desgaste los podemos clasificar en:
Desgaste metálico
Desgaste por erosión
Desgaste por abrasión En realidad rara vez el desgaste es debido a una sola de las causas citadas, y en la mayoría de los casos se presentan conjuntamente el desgaste metálico y la abrasión. Como en la práctica no se puede evitar totalmente el desgaste, se suele recurrir a la utilización de un metal duro y otro relativamente blando, fabricándose con este último la pieza cuya sustitución sea más económica tal sucede por ejemplo: cojinetes, chumaceras, rodamientos para flechas de transmisión de potencia, ejes ruedas, bandas de polea, balatas para frenos, etc.
Clasificación del desgaste.
1. Metal con metal 2. Metal con No metal o abrasivo 3. Metal con líquidos, vapores o gases
Factores que influyen en el desgaste.
A) Tipo de material B) Velocidad de trabajo C) Carga aplicadas 2.9.5. Métodos de ensayo para resistencia al desgaste
Para la determinación de la resistencia al desgaste existen muchos métodos y procedimientos de ensayos normalizados que para el resto de las características mecánicas de los materiales. Generalmente se admite que el establecimiento de un ensayo de desgaste “UNIVERSAL” no es factible. Por tanto, el equipo utilizado para llevar a cabo este ensayo debe ser tal que produzca lo más fielmente posible las condiciones reales de funcionamiento. Estos ensayos deben poder ser reproducibles, permitir clasificar los distintos materiales ensayados y su validez debe ser confirmada; de modo que, para poder seleccionar una máquina o un procedimiento, debemos saber el tipo de desgaste al que se tenga que hacer frente. Protección contra el desgaste.- Actualmente se dispone de infinidad de materiales y procedimientos que proporcionan protección contra el desgaste. La elección de un material y procedimientos determinados requiere un análisis completo de las condiciones reales de servicio, como es:
La aplicación y limitaciones del procedimiento, material elegido y costo que supone su aplicación. La carencia de datos tecnológicos que permiten actuar comparaciones obligan a que el ingeniero o técnico encargado de la selección de materiales que deban resistir el desgaste, reúnan una buena dosis de buen juicio.
Las aleaciones más importantes utilizadas para alimentar la resistencia al desgaste y aplicadas por pulverización son el acero inoxidable tipo al acero cromo-níquel inoxidable tipo 304, el monel de acero de 0.1% a 0.8% de carbono, el bronce de hierro-aluminio, calibres de tampón, etc. El revestimiento de acero inoxidable o monel se emplea en los ejes de turbinas. Algunas piezas de los motores diesel, tales como cigüeñales, bloques de cilindros, ejes de levas y vástagos de las válvulas se metalizan con molibdeno, acero inoxidable o aluminio para aumentar su resistencia al desgaste.
(8)
Con la siguiente expresión se determinara el porcentaje del desgaste (S):
Por medición de diámetros
S = D1 – D2 / D1 X 100 (%)……………………………………………………………………………..7
8.- UPIICSA. Prácticas de laboratorio de pruebas mecánicas. Enero 2004
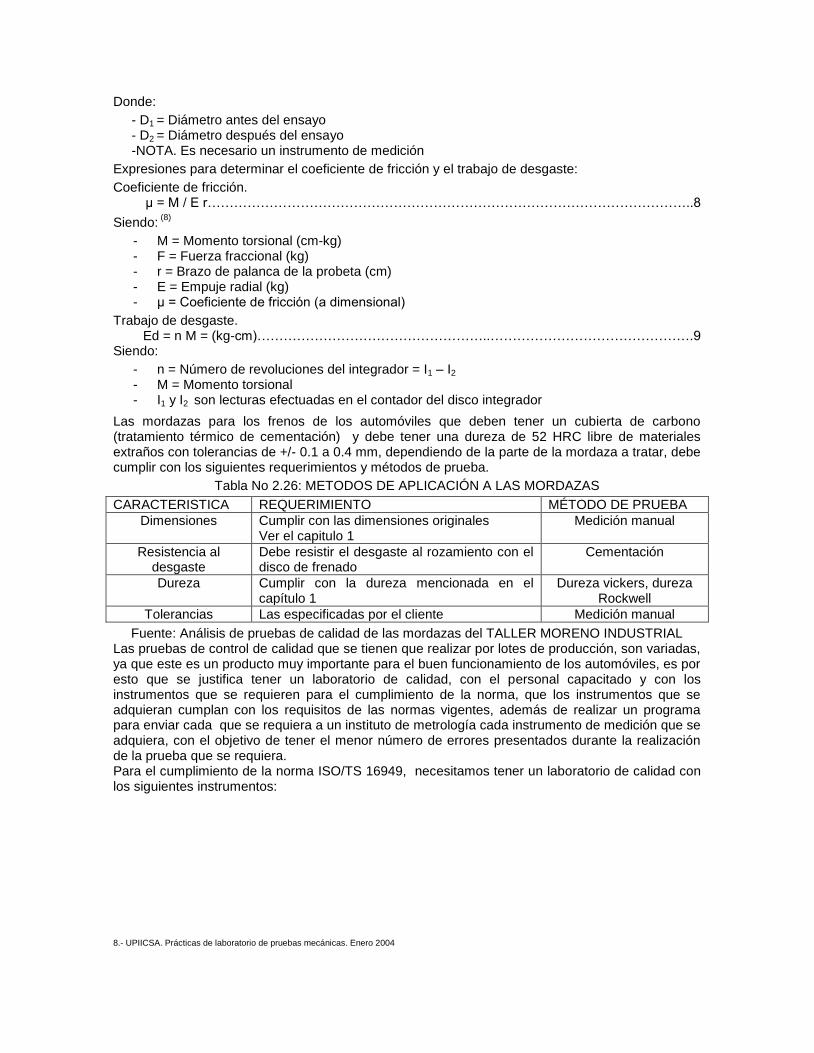
Donde:
- D1 = Diámetro antes del ensayo - D2 = Diámetro después del ensayo -NOTA. Es necesario un instrumento de medición
Expresiones para determinar el coeficiente de fricción y el trabajo de desgaste:
Coeficiente de fricción.
μ = M / E r………………………………………………………………………………………………..8
Siendo: (8)
- M = Momento torsional (cm-kg) - F = Fuerza fraccional (kg) - r = Brazo de palanca de la probeta (cm) - E = Empuje radial (kg) - μ = Coeficiente de fricción (a dimensional)
Trabajo de desgaste.
Ed = n M = (kg-cm)……………………………………………..……………………………………….9 Siendo:
- n = Número de revoluciones del integrador = I1 – I2 - M = Momento torsional - I1 y I2 son lecturas efectuadas en el contador del disco integrador
Las mordazas para los frenos de los automóviles que deben tener un cubierta de carbono (tratamiento térmico de cementación) y debe tener una dureza de 52 HRC libre de materiales extraños con tolerancias de +/- 0.1 a 0.4 mm, dependiendo de la parte de la mordaza a tratar, debe cumplir con los siguientes requerimientos y métodos de prueba.
Tabla No 2.26: METODOS DE APLICACIÓN A LAS MORDAZAS
CARACTERISTICA REQUERIMIENTO MÉTODO DE PRUEBA
Dimensiones Cumplir con las dimensiones originales Ver el capitulo 1
Medición manual
Resistencia al desgaste
Debe resistir el desgaste al rozamiento con el disco de frenado
Cementación
Dureza Cumplir con la dureza mencionada en el capítulo 1
Dureza vickers, dureza Rockwell
Tolerancias Las especificadas por el cliente Medición manual
Fuente: Análisis de pruebas de calidad de las mordazas del TALLER MORENO INDUSTRIAL
Las pruebas de control de calidad que se tienen que realizar por lotes de producción, son variadas, ya que este es un producto muy importante para el buen funcionamiento de los automóviles, es por esto que se justifica tener un laboratorio de calidad, con el personal capacitado y con los instrumentos que se requieren para el cumplimiento de la norma, que los instrumentos que se adquieran cumplan con los requisitos de las normas vigentes, además de realizar un programa para enviar cada que se requiera a un instituto de metrología cada instrumento de medición que se adquiera, con el objetivo de tener el menor número de errores presentados durante la realización de la prueba que se requiera. Para el cumplimiento de la norma ISO/TS 16949, necesitamos tener un laboratorio de calidad con los siguientes instrumentos:
8.- UPIICSA. Prácticas de laboratorio de pruebas mecánicas. Enero 2004

Tabla No 2.27: MAQUINAS DE PRUEBA QUE SE VAN A COMPRAR
EQUIPO PRUEBA MARCA
Máquina para prueba de dureza vickers
Determinar la dureza que la mordaza debe de soportar
(52HRC)
EXTRANJERA
Máquina para prueba de dureza Rockwell
Determinar la dureza que la mordaza debe de soportar
(52HRC)
EXTRANJERA
Máquina para prueba de desgaste
Determinar el resistencia al desgaste por el rozamiento
del disco de frenado
EXTRANJERA
Calibrador digital Medir las dimensiones como tolerancias que debe de cumplir las mordazas.
MITUTOYO
Báscula Determinar peso BERKEL
Fuente: Análisis de pruebas de calidad para el TALLER MORENO INDUSTRIAL
Las pruebas de control de calidad se realizaran por cada lote de producción (320 piezas cada uno), que salga de cada una de las estaciones de trabajo, se tomarán muestras aleatorias de cada lote, para esto se realizará un programa en el cual se tendrá que especificar a qué estaciones de trabajo se les realizara el muestro de las mordazas, para que cada estación de trabajo sea evaluada para que se reduzca el número de piezas defectuosas para brindar un mejor producto a nuestros clientes.
En cuanto al área de calidad, tendrá el siguiente procedimiento:

Figura No 10: DEPARTAMENTO DE CONTROL DE CALIDAD
No
Si
Fuente: Organigrama de control de calidad del TALLER MORENO INDUSTRIAL
2.10. MANTENIMIENTO QUE SE APLICARÁ POR LA EMPRESA
Desde el principio de la humanidad, hasta fines del siglo XVII, las funciones de preservación y mantenimiento que el hombre aplicaba a las máquinas que utilizaba en la elaboración del producto o servicio que vendía a sus clientes, no tuvieron un gran desarrollo debido a la menor importancia que tenia la máquina con respecto a la mano de obra que se empleaba, pues hasta 1880, se consideraba que el trabajo humano intervenía en un 90% para hacer un producto, y el escaso 10% restante era trabajo de la máquina. Por lo tanto, la conservación (preservación y mantenimiento) que se proporcionaba a los recursos de las empresas, hasta ese momento, era solamente una conservación correctiva, debido a que las máquinas solo se reparaban en caso de paro o falla importante; es decir, únicamente se proporcionaban acciones correctivas teniendo en mente el arreglo de la máquina y no se pensaba en el servicio que esta suministraba.
Conforme la industria fue evolucionando, debido a la exigencia del público de mayores volúmenes, diversidad y calidad de productos, las máquinas fueron cada vez más numerosas y complejas, por lo que su importancia aumento con respecto a la mano de obra.
(1)
1.- Dounce Villanueva Enrique. La productividad en el mantenimiento industrial. CECSA. Sexta reimpresión 2004
Inicio
Realizar muestreo
Revisar normas a aplicar
Realizar mediciones a piezas seleccionadas
Material conforme
Control de Producto no conforme
Registrar
Fin

Con la Primera Guerra Mundial, en 1914, las máquinas trabajaron a toda su capacidad y sin interrupciones, no solamente las ocupaban en la industria común de los países beligerantes, sino también las que fabricaban armas, vehículos y artefactos bélicos, pues su funcionamiento era cuestión de vida o muerte; por este motivo, la máquina tuvo cada vez mayor importancia y aumentaron en cuanto a número y cuidados.
En esta forma nació el concepto de mantenimiento preventivo, el cual en la década de los veinte, se acepto prácticamente como una labor que, aunque onerosa, resultaba necesaria. Este procedimiento seguía guardando un enfoque máquina y las reparaciones que se le hacían eran con el criterio de que si la máquina funcionaba bien, esta daría el producto o servicio adecuado.
Aproximadamente tres décadas más tarde, a partir de 1950 y por el desarrollo de los estudios de fiabilidad, la mente humana recapacito y determinó, no con una claridad diáfana, que a una máquina en servicio siempre la integran dos factores; la máquina propiamente dicha y el servicio que esta proporciona. Por ejemplo, si analizamos un foco apagado, veremos que solo está integrado por materiales tales como latón, vidrio o tungsteno, pero cuando se usa el foco aparece la luz, que ya no forma parte de este, sino que constituye el servicio que deseamos y para el cual fue hecho esta máquina. Por lo tanto, las tareas que debemos emprender para el cuidado de ambos (foco y servicio) son de dos tipos; al primero debemos limpiarlo, protegerlo, no sobrecargarlo; en otras palabras, preservarlo para que nos dure en buenas condiciones el mayor tiempo posible. Por lo que respecta al servicio (luz) que el foco proporciona, debemos cuidar que este dentro de los parámetros de calidad deseada, y si por cualquier concepto no obtenemos dicha calidad tendremos que reforzar o cambiar la máquina, o sea, el medio de obtener el servicio deseado. De este se desprende el siguiente principio:
“El servicio se mantiene y el recurso se preserva”
La importancia de la máquina quedaba en segundo término, pues solamente era un medio para obtener un producto o servicio y que, en última instancia, la obtención del mencionado servicio era la razón de ser de todo centro fabril o empresa en general. Por esto sucedió que los proveedores de todo tipo de máquinas para conquistar el mercado, hicieron estudios cada vez más serios y profundos sobre fiabilidad y mantenibilidad, con el objeto que los usuarios de las máquinas tuvieran menos problemas en la preservación de estas y que las labores de mantenimiento se minimizaran y fueran productivas y no un gasto obligado, es decir, u mantenimiento preventivo. Esto dio lugar al nacimiento de grandes centros fabriles automatizados (industrias automovilísticas, de comunicaciones, de guerra, petroleras, etc.) y se desarrolló lo que podemos llamar una “ingeniería de conservación” (preservación y mantenimiento). La fecha 1950 puede tomarse como el parte aguas del pensamiento humano, en donde se relega a la máquina a ser un medio para conseguir un fin, el cual es el servicio que está proporcionando.
En 1970, y a raíz del nuevo pensamiento de mantenimiento productivo (PM), el japonés Seichi Nakajima desarrolló el sistema TPM (Mantenimiento Productivo Total), el cual hace énfasis en la importancia que tiene el involucrar al personal de producción y al de mantenimiento en labores de mantenimiento productivo (PM); pues esto ha dado buenos resultados, sobre todo, en industrias de punta.
No solamente la evolución de la función conservación se logra ver en los recursos físicos y técnicos de nuestras empresas; sino también en los recursos humanos. El empleado de conservación bajo el enfoque arcaico de mantenimiento correctivo, se le considera un mil usos, pues debe ser un buen artesano en prácticamente todas las técnicas que se emplean en la empresa; tienen que saber principios de carpintería, electricidad, telefonía, pintura, mecánica, fontanería, etc. Además, debe estar capacitado para atender cualquier tipo de falla, con sus rudimentarios y variados conocimientos, y con unos cuantos materiales y herramientas.
Bajo el enfoque moderno, el personal de conservación tiene necesidad de poseer profundos y especializados conocimientos y no solo debe dominar su técnica sino también la administración de esta, ya que con el tiempo puede llegar a dirigir esta función desde altos niveles empresariales.
(1)
1.- Dounce Villanueva Enrique. La productividad en el mantenimiento industrial. CECSA. Sexta reimpresión 2004

La conservación es toda acción humana que. Mediante la aplicación de los conocimientos científicos y técnicos, contribuye al óptimo aprovechamiento de los recursos existentes en el hábitat humano y propicio con ello, el desarrollo integral del hombre y de la sociedad.
La conservación se divide en dos grandes ramas: una de ellas es la preservación, la cual atiende las necesidades de los recursos físicos y la otra es el mantenimiento, que se encarga de cuidar el servicio que proporcionan estos recursos.
2.10.1 Preservación
El funcionamiento normal de cualquier sistema, máquina o equipo tiende a deteriorarse más su estado físico. Para que estos lleguen a cumplir su tiempo de vida útil, es necesario pensar cuidadosamente como debe uno protegerlos; por ejemplo un bosque donde necesitamos quitar los árboles muertos, viejos o caídos para plantar árboles nuevos, ademada de otras labores como regar los árboles y fumigarlos. Por ello, debemos analizar cualquier recurso que deseamos proteger y planear con cuidado los trabajos que realizaremos (a esta labor se le llama preservación y está dirigida exclusivamente al recurso y no al servicio que esta ofrece).
Preservación es la acción humana encargada de evitar daños a los recursos existentes. Existen dos tipos de preservación: la preventiva y la correctiva; la diferencia estriba en si el trabajo se hace antes o después de que haya ocurrido un daño en el recurso; por ejemplo, pintar una tolva recién instalada, es un trabajo de preservación preventiva, pero este mismo trabajo se califica como de preservación correctiva si fue hecho para repararse. En otras palabras; preservación preventiva son los trabajos desarrollados en un recurso, a fin de evitar su degeneración, o que sea atacado por agentes nocivos; preservación correctiva son los trabajos de rehabilitación que han de desarrollar un recurso cuando este sea degenerado o ha sido atacado por agentes nocivos.
2.10.2 Mantenimiento
El mantenimiento es la segunda rama de la conservación y se refiere a los trabajos que son necesarios hacer con objeto de proporcionar un servicio de calidad estipulada. Es importante notar que, basados en el servicio y su calidad deseada, debemos escoger los equipos que nos aseguren obtener este servicio; el equipo queda en segundo término, pues si no nos proporciona lo que pretendemos, debemos cambiarlo por el adecuado. Por ello, hay que recordar que el equipo es un medio y el servicio es el fin que deseamos conseguir.
Mantenimiento es la actividad humana que garantiza la existencia de un servicio dentro de una calidad esperada. Cualquier clase de trabajo hecho en sistemas, subsistemas, equipos maquinas, etc.; para que estos continúen o regresen a proporcionar el servicio con la calidad esperada, son trabajos de mantenimiento, pues están ejecutados con ese fin. El trabajo típico del mantenimiento es la búsqueda y reforzamiento de los eslabones más débiles de la cadena de servicio que forma la fabrica. El mantenimiento se divide en dos ramas: mantenimiento correctivo y mantenimiento preventivo.
Mantenimiento correctivo.- Es la actividad humana desarrollada en los recursos físicos de una empresa, cuando a consecuencia de una falla han dejado de proporcionar la calidad de servicio esperada.
Mantenimiento preventivo.- Esta es la segunda rama del mantenimiento y podemos definirla como: la actividad humana desarrollada en los recursos físicos de una empresa, con el fin de garantizar que la calidad de servicio que estos proporcionan, continué dentro de los límites establecidos.
2.10.3 INDICE ICGM (RIME)
El índice ICGM (Índice de Clasificación para los Gastos de Conservación), que en Estados Unidos se conoce como RIME (Ranking Índex for Maintenance Expenditure) y sobre la cual tiene derechos reservados Ramona and Associates Inc., es una herramienta que permite clasificar los gastos de conservación interrelacionado los recursos sujetos a estos trabajos con la clase o tipo de trabajo por desarrollar en ellos. Por ello, el índice ICGM se compone de dos factores:
(1)
1.- Dounce Villanueva Enrique. La productividad en el mantenimiento industrial. CECSA. Sexta reimpresión 2004

Código de máquina.- Que identifica los recursos por atender (equipos, instalaciones y construcciones).
Código trabajo.- Que identifica cada tipo de trabajo por realizar en dichos recursos.
El índice ICGM se obtiene de la multiplicación de estos dos factores. Por tanto tenemos:
Índice ICGM = Código Máquina X Código Trabajo………………………………………………10
Asimismo, el índice ICGM tiene tres aplicaciones perfectamente bien delineadas:
Jerarquización de la expedición de las labores de conservación de acuerdo con su importancia relativa.
Elaboración racional del presupuesto anual para los gastos de conservación.
Índice mediante el código máquina, en la clasificación de los equipos, instalaciones y construcciones de la empresa, determinando si son vitales, importantes o triviales, para definir la clase y cantidad de trabajo de conservación que se les debe proporcionar.
Existen dos métodos para elaborar el índice ICGM en la empresa; el primero, basado en estudios sobre los dos factores que lo forman (equipo y trabajo), para lo que corresponde al factor equipo, se considera dentro de este los tres componentes.
TABLA No 2.28: FACTORES DEL ICGM
FUENTE: (1)
La multiplicación del resultado de estos tres componentes nos proporciona el factor equipo. Por lo que respecta al factor trabajo, en este se considera cinco componentes:
TABLA No 2.29: COSTOS DEL ICGM
FACTOR COMPONENTE
TRABAJO
COSTO POR PÉRDIDA DE CALIDAD (En el que se incurre si no se ejecuta la reparación, y se efectúa la calidad del, producto) COSTO POR PERDÍDA DE PRODUCCIÓN (En el que se incurre si no se ejecuta la reparación, y se afecta la cantidad del producto) COSTO DE MANTENIMIENTO APLAZADO (En el que se incurre si no se ejecuta la reparación, comprende mano de obra directa y materiales) COSTO POR RETRABAJO (En el que se incurre si no se ejecuta la reparación, y se efectúa la cantidad de mano de obra que interviene en el proceso) COSTO POR SEGURIDAD (En el que se incurre si no se ejecuta la reparación, y se efectúa la seguridad de los trabajadores que intervienen en el proceso)
FUENTE: (1)
1.- Dounce Villanueva Enrique. La productividad en el mantenimiento industrial. CECSA. Sexta reimpresión 2004
FACTOR COMPONENTE
EQUIPO
PORCENTAJE DE UTILIZACION Horas de trabajo en la semana 168 horas que tiene la semana PORCENTAJE DE RENTABILIDAD (Porcentaje con el que contribuye a las utilidades de la empresa) FACTOR DE PROCESO (Grado en que una falla en este equipo, afecta a otro)
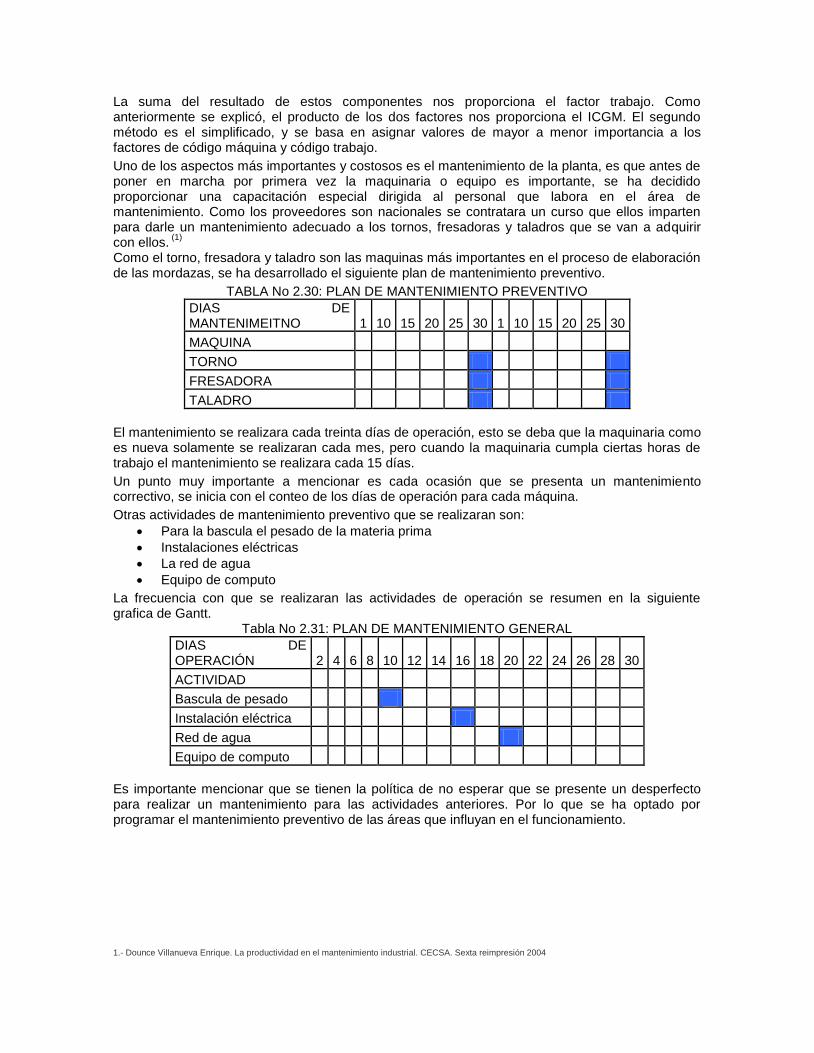
La suma del resultado de estos componentes nos proporciona el factor trabajo. Como anteriormente se explicó, el producto de los dos factores nos proporciona el ICGM. El segundo método es el simplificado, y se basa en asignar valores de mayor a menor importancia a los factores de código máquina y código trabajo.
Uno de los aspectos más importantes y costosos es el mantenimiento de la planta, es que antes de poner en marcha por primera vez la maquinaria o equipo es importante, se ha decidido proporcionar una capacitación especial dirigida al personal que labora en el área de mantenimiento. Como los proveedores son nacionales se contratara un curso que ellos imparten para darle un mantenimiento adecuado a los tornos, fresadoras y taladros que se van a adquirir con ellos.
(1)
Como el torno, fresadora y taladro son las maquinas más importantes en el proceso de elaboración de las mordazas, se ha desarrollado el siguiente plan de mantenimiento preventivo.
TABLA No 2.30: PLAN DE MANTENIMIENTO PREVENTIVO
DIAS DE MANTENIMEITNO 1 10 15 20 25 30 1 10 15 20 25 30
MAQUINA
TORNO
FRESADORA
TALADRO
El mantenimiento se realizara cada treinta días de operación, esto se deba que la maquinaria como es nueva solamente se realizaran cada mes, pero cuando la maquinaria cumpla ciertas horas de trabajo el mantenimiento se realizara cada 15 días.
Un punto muy importante a mencionar es cada ocasión que se presenta un mantenimiento correctivo, se inicia con el conteo de los días de operación para cada máquina.
Otras actividades de mantenimiento preventivo que se realizaran son:
Para la bascula el pesado de la materia prima
Instalaciones eléctricas
La red de agua
Equipo de computo
La frecuencia con que se realizaran las actividades de operación se resumen en la siguiente grafica de Gantt.
Tabla No 2.31: PLAN DE MANTENIMIENTO GENERAL
DIAS DE OPERACIÓN 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
ACTIVIDAD
Bascula de pesado
Instalación eléctrica
Red de agua
Equipo de computo
Es importante mencionar que se tienen la política de no esperar que se presente un desperfecto para realizar un mantenimiento para las actividades anteriores. Por lo que se ha optado por programar el mantenimiento preventivo de las áreas que influyan en el funcionamiento.
1.- Dounce Villanueva Enrique. La productividad en el mantenimiento industrial. CECSA. Sexta reimpresión 2004

2.11. DETERMINACIÓN DE LAS ÁREAS DE TRABAJO NECESARIAS
A continuación, es necesario determinar el cálculo del tamaño físico de las áreas necesarias para cada una de las actividades que se realizan en la planta, las cuales son más que las del proceso de producción.
Las áreas que se consideran que debe tener la empresa son:
3. Almacén de materia prima 4. Control de calidad 5. Pesado y empaque 6. Producción 7. Mantenimiento 8. Almacén de producto terminado 9. Oficinas administrativas 10. Sanitarios 11. Comedor 12. Estacionamiento 13. Áreas verde (expansión)
En la siguiente tabla 2.32 se presenta la justificación con base en una memoria de cálculo de cada una de las áreas mencionadas en dicha tabla.
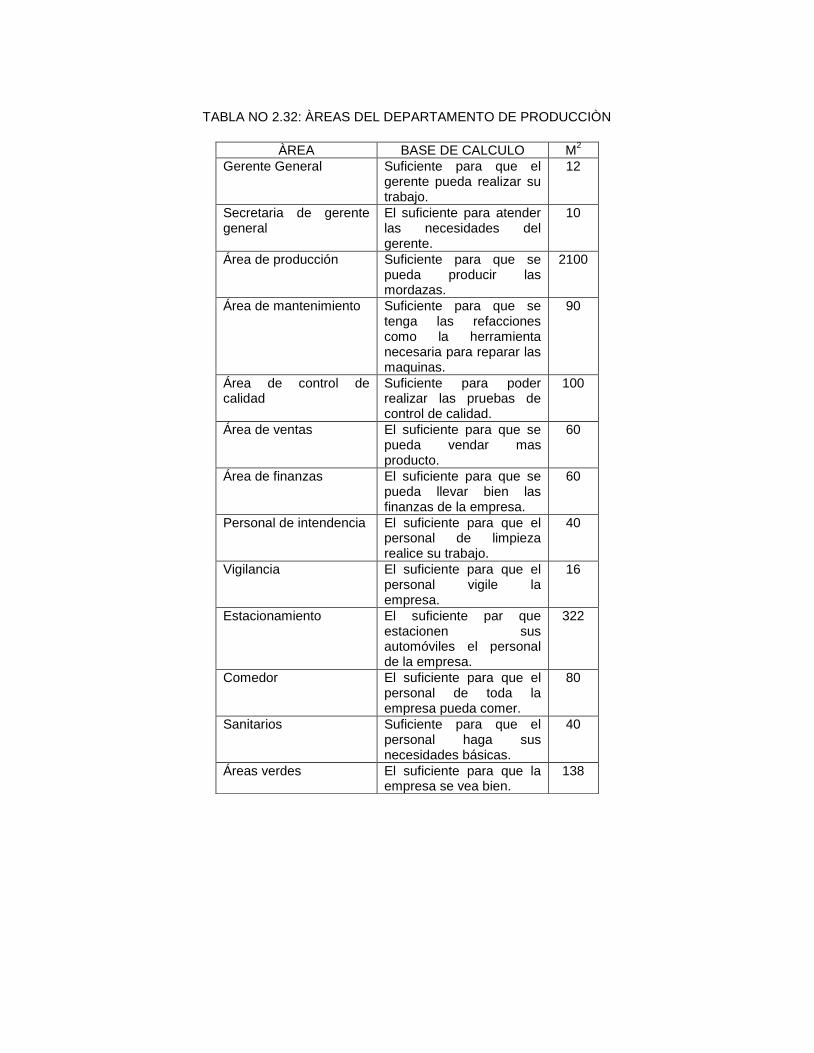
TABLA NO 2.32: ÀREAS DEL DEPARTAMENTO DE PRODUCCIÒN
ÀREA BASE DE CALCULO M2
Gerente General Suficiente para que el gerente pueda realizar su trabajo.
12
Secretaria de gerente general
El suficiente para atender las necesidades del gerente.
10
Área de producción Suficiente para que se pueda producir las mordazas.
2100
Área de mantenimiento Suficiente para que se tenga las refacciones como la herramienta necesaria para reparar las maquinas.
90
Área de control de calidad
Suficiente para poder realizar las pruebas de control de calidad.
100
Área de ventas El suficiente para que se pueda vendar mas producto.
60
Área de finanzas El suficiente para que se pueda llevar bien las finanzas de la empresa.
60
Personal de intendencia El suficiente para que el personal de limpieza realice su trabajo.
40
Vigilancia El suficiente para que el personal vigile la empresa.
16
Estacionamiento El suficiente par que estacionen sus automóviles el personal de la empresa.
322
Comedor El suficiente para que el personal de toda la empresa pueda comer.
80
Sanitarios Suficiente para que el personal haga sus necesidades básicas.
40
Áreas verdes El suficiente para que la empresa se vea bien.
138

Área total a ocupar 3000 m2
Con base en las dimensiones de escritorios, mesas de trabajo, anaqueles, sillas y salas de espera, es como se calculo el área para la oficina del gerente general, su secretaria, el área de ventas y el área de finanzas de la empresa. En cuanto a las áreas de producción, mantenimiento, control de calidad, la base de cálculo es la misma, se hizo con base en las dimensiones de los tornos, fresadoras, taladros, maquinas de prueba de dureza, desgaste, patines hidráulicos, montacargas, estantes, anaqueles, escritorios.
En base a las dimensiones del equipo que se va a emplear en la fabricación de las mordazas para los frenos de los automóviles, equipo de oficina
Ya obtenido el área que cada departamento va a ocupar en la distribución va a proceder a realizar otra tabla, pero ahora con el departamento de producción:
TABLA No 2.33: DISTRIBUCION DEL DEPARTAMENTO DE PRODUCCION
ÁREA
BASE DE CÁLCULO
M2
Gerente de Producción Suficiente para que el gerente realice su trabajo.
120
Secretaria del gerente de producción
El suficiente para que pueda atender al gerente.
50
Supervisores de línea Suficiente para que realicen su trabajo.
40
Pesado El suficiente para que pesen la materia prima.
80
Línea de Producción El suficiente para que las máquinas que se van a
comprar tengan el espacio necesario para que trabajen.
900
Empaque El suficiente para que se empaque las mordazas.
80
Almacén de Materia Prima El suficiente para almacenar la materia prima.
150
Almacén de Producto Terminado
Suficiente para almacenar el producto terminado.
150
Área total a ocupar 2000 m2
Memória de calculo:
Oficinas administrativas.- Estas se componen de la Gerencia General, la secretaria, área de ventas, área de finanzas, tomando en cuenta la cantidad de personal administrativo que se muestra en el organigrama de la empresa y de acuerdo al reglamento de construcción, debe de ser de 2 m
2 de área por trabajador de oficina. Área total 240 m
2
Área de control de calidad.- Este departamento tendrá un área de 100 m2, ya que en esta
área se van a realizar las pruebas de calidad, y por lo tanto se necesitan las maquinas especiales para las pruebas, además se colocará un escritorio un archivero para llevar control de
las pruebas.
Sanitarios.- Estos basados en el mismo reglamento de construcción, se construirá uno por cada sexo con un lavabo en cada sanitario. Total de 40 m
2.
Comedor.- Ninguna ley o reglamento interno de trabajo condiciona la designación de un área de comedor, por lo que esta es optativa. Se decidió designar un área de 80 m
2,
con comedores, sillas y un horno de microondas para que los trabajadores puedan calentar y degustar sus alimentos.
Personal de intendencia, Vigilancia, Estacionamiento y Áreas verdes.- Para estas áreas se designo el siguiente espacio: 40 m
2, 16 m
2, 322 m
2, 138 m
2.
Área de producción.- El área designada para producción es de 2000 m2, la cual esta se
divide en:

Área de mantenimiento.- Con un área de 50 m2, la cual se necesita para la herramienta,
refacciones y una mesa de trabajo.
Pesado y empaque.- Para estas áreas, se les designo 80 m2 por cada una, en las cuales
se encontrara la báscula par el pesado de la materia prima y la etiquetadora, las cajas, etiquetas y bolsas para el empaque de las mordazas.
Supervisores.- El área es de 40 m2, para que los supervisores tengan el control de las
estaciones de trabajo, se les instalara un escritorio y archivero.
Almacén de materia prima.- En esta área el espacio necesario es de 150 m2, en el cual se
va a guardar la materia prima (acero para la fabricación de las mordazas. Se realizaran 2 pedidos por mes de materia prima, de 7911 kilogramos de acero, en esta cantidad ya se considera el 3% de merma que origina el proceso.
Almacén de producto terminado.- Este tendrá un espacio de 150 m2, el cual será utilizado
para guardar el producto terminado.
Área de producción.- El área de producción ocupará un espacio de 800 m2, en el cual se
colocarán las 16 estaciones de trabajo (Torno, fresadora y taladro), la cual ocupará un espacio de 42 m
2, dejando espacio para que los montacargas transiten por los pasillos
para dejar y recoger producto.
El proceso para la elaboración de las mordazas, arroja una cantidad de desperdicio del 3% de merma. Si se procesan 659 kilogramos de acero por lote de producción, entonces se está hablando de unos 19 kilogramos de acero de desperdicio, de lo que se retiro de material y piezas defectuosas, el cual no genera un problema de contaminación, ya que el desperdicio se recolecta y se vende como desperdicio industrial. Por lo que no es necesario asignar un área de desechos sólidos.
El área de total de la planta es de 3000 m2 pero no será necesario comprar un terreno con estas
dimensiones, ya que las oficinas administrativas, sanitarios, personal de intendencia y comedor pueden construirse en el segundo nivel. La adquisición del terreno dependerá de la disposición de espacio que tenga el parque industrial y del dinero del que disponga la empresa, aunque lo recomendable es que tenga un área de 60m de frente por 50 m de fondo
Si se desea expandir, se puede construir un segundo piso, dependiendo de la demanda en el mercado como de los objetivos de la empresa.
2.12. DISTRIBUCIÓN DE PLANTA
La distribución de planta es un problema que está íntimamente ligado a la localización de la planta, ya que si esta última se realiza, se tendrá la oportunidad de mejorar los servicios generales de la planta.
En México, como se sabe, la distribución de los medios físicos, es un problema que ha sido relegado a segundo término, ya que la pequeña y mediana empresa (en su gran mayoría) van creciendo, agregando una sección tras otra sin algún orden lógico.
Esto ocasiona que en poco tiempo se tenga una planta con obstrucciones de pasillos, material dañado, congestionamiento del hombre, manipulación excesiva, recorridos excesivamente largos, bajo rendimiento de los operarios, congestionamiento en las líneas de producción (cuellos de botella), etc.
Hasta ahora los inversionistas, además de solicitar estudios de evaluación de proyectos para asegurar la rentabilidad de su inversión, piden un estudio técnico completo incluyendo los factores: localización y distribución de planta, con lo que garantizan un flujo eficiente de productos y menores costos de producción.
(3)
Las necesidades que se pueden presentar en la distribución de planta son:
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11a edición. México 2004
Cambios menores en la distribución actual
Redistribución de una planta existente
Cambiar de sitio una planta existente
Construir una nueva planta
En la mayoría de las plantas se efectúan cambios frecuentemente, estos pequeños cambios pueden ser hechos por un sin número de razones, por ejemplo, el mejoramiento de un método para la ejecución de una operación que puede dar como resultado un cambio en la distribución de la planta. Un nuevo tipo de planes de inspección, puede afectar la distribución interna de estas áreas. Pequeños cambios en los productos que se estén fabricando que pueden originar cambios en los equipos y por ende en la distribución.
La distribución de planta es el medio por el cual se puede establecer la relación y la organización entre hombres, materiales y maquinaria para obtener el máximo de producción al mínimo costo posible; se puede decir entonces, que es el estudio de la colocación de los medios industriales, como el equipo mecánico, neumático, hidráulico, eléctrico o electrónico en coordinación con los hombres y los materiales para aprovechar al máximo los espacios necesarios para el movimiento de materiales, así como el requerimiento para la mano de obra indirecta y demás actividades auxiliares.
Para realizar una distribución de planta eficiente se deben de tomar en cuenta seis principios fundamentales, ya que en ellos se basa la distribución. Para que no se tenga que realizar una redistribución de nuevo, se tienen que cumplir los seis principios fundamentales, ya que estos nos garantizan que la planta funcionara de la mejor manera posible. Los seis principios fundamentales son: 1.- Principio de sistema o de la integración total La mejor distribución es aquella que integra a los hombres, materiales, maquinas y demás servicios auxiliares, observando para todos ellos el mejor orden posible.
2.- Principio de la mínima distancia
A igualdad de circunstancias, será mejor aquella distribución que permita mover el material, la mínima distancia entre dos puntos consecutivos de trabajo.
3.- Principio de sucesión y orden
En igualdad de circunstancias, será mejor aquella distribución que disponga el área de trabajo para cada operación o proceso en el mismo orden en que se formen, traten o monten los materiales.
4.- Principio del aprovechamiento del espacio cúbico
Se obtiene economía utilizando provechosamente todo el espacio disponible en forma horizontal y vertical.
5.- Principio de satisfacción y seguridad del personal
En igualdad de circunstancias, será mejor aquella distribución que haga el trabajo satisfactorio y seguro para los trabajadores. Los hombres representan el elemento más importante de cualquier sistema productivo, por lo que deberán sentirse a gusto y satisfechos en su trabajo.
6.- Principio de la flexibilidad
En igualdad de circunstancias, será mejor aquella distribución que pueda ser ajustada y vuelta a ordenar con el mínimo de inconvenientes y el costo más bajo.
2.12.1 Tipos clásicos de distribución de plantas
Prácticamente en cualquier empresa siempre existe una combinación de los diferentes tipos de distribución de planta., pero siempre se identificará alguno que sea básico para la operación de cualquier organización productiva de bienes y servicios, cuando se combina cualquiera de los tipos conocidos con las tres formas de elaborar el material es posible esperar seis alternativas de desarrollar la distribución de planta, ya que la elaboración y tratamiento son similares. Los diferentes tipos de distribución de planta son:
(3)
1. Distribución por componente fijo 2. Distribución por proceso o función 3. Distribución por producto o en línea
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11a edición. México 2004

2.12.2 Distribución por componente fijo
Es aquella en la cual el principal o mayor componente permanece fijo y los hombres, materiales y herramientas más pequeñas concurren a él. En su lugar fijo se realiza todo el proceso de manufactura hasta obtener un producto terminado de las especificaciones y características deseadas. Ejemplos: Construcción de un edificio, construcción de los barcos.
Figura No 11: FASES DE LA DISTRIBUCION DE PLANTA
Fuente: (3)
Las cuatro fases de la planeación de la distribución. Conforme cada proyecto de distribución sigue su curso, a partir del objetivo inicialmente expresado y hasta su instalación física real, pasa por las cuatro fases de la planeación de la distribución.
1. FASE 1: Localización. Aquí se debe decir dónde debe localizarse el área que se va a distribuir. La fase 1, que no se trata necesariamente de un problema de nuevo terreno, suele demandar que se decida si la nueva distribución o el reacomodo estarán en el mismo lugar, en un área de almacén que se pueda dejar libre para ello, en un edificio adquirido hace poco tiempo o en algún área similar de la que se pueda disponer.
2. FASE 2: Planificación de la distribución general total. Esta establece la disposición del conjunto o del bloque, así como los patrones de flujo básicos para esa área. Indica el tamaño, la relación y la configuración de cada uno de los departamentos, de las actividades y de las áreas principales.
3. FASE 3: Preparación de los planes pormenorizados de la distribución. Incluye los planos de los lugares donde se va a colocar cada pieza de maquinaria o equipo.
4. FASE 4: Instalación. Esta abarca tanto la planificación de la instalación como la colocación y el acoplamiento del equipo.
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11a edición. México 2004
LOCALIZACIÓN
DISTRIBUCION GENERAL
DIST. PORMENORIZADAS
INSTALACIÓN
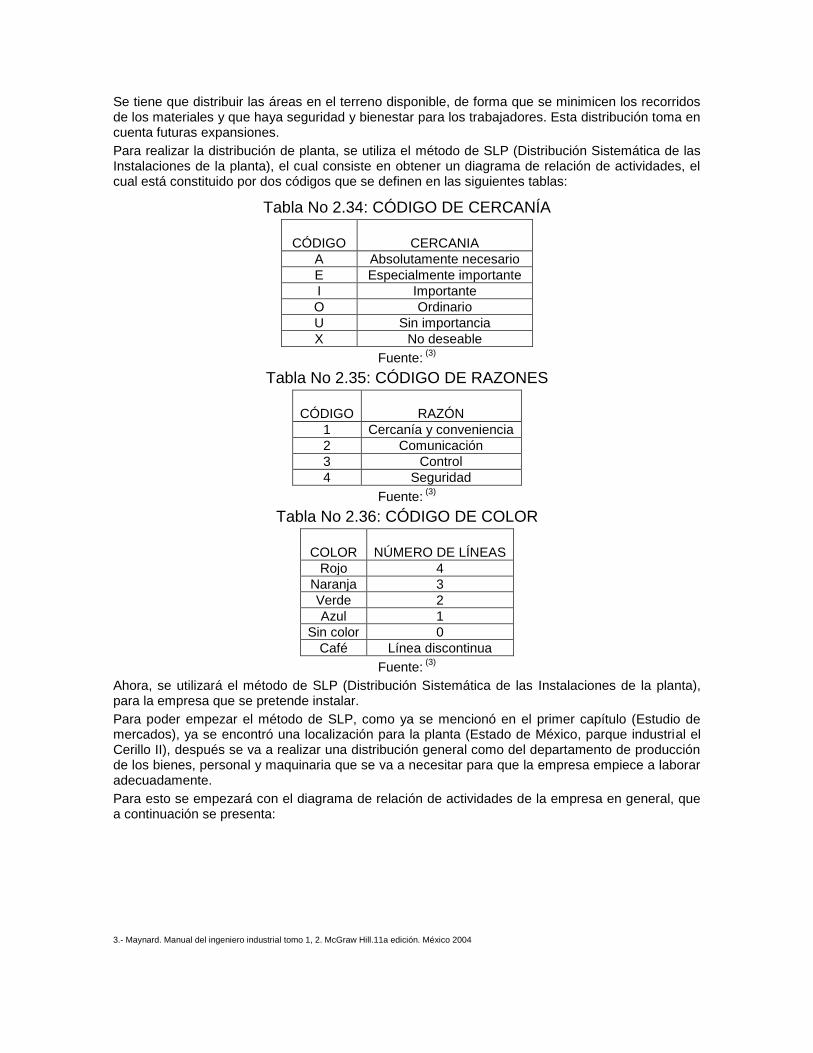
Se tiene que distribuir las áreas en el terreno disponible, de forma que se minimicen los recorridos de los materiales y que haya seguridad y bienestar para los trabajadores. Esta distribución toma en cuenta futuras expansiones.
Para realizar la distribución de planta, se utiliza el método de SLP (Distribución Sistemática de las Instalaciones de la planta), el cual consiste en obtener un diagrama de relación de actividades, el cual está constituido por dos códigos que se definen en las siguientes tablas:
Tabla No 2.34: CÓDIGO DE CERCANÍA
CÓDIGO
CERCANIA
A Absolutamente necesario
E Especialmente importante
I Importante
O Ordinario
U Sin importancia
X No deseable
Fuente: (3)
Tabla No 2.35: CÓDIGO DE RAZONES
CÓDIGO
RAZÓN
1 Cercanía y conveniencia
2 Comunicación
3 Control
4 Seguridad
Fuente: (3)
Tabla No 2.36: CÓDIGO DE COLOR
COLOR
NÚMERO DE LÍNEAS
Rojo 4
Naranja 3
Verde 2
Azul 1
Sin color 0
Café Línea discontinua
Fuente: (3)
Ahora, se utilizará el método de SLP (Distribución Sistemática de las Instalaciones de la planta), para la empresa que se pretende instalar.
Para poder empezar el método de SLP, como ya se mencionó en el primer capítulo (Estudio de mercados), ya se encontró una localización para la planta (Estado de México, parque industrial el Cerillo II), después se va a realizar una distribución general como del departamento de producción de los bienes, personal y maquinaria que se va a necesitar para que la empresa empiece a laborar adecuadamente.
Para esto se empezará con el diagrama de relación de actividades de la empresa en general, que a continuación se presenta:
3.- Maynard. Manual del ingeniero industrial tomo 1, 2. McGraw Hill.11a edición. México 2004
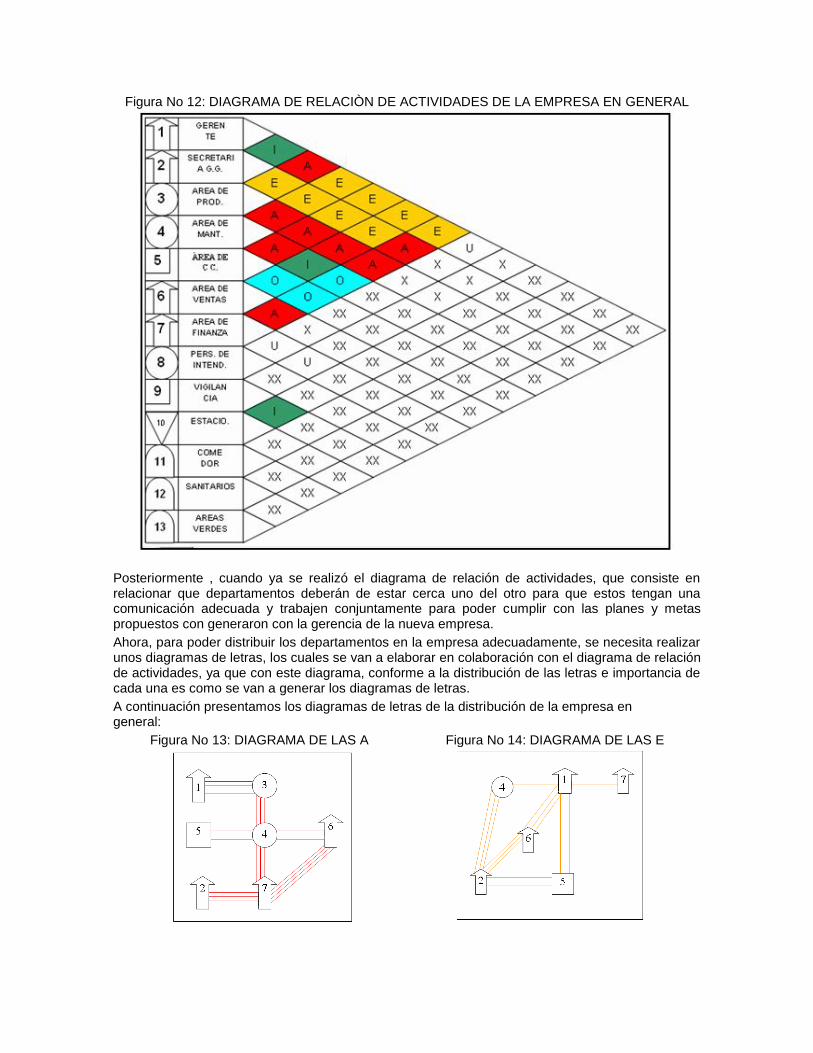
Figura No 12: DIAGRAMA DE RELACIÒN DE ACTIVIDADES DE LA EMPRESA EN GENERAL
Posteriormente , cuando ya se realizó el diagrama de relación de actividades, que consiste en relacionar que departamentos deberán de estar cerca uno del otro para que estos tengan una comunicación adecuada y trabajen conjuntamente para poder cumplir con las planes y metas propuestos con generaron con la gerencia de la nueva empresa.
Ahora, para poder distribuir los departamentos en la empresa adecuadamente, se necesita realizar unos diagramas de letras, los cuales se van a elaborar en colaboración con el diagrama de relación de actividades, ya que con este diagrama, conforme a la distribución de las letras e importancia de cada una es como se van a generar los diagramas de letras.
A continuación presentamos los diagramas de letras de la distribución de la empresa en general:
Figura No 13: DIAGRAMA DE LAS A Figura No 14: DIAGRAMA DE LAS E

Figura No 15: DIAGRAMA DE LAS I Figura No 16: DIAGRAMA DE LAS O
Figura No 17: DIAGRAMA DE LAS U
Con los diferentes diagramas de las letras que se obtuvieron del diagrama de relación de actividades, combinándolos se obtendrá el diagrama general de distribución de la empresa:
Figura No 18: DIAGRAMA GENERAL DE LA EMPRESA

Ya obtenido el diagrama general de la distribución de la empresa, procedemos a realizar un plano de cómo van a quedar los departamentos distribuidos en el área que va a comprender la empresa a instalar.
Figura No 19: DISTRIBUCION GENERAL DE LA EMPRESA
Como se podrá observar, ya está distribuida la empresa con el diagrama general que se elaboró con los diagramas de letras realizados gracias al diagrama de relación de actividades.
Ahora se hará la distribución del área de producción de la empresa que va a fabricar mordazas para los frenos de los automóviles.
En primer lugar se realiza el diagrama de relación de actividades del departamento de producción, que a continuación se presenta:

Figura No 20: DIAGRAMA DE RELACIÒN DE ACTIVIDADES DEL DEPARTAMENTO DE PRODUCCIÒN
Posteriormente se va a seguir con la elaboración de los diagrama de letras, que a continuación se presentan.
ALMACEN DE
PRODUCTO
TERMINADO
SUPERVISORES
DE
LINEA
PESADO
LINEA
DE
PRODUCCIÒN
EMPAQUE
ALMACEN DE
MATERIA
PRIMA
GERENTE
DE
PRODUCCIÒN
SECRETARIA
DEL G. DE
PRODUCCIÒN
I 3
A 1
E 1
E 2
A 3
E 3
I 3
A 1
E 1
A 1
E 1
E 2
A 1
E 1
A 1
A 1
E 2
I 2
I 2
I 3
I 3
I 3
E 1
I 3
I 3
I 3
A 1
I 4
1
2
3
6
5
4
7
8

Figura No 21: DIAGRAMA DE LAS A DEL Figura No 22: DIAGRAMA DE LAS E DEL DEPARTAMENTO DE PRODUCCIÒN DEPARTAMENTO DE PRODUCCIÒN
Figura No 23: DIAGRAMA DE LAS I DEL DEPARTAMENTO DE PRODUCCIÒN
Ya elaborados los diagramas de las letras, procedemos a elaborar el diagrama general de la distribución del departamento de producción:
Figura No 24: DIAGRAMA DE DISTRIBUCIÒN DEL DEPARTAMENTO DE PRODUCCIÒN

Posteriormente, se procederá a elaborar un diagrama de cómo va a quedar distribuido el departamento de producción.
Figura No 25: DISTRIBUCIÒN GENERAL DEL DEPARTAMENTO DE PRODUCCIÓN

2.13 ORGANIGRAMA DE LA EMPRESA
En relación a la estructura organizativa de la empresa será con el siguiente organigrama
Figura No 26: ORGANIGRAMA DE LA EMPRESA
2.14. ASPECTOS LEGALES DE LA EMPRESA
Las normas para fabricar las mordazas para los fresnos de los automóviles son las siguientes: La principal norma que se va a emplear para la elaboración de las mordazas es la norma ISO/TS 16949, ya que esta norma es la que los proveedores deben de cumplir para ser proveedores de la industria automotriz, otra norma que se debe de cumplir es la UNE 36001 f(150), y esta norma ayuda a especificar de qué calidad debe de ser el acero con el que se va a elaborar las mordazas, otra norma es la ISO 14000, la cual hace referencia a los procedimientos que la empresa tenga en cuanto a la contaminación del medio ambiente, y por último se debe de cumplir con los criterios y tolerancias que las empresas automotrices especifican que deben de tener cada pieza que necesitan.
Con respecto a la norma ISO/TS 16949, esta cumple con los lineamientos de sistemas de calidad de los Estados Unidos (QS 9000), de Alemania (VDA 6.1), de Italia (AVSQ) y con el de Francia (EAQF). Además de que esta certificado por la Internacional Automotive Task Force (IATF).
Con respecto a los aspectos legales y reglamentarios que la empresa tiene que tener definidos para el establecimiento de una industria en el Estado de México, estos son los siguientes:
NOM-002-STPS “Condiciones de seguridad-prevención, protección y combate de incendios en los centros de trabajo”
NOM-027-STPS “Soldadura y corte, condiciones de seguridad e higiene”
GERENCIA
SECRETARIA PERSONAL DE
INTENDENCIA VIGILANCIA
PRODUCCIÓN MANTENIMIENTO CONTROL DE
CALIDAD
VENTAS
TORNEADO
FRESADO
EMPAQUE

NOM-002-ECOL “Determinación de emisión de contaminantes provenientes de las descargas de aguas residuales”
NOM-063-SCFI “Productos eléctricos-conductores requisitos de seguridad” En cuanto al cumplimiento de las normas a emplear, los procedimientos que se deben de seguir son los que las mismas normas especifiquen. El cumplimiento de las mismas estará a cargo del departamento de producción, mantenimiento y control de calidad, dependiendo a la norma que cada departamento vaya a utilizar.
CAPÍTULO 3
ESTUDIO
ECONÓMICO

CAPITULO 3: ESTUDIO ECONÓMICO Como se observo en los capítulos anteriores, se determino que existe una demanda potencial insatisfecha de mordazas para los frenos de los automóviles y que existe la tecnología e instalaciones necesarias para la producción de este producto. Por lo tanto en el capitulo 3, que es el estudio económico, se va a determinar en base a los costos de materia prima, mano de obra, adquisición de equipo, instalaciones, mano de obra, agua, electricidad, costos de mantenimiento, costos de control de calidad, determinar que porcentaje de la inversión inicial se quiere recuperar, cuanto nos cuesta producir cierta cantidad de mordaza para los frenos de los automóviles.
3.1 COSTOS DE PRODUCCIÓN La contabilidad de costos es un sistema de información para predeterminar, registrar, acumular, distribuir, controlar, analizar, interpretar e informar de los costos de producción, distribución, administración y financiamiento.
Selecciona con la acumulación, análisis e interpretación de los costos de adquisición, producción, distribución, administración y financiamiento, para el uso interno de los directivos de la empresa para el desarrollo de las funciones de planeación, control y toma de decisiones.
Es una disciplina social que considera los siguientes aspectos:
- CONTABILIDAD: Genera información medible en términos monetarios, presentándola en forma estructurada y sistemática para reflejar las operaciones de una empresa (aquí se ubica la contabilidad de costos).
- FINANZAS: Proporciona información financiera a partir de la información contable.
Definición de costos: “Es el valor monetario de los recursos que se entregan o prometen entregar, a cambio de bienes o servicios que se adquieren”.
“Son la suma de esfuerzos y recursos que se han invertido para producir algo”.
“Es el conjunto de pagos, obligaciones contraídas, consumos, depreciaciones, amortizaciones y aplicaciones atribuibles a un periodo determinado, relacionadas con las funciones de producción, distribución, administración y financiamiento.
Gasto.”Comprende todos los costos expirados que pueden deducirse de los ingresos. En un sentido mas limitado, la palabra gasto se refiere a gastos de operación, de ventas o administrativos, a intereses y a impuestos.
Clasificación de los costos y gastos.
Costos de producción.- Son los que se generan en el proceso de trasformar las materias primas en productos elaborados, materia prima directa, mano de obra directa y cargos indirectos.
Gastos de distribución.- Corresponde al área que se encarga de llevar los productos terminados desde la empresa hasta el consumidor. Sueldos y prestaciones de los empleados del departamento de ventas, comisiones a vendedores, publicidad, etc.
Gastos de administración.- Se originan en el área administrativa, relacionados con la dirección y manejo de las operaciones generales de la empresa: sueldos y prestaciones del director general, del personal de tesorería, contabilidad, etc.
Gastos financieros.- Se originan por la obtención de recursos monetarios o crediticios ajenos.
(23)
23.- www.ingenieria.unam.mx/materialcfc/ccostos.html

Costos directos.- Son aquellos que se pueden identificar o cuantificar plenamente con los productos o áreas especificas.
Gastos indirectos.- Son costos que no se pueden identificar o cuantificar plenamente con los productos o áreas especificas.
Costos del producto o inventariables.- Están relacionados con la función de producción. Se incorporan a los inventarios de materias primas, producción en proceso y artículos terminados y se reflejan como activo dentro del balance general.
Gastos del periodo o no inventariables.- Se identifican con intervalos de tiempo y no con los de los productos elaborados. Se relacionan con la función de operación y se llevan al estado de resultados en el periodo en el cual se incurren.
Gatos fijos.- Son los costos que permanecen constantes dentro de un periodo determinado, independientemente de los cambios en el volumen de operaciones realizadas.
Costos variables.-Aquellos cuya magnitud cambia en razón directa del volumen de las operaciones realizadas.
(23)
Las principales máquinas con la que se va a trabajar en la fabricación de las mordazas para los frenos de los automóviles son el torno, la fresadora y el taladro marca ARIES, se empezará laborando un turno de trabajo, esto quiere decir que empezará a trabajar con una capacidad del 33%, pero esta capacidad puede aumentar a un 100% dependiendo de la demanda calculada en los próximos cinco años (2008 al 2012).
Durante los dos primeros años se trabaja con una capacidad del 33%, para los próximos tres años se aumentará la capacidad al 66% como se muestra en la tabla No 3.1. El aumento de la capacidad de producción y de los turnos de trabajo estará fuertemente ligado con las estrategias de mercado que se formulen para la introducción del producto en el mercado.
Tabla No 3.1: CAPACIDAD INSTALADA
CAPACIDAD INSTALADA
PERIODO ANUAL
PRODUCCIÓN ANUAL (PZA)
APROVECHAMIENTO DE LA CAPACIDAD
2008 8 92160 33%
2009 9 92160 33%
2010 10 184320 66%
2011 11 184320 66%
2012 12 184320 66%
Se observa que en la columna de aprovechamiento de la capacidad, el porcentaje aumento y la producción se incremento en el tercer año, esto se debe a que se empieza a trabajar dos turnos, por lo cual la producción aumenta, ya que la capacidad de producción de las máquinas adquiridas ofrece la posibilidad de aumentar la capacidad como los turnos de trabajo para producir mas.
3.2 PRESUPUESTO DE COSTOS DE PRODUCCIÓN Se entiende por costos de producción (también llamados costos de operación) a los gastos necesarios para mantener un proyecto, línea de procesamiento o un equipo en funcionamiento.
El éxito o fracaso de una empresa en la lucha entre competidores puede depender de la exactitud con que logre fijar el precio de sus productos. Si no se conoce el tiempo que lleva su fabricación no se puede calcular el costo de mano de obra ni muchos costos indirectos que varían en función del tiempo, como puede ser la amortización de las instalaciones, el consumo de energía eléctrica y combustibles, los alquileres y los sueldos de los empleados y jefes de los diferentes departamentos que conforman a la empresa.
23.- www.ingenieria.unam.mx/materialcfc/ccostos.html
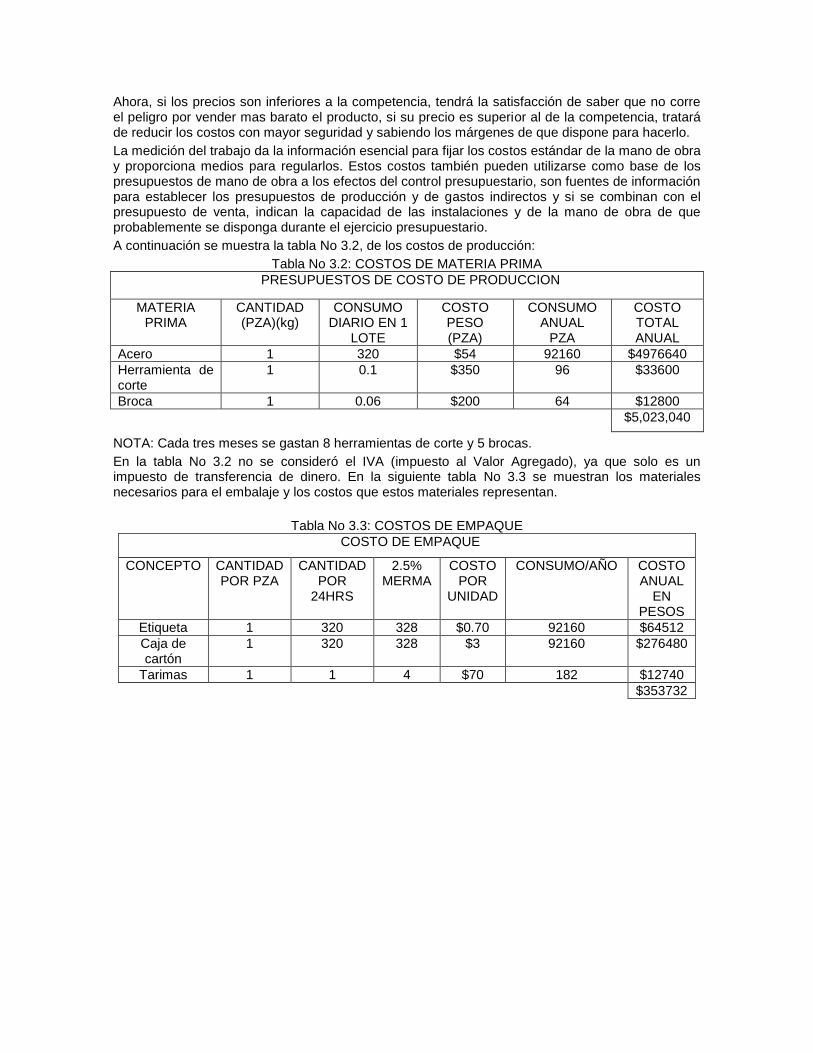
Ahora, si los precios son inferiores a la competencia, tendrá la satisfacción de saber que no corre el peligro por vender mas barato el producto, si su precio es superior al de la competencia, tratará de reducir los costos con mayor seguridad y sabiendo los márgenes de que dispone para hacerlo.
La medición del trabajo da la información esencial para fijar los costos estándar de la mano de obra y proporciona medios para regularlos. Estos costos también pueden utilizarse como base de los presupuestos de mano de obra a los efectos del control presupuestario, son fuentes de información para establecer los presupuestos de producción y de gastos indirectos y si se combinan con el presupuesto de venta, indican la capacidad de las instalaciones y de la mano de obra de que probablemente se disponga durante el ejercicio presupuestario.
A continuación se muestra la tabla No 3.2, de los costos de producción:
Tabla No 3.2: COSTOS DE MATERIA PRIMA
PRESUPUESTOS DE COSTO DE PRODUCCION
MATERIA PRIMA
CANTIDAD (PZA)(kg)
CONSUMO DIARIO EN 1
LOTE
COSTO PESO (PZA)
CONSUMO ANUAL
PZA
COSTO TOTAL ANUAL
Acero 1 320 $54 92160 $4976640
Herramienta de corte
1 0.1 $350 96 $33600
Broca 1 0.06 $200 64 $12800
$5,023,040
NOTA: Cada tres meses se gastan 8 herramientas de corte y 5 brocas.
En la tabla No 3.2 no se consideró el IVA (impuesto al Valor Agregado), ya que solo es un impuesto de transferencia de dinero. En la siguiente tabla No 3.3 se muestran los materiales necesarios para el embalaje y los costos que estos materiales representan.
Tabla No 3.3: COSTOS DE EMPAQUE
COSTO DE EMPAQUE
CONCEPTO CANTIDAD POR PZA
CANTIDAD POR
24HRS
2.5% MERMA
COSTO POR
UNIDAD
CONSUMO/AÑO COSTO ANUAL
EN PESOS
Etiqueta 1 320 328 $0.70 92160 $64512
Caja de cartón
1 320 328 $3 92160 $276480
Tarimas 1 1 4 $70 182 $12740
$353732

Tabla No 3.4: OTROS MATERIALES
OTROS MATERIALES
CONCEPTO CONSUMO MENSUAL
CONSUMO ANUAL
COSTO UNITARIO
COSTO ANUAL
Casco de seguridad
32 pzas 384 pzas $42 $16128
Ropa para trabajo
50 pzas 100 pzas $75 $7500
Zapatos industriales
1 pares 50 pares $250 $12500
Protectores de oídos
32 juegos 384 juegos $3 $1152
Lentes de seguridad
32 juegos 384 juegos $25 $9600
Escobas 4 pza 48 pzas $12 $576
Detergentes 25 kg 300 kg $3.50 $1050
$48506
NOTA:
Los cascos de seguridad son para todo el año y los cascos restantes se tendrán en el almacén en caso de que uno sufra algún daño.
Cada año se entregaran a los trabajadores dos juegos de ropa con un par de zapatos.
Ahora se muestra la tabla No 3.5 del consumo de energía eléctrica por parte de las máquinas del área de producción
. Tabla No 3.5: CONSUMO DE ENERGIA ELECTRICA
CONSUMO DE ENERGÍA ELÉCTRICA
EQUIPO
UNIDAD
NÚMERO
DE MOTORES
HP DEL MOTOR
CONSUMO
KW-HP/MOTOR
CONSUMO
KW/HP TOTAL
HP/DIA
CONSUMO KW/H DIA
Torno 16 16 6 4 20 8 160
Fresadora 16 16 4 4 22 8 176
Taladro 16 16 5.5 4 20 8 160
Máquinas para prueba de durezas
1 1 0 1 1 4 4
Máquinas para prueba de desgaste
1 0 0 1 1 4 4
Calibrador digital 1 0 0
Báscula 1 0 0
Etiquetadora 1 0 0
Computadoras 4 2 0.15
Alumbrado 7 7 8 56
CONSUMO DIARIO 560
CONSUMO ANUAL 177520
SE CONSIDERA UN 5% ADICIONAL DE IMPREVISTO 186396
Consumo total = 186396 kw/año
Consumo total por hora = 186396 kw/año X 1 año/12 meses X 1 mes/25 días X 1 día/8 horas
= 77.665 Kw/h
Demanda concentrada = 75 % de la carga total = 54 kw/h
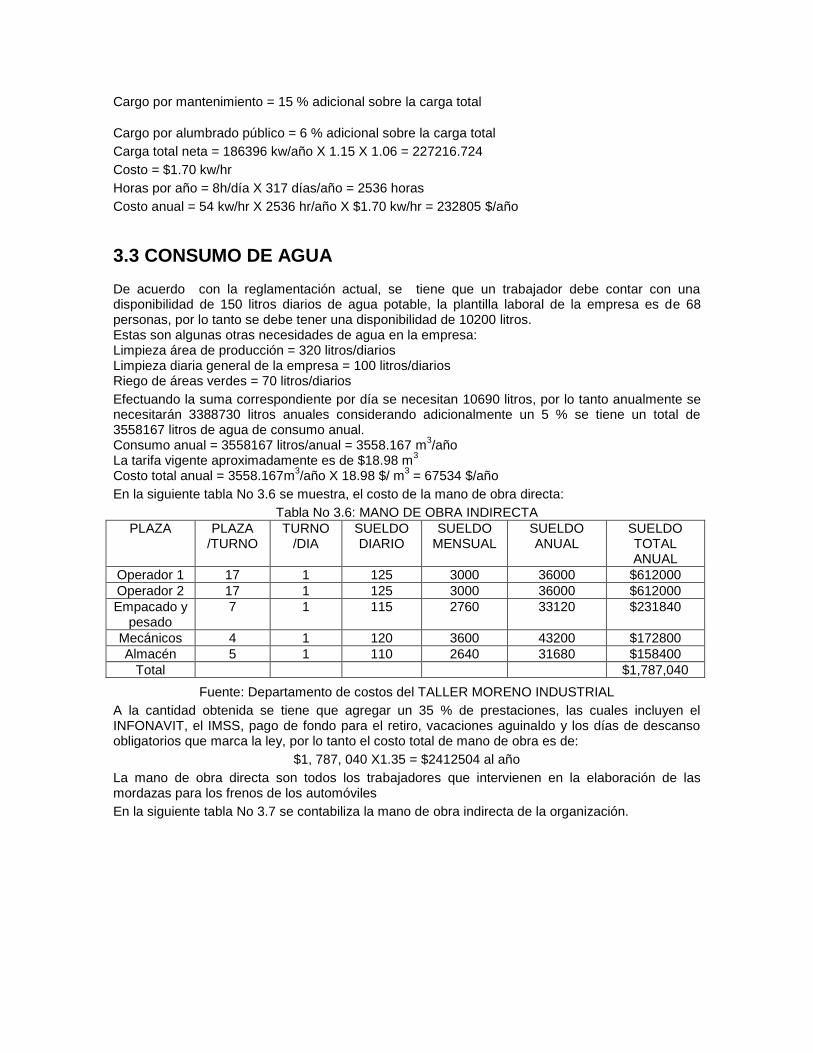
Cargo por mantenimiento = 15 % adicional sobre la carga total
Cargo por alumbrado público = 6 % adicional sobre la carga total
Carga total neta = 186396 kw/año X 1.15 X 1.06 = 227216.724
Costo = $1.70 kw/hr
Horas por año = 8h/día X 317 días/año = 2536 horas
Costo anual = 54 kw/hr X 2536 hr/año X $1.70 kw/hr = 232805 $/año
3.3 CONSUMO DE AGUA De acuerdo con la reglamentación actual, se tiene que un trabajador debe contar con una disponibilidad de 150 litros diarios de agua potable, la plantilla laboral de la empresa es de 68 personas, por lo tanto se debe tener una disponibilidad de 10200 litros. Estas son algunas otras necesidades de agua en la empresa: Limpieza área de producción = 320 litros/diarios Limpieza diaria general de la empresa = 100 litros/diarios Riego de áreas verdes = 70 litros/diarios
Efectuando la suma correspondiente por día se necesitan 10690 litros, por lo tanto anualmente se necesitarán 3388730 litros anuales considerando adicionalmente un 5 % se tiene un total de 3558167 litros de agua de consumo anual. Consumo anual = 3558167 litros/anual = 3558.167 m
3/año
La tarifa vigente aproximadamente es de $18.98 m3
Costo total anual = 3558.167m3/año X 18.98 $/ m
3 = 67534 $/año
En la siguiente tabla No 3.6 se muestra, el costo de la mano de obra directa:
Tabla No 3.6: MANO DE OBRA INDIRECTA
PLAZA PLAZA /TURNO
TURNO /DIA
SUELDO DIARIO
SUELDO MENSUAL
SUELDO ANUAL
SUELDO TOTAL ANUAL
Operador 1 17 1 125 3000 36000 $612000
Operador 2 17 1 125 3000 36000 $612000
Empacado y pesado
7 1 115 2760 33120 $231840
Mecánicos 4 1 120 3600 43200 $172800
Almacén 5 1 110 2640 31680 $158400
Total $1,787,040
Fuente: Departamento de costos del TALLER MORENO INDUSTRIAL
A la cantidad obtenida se tiene que agregar un 35 % de prestaciones, las cuales incluyen el INFONAVIT, el IMSS, pago de fondo para el retiro, vacaciones aguinaldo y los días de descanso obligatorios que marca la ley, por lo tanto el costo total de mano de obra es de:
$1, 787, 040 X1.35 = $2412504 al año
La mano de obra directa son todos los trabajadores que intervienen en la elaboración de las mordazas para los frenos de los automóviles
En la siguiente tabla No 3.7 se contabiliza la mano de obra indirecta de la organización.

Tabla No 3.7: COSTOS INDIRECTOS
COSTO DE MANO DE OBRA INDIRECTA
PERSONAL SUELDO MENSUAL SUELDO ANUAL
Gerente de producción $9000 $108000
Secretaria del G. P $2700 $32400
Supervisores (2 personas) $3500 $84000
SUBTOTAL $224400
+35% DE PRESTACIONES $78540
TOTAL ANUAL $302940
Fuente: Departamento de costos del TALLER MORENO INDUSTRIAL
3.4 COMBUSTIBLES En esta ocasión para este proyecto no se necesitara de algún combustible para poder operar alguna maquinaria o equipo que se requiera para poder fabricar las mordazas para los frenos de los automóviles.
3.5 MANTENIMIENTO Para el mantenimiento en la empresa cuenta con cinco personas que tendrán a su cargo las instalaciones eléctricas y mecánicas de las máquinas respectivamente, además serán los encargados de elaborar un plan de mantenimiento que incluyan la instalación eléctrica en general de la empresa e instalación mecánica de la maquinaria a emplear. Las actividades en donde el departamento de mantenimiento deberá poner mayor atención es en la maquinaria que compone a las estaciones de trabajo, las cuales son:
Torno, posibles fallas y limpieza de sus componentes internos.
Fresadora, posibles averías y limpieza de sus componentes internos.
Taladro, posibles fallas y limpieza de sus componentes.
El salario que recibirán las personas de mantenimiento es:
Tabla No 3.8: COSTOS DE MANTENIMIENTO
COSTO DE MANO DE OBRA DEL MANTENIMIENTO
PERSONAL SUELDO MENSUAL SUELDO ANUAL
Mantenimiento 1 $3000 $36000
Mantenimiento 2 $3000 $36000
Mantenimiento 3 $3000 $36000
Mantenimiento 4 $3000 $36000
Mantenimiento 5 $3000 $36000
SUBTOTAL $180000
+35% DE PRESTACIONES $63000
TOTAL ANUAL $243000
Fuente: Departamento de costos del TALLER MORENO INDUSTRIAL
3.6 COSTOS DE CONTROL DE CALIDAD En lo que concierne a la realización de las pruebas de control de calidad del producto se tendrán 7 personas que laborarán en el área de calidad. Se debe de contar con personal especializado para poder realizar adecuadamente las pruebas ya que se comprará equipo para estas pruebas, el sueldo de estas cuatro personas se muestra en la siguiente tabla No 3.9:

Tabla No 3.9: COSTOS DE CALIDAD
COSTOS DEL ÁREA DE CALIDAD
PERSONAL SUELDO MENSUAL SUELDO ANUAL
Calidad $5000 $240000
SUBTOTAL $240000
+35% DE PRESTACIONES $84000
TOTAL ANUAL $324000
Fuente: Departamento de costos del TALLER MORENO INDUSTRIAL
3.7 CARGOS DE DEPRECIACIÓN Las leyes vigentes consideran a la depreciación como un cargo deducible de impuestos. Si hablamos en un sentido estricto, debería de haber un cargo de depreciación para producción, otro para administración y uno más para ventas; sin embargo para que el proyecto tenga efectos de simplicidad y para poder evitar un prorrateo de área construida y de las instalaciones mecánicas y eléctricas, se atribuirá todo el cargo de depreciación a producción. El dato aparecerá en el tema de depreciación y amortización (tabla No 3.25), por lo tanto, este cargo ya no aparecerá en la determinación del costo de administración y de ventas.
3.8 PRESUPUESTO DE COSTOS DE PRODUCCIÓN Los costos de producción para la fabricación de las mordazas para los frenos de los automóviles, se muestran en la siguiente tabla:
Tabla No 3.10: RESUMEN DE LOS COSTOS DE PRODUCCION
CONCEPTO COSTO TOTAL ANUAL
Materia prima $5,023,040
Empaque $353,732
Otros materiales $48,506
Energía eléctrica $232,805
Agua $67,534
Mano de obra directa $2,412,504
Mano de obra indirecta $302,940
Mantenimiento $243,000
Control de calidad $324,000
Depreciación $776,173
TOTAL $9,784,234
3.9 PRESUPUESTOS DE GASTOS DE ADMINISTRACIÓN Con respecto al organigrama que se muestra en el estudio técnico, se contratará por medio de una compañía a personal para el área de limpieza (3 personas), también se hará lo mismo para el personal de vigilancia (dos personas), el gerente tendrá una secretaria para apoyarlo en las actividades administrativas, por lo tanto el sueldo del personal administrativo será el siguiente:

Tabla No 3.11: SUELDO ADMINISTRATIVO
CONCEPTO SUELDO MENSUAL EN PESOS
SUELDO ANUAL EN PESOS
Gerente general $9000 $108000
Secretaria $2800 $33600
Personal de limpieza $2000 $72000
Contabilidad $3000 $36000
Personal de vigilancia (Externo) $2600 $62400
SUBTOTAL $312000
+35 DE PRESTACIONES $109200
TOTAL ANUAL $421200
Fuente: Departamento de costos del TALLER MORENO INDUSTRIAL
NOTA:
1. El personal de limpieza son solamente tres personas, y en el sueldo anual en pesos ya están consideradas.
2. El personal de vigilancia solamente serán dos personas ya están consideradas en el sueldo anual en pesos.
3. Para contabilidad se toma el presupuesto de una cotización.
Ahora, para los costos de administración se deben considerar los gastos que se efectúan en la compra de material de papelería, como son hojas, discos para PC, plumas, lápices, libretas de apuntes, cartuchos para impresora, teléfono, etc., se considerará un costo mensual de $2500 pesos, reportando un costo de $30000 anual. El costo administrativo total anual se muestra en la siguiente tabla No 3.12:
Tabla No 3.12: COSTO ADMINISTRATIVO TOTAL
CONCEPTO COSTO
Sueldo administrativo $421200
Gastos de oficina $30000
TOTAL ANUAL $451200
3.10 PRESUPUESTOS DE GASTOS DE VENTA En el organigrama que se muestra en el estudio técnico tenemos un agente de ventas, quien tendrá a su cargo a un chofer, y entre sus labores principales tendrá que repartir el producto a los clientes, recoger producto rechazado por los clientes, estar a disposición de la empresa en caso de que se tenga que efectuar un trasporte por alguna eventualidad no planeada. El área de ventas cuenta con el personal suficiente para apoyar el área de producción. El sueldo de la sección de ventas es el siguiente:
Tabla No 3.13: GASTOS DE VENTA
CONCEPTO COSTO
Gerente de ventas $36000
Chofer $30000
SUBTOTAL $66000
+35% DE PRESTACIONES $23100
TOTAL ANUAL $89100
Fuente: Departamento de gastos del TALLER MORENO INDUSTRIAL
El gerente de ventas además de percibir su sueldo tendrá un ingreso adicional generado por las ventas que logre realizar, el porcentaje adicional que ganara sobre su sueldo es de 1%. Se pretende vender el primer año 92160 piezas de mordazas para los frenos de los automóviles. El precio de venta al industrial es de $150 pesos bajo un escenario optimista y de $140 pesos bajo un escenario pesimista. La empresa otorgara un 0.4% de las ventas totales, este porcentaje se tiene

que restar al precio de venta. Para realizar un cálculo se considera un escenario optimista y el precio de venta final para la empresa será de $150 (0.996) = $149
Comisión por venta = 92160 X 0.004 X 149 = $54928/año
La ganancia que obtiene eleva el sueldo de esta persona de ventas de $3000 a $7577 pesos mensuales, pero para que este sueldo se pueda mantener, el encargado debe mantener las ventas, para cumplir con este objetivo de vender 92160 piezas al año y además buscar incrementarlas, por que la empresa empezará a trabajar con 33% de su capacidad instalada y hay que aumentar la capacidad de la instalación que no se esta aprovechando.
Otro aspecto importante que se consideró en este cálculo, es el gasto que se tiene para material de papelería, incluyendo la renta del teléfono que es medio de comunicación importante para establecer un contacto y poder efectuar una venta. Se considera un presupuesto de $10000 pesos para estos gastos.
Para competir en el mercado necesitamos de campañas de publicidad por cualquier medio, a este aspecto se le asignara un presupuesto de $ 60000 pesos.
Como el departamento de ventas tendrá una camioneta asignada se tiene que considerar los siguientes gastos, los cuales se deben integrar al presupuesto de ventas, los costos son los siguientes:
Tabla No 3.13.1: COSTOS DEL VEHICULO
CONCEPTO COSTO
Mantenimiento anual de la camioneta $20000
Combustible $46000
TOTAL $66000
Para el funcionamiento del departamento de ventas se considera el siguiente presupuesto:
Tabla No 3.14: COSTOS DE VENTA
CONCEPTO COSTO ANUAL
Sueldo $89100
Comisión por venta $54928
Publicidad $60000
Operación de vehículo $66000
TOTAL ANUAL $270027
3.11 COSTOS TOTALES DE PRODUCCIÓN Con todos los datos obtenidos en los temas anteriores, calculamos los costos totales de producción de las mordazas para los frenos de los automóviles.
Tabla No 3.15: COSTOS TOTALES DE PRODUCCION
CONCEPTO COSTO
Materia prima $5,023,040
Empaque $353,732
Otros materiales $48.506
Energía eléctrica $232,805
Agua $67,534
Mano de obra directa $2,412,504
Mano de obra indirecta $302,940
Combustible 0
Mantenimiento $243,000
Control de calidad $324,000
Depreciación $776,173
TOTAL $9, 784, 234

3.12 COSTO TOTAL DE OPERACIÓN DE LA EMPRESA El costo que se tendrá anual por la producción de 92160 piezas de mordazas para los frenos de los automóviles será el que se presenta en la siguiente tabla No 3.16:
Tabla No 3.16: COSTO TOTAL DE OPERACION
CONCEPTO COSTO PORCENTAJE
Costo de producción $9,836,215 93.17%
Costo de administración $451200 4.27%
Costo de ventas $270027 2.56%
TOTAL $10557443 100%
Costo unitario 1 pieza $115
3.13 INVERSIÓN INICIAL EN ACTIVO FIJO Y DIFERIDO Para calcular cual será la inversión inicial en activo fijo y diferido se presenta la siguiente tabla, con un desglose de los equipos que se necesitan, así como el costo que representa su adquisición. El impuesto al valor agregado no se considera como parte de la inversión inicial, porque este valor será considerado en la depreciación de los equipos, por consiguiente la tabla No 3.17 queda de la siguiente manera:
Tabla No 3.17: MAQUINARIA Y EQUIPO
UNIDAD
EQUIPO PRECIO UNITARIO EN
PESOS
5% DE FLETES Y SEGUROS EN
PESOS
COSTO TOTAL EN PLANTA EN
PESOS
16 Torno $90000 $4500 $1512000
16 Fresadora $95000 $4750 $1596000
16 Taladro $85000 $4250 $1428000
96 Herramienta de corte
$350 $33600
64 Broca $200 $12800
1 Báscula $5000 $5000
2 Máquina para pruebas de
dureza
$45000 $2250
$94500
1 Máquina para pruebas de desgaste
$48000 $2400 $50400
1 Calibrador digital $23000 $1150 $24150
2 Montacargas $198000 $9900 $415800
4 Patines hidráulicos
$5000 $250 $21000
TOTAL $5193250

Tabla No 3.18: OTROS MATERIALES
UNIDAD EQUIPO PRECIO UNITARIO EN PESOS
COSTO TOTAL EN PLANTA EN PESOS
15 Computadoras con impresoras
$15000 $225000
15 Escritorios $3000 $45000
15 Silla secretarial $800 $12000
1 Sala de oficina $8000 $8000
4 Fax $3000 $12000
1 Camioneta de 3.5 T $250000 $250000
1 Horno de microondas $3000 $3000
5 Comedores con sillas $3500 $17500
8 Juegos de baños $8000 $64000
TOTAL $636,500
3.14 TERRENO Y OBRA CIVIL De acuerdo con el estudio técnico se necesita adquirir un terreno de un área total de 60 m X 50 m = 3000 m
2, esta es la superficie total del terreno. La empresa se instalará en el Estado de México,
la zona donde se tiene que adquirir el terreno es en el parque industrial el Cerillo II, en esta zona el precio del metro cuadrado es de $1200 pesos, entonces el costo total del terreno ascenderá a:
Tabla No 3.19: TERRENO
TERRENO
METROS
COSTO POR M2
COSTO TOTAL
3000 1200 $3600000
Fuente: TALLER MORENO INDUSTRIAL
Para el área de oficinas administrativas (Gerente general, secretaria, ventas y finanzas), el área de comedor, el personal de intendencia, la caseta de vigilancia y los baños se construirán de concreto, el área del comedor, personal de intendencia y las oficinas administrativas tienen una superficie de 460 m
2, el precio que reporta la cotización de la construcción de los sanitarios es de $ 1000 por
metro cuadrado, la construcción de los sanitarios es de 40 metros cuadrados, en lo que respecta al área de control de calidad la cual estará ubicada fuera del área de producción, esta se construirá por medio de canceles y mamparas, esta construcción tendrá una oficina, un lugar para archivar y el lugar destinado para el equipo que realizará las pruebas correspondiente a las mordazas, la cotización por toda la construcción del área reporta un precio de $ 200 000 pesos, en cuanto al área de mantenimiento, esta se encuentra dentro del área de producción, y ocupa un espacio de 50 metros cuadrados y la caseta de vigilancia, ocupa un espacio de 16 metros cuadrados, realizando un resumen de todos estos costos tenemos:

Tabla No 3.20: CONSTRUCCION EN CONCRETO
CONSTRUCCIÓN EN CONCRETO
CONCEPTO
M
2
COSTO M
2
COSTO TOTAL
Oficinas administrativas
380 2000 $76000
Control de calidad 100 2000 $200000
Sanitarios 40 1000 $95000
Área de
mantenimiento
50 1800 $40000
Personal de intendencia
40 1000 $40000
Vigilancia 16 800 $12800
TOTAL $1142800
Fuente: TALLER MORENO INDUSTRIAL La construcción de la planta será de 3 metros de altura de ladrillo y el resto será de lámina, en el área de líneas de producción tendrá un techo de lámina, el costo por metro cuadrado es de $2700 pesos, en cuanto a las áreas de pesado, empaque, supervisores de línea, almacén de materia prima y almacén de producto terminado, estos se construirán con canceles y tablaroca, el área total que se tiene que construir es de 2000 metros cuadrados, el costo que reporta esta construcción es de:
Tabla No 3.21: CONSTRUCCION EN LAMINA
CONSTRUCCIÓN EN LÁMINA
CONCEPTO M2 COSTO M
2 COSTO TOTAL
Almacén de M.P 150 950 $1425000
Almacén de P.T 150 950 $1425000
Área de producción
2000 1500 $3750000
Empaque 80 900 $72000
Pesado 80 900 $72000
Supervisores de línea 40 800 $32000
TOTAL $4,211,000
Fuente: TALLER MORENO INDUSTRIAL
Se construirá una barda perimetral de 130 metros lineales con malla y alambre de púas, el costo por metro cuadrado es de $ 730 pesos, el costo total de la barda será de $ 94900 pesos, en la siguiente tabla se muestra la integración de los costos de la obra civil y el terreno:
Tabla No 3.22: COSTO DE OBRA CIVIL
CONCEPTO COSTO EN PESOS
Terreno $3600000
Construcción concreto $1142800
Construcción lámina $4211000
Barda perimetral $94900
TOTAL $9048700
3.15 ACTIVO DIFERIDO El activo diferido se refiere básicamente a todos los bienes intangibles de la empresa, estos activos están definidos por las leyes Mexicanas, los activos diferidos que se van a considerar para este estudio son la planeación e integración del proyecto con un 3% de la inversión total, la ingeniería
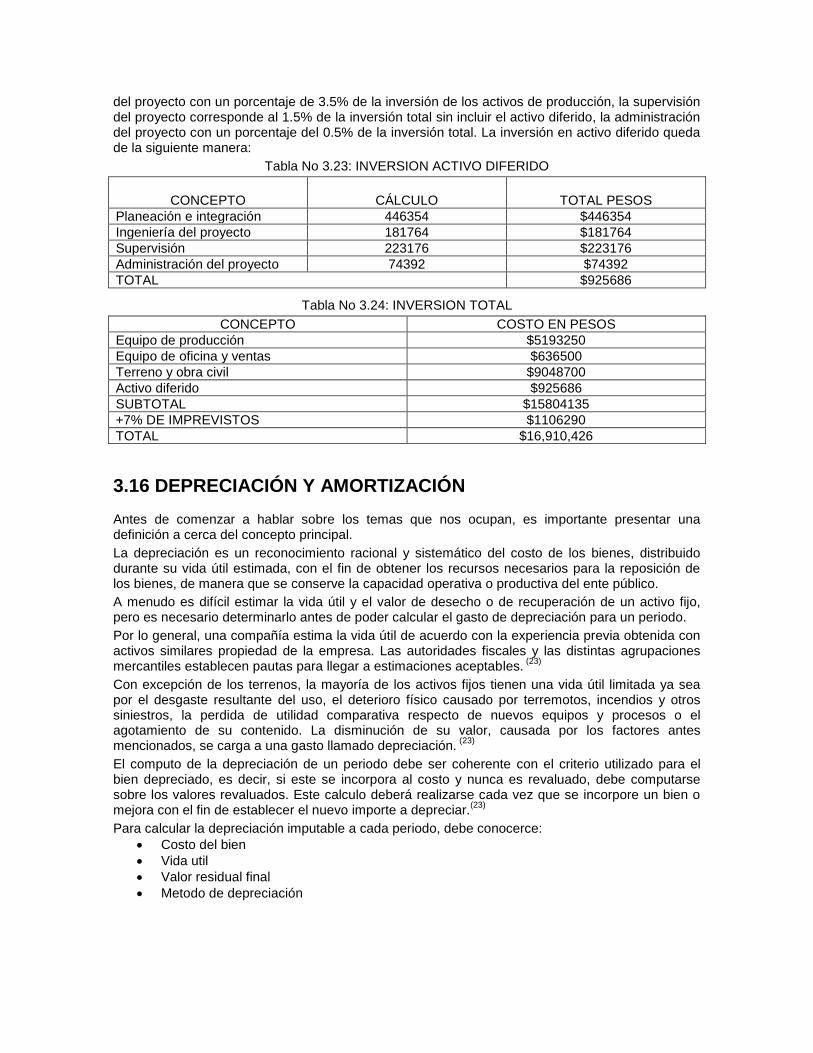
del proyecto con un porcentaje de 3.5% de la inversión de los activos de producción, la supervisión del proyecto corresponde al 1.5% de la inversión total sin incluir el activo diferido, la administración del proyecto con un porcentaje del 0.5% de la inversión total. La inversión en activo diferido queda de la siguiente manera:
Tabla No 3.23: INVERSION ACTIVO DIFERIDO
CONCEPTO
CÁLCULO
TOTAL PESOS
Planeación e integración 446354 $446354
Ingeniería del proyecto 181764 $181764
Supervisión 223176 $223176
Administración del proyecto 74392 $74392
TOTAL $925686
Tabla No 3.24: INVERSION TOTAL
CONCEPTO COSTO EN PESOS
Equipo de producción $5193250
Equipo de oficina y ventas $636500
Terreno y obra civil $9048700
Activo diferido $925686
SUBTOTAL $15804135
+7% DE IMPREVISTOS $1106290
TOTAL $16,910,426
3.16 DEPRECIACIÓN Y AMORTIZACIÓN Antes de comenzar a hablar sobre los temas que nos ocupan, es importante presentar una definición a cerca del concepto principal.
La depreciación es un reconocimiento racional y sistemático del costo de los bienes, distribuido durante su vida útil estimada, con el fin de obtener los recursos necesarios para la reposición de los bienes, de manera que se conserve la capacidad operativa o productiva del ente público.
A menudo es difícil estimar la vida útil y el valor de desecho o de recuperación de un activo fijo, pero es necesario determinarlo antes de poder calcular el gasto de depreciación para un periodo.
Por lo general, una compañía estima la vida útil de acuerdo con la experiencia previa obtenida con activos similares propiedad de la empresa. Las autoridades fiscales y las distintas agrupaciones mercantiles establecen pautas para llegar a estimaciones aceptables.
(23)
Con excepción de los terrenos, la mayoría de los activos fijos tienen una vida útil limitada ya sea por el desgaste resultante del uso, el deterioro físico causado por terremotos, incendios y otros siniestros, la perdida de utilidad comparativa respecto de nuevos equipos y procesos o el agotamiento de su contenido. La disminución de su valor, causada por los factores antes mencionados, se carga a una gasto llamado depreciación.
(23)
El computo de la depreciación de un periodo debe ser coherente con el criterio utilizado para el bien depreciado, es decir, si este se incorpora al costo y nunca es revaluado, debe computarse sobre los valores revaluados. Este calculo deberá realizarse cada vez que se incorpore un bien o mejora con el fin de establecer el nuevo importe a depreciar.
(23)
Para calcular la depreciación imputable a cada periodo, debe conocerce:
Costo del bien
Vida util
Valor residual final
Metodo de depreciación

Los metodos a utilizar para el cálculo de la depreciación de un activo son: (24)
Línea recta
Unidades producidas
Suma de los dígitos de los años
Doble saldo decreciente La depreciación de un año, varia de acuerdo con el método seleccionado pero la depreciación total a lo largo de la vida util del activo no puede ir mas halla del valor de recuperación. Algunos metodos de depreciación dan como resultado un gasto mayor en los primeros años de vida util del activo, lo cual repercute en las utilidades netas del periodo. El método a utilizar es el de suma de los dígitos de los años.
(6)
3.16.1 Metodo de la suma de los dígitos de los años
En el método de depreciación de la suma de los dígitos de los años se rebaja el valor de desecho del costo del activo. El resultado se multiplica por una fracción, con cuyo numerador representa el número de los años de vida util del activo.
El método de la suma de los dígitos de los años da como resultado un importe de depreciación mayor en el primer año y una cantidad cada vez menor con los demás años de vida util que le queda al activo. Este método se basa en la teoría de que los activos se deprecian más en los primeros años de vida.
(23)
Los porcentajes de las depreciaciones son en base a los que estipula la ley de los Estados Unidos Mexicanos.
Tabla No 3.25: DEPRECIACION Y AMORTIZACION DEL ACTIVO FIJO Y DIFERIDO
CONCEPTO VALOR % 1 2 3 4 5 VS
Equipo de producción $5193250 8 $415460 $415460 $415460 $415460 $415460 $3115950
Vehículos $250000 20 $50000 $50000 $50000 $50000 $50000 $0
Equipo de oficina $161500 10 $16150 $16150 $16150 $16150 $16150 $80750
Computadoras $225000 25 $56250 $56250 $56250 $56250 $56250 $0
Obra civil $5829750 2.5 $145744 $145744 $145744 $145744 $145744 $5101031.25
Inversión diferida $925686 10 $92569 $92569 $92569 $92569 $92569 $462843
$776174 $776174 $776174 $776174 $776174 $8760575
NOTAS:
El valor de salvamento que se usará en los cálculos posteriores, será el resultado residual total de las depreciaciones que tienen un valor de $8, 760,575 pesos mas el valor del terreno que es de $3, 600,000 pesos, efectuando la suma correspondiente tenemos un valor total de $12, 360,575. El área de producción los porcentajes de depreciación diferente tiempo de vida útil de las máquinas son distintos, para fines de cálculos se permite efectuar en promedio de los porcentajes de cada una de las máquinas que conforman el activo fijo. El resultado que se obtuvo fue de 8%, el cual se utilizó en la tabla de depreciaciones.
Actualmente las leyes de todos los países no permiten la depreciación del terreno, por que el terreno con el paso del tiempo no pierde valor sino que al contrario aumenta su valor.
3.17 DETERMINACIÓN DE LA TMAR DE LA EMPRESA Y LA INFLACIÓN CONSIDERADA
La TMAR (Tasa Mínima Aceptable de Rendimiento) pero sin inflación es la tasa anual de ganancia que los inversionistas pretenden ganar para continuar con el proyecto y comenzar con el funcionamiento de la empresa, como no se considera la inflación en este apartado, el porcentaje que se determine, será la ganancia real que la empresa ganará pero por arriba de la inflación. La TMAR es el estimuló económico que tiene el inversionista, por haber corrido el riesgo de invertir en cierta actividad productiva, la TMAR refleja el riesgo que se tiene de no obtener las ganancias que
6.-Vaca Urbina Gabriel. Evaluación de proyectos. McGraw Hill. Mexico 2004
23.- www.ingenieria.unam.mx/materialcfc/ccostos.html

se pronostican e inclusive que la empresa se encamine hacia la bancarrota. Para la asignación de la TMAR se consideran los siguientes aspectos:
Actualmente el país tuvo un cambio de poder, el cual podría ocasionar que el país sufra una inestabilidad económica e incluso suscitarse una crisis económica, dependiendo de cómo el nuevo gobierno maneje el país en materia económico.
El acero, que es la materia prima principal para la fabricación de las mordazas para los frenos de los automóviles, como se mencionó en el estudio de mercado, demuestra que México tiene una producción suficiente de acero para que la empresa lo compre en México, y no tenga que comprarlo en el extranjero, lo cual se ahorraría los costos de trasporte y aranceles que esta materia prima ocasione.
En los últimos años, como el estudio de mercado lo demuestra, la demanda de mordazas para los frenos de los automóviles se ha incrementado considerablemente, es por esto que los clientes consumidores de este producto han tenido que mandar a maquilar mordazas fuera del país ya que las empresas existentes no pueden abastecer la demanda generada por estos, lo cual demuestra que hay espacio para la incorporación de otra empresa que pueda abastecer esta demanda insatisfecha sin tener que desplazar a otra empresa por la lucha de un lugar en el mercado de las mordazas para los frenos de los automóviles.
El riesgo de la inversión es alto, por los diferentes aspectos que se han mencionado y es por eso que se determina para la empresa productora de mordazas para los frenos de los automóviles una TMAR de 15 %, sin considerar inflación.
En la inflación que se considera en el estudio financiero, la cual se obtuvo considerando el comportamiento histórico que ha tenido en los últimos años y teniendo una visión de lo que pudiera ocurrir en el país en los próximos años, se pronostica una inflación de 4% anual promedio para cada uno de los próximos cinco años.
3.18 DETERMINACIÓN DEL CAPITAL DE TRABAJO Entendemos por capital de trabajo a la inversión inicial que la empresa debe de tener para comenzar a laborar el producto. En términos contables el capital de trabajo se define como el activo circulante menos el pasivo circulante. El activo circulante lo conforman los valores, inversiones, cuentas por cobrar y los inventarios. El pasivo circulante se refiere a los salarios o sueldos, impuestos y proveedores. 3.18.1 Valores e inversiones
El tener dinero invertido en una institución bancaria, principalmente a corto plazo, con el objetivo de contar con efectivo para poder apoyar las actividades de venta del producto que se vaya a fabricar. La empresa otorgara un crédito por 10 días, Por lo tanto es necesario tener en valores el equivalente a 20 días de gastos de ventas los cuales ascienden (ver tabla No 3.15) $9, 784, 234 anuales, el equivalente de 20 días será:
(9784234/317)X20 = $617302 3.18.2 Inventarios
Para determinar que cantidad de inventario tendremos depende del periodo de tiempo del crédito que se otorgue a nuestros clientes. La empresa pretende otorgar un crédito a 20 días neto o 15 días de producción, antes de poder registrar su primer ingreso. El acero que es nuestra materia prima y el cual se surte dependiendo del tamaño del corte que vaya a tener la pieza a fabricar, el precio promedio por kilogramo es de $54 pesos el consumo por una jornada completa de trabajo es de 640 kilogramos con una merma de 3%, considerando lo mencionado, el dinero que necesitamos antes de tener ingresos es el siguiente:
15 días X 658kg X $54 = $532980
Para los demás insumos, se muestra el cálculo en la siguiente tabla No 3.26:

Tabla No 3.26: COSTOS DEL INVENTARIO
CONCEPTO CONSUMO ANUAL COSTO ANUAL EN PESOS
COSTO EN 15 DIAS
Herramienta de corte 96 $33600 $1589.90
Brocas 64 $12800 $606
Etiqueta 92160 $64512 $3053
Caja de cartón 92160 $276480 $13083
Tarimas 185 $12950 $613
TOTAL $400,342
Fuente: TALLER MORENO INDUSTRIAL
El costo total que representara tener el inventario es de $532980+$400342 = $933322 3.18.3 Cuentas por cobrar
Se refiere al crédito que se extiende a los compradores. La empresa ofrecerá un crédito de 20 días, por lo tanto se necesita dinero para solventar los días de operación antes de que se reciba pago de la venta, para poder conocer que cantidad de dinero se va a necesitar se considera el costo total anual de operación de la empresa (ver tabla No 3.16), el costo asciende a $10557443 por lo tanto el costo mensual asciende a:
$10557443 / 12 = $879,787
el valor al activo circulante se muestra en la siguiente tabla No 3.27:
Tabla No 3.27: ACTIVO CIRCULANTE
CONCEPTO COSTO EN PESOS
Valores e inversiones $617302
Inventarios $933322
Cuentas por cobrar $879787
TOTAL $2,430,411
3.18.4 Pasivo circulante
El pasivo circulante se refiere a los sueldos, salarios, proveedores de las materias primas y de los servicios, además de los impuestos, para cuestiones de cálculos, estos rubros se consideran como créditos a largo plazo. Para cuestiones de estadística se ha encontrado una relación entre el activo circulante y el pasivo circulante, la relación es la siguiente:
AC/PC = 2 a 2.5
Para que el proveedor nos pueda ofrecer un crédito, se tienen que estar dentro de este rango en lo que se refiere a la tasa de activo circulante, si se tiene el valor del activo circulante el cual es de $2, 430,411, por lo tanto
PC = AC/2 = $2430411/2 = $1,215, 205
Esta cantidad representa el capital adicional que la empresa debe tener para comenzar la fabricación de las mordazas para los frenos de los automóviles.
3.19 FINANCIAMIENTO DE LA INVERSIÓN La cantidad total de activo fijo y diferido que se necesita es de $15, 804,135 esta cantidad es muy grande, se solicitará un préstamo al banco, el cual ascenderá a $5, 000,000 de pesos, este préstamo se liquidará en cinco anualidades las cuales incluyen el pago de capital y los intereses generados por el préstamo, realizando el primer pago al final del primer año, el interés que se cobrará es de 25% anual, este interés ya incluye la inflación pronosticada en este estudio, por lo tanto la anualidad será de:

(0.25) (1.25)
5
A = 5000000 = 1859234 1 - (1.25)
5
En la siguiente tabla No 3.28 se muestra el comportamiento de la deuda y los pagos del préstamo de cada año.
Tabla No 3.28: PAGO DE LA DEUDA
AÑO INTERESES ANUALIDAD PAGO DE CAPITAL
DEUDA DESPUES DEL
PAGO
0 $5,000,000
1 $1250000 $1859234
$609234 $4,390,766
2 $1097692 $1859234 $761543 $3,629,224
3 $907306 $1859234 $951928 $2,677,295
4 $669324 $1859234 $1189910 $1,487,385
5 $371846 $1859234 $1487388 -$2
La deuda adquirida de $5, 000,000 equivale a un 31.63% de la inversión inicial en activo fijo y diferido, por lo tanto la empresa debe aportar el otro 68.37 % equivalente a $10, 805,135 millones de pesos.
3.20 DETERMINACIÓN DEL PUNTO DE EQUILIBRIO O PRODUCCION MÍNIMA ECONÓMICA La técnica del punto de equilibrio empezó a utilizarse a principios del siglo XX, con esta útil herramienta la dirección puede auxiliarse para planear y predecir sus utilidades, analizando la relación costo-volumen-utilidad. De lo anterior se desprende que las utilidades dependen de un adecuado equilibrio de los precios, de venta de la mezcla de productos, del volumen de ventas y de los costos. El punto de equilibrio puede definirse como aquel volumen de unidades que al venderse no provoca ni utilidades ni pérdidas, en virtud de que los ingresos generados son iguales a los costos totales (costos fijos + costos variables), si todos los costos fueran variables no se presentaría el punto de equilibrio, existiendo costos fijos y costos variables, la empresa debe sufrir pérdidas hasta determinado volumen. Los costos se clasifican en fijos y variables, entendiendo por costos fijos aquellos que permanecen constantes en su magnitud independientemente de los cambios que se registren en el volumen de unidades de producción y vendidas, lo anterior provoca que a mayor producción y venta el costo fijo unitario sea menor y a menor producción y venta, el costo será mayor. Los costos variables son aquellos que se originan y cambian su función del volumen de producción y ventas, aumentando y disminuyendo, según se aumente o disminuya el volumen de operación, son uniformes por unidad, pero su total fluctúa en proporción al total de la actividad o volumen relativo.
Para determinar el punto de equilibrio se hará la clasificación de los costos fijos y los costos variables, conforme se muestra en la tabla No 3.29, los ingresos se determina en base al precio pronosticado en el estudio de mercado y las ventas pronosticadas para el primer año de operación de la empresa, los costos se muestran a continuación:

Tabla No 3.29: CLASIFICACION DE LOS COSTOS
CONCEPTO COSTO (MILES DE PESOS)
Ingresos $17,971,200
Costos totales $10,557,443
Costos variables $8,141,596
Costos fijos $2,415,847
Con los datos que se tienen en la tabla anterior se construye una gráfica para determinar el punto de equilibrio de la empresa, el procedimiento es el siguiente, los costos fijos que ascienden a $2, 401,000 y se representa por la línea horizontal paralela al eje X (piezas), desde el origen se traza una línea que debe interceptarse en 92160 piezas de mordazas y un ingreso de $17, 971, 200; finalmente se traza una línea donde se interfecta el eje vertical y la línea de costos fijos, para terminar en el punto de 92160 piezas de mordazas y unos costos totales de $10, 557, 443, el punto donde se intercepten las dos líneas es el punto de equilibrio
El punto de equilibrio esta en aproximadamente 10000 piezas con un ingreso por las ventas de $1, 950,000 y unos costos de $1, 945,556.
Grafica No 11: PUNTO DE EQUILIBRIO
La empresa de acuerdo con la producción que tienen planeada la cual es de 92160 piezas, esta por arriba del punto de equilibrio, por lo tanto la empresa tendrá ganancias, porque está produciendo un 89% más con respecto al punto de equilibrio. Este obedece principalmente a que las estaciones de trabajo están trabajando un turno de trabajo.
Si la empresa labora un turno de trabajo, registraría los siguientes costos con respecto a los niveles de producción que se plantean, estos cálculos se muestran en la siguiente tabla:
Tabla No 3.30: INGRESOS Y COSTOS A DIFERENTES NIVELES DE PRODUCCION
PRODUCCION (PIEZAS) INGRESOS COSTO TOTAL
10000 $1,950,000 $1,945,556
75000 $14,625,00 $8,591,669
92160 $17,971,200 $10,557,443
97000 $18,915,000 $11,111,892
3.21 DETERMINACIÓN DE LOS INGRESOS POR VENTAS SIN INFLACIÓN. Para obtener los ingresos, se considera la producción que se desea vender en un año al precio que se determinó en el estudio de mercado menos el porcentaje que obtendrá el agente de ventas por realizar la comercialización del producto, la producción de mordazas para los frenos de los automóviles es de 92160 piezas con precio de $195 por pieza. Con estos datos se calculan los ingresos que se tendrán en caso de vender la producción total anual que se pronosticó, este cálculo se realizó sin considerar la inflación.

Tabla No 3.31: DETERMINACION DEL INGRESO SIN INFLACION
AÑO PIEZA PRECIO X PIEZA INGRESO TOTAL
7 92160 $195 $17,971,200
8 92160 $195 $17,971,200
9 92160 $195 $17,971,200
10 184320 $195 $35,942,400
11 184320 $195 $35,942,400
Para comenzar con la operación de la empresa se considera que comenzará a producir utilizando una capacidad del 33%, durante los primeros tres años de operación, los siguientes dos años, la capacidad de producción será del 66% para aumentar la producción de mordazas.
3.22 BALANCE GENERAL INICIAL El objetivo de realizar el balance general inicial de organización es determinar el capital que se debe invertir para llevar a cabo el proyecto. La cantidad que tienen que aportar los inversionistas es de $15, 805,135 de pesos, esta cantidad es mayor con respecto al que se había calculado en la inversión del activo fijo y diferido, esto es debido a que en este cálculo ya se incluye el capital de trabajo.
Tabla No 3.32: BALANCE GENERAL INICIAL
BALANCE GENERAL INICIAL
ACTIVO PASIVO
ACTIVO CIRCULANTE
VALORES E INVERSIONES 617302 PASIVO CIRCULANTE
INVENTARIOS 933322 SUELDOS, DEUDORES, IMPUESTOS $1,215, 205
CUENTAS POR COBRAR 879787
SUBTOTAL $2,430,411
PASIVO FIJO
ACTIVO FIJO PRESTAMO A 5 AÑOS $5,000,000
EQUIPO DE PRODUCCIÓN 5193250
EQUIPO DE OFICINAS Y VENTAS 636500
TERRENO Y OBRA CIVIL 9048700 CAPITAL
SUBTOTAL $14,878,450 CAPITAL SOCIAL $12,019,342
ACTIVO DIFERIDO $925,686
TOTAL DE ACTIVOS $18.234.547 PASIVO + CIRCULANTE $18.234.547
Fuente: TALLER MORENO INDUSTRIAL La cantidad de efectivo que se necesita es de $18, 234,547, esta cantidad es mayor a la que los inversionistas tienen que aportar, ya que ahora se suma el capital de trabajo.
3.23 DETERMINACIÓN DEL ESTADO DE RESULTADOS PRO FORMA El estado de resultados pro-forma o proyectado, es la base para poder calcular los flujos netos de Efectivo (FNE), con los cuales se puede realizar la evaluación económica Se presentaran tres estados de resultados, que son los que se mostrarán mas adelante. Las cifras tomarán como
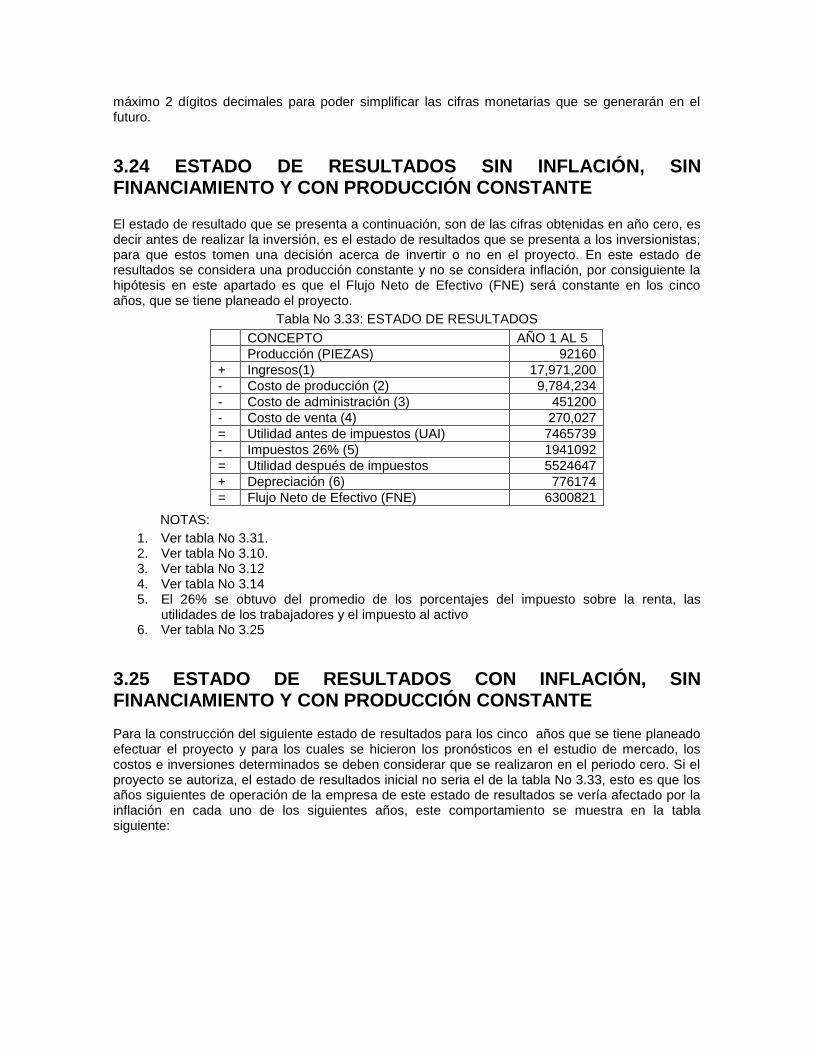
máximo 2 dígitos decimales para poder simplificar las cifras monetarias que se generarán en el futuro.
3.24 ESTADO DE RESULTADOS SIN INFLACIÓN, SIN FINANCIAMIENTO Y CON PRODUCCIÓN CONSTANTE
El estado de resultado que se presenta a continuación, son de las cifras obtenidas en año cero, es decir antes de realizar la inversión, es el estado de resultados que se presenta a los inversionistas; para que estos tomen una decisión acerca de invertir o no en el proyecto. En este estado de resultados se considera una producción constante y no se considera inflación, por consiguiente la hipótesis en este apartado es que el Flujo Neto de Efectivo (FNE) será constante en los cinco años, que se tiene planeado el proyecto.
Tabla No 3.33: ESTADO DE RESULTADOS
CONCEPTO AÑO 1 AL 5
Producción (PIEZAS) 92160
+ Ingresos(1) 17,971,200
- Costo de producción (2) 9,784,234
- Costo de administración (3) 451200
- Costo de venta (4) 270,027
= Utilidad antes de impuestos (UAI) 7465739
- Impuestos 26% (5) 1941092
= Utilidad después de impuestos 5524647
+ Depreciación (6) 776174
= Flujo Neto de Efectivo (FNE) 6300821
NOTAS:
1. Ver tabla No 3.31. 2. Ver tabla No 3.10. 3. Ver tabla No 3.12 4. Ver tabla No 3.14 5. El 26% se obtuvo del promedio de los porcentajes del impuesto sobre la renta, las
utilidades de los trabajadores y el impuesto al activo 6. Ver tabla No 3.25
3.25 ESTADO DE RESULTADOS CON INFLACIÓN, SIN FINANCIAMIENTO Y CON PRODUCCIÓN CONSTANTE Para la construcción del siguiente estado de resultados para los cinco años que se tiene planeado efectuar el proyecto y para los cuales se hicieron los pronósticos en el estudio de mercado, los costos e inversiones determinados se deben considerar que se realizaron en el periodo cero. Si el proyecto se autoriza, el estado de resultados inicial no seria el de la tabla No 3.33, esto es que los años siguientes de operación de la empresa de este estado de resultados se vería afectado por la inflación en cada uno de los siguientes años, este comportamiento se muestra en la tabla siguiente:

Tabla No 3.34: ESTADO DE RESULTADOS SIN FINACIAMIENTO
CONCEPTO 0 1 2 3 4 5
PRODUCCIÓN PIEZAS 92160 92160 92160 92160 92160 92160
+ INGRESO 17971200 18690048 19437650 20215156 21023762 21864713
- COSTO DE PRODUCCIÓN
9784234 10175603 10582627 11005933 11446170 11904017
- COSTO DE ADMINISTRACIÓN
451200 469248 488018 507539 527840 548954
- COSTO DE VENTA (4) 270027 280828 292061 303744 315893 328529
= UAI 7465739 7764369 8074943 8397941 8733859 9083213
- IMPUESTOS 26% 1941092 2018736 2099485 2183465 2270803 2361635
= UDI 5524647 5745633 5975458 6214476 6463055 6721578
+ DEPRECIACIÓN 776174 807221 839510 873090 908014 944334
= FNE 6300821 6552854 6814968 7087567 7371069 7665912
3.26 ESTADO DE RESULTADOS CON INFLACIÓN, CON FINANCIAMIENTO Y CON PRODUCCIÓN CONSTANTE El estado de resultados que se presenta a continuación, se considera el financiamiento que se tienen pensado conseguir en el banco, el financiamiento asciende a $5, 000,000 de pesos, pagando intereses y capital al final de cada año, el préstamo es a 5 años. Para realizar el siguiente estado de resultados, los costos y los ingresos se deben considerar que deben de tener inflación considerada para los siguientes años, también el interés que cobra el banco por el préstamo ya tienen inflación, el estado de resultados es el que se presenta a continuación:
Tabla No 3.35: ESTADO DE RESULTADOS CON FINANCIAMIENTO
CONCEPTO 1 2 3 4 5
PRODUCCIÓN PIEZAS 92160 92160 92160 92160 92160
+ INGRESO 18690048 19437650 20215156 21023762 21864713
- COSTO DE PRODUCCIÓN 10175603 10582627 11005932 11446169 11904016
-
COSTO DE ADMINISTRACIÓN 469248 488018 507539 527840 548954
- COSTO DE VENTA 280828 292061 303744 315893 328529
- CON FINANCIAMIENTO 1250000 1097692 907306 669324 371846
= UAI 6514369 6977252 7490636 8064535 8711368
- IMPUESTOS 47% 3061753 3279308 3520599 3790332 4094343
= UDI 3452616 3697943 3970037 4274204 4617025
+ DEPRECIACIÓN 807221 839510 873090 908014 944334
- PAGO DE CAPITAL 609234 761543 951928 1189910 1487388
= FNE 3650603 3775910 3891199 3992307 4073971
3.27 POSICIÓN FINANCIERA INICIAL DE LA EMPRESA Existen otras formas de analizar la situación financiera de la empresa, pero estos métodos no toman en cuenta el valor del dinero con el paso del tiempo.
Las principales tasas que se deben de evaluar en un proyecto son: Tasa de liquidez, Tasa de solvencia o apalancamiento.

A continuación se evaluarán cada una de las tasas mencionadas: 3.27.1 Tasa de liquidez
Esta tasa comprende la tasa circulante y la tasa rápida. Para la tasa circulante su valor aceptado está entre 2 y 2.5, para la tasa rápida conocida también con el nombre de prueba del ácido tiene un valor aceptado de 1. Si en la tasa rápida se obtiene un valor de 1, esto significa que la empresa si puede enfrentar sus deudas a corto plazo, con la posibilidad de liquidarlas completamente.
A continuación se presentan los cálculos de las tasas mencionadas:
Tasa circulante (TC) TC = AC/PC = 2430411 / 1215205 = 2
Tasa rápida (TR) TR = (AC – INVENTARIOS) / PC = (2430411 – 933322) / 1215205 = 1.23
El valor de la TR (Tasa rápida) es un valor que entra en el rango establecido para esta tasa, lo cual nos dice que la empresa podrá afrontar sus deudas a corto plazo, ya que los ingresos que van a recibir la empresa son suficientes para afrontar las deudas que va a generar. 3.27.2 Tasa de solvencia o apalancamiento
Se utilizan dos tasas para la evaluación de un proyecto, estas son: La tasa de deuda y el número de veces que se gana el interés, los cálculos de la tasa se presentan a continuación:
Tasa de Deuda (TD) TD = Deuda / AFT = 5000000 / 15804136 = 0.3163 = 31.63%
AFT = Suma de los activos fijos y diferidos.
El valor que se obtuvo no es muy alto, ya que con certeza cual será en realidad el préstamo que se tendrá que solicitar al banco.
La siguiente tasa que es el número de veces que se gana el interés, solo es un valor que utilizan los bancos, para poder saber a quien se le puede otorgar un crédito, el cual se obtiene de dividir la ganancia antes de pagar impuestos e interés, estas cifras se obtienen del estado de resultados con financiamiento (Tabla No 3.35); el valor aceptado para esta tasa es de 7. A continuación se presenta el cálculo de esta tasa:
Número de veces que se gana el interés = Ganancia antes de pagar interese e impuestos / interés que se deben pagar por concepto de deuda
Número de veces que se gana el interés = 3871654 / 1250000 = 3
El cálculo realizado da un valor de 3, esto demuestra que la empresa y la cantidad de piezas que se desea poner en el mercado son suficientes para que la empresa registre ganancias.
3.28 CRONOGRAMA DE INVERSIONES Este diagrama muestra los tiempos que se deben de considerar para cada actividad, necesaria para poner en funcionamiento la empresa, es decir de las primeras actividades como será la compra del terreno, construcción de los departamentos de la empresa, recepción de la maquinaria hasta las últimas actividades de simulación de la producción, el cronograma para el proyecto de la fabricación de las mordazas para los frenos de los automóviles es el siguiente:

Tabla No 3.36: CRONOGRAMA DE ACTIVIDADES
ACTIVIDAD 1
MES 2
MES 3
MES 4
MES 5
MES 6
MES 7
MES 8
MES 9
MES
Elaboración del anteproyecto
Constitución de la empresa
Trámite de préstamo bancario
Compra del terreno
Acondicionamiento del terreno
Construcción de la obra civil
Compra de la maquinaria
Compra de mobiliario
Recepción de la maquinaria
Instalación mecánica
Instalación eléctrica
Instalación de mobiliario
Pruebas de arranque
Inicio de operaciones

CAPÍTULO 4
EVALUACIÓN
ECONÓMICA
CAPÍTULO 4. EVALUACIÓN ECONÓMICA Como ya se describió en los capitulo anteriores, se determino que existe una demanda potencial insatisfecha, que en la actualidad los productores no pueden cubrir, que existe la tecnología e instalaciones necesarias para la producción de esta demanda y se calculo cuánto cuesta la producción de esta demanda. Ahora se determinara en el capítulo 4, en base a una evaluación económica, y con la ayuda del método del valor presente neto (VPN) y la tasa interna de rendimiento (TIR), a determinar si el proyecto es económicamente rentable de llevarse acabo
La evaluación de proyectos por medio de métodos matemáticos- financieros es una herramienta de gran utilidad para la toma de decisiones por parte de los administradores financieros, ya que un análisis que se anticipe al futuro puede evitar posibles desviaciones y problemas en el largo plazo.
Las técnicas de evaluación económica son herramientas de uso general. Lo mismo puede aplicarse a inversiones industriales, de hotelería, de servicios, que a inversiones en informática. El valor presente neto y la tasa interna de rendimiento se mencionan juntos porque en realidad es el mismo método, sólo que sus resultados se expresan de manera distinta. Recuérdese que la tasa interna de rendimiento es el interés que hace el valor presente igual a cero, lo cual confirma la idea anterior.
Estas técnicas de uso muy extendido se utilizan cuando la inversión produce ingresos por sí misma, es decir, sería el caso de la tan mencionada situación de una empresa que vendiera servicios de informática. El VPN y la TIR se aplican cuando hay ingresos, independientemente de que la entidad pague o no pague impuestos.
Valor presente neto (VPN):
……………………………………………………….10 Tasa interna de rendimiento (TIR):
……………………………………………………………………….………11
Donde:
P = inversión inicial.
FNE = Flujo neto de efectivo del periodo n, o beneficio neto después de impuesto más depreciación.
VS = Valor de salvamento al final de periodo n.
TMAR = Tasa mínima aceptable de rendimiento o tasa de descuento que se aplica para llevar a valor presente. los FNE y el VS.
i = Cuando se calcula la TIR, el VPN se hace cero y se desconoce la tasa de descuento que es el parámetro que se debe calcular. Por eso la TMAR ya no se utiliza en el cálculo de la TIR. Así la (1) en la secunda ecuación viene a ser la TIR.
Recuérdese que los criterios de aceptación al usar estas técnicas son:
Tabla No 4.1: CRITEROS PARA EL VPN Y LA TIR
Técnica Aceptación Rechazo
VPN >= 0 <0
TIR >= TMAR < TMAR
Fuente: (7)
7. Vaca Urbina Gabriel. Ingeniería económica. McGraw Hill. México 2004
nn
nTMAR
VS
TMAR
FNEPVPN
111
n
nn
n
i
VS
i
FNETIR
1 11

4.1 MÉTODO DEL VALOR PRESENTE NETO (VPN) El método del Valor Presente Neto es muy utilizado por dos razones, la primera porque es de muy fácil aplicación y la segunda porque todos los ingresos y egresos futuros se transforman a pesos de hoy y así puede verse, fácilmente, si los ingresos son mayores que los egresos.
Cuando el VPN es menor que cero implica que hay una pérdida a una cierta tasa de interés o por el contrario si el VPN es mayor que cero se presenta una ganancia. Cuando el VPN es igual a cero se dice que el proyecto es indiferente. La condición indispensable para comparar alternativas es que siempre se tome en la comparación igual número de años, pero si el tiempo de cada uno es diferente, se debe tomar como base el mínimo común múltiplo de los años de cada alternativa.
En la aceptación o rechazo de un proyecto depende directamente de la tasa de interés que se utilice. Por lo general el VPN disminuye a medida que aumenta la tasa de interés, de acuerdo con la siguiente gráfica:
Grafica No 12: GRAFICA DEL VPN
Fuente: (7)
En consecuencia para el mismo proyecto puede presentarse que a una cierta tasa de interés, el VPN puede variar significativamente, hasta el punto de llegar a rechazarlo o aceptarlo según sea el caso.
Al evaluar proyectos con la metodología del VPN se recomienda que se calcule con una tasa de interés superior a la Tasa de Interés de Oportunidad (TIO), con el fin de tener un margen de seguridad para cubrir ciertos riesgos, tales como liquidez, efectos inflacionarios o desviaciones que no se tengan previstas.
En consecuencia para el mismo proyecto puede presentarse que a una cierta tasa de interés, el VPN puede variar significativamente, hasta el punto de llegar a rechazarlo o aceptarlo según sea el caso.
Al evaluar proyectos con la metodología del VPN se recomienda que se calcule con una tasa de interés superior a la Tasa de Interés de Oportunidad (TIO), con el fin de tener un margen de seguridad para cubrir ciertos riesgos, tales como liquidez, efectos inflacionarios o desviaciones que no se tengan previstas.
4.2 METODO DE TASA INTERNA DE RENDIMIENTO (TIR) Este método consiste en encontrar una tasa de interés en la cual se cumplen las condiciones buscadas en el momento de iniciar o aceptar un proyecto de inversión. Tiene como ventaja frente a otras metodologías como la del Valor Presente Neto (VPN) o el Valor Presente Neto Incremental (VPNI) porque en este se elimina el cálculo de la Tasa de Interés de Oportunidad (TIO), esto le da una característica favorable en su utilización por parte de los administradores financieros.
(7)
7. Vaca Urbina Gabriel. Ingeniería económica. McGraw Hill. México 2004
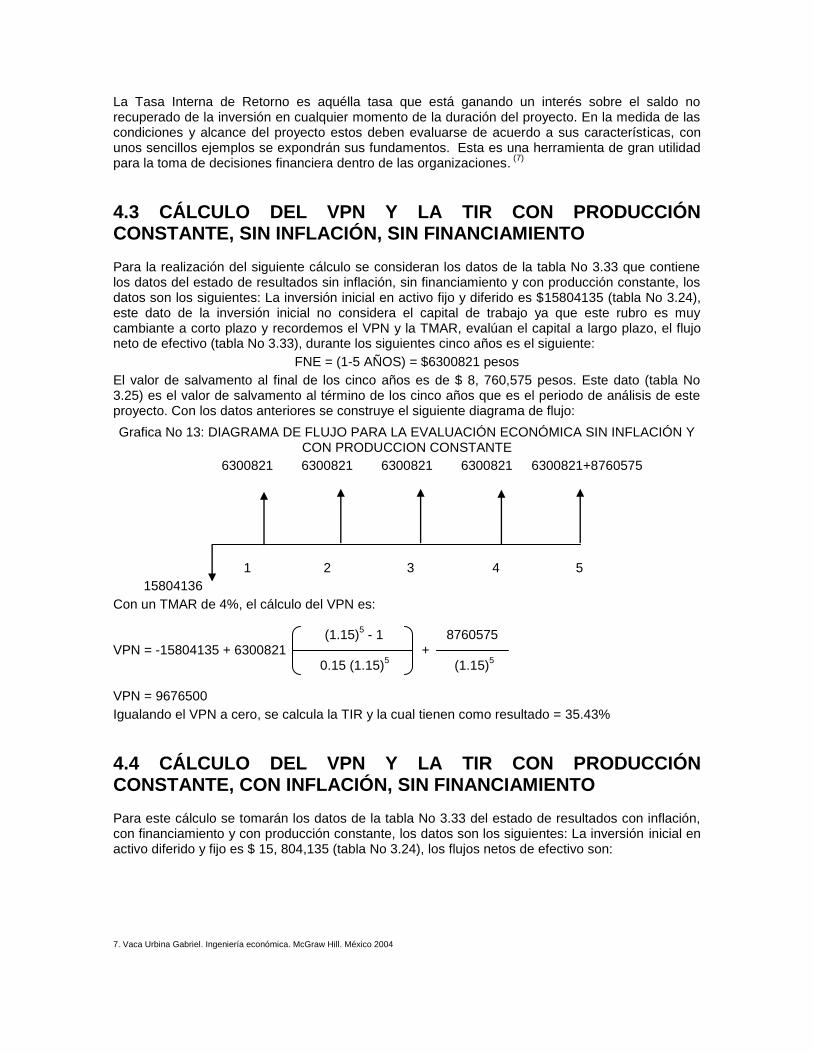
La Tasa Interna de Retorno es aquélla tasa que está ganando un interés sobre el saldo no recuperado de la inversión en cualquier momento de la duración del proyecto. En la medida de las condiciones y alcance del proyecto estos deben evaluarse de acuerdo a sus características, con unos sencillos ejemplos se expondrán sus fundamentos. Esta es una herramienta de gran utilidad para la toma de decisiones financiera dentro de las organizaciones.
(7)
4.3 CÁLCULO DEL VPN Y LA TIR CON PRODUCCIÓN CONSTANTE, SIN INFLACIÓN, SIN FINANCIAMIENTO Para la realización del siguiente cálculo se consideran los datos de la tabla No 3.33 que contiene los datos del estado de resultados sin inflación, sin financiamiento y con producción constante, los datos son los siguientes: La inversión inicial en activo fijo y diferido es $15804135 (tabla No 3.24), este dato de la inversión inicial no considera el capital de trabajo ya que este rubro es muy cambiante a corto plazo y recordemos el VPN y la TMAR, evalúan el capital a largo plazo, el flujo neto de efectivo (tabla No 3.33), durante los siguientes cinco años es el siguiente:
FNE = (1-5 AÑOS) = $6300821 pesos
El valor de salvamento al final de los cinco años es de $ 8, 760,575 pesos. Este dato (tabla No 3.25) es el valor de salvamento al término de los cinco años que es el periodo de análisis de este proyecto. Con los datos anteriores se construye el siguiente diagrama de flujo:
Grafica No 13: DIAGRAMA DE FLUJO PARA LA EVALUACIÓN ECONÓMICA SIN INFLACIÓN Y CON PRODUCCION CONSTANTE
6300821 6300821 6300821 6300821 6300821+8760575
1 2 3 4 5
15804136
Con un TMAR de 4%, el cálculo del VPN es: (1.15)
5 - 1 8760575
VPN = -15804135 + 6300821 + 0.15 (1.15)
5 (1.15)
5
VPN = 9676500
Igualando el VPN a cero, se calcula la TIR y la cual tienen como resultado = 35.43%
4.4 CÁLCULO DEL VPN Y LA TIR CON PRODUCCIÓN CONSTANTE, CON INFLACIÓN, SIN FINANCIAMIENTO Para este cálculo se tomarán los datos de la tabla No 3.33 del estado de resultados con inflación, con financiamiento y con producción constante, los datos son los siguientes: La inversión inicial en activo diferido y fijo es $ 15, 804,135 (tabla No 3.24), los flujos netos de efectivo son:
7. Vaca Urbina Gabriel. Ingeniería económica. McGraw Hill. México 2004
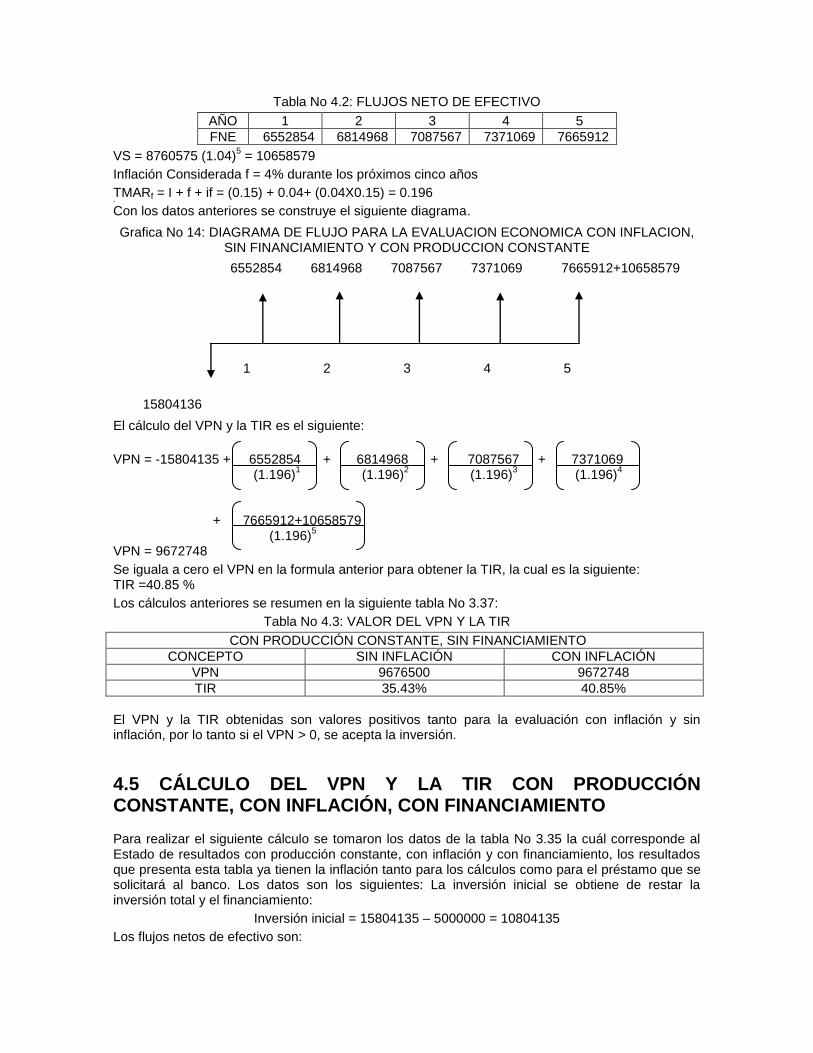
Tabla No 4.2: FLUJOS NETO DE EFECTIVO
AÑO 1 2 3 4 5
FNE 6552854 6814968 7087567 7371069 7665912
VS = 8760575 (1.04)5 = 10658579
Inflación Considerada f = 4% durante los próximos cinco años
TMARf = I + f + if = (0.15) + 0.04+ (0.04X0.15) = 0.196 4
Con los datos anteriores se construye el siguiente diagrama.
Grafica No 14: DIAGRAMA DE FLUJO PARA LA EVALUACION ECONOMICA CON INFLACION, SIN FINANCIAMIENTO Y CON PRODUCCION CONSTANTE
6552854 6814968 7087567 7371069 7665912+10658579
1 2 3 4 5
15804136
El cálculo del VPN y la TIR es el siguiente:
VPN = -15804135 + 6552854 + 6814968 + 7087567 + 7371069 (1.196)
1 (1.196)
2 (1.196)
3 (1.196)
4
+ 7665912+10658579 (1.196)
5
VPN = 9672748
Se iguala a cero el VPN en la formula anterior para obtener la TIR, la cual es la siguiente: TIR =40.85 %
Los cálculos anteriores se resumen en la siguiente tabla No 3.37:
Tabla No 4.3: VALOR DEL VPN Y LA TIR
CON PRODUCCIÓN CONSTANTE, SIN FINANCIAMIENTO
CONCEPTO SIN INFLACIÓN CON INFLACIÓN
VPN 9676500 9672748
TIR 35.43% 40.85%
El VPN y la TIR obtenidas son valores positivos tanto para la evaluación con inflación y sin inflación, por lo tanto si el VPN > 0, se acepta la inversión.
4.5 CÁLCULO DEL VPN Y LA TIR CON PRODUCCIÓN CONSTANTE, CON INFLACIÓN, CON FINANCIAMIENTO
Para realizar el siguiente cálculo se tomaron los datos de la tabla No 3.35 la cuál corresponde al Estado de resultados con producción constante, con inflación y con financiamiento, los resultados que presenta esta tabla ya tienen la inflación tanto para los cálculos como para el préstamo que se solicitará al banco. Los datos son los siguientes: La inversión inicial se obtiene de restar la inversión total y el financiamiento:
Inversión inicial = 15804135 – 5000000 = 10804135
Los flujos netos de efectivo son:

Tabla No 4.4: FLUJOS NETOS DE EFECTIVO
AÑO 1 2 3 4 5
FNE 3650603 3775910 3891199 3992307 4073971
VS = 8760575 (1.04)5 = 10658579
Inflación considerada f = 4% durante los próximos cinco años
Interés del banco = 25%
TMARf = I + f + if = (0.04) + 0.15 + (0.04X0.15) = 0.196
5000000 TMARMIXTA = = 0.3163 (0.25) = 0.079075 15804135
10804135 TMARMIXTA = = 0.6836 (0.196) = 0.13399 15804135
TMARMIXTA = 0.2130
Grafica No 15: DIAGRAMA DE FLUJO PARA LA EVALUACION ECONOMICA CON
PRODUCCION CONSTANTE, CON INFLACION, CON FINANCIAMIENTO
1 2 3 4 5
3650603 3775910 3891199 3992307 4073971
15804136 A continuación se calcula el VPN:
VPN = -10804135 + 3650603 + 3775910 + 3891199 + 3992307 (1.2130)
1 (1.2130)
2 (1.2130)
3 (1.2130)
4
+ 4073971 + 10658579 (1.2130)
5 VPN = 4406137
Se iguala a cero el VPN en la formula anterior para obtener la TIR, la cual es la siguiente: TIR = 35.17%. El VPN es positivo, por lo tanto se acepta la inversión.
4.6 CÁLCULO DEL VPN Y LA TIR CON PRODUCCIÓN VARIABLE, SIN INFLACIÓN, CON FINANCIAMIENTO La empresa comenzará a trabajar utilizando una buena parte de su capacidad. Esto se debe a que la demanda actual del producto no permite trabajar con la capacidad al 100%, en la realización de este cálculo se considera que durante los cinco años de proyección del proyecto se tendrán cambios en la demanda del producto. Es decir los dos primeros años se fabricarán 92160 piezas de mordazas (33%), el tercero, cuarto y quinto año se producirán 184320 piezas de mordazas (66%). Para este cálculo solamente se hará la evaluación sin considerar la inflación ya que como se observa en la tabla No 3.37 el valor del VPN sin inflación es el doble del VPN con inflación, y si
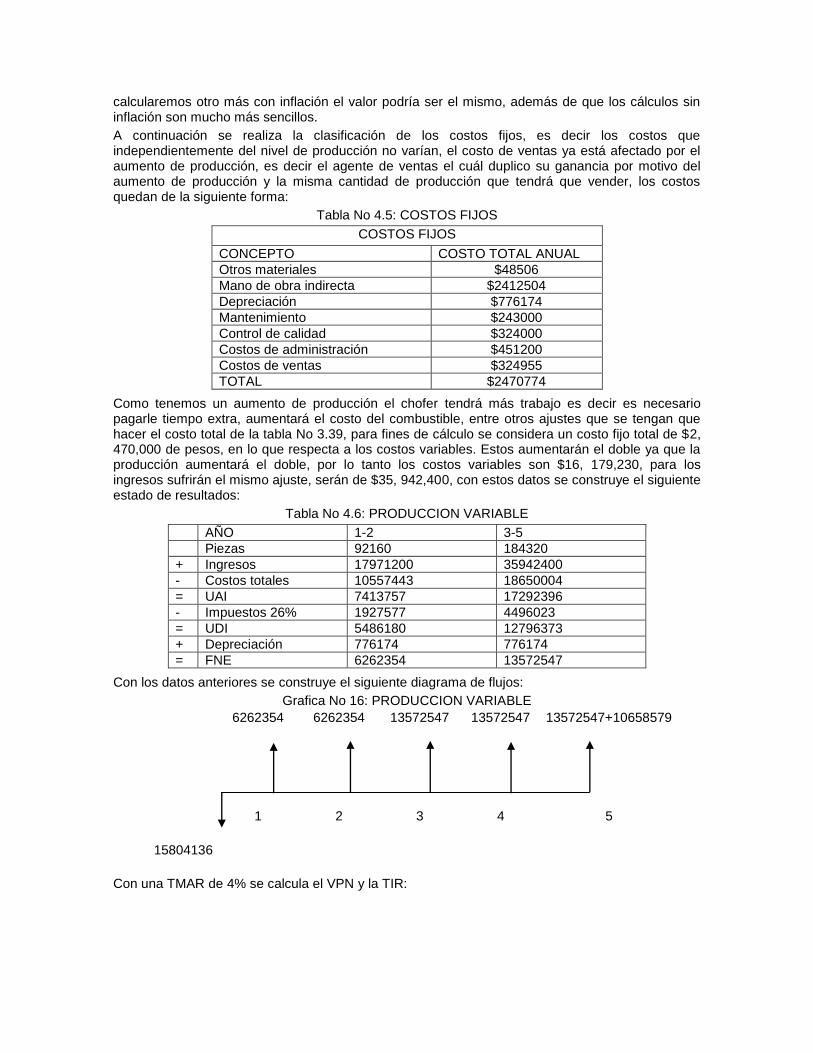
calcularemos otro más con inflación el valor podría ser el mismo, además de que los cálculos sin inflación son mucho más sencillos.
A continuación se realiza la clasificación de los costos fijos, es decir los costos que independientemente del nivel de producción no varían, el costo de ventas ya está afectado por el aumento de producción, es decir el agente de ventas el cuál duplico su ganancia por motivo del aumento de producción y la misma cantidad de producción que tendrá que vender, los costos quedan de la siguiente forma:
Tabla No 4.5: COSTOS FIJOS
COSTOS FIJOS
CONCEPTO COSTO TOTAL ANUAL
Otros materiales $48506
Mano de obra indirecta $2412504
Depreciación $776174
Mantenimiento $243000
Control de calidad $324000
Costos de administración $451200
Costos de ventas $324955
TOTAL $2470774
Como tenemos un aumento de producción el chofer tendrá más trabajo es decir es necesario pagarle tiempo extra, aumentará el costo del combustible, entre otros ajustes que se tengan que hacer el costo total de la tabla No 3.39, para fines de cálculo se considera un costo fijo total de $2, 470,000 de pesos, en lo que respecta a los costos variables. Estos aumentarán el doble ya que la producción aumentará el doble, por lo tanto los costos variables son $16, 179,230, para los ingresos sufrirán el mismo ajuste, serán de $35, 942,400, con estos datos se construye el siguiente estado de resultados:
Tabla No 4.6: PRODUCCION VARIABLE
AÑO 1-2 3-5
Piezas 92160 184320
+ Ingresos 17971200 35942400
- Costos totales 10557443 18650004
= UAI 7413757 17292396
- Impuestos 26% 1927577 4496023
= UDI 5486180 12796373
+ Depreciación 776174 776174
= FNE 6262354 13572547
Con los datos anteriores se construye el siguiente diagrama de flujos:
Grafica No 16: PRODUCCION VARIABLE
6262354 6262354 13572547 13572547 13572547+10658579
1 2 3 4 5
15804136
Con una TMAR de 4% se calcula el VPN y la TIR:

6262354 6262354 13572547 13572547 VPN = -15804135 + + + + (1.04)
1 (1.04)
2 (1.04)
3 (1.04)
4
13572547+10658579 + (1.04)
5
VPN = 39591292 y la TIR = 53.41%
Tenemos un VPN>0 y una TIR> 0, esto quiere decir que el proyecto es rentable.

CONCLUSIONES Las conclusiones que nos deja este proyecto son las siguientes:
El estudio de mercado demuestra que existe una demanda potencial insatisfecha que los productores de mordazas para los frenos de los automóviles no pueden cubrir en la actualidad, por lo tanto existe un mercado que otra empresa puede cubrir sin tener que competir con las otras empresas.
Otro punto a considerar es que el precio que la nueva empresa ofrezca, debe de ser menor al precio que las empresas extranjeras ofrecen para maquilar la demanda potencial insatisfecha que necesita el país.
En México existe la tecnología necesaria para poder producir las mordazas para los frenos de los automóviles. La maquinaria que se va a utilizar produce 92160 piezas en un turno de trabajo, lo que equivale a producir el 31% de la demanda potencial insatisfecha, por lo tanto elevando los turnos de trabajo se puede cubrir sin ningún problema la demanda insatisfecha que en la actualidad se manda a producir fuera del país.
En México existen los proveedores necesarios para la compra de materia prima y otros componentes que se necesiten para la elaboración de las mordazas.
Empleando los métodos y procedimientos que brinda la ingeniería industrial, se puede reducir el tiempo de elaboración de las mordazas, y por consecuencia hacer más productivo el proceso.
La evaluación económica demuestra que en base al calculo de los costos, gastos, utilidades, valor presente neto (VPN>0) y la tasa interna de rendimiento (TIR>TMAR) la instalación de una planta productora de mordazas para los frenos de los automóviles es económicamente rentable instalarla.
En conclusión, los objetivos trazados se cumplieron satisfactoriamente, se demostró que existe una demanda potencial insatisfecha que no se puede cubrir en la actualidad, que existe la tecnología necesaria para producir mordazas, que la materia prima se puede conseguir en México, que hay parques industriales con los servicios necesarios para la instalación de la planta.
Si se desea instalar otro tipo de planta productora, este trabajo es de mucha ayuda, ya que sigue una metodología de trabajo, que abarca los aspectos mas importantes que debe contener una evaluación de proyecto, el estudio del mercado, un estudio técnico, un estudio económico y una evaluación económica, la cual especifica si el proyecto genera o no ganancias a los inversionistas.
La vigencia del trabajo es de cinco años, pero la metodología que se empleo permite que se vaya actualizando año con año, para la generación de datos actualizados que permitan tomar decisiones si se llegara a presentar algún cambio en el mercado del producto al cual se le aplique la metodología emplea en el presente proyecto.

BIBLIOGRAFIA
1.- Dounce Villanueva Enrique. La productividad en el mantenimiento industrial CECSA. Sexta reimpresión 2004. 2.- Ing. De Jesús Pérez López Isaac, Ing. Montes De Oca Moran Ricardo. Manual de prácticas de manufactura industrial II. UPIICSA. Enero 2004. 3.- Maynard. Manual de ingeniero industrial tomo I y 2. Mc Graw Hill edición. México 2004. 4.- Mc Carthy y Perrault. Marketing planeación estratégica de la teoría a la práctica. Mc Graw Hill. Edición 11. Tomo I. México 2004. 5.- Staton, Etzel y Walter. Fundamentos de marketing. Mc Graw Hill. 13a edición. México 2004. 6.-Vaca Urbina Gabriel. Evaluación de proyectos. Mc Graw Hill. México 2004. 7.- Vaca Urbina Gabriel. Ingeniería económica. Mc Graw Hill. México 2004. 8.-UPIICSA.Practicas de laboratorio de pruebas mecanicas.Enero 2004. 9.- www.e-local.gob.mx/work/templates/enciclo/coahuila/mpios/municipios.htm 10.-http://cuéntame.inegi.gob.mx/default.aspx. 11.http://mapserver.inegi.gob.mx/geografía/español/estados/chih/viascomunicacion.cfm?c=1217&e 12.-www.pymes.gob.mx/parques/PARGEO1ASP?ESTADO=5 13.-www.e-local.gob.mx/work/templates/enciclo/mexico/opios/municipios.tm 14.-http://cuéntame.inegi.gob.mx/default.aspx 15.-www.estadodemexico.com.mx/portal/ecatepec/index.php?id=8 16.-www.pyme.gob.mx/parques/Estado.asp 17.-www.e-local.gob.mx/work/templates/enciclo/puebla/Mpios/municipios.htm 18.-http://cuéntame.inegi.gob.mx/default.aspx 19.-www.e-local.gob.mx/work/templates/enciclo/puebla/infr.htm 20.-www.pyme.gob.mx/parques/Estado.asp 21.-www.umss.edu.bo/epubs/etexts/downloads/18/alumno/cap3.html 22.-www.maquiventa.com/maciasceballos/maciasceballos01.htm 23.-www.ingenieria.unam.mx/materialcfc/ocostos.html

ANEXO 3mm 6mm 21mm 50mm
Figura No 1
Figura No 2

Figura No 3




















