
Ultrasound assisted synthesis of isopropyl esters from palm fatty acid distillate
6
Ultrasound assisted synthesis of isopropyl esters from palm fatty acid distillate Vishwanath G. Deshmane, Parag R. Gogate, Aniruddha B. Pandit * Chemical Engineering Department, Institute of Chemical Technology, Matunga, Mumbai-40019, India article info Article history: Received 24 June 2008 Received in revised form 10 September 2008 Accepted 16 September 2008 Available online 26 September 2008 Keywords: Cavitation Isopropyl esters Palm fatty acid distillate Esterification Kinetics abstract Esterification is one of the most preferred synthesis routes for organic esters which are most frequently used as plasticizers, solvents and perfumery and flavour chemicals. The present work deals with acid cat- alyzed synthesis of isopropyl esters from palm fatty acid distillate (PFAD) in the presence of ultrasonic irradiations operating at 25 kHz frequency and 1 kW of supplied power. Effect of different operating parameters such as molar ratio of reactants, catalyst quantity and operating temperature has been stud- ied with an aim of optimization. It has been observed that ultrasound enhances the rate of reaction and the extent of equilibrium conversion. The optimum parameters for this process have been found to be 1:5 molar ratio of PFAD to isopropanol, catalyst concentration of 5% of PFAD and 60 °C reaction temperature. Maximum conversion levels of about 80% have been obtained in 6 h of reaction time under these opti- mized conditions. Analysis of the kinetic data indicates that the reaction follows first order reversible path. Ó 2008 Elsevier B.V. All rights reserved. 1. Introduction Fatty acids alkyl esters such as isopropyl esters show an increasingly growing demand especially in Europe and the USA due to their numerous applications in cosmetic, pharmaceutical and food industries [1]. These also have considerable demand as biolubricants for high precision machinery and as biosolvents. In fact, in recent years, concern over the potential impact of petro- leum-based solvents on the environment has created an opportu- nity to promote environmentally acceptable alternatives and biosolvents have been developed as one type of environment friendly product [2]. Several synthesis routes have been reported for the production of fatty acid esters ranging from extraction from natural sources to esterification in the presence of variety of cata- lysts and traditionally esterification is the most preferred route of synthesis [3–6]. Nowadays, new synthesis routes, either based on the use of cheaper raw materials or modifications with an aim of process intensification such that the synthesis is much quicker, are being developed to produce esters in large quantities and at lower costs of production [7–10]. Use of cavitational reactors can favour the reaction chemistry and propagation by way of enhanced mass transfer and mixing be- tween the phases and also can lower the requirement of the sever- ity of the operating conditions in terms of temperature and pressure [11]. Cavitational reactors mainly rely on the phenomena of cavitation, which is generally described as the generation, subse- quent growth and collapse of the cavities releasing large magni- tudes of energy over a very small location resulting in very high energy densities [12]. Indeed, there have been some earlier illus- trations referring to the use of cavitational reactors for esterifica- tion reactions [13,14] but mainly has been on the basis of use of pure vegetable oils and methanol for the synthesis of biodiesel. The costs associated with the use of pure vegetable oils for synthe- sis are exorbitant these days and hence there is a need always to look for alternative cheaper starting materials, especially for the reactions based on the use of cavitational reactors. A recent study [15] by our group reported the use of fatty acid odour cut as an alternative cheaper starting material for the synthesis of biodiesel in the presence of concentrated sulfuric acid as the catalyst. The present work evaluates the application of cavitational reactors for the synthesis of isopropyl esters, which seems to be quite novel approach as there has been no such earlier investigations to the best of our knowledge. The selected synthesis route is based on the esterification reaction between isopropyl alcohol (IPA) and palm fatty acid distillate (PFAD) in the presence of sulfuric acid as a catalyst (acid catalyst gives lower rates as compared to alka- line catalyst but in the present system alkaline catalysts cannot be used as this results in soap formation). The system has been deliberately chosen as all the earlier research in this area has con- sidered the use of methanol or ethanol and pure raw materials for synthesis. PFAD is generally produced as a side product during the refining of palm oil and has a comparatively lower value as com- pared to the palm oil. Overall, the novelty of the present work lies in terms of new data for synthesis of isopropyl esters using ultra- sonic irradiations based on the usage of a cheaper raw material. Ef- fect of various parameters such as molar ratio of IPA to PFAD, presence and absence of the catalyst, concentration of catalyst, 1350-4177/$ - see front matter Ó 2008 Elsevier B.V. All rights reserved. doi:10.1016/j.ultsonch.2008.09.004 * Corresponding author. Tel.: +91 22 24145616; fax: +91 22 24145614. E-mail address: [email protected] (A.B. Pandit). Ultrasonics Sonochemistry 16 (2009) 345–350 Contents lists available at ScienceDirect Ultrasonics Sonochemistry journal homepage: www.elsevier.com/locate/ultsonch
Transcript of Ultrasound assisted synthesis of isopropyl esters from palm fatty acid distillate
Ultrasonics Sonochemistry 16 (2009) 345–350
Contents lists available at ScienceDirect
Ultrasonics Sonochemistry
journal homepage: www.elsevier .com/locate /u l tsonch
Ultrasound assisted synthesis of isopropyl esters from palm fatty acid distillate
Vishwanath G. Deshmane, Parag R. Gogate, Aniruddha B. Pandit *
Chemical Engineering Department, Institute of Chemical Technology, Matunga, Mumbai-40019, India
a r t i c l e i n f o
Article history:Received 24 June 2008Received in revised form 10 September2008Accepted 16 September 2008Available online 26 September 2008
Keywords:CavitationIsopropyl estersPalm fatty acid distillateEsterificationKinetics
1350-4177/$ - see front matter � 2008 Elsevier B.V. Adoi:10.1016/j.ultsonch.2008.09.004
* Corresponding author. Tel.: +91 22 24145616; faxE-mail address: [email protected] (A.B. Pandit).
a b s t r a c t
Esterification is one of the most preferred synthesis routes for organic esters which are most frequentlyused as plasticizers, solvents and perfumery and flavour chemicals. The present work deals with acid cat-alyzed synthesis of isopropyl esters from palm fatty acid distillate (PFAD) in the presence of ultrasonicirradiations operating at 25 kHz frequency and 1 kW of supplied power. Effect of different operatingparameters such as molar ratio of reactants, catalyst quantity and operating temperature has been stud-ied with an aim of optimization. It has been observed that ultrasound enhances the rate of reaction andthe extent of equilibrium conversion. The optimum parameters for this process have been found to be 1:5molar ratio of PFAD to isopropanol, catalyst concentration of 5% of PFAD and 60 �C reaction temperature.Maximum conversion levels of about 80% have been obtained in 6 h of reaction time under these opti-mized conditions. Analysis of the kinetic data indicates that the reaction follows first order reversiblepath.
� 2008 Elsevier B.V. All rights reserved.
1. Introduction
Fatty acids alkyl esters such as isopropyl esters show anincreasingly growing demand especially in Europe and the USAdue to their numerous applications in cosmetic, pharmaceuticaland food industries [1]. These also have considerable demand asbiolubricants for high precision machinery and as biosolvents. Infact, in recent years, concern over the potential impact of petro-leum-based solvents on the environment has created an opportu-nity to promote environmentally acceptable alternatives andbiosolvents have been developed as one type of environmentfriendly product [2]. Several synthesis routes have been reportedfor the production of fatty acid esters ranging from extraction fromnatural sources to esterification in the presence of variety of cata-lysts and traditionally esterification is the most preferred route ofsynthesis [3–6]. Nowadays, new synthesis routes, either based onthe use of cheaper raw materials or modifications with an aim ofprocess intensification such that the synthesis is much quicker,are being developed to produce esters in large quantities and atlower costs of production [7–10].
Use of cavitational reactors can favour the reaction chemistryand propagation by way of enhanced mass transfer and mixing be-tween the phases and also can lower the requirement of the sever-ity of the operating conditions in terms of temperature andpressure [11]. Cavitational reactors mainly rely on the phenomenaof cavitation, which is generally described as the generation, subse-quent growth and collapse of the cavities releasing large magni-
ll rights reserved.
: +91 22 24145614.
tudes of energy over a very small location resulting in very highenergy densities [12]. Indeed, there have been some earlier illus-trations referring to the use of cavitational reactors for esterifica-tion reactions [13,14] but mainly has been on the basis of use ofpure vegetable oils and methanol for the synthesis of biodiesel.The costs associated with the use of pure vegetable oils for synthe-sis are exorbitant these days and hence there is a need always tolook for alternative cheaper starting materials, especially for thereactions based on the use of cavitational reactors. A recent study[15] by our group reported the use of fatty acid odour cut as analternative cheaper starting material for the synthesis of biodieselin the presence of concentrated sulfuric acid as the catalyst. Thepresent work evaluates the application of cavitational reactorsfor the synthesis of isopropyl esters, which seems to be quite novelapproach as there has been no such earlier investigations to thebest of our knowledge. The selected synthesis route is based onthe esterification reaction between isopropyl alcohol (IPA) andpalm fatty acid distillate (PFAD) in the presence of sulfuric acidas a catalyst (acid catalyst gives lower rates as compared to alka-line catalyst but in the present system alkaline catalysts cannotbe used as this results in soap formation). The system has beendeliberately chosen as all the earlier research in this area has con-sidered the use of methanol or ethanol and pure raw materials forsynthesis. PFAD is generally produced as a side product during therefining of palm oil and has a comparatively lower value as com-pared to the palm oil. Overall, the novelty of the present work liesin terms of new data for synthesis of isopropyl esters using ultra-sonic irradiations based on the usage of a cheaper raw material. Ef-fect of various parameters such as molar ratio of IPA to PFAD,presence and absence of the catalyst, concentration of catalyst,
346 V.G. Deshmane et al. / Ultrasonics Sonochemistry 16 (2009) 345–350
operating temperature and position of reactor with respect to radi-ating ultrasonic horn on the rate of reaction as well as equilibriumconversion have been investigated.
2. Materials and methods
2.1. Reaction scheme
The reaction considered for the present study is the esterifica-tion of distilled palm oil fatty acid distillate (PFAD) with isopropylalcohol under acid catalyzed condition to produce isopropyl esters.The reaction can be schematically depicted as follows:
Fatty acid Isopropanol
98 % H2SO4
IP- esters
R1-COO-CH + H2O
CH3
CH3
R1-COOH + CH3-CH-CH3
OH
This reaction is reversible endothermic reaction. To shift theequilibrium of the reaction towards the desired isopropyl esters,IPA has to be used in excess or water formed during the reactionneeds to be continuously removed. In the present work, excessIPA has been used as a desired mode for the reaction to be takento completion (IPA concentration has been selected as 3–9 timesof the PFAD concentration).
2.2. Materials
Palm fatty acid distillate was obtained from Godrej Ind. Ltd.(Mumbai, India). Analysis of the PFAD indicated the different com-ponents as palmitic acid (46.81%), oleic acid (35.31), stearic acid(4.72%), linoleic acid (8.38) and others (4.76%). IPA and sulfuric acid(98%) were procured from Merck (India) Ltd., Mumbai, whereas so-dium hydroxide was procured from S.D. Fine-Chem Pvt. Ltd., Mum-bai, India. All the chemicals were used as procured.
2.3. Experimental setup
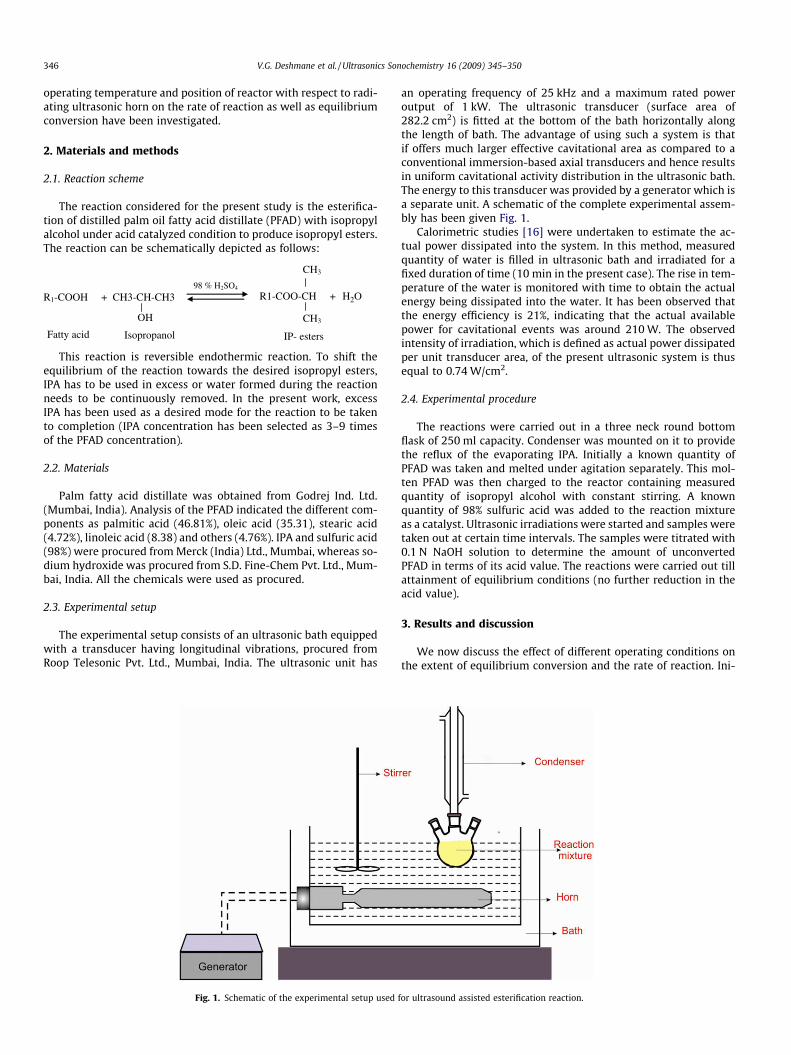
The experimental setup consists of an ultrasonic bath equippedwith a transducer having longitudinal vibrations, procured fromRoop Telesonic Pvt. Ltd., Mumbai, India. The ultrasonic unit has
Fig. 1. Schematic of the experimental setup used
an operating frequency of 25 kHz and a maximum rated poweroutput of 1 kW. The ultrasonic transducer (surface area of282.2 cm2) is fitted at the bottom of the bath horizontally alongthe length of bath. The advantage of using such a system is thatif offers much larger effective cavitational area as compared to aconventional immersion-based axial transducers and hence resultsin uniform cavitational activity distribution in the ultrasonic bath.The energy to this transducer was provided by a generator which isa separate unit. A schematic of the complete experimental assem-bly has been given Fig. 1.
Calorimetric studies [16] were undertaken to estimate the ac-tual power dissipated into the system. In this method, measuredquantity of water is filled in ultrasonic bath and irradiated for afixed duration of time (10 min in the present case). The rise in tem-perature of the water is monitored with time to obtain the actualenergy being dissipated into the water. It has been observed thatthe energy efficiency is 21%, indicating that the actual availablepower for cavitational events was around 210 W. The observedintensity of irradiation, which is defined as actual power dissipatedper unit transducer area, of the present ultrasonic system is thusequal to 0.74 W/cm2.
2.4. Experimental procedure
The reactions were carried out in a three neck round bottomflask of 250 ml capacity. Condenser was mounted on it to providethe reflux of the evaporating IPA. Initially a known quantity ofPFAD was taken and melted under agitation separately. This mol-ten PFAD was then charged to the reactor containing measuredquantity of isopropyl alcohol with constant stirring. A knownquantity of 98% sulfuric acid was added to the reaction mixtureas a catalyst. Ultrasonic irradiations were started and samples weretaken out at certain time intervals. The samples were titrated with0.1 N NaOH solution to determine the amount of unconvertedPFAD in terms of its acid value. The reactions were carried out tillattainment of equilibrium conditions (no further reduction in theacid value).
3. Results and discussion
We now discuss the effect of different operating conditions onthe extent of equilibrium conversion and the rate of reaction. Ini-
for ultrasound assisted esterification reaction.

V.G. Deshmane et al. / Ultrasonics Sonochemistry 16 (2009) 345–350 347
tially, quantification of the role of ultrasonic irradiations in inten-sifying the synthesis process was carried out by experiments inthe presence and absence of ultrasound.
3.1. Effect of presence of ultrasound
To demonstrate the effect of the presence of ultrasound, twoexperiments were carried out where in one case only ultrasoundwas used and in other case only agitation was used with all otherreaction parameters viz. operating temperature (50 �C), catalystconcentration (5% of PFAD) and reactants mole ratio (PFAD:I-PA = 1:5) being kept constant. The obtained results have been de-picted in Fig. 2. It has been observed that use of ultrasoundenhances the limiting equilibrium conversion from about 65% in7 h to about 75% in 6 h of reaction time. Thus, the use of ultrasonicirradiations is in both enhancing the rate of reaction as well as inshifting the equilibrium and resulting in higher product yields.Ultrasound generated cavitation results in conditions of intenseturbulence and micro-scale liquid circulation currents which helpin uniform mixing at micro-level and hence in the elimination ofthe mass transfer resistances [17]. It should also be noted thatthe observed effects are not so significant in the present work ascompared to the earlier work involving the reaction of fatty acid
0
10
20
30
40
50
60
70
80
0 100 200 300 400 500Time (min)
Con
vers
ion
(%)
Without UltrasoundWith Ultrasound
Fig. 2. Effect of the presence of ultrasound on the rate of esterification reaction.
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250 300 350 400Time (min)
Con
vers
ion
(%)
Reactor at CentreReactor at end
Fig. 3. Effect of reactor position on the rate of esterification reaction.
cut with methanol [15] possibly attributed to lower degree of het-erogeneity in the present case which marginally nullifies the masstransfer resistances. Palm fatty acid distillate has much higher sol-ubility in isopropanol as compared lower alcohols and hence re-sults in lower mass transfer resistances. Since the effect ofultrasonic irradiations is mainly to eliminate the mass transferresistances, the extent of intensification obtained in the case of iso-propyl esters would be lower as compared to that obtained for thecase where methanol or ethanol is used as a raw material.
Experiments were also carried out to study the effect of reactorposition with respect to the ultrasonic transducers. Two differentpositions of the reactor were used in same horizontal plane, i.e.,at a fixed perpendicular distance away from the transducer. Thefirst location was right at the center of the transducer lengthwhereas the second location was at the end of the transducer.The obtained results for these sets of experimental investigationshave been shown in Fig. 3. It can be easily seen that there is notmuch variation in the reaction progress with the change in thereactor position, which can be attributed to the uniformity in theultrasonic pressure field in this reactor. Earlier mapping investiga-tions with the use of hydrophone for measuring the cavitationalactivity in the sonochemical reactor also confirmed this hypothesis[18] of uniform pressure and the cavitational field.
3.2. Effect of molar ratio
The effect of molar ratio on the rate of reaction was investigatedat four different molar ratios of PFAD to IPA viz. 1:3, 1:5, 1:7 and1:9 with constant reaction temperature (50 �C), Catalyst concen-tration (5% of PFAD) and reactor position with respect to ultrasonictransducer. As explained earlier, since alcohol has to be used in ex-cess as compared to fatty acids, an operating ratio in the range 1:3–1:9 has been selected. The results have been shown in Fig. 4. Onecan easily observe from the figure that an initial increase in themole ratio of the reactants from 1:3 to 1:5 significantly increasesthe extent of equilibrium conversion but beyond this optimummole ratio of 1:5, only marginal improvement in the rate of reac-tion and equilibrium conversion is observed. Kelkar et al. [15] havealso reported similar observations for the esterification reaction offatty acid odour cut and methanol. Excess alcohol in the system inthe system contributes to higher cavitational intensity resultinginto beneficial effects as well as reduces the equilibrium limitationdue to a larger excess of one of the reactants and due to its abilityto dissolve the water of esterification. It should be also noted herethat dependency of the rate of reaction on the mole ratio is less sig-nificant in the present case as compared to the case of reaction be-tween fatty acid cut and methanol [15], which can be attributed to
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250 300 350 400 450Time (min)
Con
vers
ion
(%)
1:51:71:91:3
Fig. 4. Effect of molar ratio on the rate of esterification reaction.

0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250 300 350 400Time (min)
Con
vers
ion
(%)
30 C
40 C
50 C
60 C
Fig. 6. Effect of reaction temperature on the rate of esterification reaction.
348 V.G. Deshmane et al. / Ultrasonics Sonochemistry 16 (2009) 345–350
the higher solubility of PFAD in isopropyl alcohol and homoge-neous nature of the resultant system. In the case of methanol,two different layers are formed during the progress of the reactionwhich ensures easy removal of water of reactions into the aqueouslayer while the reaction usually occurs at the emulsion interface ofthe droplets formed in the reaction mixture [13]. Stavarache et al.[14] have also reported similar observations of lower yields of pro-pyl esters as compared to methyl esters in the ultrasound assistedsynthesis of esters of vegetable oils.
3.3. Effect of catalyst concentration
The catalyst used in the current work was 98% sulfuric acid. Ini-tially, preliminary experiments were carried out to check thenecessity of the catalyst for ultrasound assisted synthesis process.However, it has been observed that no reaction is possible withoutthe presence of catalyst clearly confirming the fact that cavitationphenomena does not change the reaction chemistry but only inten-sifies the process by altering the physical processes, i.e., ensuringuniform mixing and mass transfer among different phases. Effectof catalyst concentration was investigated at four different concen-trations viz. 1%, 3%, 5% and 7% (percent by weight of PFAD) of cat-alyst loading with constant reaction temperature (50 �C), andmolar ratio 1:5 (PFAD:IPA). The effect of catalyst concentrationon the rate of reaction has been shown in Fig. 5. It can be seen fromthe figure that increase in rate of reaction is significant for increasein the catalyst concentration from 1% to 3% as compared to furtherincrease in the catalyst concentration from 3% to 5%. Also, an in-crease in the catalyst concentration beyond 5%, does not result inany further increase in rate of reaction and equilibrium conversion.Kelkar et al. [15] and Wen et al. [19] have reported similar effectsof catalyst concentration on the ultrasound assisted esterificationreactions.
3.4. Effect of reaction temperature
The effect of temperature on the rate of reaction and equilib-rium conversion was also studied by carrying out the reaction atfour different temperatures over the range of 30–60 �C. The molarratio PFAD to IPA was kept constant at 1:5 and the catalyst concen-tration was kept at 5% by weight of PFAD used. The results for thereactions at different temperatures have been given in Fig. 6. Asseen from the figure, the reaction is observed to be very sensitiveto the operating temperature. The rate of reaction as well as theequilibrium conversion rapidly increases with an increase in thetemperature from 30 to 50 �C but for an increase in temperaturefrom 50 to 60 �C the equilibrium conversion seems to be margin-
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250 300 350 400 450Time (min)
Con
vers
ion
(%)
1%3%5%7%
Fig. 5. Effect of catalyst concentration on the rate of esterification reaction.
ally affected, though it is reached much faster (6 h is the requiredtime at 50 �C as compared to only 4 h at 60 �C). Further higher tem-peratures (>60 �C) could not be evaluated in the present work dueto limitations of the experimental system but based on the trendsit is not expected to yield a significant increase in the equilibriumconversions. Gronroos et al. [20] have reported similar effects oftemperature in the ultrasound assisted esterification reactionswhereas Bart et al. [21] have reported similar increase for theesterification of succinic anhydride with methanol by homoge-neous catalysis. Yadav and Kulkarni [22] and Bouaid et al. [23] havealso reported beneficial effects of operating at higher reaction tem-peratures for the synthesis of isopropyl esters.
3.5. Kinetic modeling
An attempt was made to develop a kinetic model for the ester-ification reaction as there is absolutely no information on the ki-netic data for ultrasound assisted synthesis of isopropyl esters.The esterification reaction between PFAD and IPA is a reversiblereaction and in the presence of sulfuric acid as a catalyst, takesplace entirely under homogeneous condition. Analysis of the reac-tion data indicates that the reaction is first order in forward direc-tion and also first order in backward direction. For the forwarddirection, IPA is taken in excess and hence the reaction wouldmainly depend on the concentration of fatty acid and follows a firstorder behavior with respect to fatty acid concentration. In the caseof backward reaction, as both ester and water of reaction affectsthe rate of reaction, there is a dependency of the rate on concentra-tion of both ester and water. Since equi-molar quantities of waterand ester are formed in the reaction, which are equally soluble inisopropyl alcohol, the overall dependency can also be consideredas first order. The overall rate of reaction can be expressed asfollows:
ð�rÞ ¼ �dðFAÞdt
� �¼ k1� ðFAÞ � k2� ðEÞ0:5 � ðWÞ0:5
where (FA) is the concentration of PFAD, (E) is concentration of es-ters, (W) is concentration of water, k1 is first order rate constant forforward reaction and k2 is the first order rate constant for backwardreaction.
Since the molar concentration of ester and water are the same,the rate expression can be rewritten as
ð�rÞ ¼ �dðFAÞdt
� �¼ k1� ðFAÞ � k2� ðEÞ
In terms of conversion, the rate equation can be expressed asfollows:

0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 50 100 150 200 250 300 350 400Time (min)
Con
vers
ion
(X)
E-60 C M-60 CE-50 C M-50 CE-40 C M- 40 CE-30 C M-30 C
Fig. 7. Fitting of experimental data with estimated data (sample set at varyingreaction temperature).
Table 3Kinetic parameters for reactions at different temperature
S.No.
Temperature(�C)
k1 � 105
(s�1)k2 � 105
(s�1)Equilibrium constant(K = k1/k2)
1 30 4.3 3.8 1.12 40 7.4 3.5 2.13 50 15.7 5 3.24 60 19.8 5.2 3.8
-10.2
-10
-9.8
-9.6
-9.4
-9.2
-9
-8.8
-8.6
-8.4
-8.22.9E-03 3.0E-03 3.1E-03 3.2E-03 3.3E-03 3.4E-03
(1/Temperature)
ln (
rate
con
stan
t)
Fig. 8. Arrhenius plot for obtaining the Activation energy for the esterificationreaction.
V.G. Deshmane et al. / Ultrasonics Sonochemistry 16 (2009) 345–350 349
dXdt
� �¼ k1� ð1� XÞ � k2� X
where X is the fractional conversion of PFAD.The kinetic parameters of this reaction under different condi-
tions have been estimated by using Matlab solver. The experimen-tal results for sets of varying reaction temperature with all theremaining parameters being constant and results obtained fromthe simulation for the kinetic analysis have been compared inFig. 7. It can be seen from the figure that a fairly good agreementbetween the experimental conversion data and that obtained usingthe kinetic rate equations exists. Similar agreement was also ob-served for reaction sets with varying mole ratio of the reactantsand varying catalyst concentration.
Using the values of the individual rate constants for forwardand backward reactions (k1 and k2), the equilibrium constantswere determined and have been given in Tables 1–3 for all thereaction sets investigated in the present work. The obtained valuesof the kinetic parameters explain the variation of the differentoperating parameters as discussed in details in the earlier discus-sion. It should be noted here that generated model in the presentwork is only indicative and preliminary for ultrasound assistedesterification reactions and by no means a generalized one. A morerigorous model can be developed, if the individual concentrationsof propyl ester, i.e., that of palmitic, oleic, stearic acids are knownas function of time.
Table 1Kinetic parameters for reactions at different molar ratios
S.No.
Molar ratio (PFAD/IPA)
k1 � 105
(s�1)k2 � 105
(s�1)Equilibrium constant(K = k1/k2)
1 1:3 14.2 5.5 2.62 1:5 15.7 5.1 3.13 1:7 11.8 3.1 3.84 1:9 11.7 2.5 4.7
Table 2Kinetic parameters for reactions at different catalyst concentrations
S.No.
Catalyst concentrations(% of PFAD)
k1 � 105
(s�1)k2 � 105
(s�1)Equilibrium constant(K = k1/k2)
1 1 3 2.1 1.42 3 10.8 4.2 2.63 5 15.7 5 3.24 7 17.3 5.35 3.2
Since the effect of operating temperature was significant ascompared to other operating parameters such as the mole ratioand catalyst concentration, it was thought desirable to obtain morekinetic details in terms of the activation energy for the reaction.Fig. 8 shows the variation of the rate constant for the forward de-sired reaction with temperature plotted in terms of an Arrheniusplot. The value of the activation energy for the esterification reac-tion has been obtained to be equal to 1.07 � 104 Kcal/mol. Yadavand Kulkarni [22] have reported that the activation energy for syn-thesis of isopropyl lactate using stirred conditions is 2 � 104 Kcal/mol though in the presence of ion exchange resin catalysts. Lowervalues of the activation energy in the presence of ultrasound alsoexplain the utility of cavitation phenomena in intensification ofthe esterification reactions.
4. Conclusions
The present work has enabled us to establish a relatively novelsynthesis route for isopropyl esters from palm fatty acid distillate,a comparatively cheaper raw material, as compared to the vegeta-ble oils. Use of cavitating conditions helps in increasing the equilib-rium conversions and also enhancing the rates of reaction. Theeffect however is not so significant as compared to other esterifica-tion reactions involving methanol due to a nearly homogeneousnature of the reaction mixture which reduces the interphase masstransfer resistance. The optimum operating parameters for thepresent work were observed to be 1:5 mol ratio of PFAD to IPA,5% of catalyst concentration and 60 �C as the reaction temperature.A kinetic model has been developed, which has been a missing linkin ultrasound assisted esterification reactions and the obtained val-ues of the rate constants suitably explained the effect of the vari-ous operating parameters.

350 V.G. Deshmane et al. / Ultrasonics Sonochemistry 16 (2009) 345–350
References
[1] R.D. Whitby, Lipid Technol. 16 (2004) 125–130.[2] J.B.M. Rattray, J. Am. Oil Chem. Soc. 61 (1984) 701–1712.[3] F. Ma, M.A. Hanna, Biores. Technol. 70 (1999) 1–15.[4] L.C. Meher, D. Vidya Sagar, S.N. Naik, Renew. Sust. Energy Rev. 10 (2006) 248–
268.[5] M.A. Ogliaruso, J.F. Wolfe, Synthesis of Carboxylic Acids, Esters and their
Derivatives, Wiley, New York, 1991.[6] G.D. Yadav, P.H. Mehta, Ind. Eng. Chem. Res. 33 (1994) 2198–2208.[7] R. Alcantara, J. Amores, L. Canoira, E. Fidalgo, M.J. Franco, A. Navarro, Biomass
Bioenergy 18 (2000) 515.[8] S.V. Ranganathan, S.L. Narasimhan, K. Muthukumar, Biores. Technol. 99 (2008)
3975–3981.[9] G. Madras, C. Kolluru, R. Kumar, Fuel 83 (2004) 2029–2033.
[10] J. Hernando, P. Leton, M.P. Matia, J.L. Novella, J. Alvarez-Builla, Fuel 86 (2007)1641–1644.
[11] P.R. Gogate, Chem. Eng. Process. 47 (2008) 515–527.
[12] T.J. Mason, Practical Sonochemistry: Users Guide in Chemistry and ChemicalEngineering, Ellis Horwood Series in Organic Chemistry, Chichester, UK, 1992.
[13] C. Stavarache, M. Vinatoru, Y. Maeda, Ultrason. Sonochem. 13 (2006) 401.[14] C. Stavarache, M. Vinatoru, Y. Maeda, Ultrason. Sonochem. 12 (2005) 367.[15] M.A. Kelkar, P.R. Gogate, A.B. Pandit, Ultrason. Sonochem. 15 (2008) 188–194.[16] P.R. Gogate, I.Z. Shirgaonkar, M. Sivakumar, P. Senthilkumar, N.P. Vichare, A.B.
Pandit, AIChE J. 47 (2001) 2526–2538.[17] A.B. Pandit, V.S. Moholkar, Chem. Eng. Prog. 92 (1996) 57–67.[18] A. Kumar, P.R. Gogate, A.B. Pandit, Ultrason. Sonochem. 14 (2007) 538–544.[19] B. Wen, W. Eli, Q. Xue, X. Dong, W. Liu, Ultrason. Sonochem. 14 (2007) 213–
218.[20] A. Gronroos, N. Aittokallio, E. Kolehmainen, Ultrason. Sonochem. 11 (2004)
161–165.[21] H.J. Bart, J. Reidetschlager, K. Schatka, A. Lehmann, Int. J. Chem. Kinet. 26
(1994) 1013–1021.[22] G.D. Yadav, H.B. Kulkarni, React. Funct. Polym. 44 (2000) 153–165.[23] A. Bouaid, J. Aparicio, M. Martınez, J. Aracil, Enz. Microbiol. Technol. 41 (2007)
533–538.




















