
Ultra-CUt 100, 200, 300, 400 Xt - ESAB
244
VictorThermalDynamics.com 100 200 400 300 380V ULTRA-CUT 100, 200, 300, 400 XT ™ SISTEMA CORTE PLASMA CONTROLE DE GÁS AUTOMÁTICO Manual de Operação Revisão: AG Data: 30 de Janeiro, 2015 Manual No.: 0-5297P
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Ultra-CUt 100, 200, 300, 400 Xt - ESAB

VictorThermalDynamics.com
100 200 400300 380V
Ultra-CUt 100, 200, 300, 400 Xt™
SiStema Corte plaSma Controle de gáS aUtomátiCo
manual de operação
revisão: AG data: 30 de Janeiro, 2015 manual no.: 0-5297P

NÓS AGRADECEMOS A SUA ESCOLHA!Parabéns pelo seu novo produto da Victor Thermal Dynamics. Nós estamos orgulhosos de tê-lo como nosso cliente e nos esforçaremos para prove-lo com o melhor serviço e confiabilidade da indústria. Este produto é apoiado por nossa garantia e na rede de serviço mundial. Para localizar seu distribuidor mais próximo ou chamar a agência de serviço, chame 1-800-426-1888, ou visite-nos na rede em www.VictorThermalDynamics.com.
Este manual de operação foi projetado para instruir no uso e na operação corretos de seu produto Victor Thermal Dynamics. Sua satisfação com este produto e sua operação segura é a nossa última preocupação. Então, por favor leve o tempo necessário para ler o manual inteiro, especialmente as Precauções de Segurança. Elas o ajudarão a evitar perigos potênciais que podem existir ao trabalhar com este produto.
VOCÊ ESTÁ EM ÓTIMA COMPANHIA!A marca de escolha dos contratantes e fabricantes mundialmente.A Victor Thermal Dynamics é uma marca global de produtos de corte plasma manual e mecanizado da Victor Technologies International, Inc.
Nós nos distinguimos de nossos concorrentes pela liderança de mercado, produtos seguros que foram testados. Nós nos orgulhamos de nossa inovação técnica, preços competitivos, excelente entrega, atendimento ao consumidor e apoio técnico, junto com excelência em vendas e comercialização.
Acima de tudo, nós somos cometidos para desenvolver tecnologicamente produtos avançados para alcançar um ambiente de funcionamento mais seguro dentro da indústria de solda.

! ALERTAS
Leia e compeenda completamente todo este manual e as práticas de segurança dos seus em-pregados antes de instalar, operar ou fazer manutenção no equipamento.
Mesmo sendo as informações contidas neste manual a representação do nosso melhor julga-mento, o fabricante não assume nenhuma obrigação legal pelo seu uso.
Fonte de corte plasma com controle de gás automático, Ultra-Cut XT™ 100/200/300/400Manual de operação No. 0-5297P
Publicado por:Victor Technologies82 Benning StreetWest Lebanon, New Hampshire, USA 03784(603) 298-5711
www.thermal-dynamics.com
© Copyright 2013, 2014, 2015 byVictor Technologies International, Inc.
Todos os direitos reservados.
A reprodução deste trabalho, no todo ou em partes, sem a permissão por escrito do fabri-cante, é proibída.
O publicante não assume e, através desta nega qualquer obrigação legal para com quem quer que seja por qualquer perda ou dano causado por erro ou omissão neste manual, onde tais erros resultem na negligência, acidente, ou qualquer outra causa.
Publicação original: 29 de Abril, 2013Revisado: 30 de Janeiro, 2015
Guarde as seguintes informações para questão de garantia:
Local de compra: ___________________________________
Data da compra:______________________________________
Número de série da fonte #:_______________________________
Número de série da tocha #:_______________________________________

Página deixada em branco
ÍNDICESEÇÃO 1: INFORMAÇÃO GERAL .......................................................................... 1-1
1.01 Notas, Cuidados e Avisos ............................................................................... 1-11.02 Precauções importantes de segurança ........................................................... 1-11.03 Publicações .................................................................................................... 1-21.04 Declaração de garantia .................................................................................... 1-4
SEÇÃO 2: ESPECIFICAÇÕES .............................................................................. 2-1
2.01 Descrição geral do sistema ............................................................................. 2-12.02 Fonte de potência plasma ............................................................................... 2-12.03 Ignitor remoto ................................................................................................. 2-12.04 Módulo de controle de gás ............................................................................. 2-12.05 Tocha para corte plasma de precisão .............................................................. 2-12.06 Especificações e necessidades elétricas ......................................................... 2-22.07 Dimensões da fonte ........................................................................................ 2-42.08 Características do painel traseiro da fonte ...................................................... 2-52.09 Necessidades de gases ................................................................................... 2-62.10 Aplicação dos gases ....................................................................................... 2-82.11 Especificações da tocha XT ............................................................................. 2-9
SEÇÃO 3: INSTALAÇÃO .................................................................................... 3-1
3.01 Requisitos de instalação ................................................................................. 3-13.02 Distribuição dos componentes de 100 - 200 Amp .......................................... 3-23.03 Distribuição dos componentes 300 Amp ........................................................ 3-33.04 Distribuição dos componentes 400 Amp ........................................................ 3-43.05 Mangueira de suprimento de gás recomendada ............................................. 3-43.06 Mangueiras e cabos para todas as correntes .................................................. 3-53.07 Levantando a fonte ......................................................................................... 3-63.08 Ligação da alimentação e cabo terra ............................................................... 3-73.09 Conexão do cabo obra, piloto e negativo ........................................................ 3-83.10 Conexões de aterramento ............................................................................... 3-83.11 Conexão das mangueiras do refrigerante ...................................................... 3-123.12 Conexão do cabo do CNC, Ignitor remoto, DMC-3000 e HE 400 XT ............. 3-133.13 Manuseando e instalando a fibra ótica .......................................................... 3-143.14 Conecte o cabo de fibra ótica do DMC-3000 para CCM ................................ 3-183.15 Ajuste das chaves no Módulo de controle - comando (CCM) ....................... 3-203.16 Conexões do controle de altura .................................................................... 3-223.17 Trocador de calor HE400XT .......................................................................... 3-233.18 Instalação do painel de controle de gás DMC-3000 ...................................... 3-253.19 Instalação do controle de pressão dos gases DPC-3000 .............................. 3-293.20 Instalação do cabo de fibra ótica do CCM para DMC-3000. .......................... 3-323.21 Instalação do cabo de fibra ótica do DMC-3000 para o DPC-3000 ............... 3-343.22 Instalação do painel de controle por toque TSC-3000 .................................. 3-363.23 Instalação do ignitor remoto ......................................................................... 3-373.24 Conectando a tocha ...................................................................................... 3-443.25 Instalando os consumíveis na tocha ............................................................. 3-453.26 Divisora de tensão para controle de altura iHC ............................................. 3-483.27 Complete a instalação ................................................................................... 3-50
ÍNDICESEÇÃO 4: OPERAÇÃO ...................................................................................... 4-1
4.01 Painel de controle da fonte ............................................................................. 4-14.02 Operação do sistema ...................................................................................... 4-14.03 Funções de navegação do TSC-3000 .............................................................. 4-34.04 APENAS ao ligar pela primeira vez o TSC-3000 .............................................. 4-44.05 Selecionando um novo processo no TSC-3000 .............................................. 4-54.06 Selecionando processo recentemente utilizado no TSC-3000 ......................... 4-64.07 Criando um processo personalizado no TSC-3000 ......................................... 4-74.08 Copiando e restaurando um processo personalizado. .................................... 4-94.09 Sequencia de operação ................................................................................. 4-124.10 Seleção do gás .............................................................................................. 4-154.11 Código de estado da fonte CCM .................................................................... 4-174.12 Códigos de estado do DMC-3000 ................................................................. 4-244.13 Códigos de estado do DPC-3000 .................................................................. 4-264.14 Ignitor remoto: Tabela de serviço ................................................................. 4-29
SEÇÃO 5: MANUTENÇÃO .................................................................................. 5-1
5.01 Manutenção geral ........................................................................................... 5-15.02 Procedimento de limpeza do filtro externo do refrigerante ............................. 5-15.03 Procedimento de troca do refrigerante ........................................................... 5-2
SEÇÃO 6: PEÇAS E CONJUNTOS DE REPOSIÇÃO ..................................................... 6-1
6.01 Reposição da fonte ......................................................................................... 6-16.02 Layout do sistemas 100 - 200 Amp ................................................................ 6-26.03 Layout do sistema 300 Amp ........................................................................... 6-26.04 Layout do sistema 400 Amp ........................................................................... 6-36.05 Mangueira de suprimento de gás recomendada ............................................. 6-36.06 Mangueiras e cabos para todas as correntes .................................................. 6-46.07 Peças de reposição externa da fonte ............................................................... 6-66.08 Peças de reposição da fonte - lado superior direito ........................................ 6-76.09 Peças de reposição - lado direito inferior ........................................................ 6-86.10 Peças de reposição - painel traseiro ............................................................... 6-96.11 Peças de reposição - lado esquerdo ............................................................. 6-106.12 Peças de reposição do sistema de controle de gás automático .................... 6-116.13 Peça de reposição Módulo de controle de gás DMC-3000 ............................ 6-126.14 Peça de reposição Módulo de controle de gás DPC-3000 ............................ 6-136.15 Peça de reposição Controle remoto Touch Screen TSC-3000 ....................... 6-146.16 Peça de reposição Ignitor remoto (RAS-1000 XT) ........................................ 6-156.17 Peça de reposição trocador de calor HE 400XT ............................................ 6-16
SEÇÃO 7: MANUTENÇÃO DA TOCHA .................................................................... 7-1
7.01 Retirada dos consumíveis ............................................................................... 7-17.02 Lubrificação do O-Ring ................................................................................... 7-27.03 Desgaste dos consumíveis ............................................................................. 7-37.04 Instalação dos consumíveis ............................................................................ 7-47.05 Solução de problemas em vazamento do refrigerante .................................... 7-6
ÍNDICE
APÊNDICE 1: Módulo de controle do CNC .............................................................. A-1
APÊNDICE 2: CNC .......................................................................................... A-2
Funções do CNC ........................................................................................................... A-2Descrição das entradas / saídas do CNC ....................................................................... A-4Circuito simplificado do CNC. ....................................................................................... A-6Conexões do CNC. ........................................................................................................ A-8
APÊNDICE 3: COMUNICAÇÃO SERIAL ................................................................... A-9
A3.01 Cabos e ajuste das chaves para 2 e 4 fios ....................................................... A-9
APÊNDICE 4: Layout da placa de controle DMC-3000 ...............................................A-11
APÊNDICE 5: Layout placa de controle DPC-3000 ...................................................A-12
APÊNDICE 6: Layout fonte da DMC-3000 / DPC-3000 ................................................A-13
APÊNDICE 7: Layout placa TSC-3000 ..................................................................A-14
APÊNDICE 8: Layout placa CCM CPU ...................................................................A-16
APÊNDICE 9: Layout placa CCM I/O ....................................................................A-18
APÊNDICE 10: Layout placa Pilot .......................................................................A-20
APÊNDICE 11: Layout placa de relé e interface ......................................................A-22
APÊNDICE 12: Layout placa Display....................................................................A-24
APÊNDICE 13: Layout placa System Bias ..............................................................A-26
APÊNDICE 14: Layout placa principal inverdor inferior .............................................A-28
APÊNDICE 15: Layout placa inversor principal superior ............................................A-30
APÊNDICE 16: Layout placa de controle e falha ......................................................A-32
APÊNDICE 17: Layout placa inferior capacitores .....................................................A-34
APÊNDICE 18: Layout placa superior capacitores ....................................................A-35
APÊNDICE 19: Layout placa supressora ...............................................................A-36
APÊNDICE 20: Diagrama de refrigeração .............................................................A-37
APÊNDICE 21: Esquema do ignitor remoto ............................................................A-38
APÊNDICE 22: Esquema, DFC-3000 Auto Gas Box ...................................................A-40
APÊNDICE 23: Esquema sistema 100A, 380-415V PG 1 .............................................A-42
ÍNDICEAPÊNDICE 24: Esquema sistema 100A, 380-415V PG 2 .............................................A-44
APÊNDICE 25: Layout sistema 200A, 380-415V PG 1 ................................................A-46
APÊNDICE 26: Esquema sistema 200A, 380-415V PG 2 .............................................A-48
APÊNDICE 27: Esquema sistema 300A, 380-415V PG 1 .............................................A-50
APÊNDICE 28: Esquema sistema 300A, 380-415V PG 2 .............................................A-52
APÊNDICE 29: Esquema sistema 400A, 380-415V PG 1 .............................................A-54
APÊNDICE 30: Esquema sistema 400A, 380-415V PG 2 .............................................A-56
APÊNDICE 31: Solução de problemas avançado .....................................................A-58
APÊNDICE 32: Código de cores do cabo do CNC ................................................... A-103
APÊNDICE 33: Interconexão SL100 .................................................................. A-104
APÊNDICE 34: Conexão HE 400 XT ................................................................... A-106
APÊNDICE 35: Opção da tocha SL100 ................................................................ A-107
Apêndice 36: Histórico da publicação ............................................................... A-114
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INFORMAÇÃO GERAL 1-1
SEÇÃO 1: INFORMAÇÃO GERAL
1.01 Notas, Cuidados e AvisosAo longo deste manual, notas, cuidados e alertas são usados para chamar a atenção sobre informações importantes. Esses avisos são categorizados conforme abaixo:
NOTA
Uma operação, procedimento ou informação histórica que requer ênfase adicional ou que é útil na operação eficiente do sistema.
CUIDADOUm procedimento que, se não seguido adequadamente, pode causar danos ao equipamento.
! ALERTAUm procedimento que, se não seguido adequadamente, pode causar danos ao operador ou a outros na área de trabalho.
1.02 Precauções importantes de segurança
ALERTAS
A OPERAÇÃO E MANUTENÇÃO DO EQUIPAMENTO DE ARCO PLASMA PODE SER PERIGOSO E PREJUDICIAL À SUA SAÚDE.
O corte com arco plasma produz um intenso arco elétrico e emissão de campo magnético que podem interferir no funcionamento de marcapassos, aparelhos de surdez ou outros equipamentos eletrônicos de apoio à saúde. As pessoas que trabalham perto de aplicações de corte a plasma devem consultar os médicos de saúde ocu-pacional e o fabricante do equipamento médico para determinar os riscos à saúde.
Para evitar possíveis danos, leia, entenda e siga todos os cuidados, precauções de segurança e instruções antes de usar o equipamento. Ligue para o seu distribuidor local se tiver qualquer dúvida.
GASES E FUMOS
Os gases e fumos produzidos durante o processo de corte plasma podem ser perigosos e prejudiciais para a sua saúde.
• Mantenhatodososgasesefumoslongedaáreaderespiração.Mantenha sua cabeça longe dos fumos de soldagem.
• Useumrespiradorcomfornecimentodearseaventilaçãonãofor adequada em remover todos os gases e fumos.
• Ostiposdegasesefumosdoarcoplasmadependemdotipode metal que está sendo usado, revestimentos do metal, e dos diferentes processos. Você deve ser muito cuidadoso ao cortar ou soldar quaisquer metais que possam conter um ou mais dos seguintes materiais:
Antimônio Cromo Mercúrio Arsênico Cobalto Níquel Bário Cobre Selênio Berílio Chumbo Prata Cádmio Manganês Vanádio
• Leia sempre as FolhasdeDadosdeSegurançadoMaterial(MSDS) que devem ser fornecidas com o material que você está usando. Essas MSDS lhe darão a informação com relação ao tipo e qualidade dos gases e fumos que podem ser perigosos para a sua saúde.
• Parainformaçõessobrecomotestaraquantidadedegasesefumos no seu local de trabalho, recorra ao item 1 na subseção 1.03 - Publicações, deste manual.
• Useequipamentosespeciais,taiscomomesasdecortecomágua ou de sucção por baixo, para capturar os gases e fumos.
• Nãouseatochaplasmaemumaáreaondeestejamlocalizadosgases ou outros materiais combustíveis ou explosivos.
• Ofosfogênio,umgástóxico,égeradodosvaporesdesolventese removedores clorados. Remova todas as fontes desse vapor.
• Esteproduto,quandousadoparasoldaoucorte,produzfumosou gases que contém produtos químicos conhecidos no estado da Califórnia que podem causar defeitos de nascimento e outros problemas reprodutivos. Lave as mãos após o manuseio.
CHOQUE ELÉTRICO
Choque elétrico pode ferir ou matar. O processo de arco plasma usa e produz energia elétrica de alta tensão. Essa energia elétrica pode causar choques severos ou fatais ao operador ou a outros no local de trabalho.
• Nuncatoquequaisquerpartesqueestejameletricamente“vivas”ou“quentes.”
• Useluvaseroupassecas.Isole-sedapeçadetrabalhooudeoutras partes do circuito de solda.
• Conserteousubstituatodasaspeçasgastasoudanificadas.
• Deve-setomarcuidadoextraquandoolocaldetrabalhoestiverúmido ou molhado.
• Instaleemantenhaoequipamentoconformeocódigoelétriconacional. Recorra ao item 9 na subseção 1.03, nas Publicações.
• Desconecteafontedealimentaçãoantesderealizarqualquerserviço ou reparo.
• Leiaesigatodasasinstruçõesnomanualdeoperação.
FOGO E EXPLOSÃO
Fogo e explosão podem ser causados pelos respingos quentes, cen-telhas, ou pelo arco plasma.
• Certifique-sedequenãohámateriaisinflamáveisoucombus-tíveis no local de trabalho. Qualquer material que não possa ser removido deve ser protegido.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
1-2 INFORMAÇÃO GERAL Manual 0-5297P
• Ventilebemquaisquervaporinflamávelouexplosivodaáreade trabalho.
• Não corte ou solde emcontainers que possam ter contidomateriais combustíveis.
• Providencieumdetectordeincêndioquandotrabalharemáreasonde possam existir riscos de incêndio.
• Ogáshidrogêniopodeserformadoeaprisionadosobpeçasdealumínio quando estas forem cortadas sob água ou utilizando--se uma mesa de água. NÃO corte ligas de alumínio sob água ou em mesas de água, a menos que o gás hidrogênio possa ser eliminado ou dissipado. O gás hidrogênio aprisionado que entre em ignição, causará uma explosão.
RUÍDO
O ruído pode causar perda permanente de audição. Os processos de arco plasma podem gerar níveis de ruído que excedem os limites de segurança. Você deve proteger o seu ouvido de ruídos altos para evitar a perda permanente de audição.
• Paraprotegerasuaaudiçãoderuídosmuitoaltos,utilizetapaouvidos de proteção ou abafadores de ruído. Proteja também outros que estejam na área de trabalho.
• Osníveisderuídodevemsermedidosparasecertificarqueos decibéis não excedam os níveis de segurança.
• Parainformaçãosobrecomotestaroruído,vejaoítem1nasubseção 1.03, das Publicações, neste manual.
RAIOS DO ARCO PLASMA
Os raios do arco plasma podem danificar os seus olhos e queimar a sua pele. O processo do arco plasma produz luz ultravioleta e infra-vermelha muito brilhantes. Esses raios danificarão os seus olhos e queimarão a sua pele se não estiverem adequadamente protegidos.
• Paraprotegerosseusolhos,usesempreumcapaceteouescu-do de solda. Também use óculos de segurança com proteção lateral, ou outra proteção visual.
• Useluvasdesoldagemeroupasadequadasparaprotegerasua pele dos raios e das centelhas do arco.
• mantenhaocapaceteeosóculosdesegurançaemboacondi-ção. Substitua as lentes quando trincarem, lascarem ou ficarem sujas.
• Protejaosoutrosnaáreadetrabalhodosraiosdoarco.Usetelas, escudos ou cabinas de proteção.
• Useostiposdelentesrecomendadasnatabelaaseguircon-forme a norma ANSI/ASC Z49.1:
Lente de proteção Lente Corrente do arco mínima No. sugerida No.
Menor que 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* Estes valores se aplicam quando o arco real é clara-mente visível. A experiência tem mostrado que filtros mais leves podem ser usados quando o arco está oculto pela peça de trabalho.
! AVISOAVISO: Este produto contém substâncias químicas, incluindo o chumbo, conhecidos no Estado da Califór-nia por causar defeitos congênitos e outros problemas reprodutivos. Lave as mãos após o manuseio.
1.03 PublicaçõesRecorra as seguintes normas ou as suas últimas revisões para maiores informações:
1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR 1910, obtainable from the Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402
2. ANSI Standard Z49.1, SAFETY IN WELDING AND CUTTING, obtainable from the American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126
3. NIOSH, SAFETY AND HEALTH IN ARC WELDING AND GAS WELDING AND CUTTING, obtainable from the Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402
4. ANSI Standard Z87.1, SAFE PRACTICES FOR OCCUPATION AND EDUCATIONAL EYE AND FACE PROTECTION, obtainable from American National Standards Institute, 1430 Broadway, New York, NY 10018
5. ANSI Standard Z41.1, STANDARD FOR MEN’S SAFETY-TOE FOOTWEAR, obtainable from the American National Standards Institute, 1430 Broadway, New York, NY 10018
6. ANSI Standard Z49.2, FIRE PREVENTION IN THE USE OF CUTTING AND WELDING PROCESSES, obtainable from American National Standards Institute, 1430 Broadway, New York, NY 10018
7. AWS Standard A6.0, WELDING AND CUTTING CONTAINERS WHICH HAVE HELD COMBUSTIBLES, obtainable from Ameri-can Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126
8. NFPA Standard 51, OXYGEN-FUEL GAS SYSTEMS FOR WEL-DING, CUTTING AND ALLIED PROCESSES, obtainable from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269
9. NFPA Standard 70, NATIONAL ELECTRICAL CODE, obtainable from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269
10. NFPA Standard 51B, CUTTING AND WELDING PROCESSES, obtainable from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269
11. CGA Pamphlet P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS, obtainable from the Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202
12. CSA Standard W117.2, CODE FOR SAFETY IN WELDING AND CUTTING, obtainable from the Canadian Standards As-

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INFORMAÇÃO GERAL 1-3
sociation, Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3
13. NWSA booklet, WELDING SAFETY BIBLIOGRAPHY obtainable from the National Welding Supply Association, 1900 Arch Street, Philadelphia, PA 19103
14. American Welding Society Standard AWSF4.1, RECOM-MENDED SAFE PRACTICES FOR THE PREPARATION FOR WELDING AND CUTTING OF CONTAINERS AND PIPING THAT HAVE HELD HAZARDOUS SUBSTANCES, obtainable from the American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126
15. ANSI Standard Z88.2, PRACTICE FOR RESPIRATORY PRO-TECTION, obtainable from American National Standards Institute, 1430 Broadway, New York, NY 10018

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
1-4 INFORMAÇÃO GERAL Manual 0-5297P
1.04 Declaração de garantiaGARANTIA LIMITADA: A Victor Thermal Dynamics® Corporation (doravante “Thermal”) garante ao comprador que o produto está livre de defeitos de material e de mão de obra. Caso qualquer falha apareça durante o período abaixo estabelecido pela Thermal, a Thermal, mediante a notificação e comprovação de que o produto foi armazenado, instalado, operado e mantido de acordo com as especificações, instruções e recomendações da Thermal e conforme práticas padrão recohecidas da indústria, e não sujeito a mal uso, conserto, negligência, alteração, ou acidentes, corrigirá tal defeito por substituição ou reparo.
ESTA GARANTIA É EXCLUSIVA E EM SUBSTITUIÇÃO DE QUALQUER GARANTIA DE COMERCIABILIDADE OU ADEQUAÇÃO PARA UM PROPÓSITO PARTICULAR.
LIMITAÇÃO DE RESPONSABILIDADE: A Thermal não deverá sob quaisquer circunstâncias, ser responsável por danos especiais ou consequênciais, tais como mas não limitados a: danos ou perda de bens comprados ou substituidos, ou reclamações de distribuidores (doravante chamados “Compradores”) por interrupção de serviço. As soluções do comprador aqui estabelecidas são exclusivas e a responsabilidade da Thermal com respeito a qualquer contrato, ou qualquer coisa feita em conexão com ele tal como o desempenho ou interupção deste, ou de fabricação, venda, entrega, revenda, ou uso de quaisquer bens cobertos por ou fornecidos pela Thermal sejam gerados pelo contrato, negligência, quebras estritas, ou sob qualquer garantia, ou seja, o que for, não deve exceto conforme expressamente citado aqui, exceder o preço dos bens sobre os quais tal responsabilidade é baseada.
ESTA GARANTIA SE TORNARÁ INVÁLIDA SE FOREM USADAS PEÇAS DE REPOSIÇÃO OU ACESSÓRIOS QUE POSSAM IMPEDIR A SEGURANÇA OU O DESEMPENHO DE QUALQUER PRODUTO DA THERMAL.
ESSA GARANTIA É INVALIDA SE O PRODUTO FOR VENDIDO POR PESSOA NÃO AUTORIZADA.
O tempo de garantia limitada para os produtos, deve ser conforme se segue: um máximo de três (3) anos da data de venda para um distribuidor autorizado e um máximo de dois (2) anos da data de venda por tal distribuidor para o comprador, e com as seguintes limitações adicionais de tal período de dois (2) anos (veja tabela abaixo).
Partes Mão de obra
Auto-Cut XT™ e Ultra-Cut XT™ Fonte e componentes 2 anos 1 ano
Tochas e cabo da tocha
Tocha XTTM300 / XTTM-301 (Exceto consumíveis) 1 ano 1 ano
Reparo/troca de peças 90 dias 90 dias
Reparos em garantia ou solicitações de substituição sob essa garantia limitada devem ser submetidos por uma unidade de assistência autorizada da Thermal Dynamics® dentro de trinta (30) dias do reparo. Não será pago nenhum tipo de custo de transporte sob essa garantia. Os custos de transporte para enviar os produtos até uma instalação de assistência autorizada devem ser de responsabilidade do cliente. Todos os bens desenvolvidos devem ser por conta e risco do cliente. Essa garantia substitui todas as outras garantias anteriores da Thermal.
Efetivo 23 de Outubro de 2012

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P ESPECIFICAÇÕES 2-1
SEÇÃO 2: ESPECIFICAÇÕES
2.01 Descrição geral do sistemaUma configuração típica do sistema Ultra-Cut XT™ inclui:
• Umafontedepotência
• Ignitorremoto
• Controledegás-Centraldecontroledigital(DMC)
• Controledegás-Controledepressãodigital(DPC)
• Tochadecorteplasmadeprecisão
• Conjuntodecabosemangueirasdeligação
• Kitdeconsumíveisdatocha
• ControleTouchScreen(TSC)Opcional
• Trocadordecalor(padrãocom400A,opcionalparatodososoutros)
Oscomponentessãoconectadosnainstalação.
2.02 Fonte de potência plasmaAfontedepotênciaforneceacorrentenecessáriaparaaoperaçãodecorte.Afontetambémmonitoraodesem-penhodosistemaerefrigeraefazolíquidorefrigerantecircularpelatochaemangueira.
2.03 Ignitor remotoEstaunidadeproduztemporariamenteumpulsodeHFparainiciaroarcopiloto.Oarcopilotocriaumcaminhoparaoarcoprincipaltransferirparaaobra.Quandooarcoprincipalestáestabelecido,oarcopilotoédesligado.
2.04 Módulo de controle de gásEstemódulopermiteoajusteremotoautomáticodaseleçãodosgases,pressõesefluxosjuntocomoajustedacorrentedecorte.
2.05 Tocha para corte plasma de precisãoAtochaconduzacorrentecontroladaparaaobraatravésdoarcoprincipal,fazendoocortedometal.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
2-2 ESPECIFICAÇÕES Manual 0-5297P
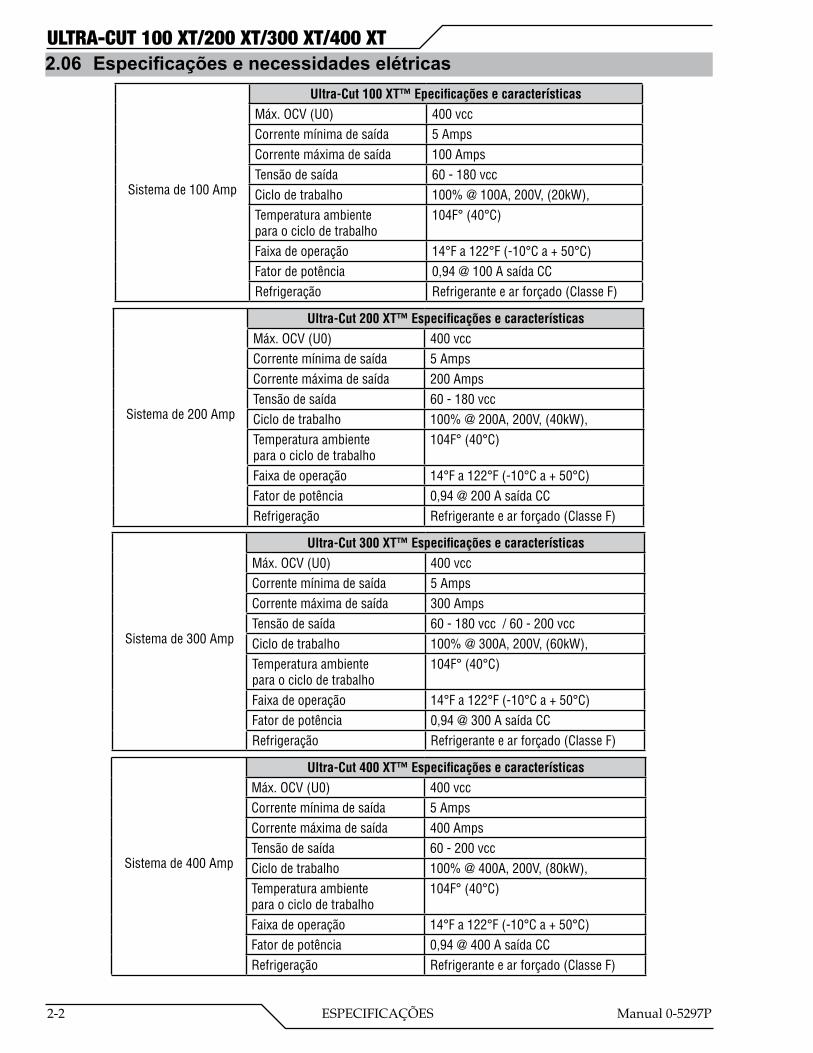
2.06 Especificaçõesenecessidadeselétricas
Sistema de 100 Amp
Ultra-Cut 100 XT™ Epecificações e característicasMáx. OCV (U0) 400 vccCorrente mínima de saída 5 AmpsCorrente máxima de saída 100 AmpsTensão de saída 60 - 180 vccCiclo de trabalho 100% @ 100A, 200V, (20kW),Temperatura ambiente para o ciclo de trabalho
104F° (40°C)
Faixa de operação 14°F a 122°F (-10°C a + 50°C)Fator de potência 0,94 @ 100 A saída CCRefrigeração Refrigerante e ar forçado (Classe F)
Sistema de 200 Amp
Ultra-Cut 200 XT™ Especificações e característicasMáx. OCV (U0) 400 vccCorrente mínima de saída 5 AmpsCorrente máxima de saída 200 AmpsTensão de saída 60 - 180 vccCiclo de trabalho 100% @ 200A, 200V, (40kW),Temperatura ambiente para o ciclo de trabalho
104F° (40°C)
Faixa de operação 14°F a 122°F (-10°C a + 50°C)Fator de potência 0,94 @ 200 A saída CCRefrigeração Refrigerante e ar forçado (Classe F)
Sistema de 300 Amp
Ultra-Cut 300 XT™ Especificações e característicasMáx. OCV (U0) 400 vccCorrente mínima de saída 5 AmpsCorrente máxima de saída 300 AmpsTensão de saída 60 - 180 vcc / 60 - 200 vccCiclo de trabalho 100% @ 300A, 200V, (60kW),Temperatura ambiente para o ciclo de trabalho
104F° (40°C)
Faixa de operação 14°F a 122°F (-10°C a + 50°C)Fator de potência 0,94 @ 300 A saída CCRefrigeração Refrigerante e ar forçado (Classe F)
Sistema de 400 Amp
Ultra-Cut 400 XT™ Especificações e característicasMáx. OCV (U0) 400 vccCorrente mínima de saída 5 AmpsCorrente máxima de saída 400 AmpsTensão de saída 60 - 200 vccCiclo de trabalho 100% @ 400A, 200V, (80kW),Temperatura ambiente para o ciclo de trabalho
104F° (40°C)
Faixa de operação 14°F a 122°F (-10°C a + 50°C)Fator de potência 0,94 @ 400 A saída CCRefrigeração Refrigerante e ar forçado (Classe F)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P ESPECIFICAÇÕES 2-3
Fonte Ultra-Cut 100 XT™Entrada Potência Corrente Sugestão (Veja Nota)
Tensão Freq. 3-Ph 3-Ph Fusível (Amps) Cabo (AWG) Cabo (mm2)(Volts) (Hz) (kVA) (Amps) 3-Ph 3-Ph 3-Ph
380 50/60 21 33 40-45 #12 4
Fonte Ultra-Cut 200 XT™Entrada Potência Corrente Sugestão (Veja Nota)
Tensão Freq. 3-Ph 3-Ph Fusível (Amps) Cabo (AWG) Cabo (mm2)(Volts) (Hz) (kVA) (Amps) 3-Ph 3-Ph 3-Ph
380 50/60 42 65 100 #6 16
Fonte Ultra-Cut 300 XT™Entrada Potência Corrente Sugestão (Veja Nota)
Tensão Freq. 3-Ph 3-Ph Fusível (Amps) Cabo (AWG) Cabo (mm2)(Volts) (Hz) (kVA) (Amps) 3-Ph 3-Ph 3-Ph
380 50/60 63 97 150 #4 25IEC 380 50/60 71 110 150 #4 25
Fonte Ultra-Cut 400 XT™Entrada Potência Corrente Sugestão (Veja Nota)
Tensão Freq. 3-Ph 3-Ph Fusível (Amps) Cabo (AWG) Cabo (mm2)(Volts) (Hz) (kVA) (Amps) 3-Ph 3-Ph 3-Ph
380 50/60 93 144 200 #1 50NOTA
* Sugestão baseado na publicação da edição de 2011 da United States NFPA 70 National Electrical Code 2011 pela National Fire Prevention Association. Lista retirada da tabela 400.5(A)(2) para cabos flexíveis de certo tipo a 750 C em temperatura ambiente até 300 C. Utilizar cabos de faixas de baixa temperatura ou diferentes isolantes pode ser necessário bitolas maiores. Estas são apenas sugestões. Sempre consulte o seu código local e nacional para aplicar a sua região para uma determinação final do correto tipo e tamanho do cabo.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
2-4 ESPECIFICAÇÕES Manual 0-5297P
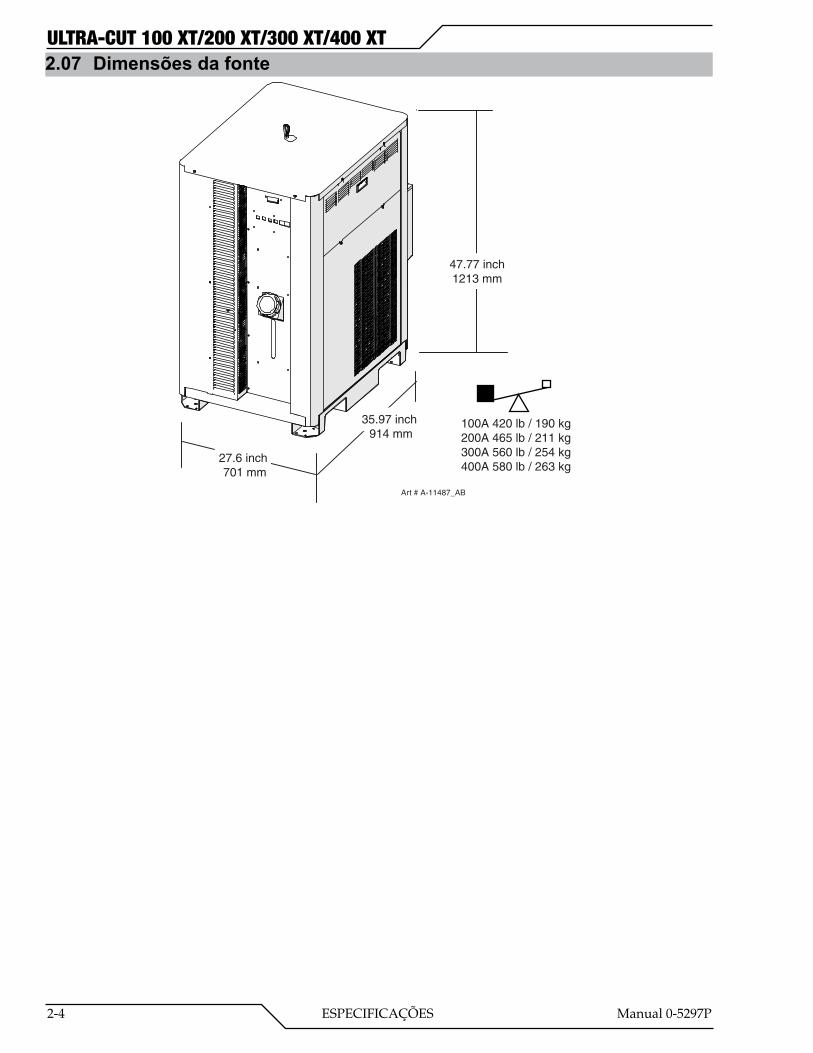
2.07 Dimensões da fonte
Art # A-11487_AB
35.97 inch 914 mm
27.6 inch 701 mm
47.77 inch1213 mm
100A 420 lb / 190 kg200A 465 lb / 211 kg300A 560 lb / 254 kg400A 580 lb / 263 kg
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P ESPECIFICAÇÕES 2-5
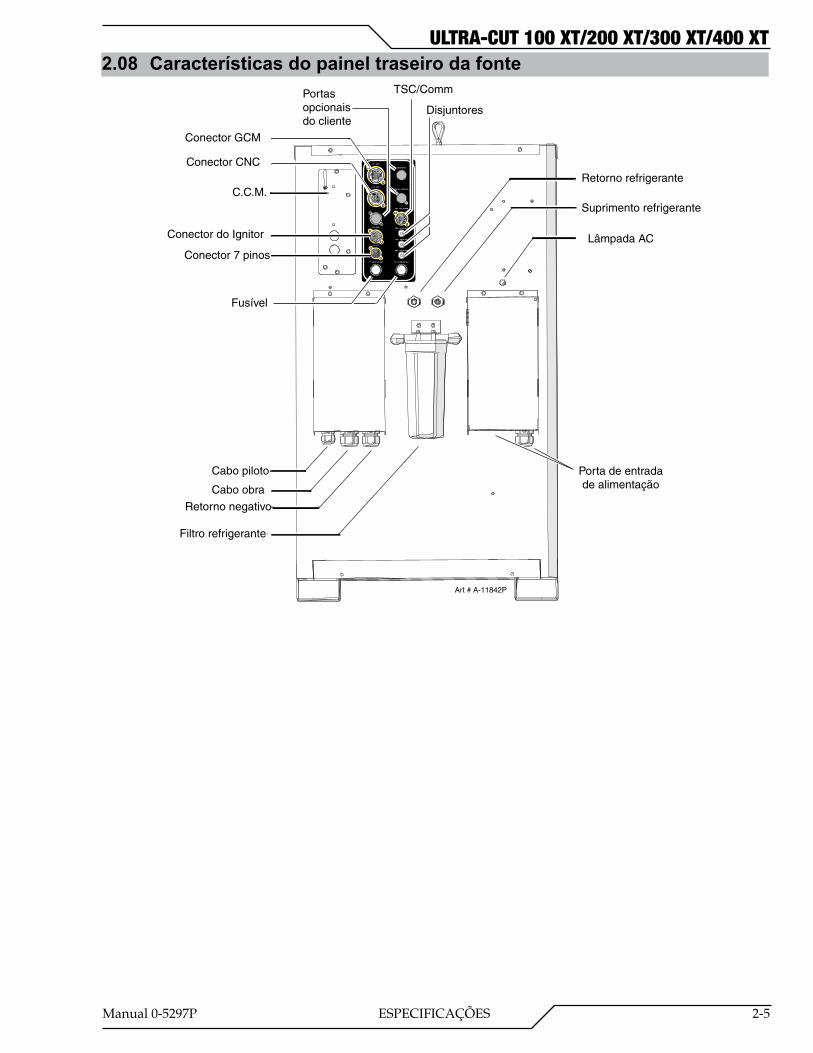
2.08 Características do painel traseiro da fonte
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11842P
Lâmpada AC
Retorno negativo
Filtro refrigerante
C.C.M.
Disjuntores
Porta de entradade alimentação
Conector do Ignitor
Retorno refrigerante
Suprimento refrigerante
Conector 7 pinos
Portasopcionaisdo cliente
Cabo piloto
Cabo obra
Fusível
Conector CNC
Conector GCM
TSC/Comm
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
2-6 ESPECIFICAÇÕES Manual 0-5297P
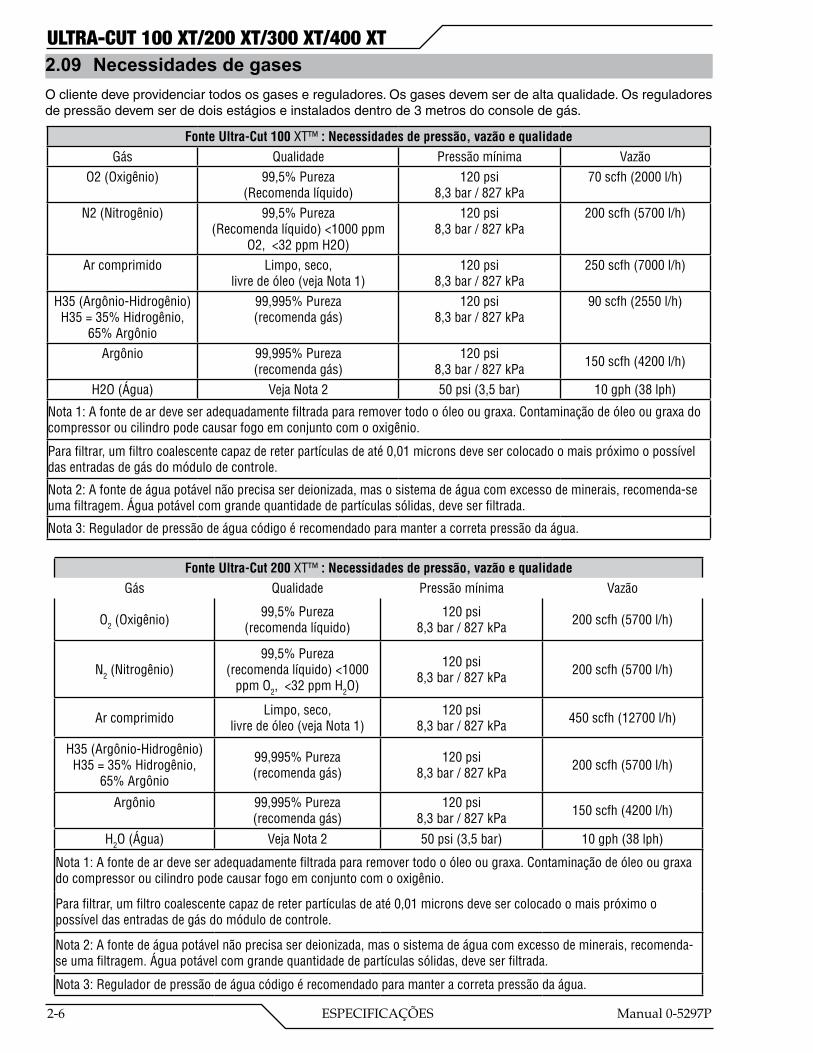
2.09 Necessidades de gasesOclientedeveprovidenciartodososgasesereguladores.Osgasesdevemserdealtaqualidade.Osreguladoresdepressãodevemserdedoisestágioseinstaladosdentrode3metrosdoconsoledegás.
Fonte Ultra-Cut 100 XT™ : Necessidades de pressão, vazão e qualidadeGás Qualidade Pressão mínima Vazão
O2 (Oxigênio) 99,5% Pureza (Recomenda líquido)
120 psi 8,3 bar / 827 kPa
70 scfh (2000 l/h)
N2 (Nitrogênio) 99,5% Pureza (Recomenda líquido) <1000 ppm
O2, <32 ppm H2O)
120 psi 8,3 bar / 827 kPa
200 scfh (5700 l/h)
Ar comprimido Limpo, seco, livre de óleo (veja Nota 1)
120 psi 8,3 bar / 827 kPa
250 scfh (7000 l/h)
H35 (Argônio-Hidrogênio) H35 = 35% Hidrogênio,
65% Argônio
99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa
90 scfh (2550 l/h)
Argônio 99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa 150 scfh (4200 l/h)
H2O (Água) Veja Nota 2 50 psi (3,5 bar) 10 gph (38 lph)
Nota 1: A fonte de ar deve ser adequadamente filtrada para remover todo o óleo ou graxa. Contaminação de óleo ou graxa do compressor ou cilindro pode causar fogo em conjunto com o oxigênio.
Para filtrar, um filtro coalescente capaz de reter partículas de até 0,01 microns deve ser colocado o mais próximo o possível das entradas de gás do módulo de controle.
Nota 2: A fonte de água potável não precisa ser deionizada, mas o sistema de água com excesso de minerais, recomenda-se uma filtragem. Água potável com grande quantidade de partículas sólidas, deve ser filtrada.
Nota 3: Regulador de pressão de água código é recomendado para manter a correta pressão da água.
Fonte Ultra-Cut 200 XT™ : Necessidades de pressão, vazão e qualidadeGás Qualidade Pressão mínima Vazão
O2 (Oxigênio) 99,5% Pureza (recomenda líquido)
120 psi 8,3 bar / 827 kPa 200 scfh (5700 l/h)
N2 (Nitrogênio)99,5% Pureza
(recomenda líquido) <1000 ppm O2, <32 ppm H2O)
120 psi 8,3 bar / 827 kPa 200 scfh (5700 l/h)
Ar comprimido Limpo, seco, livre de óleo (veja Nota 1)
120 psi 8,3 bar / 827 kPa 450 scfh (12700 l/h)
H35 (Argônio-Hidrogênio) H35 = 35% Hidrogênio,
65% Argônio
99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa 200 scfh (5700 l/h)
Argônio 99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa 150 scfh (4200 l/h)
H2O (Água) Veja Nota 2 50 psi (3,5 bar) 10 gph (38 lph)
Nota 1: A fonte de ar deve ser adequadamente filtrada para remover todo o óleo ou graxa. Contaminação de óleo ou graxa do compressor ou cilindro pode causar fogo em conjunto com o oxigênio.
Para filtrar, um filtro coalescente capaz de reter partículas de até 0,01 microns deve ser colocado o mais próximo o possível das entradas de gás do módulo de controle.
Nota 2: A fonte de água potável não precisa ser deionizada, mas o sistema de água com excesso de minerais, recomenda-se uma filtragem. Água potável com grande quantidade de partículas sólidas, deve ser filtrada.
Nota 3: Regulador de pressão de água código é recomendado para manter a correta pressão da água.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P ESPECIFICAÇÕES 2-7
Fonte Ultra-Cut 300 XT™ : Necessidades de pressão, vazão e qualidadeGás Qualidade Pressão mínima Vazão
O2 (Oxigênio) 99,5% Pureza (recomenda líquido)
120 psi 8,3 bar / 827 kPa 200 scfh (5700 l/h)
N2 (Nitrogênio)99,5% Pureza
(recomenda líquido) <1000 ppm O2, <32 ppm H2O)
120 psi 8,3 bar / 827 kPa 300 scfh (8496 l/h)
Ar comprimido Limpo, seco, livre de óleo (veja Nota 1)
120 psi 8,3 bar / 827 kPa 450 scfh (12743 l/h)
H35 (Argônio-Hidrogênio) H35 = 35% Hidrogênio,
65% Argônio
99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa 200 scfh (5664 l/h)
Argônio 99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa 150 scfh (4200 l/h)
H2O (Água) Veja Nota 2 50 psi (3,5 bar) 10 gph (38 lph)
Nota 1: A fonte de ar deve ser adequadamente filtrada para remover todo o óleo ou graxa. Contaminação de óleo ou graxa do compressor ou cilindro pode causar fogo em conjunto com o oxigênio.
Para filtrar, um filtro coalescente capaz de reter partículas de até 0,01 microns deve ser colocado o mais próximo o possível das entradas de gás do módulo de controle.
Nota 2: A fonte de água potável não precisa ser deionizada, mas o sistema de água com excesso de minerais, recomenda-se uma filtragem. Água potável com grande quantidade de partículas sólidas, deve ser filtrada.
Nota 3: Regulador de pressão de água código é recomendado para manter a correta pressão da água.
Fonte Ultra-Cut 400 XT™ : Necessidades de pressão, vazão e qualidadeGás Qualidade Pressão mínima Vazão
O2 (Oxigênio) 99,5% Pureza (recomenda líquido)
120 psi 8,3 bar / 827 kPa 200 scfh (5700 l/h)
N2 (Nitrogênio) 99,5% Pureza (recomenda líquido) <1000 ppm
O2, <32 ppm H2O)
120 psi 8,3 bar / 827 kPa 300 scfh (8496 l/h)
Ar comprimido Limpo, seco, livre de óleo (veja Nota 1)
120 psi 8,3 bar / 827 kPa 500 scfh (14158 l/h)
H35 (Argônio-Hidrogênio) H35 = 35% Hidrogênio,
65% Argônio
99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa 200 scfh (5700 l/h)
H17 17,5% Hidrogênio 32,5% Argônio 50% Nitrogênio
99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa 200 scfh (5700 l/h)
Argônio 99,995% Pureza (recomenda gás)
120 psi 8,3 bar / 827 kPa 150 scfh (4200 l/h)
H2O (Água) Veja Nota 2 50 psi (3,5 bar) 10 gph (38 lph)Nota 1: A fonte de ar deve ser adequadamente filtrada para remover todo o óleo ou graxa. Contaminação de óleo ou graxa do compressor ou cilindro pode causar fogo em conjunto com o oxigênio.Para filtrar, um filtro coalescente capaz de reter partículas de até 0,01 microns deve ser colocado o mais próximo o possível das entradas de gás do módulo de controle.Nota 2: A fonte de água potável não precisa ser deionizada, mas o sistema de água com excesso de minerais, recomenda-se uma filtragem. Água potável com grande quantidade de partículas sólidas, deve ser filtrada.Nota 3: Regulador de pressão de água código é recomendado para manter a correta pressão da água.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
2-8 ESPECIFICAÇÕES Manual 0-5297P
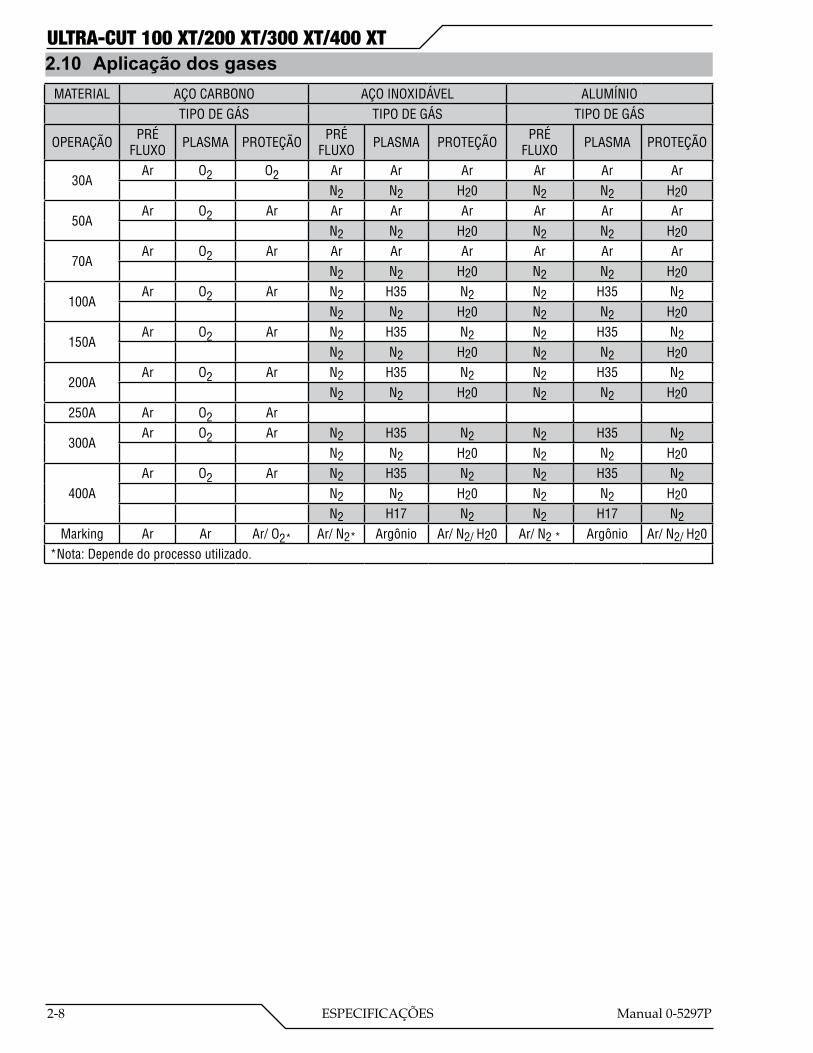
2.10 Aplicação dos gasesMATERIAL AÇO CARBONO AÇO INOXIDÁVEL ALUMÍNIO
TIPO DE GÁS TIPO DE GÁS TIPO DE GÁS
OPERAÇÃO PRÉ FLUXO PLASMA PROTEÇÃO PRÉ
FLUXO PLASMA PROTEÇÃO PRÉ FLUXO PLASMA PROTEÇÃO
30AAr O2 O2 Ar Ar Ar Ar Ar Ar
N2 N2 H20 N2 N2 H20
50AAr O2 Ar Ar Ar Ar Ar Ar Ar
N2 N2 H20 N2 N2 H20
70AAr O2 Ar Ar Ar Ar Ar Ar Ar
N2 N2 H20 N2 N2 H20
100AAr O2 Ar N2 H35 N2 N2 H35 N2
N2 N2 H20 N2 N2 H20
150AAr O2 Ar N2 H35 N2 N2 H35 N2
N2 N2 H20 N2 N2 H20
200AAr O2 Ar N2 H35 N2 N2 H35 N2
N2 N2 H20 N2 N2 H20250A Ar O2 Ar
300AAr O2 Ar N2 H35 N2 N2 H35 N2
N2 N2 H20 N2 N2 H20
400AAr O2 Ar N2 H35 N2 N2 H35 N2
N2 N2 H20 N2 N2 H20N2 H17 N2 N2 H17 N2
Marking Ar Ar Ar/ O2* Ar/ N2* Argônio Ar/ N2/ H20 Ar/ N2 * Argônio Ar/ N2/ H20*Nota: Depende do processo utilizado.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P ESPECIFICAÇÕES 2-9
2.11 EspecificaçõesdatochaXTA. Dimensões da tocha
.5”
12.7
mm
2.4”
61 m
m
2”
50.8
mm
1.4”
34.5
mm
70°
4.3”
109.
1 m
m
6.6”
168.
5 m
m
Art
# A
-095
34P
2.25
"57
.15
mm
2.0"
50.8
mm
2.4"
61 m
m
1.49
"37
.8 m
m
19"
482.
7 m
m
15.5
"39
3.8
mm
2.7"
69.6
mm
1.6"
40. m
m
3.98
"10
1.1
mm
6.3"
160.
1 m
m
Tubo
de
man
tage
m
Fin
al S
uper
ior
Dimensões básicas da tocha 100 Amp
Dimensões básicas da tocha 400 Amp

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
2-10 ESPECIFICAÇÕES Manual 0-5297P
B. Comprimento dos cabos da tocha
Comprimento do cabo da tochaComprimento
Pés Metros10 3,0515 4,625 7,650 15,275 22,9100 30,4
C. Consumíveisdatocha(figurailustrativa)
CartuchoCopo de proteção
Art # A-04741P_AB
EletrodoBico
Distribuidorgás plasma
Distribuidorgás proteção
Capa proteção
D. Peças-no-lugar(PIP)
Atochaéprojetadaparaserutilizadacomafonteplasmaquesenteoretornodorefrigeranteparaconfirmarqueatochaestánolugar.Seofluxoderetornodorefrigeranteparaafonteestiverausenteouinsuficiente,afontenãoiráfornecerenergiaparaatocha.Umvazamentodorefrigerantedatochatambémindicaqueosconsumíveisestãoausentesouinstaladosinadequadamente.
E. Tipo de refrigeração
Combinaçãodejatodegásatravésdatochaeolíquidorefrigerante.
F. Dados da tocha XT
Faixa de operação da tocha XT para uso com a fonte Ultra-Cut 400 XT™
Temperatura ambiente 104° F 40° C
Ciclo de trabalho 100% @ 400 AmpsCorrente máxima 400 AmpsTensão (Vpico) 500VTensão do arco 10kVCorrente Até 400 Amps, CC,
polaridade diretaEspecificações dos gases da tocha XT
Gases plasma: Ar comprimido, Oxigênio, Nitrogênio, H35, H17, Argônio
Gases proteção: Ar comprimido, Oxigênio, Nitrogênio, Água, H35
Pressão de operação 125 psi ± 10 psi 8,6 bar ± 0,7 bar
Pressão máxima de entrada 135 psi / 9,3 barVazão de gás 10 - 500 scfh
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-1
SEÇÃO 3: INSTALAÇÃO
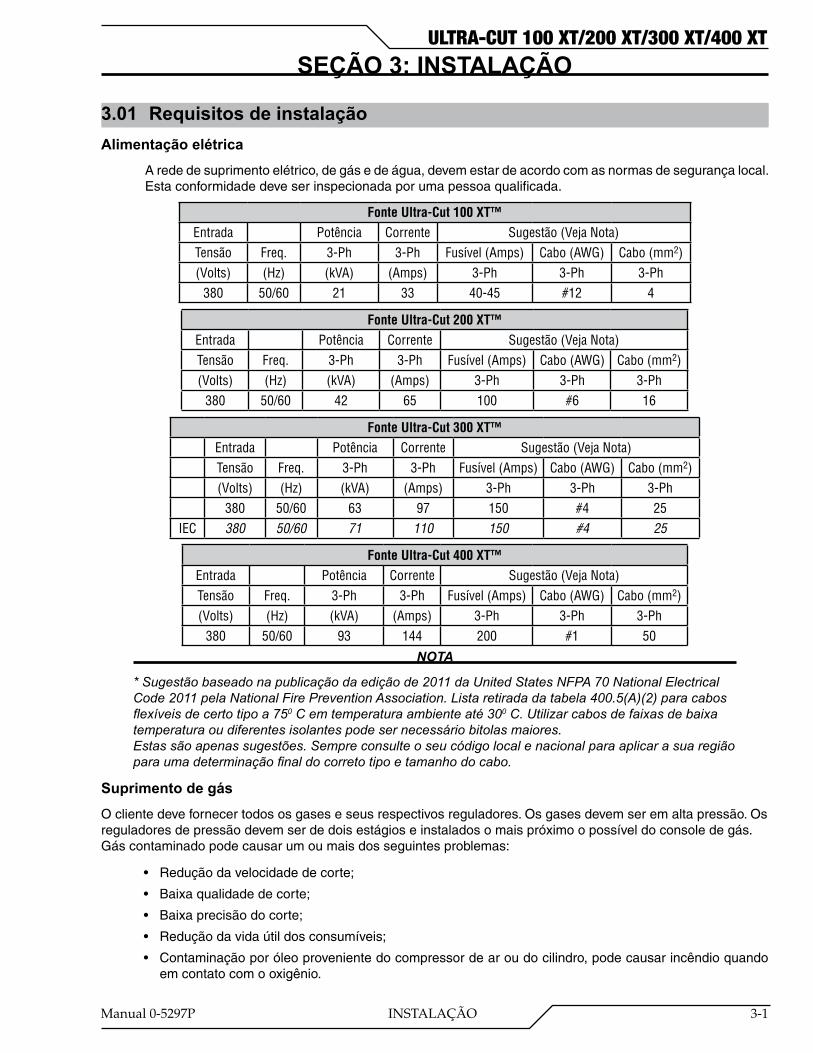
3.01 Requisitos de instalaçãoAlimentaçãoelétrica
Arededesuprimentoelétrico,degásedeágua,devemestardeacordocomasnormasdesegurançalocal.Estaconformidadedeveserinspecionadaporumapessoaqualificada.
Fonte Ultra-Cut 100 XT™Entrada Potência Corrente Sugestão (Veja Nota)Tensão Freq. 3-Ph 3-Ph Fusível (Amps) Cabo (AWG) Cabo (mm2)(Volts) (Hz) (kVA) (Amps) 3-Ph 3-Ph 3-Ph
380 50/60 21 33 40-45 #12 4
Fonte Ultra-Cut 200 XT™Entrada Potência Corrente Sugestão (Veja Nota)Tensão Freq. 3-Ph 3-Ph Fusível (Amps) Cabo (AWG) Cabo (mm2)(Volts) (Hz) (kVA) (Amps) 3-Ph 3-Ph 3-Ph
380 50/60 42 65 100 #6 16
Fonte Ultra-Cut 300 XT™Entrada Potência Corrente Sugestão (Veja Nota)Tensão Freq. 3-Ph 3-Ph Fusível (Amps) Cabo (AWG) Cabo (mm2)(Volts) (Hz) (kVA) (Amps) 3-Ph 3-Ph 3-Ph
380 50/60 63 97 150 #4 25IEC 380 50/60 71 110 150 #4 25
Fonte Ultra-Cut 400 XT™Entrada Potência Corrente Sugestão (Veja Nota)Tensão Freq. 3-Ph 3-Ph Fusível (Amps) Cabo (AWG) Cabo (mm2)(Volts) (Hz) (kVA) (Amps) 3-Ph 3-Ph 3-Ph
380 50/60 93 144 200 #1 50NOTA
* Sugestão baseado na publicação da edição de 2011 da United States NFPA 70 National Electrical Code 2011 pela National Fire Prevention Association. Lista retirada da tabela 400.5(A)(2) para cabos flexíveis de certo tipo a 750 C em temperatura ambiente até 300 C. Utilizar cabos de faixas de baixa temperatura ou diferentes isolantes pode ser necessário bitolas maiores. Estas são apenas sugestões. Sempre consulte o seu código local e nacional para aplicar a sua região para uma determinação final do correto tipo e tamanho do cabo.
Suprimento de gásOclientedevefornecertodososgaseseseusrespectivosreguladores.Osgasesdevemseremaltapressão.Osreguladoresdepressãodevemserdedoisestágioseinstaladosomaispróximoopossíveldoconsoledegás.Gáscontaminadopodecausarumoumaisdosseguintesproblemas:
• Reduçãodavelocidadedecorte;
• Baixaqualidadedecorte;
• Baixaprecisãodocorte;
• Reduçãodavidaútildosconsumíveis;
• Contaminaçãoporóleoprovenientedocompressordearoudocilindro,podecausarincêndioquandoemcontatocomooxigênio.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-2 INSTALAÇÃO Manual 0-5297P
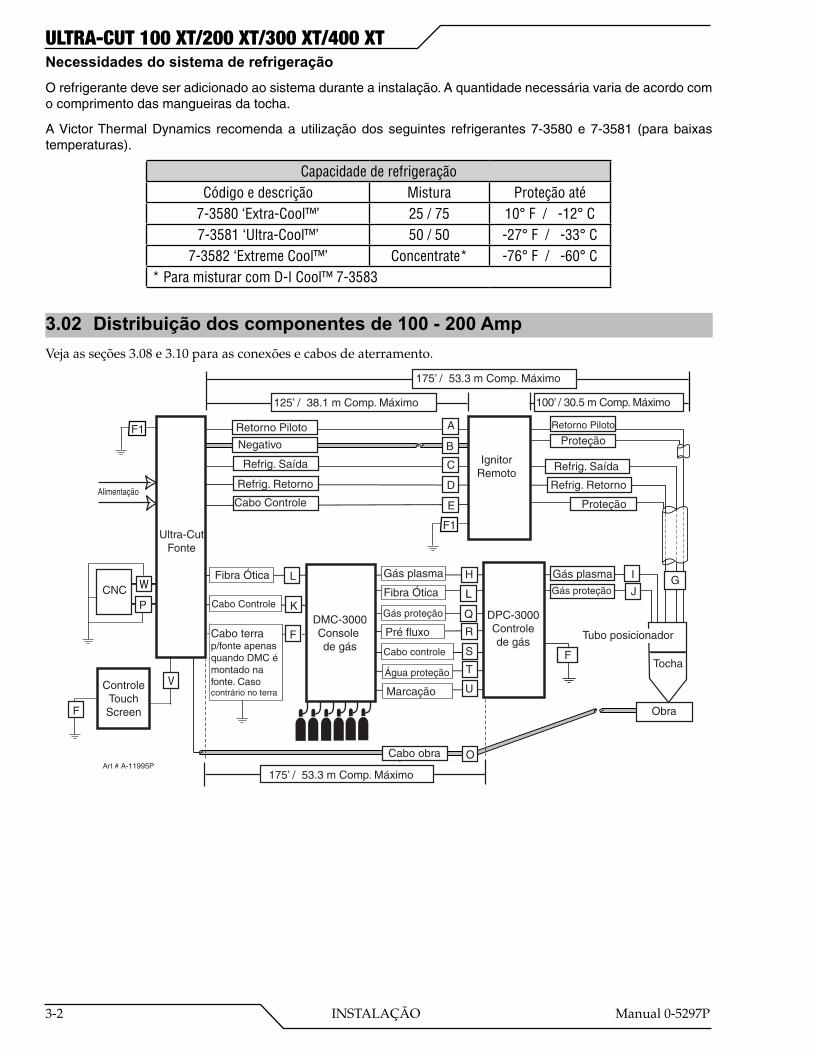
Necessidades do sistema de refrigeraçãoOrefrigerantedeveseradicionadoaosistemaduranteainstalação.Aquantidadenecessáriavariadeacordocomocomprimentodasmangueirasdatocha.
AVictorThermalDynamics recomendaautilizaçãodosseguintes refrigerantes7-3580e7-3581 (parabaixastemperaturas).
Capacidade de refrigeraçãoCódigo e descrição Mistura Proteção até
7-3580 ‘Extra-Cool™’ 25 / 75 10° F / -12° C7-3581 ‘Ultra-Cool™’ 50 / 50 -27° F / -33° C
7-3582 ‘Extreme Cool™’ Concentrate* -76° F / -60° C * Para misturar com D-I Cool™ 7-3583
3.02 Distribuição dos componentes de 100 - 200 AmpVeja as seções 3.08 e 3.10 para as conexões e cabos de aterramento.
Alimentação
Obra
CNC
IgnitorRemoto
Art # A-11995P
Tocha
Refrig. Saída
Refrig. Retorno
Cabo Controle
Retorno Piloto
Refrig. Saída
Refrig. Retorno
Gás plasma
Gás proteção
Cabo obra
DMC-3000Console de gás
Ultra-CutFonte
DPC-3000Controlede gás
Tubo posicionador
Gás plasma
Marcação
Proteção
Gás proteção
Negativo
Retorno Piloto
Cabo controle
100’ / 30.5 m Comp. Máximo
Proteção
H
Q
R
U
S
A
B
C
D
E
P K
L
O
I
JG
175’ / 53.3 m Comp. Máximo
Pré fluxo
Fibra Ótica L
Água proteção T
125’ / 38.1 m Comp. Máximo
175’ / 53.3 m Comp. Máximo
Fibra Ótica
Cabo Controle
F
ControleTouchScreen
V
W
F1
F1
F
F
Cabo terrap/fonte apenasquando DMC émontado na fonte. Caso contrário no terra
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-3
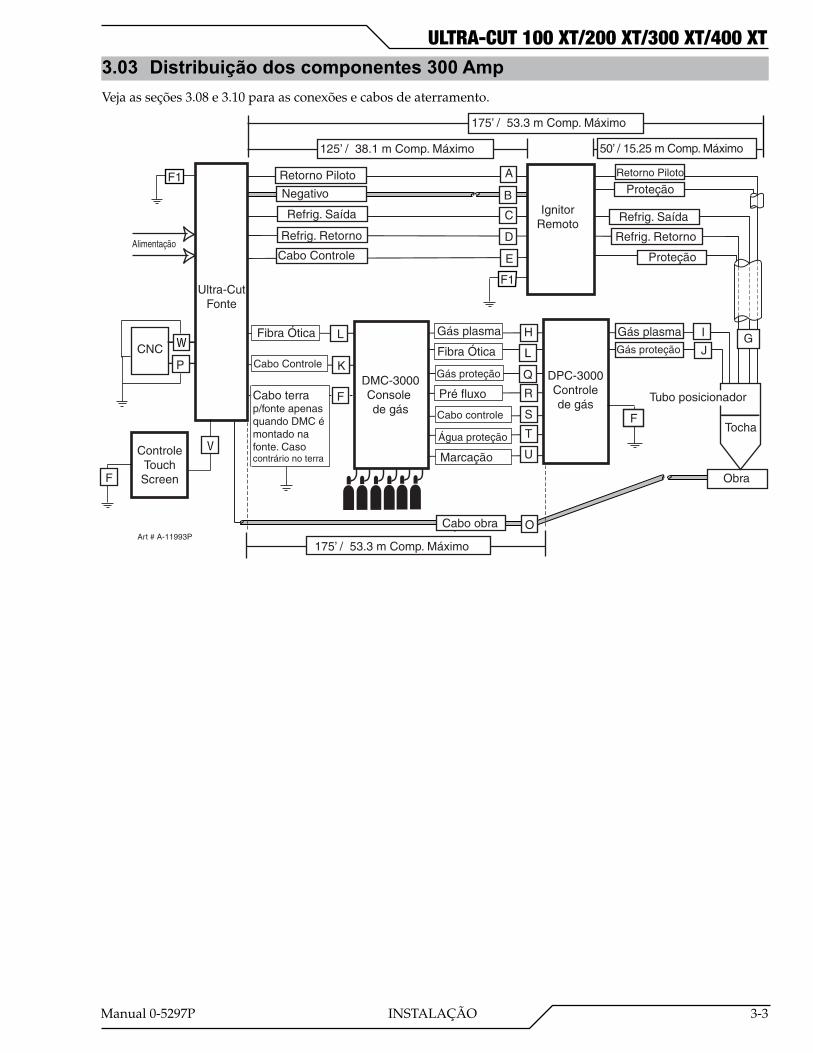
3.03 Distribuição dos componentes 300 AmpVeja as seções 3.08 e 3.10 para as conexões e cabos de aterramento.
Alimentação
Obra
CNC
IgnitorRemoto
Art # A-11993P
Tocha
Refrig. Saída
Refrig. Retorno
Cabo Controle
Retorno Piloto
Refrig. Saída
Refrig. Retorno
Gás plasma
Gás proteção
Cabo obra
DMC-3000Console de gás
Ultra-CutFonte
DPC-3000Controlede gás
Tubo posicionador
Gás plasma
Marcação
Proteção
Gás proteção
Negativo
Retorno Piloto
Cabo controle
50’ / 15.25 m Comp. Máximo
Proteção
H
Q
R
U
S
A
B
C
D
E
P K
L
O
I
JG
175’ / 53.3 m Comp. Máximo
Pré fluxo
Fibra Ótica L
Água proteção T
125’ / 38.1 m Comp. Máximo
175’ / 53.3 m Comp. Máximo
Fibra Ótica
Cabo Controle
F
ControleTouchScreen
V
W
F1
F1
F
F
Cabo terrap/fonte apenasquando DMC émontado na fonte. Caso contrário no terra

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-4 INSTALAÇÃO Manual 0-5297P
3.04 Distribuição dos componentes 400 AmpVeja as seções 3.08 e 3.10 para as conexões e cabos de aterramento.
Alimentação
Obra
CNC
Ignitorremoto
Art # A-11996P
Tocha
Refrig. saída 10’
Refrig. retorno 10’
Cabo controle
Retorno piloto
Refrig. saída
Refrig. retorno
Gás plasma
Gás proteção
Cabo obra
DMC-3000Consolede gás
Ultra-CutFonte
DPC-3000Controlede gás
Tubo posicionador
Gás plasma
Marcação
Proteção
Gás proteção
Negativo 2/0
Retorno piloto #8
Cabo controle
50’ / 15.25 m Comp. Máximo
Proteção
H
Q
R
U
S
A
B
E
C
D
P K
L
O
I
JG
175’ / 53.3 m Comp. Máximo
Pré fluxo
Fibra ótica L
Água proteção T
125’ / 38.1 m Comp. Máximo
175’ / 53.3 m Comp. Máximo
Fibra ótica
Cabo controle
F
ControleTouchScreen
V
W
F1
F1
F
F
HE 400Trocadorde calor
Cabo controle
C
D
Y
CCM
Refrig. saída
Refrig. retorno
Cabo terrap/fonte apenasquando DMC émontado nafonte. caso contrário no terra
3.05 Mangueira de suprimento de gás recomendadaItem # Qty Descrição Código
1 3/8”Gray Synflex Hose. No fittings included. Catalog number per foot 9-3616
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-5
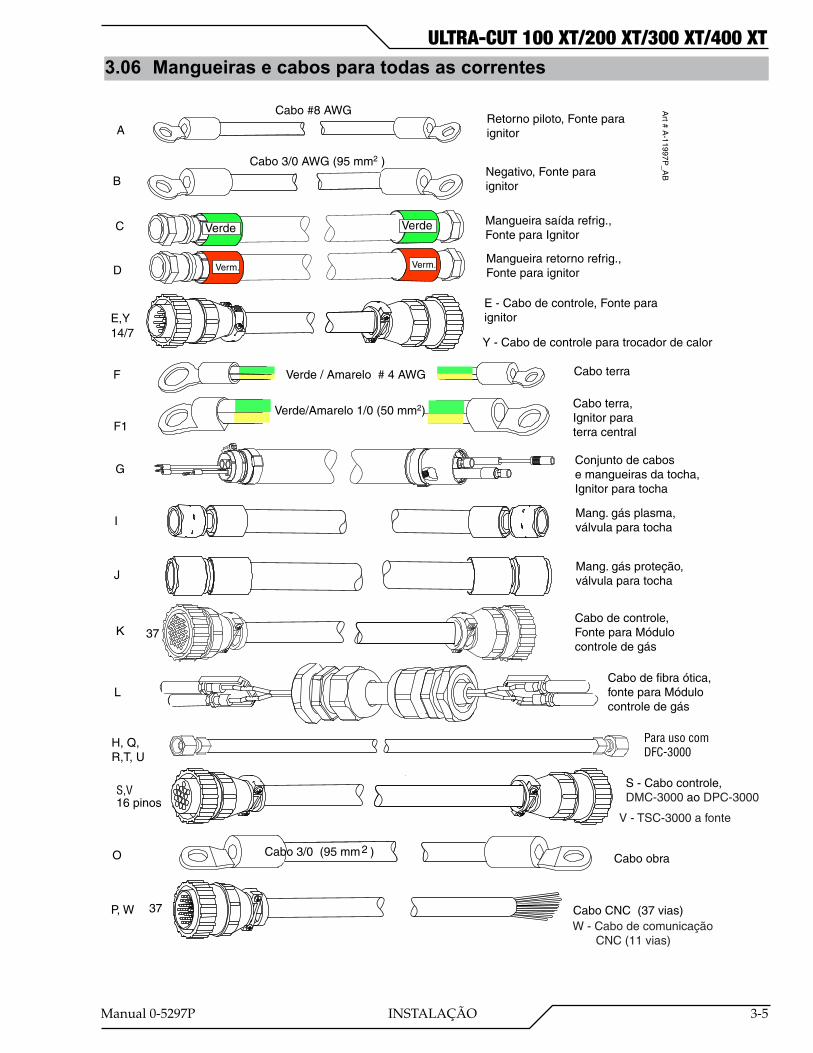
3.06 Mangueiras e cabos para todas as correntes
Verde / Amarelo # 4 AWG
Verde/Amarelo 1/0 (50 mm2)
A
Verde
Verm.
Art # A
-11997P_A
B
Cabo #8 AWG
B
C
D
F
F1
K
L
37
Mangueira saída refrig., Fonte para Ignitor
Retorno piloto, Fonte paraignitor
Negativo, Fonte paraignitor
Cabo terra
Cabo terra,Ignitor paraterra central
Cabo de fibra ótica,fonte para Módulocontrole de gás
Cabo de controle, Fonte para Módulocontrole de gás
Verde
Verm.Mangueira retorno refrig., Fonte para ignitor
GConjunto de cabose mangueiras da tocha,Ignitor para tocha
Cabo 3/0 AWG (95 mm2 )
E,Y14/7
E - Cabo de controle, Fonte paraignitor
Y - Cabo de controle para trocador de calor
H, Q, R,T, U
Para uso com DFC-3000
Mang. gás plasma,válvula para tocha
Mang. gás proteção,válvula para tocha
I
J
Cabo obra
Cabo CNC (37 vias)
O
P, W
Cabo 3/0 (95 mm )2
37
16 pinosS,V S - Cabo controle,
DMC-3000 ao DPC-3000
V - TSC-3000 a fonte
W - Cabo de comunicação CNC (11 vias)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-6 INSTALAÇÃO Manual 0-5297P
3.07 Levantando a fonte
AVISOS
Não toque nas partes elétrica viva.
Desconecte o cabo de alimentação da linha antes de mover o equipamento.
EQUIPAMENTOS EM QUEDA podem causar sérios danos pessoais e ao equipamento.
Utilizeumaempilhadeira,ponterolanteougirafa,paralevantaraunidadecomafinalidadederetirardopallet,con-formemostrado.Mantenhaafontenaverticaleestável.Nãolevanteamaisdoquenecessárioparapoderretirardopallet.Certifique-sedequetodosospaineiseparafusosestejamemseuslugaresantesdelevantar.
Art # A-11531_AC
Coloqueafonteemumasuperfíciesólidaenivelada.Oclientepodefixarafontenochãoouaumsuportefixandoapartedebaixodospés.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-7
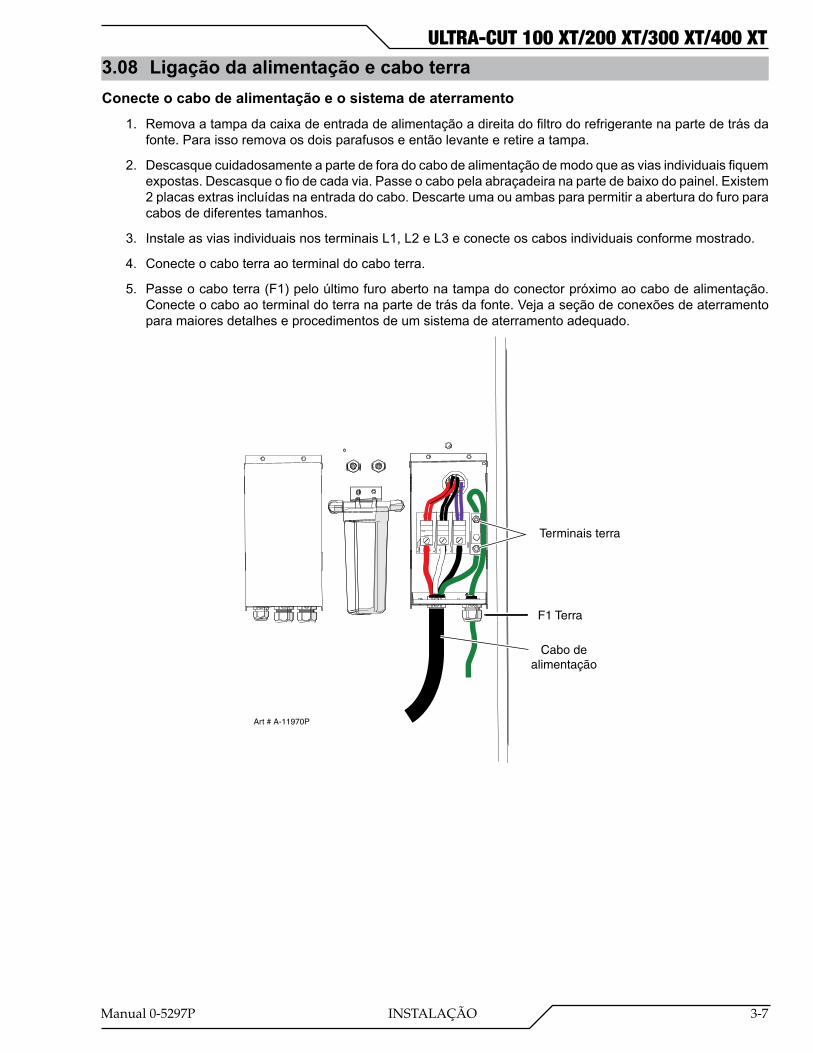
3.08 Ligação da alimentação e cabo terraConecte o cabo de alimentação e o sistema de aterramento
1. Remova a tampa da caixa de entrada de alimentação a direita do filtro do refrigerante na parte de trás da fonte. Para isso remova os dois parafusos e então levante e retire a tampa.
2. Descasque cuidadosamente a parte de fora do cabo de alimentação de modo que as vias individuais fiquem expostas. Descasque o fio de cada via. Passe o cabo pela abraçadeira na parte de baixo do painel. Existem 2 placas extras incluídas na entrada do cabo. Descarte uma ou ambas para permitir a abertura do furo para cabos de diferentes tamanhos.
3. Instale as vias individuais nos terminais L1, L2 e L3 e conecte os cabos individuais conforme mostrado.
4. Conecte o cabo terra ao terminal do cabo terra.
5. Passe o cabo terra (F1) pelo último furo aberto na tampa do conector próximo ao cabo de alimentação. Conecte o cabo ao terminal do terra na parte de trás da fonte. Veja a seção de conexões de aterramento para maiores detalhes e procedimentos de um sistema de aterramento adequado.
Cabo dealimentação
Terminais terra
Art # A-11970P
F1 Terra

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-8 INSTALAÇÃO Manual 0-5297P
3.09 Conexão do cabo obra, piloto e negativo1. Remova a tampa da caixa de saída no lado esquerdo do filtro do refrigerante na parte de trás da fonte. Para
fazer isso remova os dois parafusos e então levante e retire a tampa.
2. Passeapontadocaboobra,pilotoenegativo/tochaatravésdoprensacabonapartedebaixoaesquerdadopainel.
3. Vejaailustração.Conecteoscabosconformemostrado.Apertefirmemente.Nãoaperteemdemasia.
Art # A-11533P
Piloto
Cabo obra
Tocha
+ -
4. Reinstale a tampa na fonte. Prenda com os dois parafusos com a mão. Não aperte em demasia.
3.10 Conexões de aterramento
0 - 10 ft (0 - 3 m) Ideal20 ft (6 m) Máximo
1/0Cabo terra
Fonte
Terra‘Star’
Barra deaterramento
Vejafabricante do
CNC
Tocha
Mesa de corte
Máquina de corte / Pórtico
3/0 Cabo obra
Ignitor remoto(RAS-1000)
Terra Star na mesa de corte
Nota: O controle de gás pode sermontado na parte de cima da fonte.Caso seja instalado assim, ele deve seraterrado diretamente na fonte com umcabo terra #4 AWG, (F). Qualquer local é necessário aterrara fonte ao terra ‘Star’com um cabo1/0 (F1).
Módulo de controlede gás local primário
#4 AWGGround
(F)
Fornecido pelo cliente
1/0Cabo terra
(F1)
Art # A-11875P
1/0 Cabo terra

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-9
A. Interferênciaeletromagnética(EMI)Aaberturadoarcogeraumacertaquantidadedeinterferênciaeletromagnética(EMI),comumentechamadaderuídoRF.EsteruídoRFpodeinterferiremoutrosequipamentoseletrônicoscomoCNC,controlesremotos,controlesdealtura,etc..ParaminimizarasinterferênciasRF,sigaestespassosdeaterramentoquandoforinstalarplasmasmecanizados:
B. Aterramento1. OarranjopreferencialparaoaterramentoédeumpontoúnicoouSTAR.Estepontoúnico,usualmentenamesa
deobra,éconectadocomumcabo1/0AWG(50mm2)oumaioraumbomterra(medindomenosde3ohms;oaterramentoidealéde1ohmoumenos).VejaoparágrafoC,criandoumaterramento.Ahastedeterradevesercolocadaemumlugarmaispróximopossíveldamesadeobra,oidealémenorque10pés(3metros),masnãomaisde20pés(6,1metros)dedistânciaentreahasteeamesa.
NOTA
Todo o cabo de aterramento deve ser o mais curto o possível. Cabos longos aumentam a resistência para as frequências de RF. Diâmetros menores aumentam a resistência para as frequências de RF, logo utilizar cabo mais grosso é melhor.
2. Aterramentoparacomponentesmontadosnamáquina(CNC,controlesdealtura,painelremoto,etc.)devemseguirasrecomendaçõesdofaricanteparaotamanho,tipoepontodeconexãodoterra.
ParacomponentesdaThermalDynamics(excetoIgnitorremotoeMódulodecontroledegás)érecomendadoutilizarumcabocomdiâmetromínimode10AWG(6mm2)oufitadecobreplanacomseçãoretaigualousu-periora10AWGconectadoamesadeobra.Oignitorremotousaumcabode1/0paraoterraeoMódulodecontroledegásusanomínimo#4AWG.Opontodeconexãodeveestarlimpotendotodoometalbaseexposto;ferrugemepinturadificultamocontato.Paraosoutroscomponentes,cabosmaioresqueosrecomendadospodemserutilizadosepodemmelhoraraproteçãocontraoruído.
3. Ocorpodamáquinadecortetambéméconectadoaopontoúnicoutilizandoumcabo1/0AWG(50mm2)oumaior.
4. Ocaboobradafonteplasma(vejaNOTA)éconectadoamesadeobranopontoúnico“Star”.
NOTA
Não conecte o cabo obra diretamente a haste do terra. Não enrole o excesso do cabo terra ou os de potência. Corte com o comprimento adequado e coloque os terminais novamente.
5. Certifique-sedequeocaboobraeoscabosdeaterramentoestejamcorretamenteconectados.Ocaboobradeveterumaconexãosólidaamesadeobra.Asconexõesdocaboobraedeaterramentodevemestarlivresdeferrugem,sujeira,graxa,óleoetinta.Sefornecessáriolixeaáreaatéqueometalbaseapareça.Utilizear-ruelasdepressãoparamanterasconexõesapertadas.Éindicadoousodecomponentesdeconexãoelétricaparaprevençãocontraferrugem.
6. Ochassisdafonteplasmaéconectadoaosistemadedistribuiçãodoterraconformerequerimentosdalegisla-ção.Seafonteplasmaestiverpertodamáquinadecorte(vejaNOTA)umasegundahastedeaterramentonãosefaznecessário,naverdadeistopodeserumproblemaporcausarumacorrentedeloopdeterraentresíecausarinterferência.
Quandoafonteplasmaestiverlongedamáquinadecorteeestivermostendoproblemascominterferência,podesernecessárioainstalaçãodeumasegundahastedeterra,próximaafonteplasma.Ochassisdafonteplasmadeveserconectadonestenovosistemadeaterramento.
NOTA
É recomendado que a fonte plasma esteja entre 20 - 30 pés (6,1 - 9,1m) distante da mesa de obra, se possível.
7. Ocabodecontroledoplasmadeveserblindado,comablindagemconectadaapenasemumdosextremosdocabonoladodamáquinadecorte.Conectandoosdoisladosdablindagemdocabo,vaifacilitaraexistênciadeloopdecorrentequepodecausarmaisinterferênciaqueumcabosemblindagem.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-10 INSTALAÇÃO Manual 0-5297P
C. Criando um aterramento1. Paracriarumaterramentosólido,debaixaresistência,introduzaumabarradecobredediâmetromínimode
1/2polegada(12mm)oumaior,compelomenos6-8ft(1,8-2,4m)dentrodosoloatéqueabarraentreemcontatocomosoloúmidonamaiorpartedoseucomprimento.Dependendodalocalização,podesernecessárioumaprofundidademaiorparaobterumabaixaresistência(vejaNOTA).Barrasdeaterramentotipicamentecom10pés(3,0m)decomprimento,podemsersoldadasentresiparaaumentaroseucomprimento.Posisioneabarraomaispróximodamesadeobra.Instaleocabo,1/0AWG(50mm2)oumaior,entreabarraeopontoúnicoSTARnamesadeobra.
NOTA
O ideal é que a barra de aterramento corretamente instalada tenha um valor de resistência de 3 ohms ou menos.
D. Testador de terra de baixo custo1. UmcomponentechaveparareduzirEMIéumbomterracombaixaresistência.Existemváriosinstrumentos
demediçãocarosparaverificaroaterramento.Abaixodescevemosumdebaixocusto,umaalternativaquepodeserconstruídoporpessoalqualificadoefamiliarizadocomconstruçãoelétricaepráticasdesegurança.OmétodoanteriorsugeridoutilizavaumalâmpadaincandescentequenãofuncionaemtomadasGFCIqueestádendoutilizadoemgrandeescalaeaslâmpadasesãosendoobsoletadas.
2. Estemétodo,bemcomoométododalâmpadaincandescenteealgunsinstrumentoscaros,assumemqueoterradainstalaçãoestejaperfeito,Zeroohms.Eleconectaabarradeaterramentoqueestásendotestadaemsériecomoterradainstalaçãoemedearesistênciadosdoisemsérie.Seoterradainstalaçãonãoforzeroohms,nãoimportaquantoseuterrasejabom,vocênaovaiconseguirumamedidabaixadevidoaaltaresis-tênciadoterradainstalação.Istoéraroeminstalações.Seoseuterraestivermuitopróximoaoutrosistemadeaterramentocomoaestruturavocêpodemedirumafalsabaixaresistêncialendodoseuterraaestruturaenãoaoterra.dainstalação.
NOTA
Nos EUA a maioria das tomadas padrões CA são 120 VCA 60 Hz. Em outros casos as tomadas são 220 VCA 50 Hz.
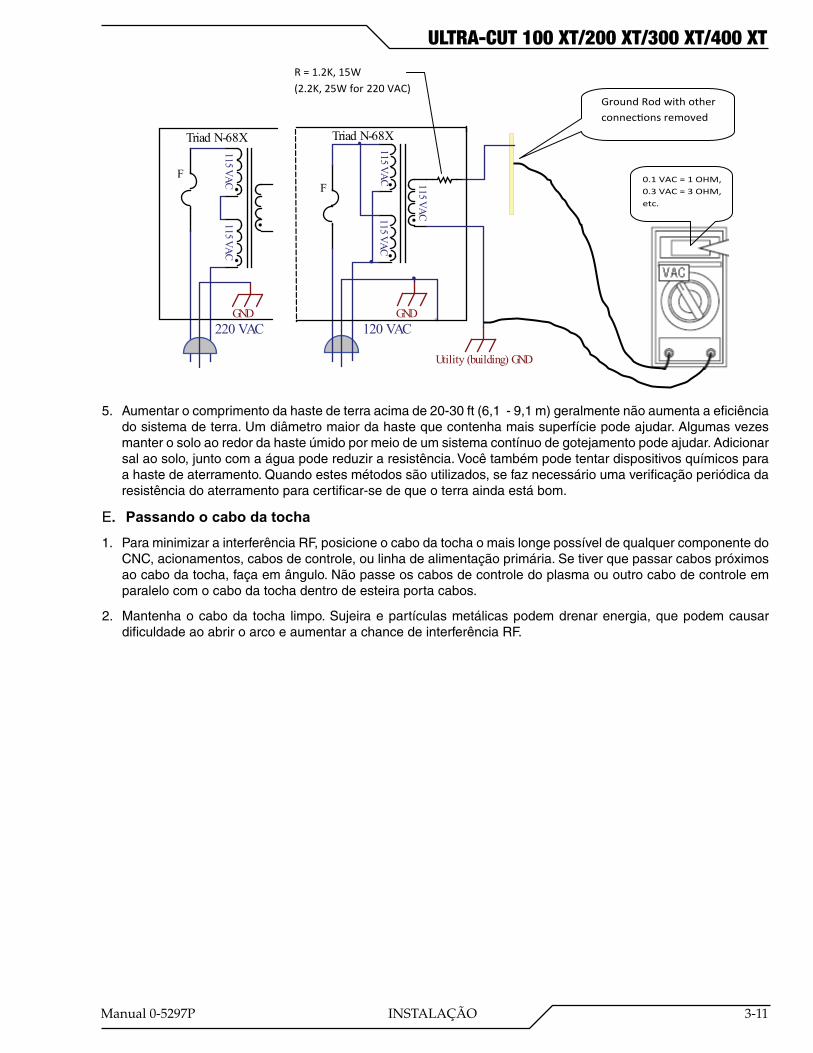
3. Obtenhaumtransformadordenomínimo25VAcomatensãoefrequêncianoprimárioqueseadequecomatomadausada.Otransformadordeveterumsecundárioisoladotantode220VCA(220-240estábom)ou120VCA(110-120estábom)equesejadenomínimode100ma.Otransformadortambémpodeterdoisenrrolamentosnoprimárioemsériepara220ouemparalelopara120VCA.ComoexemploumtransformadorTriadN-68X,mostradoabaixo,com50VA,50/60Hz.
Obtenhaumresistordepotênciade1200(1,2K)ohms,15-25Wmin.,seestiverusando120Vnosecundárioou2200(2,2K)ohms,25-30Wparaumsecundáriode220V.
4. Monteotransformadoreoresistordepotênciadentrodeumacaixademetal.Conectecabodealimentaçãode3fios(c/terra)comoterrapresoacaixademetalporsegurança.Seumacaixaplásticaforutilizada,conecteocorpodotransformadoreocorpodoresistoraofioterradocabo.Deveexistirumfusívelde1/4a1/2A,emsériecomoprimáriodotransformador.Dosecundáriodotransformadorconecteumfioaoterradainstalação.IStopodeseramesadecorte,oterradatomada120ou220VCAouacaixadetesteseestiveraterradaconformeindicada.
Umaexcelendeleituradeterradeveserde1ohmsoumenos.Até3ohmsénormalmenteaceitável,valoresmaioresreduzemaeficiênciadasupressãodeEMI.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-11
0.1 VAC = 1 OHM, 0.3 VAC = 3 OHM, etc.
Triad N-68X
Utility (building) GND
115 VAC
220 VACGND
Triad N-68X
FF
115 VAC115 VAC
115 VAC115 VAC
GND120 VAC
R = 1.2K, 15W (2.2K, 25W for 220 VAC)
Ground Rod with other connections removed
5. Aumentarocomprimentodahastedeterraacimade20-30ft(6,1-9,1m)geralmentenãoaumentaaeficiênciadosistemadeterra.Umdiâmetromaiordahastequecontenhamaissuperfíciepodeajudar.Algumasvezesmanterosoloaoredordahasteúmidopormeiodeumsistemacontínuodegotejamentopodeajudar.Adicionarsalaosolo,juntocomaáguapodereduziraresistência.Vocêtambémpodetentardispositivosquímicosparaahastedeaterramento.Quandoestesmétodossãoutilizados,sefaznecessárioumaverificaçãoperiódicadaresistênciadoaterramentoparacertificar-sedequeoterraaindaestábom.
E. Passando o cabo da tocha1. ParaminimizarainterferênciaRF,posicioneocabodatochaomaislongepossíveldequalquercomponentedo
CNC,acionamentos,cabosdecontrole,oulinhadealimentaçãoprimária.Setiverquepassarcabospróximosaocabodatocha,façaemângulo.Nãopasseoscabosdecontroledoplasmaououtrocabodecontroleemparalelocomocabodatochadentrodeesteiraportacabos.
2. Mantenhaocaboda tocha limpo.Sujeiraepartículasmetálicaspodemdrenarenergia,quepodemcausardificuldadeaoabriroarcoeaumentarachancedeinterferênciaRF.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-12 INSTALAÇÃO Manual 0-5297P
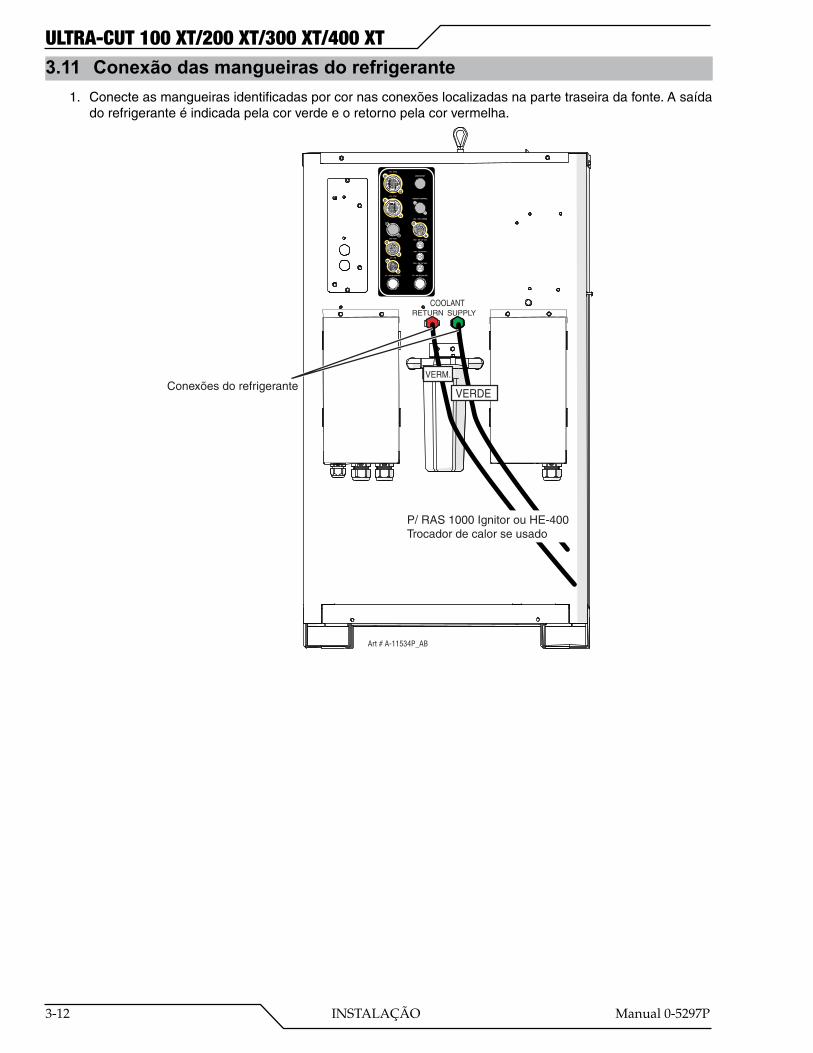
3.11 Conexão das mangueiras do refrigerante1. Conecteasmangueirasidentificadasporcornasconexõeslocalizadasnapartetraseiradafonte.Asaída
dorefrigeranteéindicadapelacorverdeeoretornopelacorvermelha.
COOLANTRETURN SUPPLY
Conexões do refrigeranteVERM.
VERDE
P/ RAS 1000 Ignitor ou HE-400Trocador de calor se usado
Art # A-11534P_AB
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-13
3.12 Conexão do cabo do CNC, Ignitor remoto, DMC-3000 e HE 400 XT1. Conecteumapontadecadacaboafonte.
2. ConecteaoutrapontadocabodoCNCaoCNC.
3. A blindagem do cabo do CNC deve ser conectada ao terra no lado do CNC.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-11994P
J15 p/ controle CNC
J59 p/ Ignitorremoto
J55 p/ DMC-3000
J70 p/ trocadorde calor
J54 TSC/Comm
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-14 INSTALAÇÃO Manual 0-5297P
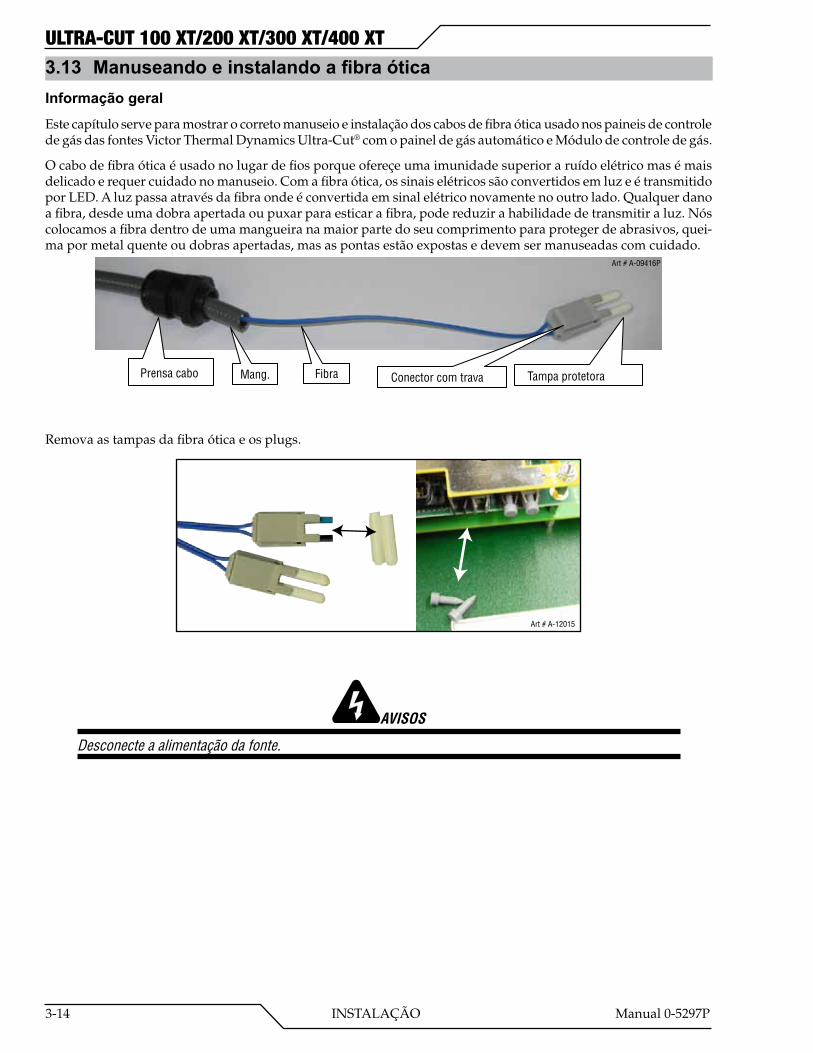
3.13 ManuseandoeinstalandoafibraóticaInformação geralEste capítulo serve para mostrar o correto manuseio e instalação dos cabos de fibra ótica usado nos paineis de controle de gás das fontes Victor Thermal Dynamics Ultra-Cut® com o painel de gás automático e Módulo de controle de gás.
O cabo de fibra ótica é usado no lugar de fios porque ofereçe uma imunidade superior a ruído elétrico mas é mais delicado e requer cuidado no manuseio. Com a fibra ótica, os sinais elétricos são convertidos em luz e é transmitido por LED. A luz passa através da fibra onde é convertida em sinal elétrico novamente no outro lado. Qualquer dano a fibra, desde uma dobra apertada ou puxar para esticar a fibra, pode reduzir a habilidade de transmitir a luz. Nós colocamos a fibra dentro de uma mangueira na maior parte do seu comprimento para proteger de abrasivos, quei-ma por metal quente ou dobras apertadas, mas as pontas estão expostas e devem ser manuseadas com cuidado.
Mang.Prensa cabo Fibra Conector com trava Tampa protetora
Art # A-09416P
Remova as tampas da fibra ótica e os plugs.
Art # A-12015
AVISOS
Desconecte a alimentação da fonte.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-15
Evite o seguinte:1. Se você precisa puxar o cabo através de uma esteira porta cabos, não dobre a fibra por si mesma, fazendo
uma dobra de raio pequeno onde sai a mangueira.
Art # A-09417
2. Não enganche na fibra para puxa-la.
Art # A-09418
3. Uma vez que a fibra esteja instalada na CCM ou no console de gás, certifique-se de que a porca do prensa cabo esteja firmemente presa no lugar e que o prensa cabo esteja prendendo a mangueira de forma que a mesma não possa ser puxada para fora, conforme abaixo:
Art # A-09677P_AB
Mangueira não presa
no prensa cabo
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-16 INSTALAÇÃO Manual 0-5297P
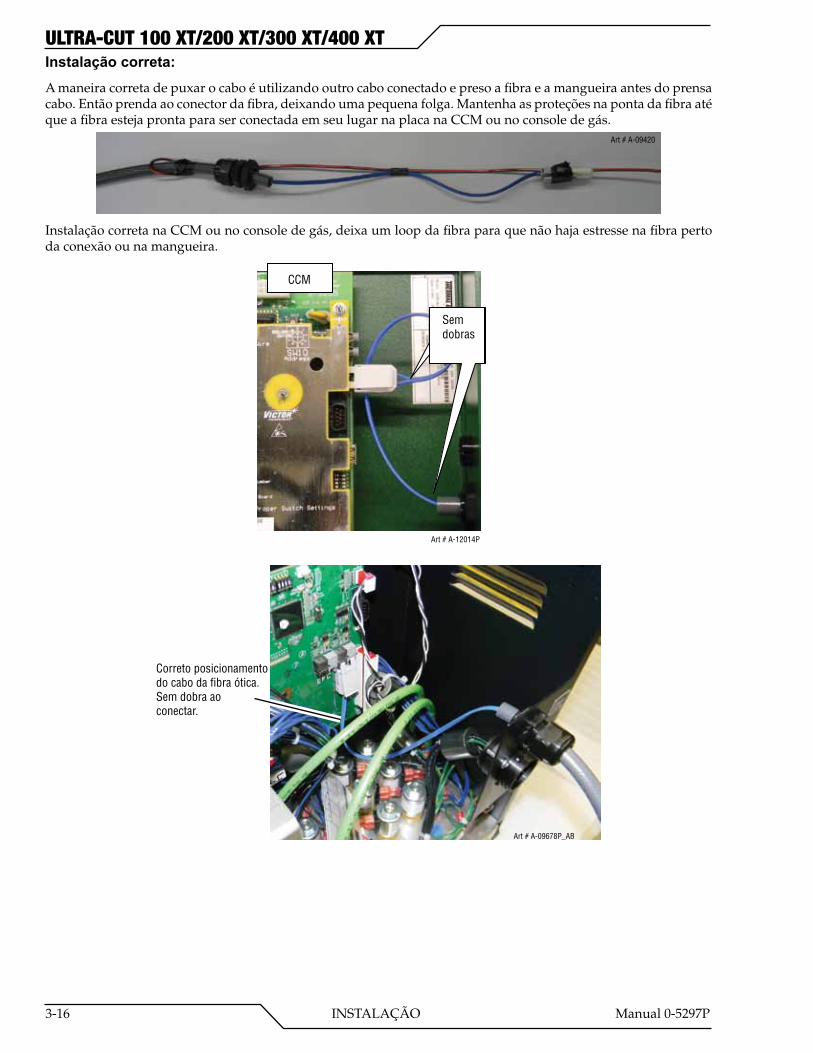
Instalação correta:A maneira correta de puxar o cabo é utilizando outro cabo conectado e preso a fibra e a mangueira antes do prensa cabo. Então prenda ao conector da fibra, deixando uma pequena folga. Mantenha as proteções na ponta da fibra até que a fibra esteja pronta para ser conectada em seu lugar na placa na CCM ou no console de gás.
Art # A-09420
Instalação correta na CCM ou no console de gás, deixa um loop da fibra para que não haja estresse na fibra perto da conexão ou na mangueira.
Art # A-12014P
No sharp bends
CCM
Semdobras
Art # A-09678P_AB
Correto posicionamentodo cabo da fibra ótica.Sem dobra ao conectar.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-17
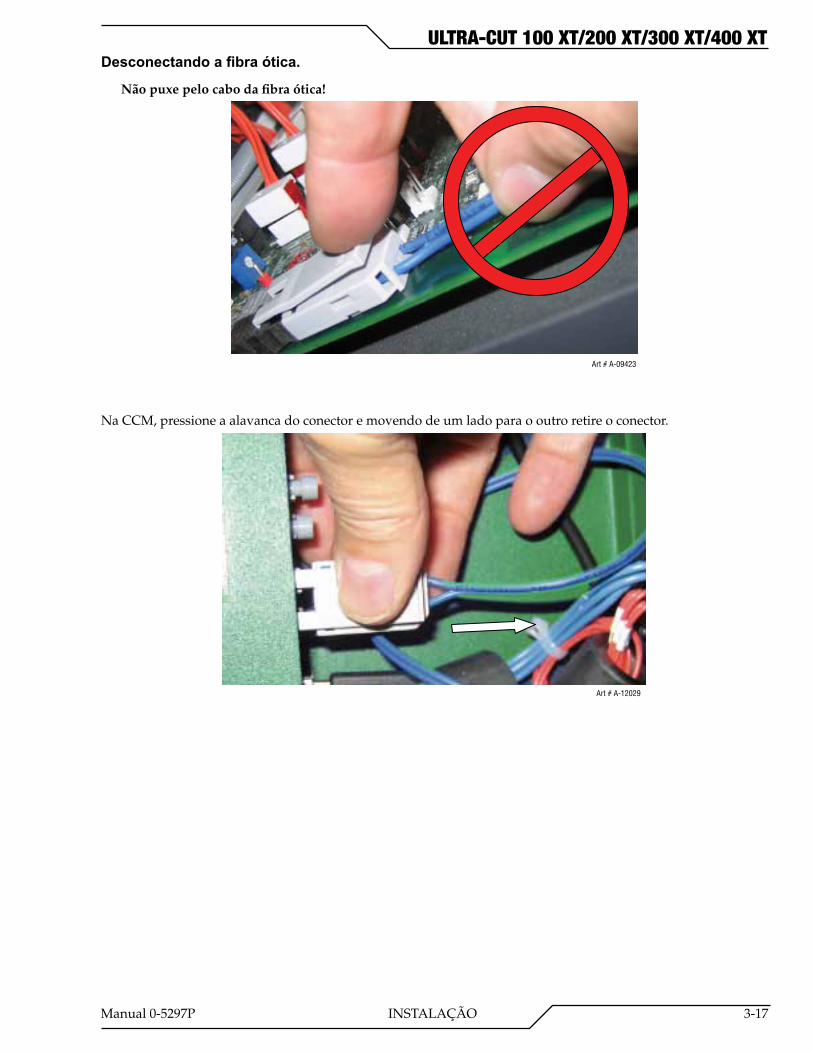
Desconectandoafibraótica.
Não puxe pelo cabo da fibra ótica!
Art # A-09423
Na CCM, pressione a alavanca do conector e movendo de um lado para o outro retire o conector.
Art # A-12029
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-18 INSTALAÇÃO Manual 0-5297P
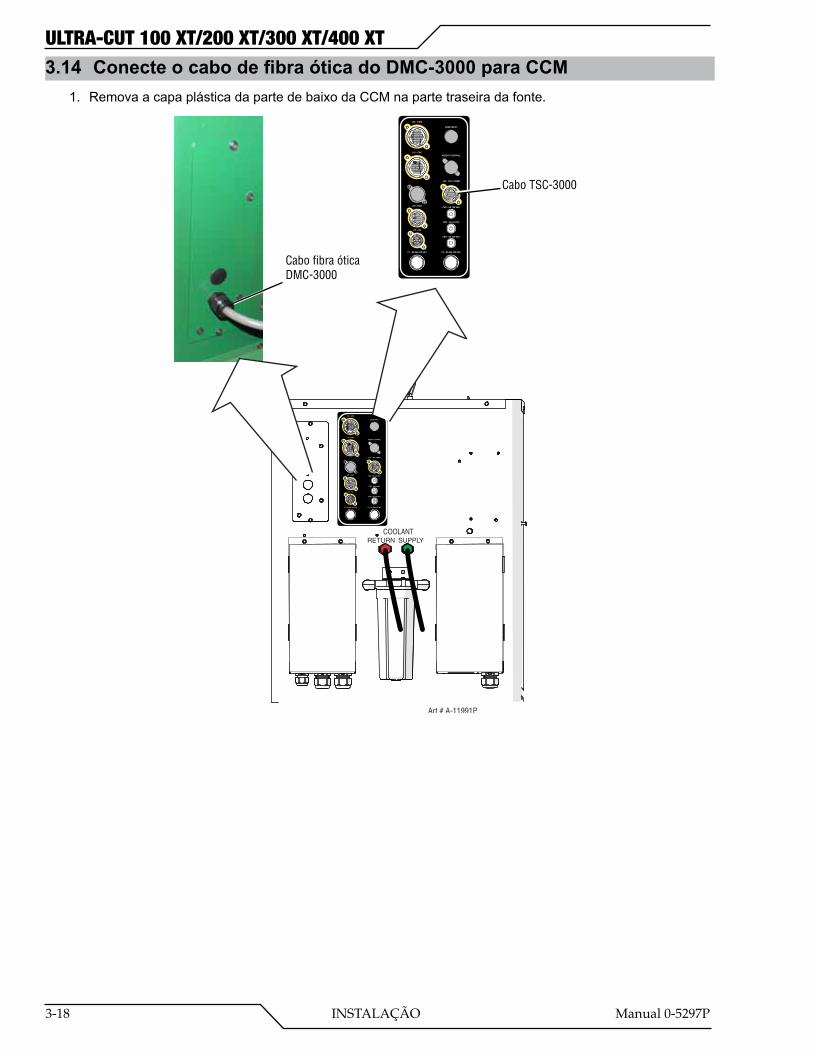
3.14 ConecteocabodefibraóticadoDMC-3000paraCCM1. Remova a capa plástica da parte de baixo da CCM na parte traseira da fonte.
COOLANTRETURN SUPPLY
Art # A-11991P
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM Cabo TSC-3000
Cabo fibra óticaDMC-3000
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-19
CUIDADO
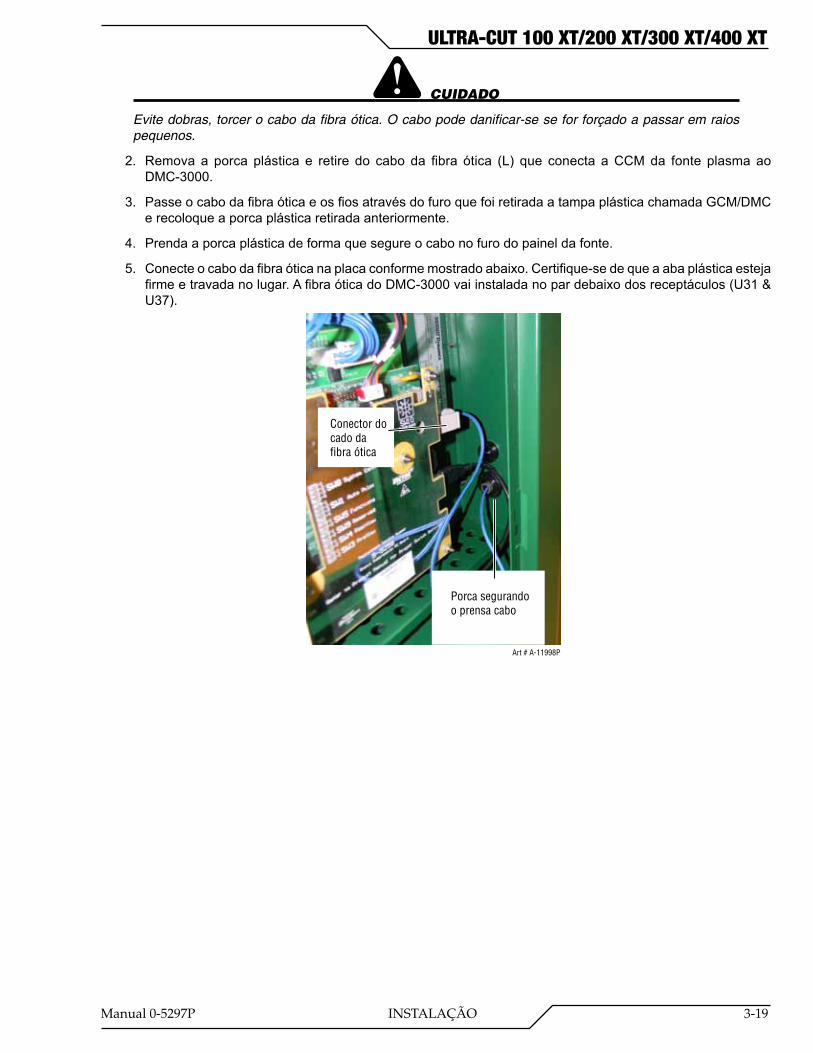
Evite dobras, torcer o cabo da fibra ótica. O cabo pode danificar-se se for forçado a passar em raios pequenos.
2. Remova a porca plástica e retire do cabo da fibra ótica (L) que conecta a CCM da fonte plasma ao DMC-3000.
3. Passe o cabo da fibra ótica e os fios através do furo que foi retirada a tampa plástica chamada GCM/DMC e recoloque a porca plástica retirada anteriormente.
4. Prenda a porca plástica de forma que segure o cabo no furo do painel da fonte.
5. Conecte o cabo da fibra ótica na placa conforme mostrado abaixo. Certifique-se de que a aba plástica esteja firme e travada no lugar. A fibra ótica do DMC-3000 vai instalada no par debaixo dos receptáculos (U31 & U37).
Art # A-11998P
Conector docado dafibra ótica
Porca segurandoo prensa cabo

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-20 INSTALAÇÃO Manual 0-5297P
3.15 AjustedaschavesnoMódulodecontrole-comando(CCM)Remova a lateral superior direita da fonte. Ajuste as chaves na CCM (Command-Control Module) conforme a ilus-tração. Os ajustes das chaves e detalhes de conexão estão fornecidos no Apêndice. Qualquer mudança feita requer que a fonte seja desligada e ligada novamente.
CUIDADO
A placa CCM é sensível a estática. Descarregue a sua energia estática e do local próximo a fonte antes de manusear / tocar nas placas.
USB
SW1 SW3SW4SW5SW8
3 41 2 3 41 2 1 2 1 2 1 2 1 2
SW-1-1: Auto Pilot Restart. 1 = ON = Habilita função de religar o arco piloto. 1 = OFF = Desabilita função de religar o arco piloto (Padrão de fábrica).SW-1-2: Pilot Delay 2 = OFF, 3 = OFF, 4 = OFF: 0 Segundo (Padrão de fábrica).SW-1-3: Pilot Delay 2 = ON, 3 = OFF, 4 = OFF: 0,1 SegundoSW-1-4: Pilot Delay 2 = OFF, 3 = ON, 4 = OFF: 0,2 Segundos 2 = ON, 3 = ON, 4 = OFF: 0,4 Segundos 2 = OFF, 3 = OFF, 4 = ON: 0,8 Segundos 2 = ON, 3 = OFF, 4 = ON: 1,0 Segundos 2 = OFF, 3 = ON, 4 = ON: 1,5 Segundos 2 = ON, 3 = ON, 4 = ON: 2,0 Segundos
SW-4: Postflow Time 1 = OFF, 2 = OFF: 10 Segundos (padrão de fábrica). 1 = ON, 2 = OFF: 20 Segundos 1 = OFF, 2 = ON: 5 Segundos 1 = ON, 2 = ON: 0 Segundo
SW-5-1: Tip Saver Reservado para uso da fabrica. SW-5-2: Off Plate Reservado para uso da fabrica.
1 = ON = Longo (3 s.)
ON
ON
Ativo apenas se SW-1-1 estiver em ON.
Art # A-11890P_AB
SW 8-2: Remote Current 1 = OFF = Desabilitado (Padrão de fábrica). 1 = ON = (Controle remoto analógico de corrente) Ajuste a SW11 para a posição “A”*SW 8-3: Auto Transfer Retry1 = OFF = Habilita até 3 tentativas (Padrão de fábrica). 1 = ON = DesabilitadoSW 8-4: OFF = Disabled (Padrão de fábrica). ON = Marcação remota habilitada SW em TB3-1&2
Chaves mostradas na posição DESLIGADO
SW9
SW 8-1: Pilot Time 1 = OFF = Curto (85 ms.) (Padrão de fábrica).
SW-3: Gas Preflow Time 1 = Off, 2 = OFF: 3 segundos 1 = ON, 2 = OFF: 4 segundos 1 = OFF, 2 = ON: 6 segundos 1 = ON, 2 = ON: 8 segundos
Uso futuro
SW
1S
W3
SW
4S
W5
SW
8
34
12
34
12
12
12
12
12
ON
ON
Switches show
n in OFF position
SW
9
Posição real

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-21
CUIDADO
A placa CCM é sensível a estática. Descarregue a sua energia estática e do local próximo a fonte antes de manusear / tocar nas placas.
SW-6: OK-to-Move: Contato seco, 120VAC @ 1A (Padrão de fabrica) ou DC Volts (16-18vdc@ até 100 ma.)SW-11: Posição “B”, (para cima) padrãoSW-11: Posição “A”, (para baixo) para controle remoto de corrente analógico. SW-8-2 deve estar em “ON”.
SW-12-1/2/3/4: Sinal do arco dividido All = OFF = 50:1 (Padrão de fabrica)
1 = ON = 16.6:1 2 = ON = 30:1 3 = ON = 40:1 4 = ON = 25:1
Art # A-12016P_AB
Only 1 on at a time.
SW13: Ultra-Cut Switch positions
SW13
SW6
SW12
SW13 (Nota posições 3-4 não utilizadas)
12
34
ON
SW11
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-22 INSTALAÇÃO Manual 0-5297P
Ajustede2-fiose4-fiosQuando utilizar o TSC-3000 o jumper deve estar na posição de 2 fios (2W) mostrado abaixo.
Para outros controles CNC utilizando comunicação de 4 fios tal como o XT iCNC, coloque o jumper na posição 4W.
NOTA
Falha ao ajustar corretamtne a posição irá resultar em falha de comunicação com o dispositivo.
Art #
123
22
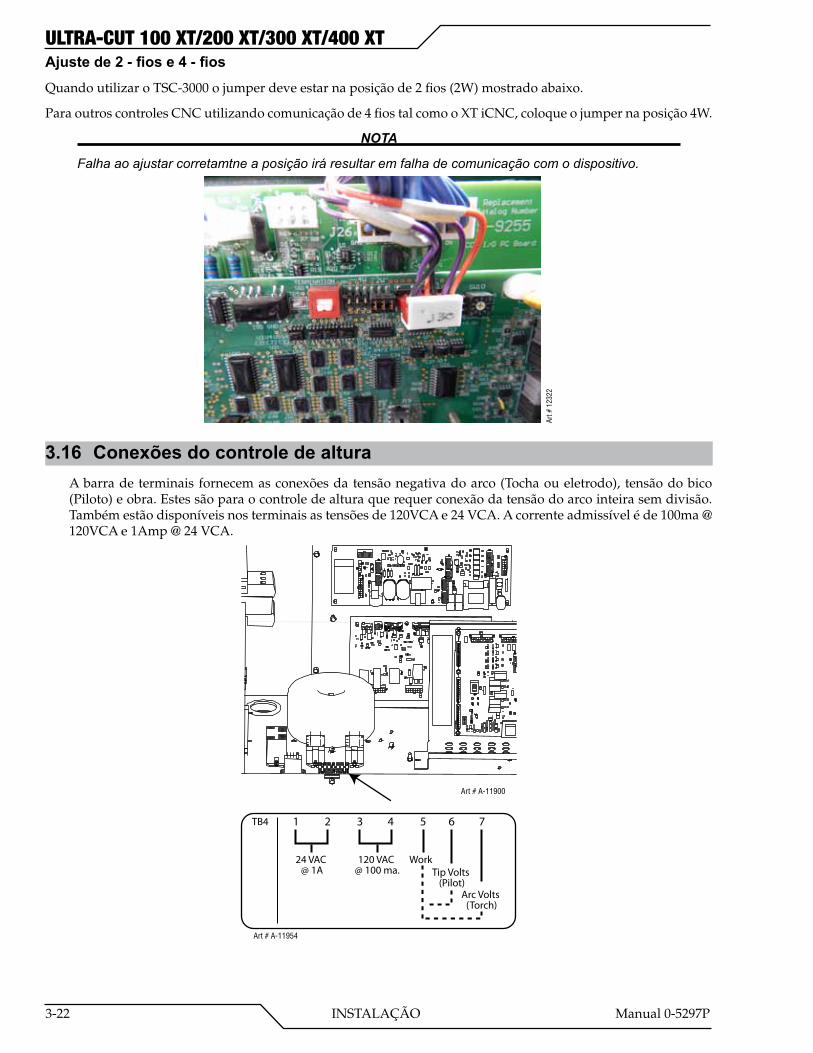
3.16 Conexões do controle de alturaA barra de terminais fornecem as conexões da tensão negativa do arco (Tocha ou eletrodo), tensão do bico (Piloto) e obra. Estes são para o controle de altura que requer conexão da tensão do arco inteira sem divisão. Também estão disponíveis nos terminais as tensões de 120VCA e 24 VCA. A corrente admissível é de 100ma @ 120VCA e 1Amp @ 24 VCA.
Art # A-11900
24 VAC @ 1A
TB4 1 2 3 4 5 6 7
120 VAC @ 100 ma.
WorkTip Volts
(Pilot)Arc Volts
(Torch)
Art # A-11954

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-23
NOTA
Existem furos adicionais no painél traseiro para a passagem dos cabos. Estes, ao invés do existente na CCM são para uso preferencial na passagem dos cabos através de um prensa cabos para a conexão com o controle de altura, etc..
3.17 Trocador de calor HE400XTUsado em série com o sistema de refrigeração existente nas fontes Ultra-Cut XT™, o HE400XT fornece refrigeração adicional para a cabeça da tocha durante o corte de 300 amps ou acima. O ventilador do HE400XT é controlado termicamente para operar sempre que o ventilador e a bomba da Ultra-Cut estejam operando e a temperatura do refrigerante esteja acima da nível determinado. Ele pode funcionar a qualquer momento enquanto a bomba estiver operacional.
! AVISO
Não desmonte o trocador de calor com a alimentação ligada ou com o refrigerante circulando. Tensões perigosas de 220 CA e líquido em alta pressão estão presentes.
Posicione o trocador de calor de forma que haja uma ventilação adequada na frente e na parte de trás da unidade e não coloque ou apoie nada na parte de cima da unidade.
2’ (0.6 m)
2’ (0.6 m)3” 76 mm
3” 76 mm
Art # A-09623
NOTA
Certifique-se de que as 4 linhas do refrigerante descritas abaixo estejam conectadas e sem vazamento antes de conectar a alimentação ao J71.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-24 INSTALAÇÃO Manual 0-5297P
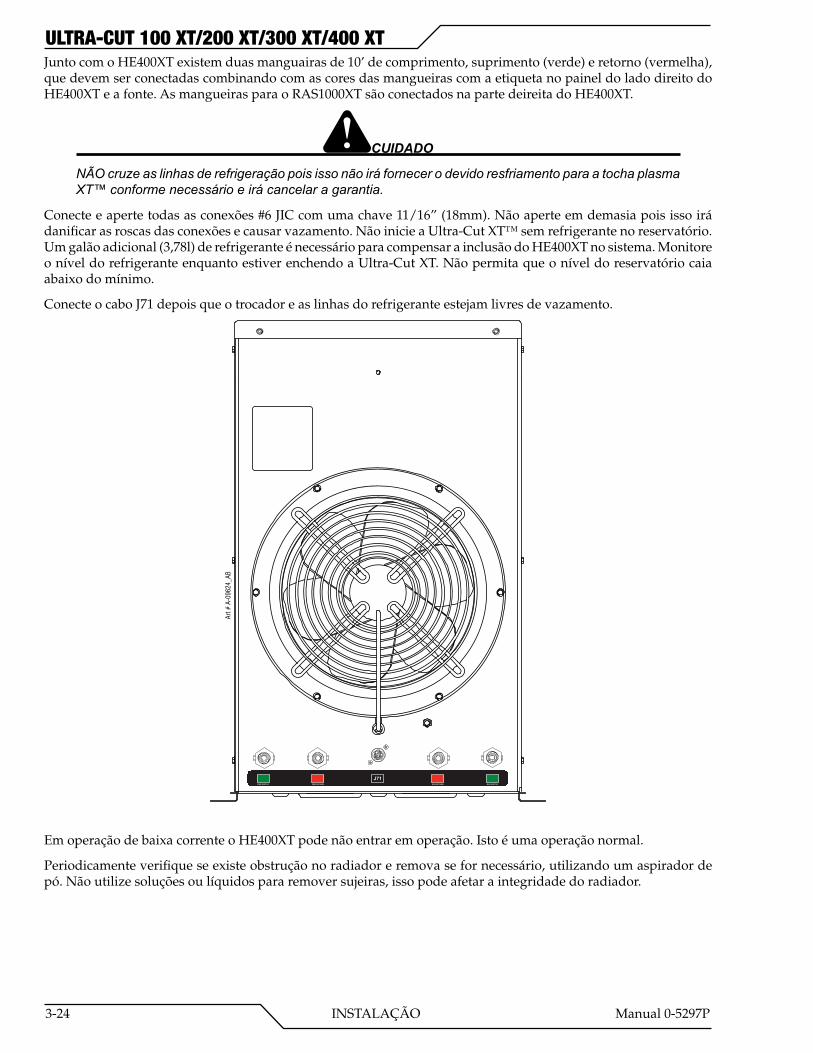
Junto com o HE400XT existem duas manguairas de 10’ de comprimento, suprimento (verde) e retorno (vermelha), que devem ser conectadas combinando com as cores das mangueiras com a etiqueta no painel do lado direito do HE400XT e a fonte. As mangueiras para o RAS1000XT são conectados na parte deireita do HE400XT.
CUIDADO
NÃO cruze as linhas de refrigeração pois isso não irá fornecer o devido resfriamento para a tocha plasma XT™ conforme necessário e irá cancelar a garantia.
Conecte e aperte todas as conexões #6 JIC com uma chave 11/16” (18mm). Não aperte em demasia pois isso irá danificar as roscas das conexões e causar vazamento. Não inicie a Ultra-Cut XT™ sem refrigerante no reservatório. Um galão adicional (3,78l) de refrigerante é necessário para compensar a inclusão do HE400XT no sistema. Monitore o nível do refrigerante enquanto estiver enchendo a Ultra-Cut XT. Não permita que o nível do reservatório caia abaixo do mínimo.
Conecte o cabo J71 depois que o trocador e as linhas do refrigerante estejam livres de vazamento.
Art #
A-0
9624
_AB
Em operação de baixa corrente o HE400XT pode não entrar em operação. Isto é uma operação normal.
Periodicamente verifique se existe obstrução no radiador e remova se for necessário, utilizando um aspirador de pó. Não utilize soluções ou líquidos para remover sujeiras, isso pode afetar a integridade do radiador.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-25
3.18 Instalação do painel de controle de gás DMC-3000OpaineldecontroledegásDMC-3000deveserinstaladoemumlocaladequadoondesejadefácilacessoaooperadordosistema.Aunidadedevesermontadaemumasuperfíciehorizontal.Seomóduloformontadoemqualquersuportesujeitoavibraçãooumovimentação,oinstaladordevefixaropainelfirmemente.
Omódulodeveserlocalizadoomaisdistanteopossíveldoignitorremotodevidoapossibilidadedeinterferênciaeletromagnética.Éaceitávelpassarocabodecontrolenamesmaesteiraportacabosdoarcoremoto.
Omóduloincluepésquelevantamaparteinferiordopainelparacimadasuperfíciedemontagem.Existemfurosdeventilaçãonaslateriasdopainelequedeveficarlivres,paraalivrepassagemdaventilaçãonatural.
Dimensões de montagem
5.00 in[127.0 mm]
7.08 in[179.8 mm]
12.18 in[309.4 mm]
11.44 in[290.6 mm]
.30 in[7.62 mm]
DMC-3000 Superior
13.60 in[345.6 mm]
DMC-3000 Perfil
Art # A-09459P

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-26 INSTALAÇÃO Manual 0-5297P
Preparação1. Removaosparafusosdatampadopaineldemódulo.
Afrouxe ou remova os 2 parafusos
Remova os 2 parafusos
Art #
A-0
9139
P_AC
Remoçãodatampa
2. CuidadosamenteremovaatampadomóduloverificandoosfiosqueestãoconectadosaoJ1.Removaoconectoreentãocoloqueatampadelado.
Art # A-09140
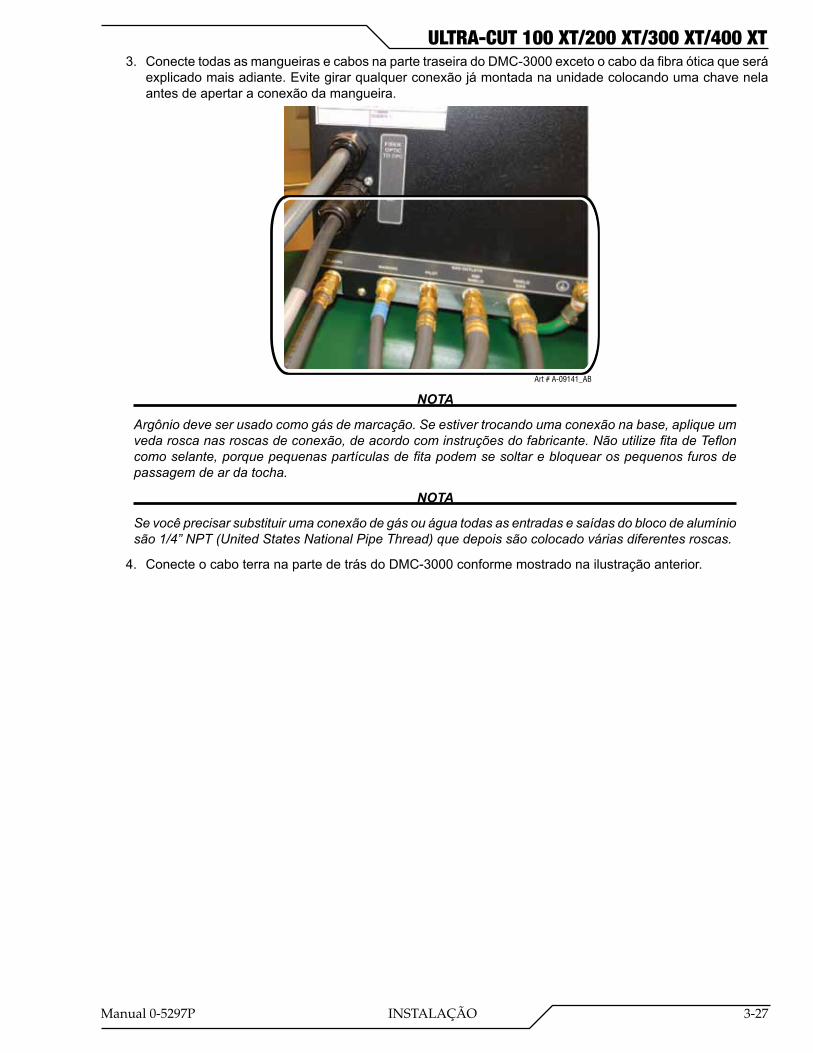
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-27
3. Conecte todas as mangueiras e cabos na parte traseira do DMC-3000 exceto o cabo da fibra ótica que será explicado mais adiante. Evite girar qualquer conexão já montada na unidade colocando uma chave nela antes de apertar a conexão da mangueira.
Art # A-09141_AB
NOTA
Argônio deve ser usado como gás de marcação. Se estiver trocando uma conexão na base, aplique um veda rosca nas roscas de conexão, de acordo com instruções do fabricante. Não utilize fita de Teflon como selante, porque pequenas partículas de fita podem se soltar e bloquear os pequenos furos de passagem de ar da tocha.
NOTA
Se você precisar substituir uma conexão de gás ou água todas as entradas e saídas do bloco de alumínio são 1/4” NPT (United States National Pipe Thread) que depois são colocado várias diferentes roscas.
4. Conecte o cabo terra na parte de trás do DMC-3000 conforme mostrado na ilustração anterior.
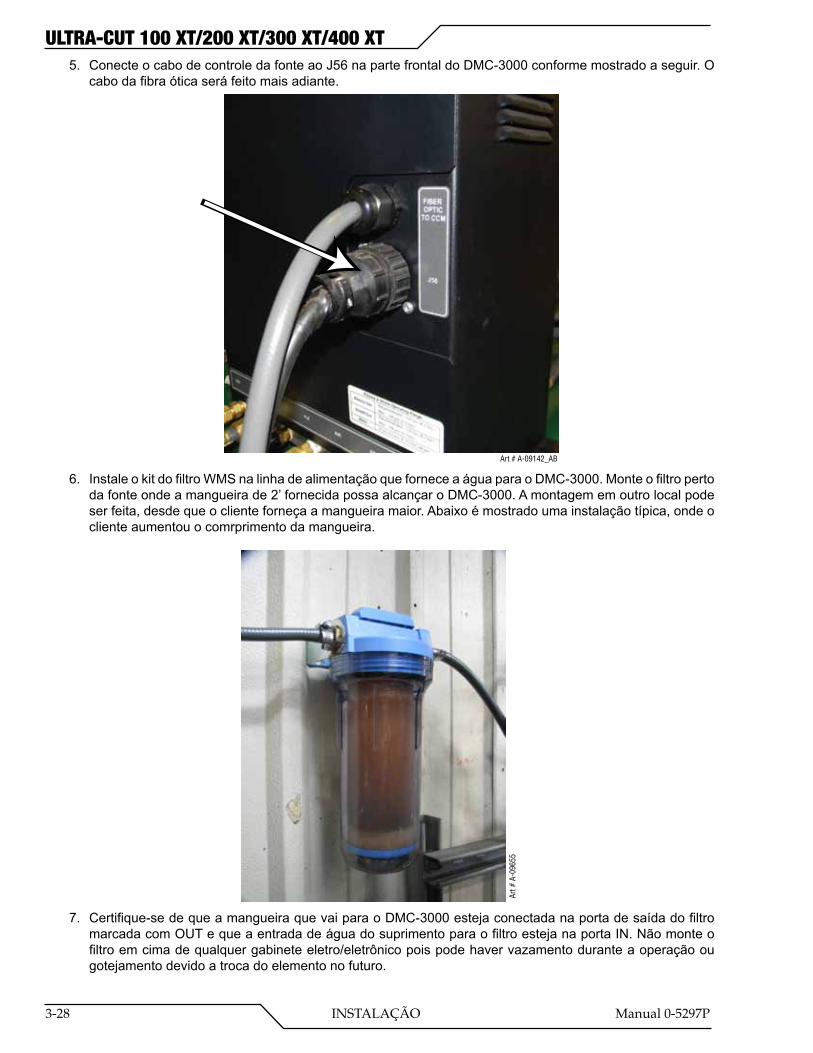
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-28 INSTALAÇÃO Manual 0-5297P
5. Conecte o cabo de controle da fonte ao J56 na parte frontal do DMC-3000 conforme mostrado a seguir. O cabo da fibra ótica será feito mais adiante.
Art # A-09142_AB
6. Instale o kit do filtro WMS na linha de alimentação que fornece a água para o DMC-3000. Monte o filtro perto da fonte onde a mangueira de 2’ fornecida possa alcançar o DMC-3000. A montagem em outro local pode ser feita, desde que o cliente forneça a mangueira maior. Abaixo é mostrado uma instalação típica, onde o cliente aumentou o comrprimento da mangueira.
Art #
A-0
9655
7. Certifique-se de que a mangueira que vai para o DMC-3000 esteja conectada na porta de saída do filtro marcada com OUT e que a entrada de água do suprimento para o filtro esteja na porta IN. Não monte o filtro em cima de qualquer gabinete eletro/eletrônico pois pode haver vazamento durante a operação ou gotejamento devido a troca do elemento no futuro.
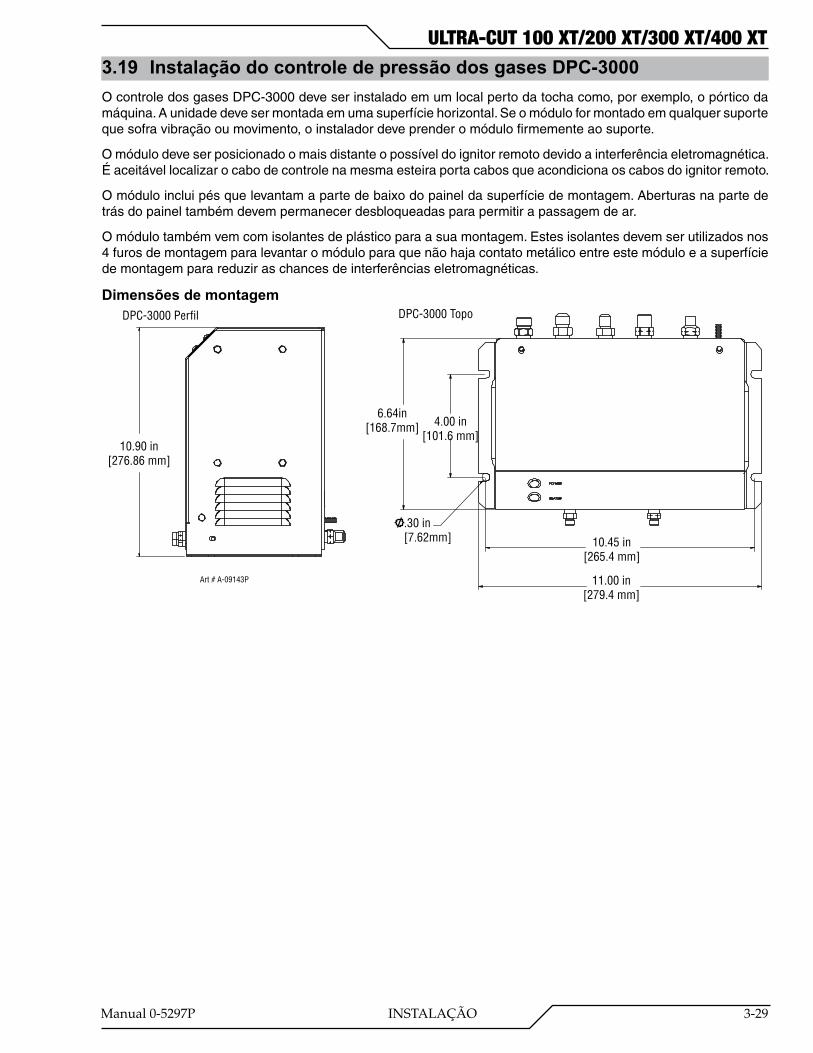
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-29
3.19 Instalação do controle de pressão dos gases DPC-3000OcontroledosgasesDPC-3000deveserinstaladoemumlocalpertodatochacomo,porexemplo,opórticodamáquina.Aunidadedevesermontadaemumasuperfíciehorizontal.Seomóduloformontadoemqualquersuportequesofravibraçãooumovimento,oinstaladordeveprenderomódulofirmementeaosuporte.
Omódulodeveserposicionadoomaisdistanteopossíveldoignitorremotodevidoainterferênciaeletromagnética.Éaceitávellocalizarocabodecontrolenamesmaesteiraportacabosqueacondicionaoscabosdoignitorremoto.
Omóduloincluipésquelevantamapartedebaixodopaineldasuperfíciedemontagem.Aberturasnapartedetrásdopaineltambémdevempermanecerdesbloqueadasparapermitirapassagemdear.
Omódulotambémvemcomisolantesdeplásticoparaasuamontagem.Estesisolantesdevemserutilizadosnos4furosdemontagemparalevantaromóduloparaquenãohajacontatometálicoentreestemóduloeasuperfíciedemontagemparareduziraschancesdeinterferênciaseletromagnéticas.
Dimensões de montagem
10.90 in[276.86 mm]
DPC-3000 Perfil
4.00 in[101.6 mm]
6.64in[168.7mm]
11.00 in[279.4 mm]
10.45 in[265.4 mm]
.30 in[7.62mm]
DPC-3000 Topo
Art # A-09143P
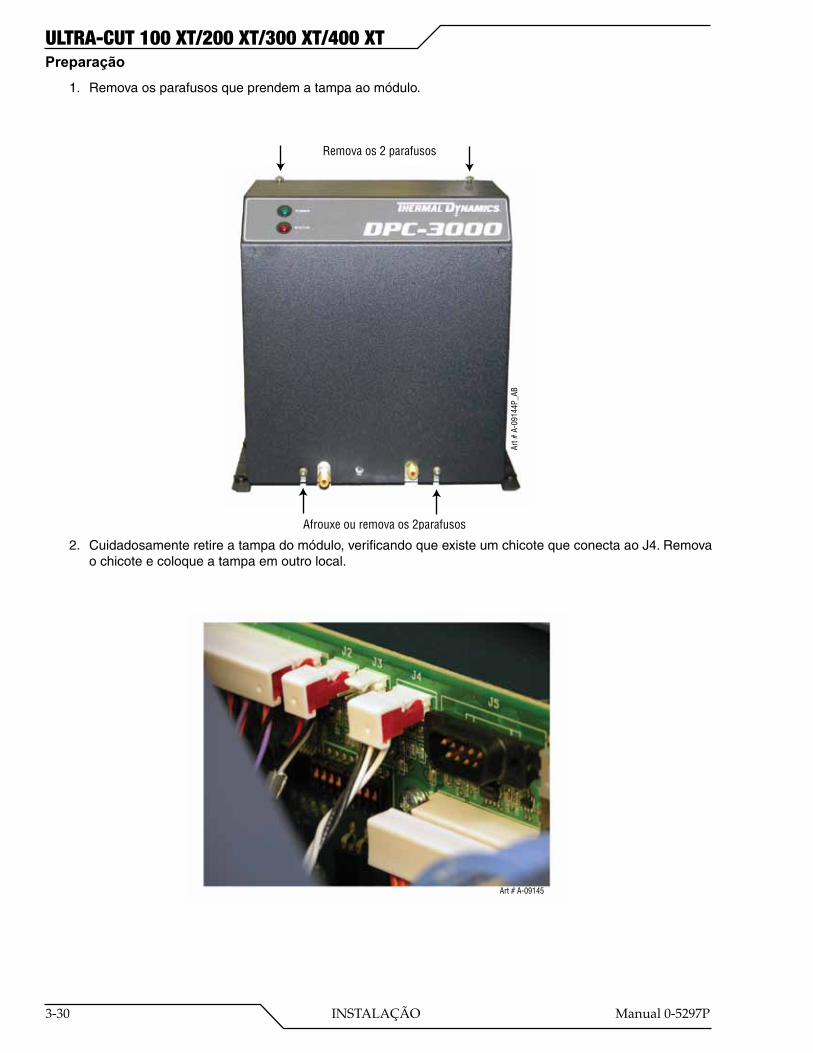
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-30 INSTALAÇÃO Manual 0-5297P
Preparação1. Removaosparafusosqueprendematampaaomódulo.
Afrouxe ou remova os 2parafusos
Remova os 2 parafusos
Art #
A-0
9144
P_AB
2. Cuidadosamenteretireatampadomódulo,verificandoqueexisteumchicotequeconectaaoJ4.Removaochicoteecoloqueatampaemoutrolocal.
Art # A-09145
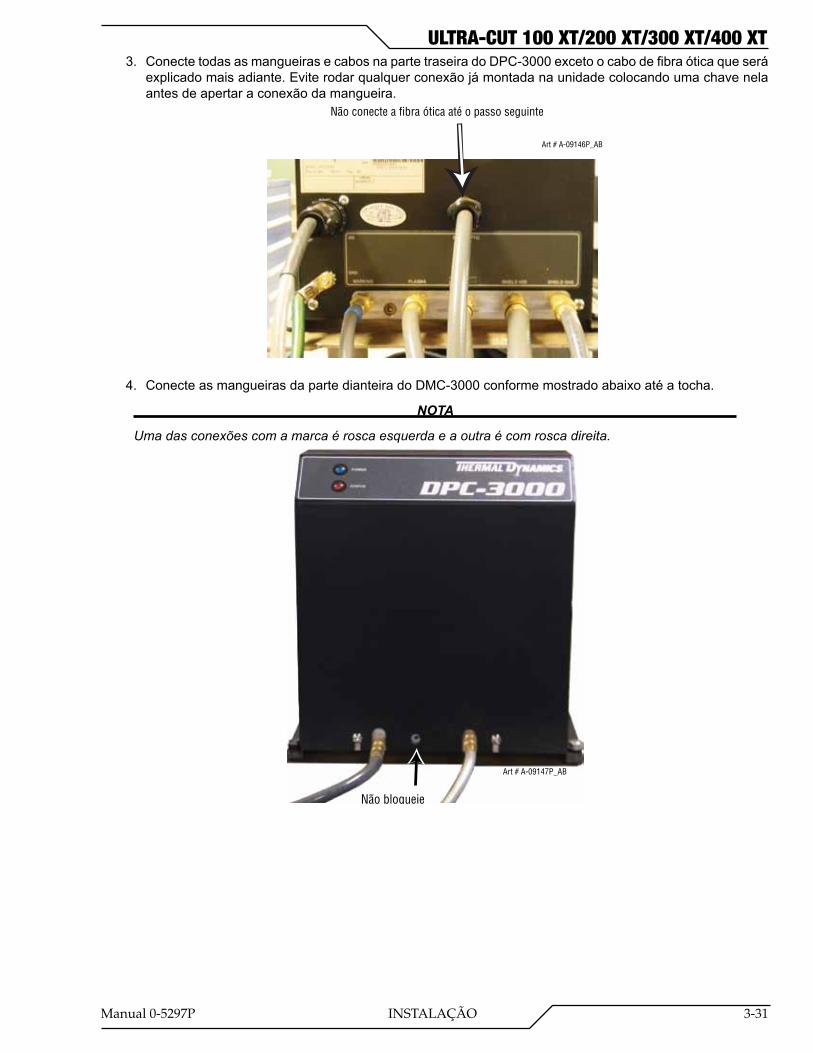
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-31
3. Conecte todas as mangueiras e cabos na parte traseira do DPC-3000 exceto o cabo de fibra ótica que será explicado mais adiante. Evite rodar qualquer conexão já montada na unidade colocando uma chave nela antes de apertar a conexão da mangueira.
Não conecte a fibra ótica até o passo seguinte
Art # A-09146P_AB
4. Conecte as mangueiras da parte dianteira do DMC-3000 conforme mostrado abaixo até a tocha.
NOTA
Uma das conexões com a marca é rosca esquerda e a outra é com rosca direita.
Art # A-09147P_AB
Não bloqueie

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-32 INSTALAÇÃO Manual 0-5297P
3.20 InstalaçãodocabodefibraóticadoCCMparaDMC-3000.
CUIDADO
Evite dobrar, torcer o cabo de fibra ótica. O cabo pode danificar-se se for forçado em raios muito peque-nos. Veja a seção 3.10 para um correto manuseio e instalação da fibra ótica.
1. Remova a porca do prensa cabo na ponta da fibra ótica (L) que será conectada a CCM.
2. Certifique-se de que o cabo está exposto depois do prensa cabo aproximadamente 25 mm (conforme mostrado abaixo) e prensa apertando manualmente a porca do prensa cabo para prender a mangueira no lugar. Aperto manual é suficiente.
3. Passe o cabo de fibra ótica e o conector pelo furo conforme mostrado abaixo e passe a porca fina pela ponta da fibra.
Art # A-09148_AB

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-33
4. Posicione o prensa cabo no furo e prenda com a porca do outro lado fazendo com que a chapa de metal fique entre os dois.
Art # A-09149_AB
5. Conecte o cabo de fibra ótica na placa conforme mostrado abaixo. Certifique-se de que a aba está travada no lugar.
Cabo da fibra óticade/para CCM conecta aqui
Art # A-11999P
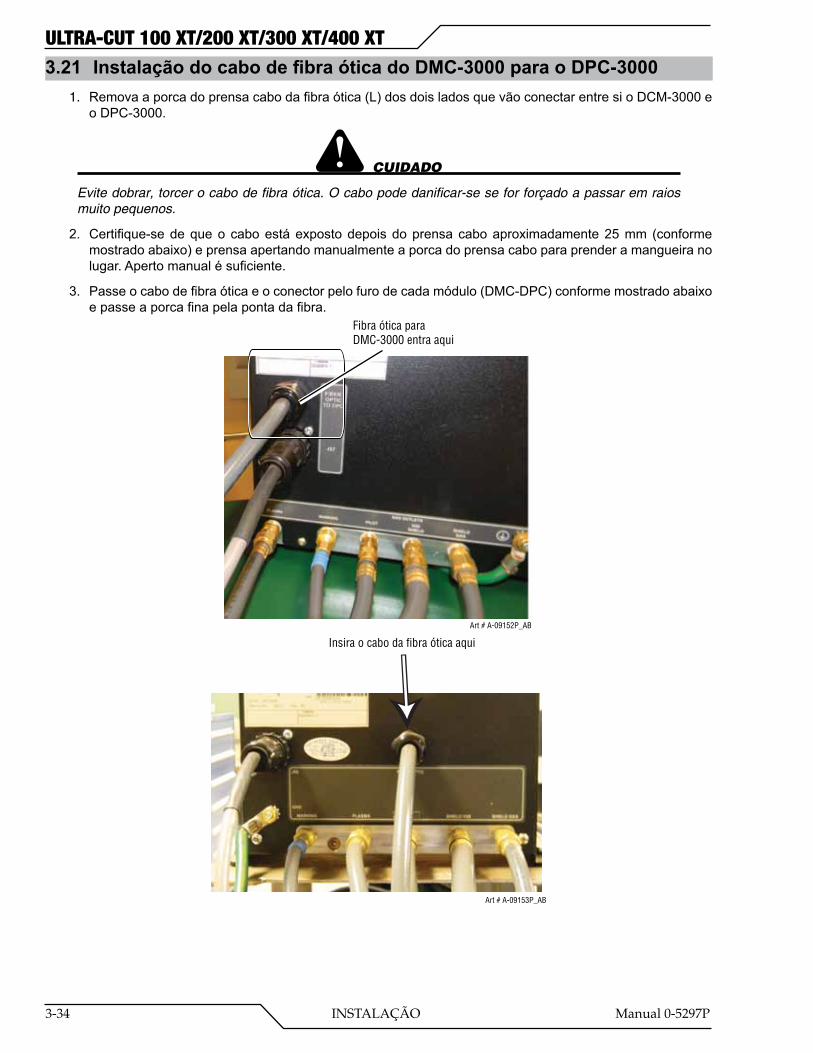
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-34 INSTALAÇÃO Manual 0-5297P
3.21 InstalaçãodocabodefibraóticadoDMC-3000paraoDPC-30001. Remova a porca do prensa cabo da fibra ótica (L) dos dois lados que vão conectar entre si o DCM-3000 e
o DPC-3000.
CUIDADO
Evite dobrar, torcer o cabo de fibra ótica. O cabo pode danificar-se se for forçado a passar em raios muito pequenos.
2. Certifique-se de que o cabo está exposto depois do prensa cabo aproximadamente 25 mm (conforme mostrado abaixo) e prensa apertando manualmente a porca do prensa cabo para prender a mangueira no lugar. Aperto manual é suficiente.
3. Passe o cabo de fibra ótica e o conector pelo furo de cada módulo (DMC-DPC) conforme mostrado abaixo e passe a porca fina pela ponta da fibra.
Fibra ótica para DMC-3000 entra aqui
Art # A-09152P_AB
Insira o cabo da fibra ótica aqui
Art # A-09153P_AB

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-35
4. Posicione cada prensa cabo no furo e prenda com a porca do outro lado fazendo com que a chapa de metal fique entre os dois.
5. Conecte o cabo da fibra ótica na placa conforme mostrado abaixo para o DMC-3000. Certifique-se de que a aba está travada no lugar.
Conecte o cabo de fibra ótica de/para DPC-3000 aqui
Art # A-09154P
6. Conecte o cabo da fibra ótica na placa conforme mostrado abaixo para o DPC-3000. Certifique-se de que a aba está travada no lugar.
Fibra ótica de/para DMC-3000 conecte aqui
Art # A-09155P
7. Reinstaleastampascertificando-seqeoschicotesestãoconectados.
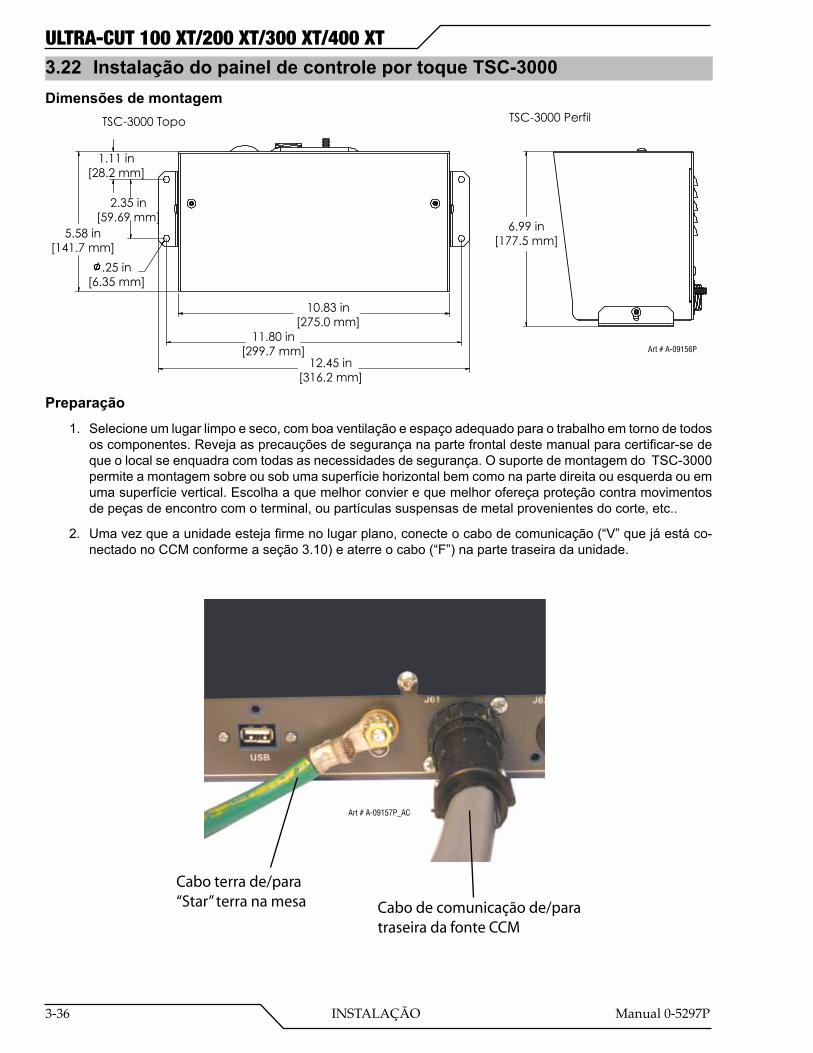
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-36 INSTALAÇÃO Manual 0-5297P
3.22 Instalação do painel de controle por toque TSC-3000Dimensões de montagem
6.99 in[177.5 mm]
TSC-3000 Perfil
5.58 in[141.7 mm]
2.35 in[59.69 mm]
1.11 in[28.2 mm]
12.45 in[316.2 mm]
.25 in[6.35 mm]
11.80 in[299.7 mm]
10.83 in[275.0 mm]
TSC-3000 Topo
Art # A-09156P
Preparação1. Selecione um lugar limpo e seco, com boa ventilação e espaço adequado para o trabalho em torno de todos
os componentes. Reveja as precauções de segurança na parte frontal deste manual para certificar-se de que o local se enquadra com todas as necessidades de segurança. O suporte de montagem do TSC-3000 permite a montagem sobre ou sob uma superfície horizontal bem como na parte direita ou esquerda ou em uma superfície vertical. Escolha a que melhor convier e que melhor ofereça proteção contra movimentos de peças de encontro com o terminal, ou partículas suspensas de metal provenientes do corte, etc..
2. Uma vez que a unidade esteja firme no lugar plano, conecte o cabo de comunicação (“V” que já está co-nectado no CCM conforme a seção 3.10) e aterre o cabo (“F”) na parte traseira da unidade.
Cabo de comunicação de/paratraseira da fonte CCM
Cabo terra de/para“Star” terra na mesa
Art # A-09157P_AC
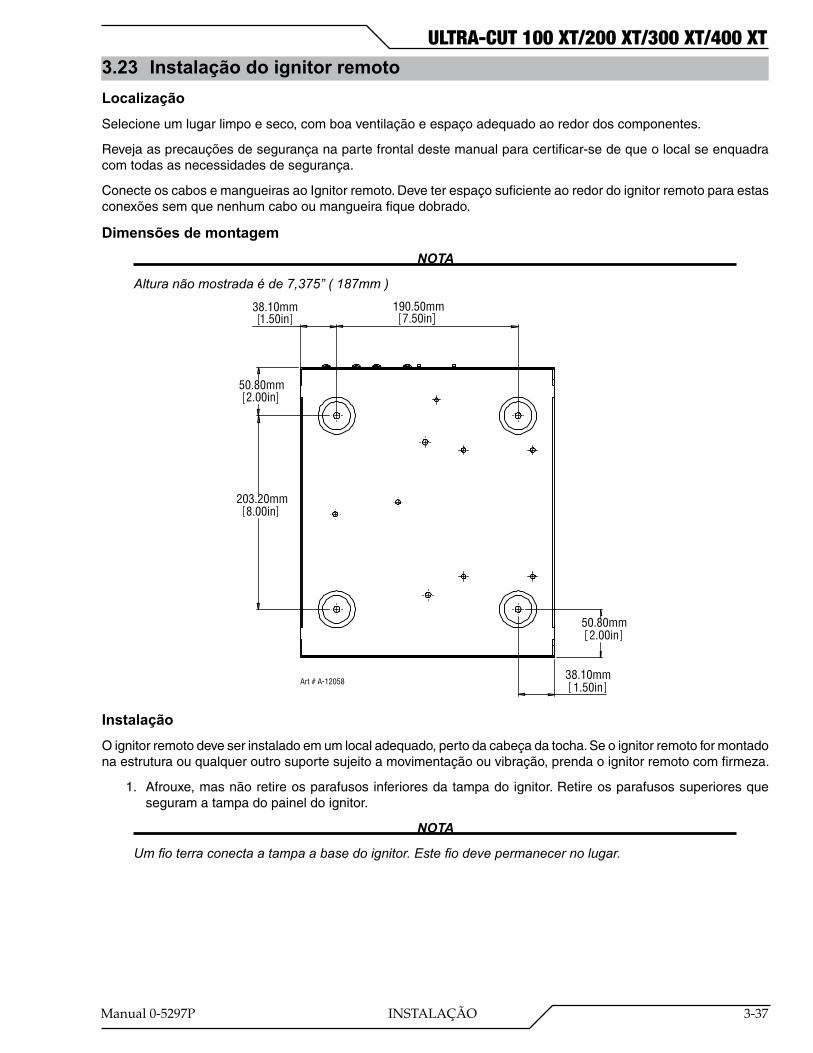
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-37
3.23 Instalação do ignitor remotoLocalizaçãoSelecioneumlugarlimpoeseco,comboaventilaçãoeespaçoadequadoaoredordoscomponentes.
Revejaasprecauçõesdesegurançanapartefrontaldestemanualparacertificar-sedequeolocalseenquadracomtodasasnecessidadesdesegurança.
ConecteoscabosemangueirasaoIgnitorremoto.Deveterespaçosuficienteaoredordoignitorremotoparaestasconexõessemquenenhumcabooumangueirafiquedobrado.
Dimensões de montagemNOTA
Altura não mostrada é de 7,375” ( 187mm )
38.10mm1.50in
190.50mm7.50in
50.80mm2.00in
203.20mm8.00in
50.80mm2.00in
38.10mm1.50in
Art # A-12058
InstalaçãoOignitorremotodeveserinstaladoemumlocaladequado,pertodacabeçadatocha.Seoignitorremotoformontadonaestruturaouqualqueroutrosuportesujeitoamovimentaçãoouvibração,prendaoignitorremotocomfirmeza.
1. Afrouxe,masnãoretireosparafusosinferioresdatampadoignitor.Retireosparafusossuperioresqueseguramatampadopaineldoignitor.
NOTA
Um fio terra conecta a tampa a base do ignitor. Este fio deve permanecer no lugar.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-38 INSTALAÇÃO Manual 0-5297P
2. Removaatampadoignitorremoto.
Art # A-12059P
Parafusos inferiores(2 por lado)
Parafusos superiores (2 por lado)
Cover
Fio terra
Remoçãodatampa
3. Posicione o ignitor em uma superfície lisa e horizontal.
4. Utilize os furos disponíveis em pelo menos dois pontos para prender o ingitor a superfície de montagem.
Art # A-12060P
Mínimo 2

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-39
Conexões de entrada1. Vejaasfiguras.Façaasseguintesconexõesdeentradanoignitorremoto.
• Mangueirasderefrigerantedeidaeretorno(dotrocadordecalorHE-400).Asmangueiraseasconexõessãomarcadascomcores;vermelhapararetornoeverdeparasuprimento.
Mangueira de suprimento e retorno(da fonte plasma)
Art # A-12061P
Supreim.
Retorno
Retorno (Vermelho)
Suprimento (Verde)
Art # A-12062P
Verde
Verm.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-40 INSTALAÇÃO Manual 0-5297P
2. Veja a ilustração. Conecte o cabo do Piloto e os cabos Negativos utilizando as arruelas em cada um.
NOTA
* Escravo e Mestre se referem apenas as instalações que utilizam fontes em paralelo. Escrava não é utilizada em operações com apenas 1 fonte.
*Negativo (Mestre)Cabo da tocha
Piloto
Art # A-12063P_AB
*Negativo (Escravo)
Cabo negativo mestre, negativo escravo e piloto (do painel traseiro da fonte)
Art # A-12064
Cabo de controle do painel traseiro da fonte
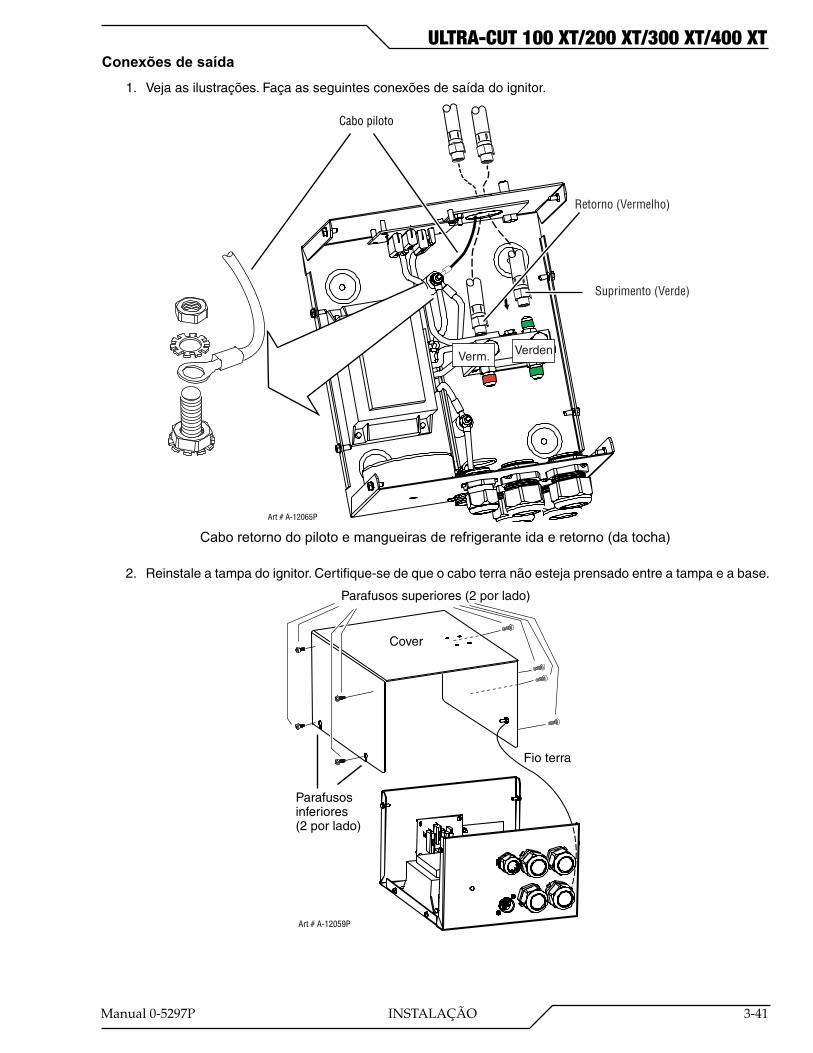
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-41
Conexões de saída1. Vejaasilustrações.Façaasseguintesconexõesdesaídadoignitor.
Cabo piloto
Art # A-12065P
VerdenVerm.
Retorno (Vermelho)
Suprimento (Verde)
Cabo retorno do piloto e mangueiras de refrigerante ida e retorno(datocha)
2. Reinstaleatampadoignitor.Certifique-sedequeocaboterranãoestejaprensadoentreatampaeabase.
Art # A-12059P
Parafusos inferiores(2 por lado)
Parafusos superiores (2 por lado)
Cover
Fio terra
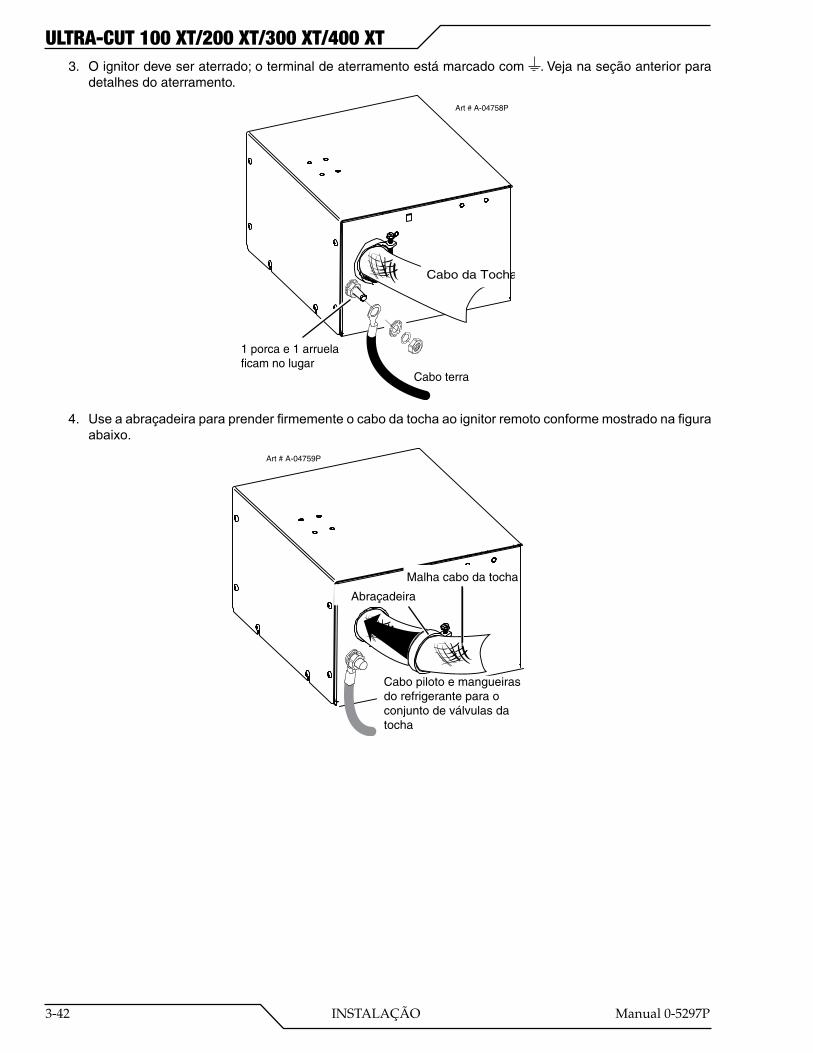
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-42 INSTALAÇÃO Manual 0-5297P
3. Oignitordeveseraterrado;oterminaldeaterramentoestámarcadocom .Vejanaseçãoanteriorparadetalhesdoaterramento.
Cabo terra
Art # A-04758P
1 porca e 1 arruela ficam no lugar
Cabo da Tocha
4. Use a abraçadeira para prender firmemente o cabo da tocha ao ignitor remoto conforme mostrado na figura abaixo.
Art # A-04759P
Cabo piloto e mangueirasdo refrigerante para o conjunto de válvulas datocha
Malha cabo da tocha
Abraçadeira

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-43
Conexão do cabo de controle1. ConecteocabodoignitoraoreceptáculoRemoteArcStarter.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Art # A-12067
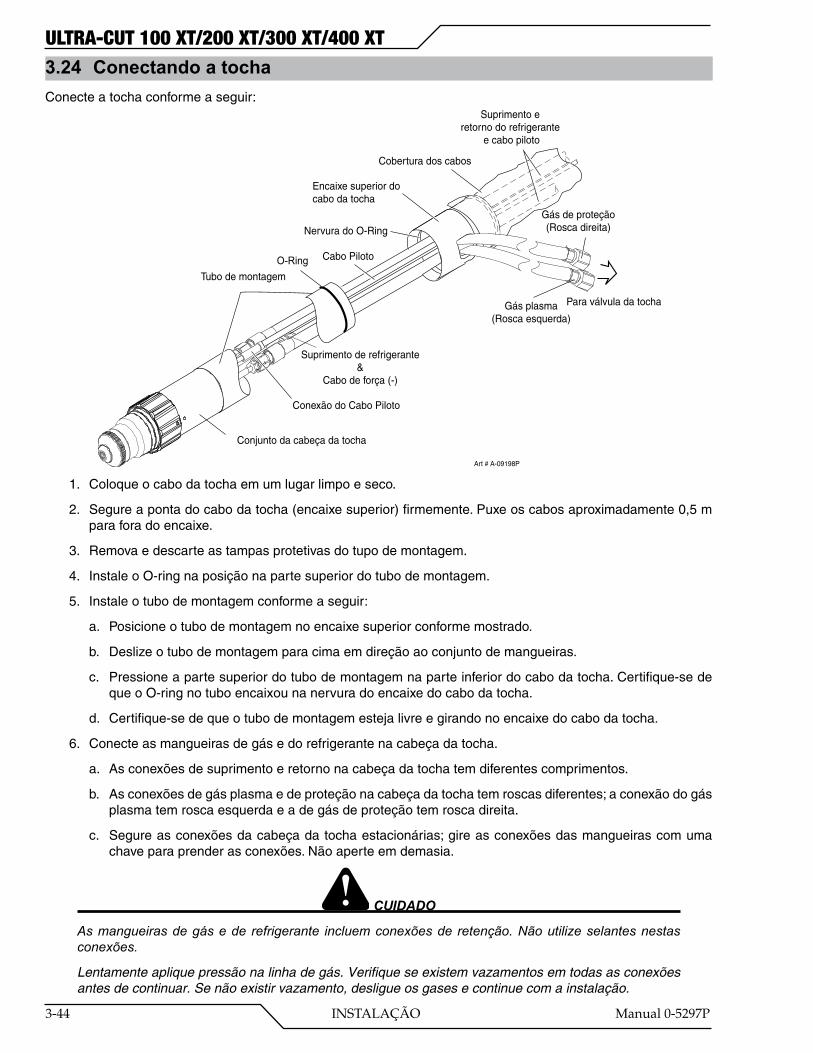
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-44 INSTALAÇÃO Manual 0-5297P
3.24 Conectando a tochaConecteatochaconformeaseguir:
Art # A-09198P
Conexão do Cabo Piloto
Conjunto da cabeça da tocha
Tubo de montagem
O-Ring
Encaixe superior docabo da tocha
Gás plasma(Rosca esquerda)
Gás de proteção(Rosca direita)
Suprimento de refrigerante&
Cabo de força (-)
Cabo Piloto
Suprimento eretorno do refrigerante
e cabo piloto
Cobertura dos cabos
Nervura do O-Ring
Para válvula da tocha
1. Coloqueocabodatochaemumlugarlimpoeseco.
2. Segureapontadocabodatocha(encaixesuperior)firmemente.Puxeoscabosaproximadamente0,5mparaforadoencaixe.
3. Removaedescarteastampasprotetivasdotupodemontagem.
4. InstaleoO-ringnaposiçãonapartesuperiordotubodemontagem.
5. Instaleotubodemontagemconformeaseguir:
a. Posicioneotubodemontagemnoencaixesuperiorconformemostrado.
b. Deslizeotubodemontagemparacimaemdireçãoaoconjuntodemangueiras.
c. Pressioneapartesuperiordotubodemontagemnaparteinferiordocabodatocha.Certifique-sedequeoO-ringnotuboencaixounanervuradoencaixedocabodatocha.
d. Certifique-sedequeotubodemontagemestejalivreegirandonoencaixedocabodatocha.
6. Conecteasmangueirasdegásedorefrigerantenacabeçadatocha.
a. Asconexõesdesuprimentoeretornonacabeçadatochatemdiferentescomprimentos.
b. Asconexõesdegásplasmaedeproteçãonacabeçadatochatemroscasdiferentes;aconexãodogásplasmatemroscaesquerdaeadegásdeproteçãotemroscadireita.
c. Segureasconexõesdacabeçadatochaestacionárias;gireasconexõesdasmangueirascomumachaveparaprenderasconexões.Nãoaperteemdemasia.
CUIDADO
As mangueiras de gás e de refrigerante incluem conexões de retenção. Não utilize selantes nestas conexões.
Lentamente aplique pressão na linha de gás. Verifique se existem vazamentos em todas as conexões antes de continuar. Se não existir vazamento, desligue os gases e continue com a instalação.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-45
7. Conecteocabopilotonacabeçadatocha.Pressioneosdoisladosdoconectorfirmementejuntos.Rosqueieacapaplásticadocabonoconectordacabeçadatocha.
8. Pressioneoconjuntodacabeçadatochadeencontroaotubodemontagem.Puxeasmangueirasparatrásconformenecessárioparapermitiroperfeitoencaixedaconexãonotubodeontagemeacabeçadatocha.Segureacabeçadatochaestacionária;gireotubodemontagempararosquearnacabeçadatocha.
CUIDADO
Certifique-se de que os cabos não girem com o tubo de montagem. Os cabos devem ficar como mos-trado na figura.
9. Aparteinferiordotubodemontagemtemquatrofurosroscados.Instaletodososparafusosallenemqual-querumdosfurosroscadosparaprenderoconjuntodacabeçadatochaaotubodemontagem.
10.Instaleosconsumíveisapropriadosconformemostradonaspáginasseguintes.Omanualdatochaincluidiagramasmostrandoaspeçascorretasainstalar,dependendodometalasercortadoeosgasesutilizados.
3.25 Instalando os consumíveis na tochaInstale os consumíveis conforme a seguir para assegurar a correta operação. Estes passos irão ajudar a garantir que as peças se encaixem corretamente.
Art # A-03887P
AVISOS
Não instale os consumíveis no cartucho enquanto o cartuchoestiver encaixado a cabeça da tocha.Mantenha corpos estranhos distante dos consumíveis e docartucho. Manuseie as peças com cuidado para não danificar, o que pode danificar a performance da tocha.
1. Verifiqueatabeladecorteapropriadaparaacorretacombinaçãodepeçasparaaaplicaçãodecorte.
2. Apenasparaconsumíveisde200Amp,rosqueieofixadordeproteçãoaocopodeproteção.
3. Empilheosconsumíveisjuntos.
Fixador doprotetor
Protetor Distrib
uidor
Gás Prot
eção
Bico Distrib
uidor
Gás Plas
ma
Eletro
do Cartuc
hoArt # A-12789P
A B C1 - Montagem “A” 200 A apenas. 2 - Montagem “B”. 3 - Montagem “B” no “C”. 4 - Montagem “A” no conjunto “B-C”.
4. Insiraoconjuntodosconsumíveisnocartucho.Certifique-sedequeoO-ringmaiordobico,encaixacom-pletamentenocartucho.SequalquerpartedoO-ringestiveraparentedocartucho,osconsumíveisnãoestãoencaixados.
5. Useaferramentaparasegurarocartucho,enquantogiraobocal(eocopodeproteçãopara200Amp)noconjuntodocartucho.Paraconsumíveisde300Ampgireofixadordeproteçãonocopodeproteçãonestemomento.Quandooconjuntoestivertotalmentemontado,oprotetordeveestarprotuberantenapartedafrentedoconjunto.Semestaprotuberâncianaponta,obocalnãoestádevidamenteapertadoaoconjuntodocartucho.
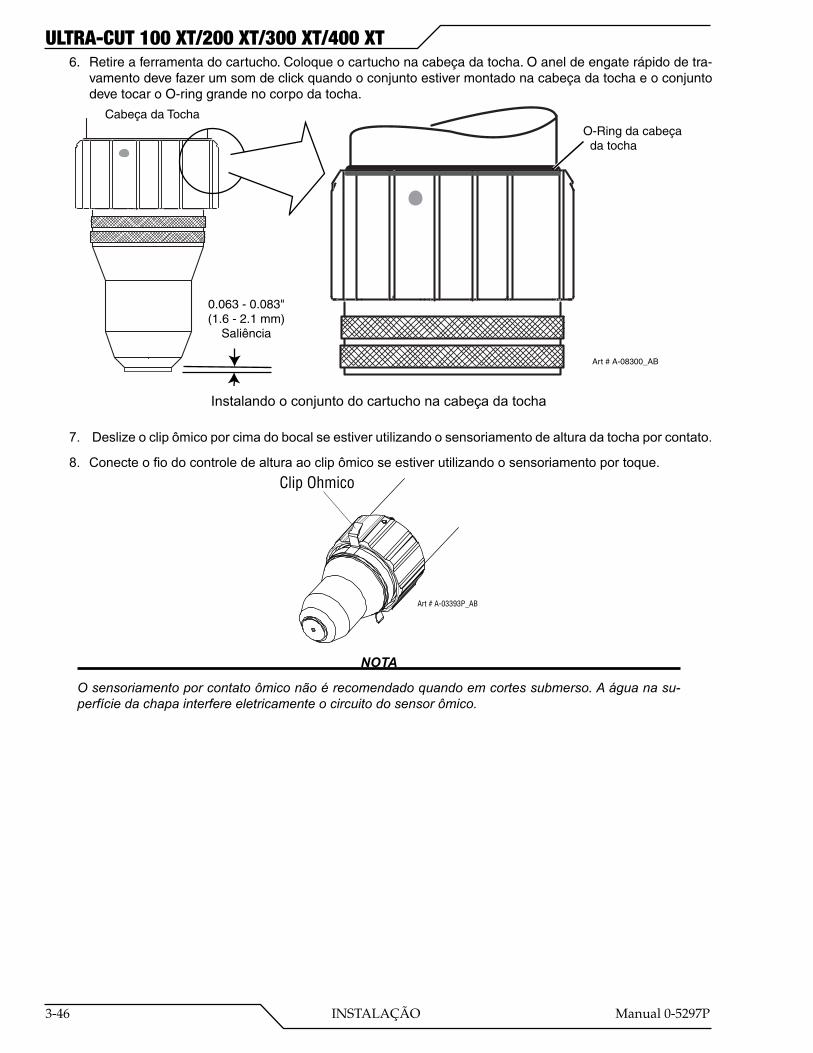
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-46 INSTALAÇÃO Manual 0-5297P
6. Retireaferramentadocartucho.Coloqueocartuchonacabeçadatocha.Oaneldeengaterápidodetra-vamentodevefazerumsomdeclickquandooconjuntoestivermontadonacabeçadatochaeoconjuntodevetocaroO-ringgrandenocorpodatocha.
O-Ring da cabeça da tocha
Cabeça da Tocha
Art # A-08300_AB
0.063 - 0.083"(1.6 - 2.1 mm)
Saliência
Instalando o conjunto do cartucho na cabeça da tocha
7. Deslize o clip ômico por cima do bocal se estiver utilizando o sensoriamento de altura da tocha por contato.
8. Conecte o fio do controle de altura ao clip ômico se estiver utilizando o sensoriamento por toque.Clip Ohmico
Art # A-03393P_AB
NOTA
O sensoriamento por contato ômico não é recomendado quando em cortes submerso. A água na su-perfície da chapa interfere eletricamente o circuito do sensor ômico.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-47
Consumíveis 30 - 100 Amp
Cartucho cobre os O-Ring dobico da tocha
Saliência da capa 0,063-0,083" (1,6 - 2,1 mm)
Eletrodo
DistribuidorGás Plasma
Bico
DistribuidorGás Proteção
Capa protetora
O-Ring no bico
1: Peças Juntas 2: Pressione o cartucho as peças
4: Verifique a saliência no copo
Art # A-04873
Sem folgas entre as peças
3: Coloque o copo de proteção
Capa protetora
Copo de proteção
Instalando o conjunto do cartucho na cabeça da tocha

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-48 INSTALAÇÃO Manual 0-5297P
3.26 Divisora de tensão para controle de altura iHCPara um melhor desempenho do corte plasma é necessário manter a altura constante (standoff) acima do metal durante o corte. Mesas de corte utilizam um Controle de Altura da Tocha (THC), também chamado de eixo Z, a maioria utiliza uma realimentação da tensão do arco para controlar a altura. Vários destes, incluindo o iHC, parte do controle XT CNC da Victor Technologies, vem com uma placa eletrônica divisora de tensão que tem que ser instalada dentro da fonte plasma para dividir o calor da tensão do arco que é alto para um valor mais baixo para uso em circuitos de controle.
Existe um espaço para a instalação da placa divisora localizado na parte interna superior do painel vertical. Furos para a montagem da placa divisora iHT bem como de outras mais comuns já estão prontos.
CUIDADO
Se utilizar outra placa que não se encaixe com os furos já existentes, remova o painel se possível, antes de furar. Se não for possível retirar então tome as devidas precauções para que o metal proveniente do furo não fique depositado dentro da fonte.
Instalando a placa divisora.1. Localize a placa divisora que deve ter vindo junto com o iCNC.
2. Dentro da fonte plasma, localize e remova o painel de montagem através dos dois parafusos.
3. Instale espassadores e a placa divisora que vem junto com o XT iCNC e instale novamente a placa no lugar, fixado com os dois parafusos. Se for utilizar outra placa, siga as instruções para a montagem no mesmo local.
Espaço para placa divisora Furo para o cabo omico
Furo para a conexão da placa
Placa instalada
Art # A-12079P
Placa mostrada com o chicote de ligação opcional do iHC

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INSTALAÇÃO 3-49
Cabo de controle.A placa do iHC pode ser fornecida com o chicote e conectores (mostrado na imagem anterior), para ser instalado na parte traseira do painel marcado como “Height Control” . O conector se encaixa com o cabo que vem do iHC. Para outras placas divisoras, um prensa cabo deve ser instaldo neste furo para a passagem dos cabos. Veja o apêndice para o diagrama elétrico.
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 230 VAC F2 - 8A SB 230 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
Entrada cabo omico
Conexão da placa divisora
Art # A-12080P
Conexão da tensão do arco.As fontes plasma XT tem um bloco de terminais TB4, no lado direito na frente do módulo CCM para as conexões do Arc V- (Tocha); Tip V (Piloto); Arc V + (Obra). Se a placa divisora requer uma fonte separada, 24 VCA e 120 VCA estão disponíveis no TB4. Veja o apêndice para o esquema, se necessário.
24 VAC @ 1A
TB4 1 2 3 4 5 6 7
120 VAC @ 100 ma.
WorkTip Volts
(Pilot)Arc Volts
(Torch)
Art # A-11954
Cabo do sensor “Ohmico” ou bocal.Alguns controles de altura incluindo o iHC, procuram a chapa utilizando um sistema elétrico de medição, chamado ohmico, por contato entre o lado condutor da tocha e a obra a ser cortada. Um fio, normalmente cabo singelo e fle-xível que seja capaz de resistir ao calor do arco, é conectado a placa divisora e ao bocal. A tocha XT inclue um clipe metálico que se encaixa no bocal permitindo fácil remoção para a troca dos consumíveis. O cabo do sensor ôhmico pode ser conectado a este clipe com um terminal FAST ON de ¼” fêmea.
Alta quantidade de alta frequência (HF) que causa interferência eletromagnética (EMI) pode ser conduzida pelo cabo devido a proximidade ao cabo da tocha. Por esta razão a montagem da placa divisora está fora da CCM e perto do painel traseiro onde os cabos do sensor ôhmico não necessitam passar perto de outros sistemas eletrônicos sensíveis. É especialmente recomendado que o cabo ôhmico não passe perto do módulo CCM ou perto do cabo da tocha.
Veja o apêndice para o esquema, se necessário.
Núcleos de ferrite.É recomendado que o cabo do sensor ôhmico seja equipado com um núcleo de ferrite com várias voltas, pelo me-nos 3 mas se tiver mais é mélhor, para reduzir a energia conduzida para a placa divisora dentro da fonte plasma. O núcleo de ferrite deve ser localizado no cabo onde entra na fonte plasma. Um segundo ferrite adicional a alguns metros da tocha irá ajudar na redução da EMI que pode causar interferências.
Veja o apêndice para o esquema, se necessário.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
3-50 INSTALAÇÃO Manual 0-5297P
3.27 Complete a instalação1. Remova a tampa do tanque do refrigerante. Encha o reservatório até o nível mostrado, com o refrigerante
da Thermal Dynamics. O nível do refrigerante é visível através do tanque translúcido. A quantidade de refrigerante necessário depende do comprimento das mangueiras e cabos da tocha.
Capacidade de refrigeraçãoCódigo e descrição Mistura Proteção até
7-3580 ‘Extra-CoolTM’ 25 / 75 10° F / -12° C7-3581 ‘Ultra-CoolTM’ 50 / 50 27° F / -33° C
7-3582 ‘Extreme CoolTM’ Concentrado* -65° F / -51° C * Para misturar com o D-I CoolTM 7-3583
Art # A-11536P
Faixa do nível
Tanque de refrig.
2. Depois que o sistema estiver instalado completamente, verifique se o refrigerante foi bombardeado através de todo o sistema conforme a seguir (veja NOTA):
NOTA
Dependendo do comprimento das mangueiras do cabo da tocha, o sistema pode requerer que mais refrigerante seja adicionado depois de ligar o sistema pela primeira vez.
a. ColoqueachaveON/OFFnaposiçãoON.
b. Depoisdeaproximadamente4minutososistemapodedesligarseasmangueirasnãoestiveremcheiasderefrigerante.
c. ColoqueachaveON/OFFnaposiçãoOFF.Adicionemaisrefrigerantesenecessário
d. Depoisde10segundoscoloqueachaveON/OFFnaposiçãoONnovamente.
e. Repitaospassos‘b’a‘d’atéqueosistemanãodesliguemais.Dependendodocomprimentodocabodatochaestasequênciapodeterqueserrepetida.
f. Depoisqueosistemaficaroperacionaldeixequeabombaoperepor10minutosparapoderretirartodooardaliinhadorefrigeranteantesdeutilizarosistema.
3. Preenchaoreservatórioetampe-o.
4. Limpeorefrigerantedatochaantesdeabriroarco.Certifique-sedequenãoexistavazamentoantesdeutilizar.Seexistirvazamentoevidente,consulteoprocedimentodemanutençãomaisadiantenestemanual.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-1
SEÇÃO 4: OPERAÇÃO
4.01 Painel de controle da fonte
Art # A-11541P_AB
Indicador AC
Indicador Temp.
Indicador Gás
Indicador DC
A/ Indicador de Estado
A/
Indicador de alimentação CA
Indica que a unidade passou no teste de entrada de alimentação e a tensão está sendo aplicada aos inversores pela contatora de entrada quando a chave ON/OFF estiver na posição ON.
Indicador TEMP: Normalmente DESLIGADO. O indicador irá ACENDER quando um sensor interno de tem-peratura detectar um valor acima dos limites normais. Deixe a unidade resfriar antes de continuar a operação.
Indicador GÁS: Piscando durante o processo de purga / bombeamento, fica aceso quando o gás estiver fluindo. Indica que a pressão de gás está adequada a operação.
Indicador CC: Indica que a fonte está gerando tensão de saída CC.
A/ Indicador de estado: Mostra o código da versão da CCM no início, seguido do ajuste de corrente e o estado do sistema. Veja a seção 4.05 e a seção de códigos de estado para mais detalhes.
Indicador traseiro de CA
Indica que a alimentação CA está presente dentro da fonte
4.02 Operação do sistemaEsta seção contém informações de operação que são específicas para a fonte.
AVISOS
Reveja frequentemente a seção 1 de precauções de segurança na seção 1.
Se o cabo de alimentação da fonte contiver um conector ou não esteja permanentemente conectado a alimentação, certifique-se de desligar a alimentação primária quando for conectar o cabo.
Desconecte a alimentação para a fonte antes de montar ou desmontar a fonte, consumíveis, tocha e conjunto de cabos ou adicionar líquido refrigerante.
Não é suficiente mover a chave ON/OFF da fonte para a posição OFF quando a operação de corte tenha sido terminada, sempre abra a chave geral de alimentação 5 minutos após o término do último corte.
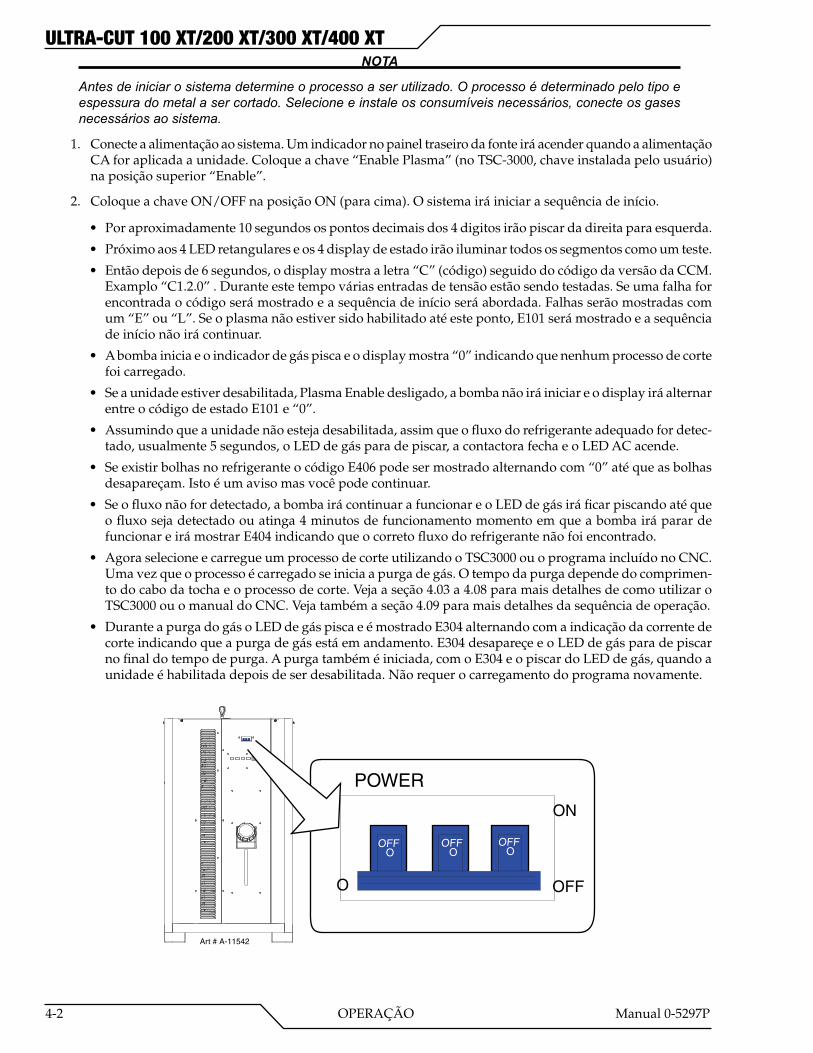
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-2 OPERAÇÃO Manual 0-5297P
NOTA
Antes de iniciar o sistema determine o processo a ser utilizado. O processo é determinado pelo tipo e espessura do metal a ser cortado. Selecione e instale os consumíveis necessários, conecte os gases necessários ao sistema.
1. Conecte a alimentação ao sistema. Um indicador no painel traseiro da fonte irá acender quando a alimentação CA for aplicada a unidade. Coloque a chave “Enable Plasma” (no TSC-3000, chave instalada pelo usuário) na posição superior “Enable”.
2. Coloque a chave ON/OFF na posição ON (para cima). O sistema irá iniciar a sequência de início.
• Poraproximadamente10segundosospontosdecimaisdos4digitosirãopiscardadireitaparaesquerda.
• Próximoaos4LEDretangulareseos4displaydeestadoirãoiluminartodosossegmentoscomoumteste.
• Entãodepoisde6segundos,odisplaymostraaletra“C”(código)seguidodocódigodaversãodaCCM.Examplo “C1.2.0” . Durante este tempo várias entradas de tensão estão sendo testadas. Se uma falha for encontrada o código será mostrado e a sequência de início será abordada. Falhas serão mostradas com um “E” ou “L”. Se o plasma não estiver sido habilitado até este ponto, E101 será mostrado e a sequência de início não irá continuar.
• Abombainiciaeoindicadordegáspiscaeodisplaymostra“0”indicandoquenenhumprocessodecortefoi carregado.
• Seaunidadeestiverdesabilitada,PlasmaEnabledesligado,abombanãoiráiniciareodisplayiráalternarentre o código de estado E101 e “0”.
• Assumindoqueaunidadenãoestejadesabilitada,assimqueofluxodorefrigeranteadequadofordetec-tado, usualmente 5 segundos, o LED de gás para de piscar, a contactora fecha e o LED AC acende.
• SeexistirbolhasnorefrigeranteocódigoE406podesermostradoalternandocom“0”atéqueasbolhasdesapareçam. Isto é um aviso mas você pode continuar.
• Seofluxonãofordetectado,abombairácontinuarafuncionareoLEDdegásiráficarpiscandoatéqueo fluxo seja detectado ou atinga 4 minutos de funcionamento momento em que a bomba irá parar de funcionar e irá mostrar E404 indicando que o correto fluxo do refrigerante não foi encontrado.
• AgoraselecioneecarregueumprocessodecorteutilizandooTSC3000ouoprogramaincluídonoCNC.Uma vez que o processo é carregado se inicia a purga de gás. O tempo da purga depende do comprimen-to do cabo da tocha e o processo de corte. Veja a seção 4.03 a 4.08 para mais detalhes de como utilizar o TSC3000 ou o manual do CNC. Veja também a seção 4.09 para mais detalhes da sequência de operação.
• DuranteapurgadogásoLEDdegáspiscaeémostradoE304alternandocomaindicaçãodacorrentedecorte indicando que a purga de gás está em andamento. E304 desapareçe e o LED de gás para de piscar no final do tempo de purga. A purga também é iniciada, com o E304 e o piscar do LED de gás, quando a unidade é habilitada depois de ser desabilitada. Não requer o carregamento do programa novamente.
POWER
ON
OFFO
I
OFFO
Art # A-11542
OFFO
OFFO

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-3
4.03 Funções de navegação do TSC-3000
SAMPLESAMPLE
System Status: IDLE
- +
MOSTRA O ESTADO DO SISTEMA
BOTÃO DE RETORNO VOLTA PARA A PÁGINA ANTERIOR
AUMENTA/DIMINUI OVALOR SELECIONADO
OK /BOTÃO AVANÇA : ACEITA OS VALORES COLOCADOS
E TROCA DE PÁGINA
CABEÇALHO
SELEÇÃO DE NAVEGAÇÃO:MOVE O CURSOR / SELECIONA
PARA CIMA E PARA BAIXONA PÁGINA OU MOVIMENTA
A JANELA DA CAIXA DE DIÁLOGO
Art # A-09158P

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-4 OPERAÇÃO Manual 0-5297P
4.04 APENAS ao ligar pela primeira vez o TSC-3000Passos iniciais necessários antes de operar o sistema. Note que sistemas de 400 Amp
necessitamdeumcontroledealturacomacaracterísticadeelevaçãodealtura(EH).
1a
5
4
2
1
3
Quando é alimentado, oTSC 3000 vai para a tela deinício. Para uma nova instala-ção é necessário fazer AJUSTEinicial. Pressione SETUP (1).Entre com a senha padrão00000 (2).
INÍCIO ENTRA / MUDA SENHA
AJUSTE
Selecione o idioma ea unidade de medida.
Entre no SYSTEM UTILITY (3).
Para mudar a senha pressioneSET PASSWORD, entre os5 digitos novos (1a). Pressione o botão verde paraaceitar a nova senha e voltarpara a tela de SETUP (2)
Característica de Controlede altura é necessário paraa Ultra-Cut 400.
Art # A-09656P
Entre com o comprimentodo cabo da XT-300; hojeapenas 4’ disponível.Entre com o cabo doDFC 3000 (DMC aoDPC);
SELEÇÃO 1 - 3
SELEÇÃO 2 - 3 SELEÇÃO 3 - 3
Volta ao início
Tela de seleção 2 éapenas informativa.Mostra os dados do dispositivo, ID, etc.
Tela se seleção 3 (5)permite visualizar asestatísticas dos consu-íveis, início, erro,tempo.
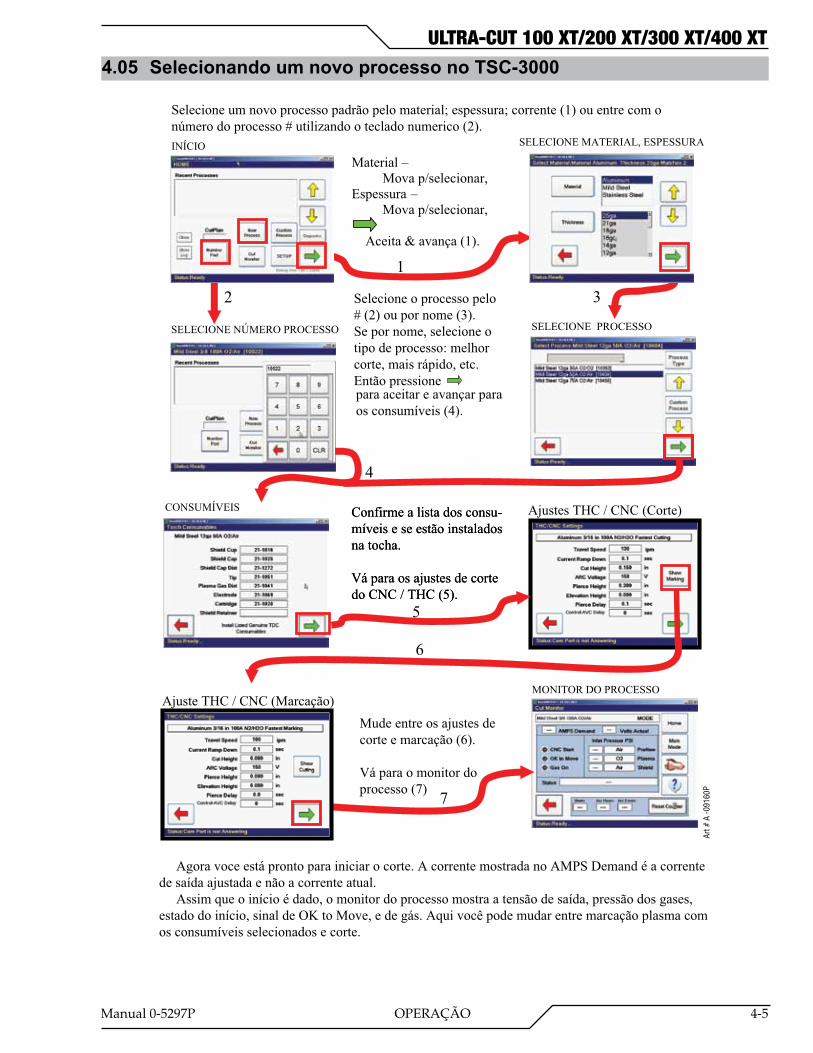
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-5
4.05 Selecionando um novo processo no TSC-3000
Art #
A -0
9160
P
Selecione o processo pelo# (2) ou por nome (3).Se por nome, selecione otipo de processo: melhorcorte, mais rápido, etc.Então pressione para aceitar e avançar para os consumíveis (4).
4
3
Material –Mova p/selecionar,
Espessura – Mova p/selecionar,
Aceita & avança (1).
SELECIONE PROCESSO
1
2
INÍCIO SELECIONE MATERIAL, ESPESSURA
SELECIONE NÚMERO PROCESSO
6
Confirme a lista dos consu-míveis e se estão instaladosna tocha.
Vá para os ajustes de cortedo CNC / THC (5).
5
MONITOR DO PROCESSO
Agora voce está pronto para iniciar o corte. A corrente mostrada no AMPS Demand é a correntede saída ajustada e não a corrente atual. Assim que o início é dado, o monitor do processo mostra a tensão de saída, pressão dos gases,estado do início, sinal de OK to Move, e de gás. Aqui você pode mudar entre marcação plasma comos consumíveis selecionados e corte.
7
CONSUMÍVEIS Ajustes THC / CNC (Corte)
Ajuste THC / CNC (Marcação)
Confirme a lista dos consu-míveis e se estão instaladosna tocha.
Vá para os ajustes de cortedo CNC / THC (5).
Mude entre os ajustes decorte e marcação (6).
Vá para o monitor doprocesso (7)
Selecione um novo processo padrão pelo material; espessura; corrente (1) ou entre com o número do processo # utilizando o teclado numerico (2).
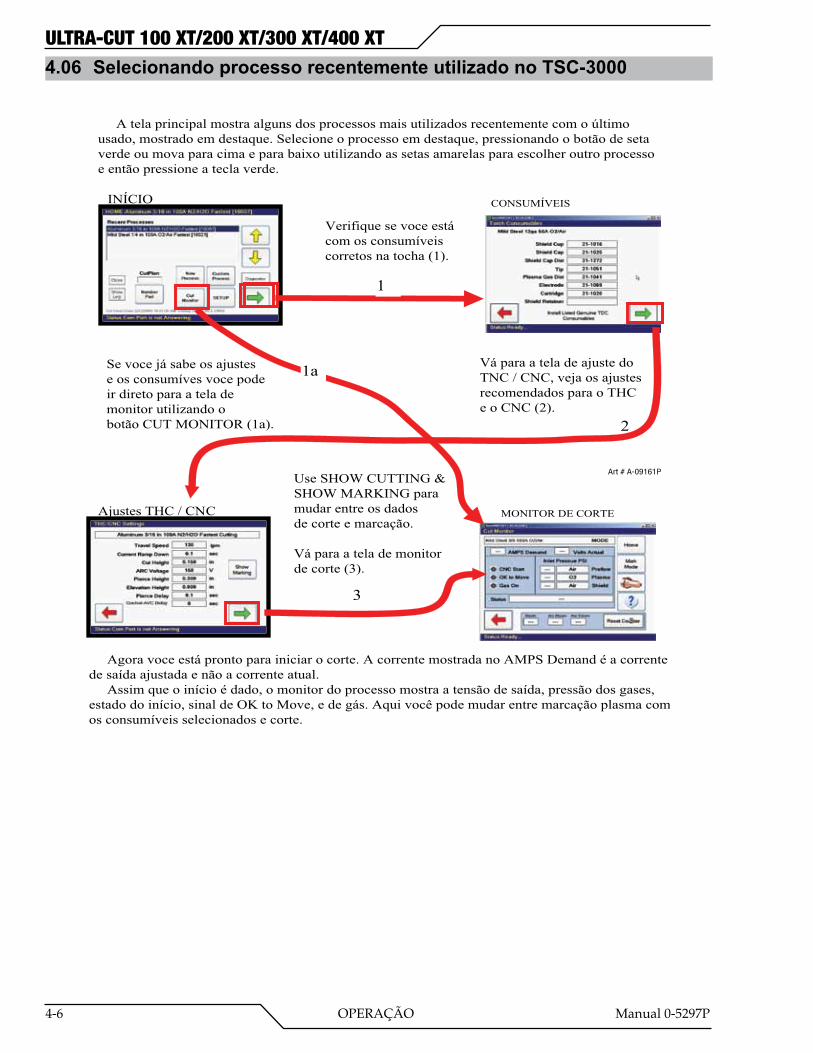
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-6 OPERAÇÃO Manual 0-5297P
4.06 Selecionando processo recentemente utilizado no TSC-3000
Art # A-09161P
INÍCIO
1
Verifique se voce estácom os consumíveiscorretos na tocha (1).
2
3
MONITOR DE CORTE
Se voce já sabe os ajustese os consumíves voce podeir direto para a tela de monitor utilizando o botão CUT MONITOR (1a).
Ajustes THC / CNC
CONSUMÍVEIS
Vá para a tela de ajuste doTNC / CNC, veja os ajustesrecomendados para o THCe o CNC (2).
1
1a
Use SHOW CUTTING &SHOW MARKING paramudar entre os dadosde corte e marcação.
Vá para a tela de monitorde corte (3).
Agora voce está pronto para iniciar o corte. A corrente mostrada no AMPS Demand é a correntede saída ajustada e não a corrente atual. Assim que o início é dado, o monitor do processo mostra a tensão de saída, pressão dos gases,estado do início, sinal de OK to Move, e de gás. Aqui você pode mudar entre marcação plasma comos consumíveis selecionados e corte.
A tela principal mostra alguns dos processos mais utilizados recentemente com o últimousado, mostrado em destaque. Selecione o processo em destaque, pressionando o botão de setaverde ou mova para cima e para baixo utilizando as setas amarelas para escolher outro processoe então pressione a tecla verde.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-7
4.07 Criando um processo personalizado no TSC-3000Consideráveis esforços são feitos para definir os melhores parâmetros para cada tipo de corte e marcação. No en-tanto varias razões, tais como, variação da composição do material, variação na performance da tabela de corte, preferências pessoais, etc. podem levar a necessidade de modificar um ou mais processos. Ou talvez você queira manter a mesma corrente de corte e pressões dos gases, mas quer salvar com parâmetros diferentes, tais como, velocidade de corte, tensão do arco, altura de perfuração, etc. Isto será tratado como um processo personalizado.
A criação de um processo personalizado inicia-se com um processo padrão existente. Daí você pode ajustar a corrente de corte e as pressões dos gases. Fica a seu critério determinar e colocar os valores corretos. Não existem limites nestes valores, se você mudar muito drasticamente isto pode causar algum erro.
Você também pode modificar os valores mostrados nas telas do THC/CNC. Os ajustes do THC / CNC no TSC-3000 neste momento são apenas para informação. Eles não são conectados ao THC ou ao CNC logo não são modificados automaticamente nestes equipamentos. Ainda, quando você determina os valores corretos para a sua modificação (personalização) você deve querer gravar.
O processo personalizado irá ter o mesmo nome do processo base padrão mas será automaticamente nomeado com um novo número, o nome completo e o número serão marcados em vermelho sempre quando aparecer.
Você não pode modificar o tipo de gás. Se você quer um tipo de gás diferente, procure um processo padrão com este tipo de gás e edite-o.
O primeiro passo é selecionar um processo padrão. Normalmente você quer um processo que se refere ao mesmo tipo de material e espessura que você quer cortar. A partir da tela principal você deve selecionar o processo recente (seção 4.06, Selecionando processo usado recentemente) ou um novo processo (seção 4.05, Selecionando um novo processo).
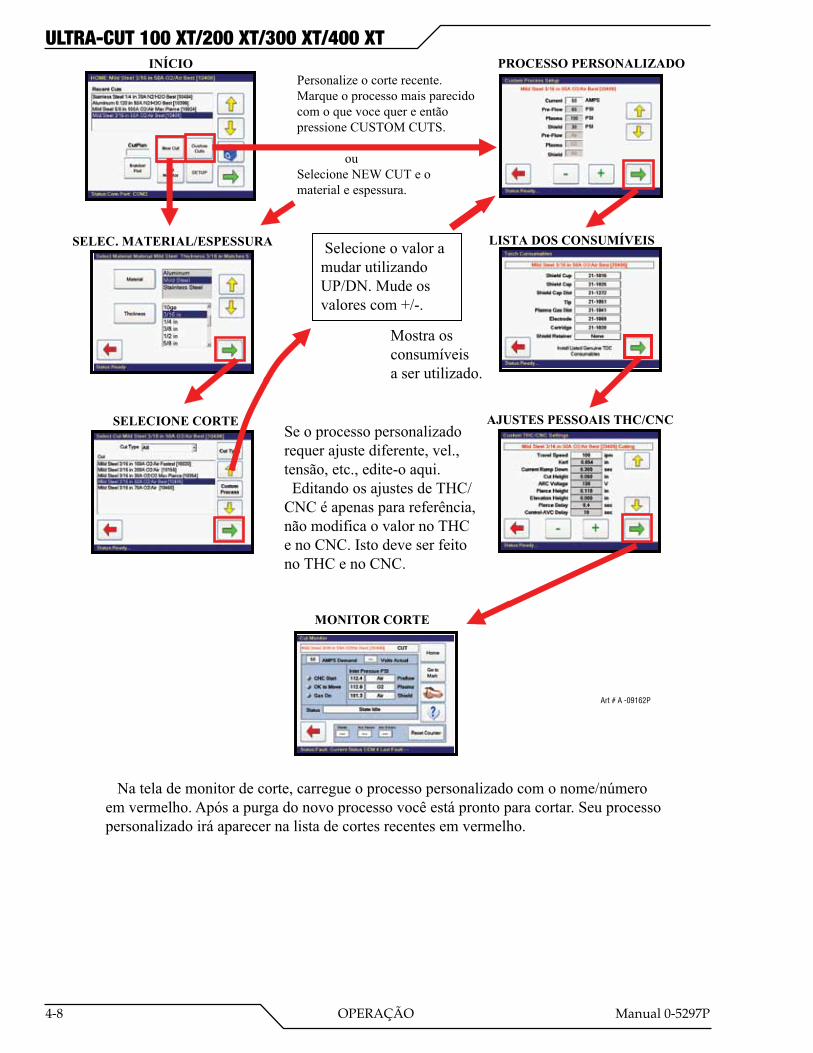
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-8 OPERAÇÃO Manual 0-5297P
Art # A -09162P
Personalize o corte recente.Marque o processo mais parecidocom o que voce quer e então pressione CUSTOM CUTS.
ouSelecione NEW CUT e omaterial e espessura.
INÍCIO
Mostra osconsumíveisa ser utilizado.
PROCESSO PERSONALIZADO
Selecione o valor amudar utilizandoUP/DN. Mude osvalores com +/-.
Se o processo personalizadorequer ajuste diferente, vel.,tensão, etc., edite-o aqui. Editando os ajustes de THC/CNC é apenas para referência,não modifica o valor no THC e no CNC. Isto deve ser feitono THC e no CNC.
AJUSTES PESSOAIS THC/CNC
SELEC. MATERIAL/ESPESSURA
SELECIONE CORTE
LISTA DOS CONSUMÍVEIS
MONITOR CORTE
Na tela de monitor de corte, carregue o processo personalizado com o nome/númeroem vermelho. Após a purga do novo processo você está pronto para cortar. Seu processopersonalizado irá aparecer na lista de cortes recentes em vermelho.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-9
4.08 Copiando e restaurando um processo personalizado.Usuários podem criar os seus próprios processos. Isto pode ser perdido acidentalmente, apagando-os do TSC-3000 ou podem ser sobre escritos quando atualizar o programa. Eles também podem ser perdidos se o TSC-3000 for tro-cado. Nós recomendamos que você faça uma cópia de segurança dos seus processos personalizados toda vez que for criado um novo. Para fazer a cópia você vai precisar um pendrive USB.
Fazendo um back up do processo personalizado:1. Para o TSC-3000 montado remotamente, insira o pen drive no conector traseiro. Se estiver utilizando o TSC-3000
montado na fonte plasma, o conector USB está na parte dianteira coberto por um plástico protetivo.
2. Vá para a tela principal. Selecione SETUP. Entre com a senha de 5 dígitos (00000) a não ser que tenha sido trocada.
3. Pressione o botão “Back Up Custom>USB”
4. Rapidamente, dependendo de quantos processos personalizados, você deve ver na parte de baixo da tela a mensagem “Copy to D:\TD\CustomFiles\Complete” onde você já poderá retirar o pen drive.
Art # A-09234_AB

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-10 OPERAÇÃO Manual 0-5297P
Restaurando um processo personalizado:Durante o backup (veja processo anterior) uma pasta e sub pastas chamada “TD” são colocadas no pen drive. Você deve copiar estas pastas e suas sub pastas em algum lugar seguro. É aconselhável fazer mais de uma cópia. Se for necessário restaurar desta cópia, coloque a pasta inteira na raiz (não coloque em nenhuma pasta) do pen drive e conecte-o na porta USB do TSC-3000.
1. Para o TSC-3000 montado remotamente, insira o pendrive no conector traseiro. Se estiver utilizando o TSC-3000 montado na fonte plasma o conector USB está na parte dianteira coberto por um plástico protetivo.
2. Vá para a tela principal. Selecione SETUP. Encontre com a senha de 5 dígitos (00000) a não ser que tenha trocado.
3. Pressione o botão “Restore Custom <USB.
Art # A-09235_AB
4. Rapidamente, dependendo de quantos processos personalizados, você deve ver na parte de baixo da tela a men-sagem “Status: Copy to .\Files\Custom/Complete” onde você já poderá retirar o pen drive.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-11
Trocando os nomes dos arquivos personalizadosVocê não pode trocar os nomes dos arquivos direto no TSC-3000, mas uma vez no arquivo de backup do pendrive, você pode utilizar um computador para trocar o nome do arquivo no pendrive e volta para o TSC-3000.
1. Utilize o Windows Explorer para achar a pasta TD no diretório raiz do seu pendrive. Ache e abra a pasta CustomFiles. Aqui você vai achar todos os processos personalizados salvos.
Art # A-09236
2. Utilize a função Renomear para modificar o nome do arquivo para qualquer nome que você queira. Não troque a extensão do arquivo (.cus) ou o número do arquivo entre os colchetes! Sugerimos não colocar um nome muito grande pois a tela do TSC 3000 é limitada a um certo número de caracteres por linha. Aqui temos um exemplo onde o primeiro arquivo foi renomeado.
Art # A-09237
3. Agora coloque o pen drive com os arquivos renomeados de volta no TSC 3000 e faça o procedimento de restau-ração.
4. Volte para a tela principal. Você vai ver o seu novo arquivo (John Doe’s) e o nome antigo com o mesmo arquivo [20392]. Eles são os mesmos processos, qualquer um vai funcionar. Você pode apagar o arquivo com o nome antigo se você não quiser que os dois sejam mostrados.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-12 OPERAÇÃO Manual 0-5297P
4.09 Sequencia de operaçãoUltracut com DFC 3000 utilizando TSC 3000O propósito desta seção é explicar os passos que o operador deve seguir quando estiver utilizando o DFC-3000 com o TSC-3000 para um processo de corte específico. Também inclue passo a passo de como trocar os consumíveis.
NOTA
Para unidades que não estejam utilizados o TSC 3000 onde o controle estará sendo feito pelo CNC, a maioria dos passos ainda se aplicam exceto pelas partes que são específicas do TSC-3000. Para estes passos verifique o manual de operação do CNC.
Isto assume que o ajuste do sistema, idioma e unidades, comprimento dos cabos, etc. já tenham sido informados pelo instalador e o sistema esteja operacional.
1. Antes de alimentar a fonte:
a) Certifique-se de que as necessidades dos gases estejam conectadas ao DMC-3000 e os gases estejam abertos e com as pressões solicitadas.
b) Certifique-se de que os consumíveis estejam instalados na tocha.
Se você não sabe quais os consumíveis que você precisa utilizar e precisa selecionar o processo de corte para que os códigos dos consumíveis sejam listados no TSC-3000, você pode iniciar o sistema com a chave do plasma desabilitado no TSC-3000. Neste caso pule a sequência para o passo 3.
c) Ajuste a chave “Plasma Enable”no TSC-3000 para “Enabled”.
2. Ligue as 3 fases para a fonte na chave principal (no TSC 3000 o “Plasma Enable”está em “Enable”). Ligue a fonte na chave ON/OFF colocando na posição para cima (ON). O sistema irá iniciar a sequência de início.
a) Por aproximadamente 10 segundos os pontos decimais dos 4 digitos irão piscar da direita para esquerda.
b) Próximo aos 4 LED retangulares e os 4 display de estado irão iluminar todos os segmentos como um teste.
c) Então depois de 6 segundos, o display mostra a letra “C” (código) seguido do código da versão da CCM. Examplo “C1.2.0” . Durante este tempo várias entradas de tensão estão sendo testadas. Se uma falha for encontrada o código será mostrado e a sequência de início será abordada. Falhas serão mostradas com um “E” ou “L”. Se o plasma não estiver sido habilitado até este ponto, E101 será mostrado. Se estiver desabilitado a bomba não irá iniciar, o LED de gás não piscará e a contactora não irá fechar (passos d & e). No entanto os eventos dos passos f & g irão continuar e você pode selecionar e carregar o programa de corte. Até que o processo seja carregado, o display mostra “0” indicando que nenhum processo foi carregado. Se existir uma falha o display irá alternar entre “0” e o código da falha.
d) A bomba inicia e o indicador de gás pisca, mostrando E304, enquanto os gases de corte são purgados. O tempo de purga varia com o comprimento do cabo da tocha e o processo de corte. Veja a seção 4.04 para ajuste do comprimento do cabo. Quando a purga de gás terminar o E304 some mas o LED de gás continua piscando se o fluxo do refrigerante não tenha sido satisfeito.
e) Uma vez que o fluxo do refrigerante é detectado, usualmente dentro de 5 segundos depois que a bomba inicia, a(s) contatora(s) de entrada W1 (W2) fecha(m) e o indicador CA acende.
f) Ao mesmo tempo o DMC & DPC, ambos os LED verde e vermelho, piscam a versão de seus respectivos firmware.
g) Depois da indicação da versão do firmware, enquanto a CCM estabelece comunicação com o controle de gás (passo e.), a bomba do refrigerante e os ventiladores entram antes do sistema. O indicador de gás no painel frontal pisca até que a vazão correta do refrigerante é detectada. Normalmente isto leva alguns segundos mas pode durar até 4 minutos se existir um problema. Se existir algum problema com a linha do sistema refrigerante, o indicador de estado irá mostrar o código 404 e a bomba irá parar de funcionar até que o problema seja corrigido e o sistema seja reiniciado.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-13
NOTA
Se a comunicação não for estabelecida no passo g, a bomba não irá ligar e o indicador de gás não irá piscar. O código de falha código E501 (DMC) ou E301 (DPC) será mostrado.
h) Uma vez que a comunicação com o DFC seja estabelecida, o indicador verde no DMC e DPC vão ficar acesas e o indicador vermelho ficarão apagada.
3. Ao ligar o sistema enquanto todos os itens no passo 2 estejam sendo executados, o TSC-3000 estará iniciando o Windows XP™ que demora aproximadamente 2 ¼ minutos. Outros 15 segundos para a aplicação iniciar e mostrar a tela inicial.
4. Agora você tem que selecionar um processo de corte (e marcação plasma). Veja as seções 4.05, 4.06 e 4.07 para o passo a passo em selecionar um processo novo, recentemente usado ou personalizado.
5. Durante o processo de seleção você será levado a tela de consumíveis. Neste ponto se você ainda não instalou os consumíveis corretos, e o plasma ainda não está desabilitado, desabilite o plasma (“Plasma Enable” em de-sabilitado). Instale os consumíveis, coloque a chave “Plasma Enable”na posição “Enable”.
a) A bomba do refrigerante do sistema da tocha irá funcionar. O indicador de gás na parte frontal do painel da fonte irá piscar até que o fluxo do refrigerante seja detectado. Normalmente apenas alguns segundos depois. Veja os passos 2d e 2e para mais detalhes.
6. A próxima tela após os consumíveis é uma tabela com as recomendações para os ajustes do CNC e THC ( Controle de Altura da Tocha). Você pode mudar entre os ajustes para corte e marcação usando o botão “Show Marking / Show Cutting”. Ajuste o controlador e o controle de altura com os valores recomendados.
a) Se você preferir outros ajustes para o corte você pode criar um processo personalizado, onde você edita os ajustes para o CNC/THC que você deseja. Atualmente, modificar os ajustes de marcação do CNC/THC não é permitido. Um processo personalizado não possui as mudanças de corrente ou pressões de gás a não ser que você os faça. Você pode utilizar a personalização para modificar os ajustes recomendados para o CNC/THC.
7. Continue a seleção do processo até que você chegue a tela de monitor. Se você ainda não colocou a chave Plasma Enable em “Enable” faça isso agora.
a) A purga dos gases utilizados para o processo selecionado é iniciada. Dependendo do comprimento das mangueiras e os tipos de consumíveis pode levar algum tempo. Durante a purga o display mostra E304 e o LED de gás pisca. Se o plasma não estiver habilitado antes deste passo a bomba irá ligar e quando o fluxo do refrigerante estiver satisfeito as contatoras irão ligar. Uma vez que a purga termine o E304 some e se o fluxo de gás estiver OK o LED de gás para de piscar.
O tempo de purga para diferentes comprimentos de mangueira são necessários para pressurizar todo o sistema e remover qualquer refrigerante que possa ter entrado no conjunto dos consumíveis durante a troca. Certifique--se de que o comprimento correto das mangueiras tenha sido selecionado durante a instalação, o tempo padrão é para o comprimento máximo dos cabos e pode ser maior que o necessário.
8. Uma vez que a purga tenha terminada, você está pronto para iniciar o corte.
a) Se for marcar, pressione o botão “Go to Marking”. A tela irá mostrar os ajustes recomendados para CNC/THC. A seta verde leva você de volta para a tela de monitor de marcação.
b) Para retornar para o monitor de corte, pressione o botão “Got to Cutting”. Igual a marcação, isso leva você para a tela com os ajustes para o CNC/THC só que mostra os valores para corte.
9. Uma vez aplicado o sinal de início os ventiladores irão funcionar e funcionar durante todo o corte e continuar por 4 minutos depois do último corte. Depois tanto a bomba e os ventiladores desligam. Com o sinal de start do CNC o LED de gás irá acender indicando que o gás deverá fluir e inicia o pré fluxo. Perto do final do pré fluxo o LED DC acende indicando que os inversores estão habilitados e temos a tensão CC na saída. No final do corte o indicador de gás permanece ligado durante o tempo de pós fluxo e então desliga.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-14 OPERAÇÃO Manual 0-5297P
10. Trocando os consumíveis:
Logo após a troca ou inspeção dos consumíveis, o sistema inicia a purga dos gases. Isto tem dois propósitos:
a) Remover o refrigerante que possa ter ficado em torno dos consumíveis, quando foi removido.
b) Se o tipo de gás foi trocado, a purga remove o gás anterior da linha e substitui pelo novo. Se o tipo de gás foi modificado de um gás combustível, tal como o H35 para um gás oxidante como o oxigênio ou ar, a purga coloca um gás inerte, o nitrogênio para que o H35 e o oxigênio não se misturem.
Você pode trocar os consumíveis retirando a alimentação ou usando a chave “Plasma Disable”.
Se você remove a alimentação, o sistema não sabe qual o gás que estava sendo utilizado então ele irá fazer uma purga completa incluindo o nitrogênio no sistema mesmo que você não tenha trocado de gás.
Com a chave “Plasma Disable” o sistema sabe qual era o gás utilizado e não precisa de uma purga completa, economizando tempo.
11. Usando o “Plasma Disable”.
a) Você pode utilizar a chave “Plasma Disable” quando for remover o cartucho da tocha para trocar ou inspe-cionar os consumíveis. A chave para a bomba, desliga todas as solenóides de gás, remove a alimentação para os inversores e para o circuito piloto, inibindo o circuito de ignição. Não remove a alimentação para o TSC-3000 ou outros sistemas lógicos e de comunicação para que você não precise passar pelo sistema de ligar todo o circuito depois de trocar os consumíveis.
b) Se modificar para um processo com um tipo de gás diferente, você deve selecionar antes de habilitar a chave senão ele irá purgar o processo antigo e quando você selecionar o novo, o sistema irá purgar novamente.
c) Se você não estiver modificando o tipo de gás, você deve querer ligar a chave antes para iniciar a purga enquanto você troca o processo.
12. Desligando a alimentação.
a) Se você escolher desligar o sistema para modificar ou inspecionar os consumíveis, ou qualquer outro propósito, o sistema não se lembrará o que você estava fazendo por último, logo, assim que você ligar novamente a alimentação o sistema irá iniciar o processo a partir do passo 1.
Sugestão operacional1. Espere 4 minutos antes de colocar a chave ON/OFF na posição OFF depois da operação. Isto irá permitir
que os ventiladores de refrigeração rodem para dissipar o calor de dentro da fonte.
2. Para a máxima vida útil dos consumíveis, não opere o arco piloto a mais do que necessário.
3. Tome cuidado ao manusear o cabo da tocha e proteja contra danos.
4. Quando usar água como proteção cuidado com o seguinte:
•Useágualimpaepotávelparaajudaraprevenirquepartículasseacumulemdentrodosistema.
•Contaminaçãocompartículaseacúmulopodemcausarreduçãodavidaútildosconsumíveisefalhaprematura da tocha.
•Umfiltrodepartículaspodeajudaraatingirumótimodesempenhodecorte.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-15
4.10 Seleção do gásA. Gás plasma
1. Ar comprimido como plasma
• Usomaiscomumemmateriaisferrososoucombasedecarbonoparaumaboaqualidadeemvelocidadesde corte maiores.
• Oarcomoplasmaénormalmenteutilizadotambémemproteção.
• Somentearlimpo,secoesemóleoérecomendadoparausocomogásplasma.Qualquercontaminaçãode óleo ou umidade na linha de ar irá reduzir substancialmente a vida útil dos consumíveis.
• Forneceresultadossatisfatóriosemmateriaisnãoferrososereduzidasoldabilidadeemmateriaisferrosos.2. Mistura de argônio/hidrogênio (H35) como plasma
• Recomendadoparausoemespessurasde3/4(19mm)paracimaemaçoinoxidável.Recomendadoparauso em 1/2 (12 mm) e acima em materiais não ferrosos. H35 não é normalmente utilizado em materiais mais finos, devido a existência de gases mais baratos e que possibilitam um corte de qualidade similar.
• Baixaqualidadedecorteemmateriaisferrosos.
• Melhorvelocidadeealtaqualidadedecorteemmateriaismaisespessosquecompensaosaltoscustos.
• Umamisturade65%argônio/35%hidrogêniodeveserutilizado.3. Oxigênio (O2) como plasma
• Oxigênioérecomendadoparacorteemmateriaisferrosos.
• Oferecemaiorvelocidadedecorte.
• Ofereceumasuperfíciedecortecomacabamentosuaveemínimanitretaçãonasuperfície(nitretaçãopodecausar dificuldade na produção de solda de qualidade se não for removido).
4. Nitrogênio (N2) como plasma
• Ofereceumamelhorqualidadedecorteemmateriaisnãoferrosos,comoaçoinoxealumínio.
• Podeserutilizadonolugardoarcomogásdeproteção.
• Umaboalimpezaparasoldadeveserutilizadaparaaretiradadonitrogênio.
• Quandousadocomáguacomoproteção,produzumavelocidadeequalidadedecortesuperioremaçoinox e alumínio.
5.H17comoplasma(17,5%hidrogênio/32,5%argônio/50%nitrogênio)
•Recomendadoparausoemespessurade1/2(12mm)emaioremmateriaisnãoferrosos.H17nãoénor-malmente utilizado em materiais mais finos, devido a existência de gases mais baratos e que possibilitam um corte de qualidade similar.
•AlternativaparaoH35.Ofereceumavelocidadeumpoucomaiorecomqualidadedecortesimilar.
•QuandoutilizarH17,ogásdeveserfornecidoatravésdaentradamarcadacom“H35”.
•Baixaqualidadedecorteemmateriaisferrosos.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-16 OPERAÇÃO Manual 0-5297P
B. Gás de proteção1. Ar comprimido como proteção
• Arénormalmenteutilizadoquandoemcortecomarouoxigêniocomogásplasma.
• Melhoraaqualidadedecorteemalgunsmateriaisferrosos.
• Maisbarato-reduzocustooperacional.2. Nitrogênio (N2) como proteção
• OnitrogênioéutilizadoquandoogásplasmaéoH35.
• Ofereceacabamentolisoemmateriaisnãoferrosos.
• PodereduzirafumaçaquandoutilizadocomH35.3. Água como proteção
• Normalmenteutilizadocomnitrogênio.
• Oferecemelhorqualidadedasuperfíciecortada.
• Reduzafumaçaeoaportedecalornaobra.
• Efetivoquandousadocomnitrogênioaté2polegadas(50mm)deespessura.
• Águapotávelreduzocustooperacional.
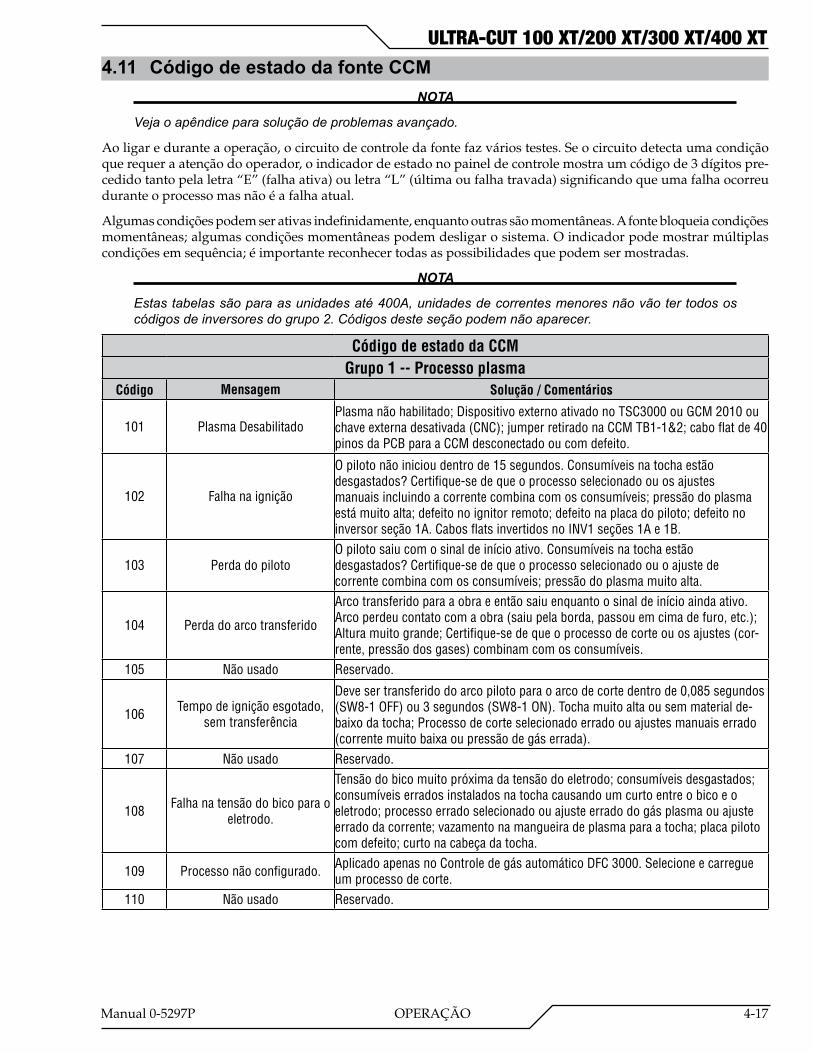
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-17
4.11 Código de estado da fonte CCMNOTA
Veja o apêndice para solução de problemas avançado.
Ao ligar e durante a operação, o circuito de controle da fonte faz vários testes. Se o circuito detecta uma condição que requer a atenção do operador, o indicador de estado no painel de controle mostra um código de 3 dígitos pre-cedido tanto pela letra “E” (falha ativa) ou letra “L” (última ou falha travada) significando que uma falha ocorreu durante o processo mas não é a falha atual.
Algumas condições podem ser ativas indefinidamente, enquanto outras são momentâneas. A fonte bloqueia condições momentâneas; algumas condições momentâneas podem desligar o sistema. O indicador pode mostrar múltiplas condições em sequência; é importante reconhecer todas as possibilidades que podem ser mostradas.
NOTA
Estas tabelas são para as unidades até 400A, unidades de correntes menores não vão ter todos os códigos de inversores do grupo 2. Códigos deste seção podem não aparecer.
Código de estado da CCMGrupo 1 -- Processo plasma
Código Mensagem Solução / Comentários
101 Plasma DesabilitadoPlasma não habilitado; Dispositivo externo ativado no TSC3000 ou GCM 2010 ou chaveexternadesativada(CNC);jumperretiradonaCCMTB1-1&2;caboflatde40pinos da PCB para a CCM desconectado ou com defeito.
102 Falha na ignição
O piloto não iniciou dentro de 15 segundos. Consumíveis na tocha estão desgastados? Certifique-se de que o processo selecionado ou os ajustes manuais incluindo a corrente combina com os consumíveis; pressão do plasma está muito alta; defeito no ignitor remoto; defeito na placa do piloto; defeito no inversorseção1A.CabosflatsinvertidosnoINV1seções1Ae1B.
103 Perda do pilotoO piloto saiu com o sinal de início ativo. Consumíveis na tocha estão desgastados? Certifique-se de que o processo selecionado ou o ajuste de corrente combina com os consumíveis; pressão do plasma muito alta.
104 Perda do arco transferido
Arco transferido para a obra e então saiu enquanto o sinal de início ainda ativo. Arco perdeu contato com a obra (saiu pela borda, passou em cima de furo, etc.); Altura muito grande; Certifique-se de que o processo de corte ou os ajustes (cor-rente, pressão dos gases) combinam com os consumíveis.
105 Não usado Reservado.
106 Tempo de ignição esgotado, sem transferência
Deve ser transferido do arco piloto para o arco de corte dentro de 0,085 segundos (SW8-1 OFF) ou 3 segundos (SW8-1 ON). Tocha muito alta ou sem material de-baixo da tocha; Processo de corte selecionado errado ou ajustes manuais errado (corrente muito baixa ou pressão de gás errada).
107 Não usado Reservado.
108 Falha na tensão do bico para o eletrodo.
Tensão do bico muito próxima da tensão do eletrodo; consumíveis desgastados; consumíveis errados instalados na tocha causando um curto entre o bico e o eletrodo; processo errado selecionado ou ajuste errado do gás plasma ou ajuste errado da corrente; vazamento na mangueira de plasma para a tocha; placa piloto com defeito; curto na cabeça da tocha.
109 Processo não configurado. Aplicado apenas no Controle de gás automático DFC 3000. Selecione e carregue um processo de corte.
110 Não usado Reservado.
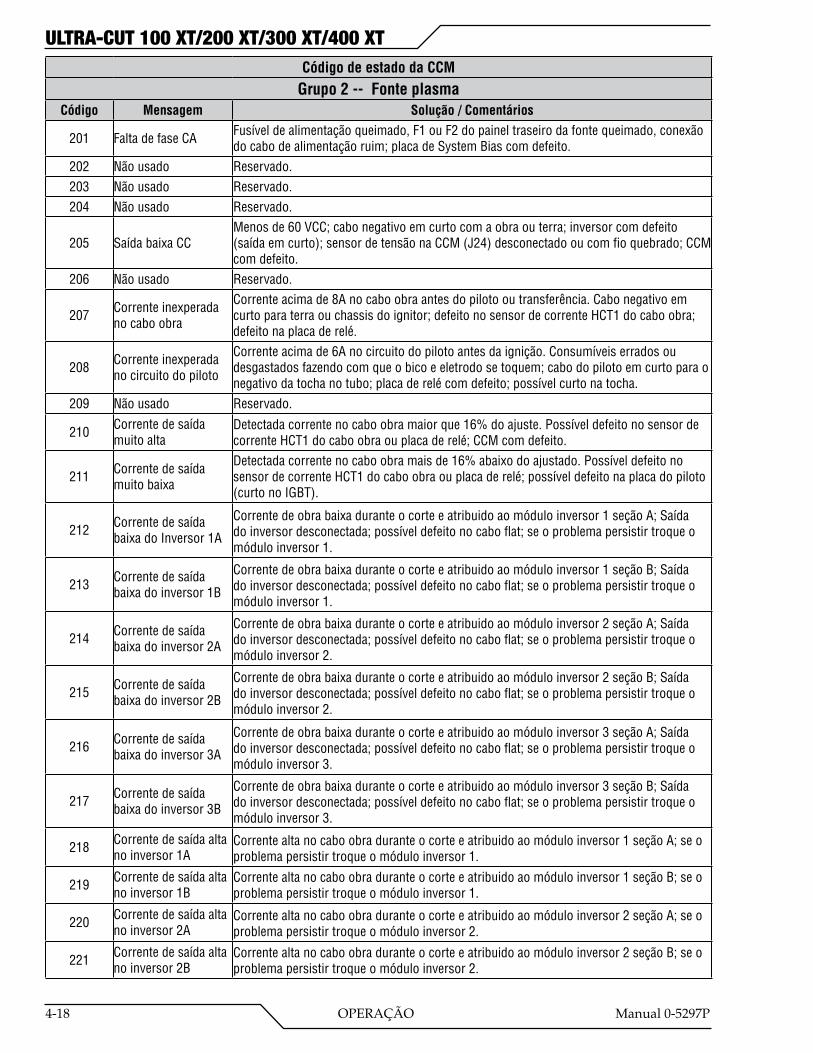
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-18 OPERAÇÃO Manual 0-5297P
Código de estado da CCMGrupo 2 -- Fonte plasma
Código Mensagem Solução / Comentários
201 Falta de fase CA Fusível de alimentação queimado, F1 ou F2 do painel traseiro da fonte queimado, conexão do cabo de alimentação ruim; placa de System Bias com defeito.
202 Não usado Reservado.203 Não usado Reservado.204 Não usado Reservado.
205 Saída baixa CCMenos de 60 VCC; cabo negativo em curto com a obra ou terra; inversor com defeito (saída em curto); sensor de tensão na CCM (J24) desconectado ou com fio quebrado; CCM com defeito.
206 Não usado Reservado.
207 Corrente inexperada no cabo obra
Corrente acima de 8A no cabo obra antes do piloto ou transferência. Cabo negativo em curto para terra ou chassis do ignitor; defeito no sensor de corrente HCT1 do cabo obra; defeito na placa de relé.
208 Corrente inexperada no circuito do piloto
Corrente acima de 6A no circuito do piloto antes da ignição. Consumíveis errados ou desgastados fazendo com que o bico e eletrodo se toquem; cabo do piloto em curto para o negativo da tocha no tubo; placa de relé com defeito; possível curto na tocha.
209 Não usado Reservado.
210 Corrente de saída muito alta
Detectada corrente no cabo obra maior que 16% do ajuste. Possível defeito no sensor de corrente HCT1 do cabo obra ou placa de relé; CCM com defeito.
211 Corrente de saída muito baixa
Detectada corrente no cabo obra mais de 16% abaixo do ajustado. Possível defeito no sensor de corrente HCT1 do cabo obra ou placa de relé; possível defeito na placa do piloto (curto no IGBT).
212 Corrente de saída baixa do Inversor 1A
Corrente de obra baixa durante o corte e atribuido ao módulo inversor 1 seção A; Saída doinversordesconectada;possíveldefeitonocaboflat;seoproblemapersistirtroqueomódulo inversor 1.
213 Corrente de saída baixa do inversor 1B
Corrente de obra baixa durante o corte e atribuido ao módulo inversor 1 seção B; Saída doinversordesconectada;possíveldefeitonocaboflat;seoproblemapersistirtroqueomódulo inversor 1.
214 Corrente de saída baixa do inversor 2A
Corrente de obra baixa durante o corte e atribuido ao módulo inversor 2 seção A; Saída doinversordesconectada;possíveldefeitonocaboflat;seoproblemapersistirtroqueomódulo inversor 2.
215 Corrente de saída baixa do inversor 2B
Corrente de obra baixa durante o corte e atribuido ao módulo inversor 2 seção B; Saída doinversordesconectada;possíveldefeitonocaboflat;seoproblemapersistirtroqueomódulo inversor 2.
216 Corrente de saída baixa do inversor 3A
Corrente de obra baixa durante o corte e atribuido ao módulo inversor 3 seção A; Saída doinversordesconectada;possíveldefeitonocaboflat;seoproblemapersistirtroqueomódulo inversor 3.
217 Corrente de saída baixa do inversor 3B
Corrente de obra baixa durante o corte e atribuido ao módulo inversor 3 seção B; Saída doinversordesconectada;possíveldefeitonocaboflat;seoproblemapersistirtroqueomódulo inversor 3.
218 Corrente de saída alta no inversor 1A
Corrente alta no cabo obra durante o corte e atribuido ao módulo inversor 1 seção A; se o problema persistir troque o módulo inversor 1.
219 Corrente de saída alta no inversor 1B
Corrente alta no cabo obra durante o corte e atribuido ao módulo inversor 1 seção B; se o problema persistir troque o módulo inversor 1.
220 Corrente de saída alta no inversor 2A
Corrente alta no cabo obra durante o corte e atribuido ao módulo inversor 2 seção A; se o problema persistir troque o módulo inversor 2.
221 Corrente de saída alta no inversor 2B
Corrente alta no cabo obra durante o corte e atribuido ao módulo inversor 2 seção B; se o problema persistir troque o módulo inversor 2.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-19
222 Corrente de saída alta no inversor 3A
Corrente alta no cabo obra durante o corte e atribuido ao módulo inversor 3 seção A; se o problema persistir troque o módulo inversor 3.
223 Corrente de saída alta no inversor 3B
Corrente alta no cabo obra durante o corte e atribuido ao módulo inversor 3 seção B; se o problema persistir troque o módulo inversor 3.
224 Inversor 1 não encon-trado
Móduloinversor1seçãoAnecessárioparaopiloto;caboflatCCMJ31aomódulo1seçãoA com conexão ruim.
225 Versão incompatível do inversor 1A
Versãoincompatível;caboflatCCMJ31paraomóduloinversor1seçãoAdanificado;código da versão da CCM incompatível com a versão ou modelo do inversor.
226 Versão incompatível do inversor 1B
Versãoincompatível;caboflatCCMJ32paraomóduloinversor1seçãoBdanificado;código da versão da CCM incompatível com a versão ou modelo do inversor.
227 Versão incompatível do inversor 2A
Versãoincompatível;caboflatCCMJ33paraomóduloinversor2seçãoAdanificado;código da versão da CCM incompatível com a versão ou modelo do inversor.
228 Versão incompatível do inversor 2B
Versãoincompatível;caboflatCCMJ34paraomóduloinversor2seçãoBdanificado;código da versão da CCM incompatível com a versão ou modelo do inversor.
229 Versão incompatível do inversor 3A
Versãoincompatível;caboflatCCMJ35paraomóduloinversor3seçãoAdanificado;código da versão da CCM incompatível com a versão ou modelo do inversor.
230 Versão incompatível do inversor 3B
Versãoincompatível;caboflatCCMJ36paraomóduloinversor3seçãoBdanificado;código da versão da CCM incompatível com a versão ou modelo do inversor.
231 Alimentação CA inver-sor 1A não combina
FaixadetensãoCAdoinversoréincompatívelcomatensãodealimentação;caboflatCCMJ31 para o módulo inversor 1 seção A está danificado ou faltando; tensão do módulo 1 instalado está errada; módulo inversor com defeito.
232 Alimentação CA inver-sor 1B não combina
FaixadetensãoCAdoinversoréincompatívelcomatensãodealimentação;caboflatCCMJ32 para o móBulo inversor 1 seção B está danificado ou faltando; tensão do módulo 1 instalado está errada; módulo inversor com defeito.
233 Alimentação CA inver-sor 2A não combina
FaixadetensãoCAdoinversoréincompatívelcomatensãodealimentação;caboflatCCMJ33 para o módulo inversor 2 seção A está danificado ou faltando; tensão do módulo 2 instalado está errada; módulo inversor com defeito.
234 Alimentação CA inver-sor 2B não combina
FaixadetensãoCAdoinversoréincompatívelcomatensãodealimentação;caboflatCCMJ34 para o módulo inversor 2 seção B está danificado ou faltando; tensão do módulo 2 instalado está errada; módulo inversor com defeito.
235 Alimentação CA inver-sor 3A não combina
FaixadetensãoCAdoinversoréincompatívelcomatensãodealimentação;caboflatCCMJ35 para o módulo inversor 3 seção A está danificado ou faltando; tensão do módulo 3 instalado está errada; módulo inversor com defeito.
236 Alimentação inversor 3B não combina
FaixadetensãoCAdoinversoréincompatívelcomatensãodealimentação;caboflatCCMJ36 para o módulo inversor 3 seção B está danificado ou faltando; tensão do módulo 3 instalado está errada; módulo inversor com defeito.
237 Poucos inversores encontrados
Duasoumaisseçõesdeinversoressãonecessáriasparaaoperação;caboflatdaCCMpara as seções dos inversores danificados ou desconectados.
238 BIAS VAC inválida Seleção da tensão CA inválida; conexão danificada ou solta no J61 da System Bias Supply; placa System Bias com defeito.
239 Tensão CA altaPlaca System Bias de detenção da tensão CA está com valor acima da faixa da fonte; conexão danificada ou solta no J61 da System Bias Supply; placa System Bias com defeito; CCM com defeito.
240 Tensão CA baixaPlaca System Bias de detenção da tensão CA está com valor abaixo da faixa da fonte; conexão danificada ou solta no J61 da System Bias Supply; placa System Bias com defeito; CCM com defeito
241 Erro da tensão de entrada inversor 1A
Falha da tensão de entrada do inversor; tensão de saída fora da faixa ou folta de fase na entrada do inversor módulo 1 seção A; qualidade ruim da alimentação; contatora W1 com defeito; conexão frouxa ou solta entre os terminais da contatora e os terminais de entrada ou contatora e entrada do inversor; módulo inversor com defeito.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-20 OPERAÇÃO Manual 0-5297P
242 Erro da tensão de entrada inversor 1B.
Falha da tensão de entrada do inversor; tensão de saída fora da faixa ou folta de fase na entrada do inversor módulo 1 seção B; qualidade ruim da alimentação; contatora W1 com defeito; conexão frouxa ou solta entre os terminais da contatora e os terminais de entrada ou contatora e entrada do inversor; módulo inversor com defeito.
243 Erro da tensão de entrada inversor 2A.
Falha da tensão de entrada do inversor; tensão de saída fora da faixa ou folta de fase na entrada do inversor módulo 2 seção A; qualidade ruim da alimentação; contatora W1 com defeito; conexão frouxa ou solta entre os terminais da contatora e os terminais de entrada ou contatora e entrada do inversor; módulo inversor com defeito.
244 Erro da tensão de entrada inversor 2B.
Falha da tensão de entrada do inversor; tensão de saída fora da faixa ou folta de fase na entrada do inversor módulo 2 seção B; qualidade ruim da alimentação; contatora W2 com defeito; conexão frouxa ou solta entre os terminais da contatora e os terminais de entrada ou contatora e entrada do inversor; módulo inversor com defeito.
245 Erro da tensão de entrada inversor 3A.
Falha da tensão de entrada do inversor; tensão de saída fora da faixa ou folta de fase na entrada do inversor módulo 3 seção A; qualidade ruim da alimentação; contatora W2 com defeito; conexão frouxa ou solta entre os terminais da contatora e os terminais de entrada ou contatora e entrada do inversor; módulo inversor com defeito.
246 Erro da tensão de entrada inversor 3B.
Falha da tensão de entrada do inversor; tensão de saída fora da faixa ou folta de fase na entrada do inversor módulo 3 seção B; qualidade ruim da alimentação; contatora W2 com defeito; conexão frouxa ou solta entre os terminais da contatora e os terminais de entrada ou contatora e entrada do inversor; módulo inversor com defeito.
247 Falha no circuito do inversor 1A Módulo inversor 1 seção A detectou uma falha no circuito; módulo inversor 1 com defeito.
248 Falha no circuito do inverdor 1B Módulo inversor 1 seção B detectou uma falha no circuito; módulo inversor 1 com defeito.
249 Falha no circuito do inverdor 2A Módulo inversor 2 seção A detectou uma falha no circuito; módulo inversor 2 com defeito.
250 Falha no circuito do inversor 2B Módulo inversor 2 seção B detectou uma falha no circuito; módulo inversor 2 com defeito.
251 Falha no circuito do inversor 3A Módulo inversor 3 seção A detectou uma falha no circuito; módulo inversor 3 com defeito.
252 Falha no circuito do inversor 3B Módulo inversor 3 seção B detectou uma falha no circuito; módulo inversor 3 com defeito.
253 Sobre temperatura inversor 1A
Módulo inversor 1 seção A detector uma sobre temperatura; opere com o peinel lateral retirado;verifiqueporrestriçãodofluxodoar,radiadorsujo;ventiladorcomdefeito;seoproblema persistir troque o módulo inversor.
254 Sobre temperatura inversor 1B
Módulo inversor 1 seção B detector uma sobre temperatura; opere com o peinel lateral retirado;verifiqueporrestriçãodofluxodoar,radiadorsujo;ventiladorcomdefeito;seoproblema persistir troque o módulo inversor.
255 Sobre temperatura inversor 2A
Módulo inversor 2 seção A detector uma sobre temperatura; opere com o peinel lateral retirado;verifiqueporrestriçãodofluxodoar,radiadorsujo;ventiladorcomdefeito;seoproblema persistir troque o módulo inversor.
256 Sobre temperatura inversor 2B
Módulo inversor 2 seção B detector uma sobre temperatura; opere com o peinel lateral retirado;verifiqueporrestriçãodofluxodoar,radiadorsujo;ventiladorcomdefeito;seoproblema persistir troque o módulo inversor.
257 Sobre temperatura inversor 3A
Módulo inversor 3 seção A detector uma sobre temperatura; opere com o peinel lateral retirado;verifiqueporrestriçãodofluxodoar,radiadorsujo;ventiladorcomdefeito;seoproblema persistir troque o módulo inversor.
258 Sobre temperatura inversor 3B
Módulo inversor 3 seção B detector uma sobre temperatura; opere com o peinel lateral retirado;verifiqueporrestriçãodofluxodoar,radiadorsujo;ventiladorcomdefeito;seoproblema persistir troque o módulo inversor.
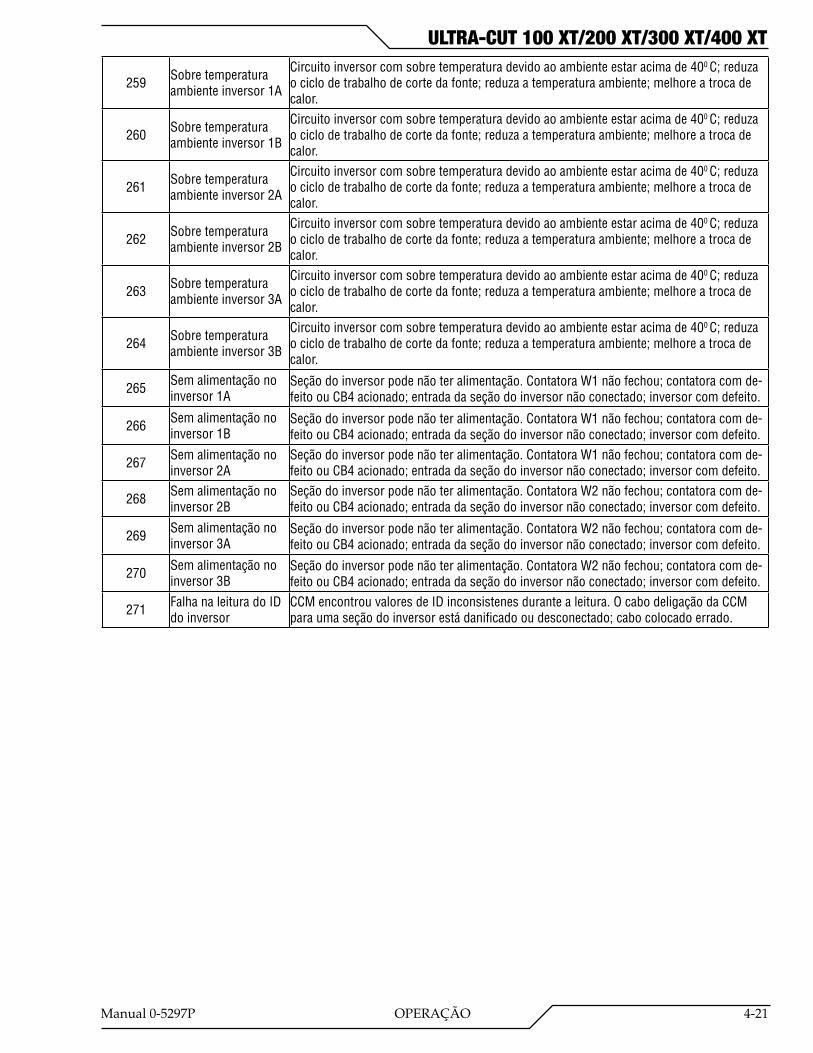
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-21
259 Sobre temperatura ambiente inversor 1A
Circuito inversor com sobre temperatura devido ao ambiente estar acima de 400 C; reduza o ciclo de trabalho de corte da fonte; reduza a temperatura ambiente; melhore a troca de calor.
260 Sobre temperatura ambiente inversor 1B
Circuito inversor com sobre temperatura devido ao ambiente estar acima de 400 C; reduza o ciclo de trabalho de corte da fonte; reduza a temperatura ambiente; melhore a troca de calor.
261 Sobre temperatura ambiente inversor 2A
Circuito inversor com sobre temperatura devido ao ambiente estar acima de 400 C; reduza o ciclo de trabalho de corte da fonte; reduza a temperatura ambiente; melhore a troca de calor.
262 Sobre temperatura ambiente inversor 2B
Circuito inversor com sobre temperatura devido ao ambiente estar acima de 400 C; reduza o ciclo de trabalho de corte da fonte; reduza a temperatura ambiente; melhore a troca de calor.
263 Sobre temperatura ambiente inversor 3A
Circuito inversor com sobre temperatura devido ao ambiente estar acima de 400 C; reduza o ciclo de trabalho de corte da fonte; reduza a temperatura ambiente; melhore a troca de calor.
264 Sobre temperatura ambiente inversor 3B
Circuito inversor com sobre temperatura devido ao ambiente estar acima de 400 C; reduza o ciclo de trabalho de corte da fonte; reduza a temperatura ambiente; melhore a troca de calor.
265 Sem alimentação no inversor 1A
Seção do inversor pode não ter alimentação. Contatora W1 não fechou; contatora com de-feito ou CB4 acionado; entrada da seção do inversor não conectado; inversor com defeito.
266 Sem alimentação no inversor 1B
Seção do inversor pode não ter alimentação. Contatora W1 não fechou; contatora com de-feito ou CB4 acionado; entrada da seção do inversor não conectado; inversor com defeito.
267 Sem alimentação no inversor 2A
Seção do inversor pode não ter alimentação. Contatora W1 não fechou; contatora com de-feito ou CB4 acionado; entrada da seção do inversor não conectado; inversor com defeito.
268 Sem alimentação no inversor 2B
Seção do inversor pode não ter alimentação. Contatora W2 não fechou; contatora com de-feito ou CB4 acionado; entrada da seção do inversor não conectado; inversor com defeito.
269 Sem alimentação no inversor 3A
Seção do inversor pode não ter alimentação. Contatora W2 não fechou; contatora com de-feito ou CB4 acionado; entrada da seção do inversor não conectado; inversor com defeito.
270 Sem alimentação no inversor 3B
Seção do inversor pode não ter alimentação. Contatora W2 não fechou; contatora com de-feito ou CB4 acionado; entrada da seção do inversor não conectado; inversor com defeito.
271 Falha na leitura do ID do inversor
CCM encontrou valores de ID inconsistenes durante a leitura. O cabo deligação da CCM para uma seção do inversor está danificado ou desconectado; cabo colocado errado.
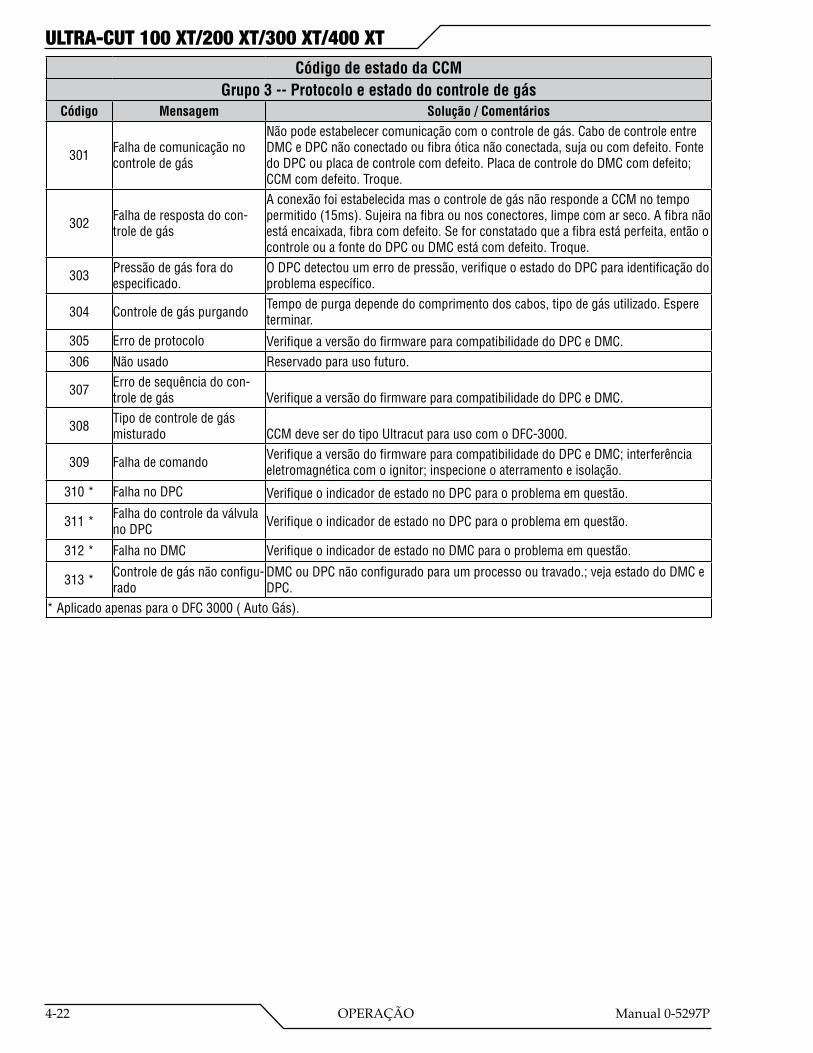
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-22 OPERAÇÃO Manual 0-5297P
Código de estado da CCMGrupo 3 -- Protocolo e estado do controle de gás
Código Mensagem Solução / Comentários
301 Falha de comunicação no controle de gás
Não pode estabelecer comunicação com o controle de gás. Cabo de controle entre DMC e DPC não conectado ou fibra ótica não conectada, suja ou com defeito. Fonte do DPC ou placa de controle com defeito. Placa de controle do DMC com defeito; CCM com defeito. Troque.
302 Falha de resposta do con-trole de gás
A conexão foi estabelecida mas o controle de gás não responde a CCM no tempo permitido (15ms). Sujeira na fibra ou nos conectores, limpe com ar seco. A fibra não está encaixada, fibra com defeito. Se for constatado que a fibra está perfeita, então o controle ou a fonte do DPC ou DMC está com defeito. Troque.
303 Pressão de gás fora do especificado.
O DPC detectou um erro de pressão, verifique o estado do DPC para identificação do problema específico.
304 Controle de gás purgando Tempo de purga depende do comprimento dos cabos, tipo de gás utilizado. Espere terminar.
305 Erro de protocolo Verifique a versão do firmware para compatibilidade do DPC e DMC.306 Não usado Reservado para uso futuro.
307 Erro de sequência do con-trole de gás Verifique a versão do firmware para compatibilidade do DPC e DMC.
308 Tipo de controle de gás misturado CCM deve ser do tipo Ultracut para uso com o DFC-3000.
309 Falha de comando Verifique a versão do firmware para compatibilidade do DPC e DMC; interferência eletromagnética com o ignitor; inspecione o aterramento e isolação.
310 * Falha no DPC Verifique o indicador de estado no DPC para o problema em questão.
311 * Falha do controle da válvula no DPC Verifique o indicador de estado no DPC para o problema em questão.
312 * Falha no DMC Verifique o indicador de estado no DMC para o problema em questão.
313 * Controle de gás não configu-rado
DMC ou DPC não configurado para um processo ou travado.; veja estado do DMC e DPC.
* Aplicado apenas para o DFC 3000 ( Auto Gás).
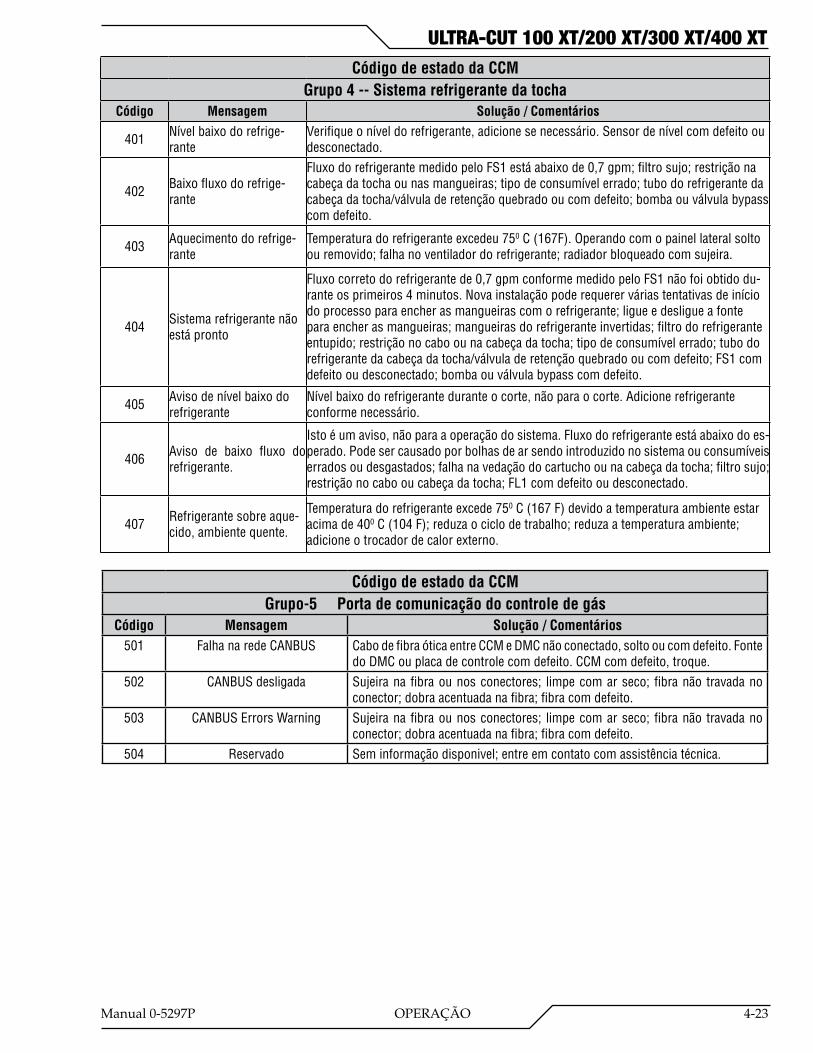
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-23
Código de estado da CCMGrupo 4 -- Sistema refrigerante da tocha
Código Mensagem Solução / Comentários
401 Nível baixo do refrige-rante
Verifique o nível do refrigerante, adicione se necessário. Sensor de nível com defeito ou desconectado.
402 Baixofluxodorefrige-rante
Fluxo do refrigerante medido pelo FS1 está abaixo de 0,7 gpm; filtro sujo; restrição na cabeça da tocha ou nas mangueiras; tipo de consumível errado; tubo do refrigerante da cabeça da tocha/válvula de retenção quebrado ou com defeito; bomba ou válvula bypass com defeito.
403 Aquecimento do refrige-rante
Temperatura do refrigerante excedeu 750 C (167F). Operando com o painel lateral solto ou removido; falha no ventilador do refrigerante; radiador bloqueado com sujeira.
404 Sistema refrigerante não está pronto
Fluxo correto do refrigerante de 0,7 gpm conforme medido pelo FS1 não foi obtido du-rante os primeiros 4 minutos. Nova instalação pode requerer várias tentativas de início do processo para encher as mangueiras com o refrigerante; ligue e desligue a fonte para encher as mangueiras; mangueiras do refrigerante invertidas; filtro do refrigerante entupido; restrição no cabo ou na cabeça da tocha; tipo de consumível errado; tubo do refrigerante da cabeça da tocha/válvula de retenção quebrado ou com defeito; FS1 com defeito ou desconectado; bomba ou válvula bypass com defeito.
405 Aviso de nível baixo do refrigerante
Nível baixo do refrigerante durante o corte, não para o corte. Adicione refrigerante conforme necessário.
406 Aviso de baixo fluxo dorefrigerante.
Isto é um aviso, não para a operação do sistema. Fluxo do refrigerante está abaixo do es-perado. Pode ser causado por bolhas de ar sendo introduzido no sistema ou consumíveis errados ou desgastados; falha na vedação do cartucho ou na cabeça da tocha; filtro sujo; restrição no cabo ou cabeça da tocha; FL1 com defeito ou desconectado.
407 Refrigerante sobre aque-cido, ambiente quente.
Temperatura do refrigerante excede 750 C (167 F) devido a temperatura ambiente estar acima de 400 C (104 F); reduza o ciclo de trabalho; reduza a temperatura ambiente; adicione o trocador de calor externo.
Código de estado da CCMGrupo-5 Porta de comunicação do controle de gás
Código Mensagem Solução / Comentários501 Falha na rede CANBUS Cabo de fibra ótica entre CCM e DMC não conectado, solto ou com defeito. Fonte
do DMC ou placa de controle com defeito. CCM com defeito, troque.502 CANBUS desligada Sujeira na fibra ou nos conectores; limpe com ar seco; fibra não travada no
conector; dobra acentuada na fibra; fibra com defeito.503 CANBUS Errors Warning Sujeira na fibra ou nos conectores; limpe com ar seco; fibra não travada no
conector; dobra acentuada na fibra; fibra com defeito.504 Reservado Sem informação disponivel; entre em contato com assistência técnica.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-24 OPERAÇÃO Manual 0-5297P
Código de estado da CCMGrupo 6 -- CCM
Código Mensagem Solução / Comentários601 Erro tensão analógica CCM com defeito, substitua.602 Erro ADC ou DAC CCM com defeito, substitua.603 Reservado Sem informação disponível; contacte assistência técnica.604 Erro memória de dados CCM com defeito, substitua.605 Falha memória de programa CCM com defeito, substitua.606 +5V baixo CCM com defeito, substitua.607 Aquecimento do processador Reduza temperatura ambiente; CCM com defeito, substitua.
608 5V baixo para RS 485/422. CCM com defeito, substitua.
609 Erro atualização firmware CCM com defeito, substitua.610 Erro atualização firmware CCM com defeito, substitua.611 Falha controle USB CCM com defeito, substitua.
612 Falha alimentação USB Dispositivo USB com defeito; CCM com defeito.
613 Falha criação do Log da USB Incapaz de criar arquivo LOG no dispositivo USB da última tentativa de atualizar o firmware; use um dispositivo USB diferente ou formate.
614Sem arquivo USF
Arquivo VTCCMFW.USF perdido do drive Flash; adicione os arquivos corretos aodriveflashparaatualizaroFirmware;useumdispositivoUSBdiferenteouformate.
615 Sem arquivo atualizado na CCM Arquivo específico de atualização da CCM, VTCCMFW.USF não encontrado; adicioneosarquivoscorretosnodriveflashparaatualizarfirmware.
616Falha atualização do DPC
Falha ocorrida ao tentar atualizar o firmware do DPC; adicione os arquivos corre-tosnodriveflashparaatualizarofirmware;vejaoCCM_LOG.TXTnodispositivoUSB para detalhes.
617Falha atualização DMC
Falha ocorrida ao tentar atualizar o firmware do DMC; adicione os arquivos cor-retosnodriveflashparaatualizarofirmware;vejaoCCM_LOG.TXTnodisposi-tivo USB para detalhes.
618 Falha calibração do ADC Erro muito grande na calibração do ADC; se falha persistir, CCM com defeito.619 Falhanachavedefluxo Chavedefluxoinformandofluxodorefrigerantecomabombadesligada.
620 Erro da memória não volátil Memória não volátil corrompida e apagada; se falha persistir, CCM com defeito.
4.12 Códigos de estado do DMC-3000Indicadores de estado:
1. Ao ligar, os indicadores VERDE e VERMELHO piscam a versão do software com um código de 2 dígitos como explicado abaixo. Seguido da revisão do código.
2. Indicador verde
· Aceso = OK, comunicação estabelecida.
· Piscando = sem comunicação estabelecida com a CCM3. Indicador vermelho
· Desligado = estado OK
· Piscando rápido = descarregando novo programa
· Piscando código de 2 dígitos = estado (tabela abaixo)
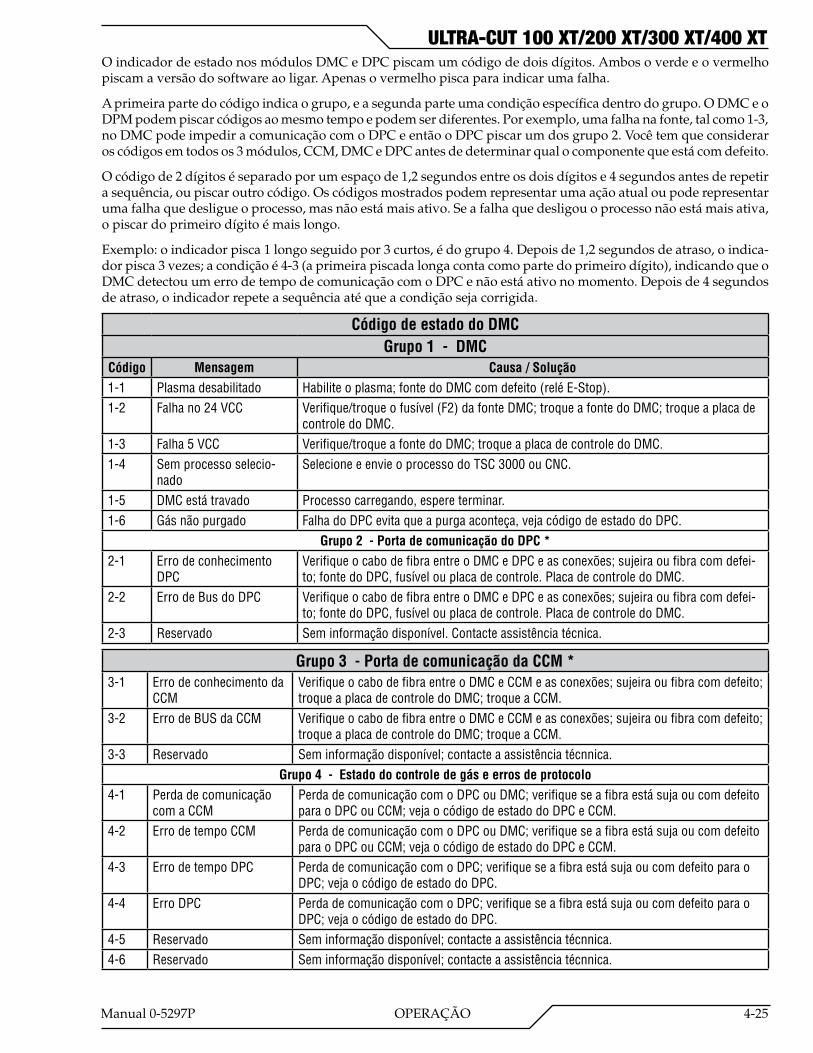
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-25
O indicador de estado nos módulos DMC e DPC piscam um código de dois dígitos. Ambos o verde e o vermelho piscam a versão do software ao ligar. Apenas o vermelho pisca para indicar uma falha.
A primeira parte do código indica o grupo, e a segunda parte uma condição específica dentro do grupo. O DMC e o DPM podem piscar códigos ao mesmo tempo e podem ser diferentes. Por exemplo, uma falha na fonte, tal como 1-3, no DMC pode impedir a comunicação com o DPC e então o DPC piscar um dos grupo 2. Você tem que considerar os códigos em todos os 3 módulos, CCM, DMC e DPC antes de determinar qual o componente que está com defeito.
O código de 2 dígitos é separado por um espaço de 1,2 segundos entre os dois dígitos e 4 segundos antes de repetir a sequência, ou piscar outro código. Os códigos mostrados podem representar uma ação atual ou pode representar uma falha que desligue o processo, mas não está mais ativo. Se a falha que desligou o processo não está mais ativa, o piscar do primeiro dígito é mais longo.
Exemplo: o indicador pisca 1 longo seguido por 3 curtos, é do grupo 4. Depois de 1,2 segundos de atraso, o indica-dor pisca 3 vezes; a condição é 4-3 (a primeira piscada longa conta como parte do primeiro dígito), indicando que o DMC detectou um erro de tempo de comunicação com o DPC e não está ativo no momento. Depois de 4 segundos de atraso, o indicador repete a sequência até que a condição seja corrigida.
Código de estado do DMCGrupo 1 - DMC
Código Mensagem Causa / Solução1-1 Plasma desabilitado Habilite o plasma; fonte do DMC com defeito (relé E-Stop).1-2 Falha no 24 VCC Verifique/troque o fusível (F2) da fonte DMC; troque a fonte do DMC; troque a placa de
controle do DMC.1-3 Falha 5 VCC Verifique/troque a fonte do DMC; troque a placa de controle do DMC.1-4 Sem processo selecio-
nadoSelecione e envie o processo do TSC 3000 ou CNC.
1-5 DMC está travado Processo carregando, espere terminar.1-6 Gás não purgado Falha do DPC evita que a purga aconteça, veja código de estado do DPC.
Grupo 2 - Porta de comunicação do DPC *2-1 Erro de conhecimento
DPCVerifique o cabo de fibra entre o DMC e DPC e as conexões; sujeira ou fibra com defei-to; fonte do DPC, fusível ou placa de controle. Placa de controle do DMC.
2-2 Erro de Bus do DPC Verifique o cabo de fibra entre o DMC e DPC e as conexões; sujeira ou fibra com defei-to; fonte do DPC, fusível ou placa de controle. Placa de controle do DMC.
2-3 Reservado Sem informação disponível. Contacte assistência técnica.
Grupo 3 - Porta de comunicação da CCM *3-1 Erro de conhecimento da
CCMVerifique o cabo de fibra entre o DMC e CCM e as conexões; sujeira ou fibra com defeito; troque a placa de controle do DMC; troque a CCM.
3-2 Erro de BUS da CCM Verifique o cabo de fibra entre o DMC e CCM e as conexões; sujeira ou fibra com defeito; troque a placa de controle do DMC; troque a CCM.
3-3 Reservado Sem informação disponível; contacte a assistência técnnica.Grupo 4 - Estado do controle de gás e erros de protocolo
4-1 Perda de comunicação com a CCM
Perda de comunicação com o DPC ou DMC; verifique se a fibra está suja ou com defeito para o DPC ou CCM; veja o código de estado do DPC e CCM.
4-2 Erro de tempo CCM Perda de comunicação com o DPC ou DMC; verifique se a fibra está suja ou com defeito para o DPC ou CCM; veja o código de estado do DPC e CCM.
4-3 Erro de tempo DPC Perda de comunicação com o DPC; verifique se a fibra está suja ou com defeito para o DPC; veja o código de estado do DPC.
4-4 Erro DPC Perda de comunicação com o DPC; verifique se a fibra está suja ou com defeito para o DPC; veja o código de estado do DPC.
4-5 Reservado Sem informação disponível; contacte a assistência técnnica.4-6 Reservado Sem informação disponível; contacte a assistência técnnica.
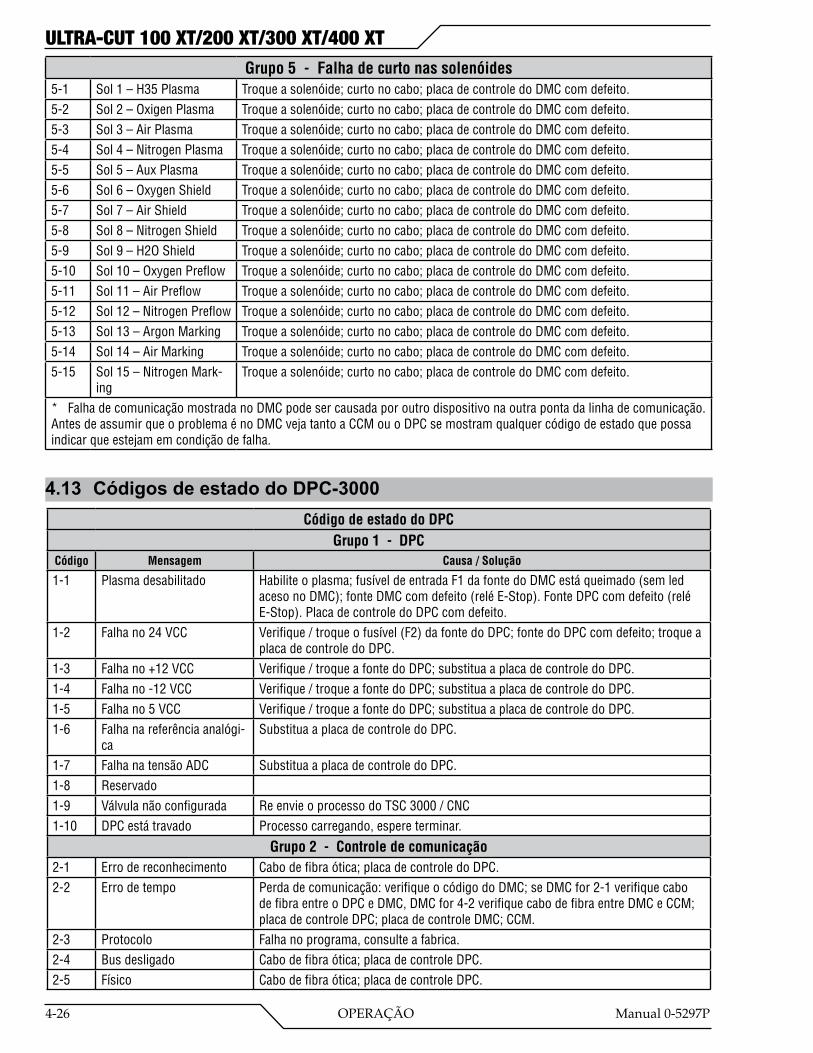
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-26 OPERAÇÃO Manual 0-5297P
Grupo 5 - Falha de curto nas solenóides5-1 Sol 1 – H35 Plasma Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-2 Sol 2 – Oxigen Plasma Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-3 Sol 3 – Air Plasma Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-4 Sol 4 – Nitrogen Plasma Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-5 Sol 5 – Aux Plasma Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-6 Sol 6 – Oxygen Shield Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-7 Sol 7 – Air Shield Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-8 Sol 8 – Nitrogen Shield Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-9 Sol 9 – H2O Shield Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-10 Sol10–OxygenPreflow Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-11 Sol11–AirPreflow Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-12 Sol12–NitrogenPreflow Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-13 Sol 13 – Argon Marking Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-14 Sol 14 – Air Marking Troque a solenóide; curto no cabo; placa de controle do DMC com defeito.5-15 Sol 15 – Nitrogen Mark-
ingTroque a solenóide; curto no cabo; placa de controle do DMC com defeito.
* Falha de comunicação mostrada no DMC pode ser causada por outro dispositivo na outra ponta da linha de comunicação. Antes de assumir que o problema é no DMC veja tanto a CCM ou o DPC se mostram qualquer código de estado que possa indicar que estejam em condição de falha.
4.13 Códigos de estado do DPC-3000Código de estado do DPC
Grupo 1 - DPCCódigo Mensagem Causa / Solução
1-1 Plasma desabilitado Habilite o plasma; fusível de entrada F1 da fonte do DMC está queimado (sem led aceso no DMC); fonte DMC com defeito (relé E-Stop). Fonte DPC com defeito (relé E-Stop). Placa de controle do DPC com defeito.
1-2 Falha no 24 VCC Verifique / troque o fusível (F2) da fonte do DPC; fonte do DPC com defeito; troque a placa de controle do DPC.
1-3 Falha no +12 VCC Verifique / troque a fonte do DPC; substitua a placa de controle do DPC.1-4 Falha no -12 VCC Verifique / troque a fonte do DPC; substitua a placa de controle do DPC.1-5 Falha no 5 VCC Verifique / troque a fonte do DPC; substitua a placa de controle do DPC.1-6 Falha na referência analógi-
caSubstitua a placa de controle do DPC.
1-7 Falha na tensão ADC Substitua a placa de controle do DPC.1-8 Reservado1-9 Válvula não configurada Re envie o processo do TSC 3000 / CNC1-10 DPC está travado Processo carregando, espere terminar.
Grupo 2 - Controle de comunicação2-1 Erro de reconhecimento Cabo de fibra ótica; placa de controle do DPC.2-2 Erro de tempo Perda de comunicação: verifique o código do DMC; se DMC for 2-1 verifique cabo
de fibra entre o DPC e DMC, DMC for 4-2 verifique cabo de fibra entre DMC e CCM; placa de controle DPC; placa de controle DMC; CCM.
2-3 Protocolo Falha no programa, consulte a fabrica.2-4 Bus desligado Cabo de fibra ótica; placa de controle DPC.2-5 Físico Cabo de fibra ótica; placa de controle DPC.
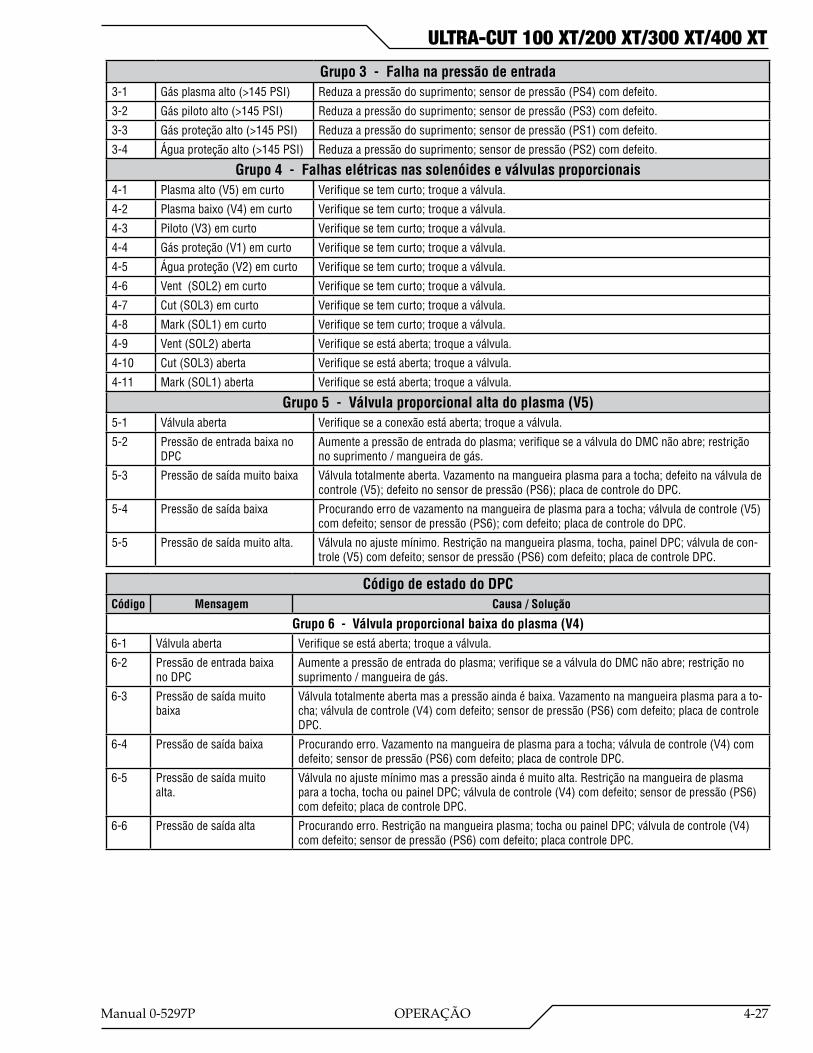
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-27
Grupo 3 - Falha na pressão de entrada3-1 Gás plasma alto (>145 PSI) Reduza a pressão do suprimento; sensor de pressão (PS4) com defeito.
3-2 Gás piloto alto (>145 PSI) Reduza a pressão do suprimento; sensor de pressão (PS3) com defeito.
3-3 Gás proteção alto (>145 PSI) Reduza a pressão do suprimento; sensor de pressão (PS1) com defeito.
3-4 Água proteção alto (>145 PSI) Reduza a pressão do suprimento; sensor de pressão (PS2) com defeito.
Grupo 4 - Falhas elétricas nas solenóides e válvulas proporcionais4-1 Plasma alto (V5) em curto Verifique se tem curto; troque a válvula.
4-2 Plasma baixo (V4) em curto Verifique se tem curto; troque a válvula.
4-3 Piloto (V3) em curto Verifique se tem curto; troque a válvula.
4-4 Gás proteção (V1) em curto Verifique se tem curto; troque a válvula.
4-5 Água proteção (V2) em curto Verifique se tem curto; troque a válvula.
4-6 Vent (SOL2) em curto Verifique se tem curto; troque a válvula.
4-7 Cut (SOL3) em curto Verifique se tem curto; troque a válvula.
4-8 Mark (SOL1) em curto Verifique se tem curto; troque a válvula.
4-9 Vent (SOL2) aberta Verifique se está aberta; troque a válvula.
4-10 Cut (SOL3) aberta Verifique se está aberta; troque a válvula.
4-11 Mark (SOL1) aberta Verifique se está aberta; troque a válvula.
Grupo 5 - Válvula proporcional alta do plasma (V5)5-1 Válvula aberta Verifique se a conexão está aberta; troque a válvula.
5-2 Pressão de entrada baixa no DPC
Aumente a pressão de entrada do plasma; verifique se a válvula do DMC não abre; restrição no suprimento / mangueira de gás.
5-3 Pressão de saída muito baixa Válvula totalmente aberta. Vazamento na mangueira plasma para a tocha; defeito na válvula de controle (V5); defeito no sensor de pressão (PS6); placa de controle do DPC.
5-4 Pressão de saída baixa Procurando erro de vazamento na mangueira de plasma para a tocha; válvula de controle (V5) com defeito; sensor de pressão (PS6); com defeito; placa de controle do DPC.
5-5 Pressão de saída muito alta. Válvula no ajuste mínimo. Restrição na mangueira plasma, tocha, painel DPC; válvula de con-trole (V5) com defeito; sensor de pressão (PS6) com defeito; placa de controle DPC.
Código de estado do DPCCódigo Mensagem Causa / Solução
Grupo 6 - Válvula proporcional baixa do plasma (V4)6-1 Válvula aberta Verifique se está aberta; troque a válvula.
6-2 Pressão de entrada baixa no DPC
Aumente a pressão de entrada do plasma; verifique se a válvula do DMC não abre; restrição no suprimento / mangueira de gás.
6-3 Pressão de saída muito baixa
Válvula totalmente aberta mas a pressão ainda é baixa. Vazamento na mangueira plasma para a to-cha; válvula de controle (V4) com defeito; sensor de pressão (PS6) com defeito; placa de controle DPC.
6-4 Pressão de saída baixa Procurando erro. Vazamento na mangueira de plasma para a tocha; válvula de controle (V4) com defeito; sensor de pressão (PS6) com defeito; placa de controle DPC.
6-5 Pressão de saída muito alta.
Válvula no ajuste mínimo mas a pressão ainda é muito alta. Restrição na mangueira de plasma para a tocha, tocha ou painel DPC; válvula de controle (V4) com defeito; sensor de pressão (PS6) com defeito; placa de controle DPC.
6-6 Pressão de saída alta Procurando erro. Restrição na mangueira plasma; tocha ou painel DPC; válvula de controle (V4) com defeito; sensor de pressão (PS6) com defeito; placa controle DPC.
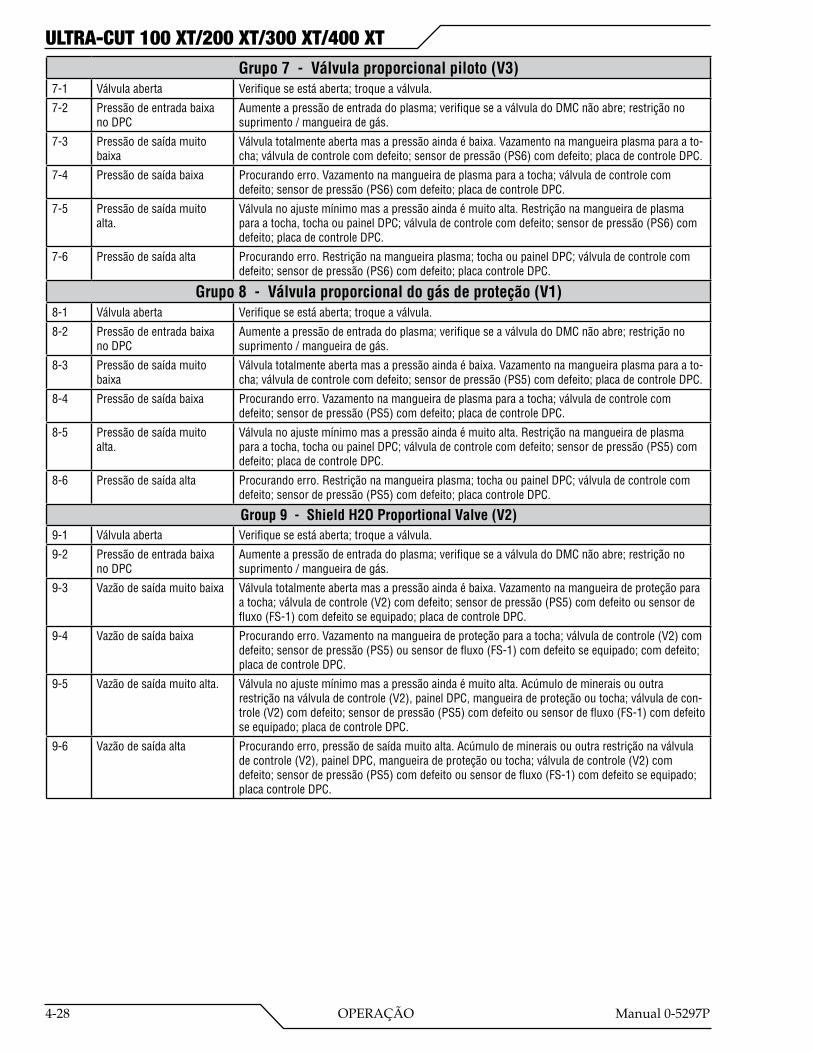
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-28 OPERAÇÃO Manual 0-5297P
Grupo 7 - Válvula proporcional piloto (V3)7-1 Válvula aberta Verifique se está aberta; troque a válvula.
7-2 Pressão de entrada baixa no DPC
Aumente a pressão de entrada do plasma; verifique se a válvula do DMC não abre; restrição no suprimento / mangueira de gás.
7-3 Pressão de saída muito baixa
Válvula totalmente aberta mas a pressão ainda é baixa. Vazamento na mangueira plasma para a to-cha; válvula de controle com defeito; sensor de pressão (PS6) com defeito; placa de controle DPC.
7-4 Pressão de saída baixa Procurando erro. Vazamento na mangueira de plasma para a tocha; válvula de controle com defeito; sensor de pressão (PS6) com defeito; placa de controle DPC.
7-5 Pressão de saída muito alta.
Válvula no ajuste mínimo mas a pressão ainda é muito alta. Restrição na mangueira de plasma para a tocha, tocha ou painel DPC; válvula de controle com defeito; sensor de pressão (PS6) com defeito; placa de controle DPC.
7-6 Pressão de saída alta Procurando erro. Restrição na mangueira plasma; tocha ou painel DPC; válvula de controle com defeito; sensor de pressão (PS6) com defeito; placa controle DPC.
Grupo 8 - Válvula proporcional do gás de proteção (V1)8-1 Válvula aberta Verifique se está aberta; troque a válvula.
8-2 Pressão de entrada baixa no DPC
Aumente a pressão de entrada do plasma; verifique se a válvula do DMC não abre; restrição no suprimento / mangueira de gás.
8-3 Pressão de saída muito baixa
Válvula totalmente aberta mas a pressão ainda é baixa. Vazamento na mangueira plasma para a to-cha; válvula de controle com defeito; sensor de pressão (PS5) com defeito; placa de controle DPC.
8-4 Pressão de saída baixa Procurando erro. Vazamento na mangueira de plasma para a tocha; válvula de controle com defeito; sensor de pressão (PS5) com defeito; placa de controle DPC.
8-5 Pressão de saída muito alta.
Válvula no ajuste mínimo mas a pressão ainda é muito alta. Restrição na mangueira de plasma para a tocha, tocha ou painel DPC; válvula de controle com defeito; sensor de pressão (PS5) com defeito; placa de controle DPC.
8-6 Pressão de saída alta Procurando erro. Restrição na mangueira plasma; tocha ou painel DPC; válvula de controle com defeito; sensor de pressão (PS5) com defeito; placa controle DPC.
Group 9 - Shield H2O Proportional Valve (V2)9-1 Válvula aberta Verifique se está aberta; troque a válvula.
9-2 Pressão de entrada baixa no DPC
Aumente a pressão de entrada do plasma; verifique se a válvula do DMC não abre; restrição no suprimento / mangueira de gás.
9-3 Vazão de saída muito baixa Válvula totalmente aberta mas a pressão ainda é baixa. Vazamento na mangueira de proteção para a tocha; válvula de controle (V2) com defeito; sensor de pressão (PS5) com defeito ou sensor de fluxo(FS-1)comdefeitoseequipado;placadecontroleDPC.
9-4 Vazão de saída baixa Procurando erro. Vazamento na mangueira de proteção para a tocha; válvula de controle (V2) com defeito;sensordepressão(PS5)ousensordefluxo(FS-1)comdefeitoseequipado;comdefeito;placa de controle DPC.
9-5 Vazão de saída muito alta. Válvula no ajuste mínimo mas a pressão ainda é muito alta. Acúmulo de minerais ou outra restrição na válvula de controle (V2), painel DPC, mangueira de proteção ou tocha; válvula de con-trole(V2)comdefeito;sensordepressão(PS5)comdefeitoousensordefluxo(FS-1)comdefeitose equipado; placa de controle DPC.
9-6 Vazão de saída alta Procurando erro, pressão de saída muito alta. Acúmulo de minerais ou outra restrição na válvula de controle (V2), painel DPC, mangueira de proteção ou tocha; válvula de controle (V2) com defeito;sensordepressão(PS5)comdefeitoousensordefluxo(FS-1)comdefeitoseequipado;placa controle DPC.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P OPERAÇÃO 4-29
4.14 Ignitor remoto: Tabela de serviçoTabela de serviço do ignitor remoto
Sintoma Causa Verifique Solução
Sem ignição indicador Neon na placa de capaci-
tores acende mas não tem ignição.
Cabo do retorno do piloto não conectado na cabeça da tocha ou rompido.
Inspecione visualmente, verifique continuidade. Conecte o cabo ou troque.
Refrigerante ficou condutor. Meça a condutibilidade. Esvazie o sistema e troque o refrigerante.
O capacitor de alta frequência (C4 na placa de cap.) possivel-mente aberto.
Meça a capacitância. Reconecte ou troque.
Cabo negativo não conectado corretamente. Inspecione visualmente. Reconecte.
Cabo de retorno do piloto não conectado ou solto no ignitor. Inspecione visualmente. Conecte o cabo.
Sem ignição: indicador Neon
não acende.
Sem alimentação 120V, CB4 do painel traseiro da fonte armado.
Rearme o fusível, verifique o 120 VCA no terminal do módulo nos terminais 115V durante o tempo de ignição.
Verifique se existem cabos em curto, defeito no fusível, entra-da em curto do módulo ignitor (veja próximo sintoma).
Entrada do módulo eletrônico de ignição em curto.
Meça a resistência, um módulo bom mede em torno de 45 ohms. Troque o módulo ruim.
Sem alimentação 120V, CB4 não armado.
Verifique o 120 VCA no conector da parte traseira da fonte J59-7 & 9 durante o tempo de ignição.
120V presente - cabo de controle aberto, 120V não está presente - falha na fonte plasma.
Falha no módulo eletrônico da ignição.
Verifique o 120 VCA nos terminais do 115V no módulo durante o tempo de ignição do piloto.
Se 120 VAC estiver presente mas o neon não ligar, o módu-lo está com defeito, troque o módulo.
Conexões frouxas. Inspecione visualmente. Aperte as conexões.
Vazamento do refrigerante
Linha do refrigerante danificada ou perfurada. Inspecione visualmente. Troque as linhas do refrige-
rante.
Mangueiras de suprimento e retorno invertidas.
Inspecione visualmente as cone-xões identificadas por cor.
Combine as conexões das mangueiras no ignitor remoto conforme as cores.
Sem refrigerante ou insuficiente: Semfluxodorefrigerante
Mangueiras do refrigerante bloqueadas.
Afrouxe as conexões e verifique se existefluxo.
Limpe o sistema ou troque a mangueira entupida.
Comportamento errado do sistema Interferência EMI
Malha do cabo da tocha não conectado ou solto. Cabo terra F1 não conectado.
Inspecione visualmente a malha do cabo se está conectada no ignitor remoto.
Reconecte / aperte os conecto-res do cabo.
Parafuso terra da placa de Cap não apertado ou ausente. Inspecione visualmente. Aperte ou troque.
Cap C5 ou C7 (na placa de Cap) aberto ou com os fios desconec-tados a placa de Cap.
Inspecione visualmente / meça a capacitância. Troque a placa.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
4-30 OPERAÇÃO Manual 0-5297P
Página deixada em branco.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P MANUTENÇÃO 5-1
SEÇÃO 5: MANUTENÇÃO
5.01 Manutenção geralFaçaasseguintesverificaçõesperiodicamenteparagarantirocorretodesempenhodosistema.
Agenda de manutenção da fonteDiariamente
Verifique o nível do refrigerante; complete se necessário.Verifique as conexões e as pressões nas linhas dos gases.
UC-AC manter a agenda.
MensalmenteVerifique o ventilador e o radiador do refrigerante; limpe se necessário.
Verifique se as mangueiras tem rachaduras, vazamentos, corrosão. Troque se necessário.
Verifique as conexões elétricas se tem rachaduras ou corrosão. Troque se necessário.
SemestralmenteLimpe ou troque o filtro externo do refrigerante.
Limpe o tanque do refrigerante.Limpe qualquer sujeira de pó acumulada dentro da fonte.
5.02 ProcedimentodelimpezadofiltroexternodorefrigeranteA limpeza periódica do filtro do refrigerante, garante a máxima eficiência do fluxo. Baixo fluxo pode causar inefici-ência da refrigeração dos consumíveis na tocha e consequentemente maior desgaste dos mesmos.
Limpe o filtro do refrigerante conforme a seguir:
1. Desconecte a alimentação da fonte.
2. Desatarraxe e remova o copo do filtro manualmente. Copo grande localizado na parte traseira da fonte. Certifique-se de segurar o O-ring.
3. Inspecione e substitua o filtro se necessário. Re instale o copo, apertando manualmente. Certifique-se de que o O-ring está no lugar.
4. Ligue o sistema e veja se tem vazamento.
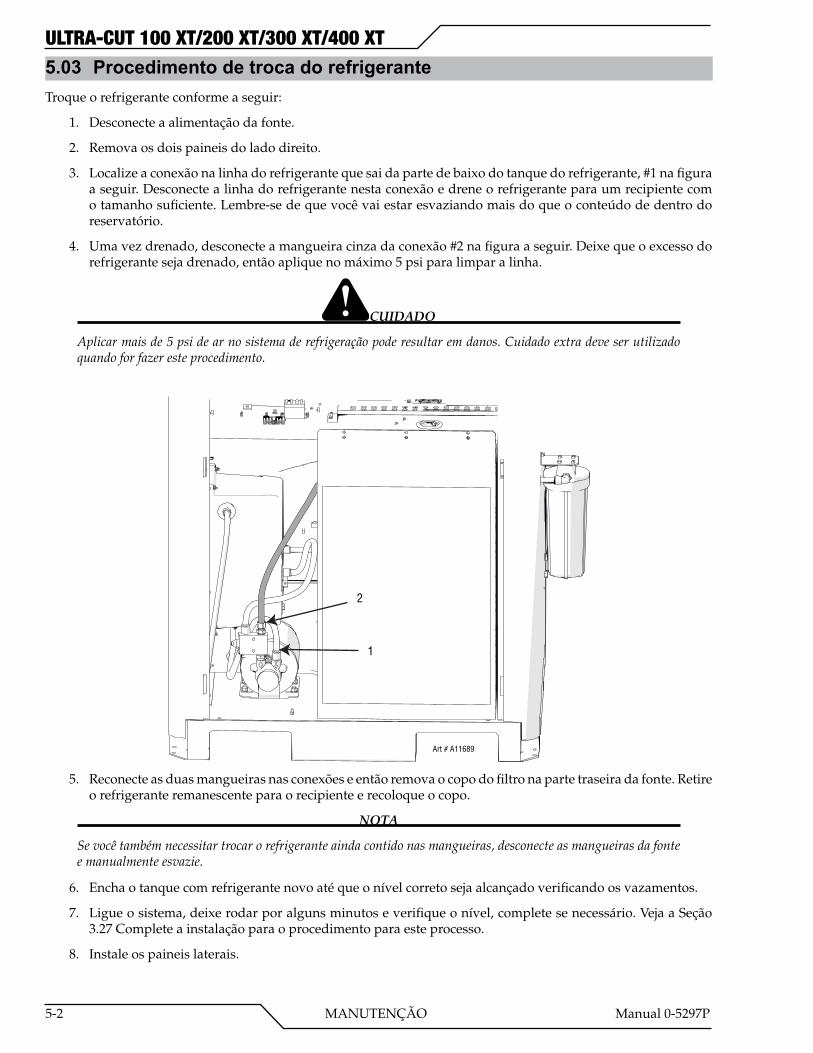
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
5-2 MANUTENÇÃO Manual 0-5297P
5.03 Procedimento de troca do refrigeranteTroque o refrigerante conforme a seguir:
1. Desconecte a alimentação da fonte.
2. Remova os dois paineis do lado direito.
3. Localize a conexão na linha do refrigerante que sai da parte de baixo do tanque do refrigerante, #1 na figura a seguir. Desconecte a linha do refrigerante nesta conexão e drene o refrigerante para um recipiente com o tamanho suficiente. Lembre-se de que você vai estar esvaziando mais do que o conteúdo de dentro do reservatório.
4. Uma vez drenado, desconecte a mangueira cinza da conexão #2 na figura a seguir. Deixe que o excesso do refrigerante seja drenado, então aplique no máximo 5 psi para limpar a linha.
CUIDADO
Aplicar mais de 5 psi de ar no sistema de refrigeração pode resultar em danos. Cuidado extra deve ser utilizado quando for fazer este procedimento.
2
1
Art # A11689
5. Reconecte as duas mangueiras nas conexões e então remova o copo do filtro na parte traseira da fonte. Retire o refrigerante remanescente para o recipiente e recoloque o copo.
NOTA
Se você também necessitar trocar o refrigerante ainda contido nas mangueiras, desconecte as mangueiras da fonte e manualmente esvazie.
6. Encha o tanque com refrigerante novo até que o nível correto seja alcançado verificando os vazamentos.
7. Ligue o sistema, deixe rodar por alguns minutos e verifique o nível, complete se necessário. Veja a Seção 3.27 Complete a instalação para o procedimento para este processo.
8. Instale os paineis laterais.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P LISTA DE PEÇAS 6-1
SEÇÃO 6: PEÇAS E CONJUNTOS DE REPOSIÇÃO
6.01 Reposição da fonteUnidade completa / Componente Código
Ultra-Cut 100 XT™ Power Supply, 400V +10 -15% 3-8116-3Ultra-Cut 200 XT™ Power Supply, 400V +10 -15% 3-8119-3Ultra-Cut 300 XT™ Power Supply, 400V +10 -15% 3-8118-3Ultra-Cut 400 XT™ Power Supply, 400V +10 -15% 3-8120-3
Ultra-Cut 100 XT™ Power Supply, 400V +10 -15% com interface SL100 3-8116-3TUltra-Cut 200 XT™ Power Supply, 400V +10 -15% com interface SL100 3-8119-3TUltra-Cut 300 XT™ Power Supply, 400V +10 -15% com interface SL100 3-8118-3TUltra-Cut 400 XT™ Power Supply, 400V +10 -15% com interface SL100 3-8120-3T
Remote Arc Starter (RAS-1000 XT) 3-9130EEQUIPAMENTO OPCIONAL:
Wheel Kit 9-7378
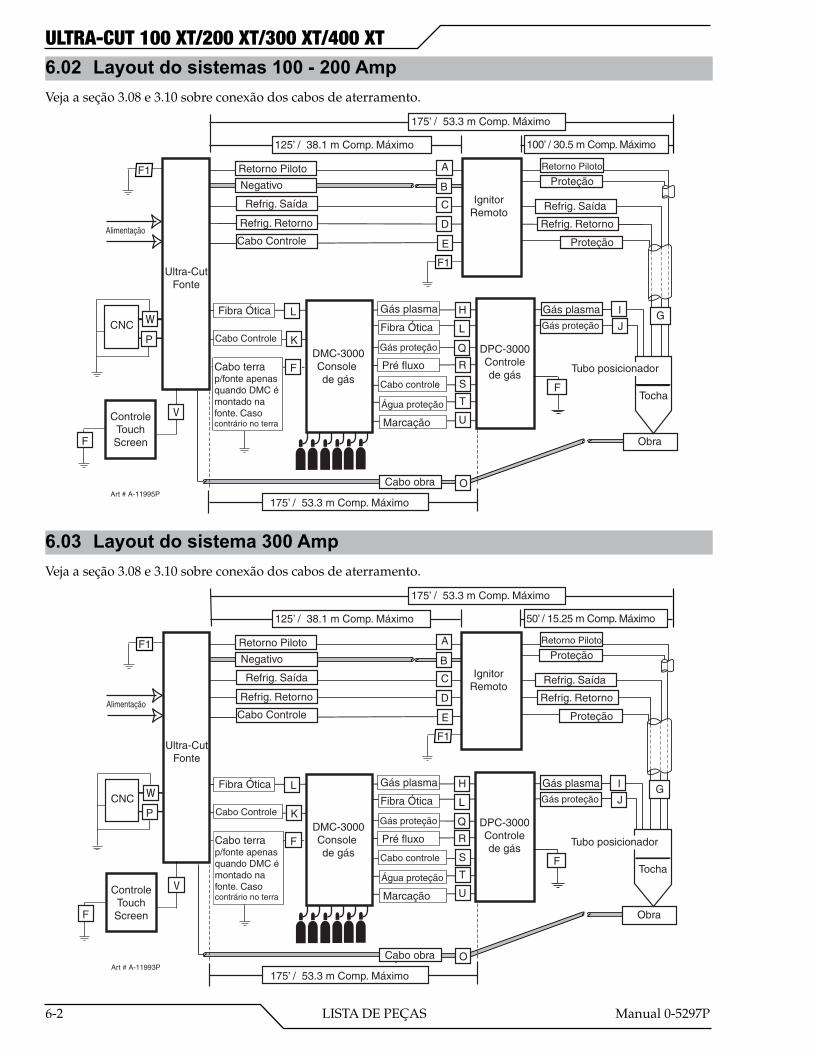
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-2 LISTA DE PEÇAS Manual 0-5297P
6.02 Layout do sistemas 100 - 200 AmpVeja a seção 3.08 e 3.10 sobre conexão dos cabos de aterramento.
Alimentação
Obra
CNC
IgnitorRemoto
Art # A-11995P
Tocha
Refrig. Saída
Refrig. Retorno
Cabo Controle
Retorno Piloto
Refrig. Saída
Refrig. Retorno
Gás plasma
Gás proteção
Cabo obra
DMC-3000Console de gás
Ultra-CutFonte
DPC-3000Controlede gás
Tubo posicionador
Gás plasma
Marcação
Proteção
Gás proteção
Negativo
Retorno Piloto
Cabo controle
100’ / 30.5 m Comp. Máximo
Proteção
H
Q
R
U
S
A
B
C
D
E
P K
L
O
I
JG
175’ / 53.3 m Comp. Máximo
Pré fluxo
Fibra Ótica L
Água proteção T
125’ / 38.1 m Comp. Máximo
175’ / 53.3 m Comp. Máximo
Fibra Ótica
Cabo Controle
F
ControleTouchScreen
V
W
F1
F1
F
F
Cabo terrap/fonte apenasquando DMC émontado na fonte. Caso contrário no terra
6.03 Layout do sistema 300 AmpVeja a seção 3.08 e 3.10 sobre conexão dos cabos de aterramento.
Alimentação
Obra
CNC
IgnitorRemoto
Art # A-11993P
Tocha
Refrig. Saída
Refrig. Retorno
Cabo Controle
Retorno Piloto
Refrig. Saída
Refrig. Retorno
Gás plasma
Gás proteção
Cabo obra
DMC-3000Console de gás
Ultra-CutFonte
DPC-3000Controlede gás
Tubo posicionador
Gás plasma
Marcação
Proteção
Gás proteção
Negativo
Retorno Piloto
Cabo controle
50’ / 15.25 m Comp. Máximo
Proteção
H
Q
R
U
S
A
B
C
D
E
P K
L
O
I
JG
175’ / 53.3 m Comp. Máximo
Pré fluxo
Fibra Ótica L
Água proteção T
125’ / 38.1 m Comp. Máximo
175’ / 53.3 m Comp. Máximo
Fibra Ótica
Cabo Controle
F
ControleTouchScreen
V
W
F1
F1
F
F
Cabo terrap/fonte apenasquando DMC émontado na fonte. Caso contrário no terra
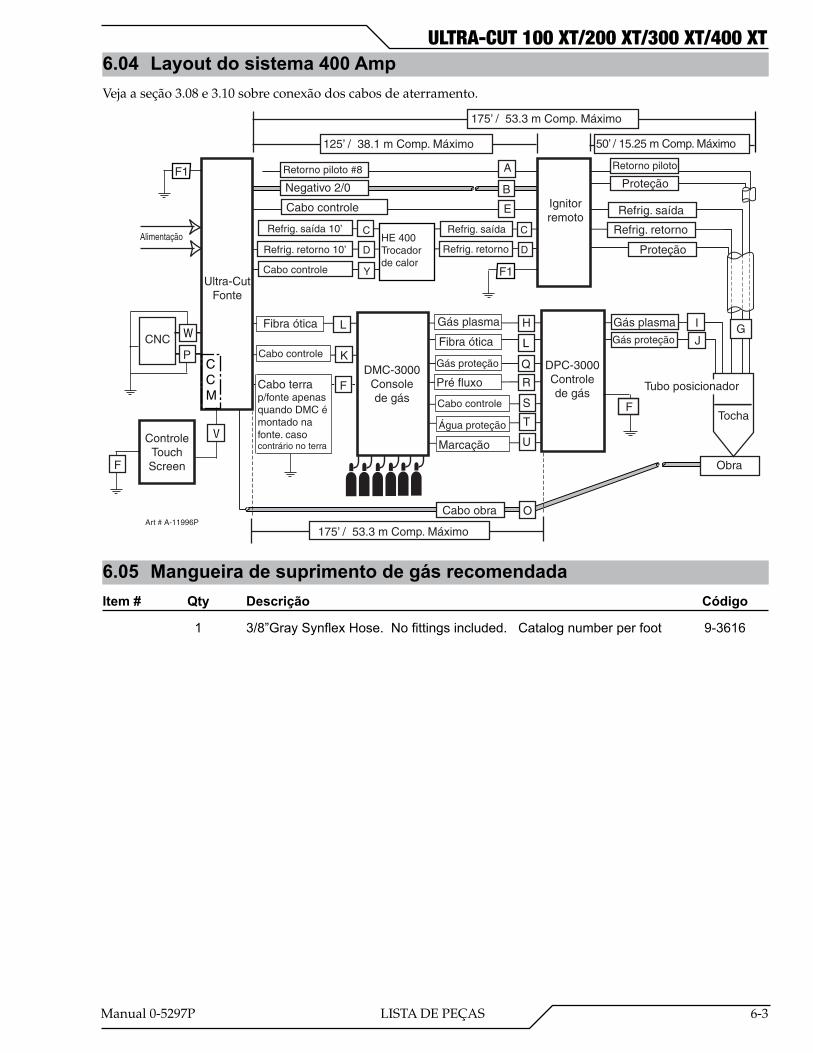
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P LISTA DE PEÇAS 6-3
6.04 Layout do sistema 400 AmpVeja a seção 3.08 e 3.10 sobre conexão dos cabos de aterramento.
Alimentação
Obra
CNC
Ignitorremoto
Art # A-11996P
Tocha
Refrig. saída 10’
Refrig. retorno 10’
Cabo controle
Retorno piloto
Refrig. saída
Refrig. retorno
Gás plasma
Gás proteção
Cabo obra
DMC-3000Consolede gás
Ultra-CutFonte
DPC-3000Controlede gás
Tubo posicionador
Gás plasma
Marcação
Proteção
Gás proteção
Negativo 2/0
Retorno piloto #8
Cabo controle
50’ / 15.25 m Comp. Máximo
Proteção
H
Q
R
U
S
A
B
E
C
D
P K
L
O
I
JG
175’ / 53.3 m Comp. Máximo
Pré fluxo
Fibra ótica L
Água proteção T
125’ / 38.1 m Comp. Máximo
175’ / 53.3 m Comp. Máximo
Fibra ótica
Cabo controle
F
ControleTouchScreen
V
W
F1
F1
F
F
HE 400Trocadorde calor
Cabo controle
C
D
Y
CCM
Refrig. saída
Refrig. retorno
Cabo terrap/fonte apenasquando DMC émontado nafonte. caso contrário no terra
6.05 Mangueira de suprimento de gás recomendadaItem # Qty Descrição Código
1 3/8”Gray Synflex Hose. No fittings included. Catalog number per foot 9-3616
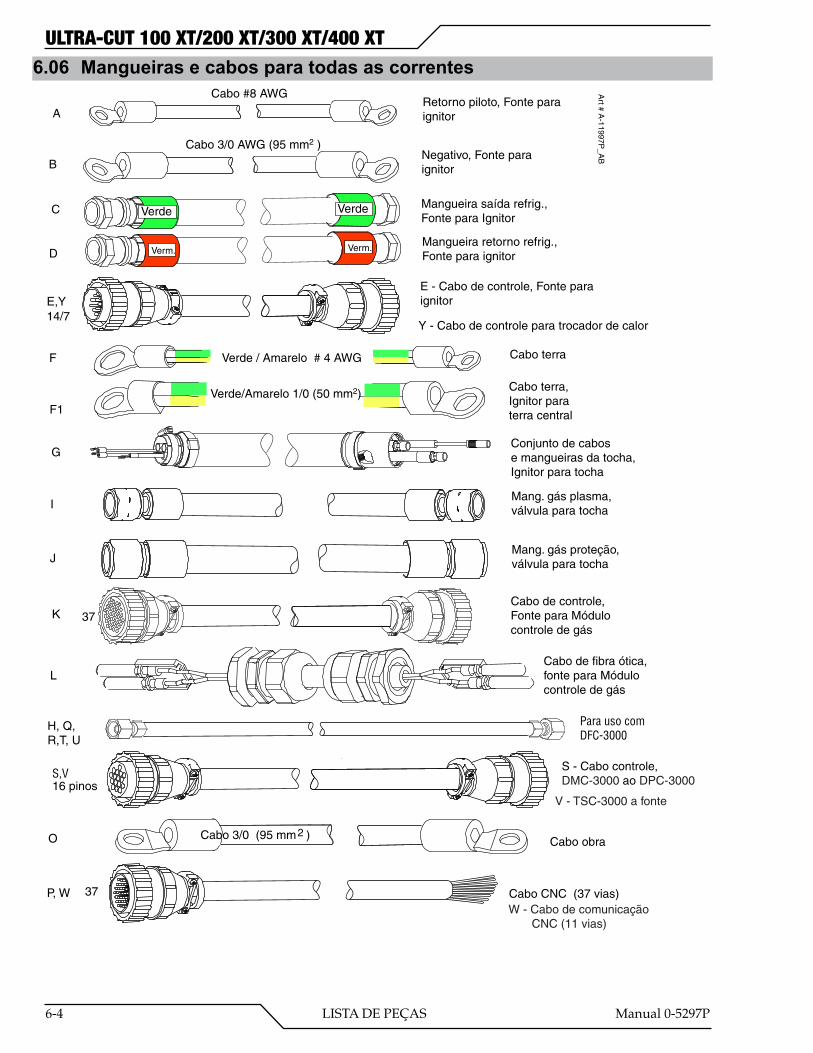
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-4 LISTA DE PEÇAS Manual 0-5297P
6.06 Mangueiras e cabos para todas as correntes
Verde / Amarelo # 4 AWG
Verde/Amarelo 1/0 (50 mm2)
A
Verde
Verm.
Art # A
-11997P_A
B
Cabo #8 AWG
B
C
D
F
F1
K
L
37
Mangueira saída refrig., Fonte para Ignitor
Retorno piloto, Fonte paraignitor
Negativo, Fonte paraignitor
Cabo terra
Cabo terra,Ignitor paraterra central
Cabo de fibra ótica,fonte para Módulocontrole de gás
Cabo de controle, Fonte para Módulocontrole de gás
Verde
Verm.Mangueira retorno refrig., Fonte para ignitor
GConjunto de cabose mangueiras da tocha,Ignitor para tocha
Cabo 3/0 AWG (95 mm2 )
E,Y14/7
E - Cabo de controle, Fonte paraignitor
Y - Cabo de controle para trocador de calor
H, Q, R,T, U
Para uso com DFC-3000
Mang. gás plasma,válvula para tocha
Mang. gás proteção,válvula para tocha
I
J
Cabo obra
Cabo CNC (37 vias)
O
P, W
Cabo 3/0 (95 mm )2
37
16 pinosS,V S - Cabo controle,
DMC-3000 ao DPC-3000
V - TSC-3000 a fonte
W - Cabo de comunicação CNC (11 vias)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P LISTA DE PEÇAS 6-5
Cab
os p
ara
Ult
ra-C
ut 1
00-2
00-3
00-4
00 X
T
Key
Des
criç
ãoC
ompr
imen
to
4 ft
1.2
m10
ft
3.05
m15
ft
4.5
m20
ft
6 m
25 ft
7.
6 m
30 ft
9.
1 m
35 ft
10
.6 m
40 ft
12
m50
ft
15.2
m60
ft
18.3
m75
ft
22.8
m10
0 ft
30.5
m12
5 ft
38.1
m15
0 ft
45.7
m17
5 ft
53.3
m
A,B
,C,D
,ES
uppl
y Le
ad S
et (N
ote
1)4-
3096
4-30
974-
3098
4-30
994-
3100
4-31
014-
3105
4-31
024-
3103
4-31
04
A P
ilot R
etur
n C
able
9-48
909-
4981
9-47
909-
4791
9-94
269-
4792
4-32
009-
4793
9-47
949-
4796
BN
egat
ive
Cab
le9-
7356
9-73
579-
7358
9-73
599-
7360
9-73
614-
3201
9-73
629-
7363
9-73
64
CH
ose,
Coo
lant
Sup
ply
9-48
059-
4887
9-48
069-
4807
9-94
249-
4808
4-32
029-
4809
9-48
109-
4812
DH
ose,
Coo
lant
Ret
urn
9-48
139-
4889
9-48
149-
4815
9-94
259-
4816
4-32
039-
4817
9-48
189-
4820
EC
ontro
l Cab
le to
Arc
Sta
rter
9-49
419-
4916
9-49
179-
4918
9-94
289-
4942
4-32
059-
4943
9-49
449-
4922
FG
roun
d W
ire, P
S to
GC
M9-
4923
9-49
249-
4925
9-49
269-
4927
9-49
289-
4929
9-49
30
F1G
roun
d W
ire, R
emot
e A
S to
Ear
th9-
4931
9-49
329-
4933
9-49
349-
4935
9-49
369-
4937
9-49
38
GA
ssem
bly,
Tor
ch L
ead
4-52
004-
5201
4-52
024-
5203
4-52
044-
5205
4-52
064-
5207
4-30
16
IP
lasm
a Le
ad9-
3333
JS
hiel
d Le
ad9-
3334
K
Con
trol C
able
, PS
to G
CM
9-49
074-
4908
9-49
099-
9332
9-49
109-
4911
9-49
129-
4913
9-49
14
OW
ork
Cab
le9-
7350
9-73
519-
7352
9-73
53
PC
ontro
l Cab
le, C
NC
to P
S9-
7368
9-73
699-
7370
9-73
719-
7372
H,L
,Q,R
,S,T
, UG
as L
ead
Set
(Not
e 2)
4-30
864-
3087
4-30
884-
3089
4-30
904-
3091
4-30
924-
3093
4-30
944-
3095
H
Pla
sma
Gas
Hos
e9-
7103
9-71
048-
0149
9727
09-
7271
9-72
729-
7273
9-72
749-
7275
9-72
76
LC
ontro
l Cab
le F
iber
Opt
ic9-
4898
9-48
999-
4900
9-93
359-
4901
9-49
029-
4903
9-49
049-
4905
9-49
06
QS
hiel
d G
as H
ose
9-72
779-
7278
9-72
799-
7280
9-72
819-
7282
9-72
839-
7284
9-72
859-
7286
RP
ilot G
as/P
re-F
low
Hos
e9-
6956
9-69
579-
6959
9-69
619-
6963
9-69
649-
7080
9-70
819-
4876
9-48
77
SC
ontro
l Cab
le9-
7093
9-70
949-
7095
9-70
969-
7097
9-70
989-
7099
9-71
009-
7101
9-71
02
TW
ater
Shi
eld
9-69
859-
6986
9-69
879-
6988
9-69
899-
6996
9-69
919-
6992
9-69
939-
7073
9-70
749-
7075
9-70
76
UM
arki
ng C
able
9-47
259-
4726
9-47
279-
4728
9-47
299-
4730
9-47
319-
4732
9-47
339-
4734
9-70
779-
7078
9-70
79
VR
emot
e C
ontro
l Cab
le9-
9230
9-92
319-
9232
9-92
339-
9234
9-92
359-
9236
9-92
379-
9238
9-92
39
WC
omm
unic
atio
n C
ontro
l Cab
le,
CN
C9-
8674
9-86
759-
8676
9867
79-
8678
9-86
799-
8680
NO
TA 1
: Sup
ply
lead
set
s in
clui
Pilo
t Ret
urn
Cab
le, N
egat
ive
Cab
le, C
oola
nt S
uppl
y &
Ret
urn
Hos
es e
Con
trol C
able
.
NO
TA 2
: Aut
o G
as le
ad s
ets
incl
ui P
lasm
a G
as H
ose,
Shi
eld
Gas
Hos
e, F
iber
opt
ic c
able
, Pre
flow
Gas
Hos
e , W
ater
Shi
eld
e C
ontro
l Cab
le in
divi
dual
men
te, n
ão c
ombi
nado
.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-6 LISTA DE PEÇAS Manual 0-5297P
6.07 Peças de reposição externa da fonte Item # Qty Descrição Código
1 1 Power and Leads Cable Cover 9-7346 2 1 Top Panel, 9-7300 3 1 Upper Side Covers 9-7301 4 1 Lower Left Side Panel 9-7304 5 1 Lower Right Side 300A/400A Panel 9-7344 6 1 Lower Right Side 100A/200A Panel 9-7302 7 1 Lifting Eye 9-9373
2
5 Larger 300/400A
1
6 Smaller 100/200A
4
7
Art # A-11543_AB
1
3 3
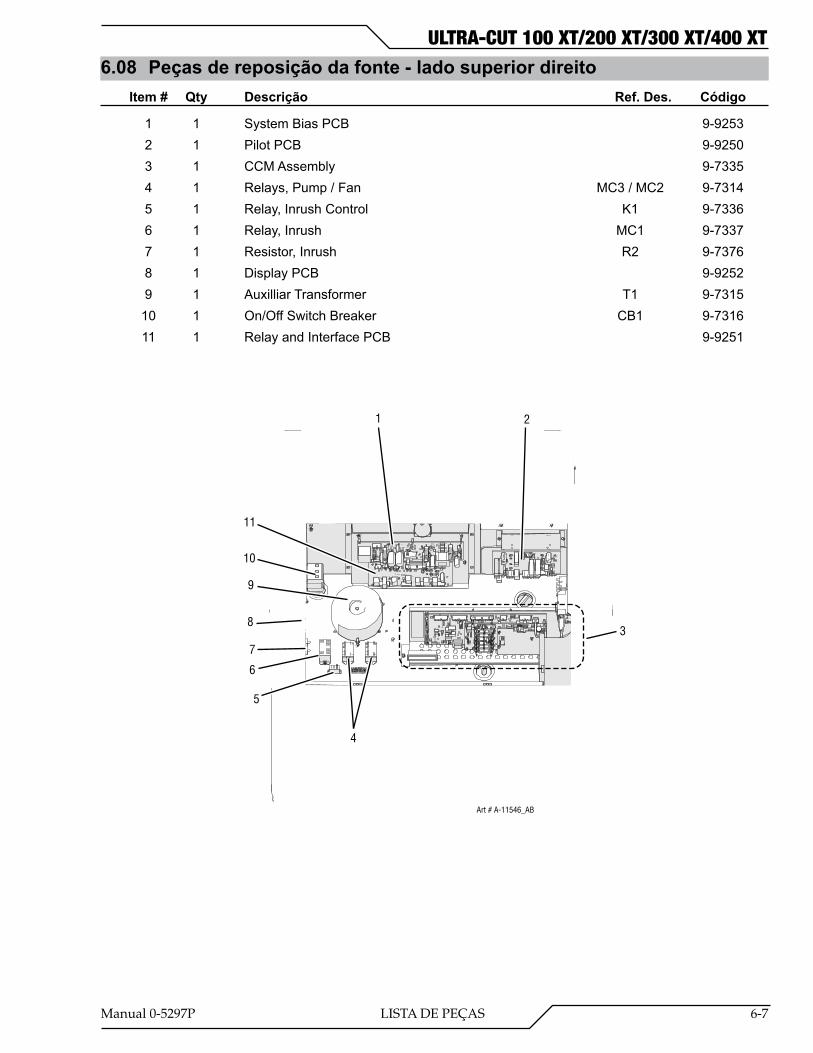
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P LISTA DE PEÇAS 6-7
6.08 Peças de reposição da fonte - lado superior direito Item # Qty Descrição Ref. Des. Código
1 1 System Bias PCB 9-9253 2 1 Pilot PCB 9-9250 3 1 CCM Assembly 9-7335 4 1 Relays, Pump / Fan MC3 / MC2 9-7314 5 1 Relay, Inrush Control K1 9-7336 6 1 Relay, Inrush MC1 9-7337 7 1 Resistor, Inrush R2 9-7376 8 1 Display PCB 9-9252 9 1 Auxilliar Transformer T1 9-7315 10 1 On/Off Switch Breaker CB1 9-7316 11 1 Relay and Interface PCB 9-9251
1 2
3
4
5
6
7
9
10
Art # A-11546_AB
11
8

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-8 LISTA DE PEÇAS Manual 0-5297P
6.09 Peças de reposição - lado direito inferior Item # Qty Descrição Ref. Des. Código
1 1 Coolant Tank Cap 8-5124 2 1 Coolant Tank 9-7306 3 1 Coolant level Sensor 9-7307 4 1 Pump, Coolant, Assembly 9-7309 5 1 Motor, Pump 9-8166 6 1 Cooling Fan(s) Single large for 300A / 400A systems 9-7348 Two smaller for 100A / 200A systems 9-7312 7 1 Radiator 300A / 400A systems 9-7349 100A / 200A systems 9-7311 8 1 Flow, Switch (Not shown) FS1 9-7310 9 1 Bubble (flow) Sensor (Not shown) FL1 9-9297 10 1 Current Transducer, 300 A HCT1 W7005324
23
4
5
6
7
1
Art # A-11984_AB
8
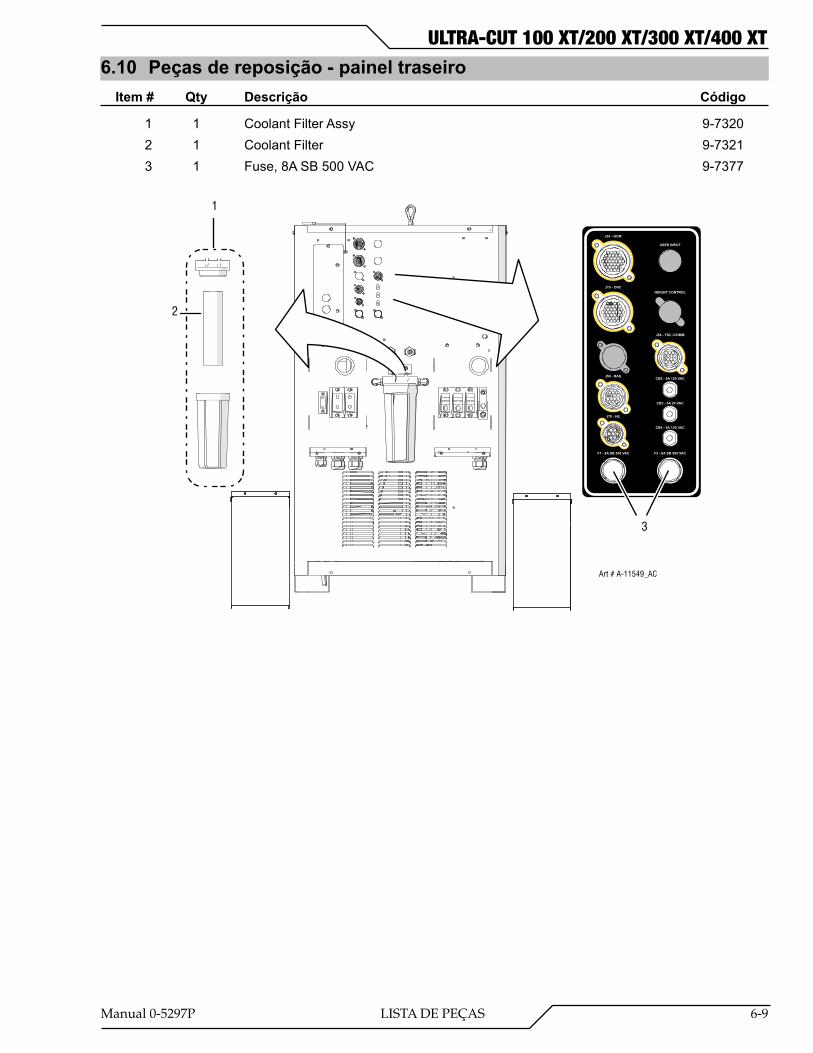
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P LISTA DE PEÇAS 6-9
6.10 Peças de reposição - painel traseiro Item # Qty Descrição Código
1 1 Coolant Filter Assy 9-7320 2 1 Coolant Filter 9-7321 3 1 Fuse, 8A SB 500 VAC 9-7377
Art # A-11549_AC
1
2
3
USER INPUT
HEIGHT CONTROL
F1 - 8A SB 500 VAC F2 - 8A SB 500 VAC
CB4 - 5A 120 VAC
CB3 - 5A 24 VAC
CB2 - 5A 120 VAC
J55 - GCM
J15 - CNC
J59 - RAS
J70 - HE
J54 - TSC /COMM
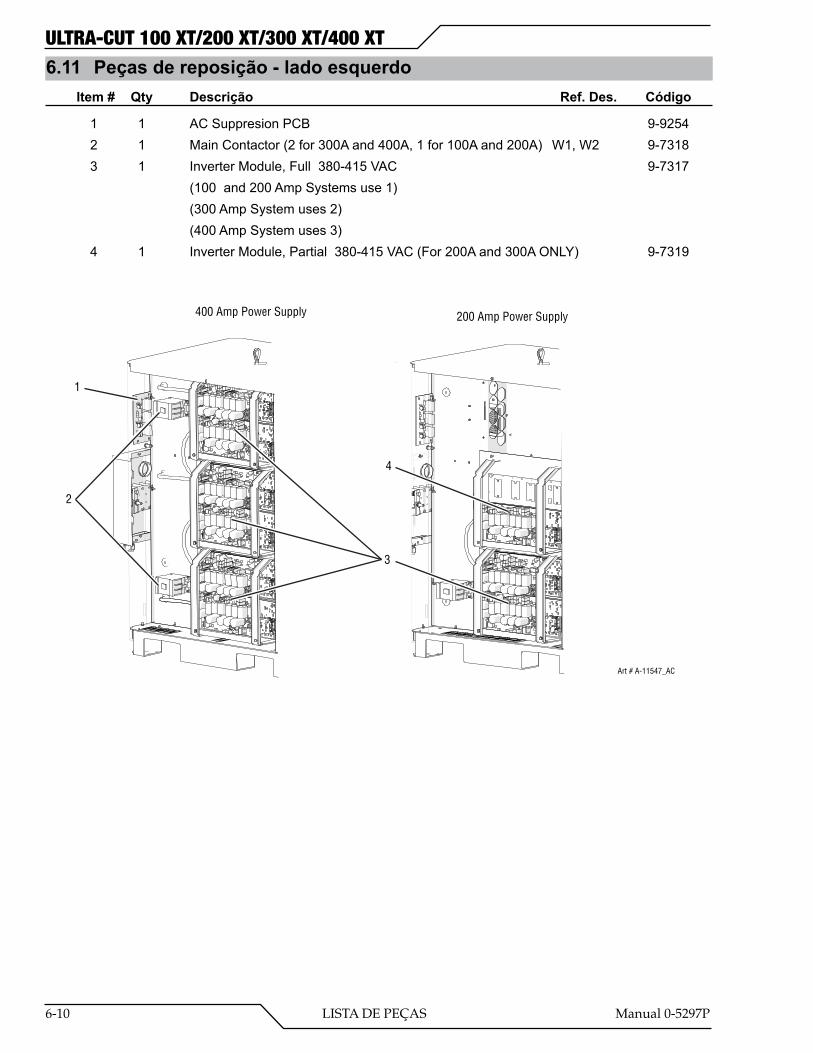
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-10 LISTA DE PEÇAS Manual 0-5297P
6.11 Peças de reposição - lado esquerdo Item # Qty Descrição Ref. Des. Código
1 1 AC Suppresion PCB 9-9254 2 1 Main Contactor (2 for 300A and 400A, 1 for 100A and 200A) W1, W2 9-7318 3 1 Inverter Module, Full 380-415 VAC 9-7317 (100 and 200 Amp Systems use 1) (300 Amp System uses 2) (400 Amp System uses 3) 4 1 Inverter Module, Partial 380-415 VAC (For 200A and 300A ONLY) 9-7319
1
2
3
4
400 Amp Power Supply 200 Amp Power Supply
Art # A-11547_AC

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P LISTA DE PEÇAS 6-11
6.12 Peças de reposição do sistema de controle de gás automático Item # Qty Descrição Código
1 1 Assy, DMC-3000, Demo 9-9491D 2 1 Assy, DPC-3000, Demo 9-9443D 3 1 Assy, TSC-3000, Remote, Demo 9-9490D
Art # A-09135_AC
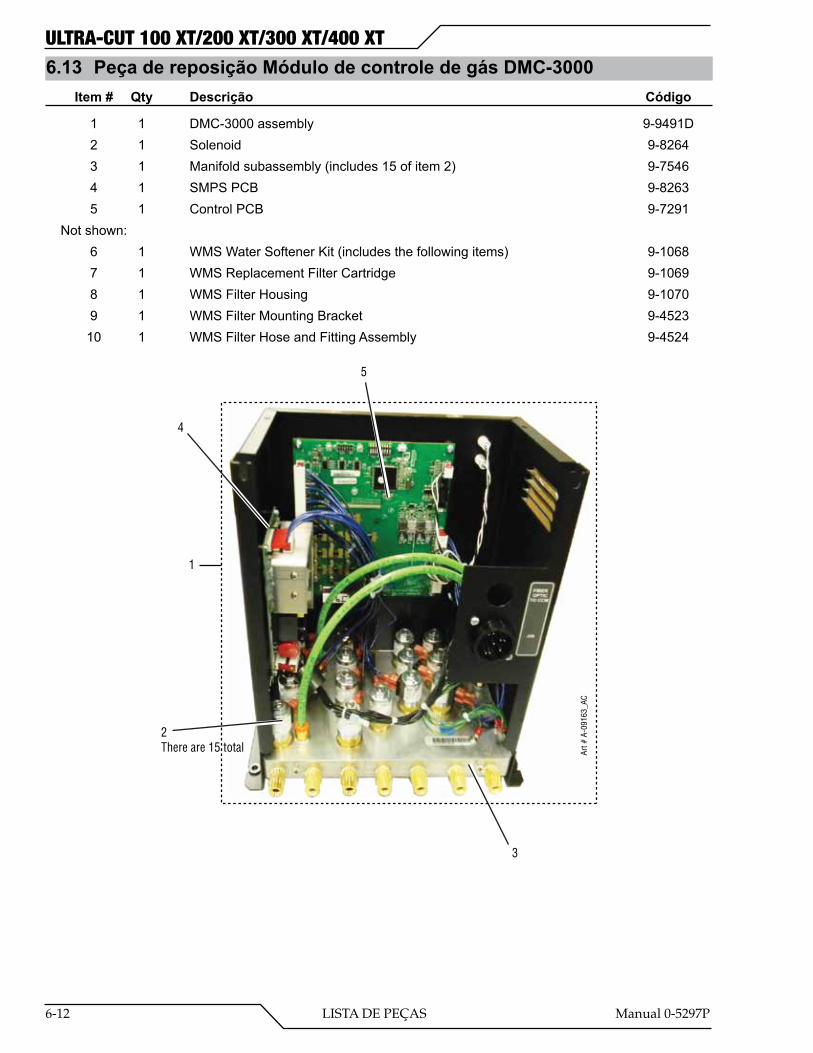
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-12 LISTA DE PEÇAS Manual 0-5297P
6.13 Peça de reposição Módulo de controle de gás DMC-3000 Item # Qty Descrição Código
1 1 DMC-3000 assembly 9-9491D 2 1 Solenoid 9-8264 3 1 Manifold subassembly (includes 15 of item 2) 9-7546 4 1 SMPS PCB 9-8263 5 1 Control PCB 9-7291 Not shown: 6 1 WMS Water Softener Kit (includes the following items) 9-1068 7 1 WMS Replacement Filter Cartridge 9-1069 8 1 WMS Filter Housing 9-1070 9 1 WMS Filter Mounting Bracket 9-4523 10 1 WMS Filter Hose and Fitting Assembly 9-4524
Art #
A-0
9163
_AC
1
2There are 15 total
3
4
5

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P LISTA DE PEÇAS 6-13
6.14 Peça de reposição Módulo de controle de gás DPC-3000 Item # Qty Description Catalog #
1 1 Assy, DPC-3000, Demo 9-9443D 2 1 DPC-PCB 9-8262 3 1 SMPS PCB 9-8263 4 1 Shield Gas P Valve 9-8267 5 1 Sensor, Pressure, 1/8mnpt (six total) 9-8269 6 1 Solenoid 9-8264 7 1 Plasma Lo and Pre-Flow P Valve 9-8268 8 1 DPC Manifold Fully Assembled 9-7658
Art #
A-0
9164
_AC
12
3
4
5
7
8
7
6

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-14 LISTA DE PEÇAS Manual 0-5297P
6.15 Peça de reposição Controle remoto Touch Screen TSC-3000 Item # Qty Descrição Código
1 1 Assy, TSC-3000, Remote, Demo 9-9490D 2 1 Touch Panel Computer 9-7543 3 1 Switch, Rocker SPST 9-1042 4 1 Ribbon Cable HMI to Interface PCB N/A 5 1 PCB 9-7547 6 1 USB Panel Mount Extension 9-7545
Art #
A-0
9165
_AC
1234
5
6
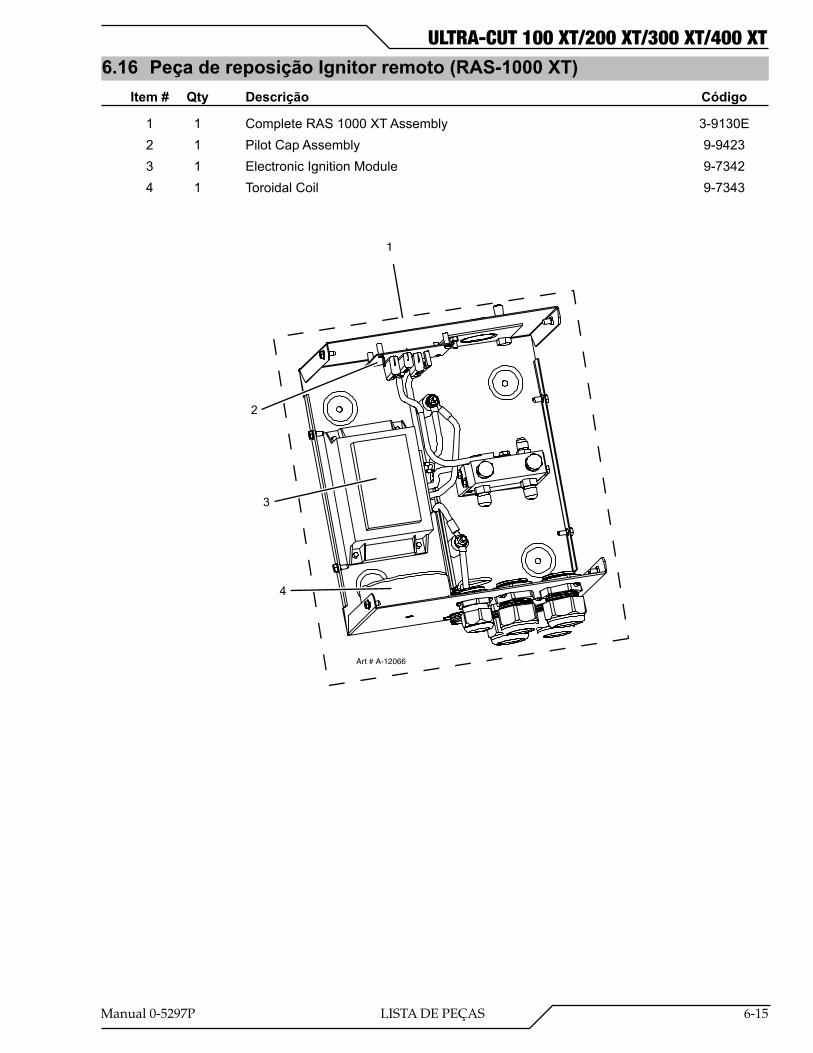
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P LISTA DE PEÇAS 6-15
6.16 PeçadereposiçãoIgnitorremoto(RAS-1000XT) Item # Qty Descrição Código
1 1 Complete RAS 1000 XT Assembly 3-9130E 2 1 Pilot Cap Assembly 9-9423 3 1 Electronic Ignition Module 9-7342 4 1 Toroidal Coil 9-7343
Art # A-12066
3
4
2
1
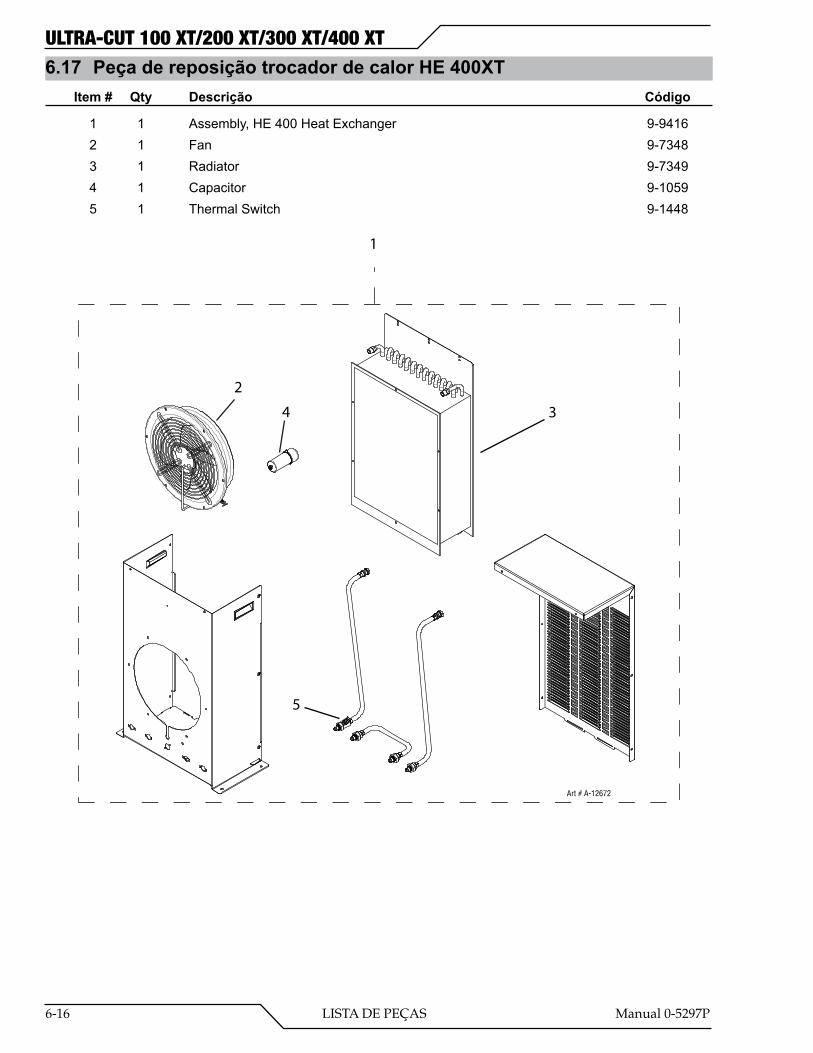
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
6-16 LISTA DE PEÇAS Manual 0-5297P
6.17 Peça de reposição trocador de calor HE 400XT Item # Qty Descrição Código
1 1 Assembly, HE 400 Heat Exchanger 9-9416 2 1 Fan 9-7348 3 1 Radiator 9-7349 4 1 Capacitor 9-1059 5 1 Thermal Switch 9-1448
1
2
34
5
Art # A-12672
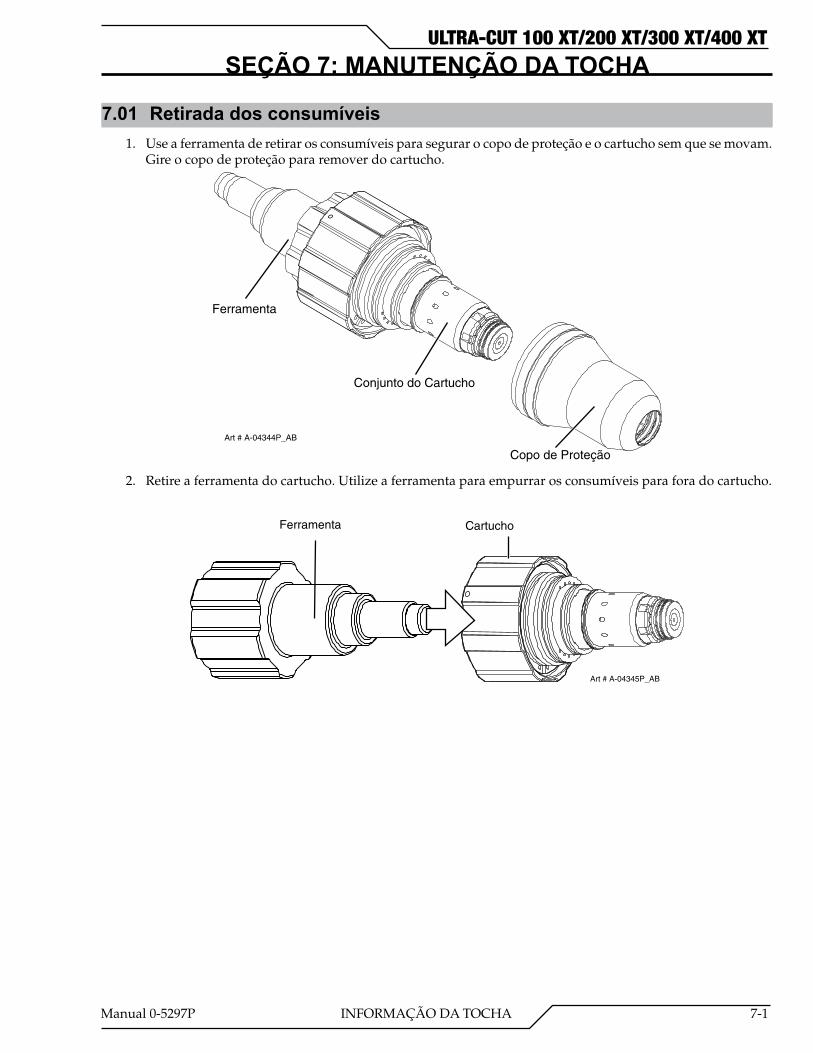
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INFORMAÇÃO DA TOCHA 7-1
SEÇÃO 7: MANUTENÇÃO DA TOCHA
7.01 Retirada dos consumíveis1. Use a ferramenta de retirar os consumíveis para segurar o copo de proteção e o cartucho sem que se movam.
Gire o copo de proteção para remover do cartucho.
Conjunto do Cartucho
Ferramenta
Copo de Proteção
Art # A-04344P_AB
2. Retire a ferramenta do cartucho. Utilize a ferramenta para empurrar os consumíveis para fora do cartucho.
Ferramenta Cartucho
Art # A-04345P_AB

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
7-2 INFORMAÇÃO DA TOCHA Manual 0-5297P
7.02 LubrificaçãodoO-RingLubrifique todos os 3 O-Rings do cartucho e os 3 O-Rings na cabeça do corpo da tocha periodicamente com o lubrificante de O-Ring fornecido junto com o sistema. Remova o anel elástico do cartucho e deslize o anel de travamento para baixo para ter acesso ao O-Ring debaixo do anel de trava.
O-Ring, Código 9-3029
O-Ring interno (Código 9-3030) Localização (Debaixo do anel de trava)
O-Ring, Código 9-3028
Art # A-04071P_AC
Anel elástico
Conjunto do Cartucho
O-Rings
Art # A-04066P_AC
Código 9-3027
Código 9-3026
Código 9-3025
Cabeça da Tocha
Código 9-9041
O-Ring, Código 9-3029
O-Ring interno (Código 9-3030) Localizado (Debaixo do anel de trava)
O-Ring, Código 9-3028
Art # A-09684P_AD
O-Ring, Código 9-3029
O-Ring, Código 8-0561
O-Ring, Código 8-0547
Conjunto do cartuchoAnel de trava e anel da rosca removido para melhor visualização
Cartucho Externo
CUIDADO
Use apenas o lubrificante de O-ring fornecido pela Thermal Dynamics código 9-4893 (Christo Lube MCG-129) nesta tocha. O uso de outro tipo de lubrificante pode causar danos irreparáveis a tocha.
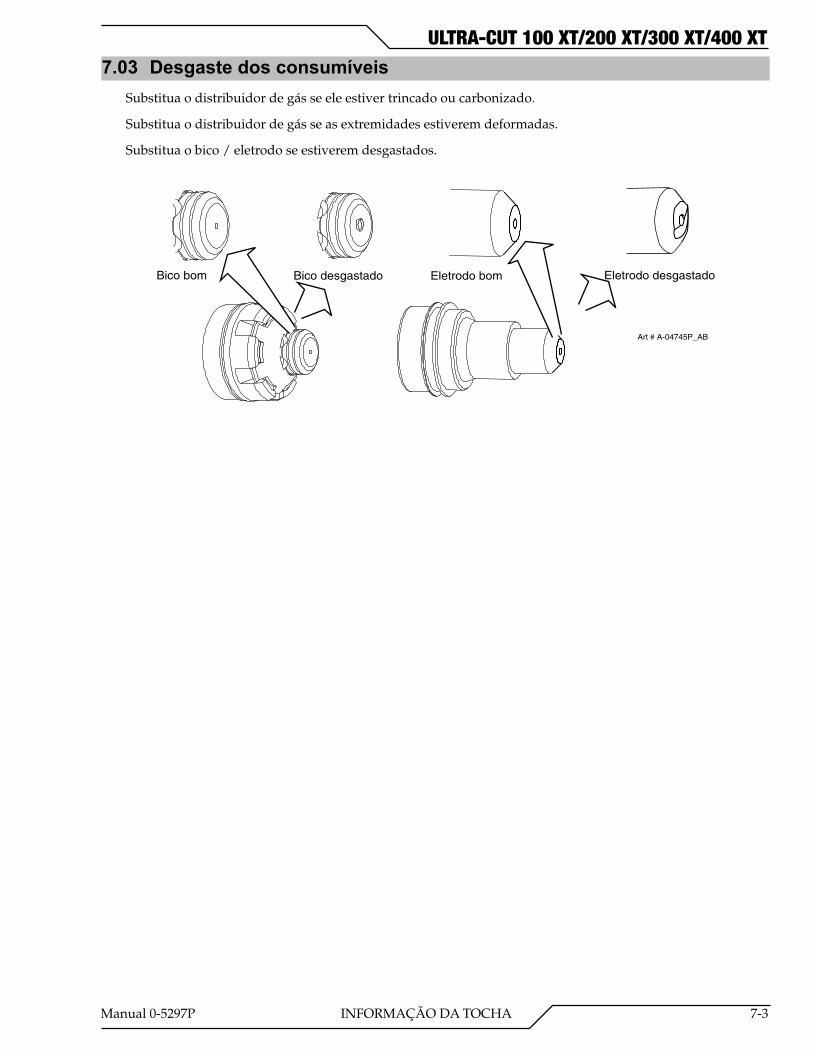
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INFORMAÇÃO DA TOCHA 7-3
7.03 Desgaste dos consumíveisSubstitua o distribuidor de gás se ele estiver trincado ou carbonizado.
Substitua o distribuidor de gás se as extremidades estiverem deformadas.
Substitua o bico / eletrodo se estiverem desgastados.
Eletrodo bom Eletrodo desgastadoBico bom Bico desgastado
Art # A-04745P_AB
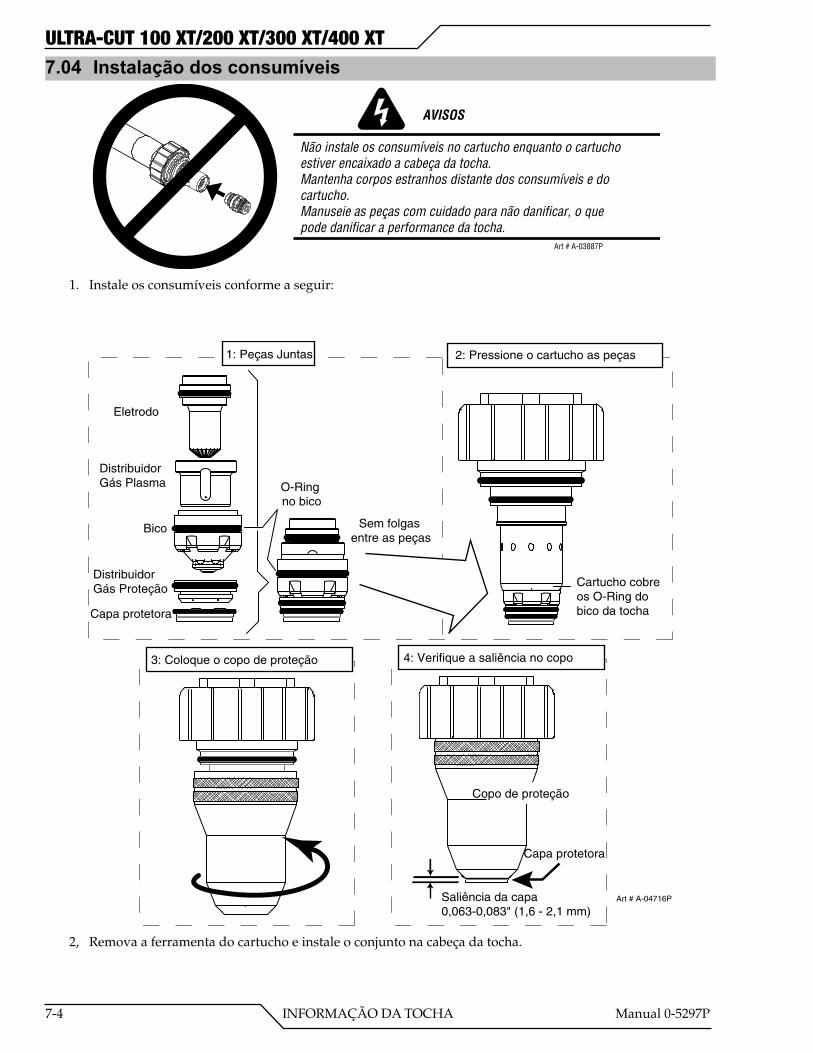
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
7-4 INFORMAÇÃO DA TOCHA Manual 0-5297P
7.04 Instalação dos consumíveis
Art # A-03887P
AVISOS
Não instale os consumíveis no cartucho enquanto o cartuchoestiver encaixado a cabeça da tocha.Mantenha corpos estranhos distante dos consumíveis e docartucho. Manuseie as peças com cuidado para não danificar, o que pode danificar a performance da tocha.
1. Instale os consumíveis conforme a seguir:
Cartucho cobre os O-Ring dobico da tocha
Saliência da capa 0,063-0,083" (1,6 - 2,1 mm)
Eletrodo
DistribuidorGás Plasma
Bico
DistribuidorGás Proteção
Capa protetora
O-Ring no bico
1: Peças Juntas 2: Pressione o cartucho as peças
4: Verifique a saliência no copo
Art # A-04716P
Sem folgas entre as peças
3: Coloque o copo de proteção
Capa protetora
Copo de proteção
2, Remova a ferramenta do cartucho e instale o conjunto na cabeça da tocha.
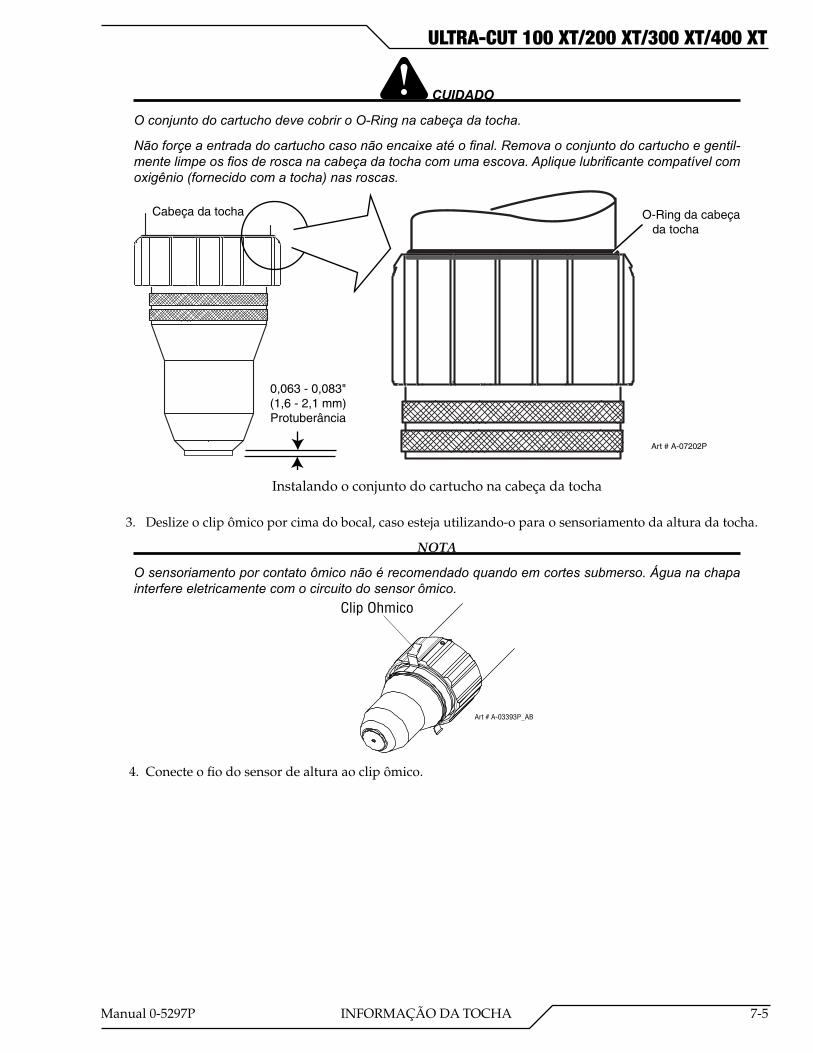
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INFORMAÇÃO DA TOCHA 7-5
CUIDADO
O conjunto do cartucho deve cobrir o O-Ring na cabeça da tocha.
Não forçe a entrada do cartucho caso não encaixe até o final. Remova o conjunto do cartucho e gentil-mente limpe os fios de rosca na cabeça da tocha com uma escova. Aplique lubrificante compatível com oxigênio (fornecido com a tocha) nas roscas.
O-Ring da cabeça da tocha
Cabeça da tocha
Art # A-07202P
0,063 - 0,083"(1,6 - 2,1 mm)Protuberância
Instalando o conjunto do cartucho na cabeça da tocha
3. Deslize o clip ômico por cima do bocal, caso esteja utilizando-o para o sensoriamento da altura da tocha.
NOTA
O sensoriamento por contato ômico não é recomendado quando em cortes submerso. Água na chapa interfere eletricamente com o circuito do sensor ômico.
Clip Ohmico
Art # A-03393P_AB
4. Conecte o fio do sensor de altura ao clip ômico.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
7-6 INFORMAÇÃO DA TOCHA Manual 0-5297P
7.05 Solução de problemas em vazamento do refrigeranteNunca opere o sistema se houver vazamento do refrigerante na tocha. Um gotejamento constante indica que os con-sumíveis na tocha estão danificados ou instalados erradamente. Operar o sistema nestas condições pode danificar a cabeça da tocha. Veja o seguinte diagrama como guia para o vazamento na cabeça da tocha.
Não
Sim
Sim
São novos ou usados?
Estão todosinstalados na tocha?
Na dúvida?
Desmonte e remonte completamente
a tocha corretamente.Veja manual. Troque a tocha
A tocha está danificada?
Troque o cartucho e o Copo de proteção.
Ainda vaza?
Remova lubrifiquetodos os O-rings na tocha,
no cartucho, e nos consumíveis.
Re-monte a Tocha.Ainda vaza?
Os consumíveis devem estar desgastados. Veja tabela para espectativa de vida aproximada.
A tocha pode estar danificada. Veja página para determinar se a tocha está danificada.
Compre o CoolantTube Replacement Kit
Vazando pelamang. suprimento ou
retorno?
Sim
Sim
Sim
Não Retorno
Suprimento
Usado
Compre o Coolant Check ValveKit 9-4846
Novo
Vazamento
Os consu-míveis estãoinstalados?
Art # A-09638P

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P INFORMAÇÃO DA TOCHA 7-7
Eletrodos
Art # A-09653P
Corrente Gás Plasma
Profundidade reco-mendada para troca do
eletrodoPolegada mm
30O2 0,04 1Ar 0,04 1N2 0,04 1
50O2 0,04 1Ar 0,08 2N2 0,04 1
70O2 0,04 1Ar 0,08 2N2 0,04 1
85 Ar 0,08 2
100O2 0,04 1
H35 0,08 2N2 0,08 2
150O2 0,06 1,5
H35 0,08 2N2 0,08 2
200O2 0,06 1,5
H35 0,08 2N2 0,08 2
250 O2 0,06 1,5
300O2 0,06 1,5
H35 0,08 2N2 0,08 2
400
O2 0,08 2H17 0,08 2H35 0,08 2N2 0,08 2

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
7-8 INFORMAÇÃO DA TOCHA Manual 0-5297P
Página deixada em branco

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-1
APÊNDICE 1: Módulo de controle do CNC
Art # A-11512_AB
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
23X
5560
_AB
(-)
(+)
(+)
(+)
(+)
RemotePlasma Marking
(-)
+ Corner Current
Reduction
(-)
(-)
(-)
(+)(-)
(+)(-)
(+)
(-)
ExpandedMetal
Spare #1 OutputNormally Open Contacts
Spare #2 OutputNormally Open Contacts
Hold Start
CNC Plasma Enable
(LV) OK To Move 2
Preflow On
Start/Stop Input
Pilot On Output(Contacts)
Spare #2 OutputNormally Closed Contacts
Divided Arc VoltsOutput
TB1
(LV) OK To Move 2
Stop (NC)
High +10V
Low (-)10K
Analog Current ControlWiper / Input
TB2
TB3
SW6
DC
(+)
OK To Move

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-2 APÊNDICE Manual 0-5297P
APÊNDICE 2: CNC
Funções do CNC
O circuito de I/O do CNC fornece isolação galvânica de pelo menos 1000V da fonte plasma.
Enquanto os circuitos do CNC são isolados da fonte plasma, muitos dos sinais retornam ao J15 e TB1, TB2 & TB3 são comuns entre sí. J15 pinos 1, 4, 5, 10, 17, e TB1-1, 5, 7, 9, e TB2-1 & 3 são comuns. J15 pino 12 e TB2-10 são conectados a outros quando o SW6 (OK to Move) está configurado para tensão.
Conector J15 da parte traseira da fonte:
37 Circuit (Amp CPC) Remote Standard:
Eles estão duplicados no TB1, TB2 & TB3 use um ou outro, não os dois.
Terra (para a blindagem do cabo do SC-11) 1
Start/Stop 3 (+); 4 (-)
Ok to Move (contato ou tensão 1) 12(-); 14 (+)
Tensão do arco dividido (selecionável de
50:1; 40:1; 30:1; 16.6:1, 25:1) 5 (-); 6 (+)
PreFlow LIGADO 7 (+); 9 (-)
Redutor de corrente de canto 10 (+); 11 (-)
Comum do circuito isolado (para SC-11) 8
Terra 13
Pino guia 15
Hold Start 16(+); 17 (-)
Marcação plasma 21 (+); 22 (-)
Corte metal expandido 23 (+); 24 (-)
Habilita plasma CNC 2 25 (+); 26 (-)
Controle remoto corrente analógico 3 29 (+); 30 (sinal); 31 (-)
Stop (trava) SW4 32 (+); 33 (-)(comum)
Pilot LIGADO (contato) 34; 35
Reserva (contato) 36; 37

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-3
Conexões internas do CNC. TB1, TB2 & TB3 no módulo CCM.As conexões estão disponíveis no módulo CCM nos blocos de terminais TB1, TB2 & TB3 incluindo as funções dis-poníveis no conector traseiro da fonte mais as funções adicionais. todos estes sinais são isolados da fonte plasma mas o sinal marcado como (comum) e (-) são comuns entre sí.
Os usuários podem instalar os cabos do próprio CNC nestes conectores. Furos pré dispostos estão disponíveis na parte de trás do módulo CCM. O usuário deve providenciar prensa cabos para a instalação dos cabos.
TB1
Função Conexão
Habilita/desabilita CNC TB1-2 (+), TB1-1(-)(comum)
OK to Move 2 TB1-3 &TB1-12 apenas contato, a 1A @ 28 VCA/CC
Stop retido (NF) 4 TB1-4 (+) & TB1-5 (-) (comum) usado com Start retido
Start/Stop retido 4 TB1-6 (+), TB1-5 (-) (comum)
ou Start retido (NA) 4 TB1-6 (+), TB1-5 (-) (comum) usado como Stop retido
Tensão do arco dividido TB1-8 (+), TB1-7 (-) comum.
Controle analógico de corrente remoto TB1-9 Analógico Comum. (-) ou 10K CC Pot low
TB1-10 Analógico in (+) ou CC Pot central
TB1-11 10K CC Pot Hi (+10V @ 1 ma. Supply)
TB2
Função Conexão
Segura Start (Hold) TB2-2 (+),TB2-1 (-) (comum)
Pré fluxo LIGADO TB2-4 (+), TB2-3 (-) (comum)
Pilot LIGADO (contato) TB2-6, TB2-8 a 1A @ 120 VCA ou 28 VCC
OK to Move (contato ou tensão CC) TB2-12 (+), TB2-10 (-)
TB3
Função Conexão
Marcação plasma TB3-2(+), TB3-1(-) (comum)
Redutor de corrente de canto TB-4(+), TB3-3(-)(comum)
Corte metal expandido TB3-6(+), TB3-5(-)(comum)
Contato NA reserva TB3-7, TB3-8
Contato NA reserva TB3-9, TB3-10
Contato NA reserva TB3-11, TB3-12
1 SW6 na placa CCM I/O PCB seleciona OK to Move para contato seco fechado ou CC Volts (15-18V) a <100ma. Quando for contato, o circuito do OK to Move aceita 120 VCA / 28 VCC.
2 Remova o jumper instalado de fábrica do TB1-1 & 2 se for utilizar o Habilita plasma do CNC no J15.
3-5 Veja a seguir.
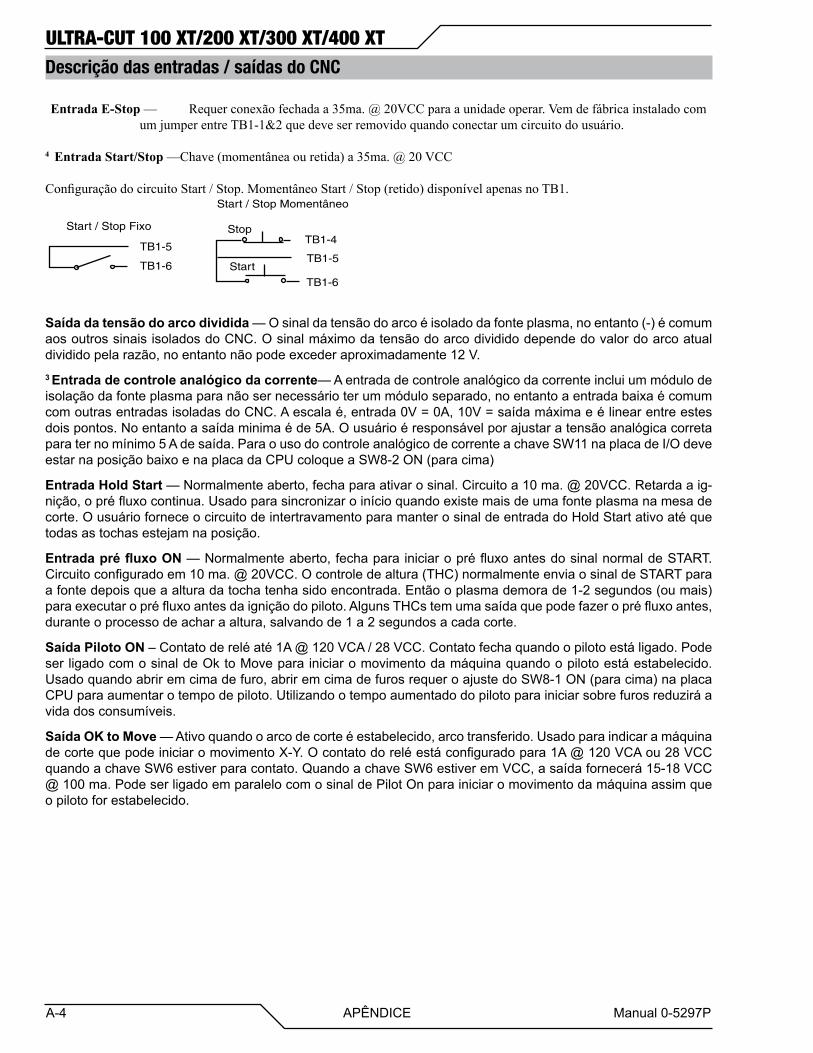
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-4 APÊNDICE Manual 0-5297P
Descrição das entradas / saídas do CNC
Entrada E-Stop — Requer conexão fechada a 35ma. @ 20VCC para a unidade operar. Vem de fábrica instalado com um jumper entre TB1-1&2 que deve ser removido quando conectar um circuito do usuário.
4 Entrada Start/Stop —Chave (momentânea ou retida) a 35ma. @ 20 VCC
Configuração do circuito Start / Stop. Momentâneo Start / Stop (retido) disponível apenas no TB1.
Start / Stop Fixo
TB1-5
TB1-6
Start / Stop Momentâneo
TB1-4
TB1-5
TB1-6
Stop
Start
Saída da tensão do arco dividida — O sinal da tensão do arco é isolado da fonte plasma, no entanto (-) é comum aos outros sinais isolados do CNC. O sinal máximo da tensão do arco dividido depende do valor do arco atual dividido pela razão, no entanto não pode exceder aproximadamente 12 V.3 Entrada de controle analógico da corrente— A entrada de controle analógico da corrente inclui um módulo de isolação da fonte plasma para não ser necessário ter um módulo separado, no entanto a entrada baixa é comum com outras entradas isoladas do CNC. A escala é, entrada 0V = 0A, 10V = saída máxima e é linear entre estes dois pontos. No entanto a saída minima é de 5A. O usuário é responsável por ajustar a tensão analógica correta para ter no mínimo 5 A de saída. Para o uso do controle analógico de corrente a chave SW11 na placa de I/O deve estar na posição baixo e na placa da CPU coloque a SW8-2 ON (para cima)
Entrada Hold Start — Normalmente aberto, fecha para ativar o sinal. Circuito a 10 ma. @ 20VCC. Retarda a ig-nição, o pré fluxo continua. Usado para sincronizar o início quando existe mais de uma fonte plasma na mesa de corte. O usuário fornece o circuito de intertravamento para manter o sinal de entrada do Hold Start ativo até que todas as tochas estejam na posição.
EntradapréfluxoON— Normalmente aberto, fecha para iniciar o pré fluxo antes do sinal normal de START. Circuito configurado em 10 ma. @ 20VCC. O controle de altura (THC) normalmente envia o sinal de START para a fonte depois que a altura da tocha tenha sido encontrada. Então o plasma demora de 1-2 segundos (ou mais) para executar o pré fluxo antes da ignição do piloto. Alguns THCs tem uma saída que pode fazer o pré fluxo antes, durante o processo de achar a altura, salvando de 1 a 2 segundos a cada corte.
Saída Piloto ON – Contato de relé até 1A @ 120 VCA / 28 VCC. Contato fecha quando o piloto está ligado. Pode ser ligado com o sinal de Ok to Move para iniciar o movimento da máquina quando o piloto está estabelecido. Usado quando abrir em cima de furo, abrir em cima de furos requer o ajuste do SW8-1 ON (para cima) na placa CPU para aumentar o tempo de piloto. Utilizando o tempo aumentado do piloto para iniciar sobre furos reduzirá a vida dos consumíveis.
Saída OK to Move — Ativo quando o arco de corte é estabelecido, arco transferido. Usado para indicar a máquina de corte que pode iniciar o movimento X-Y. O contato do relé está configurado para 1A @ 120 VCA ou 28 VCC quando a chave SW6 estiver para contato. Quando a chave SW6 estiver em VCC, a saída fornecerá 15-18 VCC @ 100 ma. Pode ser ligado em paralelo com o sinal de Pilot On para iniciar o movimento da máquina assim que o piloto for estabelecido.
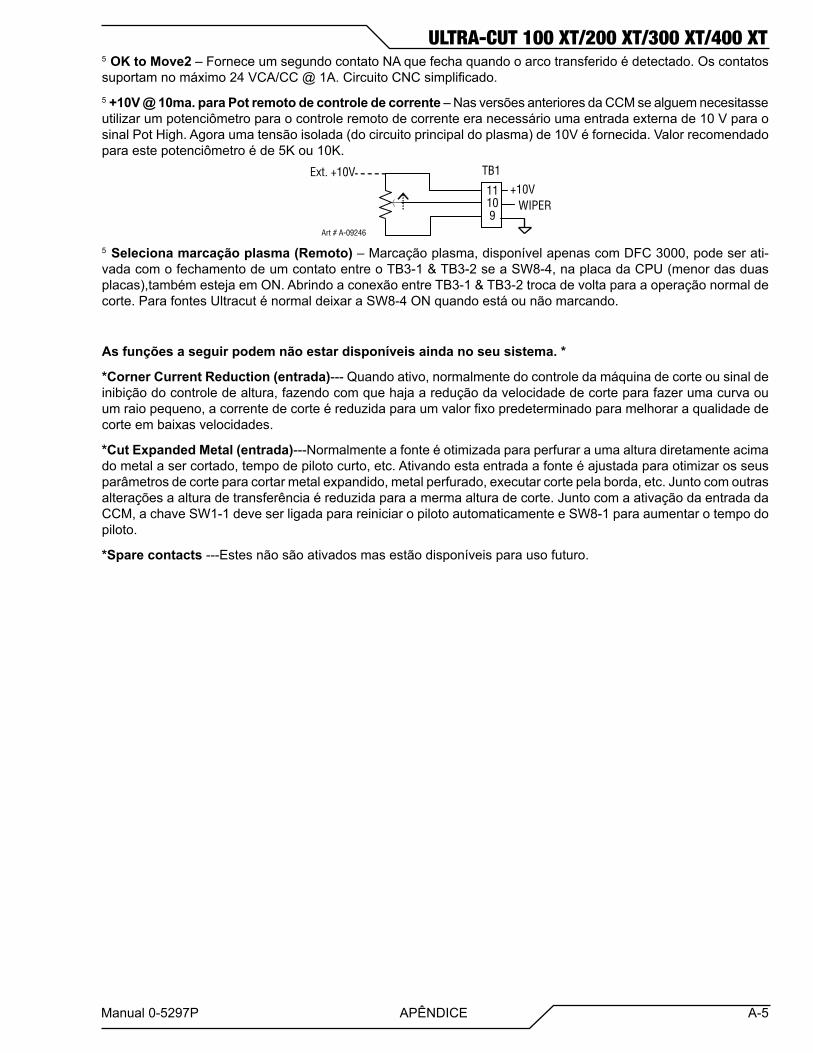
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-5
5 OK to Move2 – Fornece um segundo contato NA que fecha quando o arco transferido é detectado. Os contatos suportam no máximo 24 VCA/CC @ 1A. Circuito CNC simplificado.5 +10V @ 10ma. para Pot remoto de controle de corrente – Nas versões anteriores da CCM se alguem necesitasse utilizar um potenciômetro para o controle remoto de corrente era necessário uma entrada externa de 10 V para o sinal Pot High. Agora uma tensão isolada (do circuito principal do plasma) de 10V é fornecida. Valor recomendado para este potenciômetro é de 5K ou 10K.
Ext. +10V
11 10 9
TB1
+10V WIPER
Art # A-09246
5 Selecionamarcaçãoplasma(Remoto) – Marcação plasma, disponível apenas com DFC 3000, pode ser ati-vada com o fechamento de um contato entre o TB3-1 & TB3-2 se a SW8-4, na placa da CPU (menor das duas placas),também esteja em ON. Abrindo a conexão entre TB3-1 & TB3-2 troca de volta para a operação normal de corte. Para fontes Ultracut é normal deixar a SW8-4 ON quando está ou não marcando.
As funções a seguir podem não estar disponíveis ainda no seu sistema. *
*CornerCurrentReduction(entrada)--- Quando ativo, normalmente do controle da máquina de corte ou sinal de inibição do controle de altura, fazendo com que haja a redução da velocidade de corte para fazer uma curva ou um raio pequeno, a corrente de corte é reduzida para um valor fixo predeterminado para melhorar a qualidade de corte em baixas velocidades.
*CutExpandedMetal(entrada)---Normalmente a fonte é otimizada para perfurar a uma altura diretamente acima do metal a ser cortado, tempo de piloto curto, etc. Ativando esta entrada a fonte é ajustada para otimizar os seus parâmetros de corte para cortar metal expandido, metal perfurado, executar corte pela borda, etc. Junto com outras alterações a altura de transferência é reduzida para a merma altura de corte. Junto com a ativação da entrada da CCM, a chave SW1-1 deve ser ligada para reiniciar o piloto automaticamente e SW8-1 para aumentar o tempo do piloto.
*Spare contacts ---Estes não são ativados mas estão disponíveis para uso futuro.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-6 APÊNDICE Manual 0-5297P
Circuito simplificado do CNC.
Art # A-11579Art # A-11579
15 - K ey Plug123456789
1011121314151617181920
J22
123456789
101112131415161718
J21GND GND
8- COM M Ref (1K Ohm)
* Used with Mom en tary CNC St art SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Pref low ON (+)
9- / Pref low ON (-)
30- Remote CC (analog)29- Remote CC Pot H igh
31- Remote CC Pot L ow
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)22- / Plasma M ark (-)23- / Cut Expanded M etal (+)24- / Cut Expanded M etal (-)25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPA RE #1aJ15-1 to chassis used for SC-11 cable shield
+10V (CC Pot Hi )CC Pot W iperCC Pot L owDi v A rc V (+)Di v A rc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mo m NCOK2 (cont act )/ CNC Enabl e (+)/ CNC Enabl e (-)
OK2 (cont act )
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)Prefl ow ON (-)
Hol d Start (-)Hol d Start (+)
/ Plasma M arki ng (+)/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
123456789
101112
TB2
123456789
101112
TB1
123456789
101112
TB2
+10V
AL L SW OFF f o r 5 0 : 1 ( d e f a u l t )SW1 2 A ( 1 ) ON = 1 6 . 7 : 1 ( SC- 1 1 )SW1 2 B ( 2 ) ON = 3 0 : 1SW1 2 C ( 3 ) ON = 4 0 : 1
18
SW12
A
V OLTA GE DIV IDER
27
SW12
B
36
SW12
C
45
SW12
D
-4+3
5
B
D C VO LT S
C ONTA CT S
18 V D C or Con tacts
SW6B
SW6A
OK TO MOV E SELECT
+18VDC
OK
Ult racut X T Simplified CNC
1234567891011121314
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC2 - 24 V AC Re t
8 - Tx +
12 - Tx -13 - Rx +14 - Rx -
9 - GND10 - GN D RS 485
/ 422Comm
(115)(116)(117)
(118)(119)(120)
Harness to CPU PCB
(100)
(108)(109)
6-H M I Pl asma Enabl e SW5-H M I Pl asma Enabl e SW
3- Jumper to 24 V AC(101)(102)Harness to Relay PCB
J15-13 connects SC-11 chassis to PS chassis.
The COM M Ref at pin 8 is also for the SC-11
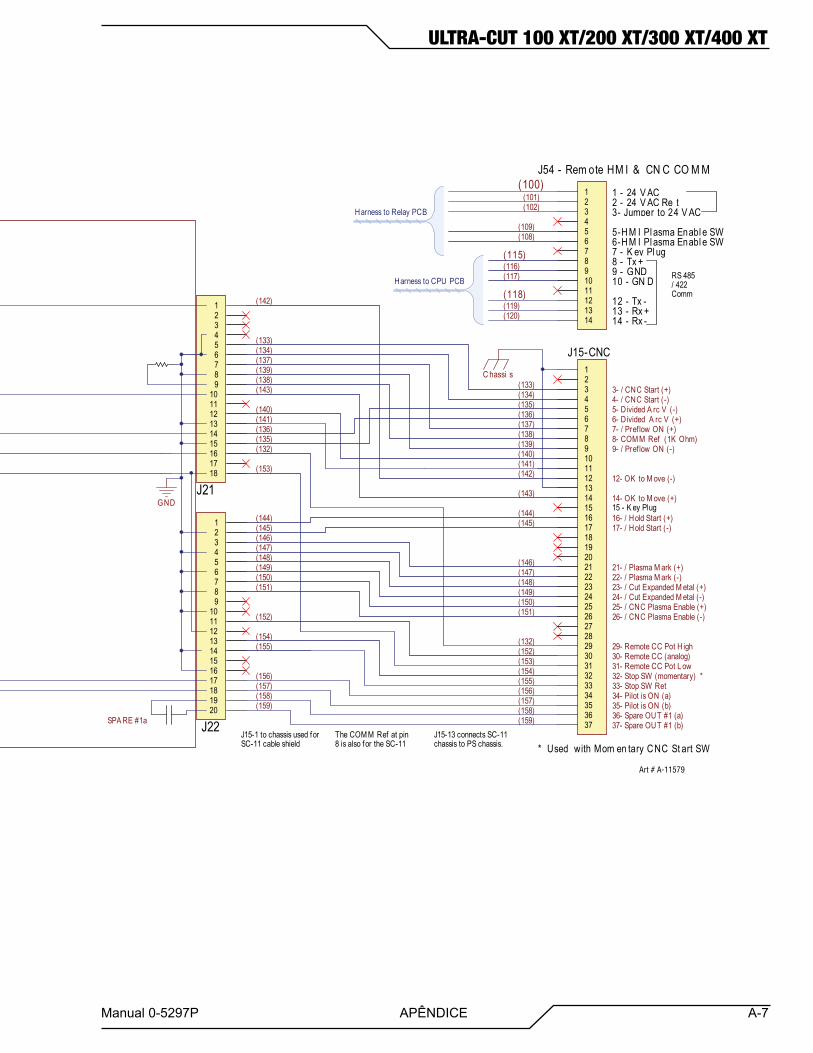
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-7
Art # A-11579Art # A-11579
15 - K ey Plug123456789
1011121314151617181920
J22
123456789
101112131415161718
J21GND GND
8- COM M Ref (1K Ohm)
* Used with Mom en tary CNC St art SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Pref low ON (+)
9- / Pref low ON (-)
30- Remote CC (analog)29- Remote CC Pot H igh
31- Remote CC Pot L ow
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)22- / Plasma M ark (-)23- / Cut Expanded M etal (+)24- / Cut Expanded M etal (-)25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPA RE #1aJ15-1 to chassis used for SC-11 cable shield
+10V (CC Pot Hi )CC Pot W iperCC Pot L owDi v A rc V (+)Di v A rc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mo m NCOK2 (cont act )/ CNC Enabl e (+)/ CNC Enabl e (-)
OK2 (cont act )
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)Prefl ow ON (-)
Hol d Start (-)Hol d Start (+)
/ Plasma M arki ng (+)/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
123456789
101112
TB2
123456789
101112
TB1
123456789
101112
TB2
+10V
AL L SW OFF f o r 5 0 : 1 ( d e f a u l t )SW1 2 A ( 1 ) ON = 1 6 . 7 : 1 ( SC- 1 1 )SW1 2 B ( 2 ) ON = 3 0 : 1SW1 2 C ( 3 ) ON = 4 0 : 1
18
SW12
A
V OLTA GE DIV IDER
27
SW12
B
36
SW12
C
45
SW12
D
-4+3
5
B
D C VO LT S
C ONTA CT S
18 V D C or Con tacts
SW6B
SW6A
OK TO MOV E SELECT
+18VDC
OK
Ult racut X T Simplified CNC
1234567891011121314
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC2 - 24 V AC Re t
8 - Tx +
12 - Tx -13 - Rx +14 - Rx -
9 - GND10 - GN D RS 485
/ 422Comm
(115)(116)(117)
(118)(119)(120)
Harness to CPU PCB
(100)
(108)(109)
6-H M I Pl asma Enabl e SW5-H M I Pl asma Enabl e SW
3- Jumper to 24 V AC(101)(102)Harness to Relay PCB
J15-13 connects SC-11 chassis to PS chassis.
The COM M Ref at pin 8 is also for the SC-11
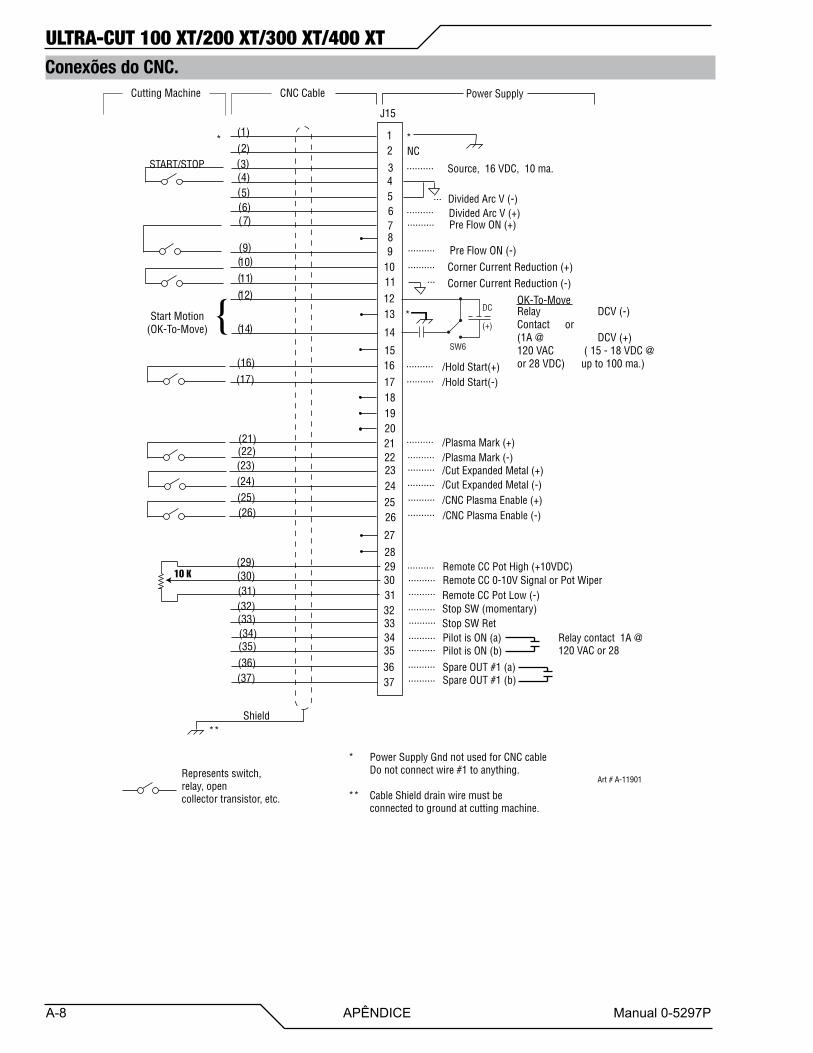
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-8 APÊNDICE Manual 0-5297P
Conexões do CNC.
Start Motion(OK-To-Move)
Cutting Machine CNC Cable Power Supply
Shield
J15
1
34
9
678
13
14
12
5
OK-To-Move
2
(1)
34
9
67
14
12
5
2START/STOP
*( )( )( )( )( )( )
( )
( )
( ){ *
*NC.......... Source, 16 VDC, 10 ma.
... Divided Arc V (-)....................
..........
Pre Flow ON (+)
Pre Flow ON (-)1011
1011
( )( )
..........
Divided Arc V (+)
Corner Current Reduction (-)Corner Current Reduction (+)
...
Relay DCV (-)Contact or(1A @ DCV (+)120 VAC ( 15 - 18 VDC @or 28 VDC) up to 100 ma.)
* Power Supply Gnd not used for CNC cable Do not connect wire #1 to anything.
** Cable Shield drain wire must be connected to ground at cutting machine.
**
Art # A-11901
SW6
DC
(+)
1819
17
1516
2324
22
2021
2829
27
2526
3334
32
3031
37
3536
10 K
(17)(16)
(23)(24)
(22)(21)
(25)(26)
(29)
(33)(34)
(32)
(30)(31)
(37)
(35)(36)
Represents switch,relay, opencollector transistor, etc.
Spare OUT #1 (b)
..........
..........
............................................................
..........................................................................................
Spare OUT #1 (a)Pilot is ON (b)
Stop SW RetPilot is ON (a) Relay contact 1A @
120 VAC or 28
Stop SW (momentary)Remote CC Pot Low (-)Remote CC 0-10V Signal or Pot WiperRemote CC Pot High (+10VDC)
/CNC Plasma Enable (-)/CNC Plasma Enable (+)/Cut Expanded Metal (-)/Cut Expanded Metal (+)/Plasma Mark (-)/Plasma Mark (+)
/Hold Start(+)/Hold Start(-)
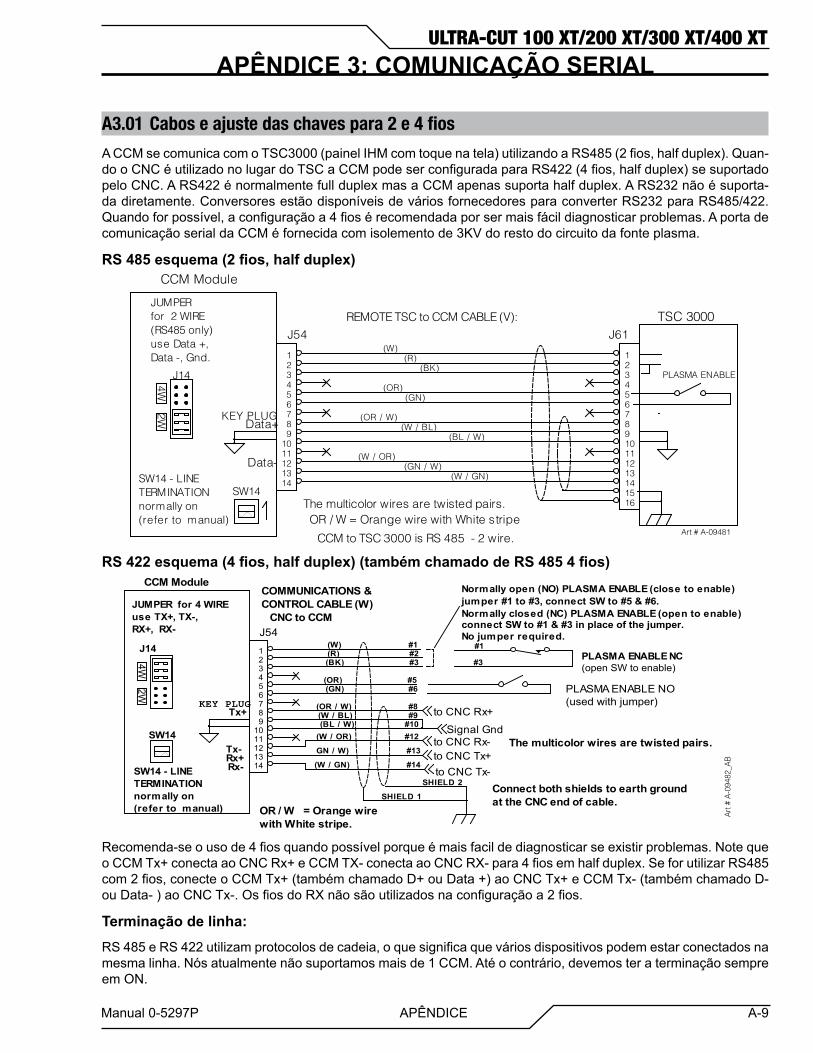
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-9
APÊNDICE 3: COMUNICAÇÃO SERIAL
A3.01 Cabos e ajuste das chaves para 2 e 4 fios
A CCM se comunica com o TSC3000 (painel IHM com toque na tela) utilizando a RS485 (2 fios, half duplex). Quan-do o CNC é utilizado no lugar do TSC a CCM pode ser configurada para RS422 (4 fios, half duplex) se suportado pelo CNC. A RS422 é normalmente full duplex mas a CCM apenas suporta half duplex. A RS232 não é suporta-da diretamente. Conversores estão disponíveis de vários fornecedores para converter RS232 para RS485/422. Quando for possível, a configuração a 4 fios é recomendada por ser mais fácil diagnosticar problemas. A porta de comunicação serial da CCM é fornecida com isolemento de 3KV do resto do circuito da fonte plasma.
RS485esquema(2fios,halfduplex)
Art # A-09481
CCM Module
JUMPER for 2 WIRE(RS485 only) use Data +,Data -, Gnd.
2W4W
J14
SW14SW14 - LINE TERMINATIONnormally on(refer to manual)
KEY PLUG
PLASMA ENABLE
TSC 3000J54
123456789
1011121314
REMOTE TSC to CCM CABLE (V):
(OR / W)(W / BL)
J61
12345678910111213141516
(BK)(R)
(W)
(GN)(OR)
Data-
Data+
The multicolor wires are twisted pairs.
CCM to TSC 3000 is RS 485 - 2 wire.
OR / W = Orange wire with White stripe
(W / OR)
(W / GN) (GN / W)
(BL / W)
RS422esquema(4fios,halfduplex)(tambémchamadodeRS4854fios)
Art
# A
-094
82_A
B
4W
JUMPER for 4 WIRE use TX+, TX-,RX+, RX-
2W
(W / GN) #14
Normally open (NO) PLASMA ENABLE (close to enable)jumper #1 to #3, connect SW to #5 & #6.Normally closed (NC) PLASMA ENABLE (open to enable) connect SW to #1 & #3 in place of the jumper. No jumper required.
(W / OR) #12
SHIELD 1
#1
SHIELD 2
SW14
SW14 - LINE TERMINATIONnormally on(refer to manual)
CCM Module
J54
123456789
1011121314
COMMUNICATIONS & CONTROL CABLE (W) CNC to CCM
Rx+Rx-
(W / BL) #9(OR / W) #8
Tx-
Tx+
PLASMA ENABLE NC(open SW to enable)#3
J14
Connect both shields to earth ground at the CNC end of cable.
OR / W = Orange wire with White stripe.
PLASMA ENABLE NO(used with jumper)
to CNC Rx+
(OR) #5
to CNC Rx-
(BL / W) #10
to CNC Tx-
#6(GN)
to CNC Tx+GN / W) #13The multicolor wires are twisted pairs.
Signal Gnd
KEY PLUG
(W) #1(R) #2(BK) #3
Recomenda-se o uso de 4 fios quando possível porque é mais facil de diagnosticar se existir problemas. Note que o CCM Tx+ conecta ao CNC Rx+ e CCM TX- conecta ao CNC RX- para 4 fios em half duplex. Se for utilizar RS485 com 2 fios, conecte o CCM Tx+ (também chamado D+ ou Data +) ao CNC Tx+ e CCM Tx- (também chamado D- ou Data- ) ao CNC Tx-. Os fios do RX não são utilizados na configuração a 2 fios.
Terminação de linha:RS 485 e RS 422 utilizam protocolos de cadeia, o que significa que vários dispositivos podem estar conectados na mesma linha. Nós atualmente não suportamos mais de 1 CCM. Até o contrário, devemos ter a terminação sempre em ON.
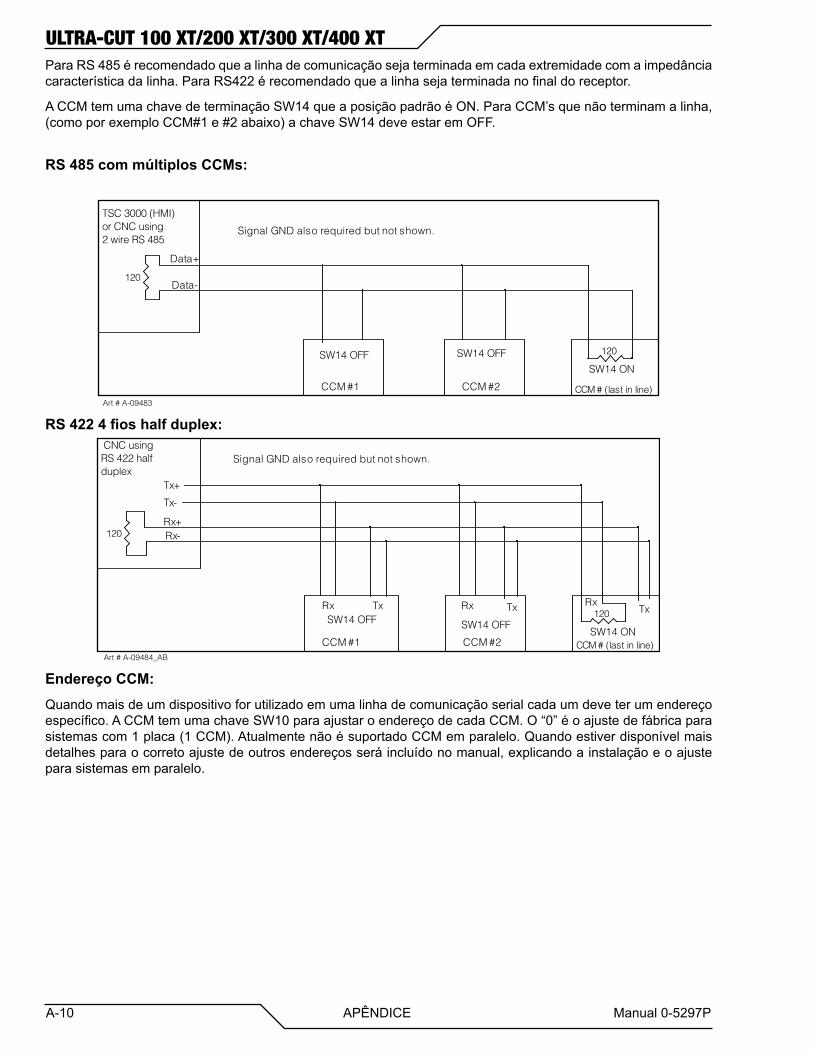
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-10 APÊNDICE Manual 0-5297P
Para RS 485 é recomendado que a linha de comunicação seja terminada em cada extremidade com a impedância característica da linha. Para RS422 é recomendado que a linha seja terminada no final do receptor.
A CCM tem uma chave de terminação SW14 que a posição padrão é ON. Para CCM’s que não terminam a linha, (como por exemplo CCM#1 e #2 abaixo) a chave SW14 deve estar em OFF.
RS 485 com múltiplos CCMs:
120
120
Signal GND also required but not shown.
SW14 OFF SW14 OFFSW14 ON
TSC 3000 (HMI)or CNC using 2 wire RS 485
CCM #1 CCM #2 CCM # (last in line)
Data+
Data-
Art # A-09483
RS4224fioshalfduplex:
Tx-
Tx+
Rx-Rx+
Tx Tx TxRxRxRx
Signal GND also required but not shown.
120
120SW14 OFF
SW14 ONCCM #1
CNC using RS 422 halfduplex
SW14 OFF
CCM # (last in line)CCM #2Art # A-09484_AB
Endereço CCM:Quando mais de um dispositivo for utilizado em uma linha de comunicação serial cada um deve ter um endereço específico. A CCM tem uma chave SW10 para ajustar o endereço de cada CCM. O “0” é o ajuste de fábrica para sistemas com 1 placa (1 CCM). Atualmente não é suportado CCM em paralelo. Quando estiver disponível mais detalhes para o correto ajuste de outros endereços será incluído no manual, explicando a instalação e o ajuste para sistemas em paralelo.
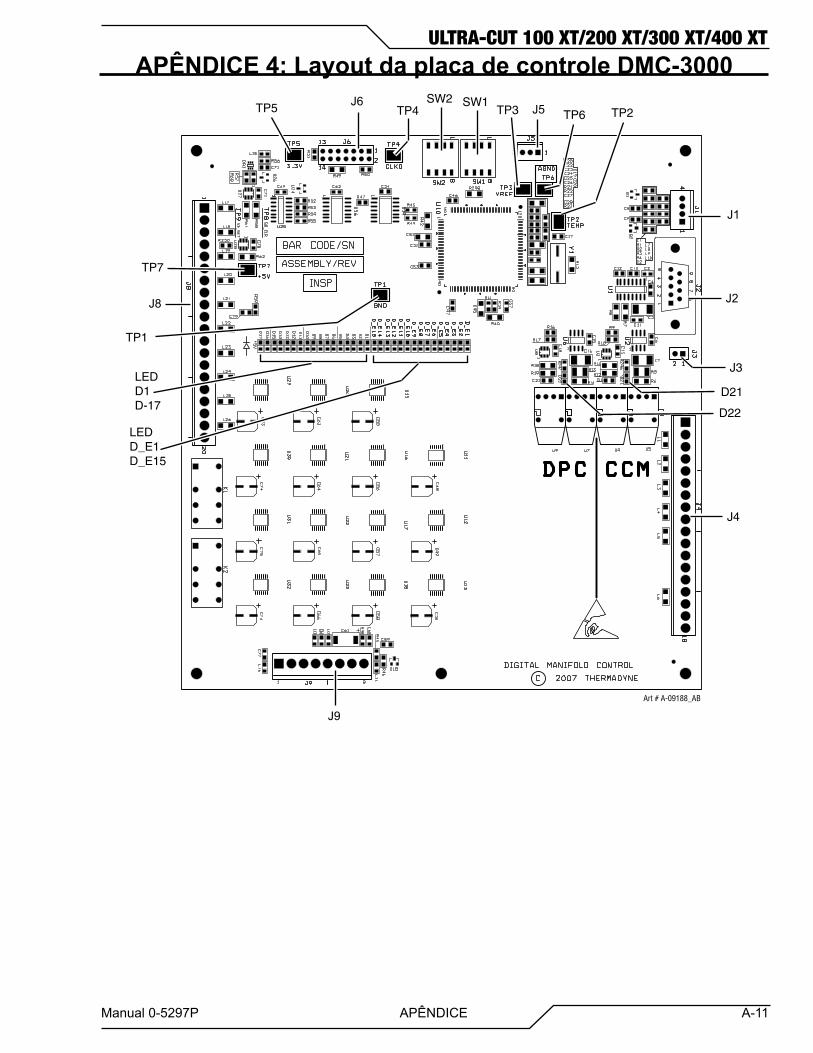
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-11
APÊNDICE 4: Layout da placa de controle DMC-3000
J1
J9
TP6J5J6 SW2
J8
TP5
J2
TP3 TP2TP4
J3
J4
SW1
TP7
TP1
Art # A-09188_AB
LEDD1D-17
LEDD_E1D_E15
D21
D22

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-12 APÊNDICE Manual 0-5297P
APÊNDICE 5: Layout placa de controle DPC-3000
TP6
J5
J6
SW2
TP5
TP3
TP2
TP4
SW1
TP8
TP1
Art # A-09189_AB
J1
J2
J3
J4
J9
J8
TP7
TP9
TP10
TP11
J10
D7
D12
D11
D10
D5D4D3
D2
D1
D9D8
D6

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-13
APÊNDICE 6: Layout fonte da DMC-3000 / DPC-3000F2J2
D7D6 TP1
TP6 D5D9
TP7
D16
TP8
J1 F1
TP4
TP5
TP2
TP3
Art # A-09597

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-14 APÊNDICE Manual 0-5297P
APÊNDICE 7: Layout placa TSC-3000TP4 TP1TP3
J1
J2 J3TP2 J4
J5
Art # A-09190_AB
D1 D11 D13 D14 D15

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-15
Página deixada em branco

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-16 APÊNDICE Manual 0-5297P
APÊNDICE 8: Layout placa CCM CPU=
Test
Poi
nt= Test Point
Art # A-11675
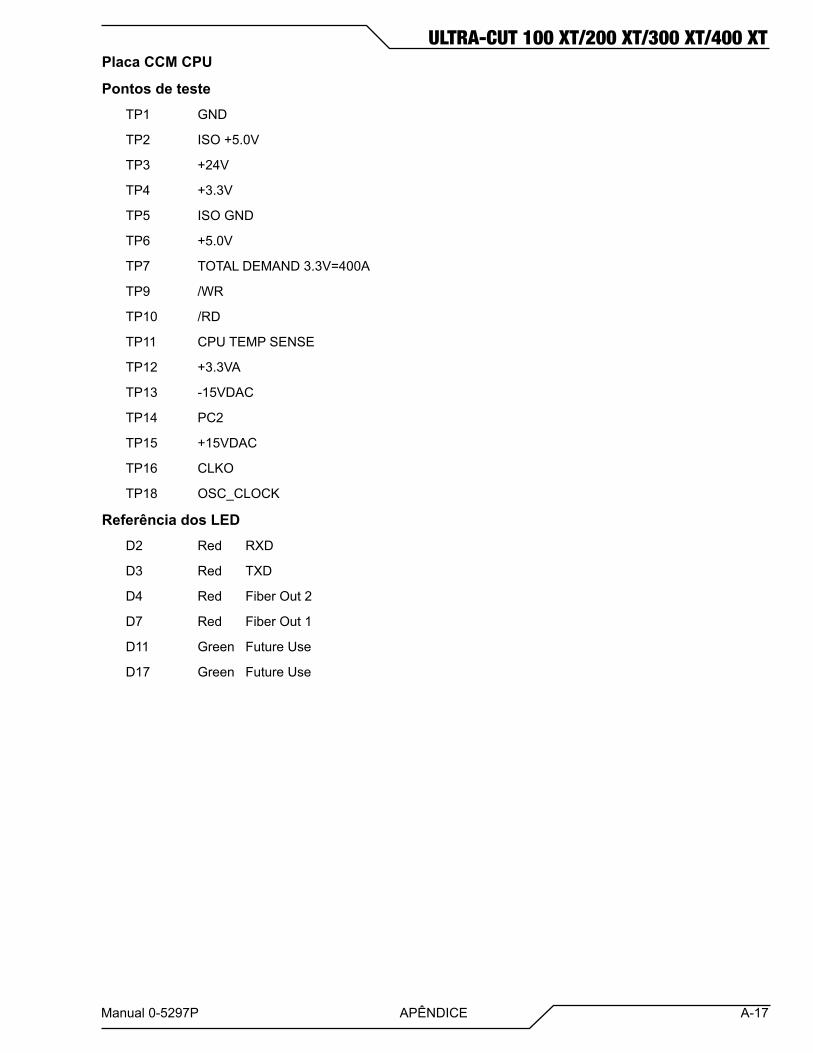
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-17
Placa CCM CPU
Pontos de testeTP1 GND
TP2 ISO +5.0V
TP3 +24V
TP4 +3.3V
TP5 ISO GND
TP6 +5.0V
TP7 TOTAL DEMAND 3.3V=400A
TP9 /WR
TP10 /RD
TP11 CPU TEMP SENSE
TP12 +3.3VA
TP13 -15VDAC
TP14 PC2
TP15 +15VDAC
TP16 CLKO
TP18 OSC_CLOCK
Referência dos LEDD2 Red RXD
D3 Red TXD
D4 Red Fiber Out 2
D7 Red Fiber Out 1
D11 Green Future Use
D17 Green Future Use
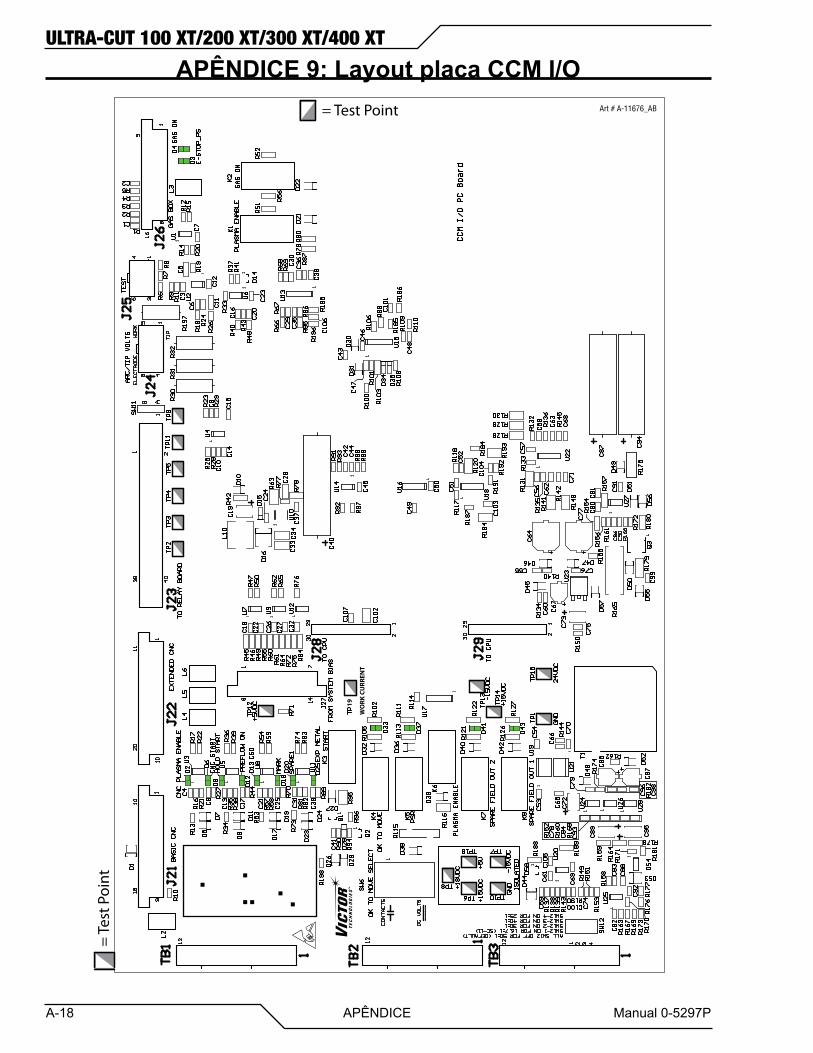
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-18 APÊNDICE Manual 0-5297P
APÊNDICE 9: Layout placa CCM I/O=
Test
Poi
nt= Test Point Art # A-11676_AB
19
WO
RK C
URR
ENT
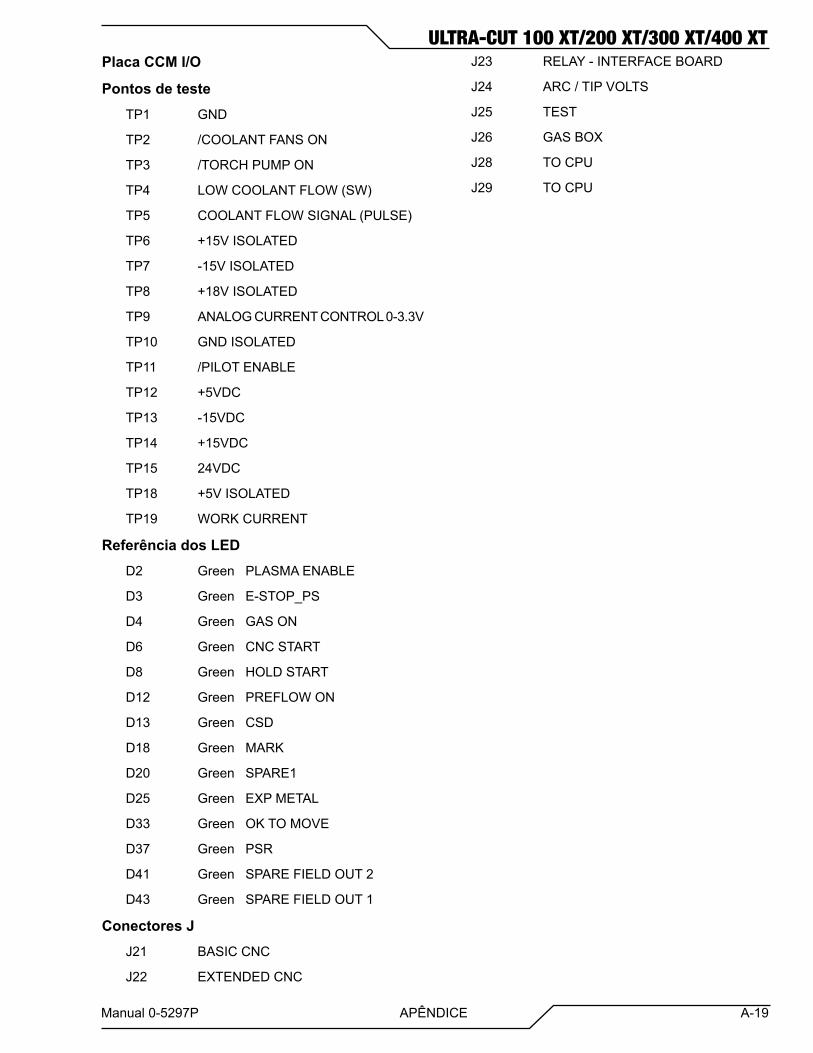
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-19
Placa CCM I/O
Pontos de testeTP1 GND
TP2 /COOLANT FANS ON
TP3 /TORCH PUMP ON
TP4 LOW COOLANT FLOW (SW)
TP5 COOLANT FLOW SIGNAL (PULSE)
TP6 +15V ISOLATED
TP7 -15V ISOLATED
TP8 +18V ISOLATED
TP9 ANALOG CURRENT CONTROL 0-3.3V
TP10 GND ISOLATED
TP11 /PILOT ENABLE
TP12 +5VDC
TP13 -15VDC
TP14 +15VDC
TP15 24VDC
TP18 +5V ISOLATED
TP19 WORK CURRENT
Referência dos LEDD2 Green PLASMA ENABLE
D3 Green E-STOP_PS
D4 Green GAS ON
D6 Green CNC START
D8 Green HOLD START
D12 Green PREFLOW ON
D13 Green CSD
D18 Green MARK
D20 Green SPARE1
D25 Green EXP METAL
D33 Green OK TO MOVE
D37 Green PSR
D41 Green SPARE FIELD OUT 2
D43 Green SPARE FIELD OUT 1
Conectores JJ21 BASIC CNC
J22 EXTENDED CNC
J23 RELAY - INTERFACE BOARD
J24 ARC / TIP VOLTS
J25 TEST
J26 GAS BOX
J28 TO CPU
J29 TO CPU
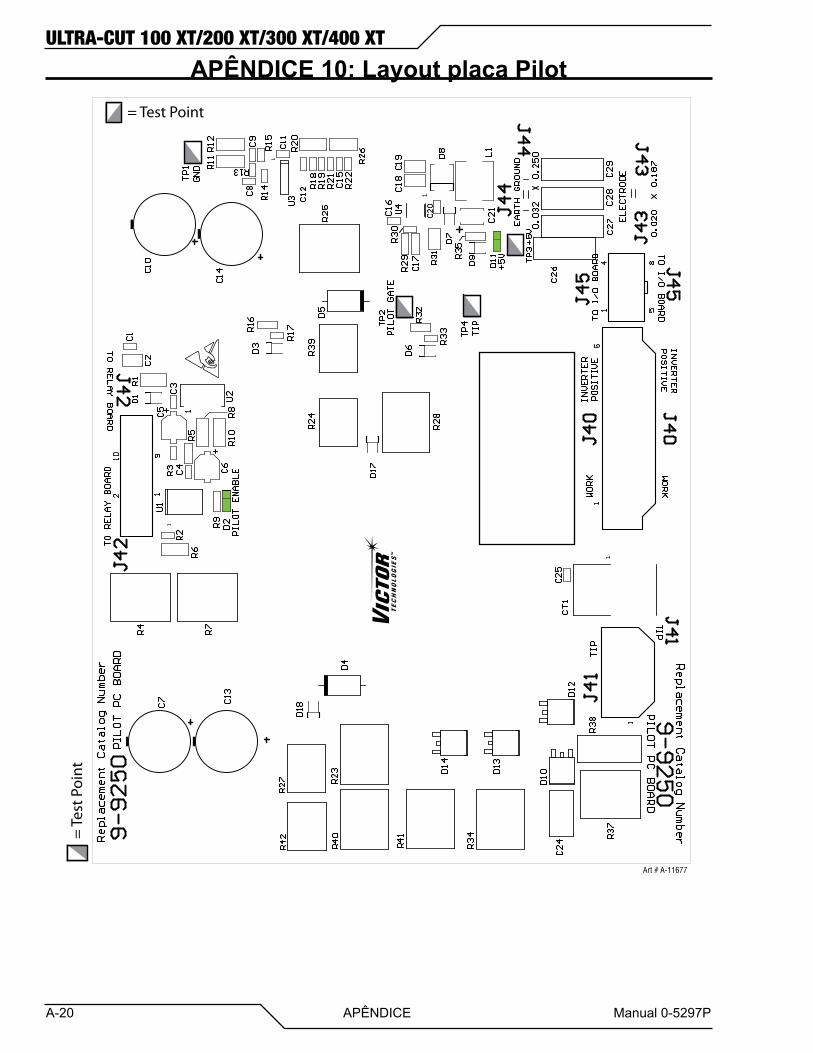
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-20 APÊNDICE Manual 0-5297P
APÊNDICE 10: Layout placa Pilot
Art # A-11677
= Te
st P
oint
= Test Point

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-21
Pontos de teste paca PilotTP1 GND
TP2 PILOT GATE
TP3 +5V
TP4 TIP
Referência dos LEDD2 Green PILOT ENABLE
D11 Green +5V
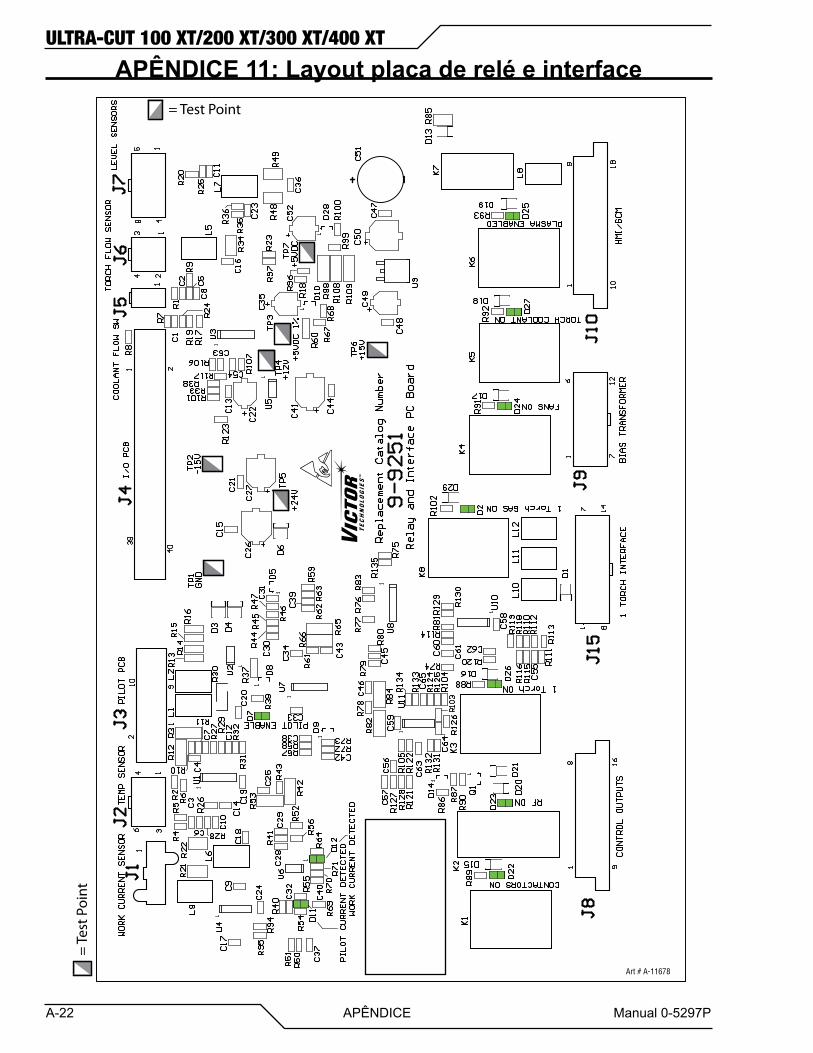
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-22 APÊNDICE Manual 0-5297P
APÊNDICE 11: Layoutplacadereléeinterface=
Test
Poi
nt
= Test Point
Art # A-11678
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-23
Pontos de teste Relay and Interface PCBTP1 GND
TP2 -15V
TP3 +5VDC
TP4 +12V
TP5 +24V
TP6 +15V
TP7 +5VDC
Referência dos LEDD2 Green 1 TORCH GAS ON
D7 Green PILOT ENABLE
D11 Green PILOT CURRENT DETECTED
D12 Green WORK CURRENT DETECTED
D22 Green CONTACTORS ON
D23 Green RF ON
D24 Green FANS ON
D25 Green PLASMA ENABLED
D26 Green 1 TORCH ON
D27 Green TORCH COOLANT ON
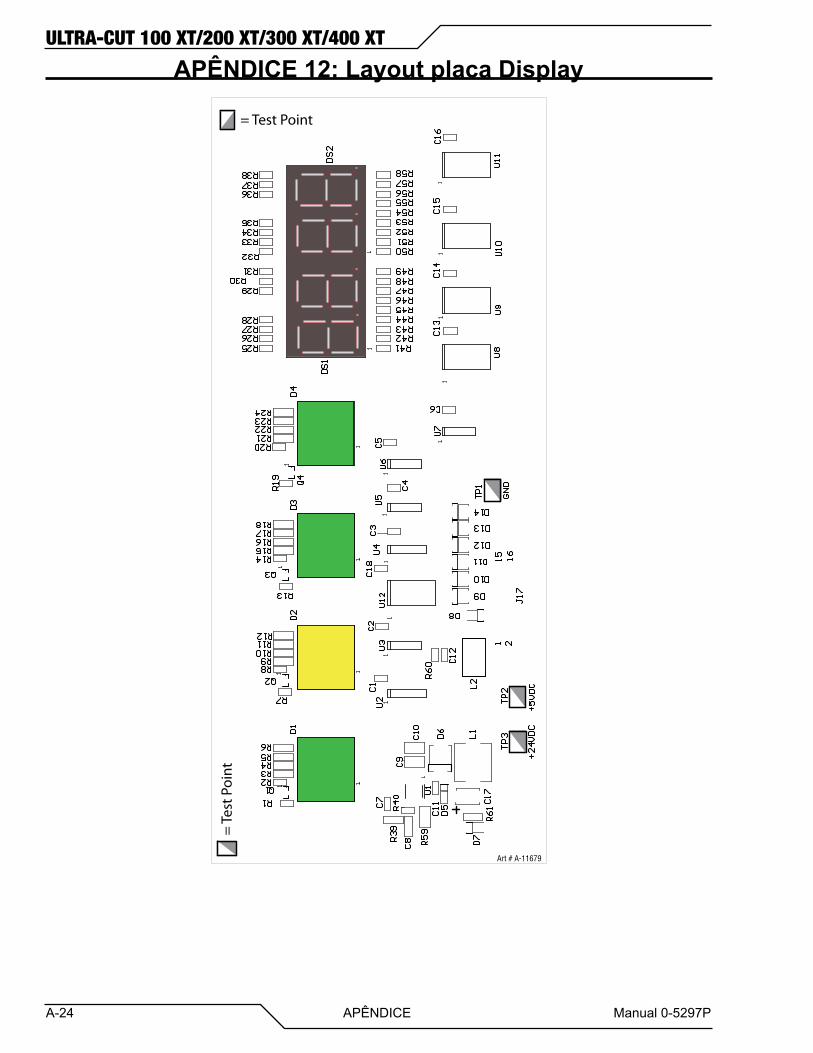
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-24 APÊNDICE Manual 0-5297P
APÊNDICE 12: Layout placa Display
= Te
st P
oint
= Test Point
Art # A-11679

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-25
Pontos de teste Display PCBTP1 GND
TP2 +5VDCTP3
TP3 +24VDC
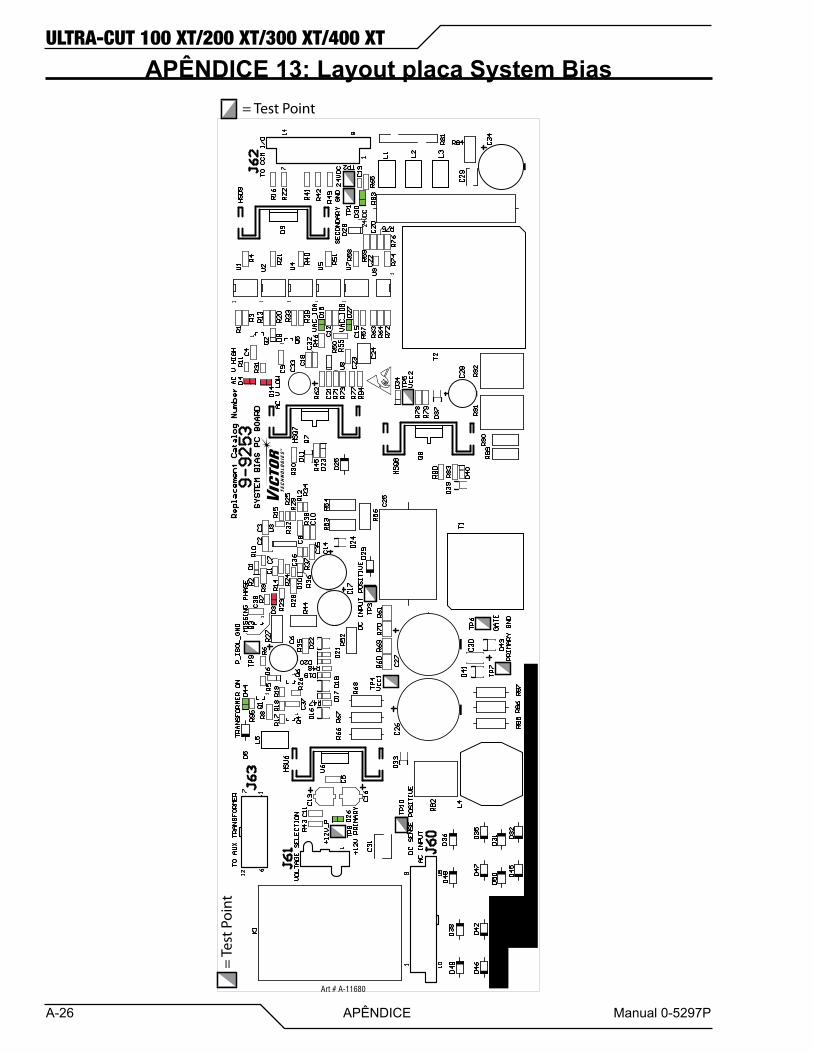
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-26 APÊNDICE Manual 0-5297P
APÊNDICE 13: Layout placa System Bias
= Te
st P
oint
= Test Point
Art # A-11680

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-27
Pontos de teste System Bias PCBTP1 GND
TP2 24VDC
TP3 DC INPUT POSITIVE
TP4 Vcc1
TP5 Vcc2
TP6 GATE
TP7 PRIMARY GND
TP8 +12V PRIMARY
TP9 P_ISOL_GND
TP10 DC SENSE POSITIVE
Referência dos LEDD3 Red MISSING PHASE
D4 Red AC V HIGH
D14 Red AC V LOW
D15 Green VAC_IDA
D26 Green +12V PRIMARY
D27 Green VAC_IDB
D30 Green 24VDC
D44 Green TRANSFORMER ON
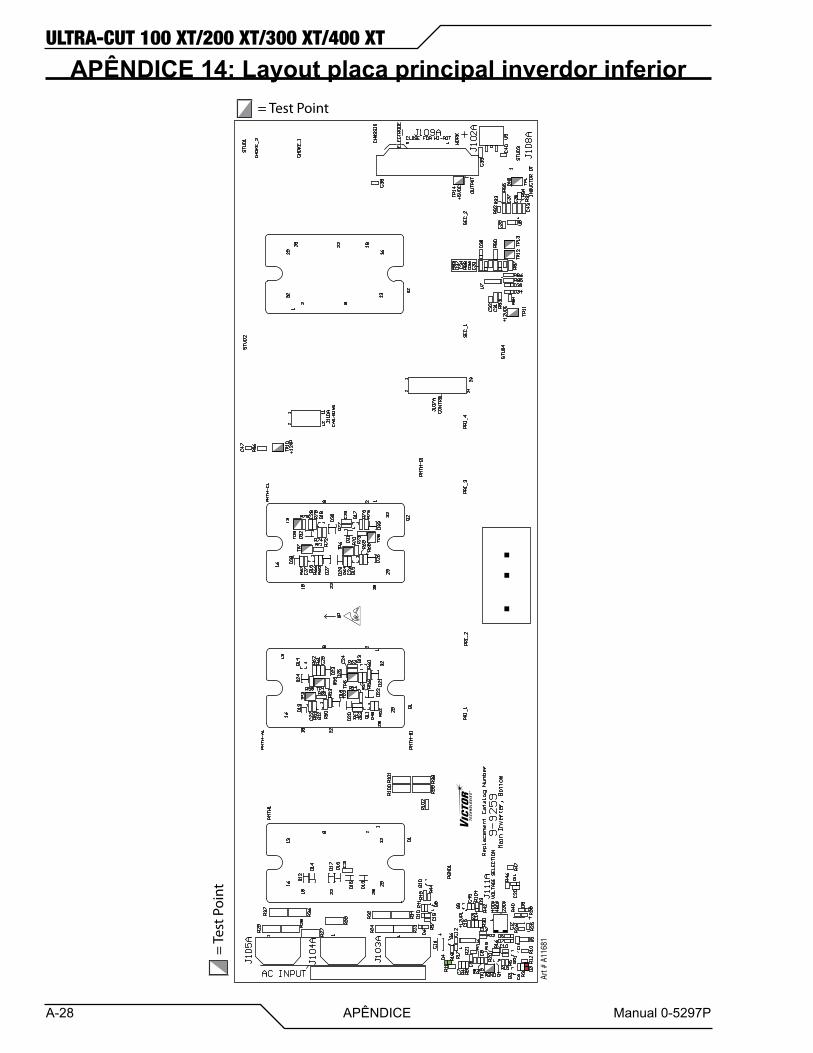
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-28 APÊNDICE Manual 0-5297P
APÊNDICE 14: Layout placa principal inverdor inferior
= Te
st P
oint
= Test Point
Art #
A11
681
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-29
Pontos de teste Main Inverter Bottom PCBTP1 GND
TP2 GATE 2A
TP3 GATE 1A
TP4 GATE 3A
TP5 GATE 4A
TP6 GATE 2B
TP7 GATE 1B
TP8 GATE 4B
TP9 GATE 3B
TP10 +12VP
TP11 +12VDC
TP12 THERMISTER SIDE A
TP13 THERMISTER SIDE B
TP14 +5VDC
TP15 PGND
Referência dos LEDD3 Red CAP IMBALANCE
D4 Green READY
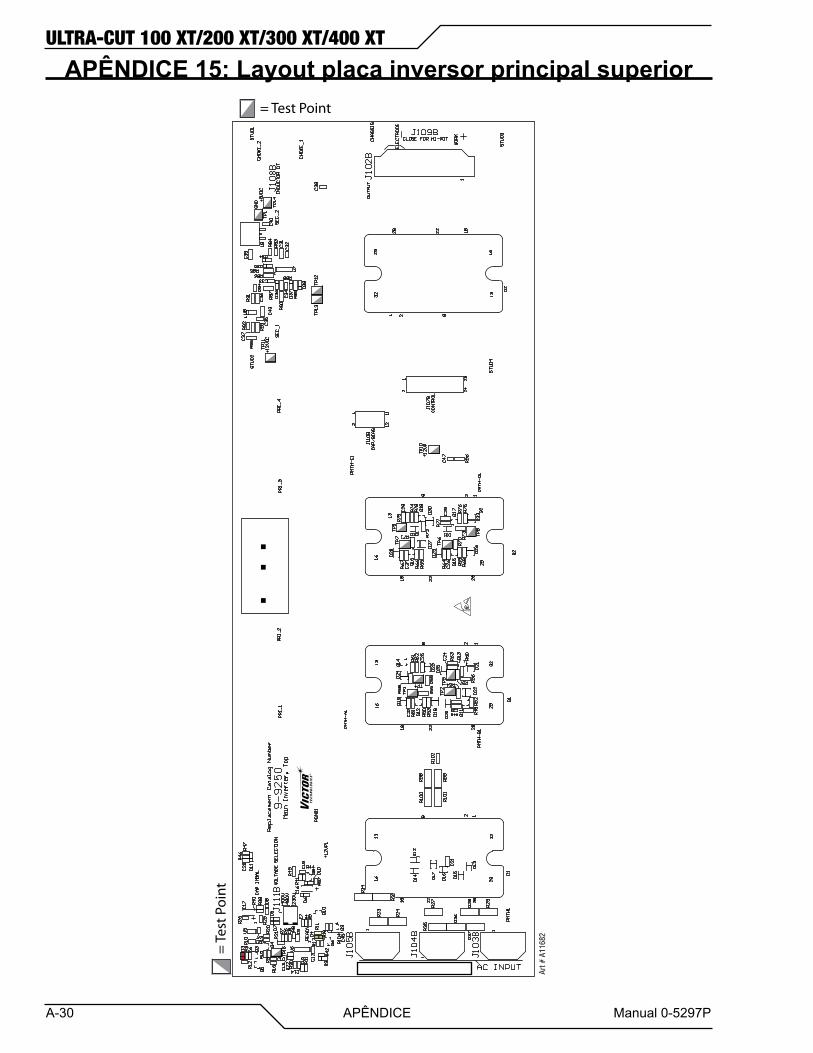
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-30 APÊNDICE Manual 0-5297P
APÊNDICE 15: Layout placa inversor principal superior
= Te
st P
oint
= Test Point
Art #
A11
682
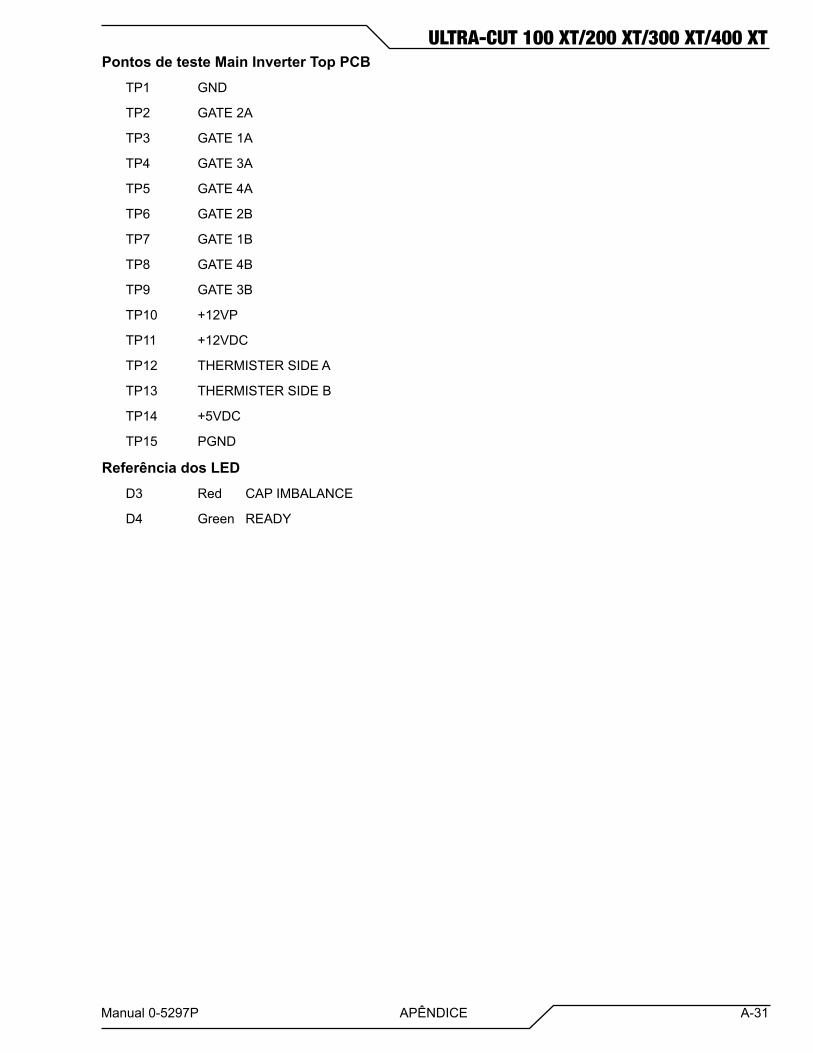
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-31
Pontos de teste Main Inverter Top PCBTP1 GND
TP2 GATE 2A
TP3 GATE 1A
TP4 GATE 3A
TP5 GATE 4A
TP6 GATE 2B
TP7 GATE 1B
TP8 GATE 4B
TP9 GATE 3B
TP10 +12VP
TP11 +12VDC
TP12 THERMISTER SIDE A
TP13 THERMISTER SIDE B
TP14 +5VDC
TP15 PGND
Referência dos LEDD3 Red CAP IMBALANCE
D4 Green READY
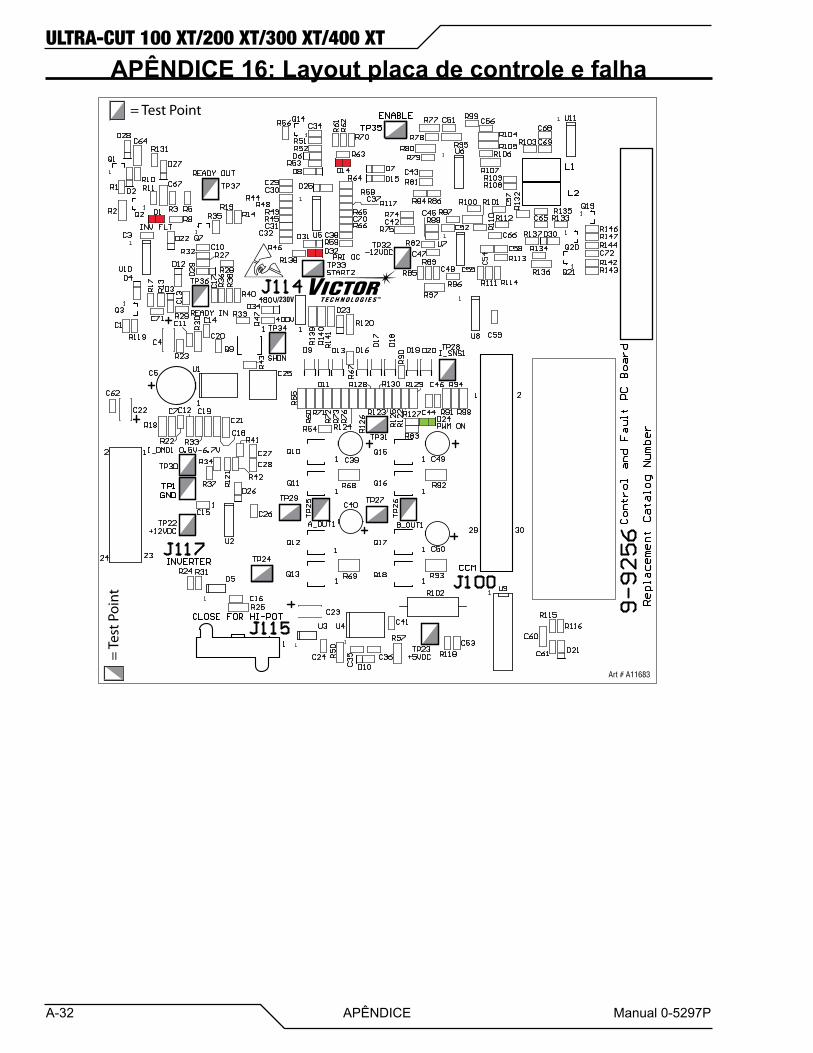
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-32 APÊNDICE Manual 0-5297P
APÊNDICE 16: Layout placa de controle e falha=
Test
Poi
nt= Test Point
Art # A11683
/230V
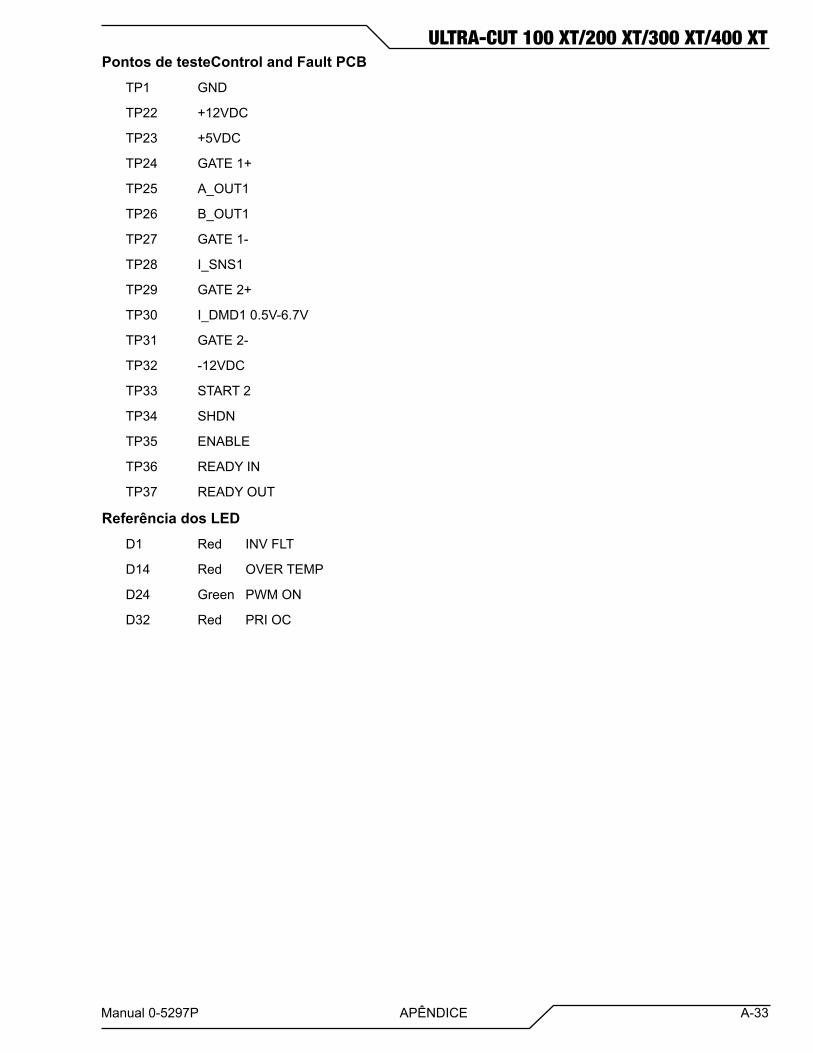
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-33
Pontos de testeControl and Fault PCBTP1 GND
TP22 +12VDC
TP23 +5VDC
TP24 GATE 1+
TP25 A_OUT1
TP26 B_OUT1
TP27 GATE 1-
TP28 I_SNS1
TP29 GATE 2+
TP30 I_DMD1 0.5V-6.7V
TP31 GATE 2-
TP32 -12VDC
TP33 START 2
TP34 SHDN
TP35 ENABLE
TP36 READY IN
TP37 READY OUT
Referência dos LEDD1 Red INV FLT
D14 Red OVER TEMP
D24 Green PWM ON
D32 Red PRI OC

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-34 APÊNDICE Manual 0-5297P
APÊNDICE 17: Layout placa inferior capacitores
Art # A-11685

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-35
APÊNDICE 18: Layout placa superior capacitores
Art # A-11686

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-36 APÊNDICE Manual 0-5297P
APÊNDICE 19: Layout placa supressora
Art # A-11684
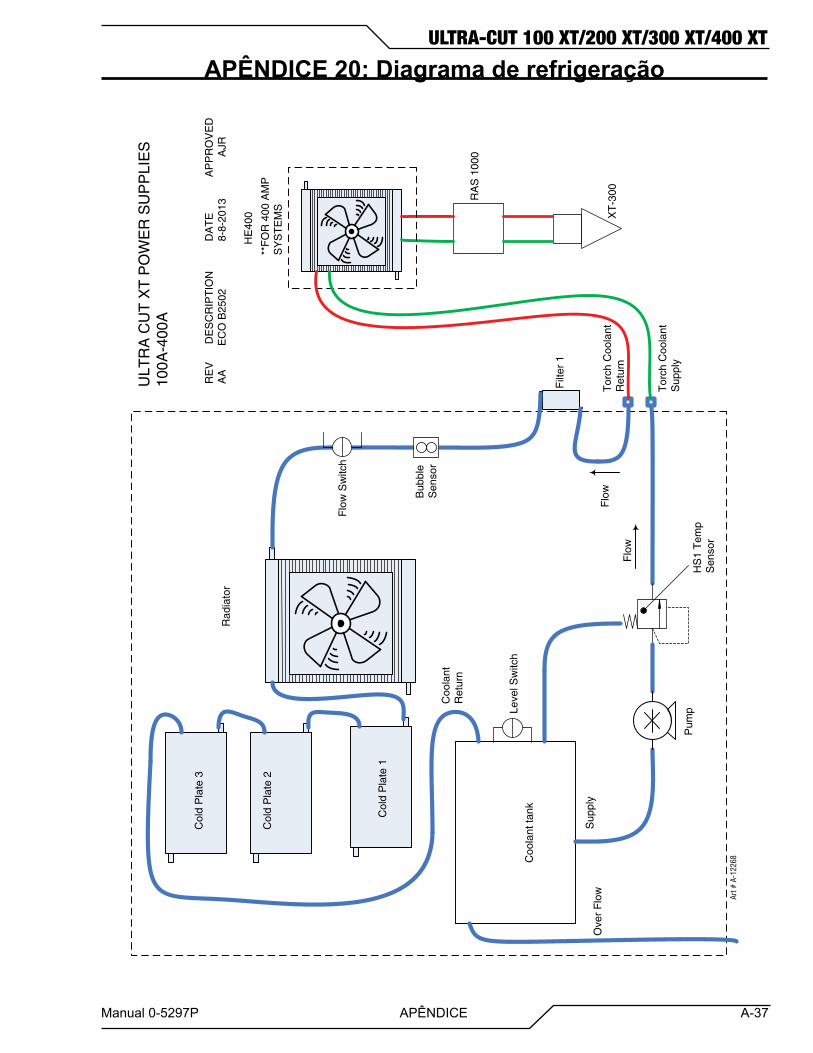
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-37
APÊNDICE 20: Diagrama de refrigeração
Art #
A-1
2268
HS
1 T
emp
Sen
sor
Flo
w S
witc
h
Bub
ble
Sen
sor
Leve
l Sw
itch
HE
400
Tor
ch C
oola
ntS
uppl
y
Tor
ch C
oola
ntR
etur
n
Col
d P
late
1
Col
d P
late
2
Col
d P
late
3
Rad
iato
r
Pum
p
Coo
lant
tank
Filt
er 1
Ove
r F
low
Sup
ply
RA
S10
00
XT
-300
**F
OR
400
AM
PS
YS
TE
MS
Coo
lant
Ret
urn
Flo
w
Flo
w
ULT
RA
CU
T X
T P
OW
ER
SU
PP
LIE
S10
0A-4
00A
RE
VD
ES
CR
IPT
ION
DA
TE
AP
PR
OV
ED
AA
EC
O B
2502
8-8-
2013
AJR

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-38 APÊNDICE Manual 0-5297P
APÊNDICE 21: Esquema do ignitor remoto
Art # A-12071_AB
1
1
2
2
3
3
4
4
5
5
6
6
D D
C C
B B
A A
Rev Revision By Date
042X1361
A 1 1
03/13/2013DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICRAS 1000 XT Arc Starter
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
7/30/2013Date Printed Date Revised
7/30/2013
AA ECO B2487 RWH 07/30/2013
1234567891011121314
J59-RAS
123456789
10111213141516
J58
GND120 VAC
120 VAC RET
Chassis gnd
Jumper in cable to ID Arc Starter is connected.
NEG
PILOT
WORK
Work
Tip
Elec
trode
(+)
(+)
(-)
TORCH
L1
HbHo115 Vac
115 Vac RET
IGNITION UNIT SIG 4.5
PILOT
NEG
0.1 uf0.047 uf
0.047 uf
GND
NEG
PLT
CGND
PLASMA POWER SUPPLY
GND
RAS1000 XT
Bra
ss R
ing
Torch Shield
GND
100K
Neon
(99)
(98)
(49) (52)
RAS Capacitor PCB
PU

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-39
Página deixada em branco

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-40 APÊNDICE Manual 0-5297P
APÊNDICE 22: Esquema, DFC-3000 Auto Gas Box
Art # A-09197_AC
Art # A-09197_AC
1
1
2
2
3
3
4
4
5
5
6
6
A A
B B
C C
D D
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
BLK
PURPLE
ORANGE
BLACK/SHIELD
WHITE
RED
ORANGE
(WHT)
(WHT)(BLK)
(WH
T)
(S15T)
(S14B)(S14T)
(S13T)
(S12B)(S12T)
(S11T)
(S10B)
(S10T)
(S9-B)(S9-T)
(S8-B)
(S8-T)(S7-B)(S7-T)
(S6-B)(S6-T)
(S5-B)(S5-T)
(S4-T)
(S3-T)
(S2-T)
(S1-T)(S1-B)
(S2-B)
(S3-B)
(S4-B)
(S11B)
(S13B)
(S14B)
(S2-B)
(2a)120VAC DMC RET
GRN
BLK
(1)120VAC DMC(JMP)
(3)
(8)(9)
(2b)
E_STOP NO
E_STOP COM
(8)
(9)
+5V
(PW
3)
120 VAC )1()1(
(2a)
120 VAC RET (2a)
(9)
E_STOP COM (9)
(2c)
(2c)
(8)E_STOP NO
(S2-B)
(V5-1)
(V5-2)
(V1-1)
(V1-2)
(V2-1)
(V2-2)
(V3-1)
(V3-2)
(S1-T)
(S1-B)
(V4-1)
(V4-B)
-12VDC(PW1)
GND(PW2)
+5VDC(PW3)
+24 VDC_FUSED(PW6)
-12V
(PW
1)
GND
+12V
(PW
4)
+24V SW
(PW
5)
+24V FUSED
(PW
6)
GND
SHIELDRx-Rx+Tx- (B)
SIG COMSIG COMTx+ (A)
COMPLASMA ENABLE
HMI PRESENT24 VAC RET24 VAC
RED
)5()5()6()6(
120V
AC
DM
CE_
STO
P C
OM
E_ST
OP
NO
120V
AC D
MC
RE
T(2
a)
WHT
(S3-B)
(5)
(5)
(6)
(6)
)9()9((8) Tx+ (A)
(12) Tx- (B)
(12)
(1)(2)
)3()3(
(8)
)01()01(
(1)(2)
(20V)
(20V
)
(0V)
(0V
)
+12VDC(PW4)
E-STOP(PW8)
+24VDC SW(PW5)
GND(PW7)
(S3-T)
(1)(3)
(8)
(PW
2)
(PW
8)
(PW
7)
SHIELD
+24 VDC
+5 VDC
+24 VDC
+5V
+12V
+15 VDC15 VDC RET
120 VAC ULTRACUT
120 VAC ULTRACUT RET
24 VAC RET
24 VAC
PLASMA ENABLE +PLASMA ENABLE -
SHIELD
24 VAC24 VAC RET
PLASMA ENABLE
KEY PLUGTx+ (A)
Tx- (B)Rx+Rx-
+5 VDCData +Data -COM
Shield
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,
THERMAL DYNAMICSINDUSTRIAL PARK #2WEST LEBANON, NH 03784(603) 298-5711
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,
THERMAL DYNAMICSINDUSTRIAL PARK #2WEST LEBANON, NH 03784(603) 298-5711
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,
THERMAL DYNAMICSINDUSTRIAL PARK #2WEST LEBANON, NH 03784(603) 298-5711
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DPC3000 CONTROL PCB
DFC 3000 SYSTEM SCHEMATIC
DPC3000 - PRESSURE CONTROL ASSEMBLYPANEL INDICATORS
GROUNDING SCREW
19X2382
19X2383
CHASSIS GND
PLASMA_VENT
PLASMA_MARK
FUEL_PLASMA
H35_PLASMA
O2_PLASMA
O2_SHIELD
AIR_PREFLOW
AIR_PLASMA
AIR_SHIELD
AIR_MARKING
N2_PREFLOW
N2_PLASMA
N2_SHIELD
O2_PREFLOW
N2_MARKING
H20_SHIELD
ARGON_MARKING
DMC3000 - MANIFOLD CONTROLLER ASSEMBLY19X2367
MANIFOLD (partial)
MANIFOLD (partial)
FERRITECORE
FERRITECORE
ULTRACUT POWER SUPPLY
MANIFOLD
PANEL INDICATORS
GROUNDING SCREW
GROUNDING SCREW
NOTE:1: DO NOT DAISY CHAIN GROUNDS. USE A SEPARATE GROUND CONDUCTOR FOR EACH ASSEMBLY TO STAR GND.2: KEEP GROUNDS AS SHORT AS POSSIBLE.3: USE #4 OR GREATER SIZE CABLE FOR GROUNDING4: MAKE SURE ASSEMBLIES ARE SECURED PROPERLY BEFORE USE5: ALL COVERS MUST BE FULLY INSTALLED BEFORE USE.
OPTION SWITCHES
LEDs Listed Below
CCM
DMC FiberOptic Ports
DPC FiberOptic Port
19X2385DMC3000 CONTROL PCB
DMC3000 Control PCB LEDsSOLENOID DRIVE ON INDICATOR (GREEN LEDs)D1 - SOL_V1 (H35 PLASMA))D2 - SOL_V2 (O2_PLASMA)D3 - SOL_V3 (AIR_PLASMA)D4 - SOL_V4 (N2 PLSMA)D5 - SOL_V5 (AUX PLASMA)D6 - SOL_V6 (O2 SHIELD)D7 - SOL_V7 (AIR_SHIELD)D8 - SOL_V8 (N2 SHIELD)D9 - SOL_V9 (H2O SHIELD)D10 - SOL_V10 (O2 PREFLOW)D11 - SOL_V11 (AIR PREFLOW)D12 - SOL_V12 (N2 PREFLOW)D13 - SOL_V13 (ARGON MARKING)D14 - SOL_V14 (AIR MARKING)D15 - SOL_V15 (N2 MARKING)D16 - (SPARE)D17 - +5VDC
DPC3000 Control PCB LEDs
D1 - PLASMA_PWMD2 - PLASMA_VENT_PWMD3 - SHIELD_H20_PWMD4 - SHIELD_GAS_PWMD5 - MARKING_PWMD6 - PLASMA_PILOT_PWMD7 - +5VDCD8 - DPC STATUSD9 - SHIELD_H20_FLOWD10 - PLASMA_CUT_PWMD11 - PLASMA_LOW_PWMD12 - CANBUS COMMUNICATION
SOLENOID FAULT INDICATOR (RED LEDs)D_E1 - SOL_V1 FLAG (H35_PLASMA)D_E2 - SOL_V2 FLAG (O2_PLASMA)D_E3 - SOL_V3 FLAG (AIR_PLASMA)D_E4 - SOL_V4 FLAG (N2_PLASMA)D_E5 - SOL_V5 FLAG (AUX_PLASMA)D_E6 - SOL_V6 FLAG (O2_SHIELD)D_E7 - SOL_V7 FLAG (AIR_SHIELD)D_E8 - SOL_V8 FLAG (N2_SHIELD)D_E9 - SOL_V9 FLAG (H2O_SHIELD)D_E10 - SOL_V10 FLAG (O2_PREFLOW)D_E11 - SOL_V11 FLAG (AIR_PREFLOW)D_E12 - SOL_V12 FLAG (N2_PREFLOW)D_E13 - SOL_V13 FLAG (ARGON_MARKING)D_E14 - SOL_V14 FLAG (AIR_MARKING)D_E15 - SOL_V15 FLAG (N2_MARKING)
MANAFOLD ID
SOL1
SOL2
V1
V2
V3
V4
PRE-FLOW >
MARKING >
PLASMA >
GAS SHIELD >
H2O SHIELD >
SHIELD OUT
PLASMA OUT
VENT
19X2384 SMPS +24; +/-12; +5
755x000CONTROLCABLE
CHASSIS GND
UNIT E-STOP
SHIELD
120 VAC
120 VAC RET
FERRITECORE
OPTION SWITCHES
19X2384 SMPS +24; +/-12; +5
120 VAC
120 VAC RET
DPC MANIFOLD
PLASMA_CUTTING
SOL3
PLASMA ENABLEBYPASS RELAY
I/O PCB
CPU PCBI
CPU PCB
JUMPERfor 2 WIRE(RS485 only) wire to A & B
SERIAL COMMUNICATION (Isolated)
JUMPERfor 4 WIRE usesTX+, TX-RX+, RX-
4W2W
J14
J14
SW14 - LINE TERMINATIONnormally on(refer to manual)
0
5
9876
123
4
SW10-ADDRESSnormally 0(refer tomanual)
POWER SUPPLY24 VAC to 20 VDC
ISOLATED
HMI INTERFACE PCB 19X2407
KEY
RS232Configuredfor RS485
TPC- 660E TOUCH SCREEN PANEL
J63 HARNESS NOT INSTALLED(for future use with Height Control)
GROUNDING SCREW
TSC 3000 19X2200
FERRITECORE
Plasma_Cut_Hi
HMI CONTROL &COMMUNICATIONS
4W2W
SW14
DAT
N/A
4/24/2009
SOL# = ON/OFF CONTROL VALVEV# = PROPORTIONAL VALVEPS# = PRESSURE SENSORFS# = FLOW SENSOR (LIQUID)
NOTE:DMC solenoids are 18 VDC. Coils are about 46 ohms.24 VDC is applied for 1 second then reduced by pulse width modulation to an average of approximately 7-8 VDC.
Proportional valves V1-V5 powered by up to 24 VDCActual average voltage isproportional to the amountvalve opening. Coil resistance (cold): V1 = 23 ohms; V2= 59 ohms; V3 & 4 = 42 ohmsV5 = 55 ohms.
NOTE:DPC SOL solenoids are 18 VDC. Coils are about 46 ohms.24 VDC is applied for about 0.1 second then reduced by pulse width modulation to an averageof approximately 9-10 VDC.
KEY PLUG
KEY PLUG
TEST POINTS - CONTROL PCBTP1 - GNDTP2 - FLOW (H2O Shield)TP3 - +5VTP4 - +VREFTP5 - +24V FusedTP6 - +3.3VATP7 - 3.3VTP8 - +12VTP9 - Processor CLKOTP10 - Processor TEMPTP11 - -12V
TEST POINTS - CONTROL PCBTP1 - GNDTP2 - Processor TEMPTP3 - +VREFTP4 - Processor CLKOTP5 - +3.3VTP6 - AGNDTP7 - +5V
TEST POINTS - INTERFACE PCBTP1 - GNDTP2 - UNREG VDCTP3 - +5VDCTP4 - +20 VDC
LEDS - INTERFACE PCB:D1 = RX (RS 485)D14 = RX (RS 232)D15 = TX (RS 232)
SOL#
H35 >
O2 >
AUX >
H2O >
AIR >
ARGON >
N2 >
DMC MANIFOLD
1
> GAS SHIELD
2 3 4
5 6 7 8
9
10 11
> H2O SHIELD
> PREFLOW12
13 14 15 > MARKING
> PLASMA
INLET PASSAGESOUTLET PASSAGES HOSE
AA ECO-B1391 DAT 4-24-2009
D5 = +VDC Fused (24VDC )D6 = +12VDCD7 = +24VDC SW (24VDC to Valves & Solenoids through E-Stop RelayD9 = +5VDCD16 = -12VDC
Power Supply PCB (19X2384) LEDS
Power Supply PCB (19X2384) LEDSSee list by DPC 3000 Power Supply
CCM CANBUSACTIVE
DPC CANBUSACTIVE
Tx Gray;Rx Black
Tx Gray;Rx Black DPC CANBUS
ACTIVE
D2 = SLAVE SUPPLY CAN BUS ACTIVED3 = GCM CAN BUS ACTIVED11 = INITIALIZING / PROGRAMMINGD12 = STATUS CODED13 = +5VDCD17 = RS485 TXDD18 = RS485 RXD
CPU LEDS
AB ECO-B1507 - added text DAT 4-19-2010
J65
USB
J65
USB
123456
SW2-2SW2-2
SW2-4SW2-4STATUS LED (RED)STATUS LED (RED)
SOL8SOL8
PS3PS3
J62
THC (future)
J62
THC (future)
1234567891011121314
J60J60123456789
10111213141516
SOL4SOL4
E-STOPE-STOP PS3
Plas_Pilot_P-in
PS3
Plas_Pilot_P-in
1
2
3
SOL14SOL14
P1P11
2
3
4
5
6
7
8
PS5PS5
J56J56
123456789
10111213141516171819202122232425262728293031323334353637
U7/U9FiberOptic
U7/U9FiberOptic
1 2
F3 1.6A SBF3 1.6A SB
U4 / U7
SLAVE FiberOptic
U4 / U7
SLAVE FiberOptic
12
J21
MANIFOLD ID
J21
MANIFOLD ID
123
FS-1
H2O_Shield_FlowSensor
FS-1
H2O_Shield_FlowSensor
1
2
3
P8
SOL DRIVE A
P8
SOL DRIVE A
123456789
1011121314151617181920
PS6PS6
PS2
Shield_Water_P-in
PS2
Shield_Water_P-in
1
2
3
SOL12SOL12
SW2-1SW2-1
V4
Plasma_Cut_Lo
V4
Plasma_Cut_Lo
1
2
3
SW2-3SW2-3
J3
TX/RX
J3
TX/RX
12
J54J541234567891011121314
SOL3SOL3
COM1COM1 1 2 3 4 5 6 7 8 9
P5
HW ID
P5
HW ID
123
P1P1 1 2 3 4 5 6 7 8 109
J5
PROG via RS232
J5
PROG via RS232
123456789
P5P5 1 2 3 4 5 6 7 8 109
J6
JTAG
J6
JTAG
1234567891011121314
J57J57
1
2
3
4
5
6
7
8
91011121314
SOL10SOL10
F2 3A SBF2 3A SB
P7 POWERP7 POWER12345678
D21D21
SOL11SOL11
SW1-3SW1-3
P61P61
12345678910111213141516
PS6
Plasma_P-out
PS6
Plasma_P-out
1
2
3
P1P112345678
SW1-4SW1-4
E-STOPE-STOP
SW2-2SW2-2
SOL2SOL2
SOL13SOL13
P2-WFSP2-WFS1
2
3
COM2COM2 1 2 3 4 5 6 7 8 9
SW1-1SW1-1
P2P2
1
2
3
4
5
6
7
8
J10
JTAG
J10
JTAG
1234567891011121314
E-STOPE-STOP
E-STOPE-STOP
D12D12
P4
RS 485
P4
RS 485
123456
SOL7SOL7
J8
TX/RX
J8
TX/RX
12
STATUS LED (RED)STATUS LED (RED)
E-STOPE-STOP
SW1-3SW1-3
SW1
PLASMA ENABLE
SW1
PLASMA ENABLE
SOL3SOL3
P55P55123456789
10111213141516171819202122232425262728293031323334353637
SW2-1SW2-1
U1/U2
FiberOptic
U1/U2
FiberOptic
12
SOL1SOL1
U4/U5FiberOpticU4/U5FiberOptic
1 2
P54
HMI Serial/Control
P54
HMI Serial/Control
123456789
1011121314
PS5
Shield_Gas_P-out
PS5
Shield_Gas_P-out
1
2
3
P9P9
1
2
3
4
5
6
7
8
P2P212345678
POWER LED (GREEN)POWER LED (GREEN)
F4 3A SBF4 3A SB
SOL9SOL9
SW2-4SW2-4
SOL6SOL6
J55J5512345678910111213141516171819202122232425262728293031323334353637
V5V5
1
2
3
D22D22
SW1-2SW1-2
P4
STATUS LEDS
P4
STATUS LEDS
1234F1 1.6A SBF1 1.6A SB
SOL1SOL1
SOL15SOL15
P2
RS 485
P2
RS 485
123456
V1
SHIELD
V1
SHIELD
1
2
3
P56P56
12345678910111213141516171819202122232425262728293031323334353637
J1J1
1234
U10 / U13
GAS FiberOptic
U10 / U13
GAS FiberOptic
12
P6
Valves
P6
Valves12345678910111213141516
P1
Press_sensors
P1
Press_sensors
123456789
101112131415161718
J63J63123456789
E-STOPE-STOP
PS4
Plasma_Cut/Mark_P-in
PS4
Plasma_Cut/Mark_P-in
1
2
3
SW1-4SW1-4
SOL5SOL5
SW2-3SW2-3
V2
SHIELD_H2O
V2
SHIELD_H2O
1
2
3
J2
RS232 Prog
J2
RS232 Prog
123456789
J23J231
2
3
P3POWER
P3POWER
123456
E1E1
P60P6012345678910111213141516
P10 HMI POWERP10 HMI POWER
GN
D
- +
SW1-2SW1-2
PS1
Shield_Gas_P-in
PS1
Shield_Gas_P-in
1
2
3
J61J61
123456789
10111213141516
PS4PS4
SW1-1SW1-1
V3
Plasma_PILOT
V3
Plasma_PILOT
1
2
3
SOL2SOL2
PS1PS1
POWER LED (GRN)POWER LED (GRN)
P3 - HWIDP3 - HWID
1
2
3
P4
SOL DRIVE B
P4
SOL DRIVE B
123456789
101112131415161718
P57P57
1
2
3
4
5
6
7
8
91011121314
PS2PS2
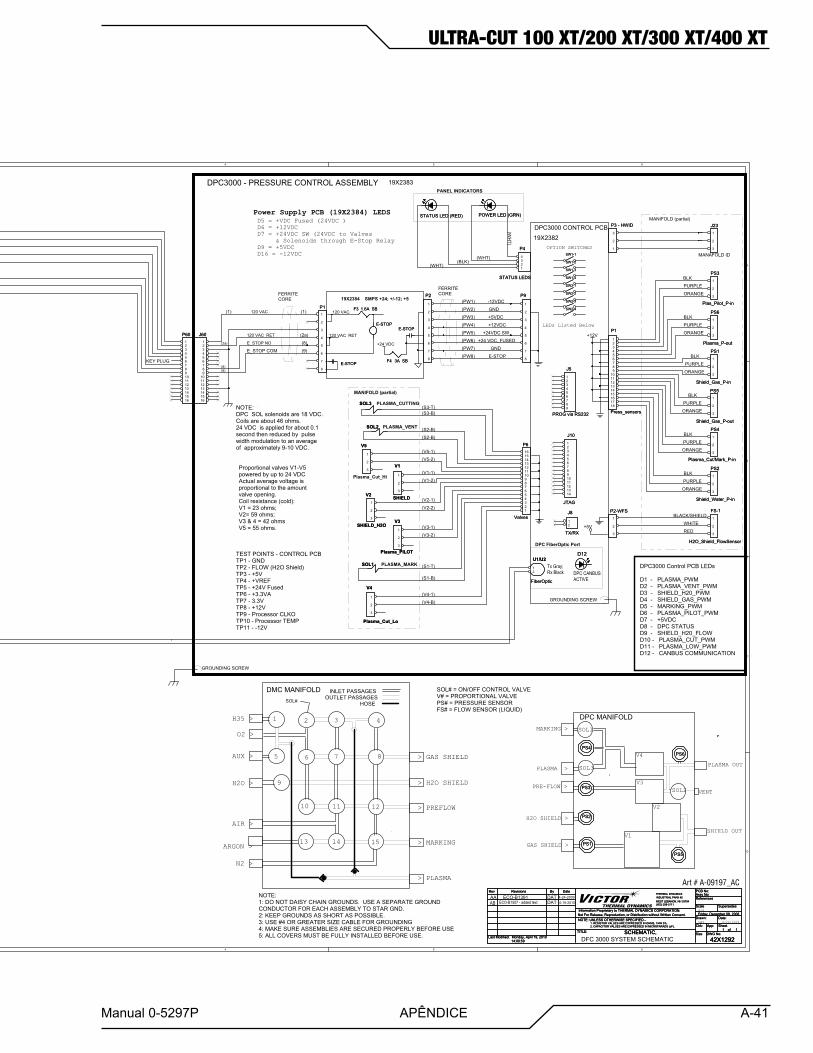
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-41
Art # A-09197_AC
Art # A-09197_AC
1
1
2
2
3
3
4
4
5
5
6
6
A A
B B
C C
D D
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
ORANGE
BLK
PURPLE
BLK
PURPLE
ORANGE
BLACK/SHIELD
WHITE
RED
ORANGE
(WHT)
(WHT)(BLK)
(WH
T)
(S15T)
(S14B)(S14T)
(S13T)
(S12B)(S12T)
(S11T)
(S10B)
(S10T)
(S9-B)(S9-T)
(S8-B)
(S8-T)(S7-B)(S7-T)
(S6-B)(S6-T)
(S5-B)(S5-T)
(S4-T)
(S3-T)
(S2-T)
(S1-T)(S1-B)
(S2-B)
(S3-B)
(S4-B)
(S11B)
(S13B)
(S14B)
(S2-B)
(2a)120VAC DMC RET
GRN
BLK
(1)120VAC DMC(JMP)
(3)
(8)(9)
(2b)
E_STOP NO
E_STOP COM
(8)
(9)
+5V
(PW
3)
120 VAC )1()1(
(2a)
120 VAC RET (2a)
(9)
E_STOP COM (9)
(2c)
(2c)
(8)E_STOP NO
(S2-B)
(V5-1)
(V5-2)
(V1-1)
(V1-2)
(V2-1)
(V2-2)
(V3-1)
(V3-2)
(S1-T)
(S1-B)
(V4-1)
(V4-B)
-12VDC(PW1)
GND(PW2)
+5VDC(PW3)
+24 VDC_FUSED(PW6)
-12V
(PW
1)
GND
+12V
(PW
4)
+24V SW
(PW
5)
+24V FUSED
(PW
6)
GND
SHIELDRx-Rx+Tx- (B)
SIG COMSIG COMTx+ (A)
COMPLASMA ENABLE
HMI PRESENT24 VAC RET24 VAC
RED
)5()5()6()6(
120V
AC
DM
CE_
STO
P C
OM
E_ST
OP
NO
120V
AC D
MC
RE
T(2
a)
WHT
(S3-B)
(5)
(5)
(6)
(6)
)9()9((8) Tx+ (A)
(12) Tx- (B)
(12)
(1)(2)
)3()3(
(8)
)01()01(
(1)(2)
(20V)
(20V
)
(0V)
(0V
)
+12VDC(PW4)
E-STOP(PW8)
+24VDC SW(PW5)
GND(PW7)
(S3-T)
(1)(3)
(8)
(PW
2)
(PW
8)
(PW
7)
SHIELD
+24 VDC
+5 VDC
+24 VDC
+5V
+12V
+15 VDC15 VDC RET
120 VAC ULTRACUT
120 VAC ULTRACUT RET
24 VAC RET
24 VAC
PLASMA ENABLE +PLASMA ENABLE -
SHIELD
24 VAC24 VAC RET
PLASMA ENABLE
KEY PLUGTx+ (A)
Tx- (B)Rx+Rx-
+5 VDCData +Data -COM
Shield
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,
THERMAL DYNAMICSINDUSTRIAL PARK #2WEST LEBANON, NH 03784(603) 298-5711
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,
THERMAL DYNAMICSINDUSTRIAL PARK #2WEST LEBANON, NH 03784(603) 298-5711
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DWG No:
Sheetof
SupersedesScale
Date:Drawn:
References
DateByRevisionsRev PCB No:Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.Not For Release, Reproduction, or Distribution without Written Consent.NOTE: UNLESS OTHERWISE SPECIFIED -
1. RESISTOR VALUES ARE EXPRESSED IN OHMS, 1/4W 5%.2. CAPACITOR VALUES ARE EXPRESSED IN MICROFARADS (uF). Chk: App:
TITLE:Last Modified:
SizeSCHEMATIC,
THERMAL DYNAMICSINDUSTRIAL PARK #2WEST LEBANON, NH 03784(603) 298-5711
42X1292Monday, April 19, 2010
1 1
Friday, December 08, 2006
14:00:59
DPC3000 CONTROL PCB
DFC 3000 SYSTEM SCHEMATIC
DPC3000 - PRESSURE CONTROL ASSEMBLYPANEL INDICATORS
GROUNDING SCREW
19X2382
19X2383
CHASSIS GND
PLASMA_VENT
PLASMA_MARK
FUEL_PLASMA
H35_PLASMA
O2_PLASMA
O2_SHIELD
AIR_PREFLOW
AIR_PLASMA
AIR_SHIELD
AIR_MARKING
N2_PREFLOW
N2_PLASMA
N2_SHIELD
O2_PREFLOW
N2_MARKING
H20_SHIELD
ARGON_MARKING
DMC3000 - MANIFOLD CONTROLLER ASSEMBLY19X2367
MANIFOLD (partial)
MANIFOLD (partial)
FERRITECORE
FERRITECORE
ULTRACUT POWER SUPPLY
MANIFOLD
PANEL INDICATORS
GROUNDING SCREW
GROUNDING SCREW
NOTE:1: DO NOT DAISY CHAIN GROUNDS. USE A SEPARATE GROUND CONDUCTOR FOR EACH ASSEMBLY TO STAR GND.2: KEEP GROUNDS AS SHORT AS POSSIBLE.3: USE #4 OR GREATER SIZE CABLE FOR GROUNDING4: MAKE SURE ASSEMBLIES ARE SECURED PROPERLY BEFORE USE5: ALL COVERS MUST BE FULLY INSTALLED BEFORE USE.
OPTION SWITCHES
LEDs Listed Below
CCM
DMC FiberOptic Ports
DPC FiberOptic Port
19X2385DMC3000 CONTROL PCB
DMC3000 Control PCB LEDsSOLENOID DRIVE ON INDICATOR (GREEN LEDs)D1 - SOL_V1 (H35 PLASMA))D2 - SOL_V2 (O2_PLASMA)D3 - SOL_V3 (AIR_PLASMA)D4 - SOL_V4 (N2 PLSMA)D5 - SOL_V5 (AUX PLASMA)D6 - SOL_V6 (O2 SHIELD)D7 - SOL_V7 (AIR_SHIELD)D8 - SOL_V8 (N2 SHIELD)D9 - SOL_V9 (H2O SHIELD)D10 - SOL_V10 (O2 PREFLOW)D11 - SOL_V11 (AIR PREFLOW)D12 - SOL_V12 (N2 PREFLOW)D13 - SOL_V13 (ARGON MARKING)D14 - SOL_V14 (AIR MARKING)D15 - SOL_V15 (N2 MARKING)D16 - (SPARE)D17 - +5VDC
DPC3000 Control PCB LEDs
D1 - PLASMA_PWMD2 - PLASMA_VENT_PWMD3 - SHIELD_H20_PWMD4 - SHIELD_GAS_PWMD5 - MARKING_PWMD6 - PLASMA_PILOT_PWMD7 - +5VDCD8 - DPC STATUSD9 - SHIELD_H20_FLOWD10 - PLASMA_CUT_PWMD11 - PLASMA_LOW_PWMD12 - CANBUS COMMUNICATION
SOLENOID FAULT INDICATOR (RED LEDs)D_E1 - SOL_V1 FLAG (H35_PLASMA)D_E2 - SOL_V2 FLAG (O2_PLASMA)D_E3 - SOL_V3 FLAG (AIR_PLASMA)D_E4 - SOL_V4 FLAG (N2_PLASMA)D_E5 - SOL_V5 FLAG (AUX_PLASMA)D_E6 - SOL_V6 FLAG (O2_SHIELD)D_E7 - SOL_V7 FLAG (AIR_SHIELD)D_E8 - SOL_V8 FLAG (N2_SHIELD)D_E9 - SOL_V9 FLAG (H2O_SHIELD)D_E10 - SOL_V10 FLAG (O2_PREFLOW)D_E11 - SOL_V11 FLAG (AIR_PREFLOW)D_E12 - SOL_V12 FLAG (N2_PREFLOW)D_E13 - SOL_V13 FLAG (ARGON_MARKING)D_E14 - SOL_V14 FLAG (AIR_MARKING)D_E15 - SOL_V15 FLAG (N2_MARKING)
MANAFOLD ID
SOL1
SOL2
V1
V2
V3
V4
PRE-FLOW >
MARKING >
PLASMA >
GAS SHIELD >
H2O SHIELD >
SHIELD OUT
PLASMA OUT
VENT
19X2384 SMPS +24; +/-12; +5
755x000CONTROLCABLE
CHASSIS GND
UNIT E-STOP
SHIELD
120 VAC
120 VAC RET
FERRITECORE
OPTION SWITCHES
19X2384 SMPS +24; +/-12; +5
120 VAC
120 VAC RET
DPC MANIFOLD
PLASMA_CUTTING
SOL3
PLASMA ENABLEBYPASS RELAY
I/O PCB
CPU PCBI
CPU PCB
JUMPERfor 2 WIRE(RS485 only) wire to A & B
SERIAL COMMUNICATION (Isolated)
JUMPERfor 4 WIRE usesTX+, TX-RX+, RX-
4W2W
J14
J14
SW14 - LINE TERMINATIONnormally on(refer to manual)
0
5
9876
123
4
SW10-ADDRESSnormally 0(refer tomanual)
POWER SUPPLY24 VAC to 20 VDC
ISOLATED
HMI INTERFACE PCB 19X2407
KEY
RS232Configuredfor RS485
TPC- 660E TOUCH SCREEN PANEL
J63 HARNESS NOT INSTALLED(for future use with Height Control)
GROUNDING SCREW
TSC 3000 19X2200
FERRITECORE
Plasma_Cut_Hi
HMI CONTROL &COMMUNICATIONS
4W2W
SW14
DAT
N/A
4/24/2009
SOL# = ON/OFF CONTROL VALVEV# = PROPORTIONAL VALVEPS# = PRESSURE SENSORFS# = FLOW SENSOR (LIQUID)
NOTE:DMC solenoids are 18 VDC. Coils are about 46 ohms.24 VDC is applied for 1 second then reduced by pulse width modulation to an average of approximately 7-8 VDC.
Proportional valves V1-V5 powered by up to 24 VDCActual average voltage isproportional to the amountvalve opening. Coil resistance (cold): V1 = 23 ohms; V2= 59 ohms; V3 & 4 = 42 ohmsV5 = 55 ohms.
NOTE:DPC SOL solenoids are 18 VDC. Coils are about 46 ohms.24 VDC is applied for about 0.1 second then reduced by pulse width modulation to an averageof approximately 9-10 VDC.
KEY PLUG
KEY PLUG
TEST POINTS - CONTROL PCBTP1 - GNDTP2 - FLOW (H2O Shield)TP3 - +5VTP4 - +VREFTP5 - +24V FusedTP6 - +3.3VATP7 - 3.3VTP8 - +12VTP9 - Processor CLKOTP10 - Processor TEMPTP11 - -12V
TEST POINTS - CONTROL PCBTP1 - GNDTP2 - Processor TEMPTP3 - +VREFTP4 - Processor CLKOTP5 - +3.3VTP6 - AGNDTP7 - +5V
TEST POINTS - INTERFACE PCBTP1 - GNDTP2 - UNREG VDCTP3 - +5VDCTP4 - +20 VDC
LEDS - INTERFACE PCB:D1 = RX (RS 485)D14 = RX (RS 232)D15 = TX (RS 232)
SOL#
H35 >
O2 >
AUX >
H2O >
AIR >
ARGON >
N2 >
DMC MANIFOLD
1
> GAS SHIELD
2 3 4
5 6 7 8
9
10 11
> H2O SHIELD
> PREFLOW12
13 14 15 > MARKING
> PLASMA
INLET PASSAGESOUTLET PASSAGES HOSE
AA ECO-B1391 DAT 4-24-2009
D5 = +VDC Fused (24VDC )D6 = +12VDCD7 = +24VDC SW (24VDC to Valves & Solenoids through E-Stop RelayD9 = +5VDCD16 = -12VDC
Power Supply PCB (19X2384) LEDS
Power Supply PCB (19X2384) LEDSSee list by DPC 3000 Power Supply
CCM CANBUSACTIVE
DPC CANBUSACTIVE
Tx Gray;Rx Black
Tx Gray;Rx Black DPC CANBUS
ACTIVE
D2 = SLAVE SUPPLY CAN BUS ACTIVED3 = GCM CAN BUS ACTIVED11 = INITIALIZING / PROGRAMMINGD12 = STATUS CODED13 = +5VDCD17 = RS485 TXDD18 = RS485 RXD
CPU LEDS
AB ECO-B1507 - added text DAT 4-19-2010
J65
USB
J65
USB
123456
SW2-2SW2-2
SW2-4SW2-4STATUS LED (RED)STATUS LED (RED)
SOL8SOL8
PS3PS3
J62
THC (future)
J62
THC (future)
1234567891011121314
J60J60123456789
10111213141516
SOL4SOL4
E-STOPE-STOP PS3
Plas_Pilot_P-in
PS3
Plas_Pilot_P-in
1
2
3
SOL14SOL14
P1P11
2
3
4
5
6
7
8
PS5PS5
J56J56
123456789
10111213141516171819202122232425262728293031323334353637
U7/U9FiberOptic
U7/U9FiberOptic
1 2
F3 1.6A SBF3 1.6A SB
U4 / U7
SLAVE FiberOptic
U4 / U7
SLAVE FiberOptic
12
J21
MANIFOLD ID
J21
MANIFOLD ID
123
FS-1
H2O_Shield_FlowSensor
FS-1
H2O_Shield_FlowSensor
1
2
3
P8
SOL DRIVE A
P8
SOL DRIVE A
123456789
1011121314151617181920
PS6PS6
PS2
Shield_Water_P-in
PS2
Shield_Water_P-in
1
2
3
SOL12SOL12
SW2-1SW2-1
V4
Plasma_Cut_Lo
V4
Plasma_Cut_Lo
1
2
3
SW2-3SW2-3
J3
TX/RX
J3
TX/RX
12
J54J541234567891011121314
SOL3SOL3
COM1COM1 1 2 3 4 5 6 7 8 9
P5
HW ID
P5
HW ID
123
P1P1 1 2 3 4 5 6 7 8 109
J5
PROG via RS232
J5
PROG via RS232
123456789
P5P5 1 2 3 4 5 6 7 8 109
J6
JTAG
J6
JTAG
1234567891011121314
J57J57
1
2
3
4
5
6
7
8
91011121314
SOL10SOL10
F2 3A SBF2 3A SB
P7 POWERP7 POWER12345678
D21D21
SOL11SOL11
SW1-3SW1-3
P61P61
12345678910111213141516
PS6
Plasma_P-out
PS6
Plasma_P-out
1
2
3
P1P112345678
SW1-4SW1-4
E-STOPE-STOP
SW2-2SW2-2
SOL2SOL2
SOL13SOL13
P2-WFSP2-WFS1
2
3
COM2COM2 1 2 3 4 5 6 7 8 9
SW1-1SW1-1
P2P2
1
2
3
4
5
6
7
8
J10
JTAG
J10
JTAG
1234567891011121314
E-STOPE-STOP
E-STOPE-STOP
D12D12
P4
RS 485
P4
RS 485
123456
SOL7SOL7
J8
TX/RX
J8
TX/RX
12
STATUS LED (RED)STATUS LED (RED)
E-STOPE-STOP
SW1-3SW1-3
SW1
PLASMA ENABLE
SW1
PLASMA ENABLE
SOL3SOL3
P55P55123456789
10111213141516171819202122232425262728293031323334353637
SW2-1SW2-1
U1/U2
FiberOptic
U1/U2
FiberOptic
12
SOL1SOL1
U4/U5FiberOpticU4/U5FiberOptic
1 2
P54
HMI Serial/Control
P54
HMI Serial/Control
123456789
1011121314
PS5
Shield_Gas_P-out
PS5
Shield_Gas_P-out
1
2
3
P9P9
1
2
3
4
5
6
7
8
P2P212345678
POWER LED (GREEN)POWER LED (GREEN)
F4 3A SBF4 3A SB
SOL9SOL9
SW2-4SW2-4
SOL6SOL6
J55J5512345678910111213141516171819202122232425262728293031323334353637
V5V5
1
2
3
D22D22
SW1-2SW1-2
P4
STATUS LEDS
P4
STATUS LEDS
1234F1 1.6A SBF1 1.6A SB
SOL1SOL1
SOL15SOL15
P2
RS 485
P2
RS 485
123456
V1
SHIELD
V1
SHIELD
1
2
3
P56P56
12345678910111213141516171819202122232425262728293031323334353637
J1J1
1234
U10 / U13
GAS FiberOptic
U10 / U13
GAS FiberOptic
12
P6
Valves
P6
Valves12345678910111213141516
P1
Press_sensors
P1
Press_sensors
123456789
101112131415161718
J63J63123456789
E-STOPE-STOP
PS4
Plasma_Cut/Mark_P-in
PS4
Plasma_Cut/Mark_P-in
1
2
3
SW1-4SW1-4
SOL5SOL5
SW2-3SW2-3
V2
SHIELD_H2O
V2
SHIELD_H2O
1
2
3
J2
RS232 Prog
J2
RS232 Prog
123456789
J23J231
2
3
P3POWER
P3POWER
123456
E1E1
P60P6012345678910111213141516
P10 HMI POWERP10 HMI POWER
GN
D
- +
SW1-2SW1-2
PS1
Shield_Gas_P-in
PS1
Shield_Gas_P-in
1
2
3
J61J61
123456789
10111213141516
PS4PS4
SW1-1SW1-1
V3
Plasma_PILOT
V3
Plasma_PILOT
1
2
3
SOL2SOL2
PS1PS1
POWER LED (GRN)POWER LED (GRN)
P3 - HWIDP3 - HWID
1
2
3
P4
SOL DRIVE B
P4
SOL DRIVE B
123456789
101112131415161718
P57P57
1
2
3
4
5
6
7
8
91011121314
PS2PS2

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-42 APÊNDICE Manual 0-5297P
Art # A-11898_AC
Art # A-11898_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1359
C 1 2
10/03/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 100A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
12
J41
TIP
1
J43ELECTRODE
1
J44EARTH GROUND
1 2 3 4 5 6 7 8 9 10
J42 TO RELAY BOARD
1 2 3 4
Hall E�ect Sensor
HCT1
1
WORK
W1A
W1B
W1C
12
J105B AC INPUT
12
J104A
12
J103A
12
J104B
12
J103B
12
J105A AC INPUT
INVERTER MODULE (IM) #1
12345
J102BOUTPUT
12345
J102AOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire both in and out of CB1
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(23)
(23)
(24)
(24)
(25)
(25)
(55)
(53)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
(49)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-
F
12
J46-
M
J100 -- 30 CKT RIBBON
WORK (+)
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(25)
1L1
1L2
1L3
1Earth
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31& 32) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, A1)
(Sht 2, E3)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
CONTROL PCB LEDSCAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF
(3-22)
16 A
(27A
&B)
(26)
(28)
(27B)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
(1-20)
(2-21)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
PILOT BOARDLED'SD2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
12
J41 (J87)
(52)
To TB4-6TIP
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
TORCHTo TB4-7
1
PILOT
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
APÊNDICE 23: Esquema sistema 100A, 380-415V PG 1
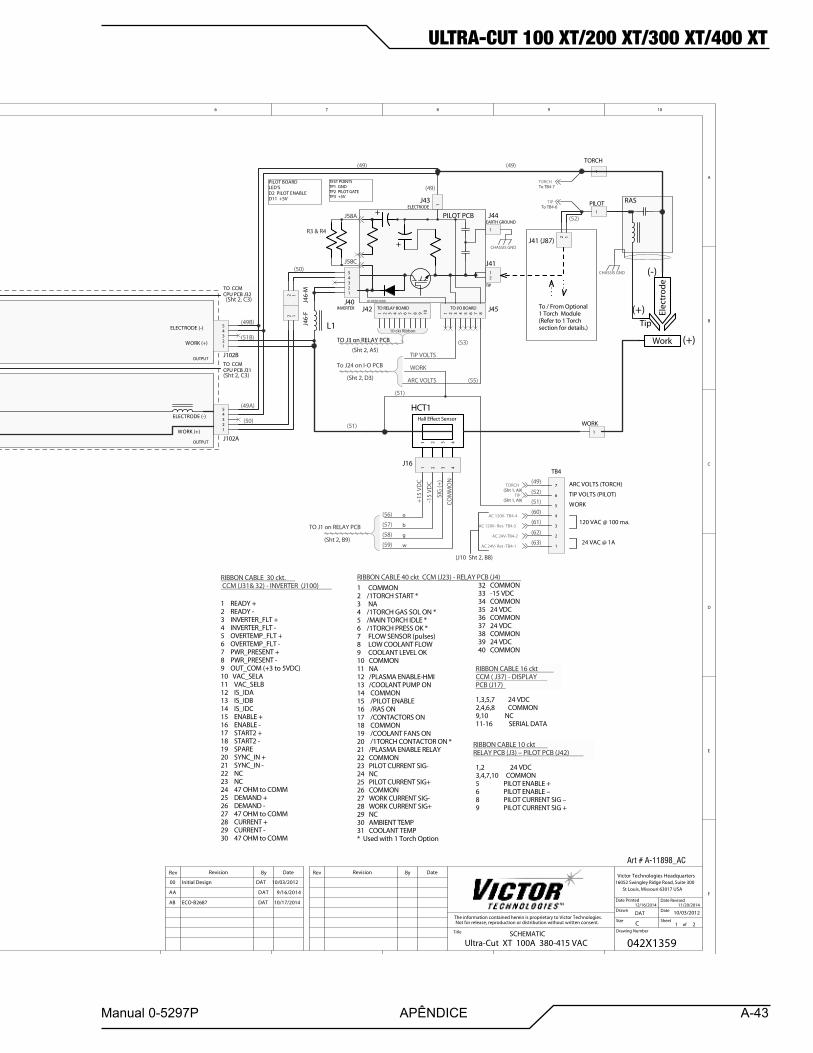
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-43
Art # A-11898_AC
Art # A-11898_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1359
C 1 2
10/03/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 100A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
12
J41
TIP
1
J43ELECTRODE
1
J44EARTH GROUND
1 2 3 4 5 6 7 8 9 10
J42 TO RELAY BOARD
1 2 3 4
Hall E�ect Sensor
HCT1
1
WORK
W1A
W1B
W1C
12
J105B AC INPUT
12
J104A
12
J103A
12
J104B
12
J103B
12
J105A AC INPUT
INVERTER MODULE (IM) #1
12345
J102BOUTPUT
12345
J102AOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire both in and out of CB1
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(2)
)32()1(
(24)
(23)
(23)
(24)
(24)
(25)
(25)
(55)
(53)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
(49)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-
F
12
J46-
M
J100 -- 30 CKT RIBBON
WORK (+)
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(25)
1L1
1L2
1L3
1Earth
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31& 32) - INVERTER (J100)
Component Locations (not including PCB components)
1
2
3
4
5
6
7
TB4
019X502700
019X502000
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, A1)
(Sht 2, E3)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
CONTROL PCB LEDSCAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF
(3-22)
16 A
(27A
&B)
(26)
(28)
(27B)
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
(1-20)
(2-21)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
PILOT BOARDLED'SD2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
o
b
g
w
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
12
J41 (J87)
(52)
To TB4-6TIP
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
TORCHTo TB4-7
1
PILOT
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
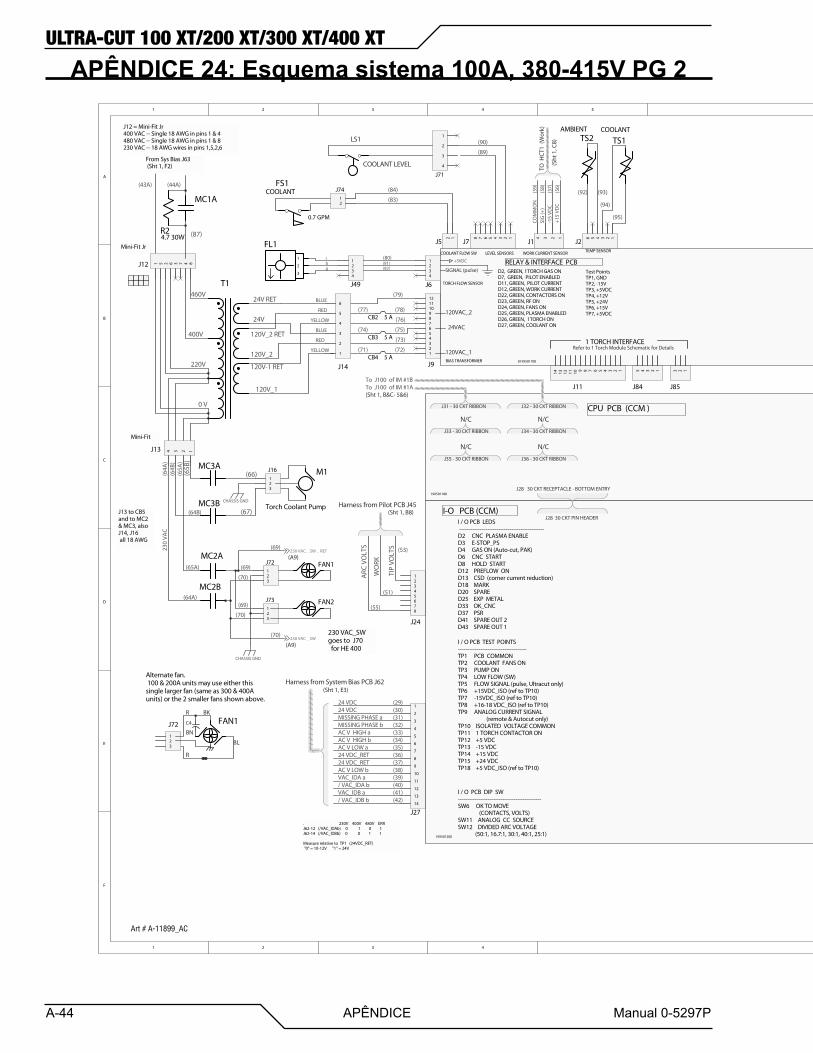
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-44 APÊNDICE Manual 0-5297P
APÊNDICE 24: Esquema sistema 100A, 380-415V PG 2
Art # A-11899_AC
Art # A-11899_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1359
C 2 2
10/3/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 100A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
Mini-Fit
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Mini-Fit Jr
From Sys Bias J63 (Sht 1, F2)
Harness from System Bias PCB J62
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A) (44A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1, E3)
(Sht 1, B8)
(A9)
(A9)
(Sht
1, C
8)
(Sht 1, B8)(D2)
(D2)
(Sht 1, B&C- 5&6)
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
N/C
N/CN/C
N/C
(64A)
(64B)
MC1A
R24.7 30W (87)
1 2 3 45 6 7 8
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC(61)
(63)
(62)
(60)
(107)
(107)
(61)
4102/61/9TADAA
FAN2
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
(166)
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
120VAC_1
120VAC_2
24VAC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
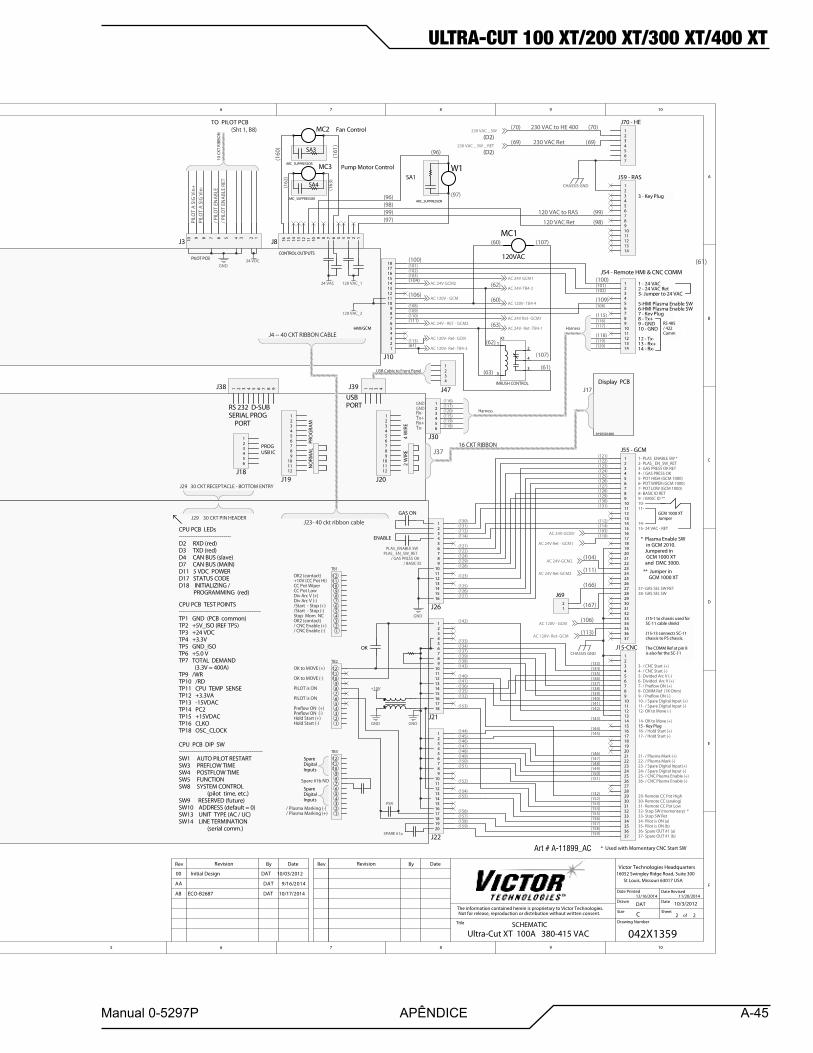
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-45
Art # A-11899_AC
Art # A-11899_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1359
C 2 2
10/3/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 100A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
Mini-Fit
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Mini-Fit Jr
From Sys Bias J63 (Sht 1, F2)
Harness from System Bias PCB J62
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A) (44A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1, E3)
(Sht 1, B8)
(A9)
(A9)
(Sht
1, C
8)
(Sht 1, B8)(D2)
(D2)
(Sht 1, B&C- 5&6)
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
N/C
N/CN/C
N/C
(64A)
(64B)
MC1A
R24.7 30W (87)
1 2 3 45 6 7 8
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC(61)
(63)
(62)
(60)
(107)
(107)
(61)
4102/61/9TADAA
FAN2
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
(166)
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
120VAC_1
120VAC_2
24VAC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
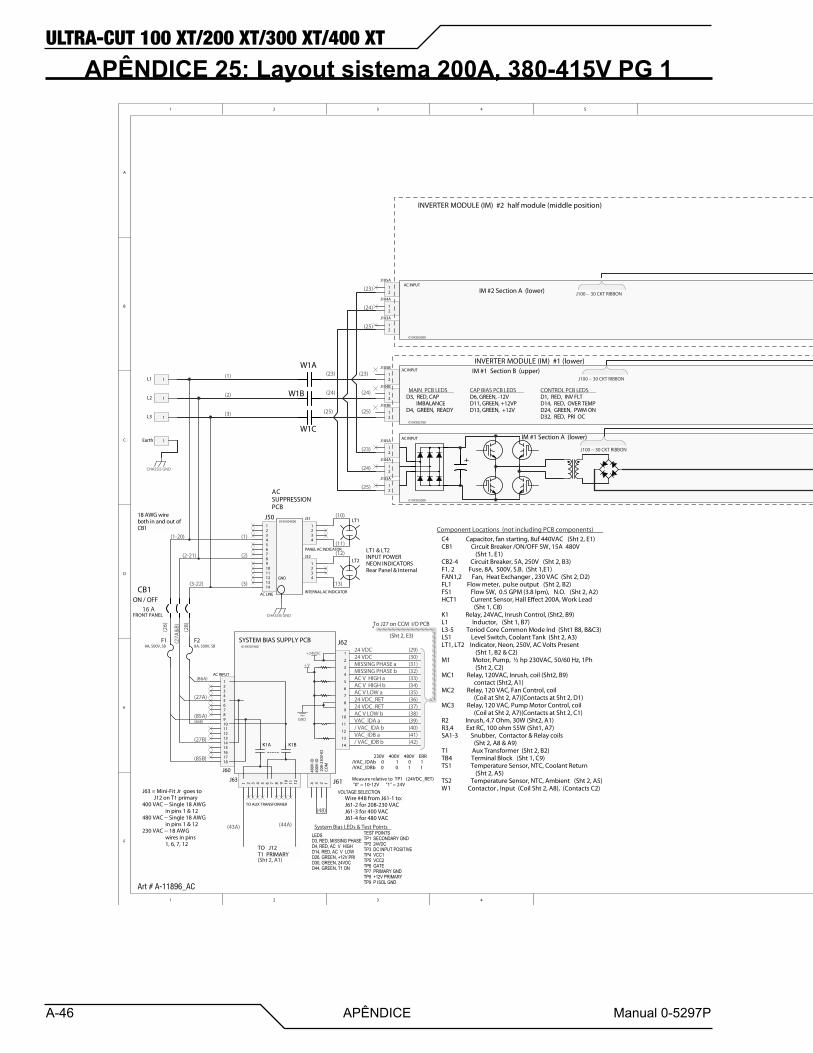
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-46 APÊNDICE Manual 0-5297P
APÊNDICE 25: Layout sistema 200A, 380-415V PG 1
Art # A-11896_AC
Art # A-11896_AC1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1358
C 1 2
10/04/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10
J42TO RELAY BOARD
1 2 3 4
Hall E�ect Sensor
HCT1
CB1ON / OFF
W1A
W1B
W1C
12
J104A
12
J105AAC INPUT
12
J105B AC INPUT
12
J104A
12
J103A
12
J104B
12
J103B
12
J105A AC INPUT
12
J103A
INVERTER MODULE (IM) #2 half module (middle position)
INVERTER MODULE (IM) #1 (lower)
12345
J102AOUTPUT
12345
J102BOUTPUT
12345
J102AOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire both in and out of CB1
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(3-22)
(2)
(1)
(1-20)
(2-21)
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(55)
(53)
(51C)
(51F)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
FRONT PANEL
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(27A
&B)(26)
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(28)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(27B)
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-
F
12
J46-
M
J100 -- 30 CKT RIBBON
WORK (+)
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)
(24)
(23)
(25)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1L1
1L2
1L3
1Earth
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
16 A
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502000
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
CONTROL PCB LEDSCAP BIAS PCB LEDSMAIN PCB LEDS
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
1
WORK
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
12
J41 (J87)
(52)
To TB4-6TIP
TORCHTo TB4-7
1
PILOT
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-47
Art # A-11896_AC
Art # A-11896_AC1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1358
C 1 2
10/04/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10
J42TO RELAY BOARD
1 2 3 4
Hall E�ect Sensor
HCT1
CB1ON / OFF
W1A
W1B
W1C
12
J104A
12
J105AAC INPUT
12
J105B AC INPUT
12
J104A
12
J103A
12
J104B
12
J103B
12
J105A AC INPUT
12
J103A
INVERTER MODULE (IM) #2 half module (middle position)
INVERTER MODULE (IM) #1 (lower)
12345
J102AOUTPUT
12345
J102BOUTPUT
12345
J102AOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire both in and out of CB1
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A
(3)
(3-22)
(2)
(1)
(1-20)
(2-21)
(23)
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(55)
(53)
(51C)
(51F)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
FRONT PANEL
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(27A
&B)(26)
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(28)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
(27B)
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-
F
12
J46-
M
J100 -- 30 CKT RIBBON
WORK (+)
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)
(24)
(23)
(25)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1L1
1L2
1L3
1Earth
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
16 A
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502000
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(J10 Sht 2, B8)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
CONTROL PCB LEDSCAP BIAS PCB LEDSMAIN PCB LEDS
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, E1)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1,2 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-5 Toriod Core Common Mode Ind (Sht1 B8, B&C3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-3 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
1
WORK
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
12
J41 (J87)
(52)
To TB4-6TIP
TORCHTo TB4-7
1
PILOT
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
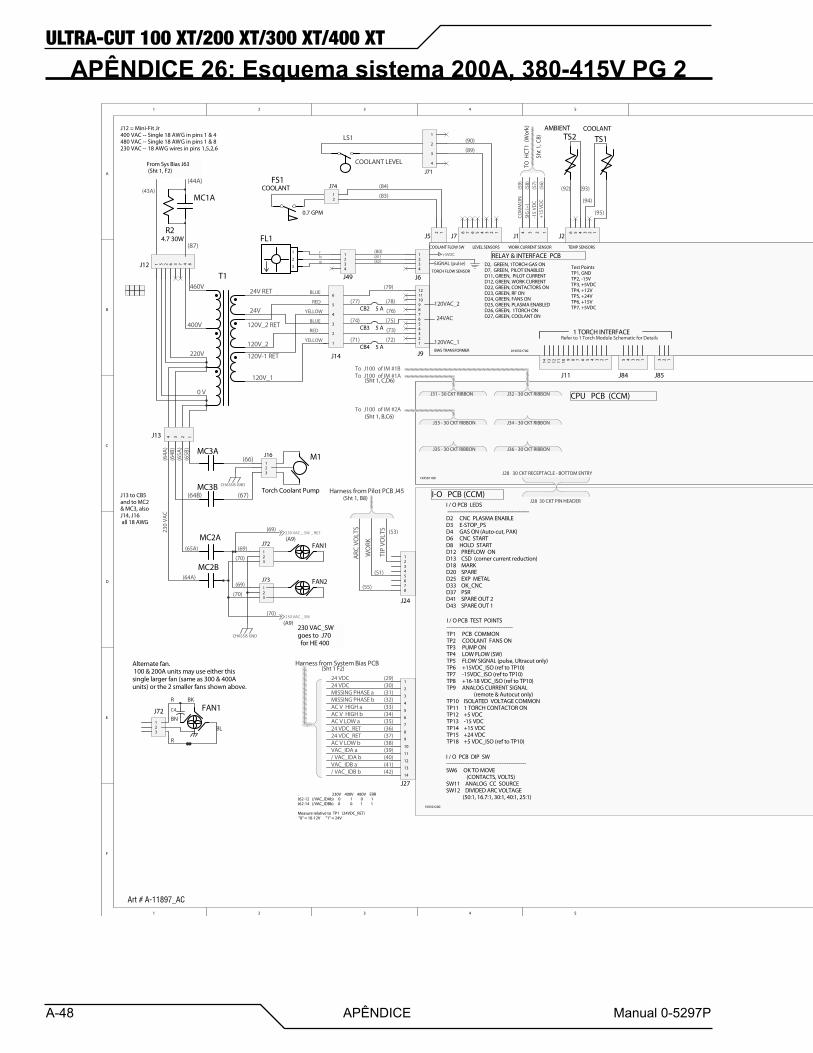
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-48 APÊNDICE Manual 0-5297P
APÊNDICE 26: Esquema sistema 200A, 380-415V PG 2
Art # A-11897_AC
Art # A-11897_AC1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1358
C 2 2
10/4/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XT
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
8- BASIC ID RET
3- GAS PRESS OK RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
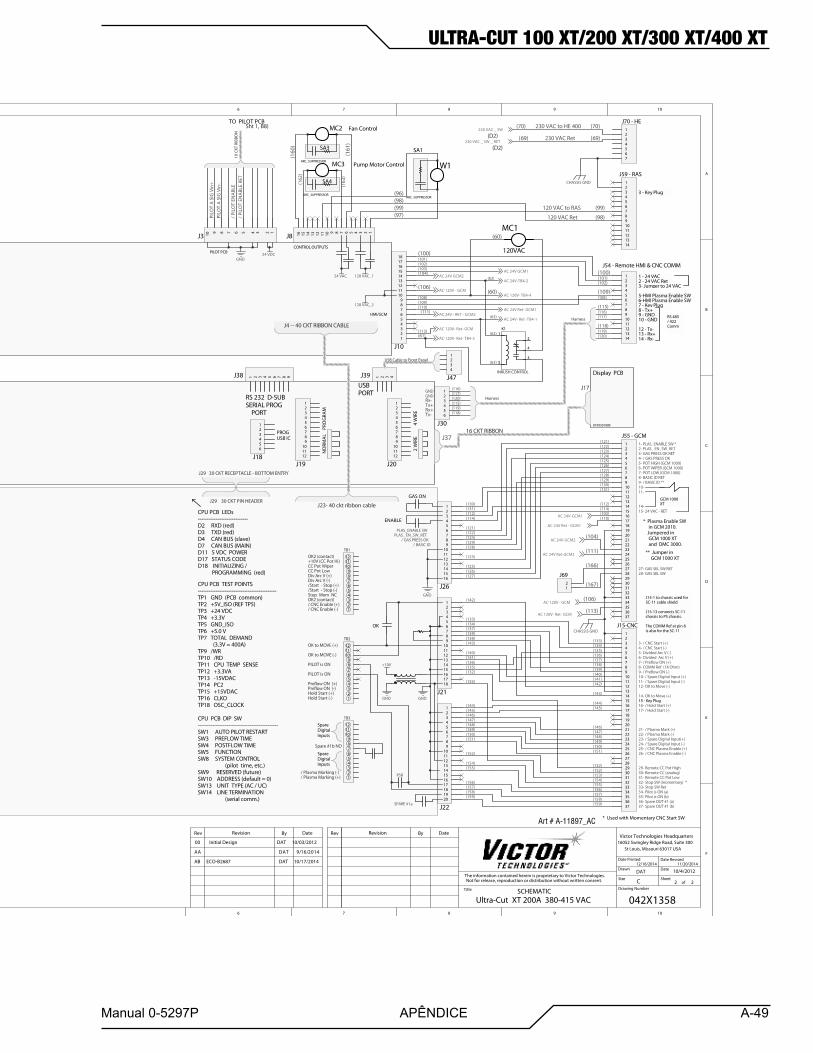
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-49
Art # A-11897_AC
Art # A-11897_AC1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1358
C 2 2
10/4/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 200A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6TORCH FLOW SENSOR
123456
J2TEMP SENSORS
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
FAN1
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43A)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)(64B)
(69)
(70)
(64B
)
(64A)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(97)
(98)(99)
(100)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XT
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J72
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
Sht 1, B8)
Sht 1
, C8)
FAN2
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(60)
(62)
(63)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
8- BASIC ID RET
3- GAS PRESS OK RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
Alternate fan. 100 & 200A units may use either this single larger fan (same as 300 & 400A units) or the 2 smaller fans shown above.
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-50 APÊNDICE Manual 0-5297P
APÊNDICE 27: Esquema sistema 300A, 380-415V PG 1
Art # A-11894_AC
Art # A-11894_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1357
C 1 2
10/04/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 300A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42TO RELAY BOARD
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105B AC INPUT
12
J104B
12
J103B
12
J105A AC INPUT
12
J104A
12
J103A
12
J104A
12
J105AAC INPUT
12
J105B AC INPUT
12
J104A
12
J103A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 half module (middle position)
INVERTER MODULE (IM) #1 (lower)
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
12345
J102AOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire both in and out of CB1
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E)
(55)
(53)
(51C)
(51F)
(49E)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-F
12 J46-M
J100 -- 30 CKT RIBBON
WORK (+)
IM #3 Section B (upper)
IM #3 Section A (lower)
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(1)
(2)
(3)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502000
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)(J10 Sht 2, B8)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
CONTROL PCB LEDSCAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (3-22)
(1-20)
(2-21)
FRONT PANEL
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
(49)
1
WORK
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
12
J41 (J87)
(52)
To TB4-6TIP
TORCHTo TB4-7
1
PILOT
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-51
Art # A-11894_AC
Art # A-11894_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1357
C 1 2
10/04/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 300A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1
J44
1 2 3 4 5 6 7 8 9 10J42TO RELAY BOARD
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105B AC INPUT
12
J104B
12
J103B
12
J105A AC INPUT
12
J104A
12
J103A
12
J104A
12
J105AAC INPUT
12
J105B AC INPUT
12
J104A
12
J103A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 half module (middle position)
INVERTER MODULE (IM) #1 (lower)
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
12345
J102AOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section A (lower)
IM #1 Section B (upper)
IM #1 Section A (lower)
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire both in and out of CB1
1 2 3 4 5 6 7 8
J45019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E)
(55)
(53)
(51C)
(51F)
(49E)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-F
12 J46-M
J100 -- 30 CKT RIBBON
WORK (+)
IM #3 Section B (upper)
IM #3 Section A (lower)
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(1)
(2)
(3)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502000
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)(J10 Sht 2, B8)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
CONTROL PCB LEDSCAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (3-22)
(1-20)
(2-21)
FRONT PANEL
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
4102/61/9TADAA
CHASSIS GND
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
DAT 10/17/2014AB ECO-B2687
(49)
1
WORK
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
12
J41 (J87)
(52)
To TB4-6TIP
TORCHTo TB4-7
1
PILOT
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
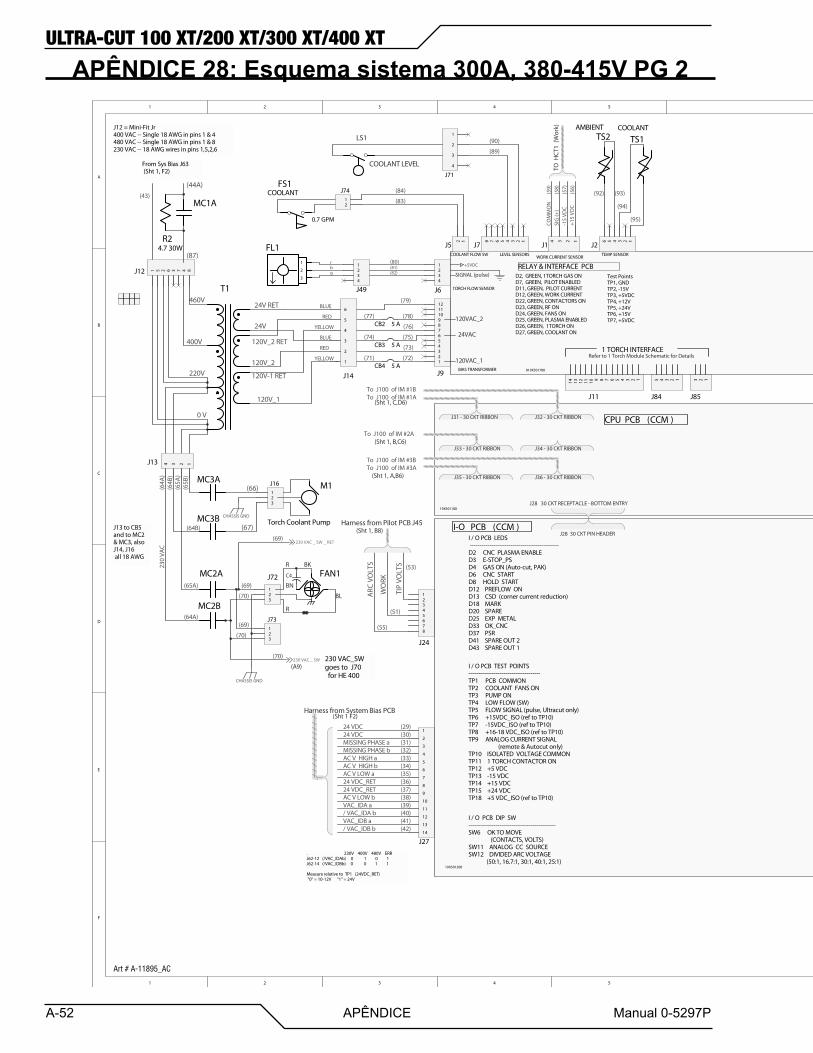
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-52 APÊNDICE Manual 0-5297P
APÊNDICE 28: Esquema sistema 300A, 380-415V PG 2
Art # A-11895_AC
Art # A-11895_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1357
C 2 2
10/4/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 300A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM )
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W2W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
To J100 of IM #3A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(D2)
(D2)
(64B)
(64A)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(63)
(62)
(60) (107)
(107)
(44A)
MC1A
R24.7 30W
(87)
(61)
4102/61/9TADAA
To J100 of IM #3B
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-53
Art # A-11895_AC
Art # A-11895_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1357
C 2 2
10/4/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 300A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM )
I-O PCB (CCM )
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W2W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2A
To J100 of IM #3A
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(63)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(D2)
(D2)
(64B)
(64A)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(63)
(62)
(60) (107)
(107)
(44A)
MC1A
R24.7 30W
(87)
(61)
4102/61/9TADAA
To J100 of IM #3B
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
DAT 10/17/2014AB ECO-B2687
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-54 APÊNDICE Manual 0-5297P
APÊNDICE 29: Esquema sistema 400A, 380-415V PG 1
Art # A-11892_AC
Art # A-11892_AB
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1356
C 1 2
10/03/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1
J44EARTH GROUND
1 2 3 4 5 6 7 8 9 10
J42TO RELAY BOARD
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105B AC INPUT
12
J104B
12
J103B
12
J105A AC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105AAC INPUT
12
J105B AC INPUT
12
J104A
12
J103A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
INVERTER MODULE (IM) #1 (lower)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
12345
J102AOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
IM #2 Section A
IM #1 Section B
IM #1 Section A
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire both in and out of CB1
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E)
(55)
(53)
(51D)
(51C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-F
12 J46-M
J100 -- 30 CKT RIBBON
WORK (+)
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(1)
(2)
(3)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502000
019X502700
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)(J10 Sht 2, B8)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
CONTROL PCB LEDSCAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (3-22)
(1-20)
(2-21)
FRONT PANEL
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
CHASSIS GND
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
(49)
1
WORK
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
12
J41 (J87)
(52)
To TB4-6TIP
TORCHTo TB4-7
1
PILOT
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-55
Art # A-11892_AC
Art # A-11892_AB
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1356
C 1 2
10/03/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1
J43ELECTRODE
1
J44EARTH GROUND
1 2 3 4 5 6 7 8 9 10
J42TO RELAY BOARD
1 2 3 4
Hall E�ect Sensor
HCT1
W1A
W1B
W1C
12
J105B AC INPUT
12
J104B
12
J103B
12
J105A AC INPUT
12
J104A
12
J103A
12
J105B AC INPUT
12
J104A
12
J104B
12
J103B
12
J105AAC INPUT
12
J105B AC INPUT
12
J104A
12
J103A
12
J104B
12
J103B
12
J105A AC INPUT
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
12
J103A
INVERTER MODULE (IM) #3 (top)
INVERTER MODULE (IM) #2 (middle)
INVERTER MODULE (IM) #1 (lower)
J100 -- 30 CKT RIBBON
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
12345
J102AOUTPUT
12345
J102BOUTPUT
12345
J102AOUTPUT
PILOT PCB
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
ELECTRODE (-)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
WORK (+)
10 ckt Ribbon
TO J3 on RELAY PCB
+15
VDC
-15
VDC
COM
MO
N
SIG
(+)
TO J1 on RELAY PCB
TO CCM CPU PCB J31
TO CCM CPU PCB J32
TO CCM CPU PCB J33
TO CCM CPU PCB J34
TO CCM CPU PCB J35
TO CCM CPU PCB J36
IM #2 Section B
IM #2 Section A
IM #1 Section B
IM #1 Section A
J100 -- 30 CKT RIBBON
J100 -- 30 CKT RIBBON
1 2 3 4
J16
TIP VOLTS
WORK
ARC VOLTS
To J24 on I-O PCB
18 AWG wire both in and out of CB1
1 2 3 4 5 6 7 8
J45TO I/O BOARD
019X501600
12345
J40INVERTER
AC 24V- Ret -TB4-1
AC 24V-TB4-2
AC 120V- Ret- TB4-3
AC 120V- TB4-4
ARC VOLTS (TORCH)
TIP VOLTS (PILOT)
WORK
120 VAC @ 100 ma.
24 VAC @ 1A(3)
(2)
)32()1(
(24)
(25)
(23)
(23)
(24)
(24)
(25)
(25)
(49F)
(51F)
(51E)
(55)
(53)
(51D)
(51C)
(51F)
(49E)
(49D)
(49C)
(49B)
(49A)
(51B)
(50)
(50)
(49)
(52)
(51)
(51)
(49)
(56)
(57)
(58)
(59)
(60)
(61)
(62)
(63)
(51)
SYSTEM BIAS SUPPLY PCB
+24VDC
GND
+ V
To J27 on CCM I/O PCB
TO J12 T1 PRIMARY
K1A
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J62
480V
-ID40
0V-ID
208-
230V
-IDCO
M
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
(43A) (44A)
019X501900
K1B
1 2 3 4 5 6 7 8 9 10 11 12
J63
TO AUX TRANSFORMER
123456789101112131415161718
J60
AC INPUT
J63 = Mini-Fit Jr goes to J12 on T1 primary400 VAC -- Single 18 AWG in pins 1 & 12480 VAC -- Single 18 AWG in pins 1 & 12230 VAC -- 18 AWG wires in pins 1, 6, 7, 12
12
J46-F
12 J46-M
J100 -- 30 CKT RIBBON
WORK (+)
IM #3 Section B
IM #3 Section A
(48)
1234 J61VOLTAGE SELECTION
Wire #48 from J61-1 to:J61-2 for 208-230 VACJ61-3 for 400 VACJ61-4 for 480 VAC
L1
(51)(24)
(23)
(25)
AC SUPPRESSION PCB
1234567891011121314
J50
AC LINE
GND
1234
J52
INTERNAL AC INDICATOR
1234
J51
PANEL AC INDICATOR
LT1
LT2
019X504000
(3)
(2)
(1)
(10)
(11)
(12)
(13)
1L1
1L2
1L3
1Earth
W2A
W2B
W2C
(1)
(2)
(3)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
(7)
(8)
(9)
1 COMMON2 /1TORCH START *3 NA 4 /1TORCH GAS SOL ON *5 /MAIN TORCH IDLE *6 /1TORCH PRESS OK *7 FLOW SENSOR (pulses)8 LOW COOLANT FLOW9 COOLANT LEVEL OK10 COMMON11 NA12 /PLASMA ENABLE-HMI13 /COOLANT PUMP ON14 COMMON15 /PILOT ENABLE16 /RAS ON17 /CONTACTORS ON18 COMMON19 /COOLANT FANS ON20 /1TORCH CONTACTOR ON *21 /PLASMA ENABLE RELAY22 COMMON23 PILOT CURRENT SIG-24 NC25 PILOT CURRENT SIG+26 COMMON27 WORK CURRENT SIG-28 WORK CURRENT SIG+29 NC30 AMBIENT TEMP31 COOLANT TEMP* Used with 1 Torch Option
32 COMMON33 -15 VDC34 COMMON35 24 VDC36 COMMON37 24 VDC38 COMMON39 24 VDC40 COMMON
RIBBON CABLE 40 ckt CCM (J23) - RELAY PCB (J4)
1,3,5,7 24 VDC2,4,6,8 COMMON9,10 NC11-16 SERIAL DATA
1,2 24 VDC3,4,7,10 COMMON5 PILOT ENABLE +6 PILOT ENABLE –8 PILOT CURRENT SIG –9 PILOT CURRENT SIG +
RIBBON CABLE 10 ckt RELAY PCB (J3) – PILOT PCB (J42)
RIBBON CABLE 16 ckt CCM ( J37) - DISPLAY PCB (J17)
RIBBON CABLE 30 ckt. CCM (J31-36) - INVERTER (J100)
Component Locations (not including PCB components)
LT1 & LT2 INPUT POWER NEON INDICATORSRear Panel & Internal
1
2
3
4
5
6
7
TB4
019X502700
019X502000
019X502000
019X502700
019X502700
019X502000
(Sht 2, A1)
(Sht 2, E3)
(Sht 2, B9)
(Sht 2, D3)
(Sht 2, A5)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)
(Sht 2, C3)(J10 Sht 2, B8)
D3, RED, CAP IMBALANCE D4, GREEN, READY
D6, GREEN, -12VD11, GREEN, +12VPD13, GREEN, +12V
D1, RED, INV FLTD14, RED, OVER TEMPD24, GREEN, PWM OND32, RED, PRI OC
CONTROL PCB LEDSCAP BIAS PCB LEDSMAIN PCB LEDS
230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
CB1ON / OFF (3-22)
(1-20)
(2-21)
FRONT PANEL
(27A
&B)
(26)
(28)
(27B)
16 A
8A, 500V, SBF2
8A, 500V, SBF1
(27A)
(86A)
(86B)(85A)
(85B)
LEDSD3, RED, MISSING PHASED4, RED, AC V HIGHD14, RED, AC V LOWD26, GREEN, +12V PRID30, GREEN, 24VDCD44, GREEN, T1 ON
TEST POINTSTP1 SECONDARY GNDTP2 24VDCTP3 DC INPUT POSITIVETP4 VCC1TP5 VCC2TP6 GATETP7 PRIMARY GNDTP8 +12V PRIMARYTP9 P ISOL GND
System Bias LEDs & Test Points
CHASSIS GND
CHASSIS GND
CHASSIS GND
o
b
g
w
PILOT BOARD LED'S
D2 PILOT ENABLED11 +5V
TEST POINTSTP1 GNDTP2 PILOT GATETP3 +5V
C4 Capacitor, fan starting, 8uf 440VAC (Sht 2, D2)CB1 Circuit Breaker /ON/OFF SW, 15A 480V (Sht 1, E1)CB2-4 Circuit Breaker, 5A, 250V (Sht 2, B3)F1, 2 Fuse, 8A, 500V, S.B. (Sht 1,E1)FAN1 Fan, Heat Exchanger , 230 VAC (Sht 2, D2)FL1 Flow meter, pulse output (Sht 2, B2)FS1 Flow SW, 0.5 GPM (3.8 lpm), N.O. (Sht 2, A2)HCT1 Current Sensor, Hall E�ect 200A, Work Lead (Sht 1, C8)K1 Relay, 24VAC, Inrush Control, (Sht2, B9)L1 Inductor, (Sht 1, B7)L3-9 Toriod Core Common Mode Ind (Sht1 B8, A-D3)LS1 Level Switch, Coolant Tank (Sht 2, A3)LT1, LT2 Indicator, Neon, 250V, AC Volts Present (Sht 1, B2 & C2)M1 Motor, Pump, ½ hp 230VAC, 50/60 Hz, 1Ph (Sht 2, C2)MC1 Relay, 120VAC, Inrush, coil (Sht2, B9) contact (Sht2, A1)MC2 Relay, 120 VAC, Fan Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, D1)MC3 Relay, 120 VAC, Pump Motor Control, coil (Coil at Sht 2, A7)(Contacts at Sht 2, C1)R2 Inrush, 4.7 Ohm, 30W (Sht2, A1)R3,4 Ext RC, 100 ohm 55W (Sht1, A7)SA1-4 Snubber, Contactor & Relay coils (Sht 2, A8 & A9)T1 Aux Transformer (Sht 2, B2)TB4 Terminal Block (Sht 1, C9)TS1 Temperature Sensor, NTC, Coolant Return (Sht 2, A5)TS2 Temperature Sensor, NTC, Ambient (Sht 2, A5)W1 Contactor , Input (Coil Sht 2, A8), (Contacts C2)W2 Contactor , Input (Coil Sht 2, A8), (Contacts A2)
1 READY +2 READY -3 INVERTER_FLT +4 INVERTER_FLT -5 OVERTEMP_FLT +6 OVERTEMP_FLT -7 PWR_PRESENT +8 PWR_PRESENT -9 OUT_COM (+3 to 5VDC)10 VAC_SELA11 VAC_SELB12 IS_IDA13 IS_IDB14 IS_IDC15 ENABLE +16 ENABLE -17 START2 +18 START2 -19 SPARE20 SYNC_IN +21 SYNC_IN -22 NC23 NC24 47 OHM to COMM 25 DEMAND +26 DEMAND -27 47 OHM to COMM28 CURRENT +29 CURRENT -30 47 OHM to COMM
J58A
J58C
R3 & R4
4102/61/9TADAA
DAT 10/17/2014AB ECO-B2687
(49)
1
WORK
Work
Tip
Elec
trod
e
(+)
(+)
(-)
RAS
1
TORCH
CHASSIS GND
12
J41 (J87)
(52)
To TB4-6TIP
TORCHTo TB4-7
1
PILOT
To / From Optional 1 Torch Module(Refer to 1 Torch section for details.)
12
J41
TIP
TORCH
TIP(Sht 1, A9)
(Sht 1, A9)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-56 APÊNDICE Manual 0-5297P
APÊNDICE 30: Esquema sistema 400A, 380-415V PG 2
Art # A-11893_AC
Art # A-11893_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1356
C 2 2
10/3/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W2W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2ATo J100 of IM #2B
To J100 of IM #3ATo J100 of IM #3B
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
(64A)
(64B)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(61)
(63)
(63)
(62)
(60) (107)
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
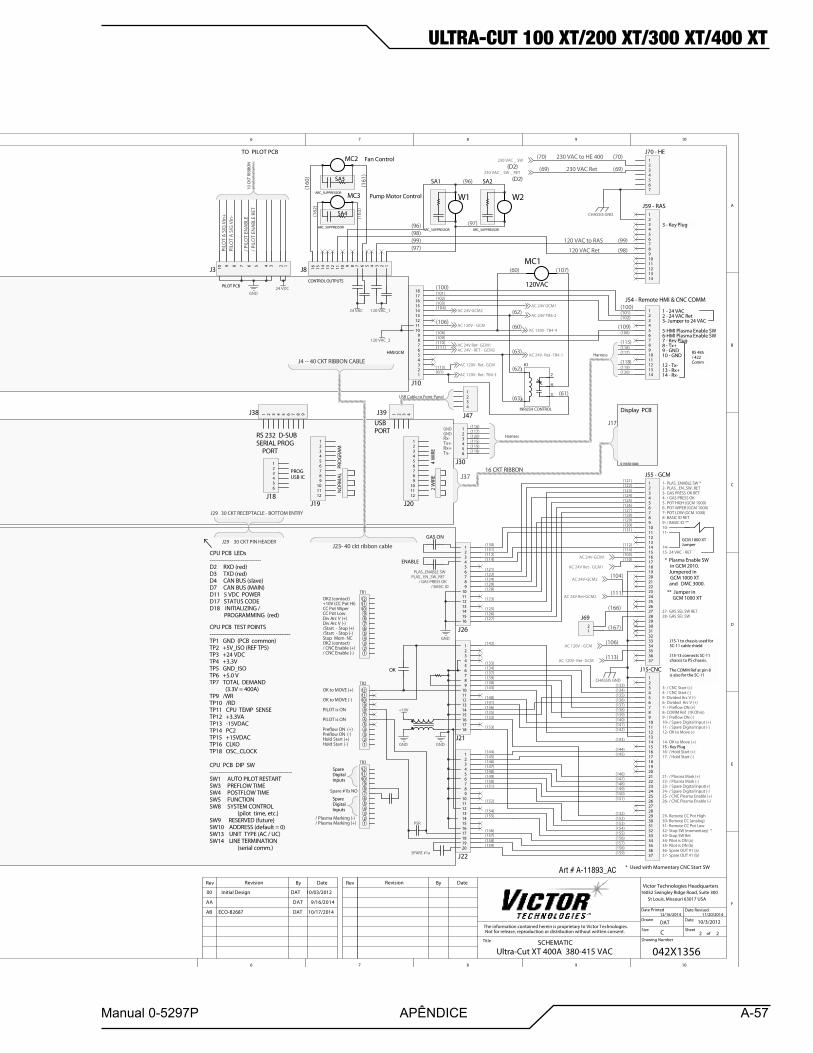
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-57
Art # A-11893_AC
Art # A-11893_AC
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1356
C 2 2
10/3/2012DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICUltra-Cut XT 400A 380-415 VAC
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
00 Initial Design DAT 10/03/2012
1234567891011121314
J54 - Remote HMI & CNC COMM
1234567
J70 - HE
1234567891011121314
J59 - RAS
123456789
101112131415161718
J10
HMI/GCM
123456789101112
J9 BIAS TRANSFORMER
7 - Key Plug
1 - 24 VAC2 - 24 VAC Ret
230 VAC to HE 400
230 VAC Ret
120 VAC to RAS
120 VAC Ret
AC 24V-GCM1
AC 24V Ret-GCM2
AC 24V Ret- GCM1
AC 24V GCM1
AC 24V-TB4-2
AC 24V- Ret -TB4-1
AC 120V - GCM
AC 120V - GCM
AC 120V- Ret- GCM
AC 120V- Ret- GCM
AC 120V- Ret- TB4-3
AC 120V- TB4-4
AC 24V GCM2
AC 24V-GCM2
AC 24V Ret - GCM1
123456789
10111213141516
J26
15 - Key Plug
123456789
1011121314151617181920
J22
J23- 40 ckt ribbon cable
RELAY & INTERFACE PCB
CPU PCB (CCM)
I-O PCB (CCM)
J4 -- 40 CKT RIBBON CABLE
1234
J6 TORCH FLOW SENSOR
123456
J2TEMP SENSOR
12345678
J7LEVEL SENSORS
12
J5COOLANT FLOW SW
12345678
J24
J29 30 CKT PIN HEADER
J29 30 CKT RECEPTACLE - BOTTOM ENTRY
AC 24V - RET - GCM2
J17
16 CKT RIBBON
Display PCB
230
VAC
460V
400V
220V
0 V
MC3A
MC3B
24V
24V RET
120V_2
MC2A
MC2B
TS1COOLANT
TS2AMBIENT
6-HMI Plasma Enable SW5-HMI Plasma Enable SW
3- Jumper to 24 VAC
8 - Tx+
12 - Tx-13 - Rx+14 - Rx-
9 - GND10 - GND
RS 485 / 422Comm
12345678910111213141516J8CONTROL OUTPUTS
MC2 Fan Control
MC3 Pump Motor Control
M1
Torch Coolant PumpJ28 30 CKT PIN HEADER
J28 30 CKT RECEPTACLE - BOTTOM ENTRY
123456
J30
(115)(116)(117)
(118)(119)(120)
Harness
Harness
W2W1
TO PILOT PCB
TO H
CT1
(Wor
k)
+15
VDC
-15
VDC
COM
MO
NSI
G (+
)
FS1COOLANT
CB2 5 A
CB3 5 A
CB4 5 A
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC _ SW
230 VAC _ SW _ RET
230 VAC_SW goes to J70 for HE 400
120V-1 RET
120V_2 RET
Harness from System Bias PCB
120 VAC_124 VAC
24 VDC
PILO
T A
SIG
Vin
+PI
LOT
A S
IG V
in-
/ PIL
OT
ENA
BLE
/ PIL
OT
ENA
BLE
RET
10 C
KT R
IBBO
N
J37
1 2 3 4 5 6 7 8 9J38
RS 232 D-SUBSERIAL PROG PORT
1 2 3 4J39USBPORT
123456789
101112
J20
2 W
IRE
4 W
IRE
123456789
101112
J19
NO
RMA
LPR
OG
RAM
J31 - 30 CKT RIBBON J32 - 30 CKT RIBBON
J33 - 30 CKT RIBBON J34 - 30 CKT RIBBON
J35 - 30 CKT RIBBON J36 - 30 CKT RIBBON
To J100 of IM #2ATo J100 of IM #2B
To J100 of IM #3ATo J100 of IM #3B
TIP
VOLT
S
WO
RK
ARC
VO
LTS
Harness from Pilot PCB J45
0.7 GPM
1234
J1WORK CURRENT SENSOR
12345678910J3
PILOT PCB
GND
123
J16
To J100 of IM #1ATo J100 of IM #1B
123456
J18
PROG USB IC
GAS ON
ENABLE
PLAS_ENABLE SWPLAS_ EN_SW_RET
/ GAS PRESS OK
GND
/ BASIC ID
123456789
101112131415161718
J21GND
+10V
OK
GND
1
2
3
4
5
6
J14
120V_1
BLUE
BLUE
RED
RED
YELLOW
YELLOW
J12 = Mini-Fit Jr 400 VAC -- Single 18 AWG in pins 1 & 4480 VAC -- Single 18 AWG in pins 1 & 8230 VAC -- 18 AWG wires in pins 1,5,2,6
1 2 3 45 6 7 8J12
1 2 3 45 6 7 8
1234J13
J13 to CB5 and to MC2& MC3, also J14, J16 all 18 AWG
19X501200
019X501700
19X501100
(29)(30)(31)(32)(33)(34)(35)(36)(37)(38)(39)(40)(41)(42)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J27
24 VDC24 VDC
24 VDC_RET24 VDC_RET
MISSING PHASE aMISSING PHASE bAC V HIGH a
AC V LOW a
AC V LOW b
AC V HIGH b
VAC_IDA a/ VAC_IDA bVAC_IDB a/ VAC_IDB b
(43)
T1
(57)
(58)
(59)
(56)
1234
J47
USB Cable to Front Panel
8- COMM Ref (1K Ohm)
* Used with Momentary CNC Start SW
12345678910111213141516171819202122232425262728293031323334353637
J15-CNC
12345678910111213141516171819202122232425262728293031323334353637
J55 - GCM
(64A
)
(65B
)
(66)
(67)
(69)
(70)
(64B
)
(69)
(70)
(70)
)96()96(
(70)
(71) (72)
(73)
(74) (75)
(76)
(77) (78)
(79)
(53)
(51)
(55)
(83)
(84)
(89)
(90)
(93)(92)
(94)
(95)
(96)12
J74
(96)
(97)
(98)(99)
(100)
(97)
(98)
(99)
(100)
(101)
(102)
(103)(104)
(106)
(108)(109)
(110)(111)
(101)
(102)
(108)(109)
(113)
(121)
Tx+
GNDGND
Tx-Rx+
Rx- (120)
(119)(118)
(117)(116)
(115)
4- / CNC Start (-)
6- Divided Arc V (+)5- Divided Arc V (-)
12- OK to Move (-)
14- OK to Move (+)
7- / Pre�ow ON (+)
9- / Pre�ow ON (-)
30- Remote CC (analog)29- Remote CC Pot High
31- Remote CC Pot Low
16- / Hold Start (+)17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma Mark (+)22- / Plasma Mark (-)
25- / CNC Plasma Enable (+)26- / CNC Plasma Enable (-)
32- Stop SW (momentary) *33- Stop SW Ret34- Pilot is ON (a)35- Pilot is ON (b)36- Spare OUT #1 (a)37- Spare OUT #1 (b)
(121)
(122)(123)(124)(125)(126)(127)(128)(129)(130)
(122)
(123)
(124)
(125)(126)(127)
(128)(129)
(130)
(131)
(132)
(133)
(137)
(112)(114)(131)
(132)
(133)
(103)(110)
(104)
(111)
5- POT HIGH (GCM 1000)6- POT WIPER (GCM 1000)7- POT LOW (GCM 1000)
1- PLAS_ENABLE SW *2- PLAS_ EN_SW_RET
4- / GAS PRESS OK
9- / BASIC ID **
(60)
(61)
(62)
(106)
(113)
(112)(114)
(136)
(134)(135)
(139)(138)
(134)
(135)(136)
(137)
(138)(139)
(140)(141)
(143)
(142)
(144)(145)
(146)
(148)
(140)(141)
(142)
(143)
(144)(145)(146)
(148)
(147)
(149)(150)
(147)
(149)(150)
(151)
(152)(153)(154)(155)(156)
(151)
(152)
(153)
(154)(155)
(156)
(157)(158)(159)
(157)(158)(159)
PSR
SPARE #1a
GCM 1000 XTJumper
15- 24 VAC - RET
10-11-
14-
J15-1 to chassis used for SC-11 cable shield
J15-13 connects SC-11 chassis to PS chassis.
The COMM Ref at pin 8 is also for the SC-11
(65A
)
(65A)
(160
)
(161
)
(162
)
(163
)
3 - Key Plug
. 230V 400V 480V ERRJ62-12 (/VAC_IDAb) 0 1 0 1J62-14 (/VAC_IDBb) 0 0 1 1
Measure relative to TP1 (24VDC_RET) "0" = 10-12V "1" = 24V
(70)
(69)
1
2
3
4
J71
(80)(81)(82)
rbg
1
2
3
FL1
+10V (CC Pot Hi)CC Pot WiperCC Pot LowDiv Arc V (+)Div Arc V (-)/Start - Stop (+)/Start - Stop (-)Stop Mom NCOK2 (contact)/ CNC Enable (+)/ CNC Enable (-)
OK2 (contact)
OK to MOVE (+)
OK to MOVE (-)
PILOT is ON
PILOT is ON
Pre�ow ON (+)Pre�ow ON (-)
Hold Start (-)Hold Start (+)
1234
J49
SA3
ARC_SUPPRESSOR
SA4
ARC_SUPPRESSOR
SA1
ARC_SUPPRESSOR
SA2
ARC_SUPPRESSOR
D2, GREEN, 1TORCH GAS OND7, GREEN, PILOT ENABLEDD11, GREEN, PILOT CURRENTD12, GREEN, WORK CURRENTD22, GREEN, CONTACTORS OND23, GREEN, RF OND24, GREEN, FANS OND25, GREEN, PLASMA ENABLEDD26, GREEN, 1TORCH OND27, GREEN, COOLANT ON
I / O PCB LEDS ----------------------------------------------D2 CNC PLASMA ENABLED3 E-STOP_PSD4 GAS ON (Auto-cut, PAK)D6 CNC STARTD8 HOLD STARTD12 PREFLOW OND13 CSD (corner current reduction)D18 MARKD20 SPARED25 EXP METALD33 OK_CNCD37 PSRD41 SPARE OUT 2D43 SPARE OUT 1
I / O PCB TEST POINTS-------------------------------------TP1 PCB COMMONTP2 COOLANT FANS ONTP3 PUMP ONTP4 LOW FLOW (SW)TP5 FLOW SIGNAL (pulse, Ultracut only)TP6 +15VDC_ISO (ref to TP10)TP7 -15VDC_ISO (ref to TP10)TP8 +16-18 VDC_ISO (ref to TP10)TP9 ANALOG CURRENT SIGNAL
(remote & Autocut only)TP10 ISOLATED VOLTAGE COMMONTP11 1 TORCH CONTACTOR ONTP12 +5 VDCTP13 -15 VDCTP14 +15 VDCTP15 +24 VDCTP18 +5 VDC_ISO (ref to TP10)
CPU PCB LEDs----------------------------D2 RXD (red)D3 TXD (red)D4 CAN BUS (slave)D7 CAN BUS (MAIN)D11 5 VDC POWERD17 STATUS CODED18 INITIALIZING / PROGRAMMING (red)
CPU PCB TEST POINTS--------------------------------------------TP1 GND (PCB common)TP2 +5V_ISO (REF TP5)TP3 +24 VDCTP4 +3.3VTP5 GND_ISOTP6 +5.0 VTP7 TOTAL DEMAND (3.3V = 400A)TP9 /WRTP10 /RDTP11 CPU TEMP SENSETP12 +3.3VATP13 -15VDACTP14 PC2TP15 +15VDACTP16 CLKOTP18 OSC_CLOCK
+5VDC
SIGNAL (pulse)
I / O PCB DIP SW---------------------------------------------SW6 OK TO MOVE (CONTACTS, VOLTS)SW11 ANALOG CC SOURCESW12 DIVIDED ARC VOLTAGE (50:1, 16.7:1, 30:1, 40:1, 25:1)
CPU PCB DIP SW---------------------------------------------SW1 AUTO PILOT RESTARTSW3 PREFLOW TIMESW4 POSTFLOW TIMESW5 FUNCTIONSW8 SYSTEM CONTROL
(pilot time, etc.)SW9 RESERVED (future)SW10 ADDRESS (default = 0)SW13 UNIT TYPE (AC / UC)SW14 LINE TERMINATION
(serial comm.)
123
J73
LS1
COOLANT LEVEL
019X501800
123456789
101112
TB2
123456789
101112
TB1
(Sht 1 F2)
(Sht 1, B8)
(Sht 1, C,D6)
(Sht 1, B,C6)
(Sht 1, A,B6)
From Sys Bias J63 (Sht 1, F2)
(A9)
(A9)
(D2)
(D2)
(64A)
(64B)
1
53
2
4
INRUSH CONTROL
K1
MC1
120VAC
(61)
(63)
(63)
(62)
(60) (107)
4102/61/9TADAA
(44A)
MC1A
R24.7 30W
(87)
CHASSIS GND
CHASSIS GND
CHASSIS GND
CHASSIS GND
(166)
(167)
28- GAS SEL SW27- GAS SEL SW RET
12
J69
* Plasma Enable SW in GCM 2010. Jumpered in GCM 1000 XT and DMC 3000.
** Jumper in GCM 1000 XT
3- GAS PRESS OK RET
8- BASIC ID RET
120 VAC_2
120VAC_1
120VAC_2
24VAC
Test Points TP1, GNDTP2, -15VTP3, +5VDCTP4, +12VTP5, +24VTP6, +15VTP7, +5VDC
123
J72 C4 FAN1R
R
BK
BN
BL
DAT 10/17/2014AB ECO-B2687
/ Plasma Marking (+)/ Plasma Marking (-)
Spare #1b NO
123456789
101112
TB3
Spare Digital Inputs
Spare Digital Inputs
1234567891011121314
J11
1 TORCH INTERFACE
123
J85
12345
J84
Refer to 1 Torch Module Schematic for Details
23- / Spare Digital Input(+)24- / Spare Digital Input (-)
10- / Spare Digital Input (+)11- / Spare Digital Input (-)
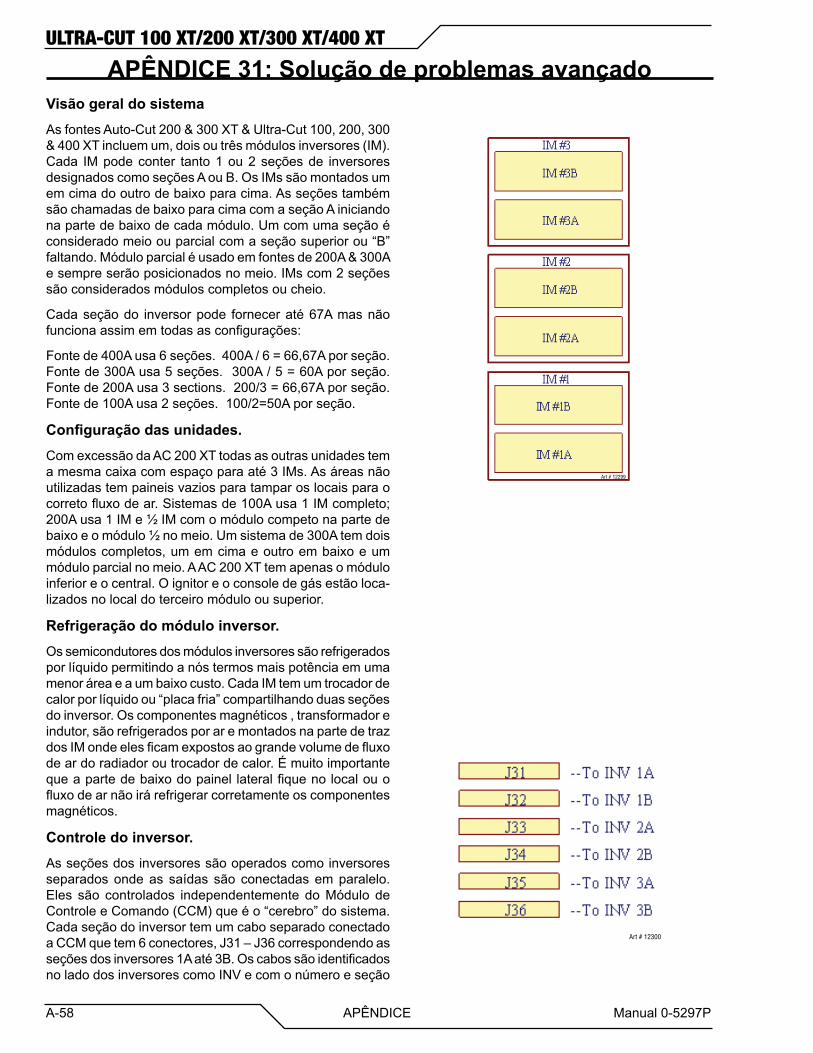
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-58 APÊNDICE Manual 0-5297P
Visão geral do sistemaAs fontes Auto-Cut 200 & 300 XT & Ultra-Cut 100, 200, 300 & 400 XT incluem um, dois ou três módulos inversores (IM). Cada IM pode conter tanto 1 ou 2 seções de inversores designados como seções A ou B. Os IMs são montados um em cima do outro de baixo para cima. As seções também são chamadas de baixo para cima com a seção A iniciando na parte de baixo de cada módulo. Um com uma seção é considerado meio ou parcial com a seção superior ou “B” faltando. Módulo parcial é usado em fontes de 200A & 300A e sempre serão posicionados no meio. IMs com 2 seções são considerados módulos completos ou cheio.
Cada seção do inversor pode fornecer até 67A mas não funciona assim em todas as configurações:
Fonte de 400A usa 6 seções. 400A / 6 = 66,67A por seção. Fonte de 300A usa 5 seções. 300A / 5 = 60A por seção. Fonte de 200A usa 3 sections. 200/3 = 66,67A por seção. Fonte de 100A usa 2 seções. 100/2=50A por seção.
Configuraçãodasunidades.Com excessão da AC 200 XT todas as outras unidades tem a mesma caixa com espaço para até 3 IMs. As áreas não utilizadas tem paineis vazios para tampar os locais para o correto fluxo de ar. Sistemas de 100A usa 1 IM completo; 200A usa 1 IM e ½ IM com o módulo competo na parte de baixo e o módulo ½ no meio. Um sistema de 300A tem dois módulos completos, um em cima e outro em baixo e um módulo parcial no meio. A AC 200 XT tem apenas o módulo inferior e o central. O ignitor e o console de gás estão loca-lizados no local do terceiro módulo ou superior.
Refrigeração do módulo inversor.Os semicondutores dos módulos inversores são refrigerados por líquido permitindo a nós termos mais potência em uma menor área e a um baixo custo. Cada IM tem um trocador de calor por líquido ou “placa fria” compartilhando duas seções do inversor. Os componentes magnéticos , transformador e indutor, são refrigerados por ar e montados na parte de traz dos IM onde eles ficam expostos ao grande volume de fluxo de ar do radiador ou trocador de calor. É muito importante que a parte de baixo do painel lateral fique no local ou o fluxo de ar não irá refrigerar corretamente os componentes magnéticos.
Controle do inversor.As seções dos inversores são operados como inversores separados onde as saídas são conectadas em paralelo. Eles são controlados independentemente do Módulo de Controle e Comando (CCM) que é o “cerebro” do sistema. Cada seção do inversor tem um cabo separado conectado a CCM que tem 6 conectores, J31 – J36 correspondendo as seções dos inversores 1A até 3B. Os cabos são identificados no lado dos inversores como INV e com o número e seção
APÊNDICE 31: Solução de problemas avançado
Art # 12299
Art # 12300

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-59
(INV 1A, INV 1B, etc.). Uma fonte de 100A terá apenas os cabos do J31 & J32; uma de 200A vai ter J31-J33 e os outros vazios. 300A vai ter J34 faltando e os outros preenchidos.
As outras placas no sistemas são System Bias Supply, Relay & Interface PCB, Display PCB, Pilot PCB e AC Suppression PCB. A CCM tem duas placas, a I/O (entrada/saída) e a CPU (unidade central de processamento). A unidade CE também tem um ou mais filtro EMI na entrada da alimentação.
A placa System Bias supply é alimentada pelas 3 fases da entrada de alimentação e funciona desde 150 V até 600V cobrindo todas as tensões disponíveis. Ela pode operar desde 2 fases (monofásica) logo ainda fornece ali-mentação e pode reportar uma falha se uma fase estiver ausente. A saída é 24 VCC que alimenta a placa de Relé, o Display, a Placa Piloto e as duas placas da CCM. A System Bias também contém circuitos para detectar a falta de fase e determina se a alimentação CA está dentro da faixa, não muito alta e nem muito baixa. Também avisa a CCM qual a tensão a unidade está configurada para. A placa System Bias supply inclue um relé K1, que apenas alimenta o primário do transformador auxiliar T1 quando a alimentação está no valor adequado.
A placa Relay and Interface aceita e distribui a saída do transformador auxiliar. Ela tem relés para controlar a bomba, ventiladores, contatoras de entrada, ignitor e os relés de Inrush. Um circuito na placa de relé aceita a entrada do sensor de corrente da obra HTC1, e sensor de corrente do piloto ( da placa piloto) e envia o sinal de habilita para os IGBT da placa piloto pelo cabo flat entre 3J e J42. Outras entradas da placa de relé inclue aquelas do sensor ambiente e sensor de temperatura do refrigerante. Nível do tanque e fluxo do refrigerante, que determinam se o fluxo está acima da faixa mínima necessária, também são enviados para esta placa. As fontes Ultra-Cut incluem um sensor de fluxo que sua saída para a placa de relé é uma série de pulsos cuja a frequência indica o fluxo e pode detectar a presença de bolhas de ar no sistema refrigerante. Todos estes sinais passam para a CCM pelo cabo de 40 vias indo para a placa de I/O da CCM.
A placa Display tem os LED de AC, TEMP, GAS & DC. Ela também tem 4 display de 7 segmentos para mostrar o estado e informação de falha. O LED AC indica que a contatora de entrada para os inversores foi acionada a fechar os contatos, mas não significa que estão fechados. TEMP significa que um ou mais inversores ou o refrigerante excedeu a temperatura permitida. GAS significa que está fluindo e o fluxo do refrigerante está OK. DC significa que a tensão de saída dos inversores estão acima de 60 VCC.
O primeiro digito de 7 segmentos mostra a letra, “C”; “E”; “L” ou em branco. Durante o processo de inicialização a letra “C” seguido dos outros 3 digitos, indica o código da versão da CCM. O código de estado ou falha que pode ocorrer durante o processo de inicialização ou a qualquer momento é precedido pela letra “E” para uma indicação de falha ou “L” para uma falha travada ou última falha que parou o processo mas não está mais ativo. Quando ão existe código de falha ou estado ativo, o ajuste atual da corrente é mostrado com o primeiro digito em branco. Se o sistema é uma Ultra-Cut XT utilizando o the Auto Gas Control, DFC 3000, o display irá mostrar “0” até que um processo tenha sido carregado. Se existir uma falha ou outro estado sendo mostrado, ele irá alternar entre o ajuste da corrente e a falha.
A placa do Pilot contém um par de IGBT trabalhando em pararelo trabalhando como uma chave eletrônica para conectar e desconectar o bico da tocha da primeira seção do inversor.
Quando a chave eletrônica do piloto é fechada e o piloto é ignitado, a corrente do inversor 1A passa entre o ele-trodo e o bico. Inicia a transferência, uma pequena corrente do segundo inversor passa do eletrodo para a obra. Quando a transferência é detectada a chave do piloto abre e a corrente do primeiro inversor está livre para passar do eletrodo para a obra através do diodo que está na placa do piloto. A placa do piloto também contém um sensor de corrente para detectar e medir o nível da corrente. Resistor/capacitor adicinais na placa do piloto ajudam e estabilizam o arco piloto e transferido.
Art # 12301
1st INVERTER SECTION(INV 1 A)
2nd INVERTER SECTION(INV 1 B)
PILOT SW (IGBT)
WORK
(+)
TIP
ELECTR
OD
E
(+)
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-60 APÊNDICE Manual 0-5297P
A placa AC Suppression tem capacitores e outros componentes de supressão para proteger o sistema contra transientes da linha CA. Também fornece alimentação para a lampada neon inidicadora que acende quando a alimentação CA está conectada mesmo que a chave ON-OFF, CB1 esteja desligada.
Diferenças entre os vários modelos.Unidades Auto-Cut 200, PAK200i e 300 XT usam circuito de gás e ignição básicos que consiste em uma entrada simples de gás, uma para o plasma e outra para o gás de proteção e uma para a água, opcional na AC 200 XT para o uso do H2O Mist.
Existe um regulador de pressão e manômetros para cada linha de gás e fluxômetro para a linha de água quando o opcional H2O Mist é usado. Todos os 3 são ligados e desligados pelas solenóides de controle. Mudando o tipo de gás requer a mudança do gás conectado na traseira do painel e ajuste da chave de gás no painel traseiro para coincidir com o tipo de gás plasma. Não existe entrada separada para o piloto (pré fluxo) neste momento.
O ignitor da Auto-Cut 200 XT, Auto-Cut 300 XT e PAK200i é do tipo de centelhador convencional com a bobina refrigerada que é utilizado a vários anos. O ignitor injeta a HF para o eletrodo na tocha pelo cabo negativo com o retorno pelo bico e cabo piloto. As Ultra-Cut XT utilizam o ignitor remoto, RAS 1000 XT. No lugar do dentelhador o RAS 1000 XT usa um módulo de ignição de estado sólido para criar pulsos de HF que são injetados no bico e retornam pelo eletrodo, direção oposta da que é usada na Auto-Cut, Auto-Cut XT e nos sistemas RAS 1000 antigos usados nas Ultra-Cut.
A AC 200 XT e a PAK200i tem o painel de gás e o ignitor montados internamente no local onde é usado para o módulo inversor superior para as outras unidades da família. A AC 300 XT tem um painel de gás / ignitor separados mas localizados na parte de cima da fonte muito similar ao GCM 1000 dos modelos anteriores da Auto-Cut. Na realidade é chamado de GCM 1000 XT. Ambos os modelos Auto-Cut XT e a PAK200i tem um controle analógico de corrente (potenciômetro). No painel frontal da unidade principal para a AC 200 XT e PAK200i e na caixa superior, o GCM 1000 XT, para a AC 300 XT. Nos modelos anteriores o ajuste da corrente era mostrado no display digital frontal.
Ambos os modelos Auto-Cut tem uma chave de modo de g;as na parte traseira da fonte, para a AC 300 XT está perto das entradas de gás do GCM 1000 XT. Na AC 200 XT está perto dos conectores, fusíveis e disjuntores. A chave deve ser ajustada de acordo com o tipo de gás, AR/O2 ou N2, H35 ou outro gás não oxidante, sendo usado como gás plasma. A PAK200i não tem esta chave.
Na AC 200 XT e na PAK200i a placa piloto é montada na seção superior do segundo módulo inversor (IM#2) a ½ do módulo, no lugar do segundo ou seção “B” se fosse um módulo completo. A AC 300 XT e todas as Ultra-Cut XT tem a placa piloto no lado oposto dos inversores, o lado do disjuntor, na parte superior logo atrás do módulo CCM. Veja a seção de lista de peças deste manual para as imagens mostrando os locais.
As Ultra-Cut XT, 100, 200, 300 & 400A todas podem usar tanto o Controle de gás GCM 2010 “manual” ou o auto-mático DFC 3000. Estes controles de gás permanecem sem alteração dos modelos anteriores.
As Ultra-Cut XT usam o mesmo sensor de fluxo, FS1, como as Auto-Cut XT para detectar e evitar a operação quando o fluxo do refrigerante esteja abaixo do mínimo de 0,75 GPM (2,8 l/m). No entanto, as Ultra-Cut XT incluem um sensor de fluxo, FL1, que também mede o fluxo e pode detectar se existem bolhas de ar no sistema que pode reduzir a vida útil dos consumíveis. Detectando bolhas ou um fluxo baixo do FL1 não irá prevenir o corte mas irá mostrar um código como um aviso que alguma coisa não está correta. O código é o E406.
As Ultra-Cut XTs tem consumíveis padrão para corte em correntes baixas como na Auto-Cut XT, 15A vs. 55A bem como marcação em baixas correntes. Para melhorar a operação nestes níveis de corrente um indutor de saída adicional, L1, é adicionado em série com a primeira seção do módulo inversor (IM#1A).
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-61
Módulo opcional 1Torch.Desde o início de 2015 todas as Auto-Cut 300 XT e os modelos das Ultra-Cut podem ser adquiridas de fábrica com o módulo opcional permitindo que a tocha SL100 “1Torch” que corta com 100Amps fixos. O módulo é montado dentro da fonte XT no painel frontal logo acima da tampa do tanque do líquido refrigerante. Conecte um fornecimento de ar comprimido e a tocha Sl100 e você pode utilizar esta tocha com consumíveis relativamente mais econômicos para cortar manualmente as sobras do corte ou qualquer coisa que você queira sem desgastar os consumíveis da tocha XT que tem um custo maior.
Código de estado.Os códigos para a fonte são mostrados na placa de display de 4 segmentos. Alguns códigos se referem ao Con-trole de gás mas códigos mais detalhados do Controle de gás são encontrados nos seus controles. Os controles de gás utilizados na família XT das fontes plasma não sofreram mudanças. Eles tem os seus próprios códigos de estado que serão cobertos em outra seção. Este guia assume que você primeiro viu a tabela de estado de código na seção de operação do manual da fonte. Códigos individuais irão apontar para diferentes seções de inversores enquanto este guia agrupa códigos similares juntos. Por exemplo código E (ou L) 249 indica uma falha no inver-sor 2A. Este guia cobre os códigos 247-252 em uma seção como se eles vossem iguais, variando apenas qual o inversor e a seção que se refere.
Os códigos são separados em 6 grupos.
Grupo 1 Processo Plasma -- Relacionado ao piloto, transferência, tensão, etc.Grupo 2 Fonte Plasma -- Basicamente as seções dos inversoresGrupo 3 Interface para o controle de gás -- Principalmente o DFC 3000Grupo 4 Sistema refrigerante -- Sistema de refrigeração para a tocha e os inversoresGrupo 5 CCM -- Comunicação com o controle de gásGrupo 6 Estado CCM
Para as unidades XT estamos utilizando um código de 3 dígitos com o grupo 1 é 100, grupo 2 é 200, etc. Eles correspondem aos sódigos antigos, onde o 1-1 agora é 101. Para a maioria os códigos tem o mesmo significado. Onde um código antigo não mais for aplicado para os sistemas XT nós não utilizamos novamente e deixamos ele como reservado para evitar confusão. Por exemplo o código 204 (2-4) significava que o inversor não estava pronto. Nós agora detectamos este erro de uma forma diferente por isso o significado de certa forma é diferente e então deixamos este código 204 como reservado.
Enquanto a maioria dos códigos indicam uma ocorrencia de falha, alguns deles, como 304 (antigo 3-4), simplis-mente se refere ao estado atual. 304 indica tanto se a bomba está preenchendo o sistema com o refrigerante ou mais comum que o sistema está em purga quando o gás estiver fluindo para limpar os consumíveis depois de ter trocados ou limpando as linhas de gás quando um gás diferente foi detectado.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-62 APÊNDICE Manual 0-5297P
Corrigindoproblemas(Geral)Em muitos casos onde a causa pode ser listada como um cabo ou fios desconectados mas também pode estar quebrado ou solto.
Todos os cabos tem um conector extra perto da ponta para medição dos sinais no cabo.
Algumas medições irão requerer uma ponta de prova pequena para os conectores ou medir sinais nos cabos flat. Para medir pequenos conectores, uma ponta de prova padrão geralmente é muito grande. Nós sugerimos fazer algumas pontas usando um pedaço de fio. O fio de cobre não é rigido o suficiente. Um clipe de papel é muito grande. Uma sugestão é pegar um pino femea de conector Amp ou similar onde a ponta de prova encaixe e prender um pequeno pedaço de fio, (0,020 a 0,025” de diâmetro; (0,5-0,6 mm) seria melhor), onde o fio normalmente é preso. O fio deve ser soldado e preso. O fio pode ser encontrado em lojas de hobby que tem material para construção de maquetes.
Art # 12302
Art # 12303
Isole tudo exceto a ponta do fio e encaixe na ponta de prova. Se o seu aparelho tem garra de jacaré voce pode segurar o fio, certifique-se de que não feche curto.
Nem todos os problemas são causados pelo sistema plasma. Se fios extras ou outros componentes tenham sido adicionados que não faziam parte do sistema original, se possível, retire eles para verificar se são eles os causa-dores do problema.
As conexões no TB4 ou em outro TB na CCM podem trazer ruido ou formar caminhos de correntes inexperados que modificam como o sistema opera.
Problemas que não são mostrados no código de estado ou falha:
Problemas do refrigerante.
1. Indicador de gás piscando. Ao ligar o LED GAS na parte frontal da fonte pisca continuamente. Nenhum código é mostrado. O problema real é sem refrigerante ou baixo fluxo mas demora 4 minutos antes de aparecer o código e as pessoas não esperam este tempo grande. Vá para o código 404 para diagnosticar o problema.
2. Bomba não inicia. O resistor R2 está aberto o que evita que a alimentação seja aplicada ao transformador T1. Isto não irá permitir que a bomba inicie. Isto irá mostrar o erro 404 depois de 4 minutos mas as pessoas não esperam.
Problema de piloto.
3. Falha ao niciar o piloto. Isto normalmente mostra o eroo 102 depois de 15 - 18 segundos mas pode não mostrar se voc~E não esperar este tempo. Vá para o código 102 para diagnosticar.
4. Um piloto ruim que apenas irá transferir com a tocha muito próxima a obra pode ser causado pelo cabo flat de 30 vias que foi invertido nas posições A e B do inversor 1.
Problemas no início também pode ser relacionado a problema do piloto.
5. Sem resposta do inicio do CNC ou do gatilho da PAK200i. Verifique na placa CCM I/O se o LED D6 CNC START fica aceso todo o tempo. Se está aceso, tanto o sinal de inicio do CNC está ligado ou a CCM está com defeito. Retire o cabo do CNC do J15 ou se o sinal de iniccio está ligado no TB na CCM retire. Se o D6 ainda permanecer ligado, troque a CCM.
6. Sem resposta do gatilho da tocha 1Torch. Vá para o início da grupo de códigos 700 para diagnóstico.
Problemas de comunicação.
7. Falha na comunicação entre o TSC3000 ou o controle da mesa pela RS485 pode ser devido a não ter o J14_4W / 2W (4 / fios) correto. TSC3000 precisa do 2W. o iCNC precisa do 4W.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-63
Código de estado da fonte
Grupo 1, Códigos de processo
101 Habilita plasma desligado
Código 101 é ativado se um circuito aberto é detectado entre TB1-1 & 2 na placa CCM I/O ou chave do Plasma Enable entiver em OFF no GCM 2010 ou no TSC 3000. O TB1-1 & 2 vem de fabrica com um jumper instalado. O instalador pode remover o jumper e conectar uma chave separada para o Plasma Enable ou usar os fios do Plasma Enable incluidos no conector de 37 pinos CNC usado na Ultra-Cut XT & Auto-Cut 300XT. A Auto-Cut 200XT que usa um conector de 14 pinos não tem o Plasma Enable no cabo. ISto opode ser utilizado para conectar a chave de emergência da mesa de corte. Em ambos os casos o jumper deve ser removido do TB1-1 & 2. O erro 101 não é um código que trava, ele é limpo assim que a condição for consertada.
Causas do código 101 fora uma das chaves de habilita esteja desligada (veja detalhes na descrição abaixo):
• CabodecontroledegásdoJ55paraocontroledegásnãoconectado.
• CaboflatdaplacadereléparaaplacaI/Onãoconectado.
• CabodoCNCnãoconectado(seestiverusandoumachavedePlasmaEnableousaídadamesaourobo).
• Placaderelécomdefeito.
• PlacadeCCMI/Ocomdefeito.
Caso especial: Display troca entre E101 e ----. Isto acontece quando existir uma falta de fase e a chave Plasma enable está desligada. Deve ser um erro no código, ele deveria estar mostrando E101 & E201 (falta de fase). Isto será corrigido na próxiima versão , mas estamos compartilhando esta informação no momento.
Plasma enable externo ou CNC D2, CNC PLASMA ENABLE LED, não está ligado.
• LEDD2naCCMiráligarseestaentradaforsatisfeitatantocomocurtonoTB1-1&2ouporumachaveexterna ou pelo CNC. Se o curto estiver no lugar e o LED não estiver aceso, a CCM deve estar com defeito.
• SeocurtonaCCMTB1-1&2tenhasidoremovidoparausarumachaveexterna,instaleocurtocomoumteste. Se o D2 acender, o problema está na chave ou na fiação.
• SeoPlasmaEnableestiverligadoaocabodoCNC,removaocaboefaçaumcurtonoj15entreospinos25 & 26. Se o D2 não acender, pode haver um problema com o chicote dentro da fonte.
Plasma Enable do Controle de gás ou TSC 3000
Se o Plasma enable externo ou CNC estiver satisfeito, D2 aceso, o relé K7 na placa CCM I/O energiza forne-cendo +15V para outro relé K1 na placa de I/O. Um sinal de ativo baixo, /Plasma Enable-HMI, vem da chave do TSC 3000 Plasma Enable pela placa de relé ou se o TSC 3000 não está instalado com o sinal originado na placa de relé. O sinal aplica terra ao relé K1 energizando e acendendo o LED D3 na placa de I/O. Os contatos do K1 retornam para a placa de relé e para o Controle de gás conector J55 para permitir que se liguem os relés e solenóides nestes dispositivos. A AC 200 XT não usa Console de gás ou TSC 3000 separado.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-64 APÊNDICE Manual 0-5297P
Art # 12304
1
53
2
4
K71
8
4
2
6
7
3
5
PLASMA ENABLE
K1
/PLASMA ENABLE - HMI
GND
24 VAC
24 VAC
TSC 3000RELAY PCB
1
53
2
4
PLASMA ENABLE - CNC
K6+15VDC
GREEND3
PS_ENABLE
To Relay PCB
To Gas Control
CCM I/O PCB
GREEND2
Plasma Enable SW
GCM 2010(or jumper inother gas controls)
-1-3
-5-6
J54
J55
XT Power SupplySimplified schematic, all connectors are not shown. Refer to unit schematics for details.
J61
J56-1
-2
Jumper in AC 200 XT
J26-6
J26-7
GCM 1000 XT
J56
J54
When the circuit between J54-1 & 3 is closed (jumper, etc.) K7 is energized and requires a Plasma Enable SW or equivlant to enable the plasma.With J54-1 & 3 open K7 is denergized and it's NC contacts complete the Plasma Enable-HMI circuit.
-1
-2-2
-1
-5-6
-3-1
-5-6
-3-1
(AC 300 XTDMC 3000)
J25
-15-22
J30
-20-25
Plasma Enable SW
iCNCXT 2 & XT 242
J54
-5-6
-3-1
iCNCXT 211
HMI PLASMAENABLE BYPASS
Se o TSC 3000 não estiver conectado ou a unidade é uma Auto-Cut, K7 na placa de relé é desenergizado e o GND é conectado pelo seu contato fechado. Se o TSC é conectado, 24 VCA energiza o K7 através do curto no TSC 3000, abrindo o contato NF e agora o GND conecta através da chave Plasma enable do TSC 3000. O GND obtido tanto pelo caminho que passa através da chave de Plasma enable do GCM 2010 ou através do curto (J56-1 para J56-2) presente no outro controle de gás (GCM 1000 XT ou DMC 3000) e é conectado a bobina do K1 na placa de I/O. Se o Plasma enable do CNC também está ativo (D2 aceso) +15V será conectado a bobina do K1 através do relé K7 na placa de I/O. Isto energiza o K1 e acende o D3, LED de Plasma enable. Os contatos do K1 volta para a placa de relé e o controle de gás para habilitar a fonte e conectar os relés e solenóides destes itens.
Solucionando problemas:
1. Se ambos o D2 e D3 estejam acesos e você ainda estiver com a falha 101, troque a CCM. Caso contrário vá para o passo 2 exceto se for uma AC 200 XT então pule para o passo 4.
2. Se o D3 não estiver aceso e existir o TSC 3000 conectado, retire o cabo do J54. O K7 na placa de relé irá desenergizar-se e satisfazer o Plasma enable para o K1. Se o D3 estiver aceso, então o problema está no TSC 3000 ou no seu cabo. Caso contrário reconecte o cabo.
3. Para a Ultra-Cut com DFC 3000 ou GCM 2010 ou uma Auto-Cut 300 com o GCM 1000 XT remova o cabo do J55 conector do controle de gás e faça um curto nos pinos 1 & 2. Se o D3 estiver aceso o problema est’a no controle de gás ou no cabo. Se o D3 ainda não acesso troque o cabo do controle de gás.
4. Se nenhum dos passos acima funcionar, na placa CCM I/O, faça um curto entre o J26-7 para GND (TP1 na I/O). Se o D2 ligar e o D3 ainda não, então troque a CCM.
5. Se o D3 ligar no passo acima procure o cabo flat de 40 vias conectado na parte de cima da CCM. Con-firme que ele esteja conectado em ambas as pontas na CCM e na placa de relé e que a trava do conector estejam no lugar. Agora usando o conector sobressalente meça a tensão entre o GND (TP1 na I/O) e o pino 12 do cabo. Ele deve ser zero V. Se não for, se for algo entre 10-15VCC, o cabo flat está aberto ou a placa de relé está com defeito.
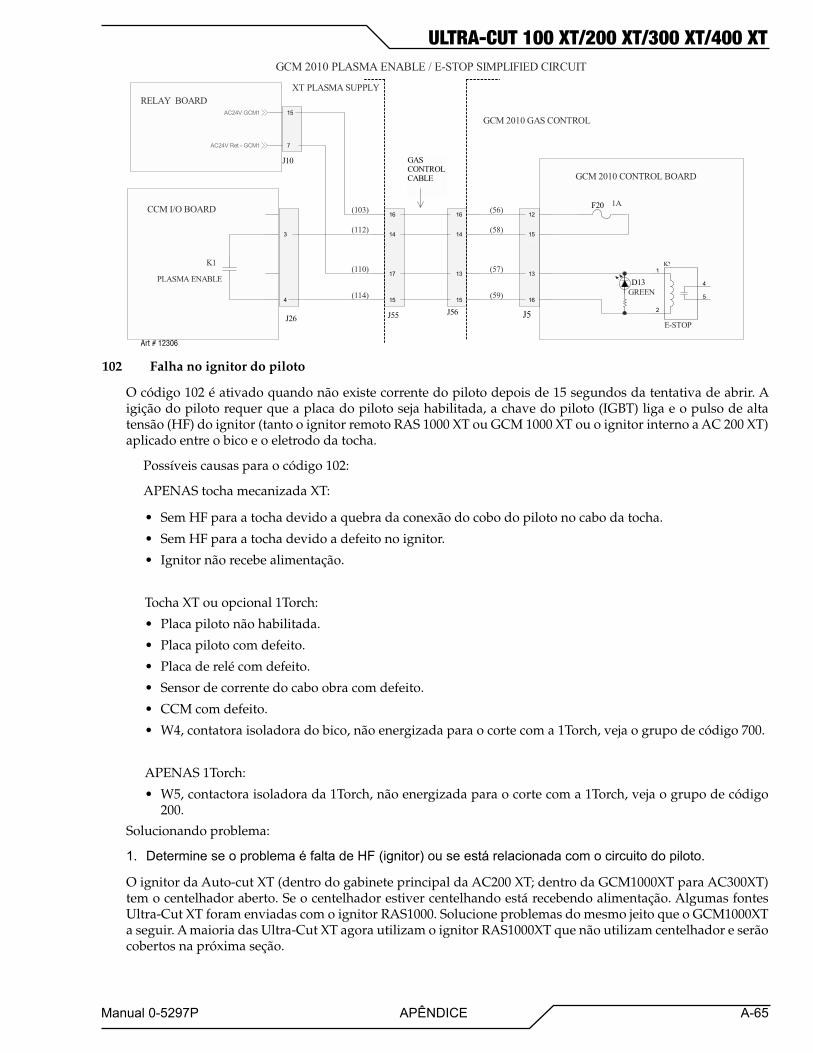
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-65
1
2
4
5
E-STOP
K?
GREEND13
(59)
12
15
13
16
J5
1AF2016
14
13
15
J56
(57)
(56)
(58)
16
14
17
15
J55
GAS CONTROL CABLE
3
4
J26
AC24V GCM1 15
7
J10
AC24V Ret - GCM1
(114)
K1
PLASMA ENABLE
(112)
CCM I/O BOARD
RELAY BOARD
(103)
(110)
GCM 2010 GAS CONTROL
XT PLASMA SUPPLY
GCM 2010 CONTROL BOARD
GCM 2010 PLASMA ENABLE / E-STOP SIMPLIFIED CIRCUIT
Art # 12306
102 Falha no ignitor do piloto
O código 102 é ativado quando não existe corrente do piloto depois de 15 segundos da tentativa de abrir. A igição do piloto requer que a placa do piloto seja habilitada, a chave do piloto (IGBT) liga e o pulso de alta tensão (HF) do ignitor (tanto o ignitor remoto RAS 1000 XT ou GCM 1000 XT ou o ignitor interno a AC 200 XT) aplicado entre o bico e o eletrodo da tocha.
Possíveis causas para o código 102:
APENAS tocha mecanizada XT:
• SemHFparaatochadevidoaquebradaconexãodocobodopilotonocabodatocha.
• SemHFparaatochadevidoadefeitonoignitor.
• Ignitornãorecebealimentação.
Tocha XT ou opcional 1Torch:
• Placapilotonãohabilitada.
• Placapilotocomdefeito.
• Placaderelécomdefeito.
• Sensordecorrentedocaboobracomdefeito.
• CCMcomdefeito.
• W4,contatoraisoladoradobico,nãoenergizadaparaocortecoma1Torch,vejaogrupodecódigo700.
APENAS 1Torch:
• W5,contactoraisoladorada1Torch,nãoenergizadaparaocortecoma1Torch,vejaogrupodecódigo200.
Solucionando problema:
1. Determine se o problema é falta de HF (ignitor) ou se está relacionada com o circuito do piloto.
O ignitor da Auto-cut XT (dentro do gabinete principal da AC200 XT; dentro da GCM1000XT para AC300XT) tem o centelhador aberto. Se o centelhador estiver centelhando está recebendo alimentação. Algumas fontes Ultra-Cut XT foram enviadas com o ignitor RAS1000. Solucione problemas do mesmo jeito que o GCM1000XT a seguir. A maioria das Ultra-Cut XT agora utilizam o ignitor RAS1000XT que não utilizam centelhador e serão cobertos na próxima seção.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-66 APÊNDICE Manual 0-5297P
Ignitorcomcentelhador(Auto-Cut)
Sem centelha no centelhador
1. Verifique o espaçamento do centelhador, deve ser de 0,062” +/- 0,002”. Se o espaçamento for muito grande pode não haver tensão suficiente do T1 para disparar.
2. Verifique a alimentação para o trnaformador de alta frequência (HF) (T2 na AC 200 XT; T1 no GCM1000XT) durante 15 segundos seguido do préfluxo (fase de ignição). A alimentação para o ignitor vem através do disjuntor CB4 na parte traseira do painel, certifique-se de que não esteja aberto.
a. Para o GCM1000XT (AC300XT) 120 VCA do J59-7 & 9 do painel traseiro da fonte conecta ao J58-7 & 9 no GCM 1000XT. Veja o diagrama abaixo. Do J58 no GCM1000XT ele vai direto para o filtro de linha e passa pelo filtro e vai para o primário do T1. Durante a fase de ignição, verifique se existe 120 VCA no lado do T1 junto ao filtro de linha.
b. Para a AC200XT o transformador de HF T2 está isolado com terminais fast on nos fios do lado primário. Desconecte estes fios e meça 120 VCA neste lado durante a fase de ignição.
3. Se 120 VCA não estiver presente vá para o passo 4.
a. Se 120 VCA está presente e ainda sem centelha, T1 (T2 na AC200XT) pode estar danificado. Remova a alimentação e meça a resistência do primário e secundário do T1 (T2 na AC200XT). O primário deve medir aproximadamente 3-7 ohms. O secundário deve medir aproximadamente 25-35 K ohms. Se alguma medida estiver errada, substitua o T1 (T2 na AC200XT).
b. Se as medidas no T1 (T2 na AC200XT) estiverem OK, verifise se existe curto nos capacitores C1-C3 (muito improvável).
4. Sem 120 VCA no primário do T1 (T2 na AC200XT) durante a fase de ignição (15 segundos seguidos do pré fluxo) verifique se existe 120 VCA na entrada do filtro de linha (GCM1000XT apenas). Se existir, substitua o filtro. Se o 120 VCA não estiver presente no filtro de linha ou se for uma AC 200XT vá para o passo 5.
Ignitorsemcentelhador(Ultra-Cut)1. Verifique a alimentação para o módulo ignitor RAS 1000XT durante os 15 segundos seguidos do pré fluxo
(fase de ignição). A alimentação para o ignitor vem através do disjuntor CB4 no painel traseiro, certifique-se de que ele não esteja acionado.
a. Durante a fase de ignição, meça o 120 VCA nos terminais de entrada marcados em 120 VCA no módulo ignitor, uma caixa retangular cinza com terminais de parafuso de um dos lados.
AVISO!
Não deixe as pontas de prova ( ou suas mãos) entrar em contato com os outros terminais marcados de Hb e Ho ou a outra ponta do fio conectado a estes pontos. Eles podem ter pulsos de 10.000 volt que podem causar danos físicos e danificar o seu instrumento.
2. Se 120 VCA não estiver presente, vá para o passo 3.
a. Se existir 120 VCA e ainda não tiver centelha, o módulo de ignição pode estar com defeito.
3. 120 VCA para o ignitor vem do J59-7 & 9 no painel traseiro da fonte e conecta no J58-7 & 9 no RAS1000XT. Remova o cabo do J59 e durante a fase de ignição meça o 120 VCA entre os pinos 7 & 9.
a. Se 120 VCA estiver presente, o problema pode estar no cabo para o RAS 1000 XT ou no conector J58 e chicote interno ao ignitor.
b. Se houver 120 VCA vá para o próximo passo.
4. O 120 VCA para o J59 vem da placa de relé J8-3 com o retorno no pino 11. Na placa de relé, RF ON LED, D23, deve estar ligado durante a fase de ignição. Caso contrário, vá para o próximo passo.
a. Se D23 estiver aceso e não tiver 120 VCA no J8-3 & 11 então a placa de relé está ruim.
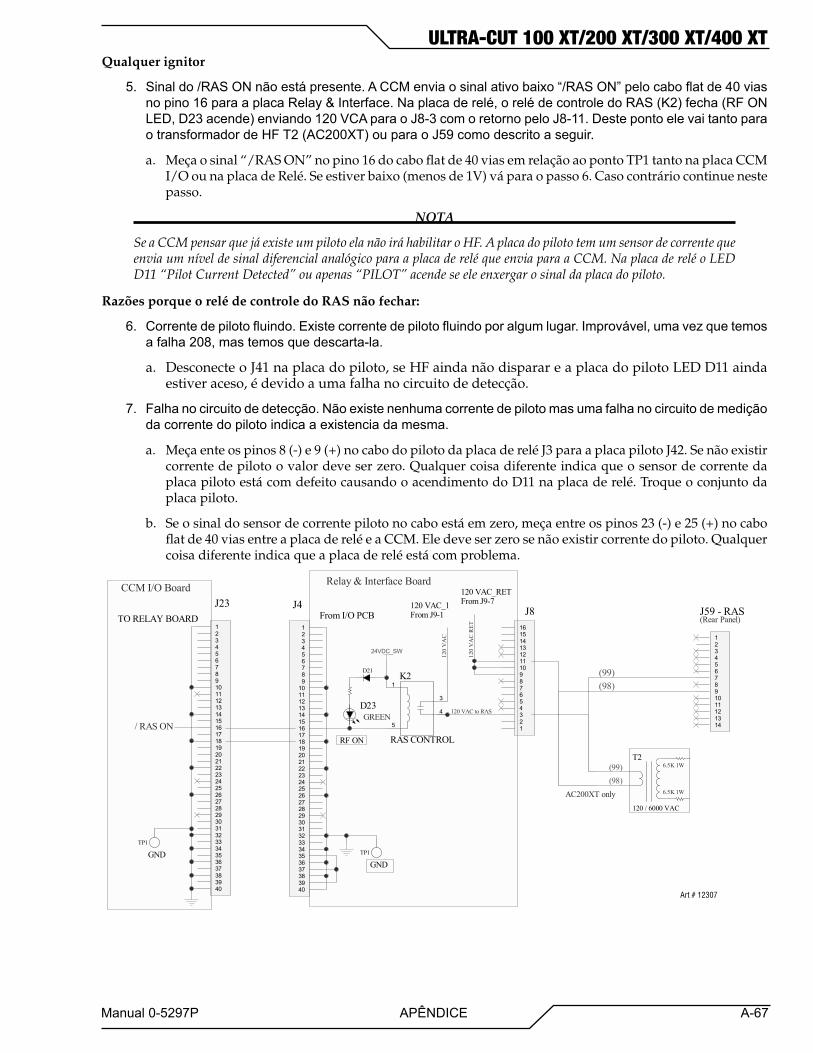
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-67
Qualquer ignitor
5. Sinal do /RAS ON não está presente. A CCM envia o sinal ativo baixo “/RAS ON” pelo cabo flat de 40 vias no pino 16 para a placa Relay & Interface. Na placa de relé, o relé de controle do RAS (K2) fecha (RF ON LED, D23 acende) enviando 120 VCA para o J8-3 com o retorno pelo J8-11. Deste ponto ele vai tanto para o transformador de HF T2 (AC200XT) ou para o J59 como descrito a seguir.
a. Meça o sinal “/RAS ON” no pino 16 do cabo flat de 40 vias em relação ao ponto TP1 tanto na placa CCM I/O ou na placa de Relé. Se estiver baixo (menos de 1V) vá para o passo 6. Caso contrário continue neste passo.
NOTA
Se a CCM pensar que já existe um piloto ela não irá habilitar o HF. A placa do piloto tem um sensor de corrente que envia um nível de sinal diferencial analógico para a placa de relé que envia para a CCM. Na placa de relé o LED D11 “Pilot Current Detected” ou apenas “PILOT” acende se ele enxergar o sinal da placa do piloto.
Razões porque o relé de controle do RAS não fechar:
6. Corrente de piloto fluindo. Existe corrente de piloto fluindo por algum lugar. Improvável, uma vez que temos a falha 208, mas temos que descarta-la.
a. Desconecte o J41 na placa do piloto, se HF ainda não disparar e a placa do piloto LED D11 ainda estiver aceso, é devido a uma falha no circuito de detecção.
7. Falha no circuito de detecção. Não existe nenhuma corrente de piloto mas uma falha no circuito de medição da corrente do piloto indica a existencia da mesma.
a. Meça ente os pinos 8 (-) e 9 (+) no cabo do piloto da placa de relé J3 para a placa piloto J42. Se não existir corrente de piloto o valor deve ser zero. Qualquer coisa diferente indica que o sensor de corrente da placa piloto está com defeito causando o acendimento do D11 na placa de relé. Troque o conjunto da placa piloto.
b. Se o sinal do sensor de corrente piloto no cabo está em zero, meça entre os pinos 23 (-) e 25 (+) no cabo flat de 40 vias entre a placa de relé e a CCM. Ele deve ser zero se não existir corrente do piloto. Qualquer coisa diferente indica que a placa de relé está com problema.
Art # 12307
12345678910111213141516171819202122232425262728293031323334353637383940
J23TO RELAY BOARD
123456789
10111213141516171819202122232425262728293031323334353637383940
J4From I/O PCB
24VDC_SW
D21
GREEND23
RF ON
1
5
3
4
K2
RAS CONTROL
120
VA
C
120 VAC to RAS
12345678910111213141516
J8
120
VA
C R
ET
120 VAC_1From J9-1
120 VAC_RET From J9-7
CCM I/O Board Relay & Interface Board
1234567891011121314
J59 - RAS
(98)(99)
T2
120 / 6000 VAC
(98)(99) 6.5K 1W
6.5K 1WAC200XT only
(Rear Panel)
TP1
GND
TP1
GND
/ RAS ON
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-68 APÊNDICE Manual 0-5297P
8. Se o sinal “/RAS ON” estiver em baixo no 16 do cabo flat de 40 vias, para o TP1 na placa CCM I/O, durante o tempo de ignição então precisamos determinar se o problema está na placa de relé. Se o sinal /RAS ON não estiver em baixo na CCM ou no cabo flat de 40 vias, então o cabo pode estar com defeito.
a. Se na placa de relé o RF ON LED, D23, não está aceso enquanto o sinal do /RAS ON está em baixo, então a placa de relé está com defeito.
b. Se o D23 está aceso, meça 120VCA no J8-3 e J8-11. Se não estiver presente a placa de relé está com defeito.
c. Se 120 VCA está presente no J8 durante o tempo de ignição volte e faça os passos 2-4 novamente.
Solucionando problema na placa piloto.
1. A placa piloto está atrás da CCM na AC 300 XT e em todas as Ultra-Cut XTs ou na seção superior do se-gundo módulo inversor na AC 200 XT e tem dois LEDs. O primeiro, D11, um LED verde, indica que a placa tem alimentação e deve estar alimentada todo o tempo enquanto a nidade está ligada. O segundo LED, também verde, liga quando o piloto está habilitado, isto é a chave IGBT do piloto está ligado. O piloto é habilitado perto do final do tempo de pré fluxo e permanece até que a transferência esteja estabelecida ou por 15 segundos depois apresenta o código de erro 102. Se o D2 fizer o trabalho, você sabe que a CCM, placa de relé e o sensor de corrente no cabo obra não estão causando o problema.
2 Teste operacional do IGBT piloto. D2 aceso mostra que o piloto está habilitado mas você não sabe se a chave piloto (transistor IGBT) na verdade fechou o circuito.Para testar, coloque um jumper, fio 18 AWG ou maior conforme a seguir:
a. Ultra_Cut XT ou Auto-Cut 300 XT: conecte o jumper do TB4-7 (arc voltage) para o TB4-6 (tip volts).
b. Auto_Cut 200 XT ou Pak200i: conecte o jumper da barra negativa pela bobina do HF para onde o cabo do piloto se conecta a conexão de gás no painel de conexão da tocha.
Aplique o sinal de início. Se a chave piloto fechar conforme deveria, você terá tanto o erro 106 ou 208 dentro de 3 a 5 segundos. Caso contrário, mantenha o sinal de incio por aproximadamente 20 segundos. O LED DC no painel frontal irá ficar aceso por 15 segundos e então mostrará o código 102 novamente. Isto indica que a placa piloto está ruim mas se a fonte XT inclue o opcional 1Torch poderá ser que a contatora W4 não esteja fechando. Vá para o grupo de erro 700 para instruções de como bypassar a contatora W4.
3. Se o D11 na placa do piloto estiver apagado veja se o cabo flat de 10 vias está conectado entre a placa do piloto (J42) e a placa de relé (J3). Meça 24 VCC no conector do cabo do piloto pino 2 (+) e pino 10 (-). Se existir 24 VCC e nem o D11 ou D2 acendem então a placa do piloto pode estar com defeito. Conector do cabo da placa piloto também pode ser o problema.
O que pode acontecer na placa de relé é que os LEDs D12, Corrente do cabo obra detectado & D11, Corrente do piloto detectado devem estar apagados. Quando você aplica o sinal de START depois de 2 segundos ( tempo de pré fluxo) D7, Habilita pilot deve acender. O D23, RF ON, também deve acender indicando que o ignitor está habilitado. Normalmente D23 deve apenas estar aceso por um momento até que a corrente do piloto seja detectada. Então o D11 deve acender (e D23 apagar) até que o arco transferido ou tempo do piloto termine ( 15 segundos) desde que o piloto não tenha sido detectado D11 não deve acender.
4. Se o sensor de corrente do obra estiver com defeito ele pode dizer que a placa de relé ( e a CCM) que já existe o arco transferido então não precisa do piloto. D12, um LED verde na placa de relé, acende se o sensor do obra detectar corrente. Se D12 não está aceso pule para o passo 5, caso contrário, desconecte o J1, conector do sensor de corrente. Se o D12 ainda estiver aceso a placa de relé está com defeito.
5. Se o D12 apagar quando o J1 é desconectado, conecte novamente e meça a tensão do TP1 (comum) para o J1-1, deve ser positivo 12-15VCC. Agora meça o J1-2, deve ser negativo 12-15VCC. Agora meça o J1-3, deve ser 0 +/- 0,05V. Se algum destes estiver diferente desconecte o J1 e meça novamente (na placa de relé, não no cabo). Se ainda estiver errado a placa de relé está com defeito. Caso contrário o sensor está ruim.
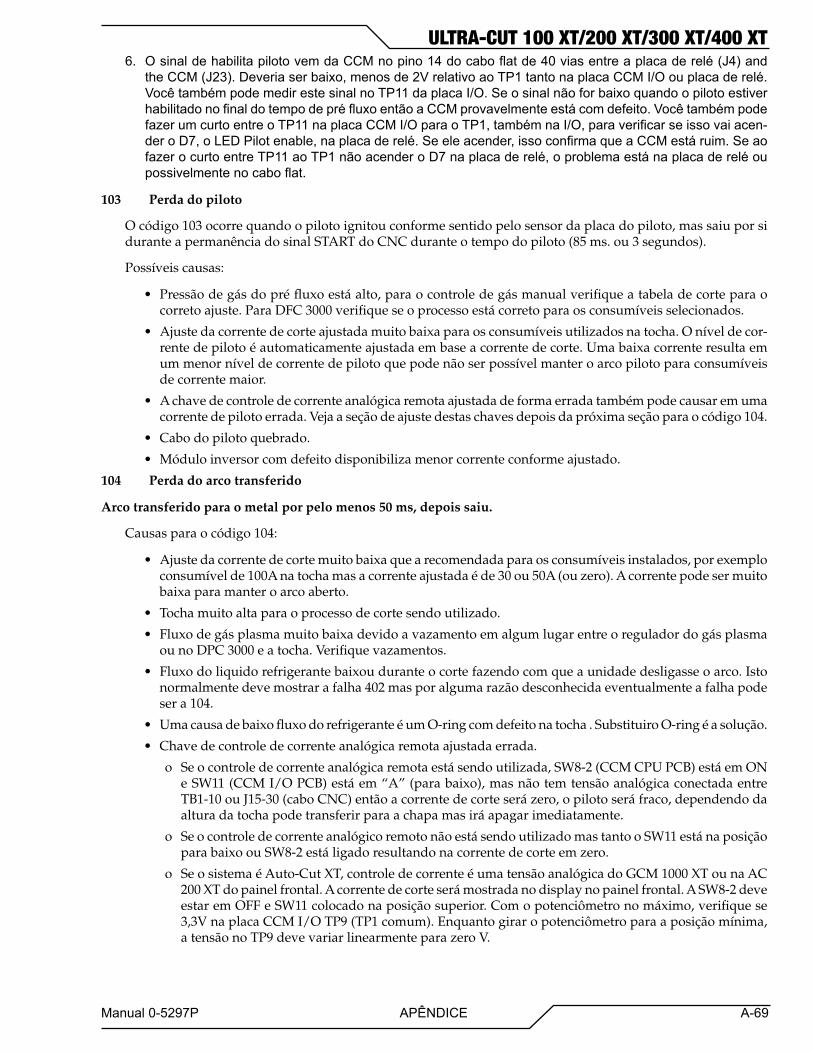
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-69
6. O sinal de habilita piloto vem da CCM no pino 14 do cabo flat de 40 vias entre a placa de relé (J4) and the CCM (J23). Deveria ser baixo, menos de 2V relativo ao TP1 tanto na placa CCM I/O ou placa de relé. Você também pode medir este sinal no TP11 da placa I/O. Se o sinal não for baixo quando o piloto estiver habilitado no final do tempo de pré fluxo então a CCM provavelmente está com defeito. Você também pode fazer um curto entre o TP11 na placa CCM I/O para o TP1, também na I/O, para verificar se isso vai acen-der o D7, o LED Pilot enable, na placa de relé. Se ele acender, isso confirma que a CCM está ruim. Se ao fazer o curto entre TP11 ao TP1 não acender o D7 na placa de relé, o problema está na placa de relé ou possivelmente no cabo flat.
103 Perda do piloto
O código 103 ocorre quando o piloto ignitou conforme sentido pelo sensor da placa do piloto, mas saiu por si durante a permanência do sinal START do CNC durante o tempo do piloto (85 ms. ou 3 segundos).
Possíveis causas:
• Pressãodegásdopréfluxoestáalto,paraocontroledegásmanualverifiqueatabeladecorteparaocorreto ajuste. Para DFC 3000 verifique se o processo está correto para os consumíveis selecionados.
• Ajustedacorrentedecorteajustadamuitobaixaparaosconsumíveisutilizadosnatocha.Oníveldecor-rente de piloto é automaticamente ajustada em base a corrente de corte. Uma baixa corrente resulta em um menor nível de corrente de piloto que pode não ser possível manter o arco piloto para consumíveis de corrente maior.
• Achavedecontroledecorrenteanalógicaremotaajustadadeformaerradatambémpodecausaremumacorrente de piloto errada. Veja a seção de ajuste destas chaves depois da próxima seção para o código 104.
• Cabodopilotoquebrado.
• Móduloinversorcomdefeitodisponibilizamenorcorrenteconformeajustado.
104 Perda do arco transferido
Arco transferido para o metal por pelo menos 50 ms, depois saiu.
Causas para o código 104:
• Ajustedacorrentedecortemuitobaixaquearecomendadaparaosconsumíveisinstalados,porexemploconsumível de 100A na tocha mas a corrente ajustada é de 30 ou 50A (ou zero). A corrente pode ser muito baixa para manter o arco aberto.
• Tochamuitoaltaparaoprocessodecortesendoutilizado.
• Fluxodegásplasmamuitobaixadevidoavazamentoemalgumlugarentreoreguladordogásplasmaou no DPC 3000 e a tocha. Verifique vazamentos.
• Fluxodoliquidorefrigerantebaixouduranteocortefazendocomqueaunidadedesligasseoarco.Istonormalmente deve mostrar a falha 402 mas por alguma razão desconhecida eventualmente a falha pode ser a 104.
• UmacausadebaixofluxodorefrigeranteéumO-ringcomdefeitonatocha.SubstituiroO-ringéasolução.
• Chavedecontroledecorrenteanalógicaremotaajustadaerrada.
o Se o controle de corrente analógica remota está sendo utilizada, SW8-2 (CCM CPU PCB) está em ON e SW11 (CCM I/O PCB) está em “A” (para baixo), mas não tem tensão analógica conectada entre TB1-10 ou J15-30 (cabo CNC) então a corrente de corte será zero, o piloto será fraco, dependendo da altura da tocha pode transferir para a chapa mas irá apagar imediatamente.
o Se o controle de corrente analógico remoto não está sendo utilizado mas tanto o SW11 está na posição para baixo ou SW8-2 está ligado resultando na corrente de corte em zero.
o Se o sistema é Auto-Cut XT, controle de corrente é uma tensão analógica do GCM 1000 XT ou na AC 200 XT do painel frontal. A corrente de corte será mostrada no display no painel frontal. A SW8-2 deve estar em OFF e SW11 colocado na posição superior. Com o potenciômetro no máximo, verifique se 3,3V na placa CCM I/O TP9 (TP1 comum). Enquanto girar o potenciômetro para a posição mínima, a tensão no TP9 deve variar linearmente para zero V.
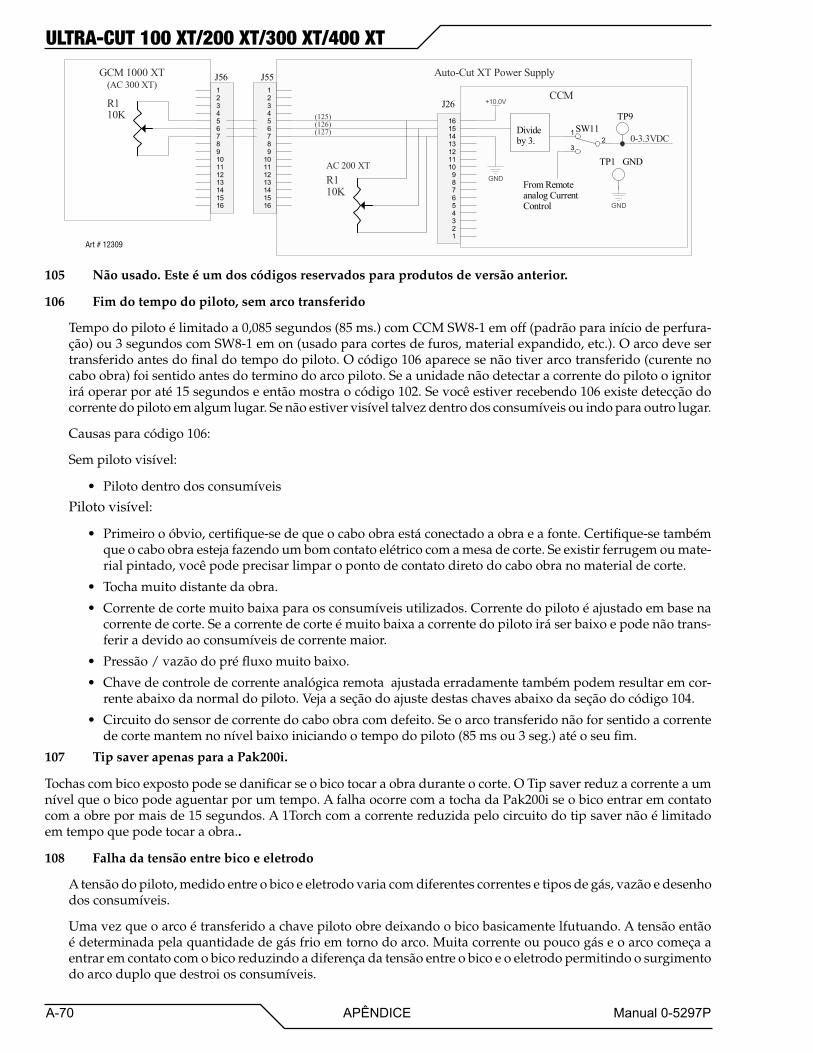
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-70 APÊNDICE Manual 0-5297P
Art # 12309
21
3
SW11TP9
TP1 GND
0-3.3VDC
GND
Divide by 3.
From Remote analog Current Control
CCM
123456789
10111213141516
J26
GND
+10.0VR110K
123456789
10111213141516
J5512345678910111213141516
J56GCM 1000 XT
(125)(126)(127)
Auto-Cut XT Power Supply(AC 300 XT)
R110K
AC 200 XT
105 Não usado. Este é um dos códigos reservados para produtos de versão anterior.
106 Fim do tempo do piloto, sem arco transferido
Tempo do piloto é limitado a 0,085 segundos (85 ms.) com CCM SW8-1 em off (padrão para início de perfura-ção) ou 3 segundos com SW8-1 em on (usado para cortes de furos, material expandido, etc.). O arco deve ser transferido antes do final do tempo do piloto. O código 106 aparece se não tiver arco transferido (curente no cabo obra) foi sentido antes do termino do arco piloto. Se a unidade não detectar a corrente do piloto o ignitor irá operar por até 15 segundos e então mostra o código 102. Se você estiver recebendo 106 existe detecção do corrente do piloto em algum lugar. Se não estiver visível talvez dentro dos consumíveis ou indo para outro lugar.
Causas para código 106:
Sem piloto visível:
• Pilotodentrodosconsumíveis
Piloto visível:
• Primeirooóbvio,certifique-sedequeocaboobraestáconectadoaobraeafonte.Certifique-setambémque o cabo obra esteja fazendo um bom contato elétrico com a mesa de corte. Se existir ferrugem ou mate-rial pintado, você pode precisar limpar o ponto de contato direto do cabo obra no material de corte.
• Tochamuitodistantedaobra.
• Correntedecortemuitobaixaparaosconsumíveisutilizados.Correntedopilotoéajustadoembasenacorrente de corte. Se a corrente de corte é muito baixa a corrente do piloto irá ser baixo e pode não trans-ferir a devido ao consumíveis de corrente maior.
• Pressão/vazãodopréfluxomuitobaixo.
• Chavedecontroledecorrenteanalógicaremotaajustadaerradamentetambémpodemresultaremcor-rente abaixo da normal do piloto. Veja a seção do ajuste destas chaves abaixo da seção do código 104.
• Circuitodosensordecorrentedocaboobracomdefeito.Seoarcotransferidonãoforsentidoacorrentede corte mantem no nível baixo iniciando o tempo do piloto (85 ms ou 3 seg.) até o seu fim.
107 Tip saver apenas para a Pak200i.
Tochas com bico exposto pode se danificar se o bico tocar a obra durante o corte. O Tip saver reduz a corrente a um nível que o bico pode aguentar por um tempo. A falha ocorre com a tocha da Pak200i se o bico entrar em contato com a obre por mais de 15 segundos. A 1Torch com a corrente reduzida pelo circuito do tip saver não é limitado em tempo que pode tocar a obra..
108 Falha da tensão entre bico e eletrodo
A tensão do piloto, medido entre o bico e eletrodo varia com diferentes correntes e tipos de gás, vazão e desenho dos consumíveis.
Uma vez que o arco é transferido a chave piloto obre deixando o bico basicamente lfutuando. A tensão então é determinada pela quantidade de gás frio em torno do arco. Muita corrente ou pouco gás e o arco começa a entrar em contato com o bico reduzindo a diferença da tensão entre o bico e o eletrodo permitindo o surgimento do arco duplo que destroi os consumíveis.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-71
A CCM mede a tensão entre o bico e eletrodo e calgula a diferença. Se a diferença entre o bico e o eletrodo en-contrada for menor que a tensão mínima nós paramos o corte e é mostrado o código de erro 108. A tensão entre o bico e o eletrodo é normalmente diferente para diferentes processos, então o valor mínimo para cada processo é colocado detro das tabelas de corte quando utilizar o DFC 3000 ou no código da CCM se estiver utilizando o GCM 2010 ou para controle de gás da Auto-Cut XT (GCM 1000XT ou o interno a AC 200 XT).
As novas unidades Auto-Cut XT é uma chave na parte traseira da fonte que precisa ser ajustada de acordo com o gás plasma. Se utilizar um gás oxidante (O2 ou Ar) ajuste conforme indicado para estes gases (esquerdo se a AC 200 XT ou AC300XT) ou se usar um gás não oxidante (N2, H35 ou outro gás inerte) direito ou para baixo conforme indicado para estes gases. Esta chave ajusta a faixa da tensão para o tipo de gás para melhorar a proteção da tocha. Um ajuste errado pode serultar em uma informação falsade erro 108.
Durante o piloto e subida da corrente (tempo de transferência até que a corrente ajustada seja alcançada), nós diminuimosatensãopermitidaentreobicoeoeletrodoaaproximadamente80%dapermitidaduranteocorteporque a corrente é baixa e o fluxo de gás é menor durante este período.
Causas do erro 108:
• Vazão/pressãodogásmuitobaixoparaosconsumíveisinstalados.
o Se a pressão da fonte de gás não estiver bem regulada é possível que a pressão esteja correta no mo-mento e cai muito em outro momento, como por exemplo durante o corte.
o Um vazamento no gás de pré fluxo / plasma depois do controle de pressão / vazão (GCM 2010, DPC, GCM 1000 XT) pode reduzir a pressão / vazão para a tocha porque uma parte do gás está sendo des-viada da tocha, enquanto se tem a impressão de ter a pressão e vazão suficiente no controle de gás.
• Correntedecorteajustadamuitoaltaparaosconsumíveisutilizado.
• CommoDFC3000umcomponentefalhopodeserocausadordocódigodafalhatantonoDPCouDMC.No entanto, se um processo errado for selecionado que não combina com o tipo de consumível ou usando um processo customizado onde a pressão tenha sido ajustada muito baixa ou corrente muito alta pode causar o erro 108 sem que nenhuma falha apareça no DPC 3000.
• Cabodopilotorompidonocabodatochafazendocontatointermitentepodepermitirumaigniçãooueventualmente a tocha pode transferir usando apenas a HF (alta frequência). Esta conexão intermitente pode mascarar a medida da tensão no bico e causar o erro 108. O simtoma é - pode cortar por um curto espaço de tempo e aparecer a falha. Verifique se o cabo do piloto está aberto ou rompido no cabo da tocha.
• Fisicamenteumcurtonacabeçadatochaentreoanodo(bicoecatodo(eletrodo).
O resultado da falha 108 é medido durante o corte. É mais provável que exista um curto na tocha, dependendo da resistência do curto, ele irá causar um erro 208 ( Inexperada corrente) pois esta medida é anterior ao início do corte. No entanto, ele deve ser considerado como um último recurso.
109 Processo não configurado.
Isto representa um estado, não uma falha. Isto é usado apenas com o DMC 3000. Significa que o operador não carregou o processo de corte tanto pelo TSC 3000 ou do programa embarcado no controle CNC da mesa de corte. A solução é carregar o processo. O código irá continuar a ser mostrado até que o sinal de START do CNC for aplicado e neste momento o erro será limpo.
110 Dispositivo travado.
Isto significa que o DPC ou DMC ainda estão em processo de carregamento de um novo processo. Isto deve ocorrer apenas com o DPC3000 se você aplicar o início do CNC antes que o processo de descarregar esteja termi-nado. O opcional 1Torch pode ser iniciado enquanto o processo de corte automatizado esteja sendo carregado.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-72 APÊNDICE Manual 0-5297P
Grupo 2 – Códigos da fonte plasma
Geral:
LEDS
Vários LEDs são usados como indicadores nas diferentes placas dos inversores. LEDs VERMELHOS indicam falha. LEDs verdes devem acender para a maioria dos casos. LEDs verdes são: Na placa principal, D4-READY; Na placa de alimentação, D6, -12V, D11 +12VP (referência primária), D13, +12V; Na placa de controle D24, PWM irá acender apenas quando o inversor estiver habilitado e o brilho varia conforme o ciclo do PWM.
Sinais:
Descrição geral de alguns sinais dos inversores passados para a CCM que pode gerar códigos de erro do grupo 2.
“Ready” também chamado de AC IN FLT (D4, LED READY, verde, Na placa principal do inversor).
Na placa principal do inversor nós podemos medir a tensão de entrada. As 3 fases são retificadas e ligeiramente filtrada para alcançar a tensão média. Devido a leve filtragem uma fase perdida também vai baixar a tensão média então será detectada. Tensão na faixa correta acende o READY LED D4 (na lado esquerdo da placa prin-cipal, na parte superior da seção “B” ou na parte de baixo da seção “A”). Tensão fora da faixa correta ou falta de fase não irá desligar o D4.
Uma falha na entrada CA em sí (sem nenhuma outra falha ocorrendo ao mesmo tempo) irá mostrar o código do grupo 241-246 dependendo em qual inversor enxergar este problema.
INV FLT (D1, LED INV FLT, vermelho, na placa de controle e falha do inversor).
Várias coisas podem causar Inv Flt (Inverter Fault). Falha no inversor é indicado por um LED, D1 na placa de controle e falha do inversor. Inverter Fault, quando ocorrer, ele é travado. O travamento é limpo na próxima vez que o inversor for habilitado ao menos que ele ainda esteja ativo causando o seu travamento novamente imediatamente. Inverter Fault irá mostrar os códigos 247-252 a não ser que esteja em conjunto com outra falha que no caso esta outra falha pode ser mostrada.
Coisas que podem causar inverter fault:
• O+12V&-12V(paraoinversor)estáforadetolerância.ExistemLEDsnaplacadeCap/Biasqueindi-cam que estas tensões estão presentes mas não verificam se estão dentro da tolerância. Isto não aconteçe normalmente. ë mais comum que a falha esteja relacionada a falta da alimentação +/-12V e o LED não acende.
• Desbalançodoscapacitores.NestacondiçãooD3,ledvermelhonaplacaprincipal(cantoinferiordaseção“A” e canto superior esquerdo na seção “B”), irá travar.
• Sobrecorrenteprimária.Estáéumacondiçãodesobrecorrentenoprimáriodotransformadordechavea-mento. Isto irá travar mas será liberado quando o inversor for habilitado a não ser que ainda esteja ativo oneste caso irá travar novamente imediatamente.
• SobretemperaturadoinversorfazcomqueaosinaldefalhaeoLEDacendamastemasuaprópriacondição de erro para a CCM. Veja OT Flt a seguir.
OT FLT (D14, OT FLT, placa de controle e falha do inversor)
• OLEDD14desobretemperaturadoinversoracendenaplacadecontroleefalhadoinversoreirátravaro sinal de falha e o seu LED mas também tem o seu sinal de falha separado logo isso será reportado como um código na faixa de 253-258 ou 259-264.
PWR Presente
• Quandoaalimentaçãoéaplicadapelaprimeiravezaoinversor(contatorafechada),aCCMverificaseestá presente a tensão de +12V na placa de controle e falha do inversor. Se não estiver presenteirá mostrar um código da faixa de 265-270.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-73
201 Fase CA ausente
A placa de System Bias Supply contém circuitos que detectam se uma das 3 fases de alimentação CA está au-dente. Junto com isto ele também pode detectar se a tensão CA está muito baixa ou muito alta. A tensão trifásica é fornecida do terminal de entrada através da chave / disjuntor ON/OFF CB1 para a placa de System Bias. O System Bias pode operar com qualquer 2 das 3 fases para a placa de controle e detecção de falhas.
1234567891011121314
J62123456789
1011121314
J27
GND
+V 1
2
4
3
HCPL-817
U?Missing Phase aMissing Phase b
GND
To CPU PCB J29-16
Missing Phase
I/O PCBSYSTEM BIAS PCB
CB1
ON / OFFF2
F1 J60-9,18J60-5,14J60-1,10
3 phase AC
Art # 12310
Normalmente quando uma fase está ausente o transistor alimenta o fotoacoplador que faz com que o sinal de “Missing Phase” vai a nível baixo.
Causas para 201,código de falta de fase.
Os códigos são mostrados de duas maneiras diferentes,com um “L” significando “Latched (travado)” ou “Last (último)”, antes do número significando que houve um problema mas não no momento ou com um “E” signi-ficando um problema existente no momento.
L201 :
Causa mais provável é um proglema intermitentecom a alimentação ou possivelmente uma perda de conexão no cabo de alimentação na parte traseira da fonte plasma Ultra-Cut ou Auto-Cut.
E201:
• Faltadefasenacaixadefusíveldoquadrodealimetação,fusívelqueimado.
• FusívelF1ouF2,8A500Vdeaçãolentaqueimado.
• CB1umafaseaberta.
• DefeitonaplacadeSystemBias.
• DefeitodaplacaI/O.
Solucionando problemas:
1. A placa de System Bias tem um LED vermelho, D3, que acende se detectar uma falta de fase. Se o D3 estiver aceso, verifique no J60 se existem as 3 fases.
a. Se todas as 3 fases não estiverem presentes no J60 verifique a alimentação, então os fusíveis F1 & F2. Por último o CB1.
b. Se todas as 3 fases estiverem presentes e com as tensãos equivalentes então mude a placa de System Bias.
2. Se D3, LED de falta de fase, não estiver aceso verifique a tensão em J27-3 & 4 na CCM. Tensão normal, sem falta de fase no J27 (ou J62 na placa de System Bias) pinos 3 e 4, relativo ao terra da placa I/O (TP1) deve ser entre 10-14VCC sendo o pino 3 alguns volts maior do que o pino 4. Se isto estiver normal, o pro-blema pode ser na CCM.
3. Se a tensão no J27-3 & 4 for maior que 10-14VCC e até 20-24VCC, faça a mesma medidano J62 pino 4. Se ainda estiver alta e você confirmou que todas as 3 fases estão presentes no J60 então a System Bias está com defeito.
4. Se a tensãomno J62-4 não estiver alta os fios entre J27 e J62 podem estar quebrado.
202-204 Não usado. Este é um dos códigos reservados para produtos de versão anterior.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-74 APÊNDICE Manual 0-5297P
205 Saída CC baixa
Saída CC (tensão) baixa significa que um ou mais seções dos inversores estão habilitadas mas a tensão de saída está abaixo do valor ajustado. Logo após receber o sinal de start do CNC, mas antes do fim do tempo de pré fluxo, ambas as seções do IM#1 são hailitados e a CCM mede a tensão de saída da fonte entre o negativo (Tocha) para o positivo (Obra) nos terminais de saída. Se for menor que o ajustado durante o pré fluxo ou se a qualquer momento durante o piloto ou corte ele cair para abaixo do valor por um curto espaço de tempo, os inversores estão desligados e o código 205é mostrado. O 205 será quase sempre indicado com “L”, não um “E” porque assim que é detectado os inversores são desligados e não mais terá o erro de baixa tensão de saída. Atualmente o valor de baixa tensão é de -60VDC.
Causas do código 205 pode incluir um curto fora da fonte plasma, curto dentro da fonte e erro de medição.
a. Curto externo a fonte plasma:
• OcabonegativovaidapartetraseiradafonteparaoignitorouaoGCM1000XTnocasodaAC3000XT.
o Cabo prensado ou saindo do esteira porta cabos
o Curto dentro do ignitor como por exemplo cabo solto e aterrado para o chassis.
o Curto interno ao tubo de montagem da tocha.
• Solucioneoproblemaexternodocurtodocabonegativo,removendoocabodatraseiradafonteetenteiniciar. Ela não irá iniciar mas se você receber novamente o erro 205 o problema é interno a fonte.
b. Curto dentro da fonte:
• TodasassaídasdosinversoresexcetooIM1Aestãoemparalelo.Sequalquersaídadoinversorestiveremcurto ele irá aparecer como um curto entre as saídas da fonte.
Solucione o problema, removendo todos (um de cada vez) os conectores de saída dos inversores exceto o do IM1A. Então aplique o sinal de start a fonte. If it starts now one of the other inverters had shorted output. To find the defective one reconnect one at a time until the fault reappears.
206 Não usado. Este é um dos códigos reservados para produtos de versão anterior.
207 Corrente inexperada no cabo obra.
HCT1, sensor de corrente de efeito Hall no cabo obra positivo mede a corrente. A seção inversora 1A é habilitada durante o tempo de pré fluxo mas não deve haver corrente no cabo obra antes do piloto ser ignitado e antes do arco ser transferido para a obra. Se uma corrente maior de 8 A for detectada antes ou durante o pré fluxo, alguma coisa esta errada.
1. Código 207 antes de aplicar o sinal de START:
• Sensordecorrentedocaboobracomdefeito,HCT1.
• Placaderelécomdefeito
• CCMcomdefeito
Sensor com defeito
• Osensordecorrentedoobra,HCT1,recebealimentação,+15VCCe-15VCCdaplacaderelé.Ambosdevem estar presentes para a operação correta do sensor. Meça entre a placa de relé TP1 (ou J1-4) para J1-1 para +15VDC e para J1-2 para -15VDC.
• Setantoo+ou–15VCCnãoestiverpresente,removaoconectorJ1erepitaamediçãonoJ1-1&2naplaca de relé. Se agora a tensão estiver presente o sensor está com defeito, curto ( ou cabos em curto). Se as tensões ainda não estiverem presente então a placa de relé está com defeito.
Placa de relé
• LEDD12daplacaderelé,WorkCurrentDetected,iráacenderseosinaldosensordecorrenteexceder0,05V. Se o D12 estiver aceso, meça o sinal de saída do sensor no J1-3 com o comum no J1-1. O sinal deve ser de 0V +/- 0,04VCC. Se for maior que +/- 0,04VCC sem corrente no cabo obra, o sensor está com defeito. Se a tensão do sinal entiver dentro dos limites e o D12 está aceso, então a placa de relé está com defeito.
• SeoD12estáapagadoeocódigo207aindaestáativo,ouaplacadereléouaCCMestãocomdefeito.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-75
CCM ou cabo flat
• Osinaldecorrentedaobradeixaaplacaderelépelocaboflatde40vias(RelayJ4paraCCMJ23)pinos27(-) & 28 (+). Se a tensão aqui exceder 0,1VCC sem corrente na obra a placa de relé está com defeito. Outra possibilidade é que no cabo flat de 40 vias tanto o pino 27 ou 28 está em curto para pino adjacente. De outra forma a CCM está com defeito.
2. Código 207 depois de aplicado o sinal de START (durante o pré fluxo):
• Curtoentreasaídanegativaeocircuitodocaboobradafonte.
• Curtoentreasaídanegativaeocaboterradafonte.
• Defeitoouinstalaçãodeequipamentosdeterceiro,taiscomocontroledealturaquefazconexãocomassaídas da fonte.
Curtos são mais comuns em causar baixa tensão de saída CC (código 205). No entanto, se o curto tiver resistência suficiente é possível que mostre um código 207. Para testar, remova o cabo de saída negativo e aplique o sinal de START novamente. Se o código 207 não aparecer é um curto em algum lugar fora da fonte plasma.
Equipamento instalado pelo usuário
Para equipamentos instalados pelo usuário que causam o erro 207 eé deve sser conectado na saída (na parte de trás da fonte) dos sensores de corrente. Para testar, desconecte o equipamento instalado e aplique o sinal de START. Se o código 207 não aparecer, o equipamento instalato está com defeito ou conectado de forma errada.
208 Corrente inexperada no circuito do piloto
A placa do piloto inclue um sensor de corrente para medir a corrente do piloto. Não deve haver nenhuma corrente do piloto até que os iinversores e a placa do piloto estejam habilitadas e que o ignitor tenha disparado para ignitar o piloto. Corrente do piloto ou o sinal indicando que a corrente do piloto não poderá estar presente até que o arco tenha sido disparado.
Sinal de corrente indesejada é devido a um defeito do sensor ou da placa são os mais comuns de aparecer e assim que a fonte é energizada e o sequenciamento de iniciar é terminado ela irá indicar como uma falha ativa, E208. Um curto real permitindo que uma corrente real flua no circuito do piloto não irá acontecer até que o inversor e a placa piloto tenham sido habilitada perto do final do tempo de pré fluxo. Isto irá resultar nos inversores um desligamento imediato e o display irá mostrar uma falha travada ou última falha, L208. O LED D2 na placa do piloto acende quando a placa do piloto está habilitada.
1. Código 208 antes de aplicar o START:
• Placadopilotocomdefeito(circuitodosensordecorrente).
• Placaderelécomdefeito
• CCMcomdefeito
Placa piloto
O sinal de corrente do piloto está no cabo de 10 vias (Pilot J42, Relay PCB J3) entre os pinos 8 (-) e 9 (+). Sem corrente, o sinal deve ser zero +/- 0,05 V. Também na placa de relé tem um LED, D11, “Pilot Current Detected”, que irá acender se o sinal de corrente do piloto exceder 0,15V. Se o sinal não for zero V.Pilot PCB é a causa. Para certificar-se, desconecte o cabo da placa piloto da placa de relé do J3. Se o D11 desligar, a placa do piloto era a causa. Verifique novamente medindo os pinos 8 & 9. Se for zero V. agora a placa do piloto está com defeito. Se o D11 ainda permanecer aceso ou a tensão dos pinos 8 & 9 esteja acima verifique a placa de relé.
Placa de relé ou CCM
Se o D11 na placa de relé permanecer aceso depois dos testes anteriores, meça a saída para a CCM no cabo flat de 40 vias (Relay J4 para CCM J23) entre os pinos 23 (-) e 25 (+). Ele deve ser menor de 0,1V. Caso contrário, a placa de relé está ruim. Se a tensão for zero a CCM está com defeito.
2. Código 208 aparece durante o pré fluxo:
IM#1 e a placa do piloto são habilitadas perto do fim do pré fluxo. Para ter uma corrente indesejada deve aver um caminho (curto) para a corrente fluir entre a saída negativa do inversor (cabo negativo/eletrodo da tocha) e o retorno do piloto/bico antes do ignitor ser habilitado para a ignição.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-76 APÊNDICE Manual 0-5297P
Possíves causas são:
• Curtoentreeletrodoebicodevidoaerrodosconsumíveis,danonosconsumíveisoumaterialestranhoentre o bico e o eletrodo. Um eletrodo no final de sua vida útil pode perder material e pode fechar um curto entre o eletrodo e o bico.
• Instalaçãodefeituosaouincorretadeequipamentospelousuáriocomoporexemplocontroledealturaque faz conexões a saída da fonte plasma.
• Curtoentreocabodesaídanegativoecabopilotodafonte.
• Curtonocorpodatocha.
Solucionando problema:
1. Remova e isole (pode haver tensão nele) o cabo piloto da parte de trás da fonte. Tente abrir o arco. Se não aparecer o código 208, isso confirma que o problema é para fora da fonte.
2. Remova e verifique os consumíveis se estão danificados, limpeza ou ausencia (distribuidor de gás, etc) ou componentes errados.
3. Desconecte o equipamento instalado pelo cliente e veja se a falha ainda persiste.
4. Inspecione o ignitor se está com o cabo quebrado/desconectado ou com componentes queimados.
5. Inspecione se existe curto dentro do tubo de montagem da tocha.
6. Se mesmo assim tudo falhar desconecte o cabo piloto da parte de trás da cabeça da tocha. Isole-o bem e mantenha-o distante de qualquer metal, ele pode ter HF quando você tentar ignitar. Tente abrir o arco, se o 208 não aparecer a cabeça da tocha está em curto.
209 Não usado. Este é um dos códigos reservados para produtos de versão anterior..
210–211 Corrente de saída, medida pelo sensor do cabo obra, está muito alta (210) ou muito baixa (211).
Estes são avisos e não desligam o processo mas pode explicar uma quallidade de corte ruim ou vida útil dos consumíveis ruim.
Seções individuais dos inversores tem o seu próprio sensor e o cabo obra tem um sensor cujo o sinal deve ser igual a soma dos sensores individuais dos inversores. Cada seção é configurada para fornecer uma certa quantidade de corrente baseada no seu sinal de ”demanda”. Se a corrente for diferente do total da demanda, o somatório das demandas individuais, as seções individuais são verificadas para determinar se as suas saídas estão corretas comparadas com os seus sinais de demanda.
Se as seções individuais estiverem corretas mas a corrente do sensor do cabo obra for diferente da demanda totalpormaisde16%ocódigo210(muitoalto)ou211(muitobaixo)serámostrado.
Se uma seção individual do inversor seja encontrada que esteja causando a total corrente em ser diferente código será mostrado, na faixa de 212 a 223 dependendo de qual seção esteja em falha.
Possíveis causas para sinal de corrente da obra muito alta:
• SensordecorrentedaobraHCT1
• Placaderelé
• CCM
Possíveis causas para sinal de corrente da obra muito baixa.
• Todasasopçõesacimaemaisumcurtoparaacarcaçacausadopor:
o Conexão de equipamento instalado pelo usuário antes do sensor de corrente que faz a conexão para obra ou terra permitindo um fluxo de corrente ou pulando o sensor de corrente.
o Inversor + saída em curto para a carcaça.
Solucionando problema:
1. Para corrente muito baixa devido a um curto, desconecte o cabo obra da parte de trás da fonte. Verifique a continuidade para a carcaça, não deve existir. Inspecione conexões erradas do equipamento do usuário.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-77
2. Se não for encontrado for encontrado ou se a falha for de corrente muito alta veja a seção do código 207 para descrição detalhada do cominho do sinal da fonte para o sensor de corrente do cabo obra.
3. Na seção do código 207 para a placa de relé está descrito medições do sinal do sensor de corrente onde não existe corrente. O sinal deve ser zero e assumimos que é, caso contrário você deve receber o código 207. Se o sinal de corrente zero estiver correto mas existe um erro dirante o corte, meça o sinal no cabo flat de 40 pinos (Relay board J4 para CCM J23) pinos 27 (-) & 28 (+). A tensão do sinal deve ser igual a corrente de corte * 0,0133. Por exemplo para 100 A (100*0,0133) = 1,33V. Para 400 A deve ser 400*0,0133 = 5,33V.
• SeestesinalestivercorretoafalhaénaCCM
• Senãoestivercorretooerropodesernaplacadereléousensor.Sigaasinstruçõesparaocódigo207paramedir a tensão e o sinal do sensor de corrente no J1 na placa de relé. O sinal deve ser 1,33V para cada 100 A. (400A = 5,33V).
• Seafonteeosinalestiveremcorretoaplacadereléestáemfalha.Senãoestivercorretoosensordecor-rente HCT1 está ruim.
212-223 Saída incorreta da seção do inversor.
Corrente de obra alta ou baixa devido a saída errada de uma seção do inversor. Código individual indica qual a seção.
Causas podem ser:
• Oconectordesaídadaseçãodoinversor,J102AouB,nãoestáconectadooudanificado.
• Caboflatcomconexãoruim,talvéznãocompletamentetravadanolocalnoinversorounaCCM.
• Seçãodoinversorcomdefeito.
Solução do problema:
1. Se mostrar que a corrente está alta em um a seção individual do inversor, o problema está no inversor..
2. Se mostrar que a corrente está baixa (o que inclue sem corrente) verifique as conexões.
3. O cabo flat para a primeira seção do inversor (IM#1A) deve ser conectado apenas a esta seção mas se existir 2 outras seções, unidade de 200 A ou maior, troque o cabo flat indo para estas seções.
a. Se agora mostrar uma diferente seção ruim, diferente da anterior, então a seção original estava ruim.mostrar que a corrente está alta em um a seção individual do inversor, o problema está no inversor.
b Se ainda mostrar que a seção original , o cabo flat ou a CCM está muim (muito improvável).
c Troque as duas pontas do cabo flat com o mais próximo. Se ainda mostrar que a seção original então o problema está com a CCM caso contrario será o cabo flat.
4. Se for a primeira seção do inversor ou se for uma unidade de 100 A então não tem outro inversor para a troca dos cabos, troque o inversor.
Dica adicional: placa de controle do inversor tem um LED verde, D24, PWM ON, que acende quando aquela seção está habilitada e tem um sinal de demanda. O brilho do LED é relativo a saída então pode ser fraco se a saída for baixa. Se o LED não acender isso pode indicar um defeito no inversor (placa de controle).
224 Inversor 1 não encontrado.
Deve existir um inversor conectado na primeira seção, 1A, para ser possível abrir o arco. Durante a sequência de inicio, antes que a alimentação seja aplicada aos inversores, a CCM faz um teste de consinuidade para ver se o cabo flat da seção 1A está conectada (J31 na CCM).
Causas & solução de problema:
• Comoeleéapenasumtestedecontinuidadeémuitoimprovávelseruminversorruim.Muitoprováveluma conexão ruim ou cabo flat com defeito.
o Verifique a conexão do cabo flat nos dois lados no INV1A e CCM J31 (1A). Certifique-se de que esteja conectado no J31, o conector superior, na CCM.
o Conecte um cabo diferente do inversor no J31, não importa qual para este teste qual inversor. Se ainda houver erro 224, “Inverter 1 not found”, a CCM está ruim. Caso contrário é o cabo flat.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-78 APÊNDICE Manual 0-5297P
225-230 Revisão do inversor e CCM incompatíveis.
Se em algum momento no futuro tivermos que fazer alteração ao inversor fazendo com que seja incompatível com a CCM nós devemos incluir um sistema que irá indicar esta mudança. Durante o sequenciamento de início da fonte, antes de aplicar alimentação aos inversores, a CCM faz um teste de continuidade para determinar qual é a configuração dos inversores. O sistema utiliza 3 linhas do cabo flat entre o inversor e a CCM que são nomeados com IS_ID_A, IS_ID_B, IS_ID_C (nos pinos 12, 13 & 14) e verificam a continuidade com a quarta linha OUTCOM (pino 9). O teste consiste em aplicar uma tensão no OUTCOM e procurar pelo retorno da tensão por um dos 3 pinos ID. A configuração atual tem todas as 3 linhas conectadas ao OUTCOM então todos os 3 devem ser alto.
Para ter os códigos 225-230 agora quando ainda não temos nenhuma revisão de incompatibilidade será mais co-mum ser uma conexão ruim do cabo flat entre a CCM e o inversor ou uma CCM com defeito (muito improvável).
• Naseçãoinversoratroqueocaboflatcomoutraseçãodeinversor.Seafalhacontinuarsemmudança,ainda mostrar a seção inversora, o problema pode ser tanto no cabo flat ou a CCM.
• Napontadoinversorcoloqueocaboflatdevoltanasuaposiçãooriginal.Agoratroqueocaboflatdeposição com outro na CCM. Se a falha agora mover para uma seção diferente o problema está no cabo flat. Se permanecer como na seção original, o problema é a CCM.
231-236 VCA inversor desencontrado.
Os módulos inversores são fabricados em diferentes tensões 480VCA, 380-415VCA & 208-230VCA. Existe um item, chamado inversor ID, lido através do cabo flat do inversor, que identifica qual a tensão que o inversor foi feito para. A unidade em sí é ligada diferente para cada tensão de entrada e parte disso inclue um jumper no J61 na placa System Bias que indica para a placa qual a tensão a unidade está configurada.
Ao ligar, a placa System Bias mede a tensão de entrada, determina qual a faixa da entrada e envia esta informação para a CCM. Antes de aplicar a alimentação aos inversores pelas contactoras, a CCM verifica se cada inversor conectado está com a tensão correspondente e que combina com a informação da placa System Bias. A ID dos inversores são lidas da seção do mais baixo para a da mais alta e se em um dos casos a tensão for errada, ele deve mostrar um código de erro da seção do grupo A. Uma incompatibilidade da tensão de alimentação CA em uma seção B é provável que seja outro problema.
Possíveis causas:
• Inversorcomtensãoerrada(muitoimprovávelmasfácildeverificar).
• PlacaSystemBiascomojumpererradonoJ61(improvávelmasfácildeverificar)
• Inversorcomdefeito.
• Caboflat
• CCM
• PlacaSystemBiascomdefeito.
Solucionando problemas:
1. Se a placa System Bias tem o jumper errado ou está com defeito isso irá mostrar o código 231 da primeira seção do inversor, porque todos os inversores não combinam com o sinal incorreto e o 1A é verificado primeiro.
a. Para o jumper Wire #48 deve ser conectado do J61-1 para:
i. J61-2 para 208-230 VCA
ii. J61-3 para 400 VCA
iii. J61-4 para 480 VCA

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-79
Verifique a correta conexão e a continuidade.
b. System Bias pode estar com defeito informando uma tensão ID errada. Na saída da placa System Bias no J62 meça relativo ao TP1 ou ( J62-8, 24VDC_RET) para J62-12 para o sinal /VAC_IDAb e J62-14 para o sinal /VAC_IDBb. Os dois sinais devem ser lidos de acordo com esta tabela. “0” = 10-12V; “1” = 24V.
sinal 230V 400V 480V ERR/VAC_IDAb 0 1 0 1/VAC_IDBb 0 0 1 1
2. Inversor com defeito, cabo flat ou CCM.
a. Na seção do inversor troque o cabo flat da seção do inversor que a falha está sendo indicada com uma seção de inversor diferente. Se a falha mantem-se inalterado, ainda mostra a seção do inversor original, o problema está tanto no cabo flat ou na CCM. Se a falha mudar para a seção diferente, a seção que foi trocada, então o inversor é que está com defeito.
b. Se a falha permanecer a mesma no passo A, com a mudança do lado do inversor, coloque os cabos nas posições originais. Agora troque o cabo flat suspeito com outro no lado da CCM. Se a falha agora mover para uma seção diferente o problema é no cabo. Se mantiver-se na seção original, o problema é a CCM.
237 Poucos inversores encontrados
Deve haver o mínimo de 2 seções de inversores presentes para a operação. Nós sabemos que o cabo flat para a seção inversora 1A está conectada ou nós iriamos ter o código 224. Durante a sequência de início, antes de aplicar alimentação ser conectada aos inversores, a CCM faz um teste de continuidade através do cabo flat para verificar se o inversor está conectada. Se não ver a continuidado com pelo menos um dos inversores, assume-se que nenhum está conectado.
Possíveis causas:
• Caboflatdesconectadooucomdefeito.
• Inversorcomdefeito
• CCMcomdefeito.
Solucionando problemas:
1. Verifique se todos os cabos estejam conectados, travados nos dois lados (inversor e CCM).
2. Se esta falha ocorrer é mais provável que em uma unidade de 100 A que tem apenas uma seção (1B) além da seção 1A. Se existisse 2 ou mais seções adicionais é extremamente improvável que todos os cabos flat ou os conectores na CCM vão estar com defeito.
a. Troque os cabos flat da seção 1A e 1B. Se a falha permanecer inalterada , ainda 237, o problema está no cabo flat ou na CCM. Se mudar de 237 para 224, indica que o 1A está ausente, logo inversor com defeito.
b. Se a falha não alterar no passo a., no lado do inversor coloque os cabos de volta a posição original. Agora troque o cabo flat no lado da CCM. Se a falha agora mudar o problema é o cabo. Se não é a CCM.
c. Se existir 2 ou mais cabos flat a mais em uma seção de inversor 1A então a CCM não está vendo ne-nhum conectado o que indica que a CCM está com defeito.
238 Identificação da tensão do System Bias inválida.
Ao ligar a placa do System Bias mede a tensão de alimentação e envia os sinais para a CCM indicando qual a faixa de tensão que foi detectada. Veja a seção 231-236 para detalhes. Se uma das 3 faixas de tensão, 208-230V, 380-415V ou 480V não for identificada então ambos os sinais ID estarão em alto resultando em um sinal inválido.
Possíveis causas:
• Unidadeestáconectadaaumatensãoabaixode208-230Vouacimade480V.(improvávelanãoserqueexista um problema na linha de alimentação.)
• PlacaSystemBiascomdefeito
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-80 APÊNDICE Manual 0-5297P
• ConexãoruimentreasaídaJ62daSystemBiaseentradaJ27daCCMnaplacaI/O.
• CCMcomdefeitoSolucionando problemas:
1. Meça as 3 fases da alimentação e confirme que elas estão dentro da tolerância especificada no manual.
2. Veja as seções 231-236 VCA inversor desencontrado e execute solucionando problemas do passo 1.b. Se os dois sinais não combinarem com a tensão de entrada, se ambos estão em alto, então a placa System Bias está com defeito.
3. Se o passo 2 estiver OK faça a mesma medição no J27 na placa CCM I/O. Se estiver OK aqui a CCM está com defeito. Caso contrário inspecione as conexões no J62 e J27.
239 Tensão CA alta
Tensão OK -- Ao iniciar a fonte a placa System Bias mede a alimentação de entrada e determina se está dentro dos limites da tensão ajustada pelo jumper no J16. Veja a seção 231-236 VCA inversor desencontrado solucionando problemas passo 1.a para detalhes do jumper. Normalmente quando a alimentação está OK a placa do System Bias board alimenta o relé K1 no lado esquerdo da placa para aplicar alimentação ao transformadosr auxiliar T1. D44, um LED verde “Transformer ON”, acende quando o K1 for alimentado. T1 fornece alimentação para os controles de gás e para o TSC 3000 bem como para a bomba e ventilador.
Tensão alta -- Se a tensão CA for determinada como alta, o LED vermelho D4, ACV HIGH, na placa System Bias acende, e coloca o sinal “AC V HIGH b” no J62-6 em “alto” aproximadamente 24VCC (normal para o sinal “baixo”aqui é 10-14VCC). Para evitar a possibilidade de aplicar tensão excessiva a vários itens ( console de gás, bomba, ventilador, etc.), K1 abre removendo a alimentação do T1 e o D44 apaga. Se for maior que um pico momentâneo o controle de gás e o TSC 3000 (se estiver sendo utilizado) irão desligar. A comunicação com a mesa de corte pode ser interrompida com o DFC 3000 Controle de gás automático e provavelmente o controle da mesa de corte, o processo deve ser carregado novamente.
D4 está aceso e o sinal “AC V HIGH b” esta alto apenas enquanto a tensão está alta. O sinal “AC V HIGH b” não fica travado.
Se a falha é E239 isto significa que está ativo, isto é, detectado como sendo alto. Se for L239 isto significa que a tensão foi alta antes mas não está mais no momento. Aplicando o sinal de START irá limpar a falha a não ser que se torne ativa novamente.
A tensão que dispara a falha da tensão CA é acima de 550V para 480VCA de alimentação; acima de 470V para 380, 400 ou 415VAC; acima de 270V para 208 ou 230VCA.
Possíveis causas:
• Alimentaçãoestáouestevealta.
• ConexãoruimnoJ62ouJ27
• ConexãoruimnojumperJ61
• PlacaSystemBiascomdefeito
• CCMcomdefeito.
Solucionando problema:
1. Se a falha for L239 aplicar START irá limpar a falha a não ser que fique ativa novamente. Um problema ocasional pode acontecer devido a um aumento da tensão. Normalmente, se o plasma estiver com problema ele irá estar presente o tempo todo.
2. É incomum que uma conexão aberta do jumper do J61 resulte na falha 239, é mais provável que seja uma falha de inconsistencia da alimentação. No entanto, se for intermitente com o mesmo intervalo, talvez não esteja completamente conectado e mostra o erro como 239. Verifique o J61.
3. Se a tensão de alimentação está OK e o problema persiste pode ser a placa System Bias, a CCM ou a conexão entre J62 e J27.
a. Se a tensão de entrada estiver OK e o D4 esteja aceso ou o sinal “AC V HIGH b” no J62-6 está “alto” (aproximadamente 24VCC, relativo ao TP1 ou J62-8) a placa System Bias está com defeito.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-81
b. Se D4 está apagado e o sinal “AC V HIGH b” no J62-6 está “baixo” (aproximadamente 10-14VCC, relativo ao TP1 ou J62-8) então a placa System Bias está OK e o problema é na CCM.
c. Se J62-6 está perto de zero volts pode existir uma conexão ruim entre J62-6 e J27-6 ou J62-7 no J27-6.
240 Tensão CA baixa
Primeiro veja o paragrafo para o código 239 para explicação do que deve acontecer quando a tensão de ali-mentação está correta.
Tensão baixa -- Se a placa de System Bias determinar uma tensão CA baixa ele acende um LED vermelho, D14, ACV LOW, e coloca o sinal “AC V LOW b” no J62-10 em “alto”, aproximadamente 24VCC (normal para o sinal “baixo” aqui é 10-14VCC). Alimentação não é removida do T1 pois a tensão baixa não irá danificar nada, no entanto, se for muito baixa por um longo tempo, algumas coisas como contatora, solenóides CA, console de gás ou TSC3000 podem parar de funcionar. Uma tensão baixa, se for demorada o suficiente, também pode acender D3, LED vermelho de falta de fase. Isto não indica que a fase realmente está faltando.
A tensão que dispara a tensão CA baixa é 380V para 480VCA de alimentação; 300V para 380, 400 ou 415VCA; 175V para 208 ou 230 VCA.
Possíveis causas:
• Tensãodeentradaagora,ouantesestavabaixa.
o Cabos de distribuição de potência ou cabo de potência muito pequeno para a carga.
o Resistência alta ou conexão frouxa em algum lugar entre a distribuição e a conexão de alimentação.
• ConexãoruimnoJ62naplacaSystemBiasouJ27naCCM.
• ConexãoruimnojumperdoJ61naplacaSystemBias.
• PlacaSystemBiascomdefeito.
• CCMcomdefeito.
Solucionando problema:
1. Se a falha for L240, aplicar START irá limpar a falha a não ser que fique ativa novamente. Um problema ocasional pode acontecer devido a uma redução da tensão. Normalmente, se o plasma estiver com problema ele irá estar presente o tempo todo. Após checar tudo pode ser que você tenha que instalar um monitor de tensão de alimentação para determinar se isto é um problema.
2. A tensão pode estar OK quando não estiver cortando ou cortando a baixo níveis de corrente mas em um nível mais alto pode perder devido ao subdimencionamento do quadro de distribuição ou os cabos.
a. Meça a tensão durante o corte em alta corrente para determinar se existe uma queda excessiva.
b. Verifique todas as conexões de potência, limpe e prenda.
c. Verifique o dimencionamento correto dos cabos para a corrente drenada conforme recomendado no manual bem como conforme as normas locais.
3. É muito improvável que uma conexão aberta no jumper do J61 resulte em um erro 240, é maus provável que cause uma falha de erro de tensão. No entanto, se for intermitente com intervalo de tempo exato, talvez não esteja completamente conectado, possa causar o 240. Verifique o J61.
4. Se a tensão de alimentação estiver OK e o problema persistir pode ser a System Bias, CCM ou a conexão entre J62 e J27.
a. Se a tensão estiver OK e o D14, ACV LOW, não está aceso ou o sinal “AC V LOW b” no J62-10 é “alto” (aproximadamente 24VCC, relativo ao TP1 ou J62-8) a placa do System Bias está com defeito.
b. Se o D14 não estiver aceso e o sinal “AC V HIGH b” no J62-10 é “baixo” (aproximadamente 10-14VCC, relativo ao TP1 ou J62-8) então o System Bias está OK e o problema é na CCM.
c. Se o J62-10 está perto de zero volts deve ter uma conexão ruim entre J62-10 e J27-10 ou J62-7 e J27-7.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-82 APÊNDICE Manual 0-5297P
241-246 Erro na entrada da alimentação na seção do inversor.
A placa System Bias verifica se a tensão de alimentação está alta, baixa ou falta de fase na alimnetação. É im-provável mas não impossível que o problema com a alimentação possa resultar nos erros 241-246.Os códigos 241-246 apontam a problemas na alimentação para os inversores ou no caso de falha de fase pode ser a contatora que fornece alimentação a 3 seções de inversores.
Uma vez que a contatora de entrada fecha, aplicando tensão aos inversores, eles testam se a entrada está alta, baixa e se está faltando fase. Quando a tensão de entrada está na faixa correta, um LED verde, D4, chamado READY acende no lado esquerdo da placa principal do inversor. Se D4 não acender, tanto a tensão de entrada está fora da faixa ou o inversor está com defeito.
Você ainda pode receber os códigos 241-246 devido a falta de fase com o LED READY aceso. O LEDirá acender e apagar muito rápido mas pode parecer sempre ligado. Neste caso você pode medir o sinal no cabo flat. O sinal anteriormente chamado de READY agora é chamado de AC_INPUT_FLT. É um sinal diferencial nos pinos 1(+) & 2(-) do cabo flat de 30 vias dos inversores. Se a entrada CA estiver correta você deve ler de 5-6V entre os pinos. Se AC_INPUT_FLT for verdadeiro, a tensão nos pinos 1 & 2 será menor de 2V.
Alguns outros códigos de falha como Falha do inversor e Sobretemperatura também colocam o AC_INPUT_FLT (not Ready). No entanto, eles irão travar com o correspondente LED ou mostrar código de erro diferente. No caso de uma falha na alimentação a CCM não remove a alimentação dos inversores.
Coisas que podem causar código de falha de alimentação:
1. Quedas da tensão em uma ou mais fases intermitente por pelo menos 1 ms. Um tempo maior provavel-mente irá mostrar uma falha diferente. Se for a tensão de alimentação não deve mostrar sempre o mesmo inversor.
2. Falta de fase ou intermitente a um inversor específico a falha sempre irá apontar para este inversor.
3. Conexão intermitente no sinal de falha interno ao inversor.
247-252 Falha no inversor
Uma vez que a contatora fecha e é aplicado a tensão aos inversores vários testes são feitos. O sinal de falha no inversor trava ele e mesmo que a falha tenha sido eliminada você poderá ver que a falha ocorreu conforme indicado no LED vermelho D1, INV FLT na placa de controle e falha do inversor. É limpo aplicando o sinal de START ou desligando e ligando. Se a falha ainda estiver presente ela irá voltar a aparecer.
Coisas que podem causar falha no inversor:
• Umaoumaistensãodealimentaçãolocal(+/-12VDC)falhaouforadoespecificado.OsLEDsverdenaplaca Cap Bias marcado +12V (D13) & -12V (D6) indicam que a alimentação está presente mas não neces-sariamente dentro da tolerância.
• DesbalançonatensãodocapacitordeentradaindicadopeloLED(vermelho)D3CAPIMBALANCEnolado esquerdo da placa principal do inversor. Aplicado em unidades com capacitores em série (380-480V).
• Muitacorrentenoprimáriodotransformadorprincipal(trafodechaveamento),D32,PRIOCLED(ver-melho), na placa de controle.
INV_FLT é u msinal diferencial nos pinos 3(+) & 4(-) no cabo flat de 30 vias. Se não tiver nenhuma falha você deve ler 5-6V entre os dois pinos. Se INV_FLT for verdadeiro, a tensão nos pinos 3 & 4 será menor de 2V.
253-258 Sobre temperatura dos inversores.
Cada seção do inversor (IS) contém um ou mais sensores de temperatura. Se algum destes detectar uma sobre temperatura irá ativar o sinal “OVERTEMP_FLT que vai para a CCM através do cabo flat da seção do inversor. Os semicondutores dos inversores (transistores e diodos) são refrigerados a água. Qualquer coisa que aumente a temperatura do refrigerante pode causar sobre aquecimento dos inversores. Os trafos e indutores dos inver-sores são refrigerados a ar pelo mesmo ventilador que refrigera a água.
Possíveis causas:
• Ventiladorderefrigeraçãonãoestáoperando.
• Imterrupçãodofluxodear.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-83
• Móduloinversorcomdefeito.
• Conexãoruimdocaboflatdoinversor.
• CCMcomdefeito.
Originalmente unidades de 100 e 200A tinham 2 ventiladores pequenos enquanto as unidades de 300 & 400A usam um ventilador grande junto com um radiador grande. Recentemente, o ventilador grande simples pode ser usado nas unidades de 100 & 200A.
Solucionando problemas:
1. Confirme que o ar está saindo em ambos os lados superior e inferior pelas aberturas laterais. Como o ven-tilador está atrás do radiador, é dificil de ver para confirmar se eles estão girando mas talvez se utilizar um espelo para inspecionar. Veja a seção do código 403 para solucionar problemas do ventilador com defeito.
! AVISO
As pás do ventilador podem se mover e um contato acidental com um espelho ou outro sistema de inspeção pode causar danos pessoais ou danos a máquina.
2. Deixar as laterais dos paineis fora do local, especialmente o esquerdo inferior ou a tampa superior irá reduzir o fluxo de ar. Se o radiador ficar sujo com poeira também irá reduzir o fluxo. Limpe o radiador periodicamente aplicando ar para limpar a sujeira.
259-264 Sobre temperatura do inversor devido ao ambiente quente.
A CCM mede a temperatura ambiente onde o ar de resfriamento entra através das aberturas no lado esquerdo do painel frontal. Se um inversor entrar em temperatura alta e se for determinado que a temperatura ambiente está acima de 400 C nós iremos mostrar um ou mais códigos, 252-264. O sensor TS2, é um resistor NTC (Negative Temperature Coefficient) o qual a resistência varia conforme a temperatura. Ele é montado dentro do painel frontal próximo as aberturas do lado esquerdo. Para acessar é necessário remover um ou mais dos módulos inversores. Se o ambiente estiver quente mas nenhum dos inversores estiver quente, nenhum erro irá aparecer.
Possíveis causas:
• Ambientemuitoquente.
• Ventiladornãoestáoperando.
• Alteraçãodofluxodear.
• TS2,sensordetemperaturaambiente,emcurto(muitoimprovável)oucomdefeito.
• Placaderelécomdefeito.
• CCMcomdefeito.
• Placaderelécomdefeito.
Solucionando problemas:
1. Se a temperatura ambiente exceder 40 0 C, esfrie o ambiente, ou opere a unidade com um ciclo de trabalho reduzido ou em uma corrente menor.
2. Confirme que o ar está sendo puxado da abertura do lado direito. O ventilador está atra’s do radiador e é dificil de ver para confirmar que está funcionando, mas ta;vés você possa inspecionar com um espelho. Cudado para não aproximar o espelho ou a sua mão perto das pás. Fontes de 100 & 200A pode ter 2 ven-tiladores pequenos, 300 & 400A tem 1 ventilador grande.
3. É improvável que este código de temperatura ambiente alta será mostrado antes de outro código de tem-peratura mas apenas como teste se deixarmos as laterais dos paineis abertos, especialmente o esquerdo inferior e o de cima irá reduzir o fluxo de ar. Se o radiador estiver sujo, também irá reduzir o fluxo de ar.
4. Para testar o TS2, remova J2 da placa de relé e meça a resistência entre os pinos 4 & 6 do conector J2. A resistência varia de 33K ohms a 00 C a aproximadamente 12K ohms a 200 C a 5,3K ohms a 400 C.
5. Se o TS2 está correto, o problema pode ser com a placa de relé ou a CCM.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-84 APÊNDICE Manual 0-5297P
a. A saída da placa de relé vai para a CCM no pino 30 do cabo flat de 40 vias (J4 da placa de relé para J23 da placa CCM I/O). É uma tensão analógica que deve entre 0,44V a 00 C a 1,6V a 400 C. Se estiver confir-mado que a temperatura ambiente não está acima de 400 C e o sinal da temperatura ambiente no pino 30 estiver maior do que 1,6 V então a placa de relé está com defeito.
b. Se o sinal da temperatura ambiente no pino 30 estiver OK, menos de 1,6V, e o ambiente não estiver acima de 400 C, então a CCM está ruim.
265-270 Sem alimentação no inversor
Existem vários sinais digitais no cabo flat entre o inversor e a CCM que envolvem alguns níveis de tensão. Isto iniclui AC_INPUT_FLT\, INVERTER _FLT\, OVERTEMP_FLT\ e POWER_PRESENT. Normalmente todos estes sinais devem ser alto. Antes de aplicar alimentação aos módulos inversores a CCM já vez um teste de continuidade para verificar se a seção está no local e o cabo flat conectado (código 224 & 237). Assim que a alimentação é aplicada aos módulos inversores a CCM verifica estes 4 sinais e, tendo já confirmado que existe um inversor cujo o cabo está conectado. Se não encontra nenhum dos sinais com tensão, ela assume que não existe alimentação para esta seção ou alguma coisa está errada com esta seção do inversor.
Possíveis causas:
• As3fasesdeentrada,J103-105paraoinversornãoestáconectada.
• OdisjuntorCB2forneceo120VCAparaacontatora(eignitor)estáaberto.
• Alimentaçãodacontatoraparaaseção(eoutroas)comdefeito.
• Placaderelécomdefeito.
• Inversorcomdefeito.
• CCMcomdefeito.
Solucionando problema:
1. Verifique se os cabos de alimentação estão conectados nos inversores.
2. Verifique se a contatora para aquela seção (W1 para 1A, 1B, 2A; W2 para 2B, 3A, 3B) está alimentada.
a. Existe uma seção retangular no meio de cada contatora em cima que pode ser utilizado para conectar um contato auxiliar. Isto também pode ser um indicador que a contatora está operando já que é puxado quando energizada.
b. Verifique se o CB2 na parte traseira está acionado. O botão branco marcado com “5” indicando que é de 5 amps, irá pular quando for desarmado. Pressione-o e se pular novamente alguma coisa está errao (bobina da contatora?) pode estar em curto.
c. Meça 120 VCA na bobina da contatora. Se estiver presente, mas a contatora não atracou, provavelmente está com defeito.
3. Na placa de relé o LED D22, CONTACTOR ON (verde) próxiimo ao relé K1 acende se o K1 estiver sido energizado.
a. Se estiver aceso verifique o 120 VCA entre o J8-1 e J8-9. Se estiver presente a placa de relé está OK.
b. Se o D22 estiver aceso mas 120 VCA não estiver presente no J8-1 e J8-9 (veja se o instrumento está em VAC) então a placa de relé está com defeito.
c. D22 não está aceso, vá ao cabo flat de 40 vias e teste a conexão e meça a tensão no pino 17 (relativo ao TP1 tanto na placa de relé ou na placa CCM I/O). Ele deve ser baixo, menos de 1 volt. Se estiver baixo aparentemente a placa de relé está com problema. Se estiver alta, aproximadamente 24 VCC então a CCM pode estar com defeito., não informando a contatora para ligar.
4. A seção do inversor pode estar com defeito na bias supply. Troque o cabo flat do lado do inversor com o mais próximo.
a. Se agora informar um código diferente, aquele que foi invertido, então o original está com defeito.
b. Se ainda mostrar o mesmo código ou o cabo está com defeito ou a CCM está ruim.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-85
271 Falha ao ler o ID do inversor.
Veja a seção dos códigos 225-230 para uma descrição do sinal de ID. Se este código aparecer isso significa que um destes sinais do ID foi falso em algum momento depois de ligar.
Possíveis causas:
• Umcaboflatintermitenteouumtravanãopresanolugar.
• InterferênciaEMI.
Solução de problemas:
1. Primeiro desligue e ligue novamente a alimentação para ver se a falha ainda está presente. Pode ser que agora apareça um dos códigos 225-230 que irá indicar qual inversor.
2. Determine quando o código aparece. Se for EMI pode não aparecer a todo momento mas se, quando aparecer, será sempre no início do piloto, pode ser interferência EMI. Verifique o aterramento dos cabose se for uma AC200XT verifique a conexão da blindagem da tocha ao painel traseiro.
3. Se acontecer intermitentemente durante o corte ou em modo de espera, pode ser um cabo flat com contato intermitente. Este código não odiz qual inversor então você vai ter que verificar cada cabo flat para uma correta conexão em cada ponta. É muito improvável que um cabo flat esteja com mal cantato mas se você tem mais de 2 seções tente desconectar uma seção de cada vez e corte com uma corrente menor. Veja se você caha um que esteja causando o problema e então substitua este cabo flat.
Grupo 3 códigos relacionados ao estado e protocolo de comunicação do controle de gásVeja também o código de estado do GCM 2010 no final desta seção.
301 Falha de comunicação do Controle de Gás
Se não for detectado sinal no link da fibra ótica do controle de gás. No case de haver mais outro dispositivo além do controle de gás conectado ao CANBUS, este código irá indicar que o Controle de gás está tendo problemas de comunicação enquanto os outros dispositivos estão OK. Nós não temos qualquer outro dispositivo na CANBUS logo é mais provável que o código 501 será mostrado. No caso de solução do problema use o mesmo do 501.
Possíveis causas:
• Maisprovávelquetenhasujeiraoudefeitonafibraouconector.
• CaboparaoGCM2010,DMCouDPCnãoconectadoouquebrado.
• PlacadecontroleoufontenoControledegáscomdefeito.
• CCMcomdefeito
Solucionando problemas:
1. Verifique se o cbao de fibra ótica está completamente conectado nos dois soquetes. Limpe os extremos dos cabos com um pano macio e limpe os conectores com ar.
2. Verifique os cabos de controle. Se algum dos cabos de controle não estejam conectados não irá existir co-municação já que não haverá alimentação. Isto irá aparecer como 301 ou 501. Se o cabo estiver quebrado ou com defeito tal como controle de gás não está habilitado pode haver alimentação mas no caso do DMC ou DPC está com o LED de falha piscando o erro 101 enquanto a CCM apenas irá detectar que não existe comunicação e irá mostrar 301 ou possivelmente 501.
302 Falha de retorno da comunicação do controle de gás
Comunicação foi estabelecida mas o controle de gás não retornou uma solicitação da CCM no tempo permitido. Provável causa é problema na fibra ótica (veja código 501) ou se o problema persistir defeito na placa principal do controle de gás.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-86 APÊNDICE Manual 0-5297P
303 Falha pressão de gás
A falha na pressão do gás apenas é mostrada quando você tentar iniciar a tocha, não durante a purga ou ajus-tando o fluxo.
Com a Auto-Cut 200 XT e Auto-Cut 300 XT (GCM 1000 XT), o sensor de pressão de gás é apenas na linha de gás plasma e é em série com a chave Run/Set. Um código 303 é indicado tanto se o gás plasma estiver ausente ou com a pressão muito baixa, menos de 50 PSI, ou chave RUN/SET na posição SET.
Iniciando com GCM2010 revisão AG nós medimos a pressão de entrada dos dois gases plasma e de proteção na entrada daso manifild seletor de gás. Se a pressão estiver tanto muito baixo ou muito alta é mostrado o código 303. Revisão anterior não deve mostrar código 303. O GCM2010 irá mostrar qual o gás é o problema e a pressão atual. A pressão no ponto onde é medido deve estar entre 100-135 PSI. A excessão é para o gás de proteção se a chave de gás estiver em pressão então a pressão mínima pode ser 85 PSI.
Se o controle de gás GCM 2010, na placa principal, medir entre os pontos de teste TP1 (terra) e TP18 (proteção) e TP19 (plasma) para medir o sensor de pressão de saída. A tensão deve ser entre 2,6V a 3,5V para 100-135 PSI. Com a chave de proteção em pressão o limite baixo é 2,1V. Seja qual for o gás que sair destes limites será o que estiver causando a falha. Lembre-se de que a pressão pode cair durante a operação, mostra o código, então recupera mostrando L303 quando você está medindo-o.
• Paratestarafalhadosensordepressãoouapressãodosuprimentodogáscommuitarestrição.NoGCM2010 coloque a chave de MODO em SET Plasma & Shield, gire o o regulador de pressão para a pressão máxima e compare com a pressão mostrada. Se a pressão mostrada não se aproximar e combinar com o manômetro é provável que o sensor esteja com defeito. Se o manômetro e a pressão mostrada forem baixa o suprimento para o controle de gás está com muita restrição. Talvez a mangueira seja muito comprida ou muito estreita.
304 Controle de gás não está pronto
Este é o código normal quando o controle de gás está fazendo a purga ao ligar a fonte ou quando o processo é carregado ou depois de quando o sistema plasma é desabilitado e retorna. Se for o GCM 2010 a chave de modo pode não estar em RUN.
Código 304 combinado com 204 & 402 quando o Plasma Enable no controle de gás GCM 2010 está em desabilita pode indicar a falha na placa CCM I/O. Quando a chave for colocada de volta para habilitar a bomba não irá iniciar e ainda será mostrado no display o código 402 indicando que não existe fluxo do refrigerante.
Normalmente o código durante o estado de desabilitado deve ser 101. Circuitos na placa I/O detectam que o Plasma Enable está em desabilita e envia um sinal para o micontrolador na CCM. Se uma falha está na CCM previne que este sinal seja enviado para o microcontrolador e ele não sabe que o sistema está desabilitado e envia estes outros 3 códigos.
305 Erro de protocolo do controle de gás
Falha de erro de aplicação ou incompatibilidade do firmware. Consulte a fabrica para a última atualização do firmware. Possíveis interferências eletromagnéticas do ignitor; inspecione o terra, conexão e isolação.
306 Não usado. Este é um dos códigos reservados para produtos de versão anterior.
307 Retorno da sequência de comando errada do controle de gás.
Incompatibilidade do firmware. Consulte a fabrica para a última atualização do firmware. Possíveis interferên-cias eletromagnéticas do ignitor; inspecione o terra, conexão e isolação.
308 Desencontro entre o tipo da CCM e controle de gás.
A CCM da Auto-Cut XTé desenvolvida para trabalhar com o GCM 1000 (AC 300 XT) ou o controle de gás embutido da AC 200 XT. A tentativa de usar o GCM 2010 ou DFC 3000 Controle de gás automático em uma Auto-Cut irá resultar no código 308. O mesmo aconteçe ao tentar usar a CCM de uma Auto-Cut XT em uma Ultra-Cut XT també irá resultar no código 308.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-87
309 Falha do retorno de comunicação do controle de gás.
Não corresponde ao que foi solicitado. Possível incompatibilidade do firmware. Consulte a fabrica para a última atualização do firmware.
Possível interferências eletromagnéticas do ignitor; inspecione o terra; conexão e isolação.
310-313 Falha do DFC 3000 Auto Gas.
Estes diferentes códigos são mostrados na fonte simplesmente para indicar um dos módulos de auto gas (DPC para os códigos 310 ou 311; DMC para 312 e 313) indicando uma falha. Você deve verificar o LED vermelho no módulo correspondente piscando o código e verificar na tabela de códigos para mais informações.
GCM 2010 Código de estado
GCM 2000 tem um LED no painel frontal que pisca vários códigos.
GCM 2010 tem um display de LCD que mostra várias mensagens de estado. No entanto, existe alguns relativos a comunicação que não são claros.
Quando existe um erro de comunicação ele será mostrado mas uma vez corrigido será mostrado como:
^E4–ErrodebaixoníveldoCANbusondeaCCMnãoreconheceuorecebimentodamensagemdocontroledegás.
^E5–ErrodebaixoníveldoCANbusondealinhaapagou.
^E6–ComunicaçãoCANbus(fibraótica)esgotouotempo.
Código do Grupo 4 relativo ao sistema de refrigerante líquido
Descrição do sistema de refrigeração. O sistema inlcue im reservatório, uma bomba, um ou mais trocador de calor, chave de fluxo, chave de nível e sensor de fluxo em alguns modelos. Também inclue um filtro e várias conexões e mangueiras. O novo refrigerante está instalado dentro do reservatório ou tanque através de uma abertura frontal na unidade onde existe um indicador de nível visual. O refrigerante flui para a entrada da bomba da parte de baixo do tanque, é bombeado através do alívio de pressão ou pela válvula de “bypass” onde o limite máximo da pressão é 150 PSI retiando o excesso de volta para o reservatório. O sensor de temperatura do refrigerante, TS1, sensor NTC linear, é montado na válvula de bypass.
Da válvula bypass na maioria do sistema de refrigerante é bombeada para o painel traseiro pela conexão onde vai para a tocha pelo RAS 1000 XT, o ignitor, a UC 400 XT tem um trocador adicional externo, o HE 400XT na linha de suprimento entre a fonte e o ignitor. Na AC 200 XT com o ignitor embutido o refrigerante vai para a bobina de água HF (alta frequência) e então o cabo da tocha anexado a conexão interna da tocha na cabeça. Refrigerante da tocha retorna para o RAS e na conexão de retorno na parte de trás da fonte. Para a AC 200 XT o retorno é para a divisória incluido na unidade. O refrigerante retorna da tocha para a perte de trás da fonte no filtro e então para o radiador (interno) e para a chave de fluxo. Os modelos Ultra-Cut também tem um sensor de fluxo em série com a chave de fluxo que pode detectar bolhas no sistema de refrigeração. Uma vez que sai do radiador, o refrigerante vai para o inversor inferior “cold plate” ou trocador de calor líquido. Ele flui através dos inversores em série e retorna para o tanque.
401 Baixo nível do refrigerante
O reservatório (tanque) tem uma chave de nível normalmente aberta, tipo flutuante, LS1. Quando o nível do refrigerante do tanque estiver abaixo de metade este sinal de falha indica a necessidade de adicionar refrige-rante. Não irá parar o processo dirante o corte mas ao invés disso irá mostrar o código de falha 405 como um aviso. Assim que o corte parar ele não irá permitir que outro corte inicie até que esta situação seja corrigida.
Possíveis causas:
• Refrigeranteestábaixo
• Defeitonachavedenível,desconectadaouinstaladodecabeçaparabaixo.
• PlacaderelécomdefeitoouJ7desconectada.
• CCMcomdefeito.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-88 APÊNDICE Manual 0-5297P
Solucionando problemas:
1. Confirme visualmente que a chave de nível está abaixo do nível do refrigerante, se não estiver adicione mais refrigerante ao tanque.
2. Verifique o J7 na placa de relé.
a. Se estiver conectado corretamente remova o J7 e verifique a continuidade entre os pinos 2 e 4 (pinos 2 & 3 do J71 no sensor em si).
b. Se não tiver continuidade no J71 da chave, se ainda estiver aberto, troque a chave.
3. Se existir continuidade no J7 conecte-o de volta e meça a tensão no pino 9 do cabo flat de 40 vias (J4 da placa de relé para o J23 da CCM). Comum é o TP1 tanto na placa de relé ou na placa I/O.
a. O pino 9 deve ser alto, aproximadamente +10 para +15V. Se não tiver, a placa de relé está ruim ou o cabo flat esta em curto.
b. Para testar o cabo flat remova as duas pontas, J4 na placa de relé e J23 na placa I/O e meça do pino 9 para o pino 8 e pino 10 do cabo. Ambos devem estar abertos. Caso contrário troque o cabo flat. Se estiverem abertos a placa de relé é o problema.
4. Se o pino 9 do cabo flat estiver alto no passo 3.a a CCM está com defeito.
402 Baixo fluxo do refrigerante
A chave de fluxo FS1 é posicionada em série com o radiador onde é medido o retorno do fluxo da tocha. A chave de fluxo serve para dois propósitos, um é para garantir que existe um fluxo adequado do refrigerante e para garantir que os consumíveis estão instalados na tocha para que a saída negativa da fonte não fique exposta. Esta função é chamada “Parts in Place” ou PIP. A saída não pode ser habilitada se os consumíveis não estiverem no lugar.Achavedefluxonormalmenteabertanecessita0,7GPM(2,65litros/min.)+/-10%parafechar.
Quando o sistema é ligado e habilitado e falha ao alcançar o fluxo correto depois de 4 minutos o código 404 irá ser mostrado. Ao receber o código 402 significa que inicialmente tinha baixo fluxo mas alguma coisa fez com que o fluxo diminuisse. Listamos aqui algumas coisas que podem acontecer durante o corte que causa a redução do fluxo. Para outras causas como falhas em componentes veja o código 404.
Possíveis causas para baixo fluxo:
• Filtrodorefrigeranteentupido.
• Válvuladebypassdofluxocomajusteerradooucomdefeito.Chameafábricaparainstruções.
• Bombacomdefeito.
• Suprimentoderefrigeranteoumangueiraderetornodobradaoutorcidareduzindoofluxo.
Se o fluxo do refrigerante não estiver baixo mas o código está sendo mostrado, outras possíveis causas:
• Chavedefluxodesconectadooucomdefeito.
• Placaderelé.
• CCM.
Solucionando problemas:
1. Primeiro observe se a falha é “E” significando está baixo no momento ou “L” significando que esteve baixo mas não no momento. Se o fluxo ainda permanece baixo indica que um componente está com problema ou um bloqueio como filtro entupido ou mangueiras dobradas. Isto ainda significa que você deve ser apto a medir o fluxo para determinar se ele realmente está baixo ou o sensor está com problema.
2. Primeiro desligue e ligue a fonte. Se o fluxo ainda estiver baixo ou se existir um componente falho o código 404 deverá aparecer. Vá para a seção correspondente para solução do problema.
3. Se após desligar e ligar a fonte nenhum código aparecer, continue cortar para ver se ocorre novamente. Anote quando acontecer, por exemplo se a tocha estiver em um canto da mesa, talvés o cabo da tocha esteja pinçada. Em qualquer caso vá a seção do código 404 para mais informações.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-89
403 Aquecimento do refrigerante.
TS1 é um sensor de temperatura linear negativo (NTC) anexado a conexão de latão na saída da válvula de bypass. Aqui determinamos se o refrigerante que está sendo fornecido para a tocha está abaixo da temperatura necessária que atualmente é 750 C (167F). O radiador está na psrte inferior do lado direito da unidade. O(s) ventilador(es) estão atrás a ele passa o ar através do radiador. Nas unidades de 100A & 200A podem existir 2 ventiladores pequenos ou um grande. As unidades 300 & 400A tem um grande.
Os ventiladores operam durante o corte e por 4 minutos depois que o último corte tenha terminado. Exceto a AC 200 XT onde os ventiladores estejam ligados sempre que a fonte esteja ligada. O trocador externo de calor, HE400, o ventilador é controlado pelo termostato e ele apenas é ligado quando o refrigerante está acima de 600 C. Ele irá desligar quando os outros desligarem.
Possíveis razões para aquecer o refrigerante:
Ventilador(es) do refrigerante falhou ou relé MC2 de controle do ventilador com defeito.
• Radiadorentupidocomsujeira.
• Ciclodetrabalhoexcedido(temperaturaambienteacimade400 C e operando com ciclo alto).
• Operandocomumobjetoposicionadopróximoasaídadear(ladodireitodaunidade)ounasaberturasfrontais do painel.
• Operarportempomaiorcomalateraldireitaremovido.
• Placaderelécomdefeito.
• CCMcomdefeito.
Solucionando problemas:
1. Verifique o fluxo de ar saindo da fonte. Lembre-se, a AC 200 XT, os ventiladores apenas funcionam quando o CNC START é aplicado e por 4 minutos depois de um corte, você deve aplicar o sinal novamente para reiniciar o tempo de 4 minutos. Os ventiladores podem ser forçados fazendo um jumper no TP2 na placa CCM I/O para o TP1 (terra).
a. Se estiver usando o trocador de calor externo HE400XT, opcional para 300A, padrão para 400A, verifique o fluxo de ar entrando e saindo. Note que o ventilador do HE400XT, controlado por um termostato no HE400XT, apenas roda se o refrigerante estiver acima de 600 C e os ventiladores internos estejam oper-ando. Com as fontes de 100 & 200A se eles tem 2 ventiladores certifique-se de que ambos estão operando verificando se o ar está passando tanto na parte de cima como da parte de baixo. Os ventiladores são dificeis de ver, talvez você pode utilizar um espelho. Cuidado para não aproximar o espelho ou as mãos perto das pás.
2. Os ventiladores são alimentados com 230 VCA. O 230 VCA para o(s) ventilador(es) é chaveado pelo relé de controle MC2 (exceto a AC 200 XT onde o(s) ventilador(es) são alimentados diretamente do transformador T1 no J13).
Art # 12311
12345678910111213141516
J8
1
53
2
4
Fan Bias Control
K4MC2
Fan Control
(160)
(161)
SA3
ARC_SUPPRESSOR
D24
24 VAC
Relay PCB
230 VAC from T1
MC2A
MC2B
To J70-2
To J70-3
(69)(70)
(70)
(65A)
(70)(69)
123
J73(64A)
CHASSIS GND
123
J72 C4 FAN1R
R
BK
BNBL
1234
J13TP1TP2
CCM I/O PCBTo test fan relay jump TP2 to TP1.
+24
J4-19

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-90 APÊNDICE Manual 0-5297P
3. Verifique o 230 VCA tanto nos conectores do ventilador, J72 & J73. Também pode ser medido no painel traseiro no conector J70 do ventilador do HE400XT.
a. Se os ventiladores não estiverem recebendo o 230 VCA, meça o 24 VCA na bobina do MC2. Se estiver presente e os contatos do relé não estejam fechados, o relé está como defeito. Note, a bobina é retificada então você não vai medir a continuidade nem uma bobina boa.
b. Se o 24 VCA não estiver presente na bobina do MC2 verifique se o D24 na placa de relé está aceso. Se estiver aceso, a placa de relé deve estar fornecendo 24 VCA logo se não estiver fornecendo, a placa de relé está com defeito.
c. Se o D24 não estiver aceso, meça na placa CCM I/O entre o TP2 e o comum no TP1. Deve ser baixo, perto de zero volts. Se não a CCM provavelmente está com defeito. Faça um jumper do TP2 (placa I/O) ao TP1. Se os ventiladores agora ligam, troque a CCM.
d. Se o jumper TP2 ao TP1 não faz o ventilador girar então a placa de relé ou o cabo flat de 40 vias pino 19 está ruim.
404 Sistema refrigerante não pronto
Quando a alimentação é aplicada ao sistema com o plasma Externo habilitado satisfeito e o habilita plasma (chave no 2010 ou TSC 3000), assumindo que exista refrigerante suficiente no tanque, depois de alguns testes iniciais que levam aproximadamente 5-20 segundos (veja a seção 4 do manual para detalhes da sequência de início) a bomba irá iniciar. O refrigerante irá ser bombeado através do circuito. O fluxo é medido pelo FS1 cha-ve de fluxo colocado no retorno do cabo da tocha logo antes do radiador (veja o diagrama da tubulação). Se o fluxo não alcançar pelo menos 0,75 GPM (2,8 lpm) dentro de 4 minutos será mostrado a falha 404. A razão de 4 minutos é que em um novo sistema seco especialmente o que tem o cabo da tocha longo irá levar mais tempo para encher com o refrigerante as mangueiras, radiador e as placas dos inversores. Pode ser necessário adicio-nar mais refrigerante. No sistema que já esta funcionando normalmente levará apenas alguns segundos para estabelecer o fluco correto. Em qualquer caso a bomba irá funcionar por 4 minutos antes de mostrar a falha 404.
Primeiro determine se o motor da bomba está girando e se existe refrigerante fluindo. Com o painel lateral direito inferior retirado toque a bomba e sinta a vibração o que indica que está girando. Observe a mangueira trans-parente para ver se está cheio de refrigerante. Existem duas conexões da mangueira na parte traseira da fonte. A superioré o retorno do refrigerante. Remova a tampa do tanque. Você deve observar um jato do refrigerante sainda esta conexão. A conexão inferior é da válvula bypass da bomba. Se a bomba estiver operando algum líquido também deve estar saindo desta conexão. Se estas conexões estiverem abaixo do nível do refrigerante você deve retirar um pouco para vê-las. Se um jato forte existir pela conexão da válvula de bypass (inferior) mas nada da conexão superior, você provavelmente tem algum tipo de bloqueio.
Rasões para a falha 404 (Refrigerante não fluindo):
• Emumanovainstalação,orefrigeranteaindanãocirculouportodoosistema.Adicionemaisrefrigerantese necessário e desligue e ligue novamente para iniciar a bomba por mais 4 minutos.
• Mangueirasdesuprimentoeretornodorefrigeranteestãoinvertidas,válvuladeretornonatochaevitafluxo invertido.
• Consumíveisremovidosouerradosfazendocomqueaválvuladeretornodesliqueofluxo.
• Tubodorefrigerantedatochadanificadoouaextensãqodotubo(senecessário)ausente.
• Semalimentaçãonomotordabomba.
• Falhanomotor/bomba.
• Válvuladebypasscomdefeitoouajustadaincorretamente.
Tubo do refrigerante danificado
Tubo do refrigerante inclue uma válvula de refluxo na parte superior. Quando o cartucho com os consumíveis não estão instalados a mola empurra o tubo para fora fechando a válvula prevenindo o vazamento.
Quando os consumíveis estão no local eles empurram o tubo para dentro, abrindo a válvula, permitindo o fluxo do refrigerante. O tubo do refrigerante tem dedos na parte de baixo para entrar em contato com a parte de dentro do eletrodo e permitir que o refrigerante flua através das aberturas entre os dedos.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-91
Os dedos podem dobrar, ou quebrar se não tomarmos cuidado quando colocar o cartucho. Se os dedos estive-rem dobrados ou quebrados diminue o tubo fazendo com que o consumíveis não empurre o tubo o suficiente para abrir a válvula resultando em nenhum fluxo do refrigerante. O conjunto do tubo do refrigerante pode ser trocado separadamente da cabeça da tocha.
Alguns dos consumíveis utilizam extensão do tubo. Uma extensão perdida não irá permitir que a válvula de retorno abra.
Art # 12312
Coolant Tube ExtensionFingers
Internal Check Valve
Sem alimentação para a bomba do motor
O motor da bomba é alimentada com 230 VCA controlada pelo relé de controle MC3. Durante os 4 minutos depois de aplicada a alimentação, antes que o código de falha 404 apareça, meça o 230 VCA no conector do motor J16 pino 1 ao pino 3.
a. Se o motor da bomba não tiver 230 VCA, meça 24 VCA na bobina do MC3. Se estiver presente e os con-tatos do relé não fecharem, ele está com defeito. Note, a bobina é retificada então você não vai medir a continuidade nem uma bobina boa.
b. Se o 24 VCA não estiver presente na bobina do MC3 verifique se o D27 na placa de relé está aceso. Se estiver aceso, a placa de relé deve estar fornecendo 24 VCA logo se não estiver fornecendo, a placa de relé está com defeito. Meça 24 VCA no J9-6 ao J9-12 na placa de relé. Se 24 VCA está presente e o D27 está aceso, a placa de relé ou os cabos estão com defeito.
c. Se o D27 não estiver aceso, meça na placa CCM I/O entre o TP3 e o comum no TP1. Deve ser baixo, perto de zero volts. Se não a CCM provavelmente está com defeito. Faça um jumper do TP3 (placa I/O) ao TP1. Se os ventiladores agora ligam, troque a CCM.
d. Se o jumper TP3 ao TP1 não faz o ventilador girar então a placa de relé ou o cabo flat de 40 vias pino 13 está ruim.
Art # 12313
MC3A
MC3B
M1
Torch Coolant Pump
123
J16
1234J13
(65B)(66)
(67)(64B)
CHASSIS GND
12345678910111213141516
J8
1
53
2
4
Coolant Pump Control
K5MC3
Coolant pump Control
(163)
(162)
SA4
ARC_SUPPRESSOR
D27
24 VAC
Relay PCB
TP1TP3
CCM I/O PCBTo test Pump relay jump TP3 to TP1.
+24
J4-13
230 VAC from T1
O refrigerante está circulando mas está menor que o mínimo necessário:
Teste e ajuste a bomba / válvula de bypass:
Este teste mede a pressão bloqueada na conexão do refrigerante no painel traseiro da fonte. Faça este teste apenas depois que o sistema refrigerante estejá completamente funcional, isto quer dizer com o refrigerante circulando através de todo o sistema e sem bolhas. Será necessário um manômetro com a conexão #6 JIC.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-92 APÊNDICE Manual 0-5297P
O manômetro precisa ser capáz de ler ao menos 173 PSI. Retire a mangueira de suprimento do refrigerante e coloque o manômetro no seu lugar. Para a Auto-Cut 200 XT conecte o manômetro no lugar da mangueira de suprimento do refrigerante na conexão da tocha. É uma conexão #5 JIC.
NOTA
Não coloque o manômetro em linha e tente bloquear a mangueira para travar o fluxo. É muito difícil bloquear totalmente o fluxo e a falha em tal bloqueio irá resultar em um ajuste incorreto do bypass.
Ligue a unidade. Você terá 4 minutos para executar o teste / ajuste antes que o sistema termine o tempo de espera e apresente o erro de fluxo do refrigerante. Se ito acontecer religue novamente a unidade e você terá mais 4 minutos.
1. A pressão no manômetro deve estar perto de 173 (170 - 175) PSI. Se estiver, a bomba e o bypass estão OK.
2. Se a pressão for menor que 173 PSI ajuste o parafuso do bypass no sentido horário para aumentar a pressão. Se você pode mudar a pressão mas não alcançar os 173 PSI é provável que a bomba esteja dani-ficada ou desgastada. Se a pressão não mudar utilizando o parafuso do bypass é provável que o bypass esteja danificado.
3. Se a pressão estiver acima de 173 reduza a pressão ajustando o parafuso da válvula de bypass no sentido anti horário.
Teste de vazão do fluxo:
Além do teste de pressão ou se você não possui o manômetro, determine se a vazão retornando da tocha ( a vazão que passa através do FS1), está maior que a necessidade mínima. Com a unidade desligada remova a mangueira de retorno na parte de trás da fonte. Coloque um recipiente com um volume conhecido. Ligue a fonte e deixe a bomba rodar por exatos 30 segundos. Ela deve bombear aproximadamente 3/8 gal. (1,4 l).Use um recipiente maior no caso do fluxo estiver maior e vazar.
Se o fluxo estiver abaixo de 0,75 GPM:
• Procureporrestriçãotalcomodobrasoualgumacoisapressionandoasmangueirasouocabodatocha.
• Outraspossibilidadessãoaválvuladebypassfoiajustadaerradamente(alguempodetergiradoopara-fuso de ajuste) veja o teste/ajuste de pressão acima.
• Abombaestáruim(podeserocasoemunidadesantigas).
Fluxo do refrigerante está correto mas o sistema não detecta devido a componentes com defeito:
• ChavedefluxoFS1comdefeitooudesconectado.
• Placaderelé.
• CCM.
ChavedefluxoFS1desconectado–FS1vemcomoscabosaproximadamente1pédecomprimentoeoconectorque conecta os 3 fios. Isto pode desconectar tanto no lado do J74 ou J5 na placa de relé.
FS1comdefeito–Achavedefluxo,normalmenteaberto,fechaquandoofluxopassaporeleeémaiorque0,75GPM, pode abrir. Lugar mais facil de medir a chave é no conector J5 que conecta na placa piloto. Assumindo que voce anteriormente determinou que o fluxo é suficiente, desconecte J5 da placa piloto, inicie a unidade para que o refrigerante circule e meça a continuidade entre os 2 pinos do J5.
• SenãotivercontinuidadeouachaveestáabertaouafiaçãoentreoJ5eJ74noFS1estáaberto.
• SehouvercontinuidadeentreospinosdoJ5comsuficientefluxoentãoouaplacadereléouaCCMestácom falha.
405 Aviso de baixo nível do refrigerante
Se o nível do refrigerante estiver baixo durante o corte não será necessário parar imediatamente o corte já que existe refrigerante suficiente para continuar mas mostramos o E405 como aviso. Uma vez que o corte para se o refrigerante ainda estiver baixo o mostrador troca para E401 e previne que outro corte inicie. Veja a seção do código 401 para solucionar problema.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-93
406 Aviso de baixo nível do refrigerante
As Ultra-Cut XT, junto com a chave de fluxo do refrigerante, inclue o sensor de fluxo tipo turbina FL1, veja o diagrama do refrigerante marcado como “bubble sensor”, com a saida pulsada que mede com prec’são o fluxo do refrigerante e ainda detecta a presença de bolhas de ar no refrigerante.As bolhas de ar provenientes de um vazamento na tocha ou nas conexões podem reduzir a vida dos consumíveis. Este código é um aviso, ele não inibe o corte mas se persistir, a causa deve ser investigada.
407 Aquecimento do refrigerante devido a alta temperatura do ambiente
Como descrito nesta seção nos códigos 259-264 é medido pela CCM a temperatura ambiente utilizando-se o sensor TS2 e, como com os inversores, se o refrigerante estiver aquecido nós primeiro verificamos o ambiente e se estiver acima de 40 0 C nós atribuimos a causa do aquecimento do refrigerante a alta temperatura do ambiente e claro a solução é diminuir a temperatura ambiente ou reduzir o ciclo de trabalho.
Outra possibilidade é o circuito de medição da temperatura ambiente estar com defeito e o refrigerante está aquecido. Neste caso você deve ir a seção do código 403 e encontrar a causa do aquecimento do refrigerante e vá a seção dos códigos 259-264 para determinar o que está de errado com o circuito do TS2.
Ogrupo5érelativoaerrosdecomunicaçãodoCANBUS(Fibraótica)
501 Falha de reconhecimento do CANBUS.
A CCM comunica-se com o controle de gás (exceto GCM 1000 XT) pela fibra ótica usando protocolo CANBUS. A CCM está procurando pelo sinal do controle de gás (GCM 2010 ou DMC) pelo link da fibra. Sem sinal detec-tado. A comunicação com o DPC é feito através do DMC mostra um código diferente, 301, se houver problema.
Possíveis causas:
• ControledegáséGCM1000XT(Auto-Cut300XT)semfibra,comproblemadeBasicID.
• ProblemanoCANBUS/Fibra-óticatantonoGCM2010ouDMC(partedoDPC3000).
• CabodecontroleparaoDMCouGCM2010comdefeito.
• Controledegás(DMCouGCM2010)pacaprincipalcomfusívelqueimadooucomdefeito.
• FontedoDMCcomfusívelqueimadooucomdefeito.
• CCMcomdefeito.
Solucionando problemas:
1. O GCM 1000XT (também chamado controle de gás másico) não utiliza comunicação CANBUS (fibra). Um jumper no conector J56 pinos 8 & 9, fornece o sinal “Basic ID” dizendo a CCM que não espere o CANBUS. Se em algum lugar este circuito estiver aberto, no cabo do controle de gás, pinos do conector, conexão do painel traseiro do GCM, J55 para a CCM (J26) a CCM irá esperar a conexão do CANBUS e irá reportar este erro porque não existe o CANBUS conectado.
2. DFC 3000. Se o controle de gás não estiver alimentado não irá comunicar. Verifique a alimentação para as placas de controle de gás.
a. Quando usa o Auto Gas (DFC3000) com DMC & DPC se não existir alimentação para a placa principal do DMC, o LED verde não acende no painel frontal do DMC. A placa principal recebe várias tensões da placa de alimentação. Para a comunicação é necessário +5VCC. Existe um LED verde, D17 (primeiro do lado esquerdo da linha de LEDs.) que acende quando a placa principal tem +5V.
b. A placa de alimentação do DMC tem vários LEDs azuis que acendem quando ele recebe alimentação. Se nenhum destes acenderem verifique se o cabo de controle está conectado ou se o dusjuntor, CB2, no painel traseiro da fonte pode estar acionado o que pode provavelmente ser um curto em algum lugar.
c. A fonte do DMC que forneçe várias tensões pode estar faltando uma ou mais e ainda ter algum dos LEDs azul aceso. Verifique as tensões.
3. GCM 2010.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-94 APÊNDICE Manual 0-5297P
4. CANBUS / Fibra-ótica erro de comunicação pode ser difícil de solucionar problemas, especialmente quando ele for intermitente. Veja o “Test the Fiber” abaixo. Coisas a procurar:
a. Os conectores não travam no local nas extremidades da fibra.
b. A fibra está danificada ou dobrada. Isto não deve ser neste caso se a fibra está protegida dentro da mangueira e presa pelo prensa cabo mas este não deve ser sempre o caso.
c. Sujeira nas extremidades da finra ou no receptor/transmissor onde as fibras são conectadas. Limpe gentilmente com ar limpo e seco tal como o utilizado para a limpeza das lentes de câmeras fotográficas.
d. Excessiva interferência elétrica. Enquanto a fibra é imune a EMI ele pode interferir em outros circuitos. Verifique que todas as conexões de aterramento estejam conectados conforme o manual e que estejam limpos e apertados. Verifique a resistência do aterramento (com todos os cabos desconectados da barra). Ele pode ter alterado devido as condições do tempo (seco). Veja as instruções no manual de intalação do plasma.
e. Receptor / transmissor com defeito ou outro circuito tanto a CCM ou placa do controle de gás. Troque a placa de controle de gás ou a CCM ou ambas.
Teste do transmissor / receptor. O transmissor / recebtor se paresse com isso:
Art # 12314
Teste da fibra:
Note que a fibra vai do conector preto de um lado para o azul do outro lado. Aplique uma luz brilhante em u mlado e você deve observar a luz do outro lado. Isto indica que a luz está passando mas não prova que está com a luminosidade suficiente.
A CCM é o mestre. Ela transmite e então espera uma resposta do módulo de controle de gás (GCM). O GCM não transmite por sí só, apenas em resposta a solicitação da CCM.
O terminal preto da fibra é inserida no transmissor que é o conector cinza na placa. A outra ponta da fibra é azul e entra no receptor preto na placa.
Alguns segundos depois de ligada e quando a bomba já tenhs iniciado a CCM irá tentar transmitir continuamente por algum tempo. Você pode desconectar a fibra da CCM e pode ver o LED vermelho do transmissor na placa da CCM piscando. Pode parar depois de algum tempo, então desligue e ligue novamente a alimentação antes de decidir que não está funcionando. Se não acender, verifique o outro par transmissor/receptor. Se nenhum deles piscar o problema está na CCM.
Se um dos transmissores estiver piscando conecte a fibra neste e o outro lado da fibra no controle de gás (des-conectado) você deve ver a luz vermelha saindo no conector azul.
O transmissor do controle de gás não transmite exceto em resposta a uma solicitação da CCM então você não vai ver qualquer luz do transmissor do GCM com o cabo desconectado. No entanto, se você girar o conector 90 graus e inserir o pino azul no receptor (conector preto), deixando o transmissor aberto, então o GCM deve receber a solicitação da CCM e deve brilhar o seu transmissor (conector cinza) como resposta. Caso contrério, o problema pode ser na placa do GCM, assumindo que ele tem alimentação.
Ainda é possível mesmo que você esteja vendo a luz vermela saindo do conector GCM da fibra que está suja em seu transmissor ou receptor ou a ponta da fibra está danificada fazendo com que mesmo que visível não é suficiente para a placa do GCM. Se tudo falhar, troque o cabo da fibra e ambas as placas CCM e GCM.
502 CANBUS desligado devido a excesso de erro.
Veja código 501 para solução de problema da falha CANBUS.
503 Aviso de erro da dados do CANBUS.
Este é um aviso, não desliga o sistema mas é uma indicação de que provavelmente irá desligar (código 502). Solucione o problema da mesma forma do erro 501.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-95
504 Reservado para uso futuro.
Você não deve receber este erro mas caso aconteça deve ser devido a EMI. Entre em contato com a fabrica.
Ogrupo6érelativoaCCMeatualizaçãodoprograma.Umaexcessãoéo619queéumafalhadachavedefluxoFS1.
601-611 Várias falhas internas da placa CCM CPU.
Para a maioria destas falhas tente desligar e ligar novamente a alimentação e se o problema retornar a única coisa a ser feita é trocar a CCM. Excessões são:
1. 603 Este é um dos códigos reservados da versão anterior do produto. Não usado logo nunca deve aparecer, se aparecer entre em contato com a assistência técnica.
2. 607 sobre temperatura do processador pode ocorrer se o ambiente na área da CCM estiver muito alta. Tente abrir a parte de cima do painel direito, talvés passar ar comprimido para resfriar ajude. Se isso não ajudar ou o ambiente não está muito alta, troque a CCM.
3. 611 tem várias causas a maioria requer a troca da CCM. No entanto, uma possível causa é o jumper de programação na placa da CPU (debaixo da placa de redução da estática) tenha sido deixado na posição PROG. Este é um ajuste de fábrica usado durante a programação inicial e nunca deveria ser encontrada no campo. Não é utilizado para atualização da aplicação. Ho entanto, se alguem mover o 611 irá aparecer.
612 Falha de alimentação na porta USB.
Alimentação para a porta USB +5V para alimentar alguns dispositivos USB tal como flash drive (thumb dri-ve, memory stick), usado para atualizar o programa. Um flash drive é o único dispositivo atualmente sendo utilizado por esta porta USB. Esta falha detecta ausência ou baixa tensão na porta. Isto pode ser um curto na flash drive ou algum outro dispositivo que drene muita corrente excedendo o limite da alimentação da USB.
Tente outro flash drive ou se você sabe que está OK (funciona no computador), então troque a CCM.
613 Falha ao criar o arquivo de Log da USB
Quando atualizar o programa da CCM, DMC e DPC de um flash drive, um arquivo de log chamado CCM_LOG.TXT é criado no flash que informa os resultados da atualização incluindo qualquer problema. Se este arquivo log não pode ser criado você receberá o 613. Isto pode ser um problema com o flash drive que tem muitos arquivos ou um problema com o formato que pode não ser compatível com a CCM.
1. Tente colocar os arquivos de atualização em outro dispositivo, de preferência vazio.
2. Ou salve todos os arquivos do flash drive em outro lugar no seu computador, então apague todos os ar-quivos no flash drive. Agora copie para o flash drive apenas os arquivos necessários para a atualização do programa.
3. Se o descrito acima não funcionar, certifique0se de que você ainda tem cópia dos arquivos, formate o seu flash drive que irá apagar tudo. Agora copie apenas os arquivos necessários para a atualização do progra-ma.
614 Sem arquivo USF
O arquivo VTCCMFW.USF é necessário no flash drive junto com os arquivos do programa quando for fazer a atualização. Se estiver faltando ou corrompido o display irá mostrar b614. O “b” indica que a falha foi gerada pelo programa Bootloader ao invés do código normal do aplicativo. Note que cada nova revisão do arquivo de programa é fornecido com o novo VTCCMFW.USF. Mesmo que o nome seja o mesmo é necessário a nova versão deste arquivo que é fornecido com o código da aplicação.
1. Instale o correto VTCCMFW.USF no flash drive.
2. Se você ja tem a versão correta do VTCCMFW.USF talvez o flash drive seja o problema. Siga as instruções para o código 613.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-96 APÊNDICE Manual 0-5297P
615-617 Sem arquivo de atualização para CCM, DPC ou DMC
Arquivos de programa para CCM, DMC & DPC podem ser atualizados pela porta USB da fonte plasma. O GCM2010 é atualizado por outros meios. Para a unidade com GCM 2010 a CCM ainda pode ser atualizada utilizando a USB. Arquivos de atualização do programa estão no formato Cx_x_0.S (CCM); Mx_x_0.S (DMC) and Px_x_0.S (DPC).
Se o Bootloader verificar que tem 3 dispositivos, CCM, DMC & DPC na rede CANBUS mas o flash drive não tiver todos os 3 arquivos de atualização ele irá em frente e atualizará aqueles disponíveis mas irá mostrar o código indicando que um ou mais estão faltando (615 para CCM; 616 para DMC; 617 para DPC).
Tente outro flash drive ou se você sabe que está OK (funciona no computador), então troque a CCM.
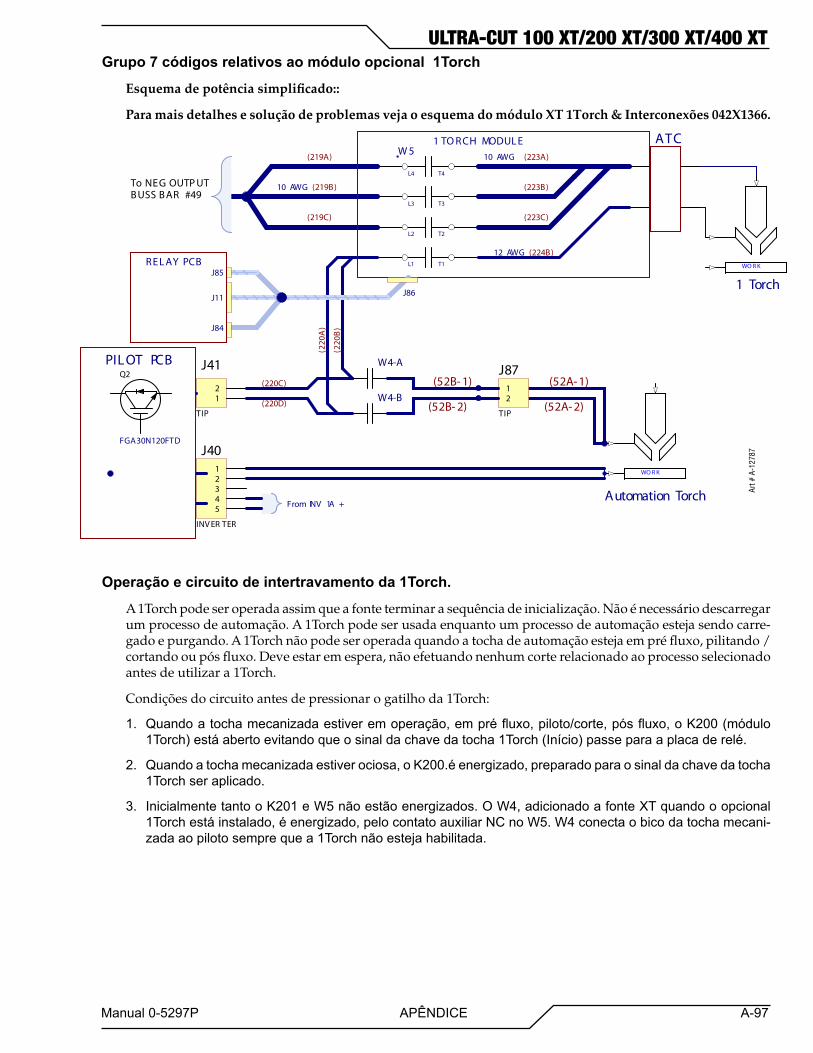
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-97
Grupo 7 códigos relativos ao módulo opcional 1Torch
Esquema de potência simplificado::
Para mais detalhes e solução de problemas veja o esquema do módulo XT 1Torch & Interconexões 042X1366.
12
J41
TIP
(52A- 1)
W4-A
W4-B
WO R K12345
J40
INV ER TER
Automation Torch
12
J87
TIP
From INV 1A +
PIL OT PCB
FGA30N120FTD
Q2(220C)
(220D) (52A- 2)
(52B- 1)
(52B- 2)
+
W 5
L1
L2
L4
L3
T2
T1
T4
T3
To NEG OUTP UTBUSS BAR #49
12 AWG
10 AWG
10 AWG(219A)
(219B)
(219C)
(224B)
(223A)
(223B)
(223C)
WO R K
1 Torch
ATC
(220
A)
(220
B)
R EL AY PCBJ85
J11
J84
J86
1 TO R CH MODUL E
Art #
A-1
2787
Operação e circuito de intertravamento da 1Torch.
A 1Torch pode ser operada assim que a fonte terminar a sequência de inicialização. Não é necessário descarregar um processo de automação. A 1Torch pode ser usada enquanto um processo de automação esteja sendo carre-gado e purgando. A 1Torch não pode ser operada quando a tocha de automação esteja em pré fluxo, pilitando / cortando ou pós fluxo. Deve estar em espera, não efetuando nenhum corte relacionado ao processo selecionado antes de utilizar a 1Torch.
Condições do circuito antes de pressionar o gatilho da 1Torch:
1. Quando a tocha mecanizada estiver em operação, em pré fluxo, piloto/corte, pós fluxo, o K200 (módulo 1Torch) está aberto evitando que o sinal da chave da tocha 1Torch (Início) passe para a placa de relé.
2. Quando a tocha mecanizada estiver ociosa, o K200.é energizado, preparado para o sinal da chave da tocha 1Torch ser aplicado.
3. Inicialmente tanto o K201 e W5 não estão energizados. O W4, adicionado a fonte XT quando o opcional 1Torch está instalado, é energizado, pelo contato auxiliar NC no W5. W4 conecta o bico da tocha mecani-zada ao piloto sempre que a 1Torch não esteja habilitada.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-98 APÊNDICE Manual 0-5297P
Quando o gatilho da tocha 1Torch é pressionado um circuito de intertravamento primeiro determina se os consumíveis estão no lugar e efetuanto o correto contato conforme necessário para iniciar o piloto.
1. O -15V (J85-3) é aplicado ao eletrodo da 1Torch pelo contato NC do K201 e retorna pelo bico no J85-1 quando a medida é tomada pelo U13A na placa de relé. O sinal “/Pressure OK 1Torch” no pino 6 do cabo flat de 40 pinos (entre a placa de relé e I/O (J4, J23)) é usado para ambos o intertravamento e para confirmar a pressão de gás. Quando este sinal é colocado em baixo durante o teste de continuidade das peças, é sinal que tudo está certo para energizar a 1Torch. Existe um LED, D35, chamado T-E CONTACT que quando ligado, indica que o teste foi satisfeito. Sem continuidade será mostrado o código de erro 702.
2. Uma vez confirmado que os consumíveis estão no lugar, K201 e W5 são energizados e o contato auxiliar normalmente fechado do W5 (W5 AUX) abre e desenergiza o W4 isolando o bico da tocha mecanizada do bico da 1Torch. Se por alguma razão o K201 não desenergiza ou se o pressostato PS2 esteja em curto, será mostrado o erro 703.
3. Agora a solenóide de gás da 1Torch é ligada e o gás deve fluir fazendo com que o cartucho da 1Torch mova-se para fora do bico. Ao mesmo tempo o inversor é energizado para fornecer a tensão de circuito aberto. Se o cartucho se separar do bico a fonte XT irá detectar a tensão de circuito aberto entre o bico e o eletrodo. Se não tiver pressão suficiente, pelo menos 35 PSI, o erro de pressão 704 será mostrado. Se a pressão estiver acima de 35 PSI e o cartucho não se separar então o erro do cartucho 705 será mostrado.
4. Assumindo que existe gás suficiente (deve ser 70-85 PSI) e que o cartucho funcione corretamente, o gás então é desligado, as peças voltam a se encostar e a corrente de piloto flui entre eles, o gás é acionado novamente e as peças se separam iniciando o arco entre eles que será expulso pelo bico pelo fluxo de gás.
Medições de intertravamento durante a operação da tocha mecanizada XT:
1. Apesar de ter a 1Torch conectada ao ATC, -15 V é aplicado via K201 para o circuito do eletrodo da 1Torch (terminal negativo do ATC) conforme explicado anteriormente. Se W5, que deve estar aberto, tem um dos 3 contatos negativo fechado (soldada ou presa) o -15V será medido pelo U13B fornecendo o sinal “Contactor Fault 1Torch”. Se a falha do contato não for detectada está pronto para energizar a tocha mecanizada.
2. Se a 1Torch está conectada e os consumíveis estão no lugar fazendo contato, o -15V também será visto no circuito do bico e se o contato W5 Piloto (bico) é fechado (soldado ou preso), U13D irá detectar o -15V e fornecer o sinal “Contactor Fault 1Torch”. “Contactor Fault 1Torch” gera o código de erro 701. Se o erro de contato não for detectado está pronto para energizar a tocha mecanizada. Existe um LED verde, D40, na placa de relé que liga quando o circuito é satisfeito, não em condição de falha.
Diagnosticando os errors no módulo 1Torch.
Primeiro leia a descrição abaixo. Este guia assume que você tem uma cópia do esquema da XT 1Torch module & Interconnections Schematic 42X1366. O módulo 1Torch é montado no painel frontal da fonte XT com parafusos que aceitam a chave Torx T25 ou soquete de 8 mm. Se o procedimento requer que remova, os cabos são grandes o suficiente para permitir o posicionamento do módulo distante do painel para a remoção da tampa. Você tera que apoiar o módulo em algum lugar enquanto trabalha nele.
Removendo e abrindo o módulo 1Torch.
Diagnosticar / reparar pode requerer acesso ao interior do módulo 1Torch, isto é o que requer. Primeiro retire o lado direito do painel e certifique-se de que o conector J86 na parte de trás do módulo esteja conectado. Existem 6 parafusos no painél frontal do painel, 4 no painel e 2 que segura a tampa, remova todos. Puxe o módulo para fora até que você tenha acesso aos parafusos da tampa, 2 de cada lado e 2 na parte de trás. Os cabos permane-cem conectados. A parte de trás da tampa tem oblongos para que você tenha apenas que afrouxar os parafusos. Você irá precisar apoiar o módulo enquanto faz isto.

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-99
Sem falha mostrada. Alguns problemas pode n”ao resultar em cõdigo de erro tais como:
1. Falha em responder a chave da 1Torch. Para operar a chave da 1Torch a tocha mecanizada deve estar em repouso, sem pré fluxo, pós fluxo, etc.. Quando a tocha mecanizada XT está em repouso K200 no módulo 1Torch deve estar energizado conectando o gatilho da tocha através da placa de relé e a CCM. Na placa CCM I/O procure D70, LED de início 1Torch, logo ao lado do J28. Ele deve ligar quando o gatilho da 1Torch for pressionado. Se não, verifique se o bocal e os consumíveis estão no lugar. Verifique que o conector ATC da 1Torch esteja completamente selado.
a. Se o D70 não estiver aceso, primeiro remova o J11 da placa de relé. Meça 400-800 ohms (não utilize o instrumento em teste de diodo) entre os pinos 2 & 3 do conector J11. Se estiver aberto ou em curto então o problema é no módulo 1Torch.
b. Se a resistência no J11-2&3 está OK reconecte o J11 e meça a tensão no J11-2 relativo ao TB1 na placa de relé. Ela deve ser 24VCC. Agora meça no J11-3. Ele deve ser baixo, menor de 2 volts. Se não for baixo mas sim 24VCC então o K200 não está ligado e o problema pode ser na placa de relé ou a na CCM.
c. Meça o pino 5 no cabo de 40 vias (J23/J4), se estiver alto, aproximadamente 15VCC, a CCM pode estar em falha, não detectando que a tocha mecanizada está em repouso. Se o pino 5 estiver baixo, menos de 2VCC, e J11-3 não está baixo então a placa de relé está em falha.
2. O contactor W5 não está energizado. Isto irá mostrar um código de falha 102, falha ao abrir o arco piloto, depois de alguns segundos devido ao W5 não está energizado, a potência não será conectado a 1Torch então não irá abrir o arco.
a. Meça 24VCA entre J11-1 e J11-12. Se estiver OK você terá que abrir o módulo 1Torch para investigar mais a fundo.
b. Se não tiver 24VCA verifique que atrás do painel disjuntor CB3 não está acionado. Depois meça o sinal “/Contactor Enable 1Torch” no pino 20 do cado de 40 pinos (J23/J4). Ele deve estar baixo, menos de 2VCC. Se estiver, a placa de relé está com falha. Se o pino 20 não for baixo então a CCM está causando o problema.
3. A contatora W4 não fecha quando o sistema está ocioso ou em modo automático. Isto irá evitar o arco piloto com a tocha XT a mostra o código 102 após 15 segundos da tentativa de abrir o arco.
Bypasse o W4 para ver se a tocha XT abre o arco. Retire o J41 (conector de 2 pinos da W4 par a placa piloto) da placa piloto. Retire o conector J41(J87) que tem os fios 52A-1 & 52A-2, conectado ao J87 para o outro lado da W4 e conecte o J41 na placa piloto. Isto retorna a fonte para o jeito sem a opção 1Torch. Se agora abrir o arco, existe um problema com o W4. A tocha mecanizada XT pode ser operada com o W4 fora(bypass).
Avaliando o W4.
1. A bobina da W4 mede 10-15 ohms a temperatura ambiente, tipicamente 12-13 ohms. Remova um fio #210 ou 210A da bobina antes de medir a resistência. Se estiver aberta ou em curto troque a W4.
2. A W4 é alimentada por 24VCA. Na placa de relé, no J11 meça entre os pinos 10 (fio 210A da bobina da W4) e 12. Deve haver 24 VCA, caso contrário verifique se o disjuntor CB3 na painel traseiro não está armado.
a. Remova a alimentação e remova o J11 da placa de relé. Meça a resistência do conector J11 ao outro lado da bobina da W4 (fio 210). Ele deve ter continuidade, próximo a zero ohms. Se não, o contato auxiliar normalmente fechado da W5 (W5 AUX) pode estar aberto. Você terá que abrir o módulo 1Torch. Veja a seção Removendo e abrindo o módulo 1Torch no início desta seção.
b. Determine se a W5 está travada ou mantendo o AUX SW aberto. Ache a contatora; é grande e preta. No meio da tampa tem um buraco retangular com uma pequena depressão plástica dentro dela. Isto deve mover-se para baixo e a mola empurrar para cima livremente quando você empurra e solta. Caso contrário troque a contatora. O contato AUX está no lado da contatora contra a parte de trás da caixa. Determine se está devidamente presa a contatora. Ele encaixa no lugar. Se estiver com defeito e não fixa preso a contatoda, você tem que trocar toda a contatora.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-100 APÊNDICE Manual 0-5297P
701 Falhadacontatoradeisolação(W5).
Esta falha ocorre se um ou mais dos contatos da W5 estejam fechados quando eles não deveriam. Tando se a W5 esteja energizada enquando não deveria devido a falha do circuito ou se os contatos estejam fisicamente emperrados.
1. Bico da 1Torch em contato com a obra ou cabo terra.
a. Se o bico padrão da 1Torch está tocando a obra ou terra no momento que é aplicado alimentação a bomba não irá ligar, e o sistema de refrigeração não irá iniciar. Se durante o processo de início, o bico encostar a obra ou terra, a bomba para. Em ambos os casos será mostrado a falha E701 que neste caso não é um problema da W5 mas é uma parte do circuito que verifica a falha da W5.
b. Após a inicialização termine o contato do bico com a obra não para a bomba mas mostra E701.
c. Corte de arraste com 1Torch. Para uma melhor vida útil dos consumíveis, o corte por arraste deve ser feito com a capa de proteção para arraste ou o espaçador que não permite que o bico encoste na obra, não mostra a falha 701 e permite o corte com a corrente máxima de 100A.
Com o bico padrão, se ele entra em contato com a obra a corrente é reduzida para 40A para previnir danos ao bico. Você pode fazer cortes por arraste na corrente reduzida mas a vida do bico pode ser reduzida. Com o bico padrão, devido a falha 701, você deve pressionar o gatilho da 1Torch com o bico acima da obra para iniciar o pré fluxo. Neste momento o bico pode entrar em contato com a obra para o corte com corrente reduzida.
2. W5 não está energizada ou travada.
a. O LED da placa de relé, D40, deve acender quando a W5 está OK. Se não estiver aceso, retire o J84 da placa de relé. Se o D40 ainda não acender, a placa de relé está com defeito.
b. Se D40 está aceso com o J84 retirado e você ainda tem a falha 701, meça no cabo de 40 vias (CCM J23 para Relay J4) pino 20, relativo ao TP1 tanto na CCM ou na placa de relé. Se o pino 20 for baixo, menos de 2VCC, então a CCM está com falha. Se o pino 20 estiver em alto com o J84 retirado a placa de rel’;e está ruim.
3. W5 está energizada. Antes de desmontar o módulo 1Torch para inspecionar a W5, olhe na placa de relé para ver se o LED verde D26, logo acima do K3, está aceso. Isto irá indicar que a placa de relé ou talvés a CCM esteja ligando a W5 quando não deveria. Você também pode medir 24 VCA vindo da placa de relé no J11-1 e J11-12.
a. No cabo de 40 vias (CCM J23 para relé J4) se o pino 20 está baixo, menos de 2V, relativo ao TP1 tanto na CCM ou na placa de relé então a CCM está ligando a W5. Troque a CCM.
b. Se o pino 20 está alto, aproximadamente 15VCC, mas o D26 está aceso, a placa de relé está com defeito.
4. W5 não está energizado mas os contatos fechados. Você terá que abrir o módulo para inspecionar e pro-vavelmente substituir a W5. Retire toda a alimentação da unidade antes de desmontar.
a. Ache a contatora; é grande e preta. No meio da tampa tem um buraco retangular com uma pequena de-pressão plástica dentro dela. Isto deve mover-se para baixo e a mola empurra para cima livremente quando você empurra e solta. Caso contrário troque a contatora. Remova a tampa da contatora, 2 parafusos, e inspecione os contatos. Eles não devem estar queimado excessivamente e devem mover-se livremente. Caso contrário troque a contatora.
702 Falha do contato inicial dos consumíveis.
Conforme explicado acima, um circuito na placa de relé aplica -15VCC ao eletrodo e aguarda verificar esta tensão no bico, garantindo que o bico, cartucho e eletrodo estão no lugar e fazendo contato elétrico.
1. Vausa mais comum para esta falha é marcas ne arco na superfície de contato do cartucho e bico. Isto pode ser limpo, ou se estiver muito ruim devem ser trocados. Não utilize lixa uma vez que ela deixa partículas que podem entrar no cartucho.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-101
2. Na placa de relé, o LED verde, D35, deve estar aceso quando os consumíveis estejam fazendo contato.
a. Se o D35 está aceso, meça no pino 11 do cabo de 40 vias por um sinal baixo, menos de 2 VCC relativo ao TP1 da placa de relé. Se estiver baixo, então a CCM ou o cabo estão ruim.
b. Se D35 está desligado retire o J85 da placa de relé e meça ao menos 12-15 VCC no pino 3 do J85. Se não tiver, a placa de relés está com defeito. Se a tensão estiver presente, conecte novamente o J85 e meça o pino 3 novamente. Se a tensão não tiver presente, existe um curto no módulo ou nos fios.
c. Assumindo que a tensão esteja OK no J85-3, meça no J85-1. Deve ser mais negativo do que -5V. Se for, então a placa de rel’s está com defeito.
3. Problema dentro do módulo 1Torch. Veja Removendo e abrindo o módulo 1Torch no início desta seção para mais informação de como abrir o módulo.
a. Ache a contatora W5. Com a alimentação aplicada ao sistema em modo ocioso, meça dos terminais T2, 3 ou 4 da W5. Com o instrumento com a ponta negativa no TP1 tanto da placa de relé ou da CCM. Deve medir mais de -5VCC negativo, normalmente -12 a -15VCC. Se a tensão não estiver presente meça no K201-5. Se não tiver então provavelmente o cabo entre J85 e J86 está ruim ou o fio dovJ86 para K201.
b. Confirme que K201 não está energizado, medindo a bobina, pino 7 ao pino 8. Deve ser zero mas se tiver 24 VCC então a placa de relé está com defeito.
c. Se a tensão estiver OK no K201-5, meça do TP1 para K201-1. Se não tiver no K201 no contato NC está com o diodo D201 está aberto. D202 no cabo 223/223D dentro do espaguete encolhível.
703 Falha de detecção do circuito.1. Quando o gatilho da 1Torch é pressionado, o circuito verifica se os consumíveis estejão no lugar (explicado
no código 702). COm os consumíveis no lugar e o K201 não energizado, o sinal “/Pressure OK 1Torch” na placa de relé agora será baixo. Assim que o K201 é energizado, o bico com -15VCC não está mais conec-tado ao J85-1 logo o D35 apaga. Desde que a soleóide SOL4 não foi ligada ainda, o sinal “/Pressure OK 1Torch” deve estar em alto. Isto mostra que o K201 est;a funcional e o pressostato PS2 está aberto. Se algum destes não estiver de acordo você terá o código de falha 703. Tudo isto acontece muito rápido que é quase impossível de medir com um multimetro e será necessário utilizar o método de eliminação.
a. Remova o conector de 3 pinos J85 da placa de relé. Pressione o gatilho da 1Torch. Você deve ter a falha 702. Se ao inver você receber 703 o PS2 está com os contatos em curto. Esta é uma falha inexperada.
b. Se você ainda receber 703 com o J85 removido, você terá que determinar se a placa de relé está tentando ligar o K201 ou se a placa está com defeito. Reconnecte o J85. Em resposta a falha mesmo se a placa de relé liga o K201 ele deve ser deligado imediatamente novamente. Seu instrumento deve detectar uma tensão momentânea ou apenas piscar se a tensão estiver sendo aplicada corretamente.
i. Meça entre TP1 (coum) na placa de relé e J11-9. cada vez que você pressionar o gatilho da tocha o instrumento deve piscar. Se isso acontecer você terá que abrir o módulo 1Torch Module para in-vestigar problemas internamente. Veja Removendo e abrindo o módulo 1Torch perto do início desta seção para informação de como abrir o módulo. Se não existir sinal de tensão no J11-9 a placa de relé pode estar com falha mas antes precisamos verificar se a bobina do K201 ou o D202 não estejam em curto.
ii. Remova a alimentação. Remova o J11 da placa de relé. No conector do J11 meça a resistência de 400-800 ohms entre os pinos 8 & 9. Não use o instrumento em escala de diodo. Se a resistência for menor que 400 ohms inverta as pontas de prova, você pode estar medindo o diodo D202. Se você encontrar um curto, muito abaixo de 400 ohms, isto pode ser a causa de não estar tendo qualquer movimento no instrumento.
iii. Um curto ou um circuito aberto irá requerer que se abra o módulo 1Torch para determinar a causa. Veja Removendo e abrindo o módulo 1Torch perto do início desta seção para informação de como abrir o módulo. No caso de um curto determine se o D202 está ruim ou se a bobina do relé está em curto ou aberta. O K201 é o relé posicionado na parte da frente do módulo; K200 é o da parte de trás.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-102 APÊNDICE Manual 0-5297P
704 Falha da pressão
A 1Torch opera com pressão normal de 70-85 PSI. No entanto a pressão mínima para satisfazer o pressostato é de 35 PSI. Quando o gatilho da tocha 1Torch for pressionado e o teste determinar que o consumível está no lugar (702) e adetecção do circuito está funcionando (703) então a solenóide de gás SOL4 é ligada. Se a pressão de entrada de gás estiver abaixo de 35 PSI o pressostato SW PS1 deve fechar. Pressão de entrada abaixo de 35 PSI ou o regulador de gás não ajustado para mais de 35 PSI irá resultar na falha 704.
1. Confirme que um suprimento de ar capáz de fornecer 70-85 PSI está conectado a entrada do módulo 1Tor-ch. Se um filtro opcional está sendo utilizado na linha de ar verifique se o mesmo não esteja bloqueando a passagem de ar.
2. Pressione o gatilho da tocha momentâneamente para iniciar o pré fluxo. Ajuste o regulador no módulo 1Torch no sentido horário para aumentar a pressão para no mínimo 70 PSI (até 85 PSI para mangueiras maiores.)
3. Se não for mostrada nenhuma pressão no manômetro, a solenóide pode estar com defeito ou a placa de relé não está acionando-a.
a. Primeiro veja se o D2, LED Torch Gas ON na placa de relé acende quando é pressionado o gatilho da tocha. Caso contrário existe um problema na placa de relé ou na CCM. Se o D2 está aceso pule para o passo 3c.
b. No cabo de 40 vias entre a CCM e a placa de relé (J23-J4) meça entre o pino 4 e o TP1. Ele deve ser baixo, menos de 2VCC, quando pressionar o gatilho da 1Torch. Se não for para baico a CCM (ou o cabo flat) está com defeito. Se o pino 4 esta baixo ou vai para baixo quando o gatilho é pressionado mas o D2 na placa de relé não liga, então a placa de relé está ruim.
c. Se o D2 na placa de relé está ligado, com a chave da tocha pressionada, você precisa verificar se a placa de relé está aplicando a tensão para a bobina da solenóide. Primeiro meça a tensão de 24 VCA ente os pinos 13 & 14 no J11 da placa de relés. Pressione o gatilho da 1Torch. Se não houver tensão a placa de relé pode esta ruim.
d. Se houver 24VCA na medição anterior, desconecte o J11 e meça a resistência entre os pinos 13 & 14 do conector J11. Ela deve ser aproximadamente 21 ohms. Esta é a resistência da bobina da solenóide. Se estiver aberto ou a resistência é significativamente menor indicando que a bobina pode estar em curto e você terá que trocar o conjunto da solenóide. O filtro RC, SA201, NÃO é parte do conjunto da solenóide, logo não descarte, pois você terá que utilizar com a nova solenóide. Veja a seção Removendo e abrindo o módulo 1Torch mais cedo nesta seção para orientações de como abrir o módulo.
705 Falha no cartucho.
Como explicado na seção Operação da 1Torch e nos circuitos de interconexão, durante o tempo de pré fluxo a pressão do gás deve fazer com que o cartucho se separe do bico. Depois de um pequeno retardo, necessário para a separação, o inversor é habilitado para fornecer a tensão de circuito aberto que é medido e deve ser acima de 200 volts. Se o cartucho não mover-se, não irá separar o bico ou se outra coisa esteja causando o curto entre o bico e o eletrodo ele irá mostrar o erro 705. Desde que estamos utilizando a potência de um inversor para este teste, se o inversor não fornecer a tensão OCV a medição da tensão será baixa e o erro 705 será mostrado.
1. Se o indicador DC n aparte frontal da unidade piscar momentâneamente cada vez que você pressionar o gatilho da 1Torch é um bom sinal que o inversor está funcionando. Tente utilizar a tocha mecanixada XT, se ela funcionar também é um sinal de que o inversor está funcionando.
2. O mproblema mais comum é o cartucho emperrado. Retire os consumíveis e veja se o cartucho se move livremente. Tente um cartucho e um bico novo.
Isto completa as informações avançadas de solução de problemas.
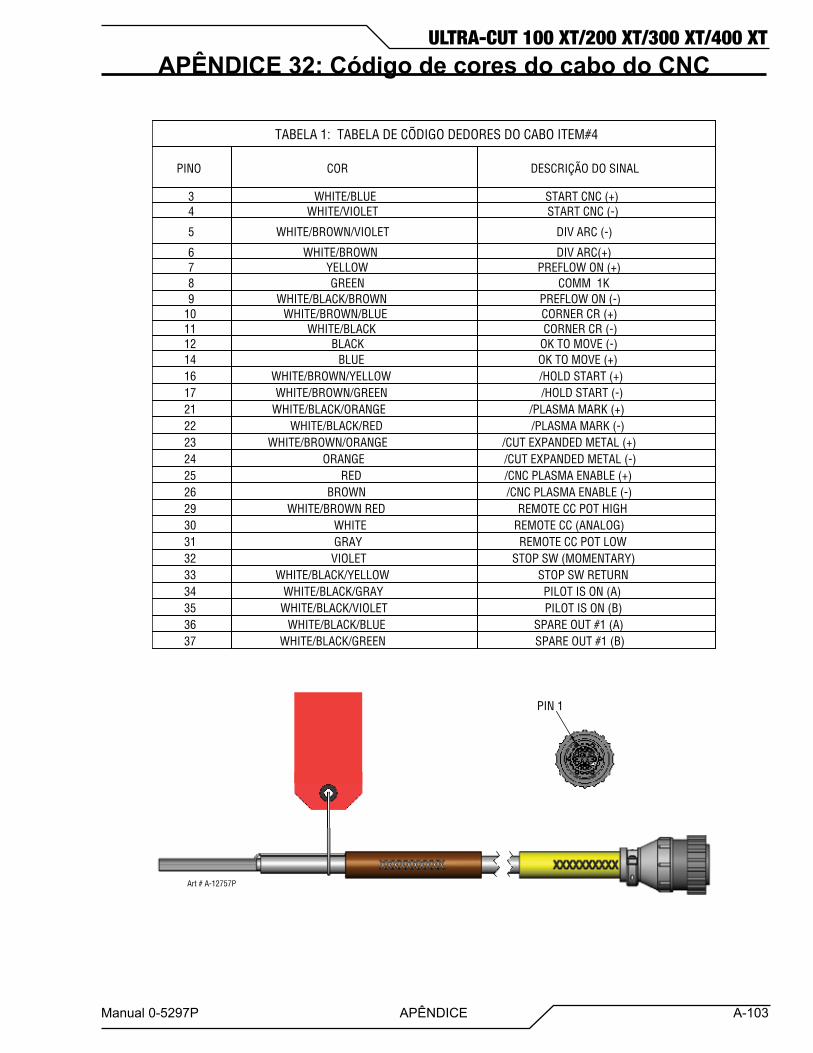
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-103
APÊNDICE 32: Código de cores do cabo do CNC
PIN 1
Art # A-12757P
TABELA 1: TABELA DE CÕDIGO DEDORES DO CABO ITEM#4
PINO COR DESCRIÇÃO DO SINAL
3 WHITE/BLUE START CNC (+)4 WHITE/VIOLET START CNC (-)
5 WHITE/BROWN/VIOLET DIV ARC (-)
6 WHITE/BROWN DIV ARC(+)7 YELLOW PREFLOW ON (+)8 GREEN COMM 1K9 WHITE/BLACK/BROWN PREFLOW ON (-)
10 WHITE/BROWN/BLUE CORNER CR (+)11 WHITE/BLACK CORNER CR (-)12 BLACK OK TO MOVE (-)14 BLUE OK TO MOVE (+)16 WHITE/BROWN/YELLOW /HOLD START (+)17 WHITE/BROWN/GREEN /HOLD START (-)21 WHITE/BLACK/ORANGE /PLASMA MARK (+)22 WHITE/BLACK/RED /PLASMA MARK (-)23 WHITE/BROWN/ORANGE /CUT EXPANDED METAL (+)24 ORANGE /CUT EXPANDED METAL (-)25 RED /CNC PLASMA ENABLE (+)26 BROWN /CNC PLASMA ENABLE (-)29 WHITE/BROWN RED REMOTE CC POT HIGH30 WHITE REMOTE CC (ANALOG)31 GRAY REMOTE CC POT LOW32 VIOLET STOP SW (MOMENTARY)33 WHITE/BLACK/YELLOW STOP SW RETURN34 WHITE/BLACK/GRAY PILOT IS ON (A)35 WHITE/BLACK/VIOLET PILOT IS ON (B)36 WHITE/BLACK/BLUE SPARE OUT #1 (A)37 WHITE/BLACK/GREEN SPARE OUT #1 (B)

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-104 APÊNDICE Manual 0-5297P
APÊNDICE 33: Interconexão SL100
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1366
C 1 1
5/29/2014D Tatham
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICXT 1 Torch Module & Interconnections
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
AA ECO-B2687 DAT 10/20/2014
TORCH SWITCH12345678
PIP SWITCH
12345678
WORK
-
+
ATC CONNECTOR
W5
L1
L2
L4
L3
T2
T1
T4
T3
W5
Relay under control of CCM isolates torch Start wires (for noise) when Automation cutting.
+24VDC/ Main Torch Idle/ 1 Torch START/1 Torch START Ret (Common)
1 Torch Gas ON
24 VAC Ret
Snub
ber
Snubber
PS2
35 PSI
Harness connector to Relay PCB
Contactor Fault 1Torch
/ Contactor Enable 1 Torch
123456789
10111213141516171819202122232425262728293031323334353637383940
J4I/O PCB
0.1uF50V
C5
100.0R9
/ Gas Sol ON 1 Torch
/ Start 1 Torch
2
5
1
4
3
K3 (Existing)
CONTACTOR CONTROL 1-TOR
24 VAC
2
5
1
4
3
K8
Gas SOL Control24
VA
C
1 Torch Contactor ON
/ 1 Torch Press OK
/ Press OK 1 Torch 1234567891011121314
J11
1 Torch Contactor ON (24VAC)
500uHL4
500uHL4
10KR?
+15 VDC
24 VDC coil
500uHL4+24 VDC
/ Main torch Idle 1 Torch
Relay PCB (simpli�ed)
/ Contactor Enable 1 Torch
/ Gas Sol ON 1 Torch
1TORCH SL100 w/ 100A Consumables
GBU404
D?
123
J85
D38
ELEC
TRO
DE
TIP
To NEG OUTPUTBUSS BAR #49
Energized with W5Isolates test ckt. when W5 closed
ELECTRODE
TIP
GREEN
D35
123456789
1011121314151617181920
J86
24 VAC Ret24 VAC Ret
W4
*W5 AUX
12345
J84
D41GREEN
D40
1 TORCH CONTACTOR OK
10KR?
SOL4
12
J41(52A-1)
W4-A
W4-B
WORK12345
J40
INVERTER
Automation Torch
12
J41 (J87)
From INV 1A +
PILOT PCB
14 AWG
24 V
AC
Ret
TIP
TIP
ELECTRODE
ELEC
TRO
DE
PILOT
NEG
24 VAC
/ 1 Torch Press OK Ret (Common)
24 VDC (+)
24 VDC (-)
1KR?
1 WORK
EARTH
12 AWG
10 AWG
10 AWG
FGA30N120FTD
Q2
W4, energized whenever 1 Torch cutting is NOT enabled, is de-energized when 1 Torch is enabled (W5 energized) to isolate the automation tip from the 1 Torch tip when cutting with 1 Torch.
51 3 64 2
7 8
K201
51 3 64 2
7 8
K200
Snubber
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210A)
(212)(213)(214)
(215)
(216)
(219)(220)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)
(220)
(210A) (210)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)(220)
(201)
(202)(203)
(204)
(205)
(206) (207)
(208)
(209)
(210)
(212)
(212A)
(214)
(213)
(215
)
(216
)
(219)
(220)
(221)
(222)
(222
)
(221
)
(223
)
(224
)
(224
A)
(224
A)
(224
)
(223
D)
SA200
SA20
1
24 VDC (+)24 VDC (-)
24 VAC
24 VDC (+)24 VDC (-)
(219C)
(219B)
(219A)
(220A)
(220B)
(220C)
)2-A25()D022(
(52B-1)
(52B-2)
(224B)
(223A)
(223B)
(223C)
-15 MRA4007MICROSMD005F
255K255K
3
21
84
+
-
LM293U13A
-4.8 VDC
D35 ON = 1 Torch consumables present and in contact. OK to enable 1 Torch
255K
255K
255K
255K
-4.8 VDC
-4.8 VDC
- 4
+ 52
LM339
U13B
+ 11
- 1013
LM339
U13D
+ 9
- 814
LM339
U13C
D40 ON = W5 open, OK to enable automation.
-4.8 VDC
12
J8712
J41
TIP
W4 Added to XT Supply for 1 Torch Option
T-E CONTACT
XT 1 TORCH MODULE
1N40071000V1A
D202
1N4007
1A
D201
1N4007
1A
D200
1 Torch Module Component Locations
D200 Diode, 1A, 1kv (A9)D201 Diode, 1A, 1kv (B9)D202 Diode, 1A, 1kv (C9)K200 Relay, DPDT, 24VDC coil (B9)K201 Relay, DPDT, 24VDC coil (B9)SA200 RC Snubber, (C8)SA201 RC Snubber, (B8)PS2 Pressure SW, 35 PSI, N. O (B8)SOL4 Solenoid, 24VAC (B8)W4 Contactor, Pilot Isolation, 40A 2P, 24VAC coil (6B, E3) W5 Contactor, 1 Torch Isolation, 40A 4P, 24 VAC coil (8D, 8C)
Interconnection to XT Power Supply (Simpli�ed)Optional 1 Torch Module
(225)
Art # A-12792
Art # A-12792

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-105
APÊNDICE 33: Interconexão SL100
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
F F
E E
D D
C C
B B
A A
Rev Revision By DateRev Revision By Date
042X1366
C 1 1
5/29/2014D Tatham
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICXT 1 Torch Module & Interconnections
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/20/2014
AA ECO-B2687 DAT 10/20/2014
TORCH SWITCH12345678
PIP SWITCH
12345678
WORK
-
+
ATC CONNECTOR
W5
L1
L2
L4
L3
T2
T1
T4
T3
W5
Relay under control of CCM isolates torch Start wires (for noise) when Automation cutting.
+24VDC/ Main Torch Idle/ 1 Torch START/1 Torch START Ret (Common)
1 Torch Gas ON
24 VAC Ret
Snub
ber
Snubber
PS2
35 PSI
Harness connector to Relay PCB
Contactor Fault 1Torch
/ Contactor Enable 1 Torch
123456789
10111213141516171819202122232425262728293031323334353637383940
J4I/O PCB
0.1uF50V
C5
100.0R9
/ Gas Sol ON 1 Torch
/ Start 1 Torch
2
5
1
4
3
K3 (Existing)
CONTACTOR CONTROL 1-TOR
24 VAC
2
5
1
4
3
K8
Gas SOL Control
24 V
AC
1 Torch Contactor ON
/ 1 Torch Press OK
/ Press OK 1 Torch 1234567891011121314
J11
1 Torch Contactor ON (24VAC)
500uHL4
500uHL4
10KR?
+15 VDC
24 VDC coil
500uHL4+24 VDC
/ Main torch Idle 1 Torch
Relay PCB (simpli�ed)
/ Contactor Enable 1 Torch
/ Gas Sol ON 1 Torch
1TORCH SL100 w/ 100A Consumables
GBU404
D?
123
J85
D38
ELEC
TRO
DE
TIP
To NEG OUTPUTBUSS BAR #49
Energized with W5Isolates test ckt. when W5 closed
ELECTRODE
TIP
GREEN
D35
123456789
1011121314151617181920
J86
24 VAC Ret24 VAC Ret
W4
*W5 AUX
12345
J84
D41GREEN
D40
1 TORCH CONTACTOR OK
10KR?
SOL4
12
J41(52A-1)
W4-A
W4-B
WORK12345
J40
INVERTER
Automation Torch
12
J41 (J87)
From INV 1A +
PILOT PCB
14 AWG
24 V
AC
Ret
TIP
TIP
ELECTRODE
ELEC
TRO
DE
PILOT
NEG
24 VAC
/ 1 Torch Press OK Ret (Common)
24 VDC (+)
24 VDC (-)
1KR?
1 WORK
EARTH
12 AWG
10 AWG
10 AWG
FGA30N120FTD
Q2
W4, energized whenever 1 Torch cutting is NOT enabled, is de-energized when 1 Torch is enabled (W5 energized) to isolate the automation tip from the 1 Torch tip when cutting with 1 Torch.
51 3 64 2
7 8
K201
51 3 64 2
7 8
K200
Snubber
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210A)
(212)(213)(214)
(215)
(216)
(219)(220)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)
(220)
(210A) (210)
(201)(202)(203)(204)(205)(206)(207)(208)(209)(210)
(212)(213)(214)(215)(216)
(219)(220)
(201)
(202)(203)
(204)
(205)
(206) (207)
(208)
(209)
(210)
(212)
(212A)
(214)
(213)
(215
)
(216
)
(219)
(220)
(221)
(222)
(222
)
(221
)
(223
)
(224
)
(224
A)
(224
A)
(224
)
(223
D)
SA200
SA20
1
24 VDC (+)24 VDC (-)
24 VAC
24 VDC (+)24 VDC (-)
(219C)
(219B)
(219A)
(220A)
(220B)
(220C)
)2-A25()D022(
(52B-1)
(52B-2)
(224B)
(223A)
(223B)
(223C)
-15 MRA4007MICROSMD005F
255K255K
3
21
84
+
-
LM293U13A
-4.8 VDC
D35 ON = 1 Torch consumables present and in contact. OK to enable 1 Torch
255K
255K
255K
255K
-4.8 VDC
-4.8 VDC
- 4
+ 52
LM339
U13B
+ 11
- 1013
LM339
U13D
+ 9
- 814
LM339
U13C
D40 ON = W5 open, OK to enable automation.
-4.8 VDC
12
J8712
J41
TIP
W4 Added to XT Supply for 1 Torch Option
T-E CONTACT
XT 1 TORCH MODULE
1N40071000V1A
D202
1N4007
1A
D201
1N4007
1A
D200
1 Torch Module Component Locations
D200 Diode, 1A, 1kv (A9)D201 Diode, 1A, 1kv (B9)D202 Diode, 1A, 1kv (C9)K200 Relay, DPDT, 24VDC coil (B9)K201 Relay, DPDT, 24VDC coil (B9)SA200 RC Snubber, (C8)SA201 RC Snubber, (B8)PS2 Pressure SW, 35 PSI, N. O (B8)SOL4 Solenoid, 24VAC (B8)W4 Contactor, Pilot Isolation, 40A 2P, 24VAC coil (6B, E3) W5 Contactor, 1 Torch Isolation, 40A 4P, 24 VAC coil (8D, 8C)
Interconnection to XT Power Supply (Simpli�ed)Optional 1 Torch Module
(225)
Art # A-12792
Art # A-12792

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-106 APÊNDICE Manual 0-5297P
APÊNDICE 34: Conexão HE 400 XT
1
1
2
2
3
3
4
4
5
5
6
6
D D
C C
B B
A A
Rev Revision By Date
042X1667
A 1 1
8/20/2014DAT
Victor Technologies Headquarters16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Drawn Date
Sheetof
Size
Drawing NumberSCHEMATICHE400XT
The information contained herein is proprietary to Victor Technologies.
Title
Not for release, reproduction or distribution without written consent.
12/16/2014Date Printed Date Revised
11/25/2014
AA ECO-B2687 DAT 8/20/2014
123
J72
C4 FAN1
R
R
BK
BN
BL
1234567
J71TS1
130FGND
G/Y
GND
FAN ASSEMBLY
(2)(3)
(6)
(6A)
Art # A-12793

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-107
APÊNDICE 35: Opção da tocha SL100Preparação para operação
NOTA:
Corte plasma e manual não podem acontecer ao mesmo tempo. O gatilho da 1Torch é ignorado quando a tocha mecanizada está cortando e o sinal de início da XT é ignorado quando a tocha manual está cortando.
Operators must wait until postflow is complete before cutting with the alternate torch
No início de cada operação:
AVISO
Desconecte a alimentação primária da fonte antes de montar ou desmontar a fonte, tocha, partes da tocha e conjunto de cabos.
Conexões da tochaSe necessário, conecte a tocha a fonte. Conecte apenas a tocha manual Thermal Dynamics modelo SL100 a esta fonte. Comprimento máxima do cabo da tocha é de 100 pés / 30,5 m, incluindo extensão.
1. Alinhe o conector macho ATC (do cabo da tocha) com o receptáculo fêmea. Empurre o conector macho para dentro do receptor fêmea. Os conectores devem se encaixar juntos com uma pequena pressão.
2. Prenda a conexão girando a porca no sentido horário até ouvir um click. NÃO utilize a porca para empurrar as conexões juntas. Não use ferramentas para prender a conexão.
2
Art # A-12761
Conectando a tocha na fonte

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-108 APÊNDICE Manual 0-5297P
Selecionando os consumíveis
A saída da fonte é fixa em 100 Amps. A tocha é montada com consumíveis de 100 Amp de fábrica.
Veja o manual da tocha SL100 para mais detalhes.
Corte de arraste com a 1Torch.
Para uma melhor vida útil dos consumíveis, o corte por arraste deve ser feito com o bocal especial para corte de arraste ou o bocal com espaçador que não irá permitir que o bico entre em contato com a obra, o que irá permitir o corte com os 100A.
Com o bico e o espaçador padrão de 100A, se ele entrar em contato com a obra a corrente será reduzida para 40 A para evitar danos ao bico. Você pode cortar arrastando com a corrente reduzida mas a vida do bico pode ser reduzida.
Com o espaçador do bico você deve pressionar o gatilho da tocha 1Torch com o bico acima da obra para iniciar o pré fluxo ou você pode receber um erro 701. uma vez em pré fluxo o bico pode entrar em contato com a obre para um corte com a corrente reduzida.
Parts-In-Place(PIP)
A tocha indclui um circuito ‘Parts - In - Place’ (PIP). Quando o bocal é instalado corretamente , ele fecha uma chave. A tocha não irá funcionar se a chave estiver aberta.
Chave PIP Bocal
Chave da tocha
Para ATCAr
t # A
-127
58P
Diagrama do circuito Parts - In - Place para tocha manual
Préfluxo
Depois que o gatilho da tocha é pressionado, o ar irá fluir por 2 segundos. Isto irá permitir que a contaminação seja eliminada da tocha antes de estabelecer o arco.
Pósfluxo
Depois que o gatilho da tocha é solto o arco irá parar e o ar continuará a fluir por 20 segundos. Isto irá permitir que o operador troque o modo de operação na fonte XT com segurança e não irá permitir que o corte mecani-zado aconteça.
Arco piloto
Quando a tocha se afasta da obra o arco piloto reinicia instantaneamente, e o arco de corte inicia instantanea-mente quando o arco piloto toca a obra.
Foldback Feature
A unidade automaticamente reduzira a corrente de corte para 45 amps se o bico exposto tocar a obra durante o corte. Isto irá aumentar drasticamente a vida útil do bico.
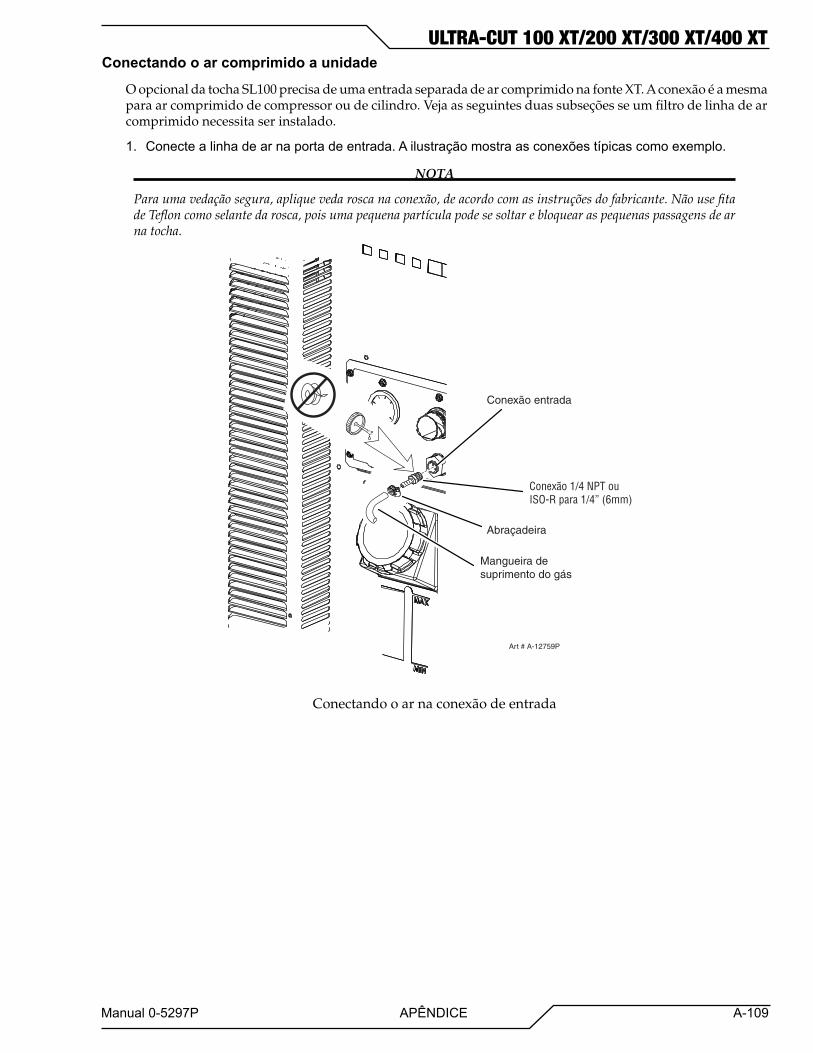
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-109
Conectando o ar comprimido a unidade
O opcional da tocha SL100 precisa de uma entrada separada de ar comprimido na fonte XT. A conexão é a mesma para ar comprimido de compressor ou de cilindro. Veja as seguintes duas subseções se um filtro de linha de ar comprimido necessita ser instalado.
1. Conecte a linha de ar na porta de entrada. A ilustração mostra as conexões típicas como exemplo.
NOTA
Para uma vedação segura, aplique veda rosca na conexão, de acordo com as instruções do fabricante. Não use fita de Teflon como selante da rosca, pois uma pequena partícula pode se soltar e bloquear as pequenas passagens de ar na tocha.
Art # A-12759P
Abraçadeira
Conexão entrada
Mangueira desuprimento do gás
Conexão 1/4 NPT ouISO-R para 1/4” (6mm)
Conectando o ar na conexão de entrada

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-110 APÊNDICE Manual 0-5297P
VerificaçãodaqualidadedoarO ar deve ser livre de óleo e umidade. Para testar a qualidade do ar:
1. Pressione o gatilho momentâneamente para iniciar o fluxo de gás/ar.
2. Coloque uma lente de filtro em frente a tocha e ligue o ar. Não inicie o arco!
Qualquer partícula de óleo ou umidade do ar será visível na lente.
Controle da pressão do ar
O controle de pressão + é usado para ajustar a pressão do ar. Empurre o gatilho da tocha momentâ-neamente para iniciar o fluxo de gás. Para ajustar a pressão puxe o knob para fora e empurre para travar.
1. Certifique-se de ter as seguintes necessirades.
Pressão de entrada: 90 psi min. - 120 psi máx. (6,2 bar min. - 8,3 bar máx.).
Vazão de entrada: 6,7 CFM (189 lpm).
2. Verifique as conexões e abra o suprimento de ar.
3. Para corte, ajuste a saída de ar com a pressão entre 70 - 85 psi / 4,8 - 5,9 bar. Veja as tabelas de corte para detalhes no ajuste da pressão.
Ajuste da pressão do gásComprimento
do caboSL100
(tocha manual)Até 25' (7,6 m)
70 psi 4,8 bar
Cada 25' adicional (7,6 m)
Adicione 5 psi 0,4 bar
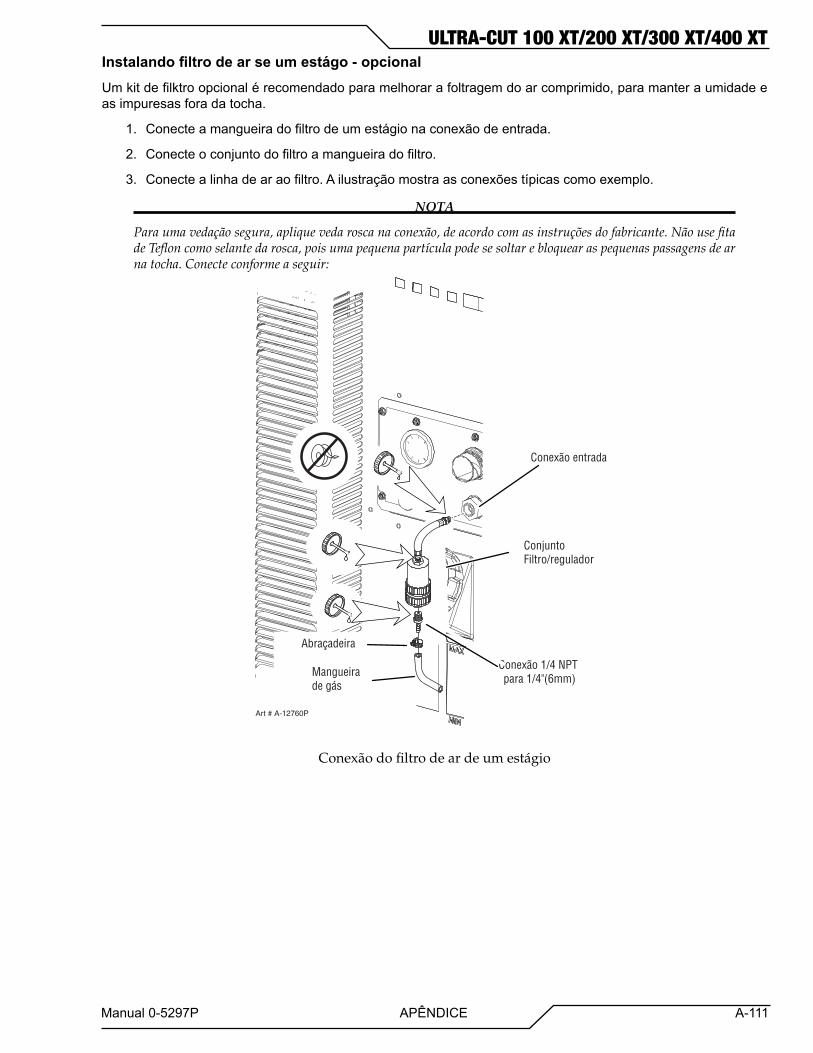
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-111
Instalandofiltrodearseumestágo-opcionalUm kit de filktro opcional é recomendado para melhorar a foltragem do ar comprimido, para manter a umidade e as impuresas fora da tocha.
1. Conecte a mangueira do filtro de um estágio na conexão de entrada.
2. Conecte o conjunto do filtro a mangueira do filtro.
3. Conecte a linha de ar ao filtro. A ilustração mostra as conexões típicas como exemplo.
NOTA
Para uma vedação segura, aplique veda rosca na conexão, de acordo com as instruções do fabricante. Não use fita de Teflon como selante da rosca, pois uma pequena partícula pode se soltar e bloquear as pequenas passagens de ar na tocha. Conecte conforme a seguir:
Art # A-12760P
Conexão 1/4 NPT para 1/4"(6mm)
ConjuntoFiltro/regulador
Conexão entrada
Abraçadeira
Mangueira de gás
Conexão do filtro de ar de um estágio
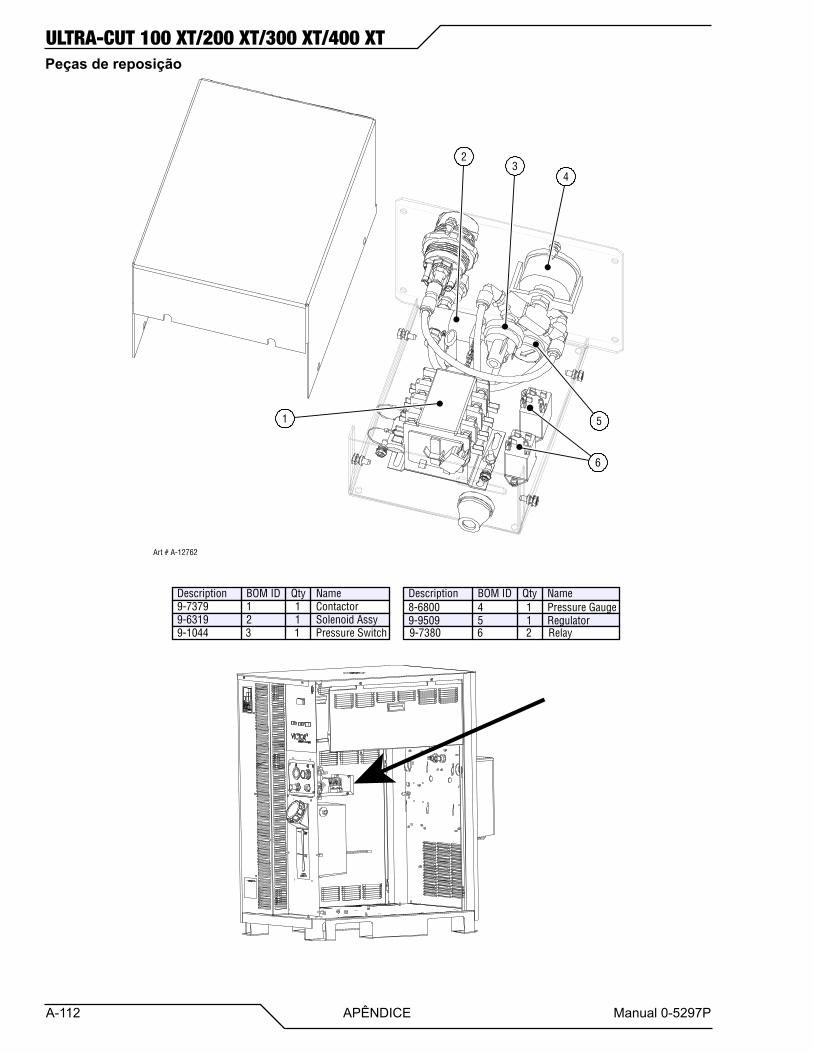
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-112 APÊNDICE Manual 0-5297P
Peças de reposição
2
5
4
6
1
3
Description BOM ID Qty Name
9-6319 2 1 Solenoid Assy
Description BOM ID Qty Name9-7379 1 1 Contactor 8-6800 4 1 Pressure Gauge
9-9509 5 1 Regulator9-7380 6 2 Relay9-1044 3 1 Pressure Switch
Art # A-12762

ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
Manual 0-5297P APÊNDICE A-113
Qty Descrição Código 1 Single - Stage Filter Kit (includes Filter & Hose) 7-7507 1 Replacement Filter Body 9-7740 1 Replacement Filter Hose (not shown) 9-7742 2 Replacement Filter Element 9-7741
Art # A-02476P
Elementofiltrante
(Cat. No. 9-7741)
Capa
Tampa
Conexão
Mola
Filtro MontadoO-ring
(Cat. No. 9-7743)
TrocadoelementofiltrantedofiltrodeumestágioopcionalEsta instrução se aplica a fontes onde o filtro de um estágio opcional tenha sido instalado.
Quando o elemento filtrante se torna completamente saturado não será possível fornecer a pressão necessária para o módulo/tocha SL100. O elemento filtrante pode ser removido de seu envólucro, drenado e reutilizado. Deixe o elemento secar por 24 horas. Veja a seção6, lista de peças, para o código do elemento filtrante de reposição.
1. Remova a alimentação da fonte.
2. Desligue o suprimento de ar e purgue o sistema antes de desmontar o filtro para trocar o elemento.
3. Desconecte a mangueira de gás.
4. Gire a tampa do filtro no sentido anti horário e remova-o. O elemento filtrante é localizado dentro do corpo.
5. Remova o elemento filtrante do corpo e deixe separado para secar.
6. Limpe a parte interna do corpo, e então coloque o elemento filtrante de reposição.
7. Re coloque o corpo na tampa.
8. Recoloque a mangueira de gás.
NOTA
Se a unidade vazer entre o corpo e a tampa, inspecione o O-Ring se está cortado ou outro defeito.
ULTRA-CUT 100 XT/200 XT/300 XT/400 XT
A-114 APÊNDICE Manual 0-5297P
Apêndice 36: Histórico da publicaçãoDatadacapa Rev Mudança(s)
29 April, 2013 AA Lançamento21 Maio, 2013 AB Atualizado as informações do novo RAS 1000 XT conforme a ECOB2428.2 Julho, 2013 AC Atualizado a seção 3 com informações sobre a instalação da placa divisora de tensão para o controle de altura conforme a ECOB2488.16 Jan., 2013 AD Atualizado muitos ítens, textos e artes em todo o manual. Adicionado Avançada Solução de problemas e diagrama de gás ao apêndice conforme a ECOB2552.29 Maio, 2014 AE Atualizado a arte da seção 3.17 conforme a ECOB2554. A-2 Comunicação Serial - VCR00359. Adicionado a tabela de código e cores conforme a ECOB2512.6 Out, 2014 AF Atualizado a seção 3 / 6 HE400XT, texto conforme a ECOB2663. Mudança da arte do ventilador na seção 3 - VCR00359. Atualizado a lista de peças da seção 6 conforme a ECOB2664. Adicionado o Apêndice de comunicação conforme a ECOB2675. Incluido a seção 3 informação de teste da barra de aterramento conforme a ECOB2676. Atualizado a seção 6 o código da Pilot Cap conforme a ECOB2677. Atualizado vários textos na seção 3, atualizado códigos conforme a ECOB2679 Substituido DOC por TS conforme a ECOB2680. Adicionado a peça W7005324 na seção 6.07 conforme a ECOB2681. Atualizado a arte do ventilador na seção 6 conforme a ECOB2689.30 Jan., 2014 AG No Apêndice, foi adicionado ao sistema a tocha SL100 1Torch e esquemas, atualizado a tabela de cores do cabo do CNC, atualizado todos os esquemas dos sistemas e atualizado o Diagnóstico avançado de problemas. Na seção 6, atualizado os códigos das mangueiras e cabos dos sistemas. Na seção 3 atualizado a arte dos cabos e mangueiras tudo conforme a ECOB2694.
THE AMERICASDenton, TX USAU.S. Customer CarePh: 1-800-426-1888 (tollfree)Fax: 1-800-535-0557 (tollfree)International Customer CarePh: 1-940-381-1212Fax: 1-940-483-8178
Miami, FL USASales Office, Latin America Ph: 1-954-727-8371Fax: 1-954-727-8376
Oakville, Ontario, CanadaCanada Customer CarePh: 1-905-827-4515Fax: 1-800-588-1714 (tollfree)
EUROPEChorley, United KingdomCustomer CarePh: +44 1257-261755Fax: +44 1257-224800
Milan, ItalyCustomer CarePh: +39 0236546801Fax: +39 0236546840
ASIA/PACIFICCikarang, IndonesiaCustomer CarePh: 6221-8990-6095Fax: 6221-8990-6096
Rawang, MalaysiaCustomer CarePh: +603 6092-2988Fax: +603 6092-1085
Melbourne, AustraliaAustralia Customer CarePh: 1300-654-674 (tollfree)Ph: 61-3-9474-7400 Fax: 61-3-9474-7391InternationalPh: 61-3-9474-7508Fax: 61-3-9474-7488
Shanghai, ChinaSales OfficePh: +86 21-64072626Fax: +86 21-64483032SingaporeSales OfficePh: +65 6832-8066Fax: +65 6763-5812
© 2012 Victor Technologies International, Inc. victortechnologies.com Printed in U.S.A.
U.S. Customer Care: 800-426-1888 / fax 800-535-0557 • Canada Customer Care: 905-827-4515 / fax 800-588-1714 International Customer Care: 940-381-1212 / fax 940-483-8178
I N N O V A T I O N T O S H A P E T H E W O R L D ™TECHNOLOGIES ™




















