Посмертная трепанация черепов в элитных захоронениях сакской эпохи Центрального Казахстана//Известия
Upload
khangminh22Category
view
0download
0
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Тульский государственный университет»
16+ ISSN 2071-6168
ИЗВЕСТИЯ ТУЛЬСКОГО ГОСУДАРСТВЕННОГО
УНИВЕРСИТЕТА
ТЕХНИЧЕСКИЕ НАУКИ
Выпуск 8
Тула Издательство ТулГУ
2018

РЕДАКЦИОННЫЙ СОВЕТ: ISSN 2071-6168
Председатель Грязев М.В., д-р техн. наук, проф., ректор Тульского государственного университета.
Заместитель председателя Кухарь В.Д., д-р техн. наук, проф., проректор по научной работе.
Ответственный секретарь Ивутин А.Н., канд. техн. наук, доц., начальник Управления научно-исследовательских работ.
Главный редактор Прейс В.В., д-р техн. наук, проф., заведующий кафедрой.
Члены редакционного совета: Батанина И.А., д-р полит. наук, проф., – отв. редактор серии «Гуманитарные науки»; Берестнев М.А., канд. юрид. наук, доц., – отв. редактор серии «Экономические и юридические науки». Часть 2. «Юридические науки»; Борискин О.И., д-р техн. наук, проф., – отв. редактор серии «Технические науки»; Егоров В.Н., канд. пед. наук, доц., – отв. редактор серии «Физическая культура. Спорт»;
Заславская О.В., д-р пед. наук, проф., – отв. редактор серии «Педагогика»; Качурин Н.М., д-р техн. наук, проф., – отв. редактор серии «Науки о Земле»; Понаморева О.Н., д-р хим. наук, доц., – отв. редактор серии «Естественные науки»; Сабинина А.Л., д-р экон. наук, доц., – отв. редактор серии «Экономические и юридические науки». Часть 1. «Экономические науки».
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Ответственный редактор Борискин О.И., д-р техн. наук (ТулГУ, г. Тула).
Заместитель ответственного редактора Ларин С.Н., д-р техн. наук (ТулГУ, г. Тула).
Ответственный секретарь Яковлев Б.С., канд. техн. наук (ТулГУ, г. Тула).
Члены редакционной коллегии: Александров А.Ю., д-р техн. наук (Ковровская государственная технологическая академия им. В.А. Дегтярева, г. Ковров); Баласанян Б.С., д-р техн. наук (Государственный инженерный университет Армении, г. Ереван, Армения); Васин С.А., д-р техн. наук (ТулГУ, г. Тула); Дмитриев А.М., д-р техн. наук (Московский государственный технический университет «СТАНКИН», г. Москва); Запомель Я., д-р техн. наук (Технический университет Остравы, г. Острава, Чехия); Ковалев Р.А., д-р техн. наук (ТулГУ, г. Тула); Колтунович Т.Н., д-р техн. наук (Люблинский технологический университет, г. Люблин, Польша); Кристаль М.Г., д-р техн. наук (Волгоградский государственный технический университет, г. Волгоград); Ларкин Е.В., д-р техн. наук (ТулГУ, г. Тула); Мельников В.Е., д-р техн. наук (Национальный исследовательский университет «МАИ», г. Москва);
Мещеряков В.Н., д-р техн. наук (Липецкий государственный технический университет, г. Липецк); Мозжечков В.А., д-р техн. наук (АО «Тулаэлектропривод», г. Тула); Распопов В.Я., д-р техн. наук (ТулГУ, г. Тула); Савин Л.А., д-р техн. наук (Орловский государственный технический университет, г. Орел); Семилет В.В., д-р техн. наук (АО «Конструкторское бюро приборостроения», г. Тула); Сорокин П.А., д-р техн. наук (Российский университет транспорта «МИИТ», г. Москва); Степанов В.М., д-р техн. наук (ТулГУ, г. Тула); Сычугов А.А., канд. техн. наук (ТулГУ, г. Тула); Трегубов В.И., д-р техн. наук (АО «НПО «СПЛАВ», г. Тула); Чуков А.Н., д-р техн. наук (ТулГУ, г. Тула); Яцун С.Ф., д-р техн. наук (Юго-Западный государственный университет, г. Курск).
Сборник зарегистрирован в Федеральной службе по надзору в сфере связи, информационных технологий и массовых коммуникаций (Роскомнадзор). ПИ ФС77-61104 от 19 марта 2015 г.
Подписной индекс сборника 27851 по Объединённому каталогу «Пресса России». Сборник включен в «Перечень рецензируемых научных изданий, в которых должны быть
опубликованы научные результаты диссертаций на соискание учёной степени кандидата наук, на соискание учёной степени доктора наук», утвержденный ВАК Минобрнауки РФ.
© Авторы научных статей, 2018 © Издательство ТулГУ, 2018

Технология и оборудование механической и физико-технической обработки
3
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ МЕХАНИЧЕСКОЙ И ФИЗИКО-ТЕХНИЧЕСКОЙ ОБРАБОТКИ
УДК 624.92
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ СЛОЖНОПРОФИЛЬНОЙ ОБРАЗУЮЩЕЙ КОНЦЕВЫХ ИНСТРУМЕНТОВ
А.В. Доронин, М.В. Ушаков, Е.В. Сорокин Предложен подход определения параметров сложнопрофильных образующих
концевых инструмнетов. Ключевые слова: образующая, винтовая стружечная канавка, технологичная
кривая. При обработке стружечных канавок концевых фрез с сопряженны-
ми элементами образующей линии, когда на конце инструмента она имеет R = 0, основой для расчетов условий формообразования является задание на производящей поверхности режущей кромки, как пространственной кривой в принятой системе координат. Согласно [1, 2, 3], наиболее целесо-образной системой координат в данном случае является система, указанная на рис. 1. Зная функциональную связь R = f(Z) между параметрами обра-
зующей (E), можно представить описание режущей кромки в виде:
=ϕ=
ϕ=ϕ=
)(
)(
sin
cos
ZfR
FZ
RY
RX
(1)
Обычно в [1, 4] рассматривается случай, когда винтовая линия (ре-жущая кромка) имеет постоянный винтовой параметр constp = :
ϕ= pZ . Однако, для рассматриваемых инструментов винтовой параметр р
является переменным и в большинстве случаев зависит от R, а следова-тельно и от Z. При этом его величина изменяется от принятого в сечении XОY значения до 0 в точке Б, показанной на рис. 1.

Известия ТулГУ. Технические науки. 2018. Вып. 8
4
Задание изменения винтового параметра связанно с изменением уг-ла β наклона винтовой линии по отношению к оси Z детали. Согласно [5], данный угол связан с углом βпр, задаваемым в рассматриваемой точке T, в плоскости, касательной к производящей поверхности. При этом его значе-ние определяется углом наклона режущей кромки λ по отношению к ско-рости резания V :
прβλ = .
Взаимосвязь параметров βпр и Z может быть определена, практиче-ски, из любых условий. Однако для обеспечения одинаковых условий ре-зания [1] желательно, чтобы °≤≤ 450 λ и был бы постоянным (λ = const) во всех точках режущей кромки.
Винтовой параметр p обычно является функцией координаты Z: ϕ=ϕ= )()( ZpFZ (2)
Рис. 1. Расчетная схема определения параметров образующей (Е) Для получения значения винтового параметра р, необходимого для
задания режущей кромки установить связь между углами β и βпр. Она мо-жет быть получена при проектировании угла βпр на осевую плоскость [3]:
ηβ=β cos/прtgtg , (3)
где η - угол касательной к образующей (Е) производящей поверхности.

Технология и оборудование механической и физико-технической обработки
5
При постоянном угле λ наклона режущей кромки угол β и винтовой параметр р зависят от радиуса R производящей поверхности в рассматри-ваемой точке и угла η касательной к образующей (Е):
Z
Rtg
∂∂=η .
В большинстве случаев производящая поверхность составлена из участков, описываемых наиболее технологичными линиями (прямая, дуга окружности и т.п.). Поэтому для расчетов достаточно описать зависимость (2), ориентируясь на эти линии.
Так, например, при образующей, представляющей отрезок прямой линии, как показано на рис. 2, а.
( ) ( )1111 ZZZ
RRZZtgRR i
i
iii −
∂∂+=−η+= (4)
21 ZZZ i ≤≤
consttgZ
R
i
i =η=∂∂
,
где 12
12ZZ
RRtg
−−=η , R2, R1, Z2, Z1 – исходные данные.
а б
Рис. 2. Параметры технологичных кривых: а - отрезок прямой;
б - дуга окружности

Известия ТулГУ. Технические науки. 2018. Вып. 8
6
Если принять угол наклона режущей кромки βпр постоянным, то винтовой параметр р в каждой точке i режущей кромки определится как:
2пр2прпр1
1
1
1cos
∂∂+
⋅β
=η+
⋅β
=β
η⋅=β⋅=
Z
Rtg
R
tgtg
R
tg
RctgRp ,
где R – радиус производящей поверхности в рассматриваемой точке; β - угол наклона винтовой линии к оси инструмента в рассматриваемой точке.
Зависимость (2) преобразуется в указывающую взаимосвязь между параметрами Z и ϕ:
( )2пр
1
1
∂∂+
⋅β
==ϕ∂
∂
Z
Rtg
RZp
Z (5)
Решив дифференциальное уравнение (5), получаем:
ϕ=
∂∂+∂
β dR
Z
RZ
tg
2
пр
1
(6)
constZ
Ra =
∂∂= ; const
Z
Rtgm =
∂∂+⋅β=
2
пр 1 ; прβ= tgc
( ) ϕ=−⋅+
∂⋅d
ZZcR
Zm
i 11
( )[ ] 111ln cZZcRmc i +ϕ=−+⋅⋅ (7)
По отношению к параметру Z уравнение (6) является трансцендент-ным. Однако, для численного решения не является существенным выбор исходного расчетного параметра. Для данной зависимости на участке
21 ZZZ i ≤≤ следует задавать параметр Z и рассчитывать параметр ϕ, вхо-дящий в зависимость (1). Определение с1=const следует исходить из усло-вий построения винтовой линии (рис. 1, точка А), когда угол ϕ начинает отсчитываться от оси Х в координатной плоскости XOY. При этом:
1ZZ = ; 1ϕ=ϕ ; 1RR = [ ] 1111 ln ϕ−⋅−⋅⋅= ZaRmcc (8)
Участок образующей (Е), описанный дугой окружности, показан-ный на рис. 2, б, обычно задается параметрами R1, R2, Rц, Z1, Z2, Zц:
( ) ( )2ц12
ц1 ZZRRr −+−=

Технология и оборудование механической и физико-технической обработки
7
Расчеты для повышения точности рекомендуется [1] вести по зада-
нию угла 21 ψ≤ψ≤ψ , где ц1
ц11 RR
ZZtg
−−
=ψ ; ц2
ц22 RR
ZZtg
−−
=ψ , которые опре-
деляют задание параметра Z: ψ⋅+= sinц rZZ
В системе координат XOZ участок 1-2, описывается как:
( )2ц2
ц ZZrRR ii −−+=
( )( )2ц
2
ц
ZZr
ZZ
Z
R
i
i
i
i
−−
−−=
∂∂
(9)
Подставляя данные зависимости (9) в (6), получим:
( )( )( )
ϕ=−−+
−−
−−+
⋅ dZZrR
ZZr
ZZ
dZс
i
i
i
2ц
2ц
2
2ц
2
ц1
Проведя преобразования, получим:
( ) ( )( ) ( )
( ) ( )ϕ=
−−+−−+
⋅⋅=
=
−−+⋅−−
−+−−⋅
dZZrZZrR
dZrc
ZZrRZZr
ZZZZrdZс
ii
ii
ii
2ц
22ц
2ц
2ц
2ц
2ц
2
2ц
2ц
2
(10)
Данное уравнение не имеет решения в явной форме. Однако, для большинства концевых фрез со сложной производящей поверхностью центр радиусного участка лежит на оси Z, то есть Rц=0, и уравнение при-обретет вид:
( )2ц2 ZZr
dZrcd
i −−
⋅⋅=ϕ (11)
Это соответствует интегралу:
1ц
rarcsin c
ZZrс
i +−
⋅⋅=ϕ (12)
При определении c1 исходными данными также являются:
1ZZ = ; 1ϕ=ϕ ; 1RR =
rarcsin ц1
11ZZ
rсс−
⋅⋅−ϕ=

Известия ТулГУ. Технические науки. 2018. Вып. 8
8
Однако, данное решение характерно только для упрощенного вари-анта построения образующей. В большинстве случаев, решение уравнения (10) с достаточной степенью точности может быть определено численным методом, когда параметр ϕ определяется суммой приращений ∆ϕ, опреде-ленных по принятым шагам ∆Z и нахождении значения Zi как:
=
∆+=n
ii ZZZ
11
( ) ( )2ц22
ц2
ц ZZrZZrR
Zrc
ii −−+−−
∆⋅⋅=ϕ∆
=
ϕ∆+ϕ=ϕn
ii
11 .
Такой подход рекомендуется использовать при вхождении в описа-ние образующей более сложных функций.
Установление взаимосвязи между параметрами Z и ϕ позволят сформировать программу по расчету формы стружечной канавки, в любом нормальном сечении, получаемом при обработке дисковым инструментом второго порядка.
Список литературы
1. Лашнев С.И., Юликов М.И. Расчет и конструирование металлор-ежущих инструментов с применением ЭВМ. М.: Машиностроение, 1975. 391 с.
2. Илюхин С.Ю. Каркасно-кинематический метод моделирования формообразования поверхностей деталей машин дисковым инструментом: дис. док. техн. наук: 05.03.01 / Илюхин Сергей Юрьевич. Тула, 2002. 345 с.
3. Доронин А.В., Ушаков М.В., Сорокин Е.В., Ушакова И.В. Опре-деление траектории движения дискового инструмента // Известия Тульско-го государственного университета. Технические науки, 2017. Вып. 8. Ч. 1. С. 42 – 47.
4. Потылицын С.В. Конструирование разверток с винтовыми зубьями для обработки специальных конических отверстий: монография / О.И. Борискин, М.В. Ушаков, С.Ю. Илюхин, С.В. Потылицын. Тула: Изд-во ТулГУ, 2005. 164 с.
5. Бобров В.Ф. Влияние угла наклона главной режущей кромки ин-струмента на процесс резания металлов. М.: Машгиз, 1962. 152 с.
Доронин Андрей Васильевич, генеральный директор, [email protected], Россия,
Тула, ООО НПО «Тулатехоснастка»,
Ушаков Михаил Витальевич, д-р техн. наук, профессор, [email protected], Россия, Тула, Тульский государственный университет,

Технология и оборудование механической и физико-технической обработки
9
Сорокин Евгений Владиславович, канд. техн. наук, доцент, [email protected], Россия, Тула, Тульский государственный университет
DETERMINATION OF PARAMETERS OF THE FORM OF THE WORKING PART OF THE
AXIAL CUTTING TOOL
A.V. Doronin, M.V. Ushakov, E.V. Sorokin An approach is proposed for determining the parameters of complex profile genera-
trices of end instruments. Key words: generatrix, helical flute groove, technological curve. Doronin Andrey Vasilyevich, director of the company, [email protected], Russia,
Tula, LLC RPA«Tulatehosnastka», Ushakov Michael Vitalevich, doctor of technical science, professor, imstul-
[email protected], Russia, Tula, Tula State University,
Sorokin Evgeniy Vladislavovich, candidate of technical science, docent, [email protected], Russia, Tula, Tula State University
УДК 621.9
ОСОБЕННОСТИ ПРОГРАММИРОВАНИЯ СИСТЕМЫ ЧПУ FANUC-0i ПРИ ФРЕЗЕРОВАНИИ ТОРЦОВЫМИ ФРЕЗАМИ И
ПРИ ТОКАРНОЙ ОБРАБОТКЕ
Н.В. Грибов, О.В. Миловзоров, Д.Н. Жарков Рассмотрены подходы к разработке управляющей программы для фрезерова-
ния плоскостей торцовой фрезой на станках с ЧПУ, оснащенных системой Fanuc-0i. Проведен анализ значений погрешности контура детали при токарной обработке фа-сонных поверхностей без коррекции на радиус резца.
Ключевые слова: фрезерование плоскости, торцевые фрезы, система ЧПУ Fa-nuc-0i, коррекция на радиус инструмента, управляющая программа, сменная много-гранная пластина, погрешность траектории.
При обработке корпусных деталей одной из задач является разра-
ботка оптимальной управляющей программы с возможностью использова-ния на разных системах ЧПУ с применением имеющихся в наличии стан-дартных режущих инструментов различных диаметров. В условиях реаль-ного производства часто возникает задача продолжения обработки партии деталей при отсутствии в настоящий момент или выходе из строя того или иного инструмента с заменой другим инструментом, отличающимся от ис-ходного, например, диаметром, но способным выполнить аналогичную об-работку.

Известия ТулГУ. Технические науки. 2018. Вып. 8
10
Обработка на фрезерных станках плоских поверхностей осуществ-ляется торцовыми фрезами. Номенклатура используемого инструмента, в процессе фрезерования деталей, имеет следующий номинальный ряд зна-чений диаметров в миллиметрах 40, 50, 63, 80, 84, 100, 125, 160, 200, 315 и т.д.
Чтобы не привязывать траекторию перемещения к конкретному диаметру инструмента, система ЧПУ предусматривает использование кор-рекции на радиус инструмента, что позволяет повысить универсальность управляющей программы. Однако при этом могут возникнуть проблемы, связанные с недоступной пользователю автоматически запрограммирован-ной на заводе-изготовителе траектории инструмента при введении и от-мене коррекции на радиус.
Рассмотрим реализацию обработки плоскости размером 200 мм на 150 мм на фрезерном станке со «стойкой» ЧПУ Fanuc Series 0i - МС. Отме-тим при этом, что при разработке и реализации технологических процессов чрезвычайно важно формирование управляющих программ (УП) для стан-ков с ЧПУ с наименьшим количеством холостых перемещений, или их полным отсутствием. Покажем это на примере УП:
N010 G40 G49 G80 (Плоскость 150х200 – 150 по Х, 200 по Y); N020 T1M6 (Фреза торцовая); N030 G0 G59 G90 X-50 Y50; N040 G43 Z50 H52; N050 Z0; N060 X-45; N070 G1 G42 X80 D52 F2000; N080 Y0; N090 X0: N100 Y-50; N110 X150; N120 Y-100; N130 X0; N140 Y-150; N150 X150; N160 Y-200; N170 X-50; N180 G0 Z200; N190 G40 X0 Y110; N200 G28 X-10 Y120; N210 M30; В управляющей программе перемещение по координате Y взято 50
мм, что позволяет использовать минимальный радиус фрезы 25 мм. Одна-ко при введении в таблицу корректоров радиуса инструмента равного Y/2 из-за особенностей математического обеспечения при включении коррек-
Технология и оборудование механической и физико-технической обработки
11
ции G42 фреза будет располагаться всегда с права от детали. Следователь-но, при изменении направления подачи по координате Х с права на лево и наоборот инструмент будет занимать положение выше или ниже относи-тельно оси Х. Если уменьшить численное значение коррекции на радиус инструмента, оставив физический размер фрезы тот же, то возмож-но уменьшить ширину необработанных участков (рис. 1, б, в). При физическом значении Rф = Y/2 добиться полной обработки не воз-можно.
Для исключения необработанных участков можно использовать фрезу диаметром больше Y/2 (рисунок 1,г). Например, Ǿ63 мм или Ǿ 80 мм. Однако необходимо помнить, что величина коррекции на радиус ин-струмента, вводимая в таблицу корректоров, не должна превышать поло-вину смещения по координате Y, а необработанные участки можно устра-нить эмпирическим подбором численного значения коррекции, вводимого в таблицу станка.
Рассмотрим еще один вариант обработки плоских поверхностей торцовыми фрезами. Покажем на рисунке 2 траекторию перемещения ин-струмента при его движении без смены положения относительно оси Х. Такой подход применяют при написании управляющей программы для об-работки контуров.
Из рисунка 2,а видно, что если для реализации рабочего хода смеще-ние по оси Х (расстояние между точками 1 и 5), меньше диаметра фрезы, то остается необработанный участок на детали. Если диаметр фрезы боль-ше, чем смещение, то участки перекрываются (рисунок 2,в), как было от-мечено выше, смещения не привязывают к радиусу конкретного инстру-мента. Следовательно, необходимо ориентироваться на минимальный диа-метр используемой торцовой фрезы. Тогда программа получится универсальной, т.к. появится возможность применения фрез большего ра-диуса.
Кроме этого, следует иметь в виду, что станки с ЧПУ средней раз-мерности не позволяют работать инструментом больших диаметров (125 мм и более), из-за особенностей привода главного движения с частот-ным регулированием, у которого, как известно, с уменьшением частоты вращения падает мощность двигателя. Следовательно, потеря в производи-тельности у торцовых фрез малого диаметра (50-100 мм) по сравнению с большими отсутствует по причине увеличения минутной подачи, пропор-ционально диаметру (частоте вращения).
Теперь рассмотрим особенности токарной обработки фасонных по-верхностей. На современном этапе фасонные поверхности деталей типа тел вращения обрабатывают не фасонными резцами, а на станках с ЧПУ с использованием круговой интерполяции. Все инструменты оснащаются сменными многогранными пластинами (СМП) с радиусом скругления при вершине (угловой радиус).

Известия ТулГУ. Технические науки. 2018. Вып. 8
12
а б
в г
Рис. 1. Траектория перемещения инструмента
а б в Рис. 2. Обработка плоскости с применением стратегии
«Обработка контура»

Технология и оборудование механической и физико-технической обработки
13
В системе ЧПУ предусмотрена функция «коррекция на радиус ин-струмента». С ее помощью станок пересчитывает координаты вершины режущей части инструмента и тем самым изменяет траекторию перемеще-ния рабочего органа.
Однако, на производстве, операторы-программисты зачастую не пользуются данной функцией на токарном оборудовании, полагаясь на не-значительные погрешности из-за малых значений радиусов при вершине токарного инструмента. Чтобы проверить необходимость использования данной функции сначала проведем анализ обработки на станках с ЧПУ.
Вершина СМП резца имеет округление, его образует окружность определенного радиуса r. При настройке инструмента, пластиной касаются датчика положения в двух крайних точках (рис. 3).
Рис. 3. Наладка инструмента токарного станка После чего, станок определяет координату вершины пластины, как
пересечение двух перпендикулярных прямых. Следовательно, ЧПУ будет отрабатывать перемещение по заданной траектории мнимой точки верши-ны режущей кромки. При обработке ступенчатых валов погрешностей не возникает, так как в работе находится всегда крайняя точка режущей кромки, от которой происходила настройка оборудования.
Однако, при резании фасонной поверхности профилирующая точка режущей кромки смещается («бежит») в процессе обработки по дуге окружности вершины инструмента, а сам станок «предполагает», что ре-жет неподвижной вершиной. В связи с этим появляется погрешность обра-ботки.
Рассчитаем в общем виде величину погрешности для обработки фа-сонной поверхности резцом с радиусом округления r при вершине (рис. 4).
AH = AO-HO HO = r
AO = √r² + r² AO = r√2
AH = r√2 – r = r(√2 – 1)

Известия ТулГУ. Технические науки. 2018. Вып. 8
14
Рис. 4. Расчетная схема Далее, при подстановке любого из значений радиуса r из наиболее
распространенных 0,4 мм; 0,8 мм; 1 мм; 1,2 мм можно легко узнать наибольшее отклонение профиля. Представим погрешности обработки в графическом виде. Для этого для наглядности воспользуемся программой T-FLEX CAD.
На рисунке 5 построим заданный профиль обрабатываемой детали, приняв размеры большего диаметра 200мм, меньшего 100мм, а радиус фа-сонной поверхности 100мм. Также, схематично изобразим режущую часть пластины резца.
На рисунке 6 графически смоделируем процесс обработки и пока-жем отклонение действительного обработанного профиля и заданного. В начальный момент резания погрешность равна 0. Затем погрешность нарастает до максимума при угле в 45 градусов, а затем начинает умень-шаться до 0.
Для большей наглядности, покажем увеличенное изображение с наибольшим отклонением (рис. 7).
Рис. 5. Контур детали типа тела вращения с фасонной поверхностью

Технология и оборудование механической и физико-технической обработки
15
Рис. 6. Погрешность обработки фасонной поверхности
Рис. 7. Наибольшая погрешность
Таким образом, заданный профиль и обработанный значительно от-личаются друг от друга. При использовании резцов со округлением при вершине большего радиуса, погрешность, соответственно, будет увеличи-ваться. Это подтверждается и расчетами, произведенными выше. Для наглядной зависимости погрешности обработки от радиуса округления вершины резца, покажем на рисунке профили после обработки резцами с различными радиусами (рис. 8), где
1 – заданный профиль; 2 – действительный профиль при радиусе r=0,4 мм; 3 – действительный профиль при r=0,8 мм; 4 – действительный профиль при r=1 мм; 5 – действительный профиль при r=1,2 мм.

Известия ТулГУ. Технические науки. 2018. Вып. 8
16
Итак, после проведенного исследования, можно заключить, что чи-стовая обработка фасонных поверхностей на токарных станках с ЧПУ должна вестись с использованием функции «коррекция на радиус инстру-мента».
Рис. 8. Профили после обработки В заключении необходимо отметить, что коррекция на радиус ин-
струмента необходима и при шлифовании фасонных поверхностей. При этом шлифовальный круг необходимо заправлять по радиусу отличному от радиуса шлифуемой криволинейной поверхности, который может дости-гать десятка миллиметров.
Список литературы
1. Грибов Н.В. Миловзоров О.В., Седых А.В. Особенности про-граммирования системы ЧПУ FANUC-0I при фрезеровании плоскостей торцовыми фрезами. Новые технологии в учебном процессе и производ-стве: материалы XIV межвузовской научно-технической конференции по-священной 60 – летию института / Под. Ред. Начальника НИО Платонова А.А., канд. техн. наук Бакулиной А.А. Рязань: РИПД «ПервопечатникЪ», 2016. 572 с.
2. Грибов Н.В. Миловзоров О.В. Концептуальное проектирование операции фрезерования. Материалы международной научно-технической и научно-методической конференции «Современные технологии в науке и образовании», Рязань, РГРТУ, 2017.
3. Грибов Н.В. Миловзоров О.В., Турукин Н.А. К вопросу о возник-новении погрешностей обработки на токарных станках с ЧПУ Наука и ин-новации в технических университетах: материалы Седьмого всероссийско-го форума студентов, аспирантов и молодых ученых. С-Пб.: Bзд-во Поли-тех. ун-та, 2013. 233 с.

Технология и оборудование механической и физико-технической обработки
17
Грибов Николай Владимирович, канд. техн. наук, доцент, [email protected] Рос-сия, Рязань, Рязанский институт – филиал Московского государственного политехни-ческого университета,
Миловзоров Олег Владимирович, канд. техн. наук, доцент, [email protected] Рос-
сия, Рязань, Рязанский государственный радиотехнический университет, Жарков Дмитрий Николаевич, канд. техн. наук, [email protected], Россия, Тула,
ПАО «НПО «Стрела».
PARTICULARITIES OF THE PROGRAMMING THE SYSTEM CHPU FANUC-0I UNDER FREZEROVANII TORCOVYMI MILLING CUTTER AND UNDER TURNING PROCESSING
N.V. Gribov, O.V. Milovzorov, D.N. Zharkov
The Considered approaches to development controlling program for фрезерования
planes торцовой by milling cutter on tool with CHPU, equipped by system Fanuc-0i. The Organized analysis of importance’s of inaccuracy of the sidebar of the detail under turning processing the shaped surfaces without correcting on radius incisor
Key words: processing planes, butt end of the milling cutter, system CHPU Fanuc-0i, correction on radius of the instrument, controlling program, removable polyhedral plate, in-accuracy to paths.
Gribov Nikolay Vladimirovich, candidate tehnicale sciences, docent,
[email protected], Russia, Ryazani, Ryazanskiy institute - a branch Moscow state pollytechnic university,
Milovzorov Oleg Vladimirovich, candidate tehnicale sciences, docent,
[email protected], Russia, Ryazani, Ryazanskiy institute - a branch Moscow state pollytechnic university,
Zharkov Dmitriy Nikolaevich, candidate tehnicale sciences, [email protected], Russia,
Tula, STEP "NPO "Dart"

Известия ТулГУ. Технические науки. 2018. Вып. 8
18
УДК 621.96
СХЕМЫ СРЕЗАНИЯ ПРИПУСКА ПРИ ЛЕЗВИЙНОЙ ОБРАБОТКЕ
С.Я. Хлудов, В.А. Игошина, С.С. Савилкина, А.В. Хоменко Установлена взаимосвязь схемы резания с выходными параметрами процесса
лезвийной обработки. Рассмотрены возможности дискретного исполнения режущей кромки режущей пластины для оснащения резцов для токарной обработки. Приведены зависимости определения количества ступеней многоступенчатой режущей пластины от схемы срезания припуска.
Ключевые слова: схема срезания припуска; форма поперечного сечения, режу-щая кромка, режущая пластина, стойкость.
Основными функциями режущего инструмента являются формооб-
разование заданной поверхности детали и срезание припуска с заготовки. Последовательность удаления отдельных слоев припуска определенной формы называют схемой срезания припуска или схемой резания.
Параметрами, характеризующими схему срезания припуска, явля-ются: толщина а, ширина b, длина I, площадь f, объем q срезаемого от-дельными лезвиями слоя, форма слоев и последовательность их снятия.
При проектировании технологической операции, технолог решает задачу по выбору схемы срезания припуска с поверхности заготовки. При выборе той или иной схемы срезания припуска устанавливается порядок удаления с поверхности заготовки отдельных слоев припуска и для каждо-го из них определяется форма поперечного сечения (рис. 1).
Последовательность удаления с поверхности заготовки отдельных слоев припуска устанавливает вид обработки: черновая, получистовая и чистовая, а при необходимости получения минимального дефектного слоя (наклепа), финишная. С учетом вида обработки определяются значения режимов резания.
Форма поперечного сечения срезаемого слоя, которая зависит от режимов обработки, определяет форму режущих кромок. Вид обработки и форма режущих кромок устанавливают требования к геометрическим па-раметрам режущего клина инструмента, количеству режущих элементов и их расположению на корпусе инструмента.
Оптимальная схема срезания припуска должна удовлетворять сле-дующим требованиям:
− максимальной производительности (съем металла в единицу вре-мени);
− заданной точности и шероховатости обработанной поверхности; − максимальной стойкости инструмента; − размещению и отводу стружки; − технологичности конструкции режущего инструмента.

Технология и оборудование механической и физико-технической обработки
19
Рис. 1. Взаимосвязь схемы резания с выходными параметрами процесса лезвийной обработки
В работе [1] отмечаетcя, что оптимизация схемы срезания припуска
возможна путем изменения расположения режущих кромок за счет накло-на передней поверхности резца на угол λ наклона главной режущей кром-ки, изменения форм и размеров режущих кромок, расположения режущих кромок по длине и глубине обрабатываемой поверхности.
Проведенный в работе [1] анализ схем срезания припуска подтвер-ждает, что резание с большей толщиной среза выгоднее, чем с большей шириной, и значительно эффективнее срезания малых толщин, порядка не-скольких сотых миллиметра при фрезеровании и протягивании. Поэтому значительное увеличение производительности фрезерования или протяги-вания возможно путем кинематического перераспределения параметров среза.
В работе [2] отмечается, что производительность и себестоимость, например операции протягивания, зависит от схемы срезания припуска, геометрических параметров зубьев и от конструкции протяжки. В свою

Известия ТулГУ. Технические науки. 2018. Вып. 8
20
очередь параметры качества обработки так же определяются схемой среза-ния припуска, геометрическими параметрами зубьев режущего инструмен-та и его конструктивным исполнением [3].
При выборе схемы срезания припуска учитывается и характер про-изводства [1].
Большинство зуборезных инструментов работает по схемам среза-ния припуска, когда приходится разделять работу инструмента на черно-вую и чистовую. В последнем случае при работе образуется тонкая струж-ка, жесткость которой не так высока. [4]. При этом удельная энергоемкость способов с меньшей толщиной среза возрастает по экспоненте с увеличи-вающимся показателем степени. Следовательно, увеличение толщины сре-за является значительным резервом возрастания производительности обра-ботки. Помимо снижения энергозатрат, увеличивается стойкость инстру-мента и создаются условия для повышения скорости резания. Выявить условия, снижающие удельные энергозатраты и повышающие производи-тельность обработки, позволяет кинематико-технологический метод, включающий комплексный анализ движений, схемы срезания припуска, механических характеристик материала, стойкости инструмента. [1].
При токарной обработке последовательность удаления припуска определяет вид обработки. При назначении режимов точения исходят из необходимости решения конечных задач при черновом, получистовом и чистовом точении. В первом и втором случаях случае основными являются максимальная производительность минимальная себестоимость операции. При чистовом точении качество обработанной поверхности является прио-ритетной задачей. Но при этом решается и вопрос с оптимальным перио-дом стойкости режущего инструмента.
В работе [5] отмечается, что интенсивность влияния скорости реза-ния, подачи и глубины резания на период стойкости инструмента будет та-кой, какова степень влияния этих факторов на температуру резания. При этом указывается, что наибольшее влияние на температуру резания оказы-вает скорость резания, затем подача и наименьшее - глубина резания. Та-ким образом, для того чтобы период стойкости был возможно большим, необходимо при постоянной площади сечения срезаемого слоя увеличи-вать ширину за счет уменьшения его толщены.
Установленная форма поперечного сечения предопределяет форму режущих кромок и, соответственно, конструкцию токарного резца и его стоимость.
В целом схема срезания припуска определяет производительность обработки, себестоимость операции и качество обработанной поверхности.
В работе [6 - 8] предложена конструкция режущей пластины с дис-кретным исполнением режущей кромки. При использовании режущей пла-стины с двумя вершинами предлагается совместить получистовое и чисто-вое точение, что гарантирует повышение производительности обработки.

Технология и оборудование механической и физико-технической обработки
21
В таком случае реализуется принципиально новая схема срезания припус-ка. Результаты экспериментального исследования работоспособности ре-жущих пластин с дискретным исполнением режущей кромки подтвержда-ют возможность их эксплуатацию при совмещении получистового и чи-стового, чистового и финишного точения [8].
Анализ, полученных результатов эксплуатации режущих пластин с дискретным исполнение режущей кромки, доказывает возможность дис-кретного исполнения режущей кромки и для режущих пластин для черно-вого точения. Режущие пластины для чернового точения с дискретным ис-полнением режущей кромки в дальнейшем называют многоступенчатыми. Срезание припуска многоступенчатой режущей пластиной разделяет ис-точники образования тепла по количеству ступеней, что априорно позво-ляет предполагать повышение периода их стойкости.
Количество ступеней n многоступенчатой режущей пластины с дискретным исполнением режущей кромки зависит от выбранной схемы срезания припуска (от габаритных размеров режущей пластины стандарт-ного исполнения и заданной глубины резания). Проектирование режущей кромки осуществляется в зависимости от схемы срезания припуска по сле-дующим вариантам:
1. Схема срезания припуска, когда выполняется условие: = = = , (1)
при этом все ступени срезают одинаковые по глубине припуски (рис. 2). За один проход режущая пластина срезает припуск с глубиной резания t, рассчитанной по формуле:
= (2) 2. Схема срезания припуска, когда выполняется условие:
≠ ≠ ≠ , (3) а каждая ступень срезает разные по глубине припуски, а глубинка резания t за один проход определяется по формуле:
= ∑ . (4)
Рис. 2. Схемы срезания припуска при черновом точении

Известия ТулГУ. Технические науки. 2018. Вып. 8
22
При проектировании режущей кромки многоступенчатой пластины для чернового точения необходимо выполнить следующие условия:
− габаритные размеры многоступенчатой режущей пластины должны не превышать габаритных размеров режущих пластин стандартно-го исполнения, чтобы иметь возможность использовать стандартные дер-жавки токарных резцов;
− форма режущих кромок многоступенчатой режущей пластины должна обеспечивать возможность использования ее как для правых, так и для левых токарных резцов, то есть быть универсальной.
Список литературы
1. Ермаков Ю.М. Комплексные способы эффективной обработки
резанием. М.: Машиностроение, 2005. 2. Юликов М.И. Проектирование и производство режущего ин-
струмента / М.И.Юликов, Б. И.Горбунов, Н.В.Колесов // М. «Машиностро-ение», 1987.
3. Орлов П.Н. Краткий справочник металлиста. М.: Машинострое-ние, 1986.
4. Алексеев Г.А. Конструирование инструмента. М.: Машинострое-ние, 1979.
5. Бобров В.Ф. Основы теории резания металлов. М.: Машиностро-ение, 1975. 344 с.
6. Хлудов С.Я. Особенности проектирования многовершинной ре-жущей пластины / А.С. Хлудов, М.О. Борискина, С.Я. Хлудов // Известия Тульского государственного университета. Технические науки, 2017. Вып. 8. Ч. 2. С. 44-49.
7. Хлудов А.С. Прогрессивные конструкции СМП / А.С. Хлудов, М.О. Борискина // VI молодежная научно-практическая конференция Тульского государственного университета «Молодежные инновации»; сборник докладов под общей редакцией д-ра техн. наук, проф. Ядыкина Е.А.: в 2 ч. Тула: Изд-во ТулГУ, 2012. Ч.1. С. 28-29
8. Хлудов В.С. Прогрессивные конструкции сменных многогранных пластин для чистового точения пластичных материалов [Текст]: авторефе-рат дис. к.т.н. Тула: 2009. 22 с.
Хлудов Сергей Яковлевич, д-р техн. наук, профессор, [email protected],
Россия, Тула, Тульский государственный университет, Игошина Валерия Александровна, студентка, [email protected], Россия, Тула,
Тульский государственный университет, Савилкина Светлана Сергеевна, студентка, [email protected], Россия, Тула,
Тульский государственный университет,

Технология и оборудование механической и физико-технической обработки
23
Хоменко Ангелина Владиславовна, студентка, [email protected], Россия, Тула, Тульский государственный университет
SCHEMES SREZANIYA PRIPUSKA UNDER LEZVIYNOY PROCESSING
S.Y. Khludov, V.A. Igoshina, S.S. Savilkina, A,V. Khomenko
Installed intercoupling the scheme of the cutting with output parameter of the pro-
cess лезвийной processing. The Considered possibilities of the discrete performance of the cutting edge of the cutting plate for equipping incisor for turning processing. The Broughted dependencies of the determination amount steps of the multistage cutting plate from scheme срезания припуска.
Key words: scheme срезания припуска; the form of the cross-section, cutting edge, cutting plate, stability.
Khludov Sergei Yakovlevich, doctor of technical sciences, professor, poly-
[email protected], Russia, Tula, Tula State University, Igoshina Valeriya Aleksandrovna, student, [email protected], Russia, Tula, Tula
State University, Savilkina Svetlana Sergeevna, student, [email protected], Russia, Tula, Tula
State University, Khomenko Angelina Vladislavovna, student, [email protected], Russia, Tula, Tula
State University
УДК 621.96 СОВРЕМЕННОЕ СОСТОЯНИЕ ПРОБЛЕМЫ ОБЕСПЕЧЕНИЯ
РАЗРУШЕНИЯ ВИТКА СТРУЖКИ
Д.Н. Жарков, Д.С. Зябрева, А.С. Хлудов
На основе анализа процесса разрушения витка стружки при точении матери-алов групп P дана классификация способов, относящихся к процессам дробления, раз-деления и ломания. Описаны основные виды реагирования стружки при контакте с препятствиями, ограничивающими ее свободное движение.
Ключевые слова: стружка, разрушение витка, режущая пластина, стружко-образование, стружкозавивание.
Стружколомание - это процесс разрушения уже сформированной
стружки [1]. В современном металлообрабатывающем производстве при исполь-
зовании станков с ЧПУ при обработке пластичных материалов одним из требований, которое предъявляется к режущему инструменту, является обеспечение разрушения витка стружки.

Известия ТулГУ. Технические науки. 2018. Вып. 8
24
В условиях современного производства возрастает актуальность проблемы разрушения витка сливной стружки [2, 3]. Современный ин-струмент, оснащенный сменными многогранными пластинами их твердого сплава с износостойкими покрытиями, работает с высокими скоростями резания при чистовом точении срезает припуск с небольшой глубиной ре-зания. Полученная стружка имеет высокую температуру и малую жест-кость витка. Непрерывная сливная стружка не позволяет автоматизировать процессы загрузки заготовки и выгрузки готовой детали, контроля состоя-ния режущего инструмента в процессе работы (рис. 1, а).
а б
Рис. 1. Образцы сливной стружки при точении стали 30ХГСА: а – непрерывная путанная; б - при разрушении витка на кольцо
Непрерывная стружка может привести к поломке дорогостоящего
инструмента и появлению брака при изготовлении изделия. Отсутствие разрушения витка стружки вызывает невынужденную остановку станка и тем самым снижает его производительность.
В соответствии с европейской системой классификации лома стату-са «товарная», стружка должна обладать удобством транспортировки от мест ее получения в специализированные подразделения и подвергаться переработке, т.е. дроблению, обезжириванию и брикетированию с мини-мальными затратами времени. Решению вопросов, связанных с получени-ем БФС (благоприятная форма стружки) посвящено значительное количе-ство научных работ (рис. 1б) [1, 4 - 6].
Разрушение формирующейся при обработке стружки на части удоб-ные для ее удаления из зоны резания является самостоятельной задачей, решению которой посвящены многие работы как отечественных, так и за-рубежных исследователей.
Стружкообразование при точении с использованием твердосплав-ных режущих пластин с износостойкими покрытиями сопровождается вы-сокими скоростями резания и, как следствие, стружка формируется при высоких температурах, что затрудняет разрушение ее витка.

Технология и оборудование механической и физико-технической обработки
25
Сложность проблемы получения благоприятной формы сливной стружки в конкретных условиях производства привело к созданию множе-ства способов разрушения ее витка, которые условно можно разделить на процессы: дробления, ломания и разделения. (рис. 2).
Рис. 2. Классификация способов разрушения витка стружки
Дробление – разрушение витка стружки в процессе резания как ре-зультат воздействия механизма или устройства на виток стружки. Разру-шение витка происходит в месте приложения воздействия. К процессу дробления можно отнести метод ОПД (опережающей пластической де-формации), предполагающий создание на поверхности резания концентра-торов напряжений путем воздействия на нее специальных роликов. Нане-сение на обрабатываемую поверхность различных по форме и размерам канавок, получившие название метода предварительные подготов-ки обрабатываемой поверхности так же следует считать стружкодроблени-ем, т.к. разрушение витка осуществляется именно в том месте, где сфор-мирована канавка.
Разделение – разрушение витка стружки в процессе резания с по-мощью управления параметрами режима обработки. В этом случае разру-шение целостности витка обеспечивается за счет использования специаль-ных устройств или программ для станков с ЧПУ, которые позволяют изме-нять параметры срезаемого слоя. Стружка разрушается на отдельные участки, длина которых зависит от соотношения скорости резания и числа циклов движения инструмента. По кинематике этот способ можно рас-сматривать в двух вариантах:
− дискретное резание с периодическим выключением или измене-нием подачи при непрерывном вращении изделия;
− осциллирующее точение, когда инструменту с непрерывным движением подачи сообщается возвратно–поступательное движение в направлении подачи.

Известия ТулГУ. Технические науки. 2018. Вып. 8
26
В процессе обработки изменение глубины срезаемого слоя приво-дит к разрушению целостности витка. Однако колебания глубины резания, например, при обработке тонкостенных не жестких деталей, могут приве-сти к возникновению вибраций, что, в свою очередь, отрицательно скажет-ся на качестве обработанной поверхности.
Ломание – разрушение витка стружки в процессе резания как ре-зультат воздействия на него со стороны препятствий. Разрушение проис-ходит в результате создания в теле стружки напряжений превышающих предел прочности материала стружки за счет дополнительного воздей-ствия на виток. При этом место разрушения находится на некотором рас-стоянии от места воздействия. Дополнительного воздействия на виток яв-ляется результатом контакта стружки с препятствиями. В качестве препят-ствий в процессе точения могут выступать: поверхность резания, задняя поверхность резца, обрабатываемая и обработанная поверхности заготов-ки.
Необходимым условием процесса стружколомания является про-цесс стружкозавивания, который обеспечивается за счет формирования на передней поверхности режущей пластины специальных стружкозавиваю-щих элементов. Место положения и геометрические параметры стружкоза-вивающих элементов в сочетании с режимами обработки предопределяют форму и размеры витка стружки.
Процесс стружколомания имеет место только в том случае, когда сформированная стружка принимает форму «винтовой», «цилиндриче-ской», «плосковинтовой» или «плоской» спиралей (рис. 3 – 6).
При формировании стружки в форме прямой (см. рис. 1а), процесс стружколомания отсутствует.
Рис. 3. Стружка, сформированная в форме «винтовой» спирали
Рис. 4. Стружка, сформированная в форме «цилиндрической» спирали

Технология и оборудование механической и физико-технической обработки
27
Рис. 5. Стружка, сформированная в форме «плосковинтовой» спирали
Рис. 6. Стружка, сформированная в форме «плоской» спирали
На этапе проектирования режущей пластины конструктором разра-
батывается такая форма передней поверхности, которая обеспечивает же-лаемые направление схода стружки и радиус ее витка. Наиболее есте-ственным образом управление траекторией движения стружки, ее видом и формой осуществляется путем выбора или разработки специальных форм передней поверхности инструмента. Разнообразие видов и типов стружко-завивающих поверхностей у различных производителей объясняется от-сутствием единой точки зрения на механизм стружкообразования и влия-ние геометрических параметров канавок и уступов на выходные характе-ристики процесса резания. Тем не менее, естественность способа делает его наиболее привлекательным и распространенным по сравнению с дру-гими способами. Согласно патентным исследованиям 64,8 % всех изобре-тений приходится на этот вид управления процессами завивания и разру-шения витка стружки.
При первом же обороте заготовки стружка, перемещаясь по есте-ственной траектории, сталкивается препятствиями: поверхностью резания; обрабатываемой поверхностью; обработанной поверхностью или задней поверхностью резца.
Любые другие препятствия, расположенные достаточно далеко от площадки контакта стружки с передней поверхностью, например, высту-пающие части станка (суппорт, резцедержатель, поддон, кулачки шпинде-

Известия ТулГУ. Технические науки. 2018. Вып. 8
28
ля и т.д.), также могут оказывать влияние, как на условия стружкообразо-вания, так и на процесс разрушения витка стружки. Взаимодействие стружки с такими препятствиями носит случайный характер и во внимание не принимается.
Основными видами реагирования стружки при контакте с препят-ствиями, ограничивающими ее свободное движение, являются:
− изменение начальной формы и направления движения стружки в результате перераспределения напряженно–деформированного состояния в зоне стружкообразования в соответствии с условиями схода;
− торможение отдельных слоев стружки в месте контакта с препят-ствием;
− упругое и пластическое деформирование стружки за пределами зоны стружкообразования;
− разрушение стружки, вызванное предельной величиной ее дефор-мации;
− изменение формы и направления движения стружки за пределами зоны стружкообразования, которое приводит к формированию неориенти-рованных участков.
В реальных условиях взаимодействие стружки с препятствиями имеет разные условия. В одном случае, например, при контакте с задней поверхностью, она может рассматриваться как неподвижное препятствие, так как скорость перемещения стружки значительно превосходит скорость движения токарного резца. В других случаях – препятствия совершают движения, скорости которых превышают скорость движения стружки. При этом одни препятствия могут тормозить движение стружки, а другие, напротив, способствовать его увеличению.
Таким образом, взаимодействие стружки с препятствиями является необходимым условием разрушения ее витка как процесса ломания.
Список литературы
1. Аверьянова И.Э., Борискина М.О., Зябрева Д.С., Хлудов А.С. Ис-
следование процесса разрушения витка стружки в условиях токарной об-работки пластичных материалов // IV Международная студенческая элек-тронная научная конференция «Студенческий научный форум» 15 февраля – 31 марта 2012 года. [Электронный ресурс] URL: http://www.rae.ru/forum2012/. (дата обращения: 10.07.2018).
2. Васин С.А., Васина Л.А, Иванов В.В. , Хлудов С.Я. Концепция проектирования передней поверхности современных СМП // Известия ТулГУ. Сер. Технологическая системотехника, 2003. Вып. 1. С. 73-80.

Технология и оборудование механической и физико-технической обработки
29
3. Михайлов С.В. Моделирование и оптимизация процесса формо-образования стружки при резании металлов // Кострома: КГТУ, 2005. 180 с.
4. Васин С.А., Хлудов С.Я. Управление процессом стружкодробле-ния на этапе проектирования режущих поверхностей СМП // Приложение. Справочник. Инженерный журнал, 2004. 8. С. 2 – 4.
5. Иванов В.В. Повышение эффективности процессов точения на основе обеспечения стабильного стружкодробления: автореф. дис. д.т.н // Тула: 2001. 23 с.
6. Хлудов С.Я. Стружкообразование при точении резцом, оснащен-ным СМП со сложной формой передней поверхности // Известия Тульско-го государственного университета. Сер. Инструментальные и метрологи-ческие системы. Тула: ТулГУ, 2004. Вып. 1. Ч. 2. С. 149-154.
Жарков Дмитрий Николаевич, канд. техн. наук, [email protected], Россия, Тула,
ПАО «НПО «Стрела», Зябрева Дарья Сергеевна, аспирант, [email protected], Россия, Тула, Туль-
ский государственный университет, Хлудов Алексей Сергеевич, аспирант, [email protected], Россия, Тула, Туль-
ский государственный университет
MODERN CONDITION OF THE PROBLEM OF THE ENSURING THE DESTRUCTION OF THE WHORL OF THE SHAVING
D.N. Zharkov, D.S. Zyabreva, A.S. Hludov
On base of the analysis of the process of the destruction of the whorl of the shaving
at group material sharpening P is given categorization of the ways, referring to process of the crushing, division and breaking. The main types of the reaction of the shaving is Described at contact with obstacle, limiting her(its) free motion.
Key words: shaving, the destruction of the whorl, the cutting plate, chip formation, chip shaking.
Zharkov Dmitriy Nikolaevich, candidate of tehnicale sciences, [email protected], Rus-
sia, Tula, STEP "NPO "Dart", Zyabreva Darya Sergeevna, postgraduete, [email protected], Russia, Tula, Tula
State University, Khludov Aleksey Sergeevich, postgraduete, [email protected], Russia, Tula, Tula
State University

Известия ТулГУ. Технические науки. 2018. Вып. 8
30
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
УДК 621.923.5
СИНТЕЗ ДИАГРАММЫ АББОТА
А.С. Ямников, Л.Л. Сафарова Рассмотрен вопрос получения диаграммы Аббота. Выполнен расчет, синтез
диаграммы Аббота и профилограммы поверхности, обработанной хонингованием. Сделаны выводы о недостатках метода обработки смазочных карманов на АО «АК «Туламашзавод».
Ключевые слова: цилиндр, технологическая эффективность, шероховатость, диаграмма Аббота.
Создание надежных двигателей с высокими технико-
экономическими показателями напрямую зависит от повышения требова-ний к точности и качеству изготовления деталей. На АО «АК «Туламашза-вод» производят дизельные двигатели серии ТМЗ-450Д, ТМЗ-520Д, ТМЗ-650Д. Одной из ответственных деталей дизельного двигателя является «Цилиндр» (рис.1).
Рис. 1. Деталь «Цилиндр»

Технология машиностроения
31
1. Заготовка – отливка. 2. Материал – специальный цилиндровый чугун, применяемый толь-
ко для изготовления «Цилиндров». Химический состав специального ци-линдрового чугуна приведен в таблице
Таблица 1
Химический состав специального цилиндрового чугуна
C Mn Si Cr Ni P S
3÷3,5% 0,5÷0,9% 2,1÷2,7% 0,3÷0,6% 0,7÷1,3% 0,1÷0,6% ≤ 0,14%
Точность отливки 11-0-0-16 ГОСТ 26645-85. 3. Деталь имеет ци-
линдрическую форму, на внешней поверхности которой 10 ребер. Внутренняя поверхность представляет собой зеркало цилиндра и
требует обработку высокой точности. От качества изготовления данной поверхности зависит дальнейшая работа двигателя, а конкретно такие по-казатели как износостойкость цилиндров ДВС и поршневых колец, расход масла, а также долговечность ДВС. Простым и эффективным способом, увеличивающим долговечность трущихся деталей, является нанесение на контактирующие поверхности частично-регулярного микрорельефа (ЧРМР) в виде смазочных микрокарманов [2-6]. Микрокарманы на поверх-ности накапливают смазочный материал, что исключает эффект «пленоч-ного голодания». Хонингованием получают зеркало «Цилиндра» и смазоч-ные микрокарманы.
Для контроля качества поверхности зеркала цилиндра конструктор-ской документацией заложено требование: микрогеометрия зеркала ци-линдра должна представлять редкую сетку впадин по глубине соответ-ствующей диаграмме Аббота, замеры по pt производятся с 20% (табл.1).
Таблица 2
Требуемая относительная опорная длина профиля
pt , % 20 30 40 50 60 70 80 90 100
Глубина, мкм
0… 0,62
0,14… 0,96
0,27… 1,1
0,4… 1,35
0,55… 1,6
0,7… 1,8
0,8… 2,7
2,1… 5,4
5,0… 8,0
Диаграмма Аббота представляет собой зависимость между глуби-
ной измерения и относительной опорной длиной профиля (см. рис. 2). На АО «АК «Туламашзавод» произведен замер окончательно обра-
ботанной внутренней поверхности «Цилиндра». Измерение проводили на профилографе-профилометре «Сейтроник ПШ 8-4», который автоматиче-

Известия ТулГУ. Технические науки. 2018. Вып. 8
32
ски на ЭВМ строит профилограмму измеряемой поверхности. Полученный результат показал, что диаграмма Аббота не входит в заданную область. Исходя из этого, была проанализирована профилограмма, полученная на «Сейтронике ПШ 8-4» и как следствие произведен расчет для дальнейшего синтеза профилограммы и диаграммы Аббота.
Рис. 2 Диаграмма Аббота
Расчет произведен в соответствие с ГОСТ 2789-73 по формуле:
lbtn
iip
==
1, (1)
где pt - относительная опорная длина профиля; p - значения уровня сече-
ния профиля [7]; ib - длина отрезка в пределах базовой длины, отсекаемого на заданном уровне в материале профиля линией, эквидистантной средней линии; l - длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности.
Так как на реальной профилограмме на 1000 мкм мы видим четыре глубоких смазочных кармана, берем шаг равный этому значению. Из фор-мулы (1) рассчитываем сумму длин отрезков в пределах базовой длины, отсекаемых на заданной глубине в материале профиля линией, эквиди-
стантной средней линии =
n
iib
1 и делим на отрезки кратными шагу между
смазочными карманами. Синтезируем профилограмму и диаграмму Аббо-та (рис. 3, 4).

Технология машиностроения
33
Рис. 3. Синтез участка (1/6) профиллограммы: 1 – линия выступов, 2 – расчетная профиллограмма, 3 – профиллограмма, полученная
в результате измерения
Рис. 4. Синтез диаграммы Аббота: 1 – диаграмма Аббота, полученная
в результате измерения; 2 – расчетная диаграмма Аббота
Анализируя синтез профилограммы (рис. 3) можем сделать следу-ющие выводы:
1) глубина смазочных карманов расчетного профиля больше, чем полученная хонингованием на АО «АК «Туламашзавод»;

Известия ТулГУ. Технические науки. 2018. Вып. 8
34
2) относительная опорная длина профиля pt величиной 20% после
хонингования на АО «АК «Туламашзавод» соответствует глубине резания 1,3 мкм, что не удовлетворяет условиям выполнения диаграммы Аббота (см. табл. 2).
Из вышеизложенного следует, что для получения заданной диа-граммы Аббота необходимо определить способ обработки внутренней по-верхности «Цилиндра», при котором будет получена расчетная профило-грамма (рис. 3).
Методом хонингования можно получить необходимую поверхность при следующих условиях:
1) глубина резания алмазными брусками должна быть не менее 5 мкм,
2) после нанесения сетки на внутреннюю поверхность цилиндра необходимо плосковершинное хонингование, выполненное брусками с до-статочной расчетной рабочей поверхностью на определенных режимах ре-зания.
Список литературы
1. Производственное Объединение "ТУЛАМАШЗАВОД". [Элек-тронный ресурс] URL: www.tulamash.ru. (дата обращения 18.03.2018).
2. ГОСТ 24773-81. Поверхности с регулярным микрорельефом. Изд-во стандартов. 1981. 14 с.
3. Шнейдер Ю.Г. Образование регулярных микрорельефов на дета-лях и их эксплуатационные свойства / Ю.Г. Шнейдер. Л.: Машинострое-ние, 1972. 240 с.
4. Крагельский И.В. Трение и износ / И.В. Крагельский. М.: Маши-ностроение, 1968. 480 с.
5. Терехин Н.А., Ямников А.С., Ямникова О. А. Взаимное влияние погрешностей формы и расположения сопрягаемых поверхностей на от-носительную площадь пятна контакта // Сборка в машиностроении, прибо-ростроении, 2014, 10 (171). С. 40-43.
6. Ямников А.С., Ямникова О.А., Кашмин О.С. Эмпирические зави-симости величины сближения контактирующих деталей при импульсной нагрузке // Сборка в машиностроении, приборостроении, 2015, 3. С. 42-48.
7. ГОСТ 2789-73. Шероховатость поверхности. Параметры и харак-теристики. 1975. [Электронный ресурс] URL: http://docs.cntd.ru. Дата об-ращения 22.05.2018.
Ямников Александр Сергеевич, д-р техн. наук, профессор, [email protected],
Россия, Тула, Тульский государственный университет,

Технология машиностроения
35
Сафарова Людмила Леонидовна, аспирант, [email protected], Россия, Ту-ла, Тульский государственный университет
SYNTHESIS OF THE ABBOTT DIAGRAM
A.S. Yamnikov, L.L. Safarova
The paper considers the question of obtaining the Abbot diagram. The calculation,
synthesis of the Abbott diagram and profilogram of the surface processed by honing is performed. Conclusions are drawn about the shortcomings of the lubrication pockets processing method at JSC "AK" Tulamashzavod".
Key words: cylinder, technological effectiveness, roughness, Abbott's chart. Yamnikov Alexander Sergeevich, doctor of technical sciences, professor, yamnik-
[email protected], Russia, Tula, Tula State University, Safarova Lyudmila Leonidovna, postgraduate, [email protected], Russia, Tula,
Tula State University
УДК 539.4
РАЗРАБОТКА МЕТОДИКИ ИССЛЕДОВАНИЯ КОРРОЗИОННО-МЕХАНИЧЕСКОГО РАЗРУШЕНИЯ АРМАТУРНЫХ СТАЛЕЙ
В ВОДОРОДОСОДЕРЖАЩИХ СРЕДАХ
Н.Н. Сергеев, В.В. Извольский, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Д.С. Клементьев, О.В. Пантюхин
Статья посвящена разработке комплексной методики исследования коррози-
онно-механического разрушения арматурных сталей при их испытаниях на длитель-ную прочность в водородсодержащих средах. Показано, что в зависимости от условий наводороживания (температуры и химического состава коррозионной среды, вида по-ляризации) механические свойства арматуры резко изменяются в начальный период эксперимента. При дальнейшем увеличении времени выдержки в коррозионной среде без поляризации не наблюдается существенного изменения механических свойств. Наиболее жесткие условия эксперимента (характеризующиеся минимальным време-нем до разрушения и резким падением механических свойств) реализуются в условиях одновременного катодного наводороживания и приложения к образцу растягивающих напряжений.
Ключевые слова: наводороживание, длительная прочность, механические свойства, растягивающие напряжения, катодная поляризация.
1. Актуальность создания методики Хрупкое разрушение высокопрочных металлов и сплавов, приме-
няемых на предприятиях химической и нефтеперерабатывающей промыш-ленности, вызванное воздействием агрессивных водородсодержащих сред,

Известия ТулГУ. Технические науки. 2018. Вып. 8
36
представляет собой серьезную научную проблему, актуальность которой за последние десятилетия резко возросла в связи с открытием аномального воздействия водорода на комплекс свойств металлов и сплавов (аномаль-ная пластическая автодеформация железа, структурно-фазовые превраще-ния, синергетические эффекты микропластичности, эффект обратимой по-тери формы в аморфных металлических сплавах и др.) [1, 2].
Вредное влияние водорода на механические свойства впервые было опубликовано Джонсоном в 1875 г. С того времени ученые добились мно-гих успехов в разработке металлов с оптимальными параметрами прочно-сти и пластичности. Различные взгляды на микромеханизмы коррозионно-механического разрушения в водородсодержащих средах были обсуждены и подробно рассмотрены в научной литературе [3-9]. Несмотря на многолетние исследования проблема взаимодействия систем металл-водород остается открытой в связи с разнообразием подходов и методик к оценке охрупчивающего воздействия водорода и водородсодержащих сред [9]. Так, вплоть до настоящего времени не удалось создать единый меха-низм взаимодействия водорода с металлическими материалами, который позволил бы объяснить всю совокупность явлений, проявлению которых водород может способствовать в дефектной металлической мат-рице.
На этом этапе мы вынуждены признать, что большая часть исследо-ваний водородного растрескивания и коррозионного растрескивания под напряжением (ВР и КРН) была проведена в условиях лабораторных испы-таний, на образцах, имеющих различный химический состав и физико-механические характеристики, что затрудняет создание стройной теории ВР, единой базы данных испытаний, разработку стандартизированных ме-тодов исследования и рекомендаций по производству и обработке приме-няемых металлов и сплавов. Еще одним фактором, затрудняющим процесс феноменологического описания процессов ВР и КРН является отсутствие систематических данных испытаний натурных образцов и их корреляции с лабораторными испытаниями.
В этой связи особенно актуальной проблемой является создание комплексной методики исследования процессов ВР и КРН, включающей в себя проведение испытаний точеных и натурных образцов, позволяющей определять сравнительную стойкость металлов и сплавов к растрескива-нию в водородсодержащих средах. Использование полученных результа-тов позволит определять долговечность и корректировать процессы изго-товления и обработки металлов и сплавов с целью создания металлических конструкционных материалов с оптимальными физико-механическими ха-рактеристиками и химическим составом, стойких к ВР и КРН.

Технология машиностроения
37
2. Результаты и их обсуждение 2.1. Выбор критериев разрушения, оценки длительной прочно-
сти и характеристика исследуемых образцов Основным способом изучения кинетики процесса коррозионно-
механического разрушения арматурных сталей в водородосодержащих средах является оценка изменения их физико-механических свойств после наводороживания. Из анализа экспериментальных данных по влиянию во-дорода на свойства сталей следует, что при кратковременных механиче-ских испытаниях водородная хрупкость проявляется главным образом в снижении пластичности, а такие механические характеристики как проч-ность, текучесть, твердость, модуль нормальной упругости существенно не меняются при умеренном наводороживании. Из этого следует, что для оценки влияния водорода рационально использовать все методы испыта-ний, характеризующие пластичность сталей: испытания на изгиб, растяже-ние для определения относительного удлинения, сужения и др.
При разработке методики лабораторных испытаний наиболее важ-ными являются следующие моменты: 1) выбор типа испытательного об-разца (гладкие образцы, образцы с мягкими концентраторами напряжений или образцы с предельно острыми концентраторами в виде усталостных трещин); 2) выбор вида напряженного состояния – создания растягиваю-щих напряжений; 3) выбор быстродействующей среды, вызывающей наво-дороживание [10].
По данным работы [11] различают следующие методы испытаний на ВР: 1) Наводороживание ненапряженного металла и последующие ме-ханические испытания (после прекращения наводороживания); 2) Наводороживание предварительно деформированного металла и после-дующие механические испытания (после прекращения наводороживания); 3) Одновременное наводороживание и испытание образца.
При выборе метода испытаний следует также учитывать, тот факт, что водород в процессе испытания способен десорбировать из металла, что приводит к уменьшению его концентрации в объеме исследуемого образ-ца. В этом случае при использовании первых двух методов необходимо минимизировать время между наводороживанием образца и его установ-кой на испытательную машину. При использовании третьего метода необ-ходимо обеспечивать герметичность коррозионной камеры, постоянную концентрацию водорода в электролите и поддерживать постоянное значе-ние электродного потенциала.
На основе вышеизложенных рекомендаций исследование стойкости металлических материалов к коррозионно-механическому разрушению проводили по третьему методу на точеных и натурных образцах сталей гладкокатанного и периодического профиля Ø6…18 мм и l = 300…400 мм, как в исходном состоянии (горячекатанном/термоупрочненном), так и по-сле последующей термической обработки. Длина рабочей части образца,

Известия ТулГУ. Технические науки. 2018. Вып. 8
38
находившейся в специальной коррозионной камере в контакте с агрессив-ной средой, составляла 80…100 мм. Для устранения разрушения в зоне пробки и на линии раздела (поверхность агрессивной среды – воздух) об-разцы изолировали клеем БФ. В целях исключения разброса данных из-за повреждений или загрязнений поверхности (задиры, окалина, масляные пятна и т.д.) образцы перед испытанием тщательно осматривали, а ото-бранные подвергали обезжириванию.
Многообразие условий, при которых хрупкое разрушение металли-ческих деталей и конструкций, породило большое количество методов определения характеристик коррозионно-механического разрушения. Ускоренные лабораторные испытания проводятся на оборудовании, в ко-тором напряженное состояние образца достигается различными способа-ми. В зависимости от способа создания напряженного состояния (одноос-ное растяжение, растяжение при изгибе и натяжение на неподвижные опо-ры) в процессе эксперимента может изменяться как уровень растягиваю-щих напряжений, так и деформация образца.
Выбор способа создания статистических растягивающих напряже-ний (приложение к образцу постоянного по величине груза или постоян-ной деформации) необходимо проводить с учетом индивидуальных осо-бенностей работы материала и поставленных задач. Арматурный стержень предварительно напряженной железобетонной конструкции работает прак-тически на одноосное растяжение. Увеличение растягивающих напряже-ний вследствие изгиба стержня при предельных прогибах 1/200 пролета конструкции не превышает 1…2 % и может не учитываться. Поэтому при исследовании процесса коррозионно-механического разрушения арматур-ных сталей наиболее целесообразным способом следует считать одноосное растяжение при постоянной нагрузке, так как данный способ наиболее точно воспроизводит реальные условия эксплуатации стальных конструк-ций и позволяет получать более точные результаты. В этой связи испыта-ния проводили на рычажных установках в условиях одноосного статиче-ского нагружения (при постоянной растягивающей нагрузке) при напря-жениях σЭ = (0,1…0,9)σВ.
Критерием стойкости против КРН и ВР считается время до разру-шения образцов в интервале допустимых напряжений рабочей арматуры. Существенное влияние на этот процесс оказывает способ создания напря-женного состояния. Так по данным работы [12] с ужесточением способа его создания время до разрушения образцов испытываемых в агрессивных водородсодержащих средах уменьшается, что ведет к снижению разброса экспериментальных данных.
Стойкость стали против коррозионно-механического разрушения оценивали временем до разрушения по результатам испытаний 4-6 образ-цов на каждую экспериментальную точку графика. Графические зависимо-сти строили в координатах приложенное напряжение – время до разруше-ния (σЭ-τР).

Технология машиностроения
39
Материал считали стойким к растрескиванию в водородсодержа-щих средах при следующих условиях [13-17]:
1) для водородного растрескивания – разрушение не происходит после 200 ч испытаний при величине статических растягивающих напря-жений не менее 75% от критического разрушающего напряжения;
2) для коррозионного растрескивания под напряжением – разруше-ние не происходит после 100 ч испытаний при величине статических рас-тягивающих напряжений не менее 75% от критического разрушающего напряжения.
Для проведения испытаний использовали специальные коррозион-ные камеры, разработанные Н.Н. Сергеевым [12].
2.2. Выбор состава и температуры агрессивной среды По общепринятой методике [15-17] ускоренные испытания арма-
турных сталей проводят в кипящем растворе нитратов. Выбор данной сре-ды стал традиционным. Он обусловлен достаточной экспрессностью испы-тания и соответствием видов получаемых разрушений, наблюдаемым практически.
Гудремон [18] указывает, что стали, выдержавшие испытания в ки-пящем растворе нитратов – 60% Ca(NO3)2 + 5% NH4NO3 + 35% H2O – пока-зывают хорошую сопротивляемость разрушению и в реальных условиях эксплуатации.
Логан [19] считает, что выбор растворов нитратов для испытаний на коррозионное растрескивание малоуглеродистых и низколегированных сталей объясняется, вероятнее всего, легкостью доведения образцов до разрушения и поддержания растворов при температуре кипения во время эксперимента.
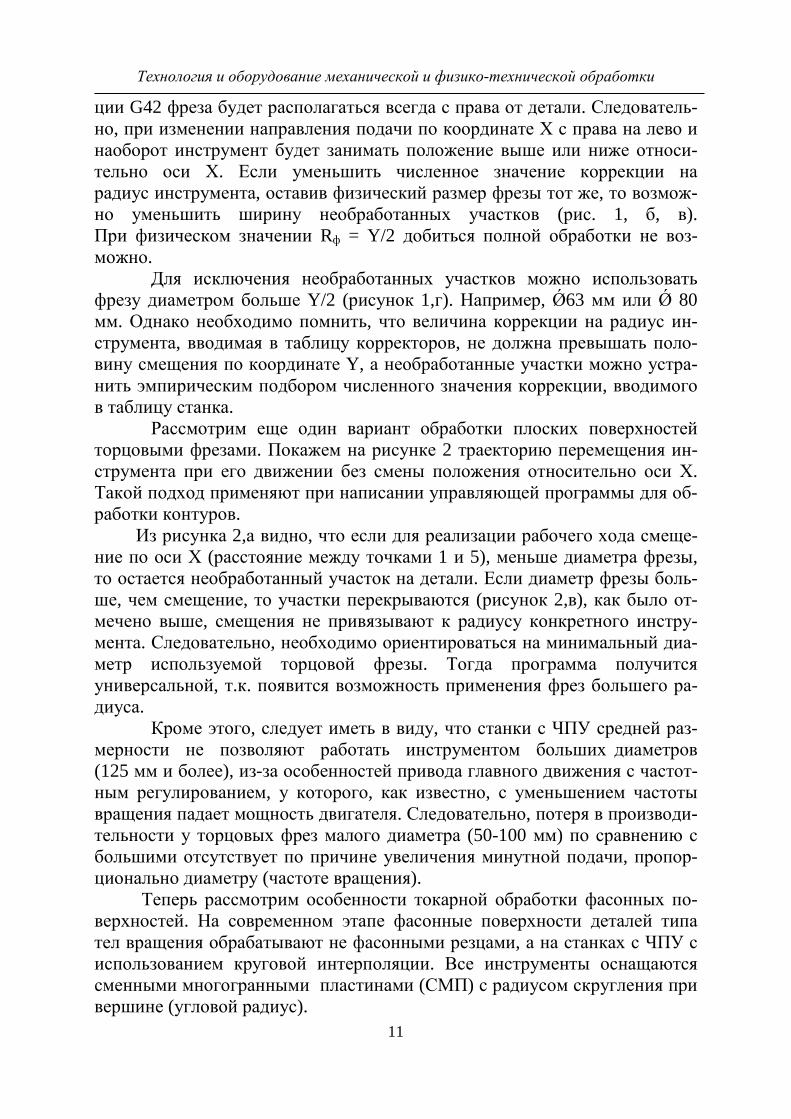
В связи с этим, в качестве среды, вызывающей КРН использовали кипящий раствор нитратов (60% Ca(NO3)2 + 5% NH4NO3 + 35% H2O) при различны температурах (20…110 ).
Однако испытания в кипящих растворах нитратов нельзя считать достаточными, т.к. в реальных условиях эксплуатации строительных кон-струкций встречаются кислые и сероводородсодержащие среды, особенно промышленной атмосферы, которые по отношению и к бетону, и к стали являются более агрессивными [20].
Специфические свойства водорода, связанные с его высокой по-движностью в металлах и легкостью перераспределения под действием градиента напряжений, температур и электрических потенциалов, делают возможным критическое обогащение водородом локальных объемов дета-лей и элементов конструкций, хотя его среднее содержание в металле за-ведомо меньше тех концентраций, при которых возможно развитие водо-родной хрупкости. Таким образом, использование водородсодержащих сред позволяет моделировать в широких пределах различные эксплуатаци-онные ситуации, приводящие к разрушению.

Известия ТулГУ. Технические науки. 2018. Вып. 8
40
Коррозионный раствор, вызывающий наводороживание, при испы-тании арматурной стали на длительную прочность должен обеспечивать стабильные условия эксперимента и иметь следующие свойства:
1. Создавать водородное охрупчивание, которое должно быть при-чиной разрушения образцов, а не общую или локальную коррозию, приво-дящая к уменьшению полезного сечения образца.
2. Хрупкое разрушение должно происходить в коррозионной среде, как при катодной поляризации образца от внешнего источника тока, так и без поляризации.
3. Материал вспомогательного электрода (анода) при катодной по-ляризации должен обеспечивать процесс наводороживания с постоянным режимом и не препятствовать адсорбции и диффузии водорода в образец.
4. Состав, концентрация и входящие компоненты коррозионной среды должны как можно меньше отличаться от возможных реальных агрессивных сред, встречающихся при эксплуатации железобетонных кон-струкций в загрязненных атмосферах химических и металлургических за-водов, в термических и гальванических цехах, а также в животноводческих помещениях или имитировать их.
В качестве наводороживающих сред применяют в основном водные растворы соляной, серной и других кислот с различными добавками (сти-муляторами наводороживания), а также растворы, содержащие сероводо-род. Кроме того, вышеуказанные среды дают возможность учитывать и анализировать по существу почти все наиболее характерные виды корро-зии бетона и металла, с которыми приходиться встречаться в условиях нефтехимических производств.
Для определения сравнительной стойкости против коррозионно-механического разрушения проводят ускоренные лабораторные испытания арматурной стали на стойкость к хрупкому разрушению в водородсодер-жащих средах при одновременном воздействии среды и растягивающих напряжений.
При выборе водородсодержащей среды для ускоренных лаборатор-ных испытаний исходили из того, что ее действие должно соответствовать действию среды в реальных условиях работы конструкции, (характер раз-рушения в лабораторных и эксплуатационных условиях должен быть оди-наковым), и, вместе с тем, она должна обеспечивать сокращение длитель-ности лабораторных испытаний. Однако при выборе среды следует учиты-вать, что ее реальный состав практически не поддается полному воспроиз-ведению. В связи с этим следует выбирать такой состав агрессивной сре-ды, который обеспечивал бы хрупкое разрушение исследуемых образцов за счет ВР.
На длительную прочность арматурных сталей также оказывает вли-яние вид среды и ее концентрация. Авторы работы [20] отмечают, что по-вышение концентрации кислых сред увеличивает склонность стали к

Технология машиностроения
41
хрупкому разрушению. Для выяснения влияния концентрации растворов электролитов на чувствительность стали к коррозионному разрушению проводили испытания образцов, выполненных из стали 80С в водных рас-творах H2SO4 и HCl различных концентраций при одинаковом уровне рас-тягивающих напряжений σЭ = 0,6σB МПа. Результаты исследования приве-дены на рис. 1.
В приведенных коррозионных растворах с повышением концентра-ции от 2 до 10% наблюдали плавное сокращение времени и затем даже не-значительное повышение стойкости, которое вероятно связано с изменени-ем в этом интервале концентраций скоростей наводороживания и коррозии напряженного образца. При дальнейшем повышении концентрации наблюдали уменьшение стойкости, причем в растворах H2SO4 при увели-чении концентрации свыше 45% происходит увеличение стойкости. Из приведенных графических зависимостей (рис. 1) видно, что сталь 80С об-наруживает меньшую стойкость в растворах HCl, что можно объяснить специфическим влиянием анионов хлора.
Рис. 1. Кривые зависимости времени до разрушения образцов из стали 80С от концентрации (C, %) водных растворов кислот:
1 – HCl; 2 – H2SO4
Далее исследовали влияние концентрации агрессивной среды, на
скорость протекания коррозионного процесса. В качестве объекта иссле-дования была принята сталь 35ГС периодического профиля Ø10 мм. Весо-вые потери в растворах H2SO4 различной концентрации определяли по прошествии 200 часов испытаний.
Из приведенных результатов (рис. 2) видно, что повышение кон-центрации до 16% H2SO4 увеличивает скорость коррозии; повышение уровня растягивающих напряжений также ускоряет рассматриваемый про-цесс.

Известия ТулГУ. Технические науки. 2018. Вып. 8
42
Рис. 2. Влияние концентрации растворов H2SO4 на весовые потери стали 35ГС (при базе испытаний 200 часов) при напряжениях (σЭ, МПа): 1 – 0,7σВ; 2 – 0,5σВ
Многолетними исследованиями процесса ВР было обнаружено, что
несколько типов соединений способствуют проникновению водорода в ме-таллы как из жидкой, так и из газообразной среды. Стимуляторы наводо-роживания, проявляют максимальный эффект при относительно низких концентрациях. Основными стимуляторами наводороживания являются:
1. Некоторые соединения элементов V-A (P, As, Sb, Bi), и VI-A (S, Se и Te) групп периодической системы. При прочих равных условиях – концентрации, типа химического соединения, состава и температуры сре-ды, условий применения эти элементы можно расположить по убывающей способности в следующей последовательности [21]:
P > S > As > Se > Sb > Te > Bi.
2. Следующие анионы: CN–(цианид), CNS–(роданид) и I–(йодид). 3. Следующие соединения углерода: CS2 (сульфид углерода), CO
(монооксид углерода), CON2H4 (мочевина) и CSN2H4 (тиомочевина). В процессе электролитического наводороживания с катодной поля-
ризацией стимуляторами наводороживания являются также Hg, Sn, Pb. Применение кислых растворов связано с некоторыми проблемами.
Например, в сульфидных растворах, когда поверхность металла подверга-ется сильному разрушению, оставшееся сечение испытывает увеличение растягивающих напряжений, в результате чего может возникнуть его вяз-кое разрушение. Использование сероводорода требует поддержания необ-ходимой концентрации раствора в процессе испытаний и соблюдения спе-циальных мероприятий по технике безопасности. Кроме того, в данном случае незначительная долговечность образцов может завуалировать раз-личия в поведении материалов.

Технология машиностроения
43
Таких проблем не возникает при использовании в качестве наводо-роживающей среды водного раствора роданистого аммония NH4CNS с концентрацией 20%. В этом случае хрупкие разрушения происходят без макровоздействия на поверхность образцов, поскольку среда является сла-бокислой и обладает способностью к наводороживанию поверхности ма-териала. По данным работы [22] при использовании роданистого аммония NH4CNS с концентрацией менее 20% содержание диффундирующего во-дорода в образцах можно контролировать в широких пределах, что позво-ляет воспроизводить условия эксплуатации как в слабо-, так и сильно-агрессивных водородсодержащих средах.
В связи с чем для стимуляции процесса наводороживания исполь-зовался родонит аммония (тиомочевина) NH4CNS (2,5 %). Применение указанного стимулятора обусловлено тем, что присутствующие в растворе электролита ионы CN– вследствие их сильной предпочтительной адсорб-ции на катоде, резко уменьшают число активных участков поверхности, доступных для адсорбции атомов водорода, что приводит к увеличению количества последних, проникающих вглубь металла [23].
Для определения состава и концентрации коррозионного раствора, вызывающего водородное растрескивание, а также режимов поляризации были проведены специальные исследования на стали марки 35ГС (Ø12 мм). Виды испытательных сред, режимы поляризации и время до раз-рушения образцов приведены в табл. 1.
Таблица 1
Влияние состава коррозионной среды и катодной поляризации на длительную прочность стали 35ГС (Ø12 мм)
п/п
Состав коррозионного раствора Плотность тока катодной
поляризации DК, А/м2
Время до разрушения (час) при σЭ =0,6σB, МПа
1 2,5% NH4CNS 0 200* 60 9
2 3% HCl 0 16 60 1,58
3 4,5% H2SO4 0 5,17 60 2,67
4 3% HCl + 2,5% NH4CNS 0 24 60 0,75
5 4,5% H2SO4 + 2,5% NH4CNS 0 13,67 60 1,33
*Образцы не разрушились после 200 ч испытаний. Из приведенных данных видно, что при добавке роданистого аммо-
ния и увеличении плотности катодного тока до 60А/м2 время до разруше-ния арматурной стали в кислых средах резко уменьшается. Незначитель-
Известия ТулГУ. Технические науки. 2018. Вып. 8
44
ное различие в стойкости образцов в рассматриваемых коррозионных сре-дах возможно объяснить различиями в воздействии анионов SO4 и Cl в со-четании с группой CNS. Хлор является активатором анодного процесса и вследствие очень малых размеров иона обладает способностью проникать в мельчайшие поры и несплошности в окисных пленках на металлах, уско-ряя процесс разрушения последних. Для устранения этого эффекта, спо-собного маскировать водородное растрескивание при проведении уско-ренных лабораторных испытаний наводороживание образцов осуществля-ли в водном растворе серной кислоты с добавлением роданистого аммония (4,5% H2SO4 + 2,5% NH4CNS) при комнатной температуре с катодной по-ляризацией при плотности тока DК = 60 А/м2, так и без нее.
Для уточнения превалирующего фактора, который является ответ-ственным за процесс хрупкого разрушению использовали метод электро-химической поляризации. На рис. 3 представлена полная кривая стойкости арматурной стали 80С при анодной и катодной поляризации.
При электролитическом наводороживании сталей плотность катод-ного тока DК определяет интенсивность миграции ионов водорода к като-ду. Так по данным работы [24] с увеличением DК эта интенсивность растет и достигает максимума в интервале 100…1000 А/м2 в зависимости от усло-вий эксперимента. Дальнейшее увеличение плотности катодного тока не приводит к усилению эффекта наводороживания, что может быть связано с ограниченной способностью металла поглощать водород, а также с обра-зованием вокруг катода сплошной зоны пузырьков водорода, препятству-ющей контакту электролита с металлом.
Рис. 3. Влияние анодной и катодной поляризации на хрупкое разрушение стали 80С при σЭ = 600 МПа в водном растворе 4,5% H2SO4 + 2,5% NH4CNS;
точка А соответствует стойкости образцов без поляризации

Технология машиностроения
45
Проведенные экспериментальные исследования арматурной стали 80С (рис. 3) показали, что ее стойкость при напряжении 600 МПа в зави-симости от плотности тока катодной поляризации изменяется по куполо-образной кривой. Так при малом увеличении плотности катодного тока наблюдается резкое увеличение стойкости, исследуемой арматурной стали с последующим, таки же резким, ее снижением. Резкое увеличение стойко-сти при малых плотностях катодного тока показывает, что в данном корро-зионном растворе, наряду с водородной деполяризацией, активно проте-кают анодные процессы, которые подавляются при катодной поляризации. При плотности катодного тока DК = 60 А/м2 наблюдается уменьшение па-дения стойкости и при плотности тока большей, чем 300 А/м2, стойкость практически не изменяется. Полученные результаты хорошо согласуются с вышеизложенными представлениями о влиянии катодной поляризации на стойкость стали к водородному растрескиванию.
Анодная поляризация препятствует адсорбции водорода на поверх-ности образца, а также сглаживает разность потенциалов, обусловленную концентраторами напряжений, что приводит к увеличению стойкости. При последующем увеличении плотности анодного тока ускоряется электрохи-мическое растворение образца, что приводит к образованию микротрещин и к коррозионному растрескиванию под напряжением. При плотности то-ка, превышающей 300 A/м2, время до разрушения практически не изменя-лось вследствие ограниченной возможности поверхности металла погло-щать водород, а также из-за образования вокруг катода сплошной рубашки из пузырьков водорода, препятствующих контакту среды с образцом.
Представляет интерес проследить, как изменение температуры экс-перимента влияет на длительную прочность стали при испытании в приня-той экспериментальной коррозионной среде. Исследование проводили на стали 20ГС2 при температурах 25 и 100 .
Полученные результаты показали (рис. 4) показали, что при повы-шении уровня растягивающих напряжений наблюдается резкое снижение стойкости как при комнатной, так и при повышенных температурах. При-чем при уменьшении величины растягивающих напряжений менее 600 МПа наблюдается пересечение этих кривых и значение стойкости в среде при температуре 100 оказывается несколько выше. Вероятно, это вызвано более интенсивной релаксацией локальных микронапряжений, происходящих при 100 [25], чем при комнатной температуре и измене-нием степени насыщения металла водородом.
Для определения влияния состава коррозионной среды, катодной поляризации и растягивающих напряжений на длительную прочность в агрессивных средах были проведены испытания арматурной стали 20ГС2 Ø10 мм после ВТМО со структурой бейнита. Химический состав и меха-нические свойства приведены в табл. 2.

Известия ТулГУ. Технические науки. 2018. Вып. 8
46
Рис. 4. Влияние температуры эксперимента на длительную прочность
стали 20ГС2 в водном растворе 4,5% H2SO4 + 2,5% NH4CNS (DК = 60 А/м2):1 – длительная прочность при 25 ; 2 – длительная проч-
ность при 100
Таблица 2 Химический состав и механические свойства стали 20ГС2
Вид обработки поверхности
Механические характеристики
Содержание элементов, %
σВ, МПа σ0,2, МПа δ5, % C Mn Si S P Периодический
профиль 1300 1200 4,3 0,19 1,13 2,17 0,040 0,016
Из приведенных результатов (рис. 5) следует, что по мере ужесто-
чения условий эксперимента наблюдается уменьшение длительной проч-ности. Также полученные результаты показывают, что с уменьшением уровня растягивающих напряжений стойкость исследуемой стали в приня-тых коррозионных растворах, увеличивается.
На рис. 6 приводятся изменения механических свойств в растворах, вызывающих КРН и ВР в зависимости от времени выдержки и температу-ры эксперимента.
Анализ полученных результатов (рис. 6) показал, что в зависимости от времени выдержки в коррозионной среде наблюдается незначительное изменение предела прочности и в большей степени предела текучести, что можно объяснить протеканием адсорбционных явлений, электрохимиче-ских и диффузионных процессов, которые могут приводить как к упрочне-нию, так и незначительному пластифицированию поверхности образцов. Наблюдается последовательное чередование процессов упрочнения и разупрочнения, которые могут вызываться локальным микронаклепом и релаксацией остаточных напряжений. Моменту наибольшего разупрочне-ния соответствует незначительная пластификация образца, что отражается

Технология машиностроения
47
на его удлинении (рис. 6). Несмотря на различие в воздействии применяе-мых сред, наблюдаются в основном одинаковые процессы, обусловленные незначительным изменением механических свойств, вероятно вызванные созданием дополнительных локальных микронапряжений в поверхностном слое и нарушением сплошности металла. Увеличение температуры экспе-римента ускоряет протекание этих процессов.
а
б
в
Рис. 5. Длительная прочность арматурной стали 20ГС2: а - водный раствор серной кислоты 4,5% H2SO4 + 2,5% NH4CNS (DК = 60 А/м2); б - кипящий
раствор нитратов 60% Ca(NO3)2 + 5% NH4NO3 + 35% H2O при температуре 110 ; в - водный раствор серной кислоты 4,5% H2SO4 + 2,5% NH4CNS

Известия ТулГУ. Технические науки. 2018. Вып. 8
48
а
б
Pис. 6. Влияние длительности выдержи на изменение пределов прочно-сти и текучести (а); пластичности (б) точеных образцов из стали 20ГС2
после ВТМО: 1, 2 – в водном растворе серной кислоты 4,5% H2SO4 + 2,5% NH4CNS; 3, 4– в кипящий раствор нитратов
60% Ca(NO3)2+5% NH4NO3 + 35% H2O при температуре 20 (1, 3) и при 110 (2, 4). Значения на графике (а) в диапазоне 1300…1400 МПа соответствуют пределу прочности; в диапазоне 1150…1300 МПа
соответствуют пределу текучести
Для уточнения физической природы механизма изменения механи-ческих свойств образцы перед испытанием были дополнительно подверг-нуты катодной поляризации в водном растворе 4,5% H2SO4 + 2,5% NH4CNS при плотности тока DК = 60 А/м2 (рис. 7).
На рис. 7 отсутствует изменение механических свойств в первона-чальный период времени, что объясняется подавлением электрохимиче-ских процессов на поверхности образца за счет катодной поляризации. Электролитическое наводороживание приводит к более интенсивному по-верхностному упрочнению за счет диффузии водорода [27] и его молиза-ции в приповерхностных дефектах, создания дополнительных локальных микронапряжений, приводящих к изменению субструктуры и микронакле-

Технология машиностроения
49
пу, что вызывает увеличение σВ, σ0,2 и сокращение δ5, зависящих от време-ни выдержки. Из приведенных результатов экспериментов видно, что при контакте с коррозионной средой сталь незначительно изменяет свои меха-нические свойства.
Рис. 7. Влияние длительности выдержи на изменение механических свойств образцов из стали 20ГС2 при выдержке в водном растворе
4,5% H2SO4 + 2,5% NH4CNS с катодной поляризацией (DК = 60 А/м2) при комнатной температуре
Далее исследовали совместное воздействие среды и растягивающих
напряжений на механические свойства. На рис. 8 представлено влия-ние растягивающих напряжений и температуры агрессивной среды на ме-ханические свойства при испытании в растворах нитратов. При их сравне-нии с результатами, приведенными на рисунке 5 (в растворах нитратов) видно, что при приложении растягивающей нагрузки наблюдается более активное изменение механических свойств, особенно при температуре рас-твора 110 . Нельзя однозначно сказать, чем конкретно вызвано это изме-нение и образуются ли при этом микротрещины или другие дефекты структуры.
Воздействие на напряженный металл сред, вызывающих наводоро-живание, приводит к более резкому изменению механических свойств (рис. 9).
Дополнительная катодная поляризация образца в напряженном со-стоянии приводит к еще более резкому изменению механических характе-ристик (рис. 9). В зависимости от уровня растягивающих напряжений про-исходит ускорение процесса зарождения микротрещин и их лавинообраз-ное развитие, что приводит к резкому разупрочнению образца. Из приве-денных рис. 9-10 видно, что диффундирующий водород при наличии рас-тягивающих напряжений может привести к необратимой водородной хрупкости.

Известия ТулГУ. Технические науки. 2018. Вып. 8
50
а
б
в
г
Рис. 8. Влияние длительности выдержи на изменение пределов прочности и текучести (а, б); пластичности (в, г) точеных образцов из стали 20ГС2 при выдержке в растворе нитратов под напряжением при температуре
20 (а, в) и 110 (б, г): 1 - σЭ = 0,5 σB; 1) σЭ = 0,5σB; 2 - σЭ = 0,6σB; 3 - σЭ = 0,7σB. Значения на графиках (а, б) в диапазоне 1300…1400 МПа соответствуют пределу прочности; в диапазоне 1200…1300 МПа
соответствуют пределу текучести

Технология машиностроения
51
а
б
Рис. 9. Влияние длительности выдержи на изменение пределов прочности и текучести (а, б); пластичности (в) образцов из стали 20ГС2 при выдержке
в водном растворе 4,5% H2SO4 + 2,5% NH4CNS под напряжением при температуре 25 : 1 - σЭ =0,5 σB; 2 - σЭ =0,6σB; 3 - σЭ =0,7σB. Значения на
графике (а) в диапазоне 1300…1400 МПа соответствуют пределу прочности; в диапазоне 1150…1300 МПа соответствуют
пределу текучести
а б в
Рис. 10. Влияние длительности выдержи на изменение пределов прочности (а) текучести (б); пластичности (в) образцов 20ГС2 при выдержке
в водном растворе 4,5% H2SO4 + 2,5% NH4CNS с катодной поляризацией (DК = 60 А/м2) под напряжением σЭ, МПа: 1) 0,5σB; 2) 0,6σB; 3) 0,7σB

Известия ТулГУ. Технические науки. 2018. Вып. 8
52
Выводы 1. Длительные испытания в водородсодержащей среде убедительно
показывают, что в зависимости от интенсивности наводороживания резко изменяется стойкость против хрупкого разрушения (рис. 5).
2. Таким образом на основе вышеизложенных соображений и экс-периментальных результатов в качестве сред вызывающих коррозионно-механическое разрушение образцов арматурных сталей были приняты сле-дующие коррозионные растворы: 1) при исследовании процесса КРН – ки-пящий раствор нитратов (60% Ca(NO3)2 +5% NH4NO3 + 35% H2O) при тем-пературах 20…110 ; 2) при исследовании процесса ВР использовали водный раствор серной кислоты с добавлением роданистого аммония (4,5% H2SO4 + 2,5% NH4CNS) при комнатной температуре с катодной по-ляризацией при плотности тока DК = 60 А/м2, так и без нее.
3. Приведенная методика позволяет достаточно экспрессно опреде-лять стойкость против водородного растрескивания. Время до разрушения образца при этом значительно меньше, чем при испытании в кипящих нит-ратных растворах. Применение стандартных разрывных машин и разрабо-танной методики исследования коррозионно-механического разрушения на предприятиях, специализирующихся в производстве высокопрочной арматуры, позволит экспрессно определять очень важную характеристику арматурной стали – стойкость против хрупкого разрушения в коррозион-ной среде. Это будет способствовать расширению области ее внедрения в конструкциях, эксплуатируемых в агрессивных средах.
Полученные результаты могут быть использованы при создании ре-сурсосберегающих процессов обработки материалов [26-33].
Работа выполнена по проекту 11.6682.2017/8.9.
Список литературы
1. Шашкова Л.В. Фрактально-синергетические аспекты локальной микроповреждаемости и разрушения диффузионно-активированной водо-родом стали: дис. … д-ра физ.-мат. наук: 01.04.07 / Шашкова Лидия Вла-димировна. М., 2014. 336 с.
2. Шаповалов В.И. Легирование водородом. Днепропетровск.: Журфонд, 2013. 385 с.
3. Hirth J.P. Effects of hydrogen on the properties of iron and steel // Metall. Trans. A. 1980. V. 11A. P. 861-890.
4. Troiano A.R., Hehemann R.F. Stress corrosion cracking of ferritic and austenitic stainless steels / Hydrogen Embrittlement and Stress Corrosion Crack-ing; R. Gibala and R.F. Hehemann (ed.). ASM, 1995. P.231-248.
5. Birnbaum H.K. Mechanisms of hydrogen related fracture of metals / Hydrogen effects on materials behavior; N.R. Moody and A.W Thompson (eds). TMS. Warrendale, PA. 1990. P. 639-658.

Технология машиностроения
53
6. Lynch S.P. Chapter 1: Mechanistic and fractographic aspects of stress-corrosion cracking (SCC) // Stress Corrosion Cracking. Woodhead Publishing Limited, 2011. P. 3-89.
7. Lynch S.P. Chapter 2: Hydrogen embrittlement (HE) phenomena and mechanisms // Stress Corrosion Cracking. Woodhead Publishing Limited, 2011. P. 90-130.
8. Анализ теоретических представлений о механизмах водородного растрескивания металлов и сплавов / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Ку-тепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного государствен-ного университета. 2017. Т. 21, 3(72). С. 6-33.
9. Механизмы водородного растрескивания металлов и сплавов, связанные с усилением дислокационной активности / Н.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного государ-ственного университета. 2017. Т. 21, 2(71). С. 32-47.
10. Разработка комплексной методики исследования кинетики за-медленного разрушения высокопрочных сталей в водородсодержащих средах / С.Н. Кутепов, Д.М. Хонелидзе, Ю.Е. Титова, Н.Н. Сергеев, К.Н. Старикова // VI Международная конференция «Деформация и разрушение материалов и наноматериалов». Москва. 10-13 ноября 2015 г./ Сборник ма-териалов. – М.: ИМЕТ РАН, 2015. С. 235-236.
11. Карпенко Г.В., Крипякевич Р.И. Влияние водорода на свойства стали. М.: Металлургиздат, 1962. 198 с.
12. Сергеев Н.Н. Механические свойства и внутреннее трение вы-сокопрочных сталей в коррозионных средах: дис. ... д-ра. техн. наук: 01.04.07 / Сергеев Николай Николаевич. Тула, 1996. 467 с.
13. ГОСТ Р 9.915-2010. Металлы, сплавы, покрытия и изделия: Ме-тоды испытаний на водородное охрупчивание. М.: Стандартинформ, 2011. 36 с.
14. ASTM F519-17. Standard Test Method for Mechanical Hydrogen Embrittlement Evaluation of Plating/Coating Processes and Service Environ-ments / in: Annual Book of ASTM Standards, ASTM International, West Con-shohocken, PA, USA, 2017.
15. ГОСТ 9.901.1-89. Единая система защиты от коррозии и старе-ния. Металлы и сплавы. Общие требования к методам испытаний на кор-розионное растрескивание. М.: Издательство стандартов, 1993. 21 с.
16. ГОСТ 9.901.4-89. Единая система защиты от коррозии и старе-ния. Металлы и сплавы. Испытания на коррозионное растрескивание об-разцов при одноосном растяжении. – М.: Издательство стандартов, 1993. 7 с.
17. ГОСТ 9.903-81. Единая система защиты от коррозии и старения. Стали и сплавы высокопрочные. Методы ускоренных испытаний на корро-зионное растрескивание. М.: Издательство стандартов, 1993. 16 с.

Известия ТулГУ. Технические науки. 2018. Вып. 8
54
18. Гудремон Э. Специальные стали, в 2-х т. Том 1. / перевод с немецкого Займовского Л.С. М.: Металлургия, 1966. 734 с.
19. Логан Х.Л. Коррозия металлов под напряжением. М.: Металлур-гия, 1970. 340 с.
20. Водородное охрупчивание и растрескивание высокопрочной арматурной стали: монография / Н. Н. Сергеев, А. Н. Сергеев. Тула: Изд-во ТулГУ, 2017. 180 с.
21. Шрейдер А.В. Водород в металлах. М.: Знание, 1979. 64 с. 22. Takagi S., Toji Y. Application of NH4SCN aqueous solution to hy-
drogen embrittlement resistance evaluation of ultra-high strength steels // ISIJ International. 2012. V. 52 2, P. 329-331.
23. Futjita F. E. The role of hydrogen in the fracture of iron and steel / F.E. Futjita // Trans. Japan Inst. Metals. 1976. V. 17. P. 232-238.
24. Карпенко Г.В., Василенко И.И. Коррозионное растрескивание сталей. Киев: Издательство «Технiка», 1971. 192 с.
25. Постников В.С. Внутреннее трение в металлах / 2-е изд. М.: Ме-таллургия, 1974. 352 с.
25. Сергеев Н.Н., Агеев В.С., Белобрагин Ю.А. Водородное охруп-чивание арматурной стали 20ГС2 при испытаниях на длительную проч-ность // Физико-химическая механика материалов. 1981. 1. С. 20-23.
26. Влияние деформационной повреждаемости на формирование механических свойств малоуглеродистых сталей / Г.М. Журавлев, А.Е. Гвоздев, Н.Н. Сергеев, Д.А. Провоторов // Производство проката. 2015. 12. С. 9-13.
27. Многоуровневый подход к проблеме замедленного разрушения высокопрочных конструкционных сталей под действием водорода / В.П. Баранов, А.Е. Гвоздев, А.Г. Колмаков, Н.Н. Сергеев, А.Н. Чуканов // Материаловедение. 2017. 7. С. 11-22.
28. Механизмы водородного растрескивания металлов и сплавов. Ч.I (обзор) / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Г. Колмаков, А.Е. Гвоздев // Материаловедение. 2018. 3. С. 27-33.
29. Механизмы водородного растрескивания металлов и сплавов. Ч.II (обзор) / Сергеев Н.Н., А.Н. Сергеев, С.Н. Кутепов, А.Г. Колмаков, А.Е. Гвоздев // Материаловедение. 2018. 4. С. 20-29.
30. Формирование пластических зон около сферической полости в упрочненных низкоуглеродистых сталях в условиях водородной стресс-коррозии / Н.Н. Сергеев, В.А. Терешин, А.Н. Чуканов, А.Г. Колмаков, А.А. Яковенко, А.Н. Сергеев, И.М. Леонтьев, Д.М. Хонелидзе, А.Е. Гвоз-дев // Материаловедение. 2017. 12. С. 18-25.
31. Гвоздев А.Е., Журавлев Г.М., Колмаков А.Г. Формирование ме-ханических свойств углеродистых сталей в процессах вытяжки с утонени-ем // Технология металлов. 2015. 11. С. 17-29.
Технология машиностроения
55
32. Влияние разнозернистости аустенита на кинетику перлитного превращения в мало- и среднеуглеродистых низколегированных сталях / А.Е. Гвоздев, А.Г. Колмаков, Д.А. Провоторов, И.В. Минаев, Н.Н. Серге-ев, И.В. Тихонова // Материаловедение. 2014. 7. С. 23-26.
33. Роль процесса зародышеобразования в развитии некоторых фа-зовых переходов второго рода / А.Е. Гвоздев, Н.Н. Сергеев, И.В. Минаев, И.В. Тихонова, А.Г. Колмаков // Материаловедение. 2015. 1. С. 15-21.
Сергеев Николай Николаевич, д-р техн. наук, профессор,
[email protected], Россия Тула, Тульский государственный педагогический уни-верситет им. Л.Н. Толстого,
Сергеев Александр Николаевич, д-р пед. наук, профессор, [email protected],
Россия Тула, Тульский государственный педагогический университет им. Л.Н. Толстого,
Кутепов Сергей Николаевич, канд. пед. наук, [email protected], Россия,
Тула, Тульский государственный педагогический университет им. Л.Н. Толстого, Гвоздев Александр Евгеньевич, д-р техн. наук, профессор,
[email protected], Россия, Тула, Тульский государственный педагогиче-ский университет им. Л.Н. Толстого,
Клементьев Денис Сергеевич, магистр педагогического образования, den-
[email protected], Россия, Тула, Тульский государственный педагогический уни-верситет им. Л.Н. Толстого,
Пантюхин Олег Викторович, канд. техн. наук, доцент, [email protected],
Россия, Тула, Тульский государственный университет
DEVELOPMENT OF METHODS OF STUDY OF CORROSION-MECHANICAL FRACTURE OF REINFORCING STEELS IN HYDROGEN-CONTAINING ENVIRONMENTS
N.N. Sergeev, A.N. Sergeev, S.N. Kutepov,
A.E. Gvozdev, D.S. Klement'yev, O.V. Pantjuhin
The article is devoted to the development of a comprehensive methodology for the study of corrosion-mechanical destruction of reinforcing steels during their tests for long-term strength in hydrogen-containing media. It is shown that depending on the conditions of hydrogenation (temperature and chemical composition of the corrosive medium, type of po-larization), the mechanical properties of the reinforcement change dramatically in the initial period of the experiment. With a further increase in the holding time in a corrosive environ-ment without polarization, there is no significant change in mechanical properties. The most stringent experimental conditions (characterized by a minimum time to failure and a sharp drop in mechanical properties) are realized under conditions of simultaneous cathodic hy-drogenation and application of tensile stresses to the sample.
Key words: hydrogenation, long-term strength, mechanical properties, tensile stress-es, cathodic polarization.

Известия ТулГУ. Технические науки. 2018. Вып. 8
56
Sergeev Nikolay Nikolaevich, doctor of technical science, professor, [email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University,
Sergeev Aleksandr Nikolaevich, doctor of pedagogical science, professor an-
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Kutepov Sergey Nikolaevich, candidate of pedagogical science,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University Gvozdev Aleksandr Evgen'yevich, doctor of technical science, professor,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical Uni-versity,
Klement'yev Denis Sergeevich, Master of Pedagogical Education, den-
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Pantjuhin Oleg Viktorovich, candidate of technical science, docent, olegpantyu-
[email protected], Russia, Tula, Tula State University
УДК 621.79; 621.941.01
СПЕЦИФИЧЕСКИЕ ОПЕРАЦИИ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СБОРНОГО ПОЛОГО КОРПУСА
Е.Н. Родионова, И.А. Матвеев
Pассмотрены основные операции технологии изготовления сборного
полого корпуса: ротационная вытяжка, сварка, токарная обработка на станках с программным управлением. Указаны материалы исходных заготовок. Описана техно-логическая оснастка и режущий инструмент, применяемые на операциях токарной обработки составных частей корпуса до и после сварки. Приведены эскизы составля-ющих сборного корпуса. Сделан вывод о возможном влиянии специфических операций технологии изготовления на точностные характеристики готового изделия.
Ключевые слова: токарная обработка, ротационная вытяжка, сварка, техно-логическая наследственность.
На производстве, занимающимся изготовлением изделий специаль-
ного назначения, стоит вопрос повышения точностной надежности обра-ботки цилиндрических тонкостенных оболочек длиной более 1 м [1-3]. Цилиндрическая тонкостенная оболочка трубы двигателя представляет со-бой сборный полый корпус, состоящий из трубы задней и трубы передней, объединенных между собой резьбовым соединением.

Технология машиностроения
57
Технологический процесс изготовления трубы двигателя разрабо-тан для условий серийного производства и ориентирован, соответственно, на сравнительно большой объем выпуска продукции. Характерными осо-бенностями технологии изготовления являются: метод получения заготов-ки ротационной вытяжкой; применение в качестве центрирующих утолще-ний колец, привариваемых к трубе; использование при предварительной механической обработке универсального металлорежущего оборудования; применение при окончательной токарной обработке станков с ПУ, а также использование при контрольных замерах в большей части специальных средств измерения [4-6].
Для изготовления трубы передней и трубы задней используется два вида колец и труба.
При изготовлении кольца для трубы передней все токарные опера-ции производятся на универсальном токарно-винторезном станке мод. 1М-163. Точение наружных цилиндрических поверхности выполняется про-ходным прямым резцом с пластиной из твердого сплава 2100-0207 ВК6 ГОСТ 18878-73. Растачивание внутренних поверхностей производится расточным резцом с пластиной из твердого сплава 2142-0146 ВК6 ГОСТ 9795-84. На рис. 1 приведен эскиз готового кольца.
Рис. 1. Кольцо, привариваемое к трубе передней
При изготовлении кольца для трубы задней также все операции вы-полняются на универсальном токарно-винторезном станке мод. 1М-163. Точение наружных цилиндрических поверхностей выполняется проход-ным прямым резцом с пластиной из твердого сплава 2102-0207 Т15К6 ГОСТ 18878-73. Растачивание внутренних поверхностей производится расточным резцом с пластиной из твердого сплава для обработки глухих отверстий 2141-0080 Т15К6 ГОСТ 18883-73. На рис. 2 приведен эскиз го-тового кольца.

Известия ТулГУ. Технические науки. 2018. Вып. 8
58
Рис. 2. Кольцо, привариваемое к трубе задней
Оба вида колец изготавливаются из конструкционной высокопроч-ной высоколегированной стали СП28. Метод получения заготовки – горя-чекатаный прокат.
При изготовлении трубы исходной заготовкой является труба стальная горячекатаная размером 325×17 по ТУ 14-3-1843-92 из конструк-ционной комплексно-легированной стали 12Х3ГНМФБА.
Процесс изготовления трубы предусматривает следующие опера-ции технологического процесса: заготовительная, маркирование, токарная, контроль, термообработка, обжим, обезжиривание, термообработка, кон-троль, токарная, маркирование, токарная, контроль, ротационная вытяжка, токарная, контроль, клеймение. На рис. 3 приведен эскиз трубы после то-карной обработки под сварку с кольцами.
Рис. 3. Труба под сварку с кольцами
Заготовка трубы получается ротационной вытяжкой, представляю-щей собой процесс формоизменения плоских или полых вращающихся за-готовок по профилю оправки с помощью перемещающийся деформирую-щей нагрузки. Процесс характерен наличием локального очага деформа-ции, образующегося в результате воздействия давильного элемента (роли-
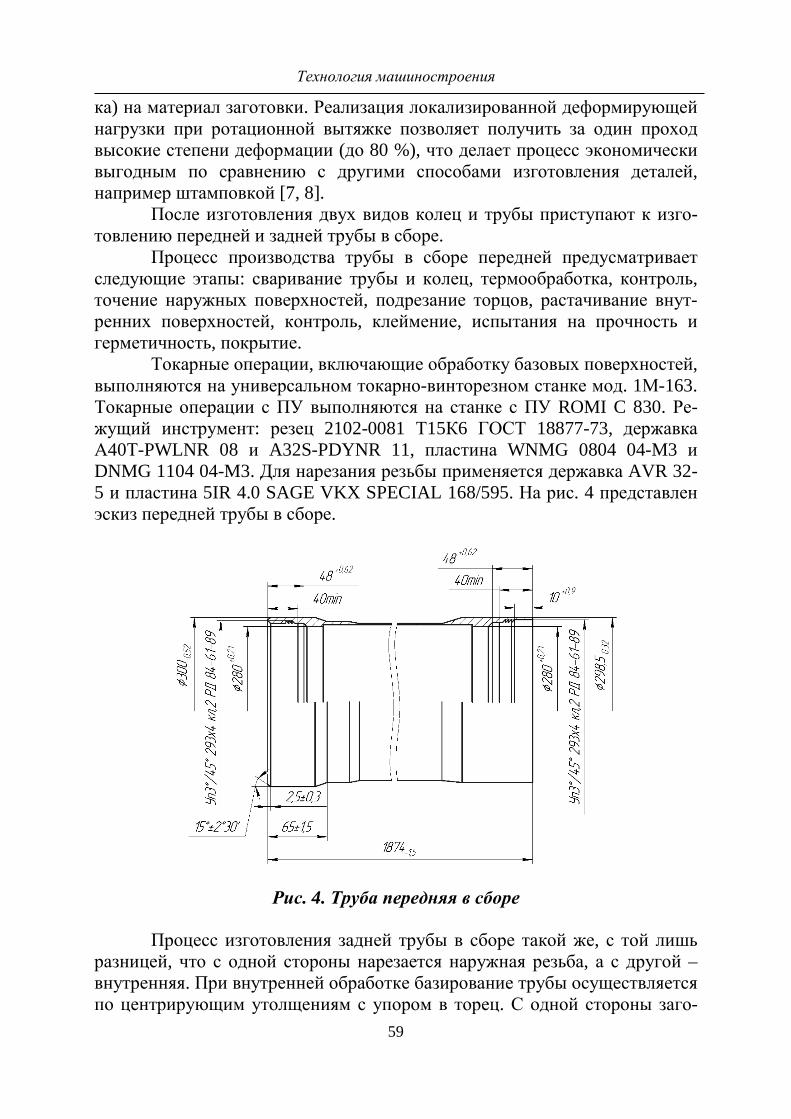
Технология машиностроения
59
ка) на материал заготовки. Реализация локализированной деформирующей нагрузки при ротационной вытяжке позволяет получить за один проход высокие степени деформации (до 80 %), что делает процесс экономически выгодным по сравнению с другими способами изготовления деталей, например штамповкой [7, 8].
После изготовления двух видов колец и трубы приступают к изго-товлению передней и задней трубы в сборе.
Процесс производства трубы в сборе передней предусматривает следующие этапы: сваривание трубы и колец, термообработка, контроль, точение наружных поверхностей, подрезание торцов, растачивание внут-ренних поверхностей, контроль, клеймение, испытания на прочность и герметичность, покрытие.
Токарные операции, включающие обработку базовых поверхностей, выполняются на универсальном токарно-винторезном станке мод. 1М-163. Токарные операции с ПУ выполняются на станке с ПУ ROMI C 830. Ре-жущий инструмент: резец 2102-0081 Т15К6 ГОСТ 18877-73, державка А40Т-PWLNR 08 и A32S-PDYNR 11, пластина WNMG 0804 04-M3 и DNMG 1104 04-M3. Для нарезания резьбы применяется державка AVR 32-5 и пластина 5IR 4.0 SAGE VKX SPECIAL 168/595. На рис. 4 представлен эскиз передней трубы в сборе.
Рис. 4. Труба передняя в сборе
Процесс изготовления задней трубы в сборе такой же, с той лишь разницей, что с одной стороны нарезается наружная резьба, а с другой – внутренняя. При внутренней обработке базирование трубы осуществляется по центрирующим утолщениям с упором в торец. С одной стороны заго-

Известия ТулГУ. Технические науки. 2018. Вып. 8
60
товка крепится в трехкулачковом патроне с пневматическим зажимом че-рез разрезное кольцо, а с другой стороны опирается на люнет. При наруж-ной обработке базирование заготовки происходит также в трехкулачковом патроне через разрезное кольцо с упором в торец. Отличием от описанной выше схемы базирования трубы при внутренней обработке является ис-пользование с противоположной стороны заднего вращающегося центра, закрепленного в задней бабке с регулируемым гидравлическим поджимом. Для снижения влияния вибраций, возникающих в процессе токарной обра-ботки трубы – применяется виброгаситель, представляющий собой рези-новый хомут, расположенный на стебле трубы.
Проанализировав технологию изготовления передней и задней тру-бы и учитывая проводимые ранее исследования ряда авторов протяженных осесимметричных корпусов [9-12], можно предположить, что значительное влияние на точностные характеристики изделий оказывают наследствен-ные связи, возникающие на начальных операциях технологического про-цесса и сказывающиеся на точность сборки изделий. Отличительными особенностями дальнейших исследований от проводимых ранее являются иная конструкции и калибр трубы двигателя, а также использование спе-цифических операций в технологии изготовления сборных корпусов трубы двигателя, которые могут оказать влияние на степень технологического наследования.
Список литературы
1. Трегубов В.И., Ямников А.С., Матвеев И.А. Технологическое обеспечение заданных конструктивных параметров деталей двигателя РСЗО «ТОРНАДО-Г» // Известия РАРАН. 4 (99), 2017. С. 94-98.
2. Ямников А.С., Ямникова О.А., Матвеев И.А., Родионова Е.Н. Влияние погрешностей положения стыковых поверхностей сборного осе-симметричного корпуса на погрешность положения исполнительных по-верхностей // Вестник Брянского государственного технического универ-ситета 7 (60) 2017. С. 13-17.
3. Матвеев И.А., Родионова Е.Н. Влияние схемы базирования на точность относительного положения окончательно обработанных базовых поверхностей секций сборных корпусов // XIII-я МНТК Современные ин-струментальные системы, информационные технологии и инновации (15-16 марта 2018 года); Юго-Зап. гос. ун-т., Курск: Изд-во ЗАО «Универси-тетская книга», 2018. С. 134-137.
4. Матвеев И.А., Ямников А.С., Ямникова О.А. Статистический анализ точности предварительной токарной обработки трубной заготовки // Известия Тульского государственного университета. Технические науки, 2015. Вып. 11. Ч. 1. С. 111-120.

Технология машиностроения
61
5. Чуприков А.О., Ямников А.С. Повышение точности токарной об-работки путем минимизации деформационных погрешностей // Проблемы и достижения в науке и технике: сб. научных трудов по итогам междуна-родной научно-практической конференции. Инновационный центр разви-тия образования и науки. Омск, 2014. С. 15-17.
6. Матвеев И.А., Ямников А.С., Ямникова О.А. Корреляционная связь размеров базового отверстия протяженных деталей до и после рота-ционной вытяжки // Справочник. Инженерный журнал. 2017 7. С. 3-7.
7. Трегубов В.И. Ротационная вытяжка с утонением стенки цилин-дрических деталей из труб на специализированном оборудовании: моно-графия. Тула: Изд-во ТулГУ, 2002. 148 с.
8. Матвеев И.А., Ямников А.С. Технологическая наследственность в прогрессивной технологии изготовления протяженных осесимметричных корпусов // Научное периодическое издание по материалам XV Всероссий-ской научно-технической конференции с международным участием: «Ме-ханики XXI веку». Вып. 15. Братск: Изд-во БрГУ, 2016. 455 с. С. 119-124.
9. Ямников А.С., Чуприков А.О., Матвеев И.А. Обеспечение точно-сти изготовления тонкостенных осесимметричных корпусов сложного профиля: монография. Тула. Изд-во ТулГУ. 2017. 208 с. ISBN 9785-7679-3838-4.
10. Матвеев И.А., Ямников А.С. Исследование параметров точности тонкостенных протяженных осесимметричных деталей при комбинирова-нии обработки резанием и давлением // СТИН. 3-2018. С. 20-21.
11. Ямников А.С., Борискин О.И., Ямникова О.А., Матвеев И.А. Технологическое наследование свойств исходной заготовки в параметрах точности протяженных осесимметричных деталей // Черные металлы. 12-2017. С. 50-56.
12. Kugultinov S.Р., Khisamutdinov R.М., Khisarmtdinov М.R. Tool Creation and Operation System Development for Large Engineering Enterprises // World Applied Sciences Journ. (WoS). 2014. N 30 (5). P. 588-591.
Родионова Елена Николаевна, аспирант, [email protected], Россия, Тула,
Тульский государственный университет, Матвеев Иван Александрович, аспирант, [email protected], Россия, Тула,
Тульский государственный университет
SPECIFIC OPERATIONS OF THE MANUFACTURING TECHNOLOGY OF PRECAST HOLLOW BODY
E.N. Rodionova, I.A. Matveev
The article deals with the main operations of the technology of manufacture of pre-
fabricated hollow body: rotary extractor, welding, turning on machines with program control. Specified materials the source of the blanks. The technological equipment and the cutting tool

Известия ТулГУ. Технические науки. 2018. Вып. 8
62
applied on operations of turning processing of composite parts of the case before and after welding is described. Sketches of the components of the prefabricated housing are given. The conclusion is made about the possible influence of specific operations of manufacturing tech-nology on the accuracy characteristics of the finished product.
Key words: turning processing, rotary drawing, welding, technological inheritance. Rodionova Elena Nikolaevna, postgraduate, [email protected], Russia, Tula, Tu-
la state University, Matveev Ivan Aleksandrovich, postgraduate, [email protected], Russia, Tula,
Tula state University
УДК 539.611; 621.793
КОГЕЗИОННАЯ ПРОЧНОСТЬ МЕТАЛЛИЧЕСКИХ И ИНТЕРМЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ ПЛАЗМЕННЫХ
ПОКРЫТИЙ
Н.Н. Сергеев, М.В. Ушаков, А.Н. Сергеев, А.Е. Гвоздев, С.Н. Кутепов, О.В. Пантюхин
В статье приведены результаты исследования когезионной прочности интер-
металлических и металлических порошковых покрытий. Проведенные исследования позволили установить взаимосвязь между величиной когезионной прочности и пори-стостью напыляемых покрытий. На примере покрытия ПН55Т45 показано, что пла-кирование никелем не оказывает влияния на величину когезионной прочности.
Ключевые слова: когезионная прочность, интерметаллические покрытия, ме-таллические покрытия, пористость.
Введение Для изыскания оптимальных путей экономии металлов и повыше-
ния долговечности оборудования все большее внимание уделяется замене высоколегированных и высокопрочных сталей недефицитными или угле-родистыми с защитными покрытиями. Выбор метода нанесения покрытия в основном определяется формой изделия, его назначением и условиями эксплуатации.
Во многих отраслях промышленности широкое применение полу-чило плазменное напыление порошковых металлов, позволяющее в значи-тельной мере повысить долговечность деталей, работающих, в экстре-мальных условиях. Детали, на рабочую поверхность которых нанесено за-щитное покрытие, в процессе эксплуатации испытывают воздействие раз-личных нагрузок, приводящих к возникновению сжимающих или растяги-вающих напряжений, которые могут вызвать его разрушение [1, 2]. Поэто-му при выборе материала покрытия необходимо учитывать ряд факторов, среди которых важную роль играет прочность самого покрытия.

Технология машиностроения
63
Когезионная прочность является одним из основных свойств при оценке качества покрытия и характеризует ресурс самого материала по-крытия. Когезионная прочность зависит от химического состава, структу-ры покрытия, пористости [1, 2].
Существующие методики определения когезионной прочности, описанные в литературе, не всегда дают достаточно корректные результа-ты, т.к. не существует универсального метода, исключающего полностью влияние различных отрицательных факторов. Часто неточность результа-тов связана с несовершенством приспособлений. Таким образом, учитывая важность определения физико-механических свойств плазменных покры-тий, встает задача создания совершенной методики и накопления инфор-мации по механическим характеристиками с их дальнейшей статистиче-ской обработкой и анализом. Наличие такой методики позволит получать сравнительные характеристики покрытий, позволяющие корректировать технологию напыления для получения оптимальных свойств, обеспечива-ющих увеличение срока службы изделий.
1. Материалы и методы исследования В данной работе определяли когезионную прочность следующих
покрытий: никель (отожженный), ПН40Ю60, ПН55Т45, ПН55Т45 плаки-рованное никелем, ПН60Ю40, ХВС-3, ХТН-23, хастеллой, хромистой. Хи-мический состав исследованных покрытий приведен в табл. 1.
Для исследования нами была разработана конструкция приспособ-ления для определения когезионной прочности покрытий [3], наносимых методом плазменного напыления, представленная на рис. 1.
Предложенная конструкция характеризуется уменьшением цен-тральной части образца и уменьшением ее резьбовой части. Длина центри-рующей части образца составляет 64 мм против 114 мм, диаметр на 2 мм больше. Это позволило уменьшить коробление стержня по длине при напылении и получить при шлифовании концентричность сечения высокой точности. С другой стороны, увеличение диаметра позволило улучшить теплоотвод. Уменьшение длины напыляемой части дало возможность эко-номить расход исследуемого металлического порошка. Данная конструк-ция позволяет с достаточной точностью определять силу сцепления между частицами покрытия, поэтому результаты, полученные в процессе испыта-ния, дают небольшой разброс по величине при прочих равных условиях.
Покрытия наносили на образцы, изготовленные из среднелегиро-ванной конструкционной стали 30ХГСА имеющую следующий химиче-ский состав и механические свойства: 0,30% C; 1,00% Mn; 1,05% Si; 0,025% Ni; 0,02% Cu; 0,016% S; 0,013% P; σВ = 1450 МПа; σ0,2 = 1270 МПа; δ5 = 7%; ψ = 19%.
Перед нанесением покрытий производили обработку поверхности образцов в дробеструйной камере корундом (грануляция 0,8–1,2 мм при 2,5–3 атм). Для напыления применяли установку УПУ-3 с горелкой ПП-25.

Известия ТулГУ. Технические науки. 2018. Вып. 8
64
В качестве плазмообразующего газа использовали смесь аргона с азотом. Расход плазмообразующего газа составил 38…40 л/мин; расход транс-портного газа – 6…8 л/мин; расход порошка 1…2 кг/час; дистанция напы-ления – 90…100 мм; напряжение – 45…48 В; сила тока – 325…350 А.
Таблица 1
Химический состав исследуемых покрытий
Содержание
элем
ентов, %
Марка покрытия (порошка)
ПН
40Ю
60
ПН
55Т
45
ПН
60Ю
40
ПН
85Ю
15
ХВС
-3
ХТН
-23
Хромистой
Хастеллой
Fe – – – – 79,4 56,8 68,6 5,3 Cr – – – – 12,5 21,5 25,9 16,3 Ni 40 55 60 85 – 8,9 – 55,4 Ti – 44 – – – 2,1 – – Mo – – – – – – 2,3 15,3 Co – – – – – – – 2,6 W – – – – – – – 4,0 Cu – – – – 0,6 – – – Al 60 – 40 15 – 6,1 – – V – – – – 6,0 – – – B – – – – – 4,5 – – Si – – – – – – 1,3 0,1
Mn – – – – – – 0,8 1,0 C – 0,06 – – 1,5 – 1,1 – O – – – – – 0,1 – –
Рис. 1. Образец для определения когезионной прочности покрытия:
1 - базовый стержень; 2 - втулка левая; 3 - втулка правая; 4 - шайба 10; 5 - гайка М10; 6 - покрытие
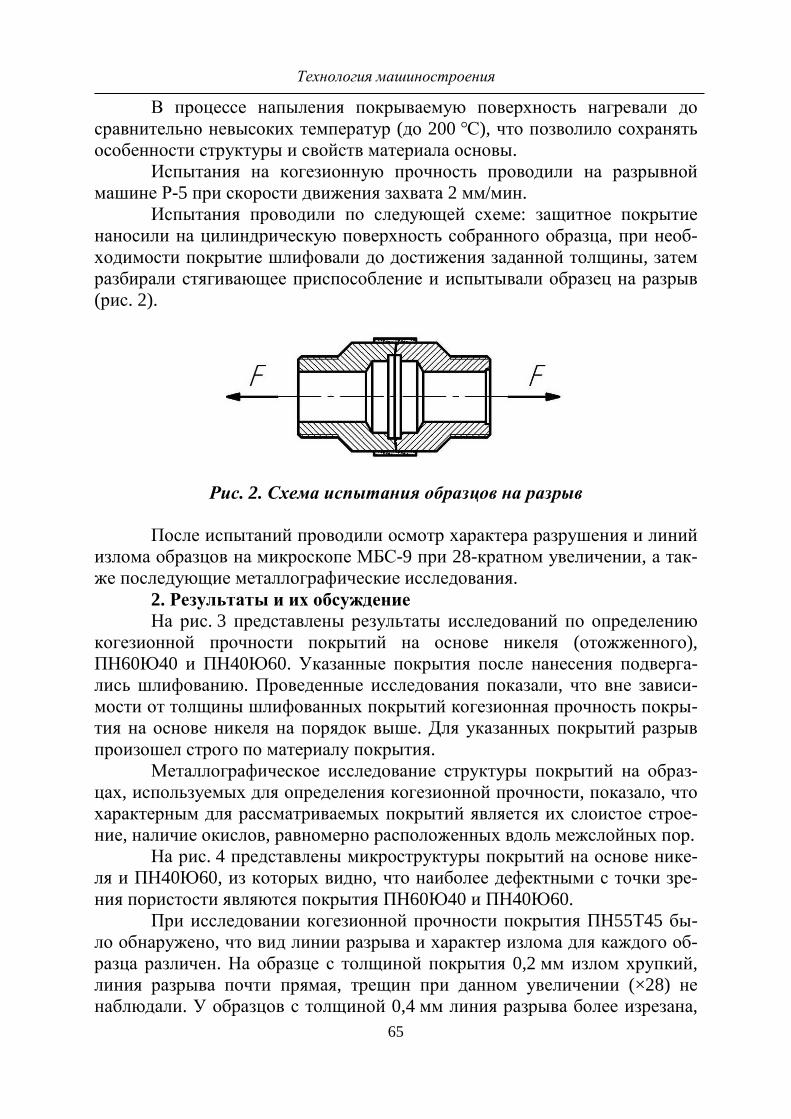
Технология машиностроения
65
В процессе напыления покрываемую поверхность нагревали до сравнительно невысоких температур (до 200 ), что позволило сохранять особенности структуры и свойств материала основы.
Испытания на когезионную прочность проводили на разрывной машине Р-5 при скорости движения захвата 2 мм/мин.
Испытания проводили по следующей схеме: защитное покрытие наносили на цилиндрическую поверхность собранного образца, при необ-ходимости покрытие шлифовали до достижения заданной толщины, затем разбирали стягивающее приспособление и испытывали образец на разрыв (рис. 2).
Рис. 2. Схема испытания образцов на разрыв После испытаний проводили осмотр характера разрушения и линий
излома образцов на микроскопе МБС-9 при 28-кратном увеличении, а так-же последующие металлографические исследования.
2. Результаты и их обсуждение На рис. 3 представлены результаты исследований по определению
когезионной прочности покрытий на основе никеля (отожженного), ПН60Ю40 и ПН40Ю60. Указанные покрытия после нанесения подверга-лись шлифованию. Проведенные исследования показали, что вне зависи-мости от толщины шлифованных покрытий когезионная прочность покры-тия на основе никеля на порядок выше. Для указанных покрытий разрыв произошел строго по материалу покрытия.
Металлографическое исследование структуры покрытий на образ-цах, используемых для определения когезионной прочности, показало, что характерным для рассматриваемых покрытий является их слоистое строе-ние, наличие окислов, равномерно расположенных вдоль межслойных пор.
На рис. 4 представлены микроструктуры покрытий на основе нике-ля и ПН40Ю60, из которых видно, что наиболее дефектными с точки зре-ния пористости являются покрытия ПН60Ю40 и ПН40Ю60.
При исследовании когезионной прочности покрытия ПН55Т45 бы-ло обнаружено, что вид линии разрыва и характер излома для каждого об-разца различен. На образце с толщиной покрытия 0,2 мм излом хрупкий, линия разрыва почти прямая, трещин при данном увеличении (×28) не наблюдали. У образцов с толщиной 0,4 мм линия разрыва более изрезана,

Известия ТулГУ. Технические науки. 2018. Вып. 8
66
встречаются выкрошенные участки. С увеличением толщины покрытия линия разрыва становится все более изрезанной и количество выкрошен-ных участков увеличивается. По-видимому, это связано с тем, что с увели-чением толщины покрытия в поверхностном слое увеличивается величина растягивающих напряжений, в результате чего растет количество микро-трещин. В образце с толщиной покрытия 1,0 мм вдоль линии излома хо-рошо были видны несколько нитевидных трещин, расположенных под уг-лом к линии излома. В некоторых образцах наблюдали участки, окрашен-ные в сине-зеленые цвета, расположенные в местах сильного излома линии разрыва. Окрашенные участки являются окисленными поверхностями микротрещин, образующихся при напылении или в процессе шлифования.
Рис. 3. Зависимость когезионной прочности от толщины покрытия: 1 - покрытие на основе никеля; 2 - покрытие ПН40Ю60;
3 - покрытие ПН60Ю40
а б
Рис. 4. Микроструктура покрытия на основе никеля (а) и покрытия ПН40Ю60 (б): 1 - основа; 2 - покрытие ×200

Технология машиностроения
67
Характер разрушения образцов представлен на рис. 5 из которого видно, что во втором и третьем образцах произошел частичной отрыв по-крытия, в результате чего линии разрыва искривлены, по сравнению с пер-вым образцом, где линия разрыва ровная. Данное явления можно объяс-нить наличием микротрещин, которые являются концентраторами напря-жений и разрушения.
В табл. 2 приведены результаты испытаний на когезионную проч-ность покрытия ПН55Т45 для различных толщин. Усилия разрушения об-разцов 4 и 5 было значительно больше по сравнению с другими такой же толщины (см. образец 24). В этом случае разрушающее усилие скла-дывается из двух составляющих: усилия сдвига участков покрытия отно-сительно основы и усилия разрушения самого покрытия. Чем больше пло-щадь участков сдвига, обусловленная криволинейностью разрыва, тем больший вклад необходим для разрушения образца. Поэтому при опреде-лении прочности необходимо из разрушающего усилия вычитать силу, идущую на преодоление сил сопротивления при сдвиге. Зная площадь и напряжение сдвига данного типа покрытий, можно рассчитать это усилие.
Рис. 5. Линия разрыва образцов с покрытием ПН55Т45 после
испытаний на когезионную прочность: 1 - образец 24; 2 - образец 4; 3 - образец 5 (толщина покрытия на всех образцах 0,8 мм)
В табл. 3 приведены значения когезионной прочности покрытия
ПН55Т45 без последующего шлифования. Для определения влияния тол-щины покрытия на когезионную прочность шлифованного и нешлифован-ного покрытий были вычислены средние значения когезионной прочности для образцов с различной толщиной. При толщине покрытия 0,2 мм сред-няя величина когезионной прочности у шлифованного покрытия составила

Известия ТулГУ. Технические науки. 2018. Вып. 8
68
68 МПа; у нешлифованного – 38 МПа; при толщине покрытия 0,4 мм у шлифованного – 69 МПа, у нешлифованного – 24 МПа. С увеличением толщины покрытия разница значений когезионной прочности уменьшает-ся.
Таблица 2
Когезионная прочность шлифованного покрытия ПН55Т45
образца
Диаметр образца, мм
Толщина
шлифованного
покрытия, м
м
Площадь
кольца,
мм
2
Разрушаю
щая
нагрузка,
Н
Когезионная
прочность, М
Па
до напыления
после
шлифования
0 22,0 22,4 0,2 13,95 980,70 71,5 2 22,0 22,4 0,2 13,95 921,83 67,3 7 22,0 22,4 0,2 13,95 686,50 50,2 8 22,0 22,4 0,2 13,95 1108,20 81,0 9 22,0 22,8 0,4 28,15 1451,40 52,6 11 22,0 22,8 0,4 28,15 1627,90 59,0 14 22,0 22,8 0,4 28,15 2608,60 80,0 16 22,0 22,8 0,4 28,15 2334,00 84,5 18 22,0 23,2 0,6 42,58 2628,20 63,0 1 22,0 23,2 0,6 42,58 3138,13 75,1 3 22,0 23,2 0,6 42,58 3677,50 88,0 20 19,8 21,0 0,6 38,43 2373,21 62,3 23 22,0 23,6 0,8 57,30 2765,50 49,2 24 21,9 23,5 0,8 57,05 2079,01 37,2 4* 22,0 23,6 0,8 57,30 4805,30 83,8 5** 22,0 23,6 0,8 57,30 5197,53 92,4
Таблица 3
Когезионная прочность нешлифованного покрытия ПН55Т45
образца
Диаметр образца, мм
Толщина
покрытия, м
м
Площадь
кольца,
мм
2
Разрушаю
щая
нагрузка,
Н
Когезионная
прочность, М
Па
до напыления
после
напыления
2 21,4 21,8 0,2 13,57 882,60 66,3 13 21,8 22,2 0,2 13,82 362,90 26,8 9 21,3 21,7 0,2 13,50 294,20 22,2

Технология машиностроения
69
Окончание таблицы 3
образца
Диаметр образца, мм
Толщина
покрытия, м
м
Площадь
кольца,
мм
2
Разрушаю
щая
нагрузка,
Н
Когезионная
прочность, М
Па
до напыления
после
напыления
15 21,4 22,2 0,4 27,38 490,33 18,3 16 21,5 22,3 0,4 27,51 784,53 29,1 23 21,4 22,6 0,6 41,45 1863,30 45,8 13 21,4 23,0 0,8 55,76 2402,63 43,9 15 22,0 23,6 0,8 57,27 2942,00 42,4 19 22,0 23,6 0,8 57,27 4020,73 71,6 6 22,0 24,0 1,0 72,22 3040,10 42,9 12 22,0 24,0 1,0 72,22 4599,32 64,9 8 21,5 23,5 1,0 70,65 3929,70 75,6
Влияние толщины покрытия (шлифованного и нешлифованного) на
когезионную прочность представлено на рис. 6 из которого следует, что когезионная прочность шлифованного покрытия практически не изменяет-ся с увеличением толщины от 0,2 до 0,8 мм и ее величина выше чем у не-шлифованного. Исследование микроструктуры покрытия ПН55Т45 пока-зало, что покрытие имеет пористую дефектную структуру (рис. 7).
Рис. 6. Влияние толщины покрытия ПН55Т45 на когезионнуюпрочность: 1 - шлифованного;
2 - нешлифованного

Известия ТулГУ. Технические науки. 2018. Вып. 8
70
Рис. 7. Микроструктура покрытия ПН55Т45×200: 1 - основа; 2 - покрытие
Для увеличения технологической пластичности покрытия ПН55Т45 производили его плакирование никелем. В табл. 4 и 5 приведены результа-ты испытаний на когезионную прочность как плакированного, так и не-плакированного никелем покрытий при одинаковой толщине защитного слоя.
Анализ результатов показал, что плакирование не влияет на увели-чение когезионной прочности. Это, вероятно, связано с тем, что добавле-ние никеля влияет на структуру, и изменение механических свойств по-крытия. Средняя когезионная прочность покрытия ПН55Т45 без плакиро-вания составила 46 МПа, плакированного никелем – 31 МПа.
Далее исследовали когезионную прочность покрытия ПН85Ю15 (рис. 8). Из рис. 8 видно, что при изменении толщины напыленного слоя после шлифования в диапазон 0,2…1,1 мм когезионная прочность покры-тия ПН85Ю15 практически не изменялась и составила 182 МПа. При ме-таллографическом исследовании микроструктуры данного покрытия было установлено, что плотность распределения и размер пор меньше, чем в по-крытии ПН55Т45. Вероятно, это, оказывает влияние и на величину когези-онной прочности (рис. 9).
Дальнейшие испытания проводили на партии образцов с металли-ческими покрытиями хастеллой и хромистой. Результаты испытаний пред-ставлены в табл. 6. Предыдущие исследования показали, что при увеличе-нии толщины покрытия когезионная прочность у шлифованных образцов изменяется незначительно. Однако, при толщине менее 0,2 мм эта зависи-мость носит другой характер. Было исследовано покрытие хастеллой с толщиной напыленного слоя (шлифованного) менее 0,2 мм. Изменение ко-гезионной прочности от толщины покрытия хастеллой представлено на рис. 10, из которого видно, что с увеличением толщины покрытия до 0,2 мм когезионная прочность уменьшается до определенной величины.

Технология машиностроения
71
Таблица 4 Когезионная прочность шлифованного покрытия ПН55Т45
без плакирования
образца
Диаметр образца, мм
Толщина
шлифованного
покрытия, м
м
Площадь
кольца,
мм
2
Разрушаю
щая
нагрузка,
Н
Когезионная
прочность, М
Па
до напыления
после
шлифования
Ц 22,1 22,7
0,3
21,1 1019,90 49,3 У* 22,1 22,7 21,1 294,20 14,2 44 20,7 21,3 19,7 684,50 35,3 24 21,4 22,0 20,4 1029,70 51,3 9 20,9 21,5 19,9 931,63 47,5 26 22,0 22,6 21,0 735,50 35,7 19 21,6 22,2 20,6 823,80 40,7 22 22,0 22,6 21,0 1059,12 51,4 13 21,3 21,9 20,3 941,44 47,1 25 22,0 22,6 21,0 1176,80 57,1
Установлено, что когезионная прочность шлифованных покрытий
выше, чем у нешлифованных. Вероятно, это связано с тем, что при шлифо-вании удаляется наиболее дефектный слой. Для подтверждения данного предположения были проведены исследования микроструктуры покрытия хастеллой (рис. 11).
Таблица 5
Когезионная прочность шлифованного покрытия ПН55Т45 плакированного никелем
образца
Диаметр образца, мм
Толщина
шлифованного
покрытия, м
м
Площадь
кольца,
мм
2
Разрушаю
щая
нагрузка,
Н
Когезионная
прочность, М
Па
до напыления
после
шлифования
1 20,32 20,92
0,3
19,42 588,40 30,9 5 21,578 22,17 20,60 637,43 31,6 20 18,96 19,56 18,14 519,80 29,2 8 20,69 21,29 19,77 441,30 22,8 4 21,28 21,88 20,32 598,21 30,0 23 20,97 21,57 20,03 784,53 39,9

Известия ТулГУ. Технические науки. 2018. Вып. 8
72
Рис. 8. Зависимость когезионной прочности покрытия ПН85Ю15
от толщины напыленного слоя
Рис. 9. Микроструктура покрытия ПН85Ю15×200: 1 - основа;
2 - покрытие
Рис. 10. Изменение когезионной прочности в зависимости от толщины
покрытия хастеллой (шлифованного)

Технология машиностроения
73
Таблица 6 Когезионная прочность покрытий хастеллой и хромистой
(шлифованная и нешлифованная поверхность)
образца
Диаметр образца, мм Толщина по-крытия, мм
Площадь
кольца,
мм
2
Разрушаю
щая
нагруз-
ка,
Н
Когезионная
прочность, М
Па
до напыления
после
напыления
после
шлифования
неш
лифованного
шлифованного
Хастеллой (шлифованное) 10 22,00 – 22,27 – 0,14 9,38 3903,10 424 12 22,00 – 22,38 – 0,19 13,24 3628,50 280 13 22,00 – 22,29 – 0,15 10,08 3863,82 391 14 22,00 – 22,15 – 0,08 5,20 2353,60 462
Хастеллой (нешлифованное) 1 22,00 22,57 – 0,29 – 19,94 4628,74 237 2 22,00 22,54 – 0,27 – 18,88 3687,30 200 4 22,00 22,59 – 0,30 – 20,65 4275,70 211 8 22,00 22,59 – 0,30 – 20,65 4530,70 224 9 22,00 22,61 – 0,30 – 21,36 5119,10 244
Хромистой (нешлифованное) 16 21,90 22,16 – 0,13 – 8,99 451,11 51 17 21,90 22,17 – 0,14 – 9,34 686,50 75 18 21,90 22,31 – 0,21 – 14,23 1618,10 116
а б
Рис. 11. Микроструктура покрытия хастеллой: а - нешлифованного; б - шлифованного
Нешлифованное покрытие (рис. 11, а) имеет изрезанную дефектную
поверхность, структура слоистого характера, крупные поры встречаются как у поверхности, так и в зоне контакта. В средней части покрытия распо-

Известия ТулГУ. Технические науки. 2018. Вып. 8
74
ложены поры небольшого размера. Видны окисные пленки, вытянутые вдоль поверхности слоев. У шлифованного покрытия (рис. 11, б) поверх-ность ровная и менее дефектная. Средний размер пор вблизи поверхности меньше, чем у границы раздела металла и покрытия.
Для определения влияния пористости на когезионную прочность на поперечных шлифах образцов с покрытием были измерены характеристи-ки пор на различном расстоянии от зоны контакта покрытия с основой. Для того, чтобы оценить изменение пористости были построены кривые распределения пор по толщине покрытия (рис. 12).
Рис. 12. Изменение среднего размера пор в зависимости от толщины покрытия хастеллой: 1) Образец 13; 2) Образец 10
Выявлено, что средний размер пор незначительно изменяется до
толщины покрытия 0,15 мм, а затем увеличивается. Сравнивая полученные данные с изменением когезионной прочности в зависимости от толщины покрытия получаем, что максимальная когезионная прочность приходится на толщину, где средний размер пор минимальный (рис. 10).
Выводы 1. По результатам исследований физико-механических характери-
стик защитных покрытий, установлено, что наибольшей когезионной прочностью обладает покрытие хастеллой. При этом его когезионная прочность при толщине покрытия в диапазоне 0,08…0,2 мм зависит от толщины напыленного слоя (с уменьшением толщины когезионная проч-ность увеличивается). При увеличении толщины шлифованных покрытий свыше 0,2 мм их когезионная прочность практически не изменяется (для ПН55Т45 – 68 МПа, для ПН85Ю15 – 182 МПа).
2. Показано, что плакирование никелем покрытия ПН55Т45 не уве-личивает когезионную прочность (при толщине 0,3 мм для неплакирован-ного – 46 МПа, для плакированного – 31 МПа).

Технология машиностроения
75
3. При исследовании влияния толщины напыленного слоя на коге-зионную прочность покрытий: на основе никеля, ПН60Ю40, ПН40Ю60, установлено, что с увеличением толщины от 0,3 до 0,9 мм наблюдается не-значительное увеличение когезионной прочности.
4. Выявлено, что когезионная прочность покрытия на основе никеля (отожженного) на порядок выше (130 МПа), чем покрытий ПН60Ю40 (25 МПа) и ПН40Ю60 (9 МПа).
Полученные результаты могут быть использованы при создании ре-сурсосберегающих процессов обработки материалов с использованием но-вых нанокомпозиционных покрытий [4-28].
Работа выполнена по проекту 11.6682.2017/8.9.
Список литературы
1. Сергеев Н.Н. Механические свойства и внутреннее трение высо-копрочных сталей в коррозионных средах: дис. ... д-ра техн. наук: 01.04.07 / Сергеев Николай Николаевич. Тула, 1996. 467 с.
2. Зеленко В.К., Сергеев Н.Н., Извольский В.В., Власов В.М. Физи-ко-механические и эксплуатационные свойства защитных покрытий. Тула: Изд-во ТГПУ им. Л.Н. Толстого, 1999. 213 с.
3. Патент на полезную модель 2016122692/28 (166249) Образец для определения когезионной прочности газотермических порошковых покры-тий / Н.Н. Сергеев, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, И.В. Тихонова, А.Д. Бреки, И.В. Минаев, О.В. Кузовлева, Д.В. Малий, А.А. Калинин, С.Н. Кутепов, А.Е. Гвоздев, М.В. Ушаков; заявитель и па-тентообладатель Гвоздев Александр Евгеньевич. 2016122692/28 заявл. 08.06.16; опубл. 20.11.16, Бюл. 32.
4. Синтез и триботехнические свойства композиционного покрытия с матрицей из полиимида (Р-ООО)ФТ и наполнителем из наночастиц ди-сульфида вольфрама при сухом трении скольжения / А.Д. Бреки, А.Л. Диденко, В.В. Кудрявцев, Е.С. Васильева, О.В. Толочко, А.Г. Колма-ков, А.Е. Гвоздев, Д.А. Провоторов, Н.Е. Стариков, Ю.А. Фадин // Матери-аловедение. 2016. 4. С. 44-48.
5. Ресурсы деформационной способности различных материалов: учебное пособие / Н.Н. Сергеев, А.Е. Гвоздев, А.Н. Сергеев, А.Д. Бреки, А.А. Калинин, С.Е. Александров, Н.Е. Стариков, О.В. Кузовлева, Д.В. Ма-лий, С.Н. Кутепов, Е.В. Цой, Д.С. Клементьев, Е.Б. Соломатникова. Тула: Изд-во ТулГУ, 2016. 172 с.
6. Разработка прогрессивных технологий получения и обработки металлов, сплавов, порошковых и композиционных наноматериалов: мо-нография / М.Х. Шоршоров, А.Е. Гвоздев, В.И. Золотухин, А.Н. Сергеев, А.А. Калинин, А.Д. Бреки, Н.Н. Сергеев, О.В. Кузовлева, Н.Е. Стариков, Д.В. Малий. Тула: Изд-во ТулГУ, 2016. 235 с.

Известия ТулГУ. Технические науки. 2018. Вып. 8
76
7. Новые конструкционные материалы: учебное пособие / Н.Е. Стариков, В.К. Зеленко, О.В. Кузовлева, А.Н. Сергеев, В.Ю. Кузовлев, А.А. Калинин, А.В. Маляров; под. общ. ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2017. 296 с.
8. Расчет кластерной структуры расплава, ее влияние на образова-ние наноаморфных твердых фаз и их структурную релаксацию при после-дующем нагреве / М.Х. Шоршоров, А.Е. Гвоздев, А.В. Афанаскин, Е.А. Гвоздев // Металловедение и термическая обработка металлов. 2002. 6. С. 12-16.
8. Features of softening processes of aluminum, copper, and their alloys under hot deformation // A.E. Gvozdev, D.N. Bogolyubova, N.N. Sergeev, A.G. Kolmakov, D.A. Provotorov, I.V. Tikhonova // Inorganic Materials: Ap-plied Research. 2015. T. 6. 1. P. 32-40.
10. Role of nucleation in the of first-order phase transformations / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, A.G. Kolmakov, I.V. Tikhonova // Inorganic Materials: Applied Research. 2015. T. 6. 4. P. 283-288.
11. Комплексные задачи теории пластичности: монография / Н.Д. Тутышкин, А.Е. Гвоздев, В.И. Трегубов, Ю.В. Полтавец, Е.М. Селед-кин, А.С. Пустовгар, В.И. Золотухин, Г.М. Журавлев, В.И. Золотухин; 2-е изд. перераб. и доп. Тула: Изд-во ТулГУ, 2015. 408 с.
12. Расчет деформационной повреждаемости в процессах обратного выдавливания металлических изделий / А.Е. Гвоздев, Г.М. Журавлев, А.Г. Колмаков, Д.А. Провоторов, Н.Н. Сергеев // Технология металлов. 2016. 1. С. 23-32.
13. Жидкие и консистентные смазочные композиционные материа-лы, содержащие дисперсные частицы гидросиликатов магния, для узлов трения управляемых систем: монография / А.Д. Бреки, В.В. Медведева, Н.А. Крылов, С.Е. Александров, А.Е. Гвоздев, А.Н. Сергеев, Н.Е. Стари-ков, Д.А. Провоторов, Н.Н. Сергеев, Д.В. Малий; под ред. А.Д. Бреки. Ту-ла: Изд-во ТулГУ, 2016. 166 с.
14. Распределение температур и структура в зоне термического влияния для стальных листов после лазерной резки / А.Е. Гвоздев, Н.Н. Сергеев, И.В. Минаев, А.Г. Колмаков, И.В. Тихонова, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, Д.В. Малий, И.В. Голышев // Материаловедение. 2016. 9. С. 3-7.
15. Сопряженные поля в упругих, пластических, сыпучих средах и металлических труднодеформируемых системах: монография / Э.С. Мака-ров, В.Э. Ульченкова, А.Е. Гвоздев, Н.Н. Сергеев, А.Н. Сергеев; под ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2016. 526 с.
16. Многоуровневый подход к проблеме замедленного разрушения высокопрочных конструкционных сталей под действием водорода / В.П. Баранов, А.Е. Гвоздев, А.Г. Колмаков, Н.Н. Сергеев, А.Н. Чуканов // Материаловедение. 2017. 7. С. 11-22.

Технология машиностроения
77
17. Механизмы водородного растрескивания металлов и сплавов, связанные с усилением дислокационной активности / Н.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 2(71). С. 32-47.
18. Анализ теоретических представлений о механизмах водородно-го растрескивания металлов и сплавов / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 3(72). С. 6-33.
19. Перспективные стали для кожухов доменных агрегатов / Н.Н. Сергеев, А.Е. Гвоздев, А.Н. Сергеев, И.В. Тихонова, С.Н. Кутепов, О.В. Кузовлева, Е. В. Агеев // Известия Юго-Западного государственного университета. Серия: Техника и технологии. 2017. Т. 7, 2(23). С. 6-15.
20. Принятие решений по статистическим моделям в управлении качеством продукции / Г.М. Журавлев, А.Е. Гвоздев, С.В. Сапожников, С.Н. Кутепов, Е.В. Агеев // Известия Юго-Западного государственного университета. 2017. Т. 21, 5(74). С. 78-92.
21. Диффузия водорода в сварных соединениях конструкционных сталей / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного государственного университета. 2017. Т. 21, 6(75). С. 85-95.
22. Temperature distribution and structure in the heat-affected zone for steel sheets after laser cutting / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, I.V. Tikhonova, A.N. Sergeyev, D.M. Khonelidze, D.V. Maliy, I.V. Golyshev, A.G. Kolmakov, D.A. Provotorov // Inorganic Materials: Applied Research. 2017. T. 8. 1. С. 148-152.
23. On friction of metallic materials with consideration for superplastici-ty phenomenon / A.D. Breki, A.E. Gvozdev, A.G. Kolmakov, N.E. Starikov, D.A. Provotorov, N.N. Sergeyev, D.M. Khonelidze // Inorganic Materials: Ap-plied Research. 2017. Т. 8. 1. С. 126-129.
24. Synthesis and dry sliding behavior of composite coating with (R-OOO)FT polyimide matrix and tungsten disulfide nanoparticle filler / A.D. Breki, A.L. Didenko, V.V. Kudryavtsev, E.S. Vasilyeva, O.V. Tolochko, A.G. Kolmakov, A.E. Gvozdev, D.A. Provotorov, N.E. Starikov, Yu.A. Fadin // Inorganic Materials: Applied Research. 2017. Т. 8. 1. С. 32-36.
25. Composite coatings based on A-OOO polyimide and WS2 nanoparti-cles with enhanced dry sliding characteristics / A.D. Breki, A.L. Didenko, V.V. Kudryavtsev, E.S. Vasilyeva, O.V. Tolochko, A.E. Gvozdev, N.N. Sergeyev, D.A. Provotorov, N.E. Starikov, Yu.A. Fadin, A.G. Kolmakov // Inorganic Materials: Applied Research. 2017. Т. 8. 1. С. 56-59.
26. Maximum plastic strengthening in tool steels / G.M. Zhuravlev, A.E. Gvozdev, A.E. Cheglov, N.N. Sergeev, O.M. Gubanov // Steel in Transla-tion. 2017. Vol. 47. 6. P 399-411.

Известия ТулГУ. Технические науки. 2018. Вып. 8
78
27. Материаловедение: учебник для вузов / Н.Н. Сергеев, А.Е. Гвоздев., В.К. Зеленко, А.Н. Сергеев, О.В. Кузовлева, Н.Е. Стариков, В.И. Золотухин, А.Д. Бреки; под ред. проф. А.Е. Гвоздева. Изд. 2-е доп. и испр. Тула: Изд-во ТулГУ, 2017. 469 с.
28. Технология металлов и сплавов: учебник / Н.Н. Сергеев, А.Е. Гвоздев, Н.Е. Стариков, В.И. Золотухин, А.Н. Сергеев, А.Д. Бреки, О.В. Кузовлева, Г.М. Журавлёв, Д.А. Провоторов; Под ред. проф. Н.Н. Сергеева. Тула: Изд-во ТулГУ, 2017. 490 с.
Сергеев Николай Николаевич, д-р техн. наук, профессор,
[email protected], Россия Тула , Тульский государственный педагогический уни-верситет им. Л.Н. Толстого,
Ушаков Михаил Витальевич, д-р техн. наук, профессор, [email protected],
Россия, Тула, Тульский государственный университет, Сергеев Александр Николаевич, д-р пед. наук, профессор, [email protected],
Россия Тула , Тульский государственный педагогический университет им. Л.Н. Толсто-го,
Гвоздев Александр Евгеньевич, д-р техн. наук, профессор,
[email protected] Россия, Тула, Тульский государственный педагогиче-ский университет им. Л.Н. Толстого,
Кутепов Сергей Николаевич, канд. пед. наук., [email protected], Россия,
Тула, Тульский государственный педагогический университет им. Л.Н. Толстого, Пантюхин Олег Викторович, канд. техн. наук, доцент, [email protected],
Россия, Тула, Тульский государственный университет
COHESIVE STRENGTH OF THE METAL AND INTERMETALLIC POWDER PLASMA COATING
N.N. Sergeev, A.N. Sergeev, M.V. Ushakov, A.E. Gvozdev, S.N. Kutepov, O. V. Pantjuhin
The article presents the results of the study of cohesive strength of intermetallic and metal powder coatings. The conducted researches allowed to establish the interrelation be-tween the value of cohesive strength and porosity of sprayed coatings. For example, the coat-ing PN55T45 it is shown that the cladding of Nickel has no effect on the value of cohesive strength.
Key words: cohesive strength, intermetallic coatings, metal coatings, porosity. Sergeev Nikolay Nikolaevich, doctor of technical science, professor, technolo-
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Ushakov Mikhail Vital'yevich, doctor of technical science, professor, imstul-
[email protected], Russia, Tula, Tula State University Sergeev Aleksandr Nikolaevich, doctor of pedagogical science, professor an-
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University,

Технология машиностроения
79
Gvozdev Aleksandr Evgen'yevich, doctor of technical science, professor, [email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical Uni-versity,
Kutepov Sergey Nikolaevich, candidate of pedagogical science,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Pantjuhin Oleg Viktorovich, candidate of technical science, docent, olegpantyu-
[email protected], Russia, Tula, Tula State University
УДК 621.89.017
ВЛИЯНИЕ ДИАГНОСТИКИ МОТОРНОГО МАСЛА М10Г2К В ДВИГАТЕЛЕ ВНУТРЕННЕГО СГОРАНИЯ КАМАЗ-740 АВТОМОБИЛЯ КАМАЗ НА ЦИКЛЫ ЕГО ПОСТАВКИ В ГРАНИЦАХ ТЕХНИЧЕСКОГО ОБЕСПЕЧЕНИЯ
К.М. Чечулин, А.Д. Бреки, И.Е. Молоков, А.Е. Гвоздев, С.Н. Кутепов, О.В. Пантюхин
В работе приведены результаты лабораторных исследований проб моторного
масла М10Г2К на разных этапах эксплуатации двигателя внутреннего сгорания КАМАЗ-740 автомобиля КАМАЗ. Показаны изменения в процессе эксплуатации таких диагностических показателей как диэлектрическая проницаемость, щелочное число, вязкость, степень окисления, сульфирования и нитрирования, а также содержание воды, гликоля и сажи. Посредством расчётов с использованием экспериментальных данных получены зависимости пригодности масла М10Г2К по различным диагности-ческим параметрам от числа оборотов коленчатого вала. Показана возможность прогнозирования замены смазочного масла М10Г2К посредством анализа зависимо-стей его пригодности по различным показателям. Установлена взаимосвязь между анализом пригодности смазочного масла М10Г2К и циклами его поставки в границах технического обеспечения.
Ключевые слова: техническое обеспечение, диагностика, моторное масло, наработка, старение масел, КАМАЗ, пригодность, цикл поставки.
Введение Известно, что моторное масло, в процессе функционирования дви-
гателя, подвергается процессу старения (изменения состава и свойств). Старение моторного масла происходит за счет загрязнения его атмосфер-ной пылью, продуктами износа, газообразными, жидкими и твердыми ве-ществами, образующимися в результате химических и физико-химических изменений углеводородов базового масла и компонентов присадок, вводи-мых в эти масла [4, 5, 6]. В результате этих процессов в нем образуются различные отложения в элементах системы циркуляции моторного масла.

Известия ТулГУ. Технические науки. 2018. Вып. 8
80
Различные загрязняющие примеси органического и неорганического со-става, накапливающиеся в масле, изменяют характер процессов трения и износа, засоряют масляные каналы, фильтры, образуются отложения в кар-тере двигателя [1]. В связи с этим, поддержание надежной работы двигате-ля путем диагностического контроля и своевременного выявления суще-ственных изменений моторного масла весьма эффективно для увеличения долговечности с одной стороны, а с другой для повышения качества и си-стемности технического обеспечения машин различных организаций мас-лами определённого химического состава. Диагностика состояния мотор-ных масел в организациях, содержащих парки машин, позволяет правиль-но и эффективно определить цикличность поставки данных масел в грани-цах технического обеспечения.
Материалы и методы исследования Выявление состояния моторного масла осуществляется посред-
ством использования различных методов оценки физико-химических свойств по плотности, цвету и загрязнению масел. В процессе диагностики оцениваются следующие основные показатели: вязкость, щелочное число, окисление, а также наличие загрязнений. С другой стороны, известны ме-тоды определения смазывающих свойств, проявляющихся в способности масла подавлять изнашивание и задиры, снижать трение, соответствующие требованиям ГОСТ 9490-75, ASTM D 2266 и других стандартов [2].
Как сам двигатель, так и моторное масло обладает ресурсом, поэто-му оно влияет вкупе с другими элементами на коэффициент технической готовности различной техники, в том числе и военного назначения.
Для решения задач, связанных с диагностикой состояния масла и оценки его пригодности, в границах данной работы использовали следую-щие современные приборы:
– Прибор марки ОА-5000 (рис. 1); – Вискозиметр SpectroVisc Q3000 (рис. 2); – ИК-анализатор Q1100 (рис. 3).
Рис. 1. Прибор ОА-5000

Технология машиностроения
81
Использование портативного прибора марки ОА-5000 позволяет определять техническое состояние работающего масла (его пробы на опре-делённом этапе эксплуатации) методом тлеющего разряда.
Рис. 2. Вискозиметр SpectroVisc Q3000
Вискозиметр SpectroVisc Q3000 предназначен для измерения кине-матической вязкости в условиях эксплуатации. Он не требует растворите-лей, проверки плотности моторного масла и наличия термометра. Данный прибор используется в производственных (полевых) и лабораторных усло-виях при температурах окружающей седы в диапазоне от 0 до +40 .
Рис. 3. ИК-анализатор Q1100
Характеристики прибора «ИК-анализатор Q1100» обеспечивают возможность получения основных параметров состояния как синтетиче-ских, так и минеральных моторных масел с использованием инфракрасной спектроскопии.

Известия ТулГУ. Технические науки. 2018. Вып. 8
82
Результаты и их обсуждение В границах данной работы приведены результаты исследований
проб моторного масла М10Г2К взятых в процессе его натурных испытаний в двигателе внутреннего сгорания КАМАЗ-740 автомобиля КАМАЗ с про-бегом. В автомобиль КАМАЗ заливалось чистое масло М10Г2К, которое после реализации определённого числа миллионов оборотов коленчатого вала (КВ) собиралось в виде небольших проб и анализировалось с исполь-зованием описанных выше приборов (рис. 1-3). В процессе анализа опре-делялись такие параметры как диэлектрическая проницаемость, щелочное число (ОЩЧ), вязкость, степень окисления, сульфирования и нитрирова-ния, а также содержание воды, гликоля и сажи.
Значения диагностического параметра – диэлектрической проница-емости при различном числе оборотов КВ двигателя КАМАЗ-740, полу-ченные электрофизическим методом (рис.1) приведены в табл. 1.
Таблица 1
Значения диагностического параметра – диэлектрической проницаемости при различном числе оборотов КВ двигателя
КАМАЗ-740
Электрофизический метод контроля работающего
моторного масла
Исходный показатель
Предельный показатель
2,163 3,815 5,675
Диэлектрическая проницаемость
1 60 16,4 15,6 18,1
Из табл. 1 следует, что диэлектрическая проницаемость в диапазоне от 0 до 5,675 миллионов оборотов коленчатого вала остаётся в пределах нормы.
Значения диагностических параметров для моторного масла М10Г2К при различном числе оборотов КВ двигателя КАМАЗ-740, при измерении изменений физических и химических свойств с использованием приборов (рис. 2 и 3) приведены в табл. 2.
Из табл. 2 следует, что многие диагностические параметры в диапа-зоне от 0 до 5,675 миллионов оборотов коленчатого вала остаются в преде-лах нормы. При этом такой важный показатель как вязкость уменьшился на 23,6%. Зависимость изменения вязкости от числа миллионов оборотов двигателя КАМАЗ-740 показана на рис. 4.
Снижение вязкости моторного масла ниже 20% говорит о необхо-димости его замены, а у других диагностических параметров существуют свои предельные значения, определённые соответствующими приборами. В связи с этим целесообразно ввести оценочную функцию, позволяющую давать ориентировочные прогнозы относительно изменения того или ино-го параметра до предельного значения.

Технология машиностроения
83
Таблица 2 Значения диагностических параметров для моторного масла М10Г2К
при различном числе оборотов КВ двигателя КАМАЗ-740
Количество оборотов коленча-того вала, млн.об
исходный показатель
предельный показатель
2,163 3,815 5,675
Основные параметры оценки пригодности Кинематическая вязкость при
40 , сСт 110
снижение 20%
91 88 84
Обще-щелочное число, mg KOH
7,9 не ниже 1,0 4,8 4 3,8
Основные показатели старения масла Нитрование, abs/см 0,1 30 2,3 2,8 3,2 Окисление, abs/0,1 2,3 30 7,1 8,6 9,4
Сульфирование, abs/0,1 15,1 30 17,6 18,3 22,2
Основные показатели загрязненности масла
Сажа, % 0,01 3 0,12 0,13 0,58
Наличие гликоля, % 0 3 0,4 0,4 0,4
Наличие воды, ppm 95 2000 356 437 479
Рис. 4. Зависимость кинематической вязкости от количества
оборотов коленчатого вала двигателя КАМАЗ-740 В работе [3] указано, что работающее в двигателе масло пригодно к
использованию или обладает пригодностью, величина которой по опреде-ляемым показателям состояния равна:
0
ii
x xП
x x
−=−
, (1)
где Пi – пригодность масла в момент времени ti по одному из показателей; x0 – начальное значение показателя (в момент времени 0); xi – текущее зна-чение показателя (в момент времени ti); x – предельное значение.

Известия ТулГУ. Технические науки. 2018. Вып. 8
84
В границах данной работы, мы уточнили формулу (1) и представи-ли её в виде зависимости пригодности масла от числа оборотов коленчато-го вала двигателя и вида показателя оценки состояния масла (вида диагно-стического параметра):
max
0 max
( )( ) 100%р
p n pП n
p p
−= ×−
, (2)
где ПР – пригодность масла по диагностическому параметру (p); p(n) – за-висимость диагностического параметра от числа оборотов коленчатого ва-ла, полученная в результате аппроксимации экспериментальных точек. Остальные параметры в (2) интерпретируются аналогично (1). Например, зависимость кинематической вязкости моторного масла М10Г2К от числа оборотов КВ на основе данных табл. 2 аналитически выражается функцией:
3 20,338 3,850 15,52 110n n nν = − + − + , (3) где ν – кинематическая вязкость масла; n – число оборотов коленчатого ва-ла двигателя КАМАЗ-740. Подставляя (3) и данные табл. 2 в формулу (2) получим зависимость пригодности масла по вязкости от числа оборотов КВ:
3 2( 0,338 3,850 15,52 110) 88( ) 100%
110 88
n n nП nν
− + − + −= × −
. (4)
От вязкости масла зависит величина энергетических потерь на тре-ние в двигателе, несущей способности смазочного слоя, связанного с ней износа пар трения и соответственно объем мероприятий очередного тех-нического обслуживания. На основе аппроксимации данных табл. 1 и 2, для других диагностических параметров получили зависимости пригодно-сти, аналогичные зависимости по вязкости (4). Графики полученных зави-симостей приведены на рис. 5.
Из рис. 5 видно, что зависимости типа (4) позволяют давать ориен-тировочные прогнозы либо по замене смазочного масла, либо по соверше-нию определённых действий над ним с целью частичного восстановления его исходных свойств. Лимитирующим показателем в границах данного исследования является вязкость. Например, для определения числа оборо-тов КВ при котором требуется замена масла по критическому значению кинематической вязкости, необходимо приравнять правую часть формулы (4) к нулю и найти из кубического уравнения его действительный корень
прn n= (предельное число оборотов, которое по прогнозу должен совер-
шить КВ до замены масла).
Среднестатистическое значение прn для моторного масла
М10Г2К, работающего в двигателе внутреннего сгорания КАМАЗ-740 ав-томобиля КАМАЗ, существенно влияет на цикличность поставки данного

Технология машиностроения
85
смазочного материала в границах технического обеспечения. При этом следует отметить, что в процессе постепенного износа элементов двигате-ля КАМАЗ-740 значение прn может уменьшаться на определённую вели-
чину. Знание закономерности такого уменьшения влияет на повышение эффективности технического обеспечения, например, парка машин марки КАМАЗ в определённой организации, а также на повышение коэффициен-та технической готовности данного парка машин.
Рис. 5. Графики зависимости пригодности моторного масла М10Г2К по различным показателям от количества оборотов коленчатого
вала двигателя КАМАЗ-740
В границах данного исследования предельное прогнозируемое зна-чение числа оборотов КВ лимитируется вязкостью и приблизительно рав-но 3,8прn ≈ млн. об., что связано с высоким пробегом.
Приближённо зависимость изменения объёма масла от числа обо-ротов КВ двигателя КАМАЗ-740, с учётом полученного прогноза по вязко-сти, а также с учётом, например, двух последующих замен масла, показана на рис. 6.
Аналитически, зависимость, представленную на рис. 6 можно выра-зить следующим образом:
28 0,05 28 0,05 28,3 0,09( )
1 exp( 15( )) 1 exp( 95( 3,84)) 1 exp( 95( 3,99))
28,3 0,09 28,7 0,12 28,7 0,12.
1 exp( 75( 7,3)) 1 exp( 55( 7,5)) 1 exp( 25( 10,52))
n n nV n
n n n
n n n
n n n
− − −= − + −+ − + − − + − −
− − −− + −+ − − + − − + − −
, (5)

Известия ТулГУ. Технические науки. 2018. Вып. 8
86
При анализе зависимости (5) видно, что в числителях стоят зависи-мости, показывающие постепенное уменьшение объёма масла в процессе эксплуатации, что связано с процессами окисления, испарения, срабатыва-ния присадок, утечек и т.д. При этом на рис. 6 показано, что прn уменьша-
ется, а скорость уменьшения масла в процессе эксплуатации от замены к замене – увеличивается, что преимущественно связано с износом двигате-ля в целом и загрязнением картера.
Рис.6. Ориентировочная зависимость изменения объёма масла от числа оборотов КВ двигателя КАМАЗ-740
С другой стороны, замену моторного масла в соответствии с уста-
новленным регламентом технического обслуживания (в некоторых органи-зациях) двигателя внутреннего сгорания КАМАЗ-740 следует осуществ-лять при достижении числа оборотов КВ, равного 19,5 миллионов:
19,5 . . , 1,2 ...прin млн об const i m= = = . (6)
Если исходить из условия замены (6), то время работы двигателя между смежными поставками масла на одну единицу техники можно счи-тать приблизительно одинаковым. Интервал поставки (цикл поставки) – это период времени между двумя смежными поставками, который в грани-цах данной работы может быть выражен следующим образом:
( ) , 1,2, ....пi рдi пдi озi взi дi тоi ткiЦ t t t t t t t i m= + + + + + + = , (7)
где Цпi – i-й цикл поставки; tрдi – суммарное время работы двигателя до до-стижения nпрi; tпдi – суммарное время покоя двигателя между периодами эксплуатации; tозi – время оформления заказа и передачи его поставщику; tвзi – время выполнения заказа поставщиком; tдi – время на доставку сма-

Технология машиностроения
87
зочного масла заказчику; tтоi – суммарное время технического обслужива-ния, связанного с заменой моторного масла; tткi – суммарное время техни-ческого контроля состояния моторного масла.
В случае использования условия замены масла (6) при постоянстве слагаемых в (7) циклы будут равными и большими по величине, что нега-тивно сказывается на состоянии техники, поскольку слагаемое tткi не су-щественно и всё обусловлено регламентом. не существенно и всё обуслов-лено регламентом. В случае проведения системного технического кон-троля состояния масла с использованием современных приборов (рис.1,2 и 3), слагаемое tткi будет увеличено, а слагаемое tрдi будет определяться диа-гностическими параметрами.
Формулу (7) с учётом прогнозов в результате диагностики можно записать следующим образом (прогнозируемый цикл поставки):
( ) , 1,2, ...прiпi пдi озi взi дi тоi ткi
ср
nЦ t t t t t t i m
N≈ + + + + + + = , (8)
где Nср – средняя частота вращения коленчатого вала двигателя. В случае использования (8), как видно из рис.6 циклы поставки постепенно будут уменьшаться за счёт качественного и своевременного технического кон-троля состояния масла, что позволит повысить долговечность ответствен-ных пар трения, а соответственно и поддерживать коэффициент техниче-ской готовности совокупности машин марки КАМАЗ на высоком уровне в границах технического обеспечения.
Выводы На основании проведённого исследования можно сделать следую-
щие основные выводы: 1. В ходе работы моторного масла М10Г2К в двигателе КАМАЗ-740
автомобиля КАМАЗ при совершении коленчатым валом 5,675 млн. об. происходит снижение вязкости на 23,6%, увеличение содержание сажи в 58 раз, снижение обще-щелочного числа в 2 раза, увеличение содержания воды в 5 раз, увеличение степени окисления в 4 раза, что говорит о необ-ходимости более ранней замены масла относительно регламентированных, например, 19,5 миллионов оборотов и необходимости увеличения частоты его поставки в границах технического обеспечения.
2. Характеристики свойств моторного масла М10Г2К существенно изменяются в сравнении с исходными показателями свежего моторного масла и требуют периодического системного контроля современными диа-гностическими средствами для обеспечения высокого коэффициента тех-нической готовности совокупности машин КАМАЗ и повышения эффек-тивности технического обеспечения.
3. В границах данной работы создана модель непрерывной оценки пригодности моторного масла по различным оценочным параметрам, что дает возможность прогнозировать изменения основных характеристик с

Известия ТулГУ. Технические науки. 2018. Вып. 8
88
целью определения объема проведения работ по обслуживанию системы смазки и других систем двигателя внутреннего сгорания КАМАЗ-740, мероприятий очередного технического обслуживания, позволяющих корректно определять циклы поставки в границах технического обеспече-ния.
Полученные результаты могут быть использованы при создании ре-сурсосберегающих процессов обработки материалов [7-39].
Работа выполнена по проекту 11.6682.2017/8.9.
Список литературы
1. Григорьев М.А., Бунаков Б.М., Долецкий В.А. Качество моторно-го масла и надежность двигателей. М., Издательство стандартов, 1981. 232 с.
2. Моторные масла / Р. Балтенас, А.С. Сафонов, А.И. Ушаков, В. Шергалис. Москва – СПб.: Альфа-Лаб, 2000. 272 с.
3. Попов С.Ю. Повышение эксплуатационных свойств ремонтно-восстановительных составов при их использовании в двигателях тракто-ров: дис. … канд техн. Наук: 05.20.03 / Попов Сергей Юрьевич. Тамбов, 2014. 218 с.
4. Состояние нефтяных смазочных композиционных материалов в подшипниковых узлах в процессе тепломассообмена / А.Д. Бреки, О.В. Толочко, Е.С. Васильева, А.Е. Гвоздев, Н.Е. Стариков // Известия Тульского государственного университета. Технические науки. 2014. Вып. 12. Ч. 1. С. 117-124.
5. Общие свойства и особенности взаимодействия дисперсных ком-понентов смазочного материала А.Д. Бреки, О.В. Толочко, А.Е. Гвоздев, Н.Е. Стариков / Современное машиностроение. Наука и образование. 2014. 4. С. 319-326.
6. Бреки А.Д. Триботехнические свойства модифицированных сма-зочных масел: автореф. дис. ... канд. техн. наук: 05.02.04 / Бреки Александр Джалюльевич. Санкт-Петербург, 2011. 19 с.
7. Features of softening processes of aluminum, copper, and their alloys under hot deformation // A.E. Gvozdev, D.N. Bogolyubova, N.N. Sergeev, A.G. Kolmakov, D.A. Provotorov, I.V. Tikhonova // Inorganic Materials: Ap-plied Research. 2015. T. 6. 1. P. 32-40.
8. Role of nucleation in the of first-order phase transformations / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, A.G. Kolmakov, I.V. Tikhonova // Inorganic Materials: Applied Research. 2015. T. 6. 4. P. 283-288.
9. Комплексные задачи теории пластичности: монография / Н.Д. Тутышкин, А.Е. Гвоздев, В.И. Трегубов, Ю.В. Полтавец, Е.М. Селед-кин, А.С. Пустовгар, В.И. Золотухин, Г.М. Журавлев, В.И. Золотухин; 2-е изд. перераб. и доп. Тула: Изд-во ТулГУ, 2015. 408 с.

Технология машиностроения
89
10. Расчет деформационной повреждаемости в процессах обратного выдавливания металлических изделий / А.Е. Гвоздев, Г.М. Журавлев, А.Г. Колмаков, Д.А. Провоторов, Н.Н. Сергеев // Технология металлов. 2016. 1. С. 23-32.
11. Gvozdev A.E. Effect of the stress state on superplasticity of hard-to-deform high-speed powder steel // Металлы. 1994. 4. P. 127-131.
12. Расчет кластерной структуры расплава, ее влияние на образова-ние наноаморфных твердых фаз и их структурную релаксацию при после-дующем нагреве / М.Х. Шоршоров, А.Е. Гвоздев, А.В. Афанаскин, Е.А. Гвоздев // Металловедение и термическая обработка металлов. 2002. 6. С. 12-16.
13. Синтез и триботехнические свойства композиционного покры-тия с матрицей из полиимида (Р-ООО)ФТ и наполнителем из наночастиц дисульфида вольфрама при сухом трении скольжения / А.Д. Бреки, А.Л. Диденко, В.В. Кудрявцев, Е.С. Васильева, О.В. Толочко, А.Г. Колма-ков, А.Е. Гвоздев, Д.А. Провоторов, Н.Е. Стариков, Ю.А. Фадин // Матери-аловедение. 2016. 4. С. 44-48.
14. Влияние разнозернистости аустенита на кинетику перлитного превращения в мало- и среднеуглеродистых низколегированных сталях / А.Е. Гвоздев, А.Г. Колмаков, Д.А. Провоторов, И.В. Минаев, Н.Н. Серге-ев, И.В. Тихонова // Материаловедение. 2014. 7. С. 23-26.
15. Grain size effect of austenite on the kinetics of pearlite transfor-mation in low-and medium-carbon low-alloy steels / A.E. Gvozdev, I.V. Minaev, N.N. Sergeev, A.G. Kolmakov, D.A. Provotorov, I.V. Tikhonova // Inorganic Materials: Applied Research. 2015. T. 6. 1. P. 41-44.
16. О состоянии предпревращения металлов и сплавов: монография / О.В. Кузовлева, А.Е. Гвоздев, И.В. Тихонова, Н.Н. Сергеев, А.Д. Бреки, Н.Е. Стариков, А.Н. Сергеев, А.А. Калинин, Д.В. Малий, Ю.Е. Титова, С.Е. Александров, Н.А. Крылов. Тула: Изд-во ТулГУ, 2016. 245 с.
17. Особенности структурных и фазовых превращений в титановых заготовках в процессе высокоскоростного пластического деформирования: монография / Н.А. Крылов, М.А. Скотникова, А.Д. Бреки, В.В. Медведева, А.Е. Гвоздев, А.Н. Сергеев, Н.Е. Стариков, Д.А. Провоторов, Н.Н. Сергеев, Д.В. Малий.; под ред. Н.А. Крылова. Тула: Изд-во ТулГУ, 2016. 202 с.
18. Жидкие и консистентные смазочные композиционные материа-лы, содержащие дисперсные частицы гидросиликатов магния, для узлов трения управляемых систем: монография / А.Д. Бреки, В.В. Медведева, Н.А. Крылов, С.Е. Александров, А.Е. Гвоздев, А.Н. Сергеев, Н.Е. Стари-ков, Д.А. Провоторов, Н.Н. Сергеев, Д.В. Малий; под ред. А.Д. Бреки. Ту-ла: Изд-во ТулГУ, 2016. 166 с.

Известия ТулГУ. Технические науки. 2018. Вып. 8
90
19. Распределение температур и структура в зоне термического влияния для стальных листов после лазерной резки / А.Е. Гвоздев, Н.Н. Сергеев, И.В. Минаев, А.Г. Колмаков, И.В. Тихонова, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, Д.В. Малий, И.В. Голышев // Материаловедение. 2016. 9. С. 3-7.
20. Сопряженные поля в упругих, пластических, сыпучих средах и металлических труднодеформируемых системах: монография / Э.С. Мака-ров, В.Э. Ульченкова, А.Е. Гвоздев, Н.Н. Сергеев, А.Н. Сергеев; под ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2016. 526 с.
21. Новые конструкционные материалы: учебное пособие / Н.Е. Стариков, В.К. Зеленко, О.В. Кузовлева, А.Н. Сергеев, В.Ю. Кузовлев, А.А. Калинин, А.В. Маляров; под. общ. ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2017. 296 с.
22. Материаловедение: учебник для вузов / Н.Н. Сергеев, А.Е. Гвоздев., В.К. Зеленко, А.Н. Сергеев, О.В. Кузовлева, Н.Е. Стариков, В.И. Золотухин, А.Д. Бреки; под ред. проф. А.Е. Гвоздева. Изд. 2-е доп. и испр. Тула: Изд-во ТулГУ, 2017. 469 с.
23. Технология металлов и сплавов: учебник / Н.Н. Сергеев, А.Е. Гвоздев, Н.Е. Стариков, В.И. Золотухин, А.Н. Сергеев, А.Д. Бреки, О.В. Кузовлева, Г.М. Журавлёв, Д.А. Провоторов.; Под ред. проф. Н.Н. Сергеева. Тула: Изд-во ТулГУ, 2017. 490 с.
24. Многоуровневый подход к проблеме замедленного разрушения высокопрочных конструкционных сталей под действием водорода / В.П. Баранов, А.Е. Гвоздев, А.Г. Колмаков, Н.Н. Сергеев, А.Н. Чуканов // Материаловедение. 2017. 7. С. 11-22.
25. Maximum plastic strengthening in tool steels / G.M. Zhuravlev, A.E. Gvozdev, A.E. Cheglov, N.N. Sergeev, O.M. Gubanov // Steel in Transla-tion. 2017. Vol. 47. 6. P 399-411.
26. Патент на полезную модель 2016122692/28 (166249) Образец для определения когезионной прочности газотермических порошковых покрытий / Н.Н. Сергеев, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, И.В. Тихонова, А.Д. Бреки, И.В. Минаев, О.В. Кузовлева, Д.В. Малий, А.А. Калинин, С.Н. Кутепов, А.Е. Гвоздев, М.В. Ушаков; заявитель и па-тентообладатель Гвоздев Александр Евгеньевич. 2016122692/28 заявл. 08.06.16; опубл. 20.11.16, Бюл. 32.
27. Патент на полезную модель 2016142134 (170385) Образец для определения адгезионной прочности покрытий / Н.Н. Сергеев, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, И.В. Тихонова, А.Д. Бреки, И.В. Минаев, О.В. Кузовлева, Д.В. Малий, А.А. Калинин, С.Н. Кутепов, А.Е. Гвоздев, А.И. Кузнецова, А.В. Казакова, Д.Н. Романенко, Е.Ф. Романенко, В.Э. Лисицина; заявитель и патентообла-датель Гвоздев Александр Евгеньевич. 2016142134 (17385) заявл. 26.10.16; опубл. 24.04.17, Бюл. 12. 6 с.

Технология машиностроения
91
28. Temperature distribution and structure in the heat-affected zone for steel sheets after laser cutting / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, I.V. Tikhonova, A.N. Sergeyev, D.M. Khonelidze, D.V. Maliy, I.V. Golyshev, A.G. Kolmakov, D.A. Provotorov // Inorganic Materials: Applied Research. 2017. T. 8. 1. С. 148-152.
29. Вариант определения максимального пластического упрочнения в инструментальных сталях / Г.М. Журавлев, А.Е. Гвоздев, А.Е. Чеглов, Н.Н. Сергеев, О.М. Губанов // Сталь. 2017. 6. С. 26-39.
30. On friction of metallic materials with consideration for superplastici-ty phenomenon / A.D. Breki, A.E. Gvozdev, A.G. Kolmakov, N.E. Starikov, D.A. Provotorov, N.N. Sergeyev, D.M. Khonelidze // Inorganic Materials: Ap-plied Research. 2017. Т. 8. 1. С. 126-129.
31. Механизмы водородного растрескивания металлов и сплавов, связанные с усилением дислокационной активности / Н.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 2(71). С. 32-47.
32. Анализ теоретических представлений о механизмах водородно-го растрескивания металлов и сплавов / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 3(72). С. 6-33.
33. Перспективные стали для кожухов доменных агрегатов / Н.Н. Сергеев, А.Е. Гвоздев, А.Н. Сергеев, И.В. Тихонова, С.Н. Кутепов, О.В. Кузовлева, Е. В. Агеев // Известия Юго-Западного государственного университета. Серия: Техника и технологии. 2017. Т. 7, 2(23). С. 6-15.
34. Принятие решений по статистическим моделям в управлении качеством продукции / Г.М. Журавлев, А.Е. Гвоздев, С.В. Сапожников, С.Н. Кутепов, Е.В. Агеев // Известия Юго-Западного государственного университета. 2017. Т. 21, 5(74). С. 78-92.
35. Диффузия водорода в сварных соединениях конструкционных сталей / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного государственного университета. 2017. Т. 21, 6(75). С. 85-95.
36. Synthesis and dry sliding behavior of composite coating with (R-OOO)FT polyimide matrix and tungsten disulfide nanoparticle filler / A.D. Breki, A.L. Didenko, V.V. Kudryavtsev, E.S. Vasilyeva, O.V. Tolochko, A.G. Kolmakov, A.E. Gvozdev, D.A. Provotorov, N.E. Starikov, Yu.A. Fadin // Inorganic Materials: Applied Research. 2017. Т. 8. 1. С. 32-36.
37. Composite coatings based on A-OOO polyimide and WS2 nanoparti-cles with enhanced dry sliding characteristics / A.D. Breki, A.L. Didenko, V.V. Kudryavtsev, E.S. Vasilyeva, O.V. Tolochko, A.E. Gvozdev, N.N. Sergeyev, D.A. Provotorov, N.E. Starikov, Yu.A. Fadin, A.G. Kolmakov // Inorganic Materials: Applied Research. 2017. Т. 8. 1. С. 56-59.

Известия ТулГУ. Технические науки. 2018. Вып. 8
92
38. Ресурсы деформационной способности различных материалов: учебное пособие / Н.Н. Сергеев, А.Е. Гвоздев, А.Н. Сергеев, А.Д. Бреки, А.А. Калинин, С.Е. Александров, Н.Е. Стариков, О.В. Кузовлева, Д.В. Ма-лий, С.Н. Кутепов, Е.В. Цой, Д.С. Клементьев, Е.Б. Соломатникова. Тула: Изд-во ТулГУ, 2016. 172 с.
39. Разработка прогрессивных технологий получения и обработки металлов, сплавов, порошковых и композиционных наноматериалов: мо-нография / М.Х. Шоршоров, А.Е. Гвоздев, В.И. Золотухин, А.Н. Сергеев, А.А. Калинин, А.Д. Бреки, Н.Н. Сергеев, О.В. Кузовлева, Н.Е. Стариков, Д.В. Малий. Тула: Изд-во ТулГУ, 2016. 235 с.
Чечулин Константин Николаевич, адъюнкт отела ОНРиПНПК, [email protected], Россия, Санкт-Петербург, Военная академия матери-ально-технического обеспечения им. генерала армии Хрулёва А.В.,
Бреки Александр Джалюльевич, канд. техн. наук, доцент, зам. зав. кафедрой
МиОК, с.н.с. лаборатории ИЭС, [email protected], Россия, Санкт-Петербург, Санкт-Петербургский политехнический университет Петра Великого, Институт проблем машиноведения РАН,
Молоков Илья Евгеньевич, д-р военных наук, профессор, заведующий кафедрой
общенаучных и общетехнических дисциплин, [email protected], Россия, Санкт-Петербург, Военная академия материально-технического обеспечения им. генерала армии Хрулёва А.В.,
Гвоздев Александр Евгеньевич, д-р техн. наук, профессор,
[email protected] Россия, Тула, Тульский государственный педагогиче-ский университет им. Л.Н. Толстого,
Кутепов Сергей Николаевич, канд. пед. наук., [email protected], Россия,
Тула, Тульский государственный педагогический университет им. Л.Н. Толстого, Пантюхин Олег Викторович, канд. техн. наук, доцент, [email protected],
Россия, Тула, Тульский государственный университет
INFLUENCE DIAGNOSTICS ENGINE OIL М10Г2К IN THE INTERNAL COMBUSTION ENGINE KAMAZ-740 OF KAMAZ ON THE CYCLES OF ITS SUPPLY WITHIN
THE BOUNDARIES OF THE TECHNICAL SUPPORT
K.M. Chechulin, A.D. Breki, I.E. Molokov, A.E. Gvozdev, S.N. Kutepov, O.V. Pantjuhin
The paper presents the results of laboratory tests of samples of engine oil М10Г2К at
different stages of operation of the internal combustion engine KAMAZ-740 of the car KAMAZ. The changes in the operation of such diagnostic indicators as permittivity, alkali number, viscosity, oxidation, sulfation and nitriding, as well as the content of water, glycol and soot are shown. By calculation using the experimental data obtained based on the suita-bility of the oil М10Г2К on different diagnostic parameters from the number of revolutions of

Технология машиностроения
93
the crankshaft. It is possible to forecast the replacement of lubricating oil М10Г2К through dependency analysis of the suitability of various indicators. The interrelation between analy-sis of the suitability of the lubricating oil М10Г2К and cycles of delivery within the bounda-ries of the hardware.
Key words: technical support, diagnostics, engine oil, operating time, aging of oils, KAMAZ, suitability, delivery cycle.
Chechulin Konstantin Nikolaevich, graduated in a military academy of an otel
ОНРиПНПК, [email protected], Russia, St. Petersburg, Military academy of material support of the general Hrulyov A.V.,
Breki Alexander Dzhalyulyevich, candidate of technical science, associate profes-
sor., deputy department chair of MIOK, senior research associate of IES laboratory, [email protected], Russia, St. Petersburg, Peter the Great St.Petersburg Polytechnic Universi-ty, Institute of problems of engineering science of RAS.,
Molokov Ilya Evgenyevich, doctor of military sciences, professor, head of the de-
partment of general scientific and all-technical disciplines, [email protected], Russia, St. Petersburg, Military academy of material support of the general Hrulyov A.V.,
Gvozdev Aleksandr Evgen'yevich, doctor of technical science, professor,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical Uni-versity,
Kutepov Sergey Nikolaevich, candidate of pedagogical science,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Pantjuhin Oleg Viktorovich, candidate of technical science, docent, olegpantyu-
[email protected], Russia, Tula, Tula State University

Известия ТулГУ. Технические науки. 2018. Вып. 8
94
УДК 620.1; 621.78
ВЛИЯНИЕ РЕЖИМОВ ОТПУСКА НА ДЛИТЕЛЬНУЮ ПРОЧНОСТЬ АРМАТУРНЫХ СТАЛЕЙ
В ВОДОРОДСОДЕРЖАЩИХ СРЕДАХ
Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, О.В. Пантюхин Pассмотрено влияние режимов отпуска на длительную прочность
низкоуглеродистых кремнемарганцевых арматурных сталей марок 18ГС, 20ГС и 35ГС при эксплуатации в агрессивных водородсодержащих средах. Установлено, что по-вторный кратковременный электрический нагрев низколегированных сталей (после ВТМО) до температур, превышающих температуру предыдущего самоотпуска на 50-200 , приводит к стабилизации структуры, релаксации остаточных напряжений и повышению пластичности стали, что повышает ее устойчивость к коррозионному растрескиванию под напряжением. Показано, что в условиях интенсивного наводоро-живания для снижения чувствительности стали к водородному растрескиванию более предпочтительным является не поверхностный, а объемный отпуск.
Ключевые слова: водородное растрескивание, коррозионное растрескивание под напряжением, длительная прочность, арматурная сталь, отпуск.
Введение Воздействие агрессивной среды на оборудование химической, газо-
нефтедобывающей, металлургической, машиностроительной, строитель-ной и других отраслей промышленности приводит к одному из опасней-ших видов разрушения – коррозионному растрескиванию под напряжени-ем (КРН) и водородному растрескиванию (ВР), которые в большинстве случаев протекают одновременно. Обрушения строительных конструкций, в большинстве случаев инициируемые КРН и ВР напряженной стержневой арматуры в композиционных железобетонных изделиях, ставят проблему изучения этого вида разрушения особенно остро [1-4].
Для повышения стойкости стержневой арматуры к коррозионно-механическому разрушению применяют дополнительную термическую обработку (например, отпуск), способствующую снятию и перераспреде-лению внутренних остаточных микронапряжений и повышающую дли-тельную прочность стали. Однако в научной литературе имеются противо-речивые данные о влиянии различных режимов отпуска на стойкость стали к водородному растрескиванию (ВР) [3-5].
Цель данной работы – исследование влияния режимов отпуска на стойкость арматурных низколегированных сталей к коррозионно-механическому разрушению.
1. Материалы и методы исследования Влияние режимов отпуска на механические свойства и чувстви-
тельность сталей к коррозионно-механическому разрушению изучали на натурных образцах (l = 400 мм; периодический профиль) низколегирован-

Технология машиностроения
95
ных кремнемарганцевых арматурных сталей марок 18ГС, 20ГС и 35ГС. Химический состав, режимы обработки и механические свойства приведе-ны в табл. 1-2.
Таблица 1
Химический состав исследуемых сталей п/п
Марка стали, D (мм)
Содержание элементов, % C Mn Si S P Cu
1 18ГС Ø12 мм 0,15 1,05 1,14 0,025 0,011 0,05 2 18ГС Ø14 мм 0,18 1,07 1,22 0,028 0,015 0,018 3 20ГС Ø14 мм 0,23 1,66 1,58 0,023 0,028 0,12 4 35ГС Ø18 мм 0,34 1,38 0,75 0,018 0,020 –
Таблица 2
Механические и коррозионные свойства исследуемых сталей после различных видов упрочнения
п/п
Марка стали, D (мм)
Режим обработки
Механические свойства Класс
прочности σВ, МПа
σ0,2, МПа
δ5, %
1 18ГС
Ø12 мм Самоотпуск
при температуре 470 1120 1060 12,0 Ат800
2 18ГС
Ø14 мм Самоотпуск
при температуре 400 1310 1150 12,0 Ат1000
3 20ГС
Ø14 мм Самоотпуск
при температуре 350…400 1390 1170 11,0 Ат1000
4 35ГС
Ø18 мм
ВТМО* + поверхностный отпуск 1100 1000 13,0 Ат800 ЭТУ**( закалка + отпуск
с электронагрева) 1120 990 19,0 Ат800
ЭТУ + повторный электронагрев до 480
1100 960 13,0 Ат800
Примечание: *ВТМО – высокотемпературная термомеханическая обработка; **ЭТУ – электротермическое упрочнение
Исследования влияния повторного отпуска проводили на марках сталей 18ГС и 20ГС (термически упрочненных с прокатного нагрева). По-вторный отпуск стержневой арматуры между 300 и 650 проводился на установке ЭТУ-1, причем температуру контролировали с учетом теплового расширения стержня. Температура закалки исследуемых сталей составляла 1030…1050 . На образцах из стали 35ГС исследовали влияние двух ви-дов термообработки – поверхностного отпуска ТВЧ после высокотемпера-турной термомеханической обработки (ВТМО) и отпуска с электронагрева после закалки с электронагрева. Режимы подбирались с таким расчетом, чтобы получить равнопрочную сталь. Микроструктура поверхностного

Известия ТулГУ. Технические науки. 2018. Вып. 8
96
слоя стали 35ГС представляла собой ферритно-цементитную смесь с твер-достью ⁓ 20 HRC, а сердцевина ферритно-цементитную смесь с твердо-стью ⁓ 31…37 HRC.
Стойкость стали к коррозионно-механическому разрушению оце-нивали временем до разрушения по результатам испытаний 4-6 образцов на каждую точку графика. Для создания условий эксперимента, макси-мально приближенных к эксплуатационным испытания проводили: 1) при испытании на ВР – в водном растворе серной кислоты с добавлением ро-данистого аммония (4,5% H2SO4 + 2,5% NH4CNS) при комнатной темпера-туре с катодной поляризацией DК = 60 А/м2; 2) при испытании на КРН – в кипящем растворе нитратов (60% Ca(NO3)2 +5% NH4NO3 + 35% H2O) при температуре 110 . Испытания на длительную прочность проводили на рычажных установках при постоянном нагружении в условиях одноосного растяжения (сталь 35ГС) и изгиба (сталь 18ГС и 20ГС) арматурного стержня.
2. Результаты и их обсуждение 2.1. Влияние повторного отпуска на чувствительность арма-
турных сталей к коррозионному растрескиванию под напряжением Для сталей 18ГС и 20ГС подвергнутых термической обработке по
режимам, приведенным в табл. 2 значение времени до разрушения в усло-виях КРН при уровне напряжений σЭ = 0,75σВ, составило: 1) для стали 18ГС (Ø12 мм) – 5 час; 2) для стали 18ГС (Ø14 мм) – 4,5 час; 3) для стали 20ГС (Ø14 мм) – 2,5 час, что на три порядка ниже, чем в естественных ат-мосферных условиях.
Далее на образцах этих же сталей исследовали влияние кратковре-менного электрического нагрева и величины приложенных растягивающих напряжений на их механические и коррозионные свойства. После проведе-ния термической обработки арматура соответствовала классам прочности Ат600-Ат1000. Результаты исследований представлены на рис. 1-3.
Анализ результатов исследований (рис. 1) показал, что после закал-ки с самоотпуском при средних и высоких температурах исследуемая сталь при классе прочности Ат800-Ат1000 имеет высокую склонность к КРН.
В зависимости от условий ВТМО (от температуры самоотпуска) арматура из стали 18ГС и 20ГС либо сохраняет механические свойства, соответствующие ее классу прочности в состоянии поставки после по-вторного кратковременного электрического нагрева до температур 400…550 , либо по значению свойств она переходит в нижестоящий класс (на один класс).
Нагрев до температур, превышающих вышерассмотренную темпе-ратуру самоотпуска, привел к резкому увеличению сопротивления стали КРН (рис. 3). Срок службы таких образцов арматуры при напряжениях на уровне расчетного сопротивления на два порядка больше, чем у стали в со-

Технология машиностроения
97
стоянии поставки после ВТМО (рис. 1). Оптимальные условия повторного отпуска, предназначенные для значительного увеличения стойкости к КРН, в основном зависят от температуры предшествующего самоотпуска, оптимальная температура кратковременного электрического нагрева должна превышать температуру, о которой идет речь, по меньшей мере, на 50…100 .
Рис. 1. Длительная прочность арматурных в кипящем растворе
нитратов после ВТМО и повторного отпуска: 1 – сталь 20ГС (Ø14 мм) после ВТМО (класс прочности Ат1000); 2 – сталь 20ГС (Ø14 мм) после ВТМО и повторного отпуска при 450 (класс прочности Ат1000);
3 – сталь 18ГС (Ø14 мм) после ВТМО (класс прочности Ат1000); 4 – сталь 18ГС (Ø14 мм) после ВТМО и повторного отпуска при 425
(класс прочности Ат800); 5 – сталь 18ГС (Ø14 мм) после ВТМО и повторного отпуска при 475 (класс прочности Ат800); 6 – сталь 18ГС (Ø12 мм) после ВТМО (класс прочности Ат800); 7 – сталь 18ГС
(Ø12 мм) после ВТМО и повторного отпуска при 500 (класс прочности Ат600)
Кривые, представляющие сопротивление арматурной стали КРН
(рис. 3), показывают минимальные значения стойкости для другой темпе-ратуры нагрева 550…575 ; это, вероятно, связано с температурной хруп-кость стали, которая возникает при этих температурах.
Исследования с использованием просвечивающей электронной микроскопии образцов стали 20ГС показывают, что в результате повторно-го отпуска при оптимальных температурах фрагменты субструктуры ста-новятся больше, а границы фрагментов становятся прямыми и острыми, что указывает на стабилизацию структуры, возможно, за счет полигониза-ции [6].

Известия ТулГУ. Технические науки. 2018. Вып. 8
98
а
б
в
Рис. 2. Влияние температуры отпуска на предел прочности (а); предел текучести (б); пластичность (в): 1 – сталь 18ГС (Ø12 мм; класс прочности Ат800); 2 – сталь 18ГС (Ø14 мм; класс прочности Ат1000);
3 – сталь 20ГС (Ø14 мм; класс прочности Ат1000) после ВТМО

Технология машиностроения
99
Рис. 3. Влияние температуры отпуска на длительную прочность арматурных сталей в кипящем растворе нитратов: 1 – сталь 18ГС
(Ø12 мм; класс прочности Ат800); 2 – сталь 18ГС (Ø14 мм; класс прочности Ат1000); 3 – сталь 20ГС (Ø14 мм; класс прочности Ат1000) после ВТМО (все испытания проводились при уровне напряжений
σЭ = 0,75σВ)
2.2. Влияние поверхностного отпуска на сопротивляемость ар-матурной стали водородному растрескиванию
Далее исследовали влияние режимов термообработки на длитель-ную прочность стали 35ГС в водородсодержащих средах. Режимы термо-обработки и механические свойства представлены в табл. 2. Результаты испытаний на чувствительность стали 35ГС к ВР и КРН после различных видов термообработок приведены на рис. 4 и 5.
Рис. 4. Длительная прочность арматурной стали 35ГС
при испытаниях на ВР в водном растворе 4,5% H2SO4 + 2,5% NH4CNS (DК = 60 А/м2): 1 – ВТМО + поверхностный отпуск;
2 – ЭТУ(закалка + отпуск с электронагрева); 3 – ЭТУ + повторный электронагрев до 480

Известия ТулГУ. Технические науки. 2018. Вып. 8
100
Рис. 5. Длительная прочность арматурной стали 35ГС при испытаниях на КРН в кипящем растворе нитратов
(60% Ca(NO3)2 +5% NH4NO3 + 35% H2O) при температуре 110 : 1, 2 – ВТМО + поверхностный отпуск; 3 – ЭТУ(закалка + отпуск с электронагрева); 4 – ЭТУ + повторный электронагрев до 480 .
Данные для построения графика 2 взяты из работы [7] Анализ результатов проведенных исследований (рис. 4 и 5) показы-
вает, что сталь 35ГС после различных видов термообработки имеет раз-личную чувствительность как к КРН, так и к ВР.
Наличие отпущенного поверхностного слоя заметно увеличивает стойкость арматурной стали против КРН и практически не влияет на стой-кость в среде, вызывающей ВР, а если учесть влияние масштабного факто-ра [1, 8], то приводит даже к ее незначительному снижению. Исследования показали, что глубина отпущенного слоя неодинакова, а его макрострукту-ра очень неравномерна (рис. 6). О структурной неоднородности можно су-дить по изменению микротвердости на поверхности и в сечении образца (рис. 6, а). Различие в проницаемости и окклюзионной способности струк-тур отпущенного слоя и матрицы приводит к увеличению концентрации водорода в отпущенной зоне и к микронаклепу, который можно опреде-лить по возрастанию микротвердости (рис. 6, б). Матрица, подвергнутая закалке и не отпущенная, имеет меньшую диффузионную проницаемость, чем отпущенный слой, и в меньшей степени подвергается микронаклепу (кривая 2 на рис. 6, б).
Хрупкое разрушение при наличии водорода начинается с зарожде-ния микротрещин – раскрытия имеющихся дефектов кристаллической ре-шетки из-за давления молизующегося водорода и проявления эффекта Ре-биндера в поле действующих напряжений. В нашем случае этот процесс происходит, вероятнее всего, на границе отпущенного слоя и матрицы, по-скольку здесь имеется градиент напряжений, обусловленный изменением

Технология машиностроения
101
структуры и повышением концентрации водорода. Об этом свидетельству-ет и локализация микротрещин, образующихся преимущественно у дефек-тов кристаллической решетки (поры, включения, границы блоков). Увели-чение микротвердости в указанной области наводороженного образца по сравнению с ее исходным значением, а также наличие различных зон, наблюдаемых на изломах разрушенных образцов, позволяют определить стадийность процесса хрупкого разрушения. Вероятно, что образование магистральных трещин происходит за счет слияния большого количества микротрещин, зародившихся в этой зоне. В дальнейшем они распростра-няются как к центру образца, так и к его поверхности, причем развитие по направлению к поверхности облегчается окклюдированным водородом, концентрация которого при электролитическом наводороживании макси-мальна на поверхности образца. Одновременное развитие нескольких мик-ротрещин, ориентированных нормально к действию растягивающих напряжений, и наличие дефектного слоя, где образуется кольцевая трещи-на, может привести к выкрашиванию целых поверхностных объемов ме-талла, что также свидетельствует о зарождении микротрещин преимуще-ственно в приповерхностной зоне вследствие появления больших давлений молекулярного водорода. Хрупкое разрушение происходит в результате уменьшения живого сечения образца при развитии магистральных трещин.
а б
в
Рис. 6. Измерение микротвердости по сечению исходного образца (а) и после электролитического наводороживания в течение 1,5 час под напряжением σЭ = 640 МПа (б); сечение образца (в): цифры 1, 2,
3 на графиках соответствуют направлению измерений микротвердостив сечении образца; l – расстояние от поверхности
при измерении микротвердости, мм

Известия ТулГУ. Технические науки. 2018. Вып. 8
102
При испытании образцов в кипящем растворе нитратов также наблюдали хрупкое разрушение. Трещины зарождаются с поверхности об-разца и развиваются внутрь. Следовательно, главным фактором, влияю-щим на стойкость против КРН в кипящем растворе нитратов, является со-стояние поверхностного слоя. Создание на поверхности арматуры отпу-щенного слоя, хотя и неоднородного, но с более равновесной, чем у мат-рицы, структурой, намного увеличивает продолжительность инкубацион-ного периода, что приводит к значительному повышению стойкости в сре-дах, вызывающих КРН [9].
Выводы 1. Повторный кратковременный электрический нагрев низколеги-
рованных сталей (после ВТМО) до температур, превышающих температу-ру предыдущего самоотпуска на 50-200 , приводит к стабилизации структуры, релаксации остаточных напряжений, повышению пластичности стали и ее релаксационной устойчивости, коалесценции карбидов и изме-нению концентрации и плотности дефектов кристаллического строения исследуемых сплавов железа, что в свою очередь приводит к уменьшению разности электрохимических потенциалов между отдельными точками в стали и повышает ее устойчивость к коррозионному растрескиванию под напряжением.
2. Показано, что в условиях интенсивного наводороживания для снижения чувствительности стали к водородному растрескиванию более предпочтительным является не поверхностный, а объемный отпуск.
3. При оценке эффективности различных способов термической об-работки арматурных сталей с целью повышения их сопротивляемости кор-розионно-механическому разрушению необходимо учитывать возможные разновидности этого явления, связанные с механизмом разрушения, осо-бенностями агрессивной среды и наличием неоднородной гетерофазной структуры исследуемых металлических систем.
Полученные результаты могут быть использованы при создании ре-сурсосберегающих процессов обработки различных материалов [10-40].
Работа выполнена по проекту 11.6682.2017/8.9.
Список литературы
1. Водородное охрупчивание и растрескивание высокопрочной ар-матурной стали: монография / Н.Н. Сергеев, А.Н. Сергеев. Тула: Изд-во ТулГУ, 2017. 180 с.
2. Водородное охрупчивание высокопрочной низкоуглеродистой кремнемарганцовистой арматурной стали / В.Т. Черненко, О.Г. Сидоренко, И.П. Федорова, В.А. Миронов, Е.М. Демченко // Сталь. 1988. 6. С. 85-89.

Технология машиностроения
103
3. О природе разрушений высокопрочной термически упрочненной арматурной стали / Б.А. Кустов, Н.В. Пушница, Е.Д. Демченко, А.Г. Кле-пиков, И.Л. Федорова // Сталь. 1994. 6. С. 69-74.
4. Влияние водорода на пластические свойства арматурного проката / Е.П. Барадынцева, Н.А. Глазунова, С.В. Стефанович, О.В. Роговцова // Литье и металлургия. 2013. 3S (72). С. 179-183.
5. Ажогин Ф.Ф. Коррозионное растрескивание и защита высоко-прочных сталей. М.: Металлургия, 1974. 256 с.
6. Криштал М.А. Эпштейн Л.Е., Гусев Б.А. Влияние повторного от-пуска на коррозионное растрескивание арматурной стали после ВТМО // Физико-химическая механика материалов. 1972. 4. С. 47-50.
7. Thermally strengthening reinforcing of increased reliability / I.G. Khait, N.M. Mulin, E.A. Guzeev, L.P. Styginskii, M.G. Erlikh //Beton i Zhelezobeton. 1972. 11. P. 8-11.
8. Сергеев Н.Н. Влияние масштабного эффекта и состояния поверх-ности на длительную прочность в среде, вызывающей наводороживание // Вопросы металловедения и физики металлов. 1975. Вып.4. С. 29-33.
9. Криштал М.А. Сергеев Н.Н. Влияние состояния поверхностного слоя высокопрочной стальной арматуры на ее стойкость против водород-ного охрупчивания // Физико-химическая механика материалов. 1980. 5. С. 82-85.
10. Формирование механических свойств углеродистых сталей в процессах вытяжки с утонением / А.Е. Гвоздев, Г.М. Журавлев, А.Г. Кол-маков // Технология металлов. 2015. 11. С. 17-29.
11. Теория пластичности дилатирующих сред: монография / Э.С. Макаров, А.Е. Гвоздев, Г.М. Журавлев; под. ред. проф. А.Е. Гвозде-ва. 2-е изд. перераб. и доп. Тула: Изд-во ТулГУ, 2015. 337 с.
12. Распределение температур и структура в зоне термического влияния для стальных листов после лазерной резки / А.Е. Гвоздев, Н.Н. Сергеев, И.В. Минаев, А.Г. Колмаков, И.В. Тихонова, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, Д.В. Малий, И.В. Голышев // Материаловедение. 2016. 9. С. 3-7.
13. Сопряженные поля в упругих, пластических, сыпучих средах и металлических труднодеформируемых системах: монография / Э.С. Мака-ров, В.Э. Ульченкова, А.Е. Гвоздев, Н.Н. Сергеев, А.Н. Сергеев; под ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2016. 526 с.
14. Влияние разнозернистости аустенита на кинетику перлитного превращения в мало- и среднеуглеродистых низколегированных сталях / А.Е. Гвоздев, А.Г. Колмаков, Д.А. Провоторов, И.В. Минаев, Н.Н. Серге-ев, И.В. Тихонова // Материаловедение. 2014. 7. С. 23-26.
15. Особенности протекания процессов разупрочнения при горячей деформации алюминия, меди и их сплавов / А.Е. Гвоздев, А.Г. Колмаков, Д.Н. Боголюбова, Н.Н. Сергеев, И.В. Тихонова, Д.А. Провоторов // Материаловедение. 2014. 6. С. 48-55.

Известия ТулГУ. Технические науки. 2018. Вып. 8
104
16. Роль процесса зародышеобразования в развитии некоторых фа-зовых переходов второго рода / А.Е. Гвоздев, Н.Н. Сергеев, И.В. Минаев, И.В. Тихонова, А.Г. Колмаков // Материаловедение. 2015. 1. С. 15-21.
17. Влияние деформационной повреждаемости на формирование механических свойств малоуглеродистых сталей / Г.М. Журавлев, А.Е. Гвоздев, Н.Н. Сергеев, Д.А. Провоторов // Производство проката. 2015. 12. С. 9-13.
18. Механизмы водородного растрескивания металлов и сплавов, связанные с усилением дислокационной активности / Н.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 2(71). С. 32-47.
19. Анализ теоретических представлений о механизмах водородно-го растрескивания металлов и сплавов / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 3(72). С. 6-33.
20. Перспективные стали для кожухов доменных агрегатов / Н.Н. Сергеев, А.Е. Гвоздев, А.Н. Сергеев, И.В. Тихонова, С.Н. Кутепов, О.В. Кузовлева, Е. В. Агеев // Известия Юго-Западного государственного университета. Серия: Техника и технологии. 2017. Т. 7, 2(23). С. 6-15.
21. Влияние режимов термической обработки на стойкость высоко-прочной арматурной стали к водородному растрескиванию / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного государственного университета. Серия: Техника и технологии. 2017. Т. 7, 4 (25). С. 6–20.
22. Temperature distribution and structure in the heat-affected zone for steel sheets after laser cutting / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, I.V. Tikhonova, A.N., Khonelidze D.M. Sergeyev, D.V. Maliy, I.V. Golyshev, A.G. Kolmakov, D.A. Provotorov // Inorganic Materials: Applied Research. 2017 T. 8. 1. С. 148-152.
23. Вариант определения максимального пластического упрочнения в инструментальных сталях / Г.М. Журавлев, А.Е. Гвоздев, А.Е. Чеглов, Н.Н. Сергеев, О.М. Губанов // Сталь. 2017. 6. С. 26-39.
24. On friction of metallic materials with consideration for superplastici-ty phenomenon / A.D. Breki, A.E. Gvozdev, A.G. Kolmakov, N.E. Starikov, D.A. Provotorov, N.N. Sergeyev, D.M. Khonelidze // Inorganic Materials: Ap-plied Research. 2017. Т. 8. 1. С. 126-129.
25. Synthesis and dry sliding behavior of composite coating with (R-OOO)FT polyimide matrix and tungsten disulfide nanoparticle filler / A.D. Bre-ki, A.L. Didenko, V.V. Kudryavtsev, E.S. Vasilyeva, O.V. Tolochko, A.G. Kolmakov, A.E. Gvozdev, D.A. Provotorov, N.E. Starikov, Yu.A. Fadin // Inor-ganic Materials: Applied Research. 2017. Т. 8. 1. С. 32-36.

Технология машиностроения
105
26. Бреки А.Д., Гвоздев А.Е. О влиянии масел с наночастицами твёрдых смазочных материалов на потери мощности в зубчатых передачах // Известия Тульского государственного университета. Технические науки. 2017. Вып. 4. С. 171-180.
27. Бреки А.Д., Гвоздев А.Е. О зависимости вязкости масел от наличия в них наночастиц твердых смазочных материалов и взвешенных частиц износа при использовании эмпирического уравнения Вальтера // Известия Тульского государственного университета. Технические науки. 2017. Вып. 3. С. 90-98.
28. Исследование и расчет температурного поля в баллонах шинно-пневматических муфт нефтебуровых и газобуровых установок / Б.Д. Кука-ленко, Е.В. Заборский, А.Д. Бреки, А.Е. Гвоздев // Известия Тульского гос-ударственного университета. Технические науки. 2017. Вып. 1. С. 207- 217.
29. Composite coatings based on A-OOO polyimide and WS2 nanoparti-cles with enhanced dry sliding characteristics / A.D. Breki, A.L. Didenko, V.V. Kudryavtsev, E.S. Vasilyeva, O.V. Tolochko, A.E. Gvozdev, N.N. Ser-geyev, D.A. Provotorov, N.E. Starikov, Yu.A. Fadin, A.G. Kolmakov // Inor-ganic Materials: Applied Research. 2017. Т. 8. 1. С. 56-59.
30. Противоизносные свойства пластичных смазочных композици-онных материалов «ЛИТОЛ 24 - частицы гидросиликатов магния» / А.Д. Бреки, В.В. Медведева, Н.А. Крылов, А.Г. Колмаков, Ю.А. Фадин, А.Е. Гвоздев, Н.Н. Сергеев, С.Е. Александров, Д.А. Провоторов // Матери-аловедение. 2017. 3. С. 38-42.
31. Maximum plastic strengthening in tool steels / G.M. Zhuravlev, A.E. Gvozdev, A.E. Cheglov, N.N. Sergeev, O.M. Gubanov // Steel in Transla-tion. 2017. Vol. 47. 6. P 399-411.
32. Атлас микроструктур неметаллических и металлических мате-риалов: учебное пособие / Н.Н. Сергеев, А.Е. Гвоздев, О.В. Кузовлева, А.Н. Сергеев, Н.Е. Стариков, В.Ю. Кузовлев, А.Д. Бреки, А.А. Калинин, П.Н. Медведев, Ю.С. Дорохин, Д.В. Малий, В.И. Абрамова, К.Н. Старико-ва, И.Д. Зайцев, С.Н. Кутепов Тула: Изд-во ТулГУ, 2017. 96 с.
33. Новые конструкционные материалы: учебное пособие / Н.Е. Стариков, В.К. Зеленко, О.В. Кузовлева, А.Н. Сергеев, В.Ю. Кузо-влев, А.А. Калинин, А.В. Маляров; под. общ. ред. проф. А.Е. Гвоздева. Ту-ла: Изд-во ТулГУ, 2017. 296 с.
34. Материаловедение: учебник для вузов / Н.Н. Сергеев, А.Е Гвоз-дев., В.К. Зеленко, А.Н. Сергеев, О.В. Кузовлева, Н.Е. Стариков, В.И. Зо-лотухин, А.Д. Бреки; под ред. проф. А.Е. Гвоздева. Изд. 2-е доп. и испр. Тула: Изд-во ТулГУ, 2017. 469 с.
35. Технология металлов и сплавов: учебник / Н.Н. Сергеев, А.Е. Гвоздев, Н.Е. Стариков, В.И. Золотухин, А.Н. Сергеев, А.Д. Бреки, О.В. Кузовлева, Г.М. Журавлёв, Д.А. Провоторов.; Под ред. проф. Н.Н. Сергеева. Тула: Изд-во ТулГУ, 2017. 490 с.

Известия ТулГУ. Технические науки. 2018. Вып. 8
106
36. Спецглавы математики и их применение в технике: учебник / А.С. Пустовгар, Г.М. Журавлёв, А.Е. Гвоздев. Тула: Изд-во ТулГУ, 2017. 112 с.
37. Патент на полезную модель 2016142134 (170385) Образец для определения адгезионной прочности покрытий / Н.Н. Сергеев, А.Н. Серге-ев, Д.А. Провоторов, Д.М. Хонелидзе, И.В. Тихонова, А.Д. Бреки, И.В. Минаев, О.В. Кузовлева, Д.В. Малий, А.А. Калинин, С.Н. Кутепов, А.Е. Гвоздев, А.И. Кузнецова, А.В. Казакова, Д.Н. Романенко, Е.Ф. Рома-ненко, В.Э. Лисицина; заявитель и патентообладатель Гвоздев Александр Евгеньевич. 2016142134 (17385) заявл. 26.10.16; опубл. 24.04.17, Бюл. 12. 6 с.
38. Свидетельство РФ 2017616180 о государственной регистра-ции программы на ЭВМ «Программный комплекс для моделирования ре-сурсосберегающих производств обработки и фрикционного взаимодей-ствия металлических систем» / А.Д. Бреки, А.Е. Гвоздев, Ю.С. Дорохин, Д.С. Клементьев, С.Н. Кутепов, О.В. Кузовлева, Д.В. Малий, П.Н. Медве-дев, И.В. Минаев, Д.В. Провоторов, Н.Е. Проскуряков, А.Н. Сергеев, Д.М. Хонелидзе. Заявка 2017613672. Дата государственной регистрации в ре-естре программ для ЭВМ в Роспатенте 02.06.2017.
39. Комплексный подход к моделированию ресурсосберегающих процессов обработки и фрикционного взаимодействия металлических си-стем: монография / А.Е. Гвоздев, Н.Н. Сергеев, И.В. Минаев, А.Н. Сергеев, А.Д. Бреки, Д.В. Малий, А.А. Калинин, С.В. Сапожников, С.Н. Кутепов, Д.А. Провоторов.; под ред. д-ра техн. наук, проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2017. 232 с.
40. Многоуровневый подход к проблеме замедленного разрушения высокопрочных конструкционных сталей под действием водорода / В.П. Баранов, А.Е. Гвоздев, А.Г. Колмаков, Н.Н. Сергеев, А.Н. Чуканов // Материаловедение. 2017. 7. С. 11-22.
Сергеев Николай Николаевич, д-р техн. наук, профессор, [email protected], Россия Тула , Тульский государственный педагогический уни-верситет им. Л.Н. Толстого,
Сергеев Александр Николаевич, д-р пед. наук, профессор, [email protected], Россия Тула , Тульский государственный педагогический университет им. Л.Н. Толсто-го,
Кутепов Сергей Николаевич, канд. пед. наук., [email protected], Россия, Тула, Тульский государственный педагогический университет им. Л.Н. Толстого,
Гвоздев Александр Евгеньевич, д-р техн. наук, профессор,
[email protected] Россия, Тула, Тульский государственный педагогиче-ский университет им. Л.Н. Толстого,
Пантюхин Олег Викторович, канд. техн. наук, доцент, [email protected], Россия, Тула, Тульский государственный университет

Технология машиностроения
107
INFLUENCE OF MODES OF THE TEMPERING FOR LONG-TERM STRENGTH REINFORCING STEELS IN HYDROGEN ENVIRONMENTS
N.N. Sergeev, A.N. Sergeev, S.N. Kutepov, A.E. Gvozdev, O.V. Pantjuhin
The article considers the effect of holidays on long-term strength of low carbon Si-
Mn reinforcing steels grades 18 GS, 20 GS and 35GS when operating in aggressive hydrogen environments. It was found that the second short-term electric heating of low-alloy steels (af-ter HTTT) to temperatures exceeding the temperature of the previous self-start at 50-200, leads to the stabilization of the structure, relaxation of residual stresses, increasing the ductil-ity of steel, which increases its resistance to stress corrosion cracking. It has been shown that under conditions of intense hydrogenation, to reduce the sensitivity of the steel to hydrogen cracking, it is more preferable that it is not a superficial but a volume release.
Key words: hydrogen cracking, stress-corrosion cracking, long-term strength, rein-forcing steel, tempering.
Sergeev Nikolay Nikolaevich, doctor of technical science, professor, technolo-
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Sergeev Aleksandr Nikolaevich, doctor of pedagogical science, professor an-
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Kutepov Sergey Nikolaevich, candidate of pedagogical science,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University Gvozdev Aleksandr Evgen'yevich, doctor of technical science, professor,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical Uni-versity,
Pantjuhin Oleg Viktorovich, candidate of technical science, docent, olegpantyu-
[email protected], Russia, Tula, Tula State University

Известия ТулГУ. Технические науки. 2018. Вып. 8
108
УДК 621.45.038.72; 620.193.2; 620.193.4
ИССЛЕДОВАНИЕ КОРРОЗИОННОЙ СТОЙКОСТИ ИНТЕРМЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ МАТЕРИАЛОВ
Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, О.В. Пантюхин
Приведены результаты исследования коррозионной стойкости интерметал-
лических порошковых материалов систем Ni–Al и Ti–Ni, используемых в качестве за-щитных покрытий, наносимых на сталь методом плазменного напыления. Проведен-ные предварительные испытания вышеуказанных интерметаллических порошков в концентрированных растворах неорганических кислот H2SO4, HCl, HNO3 и растворах KOH показали, что в кислых средах они активно растворяются, а в KOH – коррозион-но устойчивы. Испытания четырех типов порошков: ПН70Ю30, ПН85Ю15, ПН55Т45, ПТ88Н12, проведенные в одинаковых условиях, позволили определить их сравнительную коррозионную стойкость в агрессивных средах. Представленные результаты показа-ли, что наиболее стойким является порошок ПТ88Н12 как в кислых средах, так и в растворах KOH и NaCl.
Ключевые слова: коррозионная стойкость, интерметаллические порошки, сравнительная стойкость.
Введение Любой тип металлоконструкций, в особенности эксплуатируемых в
химической и металлургической промышленностях, подвержен воздейст-вию агрессивной атмосферы. Большинство конструкций, узлов и механиз-мов изготавливаются из углеродистых сталей, обладающих невысокой коррозионной стойкостью. Поэтому при проектировании рассматриваемых конструкций особое внимание следует уделять защитным мероприятиям, позволяющим повысить их долговечность и работоспособность. В настоя-щее время существует большое количество методов повышения коррози-онной стойкости изделий, изготавливаемых из углеродистых сталей, при-менение которых обусловлено спецификой эксплуатации, а также эконо-мическими факторами. Метод плазменного напыления порошковых мате-риалов позволяет наносить на поверхность изделий практически любой конфигурации как чистые металлы, так и их композиции [1, 2]. Поэтому представляет интерес изучение защитных свойств интерметаллических по-крытий систем Ni–Al и Ti–Ni, наносимых методом плазменного напыления на детали из углеродистых сталей при их эксплуатации в агрессивных сре-дах.
Цель данной работы – исследование коррозионной стойкости ин-терметаллических порошковых материалов систем Ni–Al и Ti–Ni приме-няемых в качестве защитных покрытий.
1. Материалы и методы исследования. Для исследования были взяты интерметаллические порошки четырех типов, состав которых приве-ден в таблице. Коррозионную стойкость исследуемых материалов опреде-
Технология машиностроения
109
ляли гравиметрическим методом. В качестве агрессивных сред были взяты водные растворы H2SO4, HNO3, HCl, KOH, NaCl различных концентраций. Экспериментальные исследования по определению коррозионной стойкости порошковых материалов в растворах электролитов проводили в открытых стаканчиках при комнатной температуре. Для каждой концен-трации коррозионные потери на единицу площади определяли на трех об-разцах.
Химический состав исследуемых интерметаллических порошков
Марка
порошка Химический состав, %
Ni Al Ti Ca S C N2 O2 Fe Si H2O ПН70Ю30 68,58 31,2 – 0,08 0,04 0,03 0,004 0,063 – – – ПН85Ю15 83,55 16,0 – 0,10 – 0,03 0,018 0,17 0,2 следы 0,08 ПН55Т45 55,7 – 44,0 0,10 – 0,06 0,06 – – – 0,07 ПТ88Н12 ⁓ 12 – ⁓ 88 – – – – – – – –
На различных этапах проводили осмотры для описания характера
коррозии. Периодичность замеров составила 48, 96, 144, 240, 336 и 720 ча-сов.
2. Результаты и их обсуждение 2.1. Предварительные коррозионные испытания интерметал-
лических порошков в концентрированных растворах электролитов В начальный период исследования были проведены испытания вы-
шеуказанных интерметаллических порошков в концентрированных рас-творах неорганических кислот H2SO4, HCl, HNO3 и растворах KOH. В процессе предварительных испытаний были получены следующие ре-зультаты:
1. При испытании в концентрированном растворе HCl (ρ = 1,183 г/см3) в порошке ПН70Ю30 наблюдали интенсивное протекание реакции без вспенивания, но с большим выделением газов. Причем, рас-твор над осадком окрашивался в зеленый цвет, что указывало на наличие солей никеля. Через некоторое время вся реакционная смесь расслоилась на три части: осадок – нерастворившийся порошок, прозрачный раствор зеленого цвети и пенообразная масса зеленого цвета.
При испытании порошка ПН85Ю15 реакция протекала энергично, но без вспенивания раствора, наблюдалось выделение значительного коли-чества газов. Цвет раствора – зеленый, указывающий на присутствие солей никеля.
При испытании порошка ПН55Т45 взаимодействие началось мгновенно, но с большим вспениванием, выделением газов, тепла. Раствор принял темно-фиолетовый цвет, характеризующий наличие солей титана, а качественный анализ раствора показал также наличие солей ни-келя.

Известия ТулГУ. Технические науки. 2018. Вып. 8
110
При испытании порошка ПТ88Н12 реакция началась сразу с боль-шим вспучиванием и выделением газа, через 5 минут объем массы увеличился вдвое и произошел сильный разогрев смеси. Раствор окрасился в темно-фиолетовый цвет, что свидетельствует о присутствии солей тита-на.
2. При испытании порошка ПН70Ю30 в концентрированном рас-творе HNO3 (ρ = 1,522 г/см3) через 0,5 ч раствор окрашивался в зеленый цвет, что свидетельствовало о растворении никеля, выделялось большое количество газа. Качественный анализ на наличие ионов алюминия не дал положительных результатов.
При испытании порошка ПН85Ю15 в начальный период наблюдали протекание реакции протекала с большим выделением газа и окрашиваем коррозионного раствора в зеленый цвет. По истечении 4-х часов испыта-ний раствор приобрел ярко-зеленый окрас.
При испытании порошка ПН55Т45 через 1 час поверхность навески в электролите позеленела, впоследствии интенсивность окрашивания рас-твора увеличилась Раствор приобрел бледно-зеленый цвет. Навеска полно-стью растворилась.
При испытании порошка ПТ88Н12 по истечении 1 часа наблюдали незначительное окрашивание поверхности навески в зеленый цвет, через 4 часа раствор принял бледно-зеленый цвет. Порошок полностью не раство-рился.
3. При испытании порошка ПН70Ю30 в концентрированном рас-творе H2SO4 (ρ = 1,84 г/см3) реакция началась через 10 минут с небольшим увеличением объема, но с обильным выделением газов и тепла. Продукты восстановления серной кислоты (H2S; SO2; S) окрасили раствор в желто-зеленый цвет, в осадке появилась сера, находящаяся в виде тонкой дис-персной системы.
При испытании порошка ПН85Ю15 в первые минуты не наблюда-лось бурного растворения, но постепенно (примерно через 15 минут от начала эксперимента) появились продукты распада порошка, и цвет рас-твора стал желтым.
При испытании порошка ПН55Т45 реакция началась сразу при ак-тивном вспучивании навески. Реакция протекала с выделением тепла и га-за (H2S). Цвет раствора стал сер-зеленым.
При испытании порошка ПТ88Н12 наблюдали начало реакции (с незначительной скоростью) по истечении 25-30 минут от начала экспери-мента. Часть порошка при этом перешла во взвешенное состояние. Выде-ление тепла и газов не наблюдалось.
При испытании исследуемых материалов в растворах KOH не наблюдали заметного растворения порошков. Однако, по истечении суток в порошке состава ПТ88Н12 замечено помутнение раствора. Аналогичный

Технология машиностроения
111
эффект наблюдался в порошке ПН55Т45 через двое суток. При качествен-ном анализе растворов порошков ПН70Ю30 и ПН85Ю15 определить ионы никеля и алюминия не удалось.
Проведенные предварительные испытания вышеуказанных интер-металлических порошков в концентрированных растворах неорганических кислот H2SO4, HCl, HNO3 и растворах KOH показали, что в кислых средах они активно растворяются, а в KOH – коррозионно устойчивы.
Последующие испытания порошков проводили в растворах кислот, щелочи и соли 5, 10, 15 и 30% концентрации (для HCl – 2, 4, 8 и 16%) в те-чение 720 часов.
2.2. Исследование сравнительной коррозионной стойкости ин-терметаллических порошковых материалов
При испытании порошка ПН70Ю30 в растворах кислот: H2SO4, HNO3 и HCl, на первом этапе происходило чрезвычайно медленное выде-ление газа, что свидетельствовало о незначительной скорости коррозион-ного процесса, и только при повторном залитии электролита (первая про-мывка через 48 часов) наблюдали незначительное окрашивание раствора в зеленый цвет, указывающий на наличие ионов никеля. Аналитическая про-верка раствора по истечении месяца показала, что содержание иона никеля составило 0,6%. Из приведенных графиков (рис. 1, а-б и рис. 2) видно, что в начальный период наблюдали активное растворение порошка. При по-следующих испытаниях происходило замедление коррозионного процесса, что вероятно, связано с образованием окисной пленки на поверхности по-рошинок, которая имеет различную стойкость и в дальнейшем не защища-ет их, а наоборот способствует более активному растворению.
В 30% растворе H2SO4 после 48 ч имели увеличение веса, что ука-зывает на образование на поверхности порошинок пассивирующей пленки, толщина которой со временем возрастает. С увеличением концентрации электролитов коррозионные процессы протекали более активно.
При испытании порошка ПН70Ю30 в растворах KOH и NaCl 5, 10, 15 и 30% концентрации процесса коррозионного растворения визуально не наблюдали, цвет растворов не изменился. Результаты промывок дали не-значительную потерю веса в первый период исследования, при последую-щих замерах имели незначительный прирост веса. При последующих ис-пытаниях до 720 часов наблюдали активизацию процесса растворения. Из-менение концентрации растворов агрессивных сред незначительно влияет на коррозионную стойкость (рис. 1, в-г).
Испытание порошка ПН85Ю15 в растворах кислот (рис. 3, а-б и рис. 4) показало, что кинетика коррозионного процесса аналогична порош-ку ПН70Ю30 в кислых средах, но коррозионная стойкость этого порошка меньше. Исследования порошка ПН85Ю15 на коррозионную стойкость в растворах KOH и NaCl (рис. 3, в-г) показали удовлетворительные резуль-таты. Растворы электролитов остались бесцветными, визуально реакцию

Известия ТулГУ. Технические науки. 2018. Вып. 8
112
взаимодействия с порошком наблюдать не удалось. Весовые потери или совершенно незначительны, или имеет место прибыль веса, что характери-зуется, видимо, образующейся окисной пленкой или труднорастворимыми продуктами коррозии.
а б
в г
Рис. 1. Коррозионная стойкость порошка ПН70Ю30 в растворах:
а - H2SO4; б - HNO3; в - KOH; г - NaCl; 1 - 5%; 2 - 10%; 3 - 15%; 4 - 30%
Рис. 2. Коррозионная стойкость порошка ПН70Ю30 в растворах HCl: 1 - 2%; 2 - 4%; 3 - 8%; 4 - 16%
4
3
21
-32
-24
-16
-8
0
8
16
24
0 144 288 432 576 720τ, час
Δm/m, %
Образец 3 не разрушился при Δm/m = 31%;Образцы 1; 2; 4 подверглись растворению
4
3
2
1
-12
-8
-4
0
4
8
12
0 144 288 432 576 720τ, час
Δm/m, %
Образец не разрушился при Δm/m: 14 (1); 47 (2);68 (3); Образец 4 подвергся полному растворению
4 3 2
1
-20
-16
-12
-8
-4
0
0 144 288 432 576 720τ, час
Δm/m, %
Образец не разрушился при Δm/m: 23 (2); 27 (3);44 (4); Образец 1 подвергся растворению

Технология машиностроения
113
а б
в г
Рис. 3. Коррозионная стойкость порошка ПН85Ю15 в растворах:
а - H2SO4; б - HNO3; в - KOH; г - NaCl; 1 - 5%; 2 - 10%; 3 - 15%; 4 - 30%
Рис. 4. Коррозионная стойкость порошка ПН85Ю15 в растворах HCl: 1 - 2%; 2 - 4%; 3 - 8%; 4 - 16%
Из рис. 5, а-б и рис. 6 видно, что зависимость между весовыми по-
терями интерметаллического порошка ПТ88Н12 и продолжительностью эксперимента имеет сложный характер. В растворах H2SO4 в течении 144 часов имели незначительный прирост веса навески.
4
3
21
-20
-16
-12
-8
-4
0
0 144 288 432 576 720τ, час
Δm/m, %
Образец не разрушился при Δm/m: 26 (1); 23 (2);21 (3); 30 (4)
4
3
2
1-16
-12
-8
-4
0
0 144 288 432 576 720τ, час
Δm/m, %
Образец не разрушился при Δm/m: 26 (1); 24 (2);80 (3); 81 (4)
4
3
2
1-4
0
4
8
12
0 144 288 432 576 720τ, час
Δm/m, %
Образец не разрушился при Δm/m: 16 (2); 17 (3);36 (4)
4
2
1
3
-20
-16
-12
-8
-4
0
0 144 288 432 576 720τ, час
Δm/m, %
Образец не разрушился при Δm/m: 19 (2); 57 (3)

Известия ТулГУ. Технические науки. 2018. Вып. 8
114
При увеличении длительности испытания до 720 часов фиксирова-ли дальнейшее повышение веса порошка в 15 и 30% растворах. Изменение веса в 30% растворе происходило более активно.
В растворах меньшей концентрации за этот же интервал времени исследуемый порошок подвергался незначительному растворению. В рас-творах HNO3 и HCl порошок ПТ88Н12 показал хорошую коррозионную стойкость.
В процессе испытания наблюдали чередующиеся периоды раство-рения поверхности порошинок и образование окисной пленки.
При взаимодействии порошка ПТ88Н12 с различными концентра-циями KOH и NaCl изменение веса порошка незначительное (рис. 5, в-г). Преобладают процессы, связанные с образованием пассивирующей плен-ки, которая подвергается периодическому растворению.
а б
в г
Рис. 5. Коррозионная стойкость порошка ПТ88Н12 в растворах:
а - H2SO4; б - HNO3; в - KOH; г - NaCl; 1 - 5%; 2 - 10%; 3 - 15%; 4 - 30%
Характер взаимодействия порошка ПН55Т45 с растворами кислот неодинаков (рис. 7, а-б и рис. 8). В растворах H2SO4 электролит окрашива-ется в фиолетовый цвет, характеризующий наличие соли титана. С увели-чением концентрации электролитов растворение порошка увеличивается, цвет становится темно-фиолетовым.
4
3
2
1-4
0
4
8
12
16
20
0 144 288 432 576 720τ, час
Δm/m, %
Образец 4 не разрушился при Δm/m=26%

Технология машиностроения
115
Рис. 6. Коррозионная стойкость порошка ПТ88Н12 в растворах HCl: 1 - 2%; 2 - 4%; 3 - 8%; 4 - 16%
а б
в г
Рис. 7. Коррозионная стойкость порошка ПН55Т45 в растворах:
а - H2SO4; б) HNO3; в - KOH; г - NaCl; 1 - 5%; 2 - 10%; 3 - 15%; 4 - 30%
При взаимодействии с растворами HNO3 и HCl идет растворение порошка с выделением ионов никеля, что подтверждается окрашиванием электролита в зеленый цвет, причем в 30% HNO3 над навеской образуется белый налет. Характер поведения порошка ПН55Т45 в растворах KOH и NaCl аналогичен порошку ПТ88Н12 (рис. 7, в-г).
4 32
1-4
0
4
8
12
0 144 288 432 576 720τ, час
Δm/m, %
Образец не разрушился при Δm/m: 37 (1); 46 (3)

Известия ТулГУ. Технические науки. 2018. Вып. 8
116
Рис. 8. Коррозионная стойкость порошка ПН55Т45 в растворах HCl:
1 - 2%; 2 - 4%; 3 - 8%; 4 - 16%
Выводы 1. Наиболее устойчивым при испытании в кислых средах различной
концентрации (H2SO4; HNO3; HCl) является интерметаллический порошок ПТ88Н12, который имеет минимальные потери за 720 часов испытаний.
2. В растворах H2SO4 коррозионная стойкость интерметаллического порошка ПН55Т45 наименьшая.
3. В растворах HNO3 и HCl интерметаллические порошки ПН85Ю15 и ПН70Ю30 имеют близкую по значению коррозионную стой-кость, незначительное отличие которой наблюдается при измерении кон-центраций агрессивных сред, в которых проводили испытания.
4. Наибольшие коррозионные потери за время испытания (720 ча-сов) имели интерметаллические порошки в растворе 30% HNO3 (ПН70Ю30).
5. В растворе KOH и NaCl растворение интерметаллических по-рошков незначительное, в основном наблюдается небольшой привес.
6. В зависимости от коррозионной стойкости интерметаллические порошки можно расположить в следующей последовательности: в H2SO4 – ПТ88Н12, ПН70Ю30, ПН85Ю15, ПН55Т45; в HNO3 – ПТ88Н12, ПН55Т45; в HCl – ПТ88Н12, ПН55Т45; в KOH – ПН55Т45, ПТ88Н12, ПН70Ю30, ПН85Ю15; в NaCl – ПТ88Н12, ПН70Ю30, ПН85Ю15, ПН55Т45.
Полученные результаты могут быть использованы при создании ре-сурсосберегающих процессов обработки материалов [3-32].
Работа выполнена по проекту 11.6682.2017/8.9.
Список литературы
1. Зеленко В.К., Сергеев Н.Н., Извольский В.В., Власов В.М. Физи-ко-механические и эксплуатационные свойства защитных покрытий. Тула: Изд-во ТГПУ им. Л.Н. Толстого, 1999. 213 с.

Технология машиностроения
117
2. Барвинок В.А. Управление напряженным состоянием и свойства плазменных покрытий. М.: Машиностроение, 1990. 384 с.
3. Патент на полезную модель 2016122692/28 (166249) Образец для определения когезионной прочности газотермических порошковых покры-тий / Н.Н. Сергеев, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, И.В. Тихонова, А.Д. Бреки, И.В. Минаев, О.В. Кузовлева, Д.В. Малий, А.А. Калинин, С.Н. Кутепов, А.Е. Гвоздев, М.В. Ушаков; заявитель и па-тентообладатель Гвоздев Александр Евгеньевич. 2016122692/28 заявл. 08.06.16; опубл. 20.11.16, Бюл. 32.
4. Патент на полезную модель 2016142134 (170385) Образец для определения адгезионной прочности покрытий / Н.Н. Сергеев, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, И.В. Тихонова, А.Д. Бреки, И.В. Минаев, О.В. Кузовлева, Д.В. Малий, А.А. Калинин, С.Н. Кутепов, А.Е. Гвоздев, А.И. Кузнецова, А.В. Казакова, Д.Н. Романенко, Е.Ф. Романенко, В.Э. Лисицина; заявитель и патентообла-датель Гвоздев Александр Евгеньевич. 2016142134 (17385) заявл. 26.10.16; опубл. 24.04.17, Бюл. 12. 6 с.
5. Синтез и триботехнические свойства композиционного покрытия с матрицей из полиимида (Р-ООО)ФТ и наполнителем из наночастиц ди-сульфида вольфрама при сухом трении скольжения / А.Д. Бреки, А.Л. Диденко, В.В. Кудрявцев, Е.С. Васильева, О.В. Толочко, А.Г. Колма-ков, А.Е. Гвоздев, Д.А. Провоторов, Н.Е. Стариков, Ю.А. Фадин // Матери-аловедение. 2016. 4. С. 44-48.
6. Ресурсы деформационной способности различных материалов: учебное пособие / Н.Н. Сергеев, А.Е. Гвоздев, А.Н. Сергеев, А.Д. Бреки, А.А. Калинин, С.Е. Александров, Н.Е. Стариков, О.В. Кузовлева, Д.В. Ма-лий, С.Н. Кутепов, Е.В. Цой, Д.С. Клементьев, Е.Б. Соломатникова. Тула: Изд-во ТулГУ, 2016. 172 с.
7. Разработка прогрессивных технологий получения и обработки металлов, сплавов, порошковых и композиционных наноматериалов: мо-нография / М.Х. Шоршоров, А.Е. Гвоздев, В.И. Золотухин, А.Н. Сергеев, А.А. Калинин, А.Д. Бреки, Н.Н. Сергеев, О.В. Кузовлева, Н.Е. Стариков, Д.В. Малий. Тула: Изд-во ТулГУ, 2016. 235 с.
8. Новые конструкционные материалы: учебное пособие / Н.Е. Стариков, В.К. Зеленко, О.В. Кузовлева, А.Н. Сергеев, В.Ю. Кузовлев, А.А. Калинин, А.В. Маляров; под. общ. ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2017. 296 с.
9. Расчет кластерной структуры расплава, ее влияние на образова-ние наноаморфных твердых фаз и их структурную релаксацию при после-дующем нагреве / М.Х. Шоршоров, А.Е. Гвоздев, А.В. Афанаскин, Е.А. Гвоздев // Металловедение и термическая обработка металлов. 2002. 6. С. 12-16.

Известия ТулГУ. Технические науки. 2018. Вып. 8
118
10. Features of softening processes of aluminum, copper, and their alloys under hot deformation // A.E. Gvozdev, D.N. Bogolyubova, N.N. Sergeev, A.G. Kolmakov, D.A. Provotorov, I.V. Tikhonova // Inorganic Materials: Ap-plied Research. 2015. T. 6. 1. P. 32-40.
11. Role of nucleation in the of first-order phase transformations / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, A.G. Kolmakov, I.V. Tikhonova // Inorganic Materials: Applied Research. 2015. T. 6. 4. P. 283-288.
12. Комплексные задачи теории пластичности: монография / Н.Д. Тутышкин, А.Е. Гвоздев, В.И. Трегубов, Ю.В. Полтавец, Е.М. Селед-кин, А.С. Пустовгар, В.И. Золотухин, Г.М. Журавлев, В.И. Золотухин; 2-е изд. перераб. и доп. Тула: Изд-во ТулГУ, 2015. 408 с.
13. Расчет деформационной повреждаемости в процессах обратного выдавливания металлических изделий / А.Е. Гвоздев, Г.М. Журавлев, А.Г. Колмаков, Д.А. Провоторов, Н.Н. Сергеев // Технология металлов. 2016. 1. С. 23-32.
14. О состоянии предпревращения металлов и сплавов: монография / О.В. Кузовлева, А.Е. Гвоздев, И.В. Тихонова, Н.Н. Сергеев, А.Д. Бреки, Н.Е. Стариков, А.Н. Сергеев, А.А. Калинин, Д.В. Малий, Ю.Е. Титова, С.Е. Александров, Н.А. Крылов. Тула: Изд-во ТулГУ, 2016. 245 с.
15. Особенности структурных и фазовых превращений в титановых заготовках в процессе высокоскоростного пластического деформирования: монография / Н.А. Крылов, М.А. Скотникова, А.Д. Бреки, В.В. Медведева, А.Е. Гвоздев, А.Н. Сергеев, Н.Е. Стариков, Д.А. Провоторов, Н.Н. Сергеев, Д.В. Малий.; под ред. Н.А. Крылова. Тула: Изд-во ТулГУ, 2016. 202 с.
16. Жидкие и консистентные смазочные композиционные материа-лы, содержащие дисперсные частицы гидросиликатов магния, для узлов трения управляемых систем: монография / А.Д. Бреки, В.В. Медведева, Н.А. Крылов, С.Е. Александров, А.Е. Гвоздев, А.Н. Сергеев, Н.Е. Стари-ков, Д.А. Провоторов, Н.Н. Сергеев, Д.В. Малий; под ред. А.Д. Бреки. Ту-ла: Изд-во ТулГУ, 2016. 166 с.
17. Распределение температур и структура в зоне термического влияния для стальных листов после лазерной резки / А.Е. Гвоздев, Н.Н. Сергеев, И.В. Минаев, А.Г. Колмаков, И.В. Тихонова, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, Д.В. Малий, И.В. Голышев // Материаловедение. 2016. 9. С. 3-7.
18. Сопряженные поля в упругих, пластических, сыпучих средах и металлических труднодеформируемых системах: монография / Э.С. Мака-ров, В.Э. Ульченкова, А.Е. Гвоздев, Н.Н. Сергеев, А.Н. Сергеев; под ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2016. 526 с.
19. Многоуровневый подход к проблеме замедленного разрушения высокопрочных конструкционных сталей под действием водорода / В.П. Баранов, А.Е. Гвоздев, А.Г. Колмаков, Н.Н. Сергеев, А.Н. Чуканов // Материаловедение. 2017. 7. С. 11-22.

Технология машиностроения
119
20. Механизмы водородного растрескивания металлов и сплавов, связанные с усилением дислокационной активности / Н.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 2(71). С. 32-47.
21. Анализ теоретических представлений о механизмах водородно-го растрескивания металлов и сплавов / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 3(72). С. 6-33.
22. Перспективные стали для кожухов доменных агрегатов / Н.Н. Сергеев, А.Е. Гвоздев, А.Н. Сергеев, И.В. Тихонова, С.Н. Кутепов, О.В. Кузовлева, Е. В. Агеев // Известия Юго-Западного государственного университета. Серия: Техника и технологии. 2017. Т. 7, 2(23). С. 6-15.
23. Принятие решений по статистическим моделям в управлении качеством продукции / Г.М. Журавлев, А.Е. Гвоздев, С.В. Сапожников, С.Н. Кутепов, Е.В. Агеев // Известия Юго-Западного государственного университета. 2017. Т. 21, 5(74). С. 78-92.
24. Диффузия водорода в сварных соединениях конструкционных сталей / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного государственного университета. 2017. Т. 21, 6(75). С. 85-95.
25. Temperature distribution and structure in the heat-affected zone for steel sheets after laser cutting / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, I.V. Tikhonova, A.N. Sergeyev, D.M. Khonelidze, D.V. Maliy, I.V. Golyshev, A.G. Kolmakov, D.A. Provotorov // Inorganic Materials: Applied Research. 2017. T. 8. 1. С. 148-152.
26. On friction of metallic materials with consideration for superplastici-ty phenomenon / A.D. Breki, A.E. Gvozdev, A.G. Kolmakov, N.E. Starikov, D.A. Provotorov, N.N. Sergeyev, D.M. Khonelidze // Inorganic Materials: Ap-plied Research. 2017. Т. 8. 1. С. 126-129.
27. Synthesis and dry sliding behavior of composite coating with (R-OOO)FT polyimide matrix and tungsten disulfide nanoparticle filler / A.D. Breki, A.L. Didenko, V.V. Kudryavtsev, E.S. Vasilyeva, O.V. Tolochko, A.G. Kolmakov, A.E. Gvozdev, D.A. Provotorov, N.E. Starikov, Yu.A. Fadin // Inorganic Materials: Applied Research. 2017. Т. 8. 1. С. 32-36.
28. Composite coatings based on A-OOO polyimide and WS2 nanoparti-cles with enhanced dry sliding characteristics / A.D. Breki, A.L. Didenko, V.V. Kudryavtsev, E.S. Vasilyeva, O.V. Tolochko, A.E. Gvozdev, N.N. Sergeyev, D.A. Provotorov, N.E. Starikov, Yu.A. Fadin, A.G. Kolmakov // Inorganic Materials: Applied Research. 2017. Т. 8. 1. С. 56-59.
29. Maximum plastic strengthening in tool steels / G.M. Zhuravlev, A.E. Gvozdev, A.E. Cheglov, N.N. Sergeev, O.M. Gubanov // Steel in Transla-tion. 2017. Vol. 47. 6. P 399-411.

Известия ТулГУ. Технические науки. 2018. Вып. 8
120
30. Материаловедение: учебник для вузов / Н.Н. Сергеев, А.Е. Гвоздев., В.К. Зеленко, А.Н. Сергеев, О.В. Кузовлева, Н.Е. Стариков, В.И. Золотухин, А.Д. Бреки; под ред. проф. А.Е. Гвоздева. Изд. 2-е доп. и испр. Тула: Изд-во ТулГУ, 2017. 469 с.
31. Технология металлов и сплавов: учебник / Н.Н. Сергеев, А.Е. Гвоздев, Н.Е. Стариков, В.И. Золотухин, А.Н. Сергеев, А.Д. Бреки, О.В. Кузовлева, Г.М. Журавлёв, Д.А. Провоторов.; Под ред. проф. Н.Н. Сергеева. Тула: Изд-во ТулГУ, 2017. 490 с.
32. Вариант определения максимального пластического упрочнения в инструментальных сталях / Г.М. Журавлев, А.Е. Гвоздев, А.Е. Чеглов, Н.Н. Сергеев, О.М. Губанов // Сталь. 2017. 6. С. 26-39.
Сергеев Николай Николаевич, д-р техн. наук, профессор,
[email protected], Россия Тула , Тульский государственный педагогический уни-верситет им. Л.Н. Толстого,
Сергеев Александр Николаевич, д-р пед. наук, профессор, [email protected],
Россия Тула , Тульский государственный педагогический университет им. Л.Н. Толсто-го,
Кутепов Сергей Николаевич, канд. пед. наук., [email protected], Россия,
Тула, Тульский государственный педагогический университет им. Л.Н. Толстого, Гвоздев Александр Евгеньевич, д-р техн. наук, профессор,
[email protected] Россия, Тула, Тульский государственный педагогиче-ский университет им. Л.Н. Толстого,
Пантюхин Олег Викторович, канд. техн. наук, доцент, [email protected],
Россия, Тула, Тульский государственный университет INVESTIGATION OF CORROSION RESISTANCE OF INTERMETALLIC
POWDER MATERIALS
N.N. Sergeev, A.N. Sergeev, S.N. Kutepov, A.E. Gvozdev, O.V. Pantjuhin
The article presents the results of the investigation of the corrosion resistance of in-termetallic powder materials of Ni-Al and Ti-Ni systems used as protective coatings applied to steel by the method of plasma spraying. The preliminary tests of the above-mentioned in-termetallic powders in concentrated solutions of inorganic acids H2SO4, HCl, HNO3 and KOH solutions showed that they dissolve actively in acidic media and are corrosion-resistant in KOH. Testing of four types of powders: PN70Y30, PN85Y15, PN55T45, PT88H12, con-ducted under identical conditions allowed to determine their comparative corrosion re-sistance in aggressive media. The presented results showed that the most stable powder is PT88H12, both in acidic media and in solutions of KOH and NaCl.
Key words: corrosion resistance, intermetallic powders, comparative resistance. Sergeev Nikolay Nikolaevich, doctor of technical science, professor, technolo-
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University,

Технология машиностроения
121
Sergeev Aleksandr Nikolaevich, doctor of pedagogical science, professor [email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University,
Kutepov Sergey Nikolaevich, candidate of pedagogical science,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Gvozdev Aleksandr Evgen'yevich, doctor of technical science, professor,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical Uni-versity,
Pantjuhin Oleg Viktorovich, candidate of technical science, docent, olegpantyu-
[email protected], Russia, Tula, Tula State University
УДК 620.17 К ОЦЕНКЕ ВЛИЯНИЯ ХИМСОСТАВА НА СВОЙСТВА СПЛАВА
Д16 МЕТОДОМ БРАНДОНА
Л.Б. Шрон, В.Б. Богуцкий, Э.С. Гордеева, Т.А. Литвинова
Показано, что установление функциональной зависимости связь между двумя и более переменными, заданными в виде набора экспериментальных точек является сложной и трудоемкой задачей. для повышения точности при оценке зависимости ме-ханических свойств сплава Д16 от химического состава предлагается использовать метод Брандона. Установлено, что значения механических характеристик, рассчи-танные по предложенным в работе эмпирическим зависимостям и определенные экс-переметально дают хорошее совпадение.
Ключевые слова: механические свойства, химический состав, многофакторная зависимость, метод Брандона.
Решение задач, связанных с оценкой влияния химического состава многокомпонентных сплавов на его свойства является достаточно сложной и трудоемкой задачей. Это связано с тем, что необходимо выразить в виде функциональной зависимости связь между двумя и более переменными, заданными в виде набора экспериментальных точек. В настоящее время не существует метода, с помощью которого можно было бы определить тип функциональной зависимости, который лучше всего подошел бы к данно-му набору экспериментальных данных [1−6].
Для случая функции многих переменных задача усложняется не только тем, что все выкладки становятся очень сложными из-за наличия большого числа переменных, но и рядом принципиальных трудностей.
Например, в [7] функцию двух переменных ( )yxf , , заданную в точ-
ке ( )1+n значениями ( )00, yx , ( )11, yx , …, ( )nn yx , аппроксимируют полино-мом степени m, принимающим в экспериментальных точках значения функции :,...,, 10 nfff

Известия ТулГУ. Технические науки. 2018. Вып. 8
122
( ).....
..,
,01
1,10,
2
0211
2
20011000
m
m
m
m
m
m yayxaxa
yaxyaxayaxaayxP
++++++++++=
−−
, (1)
Для определения ( )( )
2
21 ++ mmзначений коэффициентов aij нужно
решить систему ( )1+n линейных уравнений. Необходимым условием ре-шения этой системы уравнений является следующее
( )( )2
211
++=+ mmn , (2)
Таким образом, при аппроксимации функций многих переменных полиномом степени m нельзя произвольно задавать количество экспери-ментальных точек и степень полинома, ибо они связаны между собой.
Планирование экспериментов необходимо провести так, чтобы определитель системы уравнений не оказался равным нулю. При расчете на ПЭВМ к систематическим и случайным ошибкам эксперимента будут прибавляться погрешности, связанные со счетом и округлением результа-тов, неизбежно приводя к потере точности получаемой функциональной зависимости (1). Более точные решения задачи аппроксимации можно по-лучить при использовании ортогональных полиномов (например, полино-мов Чебышева), но и их применение связано с определенными методиче-скими трудностями.
В значительной мере свободен от этих недостатков метод Брандона, получивший развитие и аналитическое в работах [8].
Метод заключается в представлении многофакторной зависимости произведением функций, каждая из которых зависит от одного переменно-го
( )i
ni
ii xfCy ∏
=
==
1
~, (3)
где С – постоянная величина, равная среднему значению y . Задача аппроксимации содержит, согласно [8], следующие этапы: 1. Вычисляется среднее значение y и преобразуются для каждого
наблюдения по формуле
y
yy j
j =0 , (4)
где j − порядковый номер наблюдения; 2. Выбирается вид зависимости y0 от x1 и методом наименьших
квадратов определяются параметры формулы
( )110~ xfy = , (5)
3. Вычисляются значения функции ( )11 xf и определяется остаточ-ное значение y1 для каждого наблюдения

Технология машиностроения
123
( )11
0
1 xf
yy j
j = , (6)
Предполагается, что y1 зависит от x2, x3,….., xn и не зависит от x1; 4. Определяется корреляционная формула зависимости y1 от x2 ( )221
~ xfy = , (7) 5. Снова определяется условный показатель
( )22
1
2 xf
yy j
j = , (8)
Такие преобразования результирующего показателя и определение формул ( )ii xf продолжаются до тех пор, пока не будут определены все функции ( )ii xf . Общая формула получается как произведение этих функ-ций
( ) ( ) ( )nn xfxfxСfy ...~2211= , (9)
В общем случае зависимости ( )ii xfy = могут иметь любой вид, но на практике чаще всего применяют линейную, степенную, параболиче-скую и тригонометрическую функции [9,10]. Пригодность каждой из этих зависимостей для описания связи между y и xi оцениваем по критерию Гаусса [1]
( )mk
yykj
jjpj
−
−=Ω
=
=
2
1
, (10)
где yj − исходное значение независимой переменной; yjp − значение орди-наты кривой, подобранной методом наименьших квадратов; k − количество точек исходной информации; m − количество параметров в функциональ-ной зависимости данного типа.
Согласно критерию Гаусса, наилучшая функциональная зависи-мость та, для которой значение Ω минимально.
Все сказанное выше о задаче построения многофакторной зависи-мости в виде (3) справедливо не только в том случае, когда предварительно корреляционный анализ экспериментальных данных и факторы ix выстро-ены в порядке их значимости [7].
Следует отметить, что при отсутствии (или очень слабой) связи между каким-либо фактором ix и функцией y~ большие изменения вели-чины ix не приводит (или почти не приводят) к вариации значений y~ . Ве-личина ( )ii xf равна при этом единице или незначительно колеблется око-ло нее.
Для оценки точности метода Брандона использовали данные авто-ров [7], устанавливающие влияние содержания меди, магния и марганца в сплаве типа Д16 на его механические свойства. Для эксперимента была использована матрица полного факторного эксперимента 23 (табл. 1).

Известия ТулГУ. Технические науки. 2018. Вып. 8
124
В соответствии с выбранным планом эксперимента искомая зави-симость от химического состава выражалась следующим уравнением:
2,01 σ⋅с
К или
32173263152143322110 xxxaxxaxxaxxaxaxaxaa +++++++=δ , (11) где 710 ,...,, aaa , − коэффициенты, находимые из эксперимента.
Для их определения были отлиты 8 слитков (плавки с 1 по 8) диаметром 360 мм, химический состав которых приведен в таблице 2, и отпрессованы при температуре 420 0С полосы сечением 65х175 мм. Образ-цы для механических испытаний вырезались из средней части по сечению и длине полос.
Таблица 1
План эксперимента Факторы Cu Mg Mn Код X1 X2 X3
Основной уровень 4,25 1,45 0,80 Интервал варьирования 0,55 0,22 0,15 Верхний уровень 4,80 1,70 0,95 Нижний уровень 3,70 1,25 0,65
Результаты определения вязкости разрушения с
К1 [10] (образцы толщиной 25 мм на внецентренное растяжение) и механических свойств, представлены в таблице 2.
Таблица 2 Химический состав и свойства исследованных сплавов, определенных
экспериментально и рассчитанных по методу Брандона
Cu Mg Mn 22,0 ,мм
Нσ
%,δ 5,11 ,
мм
НК
с
Экспер. Расчет Экспер. Расчет Экспер. Расчет 1 4,8 1,8 0,94 350/401 354/404 3,0/11,0 3,3/11,1 - - 2 4,8 1,7 0,66 352/399 344/392 4,0/12,5 4,3/12,2 1000/1400 1050/1460 3 4,7 1,2 0,66 336/365 338/378 5,5/12,7 5,3/12,8 1080/1600 1070/1540 4 3,7 1,7 0,64 318/376 320/370 7,6/13,8 7,1/14,1 1320/1600 1350/1530 5 3,8 1,3 0,98 338/379 330/373 4,7/12,8 5,8/12,9 1010/1540 1040/1460 6 3,7 1,7 0,94 328/368 330/379 6,3/13,1 5,5/12,9 1100/1390 1090/1430 7 4,8 1,2 0,96 347/397 350/390 4,5/11,6 3,9/11,5 880/1390 860/1430 8 3,7 1,3 0,64 315/361 317/360 7,7/14,7 8,2/14,6 1440/1530 1350/1590 Примечание: в числитель свойства в высотном направлении, в знаменателе – в продольном.
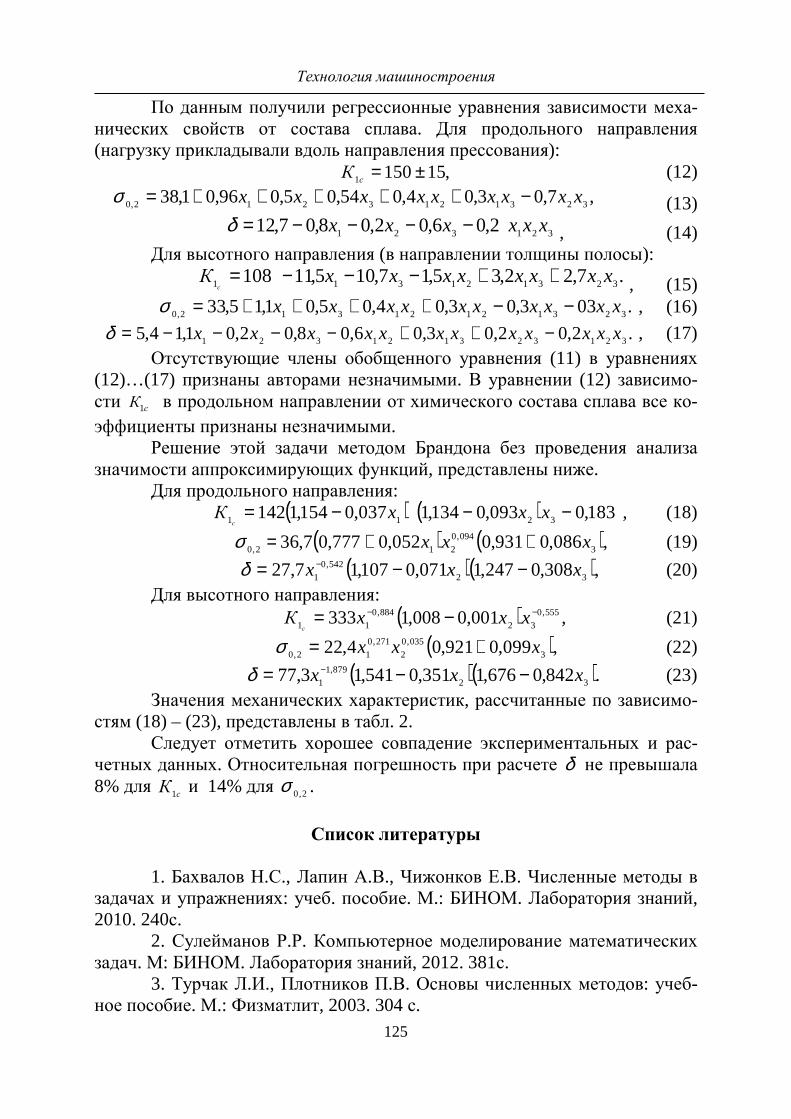
Технология машиностроения
125
По данным получили регрессионные уравнения зависимости меха-нических свойств от состава сплава. Для продольного направления (нагрузку прикладывали вдоль направления прессования):
,151501 ±=с
К (12) ,7,03,04,054,05,096,01,38 3231213212,0 xxxxxxxxx −+++++=σ (13)
321321 2,06,02,08,07,12 xxxxxx −−−−=δ , (14) Для высотного направления (в направлении толщины полосы):
.7,22,35,17,105,11108 323121311 xxxxxxxxКс
++−−−= , (15)
.033,03,04,05,01,15,33 32312121312,0 xxxxxxxxxx −−++++=σ , (16)
.2,02,03,06,08,02,01,14,5 321323121321 xxxxxxxxxxxx −++−−−−=δ , (17) Отсутствующие члены обобщенного уравнения (11) в уравнениях
(12)…(17) признаны авторами незначимыми. В уравнении (12) зависимо-сти сК1 в продольном направлении от химического состава сплава все ко-эффициенты признаны незначимыми.
Решение этой задачи методом Брандона без проведения анализа значимости аппроксимирующих функций, представлены ниже.
Для продольного направления: ( ) ( ) ,183,0093,0134,1037,0154,1142 3211 −−−= xxxК
с (18)
( ) ( ),086,0931,0052,0777,07,36 3
094,0
212,0 xxx ++=σ (19)
( )( ),308,0247,1071,0107,17,27 32
542,0
1 xxx −−= −δ (20) Для высотного направления:
( ) ,001,0008,1333 555,0
32
884,0
11
−− −= xxxКс
(21)
( ),099,0921,04,22 3
035,0
2
271,0
12,0 xxx +=σ (22)
( )( ).842,0676,1351,0541,13,77 32
879,1
1 xxx −−= −δ (23) Значения механических характеристик, рассчитанные по зависимо-
стям (18) – (23), представлены в табл. 2. Следует отметить хорошее совпадение экспериментальных и рас-
четных данных. Относительная погрешность при расчете δ не превышала 8% для
сК1 и 14% для 2,0σ .
Список литературы
1. Бахвалов Н.С., Лапин А.В., Чижонков Е.В. Численные методы в
задачах и упражнениях: учеб. пособие. М.: БИНОМ. Лаборатория знаний, 2010. 240с.
2. Сулейманов Р.Р. Компьютерное моделирование математических задач. М: БИНОМ. Лаборатория знаний, 2012. 381с.
3. Турчак Л.И., Плотников П.В. Основы численных методов: учеб-ное пособие. М.: Физматлит, 2003. 304 с.

Известия ТулГУ. Технические науки. 2018. Вып. 8
126
4. Пантелеев А.В., Летова Т.А. Методы оптимизации в примерах и задачах: учебное пособие. М.: Высшая школа, 2002. 544 с.
5. Grihon S., Alestra S., Burnaev E., Prikhodko P. Optimization of Composite Structure based on Surrogate Modeling of Buckling Analysis // Тр. конф. ИТиС. 2012. С. 1-47.
6. Bayarria M.J., Bergera J.O., Kennedya M. C. et al. Predicting Vehicle Crashworthiness: Validation of Computer Models for Functional and Hierar-chical Data // Journal of the American Statistical Association. 2009. V. 104(487). P. 929-943.
7. Теоретические основы теплотехники. Теплотехнический экспе-римент. Справочник / Под общей редакцией В.А. Григорьева и В.М. Зори-на. - М., Энергоатомиздат, 1988. 560 с.
8. Мельников Ю.Б. Математическое моделирование, структура, ал-гебра моделей, обучение построению математических моделей. Екатерин-бург: Уральское издательство, 2004. 384 с.
9. Pisinger G., Zimmermann A. Linear least squares problems with data over incompletegrid. // BIT Numerical Mathematics, 2007. V. 47. P. 809-824.
10. Вайнблат Ю.М., Копелович Б.А., Кудряшев В.Г., Рудницкий Е.Н. // Проблемы разрушения металлов. М.:МДНТП, 1975. С. 110-116.
Шрон Леонид Борисович канд. техн. наук, доцент, [email protected], Россия,
Севастополь, Севастопольский государственный университет, Богуцкий Владимир Борисович, канд. техн. наук, доцент, [email protected],
Россия, Севастополь, Севастопольский государственный университет, Гордеева Элеонора Сергеевна, старший преподаватель., eleonora.gordeeva
@yandex.ru, Россия, Севастополь, Севастопольский государственный университет, Литвинова Татьяна Анатольевна, канд. техн. наук, доцент,
[email protected], Россия, Севастополь, Севастопольский государственный универ-ситет
TO EVALUATION OF THE INFLUENCES OF CHEMICAL COMPOSI-TION ON THE
PROPERTIES OF D16 ALLOYS BY METHOD OF THE BRANDON It is shown that the establishment of a functional relationship between two and more
variables, given in the form of a set of experimental points, is a complex and time-consuming task. To increase the accuracy in evaluating the dependence of the mechanical properties of alloy D16 on the chemical composition, it is proposed to use the Brandon method. It is estab-lished that the values of mechanical characteristics, calculated on the basis of the empirical dependencies proposed in the work, and certain experimentally give a good coincidence.
Key words: mechanical properties, chemical composition, multifactor dependence, Brandon method.
Shron Leonid Borisovich, candidate of technical sciences, docent, [email protected],
Russia, Sevastopol, Sevastopol State University,

Технология машиностроения
127
Bogutsky Vladimir Borisovich, candidate of technical sciences, docent, [email protected], Russia, Sevastopol, Sevastopol State University,
Gordeeva Eleonora Sergeevna, senior lecturer, eleonora.gordeeva @yandex.ru Rus-
sia, Sevastopol, Sevastopol State University, Litvinova Tatyana Anatolyevna, candidate of technical sciences, docent,
[email protected], Russia, Sevastopol, Sevastopol State University
УДК 621.89.017
ВЛИЯНИЕ ИЗМЕНЕНИЯ СВОЙСТВ МОТОРНОГО МАСЛА М10Г2К В ДВИГАТЕЛЕ ВНУТРЕННЕГО СГОРАНИЯ ЯМЗ-236 АВТОМОБИЛЯ УРАЛ-4320 НА ЦИКЛЫ ЕГО ПОСТАВКИ
В ГРАНИЦАХ ТЕХНИЧЕСКОГО ОБЕСПЕЧЕНИЯ
К.М. Чечулин, А.Д. Бреки, И.Е. Молоков, А.Е. Гвоздев, С.Н. Кутепов, О.В. Пантюхин
В работе приведены результаты лабораторных исследований проб моторного
масла М10Г2К на разных этапах эксплуатации двигателя внутреннего сгорания ЯМЗ-236 автомобиля УРАЛ-4320. Показаны изменения в процессе эксплуатации таких диа-гностических показателей как диэлектрическая проницаемость, щелочное число, вяз-кость, степень окисления, сульфирования и нитрирования, а также содержание воды, гликоля и сажи. Посредством расчётов с использованием экспериментальных данных получены зависимости пригодности масла по различным диагностическим парамет-рам от числа оборотов коленчатого вала. Показана возможность прогнозирования замены смазочного масла посредством анализа зависимостей его пригодности по раз-личным показателям. Установлена взаимосвязь между анализом пригодности смазоч-ного масла и циклами его поставки в границах технического обеспечения.
Ключевые слова: техническое обеспечение, диагностика, моторное масло, наработка, старение масел, УрАЛ-4320, пригодность, цикл поставки.
В процессе функционирования двигателя масло подвергается про-цессу старения. Старение моторного масла происходит за счет загрязнения его атмосферной пылью, продуктами износа, газообразными, жидкими и твердыми веществами, образующимися в результате химических и физико-химических изменений углеводородов базового масла и компонентов при-садок, вводимых в эти масла [4, 5, 6]. В результате этого в нем образуются различные отложения в элементах системы циркуляции моторного масла. Загрязняющие примеси органического и неорганического состава, накап-ливающиеся в масле, изменяют характер трения и износа, засоряют масля-ные каналы, фильтры, образуются отложения в картере двигателя [1]. По-этому поддержание надежной работы двигателя путем диагностического

Известия ТулГУ. Технические науки. 2018. Вып. 8
128
контроля и своевременного выявления существенных изменений моторно-го масла весьма эффективно для увеличения долговечности с одной сторо-ны, а с другой для повышения качества и системности технического обес-печения машин различных организаций маслами определённого химиче-ского состава. Диагностика состояния моторных масел в организациях, со-держащих парки машин, позволяет правильно и эффективно определить цикличность поставки данных масел в границах технического обеспече-ния.
Материалы и методы исследования Для определения состояния моторного масла используются различ-
ные методы оценки физико-химических свойств по плотности, цвету и за-грязнению масел. При этом оцениваются следующие основные показатели: вязкость, щелочное число, окисление, а также наличие загрязнений. Также, известны методы определения смазывающих свойств, проявляющихся в способности масла подавлять изнашивание и задиры, снижать трение, со-ответствующие требованиям ГОСТ 9490-75, ASTM D 2266 и других стан-дартов [2].
Не только двигатель, но и само масло обладает ресурсом, поэтому оно влияет вкупе с другими элементами на коэффициент технической го-товности различной техники, в том числе и военного назначения.
Для решения задач, связанных с диагностикой состояния масла и оценки его пригодности, в границах данной работы использовали следую-щие современные приборы:
– Прибор марки ОА-5000 (рис. 1); – Вискозиметр SpectroVisc Q3000 (рис. 2); – ИК-анализатор Q1100 (рис. 3).
Рис. 1. Прибор ОА-5000
Использование портативного прибора марки ОА-5000 позволяет определять техническое состояние работающего масла (его пробы на опре-делённом этапе эксплуатации) методом тлеющего разряда.

Технология машиностроения
129
Рис. 2. Вискозиметр SpectroVisc Q3000
Вискозиметр SpectroVisc Q3000 предназначен для измерения кине-матической вязкости в условиях эксплуатации. Он не требует растворите-лей, проверки плотности моторного масла и наличия термометра. Данный прибор используется в производственных (полевых) и лабораторных усло-виях при температурах окружающей седы в диапазоне от 0 до +40 .
Рис. 3. ИК-анализатор Q1100
Характеристики прибора «ИК-анализатор Q1100» обеспечивают возможность получения основных параметров состояния как синтетиче-ских, так и минеральных моторных масел с использованием инфракрасной спектроскопии.
Результаты и их обсуждение В границах данной работы приведены результаты исследований
проб моторного масла М10Г2К взятых в процессе его натурных испытаний в двигателе внутреннего сгорания ЯМЗ-236 автомобиля УРАЛ-4320 с про-бегом. В автомобиль УРАЛ-4320 заливалось чистое масло М10Г2К, кото-рое после реализации определённого числа миллионов оборотов коленча-

Известия ТулГУ. Технические науки. 2018. Вып. 8
130
того вала (КВ) собиралось в виде небольших проб и анализировалось с ис-пользованием описанных выше приборов (рис. 1-3). В процессе анализа определялись такие параметры как диэлектрическая проницаемость, ще-лочное число (ОЩЧ), вязкость, степень окисления, сульфирования и нит-рирования, а также содержание воды, гликоля и сажи.
Значения диагностического параметра – диэлектрической проница-емости при различном числе оборотов КВ двигателя ЯМЗ-236, полученные электрофизическим методом (рис. 1) приведены в табл. 1.
Таблица 1
Значения диагностического параметра – диэлектрической проницаемости при различном числе оборотов КВ двигателя ЯМЗ-236
Электрофизический метод контроля ра-ботающего моторно-
го масла
Исходный показатель
Предельный показатель
4,914 млн. об.
9,45 млн. об.
11,88 млн. об.
Диэлектрическая проницаемость 1 60 2,6 2,9 2,94
Из табл. 1 следует, что диэлектрическая проницаемость в диапазоне
от 0 до 12 миллионов оборотов коленчатого вала остаётся в пределах нор-мы.
Значения диагностических параметров для моторного масла М10Г2К при различном числе оборотов КВ двигателя ЯМЗ-236, при изме-рении изменений физических и химических свойств с использованием приборов (рис. 2 и 3) приведены в табл. 2.
Таблица 2 Значения диагностических параметров для моторного масла М10Г2К
при различном числе оборотов КВ двигателя ЯМЗ-236
Количество оборотов коленчатого вала, млн.об
Исходный показатель
Предельный показатель
4,914 9,45 11,88
Основные параметры оценки пригодности
Кинематическая вязкость при 40 , сСт 110 снижение
20% 96,8 92,3 86,8
Общее щелочное число, mg KOH 7,9 не ниже 1,0 6,1 4,2 2,5
Основные показатели старения масла Нитрование, abs/см 0,1 30 4,2 5,7 6,1 Окисление, abs/0,1 2,3 30 11,2 12,7 13,3
Сульфирование, abs/0,1 15,1 30 17,8 22,2 25,2 Основные показатели загрязненности масла
Сажа, % 0,01 3 0,36 0,41 0,77
Наличие гликоля, % 0,01 3 0,39 0,45 0,46
Наличие воды, ppm 95 2000 244 290 384
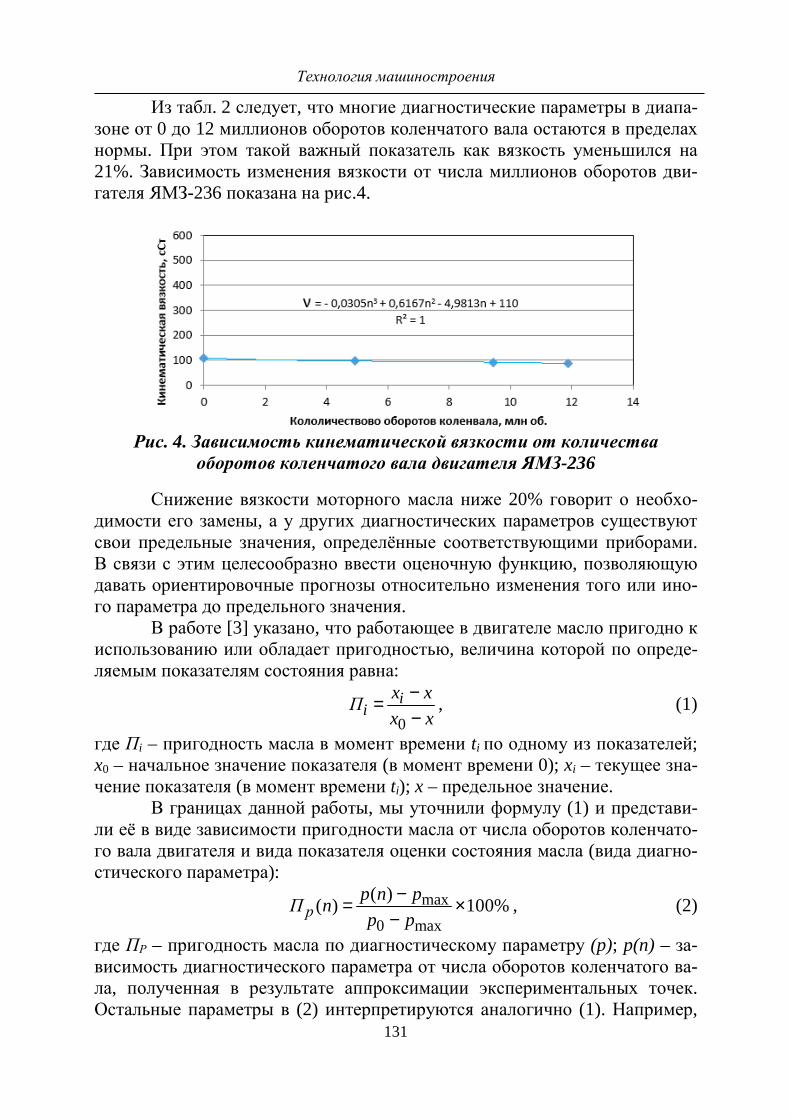
Технология машиностроения
131
Из табл. 2 следует, что многие диагностические параметры в диапа-зоне от 0 до 12 миллионов оборотов коленчатого вала остаются в пределах нормы. При этом такой важный показатель как вязкость уменьшился на 21%. Зависимость изменения вязкости от числа миллионов оборотов дви-гателя ЯМЗ-236 показана на рис.4.
Рис. 4. Зависимость кинематической вязкости от количества
оборотов коленчатого вала двигателя ЯМЗ-236
Снижение вязкости моторного масла ниже 20% говорит о необхо-димости его замены, а у других диагностических параметров существуют свои предельные значения, определённые соответствующими приборами. В связи с этим целесообразно ввести оценочную функцию, позволяющую давать ориентировочные прогнозы относительно изменения того или ино-го параметра до предельного значения.
В работе [3] указано, что работающее в двигателе масло пригодно к использованию или обладает пригодностью, величина которой по опреде-ляемым показателям состояния равна:
0
ii
x xП
x x
−=−
, (1)
где Пi – пригодность масла в момент времени ti по одному из показателей; x0 – начальное значение показателя (в момент времени 0); xi – текущее зна-чение показателя (в момент времени ti); x – предельное значение.
В границах данной работы, мы уточнили формулу (1) и представи-ли её в виде зависимости пригодности масла от числа оборотов коленчато-го вала двигателя и вида показателя оценки состояния масла (вида диагно-стического параметра):
max
0 max
( )( ) 100%р
p n pП n
p p
−= ×−
, (2)
где ПР – пригодность масла по диагностическому параметру (p); p(n) – за-висимость диагностического параметра от числа оборотов коленчатого ва-ла, полученная в результате аппроксимации экспериментальных точек. Остальные параметры в (2) интерпретируются аналогично (1). Например,

Известия ТулГУ. Технические науки. 2018. Вып. 8
132
зависимость кинематической вязкости моторного масла М10Г2К от числа оборотов КВ на основе данных табл. 2 аналитически выражается функцией:
3 20,0305 0,6167 4,9813 110n n nν = − + − + , (3) где ν – кинематическая вязкость масла; n – число оборотов коленчатого ва-ла двигателя ЯМЗ-236. Подставляя (3) и данные табл. 2 в формулу (2) по-лучим зависимость пригодности масла по вязкости от числа оборотов КВ:
3 2( 0,0305 0,6167 4,9813 110) 88( ) 100%
110 88
n n nП nν
− + − + −= × −
. (4)
От вязкости масла зависит величина энергетических потерь на тре-ние в двигателе, несущей способности смазочного слоя, связанного с ней износа пар трения и соответственно объем мероприятий очередного тех-нического обслуживания. На основе аппроксимации данных табл. 1 и 2, для других диагностических параметров получили зависимости пригодно-сти, аналогичные зависимости по вязкости (4). Графики полученных зави-симостей приведены на рис. 5.
Рис. 5. Графики зависимости пригодности моторного масла М10Г2К по различным показателям от количества оборотов коленчатого вала
Из рис. 5 видно, что зависимости типа (4) позволяют давать ориен-
тировочные прогнозы либо по замене смазочного масла, либо по соверше-нию определённых действий над ним с целью частичного восстановления его исходных свойств. Лимитирующим показателем в границах данного исследования является вязкость. Например, для определения числа оборо-тов КВ при котором требуется замена масла по критическому значению кинематической вязкости, необходимо приравнять правую часть формулы

Технология машиностроения
133
(4) к нулю и найти из кубического уравнения его действительный корень
прn n= (предельное число оборотов, которое по прогнозу должен совер-
шить КВ до замены масла).
Среднестатистическое значение прn для моторного масла
М10Г2К, работающего в двигателе внутреннего сгорания ЯМЗ-236 авто-мобиля УРАЛ-4320, существенно влияет на цикличность поставки данного смазочного материала в границах технического обеспечения. При этом следует отметить, что в процессе постепенного износа элементов двигате-ля ЯМЗ-236 значение прn может уменьшаться на определённую величину.
Знание закономерности такого уменьшения влияет на повышение эффек-тивности технического обеспечения, например, парка машин УРАЛ-4320 в определённой организации, а также на повышение коэффициента техниче-ской готовности данного парка машин.
В границах данного исследования предельное прогнозируемое зна-чение числа оборотов КВ лимитируется вязкостью и приблизительно рав-но 12,63прn ≈ млн. об.
Приближённо зависимость изменения объёма масла от числа обо-ротов КВ двигателя ЯМЗ-236, с учётом полученного прогноза по вязкости, а также с учётом, например, двух последующих замен масла, показана на рис. 6.
Рис.6. Ориентировочная зависимость изменения объёма масла от числа оборотов КВ двигателя ЯМЗ-236
Аналитически, зависимость, представленную на рис. 6, можно выра-
зить следующим образом:

Известия ТулГУ. Технические науки. 2018. Вып. 8
134
21 0,01 21 0,01 21,4 0,03( )
1 exp( 10( )) 1 exp( 25( 12,63)) 1 exp( 25( 12,99))
21,4 0,03 21,9 0,04 21,9 0,04.
1 exp( 25( 24,1)) 1 exp( 15( 24,63)) 1 exp( 25( 34,1))
n n nV n
n n n
n n n
n n n
− − −= − + −+ − + − − + − −
− − −− + −+ − − + − − + − −
, (5)
При анализе зависимости (5) видно, что в числителях стоят зависи-мости, показывающие постепенное уменьшение объёма масла в процессе эксплуатации, что связано с процессами окисления, испарения, срабатыва-ния присадок, утечек и т.д. При этом на рис. 6 показано, что прn уменьша-
ется, а скорость уменьшения масла в процессе эксплуатации от замены к замене – увеличивается, что преимущественно связано с износом двигате-ля в целом и загрязнением картера.
С другой стороны, замену моторного масла в соответствии с уста-новленным регламентом технического обслуживания (в некоторых органи-зациях) двигателя внутреннего сгорания ЯМЗ-236 следует осуществлять при достижении числа оборотов КВ, равного 40,5 миллионов:
40,5 . . , 1,2 ...прin млн об const i m= = = . (6)
Если исходить из условия замены (6), то время работы двигателя между смежными поставками масла на одну единицу техники можно счи-тать приблизительно одинаковым. Интервал поставки (цикл поставки) – это период времени между двумя смежными поставками, который в грани-цах данной работы может быть выражен следующим образом:
( ) , 1,2, ....пi рдi пдi озi взi дi тоi ткiЦ t t t t t t t i m= + + + + + + = , (7)
где Цпi – i-й цикл поставки; tрдi – суммарное время работы двигателя до до-стижения nпрi; tпдi – суммарное время покоя двигателя между периодами эксплуатации; tозi – время оформления заказа и передачи его поставщику; tвзi – время выполнения заказа поставщиком; tдi – время на доставку сма-зочного масла заказчику; tтоi – суммарное время технического обслужива-ния, связанного с заменой моторного масла; tткi – суммарное время техни-ческого контроля состояния моторного масла.
В случае использования условия замены масла (6) при постоянстве слагаемых в (7) циклы будут равными и большими по величине, что нега-тивно сказывается на состоянии техники, поскольку слагаемое tткi не су-щественно и всё обусловлено регламентом. В случае проведения систем-ного технического контроля состояния масла с использованием современ-ных приборов (рис. 1-2 и 3), слагаемое tткi будет увеличено, а слагаемое tрдi будет определяться диагностическими параметрами.
Формулу (7) с учётом прогнозов в результате диагностики можно записать следующим образом (прогнозируемый цикл поставки):
( ) , 1,2, ...прiпi пдi озi взi дi тоi ткi
ср
nЦ t t t t t t i m
N≈ + + + + + + = , (8)

Технология машиностроения
135
где Nср – средняя частота вращения коленчатого вала двигателя. В случае использования (8), как видно из рис. 6 циклы поставки постепенно будут уменьшаться за счёт качественного и своевременного технического кон-троля состояния масла, что позволит повысить долговечность ответствен-ных пар трения, а соответственно и поддерживать коэффициент техниче-ской готовности совокупности машин на высоком уровне в границах тех-нического обеспечения.
Выводы На основании проведённого исследования можно сделать следую-
щие основные выводы: 1. В ходе работы моторного масла М10Г2К в двигателе ЯМЗ-236
автомобиля УРАЛ-4320 при совершении коленчатым валом 11,88 млн. об. происходит снижение вязкости на 21%, увеличение содержание сажи в 77 раз, снижение обще-щелочного числа в 3,2 раза, увеличение содержания воды в 4 раза, увеличение степени окисления в 5,8 раз, что говорит о необ-ходимости более ранней замены масла относительно регламентированных 40,5 миллионов оборотов и необходимости увеличения частоты его по-ставки в границах технического обеспечения.
2. Характеристики свойств моторного масла существенно изменя-ются в сравнении с исходными показателями свежего моторного масла и требуют периодического системного контроля современными диагности-ческими средствами для обеспечения высокого коэффициента технической готовности совокупности машин и повышения эффективности техническо-го обеспечения.
3. В границах данной работы создана модель непрерывной оценки пригодности моторного масла по различным оценочным параметрам, что дает возможность прогнозировать изменения основных характеристик с целью определения объема проведения работ по обслуживанию системы смазки и других систем двигателя внутреннего сгорания ЯМЗ-236, меро-приятий очередного технического обслуживания, позволяющих корректно определять циклы поставки в границах технического обеспечения.
Полученные результаты могут быть использованы при создании ре-сурсосберегающих процессов обработки материалов [7-39].
Работа выполнена по проекту 11.6682.2017/8.9.
Список литературы
1. Григорьев М.А., Бунаков Б.М., Долецкий В.А. Качество моторно-го масла и надежность двигателей. М., Издательство стандартов, 1981. 232 с.
2. Моторные масла / Р. Балтенас, А.С. Сафонов, А.И. Ушаков, В. Шергалис. Москва – СПб.: Альфа-Лаб, 2000. 272 с.

Известия ТулГУ. Технические науки. 2018. Вып. 8
136
3. Попов С.Ю. Повышение эксплуатационных свойств ремонтно-восстановительных составов при их использовании в двигателях тракто-ров: дис. … канд техн. Наук: 05.20.03 / Попов Сергей Юрьевич. Тамбов, 2014. 218 с.
4. Состояние нефтяных смазочных композиционных материалов в подшипниковых узлах в процессе тепломассообмена / А.Д. Бреки, О.В. Толочко, Е.С. Васильева, А.Е. Гвоздев, Н.Е. Стариков // Известия Тульского государственного университета. Технические науки. 2014. Вып. 12. Ч. 1. С. 117-124.
5. Общие свойства и особенности взаимодействия дисперсных ком-понентов смазочного материала А.Д. Бреки, О.В. Толочко, А.Е. Гвоздев, Н.Е. Стариков / Современное машиностроение. Наука и образование. 2014. 4. С. 319-326.
6. Бреки А.Д. Триботехнические свойства модифицированных сма-зочных масел: автореф. дис. ... канд. техн. наук: 05.02.04 / Бреки Александр Джалюльевич. Санкт-Петербург, 2011. 19 с.
7. Комплексные задачи теории пластичности: монография / Н.Д. Тутышкин, А.Е. Гвоздев, В.И. Трегубов, Ю.В. Полтавец, Е.М. Селед-кин, А.С. Пустовгар, В.И. Золотухин, Г.М. Журавлев, В.И. Золотухин; 2-е изд. перераб. и доп. Тула: Изд-во ТулГУ, 2015. 408 с.
8. Расчет деформационной повреждаемости в процессах обратного выдавливания металлических изделий / А.Е. Гвоздев, Г.М. Журавлев, А.Г. Колмаков, Д.А. Провоторов, Н.Н. Сергеев // Технология металлов. 2016. 1. С. 23-32.
9. Gvozdev A.E. Effect of the stress state on superplasticity of hard-to-deform high-speed powder steel // Металлы. 1994. 4. P. 127-131.
10. Расчет кластерной структуры расплава, ее влияние на образова-ние наноаморфных твердых фаз и их структурную релаксацию при после-дующем нагреве / М.Х. Шоршоров, А.Е. Гвоздев, А.В. Афанаскин, Е.А. Гвоздев // Металловедение и термическая обработка металлов. 2002. 6. С. 12-16.
11. Features of softening processes of aluminum, copper, and their alloys under hot deformation // A.E. Gvozdev, D.N. Bogolyubova, N.N. Sergeev, A.G. Kolmakov, D.A. Provotorov, I.V. Tikhonova // Inorganic Materials: Ap-plied Research. 2015. T. 6. 1. P. 32-40.
12. Role of nucleation in the of first-order phase transformations / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, A.G. Kolmakov, I.V. Tikhonova // Inorganic Materials: Applied Research. 2015. T. 6. 4. P. 283-288.
13. Синтез и триботехнические свойства композиционного покры-тия с матрицей из полиимида (Р-ООО)ФТ и наполнителем из наночастиц дисульфида вольфрама при сухом трении скольжения / А.Д. Бреки, А.Л. Диденко, В.В. Кудрявцев, Е.С. Васильева, О.В. Толочко, А.Г. Колма-ков, А.Е. Гвоздев, Д.А. Провоторов, Н.Е. Стариков, Ю.А. Фадин // Матери-аловедение. 2016. 4. С. 44-48.

Технология машиностроения
137
14. Влияние разнозернистости аустенита на кинетику перлитного превращения в мало- и среднеуглеродистых низколегированных сталях / А.Е. Гвоздев, А.Г. Колмаков, Д.А. Провоторов, И.В. Минаев, Н.Н. Серге-ев, И.В. Тихонова // Материаловедение. 2014. 7. С. 23-26.
15. Grain size effect of austenite on the kinetics of pearlite transfor-mation in low-and medium-carbon low-alloy steels / A.E. Gvozdev, I.V. Minaev, N.N. Sergeev, A.G. Kolmakov, D.A. Provotorov, I.V. Tikhonova // Inorganic Materials: Applied Research. 2015. T. 6. 1. P. 41-44.
16. Сопряженные поля в упругих, пластических, сыпучих средах и металлических труднодеформируемых системах: монография / Э.С. Мака-ров, В.Э. Ульченкова, А.Е. Гвоздев, Н.Н. Сергеев, А.Н. Сергеев; под ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2016. 526 с.
17. Новые конструкционные материалы: учебное пособие / Н.Е. Стариков, В.К. Зеленко, О.В. Кузовлева, А.Н. Сергеев, В.Ю. Кузовлев, А.А. Калинин, А.В. Маляров; под. общ. ред. проф. А.Е. Гвоздева. Тула: Изд-во ТулГУ, 2017. 296 с.
18. Материаловедение: учебник для вузов / Н.Н. Сергеев, А.Е. Гвоздев., В.К. Зеленко, А.Н. Сергеев, О.В. Кузовлева, Н.Е. Стариков, В.И. Золотухин, А.Д. Бреки; под ред. проф. А.Е. Гвоздева. Изд. 2-е доп. и испр. Тула: Изд-во ТулГУ, 2017. 469 с.
19. Технология металлов и сплавов: учебник / Н.Н. Сергеев, А.Е. Гвоздев, Н.Е. Стариков, В.И. Золотухин, А.Н. Сергеев, А.Д. Бреки, О.В. Кузовлева, Г.М. Журавлёв, Д.А. Провоторов.; Под ред. проф. Н.Н. Сергеева. Тула: Изд-во ТулГУ, 2017. 490 с.
20. О состоянии предпревращения металлов и сплавов: монография / О.В. Кузовлева, А.Е. Гвоздев, И.В. Тихонова, Н.Н. Сергеев, А.Д. Бреки, Н.Е. Стариков, А.Н. Сергеев, А.А. Калинин, Д.В. Малий, Ю.Е. Титова, С.Е. Александров, Н.А. Крылов. Тула: Изд-во ТулГУ, 2016. 245 с.
21. Патент на полезную модель 2016122692/28 (166249) Образец для определения когезионной прочности газотермических порошковых покрытий / Н.Н. Сергеев, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, И.В. Тихонова, А.Д. Бреки, И.В. Минаев, О.В. Кузовлева, Д.В. Малий, А.А. Калинин, С.Н. Кутепов, А.Е. Гвоздев, М.В. Ушаков; заявитель и па-тентообладатель Гвоздев Александр Евгеньевич. 2016122692/28 заявл. 08.06.16; опубл. 20.11.16, Бюл. 32.
22. Патент на полезную модель 2016142134 (170385) Образец для определения адгезионной прочности покрытий / Н.Н. Сергеев, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, И.В. Тихонова, А.Д. Бреки, И.В. Минаев, О.В. Кузовлева, Д.В. Малий, А.А. Калинин, С.Н. Кутепов, А.Е. Гвоздев, А.И. Кузнецова, А.В. Казакова, Д.Н. Романенко, Е.Ф. Романенко, В.Э. Лисицина; заявитель и патентообла-датель Гвоздев Александр Евгеньевич. 2016142134 (17385) заявл. 26.10.16; опубл. 24.04.17, Бюл. 12. 6 с.

Известия ТулГУ. Технические науки. 2018. Вып. 8
138
23. Механизмы водородного растрескивания металлов и сплавов, связанные с усилением дислокационной активности / Н.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 2(71). С. 32-47.
24. Анализ теоретических представлений о механизмах водородно-го растрескивания металлов и сплавов / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного госу-дарственного университета. 2017. Т. 21, 3(72). С. 6-33.
25. Перспективные стали для кожухов доменных агрегатов / Н.Н. Сергеев, А.Е. Гвоздев, А.Н. Сергеев, И.В. Тихонова, С.Н. Кутепов, О.В. Кузовлева, Е. В. Агеев // Известия Юго-Западного государственного университета. Серия: Техника и технологии. 2017. Т. 7, 2(23). С. 6-15.
26. Принятие решений по статистическим моделям в управлении качеством продукции / Г.М. Журавлев, А.Е. Гвоздев, С.В. Сапожников, С.Н. Кутепов, Е.В. Агеев // Известия Юго-Западного государственного университета. 2017. Т. 21, 5(74). С. 78-92.
27. Диффузия водорода в сварных соединениях конструкционных сталей / Н.Н. Сергеев, А.Н. Сергеев, С.Н. Кутепов, А.Е. Гвоздев, Е.В. Агеев // Известия Юго-Западного государственного университета. 2017. Т. 21, 6(75). С. 85-95.
28. Особенности структурных и фазовых превращений в титановых заготовках в процессе высокоскоростного пластического деформирования: монография / Н.А. Крылов, М.А. Скотникова, А.Д. Бреки, В.В. Медведева, А.Е. Гвоздев, А.Н. Сергеев, Н.Е. Стариков, Д.А. Провоторов, Н.Н. Сергеев, Д.В. Малий.; под ред. Н.А. Крылова. Тула: Изд-во ТулГУ, 2016. 202 с.
29. Жидкие и консистентные смазочные композиционные материа-лы, содержащие дисперсные частицы гидросиликатов магния, для узлов трения управляемых систем: монография / А.Д. Бреки, В.В. Медведева, Н.А. Крылов, С.Е. Александров, А.Е. Гвоздев, А.Н. Сергеев, Н.Е. Стари-ков, Д.А. Провоторов, Н.Н. Сергеев, Д.В. Малий; под ред. А.Д. Бреки. Тула: Изд-во ТулГУ, 2016. 166 с.
30. Temperature distribution and structure in the heat-affected zone for steel sheets after laser cutting / A.E. Gvozdev, N.N. Sergeyev, I.V. Minayev, I.V. Tikhonova, A.N. Sergeyev, D.M. Khonelidze, D.V. Maliy, I.V. Golyshev, A.G. Kolmakov, D.A. Provotorov // Inorganic Materials: Applied Research. 2017. T. 8. 1. С. 148-152.
31. Вариант определения максимального пластического упрочнения в инструментальных сталях / Г.М. Журавлев, А.Е. Гвоздев, А.Е. Чеглов, Н.Н. Сергеев, О.М. Губанов // Сталь. 2017. 6. С. 26-39.
32. On friction of metallic materials with consideration for superplastici-ty phenomenon / A.D. Breki, A.E. Gvozdev, A.G. Kolmakov, N.E. Starikov, D.A. Provotorov, N.N. Sergeyev, D.M. Khonelidze // Inorganic Materials: Ap-plied Research. 2017. Т. 8. 1. С. 126-129.

Технология машиностроения
139
33. Распределение температур и структура в зоне термического влияния для стальных листов после лазерной резки / А.Е. Гвоздев, Н.Н. Сергеев, И.В. Минаев, А.Г. Колмаков, И.В. Тихонова, А.Н. Сергеев, Д.А. Провоторов, Д.М. Хонелидзе, Д.В. Малий, И.В. Голышев // Материаловедение. 2016. 9. С. 3-7.
34. Многоуровневый подход к проблеме замедленного разрушения высокопрочных конструкционных сталей под действием водорода / В.П. Баранов, А.Е. Гвоздев, А.Г. Колмаков, Н.Н. Сергеев, А.Н. Чуканов // Материаловедение. 2017. 7. С. 11-22.
35. Maximum plastic strengthening in tool steels / G.M. Zhuravlev, A.E. Gvozdev, A.E. Cheglov, N.N. Sergeev, O.M. Gubanov // Steel in Transla-tion. 2017. Vol. 47. 6. P 399-411.
Чечулин Константин Николаевич, адъюнкт отела ОНРиПНПК,
[email protected], Россия, Санкт-Петербург, Военная академия матери-ально-технического обеспечения им. генерала армии Хрулёва А.В.,
Бреки Александр Джалюльевич, канд. техн. наук, доцент, зам. зав. кафедрой
МиОК, с.н.с. лаборатории ИЭС, [email protected], Россия, Санкт-Петербург, Санкт-Петербургский политехнический университет Петра Великого, Институт проблем машиноведения РАН,
Молоков Илья Евгеньевич, д-р военных наук, профессор, заведующий кафедрой
общенаучных и общетехнических дисциплин, [email protected], Россия, Санкт-Петербург, Военная академия материально-технического обеспечения им. генерала армии Хрулёва А.В.,
Гвоздев Александр Евгеньевич, д-р техн. наук, профессор,
[email protected] Россия, Тула, Тульский государственный педагогиче-ский университет им. Л.Н. Толстого,
Кутепов Сергей Николаевич, канд. пед. наук., [email protected], Россия,
Тула, Тульский государственный педагогический университет им. Л.Н. Толстого, Пантюхин Олег Викторович, канд. техн. наук, доцент, [email protected],
Россия, Тула, Тульский государственный университет
INFLUENCE OF CHANGE OF PROPERTIES OF THE M10G2K ENGINE OIL IN THE INTERNAL COMBUSTION ENGINE OF YAMZ-236 OF THE URALS-4320
CAR ON CYCLES OF ITS DELIVERY IN HARDWARE BORDERS
K.M. Chechulin, A.D. Breki, I.E. Molokov, A.E. Gvozdev, S.N. Kutepov, O.V. Pantjuhin
In work results of laboratory researches of tests of the M10G2K engine oil are given in different operational phases of an internal combustion engine of YaMZ-236 of the URALS-4320 car. Changes in use of such diagnostic indexes as an inductivity, alkaline number, vis-cosity, a rate of oxidation, sulphonations and nitridations and also water content, glycol and soot are shown. By means of calculations with use of the experimental datas dependences of

Известия ТулГУ. Технические науки. 2018. Вып. 8
140
fitness of oil in various diagnostic parameters are received from range of speeds of a bent shaft. The possibility of prediction of replacement of grease oil by means of the analysis of dependences of its fitness on various indexes is shown. The interrelation between the analysis of fitness of grease oil and cycles of its delivery in hardware borders is established.
Key words: hardware, diagnostics, engine oil, operating time, aging of oils, URALS-4320, fitness, delivery cycle.
Chechulin Konstantin Nikolaevich, graduated in a military academy of an otel
ОНРиПНПК, [email protected], Russia, St. Petersburg, Military academy of material support of the general Hrulyov A.V.,
Breki Alexander Dzhalyulyevich, candidate of technical science, associate profes-
sor., deputy department chair of MIOK, senior research associate of IES laboratory, [email protected], Russia, St. Petersburg, Peter the Great St.Petersburg Polytechnic Universi-ty, Institute of problems of engineering science of RAS.,
Molokov Ilya Evgenyevich, doctor of military sciences, professor, head of the de-
partment of general scientific and all-technical disciplines, [email protected], Russia, St. Petersburg, Military academy of material support of the general Hrulyov A.V.,
Gvozdev Aleksandr Evgen'yevich, doctor of technical science, professor,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical Uni-versity,
Kutepov Sergey Nikolaevich, candidate of pedagogical science,
[email protected], Russia, Tula, Tula State Lev Tolstoy Pedagogical University, Pantjuhin Oleg Viktorovich, candidate of technical science, docent, olegpantyu-
[email protected], Russia, Tula, Tula State University

Технология машиностроения
141
УДК 62-192 К ВОПРОСУ РАСЧЕТА НЕОБХОДИМОГО КОЛИЧЕСТВА ЗАПАСНЫХ ЧАСТЕЙ ГИДРОФИЦИРОВАННЫХ МАШИН
П.А. Сорокин, Н.Н. Гринчар
Рассмотрены вопросы прогнозирования потребного количества запасных час-
тей с учетом факторов риска. Прогноз базируется на количестве параметрических и внезапных отказов гидроагрегатов. Для этого предлагается методика моделирования значения КПД гидроагрегата с помощью методов Монте-Карло и Value-at-Risk.
Ключевые слова: машины с объемным гидроприводом, отказы, риски, запасные части.
На сегодняшний день машины с гидравлическим объемным приво-
дом являются наиболее многочисленными и востребованными в таких подгруппах как строительно-дорожные машины, грузоподъёмные машины, а также путевые машины и машины транспортного строительства. Вслед-ствие их широкого распространения одной из наиболее актуальных задач, не решенных полностью в сфере эксплуатации, является определение ра-ционального количества запасных частей по различным типам гидроагре-гатов. Такой прогноз должен учитывать, как плановые замены, так и все-возможные риски внештатных событий, которые могут привести к допол-нительным отказам.
Потребное количество запасных частей (запас) за рассматриваемый промежуток времени может быть оценен по формуле
1 1,
n mij
i jZ Z
= == ∑ ∑
где n – количество периодов времени в рассматриваемом промежутке; / m – количество узлов или агрегатов по всем машинам парка предприятия;
ijZ - требуемое количество запасных частей по периоду i и узлу j. Замена изделия происходит в двух случаях: 1) изделие достигло критического уровня по одному из основных
эксплуатационных показателей, например, значение объемного КПД (η) для насоса (параметрический или прогнозируемый отказ);
2) внезапный выход из строя узла или агрегата (внезапный отказ, непрогнозируемый), например, вследствие разгерметизации уплотнения по ведущему валу.
Таким образом п в ,ij ijij Z ZZ = +
где пijZ , в
ijZ – количество параметрических и внезапных отказов.

Известия ТулГУ. Технические науки. 2018. Вып. 8
142
Изменение КПД насоса, как известно [1] зависит от наработки ма-
шины. Для оценки параметра пijZ на примере аксиально-поршневых гидро-
машин воспользуемся данными работы [2] (рис. 1).
Рис. 1. Изменение объемного КПД аксиально-поршневых гидромашин:
Из рис. 1 видно, что в зависимости от наработки существует верх-няя ( maxη ) и нижняя ( minη ) граница значения КПД. При этом, точно опре-делить текущее значение возможно только для машин, оснащенных соот-ветствующим контрольным оборудованием.
Значение объемного КПД, при котором происходит параметриче-ский отказ аксиально поршневых насосов будем считать равным 0,7 [1]. Из этого следует, что отказ насоса экскаватора при реализации наихудшего сценария произойдет после 3000 часов эксплуатации насоса. С целью не-допущения критического ухудшения характеристик машины в целом (снижения КПД насоса существенно влияет на время увеличения рабочего цикла машины, и, соответственно, понижает эксплуатационную произво-дительность) после достижения вышеуказанной наработки целесообразно провести замену агрегата на новый, или капитально отремонтированный (для сложных насосов с регулируемой производительностью). С другой стороны при реализации наилучшего из возможных сценариев развития событий, параметрический отказ по объемному КПД произойдет через бо-лее чем 10000 часов наработки. Как видим, разброс значений весьма велик

Технология машиностроения
143
и зависит от множества факторов. Ввиду вышеизложенного, с экономиче-ской точки зрения замена насосов при наработке к значению 3000 моточа-сов, как это предписывается системой планово-предупредительных ремон-тов, представляется нецелесообразной, так как эти агрегаты являются весьма дорогостоящими. Особенно это касается импортных насосов и гид-ромоторов, приобретаемых за валюту. Таким образов возникает необходи-мость в дополнительных исследованиях с целью прогнозирования рацио-нального количества запасных частей на некоторый рассматриваемый пе-риод. Такое прогнозирование при условии полного инструментального контроля неизбежно содержит определенные элементы риска, которые мо-гут быть учтены с помощью современных методик оценки технических и экономических рисков. Одним из эффективных инструментов для разра-ботки таких методик являются элементы теории искусственного интеллек-та и нечеткой логики, позволяющие делать довольно точные предсказания о поведении тех или иных объектов без их непосредственного инструмен-тально обследования.
Для планирования на промежуток времени пijZ необходимо спро-
гнозировать изменение КПД по периодам. Для этого необходимо знать начальное значение КПД машины ( 0η ), начальную наработку ( 0t ),
средний планируемый объем работы за период ( срt ). При этом, предпола-
гается, что средняя наработка машины в месяц составляет 180…220 часов.
На следующем этапе необходимо определить maxη и minη для рас-
сматриваемого типа узлов. Они оцениваются по формуле, приведенной в работе [2]
2 2max 1 0 min 2 0η η ;η η ,A t A t= − + = − +
где А1, А2 – коэффициенты, характеризующие снижение объемного КПД гидроагрегатов в процессе эксплуатации.
Для оценки КПД применим методы моделирования Монте-Карло и оценки рисков Value-At-Risk (VaR) [3]. Данный метод позволяет ком-плексно оценить возможные потери в будущем с выбранной вероятностью и за определенный промежуток времени. Для расчета меры риска VaR на практике используют несколько способов:
- метод исторического моделирования («дельта нормальный», «ручной способ»);
- метод параметрической модели; - статистическое (имитационное) моделирование с помощью метода
Монте-Карло.

Известия ТулГУ. Технические науки. 2018. Вып. 8
144
Оценка включает в себя следующие этапы:
1. Для рассматриваемого периода рассчитываются А1, А2. 2. Производится расчет математического ожидания и стандартного
отклонения А. При этом будем исходить из допущения, что математиче-
ское ожидание 2 12m
A AA
−= для каждого отдельно взятого момента вре-
мени. Допущение можно считать справедливым, так как в научной литера-туре отсутствуют данные, которые этому бы противоречили.
3. Для рассчитанных в п. 2 параметров производится моделирова-ние k случайных чисел методом Монте-Карло по нормальному закону рас-пределения.
4. Полученные результаты сортируется в рамках одного массива от наилучшего (наивысшего значения КПД) до наихудшего результата.
5. Лицо, принимающее решение определяет уровень оптимизма x (0;1) для рассматриваемой ситуации.
6. Методом VaR определяем значение A. При этом уровень довери-тельного интервала VaR рассчитывается по формуле
α 1 .x= − Использование подобного соотношения позволяет использовать
значения, получаемые при помощи VaR-методов при применении метода сценариев.
Получив значение A, рассчитаем величину снижения КПД
( )2 22 1
η ,A
t t∆ =
−
где 1t , 2t - наработка соответственно в начале и в конце периода, моточас.
Затем рассчитаем прогнозное значение КПД в конце периода
2 1η η η.= − ∆
Далее для рассматриваемого периода и агрегата необходимо опре-делить величину остаточного ресурса с учетом характера падения КПД. Для этого воспользуемся формулой
2η 0,7.остt
A
−=
На основе значения остt определим коэффициент риска
срп
ост,r
tk
t=
где λ - интенсивность отказов; срt - среднее время наработки на отказ за
период времени.

Технология машиностроения
145
На всех этапах жизненного цикла машины помимо отказов, связан-ных с износом и старением агрегатов присутствуют внезапные (непрогно-зируемые) отказы (см. выше). Как известно из теории надежности [3], вне-запные отказы хорошо описываются экспоненциальным (показательным) законом. Вероятность отказа
( ) 1
t
aF t e
−
= − где a – математическое ожидание наработки на отказ.
Основным периодом жизненного цикла машины, когда действуют внезапные отказы, является период нормальной эксплуатации. Характер-ной чертой этого процесса является то обстоятельство, что интенсивность отказов λ = const.
Так как известно, что по мере наработки вероятность безотказной работы при действии экспоненциального закона снижается, то по аналогии с предыдущим случаем коэффициент риска по внезапным отказам можно представить, как отношение текущего значения наработки к нормативному сроку службы агрегата
.в текr
норм
tk
t=
Для того чтобы оценить общий уровень риска вследствие одновре-менного действия двух типов отказов, введем понятие коэффициента устойчивости к риску
п п в в1 ; 1 .r r r ry k y k= − = − Блок-схема алгоритма представлена на рис 2.
Рис. 2. Блок-схема оценки параметра A

Известия ТулГУ. Технические науки. 2018. Вып. 8
146
Тогда по аналогии с формулой для вероятности безотказной работы в случае действия двух типов отказов [4], общий коэффициент устойчиво-сти будет равен
п в* .r r ry y y= По аналогии с [5] построим таблицу множества риска отказа насоса
(табл. 1).
Таблица 1 Множество уровней риска отказа насоса
Значение yr Уровень риска > 0,9 Несущественный
0,75…0,9 Незначительный 0,6…0,75 Умеренный 0,45…0,6 Средний 0,3…0,45 Высокий 0,15…0,3 Очень высокий
< 0,15 Неприемлемый
Таким образом, используя полученные значения коэффициентов, построим матрицу уровней риска, являющуюся основой для принятия ре-шения о замене агрегата (табл. 2).
Таблица 2
Матрица уровней риска
Полученные значения yr в матрице окрашены в разный цвет в со-ответствии с табл. 1.
Таким образом, оценку уровня риска при принятии решения о за-мене агрегатов целесообразно проводить на основе единого безразмерного критерия, в качестве которого рационально принять коэффициент устой-чивости агрегата к рискам. Данный коэффициент позволяет дать инте-гральную оценку риска параметрического и внезапного отказов.

Технология машиностроения
147
Список литературы
1. Харазов А.М. Техническая диагностика гидроприводов машин. М.: Машиностроение, 1979. 112 с.
2. МДС 12-20.2004. Механизация строительства. Организация диа-гностирования строительных и дорожных машин. Диагностирование гид-роприводов. М.: ГОССТРОЙ. 2004. 34 с.
3. Волков С. Н. Современный риск-менеджмент с использованием методологии Value-at-risk // Риск-менеджмент. 2006. [Электронный ре-сурс]. URL: http://www.buzdalin.ru/text/banks/t10/VAR.htm (дата обращения: 10.06.2018).
4. Войнов К.Н. Прогнозирование надежности механических систем. Л.: Машиностроение, 1978. 208 с.
5. Лакин И.И. Мониторинг технического состояния локомотивов по данным бортовых аппаратно-программных комплексов: дис. … канд. техн. наук. М. 2016. 195 с.
Сорокин Павел Алексеевич, д-р техн. наук, проф., [email protected], Россия,
Москва, Российский университет транспорта (МИИТ), Гринчар Николай Николаевич, к-т экон. наук, ст. преп., [email protected],
Россия, Москва, Российский университет транспорта (МИИТ)
TO THE QUESTION OF THE CALCULATION OF THE NECESSARY QUANTITY OF SPARE PARTS OF HYDROPHIATED MACHINES
P.A. Sorokin, N.N. Grinchar
Discusses the forecasting of the required number of spare parts, taking into account
risk factors. The forecast is based on the number of parametric and sudden failures of hy-draulic units. For this, the method of modeling the value of the efficiency of a hydraulic unit using Monte Carlo and Value-at-Risk methods is proposed.
Key words: machines with hydraulic drive, crushes, risks, spare parts. Sorokin Pavel Alekseevich, doctor of technical sciences, professor,
[email protected], Russia, Moscow, Russian University of Transport (MIIT), Grinchar Nikolai Nikolaevich, candidate of economics sciences, senior lecturer,
[email protected], Russia, Moscow, Russian Transport University (MIIT)

Известия ТулГУ. Технические науки. 2018. Вып. 8
148
УДК 593.3
ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОЛОСТИ УПРУГОГО ЦИЛИНДРА
ПО РАССЕЯННОМУ АКУСТИЧЕСКОМУ ПОЛЮ
С.А. Скобельцын, Н.Ю. Пешков
Разработан метод определения геометрических параметров (положение цен-тра, длины стороны, угла ориентации) полости квадратного сечения в упругом эллип-тическом цилиндре по известному рассеянному полю плоской гармонической звуковой волны. Проведена проверка схемы идентификации параметров полости в ходе числен-ного эксперимента. Оценено влияние погрешности измерительных приборов на точ-ность определения геометрических характеристик. Изложенный алгоритм отличает-ся универсальностью и может быть применен для идентификации произвольного ко-личества параметров упругого препятствия.
Ключевые слова: полость с квадратным сечением, рассеянное поле, потенциал смещений, датчики, алгоритм Хука-Дживса, погрешность измерения.
Определение параметров рассеянного звукового поля на основе из-
вестных параметров падающей волны, геометрических параметров упруго-го препятствия и свойств его материала, а также свойств материала содер-жащей среды не представляет практического интереса.
Однако, существенный интерес представляют задачи определения параметров упругого препятствия по полностью или частично известному рассеянному полю. Такие задачи относятся к классу обратных задач [1, 2, 3]. В теоретическом плане полное решение таких задач представляет суще-ственные трудности. Влияние многих искомых параметров на результат решения задачи о рассеянии звука является нелинейным, что не позволяет использовать аппарат линейных интегральных уравнений. Для решения ряда практических задач достаточно эффективными оказываются вариаци-онные методы, при использовании которых ищется приближенное реше-ние, доставляющее экстремальное значение функционала, величина кото-рого характеризует степень соответствия приближенного решения точно-му.
Целью представленного ниже исследования является определение геометрических параметров упругой полости с квадратным сечением (по-ложения центра ( )00 yx , длины стороны d и угла ориентации γ ) по рассе-янному полю плоской гармонической звуковой волны.
Предполагается, что бесконечный изотропный однородный упругий цилиндр с эллиптическим сечением Ι с полуосями a и b (a – большая, b – малая), материал которого имеет плотность ρ , модуль Юнга E и коэффи-циент Пуассона ν , содержащий полость с квадратным сечением ΙΙ , запол-

Технология машиностроения
149
ненную жидкой (газообразной) средой с плотностью 1ρ и скоростью звука
1c , находится в жидкой среде ΙΙΙ с плотностью 0ρ и скоростью звука 0c (рис. 1).
Рис. 1. Геометрия задачи
Из среды ΙΙΙ на эллиптический цилиндр по направлению нормали к малой полуоси его сечения падает монохроматическая гармоническая плоская звуковая волна единичной амплитуды, в которой потенциал сме-щений частиц жидкой (газообразной) среды имеет вид
( )tip e ω−⋅=Ψ rk 0 , (1)
где r – радиус-вектор, 02 fπ=ω – круговая частота, t – время, а 0k – вол-новой вектор, определяющий направление распространения падающей волны такой, что 00 ck ω==0k – волновое число в содержащей среде
ΙΙΙ . Предполагается, что направление оси Ox совпадает с направлением распространения падающей волны. Тогда (1) примет вид:
( )txkip e ω−=Ψ 0 .
В результате взаимодействия с препятствием волна искажается и образуется рассеянная волна, в которой потенциал смещений частиц жид-кой (газообразной) среды обозначим через sΨ .

Известия ТулГУ. Технические науки. 2018. Вып. 8
150
Подразумевается, что в рассеянном поле известно полное акустиче-
ское давление 02Ψρω=p , где sp Ψ+Ψ=Ψ0 . Величина p фиксируется
конечным числом датчиков. Датчики расположены в узловых точках кру-гового контура Γ радиуса r . Крестовыми маркерами и подписями kV
( Kk ,1= ) изображены позиции датчиков. Предполагается, что сами датчи-ки не вносят искажений в процесс рассеяния.
Для определения геометрических параметров полости используется подход, описанный в работах [4, 5], где предлагается вариационная поста-новка обратной задачи рассеяния звука при определении параметров упру-гого препятствия.
Подразумевается, что выполняется измерение полного акустическо-го давления (значения потенциала 0Ψ ) в процессе рассеяния плоской зву-ковой волны упругим эллипсом в соответствии со схемой, приведенной на рис. 1, для фиксированных значений параметров полости с квадратным се-чением [ ]iiiii dyxz γ= ,,, 00 из интервалов [ ]21, xx , [ ]21, yy , [ ]21,dd и [ ]21,γγ. Требуется найти действительные значения параметров полости на осно-вании измеренных данных.
Вектором ( )jz0Ψ обозначена совокупность измеренных значений
потенциала 0Ψ для параметров jz в точках kV , т.е.
( ) [ ]jKjjjz 02010 ΨΨΨ= L0Ψ . (2)
Через jk0ψ обозначается фактическое значение потенциала 0Ψ , в
точке kV , рассчитанное для параметров jz . Очевидно, что в случае отсут-
ствия ошибок измерения
jkjk 00 ψ=Ψ .
В общем случае измеренные значения jk0Ψ включают погреш-
ность, которая может быть связана, например, с погрешностями использу-емых измерительных приборов. Кроме того, сами теоретические (расчет-ные) значения jk0ψ могут содержать ошибки из-за неточности задания
параметров модели. Предполагается, что все погрешности в расчетах отне-сены к измеренным значениям jk0Ψ , представленные в виде суммы
'00 ε+ψ=Ψ jkjk ,
где 'ε – некоторая случайная величина с нулевым математическим ожида-
нием и средним квадратическим отклонением 0ε (полагается, что 'ε имеет нормальное распределение ( )0;0 εN ).

Технология машиностроения
151
Совокупность рассчитанных значений для заданных параметров jz
представлена вектором ( ) [ ]jKjjjz 02010 ψψψ= L0ψ , построенным
аналогично (2). Близость выбранных для вычислений значений параметров jz к
действительным можно охарактеризовать нормой
( ) ( ) ( ) ( )=
ψ−Ψ=−=εK
kkjkjj zzz
1
2*00
*00 ψΨ ,
где ( ) [ ]Τψψψ= Kz *02
*01
*0
*L0ψ . Очевидно, что при *zzj = в случае
отсутствия ошибок ( 00 =ε ) получаем ( ) ( ) ( ) 0*** =−=ε zzz 00 ψΨ .
Таким образом, задачу определения параметров квадратной поло-сти можно сформулировать следующим образом: найти такие значения 0x ,
0y , d и γ из интервалов [ ]21,xx , [ ]21, yy , [ ]21,dd и [ ]21,γγ , при которых совокупное отклонение расчетных значений потенциала 0Ψ – 0ψ от изме-ренных значений 0Ψ будет минимальным, или формально
( )[ ] [ ] [ ] [ ]
min2121210210 ,,,,
→εγγ∈γ∈∈∈ dddyyyxxx
z . (3)
Задача (3) является нелинейной задачей оптимизации. Ее решение 'zz = является оценкой действительных параметров *z . Для оценки влияния параметров схемы измерений на точность
идентификации характеристик квадратной полости проведены численные эксперименты для значений отклонения 01.0,005.00 =ε при действитель-
ных значениях параметров [ ]92,2.0,0,0* π=∆ мммz . Предполагалось, что наблюдается рассеяние плоской звуковой вол-
ны для значений параметров z из интервалов [ ]2.0,2.0− , [ ]2.0,2.0− ,
[ ]25.0,10 3− и [ ]2,0 π . Количество датчиков K предполагалось равным 11 и 22. Полярные
углы датчиков Vkϕ определялись формулой
( ) ϕ∆−=ϕ 1kVk ,
где постоянный шаг Kπ=ϕ∆ 2 . Поиск локального минимума функции (3) от параметров z осу-
ществлялся с помощью метода Хука-Дживса [6]. Значения полного аку-стического давления 0Ψ на границе Γ были получены численно в матема-тическом пакете COMSOL Multiphysics [7].

Известия ТулГУ. Технические науки. 2018. Вып. 8
152
При выполнении приближенного решения, выбирались следующие механические и геометрические характеристики:
- размеры полуосей эллипса: 8.0=a м и 4.0=b ; - механические параметры материала эллипса – меди: плотность
8920=ρ 3мкг ; модуль Юнга 101011⋅=E Па ; коэффициент Пуассона 3.0=ν .
- механические параметры жидкости среды ΙΙ – метанола: плот-
ность 7921 =ρ 3мкг ; скорость звука 11431 =c см . Предполагалось, что в акустической среде, заполненной водой с
плотностью 10000 =ρ 3мкг , скоростью звука 14030 =c см , распростра-няется плоская гармоническая звуковая волна с частотой 13500=f Гц . Для решения методом конечных элементов в ней выделяется слой ΙΙΙ , окру-жающий эллиптический цилиндр. Внешняя поверхность слоя представляет собой круговой цилиндр с радиусом 80 =r м и осью, совпадающей с осью упругого эллиптического цилиндра.
Множество точек измерения kV размещается в слое ΙΙΙ на окруж-ности с радиусом 1=r м .
Результаты расчетов и их визуализация представлены на рис. 2 – 5 и в табл. 1 – 4. Рассмотрены четыре случая действительного расположения полости со стороной 21.0=d м в цилиндре. Предполагалось, что центр по-лости расположен в начале координат, а угол γ в первом случае равен 41°, во втором – 45°, в третьем – 19°, в четвертом – 13°. Результаты определе-ния положения полости для первого случая представлены на рис. 2 и в табл. 1, для второго – на рис. 3 и в табл. 2, для третьего – на рис. 4 и в табл. 3, для четвертого – на рис. 5 и в табл. 4.
а
Рис. 2. Визуализация итераций решения и зависимость ( )zε для 11=K и 01.00 =ε : а - визуализация итераций алгоритма решения
(начало)

Технология машиностроения
153
б
Рис. 2. Визуализация итераций решения и зависимость ( )zε для 11=K и 01.00 =ε : б - зависимость ( )zε от номера итерации
(окончание) Рис. 2, а – 5, а иллюстрируют решения, полученные на промежу-
точных итерациях алгоритма Хука-Дживса. Эллипс представляет собой внешний контур сечения цилиндра Ι . Квадратные контуры показывают се-чение полости с параметрами, полученными на очередном шаге. Число на контуре сечения полости на рис. 2, а – 5, а обозначает номер шага j алго-ритма поиска минимума (3).
На рис. 2, б – 5, б показаны зависимости нормы ( )zε шага алгорит-ма от порядкового номера итерации решения. Круговыми маркерами отме-чены расчетные значения ( )jzε . Полученные расчетные точки для нагляд-
ности соединены ломаной линией. Наличие локальных максимумов на графиках ( )jzε показывает, что используемый алгоритм не обладает моно-
тонностью. В частности, это может объясняться сложной зависимостью измеряемых величин акустического давления и совокупностью параметров полости.
а
Рис. 3. Визуализация итераций решения и зависимость ( )zε для 22=K и 01.00 =ε : а - визуализация итераций алгоритма решения
(начало)

Известия ТулГУ. Технические науки. 2018. Вып. 8
154
б
Рис. 3. Визуализация итераций решения и зависимость ( )zε для 22=K и 01.00 =ε : б - зависимость ( )zε от номера итерации
(окончание)
Табл. 1 – 4 отображают значения характеристик полостей и нормы ( )zε на каждом шаге алгоритма решения.
Таблица 1 Значения характеристик полости с квадратным сечением
и нормы ( )zε для 11=K и 01.00 =ε
d γ 0x 0y ε d γ 0x 0y ε
1 0,05 0 -0,2 -0,2 0,5282 20 0,225 62,5 0,025 0,025 0,0508 2 0,05 50 -0,2 -0,2 0,317 21 0,225 56,25 0,025 0,025 0,0477 3 0,15 50 -0,2 -0,2 0,1618 22 0,225 56,25 0,025 -0,0125 0,0364 4 0,15 50 -0,2 -0,05 0,0999 23 0,225 50 0,025 -0,0125 0,0337 5 0,15 50 -0,2 0,1 0,2046 24 0,225 37,5 0,025 -0,0125 0,0307 6 0,15 75 -0,2 0,1 0,1601 25 0,225 31,25 0,025 -0,0125 0,0315 7 0,15 75 -0,05 0,1 0,1109 26 0,225 31,25 0,025 0,025 0,0311 8 0,15 75 -0,05 -0,05 0,0899 27 0,2125 37,5 0,025 -0,0125 0,0304 9 0,25 75 -0,05 -0,05 0,0834 28 0,2125 40,625 0,025 -0,0125 0,0292
10 0,25 75 0,1 -0,05 0,0739 29 0,2125 40,625 0,025 0,0062 0,0284 11 0,25 50 0,1 -0,05 0,0634 30 0,2125 43,75 0,025 0,025 0,0341 12 0,25 50 0,1 -0,05 0,0634 31 0,2125 40,625 0,025 0,025 0,032 13 0,25 50 0,025 -0,05 0,0486 32 0,2125 40,625 0,0062 0,025 0,032 14 0,2 50 -0,05 -0,05 0,052 33 0,2125 40,625 0,0062 0,0062 0,0288 15 0,2 50 0,025 -0,05 0,0409 34 0,2125 39,0625 0,025 0,0062 0,0284 16 0,2 50 0,025 -0,05 0,0409 35 0,2125 39,0625 0,0156 0,0062 0,0274 17 0,225 50 0,025 -0,05 0,0381 36 0,2062 37,5 0,0062 0,0062 0,027 18 0,225 56,25 0,025 -0,05 0,0378 37 0,2062 39,0625 0,0062 0,0062 0,0269 19 0,225 56,25 0,025 -0,0125 0,0364 38 0,2 40,625 -0,0031 0,0062 0,0267

Технология машиностроения
155
Таблица 2 Значения характеристик полости с квадратным сечением
и нормы ( )zε для 22=K и 01.00 =ε
d γ 0x 0y ε d γ 0x 0y ε
1 0,05 0 -0,2 -0,2 0,6085 18 0,2 56,25 -0,0125 -0,0125 0,0619
2 0,05 50 -0,2 -0,2 0,4605 19 0,175 62,5 -0,05 0,025 0,0769
3 0,15 50 -0,2 -0,2 0,2412 20 0,175 56,25 -0,05 0,025 0,0678
4 0,15 50 -0,05 -0,2 0,2403 21 0,175 56,25 -0,05 -0,0125 0,0645
5 0,15 50 -0,05 -0,05 0,0982 22 0,2 50 -0,0125 -0,0125 0,0589
6 0,25 25 0,1 0,1 0,1381 23 0,2 50 0,025 -0,0125 0,0569
7 0,25 25 0,1 -0,05 0,107 24 0,225 43,75 0,0625 -0,0125 0,0618
8 0,2 50 -0,05 -0,05 0,0841 25 0,225 43,75 0,025 -0,0125 0,0585
9 0,2 62,5 -0,05 -0,05 0,0829 26 0,2125 50 0,025 -0,0125 0,0561
10 0,2 62,5 0,025 -0,05 0,0666 27 0,2125 46,875 0,025 -0,0125 0,0553
11 0,25 62,5 0,1 -0,05 0,083 28 0,2125 43,75 0,025 -0,0125 0,0555
12 0,25 62,5 0,025 -0,05 0,0739 29 0,2125 46,875 0,025 -0,0125 0,0553
13 0,2 50 0,025 -0,05 0,0655 30 0,2125 45,3125 0,025 -0,0125 0,0552
14 0,25 37,5 0,025 -0,05 0,0801 31 0,2125 45,3125 0,025 -0,0125 0,0552
15 0,25 50 0,025 -0,05 0,0775 32 0,2125 46,0938 0,025 -0,0125 0,0552
16 0,2 56,25 0,025 -0,05 0,065 33 0,2125 46,0938 0,025 -0,0125 0,0552
17 0,2 56,25 -0,0125 -0,05 0,0642
а
Рис. 4. Визуализация итераций решения и зависимость ( )zε
для 11=K и 005.00 =ε : а - визуализация итераций алгоритма решения (начало)

Известия ТулГУ. Технические науки. 2018. Вып. 8
156
б
Рис. 4. Визуализация итераций решения и зависимость ( )zε
для 11=K и 005.00 =ε : б - зависимость ( )zε от номера итерации (окончание)
а
б
Рис. 5. Визуализация итераций решения и зависимость ( )zε для 22=K и 005.00 =ε : а - визуализация итераций алгоритма
решения; б - зависимость ( )zε от номера итерации

Технология машиностроения
157
Таблица 3 Значения характеристик полости с квадратным сечением
и нормы ( )zε для 11=K и 005.00 =ε
d γ 0x 0y ε d γ 0x 0y ε
1 0,05 0 -0,2 -0,2 0,5221 24 0,2 9,375 -0,05 -0,0125 0,0236 2 0,05 50 -0,2 -0,2 0,3114 25 0,2 9,375 -0,0312 -0,0125 0,0216 3 0,15 50 -0,2 -0,2 0,1548 26 0,2 9,375 -0,0312 0,0062 0,0205 4 0,15 50 -0,2 -0,05 0,0976 27 0,2125 6,25 -0,0125 0,025 0,0252 5 0,15 50 -0,2 0,1 0,2127 28 0,2125 9,375 -0,0125 0,025 0,0231 6 0,15 75 -0,2 0,1 0,1665 29 0,2125 9,375 -0,0125 0,0062 0,0183 7 0,15 75 -0,05 0,1 0,1116 30 0,225 12,5 0,0063 0,0062 0,0179 8 0,15 75 -0,05 -0,05 0,086 31 0,225 12,5 0,0063 -0,0125 0,0176 9 0,25 75 -0,05 -0,05 0,0774 32 0,2375 18,75 0,025 -0,0312 0,0266
10 0,25 75 0,1 -0,05 0,0736 33 0,2375 18,75 0,0063 -0,0312 0,0262 11 0,25 50 0,1 -0,05 0,0619 34 0,2375 18,75 0,0063 -0,0125 0,0221 12 0,25 50 0,1 -0,05 0,0619 35 0,225 15,625 0,0063 -0,0125 0,017 13 0,25 50 0,025 -0,05 0,0385 36 0,225 15,625 0,0063 0,0062 0,0164 14 0,2 50 -0,05 -0,05 0,0451 37 0,2125 18,75 0,0063 0,025 0,02 15 0,2 37,5 -0,05 -0,05 0,0424 38 0,2125 21,875 0,0063 0,025 0,0183 16 0,2 37,5 -0,05 0,025 0,0375 39 0,2125 21,875 -0,0125 0,025 0,0179 17 0,2 25 -0,125 0,1 0,0969 40 0,2125 21,875 -0,0125 0,0062 0,015 18 0,2 12,5 -0,125 0,1 0,0842 41 0,2 25 -0,0312 0,0062 0,0201 19 0,2 12,5 -0,05 0,1 0,0497 42 0,2 25 -0,0125 0,0062 0,0178 20 0,2 12,5 -0,05 0,025 0,0252 43 0,2 25 -0,0125 0,025 0,0176 21 0,2 12,5 -0,05 -0,0125 0,0238 44 0,2125 18,75 -0,0125 0,0062 0,0144 22 0,2 6,25 -0,05 -0,05 0,0316 45 0,2125 18,75 -0,0125 0,0062 0,0144 23 0,2 6,25 -0,05 -0,0125 0,0241
Таблица 4
Значения характеристик полости с квадратным сечением и нормы ( )zε для 22=K и 005.00 =ε
d γ 0x 0y ε d γ 0x 0y ε
1 2 3 4 5 6 1 2 3 4 5 6 1 0,05 0 -0,2 -0,2 0,6166 20 0,2 6,25 -0,05 -0,05 0,048 2 0,05 50 -0,2 -0,2 0,4701 21 0,2 6,25 -0,05 -0,0125 0,0352 3 0,15 50 -0,2 -0,2 0,2273 22 0,2 6,25 -0,05 -0,0125 0,0352 4 0,15 50 -0,2 -0,05 0,1333 23 0,2 6,25 -0,0312 -0,0125 0,0339 5 0,25 75 -0,2 0,1 0,2504 24 0,2125 6,25 -0,0125 -0,0125 0,0301 6 0,25 75 -0,05 0,1 0,1446 25 0,2125 9,375 -0,0125 -0,0125 0,0293 7 0,25 75 -0,05 -0,05 0,1076 26 0,2188 9,375 -0,0125 -0,0125 0,0293 8 0,25 75 0,1 -0,05 0,0916 27 0,2188 10,9375 -0,0125 -0,0125 0,0292 9 0,25 50 0,1 -0,05 0,0778 28 0,2188 10,9375 -0,0125 -0,0031 0,0284
10 0,25 50 0,1 -0,05 0,0778 29 0,2188 12,5 -0,0125 0,0062 0,0293 11 0,25 50 0,025 -0,05 0,0584 30 0,2188 14,0625 -0,0125 0,0062 0,0292 12 0,2 50 -0,05 -0,05 0,0636 31 0,2188 14,0625 -0,0031 0,0062 0,0281

Известия ТулГУ. Технические науки. 2018. Вып. 8
158
Окончание таблицы 4
1 2 3 4 5 6 1 2 3 4 5 6 13 0,2 37,5 -0,05 -0,05 0,0634 32 0,2188 14,0625 -0,0031 -0,0031 0,0279 14 0,2 37,5 -0,05 0,025 0,0528 33 0,2188 18,75 0,0062 -0,0031 0,0288 15 0,2 25 -0,125 0,1 0,1351 34 0,2188 18,75 -0,0031 -0,0031 0,0285 16 0,2 12,5 -0,125 0,1 0,1155 35 0,2188 18,75 -0,0031 0,0062 0,0282 17 0,2 12,5 -0,05 0,1 0,0721 36 0,2188 13,2812 -0,0031 -0,0031 0,0279 18 0,2 12,5 -0,05 0,025 0,0379 37 0,2188 13,2812 -0,0031 -0,0031 0,0279 19 0,2 12,5 -0,05 -0,0125 0,0369
Рис. 2, б – 5, б и значения ( )zε из табл. 1 – 4 и наглядно показывают,
как уменьшение ошибки 0ε измерения потенциала 0Ψ приводит к умень-шению погрешности определения геометрических параметров полости.
Анализ результатов показывает, что предложенная схема измерений может быть использована для идентификации параметров z полости квад-ратного сечения с удовлетворительной точностью. Точность определения характеристик полости зависит от количества датчиков K , в которых осуществляется измерение значений потенциала 0Ψ , и ошибки измерения потенциала 0Ψ – 0ε .
Работа выполнена при финансовой поддержке Российского фонда фундаментальных исследований и Правительства Тульской области (про-ект 16-41-710083).
Список литературы
1. Агранович З.С., Марченко В.А. Обратная задача теории рассея-ния. Харьков: Изд-во харьковского ун-та, 1960. 268 с.
2. Ватульян А.О. Обратные задачи в механике деформируемого твердого тела. М.: Физматлит, 2007. 224 с.
3. Bui H.D. Inverse problems in the Mechanic of Materials: An Introduc-tion. CRC Press, Boca Ration, FL, 1994. 318 p.
4. Иванов В.И., Скобельцын С.А. Моделирование задачи идентифи-кации положения полости в упругом препятствии по рассеянному звуко-вому полю // Известия Тульского государственного университета. Есте-ственные науки. 2011. Вып. 3. С. 74 – 86.
5. Толоконников Л.А., Ходюшина Е.В. Определение радиуса кон-центрической полости упругой сферы по известному рассеянному акусти-ческому полю // Известия Тульского государственного университета. Есте-ственные науки. 2015. Вып. 3. С. 211 – 218.
6. Хук Р., Дживс Т.А. Прямой поиск решения для числовых и ста-тических проблем, 1961. С. 212—219.
7. LiveLink for MATLAB User's Guide. Stockholm: COMSOL AB, 2015. 318 с.

Технология машиностроения
159
Скобельцын Сергей Алексеевич, канд. физ.-мат. наук, доцент, [email protected], Россия, Тула, Тульский государственный университет,
Пешков Никита Юрьевич, аспирант, инженер-программист, ni-
[email protected], Россия, Тула, Developer Express Inc.
DETERMINATION OF THE GEOMETRIC PARAMETERS OF AN ELASTIC CYLINDER’S CAVITY USING THE SCATTERED ACOUSTIC FIELD
S.A. Skobel’tsyn, N.Y. Peshkov
The method of determining the geometric parameters (a center’s position, a side
length, an orientation angle) of an elastic elliptic cylinder’s cavity, which have a square cross section, by using the known scattered field of the plane harmonic acoustic wave has been de-veloped. Verification of the scheme for identification of the cavity's parameters in a numeric experiment has been carried out. The influence of a measuring instruments’ error on the ac-curacy of the geometric characteristics’ determination has been evaluated. Explained algo-rithm is universal and can be applied to identify an arbitrary count of an elastic body’s pa-rameters.
Key words: cavity with square cross section, scattered field, displacements poten-tial, sensors, Hooke-Jeeves algorithm, measurements error.
Skobel’tsyn Sergey Alekseevich, candidate of physico-mathematical sciences, docent,
[email protected], Russia, Tula, Tula State University, Peshkov Nikita Yurievich, postgraduate, software engineer, ni-
[email protected], Russia, Tula, Developer Express Inc.

Известия ТулГУ. Технические науки. 2018. Вып. 8
160
УДК 621
КОМПОНОВКА ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА В ЗАВИСИМОСТИ ОТ ИНФРАСТРУКТУРНЫХ ОГРАНИЧЕНИЙ
М.Ю. Куприков, Л.Н. Рабинский
Проведен анализ влияния инфраструктурных ограничений самолетов на выбор
альтернативных вариантов компоновки дальнемагистральных самолетов. Приведен метод компоновки самолета от виртуального центра масс, позволяющий получить компоновочную схему самолета из условий инфраструктурных ограничений в терми-нальных конфигурациях современной авиационной инфраструктуры. Предложен ме-тод синтеза новых схемных решений пассажирского салона самолета. Дано графиче-ское представление концепции дальне-магистрального самолета большой пассажи-ровместимости выполненного в аэродинамической балансировочной схеме «Летающее крыло».
Ключевые слова: самолет, компоновка, схемы, летающее крыло, геометрия, облик, инфраструктура.
Диалектическое противоречие между постоянно совершенствую-
щимися новыми типами самолетов и непрерывно стареющей авиационной инфраструктурой возникло с первых дней появления авиации и носит фун-даментальный характер. Переход на трансзвуковые и сверхзвуковые ско-рости полета, увеличение грузопотоков и, как следствие, увеличение раз-мерности воздушных судов привели к появлению мощного дорогостояще-го инфраструктурного комплекса [4]. Воздушное судно и авиационная ин-фраструктура представляют собой единую взаимосвязанную систему воз-душного транспорта. Создание современного аэродрома требует земельно-го участка площадью более 8100 га, искусственного покрытия взлетно-посадочной полосы (ВПП) и рулежных дорожек и огромных временных и материальных затрат. Для определенного класса ЛА можно выделить группу ограничений, которые носят концептуальный характер и оказывают приоритетное влияние на формирование облика самолета (ФОС).
Значительное влияние на удовлетворение инфраструктурных тре-бований оказывают конструктивно-компоновочные решения. Формирова-ния облика самолета с учетом инфраструктурных требований позволит учесть их на ранних стадиях проектирования самолета [1-3,7]. На рис. 1 представлен самолет в пространстве инфраструктурных ограничений по длине и ширине терминальных конфигураций (80 метров на 80) и высоте ангара (25м).
Решение задачи формирования облика самолета как задачи матема-тического моделирования не всегда приводит к успеху из-за значительной размерности вектора конструктивных параметров Х*, сложности множе-ства ограничений U, а также больших временных затрат, необходимых для вычисления вектора целевой функции. Поэтому очень важна правильность

Технология машиностроения
161
проведенной декомпозиции системы векторов целевых функций, парамет-ров проекта и ограничений. Это обстоятельство связано с тем, что облик самолета является результатом компромиссного решения проектных задач, что характерно для концептуального проектирования. Важной чертой кон-цептуального проектирования является доминирование одних частных критериев над другими и повышение значимости некоторых частных кри-териев до уровня общих критериев. Решение «прямой» задачи проектиро-вания самолета приводит к многоитерационности, а, следовательно, к зна-чительным временным и материальным затратам. В этой связи особый ин-терес приобретает модель решения «обратной» задачи проектирования са-молета, т.е. ситуация, когда рациональные значения параметров соответ-ствуют предельно допустимому минимальному, либо максимальному зна-чению характеристики, однозначно вытекающему из множества ограниче-ний. Задачи данного типа характеризуются достаточно частым отсутстви-ем точек оптимумов функции в рассматриваемом промежутке и плавным градиентом ее роста [2].
Рис 1. Магистральный самолет в пространстве инфраструктурных ограничений
Проведенные исследования показали, что для разных типов самоле-
тов номенклатура ограничений, практически, эквивалентна. Однако в аб-солютном значении ограничения не всегда бывают критичны. Анализ ограничений позволяет формализовать их в скалярном и в функциональ-ном виде. Эти требования формируются на этапе внешнего проектирова-ния, и на этапе внутреннего проектирования они заданы в ТЗ. Анализ мно-гообразия инфраструктурных ограничений и требований показывает, что их можно систематизировать и классифицировать по пяти признакам, представленным в табл. 1.
Известия ТулГУ. Технические науки. 2018. Вып. 8
162
Таблица 1 Инфраструктурные требования
Признак 1 2 3
U1 Базирование (летное поле)
Длина ВПП Ширина ВПП Прочность ВПП
U2 Служебно-техническая
зона Габариты тер-
минала Габариты мест
стоянки Габариты транс-портных зон
U3 Обслуживание и
Эксплуатационная Технологичность
Загрузка и вы-грузка целевой нагрузки
Осмотр и Заправка
Ремонто-пригодность
U4 Экология Шум Температура Токсичность
U5 Регионально-
демографический Фактор
МСА Биосфера Радиоактивность и магнитные
поля
Многие инфраструктурные ограничения либо напрямую, либо кос-
венно оказывают влияние на выбор значений основных параметров и раз-мерности самолета. Влияние инфраструктурных требований на размер-ность самолета рассмотрим на примере факторов, для которых она кри-тична.
Демографический фактор инфраструктурных требований склады-вался исторически и является тем объективным фоном, который обуслав-ливает размещение авиационной инфраструктуры как в каждом отдельном регионе, так и на Земном шаре в целом. В силу определенных в ТЗ требо-ваний, которыми должен обладать самолет, демографический фактор для некоторых типов самолетов становится определяющим. Типичными пред-ставителями таких аэропортов являются Тегель (Западный Берлин), Гон-конг, Сингапур и т.д. Это обстоятельство не позволяет наращивать длину ВПП и требует улучшения ВПХ. Актуальность этой проблемы подтвер-ждают трагические события в Иркутске при авиакатастрофе Ан-124 «Рус-лан». Одним из путей улучшения ВПХ является либо снижение удельной нагрузки на крыло, либо повышение тяговооруженности самолета. Число параметров, характеризующих влияние требований снижения уровня шума и эмиссии на местности при эксплуатации самолета, в общем случае вели-ко, однако их можно привести к относительным параметрам самолета, ко-торые входят в уравнения, характеризующие летно-технические, аэроди-намические и т.д. характеристики. В качестве параметров при детермини-рованном поиске рациональных значений нужно использовать общесамо-летные параметры и функционалы. Так, практически однозначно, можно утверждать, что при прочих равных условиях необходимо снижать взлет-ную массу, площадь омываемой поверхности, тягу и число двигателей и

Технология машиностроения
163
т.д. Следовательно, в качестве параметров при минимизации взлетной мас-сы можно рассматривать удельную нагрузку на крыло и тяговооружен-ность самолета.
На этапе компоновки решается триединая задача аэродинамиче-ской, объемно-весовой и конструктивно-силовой компоновок. Этап синте-за компоновочной схемы направлен на разрешение противоречий внутрен-ней компоновки и формирования внешних обводов самолета.
При рассмотрении влияния «жестких» инфраструктурных требова-ний на облик самолета видно, что они формируют концептуальную харак-теристику объекта. Однако содержательное ее наполнение зависит от назначения самолета и, как следствие, критичности того или иного ограни-чения.
С целью минимизации числа итераций компоновки необходимо вы-явить критичный фактор и относительно него провести построение компо-новочных процедур в единый алгоритм.
При этом реализация «обратной» задачи компоновки начинается с выявления компоновочного пространства и декомпозиции его по характе-ристическим признакам. В качестве последних выступают как признаки, однозначно определяемые инфраструктурными требованиями (габариты), так и более многозначные признаки (центровка, моменты инерции, удель-ная плотность и т.п.). Характеристические признаки несут концептуальную составляющую как для отдельных агрегатов, так и для самолета в целом. Реализация построения компоновочных процедур относительно критично-го фактора приводит к декомпозиции компоновочных процедур и выявле-нию очередности их проведения.
Рассмотрим выявление компоновочного пространства, декомпози-цию его по характеристическим признакам и выявление критичного фак-тора для ДМС.
Если рассматривать вопрос в целом, то, с точки зрения объемно-весовой компоновки, оптимальным решением будет самолет, для которого внешний обвод получен в результате позиционирования отдельных агрега-тов с учетом критичности компоновки как относительно трех осей коорди-нат и в трех плоскостях, так и для любого произвольного радиус-вектора, начинающегося из центра масс самолета.
Характерной чертой компоновки при «жестких» габаритных огра-ничений является возможность проведения пространственной увязки мно-гих агрегатов в первой итерации, что позволяет вести компоновку от неко-его виртуального центра. В качестве него удобно выбирать начало связан-ной системы координат, которое совпадает с реальным центром масс са-молета. Поэтому задача компоновки сводится к расположению и взаимной увязке агрегатов в компоновочном пространстве, обусловленном инфра-

Известия ТулГУ. Технические науки. 2018. Вып. 8
164
структурными ограничениями из условия приведения реального центра масс к виртуальному (ВЦМ) и обеспечения характеристических признаков, удовлетворяющих как инфраструктурным требованиям, так и прочим, например, аэродинамическим [7].
На рис.2 на третьем уровне приведен трехмерный образ компоно-вочного пространства для ДМС, полученного по результатам структурно-параметрического анализа конфигураций терминалов, способа парковки самолета и с учетом ограничений по высоте самолета из условия проходи-мости в ворота ангара (23 м). При этом, конечно, учитываются и вопросы компоновки антенн и оборудования в верхней точке киля. На рис.2 на вто-ром уровне условно показан диапазон допустимого размещения пассажир-ских палуб ДМС. Их компоновка обусловлена высотой привязки (3.8 м), длиной (20-25 м, а в перспективе 40-50м) и предельными углами отклоне-ния в вертикальной плоскости (10%) терминальных траповых мостов.
Начинается компоновка с формирования поперечного сечения фю-зеляжа в плоскости YOZ. По граничным условиям размещают палубы, а относительно них компонуют кресла и контейнеры грузовых отсеков по методу контрольных точек (автор к.т.н. В.Л.Колесников).
На втором этапе типовое поперечное сечение тиражируют вдоль продольной оси OX контролируя центровочные характеристики.
Для цилиндрического фюзеляжа типовое поперечное сечение по-стоянно. Для схемы летающее крыло происходит морфинг типового попе-речного сечения. Кресла компонуют в зависимости от распределения объ-ёмов, где допустимо расположение пассажирских палуб см. рис. 3.
На третьем этапе к фюзеляжу в передней открытой зоне компонуют кабину экипажа (см. рис.4).
На четвертом этапе завершается аэродинамическая компоновка по-средством формирования омываемой поверхности самолета.
На пятом этапе происходит формирование конструктивно-силовой схемы самолета.
Завершается формирование облика объемно-весовой компоновкой. Сутью, которой является приведение реального центра масс к виртуально-му в рамках сформированной омываемой поверхности самолета.
Разработанный метод компоновки самолета от компоновочного пространства позволил получить компоновку самолета, удовлетворяющую всем инфраструктурным требованиям, с взлетной массой на 30-40 т мень-ше чем у прототипов.
Так, чем больше значения и целевой нагрузки и дальности полета, тем выгоднее применение данной схемы. Представленные на рис.2 вари-анты внутренней компоновки пассажирских салонов получены для случая перевозки 616 пассажиров в трехклассной компоновке салонов на даль-
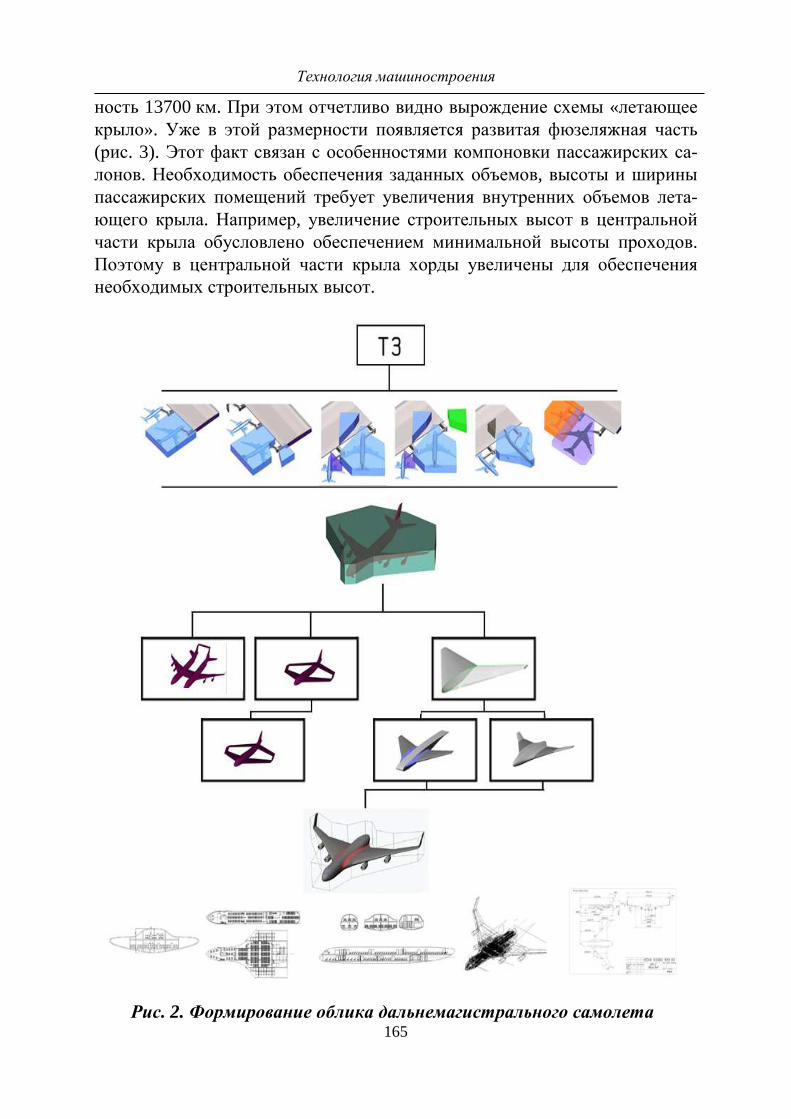
Технология машиностроения
165
ность 13700 км. При этом отчетливо видно вырождение схемы «летающее крыло». Уже в этой размерности появляется развитая фюзеляжная часть (рис. 3). Этот факт связан с особенностями компоновки пассажирских са-лонов. Необходимость обеспечения заданных объемов, высоты и ширины пассажирских помещений требует увеличения внутренних объемов лета-ющего крыла. Например, увеличение строительных высот в центральной части крыла обусловлено обеспечением минимальной высоты проходов. Поэтому в центральной части крыла хорды увеличены для обеспечения необходимых строительных высот.
Рис. 2. Формирование облика дальнемагистрального самолета

Известия ТулГУ. Технические науки. 2018. Вып. 8
166
Рис. 3. Внутренняя компоновка дальнемагистрального самолета
Рис. 4. Аэродинамическая компоновка дальнемагистрального самолета Предложен новый подход к формированию облика самолета с уче-
том “жестких” инфраструктурных ограничений, заключающийся в реше-нии так называемой “обратной” задачи проектирования. Сущностью реше-ния “обратной” задачи является определение внешней конфигурации и размерности самолета в результате его внутреннего структурного синтеза, обусловленного концептуальными инфраструктурными ограничениями.
Список литературы
1. Долгов О.С., Куприков М.Ю. Моментно-инерционный фактор в формировании облика самолета: монография, под редакцией Куприкова М.Ю. М.: Изд-во МАИ-ПРИНТ, 2008. 180 с.
2. Долгов О.С., Куприков М.Ю., Куприков Н.М. Особенности выяв-ления моментно-инерционного облика перспективных самолетов, на ран-них этапах проектирования // Вестник Московского авиационного инсти-тута. М.: МАИ, 2010. 2. Т. 17. С. 1.

Технология машиностроения
167
3. Долгов О.С., Куприков М.Ю., Рипецкий А.В. Особенности гео-метрического синтеза на разных этапах формирования облика самолета большой пассажировместимости // Вестник Московского авиационного института. М.: МАИ, 2010. 5. Т. 17. С. 43 – 48.
4. Куприков М.Ю., Максимов С.В. Влияние инфраструктурных ограничений на облик перспективного дальнемагистрального самолета // Изв. вузов Авиационная техника. Казань, 1999. 1. С. 52-55.
5. Kuprikov M., Маximov S. Selecting Rational Parameters For The Lift System Of A Subsonic Transport Plane, Ac Tch 96-24, Russian Sci-tech, 1 1997 Science@Technology, New-York, USA, P. 20.
6. Kuprikov M., Маximov S. Using Engine Thrust Excess To Cоntrol Aircraft Flight And Trimming, Ac Tch 96-23, Russian Sci-tech, 1 1997. Sci-ence@Technology, New-York, USA. P. 22.
Куприков Михаил Юрьевич, д-р техн. наук, проф., зав.
каф., [email protected], Россия, Москва, Московский авиационный институт (Национальный исследовательский университет),
Рабинский Лев Наумович, д-р физ.-мат. наук, проф., декан, [email protected],
Россия, Москва, Московский авиационный институт (Национальный исследователь-ский университет)
FURNISHING A FULL-TIME AIRCRAFT DEPENDENT ON INFRASTRUCTURAL
LIMITATIONS
M.Y. Kuprikov, L.N. Rabinskiy The analysis of the influence of the infrastructure limitations of aircraft on the choice
of alternative variants of the layout of long-haul aircraft was carried out. The method of ar-ranging the aircraft from the virtual center of mass is given, which allows obtaining the lay-out of the aircraft from the conditions of infrastructural restrictions in the terminal configura-tions of modern aviation infrastructure. A method for the synthesis of new circuit solutions for an aircraft passenger compartment is proposed. A graphical representation of the concept of a long-haul aircraft of large passivity, made in the aerodynamic balancing scheme "Flying Wing", is given.
Key words: aircraft, layout, schemes, flying wing, geometry, appearance, infrastruc-ture.
Kuprikov Mikhail Yuryevich, doctor of technical sciences, professor,
[email protected], Russia, Moscow, Moscow aviation Institute (National research University),
Rabinskiy Lev Naumovich, doctor of physical and mathematical sciences, professor,
dean of faculty, [email protected], Russia, Moscow, Moscow Aviation Institute (National Re-search University)

Известия ТулГУ. Технические науки. 2018. Вып. 8
168
УДК 539.3
НАПРЯЖЕННО-ДЕФОРМИРОВАННОЕ СОСТОЯНИЕ МНОГОСЛОЙНОЙ КОМПОЗИТНОЙ ПЛАСТИНЫ ПРИ НАЛИЧИИ
МЕЖСЛОЕВЫХ ДЕФЕКТОВ
А.Л. Медведский, М.И. Мартиросов, А.В. Хомченко
Представлены результаты решения задачи, моделирующей поведение плоской прямоугольной многослойной композитной пластины при наличии эллиптического межслоевого расслоения под действием динамических нагрузок.
Ключевые слова: межслоевой дефект, композитная пластина, динамическое воздействие, численное моделирование.
Поведение многослойных композитных пластин и панелей под дей-
ствием динамических нагрузок при наличии межслоевого расслоения яв-ляется актуальной задачей механики деформируемого твердого тела [1-5]. В качестве внешнего воздействия могут быть рассмотрены нестационар-ные акустические поля давления, индуцированные набегающим потоком, а также воздействие акустического шума, излучаемого волнами неустойчи-вости.
Указанные межслоевые расслоения являются технологическими дефектами, либо возникают в процессе эксплуатации конструкции (напри-мер, в результате удара) причем форма расслоения в плане достаточно произвольная [6-10].
1. Постановка задачи. Рассмотрим прямоугольную плоскую пла-стину длиной и шириной (рис.1).
Рис. 1. Прямоугольная слоистая пластина
Пластина представляет собой многослойную конструкцию, состоя-щую из n слоёв, каждый из которых изготовлен из однородного упругого ортотропного материала с упругими характеристиками: 1E – модуль упру-гости в направлении оси x , 2E – модуль упругости в направлении оси y ,G – модуль сдвига в плоскости пластины, 1µ и 2µ – коэффициенты Пуас-сона, характеризующие поперечное сжатие в направлениях x и y соответ-ственно.
y
o a
b ( , , )p x y t
x

Технология машиностроения
169
Уравнение движения каждого слоя в рамках гипотезы Кирхгофа имеет вид [11]:
( ) ( )2
2L , , ;ort
w wh w p x y t
t t
∂ ∂ρ + β = − +∂ ∂
(1)
4 4 4
1 3 24 2 2 4L 2 .ort D D D
x x y y
∂ ∂ ∂= + +∂ ∂ ∂ ∂
где ρ – плотность материала пластины, h – толщина пластины, w –нормальное перемещение срединной поверхности пластины, p – полное давление, β – коэффициент, описывающий диссипацию энергии.
В уравнение (1) введены следующие жёсткостные параметры для ортотропной пластины:
3
3 1 21 2
; ( 1,2), 2 ;12(1 )
ii k
E hD i D D D= = = µ +
− µ µ
(2)
3
.12k
hD G=
где iD – изгибная жёсткость в направлении x и y , kD – крутильная жёст-кость. Отметим также, что 1 2 2 1D Dµ = µ .
Предполагается, что между определёнными слоями находится рас-слоение (рис.2), в общем случае произвольной формы. При решении зада-чи необходимо учитывать условия одностороннего контакта для области
1Ω [12,13].
Рис. 2. Область расслоения
В области 2Ω (рис.2) слои находятся в условиях жёсткого сцепле-
ния, что предполагает равенства прогибов и углов поворота (эти условия также справедливы для областей других слоёв пластины, в которых отсут-ствуют расслоения):
Y
O a
b
1Ω
2Ω
Область расслоения
1Ω 1-ый слой
j-ый слой
X

Известия ТулГУ. Технические науки. 2018. Вып. 8
170
1 11 1,..., .; ; ; 1j j j j
j j
dw dw dw dww w j n
dx dx dy dy+ +
+ = = −= = (3)
где j – номер слоя. Граничные условия на контуре пластины имеют вид: – жёсткое защемление
00
00
| 0; | 0; 0; 0;
| 0; | 0; 0; 0.
x x ax x a
y y by y b
dw dww w
dx dy
dw dww w
dx dy
= == =
= == =
= = = =
= = = = (4)
– шарнирное опирание
2 2
0 2 2
0
2 2
0 2 2
0
| 0; | 0; 0; 0;
| 0; | 0; 0; 0.
x x a
x x a
y y b
y y b
w ww w
x y
w ww w
x y
= == =
= == =
∂ ∂= = = =∂ ∂
∂ ∂= = = =∂ ∂
(5)
Пластина находится под действием внешней нагрузки – давления ( , , )p p x y t= . Далее рассмотрим два случая нагружения пластины: Случай 1. Стационарное поле давления, действующее на пластину:
0( , ) .i tp p x y e ω= (6) где ω – циклическая частота; 0p – амплитуда.
Случай 2. Нестационарное поле давления: 0( , , ) ( ).p p x y t H t= (7)
где ( )H t – функция Хэвисайда. 2. Пластина в поле стационарного давления. Применяя к (1) пре-
образование Фурье [14,15] по временной переменной t:
( ) ( )1( ) , ( ) .
2i t i tf t f e d f f t e dt
+∞ +∞− ω ω
−∞ −∞
= ω ω ω =π % % (8)
где «~» обозначается трансформанта Фурье, а ω –параметр преобразова-ния.
Тогда в пространстве изображений Фурье уравнение движения пла-стины (далее знак «~» в трансформантах Фурье везде опущен):
( )2 L ( , , ).orth w i w w i p x y−ρ ω + β + = ω ω (9) Решение (9) с учётом условий (3) – (5) ищется с помощью разложе-
ния по собственным функциям kw оператора задачи L ort [14,16], которые удовлетворяют следующей задаче на собственные значения:
[ ]L .ort k k kw wλ= (10)

Технология машиностроения
171
где kw – собственная функция оператора L ort , а kλ – соответствующее данной собственной функции собственное значение оператора L ort , спектр собственных функция предполагается не вырожденным.
В качестве числового примера рассмотрим плоскую прямоугольную пластину длиной 400a мм= и шириной 200b мм= (рис.3). Пластина имеет типовую укладку монослоёв [+45°/-45°/0°/90°/0°/-45°/+45°] (всего 7 слоёв), толщина монослоя 0,285 мм. Жёсткостные характеристики моно-слоя: 1 68,5E ГПа= , 2 59,6E ГПа= , 4,2G ГПа= , 1μ = 0,06, ρ= 1580
3/кг м . Здесь и далее приведенные механические характеристики соответ-ствуют режиму испытаний RTD (Root Temperature Dry) – испытания ком-позитов при комнатной температуре 23 С+ ° и влажности в состоянии по-ставки (состояние, в котором находятся образцы сразу после изготовления, содержание влаги в них не превышает 10% от максимального влагонасы-щения при относительной влажности 85%).
Предполагается, что расслоение имеет форму эллипса с осями 1e =
46 мм, 2e = 26 мм, центр эллипса совпадает с центром пластины (рис.3). Расслоение расположено между слоями 4 (90°) и 5 (0°). Гра-ничные условия на контуре пластины соответствуют жёсткому защемле-нию (4).
Рис. 3. Расслоение в форме эллипса между слоями 4-5
Задача решалась методом конечных элементов с помощью про-граммного комплекса Siemens FEMAP v11.4/NX Nastran [17,18]. Пластина моделируется конечными элементами типа Laminate, а моделирование од-ностороннего контакта в области межслоевого дефекта проводится с по-мощью элементов типа Gap.
На рис.4 показаны первые несколько форм свободных колебаний и соответствующие им частоты, характерные для «раскрытия» межслоевого дефекта.
Из рис.4 видно, что на определённых частотах свободных колеба-ний возникают формы, которые нехарактерны для пластины без дефектов.

Известия ТулГУ. Технические науки. 2018. Вып. 8
172
На рис.5–6 представлены зависимости максимальных прогибов пластины в центре от частоты гармонического воздействия при наличии дефекта, так и при его отсутствии.
Рис. 4. Собственные формы и частоты, характерные для «раскрытия» расслоения (показана половина модели)
Рис. 5. Зависимость амплитуды от частоты (3 – 4,5 кГц)
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
0,5
3 3,1 3,2 3,3 3,4 3,5 3,6 3,7 3,8 3,9 4 4,1 4,2 4,3 4,4 4,5
Ам
пл
иту
да
, м
м
Частота, кГц
Пластина без дефектов
Пластина с дефектом
4009 Гц
3334 Гц 3462 Гц
5596 Гц

Технология машиностроения
173
Рис. 6. Зависимость амплитуды от частоты (4,5 – 8 кГц)
На рис.5-6 виден сдвиг АЧХ (амплитудно-частотная характеристи-
ка) для пластины с дефектом, такое поведение связано с появлением неха-рактерных для конструкции без дефекта форм «раскрытия» расслоения.
3. Пластина в поле нестационарного давления. Далее рассматривалась задача поведения пластины при действии
мгновенно приложенного равномерного давления на верхнюю поверхность пластины (7). Решение получено с помощью программного комплекса LS-DYNA с применением явной схемы интегрирования полной системы урав-нений МКЭ (метод конечных элементов).
Геометрические параметры и жёсткостные характеристики матери-ала описаны ранее. Материал монослоя имеет следующие прочностные ха-рактеристики: 11 800МПаσ = – предел прочности в направлении x при
растяжении, 11 835МПаσ− = – предел прочности в направлении x при сжа-
тии, 22 753МПаσ = предел прочности в направлении y при растяжении,
22 794МПаσ − = предел прочности в направлении y при сжатии,
12 97МПаτ = – предел прочности при сдвиге в плоскости.
На рис.7–14 показаны поля нормальных напряжений для моделей с расслоением и без расслоения при действии мгновенно приложенного рав-номерно распределенного давления с амплитудой 0 0,6p МПа= .
На рис.15-16 показаны формы разрушения обеих моделей, полу-ченные по критерию Hashin[19]. Данный критерий позволяет оценивать прочность волокна и матрицы в композитном пакете раздельно друг от друга.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
5 5,2 5,4 5,6 5,8 6 6,2 6,4 6,6 6,8 7 7,2 7,4 7,6 7,8 8
Ам
пл
иту
да
, м
м
Частота, кГц
Пластина без дефектов
Пластина с дефектом

Известия ТулГУ. Технические науки. 2018. Вып. 8
174
Рис. 7. Нормальные напряжения вдоль оси Y в пластинес
расслоением, Мпа
Рис. 8. Нормальные напряжения вдоль оси Y в пластине без расслоения, МПа
Рис. 9. Нормальные напряжения вдоль оси X в пластине с расслоением, МПа
t = 0,8 мс Слой 4 (90°)
t = 0,8 мс Слой 4 (90°)
t = 0,8 мс Слой 4 (90°)

Технология машиностроения
175
Рис. 10. Нормальные напряжения вдоль оси X в пластине без расслоения, МПа
Рис. 11. Нормальные напряжения вдоль оси Y в пластине с расслоением, Мпа
Рис. 12. Нормальные напряжения вдоль оси Y в пластине без расслоения, МПа
t = 0,9 мс Слой 4 (90°)
t = 0,9 мс Слой 4 (90°)
t = 0,8 мс Слой 4 (90°)

Известия ТулГУ. Технические науки. 2018. Вып. 8
176
Рис. 13. Нормальные напряжения вдоль оси X в пластине с расслоением, Мпа
Рис. 14. Нормальные напряжения вдоль оси X в пластине без расслоения, МПа
Рис. 15. Форма разрушения по критерию Hashin для модели с расслоением
t = 1,12 мс Слой 4 (90°)
t = 0,9 мс Слой 4 (90°)
t = 0,9 мс Слой 4 (90°)

Технология машиностроения
177
Рис. 16. Форма разрушения по критерию Hashin для модели без расслоения
Из рис.15-16 видно, что в случае пластины с дефектом зона разруше-
ния в слое 4 имеет большую площадь, чем в случае отсутствия расслое-ния.
Представленная в работе методика численного моделирования по-ведения плоской композитной пластины под действием динамических нагрузок позволяет учитывать наличие межслоевых дефектов при расчётах отклика конструкции на динамические нагрузки, что является актуальной задачей при проектировании конструкций из композиционных материалов.
Работа выполнена при финансовой поддержке РФФИ (кода проекта 18-08-01153 А).
Список литературы
1. Вольмир А.С. Современные концепции применения композитных
материалов в летательных аппаратах и двигателях // Механика композит-ных материалов, 1985, 6. С. 1049-1056.
2. Лютцау В.Г., Махутов Н.А., Полилов А.Н. Проблемы и перспек-тивы применения композиционных материалов в машиностроении. М.: Машиноведение, 1988, 2. С. 3 – 11.
3. Победря Б.Е. Механика композиционных материалов. М.: МГУ, 1984. 336 с.
4. Карпов Я.С. Механика композиционных материалов. Харьков: ХАИ, 1997. 200 с.
5. Ишлинский А.Ю. Черный Г.Г. Прикладная механика композитов. М.: Мир, 1989. 360 c.
6. Heslehurst R.B. Defects and Damage in Composite Materials and Structures. CRC Press, 2014. 154 p.
t = 1,12 мс Слой 4 (90°)

Известия ТулГУ. Технические науки. 2018. Вып. 8
178
7. Берлин А.А. Тополкараев В.А., Баженов С.Л. О влиянии расслое-ния на процесс разрушения композитов // Физические аспекты прогнози-рования разрушения и деформирования гетерогенных материалов. Л.: Физ.-техн. ин-т им. Иоффе, 1987. С. 102-112.
8. Болотин В.В. Дефекты типа расслоений в конструкциях из ком-позитных материалов // Механика композитных материалов. 1984. 2. С. 239-255.
9. Болотин В.В. Разрушение композиционных материалов по типу отслоений // Расчеты на прочность. М.: Машиностроение, 1986. Вып. 27. С. 8-20.
10. Воронцов А.Н., Мурзаханов Г.Х., Щугорев В.Н. Разрушение конструкций из композитных материалов по типу расслоений // Механика композитных материалов. 1989. 6. С. 1007-1023.
11. Бажанов В.Л. и др. Пластинки и оболочки из стеклопластиков. М., Высшая школа, 1970. 408 с.
12. Галин Л.А. Контактные задачи теории упругости и вязкоупруго-сти. М.: Наука, Физматлит, 1980. 304 с.
13. Горшков А.Г. Тарлаковский Д.В. Динамические контактные за-дачи с подвижными границами. М.: Наука. Физматлит, 1995. 352 с.
14. Горшков А.Г. Медведский А.Л. Рабинский Л.Н. Тарлаковский Д.В. Волны в сплошных средах: учеб. пособие для вузов. М.: Физматлит, 2004. 472 с.
15. Снеддон И.Н. Преобразования Фурье. М.: ИЛ, 1955. 668 с. 16. Погорелов В.И. Строительная механика тонкостенных кон-
струкций. СПб.: БХВ-Петербург, 2007. 408 с. 17. Рычков С.П. Моделирование конструкций в среде Femap with
NX Nastran. М.: ДМК Пресс, 2013. 784 с. 18. Рудаков К.Н. Femap 10.2.0. Геометрическое и конечно-
элементное моделирование конструкций. К.: КПИ, 2011. 317 с. 19. Hashin Z. Failure Criteria for Unidirectional Fiber Composites //
Journal of Applied Mechanics, 1980. Vol. 47. P. 329-334. Медведский Александр Леонидович, д-р физ.-мат. наук, доцент,
[email protected], Россия, Москва, Московский авиационный институт (национальный исследовательский университет),
Мартиросов Михаил Иванович, канд. техн. наук, доцент,
[email protected], Россия, Москва, Московский авиационный институт (национальный ис-следовательский университет),
Хомченко Антон Васильевич, инженер-конструктор 1 категории, [email protected], Россия, Москва, ПАО «Научно-производственная корпора-ция «Иркут»

Технология машиностроения
179
STRESSED-DEFORMED STATE OF LAMINETED COMPOSITE PLATE AT PRESENCE INTERLAMINAR DEFECT
A.L. Medvedskiy, M.I. Martirosov, A.V. Khomchenko
The results of numerical simulation flat rectangular laminated composite plate at
presence interlaminar elleptical defect under the action of dynamic load. Key words: interlaminar defect, composite plate, dynamic load, numerical simula-
tion. Medvedskiy Aleksandr Leonidovich, doctor of physical and mathematical sciences,
docent, [email protected], Russia, Moscow, Moscow Aviation Institute (National Research University),
Martirosov Mikhail Ivanovich, candidate of technical sciences, docent, [email protected],
Russia, Moscow, Moscow Aviation Institute (National Research University), Khomchenko Anton Vasilevich, design engineer 1 category,
[email protected], Russia, Moscow, IRKUT CORPORATION
УДК 658.513
КОНКУРЕНТНЫЙ МЕТОД РАСЧЁТА ПАРТИЙ ЗАПУСКА В ПОЗАКАЗНОМ ПРОИЗВОДСТВЕ
А.А. Саратов
Описывается реализованная в системе «САПФОРД» технология синтеза про-
изводственных расписаний дискретного позаказного производства машиностроитель-ного завода. Предложен алгоритм расчёта размеров партий запуска.
Ключевые слова: производственное расписание, размер партий запуска, си-стема «САПФОРД».
Современное промышленное производство по своей организации характеризуется всё большим преобладанием изготовления продукции на заказ. Позаказное производства обеспечивает сокращение объемов неза-вершенного производства и запасов, а, следовательно, и снижение себе-стоимости продукции. В то же время распространение такой организации производства требует решения проблем управления многономенклатур-ным производством, в частности согласования производственных циклов изделий, синхронизации производства и снабжения, а также оптимизации производственных расписаний.

Известия ТулГУ. Технические науки. 2018. Вып. 8
180
В статье рассматривается задача определения оптимальных разме-ров производственных партий в позаказном производстве. Критерием оп-тимального размера партии, как правило, является минимум совокупных затрат на переналадку оборудования и на связывание средств в незавер-шенном производстве.
Исторически первым предложил формулу расчета оптимальной партии американец Форд Уитмен Харрис [1], в которой размер партии определяется соотношением штучного времени выполнения операции и времени переналадки оборудования. В течение следующих десятилетий появлялись публикации других авторов по теме оптимального размера партии в производстве, однако подходы, связанные с оценкой затрат в за-висимости от количества товара или объема партии изделий, схожи и математические решения совпадают [2, 3]. В упрощенном виде формула расчёта размера партии (n) имеет вид
KT
NCn
⋅⋅= 2
,
где C - затраты на переналадку оборудования; N – количество деталей, ко-торые нужно изготовить за период времени; Т – затраты на выполнение технологической операции; К – коэффициент допустимых потерь на пере-наладку.
Данный подход не учитывает ограничений по производственным мощностям, по срокам выпуска изделий, нестабильность номенклатуры выпускаемой продукции и динамику позаказного производства в целом.
При производстве продукции под заказ размер партии запуска ограничен составом изделий, и переналадка оборудования может потребо-ваться для обработки даже одной детали. Соответственно затраты на пере-наладку станков для каждой операции могут быть высокими. Сокращение этих затрат возможно при объединении одинаковых деталей, принадлежа-щих разным сборкам и заказам в партии (рис. 1), с тем, чтобы размер пар-тии, с одной стороны позволял бы сократить число переналадок, а с другой - не допускать излишнего «пролёживания» полуфабрикатов, а также не за-держивать выполнение более срочных работ.
Минимизация количества переналадок оборудования является од-ним из возможных критериев оптимальности производственного расписа-ния. В общем случае представляется правильным использовать критерий, отражающий сумму затрат предприятия на изготовление изделий, затрат на обслуживание незавершённого производства, а также затрат, связанных со штрафными санкциями за срыв сроков выполнения заказов. Поскольку с увеличением партии уменьшается оценочная стоимость операции (штуч-но-калькуляционное время), то оценку целесообразности сокращения пе-реналадок можно свести к оценке стоимости операции.

Технология машиностроения
181
Рис. 1. Фрагмент диаграммы производственного расписания в системе «САПФОРД» (выделена операция обработки партии одинаковых
деталей, принадлежащих разным заказам)
Оптимальное время выполнения каждой операции может быть определено исходя из контрактных сроков сдачи заказов. Расчёт производ-ственных циклов изделий по стратегии «точно вовремя» (рис. 2) определя-ет для каждой детали – операции предельно допустимое время старта ра-боты, превышение которого ведет к срыву сроков выполнения заказа; Вы-полнение операций в более ранние сроки ведет к росту затрат, связанных в незавершенном производстве.
Рис. 2. Производственный цикл «Точно вовремя»

Известия ТулГУ. Технические науки. 2018. Вып. 8
182
Зависимость ( )fTFC = производственных затрат C от времени fT
запуска партии деталей (рис. 3) может быть описана сплайном ( )( )
≥+−++<+−−+
=zfzfu
zffzk
TToT,TToTub
TToT,ToTTkbC
, (1)
где ik - коэффициент стоимости преждевременного начала работы; fT -
фактическое время запуска (начала технологической операции); zT - пре-дельно допустимое время выполнения работы, превышение которого ведет к срыву сроков выполнения заказа; iu - коэффициент стоимости задержки технологической операции; oT - длительность операции (штучно-калькуляционное время).
Штучно-калькуляционное время
n
TTTo
p
s += ,
где pT - время переналадки станка (подготовительно-заключительное вре-мя); n – размер партии деталей; sT – штучное время операции.
В работе [4] описан алгоритм синтеза производственных расписа-ний, основанный на методе взаимных штрафов [5], суть которого заключа-ется в том, что конкурирующие в очередях детали-операции штрафуют друг друга своими оценками издержек от задержек. Первыми в очереди оказываются те детали-операции, цена задержки которых, с учётом штра-фов, наибольшая.
Рис. 3. Оценка срочности выполнения операции

Технология машиностроения
183
Цена задержки q выполнения операции может быть получена из формулы
( )( )
≥+−++<+−++
=zfzfu
zfzfk
TToT,TToTub
TToT,TToTkbq
(2)
Назначение на рабочее место kW операции iR длительностью oT приводит к задержке остальных операций ( ) )(RR j ⊂ , находящихся в оче-
реди к kW на время oT . Соответственно решение о назначении iR должно быть оштрафовано на величину iV
( ) ( )[ ]iijmaxi TCToTCV j−+= ,
где ( )iTC j - цена старта операции jR во время iT ; ( )ToTC ij + - цена старта
операции jR во время ToTi + .
Сумму iQ цены задержки iq выполнения операции и штрафа iV за задержку последующих операций назовём напряженностью старта опера-ции
iii VqQ += .
К моменту назначения детали-операции iR в очереди на рабочее место kW находятся оставшиеся детали-операции ( ) )(RR j ⊂ , со значения-
ми напряженности ij QQ ≤ . Операции ( )jR будут конкурировать между
собой за последующее распределение на kW . Часть из них ( ) ( )jz
i RR ⊂
представляют собой те же детали-операции, что и iR , но относящиеся к другим узлам или изделиям, и они могут быть распределены вместе с iR , если, их напряжённость будет достаточной, чтобы конкурировать с опера-циями обработки других деталей. При этом уменьшение значения штучно-калькуляционного времени операции oT , благодаря сокращению количе-ства переналадок оборудования, будет увеличивать конкурентность добав-ляемых в партию работ, ибо будут уменьшаться и начисляемые на них штрафы
( ) ( )jz
i RR ⊂ , ji QQ ≤ (3)
Разность значений ij QQQij
−= определит диапазон допустимых
значений напряженности операций партии, а размер множества операций
iRn = , ji QQ ≤ , (4)
отвечающих условию (4), определит размер партии (рис. 4).

Известия ТулГУ. Технические науки. 2018. Вып. 8
184
Алгоритм формирования партии запуска представляет собой
цикл по списку ( ) ( )jz
i RR ⊂ с отбором операций ziR , отвечающих условию
(3).
Рис. 4. Расчёт размера партии
Данный метод, реализованный в системе «САПФОРД», позволяет согласовывать размеры партий с напряженностью производ-ственных циклов изделий. Высокая скорость сходимости алгоритма позволяет производить расчёт производственного расписания предприятия в реальном масштабе времени при различных сочетаниях исходных дан-ных (приоритетность заказов, структура кооперации, режимы работы це-хов и т.п.).
Список литературы
1. Ford W. Harris. «How Many Parts to make at Once» Factory, The
Magazine of Management. 10,2 (February 1913), 135-136, 152. 2. Логистика и управление цепями поставок. Теория и практика.
Основы логистики: учебник; под ред. Аникина Б.А., Родкиной Т.А. Изд-во «Проспект». 2013.
3. Панченко Е.С. Управление незавершенным производством // Справочник экономиста. 2016. 11.
4. Саратов А.А. Конкурентный метод синтеза производственных расписаний // Известия Тульского государственного университета. Техни-ческие науки, 2014. Вып. 3. С. 104-110.
5. Саратов А.А. Системный синтез структур технических объектов на основе метода взаимных штрафов // Тез. междунар. конф. и выставки «CAD/CAM/PDM – 2001». ИПУ РАН, 2001.

Технология машиностроения
185
Саратов Анатолий Алексеевич, канд. техн. наук, директор, [email protected], Россия, Тула, ЗАО «АК «Интерсап»
COMPETITIVE METHOD OF SYNTHESIS
OF THE MACHINE SCHEDULING
A.A. Saratov The technology of synthesis of the machine schedules realized in system
"SAPPHORD" discrete manufactures of machine-building plant is described. The original algorithm of structurally-parametrical synthesis of the machine schedule developed by the author is put in a basis of a technique of designing, optimised on criterion of minimisation of production costs at a delay of performance of orders.
Key words: the machine schedule, size party start, system "SAPFORD".
Saratov Anatoly Alekseeevich, candidate of technical science, the director, [email protected], Russia, Tula, Joint-Stock Company "АК "Intersap"

Известия ТулГУ. Технические науки. 2018. Вып. 8
186
СИСТЕМНЫЙ АНАЛИЗ, УПРАВЛЕНИЕ И ОБРАБОТКА ИНФОРМАЦИИ
УДК 355
МЕТОДИКА ЧИСЛЕННОГО АНАЛИЗА ЭФФЕКТИВНОСТИ ПОДГОТОВКИ И ПРИМЕНЕНИЯ СЛОЖНОЙ
ТЕХНИЧЕСКОЙ СИСТЕМЫ
А.И. Данилов, А.М. Зубачев, А.А. Данилов
Предлагается динамическая модель функционирования сложной технической системы и на ее основе разрабатывается методика численного анализа эффективно-сти подготовки и применения системы. Моделирование осуществляется с применени-ем усовершенствованного размеченного графа и рассматривается в рамках случайных марковских процессов с дискретным множеством состояний и непрерывным време-нем. При этом предусмотрена возможность использования вероятностей обнаруже-ния отказов и их устранения для каждой элементарной операции (работы). Пред-ставлены модифицированный размеченный граф и система дифференциальных урав-нений, численное решение которых позволяет вычислить частные показатели целевого эффекта подготовки и применения сложной технической системы. Для комплексного исследования этих процессов использован обобщенный показатель эффективности– вероятность достижения цели операции.
Ключевые слова: модель, система, отказ, вероятность, интенсивность, граф.
Отличительной чертой современных сложных технических объек-тов и систем (СТС) является то, что при создании они, прежде всего, должны быть ориентированы на функционирование не только в нормаль-ных, но и в критических (кризисных) условиях. Это обусловлено с одной стороны возрастанием угроз, вызванных техногенными, природными и че-ловеческими факторами, с другой желанием использовать уже существу-ющие СТС для решения новых более сложных задач.
Для определения возможности реализации всех операций (работ), связанных с технологическим циклом управления (ТЦУ), на заданном временном интервале применяют математическое моделирование. Мате-матической базой, как правило, является теория вероятностей, теория мар-ковских и немарковских случайных процессов и теория массового обслу-

Системный анализ, управление и обработка информации
187
живания (ТМО), позволяющие решать разнообразные задачи анализа и синтеза СТС путем определения технико-экономических показателей эф-фективности функционирования систем в целом при известных техниче-ских параметрах их элементов и рабочей нагрузке. Широкую известность приобрели фундаментальные работы по теории вычислительных систем и компьютерных сетей, использующие ТМО Клейнрока А., Майорова С. А., Новикова Г. И. и других авторов. С помощью моделей ТМО рассчитыва-ются вероятностно-временные характеристики функционирования цен-тральных процессоров и узлов коммутации, выполняется расчет потерь данных и загрузки линий связи, анализ буферной памяти и алгоритмов маршрутизации, решения пакета задач, необходимых для выдачи управля-ющего воздействия и т.п.
Большинство авторов используют модели ТМО в предположении, что очередь заявок бесконечна, существует стационарный режим, а коэф-фициент загрузки не превышает единицы. Однако наибольший практиче-ский и теоретический интерес представляют модели ТМО, учитывающие поведение СТС в контуре управления технологическими процессами и объектами, функционирующих в условиях перегрузок на заданном (дирек-тивном) временном интервале. В работах Хинчина А. Я., Такача К., Гне-денко Б. В. положено начало «нестационарной» ТМО. Ряд результатов ис-следования моделей ТМО, параметры которых зависят от состояния си-стемы, получены в работах Арсенишвили Г. Л., Абольникова Л. М. Неко-торые характеристики однолинейных систем массового обслуживания с ординарным входящим потоком, интенсивность которого обратно пропор-циональна величине очереди, рассмотрены в работах Конолли Б. и Хидиди Н. В дальнейшем появились работы авторов: Ляхова А. И., Климова Г. П., Травоженко Б. В. и других авторов, посвященные анализу и расчету неста-ционарных вероятностных характеристик моделей ТМО с постоянными интенсивностями входящего потока и обслуживания с бесконечными или конечными накопителями. Анализ результатов, полученных в рассматри-ваемых работах показывает, что точное исследование протекающих в мо-делях ТМО процессов при поступлении на вход потока заявок с изменяю-щейся интенсивностью в нестационарном режиме чрезвычайно трудно да-же при экспоненциальных законах распределения вероятностей. Любой учет особенностей, присущих реальным СТС (структура системы, пиковые нагрузки, приоритетность, порядок выбора заявок из очереди на обслужи-вание, доступность и возможные отказы каналов обслуживания, нештат-ные ситуации, отличие законов распределения временных интервалов от экспоненциального и т.п.) в математических моделях нестационарных си-стем массового обслуживания, в свою очередь, усложняет порядок расчета вероятностно-временных характеристик процесса обслуживания заявок. Таким образом, существует противоречие между практической потребно-

Известия ТулГУ. Технические науки. 2018. Вып. 8
188
стью в решении задач анализа и прогнозирования качества функциониро-вания реальных СТС в условиях реальной рабочей нагрузки и ограничен-ными возможностями существующих моделей.
Указанные обстоятельства определяют актуальность предлагаемой в данной статье решение задачи: анализа и прогнозирования эффективно-сти реализации изменяющейся рабочей нагрузки СТС на заданном вре-менном интервале.
Объект исследования: СТСс известными техническими параметрах ее элементов, имеющие изменяющуюся рабочую нагрузку на заданном временном интервале.
Предмет исследования и разработки – математическая модель не-стационарной системы обслуживанияс конечным источником заявок и ме-тодика расчета вероятностно-временных характеристик. Модель СТС раз-рабатывается с целью повышения точности моделирования иосуществля-ется в рамках случайных марковских процессов с дискретным множеством состояний и непрерывным временем.
Определение требований к математическим моделям СТС. Мо-делями СТС являются модели обслуживания, рабочая нагрузка в них мо-жет быть представлена в виде потока заявок со случайными временными интервалами между поступающими заявками. Так как число элементарных операций управления в ТЦУ конечно, то число заявок в источнике заявок системы обслуживания должно быть также конечным. Время выполнения элементарной операций управления на средствах СТС также является слу-чайной величиной и, как правило, зависит от типа и номера элементарной операции.
Очень важно, чтобы в рассматриваемых математических моделях учитывалась последовательность выполнения элементарных операций управления и их взаимосвязь в ТЦУ. Как реальные СТС, так и их элементы могут отказывать и после этого восстанавливаться. Поэтому в математиче-ских моделях СТС должны учитываться отказы и восстановление каналов обслуживания.
Практический интерес представляет моделирование СТС функцио-нирующих в условиях нештатных (перегрузочных) условиях. В этом слу-чае необходимо знать, как быстро СТС и их элементы справляются с пико-выми рабочими нагрузками в реальных или модельных условиях. Поэтому математическими моделями СТС будут нестационарные системы обслу-живания (НСО).
Постановка задачи. Необходимо определить частные показатели и комплексный показатель эффективности подготовки и применения СТС при известных технических параметрах их элементов и рабочей нагрузке:

Системный анализ, управление и обработка информации
189
- процесс подготовки СТС к применению состоит из выполнения N-1 работы (элементарных операций), последней (крайней) работой явля-ется применение СТС по своему предназначению. Все работы, составляю-щие ТЦУ, выполняются последовательно и при выполнении каждой из них может быть обнаружен отказ;
- временные интервалы выполнения всех работ имеют экспоненци-альные распределения с интенсивностями λi; вероятности обнаружения от-казов при выполнении работωi;
- время устранения обнаруженных отказов распределено по экспо-ненциальному закону с интенсивностями µi; вероятности устранения отка-зов αi.
Методика численного анализа эффективности подготовки и применения СТС.
1. Разработка графовой модели. Представим процессы (элементар-ные операции, работы) подготовки и применения СТС нестационарной марковской системой обслуживания с дискретным множеством состояний и непрерывным временем [1–8]. Ориентированный взвешенный граф вер-шина-событие (дуга-работа),представленна рис.1.
Подготовка и применение СТС может содержать не более Nработ, при выполнении каждой из которых может быть обнаружен отказ. При этом отказы СТС и их восстановление могут трактоваться в самом широ-ком смысле (от сбоев и отказов технических средств до влияния человече-ского фактора на эффективностьподготовки и примененияСТС). Общим для таких «отказов» является свойство делать невозможным выполнение-элементарных операций до их устранения.
Временные интервалы выполнения всех работ имеют экспоненци-альные распределения с интенсивностями ω11, ω22,…, ωNN при обна-ружении отказа, зависящими от номера работы (а значит и от номера отка-за) и значений соответствующих вероятностей их обнаружения ωi, .,1 Ni =В случае отсутствия отказа СТС, осуществляется переход по соответству-ющим дугам, с интенсивностями (1-ω1)1, (1-ω2)2, …, (1-ωN)N. На рис. 1 используются обозначения (1-ω1)= iω . Время устранения (не устранения) обнаруженных отказов распределено по экспоненциальному закону с ин-тенсивностями ),1( iiii ααµα −= .1,1 −= Ni Устранение отказа, обнаружен-ного во время применения СТС по своему предназначению, не осуществ-ляется, например, из-за быстротечности этого процесса, деструктивныхпо-следствий этого отказа и т.д.
Состояния (i, j) такой системы в каждый момент времени будем ха-рактеризовать количеством обнаруженных (и еще не устраненных) отказов i, i= 0,1, и числом выполненных элементарных операций j .),0( Nj = Веро-ятности пребывания системы в этих состояниях обозначим ).(, tP ji

Известия ТулГУ. Технические науки. 2018. Вып. 8
190
Рис. 1. Ориентированный граф процесса подготовки и применения СТС
Таким образом, в случае не устранения любого отказа (j ≠ N) на за-
данном временном интервале переходы системы осуществляются в состо-яние (1, N-1), которое является поглощающим и соответствует вероятности не выполнения ТЦУ. Другим поглощающим состоянием является состоя-ние (0, N) и соответствует вероятности выполнения ТЦУ.
2. Разработка дифференциальной модели. Как видно из рис. 1 в та-ком представлении общее число состояний графа равно Nс=2N+1. Процес-сы в рассматриваемой марковской модели описываются системой изNсдифференциальных уравнений:
,)1()()(δ)2(δ)(δ)()1(δ)(δ
])1)(()()()[1((
)()(δ)(δλ)()(δ)(
112
0 ,11,1
1,1,1
11,11,,
++−
=+
−−+
++−+
µα−−−++µ−−−
−λω−+µα−δ−δ+
+λω−+−−−=
jjNj jjj
jjjijjji
jjjijjiji
tPjNNjitPjNi
tPtPjNij
tPjNitPNijNdt
tdP
(1)
где
.,1;0 если 0,
0 если ,1)(δ Ni
m
mm =
≤>
=
Для каждого момента времени t должно соблюдаться условие нор-
мировки вида = = =10 1 , .1)(i
Nj ji tP
3. Вычисление частных вероятностно-временных показателей эф-фективности.
Задав начальные условия к системе уравнений в виде
,0 если 0,
0если ,1)0(,
≠+=+
=ji
j iP ji можно найти численное решение соответствую-
щей задачи Коши для произвольного значения времени t. Используя реше-ние предложенной системы (1), можно получить ряд важных вероятност-но-временныхпоказателей процессов подготовки и применения СТС:

Системный анализ, управление и обработка информации
191
- вероятность выполнения ТЦУ по подготовке и применению СТС:
. )()( ,0ВЦУ tPtR N= (2)
Эту вероятность можно рассматривать как функцию )(tFFN =
распределения времени проведения не менее N (т.е. всех) элементарных операций по подготовке и применения СТС, что позволяет вычислять вре-мя, которое требуется на выполнение ТЦУ с заданной вероятностью ТРP :
ТР)(|ТР,
PtFtT NPN ≥= . (3)
Такой подход дает возможность вычислять и другие дополнитель-ные показатели (вероятность того, что при подготовке и применения СТС было выполнено ровноjэлементарных операций; математическое ожидание числа выполненных элементарных операций; функция )(tFi распределения времени проведения не менее элементарных операций; вероятность того, что при подготовке и применения СТС было обнаружено ровноj отказов; математическое ожидание числа обнаруженных отказов).
- вероятность не выполнения ТЦУ по подготовке и применению СТС:
. )()( 1,1НЦУ tPtR N−= (4)
Таким образом, оценивание эффективностиподготовки и примене-ния СТС проводится с применением приведенных показателей на основа-нии принятых критериев оценивания. При полном выполнении программы подготовки и применения СТС на заданном временном интервалес задан-ной вероятностью полагается, что цель достигнута (ТЦУ успешно выпол-нен). При наличии отклонений от программы подготовки и применения ОТС с учетом значимости невыполненных или выполненных с отклонени-ями режимов результаты функционирования СТС классифицируются, как цельне достигнута (ТЦУ не выполнен).
5. Вычисление обобщенного показателя эффективности. Приведенные вероятностно-временныепоказатели эффективности
подготовки и применения СТС можно отнести к частным показателям це-левого эффекта. При комплексном оценивании эффективности этих про-цессов необходимо использовать обобщенный показатель [9], который называется вероятностью достижения цели операции ДЦР и, в общем
случае, вычисляется по формуле:
),()(...
)ˆˆ()ˆˆ(
ˆˆ ><><∞
∞−
∞
∞−
><><><><
><>< =
=<>=∈=
nnZnnY
n
nnдnnДЦ
ZdFZФ
ZYРYYРР
43421
(5)

Известия ТулГУ. Технические науки. 2018. Вып. 8
192
где ><nY –n-мерный (n=n1+n2+n3) вектор показателя качества результатов операции, который должен учитывать минимум три аспекта: результатив-
ность – )1(1><nY , ресурсоемкость – )2(
2 ><nY и оперативность – )3(3 ><nY ; ><nZ –
n-мерный вектор требований к вектору ><nY (или область допустимых
значений вектора ><nY ); )ˆˆ( ><>< <>
nn ZY означает, что компоненты случай-
ного вектора ><nY находятся в необходимых для достижения цели опера-
ции соотношениях ( ),,,( ≤<≥>=<>
) с соответствующими компонентами
случайного вектора ><nZ , например,
)].ˆˆ()ˆˆ()ˆˆ[()ˆˆ( 33221133 zyzyzyZY ≤∩≤∩≥=<>
><>< Как видно из (5), для вычисления вероятности ДЦР необходимо
знать интегральный закон распределения )(ˆ ><>< nnYYФ случайного вектора
><nY и закон распределения )(ˆ ><>< nnZ ZF случайного вектора ><nZ . Для
получения значений ДЦР могут использоваться следующие методы: ана-
литический, численный, статистических испытаний, статистического ими-тационного моделирования. Аналитическое построение функции
)(ˆ ><>< nnY YФ распределения показателя ><nY и вычисление ДЦР пред-
ставляет трудоемкую задачу. Решение этой задачи может быть упрощено в случае, если известны функциональные связи между компонентами векто-ра ><nY (операционный функционал – совокупность операционной функ-ции и функции связи). Операционная функция (ОФ) – это соотношение, описывающее зависимость целевого эффекта от расходуемых операцион-ных ресурсов и времени. Функция связи (ФС) – это балансные соотноше-ния между различными характеристиками результатов операции (в частно-сти, между ресурсами различных видов). Для нашего случая, не нарушая общности рассуждений, ограничимся симплексной канонической формой представления показателя качества результатов операции, при которой размерность вектора ><nY равна трем, т.е.n=3. Тогда:
>,τ,ˆ,ˆ=< >ˆ,ˆ,ˆ< =ˆ3213 ryyyY ϑ>< а его компоненты связаны монотонными
зависимостями. В общем случае целевой эффект ϑ , вычисленный по фор-мулам (2)–(3), связан с ресурсами такой зависимостью (ОФ): τ).,(rR=ϑПусть целевой эффект ϑ и расход операционного времени τ связаны с рас-ходом ресурсов r (например, денежных средств, выделяемых на подготов-ку и применение СТС) ФС, для которых существуют обратные функции:
);(=)( 1- ϑϑ RrrR = ).(=)(=τ 1- τSrrS

Системный анализ, управление и обработка информации
193
Пусть, для однозначности функции R и S монотонно возрастающие (вполне могут быть монотонно убывающими). Пусть известна функция распределения ) (ˆ rFr количества расходуемых ресурсов r , которая являет-ся генеральной компонентой. При указанных предположениях найдем
функцию распределения вектора ><3Y .
)].([] )(,[min=] )(,minˆ)([=
=))](ˆ() ())(ˆ[(=τ)])(() ())ˆ([(=
=τ)]τ()ˆ()ˆ[(= >)τ,,(<Ф= )(Ф
1111
11
33ˆ
ˆˆ
>τ,ˆ,ˆ<
ϑ−≤≤ϑ
≤∩≤∩ϑ≥≤∩≤∩ϑ≥
≤∩≤∩ϑ≥ϑϑ
−−−−
−−
>< ϑ><
RFτSrFτSrrRP
τSrrrRrPrSrrrRP
rrPrY
rr
rY
(6)
Если известной генеральной компонентой будет операционное вре-мя с функцией распределения )τ(τF , то целевой эффект ϑ и расход ресур-сов r будут связаны с расходом операционного времени τ ФС, для кото-рых существуют обратные функции:
);(R=τ)( 1- ϑϑ = τR ).(=τ)(= 1- rSτSr
Тогда функция распределения вектора ><3Y может быть вычислена по формуле:
)].([] ),([min=] ),(minˆ)([=
=])ˆ())( ˆ())(ˆ[(=
τ)]ˆ() )ˆ(())ˆ([(=
=τ)]τ()ˆ()ˆ[(=
>)τ,,(<Ф= )(Ф
1111
1-1
3ˆ
ˆˆ
>τ,ˆ,ˆ<3
ϑ−ττ≤τ≤ϑ
≤τ∩≤τ∩ϑ≥τ
=≤τ∩≤τ∩ϑ≥τ≤∩≤∩ϑ≥ϑ
=ϑ
−−−−
−
><
ττ
ϑ><
RFrSFrSRP
τrSRP
rSRP
rrP
rY rY
(7)
Таким образом, методика численного оценивания эффективности подготовки и применения СТС состоит из реализации пяти предложенных пунктов. Для получения методики численного анализа эффективности подготовки и применения СТС необходимо к указанной методике доба-вить анализ чувствительности и влияния показателя эффективности ДЦР к
изменениям параметров, определяющих условия задачи. Эта задача реша-ется методами теории чувствительности, как это будет показано далее.
Вычислительный эксперимент. Предложенная методика позволя-ет не только рассчитать частные показатели целевого эффекта, представ-ленные формулами (2)–(4), но и вычислить комплексный показатель эф-фективности процессов подготовки и применения СТС ДЦР , выработать
практические рекомендации по прогнозированию эффективности подго-товки и применениясуществующих и перспективных СТС, научно обосно-вать пути совершенствования технологии их применения в целом. Этого можно достичь с помощью математического аппарата теории чувствитель-

Известия ТулГУ. Технические науки. 2018. Вып. 8
194
ности (коэффициентов чувствительности и влияния), проанализировав степень зависимости показателя эффективности от параметров, определя-ющих условия задачи.
Для иллюстрации таких возможностей приведем результаты расче-та некоторых частных показателей подготовки и применения СТС. Расче-ты выполнены по формуле (2) для следующих исходных данных. ТЦУ подготовки и применения СТС состоит из шести работ (пяти подготови-тельных А1–А5 и А6–применение по предназначению) со средними дли-тельностями их проведения: 1,0; 0,8; 1,0; 1,25; 0,5; 0,2; (ч).
Распределение времени устранения каждого отказа имеет экспо-ненциальное распределение с интенсивностями: µ1=µ2=µ3=µ4=µ5=1; (1/ч). Значения вероятностей устранения отказов: .9,0ααααα 54321 =====Значения вероятностей обнаружения отказов при выполнении работ:
;03,0ωω 21 == .06,0ωωωω 6543 ==== На рис. 2 представлены графики (нижние сплошные кривые) изменения вероятностных показателей
, )()( 6,0ВЦУ tPtR = )(P )( 5,1НЦУ ttR = соответственно от времени выполне-
ния работ, составляющих «стандартный» цикл подготовки и применения СТС. Расчеты показывают, что эти показатели к моменту времени, напри-мер, t=6 часов принимают соответственно следующие значения: 0,622 и 0,058. Улучшение этих показателей возможно за счет уменьшения времени выполнения работ (прежде всего подготовительных работ А1, А2, А3, А4, А5), увеличения интенсивности и вероятности устранения отказов, умень-шения вероятностей обнаружения отказов или увеличения времени на про-ведение ТЦУ (времени моделирования). При увеличении цикла подготовки и применения СТС, например, до восьми часов показатели имею следую-щие значения: ,81,0)(ВЦУ =tR .074,0 )(НЦУ =tR Если же потребуется
уменьшить продолжительность ТЦУ, например, до пяти часов, то получим значения показателей ,471,0)(ВЦУ =tR .046,0 )(НЦУ =tR
Рис. 2. Графики показателейRВЦУ(t) = P10,6(t) иRНЦУ(t) = P1,5(t), P11,5, t = 0,10, [ч]

Системный анализ, управление и обработка информации
195
На рис. 2 также представлены графики (верхние пунктирные кри-вые) вероятностных показателей , )(1P)( 06ВЦУ ttR = )(1P )( 15НЦУ ttR = со-
ответственно, вычисленные при удвоенных интенсивностях выполнения всех работ (элементарных операций ТЦУ). Такие зависимости показателей от параметров, определяющих условия задачи (, ω, µ, α, t), могут исполь-зоваться для принятия научно обоснованных решений по совершенствова-нию технологии подготовки и применения существующих и перспектив-ных СТС.
Например, приведенные графики дают возможность вычислить время, которое требуется на выполнение ТЦУ с заданной вероятностью.
Для иллюстрации возможностей модели по исследованию эффек-тивности процессовподготовки и применения СТС конкретизируем усло-вия задачи. Пусть целевой эффект ϑ есть вероятность выполнения ТЦУ по подготовке и применению СТС, связанная со временем τ соотношением
(2) )()()( ,0ВЦУ τττϑ NPRF === ).()(τ 1ВЦУ
1 ϑϑ −− == RF Функции рас-
пределения этой вероятности представлены на рис. 2. Продолжительность времени ТЦУ τ от момента его начала t′до
момента его окончания t ′′ , связанного с израсходованием выделенных ре-сурсов (например, денежных средств) или достижением заданной вероят-ности целевого эффекта случайна и подчинена равномерному закону рас-пределения на интервале ],[τ tt ′′′∈ , т.е.
),(τ+),;(τ
)τ(τ tttτПtt
tF ′′−∆′′′
′−′′′−=
где )(x∆ – «селектор луча» – индикатор полубесконечного интервала
[0,∞); ),;( ttτП ′′′ – «селектор интервала» – индикатор интервала ].,[ tt ′′′ Расходуемые в ходе ТЦУ ресурсы r пропорциональны времени
подготовки и применения СТС, т. е. .τаr = Таким образом, известной ге-неральной компонентой будет операционное время с функцией распреде-ления ).τ(τF Цель подготовки и применения СТС достигается, если
Urr ПТ ≅≤∩≤∩≥ )]ττ()ˆ()ˆ[( Дϑϑ , т.е. одновременно выполняются три
указанных события.
По формуле (7) найдем закон распределения вектора .ˆ3><Y
)].([] τ,[min=] τ,minτ)([=
=])τ() τ())(τ[(=τ)]τ() τ())τ([(=
=τ)]τ()ˆ()ˆ[(= >)τ,,(<Ф= )(Ф
11
1
3ˆ
ττ
>τ,ˆ,ˆ<3
ϑ−≤≤ϑ
≤∩≤∩ϑ≥≤∩≤∩ϑ≥
≤∩≤∩ϑ≥ϑϑ
−−
−
>< ϑ><
FFа
rF
а
rFP
τа
rFPrаFP
rrPrY rY

Известия ТулГУ. Технические науки. 2018. Вып. 8
196
С учетом равномерного закона распределения )τ(τ
F и области допу-
стимых значений вектора ><3Y , которая определяется декартовым (пря-мым) произведение трех множеств
]ˆ,(-]ˆ,(-),ˆ[ 321 zzz ∞×∞×∞ , получаем выражение для закона распре-
деления вектора .ˆ3><Y
).()())((
)()())(,)(;()(
)(),;(
))(()(
),;()())((
)(),;())(,)(;()(
)(
),;()())(,)(;()(
),;(),;())((,min
),;(
),;())(,)(;()(,min
>)τ,,(<Ф= )(Ф
1
1
1
1
3ˆ >τ,ˆ,ˆ<3
tτtаrtF
tτtаrtFtFПtt
tFtτtаtаrП
tFttа
tаrttτПtаrtF
tt
t
tτtаtаrПtFtFПtt
tF
ttа
tаr
ttτПtаrtFtFПtt
tF
tt
t
ttτПtаtаrПtFtt
tа
r
ttτП
tаtаrПtFtFПtt
tF
tt
tа
r
rY rY
′′−∆′′−∆ϑ−′′∆+
+′′−∆′′−∆′′′ϑ′−′′
′−ϑ+′′−∆′′′×
×ϑ−′′∆′−′′′−+′′′′′−∆ϑ−′′∆
′−′′′−τ+
+′′−∆′′′××′′′ϑ
′−′′′−ϑ
−′−′′′−+
+′′′′′−∆′′′ϑ×
′−′′′−ϑ
−′−′′′−τ+
+′′′′′′ϑ−′′∆
′−′′
′−τ+′′′×
×′′′′′′ϑ
′−′′′−ϑ
−′−′′
′−τ=
=ϑ
−
−
−
−
>< ϑ><
Определим выражение для ДЦР и вычислим ее при следующих
значениях параметров: ;8,0=Тϑ 350=Пr [тыс. руб.]; 10τД = [ч]; а=30
[тыс. руб./ч]; 0=′t [ч]; 12=′′t [ч]. Для получения значения обратной функции целевого эффекта
)(1ТF ϑ− воспользуемся графиком рис. 2, построенного при удвоенных
интенсивностях выполнения всех работ (верхняя пунктирная кривая).
.50,012
4
12
,1030350
min
>)10 350; 0,8;(<Ф>)τ,,(<Ф >τ,ˆ,ˆ<>τ,ˆ,ˆ< Д
=−=
==ϑ= ϑϑ rr ПТДЦ rР

Системный анализ, управление и обработка информации
197
Выполним анализ влияния аспектов Тϑ и Дτ на эффективность под-
готовки и применения СТС.
.12
)(
12
τ)(τ)τ,(
1Д
1Д
ДТТ
ТДЦ
F
tt
tF
tt
tР
ϑϑϑ
−−−=
′−′′′−
−′−′′′−
=
Вычислим коэффициенты чувствительности ДЦРh
Дτ и влияния
ДЦРV
Дτ:
;час
1,083,0
12
1
τ
)τ,(
Д
Д
Дτ
===d
dРh ТДЦРДЦ
ϑ.83,0τД
ДД ττ== ДЦДЦ РР
hV
Для вычисления Т
ТДЦР
d
dРh ДЦ
Т ϑϑ
ϑ
)τ,( Д= и ТРР ДЦДЦ
ТhV ϑ
ϑϑ Т= необхо-
димо показатель целевого эффекта )()()( ,0ВЦУ τττϑ NPRF === выров-
нять (аппроксимировать) теоретической функцией распределения и найти
ее обратную функцию ).()(τ 1ВЦУ
1 ϑϑ −− == RF Аппроксимировать функции
можно стандартным способом, например, с помощью процедуры «постро-ение линии тренда» EXCEL, а затем продифференцировать показатель
)τ,( ДТДЦР ϑ по параметру Тϑ .
Предложенная методика позволяет получать данные о зависимостях не только частных показателей целевого эффекта(2)–(4) (при необходимо-сти и других дополнительных показателей)от параметров, определяющих условия задачи (, ω, µ, α, t), но и вычислить комплексный показатель эф-фективности процессов подготовки и применения СТС,осуществить про-гнозирование эффективности подготовки и применения существующих и перспективных СТС ина основании принятых критериевнаучно обосновать пути совершенствования технологии их применения в целом исходя из наличия или отсутствия необходимых ресурсов, времени, статистических данных.
При этом, так как подготовка и применение СТС происходит под воздействием внешних и внутренних случайных факторов (отказы (сбои) аппаратуры, надёжность программных средств, влияние человеческого фактора, возникновение нештатных ситуаций или изменение обстановки, нештатные режимы функционирования смежных технических средств, взаимодействующих с СТС), то отказы СТС и их восстановление могут трактоваться в самом широком смысле. Общим для таких «отказов» явля-ется свойство делать невозможным выполнениеэлементарных операций до их устранения. В случае не возможности устранения отказа на заданном временном интервале процесс подготовки и применения СТС останавлива-ется.

Известия ТулГУ. Технические науки. 2018. Вып. 8
198
Таким образом, при полном выполнении программы подготовки и применения СТС на заданном временном интервале с заданной вероятно-стью полагается, что цель достигнута (ТЦУ успешно выполнен). При наличии отклонений от программы подготовки и применения ОТС с уче-том значимости невыполненных или выполненных с отклонениями режи-мов результаты функционирования СТС классифицируются, как цель не достигнута (ТЦУ не выполнен).
Список литературы
1. Бубнов В. П., Сафонов В. И. Разработка динамических моделей нестационарных систем обслуживания. СПб.: Лань, 1999. 64 с.
2. Данилов А.И, Данилов А.А. Нестационарные модели процессов испытаний программных средств в условиях риска // Сб. науч. тр. второй всерос. науч.-практ. конф. «Современные проблемы создания и эксплуата-ции вооружения, военной и специальной техники»: 20–21 ноября 2014 / СПб.: ВКА имени А.Ф. Можайского, 2014.С. 199–202.
3. Динамические модели испытаний программных средств с двумя типами ошибок / А.И. Данилов, А.А. Данилов // Труды военно-космической академии имени А.Ф. Можайского. 2015. Вып. 647. С.12 – 21.
4. Динамические модели отладки программ с вероятностным обна-ружением ошибок и распределением Эрланга длительности их исправле-ния / А.Д. Хомоненко, А.И. Данилов, А.А. Данилов // Научно-Технический вестник информационных технологий, механики и оптики. 2016. Т. 16. 4. С. 655 – 662.
5. Методика численного анализа эффективности отладки программ-ных средств / А.И. Данилов, А.А. Данилов // Научно-технический вестник информационных технологий, механики и оптики. 2017. Т. 17. 3. С. 543 – 551.
6. Нестационарные модели стратегий испытаний программных средств при вероятностных параметрах обнаружения ошибок / А.Д.Хомоненко, А.И. Данилов, А.А. Данилов // Информационно-управляющие системы. 2015. Вып. 4. С. 50–58.
7. Петухов Г.Б., Якунин В.И. Методологические основы внешнего проектирования целенаправленных процессов и целеустремленных систем. М.: АСТ, 2006. 504 с.
8. Хомоненко А.Д., Данилов А.И., Данилов А.А. Динамические мо-дели испытаний программных средств // Сб. докл. XVIIIмеждунар .конф. по мягким вычислениям и измерениям:19–21 мая 2015 / СПб.:СПбГЭТУ «ЛЭТИ», 2015. Том 1. С. 239–242.
9. Хомоненко А.Д., Данилов А.И., Данилов А.А.,Герасименко П.В.Нестационарные модели отладки программ с распределением Кокса длительности исправления ошибок // Сб. докл. XIXмеждунар.конф. по мягким вычислениям и измерениям:25 – 27 мая / СПб.: СПбГЭТУ «ЛЭТИ», 2016. Том 1. С. 163–166.

Системный анализ, управление и обработка информации
199
Данилов Анатолий Исаевич, канд. техн. наук, доцент, [email protected], Россия, Санкт-Петербург, Военно-космическая академия имени А.Ф.Можайского,
Зубачев Алексей Михайлович, канд. воен. наук, заместитель начальника кафед-
ры, [email protected], Россия, Санкт-Петербург, Военно-космическая академия имени А.Ф.Можайского,
Данилов Андрей Анатольевич, ведущий инженер-программист,
[email protected], Россия, Санкт-Петербург, ЗАО «Нокиа Солюшенз энд Нетвокс»
NUMERICALMETHODSFOREFFECTIVENESSANALYSIS OF COMPLICATED TECHNICAL SYSTEMS PREPARATION
AND EXPLOITATION
A.I. Danilov, A.M. Zubachev, A.A. Danilov
A dynamic model of complex technical system functioning is suggested. Based on this model a technique for effectiveness analysis of complicated technical systems preparation and exploitation is developed. The simulation uses an improved marked graph and is considered within the framework of random Markov processes with a discrete set of states and continu-ous time. Thus, it provides the possibility to use probabilities of failures detection and their elimination for each elementary operation (work). There are given the marked graph and the modified system of differential equations, numerical solution of which allows to calculate the specific indicators for target goal of complicated technical systems preparation and usage. For the comprehensive study of these processes uses a generalized efficiency indicator - the probability of operating goal achievement.
Key words: model, system, failure, probability, rate, graph, effectiveness Danilov Anatoly Isaevich, candidate of technical sciences, docent,
[email protected], Russia, Saint Petersburg,Military-Space Academy named after A.F. Mozhayskiy,
Zubachev Aleksey Mikhaylovich, candidate of military sciences, Deputy Head of De-
partment, [email protected],Russia, Saint Petersburg, Military-Space Academy named after A.F. Mozhayskiy,
Danilov Andrey Anatolevich, senior software engineer, An-
[email protected], Russia, Saint Petersburg, Saint-Petersburg, Nokia Solutions and Networks

Известия ТулГУ. Технические науки. 2018. Вып. 8
200
УДК 621.923
АЛГОРИТМ АНАЛИЗА ПРОЦЕССА КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ СО СКРЕЩЕННЫМИ В ОДНОЙ ПЛОСКОСТИ
ОСЯМИ АБРАЗИВНОГО ИНСТРУМЕНТА И ЗАГОТОВКИ
В.Б. Богуцкий, Л.Б. Шрон, Ю.К. Новосёлов
Показано, что при шлифовании со скрещенными в одной плоскости осями аб-разивного инструмента и заготовки, в поверхностном слое обрабатываемой заготов-ки возникают дефекты поверхностного слоя в виде прижогов, шлифовочных трещин и др. Предложенное формализованное описание процесса шлифования и алгоритм его применения позволят, при проектировании технологии шлифования, обеспечить каче-ство обрабатываемых поверхностей деталей как непосредственно после правки ин-струмента, так и в любой момент времени периода его стойкости.
Ключевые слова: шлифование, скрещенные оси, формализованное описание, ал-горитм, оценка параметров качества поверхности.
В процессе круглого наружного шлифования поверхностей, распо-ложенными под углом к оси заготовок из высокоуглеродистых легирован-ных сталей, в зоне резания создаются неблагоприятные термодинамиче-ские условия, вызывающие значительные структурные изменения в мате-риале обрабатываемой детали [1, 2, 3 и др.]. Для достижения заданного ка-чества приходится снижать режимы резания, осуществлять частую правку шлифовальных кругов, что неизбежно приводит к снижению производи-тельности обработки [4, 5, и др.].
В работах [6, 7] разработано формализованное описание процесса шлифования поверхностей, расположенных в одной плоскости под углом к оси заготовок, которое обеспечивает численный расчет параметров каче-ства и эффективности процесса как непосредственно после правки ин-струмента, так и в любой момент времени периода его стойкости. На ри-сунке приведен алгоритм анализа процесса круглого шлифования поверх-ностей, который содержит блоки: 1 ‒ исходных данных, 2 ‒ определения параметров системы на j-1 обороте, 3 ‒ оценки параметров ТС после j ‒ го оборота; 5 ‒ оценки качества обработанной поверхности и эффективности операции шлифования, 12 ‒ анализа причин неудовлетворительного каче-ства обработки, 9 ‒ учета номера оборота, 7 ‒ учета номера цикла, 11 ‒ учета номера обрабатываемой поверхности заготовки, 4, 8, 10 ‒ блоки сравнения.
В исходные данные включается информация о точности, жесткости станка, начальном положении его исполнительных механизмов, парамет-рах заготовки, СОТС, технических требованиях на деталь, начальном со-стоянии рабочей поверхности инструмента, режиме резания. Для возмож-ности оценки результатов процесса после этапов цикла в блок исходных данных вносится массив Pj. При j=Pm производится вычисление показате-лей процесса.
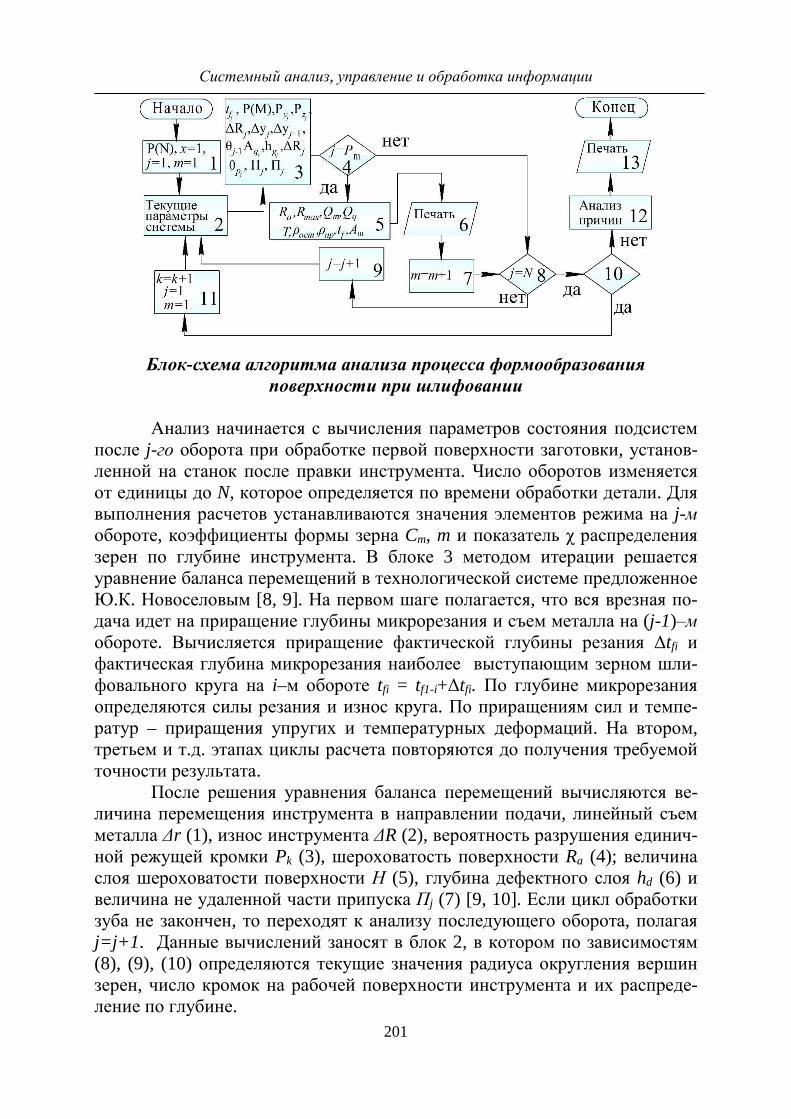
Системный анализ, управление и обработка информации
201
Блок-схема алгоритма анализа процесса формообразования поверхности при шлифовании
Анализ начинается с вычисления параметров состояния подсистем
после j-го оборота при обработке первой поверхности заготовки, установ-ленной на станок после правки инструмента. Число оборотов изменяется от единицы до N, которое определяется по времени обработки детали. Для выполнения расчетов устанавливаются значения элементов режима на j-м обороте, коэффициенты формы зерна Cm, m и показатель χ распределения зерен по глубине инструмента. В блоке 3 методом итерации решается уравнение баланса перемещений в технологической системе предложенное Ю.К. Новоселовым [8, 9]. На первом шаге полагается, что вся врезная по-дача идет на приращение глубины микрорезания и съем металла на (j-1)‒м обороте. Вычисляется приращение фактической глубины резания Δtfi и фактическая глубина микрорезания наиболее выступающим зерном шли-фовального круга на i–м обороте tfi = tf1-i+Δtfi. По глубине микрорезания определяются силы резания и износ круга. По приращениям сил и темпе-ратур – приращения упругих и температурных деформаций. На втором, третьем и т.д. этапах циклы расчета повторяются до получения требуемой точности результата.
После решения уравнения баланса перемещений вычисляются ве-личина перемещения инструмента в направлении подачи, линейный съем металла Δr (1), износ инструмента ΔR (2), вероятность разрушения единич-ной режущей кромки Pk (3), шероховатость поверхности Ra (4); величина слоя шероховатости поверхности Н (5), глубина дефектного слоя hd (6) и величина не удаленной части припуска Пj (7) [9, 10]. Если цикл обработки зуба не закончен, то переходят к анализу последующего оборота, полагая j=j+1 . Данные вычислений заносят в блок 2, в котором по зависимостям (8), (9), (10) определяются текущие значения радиуса округления вершин зерен, число кромок на рабочей поверхности инструмента и их распреде-ление по глубине.

Известия ТулГУ. Технические науки. 2018. Вып. 8
202
( )( ) 5.0
5.02
)(478.166.13
)(
egukgfcu
egukgfc
DVVntKV
DVVntKr
ρ
ρ
⋅−+
⋅−=Δ . (1)
dzLLz
Lzzryt
riytDHV
VVnKhVh
yyy
jf
jfn
ie
uu
gukgcL
Lgkg
g
⎪⎭
⎪⎬⎫
⎥⎥
⎦
⎤
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛++−Δ−−+
+Δ−−⎢⎣⎡ ⋅⋅
⎪⎩
⎪⎨⎧ −⋅−= ∑∫
=−
•
158
532)(
83
)(522)(
exp
4
5
2
32
5.2
2
5.02/30
ρπ
(2)
.158
532)(
83
)(522)(
exp)(
4
5
2
32
5.2
2
5.02/3
⎪⎭
⎪⎬⎫
⎥⎥
⎦
⎤
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛++−Δ−−+
+Δ−−⎢⎣⎡ ×⋅
⎪⎩
⎪⎨⎧ −⋅−== ∑
=
yyy
jf
jfn
ie
uu
gukgck
LLz
Lzzryt
riytDHV
VVnKMPP
ρπ
(3)
2.02.04.02.04.04.0
605.06.04.0
)(
544,0
eиknс
gfua
DVVKKK
BtVR
gg−
=
ρ
. (4)
( )( ) 5.051.1
5.02
)(45.64
)(68.0
eukncfgu
eukncff
DKVVKKtBV
DKVVKKttH
gg
gg
ρ
ρ
−+⋅
−⋅−= (5)
( )β
ξα ⎟⎟⎠
⎞⎜⎜⎝
⎛−= 5.0
0 21)( ef
kqd Dt
Vqqh . (6)
jjj rПП Δ−= −1 . (7)
0)( gg gK ρτρ ρ ⋅= . (8)
0)( gng nKn g ⋅=τ . (9)
1)( −⋅= χχχ u
Huf
u, (10)
где Vu – окружная скорость заготовки; Vk – окружная скорость шлифоваль-ного круга; tf ‒ глубина микрорезания; Kc ‒ коэффициент стружкообразо-вания; Bg − основной размер абразивного зерна по ISO 8486–1,2:1996(Е); Kρg – коэффициент учитывающий изменение радиуса округления зерна в процессе работы абразивного инструмента; D,d – диаметр шлифовального круга и заготовки; Н ‒ слой, в котором распределена шероховатость; ng – количество зерен в единице площади инструмента; Kng – коэффициент учи-тывающий изменение количества абразивных зерен на рабочей поверхно-

Системный анализ, управление и обработка информации
203
сти круга между правками; Δr – радиальный съем металла; Hu – величина слоя рабочей поверхности шлифовального круга, в пределах которой под-считывается ng; yi – расстояние от наружной поверхности заготовки до рас-сматриваемого уровня; z – расстояние сечения заготовки до основной плоскости; Ly – расстояние от основной плоскости до пересечения уровня y с траекторией движения наиболее удаленной от центра режущей кромкой; h0 − величина относительного износа абразивного зерна; δ ‒ угол наклона
оси круга; γ ‒ угол наклона обрабатываемой поверхности;
))sin(sin(cos
γδγδ
−−=
dDDdDe ‒ эквивалентный диаметр; Пj ‒ текущий при-
пуск после j-го оборота; ρg0 – исходный радиус округления вершины зерна; ng0 – исходное количество абразивных зерен на 1 мм2 рабочей поверхности круга; αq – коэффициент, зависящий от теплофизических свойств круга и заготовки; ζ – коэффициент, учитывающий влияние теплового поля на глубину дефектного слоя; q – интенсивность теплового потока; q0 – безде-фектная интенсивность теплового потока; u – расстояние от условной на-ружной поверхности инструмента до вершины зерна.
После окончания цикла обработки (j=N), выполняется оценка соот-ветствия параметров качества поверхности и эффективности операции, требуемым по техническим условиям. При получении положительного ре-зультата переходят к анализу процесса обработки следующей поверхности (или следующей заготовки), полагая k=k+1. При получении отрицательно-го результата выполняется анализ причин несоответствия, даются реко-мендации по их устранению.
Предложенный алгоритм позволяет использовать формализованное описание процесса шлифования для обеспечения гарантированного каче-ства обрабатываемых поверхностей деталей при проектировании финиш-ных технологических операций.
Список литературы
1. Инженерия поверхности деталей / Колл. авт.; под ред. А.Г. Су-слова. М.: Машиностроение. 2008. 320 с.
2. George E. Totten Handbook of Residual Stress and Deformation of Steel. / Totten G., Inoue T., Howes M. //ASM International, 2002. 550 р.
3. Бутенко В.И. Научные основы функциональной инженерии по-верхностного слоя деталей машин: моногр. Ростов-на-Дону: ДГТУ, 2017. 481 с.
4. W. Brian Rowe. Principles of modern grinding technology. Jordan Hill, Oxford ОХ2 8DP: UK 2009. 421 р.
5. Кремень З.И. Технология шлифования в машиностроении. СПб.: Политехника, 2007. 424 с.
6. Кальченко В. В. Научные основы эффективного шлифования со

Известия ТулГУ. Технические науки. 2018. Вып. 8
204
скрещивающимися осями абразивного инструмента и обрабатываемой де-тали: дисс. ... д-ра техн. наук. Чернигов, 2006. 488 с.
7. Богуцкий В.Б., Шрон Л.Б. Определение глубины микрорезания при шлифовании со скрещенными в одной плоскости осями абразивного инструмента и заготовки // Вестник современных технологий. 2017. 2 (6). С. 4-8.
8. Новоселов Ю.К. Динамика формообразования поверхностей при абразивной обработке. Севастополь: Из-во СевНТУ, 2012. 304 с.
9. Novoselov Y., Bogutsky V., Shron L. Patterns of removing material in workpiece - grinding wheel contact area // Procedia Engineering. «International Conference on Industrial Engineering, ICIE 2017», 2017. Р. 991-996
10. Novoselov Y., Bogutsky V., Shron L., Kharchenko A. Forecasting the surface roughness of the workpiece in the round external grinding // MATEC Web of Conferences «International Conference on Modern Trends in Manufac-turing Technologies and Equipment, ICMTMTE 2017», 2017. DOI: 10.1051/matecconf/201712901080.
Богуцкий Владимир Борисович, канд. техн. наук, доцент, [email protected],
Россия, Севастополь, Севастопольский государственный университет, Шрон Леонид Борисович канд. техн. наук, доцент, [email protected], Россия,
Севастополь, Севастопольский государственный университет, Новоселов Юрий Константинович, д-р техн. наук, профессор,
[email protected], Россия, Севастополь, Севастопольский государственный университет
ALGORITHM OF THE ANALYSIS OF THE ROUND EXTERNAL GRINDING PROCESS
WITH THE CROSSED IN ONE PLANE AXES OF ABRASIVE TOOLS AND BLANK
V.B. Bogutsky, L.B. Shron, Y.К. Novoselov It is shown, that when is performed grinding with the crossed in one plane axes of
the abrasive tool and the workpiece, in the surface layer of the machined workpiece arise the defects of the surface layer in the form of burns, grinding cracks and others. The proposed formalized description of the grinding process and algorithm its application will ensure the quality of the machined parts surfaces at design the grinding technology both immediately after tool straightening and at any time during its durability period.
Key words: grinding, crossed axes, formalized description, algorithm, estimation of surface quality parameters.
Bogutsky Vladimir Borisovich, candidate of technical sciences, docent, bogut-
[email protected], Russia, Sevastopol, Sevastopol State University, Shron Leonid Borisovich, candidate of technical sciences, docent, [email protected],
Russia, Sevastopol, Sevastopol State University, Novoselov Yurij Konstantinovich, doctor of technical sciences, professor,
[email protected], Russia, Sevastopol, Sevastopol State University

Системный анализ, управление и обработка информации
205
УДК 346
АЛГОРИТМ И ПРОГРАММНАЯ РЕАЛИЗАЦИЯ ПРОЦЕДУР АДАПТИВНОЙ ОБРАБОТКИ ДАННЫХ ДИСТАНЦИОННОГО
ЗОНДИРОВАНИЯ ЗЕМЛИ
Ю.В. Левадный, В.А. Телеш, А.А. Мисан
Pаскрыты общие понятия об уменьшении уровня помех на изобра-жениях, полученных средствами дистанционного зондирования, путем суммирования серии зашумленных изображений. Представлен алгоритм для высококонтрастных ре-льефов с большими участками глубоких теней.
Ключевые слова: шум на изображении, уменьшение уровня шума на изображе-ниях, данные дистанционного зондирования Земли, набор яркостей, обработка изоб-ражений дистанционного зондирования Земли.
В настоящее время процедуры и технологии дистанционного зон-
дирования Земли (ДЗЗ) из ближнего космоса и различных типов летатель-ных аппаратов представляют собой отрасль одной из самых динамично развивающейся индустрии, интегрированной практически во все области и сферы народнохозяйственной деятельности и, естественно, в структуры и системы вооружений и вооруженной борьбы.
В связи с этим технологии и средства обработки информации, по-лученной различными комплексами ДЗЗ, становятся все более актуальны-ми, а их реализация и развитие жизненно необходимыми.
Фототопография продолжает оставаться важным потребителем ак-туальных данных ДЗЗ в форме цифровых графических файлов аэрокосми-ческих снимков земной поверхности. Сегодня процедуры предварительной обработки цифровых снимков находятся на различных стадиях разработки [1], а их оптимизация и адаптация к конкретным условиям и задачам еще требует необходимой формализации и всестороннего обобщения результа-тов. Решению этой проблемы через разработку и реализацию алгоритма оптимальной фильтрации графических данных и посвящен излагаемый да-лее материал.
При формировании модели цифрового сигнала будем исходить из того, что в результате дискретизации изображения , получена матри-ца из строк и столбцов:
= , = 0,0 0,1 … 0, − 11,0 1,1 … 1, − 1… … … … − 1,0 − 1,1 … − 1, − 1. (1)
Для приближения к реальным условиям рассмотрим зашумленное изображение , , формируемое аддитивным суммированием шума µ, с исходном кадром , , то есть

Известия ТулГУ. Технические науки. 2018. Вып. 8
206
, = , + µ, , (2) Здесь предполагается, что значения шума в каждой точке х, у являются некоррелированными и имеют нулевое среднее значение. Такая постановка задачи правомерна во многих ситуациях, соответствующим реальным условиям ДЗЗ [2].
Целью нижеследующей процедуры является уменьшение уровня помех путем суммирования серии зашумленных изображений , . Если шум удовлетворяет сформулированным условиям, то правомерно следующее. Изображение , получено усреднением К – кадров , , отличающихся лишь шумом µ, : , = ∑ , . (3)
Откуда следует, что: , = , , (4) где , – математическое ожидание случайной величины , .
Таким образом, осуществляем асимптотическое приближение , к , с увеличением количества суммируемых зашумлённых реализаций. На практике этот эффект проявляется для разного исходного материала очень выборочно, а определение критерия числа усредняемых реализаций становится необходимым. В данном случае рассматриваются изображения морских прибрежных районов, специфика которых связана с вырожденными гистограммными портретами.
Решению этой конкретной проблемы и посвящён предлагаемый да-лее алгоритм и реализующая его программа. Следует подчеркнуть, что данная проблема является ключевой в данном контексте, так как примене-ние алгоритма для высококонтрастных рельефов с большими участками глубоких теней не всегда может быть оправдано.
Основой разрабатываемого алгоритма является гистограммная об-работка каждого этапа осреднения с последующей нормализацией и анали-зом разностей исходной и нормализованной гистограмм.
Дискретную модель гистограммы представим функцией: ! = "#! = ∑ $%&#'( = ∑ )*) + = 0,1, … , , − 1,!'!' (5)
где n – общее число пикселей на изображении; -' – число точек яркости -'; L – число уровней яркости.
Эта функция отображает каждый пиксел исходного изображения, имеющий яркость #!, в соответствующий элемент выходного изображения со значением элемента !.
Нормализованная гистограмма получается из заданной $./ на множестве 0 = 0,1, … , , − 1 и имеет вид: 1! = 2/! = ∑ $.&/'( = ! + = 0,1, … , , − 1,!' (6)
где z – переменная, удовлетворяющая условию нормализации, а 1! – дис-кретная величина в пространстве новой функции.

Системный анализ, управление и обработка информации
207
При этом: /! = 234"#!5, + = 0,1, … , , − 1 . (7) Приведенные наборы яркостей 6#'7, 6 '7 и 6/'7, 9 = 0,1, … , , − 1 яв-
ляются одномерным массивом с размерами , × 1. Все отображения из # в и из в / задаются базовыми табличными преобразованиями меж-ду значениями пиксела и этими массивами. Каждый из элементов масси-вов, например !, содержит два необходимых информационных элемента: индекс +, указывающий на позицию элемента в массиве, и – значение, соответствующее этой позиции.
Следующая процедура состоит в нахождении вектора разности ! и 1! , оценка которого определяет порог циклов итераций. На выходе полу-чаем новое множество, как результат пересечения матриц 6 '7 и 6/'7: 6 '7 − 6/'7 = =|= ∈ , ∉ , = , A − , A. (8)
Решение по выбору оптимальной схемы обработки принимается на основе вычисления коэффициента корреляции результатов обработки и исходного изображения: , = ∑ ∑ 4CD,E3CD,E5∗4GHID,JIE3GK5LM
N∑ ∑ 4CD,E3CD,E5OLM ∑ ∑ 4GHID,JIE3GK 5OLM PQO , (9)
где = 0,1, … , − 1, = 0,1, … , − 1, =, =K – текущее и среднее значе-ние пикселей в зашумленном файле. Пороговая величина коэффициента зависит от типа решаемых задач и для наши целей она не выходит из пре-дела (0,7-0,8).
Эффективность алгоритма оценивалась в ходе численного экспери-мента с использованием реальных космических снимков участков морских акваторий. Изображения, взятые в обработку в качестве тестового, пред-ставлены на рис.2.
Схема алгоритма реализации предлагаемого метода представлена на рис.1.
По схеме видно, что исходный графический оригинал переводится в цифровую форму, причем это преобразование проводится в два этапа: сна-чала формируется файл в одном из графических стандартов (*.tiff, *.jpg, *.gif), который в дальнейшем преобразуется в матрицу значений A с цело-численным заполнением элементами (0-255), моделирующими 8-битный в градациях серого графический образ сцены. Эти блоки представлены фор-мирователями покадровой модели сигнала, каждый из которых находится под воздействием шумовых помех от соответствующим образом построен-ного генератора с заданными характеристиками.
Первый этап предварительной обработки основан на вычислении и последующей нормализации гистограммы кадра. В данном случае суще-ственным является вырожденный характер гистограммной формы графи-ческих изображений со значительными плоскими объектами тонального заполнения (рис. 2. а, б). Нормализация гистограммы в данном конкретном

Известия ТулГУ. Технические науки. 2018. Вып. 8
208
случае позволяет исключить из последующего детектирования большие объёмы данных не существенных для последующей обработки (рис. 3. а, б).
Рис. 1. Схема алгоритма оптимальной обработка ДЗЗ при нахождении в площади кадра 70-80% морской
поверхности
Следующим этапом является восстановление эквализированного изображения, формирование новой сигнальной матрицы и вычисление ко-эффициента взаимной корреляции, обеспечивающего выработку оценки результатов преобразования [3].
Начало
База
хранения
эффективных
результатов
Процессор приведения
программного блока в
исходное состояние
Конец
Формирование
результата
оптимальной
обработки
Оцифровка
графических
данных
Модуль
генерирования
аддитивного шума
Формирование
модели сигнала
(0 кадр) …...Формирование
модели сигнала
(1 кадр)
Формирование
модели сигнала
(i кадр)
Построитель гистограмм
(формирование вектора
š )
Формирование
вектора
гистограммной
разности
Вычислитель
корреляционной
матрицы кадра
Оценка результата
пороговыми
значениями
Гистограммный
нормализатор
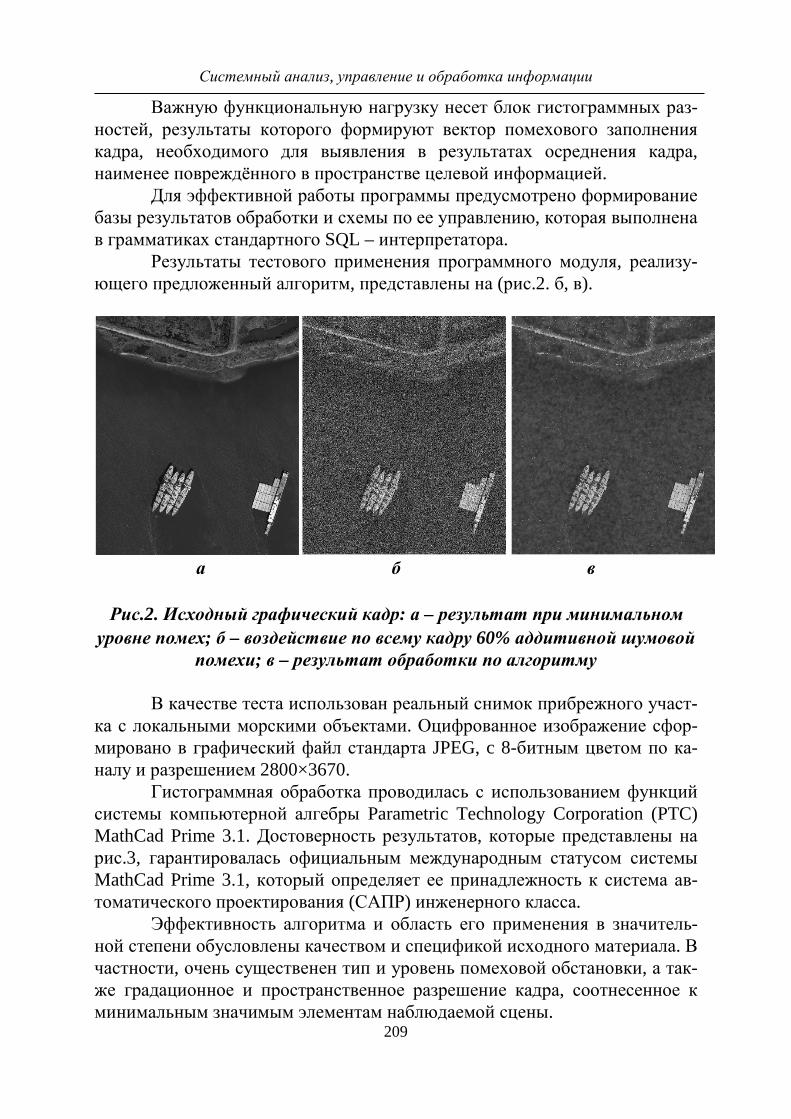
Системный анализ, управление и обработка информации
209
Важную функциональную нагрузку несет блок гистограммных раз-ностей, результаты которого формируют вектор помехового заполнения кадра, необходимого для выявления в результатах осреднения кадра, наименее повреждённого в пространстве целевой информацией.
Для эффективной работы программы предусмотрено формирование базы результатов обработки и схемы по ее управлению, которая выполнена в грамматиках стандартного SQL – интерпретатора.
Результаты тестового применения программного модуля, реализу-ющего предложенный алгоритм, представлены на (рис.2. б, в).
а б в
Рис.2. Исходный графический кадр: а – результат при минимальном уровне помех; б – воздействие по всему кадру 60% аддитивной шумовой
помехи; в – результат обработки по алгоритму В качестве теста использован реальный снимок прибрежного участ-
ка с локальными морскими объектами. Оцифрованное изображение сфор-мировано в графический файл стандарта JPEG, c 8-битным цветом по ка-налу и разрешением 2800×3670.
Гистограммная обработка проводилась с использованием функций системы компьютерной алгебры Parametric Technology Corporation (PTC) MathCad Prime 3.1. Достоверность результатов, которые представлены на рис.3, гарантировалась официальным международным статусом системы MathCad Prime 3.1, который определяет ее принадлежность к система ав-томатического проектирования (САПР) инженерного класса.
Эффективность алгоритма и область его применения в значитель-ной степени обусловлены качеством и спецификой исходного материала. В частности, очень существенен тип и уровень помеховой обстановки, а так-же градационное и пространственное разрешение кадра, соотнесенное к минимальным значимым элементам наблюдаемой сцены.

Известия ТулГУ. Технические науки. 2018. Вып. 8
210
а
б
в г
Рис. 3. Гистограммы: а – исходного изображения; б – изображения, с искажениями 60% аддитивной шумовой помехой;
в – нормализованная гистограмма; г – эквализированная гистограмма
Таким образом, реализация данного алгоритма позволяет значи-тельно повысить эффективность и качество обработки растровых кадров дистанционного зондирования Земли для формирования необходимых картографических материалов с высокой степенью адекватности обстанов-ке и соответствия реальных и отображаемых объектов.
Предлагаемый алгоритм обработки результатов ДЗЗ специфических поверхностей и районов в своем поэлементном и блоковом исполнении, достаточно разработан в источниках [3,4], но общая структурная схема об-ладает неоспоримой новизной. Кроме того, область применения алгоритма по типу и характеру исходных данных продолжает оставаться актуальной и существенной, так как находится на стыке гидрографических и топогра-фических методологий (зон ответственности).

Системный анализ, управление и обработка информации
211
Алгоритм и программа могут быть предложены для практической деятельности по обработке больших объемов растровых изображений зем-ной поверхности, а также в учебном процессе, связанным с подготовкой специалистов по созданию и корректуре цифровых карт.
Программный продукт алгоритма находится в архиве 74 кафедры академии.
Список литературы
1. Гуляев Ю.В., Никитин С.А., Пахомов А.А., Потапов А.А. Но-вейшие методы обработки изображений. M.: Физматлит, 2008. 496 с.
2. Иванов Д.В., Карпов А.С., Кузьмин Е.П., Лемпицкий В.С., Хро-пов А.А. Алгоритмические основы растровой графики: уяебное пособие, 2007. 288 с.
3. Дьяконов В.П. MATLAB 6.5 SP1/7/7 SP1. Работа с изображения-ми и видеопотоками. M.: СОЛОН-Пресс, 2010. 400 с.
4. Гонсалес Р., Вудс Р. Цифровая обработка изображений. М.: Тех-носфера, 2012. 1072 с.
Левадный Юрий Валерьевич, канд. воен. наук, заместитель начальника кафед-
ры, [email protected], Россия, Санкт-Петербург, Военно-космическая академия имени А.Ф.Можайского,
Телеш Вадим Анатольевич, канд. техн. наук, доцент, [email protected], Россия,
Санкт-Петербург, Военно-космическая академия имени А.Ф.Можайского Мисан Александр Александрович, канд. техн. наук, доцент, [email protected],
Россия, Санкт-Петербург, Военно-космическая академия имени А.Ф. Можайского
ALGORITHM AND SOFTWARE IMPLEMENTATION OF ADAPTIVE PROCESSING OF DATA OF REMOTE SENSING OF THE EARTH
Y.V. Levadnyi, V.A. Telesh, A.A. Misan
The article discloses general concepts of reducing the level of interference in images
obtained by means of remote sensing by summing up a series of noisy images. An algorithm for high-contrast re-images with large areas of deep shadows is presented.
Key words: noise in the image, noise reduction in images, remote sensing data of the Earth, set of brightness, processing of images of remote sensing of the Earth.
Levadnyi Yuri Valeryevich, candidate of military sciences, deputy head of chair,
[email protected], Russia, St.-Petersburg, AFMozhaysky Military Space Academy, Telesh Vadim Anatolevich, candidate of technical sciences, docent, [email protected],
Russia, St.-Petersburg, AFMozhaysky Military Space Academy, Misan Aleksandr Aleksandrovich, candidate of technical sciences, docent,
[email protected], Russia, St. Petersburg, Military Space Academy named after A.F. Mozhaisky

Известия ТулГУ. Технические науки. 2018. Вып. 8
212
СТАНДАРТИЗАЦИЯ И УПРАВЛЕНИЕ КАЧЕСТВОМ ПРОДУКЦИИ
УДК 658.512.2
ОЦЕНКА ПОКАЗАТЕЛЯ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ МЕТОДОМ РЕГРЕССИОННОГО АНАЛИЗА
С ИСПОЛЬЗОВАНИЕМ 3D-МОДЕЛИ
А.А. Абраженин, А.В. Лобанов, Н.Н. Трушин Рассмотрена задача определения технологичности детали на ранних этапах
конструкторского проектирования, решаемая на основе количественной оценки тех-нологичности изготовления с помощью регрессионного анализа и модели проектного решения. В качестве показателя технологичности принята величина проектной тру-доемкости изготовления детали, рассчитываемая на основе выявленной корреляцион-ной зависимости между входными показателями конструкторской модели и выходным параметром проектной трудоемкости. В результате решения уравнения множественной регрессии с помощью методов регрессионного анализа получены уравнения регрессии для определения проектной трудоемкости для фрезерной обра-ботки.
Ключевые слова: технологичность, трудоемкость, проектирование, модель проектного решения, регрессионный анализ.
Задача повышения качества конструкторских проектных решений
на основе оперативной оценки их параметров непосредственно в ходе про-ектирования изделия является актуальной на всех этапах развития при-кладной механики и технологии машиностроения. В качестве основного параметра качества оптимальной конструкции отдельного механизма и машины в целом целесообразно рассматривать технологичность изделия.
Технологичность конструкции является одним из базовых научных понятий технологии машиностроения, которая положена в основу решения практически всех задач конструкторско-технологической подготовки ма-шиностроительного производства. Сложность определения технологично-сти механизмов и машин во многом связана с субъективностью оценки этого понятия. Результаты оценки технологичности изделия зависят от опыта и знаний отдельных конструкторов и технологов, что не учитывает

Стандартизация и управление качеством продукции
213
существенно расширяющиеся возможности современных технологических систем и не позволяет обеспечить высокую эффективность их эксплуата-ции.
Процесс обеспечения технологичности изделия, отражающий связь между конструктивными особенностями изделия и уровнем затрат при его производстве, является противоречивым и не имеет полного описания его проведения [1].
Основной тенденцией развития современных систем автоматизиро-ванного проектирования является повышение информационного насыще-ния моделей проектного решения добавлением к геометрическому пред-ставлению изделия дополнительной информации – сведений о качестве поверхности, размерной точности, свойствах материалов и пр. Наличие та-кой информации позволяет решить ряд задач. Во-первых, уйти от идеали-зированной «абсолютно точной» геометрической модели и учитывать ре-ально существующий разброс размеров и отклонения формы. Во-вторых, значительно уменьшить потребность в оформлении чертежей, так как 3D-модель уже содержит всю информацию, необходимую для выполнения по-следующих этапов подготовки производства.
Обеспечение технологичности конструкции изделия на этапе про-ектирования является важной задачей конструктора. Если соответствие проекта машины заданному функциональному назначению легко оценить объективными численными показателями, то такое сложное и многофак-торное понятие, как «технологичность», весьма затруднительно оценить количественно. Отсутствие общепринятых методик численной оценки тех-нологичности не позволяет объективно разрешать неизбежные конфликты профессиональных интересов между конструктором как поставщиком кон-структорской документации и технологом как ее потребителем.
Согласно ГОСТ 14.201-83 «Обеспечение технологичности кон-струкции изделий», основными показателями технологичности детали яв-ляются трудоемкость, себестоимость и унификация. Так как трудоемкость имеет прямое денежное выражение, она обычно включается в себестои-мость [2].
Очевидно, что наиболее значимым параметром технологической сложности детали является трудоёмкость её изготовления [3]. Проведён-ные исследования в работе [4] показали, что наличие 3D модели позволяет уже на стадии конструкторского проектирования выполнить анализ трудо-ёмкости изготовления предлагаемой конструкции детали, что позволяет конструктору иметь обратную связь по этому важнейшему параметру ка-чества проектного решения.
Использование методик укрупненного нормирования предполагает-ся в условиях отсутствия маршрутно-операционного технологического процесса на изготовление деталей. Основные различия методик обуслов-лены составом информации, доступной на определенной стадии проведе-

Известия ТулГУ. Технические науки. 2018. Вып. 8
214
ния расчета. На практике определение укрупненных трудозатрат, как пра-вило, связано не только с расчетом трудоемкости изготовления опытного образца, но и с расчетом трудоемкости на момент освоения изделия в про-изводстве.
Допустимые предельные отклонения при определении трудоемко-сти зависят от предполагаемого типа производства и имеют следующие значения [1]:
– при массовом типе производства ±10 %; – при крупносерийном типе производства ±15 %; – при среднесерийном типе производства ±20 %, – при мелкосерийном и единичном ±25 %. Рассмотрим определение трудоемкости на примере детали «Кор-
пус». Геометрические размеры и требования по качеству поверхности ука-заны на рис. 1.
Рис. 1. Деталь «Корпус»
Рассмотрим оценку основного времени механической обработки
детали. Приведённый пример ориентирован на фрезерование. Согласно методу регрессионного анализа, корреляционную связь
между трудоёмкостью и входными параметрами модели можно предста-вить в виде уравнения множественной регрессии [3]:

Стандартизация и управление качеством продукции
215
( ) мат
n
iiii ktRaSFMfT ⋅
=
=1,,, (1)
где M – масса детали; iS – площадь обрабатываемой i-ой поверхности;
iRa – требуемая шероховатость i-ой поверхности; it – допуск (квалитет точности) i-ой поверхности; матk – коэффициент, учитывающий обраба-тываемость конструкционного материала; n – число поверхностей модели (конструктивных элементов).
После решения уравнения (1) методом регрессионного анализа можно представить трудоемкость T в следующем виде:
210
yy KMbT ⋅⋅= , (2)
где 0b , 1y , 2y – коэффициенты уравнения регрессии, которые определяют-ся экспериментально.
Искомое уравнение зависимости функции K от аргументов предста-вим в виде степенной формулы:
3210
xxx tRaSaK ⋅⋅⋅= , (3)
где oa , 1x , 2x , 3x – коэффициенты уравнения регрессии, которые опреде-ляются экспериментально.
Прологарифмируем исходное уравнение (3):
txRaxSxaK lglglglglg 3210 ⋅+⋅+⋅+= . (4) Введем следующие обозначения:
32100 lg,, lglg,'lg,lg UtURaUSaaYK ===== . (5)
В результате исходное степенное уравнение (3) можно представить в линейном виде, позволяя упростить последующие расчеты:
3322110' UxUxUxaY +++= . (6)
Логарифмируя исходное уравнение (3) получаем матрицу:
YUUU
KtRaS
KtRaS
321
1111
1111
lglglglg
lglglglg
MMMM. (7)
В результате преобразований получаем следующую систему урав-нений:
+++=
+++=
+++=
+++=
322311223303
323211222202
313212211101
3322110
'
'
'
'41
UUxUUxUxUaU
UUxUUxUxUaU
UUxUUxUxUaU
UxUxUxa
. (8)

Известия ТулГУ. Технические науки. 2018. Вып. 8
216
Неизвестные значения определяем с помощью следующих выраже-ний:
( ) ( ) ( )( ) ( ) ( )( ) ( ) ( )
⋅++⋅+⋅=⋅++⋅+⋅=
⋅++⋅+⋅=+++=
+++=
+++=
+++=+++=
+++=
nn
nn
nn
n
n
n
n
n
n
tRatRatRaUU
tStStSUU
RaSRaSRaSUU
tttU
RaRaRaU
SSSU
tttU
RaRaRaU
SSSU
lglglglglglg
lglglglglglg
lglglglglglg
lglglg
lglglg
lglglg
lglglg
lglglg
lglglg
221132
221131
221121
222
21
23
222
21
22
222
21
21
213
212
211
K
K
K
K
K
K
K
K
K
(9)
Решая систему уравнений (8) методом последовательного исключе-ния неизвестных, с учетом (9), получаем следующие выражения:
( )( )
( )( )
,4
4
4
25,1
25,0
125,5,01
4
1'
2121
313132
2121
22
21
21
212
10
⋅⋅−⋅⋅+⋅+⋅−
−
−⋅−
−⋅⋅−−=
UUaUUa
UUaUUaUU
UUUUa
U
UU
UUaUa
(10)
( )( )
−⋅−=
21
21
22
11
25,0
125,05,0
UU
UaUx , (11)
( )
−⋅+⋅=
2121
212 4
25,0UUUUa
UUx , (12)
( )
⋅⋅−⋅
+⋅+=
2121
1223 4
4
UUaUUa
UUaUx . (13)
В выражениях (10) – (13) значение a вычисляется следующим обра-зом:
( )
⋅−−⋅⋅=
21
21
2121
4
25,0
UU
UUUUa . (14)
Далее аналогично определяем корреляционную зависимость между значением трудоемкости изготовления детали Т и параметрами-аргументами.
Таким образом, имеем необходимые расчетные формулы для опре-деления величины трудоемкости по формулам (2), (3). После выполнения необходимых преобразований, полученные выше уравнения (2) и (3), с учетом выражений (10) – (14) можно представить в виде уравнений регрес-сии для конструктивных элементов iT для фрезерной обработки (табл. 1).

Стандартизация и управление качеством продукции
217
Таблица 1 Уравнения регрессии для определения трудоемкости фрезерной
обработки основных конструктивных элементов
Конструктивный элемент Уравнение регрессии 1 Плоскость 07,125,06,007,410 −−− ⋅⋅⋅= tRaST
2 Цилиндрическая поверх-ность
07,125,06,007,410 −−− ⋅⋅⋅= tRaST
3 Отверстие глухое 92,011,084,0410 −−− ⋅⋅⋅= tRaST 4 Отверстие сквозное 72,034,068,003,410 −−− ⋅⋅⋅= tRaST 5 Паз 27,114,065,001,410 −−− ⋅⋅⋅= tRaST 6 Уступ 14,031,077,0410 −−− ⋅⋅⋅= tRaST
Далее проведем анализ поверхностей и параметров обработки. Для
этого трехмерную модель детали «Корпус» (рис. 2) необходимо разбить на поверхности (конструктивные элементы).
Рис. 2. Трехмерная модель детали «Корпус»

Известия ТулГУ. Технические науки. 2018. Вып. 8
218
Таким образом, с помощью приведенных формул в табл. 1, можно посчитать общую трудоемкость детали, по известным параметрам обра-ботки.
=
=n
iiTY
1 (15)
матд kYMT ⋅⋅⋅= −− 66,1202,0034,110 (16) Сведем результаты анализа поверхностей в табл. 2. В данном при-
мере обработка всех поверхностей ведется по 12-му квалитету, т.е. 12=t . Материал детали – алюминиевый сплав АК4-1 по ГОСТ 4784-97. Масса детали и коэффициент обрабатываемости соответственно равны 4,0=M кг и 65,0=матk .
Таблица 2
Характеристики конструктивных элементов детали
Тип
поверхности Площадь,
2мм
Параметр Ra
Ква-литет
Трудоемкость
iT , мин
1 Плоскость 3493,7 10 12 3,46 2 Плоскость 4120,9 6,3 12 3,52 3 Плоскость 11036,5 10 12 1,74 4 Плоскость 2106 10 12 4,69 5 Плоскость 1412,3 10 12 3,34 6 Цилиндрическая 614,4 10 12 1,04 7 Цилиндрическая 996,4 10 12 0,66 8 Плоскость 4065,2 10 12 3,16 9 Цилиндрическая 344,8 10 12 0,42 10 Плоскость 433,6 10 12 0,58 11 Цилиндрическая 614 10 12 0,67 12 Цилиндрическая 2446,5 10 12 4,29 13 Плоскость 3138,7 6,3 12 4,14 14 Цилиндрическая 1164,8 10 12 0,57 15 Плоскость 2797,5 6,3 12 2,35 16 Цилиндрическая 1564,5 10 12 5,61 17 Плоскость 3388,6 6,3 12 3,96 18 Цилиндрическая 2038,8 10 12 4,78 19 Отверстие 316,8 10 12 0,47 20 Плоскость 10804,7 10 12 1,76 21 Отверстие 712,8 10 12 0,97 22 Отверстие 301,6 10 12 2,35

Стандартизация и управление качеством продукции
219
По табл. 2 определяем значение Y:
.51,541
минTYn
ii
===
Тогда общая трудоемкость изготовления детали дT будет:
.2,5565,051,544,010 66,1202,0034,1 минTд =⋅⋅⋅= −−
Трудоемкость, подсчитанная по таблицам норм времени [5], со-ставляет 61,3 мин. Таким образом, расхождение результатов 9,95%, что подтверждает адекватность рассматриваемой модели.
Список литературы
1. Аверченков В.И. Автоматизация проектирования технологиче-
ских процессов: учебное пособие для вузов / В.И. Аверченков, Ю.М. Каза-ков. М.: ФЛИНТА, 2011. 229 с.
2. Французова Ю.В. Комплексная оценка технологичности деталей типа "тела вращения" // Известия Тульского государственного университе-та. Технические науки. 2015. Вып. 9. С. 266-271.
3. Ковешников В.А., Трушин Н.Н. Оценка трудоемкости обработки деталей на металлорежущих станках // Автоматизация и современные тех-нологии. 2003. 10. С. 36-40.
4. Иноземцев, А.Н. Троицкий, Д.И. Прогнозирование параметров качества конструкторского проектного решения // Известия Тульского гос-ударственного университета. Технические науки. 2013. Вып. 12. Ч. 1. С. 178-186.
5. Общемашиностроительные нормативы времени и режимов реза-ния для нормирования работ, выполняемых на универсальных и многоце-левых станках с числовым программным управлением. М.: Экономика, 1990. 472 с.
Абраженин Александр Александрович, аспирант, [email protected], Россия,
Тула, Тульский государственный университет, Лобанов Александр Владимирович, канд. техн. наук, доц., [email protected],
Россия, Тула, Тульский государственный университет, Трушин Николай Николаевич, д-р техн. наук, проф., [email protected], Россия,
Тула, Тульский государственный университет
APPLICATION OF REGRESSION ANALYSIS TO EVALUATE OF THE MANUFACTURABILITY PARAMETER USING 3D MODEL
A.A. Abrazhenin, A.V. Lobanov, N.N. Trushin,

Известия ТулГУ. Технические науки. 2018. Вып. 8
220
The problem of determining the workability of a part in the early stages of design de-sign, solved on the basis of a quantitative evaluation of the technology of manufacturing using regression analysis and a design solution model, is considered. As a measure of manufactur-ability, the value of the design complexity of manufacturing the part, calculated on the basis of the revealed correlation dependence between the input indices of the design model and output parameter of the project labor intensity. As a result of solving the multiple regression equation using regression analysis methods, regression equations were obtained to determine the design labor input for milling.
Key words: manufacturability, labor intensity, design, design decision model, re-gression analysis.
Trushin Nikolay Nikolaevich, doctor of technical sciences, professor,
[email protected], Russia, Tula, Tula State University, Lobanov Aleksandr Vladimirovich, candidate of technical sciences, docent,
[email protected], Russia, Tula, Tula State University, Abrazhenin Aleksandr Aleksandrovich, postgraduate, [email protected], Russia,
Tula, Tula State University
УДК 65.011.56
ОЦЕНКА ВЛИЯНИЯ СИСТЕМ ПОЛИГРАФИЧЕСКОГО ВОСПРОИЗВЕДЕНИЯ НА КАЧЕСТВО И НАДЕЖНОСТЬ
СЧИТЫВАНИЯ ШТРИХОВЫХ КОДОВ
Ю.С. Андреев, Е.А. Пухова, М.В. Ткачева Исследовано влияние систем полиграфического воспроизведения глубокой и
флексографской печати на качество и надежность считывания штриховых кодов. Предложен метод оценки результата воспроизведения штрихового кода в условиях реального технологического процесса.
Ключевые слова: штриховой код, глубокая печать, флексографская печать, верификация, штриховая деталь, геометрическая точность.
С каждым годом технология штрихового кодирования находит все
большее применение как в производстве, так и в повседневной жизни со-временного общества. Помимо автоматизации сбора информации о про-дукции на всех стадиях ее реализации и предоставления ее производите-лям, штриховые коды в настоящее время становятся источником информа-ции о продукции и для потребителей, а в некоторых случаях и гарантом качественной продукции [1, 2].
Штриховые коды размещаются, как правило, на этикетке или упа-ковке продукции. Также они могут быть нанесены непосредственно на са-му продукцию путем так называемого метода прямой маркировки или при помощи самоклеящегося ярлыка. Параметры наносимого изображения и

Стандартизация и управление качеством продукции
221
его качество регламентируются специальными стандартами [3, 4]. Однако не всегда удается соблюсти данные условия без потери привлекательности внешнего вида продукции: некоторые производители сильно уменьшают штриховые коды, стараясь интегрировать их в общий дизайн продукции, таким образом создавая проблему нестабильного считывания кодов.
Воспроизведение штриховых кодов вместе с основной информаци-ей этикетки или упаковки в больших тиражах чаще всего осуществляется полиграфическим способом. В зависимости от вида и способа печати в по-лучаемое изображение кода вносятся искажения, которые в различной сте-пени могут оказывать влияние на его качество и надежность считывания и декодирования.
Для печати упаковки и этикетки используются все известные на се-годняшний день способы и виды печати. 90% всего рынка приходится на офсетную, глубокую и флексографскую печать. Способ офсетной печати отличается высокой разрешающей способностью и точностью воспроизве-дения мелких деталей. Однако он редко применяется для печати на поли-мерных материалах, применяемых для упаковки. Способы флексографской и глубокой печати отличаются широким спектром запечатываемых мате-риалов, высокой насыщенностью получаемых цветов, возможностью ис-пользования металлизированных красок. При этом данные способы печати имеют некоторые сложности при воспроизведении штриховых деталей. Проблемы воспроизведения штриха способом глубокой печати обусловле-ны формированием пилообразной границы штриха, а флексографской – высокой степенью растискивания, формированием выделенной и смещен-ной границы с потерей контраста к центру детали [5].
Цель данной работы – оценить влияние вносимых системами поли-графического воспроизведения искажений на качество и надежность счи-тывания штриховых кодов различного размера в реальных системах иден-тификации.
Для такой оценки необходимо экспериментально воспроизвести весь технологический процесс создания и печати штриховых кодов и оце-нить стабильность считывания полученных кодов различными видами сканирующего оборудования, оценить их качество посредством верифика-ционной оценки, а также оценить геометрическую точность передачи штриховых деталей кодов системами полиграфического воспроизведения.
Для проведения эксперимента был создан тест-объект, состоящий из 6 штриховых кодов символики EAN-13 с изменяющимся масштабом от 100% до 50% с шагом 10% и отдельно стоящих штрихов, соизмеримых с модулем штриховых кодов. Получены печатные формы глубокой и флек-сографской печати с изображением тест-объекта. Для глубокой печати пе-чатная форма для черной краски создана способом электромеханического гравирования на гравировальном автомате HelioKlischograph K500 с лини-атурой 70 lpi. Тест-объект располагался параллельно и перпендикулярно

Известия ТулГУ. Технические науки. 2018. Вып. 8
222
направлению печати. Для получения печатной формы флексографской пе-чати использовалась фотополимерная пластина DuPont DPR 1,14 и лазер-ный гравер CYREL CDI SPARK 4835. Тест-объект располагался парал-лельно направлению печати. Печать оттисков глубокой печатью проводи-лась на пробопечатном станке JM Heaford Ltd на этикеточной мелованной бумаге (масса 1м2 80г) и пленке жемчужной BOPP 38 мкм. Флексографская печать проводилась на печатной машине Primaflex CL на пленках ПВД и ПЭТ. Оценка стабильности считывания штриховых кодов осуществлялась с использованием сканирующего оборудования, приведенного в табл. 1.
Таблица 1
Технические характеристики сканирующего оборудования
Тип сканера Модель Считывае-мые коды
Источник излучения
Тип свето-приемника
1 Светодиодный Zebex Z-3110 1D LED, 630 нм ПЗС-
линейка
2 Лазерный Symbol LS1203 1D Диодный
лазер, 650 нм Фотодиод
3 Лазерный Symbol LS3408-
FZ 1D
Диодный лазер, 650 нм
Фотодиод
4 Цифровой Symbol DS3408-
SF 1D, 2D
Диодный лазер, 650 нм
ПЗС- матрица
5 Цифровой Intermec SG20T 1D, 2D Диодный
лазер, 650 нм ПЗС-
матрица
При сканировании штриховые коды многократно считывались и
декодировались каждой примененной единицей сканирующего оборудова-ния.
Качество штриховых кодов по ГОСТ [4] рекомендуется оценивать по итогам процедуры верификации. Верификационная оценка проводится по параметрам технической спецификации, в результате которой опреде-ляется соответствие изображения кода требованиям, предъявляемым к данной символике штрихового кода. Каждый параметр оценивается и, в зависимости от полученного значения, ему присваивается класс качества. Полный класс качества штрихового кода соответствует наименьшему из присвоенных классов по набору оцениваемых параметров. Он может варь-ироваться от А до F. Штриховой код с полным классом А будет считы-ваться любым оборудованием с вероятностью 99%, а код с полным клас-сом F считается бракованным и может быть считан в редких случаях и при определенных условиях [6].
В данной работе верификационная оценка проводилась при исполь-зовании специального программного модуля VintaSoft Barcode 7.1. Резуль-таты приведены в табл. 2.

Стандартизация и управление качеством продукции
223
Таблица 2 Результаты верификационной оценки штриховых кодов
Направление печати
Масштаб, %
Модуль X, мкм
Глубокая печать
Флексографская печать
Мел. бумага
BOPP ПВД ПЭТ
Параллельное
100 330 D D С D 90 296 D С D D 80 264 D D С D 70 231 D D С D 60 198 F D F D 50 165 F F F F
Перпендикулярное
100 330 D D — — 90 296 D В — — 80 264 D D — — 70 231 D D — — 60 198 F D — — 50 165 F F — —
Верификационная оценка штриховых кодов показала, что коды (80-100%), соответствующие геометрическим параметрам, рекомендованным ГОСТ, будут надежно считываться всеми видами сканирующих устройств. Штриховые коды, соответствующие масштабу 70%, также должны доста-точно надежно считываться несмотря на то, что техническая спецификация только в особых случаях допускает применение масштабного коэффициен-та 0,75 для данной символики [3]. Штриховые коды с масштабом 50-60% согласно оценке параметров качества, проведенных по ГОСТ, могут быть считаны в отдельных случаях. Однако на практике данные коды стабильно считываются достаточно широким спектром сканирующих устройств.
Анализ протоколов верификации показывает, что полный класс штрихового кода чаще всего понижается из-за низкой оценки параметра «декодируемость», который является мерой точности воспроизведения штрихового кода в соответствии с рекомендуемым алгоритмом декодиру-емости. Можно предположить, что это связано с особенностями систем воспроизведения: глубокая печать формирует пилообразный край, флексо-графской печати свойственно увеличенное растискивание. Оба этих фак-тора вносят геометрические искажения при печати штрихового кода, при-мер которых показан на рис.1.
В связи с этим представляет интерес исследовать, каково влияние полиграфических репродукционных систем на точность и качество пере-дачи штрихов, соизмеримых с элементами штрихового кода.
Оценку влияния полиграфических репродукционных систем на воспроизведение штрихов возможно осуществить с использованием мето-да функции передачи модуляции (ФПМ) [7]. В данном случае целесооб-

Известия ТулГУ. Технические науки. 2018. Вып. 8
224
разно рассматривать репродукционный процесс как совокупность формно-го и печатного процесса, так как именно эти процессы оказывают непо-средственное влияние на качество получаемого изображения. При этом процесс получения печатных форм является более управляемым в отличие от процесса печати, который вносит менее стабильные искажения.
Рис. 1. Пример воспроизведения штриховых деталей способом:
а – флексографской печати, б – глубокой печати
Для построения ФПМ репродукционного процесса глубокой и флексографской печати отдельно стоящие штрихи на оттисках были от-сканированы с использованием планшетного сканера Heidelberg Nexscan F4100 с разрешение 600 dpi. Изображения обработаны в программе для анализа цифровых изображений Imatest 3.8 и получена ФПМ системы «ре-продукционный процесс – система сканирования». Для оценки ФПМ ре-продукционного процесса необходимо из ФПМ системы «репродукцион-ный процесс – система сканирования» исключить ФПМ системы сканиро-вания. ФПМ системы сканирования строилась на основании данных, полу-ченных в программе Imatest 3.8 при сканировании с разрешением 600 dpi изображения идеальной границы.
Вследствие возможной анизотропии результатов оценки свойств репродукционных систем глубокой и флексографской печати по причине взаимодействия с растровой структурой при формировании края штриха, растискивания при печати на различных материалах, по-разному ориенти-рованных относительно направления печати, необходимо проанализиро-вать ФПМ репродукционного процесса при воспроизведении двух границ штриховой детали при перпендикулярном и параллельном расположении штриха относительно направления печати и на разных запечатываемых материалах. Результаты приведены на рис. 2-4.
Анализ полученных результатов показывает, что нет существенных различий при формировании разных границ штриха, следовательно, в дальнейших расчетах целесообразно использовать усредненные результа-ты.
Факторы направления печати, исследуемой границы штриха не ока-зывают существенного воздействия на ФПМ репродукционного процесса. Некоторое влияние на величину погрешности воспроизведения штриховой

Стандартизация и управление качеством продукции
225
детали оказывают поверхностные свойства запечатываемого материала. Для глубокой печати высокие частоты лучше воспроизводит пленка Bopp, чем этикеточная мелованная бумага. Очевидно, это связано с отсутствием впитывания краски, что как следствие приводит к повышению разрешаю-щей способности. Воспроизведение штриховой детали способом флексо-графской печати на полимерном материале ПЭТ обеспечивает получение более качественного результата, чем на ПВД. Можно предположить, что это обусловлено тем, что ПВД является значительно более мягким и эла-стичным полимерным материалом, чем ПЭТ. В процессе печати под дав-лением он деформируется, в результате размытие штриховой детали уве-личивается.
Рис. 2. ФПМ репродукционного процесса флексографской (А)
и глубокой (Б) печати при параллельном (а, в) и перпендикулярном (б, г) расположении штриха относительно направления печати
на различных материалах для двух границ

Известия ТулГУ. Технические науки. 2018. Вып. 8
226
Рис. 3. ФПМ репродукционного процесса флексографской (а, б)
и глубокой (в, г) печати при параллельном () и перпендикулярном () расположении штриха относительно направления печати
на различных материалах
Рис. 4. ФПМ репродукционного процесса флексографской (а) и глубокой (б) печати воспроизведения штриха на различных
запечатываемых материалах
Для оценки качества воспроизведённого изображения штриха и влияния на него репродукционного процесса, необходимо получить рас-пределение интенсивности в изображении полученного штриха. Для по-строения изображения штриха были найдены спектры воспроизводимых штрихов. Они рассчитывались с использованием функции sinc для штри-хов размером 330 мкм, 264 мкм и 165 мкм, что соответствует размеру мо-дуля штрихового кода с масштабом 100%, 80% и 50% соответственно. Да-лее для построения спектров полученных изображений данные спектров исходных изображений умножались на ФПМ соответствующего репро-дукционного процесса.
Для определения геометрической точности воспроизведения штри-хов необходимо построить графики распределения интенсивности в вос-производимом штрихе путем обратного преобразования Фурье получен-

Стандартизация и управление качеством продукции
227
ных спектров воспроизведенного изображения. Оценить размер штриха можно по распределению интенсивности, определив границу по точке со значением интенсивности 0,5. Такой выбор граничной точки связан с тем, что при считывании в цифровых системах идентификации обычно приме-няется пороговая обработка сигнала, которую целесообразно проводить по уровню порога 0,5.
Примененный метод позволит получить полную информацию о степени влияния системных преобразований на воспроизводимую штрихо-вую деталь. Результаты приведены на рис. 5.
Рис. 5. Распределение интенсивности в воспроизводимом штрихе разного размера, полученном способом флексографской (а-в) и глубокой
(г-ж) печати на различных материалах
На основе полученных данных рассчитаны геометрические по-грешности размеров штрихов кодов для различных условий воспроизведе-ния. Они приведены в табл. 3.
Полученные результаты позволяют сделать выводы о том, что вос-произведение штриховых деталей способом глубокой печати позволяет получать очень точные результаты на материалах с различными поверх-ностными свойствами, погрешность составляет около 1 мкм. Способ флек-сографской печати также способен обеспечивать получение точных ре-зультатов. Однако при его применении необходимо учитывать свойства

Известия ТулГУ. Технические науки. 2018. Вып. 8
228
запечатываемого материала, его жесткость, способность к деформациям. Использование слишком мягких, эластичных запечатываемых материалов предположительно будет увеличивать системные преобразования и уменьшать точность воспроизведения штрихов кода.
Таблица 3 Оценка геометрической точности воспроизведения штрихов
различного размера
Способ печати Материал Исходный размер штриха, мкм
330 264 165
Глубокая печать Мелованная бумага 330 264 165
BOPP 331 264 166 Флексографская
печать ПВД 332 268 172 ПЭТ 330 263 165
На основании проведенных исследований и полученных результа-
тов можно сделать вывод о том, что современные системы полиграфиче-ского воспроизведения не оказывают заметного влияния на воспроизведе-ние штриховых кодов, геометрические размеры которых соответствуют ГОСТ. В зависимости от используемого материала, степень влияния си-стемы на получаемое изображение может отличаться, но при этом не ока-зывает критического воздействия на качество штрихового кода. При усло-вии соблюдения точных геометрических размеров и благодаря современ-ным системам сканирующего оборудования, применяемым современным алгоритмам распознавания и декодирования расширяются возможности по использованию штриховых кодов меньшего размера, чем требует ГОСТ. Верификационная оценка штриховых кодов не всегда дает объективную оценку качества. Использование программного модуля, который попик-сельно анализирует изображение кода, в отличие от системы считывания верификатора [6], дает более надежные, стабильные результаты оценки штриховых кодов.
Предложенная методика оценки воспроизведения штриховых кодов полиграфическими способами в условиях реального технологического процесса позволяет получить полную информацию обо всех факторах про-цесса воспроизведения и степени их влияния на получаемые результаты.
Список литературы
1. Андреев Ю.С., Пухова Е.А., Ткачева М.В. Способ и программа модификации штрихового кода как способ защиты информации // Мо-бильные системы обработки медиаконтента. 2013. С. 52 – 60.
2. Андреев Ю.С., Пухова Е.А., Ткачева М.В. Сочетание локальной и общей термообработки штрихового кода, нанесенного на полимерную упаковку, как метод защиты продукции от фальсификации // Известия Тульского государственного университета. Технические науки. 2018. Вып. 6. С. 467 – 475.

Стандартизация и управление качеством продукции
229
3. ГОСТ ISO/IEC 15420-2010. Автоматическая идентификация. Ко-дирование штриховое. Спецификация символики штрихового кода EAN/UPS. М.: Стандартинформ, 2010. 44 с.
4. ГОСТ 30832-2002. Автоматическая идентификация. Кодирование штриховое. Линейные символы штрихового кода. Требования к испытани-ям качества печати. М.: ИПК Издательство стандартов, 2003. 26 с.
5. Киппхан Г. Энциклопедия по печатным средствам информации. Технологии и способы производства. М.: МГУП. 2003. 1280 с.
6. Ткачева М.В., Пухова Е.А. Верификация линейных штриховых кодов, полученных способом глубокой печати // Вестник МГУП. 2013. 7. С. 124 – 129.
7. Андреев Ю.С., Позняк Е.С. Методическое руководство по изуче-нию дисциплины «Моделирование и исследование процессов обработки изобразительной информации» [Электронный ресурс] URL: http://www.hi-edu.ru/e-books/xbook334/01/eabout.htm (дата обращения: 12.06.2018).
Андреев Юрий Сергеевич, д-р техн. наук, профессор, [email protected],
Россия, Москва, Московский политехнический университет, Пухова Екатерина Александровна, канд. техн. наук, доцент,
[email protected], Россия, Москва, Московский политехнический университет, Ткачева Мария Викторовна, аспирант, [email protected], Россия, Москва,
Московский политехнический университет
EVALUATION OF THE EFFECT OF PRINTING TECHNIQUES ON QUALITY AND R LIABILITY OF
BARCODE READING
Y.S. Andreev, E.A. Pukhova, M.V. Tkacheva
The effect of intaglio and flexographic printing techniques on the quality and relia-bility of barcodes reading have been researched. The method of evaluation of the result of bar code reproduction in the conditions of practical technological process have been offered.
Key words: bar code, intaglio, flexographic, verification, bar detail, geometric accu-racy.
Andreev Yury Sergeevich, doctor of technical sciences, professor, an-
[email protected], Russia, Moscow, Moscow Polytechnic University, Pukhova Ekaterina Aleksandrovna, candidate of technical sciences, docent,
[email protected], Russia, Moscow, Moscow Polytechnic University, Tkacheva Maria Viktorovna, postgraduate, [email protected], Russia, Moscow,
Moscow Polytechnic University

Известия ТулГУ. Технические науки. 2018. Вып. 8
230
ИНФОРМАЦИОННО-ИЗМЕРИТЕЛЬНЫЕ И УПРАВЛЯЮЩИЕ СИСТЕМЫ
УДК 621.86
ВЫБОР КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНОГО ОБОРУДОВАНИЯ КОМПЛЕКСА ДЛЯ ИЗМЕРЕНИЯ ДЕФЕКТОВ КРАНОВЫХ ПУТЕЙ
В.Ю. Анцев, К.Ю. Крылов, П.В. Витчук, Н.А. Витчук
Рассмотрены мероприятия, выполняемые при обследовании крановых путей.
Перечислено оборудование, используемое в этом процессе. Обоснована актуальность разработки специального автоматизированного комплекса для измерения дефектов крановых путей. Рассмотрены известные конструкции измерительных комплексов, отмечено, что они содержат различное по принципу работы контрольно-измерительное оборудование. Проведен выбор контрольно-измерительного оборудова-ния для разрабатываемого измерительного комплекса с использованием методов ква-лиметрической оценки. Для обработки результатов использован критерий сигнал/шум.
Ключевые слова: дефект, измерение, крановый путь, комплекс, обследование.
Безопасность эксплуатации ряда грузоподъемных кранов (напри-мер, мостовых, козловых и башенных кранов) во многом определяется техническим состоянием крановых путей. Требования по контролю техни-ческого состояния крановых путей установлены Федеральными нормами и правилами в области промышленной безопасности «Правила безопасности опасных производственных объектов, на которых используются подъем-ные сооружения» [1], а также СП 12-103-2002 «Пути наземные рельсовые крановые. Проектирование, устройство и эксплуатация» [2].
Для контроля технического состояния крановых путей организаци-ям, эксплуатирующим грузоподъемные краны, предписывается проводить комплексные обследования наземных и надземных крановых путей.
Объектами обследования крановых путей являются [1, 2]: направ-ляющие, по которым перемещаются колеса грузоподъемного крана (ме-таллопрокат в виде рельса, двутавра, квадрата и т. п.); стыковые и проме-жуточные скрепления; элементы, передающие нагрузку от направляющих и промежуточных соединений на грунтовое основание (балки, фермы, ко-лонны, фундаменты, подрельсовые опорные элементы наземных крановых

Информационно-измерительные и управляющие системы
231
путей, грунтовое основание и т. п.); путевое оборудование (тупики, огра-ничители передвижения, ограждения, предупредительные знаки, заземле-ние и др.); конструкции электроподвода.
Целью проведения обследования крановых путей является установ-ление их соответствия требованиям нормативно-технической документа-ции. При этом выполняют [1, 2]: внешний осмотр и измерение основных геометрических размеров направляющих, по которым перемещаются хо-довые колеса; внешний осмотр состояния стыковых и промежуточных со-единений (скреплений) и измерение зазоров в соединениях; внешний осмотр и измерение геометрических размеров элементов, передающих нагрузку от направляющих, по которым перемещаются ходовые колеса; измерение отклонений элементов крановых путей от проектного положе-ния в плане и профиле (планово-высотная съемка) с применением геодези-ческих приборов и другие виды работ.
Контроль планово-высотного положения и износа головки рельсов, а также состояния стыковых и промежуточных скреплений – основные па-раметры для контроля технического состояния крановых путей. Эта работа сопряжена со значительными рисками, так как измерения происходят, в большинстве случаев, на большой высоте. При этом выполнение требова-ний правил по охране труда [3] специалистами по обследованию затрудне-но тем, что проход по подкрановым балкам для обследования требует наличия значительного количества инструмента и измерительных прибо-ров. Так, типовой комплект оборудования включает в себя: нивелир; ниве-лирную рейку; лазерный дальномер; фотоаппарат; набор для визуально-измерительного контроля; измеритель сопротивления заземления и др. Кроме того, в связи с конструкцией леерного ограждения необходима постоянная перецепка монтажных поясов, что замедляет скорость / прохода.
Поэтому, например, применительно к мостовым кранам, при со-блюдении всех требований к процессу обследования, бригада, состоящая из двух специалистов за рабочую смену (8 часов) способна полноценно об-следовать, в среднем, до 100 погонных метров кранового пути.
Таким образом, актуальной является задача разработки мероприя-тий, направленных на повышение безопасности и производительности ра-бот, связанных с обследованием крановых путей.
Решение данной задачи позволит снизить риски при производстве работ по обследованию, повысить производительность работ по обследо-ванию кранового пути и по камеральной обработке результатов обследо-вания, повысить точность проведения измерений и снизить себестоимость производства работ.
Известные в настоящее время мероприятия, направленные на по-вышение безопасности и производительности работ по обследованию кра-новых путей, можно условно разделить на две группы. Это: разработка

Известия ТулГУ. Технические науки. 2018. Вып. 8
232
приспособлений для адаптации существующих приборов к специфическим условиям обследования и разработка специальных автоматизированных измерительных комплексов.
Например, к первой группе можно отнести приспособления, пред-назначенные для подсветки шкалы приборов, а также для закрепления приборов на крановых путях [4–7 и др.]. Данные приспособления позво-ляют несколько улучшить условия проведения измерений, но, тем не ме-нее, не исключают необходимости проведения измерительных работ в опасных условиях. Это обуславливает рациональность разработки ком-плексов, автоматизирующих процесс измерений отклонений крановых пу-тей.
Так, в Калужском филиале МГТУ им. Н.Э. Баумана была разрабо-тана модель комплекса для измерения отклонений рельсового кранового пути от проектного положения в плане и профиле при помощи двух не-приводных измерительных тележек, крепящихся к металлоконструкции крана при помощи электромагнита и шарнирно-телескопической тяги (рис. 1) [8]. Тележки имеют по два ходовые колеса, опирающиеся поверхностью катания на головку рельса, и четыре подпружиненных ролика, катящиеся по боковой стороне головки рельса. На тележках планировалось разме-стить светочувствительный экран, гироскоп, лазерный дальномер, а также ультразвуковые (или электромагнитные).
Предложенная модель комплекса не была изготовлена, так как об-ладала рядом существенных недостатков, а именно: возможность опроки-дывания тележки, влияние крана на точность измерений (прогиб рельса под весом крана, перекос моста, передача вибраций на тележки и др.), а также то, что в настоящее время не существует приемлемых по стоимости достаточно точных светочувствительных экранов.
Фирмой KONE (КОНЕ, Финляндия) была разработан комплекс RailQ, включающий в себя самоходную автоматизированную тележку, управляемую дистанционно, и измерительное оборудование (рис. 2) [9]. Для фиксации расстояния использован тахеометр. Тележка содержит зер-кальную головку, положение которой определяется теодолитом.
К недостаткам конструкции комплекса RailQ можно отнести срав-нительно высокую стоимость и невозможность контролировать зазоры в стыках, внешнее состояние и комплектность элементов кранового пути. К условным недостаткам можно также отнести вероятность опрокидывания тележки при прохождении неровностей, поскольку ее устойчивость обес-печивается только на основе расположения центра тяжести ниже уровня головки рельса.
В работе [10] авторами предложена конструкция комплекса ARTIS, состоящего из самоходной автоматизированной тележки, на которой раз-мещены (рис. 3): лазерный трекер следящей системы для контроля плано-во-высотного положения рельсов; два профильных лазерных сканера для

Информационно-измерительные и управляющие системы
233
контроля износа головки рельсов; две экшн-камеры для контроля ком-плектности элементов пути и зазоров в стыках; уклономер для компенса-ции погрешности наклона пути и одометры для фиксации пройденного расстояния. Устойчивость тележки обеспечивается регулируемыми рыча-гами, содержащими по два боковых ролика на рабочих концах.
а
б
Рис. 1. Измерительные тележки [8]: а - внешний вид; б - схема контроля
Рис. 2. Комплекс KONE RailQ [9]

Известия ТулГУ. Технические науки. 2018. Вып. 8
234
Стоимость такого комплекса неизвестна, но можно предположить, что она окажется весьма значительной, так как только стоимость использу-емых в комплексе лазерного трекера и лазерных сканеров по данным раз-личных интернет-магазинов составляет от 5 до 7 млн руб. Также можно отметить отсутствие устройства для прижатия боковых роликов к рельсу и малый диаметр самих роликов, то есть существует вероятность опрокиды-вания тележки при прохождении неровностей и препятствий или застрева-ния ролика в стыке с большой величиной раскрытия.
Рис. 3. Комплекс ARTIS [10]
Несмотря на то, что параметры, измеряемые всеми рассмотренными
автоматизированными комплексами, одинаковы, они содержат различное по принципу работы контрольно-измерительное оборудование. При разра-ботке отечественного комплекса для измерения дефектов крановых путей необходимо осуществить обоснованный выбор контрольно-измерительного оборудования, обладающего наилучшей совокупностью таких свойств как: точность, удобство измерения, удобство камеральной обработки результатов измерений, стоимость и др.
Решение этой задачи может быть достигнуто, например, с исполь-зованием методов квалиметрической оценки. Обработку результатов ква-лиметрической оценки предлагается проводить с использованием критерия Г. Тагути сигнал/шум [11-13].
В данном случае определение значения критерия сигнал/шум опи-рается на результаты опроса экспертов о применимости типа оборудования для контроля различных дефектов [14]. Отклик ( )iy – это оценка эксперта,
а фактором ( )jx , который влияет на оценку эксперта (отклик), является
оборудование для проведения обследования крановых путей.

Информационно-измерительные и управляющие системы
235
Критерий сигнал/шум определяется по формуле: 2
/ 10lgy
С ШD
=
, (1)
Где y – математическое ожидание отклика; ( )21
1
1
n
ii
D y yn =
= −− – диспер-
сия; yi – отклик (оценка эксперта); n – количество экспертов. Чем больше отношение сигнал/шум, тем предпочтительнее тип
оборудования для проведения обследования крановых путей. Экспертную оценку применимости оборудования предлагается про-
водить для 3 групп измерений: планово-высотная съемка, контроль стыков и промежуточных скреплений, контроль пройденного расстояния. Для осуществления каждой группы измерений может быть определен соответ-ствующий перечень оборудования (табл. 1). В таблице приведено несколь-ко вариантов оборудования, которые могут быть использованы для осу-ществления выделенных групп измерений.
Таблица 1
Перечень оборудования для осуществления различных групп измерений параметров крановых путей
Оборудование
Группа измерений 1. Планово-высотная съемка
2. Контроль стыков и промежуточных скрепле-
ний
3. Контроль прой-денного расстоя-
ния Лазер, экран, изме-ритель расстояния
+
Теодолит + Тахеометр + + Лазерный трекер + + Нивелир, измеритель расстояния
+
Камера + Лазерный сканер + Набор для ВИК + Одометр + Лазерный дальномер +
Критериями оценки применимости типа оборудования для каждой
рассматриваемой группы измерений могут быть: длительность проведения измерений, длительность камеральной обработки результатов, точность, удобство проведения измерений, удобство камеральной обработки резуль-татов, стоимость, возможность установки на ходовой раме автоматизиро-ванного комплекса, безопасность проведения измерительных работ. Экс-

Известия ТулГУ. Технические науки. 2018. Вып. 8
236
пертное оценивание применимости оборудования для обследования крано-вых путей по перечисленным критериям может базироваться на предлага-емой шкале оценки: 2 балла – полное соответствие критерию; 1 балл – ча-стичное соответствие критерию; 0 баллов – несоответствие критерию.
Для проведения экспертной оценки были привлечены семь экспер-тов, компетентных в решении поставленной задачи. После проведения опроса оценки экспертной группы систематизируются в соответствующую таблицу для расчета критерия Г. Тагути сигнал/шум (табл. 2, 3, 4).
Таблица 2
Выбор оборудования для осуществления первой группы измерений
Оборудование Оценка эксперта ( )iy
1
n
ii
y= y ( )2
1
n
ii
y y=
− D С/Ш
1 2 3 4 5 6 7
Лазер, экран, изме-ритель расстояния
11 15 12 11 10 10 11 80 11,43 17,71 2,95 16,46
Тахеометр 15 13 12 14 15 15 15 99 14,14 8,86 1,48 21,32
Теодолит 13 6 8 8 10 10 12 67 9,57 35,71 5,95 11,87
Лазерный трекер 13 10 14 13 12 12 12 86 12,29 9,43 1,57 19,83
Нивелир, измери-тель расстояния
9 11 7 10 8 8 9 62 8,86 10,86 1,81 16,37
По результатам расчета критерия сигнал/шум тахеометр является
наиболее предпочтительным типом оборудования для оснащения автома-тизированного комплекса и для осуществления первой группы измерений «Планово-высотная съемка». Данный тип оборудования, по мнению экс-пертов, наиболее полно соответствует выделенным критериям оценки.
Таблица 3 Выбор оборудования для осуществления
второй группы измерений
Оборудование Оценка эксперта ( )iy
1
n
ii
y= y ( )2
1
n
ii
y y=
− D С/Ш
1 2 3 4 5 6 7
Камера 13 13 12 12 13 13 13 89 12,71 1,43 0,24 28,32
Лазерный ска-нер
11 8 12 11 11 9 11 73 10,43 11,71 1,95 17,46
Набор для ВИК 7 9 7 10 8 7 9 57 8,14 8,86 1,48 16,52

Информационно-измерительные и управляющие системы
237
Для осуществления второй группы измерений «Контроль стыков и промежуточных скреплений» автоматизированный комплекс следует осна-стить камерой.
Таблица 4
Выбор оборудования для осуществления третьей группы измерений
Оборудование Оценка эксперта ( )iy
1
n
ii
y= y ( )2
1
n
ii
y y=
− D С/Ш
1 2 3 4 5 6 7
Одометр 14 15 14 15 14 14 14 100 14,29 1,43 0,24 29,33
Тахеометр 15 15 14 14 15 15 15 103 14,71 1,43 0,24 29,59
Лазерный трекер
13 12 12 13 13 13 14 90 12,86 2,86 0,48 25,41
Лазерный дальномер
12 15 15 13 15 15 15 100 14,29 9,43 1,57 21,14
По результатам расчета критерия сигнал/шум однозначного прибо-
ра для осуществления третьей группы измерений «Контроль пройденного расстояния» выявлено не было, поэтому контроль этой группы дефектов может произведен любым из них в зависимости от имеющихся технологи-ческих, конструктивных, экономических и других ограничений.
Использование критерия Г. Тагути сигнал/шум упрощает процесс выбора оборудования для оснащения автоматизированного комплекса с целью проведения обследования крановых путей. На основе экспертной оценки и определения критерия Тагути сигнал/шум формируется опреде-ленный перечень оборудования, который может использоваться для кон-троля и измерения различных групп дефектов крановых путей.
Список литературы
1. Федеральные нормы и правила в области промышленной без-опасности «Правила безопасности опасных производственных объектов, на которых используются подъемные сооружения».
2. СП 12-103-2002 «Пути наземные рельсовые крановые. Проекти-рование, устройство и эксплуатация».
3. Приказ Министерства труда и социальной защиты Российской федерации от 28.03.2014 г. 155н.
4. Ганьшин В.Н., Репалов И.М. Геодезические работы при стро-ительстве и эксплуатации подкрановых путей. М.: Недра, 1980. 50 с.
5. Марфенко С.В. Геодезические работы при изысканиях и строительстве промышленных сооружений: учебное пособие. М.: МИИГАиК, 2004. 49 с.

Известия ТулГУ. Технические науки. 2018. Вып. 8
238
6. Центрирующий штатив для установки геодезического прибора на головке рельса А.М. Рускова: пат. 2032147 Рос. Федерация: МПК G01C 15/00 / Русков А.М. 5056742/10; заявл. 01.04.1992; опубл. 27.03.1995.
7. Шеховцов Г.А., Шеховцова Р.П. Современные геодезические ме-тоды определения деформаций инженерных сооружений. Н. Новгород: ННГАСУ, 2009. 156 с.
8. Дмитриев А.А., Кондратенко А.В. Измерительные тележки для диагностики кранового пути // Подъемно-транспортные, строительные, до-рожные, путевые машины и робототехнические комплексы: Мат-лы XIII Междунар. науч.-техн. конф. М.: МАДИ (ГТУ), 2009. С. 44-45.
9. Комплекс KONE RailQ. Официальный сайт компании KONE. [Электронный ресурс]. URL: http://www.konecranes.ru/servis-i-zapchasti/konsultacionnye-uslugi/proverka-sostoyaniya-kranovyh-putey-railqtm (дата обращения 15.11.2017).
10. Dennig D., Bureick J., Link J., Diener D., Hesse C., Neumann I. Comprehensive and Highly Accurate Measurements of Crane Runways, Profiles and Fastenings // Sensors, 2017. 17. 1118. doi:10.3390/s17051118.
11. Taguchi G. Taguchi's Quality Engineering Handbook / G. Taguchi, S. Chowdhury, Y. Wu. New York: Wiley-Interscience, 2004. 1696 p.
12. Анцев В.Ю., Витчук Н.А. Модель выбора комбинации методов управления качеством и инструментов контроля качества для анализа и со-вершенствования производственный процессов // Качество в обработке ма-териалов, 2017. 1 (7). С. 5-9.
13. Управление качеством в системах и процессах машиностроения / Аникеева О.В., Золотухина Н.П., Ивахненко А.Г., Олейник А.В., Сторуб-лев М.Л. // Курск, 2014. 208 с.
14. Анцев В.Ю., Витчук П.В., Крылов К.Ю. Классификация дефек-тов и отказов грузоподъемных машин // Известия Тульского государствен-ного университета. Технические науки. 2015. Вып. 10. С. 121-128.
Анцев Виталий Юрьевич, д-р техн. наук, проф., зав. кафедрой, An-
[email protected], Россия, Тула, Тульский государственный университет, Крылов Константин Юрьевич, директор, [email protected], Россия, Калуга,
ООО «Региональный инженерно-технический центр», Витчук Павел Владимирович, канд. техн. наук, доцент, [email protected],
Россия, Калуга, Калужский филиал Московского государственного технического университета им. Н.Э. Баумана (Национальный исследовательский университет),
Витчук Наталья Андреевна, канд. техн. наук, доцент, [email protected],
Россия, Калуга, Калужский государственный университет им. К.Э. Циолковского

Информационно-измерительные и управляющие системы
239
CHOICE OF THE CONTROL AND MEASURING EQUIPMENT OF THE COMPLEX FOR INSPECTION CRANE RAILS DEFECTS
V.J. Antsev, K.J. Krylov, P.V. Vitchuk, N.A. Vitchuk
Considered the actions which are carried out at inspection of crane rails. Listed the
equipment used in this process. Proved the relevance of development special automated complex for measurement crane rails defects. Considered the known designs of measuring complexes are, noted that they contain various by the principle of work control and measuring equipment. Carried out the choice of the control and measuring equipment for the developed measuring complex with use of qualimetrical assessment methods. Used criteria signal/noise for processing of results.
Key words: defect, acceptance tests, crane rail, system, inspection. Antsev Vitaliy Jur’evich, doctor of technical science, professor, manager of
department, [email protected], Russia, Tula, Tula State University, Krylov Konstantin Jur’evich, director, [email protected], Russia, Kaluga, LLC
«Regional Engineering and Technology Center», Vitchuk Pavel Vladimirovich, candidate of technical science, docent,
[email protected], Russia, Kaluga, Bauman Moscow State Technical University Kaluga Branch,
Vitchuk Natalia Andreevna, candidate of technical science, docent,
[email protected], Russia, Kaluga, Kaluga State University named after K.E. Tsiolk-ovski
УДК 681-26
ВЕСОИЗМЕРИТЕЛЬНАЯ ТОПОЛОГИЯ СОВРЕМЕННОГО АЭРОПОРТА
Хейн Тай Зар Тин, В.Е. Мельников
Рассмотрены целесообразность и возможность создания весоизмерительной
инфраструктуры аэропорта, включающей как систему определения взлетного веса и исходной центровки авиалайнеров в реальном масштабе времени в момент движения по рулежной дорожке на стартовую позицию ВПП, так и вспомогательные процеду-ры, регламентирующие контроль загрузки борта. Сформулированы требования к структуре и составу функционально необходимых элементов метрологической зоны и представлены варианты реализации воспринимающих силы давления колес шасси по-верхностей сенсорных линеек.
Ключевые слова: Взлетный вес, метрологическая зона, сенсорная линейка, еди-ничный сенсор, контактное пятно колес шасси, метод полного взвешивания, сканиро-вания, кварцевый тензочувствительный сенсор, кварцевый автогенететор.
Одним из факторов гарантии безопасности полетов и качества
управления авиалайнерами на всем интервале от взлета в точке старта до посадки в конечной точке маршрута является достоверная информация

Известия ТулГУ. Технические науки. 2018. Вып. 8
240
о фактической взлетной массе, включая суммарную массу совокупного груза на борту: авиатоплива; пассажиров с личным грузом в салоне; коммерческого груза в грузовых отсеках, процент загрузки борта и воз-можность дополнительной догрузки. Важно знание начальной центровки как статической относительно опорных точек шасси, так и аэродинамиче-ской хорды.
Необходимость такой задачи очевидна, но на пути реализации ви-дится множество проблем. Начиная с осмысления структуры, архитектуры, инструментальной организации метрологических зон, гарантирующих ве-совую идентификацию каждого борта в реальном масштабе времени, не нарушая напряженный график работы аэропорта. На рис. 1 представлена блок-схема, поясняющая круг задач, основные объекты и звенья весоизме-рительной топологии аэропорта и их функциональную взаимосвязь.
Рис. 1. Объекты, звенья весоизмерительного терминала и их функциональные задачи
На рис. 1 цифрами обозначены: Блок 1. Объекты аэродромной весоизмерительной инфраструктуры. Блок 2. Различные метрологические зоны для авиалайнеров и дру-
гих функционально необходимых объектов инфраструктуры аэропорта, участвующих в технологии загрузки борта.
Блоки 3, 4, 5 и 6. Отражают круг вопросов: - по обобщению данных о геометрии опорных точек шасси авиалайнеров; - по формированию тре-бований к облику активных элементов метрологических зон с учетом пре-дельных нагрузок для каждого борта; - по обоснованию принципиальных основ функционально необходимых элементов и способов их взаимодей-ствия с опорными поверхностями колес шасси в процессе переноса сил давления на приемные поверхности СЛ и др.
Такие данные можно получить в следующих источниках [1,2,3,4,5] для современных пассажирских и транспортных авиалайнеров, фрагменты которых представлены ниже.
В табл. 1 представлены примеры расположения колес шасси на фоне контура самолета А380 и Boeing 747. Видна необходимость учиты-вать количество колес, их взаимное расположение и различия носовых и центральных стоек шасси, расположенных по продольной оси симметрии самолета, и главных (левых и правых) стоек.

Информационно-измерительные и управляющие системы
241
Таблица 1 Примеры расположения опорных точек шасси самолета [1]
Самолеты
Количество шасси и конфигурации
Носовой отсек Миделевое сечение
A380 22 колес шасси [1x2]+[2x4+2x6]
Boeing 747 Jumbo Jet
18 колес шасси [1x2]+[4x4]
В табл. 2 представлен пример данных о нагрузках и площади кон-тактных пятен колес различных групп шасси с подстилающей поверхно-стью для различных типов современных самолетов. А также расчетные данные о линейных размерах контактных пятен, на основании которых формируются требования к геометрии приемных поверхностей СЛ.
Таблица 2 Предельные нагрузки на колеса шасси различных групп и геометрия
их контактных пятен
Самолеты
Нагрузки на: Площадь контактного пятна колес шасси
Длина контактного пятна колес шасси
Носовое колесо
шасси [кг]
Главное колесо
шасси [кг]
Носовое колесо
шасси [см2]
Главное колесо шасси [см2]
Носовое колесо
шасси [см]
Главное ко-лесо шасси
[см]
Airbus A300B4-600R
9400 20355 928 1492.35 43.57 55.26
Airbus A321NEO WV070
4255 19170 385.25 1384.06 28.08 53.22
Boeing 787-9 10661 29434 833.14 1868.98 41.29 61.84
Площадь контактного пятна для всех групп колес (носовой, цен-тральной и главной) шасси любого самолета зависит от сил давления колес на подстилающую поверхность, от внутреннего давления в шине, от сте-пени износа колес, в соответствии с нормативными требованиями и др.
Форма площади контактного пятна является эллиптической (в соот-ветствии с данными - US Corps of Engineer’s S-77-1 Report). Длина кон-тактного пятна в 1.6 раз больше чем ширина [2]. При пониженном внут-реннем давлении в шинах площадь и длина контактного пятна увеличива-ются.

Известия ТулГУ. Технические науки. 2018. Вып. 8
242
Эти данные важны для выбора и обоснования геометрии и предель-ной весовой нагрузки на приемную поверхность сенсорных линеек (СЛ).
В табл. 3 в качестве примера представлена геометрическая специ-фика опорных элементов групп шасси, их взаимное расположение и рас-четные размеры приемных поверхностей СЛ (в поперечном направлении движения ЛА).
Таблица 3
Взаимное расположения колес шасси и минимальные размеры СЛ
Самолеты Геометрические размеры опорных элементов групп шасси и их взаимное расположение
Минимальные размеры дли-ны СЛ [см]
носовая часть
главная часть
Airbus A300B4-600R
90 128
Airbus A321NEO WV070
67.55 126
Boeing 787-9
97.8 190.65
На основании данных табл. 2, 3 определена геометрия приемных
поверхностей СЛ, удовлетворяющая большинство типов авиалайнеров, пользующихся услугами аэропорта. Так длина (размер в поперечном направлении) должна быть порядка 191 см, а ширина (в направлении дви-жения) контактного пятна – (60-70) см.
Топология, взаимное расположение сенсорных элементов мет-рологической зоны. В соответствии с приведенными данными можно определить универсальную конфигурацию и взаимное расположение ак-

Информационно-измерительные и управляющие системы
243
тивных зон метрологического участка СЛ, удовлетворяющую возможно более широкий класс авиалайнеров конкретного аэропорта. Могут быть различные варианты, некоторые из которых представлены на рис. 2.
а б
Рис. 2. Варианты расположения СЛ в метрологической зоне: а – базовый вариант; б – альтернативное расположение СЛ
Позициями на рис.2 обозначено: Lc_н и bc_н – длина и ширина сен-сорной линейки для измерения нагрузки носовых шасси; - Lc_г и bс_г – дли-на и ширина сенсорной линейки для измерения нагрузки главных (левых и правых) шасси.
Сенсорные линейки расположены в метрологической зоне либо по базовому, либо по альтернативным вариантам, как представлено на рис. 2, а, б. При базовом варианте не все типы ЛА могут им воспользоваться. Прежде всего те, у которых имеются дополнительные центральные стойки (А380, табл. 1). В таких случаях необходим альтернативный вариант рас-положения СЛ по рис. 2, б. А размеры носовой сенсорной линейки Lc_н и bc_н и расстояние между осями главных шасси могут быть также отличать-ся от базового варианта.
Сенсорные линейки расположены в метрологической зоне либо по базовому, либо по альтернативному варианту, как представлено на рис. 2, а, б. При базовом варианте не все типы ЛА могут им воспользоваться. Прежде всего те, у которых имеются дополнительные центральные стойки (А380, табл. 1). В таких случаях необходим альтернативный вариант рас-положения СЛ по рис. 2, б. А размеры носовой сенсорной линейки Lc_н и bc_н и расстояние между осями главных шасси могут быть также отличать-ся от базового варианта.
Воспринимающие поверхности СЛ. Это составляющие элементы СЛ, непосредственно взаимодействующие с колесами шасси и, перенося-щие силы давления на единичные сенсоры – первичные преобразователи сил в параметры электрических цепей. Для этого необходимо рассмотреть возможные методы организации взаимодействия контактных пятен колес с

Известия ТулГУ. Технические науки. 2018. Вып. 8
244
различными вариантами реализации приемных поверхностей СЛ, с целью выбора варианта, рационального сочетающего конструктивные, точност-ные и эксплуатационные показатели.
На рис. 3 представлены два примера взаимосвязи по методу «пол-ного» взвешивания и по методу сканирования распределенной нагрузки контактного пятна.
Рис. 3. Кинематическая схема взаимодействия колес шасси с сенсорной линейки: а – по методу полного взвешивания;
б – по методу сканирования распределённой нагрузки на контактное пятно при bc<L
Позициями на рис.3 обозначено: F1 и F2 – нагрузки на оси шасси;
q1(x) и q2(x) – распределенные нагрузки на поверхность контактного пятна; Vx – скорость движения колеса шасси; L – длина контактного пятна колеса шасси; bc – ширина сенсорной линейки; х – смещение пятна контакта отно-сительно СЛ; Umax и Uвых – максимальное и выходное напряжения; U1max и U2max – максимальные напряжения каждого колеса 1 и 2; U1вых и U2вых – вы-ходные напряжения каждого колеса 1 и 2.
Метод полного взвешивания по рис. 3, а. Основан на том, что при движении по РД каждое колесо из ряда колес шасси в определенной фазе движения контактные пятна полностью располагается на приемной по-верхности СЛ. В этой фазе СЛ воспринимает суммарную силу давления Fi давления соответствующих колес. А вес самолета вычисляется как сумма сил Fi давления каждого из колес шасси. Ширина приемной поверхности СЛ в этом случае должна быть не меньше максимального размера кон-тактных пятен соответствующих колес.
Этот метод предполагает, что СЛ и ее приемная платформа по ши-рине bс превосходит ширину L пятна контакта колеса стойки шасси: bс>L. Это гарантирует на диаграмме выходного напряжения Umax≡Fi наличие го-

Информационно-измерительные и управляющие системы
245
ризонтального участка, зоны, в пределах которой производится измерение силы давления соответствующего колеса на СЛ. На рис. 3, а представлен метод полного взвешивания. При этом вариант распределенной нагрузки на поверхность контактного пятна интенсивностью q1,2(x), F1,2 – суммар-ные нагрузки на оси шасси. Также представлена диаграмма выходных напряжений, которые линейно нарастают и спадают при наезде и съезде с приемной поверхности СЛ и не меняется, когда пятно давления располага-ется на СЛ. Силы давления F1,2 трансформируются в выходные напряжения U1,2 max. Длина линейных участков на диаграмме напряжений равна L, а ширина горизонтального участка (bc-L). На этом участке производится из-мерение. Здесь предполагается, что bс>L.
- Достоинство. Этот вариант реализации СЛ обладает потенциаль-но высокой точностью.
- Недостаток. Сложность в реализации самой СЛ. Её значительные габариты и масса.
В нашем случае важным является характер распределения удельной нагрузки на площади пятна контакта, зависящий, в частности, от неравно-жесткости участков колесных шин, распределяющих нагрузку на контакт-ное пятно в общем случае по произвольному закону. Но на данном этапе ограничимся законом равномерного распределения удельной нагрузки по площади контактного пятна. В дальнейшем будут проведены дополни-тельные исследования с целью выявления реальных законов удельного давления и их влияния на конечный результат.
Метод сканирования распределенной нагрузки контактного пятна по рис. 3, б. Ширина СЛ может быть заметно меньше, чем в первом варианте. При продвижении колеса через СЛ, происходит как бы «скани-рование» распределенной нагрузки, приходящейся на контактное пятно. В каждый момент времени сенсорная линейка воспринимает часть распреде-ленной нагрузки на контактное пятно, нагружающую площадь восприни-мающей поверхности СЛ. На выходе измерительного тракта СЛ этот про-цесс трансформируется в эпюру электрического напряжения, площадь ко-торой эквивалентна суммарной силе давления на колесо шасси. В сравне-нии с методом полного взвешивания такая СЛ конструктивно более пред-почтительна. Но по точности проигрывает из-за влияния возмущений на начальном и конечном участках эпюр напряжения, искажающих их пло-щадь.
Отличие этого варианта в том, что длина L контактного пятна больше ширины bc приемной поверхности СЛ, которая за счет этого явля-ется более компактной. На рис. 3, б представлен процесс сканирования распределенной нагрузки контактного пятна по этой методике и диаграмма выходного сигнала. Площадь пятен s1,2 эквивалентна суммарной нагрузке F1,2изм на пятно. Выходные напряжения такого метода по уровни заметно меньше выходных сигналов метода полного взвешивания.

Известия ТулГУ. Технические науки. 2018. Вып. 8
246
- Достоинства. Более компактного выполнения СЛ. Возможность создания унифицированных элементов СЛ.
- Недостатки. Невысокая точность из-за влияния шумовых возму-щений на аналоговую фазу выходного сигнала, отражающиеся на площади под кривой выходного напряжения и, соответственно на погрешность ко-нечного результата.
Альтернативный, комбинированный метод взвешивания. На рис. 4 представлен промежуточный, альтернативный вариант СЛ, появле-ние которого инициировано желание рассмотреть возможность найти ре-шение, сочетающая достоинства первых двух. Ширина приемной поверх-ности может быть меньше, чем в варианте «полного взвешивания», но больше, меньше или равна варианту «сканирования». Но результат изме-рения соответствует случаю «полного взвешивания».
Физическое обоснование метода сводится к тому, что СЛ содержит два конструктивно самостоятельных компонента. Собственно СЛ 1 с ми-нимально возможным размером в направлении движения самолета по РД, соизмеримом с размером СЛ по варианту рис. 3, б. И приемную поверх-ность - «коромысло», размер которой bк соизмерим с размером приемной поверхности шириной bс в варианте «полного» взвешивания по рис. 3, а, принимающую на себя нагрузку колес шасси.
Особенность в том, что связь «коромысла» с СЛ осуществляется посредством шарнира в точке B – рис. 4, a, б. Со стороны торцов «коро-мысла» предусмотрены две опоры A и С. В процессе проезда колеса через «коромысло» нагрузка приходится только на две точки. На A-B или B-C. Но в фазе неустойчивого равновесия – только на точку B, опирающуюся на СЛ. В этой фазе СЛ фиксирует полную нагрузку ЛА на соответствующее пятно контакта.
Рис. 4. Взаимодействие колес шасси самолета с сенсорной линейкой 1:
а – кинематическая схема альтернативного метода; б – кинематическая схема расположения «коромысла»; в - график
изменения сил реакций Ra, Rb, Rc опор А, B, С в процессе перемещения x контактного пятна по поверхности «коромысла»

Информационно-измерительные и управляющие системы
247
Позициями на рис. 4 обозначено: q(x) – распределенная нагрузка на поверхность контактного пятна; L – длина контактного пятна; bc – ширина сенсорной линейки; Ra, Rb и Rc – реакции опор; bk – ширина «коромысла».
Ниже представлена система выражений для каждой характерной фазы движения контактного пятна по «коромыслу» до момента достиже-ния на опоре В максимальной силы F1max:
2
2 2
2 2
( ) при 0 0.5 , R 1 ; ;
( 0.5 ) ( 0.5 )( ) при 0.5 , R ; ;
4 4
( 0.5 ) ( 0.5 ) ( 0.5( ) при 0.5 0.5 , R ;
к a bк к
к к к кк a b
к к
к кк a b
к к
x qxа x b qx R
b b
b x b b x bб b x L q R qх q
b b
L x b x b L x bв L x b L q R qL q
b b
< ≤ = − =
− −< ≤ = − = − −
− + − − +< ≤ + = − = −
2 2
2 2
) ( 0.5 );
( 0.5 0.5 ) ( 0.5 0.5 )( ) при 0.5 0.5 , ;R .
к к
к к
к кк к b c
к к
x b
b b
x b L x b Lг b L x b R qL q q
b b
− −
− − − −+ < ≤ = − =
По этим аналитическим выражениям на рис. 4, в представлен гра-фик зависимости силы и давления контактного пятна, в первую очередь, в точке B и для контроля в точках A и C. Фиксацию результата следует осу-ществлять в фазе неустойчивого равновесия коромысла, при переносе си-лы давления с точки А на точку С.
Функциональная схема весоизмерительной топологии. На рис. 5 представлена функциональная схема весоизмерительной системы ЛА.
Суммарный вес 3 или 4
1i
i
F F Mg=
= = ЛА распределяется на i групп шасси в виде
сил Fi давления на каждую стойку шасси. В свою очередь 1
n
i jij
F F=
= , где n
число единичных сенсоров в каждой СЛ, а j меняется от 3 до n в соответ-ствующей СЛ.
Рис. 5. Функциональная схема весоизмерительной системы ЛА;
M – взлетная масса самолета; Ц.М – центр масс самолета; g - ускорение силы тяжести; FΣ – суммарный вес самолета

Известия ТулГУ. Технические науки. 2018. Вып. 8
248
Промежуточным параметром каждого единичного сенсора является приращение ΔC электрической емкости с помощью тензо-чувствительного кварцевого конденсатора с начальной емкостью C0, воспринимающего сжимающие усилия Fji: C=C0±ΔC(Fji). В блоке «формирователь выходных сигналов» электрическая емкость С преобразуется в аналоговый электри-ческий сигнал: - амплитудный – U(C) или частотный Um sinω(Fji); последо-вательно соединяет АЦП сигнала, также выделяется приращения ампли-туды или частоты, связанные с составляющей силы давления на каждый ЕС и определение суммарной силы воспринимаемой СЛ, как сумма пока-занный каждого ЕС данной СЛ. Выходные сигналы вычисляется и форми-руется коды сигналов каждой линейки пропорционально суммарному весу ЛА и координата центра тяжести.
Единичный сенсор (ЕС). Важным элементом СЛ являются пер-вичные сенсорные преобразователи, трансформирующие силы давления в параметры электрических цепей. В конечном итоге в электрические сигна-лы аналоговые, дискретные или частотные. В нашем случае это первичный преобразователь параметрического типа: - тензочувствительный твердо-тельный упругий элемент, - монолитный образец из кварцевого стекла, ра-ботающий на сжатие, деформация которого порождает приращение элек-трической емкости с последующей трансформацией в электрический сиг-нал.
Этот материал обладает уникальными физико-механическими ха-рактеристиками и привлекает все большее внимание разработчиков элек-тромеханических преобразователей физических величин [6]. Кварцевое стекло это практически безгистерезисный упругий элемент, обладающий минимальной температурной зависимостью линейных размеров (темпера-турный коэффициент линейного расширения – 0,5*10-6 1/0С); - высокой удельной прочностью (σb≈ (4-7)107 Па); - модуль Юнга Е=1010 Па и рядом других положительных качеств, важных для электромеханических преоб-разователей [7].
В [8,9] проведены исследования и расчеты упругих характеристик образцов твердотельных кварцевых тензо-чувствительных емкостных эле-ментов, их «несущие» статические характеристики. Показано, что при упругих относительных деформациях под воздействием сжимающих уси-лий, соизмеримых с предельными нагрузками на СЛ со стороны колес шасси ЛА и при гарантированном запасе прочности kз на уровне не менее 10. Происходит изменение электрической емкости С, достаточное для пре-образования в электрический сигнал в частотной форме на уровне 103 Гц на диапазон.
На рис. 6 представлена блок схема единичного сенсора.

Информационно-измерительные и управляющие системы
249
Рис. 6. Функциональная блок-схема единичного сенсора ЕС с частотозависимым выходным сигналом
На рис. 6 обозначены: Fij – измеряемое усилие на входе единичного
сенсора: ΔH/H - относительная деформация кварцевого упругого элемента; C0 +ΔC начальная емкость и её приращение под в результате относитель-ной деформации; f=f0+Δf - текущая частота кварцевого автогенератора; f0 - начальная частота; Δf - приращение частоты и её код N, эквивалентный измеряемому усилию.
Заключение. Обоснована актуальность проблемы разработки и ре-ализации весоизмерительной топологии современных аэропортов, как од-ного из условий повышения уровня безопасности полетов. Рассмотрены требования к архитектуре метрологически оборудованным зонам, гаранти-рующим как контроль за процессом загрузки борта, так и итоговый кон-троль взлетного веса на этапе движения ЛА по рулежной дорожке к месту старта. Предложены варианты реализации сенсорных линеек и единичных сенсоров с твердотельными тензочувствительными емкостными упругими элементами из кварцевого стекла в сочетании с кварцевыми автогенерато-рами и частотозависимым выходным сигналом.
Список литературы
1. Undercarriage arrangements. Wikipedia [Электронный ресурс] URL:
https://en.wikipedia.org/wiki/Undercarriage_arrangements (дата обращения: 27.07.2017).
2. Calculating Tire Contact Area. Boeing Commercial Airplanes [Элек-тронный ресурс]. URL: http://www.boeing.com/assets/pdf/commercial/ air-ports/ faqs/ calctirecontactarea.pdf (дата обращения: 01.12.2017).
3. A300-600 Airplane Characteristics for Airport Planning. Airbus S.A.S. [Электронный ресурс]. URL: http://www.airbus.com/content/dam/ cor-porate-topics/ publications/ backgrounders/techdata/aircraft_characteristics/ Airbus-Commercial-Aircraft-AC-A300-600-Dec-2009.pdf (дата обращения: Февраля 1983).
4. A320 Airplane Characteristics for Airport Planning. Airbus S.A.S. [Электронный ресурс]. URL: http://www.airbus.com/content/dam/corporate-topics/ publications/ backgrounders/ techdata/ aircraft_characteristics/ Airbus-Commercial-Aircraft-AC-A320-Feb18.pdf (дата обращения: 30.09.1985).

Известия ТулГУ. Технические науки. 2018. Вып. 8
250
5. Boeing 787 Airplane Characteristics for Airport Planning. Boeing Commercial Airplanes [Электронный ресурс]. URL: http://www.boeing.com/ assets/pdf/commercial/airports/acaps/787.pdf (дата обращения: 01.12.2015).
6. Мельников В.Е., Электромеханические преобразователи на базе кварцевого стекла. М.: Машиностроение, 1984. 159 с.
7. Мельников В.Е., Мельникова Е.Н., Черноморский А.И., Гонча-ренко Г.Г. Датчики инерциальной информации: учебное пособие / Под ре-дакцией А.И. Черноморского. М.: Изд-во МАИ-ПРИНТ, 2011. 356 с.
8. Хейн Тай Зар Тин, Мельников В.Е. О возможности оперативного определения взлетной массы самолета // Труды МАИ, 2017. 92. [Элек-тронный ресурс]. URL: http://trudymai.ru/upload/iblock/725/kheyn-tay-zar-tin_melnikov_rus.pdf. (дата обращения: 01.12.2015).
9. Хейн Тай Зар Тин. Тензочувствительный емкостной сенсор из кварцевого стекла с частотозависимым выходным сигналом // Современ-ные технологии в задачах управления, автоматики и обработки информа-ции: Сборник трудов XXVI Международной научно-техническая конфе-ренции, 14-20 сентября 2017г., Алушта. М.: ИД «МЕДПРАКТИКА-М», 2017. С. 139-140.
Хейн Тай Зар Тин, аспирант, [email protected], Россия, Москва, Москов-
ский государственный институт «МАИ», Мельников Валерий Ефимович, д-р техн. наук, проф.,
[email protected],Россия, Россия, Москва, Московский государственный институт «МАИ»
WEIGHT-MEASURING TOPOLOGY OF MODERN AIRPORT
Hein Tay Zar Tin, V.E. Mel'nikov
The suitability and possibility of creating a weighing infrastructure of the airport,
which includes as a system for determining the take-off weight and the initial alignment of aircraft in real time at the moment of movement along the taxiway to the starting position of the runway, and auxiliary procedures governing the control of the loading of the aircraft are considered. The requirements to the structure and composition of the functionally necessary elements of the metrological zone are formulated and the variants of realization of the wheels of the chassis of the sensor lines receiving the pressure forces are presented.
Key words: Take-off weight, metrological zone, sensor line, single sensor, the con-tact patch of wheels of the undercarriage, the method of complete weighing, scanning, quartz tensor-sensible sensor quartz self-excited oscillator.
Hein Tay Zar Tin, postgraduate, [email protected], Russia, Moscow, Mos-
cow Aviation Institute «MAI», Mel'nikov Valeryi Efimovich, doctor of technical sciences, professor,
[email protected],Россия, Russia, Moscow, Moscow Aviation Institute «MAI»

Информационно-измерительные и управляющие системы
251
УДК 531.385
ИССЛЕДОВАНИЕ ФУНКЦИОНИРОВАНИЯ СИСТЕМЫ ИЗМЕРЕНИЯ ВЕРТИКАЛЬНОГО ПЕРЕМЕЩЕНИЯ ОБЪЕКТА
С САМОНАСТРОЙКОЙ ПАРАМЕТРОВ
Ю.В. Иванов, Р.В. Алалуев
Предложена функционально-структурная организация инерциальных измери-тельных систем с переменными параметрами на базе короткопериодных маятников, которая позволяет существенно повысить их точностные характеристики при рабо-те в условиях текущей и априорной неопределенности возмущений. Приведены резуль-таты исследования системы измерения вертикальной качки судна, реализованной в виде микропроцессорного блока.
Ключевые слова: акселерометр, вертикальная качка, самонастройка пара-метров системы.
Вертикальная качка является одной из составляющих колебаний
судна на морском волнении. Вертикальные перемещения оказывают отри-цательное влияние на работу целого ряда приборов и систем, к которым относятся гравиметры, одно- и многолучевые эхолоты, профилографы, гидролокаторы бокового обзора, антенны гидроакустических систем сле-жения за автономными подвижными объектами, лазерные и радиотехниче-ские устройства для измерения параметров и состояния поверхности океа-на и атмосферы, антенны радиолокационных станций, систем спутниковой связи и телевидения, автономные буи для исследования морского волнения и экологии океана, гидроакустические приборы буксируемых необитаемых подводных аппаратов.
Для реализации инерциального метода измерения вертикальной качки в качестве чувствительного элемента системы используется линей-ный акселерометр. Его ось чувствительности должна быть ориентирована по вертикали. Это может быть реализовано физически путем размещения акселерометра на гировертикали в кардановом подвесе, или математически с помощью бесплатформенной системы ориентации. В этом случае акселе-рометр жестко связан подвижным объектом, а его показания корректиру-ются с помощью сигналов системы ориентации, пропорциональных углам крена и дифферента.
При проведении измерений параметров движения объектов прихо-дится решать задачу интегрирования периодической составляющей сигна-ла инерциального датчика в условиях действия периодических и постоян-ных возмущений, в частном случае имеющих тренд. Такие процессы можно назвать инерциальными измерениями в динамическом режиме (ИИДР) [1].

Известия ТулГУ. Технические науки. 2018. Вып. 8
252
В случае измерения вертикальной качки динамический режим из-мерения обусловлен медленным изменением фона ускорения свободного падения, направленного наряду с ускорением вертикальной качки вдоль оси чувствительности акселерометра. Кроме того, интенсивность и спектр полезного сигнала вертикальной качки изменяется в очень широких преде-лах.
Проведение инерциальных измерений в динамическом режиме име-ет ряд особенностей, которые можно сформулировать в следующем виде.
Полезный сигнал и возмущение находятся в очень близких частот-ных диапазонах, что вызывает трудности в применении обычных методов фильтрации.
Измерение угла отклонения основания от вертикали с помощью инерциального датчика производится путем измерения проекции на его ось чувствительности ускорения свободного падения. В связи с этим, с од-ной стороны, практически невозможно в сигнале разделить составляющие, пропорциональные углу и ускорению, если они находятся в одном частот-ном диапазоне, с другой стороны инерциальный датчик содержит инфор-мацию о полезном сигнале и о возмущении. Таким образом, информация о возмущении, при необходимости, может быть получена из сигнала инер-циального датчика.
Составляющая возмущения в сигнале инерциального датчика (например, линейное ускорение качки судна) изменяется в очень широком диапазоне частот и амплитуд.
Эти особенности ИИДР в большинстве случаев не позволяют со-здавать системы управления или системы обработки информации, одина-ково хорошо работающие во всем диапазоне амплитуд и частот ускорений. В связи с этим необходимо применять системы с переменными параметра-ми.
Перспективным направлением применения принципа самонастрой-ки в инерциальных измерительных устройствах является повышение точ-ности систем, коэффициенты передачи которых зависят от возмущений.
Обобщенная схема адаптивной системы обработки информации при проведении ИИДР показана на рис. 1.
Она содержит основной контур, состоящий из инерциального дат-чика и системы обработки информации, а также контур самонастройки. В контуре самонастройки вычисляется текущее значение спектра сигнала инерциального датчика и выделяется его наибольшая интенсивность и ча-стота, на которую в данный момент приходится максимальная мощность сигнала. По этим элементам спектра с помощью устройства вычисления параметров системы настраивается система обработки информации в соот-ветствии с выбранным критерием самонастройки.
Система обработки информации, построенная по схеме, показанной на рис. 1, относится к беспоисковым аналитическим самонастраивающим-ся системам с разомкнутым контуром самонастройки.

Информационно-измерительные и управляющие системы
253
Улучшение качества работы такой измерительной системы дости-гается вследствие применения не сигнальных, а параметрических связей.
Рис. 1. Обобщенная схема адаптивной системы обработки информации при проведении ИИДР: X(t) – вектор измеряемых возмущений; Y(t) – вектор выходных переменных системы;
M(t) – вектор возмущений, недоступных измерению; Θ(t) - вектор параметров системы; I(t) - вектор параметров
алгоритма адаптации Частным случаем обобщенной схемы адаптивной системы обработ-
ки информации является схема устройства измерения вертикальной качки с переменными параметрами [2], приведенная на рис. 2.
Сигнал акселерометра, ось чувствительности которого ориентиро-вана вертикально, интегрируется устройствами, выполненными в виде апериодических звеньев, реализованных в цифровом виде. Для обеспече-ния возможности работы интегрирующего устройства в течение длитель-ного времени без насыщения, в нем предусмотрено обнуление постоянной составляющей сигнала на выходе за счет применения интегрирующей об-ратной связи. Контур самонастройки состоит из устройства вычисления спектра и алгоритма адаптации.
Необходимость применения контура самонастройки обусловлена тем, что преобладающая частота вертикальной качки может изменяться в очень широких пределах от 0,05 Гц до 1 Гц. Для получения сигнала верти-кального перемещения без амплитудных и фазовых искажений на мини-мальной частоте качки необходимо выбирать большие (100…120 с) посто-янные времени интеграторов. В случае импульсного воздействия на такую систему (удар волны по корпусу судна) в ней возникает переходный про-цесс большой амплитуды и длительности, во время которого погрешность

Известия ТулГУ. Технические науки. 2018. Вып. 8
254
интегрирования значительно превышает заданные пределы. Такие импуль-сные воздействия характерны для движения судна против волны, когда частота качки близка к максимальной, и составляет 0,25…1 Гц.
Рис. 2. Схема устройства измерения вертикальной качки
с переменными параметрами
Для интегрирования сигнала на таких частотах можно уменьшить постоянные времени интеграторов более чем на порядок без увеличения фазовой погрешности [3].
Реализация самонастраивающегося интегрирующего устрой-ства. Интегрирующее устройство реализовано на базе промышленного компьютера в стандарте PC-104. В его состав входят модуль АЦП PCM-1817H (рис. 3) и одноплатная микро-ЭВМ PCM-5820L (рис.4) производства фирмы «ADVANTECH».
Рис. 3. Модуль АЦП PCM-1817H

Информационно-измерительные и управляющие системы
255
Рис. 4. Одноплатная микро-ЭВМ PCM-5820L В табл.1 и 2 приведены основные технические характеристики мо-
дуля АЦП PCM-1817H и одноплатной микро-ЭВМ PCM-5820L.
Таблица 1 Основные технические характеристики модуля
АЦП PCM-1817H
Параметр Значение Количество однополярных аналоговых входов 16 Количество дифференциальных аналоговых входов 8 Количество разрядов 12 Частота выборки, кГц 30 Время преобразования, мкс 33 Количество 8-разрядных портов дискретного ввода-вывода 2 Пределы основной погрешности измерения: коэффициент усиления 1 % полной шкалы ±1 МР коэффициент усиления 2,4 % полной шкалы ±1 МР коэффициент усиления 8 % полной шкалы ±1 МР
0,01 0,02
0,04% Напряжение питания, В + 5 ± 0,25 Номинальный потребляемый ток, А 0,18 Максимальный потребляемый ток, А 0,4 Диапазон рабочих температур, оС 0…60 Габаритные размеры, мм 102×102

Известия ТулГУ. Технические науки. 2018. Вып. 8
256
Таблица 2 Основные технические характеристики одноплатной
микро-ЭВМ PCM-5820L
Параметр Значение Процессор Cyrix GXM встроенный, МГц 233 BIOS Award флэш-BIOS, Кбайт 256 ОЗУ SDRAM, Мб 16 Флэш-диск Compact Flash, Мб 8 Напряжение питания, В + 5 ± 0,25 Максимальный потребляемый ток, А 5 Диапазон рабочих температур, оС 0…60 Габаритные размеры, мм 145×102 Масса, кг 0,22
С целью повышения быстродействия алгоритма параметры инте-
грирующего устройства, соответствующие заданному значению преобла-дающей частоты качки, вычисляются предварительно и размещаются в ОЗУ микро-ЭВМ.
Алгоритм самонастройки работает таким образом, что при включе-нии интегрирующего устройства используются минимальные значения по-стоянных времени, соответствующие максимальному значению преобла-дающей частоты качки ω = 6,28 рад/с. Как показано на рис. 5, этим обеспе-чивается наименьшее время переходного процесса.
Рис. 5. Вид переходного процесса при включении интегрирующего устройства: ω = 7,8 рад/с

Информационно-измерительные и управляющие системы
257
Если значение преобладающей частоты качки отличается от макси-мальной величины, то во время переходного процесса происходит измене-ние параметров интегрирующего устройства. На рис. 6 и рис. 7 показан вид переходного процесса при включении интегрирующего устройства для значений преобладающей частоты качки ω = 3,14 рад/с и ω = 1 рад/с.
Рис. 6. Вид переходного процесса при включении
интегрирующего устройства: ω = 3,14 рад/с
Рис. 7. Вид переходного процесса при включении
интегрирующего устройства: ω = 1 рад/с

Известия ТулГУ. Технические науки. 2018. Вып. 8
258
На рис. 8 показан график переходного процесса интегрирующего устройства гиростабилизированного компенсатора качки (ГКК) «Волна-М» без самонастройки параметров [4].
Рис. 8. Вид переходного процесса интегрирующего устройства ГКК «Волна-М»
Сравнивая переходные процессы, показанные на рис. 5 – 7 и рис. 8, можно сделать вывод о том, что применение самонастраивающегося инте-грирующего устройства позволяет значительно (в некоторых случаях до десяти раз) уменьшить время готовности после включения измерителя вер-тикальной качки.
На рис. 9 показана реакция интегрирующего устройства на импуль-сное воздействие, полученная в результате эксперимента, который прово-дился для наиболее распространенной на практике частоты качки ω = 1 рад/с.
Импульсное воздействие на интегрирующее устройство моделиро-валось путем кратковременного отключения источника входного сигнала. Расчет вертикального перемещения проводился параллельно в реальном масштабе времени по одному алгоритму интегрирования, но с разными па-раметрами. На рис. 9 кривая 1 представляет собой реакцию самонастраи-вающегося интегрирующего устройства на импульсное воздействие, кри-вая 2 – тот же процесс, но для интегрирующего устройства без самона-стройки.
Из рис. 9 видно, что оба процесса имеют практически одинаковую фазовую погрешность, но реакция самонастраивающегося интегрирующе-го устройства на импульсное воздействие меньше по амплитуде более чем 3 раза, а по времени – более чем в 2 раза.
На рис. 10 показана реакция самонастраивающегося интегрирую-щего устройства на изменение частоты вертикальной качки, полученная в результате эксперимента. В ходе эксперимента частота сигнала на входе

Информационно-измерительные и управляющие системы
259
интегрирующего устройства очень быстро (ориентировочно за 1 секунду) изменялась с величины 1 3ω = рад/с на величину 2 5ω = рад/с. Такое изме-нение частоты качки характерно для смены курса судна на 180о. При этом на практике частота вертикальной качки не изменяется так быстро потому что разворот выполняется за время не мене 120 с. Поэтому такие условия проведения эксперимента можно считать предельным случаем. Первый переходный процесс, начало которого ориентировочно совпадает с момен-том времени t = 34 с, обусловлен быстрым изменением частоты качки. Второй переходный процесс, который начинается с момента времени t = 102 с, обусловлен изменением параметров интегрирующего устройства в процессе самонастройки. Из графика видно, что переходные процессы затухают за время сопоставимое с временем разворота судна.
Рис. 9. Реакция интегрирующего устройства на импульсное
воздействие: ω = 1 рад/с
Рис. 10. Реакция интегрирующего устройства на изменение частоты вертикальной качки (ω1=3 рад/с; ω2=5 рад/с)

Известия ТулГУ. Технические науки. 2018. Вып. 8
260
Заключение Таким образом, применение цифровых интеграторов с самона-
стройкой параметров позволяет повысить точность и устойчивость к им-пульсным воздействиям, а также уменьшить время готовности устройства измерения вертикальной качки. Причем такой тип интегрирующего устройства может применяться при любом способе (платформенном или бесплатформенном) построения вертикали.
Работа выполнена при финансовой поддержке РФФИ. Грант 17-08-00434 А.
Список литературы
1. Иванов Ю.В. Инерциальные измерения в динамическом режиме с помощью короткопериодных маятников // Изв. вузов. Приборостроение. 2003. Т. 46, 9. С. 56 – 60.
2. Пат. 2184675 РФ. Устройство для измерения вертикальной качки судна / Ю. В. Иванов, Р. В. Алалуев (РФ) // Открытия. Изобретения, 2002. 19.
3. Иванов Ю.В., Алалуев Р.В. Адаптивная система измерения вер-тикальной качки судна // Известия Тульского государственного универси-тета. Технические науки, 2017. Вып. 9. Ч. 2. С. 105-110.
4. Иванов Ю.В. Гироскопические системы измерения вертикальной качки. Тула: Тул. гос. ун-т, 2004. 184 с.
Иванов Юрий Владимирович, д-р техн. наук, профессор, [email protected], Рос-
сия, Тула, Тульский государственный университет, Алалуев Роман Владимирович, канд. техн. наук, доцент, [email protected], Рос-
сия, Тула, Тульский государственный университет
THE RESEARCH OF THE FUNCTIONING OF THE SYSTEM OF THE MEASURING OF THE VERTICAL TRANSFERENCE OF THE OBJECT WITH THE PARAMETERS
SELF-ADJUSTMENT
Yu.V. Ivanov, R.V. Alaluev
The functional and structural organization of the inertial measuring systems with variable parameters on the base of the short period pendulums which allows to rise signifi-cantly their precision characteristics while the working in the conditions of the current and a priori indeterminacy of the disturbances is offered. The results of the research of the system of the measuring of the ship pitching motion fulfilled in the form of the microprocessor unit are given.
Key words: accelerometer, heaving, self-adjustment of the system parameters. Ivanov Yuri Vladimirovich, doctor of technical science, professor, [email protected],
Russia, Tula, Tula State University, Alaluev Roman Vladimirovich, candidate of technical science, docent,
[email protected], Russia, Tula, Tula State University

Технологии и машины обработки давлением
261
ТЕХНОЛОГИИ И МАШИНЫ ОБРАБОТКИ ДАВЛЕНИЕМ
УДК 621.071
ПОВЫШЕНИЕ СТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ШТАМПОВ ПРИ ИСПОЛЬЗОВАНИИ КОМПЛЕКСНОЙ
МОДИФИКАЦИИ
О.И. Морозов, В.Н. Кокорин, В.П. Табаков, Д.И. Сагитов, М.В. Илюшкин, Н.А. Ширманов
Рассмотрены основные способы повышения стойкости рабочих частей
штампового инструмента, в том числе процессы холодного пластического деформи-рования при нанесении износостойких покрытий методом ионно-плазменного напыле-ния. Представлена физическая модель процесса холодного пластического деформиро-вания образцов из теплостойкой стали Х12М.
Ключевые слова: штамп, пресс-форма, механическая активация, деформация, износостойкость, покрытие, ионно-плазменное напыление, адгезия.
Основными тенденциями в современном машиностроительном
производстве является создание новых машин и механизмов с высокими рабочими характеристиками на основе изготовления деталей и заготовок, обладающих высоким уровнем физико-механических, технологических и потребительских свойств.
На современном этапе научно-технического прогресса прочность, вязкость и другие характеристики конструкционных материалов возраста-ют столь быстро, что инструментальные материалы, которыми располагает производство, в целом ряде случаев не позволяют осуществлять высоко-производительную обработку заготовок. В связи с этими особенностями современного производства в металлообработке наряду с другими метода-ми интенсификации технологических операций развивается направление по повышению стойкости рабочих деталей штампов и пресс-форм.
Все многообразие использующихся в инструментальном производ-стве методов поверхностной упрочняющей обработки можно разделить на пять групп: деформационное воздействие; термическое воздействие; по-верхностное легирование; нанесение покрытий; комбинированная обра-ботка.

Известия ТулГУ. Технические науки. 2018. Вып. 8
262
При холодном деформационном воздействии происходит наклеп поверхностного слоя режущего инструмента, изменяется его микрогеомет-рия и энергетический запас.
Результатом термического воздействия на поверхностный слой ин-струмента является изменение его структуры, при этом его химический со-став остается неизменным.
Поверхностное легирование изменяет химический состав и, как правило, структуру поверхностного слоя инструмента.
При нанесении покрытий на поверхности режущего инструмента происходит формирование тонкой пленки, повышающая физико-механические характеристики поверхностного слоя.
В Ульяновском государственном техническом университете разра-ботан способ повышения стойкости рабочих деталей штампов и пресс-форм на основе комплексного модифицирования, включающего в себя хо-лодную пластическую деформацию, включающую в себя механическую активацию поверхностных слоев инструмента с последующим нанесением износостойких покрытий методом ионно-плазменного напыления [1].
Механическая активация (МА) — основной способ механического воздействия на твердые тела, вызывающие искажение кристаллической решетки за счет деформационного упрочнения металла. Установлено [2], что МА вызывает следующие физические явления:
- эмиссию электронов и создание разности потенциалов; - увеличение свободной поверхности вещества, возникновение
упругих и пластических деформаций, и, как следствие, интенсивное упрочнение металла, релаксацию напряжений.
Возникающие искажения кристаллической решетки минералов яв-ляются причиной возникновения точечных дефектов и линейных дислока-ций, несущих соответствующий запас «избыточной» энергии, что приво-дит, как следствие, к повышению адгезионной способности системы «под-ложка-покрытие».
Известно, что наиболее эффективным методом повышения работо-способности инструмента является нанесение износостойких покрытий. Целью нанесения покрытий заключается в получении инструмента с изно-состойким поверхностным слоем и вязкой прочной основой. На основании эксплуатационных требований нанесению износостойких покрытий долж-ны подвергаться инструментальные материалы, имеющие вязкую и проч-ную основу, недостаточную твердость и износостойкость – инструмен-тальные (теплостойкие и полутеплостойкие) и быстрорежущие стали, твердые сплавы групп ВК и ТТК, твердые сплавы группы ТК, имеющих высокую прочность, такие как Т5К10, Т14К8, Т8К7 [3].
Вакуумно-дуговое нанесение покрытий (катодно-дуговое осажде-ние) - физический метод нанесения покрытий (тонких плёнок) в вакууме путём конденсации на подложку материала катодов из плазменных пото-

Технологии и машины обработки давлением
263
ков. Метод также известен под названиями: катодно-дуговое осажде-ние (англ. Arc-PVD), метод КИБ — катодно-ионной бомбардировки или, по-другому, метод конденсации вещества из плазменной фазы в вакууме с ионной бомбардировкой поверхности (последнее — оригинальное автор-ское название создателей метода).
Катодно-дуговое осаждение активно используется для синтеза на поверхности режущего инструмента твёрдых износостойких и защитных покрытий, значительно продлевающих срок его службы. При помощи дан-ной технологии может быть синтезирован широкий спектр сверхтвёрдых и нанокомпозитных покрытий, включая TiN, TiAlN, CrN, ZrN, AlCrTiN и TiAlSiN [3].
Измельчение структуры (уменьшение размера зерна) материала по-крытия сопровождается ростом твердости до некоторого критического среднего размера нанозерна (наноразмерный эффект). Снижение твердости при дальнейшем уменьшении среднего размера зерна в покрытии происхо-дит из-за проскальзывания по межзеренным границам (ротационный эф-фект). Для дальнейшего повышения твердости требуется затормозить про-цесс скольжения по межзеренным границам, что может быть достигнуто за счет формирования соответствующей структуры с упрочнением межзерен-ных границ.
Разработанная технология повышения стойкости рабочих деталей штампов и пресс-форм за счет комплексной модификации поверхностного слоя заключается в следующем: рабочие части штампов листовой, холод-ной объемной и горячей штамповки перед напылением износостойкого по-крытия ионно-плазменным методом подвергают холодному пластическому деформированию, вызывающему механическую активацию металла под-ложки, способствующую повышению адгезионных свойств системы «под-ложка-покрытие» [1].
При этом формируется благоприятная текстура (макро-, микро-), происходит активация и механический наклеп (деформационное упрочне-ние) в области рабочей зоны, что позволяет снизить теплопроводность ме-талла, уменьшить температурное воздействие на металл за счет создания локализованной (местной) зоны температурного воздействия в поверх-ностном слое и уменьшить разупрочнение металла.
Модификация поверхности за счет механической активации позво-лит существенно повысить адгезионную способность системы «подложка-покрытие» при повышении эксплуатационных и ресурсных свойств.
Разрабатываемая технология модификации поверхности может быть использована для повышения стойкости и работоспособности рабо-чих поверхностей роликов, штампов листовой, холодной объемной и горя-чей штамповки (пуансонов, матриц, знаков, вставок) из полутеплостойких и теплостойких сталей повышенной вязкости, а также пресс-форм в про-цессах прессования профилей.

Известия ТулГУ. Технические науки. 2018. Вып. 8
264
Задача исследования – выбрать рациональные режимы механиче-ской активации поверхностного слоя за счет холодного деформационного упрочнения металла. Для проектирования технологического процесса штамповки важно знать напряженное и деформированное состояние каж-дого участка заготовки в течение всего процесса, что определяется меха-нической схемой деформации.
Для повышения эффективности процесса адсорбции в ряде публи-каций зарубежных авторов предложено использовать механическую де-формацию, заключающуюся в механической активации металла при реа-лизации схемы одноосного сжатия заготовки [4-6,10]. На основании экспе-риментальных работ была предложена теоретическая модель, которая объ-единяет механическую деформацию с энергией связи между элементами рассматриваемой системы: подложка (выполняющая функции катализато-ра) и покрытие (выполняющая функцию реагента).
Установлено, что для повышения эффективности адсорбции необ-ходимо уменьшить энергию активации в продольном направлении кри-сталлической решетки (её растяжение), что соответствует эффекту, созда-ваемому механической одноосной деформацией сжатия [4-6].
На рис. 1 представлена физическая модель структурирования си-стемы «подложка-покрытие» (фрагмент кристаллической решетки под-ложки) при комплексном модифицировании (холодная пластическая де-формация с последующим ионно-плазменным напылением), позволяющая иллюстрировать повышение эффективности процесса адсорбции частица-ми вещества покрытия (реагента) на подложку.
Рис 1. Физическая модель структурирования системы «подложка-покрытие» при комплексном модифицировании поверхностного слоя: а – исходная структура (период Р1); б – продеформированная структура, – одноосное сжатие
(Р2>Р1, Р3<Р1); в – модифицированная структура системы «подложка-покрытие»

Технологии и машины обработки давлением
265
Как установлено в работах [4-6], возникающее механическое напряжение увеличивает силу связи между элементами системы «подлож-ка-покрытие», что является результатом «стягивания» атомов металла под-ложки при некоторой величине деформации поверхности подложки.
С целью изучения характера напряженного и деформированного состояния тела при предварительнойхолодной пластической деформации разработана модель процесса осадки с использованием программного па-кета LS-Dyna, представлен анализ адекватности полученной модели.
Моделирование процессов осадки проводилось с использованием программной среды LS-Dyna – многоцелевойпрограммы, предназначенной для анализа нелинейного динамического отклика трехмерных неупругих структур. Она включает в себя полностью автоматизированный процесс решения контактных задач, а также множество функций по проверке полу-чаемого решения позволяют успешно решать сложнейшие задачи удара, разрушения и формообразования.
Выполнение процесса моделирования состоит из 3-х основных эта-пов: препроцессорная подготовка; решение задачи; постпроцессорная об-работка.
При работе с программой LS-DYNA требуется вводить значения напряжений и деформаций в виде истинных напряжений и деформаций. При малых деформациях значения расчетных и истинных параметров практически идентичны. Однако, по мере возрастания деформаций эти значения существенно расходятся. Для получения данных о пластичности материала используют кривую деформирования после одноосного растя-жения [7-9].
В экспериментальных исследованиях в качестве материала модели и образцов для была использована инструментальная теплостойкая сталь Х12МГОСТ 5950-2000.На основании анализа литературных источников изучены результаты механических испытаний на растяжение стали Х12М и использована диаграмма испытания на растяжение (максимальное значе-ние предела прочности σвсоставило 1422 МПа, среднее 1364 МПа) пред-ставленная на рис. 2, а.
а б
Рис. 2. Диаграммы испытаний образцов из стали Х12М: а – кривая испытаний на растяжение; б – кривая течения металла

Известия ТулГУ. Технические науки. 2018. Вып. 8
266
Для более точной верификации параметров материала при создании модели были использованы результаты исследования А.Д. Хвана [11], со-гласно которому для стали Х12М по результатам испытаний на сжатие ци-линдрических образцов была построена с целью оценки ее механических характеристик кривая течения (рис.2б) в координатах: интенсивность напряжений (σi) – интенсивность деформаций (ei).
Экспериментальные испытания (осадка образцов-следов) проводи-лись на гидравлическом прессе (номинальное усилие пресса – 1500 кН), материал образцов – сталь Х12М, исходные размеры образцов a*b*s0=10х10х5 (мм), режимы эксперимента представлены в таблице.
Режимы экспериментальных исследований
при одноосном сжатии
п
/п
Материал
образца
Исходные
габаритные
размеры
образца
Усилие деф
ормирования
F, тс
Давление
деф
ормирования
Р, М
Па
Габаритные размеры
осаженных образцов
Степень деф
ормации при
одноосном
сжатии ε
,%
а, мм
b, мм
S0, мм
а1, мм
b1, мм
S, мм
1
Х12М 10 10 5
9 882,6 11 11 4,2 17 2 15 1470,9 12 12,5 3,6 28 3 20 1961,3 12,5 13 3,1 38 4 25 2451,6 13 13,5 2,7 47 5 30 2941,9 14 14 2,2 59
В результате проведенного моделирования была создана модель
процесса осадки образца с габаритными размерами, соответствующим об-разцам, осаженным в процессе натурного эксперимента, определены и за-даны физико-механические характеристики, тип и параметры материала, тип контакта, скорость осадки, карты движения бойков и время заверше-ния процесса осадки. Разработанная модель процесса осадки представлена на рис. 3.
В качестве параметра, оценивающего адекватность физической мо-дели осадки реальным результатам, была выбрана зависимость, получен-ная по результатам моделирования и натурного эксперимента, усилия осадки от степени деформации, графическая интерпретация которой пред-ставлена на рис. 4.

Технологии и машины обработки давлением
267
а б
в г
д е
ж з
Рис. 3. Модель процесса осадки и её напряженно-деформированное состояние в процессе осадки образца: 1 – верхний боек; 2 – заготовка; 3 – нижний боёк;
а – модель до деформации, б – в процессе деформации; в – заготовка в начале процесса течения металла; г – заготовка при ε=10%; д – заготовка при ε=20%; е – заготовка при ε=30%;
ж – заготовка при ε=40%; з - заготовка при ε=50%

Известия ТулГУ. Технические науки. 2018. Вып. 8
268
Рис. 4. График зависимости усилия от степени деформации F=f(∆l): 1 - кривая, полученная по результатам моделирования в среде LS-Dyna;
2 - кривая, полученная в результате эксперимента Полученная модель, как видно из графика (рис. 4), вполне коррект-
но отображает результаты натурного эксперимента (расхождение кривых по значению ∆F не превышает 5…7 тc). Увеличение ∆F при деформациях, превышающих 40%, происходит в результате упрощений программного расчета, вызванных увеличенным масштабом конечно-элементной сетки. Погрешности расчета могут быть снижены путем увеличения участвующих в расчете элементов и, соответственно, времени расчета модели.
Анализ изображений на рис. 3, в - з позволяет сделать вывод о ха-рактере нагружения в процессе осадки, а также о распределении и вели-чине напряжений. Максимальные напряжения возникают по границам де-формируемого образца (угловые концентраторы напряжений), причем с увеличением скорости нагружения и усилия осадки интенсивность роста напряжений повышается, что подтверждает корректность разработанной физической модели.
Для нанесения износостойких покрытий былиприменены специали-зированные установки типа «Булат», используемые в лаборатории износо-стойких покрытий УлГТУ.
На предварительно осаженные образцы (ε=17…59%) после подго-товки поверхности (полирования алмазными пастами АСМ различных ти-пов зернистости) было нанесено износостойкое покрытие на основе нит-рида титана. Режим нанесения износостойкого покрытия методом ионно-плазменного напыления включал в себя следующие параметры: материал покрытия - нитрид титана (TiN), толщина покрытия - 3...4 мкм, температу-ра - 480 оС.
Деформированные образцы с нанесенным износостойким покрыти-ем представлены на рис. 5.

Технологии и машины обработки давлением
269
а
б
Рис. 5. Деформированные образцы: а – до нанесения износостойкого покрытия; б - после нанесения износостойкого покрытия TiN В качестве параметра, оценивающего повышение стойкости по-
верхностного слоя образцов, был выбран параметр адгезионной способно-сти износостойкого покрытия – коэффициент отслоения Ко, уменьшение которого свидетельствует о повышении прочности адгезии покрытия с ин-струментальной основой.
Для оценки параметра адгезионной способности износостойкого покрытия на основе нитрида титана использовано устройство для испыта-ния заготовок с покрытием на отслоение [12], заключающееся в фиксиро-вании минимального усилия сжатия пружин на момент нарушения сплош-ности защитного покрытия (отслоение).
На основании экспериментальных данных была получена зависи-мость коэффициента отслоения износостойкого покрытия Коот степени предварительной деформации образца ε, представленная на рис. 6.
Рис. 6. График зависимости коэффициента отслоения
от степени деформации Результаты и обсуждение Установлено, что при повышении степени деформации в процессе
осадки и реализации МА (1 этап комплексного модифицирования поверх-ностного слоя) наблюдается линейное снижение коэффициента отслоения

Известия ТулГУ. Технические науки. 2018. Вып. 8
270
Кона 15…20% от 2-х (е=0%) до 1,6 (е=60%), что свидетельствует о эффек-тивности комплексной модификации поверхностного слоя, включающей в себя холодную пластическую деформацию поверхностных слоев инстру-мента с последующим нанесение износостойких покрытий методом ионно-плазменного напыления.
Как отмечено выше, в результате МА наблюдается изменение энер-гии в материале заготовки. На рис. 7 представлены материалы изучения кинетической и потенциальной энергии в материале образцов в процессе деформации по схеме одноосного сжатия. Резкий скачок кинетической энергии до максимального значения характеризуется началом резкого те-чения металла. Дальнейшее изменение обусловлено поэтапным уплотне-нием зерен в процессе деформационного упрочнения. С течением времени течение металла уменьшается, поэтому изменение амплитуда кинетиче-ской энергии снижается.
а
б
Рис. 7. Графики изменения энергии: а - кинетической энергии заготовки в процессе деформации;
б - потенциальной энергии заготовки

Технологии и машины обработки давлением
271
Замедление роста потенциальной энергии так же связано с тем, что для начала деформации необходимо достижение напряжений, превышаю-щих предел текучести металла. Дальнейший рост энергии обусловлен уве-личением плотности дислокаций материала заготовки и необходимым для его деформирования усилием.
Программа позволяет производить расчеты зависимостей механи-ческих параметров как для всего объема заготовки, так и для её отдельных элементов конечно-элементной модели.
Заключение По результатам моделирования процесса осадки можно сделать вы-
вод о корректности использования расчетной модели процесса одноосного сжатия для оценки физико-механических характеристик деформированно-го металла, напряженного состояния структуры, величин распределения деформации, энергии и других параметров обрабатываемых изделий. При этом достигается высокая точность выходных параметров при условии введения в модель верифицированных входных данных. Так же стоит от-метить, что для повышения точности выходных данных следует стремить-ся к увеличению числа элементов расчетной сетки.
Применение подобных моделей для предварительного расчета ре-жимов деформации, оценки протекающих при пластической деформации процессов позволит сократить затраты на проведение натурных экспери-ментов.
Применение технологии комплексной модификации поверхностно-го слоя позволит обеспечить:
1. Увеличение эксплуатационного ресурса стойкости и работоспо-собности наиболее нагруженных деталей штампов и пресс-форм (пуансо-ны, матрицы, знаки, вставки и др.);
2. Повышение качества изделий, изготавливаемых на инструменте с модифицированной поверхностью за счет снижения износа рабочих по-верхностей штампа (повышение размерной точности, отсутствие заусен-цев);
3. Снижение себестоимости продукции (интегральный критерий оценки эффективности технологии).
Для оценки структурирования модифицированной системы «под-ложка-покрытие» были проведены комплексные металлографические ис-следования, представляемые в части 2 настоящей статьи.
Список литературы
1. Повышение стойкости рабочих поверхностей деталей штампов и
пресс-форм из теплостойких сталей. Морозов О.И., Табаков В.П., Кокорин В.Н., Титов Ю.А. Известия Тульского государственного университета. Технические науки, 2017. Вып. 11. Ч. 1. С. 64-68.

Известия ТулГУ. Технические науки. 2018. Вып. 8
272
2. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пла-стическим деформированием: справочник. М.: Машиностроение, 1987. С. 70-116.
3. Табаков В.П. Формирование износостойких ионно-плазменных покрытий режущего инструмента. М.: Машиностроение, 2008. 311 с.
4. How strain can break the scaling relations of catalysis. Alireza Khorshidi, James Violet, Javad Hashemi & Andrew A. Peterson. Jornal Nature Catalysis. 2018. Vol. 1. P. 263–268.
5. Wang H. et al. Direct and continuous strain control of catalysts with tunable battery electrode materials. Science 354, 2016. P. 1031–1036.
6. Agrawal P.M., Rice B.M., Thompson D.L. Predicting trends in rate parameters for self-diffusion on fcc metal surfaces. Surf. Sci. 515, 2002. P. 21–35.
7. Чернявский А.О. Метод конечных элементов. Основы практиче-ского применения.
8. Ansys в руках инженера: Практическое руководство. Каплун А.Б., Морозов Е.М., Олферьева М.А. М.: Едиториал УРСС, 2003. 272 с.
9. Ray Browell, Dr. Guoyo Lin. The power of nonlinear materials capa-bilities. Ansys solutions 2000. Vol. 2. N. 1.
10. Фридман Я.Б. Механические свойства металлов. Изд. 3-евдвухчастях. Часть вторая. Механические испытания. Конструкционная прочность. М.: Машиностроение, 1974.
11. Хван А.Д., Хван Д.В., Осинцев A.JI. Повышение стойкости ин-струментальной стали Х12М. Вестник Воронежского государственного технического университета, 2012. Т. 8. 5. С. 131-134.
12. Патент RU 37 221 U1 «Устройство для испытания покрытия на отслоение» 2003135362/20, 09.12.2003Опубликовано: 10.04.2004 Бюл. 10, Автор(ы): Илюшкин М.В. (RU), Филимонов В.И. (RU),Филимонов А.В. (RU).
Морозов Олег Игоревич, ассистент, [email protected], Россия, Уль-
яновск, Ульяновский государственный технический университет, Кокорин Валерий Николаевич, д-р техн. наук, профессор, заведующий кафед-
рой, [email protected], Россия, Ульяновск, Ульяновский государственный технический университету,
Табаков Владимир Петрович, д-р техн. наук, профессор, заведующий кафед-
рой, [email protected], Россия, Ульяновск, Ульяновский государственный технический университет,
Сагитов Дамир Ильдарович, канд. техн. наук, доцент, заместитель декана
факультета, [email protected], Россия, Ульяновск, Ульяновский институт граждан-ской авиации имени Главного маршала авиации Б.П. Бугаева,

Технологии и машины обработки давлением
273
Илюшкин Максим Валерьевич, канд. техн. наук, заместитель генерального ди-ректора, [email protected], Россия, Ульяновск, АО «Ульяновский НИАТ»,
Ширманов Николай Анатольевич, канд. техн. наук, старший научный сотруд-
ник, руководитель лаборатории износостойких покрытий, [email protected], Россия, Ульяновск, Ульяновский государственный технический университет
IMPROVING THE STABILITY OF WORKING SURFACES OF STAMPS DETAILS WHEN
USING INTEGRATED MODIFICATION
O.I. Morozov, V.N. Kokorin, V.P. Tabakov, D.I. Sagitov, M.V. Ilyushkin, N.A. Shirmanov
The main ways to increase the durability of the working parts of the stamping tool are considered, including the processes of cold plastic deformation during the application of wear-resistant coatings by ion-plasma spraying. A physical model of the process of cold plas-tic deformation of samples from heat-resistant steel X12M is presented.
Key words: stamp, mold, mechanical activation, deformation, wear resistance, coat-ing, ion-plasma spraying, adhesion.
Morozov Oleg Igorevich, assistant, [email protected], Russia, Ulya-
novsk, Ulyanovsk State Technical University, Kokorin Valeriy Nikolaevich, doctor of technical sciences, professor, head of the
Department, [email protected], Russia, Ulyanovsk, Ulyanovsk State Technical University, Tabakov Vladimir Petrovich, octor of technical sciences, professor, head of the De-
partment, [email protected], Russia, Ulyanovsk, Ulyanovsk State Technical Uni-versity,
Sagitov Damir Ildarovich, candidate of technical sciences, docent, deputy dean of
the faculty, [email protected], Russia, Ulyanovsk, Ulyanovsk Civil Aviation Institute named after the Chief Marshal of Aviation B.P. Bugaev,
Ilyushkin Maxim Valerevich, candidate of technical sciences, deputy general direc-
tor, [email protected], Russia, Ulyanovsk, JSC "Ulyanovsk NIAT", Shirmanov Nikolay Anatolyevich, candidate of technical sciences, senior researcher,
head of the laboratory of wear-resistant coatings, [email protected], Russia, Ulya-novsk, Ulyanovsk State Technical University

Известия ТулГУ. Технические науки. 2018. Вып. 8
274
УДК 621.7.019.54
ИССЛЕДОВАНИЕ ПОТЕРИ УСТОЙЧИВОСТИ ПРИ ВЫТЯЖКЕ В ЦИЛИНДРИЧЕСКУЮ МАТРИЦУ БЕЗ ПРИЖИМА
Ло Синь, С.А. Евсюков, Юй Чжунци
В статье исследуется посредством математического моделирования в про-
граммных комплексах DYNAFORM и AUTOFORM влияние относительной толщины, относительного радиуса скругления кромки матрицы на предельный коэффициент вытяжки в цилиндрическую матрицу без прижима. Приведены графики зависимости предельного коэффициента вытяжки от этих факторов. Точность моделирования подтверждена c помощью экспериментальных данных.
Ключевые слава: потеря устойчивости, вытяжка, цилиндрическая матрица, радиус закругления кромки матрицы, толщина заготовки/
Одной из самых распространенных операций листовой штамповки
является операция вытяжка. При получении цилиндрических стаканчиков небольшой высоты зачастую приемлемо использование однопереходной операции вытяжки. При этом в некоторых случаях (в частности при изго-товлении баллонов) возможно проведение операции без использования прижима, что существенно упрощает и удешевляет штамповую оснастку. Однако отсутствие прижима может привести к образованию гофр, являю-щихся неисправимым браком. Достаточно часто ситуация, когда для полу-чения готового изделия использовать прижим необходимо и когда без него можно обойтись, является пограничной. В этом случае варьируя техноло-гические факторы такие как относительная толщина материала или отно-сительный радиус закругления кромки матрицы можно добиться устойчи-вого протекания процесса вытяжки без прижима [1].
Рассмотрим влияние указанных факторов на гофрообразование. Ко-личественной мерой использования данной технологии примем предель-ный коэффициент вытяжки, после превышения которого начинается про-цесс потери устойчивости и образование сладок. В качестве инструмента исследования использовали программные комплексы DYNAFORM и AUTOFORM.
Для подтверждения точности моделей в DYNAFORM и AUTOFORM, были использованы экспериментальные данные полученных авторами работ [2,3].
Эскиз и параметры заготовки, пуансона и матрицы показаны на рис. 1. Где s-толщина заготовки, RП – радиус закругления кромки пуансо-на, RM – радиус закругления вытяжной матрицы, DМ –диаметр вытяжной матрицы, DП- диаметр пуансона.
По экспериментальным данным работы [2], принимали DМ=36,6мм, DП=33,6мм, RП= RM=4мм.

Технологии и машины обработки давлением
275
Материал заготовки принимали анизотропным с коэффициентами анизотропии R90=1,450, R0=1,1450, R45=1,130.
Материал заготовки -сталь 08кп. Механические характеристики этой стали по ГОСТ 10705-80 представлены в табл. 1.
Рис. 1. Схема процесса: 1 - пуансон; 2 - заготовка; 3 - цилиндрическая матрица
Таблица 1
Механические свойства Сталь 08кп
Модуль упругости E(МПа)
Придел прочностиσВ
(МПа)
Коэффициент Пуассона
υ
Придел текучести
(МПа)
Плотность (г/см-3)
203000 320 0,3 160 7,85
При моделировании принимались допущения, аналогичные допу-
щениям, принятым в работе [4]: Тип вытяжки: вытяжка цилиндрического стакана из плоской заго-
товки. Кривая упрочнения первого рода в виде степенной функции, имеет
вид [2]: σi=178,87+478,23εi
0,502 (1) Здесь εi- интенсивность деформаций.
Матрица и пуансон считаются абсолютным твердыми телами.

Известия ТулГУ. Технические науки. 2018. Вып. 8
276
Условие трения: коэффициент трения μ1=0,15 (между матрицей и
заготовкой) и коэффициент трения μ2=0,25 (между пуансоном и заготов-
кой) по рекомендациям Романовского В.П. [5]. Поскольку матрицу перед деформированием смазывали, а пуансон
нет, то коэффициент трения μ1 имеет меньшее значение.
В качестве закона контактного трения был выбран закон Амонтона-Кулона [6].
Результаты моделирования в DYNAFORM и AUTOFORM и экспе-риментальные данные полученные автором работы [3] представлены в табл.
Таблица 2
Результаты моделирования и экспериментальные данные
Диаметр заготовки
Экспериментальные дан-ные при глубине внедре-
ния пуансона 6,0мм
Результаты моделирования в DYNAFORM
Результаты моделирования в AUTOFORM
59,5мм
55,0мм
50,0мм
48,0мм
Экспериментальные данные в виде колпачка
48,0мм

Технологии и машины обработки давлением
277
Как следует из приведенных данных, результаты моделирования достаточно хорошо совпадают с экспериментальными данными. Таким об-разом точность математической модели, используемой при моделировании подтверждена.
Долее использовали полученную математическую модель для ис-следования условий потери устойчивости при вытяжке без прижима.
При этом исследование разделится на 2 части: 1.С помощью математического моделирования проанализировать
как относительная толщина заготовки Sот=s/DМ при прочих равных усло-виях влияет на предельный коэффициент вытяжки.
2.Установить влияние относительного радиуса скругления кромки матрицы Rот=RМ/s на предельный коэффициент вытяжки.
При моделировании принимали что DМ=40мм, DП=36мм. Осталь-ные допущения аналогичны указанным выше, за исключением одного. При экспериментальной проверке результатов моделирования был исполь-зован тот же листовой материал, что и в работе [7]. Поэтому приняли, что кривая упрочнения первого рода в виде степенной функции, с учетом экс-периментальных данных полученных авторами работы [7] имеет вид (Уравнение Swift):
σ=378(0,002+εр)0,12 (2)
Здесь εр - пластическая деформация. Первоначально исследовали влияние относительной толщины заго-
товки на предельный коэффициент вытяжки. Радиус закругления кромки матрицы был принят по рекомендациям Романовского В.П равным 4мм.
При численном эксперименте использовали заготовки толщиной s=0,5мм; 0,7мм; 1,0мм; 1,2мм; 1,5мм; 1,7мм; 2,0мм.
При этих условиях увеличивали исходный диаметр заготовки до начала образования складки. Таким образом определяли предель-
ный коэффициент вытяжки. Результаты моделирования в программных комплексах
DYNAFORM и AUTOFORM при толщине заготовки 1мм показаны на рис. 2.
На рис. 2 видно, что в случае использования DYNAFORM при диа-метре заготовки 53,1 мм складок еще нет, а при диаметре заготовки 53,2 мм они появляются. Для случая использования AUTOFORM эти диаметры составили 54,5 мм и 54,6 мм соответственно.
Сравнивая результаты моделирования видим, что при диаметре за-готовки Dзаг=53,1 мм (DYNAFORM) и Dзаг=54,5 мм (AUTOFORM), коэф-фициент вытяжки достиг предела. Предельный коэффициент вытяжки k=Dзаг/DМ=53,1/40=1,328 и 54,5/40=1,363 соотвественно.

Известия ТулГУ. Технические науки. 2018. Вып. 8
278
диаметр заготовки 53,1мм диаметр заготовки 54,5мм в DYNAFORM в AUTOFORM
диаметр заготовки 53,2мм диаметр заготовки 54,6мм в DYNAFORM в AUTOFORM
Риc. 2. Результаты моделирования при относительной толщине
0,0250 при постоянном радиусе закругления кромки матрицы RM=4мм в DYNAFORM и AUTOFORM
Результаты определения максимального коэффициента вытяжки на
основе моделирования представлены в табл. 3 и на рис. 3.
Таблица 3 Результаты моделирования при относительной толщине
Толщины заготовки
s(мм)
Относительная толщина Sот=s/DМ
Предельный коэффициент
вытяжки k (Dзаг /DМ)
в DYNAFORM
Предельный коэффициент
вытяжки k (Dзаг /DМ)
в AUTOFORM 0,5 0,0125 1,183 1,220 0,7 0,0175 1,218 1,285 1,0 0,0250 1,328 1,363 1,2 0,0300 1,338 1,423 1,5 0,0375 1,348 1,558 1,7 0,0425 1,360 1,583 2 0,0500 1,380 1,615
Чтобы узнать влияние радиуса закругления кромки матрицы на
предельный коэффициент вытяжки, варьировали при моделировании вели-чиной этого радиуса при постоянной толщине заготовки s=1,0мм.

Технологии и машины обработки давлением
279
При моделировании были исследованы следующие значения радиу-са закругления вытяжной матрицы: RМ =2,0 мм; 2,5 мм; 3,0 мм; 3,5 мм; 4,0 мм; 4,5 мм; 5,0 мм. Результаты определения максимального коэффициента вытяжки представлены в табл. 4 и на рис. 4.
Рис. 3. Зависимость максимального коэффициента вытяжки от относительной толщины заготовки при радиусе скругления
кромки матрицы RМ=4 мм
Таблица 4 Результаты моделирования по относительному радиусу скругления
кромки матрицы
Закругления кромки матрицы
RМ (мм)
Относительнный радиус скругления кромки матрицы
Rот=RМ/s
Предельный коэффициент
вытяжки k (Dзаг /DМ) по DYNAFORM
Предельный коэффициент
вытяжки k (Dзаг /DМ) по AUTOFORM
2,0 2,0 1,195 1,298
2,5 2,5 1,283 1,333
3,0 3,0 1,303 1,340
3,5 3,5 1,323 1,353
4,0 4,0 1,328 1,363
4,5 4,5 1,353 1,373
5,00 0,13 1,371 1,393

Известия ТулГУ. Технические науки. 2018. Вып. 8
280
Рис. 4. Влияние относительного радиуса скругления кромки матрицы на предельный коэффициент вытяжки при постоянной толщине
заготовки s=1мм
С целью проверки правильности определения предельных возмож-ностей вытяжки плоских круглых заготовок без образования складок были проведены экспериментальные исследования.
Эксперимент был выполнен на испытательном комплексе INSTRON, который показан на рис. 5.
Риc. 5. Испытательный комплекс INSTRON

Технологии и машины обработки давлением
281
Экспериментальная оснастка для проведения эксперимента показа-на на рис. 6.
Рис.6. Инструменты, использованы в эксперименте 1- пуансонодержатель; 2-матрица; 3-матрицедержатель;
4-пуансон; 5-крышка; 6 - штангельциркуль
Диаметр используемой вытяжной матрицы составлял 40 мм при ра-диусе закругления кромки матрицы RM=4 мм. При этом использовали пу-ансон диаметром 36 мм с радиусом закругления кромки пуансона RП=4 мм.
Вытяжка осуществлялась на опытной штамповой оснастке без дей-ствия прижима из листовых заготовок толщиной s=1 мм. Материал заго-товки сталь 08кп.
С целью облегчения фиксации момента начала потери устойчиво-сти заготовкой в процессе вытяжки, зазор между матрицей и пуансоном был выбран в эксперименте существенно больше толщины заготовок. Это исключало исправление складок в зазоре между матрицей и пуансоном.
Методика исследования устойчивости к складкообразованию за-ключалась в следующем. Изготавливались кружки диаметром 50 мм, 52 мм и 53 мм. Осуществлялась вытяжка кружков на проход без прижима. После каждого испытания определяли наличие складок. Образцы после испыта-ний представлены на рис. 7. При диаметре 52 мм складок еще нет, а при диаметре 53 мм они уже появились.
Диаметр 52мм Диаметр 53мм Складки
Рис. 7. Детали после испытаний

Известия ТулГУ. Технические науки. 2018. Вып. 8
282
Таким образом при толщине заготовки s=1 мм, предельный диаметр заготовки получатся 52 мм. То есть предельный коэффициент вытяжки
k= Dзаг /DМ =52/40=1,3 (3) Сравнивая результаты моделирования в DYNAFORM
и AUTOFORM (табл. 5) с экспериментом получим следующие расхожде-ния:
U1=1,328-1,300
1,300=2,8%(DYNAFORM)
U2=1,363-1,300
1,300=4,8%(AUTOFORM) (4)
Выводы: 1. Моделирование в программных комплексах DYNAFORM и
AUTOFORM адекватно отражают процесс потери устойчивости при вытяжке заготовки в плоской матрице без прижима. При этом точ-ность моделирования в программном комплексе DYNAFORM несколько лучше.
2. В результате проведенного исследования установлено, что пре-дельный коэффициент однопереходной вытяжки в плоской матрице увели-чивается с увеличением относительной толщины заготовки и относитель-ного радиуса закругления кромки матрицы.
Список литературы
1. Ковка и штамповка: справочник: Т. 4. Листовая штамповка / под
общ. ред. С.С. Яковлева; ред. совет: Е.И. Семенов (пред.) и др. 2-е изд., пе-рераб. и доп. М.: Машиностроение, 2010. 732 с.
2. Яковлев С.С., Ремнев К.С., Калашников А.Е., Коротков В.А. Экс-периментальные исследования складкообразования анизотропной заготов-ки при вытяжке // Известия Тульского государственного университета. Технические науки. 2014. Вып. 6. С. 35-44.
3. Кухарь. В.Д. Яковлев С.С., Ремнев К.С. Влияние технических па-раметров на устойчивости осесимметричных деталей из анизотропных за-готовок // Кузнечно-штамповочное производство. Обработки давлением металлов. 2011. 11. С 3-9.
4. Евсюков С.А., Ло Синь Исследование потери устойчивости заго-товки при вытяжке без прижима // Перспективы развития отечественного кузнечно-прессового машиностроения и кузнечно-штамповочных произ-водств в условиях импортозамещения: Сборник докладов и научных ста-тей XII Конгресса «Кузнец-2015». Рязань, 2015. С. 437-442.
5. Романовский В.П. Справочник по холодной штамповке. СПб.: Машиностроения ленинградское отделение ,1979. 517 с.
6. Kim H., Altan T., Yan Q. Evaluation of stamping lubricants in form-ing advanced high strength steels (AHSS) using deep drawing and ironing tests, J. Mater. Process. Technol. 2009, 209. С.4122-4133.

Технологии и машины обработки давлением
283
7. Демин В.А. Рыжкова А.А. Влияние формы заготовки на коэффи-циент вытяжки цилиндрических деталей // Заготовительные производства в машиностроении. 2016. 11. С.30-34.
Ло Синь, аспирант, [email protected], Россия, Москва, Московский госу-
дарственный технический университет им. Н.Э. Баумана, Евсюков Сергей Александрович, д-р техн. наук, профессор, заведующий кафед-
рой, [email protected], Московский государственный технический университет им. Н.Э. Баумана,
Юй Чжунци, канд. техн. наук, доцент, [email protected], Китай, Шанхай,
Шанхайский Цзаотун Университет
A STUDY OF WRINKLING OF SHEET METALS WHEN DRWAN THROUGH A CYLINDRICAL DIE
Luo Xin, S.A. Evsyukov, Yu Zhongqi
The article investigates the effect of relative thickness of the sheet metals, the relative
radius of the cylindrical die on the limit drawing ratio (LDR) by means of mathematical mod-eling in program complex DYNAFORM and AUTOFORM. Relation of the limit-drawing ratio to these factors are drawn as graphics. The experiments were carried out to compare the sim-ulation results. The accuracy of the simulation is approved by the comparison with the exper-imental data form other’s work.
Key words: wrinkling, sheet metals, cylindrical die, DYNAFORM, AUTOFORM. Luo Xin, postgraduate, [email protected], Russia, Moscow, Bauman Moscow
State Technical University, Evsyukov Sergey Alexcandlovich, doctor of technical sciences, professor, head of
chair, [email protected], Russia, Moscow, Bauman Moscow State Technical University, Yu Zhongqi, candidate of technical sciences, docent, [email protected], China,
Shanghai, Shanghai Jiaotong University

Известия ТулГУ. Технические науки. 2018. Вып. 8
284
УДК 621.73.043; 621.77.014
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЙ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННЫХ ДЕТАЛЕЙ НА ПРИМЕРЕ ИЗДЕЛИЯ
«ПОДСТАКАННИК»
Ю.К. Филиппов, Н.Ф. Шпунькин, С.А. Типалин
Представлены подходы к проектированию и производству деталей подста-канника с позиций анализа технологической способности деформации современных цветных металлов. Оценка их способности подвергаться обработке давлением не только улучшает качество проектирования технологических процессов, но и позволя-ет прогнозировать поведение металла заготовки до запуска деталей в производство. Исследованы и разработаны процессы формообразования деталей подстаканника ме-тодами листовой штамповки и их сборки с применением штампосборочных операций и пайки. Приведены сведения об используемых в технологических процессах штампах и приспособлениях. По результатам исследований даны рекомендации для внедрения в производство.
Ключевые слова: технологический процесс, листовая штамповка, подстакан-ник, сборка, производство, внедрение.
Основное требование современного производства – тщательная
проработка технически рациональных и экономически эффективных тех-нологических процессов изготовления изделий народного потребления. Немаловажную роль при этом играет и внешний вид изделия, применение при его производстве современных материалов, наличие в его дизайне ху-дожественных элементов. Наряду с обеспечением функционального назна-чения изделия перечисленные факторы существенно влияют на спрос и востребованность товара на рынке.
В настоящее время подстаканники производятся различными фир-мами с различной ценовой политикой. Цены на подстаканники изменяются в широких пределах. Для массового потребителя подстаканников (напри-мер, ОАО РЖД) желательно снижение цен на изделия. На кафедре «Обра-ботка материалов давлением и аддитивные технологии» Московского по-литехнического университета вопрос снижения цен на производимые из-делия решается на современном уровне путем использования высокотех-нологичных процессов, оснастки и оборудования с привлечением специа-листов высшей квалификации в своей отрасли для выполнения работ по исследованию, проектированию и внедрению разработанных технологий в производство.
Разработка и проектирование технологических процессов получе-ния деталей изделия «подстаканник», определение возникающих при штамповке пластических деформаций, а также обеспечение требуемого качества поверхности при штамповке и сборке является целью настоящей работы.

Технологии и машины обработки давлением
285
На рис. 1 показаны конструкции подстаканников, изготовленных из различных листовых материалов, отличающихся видом рисунка на их бо-ковой поверхности.
Рис. 1. Различные виды подстаканников
При разработке технологических процессов листовой штамповки деталей подстаканников руководствуются целым рядом соображений: обеспечение минимальной трудоемкости, низкий расход металла, про-стота конструкций штампов и др. Однако, основными требованиями к процессу являются возможность получения деталей без разрушения и обеспечение высокого качества поверхности.
При конструировании деталей, получаемых методом вытяжки, ос-новное внимание должно быть обращено на правильный выбор радиусов сопряжения стенки, дна и фланца, соотношение размеров, характеризу-ющих поперечное сечение и высоту вытягиваемой детали, или, при слож-ной форме детали – размеров ее контура. Оптимальная геометрия вытяги-ваемой детали позволяет сократить количество операций вытяжки и в неко-торых случаях обеспечивает возможность получения детали одноопераци-онной вытяжкой.
Подстаканник состоит из трех деталей: основание, ручка и обе-чайка (рис. 2). Художественная привлекательность изделия «подстаканник» достигается, в основном, за счет декоративного рисунка, выполняемого с по-мощью различных операций листовой штамповки на детали «обечайка». Это могут быть различные узоры, орнаменты, изображения цветов, животных,

Известия ТулГУ. Технические науки. 2018. Вып. 8
286
фигурок людей, пейзажи и многое другое. Менее сложные изображения мо-гут наноситься и на две другие детали: ручку и основание. Примеры различ-ного художественного оформления подстаканников приведены на рис. 1.
Рис. 2. Технологические переходы штамповки основания, обечайки
и ручки подстаканника

Технологии и машины обработки давлением
287
Для изготовления деталей подстаканников могут использоваться раз-личные листовые металлы и сплавы: коррозионно-стойкие стали, латуни, медно-никелевые сплавы (мельхиор, монель, нейзильбер) и даже драгоцен-ные металлы, например, серебро и сплавы на его основе [1-3]. Эти материалы обладают различным цветом и блеском, что позволяет, варьируя используе-мые материалы, дополнительно повышать художественно-эстетические до-стоинства изделий и добиваться приятного психологического воздействия на того, кто этими изделиями пользуется. Дополнительный эстетический эф-фект может достигаться за счет нанесения на подстаканник покрытий (пре-имущественно, гальванических). Марки, химический состав и основные по-казатели механических свойств материалов, используемых при изготовлении подстаканников, приведены в соответствующих стандартах [7-15].
При разработке технологических процессов штамповки деталей подстаканника и проектировании штампов и вспомогательной оснастки для различных операций изготовления и сборки были исследованы про-цессы формообразования деталей и сборочные операции, позволяющие оценить влияние физико-механических свойств деформируемого металла на протекание этих процессов. Ниже приведены особенности технологиче-ских процессов штамповки основных деталей подстаканника с использова-нием в качестве материала листовой латуни марки Л68. Схема полного условного обозначения латунных листов и лент приведена в стандарте [11]. Латунь представляет собой медно-цинковый сплав, в частности, латунь Л68 [10] содержит 67-70% меди, что обеспечивает ее высокую пластичность. Ли-стовая латунь – один из самых распространенных материалов для штампов-ки художественных изделий. Она имеет красивый золотисто-желтый цвет, высокую коррозионную стойкость, особенно при условии использования из-делий в помещениях. Латуни легко полируются и надолго сохраняют поли-рованную поверхность, хорошо свариваются и паяются как мягкими, так и твердыми припоями. Изделия из латуни легко и прочно покрываются раз-личными видами гальванических покрытий – никелем, серебром, золотом; их поверхности могут подвергаться оксидированию и могут быть тонирова-ны практически в любые цвета. По сравнению с чистой медью латуни имеют более высокую прочность и твердость, однако некоторые из них (с содержа-нием цинка около 30%) не уступают меди в пластичности. Так, листовая ла-тунь марки Л68 в мягком (отожженном) состоянии имеет относительное удлинение не менее 42% при пределе прочности 280-370 МПа [11].
Основание подстаканника представляет собой осесимметричную ступенчатую деталь, верхняя часть которой выполнена цилиндрической и предназначена для соединения основания с обечайкой. Нижняя часть осно-вания имеет форму конуса, расширяющегося книзу. Такая форма основания обеспечивает устойчивость подстаканника, что особенно важно при поль-зовании им, например, в движущемся поезде. Основание изготавливается из листовой латуни толщиной 0,5 мм. Технологический процесс штамповки

Известия ТулГУ. Технические науки. 2018. Вып. 8
288
основания подстаканника первоначально включал в себя следующие опе-рации: вырубка заготовки, вытяжка, обрезка фланца, пробивка отверстия в дне, калибровка, закатка. Расчет технологических параметров штамповки [4-6] показал возможность вытяжки детали за одну операцию из заготовки диаметром 103 мм. В процессе проведения работ по отладке штампа для вы-тяжки была выявлена возможность получения детали не из круглой, а из квадратной заготовки со стороной квадрата, равной расчетному значению диаметра заготовки (103 мм). Это оказалось возможным за счет применения латуни Л68, высокая пластичность которой позволила отсутствие втягивания материала со стороны углов квадратной заготовки при вытяжке компенсиро-вать его интенсивным растяжением без образования разрывов. Таким обра-зом, операция вырубки была исключена из технологического процесса, в свя-зи с чем отпала необходимость изготовления вырубного штампа для получе-ния круглой заготовки, поскольку для получения квадратных заготовок при-менялись гильотинные ножницы. Операция калибровки необходима для по-вышения точности размеров основания, в частности, размера диаметра верх-него цилиндрического участка, по которому происходит сопряжение основа-ния с обечайкой. Последняя операция технологического процесса – закатка – предназначена для выполнения закругления на нижней кромке основания подстаканника, которая после выполнения калибровки может оставаться острой и повреждать поверхность, на которую ставится подстаканник. Натурные образцы технологических переходов штамповки основания под-стаканника (за исключением операции закатки) показаны на рис. 2.
На все операции технологического процесса были спроектированы и изготовлены штампы. На рис. 3 показан штамп для калибровки основа-ния, установленный на кривошипный пресс номинальной силой 400 кН.
Обечайка подстаканника имеет форму цилиндра, на поверхности которого выполнено рельефное изображение. Диаметр и высота обечайки определяются размерами стакана, который в нее устанавливается. Обечай-ка штампуется из латунной ленты толщиной 0,5 мм, шириной 65 мм. Опе-рации технологического процесса следующие: рельефная формовка рисун-ка на заготовке, пробивка отверстий, отрезка заготовки на необходимую длину, предварительная гибка, окончательная гибка. На рис. 2 пред-ставлены натурные образцы технологических переходов штамповки обе-чайки.
Технологическая оснастка для выполнения различных операций штамповки обечайки приведена на рис. 3. На рис. 3 показаны рабочие ча-сти штампа для рельефной формовки. Для сокращения размеров штампа и снижения его стоимости рабочая поверхность инструмента имеет ограни-ченную длину, и рисунок наносится на ленту последовательно от участка к участку. Между рабочими ходами штампа лента перемещается на расстоя-ние, равное длине рабочей части штампа. Штамп устанавливается на чека-ночный пресс номинальной силой 3600 кН.

Технологии и машины обработки давлением
289
Рис. 3. Штампы для калибровки основания, рельефной формовки, гибки обечайки и гибки ручки подстаканника

Известия ТулГУ. Технические науки. 2018. Вып. 8
290
Штамп для предварительной гибки обечайки показан на рис. 3. Плоская заготовка с нанесенным рельефом и пробитыми фигурными от-верстиями, отрезанная на необходимую длину, изгибается в штампе вол-нообразно в противоположных направлениях [4]. При этом крайним участ-кам заготовки придается такая же кривизна, как и у готовой обечайки.
Для окончательной гибки применяется штамп с оправкой (рис. 3), изгиб вокруг которой формирует окончательный диаметр обечайки.
Изгиб центральной части обечайки вокруг оправки обеспечивается воздействием на нее полиуретановой вставки в нижней части штампа. Для извлечения отштампованной обечайки из штампа в его конструкции предусмотрена возможность горизонтального перемещения оправки. По-сле завершения операции оправка выдвигается вперед по внутренней по-верхности специального стакана штампа, обечайка удаляется и оправка возвращается в прежнее положение. При гибке листовых металлов по большому радиусу (как и в рассматриваемом случае) возникает явление пружинения, связанное с наличием в изгибаемом листе упругих деформа-ций. При этом после снятия нагрузки, прикладываемой в ходе окончатель-ной гибки, диаметр обечайки несколько увеличивается, а края заготовки, сомкнутые в момент окончания гибки, расходятся (см. последнее изобра-жение на рис. 3). Искажение формы обечайки, вызванное пружинением, устраняется в ходе сборочных операций.
Проведение операций предварительной и окончательной гибки (с учетом того, что изгибаются заготовки с нанесенным на них рисунком) требует плавности и относительно невысокой скорости движения рабочих частей штампов. Для обеспечения этих требований штампы для гибки (рис. 3) устанавливаются на гидравлический пресс номинальной силой 1000 кН.
Ручка подстаканника должна отвечать определенным требованиям. Прежде всего это удобство удерживания подстаканника в руке и отсут-ствие на ручке острых кромок, заусенцев и тому подобных дефектов. Кро-ме того ручка должна иметь достаточную жесткость и не изгибаться при пользовании подстаканником. В рассматриваемой технологии ручку полу-чают штамповкой из листовой заготовки длиной 130 мм, шириной 8 мм, толщиной 1,5 мм. Операции технологического процесса штамповки сле-дующие: рельефная формовка и чеканка рисунка на заготовке, предвари-тельная гибка, окончательная гибка по заданным геометрическим разме-рам. После штамповки ручка подвергается отделочным операциям. Натур-ные образцы после отрезки заготовки, рельефной формовки с чеканкой и окончательной гибки показаны на рис. 2.
Разработанные для гибки ручки оригинальные штампы представле-ны на рис. 3. Штампы устанавливаются на кривошипный пресс номиналь-ной силой 400 кН.

Технологии и машины обработки давлением
291
На заключительной стадии производства из комплектующих дета-лей (основание, обечайка и ручка) производится сборка подстаканника, включающая несколько этапов. Сначала производится пайка встык кромок обечайки. Затем в специальном штампе выполняется соединение обечайки с основанием. Обе детали устанавливаются в штамп, при этом нижняя часть обечайки надевается на цилиндрическую часть основания. На зону этого соединения воздействуют два полукольца, поворачивающиеся в го-ризонтальной плоскости. Полукольца обжимают зону соединения, формуя на обеих деталях кольцевую канавку, вершина которой направлена внутрь подстаканника. Затем опускается пуансон с плоским торцом, совершая осадку места соединения, в результате чего нижняя кромка обечайки ока-зывается зажатой между участками канавки, отформованной на основа-нии. Выполнение этой штампосборочной операции обеспечивает надеж-ное соединение обечайки с основанием. Завершающей сборочной опера-цией является соединение методом пайки ручки с подстаканником. При пайке используется специальная оснастка, с помощью которой ручка пе-ред пайкой устанавливается и фиксируется в требуемом положении (рис. 4).
Полученное художественное изделие «подстаканник» представлено на рис. 5.
Рис. 4. Оснастка для пайки ручки подстаканника

Известия ТулГУ. Технические науки. 2018. Вып. 8
292
Рис. 5. Подстаканник в готовом виде
Заключение. В статье систематизированы и обобщены результаты исследований по художественной штамповке и сборке подстаканников для подготовки их производства.
Сотрудники кафедры «Обработка материалов давлением и адди-тивные технологии» Мосполитеха имеют большой опыт в области иссле-дования и разработки технологий штамповки художественных изделий и готовы помочь вам выполнить эту важную и уникальную работу, напри-мер, изготовить подстаканник с художественными мотивами и требуемой символикой, который радовал бы вас своим изяществом, красотой и со-вершенством, что не так часто встречается в повседневной жизни.
Список литературы
1. Белоусов В. Б., Филиппов Ю. К. Рельефная чеканка. М.: Маши-
ностроение-1, 2005. 2. Филиппов Ю.К., Типалин С.А., Крутина Е.В. Металлы и сплавы
для художественной чеканки. Учебное пособие. М.: Университет машино-строения, 2013.
3. Флёров А. В. Материаловедение и технология художественной обработки металлов. Учебник. М.: Издательство В. Шевчук, 2001.
4. Ковка и штамповка: Справочник: В 4-х томах. Т. 4. Листовая штамповка/ А. Ю. Аверкиев, С. И. Вдовин, Н. Ф. Шпунькин и др. Под ред. С.С. Яковлева. М.: Машиностроение, 2010.

Технологии и машины обработки давлением
293
5. Шпунькин Н. Ф., Типалин С. А. Основы расчета параметров штамповки листовых деталей и оценка их технологичности. Учебное посо-бие. М.: Университет машиностроения, 2016.
6. Романовский В. П. Справочник по холодной штамповке. 6-е изд. Л.: Машиностроение, 1979.
7. ГОСТ 5632-2014. Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки. М.: Стандар-тинформ, 2015.
8. ГОСТ 5582-75. Прокат тонколистовой коррозионно-стойкий, жа-ростойкий и жаропрочный. Технические условия. М.: ИПК Издательство стандартов, 2003.
9. ГОСТ 4986-79. Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия. М.: ИПК Издательство стандар-тов, 2002.
10. ГОСТ 15527-2004. Сплавы медно-цинковые (латуни), обрабаты-ваемые давлением. Марки. М.: ИПК Издательство стандартов, 2004.
11. ГОСТ 2208-2007. Фольга, ленты, листы и плиты латунные. Тех-нические условия. М.: Стандартинформ, 2007.
12. ГОСТ 492-2006. Никель, сплавы никелевые и медно-никелевые, обрабатываемые давлением. Марки. М.: Стандартинформ, 2007.
13. ГОСТ 5187-2003. Ленты из мельхиора, нейзильбера и монеля. Технические условия. М.: ИПК Издательство стандартов, 2004.
14. ГОСТ 6836-2002. Серебро и сплавы на его основе. Марки. М.: ИПК Издательство стандартов, 2002.
15. ГОСТ 7221-80. Полосы из золота, серебра и их сплавов. Техни-ческие условия. М.: Стандартинформ, 2005.
Филиппов Юлиан Кириллович, д-р техн. наук, профессор, [email protected], Рос-
сия, Москва, Московский политехнический университет, Шпунькин Николай Фомич, канд. техн. наук, профессор, [email protected], Рос-
сия, Москва, Московский политехнический университет, Типалин Сергей Александрович, канд. техн. наук, профессор,
[email protected], Россия, Москва, Московский политехнический университет
DESIGN TECHNOLOGY OF MANUFACTURE OF DECORATIVE PARTS FOR EXAMPLE THE PRODUCT «CUP HOLDER»
Y.К. Filippov, N.F. Spunkin, S.A. Tipalin
The article presents approaches to the design and production of parts of the Cup
holder from the standpoint of the analysis of the technological ability of deformation of mod-ern non-ferrous metals. Evaluation of their ability to be subjected to pressure treatment not only improves the quality of design processes, but also allows you to predict the behavior of the metal workpiece before the start of parts in production. Processes of forming of details of

Известия ТулГУ. Технические науки. 2018. Вып. 8
294
a holder by methods of sheet stamping and their Assembly with application of stamping oper-ations and soldering are investigated and developed. Information about stamps and devices used in technological processes is given. According to the results of research recommenda-tions for implementation in production are given.
Key words: technological process, sheet stamping, Cup holder, Assembly, produc-tion, implementation.
Filippov Yulian Kirillovich, doctor of technical sciences, professor, [email protected],
Russia, Moscow, Moscow Polytechnic University, Shpunkin Nikolai Fomich, candidate of technical sciences, professor,
[email protected], Russia, Moscow, Moscow Polytechnic University, Tipalin Alexandrovich Sergey, candidate of technical sciences, professor,
[email protected], Russia, Moscow, Moscow Polytechnic University
УДК 621.777.4.014
ОБОСНОВАНИЕ РАЦИОНАЛЬНОЙ ФОРМЫ ИНСТРУМЕНТА ДЛЯ ПРОЦЕССА ПРОДОЛЬНО-ПОПЕРЕЧНОГО ВЫДАВЛИВАНИЯ ПОЛЫХ ПОЛУФАБРИКАТОВ
Д.С. Филин, Д.В. Фёдоров
Приведены результаты исследования влияния геометрических параметров ин-
струмента на процесс комбинированного продольно-поперечного выдавливания. Ана-лиз геометрии инструмента и результатов исследования позволил установить наибо-лее рациональные требования к размерам и форме матрицы. Также былa установлена рациональность применения противопуансона с конической форма торца для умень-шения удельных нагрузок. Установлена необходимость корректировки ранее предло-женной зависимости для расчёта максимальной технологической силы и учёта сило-вого режима работы противопуансона.
Ключевые слова: холодная штамповка, комбинированное выдавливание, удельные нагрузки.
Традиционно для изготовления полых полуфабрикатов из заготовок
сортового проката, в основном круглого, в различных отраслях машино-строения применяют процесс продольного обратного выдавливания (рис. 1). Процесс достаточно хорошо исследован и имеет широкую экспе-риментальную и промышленную проработку [1 - 4], кроме того, процесс относительно прост в реализации. Однако, он обладает рядом существен-ных недостатков, из которых можно выделить два основных.
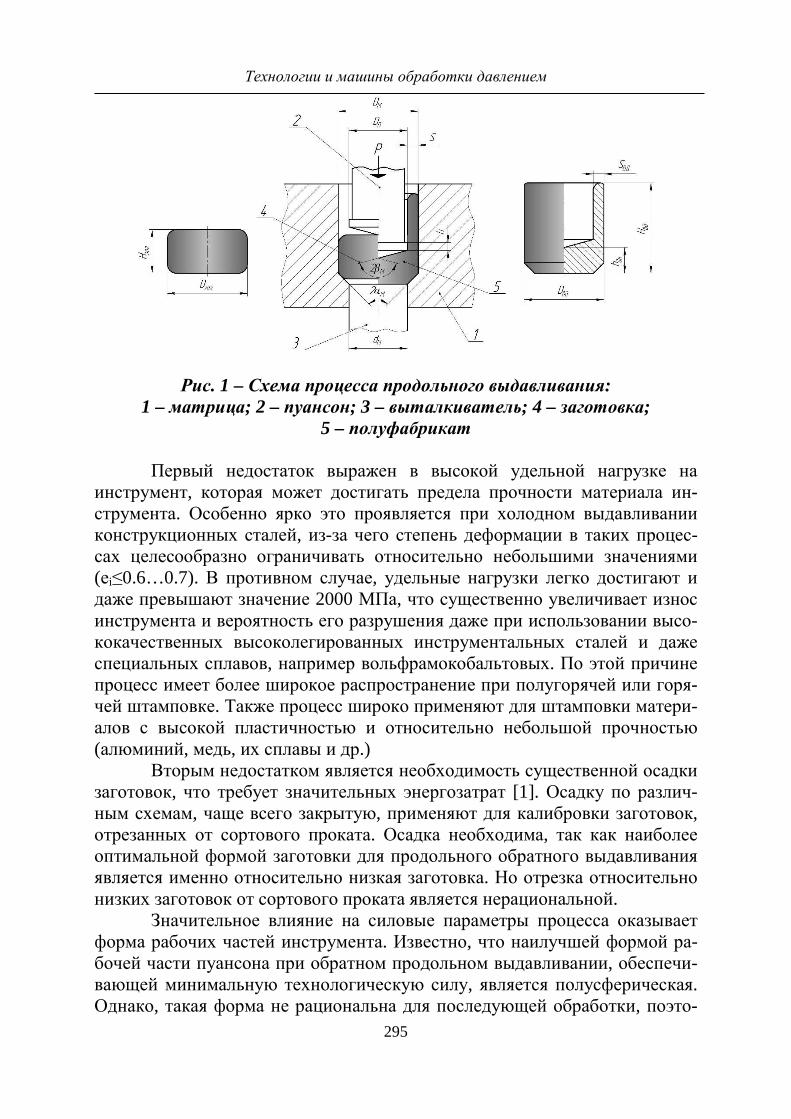
Технологии и машины обработки давлением
295
Рис. 1 – Схема процесса продольного выдавливания: 1 – матрица; 2 – пуансон; 3 – выталкиватель; 4 – заготовка;
5 – полуфабрикат
Первый недостаток выражен в высокой удельной нагрузке на инструмент, которая может достигать предела прочности материала ин-струмента. Особенно ярко это проявляется при холодном выдавливании конструкционных сталей, из-за чего степень деформации в таких процес-сах целесообразно ограничивать относительно небольшими значениями (еi≤0.6…0.7). В противном случае, удельные нагрузки легко достигают и даже превышают значение 2000 МПа, что существенно увеличивает износ инструмента и вероятность его разрушения даже при использовании высо-кокачественных высоколегированных инструментальных сталей и даже специальных сплавов, например вольфрамокобальтовых. По этой причине процесс имеет более широкое распространение при полугорячей или горя-чей штамповке. Также процесс широко применяют для штамповки матери-алов с высокой пластичностью и относительно небольшой прочностью (алюминий, медь, их сплавы и др.)
Вторым недостатком является необходимость существенной осадки заготовок, что требует значительных энергозатрат [1]. Осадку по различ-ным схемам, чаще всего закрытую, применяют для калибровки заготовок, отрезанных от сортового проката. Осадка необходима, так как наиболее оптимальной формой заготовки для продольного обратного выдавливания является именно относительно низкая заготовка. Но отрезка относительно низких заготовок от сортового проката является нерациональной.
Значительное влияние на силовые параметры процесса оказывает форма рабочих частей инструмента. Известно, что наилучшей формой ра-бочей части пуансона при обратном продольном выдавливании, обеспечи-вающей минимальную технологическую силу, является полусферическая. Однако, такая форма не рациональна для последующей обработки, поэто-

Известия ТулГУ. Технические науки. 2018. Вып. 8
296
му более рациональна конусная форма торца с углом 2φ=120…150° [2, 4]. Такая конструкция пуансона позволяет уменьшить технологическую силу на 30% по сравнению с пуансоном, имеющим плоский торец. Однако, даже такого снижения не всегда может быть достаточно.
Для решения указанных проблем и расширения возможностей тех-нологических процессов можно использовать комбинированное продоль-но-поперечное выдавливание (ППВ). При изготовлении полых полуфабри-катов с аналогичными размерами продольно-поперечное выдавливание имеет ряд преимуществ перед продольным обратным выдавливанием:
-диаметр заготовки меньше, чем диаметр полуфабриката, что об-легчает процесс отрезки, повышает качество торцев заготовок, позволяет устранить или минимизировать необходимость осадки для калибровки;
-существенно снижаются удельные нагрузки на инструмент (в 1,5…1,8 раза).
-на заготовительных операциях меньше выражено искажение торца; -форма полуфабриката после выдавливания позволяет на последу-
ющих вытяжных операциях вывести из зоны деформирования утолщённое дно заготовки, что повышает стойкость рабочего инструмента.
Процесс продольно-поперечного выдавливания имеет несколько возможных схем реализации (рис.2). В некоторых случаях применение ва-риантов схемыKunogi (рис.2а) и с коническим противопуансоном (рис.2б) может быть сопряжено с рядом сложностей:
-при последующем формоизменении полого полуфабриката из-за конической формы придонного участка возрастает вероятность образова-ния внутреннего наплыва металла, например, на последующих операциях вытяжки;
-объем заготовок может ограничивать возможные размеры полу-фабрикатов.
В точки зрения дальнейшей обработки операциями вытяжки более перспективным является применение схемы с радиусными переходами (рис.2в). Такая схема предусматривает относительно большие радиусные переходы на торце противопуансона и конусном переходе матрицы.
Проведённое исследование процесса [5 - 9] позволило выделить ха-рактерные стадии процесса, провести анализ напряжённо-деформированного состояния, установить основные факторы, влияющие на параметры процесса и характер течения металла, были предложены критерии ограничения деформации заготовки и рекомендации к размерам заготовки и инструмента.
Анализ геометрии рабочего инструмента позволил выявить ещё од-но преимущество схемы с радиусными переходами, который заключается в простоте реализации выдавливания в постоянно сужающийся зазор, что положительно сказывается на предельных возможностях деформирования заготовки и снижает возможность образования трещин на наружной по-

Технологии и машины обработки давлением
297
верхности. Сложность реализации такой геометрии вызвана тем, что в слу-чае процесса продольно-поперечного выдавливания следует обеспечивать не постоянное уменьшение толщины стенки, а площади поперечного сече-ния [10]. Именно наличие радиусных переходов позволяет обеспечивать постоянное уменьшение площади зазора между пуансоном и матрицей (рис. 3), в то время как при конической форме противопуансона это может вызвать затруднения.
Рис. 2. Варианты реализации процесса ППВ: а – по схеме Kunogi;
б – с коническим противопуансоном; в – закрытая схема с радиусными переходами: 1 – матрица; 2 – пуансон подвижный; 3 – противопуансон
(неподвижныйпуансон); 4, 5 – заготовка (полуфабрикат)
Рис. 3. Характер изменения зазора между противопуансоном
и матрицей при реализации процесса ППВ с радиусными переходами
Анализ напряжённо-деформированного состояния и методом ба-ланса мощностей показал наличие области торможения течения металла на плоском торце противопуансона. Наличие зоны торможения приводит к тому, что степень деформации на внутренней поверхности значительно больше, чем на наружной поверхности. По аналогии с процессом продоль-

Известия ТулГУ. Технические науки. 2018. Вып. 8
298
ного обратного выдавливания для уменьшения влияния и размеров зоны торможения следует применять противопуансон с конической формой торца.
В соответствии со всем выше сказанным, было проведено компью-терное моделирование процесса продольно-поперечного выдавливания для определения характера влияния радиусного перехода матрицы и угла ко-нусности торца противопуансона (рис. 4) на параметры процесса (табл.).
Рис. 4. Эскиз рабочего инструмента для проведения операции продольно-поперечного выдавливания: а –пуансон; б –матрица;
в – противопуансон
Анализ результатов показывает, что наиболее нагруженным эле-ментов является противопуансон, который воспринимает наибольшую технологическую силу, а соответственно и удельные нагрузки. Удельные нагрузки, действующие на противопуансон на 21,5% больше, чем на пуан-соне (рис. 5). Следовательно, при проектировании инструмента проверке на прочность в первую очередь следует подвергать именно противопуан-сон. Рациональность применения больших углов конусности требует от-дельного исследования.
Результаты моделирования показали, что применение конусного торца позволяет уменьшить удельную нагрузку. Так при угле 150° удель-ная нагрузка в независимости от других параметров снижается на 99...251 МПа.
Так же были подтверждены ранее полученные результаты, согласно которым удельная нагрузка снижается при уменьшении угла конусности матрицы. Установлено, что применение угла конусности α≤30° является возможным при условии, что объём и размеры заготовки позволяют дости-гать требуемых размеров. Из приведённых зависимостей видно, что при большом радиусе скругления матрицы уменьшение угла конусности α меньше 25° не влечёт существенных изменений удельной нагрузки. Это можно объяснить тем, что при таком соотношении размеров обеспечен по-стоянный контакт заготовки с матрицей при плавном течении металла в процессе деформирования.

Технологии и машины обработки давлением
299
Варьируемые параметры процесса ППВ для моделирования и полученные значения силовых параметров
Угол ко-нусности противо-пуансона,
β
Радиус скругле-ния стен-ки мат-рицы, R
Угол ко-нус-ности матрицы,
α
Максималь-ная техноло-ги-ческая
сила пуансо-на Р, кН
Максима-льная техно-логи-ческая сила противо-пуансона Р,
кН
Удельная нагрузка на пуансон q,
МПа
Удельная нагрузка на противо-пуансон q,
МПа
°150
10 мм
°20 1083,8 1476,1 1314,6 1715,4
°25 1124,7 1459,1 1364,1 1695,7
°30 1160,8 1439,2 1407,9 1640,4
25 мм °20 1049,7 1453,9 1273,2 1689,6
°25 1054,9 1438,2 1279,5 1671,4
°30 1130,1 1483,4 1370,7 1723,9
°180
10 мм °20 1190,9 1640,3 1444,5 1906,3
°25 1206,2 1608,5 1463,0 1869,2
°30 1279,8 1627,9 1552,2 1891,8
25 мм °20 1200,5 1650,5 1456,0 1918,1
°25 1192,8 1630,8 1475,6 1911,9
°30 1221,4 1645,1 1497,6 1911,8
Рис. 5. Зависимость удельной нагрузки от угла конусности матрицы при различных радиусах её скругления и угле конусности противопуансона (а – при пуансоне угле конусности 180°;
б – при пуансоне угле конусности 150°; в – при противопуансоне угле конусности 180°; г – при противопуансоне угле конусности 150°)

Известия ТулГУ. Технические науки. 2018. Вып. 8
300
Из анализа результатов, в том числе параметров НДС, видно, что радиус скругления матрицы не оказывает влияния на абсолютную и удель-ную нагрузку, но его увеличение позволяет достигать плавного и постоян-ного прилегания металла заготовки к матрице, что снижает вероятность образования трещин и позволяет реализовывать более высокие степени деформации.
Выводы: 1. Для минимизации удельных нагрузок следует применять матри-
цы с углом конусности 2α=50°…70° и противопуансоны с конусной фор-мой торца. Радиус скругления матрицы следует назначать примерно рав-ным двум радиусам скругления противопуансона (0,54…0,58)dз.
2. Имеющуюся зависимость для расчёта максимальной силы де-формирования необходимо скорректировать для учёта более высоких удельных нагрузок на противопуансоне.
Список литературы
1. Кузнецов В.В., Ренне И.П., Рогожин В.Н. Холодное выдавлива-ние полых цилиндрических изделий из мало-углеродистой стали. Тула: Тульский политехнический университет. 1976, 72 с.
2. Сопротивление материалов пластическому деформированию в приложениях к процессам обработки металлов давлением; под ред. А.В. Лясникова; С-Пб., 1995. 528 с.
3. Воронцов А.Л. Теория и расчёты процессов обработки металлов давлением: учеб пособие: в 2 т. Издательство МГТУ им. Н.Э. Баумана, 2014. Том 1. 397 с.
4. Кузнецов Д.П., Гуменюк Ю.И. Исследование напряжённо-деформированного состояния при холодном обратном выдавливании, КШПОМД, 1974. 4. С. 5 - 7.
5. Данилин Г.А., Филин Д.С., Волжин С.Г. Исследование продоль-но-поперечного выдавливания полых полуфабрикатов из прутковых заго-товок, Вестник машиностроения, 2016. 7. С. 77 - 80.
6. Данилин Г.А., Филин Д.С. Оценка технологических возможно-стей и рациональных условий проведения процесса продольно-поперечного выдавливания. Металлообработка. Изд. Политехника, 2014. 3. С. 3 - 9.
7. Данилин Г.А., Агеев Н.П., Филин Д.С., Титов А.В., Затеруха Е.В., Лобов В.А., Иванов В.Н. Исследование возможностей комбинированного продольно-поперечного выдавливания полых полуфабрикатов из прутко-вых заготовок // Кзнечно-штамповочное производство обработка металлов давлением, 2015. 6. С. 11 - 16.
8. Данилин Г.А., Филин Д.С. Определение силовых параметров процесса продольно-поперечного выдавливания. Металлообработка. Изд. Политехника, 2014. 3. С. 55 - 59.

Технологии и машины обработки давлением
301
9. Данилин Г.А., Агеев Н.П., Филин Д.С., Затеруха Е.В., Титов А.В., Лобов В.А., Иванов В.Н. Исследование возможностей комбинированного продольно-поперечного выдавливания полых полуфабрикатов из прутко-вых заготовок // Кузнечно-штамповочное производство обработка метал-лов давлением. Изд. КШП ОМД, 2015. 6. С. 11 - 16.
10. Капустин А.И. Штамповка поковок типа стакан: учебное посо-бие по курсу Технология ковки и штамповки, под ред. Семёнова Е.И. М.: МГТУ им. Баумана, 1991. 239 с.
Филин Дмитрий Сергеевич, канд. техн. наук, доцент, [email protected],
Россия, Санкт-Петербург, Балтийский государственный технический университет «ВОЕНМЕХ» им. Д.Ф. Устинова,
Фёдоров Даниил Валерьевич, магистрант, [email protected], Россия,
Санкт-Петербург, Балтийский государственный технический университет «ВОЕНМЕХ» им. Д.Ф. Устинова
RATIONALE THE SHAPE OF THE TOOL FOR THE PROCESS
OF LONGITUDINAL-TRANSVERSE EXTRUSION OF THE HOLLOW SEMI-PRODUCTS
D.S. Filin, D.V. Fedorov
The results of the study of the influence of geometric parameters of the tool on the process of combined longitudinal and transverse extrusion are presented. Analysis of the tool geometry and the results of the study allowed to establish the most rational requirements for the size and shape of the matrix. It was also established the rationality of the use of fixed punch with conical shape of the top of the punch to reduce specific loads. The necessity of ad-justment of the previously proposed expressions for calculating the maximum technological strength and work strength of fixed punch.
Key words: cold forming, combined extrusion, specific load. Filin Dmitryi Sergeevich, candidate of technical sciences, docent, bgtud-
[email protected], Russia, Saint-Petersburg, Baltic state technical University «VOENMEH» they. D.F. Ustinov,
Fedorov DaniilValeryevich, graduate student, [email protected], Russia,
Saint-Petersburg, Baltic state technical University «VOENMEH» they. D.F. Ustinov

Известия ТулГУ. Технические науки. 2018. Вып. 8
302
УДК 621.777.4.014
ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ СИЛЫ ОПЕРАЦИИ ПРОДОЛЬНОГО ДВУХСТОРОННЕГО ВЫДАВЛИВАНИЯ
Д.С. Филин, Д.А. Киселёв
Приведены основные ограничения реализации процесса продольного двухсто-
роннего выдавливания. В качестве решения задачи расширения возможностей по пла-стической деформации заготовок предложена возможность реализации подпора сте-нок полой заготовки за счёт исходного зазора и варьирования угла конусности ин-струмента. Предложены зависимости для расчёта осевых и радиальных напряжений в ОПД, а также зависимость для расчёта технологической силы операции, использу-ющая значения этих напряжений.
Ключевые слова: холодная штамповка, комбинированное выдавливание, техно-логическая сила, напряжённо-деформированное состояние.
Отдельную область в машиностроении занимают технологические процессы изготовления полых цельнотянутых осесимметричных изделий. К таким изделиям, например, относятся баллоны высокого и низкого дав-ления, гильзы для стрелкового оружия или артиллерийских систем. Они, как правило, имеют относительно толстое дно простой или сложной кон-фигурации, а также относительно тонкую стенку.
Необходимость изготовления изделий именно цельнотянутыми свя-зана с особенностями их эксплуатации. Так при изготовлении алюминие-вых баллов высокого давления сваркой или закаткой необходимо исполь-зовать специальные методы сварки и контроля изделий для обеспечения герметичности. В тоже время в случае изготовления цельнотянутого полу-фабриката, у изделия потребуется выполнить только контроль герметично-сти горловины.
Однако, технологические процессы изготовления подобных изде-лий являются относительно сложными в реализации, комплексными (включают циклы термической и химической обработки и т.п.) и включают большое количество вытяжных операций, особенно при изготовлении вы-соких изделий, из-за чего может возникать значительная разностенность. Большое количество операций вытяжки обусловлено применением листо-вого проката. Недостатком такого материала является высокий отход ме-талла при раскрое на заготовки (до 30…40%). Поэтому более рациональ-ным является применение сортового проката круглого сечения в качестве исходного материала, что позволяет сократить отход металла при раскрое до ≈6%.
В этом случае для изготовления полого полуфабриката применяют процессы осадки (для калибровки отрезанных заготовок) и продольного выдавливания [1]. Однако, процесс продольного выдавливания при изго-

Технологии и машины обработки давлением
303
товлении стальных изделий сильно ограничен удельной нагрузкой на ин-струмент, что приводит к необходимости применения большого количе-ства операций вытяжки с утонением.
Для сокращения количества вытяжных операций после продольно-го выдавливания возможно применение продольного двухстороннего вы-давливания (рис. 1). Процесс продольного двухстороннего выдавливания сравнительно прост в реализации и не требует специализированного обо-рудования и сложной штамповой оснастки, но обладает рядом особенно-стей из-за ступенчатой конструкции инструмента [2].
Рис. 1. Варианты схем процесса продольного двухстороннего выдавливания и характерные графики зависимости
«сила – путь инструмента» Основными ограничениями процесса являются: 1. возможность образования трещин в придонном участке или от-
рыва дна из-за действия растягивающих осевых напряжений на начальном этапе процесса;
2. высокие удельные нагрузки на инструмент. Как показало компьютерное моделирование, снизить осевые
напряжения можно за счёт подпора торца стенки заготовки конусным участком пуансона. Однако, это потребует точного назначения размеров заготовки и инструмента. При отсутствии подпора на начальном этапе реа-лизуется вытяжка с утонением, поэтому процесс двухстороннего выдавли-вания будет иметь те же ограничения по деформации, что было проверено экспериментально (рис. 2).
Исследование влияния угла конусности матрицы на характер про-текания процесса с постановкой компьютерного моделирования показало, что при уменьшении угла с 2αМ=90° до 2αМ=40° приводит к снижению аб-солютной и удельной нагрузки на инструмент. При этом зависимость име-

Известия ТулГУ. Технические науки. 2018. Вып. 8
304
ет характер близкий к линейному. С уменьшение угла конусности также снижается неравномерность деформации по толщине стенки. Анализ ре-зультатов позволять говорить, что применыение угла конусности больше 2αМ=60° является нерациональным. В тоже время, применение малых уг-лов конусности связано увеличением длительности стадии вытяжки, кото-рая переходит в стадию вытяжки с подпором (рис. 3).
а б
Рис. 2. Разрушенная заготовки в ходе продольного двухстороннего
выдавливания: а– заготовка без отжига; б– заготовка после отжига
Рис. 3. Характерный график P-h “Сила – пути инструмента” процесса продольного двухстороннего выдавливания с малым углом
конусности
Надёжность подпора для значительного снижения осевых напряже-ний также может быть обеспечена реализацией стадии осадки стенки на этапе формирования второго ОПД, по аналогии с процессов вытяжки-выдавливания [3]. При этом, чем больше степень деформации на этапе осадки стенки, тем меньше итоговая неравномерность деформации заго-товки.
Технологии и машины обработки давлением
305
Как и у других процессов выдавливания, реализация процесса про-дольного двухстороннего выдавливания связана со значительной техноло-гической силой и удельной нагрузкой на инструмент. Поэтому их расчёт является важным этапом разработки технологического процесса. Слож-ность расчёта технологической силы связана с большим количеством фак-торов, оказывающих на её влияние. При этом такие факторы как сила тре-ния сильно изменяются по мере протекания процесса из-за постоянного изменения объёмов ОПД. Кроме того, исследования показали, что в ОПД заготовки при продольном двухстороннем выдавливании реализуется схе-ма всестороннего неравномерного сжатия. В формируемой схеме наибольшими сжимающими являются радиальные компоненты σR, а тан-генциальные σθ и осевые σZ напряжения имеют близкие значения. Так, при деформировании стальных заготовок и коэффициенте утонения в нижнем сечении 4,0=B
Sm радиальные напряжения изменяются в диапазоне σR=-1550…-2000 МПа, а тангенциальные и осевые напряжения σθ= σZ =-1350…-1900 МПа в зависимости от коэффициента утонения в верхнем се-чении. В тоже время, в конце процесса степень деформации в ОПД между конусными участками матрицы и пуансона ниже, чем в стенках полуфаб-риката. Поэтому, непосредственное применение таких характеристик как интенсивность деформации и степень деформации при расчёте технологи-ческой силы вызывает затруднения.
Одним из способов решение это проблемы является применение скорректированной эмпирических зависимости для процесса вытяжки-выдавливания [1] как наиболее близкого аналога.
Другим вариантом может служить последовательность расчёта, при которой сначала будут определены компоненты напряжений, а затем рас-считанные значения будут использованы для определения максимальной технологической силы.
Для этого по результатам компьютерного моделирования были определены моменты достижения максимальной технологической силы при различных соотношениях коэффициентов утонения в верхнем и ниж-нем сечениях, и определены диапазоны изменения радиальных σR, танген-циальных σθ и осевых σZ напряжений в ОПД. Для построения аналитиче-ской зависимости использован аналитический аппарат постановки плани-руемого эксперимента. В общем виде зависимость будет иметь вид:
( ) 25
243210, yaxayxayaxaayxz ⋅+⋅+⋅⋅+⋅+⋅+= . (1)
После соответствующих математических преобразований получены зависимости вида:
( ) ( )
⋅−⋅+⋅⋅−
−⋅+⋅−−σ=σ
222.042.1087.1564.0
69.2336.658.13
НS
ВS
НS
ВS
НS
ВS
Rmmmm
mmn ; (2)

Известия ТулГУ. Технические науки. 2018. Вып. 8
306
( ) ( )
⋅−⋅+⋅⋅−
−⋅+⋅−−σ=σ
222.074.059.5106.6
69.1137.2009.8
НS
ВS
НS
ВS
НS
ВS
Zmmmm
mmn . (3)
Коэффициент n=0,85…1,15 позволяет определить интервал измене-ний компонентов напряжений при разной толщине заготовки. Чем больше относительная толщина заготовки, тем больше следует выбирать значение коэффициента n. Для приведённых зависимостей можно принимать n=1
при относительной толщине стенки 24.00
0 =D
S.
В результате зависимость для расчёта максимальной технологиче-ской силы можно записать в виде:
2 2
max
2 ( )20,85 [ cos( ) cos( )]
Н
П П
K KZ K R M P Н
П П
D dH
P W F f F FD d
σ σ α
−⋅ +
= ⋅ ⋅ ⋅ + ⋅ ⋅ ⋅ + ⋅−
; (4)
( )
ВSm
НS
ВS
m
mW
.
2.
.
= , (5)
где f – коэффициент трения; α – угол конусности; KMF - площадь боковой
поверхности конусной части матрицы; KPF - площадь боковой поверхности
конусной части пуансона;W–коэффициент, учитывающий характер влия-ния коэффициентов утонения на объём ОПД, формирующий осевые
напряжения и их действие на пуансон; 2 2( ( ) )4
Н
K П ПF D dπ= − – основная пло-
щадь пуансона, воспринимающая действие осевых напряжений. Результаты расчета зависимости (5) приведены в таблице.
Результаты расчёта максимальной технологической силы процесса продольного двухстороннего выдавливания
Входной диаметр матрицы DМ, мм
Толщина стенки,
S0
Коэффициент утонения
стенки НРС, ms
н
Коэффициент утонения
стенки ВРС, ms
в
Максимальная технологическая
сила P, кН
Осевые напряжения
Зависимость, кН
Отклонения, %
25 6
0,4
0,2 58,3 -1689 63,5 9
0,3 48,7 -1605 59,2 21
0,35 43,5 -1455 57,1 31
0,6
0,2 32,1 -1144 42 31
0,3 31,5 -1094 39 24
0,35 31,8 -961 37 16
0,8
0,2 16,5 -616 22,7 37,5
0,3 16,5 -600 21,5 30
0,35 16,6 -484 18,7 12

Технологии и машины обработки давлением
307
Полученные расчетные отклонения максимальной технологической силы имеют положительные значения, что не является существенным не-достатком, так как это приводит к завышению силы, что дает определен-ный запас прочности. В результате расчета отмечено, что отклонения со-ставляют 10…40 % от значений, полученных моделированием.
Список литературы
1. Данилин Г.А., Филин Д.С., Лукин С.А. Возможность применения
способов холодного выдавливания при изготовлении полых изделий от-ветственного назначения из прутка, Металлообработка, 6. 2017. С. 17 - 23.
2. Данилин Г.А., Филин Д.С., Волжин С.Г. Технологические осо-бенности процесса продольного двухстороннего выдавливания полых де-талей. Металлообработка, 2017. 2. С. 11 - 16.
3. Данилин Г.А., Огородников В.П. Теория и расчеты процессов комбинированного пластического формоизменения. СПб.: Балт. гос. техн. ун-т, 2004. 304 с.
Филин Дмитрий Сергеевич, канд. техн. наук, доцент, [email protected],
Россия, Санкт-Петербург, Балтийский государственный технический университет «ВОЕНМЕХ» им. Д.Ф. Устинова,
Киселёв Денис Андреевич, магистрант, [email protected], Россия, Санкт-
Петербург, Балтийский государственный технический университет «ВОЕНМЕХ» им. Д.Ф. Устинова
DEFINITION OF TECHNOLOGICAL FORCE OF OPERATION
OF LONGITUDINAL BILATERAL DELIVERY
D.S. Filin, D.A. Kiseliev
The main limitations of the realization of the longitudinal double-sided extrusion process are given. As a solution to the problem of expanding the possibilities for plastic de-formation of billets, it is proposed to realize the support of the walls of the hollow billet due to the initial gap and the variation in the angle of the taper of the tool. Dependencies are pro-posed for the calculation of axial and radial stresses in the locus of plastic deformation, and also the dependence for calculating the technological strength of the operation, using the val-ues of these voltages.
Key words: cold forming, combined extrusion, technological force, stress-strain state.
Filin Dmitryi Sergeevich, candidate of technical sciences, docent, bgtud-
[email protected], Russia, Saint-Petersburg, Baltic state technical University «VOENMEH» they. D.F. Ustinovm,
Kiselev Denis Andreevich, master student, [email protected], Russia, Saint-
Petersburg, Baltic state technical University «VOENMEH» they. D.F. Ustinov

Известия ТулГУ. Технические науки. 2018. Вып. 8
308
ЭЛЕКТРОТЕХНИЧЕСКИЕ КОМПЛЕКСЫ И СИСТЕМЫ
УДК 62-51
МОДЕЛИРОВАНИЕ РАБОТЫ ШАГОВОГО ЭЛЕКТРИЧЕСКОГО ДВИГАТЕЛЯ ГИБРИДНОГО ТИПА
В ПАКЕТЕ SIMULINK
А.О. Степочкин
Рассматривается математическая модель шагового электрического двигате-ля гибридного типа. Представлена реализация модели в пакете Simulink на основе ана-лиза конструктивных параметров и паспортных данных машины. Показан вариант формирования входного сигнала Simulink модели. Выполнен сравнительный анализ ре-зультатов моделирования с экспериментальными данными.
Ключевые слова: математическая модель гибридного шагового двигателя, мо-дель шагового двигателя в пакете Simulink, расчет параметров модели гибридного ша-гового двигателя.
Шаговые электрические двигатели на сегодняшний день являются
одним из наиболее перспективных типов электрических машин в системах электропривода бытового, промышленного и военного назначения. Исходя из особенностей конструктивного исполнения, их можно разделить на 3 группы: с переменным магнитным сопротивлением, с постоянными магни-тами, гибридного типа. Последние сочетают в себе все основные достоин-ства шаговых двигателей и чаще всего применяются в качестве исполни-тельных при реализации соответствующих систем.
В инженерной практике при разработке систем и комплексов важ-нейшую роль играют прикладные программные пакеты для математиче-ского моделирования: MATLAB с пакетом расширения Simulink, Mathcad, Scilab, Octave и др. Их использование для решения задач анализа и синтеза дискретного электропривода в частности на основе шагового двигателя ги-бридного типа подразумевает наличие простой и обладающей при этом достаточной степенью точности математической модели данной электри-ческой машины. Различные аспекты её формирования рассмотрены в це-лом ряде работ [1 - 6]. Выполнив обзорный анализ данных источников, можно определить базовую математическую модель на основе уравнений Лагранжа-Максвелла, описывающих основные моменты процесса элек-

Электротехнические комплексы и системы
309
тромеханического преобразования энергии. Согласно [6] для 2-х фазного гибридного шагового двигателя соответствующая система уравнений име-ет вид:
θ=ω
−−=ω
θ−θ−θψ=
θψω−+=
θψω++=
dt
d
МMMdt
dJ
pМpipipM
ppdt
diLRiU
ppdt
diLRiU
стСЭдв
стABE
BBBB
AAAA
)2sin())sin()cos((
)cos(
)sin(
max (1)
Модель включает в себя: - уравнения напряжений каждой из фаз, полученные согласно схеме
замещения обмоток; - выражение для электромагнитного момента, полученное из урав-
нения баланса мощностей каждой обмотки; - уравнение движения ротора двигателя под действием электромаг-
нитного вращающего момента и момента статического сопротивления. Здесь U , i , R , Ψ – напряжение, ток, сопротивление и амплитудное
значение потокосцепления фазы; θ , ω , двJ , p – угол поворота, угловая частота вращения ротора, момент инерции ротора, число пар полюсов ро-тора; ЭM – суммарный электромагнитный момент; maxстМ – амплитуд-
ное значение статического фиксирующего момента, определяемого посто-янными магнитами ротора; СM – момент статического сопротивления вала двигателя.
В данном случае справедлива следующая система допущений: - магнитная цепь электрической машины линейна, насыщение маг-
нитопровода не учитывается, падение магнитного напряжения отсутству-ет;
- сердечники считаются гладкими, рабочий зазор – равномерным; - учитываются только основные гармоники тока, магнитодвижущей
силы (МДС), потока и ЭДС, - взаимной индуктивностью обмоток пренебрегаем. - влияние вихревых токов в магнитопроводе не учитывается. Численный расчет модели подразумевает знание величин соответ-
ствующих её коэффициентов, корректное определение которых является самостоятельной задачей и требует отдельного рассмотрения.
В ходе работы с данной моделью был сформулирован и апробиро-ван следующий подход к данному расчету.

Известия ТулГУ. Технические науки. 2018. Вып. 8
310
В первую очередь соответствующие коэффициенты необходимо разделить на 3 группы:
- заданные в паспортных данных; - рассчитанные в соответствии с известными конструктивным па-
раметрами; - определенные в результате эксперимента. В качестве примера рассмотрим 2-х фазный шаговый двигатель ги-
бридного типа с располагаемыми паспортными данными, сборочными чер-тежами, схемой подключения обмоток и схемой подачи напряжения пита-ния.
Коэффициенты модели из паспортных данных: - напряжение питания фаз AU и BU ; - номинальное значение тока статора Ai и Bi ; - сопротивление обмотки статора AR и BR ; - индуктивность обмоток L ; - амплитудное значение статического фиксирующего момента
maxстМ
Коэффициенты модели, полученные путем анализа конструктор-ской документации:
- число пар полюсов ротора p ; - момент инерции ротора двJ . Число пар полюсов, очевидно, может быть получено путем непо-
средственного анализа конструкторской документации. Момент инерции ротора может быть рассчитан по известным зави-
симостям путем анализа сборочных чертежей, а также с помощью задан-ной, либо предварительно разработанной 3D-модели двигателя в пакете SolidWorks или аналогичном.
Коэффициентом модели, определяемым экспериментально, являет-ся амплитудное значение потокосцепления фазы двигателя.
Методика эксперимента состоит в следующем: - ротор принудительно и при отсутствии напряжения питания рас-
кручивается до скорости const=ω ; - выполняется измерения напряжения одной из фаз (величины про-
тивоЭДС вращенияE ); Исходя из полученных результатов измерения и уравнений для
напряжений фаз двигателя, амплитудное значение потокосцепления фазы ротора можем рассчитать по зависимости (2):
p
E
ω≈Ψ (2)
В случае отсутствия возможности проведения экспериментальных исследований, величина амплитудного значения потокосцепления в пер-вом приближении может быть оценена по зависимости (3):

Электротехнические комплексы и системы
311
Li≈Ψ (3)
Реализация модели в пакете Simulink представлена на рис. 1.
Рис. 1. Simulink-модель 2-х фазного гибридного шагового двигателя
Входной сигнал модели формируется в подсистеме «блок формиро-
вания входного сигнала» (рис. 2). В данном случае моделируется так назы-ваемый режим полного шага (full step mode) [5].
Рис. 2. Подсистема формирования входного сигнала напряжения
Simulink-модели 2-х фазного гибридного шагового двигателя
Полученные с помощью данной подсистемы входные сигналы фаз
модели при заданной частоте питания 10 Гц представлены на рис. 3. Переходный процесс модели по углу поворота при частоте входно-
го сигнала 10 Гц представлен на рис. 4. Результаты эксперимента по снятию переходного процесса по углу
поворота двигателя на рис. 5.

Известия ТулГУ. Технические науки. 2018. Вып. 8
312
Рис. 3. Входные сигналы напряжения фаз Simulink-модели
Рис. 4. Переходный процесс Simulink-модели по углу поворота ротора при частоте входного сигнала 10 Гц

Электротехнические комплексы и системы
313
Рис. 5. Экспериментальный переходный процесс по углу поворота при частоте входного сигнала 10 Гц
При частоте питания 100 Гц.
Рис. 6. Результаты моделирования угла поворота вала для модели без инерционной нагрузки при частоте питания
100 Гц

Известия ТулГУ. Технические науки. 2018. Вып. 8
314
Рис. 7. Экспериментальный переходный процесс по углу поворота вала двигателя без инерционной нагрузки при частоте питания
100 Гц
Выполняя сравнительный анализ рис. 4 - 7, можно сделать вывод о качественной и количественной сходимости результатов моделирова-ния и экспериментальных данных. Величина отклонений параметров, рассчитанных численно и полученных в ходе эксперимента, не превышает 5%.
Соответственно, рассмотренная математическая модель гибридного шагового двигателя (1) в сочетании с предложенной методикой подбора и расчета её коэффициентов может быть использована как для анализа ста-тических и динамических характеристик данной электрической машины, так и для решения широкого круга задач анализа и синтеза систем дис-кретного электропривода на её основе.
Список литературы
1. Емельянов А.В., Шилин А.Н. Шаговые двигатели: учебное посо-
бие. ВолгГТУ. Волгоград, 2005. 48 с. 2. Кенио Т. Шаговые двигатели и их микропроцессорные системы
управления; пер. с англ. М.: Энергоатомиздат. 198. 200 с. 3. Чиликин М.Г. Дискретный электропривод с шаговым двигателем.
М.: Энергия, 1971. 624 с. 4. Штёлтинг Г. Байссе А. Электрические микромашины; пер. с
немецкого. М.: Энергоатомиздат, 1991. 229 с.

Электротехнические комплексы и системы
315
5. Stepping Motors: A Guide to Theory and Practice. The Institution of Electrical Egineers. London. 2003.
6. Chirila A., Deaconu I., Navrapescu V., Albu M., Ghita C. On the model of a Hybrid Stepper Motor. In: Proc IEEE international conference on in-dustrial electronics; 2008. P. 496-501.
Степочкин Александр Олегович, аспирант, [email protected], Россия, Тула,
Тульский государственный университет
MODELING OF A HYBRID STEPPER MOTOR IN SIMULINK
A.O. Stepochkin
A mathematical model of a hybrid stepper motor is considered. The implementation this mathematical model is presented in Simulink on the basis of analysis of design parame-ters and passport data of the machine. The variant of the input signal generation in Simulink model is shown. A comparative analysis of the simulation results with experimental data is performed.
Key words: mathematical model of a hybrid stepper motor, Simulink model of a hy-brid stepper motor, calculation of the parameters of a hybrid stepper motor model.
Stepochkin Alexander Olegovich, postgraduate, [email protected] Russia, Tula,
Tula State University

316
СОДЕРЖАНИЕ
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ МЕХАНИЧЕСКОЙ И ФИЗИКО-ТЕХНИЧЕСКОЙ ОБРАБОТКИ
Доронин А.В., Ушаков М.В., Сорокин Е.В. Определение параметров сложнопрофильной образующей концевых инструментов …………………………………………………. 3 Грибов Н.В., Миловзоров О.В., Жарков Д.Н. Особенности программирования системы ЧПУ FANUC-0i при фрезеровании торцовыми фрезами и при токарной обработке ….. 9 Хлудов С.Я., Игошина В.А., Савилкина С.С., Хоменко А.В. Схемы срезания припуска при лезвийной обработке …………………. 18 Жарков Д.Н., Зябрева Д.С., Хлудов А.С. Современное состояние проблемы обеспечения разрушения витка стружки …………………………………………………………………… 23
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ Ямников А.С., Сафарова Л.Л. Синтез диаграммы Аббота ………………………………………………. 30 Сергеев Н.Н., Извольский В.В., Сергеев А.Н., Кутепов С.Н., Гвоздев А.Е., Клементьев Д.С., Пантюхин О.В. Разработка методики исследования коррозионно-механического разрушения арматурных сталей в водородосодержащих средах ……... 35 Родионова Е.Н., Матвеев И.А. Специфические операции технологии изготовления сборного полого корпуса …………………………………………………………… 56
Сергеев Н.Н., Ушаков М.В., Сергеев А.Н., Гвоздев А.Е., Кутепов С.Н., Пантюхин О.В. Когезионная прочность металлических и интерметаллических порошковых плазменных покрытий ……………………………………. 62
Чечулин К.М., Бреки А.Д., Молоков И.Е., Гвоздев А.Е., Кутепов С.Н., Пантюхин О.В. Влияние диагностики моторного масла М10Г2К в двигателе внутреннего сгорания КАМАЗ-740 автомобиля КАМАЗ на циклы его поставки в границах технического обеспечения ………………….. 79

317
Сергеев Н.Н., Сергеев А.Н., Кутепов С.Н., Гвоздев А.Е., Пантюхин О.В. Влияние режимов отпуска на длительную прочность арматурных сталей в водородсодержащих средах …………………………………… 94
Сергеев Н.Н., Сергеев А.Н., Кутепов С.Н., Гвоздев А.Е., Пантюхин О.В. Исследование коррозионной стойкости интерметаллических порошковых материалов ………………………………………………… 108
Шрон Л.Б., Богуцкий В.Б., Гордеева Э.С., Литвинова Т.А. К оценке влияния химсостава на свойства сплава Д16 методом Брандона ………………………………………………………………….. 121
Чечулин К.М., Бреки А.Д., Молоков И.Е., Гвоздев А.Е., Кутепов С.Н., Пантюхин О.В. Влияние изменения свойств моторного масла М10Г2К в двигателе внутреннего сгорания ЯМЗ-236 автомобиля УРАЛ-4320 на циклы его поставки в границах технического обеспечения …………………... 127
Сорокин П.А., Гринчар Н.Н. К вопросу расчета необходимого количества запасных частей гидрофицированных машин …………………………………………….. 141
Скобельцын С.А., Пешков Н.Ю. Определение геометрических параметров полости упругого цилиндра по рассеянному акустическому полю ……………………….. 148
Куприков М.Ю., Рабинский Л.Н. Компоновка дальнемагистрального самолета в зависимости от инфраструктурных ограничений …………………………………...... 160
Медведский А.Л., Мартиросов М.И., Хомченко А.В. Напряженно-деформированное состояние многослойной композитной пластины при наличии межслоевых дефектов …………. 168
Саратов А.А. Конкурентный метод расчёта партий запуска в позаказном производстве ……………………………………………………………... 179
СИСТЕМНЫЙ АНАЛИЗ, УПРАВЛЕНИЕ И ОБРАБОТКА ИНФОРМАЦИИ
Данилов А.И., Зубачев А.М., Данилов А.А. Методика численного анализа эффективности подготовки и применения сложной технической системы …………………………. 186

318
Богуцкий В.Б., Шрон Л.Б., Новосёлов Ю.К. Алгоритм анализа процесса круглого наружного шлифования со скрещенными в одной плоскости осями абразивного инструмента и заготовки ………………………………………………… 200 Левадный Ю.В., Телеш В.А., Мисан А.А. Алгоритм и программная реализация процедур адаптивной обработки данных дистанционного зондирования Земли …………….. 205
СТАНДАРТИЗАЦИЯ И УПРАВЛЕНИЕ КАЧЕСТВОМ ПРОДУКЦИИ
Абраженин А.А., Лобанов А.В., Трушин Н.Н. Оценка показателя технологичности детали методом регрессионного анализа с использованием 3D-модели ……………….. 212 Андреев Ю.С., Пухова Е.А., Ткачева М.В. Оценка влияния систем полиграфического воспроизведения на качество и надежность считывания штриховых кодов …………….. 220
ИНФОРМАЦИОННО-ИЗМЕРИТЕЛЬНЫЕ И УПРАВЛЯЮЩИЕ СИСТЕМЫ
Анцев В.Ю., Крылов К.Ю., Витчук П.В., Витчук Н.А. Выбор контрольно-измерительного оборудования комплекса для измерения дефектов крановых путей ………………………………. 230
Хейн Тай Зар Тин, Мельников В.Е. Весоизмерительная топология современного аэропорта ……………… 239
Иванов Ю.В., Алалуев Р.В. Исследование функционирования системы измерения вертикального перемещения объекта с самонастройкой параметров ………………………………………………………………... 251
ТЕХНОЛОГИИ И МАШИНЫ ОБРАБОТКИ ДАВЛЕНИЕМ
Морозов О.И., Кокорин В.Н., Табаков В.П., Сагитов Д.И., Илюшкин М.В., Ширманов Н.А. Повышение стойкости рабочих поверхностей деталей штампов при использовании комплексной модификации ……………………….. 261

319
Ло Синь, Евсюков С.А., Юй Чжунци Исследование потери устойчивости при вытяжке в цилиндрическую матрицу без прижима ……………………………… 274
Филиппов Ю.К., Шпунькин Н.Ф., Типалин С.А. Проектирование технологий изготовления художественных деталей на примере изделия «подстаканник» ………………………….. 284 Филин Д.С., Фёдоров Д.В. Обоснование рациональной формы инструмента для процесса продольно-поперечного выдавливания полых полуфабрикатов ……... 294 Филин Д.С., Киселёв Д.А. Определение технологической силы операции продольного двухстороннего выдавливания ………………………………………….. 302
ЭЛЕКТРОТЕХНИЧЕСКИЕ КОМПЛЕКСЫ И СИСТЕМЫ
Степочкин А.О. Моделирование работы шагового электрического двигателя гибридного типа в пакете SIMULINK ………………………………….. 308

Научное издание
ИЗВЕСТИЯ
ТУЛЬСКОГО ГОСУДАРСТВЕННОГО УНИВЕРСИТЕТА
ТЕХНИЧЕСКИЕ НАУКИ
Выпуск 8
Редактор О.И. Борискин
Компьютерная правка и верстка – К.А. Александрович, Б.С. Яковлев
Учредитель: ФГБОУ ВО «Тульский государственный университет»
300012, г. Тула, просп. Ленина, 92
Изд. лиц. ЛР 020300 от 12.02.97 Подписано в печать 20.08.18. Дата выхода в свет 27.08.18
Формат бумаги 70×100 1/8. Бумага офсетная Усл. печ. л. 52,00
Тираж 500 экз. Заказ 112 Цена свободная
Адрес редакции и издателя: 300012, г. Тула, просп. Ленина, 95
Отпечатано в Издательстве ТулГУ 300012, г. Тула, просп. Ленина, 95
Copyright © 2022 FDOKUMEN